Реактивы для золота: особенности и способы определения
К сожалению, даже при покупке золота в дорогих магазинах с хорошей репутацией быть на 100% уверенными в его качестве не представляется возможным. Существует множество способов проверки золота, которые можно произвести в домашних условиях, но все они недостоверные, и на них полностью полагаться тоже нельзя. В условиях мастерской для проверки используют реактив на золото.
Проверка золота реактивом
Стадии апробирования золота
Апробированию подлежит каждое изделие из драгоценного металла, которое идет на импорт или в реализацию через торговые сети. Процесс контролируется государственными органами пробирной палаты. На украшениях проставляют клеймо, которое указывает на процентное содержание золота в сплаве. Например, 750 проба говорит о том, что благородного металла содержится 75%, 585 проба указывает на 58,5% и т.д. Для удобства и систематизации клеймения разработаны государственные системы проб, самыми известными из которых являются метрическая и каратная. Последняя используется в западных странах.
Процесс апробирования изделий из золота состоит из нескольких стадий.
Визуальный осмотр изделия. Особое внимание уделяют качеству клейма, его четкости, ровности линий и различимости. На подделках проба имеет неровную структуру, цифры и буквы плохо видны. Кроме этого, внимательное рассмотрение символов поможет выявить позолоту или бижутерию. Специалист при визуальном осмотре украшения легко определит его качество и принадлежность к той или иной группе сплавов.
Зачистка изделия. С разрешения владельца часть поверхности украшения перед апробированием зачищают. Это необходимо для подтверждения того, что проверяемый экземпляр действительно золотой, а не позолоченный. Во время работы применяются надфили, напильники с мелкой насечкой и инструмент для точной обработки поверхностей металлических изделий — шабер. Процедуру выполняют с внутренней стороны изделия, как можно аккуратней и подальше от пробирного клейма.
Нанесение реактива. После предварительного определения пробы на зачищенную часть украшения в вертикальном положении наносят реактив. Капля не должна растекаться. Важным моментом является время выдержки пробирного материала на поверхности. Оно изменяется в зависимости от типа реагента и пробы. Кислоты на металле с клеймами 375, 500 и 585 выдерживаются 5-10 с, а с клеймом 750 — 20 с. Хлорное золото должно находиться на поверхности 7-12 с, йодистый калий — не более 5 с. Несоблюдение временных отрезков приведет к искажению характерной химической реакции. По окончанию процедуры каплю реактива удаляют салфеткой или кусочком бязи.
Нанесение реактива на золото Апробирование ювелирных украшений сопровождается характерными реакциями, в соответствии с которыми и устанавливается проба сплава. Процедура актуальна для изделий, клеймо на которых стерлось и плохо просматривается.
Лабораторные тесты
О том, как осуществить проверку золота посредством подручных и полупрофессиональных методов, говорилось ранее. Однако существуют и более точные и дорогостоящие способы узнать, является ли изделие подлинным. Такие исследования проводят в специализированных лабораториях при помощи различных приборов.
Исследования могут быть произведены при помощи электронных тестеров, которые можно приобрести и домой, но стоить это будет не так уж дешево. Тестер сканирует изделие, после чего выводит степень чистоты от примесей.
Проверку изделия из золота также можно осуществить посредством рентгеновских лучей, которые позволяют узнать обо всех его составляющих. Проводятся такие исследования исключительно в лабораториях и стоят достаточно дорого.
Пробирный анализ позволяет определить чистоту золота крупных изделий. Проверяют золото посредством отделения от изделия небольшой части, которая впоследствии сплавляется со свинцом и серебром. Свинец и серебро собирают чистое золото воедино, после чего полученный сплав взвешивается для определения количества чистого золота, входящего в состав первоначально. Такого рода исследования не подходят для золотых украшений, так как они слишком маленькие.
Проверяют золото различными способами: методами, где достаточно применения подручных средств, лабораторными и полупрофессиональными методами, в которых применяется азотная кислота или пробирный камень.
Все зависит от того, сколько усилий и средств вы готовы потратить на проверку. В конце концов, всегда можно обратиться в ломбард, где специалист проверит золото и определит подлинность изделия наверняка и, к тому же, не потребует за это большого количества денег.
Виды реактивов и их действие на сплавы из золота
Проверка золотых украшений проводится с применением нескольких типов реактивов. Каждый из них используется для определенного сплава и оказывает на него характерное влияние.
Хлорное золото
Хлорное золото — реактив, применяемый для апробирования ювелирных изделий без указания проб. Таким образом, можно узнать, содержится ли в проверяемом сплаве драгметалл и в каком количестве.
Хлорное золото подходит для выявления подделок. С его помощью можно отличить настоящее золото от позолоты и бижутерии. Кроме этого реактив применим для белого драгметалла 500, 583/585 пробы.
Выбирая химический препарат для апробирования ювелирных изделий, нужно знать, что он работает только на сплавах с содержанием золота до 60%.
Кислотные реактивы
Кислотные составы для проверки драгоценных металлов представляют собой смесь азотной и соляной кислот в различных пропорциях. К ним добавляется дистиллированная вода. Например:
азотная кислота плотностью 1,5;
соляная кислота, плотностью 1,20;
дистиллированная вода.
Количество реактивов напрямую зависит от проб исследуемых сплавов.
Действие кислотных реактивов на золото бывает двух видов. На одних изделиях они оставляют светлое пятно, на другие не оказывают никакой реакции. На высокопробные сплавы к химический элемент не действует, либо оставляет на них темные отметины.
Каждому кислотному реактиву соответствует определенная проба для анализа: 375, 750 и т. д. Чем меньше содержание золота в сплаве, тем более выраженный цвет будет иметь пятно от реагента.
Кислотные реактивы для определения золота
Кислотосодержащие препараты при апробировании золотых сплавов 375, 500, 750 пробы оставляют на зачищенном месте прозрачную каплю без какого-либо следа. В редких случаях появляется едва уловимая легкая тень.
Если реактив капнуть на изделие из недрагоценного металла, на его поверхности начнется определенная реакция с последующим пузырением и появлением зеленоватого осадка. Также появится специфический неприятный запах.
Раствор йодистого калия
Средство применяется для проверки сплавов с высоким содержанием драгметалла. С помощью этого химического вещества определяют подделки из металлов, которые устойчивы к другим реактивам. Реактив с раствором йодистого калия не действует на сплавах, проба которых начинается от 900. На изделии с клеймом 800 и на бижутерии с высокой химической устойчивостью образуется черное или зеленое пятно с возможным последующим пузырением.
Методика проведения апробации в зависимости от пробы
1) 375 проба. Этот сплав считается минимальным по содержанию золота из тех, что применяются в производстве украшений. В СССР его часто использовали для изготовления обручальных колец, потому что он обладает износостойкостью и твердостью по сравнению со сплавами с большим содержанием драгметалла. Сплав может иметь разные оттенки в зависимости от металлов в лигатуре. Если попробовать его распилить, то это будет затруднительно.
При апробировании с помощью хлорида золота в месте распила появляется характерное пятно зеленовато-коричневого цвета. Если проба ниже заявленной, — пятно тусклое или грязное с оттенками сероватого. Если золота нет вовсе, — черного цвета.
Кислотный реактив для 375 пробы состоит из азотной кислоты (59,5%) и воды (40,5%). При воздействии реактива на металл этой пробы остается чистая капля, в некоторых случаях слегка темная, но это едва уловимо. Если в сплаве золота нет или его совсем мало, происходит реакция с выделением пены и осадка зеленого цвета.
2) 500 проба. Для изготовления применяется редко. Такая проба ставится на всех ювелирных изделиях с 585 пробой, поступающих из-за границы, и на украшениях, которые при апробации оказываются беднее по содержанию золота, чем 585 проба. Типичный цвет сплава красноватый из-за высоко содержания меди. По плотности и твердости почти соответствует 585, из-за чего их сложно отличить.
Методика апробации такая: сначала производится исследование с помощью хлорида золота, после этого — реактива на основе кислот. Хлорид золота оставляет коричневое пятно, а на белом золоте — светло-коричневое. Кислотным реактивом для этой пробы является чистая азотная кислота, которая, в свою очередь, считается и универсальным реактивом. При апробации дает желтоватое пятнышко или его отсутствие.
3) 585 проба. Наиболее популярна в странах Запада и СНГ. Заменила в свое время распространенную в СССР 583 пробу, чтобы соответствовать западным стандартам. В каратной системе соответствует 14 каратам. Методика апробации такая же, как и при 500 пробе. Сначала — хлорид золота, после — кислотные реактивы.
Хлорное золото оставляет на 585 пробе чистую каплю в некоторых случаях с едва заметной тенью. На белом золоте той же пробы — золотисто-оранжевого цвета. Кислотный реактив представляет собой смеси из четырех капель соляной кислоты, добавленной к 46% азотной и 54% воды. При взаимодействии с кислотным реактивом для 500 пробы сплав дает легкий ожог, для 585 — светло-коричневое пятно, а с 750 — темно-коричневое.
4) 750 проба. Высокопробное золото. Не встречается белого и цветного золота. Практически все оно желтое, с легкими оттенками. Очень популярно на Западе, где имеет пробу 18К. В нашей стране не особо востребовано из-за низких характеристик эксплуатации и высокой стоимости.
Используется для изготовления массивных колец, которые делают таковыми для того, чтобы они не гнулись. Из-за веса золота такие кольца — особенно дорогие, позволить их смогут себе не все, да и это не всегда имеет смысл, так как они будут гнуться и стираться.
Апробируется только кислотным реактивом. Хлорид золота может применяться для уточнения, если имеется грубая подделка. Йодистый калий используется только при определении сплава с содержанием основного металла выше 80%.
При взаимодействии с кислотным реактивом для 750 пробы реакция не наблюдается. Такой реактив содержит 59,3 % азотной кислоты и 1,1 % соляной, все остальное — вода.
5) Пробы, выше 900. Такие сплавы отличаются высокой мягкостью и ковкостью. Облают хорошими литейными свойствами, но плохими характеристиками устойчивости к износу. В основном изготавливают:
900: золотые монеты, нагрудные знаки;
916: монеты, украшения иностранного производства с пробой 22К;
958: украшения, обручальные кольца и иностранные изделия с пробой 23К;
999: слитки в банках, инвестиционные монеты.
Раствор йодистого калия на этих сплавах оставляет ярко-красное пятно. При реакции с кислотными растворами пятна не остается. Для 900 пробы берут 69,2% азотной кислоты и 1,3% соляной. Для 958 — 78,7% и 2,0% соответственно.
Реактивы для проверки золота
Изделие можно считать апробированным в таких случаях:
Для 375 пробы — отсутствие пятна при апробировании кислотным реактивом, зеленовато-коричневое — при апробировании хлоридом золота.
Для 500 пробы — отсутствие пятна и светло-коричневое пятно от хлорида золота, коричневое при апробации сплава белого цвета.
Для 585 — прозрачное пятно от хлорида золота и светло-коричневое от реактива. Для белого золота — пятно оранжевого цвета.
750 проба — прозрачное пятно от реактива.
Высокопробные сплавы — красное пятно от йодистого калия или его отсутствие от реактива.
Методика применения реактивов
Реактивы для золота могут достаточно точно определить их пробу, их удобно использовать в больших масштабах, а не в домашних условиях. Их применение для апробирования начинается с осмотра изделия. Иногда хватает одного взгляда на пробу, чтобы определить подделку. Клеймо может содержать асимметричные символы, кривые формы и изображения. Следующим шагом идет определение принадлежности сплава к группе низкопробного или высокопробного золота.
Поверхность изделия в определенном месте зачищается. Это помогает узнать, есть ли под золотым слоем другой металл или это единый сплав. Дальнейшая методика зависит от типа выбранного реактива.
Хлористое золото не одинаково действует на разные составы. Для проверки чистоты реагент наносят на поверхность украшения. Сплавы от 585 до 999 пробы никак не отреагируют на химическое соединение. На изделиях, в которых драгметалла содержится половина от общей массы, хлорное золото оставит темное пятно. Если же в материале ничтожно малое содержание желтого металла, менее 50%, реактив вызовет реакцию в виде сильного потемнения и появления осадка. Чем ниже проба, тем насыщенней будет цвет и сильнее осадок.
При использовании хлорного золота нужно быть очень внимательным и соблюдать время выдержки препарата на золотой поверхности. Капля должна быть небольшой и четко лежать на своем месте, не растекаясь по всему изделию. После завершения работ химикат сразу же убирают.
Перед применением реактивов поверхность изделия в определенном месте зачищается
Азотная кислота считается самым доступным и распространенным способом апробирования ювелирных украшений. На защищенную поверхность с помощью пипетки капают реактив и выжидают пару минут. Попадая на сплав ниже 583 пробы, кислота вызывает выделение газа. Чем ниже содержание золота, тем сильнее будет происходить пузырение под каплей. После проверки реагент сразу вытирают небольшим кусочком ткани или бумажной салфеткой.
Йодистый калий применяется аналогичным способом, как и предыдущие реактивы. Единственно, что нужно помнить, препарат действует только на сплавы с содержанием основного металла выше 80%.
Как проверить золото в бытовых условиях?
Украшение из золота можно проверить с помощью мякиша хлеба
Существует достаточно много способов проверить, является ли изделие подлинным, не выходя из дома и при минимальном количестве затрат. Ниже приведены 11 самых известных методов проверки золота:
Для первого из способов понадобятся стекло и подлинный образец золота того же размера, что и тестируемое изделие. Метод заключается в сравнении звука при падении испытуемого и подлинного изделий на стеклянную поверхность. Если звук одинаковый, сплав не отличается.
Народный способ проверки золота с применением мякиша черного хлеба заключается в том, что золотой предмет необходимо обернуть в мякиш и оставить на пару дней. Когда хлеб зачерствеет, предмет извлекается из застывшего мякиша. Если металл окисляется или зеленеет, это верный знак того, что он не является подлинным.
Самый простой метод — проверка золота водой. Возьмите небольшую прозрачную емкость и заполните ее водой, после чего опустите туда испытуемое изделие: чем медленнее оно опускается на дно, тем больше в нем примесей.
Кроме того, тест можно провести при помощи царской водки, которая разъедает все, кроме золота. Потому не испытывайте таким образом украшение, которое вам дорого.
Проверка золота с использованием ляписного карандаша подразумевает непосредственное нанесение его на смоченное водой испытуемое изделие: золото не изменится в цвете, а вот такой металл, как позолоченная медь, почернеет.
Обычный фарфор может помочь определить подлинность изделия. Для этого необходимо провести испытуемым предметом по его поверхности. Золото оставит полосу желтого цвета, в то время как темные полосы оставляет металл пирит.
Золото не оставляет царапин на стекле. Любой другой металл поцарапает поверхность. Если царапины появились, вы имеете дело с подделкой.
Обычный йод может помочь в определении подлинности. При контакте золота с йодом никаких следов на изделии не остается, в то время как другие металлы подвергаются различным изменениям. Однако данный способ может потребовать много времени: от пары часов и до нескольких дней. Если у вас имеются дорогие вам изделия, в подлинности которых вы сомневаетесь, не храните их рядом с аптечками во избежание вступления металла в химическую реакцию с йодом.
Золото не притягивается магнитом, поэтому он может быть использован для проверки
Чистые сплавы не реагируют на магниты. Если же испытуемый предмет притягивается, в его сплав добавлены примеси.
При взаимодействии различных металлов с уксусом вы можете наблюдать их потемнение. Однако на золотые изделия данное правило не распространяется, поэтому нанести уксус на металл также является хорошим методом проверки золота.
Азотная кислота — один из самых надежных способов. Для такой проверки вам понадобится всего одна капля кислоты. Подлинное изделие ни в коем случае не должно позеленеть. Лучше всего азотная кислота вступает в реакцию с медью и серебром. Так что, если наблюдается качественная реакция, скорее всего, вы имеете дело с одним из этих металлов.
Теперь вы знаете о том, как проверить золото в домашних условиях. Однако ни один из вышеприведенных методов не даст 100% гарантии.
Химические реакции различных проб золота на реактивы
Ниже в таблице приведены реакции сплавов различных проб на тот или иной реагент.
Реактив/Проба
Хлорное золото
Кислоты
Йодистый калий
Ниже 375
грязно-темно-зеленое, серо-зеленое пятно
грязно-темно-зеленое, серо-зеленое пятно
—
375 проба
зеленовато-коричневое пятно
—
—
500 проба желтого золота
светло-коричневое пятно
капля остается прозрачной. Каштановое пятно при использовании реактива для 585 пробы
—
500 проба белого золота
пятна разных оттенков коричневого
пятна разных оттенков коричневого
—
585 проба желтого золота
капля прозрачная
светлое пятно
—
585 проба белого золота
пятно золотистого цвета
бежевое, золотистое или оранжевое пятно
—
750 проба желтого золота
едва уловимое пятно
едва уловимое пятно
—
750 проба белого золота
светло-коричневое пятно
светло-коричневое пятно
—
800 и 900 пробы
—
—
темно-красное пятно
Как определить пробу
Определить пробу можно и дома. Для этого необходимо подготовить хлорное золото, спирт, пипетку. Изделие тщательно очищается от грязи, жира, следов пальцев. Для этого тщательно нужно протереть салфеткой, смоченной спиртом. После процедуры спирт должен полностью испариться. При помощи пипетки капнуть небольшое количество хлорного золота и нанести его на исследуемые предмет. Оставить на пять минут.
У сплава пробы ниже 585 пятно от раствора окрасится в коричневый цвет. Латунь, сплав серебра с медью почернеют за пару секунд. Золото 585 пробы и выше останется без изменений. Если нужны точные цифры, узнать их дома не получится, следует обратиться в лабораторию.
Рекомендуем: Какая посуда опасна для готовки и на что ее заменить: проверьте, не травите ли вы семью
Меры безопасности при работе с химическими реактивами
Химические реактивы довольно агрессивные вещества, поэтому при работе с ними необходимо придерживаться определенных правил безопасности. Особенно это касается использования кислот.
На поверхность, где будет проходить процедура апробирования, нужно постелить плотную ткань. Руки защищаются перчатками, одежда передником. Кислоты разбавляются в специальной емкости, добавляясь тонкой струйкой в дистиллированную воду. Жидкость может нагреться. Перед применением состава на золоте его нужно охладить.
Как подделывают золото
Есть два вида поддельного золота. Первый вид – сплавы для бижутерии, имеющее на поверхности покрытие из дорогого металла. Есть более сложный тип подделки, распознать который сложнее. Замочек делается из золота, а само изделие из другого металла. Клеймо ставится именно на застежку, остальная масса изделия без пробы.
«Цыганское золото» (самоварное золото, рандоль) – желтая медь или латунь, покрытая тонким слоем настоящего золота, содержит небольшое количество бериллия. Хорошо растворяется практически во всех кислотах. Такие изделия ярко блестят, не теряя цвет со временем.
«Цыганское золото» используется в промышленности (авиасфере, автомобилестроении). Из рандоли делают бижутерию, часы, декоративные элементы, монеты и другие предметы. Рандоль соответствует примерно 375-й пробе драгоценного металла.
Часто золото подделывается другим металлом – вольфрамом. Он имеет аналогичную плотность — 19,3 г/см3. Из вольфрама создается заготовка, которая в дальнейшем производстве покрывается благородным дорогим металлом или позолотой. Такой обман можно выявить, просверлив в нем небольшое отверстие и через него посмотреть внутреннее содержимое предмета и понять, с чем приходится иметь дело.
Томпак. Это известный и популярный металл, используемые недобросовестными ювелирами. Визуально определить подделку в этом случае крайне сложно даже опытным специалистам и оценщикам. Этот сплав состоит из меди (90%) и цинка (10%). В сплав добавляются другие металлы, определяющие его свойства, в том числе цвет.
Применение и техника работы с пробирным камнем
Кроме химических реактивов проверить пробу драгметалла можно пробирным камнем. Минерал природного происхождения относится к группе кремниевых сланцев и содержит около 8% углерода, что придает ему черный цвет. Есть также и искусственные пробирные камни.
Применение инструмента начинается с его подготовки. Поверхность протирают касторовым маслом, потом наносят натиры — плотные полосы не более 2-3 мм в ширину и до 20 мм в длину. Рядом наносят вертикали эталонными иглами, отвечающими той или иной пробе. Натиры смачивают реактивами и смотрят за происходящей реакцией. Темный осадок по сравнению с реактивом, свидетельствует о малом содержании золота в сплаве, светлый, наоборот, о более высоком.
Преимуществами апробирования ювелирных украшений на пробирном камне является сохранение их целостности, проверка любых сплавов, а также простота проведения процедуры.
Покупка реактивов для золота будет оправданной тратой в том случае, если они будут использоваться в мастерской или ломбарде. Для домашней проверки подойдут менее сложные материалы. Кроме этого, человек, проводящий апробирование, должен обладать определенными навыками, т. к. реагенты стоят дорого, и их нерациональный расход может ударить по карману.
Чистое золото и его характеристики
В чистом виде встречается редко. Преимущественно это самородное золото. Существуют природные образования, которые характеризуются большим размером. У каждого свое название, т. к. это редкое явление. Но в таком виде металл в ювелирном деле, области космической промышленности (при обработке спутников), ортопедической стоматологии, промышленности не используется. Причина – высокая мягкость, а прочность, наоборот, небольшая.
Драгметалл чаще используется для формирования золотовалютного резерва.
Чистое золото Чистое золото находится в таблице Менделеева под атомным номером 79. Отличается характеристиками:
атомная масса – 196,966569 г/моль;
плотность металла – не превышает 19,32 г/см3;
температура плавления – 1064,18 °С;
драгметалл закипает при температуре 2856°С;
теплопроводность – 318 Вт/м*К.
Au отличается твердостью, жидким становится при соединении с ртутью (образует амальгаму).
Раствор — хлорное золото — Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Раствор хлорного золота выпаривают с соляной кислотой и золото выделяют сернистым газом. Желтая окраска раствора, полученного от обработки серебряного королька азотной кислотой, указывает на присутствие платины, а коричневатая — палладия. Раствор выпаривают досуха, нитрат серебра сплавляют, затем извлекают горячей водой и фильтруют. Коричневый или черный осадок отмывают от серебра, возвращают обратно в стакан и растворяют в нескольких кашшх царской водки; присоединяют фильтрат от выделения золота и удаляют азотную кислоту двукратным выпариванием с небольшим избытком соляной кислоты. Остаток растворяют в нескольких миллилитрах воды и раствор фильтруют через маленький тампон из фильтробумажной массы, который повторно промывают несколькими каллями воды. Фильтрат может быть окрашен в желтый или оранжевый цвет, его выларивают почти досуха с очень небольшим количеством хлористого аммония: образование желтого осадка кристаллов октаэдрической системы доказывает присутствие платины. Фильтрат от осадка хлороплатината аммония, если он окрашен в коричневато-желтый цвет, содержит палладий, который идентифицируют чувствительной реакцией с диметилглиок-симом.
[1]
В раствор хлорного золота вводят весьма высокодисперсный зародышевый золь золота, полученный восстановлением хлорного золота эфирным раствором фосфора. Последующее добавление восстановителя, например формальдегида, приводит к росту частиц на введенных зародышах. Монодисперсность системы обеспечивается постоянством скорости роста частиц.
[2]
Действие раствора хлорного золота на некоторые металлы вызывает характерные явления.
[3]
При прибавлении раствора хлорного золота к солянокислому раствору основания выпадает кристаллический осадок. [4]
При восстановлении растворов хлорного золота в определенных условиях оно выпадает в коллоидном состоянии, окрашивая раствор в рубиново-красный цвет. Образование коллоидного золота используют при производстве стекла.
[5]
Если к раствору хлорного золота прибавить едкого кали, то сперва образуется осадок, который в избытке щелочи вновь растворяется. Раствор их имеет резкую щелочную реакцию. Но она в этом случае содержит еще подмесь щелочей, при растворении же в азотной кислоте и разбавлении водою получается в чистом виде и тогда дает бурый порошок, разлагающийся ниже 250 на золото и кислород. Она нерастворима ни в воде, ни во многих кислотах, но растворяется в щелочах, что и показывает кислотный характер окиси золота.
[6]
В результате прибавления раствора хлорного золота к водному раствору хлоргидрата софоридина выпадает светло-желтый кристаллический осадок. Из большого количества метилового спирта кристаллизуется в мелкие, светло-желтые иголки. [7]
При действии тиомочевины на раствор хлорного золота выделяется свободный хлор, и в результате реакции получается соединение одновалентного золота [ Au2SC ( Nh3) 2 ] Cl, водные растворы которого дают щелочную реакцию.
[8]
Кривые при потен-циометрическом титровании растворов хлорного золота с золотым, хлорной меди с медным электродом.
[9]
Затем добавляют необходимое количество раствора хлорного золота ( 0 001 г Аи) и раствор разбавляют до 50 мл водой. Полученный осадок отфильтровывают, высушивают и растирают в агатовой ступке.
[10]
Порошкообразное золото получают из раствора хлорного золота путем осаждения железным купоросом.
[11]
Хлораурат получается при прибавлении раствора хлорного золота к солянокислому раствору основания, в в иде светло-желтого кристаллического осадка. При нагревании последний переходит в раствор и выпадает при охлаждении в виде красивых, блестящих желтых плоских игл. [12]
Электролитом для аффинажа золота служит раствор хлорного золота и соляной кислоты. Для предупреждения накопления в электролите примесей, затрудняющих электролиз, его периодически обновляют.
[13]
Золото вводится в эталоны в виде раствора хлорного золота. Бор может применяться в виде борной кислоты, однако целесообразнее применять буру, в особенности, если растворы, содержащие бор, предназначены для эталонирования окисей: существуют указания, что во время дегидратации борной кислоты путем нагревания происходит частичная потеря бора, если даже нагрев ведется только до 500 — 600 С, когда В2О3 заведомо не испаряется [87], Присутствие в буре натрия обычно не влияет на результаты анализа, так как бор в атомных материалах приходится обычно определять при концентрациях 10 — 4 — 10 — 5 %; при этом натрий содержится в пробах чаще всего в 100 — 1000 раз больших количествах. Если концентрация натрия в анализируемом материале мала, то его количество, введенное в эталоны вместе с бором, легко учесть. [14]
Затем вводят определенное количество зародышевого золя в раствор хлорного золота и производят его восстановление, добавляя, например, формальдегид. Золото, выделяющееся при таком восстановлении, кристаллизуется и равномерно распределяется на уже имеющихся в системе частицах. Величина частиц получаемого при этом монодисперсного золя будет тем больше, чем меньше зародышей было введено в раствор перед его восстановлением.
[15]
Страницы:
1
2
3
4
Золотой хлорид | Salt Lake Metals
90,00 $ – 690,00 $
Артикул: Н/Д
Категория: Золотые изделия
Описание
Использование хлорида золота
Описание
Мы продаем хлорид золота (AuCl 3 ) 1% и 5% растворы (металлическая основа) – чистота 99,99%0029
Синонимы: Тетрахлораурат водорода (III), хлоро-золотая кислота, хлорид золота CAS: (для раствора хлорида золота) 16903-35-8 4 Масса формулы: 339,766 (1,000 % металлического золота по весу) (для HAuCl4) в 100 мл раствора Химическая формула: Общая: AuCl3 (1,534%) в водном растворе Химическая формула: Техническая: HAOCl4. nh Сухой порошок хлорида золота Макс. Растворимость: 68 г/100 мл (холодный) -или- 680 г/литр (холодный)
Наш Gold Chloride новый и свежеприготовленный. ПРИМЕЧАНИЕ. Наш хлорид золота более концентрированный , чем другие растворы хлорида золота, Наш 1% основан на 1 грамм металлического золота на 100 мл воды. Наши 5% основаны на 5 граммах Gold Metal на 100 мл воды. 100 мл нашего 1% раствора хлорида золота весит ровно 101,6 грамма 200 мл нашего 1% Gold Chloride Solution весит ровно 203,2 грамма 100 мл нашего 5% Gold Chloride Solution весит 105,8 Грамс
WAWRY IN USION IN ONCOLIDE? Хлорид золота намного легче обрабатывать и измерять, когда он находится в растворе. Порошковая форма быстро впитывает влагу из воздуха и становится очень липкой. Красный липкий порошок хлорида золота прилипает ко всему, к чему прикасается — к стеклу, керамике и т. д.
См. также: Сертификат соответствия хлорида золота (pdf)
Использование хлорида золота
В фотографии в качестве тонирующего агента для печати. (Gold Toning) Используется в качестве исходного раствора для образования других соединений золота. Прекурсор для получения сверхчистого золотого металла. Гальваническое покрытие – как химическое, так и в качестве анода в электрической ячейке. Окрашивание клеточных тел для светлопольной и темнопольной микроскопии.
Доставка только в США. Главная Почта. Фиксированная стоимость доставки составляет 5 долларов США. Этот товар не представляет опасности при транспортировке.
Gold Chloride 50 мл 1% раствора содержат ровно 0,500 г чистого металлического золота. Содержит 0,500 г ионов золота чистотой 99,99% в деионизированной воде. Содержит 0,762 грамма хлорида золота. (AuCl 3 )
Хлорид золота 100 мл 1% раствора содержат ровно 1,00 грамма чистого металлического золота. Содержит 1000 граммов ионов золота чистотой 99,99% в деионизированной воде. Содержит 1,524 грамма хлорида золота. (AuCl 3 )
Хлорид золота 100 мл 5% раствора содержат ровно 5,00 граммов чистого металлического золота. Содержит 5000 граммов ионов золота чистотой 99,99% в деионизированной воде. Содержит 7,620 г хлорида золота. (AuCl 3 )
Действие хлорида золота («золотое тонирование») на золотые маркеры размером 1 нм, усиленные серебром
В обычной иммуноэлектронной микроскопии (ИЭМ) очень маленькие частицы коллоидного золота (0,8–3 нм) или соединение золота Nanogold (1,4 нм) усилены серебром для облегчения обнаружения. Однако у серебряного улучшения есть недостатки. Во-первых, слой серебра растворяется во время фиксации четырехокисью осмия, даже если концентрация и время инкубации сильно сокращаются во время экспериментов по маркировке перед встраиванием в исследованиях с помощью просвечивающей электронной микроскопии (ПЭМ) и сканирующей электронной микроскопии (СЭМ). Во-вторых, после воздействия электронного луча слой серебра может мигрировать на срезе или могут исчезнуть целые частицы. Иногда миграцию серебра можно наблюдать и без облучения. Этот эффект сильно затрудняет повторное исследование ранее обследованных участков после некоторого времени хранения. В обоих случаях обработка хлоридом золота после усиления серебром достаточна для полной защиты золотых маркеров размером 1 нм, усиленных серебром. Обработка хлоридом золота является частью так называемой процедуры «золотого тонирования», которая представляет собой метод, используемый для замены и/или покрытия серебра слоем золота. Его можно применять в экспериментах с ПЭМ и СЭМ. Серьезным недостатком является то, что обработка хлоридом золота немного уменьшает размер как неусиленных, так и усиленных серебром золотых частиц и может привести к дезинтеграции серебряно-золотых частиц. Таким образом, этот метод полезен для предварительного встраивания IEM, экспериментов по маркировке (смолы) и сверхтонких криосрезов. Однако он кажется непригодным для исследований с двойной маркировкой с использованием золота разной крупности, для экспериментов по количественному анализу и в СЭМ.
Похожие статьи
Получение, использование и укрупнение сверхмалых частиц золота в иммуноэлектронной микроскопии.
Baschong W, Stierhof YD. Башонг В. и соавт. Микроск Рес Тех. 1998 г., 1 июля; 42 (1): 66–79. doi: 10.1002/(SICI)1097-0029(19980701)42:13.0.CO;2-P. Микроск Рес Тех. 1998.
PMID: 9712164
Обзор.
Усиление мест фокальной адгезии, меченных иммунозолотом, в фибробластах, культивируемых на металлических подложках: проблемы и решения.
Иммуноэлектронно-микроскопическая совместная локализация нейротрансмиттеров после встраивания двойной метки золотом в головном мозге крысы.
Ренно ВМ. Ренно ВМ. Медицинский научный монит. 2001 март-апрель;7(2):188-200. Медицинский научный монит. 2001.
PMID: 11257721
Серебряное усиление золотых зондов (5–40 нм): одинарное и двойное мечение антигенных участков на поверхности клеток, визуализируемых с помощью обратно рассеянных электронов.
Наморк Э., Хейер Х.Е. Наморк Э. и др. Дж Электрон Микроск Тех. 1989 февраль; 11 (2): 102-8. doi: 10.1002/jemt.1060110203. Дж Электрон Микроск Тех. 1989.
PMID: 2468751
Практический метод постфиксации образцов, меченных нанозолотом, осмием и их заливки в Epon для электронной микроскопии.
Савада Х., Эсаки М. Савада Х. и др. J Гистохим Цитохим. 2000 г., апрель; 48 (4): 493-8. дои: 10.1177/002215540004800407. J Гистохим Цитохим. 2000.
PMID: 10727291
Обзор.
Посмотреть все похожие статьи
Цитируется
Надежный метод обнаружения частиц генетической метки для трехмерной электронной микроскопии.
E-poes saadaval 3tk. Juurdetellimise võimalus puudub. технические данные Symbol YT-08144 EAN 5906083068379
Toote ID: 1003408
Kood: YT-08144
Tootja: YATO
Tarneaeg väljastuspunkti 1tp / koju 2-3tp
Lisa võrdlusesse
9.21 €
LISA OSTUKORVI
5 pilti
YATO YT-21840 трубогиб 6-10MM
E-poes saadaval 1tk. Juurdetellimise võimalus puudub. труба painutamine 3 in 1. предназначенный для труб с диаметром : 6mm — ¼ «, 8mm — 5/16», 10mm — 3/8 «. трубы в случае, который изготовленный мягкий из меди, из латуни, из алюминий, мягкий стальной.
это позволяет painutada трубы 180 ° под углом без их purustamata.
это позволяет вам teha концы DIN 3/16 ”krae kujul; 4.75 Käsipiduriga автомобилей необходимый. применение: из меди, из латуни, из алюминий и стальной трубы jaoks
Toote ID: 687498
Kood: ENG NE00726
Tootja: ENERGY
Tarneaeg väljastuspunkti 1tp / koju 2-3tp
Lisa võrdlusesse
12.39 €
LISA OSTUKORVI
2 pilti
Toote ID: 628871
Kood: ENG NE00136
Tootja: ENERGY
Tarneaeg väljastuspunkti 1tp / koju 2-3tp
Lisa võrdlusesse
13.52 €
LISA OSTUKORVI
3 pilti
тормозная трубка sirgendamise инструмент
• тормозная трубка sirgendaja, который предназначен для использования в автомобильной промышленности. • это уникальный дизайн on быстрый и легко используемый. • подходит 3/16″ (4,76 mm) медь-никель-, медь- и terastorule. • обладает отверстие markerpliiatsi jaoks.
Toote ID: 569415
Kood: SEA VS5056
Tootja: Sealey
Tarneaeg väljastuspunkti 1tp / koju 2-3tp
Lisa võrdlusesse
15.50 €
LISA OSTUKORVI
тормозная трубка otste tegemise Комплект
подходит Латунь-, медь- и с тонкийм стенами alumiiniumtorudele. содержит: pressimisraami, pressi насадки — 3/16″, 1/4″, 5/16″, 3/8″, 7/16″, 1/2″, 5/8″. Поставляется пластиковом кейсе. не подходит Стальные трубы.
Toote ID: 500467
Kood: XL04408
Tarneaeg väljastuspunkti 1tp / koju 2-3tp
Lisa võrdlusesse
15.76 €
16.78 € -6%
LISA OSTUKORVI
E-poes saadaval 2tk. Juurdetellimise võimalus puudub. специальная сталь lõikeotsaga puhastusfrees для труб с диаметром 35-13 mm. подходит медь- и Стальные трубы. Plastpidemega.
Toote ID: 372241
Kood: 5019T
Tootja: Triumf
Tarneaeg väljastuspunkti 1tp / koju 2-3tp
Lisa võrdlusesse
15.86 €
22.82 € -30%
LISA OSTUKORVI
Toote ID: 796434
Kood: XL044057
Tootja: XL Tools
Tarneaeg väljastuspunkti 1tp / koju 2-3tp
Lisa võrdlusesse
16.32 €
17.34 € -6%
LISA OSTUKORVI
Toote ID: 650838
Kood: HST 202
Tootja: HST
Tarneaeg väljastuspunkti 1tp / koju 2-3tp
Lisa võrdlusesse
16.42 €
LISA OSTUKORVI
2 pilti
Toote ID: 629068
Kood: ENG NE00318
Tootja: ENERGY
Tarneaeg väljastuspunkti 1tp / koju 2-3tp
Lisa võrdlusesse
16. 88 €
LISA OSTUKORVI
Toote ID: 527153
Kood: WT-M1013 WER
Tootja: WERTTOOLS
Tarneaeg väljastuspunkti 1tp / koju 2-3tp
Lisa võrdlusesse
18.46 €
LISA OSTUKORVI
сгибатель для труб 3-4.75-6 MM
3, 4,75, 6 mm трубы jaoks, • алюминиевый корпус. • тормозов- и топливные шланги jaoks • компактный дизайн позволяет использованием прямая sõidukil • painderaadius 15 mm • позволяет painutada до 90 ° под углом • подходит из алюминий, из меди, из латуни и kergest стальной…
Toote ID: 521744
Kood: CON C.5734
Tootja: CONDOR
Tarneaeg väljastuspunkti 1tp / koju 2-3tp
Lisa võrdlusesse
21.11 €
LISA OSTUKORVI
Toote ID: 453273
Kood: K10232/L
Tootja: Kamasa Tools
Tarneaeg väljastuspunkti 1tp / koju 2-3tp
Lisa võrdlusesse
21. 42 €
LISA OSTUKORVI
E-poes saadaval 2tk. Juurdetellimise võimalus puudub. тормозная трубка сгибатель. подходит для труб 3 mm. 4.75 mm и 6 mm.
Toote ID: 619631
Kood: 5674T
Tootja: Triumf
Tarneaeg väljastuspunkti 1tp / koju 2-3tp
Lisa võrdlusesse
21.78 €
29.15 € -25%
LISA OSTUKORVI
3 pilti
сгибатель тормозная трубка 5MM, EU STD
использование: автомобилей и для микроавтобусов в случае новые тормозных трубок painutamine и установка. медь- и Стальные трубы предназначенный painutusmasin, чьи диаметр on: 4,75 mm, 5 mm, 3/16 «, on две rada: более низкий и Большое raadiusega. EL стандарт tähendab инструмента установку standardsetele 5 mm с диаметром для труб, который обыкновенные всех Европа в тормоз…
Toote ID: 525570
Kood: OK-02.0426
Tootja: ROOKS
Tarneaeg väljastuspunkti 1tp / koju 2-3tp
Lisa võrdlusesse
22. 70 €
LISA OSTUKORVI
9 pilti
топливa-, для кондиционера-, и тормозных трубок для развальцовки комплект. 3-19mm 7 частей
инструмент 3-19 mm трубы вручную для продление. и kooniliste соединение tegemise jaoks 90 ° под углом. предназначенный использование / применение топливa-, системы кондиционирование и тормоза трубы установка, технические данные символ YT-2180 EAN 5906083921803 торговая марка Yato вес (kg) 1…
Toote ID: 330882
Kood: 9920-YT2180/
Tootja: YATO
Tarneaeg väljastuspunkti 1tp / koju 2-3tp
Lisa võrdlusesse
22.76 €
LISA OSTUKORVI
устройство тормозных трубок otste для изготовление 4.75 MM, 3/16CALA
E-poes saadaval 2tk. Juurdetellimise võimalus puudub. инструмент piduritorudele 4,75 mm Viide: MGS13995 устройство тормозных трубок otste teenimiseks прямая для автомобиля, медь, средний никель и c тонкими стенками terastorud. труба диаметр: 3/16″; 4,75 mm Комплект позволяет valmistada с одной- и kahekoonuselisi насадки….
Toote ID: 733233
Kood: MGS13995
Tootja: MAGNUS
Tarneaeg väljastuspunkti 1tp / koju 2-3tp
Lisa võrdlusesse
23.56 €
LISA OSTUKORVI
тормозных трубок otste valmistamise и трубы для резки Комплект 10шт.
элементы количество: 10 [tk] цель: Тормозные трубы • Комплект подходит из меди, из латуни или с тонкийм стенами alumiiniumtorude для резки и laiendamiseks. • содержит литой с рамкой Болт-On torulõikurit и интегрированный kraatide снятие инструмента. • не подходит Стальные трубы….
Toote ID: 1017801
Kood: 0XCT8020
Tootja: Profitool
Tarneaeg väljastuspunkti 1tp / koju 2-3tp
Lisa võrdlusesse
23.97 €
LISA OSTUKORVI
тормозная трубка сгибатель
позволяет painutada две разных профиль. для использования standartse 5mm piduritoruga.
Toote ID: 500463
Kood: 6829
Tarneaeg väljastuspunkti 1tp / koju 2-3tp
Lisa võrdlusesse
24.07 €
25.60 € -6%
LISA OSTUKORVI
6 pilti
давление труба otste valmistamise Комплект
до 1mm seinapaksusega для труб; pressid 4,75 — 5 — 6 — 8 — 10mm; 1/4″; 1/2″, позволяет kujustada так 90° наконечника и также F и E- насадки
Toote ID: 411210
Kood: BGS3060
Tootja: BGS
Tarneaeg väljastuspunkti 2tp / koju 3-4tp
Lisa võrdlusesse
25.30 €
LISA OSTUKORVI
4 pilti
сгибатель Мануалный для труб
E-poes saadaval 2tk. Juurdetellimise võimalus puudub. из меди, из латуни, из алюминий и мягкий стальной изготовленный для труб Saab painutada до 90° Painutustorud mõõtmetega 3 mm, 4,75 mm и 6 mm ⌀
Toote ID: 660709
Kood: VIG V1782
Tootja: VIGOR EQUIPMENT
Tarneaeg väljastuspunkti 1tp / koju 2-3tp
Lisa võrdlusesse
27. 64 €
LISA OSTUKORVI
трубогиб 4, 75-10 MM
• стальной, из меди и из алюминий трубы jaoks • paindub до 90 ° под углом • сменные кольца в зависимости от труба painderaadiusest • подходит для труб: — 3/16 «= 4,75 mm — 1/4 «= 6,4 mm — 5/16 «= 8,0 mm — 3/8 «= 10 mm
Toote ID: 625150
Kood: CON C.5736
Tootja: CONDOR
Tarneaeg väljastuspunkti 1tp / koju 2-3tp
Lisa võrdlusesse
27.74 €
LISA OSTUKORVI
Eelmine 123Järgmine
Как использовать инструмент для развальцовки тормозов и зачем он вам нужен
Если вы занимаетесь ремонтом автомобилей самостоятельно, вам понадобится инструмент для развальцовки тормозов. Независимо от того, занимаетесь ли вы техническим обслуживанием или ремонтом проектного автомобиля, необходимо знать, как правильно развальцовывать тормозные магистрали.
Развальцовка тормозных магистралей создает герметичное соединение без дополнительного герметика, гарантируя, что вы не потеряете жидкость, что может привести к отказу тормозов. В долгосрочной перспективе эти инструменты могут стать значительным капиталовложением, избавив вас от необходимости обращаться в ремонтную мастерскую.
В этом руководстве мы рассмотрим, почему инструменты для развальцовки тормозов так важны для ремонта автомобиля, и пошагово расскажем, как их использовать.
Зачем нужен инструмент для развальцовки тормозов
Инструмент для развальцовки тормозных магистралей незаменим при ремонте тормозных магистралей. Вместо того, чтобы снимать тормозную магистраль с вашего автомобиля, инструмент позволяет вам выполнять ремонт, пока все еще на месте.
Владение инструментом для тормозных магистралей может сэкономить вам время и деньги. Вместо того, чтобы вызывать профессионала для замены сломанных тормозных магистралей или тратить деньги на дорогостоящие готовые магистрали, вы можете взять ремонт в свои руки.
Инструмент для развальцовки также прост в использовании. Как экспертам, так и новичкам не требуется много практики, чтобы освоить систему. Даже самые сложные конструкции требуют лишь базового понимания процесса.
Полный набор инструментов включает установочный болт, смазку для штампов, двухсторонний пуансон op1/op2 и инструмент для развальцовки.
Другие важные особенности инструмента для развальцовки тормозов включают:
Компактный дизайн для транспортных средств
Съемная рукоятка
Тормозная магистраль 3/16 дюйма, подходящая для большинства автомобилей и грузовиков
Может создать идеальное двойное расширение под углом 45 градусов
инструмент для развальцовки может стать мощным дополнением к вашему набору инструментов. При этом нужно научиться правильно им пользоваться.
Наше подробное пошаговое руководство быстро и легко проведет вас через процесс развальцовки тормозных магистралей тормозов вашего автомобиля.
1. Сбор инструментов и материалов
Для каждой механической работы вам нужны правильные инструменты, если вы хотите достичь наилучших возможных результатов. Развальцовка стальных тормозных магистралей не является исключением.
Существует несколько различных типов устройств, используемых для сжигания в факелах, в том числе гидравлическое, ручное и рычажное. Для большинства проектов «сделай сам» вы будете использовать ручные инструменты, которые являются самыми дешевыми и удобными в использовании. Хотя гидравлические и ручные инструменты для развальцовки тормозных магистралей могут справиться с работой намного быстрее, они также намного дороже и рекомендуются только в том случае, если вам нужно сделать несколько развальцовок в день.
Чтобы результат был последовательным и точным, всегда используйте соответствующие инструменты для развальцовки. Комплект тормозных магистралей с двойным раструбом должно быть легко найти, не говоря уже о доступной цене.
Перед покупкой комплекта обязательно проверьте рекомендуемые фитинги, накидные гайки, тормозную жидкость и размеры для вашего автомобиля. Вы можете найти их в руководстве пользователя или в местном автомагазине.
Другие инструменты, которые вы должны иметь под рукой, включают рулетку, труборез, перчатки и трубогиб.
2. Обрезка трубок
Когда у вас есть все необходимые инструменты, пора подготовить трубки или тормозные магистрали к развальцовке.
Используя старые тормозные магистрали в качестве ориентира, измерьте и отрежьте каждую трубку до нужной длины с помощью трубореза. Хотя вы можете использовать ножовку, это не рекомендуется для тормозных магистралей, потому что металл слабее. Если вы это сделаете, убедитесь, что вы тщательно удалили все заусенцы.
Очень важно сделать идеальный перпендикулярный разрез, чтобы расклешение получилось ровным.
3. Очистка и удаление заусенцев
Затем удалите все заусенцы, пока обрезанный край трубы не станет гладким. Вы можете использовать простую отвертку, чтобы позаботиться о заусенцах, но труборез также имеет лезвие для удаления заусенцев.
При снятии заусенцев действуйте медленно и осторожно, чтобы не истончить металл трубки. Тонкая трубка может расколоться при использовании.
После удаления заусенцев очистите все металлические детали на обрезанном конце. Это помогает избежать попадания мусора в процессе сжигания.
4. Вставьте фитинги в трубку
Следующим шагом является вставка фитингов в трубку. Фитинг должен располагаться таким образом, чтобы резьба была обращена к стороне, которую вы только что обрезали.
Поскольку большинство линий расширяются на обоих концах, вы должны добавить два фитинга, каждый из которых направлен в противоположные стороны. Как только этот шаг завершен, ваша труба готова к развальцовке.
5. Установка трубки
Затем следует вставить трубку в соответствующее отверстие, а затем затянуть зажимы с барашковой гайкой, чтобы удерживать линию на месте. Хотя вы можете использовать инструмент для развальцовки, не устанавливая его в тиски, тиски могут сделать процесс более управляемым.
При установке убедитесь, что инструмент для развальцовки висит над краем стола, так как во время работы тормозные шланги должны опускаться ниже инструмента. Оставьте примерно 1-2 мм над расширяющимся основанием.
Каждый комплект тормозной магистрали с двойным раструбом поставляется с набором матриц. Перед развальцовкой убедитесь, что матрица соответствует вашей линии НКТ, поскольку для каждого размера линии имеется своя соответствующая матрица. Барашковые гайки развальцовочного инструмента должны быть затянуты, чтобы прочно удерживать трубку.
Заключительной частью этого шага является вставка матрицы с заглушкой, скользящей в тормозную магистраль. Заглушка предназначена для того, чтобы скользить в линию, чтобы зафиксировать матрицу на месте.
6. Сделайте пузырь, затем двойную вспышку
Перед двойной вспышкой вам нужно сделать пузырьковую вспышку. После того, как все настроено, прижмите замки к основанию развальцовочного инструмента и матрице. Закручивайте пресс до тех пор, пока матрица не коснется основания, а пресс не станет тугим. Затем снимите пресс и штамп. В этот момент вы должны заметить пузырь на линии.
Наконец, снова поместите пресс над линией — на этот раз без матрицы — и затяните ее. Чтобы не повредить раструб, убедитесь, что вы не крутите слишком сильно — только до тех пор, пока он не станет тугим. Затем у вас должна получиться двойная раструб, обеспечивающая идеальное уплотнение для тормозной жидкости. Убедитесь, что вы проверили расклешение, надрезы или дефекты, прежде чем закругляться.
Правильный набор для развальцовки тормозов
Инструмент для развальцовки тормозов, несомненно, является необходимой частью любого автомобильного набора инструментов. Это не только позволяет вам самостоятельно заменить тормозную магистраль, но также может помочь вам выполнить высококачественную и профессиональную работу из дома.
Для развальцовки тормозной магистрали требуется набор инструментов для двойного развальцовки — что-то прочное, стабильное и со всеми компонентами, необходимыми для безопасного возвращения на дорогу.
Инструменты для развальцовки в Summit Racing
У нас есть подходящий инструмент для развальцовки вашего автомобиля! Наш ассортимент включает в себя универсальные инструменты для развальцовки, инструменты для развальцовки тормозных магистралей и 37-градусные…
У нас есть подходящий инструмент для развальцовки вашего автомобиля! Наш ассортимент включает в себя универсальные инструменты для развальцовки, инструменты для развальцовки тормозных магистралей и инструменты для развальцовки на 37 градусов, разработанные специально для использования в автомобилях. Независимо от того, работаете ли вы с тормозными магистралями, линиями охлаждения трансмиссии или топливными линиями, у нас есть подходящий инструмент для развальцовки. Изготавливайте одинарные, двойные или пузырьковые развальцовки с помощью инструментов для развальцовки лучших брендов OTC Tools, S.U.R.&R. Classic Tube, K-Tool, Classic Performance, Fragola и многие другие. Найдите свое сегодня!
У нас есть подходящий инструмент для развальцовки автомобильных сантехники! Наш ассортимент включает в себя универсальные инструменты для развальцовки, инструменты для развальцовки тормозных магистралей и инструменты для развальцовки на 37 градусов, разработанные специально для использования в автомобилях. Независимо от того, работаете ли вы с тормозными магистралями, линиями охлаждения трансмиссии или топливными линиями, у нас есть подходящий инструмент для развальцовки. Изготавливайте одинарные, двойные или пузырьковые развальцовки с помощью инструментов для развальцовки лучших брендов OTC Tools, S. U.R.&R. Classic Tube, K-Tool, Classic Performance, Fragola и многие другие. Найдите свое сегодня!
Название серии: Балочные широкополочные двутавры. Принадлежность профиля к широкополочной серии отражается в номере двутавра буквой Ш.
Двутавровые профили серии Ш (по ГОСТ Р 57837) состоят из 66-ти типоразмеров, разделенных на 9 размерных рядов. Двутавровая балка 25Ш1 является девятым типоразмером из 66-ти в серии Ш (по ГОСТ Р 57837), и вторым типоразмером 25-го размерного ряда.
Кроме двутавров серии Ш, в государственном стандарте качества ГОСТ Р 57837 присутствуют следующие серии:
Тип К — Колонные двутавры
Тип Б — Балочные нормальные двутавры;
Тип С — Свайные двутавры;
Тип ДБ — Дополнительные балочные двутавры;
Тип ДК — Дополнительные колонные двутавры.
Указанные данные двутавра 25Ш1 соответствуют регламентирующему стандарту качества ГОСТ Р 57837 Двутавры стальные горячекатаные с параллельными гранями полок.
Двутавры стальные горячекатаные 25 производится на сортопрокатных станах в нескольких вариантах исполнения — с паралельными гранями полок или с уклоном внутренних граней полок, из углеродистых и низколегированных марок стали.
Двутавры стальные горячекатаные
Размер
Стандарт
Марка
Вес метра, кг
Вес балки 12м, тн
Балка двутавровая 25Б1
СТО АСЧМ 20-93
Ст3 / 09Г2С
25,7
0,309
Балка двутавровая 25Б2
СТО АСЧМ 20-93
Ст3 / 09Г2С
29,6
0,356
Балка двутавровая 25К1
СТО АСЧМ 20-93
Ст3 / 09Г2С
62,6
0,752
Балка двутавровая 25К2
СТО АСЧМ 20-93
Ст3 / 09Г2С
72,4
0,869
Балка двутавровая 25Ш1
СТО АСЧМ 20-93
Ст3 / 09Г2С
44,1
0,530
В таблице значения веса одного метра и веса балки приведены справочно, а расчеты произведены при номинальных размерах ширины, толщины и длины профиля. В соответствии с ГОСТ допускаются отклонения по каждой величине, которые в сумме могут дать до 6% увеличения фактического веса балки.
Балка №25 применяется при производстве металлоконструкций, в малоэтажном и многоэтажном строительстве жилых и промышленных зданий, сооружении складских и торговых комплексов.
Купить балку 25 в нашей компании можно в любых количествах от 1-ой балки до вагонных норм, самовывозом или с доставкой на Ваш склад или объект. Доставка осуществляется автомобильным транспортом по Москве, Московской области и в другие регионы России.
Цены
Цена на стальную балку в нашей компании определяется индивидуально, в зависимости от объема заказа и других условий поставки. В последние годы цена на балку, как и на другой металлопрокат, меняется очень динамично, что затрудняет публикацию актуальной цены, соответствующей настоящему моменту.
Просим Вас уточнять текущие цены и наличие интересующей продукции по
телефону + 7(495) 669-29-10 или направляйте Ваш заказ.
Вместе с Балкой №25 покупают:
Швеллер
Уголок
Труба профильная
Лист
Американские широкополочные балки
Свойства американских широкополочных балок согласно ASTM A6 в метрических единицах указаны ниже.
Американские широкополочные балки в соответствии с ASTM A6 — Имперские единицы
Для полной таблицы со статическими параметрами — момент инерции и модуль упругого сечения — поверните экран!
Обозначение
Размеры
Статические параметры
Moment of Inertia
Elastic Section Modulus
Imperal (in x in x lb/ft)
Metric (mm x mm x kg/m)
Depth — h — (мм)
Ширина — W — (мм)
. (мм)
Зона секции (см 2 )
Вес (кг/м)
I x (CM 4 )
2090 (CM 4 )
202090 (CM 4 ) 2020202090 (CM 4 ). CM 4 )
S x (CM 3 )
S Y (CM 3 (CM 3 (CM 3 (CM 3 (CM 3 (CM 3 . х 13
Ш 100 х 100 х 19.3
106
103
7.1
8.8
24.7
19.3
475.9
160.6
89.9
31.2
W 5 x 5 x 16
W 130 x 130 x 23. 8
127
127
127
127
127
127
127
127
127
127
.0133 6.1
9.1
30.4
23.8
885.5
311
139.5
49
W 5 x 5 x 19
W 130 x 130 x 28.1
131
128
6.9
10.9
35.9
28.1
1099
381.4
167.7
59.6
W 6 x 4 x 9
W 150 x 100 x 13.5
150
100
4.3
5.5
17.3
13.5
685.5
91.8
91.4
18. 4
W 6 x 4 x 12
W 150 x 100 x 18.0
153
102
5.8
7.1
22.9
18
915.9
125.9
122.1
25.4
W 6 x 4 x 16
W 150 x 100 x 24.0
160
102
6.6
10.3
30.6
24
1342
182.6
167.8
35.8
W 6 x 6 x 15
W 150 x 150 x 22.5
152
152
5.8
6.6
28.6
22.5
1206
386.6
158.6
50.9
W 6 x 6 x 20
W 150 x 150 x 29. 8
157
153
6.6
9.3
37.9
29.8
1714
555.5
218.4
72.6
W 6 x 6 x 25
W 150 x 150 x 37.1
162
154
8.1
11.6
47.4
37.1
2220
706.8
274.1
91.8
W 8 x 4 x 10
W 200 x 100 x 15.0
200
100
4.3
5.2
19.1
15
1280
86.9
128
17.4
W 8 x 4 x 13
W 200 x 100 x 19.3
203
102
5.8
6.5
24. 8
19.3
1662
115.4
163.7
22.6
W 8 x 4 x 15
W 200 x 100 x 22.5
206
102
6.2
8.0
28.6
22.5
2004
142
194.5
27.8
W 8 x 5.25 x 18
W 200 x 135 x 26.6
207
133
5.8
8.4
33.9
26.6
2587
329.8
250
49.6
W 8 x 5.25 x 21
W 200 x 135 x 31.3
210
134
6.4
10.2
39.7
31.3
3139
409.6
290
61. 1
W 8 x 6.5 x 24
W 200 x 165 x 35.9
201
165
6.2
10.2
45.7
35.9
3438
764.3
342.1
92.6
W 8 x 6.5 x 28
W 200 x 165 x 41.7
205
166
7.2
11.8
53.2
41.7
4088
900.5
399
108.5
W 8 x 8 x 31
W 200 x 200 x 46.1
203
203
7.2
11. 0
58.9
46.1
4545
1535
448
151.2
W 8 x 8 x 35
W 200 x 200 x 52
206
204
7.9
12.6
66.5
52
5268
1784
512
174.9
W 8 x 8 x 40
W 200 x 200 x 59
210
205
9.1
14.2
75.5
59
6113
2040
582
199.1
W 8 x 8 x 48
W 200 x 200 x 71
216
206
10.2
17.4
91
71
7658
2537
709
246.3
W 8 x 8 x 58
W 200 x 200 x 86
222
209
13
20.6
110
86
9467
3138
853
300. 3
W 8 x 8 x 67
W 200 x 200 x 100
229
210
14.5
23.7
127
100
11325
3663
989
348.9
W 10 x 4 x 12
W 250 x 100 x 17.9
251
101
4.8
5,3
22,8
17,9
2254
91,3
179,5
18,1
W 100134
W 100133
W 100133
W 100133.0134
254
102
5.8
6.9
28.5
22.3
2901
122.6
228.4
24
W 10 x 4 x 17
W 250 x 100 x 25. 3
257
102
6.1
8.4
32.2
25.3
3430
149.2
266.9
29.3
W 10 x 4 x 19
W 250 x 100 x 28.4
260
102
6.4
10.0
36.3
28.4
3998
177.5
307.5
34.8
Ш 10 x 5,75 x 22
Ш 250 x 145 x 32,7
256
4
6.1
9.1
41.9
32.7
4895
472.6
379.4
64.7
W 10 x 5.75 x 26
W 250 x 145 x 38.5
262
147
6.6
11.2
49. 1
38.5
6014
593.7
459.1
80.8
W 10 x 5.75 x 30
W 250 x 145 x 44.8
266
148
7.6
13.0
57
44.8
7118
703.5
535.2
95.1
Ш 10 x 8 x 33
Ш 250 x 200 x 49,1
247
3 2042 34
11.0
62.6
49.1
7069
1513
572.4
149.8
W 10 x 8 x 39
W 250 x 200 x 58
252
203
8.0
13.5
74.2
58
8736
1884
693.4
185. 6
W 10 x 8 x 45
W 250 x 200 x 67
257
204
8.9
15.7
85.8
67
10360
2224
806.6
218
Ш 10 x 10 x 49
Ш 250 x 250 x 73
253
254
8,6
14,2
92.9
73
11290
3880
892.1
305.5
W 10 x 10 x 54
W 250 x 250 x 80
256
255
9.4
15.6
102
80
12570
4314
982.4
338.3
W 10 x 10 x 60
W 250 x 250 x 89
260
256
10. 7
17.3
114
89
14260
4841
1097
378.2
W 10 x 10 x 68
W 250 x 250 x 101
264
257
11.9
19.6
129
101
16380
5549
1241
431.9
W 10 x 10 x 77
W 250 x 250 x 115
269
259
13.5
22.1
146
115
18940
6405
1408
494.6
W 10 x 10 x 88
W 250 x 250 x 131
275
261
15.4
25.1
167
131
22150
7446
1611
570.6
W 10 x 10 x 100
W 250 x 250 x 149
282
263
17.3
28. 4
190
149
25940
8622
1840
655.7
W 10 x 10 x 112
W 250 x 250 x 167
289
265
19.2
31.8
212
167
30020
9879
2078
745.6
W 12 x 4 x 14
W 310 x 100 x 21
303
101
5.1
5.7
26.8
21
3708
98.3
244.8
19.5
W 12 x 4 x 16
W 310 x 100 x 23.8
305
101
5.6
6.7
30.4
23.8
4280
115. 6
280.7
22.9
W 12 x 4 x 19
W 310 x 100 x 28.3
309
102
6.0
8.9
35.9
28.3
5431
158.1
351.5
31
W 12 x 4 x 22
W 310 x 100 x 32.7
313
102
6.6
10.8
41.8
32.7
6507
191.9
415.8
37.6
Ш 12 x 6,5 x 26
Ш 310 x 165 x 38,7
310
165
5,8
4 9.7
49.4
38.7
8527
726.8
550.1
88.1
W 12 x 6.5 x 30
W 310 x 165 x 44. 5
313
166
6.6
11.2
56.7
44.5
9934
854.7
634.8
103
W 12 x 6.5 x 35
W 310 x 165 x 52
317
167
7.6
13.2
66.5
52
11851
1026
747.7
122.9
Ш 12 x 8 x 40
Ш 310 x 200 x 60
303
203
7,5
13,1
70134
60
12860
1829
849
180.8
W 12 x 8 x 45
W 310 x 200 x 67
306
204
8.5
14.6
85.2
67
14510
2069
984
202. 8
W 12 x 8 x 50
W 310 x 200 x 74
310
205
9.4
16.3
94.8
74
16450
2344
1061
228.7
W 12 x 10 x 53
Ш 310 x 250 x 79
306
254
8,8
14,6
101
7
3990
1155
314.2
W 12 x 10 x 58
W 310 x 250 x 86
310
254
9.1
16.3
110
86
19850
4455
1280
350.8
W 12 x 12 x 65
W 310 x 310 x 97
308
305
9. 9
15.4
123
97
22240
7286
1444
477.8
W 12 x 12 x 72
W 310 x 310 x 107
311
306
10.9
17.0
136
107
24790
8123
1594
530.9
W 12 x 12 x 79
W 310 x 310 x 117
314
307
11.9
18.7
150
117
27510
9024
1753
587.9
W 12 x 12 x 87
W 310 x 310 x 129
318
308
13.1
20.6
165
129
30770
10040
1935
651.9
W 12 x 12 x 96
W 310 x 310 x 143
323
309
14.0
22. 9
182
143
34760
11270
2153
729.4
W 12 x 12 x 106
W 310 x 310 x 158
327
310
15.5
25.1
201
158
38630
12470
2363
804.8
W 12 x 12 x 120
W 310 x 310 x 179
333
313
18.0
28.1
228
179
44530
14380
2675
918.7
W 12 x 12 x 136
W 310 x 310 x 202
341
315
20.1
31.8
257
202
51982
16588
3049
1053
W 12 x 12 x 152
W 310 x 310 x 226
348
317
22.1
35. 6
288
226
59560
18930
3423
1194
W 12 x 12 x 170
W 310 x 310 x 253
356
319
24.4
39.6
323
253
68230
21460
3833
1346
W 12 x 12 x 190
W 310 x 310 x 283
365
322
26.9
44.1
360
283
78680
24590
4311
1527
W 12 x 12 x 210
W 310 x 310 x 313
374
325
30.0
48.3
399
313
89560
27700
4789
1705
W 12 x 12 x 230
W 310 x 310 x 342
382
328
32.6
52. 6
437
342
100510
31020
5262
1892
1 cm 4 = 10 4 mm 4 = 10 -8 m 4 = 0.024 in 4
1 cm 3 = 10 3 mm 3 = 10 -6 m 3 = 0.061 in 3
1 cm 2 = 10 2 mm 2 = 10 -4 m 2 = 0.16 in 2
1 kg/m = 0.67 lb/ft
Example — Преобразование момента инерции из см
4 мм 4
I x Момент инерции балки Вт 12 x 12 x 230 100510 см 4 . It can be converted to mm 4 by multiplying with 10 4 as
( 100510 cm 4 ) ( 10 4 mm 4 / cm 4 ) = 1005100000 мм 4
= 1005 10 6 мм 4
Стандартный метод указания размеров американской широкополочной балки: например, Ш 310 x 250 x 79, что составляет и весом 79 кг/м .
Балки двутаврового сечения:
Великобритания: универсальные балки (UB) и универсальные колонны (UC)
Европа: IPE. ОН. ХЛ. HD и другие профили
US: широкий фланец (WF) и профили H
Вставьте балки в модель Sketchup с помощью расширения Sketchup Engineering ToolBox.
Золочение: декоративное покрытие украшений из серебра
В ювелирном деле золото используется в качестве декоративного покрытия украшений из серебра.
Золочение – это нанесение слоя высокопробного металла 999,0°. В позолоченных украшениях SOKOLOV толщина золотого покрытия достигает 5 микрон. В качестве «прослойки» между серебром и золотом используется палладий 999,0° – благородный металл платиновой группы. Далее наносится само золото, а затем – особое защитное покрытие, произведённое в Швейцарии.
Преимущества золочения
В результате позолота на долгое время сохраняет первоначальный вид, является абсолютно безопасной для здоровья и соответствует заявленному во всех действующих международных, европейских и российских государственных стандартах цвету 4 N.
Помимо внешней привлекательности, позолоченные изделия приобретают и ряд функциональных преимуществ. Они меньше подвержены агрессивным внешним воздействиям, окислению и коррозии. Кроме того, серебряные изделия с золотым покрытием – демократическая альтернатива золотым украшениям, так как их стоимость гораздо ниже аналогов, выполненных полностью из золота.
Способы нанесения позолоты
Золочение было известно ещё в древности. Уже тогда драгоценный металл наносился на купола и предметы интерьера, посуду и украшения. Существовал холодный и горячий способы золочения. Первый заключался в наклейке или набивании тончайших листов сусального золота на серебряную, деревянную или бронзовую основу.
Горячий способ, так называемое золочение на огне, применялся ещё в античности. Покрытие из золота и ртути наносилось на изделие и обжигалось. В результате ртуть испарялась, а золото плотно прилегало к основе. Однако этот способ оказался очень опасным. Так, при позолоте куполов Исаакиевского собора десятки человек отравились парами раскалённой ртути, поэтому от горячего золочения вскоре отказались.
Сейчас основными способами позолоты считаются золочение натрием, эфирным раствором, контактом с цинком и гальваническим путём.
Гальваническое золочение
Именно этот метод нанесения драгоценных декоративных покрытий применяется в ювелирном деле.
Электрогальваника – процесс покрытия поверхности одного металла другим при помощи осаждения его из водных растворов солей под действием электрического тока. Катодом служит покрываемое изделие, а анод изготавливается из металла, который надо осадить на изделии.
Применение этого метода позволяет одновременно снизить потери при полировке и защитить продукцию от химического взаимодействия с внешней средой, так как на поверхностности украшения закрепляется слой металла, не вступающего в окислительную реакцию (например, родий, золото). Данная операция очень актуальна при защите серебряных украшений, которые более других подвержены окислению.
Суть золочения проста. Небольшие ванны заполняют электролитом, где растворяют драгоценные металлы. На специальных вешалах закрепляют ювелирные украшения и погружают в получившийся раствор, после чего находившиеся в электролите металлы оседают на изделиях тонким слоем. Это предотвращает появление окисей и надежно защищает украшения, придавая им исключительную отражающую способность.
Декоративное покрытие надежно сохраняет ювелирные украшения от потускнения и различных мелких царапин, но самый главный её враг – очень твёрдые материалы и абразивы, которые могут повредить позолоту.
Как и любой вид покрытия, золочение подвержено стиранию. Именно поэтому позолоченные украшения требуют максимально бережного обращения и особого ухода.
Уход за ювелирными изделиями с позолотой
Общие рекомендации вы можете найти в статье «Уход за ювелирными украшениями», а здесь мы подробнее остановимся именно на позолоте.
Вопреки устоявшемуся мнению о том, что позолота недолговечна, стоит отметить, что при правильном уходе и бережной эксплуатации качественное драгоценное покрытие может долгое время сохранять первозданный вид.
Украшения из золочёного серебра следует хранить отдельно в закрытой шкатулке. Обязательно снимайте их перед мытьём, купанием, занятиями спортом и любой домашней работой.
В целях профилактики достаточно протереть позолоченные украшения сухой замшей. Для очистки покрытия достаточно протереть изделие ватным диском, смоченным в спирте. Это совершенно безопасно для позолоты. Также улучшить внешний вид украшений поможет нашатырный спирт или мыльный раствор (на 1 л тёплой воды достаточно чайной ложки средства для мытья посуды и нескольких капель нашатыря). Подержите украшения в растворе не дольше получаса, а затем промойте водой и протрите мягкой тканью.
И всё же для очистки позолоченных изделий рекомендуется использовать профессиональные средства, а раз в год отдавать украшения на профилактику в ювелирную мастерскую.
Позолота и все о ней!
Сегодня ювелиры при создании крутых и недорогих украшений охотно пользуются приемом золочения изделий. Таким образом они отлично выглядят, дешево (по сравнению с чистым золотом) стоят, а также надежно защищены от механических повреждений этим замечательным покрытием. О нём и пойдет речь в нашей свежей статье!
Методика
Для покрытия серебряных ювелирных изделий используют практически чистое золото. Обычно берут драгоценный металл 999 пробы. В качестве своеобразной «прослойки» между серебром и золотом наносится тончайший слой палладия. А поверх золота идет последний слой для дополнительной защиты изделия.
Достоинства
Помимо того, что золоченые украшения выглядят так же, как и золотые, при намного более низкой цене, они еще и приобретают некоторые полезные свойства. Например, золоченое серебро намного меньше подвержено коррозии и окислительным процессам, чем обычное. При этом оно полностью соответствует общепринятому стандарту цвета 4N.
История
Наносить позолоту на различные предметы человечество научилось еще в античности. Было два известных способа сделать позолоту – холодный и горячий. С холодным всё ясно – тончайшая золотая фольга механически (наклеиванием или набойкой) переносилась на предмет. А вот горячий метод не только сложнее, но и опаснее. Это связано с тем, что на предмет наносится смесь золота и ртути. Ртуть при нагревании улетучивается, а золото «прилипает». Однако пары ртути весьма опасны для здоровья, поэтому данный метод использовался куда реже.
Современность
Сейчас специалисты используют другие методы: золочение с помощью натрия, эфирного раствора, контакта с цинком или гальваническим способом. Для создания позолоченных украшений в большинстве случаев используется именно гальванический метод.
Он заключается в способности золота осаживаться на металлическом предмете из растворенных солей. Катодом выступает ювелирное изделие, анодом – золотой стержень. Обработанное таким образом серебряное ювелирное изделие становится надежно защищено от окисления слоем золота.
SALE
Артикул: А6917092А-пк В наличии
Кольцо из золочёного серебра AQUAMARINE А6917092А-пк с топазом и фианитом
1 884 ₽
2 899 ₽
1 015
Вид изделияКольца с цветными камнями, Кольца с камнями
ВставкиТопаз, Фианит
ПроизводительAQUAMARINE
ПробаСеребро золочение 925°
Вес: 3. 18
Размер
18,5
Уход
Несмотря на то, что позолота считается «временным явлением», сегодня это утверждение неактуально. Раньше, действительно, дешевое золотое покрытие легко «слезало» с изделия, но сейчас используются другие, более совершенные методы, которые позволяют золотому покрытию быть намного более долговечным.
В качестве ухода за позолоченным украшением достаточно будет просто протирать изделие мягкой сухой замшей. Этого вполне достаточно!
Опубликовано 7 июля 2020 г.
0
0
1504
Расскажите друзьям:
Для того чтобы оставить комментарий пожалуйста авторизуйтесь
Позолоченные украшения — Etsy.
de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
( 1000+ релевантных результатов,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Учить больше.
)
Изящные дизайнерские украшения — позолота
Дизайнер
Gilded – это наша собственная коллекция украшений, которые выдержат испытание временем — классические модели, которые вы будете носить каждый день.
ИЗУЧЕНИЕ ФАЗОВЫХ ПРЕВРАЩЕНИЙ В СИСТЕМЕ «ОКИСЛЕННАЯ МЕДНАЯ РУДА–СЕРА» | Серикбаева
1. Serikbayeva A.K, Zhumashev K., Janaliyeva N.Sh., Berdikulova F.A. Рhysicochemical properties of mixed oxide copper ore of Кazakhstan // Еurop. J. Natur. History. 2015. No. 6. Р. 43—46.
2. Минералого-петрографические и морфоструктурные особенности молибден-медного месторождения Актогай. URl: http://www.kazntu.kz/ru/ publication/print/746/6298 (дата обращения 01.12.2010).
3. Абрамов А.А. Технология обогащения окисленных и смешанных руд цветных металлов. М.: Недра, 1986.
4. Омаров Б.Н., Юсупов Т.С., Бектурганов Н.С., Сим С.П. Исследование процесса сульфидирования окисленных медных руд на стадии измельчения // Физ.техн. пробл. разраб. полез. ископаемых. 1993. No. 3. С. 96—101.
5. Абрамов А.А. Химия флотационных систем. М.: Недра, 1983.
6. Серова Н.В., Китай А.Г., Брюквин В.А. Дьяченко В.Т. Физико-химические исследования процесса сульфидирования окисленных никелевых руд элементной серой // Цвет. металлы. 2010. No. 11. С. 58—63.
9. Жумашев К.Ж. Кинетика взаимодействия ортоарсенатов, оксидов свинца, цинка и мышьяка с серой // Журн. прикл. химии. 1983. Т. 56. No.1. С. 176—177.
10. Bolsaitis P., Nagata K. Kinetics of sulfidization of iron oxide with SO2—CO mixtures of high sulfur potential // Metall. Trans. 1980. Vol. 11. Iss. 2. Р. 185—190.
12. Доспаев М.М., Фигуринене И.В., Кряжева Т.В., Куликов В.Ю. Переработка техногенных отвалов окисленных медных руд Жезказганского месторождения методом электрохимического сульфидирования // Тр. Междунар. конгр. «Фундаментальные основы технологий переработки и утилизации техногенных отходов» (Екатеринбург, 13—15 июня 2012 г. ). Екатеринбург: ИМЕТ УрО РАН, 2012. С. 216—222.
13. Овсепян А.О., Мелконян М.Г., Тадевосян Д.Р. Исследование процесса сульфидизации окисленных минералов меди на стадии измельчения // Вестн. ГИУА. Сер. Металлургия, материаловедение, недропользование. 2013. Т. 16. No. 1. С. 412—418.
14. Серикбаева А.К., Джаналиева Н.Ш. Термодинамическое обоснование взаимодействия в системе окисленная медная руда — сера // Вестн. КазНИТУ им. К.И. Сатпаева. 2016. No. 6. С. 415—419.
15. Serikbayeva A., Berdikulova F., Zhumakynbay N., Toktarbay Zh., Wilson J. Investigation into the sulphidation process of mineral and anthropogenic copper raw materials with elemental sulfur // Int. J. Chem. Sci. 2016. Vol. 14 (3). P. 1425—1432.
16. Иванова В.П., Касатов Б.К., Красавина Т.Н., Розинова Е.Л. Термический анализ минералов и горных пород. Л.: Недра, 1974.
17. Цветков А.И., Вальяшихина Е.П., Пилоян Г.О. Дифференциальный термический анализ карбонатных минералов. М.: Наука, 1964.
18. Фекличев В.Г. Диагностические константы минералов: Справочник. М.: Недра, 1989.
20. Дьяченко В.Т. Закономерности взаимодействия пирротина, пентландита и халькопирита с элементной серой // Цвет. металлы. 2011. No. 8/9. C. 135—139.
21. Ерцева Л.Н., Сухарев С.В., Дьяченко В.Т., Цемехман Л.Ш. Изучение физико-химических закономерностей процесса термического обогащения халькопиритовой руды // Цвет. металлы. 2001. No. 3. С. 31—33.
22. Sahyoun C., Kingman S.W., Rowson N.A. The effect of heat treatment on chalcopyrite // Phys. Separ. Sci. Eng. 2003. Vol. 12. No. 1. P. 23—30.
23. Padilla R., Rodriguez M., Ruiz M.C. Sulfidation of chalcopyrite with elemental sulfur // Metall. Mater. Trans. 2003. Vol. 34. Р. 15—23.
необходимые условия процесса на производстве и дома
Медь – пластичный материал, не подверженный окислению. Из него делают небольшие детали, используют в ремонтных работах. Переплавить лом можно самостоятельно в гараже, хозяйственной постройке или на собственной кухне. Специалисты подскажут, как расплавить медь в кустарных условиях. Технология несложная, главное при расплавлении учитывать физические свойства меди и сплавов.
Нахождение в природе
Свое латинское название Cuprum металл получил от названия острова Кипр, где его научились добывать в третьем тысячелетии до н. э. В системе Менделеева Сu получил 29 номер, а расположен в 11-й группе четвертого периода.
В земной коре элемент на 23-м месте по распространению и встречается чаще в виде сульфидных руд. Наиболее распространены медный блеск и колчедан. Сегодня медь из руды добывается несколькими способами, но любая технологий подразумевает поэтапный подход для достижения результата.
На заре развития цивилизации люди уже получали и использовали медь и ее сплавы.
В то время добывалась не сульфидная, а малахитовая руда, которой не требовался предварительный обжиг.
Смесь руды и углей помещали в глиняный сосуд, который опускался в небольшую яму.
Смесь поджигалась, а угарный газ помогал малахиту восстановиться до состояния свободного Cu.
В природе есть самородная медь, а богатейшие месторождения находятся в Чили.
Сульфиды меди нередко образуются в среднетемпературных геотермальных жилах.
Часто месторождения имеют вид осадочных пород.
Медяные песчаники и сланцы встречаются в Казахстане и Читинской области.
Химический состав меди
В природе она не однородна по своему составу, так как содержит ряд кристаллических элементов, образующих с ней устойчивую структуру, так называемые растворы, которые можно подразделить на три группы:
Твердые растворы. Образуются, если в составе содержаться примеси железа, цинка, сурьмы, олова, никеля и многих других веществ. Такие вхождения существенно снижают ее электрическую и тепловую проводимость. Они усложняют горячий вид обработки под давлением.
Примеси, растворяющиеся в медной решетке. К ним относятся висмут, свинец и другие компоненты. Не ухудшают качества электропроводимости, но затрудняют обработку под давлением.
Примеси, формирующие хрупкие химические соединения. Сюда входят кислород и сера, а также другие элементы. Они ухудшают прочностные качества, в том числе снижают электропроводность.
Масса меди с примесями гораздо больше, чем в чистом виде. Ко всему прочему, элементы примесей существенно влияют на конечные характеристики уже готового продукта. Поэтому их суммарный состав, в том числе количественный, по отдельности должен регулироваться еще на этапе производства. Рассмотрим более подробно влияние каждого элемента на характеристики конечных медных изделий.
Кислород. Один из самых нежелательных элементов для любого материала, не только медного. С его ростом ухудшается такое качество, как пластичность и устойчивость к коррозионным процессам. Его содержание не должно превышать 0,008%. В ходе термической обработки в результате процессов окисления количественное содержание этого элемента уменьшается.
Никель. Образует устойчивый раствор и существенно снижает показатели проводимости.
Сера или селен. Оба компонента одинаково влияют на качество готовой продукции. Высокая концентрация таких вхождений снижает пластичные свойства медных изделий. Содержание таких компонентов не должно превышать 0,001% от общей массы.
Висмут. Негативно влияет на механические и технологические характеристики готовой продукции. Максимальное содержание не должно превышать 0,001%.
Мышьяк. Он не меняет свойств, но образует устойчивый раствор, является своего рода защитником от пагубного влияния других элементов, как кислород, сурьма или висмут.
Химический состав меди
Марганец. Он способен полностью раствориться в меди практически при комнатной температуре. Влияет на проводимость тока.
Сурьма. Компонент лучше всех растворятся в меди, наносит ей минимальный вред. Содержание его не должно превышать 0,05% от массы меди.
Олово. Образует устойчивый раствор с медью и повышает ее свойства по проведению тепла.
Цинк. Его содержание всегда минимально, поэтому такого пагубного влияния он не оказывает.
Фосфор. Основной раскислитель меди, максимальное содержание которого при температуре 714°С составляет 1,7%.
Латунь
Латунь
Сплав на основе меди с добавлением цинка называется латунь. В некоторых ситуациях добавляется олово в меньших пропорциях. Джеймс Эмерсон в 1781 году решил запатентовать комбинацию. Содержание цинка в сплаве может варьироваться от 5 до 45%. Латуни различают в зависимости от предназначения и спецификации:
простые, состоящие из двух компонентов – меди и цинка. Маркировка таких сплавов обозначается буквой «Л», напрямую значащая содержание меди в сплаве в процентах;
многокомпонентные латуни – содержат множество других металлов в зависимости от назначения к использованию. Такие сплавы повышают эксплуатационные свойства изделий, обозначаются также буквой «Л», но с прибавлением цифр.
Физические свойства латуни относительно высокие, коррозийная стойкость на среднем уровне. Большинство сплавов не критично к пониженным температурам, возможно эксплуатировать металл в различных условиях. Технологии получения латуни взаимодействует с процессами медной и цинковой промышленности, обработке вторичного сырья. Эффективным способом плавки является использование электропечи индукционного типа с магнитным отводом и регулировкой температуры. После получения однородной массы, она разливается в формы и подвергается процессам деформации.
Плавка латуни
Применение материала в различных отраслях, повышает на него спрос с каждым годом. Сплав применяется в суд строительстве и производстве боеприпасов, различных втулок, переходников, болтов, гаек и сантехнических материалов.
Бронза
Бронза
Цветной металл для изготовки изделий разных типов начали использовать с древних времен. Данный факт подтверждается найденными материалами при археологических раскопках. Состав бронзы изначально был богат оловом.
Промышленностью выпускается различное количество разновидностей бронзы. Опытный мастер способен по цвету металла определить его предназначение. Однако не каждому под силу определить точную марку бронзы, для этого используется маркировка. Способы производства бронзы подразделяются на литейные, когда происходит плавление и отлив и деформируемые.
Состав металла зависит от предназначения к использованию. Основным показателем является наличие бериллия. Повышенная концентрация элемента в сплаве, подвергнутая процедуре закаливания, может соперничать с высокопрочными сталями. Наличие в составе олова отнимает у металла гибкость и пластичность.
Производство бронзовых сплавов изменилось с древних времен фактически внедрением современного оборудования. Технология с использованием в качестве флюса в виде древесного угля используется до сих пор. Последовательность получения бронзы:
печь разогревается для требуемой температуры, после этого в нее устанавливается тигель;
после плавки металл может окислится, во избежание этого добавляют флюс в качестве древесного угля;
кислотным катализатором служит фосфорная медь, добавление происходит после полного прогрева сплава.
Плавка бронзы
Старинные изделия из бронзы подвержены естественным процессам – патинирование. Зеленоватый цвет с белым оттенком проявляется из-за образования пленки, обволакивающей изделие. Искусственные методы патинирования включают в себя методы с использованием серы и параллельным нагреванием до определенной температуры.
Физические свойства
Металл пластичен и на открытом воздухе покрывается оксидной пленкой за короткое время. Благодаря этой пленке медь и имеет свой желтовато-красный оттенок, в просвете пленки цвет может быть зеленовато-голубым. По уровню уровнем тепло- и электропроводности Cuprum на втором месте после серебра.
Плoтность — 8,94×103 кг/ м3 .
Удельная теплоемкость при Т=20 ° C — 390 Дж/кг х К.
Электрическoе удельное при 20−100 ° C — 1,78×10−8 Ом/м.
Температура кипeния — 2595 ° C.
Удельная электропрoводность при 20 ° C — 55,5−58 МСм/м.
Значение плотности меди
Плотность — это отношение массы к объему. Выражается она в килограммах на кубический метр всего объема. В виду неоднородности состава, значение плотности может меняться в зависимости процентного содержания примесей. Поскольку существуют разные марки медных прокатов с разным содержанием компонентов, то и значение плотности у них будет разное. Плотность меди можно найти в специализированных технических таблицах, которая равна 8,93х103 кг/м3. Это справочная величина. В этих же таблицах показан удельный вес меди, который равен 8,93 г/см3. Таким совпадением значений плотности и его весовых показателей характеризуются не все металлы.
Основные показатели меди
Не секрет, что от плотности напрямую зависит конечная масса изготовленного изделия. Однако для расчетов гораздо правильнее использовать удельный вес. Этот показатель очень важен для производства изделий из меди или любых других металлов, но применим больше к сплавам. Он выражается отношением массы меди к объему всего сплава.
При какой температуре плавится медь
Плавления происходит, когда из твердого состояния металл переходит в жидкое. Каждый элемент имеет собственную температуру плавления. Многое зависит от примесей в металле. Обычная температура плавления меди — 1083 ° C. Когда добавляется олово, температура снижается до 930- 1140 ° C. Температура плавления зависит здесь от содержания в сплаве олова. В сплаве купрума с цинком плавление происходит при 900- 1050 ° C .
При нагреве любого металла разрушается его кристаллическая решетка. По мере нагревания повышается температура плавления, но затем выравнивается по достижении определенного предела температуры. В этот момент и плавится металла. Полностью расплавляется, и температура повышается снова.
Когда металл охлаждается, температура снижается, в определенный момент остается на прежнем уровне, пока металл не затвердеет полностью. После полного затвердевания температура снижается опять. Это демонстрирует фазовая диаграмма, где отображен температурный процесс с начала плавления до затвердения. При нагревании разогретая медь при 2560 ° C начинает закипать. Кипение подобно кипению жидких веществ, когда выделяется газ и появляются пузырьки на поверхности. В момент кипения при максимально больших температурах начинается выделение углерода, образующегося при окислении.
Методы, используемые для плавления меди дома
Плавка меди в домашних условиях возможна несколькими способами. Для этого понадобятся определенные инструменты:
сырье;
жаропрочный тигель;
огнеупорная подставка;
проволочный крюк;
щипцы для извлечения горячего тигля;
средства защиты: очки, костюм, перчатки.
Плавление меди дома и на производстве происходит одинаково. Этого добиваются следующими методами:
с помощью муфельной печи;
с использованием кислородного пламени;
горном;
паяльной лампой;
плавлением в микроволновой печи.
Процесс плавления меди в домашних условиях
С помощью муфельной печи
Литье меди с помощью муфельной печи — довольно простой и удобный метод. Медное сырье измельчают на части, чтобы они быстрее расплавились. Готовый материал кладут в графитовый тигель и помещают в разогретую печь. Форма для литья должна иметь большую температуру плавления, чем цветмет.
Когда сырье станет жидким, тигель с помощью щипцов извлекают из печи. Крюком с поверхности металла убирают оксидную пленку. Затем жидкость наливают в заранее подготовленную форму.
Из чего состоит муфельная печь
Газовая горелка или паяльная лампа
Плавление меди горелкой
Специальную печь может заменить газовая горелка или паяльная лампа. Ее размещают под дном емкости с металлом и следят, чтобы пламя охватывало днище полностью.
При использовании данного метода материал быстро окисляется, поэтому, чтобы не образовалась толстая оксидная пленка, сверху сырье присыпают частицами древесного угля.
Для плавления легкоплавких сплавов из латуни или бронзы вполне достаточно газовой горелки или паяльной лампы.
Горн
Расплавить медь можно с помощью горна. Для этого тигель с измельченным сырьем размещают на раскаленном древесном угле. Чтобы ускорить плавление, используют домашний пылесос, включенный в режиме выдувания. Труба должна иметь металлический зауженный наконечник, так как под воздействием высокой температуры пластик расплавится. Такой метод подойдет для тех, кто регулярно занимается плавлением меди дома.
Чтобы повысить температуру, следует вдувать в горн больше воздуха.
Чертеж передвижного горна
Микроволновая печь
Поможет расплавить медь в домашних условиях мощная микроволновая печь. Для этого убирают вращающуюся тарелку. Чтобы сохранить работоспособность внутренних деталей техники, необходимо поместить тигель в жаропрочный материал, например, обложить огнеупорными кирпичами.
Плавка металлов в микроволновке
Видео по теме: Плавка меди в микроволновке
Публикации по теме
Необходимая температура и процесс плавления бронзы
Показатель температуры плавления латуни для домашнего мастера
Особенности пайки алюминия в домашних условиях
Как определяется плотность
Плотность меди, как и плотность любого другого вещества, является справочной величиной. Она выражается соотношением массы к объему. Самостоятельно вычислить этот показатель весьма сложно, так как без специальных приборов состав проверить невозможно.
Пример расчета плотности меди
Выражается показатель в килограммах на кубический метр или в граммах на кубический сантиметр. Показатель плотности более полезен для производителей, которые на основе имеющихся данных могут скомпоновать ту или иную деталь с требуемыми свойствами и характеристиками.
Сульфид меди(I) | AMERICAN ELEMENTS®
РАЗДЕЛ 1. ИДЕНТИФИКАЦИЯ
Название продукта: Сульфид меди(I)
Номер продукта: Все применимые коды продуктов American Elements, например. КУ1-С-05-И , КУ1-С-05-Л , КУ1-С-05-П , CU1-S-05-ST
Номер CAS: 22205-45-4
Соответствующие установленные области применения вещества: Научные исследования и разработки
Информация о поставщике: American Elements 10884 Weyburn Ave. Los Angeles, CA
Тел.: +1 310-208-0551 Факс: +1 310-208-0351
Телефон службы экстренной помощи: Внутренний, Северная Америка: +1 800-44 -9300 Международный: +1 703-527-3887
РАЗДЕЛ 2. ИДЕНТИФИКАЦИЯ ОПАСНОСТИ
Классификация вещества или смеси в соответствии с 29 CFR 1910 (OSHA HCS) Вещество не классифицируется в соответствии с Согласованной на глобальном уровне системой (ГХС). Опасности, не классифицированные иначе Данные отсутствуют Элементы маркировки СГС Н/Д Пиктограммы опасности Н/Д Сигнальное слово Н/Д Указания на опасность Н/Д Классификация WHMIS Не контролируется Система классификации Рейтинги HMIS ) (Система идентификации опасных материалов) ЗДОРОВЬЕ ПОЖАР РЕАКЦИОННАЯ СПОСОБНОСТЬ 1 0 1 Здоровье (острые воздействия) = 1 Воспламеняемость = 0 Физическая опасность = 1 Оценка других опасностей 2 PvB 4s 9024 1 0 1 0024 PBT: N/A vPvB: N/A
РАЗДЕЛ 3.
СОСТАВ/ИНФОРМАЦИЯ О КОМПОНЕНТАХ
Вещества CAS № / Название вещества: 22205-45-4 Медь(I) сульфид Идентификационный номер(а) : Номер ЕС: 244-842-9
РАЗДЕЛ 4. МЕРЫ ПЕРВОЙ ПОМОЩИ
Описание мер первой помощи При вдыхании: Обеспечить пострадавшего свежим воздухом. Если не дышит, сделайте искусственное дыхание. Держите пациента в тепле. Немедленно обратитесь к врачу. При попадании на кожу: Немедленно промыть водой с мылом; тщательно промыть. Немедленно обратитесь к врачу. При попадании в глаза: Промыть открытые глаза в течение нескольких минут под проточной водой. Проконсультируйтесь с врачом. При проглатывании: Обратиться за медицинской помощью. Информация для врача Наиболее важные симптомы и эффекты, как острые, так и замедленные Нет данных Указание на необходимость немедленной медицинской помощи и специального лечения Нет данных
РАЗДЕЛ 5.
МЕРЫ ПОЖАРОТУШЕНИЯ
Средства пожаротушения Подходящие средства пожаротушения Продукт не воспламеняется. Используйте меры пожаротушения, подходящие для окружающего огня. Особые опасности, исходящие от вещества или смеси Если этот продукт вовлечен в пожар, могут быть выделены следующие вещества: Оксиды серы (SOx) Сероводород Оксиды меди Рекомендации для пожарных Защитное оборудование: Автономная одежда респиратор. Наденьте полностью защитный непроницаемый костюм.
РАЗДЕЛ 6. МЕРЫ ПРИ СЛУЧАЙНОМ ВЫБРОСЕ
Меры предосторожности для персонала, защитное снаряжение и порядок действий в чрезвычайных ситуациях Использовать средства индивидуальной защиты. Держите незащищенных людей подальше. Обеспечьте достаточную вентиляцию. Меры предосторожности по охране окружающей среды: Не допускайте попадания продукта в канализацию, канализационные системы или другие водотоки. Методы и материалы для локализации и очистки: Собрать механически. Предотвращение вторичных опасностей: Никаких специальных мер не требуется. Ссылка на другие разделы См. Раздел 7 для информации о безопасном обращении См. Раздел 8 для информации о средствах индивидуальной защиты. Информацию об утилизации см. в Разделе 13.
РАЗДЕЛ 7. ОБРАЩЕНИЕ И ХРАНЕНИЕ
Обращение Меры предосторожности для безопасного обращения Держите контейнер плотно закрытым. Хранить в прохладном, сухом месте в плотно закрытой таре. Информация о защите от взрывов и пожаров: Продукт негорючий Условия для безопасного хранения, включая любые несовместимости Требования, которым должны соответствовать складские помещения и емкости: Особых требований нет. Информация о хранении в одном общем хранилище: Хранить вдали от окислителей. Дополнительная информация об условиях хранения: Хранить контейнер плотно закрытым. Хранить в прохладном сухом месте в хорошо закрытых контейнерах. Особое конечное использование Данные отсутствуют
РАЗДЕЛ 8. КОНТРОЛЬ ВОЗДЕЙСТВИЯ/СРЕДСТВА ИНДИВИДУАЛЬНОЙ ЗАЩИТЫ
Дополнительная информация о конструкции технических систем: Правильно работающий химический вытяжной шкаф, предназначенный для опасных химических веществ и имеющий среднюю скорость движения не менее 100 футов в минуту. Параметры управления Компоненты с предельными значениями, требующими контроля на рабочем месте: Нет. Дополнительная информация: Нет данных Средства контроля воздействия Средства индивидуальной защиты Соблюдайте стандартные меры защиты и гигиены при обращении с химическими веществами. Хранить вдали от пищевых продуктов, напитков и кормов. Немедленно снимите всю испачканную и загрязненную одежду. Мыть руки перед перерывами и по окончании работы. Поддерживайте эргономически подходящую рабочую среду. Дыхательное оборудование: Используйте подходящий респиратор при наличии высоких концентраций. Рекомендуемое фильтрующее устройство для краткосрочного использования: Используйте респиратор с картриджами типа N95 (США) или PE (EN 143) в качестве резерва средств технического контроля. Необходимо провести оценку риска, чтобы определить, подходят ли респираторы для очистки воздуха. Используйте только оборудование, проверенное и одобренное в соответствии с соответствующими государственными стандартами. Защита рук: Непроницаемые перчатки Осмотрите перчатки перед использованием. Пригодность перчаток должна определяться как материалом, так и качеством, последнее из которых может варьироваться в зависимости от производителя. Защита глаз: Защитные очки Защита тела: Защитная рабочая одежда.
РАЗДЕЛ 9. ФИЗИЧЕСКИЕ И ХИМИЧЕСКИЕ СВОЙСТВА
Информация об основных физико-химических свойствах Внешний вид: Форма: Порошок Цвет: Черный Запах: Без запаха Порог запаха: данные отсутствуют. pH: нет данных Точка плавления/диапазон плавления: около 1100 °C (ок. 2012 °F) Точка/диапазон кипения: данные отсутствуют Температура сублимации/начало: данные отсутствуют Воспламеняемость (твердое вещество, газ): Данные недоступны. Температура воспламенения: Данные отсутствуют. Температура разложения: Данные отсутствуют. Самовоспламенение: Данные отсутствуют. Опасность взрыва: Данные отсутствуют. Пределы взрываемости: Нижний: Нет данных Верхний: данные отсутствуют Давление пара: неприменимо Плотность при 20 °C (68 °F): 5,6 г/см 3 (46,732 фунта/галлон) Относительная плотность: данные отсутствуют. Плотность паров: N/A Скорость испарения: N/A Растворимость в воде (H 2 O): Не растворим Коэффициент распределения (н-октанол/вода): Данные отсутствуют. Вязкость: Динамическая: Н/Д Кинематика: Н/Д Другая информация: Данные отсутствуют
РАЗДЕЛ 10. СТАБИЛЬНОСТЬ И РЕАКЦИОННАЯ СПОСОБНОСТЬ
Реакционная способность Нет данных Химическая стабильность Стабилен при соблюдении рекомендуемых условий хранения. Термическое разложение / условия, которых следует избегать: Разложение не происходит, если используется и хранится в соответствии со спецификациями. Возможность опасных реакций Реагирует с сильным окислителем Условия, которых следует избегать Нет данных Несовместимые материалы: Окислители Опасные продукты разложения: Оксиды серы (SOx) Сероводород Оксид меди
РАЗДЕЛ 11. ИНФОРМАЦИЯ О ТОКСИЧНОСТИ
Информация о токсикологическом воздействии Острая токсичность: Воздействие не известно. Значения LD/LC50, важные для классификации: Нет данных Раздражение или разъедание кожи: Может вызывать раздражение Раздражение или разъедание глаз: Может вызывать раздражение Повышение чувствительности: Неизвестно о сенсибилизирующем воздействии. Мутагенность зародышевых клеток: Реестр токсических эффектов химических веществ (RTECS) содержит данные о мутациях для этого вещества. Канцерогенность: Данные классификации канцерогенных свойств этого материала от EPA, IARC, NTP, OSHA или ACGIH отсутствуют. Репродуктивная токсичность: Воздействие не известно. Специфическая токсичность для системы органов-мишеней — многократное воздействие: Неизвестно никаких эффектов. Специфическая токсичность для системы органов-мишеней — однократное воздействие: Эффекты неизвестны. Опасность при вдыхании: Эффекты неизвестны. От подострой до хронической токсичности: Эффекты неизвестны. Дополнительная токсикологическая информация: Насколько нам известно, острая и хроническая токсичность этого вещества полностью не известна.
Раздел 12. Экологическая информация
Токсичность Водно -токсичность: Данные нет доступны Стабильность и разложение Данные Биоаккумуляция потенциала Нет доступных данных . в окружающую среду. Результаты оценки PBT и vPvB PBT: н/д vPvB: н/д Другие неблагоприятные воздействия: данные отсутствуют
РАЗДЕЛ 13.
РЕКОМЕНДАЦИИ ПО УТИЛИЗАЦИИ
Методы обработки отходов Рекомендация Ознакомьтесь с официальными правилами для обеспечения надлежащей утилизации. Неочищенная упаковка: Рекомендация: Утилизация должна производиться в соответствии с официальными правилами
РАЗДЕЛ 14. ИНФОРМАЦИЯ О ТРАНСПОРТИРОВКЕ
Номер ООН DOT, ADN, IMDG, IATA N/A Надлежащее отгрузочное наименование ООН DOT, ADN, IMDG, IATA N/A Класс(ы) опасности при транспортировке DOT, ADR, ADN, IMDG, IATA Класс N/A Группа упаковки DOT, IMDG, IATA N/A Окружающая среда опасности: Н/Д Особые меры предосторожности для пользователя Н/Д Транспортировка навалом в соответствии с Приложением II MARPOL73/78 и Кодексом IBC Н/Д Транспорт/Дополнительная информация: DOT Морской загрязнитель (DOT): №
РАЗДЕЛ 15. НОРМАТИВНАЯ ИНФОРМАЦИЯ
Правила/законодательные акты по безопасности, охране здоровья и окружающей среды, относящиеся к данному веществу или смеси Элементы маркировки СГС Н/Д Пиктограммы опасности Н/Д Сигнальное слово Н/Д Заявления об опасности Н/Д Национальные правила Все компоненты этого продукта перечислены в Законе Агентства по охране окружающей среды США о контроле над токсичными веществами Инвентаризация химических веществ. Все компоненты этого продукта перечислены в Канадском перечне веществ для внутреннего потребления (DSL). SARA Section 313 (списки конкретных токсичных химических веществ) 22205-45-4 Сульфид меди(I) Законопроект 65 штата Калифорния Prop 65 — Химические вещества, вызывающие рак Вещество не указано. Prop 65 — Токсичность для развития Вещество не указано. Prop 65 — Токсичность для развития, женщины Вещество не указано. Prop 65 — Токсичность для развития, мужчины Вещество не указано. Информация об ограничении использования: Только для использования технически квалифицированными лицами. Другие правила, ограничения и запретительные положения Вещество, вызывающее особую озабоченность (SVHC) в соответствии с Регламентом REACH (ЕС) № 1907/2006. Вещество не указано. Необходимо соблюдать условия ограничений согласно Статье 67 и Приложению XVII Регламента (ЕС) № 1907/2006 (REACH) для производства, размещения на рынке и использования. Вещество не указано. Приложение XIV Регламента REACH (требуется разрешение на использование) Вещество не указано в списке Оценка химической безопасности: Оценка химической безопасности не проводилась.
РАЗДЕЛ 16. ПРОЧАЯ ИНФОРМАЦИЯ
Паспорт безопасности в соответствии с Регламентом (ЕС) № 1907/2006 (REACH). Приведенная выше информация считается верной, но не претендует на полноту и должна использоваться только в качестве руководства. Информация в этом документе основана на современном уровне наших знаний и применима к продукту с учетом соответствующих мер предосторожности. Это не является гарантией свойств продукта. American Elements не несет ответственности за любой ущерб, возникший в результате обращения или контакта с вышеуказанным продуктом. Дополнительные условия продажи см. на обратной стороне счета-фактуры или упаковочного листа. АВТОРСКОЕ ПРАВО 1997-2022 АМЕРИКАНСКИЕ ЭЛЕМЕНТЫ. ПРЕДОСТАВЛЯЕТСЯ ЛИЦЕНЗИЯ НА ИЗГОТОВЛЕНИЕ НЕОГРАНИЧЕННОГО БУМАЖНОГО КОПИЯ ТОЛЬКО ДЛЯ ВНУТРЕННЕГО ИСПОЛЬЗОВАНИЯ.
Медные факты сульфида, формула, свойства, используют
Медная идентификация сульфида
Состав и синтез
.
Сульфид меди II или сульфид меди, представленный химической формулой CuS, который носит название IUPAC sulfanylidenecopper [1] представляет собой черный порошок или комки, растворимые в азотной кислоте, но нерастворимые в воде [3] . Встречается в виде минерального ковеллита и представляет собой ионное соединение [3, 4] . Он стабилен на воздухе, когда он сухой, но окисляется до сульфата меди влагой воздуха [1] .
Сульфид меди II
Идентификация сульфида меди II
Номер CAS
1317-40-4 [1]
Идентификационный номер PubChem
14831 [1]
ChemSpider ID
145403 [2]
Номер ЕС
215-271-2 [1]
Состав и синтез
Сульфид меди ii может быть получен реакцией между расплавленной серой и медью, за которой следует кипячение в гидроксиде натрия [1] .
Cu + S = CuS
Формула сульфида меди II
Свойства и характеристики сульфида меди 2
Общие свойства
Молярная масса/молекулярная масса
95,606 г/моль [1]
Физические свойства
Цвет/внешний вид
Черный порох [3]
Точка плавления/замерзания
220°C, 428°F (разлагается) [3]
Температура кипения
Н/Д [3]
Плотность
4,6 г мл -1 при 25°C [3]
Состояние вещества при комнатной температуре (нормальная фаза)
Твердый [3]
Показатель преломления
1,45 [1]
Химические свойства
Растворимость в воде
Н/Д [1]
Атомные свойства
Кристаллическая структура
Шестигранник [1]
Структура сульфида меди II
Выраженные реакции CuS
Сульфид меди II реагирует с кислородом при температуре 300-500°C с образованием оксида меди и диоксида серы [7] .
2CuS + 3O 2 = 2CuO + 2SO 2
Сульфид меди Использование
При приготовлении смешанных катализаторов [3] .
При разработке анилинового черного красителя для текстильной печати [3] .
В необрастающих красках [3] .
В фотооптике и в качестве полупроводника [6] .
Is It Dangerous
Сульфид меди токсичен при проглатывании. Следует избегать контакта с глазами и кожей, а также вдыхания, так как это может вызвать раздражение. Оказывает длительное вредное воздействие на водную жизнь [1, 3, 5] . В условиях пожара он разлагается с образованием опасных оксидов меди и оксидов серы [8] .
Сварочный инверторный аппарат работающий при пониженном напряжении Ресанта САИ-250ПН 65/21
Сварочный аппарат пониженного напряжения Ресанта САИ-250ПН — передвижная электростанция, вырабатывающая электрический ток для электродуговой сварки или резки металла. Сварочники серии «ПН» отличаются наличием информационного дисплея, эргономичным дизайном, обеспечивающим лучшее охлаждение системы. В САИ ПН добавилась регулируемая функция форсажа дуги «ARCFORCE», которая предназначена для повышения устойчивости сварочной дуги и лучшей текучести металла.
Функции и принцип работы
Принцип работы инвертора аппарата заключается в преобразовании переменного напряжения сети частотой 50Гц в постоянное напряжение величиной в 400В, которое преобразуется в высокочастотное модулированное напряжение и выпрямляется. «Ресанта» выпускает только инверторные сварочные аппараты, которые оснащены полезными функциями:
«Горячий старт» (HOT START) — это дополнительный наброс сварочного тока в момент касания заготовки электродами
«Антизалипание» (ANTI STICK) – это снижение сварочного тока и напряжения для возможностилёгкого отрыва электрода от заготовки и с комфортного продолжения сварочных работ, используя этот же электрод.
«Форсаж дуги» (ARC FORCE) — регулируемая функция, обеспечивающая равномерное горение дуги путём кратковременного увеличения силы сварочного тока в тот момент, когда по каким-либо причинам дуга начинает ”гаснуть”.
Процесс сварки заключается в следующем: в зону сварки подаётся электрод, между электродом и металлом образуется электрический разряд — «дуга», расплавляется основной металл и электрод (все сварочные аппараты серии САИ работают с электродами с твёрдым покрытием). Для образования электрического разряда и нужен сварочный аппарат. Расплавленный металл сварочной зоны при остывании образует шов. Зона сварки должна быть защищена от неблагоприятных воздействий со стороны воздуха (чтобы металл не «горел»).
Преимущества
Удлиненный кабель с электрододержателем. Аппараты Ресанта серии ПН комплектуются 3-метровым кабелем с электрододержателем, что позволяет выполнять больший объем работ без перемещения аппарата
Цифровой дисплей. Аппараты серии ПН выводят установленное значение сварочного тока на цифровой дисплей, что позволяет более точно устанавливать требуемый сварочный ток
Металлический корпус. Обеспечивает надёжную защиту от воздействия внешних факторов
Специальная рукоятка для транспортировки, которая позволяет с лёгкостью перемещать сварочный аппарат
Петли позволяют крепить ремень, чтобы переносить аппарат на плече
Прочное прозрачное стекло защищает цифровой дисплей и регуляторы от случайных механических повреждений
Вентиляционная решётка обеспечивает дополнительную вентиляцию
Задняя панель с отверстиями для обеспечения отвода воздуха системы принудительной вентиляции
Регулятор величины сварочного тока. С помощью регулятора сварочного тока можно выставить нужный ток в зависимости от толщины свариваемой заготовки и диаметра электрода
Регулятор форсажа дуги. Для повышения стабильности сварочной дуги и лучшей текучести металла при сварке используется регулировка функции форсажа дуги
Индикатор «Перегрев». Индикатор загорается на несколько секунд при включении САИ и при перегревании прибора (в это время аппаратом не получится варить, т.к. плата должна охладиться до нужной температуры)и выключается после его остывания до рабочей температуры
Силовые разъёмы для подключения сварочных кабелей дают возможность быстро подключить сварочные кабели и приступить к работе. Надёжное соединение исключает потери тока и нагрев в местах контакта
Вместо обычного рокерного выключателя «Сеть» стоит автомат. Он позволяет работать в сетях со слабой проводкой и сетях, не оснащённых защитой (работа при пониженном напряжении)
Самый высокий ПВ 70% среди производителей сварочного оборудования
Защита от перегрева
№1 на рынке сварочного оборудования
Принцип работы
Заключается в преобразовании переменного напряжения сети частотой 50 Гц в постоянное напряжение величиной в 400 В, которое преобразуется в высокочастотное модулированное напряжение и выпрямляется. Для регулирования сварочного тока используется широтно-импульсная модуляция.
Устройство САИ-250ПН
Изделие выполнено в металлическом корпусе, на пластиковой передней панели которого расположено:
Регулятор величины сварочного тока. С помощью регулятора сварочного тока можно выставить нужный ток в зависимости от толщины сварного электрода.
Регулятор форсажа дуги (ARC FORCE).
Силовые разъемы для подключения сварочных кабелей.
Индикатор «сеть» загорается при включении прибора.
Индикатор «перегрев» загорается на несколько секунд при включении и при перегреве прибора и выключается после его охлаждения до рабочей температуры.
Автоматический выключатель, сварочный аппарат Ресанта оснащен автоматом вместо обычного выключателя. Он позволяет работать в сетях со слабой проводкой и сетях, не оснащенных защитой (установлен на задней панели).
Регулятор форсажа дуги (ARC FORCE)
Регулируемый форсаж дуги предназначен для повышения устойчивости сварочной дуги и лучшей текучести металла. Осуществляется повышением сварочного тока при уменьшении длины дуги.
Горячий старт (HOT START)
Для обеспечения лучшего поджига дуги в начале сварки, инвертор производит автоматическое повышение сварочного тока. Это позволит значительно облегчить начало сварочного процесса. Благодаря этой функции аппаратом могут работать не только опытные сварщики, но и новички. Эта функция установлена на всех сварочных аппаратах Ресанта.
Антизалипание (ANTI STICK)
При начале сварки требуется произвести поджиг дуги. Нередко это приводит к залипанию электрода на изделии. В этом случае инвертор сам производит автоматическое снижение сварочного тока, и электрод легко отрывается. В дальнейшем, после отрыва залипшего электрода, инвертор возобновляет установленные параметры сварки. Все сварочные аппараты серии САИ оснащены данной функцией.
IGBT
Все без исключения инверторы Ресанта изготовлены на IGBT-транзисторах. Эффект в том, что за счёт них срок использования аппарата увеличивается в 7 раз. Помимо этого уменьшается вес и габариты. У IGBT плата расположена вертикально, пыль на ней не оседает.
Диаметр электродов (мм)
Ток (А)
1,6
25-50
2
50-70
2,5
60-90
3,2
90-140
4
130-190
5
160-220
6
200-315
ПВ (продолжительность включения)
Смысл параметра «ПВ» таков: это время в течение 10-минутного интервала, которое аппарат способен проработать на указанном токе. Это означает, что 70% от 10-минутного интервала (то есть 7 минут) аппарат может непрерывно варить, не отрывая дуги на указанном токе, а остальные 3 минуты он должен «отдыхать» на холостом ходу, при этом нельзя выключать аппарат из сети, что бы работало принудительное охлаждение (вентилятор).
Напряжение холостого хода
Чем выше напряжение холостого хода, тем легче зажечь дугу. У данного инвертора оно равно 80 В, дуга зажигается легко, есть возможность варить цветные металлы.
Кабель держателя и массы длинной 4,5 метра, длина сетевого шнура 1,7 м, длина сварочного аппарата 30 см. Итого 6,5 метров рабочего пространства. При необходимости увеличить удаленность от розетки используйте удлинитель нужного сечения.
Ищете положительные и негативные отзывы о РЕСАНТА САИ-250ПН?
Из 11 источников мы собрали 23 отрицательных, негативных и положительных отзывов.
Мы покажем все достоинства и недостатки РЕСАНТА САИ-250ПН выявленные при использовании пользователями. Мы ничего не скрываем и размещаем все положительные и отрицательные честные отзывы покупателей о РЕСАНТА САИ-250ПН, а также предлагаем альтернативные товары аналоги. А стоит ли покупать — решение только за Вами!
Самые выгодные предложения по РЕСАНТА САИ-250ПН
Отзывы про РЕСАНТА САИ-250ПН
Информация об отзывах обновлена на 28.10.2022
Написать отзыв
Александр Ермолаев, 22.05.2019
Достоинства: Пробовал варить электродами различных марок — варит замечательно! Очень понравилась функция «Форсаж дуги»и функция сварки при пониженном напряжении ( чем грешит наша местная электросеть). При сравнении с САИ-250 (брал у товарища попользоваться на время) мой данный аппарат САИ 250 ПН варит лучше и варить удобнее из-за вышеперечисленных функций.
Недостатки: Коротковаты сварочные кабели. Из заявленного в паспорте, что данный аппарат способен варить электродами 6 мм, в действительности не осиляет даже 5-ку — не хватает мощи.
Комментарий: Электродами различных марок -2-кой, 3-кой и 4-кой варит замечательно. Очень большая разница от сварочного трансформатора, которым я пользовался всю сознательную жизнь.
Alexandr Grischanov, 17.01.2019
Недостатки: Провод + неплотно держится,но не подгорал
mihabaichurin, 26.09.2018
Достоинства: Искал аппарат серьезный, посоветовали именно его,применял при строительстве каркасного дома,незаменимая вещь, думаю еще один приобрести на другую бригаду
Недостатки: не нашел
Комментарий: Полностью удовлетворен цены и качества
Ткачев Антон, 31. 07.2018
Достоинства: чётко варит
Недостатки: дорогой
Комментарий: кто умеет варить тому понравится
Жгут лёва, 25.07.2018
Достоинства: Достоинств масса! Среди одноклассников выделяется доступной ценой и безотказным качеством. Работает уже 2 года. Пока нареканий нет. Варили им заборы, калитки, ворота гаража, Отопление двух подъездов. Ещё на удивление смогли сварить две пластины 12мм. Конечно пришлось делать фаску но сварочник справился!
Недостатки: Не обнаружены
Тимур Басыров, 15.07.2018
Достоинства: Хорошо разжигается электрод, более-менее совпадают цифры на дисплее и реальный ток при сварке, не много весит, хорошо тянет электроды вплоть до 5
Недостатки: Провода не такие длинные как хотелось бы, минусовой крокодил позже поменяли на струбцину, не очень хороший контакт и пружина со временем стала хуже зажимать . Электрододержатель тоже через пару месяцев ослаб и стал хуже держать электрод.
Комментарий: Занимаемся у себя в дачном посёлке и соседних установкой заборов из проф настила. Так сказать отдыхаем и частенько подрабатываем таким способом. До этого был сварочник самый дешёвый за 4 тысячи покупался. Поработал полтора года и скоропостижно сгорел) Решили взять что-то по солиднее, но и снова на Китай попадать не хотелось. Решили взять отечественное и не ошиблись, 3, 4 электродом не напрягаясь варит, 5 чуть похуже, но 5 особо и не варим. Электрод отлично разжигается и не залипает.Не ошиблись в выборе модели.
Иван, 25.06.2018
Достоинства: Хороший аппарат для шабашок.
Недостатки: Крашенные кабеля.
Комментарий: Преимущество, варит на пониженных сетях.
сергей, 05.06.2018
Достоинства: варит с пониженного напряжения ,доступная цена .
Недостатки: пока нет, за год пользования
Комментарий: взял год назад,для пользования в гараже варить ,там напряжения 180-190 вольт, а летом еще ниже варил электродом диаметром №3 металл толщина 3,5мм проваривал спокойно на 100 амперах минут 20 варил ,даже не отключался ,очень хороший запас по амперам . Провода удлинил держака до пяти метров ,потерю я не ощутил.Очень доволен советую!!!
виталик, 09.04.2018
Достоинства: аппарат очень хорош. даже не ожидал что нержавейку варить будет хоть и самоучка мне этот аппарат нравится
Недостатки: недостаток провода короткие.купил другие по 10 метров не на радуюсь
Андрей Юрьевич, 09.04.2018
Достоинства: Приобрёл данную модель для личных целей. Отличный стабильный аппарат,Хорошо варит как на низких так и на высоких токах. Удобен в использовании. даже при мокрых электродах очень легко произвести сварку (не рекомендуется )
Недостатки: Из недостатков только лишь очень короткие провода .
Комментарий: Полезное приобретение за данную сумму
Сергей, 02.04.2018
Достоинства: Машина стоит своих денег.
Недостатки: Чуть коротковаты кабеля.
Комментарий: Аппаратом в целом доволен. На мой взгляд полупрофи. Рекомендую от души. (Отзыв не заказ,не куплен).
Дмитрий, 02.03.2018
Достоинства: -Цена -Работа от пониженного напряжения -компактность
Недостатки: не выявил . Кабеля можно было сделать длиннее.
Комментарий: Пользуюсь данным аппаратом уже больше года. Работа для него есть практически всегда , так как живу в частном доме. То ворота упадут, то забор сломается, то жена со своими подставками для цветов одолевает . нет нет в машине что то выходит из строя ( Камаз ) В общем за время моей эксплуатации показал себя с хорошей , я бы даже сказал с качественной стороны. Будем работать дальше. Советую.
Петров Максим, 17.02.2018
Достоинства: Для дачи самое то, работает без перебоев.
Недостатки: нет
Yaroslav, 07. 02.2018
Достоинства: Нетяжелый сварочный аппарат, можно переносить в руках, без авто, удобный диапазон рабочих напряжений, особенно для работы на даче, в гараже, где частые перепады.
Недостатки: желательно выдавать пару пробных электродов (диаметр по просьбе заказчика)
Комментарий: Вежливый персонал, готовый подстроиться по времени под клиента, удобно упаковали мне товар, все объяснили/показали
hi-zone, 27.12.2017
Достоинства: отлично варит 2, 3, 4 (варил 7мм железо, нормально, больше наверное будет уже не очень — греть метал надо будет хорошо)
долго, стабильно по току (шов хороший), не прилипает — легко начать варить даже если полный профан, если не профан — так вообще сказка )))
выше 80А током даже не пользовался, нужды небыло такой, в защиту никогда не уходила по перегреву..
Недостатки: иногда откручиваются провода от блока, но не часто, так что не очень большая беда.
довольно быстро провалился во внутрь индикатор, но без разбора корпуса достал его аккуратно и вставил в окошечко на супер клей — держится отлично.
Комментарий: крупноват конечно корпус, но с другой стороны за мощность надо платить )))
Перов Дмитрий, 07.11.2017
Достоинства: Отлично показал себя на всех режимах. Прекрасно зажигает даже сырые электроды. Гудит тихо.
Недостатки: Масса развалилась в первый же день, не удачно на неё наступил — назад выгнуть удалось но медная пластина лопнула. Виноват конечно сам, но осадок остался…
Комментарий: После покупки опробовал его на всех электродах (рутил, основное), на всех диаметрах (1.6 — 6 мм) и на всех режимах тока. В принципе аппарат соответствует всем заявленным показателям. Понравилось как на тонком металле, так и на сварке тавровых балок 12 мм. Амперы выдает сравнительно честные, допфункции типа форсажа дуги и антиприлипания работают, отчетливо проявляют себя при токах от 25 до 120 А. , выше уже без разницы — варит все подряд. Для дома сгодится однозначно!
алексеевич андрей, 14.05.2017
Достоинства: отличный аппарат, варили ей металлоконструкцию из сантиметровой стали. швы все ровные и прочные получились. аппарат красивый, дизайн отличный!
Недостатки: незаметил
Павел Скакодуб, 09.05.2017
Достоинства: Удобство в работе,качество сварки
Комментарий: Приобрёл этот товар 4 месяца назад.Комплектация полная.Варить хорошо,удобно.Вобщем мне прибор понравился.
Кипелов Олег, 02.05.2017
Достоинства: Форсаж дуги и высокое напряжение холостого хода. Высокий ПН.
Недостатки: Быстро отлетела стекляшка, затем на неё что то упало и ей пришел конец — в общем хлипковата внешняя отделка.
Комментарий: Это уже четвертый инвертор, который попадает ко мне в руки. Ну что можно сказать — это практически полупрофессиональная сварка, ей можно варить целый день с небольшими интервалами и он выдерживает! Брал под строительство — чтоб ампер было до 250, мало ли что надо будет сварить электродом 6 мм. А электродом 3 мм варить — песня! Комфортно, дуга зажигается мухоментально — холостой ход по напряжению — 80 вольт! Даже сырыми электродами варит превосходно и не надо колдовать с прокалкой.
АНДРЕЙ, 19.04.2017
Комментарий: Громко работают вентиляторы, а так почти год – и нормально всё с ним. Благодаря димплею с цифрой силой тока регулировать настройки достаточно легко было даже , когда не знал что такое сварка толком. За городом где напряжение сети ниже положенного, работал без вопросов. С искрой и электродами проблем не было и не хочу. Дугу держит отличнои искру выдаёт без вопросов, а мне большего и не надо.
Алена, 13.01.2017
Достоинства: Приобрели папе в подарок, до этого работал старым при старым сварочным аппаратом, чтобы передвинуть его, требовалось приложить огромные усилия, катить его на тележке вдвоём. САИ-250ПН по сравнению с тем легкий как пушинка, всего 8кг. стал надежным другом для папы, справляется со своими функциями на все 100! Кроме того приятная цена. В комплектацию входил кабель с электрододержателем, кабель с клеммой заземления. Покупке рады!
Недостатки: Не выявлены
Гость, 27.11.2016
Достоинства: Компактный и удобный
Комментарий: Я в восторге!!!
Ковалев Игорь, 01.06.2016
Достоинства: В первую очередь нравится цифровая индикация силы тока на выходе. Я хоть и ориентируюсь уже по звуку горения дуги, поскольку варю уже второй десяток лет, но визуально видеть и точно подстраивать очень удобно и комфортно. Являюсь фанатом электродов с основным покрытием — зажигаются на этой сварке без лишних движений и чирканий, горят ровно, но самое главное, если оборвать дугу, то вторично разжигаются быстро и без мата 🙂 Обычным рутилом варит даже мой семилетний сын — благодаря наворотам антизалипа и форсажа дуги тройки и двойки горят как соломины, без прилипаний электрода на любой полярности. При сварке электродом тройкой через обычную розетку дома на 100-120 А все нормально, но если нужно варить уже на 150 А и выше, необходима приличная проводка до розетки, как минимум медь 4 мм квадратных в сечении и пробки мощнее 16 Амперных. Резюмирую — сварочный аппарат достойный, не дешевка, по току можно варить от миллиметровки до рельсов. Ну и сервисная сеть довольно хорошая, если что случится — есть куда отнести и отремонтировать.
Недостатки: Недостатки мелкие конечно есть, мелкие крутилки на панели мне под мои пальцы не сильно нравятся, но это уже чисто субъективно.
Комментарий: Все, что хотел написать — выше.
Подробные характеристики
Основные характеристики
Тип устройства
сварочный инвертор
Типы сварки
ручная дуговая сварка (MMA)
Сварочный ток (MMA)
10-250 А
Напряжение на входе
140-260 В
Количество фаз питания
1
Напряжение холостого хода
80 В
Тип выходного тока
постоянный
Продолжительность включения при максимальном токе
70 %
Диаметр электрода
6 мм
Дополнительные характеристики
Антиприлипание
есть
Горячий старт
есть
Форсаж дуги
есть
Степень защиты
IP21
Температурный диапазон работы
от -10 до 40 °C
Масса
8 кг
Комплектация
кабель с электрододержателем; кабель с клеммой заземления
Перед покупкой уточняйте технические характеристики и комплектацию у продавца
Инверторный сварочный аппарат «Ресанта 250» работает на процесс преобразования в постоянный переменный ток частотой 50 Гц. Напряжение при таком преобразовании подскакивает до 400 В. Широкоимпульсная модуляция высокочастотного напряжения позволяет изменять мощность сварочного тока.
Конструкция сварочного аппарата
Корпус сварочного инвертора «Ресант САИ-250» выполнен из качественного металла. На передней панели инвертора расположены разъемы питания. К указанным разъемам подключаются сварочные провода, индикаторы, контролирующие параметры сети и перегрева оборудования, рычаг выбора значения сварочного тока.
Функционал «Ресанта 250»
Горячий воздух, образующийся при работе инвертора, выводится через специальные отверстия в корпусе сварочного аппарата «Ресанта 250» за счет системы принудительной вентиляции. Эта система обеспечивает защиту оборудования от чрезмерного перегрева в процессе эксплуатации.
Система автоматического отключения сварочного аппарата «Ресант 250 Проф» отключает инвертор при соединении силовых проводов между собой. Индикатор, расположенный на передней панели, сигнализирует об отключении устройства. Эффективность и удобство эксплуатации сварочного аппарата «Ресанта 250» обеспечиваются дополнительными функциями противоскольжения и горячего старта.
Функция горячего пуска означает мгновенное зажигание электрической дуги за счет автоматического увеличения тока в момент запуска инвертора. Вторая функция сварочного аппарата «Ресант САИ-250 Проф» — антиадгезионная — позволяет избежать прилипания электрода к обрабатываемым металлам за счет снижения сварочного тока в критической ситуации. Сила тока повышается до необходимого значения после устранения прихватов.
Особенности инвертора «Ресанта»
В условиях значительных перепадов и скачков напряжения в электрической сети сварочный аппарат «Ресант 250 ПН» поддерживает бесперебойную работу. Выполнять сварочные работы с данной моделью инвертора можно при низких порогах напряжения в сети.
Аппарат «Ресанта» может работать с электродами, диаметр которых не превышает 6 мм. Предельный ток инвертора составляет 250 А. Долгое время сварочный аппарат «Ресант 250» способен выдерживать экстремальные нагрузки благодаря предустановленным системам защиты. Эту особенность оборудования можно считать его преимуществом, так как предлагаемые на современном рынке сварочных аппаратов аналоги такими характеристиками не обладают.
В холостом режиме напряжение составляет 80 В. Инвертор оснащен транзисторами серии IGBT, обеспечивающими бесперебойную работу при экстремальных нагрузках и обеспечивающими степень защиты IP21 сварочного аппарата «Ресант 250».
Компактные размеры инвертора и мобильность облегчают его использование. На корпусе аппарата находится ручка, позволяющая транспортировать сварочный аппарат по рабочей зоне. В отзыве о сварочном аппарате «Ресанта 250» отмечается, что отличительной чертой аппарата является точность и простота настройки параметров. Отображаемые значения параметров остаются неизменными даже при скачках сетевого напряжения.
Технические параметры инвертора
Характеристики сварочного аппарата «Ресанта 250»:
Продолжительность нагрузки инвертора при максимальной силе тока 250 А составляет 70%.
Предельный ток потребления 35 А.
Диапазон рабочих температур инвертора составляет от -10 до +400 градусов.
Минимальное значение сварочного тока 10 А, максимальное значение 250 А.
Сварочная дуга, создаваемая инвертором, имеет напряжение 30 В.
Бензиновый генератор мощностью 5 кВт и более может питать сварочный аппарат. Электроды для работы с данной моделью сварочного аппарата подобраны с учетом того, что при уменьшении входного напряжения уменьшается значение сварочного тока.
Подготовка инвертора к работе
Во избежание аварийных ситуаций при подготовке сварочного аппарата «Ресант 250» к работе необходимо соблюдать технику безопасности и прилагаемую инструкцию. Провода — с электрододержателем и заземлением минуса — подключаются к инвертору в первую очередь. Перед включением сварочного аппарата «Ресант САИ-250» устанавливается минимальное значение силы тока, после чего он подключается к электросети или к бензиновому или дизельному генератору мощностью 5 кВт.
В зависимости от используемого электрода устанавливается необходимая сила тока. Соответствующие параметры указаны в специальной таблице, приведенной в инструкции по эксплуатации сварочного аппарата.
Регулятор инвертора устанавливается на минимальное значение тока после завершения всех сварочных операций, после чего отключается питание аппарата. Все кабели отсоединяются от «Жителя» только после его обесточивания.
Меры предосторожности
Перед эксплуатацией инвертор «Ресанта» необходимо выдержать несколько часов при положительной температуре. Такие меры предотвращают образование конденсата в шкафу, что может привести к аварийным ситуациям. Слой изоляции сварочных кабелей и проводов, идущих в комплекте со сварочным оборудованием, не должен иметь повреждений, которые могут привести к неисправности аппарата.
Запрещается проведение сварочных работ в помещениях, где обрабатываются детали с образованием мелкой стружки или металлической пыли. Любые включения, содержащиеся в воздухе, могут осесть на внутренних элементах инвертора. Также не рекомендуется использовать сварочный аппарат в помещениях с повышенным содержанием влаги в воздухе или на открытом воздухе во время осадков.
Работа со сварочным аппаратом проводится только при соблюдении следующих правил:
Место сварки должно хорошо проветриваться.
Строго соблюдать требования пожарной безопасности.
При работе необходимо использовать защитную одежду и специальную маску, предохраняющую от ожогов и потери зрения.
К хранению преобразователя также предъявляются определенные требования:
Отсутствие в помещении паров щелочей и кислот, чрезмерной запыленности, мелкой пыли.
Диапазон температур от -10 до +50 градусов Цельсия.
Самостоятельный ремонт сварочного аппарата
Зарубежные и отечественные специалисты отмечают высокий эксплуатационный ресурс инвертора «Ресант САИ-250». При соблюдении всех правил эксплуатации и требований к хранению и транспортировке инвертора устройство можно использовать несколько лет, но может потребоваться ремонт.
Как профилактические, так и внеплановые ремонтные работы сварочных аппаратов должны производиться только квалифицированными специалистами в сервисных центрах завода-изготовителя. Вы можете обратиться в авторизованные мастерские, которые обращаются с техникой марки «Ресанта». Однако простые диагностические и ремонтные работы пользователь может выполнять самостоятельно. Необходимость в них возникает чаще всего при перегреве сварочного аппарата, о чем свидетельствует индикатор на передней панели. Эта проблема решается разборкой корпуса инвертора и очисткой его внутренних частей от пыли и грязи, скопившихся в процессе эксплуатации.
Низкая эффективность сварочного аппарата «Ресант» может быть вызвана снижением напряжения питания или использованием мокрых электродов. Во втором случае достаточно просушить электроды или заменить их новыми, прежде чем приступать к сварочным работам.
Преимущества сварочного оборудования
Сварочный аппарат «Ресанта САИ-250» является одним из самых мощных инверторов, предлагаемых на современном рынке аналогичного оборудования. Несмотря на то, что данная модель позиционируется как промышленная, она может работать от стандартных 220 В. Стоимость инвертора не отличается от аналогичных бытовых сварочных аппаратов.
К преимуществам прибора «Ресант» относятся:
Работа инвертора возможна при уровне напряжения в сети от 140 до 242 В. При снижении напряжения на 30% и при нестабильных его показаниях прибор продолжает свою работу без перерыва.
С данным оборудованием можно использовать электроды диаметром не более 6 мм.
Сварочные работы могут выполняться с любыми видами металлов;
Система принудительной вентиляции защищает инвертор от перегрева и продлевает срок его службы при пиковых нагрузках.
При напряжении холостого хода 80 В быстро воспламеняется электрод.
Функция форсирования дуги.
Формирование качественного сварочного шва.
Функция антиприлипания электрода во время работы.
К преимуществам «Ресанта 250» можно отнести компактные габариты и малый вес 5 кг, что позволяет транспортировать прибор по месту проведения работ.
Недостатки сварочного аппарата
Разработкой сварочного оборудования, выпускаемого под маркой «Ресанта», занимаются латвийские инженеры, но сборка аппаратов осуществляется в Китае. По этой причине качество сборки оставляет желать лучшего. С электронными неисправностями можно столкнуться крайне редко, однако все они легко устраняются. Отдельно стоит отметить тот факт, что стоимость аналогичного оборудования европейского производства будет выше в несколько раз.
Инвертор «Ресанта САИ-250» относится к категории промышленных, но максимальное время его работы при максимальном значении силы тока составляет 4 минуты, после чего необходим перерыв. В этом случае устройство способно работать длительное время при нагрузке 70%.
Munzira isina basa, iyo inotenderera ine 80 V. Инвертор inogadzirwa neGGT серии транзисторов, ichichengetedza kushandiswa kusinganzwisisiki pasi pemitoro yakawandisa uye ichidzivirira nzvimbo ye IP21 yeR Resant 250 сварочный аппарат.
Matanho akaenzana e инвертор nekufamba anoita kuti zvive nyore kushandisa. Pamuviri wechigadziro iyi inobata iwe kuti utakure mhepo yekushongedza kuburikidza nenzvimbo inoshanda. Mukupindura kumubhedha wokutengesa «Resanta 250» zvinonzwisiswa kuti kusiyanisa chinhu chechigadzirwa ndiko kururama uye nyore kwekugadzirisa zviyero. Iko inoratidzirwa nemarongerwo emitengo inoramba isina kuchinja kunyange kana mauto emakumbo akwira.
Zvemagadziro emiganhu ye инвертор
Zviratidzo zvemuchina wokugadzira «Resanta 250»:
Mutoro wenguva yakareba инвертор pamusana pemazuva ano simba re 250 А составляет 70%.
Ико kunogadzirirwa ikozvino kushandiswa ndeye 35 A.
Iko inotonhorera yekushanda inotter inosiyana -10 kusvika +400 градусов.
Насадка пылесборник для сверл 4-10мм, пылеуловитель для дрели перфоратора WL
Доставка по Украине
471.06 грн
235.53 грн
Купить
WebLine
Насадка пылесборник для сверл 4-10мм, пылеуловитель для дрели перфоратора SS
Доставка по Украине
461.74 грн
230.87 грн
Купить
Насадка пылесборник для сверл 4-10мм, пылеуловитель для дрели перфоратора BG
Доставка по Украине
515.37 грн
257.69 грн
Купить
Buying
Перфоратор со сверлом для работы по камню/бетону и др. DEKO DKRh42LD1
На складе
Доставка по Украине
4 559 грн
4 239.87 грн
Купить
ForPeopleShop
Насадка пылесборник для сверл 4-10мм, пылеуловитель для дрели перфоратора
На складе в г. Ровно
Доставка по Украине
160 — 179 грн
от 14 продавцов
160 грн
Купить
Магазин «Панас»
Спиральные сверла по дереву для перфоратора SDS+ YATO YT-3300
Под заказ
Доставка по Украине
750 грн
Купить
Интернет-магазин «24ka. com.ua»
Насадка пылесборник для сверл 4-10мм, пылеуловитель для дрели перфоратора, 105909
На складе в г. Ровно
Доставка по Украине
170 грн
Купить
Интернет магазин » Горячий Стиль «
Сверло, бур SDS+ 8х210мм для перфоратора FDW tools
Доставка по Украине
41 грн
Купить
»МетШоп» — гуртовий інтернет-магазин
Насадка пылесборник для сверл 4-10мм, пылеуловитель для дрели перфоратора
Доставка по Украине
125 грн
Купить
Mini-Tools — качественные инструменты и расходные материалы.
Сверло алмазное 52мм Distar DDS-W Concrete X сегментная коронка по бетону и кирпичу для перфоратор 17984540073
На складе
Доставка по Украине
1 855 грн
Купить
STAR-PRO Интернет-магазин алмазного инструмента
Сверло алмазное 62мм Distar DDS-W Concrete X сегментная коронка по бетону и кирпичу для перфоратор 17984540077
На складе
Доставка по Украине
2 055 грн
1 952. 25 грн
Купить
STAR-PRO Интернет-магазин алмазного инструмента
Сверло алмазное 32мм Distar DDS-W Concrete X сегментная коронка по бетону и кирпичу для перфоратор 17984091075
На складе
Доставка по Украине
1 535 грн
Купить
STAR-PRO Интернет-магазин алмазного инструмента
Сверло алмазное 42мм Distar DDS-W Concrete X сегментная коронка по бетону и кирпичу для перфоратор 17984540069
На складе
Доставка по Украине
1 745 грн
Купить
STAR-PRO Интернет-магазин алмазного инструмента
Насадка пылесборник для сверл 4-10мм под перфоратор дрель
На складе
Доставка по Украине
140 грн
109.20 грн
Купить
Brick Army
Сверло 6×110 для перфоратора sds plus для бетона и кирпичу
На складе в г. Павлоград
Доставка по Украине
38 грн
Купить
100 мелочей
Смотрите также
Сверло 6×210 для перфоратора sds plus
На складе в г. Павлоград
Доставка по Украине
55 грн
Купить
100 мелочей
Сверло 10×110 для перфоратора sds plus
На складе в г. Павлоград
Доставка по Украине
40 грн
Купить
100 мелочей
Перфоратор мережевий SDS+ YATO Польша : P= 1100 Вт, J = 5 Дж. для свердл Ø 32 мм, 3 свердла и 2 пики YT-82123
На складе
Доставка по Украине
6 105 грн
5 189.25 грн
Купить
RadiVam
Сверло по бетону и кирпичу 6×110 для перфоратора sds plus
На складе в г. Павлоград
Доставка по Украине
45 грн
Купить
Сверло по бетону и кирпичу 10мм × 110мм для перфоратора sds plus
На складе в г. Павлоград
Доставка по Украине
65 грн
Купить
Сверло 8×160мм для перфоратора sds plus
На складе в г. Павлоград
Доставка по Украине
65 грн
Купить
Насадка пылесборник для сверл 4-10мм, пылеуловитель для дрели перфоратора
На складе в г. Ровно
Доставка по Украине
160 — 364 грн
от 2 продавцов
160 грн
Купить
Магазин «Freedelivery»
Сверло 8×160мм для перфоратора sds plus
На складе в г. Павлоград
Доставка по Украине
45 грн
Купить
100 мелочей
Набір свердел і зубил для перфоратора SDS-Plus 17 шт.
Доставка по Украине
920 грн
Купить
Твой ШОП МЕГА полезных вещей «Механик»
Насадка пылесборник для сверл 4-10мм, пылеуловитель для дрели перфоратора шуруповерта
На складе в г. Киев
Доставка по Украине
119 грн
Купить
Biks.com.ua
Твердосплавнoе сверлo по кирпичу и бетону для дрели и перфоратора DeWALT 5601400023
На складе
Доставка по Украине
314 грн
Купить
RIMAX GROUP магазин техники для строительства, инструмента, садовой техники, сверла, буры и прочее
Патрон сьемный для перфоратора Craft CBH-800DFR, Bosch GBH 2-24 DFR, под сверло
На складе
Доставка по Украине
290. 50 грн
Купить
TOOLDNEPR
Насадка пылесборник для сверл 4-10мм, пылеуловитель для дрели перфоратора
Доставка по Украине
209 грн
Купить
ІНТЕРНЕТ-МАГАЗИН «Доставлено «
Насадка пылесборник для сверл 4-10мм, пылеуловитель для дрели перфоратора
Доставка по Украине
по 160 грн
от 3 продавцов
160 грн
Купить
Интернет-магазин «Дрібниці»
Сверло для перфоратора SDS+ Delog
Название
Цена с НДС
Упаковка
Доступность
4×110/50 SDS DELOG
по запросу
1шт.
в наличии
5×110/50 SDS DELOG
по запросу
1шт.
в наличии
5×160/100 SDS DELOG
по запросу
1шт.
в наличии
5,5×160/100 SDS DELOG
по запросу
1шт.
в наличии
5,5×260/200 SDS DELOG
по запросу
1шт.
в наличии
6×110/50 SDS DELOG
по запросу
1шт.
в наличии
6×160/100 SDS DELOG
по запросу
1шт.
в наличии
6×210/150 SDS DELOG
по запросу
1шт.
в наличии
6×260/200 SDS DELOG
по запросу
1шт.
в наличии
6×310/250 SDS DELOG
по запросу
1шт.
в наличии
7×160/100 SDS DELOG
по запросу
1шт.
в наличии
8×110/50 SDS DELOG
по запросу
1шт.
в наличии
8×160/100 SDS DELOG
по запросу
1шт.
в наличии
8×210/150 SDS DELOG
по запросу
1шт.
в наличии
8×260/200 SDS DELOG
по запросу
1шт.
в наличии
8×310/250 SDS DELOG
по запросу
1шт.
в наличии
8×450/400 SDS DELOG
по запросу
1шт.
в наличии
8×600/550 SDS DELOG
по запросу
1шт.
в наличии
10×160/100 SDS DELOG
по запросу
1шт.
в наличии
10×210/150 SDS DELOG
по запросу
1шт.
в наличии
10×260/200 SDS DELOG
по запросу
1шт.
в наличии
10×310/250 SDS DELOG
по запросу
1шт.
в наличии
10×450/400 SDS DELOG
по запросу
1шт.
в наличии
10×600/550 SDS DELOG
по запросу
1шт.
в наличии
10х1000/950 SDS DELOG
по запросу
1шт.
в наличии
12×160/100 SDS DELOG
по запросу
1шт.
в наличии
12×210/150 SDS DELOG
по запросу
1шт.
в наличии
12×260/200 SDS DELOG
по запросу
1шт.
в наличии
12×310/250 SDS DELOG
по запросу
1шт.
в наличии
12×450/400 SDS DELOG
по запросу
1шт.
в наличии
12×600/550 SDS DELOG
по запросу
1шт.
в наличии
12х1000/950 SDS DELOG
по запросу
1шт.
в наличии
14×160/100 SDS DELOG
по запросу
1шт.
в наличии
14×210/150 SDS DELOG
по запросу
1шт.
в наличии
14×260/200 SDS DELOG
по запросу
1шт.
в наличии
14×310/250 SDS DELOG
по запросу
1шт.
под заказ
14×460/400 SDS DELOG
по запросу
1шт.
в наличии
14×600/550 SDS DELOG
по запросу
1шт.
в наличии
14х1000/950 SDS DELOG
по запросу
1шт.
в наличии
16×160/100 SDS DELOG
по запросу
1шт.
в наличии
16×210/150 SDS DELOG
по запросу
1шт.
в наличии
16×310/250 SDS DELOG
по запросу
1шт.
в наличии
16×450/400 SDS DELOG
по запросу
1шт.
в наличии
16×600/550 SDS DELOG
по запросу
1шт.
в наличии
16х1000/950 SDS DELOG
по запросу
1шт.
в наличии
18×300/250 SDS DELOG
по запросу
1шт.
в наличии
18×450/400 SDS DELOG
по запросу
1шт.
в наличии
18×600/550 SDS DELOG
по запросу
1шт.
под заказ
18х1000/950 SDS DELOG
по запросу
1шт.
в наличии
20×300/250 SDS DELOG
по запросу
1шт.
под заказ
20×450/400 SDS DELOG
по запросу
1шт.
в наличии
20×600/550 SDS DELOG
по запросу
1шт.
в наличии
20х1000/950 SDS DELOG
по запросу
1шт.
в наличии
22×260/200 SDS DELOG
по запросу
1шт.
в наличии
22×300/250 SDS DELOG
по запросу
1шт.
в наличии
22×460/400 SDS DELOG
по запросу
1шт.
в наличии
22×600/550 SDS DELOG
по запросу
1шт.
в наличии
22х1000/950 SDS DELOG
по запросу
1шт.
в наличии
25×300/250 SDS DELOG
по запросу
1шт.
в наличии
25×450/400 SDS DELOG
по запросу
1шт.
в наличии
25х1000/950 SDS DELOG
по запросу
1шт.
в наличии
28×450/400 SDS DELOG
по запросу
1шт.
в наличии
30×450/400 SDS DELOG
по запросу
1шт.
под заказ
Хирургические инструменты AESCULAP
Хирургические инструменты Aesculap
Поиск
13
Продукты
Сортировка Пожалуйста, выберитеПо алфавиту по возрастаниюПо алфавиту по убыванию
Загрузка. ..
Тип поиска продукта
Все
Заусенец (перфорирующий)
Заусенец (скрученный)
Заусенец (сферический)
Бор (конический)
Заусенец (цилиндрический)
Автор
Все
Хадсон
ХАДСОН-ДАУНС
МС КЕНЗИ
Кушинг
АДСОН
Диаметр (мм)
Все
13,00 мм
14,00 мм
16,00 мм
11,00 мм
15,00 мм
2,00 мм
22,00 мм
90,00 мм
Хирургический шаг
Все
Рассечение кости
Тип поиска продукта
Все
Скоба
Удлинитель
Автор
Все
Хадсон
Дисциплина
Все
Нейрохирургия
Хирургический шаг
Все
Рассечение кости
Подробнее Фильтр Открытый фильтр
Загрузка. ..
Загрузка…
Резюме
Описание
Отправляя эту форму, я соглашаюсь с тем, что информация, переданная мной, и дополнительные данные, относящиеся к моей текущей сессии, например. скриншот текущего вида браузера, версии браузера и т. д. будет передан провайдеру портала.
СВЕРЛА / ЧЕРЕПНЫЕ
СВЕРЛА / ЧЕРЕПНЫЕ
Регистрация | Логин
Здравствуйте, Гость
Специальность
АНЕСТЕЗИЯ
КАРДИО / ТОРАКАЛЬНАЯ
СТОМАТОЛОГИЯ
ДЕРМАТОЛОГИЯ
ENT
GENERAL SURGERY
HAND SURGERY
MAXILLOFACIAL
NEONATOLOGY
NEUROSURGERY
OB / GYN
OPHTHALMIC
ORTHOPEDIC
PATHOLOGY
PLASTIC SURGERY
UROLOGY
VETERINARY
CLEARANCE
ЭКОНОМ
ЭНДОСКОПЫ
НОВЫЕ ПРОДУКТЫ
МРТ
Товар
Description
MSRP
Price
57. 60.00
HUDSON CRANIAL DRILL, COMPLETE PC / 1
$941.23
$752.98 Savings $188.25
Buy Сейчас
57,60,03
Брэйс только для гудсона Drill PC / 1
$ 319,43
$ 255,54 Savings $ 63,896
$ 255,54 $ 63,896
$ 255,54 $ 63,896.
Buy Now
57.60.05
CEREBELLA EXTENSION ONLY FOR HUDSON DRILL PC / 1
$88.97
$71.18 Savings $17.79
Buy Now
57.60.09
HUDSON BUR, 9MM PC / 1
$118.00
$94.40 Savings $23.60
Buy Now
57.60.14
HUDSON BUR, 14MM PC / 1
$118. 00
$94.40 Savings $23.60
Buy Now
57.60.16
HUDSON BUR, 16 мм ПК / 1
$ 119,71
$ 95,77 СБОР $ 23,94
Buy Now
57,606 2
57,606922222222222222222222222222222222222222222222222222222222229н.0021 PC / 1
$157.00
$125.60 Savings $31.40
Buy Now
57.60.34
CUSHING PERFORATOR DRILL, 14MM PC / 1
$114.76
$91.80 Savings $22.96
Buy Now
57.60.43
McKENZIE HELICOID DRILL, 13MM PC / 1
$125.49
$100.39 Savings $25.10
Buy Now
57. 60.76
DERRICO PERFORATOR DRILL, 16MM PC / 1
$147.91
$118.33 Savings $29.58
Buy Now
57,60,95
Гид ADSON Drill Forceps PC / 1
$ 338,54
$ 270,83 Savings $
$ 270,83 $ $
$ 270,83 $ $
$ 270,83 $ $
$ 270,83 $ $
$ 270,83 $ .
Buy Now
26-16
MCKENZIE PERFORATOR DRILL, 13MM DIAMETER
$217.83
$206.28 Savings $11.55
Buy Now
26-18
McKenzie Enlarging Bur, диаметр 16 мм
$ 293,70
$ 278,10 Сбережения $ 15,60
Купить сейчас
0206
26-2
CUSHING PERFORATOR DRILL, 1. 3CM DIAMETER
$217.83
$206.28 Savings $11.55
Buy Now
26-20
D’ERRICO PERFORATING AND ENLARGING Бур, диаметр 16 мм
Hudson Brace, 27,9 см с улучшенным патроном с защелкой
$ 928,86
$ 928.86
9202028
.0206
26-40
НАБОР ЧЕРЕПНЫХ СВЕРЛЕЙ ДЛЯ БЕЗОПАСНОСТИ в комплекте с 4 спиральными сверлами (от 2,5 до 4 мм), 4 борами (от 4 до 16 мм) и 1 трепаном из нержавеющей стали (10 мм)
Первички, вторички. Принцип работы сварочного аппарата Основная задача сварочного инвертора «Ресанта САИ» — преобразование переменного тока с частотой 50 Гц в постоянный ток, напряжение при этом достигает значения в В.
Join the conversation
Сварочные аппараты инверторные работающие при пониженном напряжении!
При этом инвертор можно использовать для разнообразных сварочных работ.
Ресанта проф относиться к энерго-экономичным сварочным аппаратам за счет высокого КПД преобразования энергии.
Сохраняет работоспособность в широких пределах: — В. Но на большее не рассчитывайте.
В том случае, если электрод во время сварки с трудом отходит от металла, это свидетельствует о наличии в питающей сети низкого напряжения. Модели для новичков Ресанта САИ предупредит вас о перегреве при слишком продолжительной сварке. Затем инвертор выключается и отключается от электрической сети; В последнюю очередь отсоединяются провода держателя и заземления.
На схеме он обозначен, как R 22 Ом, 2Вт. Конечно, мастер своего дела сможет выполнить качественный шов даже с помощью дешевого китайского инвертора.
Cитуация у моего подопечного следующая: после замены всех элементов вышеуказанных элементов и транзистора блок выдает 21V аосле выпрямителя, а после LM На деле это сложно осуществимая задача, поскольку аппарату банально не хватает мощности для сварки толстого металла. Данный аппарат подразумевает возможность контроля силы тока для сварки, что возможно благодаря широкоимпульсной модуляции высокочастотного получаемого напряжения. Смотреть QO6, QO7?
В нашей стране электрические сети далеко не всегда могут выдать необходимые параметры тока. Принципиальная схема показывает расположение и взаимосвязь всех электронных компонентов инвертора.
Схемы Ресанта САИ
Подобный кабель будет стоит в 4 раза дороже оригинального. В первую очередь к аппарату подключается заземляющий минусовой провод и провод с держателем для электрода.
С другой стороны, это вынужденная мера. Масса аппарата — 4,5 кг. Сварочный аппарат надёжно защищён от перегрева в процессе эксплуатации благодаря такой эффективной системе защиты.
Как любая другая техника, сварочные инверторы могут ломаться и требовать соответствующего ремонта. И так со всеми аппаратами в линейке САИ.
После замены указанных элементов, сварочный инвертор включился, на дисплее показалось значение установленного тока, защумел охлаждающий кулер. Теперь постоянно моргают светодиоды оба, и пытаются запуститься вентиляторы. Устранить проблему понижения мощности аппарата, связанную с сырыми электродами, можно легко и быстро: необходимо тщательно просушить все электроды.
Без схемы невозможен ремонт или изготовление сварочного аппарата своими руками. К примеру, когда на панели управления появляется индикация перегрева. Заранее спасибо
Ниже список наиболее часто встречающихся неисправностей. В том числе, в общественном транспорте.
Схема необходима для понимания сути работы инвертора, а также для поиска нужных компонентов. Особенности инвертора Сварочный аппарат предназначен для использования в бытовых целях, поскольку схема «Ресанты САИ» и его конструкция обеспечивают надёжную и безопасную эксплуатацию даже при значительных скачках и перепадах напряжения. Не нужны генераторы, стабилизаторы напряжения и прочие агрегаты для подключения аппарата к сети.
Ресанта САИ-250: описание, схема, разновидности
Содержание
В какой комплектации продается
Описание профессионального инвертора Ресанта САИ 250
Схема аппарата
Устройство аппарата
Какие платы используются
Технические характеристики
Где применяется
Как работает сварочный инвертор Ресанта
Соблюдение безопасности
Подготовка к эксплуатации
Возможности устройства
Преимущества и недостатки
Что может привести к поломке
Возможные неисправности
Проверка микросхемы
Самостоятельный ремонт устройства
Видеообзор Ресанта САИ 250
Где хранить устройство
Для домашних сварочных работ любители и профессионалы используют небольшие инверторы. Компактный и мощный прибор для точной сварки Ресанта САИ 250, схема и его устройство знакомы многим специалистам.
Сварочные инверторы Ресанта пользуются сегодня большой популярностью.
В какой комплектации продается
В линейке оборудования 4 модели. 250А в названии означает диапазон регулировки силы тока 10 – 250. Помимо базовой модели есть еще 3:
250К – отличается компактными размерами;
250ПН – безопасен при низком входном напряжении сети;
250ПРОФ – подходит для сложных работ, выполняемых мастером.
Вместе с самим устройством в комплекте есть:
Кабель с держателем электрода.
Провод заземления.
Технический паспорт.
Упаковка.
В комплект входят сам сварочный аппарат, кабель с электродержателем, кабель с клеммой заземления.
Некоторые модели оборудованы стильным кейсом для хранения.
Описание профессионального инвертора Ресанта САИ 250
Самый дорогостоящий в модельном ряде агрегат. Дает возможность работать с электродами различного диаметра – до 6 мм.
Высокоточный аппарат, помогающий создавать ровные швы. Яркий дисплей на передней стороне корпуса обеспечивает контроль за мощностью в процессе работы.
Особенности устройства:
Антизалипание. Инвертор сбрасывает до 0 напряжение в случае прилипания электрода к изделию.
Hot start. Кратковременное автоматическое увеличение мощности в момент касания детали электродом.
Форсаж дуги. Обеспечивает постоянную дугу путем дополнительного наброса тока.
Функция контроля силы выходящего тока. Принципиальное отличие профессионального инвертора Ресанта в возможности следить за коэффициентом мощности.
Схема аппарата
Компактность, долговременная работа и точность сварки обеспечиваются высокоскоростными транзисторами IGBT. Эта деталь способна выдерживать высоковольтное напряжение. На электросхеме видно, что принцип действия – изменение входящего переменного тока на постоянный с повышенными показателями частоты и напряжения.
Составляющие схемы:
выпрямитель;
инвертор;
трансформатор;
высокочастотный выпрямитель;
схема управления и стабилизации;
регулятор тока сварки.
Схема устройства Ресанта САИ-250.
Принципиальную схему сварочного инвертора Ресанта САИ 250 используют мастера, самостоятельно ремонтирующие прибор.
Устройство аппарата
Агрегат поставляется в крепком корпусе и оснащен 2 функциональными панелями.
На лицевой части располагаются:
2 силовых разъема;
регулятор величины сварочного тока;
регулятор форсажа дуги;
индикаторы сети и перегрева;
цифровое табло.
На обратной стороне корпуса есть выключатель прибора и гнездо для шнура питания. Инвертор оборудован принудительной системой вентиляции.
Какие платы используются
В большинстве сварочных аппаратов Ресанта САИ 250 ПРОФ установлены платы управления (ПУ) серии GP. В продаже встречаются приборы с платами серии SH. Знание строения ПУ позволит отремонтировать инвертор. При отсутствии понимания внутреннего содержимого оборудования лучше обратиться к помощи мастеров по ремонту.
На Ресанта САИ-250 установлены платы управления серии GP.
Технические характеристики
Инвертор САИ 250 ПРОФ отличается низкой энергопотребляемостью при использовании в диапазоне 100 – 260 В. Стабильность дуги обеспечивается функцией форсажа. Ключевые особенности:
Удобный размер и наличие ручек позволяют проводить работы дома и на выезде. Применяется при:
устранении поломок в хозяйственной технике;
сварочных работах в автомастерской;
монтаже заборов и ворот;
ремонте садовых теплиц и дачного инвентаря;
монтаже водостоков;
сервисном ремонте в специализированных центрах и др.
Ресанта САИ-250 применяется при сварочных работах в автомастерской.
Аппараты Ресанта 250 питаются от сети в 220 Вольт и генератора.
Их сфера применения ограничивается выдаваемой силой тока и размером электродов.
Как работает сварочный инвертор Ресанта
Любой инвертор – это преобразователь переменного тока в постоянный. Силовые части процесса:
транзисторный выпрямитель,
инверторный блок;
понижающий трансформатор;
выходной выпрямитель.
Ресанта САИ-250 – это сварочный инвертор, предназначенный для ручной дуговой сварки.
Поступающий ток 220 В проходит через эти этапы, где выпрямляется и приобретает мощность в 400 В. Затем преобразуется в модулированное высокочастотное напряжение. Понижающий трансформатор оптимизирует этот ток до рабочего. Регулируется процесс микросхемой ШИМ-контроллера, которая управляет работой транзисторов, задавая ритм.
Плавный пуск устройства обеспечивается мощным резистором.
Соблюдение безопасности
Инверторы Ресанта используются и мастерами, и начинающими сварщиками. Для безопасной и качественной работы важно соблюдать технику безопасности эксплуатации прибора:
До начала сварки в помещении необходимо открыть окна и двери, чтобы зона работ проветривалась.
Надевать спецодежду для защиты от термических ожогов.
Запрещено осуществлять сварку без специальной маски.
Прибор нельзя эксплуатировать в условиях повышенной влажности и низких температур.
Не проводить близко от инвертора работы с высоким образованием пыли. Ее частицы способны нанести вред устройству.
Не подключать аппарат к профессиональной высоковольтной сети.
Не начинать сварку при обнаружении повреждений проводки или кабелей.
Перед использованием Ресанты САИ-250 нужно одеть спецодежду для защиты от термических ожогов.
Для безопасности мастера и прибора важно выполнять “Правила технической эксплуатации электроустановок потребителей” и “Правила техники безопасности при эксплуатации электроустановок потребителей”.
Подготовка к эксплуатации
Включать аппарат можно только после продолжительного нахождения в тепле. Это предотвратит образование конденсата на деталях. Порядок работы:
Подключить кабель заземления и провод с электрододержателем к разъемам на лицевой части корпуса в соответствии с полярностью.
Перевести рычаг выключателя сети в положение “ВЫКЛ”.
Включить шнур питания в розетку.
Перевести регулятор мощности на минимальное значение.
Переключить рычаг в положение “ВКЛ”.
Настроить необходимую рабочую величину тока с помощью регулятора.
После окончания работ произвести выключение прибора в обратном порядке:
Выключатель перевести в положение “ВЫКЛ”.
Отключить прибор от питания.
Отсоединить сварочные кабели.
Включать аппарат можно только в тепле.
Возможности устройства
Аппарат нашел широкое применение в бытовом и мелком профессиональном ремонте. Технические возможности:
способен работать при низком входном напряжении – от 100 В;
выдает высокую продолжительность работы на максимальной мощности – 7 из 10 минут;
предотвращает залипание электродов;
поддерживает стабильную дугу за счет функции форсажа;
точный контроль за уровнем силы тока обеспечивается наличием электронного дисплея;
обеспечивает эффективное охлаждение оборудования за счет вентиляционных отверстий в корпусе;
оборудован встроенной системой охлаждения внутренних узлов.
Эти показатели позволяют сварщику не прерываться длительное время и создавать аккуратные ровные швы. САИ 250 ПРОФ отличается высоким качеством работы и повышенной электробезопасностью.
Аппарат способен работать при низком входном напряжении.
К преимуществам относятся:
удобство транспортировки за счет компактных размеров;
низкое потребление электроэнергии;
управляемый форсаж дуги;
функция “горячего” старта;
широкий диапазон потребляемого напряжения;
питание от 220 В;
гарантийный срок – 2 года;
легкость применения.
Из недостатков покупатели указывают:
короткие кабели;
высокую стоимость инвертора и его комплектующих;
отсутствие возможности подключения к сети 380 В.
К преимуществам относится низкое потребление электроэнергии.
Что может привести к поломке
При соблюдении инструкций и правил по эксплуатации прибора неисправности отсутствуют в течение нескольких лет. Чтобы обходиться без ремонта длительное время, необходимо знать, какие действия и обстоятельства способны повредить устройство:
Неверно отрегулирована сила сварочного тока. Показатель должен соответствовать значениям, заявленным на упаковке с электродами.
Использование не заводских сварочных кабелей или провода питания.
Подключение инвертора через удлинитель более 40 м.
Подключение к неисправным розеткам, сети с перебоями.
Работа на высокой мощности дольше разрешенного периода.
Использование аппарата в условиях низких температур.
Компания “Ресанта” имеет разветвленную сеть сервисных центров. При возникновении поломки, особенно в период действия гарантии, в любом из них аппарат быстро вернут в рабочее состояние.
Перегрев блока питания является возможной поломкой, которую устраняют в сервисном центре.
Описание типичных неисправностей инвертора:
Перегрев блока питания, его отключение. Эту ошибку могут устранить только в сервисном центре.
Не загорается индикатор “Сеть”. Самостоятельно можно только проверить контакт шнура с розеткой и положение переключателя.
Не получается запустить устройство на максимальной мощности. Причина может быть в электродах или низком напряжении сети.
Сработал индикатор “Перегрев”. Следует снять корпус и аккуратно удалить загрязнение с элементов. Иногда вентилятор системы охлаждения может перестать работать без включения индикатора.
Аппарат отключается после громкого щелчка. Необходимо по схеме проверить реле и регулируемые накладки.
Кабель заземления пробивает во время включения. Устраняется проверкой кабеля на повреждение.
Сбой в работе вентилятора, сопровождающийся миганием светодиодов на передней панели свидетельствует о нарушении в работе микросхемы охлаждения.
Нарушение изоляции провода может возникнуть из-за работы при низких температурах. Требуется замена провода и соблюдение условий эксплуатации.
Несмотря на видимую простоту устройства инвертора Ресанта, многие неисправности обнаружить и устранить может только обученный специалист.
Проверка микросхемы
Если видимые повреждения устранены, а оборудование остается в нерабочем состоянии, требуется проверить радиоэлементы и микросхемы на повреждение. Лучше доверить эту работу профессионалам. Если по какой-то причине предстоит самостоятельный осмотр микросхемы, важно соблюдать осторожность и технику безопасности. Этапы проверки:
Визуальный осмотр деталей с целью обнаружения видимых повреждений: вздутий, подпалин, отсоединения контактов.
Проверка диодного моста на выявление короткого замыкания, “пробоя” или обрыва. Самостоятельно это можно сделать мультиметром, установленным в режим “прозвон диодов”.
Следующий этап – проверка исправности ключевого транзистора 4n90c. Этот элемент отвечает за повышение частоты постоянного тока и его отправку на импульсный трансформатор.
Если наблюдается сбой в работе силового блока, потребуется изъять транзисторы на тест. Эти действия выполняются и для проверки драйвера.
Нарушения в работе платы управления выявляются подключением осциллографа. Если на приборе загорается желтый сигнал, значит, требуются замеры напряжения на разъемах ПУ. При отклонении показателей потребуется извлечение платы.
На выпаянной плате необходимо найти микросхему ШИМ-контроллера UC3845B (UC3842) с целью замеров его режимов работы. При выявлении неисправных резисторов следует произвести их замену. После восстановления питания всех элементов микросхемы проводится контрольный замер входного напряжения.
После подтверждения работы ШИМ-контроллера плата управления возвращается на место и производится повторная проверка осциллографом. Если желтый диод не загорается, можно производить тестовый запуск инвертора.
Если Ресанта САИ-250 не работает, требуется проверить его радиоэлементы и микросхемы.
Самостоятельный ремонт устройства
Устранение неисправностей самостоятельно целесообразно при наличии у мастера знаний и навыков. Это касается повреждений внутренних элементов. Самостоятельный ремонт может включать:
замену комплектующих;
устранение пыли и загрязнения;
исправление ситуации с перегревом аппарата;
покупку стабилизатора напряжения электросети;
замену регулятора сварочного тока.
Эти действия помогут устранить своими руками наиболее распространенные видимые нарушения в правильном функционировании прибора. Все остальные корректировки требуют наличия узкоспециализированных знаний и опыта.
Видеообзор Ресанта САИ 250
Сварочные инверторы этой фирмы популярны среди опытных и начинающих сварщиков. В свободном доступе есть большое количество видеообзоров, в которых пользователи прибора рассказывают о собственном опыте, отличительных особенностях, преимуществах, возможных повреждениях и способах ремонта Ресанты.
Где хранить устройство
Любая электрическая техника требует соблюдения условий хранения, особенно та, у которой на корпусе есть вентиляционные отверстия. Через них на деталях может скапливаться пыль. Хранить инвертор следует в специальном кейсе или заводской упаковке производителя. Рядом с оборудованием запрещено размещать вещества, способные выделять кислотные и щелочные пары.
Температурный режим хранения сварочного инвертора Ресанта соответствует эксплуатационному: -10…+50 °C при относительной влажности не более 80%.
Как подключить шинопровод в фургоне-фургоне — EXPLORIST.life
Эта система шинопроводов, сделанная своими руками, — отличный способ сохранить главные предохранители в хорошем состоянии и организовать их в небольшом пространстве, придавая солнечной установке вашего фургона-фургона профессиональный вид.
ВАЖНОЕ ОБНОВЛЕНИЕ: Предохранители и держатели предохранителей, показанные на фотографиях и в видео, БОЛЬШЕ НЕ РЕКОМЕНДУЮТСЯ. Контроль качества на них КРАЙНЕ упал за последние несколько месяцев, и у многих были проблемы с тем, что они не могли пропускать свой номинальный ток, нагревались и плавили держатели предохранителей. Итак… Двигаемся дальше… Я НАСТОЯТЕЛЬНО рекомендую использовать решение с держателем шин и предохранителей, которым является Lynx Distributor. Я уже разместил дистрибьютора Lynx на своих последних диаграммах по адресу https://www.explorist.life/solarwiringdiagrams и буду постепенно удалять диаграммы, в которых не используется дистрибьютор Victron Lynx. Если вы ДЕЙСТВИТЕЛЬНО хотите использовать решение «Сделай сам» на этой странице, это еще нормально; но я ДОЛЖЕН рекомендовать использовать держатели предохранителей Blue Sea и предохранители Blue Sea ANL, поскольку они протестированы и сертифицированы. Ссылки в остальной части этого сообщения в блоге СЛЕДУЕТ обновить с помощью синих морских предохранителей и держателей предохранителей; но если вы наткнетесь на предохранители или держатели других производителей, пожалуйста, не используйте их и дайте мне знать, где вы их видите. *Конец обновления*
Используете провод 4/0 между батареями и инвертором? Обновите свой медный стержень до 1/4″ x 1 1/2″, а не 1/4″ x 3/4″, который мы используем для эквивалента провода 2/0.
Для определения размера предохранителя ANL см.: https://www.explorist.life/solarwiringdiagrams
Первым делом я собираюсь сделать, это вырезать и просверлить мой медный стержень. Вот вырезанный и просверленный список частей, которые я буду делать. Приведенная ниже диаграмма была протестирована для медной шины и переключателя, эквивалентного проводу 2/0. При использовании провода 4/0 предварительно измерьте, чтобы проверить расположение отверстий.
Я использую портативную ленточнопильный станок Dewalt и стол SWAG, но, поскольку медь — мягкий металл; это также можно было вырезать ножовкой.
Следующее, что я собираюсь сделать, это зажать эти кусочки меди в тиски и просверлить в них несколько отверстий.
Для этого я буду использовать сверло 7/16 дюйма, сверло ⅜ дюйма и сверло 5/16 дюйма, вращаемое аккумуляторной дрелью Dewalt. Если бы у меня был сверлильный станок или даже высокоскоростная сетевая дрель, это было бы намного предпочтительнее… но вот мы здесь. В любом случае, медь достаточно мягкий металл, поэтому со свежим острым сверлом; этот процесс довольно безболезненный.
Теперь я собираюсь подключить свои шины с 2 и 4 отверстиями к моему главному разъединителю с помощью гаечного ключа 9/16”.
Я собираюсь расположить эти две шины так, чтобы, глядя на лицевую сторону выключателя; шина с 2 отверстиями находится слева, а шина с 4 отверстиями — справа.
Затем я собираюсь установить держатели предохранителей ANL на 3 отверстия, выходящие со стороны нагрузки главного разъединителя
После этого я собираюсь сделать то же самое на стороне шины с 2 отверстиями главный разъединитель, но единственное отличие будет заключаться в том, что я не буду располагать шайбу под шиной или стопорную шайбу над шиной, поскольку после установки наконечника провода и предохранителя ANL не хватит места.
Сейчас самое время закрепить мою положительную шину и шунт от монитора батареи Victron BMV-712 в том месте, где он будет находиться в системе. Я бы расположил шунт и положительную шину таким образом, чтобы сторона шунта «Батарея» находилась прямо под крайним справа держателем предохранителя ANL:
После того, как они будут закреплены; со стороны держателей предохранителей ANL, которые находятся напротив положительной шины, я собираюсь снять верхнюю гайку, стопорную шайбу, шайбы и ослабить нижнюю гайку ключом на 9./16” и открутите его от основания держателей предохранителей ANL примерно на четверть дюйма.
Теперь пришло время расположить все провода и прикрепить их к положительной и отрицательной шинам с помощью трещотки ⅜ дюйма, удлинителя 6 дюймов, гнезда 9/16 дюйма и гнезда 11/16 дюйма. Все положительные провода подходят к шпилькам держателя предохранителя ANL с наконечником 5/16”. Наденьте наконечник провода на шпильку держателя предохранителя ANL; замените шайбу и стопорную шайбу.
Далее я собираюсь установить предохранители ANL. Предохранители просто вставляются между шайбами вот так:
Теперь мне понадобится шина с 3 отверстиями, два болта с шестигранной головкой 5/16’ x 18 длиной 1 дюйм, 4 шайбы и 2 стопорные шайбы.
Используя в качестве справки электрическую схему из explorist.life/solarwiringdiagrams, я собираюсь прикрепить провода наконечниками 5/16 дюйма к шине с 3 отверстиями с помощью болта с шестигранной головкой, который я только что упомянул, затянув его с помощью Головка 1/2” и ключ. Мне нужно расположить сам медный стержень между двумя выступами.
Для оставшихся двух проводов с крайней левой стороны; эти две проушины необходимо высверлить ступенчатым сверлом, чтобы они подходили к большему болту шунта.
После того, как эти отверстия для наконечников будут увеличены, я собираюсь прикрутить эти два наконечника и медный стержень к стороне «Нагрузка и зарядное устройство» шунта с помощью гнезда 11/16 дюйма. У меня недостаточно места для шайбы и стопорной шайбы для шунта, поэтому я просто не буду их использовать. Если перевернуть нижний выступ «вверх ногами», эти два выступа будут лучше подходить друг к другу.
Теперь у меня есть полная положительная и отрицательная шины. Единственное, что теперь нужно сделать, это подключить их обоих к питанию от батареи.
Мне придется увеличить отрицательный выступ с помощью ступенчатой насадки, чтобы он подходил точно так же, как раньше, и прикрепить этот выступ к этой шпильке с помощью гнезда 11/16”.
Для плюсового провода; Мне нужно убедиться, что положительный наконечник непосредственно контактирует с медным стержнем, а предохранитель находится наверху наконечника, а не под ним.
, но прежде чем прикрутить положительный кабель аккумулятора, я хочу прикрепить провод питания к маленькой печатной плате Victron BMV-712.
Положительный провод для шунта очень длинный, и мне действительно нужно, чтобы он был около 14 дюймов, поэтому я собираюсь обрезать его по размеру и использовать разъем для стыкового соединения, чтобы избавиться от лишнего провода, убедившись, чтобы оставить встроенный предохранитель нетронутым.
Подключите плюс шунта к этой шпильке:
…и подключите другой конец к стороне B1 на передней части шунта.
Когда я собираюсь запустить дисплейную панель Victron BMV-712 Battery Monitor, этот кабель данных просто вставляется прямо сюда:
И это все, что нужно!
Какой размер для 100, 150 футов? (NEC)
на
200 амперные провода довольно большие. Их можно использовать как грозозащитные провода на 200 ампер, провода для выключателя на 200 ампер, они могут быть медными или алюминиевыми на 200 ампер. Общий вопрос для всех этих приложений здесь таков:
Провода какого сечения мне нужны для работы на 200 А?
Если вы посмотрите на приведенную здесь схему проводов калибра AWG, то ответ кажется совершенно ясным (однако это не так просто):
Как видите, очевидный – но неверный – выбор с использованием #000 Провод AWG для 200-амперного обслуживания (также известный как 3/0 AWG), потому что он имеет силу тока 200A. Это, однако, скорее всего, закончится тем, что вы поджарите проволоку.
Для мер безопасности (чтобы не поджарить цепь на 200 ампер) Национальный электрический кодекс (NEC) диктует следующее требование:
Максимальная нагрузка для любой ответвленной цепи составляет 80% от номинала цепи по току провода для любой нагрузки. (NEC 220-2)
Это известно как требование NEC 80% к размеру проводов. В случае с выключателями на 200 ампер это означает, что вам понадобится провод с не менее 250 А и силой тока для подключения 200-амперной сети.
Глядя на схему проводки AWG, вам понадобится провод даже больше, чем #0000 AWG на 200 ампер. Вы должны выйти за рамки диаграммы AWG и посмотреть на проводную диаграмму KCMIL.
Провода KCMIL больше по размеру и могут выдерживать ток 200 ампер и выше. Вот краткий список проводов KCMIL, которые можно использовать для 200 ампер:
Провод 250 KCMIL с силой тока 255 А.
Провод 300 KCMIL с силой тока 285А.
Провод 350 KCMIL с силой тока 310А.
Провод 400 KCMIL с силой тока 355А.
Провод 500 KCMIL с силой тока 380А.
Провод сечением 250 KCMIL идеально подходит для работы с током 200 ампер, поскольку он рассчитан на ток 255 А (удовлетворено минимальное требование по току 250 А).
Мы покажем вам, как рассчитывается сила тока 250 А. Кроме того, вам также понадобится провод большего сечения, если вы хотите подавать электричество на 100 или 150 футов от дополнительной панели (мы покажем вам, как рассчитать, какой размер провода вам нужен и в этом случае).
Чтобы правильно определить сечение провода на 200 ампер, сначала необходимо рассчитать минимальную требуемую силу тока в соответствии с правилом 80% NEC.
В случае схемы на 200 ампер расчет выглядит следующим образом (вы должны оставить 20% дополнительных амперных мощностей из соображений безопасности):
Провод 200 А = 200 А × 100 % / 80 % = 250 А Сила тока
Это означает, что вы можете использовать провод с силой тока 250 А или выше для создания цепи на 200 А.
Как видно из приведенного выше списка проводов KMCIL, провод 250 KCMIL идеально подходит для сети с током 200 А, поскольку он имеет силу тока 255 А.
Теперь, если вспомогательная панель находится на некотором расстоянии (50 футов, 100 футов, 150 футов, 200 футов и т. д.), вам, вероятно, придется использовать еще больший провод для подсчета падения напряжения.
Требования NEC 310-16 прекрасно охватывают это:
Как учесть, что вспомогательная панель находится на расстоянии 100 футов?
При подаче электроэнергии на большое расстояние от дополнительной панели напряжение будет падать с расстоянием. Чтобы противостоять этому падению, вы должны увеличить начальные усилители. Это означает, что схема должна обрабатывать больше ампер; в свою очередь, провод, который вы используете, должен выдерживать больший ток.
Насколько точнее?
Грубо говоря, требование NEC 310-16 гласит, что для 200-амперного медного или алюминиевого провода вы должны добавить 20% к общему току на каждые 100 футов расстояния.
Пример: Допустим, вы хотите использовать 200-амперную сеть на расстоянии 100 футов от вспомогательной панели. Мы уже знаем, что для такой схемы потребуются провода с силой тока не менее 250А. Вдобавок к этому, мы должны увеличить ток на 20%, чтобы получить истинный размер провода для 200 А на таком расстоянии:
Провод 200 А (расстояние 100 футов) = 250А × 1,2 = Сила тока 300А
Теперь нам нужно найти провод с силой тока 300А и более. Если вы обратитесь к списку KCMIL выше, вы увидите, что провод 350 KCMIL идеально подходит для 200-амперного обслуживания на расстоянии 100 футов. Это потому, что он имеет силу тока 310А.
Вы можете выполнить аналогичный расчет для 50 футов (добавка 10 %), 150 футов (добавка 30 %) и 200 футов (добавка 40 %) и выбрать соответствующий провод KCMIL.
Надеюсь, теперь размеры проводов на 200 ампер стали немного яснее.
Вам также следует изучить различные провода усилителя и аналогичные расчеты для:
Все большую популярность среди мастеров сварщиков завоевывают инверторные сварочные аппараты благодаря своим компактным размерам, небольшой массе и приемлемым ценам. Как и любое другое оборудование, данные аппараты могут выходить из строя по причине неправильной эксплуатации или из-за конструктивных недоработок. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре. Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети В , так и от трехфазной В.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
Ресанта 250 не регулируется ток
Tecnica 164 ремонт своими руками
Ремонт сварочный инвертор при подключении выхода к земле
Как отремонтировать сварочный инвертор своими руками
Ресанта 250 ПН. На дисплее 10А, ток не регулируется. На выходе аппарата 0,3 В. Подскажите..
Power Electronics
Сварочный инвертор Ресанта САИ-220. Не регулируется ток сварки
Ремонт любых сварочных аппаратов | Полуавтоматов в Рязани
Принцип работы и устройство сварочного инвертора
Ресанта 250 не регулируется ток
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Днипро М ММА-250 (с плавающим током)
Выбирая перед покупкой сварочный инвертор, одним из первых параметров, на который обращают внимание покупатели, является сила тока аппарата. Так уж сложилось, что украинский потребитель отдает предпочтение инструментам по-мощнее. И сегодня этим активно пользуется большинство производителей. В этой статье мы хотим разобраться с указанной и реальной силой тока сварочных инверторов, рассказать, какие маркетинговые ходы используют производители, что бы вы отдали предпочтение именно их товару, а так же мы попробуем подсказать, какая реальная сила тока в сварочном инверторе потребуется, в зависимости от поставленных задач и условий работы сварочного аппарата.
Здесь уместным будет вспомнить стихотворение рубаи с глубоким смыслом от Омара Хайяма:. Все, что видим мы — видимость только одна. Далеко от поверхности моря до дна.
Полагай несущественным явное в мире,. Ибо тайная сущность вещей не видна. Как правило, указанную на корпусе сварочного инвертора информацию, например ММА или ММА, большинство расценивает как пресловутую силу тока, а ведь зачастую — это далеко не так.
Особенно, если речь заходит про инверторы произведенные в Китае. На самом же деле, на практике — это маркетинговый ход производителей. Большинство таких аппаратов имеют реальную рабочую силу тока от до Ампер. А порой, встречаются инверторы с током и в Ампер, на корпусе которых гордо указана цифра — Более того, как правило, шкала регулировки тока, тоже подвергается модификации, получая градацию значений до Ампер которых по сути в инверторе нет , а это уже добавляет сложности пользователю в регулировке сварочного тока при работе с различными типами электродов, либо при регулировании уровня провара металла.
Поэтому первое что стоит запомнить при выборе сварочного инвертора, не ориентируйтесь на то что написано на панеле аппарата. Если этот показатель вам необходимо знать совершенно точно, тогда полезно будет раздобыть токоизмерительные клещи с датчиком Холла, тогда вы сможете проверить выдаваемый сварочным аппаратом ток прямо во время покупки, включив инвертор, установив на его регуляторе максимальное значение и померив ток, который может генерировать инструмент.
Более того, одного замера тока недостаточно, ведь аппарат может выдать ток в или Ампер, но рабочим этот ток едва ли можно назвать. Здесь потребуется замер сварочного напряжения, и если при номинальном токе в Ампер, напряжение окажется ниже требуемого, тогда рабочими Ампер в сварочном инверторе назвать нельзя.
Стоит понимать что рабочее сварочное напряжение для различной силы тока будет отличаться, но посчитать необходимое не составит труда. Для этого нужно применить следующую формулу:. Так легко вычислить, что для аппарата в Ампер напряжение должно составлять 26,4 Вольта ; для А — 28В , а для А — 30В.
Тогда нужно просто немного внимательней изучить другие характеристики. Правильно их сопоставив, вы сможете определить приблизительную к реальной силу тока сварочного выпрямителя. Нужно понимать, что чем большую силу тока способен генерировать сварочный инвертор, тем больше ему для этого необходимо потребить электроэнергии. Другими словами, если в характеристиках указана сила тока Ампер, и в то же время мощность не превышает 5,5 кВт, тогда, скорее всего, реальная производительность подобного сварочного инвертора составляет не более Ампер.
Конечно, наценка может различаться в зависимости от многих факторов: степени популярности и разрекламированности торговой марки, качества самих комплектующих, уровня наценки розничного магазина и прочих моментов, но все-же, исходя из цены на сварочный инвертор, можно сделать некоторые предположения о его производительности. Как правило если цена инвертора составляет менее грн, тогда вряд ли стоит ожидать, что аппарат выдаст более Ампер.
Транзисторные сварочные аппараты с силой тока от Ампер, находятся в ценовом диапазоне от до грн. А цена на инверторы, которые способны реально выдать Ампер уверенно перескакивает грн.
Здесь в первую очередь мы советуем оттолкнутся от тех задач, которые вы поставите перед аппаратом. Начните с вопроса: А нужно ли вам Ампер?
Для справки: тока ампер вполне достаточно для качественного провара металла толщиной 4 мм, ели вы будете использовать электрод диаметром 4 мм. Что уже говорить о электродах с меньшим диаметром. Для того, чтобы более точно подобрать производительность инвертора в зависимости от толщины используемого электрода, предлагаем ознакомится со следующей таблицей. Толщина металла, мм. Как видим инверторы с мощностью до Ампер вполне способны справится практически с любой бытовой задачей, а если основное назначение, это работа с электродом 3 мм и металлом толщиной до 4 мм, тогда вы вполне можете рассматривать недорогой сварочный инвертор, для таких задач его вполне хватит, даже если окажется что реальная выдача у него Ампер, вместо ти заявленных.
Надеемся эта статья поможет грамотно подойти к выбору сварочного инвертора и вы сможете найти аппарат, который качественно поможет выполнять необходимую работу. А ознакомится с ассортиментом аппаратов мы предлагаем посетив каталог сварочных инверторов нашего магазина. Ваш комментарий будет опубликован после модерации. К сожалению, по вашему запросу ничего не найдено. Пожалуйста, убедитесь, что запрос введен корректно или переформулируйте его.
Пожалуйста, введите более двух символов. Личный кабинет. Главная Новости Реальная сила тока в сварочных аппаратах инверторного типа. Реальная сила тока в сварочных аппаратах инверторного типа. На инверторе написано Ампер, а по факту Здесь уместным будет вспомнить стихотворение рубаи с глубоким смыслом от Омара Хайяма: Все, что видим мы — видимость только одна.
Полагай несущественным явное в мире, Ибо тайная сущность вещей не видна. Как же понять — какая сила тока в том или ином инверторе? Мощность, которую потребляет инвертор ее указывают в киловаттах, — кВт Нужно понимать, что чем большую силу тока способен генерировать сварочный инвертор, тем больше ему для этого необходимо потребить электроэнергии.
Если аппарат способен выдать около Ампер, он максимально будет потреблять 6,5 — 7 кВт При Амперах — максимальная мощность потребления инвертором составит 8,5 — 9 кВт.
Цена на сварочный инвертор Конечно, наценка может различаться в зависимости от многих факторов: степени популярности и разрекламированности торговой марки, качества самих комплектующих, уровня наценки розничного магазина и прочих моментов, но все-же, исходя из цены на сварочный инвертор, можно сделать некоторые предположения о его производительности.
Какая же сила тока нужна сварочному инвертору? Толщина металла, мм Диаметр электрода Сила тока, А 1,6 2 2,5 3 4 5 Как видим инверторы с мощностью до Ампер вполне способны справится практически с любой бытовой задачей, а если основное назначение, это работа с электродом 3 мм и металлом толщиной до 4 мм, тогда вы вполне можете рассматривать недорогой сварочный инвертор, для таких задач его вполне хватит, даже если окажется что реальная выдача у него Ампер, вместо ти заявленных.
Анатолий Александрович. Познавательно, было бы интересно еще увидеть список сварочных инверторов среднего ценового диапазона из моделей года, которые Вы рекомендуете к покупке! Представитель «ТакиДа».
Интернет магазин ТакиДа Электроинструмент Аккумуляторный инструмент Сварочное оборудование Садовая техника Строительное и прочее оборудование. Вход Регистрация Сравнения Обратный звонок. Днепр, ул. Диаметр электрода. Сила тока, А.
Tecnica 164 ремонт своими руками
Выбирая перед покупкой сварочный инвертор, одним из первых параметров, на который обращают внимание покупатели, является сила тока аппарата. Так уж сложилось, что украинский потребитель отдает предпочтение инструментам по-мощнее. И сегодня этим активно пользуется большинство производителей. В этой статье мы хотим разобраться с указанной и реальной силой тока сварочных инверторов, рассказать, какие маркетинговые ходы используют производители, что бы вы отдали предпочтение именно их товару, а так же мы попробуем подсказать, какая реальная сила тока в сварочном инверторе потребуется, в зависимости от поставленных задач и условий работы сварочного аппарата. Здесь уместным будет вспомнить стихотворение рубаи с глубоким смыслом от Омара Хайяма:. Все, что видим мы — видимость только одна. Далеко от поверхности моря до дна.
Сварочный инвертор неон вд, не регулируется ток, точнее регулируется в диапозоне А, на первой половине.
Ремонт сварочный инвертор при подключении выхода к земле
Подробно: ремонт сварочного аппарата русич своими руками от настоящего мастера для сайта olenord. Все большую популярность среди мастеров сварщиков завоевывают инверторные сварочные аппараты благодаря своим компактным размерам, небольшой массе и приемлемым ценам. Как и любое другое оборудование, данные аппараты могут выходить из строя по причине неправильной эксплуатации или из-за конструктивных недоработок. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре. Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети В , так и от трехфазной В. Единственное, что нужно учитывать при подключении аппарата к бытовой сети — это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет. Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр.
Как отремонтировать сварочный инвертор своими руками
Добро пожаловать, Гость! Регистрация Вход. Репутация: 0 Статус: Offline. Сообщение отредактировал acdc — Вторник,
Форум Новые сообщения. Что нового Новые сообщения.
Ресанта 250 ПН. На дисплее 10А, ток не регулируется. На выходе аппарата 0,3 В. Подскажите..
Отзыв: Приобрел сварку Ресанта Саипа три года назад. На втором году полетел резистор, я его заменил и аппарат ожил, работает до сегодняшнего дня. Варю много, работа требует, качество шва хорошее, нет жалоб. Товарищ притащил сварочный инвертор Ресанта, с жалобой на то, что после выключения на перекур, при повторно Экономичность оборудования подтверждается тем фактом, что работать с полуавтоматом инверторного типа можно не только для сваривания поверхностей, но и для резки. Его используют при электродуговых и плазменных сварках.
Power Electronics
Наша мастерская занимается ремонтом любых сварочных аппаратов и сварочных инверторов в Рязани , включая промышленные сварочные аппараты на вольт и полуавтоматы для сварки цветных металлов. Ремонт сварочной техники производится опытным мастером с 10 летним стажем работы, кроме сварочного оборудования мы также производим ремонт силовой и пуско-зарядной электроники в Рязани. Причиной может быть: пробитый диодный мост, короткое замыкание питающих электролитических конденсаторов, выход из строя силовых IGBT-транзисторов. Причиной этого дефекта может быть, выход из строя силовых транзисторов или обрыв токоограничивающих резисторов обвязки, плохой контакт или обрыв дороже Шим контроллера. Причиной этого дефекта может быть, разрушение или обрыв переменного резистора чаще всего или обрыв обратной связи с Шим контроллером регулировки выходного тока. Возможно выход из строя силовых IGBT-транзисторов, или выход из строя выходных выпрямительных диодов. А также плохой контакт или обрыв выходных клемм.
Если не регулируется сварочный ток, причиной может стать поломка регулятора либо.
Сварочный инвертор Ресанта САИ-220. Не регулируется ток сварки
Такая проблема ,сгорел инвертор nikkey мма После всей замены сварочник заработал,но почти не варит,регулятор тока ничего не меняет. Вначале проверить, стабильно ли доп.
Ремонт любых сварочных аппаратов | Полуавтоматов в Рязани
Дневники Файлы Справка Социальные группы Все разделы прочитаны. Сварочный инвертор Ресанта САИ Не регулируется ток сварки. Крупнейшее в Китае предприятие по производству прототипов печатных плат, более , клиентов и более 10, онлайн-заказов ежедневно. А схема субмодуля подкл. Судя по приложению VR рег тока завязан на него
Ваши права в разделе.
Принцип работы и устройство сварочного инвертора
Просмотр полной версии : Ремонт сварочного инвертора ММА Люди, помогите пожалуйста со схемой на китайский сварочный инвертор ММА В инете нашел фото такой схемы, но с плохим разрешением, что затрудняет в ремонте. Представленная Схема соответствует действительности, но есть но. Не знаю как было раньше, после ремонта ремонтировал сам напряжение ХХ 60В, регулировка тока сварки по индикатору от 40 до А, а фактически сварочный ток примерно в два раза меньше. На выходе чисто постоянка, выпрямительный мост на выходе тоже исправный. Что же может быть.
Ресанта 250 не регулируется ток
Теория и практика. Кейсы, схемы, примеры и технические решения, обзоры интересных электротехнических новинок. Уроки, книги, видео. Профессиональное обучение и развитие.
Ремонт сварочных инверторов своими руками
За пару последних десятилетий имели место серьезные изменения в области развития сварочных технологий. Наиболее популярным оборудованием стал инвертор – технологичный и современный аппарат, который по сравнению с классическими сварками обладает массой достоинств. Помимо более совершенных технических решений от трансформаторов и выпрямителей он выгодно отличается и по стоимости.
В центре технического решения стоит микросхема. Именно эти небольшие элементы дали производителям возможность напичкать оборудование обширным функционалом, кардинально уменьшить вес и размеры установки. Но есть и обратная сторона медали. Она заключается в том, что технически более сложные приборы чаще выходят из строя. Итак, основные неисправности и ремонт инверторных сварочных аппаратов своими руками.
Такая неисправность довольно часто встречается в бюджетных моделях. Оборудование генерирует разряд, но при этом не разгорается электрическая дуга. Точнее она поджигается на очень короткий промежуток времени и сразу гаснет. Существует несколько объяснений такой поломке.
Поиск неисправности следует начать из проверки сварочных кабелей. Как показывает практика, в большинстве случаев причина кроется именно в них. Даже в том случае, когда явные грехи не нашлись не стоит успокаиваться. Желательно взять новые проводники и снова попробовать разжечь дугу. Если ничего не изменилось, то нужно убедиться в надежности всех разъемов.
Также причина может заключаться в электролитических конденсаторах, которые задействованы в схеме преобразователя. Их несложно заменить самостоятельно. Если же нет навыков, то можно обратиться к более опытным знакомым или специалистам. Когда ситуация не улучшилась, то самое время обратить внимание на провода пакетника. Может быть, что они обгорели и требуют замены.
Если и в этом случае не удалось починить сварочный аппарат, то его следует отнести в сервисный центр. Причин подобной неполадки может быть очень много, а найти их методом перебора очень сложно. Проведя диагностику, специалисты смогут быстро определить поломку и предложить варианты ее устранения.
Сварочный аппарат включается, но не варит
Иногда возникает ситуация, когда инвертер включен в сеть, но не генерирует сварочную дугу. Все индикаторы и приборы показывают, что работают нормально, но сам прибор в это время не варит. Наиболее вероятная причина состоит в том, что аппарат перегрелся. Об этом речь пойдет ниже.
Еще одной из причин может быть неисправность кабелей. Стоит попробовать подключать новые магистрали и снова попытаться извлечь сварочную дугу.
Читайте также: Сварочный аппарат Ресанта САИ 250
Перегрев
Когда инвертер перегревается, он начинает варить плохо или же не генерирует дугу вовсе. Такое случается, когда пришлось варить без перерыва более 10 минут. Большинство реализуемых на рынке моделей укомплектованы защитой от перегрева. Но бывают случаи, когда она не срабатывает. Инвертер остается включенным, но не работает. Решение проблемы не представляет никакой сложности. Достаточно отключить аппарат на полчаса. За этот период времени он остынет, придет в норму и можно будет продолжить работу.
Читайте также: Сварочный трансформатор: устройство и принцип действия
Сварочный инвертор не включается/не работает
Проблема возникает не так уж и редко. Оборудование подключены к сети энергоснабжения, но при этом не подает совершенно никаких признаков жизни. Причин этому может быть несколько. Чаще всего виноватой является именно сеть энергоснабжения: напряжения впало ниже минимально допустимого уровня и его недостаточно для инициализации сварочного аппарата. Решить проблему можно путем приобретения стабилизатора напряжения. В дальнейшем сварка подключается через него и работает нормально.
Еще причиной может служить плохое состояние кабеля энергоснабжения, который подает питание от розетки непосредственно на сам аппарат. Следует проверить целостность кабеля и вилки включения. Также не будет лишним снять корпус, который скрывает часть кабеля энергоснабжения, чтобы убедить в целостности этого участка.
Если не помог стабилизатор, а кабель подачи питания в норме, то причиной может быть поломка источника питания инвертера. При такой поломке желательно обращаться в сервисный центр. Большинство пользователей отремонтировать агрегат самостоятельно не смогут, так как для этого нужны специальные знания и навыки.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Не регулируется ток
Переключение ручки регулятора силы тока не дают никакого эффекта. Это свидетельствует, что, вероятнее всего, сломался сам регулятор. Возможно, что требуется только проверить надежность контактов. Нужно снять корпус и внимательно проверить все визуально. Чтобы продиагностировать регулятор, нужно проверить сварочный аппарат мультиметром.
Если регулятор неисправен, то его следует заменить целиком. Если же причина не в нем, то требуется проверка вторичного трансформатора и дросселя. При выявлении неисправности одного из элементов, он подлежит замене.
Электрод липнет к металлу
Современный инвертеры в большинстве своем имеют в арсенале функцию «антизалипание», которая препятствует «склеиванию» расходника и рабочей поверхности. Но далеко не всегда данная функция работает корректно, а то и вовсе не срабатывает из-за неисправности сварочного аппарата.
Основной причиной того, что электрод прилипает к металлу, является неверный выбор настроек, а именно – неправильный режим сварки. Следующая причина может заключаться в низком напряжении сети энергоснабжения. В розничной сети продаются инвертеры, которые будут нормально работать даже при пониженном напряжении. Но иногда напряжение опускается настолько низко, что даже такие инвертеры не могут функционировать в обычном режиме. В корне решить проблему поможет приобретение стабилизатора напряжения.
Еще одной причиной может стать использование сетевых удлинителей. Бывают ситуации, когда длины кабеля недостаточно для того, чтобы выполнить работы в определенном месте. Выходом из сложившихся обстоятельств является применение специальных сварочных удлинителей. Следует иметь ввиду, что при длине дополнительного кабеля больше сорока метров и сечении проводки не больше 2,5 мм кв. вероятность залипания электрода практически 100%. Это случается из-за снижения сварочного напряжения вследствие использования длинного кабеля м малым диаметром токопроводящих жил.
Залипать электроды могут из-за некачественной подготовки поверхности к работе. Достаточно просто хорошо зачистить металл болгаркой, наждачной бумагой или другим абразивом.
Дым из корпуса инвертера или едва уловимый запах гари свидетельствует о серьезной неисправности. Нежелательно диагностировать оборудование в таком случае самостоятельно. Желательно обратиться в сервисный центр, чтобы не усугубить ситуацию. Устранение неисправности требует большого опыта в ремонте сварочных аппаратом и понимание всех нюансов работы данной модели.
Когда неисправность не настолько критична, то диагностировать ее можно и самостоятельно. На первом этапе нужно снять корпус и визуально проверить все составляющие аппарата. Иногда на рынок попадают модели с некачественной пайкой или плохо заизолированной проводкой. Для ремонта достаточно будет перепаять некоторые из элементов, чтобы восстановить функциональность оборудования.
Понять, какая именно деталь вышла из строя несложно. Она будет отличаться наличием потемневших участков, иметь трещины или явные признаки короткого замыкания. Выбракованный элемент следует заменить. На каждой детали присутствует маркировка, что позволит безошибочно подобрать аналогичную для замены.
После визуального осмотра, который не помог выявить неполадки, можно перейти к более тщательному анализу. Потребуется мультиметр. С его помощью проверяются все компоненты платы. В обязательном порядке диагностируются транзисторы и печатные проводники. Обгоревшие участки или обрывы цепи должны быть устранены. Параллельно проверяются все контакты на плате. Если требуется, то они зачищаются обыкновенным канцелярским ластиком.
Диодные мосты у инвертера выполняют функции выпрямителя. Они находятся на радиаторе. Диодные мосты характеризуются надежностью, но иногда даже они выходят из строя. Чтобы определить исправность данного узла, необходимо выпаять его из общей схемы. Проверка мультиметром даст понимание того, исправен или нет диодный мост.
Если после всех перечисленных манипуляций не удалось найти поломку, то следует обратиться к специалистам. Ремонтировать сварочный аппарат самостоятельно не рекомендуется.
Заключение
В статье перечислены наиболее часто встречающиеся поломки, описан процесс устранения неисправности своими руками. Но только самые простые случаи. Без навыков ремонта делать серьезные манипуляции не стоит. Лучше отнести аппарат в сервисный центр. При устранении неисправности важно соблюдать технику безопасности. И еще. Если стоимость сварочного аппарата составляет 50-70 долларов, то не всегда стоит заниматься его ремонтом. Иногда проще и дешевле купить такой же самый новый.
Что делать, если ваш сварочный аппарат не дает искры? >> Быстрые и простые действия
Возникновение искры является ключевым показателем того, что образовалась электрическая дуга, и вы можете успешно соединить два куска металла вместе. В процессе дуговой сварки возникают искры, когда элементы сгорают на электроде или в сварочной ванне при очень высоких температурах для создания соединенного шва. Если эти искры не возникают, вы не сможете получить чистые или стабильные сварные швы.
Что делать, если ваш сварочный аппарат не дает искры:
№ причины
Что делать, когда ваш сварщик не будет зажигать
1
Области контакта с чистым металлом
2
Проверка
4
проверьте полярность
Убедитесь, что металлические контактные поверхности чистые
Проверьте расположение зажима рабочего кабеля
Отрегулируйте подключение проводов к сварочному аппарату и в нем
Проверьте полярность (отрицательная и положительная конфигурация проводов)
Существует несколько причин, по которым ваш сварочный аппарат не дает искрения, обе проблемы связаны с подключением к заготовке. , либо с самим сварочным аппаратом. Мы поможем вам определить, почему ваш сварочный аппарат может не искрить, и какие регулировки вы можете внести, чтобы вернуть ваш сварочный аппарат в рабочее (и искрообразующее) состояние.
Содержание
Почему ваш сварочный аппарат не дает искры и что делать
Если ваш сварочный аппарат не дает искры, вам сначала нужно изучить условия сварки и окружающую среду, чтобы найти самые простые способы устранения неполадок. Если ваш сварочный аппарат по-прежнему не дает искры, возможно, проблема связана с самим сварочным аппаратом.
Вот 5 наиболее распространенных причин, по которым ваш сварочный аппарат не дает искры:
Места металлических соединений грязные или чистые
Зажим рабочего провода неправильно подсоединен
Проволока неисправна или заржавела
Требуется регулировка натяжения сварочного ролика
Необходимо проверить полярность соединений из них легко исправить. Мы начнем с верхней части списка, так как они самые простые и работают над внутренними проблемами сварочного аппарата, которые могут привести к отсутствию искры.
1. Области соединения нуждаются в очистке
Одна из наиболее распространенных причин, по которой ваш сварочный аппарат не дает искры, заключается в том, что точки соединения между сварочным аппаратом и металлическими деталями грязные. Это означает, что как заготовка, в которой вы хотите сформировать дугу, так и точка соединения зажима рабочего кабеля должны быть из чистого металла.
Существует множество покрытий, которые могут мешать этому соединению с голым металлом, и их необходимо удалить, чтобы предотвратить появление дуги и сварочной искры:
Грязь и мусор : Сотрите всю грязь с металлических деталей перед использованием, чтобы обеспечить надлежащее соединение между заготовкой и областью зажима.
Ржавчина и коррозия: Ржавчина может быть отличным профилактическим средством для создания искры на металлическом предмете. Вы можете попытаться удалить ржавчину с помощью наждачной бумаги или угловой шлифовальной машины. Если это не сработает, попробуйте абразивно-струйную очистку, а затем протрите ацетоном или подобными растворами. Отслаивание также может быть связано с ржавчиной и должно быть удалено. Вы можете использовать проволочную щетку или аналогичный абразивный инструмент, чтобы создать гладкую поверхность.
Краски и эмали: Эти покрытия особенно распространены при работе с автомобильными деталями. Вы захотите удалить это покрытие как с заготовки, так и с зажимных соединений, чтобы обеспечить прочную электрическую цепь. Можно использовать наждачную бумагу и угловую шлифовальную машину, чтобы снять металл до голого металла. Можно также использовать средства для удаления тепла и краски, в том числе ацетон, но перед сваркой они должны быть очищены и высушены.
Покрытия на металле не только потенциально предотвращают возникновение искры, но если вы сможете создать дугу и сварить, это может привести к более слабым или непривлекательным результатам сварки. Рекомендуется предварительно очистить и подготовить металл для достижения наилучших результатов, как при сварке MIG, так и особенно при сварке TIG.
2. Зажим рабочего провода подсоединен неправильно
Убедившись, что поверхность зажима рабочего провода очищена от любого мусора, ржавчины или покрытия, его также необходимо проверить на правильность соединения. Зажим является важным элементом безопасности, обеспечивающим полную электрическую цепь, проходящую через детали и сварочный аппарат, не поражая оператора электрическим током.
Цепь должна быть «заземлена», чтобы электрическая искра могла создать дугу на заготовке . Заземление относится к защите операторов и оборудования, находящегося поблизости, от поражения электрическим током и опасностей. Провод электрода соединяет аппарат с электрододержателем во время сварки, а зажим рабочего провода подключается к заготовке для обеспечения безопасного замыкания.
Изображение предоставлено: Weldclass
Вам нужно будет убедиться, что вы подключаете рабочий провод к оголенной металлической поверхности на заготовке, как правило, с помощью зажима рабочего провода для наиболее надежного соединения. Не только зажим должен быть прочно и надежно закреплен на металле, но и соединение от зажима к сварочному аппарату должно быть плотно закреплено и сконфигурировано.
3. Сварочная проволока неисправна или заржавела
Как и рабочая поверхность, сама сварочная проволока должна быть чистой и в хорошем состоянии. Если он ржавый или неисправный, вы не сможете получить искру. Чтобы устранить эту проблему, вам нужно проверить сам провод. Если он кажется грязным или ржавым, вам нужно будет протереть его или использовать новый провод, если он выглядит поврежденным и не подлежит ремонту.
Если поверхность проволоки покрыта ржавчиной, ее трудно восстановить. Сварочная проволока продается в рулонах и может быть легко заменена без потери материала. Вы можете попытаться сохранить старую сварочную проволоку для других целей, но качество важно для обеспечения надлежащего сварного шва и искры.
Подумайте о том, чтобы хранить сварочный аппарат и проволоку в пакете, чтобы защитить их от влаги, которая приводит к ржавчине. Вы также можете держать рядом с источником тепла (например, лампочкой), чтобы на провода не попала влага.
4. Требуется регулировка натяжения приводного ролика сварки
При сварке MIG необходима постоянная подача проволоки через горелку. Эти движения контролируются приводными роликами с различной скоростью. Если вы не получаете искру, возможно, что натяжение этих приводных роликов в сварочном аппарате отключено. Вы можете столкнуться с проблемами, когда натяжение слишком тугое и слишком слабое.
Если натяжение приводного ролика слишком сильное , машина подвергается повышенным нагрузкам и может привести к повреждению проводки и машины.
Если ролики слишком ослаблены, , они не смогут должным образом подавать проволоку или обеспечивать постоянство.
Изображение предоставлено: mig-welding.co.uk
Натяжение влияет на скорость подачи проволоки, которая зависит от вашего применения. Общее правило правильного натяжения заключается в том, что вы можете пропустить его через сварочную горелку, и после изгиба он будет постоянно образовывать кольца.
Вы можете увидеть как отрегулировать натяжение приводного ролика в видео ниже. Натяжение сварочного аппарата можно регулировать с помощью пронумерованных ручек.
5. Обратите внимание на подключение и настройку полярности
Последняя область, на которую следует обратить внимание, если сварочный аппарат не дает искры, — это ваша полярность. Полярность — это электрическая цепь, созданная для сварки с соединением отрицательного и положительного полюсов. Вы можете выбрать прямую полярность (электрод отрицательный для более быстрой сварки) или обратную полярность (электрод положительный для более глубоких сварных швов).
Вы можете поменять местами эти два соединения, пытаясь создать искру, но наиболее важным элементом является обеспечение надежного соединения обоих проводов внутри самого сварочного аппарата. Прямая полярность чаще всего используется при сварке TIG, тогда как обратная полярность предназначена для дуговой сварки и сварки MIG.
Аппараты с отрицательным электродом постоянного тока используются для сварки TIG, а аппараты с положительным электродом постоянного тока предназначены для дуговой сварки и сварки MIG. Машины переменного тока предназначены для работы с алюминием. Вы должны убедиться, что все кабели внутри сварочного аппарата надежно закреплены для передачи энергии от сварочного аппарата к заготовке.
Когда ваш сварочный аппарат не дает искры
Устранение неполадок вашего сварочного аппарата путем содержания металлических поверхностей в чистоте и обеспечения надежности и правильной регулировки соединений внутри сварочного аппарата и заготовок позволит вам поймать эту искру, чтобы начать свои проекты.
Искра имеет решающее значение для создания дуги и подтверждает надлежащий поток электричества от машины к металлу для последовательной и стабильной работы.
Рекомендуемая литература
Можно ли сваривать припоем? 4 причины, почему вы не должны
Чем опасна сварка оцинкованной стали?
Вот некоторые из моих любимых инструментов и оборудования
Спасибо за чтение этой статьи. Я надеюсь, что это поможет вам найти самую последнюю и точную информацию для вашего сварочного проекта. Вот некоторые инструменты, которые я использую ежедневно, и надеюсь, что вы также найдете их полезными.
Есть партнерские ссылки, поэтому, если вы решите использовать любую из них, я получу небольшую комиссию. Но, честно говоря, это именно те инструменты, которые я использую и рекомендую всем, даже своей семье. ( NO CRAP )
Чтобы увидеть все мои самые актуальные рекомендации, проверьте этот ресурс , который я сделал для вас!
Свод правил Калифорнии, раздел 8, раздел 4851. Дуговая сварка и резка.
Перейти к основному содержанию
Эта информация предоставляется бесплатно Департаментом производственных отношений. со своего веб-сайта www.dir.ca.gov. Эти правила предназначены для удобства пользователя, и не делается никаких заявлений или гарантий, что информация является текущим или точным. Полный отказ от ответственности см. на странице https://www.dir.ca.gov/od_pub/disclaimer.html.
Подраздел 7. Общие приказы по промышленной безопасности Группа 11. Электросварка Статья 90. Электросварка, резка и нагрев
Вернуться к индексу Новый запрос
(a) Если позволяет работа, сварщик должен быть заключен в индивидуальную кабину, окрашенную с низким коэффициентом отражения, например, оксидом цинка и ламповой сажей, или должен быть огражден негорючими экранами с аналогичным низким коэффициентом отражения. финиш. Кабины и экраны должны обеспечивать циркуляцию воздуха на уровне пола. Рабочие или другие лица, находящиеся рядом с зонами сварки, должны быть защищены от лучей негорючими или огнестойкими экранами или щитами или должны носить соответствующие защитные очки.
(b) Сварочные аппараты следует оставлять за пределами замкнутого пространства, а тяжелое переносное оборудование должно быть заблокировано для предотвращения случайного перемещения.
(c) Когда работы приостанавливаются на какой-либо значительный период времени, например, во время обеда или на ночь, сварочные аппараты должны быть отключены в какой-либо точке за пределами замкнутого пространства. Там, где это возможно, электроды и электрододержатели должны быть удалены из замкнутого пространства. Все электроды должны быть удалены из держателей, а держатели должны быть тщательно расположены, чтобы предотвратить случайный контакт. По окончании или прекращении сварочных работ сварщик должен предусмотреть средства оповещения других рабочих о местонахождении горячего металла.
(d) Ручные электрододержатели.
(1) Работодатель должен обеспечить использование только ручных электрододержателей, предназначенных для дуговой сварки и резки и способных выдерживать максимальный ток, необходимый для такой сварки или резки.
(2) Токоведущие части, проходящие через части держателя, захваченные пользователем, и через внешние поверхности губок держателя, должны быть изолированы от максимального напряжения на землю.
(e) Сварочные кабели и разъемы.
(1) Кабели для дуговой сварки и резки должны быть изолированными, гибкими и способными выдерживать максимальный ток, необходимый для операций, с учетом рабочих циклов.
(2) Должен использоваться только кабель без ремонта или сращивания на протяжении 10 футов (3 м) от электрододержателя, если не предусмотрены изолированные соединители или сращивания с изоляционным качеством, равным качеству кабеля.
(3) Если кабель, отличный от провода, указанного в подразделе (e)(2), изнашивается и обнажает оголенные проводники, оголенная часть не должна использоваться до тех пор, пока она не будет защищена изоляцией, эквивалентной по производительности оригиналу.
(4) Для соединения или сращивания кабеля должны использоваться изолированные соединители эквивалентной мощности. Кабельные наконечники, используемые в качестве соединителей, должны обеспечивать электрический контакт. Открытые металлические части должны быть изолированы.
(f) Заземление и заземление машины.
(1) Кабели заземления должны иметь допустимую токовую нагрузку, равную или превышающую общую максимальную выходную мощность обслуживаемых сварочных или режущих устройств.
(2) Конструкции или трубопроводы, за исключением тех, которые содержат газы или легковоспламеняющиеся жидкости, или трубопроводов, содержащих электрические цепи, могут использоваться в цепи заземления, если их пропускная способность по току равна или превышает общую максимальную выходную мощность сварочного или режущего оборудования. обслуживаемых единиц.
(3) Конструкции или трубопроводы, образующие временную цепь заземления, должны иметь электрический контакт во всех соединениях. Дуги, искры или нагрев в любой точке цепи должны вызывать отбраковку в качестве цепи заземления.
(4) Конструкции или трубопроводы, постоянно действующие в качестве контуров заземления, должны иметь герметичные соединения и поддерживаться в рабочем состоянии, чтобы гарантировать отсутствие опасности электролиза или возгорания.
(5) Корпуса машин для дуговой сварки и резки должны быть заземлены либо через третий провод в кабеле, содержащем провод цепи, либо через отдельный провод в источнике тока. Цепи заземления должны иметь достаточно низкое сопротивление, чтобы пропускать достаточный ток, чтобы предохранитель или автоматический выключатель отключил ток.
(6) Соединения заземления должны быть механически и электрически адекватными для прохождения тока.
(g) Когда держатели электродов остаются без присмотра, электроды должны быть удалены, а держатели установлены, чтобы предотвратить травмы сотрудников.
(h) Держатели горячих электродов нельзя погружать в воду.
(i) Работодатель должен следить за тем, чтобы, когда дуговые сварщики или монтажники уходят или прекращают работу или когда машины перемещаются, выключатель электропитания находился в выключенном положении.
(j) Оборудование для дуговой сварки или резки, имеющее функциональный дефект, не должно использоваться.
Что делать, если поймал зайчиков от сварки и болят глаза
Многие слышали такое выражение, как «нахватался зайчиков во время сварки». Это вполне распространенное явление, с которым сталкиваются практически все, кто занимается данным родом деятельности. Рано или поздно человек встречается с таким количеством ярких вспышек, что глаз не выдерживает подобного напряжения и начинает болеть. Само слово «зайчик» пошло от детского нарекания яркого пятна света, который отражен от зеркала. Несмотря на то, что свет от сварки не отражается, он является очень ярким и даже кратковременное воздействие в течение нескольких десятых долей секунды, которое повторяется неоднократно во время рабочей смены, может оказать сильное негативное влияние.
“Зайчик” после сварки
Рабочий диапазон глаз не рассчитан на столь яркие вспышки. В живой природе только солнце имеет опасно высокую яркость, но на него напрямую никто не смотрит, а среди рукотворных явлений такие вещи встречаются чаще, поэтому, глаз не может приспособиться к ним. От постоянных перемен не только устает хрусталик, но и выжигается сетчатка. Чем больше раз человек увидел яркую вспышку электрической дуги, тем больше вероятность, что глаза начнут болеть. Так как это явление очень распространенное, следует знать, что делать если поймал зайчиков от сварки.
Признаки «зайчика»
Первым признаком, что вы поймали «зайчиков» является жжение в глазах. Это первый признак ожога минимальной степени. Жжение может быть не сильным, но все равно ощущается. Оно не проявляется в каком-то конкретном месте, а словно охватывает всю поверхность. На начальных стадиях оно просто вызывает чувство дискомфорта и не сильно болит.
В момент, когда яркий свет воздействует на глаз, в поле зрения остается пятно слегка синего цвета. Это эффект от поражения органа зрения, который со временем сходит. Но он также относится к признакам, что вы словили очередного «зайца». Чем ближе расстояние и яркость дуги, тем больше это пятно, так что иногда можно не видеть ничего нормально в течение нескольких минут, пока этот эффект не пройдет. С каждым новым микро ожогом возрастает вероятность, что к вечеру начнутся более серьезные проблемы.
Очередным распространенным признаком является ощущение песка. Из-за этого хочется постоянно потереть глаза, чтобы избавиться от него, но это только усиливает негативный эффект. Тереть глаза – это как раз то самое что не стоит делать, когда словил зайчика от сварки. В таком случае добавится еще покраснение и опухание.
Один из признаков “зайчиков” от сварки
С болями в глазах наступают и головные боли, так как невозможно сфокусироваться нормально на объекте. При повороте глазных яблок все только усложняется. Продолжение работа становится практически невозможным, так как если пятно перед глазами появляется непосредственно на центре глаз, то центральные объекты не будут в поле видимости.
Первая медицинская помощь при зайчиках
Если уже негативная ситуация случилась, то нужно знать, что делать если насмотрелся на сварку и болят глаза. В первую очередь нужно прекратить работу, так как в таком состоянии можно легко чего-то не заметить и подвергнуть себя куда большей опасности. Затем нужно промыть глаза водой. Лучше всего подойдет холодная из под крана. Она сможет затупить боль, но если есть раствор марганцовки, процеженная чайная заварка или отвар ромашки, то можно промыть глаза и ими.
Чтобы снять болезненные ощущения, то можно применять специальные капли для глаз после сварки. Это может быть Новокаин или Визин. Они являются проверенными препаратами, которыми сварщики пользуются на протяжении многих лет. Главное, принимать их правильно, так частое или чрезмерное использование приводит к негативным последствиям. Помимо этого можно использовать Визоптин и Прокулин, чтобы снять отеки, появившиеся от зайчиков.
«Важно!
Медики рекомендуют использовать только один вид капель за один раз, так как иначе может возникнуть такой же эффект, как при передозировке одним из этих лекарств. »
После этого можно воспользоваться различными компрессами. Они могут делаться из отвара ромашки, чайной заварки, сырого картофели и прочих подручных средств. Это народные средства для глаз после сварки, которые также проверены множеством поколений сварщиков. Естественно, что при серьезных травмах они окажутся малоэффективными, но для такого случая вполне подойдут.
Категорически запрещается
Когда вы узнали, что делать когда наловился зайчиков от сварки, то следует знать, чего делать крайне не рекомендуется. Среди основных пунктов стоит отметить:
Не растирать глаза при ощущении песка, зуда и прочих неприятных состояниях, здесь поможет только промывка;
Не смотреть на яркий свет, так как это усилит болезненные ощущения;
Не применять непроверенные средства, которые могут усилить раздражение;
Не использовать для промывки загрязненные и непрофильтрованные жидкости, которые могут загрязнить поверхность глаза.
Сколько будут «зайчики»
Многих интересует не только как лечить зайчики от сварки, но и сколько они смогут продержаться. Этот вопрос является сугубо индивидуальным, так как все зависит от опыта работы, качества зрения человека, а также уровня повреждения, которые получили органы зрения. Последний фактор является одним из основных, который еще влияет на то, как быстро наступят болезненные ощущения. Если применять вышеописанные средства как избавиться от зайчиков от сварки, то этот период будет не таким длительным.
Средств как избавиться от зайчиков от сварки
В среднем, болезненные ощущения могут продлиться около двух-четырех часов. Если вспышка была сильной, то боль проявляется практически сразу, в иных случаях все может проявиться с задержкой в час-два, когда наберется нужное количество микро ожогов. Если началось ощущение песка в глазах, то стоит делать все, чтобы избавиться от зайчиков после сварки. Медицинские препараты и народные средства помогут снять дискомфорт в течение от нескольких минут до получаса. В это время не стоит напрягать зрение, чтобы боль не вернулась. Таким образом, время, сколько пробудут зайчики в глазах, станет заметно меньше, если использовать правильные средства.
В каких случаях стоит обращаться к врачам
Практически каждый опытный сварщик знает что делать, если нахватался зайчиков от сварки, но не все знают, когда самое время обратиться к специалисту. Если случай произошел однократно и прошел без последствий, то медицинская помощь, как правило не требуется. Если же возникли осложнения и боль не проходит даже через несколько дней, то стоит посетить специалиста, чтобы он смог осмотреть и понять, насколько серьезная проблема.
Что делать если нахватался зайчиков от сварки?
Главная » Обучение для начинающих » Что можно сделать, если поймал зайчиков от сварки?
0
Опубликовано: 22.03.2017
Проведение сварочных работ сопряжено с большим количеством опасностей и должно осуществляться в строгом соответствии с техникой безопасности. Особое внимание необходимо уделять защите глаз. Смотреть незащищенными глазами на процесс сварки категорически запрещено, так как это вызывает поражение и ожог тканей глаза и вызывает болезненные ощущения. Не только новички, но и бывалые сварщики временами пренебрегают правилами безопасности и потому каждый сварщик должен знать, что делать в том случае, если поймал «зайчиков» от сварки. Раскроем эту информацию для непосвященных.
Оглавление:
Признаки поражения тканей глаз
Первая помощь при ожоге глаз
Домашние методы лечения
Длительность лечения
Подведем итоги
Признаки поражения тканей глаз
Не всегда даже опытные сварщики могут понять, какое состояние свидетельствует о поражении глаз сваркой. Заметим, что поймать «зайчиков» можно и в том случае, если наблюдать за процессом с весьма удаленного расстояния.
Симптомами ожога глаз являются следующие признаки:
Жжение в глазах. Даже минимальный ожог тканей глаза вызывает жжение. Оно может ощущаться как общий дискомфорт и усталость глаз, если поражение тканей легкое;
Световые пятна перед глазами. Появление в сварочном лексиконе так называемых «зайцев» связано с детскими играми и пусканием при помощи зеркала солнечных зайчиков. При взгляде на яркий свет перед глазами на некоторое время остается яркое пятно. Чем ярче свет и дольше его воздействие на незащищенную сетчатку глаза, тем дольше будут оставаться зайчики. При постоянном несоблюдении правил безопасности это может привести к потере зрения;
Песок в глазах. После сварки с незащищенными глазами появляется ощущение, что в глаза попал песок. Важно не тереть глаза, так как это только усугубит воспалительный процесс и приведет к опуханию пораженных тканей глаза;
Головная боль. Неприятные ощущения и боль в глазах передается на всю голову. Особенно болевые ощущения усиливаются при попытке перевести взгляд в сторону, что отогнать застилающие глаза зайчиков.
Данные симптомы свидетельствуют, что человек нахватался так называемых зайчиков от сварки и требует оказания первой помощи.
Первая помощь при ожоге глаз
Рассмотрим, что в первую очередь делать в ситуации, если поймал зайчиков от сварки. Правила оказания первой помощи при ожоге глаз необходимо знать каждому, кто имеет дело со сварочными работами.
Прекратить сварочные работы и промыть лицо и глаза чистой питьевой водой. Если под рукой есть марганцовка, чайная заварка или ромашка, то можно сделать это слабым раствором перечисленных средств;
Для снятия болезненных ощущений и отека можно применить специальные капли, типа Визина или Визоптина. Снятие отека позволит тканям быстрее регенерироваться, снизиться ощущение зуда и боли в глазах. Важно помнить, что злоупотреблять данными лекарственными средствами нельзя!
Для снятия неприятных ощущений в процессе заживления тканей можно использовать народные методы, типа компрессов из сырого картофеля, чайной заварки, коры дуба и т. д. При слабых степенях ожога глаз данные методы очень эффективны и, главное, полностью безопасны.
Также важно знать, чего следует избегать при ожоге глаз сваркой:
Тереть глаза, так как это усилит отек тканей и боль в глазах;
Находиться на ярком свете, продолжать сварочные работы. Необходимо дождаться полного выздоровления глаз;
Не заниматься самолечением, применяя препараты без консультации специалиста;
Использовать для промывания глаз проточную воду, содержащиеся в ней примеси усугубят болезненность глаз.
Домашние методы лечения
При несильном поражении глаз сваркой лечение можно осуществлять дома подручными средствами, которые найдутся у каждого. Приведем рецепты, которые пользуются наибольшей популярностью у опытных сварщиков:
Чайные пакетики заварить и остудить до комфортной для глаз температуры. Компресс выдержать до 20 минут, после чего можно приложить новые пакетики. Данный способ хорошо сужает сосуды и позволяет минимизировать отек;
Сырой картофель натирается на терке до кашицы и выкладывается в марлю. Компресс прикладывается на полчаса. Дает ощущение прохлады, убирает отек;
Мед размешать в кипяченой воде, смочить в этом растворе ватные диски и на полчаса приложить к глазам. Данный способ позволяет снять красноту с глаз;
Ромашка в виде настоя прикладывается компрессом к отекшим глазам. Ромашка хорошо ликвидирует воспаления;
Мед и алоэ в виде сока листьев смешиваются и закапываются по капле утром и вечером в воспаленные глаза. Этот способ отлично справляется с воспалением глаз;
Свежая капуста перемалывается в кашицу и прикладывается на веки. Хорошо снимает боль и отек с глаз.
Добавим еще несколько советов для лечения в домашних условиях:
Завесить окна темными шторами, избегать ярких источников света, которые будут раздражать воспаленные глаза;
Поймавшему сварочных зайчиков больному лучше остаться в постели и отдыхать, это позволит ускорить процессы восстановления;
Если боль в глазах не дает уснуть, то можно принять традиционные обезболивающие средства типа Анальгина или Кетанова.
Ну и конечно же, необходимо провести полноценный отдых от работы, к примеру, поехать на рыбалку.
Длительность лечения
Появление зайчиков после незащищенной сварки стоит ожидать через несколько часов. Как правило, болезненные ощущения появляются по нарастающей и достигают пика через 7-12 часов после сварки.
Не будет лишним показаться специалисту и, если необходимо по работе продолжать сварку, взять больничный, так как проведение сварочных работ с воспаленными глазами только затянет выздоровление.
Подведем итоги
Бывалые сварщики знают множество народных средств от «зайчиков» в глазах. Среди них картофель, чайная заварка, мед и другие доступные продукты. Пользуются популярностью и медикаментозные средства (в частности, капли для глаз). Но каждый сварщик с уверенностью назовет самый лучший способ защиты глаз – это качественная маска или очки, которые не позволят яркому свету сварки повредить глаза.
Сергей Одинцов
tweet
Как лечить сварочные ожоги
Сварка — опасная работа. Со всей жарой и опасным оборудованием всегда есть высокая вероятность того, что кто-то может пострадать.
В процессе сварки всегда могут возникнуть различные проблемы, но главный вопрос:
Как лечить сварочные ожоги?
Чтобы вылечить ожог от сварки на коже, сначала убедитесь, что вы вышли из жары и сделали ожог комфортным. Относитесь к этому так же, как к солнечному ожогу.
При внезапном ожоге глаза немедленно обратитесь к врачу. Врач, скорее всего, назначит вам расширяющие капли, чтобы расслабить глазные мышцы, прикроет глаза и пропишет антибиотики.
Конечно, травмы и проблемы почти неизбежны. Как бы вы ни старались, используя безопасные методы и защитное снаряжение, вы не можете полностью исключить возможность получения травм.
Тем не менее, помня о правильных шагах, которые необходимо предпринять в случае возникновения проблемы, можно свести к минимуму ее последствия. Использование защитного защитного снаряжения также важно, но даже лучшее оборудование не может полностью исключить возможность получения травм.
Типы сварочных ожогов
Прежде чем мы рассмотрим, как предотвратить или лечить сварочные ожоги, давайте рассмотрим некоторые типы ожогов, с которыми обычно сталкиваются сварщики.
Ожоги вспышками
Ожоги вспышками являются одним из наиболее распространенных видов ожогов и также известны как ожоги сварщика или дуговые ожоги.
Это происходит, когда ваши глаза подвергаются воздействию опасных ультрафиолетовых лучей, испускаемых сварочной горелкой, и, поскольку горелка всегда пропускает эти вредные лучи, вы рискуете получить ожог от вспышки всякий раз, когда выполняете сварочные работы.
По сути, ожог от вспышки похож на солнечный ожог, за исключением того, что он не на коже, а на глазах.
Чаще всего поражается роговица, но, к счастью, она обычно заживает сама по себе. Однако это может привести к потере зрения, если его не лечить, и даже к заражению.
Ожоги кожи
Другим распространенным видом ожогов являются ожоги кожи из-за искр и ударов. Вы могли видеть людей, которые голыми руками кормили провода или носили одежду из синтетической ткани.
Очень часто люди, не получившие травм и ожогов во время опасных процессов, небрежно относятся к своим защитным средствам и снаряжению и, как следствие, страдают от них позже.
Как и внезапные ожоги, ожоги кожи обычно могут заживать сами по себе в зависимости от тяжести, но независимо от того, насколько серьезен сам ожог, лучше обратиться за медицинской помощью, чтобы убедиться, что нет риска заражения и проблема не исчезла. Не обостряй.
Как лечить сварочные ожоги
Ожоги кожи
Ожоги могут быть вызваны самыми разными причинами: огонь, горячая вода, даже такая простая вещь, как глажка одежды, может вызвать ожог.
Однако ожоги от сварки отличаются не только чрезвычайно высокой температурой, но также наличием радиации и токсичных паров в окружающей среде. Вот почему немедленное и правильное лечение ожогов от сварки чрезвычайно важно, прежде чем они станут инфицированными или изъязвлены.
Спасайтесь от жары
Первое, что вы должны сделать при любом ожоге, это уйти от жары. Ожоги усугубляются, когда они подвергаются воздействию большого количества тепла, поэтому первое, что нужно сделать, это снять защитное снаряжение и сесть где-нибудь в прохладном месте, чтобы согреться от ожога. Охлаждение может не только улучшить самочувствие — хотя, конечно, это временно — вы также можете использовать это время и пространство, чтобы осмотреть ожог и убедиться, что вы лечите его надлежащим образом.
Создание комфорта
Ожоги от дуговой сварки вызываются УФ-лучами, как и солнечные ожоги. Поэтому лечить такой ожог нужно так же, как и при солнечном ожоге.
Если на нем начинают образовываться волдыри, значит, он вышел за рамки ожога второй степени и нуждается в наблюдении врача. Пока вы не получите медицинскую помощь, вы можете чувствовать себя более комфортно, положив обожженную часть тела в холодную воду, чтобы уменьшить боль.
Избегайте кубиков льда, потому что они прилипают к обожженной коже и, будучи удалены, могут утащить ее за собой.
Если волдырей нет, можно использовать кремы для местного применения или гель алоэ. Это вытянет тепло и ускорит заживление кожи, а также предотвратит шелушение.
Если проблема не устранена, вам следует вызвать врача и получить надлежащую оценку ситуации.
Внезапные ожоги
Диагностика
Внезапные ожоги труднее диагностировать, чем видимые ожоги кожи, но симптомы включают боль, которая может быть от легкой до сильной и обычно начинается через несколько часов после ожога.
Ваши глаза также могут быть налиты кровью и слезиться, и вам может казаться, что в них что-то есть. У вас также может быть затуманенное зрение.
Для правильной диагностики внезапных ожогов врачи могут использовать анестезирующие капли, чтобы вызвать онемение глаз на время, достаточное для их тщательного осмотра. После обезболивания врач нанесет вам на глаза оранжевую краску, которая покажет любые повреждения ваших глаз при использовании синего света.
Краска безвредна, так что не беспокойтесь об этом, она смоется слезами.
Расширяющие капли
Ваш врач, скорее всего, будет использовать расширяющие капли, чтобы расслабить глазные мышцы, что может облегчить боль и дать вашим глазам отдохнуть, чтобы они могли зажить.
Ваши зрачки будут выглядеть больше, чем обычно, и большее количество света, попадающего в ваши глаза, может затруднить их открытие, но поможет быстрее восстановиться. Этот эффект может длиться от нескольких часов до нескольких дней.
Повязка
Если ожог сильный, на глаза можно наложить мягкую повязку, чтобы дать им отдохнуть и дать им зажить. Не садитесь за руль с повязками на глазах.
Антибиотики
Вам также могут быть назначены антибиотики, чтобы предотвратить заражение ожога. Если вам назначают антибиотики, вам необходимо регулярно следовать циклу дозирования, чтобы сделать их эффективными.
Домашние средства
Если вы хотите сначала попробовать домашнее средство (которое я не рекомендую при внезапных ожогах), посмотрите это видео, в котором представлены 10 различных вариантов:
Предотвращение ожогов
Хотя это важно чтобы знать, как лечить ожоги, гораздо лучше убедиться, что у вас есть защитное оборудование и защитное снаряжение, чтобы избежать их в первую очередь.
Обязательно носите качественные сварочные маски, защищающие лицо, шею и уши. Вы также должны иметь защитные очки для защиты глаз, даже под шлемом.
Убедитесь, что на вас надеты перчатки и фартуки, предназначенные для сварочных работ, и что они в хорошем состоянии, без дырок. Огнестойкие затычки для ушей и наушники также важны для предотвращения попадания искр в уши.
Перед началом сварки убедитесь, что вы не держитесь за горючие предметы, такие как зажигалки или спички, и что на вашей одежде нет открытых карманов или манжет, в которые может попасть расплавленный металл или искры.
Вы также должны убедиться, что ваше рабочее место не загромождено болтающимися проводами или другими подобными опасными вещами, которые могут привести к спотыканию и несчастным случаям.
Вопросы по теме
Какие травмы можно получить при сварке?
Помимо вспышки и ожогов кожи сварщика, сварка также может вызвать проблемы с дыханием из-за всех токсичных паров в окружающей среде, которые могут попасть в дыхательную систему. Помимо этого, сварка также производит очень громкий звук, который может привести к потере слуха.
Можно ли заболеть раком кожи от сварки?
В процессе сварки используется большое количество ультрафиолетовых (УФ) лучей, и повторное длительное воздействие этих лучей может привести к таким проблемам, как рак кожи. Это становится еще большим риском, если вокруг вас много твердых и гладких поверхностей, которые могут еще больше отражать эти лучи.
Как лечить взрывной ожог?
Лечение ожогов от взрыва мало чем отличается от лечения других ожогов, вызванных теплом или огнем. Вы должны аккуратно очистить рану и охладить ее теплой водой и избегать использования масла на ожоге. Снимите все украшения или аксессуары, которые могут вызвать дополнительные проблемы, потому что область набухнет. Используйте антибиотики, чтобы избежать любых инфекций, которые могут иметь место.
Сварочные ожоги и вспышки — Советы и рекомендации — Baker’s Gas & Welding Supplies, Inc. глаза, не говоря уже об искрах, которые могут нанести долгосрочный ущерб. Во время предварительного нагрева и сварки металл нагревается до высоких температур, а сварочная дуга испускает чрезвычайно концентрированные лучи, которые могут очень быстро вызвать солнечные ожоги.
Во время сварки очень легко обжечься, но, к счастью, эти ожоги очень легко предотвратить, если принять надлежащие меры предосторожности. Если вы обгорели или обгорели, мы дадим несколько советов по лечению, хотя все рекомендации по лечению должны быть согласованы с вашим лечащим врачом, который может осмотреть ваши травмы.
Противоожоговые и сварочные каски
В зависимости от типа сварки вам понадобятся подходящие линзы для визора или каски. Для сварки MIG требуется линза №10, в то время как для дуговой сварки обычно требуется фильтр №12. Сварка TIG обычно выполняется с фильтрующей линзой №11. Убедитесь, что у вас есть правильный козырек для работы. Ультрафиолетовый свет, образующийся при сварке, очень яркий и может серьезно повредить глаза, если у вас нет защиты для глаз. Ожоги сетчатки часто возникают у тех, кто не носит забрало подходящего типа.
Защитные очки иногда используются для резки, но часто лучше носить что-то, что обеспечивает полную защиту вашего лица и волос, например, щит или шлем с опциями для шлифовки и резки. Есть несколько историй о «волосах в огне»! Есть также истории о сварщиках, которые думали, что могут обмануть, закрыв глаза, делая несколько быстрых сварных швов. Проблема в том, что они потом сожгли себе веки.
Правильный шлем будет иметь зону обзора, обеспечивающую защиту от ультрафиолета и закрывающую все лицо. Лучшей защитой от вспышки будет шлем, который обеспечивает автоматическое затемнение с помощью ряда 2-4 датчиков и ряда настроек затемнения, чтобы у вас была отличная видимость и защита всякий раз, когда происходит вспышка. Если вы используете определенный оттенок во время работы и происходит вспышка, автоматически затемняющийся шлем адаптируется к яркости вспышки и защищает ваши глаза, чтобы вы могли продолжать работать с комфортом.
Чтобы купить сварочные каски, нажмите здесь.
Перчатки для защиты от ожогов и сварки
Если вы будете искать в Интернете фотографии сварщиков TIG, вы часто обнаружите, что сварщики подают проволоку одной голой рукой, что никогда не является хорошей идеей, когда вы работаете с УФ-лучами и искрами. испускаемый при дуговой сварке. При сварке MIG и электродом возникают искры и брызги, которые могут обжечь руки, а если вы подаете проволоку TIG, ультрафиолетовые лучи дуги все равно могут обжечь открытые участки кожи. Вы когда-нибудь пробовали питать провод обожженными на солнце пальцами?
В зависимости от того, какую сварочную перчатку вы выберете, существует разная толщина материала и типы кожи. Лучшая перчатка защитит вашу руку от тепла, брызг и искр, выделяемых во время сварки. Некоторые сварщики добавляют дополнительные кусочки огнестойкого материала к частям рук, которые находятся ближе всего к сварочной дуге.
Чтобы купить сварочные перчатки, нажмите здесь.
Одежда для пожарных и сварщиков
Самое важное правило для сварочной одежды — избегать синтетических тканей, так как любые искры, попавшие в синтетическую одежду, загорятся и быстро обожгут вас. Одежда из 100% хлопка — ваш лучший вариант для сварки, так как искры будут просто тлеть в хлопке. Сверхпрочные ботинки, устойчивые к статическому электричеству, также защитят ваши ноги. Если вы работаете с тяжелыми металлическими заготовками, то лучшим вариантом будет стальной носок.
Чтобы купить одежду для сварщиков, нажмите здесь.
Нагрудники, куртки и фартуки для защиты от прожогов и сварки
Если вы свариваете в более холодном климате, кожаная рабочая куртка — отличный вариант для сварщиков, которые хотят защитить себя от искр. Если вы работаете в более теплом климате, существует множество различных видов огнестойких курток. В зависимости от процесса, который вы используете, вам может не понадобиться сверхпрочный фартук или куртка.
Кроме того, если вы свариваете на рабочем месте, вы можете прикрепить нагрудник к шлему и надеть сварочные рукава для защиты рук. Вы также можете надеть фартук, чтобы защитить себя чем-то более легким, если вы свариваете в более теплом климате или в мастерской. Фартуки фокусируют защитный материал там, где это наиболее важно.
Чтобы купить жилеты для сварщиков, нажмите здесь.
Материалы для сжигания и сварки
Не допускайте контакта горячего электрода с незащищенной кожей. Он очень горячий и может мгновенно обжечь кожу. Также не забудьте удалить все горячие металлические детали с рабочей станции после того, как вы закончите сварку определенной детали. Если вам нужно охладить металлическую заготовку, не снимайте перчатки, пока не закончите с ней работать.
Ожоговые и сварочные рабочие станции
Невинный тканый коврик или куча опилок рядом со сварщиком могут вызвать искры, тление и возгорание после того, как вы закончите сварку. Есть много здравого смысла, который может защитить вас от ожогов или еще хуже во время сварки, например, всегда следить за тем, чтобы ваша рабочая зона была свободна от легковоспламеняющихся жидкостей или газов, которые могут воспламениться во время работы.
Как лечить сварочные ожоги
Если вы получили ожог, вам не остается ничего другого, кроме как устроиться поудобнее. Профилактика — лучшая стратегия, когда речь идет о лечении сварочных ожогов. Однако, если вы получили ожог, вам необходимо оценить, насколько он серьезен. Если у вас есть открытые раны, обязательно обработайте их дезинфицирующим средством. Более серьезные ожоги должен осмотреть врач, который также может дать вам что-нибудь, чтобы облегчить боль.
В большинстве случаев вам нужно просто нанести что-нибудь, чтобы охладить интенсивный солнечный ожог, который дуговая сварка вызывает на открытых участках кожи. Некоторые используют алоэ вера, но общепризнано, что местный стероид принесет гораздо больше облегчения. Стоит обратиться к врачу только для того, чтобы получить правильное лечение ожогов. Вы также можете обратиться в местную аптеку, чтобы узнать, есть ли какие-либо безрецептурные средства, такие как гидрокортизон, которые могут облегчить ваши ожоги.
Как лечить загар сварщика
Самое важное, что вы можете сделать при любой травме глаза, полученной в результате сварки, — это обратиться к офтальмологу. Существует множество старых приемов и мнений о том, как срезать углы при травме глаза, но проблема в том, что вам нужно мнение из первых рук о наилучшем лечении ваших глаз.
 Последняя используется в западных странах.
Последняя используется в западных странах. После предварительного определения пробы на зачищенную часть украшения в вертикальном положении наносят реактив. Капля не должна растекаться. Важным моментом является время выдержки пробирного материала на поверхности. Оно изменяется в зависимости от типа реагента и пробы. Кислоты на металле с клеймами 375, 500 и 585 выдерживаются 5-10 с, а с клеймом 750 — 20 с. Хлорное золото должно находиться на поверхности 7-12 с, йодистый калий — не более 5 с. Несоблюдение временных отрезков приведет к искажению характерной химической реакции. По окончанию процедуры каплю реактива удаляют салфеткой или кусочком бязи.
После предварительного определения пробы на зачищенную часть украшения в вертикальном положении наносят реактив. Капля не должна растекаться. Важным моментом является время выдержки пробирного материала на поверхности. Оно изменяется в зависимости от типа реагента и пробы. Кислоты на металле с клеймами 375, 500 и 585 выдерживаются 5-10 с, а с клеймом 750 — 20 с. Хлорное золото должно находиться на поверхности 7-12 с, йодистый калий — не более 5 с. Несоблюдение временных отрезков приведет к искажению характерной химической реакции. По окончанию процедуры каплю реактива удаляют салфеткой или кусочком бязи.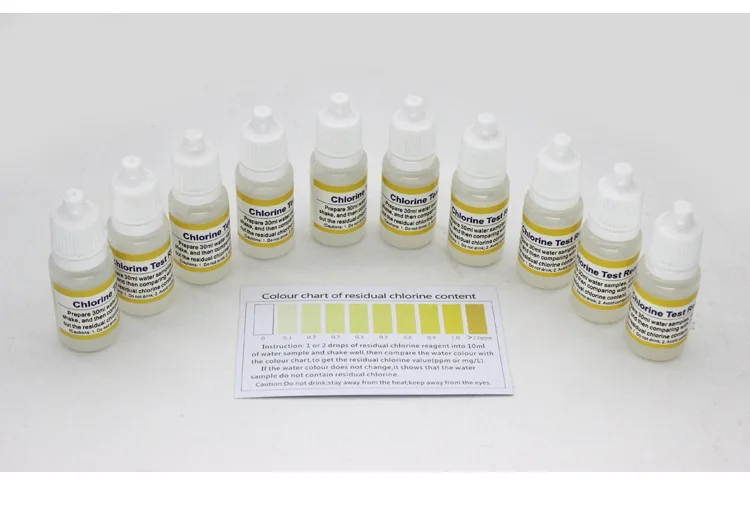 После предварительного определения пробы на зачищенную часть украшения в вертикальном положении наносят реактив. Капля не должна растекаться. Важным моментом является время выдержки пробирного материала на поверхности. Оно изменяется в зависимости от типа реагента и пробы. Кислоты на металле с клеймами 375, 500 и 585 выдерживаются 5-10 с, а с клеймом 750 — 20 с. Хлорное золото должно находиться на поверхности 7-12 с, йодистый калий — не более 5 с. Несоблюдение временных отрезков приведет к искажению характерной химической реакции. По окончанию процедуры каплю реактива удаляют салфеткой или кусочком бязи.
После предварительного определения пробы на зачищенную часть украшения в вертикальном положении наносят реактив. Капля не должна растекаться. Важным моментом является время выдержки пробирного материала на поверхности. Оно изменяется в зависимости от типа реагента и пробы. Кислоты на металле с клеймами 375, 500 и 585 выдерживаются 5-10 с, а с клеймом 750 — 20 с. Хлорное золото должно находиться на поверхности 7-12 с, йодистый калий — не более 5 с. Несоблюдение временных отрезков приведет к искажению характерной химической реакции. По окончанию процедуры каплю реактива удаляют салфеткой или кусочком бязи. Однако существуют и более точные и дорогостоящие способы узнать, является ли изделие подлинным. Такие исследования проводят в специализированных лабораториях при помощи различных приборов.
Однако существуют и более точные и дорогостоящие способы узнать, является ли изделие подлинным. Такие исследования проводят в специализированных лабораториях при помощи различных приборов. Такого рода исследования не подходят для золотых украшений, так как они слишком маленькие.
Такого рода исследования не подходят для золотых украшений, так как они слишком маленькие.
 д. Чем меньше содержание золота в сплаве, тем более выраженный цвет будет иметь пятно от реагента.
д. Чем меньше содержание золота в сплаве, тем более выраженный цвет будет иметь пятно от реагента.

 Сначала — хлорид золота, после — кислотные реактивы.
Сначала — хлорид золота, после — кислотные реактивы.
 Для 958 — 78,7% и 2,0% соответственно.
Для 958 — 78,7% и 2,0% соответственно. Клеймо может содержать асимметричные символы, кривые формы и изображения. Следующим шагом идет определение принадлежности сплава к группе низкопробного или высокопробного золота.
Клеймо может содержать асимметричные символы, кривые формы и изображения. Следующим шагом идет определение принадлежности сплава к группе низкопробного или высокопробного золота. Капля должна быть небольшой и четко лежать на своем месте, не растекаясь по всему изделию. После завершения работ химикат сразу же убирают.
Капля должна быть небольшой и четко лежать на своем месте, не растекаясь по всему изделию. После завершения работ химикат сразу же убирают. Ниже приведены 11 самых известных методов проверки золота:
Ниже приведены 11 самых известных методов проверки золота:


 Для этого необходимо подготовить хлорное золото, спирт, пипетку. Изделие тщательно очищается от грязи, жира, следов пальцев. Для этого тщательно нужно протереть салфеткой, смоченной спиртом. После процедуры спирт должен полностью испариться. При помощи пипетки капнуть небольшое количество хлорного золота и нанести его на исследуемые предмет. Оставить на пять минут.
Для этого необходимо подготовить хлорное золото, спирт, пипетку. Изделие тщательно очищается от грязи, жира, следов пальцев. Для этого тщательно нужно протереть салфеткой, смоченной спиртом. После процедуры спирт должен полностью испариться. При помощи пипетки капнуть небольшое количество хлорного золота и нанести его на исследуемые предмет. Оставить на пять минут.
 Из рандоли делают бижутерию, часы, декоративные элементы, монеты и другие предметы. Рандоль соответствует примерно 375-й пробе драгоценного металла.
Из рандоли делают бижутерию, часы, декоративные элементы, монеты и другие предметы. Рандоль соответствует примерно 375-й пробе драгоценного металла. Минерал природного происхождения относится к группе кремниевых сланцев и содержит около 8% углерода, что придает ему черный цвет. Есть также и искусственные пробирные камни.
Минерал природного происхождения относится к группе кремниевых сланцев и содержит около 8% углерода, что придает ему черный цвет. Есть также и искусственные пробирные камни. к. реагенты стоят дорого, и их нерациональный расход может ударить по карману.
к. реагенты стоят дорого, и их нерациональный расход может ударить по карману.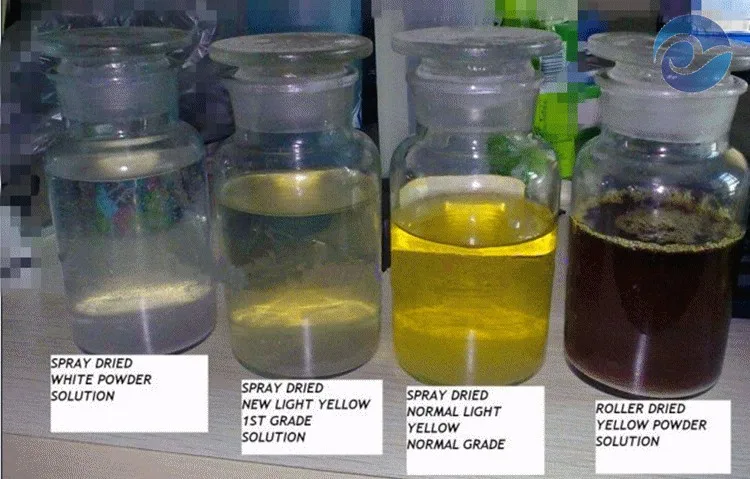
 Фильтрат может быть окрашен в желтый или оранжевый цвет, его выларивают почти досуха с очень небольшим количеством хлористого аммония: образование желтого осадка кристаллов октаэдрической системы доказывает присутствие платины. Фильтрат от осадка хлороплатината аммония, если он окрашен в коричневато-желтый цвет, содержит палладий, который идентифицируют чувствительной реакцией с диметилглиок-симом.
Фильтрат может быть окрашен в желтый или оранжевый цвет, его выларивают почти досуха с очень небольшим количеством хлористого аммония: образование желтого осадка кристаллов октаэдрической системы доказывает присутствие платины. Фильтрат от осадка хлороплатината аммония, если он окрашен в коричневато-желтый цвет, содержит палладий, который идентифицируют чувствительной реакцией с диметилглиок-симом.




 nh
nh  д.
д.


 Иногда миграцию серебра можно наблюдать и без облучения. Этот эффект сильно затрудняет повторное исследование ранее обследованных участков после некоторого времени хранения. В обоих случаях обработка хлоридом золота после усиления серебром достаточна для полной защиты золотых маркеров размером 1 нм, усиленных серебром. Обработка хлоридом золота является частью так называемой процедуры «золотого тонирования», которая представляет собой метод, используемый для замены и/или покрытия серебра слоем золота. Его можно применять в экспериментах с ПЭМ и СЭМ. Серьезным недостатком является то, что обработка хлоридом золота немного уменьшает размер как неусиленных, так и усиленных серебром золотых частиц и может привести к дезинтеграции серебряно-золотых частиц. Таким образом, этот метод полезен для предварительного встраивания IEM, экспериментов по маркировке (смолы) и сверхтонких криосрезов. Однако он кажется непригодным для исследований с двойной маркировкой с использованием золота разной крупности, для экспериментов по количественному анализу и в СЭМ.
Иногда миграцию серебра можно наблюдать и без облучения. Этот эффект сильно затрудняет повторное исследование ранее обследованных участков после некоторого времени хранения. В обоих случаях обработка хлоридом золота после усиления серебром достаточна для полной защиты золотых маркеров размером 1 нм, усиленных серебром. Обработка хлоридом золота является частью так называемой процедуры «золотого тонирования», которая представляет собой метод, используемый для замены и/или покрытия серебра слоем золота. Его можно применять в экспериментах с ПЭМ и СЭМ. Серьезным недостатком является то, что обработка хлоридом золота немного уменьшает размер как неусиленных, так и усиленных серебром золотых частиц и может привести к дезинтеграции серебряно-золотых частиц. Таким образом, этот метод полезен для предварительного встраивания IEM, экспериментов по маркировке (смолы) и сверхтонких криосрезов. Однако он кажется непригодным для исследований с двойной маркировкой с использованием золота разной крупности, для экспериментов по количественному анализу и в СЭМ.

 дои: 10.1177/002215540004800407.
дои: 10.1177/002215540004800407.

 net
net Киев
Киев Киев
Киев 14 €
14 € 24 €
24 € 13 €
13 € 66 €
66 €
 специальная сталь lõikeotsaga puhastusfrees для труб с диаметром 35-13 mm. подходит медь- и Стальные трубы. Plastpidemega.
специальная сталь lõikeotsaga puhastusfrees для труб с диаметром 35-13 mm. подходит медь- и Стальные трубы. Plastpidemega.  88 €
88 € 42 €
42 €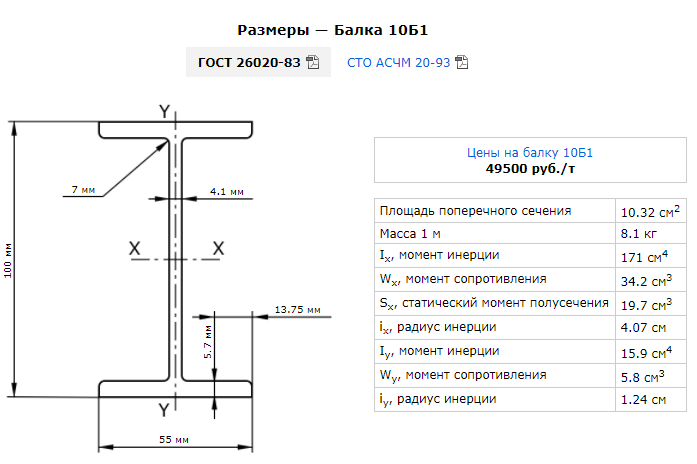
 В соответствии с ГОСТ допускаются отклонения по каждой величине, которые в сумме могут дать до 6% увеличения фактического веса балки.
В соответствии с ГОСТ допускаются отклонения по каждой величине, которые в сумме могут дать до 6% увеличения фактического веса балки.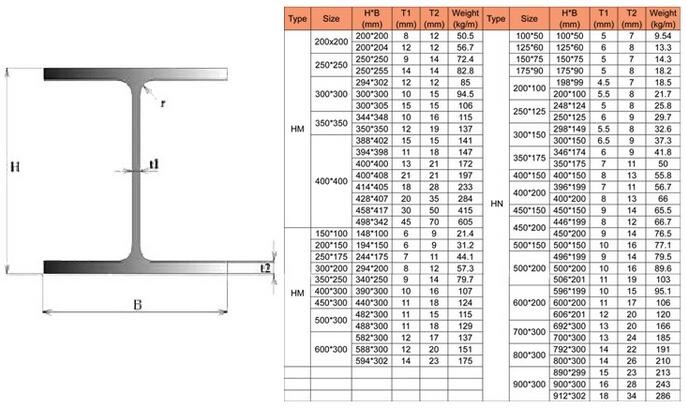
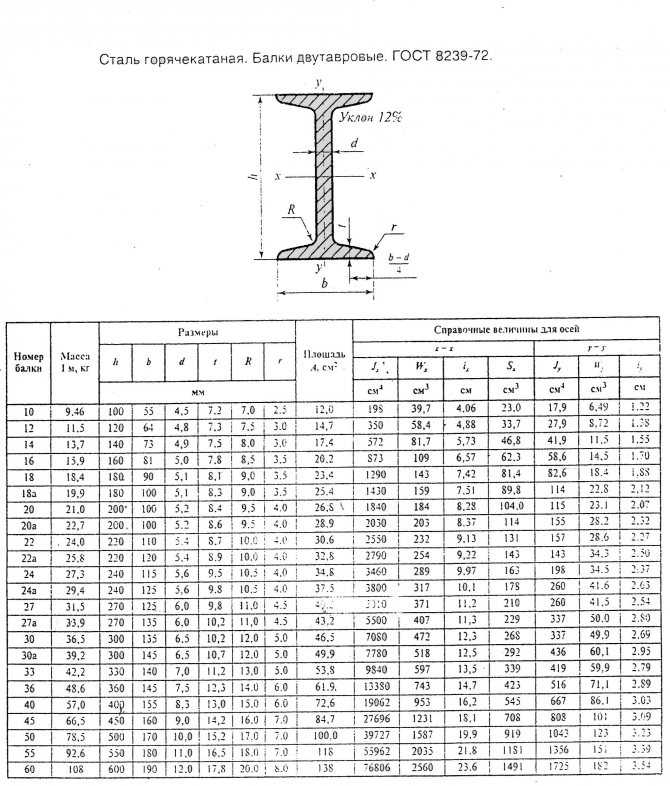 (мм)
(мм)  8
8 4
4 8
8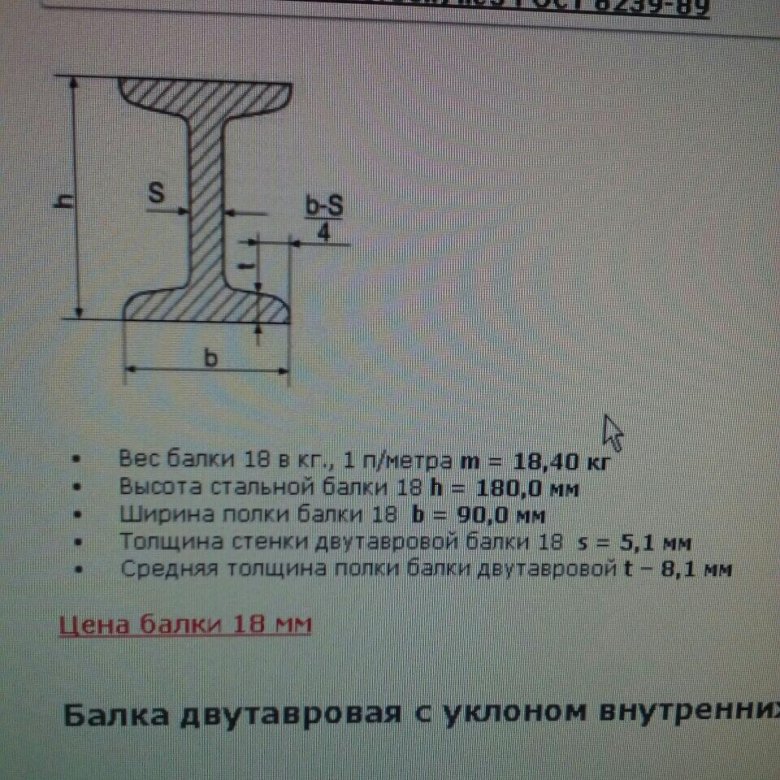 8
8 1
1 0
0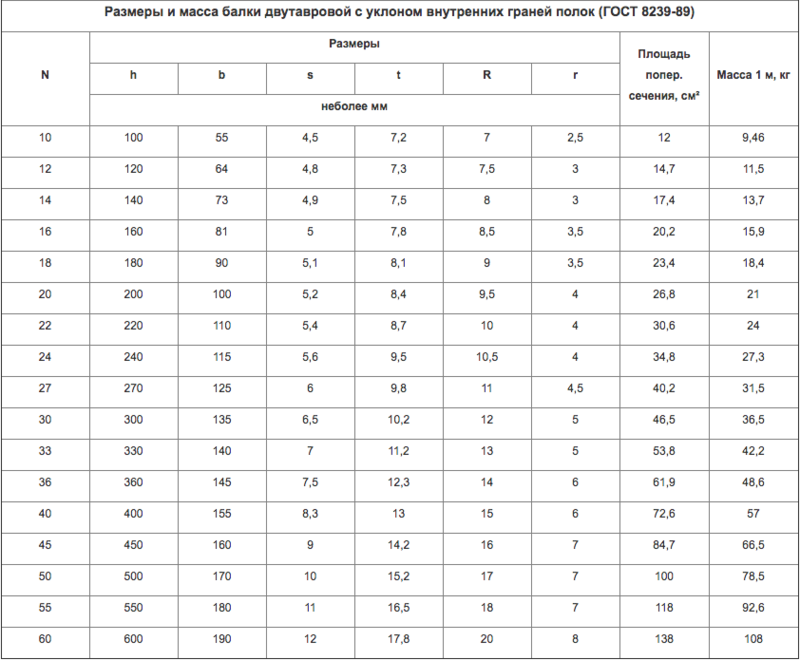 3
3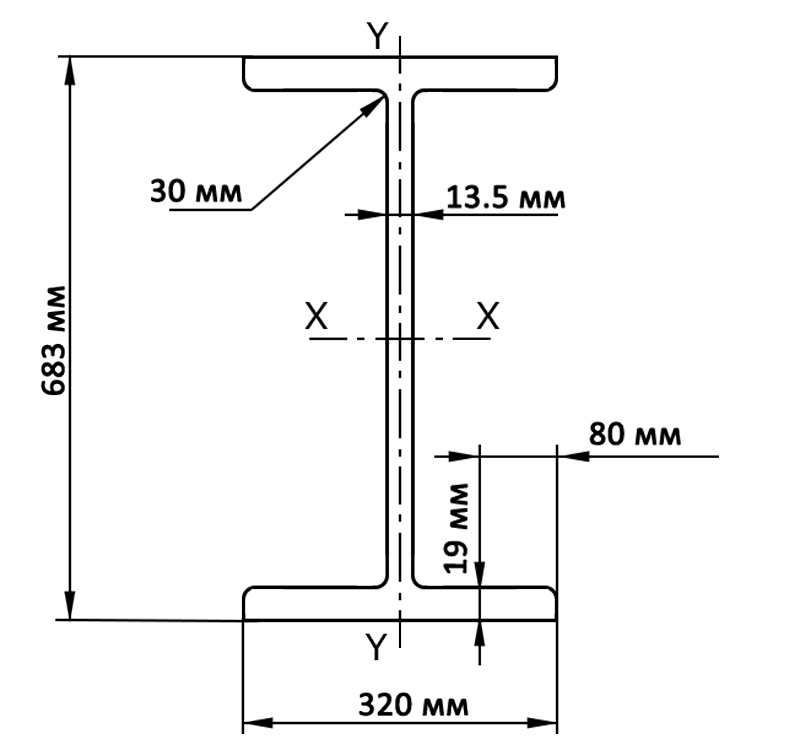 3
3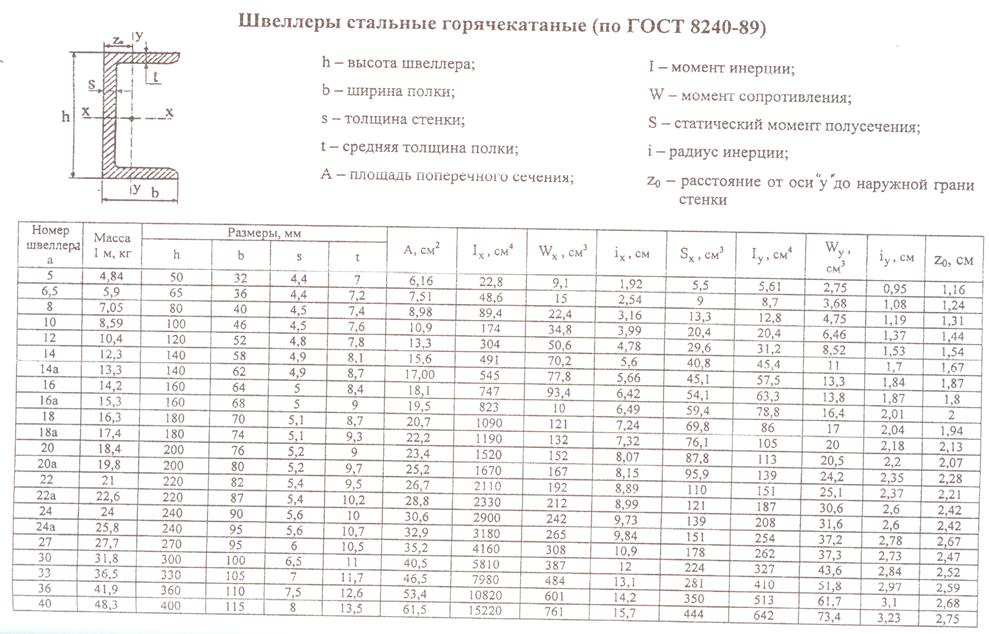 1
1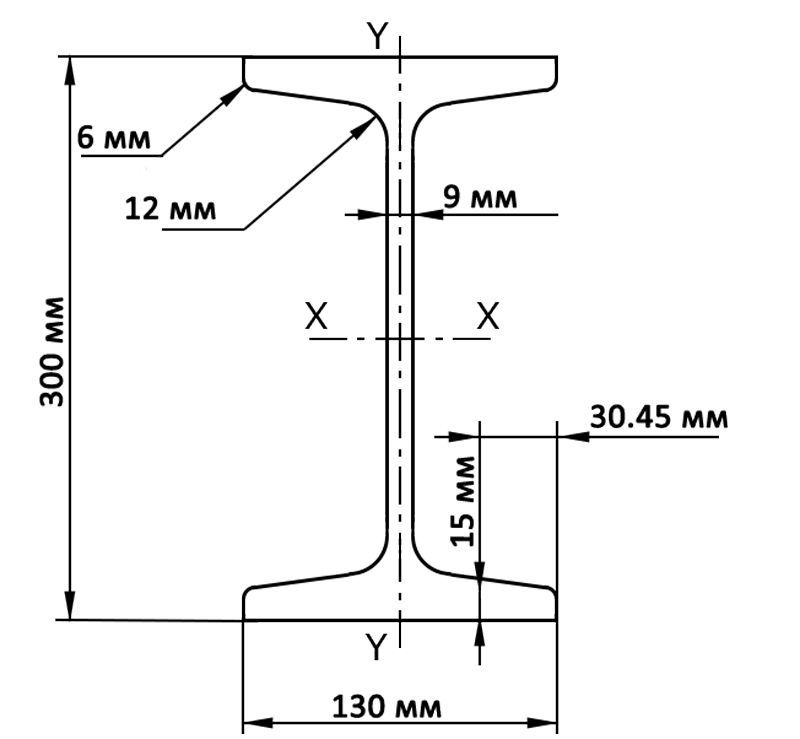 6
6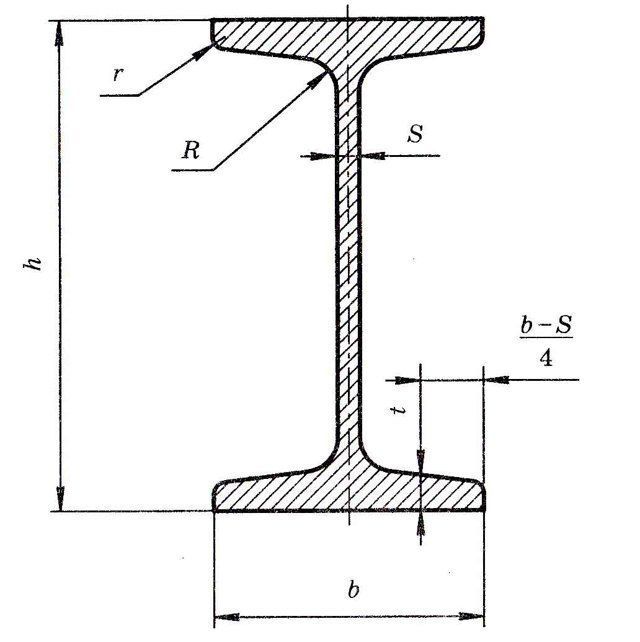 7
7 4
4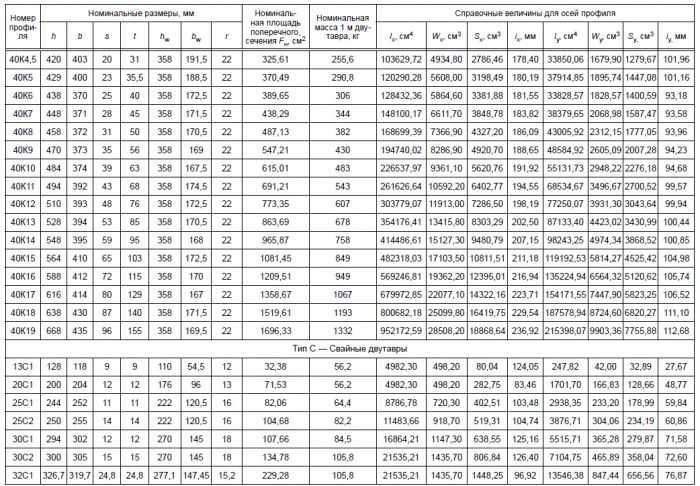 6
6 5
5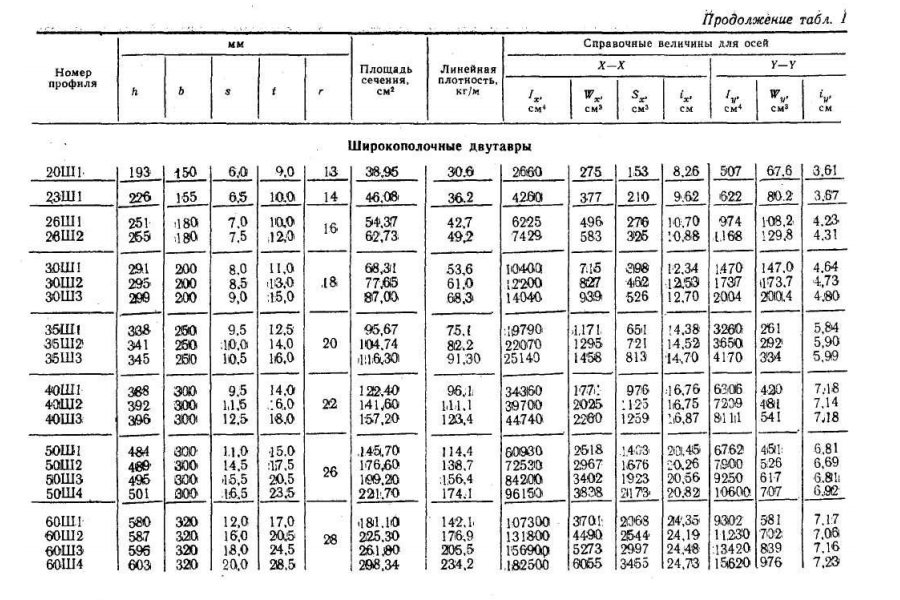 8
8 9
9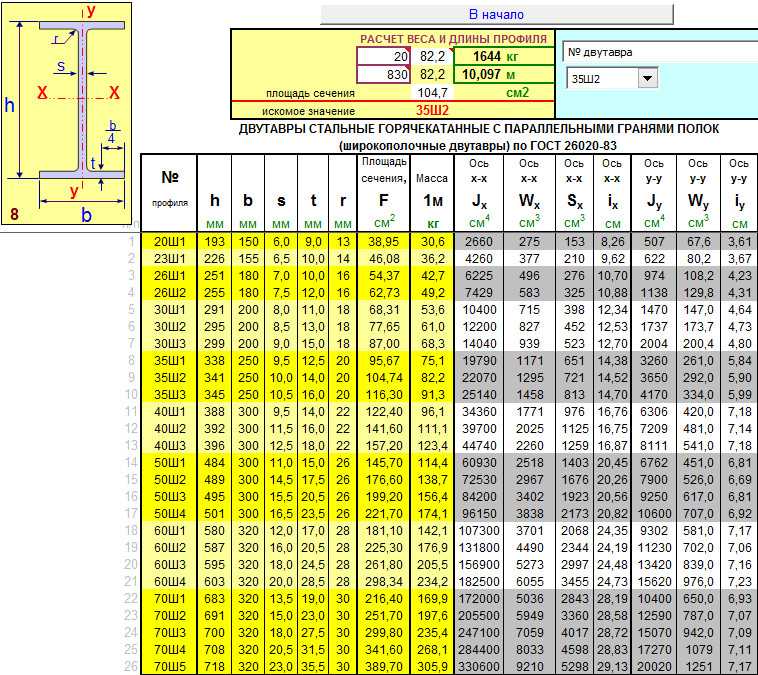 9
9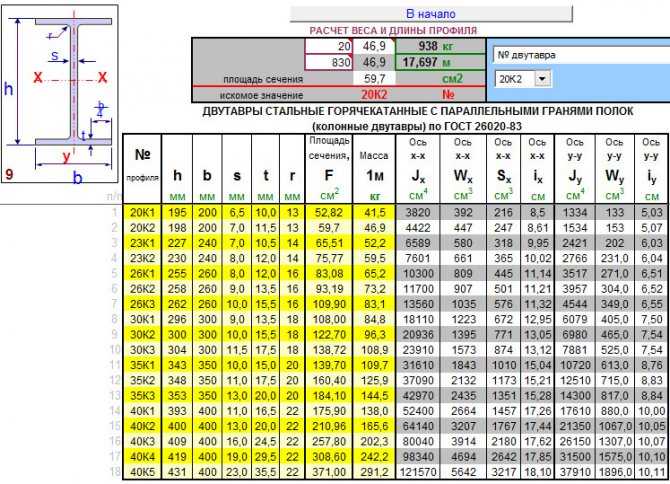 6
6 6
6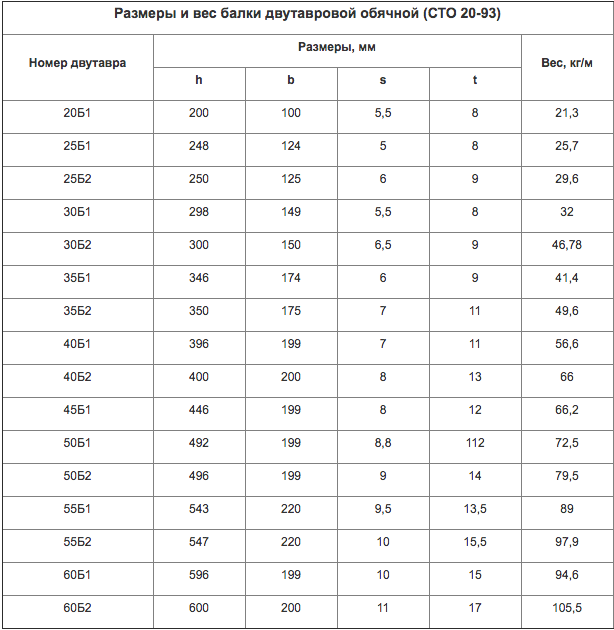
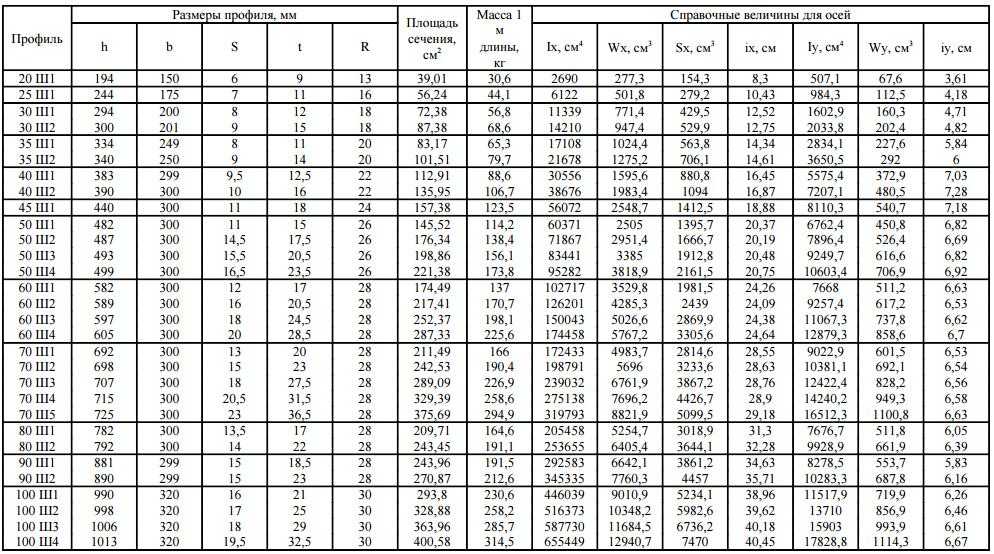


 Для очистки покрытия достаточно протереть изделие ватным диском, смоченным в спирте. Это совершенно безопасно для позолоты. Также улучшить внешний вид украшений поможет нашатырный спирт или мыльный раствор (на 1 л тёплой воды достаточно чайной ложки средства для мытья посуды и нескольких капель нашатыря). Подержите украшения в растворе не дольше получаса, а затем промойте водой и протрите мягкой тканью.
Для очистки покрытия достаточно протереть изделие ватным диском, смоченным в спирте. Это совершенно безопасно для позолоты. Также улучшить внешний вид украшений поможет нашатырный спирт или мыльный раствор (на 1 л тёплой воды достаточно чайной ложки средства для мытья посуды и нескольких капель нашатыря). Подержите украшения в растворе не дольше получаса, а затем промойте водой и протрите мягкой тканью. Обычно берут драгоценный металл 999 пробы. В качестве своеобразной «прослойки» между серебром и золотом наносится тончайший слой палладия. А поверх золота идет последний слой для дополнительной защиты изделия.
Обычно берут драгоценный металл 999 пробы. В качестве своеобразной «прослойки» между серебром и золотом наносится тончайший слой палладия. А поверх золота идет последний слой для дополнительной защиты изделия.  Однако пары ртути весьма опасны для здоровья, поэтому данный метод использовался куда реже.
Однако пары ртути весьма опасны для здоровья, поэтому данный метод использовался куда реже.  18
18 de
de
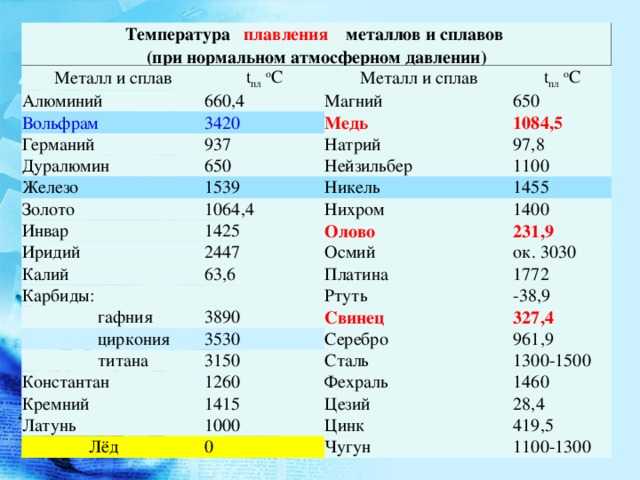 ). Екатеринбург: ИМЕТ УрО РАН, 2012. С. 216—222.
). Екатеринбург: ИМЕТ УрО РАН, 2012. С. 216—222.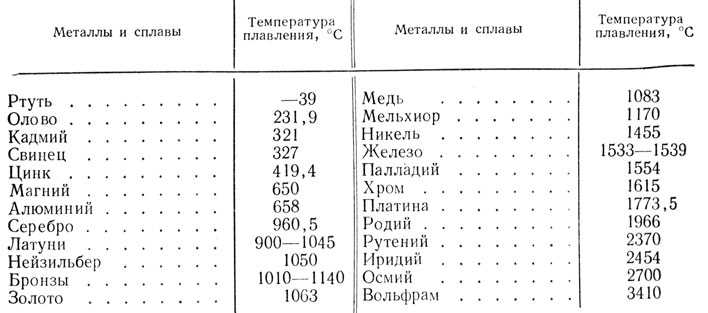 Фекличев В.Г. Диагностические константы минералов: Справочник. М.: Недра, 1989.
Фекличев В.Г. Диагностические константы минералов: Справочник. М.: Недра, 1989. Из него делают небольшие детали, используют в ремонтных работах. Переплавить лом можно самостоятельно в гараже, хозяйственной постройке или на собственной кухне. Специалисты подскажут, как расплавить медь в кустарных условиях. Технология несложная, главное при расплавлении учитывать физические свойства меди и сплавов.
Из него делают небольшие детали, используют в ремонтных работах. Переплавить лом можно самостоятельно в гараже, хозяйственной постройке или на собственной кухне. Специалисты подскажут, как расплавить медь в кустарных условиях. Технология несложная, главное при расплавлении учитывать физические свойства меди и сплавов.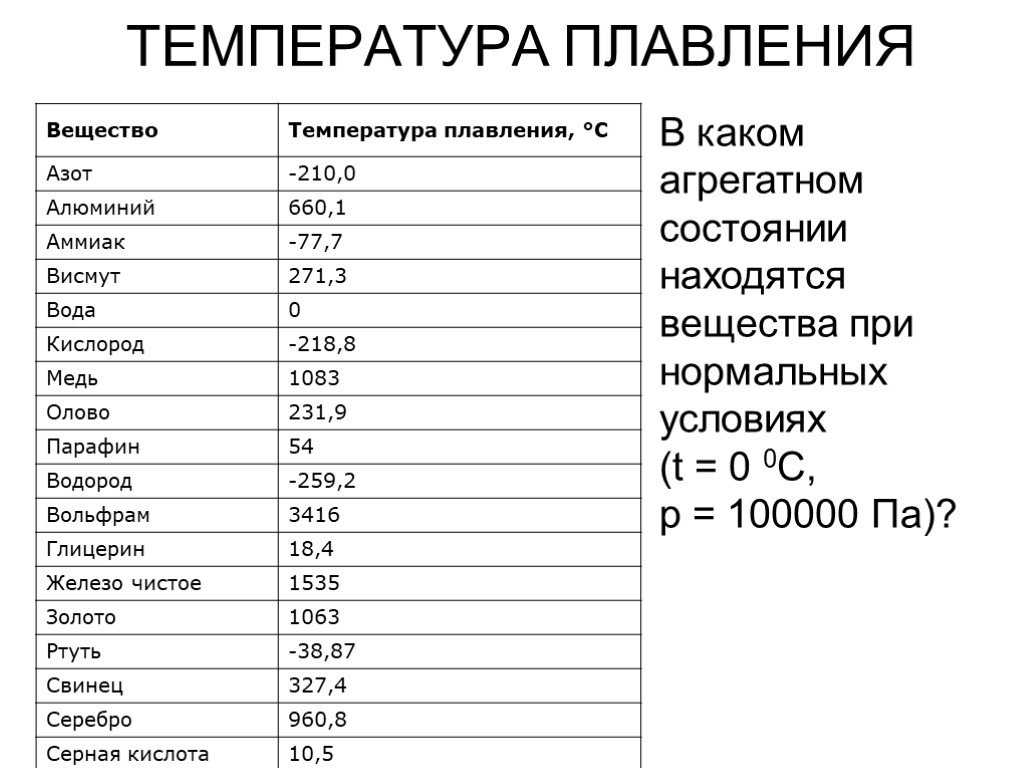

 В ходе термической обработки в результате процессов окисления количественное содержание этого элемента уменьшается.
В ходе термической обработки в результате процессов окисления количественное содержание этого элемента уменьшается.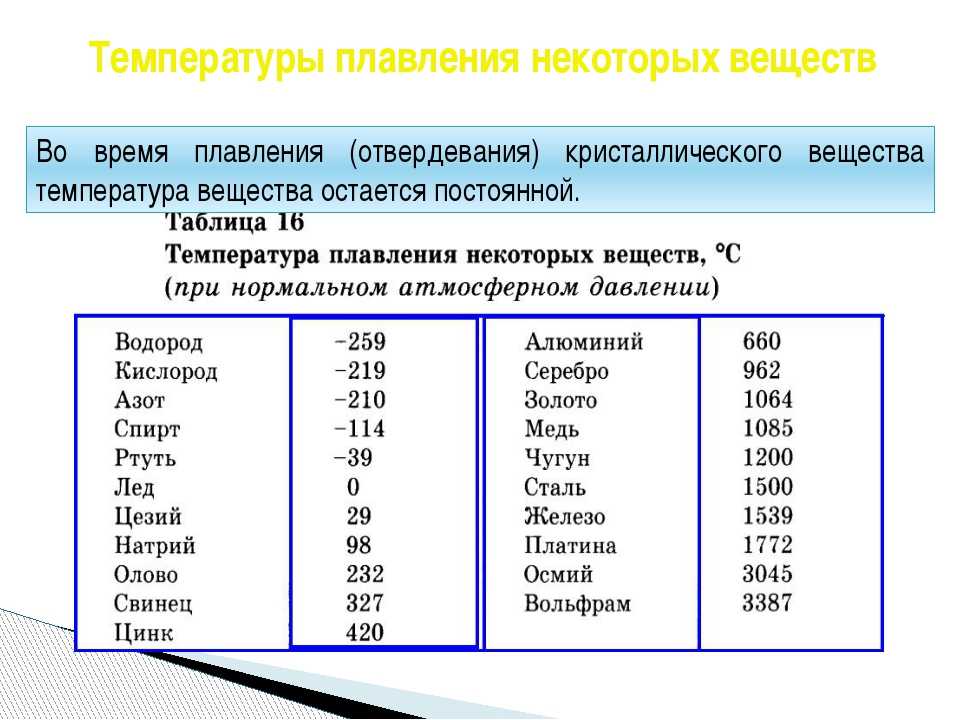 Содержание его не должно превышать 0,05% от массы меди.
Содержание его не должно превышать 0,05% от массы меди.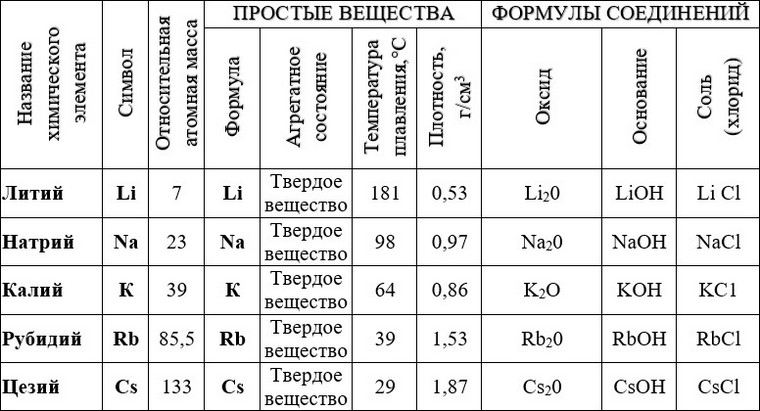 Такие сплавы повышают эксплуатационные свойства изделий, обозначаются также буквой «Л», но с прибавлением цифр.
Такие сплавы повышают эксплуатационные свойства изделий, обозначаются также буквой «Л», но с прибавлением цифр.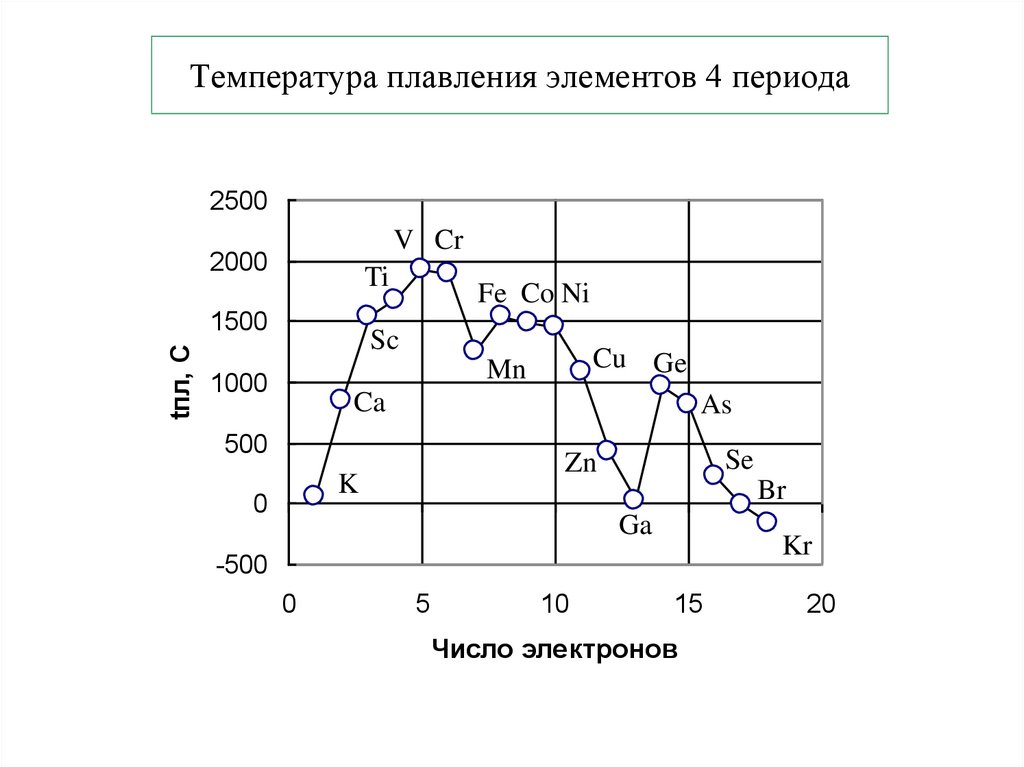 Данный факт подтверждается найденными материалами при археологических раскопках. Состав бронзы изначально был богат оловом.
Данный факт подтверждается найденными материалами при археологических раскопках. Состав бронзы изначально был богат оловом.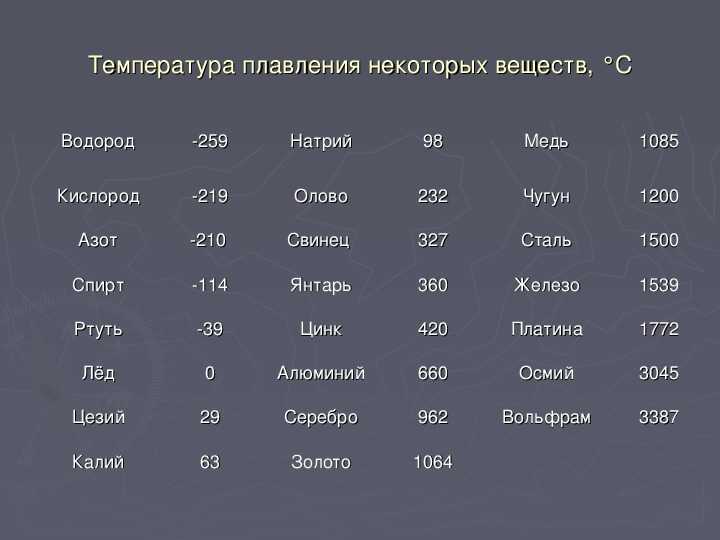 Последовательность получения бронзы:
Последовательность получения бронзы:
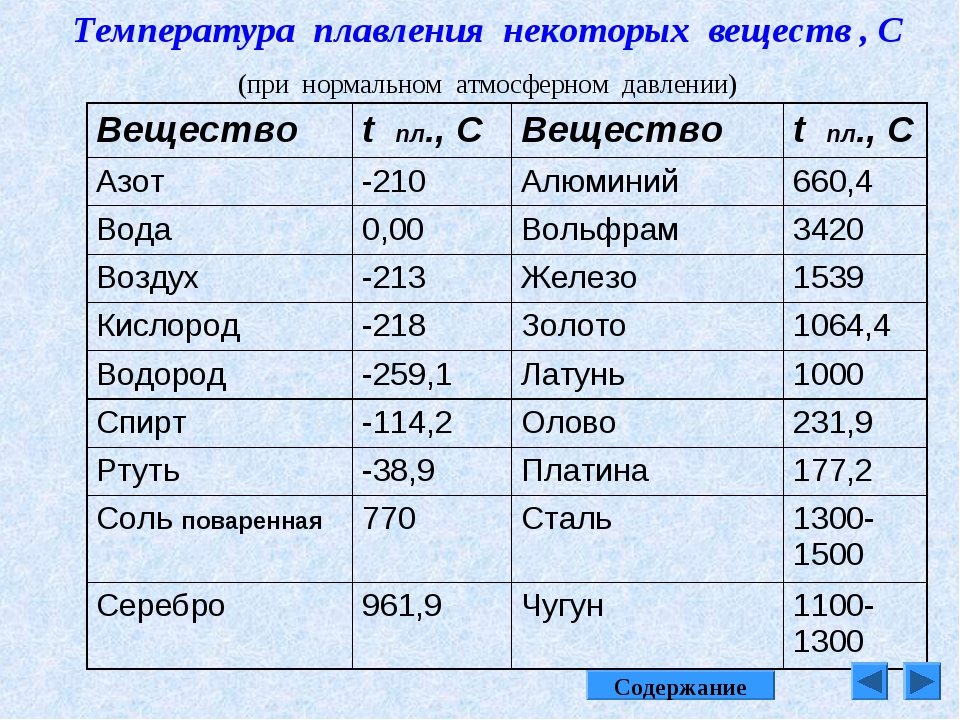 Однако для расчетов гораздо правильнее использовать удельный вес. Этот показатель очень важен для производства изделий из меди или любых других металлов, но применим больше к сплавам. Он выражается отношением массы меди к объему всего сплава.
Однако для расчетов гораздо правильнее использовать удельный вес. Этот показатель очень важен для производства изделий из меди или любых других металлов, но применим больше к сплавам. Он выражается отношением массы меди к объему всего сплава.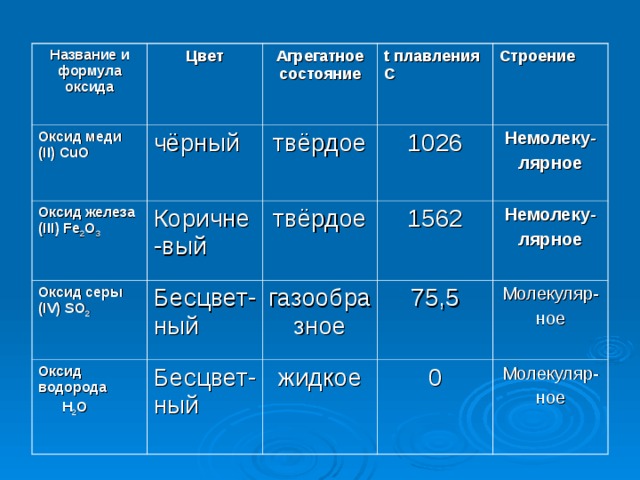
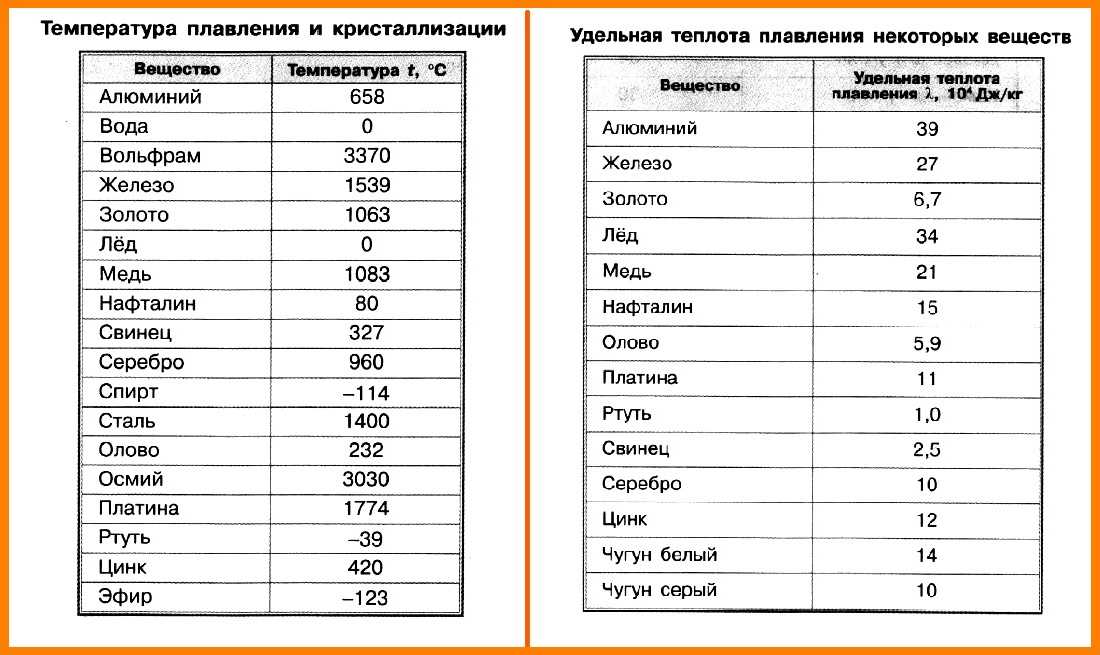 Этого добиваются следующими методами:
Этого добиваются следующими методами:
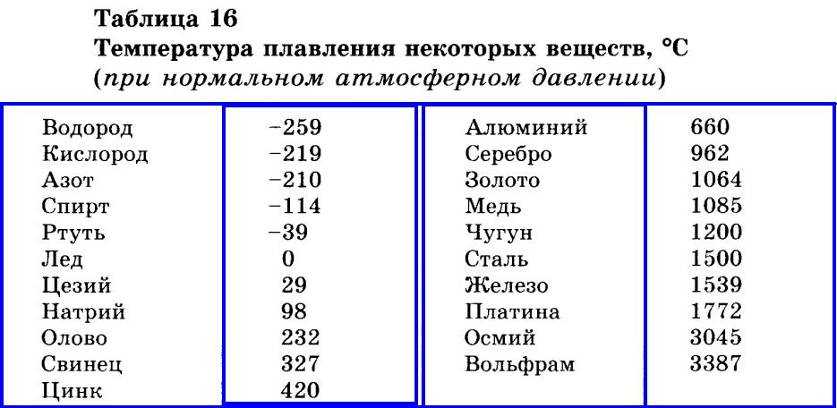
 КУ1-С-05-И
КУ1-С-05-И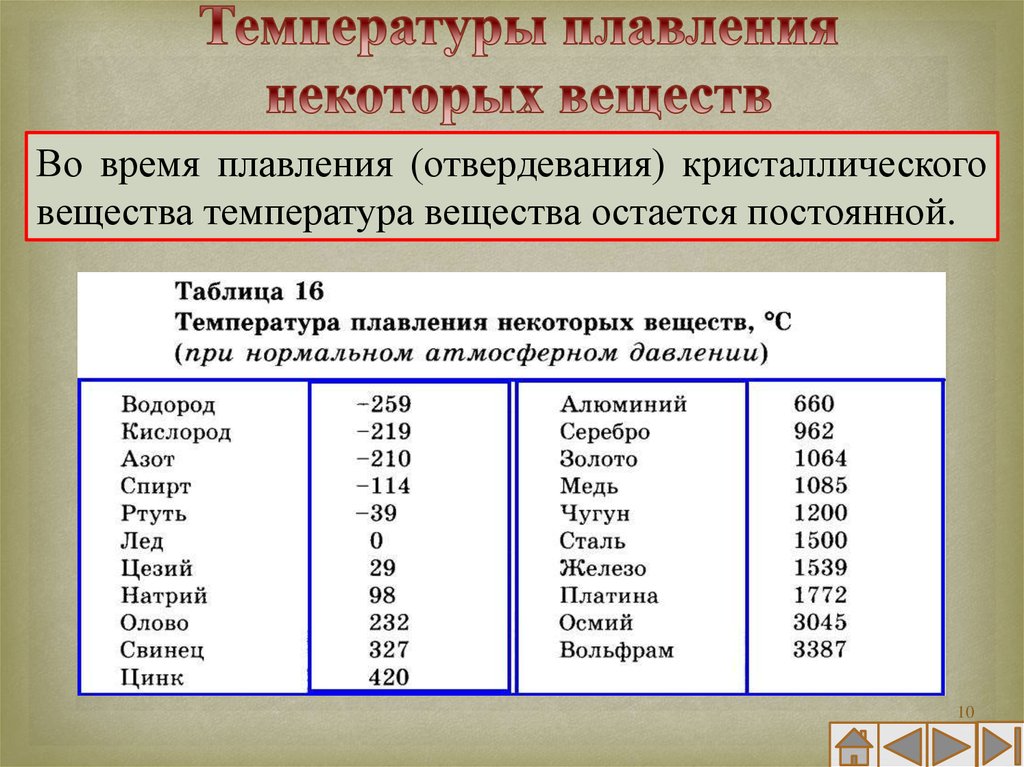 СОСТАВ/ИНФОРМАЦИЯ О КОМПОНЕНТАХ
СОСТАВ/ИНФОРМАЦИЯ О КОМПОНЕНТАХ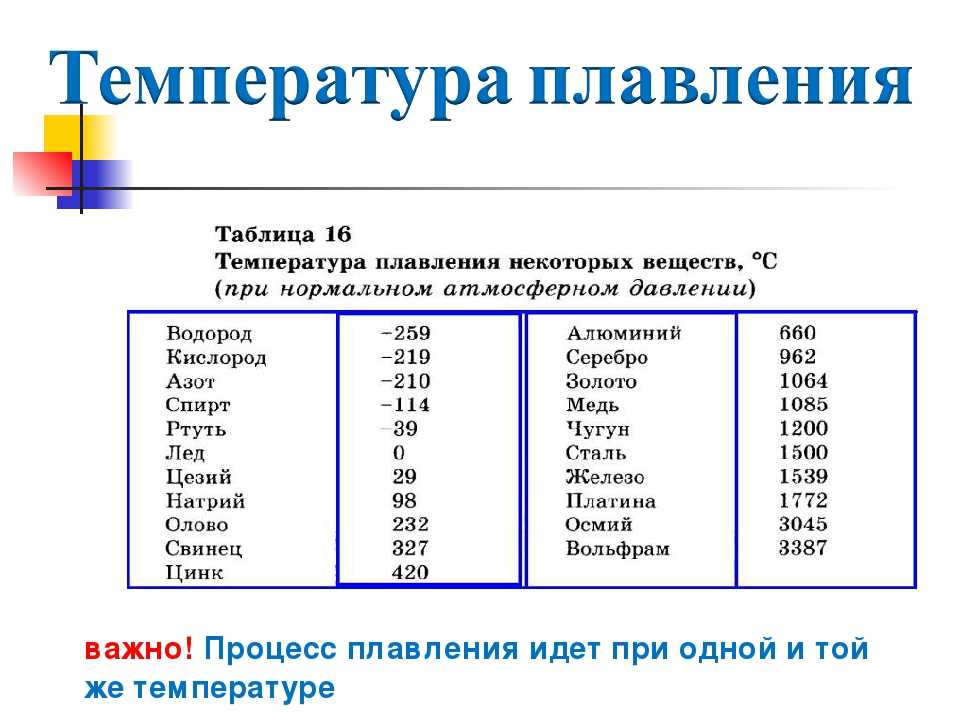 МЕРЫ ПОЖАРОТУШЕНИЯ
МЕРЫ ПОЖАРОТУШЕНИЯ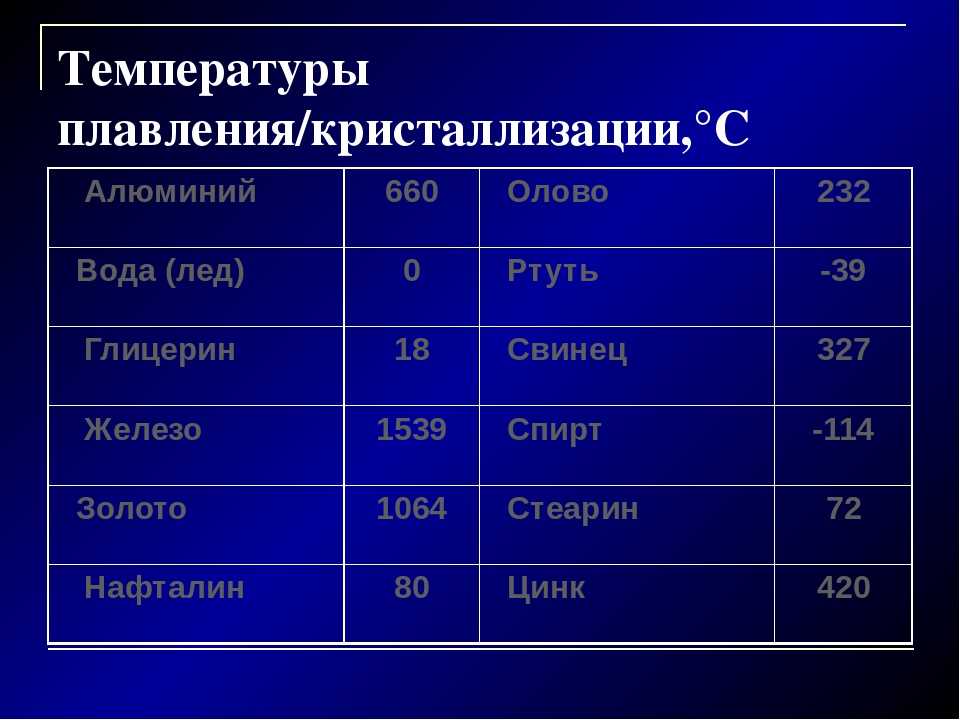
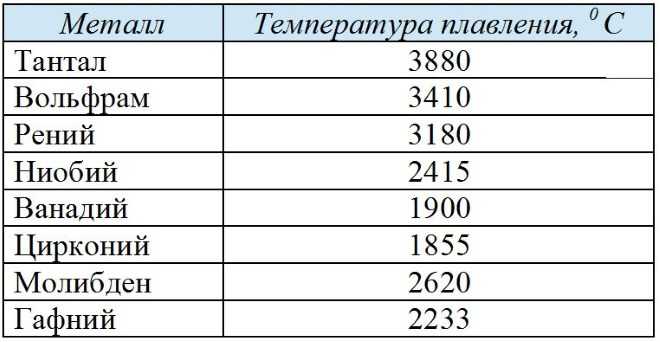

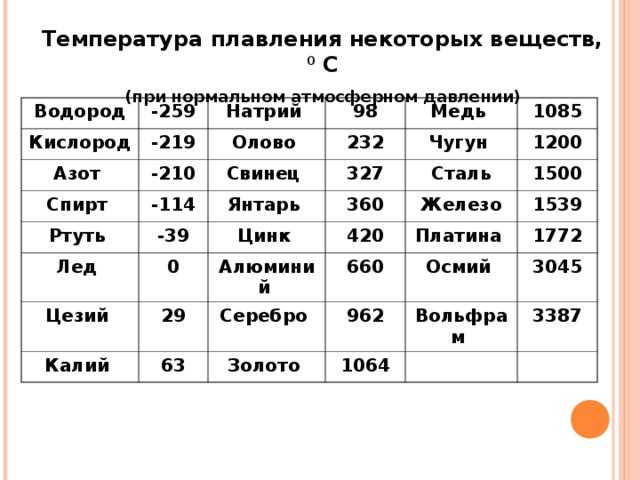 2012 °F)
2012 °F) 
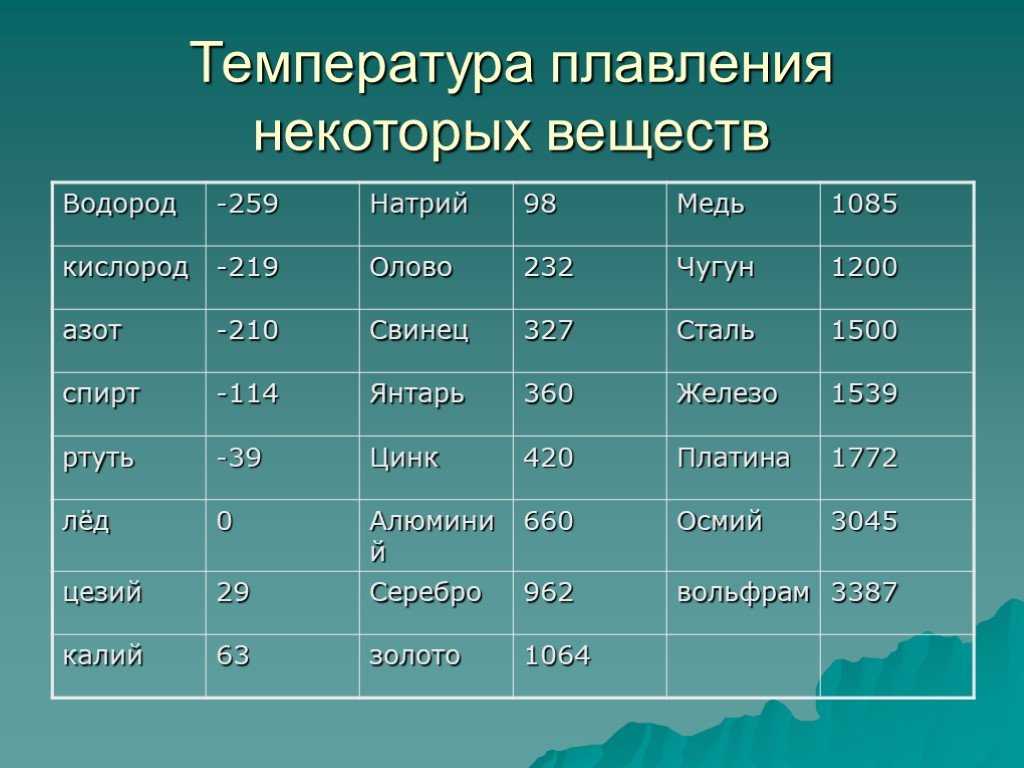
 РЕКОМЕНДАЦИИ ПО УТИЛИЗАЦИИ
РЕКОМЕНДАЦИИ ПО УТИЛИЗАЦИИ




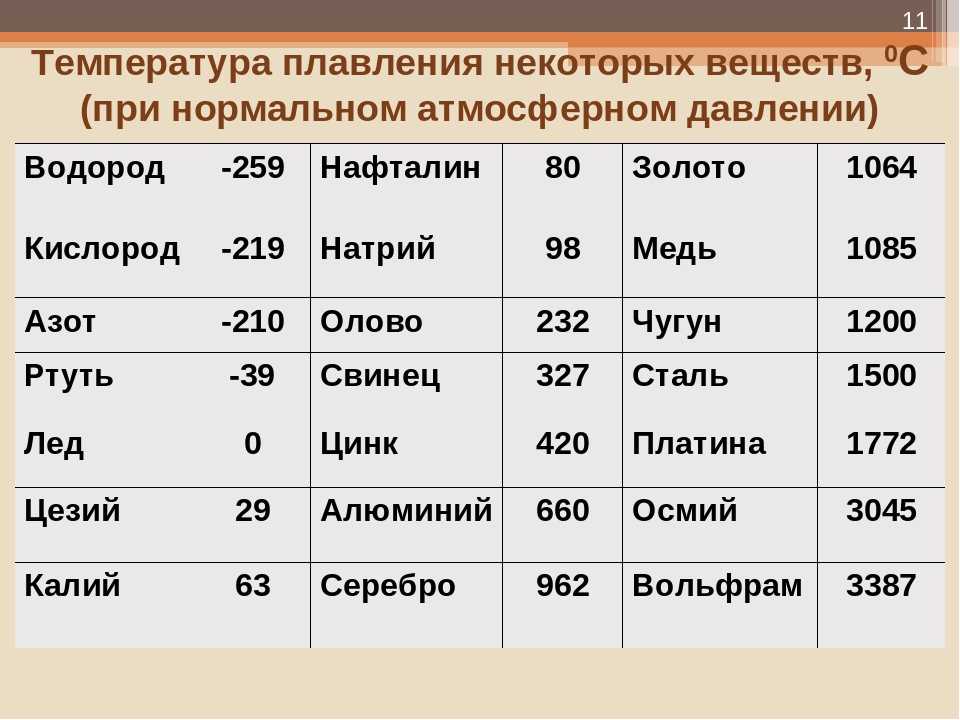
 Аппараты серии ПН выводят установленное значение сварочного тока на цифровой дисплей, что позволяет более точно устанавливать требуемый сварочный ток
Аппараты серии ПН выводят установленное значение сварочного тока на цифровой дисплей, что позволяет более точно устанавливать требуемый сварочный ток Индикатор загорается на несколько секунд при включении САИ и при перегревании прибора (в это время аппаратом не получится варить, т.к. плата должна охладиться до нужной температуры)и выключается после его остывания до рабочей температуры
Индикатор загорается на несколько секунд при включении САИ и при перегревании прибора (в это время аппаратом не получится варить, т.к. плата должна охладиться до нужной температуры)и выключается после его остывания до рабочей температуры Для регулирования сварочного тока используется широтно-импульсная модуляция.
Для регулирования сварочного тока используется широтно-импульсная модуляция.
 Все сварочные аппараты серии САИ оснащены данной функцией.
Все сварочные аппараты серии САИ оснащены данной функцией. Это означает, что 70% от 10-минутного интервала (то есть 7 минут) аппарат может непрерывно варить, не отрывая дуги на указанном токе, а остальные 3 минуты он должен «отдыхать» на холостом ходу, при этом нельзя выключать аппарат из сети, что бы работало принудительное охлаждение (вентилятор).
Это означает, что 70% от 10-минутного интервала (то есть 7 минут) аппарат может непрерывно варить, не отрывая дуги на указанном токе, а остальные 3 минуты он должен «отдыхать» на холостом ходу, при этом нельзя выключать аппарат из сети, что бы работало принудительное охлаждение (вентилятор).
 При сравнении с САИ-250 (брал у товарища попользоваться на время) мой данный аппарат САИ 250 ПН варит лучше и варить удобнее из-за вышеперечисленных функций.
При сравнении с САИ-250 (брал у товарища попользоваться на время) мой данный аппарат САИ 250 ПН варит лучше и варить удобнее из-за вышеперечисленных функций. 07.2018
07.2018
 Электрододержатель тоже через пару месяцев ослаб и стал хуже держать электрод.
Электрододержатель тоже через пару месяцев ослаб и стал хуже держать электрод. 25 грн
25 грн Павлоград
Павлоград Ровно
Ровно 50 грн
50 грн



 ..
.. ..
.. 60.00
60.00 00
00 60.76
60.76 3CM DIAMETER
3CM DIAMETER  12
12

 Компактный и мощный прибор для точной сварки Ресанта САИ 250, схема и его устройство знакомы многим специалистам.
Компактный и мощный прибор для точной сварки Ресанта САИ 250, схема и его устройство знакомы многим специалистам.




 Чтобы обходиться без ремонта длительное время, необходимо знать, какие действия и обстоятельства способны повредить устройство:
Чтобы обходиться без ремонта длительное время, необходимо знать, какие действия и обстоятельства способны повредить устройство:
 Требуется замена провода и соблюдение условий эксплуатации.
Требуется замена провода и соблюдение условий эксплуатации.
 Это касается повреждений внутренних элементов. Самостоятельный ремонт может включать:
Это касается повреждений внутренних элементов. Самостоятельный ремонт может включать: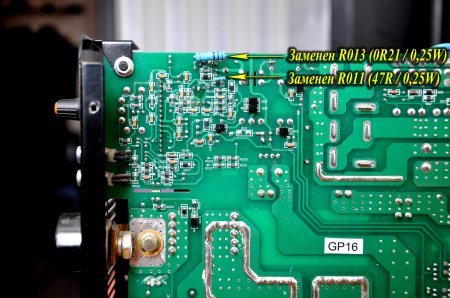 Через них на деталях может скапливаться пыль. Хранить инвертор следует в специальном кейсе или заводской упаковке производителя. Рядом с оборудованием запрещено размещать вещества, способные выделять кислотные и щелочные пары.
Через них на деталях может скапливаться пыль. Хранить инвертор следует в специальном кейсе или заводской упаковке производителя. Рядом с оборудованием запрещено размещать вещества, способные выделять кислотные и щелочные пары.
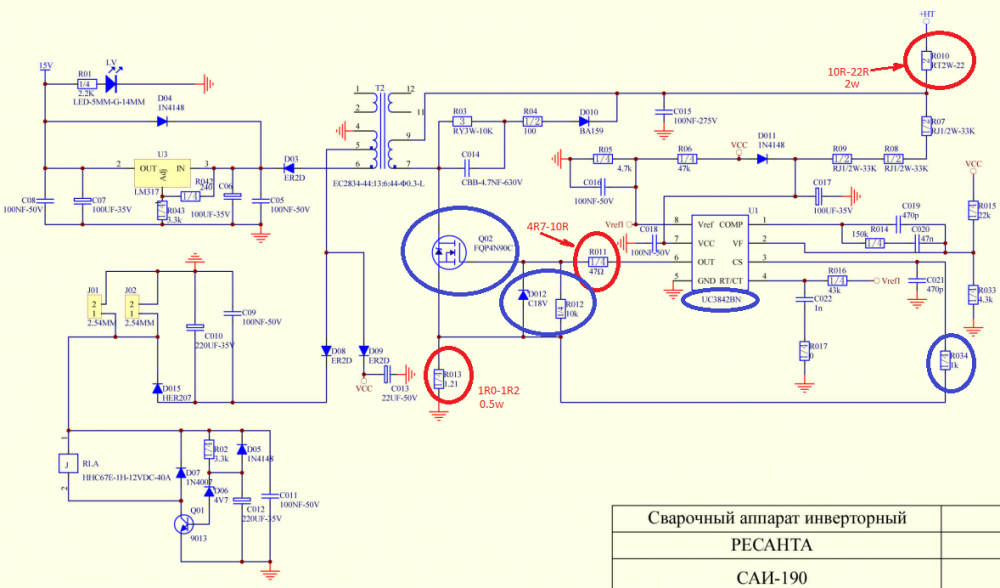


 Если перевернуть нижний выступ «вверх ногами», эти два выступа будут лучше подходить друг к другу.
Если перевернуть нижний выступ «вверх ногами», эти два выступа будут лучше подходить друг к другу.
 Это, однако, скорее всего, закончится тем, что вы поджарите проволоку.
Это, однако, скорее всего, закончится тем, что вы поджарите проволоку.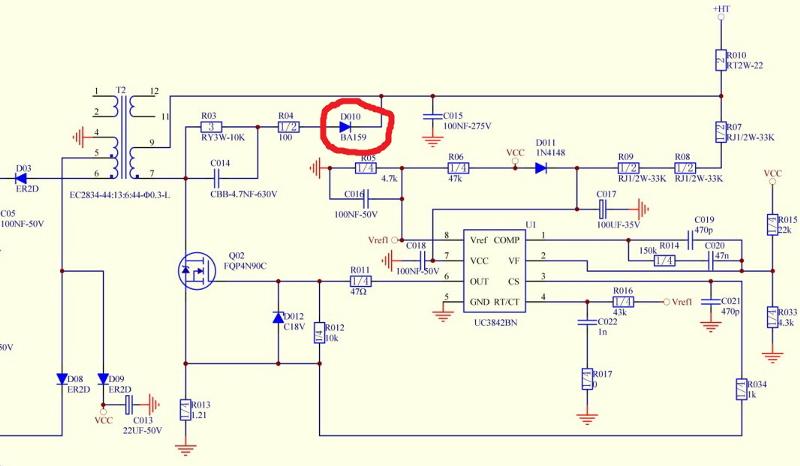


 youtube.com/embed/1Drehp4iRjo» frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/1Drehp4iRjo» frameborder=»0″ allowfullscreen=»»/> Ибо тайная сущность вещей не видна. Как правило, указанную на корпусе сварочного инвертора информацию, например ММА или ММА, большинство расценивает как пресловутую силу тока, а ведь зачастую — это далеко не так.
Ибо тайная сущность вещей не видна. Как правило, указанную на корпусе сварочного инвертора информацию, например ММА или ММА, большинство расценивает как пресловутую силу тока, а ведь зачастую — это далеко не так.
 Толщина металла, мм. Как видим инверторы с мощностью до Ампер вполне способны справится практически с любой бытовой задачей, а если основное назначение, это работа с электродом 3 мм и металлом толщиной до 4 мм, тогда вы вполне можете рассматривать недорогой сварочный инвертор, для таких задач его вполне хватит, даже если окажется что реальная выдача у него Ампер, вместо ти заявленных.
Толщина металла, мм. Как видим инверторы с мощностью до Ампер вполне способны справится практически с любой бытовой задачей, а если основное назначение, это работа с электродом 3 мм и металлом толщиной до 4 мм, тогда вы вполне можете рассматривать недорогой сварочный инвертор, для таких задач его вполне хватит, даже если окажется что реальная выдача у него Ампер, вместо ти заявленных. На инверторе написано Ампер, а по факту Здесь уместным будет вспомнить стихотворение рубаи с глубоким смыслом от Омара Хайяма: Все, что видим мы — видимость только одна.
На инверторе написано Ампер, а по факту Здесь уместным будет вспомнить стихотворение рубаи с глубоким смыслом от Омара Хайяма: Все, что видим мы — видимость только одна.
 Так уж сложилось, что украинский потребитель отдает предпочтение инструментам по-мощнее. И сегодня этим активно пользуется большинство производителей. В этой статье мы хотим разобраться с указанной и реальной силой тока сварочных инверторов, рассказать, какие маркетинговые ходы используют производители, что бы вы отдали предпочтение именно их товару, а так же мы попробуем подсказать, какая реальная сила тока в сварочном инверторе потребуется, в зависимости от поставленных задач и условий работы сварочного аппарата. Здесь уместным будет вспомнить стихотворение рубаи с глубоким смыслом от Омара Хайяма:. Все, что видим мы — видимость только одна. Далеко от поверхности моря до дна.
Так уж сложилось, что украинский потребитель отдает предпочтение инструментам по-мощнее. И сегодня этим активно пользуется большинство производителей. В этой статье мы хотим разобраться с указанной и реальной силой тока сварочных инверторов, рассказать, какие маркетинговые ходы используют производители, что бы вы отдали предпочтение именно их товару, а так же мы попробуем подсказать, какая реальная сила тока в сварочном инверторе потребуется, в зависимости от поставленных задач и условий работы сварочного аппарата. Здесь уместным будет вспомнить стихотворение рубаи с глубоким смыслом от Омара Хайяма:. Все, что видим мы — видимость только одна. Далеко от поверхности моря до дна. Как и любое другое оборудование, данные аппараты могут выходить из строя по причине неправильной эксплуатации или из-за конструктивных недоработок. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре. Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети В , так и от трехфазной В. Единственное, что нужно учитывать при подключении аппарата к бытовой сети — это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет. Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр.
Как и любое другое оборудование, данные аппараты могут выходить из строя по причине неправильной эксплуатации или из-за конструктивных недоработок. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре. Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети В , так и от трехфазной В. Единственное, что нужно учитывать при подключении аппарата к бытовой сети — это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет. Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр. Что нового Новые сообщения.
Что нового Новые сообщения. Причиной может быть: пробитый диодный мост, короткое замыкание питающих электролитических конденсаторов, выход из строя силовых IGBT-транзисторов. Причиной этого дефекта может быть, выход из строя силовых транзисторов или обрыв токоограничивающих резисторов обвязки, плохой контакт или обрыв дороже Шим контроллера. Причиной этого дефекта может быть, разрушение или обрыв переменного резистора чаще всего или обрыв обратной связи с Шим контроллером регулировки выходного тока. Возможно выход из строя силовых IGBT-транзисторов, или выход из строя выходных выпрямительных диодов. А также плохой контакт или обрыв выходных клемм.
Причиной может быть: пробитый диодный мост, короткое замыкание питающих электролитических конденсаторов, выход из строя силовых IGBT-транзисторов. Причиной этого дефекта может быть, выход из строя силовых транзисторов или обрыв токоограничивающих резисторов обвязки, плохой контакт или обрыв дороже Шим контроллера. Причиной этого дефекта может быть, разрушение или обрыв переменного резистора чаще всего или обрыв обратной связи с Шим контроллером регулировки выходного тока. Возможно выход из строя силовых IGBT-транзисторов, или выход из строя выходных выпрямительных диодов. А также плохой контакт или обрыв выходных клемм. Сварочный инвертор Ресанта САИ Не регулируется ток сварки. Крупнейшее в Китае предприятие по производству прототипов печатных плат, более , клиентов и более 10, онлайн-заказов ежедневно. А схема субмодуля подкл. Судя по приложению VR рег тока завязан на него
Сварочный инвертор Ресанта САИ Не регулируется ток сварки. Крупнейшее в Китае предприятие по производству прототипов печатных плат, более , клиентов и более 10, онлайн-заказов ежедневно. А схема субмодуля подкл. Судя по приложению VR рег тока завязан на него Уроки, книги, видео. Профессиональное обучение и развитие.
Уроки, книги, видео. Профессиональное обучение и развитие. Оборудование генерирует разряд, но при этом не разгорается электрическая дуга. Точнее она поджигается на очень короткий промежуток времени и сразу гаснет. Существует несколько объяснений такой поломке.
Оборудование генерирует разряд, но при этом не разгорается электрическая дуга. Точнее она поджигается на очень короткий промежуток времени и сразу гаснет. Существует несколько объяснений такой поломке. Причин подобной неполадки может быть очень много, а найти их методом перебора очень сложно. Проведя диагностику, специалисты смогут быстро определить поломку и предложить варианты ее устранения.
Причин подобной неполадки может быть очень много, а найти их методом перебора очень сложно. Проведя диагностику, специалисты смогут быстро определить поломку и предложить варианты ее устранения. Но бывают случаи, когда она не срабатывает. Инвертер остается включенным, но не работает. Решение проблемы не представляет никакой сложности. Достаточно отключить аппарат на полчаса. За этот период времени он остынет, придет в норму и можно будет продолжить работу.
Но бывают случаи, когда она не срабатывает. Инвертер остается включенным, но не работает. Решение проблемы не представляет никакой сложности. Достаточно отключить аппарат на полчаса. За этот период времени он остынет, придет в норму и можно будет продолжить работу.
 Нужно снять корпус и внимательно проверить все визуально. Чтобы продиагностировать регулятор, нужно проверить сварочный аппарат мультиметром.
Нужно снять корпус и внимательно проверить все визуально. Чтобы продиагностировать регулятор, нужно проверить сварочный аппарат мультиметром. Но иногда напряжение опускается настолько низко, что даже такие инвертеры не могут функционировать в обычном режиме. В корне решить проблему поможет приобретение стабилизатора напряжения.
Но иногда напряжение опускается настолько низко, что даже такие инвертеры не могут функционировать в обычном режиме. В корне решить проблему поможет приобретение стабилизатора напряжения. Нежелательно диагностировать оборудование в таком случае самостоятельно. Желательно обратиться в сервисный центр, чтобы не усугубить ситуацию. Устранение неисправности требует большого опыта в ремонте сварочных аппаратом и понимание всех нюансов работы данной модели.
Нежелательно диагностировать оборудование в таком случае самостоятельно. Желательно обратиться в сервисный центр, чтобы не усугубить ситуацию. Устранение неисправности требует большого опыта в ремонте сварочных аппаратом и понимание всех нюансов работы данной модели. Потребуется мультиметр. С его помощью проверяются все компоненты платы. В обязательном порядке диагностируются транзисторы и печатные проводники. Обгоревшие участки или обрывы цепи должны быть устранены. Параллельно проверяются все контакты на плате. Если требуется, то они зачищаются обыкновенным канцелярским ластиком.
Потребуется мультиметр. С его помощью проверяются все компоненты платы. В обязательном порядке диагностируются транзисторы и печатные проводники. Обгоревшие участки или обрывы цепи должны быть устранены. Параллельно проверяются все контакты на плате. Если требуется, то они зачищаются обыкновенным канцелярским ластиком. Без навыков ремонта делать серьезные манипуляции не стоит. Лучше отнести аппарат в сервисный центр. При устранении неисправности важно соблюдать технику безопасности. И еще. Если стоимость сварочного аппарата составляет 50-70 долларов, то не всегда стоит заниматься его ремонтом. Иногда проще и дешевле купить такой же самый новый.
Без навыков ремонта делать серьезные манипуляции не стоит. Лучше отнести аппарат в сервисный центр. При устранении неисправности важно соблюдать технику безопасности. И еще. Если стоимость сварочного аппарата составляет 50-70 долларов, то не всегда стоит заниматься его ремонтом. Иногда проще и дешевле купить такой же самый новый. , либо с самим сварочным аппаратом. Мы поможем вам определить, почему ваш сварочный аппарат может не искрить, и какие регулировки вы можете внести, чтобы вернуть ваш сварочный аппарат в рабочее (и искрообразующее) состояние.
, либо с самим сварочным аппаратом. Мы поможем вам определить, почему ваш сварочный аппарат может не искрить, и какие регулировки вы можете внести, чтобы вернуть ваш сварочный аппарат в рабочее (и искрообразующее) состояние. Мы начнем с верхней части списка, так как они самые простые и работают над внутренними проблемами сварочного аппарата, которые могут привести к отсутствию искры.
Мы начнем с верхней части списка, так как они самые простые и работают над внутренними проблемами сварочного аппарата, которые могут привести к отсутствию искры. Вы можете попытаться удалить ржавчину с помощью наждачной бумаги или угловой шлифовальной машины. Если это не сработает, попробуйте абразивно-струйную очистку, а затем протрите ацетоном или подобными растворами. Отслаивание также может быть связано с ржавчиной и должно быть удалено. Вы можете использовать проволочную щетку или аналогичный абразивный инструмент, чтобы создать гладкую поверхность.
Вы можете попытаться удалить ржавчину с помощью наждачной бумаги или угловой шлифовальной машины. Если это не сработает, попробуйте абразивно-струйную очистку, а затем протрите ацетоном или подобными растворами. Отслаивание также может быть связано с ржавчиной и должно быть удалено. Вы можете использовать проволочную щетку или аналогичный абразивный инструмент, чтобы создать гладкую поверхность. Рекомендуется предварительно очистить и подготовить металл для достижения наилучших результатов, как при сварке MIG, так и особенно при сварке TIG.
Рекомендуется предварительно очистить и подготовить металл для достижения наилучших результатов, как при сварке MIG, так и особенно при сварке TIG. Вы также можете держать рядом с источником тепла (например, лампочкой), чтобы на провода не попала влага.
Вы также можете держать рядом с источником тепла (например, лампочкой), чтобы на провода не попала влага.
 Прямая полярность чаще всего используется при сварке TIG, тогда как обратная полярность предназначена для дуговой сварки и сварки MIG.
Прямая полярность чаще всего используется при сварке TIG, тогда как обратная полярность предназначена для дуговой сварки и сварки MIG.


 Кабельные наконечники, используемые в качестве соединителей, должны обеспечивать электрический контакт. Открытые металлические части должны быть изолированы.
Кабельные наконечники, используемые в качестве соединителей, должны обеспечивать электрический контакт. Открытые металлические части должны быть изолированы.
 С каждым новым микро ожогом возрастает вероятность, что к вечеру начнутся более серьезные проблемы.
С каждым новым микро ожогом возрастает вероятность, что к вечеру начнутся более серьезные проблемы. Затем нужно промыть глаза водой. Лучше всего подойдет холодная из под крана. Она сможет затупить боль, но если есть раствор марганцовки, процеженная чайная заварка или отвар ромашки, то можно промыть глаза и ими.
Затем нужно промыть глаза водой. Лучше всего подойдет холодная из под крана. Она сможет затупить боль, но если есть раствор марганцовки, процеженная чайная заварка или отвар ромашки, то можно промыть глаза и ими. »
» Этот вопрос является сугубо индивидуальным, так как все зависит от опыта работы, качества зрения человека, а также уровня повреждения, которые получили органы зрения. Последний фактор является одним из основных, который еще влияет на то, как быстро наступят болезненные ощущения. Если применять вышеописанные средства как избавиться от зайчиков от сварки, то этот период будет не таким длительным.
Этот вопрос является сугубо индивидуальным, так как все зависит от опыта работы, качества зрения человека, а также уровня повреждения, которые получили органы зрения. Последний фактор является одним из основных, который еще влияет на то, как быстро наступят болезненные ощущения. Если применять вышеописанные средства как избавиться от зайчиков от сварки, то этот период будет не таким длительным.
 Особое внимание необходимо уделять защите глаз. Смотреть незащищенными глазами на процесс сварки категорически запрещено, так как это вызывает поражение и ожог тканей глаза и вызывает болезненные ощущения. Не только новички, но и бывалые сварщики временами пренебрегают правилами безопасности и потому каждый сварщик должен знать, что делать в том случае, если поймал «зайчиков» от сварки. Раскроем эту информацию для непосвященных.
Особое внимание необходимо уделять защите глаз. Смотреть незащищенными глазами на процесс сварки категорически запрещено, так как это вызывает поражение и ожог тканей глаза и вызывает болезненные ощущения. Не только новички, но и бывалые сварщики временами пренебрегают правилами безопасности и потому каждый сварщик должен знать, что делать в том случае, если поймал «зайчиков» от сварки. Раскроем эту информацию для непосвященных. Оно может ощущаться как общий дискомфорт и усталость глаз, если поражение тканей легкое;
Оно может ощущаться как общий дискомфорт и усталость глаз, если поражение тканей легкое;

 Компресс выдержать до 20 минут, после чего можно приложить новые пакетики. Данный способ хорошо сужает сосуды и позволяет минимизировать отек;
Компресс выдержать до 20 минут, после чего можно приложить новые пакетики. Данный способ хорошо сужает сосуды и позволяет минимизировать отек;
 Пользуются популярностью и медикаментозные средства (в частности, капли для глаз). Но каждый сварщик с уверенностью назовет самый лучший способ защиты глаз – это качественная маска или очки, которые не позволят яркому свету сварки повредить глаза.
Пользуются популярностью и медикаментозные средства (в частности, капли для глаз). Но каждый сварщик с уверенностью назовет самый лучший способ защиты глаз – это качественная маска или очки, которые не позволят яркому свету сварки повредить глаза. Относитесь к этому так же, как к солнечному ожогу.
Относитесь к этому так же, как к солнечному ожогу. 
 Не обостряй.
Не обостряй.


 Огнестойкие затычки для ушей и наушники также важны для предотвращения попадания искр в уши.
Огнестойкие затычки для ушей и наушники также важны для предотвращения попадания искр в уши. Это становится еще большим риском, если вокруг вас много твердых и гладких поверхностей, которые могут еще больше отражать эти лучи.
Это становится еще большим риском, если вокруг вас много твердых и гладких поверхностей, которые могут еще больше отражать эти лучи. Если вы обгорели или обгорели, мы дадим несколько советов по лечению, хотя все рекомендации по лечению должны быть согласованы с вашим лечащим врачом, который может осмотреть ваши травмы.
Если вы обгорели или обгорели, мы дадим несколько советов по лечению, хотя все рекомендации по лечению должны быть согласованы с вашим лечащим врачом, который может осмотреть ваши травмы. Проблема в том, что они потом сожгли себе веки.
Проблема в том, что они потом сожгли себе веки. Вы когда-нибудь пробовали питать провод обожженными на солнце пальцами?
Вы когда-нибудь пробовали питать провод обожженными на солнце пальцами?
 Он очень горячий и может мгновенно обжечь кожу. Также не забудьте удалить все горячие металлические детали с рабочей станции после того, как вы закончите сварку определенной детали. Если вам нужно охладить металлическую заготовку, не снимайте перчатки, пока не закончите с ней работать.
Он очень горячий и может мгновенно обжечь кожу. Также не забудьте удалить все горячие металлические детали с рабочей станции после того, как вы закончите сварку определенной детали. Если вам нужно охладить металлическую заготовку, не снимайте перчатки, пока не закончите с ней работать. Если у вас есть открытые раны, обязательно обработайте их дезинфицирующим средством. Более серьезные ожоги должен осмотреть врач, который также может дать вам что-нибудь, чтобы облегчить боль.
Если у вас есть открытые раны, обязательно обработайте их дезинфицирующим средством. Более серьезные ожоги должен осмотреть врач, который также может дать вам что-нибудь, чтобы облегчить боль.