Российская неделя здравоохранения-2018 вызвала широкий отклик в профессиональном сообществе
Говорят участники и гости прошедшего в «Экспоцентре»2-7 декабря международного научно-практического форума «Российская неделя здравоохранения-2018», который объединил на единой площадке ведущие отраслевые выставки и конгрессные события:
Татьяна Батышева, главный детский реабилитолог Минздрава РФ:
– Российская неделя здравоохранения – одно из знаменательных событий года. Хочу, прежде всего, поблагодарить организаторов этого праздника – генерального директора «Экспоцентра» Сергея Сергеевича Беднова вместе с его замечательной командой, сумевшей создать уникальный климат на форуме, который сегодня посетили многие мои коллеги из разных регионов страны и, конечно, из Москвы. Я представляю как федеральную структуру, так и московскую. Мы занимаемся профилактикой неинфекционных заболеваний, мы говорим о здоровом образе жизни, а значит – о здоровье будущих родителей и о здоровье наших детей.
В здравоохранении есть различные отрасли медицины, которые подчас с собой не связаны. Например, санаторно-курортное дело. Для наших детей очень важно иметь третий этап реабилитации, а именно санаторно-курортный. И здесь на выставке представлены уникальные курорты нашей страны, с которыми могут познакомиться как профессиональные врачи, так и родители наших маленьких пациентов.
Просмотр видео
Алексей Хрипун, министр Правительства Москвы, руководитель Департамента здравоохранения г. Москвы:
– Ассамблея «Здоровье Москвы» проходит уже в 17-й раз, но в «Экспоцентре» — впервые. Мы очень довольны выбором площадки, который сделали, потому что в этом году количество участников на этот час сегодняшнего дня составляет порядка 10 тысяч человек, которые зарегистрировались, уже пришли или придут на Ассамблею. Это огромная цифра, в пять раз больше чем в прошлом году.
И мы видим, что все службы «Экспоцентра» работают четко. Они создали нам идеальные условия для работы. Это отмечают все. Поэтому со словами большой благодарности я хотел бы обратиться к руководству «Экспоцентра». Спасибо большое.
Просмотр видео
Игорь Платонов, генеральный секретарь Всемирной организации медицинского туризма:
– Тематических выставок по медицинскому туризму в России небольшое количество. И нам очень приятно, что центральная выставочная площадка Российской Федерации – «Экспоцентр» организует выставки по актуальным направлениям, входящим в национальные приоритетные проекты нашей страны.
Выставка MedTravelExpo привлекает не только российских операторов, работающих в сфере медицинского туризма, но и вызвала интерес у наших зарубежных коллег и партнеров, которые представляют возможности иностранных клиник и иностранного медицинского туризма. Выставка собрала много специалистов, работающих и в сфере здравоохранения, и в смежных с медицинским туризмом направлениях. Мы оцениваем работу выставки на отлично. Регулярно принимаем в ней участие и будем это делать в дальнейшем.
Просмотр видео
Ирина Турчинская, тренер и диетолог, ведущая телешоу «Взвешенные люди»:
– Стоит отметить огромное количество стендов, которые было по-настоящему интересно посетить, пообщаться с представителями тех или иных организаций. Это действительно отраслевая выставка, где специалисты слышат друг друга, понимают друг друга, видят общие сложности и общие направления развития. Все это дает повышение собственного уровня компетенции и квалификации, а также вдохновение. Я очень довольна тем, что увидела на этой выставке.
Просмотр видео
Альберт Салиев, генеральный директор компании «Русский доктор»:
– В Российской неделе здравоохранения наша компания принимает участие в шестой раз. Каждый год мы представляем новый стенд и новую коллекцию. С недавних пор наша компания запустила собственный бренд «Энигма». На стенде мы демонстрируем расширенную новую коллекцию этого бренда.
Продукция «Русского доктора» представлена более чем в 70 городах страны, партнерская сеть насчитывает свыше 200 предприятий, реализующих нашу продукцию в своих регионах. Большинство этих клиентов посещает стенд, чтобы увидеть новинки, потрогать их, пообщаться с персональными менеджерами, встретиться с руководством. В переговорной комнате на стенде непрерывно проходят переговоры с ключевыми партнерами.
Цель участия в выставке не в моментальной прибыли, наша цель – инвестиции в перспективу, инвестиции в имидж. «Русский доктор» должен быть на выставке, должен встречать своих гостей и партнеров, рассказывать о новых коллекциях, обсуждать планы на будущее. В этом смысле выставка для нас удачна, удачна каждый год. В следующем году мы планируем быть здесь, на этом же месте. Обязательно подготовим что-нибудь яркое, новое, удивляющее для целевой аудитории, наших покупателей и партнеров.
Просмотр видео
Антон Зуев, менеджер по маркетингу BEKA RUS:
– Мы участвуем в выставке «Здравоохранение» уже больше десяти лет подряд. Это главное мероприятие года. Сюда приходят все наши клиенты, все профессора, с которыми мы поддерживаем отношения, и здесь обмениваемся результатами года.
В этом году решили поставить меньше аппаратов, сделать больше места и свободного пространства для переговоров. Из оборудования у нас представлены аппараты для реабилитации функций верхних конечностей, уголок физиоаппаратуры, ударно-волновая терапия, лазерная и комбинированная терапия, антигравитационная беговая дорожка для помощи после эндопротезирования суставов, аппараты для активно-пассивной разработки – велосипеды, групповая терапия для повышения вовлечения пациента в реабилитацию.
У наших аппаратов есть уникальные функции, которых нет у конкурентов. Например, антигравитационная дорожка – таких разработок по разгрузке веса тела пациента нигде нет. Групповая терапия активно-пассивных тренажеров: подобной функции – до четырех пациентов одновременно – в таком классе аппаратов нет ни у кого из наших конкурентов.
Особый интерес наша продукция вызывает у физиотерапевтов, заведующих отделениями физиотерапии. Были представители из СНГ (Казахстана, Узбекистана, Киргизии, Беларуси), Грузии, многих регионов России. Нам всегда нравится на этой выставке.
Просмотр видео
Алексей Белоусов, начальник лаборатории АО «НПО «СПЛАВ»:
– На стенде Техмаша и Ростеха представлены медицинские приборы совместных разработок с ВУЗами страны – МГУ и ЦНИИ РТК. Наибольший интерес представляют приборы диагностики и лечения. Они определяют состояние человека, диагностируют и назначают лечение без участия врача. Но, конечно, последнее слово всегда останется за доктором.
В выставке «Здравоохранение» мы участвуем уже в пятый раз. На стенде всегда выставляем наиболее интересные продукты, которые имеют высоко интеллектуальный потенциал. Представляемая нами продукция практически не имеет аналогов ни в России, ни в мире.
Выставка очень нужна для того, чтобы увидеть свой уровень и посмотреть уровень других.
Нашей продукцией заинтересовались, в частности, для поставки в Сирию и даже в Арабские Эмираты.
По организации выставки ни у меня, ни у моих коллег замечаний нет. Думаю, наше руководство обязательно примет решение об участии в выставке в следующем году, и думаю, что один из представляемых нами сейчас работающих макетов в следующем году будет на выставке уже в качестве готового медицинского изделия. Будем стараться не просто не отстать, а опередить конкурентов.
Просмотр видео
Константин Нагорный, коммерческий директор medi RUS LLC:
— Мы представляем известный бренд компрессионного трикотажа. Традиционно на выставку привозим только новинки.
Компания Medi давно участвует в «Здравоохранении». В этом году даже не ожидали, что будет столько много новых клиентов, которые хотят с нами работать. Отрадно, что подходят общаться и перенимать опыт представители других компаний, в том числе и российских.
Лидеры рынка всегда собираются на этой выставке. Здесь достаточно комфортно и все партнёры и целевая аудитория от конечного потребителя (врача) до бизнес-партнёра совершенно точно знают, куда нужно прийти, где что посмотреть. У них не возникает вопросов с навигацией в процессе посещения выставки. Это удобно.
В техническом плане мы не испытываем никаких проблем. Здесь достаточно хорошая акустика, если нужна тишина, то переговорные позволяют эту тишину соблюсти. Удобные подключения, разъёмы, работает WiFi.
Для нашего бренда это отраслевое мероприятие, на котором мы всегда присутствовали и будем присутствовать.
Просмотр видео
Владислав Шерстобоев, первый заместитель генерального директора компании «НИКАМЕД»:
– Мы работаем на выставке каждый год. Для нас это важное мероприятие, куда мы приглашаем своих партнёров на протяжении уже практически 11 лет.
Мы — самая крупная компания, которая имеет собственную розничную ортопедическую сеть.
На выставке всегда есть два потока людей. Те, которые нас давно и замечательно знают (это большая часть), вторая часть – новые предприниматели.
В этом году к нам большой интерес со стороны Казахстана, Беларуси, Азербайджана, Армении. Мы получаем новые контакты. В стратегии нашей компании выход в бывшие страны СССР, чтобы дальше тиражировать наш бизнес. Поэтому мы в одиннадцатый раз в рамках выставки проводим свою собственную дистрибьюторскую конференцию.
Обычно начинаем готовиться к выставке летом. Тогда же и рождается концепт.
Просмотр видео
Оад Шахар, основатель Kaizen:
– Мы создали персональную программу по омоложению для каждого человека на основе биологических и генетических анализов.
Я увидел очень хорошо организованную выставку. Расположение выставочного комплекса в центре Москвы даёт возможность максимально быстро и удобно (с небольшим количеством пробок) доехать и посетить выставку. Конечно же, приеду снова в следующем году и обещаю удивить посетителей. Но пока это секрет.
Просмотр видео
Александр Элинсон, генеральный директор НИПК «Электрон»:
– Мы все знаем, что здравоохранение — это традиционное направление, в котором есть большое количество устоев, повторяющихся из года в год. Так же мы все знаем, что в первых числах декабря проходит выставка «Здравоохранение». Это место встречи, где собираются все участники отрасли.
Мы в этом году представляем уникальный медицинский комплекс, который хотели бы в будущем видеть в каждой районной больнице.
Пройдя по выставке, мы увидели, что российская промышленность выдает все больше новых продуктов. Мы желаем тем, кто сегодня представляет продукцию «сделано в России», демонстрировать в дальнейшем свою продукцию на международных выставках. Чтобы эта продукция была востребована и за рубежом, чтобы они рассказывали о своих экспортных успехах. Это, как показывает практика, очень помогает развитию и внутри страны.
У «Экспоцентра» непростая задача. Скорость изменения сегодня колоссальная. «Экспоцентр» успевает подстраиваться под эти изменения. Мы желаем ему бежать с той же скоростью и периодически опережать события, предлагая рынку все новые и новые форматы.
Просмотр видео
Дмитрий Исаенко, генеральный директор Консорциума «РУСЭКСПОРТ»:
– Мы делаем качественные банные интерьеры и аксессуары. Мы с удовольствием приняли предложение участвовать в выставке MedTravelExpo, потому что «Экспоцентр» — это знаковый выставочный центр для России и для нашей компании. Мы здесь начинали свою выставочную деятельность в 2004 году.
Участие в выставке для нас — это не только престиж, но и ответственность. Необходимо создать красивый стенд, красивую коллекцию, удивить участников и посетителей выставки.
Просмотр видео
Татьяна Фатеева, руководитель развития и рекламы компании «ФАТЕЕВЫ БАНИ»:
— В центре Москвы проходит такая грандиозная выставка, как MedTravelExpo, посвященная, в частности, бане, а также здоровью, молодости. Мы не ошиблись. За эти четыре дня было очень много людей, много конкретных покупателей. Выставочный образец – баню из кедра – мы продали прямо здесь. И на этом же прицепе она поедет в Краснодар. На банном форуме мы по-деловому знакомимся с нашими коллегами.
Нам очень важно, что нас отметили дипломом выставки. Мы разместим его на нашем сайте и в соцсетях.
Мы очень комфортно заехали в «Экспоцентр» и поставили нашу баню в павильоне. Без проблем. Спасибо организаторам. Обязательно приедем в будущем году. Покажем свои новые произведения. Надеемся на положительные результаты и позитивное общение.
Просмотр видео
Тосихидэ Нонака, управляющий директор International Lumbago Clinic:
– Раньше мы участвовали в других выставках, посвященных медицинскому туризму. На MedTravelExpo впервые. Многие пациенты и жители России проявили большой интерес к нашей клинике, поэтому решили в этом году представить свою клинику здесь. На этой выставке среди посетителей было больше представителей агентств медицинского туризма, медицинских учреждений России. Были, конечно, и пациенты. Нам удалось установить контакты со многими агентами и медучреждениями.
В будущем планируем открытие в России реабилитационных программ. Для нас, как зарубежной клиники, важно участие в подобных мероприятиях, т. к. многие пациенты и агенты не имеют другой возможности узнать о методах лечения за границей. Именно участвуя в таких мероприятиях, мы можем донести до широких масс свои методы лечения. Мы рассмотрим возможность участия в выставке в будущем году. Проведение выставки в «Экспоцентре» имеет ряд преимуществ. В частности, для участников и посетителей удобно его расположение недалеко от центра Москвы. Зарубежные участники могут достаточно легко приехать в Москву и добраться до «Экспоцентра», чтобы представить свои услуги и учреждения.
Просмотр видео
Сэм Авад, генеральный директор GMTP:
– Наша компания является оператором, который организует лечение в Греции. Выставка нам интересна, поскольку здесь мы встречаемся с российскими пациентами, туроператорами, агентами, клиниками, с которыми могли бы сотрудничать. Посетителей интересовала возможность лечения различных заболеваний и реабилитации в Греции.
Российский рынок очень большой, поэтому быть на таких выставках очень важно, т.к. здесь присутствуют не только представители Москвы, но и различных регионов России. Сюда приезжают те, кто заинтересован в лечении за рубежом. Интересна также возможность кооперации с российскими специалистами, обладающими лечебными методиками, которых нет в Европе. Мы довольны результатами своего участия и планируем быть на выставке в следующем году. Выставка открыла для нас возможность кооперации с различными российскими компаниями и клиниками для организации лечения в России.
Просмотр видео
Со Хи Вон, менеджер международного медицинского отдела HIMCHAN HOSPITAL:
– Клиника HIMCHAN – это специализированная ортопедическая клиника. О выставке MedTravelExpo узнали в прошлом году, но не успели принять в ней участие. У нас было очень большое желание участвовать в этой специализированной медицинской выставке. Мы заранее подали заявку на участие во второй выставке и очень рады быть здесь. Сегодня четвертый день выставки, состоялось много встреч с врачами, медицинскими агентствами, санаториями не только из России, но и Западной Европы и Прибалтики.
К Южной Корее большой интерес, поскольку в сравнении с европейскими странами она предоставляет более дешевый качественный сервис. Кроме работы на стенде мы участвовали в конференциях, деловых встречах, на которых рассказывали о системе здравоохранения в Южной Корее. Было задано много вопросов, что показало интерес к лечению в Южной Корее. Мы рады участвовать в MedTravelExpo. Надеюсь, что отчет о работе на этой выставке будет способствовать увеличению количества южнокорейских клиник-участников следующей выставки.
Мы довольны организацией смотра. Понравилось, что одновременно проводятся другие близкие по тематике выставки. Установили контакты с фирмами из разных стран по эндопротезированию и реабилитации. Участие в этой выставке и конференциях помогло нам найти новых партнеров.
Просмотр видео
Все новости
ЦВК «Экспоцентр»: международные выставки, конгрессы, конференции
21—25 ноября 2022
ЦВК «Экспоцентр»
5–9 декабря 2022
ЦВК «Экспоцентр»
5–8 декабря 2022
ЦВК «Экспоцентр»
Ближайшие выставки и мероприятия30
08.11.2022—11.11.2022
Гостевые выставки
MITEX 2022
Международная специализированная выставка инструментов и оборудования
Организаторы:
ВК «Евроэкспо» (Россия) EUROEXPO EXHIBITIONS and CONGRESSES DEVELOPMENT GmbH (Австрия)
0+
08. 11.2022—11.11.2022
Добавить в календарь
08.11.2022—11.11.2022
Гостевые выставки
МЕТАЛЛ-ЭКСПО 2022
28-я Международная промышленная выставка
Организатор:
ООО «Металл-Экспо» (Россия)
12+
08.11.2022—11.11.2022
Добавить в календарь
15.11.2022—17.11.2022
Гостевые выставки
Parking Russia 2022
Международная выставка оборудования и технологий для обустройства и эксплуатации парковочного пространства
Организатор:
ООО «МВК»
12+
15. 11.2022—17.11.2022
Добавить в календарь
Показать еще
Все мероприятия
Пресс-центр
Новости
СМИ о нас
Все новостиВсе публикации СМИ
03.11.2022 В Баку открылся «Российско-Азербайджанский день поля»
03.11.2022 Отзывы участников выставки «Химия-2022»
03.11.2022 В форуме предпринимателей Московской области примут участие представители «Экспоцентра»
02.11.2022 Юбилейное Общее собрание членов Российского Союза химиков прошло в «Экспоцентре»
02.11.2022 Химический триатлон на выставке «Химия-2022»
02.11.2022 Алексей Вялкин принял участие в заседании президиума РСВЯ
01.11.2022 Комфортно работать человеку помогают роботы
01.11.2022 «Россия – Иран: сотрудничество в химии и нефтехимии»
01. 11.2022 Эксперты обсудили механизмы промышленной политики в химической отрасли
01.11.2022 В «Экспоцентре» открылась выставка «Некрополь-2022»
31.10.2022 В столичном Экспоцентре открылась международная выставка «Химия- 2022»
24.10.2022 Машиностроение и металлообработка: что нового производят в России?
24.10.2022 В «Экспоцентре» открылась «Российская промышленная неделя — 2022»
17.10.2022 «Российская промышленная неделя-2022» пройдет 24-27 октября в «Экспоцентре»
11.10.2022 Выставка пищевых технологий
11.10.2022 Нехватка западных пищевых ингредиентов уже меняет вкус привычных продуктов. Чем и когда их заменят в России
11.10.2022 Вкусные инновации помогают делать продукты полезнее
11.10.2022 «Агропродмаш-2022»: россиян стало больше, а западные игроки не прощаются
10.10.2022 В Москве открылась выставка «Агропродмаш»
28. 09.2022 Импортозамещение в сегменте детских товаров
Expocentre:Exhibiting the Future«Экспоцентр»:демонстрируем будущее
Как добраться
На машине
На общественном транспорте
Проезд грузового транспорта
Контакты
Единый справочный центр
Сервис-бюро
Реклама
Центральный выставочный комплекс «Экспоцентр»
«Экспоцентр» — всемирно известная российская выставочная компания, более 60 лет неизменно сохраняющая статус ведущего организатора крупнейших в России, СНГ и Восточной Европе международных отраслевых выставок, а также национальных экспозиций нашей страны на выставках EXPO.
В 2021 году в Центральном выставочном комплексе «Экспоцентр» состоялось 80 международных выставок с участием 17 тыс. компаний со всего мира, а также 669 конгрессов, симпозиумов, конференций. Число посетителей конгрессно-выставочных мероприятий — 805 тыс. человек*.
Общая выставочная площадь ЦВК «Экспоцентр» — 165 тыс. кв. м, в том числе закрытая — 105 тыс. кв. м и открытая — 60 тыс. кв. м.
* В связи с пандемией COVID-19 в 2021 году действовали ограничения по реализации выставочно-конгрессной программы ЦВК «Экспоцентр» и участию в ней зарубежных экспонентов.
В настоящее время «Экспоцентр» располагает 9 выставочными павильонами с самым современным инженерно-техническим оснащением, а также 39 удобными многофункциональными залами для проведения конгрессов, пресс-конференций, симпозиумов и семинаров.
При формировании выставочной программы «Экспоцентра» максимально учитываются приоритетные направления развития российской и мировой экономики. Одним из главных направлений деятельности компании стало участие в реализации приоритетных национальных проектов и развитии инновационных программ.
Все собственные выставки «Экспоцентра» пользуются поддержкой федеральных органов исполнительной власти, национальных отраслевых ассоциаций, проводятся под патронатом Торгово-промышленной палаты Российской Федерации.
* В связи с пандемией COVID-19 в 2021 году действовали ограничения по реализации выставочно-конгрессной программы ЦВК «Экспоцентр» и участию в ней зарубежных экспонентов.
Показать текст полностью Свернуть
Краткая история «Экспоцентра»
Членство в профессиональных организациях
Наши партнеры
Исследование возможностей развития выставочного центра Портленда
Исследование возможностей развития выставочного центра Портленда оценит стоимость собственности площадью 53 акра и наибольшую общественную пользу, которую можно было бы получить, изучив потенциальные будущие сценарии места проведения и территории.
Будьте в курсе
Узнайте больше о возможностях развития на выставке Expo и текущем запросе на выражение заинтересованности на expofuture.org
По запросу Metro Council в начале 2020 года было начато исследование возможностей развития Портлендского выставочного центра, чтобы оценить ценность и возможности для наибольшей общественной пользы от собственности и объекта площадью 53 акра. У центра есть значительные потребности в капитале, и нет определенного источника финансирования для удовлетворения этих потребностей с течением времени. В этом исследовании будут определены варианты развития, которые могли бы дополнить, поддержать или заменить текущие операции центра мероприятий. Любое потенциальное будущее Экспо должно быть финансово устойчивым. С момента начала этого исследования COVID-19значительно усугубила финансовые проблемы центра.
В то время как пандемия COVID-19 принесла неопределенность и сбои, Metro уделяет приоритетное внимание продолжению этого проекта. С ранней весны сотрудники Metro работали над адаптацией площадок для проведения мероприятий, таких как Экспоцентр, чтобы они могли служить в регионе мерами реагирования на COVID-19, а также удовлетворять меняющиеся потребности клиентов. Цель этого проекта не изменилась и остается совместным процессом, направленным на оценку потенциального будущего Экспоцентра.
Место сбора в Портленде
Выставочный центр Портленда ежегодно привлекает около 500 000 посетителей на более чем 100 публичных торговых выставок и общественных мероприятий, таких как домашние и садовые, автомобильные, автофургоны, антиквариат, выставки и концерты на открытом воздухе. За последние пять лет он ежегодно приносил в среднем около 50 миллионов долларов экономического эффекта. Центр имеет 330 000 квадратных футов выставочных площадей в пяти выставочных залах на территории кампуса площадью 53 акра. Portland Expo Center стремится к устойчивому развитию с самой большой зеленой стеной ливневых вод в стране, обрабатывающей более 10 000 кубических футов стоков. Проект восстановления крыш павильонов D и E сэкономил тонны материала от отправки на свалку, а замена освещения парковки на светодиоды значительно снизила потребление электроэнергии.
Историческое и культурное значение
Многие сообщества в районе Большого Портленда и нашего региона имеют уникальные и важные исторические и культурные связи с Экспоцентром и землей, на которой он построен. Близлежащие наводнения в Ванпорте и интернирование во время Второй мировой войны в Портлендском сборочном центре оказали длительное влияние на афроамериканские, коренные и японо-американские общины. Метро и выставочный центр Портленда признают прошлые события и несправедливости, имевшие место в центре или рядом с ним. Expo работает с Vanport Mosaic и Центром наследия Nikkei, чтобы гарантировать, что эти события никогда не будут забыты.
Как проект будет привлекать заинтересованные стороны?
На протяжении всего процесса Metro взаимодействует с ключевыми заинтересованными сторонами и партнерами, в том числе с сообществами, имеющими исторические и культурные связи и деловые интересы. К ним относятся афроамериканцы, коренные жители и американцы японского происхождения, а также клиенты Expo и заинтересованные стороны бизнеса, чтобы уточнить руководящие принципы проекта. Результатом первоначального взаимодействия с заинтересованными сторонами являются руководящие принципы (см. ниже). Каждое потенциальное будущее будет оцениваться на основе этой совместно разработанной структуры, управляемой сообществом. Возможности для ввода будут продолжаться во время процесса подачи запроса на выражение заинтересованности, с опросом и открытым собранием.
Процесс отбора
Сотрудники Metro и консультанты по проектам, Cascadia Partners, уточнят представленные проекты до списка из пяти потенциальных вариантов на основе осуществимости, а комитет заинтересованных сторон рассмотрит представленные материалы и оценит, насколько каждый из них соответствует руководящие принципы. Главный операционный директор Metro Марисса Мадригал рассмотрит отчет заинтересованных сторон сообщества и представит свои рекомендации Совету Metro и Metropolitan Exposition and Recreation Commission.
Руководящие принципы
Metro и Cascadia Partners организовали серию семинаров, на которых заинтересованные лица участвовали в групповых упражнениях, объединяющих коллективные идеи для руководящих принципов в общие темы. Как группа, участники перенесли общие темы в проекты руководящих принципов. На этих семинарах были сформулированы следующие руководящие принципы:
Чтить, уважать и сохранять культурное, земельное, водное и историческое значение для информирования будущих поколений; не навреди движению вперед.
Требовать целенаправленного включения сообществ, которые выстояли и процветают, несмотря на действие колонизации и/или пагубное воздействие политики и практики.
Максимизируйте пользу сообщества и связи для будущих поколений; уделяйте приоритетное внимание инвестициям в более сильные сообщества, которые управляются сообществом и учитывают культурные особенности.
Постоянное взаимодействие и прозрачность.
Ищите возможности для культурного самовыражения, искусства, рассказывания историй и обучения.
Ищите устойчивые и устойчивые к изменению климата решения.
Центр инклюзивной, культурной и экономической устойчивости и благополучия.
Подробнее о процессе взаимодействия, разработке руководящих принципов и целях проекта см. в документах ниже. В начале 2022 года был запущен новый интерактивный веб-сайт проекта. На нем размещена подробная информация о процессе подачи RFEI, опрос для сбора отзывов жителей региона и многое другое.
Выставочный центр Mohegan Sun откроется летом 2018 года – Отдел новостей Mohegan Sun
Начато строительство выставочного и конференц-центра стоимостью 80 миллионов долларов, который будет расположен недалеко от зимнего входа в Mohegan Sun, сообщили официальные лица на собрании для прессы в четверг во время подробного выступления. по полному проекту; United Natural Foods объявлена в качестве первого партнера
UNCASVILLE, CT (23 марта 2017 г. ) – Лидеры племени Мохеган и Мохеган Сан собрались в четверг днем во флагманском отеле в Коннектикуте, чтобы объявить официальные планы The Mohegan Sun Экспо центр. Строительство ведется с намеченной датой открытия летом 2018 года. Расширение охватит более 240 000 квадратных футов и будет расположено у гаража Winter Parking и в непосредственной близости от новейшего отеля Mohegan Sun, Earth Tower. Партнерами проекта являются нью-йоркская архитектурная фирма KPF (Kohn Pedersen Fox) и строительная команда из Северного Стонингтона, A/Z Corp.
Ожидается, что выставочный и конференц-центр будет привлекать больше корпоративных и отраслевых выставок, в дополнение к таким выставкам, как Barrett-Jackson и Национальная ассоциация почтовых инспекторов. Это дает Mohegan Sun прекрасную возможность также расширить текущие шоу, ориентированные на потребителя, такие как Terrificon, и провести шоу индустрии технологий, шоу по гольфу, музыкальные феерии, домашние шоу, шоу по автоспорту и охоте и рыбалке. Одно из первых партнерских отношений, о котором сегодня объявил помощник генерального директора Джефф Гамильтон, связано с United Natural Foods Inc (UNFI), поскольку он ускользнул от участия в полномасштабной выставке продуктов питания уже на ранних этапах планирования на следующий год.
Председатель племени Мохеган, Кевин Браун, также выступая сегодня на мероприятии, коснулся будущих перспективных партнерских отношений и дальнейшего положительного влияния выставочного центра на юго-восток Коннектикута. «Этот новый конференц-центр поможет укрепить позиции Mohegan Sun не только в качестве основного места проведения конгрессов, но и в качестве главного курорта в северо-восточном регионе. Это позволит нам провести некоторые из крупнейших торговых выставок в стране и вернуть некоторые из потерянных конвенций, которые ищут более крупные площадки в Бостоне и Нью-Йорке», — заявил председатель.
Выставочный центр Mohegan Sun Expo Center создаст примерно 200 рабочих мест, включая строителей и постоянных сотрудников, а также ожидается появление дополнительных 100 рабочих мест поставщиков. Другие ключевые детали и цифры включают:
Бальный зал площадью 21 412 квадратных футов, который делится на две части и имеет более 3 000 квадратных футов чистых помещений перед торжествами
Сам выставочный центр будет 131 000 чистых квадратных футов
Наличие бесплатной парковки, 6 погрузочных площадок с открытой парковки и дополнительного въезда через 2 въездные двери уровня земли
Всего 18 конференц-залов площадью от 360 квадратных футов до 675 квадратных футов
Зал заседаний площадью 1263 кв. фута с 230 кв. футами холла и собственной открытой террасой
3600 квадратных футов открытых площадей, включая большую террасу вокруг всего центра
Кухня площадью 5361 кв. м
Дополнительные функции включают мобильную кассу, новейшие технологии, цифровые дисплеи внутри и снаружи центра, бесплатный Wi-Fi, смежную выставочную площадь
С точки зрения дизайна, новый выставочный центр будет представлять собой структуру без колонн с окнами на потолке, предлагая гибкое программирование в пределах естественно освещенного пространства. Главный коридор, который соединяет выставочный зал с фойе, также обеспечивает доступ ко всему объекту, включая бальный зал и регулируемые конференц-залы. Вдоль этого пути окна и двери от пола до потолка ведут посетителей на открытый внутренний дворик, который добавляет места для встреч в теплую погоду и защищает здание от Коув-роуд, которая петляет вокруг всего участка. Зелень простирается на восток до недавно построенной Земной башни, которая имеет тот же главный вход, что и Небесная башня. Внутренняя отделка будет напоминать о культурной истории племени, с изготовленными на заказ коврами и светильниками, которые отражают мотивы коренных американцев, близлежащую реку Темзу и цветовые палитры башен Земли и Неба. Дополнительные помещения для развлекательных мероприятий нижнего уровня будут составлять 20 000 квадратных футов от общей площади, что еще больше разнообразит программу многофункционального использования центра.
После завершения строительства летом 2018 года, в идеале к аукциону коллекционеров автомобилей Баррета-Джексона в следующем году, Mohegan Sun станет домом для крупнейших конференц-залов между Бостоном, штат Массачусетс, и Нью-Йорком. Чтобы узнать больше, посетите mohegansun.com/EXPO
О KPF: Kohn Pedersen Fox Associates (KPF) — архитектурная фирма, ответственная за расширение проекта Mohegan Sun Sunburst, которое включает в себя программирование, генеральное планирование и дизайн великолепного экстерьера. Мохеган Сан. Kohn Pedersen Fox Associates — отмеченная наградами архитектурная фирма с полным спектром услуг, предлагающая услуги по генеральному планированию, пространственному планированию, программированию, анализу зданий и дизайну интерьеров для престижного списка международных клиентов как в государственном, так и в частном секторах. Дополнительную информацию о Kohn Pedersen Fox Associates можно получить на сайте kpf.com.
О КОМПАНИИ A/Z CORP: Корпорация A/Z является ведущим поставщиком услуг по проектированию, строительству и техническому обслуживанию, ориентированным на предоставление инновационных решений из одних рук. Миссия компании состоит в том, чтобы обеспечить высочайший уровень качества и ценности для клиентов, которых она поддерживает в технологических отраслях. Это обязательство, которое фирма поддерживает уже почти 50 лет. Растущая команда A/Z из более чем 450 профессионалов обслуживает некоторые из самых узнаваемых частных и государственных компаний на северо-востоке и в Средней Атлантике США через свои офисы, расположенные по всему региону.
ИНФОРМАЦИЯ О MOHEGAN SUN: Mohegan Sun, принадлежащий Управлению по азартным играм племени Мохеган, является одним из крупнейших и наиболее захватывающих центров развлечений, игр, ресторанов и магазинов в Соединенных Штатах. Расположенный на 185 акрах вдоль реки Темзы в живописном юго-восточном штате Коннектикут, Mohegan Sun является домом для трех уникальных казино, 1600 роскошных гостиничных номеров, 2 спа-центров мирового класса, поля для гольфа, более 80 магазинов, ресторанов и баров, а также трех наград. развлекательные центры, в том числе арена на 10 000 мест. Mohegan Sun находится недалеко от Нью-Йорка, Бостона, Хартфорда и Провиденса и в 15 минутах от музеев, антикварных магазинов и набережной Таинственной Страны. Дополнительную информацию можно получить по телефону 1.888.226.7711 или на сайте mohegansun.com. Присоединяйтесь к нам на Facebook, подписывайтесь на нас в Twitter и Instagram @mohegansun, смотрите нас на YouTube и находите нас в Snapchat под именем пользователя MoheganSun.
Гравер ЗУБР — универсальное устройство для широкого спектра работ (резка, сверление, полирование, гравирование, шлифование). Расширенная комплектация включает в себя базовый набор насадок для начала работы сразу после покупки. Мощный двигатель позволяет эффективно работать даже при большой нагрузке. ЗУБР — реализуя Ваши мечты
Применение
Для шлифования, полирования, сверления, фрезерования и гравирования поверхностей различных материалов (дерево, сталь, камень, плитка и т.д.).
На электроинструменты и бензотехнику «ЗУБР» действует расширенная 5-летняя гарантия. Служба качества контролирует процесс производства на каждом этапе.
Техническая информация
Артикул
Мощность, Вт
160
Частота вращения, об/мин
15000-35000
Размер цанги, мм
3. 2
Посадочный размер вала, мм
M8x0.75
Электронная регулировка оборотов
есть
Блокировка шпинделя
есть
Быстрая замена щеток
есть
Гибкий вал в комплекте
есть
Количество аксессуаров в комплекте, шт
41
Длина кабеля, м
1. 5
Напряжение, В/Гц
~230 /50
Габариты, см
34x24x9.2
Масса изделия, кг
0.7
Масса в упаковке, кг
2. 2
Комплектация
Гравер электрический
1
Гибкий вал
1
Штатив телескопический
1
Кронштейн штатива
1
Цанга
1 3. 2мм
Шарошка абразивная на шпильке цилиндрическая
1
Шарошка абразивная на шпильке коническая
1
Шарошка алмазная коническая
1
Шарошка алмазная сферическая
1
Шарошка по дереву цилиндрическая (борфреза)
1
Сверло
1
Цилиндр шлифовальный D9 мм
5
Цилиндр шлифовальный D12 мм
5
Абразивный шлифовальный круг по металлу
6
Отрезной абразивный круг
5
Войлочный полировальный круг D12 мм
3
Войлочный полировальный круг D25 мм
2
Державка для шлифовальных цилиндров D9 мм
1
Державка для шлифовальных цилиндров D12 мм
1
Державка для войлочных кругов
1
Державка для отрезных кругов
1
Щетка-крацовка
1
Диск отрезной алмазный
1
Ключ гаечный
1
Кейс
1
Руководство по эксплуатации
1
Документация
Инструкция (скачать pdf, 1. 86 МБ)
Рекламная брошюра (скачать pdf, 2.3 МБ)
Инструкция для печати (скачать pdf, 1.89 МБ)
ЗГ-160 КН41_Приложение к инструкции (скачать pdf, 181.33 КБ)
ЗГ-160 КН41_Приложение к инструкции (скачать pdf, 181.33 КБ)
Сопутствующие товары
Защита глаз и лица
Защита рук
Защита органов дыхания
Защита органов слуха
Абразивные шарошки
Мини насадки для граверов
Гравер ЗУБР электрический 220В, 135 Вт, 3.
2 мм, 15000-35000 об/мин, базовая модель, в коробке, ЗГ-135
Преимущества
Многофункциональный инструмент с широким спектром применения
Малогабаритный и незаменимый инструмент, воплощающий идеи в реальность. Идеален для творческих работ, обработки мелких элементов и работы в труднодоступных местах
Эргономичный дизайн, благодаря которому инструмент удобно лежит в руке
Электронная регулировка оборотов позволяет подобрать оптимальный режим для каждого вида работы и материалов
Передняя часть корпуса совместима с насадками Dremel
Блокировка вала для быстрой замены инструмента
Мягкие накладки на корпусе позволяют надежно удерживать изделие в работе при любом хвате
Быстрый доступ к щеткам для удобства замены
Описание
Гравер ЗУБР — универсальное устройство для широкого спектра работ (резка, сверление, полирование, гравирование, шлифование). Регулировка оборотов в большом диапазоне и различные диаметры устанавливаемых цанг позволяют выполнять разные работы.
Применение
Для шлифования, полирования, сверления, фрезерования и гравирования поверхностей различных материалов (дерево, сталь, камень, плитка и т.д.).
На электроинструменты и бензотехнику «ЗУБР» действует расширенная 5-летняя гарантия. Служба качества контролирует процесс производства на каждом этапе.
Чтобы добавить отзыв, пожалуйста, зарегистрируйтесь или войдите
С этим товаром покупают
В наличии
Купить в 1 клик
В наличии
Купить в 1 клик
В наличии
Купить в 1 клик
Нет в наличии
Нет в наличии
Распродажа
23 452 ₽
10 600 ₽
В наличии
Купить в 1 клик
New!
21 619 ₽
10 010 ₽
В наличии
Купить в 1 клик
14 698 ₽
6 640 ₽
В наличии
Купить в 1 клик
10 628 ₽
4 820 ₽
В наличии
Купить в 1 клик
New!
8 456 ₽
3 920 ₽
В наличии
Купить в 1 клик
7 284 ₽
3 280 ₽
В наличии
Купить в 1 клик
New!
5 070 ₽
3 969 ₽
Осталась 1 штука
Купить в 1 клик
New!
2 100 ₽
1 060 ₽
В наличии
Купить в 1 клик
Dremel 290 Electric Graver, 115V, 0,2A
EIS
Careers
Help
Свяжитесь с нами
Местоположения
ВЫЙТЕ / ЗАПИСИ {0} Предметы в CARTPRODUCTS
. Поставщики
.
EIS #: 290-DRE
UPC #: 00080596002909
MFR #: 290
EIS #: 290-DRE
UPC #: 00080596002909
Запасный.
Кол-во Приращение:1
Приобретите набор для гравировки, который сделает все. Этот уникальный набор позволяет гравировать или декорировать самые разные материалы, включая металл, пластик, стекло, керамику, дерево и кожу. В каждый комплект гравера Dremel входит инструмент с мягким корпусом и регулируемым ходом, чтобы вы могли выгравировать как тонкие линии, так и глубокие канавки. Также в комплект входит сменная карбидная гравировальная головка. — Пишет как карандаш на любом материале — оставляет стойкие следы на любой поверхности от закаленной стали до стекла. Калибровка регулировки хода Циферблат регулирует длину хода, глубину гравировки от тонких линий до глубоких меток. Предоставляя вам возможности, недоступные отдельному набору для гравировки по коже, дереву или металлу, Dremel дает вам больше возможностей персонализировать свои ценности.
Цена недоступна
Е/м
EA — шт.
Мин. кол-во:1
|
Кол-во Приращение:1
Приобретите набор для гравировки, который сделает все. Этот уникальный набор позволяет гравировать или декорировать самые разные материалы, включая металл, пластик, стекло, керамику, дерево и кожу. В каждый комплект гравера Dremel входит инструмент с мягким корпусом и регулируемым ходом, чтобы вы могли выгравировать как тонкие линии, так и глубокие канавки. Также в комплект входит сменная карбидная гравировальная головка. — Пишет как карандаш на любом материале — оставляет стойкие следы на любой поверхности от закаленной стали до стекла. Калибровка регулировки хода Циферблат регулирует длину хода, глубину гравировки от тонких линий до глубоких меток. Предоставляя вам возможности, недоступные отдельному набору для гравировки по коже, дереву или металлу, Dremel дает вам больше возможностей персонализировать свои ценности.
Швеллер 27П стальной горячекатанный Тип: швеллер, Номер двутавра: 27, Метод изготовления:
ПОДРОБНЕЕЕще цены и похожие товары
Швеллер 27П оцинкованный Тип: швеллер, Номер двутавра: 27
ПОДРОБНЕЕЕще цены и похожие товары
97 845
Швеллер 12; вес 10,833кг/1м.п., длина 12м. Тип: швеллер, Ширина сечения: 1000мм, Номер швеллера: 10
ПОДРОБНЕЕЕще цены и похожие товары
38 500
Швеллер 27 П Тип: швеллер, Номер двутавра: 27
ПОДРОБНЕЕЕще цены и похожие товары
Швеллер16П (1 п.м.) Тип: швеллер, Номер двутавра: 16
ПОДРОБНЕЕЕще цены и похожие товары
52 100
Швеллер 12 мм Тип: швеллер, Ширина сечения: 12мм
ПОДРОБНЕЕЕще цены и похожие товары
Швеллер 27П Тип: швеллер, Номер швеллера: 12, Номер двутавра: 27
ПОДРОБНЕЕЕще цены и похожие товары
Швеллер 12 Г/к Тип: швеллер, Номер швеллера: 40, Номер двутавра: 12
ПОДРОБНЕЕЕще цены и похожие товары
78 990
Швеллер16П стальной 12 метров Тип: швеллер, Высота сечения: 64мм, Ширина сечения: 160мм
ПОДРОБНЕЕЕще цены и похожие товары
Швеллер 27 П Тип: швеллер, Номер двутавра: 27
ПОДРОБНЕЕЕще цены и похожие товары
77 990
Швеллер 16 П Тип: швеллер, Номер швеллера: 5, Номер двутавра: 16
ПОДРОБНЕЕЕще цены и похожие товары
Швеллер 30П (1 п. м.) Тип: швеллер, Номер двутавра: 30
ПОДРОБНЕЕЕще цены и похожие товары
2 страница из 18
вес мс канала | размер канала ms
Как рассчитать вес канала ms на метр, удельный вес канала ms на метр, в этой статье мы знаем о диаграмме веса канала ms и размере канала ms и формуле веса канала MS. Швеллер МС
представляет собой П-образную конструкцию из стали, представленную размерами сторон и толщиной. Канал MS состоит из двух частей: фланца и стенки. основание и горизонтальная часть канала MS известна как фланец, а верхняя вертикальная часть канала MS известна как стенка.
Он имеет неравные стороны, например 100×50×5 мм означает обе боковые стенки и полка МС-канала имеют размеры 100 и 50 мм, а их толщина составляет 5 мм.
Как рассчитать вес канала MS на метр
●Применение канала MS: — Канал MS используется для производства и строительства инженерных конструкций и изготовления, а также для производства промышленных навесов и балансировки конструкции завода.
Он используется для производства грузовиков Тейлор, кораблестроения, заводских навесов, рам генераторов, самосвалов, кранов, кабельных лотков, котлов, сельскохозяйственного оборудования, кузовов автобусов, механизированных парковочных систем, строительства мостов и рам генераторов и многих других инженерных и промышленное оборудование
размер канала ms
Мы знаем, что канал MS состоит из фланца и стенки, он бывает нескольких размеров от 75×40×4,8 мм до 400× 100× 8,8 мм.
Различные размеры канала МС: 75×40×4,8 мм, 100 мм × 50 мм × 5 мм, 125 мм × 65 мм × 5,3 мм, 150 мм × 75 мм × 5,7 мм. Их размеры составляют высоту стенки × ширину полки × толщину. Высота стенки — это высота по вертикали, а ширина полки — это длина по горизонтали. Стенка представляет собой элемент растяжения, а фланец — элемент сжатия из стали.
Вес канала ms рассчитывается в кг на метр или в кг на фут. Очевидно, что более высокое измерение имеет более высокое взвешенное значение, а более низкое измерение имеет более низкое значение веса.
В этом расчете мы берем пример канала ms размером 100×50×5 мм
◆Вы можете подписаться на меня в Facebook и подписаться на наш канал Youtube
Вам также следует посетить:-
1 )что такое бетон, его виды и свойства
2) Расчет количества бетона для лестницы и его формула
Как рассчитать вес профиля ms на метр
Удельный вес профиля ms
Удельный вес профиля ms рассчитан по формуле вес = объем × плотность и плотность стали составляет 7850 кг/м3, а объем рассчитывается путем умножения высоты стенки на ширину полки и толщину.
Вес канала МС в кг на метр
● Дано :-
1) Сначала мы вычисляем объем полотна канала МС
Размер канала ms = 100×50×5 мм
Глубина стенки = 100 мм = 0,1 м
Толщина стенки = 5 мм = 0,005 м
Длина стенки = 1 м
Объем = l×b ×h
Объем = 0,1×0,005×1 м3
Объем стенки= 0,0005 м3
2) объем двух фланцев
Размер канала ms = 100×50×5 мм
5thof_5 = ширина фланца мм = 45 мм = 0,045 м
Толщина полки = 5 мм = 0,005 м
Длина полки = 1 м
объем = L × B × H
объем = 0,045 × 0,005 × 1 M3
Объем фланца = 0,000225 M3
Объем двух фланца = 0,000225 × 2 M3
Объем двух фланца = 0,000450 M3
. общий объем канала ms
Общий объем = объем полки + объем стенки
Общий объем = 0,000450 +0,0005 м3
Общий объем =0,000950 м3
Объем = 0,000950 м3
Плотность стали = 7850 кг/м3
Вес = 0,000950м3×7850 кг/м3
Вес канала ms = 7,45 кг/м
● Ответ. :- 7,45 кг – удельный вес канала МС (размер 100 мм × 50 мм × 5 мм) на метр
Таблица веса канала МС
размеры канала МС: 75×40×4,8 мм, 100 мм × 50 мм × 5 мм, 125 мм × 65 мм × 5,3 мм, 150 мм × 75 мм × 5,7 мм. Их размеры составляют высоту стенки × ширину полки × толщину. Вес канала MS рассчитывается в кг/м и кг/фут. График весовых коэффициентов канала МС приведен в следующей ниже таблице 9.0003 мс диаграмма веса канала
Нарезка резьбы на трубе вручную: инструмент, клуппом
Правильное изготовление резьбы на трубе, используя специальный инструмент, надежно состыкует смеситель с трубами или подключит батарею к центральной отопительной системе. С помощью сварочного аппарата подключать сантехническое оборудование приходится в редких случаях на дачах, огородах, с целью защиты от воровства. Поэтому в большинстве случаях в бытовых условиях (в квартирах) такие узлы подключаются на изготовленной резьбе, без вредных сварочных процессов.
При замене смесителя для квартирной раковины умывания или обыкновенной ванны иногда можно натолкнуться на старые заржавевшие соединения трубопроводов, которые отсоединить обычным гаечным ключом практически невозможно. В этом случае изготовление резьбы является единственным оптимальным выходом, который делится на следующие этапы:
1. закрыть кран для прекращения подачи воды; 2. в месте прикрепления смесителя обрезать заросший ржавчиной старый участок соединения труб болгаркой; 3. выполнить нарезку; 4. на трубу прикрутить аварийный краник или тройник; 5. гибкой трубой (шлангом) присоединить выбранный смеситель для ванны или раковины к трубе.
Каждый хозяин квартиры или дома, применяя подходящий инструмент, сможет собственными руками изготовить резьбу, а также прикрутить кран к водопроводу без вызова опытного специалиста. Для качественного ее изготовления и надежного соединения существует два типа современных нарезающих приспособлений:
• плашка для нарезки; • клупп.
Используя такой инструмент можно без особого труда изготовить резьбу на различном трубопроводе для подачи воды или отвода канализационных стоков, который эксплуатируется в трубных бытовых сетях многоквартирных или частных домов.
Новичку по нарезке при использовании плашки необходимо помнить о недопустимости малейших наклонов инструмента в процессе нарезания, во избежание брака.
Основные понятия изготовления • создание это процесс преобразования внешней части водопроводной, канализационной или отопительной в винтообразную поверхность; • винтообразная часть это участок трубы для соединения/отсоединения ее с остальными трубами или узлами (краниками, тройниками и т. д.) при соответствующем вращении вокруг своей оси по/против часовой стрелке;
• шаг при нарезке резьбы один целый поворот (на 3600) присоединяемого на резьбе элемента трубы, крана (см. Применение шаровых кранов), вокруг своей оси.
Для надежного и плотного присоединения различных трубопроводов и установок к ним, выдерживающего скачки давлений в системе, необходимо изготовить трубную резьбу на соединяющихся элементах с одинаковым количеством резьбовых шагов.
Содержание
Процесс выполнения
Пошаговое изготовление при использовании различных специальных инструментов
Использование клуппа
Причины возникновения дефектов. Как избежать бракованных изделий?
Процесс выполнения
С целью изготовления резьбы своими руками следует иметь несколько специальных инструментов плашки различного диаметра или профессиональный набор нарезающих клупп.
Чтобы приступить к данному процессу, вначале необходимо выполнить:
1. тщательно удалить грязь, ржавчину и краску с участка трубы под нарезание резьбы с помощью специальной бумаги (наждачки) или напильника. Зачистку этого участка произвести до металлического блеска; 2. срезать напильником или наждачкой фаску на торце для образования гладкого вкручиваемого вхождения, нарезающего инструмента; 3. применить для качественного нарезания необходимо только исправный инструмент; 4. обязательно смазать трубу и нарезающий прибор для более качественного исполнения нарезки и тщательного удаления металлической стружки.
Пошаговое изготовление при использовании различных специальных инструментов
При использовании плашки необходимо действовать в следующем порядке:
1. зафиксировать нарезаемую трубу одним из доступных способов тисками, прикручиванием и т. д., для организации неподвижности ее в процессе работы; 2. плашку установить в специальный держатель и затянуть ее крепежами; 3. обработать нарезаемый участок и режущую часть плашки смазкой; 4. точно расположив режущий прибор на торце выполнить по часовой стрелке первый поворот (шаг) резьбы; 5. следя за строгой перпендикулярностью держателя плашки по отношению к обрабатываемой трубе нарезать необходимое количество шагов резьбы; 6. закрутить плашку еще раз по готовой резьбе для полировки разрезов.
Использование клуппа
Нарезающий клупп это модификация обычной плашки, оснащенная дополнительно приспособлением для организации направления и трещоткой, с целью упрощения способа нарезки. На рынке клупп предлагается обычно в виде набора инструментов для нарезки резьбы.
При использовании клуппа необходимо действовать в таком порядке:
1.установить в трещотку нарезной клупп выбранного из набора диаметра; 2.обработать смазкой нарезаемые и режущие части трубы и клуппа; 3.надеть приспособление для направления клуппа (направляющую) на торец; 4.вращая трещотку по часовой стрелке, нарезать все шаги резьбы; 5.в процессе вращения прибора продолжать смазывать нарезаемые и режущие части трубы и клуппа.
Причины возникновения дефектов. Как избежать бракованных изделий?
Условием для возникновения брака при нарезании может стать невыполнение одного из следующих правил:
1. диаметр обрабатываемой трубы должен соответствовать диаметру изготовляемой резьбы; 2.применять только исправные приборы заточенные, четко отцентрированные; 3.необходимо смазывать изделие и прибор машинным маслом (жидкость специальная для резьбы) как перед нарезанием резьбы, так и в процессе работы; 4.выполнять работы должен опытный специалист.
Можно сделать вывод о том, что для надежного и плотного присоединения различного сантехнического оборудования к трубным системам водоснабжения, отопления или канализации, а также труб между собой, необходимо обязательно придерживаться описанных выше правил, при строгом выполнении которых вероятность появления дефектов существенно снижается. Для облегчения выполнения этих правил рекомендуется иметь при себе набор специальных инструментов для нарезки.
Способы нарезки резьбы на пропиленовых трубах
Не исключена ситуация, когда необходимо срочно нарезать резьбу в пропиленовой трубе или муфте, а специальных приспособлений для этого нет. Выйти из такого затруднительного положения можно, имея под руками минимум не дефицитных материалов и кое-что из распространенных инструментов.
Понадобится
Чтобы разобраться, как нарезать резьбу в том или ином случае, нам необходимо запастись: отрезком полипропиленовой трубы, муфтой пластиковой и металлической, а также льняной подмоткой и герметизирующим составом в тюбике. Пользоваться при этом мы будем следующими инструментами и приспособлениями:
плашкой для нарезания резьбы;
аппаратом для сварки пластиковых изделий;
двумя трубными разводными ключами;
испытательным стендом, рассчитанным на давление до 50 бар;
резьбовой заглушкой.
Последовательность нарезки резьбы в различных ситуациях У нас в наличии может быть сочетание тех или иных материалов и инструментов. Какой нам при этом выбрать порядок действий?
Плашка и полипропиленовая труба
Этот инструмент предназначен для нарезки наружной резьбы на цилиндрических поверхностях практически из любых металлических материалов, включая и сталь. Поэтому справиться с полипропиленовой трубой, кажется, будет нетрудно.
Удерживая плашку одной рукой, с помощью трубного ключа вкручиваем конец пластиковой трубы в инструмент. Самое главное при этом обеспечить захват. После чего, прикладывая некоторые усилия на ключ, мы можем выполнить несколько витков резьбы на поверхности трубы. Возможно, при этом ключ будет проскальзывать и на ней могут остаться глубокие бороздки. Вообще-то, следует избегать этого, чтобы не ослабить трубу. Выкрутив заготовку из плашки, убеждаемся, что резьба получилась удовлетворительной.
Аппарат для сварки, металлическая муфта и труба
В этом случае нарезка резьбы облегчается и протекает стандартно. Греем конец трубы согласно инструкции к аппарату и начинаем вкручивать ее в металлическую муфту с внутренней резьбой. При этом необходимо соизмерять усилие вдавливания и скорость вращения.
Закрутив трубу на необходимую глубину, выдерживаем ее некоторое время для того, чтобы немного остыла и уменьшилась в размерах. После чего она легко выкрутится из металлической муфты. Осмотр показывает, что резьба начинается не с конца трубы, а на некотором расстоянии, но выглядит вполне пригодной и надежной.
Сварочный аппарат, металлическая и пластиковая муфта
Также нагреваем на сварочном аппарате пластиковую муфту с одной стороны и вкручиваем в нее металлическую муфту с резьбой на конце. Выдержав короткое время, разъединяем детали и убеждаемся в том, что резьба получилась отменной.
Повторяем эту же операцию и для другого конца пластиковой детали. Причем усилие вдавливания и скорость вращения должны быть аналогичны первому случаю. Качество резьбы проверяем дополнительно вкручиванием и выкручиванием металлической муфты.
Проверка резьбовых соединений под давлением
Для этого монтируем сборку из пластиковых элементов, в которых нарезалась резьба, а также металлической муфты, т. к. такое сочетание вполне возможно на практике. Для уплотнения соединений везде используем льняную подмотку и специальный герметизирующий состав.
Некоторые соединения возможно и достаточно затянуть от руки, для других требуется дополнительно использовать один или два трубных ключа.
Подсоединяем сборку к системе подачи воды под давлением, а открытый конец заглушаем заводской пробкой на резьбе.
Последовательно подаем давление в сборку, фиксируя его величину на следующих показаниях: 1, 2, 3, 4, 6, 8, 10, 12, 14, 16, 20, 25, 30, 40, 45 бар. После каждой фиксации давления проверяем герметичность сборки. Убеждаемся, что оно присутствует при любых давлениях, включая максимальное значение, равное 45 барам.
Вывод
Поскольку наша сборка выдержала давление 45 бар, которого никогда не бывает в домашнем водопроводе, на приусадебном участке и на даче, можно смело нарезать резьбу в пропиленовых трубах и муфтах различными способами вручную, т. к. давление на указанных объектах не превышает 8 бар.
Смотрите видео
Резьба, обычно используемая в трубопроводах
Стандарты трубной резьбы.
Рекламные ссылки
Стандарты резьбы
Большинство трубных резьб изготавливается в соответствии с национальными или отраслевыми стандартами, описывающими форму резьбы — угол резьбы, шаг и диаметр. Общие стандарты:
ANSI/ASME B1.1-1989, унифицированная дюймовая резьба (формы резьбы UN и UNR)
ANSI/ASME B1.20.1-1983 (R1992), трубная резьба общего назначения (дюймы)
DIN 2999, Трубная резьба для труб и фитингов — параллельная внутренняя резьба и коническая наружная резьба
ISO 724 Метрическая резьба общего назначения ISO. для дробной резьбы и трубной резьбы. Для метрических винтовых резьб шаг относится к расстоянию между резьбами.
Трубная резьба
Общие стандарты трубной резьбы в США:
NPT — американский стандарт трубной конической резьбы (также известный как ANSI/ASME B1. 20.1)
NPTF — Национальная коническая трубная резьба с тонкой резьбой
NPTR — Американский стандарт, коническая трубная резьба для поручней Резьба
NPSL — американский стандарт, прямая трубная резьба с контргайкой
Другие распространенные стандарты трубной резьбы
Коническая трубная резьба ISO 7 — также известная как DIN 2999, BSP 21, JIS B0203
ISO 228 Цилиндрическая трубная резьба — эквивалентно DIN ISO 228/1, BSP PL, JIS B0202, G 1/8 и G 1/4 и т. д.
BS 21 BSP Британский стандарт трубной резьбы — Whitworth (снято)
Подробнее о стандартах, применяемых для трубной резьбы.
Рекламные ссылки
Связанные темы
Связанные документы
Engineering ToolBox — Расширение SketchUp — 3D-моделирование онлайн!
Добавляйте стандартные и настраиваемые параметрические компоненты, такие как балки с полками, пиломатериалы, трубопроводы, лестницы и т. д., в свою модель Sketchup с помощью Engineering ToolBox — расширения SketchUp, которое можно использовать с потрясающими, интересными и бесплатными приложениями SketchUp Make и SketchUp Pro. .Добавьте расширение Engineering ToolBox в свой SketchUp из хранилища расширений SketchUp Pro Sketchup!
Перевести
О Engineering ToolBox!
Мы не собираем информацию от наших пользователей. В нашем архиве сохраняются только электронные письма и ответы. Файлы cookie используются только в браузере для улучшения взаимодействия с пользователем.
Некоторые из наших калькуляторов и приложений позволяют сохранять данные приложения на локальном компьютере. Эти приложения будут — из-за ограничений браузера — отправлять данные между вашим браузером и нашим сервером. Мы не сохраняем эти данные.
Google использует файлы cookie для показа нашей рекламы и обработки статистики посетителей. Пожалуйста, прочитайте Конфиденциальность и условия Google для получения дополнительной информации о том, как вы можете контролировать показ рекламы и собираемую информацию.
AddThis использует файлы cookie для обработки ссылок на социальные сети. Пожалуйста, прочитайте AddThis Privacy для получения дополнительной информации.
Реклама в ToolBox
Если вы хотите продвигать свои товары или услуги в Engineering ToolBox — используйте Google Adwords. Вы можете настроить таргетинг на Engineering ToolBox с помощью управляемых мест размещения AdWords.
Citation
Эту страницу можно цитировать как
Engineering ToolBox, (2004). Резьба, обычно используемая в трубопроводе . [онлайн] Доступно по адресу: https://www.engineeringtoolbox.com/thread-standards-d_749.html [День доступа, мес. год].
Изменить дату доступа.
. .
закрыть
Резьба
Данные резьбы — метрические, унифицированные, ACME и другие.
Рекламные ссылки
ANSI B1.20.1 — NPS — Американский национальный стандарт, прямая трубная резьба
NPS, герметичная прямая трубная резьба со смазкой или герметиком.
ANSI B1.20.1 — NPT — Коническая трубная резьба американского национального стандарта
Трубная резьба NPT и NPTF – размеры согласно ANSI/ASME B1. 20.1/3.
ANSI/ASME B1.5 — Резьба ACME
Трапециевидная резьба Acme.
Британская стандартная латунная резьба
Британская латунная резьба представляет собой винтовую резьбу, основанную на британских единицах измерения.
Циклическая резьба Британского стандарта
Циклическая резьба Британского стандарта — это британский имперский стандарт винтовой резьбы.
BS 21 — Герметичные трубные резьбовые соединения
BSPT — Трубная коническая резьба Британского стандарта и BSP или BSPF — Трубная параллельная (прямая) резьба Британского стандарта.
EN 10226 — Трубная резьба с герметичными соединениями на резьбе — Размеры
Трубная резьба с герметичным соединением на резьбе — Часть 1: Коническая наружная резьба и параллельная внутренняя резьба.
EN 10241 – Стальные резьбовые фитинги
EN 10241 устанавливает требования к резьбовым фитингам.
ISO 228 — Трубная резьба, где на резьбе не выполнены герметичные соединения
Требования к форме резьбы, размерам, допускам и обозначениям крепления трубной резьбы, размерам резьбы.
ISO 2841 — Свечи зажигания с метрической резьбой
Метрическая резьба свечей зажигания в соответствии с ISO 28741.
ISO 2901 — Метрическая трапециевидная резьба
Размеры метрической трапециевидной резьбы ISO.
ISO 7 — Трубная резьба, где герметичные соединения выполнены на резьбе
Герметичные соединения выполнены на трубной резьбе.
ISO 724 — Метрическая резьба
Размеры метрической резьбы согласно ISO 724.
Метрическая резьба — размеры отверстий с зазором и размеры метчика
Рекомендуемые размеры отверстий с зазором и размеры метчика.
Резьба NPT – Метчики и размеры сверления
NPT – Стандартная трубная резьба Briggs – Метчики и размеры сверления.
Стандарты, применяемые для трубной резьбы
Применяемые стандарты резьбы, используемые для трубных соединений.
Резьба, обычно используемая в трубопроводах
Стандарты трубной резьбы.
UNC и UNF — унифицированная дюймовая резьба
ANSI/ASME B1. 1 Унифицированная национальная резьба — серия UNC Coarse и серия UNF Fine.
Рекламные ссылки
Трубная резьба Whitworth
BSPP (G) — параллельная трубная резьба Британского стандарта и BSPT (R/Rp) — коническая труба Британского стандарта для труб и конической резьбы — G/R/Rp.
Резьба Withworth — размеры метчиков и сверл
Метчики и размеры сверл, используемые для резьбы Whitworth — ISO 7 и ISO 228.
Engineering ToolBox — Расширение SketchUp — 3D-моделирование онлайн!
Добавляйте стандартные и настраиваемые параметрические компоненты, такие как балки с полками, пиломатериалы, трубопроводы, лестницы и т. д., в свою модель Sketchup с помощью Engineering ToolBox — расширения SketchUp, которое можно использовать с потрясающими, интересными и бесплатными приложениями SketchUp Make и SketchUp Pro. .Добавьте расширение Engineering ToolBox в свой SketchUp из хранилища расширений SketchUp Pro Sketchup!
Перевести
О программе Engineering ToolBox!
Мы не собираем информацию от наших пользователей. В нашем архиве сохраняются только электронные письма и ответы. Файлы cookie используются только в браузере для улучшения взаимодействия с пользователем.
Некоторые из наших калькуляторов и приложений позволяют сохранять данные приложения на локальном компьютере. Эти приложения будут — из-за ограничений браузера — отправлять данные между вашим браузером и нашим сервером. Мы не сохраняем эти данные.
Google использует файлы cookie для показа нашей рекламы и обработки статистики посетителей. Пожалуйста, прочитайте Конфиденциальность и условия Google для получения дополнительной информации о том, как вы можете контролировать показ рекламы и собираемую информацию.
AddThis использует файлы cookie для обработки ссылок на социальные сети. Пожалуйста, прочитайте AddThis Privacy для получения дополнительной информации.
Реклама в ToolBox
Если вы хотите продвигать свои товары или услуги в Engineering ToolBox — используйте Google Adwords. Вы можете настроить таргетинг на Engineering ToolBox с помощью управляемых мест размещения AdWords.
Виды соединений деталей. Резьбы, допуски и посадки
Виды соединений деталей
За долгие века своего развития человечество придумало множество способов соединения деталей. Деталью договоримся называть некий материальный объект, входящий в соединение, который не может быть разделен на более мелкие объекты. Соединение нескольких деталей условимся называть узлом, а совокупность узлов, способных при соединении выполнять определенные действия – механизмом.
Принято различать соединения деталей подвижные и неподвижные, В подвижных соединениях детали движутся друг относительно друга, а в неподвижных жестко скреплены друг с другом. Каждый из этих двух типов соединений подразделяют на две основные группы: разъемные и неразъемные.
Разъемными называются такие соединения, которые позволяют производить многократную сборку и разборку сборочной единицы без повреждения деталей. К разъемным неподвижным соединениям относятся резьбовые, штифтовые, шпоночные, шлицевые, профильные, клеммовые.
Неразъемными называются такие соединения, которые могут быть разобраны лишь путем разрушения. Неразъемные неподвижные соединения осуществляются механическим путем (запрессовкой, склепыванием, загибкой, кернением и чеканкой), с помощью сил физико-химического сцепления (сваркой, пайкой и склеиванием) и путем погружения деталей в расплавленный материал (заформовка в литейные формы, в пресс-формы и т. п.)
Подвижные неразъемные соединения собирают с применением развальцовки, свободной обжимки. В основном это соединения, заменяющие целую деталь, если изготовление ее из одной заготовки технологически невозможно или затруднительно и неэкономично.
Резьбовые соединения деталей являются наиболее распространенным видом разъемных соединений. Резьба – выступы, образованные на основной поверхности винтов и гаек и расположенные по винтовой линии. Несмотря на кажущуюся простоту резьбовые соединения весьма разнообразны. Поэтому в рамках текущего курса мы рассмотрим те из них, которые широко встречаются в нашем ассортименте. Но сперва дадим общую классификацию.
Резьбы, допуски и посадки
По форме основной поверхности различают цилиндрические и конические резьбы. Наиболее распространена цилиндрическая резьба. Коническую резьбу применяют для уплотняющихся и герметичных соединений труб, масленок, пробок и т.п.
По профилю резьбы различают треугольные, прямоугольные, трапецеидальные, круглые и другие резьбы.
По направлению винтовой линии различают правую и левую резьбы. У правой резьбы винтовая линия идет слева направо и вверх, у левой – справа налево и вверх. Наиболее распространена правая резьба.
По числу заходов – однозаходная и многозаходная резьбы. Наиболее распространена однозаходная резьба.
Резьбу получают (формируют) несколькими способами:
лезвийная обработка;
накатывание;
абразивная обработка;
выдавливание прессованием;
литьё;
электрофизическая и электрохимическая обработка.
Наиболее распространённым и универсальным способом получения резьб является лезвийная обработка. К ней относятся:
Накатывание является наиболее производительным способом обработки резьб, обеспечивающим высокое качество получаемой резьбы. К накатыванию резьб относятся:
К абразивной обработке резьб относится шлифование однониточными и многониточными кругами. Применяется для получения точных, в основном ходовых резьб.
Выдавливание прессованием применяется для получения резьб из пластмасс и цветных сплавов. Не нашло широкого применения в промышленности.
Литьё (обычно под давлением) применяется для получения резьб невысокой точности из пластмасс и цветных сплавов.
Электрофизическая и электрохимическая обработка (например, электроэрозионная, электрогидравлическая) применяется для получения резьб на деталях из материалов с высокой твердостью и хрупких материалов, например твёрдых сплавов, керамики и т. п.
Рассмотрим теперь основные геометрические параметры цилиндрических резьб. Они включают: наружный d, средний d2 и внутренний d1 диаметры резьбы, шаг резьбы р, угол профиля α.
Метрическая резьба ISO – основной вид резьбы крепежных деталей с углом профиля α = 600. Широко употребима в Европе и Азии. Профиль – равносторонний треугольник со срезанными вершинами. Размеры указываются в миллиметрах.
Метрическая резьба бывает с крупным и мелкими шагами. Чаще всего, наиболее износостойкую и технологичную резьбу выполняют с крупным шагом. Резьбы с мелким шагом используются реже. Ниже приводится таблица, составленная на основании ГОСТ 8724-81 «Резьба метрическая. Диаметры и шаги».
Шаг резьбы для крупной и мелкой резьбы (однозаходной)
(Размеры в скобках действительны для новых стандартов ISO)
Резьба
Шаг резьбы Р, мм
Крупная резьба М
Мелкая резьба М
Мелкая
Мелкая 2
Супермелкая
М1
М1. 2
М1.4
М1.6
М1.8
0.25
0.25
0.3
0.35
0.35
(0.2)
(0.2)
(0.2)
(0.2)
(0.2)
М2
М2.2
М2.5
М3
М3.5
0.4
0.45
0.45
0. 5
0.6
(0.25)
(0.25)
(0.35)
(0.35)
(0.35)
М4
М5
М6
М8
М10
0.7
0.8
1
1.25
1.5
0.5
0.5
0.75
1
1.25
0. 5
0.75
1
0.5
0.75
М12
М14
М16
М18
М20
1.75
2
2
2.5
2.5
1.5
1.5
1.5
2
2
1.25
1.25
1. 5
1.5
1
1
1
1
1
М22
М24
М27
М30
М33
2.5
3
3
3.5
3.5
2
2
2
2
2
1.5
1.5
1.5
1.5
1.5
1
1
(1)
(1)
М36
М39
М42
М45
М48
4
4
4. 5
4.5
5
3
3
(4)3
(4)3
(4)3
2
2
2
2
2
1.5
1.5
1.5
1.5
1.5
М52
М56
М60
М64
М68
5
5.5
5.5
6
6
(4)3
4
4
4
2
3(2)
3(2)
3
3
1. 5
1.5
1.5
2(1.5)
2(1.5)
Кроме упомянутых выше основных характеристик существуют дополнительные: сбег, недорез и недовод.
Участок конечных витков резьбы, имеющих неполный профиль, называется сбегом резьбы. Сбег резьбы — участок неполного профиля в зоне перехода резьбы в гладкую часть детали, возникает при отводе режущего инструмента от изделия.
Недовод резьбы — величина ненарезанной части поверхности детали между концом сбега и опорной поверхностью детали (при переходе с одного диаметра на другой).
Недорез резьбы — участок поверхности детали, включающий сбег резьбы и недовод.
Величина недореза важна, например, при соединении двух тонких листов стали: при излишне большом недорезе соединение может быть неплотным.
Также встречаются также дюймовые резьбы нескольких видов (1 дюйм равен 25,4 мм).
Дюймовая резьба UTS, ISO 5864. Используется преимущественно в США. Профиль – равносторонний треугольник (угол при вершине 60о) со срезанными вершинами. При одном диаметре резьба может иметь крупный (UNC) или мелкий (UNF) шаг. Размеры резьбы указываются в долях дюйма и в числе витков, приходящихся на дюйм. Для маленьких диаметров резьбы перед числом витков через дефис ставится порядковый номер резьбы: от 0 до 12.
Дюймовая резьба Витворта BSW. Используется преимущественно в Великобритании. Профиль – равнобедренный треугольник (угол при вершине 55 градусов). При одном диаметре резьба может иметь крупный (BSW) или мелкий (BSF) шаг. Размеры указываются в долях дюйма и в числе витков резьбы на дюйм.
Дюймы
Номинал
мм
Число ниток
на дюйм UNC
Число ниток
на дюйм UNF
Номер-чн UNC
Номер-чн UNF
Чн
на дюйм BSW
Чн
на дюйм BSF
1,524
80
0-80
1,854
64
72
1-64
1-72
2,184
56
64
2-56
2-64
2,515
48
56
3-48
3-56
2,844
40
48
4-40
4-48
1/8
3,175
40
44
5-40
5-44
40
Понравился материал?
comments powered by HyperComments
Неподвижное разъемное соединение — деталь
Cтраница 1
Неподвижные разъемные соединения деталей — соединения, в которых детали не могут перемещаться одна относительно другой, например соединение деталей при помощи винта. [1]
При сборке неподвижных разъемных соединений деталей пользуются всеми методами достижения требуемой точности. Наиболее просто сборка осуществляется при использовании методов взаимозаменяемости.
[2]
Используются в неподвижных разъемных соединениях деталей. Передача нагрузки осуществляется обычно за счет дополнительных деталей крепления: шпонок, штифтов, винтов и др. Характер переходных посадок определяется вероятностью получения натягов или зазоров. В табл. 15 приведены вероятности для интервала номинальных размеров 10 — 18 мм, рассчитанные исходя из шестисигмового нормального распределения отклонений отверстия и вала. Примерно те же соотношения имеют место при других номинальных размерах и в одноименных посадках в системе вала Чем больше вероятность получения натяга в посадке, тем плотнее и прочнее она. Более плотные посадки назначают при больших нагрузках, особенно ударных, при вибрациях, а также при высоких требованиях к точности центрирования. Менее плотные посадки используют при частой разборке соединений или затрудненной сборке.
[3]
В данной главе рассматриваются неподвижные разъемные соединения деталей.
[4]
Резьба широко используется для подвижного и неподвижного разъемного соединения деталей в составе сборочной единицы. Поэтому конструктивным особенностям и правилам изображения изделий с резьбой уделяется значительное внимание.
[5]
Схема подвода СОЖ к режущему инструменту.
[6]
К техническому обслуживанию по потребности ( неплановому) относятся замена отказавших деталей, восстановление случайных нарушений регулировки механизмов, устройств и подвижных сопряжений деталей, восстановление случайных нарушений неподвижных разъемных соединений деталей станков и машин.
[7]
Службам отдела главного механика предприятий необходимо организовать изучение причин отказов деталей, заменяемых при неплановом техническом обслуживании; выполнения мероприятий, сводящих отказы к минимуму; разработку конструктивных решений, предотвращающих случайные нарушения неподвижных разъемных соединений деталей оборудования; выявление периодичности нарушений регулировки механизмов, устройств и подвижных сопряжений деталей и внесений операций по профилактической регулировке этих сопряжений и механизмов в карты планового технического обслуживания. [8]
Резьбовые соединения широко распространены в машиностроении. Это один из наиболее часто употребляемых видов неподвижных разъемных соединений деталей машин, осуществляемый при помощи резьбы различного профиля. Они применяются преимущественно при сопряжении плоских поверхностей. Резьбовые соединения характеризуются высокой надежностью, удобством и сравнительной быстротой сборки и разборки. Кроме того, они характеризуются большим перечнем специальных резьбовых деталей, приспособленных к различным эксплуатационным условиям.
[9]
Страницы:
1
поддержка и типы подключения
поддержка и типы подключения
Типы опор и соединений
Структурные системы передают свою нагрузку через ряд элементов на землю. Это достигается путем проектирования соединения элементов. на их пересечениях. Каждое соединение разработано таким образом, что оно может передавать, или поддержка, определенный тип нагрузки или условия нагрузки. Для того, чтобы быть способный анализировать структуру, прежде всего необходимо иметь четкое представление о силы, которым можно сопротивляться и которые можно передать на каждом уровне поддержки на протяжении всей структура. Фактическое поведение поддержки или соединения может быть довольно сложный. Настолько, что если учесть все различные условия, проектирование каждой опоры было бы ужасно длительным процессом. И все еще, условия на каждой из опор сильно влияют на поведение элементы, из которых состоит каждая структурная система.
Системы из конструкционной стали имеют сварные или болтовые соединения. сборный железобетонные системы могут быть механически связаны разными способами, в то время как монолитные системы обычно имеют монолитные соединения. Древесина системы соединяются гвоздями, болтами, клеем или специальными соединителями. Независимо от материала, соединение должно быть спроектировано таким образом, чтобы жесткость. Жесткие, жесткие или неподвижные соединения лежат на одном крайнем пределе этот спектр и шарнирные или штифтовые соединения связывают друг с другом. Жесткий соединение поддерживает относительный угол между соединенными элементами, в то время как шарнирное соединение допускает относительное вращение. Есть и связи в стальных и железобетонных конструктивных системах, в которых частичная жесткость является желаемой конструктивной особенностью.
ТИПЫ ОПОР Три общих типа соединений, которые соединяют встроенную конструкцию с ее фундамент; ролик , штифт и фиксированный . Четвертый тип, редко встречающийся в строительных конструкциях, известен как простой поддерживать. Это часто идеализируется как поверхность без трения). Все эти опоры могут располагаться в любом месте вдоль конструктивного элемента. Они найдены на концах, в середине или в любых других промежуточных точках. Тип соединения опор определяет тип нагрузки, которую может выдержать опора. Тип опоры также оказывает большое влияние на несущую способность конструкции. каждого элемента, а значит и системы.
На схеме показаны различные способы использования каждого типа поддержки. представлен. Единый унифицированный графический метод для представления каждого из этих типов поддержки не существует. Скорее всего, одно из этих представлений будет похоже на местную обычную практику. Однако каким бы ни было представление, силы, которым может противостоять тип, действительно стандартизированы.
РЕАКЦИИ Обычно необходимо идеализировать поведение опоры, чтобы для облегчения анализа. Принят подход, аналогичный безмассовому, Шкив без трения в домашней задаче по физике. Несмотря на то, что эти шкивы не существуют, они полезны для изучения определенных вопросов. Таким образом, трением и массой часто пренебрегают при рассмотрении поведения связи или поддержки. Важно понимать, что все графические представления о подставках — это идеализации реальной физической связи. Следует приложить усилия, чтобы найти и сравнить реальность с реальностью. и/или числовая модель. Часто очень легко забыть, что предполагаемая идеализация может быть совершенно иной. чем реальность!
Диаграмма справа показывает силы и/или моменты, которые «доступен» или активен для каждого типа поддержки. Это ожидаемо что эти репрезентативные силы и моменты, если их правильно рассчитать, будут привести к равновесию в каждом структурном элементе.
ОПОРНЫЕ РОЛИКИ Роликовые опоры могут свободно вращаться и перемещаться вдоль поверхности при на котором лежит ролик. Поверхность может быть горизонтальной, вертикальной или наклонной под любым углом. Результирующая сила реакции всегда является единственной силой, которая перпендикулярно поверхности и удалено от нее. Роликовые опоры обычно расположен на одном конце длинных мостов. Это позволяет конструкции моста расширяться и сжиматься при изменении температуры. Силы расширения могут ломать опоры у берегов, если конструкция моста была «заперта» на месте. Роликовые опоры также могут иметь форму резиновых подшипников, коромысла, или набор шестерен, которые предназначены для обеспечения ограниченного количества боковых движение.
Роликовая опора не может противостоять боковым силам. Представить конструкция (возможно, человек) на роликовых коньках. Остался бы на месте до тех пор, пока структура должна поддерживать только себя и, возможно, совершенно вертикальная нагрузка. Как только боковая нагрузка любого рода давит на конструкцию он откатится в ответ на силу. Боковая нагрузка может быть толчком, порыв ветра или землетрясение. Поскольку большинство конструкций подвергается боковых нагрузок следует, что здание должно иметь другие виды опор в дополнение к роликовым опорам.
ОПОРЫ НА ШТИФТАХ Опоры на штифтах могут противостоять как вертикальным, так и горизонтальным силам, но не момент. Они позволят элементу конструкции вращаться, но не переводить в любом направлении. Предполагается, что многие соединения являются закрепленными соединениями. даже если они могут немного сопротивляться моменту в реальности. это также верно, что штифтовое соединение может допускать вращение только в одном направлении; обеспечение сопротивления вращению в любом другом направлении. Колено может быть идеализирован как соединение, допускающее вращение только в одном направлении и обеспечивает сопротивление боковому движению. Конструкция штифтового соединения хороший пример идеализации действительности. Одно закрепленное соединение обычно недостаточно, чтобы сделать конструкцию устойчивой. Другая поддержка должна быть предусмотрен в какой-то момент, чтобы предотвратить вращение конструкции. Представительство шарнирной опоры включают в себя как горизонтальные, так и вертикальные силы. ШТЫРЬЕВЫЕ СОЕДИНЕНИЯ В отличие от роликовых опор конструктор часто может использовать штифтовые соединения в структурной системе. Это типичная связь, обнаруженная почти в все фермы. Они могут быть артикулированы или скрыты от глаз; они могут быть очень выразительный или тонкий.
Есть иллюстрация одного из элементов Олимпийского стадиона. в Мюнхене ниже. Это соединитель из литой стали, который действует как узел для решения ряд растягивающих усилий. При ближайшем рассмотрении можно заметить, что соединение выполнено из нескольких частей. Каждый кабель подключается к узел концевой «скобой», которая соединена с большим штифтом. Это буквально «закрепленное соединение». Из-за природы геометрии кронштейна и штифта, определенное количество вращательных движений будет разрешено вокруг оси каждого штифта.
Далее следует одно из соединений пирамиды Луавра И.М. Пейя ниже. Обратите внимание, как он также использовал закрепленные соединения.
Закрепленные соединения встречаются ежедневно. Каждый раз, когда распашная дверь открытое штифтовое соединение позволило вращаться вокруг определенной оси; и помешал переводу на два. Дверная петля предотвращает вертикальное и горизонтальное перевод. На самом деле, если достаточный момент не создается для создания вращения дверь вообще не будет двигаться.
Вы когда-нибудь рассчитывали, сколько времени требуется, чтобы открыть конкретный дверь? Почему одну дверь легче открыть, чем другую?
ФИКСИРОВАННЫЕ ОПОРЫ Неподвижные опоры могут выдерживать вертикальные и горизонтальные силы, а также момент. Поскольку они ограничивают как вращение, так и перемещение, они также известны как жесткие опоры. Это означает, что конструкции требуется только одна фиксированная опора. чтобы быть стабильным. Все три уравнения равновесия могут быть удовлетворены. Флагшток, установленный на бетонном основании, является хорошим примером такой поддержки. Представление неподвижных опор всегда включает две силы (горизонтальную и вертикально) и момент.
ФИКСИРОВАННЫЕ СОЕДИНЕНИЯ Фиксированные соединения очень распространены. Стальные конструкции многих размеров состоят элементов, сваренных между собой. Монолитная бетонная конструкция автоматически становится монолитным и становится серией жестких соединений при правильном размещении арматуры. Спрос на фиксированные соединения большее внимание во время строительства и часто являются источником строительных неудачи.
Пусть этот маленький стул проиллюстрирует, как два типа «фиксированных» соединения могут быть созданы. Один сварной, а другой состоит из два винта. Оба считаются фиксированными соединениями из-за того, что что оба они могут противостоять вертикальным и боковым нагрузкам, а также развивать сопротивление моменту. Таким образом, было обнаружено, что не все фиксированные соединения должны быть сварными или монолитными. Пусть петли в точках A и B рассмотреть более подробно.
ПРОСТЫЕ ОПОРЫ
Некоторые идеализируют простые опоры как поверхностные опоры без трения. Это правильно, поскольку результирующая реакция всегда является единственной. сила, направленная перпендикулярно поверхности и направленная от нее. Тем не менее, в этом тоже похожи на роликовые опоры. Они отличаются тем, что простой опора не может выдерживать боковые нагрузки любой величины. Созданная реальность часто зависит от гравитации и трения, чтобы создать минимальное количество трения устойчивость к умеренным боковым нагрузкам. Например, если положить доску через зазор, чтобы обеспечить перемычку, предполагается, что планка останется на своем месте. Он будет делать это до тех пор, пока ногой не ударит его или не сдвинет. В тот момент доска сдвинется, потому что простое соединение не может создать никакого сопротивления к латеральному лолу. Простая поддержка может быть найдена как тип поддержки для длинных мостов или пролетов крыш. Простые опоры часто встречаются в зонах частой сейсмической активности.
ПОСЛЕДСТВИЯ Следующие видеоролики иллюстрируют значение типа поддержки условие поведения при изгибе и местонахождения максимального изгиба напряжения балки, опирающейся на ее концы.
Simpson Strong-Tie ® создает конструкционные строительные материалы, которые помогают людям строить более безопасные и прочные здания и дома. Сильный галстук 9Соединители 0155 ® производятся в соответствии с высочайшими стандартами качества. Они спроектированы и протестированы для работы.
Эта линия фурнитуры Simpson включает различные соединители «дерево-дерево», «дерево-каменная кладка» и «дерево-бетон».
Не знаете, что ищете? Вот краткое описание каждой категории:
Основания и крышки для стоек — Основания для стоек, также известные как основания для колонн, используются для крепления стоек к бетонному основанию как в мокром, так и в сухом виде. Заглушки столбов используются для крепления столба к балке или перемычке.
Подвески для балок — Помогают закрепить балки в фиксированном положении, создавая лучшее соединение между балками и стеной или балкой. Они доступны либо с торцевым креплением, либо с верхним фланцем для номинальной, грубой резки, клееного бруса и всех типов инженерных пиломатериалов.
Уголки рамочные — Используются для укрепления и соединения двух кусков пиломатериала или других подходящих оснований под углом, обеспечивая при этом более ровные прямые углы. Обрамляющие уголки имеют неограниченное количество применений и обладают широким спектром коррозионной стойкости для внутренних и наружных работ, а также для суровых условий.
Палубные стяжки и кронштейны для ограждения — Палубные стяжки представляют собой соединители, разработанные для соответствия нормам и правилам при строительстве настила, в частности, там, где настил соединяется с домом и где соединяются стойки настила и перила. Кронштейны для забора усиливают соединение между перилами забора и столбами и придают красивый внешний вид.
Ураганные стяжки и стяжки — Ураганные стяжки Simpson Strong-Tie® обеспечивают надежное соединение между фермой/стропилом и стеной конструкции для сопротивления ветру и сейсмическим воздействиям. Ремни предназначены для передачи растягивающих нагрузок в различных областях применения и доступны в самых разных размерах и значениях нагрузки.
Упоры и натяжные стяжки — Упоры, также известные как прижимы или натяжные стяжки, представляют собой ключевые компоненты, составляющие непрерывный путь нагрузки. Обычно они используются в конструкциях с легким каркасом, чтобы противостоять подъему из-за опрокидывания поперечной стены или сил подъема ветром. В конструкции панельной крыши эти соединители используются для крепления бетонных или кирпичных стен к каркасу крыши.
Соединители для ферм с покрытием — Эти стяжки представляют собой тонкие металлические пластины, которые используются для соединения сборных деревянных ферм с легким каркасом. Симпсон Strong-Tie ® десятилетиями используется в производстве компонентов. Их производственные мощности постоянно производят пластины высочайшего качества с одними из самых высоких нагрузок в отрасли.
Зажимы для обшивки фанерой — используются для закрепления неподдерживаемых краев обшивки и обеспечения зазора 1/8 дюйма для предотвращения усадки и расширения обшивки крыши. Их также называют Н-образными зажимами или зажимами для обшивки панелей.
Наружные акценты — отличный способ добавить красоты и прочности вашим индивидуальным конструкциям для наружного проживания. Наша оцинкованная сталь с черным порошковым покрытием обеспечивает защиту от коррозии для этих декоративных кронштейнов.
Внутренние архитектурные изделия — Эстетичные предварительно обработанные соединители и инновационные скрытые стяжки для балок, предназначенные для открытых деревянных конструкций. Эти соединители обеспечивают структурную производительность, добавляя уникальный внешний вид проекту.
Соединители из холодногнутой стали (CFS) — Эти особые типы соединителей предназначены для использования со стальными рамами и балками. Они имеют те же качества, что и деревянные соединители, но разработаны специально для стали как в коммерческих, так и в жилых помещениях.
Соединители для каменной кладки — Эти соединители разработаны и спроектированы для использования со всем, что связано с бетоном. Они обычно используются для удержания конструкций, включая стеллажи и полки. В этот раздел включены анкеры, вешалки, ремни и стяжки, используемые для соединения и усиления.
Зажимы для обшивки и зажимы для ферм — Используются для контроля соосности соединений ферм и обшивки. Зажимы для обшивки представляют собой металлические зажимы, предназначенные для использования между деревянными конструкциями для обеспечения поддержки краев. Зажимы для ферм представляют собой легкие металлические зажимы, используемые для соединения деревянных ферм.
Соединительные пластины и ремонтные пластины — Предназначены для соединения двух кусков пиломатериала вместе, и связующие пластины, и ремонтные пластины выполняют эту задачу путем установки на стыке и забивания пластины молотком. Стяжные пластины требуют использования специальных крепежных деталей и создают более прочное соединение, в то время как ремонтные пластины просто забиваются молотком и используют металлические выступы, которые проникают в древесину для создания прочного соединения.
Башмаки для шипов — Созданы для укрепления, защиты и усиления деревянных стоек, на которые были нарезаны насечки для сантехнических и других работ.
Для класса Б этот диаметр лежит в пределах от +0.6мм до -2.0мм. Вес погонного метра круга в таблице — теоретическая масса. Вес стального круга, металлического прутка, круглого проката. Таблица веса круга стального — Сколько кг в одном метре прутка. диаметр прутка d, мм. вес прутка, кг. диам d, мм. вес круга, кг. диам d, мм. вес круга, кг. диам d, мм. вес 1м круга, кг. Длина круглого прутка зависит от качества стали, например: — пруток из обычной углеродистой и низколегированной стали изготавливают в пределах от 2 до 12 метров, — прокат качественной углеродистой и легированных сталей — от 2 до 6 метров, — кругляк из низколегированной стали — от 1 до 6 метров. Также на усмотрение заказчика заготовки изготавливают длиной от 2 до 24 метров. Вес круга, стального прутка.
Сталь круглая 12
Круглый прокат ГОСТ 2590-88. Фактический вес прутка круглого сечения может отличаться на 2-5% Расчет веса круга стального проката. Класс В позволяет отойти от стандарта на величину от +0.8мм до -4.0мм. Например, на обычном калькуляторе, можно сделать расчет массы 1 погонного метра круга по формуле: где: m — теор. масса 1 п/ м круга в кг, Pi = 3,14 (постоянная величина), d — наружный диаметр в мм, R — плотность стали в г/куб. см. Также стальные круги находят широкое применение в машиностроении в качестве заготовок для изготовления втулок, осей, валов, анкеров, толкателей и других деталей машин и техники. В скобках геометрическая площадь круга диаметром D. Стальной круг, как и ряд других изделий, может производиться, храниться и транспортироваться в двух видах – в мотках (для изделий диаметром до 9 мм), и прутках.
Сталь круглая 12 мм
Существует три вида отклонений по длине, а именно: до 4 метров — 30 мм , от 4 до 6 метров — 50 мм, от 6 метров — 70 мм. Объем металла в 1 метре стального цилиндра равен 1 м x (3,14 x D x D/4). Для класса А допустимое отклонение от заданного параметра составляет от +0.3мм до -0. 9мм. Когда нет справочника, расчет веса погонного метра стального прутка можно выполнить самостоятельно, на обычном калькуляторе. Круг, согласно ГОСТ — прокат стальной круговой используется двух основных стандартов: горячекатаный и калиброванная круглая сталь — холоднокатаная или холоднотянутая.
Сталь круглая 12 мм вес
Калькулятор расчета массы круга считает вес для разных марок сталей, что важно, если Вам нужно посчитать массу круга нержавеющего или изготовленного из цветного сплава. Вес прутка получается умножением объема на удельный вес круглого проката, который равен 7850 кг/м3. Точный параметр допустимого отклонения зависит от присвоенного класса точности, а так же от длины изделия. Для быстрого расчета массы круглого проката воспользуйтесь «Калькулулятором металла» в разделе сайта «Сортамент металлопроката». В сортаменте круглого проката, главным параметром при выпуске круга является его номинальный диаметр. Стальной круг используется в качестве заготовки перед изготовлением изделий фасонного проката или сортового проката. Точность круга ГОСТ 2590-88, произведенного горячекатаным способом, разделяется на три класса — А, Б и В, соответственно, высокой, повышенной и обыкновенной точности.
Т.е. величина погрешности не должна превышать 30 мм, во втором случае 50 мм, а в третьем 70 мм. Металлокалькулятор круга рассчитывает вес прутка стали (по размерам диаметра и длины заготовок), и длину круглого проката (по общему весу стальных прутков и наружному диаметру прута). При изготовлении кругляка руководствуются предельными отклонениями по длине проката. Данным способом Вы можете посчитать сколько кг в метре стального круга, пересчитать тонны в метры. По стандарту он может варьироваться от 5 до 270 мм, а изделия диаметром свыше 270 и до 300 мм производятся по запросу.
Сталь круглая
На усмотрение заказчика таким разбросом размеров можно пренебречь.
Смотрите также
Сталь круглая 10 мм вес
В сортаменте круглого проката, главным параметром при выпуске круга является его номинальный диаметр. Существует три вида отклонений по длине, а именно:…
Сталь круглая 8 мм вес 1 м
Также на усмотрение заказчика заготовки изготавливают длиной от 2 до 24 метров. Металлокалькулятор круга рассчитывает вес прутка стали (по размерам…
Сталь круглая 10 мм вес 1 м
Сталь круглая горячекатаная, холоднокатаный или холоднотянутый калиброваный круг диаметром 10 миллиметров из нержавеющей стали предназначен и применяется…
Сталь круглая 12 мм вес 1 м
Круг нержавеющий 12Х18Н10Т. —> Наименование Диаметр Толщина Вес 1 метра Метров в тонне Круг нержавеющий 5 12Х18Н10Т 5 мм. мм. 0.155 кг. 6451.6 Круг…
Сталь круглая диаметром 12 мм
Он рассчитает массу по заданным вами параметрам требующегося прута. По ГОСТу они составляют: Диаметр, мм Вес, кг Диаметр, мм Вес, кг Быстрый расчет веса…
Вес круга стального. Таблица. | МеханикИнфо
Вес круга стального. Таблица.
Оцените запись
Стальной круг чаще всего использую в качестве заготовок для изготовления деталей, с помощью механической обработки. Круг отрезают на заготовки необходимой длины детали, а затем токарь изготавливает нужную нам деталь на станке. Также стальной круг используют в производстве (круги небольшого диаметра), их использую в изготовлении разной сложности металлоконструкций.
Круглый металлопрокат изготавливают диаметром от 5 до 300 миллиметров, размер больше диаметра 270 изготавливается на усмотрение заказчика. По способу изготовления различают: горячекатаный, калиброванный (холоднокатаный, холоднотянутый).
По степени точности металлопрокат круглый бывает: 1. Высокой точности (обозначается буквой «А»), предельные отклонения от заданного параметра будут от +0.3мм до -0.9мм; 2. Повышенной точности (обозначается буквой «Б»), от +0.6мм до -2.0мм; 3. Обычной точности (обозначается буквой «В»), от +0.8мм до -4.0мм.
Длина проката зависит от качества стали, например:
— прокат обычной углеродистой и низколегированной стали изготавливают в пределах от 2 до 12 метров;
— прокат качественной углеродистой и легированных сталей — от 2 до 6 метров;
— прокат низколегированный — от 1 до 6 метров.
Также на усмотрение заказчика круг изготавливают длиной от 2 до 24 метров.
При изготовлении руководствуются предельными отклонениями по длине проката. Существует три вида отклонений по длине, а именно: 1.до 4 метров, 2.от 4 до 6 метров, 3.от 6 метров. В первом случае величина не должна превышать 30 мм, во втором 50 мм, а в третьем 70 мм. На усмотрение заказчика этими отклонениями можно пренебречь.
Читайте также:
Сортовой прокат. Основные профили сортового проката. ГОСТ 535-2005.;
Производство поковок. Вес поковки.;
Вес стального квадрата. Таблица.;
Вес шестигранника стального. Таблица.
Вес круга стального. Таблица.
Для расчета одного погонного метра круглого металлопроката можно воспользоваться Таблицей или рассчитать по формуле:
Где:
7,85 — плотность стали, кг/дм3;
π — постоянная величина 3. 14;
d — наружный диаметр, мм.
Вес одного погонного метра стального круга рассчитывается в (кг/м), в формулу необходимо подставлять размер наружного диаметра в (мм).
Таблица.
Теоретический вес 1 погонного метра стального круга.
Статья оказалась для вас полезной? Делитесь ею в социальных сетях.
Вес стального швеллера. Таблица.
Вес погонного метра арматуры. Таблица.
Алюминиевая лента. Лента алюминиевая вес.
Алюминиевый уголок. Размеры и вес алюминиевого уголка.
Станки для гибки арматуры. Арматурогибочные станки. Классификация.
Вес балки двутавровой. Таблица.
Сортовой прокат. Основные профили сортового проката. ГОСТ 535-2005.
Латунный пруток. Вес латунного прутка.
Катанка стальная. Производство катанки.
Бронзовые втулки. Изготовление бронзовых втулок.
Калькулятор веса круглого стального стержня
, вес стального стержня на фут и метр
Калькулятор веса стального стержня и круглого стального стержня
Чтобы рассчитать вес круглого стального стержня или стержня, сначала рассчитайте площадь поперечного сечения круглого стального стержня, затем измерьте длину стального стержня, умножьте два, чтобы вычислить объем круглой стали, а затем умножьте на плотность металла, чтобы рассчитать вес круглого стального стержня или стержня.
Следовательно, формула расчета стального стержня & вес круглого стального стержня = (πd²)/4 × L × ρ
π ≈ 3,1416
d = диаметр
Д = Длина
ρ = Плотность
Калькулятор веса стального стержня и круглого стального прутка
Вес стального стержня на расчетная формула = πd² ÷ 4 × L × ρ
= 3,1416 × d² ÷ 4 × 1 × ρ
= 3,1416 × (d÷1216)² ÷ 4 × 490,06
= 3,1416 × d² ÷ 144 ÷ 4 × 490,06
= d²×3,1416×490,06÷144÷ 4
= d² × 2,673
Примечание:
Единицей диаметра (d) является дюйм, а единицей длины — фут.
1 дюйм = 1/12 фута.
Плотность низкоуглеродистой стали = 490,06 фунт/фут3
Формула расчета веса стального стержня на метр
Формула расчета веса стального стержня на метр = πd² ÷ 4 × L × ρ
= 3,1416 × d² ÷ 4 × 1 × ρ
= 3,14100 × (d÷4100) ² ÷ 4 × 7850
= 3,1416×d²÷1000²÷4×7850
= d²×3,1416×7850÷1000²÷4
= d² × 0. 006165
or
d²×0.006165 = D2 × 1/(0.006165) -1
= d²/162.21
Note:
Unit of diameter (d) is mm , а единицей длины является метр.
1 мм = 1/1000 м.
Плотность мягкой стали = 7850 кг/м3
Калькулятор веса соответствующего металла
Калькулятор
100% гарантия Круглый пруток Таблица веса Таблица размеров, мм кг pdf
Содержание страницы
MS Таблица веса круглого прутка, Таблица размеров, Таблица размеров в мм кг Футы бесплатно. Круглый стержень из нержавеющей стали представляет собой длинный цилиндрический металлический стержень с широким спектром промышленного и коммерческого применения. Валы являются наиболее типичным использованием. Горячекатаная сталь, холоднокатаная сталь, алюминий, нержавеющая сталь и другие виды металлов доступны в круглых прутках. Коррозионная стойкость круглых стержней из нержавеющей стали превосходна. Нержавеющая сталь может выдерживать высокие уровни кислотности и может использоваться в хлорированных или щелочных условиях. Получите бесплатные знания о round bar weight chart
до 25 мм ± 0,5 мм от 25 мм до 35 мм ± 0,6 мм от 35 мм до 50 мм ± 0,8 мм от 50 мм до 80 мм ± 1 мм от 80 мм до 100 мм ± 1,3 мм от 100 мм и выше ± 1,6 % диаметра .
Санитарно-техническая арматура — Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Санитарно-техническую арматуру устанавливают на трубопроводах систем наружного и внутреннего водопровода для хозяйственных и производственных нужд.
[1]
Санитарно-технической арматурой называют запорные, контрольные, регулировочные, предохранительные и разборные устройства, устанавливаемые на сетях. К запорным относят задвижки и вентили, врезаемые для выключения отдельных участков системы. Для контроля расхода воды, газа, а иногда и теплоносителя используют контролирующее; устройства, например водомеры и газовые счетчики.
[2]
Качество санитарно-технической арматуры в первую очередь должно определяться степенью соответствия функциональному назначению и требованиям потребителей. Основное функциональное назначение водоразборной арматуры заключается в подаче из системы водоснабжения здания определенного количества воды, необходимого для санитарных, хозяйственных и других процедур. Смесительная арматура, кроме того, должна обеспечить регулирование температуры в определяемом нормами или потребностями диапазоне от 5 до 75 С.
[3]
Массовый выпуск санитарно-технической арматуры в нашей стране, исчисляемый миллионами штук в год, поставил в качестве первоочередной и неотложной задачи обоснование размеров арматуры и определение ее оптимальных конструктивных параметров. Это необходимо как для устранения возможных излишеств в габаритах и весе, так и для обеспечения нормативных эксплуатационных качеств арматуры.
[4]
Резьба круглая для санитарно-технической арматуры.
[5]
Существуют специальные резьбы для санитарно-технической арматуры ГОСТ 13336 — 68, резьбы для цоколей патронов электрических ламп.
[6]
РАЗМЕРЫ, ми, И МАССА, юг, НАСТЕННЫХ КРАНОВ БЕЗ АЭРАТОРА ( [ IMAGE ] а.
[7]
Далее приведены технические данные санитарно-технической арматуры основных видов. [8]
Пентапласт применяется для изготовления коррозионностойких труб и санитарно-технической арматуры, пленок и устройств защитных покрытий, наносимых на строительные конструкции путем пламенного напыления.
[9]
Хром применяют для верхнего слоя гальванических покрытий санитарно-технической арматуры и гарнитуры. Его наносят по никелю, и это покрытие получается более долговечным, чем никелевое. Хром входит также в состав некоторых легированных сталей.
[10]
Хром применяют для верхнего слоя гальванических покрытий санитарно-технической арматуры. Его наносят по никелю, и это покрытие получается более долговечным, чем никелевое. Хром входит также в состав некоторых легированных сталей.
[11]
Контейнерные и мелкие, отправки применяются для таких грузов, как электротехническая и санитарно-техническая арматура, краски в расфасовке, и других материалов в зависимости от объема строительства, потребности в материалах и планирования поставок. [12]
В жилищном фонде потери воды обусловлены главным образом утечками из-за неудовлетворительных технических характеристик санитарно-технической арматуры, недостатков в организации технической эксплуатации водоразборных и водозапорных устройств, из-за повышенных напоров. Кроме того, потери воды связаны с увеличением полезного водопотребления ( нерациональное использование), которое обусловливается, с одной стороны, традициями и сложившимся укладом жизни, а с другой — являются следствием технических причин. Данные наблюдений показывают, что нерациональное использование воды определяется прежде всего отношением потребителей к воде и в меньшей степени — техническими причинами. Примерами расточительного использования воды в быту могут служить весьма распространенные случаи ее применения для охлаждения продуктов питания, постоянного протока воды через краны и смесители в периоды приготовления пищи, мытья посуды, стирки белья, купания и других хозяйственно-бытовых процедур. Все эти виды трат сопряжены с бесхозяйственным отношением к воде, что является следствием укоренившегося неправильного представления о воде как о бесплатном даре природы. Нерациональное использование воды из-за технических причин является следствием, например, повышенных напоров у водоразборной арматуры, длительного процесса регулировки смесителей до получения комфортной температуры воды, сброса из систем горячего водоснабжения воды, охладившейся вследствие неудовлетворительной циркуляции воды в системах, некачественной термоизоляции трубопроводов.
[13]
Резьба круглая ( ГОСТ 13536 — 68) имеет ограниченное применение — для санитарно-технической арматуры.
[14]
Испытания, проведенные в Институте санитарной техники, показали, таким образом, что санитарно-техническая арматура, выпускаемая промышленностью, по своим гидравлическим характеристикам и пропускной способности в основном не соответствует требованиям действующих норм. [15]
Страницы:
1
2
3
Клапаны
Каталог трубопроводной арматуры АРМАТЭК
Слово «клапан» пришло в русский язык из немецкого языка не так давно ─ в XVIII веке. В нем Klappe означает крышка. И действительно, словно крышка клапан способен открывать и закрывать проход для чего-либо.
Клапаны окружают человека повсюду. Они ─ часть его самого. Регулирующие движение крови сердечные клапаны есть у всех живых существ, в груди которых бьется сердце.
Клапаны закрывают карманы пиджаков, пальто, сумок. Клапаны используются в типографии (клапан обложки книги). Они не чужды искусству ─ с помощью клапанов духовых инструментов выдыхаемый из легких воздух превращается в звуки музыки.
Клапаны широко применяются в технике: клапан двигателя, клапан насоса, клапан компрессора. Каждому автолюбителю известно, что такое регулировка клапанов или замена клапанов. И, наконец,
Клапан ─ один из типов трубопроводной арматуры
Кто первым применил клапан в этом качестве, установить доподлинно уже никогда не удастся, но прообразы современных клапанов использовались много веков назад в акведуках Древнего Рима.
В трубопроводной арматуре клапаном называют один из ее типов наряду с задвижкой, краном и дисковым затвором. Отличительный признак клапана ─ запирающий или регулирующий элемент, перемещающийся параллельно оси потока рабочей среды.
Существует большое число разновидностей клапанов. В качестве основного узла они входят в конструкцию большинства регуляторов, воздухоотводчиков и немалой части конденсатоотводчиков.
Главные свойства клапанов:
малая строительная высота;
быстрое срабатывание;
высокая герметичность;
наличие противодавления рабочей среды;
большое гидравлическое сопротивление;
значительное усилие на привод затвора;
большая строительная длина.
Первые три позиции в этом списке относятся к безусловным достоинствам клапанов. Три последних ─ к его не самым сильным сторонам.
Клапаны одновременно «родственники» и в чем-то антиподы другого типа арматуры ─ задвижек. У тех, и других перемещение запорного или регулирующего элемента ─ линейное, в отличие от кранов и дисковых затворов, у которых оно вращательное. И в то же время многие из перечисленных в предыдущем абзаце свойств у клапанов и задвижек разнонаправлены. У последних большая строительная высота, малая строительная длина, незначительное гидравлическое сопротивление, медленное срабатывание. Запорные клапаны открывают и закрывают проход быстрее, чем задвижки, что востребовано при частых переключениях. Но, в отличие от задвижек, при проходе запорного клапана потоку приходится изменять направление движения.
Клапан и виды трубопроводной арматуры
Фактически любой вид арматуры нашел свое конструктивное воплощение в клапанах. Клапаны присутствуют во всех разновидностях арматуры по назначению и области применения: общепромышленной, санитарно-технической, редукционной, контрольной, энергетической и других. Выполненная в виде клапана предохранительная арматура носит название предохранительный клапан, обратная ─ обратный клапан, регулирующая ─ клапан регулирующий и т. д.
Есть клапаны запорные, смесительные, распределительные, разделительные, отсечные, отключающие. Клапаны ─ составная часть конструкции значительной части технических устройств ─ представителей фазоразделительной арматуры.
Предохранительный клапан служит для автоматической защиты оборудования и трубопроводов от недопустимого превышения давления посредством сброса избытка рабочей среды. Обратный клапан ─ для автоматического предотвращения обратного потока рабочей среды. Регулирующий клапан ─ для регулирования ее параметров путем изменения расхода или проходного сечения.
Пример обратного клапана─ приемный клапан, устанавливаемый на конце трубопровода перед насосом.
Разновидность регулирующей арматуры ─ дыхательный клапан (другие названия ─ впускной или выпускной клапан), предназначенный для герметизации емкостей, в которых содержатся газ, воздух или пар. Также составной частью регулирующей арматуры является перепускной клапан, служащий для периодического снижения давления в трубопроводе и оборудовании «до себя» в случае превышения им установленного значения.
Корпус клапана
В зависимости от способа формообразования корпуса клапаны бывают кованые, литые, сварные, штампованные или комбинированные: литосварные (в них изготовленные методом литья корпусные детали соединены сваркой), штампосварные (сваркой соединены корпусные детали, полученные методами штамповки, ковки или вальцовки), литоштампосварные.
По типу конфигурации присоединительных патрубков различаются клапаны угловые и проходные. У угловых клапанов оси входного и выходного патрубков расположены перпендикулярно или хотя бы непараллельны друг другу. У проходных они взаимно параллельны. Проходя угловой клапан, поток делает один поворот, поэтому падение давления в нем меньше, чем в прямоточном (проходном) клапане.
Клапаны могут иметь не только два патрубка ─ входной и выходной, но и быть многоходовыми. «Много-» ─ это, как правило, три (трехходовой клапан) или четыре (четырехходовой клапан) патрубка.
Как и другие типы трубопроводной арматуры, клапаны бывают полнопроходными и неполнопроходными. В первом случае диаметр седла составляет не менее 9/10 диаметра отверстия входного патрубка, во втором ─ площадь сечения проточной части меньше этой величины.
Конструкции клапанов
Общий принцип устройства клапанов одинаков ─ перемещение подвижных частей затвора относительно неподвижных приводит к изменению проходного сечения, а, значит, изменению пропускной способности. Но устройство затвора клапана бывает различным.
Например, подвижный элемент затвора ─ золотник ─может быть игольчатым (в виде узкого конуса), поршневым (цилиндрическим), сферическим, тарельчатым.
Иногда ссылка на тип подвижного элемента затвора оказывается в названии клапана. Например, игольчатый клапан или поршневой клапан.
Игольчатый клапан отличается высокими эксплуатационными характеристиками и обеспечивает эффективное регулирование потока.
В предохранительном поршневом клапане поршень является чувствительным элементом, воспринимающим воздействие давления рабочей среды.
В регулирующем клеточном клапане затвор представляет собой неподвижную деталь, называемую клеткой из-за большого количества профилированных отверстий, служащих для пропуска рабочей среды. Перемещающийся внутри клетки плунжер, изменяя площадь их открытых сечений, регулирует пропускную способность клапана.
По количеству седел различают клапаны односедельные и двухседельные, когда два седла находятся на одной оси.
Если проходное сечение клапана образовано двумя или более затворами, расположенными последовательно, он носит название многоступенчатого клапана.
По типу уплотнения, обеспечивающего требуемую герметичность соединений арматуры относительно внешней среды, можно отметить сальниковые и сильфонные клапаны. В предохранительном сильфонном клапане сильфон служит не только для герметизации штока, но и является чувствительным или силовым элементом. Сильфонные уплотнения используются во многих клапанах: запорных, регулирующих, предохранительных.
По способу действия клапаны могут быть нормально-закрытыми (клапан НЗ) и нормально-открытыми (клапан НО). Клапаны НЗ при отсутствии или прекращении подачи энергии, создающей усилие для перемещения запирающего (регулирующего) элемента, автоматически обеспечивают положение «закрыто», а клапаны НО при тех же условиях ─ положение «открыто».
Присоединение клапана к трубопроводу
От качества монтажа клапанов во многом зависит эффективность и продолжительность их работы в составе трубопроводной системы. При присоединении клапанов к трубопроводу используются все известные технологии.
Муфтовые соединения, когда присоединительные патрубки имеют внутреннюю резьбу, особенно широко применяются для клапанов, корпус которых изготовлен из сплавов цветных металлов.
Для присоединения клапанов небольших размеров используются штуцерное и цапковое соединения ─ присоединительные патрубки с наружной резьбой, а в цапковом ─ с наружной резьбой и буртиком.
Фланцевые соединения обеспечивают удобный монтаж-демонтаж, но требуют более тщательного контроля затяжки скрепляющих болтов, ослабление которой грозит потерей герметичности. Для усиления герметичности служат уплотнительные прокладки, устанавливаемые между поверхностями фланцев. Слабая сторона фланцевых соединений ─ возможность деформации фланцев. Лучше других материалов ей противостоят фланцы из чугуна.
Сварные соединения являются неразъемными, поэтому их демонтаж сопряжен с трудностями. Зато они широко применяются для стальных клапанов в трубопроводных системах, транспортирующих взрывоопасные, радиоактивные, токсичные жидкости и газы. Сварные соединения, сделанные «раз и навсегда», не требуют ухода и подтяжки в отличие, например, от фланцевых. Это актуально для тянущихся на сотни и тысячи километров магистральных трубопроводов, выполнять техническое обслуживание которых не так просто. Сварные соединения не приводят к увеличению массы трубопроводной арматуры, а, значит, и трубопроводов в целом. Главное, чтобы место сварки не стало слабым местом трубопроводной системы в части механических свойств.
Приводы для управления клапанами
Для управления клапанами ─ перемещения запирающего или регулирующего элемента ─ применяют разнообразные приводы: ручной, электрический, электромагнитный, гидравлический, пневматический или их комбинации.
Примеры комбинированного привода ─ пневмогидропривод, использующий энергию сжатого газа и гидравлическую энергию, и электрогидравлический привод.
Передача поступательного усилия от привода к запирающему или регулирующему элементу осуществляется посредством штока (шпинделя).
Электрические приводы широко используются для управления регулирующими клапанами в системах теплоснабжения, вентиляции и кондиционирования воздуха. Современный электропривод представляет собой сложное техническое устройство, включающее систему управления, электродвигатель и редуктор.
Если в электрическом приводе электрическая энергия используется «напрямую», то в электромагнитном ее преобразование в механическую происходит в результате взаимодействия электромагнитного поля и сердечника, выполненного из ферромагнитного материала.
Электромагнитные клапаны могут работать от переменного тока централизованных электрических сетей или от постоянного тока автономных источников ─ батарей или генераторов постоянного тока.
Электромагнитные клапаны широко используются в контрольно-измерительной арматуре; для управления процессами дозирования, отключения, смешивания, сброса, распределения потоков рабочих сред.
Уже много лет для управления арматурой служат пневматические приводы, применимые почти ко всем размерам клапанов, кроме самых больших, где на помощь им приходит способный обеспечить высокий крутящий момент гидропривод.
Использование приводов позволяет автоматизировать работу клапанов. Требования, предъявляемые к приводам клапанов: гарантия требуемых значений рабочего диапазона (выходной крутящий момент), износостойкость, герметичность, соответствие требованиям безопасности, коррозионная устойчивость.
Материалы для изготовления клапанов
При изготовлении клапанов задействован весь арсенал современных технологий. Корпуса клапанов могут быть сделаны из черных и цветных металлов и их сплавов, а также из неметаллических материалов. Черные металлы ─ это чугун (серый, ковкий) и сталь ─ углеродистая, низколегированная, высоколегированная, включая жаропрочную и нержавеющую. Цветные металлы ─ сплавы меди, никеля, тантала, титана, ниобия, алюминия (например, алюминиевый унифицированный воздушный клапанУВК). Неметаллические материалы ─ пластмассы, керамика (фарфор) и проч.
Седла клапанов, работающих при небольших перепадах давления, изготавливают из чугуна или алюминиевых сплавов, при более высоких нагрузках делают стальными.
Интересно, что в описании материалов, используемых для изготовления клапанов, более чем столетней давности упоминаются как хорошо знакомые чугун, медь, бронза и резина, так и менее известные в этом качестве свинец, кожа, стекло и дерево.
Появление новых и более полное использование возможностей «старых» материалов ─ один из важных резервов увеличения потенциала современных клапанов.
В разные периоды истории развития арматуростроения на его передний край выходили разные типы арматуры. Один из ведущих российских специалистов, эксперт НПАА (Научно-Промышленной Ассоциации Арматуростроителей), к. т. н. О.Н. Шпаков пиком лидерства клапанов называет десятилетия, наступившие после изобретения паровой машины. Затем его бремя перешло к задвижкам. Цифры объемов продаж различных типов арматуры скорее подтверждают, чем опровергают это мнение.
Но в чем другим типам арматуры сложно соперничать с клапанами, так это в разнообразии. Чтобы описать его для клапанов, терминов требуется в несколько раз больше, чем, например, для задвижек. О чем убедительно свидетельствует Алфавитный указатель терминов на русском языке «ГОСТ 24856-2014. Арматура трубопроводная. Термины и определения».
Классификация сантехники: 6 типов
РЕКЛАМА:
В этой статье рассказывается о шести основных типах сантехнического оборудования. Типы: 1. Умывальник 2. Раковины 3. Ванна 4. Бачки для смыва 5. Унитазы 6. Писсуары.
Тип № 1. Умывальник:
Умывальники доступны на рынке в различных моделях и размерах.
В основном есть два шаблона:
РЕКЛАМА:
(a) Плоская задняя часть для крепления на стене,
(b) Уголок задний для крепления на стыке двух стен.
Раковины с плоской спинкой снабжены двойными или одинарными отверстиями под смеситель. Все умывальники должны быть цельной конструкции и иметь щелевое переливное отверстие. Все внутренние углы спроектированы таким образом, чтобы облегчить очистку. Умывальники снабжены круглым сливным отверстием на дне, как показано на рис. 25.1. Раковины снабжены встроенным углублением для держателя мыла, которое стекает в чашу.
Умывальники изготавливаются из шамота, керамогранита, фаянса или фаянса. Но в настоящее время на рынке также доступны стальные, алюминиевые и пластиковые умывальники, которые пользуются большой популярностью. На равнине чаши могут иметь прямоугольную, квадратную, круглую, продолговатую, круглую форму и т. д. в зависимости от выбора. Опять же, их можно поддерживать на кронштейнах, закрепленных на стене, или на опорах.
РЕКЛАМА:
Для удержания воды в чаше они снабжены сужающимися резиновыми заглушками, которые можно вставить в выпускное отверстие. Эта вилка крепится к цепи, закрепленной растяжкой.
Обычные размеры умывальников:
Тип # 2. Раковины :
Это прямоугольные неглубокие сосуды, подходящие для кухни или лаборатории. На рис. 25.2 показана наиболее часто используемая кухонная мойка. Это цельная конструкция, с ободом или без него.
Пол мойки имеет уклон в сторону сливного отверстия. Раковины снабжены круглым сливным отверстием. Все кухонные мойки снабжены сушильной доской, которая крепится справа от пользователя. В некоторых раковинах также предусмотрены прорези для перелива водосливного типа.
Обычные размеры моек:
Раковины изготовлены из глазурованного фаянса или керамогранита. Высота верха раковины от пола должна быть 90 см.
Тип # 3. Ванна :
РЕКЛАМА:
Ванны могут быть изготовлены из различных материалов, таких как эмалированное железо, пластмасса, чугун, эмалированный фарфор, мрамор или шамот и т. д. Для жилых зданий высокого класса применяются ванны из мрамора, пластмассы или эмалированного железа или стекловолокна. Для общественных помещений применяют глазурованные шамотные или чугунные ванны с фарфоровой эмалью.
Ванны из штампованной стали
также доступны на рынке. Раньше использовались медные ванны, но в настоящее время они устарели. В будущем появятся ванны из алюминиевого сплава и стекловолокна, которые заменят старые ванны.
На рис. 25.3 показано сечение ванны. Ванна может быть параллельной или конической, причем последний тип более популярен. Он снабжен одним выходом от 4 до 8 см и одной входной трубой для его заполнения. В некоторых случаях предусмотрены два крана, один для горячего, другой для холодного водоснабжения. Баня также должна быть снабжена одной переливной трубой для отвода лишней воды. Сливная труба бани снабжена сифоном, чтобы неприятные газы не попали в баню.
Обычные размеры ванны: длина от 1,7 до 1,85 м, ширина от 70 до 75 см, глубина со стороны слива от 43 до 45 см, общая высота с ножками от 58 до 60 см.
Тип # 4. Бачки для промывки :
Используются для промывки унитазов и писсуаров после использования. Существует несколько разновидностей смывных бачков. Бачки высокого уровня предназначены для работы при минимальной высоте 125 см между верхом поддона и нижней частью бачка.
Цистерны низкоуровневые предназначены для работы на высоте не более 30 см между верхом поддона и нижней стороной цистерны. Цистерна может быть изготовлена из чугуна, глазурованного фаянса, глазурованного стеклокерамики, прессованной стали или любого другого непроницаемого материала. В настоящее время пластиковые цистерны также доступны на рынке.
В настоящее время наиболее распространены следующие два типа цистерн:
(i) Колпакового типа без клапана.
(ii) Плоскодонный тип с клапаном.
На рис. 25.4 показан сливной бачок колоколообразного типа. Колпак держится над выпускной трубой, входной конец которой находится немного выше уровня воды. При натяжении цепи колокол поднимается, в результате чего вода переливается через выпускную трубу и начинается сифонное действие, благодаря которому вся вода устремляется к выпускному отверстию и смывает унитаз.
В связи с дефицитом в водоснабжении возникла острая потребность уменьшить количество водопотребления. Все смывные цистерны, имеющиеся и находящиеся в строительной арматуре, сливают свое полное количество воды даже для небольших целей или даже тогда, когда для этой цели достаточно небольшого количества воды.
ЦБРИ Компания Roorkee разработала бачок с двойной промывкой, который позволяет частично или полностью опорожнять бачок за один раз. Все существующие цистерны могут быть преобразованы в цистерны с двойной промывкой, приняв меры для разрезания вакуумного уплотнения на фиксированном уровне воды. Для получения частичного разряда цепь вытягивают и оставляют, но для получения полного разряда цепь вытягивают и удерживают в этом положении до полного разряда.
Для преобразования существующих бачков в бачки с двойным смывом диаметром 6 мм в раструб бачка на фиксированной высоте крепится резиновая трубка. Другой конец резиновой трубки соединен с пластиковой трубой с запорным краном на конце для контроля поступления воздуха. Цистерна дает полный слив при открытом запорном кране и частичный слив при открытом запорном кране.
ЦБРИ также разработала автоматический сливной бачок для писсуаров. Эта цистерна устранила использование медных фитингов, которые в настоящее время поставляются с цистернами общественных писсуаров. Новые разработанные фитинги состоят из U-образной трубки, изготовленной из пластиковой трубы.
Когда уровень воды в цистерне достигает уровня изгиба, происходит сифонное действие, и вода из цистерны устремляется в писсуары. Этот новый автоматический смывной бачок прост в изготовлении и легко фиксируется на месте. В Таблице 25.1 приведены промывочные емкости.
Примечание:
1. При расположении помещения выше уровня проезжей части перед помещением склад на уровне земли следует предусмотреть на тех же линиях на 2 этаже.
2. Упомянутый выше накопитель может быть разрешен к установке при условии, что общий внутренний накопитель, рассчитанный на основании вышеизложенного, будет не менее накопительного бака, рассчитанного на количество подводящих устройств по шкалам, приведенным ниже:
(a) Отводные краны – 70 Hires каждый
(b) Души – 135 литров каждый
(c) Ванны – по 200 литров каждая
Рис. 25.5. показан смывной бачок с плоским дном, снабженный клапаном. Когда цепь тянут, она поднимает диск, который также внезапно поднимает над собой воду и начинает сифонное действие. Клапан позволяет воде устремляться в выходную трубу.
Смывные бачки снабжены входным патрубком, переливным патрубком и автоматически закрывающимся поплавковым шаровым краном.
Тип # 5. Туалет:
Это санитарно-гигиеническое устройство для непосредственного приема человеческих экскрементов, которое соединяется с канализационной трубой с помощью сифона.
Туалеты классифицируются следующим образом:
(A) Сидящий на корточках или индийский тип:
(i) Удлиненная форма сковороды (длина 450 580 680 мм)
(ii) модель Орисса (длина 580 630 680 мм)
(iii) Сельский узор (длина 425 мм)
(B) Моющийся, пьедестал или европейский тип:
На рис. 25.6 показано сечение туалета индийского типа.
Изготавливается из двух разных частей:
(a) Сковорода для сидения на корточках и
(б) Ловушка.
Поддон снабжен встроенным промывочным краем подходящего типа. Внутренняя часть дна поддона должна иметь достаточный уклон в сторону выпускного отверстия для быстрого удаления во время промывки.
Изготовлены из стекловидной глины. Внутренняя часть покрыта глазурью, что облегчает ее очистку. Поддон соединяется со сливным бачком с помощью сливной трубы. Верх ловушки соединяется с антисифонной или вентиляционной трубой.
На рис. 25.7 показано изображение туалета индийского типа.
На рис. 25.8 показано сечение туалета смывного типа, наиболее часто используемого в зданиях высокого класса. Оснащен широким смывным краем и сифоном 5 см. Это цельная конструкция, в которой поддон и ловушка не разделены. Он снабжен входным или подающим патрубком для подключения к промывочной трубе.
По желанию может поставляться с ловушкой P и S. Эти типы унитазов требуют меньше места, чем унитаз на корточках, и их можно смывать с помощью бачка низкого уровня. В настоящее время очень популярны сифонные санузлы. На рис. 25.9 показан изометрический вид такого унитаза.
Тип # 6. Писсуары:
Писсуары могут быть изготовлены любого из следующих рисунков и размеров:
Писсуары чашеобразного типа имеют цельную конструкцию. Каждый писсуар снабжен двумя крепежными отверстиями сбоку для крепления к стене. Внизу предусмотрен выходной патрубок для соединения с ловушкой. Внутренняя поверхность ровная и гладкая, что обеспечивает эффективную промывку.
Нижняя часть писсуара имеет достаточный наклон спереди к выпускному отверстию для эффективного опорожнения писсуара. Писсуары чашеобразного типа также снабжены смывным краем, который соединен смывной трубой со смывным бачком. На рис. 25.10 показан писсуар чашеобразного типа.
На рис. 25.11 показан изометрический вид писсуаров двух типов, установленных на место.
Писсуары плитного и киоскового типа изготавливаются либо в виде писсуара, либо в виде набора из двух или более и используются в общественных местах, таких как кинотеатры, рестораны, железнодорожные вокзалы, офисы и т. д. Писсуары для сидения на корточках в основном используются женщинами. санузлы и находятся на штучной постройке.
Главная ›› Классификация сантехники ›› Сантехника ›› Сантехника
Классификация сантехники и знания по установке — Yuyao Beilv Sanitary Ware Co., Ltd. 1. Ванна Материал ванны можно разделить на: чугунную ванну, ванну из стальной пластины, деревянную ванну. Чугунная ба…
Классификация сантехники 1. Ванна Материал ванны можно разделить на: чугунную ванну, ванну из стальной пластины, деревянную ванну. Чугунные ванны отливают с использованием чугуна в качестве сырья; стальные ванны обрабатываются с использованием стальных листов в качестве сырья; деревянные ванны изготовлены из кедра, покрытого медным маслом. 2. Душевая Душевая комната выполнена из закаленного стекла в качестве перегородки для ванной комнаты. Основной материал рамы изготовлен из алюминиевого сплава, а душевую можно условно разделить на изогнутую, ромбовидную, дугообразную и другие формы в зависимости от формы. 3. Тумба для ванной Тумба для ванной используется для хранения туалетных принадлежностей, а верхняя тумба изготовлена из композитного шпона. 4. Туалет Туалеты делятся по устройству: тыловые туалеты и нижние туалеты. Канализационный выпуск заднего канализационного унитаза соединяется с унитазом на резервном канализационном выпуске стены за корпусом унитаза. Канализационный выпуск нижнего канализационного унитаза находится ниже корпуса унитаза, а туалет соединен с зарезервированным канализационным выпуском на земле. 5. Бассейн Умывальники делятся на три типа: над раковиной, под раковиной и раковиной на колонне. Вышеуказанная раковина устанавливается на столешницу, а раковина — вдоль раковины над столешницей; в то время как нижняя раковина установлена на столешнице, вся раковина находится под столешницей; Умывальник.
Как установить и принять сантехнику 1. Ванна Наполнив ванну водой, проверьте ее на герметичность. 2. Трап в полу Плесните воду на землю, чтобы увидеть, стекает ли вода в сток в полу и нет ли остатка. 3. Душевая Внешний вид душевой комнаты должен быть аккуратным и светлым. Блокирующая дверь и раздвижная дверь параллельны и перпендикулярны друг другу, и они симметричны. Две подвижные дверцы легко открываются и закрываются, их можно закрыть без зазоров и без протечек воды. 4. Туалет Проверьте, является ли расстояние до туалета разумным. Если расстояние до ямы слишком мало, резервуар для воды войдет в стену, что повлияет на использование и внешний вид; и если расстояние до ямы слишком велико, туалет и стена будут иметь большое пространство. На большом рынке представлено множество брендов, и выделиться из них непросто. Есть даже много неизвестных брендов, которые вышли на первый план. Как сохранить бренд в сознании потребителей стало проблемой, которую компании должны рассмотреть. Во-первых, проводить рыночные инновации и углубляться в собственные основные продукты компании, цель состоит в том, чтобы постоянно расширять свои преимущества. Используйте силу СМИ для формирования корпоративного имиджа и не позволяйте компании исчезнуть в глазах людей. Так называемая удивительно успешная программа маркетингового планирования должна быть построена на реальной ситуации в бизнесе, прежде чем она сможет совершить прорыв. Во-вторых, это инновации бренда. Вы должны искать свежесть на основе знакомства. Никогда не используйте маркетинговые методы, с которыми вы не знакомы, чтобы вводить новшества по своему желанию. Это недостаток. Научитесь точно определять группы потребителей, сосредоточьтесь на основном позиционировании бренда и, наконец, решите, какой метод коммуникации использовать. Последнее, что нужно понять инновации канала. В то же время, чтобы способствовать прогрессу дилеров, мы должны корректировать канальный маркетинг, использовать инновационные элементы для формулирования соответствующих маркетинговых стратегий, таких как идти в ногу со временем, адаптироваться к местным условиям, увеличивать и уменьшать и т. д. Для инноваций канала: необходимо увеличить каналы, чтобы разложить продукты и функции по нескольким направлениям, а также эффективно внедрять инновации продуктов через каналы.
Всё для систем водоочистки, гальваники, микроэлектроники, фармацевтики, медицины, химической промышленности, судостроения из пластика PVC-U, PVC-C, PP-n, PP-h, PVDF.
Электросварные фитинги, шаровые краны
fox fittings
от ведущего мирового производителя фитингов fox fittings на складе в Санкт-Петербурге.
Водоснабжение и газ
с защитным слоем
Повышен срок службы до 100 лет. Не требуется подсыпка, защитное покрытие не допускает царапин, увеличен коэффициент прочности. Покрытие синего цвета — вода, желтого — газ.
Питьевое водоснабжение и газ
Трубы в отрезках
Отрезки длиною 12 метров для питьевого водоснабжения с синими полосами, для газа — с жёлтыми.
Запорная арматура, гидранты, обжимные фланцы
Jafar+Avk+Hawle
для труб ПНД, ПВХ, ПП, чугунных и стальных в системах водоснабжения, газоснабжения, пожаротушения, канализации, водоотведения
Питьевое водоснабжение
Трубы в бухтах
Бухты по 50, 100, 150 и 200 метров. Предназначаются для питьевого водоснабжения, напорной и кабельной канализации. Применяется для прокладки в траншею, проколах и ГНБ.
Материал
полипропилен (гомополимер) (PP-h)
светло-серый
Наружный диаметр (d)
400 мм
11, 17.6 и 41
5 метров
Структура
труба без раструба
Давление pn
10, 6 и 2.5
Способ соединения
стыковая, раструбная сварка
Прайс на трубы pp-h progef Standart
Фитинги
Каталог полипропиленовых фитингов pp-h
Запорная арматура
Шаровые краны, клапаны, приводы
Труба из гомополимера полипропилена pp-h pn 10 sdr 11, pn 6 sdr 17,6 и pn 2,5 sdr 41 Georg Fischer с наружным диаметром 400 мм производится на заводе gf deka в Германии. Завод-производитель является частью корпорации Georg Fischer Piping Systems (Швейцария) Ltd. Трубы семейства progef® Standart изготавливаются длиной 5 метров с гладкими концами. Поэтому для их соединения при монтаже применяется стыковая или раструбная сварка.
ооо «Спектр-Строй» реализует в Санкт-Петербурге трубы из гополимера полипропилена pp-h 400 мм линейки progef® Standart.
Трубы pp-h демонстрируют хорошие характеристики при температурах от -10 до +95 °C. Полипропиленовые трубы pp-h обладают высокой термической и химической стойкостью. Трубы полипропиленовые pp-h 400 мм Georg Fischer способны работать в самых жестких условиях, в частности, при транспортировке кислот, щелочей и солей. Цена трубы pp-h выше, чем цена обычного полипропилена (ppr). Полипропиленовые трубы pp-h от производителя gf deka отличаются высоким качеством. Стоимость труб progef® Standart сопоставима с другими известными производителями труб и фитингов из полипропилена гомополимера. Применение трубы диаметра d=400 мм pp-h Georg Fischer совместно с фитингами Georg Fischer позволит избежать нестыковку допусков диаметра труб, что предотвратит протечки системы.
Полипропиленовая труба pp-h 400 мм pn 2,5 sdr 41 используется для систем вентиляции.
Габаритные размеры труб pp-h 400 мм progef® Standart
d, мм
pn
Код
Вес
di, мм
e, мм
400
10
167480730
39.600
327.4
36.3
400
6
167480695
25.700
354.6
22.7
400
2.5
318400000
11.600
380.4
9.8
В зависимости от объема и истории заказов, цена на трубы pp-h 400 мм gf deka будет рассматриваться в индивидуальном порядке.
← назад к ассортименту труб pp-h progef® Standart
Полипропиленовые трубы и фитинги. Достоинства и недостатки. Применение. Маркировка. Статьи
Рассказываем, за что отвечает коллекторная группа в системе “теплый пол”
Выбираем запорную арматуру для домашнего водопровода
Как правильно “приготовить” воду
Собираем дачный водопровод: как выбирать насосную автоматику
Гофра для электрокабеля: выбираем правильно
Все статьи. ..
Полипропилен (РР) получают полимеризацией пропилена.
Пропилен – это газообразное вещество (углеводород ряда этилена) с низкой температурой кипения.
Полимеризация – процесс образования высокомолекулярного вещества путём многократного присоединения молекул низкомолекулярного вещества к активным центрам в растущей молекуле полимера. Полимер — неорганические и органические, аморфные и кристаллические вещества, состоящие из «мономерных звеньев», соединённых в длинные макромолекулы химическими или координационными связями.
Полипропилен рандом сополимер (РРRС) – это статические сополимеры полипропилена, которые имеют в своей структуре чередующиеся молекулы пропилена и этилена.
Вот с помощью такого тяжелого и многоступенчатого процесса получаются всеми уважаемые полипропиленовые трубы. Надо сказать спасибо разработчикам, которые провели и продолжают проводить столь кропотливый труд, результатами которого мы пользуемся в повседневной жизни.
Итак, чем же обладает полипропилен (РРR):
1) Высокая устойчивость. В частности:
-к механическому воздействию (PPR трубы по прочности не уступают металлическим)
-к агрессивным средам (щелочные, кислотные, солевые растворы, нефтепродукты и т.д.)
-к отложениям (в трубах исключено любое образование отложений, это связано с гладкостью внутренней поверхности)
-виброустойчивость и звукоизоляция
-к перепадам давления и гидроударам
-термостойкость
-к коррозии
2) Долговечность
3) Экологичность
Именно поэтому полипропилен идеален для изготовления труб и фитингов.
Полипропилен применяется в:
— Системах отопления высокотемпературных и низкотемпературных
— Системах горячего и холодного водообеспечения
— Системах орошения
Маркировка полипропиленовых труб:
PP-R 20×3,4 SDR 6 PN20 Наружный диаметр. Труба бывает разных размеров: 16,20,25,32,40,50,63, 75, 90, 110 и125 мм.
PP-R 20×3,4 SDR 6 PN20 Толщина стенки. Благодаря этой характеристике и плотности материала труба держит заявленное давление. Стенка увеличивается пропорционально диаметру трубы, поэтому с увеличением диаметра давление остается постоянным.
PP-R 20×3,4 SDR 6 PN20 Это маркировка, которая определяет соотношение наружного диаметра к толщине стенки. Чем выше SDR, тем тоньше стенка трубы по сравнению с внешним диаметром, т.е. труба, держит меньше давление. Такому значению свойственна формула: SDR=S+S+1. S – это условное обозначение, соответствие старому значению «PN» или «SDR», что показано в таблице. Производители постоянно совершенствуют трубы, и с улучшением материала становятся лучше характеристики, соответственно увеличивается рабочее давление и температура.
Соответствия обозначений:
S
5
4
3.2
2.5
SDR
11
9
7. 4
6
PN
10
—
16
20
Значение «S» используется для обозначения трехслойных полипропиленовых труб (Чехия) фирмы Экопластик (Ekoplastik): STABI PLUS с алюминиевой фольгой и FIBER BASALT с базальтовым волокном, изготавливаемые из термостабилизированного полипропилена PP-RCT. Это инновация, которая дала рынку новый взгляд и новое дыхание. Такая модернизация улучшила характеристики материала во много раз, а именно: — устойчивее к давлению при высоких температурах до 50% — выше термостойкость (до 90 градусов С) — на 20% увеличена пропускная способность У такой трубы маркировка несколько отличается, а именно: PP-RCT/PP-RCT+BF/ PP-RCT — FIBER BASALT PP-RCT/AL/ PP-R – алюминиевая фольга
PP-R 20×3,4 SDR 6 PN20 Рабочее давление (в барах). PN делится на 3 вида: Пластиковые трубы PN 10 — разводка холодной воды и отопления «теплый пол».
Пластиковые трубы PN 16 — разводка холодной воды повышенного давления и трубопроводы центрального отопления пониженного давления.
Пластиковые трубы PN 20 — разводка горячей воды и центрального отопления.
У цельнопластиковых труб из полипропилена, как и у любых других, есть свои недостатки, например, высокое линейное удлинение и способность материала пропускать воздух. Эти минусы исключают возможность установки трубы в систему отопления, поэтому придумали армировать трубу алюминиевой фольгой, стекловолокном и базальтом.
Армирование трубы алюминиевой фольгой. Этот тип трубы устаревает, что связано с необходимостью зачищать слой алюминия перед монтажом. Дополнительная операция по зачистке требует специального инструмента (шабера), немного затрудняет монтаж и делает его более длительным
Армирование трубы стекловолокном и базальтом. Трехслойная труба, средний слой которой армирован базальтовым волокном. Благодаря этому труба характеризуется в три раза меньшим тепловым расширением, чем цельнополимерные трубы и полностью исключается пропуск воздуха в систему.
Полипропиленовые трубы и фитинги не зря так востребованы и спрос на них продолжает набирать обороты. Попробуем разобраться почему:
Купить полипропиленовые трубы и полипропиленовые фитингиВы можете в магазинах ГТК «Метизы».
Присоединяйтесь
Главная | Контакты | Доставка и оплата | Помощь | Статьи | Обратная связь
Новости | О компании | Система скидок | Вакансии
2022 Группа торговых компаний «Метизы» ®
www. metizi.com
Данные о товарах и услугах, представленные на сайте носят информационный характер и ни при каких условиях не являются публичной офертой, определяемой положениями Статьи 437 Гражданского кодекса РФ. Характеристики и изображения товаров указаны справочно, точные данные зависят от конкретной партии и требуют уточнения.
В этом выпуске 30 Mechanical Minutes представлено преобразование между редактором HPAC Дугом Пикликом (слева) и Лэнсом МакНевином (справа) из Института пластиковых труб. МакНевин поделился историей пластиковых труб, а также советами по выбору размеров для коммерческого применения.
20 апреля в журнале HPAC Magazine был опубликован последний выпуск серии бесплатных вебинаров 30 Mechanical Minutes с виртуальным контентом для настоящих профессионалов.
В этом выпуске основное внимание уделено пластиковым напорным трубопроводам в коммерческой сантехнике с акцентом на растущее распространение пластиковых труб и вопросы размеров, когда речь идет о проектировании водопроводно-канализационных и отопительных систем.
Гостем этого эпизода был Лэнс МакНевин, частый автор HPAC и технический директор строительного отдела Института пластиковых труб. Это издание спонсировалось IPEX.
Урок истории
Для начала МакНевин поделился некоторыми сведениями о ранней истории использования пластиковых труб в строительной отрасли, которая восходит к 1950-м годам.
Самые первые водопроводные трубы из ХПВХ в жилых домах были установлены в 1959 году, а ранняя стадия разработки труб PEX была начата в 1960-х годах, при этом полномасштабное производство вышло на европейский рынок в 1972 году и действительно началось в Канаде в 1990-х годах в жилых домах, и затем в 2000-х годах для коммерческих приложений.
Другие материалы, такие как полипропилен и трубы PE-RT, были впервые разработаны в Европе в 1980-х годах и представлены в Канаде в 2000-х годах.
С точки зрения строительных норм и правил, МакНевин поделился тем, что и ХПВХ, и PEX включены в Национальный строительный кодекс Канады с 1990-х годов, а полипропилен был принят в 1995 году, а PE-RT фигурирует в последнем Национальном сантехническом кодексе 2020 года, опубликованном в марте этого года. .
Хотя большинство сертифицированных пластиковых напорных трубопроводов можно использовать в коммерческих системах, некоторые материалы не доступны в требуемых размерах. Например, трубы PEX широко доступны диаметром до 2 дюймов. диаметр, в то время как ХПВХ и полипропилен сделаны из ½ дюйма. вплоть до 24 дюймов. и 30-дюймовый. или даже крупнее.
В полевых условиях сантехники обычно выбирают трубы из ХПВХ или полипропилена (включая PP-R и PP-RCT) из-за их жестких характеристик при прямолинейных установках. Примером могут служить вертикальные стояки в многоэтажных зданиях и горизонтальные коллекторы школы, многоквартирного дома или многоквартирного дома.
Логика такова, что вам не нужна гибкость вдоль стояка или коллектора, но вам нужны большие трубы и большой объем. Затем, когда дело доходит до отдельных классов, ванных комнат, квартир или гостиничных номеров, специалисты по установке выбирают более гибкие PEX или PE-RT.
MacNevin отмечает, что все трубопроводы, одобренные Кодексом, имеют номинальное давление для непрерывной работы 100 фунтов на квадратный дюйм при 180F, что дает монтажникам сантехники возможность беспрепятственно выбирать, где они хотят использовать жесткие трубы и где они хотят использовать гибкие напорные трубы.
Размеры пластиковых труб
Уточнив терминологию, МакНевин разъяснил вопросы размеров, поскольку размеры труб и труб имеют различия в размерах, которые стоит пояснить.
«Мы называем все это трубами, но на самом деле между трубами и трубами существуют различия в размерах», — говорит он, и это также относится к пластиковым, медным и стальным трубам.
«Трубка» означает, что фактический наружный диаметр (НД) составляет ⅛ дюйма. больше номинального размера, он также известен как размер медной трубы (CTS).
«Труба» означает, что фактический внешний диаметр соответствует наружному диаметру железной/стальной трубы того же номинального размера, размер железной трубы (IPS). «Поэтому, когда люди просят пластиковую трубу или пластиковую трубку, они действительно должны использовать правильную формулировку, чтобы убедиться, что они получат то, на что надеются». Он также добавляет, что полипропилен обычно соответствует европейским метрическим размерам.
Когда дело доходит до выбора правильного размера трубопровода для водопровода и отопления, вам необходимо знать:
1) Требуемый расход (галлонов в минуту или л/мин),
2) конкретный тип жидкости (вода или, возможно, смесь гликоля для гидравлики) ),
3) температура жидкости (которая влияет на вязкость),
4) тип трубы, внутренний диаметр и гладкость и
5), длина трубы и соответствующие фитинги.
Лэнс МакНевин продемонстрировал типичный расчет с использованием Калькулятора проектирования пластиковых труб PPI.
Поскольку использование эмпирических правил не рекомендуется, МакНевин поделился тем, как проектировщики рассчитывают потери давления, скорость и число Рейнольдса, отраслевой стандарт, используемый для прогнозирования ламинарного или турбулентного течения жидкости.
Классическим уравнением, которое используется в промышленности для расчета потерь давления, является уравнение Дарси Вельсбаха. У Института пластиковых труб есть бесплатный онлайн-инструмент «Калькулятор конструкции пластиковых труб» (PlasticPipeCalculator.com), который можно использовать для расчета перепада давления и потери напора среди других вариантов.
MacNevin предоставил зрителям краткое пошаговое руководство, демонстрирующее возможность выбора типа трубопровода и размера, типа стенки и диаметра трубы.
Дополнительные параметры калькулятора включают скорость потока, длину трубы, тип жидкости и среднюю температуру жидкости. Также могут быть включены отдельные фитинги, а затем онлайн-калькулятор выполнит работу, чтобы определить результирующий тип потока (ламинарный или турбулентный), падение давления, потери напора и скорость.
Потери давления и скорость являются двумя основными факторами, которые необходимо учитывать при выборе размеров трубопроводных систем, говорит МакНевин. Чтобы снизить затраты на перекачку и сэкономить энергию, конструкторы обычно стремятся поддерживать низкое трение и скорость, чтобы уменьшить шум и вибрацию.
И все же застой питьевой воды всегда вызывает беспокойство, поэтому вы хотите, чтобы вода двигалась. Слишком большие размеры трубопроводных систем могут привести к перерасходу средств и увеличению затрат на установку. С помощью калькулятора проектировщики могут опробовать различные варианты трубопроводов, чтобы найти наиболее подходящий вариант.
Число Рейнольдса
Кроме того, для систем водяного отопления существует особая цель оптимизации теплопередачи через стенку трубы, расположенной внутри пола или заключенной в бетон снаружи в системе трубопроводов для таяния снега и льда.
Для этих применений минимальная скорость жидкости важна для оптимальной теплопередачи, чтобы способствовать турбулентному потоку.
«Вы хотите, чтобы вода двигалась достаточно быстро, чтобы она всегда перемешивалась, и у вас не было медленно движущихся пограничных слоев воды внутри стенки трубы (ламинарный поток)».
Чтобы предсказать профиль скорости и режим потока, вычисляется число Рейнольдса, чтобы определить «правильный» размер трубы. Как объясняет МакНевин, процесс проектирования и спецификации труб является итеративным, при этом эталонное число Рейнольдса, разделяющее ламинарный поток и турбулентный поток, составляет около 2300. Выше 2300 число Рейнольдса указывает на турбулентные режимы течения, которые обеспечивают приличную теплопередачу через стенку трубы.
Существует также переходный поток, скорость между ламинарным и турбулентным, но, как указывает МакНевин, например, при лучистом нагреве пола, 180-градусные изгибы в типичных трубах малого диаметра способствуют еще большему взбалтыванию и турбулентности для предотвращения ламинарного потока. поток, и поэтому большинство систем радиационного и таяния снега получают хорошую теплопередачу, даже если люди не проектировали это таким образом.
Тем не менее, если вы потратите время на расчет правильного размера и обеспечение турбулентного потока, это приведет к лучшим результатам.
«Это некоторые из факторов, о которых дизайнеры действительно должны думать при выборе размеров труб», — предлагает МакНевин.
«Это похоже на ситуацию Златовласки: ты не хочешь слишком много и не хочешь слишком мало, ты должен найти золотую середину и найти идеальную трубку. Всегда есть оптимальный размер трубы для конкретной ситуации, но для его достижения может потребоваться небольшая работа».
МакНевин также рассказал о том, как Институт пластмассовых труб (PPI) предлагает набор инструментов для составителей спецификаций, проектировщиков, дистрибьюторов и монтажников, от обучающих презентаций и технических отчетов до тематических исследований и многого другого: посетите www. plasticpipe.org/BuidingConstruction для получения дополнительной информации.
Посмотреть весь эпизод «30 механических минут» ниже:
Реклама
Schedule 40 Pipe | Полипропиленовые трубы
Мы каждый раз делаем поиск графика 40 труб быстрым и простым!
Рекомендуемый продукт
Труба, прикладные кислоты, воздух, щелочи, DWV, природный газ, непитьевая вода, масло, пропан, растворители, вода, синий цвет, список совместимости фитингов 40, гравитационный поток да, материал полипропилен, торговая марка материала Blueline, максимальная рабочая температура 200 градусов по Фаренгейту, минимальная рабочая температура 32 градуса по Фаренгейту, номинальный размер трубы 4 дюйма, наружный диаметр 4 1/2 дюйма, общая длина 10 футов, свойства сопротивления Химическая стойкость, расписание 40, тип соединения на стороне А без резьбы
Посмотреть полную информацию о продукте
$124,98
10% скидка
$112,48
Труба, прикладные кислоты, воздух, щелочи, DWV, природный газ, непитьевая вода, масло, пропан, растворители, вода, синий цвет, список совместимости фитингов 40, гравитационный поток да, материал полипропилен, торговая марка материала Blueline, максимальная рабочая температура 200 градусов по Фаренгейту, минимальная рабочая температура 32 градуса по Фаренгейту, номинальный размер трубы 4 дюйма, наружный диаметр 4 1/2 дюйма, общая длина 10 футов, свойства сопротивления Химическая стойкость, расписание 40, тип соединения на стороне А без резьбы
Посмотреть полную информацию о продукте
Магазинная труба Schedule 40
Трубы из ХПВХ — для превосходной коррозионной стойкости при высоких температурах Трубы из ХПВХ Harvel изготавливаются из специальной смеси материала Corzan® CPVC с уникальными физическими свойствами, необходимыми для применения в трубопроводах (т. е. повышенной ударопрочностью и хорошей огнестойкостью). Ассортимент продукции из ХПВХ включает трубы сортов 40 и 80 диаметром от 1/4 до 16 дюймов. Трубопроводные системы Harvel из ХПВХ могут выдерживать более чем три четверти требований к температуре/давлению современных типичных технологических установок. Напорная труба из ХПВХ имеет верхний предел рабочей температуры 200°F (93°C), или примерно на 60°F (15°C) выше, чем у ПВХ типа I класса I. Как и у всех термопластичных трубопроводных систем, способность ХПВХ выдерживать давление зависит от диаметра трубы, толщины стенки и температуры. Для напорных трубопроводов рекомендуется использовать его при температурах до 200°F (93°C) при применении соответствующих температурных коэффициентов снижения номинальных значений. По мере увеличения диаметра трубы и температуры номинальное давление продукта снижается. Например, труба из ХПВХ сортамента 80 диаметром 1/2 дюйма рассчитана на непрерывную работу под давлением 850 фунтов на кв. дюйм при температуре 73°F (23°C). 210 psi при этой температуре. 6-дюймовая труба из ХПВХ Schedule 80 рассчитана на 270 psi при 73°F и 54 psi при 200°F.
Посмотреть полную информацию о продукте
1 147,42 долл. США
Трубы из ХПВХ — для превосходной коррозионной стойкости при высоких температурах Трубы из ХПВХ Harvel изготавливаются из специальной смеси материала Corzan® CPVC с уникальными физическими свойствами, необходимыми для применения в трубопроводах (т. е. повышенной ударопрочностью и хорошей огнестойкостью). Ассортимент продукции из ХПВХ включает трубы сортов 40 и 80 диаметром от 1/4 до 16 дюймов. Трубопроводные системы Harvel из ХПВХ могут выдерживать более чем три четверти требований к температуре/давлению современных типичных технологических установок. Напорная труба из ХПВХ имеет верхний предел рабочей температуры 200°F (93°C), или примерно на 60°F (15°C) выше, чем у ПВХ типа I класса I. Как и у всех термопластичных трубопроводных систем, способность ХПВХ выдерживать давление зависит от диаметра трубы, толщины стенки и температуры. Для напорных трубопроводов рекомендуется использовать его при температурах до 200°F (93°C) при применении соответствующих температурных коэффициентов снижения номинальных значений. По мере увеличения диаметра трубы и температуры номинальное давление продукта снижается. Например, труба из ХПВХ сортамента 80 диаметром 1/2 дюйма рассчитана на непрерывную работу под давлением 850 фунтов на кв. дюйм при температуре 73°F (23°C). 210 psi при этой температуре. 6-дюймовая труба из ХПВХ Schedule 80 рассчитана на 270 psi при 73°F и 54 psi при 200°F.
Посмотреть полную информацию о продукте
Анодированная труба, марка и серия Hollaender Speed-Rail(R), анодированная отделка, тип фитинга, график 40, внутренний диаметр. 1,61 дюйма, длина 8 футов, материал алюминий, труба модульного компонента, номинальный размер трубы 1,5 дюйма, защита от падения да, серия Speed-Rail(R), стандартная арка, класс I, 215-R1, прочность на растяжение 30000 фунтов, вес 40 фунт, количество в упаковке 5
Посмотреть полную информацию о продукте
$541,20
Анодированная труба, марка и серия Hollaender Speed-Rail(R), анодированная отделка, тип фитинга, график 40, внутренний диаметр. 1,61 дюйма, длина 8 футов, материал алюминий, труба модульного компонента, номинальный размер трубы 1,5 дюйма, защита от падения да, серия Speed-Rail(R), стандартная арка, класс I, 215-R1, прочность на растяжение 30000 фунтов, вес 40 фунт, количество в упаковке 5
Посмотреть полную информацию о продукте
Кабелепровод из ПВХ, торговый размер 1 1/4 дюйма, внутренний диаметр 1,34 дюйма, наружный диаметр 1,66 дюйма, толщина стенки 0,14 дюйма, ПВХ, номинальная длина 10 футов, тип кабелепровода, график 40, кабелепровод типа кабелепровода с раструбом, общая длина 10 футов, Белл Энд, UL 651/NEMA TC 2
Посмотреть полную информацию о продукте
24,96 $
Кабелепровод из ПВХ, торговый размер 1 1/4 дюйма, внутренний диаметр 1,34 дюйма, наружный диаметр 1,66 дюйма, толщина стенки 0,14 дюйма, ПВХ, номинальная длина 10 футов, тип кабелепровода, график 40, кабелепровод типа кабелепровода с раструбом, общая длина 10 футов, Белл Энд, UL 651/NEMA TC 2
Посмотреть полную информацию о продукте
Трубопровод, Материал трубопровода ПВХ, Тип трубопровода ПВХ График 40, Торговый размер трубопровода 2 1/2 дюйма, Номинальная длина трубопровода 10 футов, Номинальная длина 10 футов, Внутренний диаметр. 2 15/32 дюйма, толщина стенки 13/64 дюйма, номинальный наружный диаметр 2 7/8 дюйма, особые характеристики, раструб, стандарты UL 651/ NEMA TC 2
Посмотреть полную информацию о продукте
67,58 $
Трубопровод, Материал трубопровода ПВХ, Тип трубопровода ПВХ График 40, Торговый размер трубопровода 2 1/2 дюйма, Номинальная длина трубопровода 10 футов, Номинальная длина 10 футов, Внутренний диаметр. 2 15/32 дюйма, толщина стенки 13/64 дюйма, номинальный наружный диаметр 2 7/8 дюйма, особые характеристики, раструб, стандарты UL 651/ NEMA TC 2
Посмотреть полную информацию о продукте
Трубопровод, Материал трубопровода ПВХ, Тип трубопровода из ПВХ График 40, Торговый размер трубопровода 3/4 дюйма, Номинальная длина трубопровода 10 футов, Номинальная длина 10 футов, Внутренний диаметр. 53/64 дюйма, толщина стенки 7/64 дюйма, номинальный внешний диаметр. 1 3/64 дюйма, раструб, специальные функции, стандарты UL 651/ NEMA TC 2
Посмотреть полную информацию о продукте
$12,99
Трубопровод, Материал трубопровода ПВХ, Тип трубопровода из ПВХ График 40, Торговый размер трубопровода 3/4 дюйма, Номинальная длина трубопровода 10 футов, Номинальная длина 10 футов, Внутренний диаметр. 53/64 дюйма, толщина стенки 7/64 дюйма, номинальный внешний диаметр. 1 3/64 дюйма, раструб, специальные функции, стандарты UL 651/ NEMA TC 2
Посмотреть полную информацию о продукте
Трубопровод, Материал трубопровода ПВХ, Тип трубопровода ПВХ График 40, Торговый размер трубопровода 1 дюйм, Номинальная длина трубопровода 10 футов, Номинальная длина 10 футов, Внутренний диаметр. 1 3/64 дюйма, толщина стенки 1/8 дюйма, номинальный внешний диаметр. 1 5/16 дюйма, раструб, специальные характеристики, стандарты UL 651/NEMA TC 2
Посмотреть полную информацию о продукте
$18,37
Трубопровод, Материал трубопровода ПВХ, Тип трубопровода ПВХ График 40, Торговый размер трубопровода 1 дюйм, Номинальная длина трубопровода 10 футов, Номинальная длина 10 футов, Внутренний диаметр. 1 3/64 дюйма, толщина стенки 1/8 дюйма, номинальный внешний диаметр. 1 5/16 дюйма, раструб, специальные характеристики, стандарты UL 651/NEMA TC 2
Посмотреть полную информацию о продукте
Труба, тип безрезьбового соединения трубы, сортамент трубы 40, размер трубы — номинальный 1 1/2 дюйма, общая длина трубы 10 футов, материал — полипропилен трубы, наружный диаметр 1 1/2 дюйма, макс. Темп. 200 градусов по Фаренгейту, цвет синий, стандарты ASTM D2657
Посмотреть полную информацию о продукте
$64,84
Труба, тип безрезьбового соединения трубы, сортамент трубы 40, размер трубы — номинальный 1 1/2 дюйма, общая длина трубы 10 футов, материал — полипропилен трубы, наружный диаметр 1 1/2 дюйма, макс. Темп. 200 градусов по Фаренгейту, цвет синий, стандарты ASTM D2657
Посмотреть полную информацию о продукте
Труба, прикладные кислоты, воздух, основания, DWV, природный газ, непитьевая вода, масло, питьевая вода, пропан, растворители, пар, вода, цвет белый, список совместимости фитингов 80, номер гравитационного потока, материал полипропилен, торговая марка материала Blueline, максимальное рабочее давление 150 фунтов на кв. дюйм, максимальная рабочая температура 200 градусов по Фаренгейту, минимальная рабочая температура 32 градуса по Фаренгейту, номинальный размер трубы 1/2 дюйма, наружный диаметр 21/25 дюйма, общая длина 10 футов, химически стойкие свойства
Посмотреть полную информацию о продукте
49,26 $
Труба, прикладные кислоты, воздух, основания, DWV, природный газ, непитьевая вода, масло, питьевая вода, пропан, растворители, пар, вода, цвет белый, список совместимости фитингов 80, номер гравитационного потока, материал полипропилен, торговая марка материала Blueline, максимальное рабочее давление 150 фунтов на кв. дюйм, максимальная рабочая температура 200 градусов по Фаренгейту, минимальная рабочая температура 32 градуса по Фаренгейту, номинальный размер трубы 1/2 дюйма, наружный диаметр 21/25 дюйма, общая длина 10 футов, химически стойкие свойства
Посмотреть полную информацию о продукте
Анодированная труба, марка и серия Hollaender Speed-Rail(R), анодированная отделка, тип фитинга, график 40, внутренний диаметр. 1,38 дюйма, длина 8 футов, материал алюминий, труба модульного компонента, номинальный размер трубы 1,25 дюйма, класс защиты от падения да, серия Speed-Rail(R), стандартная арка, класс I, 215-R1, прочность на растяжение 30000 фунтов, вес 34 фунт, количество в упаковке 5
Посмотреть полную информацию о продукте
$479,37
Анодированная труба, марка и серия Hollaender Speed-Rail(R), анодированная отделка, тип фитинга, график 40, внутренний диаметр. 1,38 дюйма, длина 8 футов, материал алюминий, труба модульного компонента, номинальный размер трубы 1,25 дюйма, класс защиты от падения да, серия Speed-Rail(R), стандартная арка, класс I, 215-R1, прочность на растяжение 30000 фунтов, вес 34 фунт, количество в упаковке 5
Посмотреть полную информацию о продукте
Труба, прикладные кислоты, воздух, основания, DWV, природный газ, непитьевая вода, масло, питьевая вода, пропан, растворители, пар, вода, цвет белый, список совместимости фитингов 80, номер гравитационного потока, материал полипропилен, торговая марка материала Blueline, максимальное рабочее давление 150 фунтов на кв. дюйм, максимальная рабочая температура 200 градусов по Фаренгейту, минимальная рабочая температура 32 градуса по Фаренгейту, номинальный размер трубы 2 дюйма, наружный диаметр 2 3/8 дюйма, общая длина 10 футов, химически стойкие свойства
Посмотреть полную информацию о продукте
69,40 $
Труба, прикладные кислоты, воздух, основания, DWV, природный газ, непитьевая вода, масло, питьевая вода, пропан, растворители, пар, вода, цвет белый, список совместимости фитингов 80, номер гравитационного потока, материал полипропилен, торговая марка материала Blueline, максимальное рабочее давление 150 фунтов на кв. дюйм, максимальная рабочая температура 200 градусов по Фаренгейту, минимальная рабочая температура 32 градуса по Фаренгейту, номинальный размер трубы 2 дюйма, наружный диаметр 2 3/8 дюйма, общая длина 10 футов, химически стойкие свойства
Посмотреть полную информацию о продукте
Труба, прикладные кислоты, воздух, основания, DWV, природный газ, непитьевая вода, масло, питьевая вода, пропан, растворители, пар, вода, цвет белый, список совместимости фитингов 80, номер гравитационного потока, материал полипропилен, торговая марка материала Blueline, максимальное рабочее давление 150 фунтов на кв. дюйм, максимальная рабочая температура 200 градусов по Фаренгейту, минимальная рабочая температура 32 градуса по Фаренгейту, номинальный размер трубы 3/4 дюйма, наружный диаметр 1 1/20 дюйма, общая длина 10 футов, химически стойкие свойства
Посмотреть полную информацию о продукте
$23,35
Труба, прикладные кислоты, воздух, основания, DWV, природный газ, непитьевая вода, масло, питьевая вода, пропан, растворители, пар, вода, цвет белый, список совместимости фитингов 80, номер гравитационного потока, материал полипропилен, торговая марка материала Blueline, максимальное рабочее давление 150 фунтов на кв.
Когда затевается серьезный ремонт в домовладении, необходимо, чтобы все было под рукой в любой момент, что позволит с максимальной пользой использовать время. Для этого важно правильно организовать рабочее место домашнего мастера, если он привык все делать своими руками. Во время ремонта или строительства значительное место занимают работы по дереву. Однако пилить брус на табуретке или скамейке неудобно и долго. Рационально использовать время и ресурсы поможет рабочий стол, известный еще под названием верстака. Сделать его по силам в домашних условиях.
Для большинства мужчин, гараж является и «домом» для автомобиля, и кладовкой и мастерской одновременно.
Содержание
1 Преимущества создания верстака своими руками
2 Виды столов
3 Выбор материала
4 Какие инструменты понадобятся
5 Где поставить?
6 ВИДЕО: верстак своими руками.
7 Создания верстака своими руками: 50 фото-идей
Преимущества создания верстака своими руками
Не каждый хозяин считает, что верстак постоянно нужен в хозяйстве: он нужен только на время ремонта или реконструкции здания, поэтому предпочитает взять его напрокат. Но такое мнение ошибочно, особенно, если он является собственником домовладения, стоящего на земле. Появившийся в хозяйстве столярный верстак станет настоящим подспорьем для него. Смастерив такую конструкцию, хозяин получает целый ряд преимуществ, по сравнению с использованием верстака, взятого напрокат или купленного в строительном супермаркете.
Он сэкономит значительную сумму денег, которую сможет использовать для дальнейшего благоустройства дома.
Приобретет дополнительный опыт хозяйствования и практические навыки.
Получит в свое распоряжение удобный рабочий стол, пригодный для обработки деталей из дерева и металла.
Если хозяин изготовит верстак своими руками, сможет пользоваться им в любое время.
Стало быть, в одном помещении (хорошо, если имеется подвал) необходимо разместить стеллажи и рабочее место.
Виды столов
Известны различные виды верстаков, которые имеют различное предназначение.
Столярный верстак для изготовления деревянных деталей. На нем удобно обрабатывать небольшие деревянные изделия, но не предназначен для первичной обработки древесины. Для него понадобится столешница трехметровой длины шириной в один метр. Детали на нем закрепляются деревянными горизонтальными и вертикальными зажимами.
Плотницкое приспособление значительно больше по всем параметрам и тяжелее. На нем обрабатывают стволы деревьев, нарезаются доски, брус и другие заготовки из дерева.
Универсальный стол позволяет работать с деревом и с металлом; его столешница укрепляется металлической лентой и имеет деревянные и металлические зажимы.
Стол для проведения слесарных работ и обслуживания автомобиля есть практически в каждом гараже.
Существует и другое определение видов конструкций по возможному месту расположения.
Мобильный (переносной). Используют для выполнения мелких работ с деталями небольших размеров. Он удобный, достаточно легкий. Его можно без особого труда переместить с одного места на другое. Укомплектовывается столярный стол тисками малого или среднего размера, что позволяет его использовать для мелких слесарных работ.
Стационарный рабочий стол отличается массивностью и устойчивостью. На нем можно заниматься обработкой пиломатериалов, но домашнему мастеру такой верстак вряд ли пригодится, если он постоянно не будет заниматься деревообработкой.
Сборный на соединениях с использованием болтов. Это своеобразный трансформер: в любой момент его можно дополнить специальным оборудованием и внести необходимые изменения, в зависимости от решаемых задач.
И как правило – он самодельный, то есть, изготовлен с учетом особенностей конкретного помещения.
Какой вид конструкции выберет домашний мастер, напрямую зависит от того, какие цели и задачи он ставит:
рабочий стол нужен для обработки небольших деталей и изготовления мелких изделий только на период проведения ремонтных и строительных работ;
хозяин будет им постоянно пользоваться и работать с небольшими объемами деталей из дерева;
верстак понадобится, чтобы проводить первичную обработку древесины, превращая ее в доски, брус на постоянной основе;
предполагается использовать стол для периодической обработки небольших деревянных и металлических деталей.
Форма и размеры определяются конфигурацией помещения.
Опытные домашние мастера утверждают, что смастерить изделие можно даже начинающему хозяину, не имеющему навыков обращения со слесарными инструментами.
Рабочий верстак для гаража часто сравнивают с письменным столом, потому что он обеспечивает удобство проведения разнообразных работ и дает возможность все необходимые инструменты держать под рукой.
Выбор материала
Чтобы сделать верстак своими руками, мастеру нужно дерево и металл. Если предполагается изготовить небольшой стол, то для него будет подходящей деревянная основа. Для столешницы подойдет ламинированная ДСП, прессованная фанера толщиной не менее 5 – 7 см. Для стационарного стола можно использовать хорошо оструганные доски, плотно подогнанные друг к другу, и частично – металл.
Кроме столешницы, он имеет большое количество полок и ящиков.
А если в распоряжении домашнего мастера есть ненужный письменный стол, то он станет добротной основой. Он удобен еще и тем, что уже имеет несколько ящиков или отделений для хранения инструментов.
Рабочее место автолюбителя должно быть прочным и устойчивым.
Найдет применение в конструкции старая дверь из цельного полотна. Из нее получится прекрасная прочная столешница, которая даже не требует обработки.
Под столом обязательно размещаются тумбы с инструментом и расходными материалами (сверлами, ножовочными полотнами, ветошью и пр.).
Использование имеющихся в хозяйстве подручных материалов для изготовления столярного стола своими руками сэкономит время и деньги домашнего мастера.
Делать из стола монолитную тумбу нерационально, куда-то надо девать ваши ноги во время сидячих работ.
Можно самостоятельно сделать верстак из металла. Он получится прочным, надежным и тяжелым. Но опыт свидетельствует: наиболее приемлемым считается промежуточный вариант, когда каркас и крышка верстака выполняются из дерева, а потом обшиваются листовым металлом.
Однако обе стороны должны представлять собой если не комплекты выдвижных ящиков, то хотя бы набор полочек.
Домашнему мастеру, решившему сделать своими руками верстак, понадобится определенный набор материалов. Что для этого нужно, ему хорошо известно.
Верстак в гараж не должен быть частью стеллажа, стало быть, стена над ним является местом для навесного хранения инструмента.
А для тех, кто еще не имеет достаточного опыта, мы составили перечень всего необходимого для его изготовления:
уголок металлический;
полоса из стали и лист оцинкованного железа;
фанера;
шурупы;
анкерные болты;
труба квадратная;
деревянные доски;
саморезы по металлу;
краска.
И металлический, и деревянный верстак имеют право на жизнь.
Какие инструменты понадобятся
Самостоятельно сделанный небольшой деревянный столярный верстак займет достойное место в домашней мастерской. Чтобы его сделать, не нужно большого количества инструментов.
На стальной лист всегда можно положить кусок фанеры или оргалита, а на деревянную поверхность – лист оцинковки.
Понадобится стандартный набор, который найдется в каждом доме:
отвертка;
рулетка;
болгарка;
электролобзик или ручная ножовка;
молоток.
В первую очередь, определяемся с эргономикой рабочего места.
В зависимости от того, какой материал будет использован для столярного верстака, перечень материалов и инструментов может изменяться. Например, чтобы сделать металлический рабочий стол, не обойтись без сварочного аппарата и электродов.
Высота верстака должна быть такой, чтобы не приходилось гнуть спину, и в тоже время, вставать на цыпочки.
Где поставить?
Прежде чем приступать к работе, важно сразу определить, для чего и как часто будет использоваться стол, где будет размещен. Не обойтись и без чертежа. Ответы на эти вопросы определят его размеры, материал и порядок изготовления.
Советуем присмотреться к столешнице у жены на кухне.
Лучшим местом для размещения приспособления можно считать ту часть помещения (гаража или сарая), где есть естественное освещение. Также важно, чтобы рядом с верстаком находились электрические розетки, чтобы подключать электроинструменты и лампу. Лучше всего, если свет будет падать слева или прямо, тогда рабочая поверхность стола будет освещена в течение дня.
Проектируйте габариты вашей рабочей зоны.
Затем определяются параметры будущей конструкции. Несмотря на существующие нормы, касающиеся размеров стола, если мастерить столярный верстак своими руками, домашний мастер будет исходить из целесообразности и фактически имеющегося места, поэтому столешница будет такой, чтобы здесь свободно размещались инструменты и детали, без строгого соблюдения размеров. Ширина обычно составляет 50-60 см; такой размер считается оптимальным, так как позволяет свободно дотянуться до противоположного края столешницы.
Типичный размер стола по вертикали лежит в диапазоне 850-950 мм.
Еще один важный параметр – высота верстака. Существуют различные способы ее определения, начиная от точных математических расчетов до народного опыта, предлагающего считать оптимальным показателем расстояние от крайней точки согнутой в локте руки до пола. Опытный мастер может сделать ее регулируемой.
В качестве стены для размещения инструментов отлично подойдет перфорированный металлический лист.
После определения основных параметров изделия можно приступать к сборке.
Сначала закрепляются ножки (четыре опоры из стального уголка, которые соединяются также уголками и закрепляются сваркой сверху и снизу.). В результате получается прямоугольная сварная конструкция.
После изготовления каркаса приступают к подготовке столешницы. Обрезанные по размеру доски выкладываются на каркас сверху и плотно скрепляются. С каркасом столешница соединяется при помощи болтов. Рабочая поверхность должна быть обработана: остругана и ошкурена. Низ необходимо закрепить с помощью поперечин или деревянных брусков. Они прикручиваются к каждому из элементов получившегося щита.
После ее закрепления нужно сделать обшивку крышки металлом (лучше, если это будет оцинковка). Металлический лист закрепляется на поверхности столешницы саморезами. Если образуются заусенцы, их необходимо зачистить.
Раскроить заготовки следует до начала сварочных работ.
Основные работы по изготовлению верстака на этом завершаются, но для придания большей жесткости конструкции и прикрепления к полу, можно снизу приварить металлические уголки. По желанию, можно оборудовать ящиками, полками для инструмента.
Все сварные стыки усиливаем уголком или стальной полосой.
Из необходимого оборудования на верстаке обязательно должны найти место тиски. Они навешиваются на лицевую сторону столешницы и используются для крепежа изделий. Если в работе часто бывают крупные детали, есть необходимость установить несколько тисков разных размеров.
Главное – усилить все 90° соединения.
Под верстаком можно смонтировать полки, где разместить различные приспособления, нужный инструмент или складывать обработанные детали.
Обязательно пропитываем дерево антисептиком и противопожарной пропиткой.
Аккуратно выполненный своими руками, столярный верстак станет удобным приспособлением для работы домашнего мастера.
Данная конструкция близка к идеалу гаражного верстака, изготовленного своими руками.
ВИДЕО: верстак своими руками.
Создания верстака своими руками: 50 фото-идей
Предыдущая
СтолыСтол с эффектом бесконечности — стильное решение для современного интерьера.
Следующая
СтолыЧем оттереть супер клей со стола
как его сделать своими руками и что для этого нужно, чертежи
Необходимость в столе для столярных работ возникает, как правило, тогда, когда хочется сделать что-то своими руками или при ремонте в доме. Этот стол является основным элементом в домашней мастерской. Без него сложно что-то сделать из дерева или другого материала. Он выполняет сразу множество функций: является столом для раскроя и резки, подставкой для сборки, опорой для разных операций. При этом смастерить его самостоятельно и оперативно не составит труда.
Каждому мастеру нужна своя рабочая зона, где бы он спокойно мог заниматься различными работами.
Что такое столярный верстак
Основные виды верстаков
Устройство столярного верстака
Как сделать столярный стол своими руками
Расчет размеров
Чертеж
Подбор инструментов и материалов
Процесс создания стола
Завершающий этап
Установка дополнительного оборудования
Подбор места для установки стола
Правила эксплуатации
Видео: столярный верстак своими руками
Что такое столярный верстак
Столярный верстак или стол представляет из себя простую, но вместе с тем удобную конструкцию. Это высокий длинный стол, рассчитанный на тяжелые предметы и сложные работы на нем. В столешнице, как правило, имеются объемные отверстия, чтобы отходы от производства падали, а не мешали работе. Также здесь имеются полки для упора и ящики для инструментов.
Для нехитрых плотницких работ каждому по силам смастерить самый простой рабочий стол, а можно продумать все свои потребности и сделать идеальное рабочее место.
Верстак используется для нескольких видов работ:
Раскроя дерева и другие твердых материалов.
Распила материалов.
Обработки дерева: обстругиванию и ошкуриванию.
Сборки разных деталей и предметов.
Удобнее всего сделать универсальный столярный стол своими руками. Это абсолютно не сложно, при этом хозяин сможет приобрести дополнительный опыт в столярном деле.
Подойдя к работе со всей ответственностью и вооружившись чертежами, вы получите удобный и функциональный верстак.
Стол собственного производства сэкономит деньги, к тому же его можно оперативно собрать из подручных материалов. Если устройство нужно только на время, то его легко будет разобрать после использования.
Важно! При изготовлении стола своими руками мастер сможет учесть индивидуальные размеры, требования и сделать необходимые полки, подпорки и другие важные для работы элементы.
Основные виды верстаков
Существует несколько видов верстаков, которые различаются по своему функциональному предназначению. Сложные устройства сочетают в себе несколько видов сразу. Более простые имеют ограниченные функции.
Столярный стол. Он представляет из себя обычный высокий стол с плоской ровной столешницей. Он предназначен для обработки и выпиливанию мелких деталей. Но большие доски обрабатывать на нем сложно.
Длинный верстак. Он представляет из себя длинную конструкцию с тисками для закрепления досок и бревен. Главное его предназначение – обработка таких видов деталей. Однако собирать мелкие изделия здесь невозможно.
Универсальный стол. Он имеет плоскую широкую столешницу, рядом отверстия для сброса мусора и длинное крепление с тисками. Наиболее продвинутые модели с отдельных сторон укреплены металлическими листами или лентой, что позволяет обрабатывать на нем изделия из металла и камня.
Существует также градация верстаков и по видам сборки. Здесь могут быть такие варианты:
Мобильный верстак. Имеет небольшой размер и вес. Предназначен для переноски с места на место и обработки небольших изделий.
Стационарный стол. Эти конструкции тяжелые и, как правило, надежно крепятся к полу. На них обрабатывают тяжелые бревна, доски, крупные детали. Обычно такие варианты используются в частных домах, где хозяин довольно часто занимается столярными или другими работами. Чаще всего эти верстаки бывают универсальными с большим количеством приспособлений.
Складной столик. Это промежуточный вариант между мобильным устройством и большим стационарным столом. Сборные верстаки также имеют довольно большой размер, но при этом их можно довольно быстро убрать. Они подходят для гаражей или небольших частных домов.
Столярный верстак по конструктивным характеристикам представляет собой стол, на котором расположены полки для инструментов, ящики и дополнительное оборудование.
Устройство столярного верстака
Несмотря на свой простой вид столярный стол имеет весьма сложное устройство, так как любая неприметная деталь здесь несет ряд важных функций.
Традиционно столяры работали ручным инструментом, поэтому для работы с электрическим столешницу нужно модифицировать под собственные нужды.
Основные элементы верстака:
Основание или станина. Еще этот элемент называют подверстачье. Это опора из толстого бруса или металла. Как правило, она представляет собой раму, которая имеет дополнительные царги или перекладины. Он должна удерживать тяжелую конструкцию со столешницей, инструментами и деревом для обработки. Царги и элементы рамы соединяются между собой клиньями и клеем.
Устройство столярного верстака отличается простотой, однако требует тщательной проработки, расчета размеров и правильного выбора материала.
Столешница. Ее также называют верстачной доской. Она делается из толстых досок. Как правило, толщина доски бывает 6-7 см. Это необходимо, чтобы выдержать вес инструментов, деятелей и тяжелые удары по ним. Столешница имеет необходимые пазы, отверстия, дыры или зажимы. Их каждый мастер размещает по своему усмотрению.
Для домашней мастерской удобнее всего изготовить стационарный деревянный верстак плотника с основанием из металла или дерева.
Тиски, зажимы. Минимум в верстаке должно быть два зажима с обеих сторон. Зажимы выполняются из дерева, так как оно не будет деформировать материал изделий. Максимальное количество зажимов не ограничено. Если предполагается работа с деталями разного размера – к примеру, мелкими изделиями и большими досками, то однозначно зажимов должно быть несколько. При этом они должны быть расположены по разные стороны столешницы, чтобы не мешать друг другу.
Все известные нам виды рабочих столов произошли от плотницкого верстака.
Полки для инструмента и дополнительные упоры. Они располагаются под столешницей. Полки для инструментов важно располагать так, чтобы до них легко было дотянуться одной рукой, не отходя от стола. Именно поэтому их удобно разместить внизу, а не в шкафу рядом.
Как сделать столярный стол своими руками
Создать столярный стол своими руками, несмотря на все его особенности, довольно просто. Для этого необходимо:
Рассчитать точные размеры.
Создать предварительный чертеж.
Подобрать необходимые доски и другие материалы.
Уточнить чертеж.
Собрать сам стол.
Современная рабочая поверхность также дополнительно оборудуется, например, местом для фрезерного станка.
Расчет размеров
Основные требования к размерам просты: стол должен умещаться в помещении так, чтобы вокруг него было удобно ходить с инструментом. Для этого между ним и стеной или другими предметами должно оставаться расстояние в 80-100 см.
Размер стола определяется такими факторами, как площадь помещения, ваши индивидуальные особенности.
Размер столешницы должен быть таким, чтобы удобно было расположить на ней все необходимое. Если предполагается работа с небольшими предметами, то достаточно будет длины 100 – 150 см и ширины в 80 см. Если предполагается обработка больших предметов, то лучше выбрать длину в 200-250 см и ширину в 80-100 см.
Высота в идеальном варианте должна быть такой, чтобы за ним было удобно работать стоя и сидя на стуле. Для этого она должна составлять 70 см. Высота в 80 см позволит работать только стоя.
Работа за верстаком неподходящей высоты приведет к серьезным проблемам со спиной.
Чертеж
После того как определены основные размеры, можно приступать к созданию чертежа. К этому нужно отнестись внимательно, так как по нему потом будут раскраиваться детали.
Чертежи будущей конструкции, как и ее размеры, подбираются с учетом всех условий.
Чертеж выполняется в двух вариантах:
Чертежи столов, которые можно встретить в интернете, представлены в огромном разнообразии.
После этого стоит еще раз проверить чертеж и его соответствие материалам: имеются ли доски необходимой ширины или их нужное количество. В наличии ли нужные бруски для опоры.
Подбор инструментов и материалов
Перед сборкой стола нужно подготовить все материалы и инструменты.
Необходимые материалы:
Деревянные доски шириной 15-30 см и толщиной 6-7 см. Их длина должна быть не меньше длины столешницы. Для этого подойдет обычная самая дешевая сосновая доска.
Деревянные бруски для рамы, ножек и царг. Ширина брусков должна быть 10-15 см.
Металлические трубы квадратного сечения для изготовления опоры из металла.
Металлические мебельные уголки для соединения деревянных деталей.
Саморезы и болты.
Столярный клей.
Замечательно, если получится найти пиломатериал из бука, ясеня, клена или граба, но если нет, то тогда делайте стол из сосновой доски.
Для сборки понадобятся инструменты:
Молоток.
Лобзик.
Ручная пила.
Пила-болгарка.
Отвертка.
Линейка.
Рулетка.
Карандаш.
Для удобства инструменты и мелкие детали следует расположить с одной стороны, а габаритные доски нужно разместить с другой.
Могут потребоваться и другие инструменты, но это будет зависеть от конструкции вашего рабочего стола.
Совет. Мелкие детали и саморезы стоит разложить на светлой ткани или бумаги. Так можно будет сразу найти нужный предмет.
Процесс создания стола
Сборка верстака подразумевает несколько этапов:
Сборка рамы. Она собирается первой. Опоры скрепляются между собой с помощью царг и перекладин. Для наиболее надежного крепления соединяются с помощью клиньев или пазлов, которые необходимо предварительно подготовить. Также возможно и более простое соединение с помощью металлических скоб и мебельных уголков.Металлическая основа собирается с помощью сварки или шурупов.
Создание столешницы. Сначала выпиливаются доски нужного размера.
Крепеж столешницы на раме. Для этого к доскам крепятся мебельные уголки, затем они устанавливаются на раму и прикрепляются к ней. Если предполагается откидная столешница, то сначала нужно сделать ее части и затем соединить с рамой при помощи мебельных петель.
Создание дополнительных элементов: зажимов, пазлов и других. После того как столешница установлена и закреплены к ней удобно присоединять дополнительные элементы: зажимы, тиски. Также здесь можно выпилить лобзиком необходимые отверстия.
Столешницу обрабатывают рейсмусовым станком и шлифовальной машинкой для достижения гладкой поверхности.
Совет. При сборке стола не стоит использовать гвозди. Впоследствии это приведет к расшатыванию стола. Саморезы всегда можно затянуть повторно. Пазлы и клинья крепко соединяются клеем.
После сборки остается подготовить стол к работе и можно приступать к творческому процессу.
Основание пропитывают антисептиком, который не позволит завестись в дереве грибку или плесени.
Завершающий этап
В завершение необходимо проверить крепость всех соединений и доработать те, которые могут расшататься.
Также важно проверить удобство всех деталей на столешнице. Скорее всего, что-то покажется лишним, а чего-то будет не хватать. Для большей уверенности стоит попробовать обработать на верстаке какой-либо крупный предмет. При этом обязательно появятся нюансы, которые можно будет оперативно исправить до установки дополнительного оборудования и закрепления стола.
На нижней раме можно сделать полку, а можно одну или две тумбы. Рачительные мастера делают тумбу и полку, на которой хранится различное оборудование.
Самым последним этапом создания столярного стола будет его крепление к полу. Стол, как правило, прикручивается к полу с помощью мебельных уголков. Это обеспечивает его устойчивость и удобство упора при работе.
Мобильные устройства, предназначенные для небольших предметов, к полу можно не прикручивать. Но в этом случае будет оставаться риск его опрокинуть.
Установка дополнительного оборудования
После того как стол готов на него устанавливают дополнительное оборудование:
Зажимы для досок. Обычно монтируются из двух брусков. Зажимы устанавливаются с обеих торцов столешницы. Для удобства стоит установить несколько зажимов разной толщины: 5 см, 10 см, 15 см и 20 см. Зажимы устанавливаются точно друг напротив друга.
Тиски для деталей. В идеале тисков должно быть несколько: 2 или 3 штуки. Они предназначены для мелких и крупных деталей.
Упоры для вырезания деталей. Это необязательное оборудование. Упоры обычно представляют собой небольшие брусочки на столешнице.
Нижние полки для инструментов. Создадут комфорт при работе и существенно сэкономят время. Тяжелый, крупный инструмент лучше расположить на нижней полке. Ящики с мелкими предметами установить чуть повыше. Ящики для небольших вещей лучше сделать выдвижными.
Дополнительное освещение. Без него работа будет некомфортной. Обычно на стол крепится длинная светодиодная офисная лампа. Для того чтобы тени от рук не мешали работе стоит закрепить две лампы с разных сторон.
Не забывайте про подсветку. Предлагаем рассмотреть в качестве дополнительного источника освещения люминесцентные лампы или светодиодную ленту.
Подбор места для установки стола
Выбор основного места для установки верстака следует продумать заранее. Обычно это бывает мастерская, место на участке рядом с техническим блоком или в гараже.
Кроме места размещения, необходимо продумать еще несколько технических нюансов:
С какой стороны будет подход к верстаку. Для работы с мелкими предметами, достаточно подхода с одного края, такое устройство может быть установлено у стены. Для габаритных работ необходим свободный подход со всех сторон.
С какой стороны будут укладываться предметы на стол. Важно продумать этот момент, чтобы не задеть длинными досками другую мебель.
Не стоит размещать верстак рядом с дверью или окном. Обычно подобные работы занимают много времени. Рядом с окном или дверью всегда присутствуют сквозняки, при долгом нахождении здесь простудиться.
При установке верстака хорошо продумайте, где будет подключаться электрический инструмент.
Проработка этих моментов сделает работу в будущем комфортной и безопасной.
Правила эксплуатации
Чтобы столярный стол прослужил долго, а работа была за ним безопасной важно соблюдать основные правила эксплуатации:
Все детали стола должны быть крепко закреплены. Если они начинают шататься, то необходимо их затянуть или закрепить. Любое неустойчивое положение может привести к серьезным травмам. Будет не очень приятно, если пила или лобзик соскочат с детали в самый неподходящий момент.
Все предметы для работы также должны хорошо удерживаться на столе. Это сделает работу более точной.
Устройство необходимо уберегать от влаги. Деревянные доски будут деформировать и трескаться при резких перепадах влажности. При повышенной влажности здесь может завестись плесень.
При работе с тяжестями нужно равномерно распределять нагрузку на столешницу.
Самостоятельное изготовление столярного верстака – дело не быстрое, но увлекательное, ведь нужно учесть не только свои потребности, но и эргономику всего рабочего пространства.
Грамотная сборка этого устройства и его правильная эксплуатация будет приносить радость от столярных работ, что подарит вдохновение для творчества.
15 бесплатных чертежей верстака и чертежей «сделай сам»
По
Стейси Фишер
Стейси Фишер
Стейси Фишер — эксперт по рукоделию, шитью и экономным находкам. Она делится своими знаниями о творениях своими руками, поиске халявы и составлении бюджета. Стейси была гостьей на «Шоу доктора Оз» и была представлена в журнале Woman’s World Magazine. У нее почти два десятилетия опыта написания и редактирования.
Узнайте больше о The Spruce Crafts’ Редакционный процесс
Обновлено 15.06.22
Ель / Джеймс Баскара
Используйте эти бесплатные планы верстака, чтобы построить себе верстак в своем гараже или сарае, который вы можете использовать для завершения всех своих проектов и, возможно, даже получить дополнительное хранилище, в зависимости от того, какой план вы выберете.
Приведенные ниже планы бесплатных верстаков различаются по уровню квалификации, стоимости расходных материалов и времени, которое потребуется вам для их выполнения. Посетите каждую ссылку для получения подробных инструкций о требованиях, которые потребуются каждому рабочему месту.
Вы должны тщательно выбрать план верстака, который собираетесь использовать, принимая во внимание пространство, которое у вас есть в вашем районе, а также то, для чего вам нужно использовать верстак.
01 из 15
Крег
Если вы ищете простой и прочный верстак, но при этом мобильный, этот план для вас. Этот план содержит пошаговые письменные инструкции, список инструментов, список материалов, список вырезов, цветные фотографии и дополнительные советы.
План рабочего места Easy Build от Kreg
02 из 15
Популярная механика
Вот хороший план верстака Popular Mechanics, который построит вам прочный традиционный верстак. Прилагается список необходимых инструментов и материалов, а также пошаговая инструкция. Вы также можете загрузить файл PDF, который включает в себя план рабочего места, а также анимированные инструкции по сборке.
Простой план верстака DIY от Popular Mechanics
03 из 15
Шанти 2 Шик
Создайте свой собственный верстак своими руками с помощью этого бесплатного плана от Shanty 2 Chic. У него большая рабочая поверхность и нижняя полка, а также он на колесиках, поэтому его можно брать с собой куда угодно. Есть цветные фотографии, список материалов и полные инструкции, так что вы можете собрать его самостоятельно.
План большого верстака от Shanty2Chic
04 из 15
Чистая деревообработка
Этот простой план верстака от Fine Woodworking требует только циркулярной пилы и дрели, а также легкодоступных материалов на местном лесопилке. Этот план рабочего места включает в себя список расходных материалов, план и даже обучающее видео. Зарегистрируйтесь со своей электронной почтой, чтобы загрузить планы в формате pdf.
Easy Workbench Plan от Fine Woodworking
05 из 15
Ана Уайт
Вы найдете все необходимое для сборки этого прочного верстака, включая чертеж, список вырезок, список материалов и инструкции от Аны Уайт. Просмотрите предоставленные пользователями фотографии готового верстака, чтобы увидеть, как это получилось у других, а также любые дополнения и примечания, которые они сделали к плану.
Прочный верстак от Ana White
06 из 15
Чертежи Боба по деревообработке
Этот прочный план верстака от Bob’s Woodworking Plans включает 48 страниц подробных инструкций, иллюстраций, фотографий и многого другого. Ваш готовый верстак будет мобильным верстаком с большой столешницей, ящиками и шкафчиками.
Гаражный верстак из Bob’s Woodworking Plans
07 из 15
Исправить эту сборку
Вот бесплатный план очаровательного детского верстака от Fix This Build That, в котором есть рабочая поверхность, нижняя полка и перфорированная панель. Несмотря на то, что это предназначено для детей, вы, безусловно, можете поднять уровень стойки, и это было бы здорово для использования взрослыми в небольшом пространстве. Бесплатный план включает в себя список инструментов, список материалов и расходных материалов, схемы, цветные фотографии и пошаговые инструкции по сборке. Введите свой адрес электронной почты и пожертвование, если хотите, чтобы загрузить планы.
Детский верстак DIY от Fix This Build That
08 из 15
Деревянный журнал
Этот бесплатный план верстака от журнала Wood Magazine предназначен для создания верстака, который также служит разгрузочным столом для настольной пилы. Загрузите план верстака в формате PDF и используйте инструкции, чтобы построить этот прочный и функциональный верстак.
План верстака двойного назначения из журнала Wood Magazine
09из 15
Семейный мастер на все руки
Выполните этот план верстака «Семейный мастер на все руки», и вы получите простой, но прочный стол, который стоит менее 100 долларов, чтобы построить его всего за несколько часов. Используйте комментарии пользователей, видео, список материалов и инструкции для создания этого простого верстака.
План бюджетного верстака от Family Handyman
10 из 15
Семейный мастер на все руки
Еще один план верстака Family Handyman идеален, если у вас мало места. Он включает в себя раскладной рабочий стол, подставку для пилы с выкатным столом, стол Metier Box, ящики, полки, шкафы и перфорированную панель. Используйте пошаговые инструкции, список инструментов и материалов, а также комментарии пользователей, чтобы закончить этот модульный верстак для небольших помещений.
План верстака для небольшого пространства от Family Handyman
11 из 15
Семейный мастер на все руки
Этот план верстака покажет вам, как построить складной верстак на колесах, чтобы его можно было быстро и легко перемещать. Family Handyman перечисляет это как рабочий план среднего уровня, который займет у вас один день и 100-500 долларов.
Складной верстак от Family Handyman
12 из 15
Семейный мастер на все руки
У Family Handyman есть еще один бесплатный план верстака для вас, и он идеально подходит для гаража. Готовый верстак включает в себя ящики и полку, а также раскладывающуюся столешницу для дополнительного рабочего места. Вы сможете завершить свой верстак за один день с помощью эскиза верстака, инструкций и списка инструментов и материалов. Полные планы и список вырезок стоят 7 долларов.
План гаражного верстака от Family Handyman
13 из 15
Кудрявый
Вам понадобится всего один уик-энд, чтобы построить этот идеальный верстак, используя план от Curbly. У него большой верх, используются обычные размеры пиломатериалов, и он рассчитан на всю жизнь. Этот план рабочего места, который можно загрузить бесплатно, включает в себя список материалов, список вырезов, схемы, цветные фотографии и множество полезных советов. Полные планы и список вырезок стоят 8 долларов.
Ultimate Garage Workbench Plan от Curbly
14 из 15
Семейный мастер на все руки
Если у вас мало времени и денег, то этот простой план верстака «Семейный мастер на все руки» может быть именно тем, что вы ищете. Этот верстак не требует времени на сборку, но в нем достаточно места для всех ваших инструментов и достаточно места для ваших проектов по деревообработке. Используйте список инструментов и материалов, чтобы собрать все необходимое, а затем следуйте инструкциям и чертежу, чтобы построить этот простой верстак за полдня. Полные планы и список вырезок стоят 7 долларов.
Простой рабочий стол за 50 долларов от Family Handyman
15 из 15
Семейный мастер на все руки
Вот план верстака от The Family Handyman , который поможет вам построить простой, но прочный верстак всего за один день. Верстак включает в себя нижнюю полку и ящики для хранения. В бесплатный план верстака входит план, пошаговые инструкции по сборке, список необходимых инструментов и материалов, а также комментарии пользователей. Полные планы и список вырезок стоят 7 долларов.
Простой план верстака от Family Handyman
14 бесплатных и простых чертежей скамеек своими руками
Смотреть сейчас: защитные перчатки, которые нужны каждому фанату DIY
Планы верстака | Чертежи кузнеца
Получите 1 год Woodsmith + 5 БЕСПЛАТНЫХ загружаемых планов!
(*Предложение действительно только для новых абонентов)
94 долларов США ЗНАЧЕНИЕ, СЕЙЧАС ТОЛЬКО $ 29!
Соберите свой собственный верстак из наших пошаговых планов по деревообработке. Если вы ищете качественную скамейку, ставшую семейной реликвией, или простой в сборке верстак своими руками, который можно построить за выходные, вы обязательно найдете чертежи проекта, соответствующие вашим потребностям. Кроме того, получите решения для хранения, которые помогут вам освободить место в вашей мастерской.
Верстак
Прочный верстак «Сделай сам»
Новая скамья, достаточно тяжелая, чтобы ее нельзя было передвигать, но при этом не требующая больших затрат на ее постройку? Вы держите пари! И это хорошо для вас.
Верстак
Верстак мастера
Домашним магазинам требуется прочный верстак, который может выполнять все виды задач. В конце концов, большинство из нас занимается гораздо большим количеством работ по благоустройству дома, чем столярным делом.
Верстак
Английский верстак
Этот традиционный английский верстак имеет проверенную временем конструкцию. Его дощатый верх, широкий передний фартук и прочное основание готовы служить вам долгие годы.
Тележки и подставки
Компактная настольная пильная станция
Возьмите один из самых универсальных инструментов в своем магазине и сделайте его еще лучше. В этом и заключается идея этой передвижной настольной пилы.
Джиги и приспособления
Многофункциональная рабочая станция
Получите максимальную отдачу от своего магазина, объединив инструменты в компактную станцию. Эта рабочая станция включает в себя множество хранилищ и инструментов в мобильном комплекте.
Верстак
Подвесной верстак
Этот великолепный настенный верстак компактен, но создан для тяжелых работ по дереву. Кроме того, вы можете добавить красивый верхний шкаф для дополнительного места для хранения.
Столы
Портативный сундук для хобби
Возьмите свое любимое хобби с собой в поездку с этим комодом для хранения и переносным верстаком.
Верстак
Рабочий верстак
Металлическая столешница на этой скамье образует прочную и долговечную рабочую поверхность, которая идеально подходит для грязных и грязных работ.
Верстак
Классический верстак
Крепкий и прочный — на этом верстаке нет ничего хрупкого.
На практике сварку разделяют по виду применяемой энергии на особые классы.
1 класс – термический. Вид сварки, при котором соединяемые части в рабочей зоне плавятся при воздействии тепловой энергии. Такие процессы происходят во время дуговой, газовой, электрошлаковой, электронно-лучевой, плазменной, лазерной сварке. 2 класс – термомеханический. Вид сварки с использованием давления совместно с тепловой энергией. Это электрическая контактная сварка, диффузионная, газопрессовая. Например, электрическая контактная сварка использует давление и електронагрев. При этом ток проходит в зоне контакта деталей, мощным кратковременным импульсом разогревается металл до состояния местного расплавления и при давлении происходит сварка. Диффузионная сварка характеризируется взаимной диффузии атомов контактирующих частей при длительном воздействии больших температур и незначительной пластической деформации.
3 класс – механический. Вид сварки с использованием механических усилий и давления (холодная сварка, взрывная, ультразвуковая сварка).
www.sv6.ru
Классификация сварки | Сварка металлов
Классификация сварки согласно ГОСТ 19521 — 74 предусматривает три класса сварки: термический, термомеханический и механический.
Термический класс
Термический класс объединяет виды сварки, осуществляемые местным плавлением металла. К термическому классу относят дуговую, газовую, термитную, электро- шлаковую, электронно-лучевую, плазменно-лучевую, лазерную и другие виды сварки.
Рисунок — Термический класс сварки
Термомеханический класс
Термомеханический класс объединяет виды сварки, осуществляемые давлением (механической энергией) с использованием тепловой энергии общего или местного характера.
К этому классу относят печную (кузнечную, прокаткой, выдавливанием — у этих видов сварки общий нагрев свариваемых частей), контактную, термитно-прессовую, индукционно-прессовую, газопрессовую, диффузионную и дугопрессовую (эти виды сварки выполняют с местным нагревом свариваемых частей).
Каждый вид сварки термомеханического класса выполняется по схеме сварки давлением без оплавления или с оплавлением металла кромок деталей.
Механический класс
Механический класс сварки объединяет виды сварки, выполняемые давлением (механической энергией). К этому классу относят холодную, трением, ультразвуковую, взрывом и магнитно-импульсную сварки.
www.svarkametallov.ru
Каталог статей
Виды механического класса сварки
Механический класс сварки объединяет виды сварки, выполняемые давлением (механической энергией). Сущность сварки давлением заключается в пластическом деформировании кромок свариваемых деталей под действием нагрузки: давления взрывной волны, кувалды и т. д. Сварку можно выполнять как в холодном, так и в нагретом виде. Благодаря пластической деформации происходит процесс установления межатомных связей между соединяемыми частями. В результате образуется сварное соединение.
К этому классу относятся: холодная сварка, сварка трением, ультразвуковая, взрывом и т. д
Сварка взрывом основана на воздействии направленных кратковременных сверхвысоких давлений энергии взрыва на свариваемые детали.На основание устанавливают свариваемую пластину (рис. 9). Вторую свариваемую пластину помещают над первой на некотором расстоянии. На вторую пластину укладывают слоем одинаковой толщины заряд взрывчатого вещества. Заряд взрывают с помощью детонатора. Под воздействием взрывной волны верхняя пластина с большой скоростью ударяется в нижнюю пластину и сваривается с ней, образуя монолитное соединение. Сварное соединение является результатом диффузии.
Сварку взрывом используют при изготовлении заготовок биметалла , при плакировке (покрытии) поверхности конструкционных сталей металлами и сплавами с особыми физическими и химическими свойствами, а также при сварке деталей из разнородных металлов и сплавов. Сварка взрывом — самая быстрая сварка.
Рис.101, 2 — свариваемые детали; Р — сила.
Сварка трением выполняется в твердом состоянии под воздействием тепла, возникающего при трении вращающихся поверхностей свариваемых деталей, с последующим их сжатием (рис. 10).
Прочное сварное соединение образуется в результате возникновения металлических связей между контактирующими поверхностями свариваемых деталей. Образованию этих связей препятствуют различные включения и пленки, покрывающие металлические поверхности. Они разрушаются при трении и вследствие значительной пластической деформации трущихся
поверхностей удаляются из зоны в радиальном направлении.Сваркой трением сваривают режущие инструменты (сверла, резцы, развертки), различные детали круглого сечения из стали, чугуна , цветных металлов и сплавов, разнородных металлов.
Рис.111 — соединяемые детали; 2 — кувалда.
Холодная сварка металлов (ковка).Сущность этого вида сварки заключается в том, что при приложении большого давления к соединяемым элементам вместе их контакта происходит пластическая деформация, способствующая возникновению межатомных сил сцепления и приводящая к образованию металлических связей. Сварка производится кувалдой (молотком) без нагрева (рис. 11). Поверхности, подлежащие сварке, предварительно очищают от загрязнений: обезжиривают, обрабатывают вращающейся проволочной щеткой или применяют шабрение. Соединения выполняют в виде отдельных точек или непрерывного шва.
Холодной сваркой сваривают пластичные металлы: медь, алюминий и его сплавы,свинец, олово, кадмий, титан.
Технологический процесс получения неразъемных соединений материалов называется сваркой. Этот процесс осуществляется благодаря появлению межатомных связей между свариваемыми частями при их местном или пластическом деформировании, или совместным действием того и другого.
В процессе сварки между атомами и молекулами на соединяемых поверхностях заготовок образуются прочные связи. В этом и заключается физическая сущность сварки. Возможность образования соединений зависит от нескольких факторов: энергетической активации поверхностных атомов, облегчающей их взаимодействие друг с другом; освобождения свариваемых поверхностей от загрязнений, оксидов и адсорбированных на них инородных атомов; сближения свариваемых поверхностей на расстояния, сопоставимые с межатомным расстоянием в свариваемых заготовках.
Сварка широко применяется практически во всех отраслях машиностроения. Это связано с высокой рентабельностью, производительностью и механизацией данного технологического процесса.
Различные типы материалов можно соединять сваркой. Среди них однородные и разнородные металлы и их сплавы, металлы с некоторыми неметаллическими материалами (керамикой, графитом, стеклом и др.), а также пластмассы.
Существует три класса сварки: механический, термический и термомеханический. Они различаются между собой формой энергии, которая используется для образования сварного соединения.
Виды сварки, осуществляемые с использованием механической энергии и давления (холодная, взрывом, ультразвуковая, трением и др. ) относятся к механическому классу.
Термический класс включает в себя виды сварки, осуществляемые плавлением с использованием тепловой энергии (газовая, дуговая, лазерная, плазменная, электрошлаковая, электронно-лучевая и др.).
В термомеханический класс входят виды сварки, осуществляемые с использованием тепловой энергии и давления (контактная, диффузионная и др.).
Способность металла или сочетания металлов образовывать при установленной технологии сварки соединение называется свариваемостью. Полученное соединение должно удовлетворять требованиям, накладываемым конструкцией и эксплуатацией производимого изделия.
Контактная сварка
Контактная сварка характеризуется кратковременным нагревом места соединения и следующей за ним пластической деформацией, в результате которой формируется сварное соединение. В ходе нагрева места соединения может происходить оплавление, а затем – осадка разогретых заготовок.
Электрический ток, проходящий по металлу, разогревает место соединения. При этом в месте сварочного контакта выделяется наибольшее количество теплоты.
Электрическое сопротивление контакта может возрастать при появлении на поверхности свариваемого металла загрязнения с малой электропроводимостью, либо пленки оксидов. Благодаря этому металл в местах соприкосновения нагревается до термопластического состояния или до оплавления. Если при этом осуществлять постоянное сближение нагретых заготовок, то будут образовываться новые точки соприкосновения В результате происходит абсолютное сближение двух заготовок до расстояний, близких к межатомным, или сварка поверхностей.
Существуют два критерия классификации контактной сварки. Это род тока, питающего сварочный трансформатор, а также вид сварного соединения, определяющего вид сварочной машины. В зависимости от вида сварного соединения сварка может быть точечной, шовной и стыковой.
Точечная сварка
Точечной сваркой называется разновидность контактной сварки, при которой заготовки соединяются в отдельных точках. Заготовки при точечной сварке собираются внахлестку и зажимаются между электродами, которые подводят ток к месту сварки.
Поверхности свариваемых заготовок, которые находятся в непосредственном соприкосновении с медным электродами, нагреваются медленнее чем их внутренние слои. Нагрев продолжается до пластического состояния внешних слоев и до расплавления внутренних слоев. В результате, после отключения тока и снятия давления, образуется литая сварная точка.
В зависимости от расположения электродов по отношению к свариваемым заготовкам существует два вида точечной сварки: односторонняя и двусторонняя.
Разновидность контактной сварки, при которой за один цикл свариваются несколько точек называется многоточечной контактной сваркой. Её выполняют по принципу односторонней точечной сварки. Многоточечные машины могут иметь от одной пары до 100 пар электродов, соответственно сваривать 2 –200 точек одновременно. Многоточечной сваркой сваривают двумя способами: одновременно и последовательно.
При одновременной сварке к изделию прижимаются сразу все электроды. Это обеспечивает большую точность сборки и меньшую повреждаемость. Специальный распределитель тока делит ток между прижатыми электродами и включает электроды попарно.
В случае последовательной сварки пары электродов опускаются поочередно или одновременно, в то время как ток подключается поочередно к каждой паре электродов от сварочного трансформатора.
Многоточечная сварка нашла свое применение в массовом производстве, поскольку там требуется большое число сварных точек на заготовке.
Шовная сварка
При шовной сварке образуется прочное и плотное соединение между свариваемыми заготовками. Шовная сварка является разновидностью контактной сварки. В этом случае электроды представляют собой плоские ролики. Между ними пропускаются свариваемые заготовки.
Листовые заготовки в процессе шовной сварки соединяют внахлестку, затем зажимают между электродами и пропускают ток. В результате движении роликов по заготовкам образуются перекрывающие друг друга сварные точки. Поэтому получается сплошной геометрически шов. Как двустороннее, так и одностороннее расположение электродов позволяет выполнить шовную точку.
Шовную сварку используют в массовом производстве для получения герметичного шва, например при изготовлении различных сосудов. Свариваемые листы должны иметь толщину в пределах 0,3 – 3 мм.
Стыковая сварка
При стыковой сварке заготовки свариваются по всей поверхности соприкосновения. Стыковая машина служит для фиксации свариваемых заготовок в двух зажимах. Один зажим укреплен на неподвижной плите, а другой установлен на подвижной плите, которая передвигается в направляющих. Перемещение плиты и сжатие заготовки производится под действием усилия, которое реализуется механизмом осадки. Плиты и сварочный трансформатор соединены между собой гибкими шинами и питается от сети через включающее устройство.
Ещё один вид сварки – оплавление. Оплавление представляет собой стыковую сварку с разогревом стыка до пластического состояния и последующей осадкой.
Сварка оплавлением лучше сварки сопротивлением тем, что в процессе оплавления выравниваются все неровности стыка и удаляются оксиды загрязнения. Поэтому место соединения не требует особой подготовки. Эта сварка хорошо показала себя в случаях заготовки с сечением, разнородных металлов (быстрорежущую и углеродистую стали, медь и алюминий и т.д.).
Стыковая сварка употребляется при изготовлении изделий, которые служат элементами трубчатых конструкций, колес и колец, инструмента, рельсы, железобетонная арматура.
Сварочные дефекты
Могут возникнуть два типа дефектов в соединениях: внутренние и внешние.
К внешним дефектам относятся наплывы, подрезы, поверхностные трещины и поры, наружные непровары и несплавления.
Внутренние – это скрытые трещины и поры, внутренние непровары и несплавления, шлаковые включения и др..
Для обеспечения качества сварных соединений применяются такие виды контроля: предварительный контроль материалов и заготовок, текущий контроль за процессом сварки и пайки и приемочный контроль готовых сварных соединений.
studyport.ru
Смотрите также
Свидетельство накс об аттестации технологии сварки
Размеры электродов для сварки
Виды сварочных работ на практике
Сварочный полуавтомат схема подачи
Розетка для сварочного аппарата 220в
Все для сварки псков
Импульсная сварка
Сварка двутавровых балок
Аттестация накс сварочного производства
Сварка двутавра встык
Устройство сварочного выпрямителя
классификация, их краткая характеристика и область применения
Сварка — процесс соединения металлов при установлении межатомных связей. В зависимости от формы энергии различают следующие виды сварки.
Содержание
1 Термический класс сварки
2 Электродуговая
3 Электронно-лучевая (ГОСТ Р 57550)
4 Термитная (ГОСТ Р 57181-2016)
5 Электрошлаковая (ГОСТ 15164-78)
6 Газопламенная (ГОСТ 12. 3.036-84)
7 Лазерная (ГОСТ 28915-91)
8 Термомеханический класс сварки
9 Кузнечная (ГОСТ 2601 84)
10 Контактная электрическая (ГОСТ 15878-79)
11 Диффузионная (ГОСТ 20549-75)
12 Механический класс сварки
13 Сварка трением (ГОСТ Р ИСО 4063-42)
14 Холодная (ГОСТ 2601-74)
15 Сварка взрывом (ГОСТ Р ИСО 857-1-2009)
16 Ультразвуковая (ГОСТ Р 55724-2013)
Термический класс сварки
Термический класс сварки включает в себя разновидности сварочных работ, для которых требуется тепловая энергия. Если охарактеризовать весь процесс в нескольких словах: в результате правления на краю изделия образуется расплавленная субстанция, которая после стыковки остывает и кристаллизуется, в результате чего образуется сварочный шов.
Электродуговая
Самый популярный вид сварочных работ в наши дни осуществляется, благодаря сварочному току, возникающего при соприкосновении электрода и свариваемого изделия. В процессе работы электрод расплавляется и выходит наружу, образуя тем самым защитную пленку.
Процесс электродуговой сварки подразделяют на три группы в зависимости от того, как выполняется зажигание и манипуляции.
При ручной (ГОСТ 5264-80) все действия выполняются человеком без помощи каких-либо механизмов.
При полуавтоматической (ГОСТ 11533-75), или как ее еще называют, механизированной, автоматизируется подача электродной проволоки, а весь остальной процесс производится человеком.
Автоматическая же полностью исключает участие людей. Все процессы полностью автоматизированы и характеризуются большой точностью до сотых миллиметра.
Электронно-лучевая (ГОСТ Р 57550)
Скоростные электроны, излучаемые мощным источником тепла, отдают энергию атомам веществам, вследствие чего происходит плавление материала.
Для этого процесса необходимо соблюсти важное условие: вакуум для достижения максимально прочного шва.
Благодаря возможности фокусировать луч до нужных размеров этот тип нашел широкое применение в производстве микродеталей.
Термитная (ГОСТ Р 57181-2016)
Представить, как происходит процесс сварки с высокотехнологичным оборудованием, достаточно просто, но как быть, если работы необходимо осуществить в полевых условиях, например, соединить рельсы?
Это метод основан на применении термита – порошкообразной смеси, в состав которой входит алюминий и оксиды металлов.
Суть процедуры заключается в том, что концам соединяемых элементов придают нужную форму за счет использования термостойких материалов, а затем нагревают их, заливая место соединения предварительно зажженной термитной смесью. В итоге раскаленное железо сваривается с металлом самих деталей, что приводит к образованию прочного, надежного и долговечного соединения, обладающего высокими техническими характеристиками.
Электрошлаковая (ГОСТ 15164-78)
Принципиально новый вид соединения металлов. Особенность состоит в подборе шлака, температура плавления которого превышает температуру основного сырья и проволоки электрода. Первая стадия ничем не отличается от дуговой сварки. Отличия становятся заметными после образования ванны, когда горение дуги останавливается и оплавление кромок осуществляется за счет проходящего тока через сплав.
Этот способ позволяет работать с конструкциями большой толщины, в результате чего обеспечивается большая производительность.
Газопламенная (ГОСТ 12.3.036-84)
Вся процедура происходит в пламени открытой горелки. Поддержание пламени происходит, благодаря постоянной подаче горючего газа в смеси с кислородом. Металл при контакте с пламенем начинает меняться в зависимости от его качеств, в результате чего образуется ванна для сплавления.
Лазерная (ГОСТ 28915-91)
LWM (сокращение в международной номенклатуре) – сварка с использованием лазерного луча. Весь процесс сварки металлов производится лазерным лучом, сгенерированным квантовым генератором.
Одними из главных преимуществ этого типа является тонкий шов, образующийся благодаря направленности луча, и быстрота процесса, из-за чего такая сварка нашла широкое применение на автозаводах.
Термомеханический класс сварки
Особенность этого класса сварки заключается в использовании тепла и давления. Весь процесс очень напоминает механический, однако, есть одно отличие: нагрев происходит извне.
Кузнечная (ГОСТ 2601 84)
Определенно, это самый древний и, можно сказать, проверенный временем способ сварки. Заключается в сплавлении нескольких заготовок, нагретых до определенной температуры при помощи ударов. Как правило, таким способом привариваются материалы, содержащие менее 0,3% углерода.
Принцип заключается в нагреве концов заготовок до температуры белого каления. Затем заготовку посыпают поваренной солью или кварцевым песком для уменьшения количества окалины. Когда металл нагреется до нужной температуры, сбивают «посыпку» и начитают наносить удары по нарастанию силы.
Сварку можно осуществить несколькими способами встык, в расщеп, вразруб, внахлест.
Контактная электрическая (ГОСТ 15878-79)
Принцип электрической сварки, или, как её еще называют, сварки сопротивлением, заключается в нагреве места сопротивления через искру, сквозь которую пропускается электрический ток.
Стоит учесть, что этот тип сварки требует механических усилий, так как после расплавления детали необходимо сдавить или «посадить» друг на друга, это объясняется химическим контактом атомов материалов.
Сварка подобного механизма нашла широкое применение в промышленности из-за удобства эксплуатирования и возможности автоматизации процесса. По результатам её подразделяют на три группы: шовную, точечную и стыковую.
Диффузионная (ГОСТ 20549-75)
При вакууме происходит диффузия атомов в поверхностных слоях контактирующих материалов. Это происходит, благодаря нагреву материалов до температуры плавления. А вакуум служит защитой от возникновения оксидной пленки, которая может прервать процесс. Чтобы увеличить площадь контакта, необходимо работать при сжимающих усилиях (10-20) МПа.
Сам процесс происходит в три этапа. Детали, которые необходимо скрепить, помещают в камеру с вакуумом и придавливают небольшим усилием. Затем нагревают при помощи тока и удерживают определенное время при нужной температуре.
Такой вид сварки используют для соединения материалов, которые плохо совмещаются друг с другом, таких, как сталь и чугун.
Механический класс сварки
Этот класс вмещает в себя сварку, для которой необходимы механическая энергия и давление. Простота оборудования и достойное качество позволили найти широкое применение в различных отраслях.
По типу сварки группу можно разделить на три подгруппы.
Сварка трением (ГОСТ Р ИСО 4063-42)
Осуществляется за счет вращения одной из деталей. Процесс состоит из следующих шагов:
Из-за силы трения происходит оксид оксидных пленок.
Нагреваются кромки металлов до пластичного состояния.
Более пластичный металл выходит из шва.
Холодная (ГОСТ 2601-74)
Подобный тип сварки выполняют без нагрева. Методика осуществляется за счет деформации, при помощи которой разрушается окисная пленка на привариваемых поверхностях, и сдавливания до образования контакта. Прочность обуславливается усилием, с которым происходит сжатие. Чем оно сильнее, тем больше разрушается оксидная пленка. Холодную сварку применяют для металлов, обладающих высокой пластичностью.
Сварка взрывом (ГОСТ Р ИСО 857-1-2009)
Относительной новый вид, позволяющий получать сплав неограниченных размеров. Это достигается под действием энергии, высвобождающейся при взрыве взрывчатого вещества.
Из-за большой опасности, а именно высвобождению ударной волны на большие расстояния, ее осуществляют на специализированных полигонах.
Взрыв позволяет соединить практически все виды металлов, однако, во избежание чрезмерного разрушения между деталями делают прослойку из другого металла.
Ультразвуковая (ГОСТ Р 55724-2013)
Для ультразвуковой сварки применяют высокочастотные ультразвуковые колебания, воздействующие на сплавляемые детали, прижатые вместе под небольшим давлением. Этот метод сварки наиболее часто используется для соединения термопластов и в тех случаях, когда неприменимы болтовые соединения, пайка или склеивание. Процесс полностью автоматизирован и осуществляется на специальных установках.
Соединение металлов с помощью тепла — это производственный процесс, используемый с бронзового века, и новые технологии постоянно развиваются. В Crucible начальные и продвинутые классы обучаются четырем различным видам сварки: кислородно-ацетиленовой газовой сварке, дуговой или электродуговой сварке, сварке в среде инертного газа (MIG) и сварке вольфрамовым электродом в среде инертного газа (TIG). Начните с начального класса по одному типу сварки или попробуйте все четыре типа на нашем курсе «Изучение сварки».
Познакомьтесь с начальником отдела сварки
Марк Мец
Марк начал заниматься сваркой в 1986 году и впервые начал работать в The Crucible в 2001 году в качестве менеджера студии. Марк привносит ценности твердого мастерства и структурной целостности в свои занятия и работу, веря в то, что хорошо сделанный объект должен пережить своего создателя на несколько поколений.
Подробнее
Сварка и металлообработка Занятия для взрослых
Crucible предлагает широкий выбор занятий для взрослых по обучению сварке. Если вы хотите изучить основы производства или что-то более сложное, The Crucible поможет вам. Полный список классов сварки, предлагаемых в ARC, MIG и TIG, см. ниже.
Примечание. Из-за COVID-19 в настоящее время мы не можем предложить все классы, перечисленные ниже. Вы можете зарегистрироваться, чтобы получать уведомления о предлагаемых занятиях, или просмотреть список предстоящих занятий здесь.
3-часовой дегустатор: дуговая сварка
3-часовой дегустатор — отличный способ изучить новую форму искусства без более глубокого изучения полного курса. После базового ознакомления со сваркой палочкой попробуйте создать сварное геометрическое пресс-папье, которое можно взять домой или подарить. Возьмите Дегустатор и познакомьтесь с новыми друзьями или подарите творческий дар кому-то особенному.
Магазин
Сообщить мне
3-часовой дегустационный курс: сварка MIG
3-часовой дегустационный курс — это отличный способ изучить новый вид искусства без более глубокого изучения полного курса. После базового ознакомления со сваркой металлов в среде инертного газа (MIG), плазменной резкой и производственными процессами создайте небольшую металлическую скульптуру, которую можно забрать домой. Возьмите Дегустатор и познакомьтесь с новыми друзьями или подарите творческий дар кому-то особенному.
Магазин
Уведомить меня
Дуговая сварка I
Научитесь соединять куски металла с помощью дуговой сварки, также известной как дуговая сварка. Инструкторы научат вас резать металл горячим пламенем кислородно-ацетиленовой горелки, а также использовать электрические и ручные инструменты для завершения работы. Вы сделаете небольшую скульптуру, чтобы забрать ее домой.
Магазин
Сообщить мне
Дуговая сварка II
В этом курсе студенты изучат сложные соединения, положения сварки и методы дуговой сварки и кислородно-ацетиленовой резки, чтобы поднять свои скульптурные идеи на новый уровень. Студенты также познакомятся с новыми инструментами для изготовления и методами отделки, чтобы придать скульптуре более безупречный и профессиональный вид.
ПРЕДВАРИТЕЛЬНОЕ ТРЕБОВАНИЕ: Дуговая сварка I
Магазин
Сообщить мне
Креативные холодные соединения
Исследуйте творческие альтернативы соединению металлов без сварки! Студенты сосредоточатся на холодных и механических соединениях во многих их формах, перенимая методы из других областей, таких как деревообработка и ювелирные изделия. Идеально подходит для скульпторов, ремесленников, мебельщиков и всех, кто интересуется экспериментами с новыми и творческими методами изготовления металла.
Магазин
Сообщить мне
Изучение сварки
Не можете решить, какой тип сварки выбрать? Исследуйте различные возможности кислородно-ацетиленовой сварки, электродуговой сварки, инертного газа с металлом (MIG) и инертного газа с вольфрамом (TIG). У вас будет возможность попробовать все четыре, чтобы понять, какой тип сварки наиболее подходит для проектов, которые вы хотите выполнить.
Магазин
Уведомить меня
Friday Flame: сварка MIG
Завершите рабочую неделю огнем, друзьями и тостом. Присоединяйтесь к нам на Friday Flame, уникальном вечере, посвященном промышленному искусству и хорошей компании. Ознакомьтесь со сварочным оборудованием и базовыми навыками, а затем «нарисуйте» сварные швы, чтобы создать письменные слова или простые изображения на стали. После занятий насладитесь вином, пивом или безалкогольным напитком и полюбуйтесь своим новым шедевром!
Магазин
Сообщить мне
Производство металлической мебели
Изготовьте единственную в своем роде металлическую мебель для вашего дома! Помимо базовой сварки MIG, этот курс посвящен проектированию и изготовлению функциональных и эстетически интересных скамеек, журнальных столиков, подставок для цветов, шкафов, мебели на колесиках, полок, вешалок и практически любого другого предмета мебели, который вы хотели бы изготовить. Проекты будут оцениваться на предмет осуществимости и стоимости с учетом временных рамок. В Crucible имеется ограниченный материал, доступный для учащихся, и учащиеся несут ответственность за приобретение дополнительных материалов, если этого требует их проект. После регистрации The Crucible предоставит список приемлемых материалов, источников и поставщиков. Будьте готовы сваривать и резать в первый день в качестве обзора.
ПРЕДВАРИТЕЛЬНОЕ ТРЕБОВАНИЕ: Сварка MIG I
Магазин
Сообщить мне
Лаборатория сварки MIG и TIG
Лабораторные занятия — это большое преимущество, исключительно для участников Crucible! Практикуйте навыки, которые вы изучаете в классе, и открывайте новые возможности в своем ремесле. Во время лабораторных занятий инструкции не предоставляются, но будет присутствовать лаборант, который будет отвечать на вопросы, обеспечивать безопасность и оказывать общую поддержку. Вы можете свободно приходить и уходить в часы работы лаборатории, однако вы должны предоставить свои собственные материалы.
ПРЕДВАРИТЕЛЬНОЕ ТРЕБОВАНИЕ: Сварка МИГ или Сварка ТИГ I и членство в тигле
Магазин
Сообщите мне
Сварка МИГ
Сварка МИГ (металлический тип сварки в среде инертного газа) является наиболее распространенным видом современной сварки. Это процесс, при котором сварочный аппарат фокусирует электричество вдоль движущейся металлической проволоки, которая по шлангу подается к ручной горелке. Студенты-сварщики манипулируют этой горелкой, пока электричество плавит проволоку и создает сварной шов. Вы узнаете об основах сварки MIG, таких как металлургия, подготовка, соединения, техника и безопасность. Мы также рассмотрим плазменную резку. Занятие начинается с базового технического упражнения по сварке, а затем переходит в небольшой творческий проект.
Магазин
Сообщить мне
Кислородно-ацетиленовая сварка
Сварка с использованием тепла, выделяемого горящими газами, является одним из старейших методов сварки, восходящим к Древней Греции. В этом курсе студенты познакомятся с газовой горелкой, научатся управлять газами и использовать тепло для резки, пайки и сварки стали. Занятие начинается с набора технических упражнений и заканчивается небольшим творческим проектом из мягкой стали.
Магазин
Сообщите мне
Скульптура из стали
Узнайте, как сваривать стальные скульптуры, на этом уроке развития творческих навыков и создания проектов. Используя сварочный аппарат MIG, плазменный резак и кислородно-ацетиленовую горелку, вы оживите металлолом (прилагается). Создавайте садовые украшения, настенные ковры, отдельно стоящие произведения искусства или ту скульптуру щенка, которую вы всегда хотели. Узнайте, как легко сгибать, резать, складывать или прокатывать сталь с помощью нашего производственного оборудования начального уровня, и развивайте свое чувство стали, обучаясь практическим приемам и инструментам для механической шлифовки и чистовой обработки. Три недели обучения инструментам и навыкам, а затем пять недель разработки проекта.
В магазине
Сообщить мне
Сварка ВИГ I
ВИГ (вольфрам в инертном газе) или GTAW (дуговая сварка вольфрамовым электродом в газе) — это тип сварки, обычно используемый для тонких работ и цветных металлов. Он использует источник питания переменного/постоянного тока, нерасходуемый вольфрамовый электрод и инертный газ для формирования дуги и создания сварного шва. Этот курс с использованием холоднокатаной стали начинается с серии небольших упражнений и переходит в сложный технический проект, который дает учащимся основы металлургии, подготовки, соединений, техники и безопасности.
Магазин
Уведомить меня
Сварка ВИГ II
Этот курс расширяет базовые навыки, которым обучают в Сварке ВИГ I. Учащимся будет предложен ряд технических упражнений, предназначенных для улучшения их внимания и контроля, изучения типов соединений, позиции и бусины, а также познакомить их с новыми советами и методами изготовления. Студенты будут заниматься сваркой TIG других типов металлов, уделяя особое внимание алюминию и нержавеющей стали. Этот класс подготовит вас к самостоятельной работе.
ПРЕДВАРИТЕЛЬНОЕ ТРЕБОВАНИЕ: сварка TIG I
Магазин
Сообщить мне
Музыка ветра
Создайте свою собственную сварку музыки ветра! Студенты сварят металлический прямоугольный короб для колокольчиков, вырежут плазмой свой уникальный дизайн по бокам и повесят стальную цепь, крючки и нарезанные металлические детали, чтобы создать уникальный и привлекательный колокольчик. Тогда все, что вам нужно, это ветер для великолепного визуального и тонального произведения искусства.
Магазин
Уведомить меня
Сварка MIG для женщин
Научитесь сварке, которую преподают женщины, для женщин! Мы научим вас основам сварки MIG и резки плазменной горелкой, включая металлургию, подготовку, соединения, технику и безопасность — все те же навыки и методы, что и MIG Welding I, но в исключительно женской среде. Приходите с идеями для простого проекта.
Магазин
Сообщить мне
Сварка TIG для женщин I
Научитесь сварке, которую преподают женщины и для женщин! TIG (вольфрамовый инертный газ) или GTAW (дуговая сварка вольфрамовым электродом) — это тип сварки, обычно используемый для тонких работ и цветных металлов. Он использует источник питания переменного/постоянного тока, нерасходуемый вольфрамовый электрод и инертный газ для формирования дуги и создания сварного шва. Этот курс с использованием холоднокатаной стали начинается с серии небольших упражнений и переходит в сложный технический проект, который дает учащимся основы металлургии, подготовки, соединений, техники и безопасности. Этот класс представляет собой инклюзивную, гостеприимную среду для женщин и людей с широким гендерным диапазоном.
Магазин
Сообщить мне
Дерево + металл
Узнайте об основных свойствах дерева и металла, двух титанов художественных материалов. Студенты создают индивидуальный предмет мебели, который включает в себя деревянную столешницу с металлической основой, подчеркивая, как каждый из них дополняет другой. Выберите из множества настраиваемых проектов, включая небольшой стол, стул или книжный шкаф.
ПРЕДВАРИТЕЛЬНОЕ ТРЕБОВАНИЕ: Сварка MIG I
Магазин
Сообщить мне
Молодежные занятия по сварке и металлообработке
В отделении сварки мы предлагаем занятия для молодежи в возрасте от 12 до 18 лет. На этих занятиях The Crucible предоставляет молодежи уникальную возможность познакомиться с металлом, изучить их творческие голоса и усвоить уроки из реальной жизни в области науки, технологий, инженерии и математики. Вы можете увидеть все предложения The Crucible для молодежи здесь.
Дуговая сварка для молодежи I (возраст 12–18 лет)
Научитесь плавить, резать, гнуть и придавать форму металлу. Это интенсивное введение в дуговую сварку, также известную как дуговая сварка, и резка кислородно-ацетиленовой горелкой проводится техническим специалистом. Будут даны подробные демонстрации и рекомендации по безопасной и эффективной эксплуатации сварочного оборудования, поскольку инструкторы помогут вам создать небольшую сварную скульптуру или проект.
Магазин
Сообщить мне
Молодёжь ARC Welding II (12-18 лет)
Погрузитесь глубже в этот молодежный семинар продолжающегося уровня. Студенты делают захватывающий шаг в недельном обучении, становясь по пути молодыми ремесленниками. Научитесь плавить, резать, сгибать и придавать форму металлу в этом интенсивном введении в дуговую сварку, также известную как дуговая сварка, и резка кислородно-ацетиленовой горелкой. Будет дано руководство по безопасной и эффективной эксплуатации сварочного оборудования. Вы также познакомитесь с теорией, принципами и обширными методами, которые позволят вам разрабатывать и создавать свои собственные независимые проекты.
ПРЕДВАРИТЕЛЬНОЕ ТРЕБОВАНИЕ: Молодежный курс ARC Welding I (ранее назывался Молодежный курс сварки)
Магазин
Сообщить мне
Молодежный курс сварки (три вида сварки для детей от 12 до 14 лет): 900: 900 металлический инертный газ (MIG), электродуговая сварка (ARC) и кислородно-ацетиленовая сварка. Во время этого введения учащиеся получат представление о том, какой тип сварки наиболее подходит для проектов, которые они хотят выполнить.
Магазин
Сообщить мне
Сварка MIG для молодежи (возраст 12–18 лет)
MIG (металл в среде инертного газа) — наиболее распространенный современный вид сварки. Это процесс, при котором сварочный аппарат фокусирует электричество вдоль движущейся металлической проволоки, которая по шлангу подается к ручной горелке. Студенты-сварщики манипулируют этой горелкой, пока электричество плавит проволоку и создает сварной шов. Вы узнаете об основах сварки MIG, таких как металлургия, подготовка, соединения, техника и безопасность. Мы также рассмотрим плазменную резку. Занятие начинается с базового технического упражнения по сварке и переходит в небольшой творческий проект.
В магазине
Сообщить мне
Сварка ВИГ для молодежи I (возраст 14–18 лет)
Сварка ВИГ (вольфрам в среде инертного газа) — это высокоточный метод сварки, при котором получаются четкие и целенаправленные сварные швы любых материалов, от сверхтонких до очень толстые материалы. Вы изучите основы сварки TIG, работая с мягкой сталью. Вы будете создавать скульптуры, которые позволят вам использовать свои творческие способности и навыки сварки!
Магазин
Сообщить мне
Сварка TIG для молодежи II (12-18 лет)
Погрузитесь глубже в этот молодежный семинар продолжающегося уровня. Студенты делают захватывающий шаг в недельном обучении, становясь по пути молодыми ремесленниками. Сварка ВИГ (вольфрамовым электродом в среде инертного газа) — это высокоточный метод сварки, который обеспечивает чистые и целенаправленные сварные швы на любых материалах, от сверхтонких до очень толстых. Вы продолжите разработку методов сварки TIG, работая с мягкой сталью. Вы также познакомитесь с теорией, принципами и обширными методами, которые позволят вам разрабатывать и создавать свои собственные независимые проекты.
Магазин
Уведомить меня
Подготовка к уроку сварки
Занятия сваркой проходят на первом этаже нашего здания. Пожалуйста, свяжитесь с нами, если у вас есть какие-либо вопросы о доступности, и мы будем рады их удовлетворить.
Учащиеся должны приходить на занятия в одежде из натуральных волокон, длинных штанах и туфлях с закрытым носком и каблуком, а также в носках, защищающих до щиколотки. Длинные волосы должны быть собраны сзади. Не допускается использование нейлона, полиэстера, спандекса или других синтетических материалов рядом с машинами, оборудованием или процессами, которые могут привести к возникновению горячих осколков, искр или пламени.
The Crucible требует, чтобы студенты всегда приходили в студию в безопасной одежде во время работы. Слои поощряются, так как в студии может быть очень холодно или очень жарко. Крусибл предоставит вам сварочную куртку, пару перчаток и сварочный капюшон, когда вы зарегистрируетесь на уроке в инструментальной комнате. Вы также можете принести из дома свои средства индивидуальной защиты. Узнайте больше о сварке из нашего онлайн-руководства.
Получить карту
УЗНАТЬ РУКОВОДСТВА
Готовы получить практические навыки сварки?
Каждый месяц в Горниле проходят занятия по сварке
ПОСМОТРЕТЬ ДАЛЬНЕЙШЕЕ
Ссылка для загрузки страницы
Перейти к началу
Сварка — Общественный колледж Энн Арундел
Подготовьтесь к работе всего за пять недель!
В Техническом центре Earlbeck открыты и проводятся занятия по сварке в адаптированном формате. Соблюдаются правила и протоколы социального дистанцирования. Зарегистрируйтесь сегодня!
AACC в партнерстве с Earlbeck Gases and Technologies может помочь вам стать сварщиком благодаря современному обучению сварке STICK, MIG и TIG. Помогите удовлетворить спрос на квалифицированных, сертифицированных сварщиков в районе Балтимора/Вашингтона и подготовьтесь к немедленному трудоустройству.
Обзор обучения
Студенты проходят аудиторные и практические занятия с использованием новейшего сварочного оборудования, доступного в отрасли. Мы будем предлагать занятия в Центре инноваций и ремесел Клаусона в AACC в Арнольде.
Дневные и вечерние занятия также будут предлагаться в учебном центре Earlbeck Gases and Technologies в течение всего года. Earlbeck является испытательным предприятием, аккредитованным Американским обществом сварщиков.
Центр инноваций и квалифицированных профессий Клаусона (CCIT) Arnold Карта кампуса AACC Arnold
Earlbeck Gases and Technologies 8204 Pulaski Highway Baltimore, MD 21237
Экскурсии проводятся по предварительной записи. Позвоните учебному персоналу Earlbeck по телефону 410-687-8400.
Требования
Должен быть старше 18 лет
Хлопковые брюки, хлопковая рубашка и туфли с закрытыми носками
Стоимость
Эти цены представляют собой стоимость для жителей округа Энн Арундел, включая обучение и сборы.
Основы сварки: $192
Базовый курс: 1870 долларов США
Средний и продвинутый курсы: 2750 долларов США
Специальное предложение GMAW: 1717 долларов США
Курсы «Сварка для работы»: 4 251 долл. США
Узнайте о некредитных стипендиях.
Перспективы работы
Заработная плата очень конкурентоспособна. По данным Бюро статистики труда США, сварщики начального уровня могут зарабатывать 18 долларов в час, в то время как опытные сварщики с несколькими сертификатами Американского общества сварщиков (AWS) могут удвоить или утроить свою заработную плату.
Курсы
Вводные курсы по сварке
Приведенные ниже вводные курсы являются отправной точкой для новичков в профессии сварщика.
Основы сварки (OCA-565 или CIT-333) Введение в сварку для тех, кто хотел бы попробовать ее, прежде чем инвестировать в более подробное обучение.
Сертифицированное обучение основам сварки (OPT-394 или CIT-325) Изучите основы профессиональной сварки, включая процесс сварки, основы металлургии, коды сварки, контроль деформации и символы сварки.
Сварка для работы STICK (OCC-344 или CIT-334)
Сварка для работы MIG (OCC-345 или CIT-335)
Сварка TIG для работы (OCC-346 или CIT-336)
Сертификаты сварки конструкций
Приведенные ниже промежуточные курсы сварки основаны на фундаментальном курсе, специализируются на одном сварочном процессе и завершаются сертификацией сварщика конструкций Американского общества сварщиков: AWS D1.1. Все курсы по сварке конструкций требуют знаний из курсов «Основы сварки» или «Сварка для работы». Опытные профессиональные сварщики могут напрямую записаться на эти курсы.
Сертифицированное обучение сварке среднего уровня STICK (OPT-395 или CIT-326)
Сертифицированное обучение сварке MIG среднего уровня (OPT-396 или CIT-327)
Сертифицированное обучение сварке TIG среднего уровня (OPT-397 или CIT-328)
Специализированное обучение сварке
Специализированные курсы по сварке, представленные ниже, основаны на курсах по основам сварки и курсах по конструкции для повышения квалификации сварщика в специализированных сварочных работах. Все специализированные курсы по сварке требуют прохождения промежуточного уровня сварки. Опытные профессиональные сварщики могут напрямую записаться на эти курсы.
Усовершенствованная дуговая сварка труб защитным металлом (STICK) (OPT-374 или CIT-329)
Усовершенствованная дуговая сварка вольфрамовым электродом в среде защитного газа: трубы (TIG) (OPT-376 или CIT-330)
INT GMAW Самоэкранированный FCAW (OPA-366 или CIT-337)
INT GMAW Сварка алюминия (OPA-367 или CIT-338)
INT GMAW для сварки нержавеющей стали (OPA-368 или CIT-339)
 Мы занимаемся профилактикой неинфекционных заболеваний, мы говорим о здоровом образе жизни, а значит – о здоровье будущих родителей и о здоровье наших детей.
Мы занимаемся профилактикой неинфекционных заболеваний, мы говорим о здоровом образе жизни, а значит – о здоровье будущих родителей и о здоровье наших детей.
 Это огромная цифра, в пять раз больше чем в прошлом году.
Это огромная цифра, в пять раз больше чем в прошлом году.
 Выставка собрала много специалистов, работающих и в сфере здравоохранения, и в смежных с медицинским туризмом направлениях. Мы оцениваем работу выставки на отлично. Регулярно принимаем в ней участие и будем это делать в дальнейшем.
Выставка собрала много специалистов, работающих и в сфере здравоохранения, и в смежных с медицинским туризмом направлениях. Мы оцениваем работу выставки на отлично. Регулярно принимаем в ней участие и будем это делать в дальнейшем.
 Каждый год мы представляем новый стенд и новую коллекцию. С недавних пор наша компания запустила собственный бренд «Энигма». На стенде мы демонстрируем расширенную новую коллекцию этого бренда.
Каждый год мы представляем новый стенд и новую коллекцию. С недавних пор наша компания запустила собственный бренд «Энигма». На стенде мы демонстрируем расширенную новую коллекцию этого бренда.
 Обязательно подготовим что-нибудь яркое, новое, удивляющее для целевой аудитории, наших покупателей и партнеров.
Обязательно подготовим что-нибудь яркое, новое, удивляющее для целевой аудитории, наших покупателей и партнеров.

 Наибольший интерес представляют приборы диагностики и лечения. Они определяют состояние человека, диагностируют и назначают лечение без участия врача. Но, конечно, последнее слово всегда останется за доктором.
Наибольший интерес представляют приборы диагностики и лечения. Они определяют состояние человека, диагностируют и назначают лечение без участия врача. Но, конечно, последнее слово всегда останется за доктором.
 Будем стараться не просто не отстать, а опередить конкурентов.
Будем стараться не просто не отстать, а опередить конкурентов.
 Это удобно.
Это удобно.
 Те, которые нас давно и замечательно знают (это большая часть), вторая часть – новые предприниматели.
Те, которые нас давно и замечательно знают (это большая часть), вторая часть – новые предприниматели.
 Конечно же, приеду снова в следующем году и обещаю удивить посетителей. Но пока это секрет.
Конечно же, приеду снова в следующем году и обещаю удивить посетителей. Но пока это секрет.
 Чтобы эта продукция была востребована и за рубежом, чтобы они рассказывали о своих экспортных успехах. Это, как показывает практика, очень помогает развитию и внутри страны.
Чтобы эта продукция была востребована и за рубежом, чтобы они рассказывали о своих экспортных успехах. Это, как показывает практика, очень помогает развитию и внутри страны.
 Необходимо создать красивый стенд, красивую коллекцию, удивить участников и посетителей выставки.
Необходимо создать красивый стенд, красивую коллекцию, удивить участников и посетителей выставки.
 Без проблем. Спасибо организаторам. Обязательно приедем в будущем году. Покажем свои новые произведения. Надеемся на положительные результаты и позитивное общение.
Без проблем. Спасибо организаторам. Обязательно приедем в будущем году. Покажем свои новые произведения. Надеемся на положительные результаты и позитивное общение.
 к. многие пациенты и агенты не имеют другой возможности узнать о методах лечения за границей. Именно участвуя в таких мероприятиях, мы можем донести до широких масс свои методы лечения. Мы рассмотрим возможность участия в выставке в будущем году. Проведение выставки в «Экспоцентре» имеет ряд преимуществ. В частности, для участников и посетителей удобно его расположение недалеко от центра Москвы. Зарубежные участники могут достаточно легко приехать в Москву и добраться до «Экспоцентра», чтобы представить свои услуги и учреждения.
к. многие пациенты и агенты не имеют другой возможности узнать о методах лечения за границей. Именно участвуя в таких мероприятиях, мы можем донести до широких масс свои методы лечения. Мы рассмотрим возможность участия в выставке в будущем году. Проведение выставки в «Экспоцентре» имеет ряд преимуществ. В частности, для участников и посетителей удобно его расположение недалеко от центра Москвы. Зарубежные участники могут достаточно легко приехать в Москву и добраться до «Экспоцентра», чтобы представить свои услуги и учреждения.

 У нас было очень большое желание участвовать в этой специализированной медицинской выставке. Мы заранее подали заявку на участие во второй выставке и очень рады быть здесь. Сегодня четвертый день выставки, состоялось много встреч с врачами, медицинскими агентствами, санаториями не только из России, но и Западной Европы и Прибалтики.
У нас было очень большое желание участвовать в этой специализированной медицинской выставке. Мы заранее подали заявку на участие во второй выставке и очень рады быть здесь. Сегодня четвертый день выставки, состоялось много встреч с врачами, медицинскими агентствами, санаториями не только из России, но и Западной Европы и Прибалтики.
 Установили контакты с фирмами из разных стран по эндопротезированию и реабилитации. Участие в этой выставке и конференциях помогло нам найти новых партнеров.
Установили контакты с фирмами из разных стран по эндопротезированию и реабилитации. Участие в этой выставке и конференциях помогло нам найти новых партнеров.
 11.2022—11.11.2022
11.2022—11.11.2022 11.2022—17.11.2022
11.2022—17.11.2022 11.2022
11.2022 09.2022
09.2022
 Одним из главных направлений деятельности компании стало участие в реализации приоритетных национальных проектов и развитии инновационных программ.
Одним из главных направлений деятельности компании стало участие в реализации приоритетных национальных проектов и развитии инновационных программ.
 С ранней весны сотрудники Metro работали над адаптацией площадок для проведения мероприятий, таких как Экспоцентр, чтобы они могли служить в регионе мерами реагирования на COVID-19, а также удовлетворять меняющиеся потребности клиентов. Цель этого проекта не изменилась и остается совместным процессом, направленным на оценку потенциального будущего Экспоцентра.
С ранней весны сотрудники Metro работали над адаптацией площадок для проведения мероприятий, таких как Экспоцентр, чтобы они могли служить в регионе мерами реагирования на COVID-19, а также удовлетворять меняющиеся потребности клиентов. Цель этого проекта не изменилась и остается совместным процессом, направленным на оценку потенциального будущего Экспоцентра. Проект восстановления крыш павильонов D и E сэкономил тонны материала от отправки на свалку, а замена освещения парковки на светодиоды значительно снизила потребление электроэнергии.
Проект восстановления крыш павильонов D и E сэкономил тонны материала от отправки на свалку, а замена освещения парковки на светодиоды значительно снизила потребление электроэнергии. К ним относятся афроамериканцы, коренные жители и американцы японского происхождения, а также клиенты Expo и заинтересованные стороны бизнеса, чтобы уточнить руководящие принципы проекта. Результатом первоначального взаимодействия с заинтересованными сторонами являются руководящие принципы (см. ниже). Каждое потенциальное будущее будет оцениваться на основе этой совместно разработанной структуры, управляемой сообществом. Возможности для ввода будут продолжаться во время процесса подачи запроса на выражение заинтересованности, с опросом и открытым собранием.
К ним относятся афроамериканцы, коренные жители и американцы японского происхождения, а также клиенты Expo и заинтересованные стороны бизнеса, чтобы уточнить руководящие принципы проекта. Результатом первоначального взаимодействия с заинтересованными сторонами являются руководящие принципы (см. ниже). Каждое потенциальное будущее будет оцениваться на основе этой совместно разработанной структуры, управляемой сообществом. Возможности для ввода будут продолжаться во время процесса подачи запроса на выражение заинтересованности, с опросом и открытым собранием.


 Строительство ведется с намеченной датой открытия летом 2018 года. Расширение охватит более 240 000 квадратных футов и будет расположено у гаража Winter Parking и в непосредственной близости от новейшего отеля Mohegan Sun, Earth Tower. Партнерами проекта являются нью-йоркская архитектурная фирма KPF (Kohn Pedersen Fox) и строительная команда из Северного Стонингтона, A/Z Corp.
Строительство ведется с намеченной датой открытия летом 2018 года. Расширение охватит более 240 000 квадратных футов и будет расположено у гаража Winter Parking и в непосредственной близости от новейшего отеля Mohegan Sun, Earth Tower. Партнерами проекта являются нью-йоркская архитектурная фирма KPF (Kohn Pedersen Fox) и строительная команда из Северного Стонингтона, A/Z Corp.
 фута с 230 кв. футами холла и собственной открытой террасой
фута с 230 кв. футами холла и собственной открытой террасой Внутренняя отделка будет напоминать о культурной истории племени, с изготовленными на заказ коврами и светильниками, которые отражают мотивы коренных американцев, близлежащую реку Темзу и цветовые палитры башен Земли и Неба. Дополнительные помещения для развлекательных мероприятий нижнего уровня будут составлять 20 000 квадратных футов от общей площади, что еще больше разнообразит программу многофункционального использования центра.
Внутренняя отделка будет напоминать о культурной истории племени, с изготовленными на заказ коврами и светильниками, которые отражают мотивы коренных американцев, близлежащую реку Темзу и цветовые палитры башен Земли и Неба. Дополнительные помещения для развлекательных мероприятий нижнего уровня будут составлять 20 000 квадратных футов от общей площади, что еще больше разнообразит программу многофункционального использования центра. Kohn Pedersen Fox Associates — отмеченная наградами архитектурная фирма с полным спектром услуг, предлагающая услуги по генеральному планированию, пространственному планированию, программированию, анализу зданий и дизайну интерьеров для престижного списка международных клиентов как в государственном, так и в частном секторах. Дополнительную информацию о Kohn Pedersen Fox Associates можно получить на сайте kpf.com.
Kohn Pedersen Fox Associates — отмеченная наградами архитектурная фирма с полным спектром услуг, предлагающая услуги по генеральному планированию, пространственному планированию, программированию, анализу зданий и дизайну интерьеров для престижного списка международных клиентов как в государственном, так и в частном секторах. Дополнительную информацию о Kohn Pedersen Fox Associates можно получить на сайте kpf.com.

 5
5 2
2 2мм
2мм 86 МБ)
86 МБ) 2 мм, 15000-35000 об/мин, базовая модель, в коробке, ЗГ-135
2 мм, 15000-35000 об/мин, базовая модель, в коробке, ЗГ-135 Регулировка оборотов в большом диапазоне и различные диаметры устанавливаемых цанг позволяют выполнять разные работы.
Регулировка оборотов в большом диапазоне и различные диаметры устанавливаемых цанг позволяют выполнять разные работы. Поставщики
Поставщики


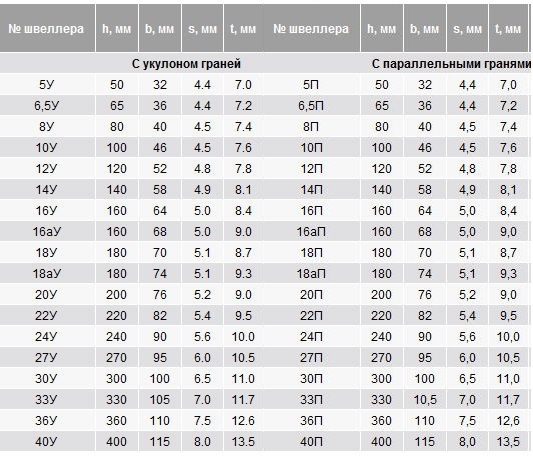 09Г2С Гост 8240-97 Тип: швеллер, Высота сечения: 95 мм, Ширина сечения: 270 мм
09Г2С Гост 8240-97 Тип: швеллер, Высота сечения: 95 мм, Ширина сечения: 270 мм п., длина 12м. Тип: швеллер, Ширина сечения: 1000мм, Номер швеллера: 16
п., длина 12м. Тип: швеллер, Ширина сечения: 1000мм, Номер швеллера: 16 0 П ст09Г2С-12 12000 Тип: швеллер, Номер двутавра: 12
0 П ст09Г2С-12 12000 Тип: швеллер, Номер двутавра: 12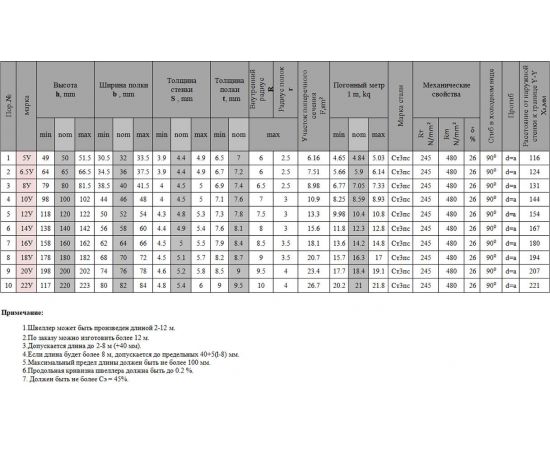 м.) Тип: швеллер, Номер двутавра: 30
м.) Тип: швеллер, Номер двутавра: 30
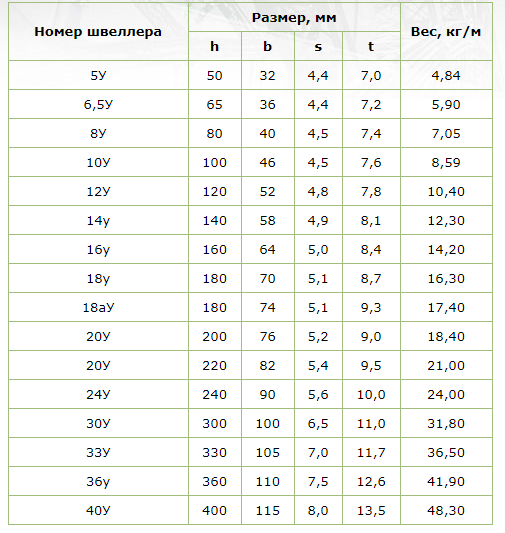
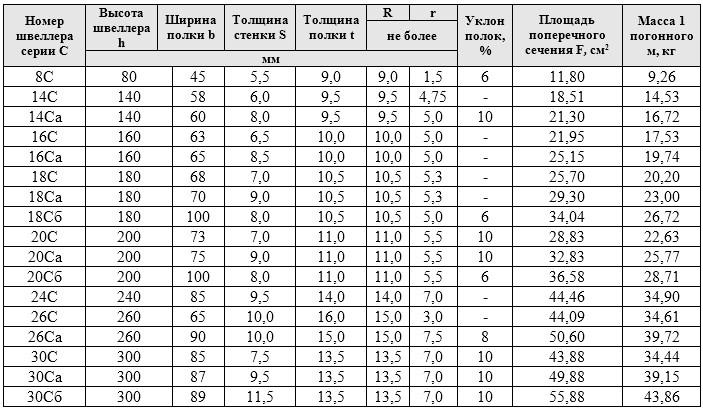 общий объем канала ms
общий объем канала ms  г. )
г. )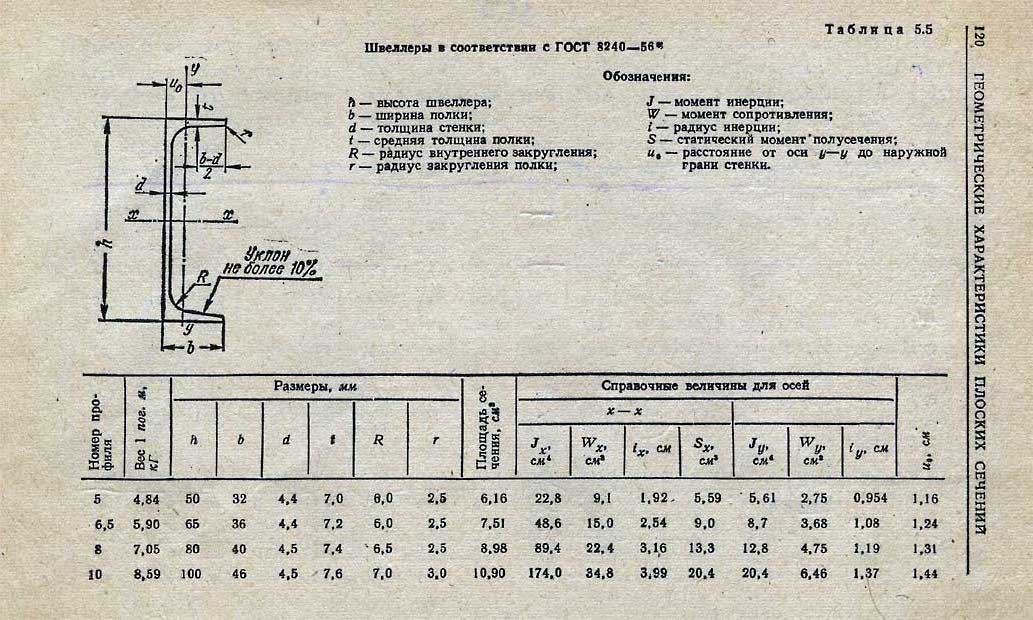
 д.) при соответствующем вращении вокруг своей оси по/против часовой стрелке;
д.) при соответствующем вращении вокруг своей оси по/против часовой стрелке; Зачистку этого участка произвести до металлического блеска;
Зачистку этого участка произвести до металлического блеска; закрутить плашку еще раз по готовой резьбе для полировки разрезов.
закрутить плашку еще раз по готовой резьбе для полировки разрезов. диаметр обрабатываемой трубы должен соответствовать диаметру изготовляемой резьбы;
диаметр обрабатываемой трубы должен соответствовать диаметру изготовляемой резьбы; Выйти из такого затруднительного положения можно, имея под руками минимум не дефицитных материалов и кое-что из распространенных инструментов.
Выйти из такого затруднительного положения можно, имея под руками минимум не дефицитных материалов и кое-что из распространенных инструментов. Поэтому справиться с полипропиленовой трубой, кажется, будет нетрудно.
Поэтому справиться с полипропиленовой трубой, кажется, будет нетрудно. После чего она легко выкрутится из металлической муфты. Осмотр показывает, что резьба начинается не с конца трубы, а на некотором расстоянии, но выглядит вполне пригодной и надежной.
После чего она легко выкрутится из металлической муфты. Осмотр показывает, что резьба начинается не с конца трубы, а на некотором расстоянии, но выглядит вполне пригодной и надежной. к. такое сочетание вполне возможно на практике. Для уплотнения соединений везде используем льняную подмотку и специальный герметизирующий состав.
к. такое сочетание вполне возможно на практике. Для уплотнения соединений везде используем льняную подмотку и специальный герметизирующий состав. к. давление на указанных объектах не превышает 8 бар.
к. давление на указанных объектах не превышает 8 бар. 20.1)
20.1) .Добавьте расширение Engineering ToolBox в свой SketchUp из хранилища расширений SketchUp Pro Sketchup!
.Добавьте расширение Engineering ToolBox в свой SketchUp из хранилища расширений SketchUp Pro Sketchup!
 20.1/3.
20.1/3.
 1 Унифицированная национальная резьба — серия UNC Coarse и серия UNF Fine.
1 Унифицированная национальная резьба — серия UNC Coarse и серия UNF Fine. В нашем архиве сохраняются только электронные письма и ответы. Файлы cookie используются только в браузере для улучшения взаимодействия с пользователем.
В нашем архиве сохраняются только электронные письма и ответы. Файлы cookie используются только в браузере для улучшения взаимодействия с пользователем.
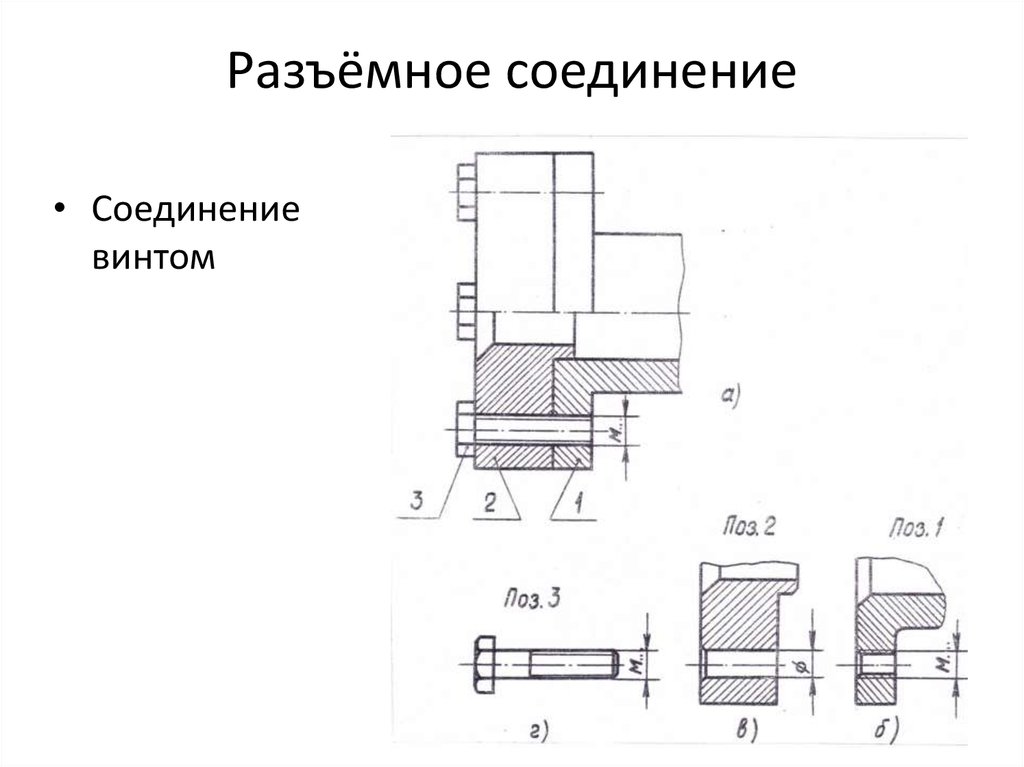 Резьба – выступы, образованные на основной поверхности винтов и гаек и расположенные по винтовой линии. Несмотря на кажущуюся простоту резьбовые соединения весьма разнообразны. Поэтому в рамках текущего курса мы рассмотрим те из них, которые широко встречаются в нашем ассортименте. Но сперва дадим общую классификацию.
Резьба – выступы, образованные на основной поверхности винтов и гаек и расположенные по винтовой линии. Несмотря на кажущуюся простоту резьбовые соединения весьма разнообразны. Поэтому в рамках текущего курса мы рассмотрим те из них, которые широко встречаются в нашем ассортименте. Но сперва дадим общую классификацию.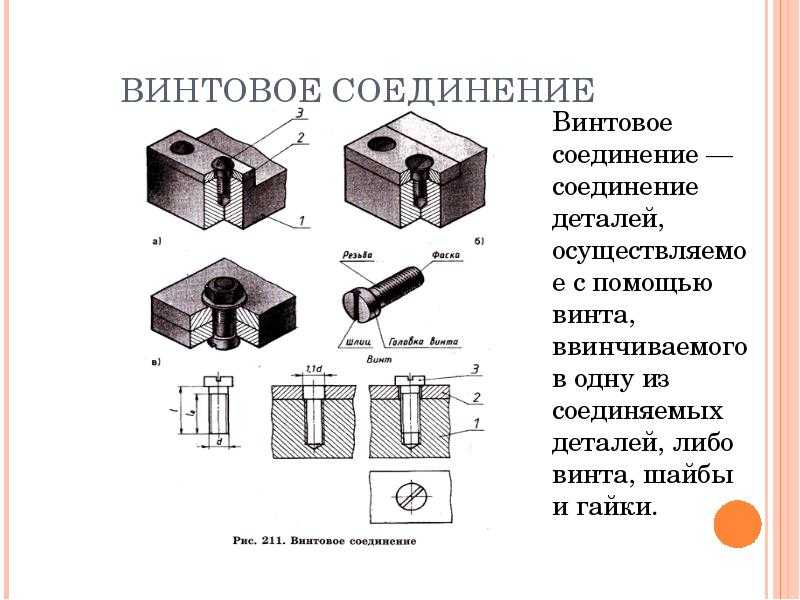 У правой резьбы винтовая линия идет слева направо и вверх, у левой – справа налево и вверх. Наиболее распространена правая резьба.
У правой резьбы винтовая линия идет слева направо и вверх, у левой – справа налево и вверх. Наиболее распространена правая резьба. К накатыванию резьб относятся:
К накатыванию резьб относятся: п.
п. 2
2 5
5 5
5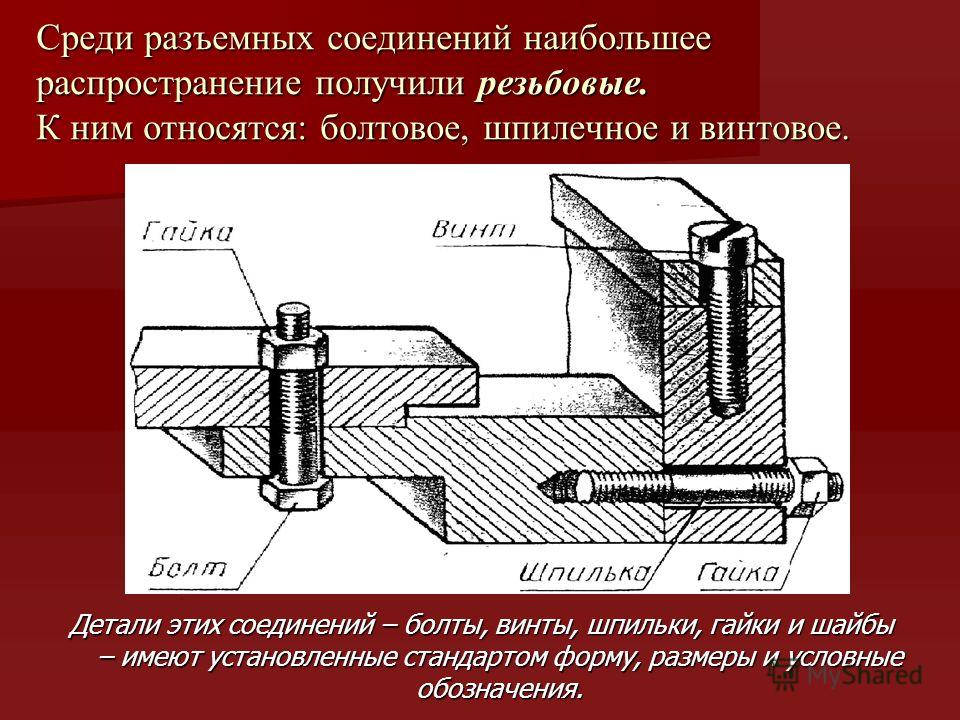 5
5 5
5 5
5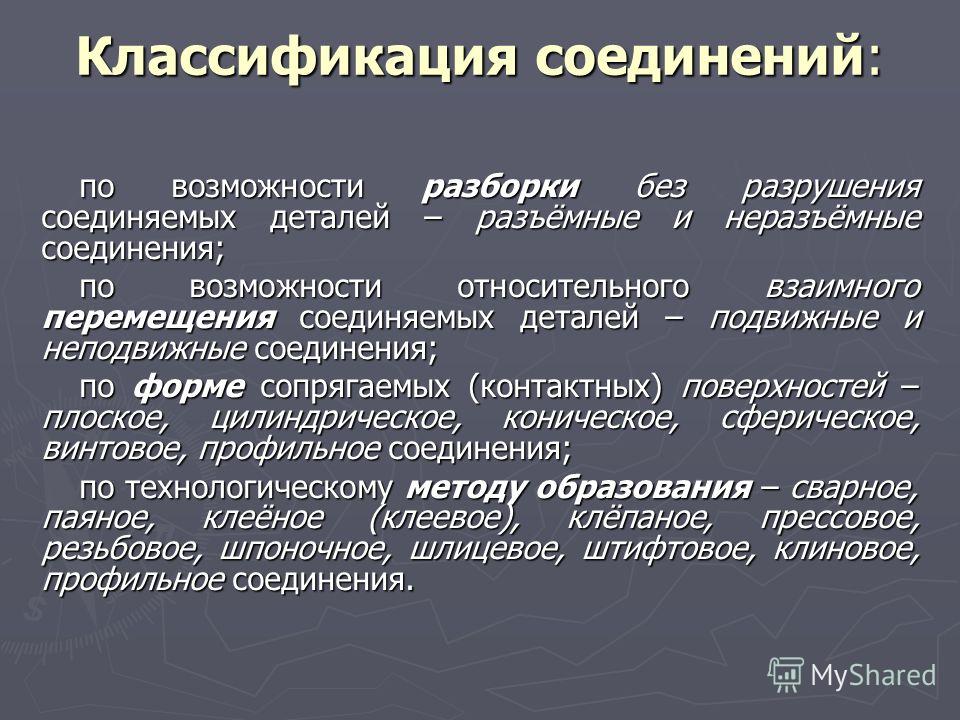

 Менее плотные посадки используют при частой разборке соединений или затрудненной сборке.
Менее плотные посадки используют при частой разборке соединений или затрудненной сборке.
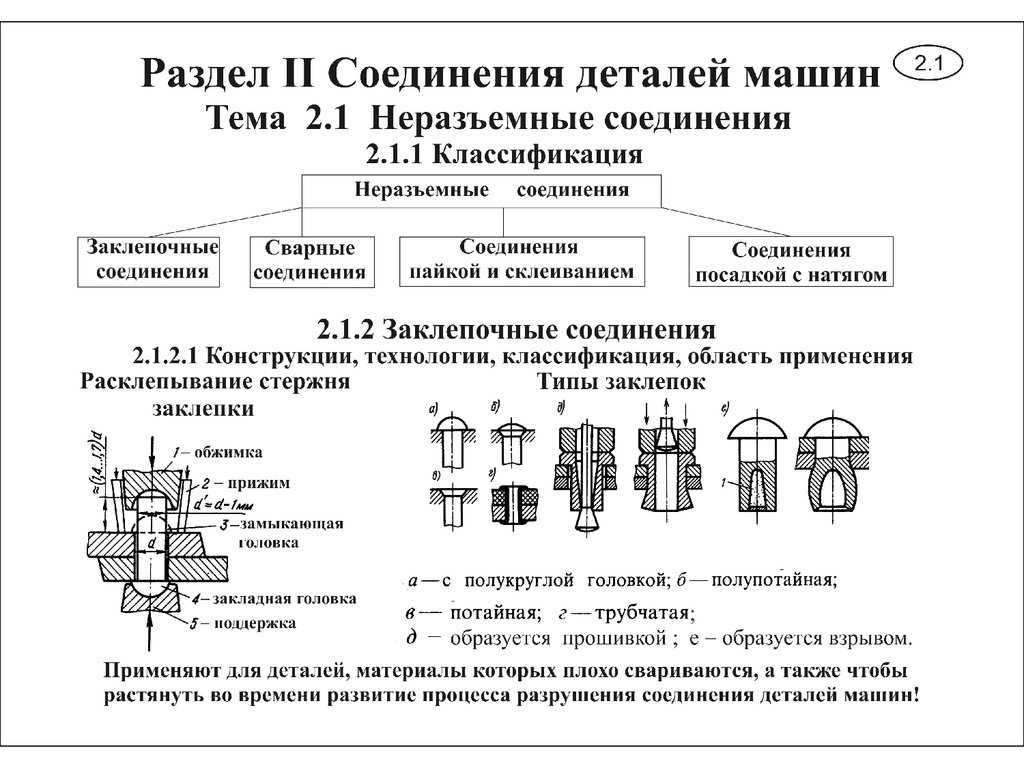
 Для того, чтобы быть
Для того, чтобы быть Жесткий
Жесткий


 Колено может быть
Колено может быть При ближайшем рассмотрении можно заметить, что
При ближайшем рассмотрении можно заметить, что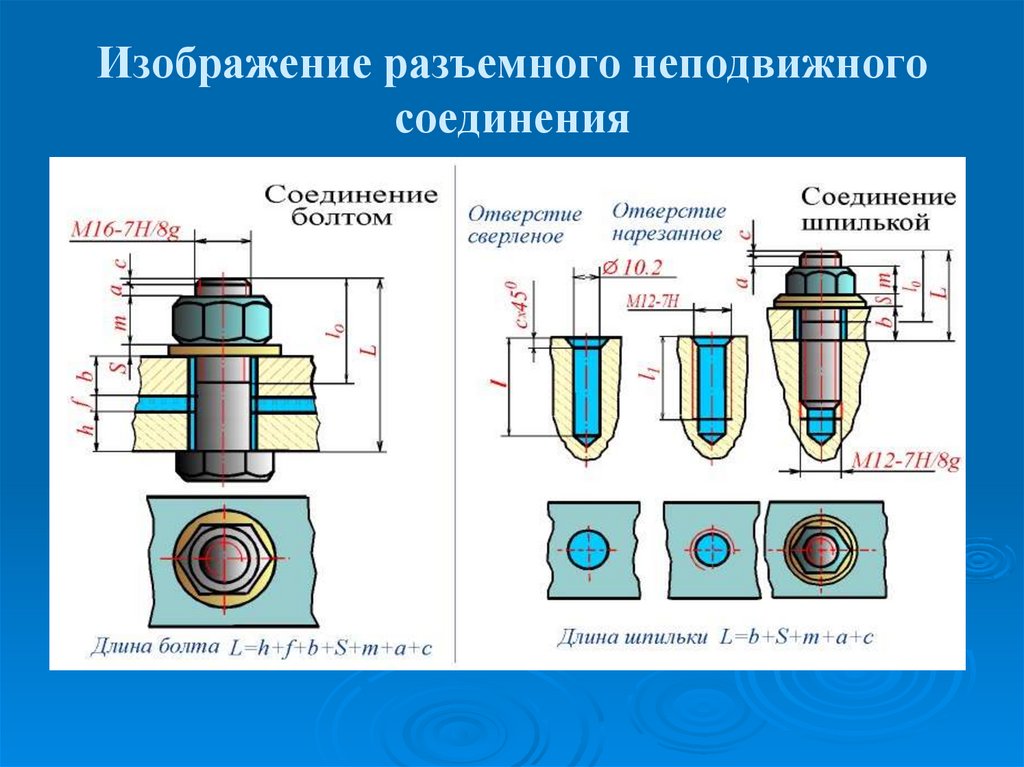
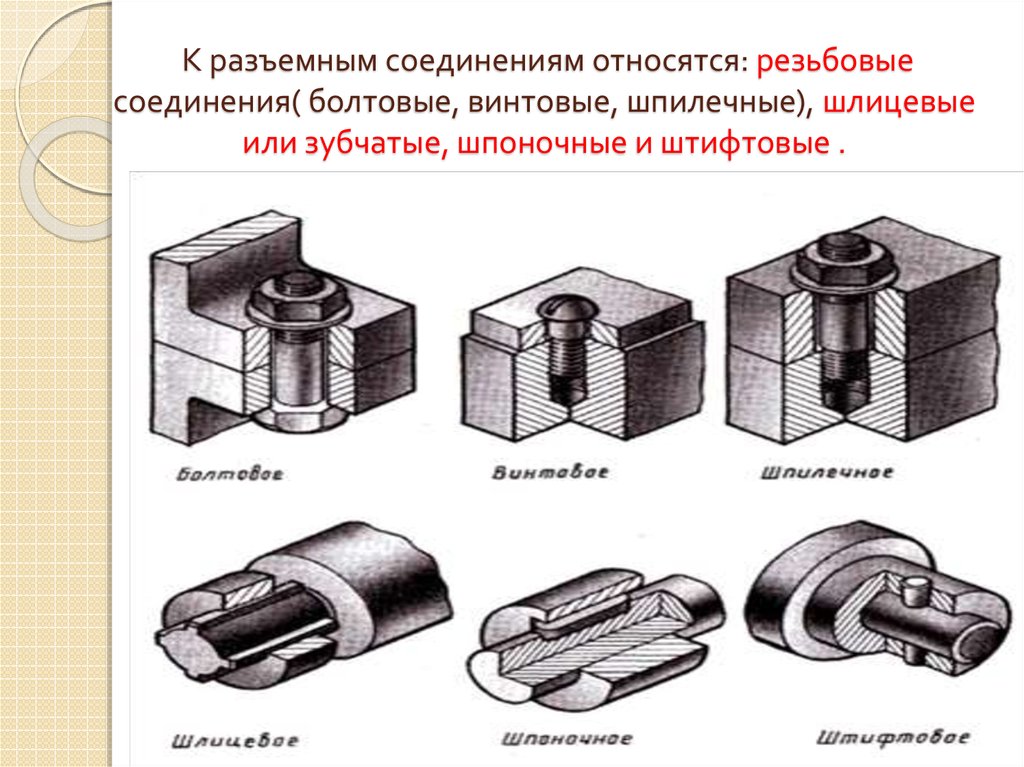 Оба считаются фиксированными соединениями из-за того, что
Оба считаются фиксированными соединениями из-за того, что Он будет делать это до тех пор, пока ногой не ударит его или не сдвинет. В тот момент
Он будет делать это до тех пор, пока ногой не ударит его или не сдвинет. В тот момент Любкеман и Дональд
Любкеман и Дональд Сильный галстук 9Соединители 0155 ® производятся в соответствии с высочайшими стандартами качества. Они спроектированы и протестированы для работы.
Сильный галстук 9Соединители 0155 ® производятся в соответствии с высочайшими стандартами качества. Они спроектированы и протестированы для работы.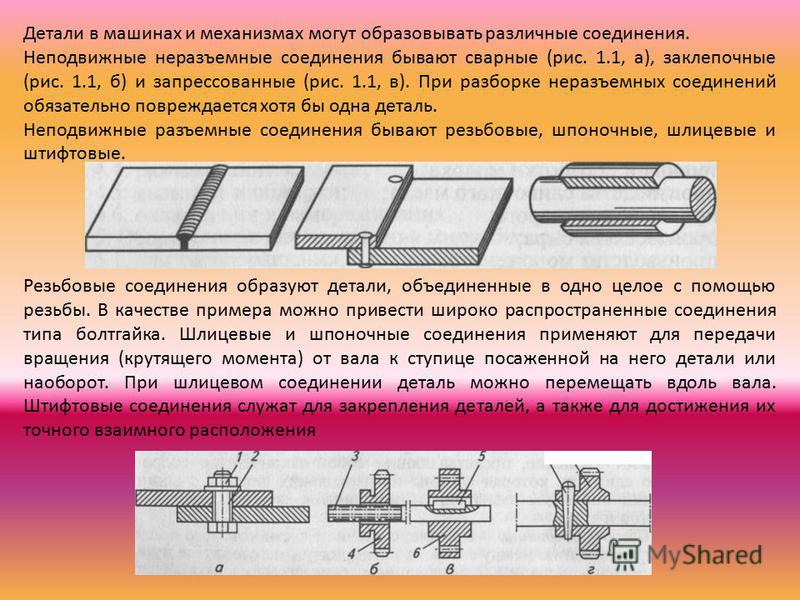 Обрамляющие уголки имеют неограниченное количество применений и обладают широким спектром коррозионной стойкости для внутренних и наружных работ, а также для суровых условий.
Обрамляющие уголки имеют неограниченное количество применений и обладают широким спектром коррозионной стойкости для внутренних и наружных работ, а также для суровых условий. Обычно они используются в конструкциях с легким каркасом, чтобы противостоять подъему из-за опрокидывания поперечной стены или сил подъема ветром. В конструкции панельной крыши эти соединители используются для крепления бетонных или кирпичных стен к каркасу крыши.
Обычно они используются в конструкциях с легким каркасом, чтобы противостоять подъему из-за опрокидывания поперечной стены или сил подъема ветром. В конструкции панельной крыши эти соединители используются для крепления бетонных или кирпичных стен к каркасу крыши.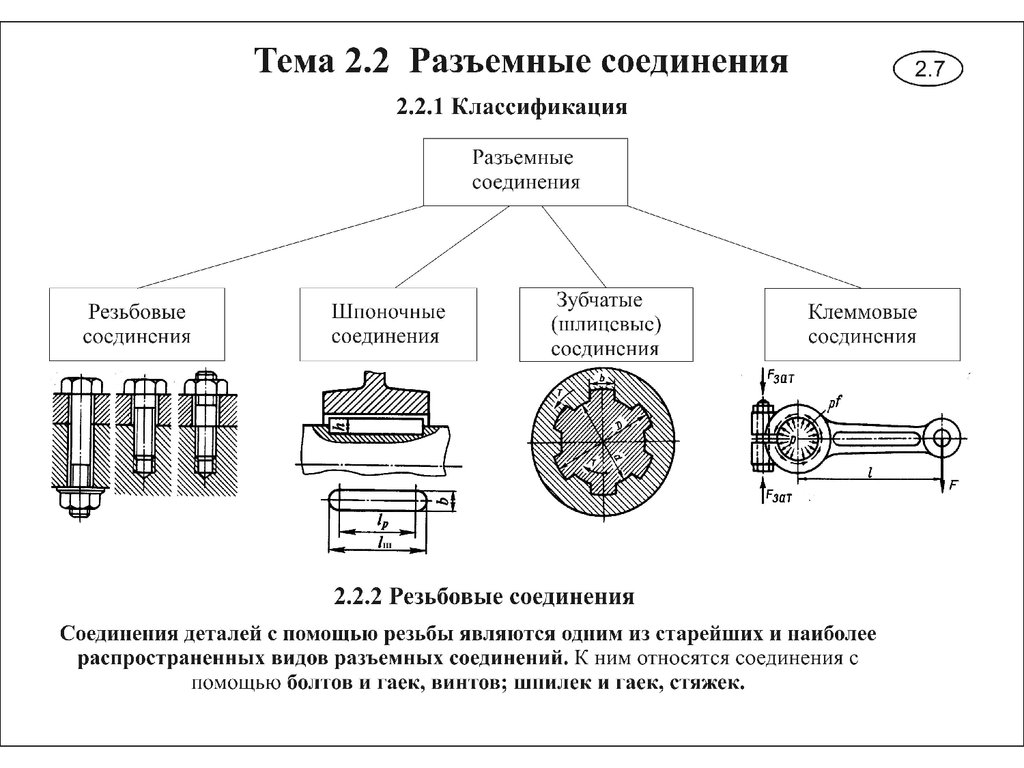 Наша оцинкованная сталь с черным порошковым покрытием обеспечивает защиту от коррозии для этих декоративных кронштейнов.
Наша оцинкованная сталь с черным порошковым покрытием обеспечивает защиту от коррозии для этих декоративных кронштейнов.
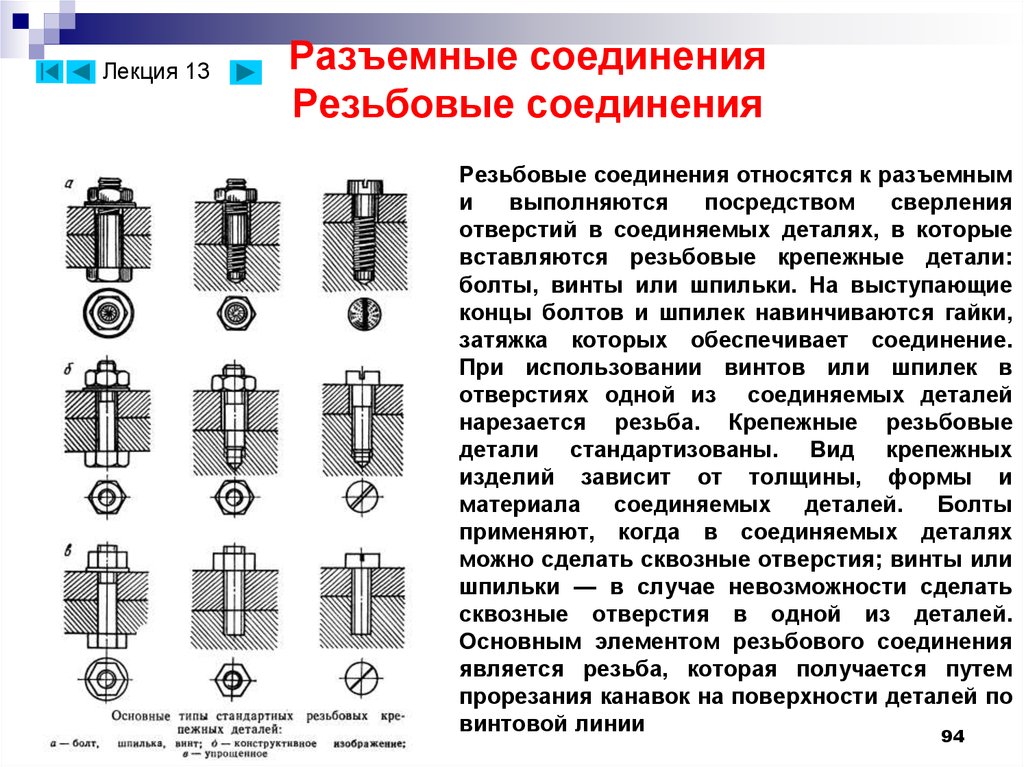
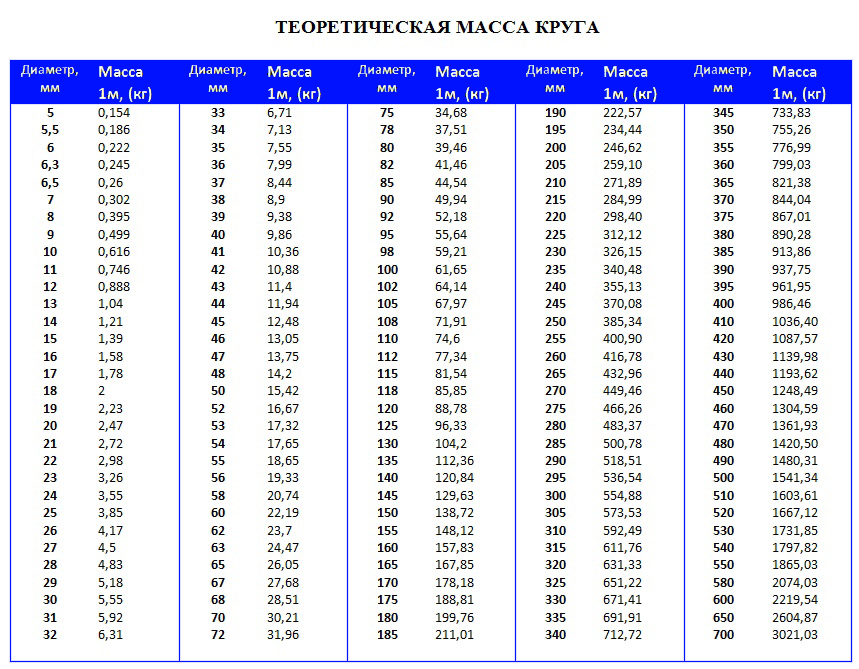 9мм. Когда нет справочника, расчет веса погонного метра стального прутка можно выполнить самостоятельно, на обычном калькуляторе. Круг, согласно ГОСТ — прокат стальной круговой используется двух основных стандартов: горячекатаный и калиброванная круглая сталь — холоднокатаная или холоднотянутая.
9мм. Когда нет справочника, расчет веса погонного метра стального прутка можно выполнить самостоятельно, на обычном калькуляторе. Круг, согласно ГОСТ — прокат стальной круговой используется двух основных стандартов: горячекатаный и калиброванная круглая сталь — холоднокатаная или холоднотянутая.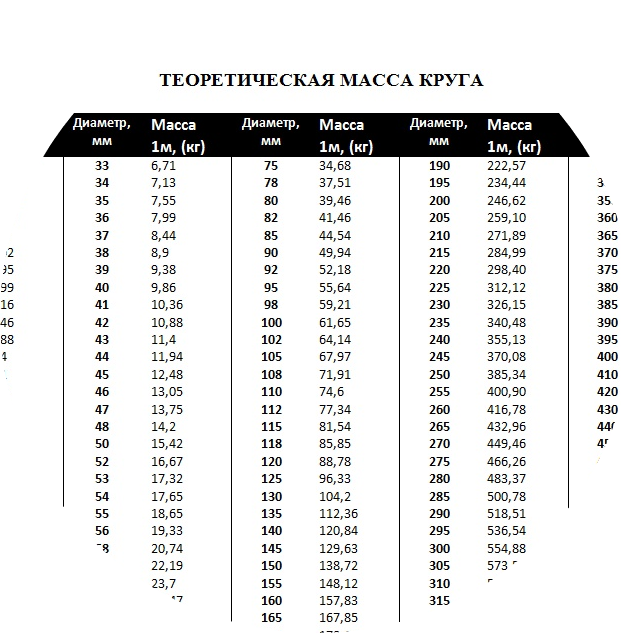 Точность круга ГОСТ 2590-88, произведенного горячекатаным способом, разделяется на три класса — А, Б и В, соответственно, высокой, повышенной и обыкновенной точности.
Точность круга ГОСТ 2590-88, произведенного горячекатаным способом, разделяется на три класса — А, Б и В, соответственно, высокой, повышенной и обыкновенной точности. Существует три вида отклонений по длине, а именно:…
Существует три вида отклонений по длине, а именно:…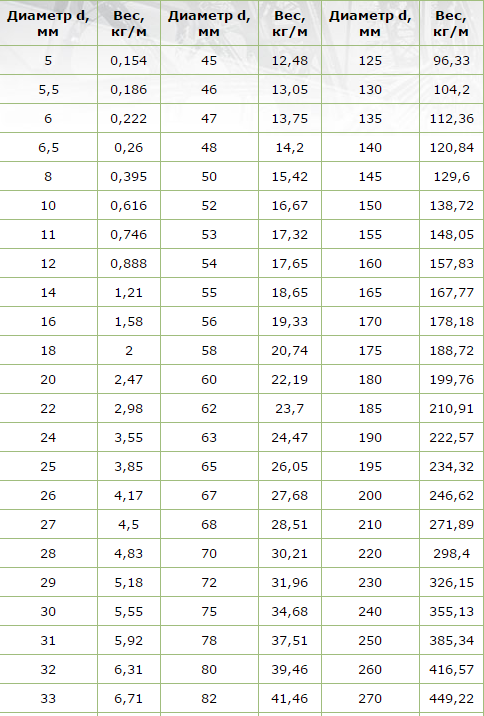 Круг отрезают на заготовки необходимой длины детали, а затем токарь изготавливает нужную нам деталь на станке. Также стальной круг используют в производстве (круги небольшого диаметра), их использую в изготовлении разной сложности металлоконструкций.
Круг отрезают на заготовки необходимой длины детали, а затем токарь изготавливает нужную нам деталь на станке. Также стальной круг используют в производстве (круги небольшого диаметра), их использую в изготовлении разной сложности металлоконструкций.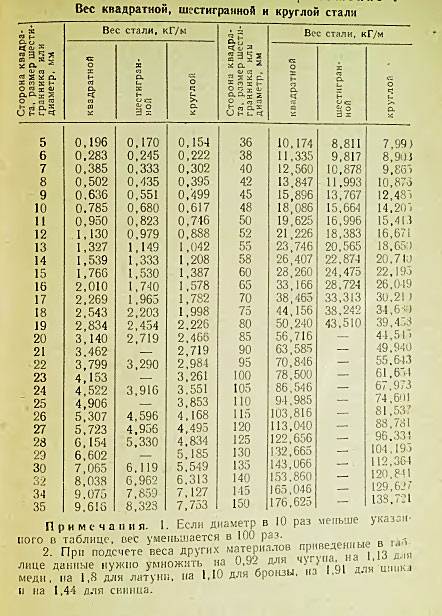
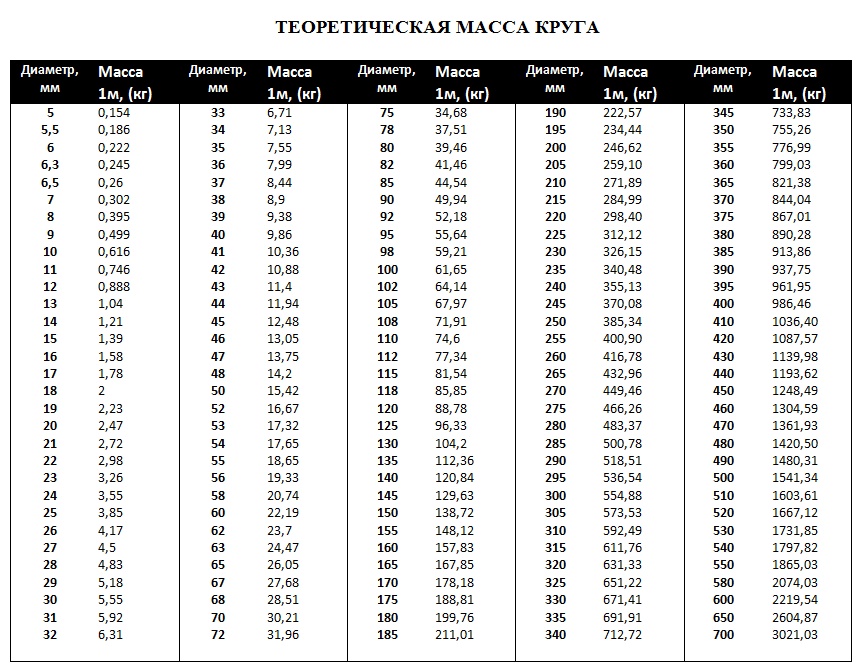 14;
14;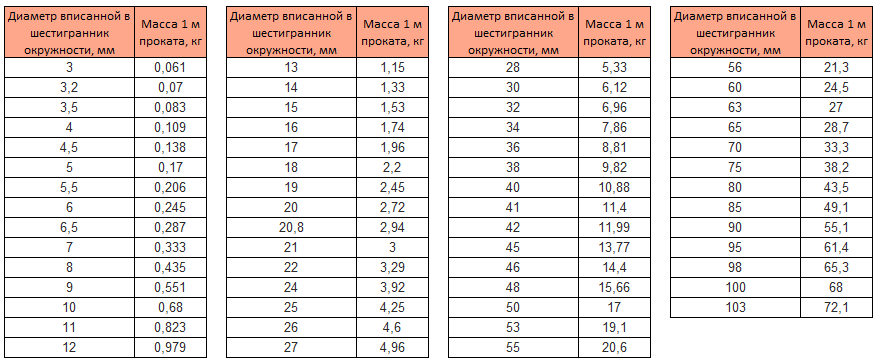 Вес латунного прутка.
Вес латунного прутка. ..
..
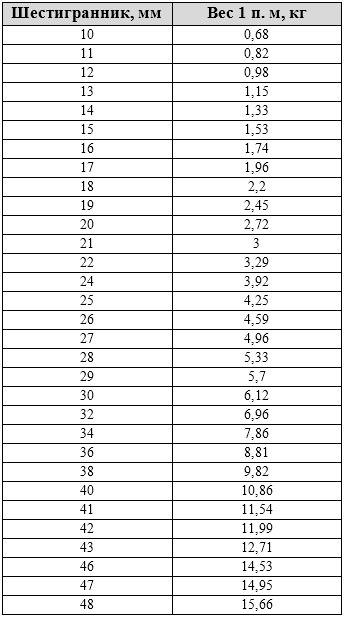 006165
006165  Нержавеющая сталь может выдерживать высокие уровни кислотности и может использоваться в хлорированных или щелочных условиях. Получите бесплатные знания о round bar weight chart
Нержавеющая сталь может выдерживать высокие уровни кислотности и может использоваться в хлорированных или щелочных условиях. Получите бесплатные знания о round bar weight chart  20
20


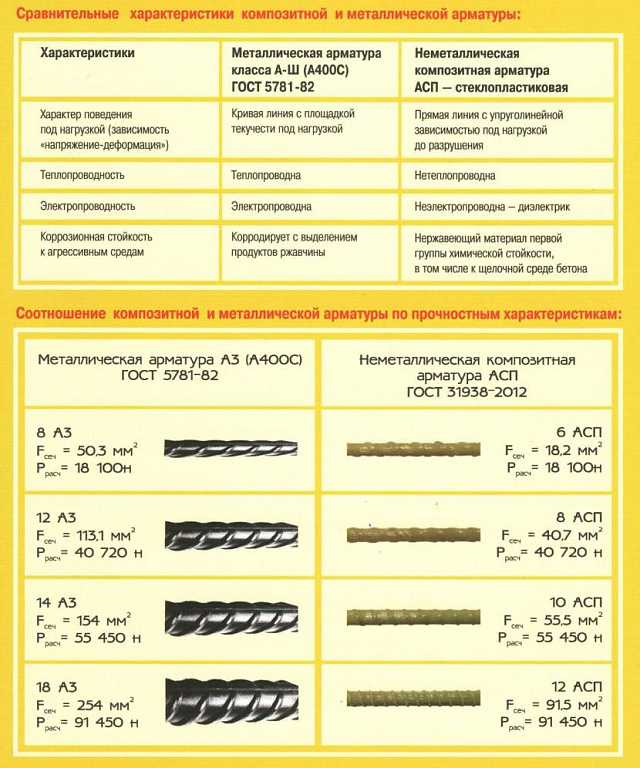 Все эти виды трат сопряжены с бесхозяйственным отношением к воде, что является следствием укоренившегося неправильного представления о воде как о бесплатном даре природы. Нерациональное использование воды из-за технических причин является следствием, например, повышенных напоров у водоразборной арматуры, длительного процесса регулировки смесителей до получения комфортной температуры воды, сброса из систем горячего водоснабжения воды, охладившейся вследствие неудовлетворительной циркуляции воды в системах, некачественной термоизоляции трубопроводов.
Все эти виды трат сопряжены с бесхозяйственным отношением к воде, что является следствием укоренившегося неправильного представления о воде как о бесплатном даре природы. Нерациональное использование воды из-за технических причин является следствием, например, повышенных напоров у водоразборной арматуры, длительного процесса регулировки смесителей до получения комфортной температуры воды, сброса из систем горячего водоснабжения воды, охладившейся вследствие неудовлетворительной циркуляции воды в системах, некачественной термоизоляции трубопроводов.
 И, наконец,
И, наконец,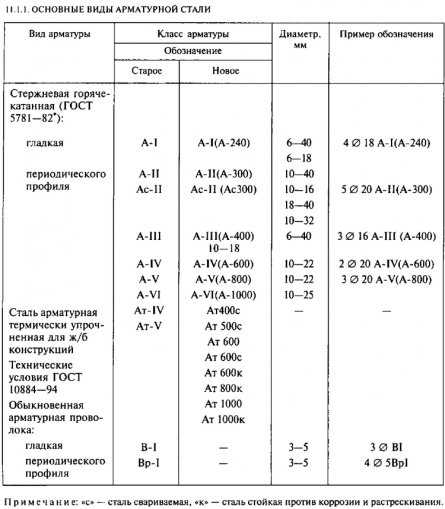
 Выполненная в виде клапана предохранительная арматура носит название предохранительный клапан, обратная ─ обратный клапан, регулирующая ─ клапан регулирующий и т. д.
Выполненная в виде клапана предохранительная арматура носит название предохранительный клапан, обратная ─ обратный клапан, регулирующая ─ клапан регулирующий и т. д.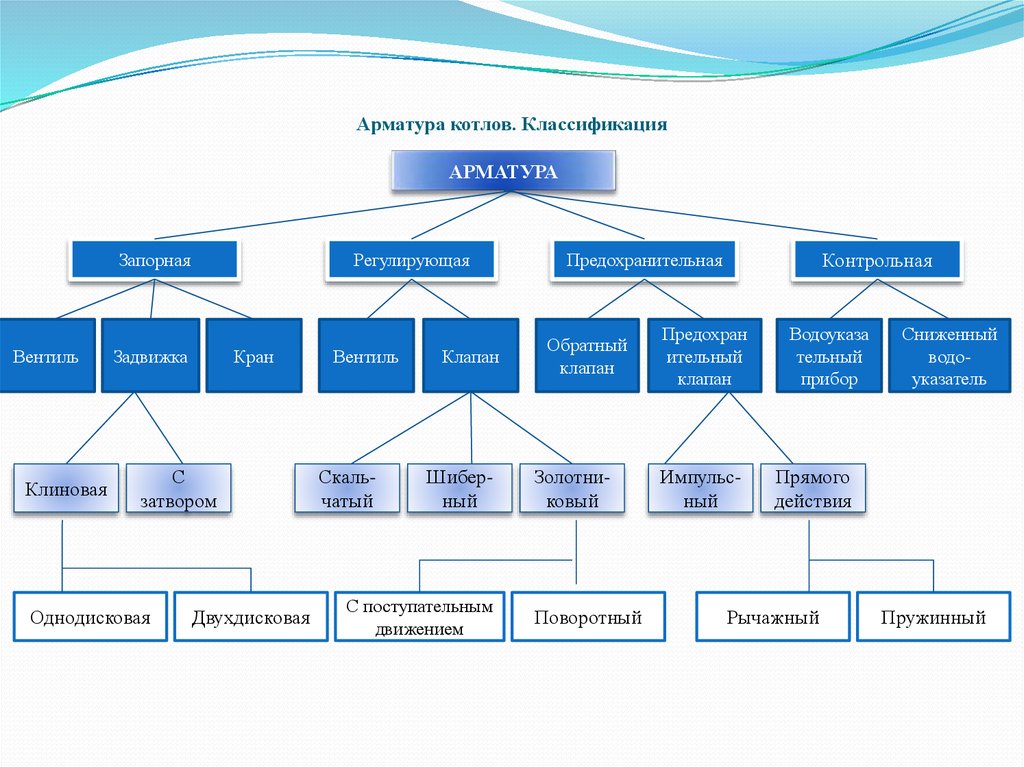 Также составной частью регулирующей арматуры является перепускной клапан, служащий для периодического снижения давления в трубопроводе и оборудовании «до себя» в случае превышения им установленного значения.
Также составной частью регулирующей арматуры является перепускной клапан, служащий для периодического снижения давления в трубопроводе и оборудовании «до себя» в случае превышения им установленного значения.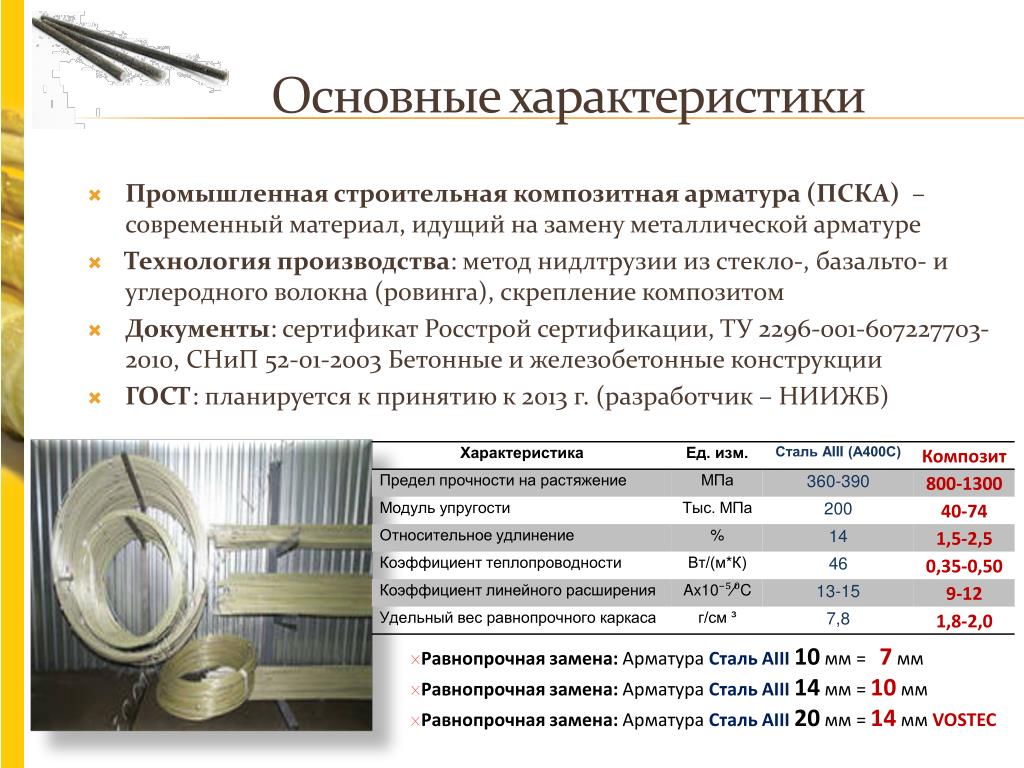 «Много-» ─ это, как правило, три (трехходовой клапан) или четыре (четырехходовой клапан) патрубка.
«Много-» ─ это, как правило, три (трехходовой клапан) или четыре (четырехходовой клапан) патрубка.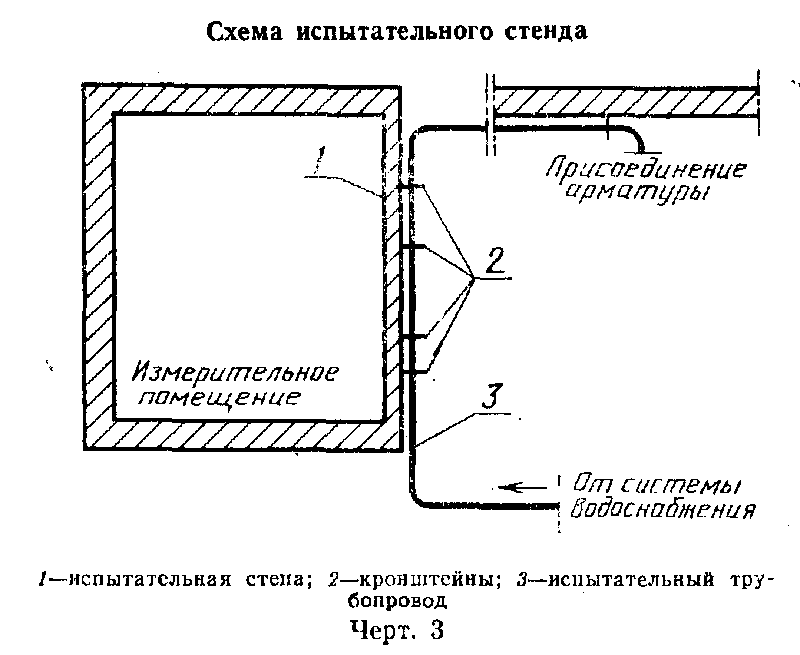
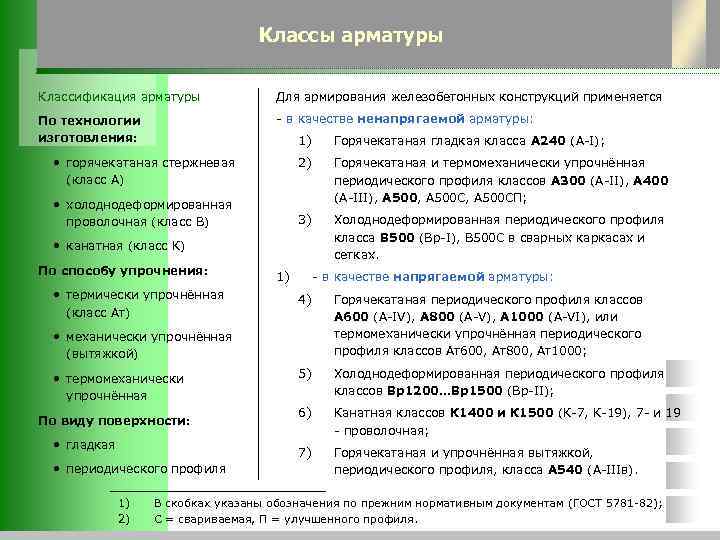 Сильфонные уплотнения используются во многих клапанах: запорных, регулирующих, предохранительных.
Сильфонные уплотнения используются во многих клапанах: запорных, регулирующих, предохранительных.
 Главное, чтобы место сварки не стало слабым местом трубопроводной системы в части механических свойств.
Главное, чтобы место сварки не стало слабым местом трубопроводной системы в части механических свойств.
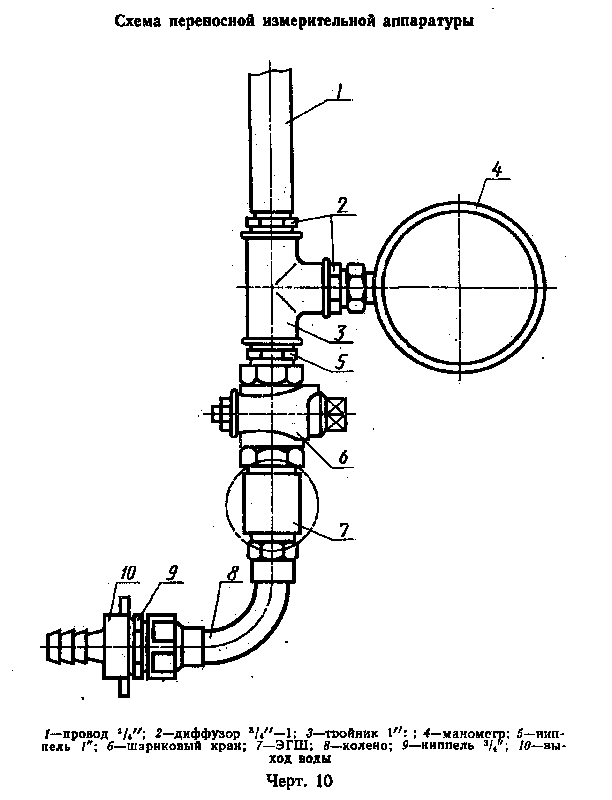
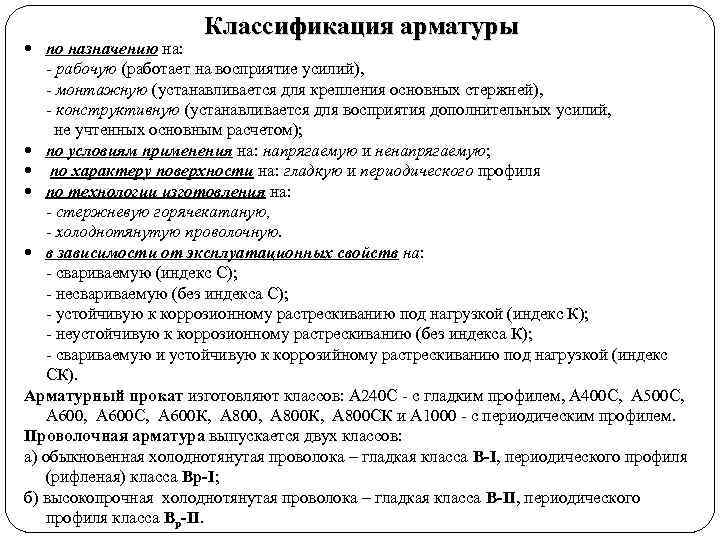
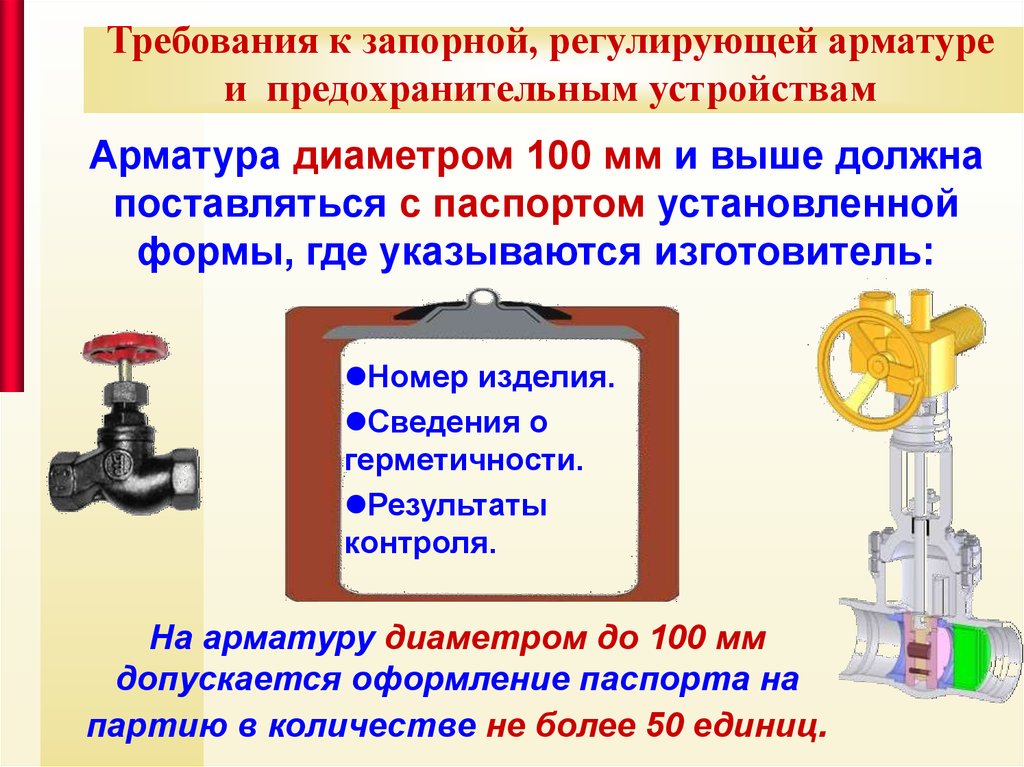 Типы: 1. Умывальник 2. Раковины 3. Ванна 4. Бачки для смыва 5. Унитазы 6. Писсуары.
Типы: 1. Умывальник 2. Раковины 3. Ванна 4. Бачки для смыва 5. Унитазы 6. Писсуары.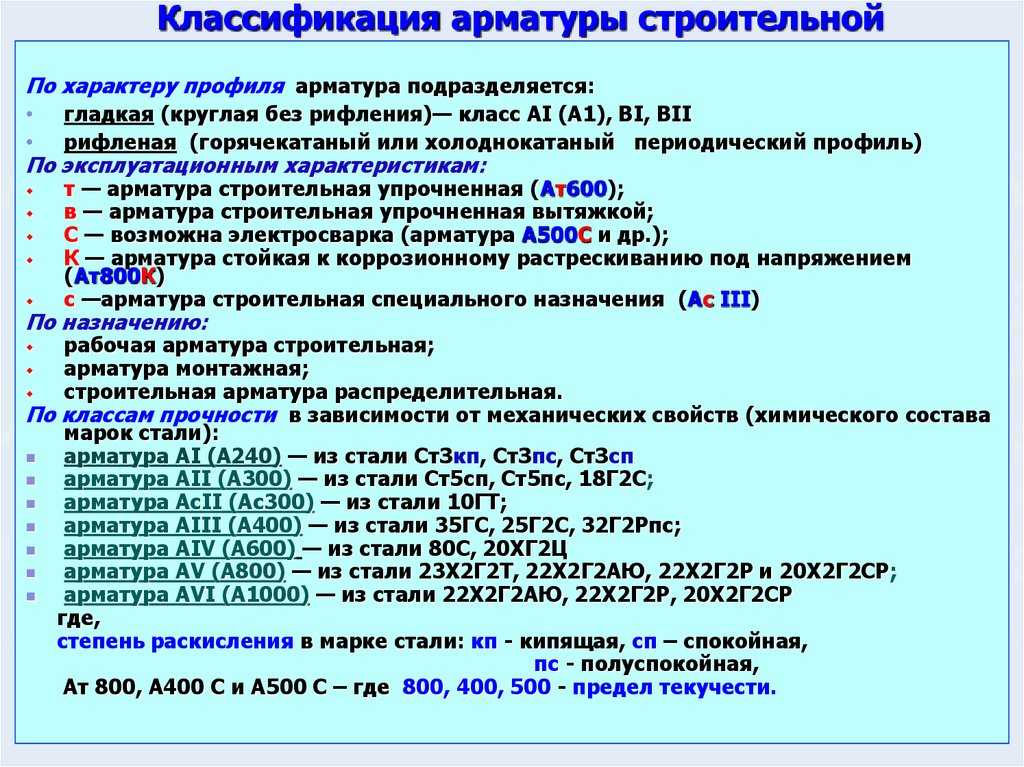 На равнине чаши могут иметь прямоугольную, квадратную, круглую, продолговатую, круглую форму и т. д. в зависимости от выбора. Опять же, их можно поддерживать на кронштейнах, закрепленных на стене, или на опорах.
На равнине чаши могут иметь прямоугольную, квадратную, круглую, продолговатую, круглую форму и т. д. в зависимости от выбора. Опять же, их можно поддерживать на кронштейнах, закрепленных на стене, или на опорах.
 Он снабжен одним выходом от 4 до 8 см и одной входной трубой для его заполнения. В некоторых случаях предусмотрены два крана, один для горячего, другой для холодного водоснабжения. Баня также должна быть снабжена одной переливной трубой для отвода лишней воды. Сливная труба бани снабжена сифоном, чтобы неприятные газы не попали в баню.
Он снабжен одним выходом от 4 до 8 см и одной входной трубой для его заполнения. В некоторых случаях предусмотрены два крана, один для горячего, другой для холодного водоснабжения. Баня также должна быть снабжена одной переливной трубой для отвода лишней воды. Сливная труба бани снабжена сифоном, чтобы неприятные газы не попали в баню. В настоящее время пластиковые цистерны также доступны на рынке.
В настоящее время пластиковые цистерны также доступны на рынке. Все существующие цистерны могут быть преобразованы в цистерны с двойной промывкой, приняв меры для разрезания вакуумного уплотнения на фиксированном уровне воды. Для получения частичного разряда цепь вытягивают и оставляют, но для получения полного разряда цепь вытягивают и удерживают в этом положении до полного разряда.
Все существующие цистерны могут быть преобразованы в цистерны с двойной промывкой, приняв меры для разрезания вакуумного уплотнения на фиксированном уровне воды. Для получения частичного разряда цепь вытягивают и оставляют, но для получения полного разряда цепь вытягивают и удерживают в этом положении до полного разряда.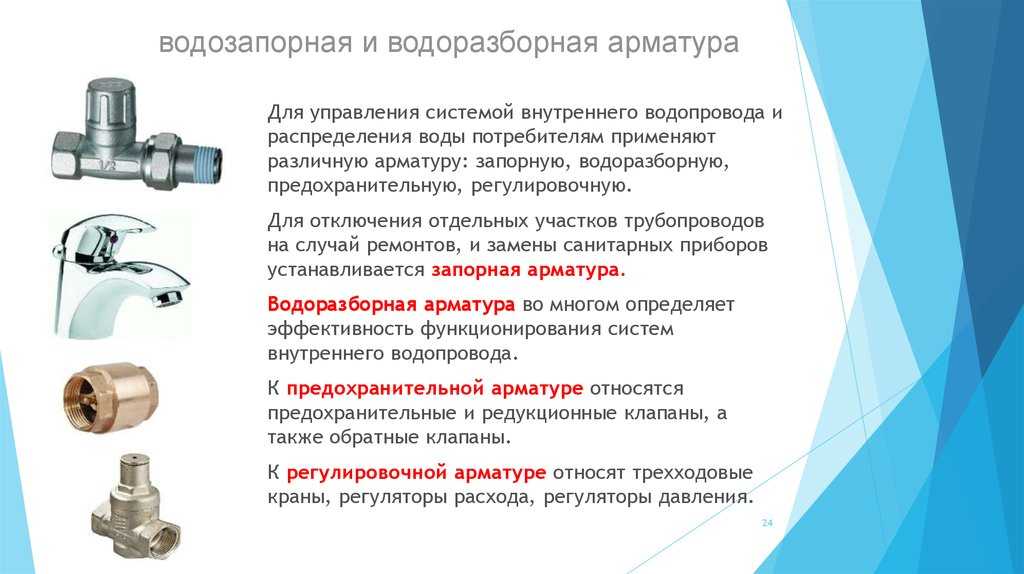
 Когда цепь тянут, она поднимает диск, который также внезапно поднимает над собой воду и начинает сифонное действие. Клапан позволяет воде устремляться в выходную трубу.
Когда цепь тянут, она поднимает диск, который также внезапно поднимает над собой воду и начинает сифонное действие. Клапан позволяет воде устремляться в выходную трубу.
 В настоящее время очень популярны сифонные санузлы. На рис. 25.9 показан изометрический вид такого унитаза.
В настоящее время очень популярны сифонные санузлы. На рис. 25.9 показан изометрический вид такого унитаза. д. Писсуары для сидения на корточках в основном используются женщинами. санузлы и находятся на штучной постройке.
д. Писсуары для сидения на корточках в основном используются женщинами. санузлы и находятся на штучной постройке.
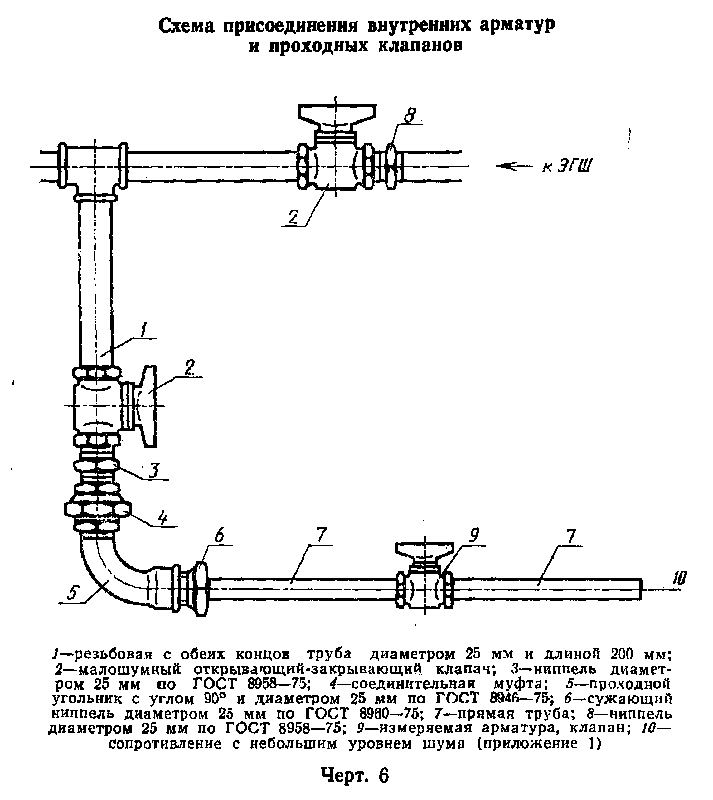
 Так называемая удивительно успешная программа маркетингового планирования должна быть построена на реальной ситуации в бизнесе, прежде чем она сможет совершить прорыв.
Так называемая удивительно успешная программа маркетингового планирования должна быть построена на реальной ситуации в бизнесе, прежде чем она сможет совершить прорыв.
 Применяется для прокладки в траншею, проколах и ГНБ.
Применяется для прокладки в траншею, проколах и ГНБ. Завод-производитель является частью корпорации Georg Fischer Piping Systems (Швейцария) Ltd. Трубы семейства progef® Standart изготавливаются длиной 5 метров с гладкими концами. Поэтому для их соединения при монтаже применяется стыковая или раструбная сварка.
Завод-производитель является частью корпорации Georg Fischer Piping Systems (Швейцария) Ltd. Трубы семейства progef® Standart изготавливаются длиной 5 метров с гладкими концами. Поэтому для их соединения при монтаже применяется стыковая или раструбная сварка. Применение трубы диаметра d=400 мм pp-h Georg Fischer совместно с фитингами Georg Fischer позволит избежать нестыковку допусков диаметра труб, что предотвратит протечки системы.
Применение трубы диаметра d=400 мм pp-h Georg Fischer совместно с фитингами Georg Fischer позволит избежать нестыковку допусков диаметра труб, что предотвратит протечки системы.
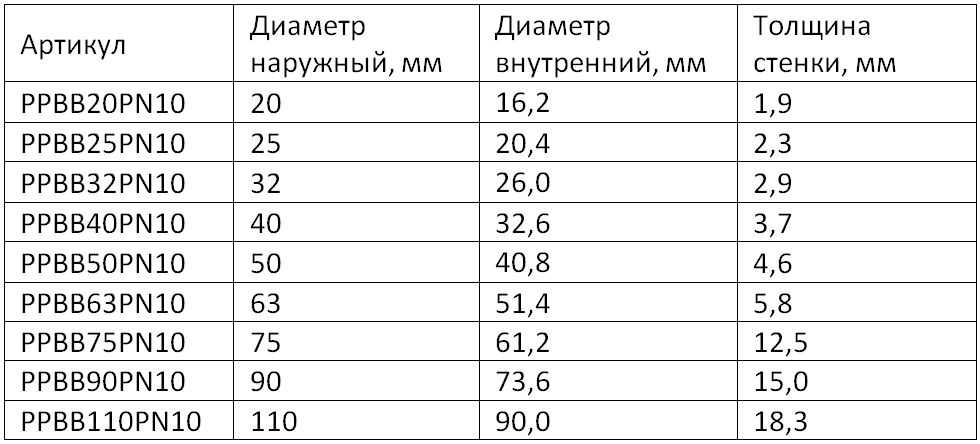 ..
..

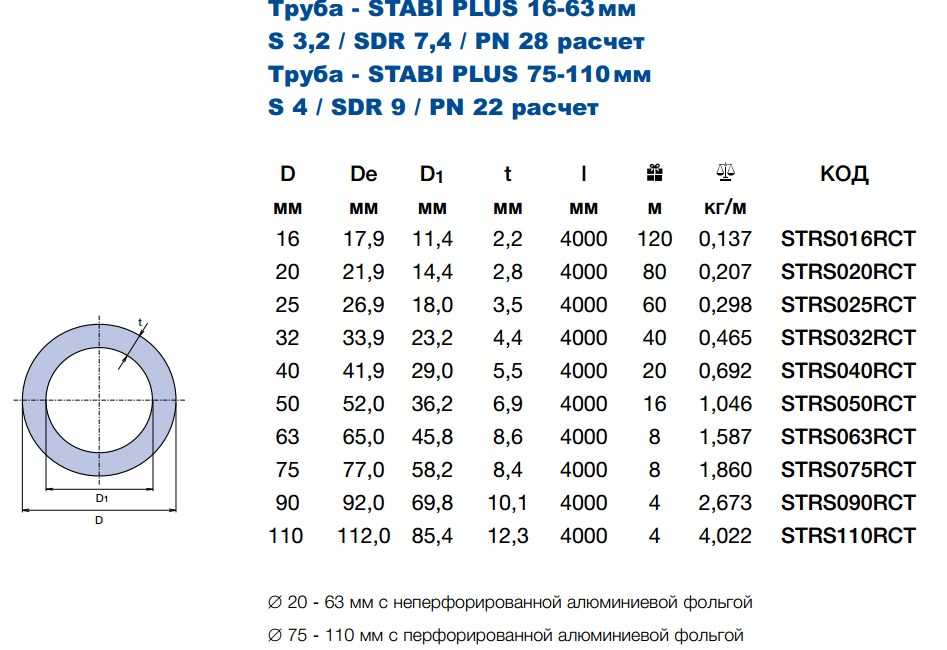 4
4

 metizi.com
metizi.com

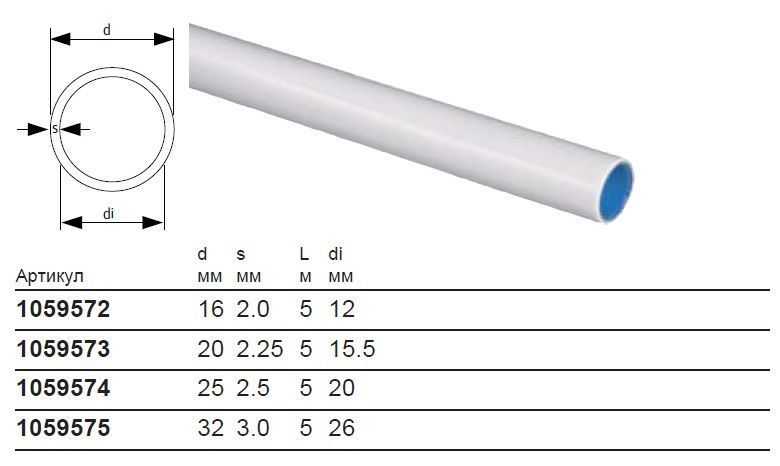
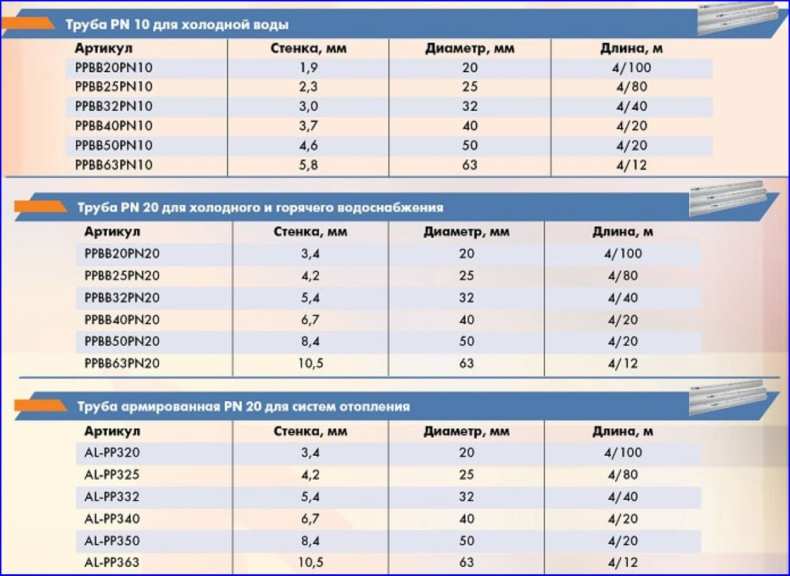

 Также могут быть включены отдельные фитинги, а затем онлайн-калькулятор выполнит работу, чтобы определить результирующий тип потока (ламинарный или турбулентный), падение давления, потери напора и скорость.
Также могут быть включены отдельные фитинги, а затем онлайн-калькулятор выполнит работу, чтобы определить результирующий тип потока (ламинарный или турбулентный), падение давления, потери напора и скорость.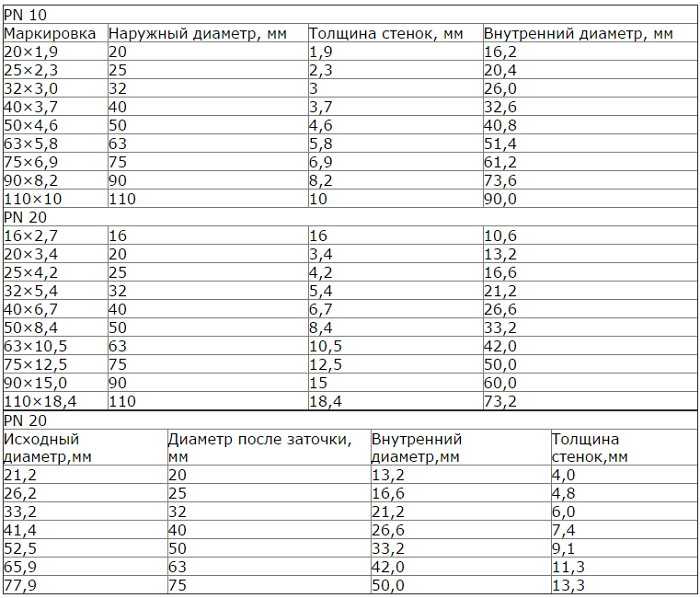
 поток, и поэтому большинство систем радиационного и таяния снега получают хорошую теплопередачу, даже если люди не проектировали это таким образом.
поток, и поэтому большинство систем радиационного и таяния снега получают хорошую теплопередачу, даже если люди не проектировали это таким образом. plasticpipe.org/BuidingConstruction для получения дополнительной информации.
plasticpipe.org/BuidingConstruction для получения дополнительной информации. е. повышенной ударопрочностью и хорошей огнестойкостью). Ассортимент продукции из ХПВХ включает трубы сортов 40 и 80 диаметром от 1/4 до 16 дюймов. Трубопроводные системы Harvel из ХПВХ могут выдерживать более чем три четверти требований к температуре/давлению современных типичных технологических установок. Напорная труба из ХПВХ имеет верхний предел рабочей температуры 200°F (93°C), или примерно на 60°F (15°C) выше, чем у ПВХ типа I класса I. Как и у всех термопластичных трубопроводных систем, способность ХПВХ выдерживать давление зависит от диаметра трубы, толщины стенки и температуры. Для напорных трубопроводов рекомендуется использовать его при температурах до 200°F (93°C) при применении соответствующих температурных коэффициентов снижения номинальных значений. По мере увеличения диаметра трубы и температуры номинальное давление продукта снижается. Например, труба из ХПВХ сортамента 80 диаметром 1/2 дюйма рассчитана на непрерывную работу под давлением 850 фунтов на кв. дюйм при температуре 73°F (23°C).
е. повышенной ударопрочностью и хорошей огнестойкостью). Ассортимент продукции из ХПВХ включает трубы сортов 40 и 80 диаметром от 1/4 до 16 дюймов. Трубопроводные системы Harvel из ХПВХ могут выдерживать более чем три четверти требований к температуре/давлению современных типичных технологических установок. Напорная труба из ХПВХ имеет верхний предел рабочей температуры 200°F (93°C), или примерно на 60°F (15°C) выше, чем у ПВХ типа I класса I. Как и у всех термопластичных трубопроводных систем, способность ХПВХ выдерживать давление зависит от диаметра трубы, толщины стенки и температуры. Для напорных трубопроводов рекомендуется использовать его при температурах до 200°F (93°C) при применении соответствующих температурных коэффициентов снижения номинальных значений. По мере увеличения диаметра трубы и температуры номинальное давление продукта снижается. Например, труба из ХПВХ сортамента 80 диаметром 1/2 дюйма рассчитана на непрерывную работу под давлением 850 фунтов на кв. дюйм при температуре 73°F (23°C).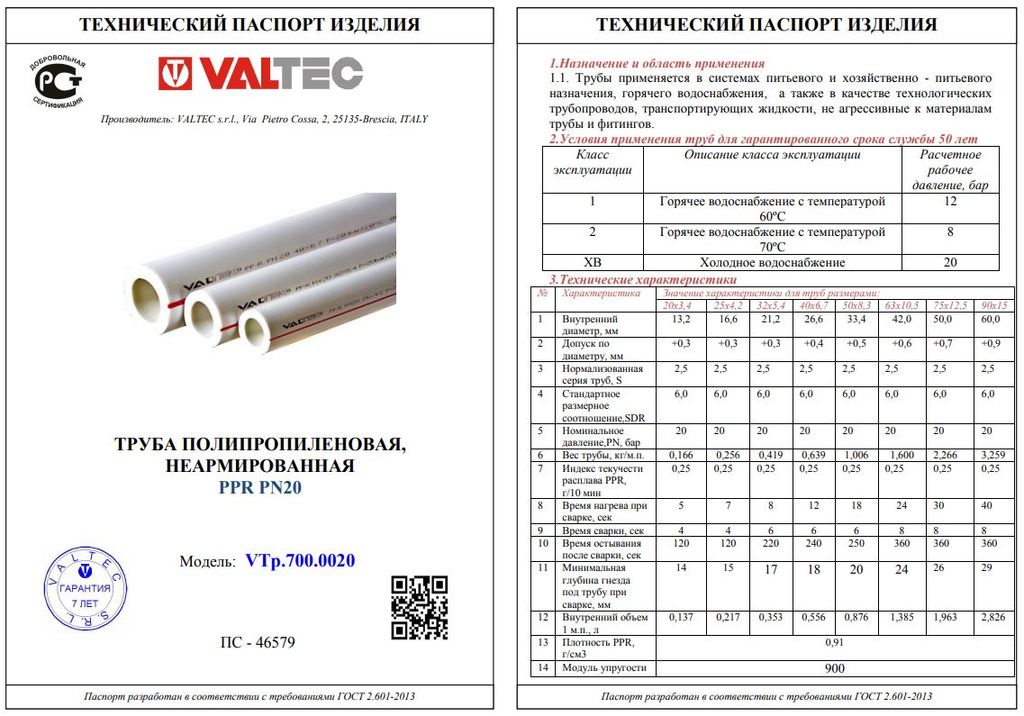 210 psi при этой температуре. 6-дюймовая труба из ХПВХ Schedule 80 рассчитана на 270 psi при 73°F и 54 psi при 200°F.
210 psi при этой температуре. 6-дюймовая труба из ХПВХ Schedule 80 рассчитана на 270 psi при 73°F и 54 psi при 200°F.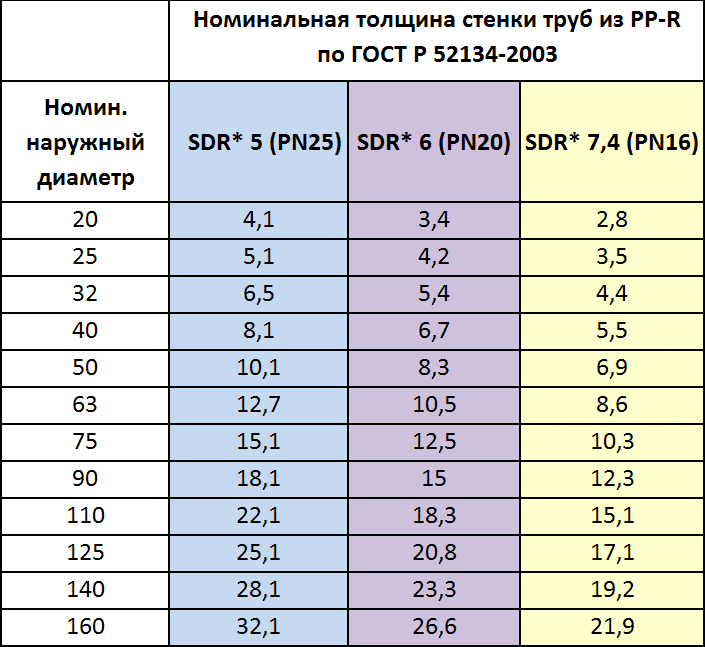 Для напорных трубопроводов рекомендуется использовать его при температурах до 200°F (93°C) при применении соответствующих температурных коэффициентов снижения номинальных значений. По мере увеличения диаметра трубы и температуры номинальное давление продукта снижается. Например, труба из ХПВХ сортамента 80 диаметром 1/2 дюйма рассчитана на непрерывную работу под давлением 850 фунтов на кв. дюйм при температуре 73°F (23°C). 210 psi при этой температуре. 6-дюймовая труба из ХПВХ Schedule 80 рассчитана на 270 psi при 73°F и 54 psi при 200°F.
Для напорных трубопроводов рекомендуется использовать его при температурах до 200°F (93°C) при применении соответствующих температурных коэффициентов снижения номинальных значений. По мере увеличения диаметра трубы и температуры номинальное давление продукта снижается. Например, труба из ХПВХ сортамента 80 диаметром 1/2 дюйма рассчитана на непрерывную работу под давлением 850 фунтов на кв. дюйм при температуре 73°F (23°C). 210 psi при этой температуре. 6-дюймовая труба из ХПВХ Schedule 80 рассчитана на 270 psi при 73°F и 54 psi при 200°F. 1,61 дюйма, длина 8 футов, материал алюминий, труба модульного компонента, номинальный размер трубы 1,5 дюйма, защита от падения да, серия Speed-Rail(R), стандартная арка, класс I, 215-R1, прочность на растяжение 30000 фунтов, вес 40 фунт, количество в упаковке 5
1,61 дюйма, длина 8 футов, материал алюминий, труба модульного компонента, номинальный размер трубы 1,5 дюйма, защита от падения да, серия Speed-Rail(R), стандартная арка, класс I, 215-R1, прочность на растяжение 30000 фунтов, вес 40 фунт, количество в упаковке 5 2 15/32 дюйма, толщина стенки 13/64 дюйма, номинальный наружный диаметр 2 7/8 дюйма, особые характеристики, раструб, стандарты UL 651/ NEMA TC 2
2 15/32 дюйма, толщина стенки 13/64 дюйма, номинальный наружный диаметр 2 7/8 дюйма, особые характеристики, раструб, стандарты UL 651/ NEMA TC 2 53/64 дюйма, толщина стенки 7/64 дюйма, номинальный внешний диаметр. 1 3/64 дюйма, раструб, специальные функции, стандарты UL 651/ NEMA TC 2
53/64 дюйма, толщина стенки 7/64 дюйма, номинальный внешний диаметр. 1 3/64 дюйма, раструб, специальные функции, стандарты UL 651/ NEMA TC 2 1 3/64 дюйма, толщина стенки 1/8 дюйма, номинальный внешний диаметр. 1 5/16 дюйма, раструб, специальные характеристики, стандарты UL 651/NEMA TC 2
1 3/64 дюйма, толщина стенки 1/8 дюйма, номинальный внешний диаметр. 1 5/16 дюйма, раструб, специальные характеристики, стандарты UL 651/NEMA TC 2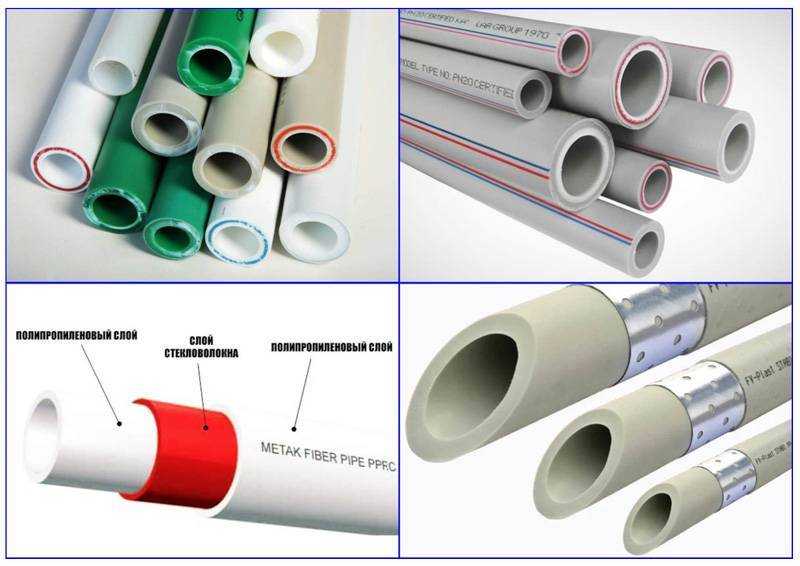 Темп. 200 градусов по Фаренгейту, цвет синий, стандарты ASTM D2657
Темп. 200 градусов по Фаренгейту, цвет синий, стандарты ASTM D2657 дюйм, максимальная рабочая температура 200 градусов по Фаренгейту, минимальная рабочая температура 32 градуса по Фаренгейту, номинальный размер трубы 1/2 дюйма, наружный диаметр 21/25 дюйма, общая длина 10 футов, химически стойкие свойства
дюйм, максимальная рабочая температура 200 градусов по Фаренгейту, минимальная рабочая температура 32 градуса по Фаренгейту, номинальный размер трубы 1/2 дюйма, наружный диаметр 21/25 дюйма, общая длина 10 футов, химически стойкие свойства 1,38 дюйма, длина 8 футов, материал алюминий, труба модульного компонента, номинальный размер трубы 1,25 дюйма, класс защиты от падения да, серия Speed-Rail(R), стандартная арка, класс I, 215-R1, прочность на растяжение 30000 фунтов, вес 34 фунт, количество в упаковке 5
1,38 дюйма, длина 8 футов, материал алюминий, труба модульного компонента, номинальный размер трубы 1,25 дюйма, класс защиты от падения да, серия Speed-Rail(R), стандартная арка, класс I, 215-R1, прочность на растяжение 30000 фунтов, вес 34 фунт, количество в упаковке 5 дюйм, максимальная рабочая температура 200 градусов по Фаренгейту, минимальная рабочая температура 32 градуса по Фаренгейту, номинальный размер трубы 2 дюйма, наружный диаметр 2 3/8 дюйма, общая длина 10 футов, химически стойкие свойства
дюйм, максимальная рабочая температура 200 градусов по Фаренгейту, минимальная рабочая температура 32 градуса по Фаренгейту, номинальный размер трубы 2 дюйма, наружный диаметр 2 3/8 дюйма, общая длина 10 футов, химически стойкие свойства
 На нем удобно обрабатывать небольшие деревянные изделия, но не предназначен для первичной обработки древесины. Для него понадобится столешница трехметровой длины шириной в один метр. Детали на нем закрепляются деревянными горизонтальными и вертикальными зажимами.
На нем удобно обрабатывать небольшие деревянные изделия, но не предназначен для первичной обработки древесины. Для него понадобится столешница трехметровой длины шириной в один метр. Детали на нем закрепляются деревянными горизонтальными и вертикальными зажимами. Укомплектовывается столярный стол тисками малого или среднего размера, что позволяет его использовать для мелких слесарных работ.
Укомплектовывается столярный стол тисками малого или среднего размера, что позволяет его использовать для мелких слесарных работ.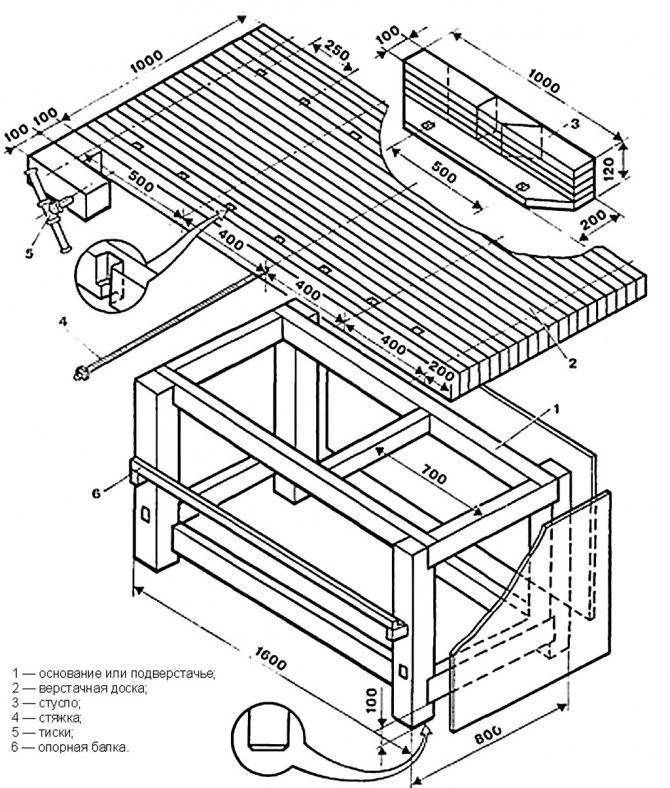
 Он удобен еще и тем, что уже имеет несколько ящиков или отделений для хранения инструментов.
Он удобен еще и тем, что уже имеет несколько ящиков или отделений для хранения инструментов.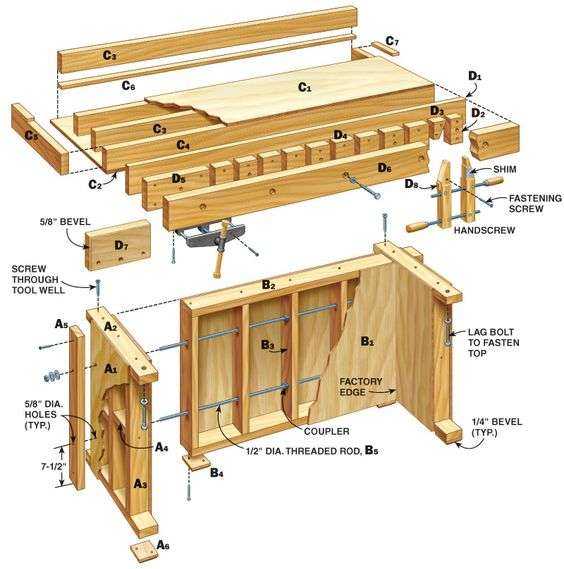
 Также важно, чтобы рядом с верстаком находились электрические розетки, чтобы подключать электроинструменты и лампу. Лучше всего, если свет будет падать слева или прямо, тогда рабочая поверхность стола будет освещена в течение дня.
Также важно, чтобы рядом с верстаком находились электрические розетки, чтобы подключать электроинструменты и лампу. Лучше всего, если свет будет падать слева или прямо, тогда рабочая поверхность стола будет освещена в течение дня.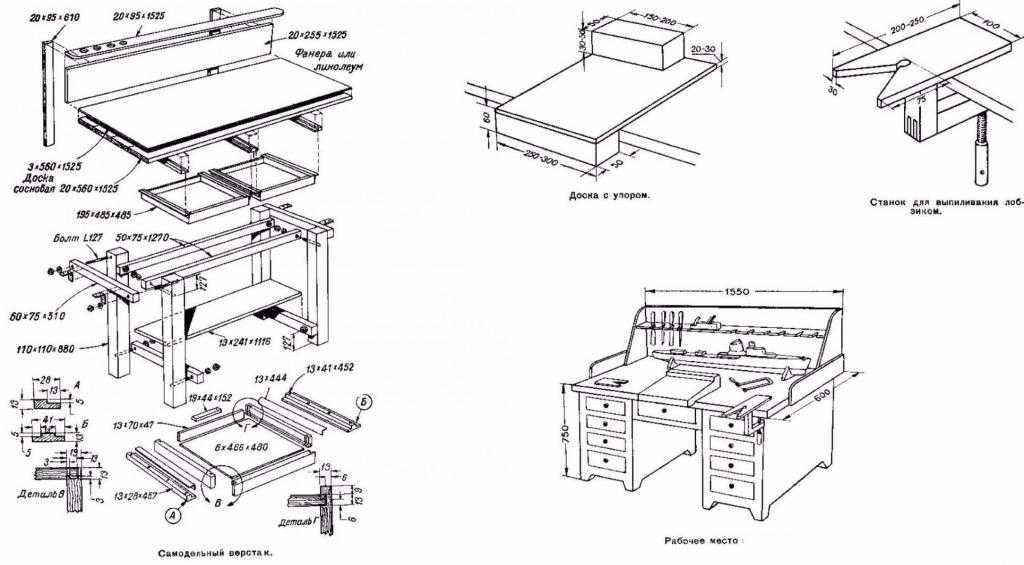 Опытный мастер может сделать ее регулируемой.
Опытный мастер может сделать ее регулируемой.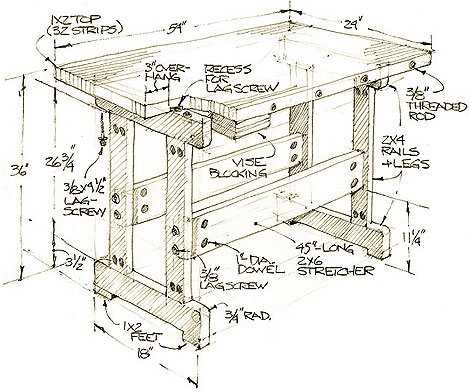 Если образуются заусенцы, их необходимо зачистить.
Если образуются заусенцы, их необходимо зачистить.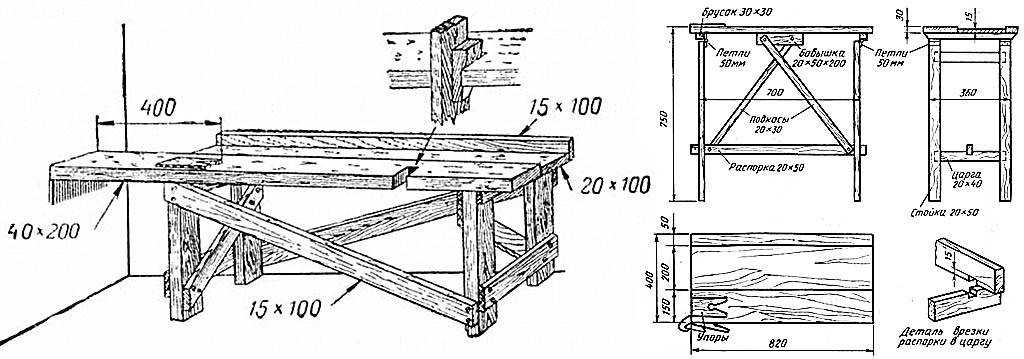
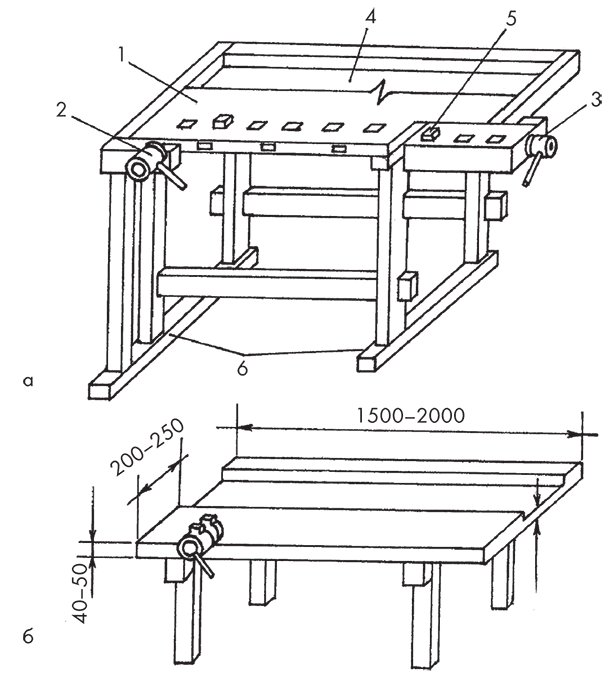
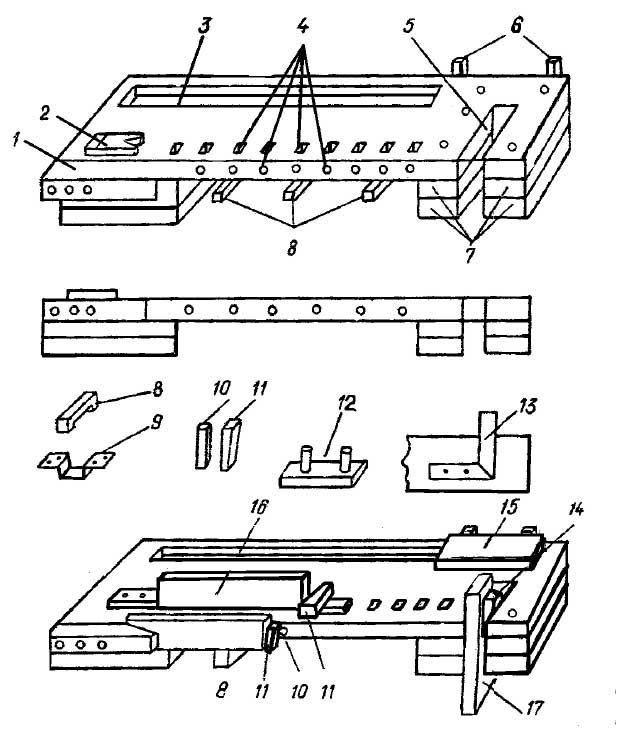 Это высокий длинный стол, рассчитанный на тяжелые предметы и сложные работы на нем. В столешнице, как правило, имеются объемные отверстия, чтобы отходы от производства падали, а не мешали работе. Также здесь имеются полки для упора и ящики для инструментов.
Это высокий длинный стол, рассчитанный на тяжелые предметы и сложные работы на нем. В столешнице, как правило, имеются объемные отверстия, чтобы отходы от производства падали, а не мешали работе. Также здесь имеются полки для упора и ящики для инструментов.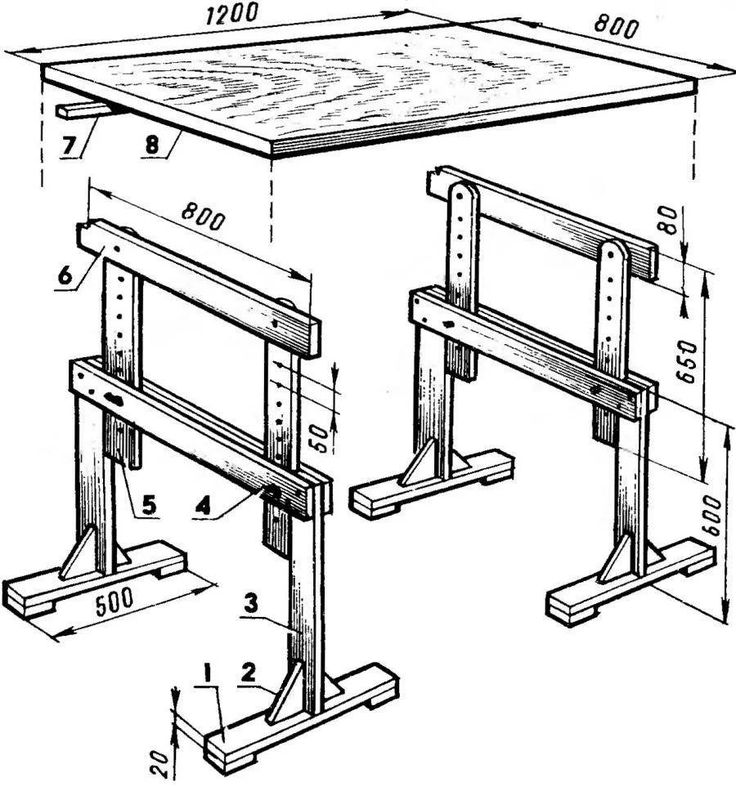 Если устройство нужно только на время, то его легко будет разобрать после использования.
Если устройство нужно только на время, то его легко будет разобрать после использования.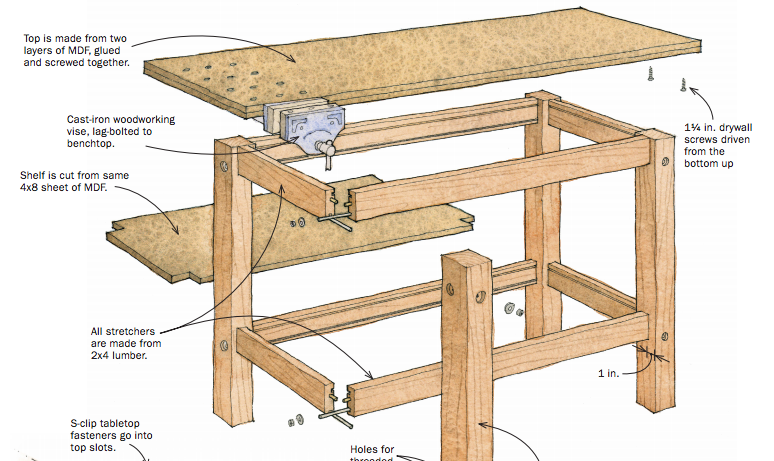 Наиболее продвинутые модели с отдельных сторон укреплены металлическими листами или лентой, что позволяет обрабатывать на нем изделия из металла и камня.
Наиболее продвинутые модели с отдельных сторон укреплены металлическими листами или лентой, что позволяет обрабатывать на нем изделия из металла и камня.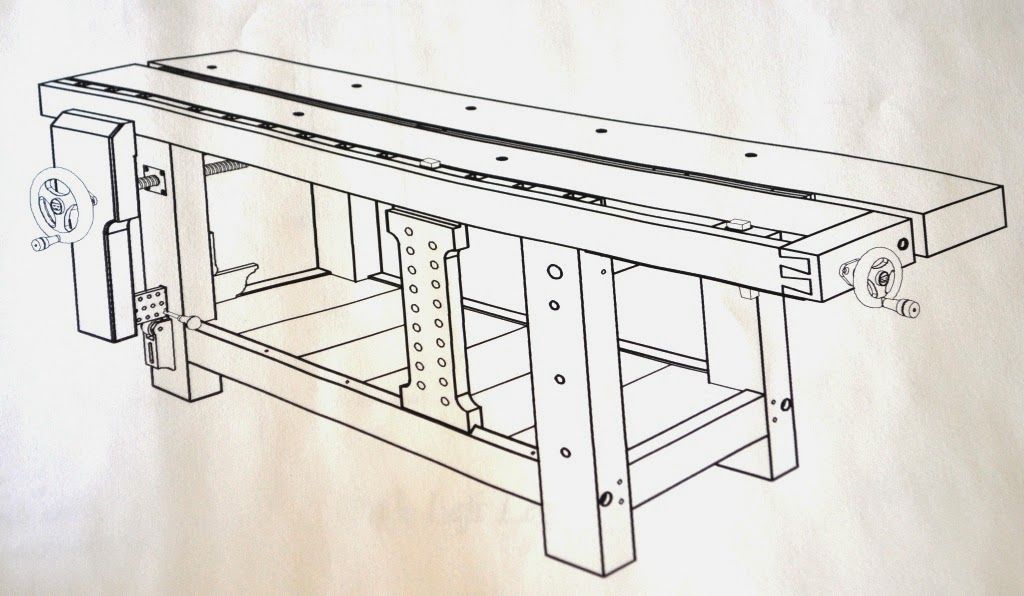

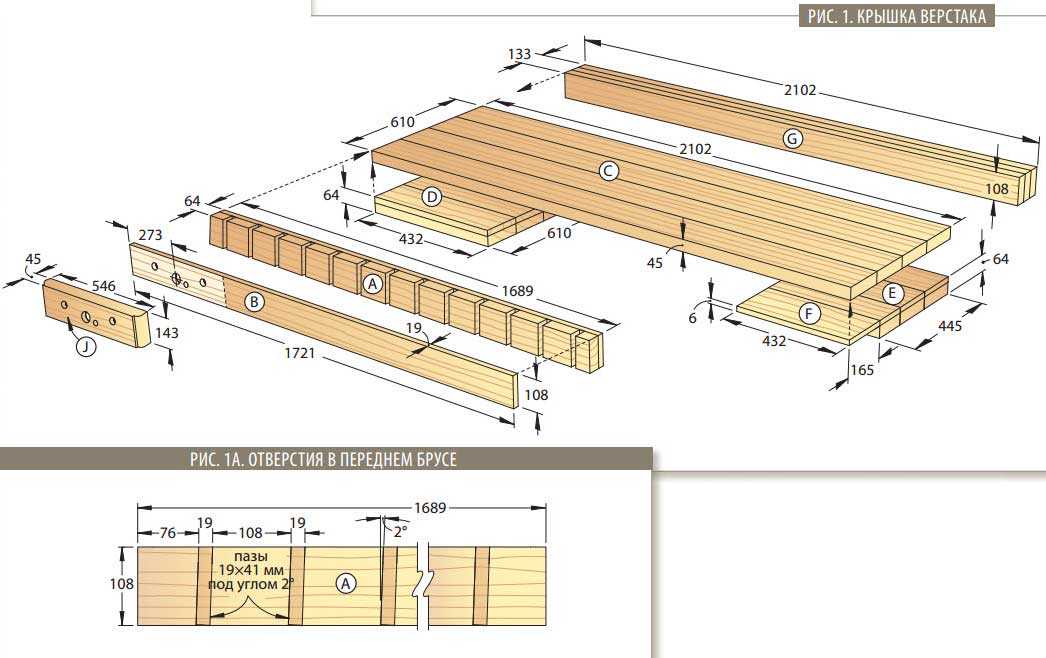 Они располагаются под столешницей. Полки для инструментов важно располагать так, чтобы до них легко было дотянуться одной рукой, не отходя от стола. Именно поэтому их удобно разместить внизу, а не в шкафу рядом.
Они располагаются под столешницей. Полки для инструментов важно располагать так, чтобы до них легко было дотянуться одной рукой, не отходя от стола. Именно поэтому их удобно разместить внизу, а не в шкафу рядом.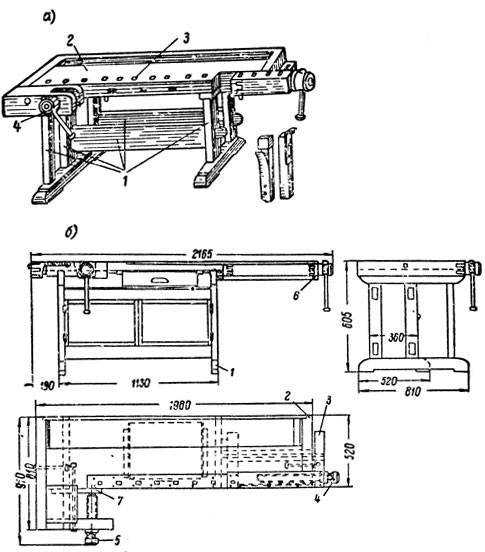
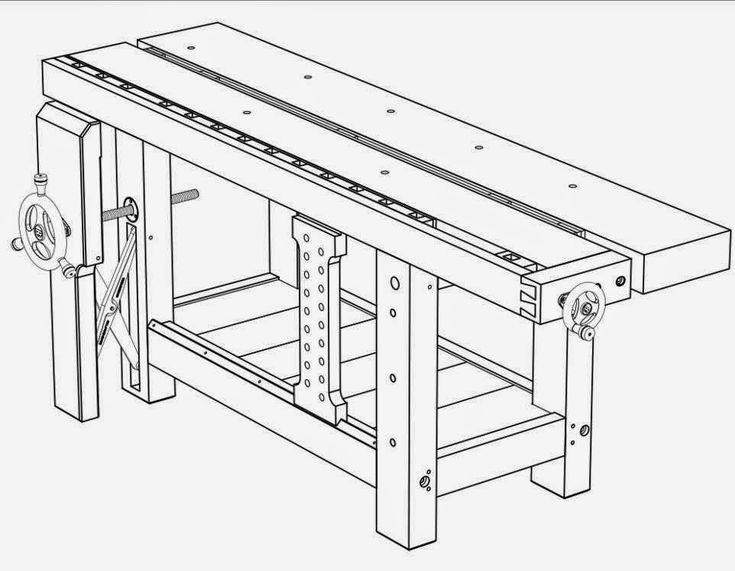 В наличии ли нужные бруски для опоры.
В наличии ли нужные бруски для опоры.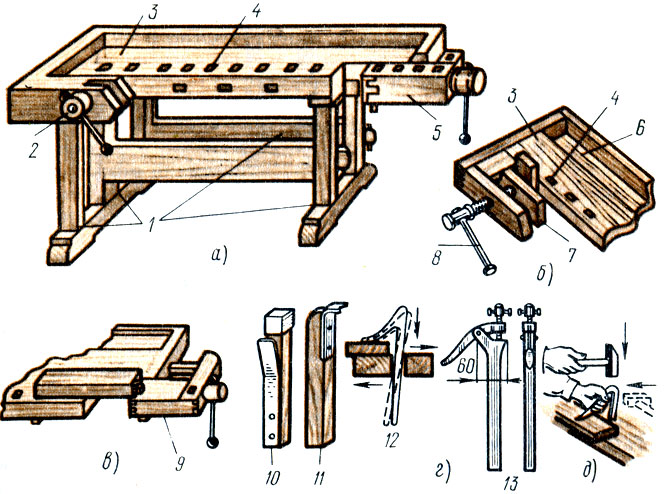
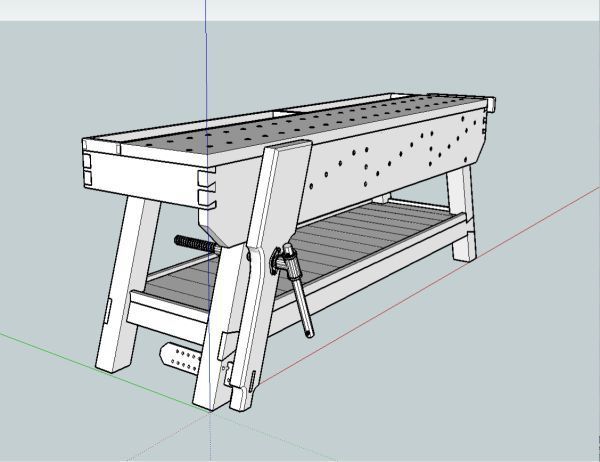
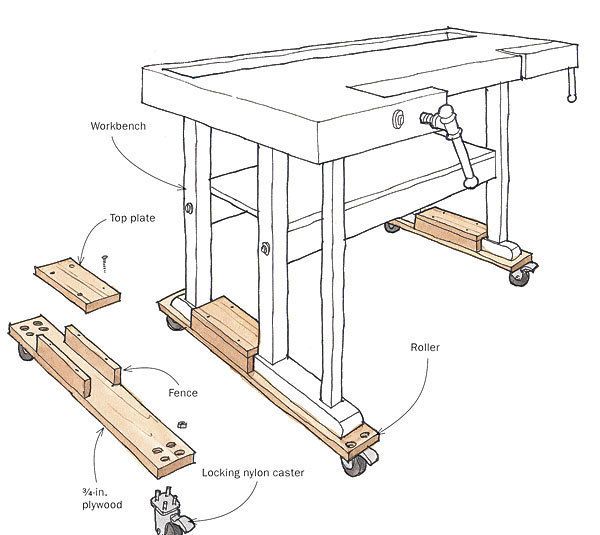 Для большей уверенности стоит попробовать обработать на верстаке какой-либо крупный предмет. При этом обязательно появятся нюансы, которые можно будет оперативно исправить до установки дополнительного оборудования и закрепления стола.
Для большей уверенности стоит попробовать обработать на верстаке какой-либо крупный предмет. При этом обязательно появятся нюансы, которые можно будет оперативно исправить до установки дополнительного оборудования и закрепления стола.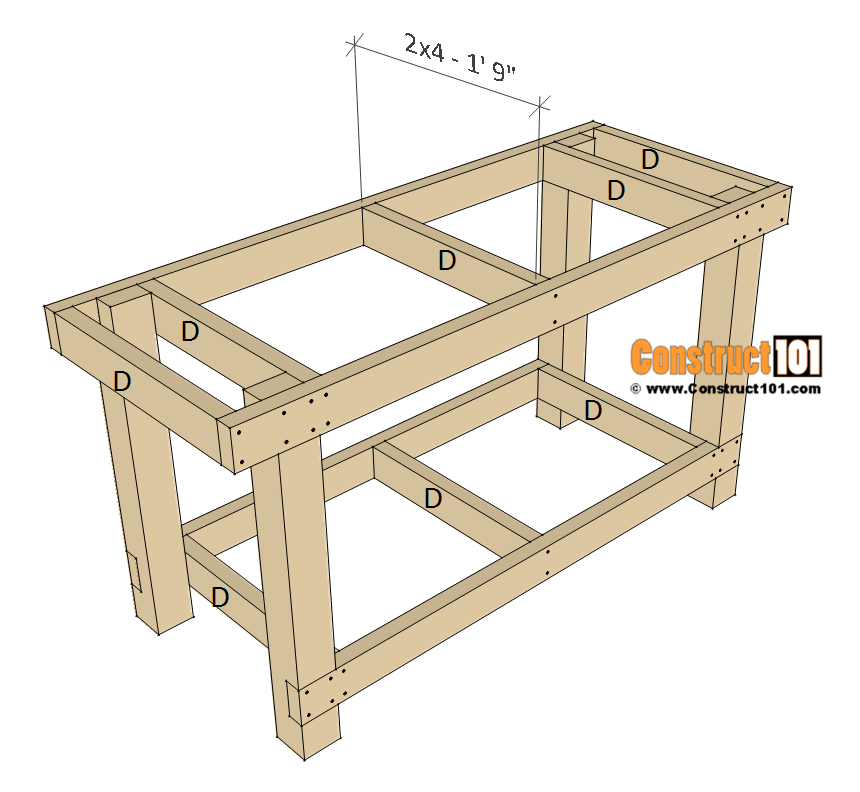 Зажимы устанавливаются точно друг напротив друга.
Зажимы устанавливаются точно друг напротив друга.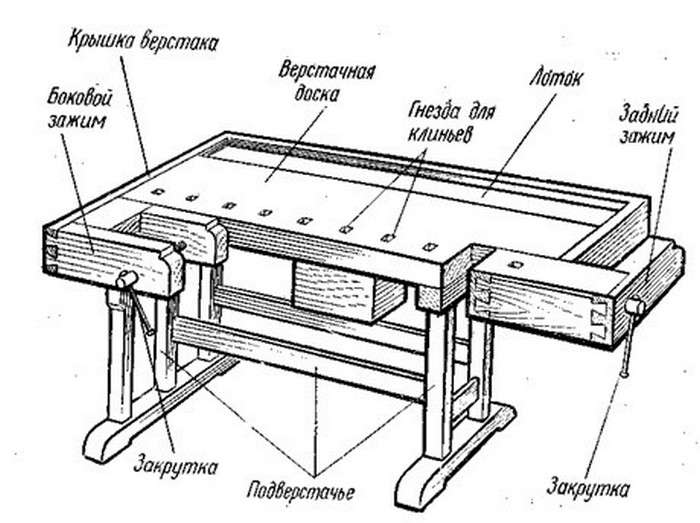 Обычно это бывает мастерская, место на участке рядом с техническим блоком или в гараже.
Обычно это бывает мастерская, место на участке рядом с техническим блоком или в гараже.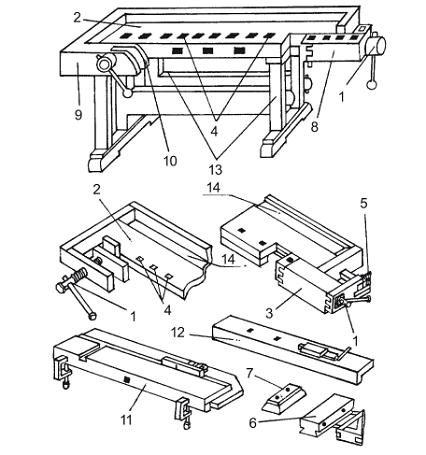 Если они начинают шататься, то необходимо их затянуть или закрепить. Любое неустойчивое положение может привести к серьезным травмам. Будет не очень приятно, если пила или лобзик соскочат с детали в самый неподходящий момент.
Если они начинают шататься, то необходимо их затянуть или закрепить. Любое неустойчивое положение может привести к серьезным травмам. Будет не очень приятно, если пила или лобзик соскочат с детали в самый неподходящий момент. youtube.com/embed/4Qn-FjqgCz0?feature=oembed» allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/4Qn-FjqgCz0?feature=oembed» allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 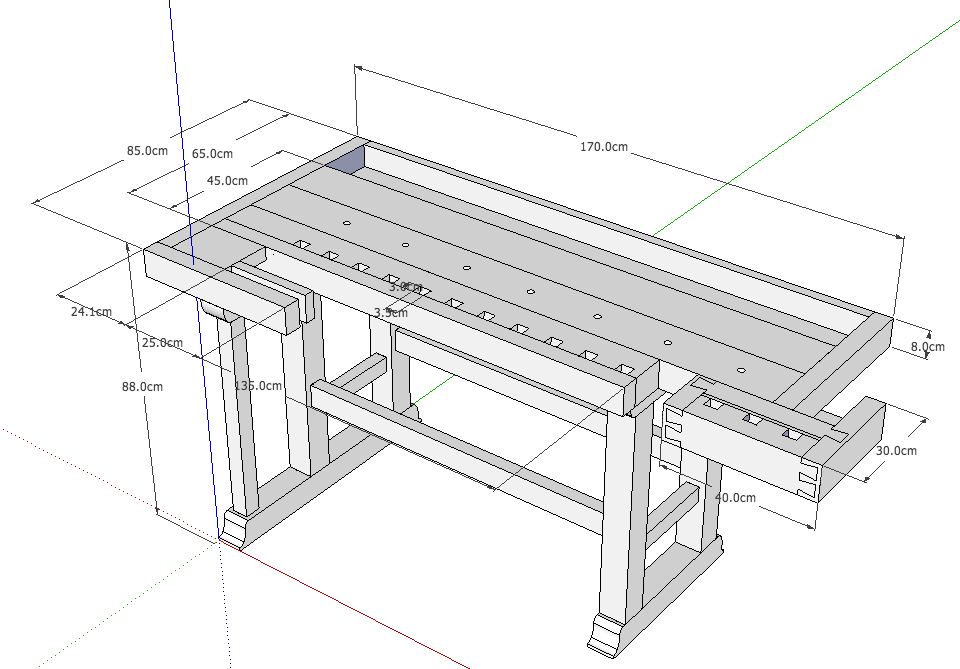
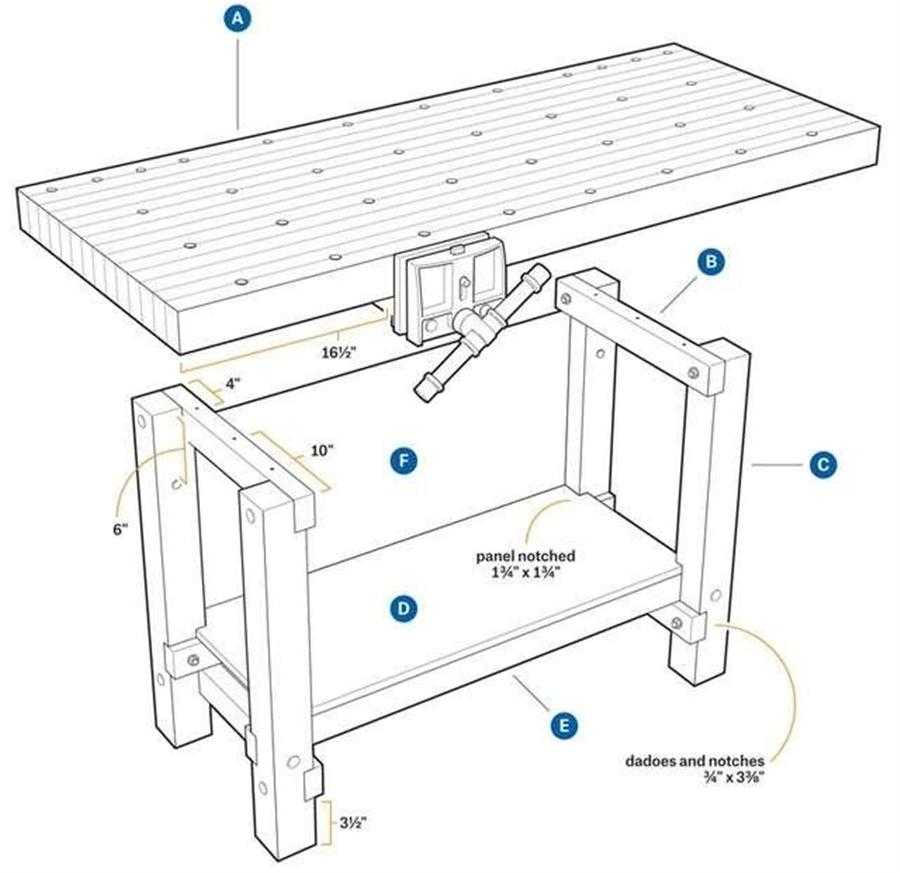
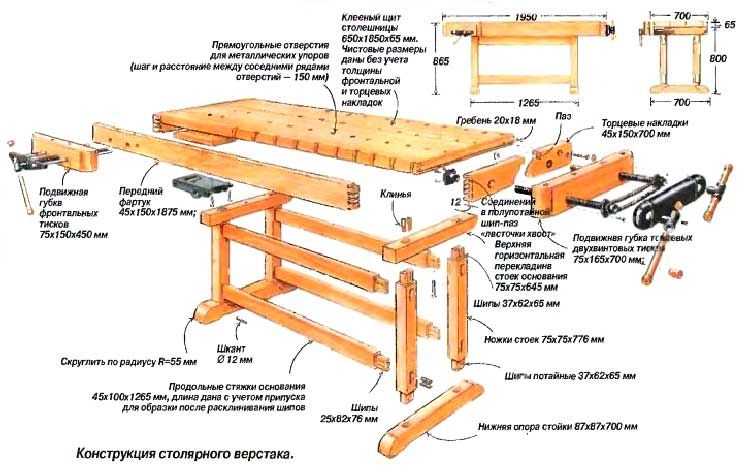 Этот план рабочего места включает в себя список расходных материалов, план и даже обучающее видео. Зарегистрируйтесь со своей электронной почтой, чтобы загрузить планы в формате pdf.
Этот план рабочего места включает в себя список расходных материалов, план и даже обучающее видео. Зарегистрируйтесь со своей электронной почтой, чтобы загрузить планы в формате pdf.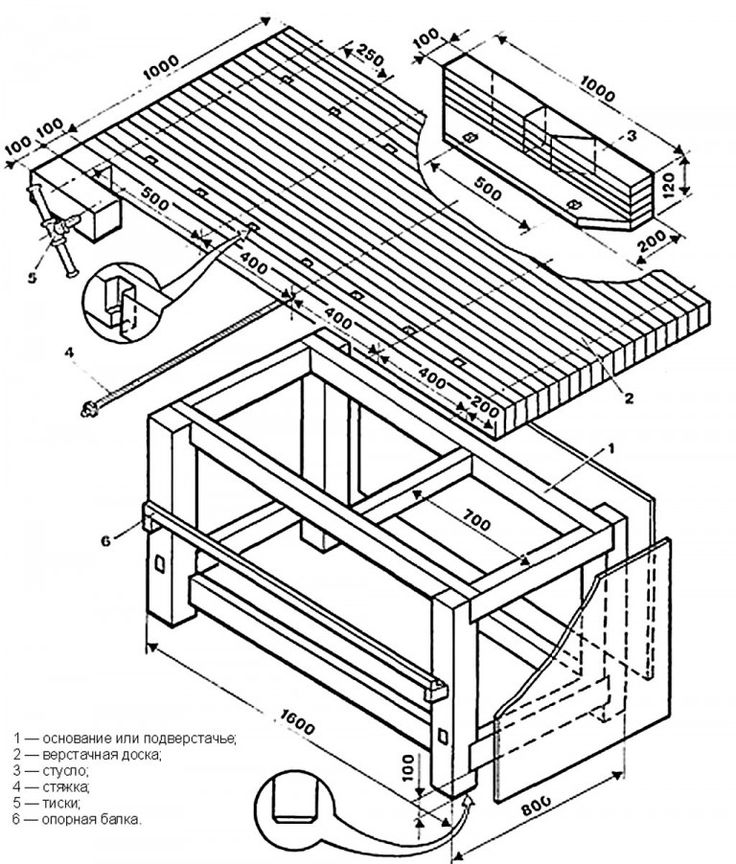 Несмотря на то, что это предназначено для детей, вы, безусловно, можете поднять уровень стойки, и это было бы здорово для использования взрослыми в небольшом пространстве. Бесплатный план включает в себя список инструментов, список материалов и расходных материалов, схемы, цветные фотографии и пошаговые инструкции по сборке. Введите свой адрес электронной почты и пожертвование, если хотите, чтобы загрузить планы.
Несмотря на то, что это предназначено для детей, вы, безусловно, можете поднять уровень стойки, и это было бы здорово для использования взрослыми в небольшом пространстве. Бесплатный план включает в себя список инструментов, список материалов и расходных материалов, схемы, цветные фотографии и пошаговые инструкции по сборке. Введите свой адрес электронной почты и пожертвование, если хотите, чтобы загрузить планы. Используйте комментарии пользователей, видео, список материалов и инструкции для создания этого простого верстака.
Используйте комментарии пользователей, видео, список материалов и инструкции для создания этого простого верстака.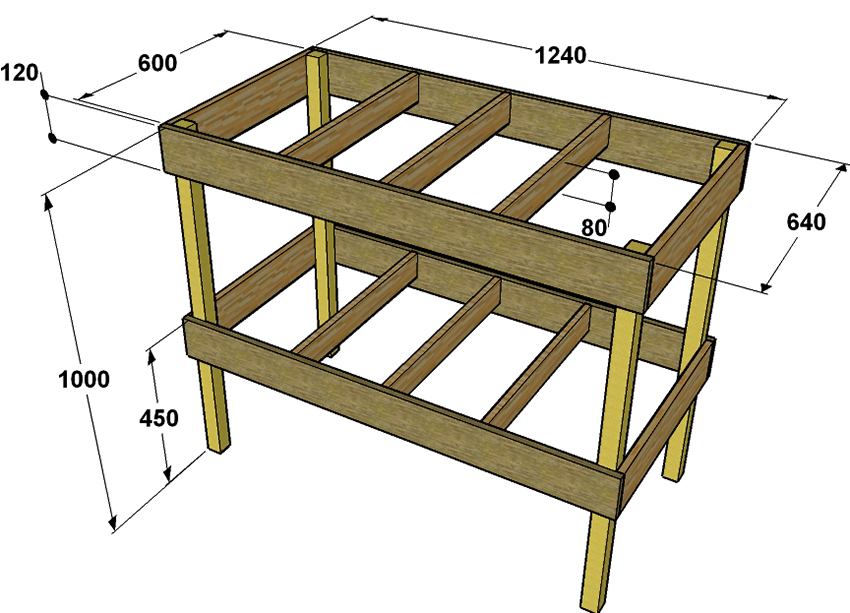
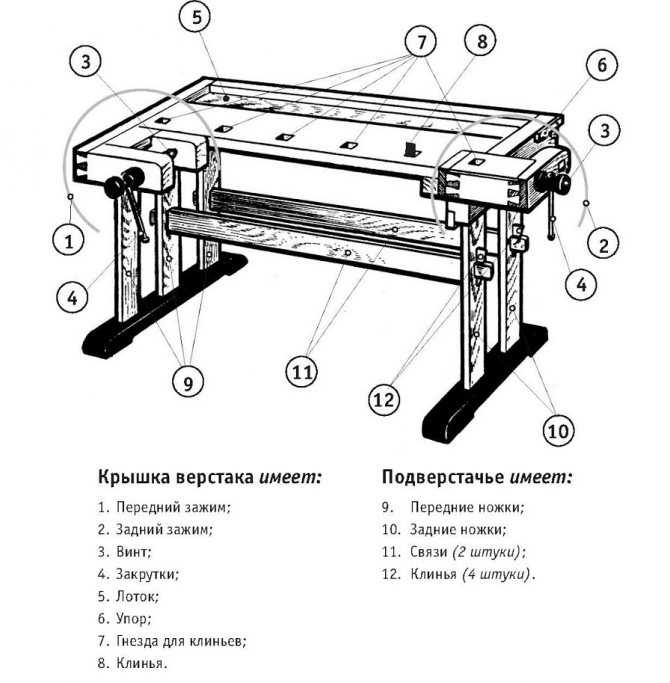 Полные планы и список вырезок стоят 8 долларов.
Полные планы и список вырезок стоят 8 долларов. В бесплатный план верстака входит план, пошаговые инструкции по сборке, список необходимых инструментов и материалов, а также комментарии пользователей. Полные планы и список вырезок стоят 7 долларов.
В бесплатный план верстака входит план, пошаговые инструкции по сборке, список необходимых инструментов и материалов, а также комментарии пользователей. Полные планы и список вырезок стоят 7 долларов.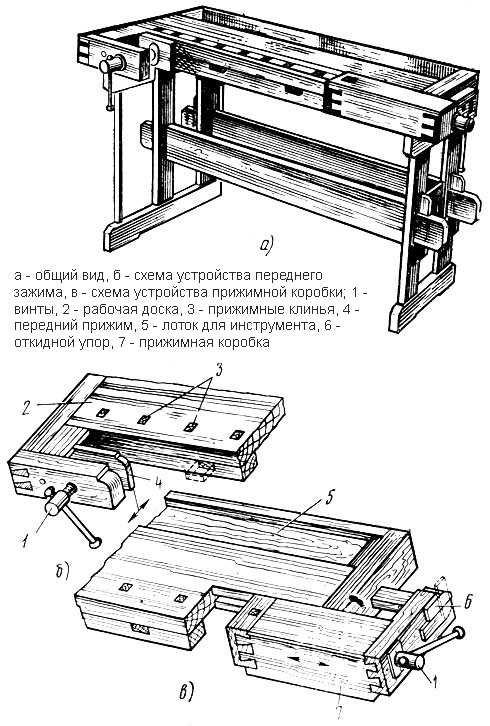 Кроме того, получите решения для хранения, которые помогут вам освободить место в вашей мастерской.
Кроме того, получите решения для хранения, которые помогут вам освободить место в вашей мастерской.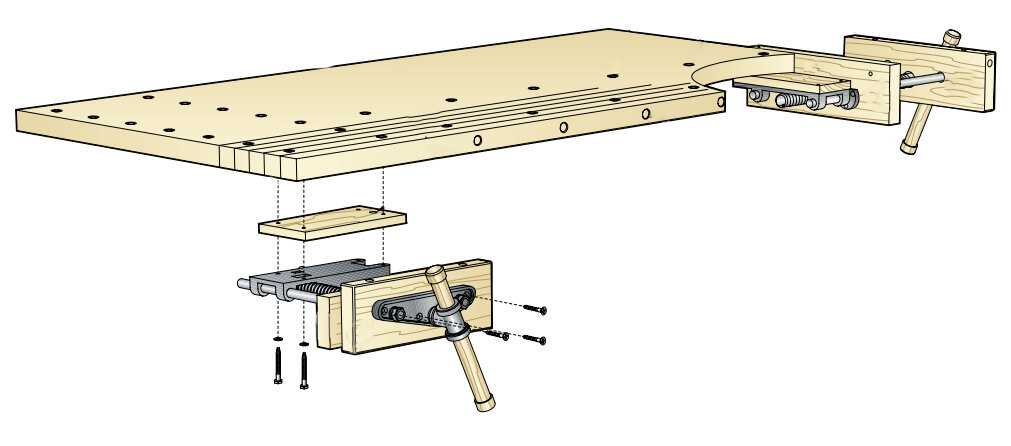 В этом и заключается идея этой передвижной настольной пилы.
В этом и заключается идея этой передвижной настольной пилы.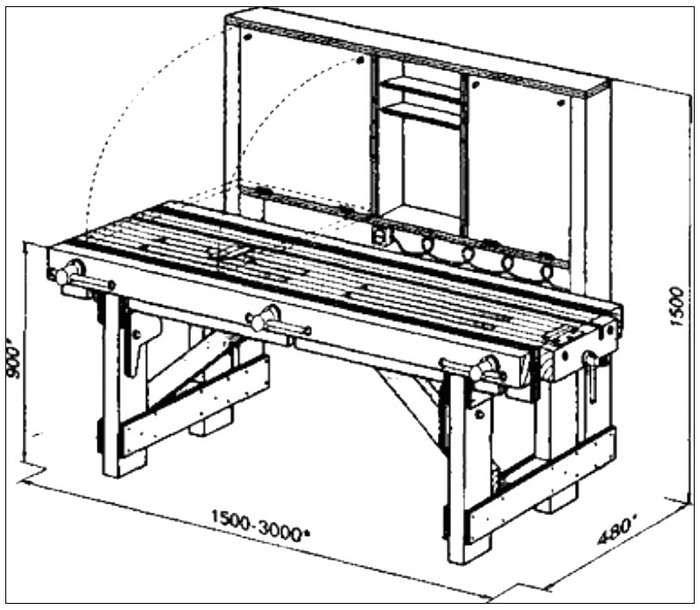

 д
д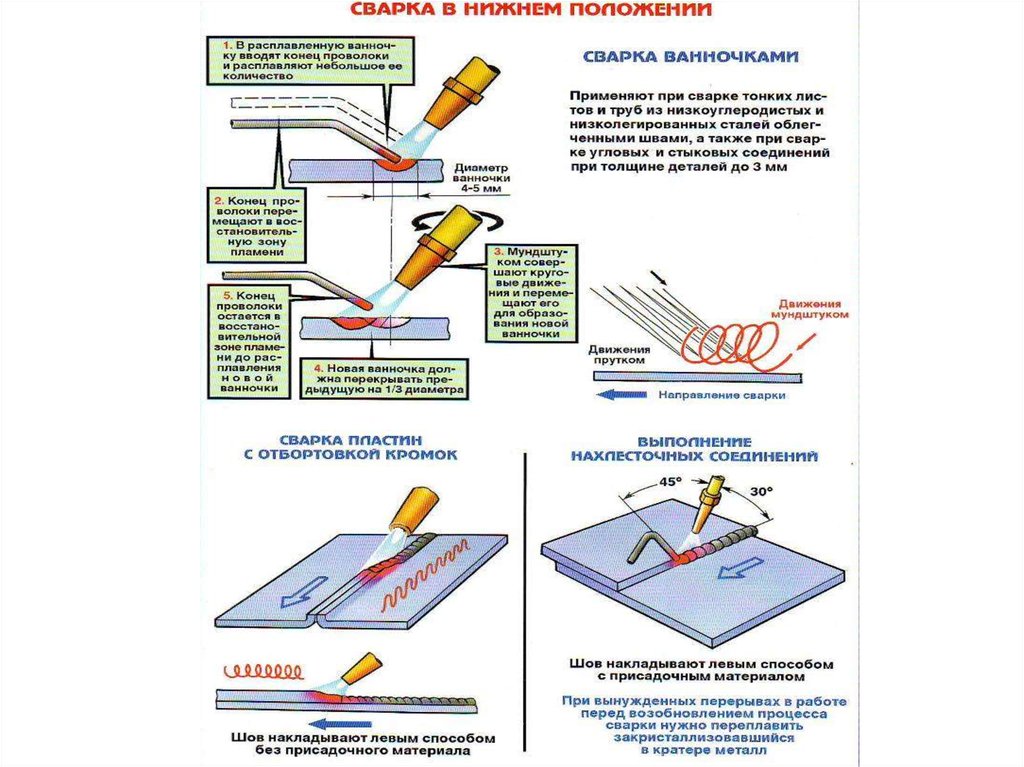
 Сварка производится кувалдой (молотком) без нагрева (рис. 11). Поверхности, подлежащие сварке, предварительно очищают от загрязнений: обезжиривают, обрабатывают вращающейся проволочной щеткой или применяют шабрение. Соединения выполняют в виде отдельных точек или непрерывного шва.
Сварка производится кувалдой (молотком) без нагрева (рис. 11). Поверхности, подлежащие сварке, предварительно очищают от загрязнений: обезжиривают, обрабатывают вращающейся проволочной щеткой или применяют шабрение. Соединения выполняют в виде отдельных точек или непрерывного шва. Возможность образования соединений зависит от нескольких факторов: энергетической активации поверхностных атомов, облегчающей их взаимодействие друг с другом; освобождения свариваемых поверхностей от загрязнений, оксидов и адсорбированных на них инородных атомов; сближения свариваемых поверхностей на расстояния, сопоставимые с межатомным расстоянием в свариваемых заготовках.
Возможность образования соединений зависит от нескольких факторов: энергетической активации поверхностных атомов, облегчающей их взаимодействие друг с другом; освобождения свариваемых поверхностей от загрязнений, оксидов и адсорбированных на них инородных атомов; сближения свариваемых поверхностей на расстояния, сопоставимые с межатомным расстоянием в свариваемых заготовках.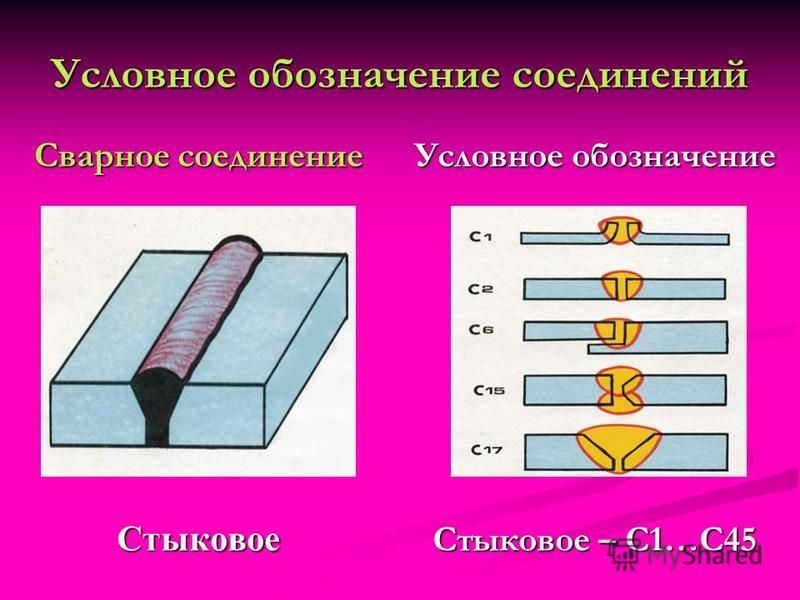 ) относятся к механическому классу.
) относятся к механическому классу.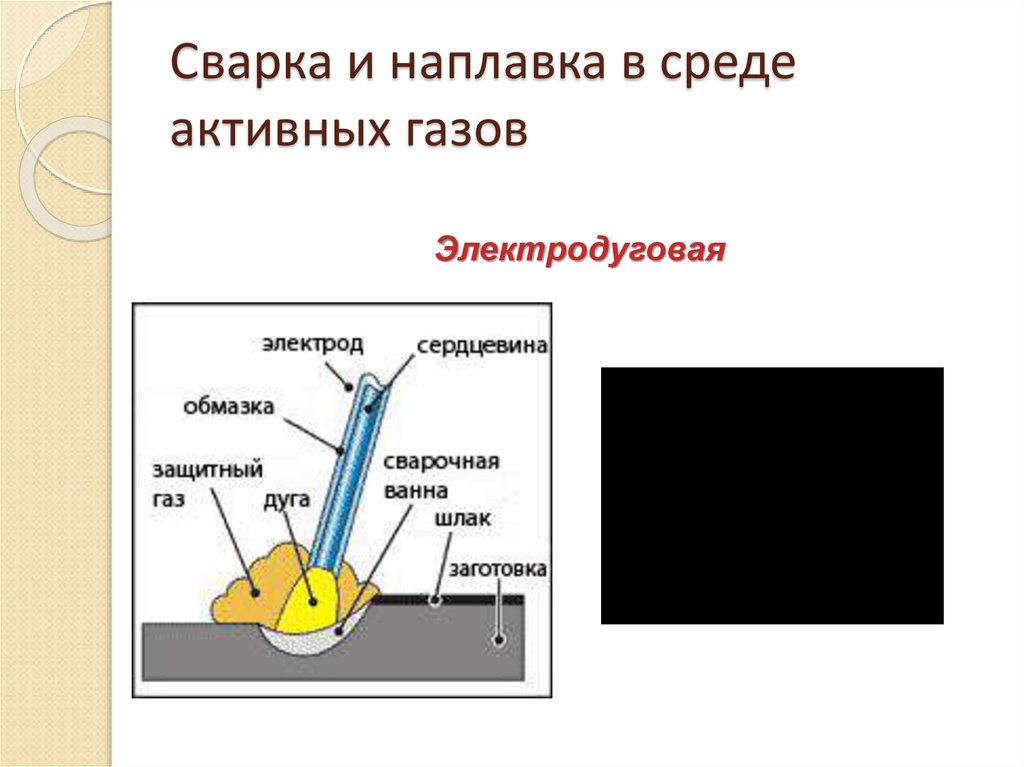 При этом в месте сварочного контакта выделяется наибольшее количество теплоты.
При этом в месте сварочного контакта выделяется наибольшее количество теплоты.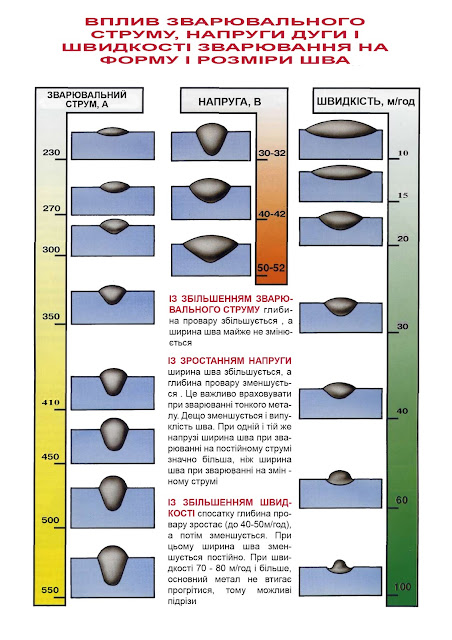 Заготовки при точечной сварке собираются внахлестку и зажимаются между электродами, которые подводят ток к месту сварки.
Заготовки при точечной сварке собираются внахлестку и зажимаются между электродами, которые подводят ток к месту сварки.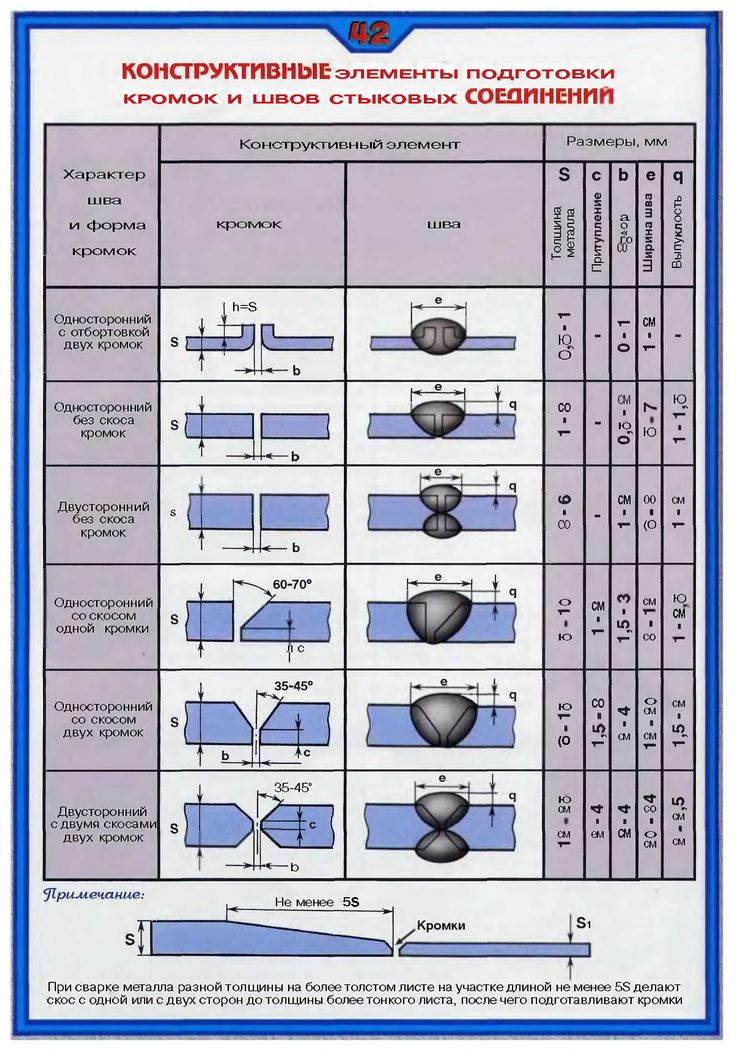
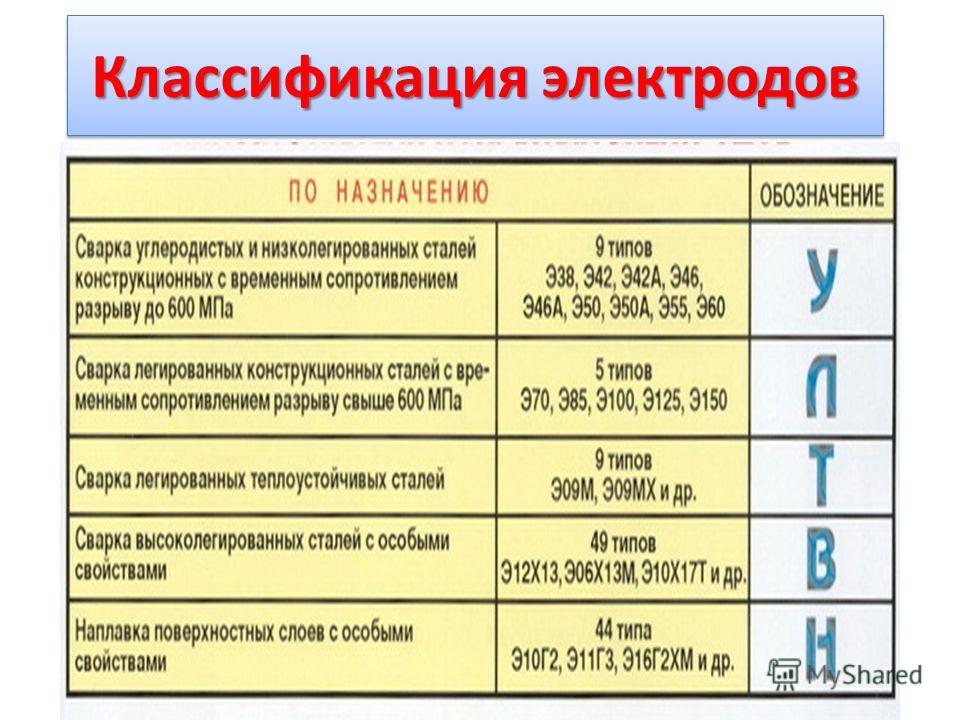 Поэтому получается сплошной геометрически шов. Как двустороннее, так и одностороннее расположение электродов позволяет выполнить шовную точку.
Поэтому получается сплошной геометрически шов. Как двустороннее, так и одностороннее расположение электродов позволяет выполнить шовную точку.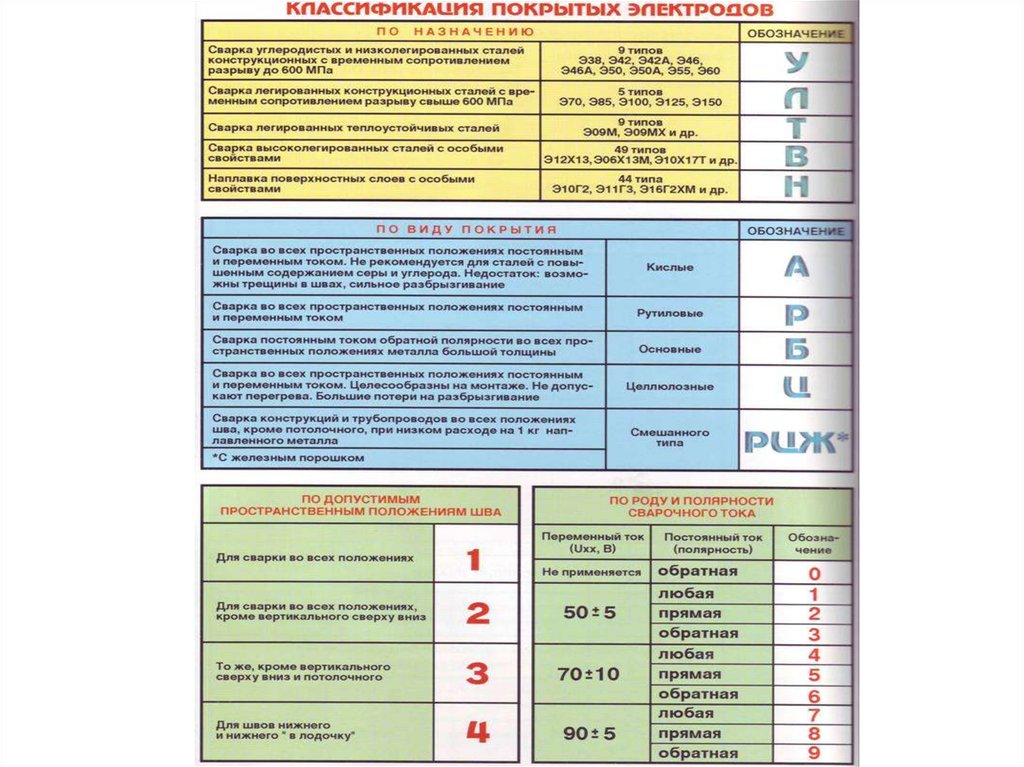
 3.036-84)
3.036-84)


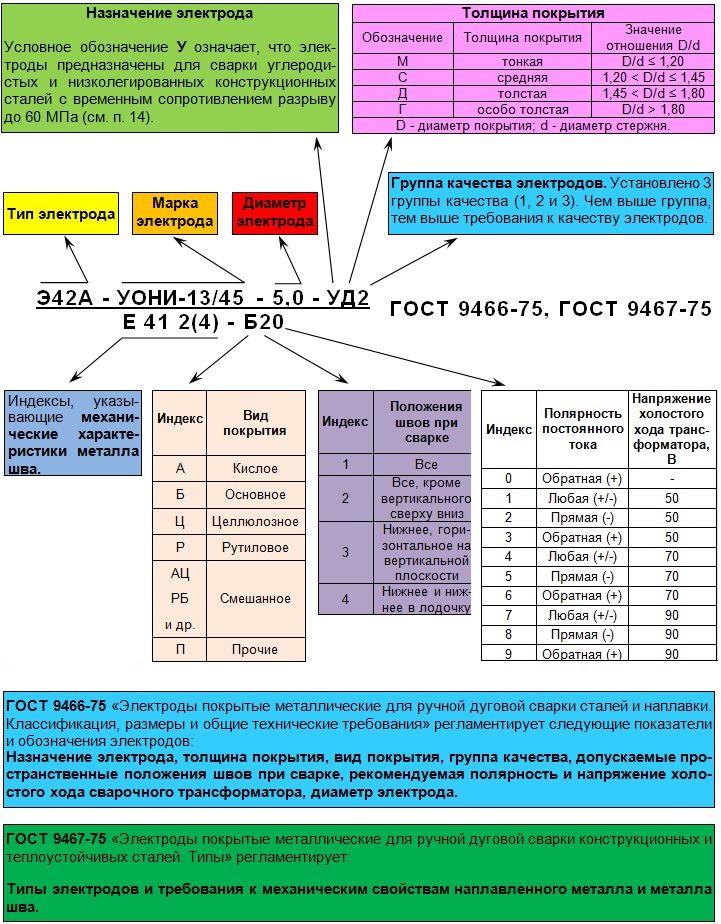
 Затем заготовку посыпают поваренной солью или кварцевым песком для уменьшения количества окалины. Когда металл нагреется до нужной температуры, сбивают «посыпку» и начитают наносить удары по нарастанию силы.
Затем заготовку посыпают поваренной солью или кварцевым песком для уменьшения количества окалины. Когда металл нагреется до нужной температуры, сбивают «посыпку» и начитают наносить удары по нарастанию силы. По результатам её подразделяют на три группы: шовную, точечную и стыковую.
По результатам её подразделяют на три группы: шовную, точечную и стыковую.
 youtube.com/embed/Z6JgQxG120A» frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/Z6JgQxG120A» frameborder=»0″ allowfullscreen=»allowfullscreen»>  Марк привносит ценности твердого мастерства и структурной целостности в свои занятия и работу, веря в то, что хорошо сделанный объект должен пережить своего создателя на несколько поколений.
Марк привносит ценности твердого мастерства и структурной целостности в свои занятия и работу, веря в то, что хорошо сделанный объект должен пережить своего создателя на несколько поколений. Возьмите Дегустатор и познакомьтесь с новыми друзьями или подарите творческий дар кому-то особенному.
Возьмите Дегустатор и познакомьтесь с новыми друзьями или подарите творческий дар кому-то особенному.