Где найти бронзу в быту для сдачи в пункт приема металла
Производство новых изделий из переработанного вторичного сырья – это очень актуальное направление в условиях сокращения природных запасов минералов и цветных металлов. Такой подход особенно активно используется в металлургии, где постоянно необходимы новые материалы для производственных целей. Для этого используются разные типы металлолома, включая бронзовые изделия различного типа.
Пункты приема активно скупают бронзу и другие цветные металлы. Этот процесс имеет немалое количество плюсов, среди которых экономия природных ресурсов (к слову, запасы меди, как основного компонента сплава бронзы, постепенно сокращаются и они невосполнимы), а также улучшение экологической ситуации за счет утилизации отходов. Дело в том, что процесс утилизации причиняет гораздо меньше вреда экологии, чем разработка новых месторождений и сама добыча.
Бронза относится к числу одного из наиболее дорогих цветных металлов, которые высоко ценятся в пунктах приема. Для многих предприятий и физических лиц, у которых скопилось определенное количество металлолома, сдача отходов – это возможность заработать, при этом избавив себя от потенциально опасного металла, который может со временем разлагаться, отравляя почву и грунтовые воды. Но не все новички знают, где можно найти бронзу для сдачи в пункт приема, поэтому мы решили рассказать об основных источниках этого ценного сплава.
Содержание
Бронза: что это такое и где используется?
Свойства бронзы с добавлениями разных металлов
Где можно найти бронзу в домашних условиях?
Как отличить бронзу?
Как формируется цена?
Бронза: что это такое и где используется?
Бронза – это сплав меди с другими цветными металлами (чаще всего – это олово). В состав сплава может добавляться алюминий, хром, никель или магний, что сказывается на эксплуатационных свойствах бронзовых изделий.
Бронза активно используется в горной и тяжелой промышленности. В частности, благодаря возможности переносить значительные механические нагрузки и воздействие агрессивных веществ, бронза используется для изготовления вкладышей подшипников, различных элементов, которые в процессе эксплуатации будут подвергаться длительному воздействию влаги.
Кроме того, бронзу используют при изготовлении инструментов. В случае механического воздействия, сплав не дает искр, поэтому такие инструменты используются при работе с легко воспламеняемыми и взрывоопасными веществами.
В быту бронзу применяют для изготовления различных декоративных вещей:
Посуда и столовые приборы (емкости для специй, блюда для фруктов, конфетницы). В некоторых домах можно встретить бронзовые подсвечники и пепельницы.
Мебельные комплектующие (различные дверные ручки, замки, петли и т.д.).
Сантехнические изделия (краны, различная фурнитура, держатели для полотенец). Некоторые дорогие душевые кабины и ванны могут комплектоваться бронзовыми элементами.
Различные вазы, статуэтки, кубки и другие предметы интерьера. Из бронзы изготавливаются решетки для камина, картинные рамы и другие изделия, которые добавляют аристократичности каждому дому.
В прежнее время бронза использовалась для чеканки монет, изготовления артиллерийских орудий и т.д. Но и сейчас бронзовые изделия можно свободно встретить у себя дома, поэтому не нужно торопиться выкидывать старые краны или другие отходы – вполне возможно, что вы сможете их сдать в пункт приема.
Свойства бронзы с добавлениями разных металлов
Для улучшения эксплуатационных качеств сплава, медь может сочетаться с различными цветными металлами. Сплав с цинком хорошо поддается обработке, при этом такой вариант значительно дешевле, чем добавление олова.
При добавлении фосфора, сплав становится более упругим и прочным, поэтому он активно используется в тяжелом машиностроении.
Алюминий делает бронзу устойчивой к воздействию коррозии, при этом внешне сплав становится похож на золото.
Для улучшения электропроводимости и упругости в сплав добавляется кремний. Соответственно, такой материал используется в различных работах, связанных с монтажом электроподстанций.
Бериллиевая бронза – это лидер по показателю твердости среди других сплавов. В закаленном состоянии обладает хорошей пластичностью, а в состаренном – повышенными механическими свойствами. Из этого сплава изготавливают инструменты и пружины.
Где можно найти бронзу в домашних условиях?
Бронза содержится в самых разных изделиях, поэтому металл можно вполне добыть в домашних условиях. В пунктах приема принимают:
Старую проволоку, пружины.
Различную мебельную фурнитуру, ненужный декор, старые статуэтки.
Запорные механизмы и старые трубы.
Подшипники, зубчатые колеса.
Фитинг, смесители и другие сантехнические изделия.
Детали вышедших из строя электронных устройств.
Как отличить бронзу?
У неопытного человека могут возникнуть сложности с тем, чтобы отличить бронзу от других цветных металлов. В частности, ее часто путают с латунью. Поэтому чтобы не стать жертвой обмана или напрасных ожиданий, рекомендуется заранее определить тип того лома, который у вас в наличии.
Вот несколько отличий бронзы от латуни:
У бронзы более красноватый оттенок, при этом она обладает более темным цветом.
Бронза оказывается более устойчива к различным воздействиям. В частности, если латунное изделие подвергать механическому воздействию, то на нем появятся царапины.
Латунь менее прочна, поэтому сфера ее использования не так широка, как у бронзы.
Как формируется цена?
Бронзовый лом – это востребованный материал, который используется для дальнейшей переработки. В первую очередь оценивается содержание сплава – больше всего стоит оловянная бронза, потому что олово само является дорогим цветным металлом.
На цену влияет и чистота металлолома (наличие загрязнений, следов масел, окислов и т.д.). Поэтому если вы хотите выручить больше денег за лом, его нужно предварительно подготовить. Нужно избавиться от неметаллических включений, убрать все загрязнения. Нужно провести хотя бы минимальную сортировку, отделив разные типы металлолома друг от друга.
При оптовых партиях металлолома цена за кг также увеличивается. В компании «ЭкоПромМет» для таких клиентов предусмотрена дополнительная услуга – мы бесплатно отправим машину на ваш объект для погрузки и дальнейшей транспортировки лома.
Мы надеемся, что наши советы по поводу того, где добыть бронзу, будут для вас полезны. Этот металл высоко ценится на рынке вторсырья, поэтому у вас есть хорошая возможность получить дополнительный доход. Со своей стороны мы гарантируем оплату сразу после взвешивания лома, при этом мы адекватно относимся к количеству примесей. При необходимости отправляем лом на дополнительный лабораторный анализ.
Как отличить бронзу от латуни в домашних условиях?
Существует целый ряд способов, которые подскажут, как отличить бронзу от латуни. В представленном материале хотелось бы рассмотреть наиболее простые и доступные решения для реализации указанной задачи. Давайте же выясним, как отличить бронзу от латуни в домашних условиях.
Что такое бронза?
Прежде чем разобраться, как отличить бронзу от латуни, выясним, что представляет собой каждый из сплавов. Начнем с бронзы. Итак, бронза является сплавом олова и меди, с примесями кремния, алюминия, бериллия и свинца. Именно качество используемого олова во многом определяет характер будущего сплава.
Существует особая разновидность бронзы, при изготовлении которой олово заменяют никелем либо цинком. Такой сплав известен как шпиатр. По сути, материал представляет собой дешевый вариант бронзы, который отличается не самым лучшим качеством.
Согласно вышеуказанным принципам изготовления, бронзу разделяют на оловянную и безоловянную. В начале прошлого века металлурги производили мышьяковистую бронзу. Однако по причине высокой токсичности материал так и не получил широкого распространения.
Что представляет собой латунь?
Латунь является практически тем же сплавом, что и бронза. Но вместо легирующего состава в виде олова здесь в сочетании с медью используют цинк. Иногда в сплав добавляют свинец, железо, никель, марганец, прочие элементы.
Получать латунь умели еще древние римляне. Именно они первыми научились соединять расплавленную медь с цинковой рудой. Чистый цинк в целях изготовления латуни стали применять лишь в конце 18-го века в Британии. Англичане нередко использовали сплав для создания поддельного золота, ведь латунь, как и благородный металл, обладает привлекательным солнечным блеском.
Сегодня материал широко используется для создания так называемого биметалла – сплава, где сталь сочетается с латунью. Такое решение способствует производству металла, который обладает устойчивостью к коррозии, а также истиранию. Вместе с тем изделия из биметалла имеют хорошую пластичность.
Определяющие различия между бронзой и латунью
Как отличить бронзу от латуни? Разница между представленными сплавами заключается в следующем:
Латунь получают путем соединения цинка с медью. В свою очередь, бронзу производят благодаря сплавлению меди с оловом.
Бронза может длительное время находиться в контакте с морской, соленой водой без разрушения структуры материала. Латуни для этого требуется дополнительная обработка в виде легирования.
Бронза обладает повышенной устойчивостью к механическому износу и является прочным материалом. По этой причине сплав широко применяют для создания всевозможных скульптур и памятников. Латунь не подходит для данных целей, хотя и используется в качестве элементов художественных изделий.
Как отличить медь от латуни и бронзы? Медь имеет красноватый оттенок. В то же время бронза обладает темно-коричневым цветом, а также крупнозернистой структурой. Латунь же имеет желтый оттенок и является мелкозернистым материалом.
Отличия бронзы от латуни согласно весу
Как отличить бронзу от латуни, исходя из веса материалов? Стоит заметить, что бронза является достаточно тяжелым сплавом. В равных объемах заготовок бронза будет явно тяжелее латуни. Поэтому отличить изделия из отдельных сплавов можно, взвесив их на ладонях.
Как отличить сплавы путем нагревания?
Нужно постараться, чтобы различить материалы методом термического воздействия. Однако результаты в данном случае будут более достоверными. Что нужно делать? Необходимо разогреть оба сплава при помощи газовой горелки до температуры более 600оС. При таком воздействии на поверхности изделия из латуни образуется налет пепельного оттенка, который является оксидом цинка. В то же время бронза останется в первоначальном виде.
После нагрева латунь станет более пластичной. Бронза не меняет своих физических свойств под воздействием высокой температуры. Если попытаться согнуть латунную заготовку, структура последней не повредится. Что касается бронзы, она обязательно сломается на месте перегиба.
Как отличить латунь от бронзы магнитом?
Как уже отмечалось выше, в составе бронзы присутствует олово и свинец. Эти материалы могут притягиваться магнитом. Единственное, что требуется для проведения опыта – нахождение довольно сильного магнита. При его использовании бронза будет слегка подлипать к поверхности. На латунь магнит не окажет никакого воздействия.
В заключение
Как видно, существует целый ряд способов, которые позволяют отличить бронзу от латуни в домашних условиях. В большинстве случаев между изделиями из указанных сплавов имеются ярко выраженные визуальные различия. Поэтому, чтобы справиться с задачей, иногда достаточно лишь внимательно рассмотреть оба материала.
Как проверить бронзу
••• Vladone/iStock/GettyImages
Обновлено 13 марта 2018 г.
Автор Fraser Sherman
Много веков назад бронза представляла собой новаторский сплав меди и олова, использовавшийся для изготовления оружия и предметов искусства. Сегодня может быть трудно отличить настоящую бронзу от подделки, если вы не осмотрите ее физически на предмет таких характеристик, как ее вес, магнетизм и патина. Если это подделка, вполне возможно, вы заметите небольшие отличия от оригинала.
Вес и звук
Некоторые скульпторы выбирают более дешевую альтернативу настоящей бронзе — смесь смолы и бронзового порошка, называемую холоднолитой или связанной бронзой. Он не такой прочный и прочный, как бронза, а также легче. Если поставить на весы бронзовую скульптуру высотой в фут, она будет весить от шести до десяти фунтов. Такая же фигурка из бронзовой смолы весит всего пару фунтов. Если ударить деревянным стержнем в углубление скульптуры, смола дает глухой стук вместо звонка.
Разоблачение мошенничества
Железо — еще одна дешевая альтернатива использованию бронзы при отливке фигурки. Он прочнее и жестче, чем смола, поэтому его легче выдать за бронзу. Один простой тест — приложить магнит к произведению искусства и посмотреть, прилипнет ли оно к нему. Железо сильно магнитится, и вы почувствуете притяжение магнита. Если приложить магнит к бронзе, она упадет. Также следите за пятнами коррозии, потому что бронза не ржавеет.
Используйте свои глаза
Если вы посмотрите на старую бронзу, вы должны увидеть патину; пленка, образующаяся на поверхности в результате реакции на воздух. Если он легко отслаивается или царапается, вероятно, это заменитель патины. Поцарапав патину, можно также увидеть поверхность металла под ней. Настоящая бронза имеет золотой блеск; холоднолитая бронза и железо не имеют такого вида. Вы также можете сравнить подозрительную фигуру с фигурками, которые, как вы знаете, сделаны из бронзы. В некоторых подделках используется напыление — цинк с бронзовым покрытием, — но оно не такое богатое и блестящее, как настоящая бронза.
Бронзовые клоны
Если вы покупаете определенный предмет из бронзы, простое подтверждение того, что он сделан из бронзы, не гарантирует, что это подлинный предмет искусства, который вы хотите. Некоторые мошенники дублируют классическую бронзу, а затем продают ее как оригинал. Даже в 19 веке формы часто переживали смерть художника, поэтому бронзолитейщики могли продолжать изготавливать фигуры, похожие на оригинал. Сравните интересующий вас рисунок с некоторыми авторитетными ссылками на искусство.
Связанные статьи
Список литературы
Реал или резо: имитация: более близкий взгляд на бронзовую скульптуру
Бронзовые произведения: FAQ
ШАТЕЛАЙНА. Оберлин-колледж, Фрейзер Шерман начал писать в 1981 году. С тех пор он исследовал и писал газетные и журнальные статьи о городском правительстве, судебных делах, бизнесе, недвижимости и финансах, использовании новых технологий и истории кино. Шерман более десяти лет проработал газетным репортером, а его журнальные статьи публиковались в журналах Newsweek, Air & Space, Backpacker и Boys’ Life. Шерман также является автором трех справочников по фильмам, и в настоящее время готовится к выпуску четвертый.
Как легко обнаружить поддельные бронзовые статуи
Последнее обновление: 6 октября 2022 г., 10:01
Бронза известна с древних времен. Человек манипулировал этим красновато-золотым металлом для различных целей. Иногда для изготовления посуды. Иногда как оружие для уничтожения врагов, а иногда для создания скульптур как вида искусства.
Несомненно, бронза сделана из элементов, которых много в природе. Но иногда люди выбирают неэтичный путь, продавая какие-то другие сплавы, т.е. латунь за бронзу, для более дешевого производственного процесса.
Очень жаль, что любителей искусства обманом заставляют покупать поддельные бронзовые статуи. А когда анализируют ситуацию, уже поздно. Они дали деньги и были унижены за свою наивность.
Дело не только в металлических скульптурах, история показывает, что были многочисленные случаи мошенничества, когда речь шла об искусстве. Это включает в себя настенные рисунки или картины, и даже сейчас людей обманом заставляют покупать поддельные современные произведения искусства.
Мошенники прибегают к коварным уловкам, чтобы соблазнить вас на покупку поддельных скульптур, иногда они берут верх над нами. Об этом действительно страшно думать, и часто это заставляет нас дважды подумать, прежде чем покупать наши самые желанные статуэтки и статуэтки.
Итак, как распознать поддельные бронзовые статуи? С хорошей стороны забора мы собрали несколько полезных приемов, которые могут пригодиться, когда вы покупаете бронзовые статуи. Запомните эти хитрости, и, надеюсь, вы возьмете с собой домой настоящую бронзовую скульптуру, не меньше.
Статуи Внешности
Говорят, что внешность обманчива. Но еще говорят, что специалистам достаточно только посмотреть, чтобы отличить подделку от настоящей. Удивительно, но внешний вид может сказать о многом, даже если была какая-то оснастка с бронзовой статуей.
Бронзовые скульптуры имеют «патину», глянцевый слой, который придает скульптуре блестящий вид, а также защищает металл от окисления. Почти каждая бронзовая статуя имеет слой патины, но иногда вам могут продать поддельные бронзовые статуи с патиной на поверхности.
Как проверить: Проверьте цвет металла, поцарапав патину, настоящая бронза имеет красновато-золотистый цвет. Но, поскольку доли элементов в сплаве различаются, цвета варьируются от желтоватого до ониксового. Но если цвет слишком черноватый или матовый, вас должно насторожить. Или, если он слишком блестящий, чтобы быть бронзовым, вы должны продолжать уходить.
Ковкость
Бронза никоим образом не является мягким металлом. Его нелегко сгибать или в него легко втыкаться. Вы также не можете взломать его без усилий.
Иногда фальшивые бронзовые статуи изготавливаются из форм, подобных смоле, а затем покрываются патиной. Таким образом, они выглядят хорошо для невинных покупателей.
А вот статуи из смолы легко разбить, они гнутся. Так что не удивляйтесь, если вам случится ткнуть пальцем или палкой в «плоть» статуи.
Как проверить: Поковыряйте и даже сожмите бронзовые статуи, чтобы почувствовать, есть ли гибкость или нет. Следует отметить, что мошенники используют железо, чтобы выдать себя за бронзу, потому что железо намного дешевле бронзы, и его довольно легко найти. Так что, если металл кажется слишком прочным, будьте осторожны!
Вы также можете попробовать вариант нагрева, чтобы проверить, бронзовый металл или нет. Зажгите спичку и поднесите спичку к скульптуре. Если материя отдает и начинает плавиться, можете быть уверены, что это не бронза. Бронза имеет более высокую температуру плавления, и для расплавления металла потребуется гораздо больше тепла, чем небольшой огонь.
Звук
Вы когда-нибудь замечали, как разные металлы издают разные звуки? У бронзы тоже есть своя вариация звука. Вы можете проверить, сделаны ли бронзовые статуи из бронзы или нет, выполнив простой тест.
Как проверить: Просто возьмите что-нибудь, чем можно ударить по металлическому предмету, ударьте по нему и внимательно прислушайтесь к звуку. Если металл действительно бронзовый, то вы должны услышать звонкий, тихий перезвон, который продлится несколько секунд после удара.
С другой стороны, если звук похож на глухой и глухой, вы можете быть уверены, что металл вовсе не металл. Поддельные бронзовые вещества, такие как смола, будут издавать глухой и тяжелый звук.
Вес
Мы можем многое сказать о вещах, угадывая их вес в повседневной жизни. Бронзовые статуи могут быть достаточно тяжелыми, особенно если они больших размеров.
Как проверить: Если вы покупаете небольшую скульптуру, попробуйте взвесить ее на руках. Ощупайте и оцените его вес. Если он кажется слишком легким, возможно, это связано с тем, что он сделан из смолы, а не из бронзы.
Однако, если статуя кажется слишком тяжелой, она может быть железной. Это трудно понять, но если вы заранее знаете, сколько весит кусок настоящей бронзы, вы можете провести тест совершенно идеально.
Сравнить
Если вы абсолютно уверены, что статуя сделана из бронзы, и хотите приобрести аналогичную. Затем возьмите кусок с собой, когда собираетесь купить бронзовую статую. Это очень поможет вам, потому что тогда вы сможете сравнить обе бронзовые статуи из первых рук.
Наблюдайте и сравнивайте все, включая цену. Это поможет вам не только приобрести нужный материал, но и получить его по лучшей цене.
Запомните эти маленькие хитрости и применяйте их как можно чаще, когда покупаете бронзовую статую.
Ручная аргонодуговая сварка – один из самых универсальных способов сварки металлов. При наличии должного опыта и навыков сварщика – оператора, данный вид сварки позволяет получать высококачественные сварные швы с отличными прочностными характеристиками и внешней эстетикой сварных соединений.
Потребность в сваривании алюминия, меди, титана, нержавеющих сталей давно стала возникать не только в производстве, но и в быту. Традиционное оборудование не всегда отлично справляется с такими задачами. Для различных ремонтных работ и изготовления конструкций из таких материалов применяется сварка аргоном, обучение которой на нашем сайте поможет в осуществлении ее собственными руками.
На самом деле сварочный процесс — не такая уж сложная процедура, и добиться хороших результатов можно даже при таком методе, как аргоновая сварка: видео уроки дают возможность в этом убедиться.
Особенности аргонодуговой сварки
Главной и отличительной особенностью является использование неплавящегося (вольфрамового) электрода и инертного защитного газа аргона, за счет применения которого обусловлено высокое качество и надежность сварных соединений.
Применение технологии аргонодуговой сварки позволяет получать прочные, ровные и аккуратные швы. Как происходит аргоновая сварка, видео уроки демонстрируют наглядно и подробно, ведь необходимо учесть в процессе множество тонкостей.
Как правильно держать горелку
Манипуляции при аргонодуговой сварке совершаются специальной аргоновой горелкой. Благодаря ее конструкционным особенностям, в горелку устанавливается вольфрамовый электрод таким образом, чтобы его кончик выступал над поверхностью ограничительного керамического сопла на несколько миллиметров. Обычно горелкой сварщик управляет правой рукой, приближая ее на максимально короткое расстояние к сварочной ванне.
Короткая дуга увеличивает глубину проплавления металла, а внешне делает шов эстетичным. Поэтому, чтобы правильным образом происходила сварка аргоном, обучение манипуляциям с горелкой для удержания правильной длины дуги стоит не на последнем месте. В отличие от электродуговой сварки штучным электродом, частые колебательные движения не допускаются, когда производится аргоновая сварка, видео уроки позволят освоить правильную технику работы с горелкой.
Подача присадочного материала
Сплавление кромок и формирование сварочного шва при аргонодуговой сварке может осуществляться как при помощи только тепла сварочной дуги, так и с использованием присадочных прутков. От того, как будет подаваться присадочный материал в зону сварки, зависит, какой по ширине получится шов, и насколько он будет ровным.
Следует избегать резкой подачи присадки, во избежание брызг, лучше вводить ее равномерно, плавными и равномерными движениями, под углом к свариваемой поверхности на всей протяженности сварочного шва. Присадка должна подаваться впереди сварочной горелки. Важно постоянно следить затем, чтобы присадочная проволока не выходила из зоны газовой защиты.
Конечно, все это достигается с практикой и опытом, но тем, кто просматривает видеоматериалы, на которых демонстрируется сварка аргоном, обучение на практике позволит избежать самых распространенных ошибок, допускаемых в начале.
Предварительная подготовка кромок
Универсальность применения ручной аргонодуговой сварки имеет и обратную сторону. Это самая капризная и привередливая сварка в плане подготовки свариваемых поверхностей, кромок, деталей, узлов и так далее. У профессионального аргонщика обязательно найдется целый арсенал оборудования, инструмента, оснастки и всевозможных приспособлений для подготовительных работ.
Это и абразивный инструмент, и огромное количество борфрез, шарошек, насадок, а также все, что обеспечивает химический способ очистки: от бутылочки с ацетоном и тряпочки — при работе в личном гараже, до огромных электрохимических гальвано — ванн, используемых в крупном производстве: станко- и судостроении, при изготовлении емкостей для химической, пищевой и криогенной промышленности.
50% успеха при аргонодуговой сварке – это чистота свариваемых элементов, как бы банально это ни звучало, поэтому начать работу рекомендуется с очистки от жиров, окислов и других загрязнений частей свариваемых поверхностей.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
СВАРКА АРГОНОМ [видео уроки для начинающих, технология]
[Сварка аргоном] широко распространена в соединении разных металлических сплавов: ее используют для соединения нержавеющей стали, меди, титана, алюминия, бронзы, цветных металлов и стали.
Подобные металлы относятся к сложным, и сварка аргоном – один из немногих способов их эффективного соединения. С ее помощью можно сваривать трубы, детали, либо декоративные объекты.
Технология, по которой происходит аргоновая сварка – сложный процесс, и для начинающих не подойдет. Лучше начинать работу со сваркой с более простых, чем цветные металлы материалов.
Если же опыт сварки у вас имеется, то вы можете опробовать этот способ своими руками и значительно сэкономить на привлечении специалиста, который стоит недешево.
В статье вы узнаете об особенностях процесса, какой аппарат вам понадобится для сварки, какое давление нужно для работы, и как работать с разными видами металлов (как происходит обработка труб, дисков и других изделий нержавейки, латуни, стали и т.д.).
В результате вы сможете повторить весь процесс самостоятельно, а видео и фото облегчат вам работу.
Содержание:
Особенности сварки
Как происходит работа?
Особенности сварочных аппаратов и режимы сварки
Особенности сварки
Технология и принцип аргонодуговой сварки – симбиоз, включающий элементы, присущие дуговой электросварке и сварке газом.
С электросваркой процесс объединяет использование электрической дуги, а от газового способа сварки взято наличие газа и схожий принцип действия.
Аргонодуговой принцип работы заключается в том, что дуга нагревается и получает способность расплавлять кромку нержавейки, труб, дисков и других металлических соединений – на этом строится вся технология работы.
Присутствие же газообразного аргона объясняется самими свойствами металла: в процессе сварки цветной металл и легированная сталь подвергаются процессу окисления, либо влиянию примесей и воздействию кислорода – это влияет на качество шва, который становится мягким и не отличается прочностью.
Если говорить об алюминии, то без аргона с ним работать практически невозможно, поскольку под воздействием кислорода он загорается.
Видео:
Сварка в аргоновой среде качественно защищает металлические поверхности от проникновения кислорода и вредных примесей, и улучшает качество шва, а также помогает сохранить все физические характеристики металла и полностью соответствует ГОСТ.
Кроме того, расход аргона при сварке в этом виде ниже, чем при работе с другим сварочным оборудованием.
Аргон имеет вес на 38% больше, чем кислород, благодаря чему может вытеснить его из рабочей зоны и защитить ванну в среде, где происходит работа, от внешнего воздействия.
Газ нужно подать в рабочую область перед зажиганием дуги не позднее, чем за 20 секунд, и прекратить подавать его через 10 секунд, когда процесс окончен.
Аргон является инертным газом, поэтому не соединяется в среде с внешними газами или сплавами металла и стали.
Когда вы работаете с аргоном своими руками, следует помнить, что после подачи газа пространство будет насыщено электроном, который превращает аргоновую среду в проводник электричества.
Аргоновая сварка включает способ воздействия на материал электродом, который может быть двух типов: плавящимся и неплавящимся.
Если вы решили производить сварку неплавящимся электродом, то для него используется вольфрамовый объект, т. к. это самый тугоплавкий из всех материалов. Из него изготавливают, например, накаливаемые нити, которые размещают в лампах.
Размер и то, из чего изготовлен электрод, зависят от типа металла, с которым вы будете работать: для обработки стали, труб и дисков из нержавейки, латуни, титана и т.д. вам понадобится воздействие на материал неплавящимся электродом разных типов.
Из размера и характеристик складывается расход энергии электрода, которая будет затрачена во время работы.
Технология аргонодуговой сварки делается тремя вариантами: ручной сваркой неплавящимся электродом (РАД), автоматической аргонодуговой сваркой с неплавящимся электродом (ААД), автоматической аргонодуговой сваркой с плавящимся электродом (ААДП).
Если вы собираетесь приобрести для работы готовый аппарат, то выбирайте модели типа TIG – этой аббревиатурой обозначается способ сварки с использованием вольфрама в инертной среде.
Этот аппарат полностью соответствует ГОСТ.
Как происходит работа?
Для сварки вам необходимо специальное оборудование, как, например, горелка.
Горелка, предназначенная для сварки в аргоновой среде, оснащена вольфрамовым неплавящимся электродом — главной деталью, за счет которой работает аппарат.
Электрод находится снаружи корпуса аппарата (примерно на 2-5 мм).
Видео:
С внутренней стороны горелка оснащена специальным держателем, благодаря которому можно пользоваться электродом разного размера – держатель способен зафиксировать их все.
Однако размер электрода подбирается в соответствии с металлом, который будет обрабатываться, от него же зависит и расход энергии во время работы.
Рядом с электродом внутри находится сопло, сделанное из керамики – его надевают так, чтобы оно опоясывало электрод. С помощью сопла в рабочую область будет поступать газ, поэтому этот элемент тоже очень важен.
Обязательно для работы своими руками понадобится присадка, или, по-другому, присадочная проволока – ее делают из материала, такого же, как металлические заготовки.
Диаметром присадочная проволока также должна соответствовать обрабатываемому вами металлу – ее точный размер можно будет узнать в специализированной таблице.
Сварка в аргоновой среде в ручном режиме – наиболее доступный метод, легко повторяемый своими руками для начинающих.
В этом случае присадочная проволока и горелка должны удерживаться тем, кто занимается сварочными работами.
Прежде чем начинать сварку, нужно обезжирить поверхность труб, дисков из стали, латуни и других металлов, с которыми вы работаете, а также очистить их от окисления.
Очистку можно проводить механически или химически, исходя из ваших предпочтений и возможностей.
Первый этап сварки такой же, как и при дуговом процессе: на обрабатываемую заготовку должна быть подана «масса».
Если вы обрабатываете маленькие детали из стали или другого материала, то подача может осуществляться просто в область рабочего стола или ванны, где происходит работа.
Проволока при этом способе сварки в электрической цепи отсутствует и будет подана отдельно несколько позже.
Горелка должна быть зафиксирована в одной руке мастера, а проволока – в другой. Горелка всегда оснащена кнопкой, регулирующей подачу газа и тока.
Газ должен быть подан раньше – за 20с до начала. Выбирая силу тока и давление, нужно ориентироваться на тип обрабатываемого материала, либо свой прошлый опыт работы своими руками.
Горелка, оснащенная электродом, должна располагаться очень близко к материалу, с которым вы работаете – на расстоянии около 2 мм.
На этом расстоянии между металлом и электродом появится электрическая дуга, способная расплавлять кромку деталей, достаточно только направлять ее в нужном направлении.
Весь процесс сварки можно проследить на видео для начинающих – посмотрите его, прежде чем начнете работу своими руками.
Такая близость расположения между электродом и металлом объясняется тем, что в этом случае получается короткая дуга, и от нее зависит, насколько глубоко будет проплавлена деталь из стали, нержавейки или другого материала.
Если дуга крупная, то шов получится очень широким и некрасивым, особенно это будет бросаться в глаза на покрытии труб, дисков или декоративных объектов из нержавейки, латуни и т.д.
Кроме эстетического фактора, большой шов делает сварку менее качественной – чем он больше, тем менее устойчив, и тем больше напряжение в нем.
Присадочная проволока в рабочую зону подается через медленные постепенные движения: горелка должна двигаться вдоль шва, избегая пересекать шов поперек.
Качество шва зависит от того, насколько качественно работает оборудование, а также от умений мастера: чем более плавными и четкими будут движения, тем лучше вы сможете сделать шов на поверхности труб, дисков из нержавейки, латуни или других металлов.
Если проволока через оборудование будет подаваться слишком резко, то металл начнет разбрызгиваться, что может быть травмоопасно.
Своими руками воспроизвести технологию сварки аргоном правильно не так просто, если вы никогда этого не делали – плавные и аккуратные движения достигаются только через практику.
Однако начинать учиться на аргоновой сварке не стоит, т.к. это весьма сложный процесс.
При работе лучше всего, чтобы проволока была расположена перед горелкой.
Горелка и проволока должны иметь положение под углом к рабочей области, таким образом, сделать шов прямым и узким будет проще.
Для зажигания дуги во время сварки понадобится специализированное оборудование – осциллятор.
Он посылает электродам импульсы с высоким содержанием вольт, которые отвечают за процессы ионизации дугового промежутка.
Видео:
Обычное напряжение сети – 220В, при такой мощности осциллятор способен преобразовывать и поставлять напряжение до 6000В с сохранением частоты до 500 кГц. Благодаря такой мощности зажигание электрода происходит быстро и просто.
Оборудование, соответствующее ГОСТ – единственный способ правильно зажечь электрод, поскольку зажигать его от свариваемой поверхности запрещается – из-за большого ионизационного потенциала, который при таком способе зажигания приведет к загрязнению металла труб, дисков стали, латуни и других материалов.
Особенности сварочных аппаратов и режимы сварки
Сварка аргоном требует, чтобы в наличии был специальный аппарат, соответствующий ГОСТ.
Обычно оборудование делают путем усовершенствования классического дугового сварочного аппарата, к которому добавляют дополнительное оборудование, нужное для выполнения аргоновой сварки.
Видео:
Для работы требуется следующее оборудование:
трансформатор для сварки, имеющий напряжение в холостом ходу не менее 60В;
контактор, отвечающий за подачу сварочного напряжения к горелке;
осциллятор;
регулятор времени обдува.
Поскольку газ для работы по ГОСТ должен подаваться за 20 секунд до ее начала, необходим аппарат, который сможет регулировать этот процесс.
Также в процессе понадобятся:
горелка;
баллон, оснащенный редуктором, в котором находится аргон;
электроды;
имеющий нужный размер трансформатор;
отвечающий за питание амперметр;
аккумулятор и прочее оборудование.
Все оборудование доступно для покупки в специализированном магазине, либо его можно собрать своими руками, но в этом случае оно должно соответствовать ГОСТ (какие условия предписывает ГОСТ, вы можете посмотреть в специализированной литературе).
При самостоятельной сборке вы получите самодельный сварочный аппарат, пригодный для работы с аргоном.
Расход денег в этом случае будет гораздо ниже, а если вы обладаете необходимым знаниями, то сможете улучшить аппарат, чтобы снизить его расход и во время работы.
Режим работы и поступающее давление очень важны, когда вы начинаете работу.
Как работать с разными металлами, смотрите на видео, прежде чем приступить к самостоятельным действиям.
Выбор правильного режима поможет снизить расход давления и энергии во время работы.
Давление и другие показатели зависят от типа металла, который вы обрабатываете (стали, латуни, нержавейки и т.д.), от этого зависит выбор полярности и места подачи тока.
Сварка меди аргоном, а также стали и ее сплавов выполняется обычно в режиме постоянного тока, имеющего прямую полярность.
Сварка чугуна аргоном и сварка титана выполняется в аналогичных условиях, давление, когда идет сварка чугуна аргоном и титана, также аналогично, а вот для сварки алюминия, бериллия, магния лучше использовать обратную полярность и переменный ток, т.к. эти показатели лучше разрушают оксидную пленку, которая находится на поверхности металла.
Какое давление нужно для чугуна, титана, алюминия и прочих металлов, можно посмотреть по специальной таблице.
Видео:
Выбор сварочного тока зависит от характеристик металла (чугуна, титана, алюминия и т.д.), все эти значения можно узнать по таблице.
Для опытных мастеров допускается экспериментировать с силой тока и выбирать ее самостоятельно, пользуясь опытом и знаниями. Количество расхода аргона зависит от того, с какой скоростью передвигается воздух.
В закрытых помещениях он минимален, а на открытом воздухе – самый высокий.
Если работа происходит с применением постоянного тока, то тепло на аноде и катоде выделяется неравномерно: в первом случае этот показатель равняется 30%, а во втором – 70%.
Работу с электродом лучше всего проводить на прямой полярности, т.к. в этом случае он лучше разогреется и сможет качественно расплавить нужную область детали, а расход энергии будет ниже.
Весь процесс сварки аргоном чугуна и титана смотрите на видео и фото – эти уроки разъяснят вам, как работать с разными материалами, а также основные этапы работ.
Советы и рекомендации по сварке TIG от Miller Welding
По Бобби Кимбро 08 сентября 2017 г.
Мы делаем все возможное, чтобы найти информацию, которую наши читатели хотят видеть, используя некоторые платформы социальных сетей и просто задав вопрос: «Хотите ли вы увидеть больше этого?» В обязательном порядке наши преданные читатели и фанаты Facebook отвечают на этот вопрос четким «да» или «нет». В большинстве случаев будут дополнительные комментарии в поддержку первоначального ответа.
В одном из наших недавних опросов на Facebook мы спросили, хотят ли наши читатели узнать больше об основах сварки. Ответ был исключительно положительным, поэтому мы рыскали по Интернету в поисках лучшего места для начала. К счастью для нас, у нас отличные отношения с Miller Welding, компанией, которая спонсирует производственную часть нашего цеха.
Видео Миллера показывает правильный угол наклона горелки для большинства видов сварки TIG.
Мы впервые встретились с Джоном Шварцем из Miller на торговой выставке много лет назад в Орландо, Флорида, когда он был менеджером по маркетингу систем MIG и TIG в компании. Затем он руководил маркетингом продуктовой линейки TIG и продолжал продвигаться по карьерной лестнице в компании, где сейчас является бизнес-менеджером отдела аренды. Джон предоставил нам много ценной информации на протяжении многих лет, и мы обнаружили, что работа с видео, которую он проделал еще в 2011/2013 годах, по-прежнему остается самой информативной из доступных видео.
Угол присадочного стержня в сварной шов также покрывается.
В этом видеоролике подробно рассматриваются три ключевых элемента, которые все сварщики должны практиковать и совершенствовать, чтобы решить 80–90 % проблем, возникающих во всех ситуациях:
Угол горелки
Уголок наполнителя
Понимание того, что горелка плавит основной материал, а основной материал плавит присадочный стержень.
Джон показывает, как запустить резак перпендикулярно основному материалу на расстоянии около 1/8 дюйма, а затем повернуть его на 15–20 градусов в сторону от направления движения. Для справки: 1/8 дюйма немного больше ширины пятицентовой монеты. Таким образом, вы можете порыться в мелочи в кармане и выяснить, на каком расстоянии должен быть фонарь, чтобы зажечь дугу.
Одним из ключевых моментов качественного сварного шва TIG является содержание вольфрамового стержня в чистоте, чтобы по возможности не приклеивать его к основному материалу или присадочному материалу. Это загрязняет удилище и затрудняет удержание прямой дуги.
Большинство видеороликов с советами и рекомендациями по сварке пропускают основы. В этом видеоролике Miller Welding представлены основы и основные советы по качественной сварке TIG.
В этом видеоролике показано, как подготовить вольфрамовый стержень, чтобы облегчить запуск и поддержание дуги путем шлифовки стержня по длине. Это удерживает зерно в направлении дуги и предотвращает отклонение дуги при перемещении резака.
Мы надеемся, что вы найдете это видео таким же информативным, как и мы. Джон будет гордиться тем, что мы до сих пор используем его в качестве учебного пособия.
Сварка аргонов — Bilder und Stockfotos
1,962 Bilder
Bilder
FOTOS
GRAFIKEN
VEKTOREN
VIDEOS
9006
DOKTORN
Videos
9006
DEKTORN
9006
DHTORNE
. Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken.
schweißargon, ergebnisschweißen auf dem metall des vordergrunds — аргонная сварка, фото и материалы regenbogen color.with textfreiraum — аргонная сварка, фото и фото
Stahl Schweißen verbundene Rohr Platte durch Lichtbogen-Schweißver
metall starke schweißnaht — аргонная сварка, фото и фото
Metall starke Schweißnaht
Metal Strong Weld Detail Hintergrund
WIG-Schweißen von Polierten Edelstahlrohren-Аргоновый сварка Сток-Фотос Ундера Schweißlichtbogen Argon Arbeiter männlich repariert Metall ist…
schweißerschweißen edelstahltank in der industrie — аргонная сварка стоковые фотографии и изображения
Schweißerschweißen Edelstahltank in der Industrie
männlich in gesichtsmaske schweißnähte mit argon-arc-schweißen — argon welding stock-fotos und bilder
Männlich in Gesichtsmaske Schweißnähte mit Argon-Arc-Schweißen
Männlich in Gesichtsmaske, Schutzhandschuhe schweißt mit Argon-Lichtbogenschweißen. Schweißer macht Schweißnaht auf Metallrahmen. Арбайтер в футболке и комбинезоне.
schweißer in gesichtsmaskenschweißnähten mit argonlichtbogen-edelstahlschweißen, industriearbeiter in der Fabrik schweißt stahlkonstruktion, schweißer schweißt вольфрам-инертный газ. — аргонная сварка фото и фото
Schweißer in Gesichtsmaskenschweißnähten mit Argonlichtbogen-Edels
argon-lichtbogenschweißer schweißt das teil am arbeitsplatz — argon welding stock-fotos und bilder
Argon-Lichtbogenschweißer schweißt das Teil am Arbeitsplatz
schweißer schweißen edelstahl großrohr — argon welding stock-fotos und bilder
Schweißer schweißen Edelstahl Großrohr
schweißen dienstleistungen flache linie symbole. gerollt, metallwaren, stahlbau, laserschneiden edelstahl, herstellung, drehen, werke, sicherheitsausrüstung, pulverbeschichtung. Industrie dünne zeichen für schweißer-dienstleistungen — аргонная сварка — графика, -клипарт, -мультфильмы и -символ
Schweißen Dienstleistungen flache Linie Symbole. Gerollt,…
Flache Liniensymbole für Schweißdienstleistungen. Walzmetallerzeugnisse, Stahlarbeiten, Laserschneiden von Edelstahl, Herstellung, Dreharbeiten, Sicherheitsausrüstung, Pulverbeschichtung. Branchendünnes Zeichen für Schweißerdienste.
Schweißer Industriearbeiter Schweißen mit Argonmachine — аргонная сварка, фото и фотографии
Парик-швайс из полиэфирной стали — фото и фотографии для аргонной сварки ein mann trägt schweißmaske und schutzhandschuhe. sicherheit am arbeitsplatz. schweißer arbeitet mit sicherheit. стальиндустрия. — фото и фото для аргонной сварки
Schweißer Schweißen Metall mit Argon Lichtbogenschweißmaschine…
weibliche tig schweißer — фото и фото для аргонной сварки
Weibliche TIG Schweißer
WIG-Schweißer-Schweißer-Weibstahl
industrieroboter sind bewegung schweißen teil für automobile in fabrik — argon welding stock-fotos und bilder
Industrieroboter sind Bewegung Schweißen Teil für Automobile in. ..
mechaniker oder schweißer fixiert eine autoauspuffanlage
Mechaniker oder Schweißer fixiert eine Autoauspuffanlage durch schweißen des auspuffrohres — аргонная сварка, фото и фото
rote acetylenflasche zum gasschneiden von metall auf einer baustelle — аргонная сварка, фото и фото
Rote Acetylenflasche zum Gasschneiden von Metall auf einer…
Регулятор для аргона и Kohlendioxidgas — аргонная сварка фото и изображения
Regler для аргона и Kohlendioxidgas
schweißen dienstleistungen Flache linie symbole. gerollt, metallwaren, stahlbau, laserschneiden edelstahl, herstellung, drehen, werke, sicherheitsausrüstung, pulverbeschichtung. Industrie dünne zeichen für schweißer-dienstleistungen — аргонная сварка — графика, -клипарт, -мультфильмы и -символ
Schweißen Dienstleistungen flache Line Symbole. Героллт,…
Flache Liniensymbole für Schweißdienstleistungen. Walzmetallerzeugnisse, Stahlarbeiten, Laserschneiden von Edelstahl, Herstellung, Dreharbeiten, Sicherheitsausrüstung, Pulverbeschichtung.
ᐉ Шнековый пресс для винограда ❱❱❱ Цена на шнековый пресс для отжима виноградного сока в Одессе
При изготовлении вина используется немало приспособлений, например, транспортеры и мезгонасосы доставляют сырье в нужное место, а дробилки обеспечивают измельчение ягод. Одним из самых важных устройств является пресс со шнеком. Он необходим для того, чтобы отжимать большое количество сока из виноградной мезги, при этом не повреждая косточки, которые, при раздавливании, могут придавать готовому напитку неприятный привкус. Давилка оснащается шнеками, эта деталь позволяет отделить все продукты отжима.
Что важно — пресс повсеместно используется на крупных производствах, но популярен и для применения в домашнем виноделии. На заводе он просто необходим, так как без его помощи будет невозможно отжать большое количество мезги — дробленых виноградных ягод, а значит, и изготавливать крупные партии вина. В случае с домашним виноделием, такое устройство, как шнековый или мембранный пресс хоть и не является чем-то обязательным, но может стать очень важной его частью, так как значительно облегчит приготовление этого напитка в домашних условиях. Конечно, мощность, цена и характеристики виноградной давилки для производства и частного виноделия будут отличаться, как и количество сусла, получаемого за раз.
Разновидности виноградных прессов
Кроме того, что конструкция и комплектующие разных устройств могут отличаться между собой, основное их отличие в принципе работы, именно от него многие отталкиваются при выборе той или иной модели. Виноградный шнековый пресс может быть двух видов:
Механический. Такой вид предполагает прикладывать определенные физические усилия для получения виноградного сусла. Механические прессы для отжима винограда подойдут для небольшого количества сырья. Несмотря на то, что они облегчают процесс, купив такую модель участвовать в прессовании придется. Производительность будет напрямую зависеть от приложенных усилий.
Электрический. Очень простой и удобный в эксплуатации вариант, помогает быстро получить качественный виноматериал, во время процесса не требует никаких действий со стороны владельца. Такой вариант может отличаться мощностью и возможностью перерабатывать определенное количество урожая за раз. У него есть немало достоинств, но главное из них — высокая производительность при отсутствии усилий.
Преимущества ВПО-20,30 компании Ракитов
Шнековый пресс для отжима винограда ВПО-20,30 хорошо подойдет для всех, кто привык заниматься домашним виноделием, но хочет расширить свои возможности и сделать вино намного более качественным.
Одно из главных преимуществ, ради которых стоит купить пресс именно у компании Ракитов — возможность выбрать комплектацию. Можно укомплектовать устройство стекателем, насосом и другими механизмами, а цена вас приятно удивит. Это позволит подобрать составляющие, максимально соответствующие всем запросам. У нас можно заказать различное оборудование, от мезгоприемников до насосного оборудования и полную комплектацию линии, включающую все приспособления для переработки и хранения виноматериалов. Доставка возможна по Одессе и другим городам, в том числе, и за рубеж.
Технические характеристики:
Производительность , т\ч
до 5
Регулирование давления в камере прессования
ручное
Мощность двигателя, кВт
2,2
Габариты ( Д.Ш.В), мм.
2200.1000.1500
Выход сусла, %
до 75
Шнековый виноградный пресс ВПО-20, 30
Шнековый виноградный пресс ВПО-20, 30
Шнековый виноградный пресс ВПО-20, 30
Шнековый виноградный пресс ВПО-20, 30
Форма обратной связи
SIA «DIAPASON»
ceturtdiena, 27. oktobris, 2022
SIA «DIAPASON»
Малпилская волость, Рижский район, LV-2152, Латвия
Пресс преднозначен для отжима соков из фруктов, ягод, овощей Производительность: до 500 — 600 кг/час Общие размеры мм: 1040 х 650 х h2027 Диаметр шнека: 125 мм Обороты в минуту: 20 Электрическое подключение: 220 Вт, 400 Вт Мощность электромотора: 0. 75 кВт Вес: 120 кг
Цена: на запрос
* * * * * * * * *
Шнековый пресс для отжима сока M170
Описание продукта:
Пресс преднозначен для отжима соков из фруктов, ягод, овощей Производительность: до 1000 — 1200 кг/час Общие размеры мм: 1102 х 700 х h2114 Диаметр шнека: 170 мм Обороты в минуту: 18 Электрическое подключение: 220 Вт, 400 Вт Мощность электромотора: 1.1 кВт Вес: 160 кг
Цена: на запрос
video
* * * * * * * * *
Copyright 2022, Izstrdtajs WebSoft. lv
Винтовой пресс | wein.plus Лексикон
Специальный виноградный пресс, см. Прессование.
Срок (также прессование) как для процесса прессования винограда, так и для необходимого для этого механического оборудования. Прессы использовались уже в ранней древности, о чем свидетельствуют находки нескольких тысячелетних артефактов во многих древних винодельческих регионах. Об этом, в частности, сообщает в своих произведениях римский писатель Катон Старший (234–149 до н. э.). Прессование – важный этап виноделия. Как правило, переработке подлежат только здоровые и физиологически спелые ягоды, что достигается селективным сбором винограда.
Удаление плодоножек Да или Нет
В зависимости от типа вина необходимо принять решение о том, следует ли проводить перед прессованием гребнеотделение (удаление плодоножек, изюм), т.е. следует ли удалять виноградную косточку. Во время прессования виноградное сусло отделяется от ягод механическим давлением. В зависимости от типа вина его отделяют от твердых компонентов, а затем подвергают дальнейшей обработке, особенно в производстве белых вин, где прессование обычно является первым этапом. В производстве красных вин это делается только после классического брожения сусла. Если гребни также спрессованы, они выделяют дубильные вещества или дубильные вещества и пигменты (красящие вещества), что может быть весьма желательно в случае винограда с сильным фруктовым вкусом и распространено в красном виноделии, например, с помощью техники углеродной мацерации.
Щадящая обработка
Переработка винограда должна производиться как можно бережнее, сводя к минимуму механическое воздействие, чтобы содержание нежелательных комков (мельчайших взвешенных веществ из кожицы ягод и мякоти плодов) и содержание танинов в сусле было минимальным. возможный. Каждый процесс перекачки увеличивает содержание грязи до 1%. По этой причине мы пытаемся использовать естественную гравитацию вместо насосных процессов для перемещения винограда и сусла. При использовании пневматических прессов нет опасности слишком большого количества танина в сусле. Затем, в зависимости от варианта, виноград (с гребешками или без них) измельчают или измельчают, таким образом разбивая ягоды и облегчая выделение сока.
Измельчение
Древняя форма дробления — это топтание винограда босыми ногами в контейнере. Это все еще распространено сегодня, особенно в южных странах, например. в производстве портвейна. Результат гребнеотделения и дробления называется брагой. В производстве красных вин брожение сусла теперь начинается без прессования; в производстве белого вина теперь происходит прессование. Чтобы ферментация протекала оптимально, сусло должно быть обработано соответствующим образом.
Системы прессования
Механическое устройство, необходимое для прессования, называется прессом или прессом для вина. По направлению движения различают…
Полный текст
Голоса наших участников
Крупнейший в мире лексикон винных терминов.
25 998 Ключевые слова
·
46 823 Синонимы
·
5 324 Переводы
·
31 333 Произношения
·
183 605 Перекрестные ссылки
сделано с ♥ нашим автором Норбертом Ф. Дж. Тишельмайером.
О лексиконе
На онлайн-мероприятия
05. 11.2022 — 06.11.2022
Германия
Винная осень Дюссельдорф 2022
Личная эпикурейская встреча
28.10.2022
Германия
Сеанс ботуального смешивания
Наконец-то в стакане снова что-то есть!
06.11.2022
Германия
Наслаждение вином Unterweg — Распродажа со склада
Освобождение места для нового винтажа
18. 11.2022
Шпрокхёфель, Германия
Презентация винодельни Plaimont
Вина Гаскони
29.10.2022
Германия
Фестиваль Red Wine Award Ahr 2022
Суббота, 29октябрь 2022 г.
06.11.2022
Верне, Германия
Винодел Флирт №2
Ярмарка дегустации вин
05. 09.2022 — 25.08.2023
Германия
Сертифицированный сомелье IHK, специализирующийся на гастрономии и торговле
вкл. Премия WSET® Level 3 в области вин — долгосрочная
23.09.2022 — 06.11.2022
Кобленц, Германия
Винный Эксперт Золотой (IHK)
вкл. Премия WSET® Level 3 в области вин — часть 2 квалификации
11.11.2022
Германия
Внутренняя ярмарка прямого импорта вин
Пятница, 11. 11.22
24.10.2022 — 29.10.2022
Кобленц, Германия
Премия WSET® Level 3 в области вин
Награда уровня 3 в области вин дает вам всесторонний обзор мирового производства вина и его экономического значения на мировых рынках.
Производство вина: выбор винного пресса
от Gravity Wine House
Прессование вина, как красного, так и белого, является важной опцией винодельни, которая в конечном итоге может повлиять на урожайность, а также на общее качество вина и профиль. Хотя прессование вина является важным процессом, выбор правильного типа оборудования для прессования не должен быть сложной задачей. Выбор процесса прессования может зависеть от предпочтений винодела и идеальных стандартов качества вина, но иногда производители ограничены бюджетом и объемом производства или наличием оборудования. Здесь мы обсудим некоторые различия между типами прессов и поможем составить руководство, чтобы сделать вывод, какой пресс в конечном итоге лучше всего подходит для вашего вина.
Во-первых, давайте взглянем на теорию прессования винограда и на то, почему некоторые факторы важно учитывать в дальнейшем. Виноград имеет три зоны разрыва клеток мякоти; указывает порядок, в котором сок выделяется из определенных частей винограда. Эти зоны определяются тем, какие области наиболее легко выделяют сок при увеличении давления или «давления» на виноград. Думайте об этих трех зонах как о доске для дартса с яблочком и двумя внешними кольцами. Самое внешнее кольцо называется периферийной зоной. Эта зона является наиболее трудной для выделения сока и требует наиболее сильного нажатия из-за прилегания к коже. Таким образом, большее количество сока, которое требуется извлечь из этой области, требует более жесткого прессования и неизбежно включает удаление некоторых компонентов кожи вместе с ним. Эти компоненты кожи содержат нежелательные твердые вещества и фенольные соединения, о которых мы поговорим позже.
Поперечный срез виноградной ягоды. На этой иллюстрации показаны различные зоны сока внутри ягоды, определяемые степенью экстрагируемости сока.
«Яблочко», или Центральная зона, является второй наиболее сложной зоной для удаления сока. В центральной зоне требуется немного меньшее давление для выделения сока, чем в периферийной зоне, и она обычно обеспечивает самую высокую кислотность. Среднее кольцо на этой воображаемой доске для дротиков называется промежуточной зоной. Сок легче всего извлекается из этой части винограда и дает умеренную кислотность и немного больше сахара, чем в других зонах. Большая часть сока из промежуточной зоны поступает в «свободный» сок, или сок, который выделяется за счет естественного дренажа и до начала прессования. Обычно это сок самого высокого качества из партии, который часто выдерживается отдельно от своих прессованных аналогов для вин премиум-класса. Хотя иногда эти отделенные прессованные фракции добавляют обратно в конечную смесь. Именно здесь качество прессованного вина действительно становится важным. Мы обсудим различные типы винных прессов и рассмотрим преимущества каждого из них.
Многочисленные четко определяемые прорези современного корзиночного пресса. Эти слоты обеспечивают постоянный поток вина, удерживая кожуру и косточки винограда.
Существуют две основные категории прессов: периодические и непрерывные. Пакетные прессы выполняются путем загрузки одной партии в пресс, а затем выполнения «циклов» прессования, состоящих из разных ступеней давления. К фруктам прикладывается все большее давление, прерываемое перерывами, чтобы пирог раскрошился и перераспределился. Это позволяет высвобождать новые пути сока до начала следующего этапа прессования. Непрерывное прессование состоит из (как вы уже догадались) непрерывного процесса, при котором виноград постепенно загружается в пресс, а сок и получаемые выжимки постоянно выбрасываются. Хотя важно отметить множество вариантов оборудования для прессования вина, здесь мы сосредоточимся на различных типах прессов периодического действия, которые наиболее подходят для наших процессов в Gravity Wine House.
Вертикальный корзиночный пресс
Использование вертикального корзиночного пресса восходит к древним римлянам. Вертикальные корзиночные прессы, впервые построенные с деревянными балками и шпилями, получили преимущества от технологических усовершенствований, которые внедрялись и перерабатывались на протяжении последних нескольких столетий.
Старинный корзиночный пресс, построенный из деревянных балок и шпилей. Фото любезно предоставлено http://lindsayandgenegurganus.blogspot.com
Современный дизайн обычно состоит из «корзины» клетки из шифера из нержавеющей стали. Корзина загружается фруктами, а затем сверху прикладывается давление плитой и либо шнеком, либо гидроцилиндрами. Когда пластина оказывает давление, виноград прижимается и уплотняется, а полученный сок вытекает через шиферные стенки и собирается. Хотя этот процесс обычно считался методом «старой школы», учитывая, что он начинался как самая простая конструкция пресса, корзиночный пресс снова появился в течение последних нескольких десятилетий, чтобы снова стать популярным методом прессования.
Современный вертикальный корзиночный пресс имеет несколько преимуществ, а также несколько недостатков. Современный дизайн, состоящий из нержавеющей стали (как и любой другой пресс или оборудование из нержавеющей стали), намного легче чистить и дезинфицировать, и поэтому его можно быстро использовать для различных целей. Циклы прессования могут управляться вручную или с помощью автоматической программы, что позволяет виноделам гибко регулировать или стандартизировать шаги давления.
Хотя по этому вопросу проводилось мало научных исследований, общее мнение о корзиночном прессе состоит в том, что он дает более полезный отжимной сок, чем другие прессы (в основном для красных), из-за низкого извлечения сухих веществ. Вертикальный корзиночный пресс имеет тенденцию к более мягкому прессованию, без переворачивания виноградного жмыха, поскольку он сжимается пластинами. Кожица и косточки винограда меньше повреждаются, поскольку при извлечении вместе с соком они имеют тенденцию придавать нежелательные органолептические характеристики. Фенолы семян (с низкой молекулярной массой), как правило, имеют более высокое соотношение горечи и терпкости, чем их аналоги из кожуры (фенолы с высокой молекулярной массой). Следовательно, чем сильнее происходит повреждение семян и чем больше экстрагируется фенолов из семян, тем более горьким становится вино, что в конечном итоге создает более резкое ощущение во рту.
Современная версия корзиночного пресса из нержавеющей стали — этот в Gravity Wine House. Корзиночные прессы отлично подходят для небольших партий и щадящего прессования красного винограда.
В то время как при мягком прессовании извлекается меньше твердых веществ, следовательно, мы также не можем выжать каждую каплю доступного сока. Урожайность, как правило, ниже при использовании корзиночного пресса, потому что, чтобы избежать получения этих резких и горьких танинов при более сильном прессовании, в целом выделяется меньше сока. Это может быть или не быть критическим фактором, учитывая целевое качество вина. Многие элитные винодельни не будут использовать эти жесткие прессованные фракции, и, таким образом, более низкий выход, но более качественный прессованный сок стоит так называемых «потерь». Еще одним ограничением корзиночного пресса является его производительность. Корзиночные прессы отлично подходят для небольших партий, но они слишком трудоемки и неэффективны для очень больших объемов. Там, где производительность пресса более важна для прессования белого вина, корзиночный пресс не так идеален. Кроме того, характер конструкции корзиночного пресса часто затрудняет прессование крупных ягод и целых гроздей, и он может лучше подходить для одного из других типов прессов.
Пневматический мембранный/баллонный пресс
Пневматический мембранный пресс (часто называемый баллонным прессом) является еще одним широко используемым сегодня прессом периодического действия. Представленный в 1950-х годах, его основной принцип конструкции заключается в том, что резиновая камера помещается внутри закрытого горизонтального барабана с дренажными каналами. Плод загружается в барабан, и по мере его вращения вокруг своей оси давление воздуха расширяет камеру.
Пресс для мочевого пузыря в Gravity Wine House. Пузырьковые прессы превосходно подходят для бережного прессования небольших или больших партий как белого, так и красного винограда.
В идеале это создает равномерно распределенный слой винограда вокруг барабана, который, когда камера расширяется, прижимает виноград к дренажным каналам. Затем сок извлекают и собирают, а также отделяют от твердых частиц и жмыха, которые остаются внутри барабана.
Закрытый «резервуарный» барабан этой конструкции пресса имеет преимущество дополнительной защиты от нежелательного окисления. Пневматические прессы обычно имеют более высокую заполняющую способность, чем корзиночные прессы, что делает их более подходящими для больших партий. Эта конструкция пресса также допускает прерывистое вращение пресса во время наполнения, что приводит к очень эффективному сливу вытекающего сока еще до начала прессования. В дополнение к более высокой заполняющей способности пневматические прессы, как правило, дают более высокую производительность, чем корзиночные прессы. Однако более высокие выходы могут также свидетельствовать о более жестком прессовании, большем количестве твердых веществ и, в конечном счете, о более жестких фракциях прессования. Если количество и эффективность желательны, а не качество, пневматические баллонные прессы — это то, что вам нужно.
Горизонтальный шнековый пресс
Несмотря на то, что он менее распространен, чем вертикальный корзиночный пресс и пневматический пресс, следует отметить, что другим жизнеспособным прессом является горизонтальный шнековый пресс. Этот тип пресса работает аналогично вертикальному корзиночному прессу, хотя он ориентирован горизонтально, а не вертикально. Закрытый горизонтальный барабан наполняется фруктами, а затем винт помогает оказывать давление на торт пластинами с обоих концов. Когда пластины оказывают давление на середину, жмых уплотняется и позволяет стекать соку через рифленый барабан. Преимущество горизонтального шнекового пресса по сравнению с вертикальным корзиночным прессом заключается в том, что он, как правило, может работать с большими объемами. Однако винтовые прессы часто уступают место пневматическим баллонным прессам. Хотя кажется, что они могут производить сок одинакового качества и выхода, ранее отмеченные преимущества пневматического пресса, как правило, перевешивают аналогичные характеристики винтового пресса.
Шнековый пресс непрерывного действия
Хотя периодическое прессование предпочтительнее для более качественных вин и прессованных фракций, иногда эффективность является наиболее важным фактором, особенно при работе с очень большими объемами. Преимущество прессов непрерывного действия заключается в постоянном производстве и производительности при минимальных трудозатратах. Винтовой пресс непрерывного действия состоит из шнека внутри полой трубы (так называемого винта Архимеда), который расположен в закрытом барабане. Фрукты можно бесконечно загружать в машину, поскольку она постоянно прижимает фрукты к стенке устройства для извлечения сока. Шнек перемещается по оставшимся твердым веществам, чтобы они отделялись и выталкивались из нужного прессового сока. Хотя эта конструктивная функция обеспечивает максимальную эффективность, прессование здесь требует большого количества переворачиваний и жесткого прессования, что приводит к значительному извлечению из кожуры и семян. Этот низкокачественный сок может увеличить объем вашего вина, но в некоторых традиционных регионах шнековый пресс непрерывного действия фактически запрещен для получения сока для более дорогих вин.
Капли шардоне, вытекающие из пресса. Высококачественный пресс должен иметь возможность медленного опорожнения и позволять контролировать каждый шаг давления во время программы прессования.
Правильный тип пресса для вашего вина зависит от нескольких факторов и приоритетов. Прессы непрерывного действия позволяют производить большие объемы обработки с минимальными трудозатратами и максимальной эффективностью, но они могут пожертвовать качеством.
Хром — крайне востребованный металл в металлургии и не только
Хром — простое неорганическое вещество, элемент таблицы Менделеева, металл. Входит в то же семейство, что и железо, марганец, титан, никель.
Свойства
Тугоплавкий металл серебристо-голубого цвета, очень твердый, хотя и хрупкий. В нормальных условиях не реагирует с водой и кислородом из воздуха. Под действием окислителей покрывается оксидной пленкой, благодаря которой приобретает высокую химическую устойчивость. Не реагирует с растворами щелочей. Тонкоизмельченный хром самовоспаламеняется на воздухе.
Хром проявляет разную степень окисления при образовании соединений: +2, +3, +6. Наиболее устойчивы соединения хрома III. Еще одной интересной особенностью, которая отразилась в названии элемента (греческое «chroma» переводится как цвет), является яркая окраска соединений: от голубой и фиолетовой, до зеленой, изумрудной, желтой, оранжевой, густо-красной.
Хром играет большую роль в процессах обмена, биохимии клеток животных и человека. Он принимает участие в метаболизме углеводов, регулирует количество сахара в крови, усиливает действие инсулина, поэтому нормальное содержание хрома жизненно важно при ожирении, сердечно-сосудистых заболеваниях, диабете.
Чистый хром токсичен, особенно если вдыхать его пыль. Пыль соединений хрома VI (хромового ангидрида) канцерогенна, а пыль и растворы соединений хрома III вызывают раздражения кожи, поэтому при работе с ними надо использовать средства защиты.
Применение
— Три четверти всего полученного хрома идет на нужды металлургии. Хром входит в состав легированных, нержавеющих, особо износостойких, бронированных, оружейных, огнеупорных сталей. Стали с высоким, до 30%, содержанием хрома используются для изготовления корпусов подводных лодок, сейфов, оружейных стволов пушек, металлорежущих инструментов, медицинского и химического оборудования, космических двигателей, деталей плазмотронов. — Хромированные покрытия придают изделиям красивый внешний вид, устойчивость к коррозии, износостойкость, стойкость к механическим воздействиям. Толщина покрытия, в зависимости от назначения, может колебаться от 0,0002 (для декоративного покрытия) до 0,1 мм (для защиты деталей автомашин и велосипедов).
— Примерно десятая часть всего хрома идет на производство огнеупоров — хромитовых и магнезитохромитовых кирпичей, выдерживающих высокие температуры и резкие перепады температур в течение длительного срока службы. Такие кирпичи применяются при изготовлении металлургических печей, они служат вдвое дольше, чем печи из кварцевых огнеупоров.
— Хром применяется при получении сплавов с особыми свойствами. Сплав Cr + Ni используется при изготовлении нагревательных элементов. Сплав Cr + Ni + Mo + Co способен выдерживать длительные нагрузки при температурах свыше 700°С. Из сплава Cr + Mo + Co делают хирургические инструменты, т.к. он нейтрален к человеческим тканям.
— Хром — перспективный элемент для производства дешевых термоэлементов.
— Натрий двухромовокислый и калий двухромовокислый применяются в спичечном производстве; в виде растворов — в кожевенной и текстильной промышленности, в деревообрабатывающей индустрии для уничтожения древесных грибков.
— В лабораторной практике хромовой смесью очищают посуду. Обычно в ней используется дихромат калия, реже хромовый ангидрид (мы уже писали о хромовой смеси здесь).
— Соединения хрома — сырье для получения красителей, пигментов и протрав для текстильного, стекольного и керамического производств. Зеленая хромовая краска может выдерживать высокие температуры без вреда для себя, поэтому ее используют для подглазурной росписи (росписи до покрытия глазурью и окончательного обжига). Интересно, что краски на основе хромовых руд применяли для иконописи на Руси еще в средние века, до того, как хром и его руды были открыты официально.
— Хромовые квасцы и другие соединения хрома используются при дублении кожи и получении знаменитой хромовой кожи, блестящей и прочной.
— Окись хрома III используется на тракторных заводах в качестве присадки в топливо для быстрой подгонки деталей новых двигателей.
— Оксид хрома III задействован в процессе выращивания синтетических рубинов особенно насыщенного цвета. Синтетические рубины используются в лазерной технике.
— Оксид хрома VI, хромовый ангидрид — сильнейший окислитель: применяется также для хроматирования оцинкованных поверхностей, в пиротехнике, в химической промышленности.
— Хром применяется в производстве лекарств, биодобавок, средств для похудения, катализаторов, фотоматериалов, индикаторов для аналитической химии.
Полезные при работе с хромом и его пылью средства защиты а также различные соединения хрома, в том числе калий двухромовокислый «Ч» и хромовый ангидрид купить по хорошей цене можно у нас в интернет-магазине «ПраймКемикалсГрупп».
Хром (Cr, Chromium) — влияние на организм, польза и вред, описание
История хрома
Первое упоминание о хроме, как о самостоятельном элементе встречается в трудах М.В. Ломоносова 1763 года, после того, как металл открыли Березовском месторождении золотой руды. Автор называл его красной свинцовой рудой. Соединения хрома имеют разнообразные окраски, видимо, поэтому элементы присвоили название хром – от греческого χρῶμα – краска, цвет.
Общая характеристика хрома
Хром является элементом побочной подгруппы VI группы IV периода в периодической системе химических элементов Д.И. Менделеева, имеет атомный номер 24 и атомную массу 51,966. Принятое обозначение – Cr (от латинского Chromium).
Нахождение в природе
Хром распространён в земной коре, самые известные соединения – хромит и крокоит. Месторождения хрома находятся в ЮАР, Турции, Зимбабве, Армении, Индии и на Среднем Урале в России.
Физические и химические свойства
Хром является твёрдым металлом (часто его называют чёрным металлом), имеет бело-голубой цвет и одну из самых высоких твёрдостей.
Суточная потребность в хроме
Необходимая суточная дозировка в хроме для детей составляет от 11 до 35 мкг в зависимости от возраста, для женщин необходимо получать 50-70 мкг хрома в сутки, во время беременности потребность вырастает до 100-120 мкг. Взрослые здоровые мужчины должны получать 60-80 мкг хрома в день, при активных занятиях спортом или иных физических нагрузках суточная дозировка составляет 120-200 мкг.
Продукты питания богатые хромом
Основные поставщики хрома в организм человека – говяжья печень и пивные дрожжи, далее следуют картофель в мундире, помидоры, брокколи, редис и зелёный лук, говядина и куриное мясо, хлеб из муки грубого помола, зёрна пшеницы, чёрный перец, есть хром в кукурузном масле и морепродуктах, сыре, тунце, скумбрии и сельди, фруктах и ягодах, бобовых продуктах и некоторых крупах – перловке и манке.
Признаки нехватки хрома
Признаками недостатка хрома в организме человека являются:
бессонница и быстрая утомляемость,
головная боль и тревожность,
повышение уровня «плохого» холестерина,
дрожь и снижение чувствительности конечностей,
истощение и выпадение волос.
Признаки избытка хрома
Избыточное содержание хрома в организме характеризуется аллергическими реакциями и воспалительными процессами, возникают язвочки на слизистых, нервные расстройства и нарушения в деятельности печени и почек.
Полезные свойства хрома и его влияние на организм
Хром играет важную роль в жизнедеятельности человека, принимает участие в липидном и углеродном обменах, способствует выведению «плохого» холестерина и отвечает за переработку жировых отложений, тем самым поддерживая вес в норме. Способность хрома замещать йод играет важнейшую роль для щитовидной железы, также хром незаменим для профилактики остеопороза, укрепляя костную ткань. Хром стимулирует процессы регенерации тканей – сохраняет в генах наследственную информацию.
Применение хрома в жизни
Основное применение хром нашёл в металлургической промышленности, где его используют для повышения твёрдости и коррозийной стойкости сплавов, в процессе хромирования, также применяется в авиакосмической отрасли промышленности.
Автор: Виктория Н. (специально для Calorizator.ru) Копирование данной статьи целиком или частично запрещено.
вариантов использования хрома | Предложение, спрос, производство, ресурсы
Главная » Металлы » Использование хрома
Использование хрома, ресурсы, предложение, спрос и информация о производстве
Переиздано из информационного бюллетеня USGS за сентябрь 2010 г.
Хром в краске: Желтый школьный автобус, первоначально называвшийся желтым хромом из-за хромового пигмента, был принят для использования на школьных автобусах в Северной Америке в 1939 году, потому что черные буквы на желтых автобусах легко увидеть в полумраке раннего утра. Изображение с сайта commerce.gov.
РЕКЛАМА
Что такое хром?
Хром, стальной серый, блестящий, твердый металл, который хорошо полируется и имеет высокая температура плавления, представляет собой серебристо-белое, твердое и яркое металлическое покрытие на стали и другой материал. Обычно известный как хром, он является одним из самых важных и незаменимый промышленный металл из-за его твердости и устойчивости к коррозии. Но используется не только для производства нержавеющей стали и цветных сплавов; это также используется для создания пигментов и химикатов, используемых для обработки кожи.
Хромит, единственная хромовая руда, впервые обнаружена в США. где-то около 1808 года на ферме Исаака Тайсона-младшего, к северу от Балтимора, штат Мэриленд. Разрозненные залежи хромовых минералов в районе северо-востока Мэриленда и Юго-восточная Пенсильвания была источником почти всех продуктов хрома в мир между 1828 и 1850 годами. В настоящее время единственный отечественный коммерческий хром источник поставок — переработка, хотя в Соединенных Штатах есть небольшие хромитовые ресурсов, прежде всего в Орегоне. Комплекс Стиллуотер в Монтане также содержит хромит. ресурсы, связанные с ресурсами платины и никеля.
Арка Gateway Arch в Сент-Луисе, штат Миссури, покрытая кожухом из нержавеющей стали с добавлением хрома, имеет высоту 630 футов (192 м) и длину 630 футов (192 м) от опоры до опоры. Правообладатель иллюстрации iStockphoto / Crackerclips.
Как мы используем хром?
Хром имеет решающее значение в производстве нержавеющей стали. Большая часть нержавеющей стали содержит около 18 процентов хром; это то, что упрочняет и делает сталь более жесткой и повышает ее устойчивость к коррозии, особенно при высоких температурах. Поскольку нержавеющая сталь не ржавеет и легко стерилизуется, она входит в состав многих предметов, которые мы используем в повседневной жизни. Некоторые из самых узнаваемые из этих предметов включают кухонную технику, оборудование для пищевой промышленности, а также медицинские и стоматологические инструменты.
Многие украшения на автомобилях, такие как украшения, отделка и колпаки, хромированные. Хром в суперсплавах (сплавы с высокими эксплуатационными характеристиками) позволяет реактивным двигателям работать в высокотемпературных, высоконапряженных, химически окислительных средах. Окружающая среда. На дорогах США для создания желтых линий используются хромовые пигменты. которые обозначают полосы движения. Хромсодержащие пигменты нашли свое применение в различных косметических продуктов. Хромит используется в высокотемпературных приложениях, таких как взрыв печей и форм для обжига кирпича, так как сохраняет прочность при высокой температуре.
Хром также жизненно важен для хорошего здоровья. Недостаточное количество приводит к глюкозе непереносимость у человека. Субпродукты, грибы, зародыши пшеницы и брокколи — все это хорошо. пищевые источники хрома.
РЕКЛАМА
Хромит: Образец хромита, единственной хромовой руды, из района Трансвааля в Южной Африке. Образец составляет примерно 4 дюйма (10 сантиметров) в поперечнике.
Откуда взялся хром?
Хромит, оксид железа, магния, алюминия и хрома, является единственной рудой минерал хром. В природе залежи хромита обычно бывают двух основных типов: стратиформные (слоистые) и подиформные (стручковидные). Оба типа связаны с ультраосновными Магматические породы. Крупнейшие в мире месторождения стратиформных хромитов находятся на юге Африка, в так называемом комплексе Бушвельд. Это слоистая магматическая интрузия содержит более 11 миллиардов метрических тонн ресурсов хромита. Подиформные отложения обнаружены в слоистых магматических толщах, образовавшихся в океанической коре ниже морского дна. Теперь мы можем получить доступ к этим ресурсам там, где части дна океана были вытолкнуты. над материковыми породами тектоническими силами. В Соединенных Штатах подиформные отложения разбросаны по Тихоокеанскому побережью от полуострова Кенай на юге Аляски до юга Калифорнии и вдоль Аппалачей от северного Вермонта до Джорджии.
Знаете ли вы? В начале 19 века в Британии принцесса Шарлотта использовала для своей кареты охристую краску, сделанную из химикатов, полученных из хромита. Такой же цвет сегодня можно увидеть на автомобилях и такси в Соединенных Штатах. Правообладатель иллюстрации BLS.gov.
РЕКЛАМА
Хром: мировой спрос и предложение
Мировое производство (предложение) и потребление (спрос) хрома под влиянием мирового рынка, так как спрос на минеральное сырье, в том числе хрома, увеличилось. Хром торгуется в мире рынке в виде феррохрома, сплава железа с хромом.
Цена на феррохром достигла исторически высокого уровня в 2008 г., а затем снизился в 2009 г. из-за ослабления мировой экономика. В этот же период роль Китая как Потребитель хрома вырос благодаря расширению рынка нержавеющей стали. стальная промышленность.
Производство феррохрома является электроэнергоемким процесс. Большая часть электроэнергии, производимой в настоящее время, на основе угля, процесс производства углекислого газа, который рассматривается для регулирования из-за его влияния на климат. Эти факторы свидетельствуют о том, что стоимость электроэнергии производство феррохрома в будущем возрастет.
Знаете ли вы? Название хром происходит от греческого слова chroma, означающего цвет, что отражает тот факт, что многие из его соединений интенсивно окрашены.
Знаете ли вы? Следовые количества хрома можно обнаружить в драгоценных камнях, таких как рубины или изумруды. Правообладатель иллюстрации iStockphoto / SunChan.
Обеспечить будущие поставки хрома
Мировые запасы хрома, горнодобывающие мощности и мощности по производству феррохрома в значительной степени сконцентрированы в Восточном полушарии. Поскольку нет жизнеспособной замены хрому в производстве нержавеющей стали. стали, а поскольку ресурсы хрома в Соединенных Штатах невелики, возникла обеспокоенность по поводу внутренних поставок. во время каждой национальной военной чрезвычайной ситуации со времен Первой мировой войны. В знак признания уязвимости длительных поставок трассах во время военных действий, хром (в различных формах, в том числе хромитовая руда, ферросплавы хрома, и металлический хром) хранились в запасах национальной обороны еще до Второй мировой войны. С 1991, однако изменения в соображениях национальной безопасности привели к сокращению целей по накоплению запасов, и запасы продается. Предполагается, что при нынешних темпах эти запасы будут исчерпаны к 2015 г. В 2009 г. хром из лома нержавеющей стали составлял 61 процент видимого потребления хрома в США, превращение вторичного сырья в единственный коммерческий источник поставок хрома на внутреннем рынке.
Чтобы предсказать, где могут быть расположены будущие запасы хрома, ученые Геологической службы США изучают, как и где выявленные ресурсы хрома сосредоточены в земной коре, и использовать эти знания для оценить вероятность существования неразведанных ресурсов хрома. Исследования распространения подиформ месторождения хромита в ультраосновных породах в Калифорнии и Орегоне помогли усовершенствовать методы, используемые для оценить неразведанные ресурсы хрома. Эти виды исследований Геологической службы США обеспечивают беспристрастную научную информация лицам, принимающим решения, ответственным за управление федеральными землями, а также данные требуется для лучшей оценки доступности минеральных ресурсов в глобальном контексте.
Оценка минеральных ресурсов является динамической. Поскольку они обеспечивают моментальный снимок, отражающий наше лучшее понимание того, как и где находятся ресурсы, оценки должны быть обновлены периодически по мере разработки более качественных данных и концепций. Текущие исследования Геологической службы США включают обновление моделей месторождений полезных ископаемых и моделей минеральной среды для хрома и других важные нетопливные товары и совершенствование методов, используемых для оценки скрытых минерально-сырьевой потенциал. Результаты этого исследования предоставят новую информацию для снижения неопределенность в будущих оценках минеральных ресурсов.
Другие металлы
Найдите другие темы на Geology.com:
Горные породы: Галереи фотографий изверженных, осадочных и метаморфических пород с описаниями.
Минералы: Информация о рудных, самоцветных и породообразующих минералах.
Вулканы: Статьи о вулканах, вулканических опасностях и извержениях в прошлом и настоящем.
Драгоценные камни: Красочные изображения и статьи о бриллиантах и цветных камнях.
Общая геология: Статьи о гейзерах, маарах, дельтах, разломах, соляных куполах, воде и многом другом!
Алмазы: Узнайте о свойствах алмаза, его многочисленных применениях и открытиях алмазов.
5 вариантов использования хрома | Использование хрома в промышленности и повседневной жизни
5 способов использования хрома | Использование хрома в промышленности и повседневной жизни
2 комментария админ
Просмотры сообщений: 16,963
Хром представляет собой серебристо-белый металл с высокой температурой плавления . Благодаря своей твердости и устойчивости к коррозии он стал одним из важнейших и незаменимых промышленных металлов и широко используется в быту. В этой статье мы рассмотрим 5 основных использование хрома .
Использование хрома
1. Использование хрома в металлургической промышленности устойчивая сталь и различные материалы для электрических нагревательных элементов.
Когда нержавеющая сталь сталкивается с коррозионными веществами, на поверхности образуется тонкая и прочная пленка оксида хрома для защиты внутреннего металла от коррозии. Некоторые нержавеющие стали могут сохранять свои отличные характеристики даже при высокой температуре 800 ° C. Хромистая сталь является хорошим материалом для производства машин, танков и бронетехники.
2. Использование хрома в химической промышленности
Различные соли хрома, полученные из хромита, являются основным сырьем в химической промышленности. Соль хрома — одна из основных разновидностей неорганических солей. Он в основном используется в гальванике, дублении, печати и окрашивании, медицине, топливе, катализаторах, окислителях, спичках и ингибиторах коррозии металлов.
В то же время металлический хром стал одним из наиболее важных металлов для гальванического покрытия. Без физических свойств, обеспечиваемых хромовым слоем, срок службы большинства деталей будет значительно сокращен из-за износа, коррозии и других причин, и их придется часто заменять или ремонтировать. Поэтому хромирование все шире используется в промышленном производстве.
3. Использование хрома в огнеупорных материалах
Поскольку температура плавления хромита достигает от 1900 ℃ до 2050 ℃, он может сохранять объем неизменным при высокой температуре и не вступает в реакцию ни с каким шлаком. Поэтому его можно использовать в качестве огнеупорного материала для футеровки сталеплавильных печей и печей для плавки цветных металлов.
Использование хрома
Таким образом, с точки зрения огнеупорных материалов хромит используется для изготовления хромовых кирпичей, хромомагниевых кирпичей и других специальных огнеупорных материалов.
4. Использование хрома в области чугуна
Хромистый чугун относится к добавлению элемента хрома к элементу железа с целью изменения физической структуры и химических свойств железа, что делает область его применения более широкой.
Количество добавляемого элемента хрома различно, и образующийся хромистый чугун имеет разные химические свойства. По содержанию элемента хрома его можно разделить на чугун с низким содержанием хрома, чугун со средним содержанием хрома и чугун с высоким содержанием хрома.
5. Использование хрома в автомобильной промышленности
Автомобильные тормозные колодки относятся к фрикционному материалу, закрепленному на тормозном барабане или тормозном диске, вращающемся вместе с колесом. В автомобильной промышленности хром используется в производстве автомобильных тормозных колодок.
Заключение
Спасибо, что прочитали нашу статью, и мы надеемся, что она может быть вам полезна.
Государственные стандарты регламентируют вес только нескольких разновидностей строительных трефовых и круглых гвоздей, круглых тарных и формовочных. Этими разновидностями не ограничивается спектр метизов, к тому же гвозди могут изготавливаться из разных материалов.
В таблице гвозди ранжируются по соотношению диаметра (d) и длины (l). Размер шляпки при этом не учитывается. При этом метизы могут иметь плоскую или коническую шляпку, кровельные изделия обычно имеют увеличенную головку, а финишные гвозди – уменьшенную. Необходимо учитывать все эти тонкости при расчетах.
Строительный круглый гвоздь с плоской шляпкой
Строительный круглый гвоздь с конической шляпкой
Строительный трефовый гвоздь
Теоретическая масса по ГОСТу 4028-63
Размер гвоздей dхl, мм
Масса 1000 круглых гвоздей, кг.
0,8х8
0,032
0,8х12
0,051
1,0х16
0,100
1,2х16
0,147
1,2х20
0,183
1,2х25
0,219
1,4х25
0,302
1,4х32
0,385
1,4х40
0,482
1,6х25
0,397
1,6х40
0,633
1,6х50
0,791
1,8х32
0,640
1,8х40
0,787
1,8х50
0,967
1,8х60
1,160
2,0х40
0,949
2,0х50
1,190
2,5х50
1,870
2,5х60
2,230
3,0х70
3,770
3,0х80
4,330
3,5х90
6,600
4,0х100
9,500
4,0х120
11,500
5,0х120
17,800
5,0х150
21,900
6,0х150
32,400
6,0х200
43,100
8,0х250
96,200
Так как мы знаем массу 1000 гвоздей, то из этой цифры сможем получить и 1 кг. Для этого нужно 1000 разделить на значения второго столбца. Например: 1000 : 0,032 = 31 250 Трефовые гвозди на 15% легче, чем круглые, поэтому для них все значения из второго столбца надо умножить на 0,85. Для трефовых гвоздей с перемычками – на 0,87.
Тарные гвозди
Эти метизы используют для поддонов, паллет, деревянных ящиков, мебели, прибивки листов ДСП и ДВП. Они имеют увеличенную шляпку для упрощения их монтажа. Ниже приведем таблицу теоретической массы гвоздей по ГОСТу 4034-63.
Теоретическая масса по ГОСТу 4034-63
Гвозди с плоской головкой
Гвозди с конической головкой
Размер dхl, мм
Масса 1000 шт. кг
Размер dхl, мм
Масса 1000 шт. кг
1,4х25
0,291
1,6х25
0,384
1,4х30
0,351
1,6х35
0,530
1,6х25
0,394
1,8х32
0,610
1,6х35
0,460
1,8х40
0,784
1,8х32
0,641
1,8х45
0,884
1,8х40
0,783
2,0х40
0,970
1,8х45
0,883
2,0х45
1,120
2,0х40
0,990
2,2х50
1,490
2,0х45
1,110
2,5х50
1,910
2,2х50
1,490
2,5х60
2,280
2,5х50
1,920
3,0х70
3,810
2,5х60
2,290
3,0х80
4,360
3,0х70
3,820
3,0х80
4,380
Гвозди формовочные круглые
Эти гвозди используются в металлургии для скрепления формовочных изделий, ониnотличаются высокой прочностью и наконечником без заострения.
Теоретическая масса по ГОСТу 4035-63
Размер dхl, мм
Масса 1000 шт. кг
1,2х50
0,442
1,4х60
0,722
1,4х70
0,843
1,6х80
1,290
1,6х100
1,590
1,8х120
2,370
1,8х150
3,170
Толевые гвозди
Толевые гвозди предназначены для закрепления кровельной рулонной изоляции. Их название происходит от старой разновидности гидроизоляционного материала — толь. Толь представляет собой картон пропитанное дегтем, в современном строительстве его заменили изделиями на основе битума (рубероид, еврорубероид).
Теоретическая масса по ГОСТ 4029-63
Размер dхl, мм
Масса 1000 шт. кг
2,0х20
0,482
2,0х25
0,605
2,5х32
1,220
2,5х40
1,520
3,0х40
2,230
Шиферные гвозди
Шиферные гвозди предназначены для закрепления асбоцементных листов на кровле, они имеют завальцованную шляпку и выполняются из оцинкованной стали.
Теоретическая масса по ГОСТ 9870-61
Размер dхl, мм
Масса 1000 шт. кг
4х90
10,50
4х100
10,93
4х120
13,30
4,5х120
15,84
Винтовые гвозди
Этот вариант метизов используют для скрепления ответственных подвижных конструкций, к которым предъявляются особые требования по прочности. Гвоздь этого типа может быть выполнен из винтовой проволоки или из обычной, в последнем варианте накатка резьбы производится в процессе обработки. На винтовые гвозди отсутствует ГОСТ, поэтому при определении веса следует ориентироваться на конкретное ТУ, по которому работает поставщик. В документе обычно присутствует масса 100 штук.
Теоретическая масса 1000 шт., кг.
L/d
2,5
2,8 т
3,0
3,55
40
1,81
2,31
2,58
3,60
45
2,00
2,55
2,86
3,97
50
2,19
2,79
3,14
4,35
55
2,39
3,03
3,42
4,73
60
2,58
3,27
3,69
5,11
65
3,52
3,97
5,48
70
3,76
4,25
5,86
80
4,80
6,62
Теоретическая масса по ТУ 7811-7070
Размер dхl, мм
Масса 1000 шт. кг
40х2,5
1,81
45х2,5
2,00
Ершеные гвозди
Их также называют рифлеными, от винтовых они отличаются поперечным сечением резьбы. Они могут иметь плоскую и коническую головку, как и у строительных гвоздей. Ершеные гвозди подходят для конструкций с повышенными требованиями к прочности крепежей. После забивания их практически невозможно извлечь. На ершеные гвозди тоже нет ГОСТа, поэтому массу следует искать в ТУ.
Теоретическая масса по ТУ 7811-7120
d
2,8
3,0
3,1
3,4
D min
6,8
7,0
7,1
8,0
h min
1,0
1,0
1,1
1,2
L/d
2,8
3,0
3,1
3,4
32
1,61
35
1,99
40
2,26
55
3,33
60
3,63
65
3,93
4,71
70
4,23
75
4,52
5,41
80
4,82
85
5,11
6,12
90
5,42
6,48
Финишные гвозди
Финишные гвозди выполняются из материалов разного цвета (латунированный, бронзированный и др. ), у них обычно небольшая шляпка, чтобы на изделии ее не было видно. Такие метизы применяют для крепления ламината, вагонки, плинтусов и других финишных покрытий.
Гвоздь строительный с плоской головкой ГОСТ 4028-63.
Гвоздь строительный с конической головкой ГОСТ 4028-63.
Гвозди толевые круглые ГОСТ 4029-63
Гвозди тарные круглые по ГОСТ 4034-63
Гвозди формовочные круглые по ГОСТ 4035-63
В зависимости от длины, диаметра гвоздя, они всегда пригодятся в промышленном и гражданском строительстве. Их изготавливают из горячекатаной стальной проволоки, которая поставляется в катушках. Также гвозди изготавливают из цветных металлов и сплавов. Процесс изготовления стальных гвоздей заключается в подаче проволоки на гвоздильный станок, затем выбирают необходимую длину гвоздя обрезая его и плотно фиксируют, после делают высадку головки гвоздя.
При покупке большого количества гвоздей, его поставки потребителю производятся в килограммах на вес. Расчет веса 1 или 1000 шт. гвоздей не сложен. Для этого существуют таблицы теоретического веса гвоздей. Из данной таблицы необходимо выбрать диаметр и длину, напротив будет стоять вес данного гвоздя в килограммах. Его вес напрямую зависит от материала из которого он изготовлен, диаметра и длины, а также формы головки гвоздя. Эти все параметры регламентируются и имеются общие стандарты изготовления гвоздей в виде ГОСТ. Ниже приведены ГОСТы с таблицами размеров и весов самых востребованных гвоздей.
Строительные гвозди ГОСТ 4028-63.
Таблица 1
Теоретический вес 1000 шт. строительных гвоздей ГОСТ 4028-63.
Размер гвоздей d×l, мм
Вес 1000 шт. гвоздей, кг
0,8×8
0,032
0,8×12
0,051
1,0×16
0,100
1,2×16
0,147
1,2×20
0,183
1,2×25
0,219
1,4×25
0,302
1,4×32
0,385
1,4×40
0,482
1,6×25
0,397
1,6×40
0,633
1,6×50
0,791
1,8×32
0,640
1,8×40
0,787
1,8×50
0,967
1,8×60
1,16
2,0×40
0,949
2,0×50
1,19
2,5×50
1,87
2,5×60
2,23
3,0×70
3,77
3,0×80
4,33
3,5×90
6,6
4,0×100
9,5
4,0×120
11,5
5,0×120
17,8
5,0×150
21,9
6,0×150
32,4
6,0×200
43,1
8,0×250
96,2
Вес гвоздей строительных. Вес 1 гвоздя.
Гвоздь строительный с плоской головкой ГОСТ 4028-63.
Рис.1. Гвоздь строительный с плоской головкой ГОСТ 4028-63.
.
Таблица 2
Размеры строительных гвоздей с плоской головкой ГОСТ 4028-63.
Диаметр стержня d, мм
Длина гвоздя l, мм
0,8
8
12
1,0
16
1,2
16
20
25
1,4
25
32
40
1,6
25
40
50
.
Гвоздь строительный с конической головкой ГОСТ 4028-63.
Рис.2. Гвоздь строительный с конической головкой ГОСТ 4028-63.
Рис.3. Гвоздь трефовый с конической головкой ГОСТ 4028-63.
Рис.4. Гвоздь трефовый с перемычками и конической головкой ГОСТ 4028-63.
.
Таблица 3
Размеры строительных гвоздей с конической головкой ГОСТ 4028-63.
Условный диаметр стержня d, мм
Длина гвоздя l, мм
Размер а, мм
Наименьший диаметр головки D, мм
1,8
32
—
3,5
40
50
60
2,0
40
1,75
4
50
2,5
50
2,2
5
60
3,0
70
2,65
6
80
3,5
90
3,1
7
4,0
100
3,55
7,5
120
5,0
120
4,45
9
150
6,0
150
5,3
11
200
8,0
250
7,13
14
Вес гвоздей строительных. Вес 1 гвоздя.
Гвозди толевые круглые ГОСТ 4029-63
Рис.5. Гвоздь толевый ГОСТ 4029-63.
.
Таблица 4
Размеры и масса гвоздей толевый ГОСТ 4029-63.
Размер гвоздей d×l, мм
Диаметр стержня, d, мм
Допуск на диаметр, мм
Длина гвоздя, L, мм
Допуск на длину гвоздя, мм
Наименьший диаметр головки, Dmin, мм
Вес 1000 шт. гвоздей, кг
2,0×20
2,0
±0,05
20
–3,0
5,00
0,482
2,0×25
2,0
±0,05
25
–3,0
5,00
0,605
2,5×32
2,5
±0,06
32
–3,0
6,25
1,22
2,5×40
2,5
±0,06
40
–3,0
6,25
1,52
3,0×40
3,0
±0,06
40
–3,0
7,50
2,23
.
Гвозди тарные круглые по ГОСТ 4034-63
Рис. 6. Гвоздь тарный ГОСТ 4034-63
.
Таблица 1. Размеры и масса гвоздей тарных ГОСТ 4034-63
Размер гвоздей d×l, мм
Диаметр стержня d, мм
Допуск на диаметр, мм
Длина гвоздя d, мм
Допуск на длину гвоздя, мм
Номинальный диаметр головки, D, мм
Пред. отклон., мм
Вес 1000 шт. гвоздей, кг
1,6×25
1,6
±0,05
25
–3
4
±0,02
0,394
1,6×35
1,6
±0,05
35
–3
4
±0,02
0,46
1,8×32
1,8
±0,05
32
–3
4,5
±0,02
0,641
1,8×40
1,8
±0,05
40
–3
4,5
±0,02
0,783
1,8×45
1,8
±0,05
45
–3
4,5
±0,02
0,883
2,0×40
2
±0,05
40
–3
5
±0,02
0,99
2,0×45
2
±0,05
45
–3
5
±0,02
1,11
2,2×50
2,2
±0,06
50
–3
5,5
±0,03
1,49
2,5×50
2,5
±0,06
50
–3
6
±0,03
1,92
2,5×60
2,5
±0,06
60
–4
6
±0,03
2,29
3,0×70
3
±0,06
70
–4
6,5
±0,03
3,82
3,0×80
3
±0,06
80
–4
6,5
±0,03
4,38
.
Гвозди формовочные круглые по ГОСТ 4035-63
Рис. 7. Гвоздь формовочный ГОСТ 4035-63
.
Таблица 1. Размеры и масса гвоздей формовочных ГОСТ 4035-63
Размер гвоздей d×l, мм
Диаметр стержня, d, мм
Допуск на диаметр, мм
Длина гвоздя, L, мм
Допуск на длину гвоздя, мм
Минимальный диаметр, головки, Dmin, мм
Вес 1000 шт. гвоздей, кг
1,2×50
1,2
±0,05
50
–4
2,0
0,442
1,4×60
1,4
±0,05
60
–4
2,5
0,722
1,4×70
1,4
±0,05
70
–4
2,5
0,843
1,6×80
1,6
±0,05
80
–4
2,8
1,29
1. 6х 100
1,6
±0,05
100
–6
2,8
1,59
1,8×120
1,8
±0,05
120
–6
3,2
2,37
1,8×150
1,8
±0,05
150
–7
3,2
3,17
Шуруп с полукруглой головкой ГОСТ 1144-80.
Шплинт гост 397-79 (DIN 94). Чертеж, размеры, вес.
Таблица пересчета гвоздей шт.-кг таблица таблицы различных размеров проволочных гвоздей
Когда мы знаем скорость одной модели машины для изготовления проволочных гвоздей, в зависимости от этой таблицы / диаграммы, мы можем рассчитать и получить производительность в час для гвоздей каждого размера.
Например, машина для изготовления гвоздей модели Z94-4C имеет скорость 260 шт./мин (Z94-4C может изготавливать гвозди 1-4 дюйма (также гвозди 2 дюйма, гвозди 3 дюйма), скорость модели фиксирована, при изготовлении различных размер гвоздей, скорость одинакова, то мы можем рассчитать его производительность за 8 часов следующим образом:
Для 2-дюймовых гвоздей: 260 (количество гвоздей в минуту) x 60 (минут) x8 (часов) / 414 (414 чисел, 2-дюймовые гвозди равны 1 кг) = 301 кг.
Для 4-дюймовых гвоздей: 260 (количество гвоздей в минуту) x 60 (минут) x 8 (часов) / 80 (80 шт. 4-дюймовых гвоздей составляют 1 кг) = 1560 кг.
Таким образом, с помощью машины модели Z94-4C мы можем получить 301 кг 2-дюймовых гвоздей или 1560 кг 4-дюймовых гвоздей за 8 часов.
Однако для Z94-3C производительность будет выше, поскольку скорость 3C (320 шт./мин) выше, чем 4C.
Выход 3C для 2-дюймовых и 3-дюймовых гвоздей будет:
Для 2-дюймовых гвоздей: 320 (количество гвоздей в минуту) x 60 (минут) x8 (часов) / 414 (414 чисел, 2-дюймовые гвозди равны 1 кг) = 370 кг.
Для 3-дюймовых гвоздей: 360 (количество гвоздей в минуту) x 60 (минут) x8 (часов) / 148 (148 чисел, 3-дюймовые гвозди равны 1 кг) = 1167 кг
В таблице ниже показано, сколько гвоздей каждого размера в 1 кг/кг.
Длина гвоздя (дюйм)
длина гвоздя (мм)
диаметр гвоздя
шт на кг
большой
обычный
легкий
большой
обычный
легкий
0,4
10
1. 1
1,0
0,9
12660
16130
22222
0,5
13
1,2
1.1
1,0
8330
10310
12460
0,6
16
1,4
1,2
1.1
4830
7040
8380
0,75
20
1,6
1,4
1,2
3090
4130
5630
1
25
1,8
1,6
1,4
1960 г.
3780
3300
1,2
30
2.0
1,8
1,6
1320
1666
2110
1,4
35
2.2
2.0
1,8
943
1157
1430
1,5
40
2,5
2. 2
2.0
641
837
1010
1,75
45
2,8
2,5
2.2
450
577
744
2
50
3.1
2,8
2,5
331
414
520
2,5
60
3.4
3.1
2,8
230
281
345
2,75
70
3,7
3.4
3.1
168
200
241
3
80
4.1
3,7
3.4
120
148
175
3,5
90
4,5
4.1
3,7
88
107
131
4
100
5,0
4,5
4. 1
64
80
96
4,5
110
5,5
5,0
4,5
47
59
72
5
130
6,0
5,5
5,0
35
41
50
5,5
150
6,5
6,0
5,5
25
30
36
6
175
6,5
6,0
22
26
7
200
6,5
20
ПРЕДЫДУЩАЯ:Таблица преобразования BWG в миллиметры СЛЕДУЮЩАЯ:Анализ прибыли бизнеса по изготовлению гвоздей
Бетонные гвозди Соединение и фиксация деревянных конструкций в строительстве
Совершенно невозможно представить ремонт без бетонных гвоздей в этой работе, а особенно когда речь идет о строительных работах. Бетонные гвозди — один из самых распространенных видов гвоздей, используемых как профессионалами, так и любителями. Бетонные гвозди широко используются для соединения деревянных элементов и конструкций, а также крепления к ним мягких материалов. Структура ногтя имеет круглое сечение и плоскую или коническую головку. Шероховатость перед заглушкой значительно повышает надежность соединения.
Все гвозди данного типа делятся на следующие виды: электрооцинкованные, горячеоцинкованные, а также кислотоупорные, нержавеющие и медные гвозди.
Если гвоздь нужно оставить внутри конструкции, лучше всего использовать гвозди из горячеоцинкованной стали. Черные гвозди, предназначенные для временного крепления, на них появляется ржавчина даже после контакта с воздухом. Для внутренней отделки можно использовать электрооцинкованные гвозди или черные гвозди. Кислотостойкий требуется для особо сложных мест. Медные гвозди имеют декоративную шляпку, используемую в отделке.
Черные гвозди для бетона с гладким стержнем
Черные гвозди для бетона с пазовыми стержнями
Два горячеоцинкованных и два черных бетонных гвоздя с большой плоской головкой
Винтовые гвозди позволяют быстро и аккуратно закончить работу
Характеристики:
Более твердый, с отличной фиксирующей силой.
Превосходная защита от изгиба, трещин и безопасности.
С различными специальными головками гвоздей (без шляпки, с круглой плоской или квадратной головкой) и типами стержней (гладкий стержень, кольцевой стержень, витой стержень, саржевой стержень).
Используется в строительстве и других отраслях промышленности.
Спецификация:
Материал: проволока из низкоуглеродистой стали, проволока из нержавеющей стали, медная или латунная проволока.
Отделка: полированная, электро- или горячее цинкование, кислотостойкая, черная, цветная, медная или латунная
Размер: диаметр от 1,2 мм до 8,0 мм, длина от 16 мм до 350 мм.
Общие схемы гвоздей и размеры, как показано ниже:
Общие схемы гвоздей для бетона
Бетонные гвозди
Диаметр гвоздя
Диаметр головки
Высота головы
Длина
1,2
2д
0. 6d
20; 25
1,4
2д
0.6d
25; 32; 40
1,6
2д
0.6d
25; 40
1,8
3,5д
0.6d
32; 40; 50; 60
2,0; (2.2)
4д
0.6d
40; 50 (45; 60)
2,5; (2,7; 2,8)
5д
0.6d
50; 60 (40; 55; 70)
3,0; (3.1)
6д
0.6d
70; 80 (40; 50; 55; 60)
3,5; (3.8)
7д
0.6d
90 (70; 80)
4,0; (4.2; 4.5)
7,5д
0.6d
100; 120 (90; 110)
5,0
9д
0. 6d
120; 150 (110)
6,0
11д
0.6d
150; 200
Бетонные гвозди
Диаметр гвоздя. × Длина (мм)
Вес кг/1000 шт.
Гвоздь диам. × Длина (мм)
Вес кг/1000 шт.
1,2 × 20
0,183
2,0 × 50
1,19
1,2 × 25
0,219
2,5 × 50
1,87
1,4 × 25
0,302
2,5 × 60
2,23
1,4 × 32
0,385
3,0 × 70
3,77
1,4 × 40
0,482
3,0 × 80
4,33
1,6 × 25
0,397
3,5 × 90
6,60
1,6 × 40
0,633
4,0 × 100
9,50
1,8 × 32
0,640
4,0 × 120
11,50
1,8 × 40
0,787
5,0 × 120
17,80
1,8 × 50
0,967
5,0 × 150
21,90
1,8 × 60
1,160
6,0 × 150
32,40
2,0 × 40
0,949
6,0 × 200
43. 10
Упаковка гвоздей для бетона:
20-25k за коробку или деревянный ящик навалом.
75 или 100 штук в коробке, затем в коробках.
400 грамм/коробка, 50 коробок/картонная коробка.
500 грамм/коробка 40 коробок/бумажная коробка.
1 кг/коробка, 25 коробок/коробка.
Несколько советов, которые могут вам помочь:
Если вы не хотите оставлять вмятины от молотка на поверхности детали, используйте зенковку. В чистой поверхности шляпки гвоздей должны быть утоплены и заполнены. Гвоздь толщиной 5 мм и более может расколоть доску. Поэтому при забивании толстых гвоздей нужно делать предварительное засверливание. Предварительное сверление необходимо делать и при забивании в твердую древесину, иначе гвоздь может погнуться. Гвоздь, забитый вдоль волокон, держит гораздо меньше, чем гвоздь, забитый поперек волокон. Гвозди, забитые под углом, делают соединения более прочными.
Гвозди оцинкованные по бетону
Гвозди оцинкованные по бетону предназначены для наружной установки деревянных элементов, так как они менее подвержены коррозии благодаря гальваноцинковому покрытию. Также может использоваться для внутренних и отделочных работ. Гвозди бетонные оцинкованные диаметром от 1,2мм до 6,1мм, длиной от 16мм до 200мм.
Оцинкованные гвозди по бетону с большими головками, хвостовиками с пазами и алмазными наконечниками
Оцинкованные гвозди по бетону (с гладким или саржевым стержнем) Диаметр (мм) × длина (мм)
1,2 × 16 мм
1,6 × 40 мм
2,5 × 60 мм
4,5 × 100 мм
1,2 × 20 мм
1,8 × 32 мм
3,0 × 70 мм
4,8 × 80 мм
1,2 × 25 мм
1,8 × 40 мм
3,0 × 80 мм
4,8 × 90 мм
1,4 × 25 мм
1,8 × 50 мм
3,4 × 50 мм
4,0 × 120 мм
1,4 × 32 мм
1,8 × 60 мм
3,5 × 90 мм
5,0 × 120 мм
1,6 × 25 мм
2,0 × 40 мм
3,8 × 65 мм
5,0 × 150 мм
1,6 × 30 мм
2,0 × 50 мм
4,0 × 100 мм
6,1 × 180 мм
1,6 × 32 мм
2,5 × 50 мм
4,2 × 75 мм
6,1 × 200 мм
Черные гвозди по бетону
Черные гвозди по бетону предназначены для крепления деревянных деталей, не подвергающихся воздействию влаги, таких как внутренние конструкции — полы. Их также можно использовать для приложений, где важен внешний вид, а не конечный продукт. Из-за отсутствия оцинковки такие гвозди легко подвержены коррозии. Диаметр гвоздей от 1,2мм до 8,8мм, длина от 16мм до 310мм, стандартные размеры 150мм, редко 200 и 300мм.
Набор черных гвоздей для строительства
Черные гвозди для бетона
Диаметр гвоздя
Длина гвоздя (мм)
Диаметр гвоздя
Длина гвоздя (мм)
1,2 мм
16, 20, 25
3,5 мм
90, 100
1,4 мм
25, 30, 32, 40
4,0 мм
100, 120
15 мм
30, 35, 40
4,2 мм
75, 100, 125
1,6 мм
25, 32, 40
5,0 мм
120, 150
1,8 мм
32, 40, 50
6,0 мм
150, 180, 200
2,0 мм
20, 25, 30, 40, 50
7,6 мм
250, 260,
2,5 мм
25, 30, 40, 50, 60
8,0 мм
250, 280, 300
3,0 мм
30, 40, 50, 70, 80, 90, 100
8,8 мм
300, 310
Гвозди для бетона из нержавеющей стали
Гвозди для бетона из нержавеющей стали с дополнительным сцеплением идеально подходят для соединения дуба и кедра в кровельных работах. Наша компания предлагает полный спектр гвоздей из нержавеющей стали с кольцевым кольцом, круглой головкой, потерянной головкой и гвоздями. У них всегда очень хороший запас.
Кольцевые гвозди из нержавеющей стали
Гвозди из нержавеющей стали с выпадающей шляпкой
Гвозди из нержавеющей стали для бетона
размер
Диаметр гвоздя D мм
Длина гвоздя L мм
Диаметр головки D мм
H высота головки мм
Вес кг/1000 шт.
1,6 × 20
1,60
20.00
3,20
0,96
0,32
1,6 × 25
1,60
25.00
3,20
0,96
0,40
1,8 × 32
1,80
32,00
3,60
1,08
0,64
1,8 × 40
1,80
40,00
3,60
1,08
0,79
1,8 × 50
1,80
50,00
3,60
1,08
0,97
2,0 × 40
2,00
40,00
4,00
1,20
0,95
2,0 × 50
2,00
50,00
4,00
1,20
1,19
2,5 × 50
2,50
50,00
5,00
1,50
1,87
2,5 × 60
2,50
60,00
5,00
1,50
2,23
3,0 × 70
3,00
70,00
6,00
1,80
3,77
3,0 × 80
3,00
80,00
6,00
1,80
4,33
3,5 × 90
3,50
90,00
7,00
2. 10
6,60
4,0 × 100
4,00
100,00
8,00
2,40
9,50
4,0 × 120
4,00
120,00
8,00
2,40
11,50
5,0 × 150
5,00
150,00
10.00
3,00
21,90
4,0 × 150
4,00
150,00
8,00
2,40
14,38
6,0 × 200
6,00
200,00
12.00
3,60
43.10
Пучок черных гвоздей для строительства
Медные гвозди
Медные гвозди менее подвержены коррозии, имеют симпатичные шляпки и довольно привлекательный вид.
Что можно сделать из старой микроволновки — 10 идей
Микроволновая печь состоит из достаточно большого количества деталей, которые в отдельности могут послужить для каких-либо не связанных с разогревом пищи целей. Поэтому просто взять и выбросить микроволновку – по меньшей мере, нерационально. Что можно из неё сделать, будет описано ниже.
Ветрогенератор из мотора
Помимо того, чтобы потреблять электричество, есть возможность заставить мотор его вырабатывать, пусть и не в промышленных масштабах, но для освещения на диодных лампочках хватит. Для этой цели понадобится не только мотор из микроволновки. Как правило, основными составными частями ветряка являются генератор, контроллер заряда, аккумулятор и инвертор. Этот перечень необходим для использования с бытовыми приборами, питающимися от стабильного тока и боящихся его перепадов. Из всего перечисленного списка, скорее всего, аккумулятор придётся покупать отдельно. Всё остальное можно изготовить самостоятельно или извлечь из отслуживших своё приборов.
Удлинитель с таймером
Нередко в собираемых радиолюбителями схемах требуется включение какого-либо устройства на короткий, до десятков минут промежуток времени. Не надо ничего придумывать, готовый таймер неплохого качества имеется в микроволновой печи. Он довольно редко выходит из строя, и на старой микроволновке скорее всего исправен.
Хлебница
Пластиковый корпус вполне может послужить в качестве хлебницы. Причём на пластик отлично переводятся рисунки для декупажа, поэтому можно оригинально украсить такую хлебницу по своему вкусу. Ещё один плюс – герметичное закрытие, насекомые в такую ёмкость вряд ли проберутся.
Вентилятор
Вентилятор на микроволновке имеет три вывода, 220 вольт подаются на крайние контакты. Очень неплохой, хотя и с малыми оборотами. При работе издаёт мало шума, и вполне пригоден для применения по прямому назначению. Если воспользоваться вентилятором с таймером, можно использовать получившееся приспособление для автоматического отключения вентиляции по истечении определённого времени.
Аквариум
Если найти подходящего размера прямоугольный аквариум и оборудовать подсветку в корпусе от микроволновки, получится очень оригинальный вид, почти как в телевизоре.
Монитор
Чтобы из старой микроволновки получился монитор, понадобится проектор, изображение с которого будет воспроизводиться на её поверхности. Получится достаточно необычный и забавный эффект – клавиатура и мышь, а изображение на экране микроволновки. А корпус от компьютера спрятать в стол. Можно сбить друзей с толку, особенно если клавиатура и мышь беспроводные. Как вариант – вмонтировать в корпус ЖК-монитор небольших размеров.
Домик для питомца
Коты любят разнообразные ящики и коробки. Корпус от микроволновой печи – не исключение, кот с удовольствием его облюбует, особенно если в нём постелить что-нибудь мягкое.
Ящик для хранения
Ничего дорабатывать не надо — микроволновка и так представляет собой ящик. Можно, чтобы не смущал и не мешал, удалить шнур питания.
Зеркало
Если сделать поверхность передней панели зеркальной, то микроволновка становится по-настоящему многофункциональным устройством – и еду разогревает, и в качестве зеркала служит. Можно и завтракать, и оглядеть себя в зеркале перед уходом на работу.
Сварочный аппарат
Народные умельцы делают из находящегося в микроволновке трансформатора аппарат для точечной сварки. Вообще, не имея должных навыков обращения с электрооборудованием, подобные эксперименты лучше не ставить – можно сжечь проводку, а в худшем случае возможно поражение током.
Ещё идеи
Как уже выше говорилось, старая микроволновая печь – источник полезных деталей. Можно, если прибор ещё работает, подарить его нуждающимся людям, продать на запчасти. Некоторые переоборудуют корпус тэном либо конфоркой от электроплитки – получается духовка. В ещё рабочей печи можно сушить одежду. Выбросить старую технику есть возможность в любой момент, и торопиться с этим делом не стоит.
Что сделать из старой микроволновки? 3 оригинальных идеи, фото-инструкции
Рейтинг автора
Написано статей
Просмотров: 551
Опубликована: 19-10-2018
Изменена: 25-10-2018
Время на прочтение: 4 минут
У этой статьи: 0 комментариев(я)
Содержание
Маломощная духовка для подогрева пищи
Винтажная хлебница
Пустите в ход электродетали
Советы из сети
Сегодня проще купить новый бытовой прибор, чем отремонтировать старый. Но в случае с микроволновкой жалко выбрасывать симпатичный корпус, особенно с учетом того, что половина «начинки» остается целой. Предлагаем придумать, как использовать сломанную СВЧ-печку не по назначению — с пользой или для души.
Важно! Работая с электрическими приборами и их частями, соблюдайте технику безопасности и качественно изолируйте проводку.
Узнаем, что можно сделать из микроволновки своими руками.
Маломощная духовка для подогрева пищи
Действуйте строго по схеме:
Ненужные части удалите из корпуса. Для этого демонтируйте заднюю панель, заранее разрядив высоковольтный конденсатор с помощью хорошо изолированного высокоомного проводника. Скрутите трансформатор, магнетрон и электромотор поворотного столика. Все это пригодится в изготовлении других полезных изделий. Не забудьте снять стеклянный диск и его привод из камеры.
Отправляйтесь на рынок, в магазин электродеталей или найдите интернет-маркет соответствующего профиля. Вам надобится воздушный ТЭН до 1 кВт. Установите агрегат в нижней части прибора. ТЭН требует уверенной фиксации, поэтому перед установкой позаботьтесь о монтаже металлических направляющих. Нагреватель должен расположиться так, чтобы подключаемая часть была полностью выведена из камеры.
Подсоедините нагреватель к проводам, которые отходят от электрического фильтра СВЧ-печки.
Установите решетки или противень подходящего размера вовнутрь камеры, оставив 3–4 сантиметра до нагревателя.
При подключении изделия к сети 200V используйте качественные провода с высокотемпературным изолирующим слоем.
Так буквально за пару часов можно превратить сломанную технику во вполне функциональный прибор, с помощью которого вы легко подогреете продукты, приготовите горячие бутерброды или разморозите полуфабрикаты. Чтобы готовить в «духовке», необходимо включить в электроцепь термореле, а дверцу оснастить специальным закаленным стеклом, которое в свою очередь берется из старой духовки. В таком самодельном духовом шкафу вы уже сможете готовить любые блюда, включая мясо и выпечку, при температурах до 200 °C.
Винтажная хлебница
Не хотите возиться с электрическими деталями? Включите все свое творческое воображение и преобразите неприглядный корпус старой микроволновой печи (МВП) в оригинальную хлебницу под старину. Ваши манипуляции с инструментами ограничатся только демонтажем внутренних деталей. Нужно демонтировать не только детали, поворотный столик с мотором, но и шнур питания. Далее проводите такие работы (одну или все сразу):
Покрасьте корпус краской понравившегося цвета. О том, как и чем покрасить микроволновку, мы уже писали.
Украсьте наружные стенки наклейками или оформите их в технике «Декупаж», используя салфетки с винтажными узорами.
Добавьте в камеру светодиодную ленту — обычную, голубую, зеленую, красную или RGB, и активируйте ее в темное время суток. В этом случае сетевой шнур стоит оставить, а внутрь корпуса придется установить понижающий транзистор для питания подсветки.
В итоге, в зависимости от ваших стараний, у вас получится хлебница — просто необычная либо с функцией светильника.
Пустите в ход электродетали
Если вы сделали хлебницу или духовку, у вас осталась еще гора незадействованных комплектующих устройств. Работоспособные запчасти можно выставить на продажу на «Авито» или других торговых площадках. А остальным при желании дайте вторую жизнь.
Вентилятор. Примените его для самодельного морозильника или инкубатора. Красиво оформив вентилятор, можно установить его в помещении.
Из трансформатора домашние умельцы делают различные поделки, в том числе сварочные аппараты и зарядные устройства.
Электродвигатель поворотного столика. Он будет полезным в самодельном инкубаторе с целью автоматического переворачивания яиц. Чтобы настроить промежутки времени между процедурами, нужно встроить в электроцепь реле времени. Также вместе со стеклянным диском двигатель превращается в декоративную подставку или необычный осветительный прибор на приусадебном или дачном участке.
Конденсатор, управляющий модуль и прочие радиодетали — отличные «игрушки» для радиолюбителей, которые на свое усмотрение превращают их в замысловатые, порой ненужные, но очень интересные изделия.
Важно! Используя детали МВП, будьте осторожны: в них могут содержаться опасные составляющие.
Советы из сети
Былой тренд — отправляться за советами на форумы — изжил себя. Сейчас мало кто ностальгирует по этим милым беседам в уютных «онлайн-комнатушках», а советы черпаются из социальных сетей или на информационных сайтах. Прочитав пару-тройку таких бесед, мы нашли как банальные, так и креативные советы по переоборудованию МВП. Победителем стал совет — сделать из корпуса СВЧ домик для котов. Автор поста советует для начала соотнести прибор с размерами кота, после чего снять дверцу при необходимости.
Важно! Не закрывайте кота в микроволновке, пусть даже и не работающей. Мы за уважительное и добропорядочное отношение к животным.
Как видите, старая микроволновка не должна отправляться на свалку! Применив немного смекалки и собственных усилий, вы сделаете из нее все что угодно (в разумных пределах). Делитесь собственными оригинальными идеями и самоделками в комментариях к статье. Спасибо за внимание.
Плохо
10
Интересно
24
Супер
6
Как утилизировать микроволновую печь?
Никола Гемеш | 16. 03.2022 | Категория : Экономика замкнутого цикла | 9 минут чтения | 21 700 просмотров
Электронные отходы составляют всего 2% американского мусора, но они составляют 70% всех токсичных отходов, попадающих на наши свалки. Что еще хуже, в США перерабатывается только 15% электроники и бытовой техники.
Это означает, что почти 7 миллионов тонн металла, стекла и драгоценных материалов ежегодно выбрасываются и больше никогда не используются.
Это нужно срочно изменить!
Начнем с микроволновок — почти в каждом доме есть хотя бы одна, а новые модели мы покупаем каждые пять лет.
Пришло время начать искать эффективные решения по утилизации микроволновых печей.
Это то, что вам нужно знать.
Как утилизировать микроволновую печь?
Теперь мы рассмотрим шесть самых популярных способов утилизации микроволновой печи.
Найдите ближайшие центры по переработке электронных отходов
Это, безусловно, лучший и самый экологичный способ утилизации старой микроволновой печи.
Нигде в мире нет закона, запрещающего переработку микроволновых печей. Благодаря переработке вы не только помогаете сохранить все многоразовые детали, но и помогаете окружающей среде.
Могу ли я просто выбросить его в мусорную корзину, как бумагу, стекло или пластмассу?
Конечно НЕТ!
Микроволновая печь — это сложное устройство, которое содержит различные материалы, пригодные для повторного использования. В центрах по переработке электронных отходов работают обученные специалисты, которые безопасно разберут вашу микроволновую печь, отсортировав полезные детали.
Итак, куда можно сдать микроволновку?
Если у вас возникли проблемы с поиском склада или магазина по переработке микроволновых печей, загляните в наш удивительный GreenDirectory.
Очень просто использовать:
Как найти ближайший пункт утилизации электронных отходов с помощью GreenDirectory?
Выберите тип электронных отходов
Перейдите в GreenDirectory и введите «микроволны» в текстовое поле под кнопкой «ИСКАТЬ». Выберите предложенный вариант «микроволны».
Выберите свое местоположение
Введите свой почтовый индекс. Если вы не уверены в своем почтовом индексе, установите флажок «Использовать текущее местоположение». Наш инструмент автоматически захватит его.
выберите переработчик электронных отходов
После нажатия кнопки «ПОИСК» в радиусе 10 миль от вашего местоположения появится список переработчиков.
Центры утилизации обычно пытаются отремонтировать и продать или пожертвовать предметы, которые стоит отремонтировать. В других случаях они могут использовать вашу старую микроволновую печь на запчасти или подходящие материалы.
Если рядом с вами нет предприятий по переработке микроволновых печей, вы все равно можете сдать их на переработку.
Многие центры утилизации, в том числе GreenCitizen, принимают почту. Отправьте нам свою микроволновую печь, и мы переработаем ее за небольшую плату. Это отличный вариант, если вы не едете на машине или не можете добраться до ближайшего пункта выдачи.
Любой из этих сценариев намного лучше, чем отправка вашего устройства на свалку.
Хуже того, вы можете получить штраф за выброс микроволновки, но мы скоро до этого доберемся.
Обратитесь в центр по утилизации отходов или в местную компанию по вывозу мусора.
Самый простой способ избавиться от старой микроволновой печи — оставить ее в сборщиках мусора вместе с бытовым мусором. В конце концов, микроволновая печь не является опасным отходом, верно?
А теперь послушай!
Различные штаты и муниципалитеты по-разному обращаются с электронными отходами и мелкой бытовой техникой. Таким образом, есть хорошие шансы, что оставлять микроволновку на обочине незаконно там, где вы живете.
В Калифорнии, например, единственный законный способ избавиться от него — пройти через предприятие по переработке микроволновых печей или через программу возврата у розничных продавцов.
Но давайте остановимся на секунду.
Даже если нет закона, запрещающего выбрасывать микроволновку, это не значит, что это правильно.
Я имею в виду, разве на этой прекрасной планете уже недостаточно мусора?
Отнесите ее в местный центр сбора мусора или на свалку
Если вы все же решили поступить так, как Гомер Симпсон, и вернуть свою микроволновку «на Землю», вы также можете сдать ее самостоятельно.
Позвоните на местную свалку или в пункт вывоза мусора и узнайте, как законно утилизировать микроволновую печь. У них обычно есть специальные мусорные контейнеры или урны для электроники и мелкой бытовой техники. Таким образом, вы, вероятно, избежите платы за услугу самовывоза.
Тем не менее, я настоятельно не рекомендую отправлять микроволновку на свалку.
Опасные отходы или нет, ваша микроволновая печь будет разлагаться тысячу лет. И определенно есть лучший способ избавиться от него, не нанося вреда окружающей среде.
Если вы живете в районе залива Сан-Франциско, принесите свою микроволновую печь в пункт приема отходов GreenCitizen в Берлингейме.
Вы не только поможете окружающей среде и поддержите местный бизнес, но и поможете этой модели переработки электронных отходов распространиться на другие мегаполисы.
Спросите о программах сбора в магазине
Некоторые крупные магазины имеют свои собственные программы возврата и переработки электроники и бытовой техники.
Имейте в виду, что в каждом магазине действуют свои правила утилизации микроволновых печей, поэтому лучше позвонить и спросить о возможностях утилизации старых микроволновок. Staples, например, принимает только офисную электронику.
Хорошо, но перерабатывает ли Best Buy микроволновые печи?
Да, но только в качестве замены один к одному — купите один, и один утилизируют.
У Lowes and Sears также есть программа утилизации микроволновых печей, но вам все равно придется покупать новую.
Многие независимые магазины бытовой техники также имеют программы утилизации микроволновых печей, а некоторые из них могут даже предлагать скидки в магазине или другие стимулы для покупки нового продукта.
Ознакомьтесь с программами производителей по переработке микроволновых печей
Крупные производители бытовой техники, такие как Bosch, GE и LG, имеют программы утилизации для своих брендов.
Посетите веб-сайт производителя и введите свой почтовый индекс, и он покажет вам ближайший пункт выдачи. Для получения дополнительной информации вы можете проверить их программу утилизации электронных отходов.
Помимо вторичной переработки, LG также предлагает бесплатную утилизацию микроволновых печей с обратной почтой по всей территории США. Загрузите и распечатайте этикетку для возврата по почте с их веб-сайта и отправьте микроволновую печь обратно на завод.
Конечно, это хорошая новость для владельцев LG, но что насчет нас остальных?
Если у вашего производителя микроволновых печей нет программы обратной почты, вам не о чем беспокоиться.
Вы можете использовать электронную переработку GreenCitizen по почте, которая также принимает небольшие кухонные приборы, включая микроволновые печи. Этот бесконтактный метод утилизации микроволновых печей стал особенно популярен во время пандемии COVID-19.
Я сам не мог найти рядом с собой утилизатор для микроволновки, поэтому отправил его по почте.
Пожертвуйте свою старую микроволновую печь
Если ваша микроволновая печь все еще работает, не выбрасывайте ее. Подарите его студенту, отправляющемуся в колледж, или пожертвуйте местной школе, церкви или некоммерческой организации.
Комиссионные магазины, такие как Goodwill, отдают часть своих доходов на благотворительность и с радостью примут вашу работающую микроволновую печь. Вы также можете раздать его на Freecycle или разместить бесплатно на Craigslist.
Лично я предпочитаю местные группы бесплатных раздач в Facebook — там нет хлопот и бумажной волокиты.
Можно ли выбросить микроволновку в мусорку?
Это во многом зависит от того, где вы живете, поскольку в разных штатах и муниципалитетах действуют разные законы о том, что можно выбрасывать в мусорный бак.
Лучше всего проверить это на сайте вашего города. Или, что еще лучше, позвоните в мусорную компанию напрямую.
В вашем сообществе также могут быть дни массового сбора. Это когда можно оставлять громоздкие вещи на обочине вместе с остальным мусором, не получая при этом штрафа. Однако во многих местах микроволновые печи считаются электронными отходами и действуют специальные правила утилизации старых микроволновок.
Но еще раз повторюсь, если вы уже куда-то везете, не выбрасывайте на свалку и отнесите в центр утилизации микроволновки.
Хотя ваша микроволновая печь может не содержать опасных материалов, таких как свинец или ртуть, гораздо лучше для окружающей среды, если вы сдадите ее на запчасти и материалы.
Предоставлено Arizona Daily Sun
Безопасно ли разбирать микроволновую печь?
Нет, разбирать микроволновку точно небезопасно — по нескольким причинам.
Прежде всего, ваша микроволновая печь является высоковольтным прибором, и вы никогда не должны пытаться разобрать ее, когда она подключена к сети. конденсатор напряжения. Этот плохой мальчик может нанести смертельный разряд даже через несколько месяцев после того, как вы отключите духовку от сети.
Наконец, есть магнетрон, который производит микроволны, которые нагревают вашу еду. Это особый тип вакуумной трубки с мощными магнитами.
В них нет ничего опасного, но чтобы добраться до них, нужно снять большой керамический изолятор. Этот изолятор изготовлен из специальной керамики, называемой оксидом бериллия, который при вдыхании является канцерогенным.
Я бы не стал с этим связываться!
Безопасно ли ремонтировать сломанную микроволновую печь?
Предупреждение: пытайтесь починить сломанную микроволновую печь только в том случае, если вы являетесь квалифицированным электриком.
Микроволновая печь, возможно, произвела революцию в способах приготовления пищи, но она также является одним из самых сложных и опасных приборов для ремонта в домашних условиях.
Во-первых, микроволновые печи компактны и упакованы плотно. Из-за этого, если вам нужно отремонтировать микроволновую печь, вам, вероятно, придется полностью ее разобрать.
Больше всего вас должен беспокоить высоковольтный конденсатор. Он может удерживать мощный электрический заряд даже спустя месяцы после использования. Итак, что бы вы ни делали, вашим первым действием должна быть безопасная разрядка микроволнового конденсатора.
С другой стороны, вы можете нанять профессионала, который починит вашу микроволновую печь. Это особенно имеет смысл, если повреждение косметическое и не электрическое. Неисправную дверную петлю или сломанный узел вращения пластины относительно легко отремонтировать, и это не должно стоить дорого.
Но что, если духовке нужен новый магнетрон или панель управления?
В этом случае имеет смысл отправить его на переработку микроволновых печей, чем платить за ремонт. В конце концов, запасные части для многих более дешевых марок микроволновых печей часто стоят больше, чем вы заплатили бы за новую вещь.
Часто задаваемые вопросы
Пропускают ли старые микроволновые печи радиацию?
Да, старые микроволновые печи могут пропускать излучение, если их дверные уплотнители сломаются или будут повреждены каким-либо другим образом.
Сколько лет служит микроволновая печь?
В среднем микроволновая печь служит около 7 лет, прежде чем вы заметите какие-либо признаки износа или снижения производительности.
Где взять сломанную микроволновую печь?
Вы можете получить сломанную микроволновую печь в комиссионных магазинах или на таких сайтах, как Freecycle и Craigslist
Есть ли какие-либо запчасти для микроволновой печи, которые стоит продать?
Да, магнетрон, трансформатор и вращающийся стеклянный поддон определенно стоит продать, но не рассчитывайте разбогатеть.
Какие магазины принимают старые микроволновки?
Магазины, которые принимают старые микроволновые печи, включают Lowes, Sears и General Electric, но не забудьте спросить и в независимых магазинах бытовой техники.
Заключение
Утилизация микроволновой печи — это самый чистый, экологичный и эффективный способ утилизации старой или сломанной микроволновой печи. Переработка спасает вашу микроволновую печь от попадания на свалку, а также гарантирует, что некоторые ее компоненты будут использованы для нового продукта.
Но тогда вы можете спросить: «Где утилизировать микроволновку рядом со мной?» Это очень просто — используйте наш GreenDirectory, чтобы найти ближайшие центры переработки и пункты сбора.
Если вы все еще не знаете, как правильно утилизировать микроволновую печь, не стесняйтесь обращаться к нашим специалистам.
Мы предложим решение, которое лучше всего подходит для вас.
Никола Гемеш
Никола использует свой опыт в области электротехники, чтобы раскрыть сложные темы устойчивого развития для читателей GreenCitizen. Он твердо верит в охрану окружающей среды, которую он ежедневно практикует, перерабатывая и выращивая домашнюю еду. Он любит ходить в походы, заниматься водными видами спорта и коллекционировать карманные ножи.
Категория: Экономика замкнутого цикла, Зеленый блог, Зеленая жизнь, Домашняя среда Теги: как утилизировать микроволновую печь, утилизация микроволновой печи, переработка микроволновой печи
← Обзор генератора 1000 Вт Jackery Explorer (2022)
Масло для жарки Правильный путь →
Как утилизировать старую микроволновую печь: 6 простых способов
Избавиться от микроволновой печи сложнее, чем может показаться. Вашим первым побуждением может быть просто выбросить его в мусорное ведро. Однако в некоторых местах это может привести к штрафам.
Несмотря на то, что во многих штатах запрещено выбрасывать микроволновые печи, существует множество способов избавиться от них. К ним относятся центры утилизации, комиссионные магазины, обращение в коммунальные службы или даже организация вывоза мусора.
Безопасная утилизация старой микроволновой печи очень важна. Вот все варианты, как просто и законно выбросить микроволновку.
Можно ли выбросить микроволновку в мусорный бак?
Это зависит. В разных городах и округах действуют разные правила утилизации микроволновых печей. В некоторых городах вам разрешено выбрасывать микроволновые печи в мусорные баки, если у вас есть разрешение на использование мусорного бака. В других местах микроволновые печи считаются «электронными отходами» или «маленькими бытовыми приборами» и действуют особые правила.
У вашего местного правительства должен быть веб-сайт с информацией о том, как выбросить старую микроволновую печь. Если они не указывают микроволновые печи конкретно, вы, вероятно, можете выбросить свою микроволновку в мусорный контейнер. Тем не менее, пожертвование или переработка вашего старого устройства лучше для окружающей среды, и это законно во всем мире. Если вы не уверены, стоит ли его выбрасывать, вместо этого отдайте его на переработку или пожертвуйте.
Куда можно утилизировать микроволновую печь?
Если вы не можете воспользоваться мусорным контейнером, существует множество мест, куда можно сдать вашу старую микроволновую печь.
Комиссионные магазины: Если ваша старая микроволновка все еще работает, отдайте ее в дар! Кто-то другой может получить от него больше пользы, прежде чем он будет выведен из эксплуатации навсегда. Кроме того, большинство магазинов секонд-хенда жертвуют часть своих доходов на благотворительность, так что вы делаете добро дважды.
Местные свалки: Большинство свалок позволяют людям выбрасывать вещи прямо на свалку за небольшую плату. Если вы избавляетесь от старой микроволновки, но вам не разрешено использовать мусорный контейнер, возможно, лучше всего подойдет местная свалка. У них будет специальный контейнер для бытовой техники или электронных отходов, в зависимости от города.
Магазины электроники: Если у вас есть новая микроволновая печь, в ней будет какая-нибудь причудливая схема. Некоторые магазины электроники возьмут микроволны и переработают их для вас в обмен на металлы в цепях. Проверьте свои местные магазины, чтобы узнать, есть ли рядом с вами тот, который принимает микроволновые печи.
Дни массового вывоза мусора: В большинстве городов хотя бы раз в год проводятся дни массового вывоза мусора. В такие дни крупные предметы, такие как микроволновые печи, можно выносить вместе с обычным мусором. Если приближается день крупного мусора, это отличный способ избавиться от микроволновой печи.
Коммунальные предприятия: Если ваша старая микроволновая печь особенно энергонеэффективна, ваша коммунальная служба может забрать ее у вас. Многие энергетические компании бесплатно заберут старые неэффективные приборы, если вы замените их на что-то более новое.
Производитель: Если вы получили микроволновую печь от известной марки, вы можете отправить ее обратно им бесплатно. Некоторые производители бытовой техники даже оплачивают стоимость доставки, чтобы они могли должным образом утилизировать ваше устройство.
Можно ли утилизировать микроволновую печь?
Многие части микроволновой печи подлежат вторичной переработке. Проблема заключается в том, чтобы найти место, которое в первую очередь примет микроволновую печь.
В большинстве случаев вы не можете просто бросить микроволновую печь в мусорную корзину. Микроволновые печи являются сложными приборами и требуют специальной обработки для разделения всех компонентов. Это означает, что им нужно обращаться в специальные центры переработки.
Когда вы отправляете свою старую микроволновую печь обратно производителю или в компанию по утилизации электронных отходов, они обычно перерабатывают то, что могут. Если у вас возникли проблемы с поиском места, где можно утилизировать микроволновую печь, проверьте Earth9.11.ком. У них есть функция поиска, которая поможет вам найти центры утилизации рядом с вами, которые принимают все виды бытовой техники.
Какие магазины принимают старые микроволновки?
Во многих магазинах примут вашу старую микроволновую печь. Там может быть небольшая плата за обработку, или они могут взять ее бесплатно. Найти ближайший к вам магазин может быть так же просто, как найти ближайшего крупного продавца техники или бытовой техники в вашем районе. Магазины, которые принимают старые микроволновые печи, включают:
ApplianceSmart
Лоус
Офисный склад
Скобы
Дженерал Электрик
Независимые мастерские по ремонту бытовой техники
Они разбирают устройство, утилизируют то, что могут, и должным образом утилизируют остальное. Это снимает груз с ваших плеч.
Безопасно ли разбирать старую микроволновую печь?
Нет, просто разбирать микроволновку небезопасно.
Хотя микроволновые печи могут показаться обычным прибором, они потребляют много электроэнергии, большая часть которой удерживается в высоковольтном конденсаторе. Это может удерживать электричество до нескольких дней и нанести смертельный удар током, если его не разрядить должным образом.
Тогда можно с уверенностью сказать, что микроволновые печи не безопасно разбирать! Это не значит, что вы не можете этого сделать. Просто не забудьте отключить микроволновую печь и безопасно разрядить конденсатор. Пожалуйста, не пытайтесь делать это, если вы не уверены в том, что делаете.
Еще одна вещь, на которую стоит обратить внимание, это магнетрон. Магнетрон — это устройство, которое генерирует электромагнитные волны, необходимые для приготовления пищи. Когда он остается нетронутым, с ним безопасно обращаться. Однако, если его разобрать, магнетрон может выделить несколько веществ, которые опасно вдыхать. Оставьте магнетрон в целости для вашей же безопасности.
Все это говорит о том, что ничто не мешает правильно утилизировать микроволновую печь описанными выше способами.
Есть ли запчасти для микроволновых печей, которые стоит продать?
В зависимости от модели вашей микроволновой печи в ней могут быть детали, которые стоит продать. Стоимость лома вашей микроволновки, скорее всего, невелика. Однако отдельные детали могут иметь ценность для людей, которые хотят отремонтировать свои устройства.
Если вы сдаете в лом относительно дорогую микроволновую печь, многие детали будут иметь стоимость замены. К этим частям относятся:
Рабочие магнетроны
Вентиляторы
Конденсаторы
Клавиатуры
Лотки для поворотных столов
Магазин по ремонту бытовой техники, пожалуй, самое простое место для продажи этих деталей, потому что они регулярно ремонтируют микроволновые печи.
При электродуговой или газовой сварке в условиях высоких температур значительно увеличивается химическая активность обрабатываемой зоны. Металл усиленно окисляется под воздействием атмосферного воздуха, в результате шлаки и окислы попадают в него, снижая интенсивность металлургических процессов и в итоге ухудшая качество сварного шва. Для предотвращения этих процессов необходима защитная газовая или жидкая среда, которая изолирует зону сварки. Ее и создают флюсы — неметаллические композитные порошковые компоненты.
Таким образом, назначение флюсов при сварке — изоляция сварочной ванны от атмосферного воздуха, защита наплавляемого металла от интенсивных окислительных процессов, стабильное горение сварочной дуги и получение сварного шва необходимого качества.
Для чего нужен флюс при сварке
Использование флюсов обеспечивает следующие преимущества при сварке.
Как при электродуговой, так и при газовой сварке флюс сварочный обеспечивает более интенсивное расплавление металла — (соответственно при больших токах или высокой концентрации кислорода). Благодаря этому нет необходимости заблаговременно разделывать кромки будущего сварного шва.
В зоне шва и на прилегающих к нему поверхностях удается избежать угара металла — его потерь на окисление и испарение.
Горение дуги имеет более высокую стабильность, что особенно важно при сложных конфигурациях шва
Снижаются потери энергии источника тока на нагрев металла, соответственно увеличивается его КПД.
Оптимизируется расход присадочного материала.
Более удобное выполнение работ для сварщика, потому что флюс экранирует некоторую часть пламени дуги.
Условия использования сварочных флюсов
Задача флюса — стабилизация металлургических процессов при сохранении необходимой производительности электродов. Для этого в процессе сварки следует соблюдать определенные условия.
Флюс не должен вступать в химическую реакцию с металлом стержня и основным металлом.
Зона сварной ванны должна оставаться изолированной на протяжении всего сварочного процесса.
Остатки флюса, связанные со шлаковой коркой в результате сварки, по завершении работ должны легко удаляться. При этом до 80% материла после очистки можно использовать заново.
Недостатки
Условных минусов в использовании сварочных флюсов немного.
Высокая стоимость, которая примерно сопоставима с ценой на сварочную проволоку.
Yевозможность сразу осмотреть сварной шов. В силу этого, особенно в конструкциях сложной формы, место сварки предварительно тщательно подготавливается.
Как работают флюсы
Перед сваркой на места соединений наносится толстый (40-60 мм) слой флюса.
Электрод вводится в зону сварки, происходит поджиг дуги.
Под воздействием высоких температур (до 6000 °C) флюс с его низкой плотностью быстро плавится в газовом пузыре, изолируя сверху сварную ванну, перекрывая к ней доступ газовых, водяных паров и других химических веществ.
Имея высокое поверхностное натяжение, таким же образом расплав флюса предотвращает интенсивное разбрызгивание металла.
Это позволяет значительно увеличить ток дуги (до 1000-2000 Ампер) без серьезных потер материала электрода и с сохранением хорошего качества шва.
Под воздействием флюса в зоне дуги происходит концентрация тепловой мощности — в результате плавление металла происходит быстрее.
При этом металлом заполняются все стыки, независимо от состояния кромок.
Изменяется материальный баланс сварного шва — 60-65% процентов в нем составляет металл свариваемых деталей, и только остальное — это металл сварочного электрода.
Сварочные флюсы — классификация
Классификация флюсов чрезвычайно широка. Их различают по внешнему виду и физическому состоянию, химическому составу, способу получения, назначению. Так, например, для наплавки или дуговой сварки, как правило, используются гранулированные или порошковые флюсы с определенными показателями электропроводности, а для газовой — газы, порошки, пасты.
По способу получения композитов
Различают флюсы плавленые и неплавленые.
Флюс сварочный плавленый широко используют не только при сварке, но при наплавке. Он демонстрирует высокую эффективность в случаях, когда поверхность металла сварного шва путем добавления дополнительных химических элементов должна получить более высокие технические характеристики — например, повышенную стойкость к коррозии или очень ровный и гладкий шов.
Наплавка под флюсом
Получают плавленые флюсы следующим способом: компоненты размалывают, смешивают, затем расплавляют в пламенных или электропечах при полном отсутствии кислорода. Далее нагретые частицы пропускаются через непрерывный поток воды, затвердевая и превращаясь таким образом в гранулят. Размер частиц различен — чем тоньше сварочный пруток, тем меньше должны быть и гранулы.
Неплавленые флюсы (керамические) для сварки изготавливаются путем перемешивания измельченных частиц шихты из ферросплавов, минералов, шлакообразующих без последующего плавления. Частицы смешиваются со стеклом и далее спекаются.
В ряду их преимуществ:
низкий расход,
возможность многократного использования,
высокое качество получаемого шва.
Пример — керамический сварочный флюс марки UF (UF-01, UF-02, UF-03) который используется в энергетике и гражданском строительстве для сварки металлоконструкций из низколегированных сталей повышенной прочности.
Химический состав флюсов для сварки
Химический состав — важная составляющая в характеристике флюсов. Материал должен быть химически инертен в условиях очень высоких температур. Помимо этого, он должен обеспечивать эффективную диффузию отдельных элементов (например, легирующих) в металл шва.
Наибольшую массовую долю (от 35…80% от общего объема) в сварочном флюсе обычно (но не во всех) составляет диоксид кремния (кремнезём) — кислотный оксид, бесцветный прозрачный кристаллический минерал. Кремний препятствует процессу образования углерода, тем самым снижая риски появления трещин и пор в металле шва.
Значительную часть составляет марганец. Как активный раскислитель, этот компонент флюсов для сварки снижает образование окислов в зоне сварочной ванны, вступая в реакцию вначале с кислородом в окислах железа, затем и с оксидом кремния. Результат сложной реакции — оксид марганца, нерастворяемый в стали и впоследствии легко удаляемый. Кроме того, марганец реагирует с вредной для металла шва серой — он связывается с ней в сульфид, который затем также удаляется с поверхности шва.
Также в ряду химических элементов флюсов — легирующие добавки — помимо кремния и марганца это молибден, хром, титан, вольфрам, ванадий и другие. Из задача — восстановить первичный химический состав металла, а в ряде случаев — путем легирования восполнить собой выгоревшие основные примеси стали и обеспечить металлу шва дополнительные специальные свойства. Обычно во флюсе они представлены соединениями с железом — ферросплавами (феррохром и т. д.).
Виды флюсов для сварки по назначению
От назначения сварочных флюсов напрямую зависит их выбор по химическому составу.
Для сварки низкоуглеродистых сталей применяются флюсы с большим содержанием кремния и марганца в сочетании с проволокой из низкоуглеродистой стали без легирующих добавок. Второй вариант — малая доля марганца (или вообще его отсутствие) во флюсе, но легирующие добавки присутствуют в стали сварочного прутка.
Для сварки низколегированных сталей используются флюсы с высокой химической инертностью, — выше, чем для низкоуглеродистых сталей. Благодаря этому получают более пластичный сварной шов. Пример — флюс для сварки стали АН-46.
Для сварки высоколегированных металлов применяются флюсы с минимальной химической активностью. Кремний, как и марганец, практически не используется — его заменяет флюорит (плавиковый шпат), благодаря которому образуются легко отделяемые легкоплавкие шлаки. Также в таких флюсах обычно содержатся оксид алюминия, негашеная известь.
Для сварки активных металлов (таких, как титан) используют солевые флюсы — как правило, это хлоридные и фторидные соли щелочных металлов. Примесь кислорода в них полностью отсутствует, поскольку она снижает пластичность шва.
Механическая сварка и наплавка низколегированных и углеродистых сталей низколегированной и углеродистой сварочной проволокой
АНК-35
Сварка низкоуглеродистых сталей низкоуглеродистой проволокой Св-08 и Св-08А
АН-8
Электрошлаковая сварка углеродистых и низколегированных сталей; сварка низколегированных сталей углеродистой и низколегированной сварочной проволокой.
АНК-46
Сварка низкоуглеродистых и низколегированных сталей
АН-15М, АН-18, АН-20С, АН-20П, АН-20СМ
Дуговая автоматическая сварка и наплавка высоко- и среднелегированных сталей
АНК-30, АНК-47
Сварка швов высокой хладостойкости
АН-22
Электрошлаковая сварка и дуговая автоматическая наплавка и сварка низко- и среднелегированных сталей
АНК-45
Сварка высоколегированных сталей
АН-26С, АН-26П, АН-26СП
Автоматическая и полуавтоматическая сварка нержавеющих, коррозионностойких и жаропрочных сталей
АНК-40, АНК-18, АНК-19
Наплавка низкоуглеродистой сварочной проволокой Св-08 и Св-08А;
АН-17М, АН-43 и АН-47
Дуговая сварка и наплавка углеродистых, низко- и среднелегированных сталей высокой и повышенной прочности
АНК-3
В качестве добавки к флюсам марок АН-348А, ОСЦ-45, АН-60 для повышения стойкости швов к образованию пор
Флюсы для газовой сварки
Для сварки алюминия и других цветных металлов, чугуна, инструментальных сталей, отдельных марок тонколистовой стали используется защитная газовая атмосфера. Ее обеспечивают газообразные, пастообразные, а также порошковые флюсы. Они могут наносится:
на кромки соединяемых деталей;
напрямую в сварную ванну;
на присадочный пруток.
В зависимости от физического состояния материала флюсы для сварки подают в рабочую зону по-разному. Некоторую сложность вызывают порошкообразные композиты — их необходимо равномерно и точно вносить в расплав, не позволяя потоку газа раздувать порошок. Составы в виде паст подают на участок соединения. Для подачи газообразных флюсов используют расходомеры — с их помощью газ дозированно подается в рабочую зону.
Электромагнитный расходомер
Важный момент: для газовой сварки флюс по составу подбирают в зависимости от образующихся в ходе сварки оксидов. Если они кислые, флюсы должны быть щелочными (основными), напротив, если щелочные оксиды — выбирают кислые флюсы.
Флюсы, применяемые при газовой сварке наиболее широко:
медь, латунь, бронза — для их сварки используют кислые флюсы с включением борсодержащих соединений (борная кислота и т. д.) — например, такие марки, как МБ-2 или БМ-1;
чугун — для его сварки обычно используются флюсы с включением различных соединений щелочных металлов — натрия и калия;
алюминий — здесь используются составы с содержанием фторидов калия, лития и натрия, а также хлориды. В этом случае наиболее широко применяется сварочный флюс марки АФ-4А.
Флюсы для газовой сварки не используются для соединения деталей из низкоуглеродистых сталей, поскольку на поверхности расплавленного металла интенсивно скапливаются легкоплавкие оксиды железа.
Флюсы для автоматической сварки
Автоматическая и полуавтоматическая сварка наиболее широко применяется при работе с большими конструкциями. Благодаря высоким токам и флюсу возможно сваривание деталей значительной толщины, при этом — без предварительной разделки кромки. Области использования — сваривание труб, изготовление резервуаров, судостроение.
Для такого способа сварки характерно автоматическое поддержание стабильно горящей электродуги, необходимого количества флюса (с отсосом нерасплавившегося), а также непрерывное обновление расплавленного электрода. Чтобы поддерживать в сварочной зоне защитное газовое облако нужного состава, толщина слоя флюса должна быть 40-80 мм, ширина 50-100 мм. Марка флюса для автоматической сварки, как и для классической дуговой, также зависит от характеристик свариваемого металла. Сварка осуществляется в нижнем пространственном положении.
Выгодно купить флюс для сварки различных типов и марок вы можете в компании «Центр Метиз».
Сварочный флюс: описание, назначение и классификация
В зоне сварки всегда присутствует высокая температура, которая способствует увеличению скорости окислительных реакций с образованием большого количества оксидов. Оксиды ухудшают качественные показатели шва настолько, что делают процесс сварки невозможным. Для недопущения попадания кислорода в сварочную ванну применяют несколько методов, одним из которых является сварка под слоем флюса.
1 / 1
Принцип работы флюсов для сварки
Флюс для сварки выполняет функцию, аналогичную той, которую выполняет обмазка на электродах для ручной дуговой сварки. При поднятии высоких температур сварочной зоны флюс плавится, частично перекрывая доступ кислорода в зону сварки, и растворяя оксиды, которые образуются на кромках свариваемых деталей. Таким образом, улучшаются условия горения сварочной дуги.
Каждому виду соединяемых металлов подбирают свой, предназначенный специально для них флюс. Поэтому существует множество их видов и составов. Наиболее часто используемые элементы в их составе, это фториды, оксиды и другие соединения.
Классификация флюсов для сварки
Для удобства подбора флюсов при различных технологиях сварки их классифицируют. Существуют различные системы классификации, но, в основном, общепринятыми считаются классификации по составу химических элементов, способу, которым они были изготовлены, их назначением и физическим свойствам.
По составу химических элементов, делят на:
Марганце-силикатные;
Кальций-силикатные;
Алюминатно-основные;
Флюоритно-основные;
Алюминатно-рутиловые;
Другие типы.
Отличаются флюсы и по активности взаимодействия с основным и присадочным металлами. Пассивные флюсы только создают газовое облако, но никак не воздействуют на химический состав стали. Слаболегирующие флюсы — это категория флюсов, производимая путем плавления, которые легируют свариваемые материалы небольшим количеством кремния, марганца, и другими элементами. Это придает шву большую прочность и ударную вязкость. Легирующие гранулированные составы обогащают металл в значительной степени, улучшая его физические и химические свойства.
По физическому состоянию
По физическому состоянию флюсы классифицируются следующим образом:
порошкообразные;
стекловидные;
кристаллические.
Порошкообразные сварочный флюс представляет собой гранулы белого или светло-коричневого цвета. Встречаются гранулы круглой или овальной формы. При использовании такого флюса необходимо учитывать их малую плотность и насыпать более толстым слоем. Объемная масса таких флюсов находится в пределах от 0,6 до 1 кг/дм3.
Стекловидными назвали флюсы за прозрачность, что напоминает стеклянные шарики. Они бывают совершенно бесцветными или окрашенными в цвета от синего до черного. Имеют высокую плотность и качественно укрывают место сварки. Их объёмная масса 1,4 – 1,8 кг, дм3.
Несколько иначе выглядят кристаллические виды. Их окраска во многом повторяет цвета пемзовидного флюса, но зерна имеют кристаллическое строение.
По способу изготовления
По типу производства различают несколько видов флюсов:
Плавленные. Такие флюса изготавливают из минеральных руд путем плавления в пламенных или электропечах с последующим гранулированием, фракционированием и прокаливанием.
Механические смеси. Это соединение нескольких видов флюса в один состав путем физического перемешивания гранул между собой. Технология применяется для конкретных видом металлов. Постоянного состава не существует, а изготовление производится на заказ. Имеет существенный недостаток в виде разности веса и размера частиц, что приводит к их разделению при транспортировке и подаче из бункера.
Керамические. Первые получают путем смешивания сухих компонентов. Далее подготовленную смесь минералов и ферросплавов замешивают на жидком стекле, сушат, прокаливают и фракционируют. Преимущества такого вида флюса: низкий расход, возможность повторного использования (в системах рециркуляции), высокое качество получаемого шва.
По назначению
Флюсы классифицируются в зависимости от того, какие металлы свариваются с их помощью:
низкоуглеродистые стали;
низколегированные стали;
высоколегированные стали;
цветные металлы и сплавы.
Также, они классифицируются по виду сварки: электродуговой, газовой, электрошлаковой, неплавящимися электродами. Существует большая группа флюсов, которые можно применять для нескольких видов металлов.
Флюсы для дуговой сварки
Технология сварки под флюсом предполагает применение материалов, которые должны обладать следующими качествами:
иметь температуру плавления ниже, чем у свариваемых металлов;
хорошо растекаться и не выделять ядовитых веществ;
образовывать легкоотделимые шлаки;
быть легкодоступными и не дорогими.
Работы с применением электродуговой сварки ведутся при использовании флюсов в виде гранул размером 0,2 – 0,4 мм. По мере расплавления гранулы создают защиту сварочной ванны в виде газов и шлаков. Это способствует лучшему переносу металла электрода и высокую стабильность дуги. При этом количество оксидов резко уменьшается, а те, которые образовываются, выводятся в шлаковую зону.
За длительное время применения электродуговой сварки разработано множество материалов для предотвращения попадания кислорода в зону образования шва. Такое разнообразие позволяет обеспечить качественное соединение огромного количества вариантов металлических деталей. В настоящее время этот способ соединения металлов практически полностью вытеснил все остальные виды и продолжает развиваться в сторону упрощения и удешевления процессов.
Что делает флюс в сварке? Руководство для начинающих 2022
Последнее обновление
Если вы когда-либо возились со сварочным аппаратом MIG, вы знаете, что он может производить качественные и чистые сварные швы. Однако не вся сварка бывает такой чистой. Процессы Stick и FCAW производят много дыма и пыли. Но почему? При сварке электродом и порошковой проволокой используется флюс.
Итак, что делает флюс при сварке? Если можно получить хороший шов без флюса, зачем вообще его использовать? Не все процессы сварки подходят для каждого применения. Бывают случаи, когда MIG будет идеальным выбором из-за его простоты и чистоты. Но обязательно бывают случаи, когда необходимо использовать Stick или FCAW. Отчасти это связано с тем, что флюсы обладают свойствами, которые способствуют структурной сварке, в том числе обеспечивают получение более прочных сварных швов, чем MIG.
Что такое Flux?
Словарь Merriam-Webster определяет поток как «непрерывный поток». Другое определение гласит, что это «вещество, используемое для ускорения синтеза» и «скорость переноса жидкости, частиц или энергии через заданную поверхность». Таким образом, речь идет о течении, а в данном случае о переносе присадочного металла через дугу в расплавленную сварочную ванну. Флюсы используются, чтобы помочь потоку.
Флюсы изготавливаются из комбинации органических и неорганических материалов, включая, помимо прочего, хлорид аммония, смоляные кислоты, хлорид цинка, соляную кислоту и буру. Но многие флюсы также содержат легированный металлический порошок, помогающий сварным швам приобретать определенные механические свойства, такие как твердость, предел прочности при растяжении и т. д.
Флюсы обычно покрывают стержневые электроды и находятся в сердцевине трубчатой порошковой проволоки. Для стержневых электродов стержень из присадочного металла погружается в расплавленный флюс, который затем затвердевает.
Как работает сварка под флюсом?
Поскольку флюс наносится на стержневой электрод или присадочную проволоку электрода FCAW, он наносится одновременно с присадочным металлом.
При зажигании дуги тепло начинает плавить основной металл и электрод. По мере наплавки присадочного металла флюс также попадает в сварочную ванну. Для процессов Stick и FCAW он обеспечивает гораздо большую стабильность дуги, чем сварка без флюса. Сварка без флюса, иногда даже с MIG, может быть с брызгами и грязной сваркой. Флюс помогает «потоку» расплавленного металла оставаться в том месте, где этого хочет сварщик.
Флюс, который в основном состоит из неметаллических материалов, не вплавляется должным образом в сварной шов. Вместо этого значительная его часть испаряется, создавая атмосферу, защищающую сварной шов. Испаряясь в газ, флюс отталкивает нормальные атмосферные газы, которые могут загрязнять сварной шов и мешать его форме в процессе сварки и охлаждения.
Но это еще не все. Флюс попадает в сварочную ванну, да. Большая часть газа уходит, но не вся. Остаток не может оставаться в сварном шве. Это может привести к серьезным дефектам, один из которых называется «шлаковыми включениями». Шлак возникает в результате всплытия оставшегося флюса в сварочной ванне наверх. Это не случайно; это по дизайну. Шлак обеспечивает дополнительную защиту сварного шва, пока он еще находится в расплавленном состоянии. При правильной сварке флюс будет всплывать наверх, образуя шлак, который можно легко отколоть шлаковым молотком.
При каких видах сварки используется флюс?
Стержень (SMAW)
Стержневые электроды покрыты флюсом. Этот процесс называется дуговой сваркой с защитным металлом, поскольку флюс «защищает» сварной шов от атмосферных газов. Он используется в трансформаторе постоянного тока, в котором используется стержневой электрододержатель, обычно называемый жалом.
Изображение предоставлено: Prowelder87, Wikimedia Commons
Дуговая сварка порошковой проволокой (FCAW)
Этот процесс сварки под флюсом является разновидностью сварки проволокой MIG. Разница в том, что эта проволока содержит флюс, тогда как то, что мы обычно называем MIG, является сплошной проволокой. Сварка порошковой проволокой может быть полностью защищена флюсом (самозащита) или также может использоваться защитный газ для дополнительного покрытия (двойной экран), хотя проволоки разные.
Дуговая сварка под флюсом (SAW)
Автоматизированный процесс сварки под флюсом, в котором используется сплошная проволока, SAW обычно используется там, где имеются особо важные сварные швы, требующие рентгеновского или ультразвукового контроля. Разница между этим процессом и более распространенными методами Stick и FCAW заключается в том, что флюс не является частью электрода. Также дуга полностью «погружается» под легкоплавкий гранулированный флюс, который подается в зону сварки бункером на автомате. Этот флюс, хотя и легкоплавкий, также образует шлак.
Подробнее: Что такое дуговая сварка под флюсом и как она работает?
Часто задаваемые вопросы (FAQ)
Надежна ли сварка под флюсом?
Поскольку процессы сварки с использованием флюса используются для сварки более толстых материалов, они обязательно становятся прочнее. Stick и FCAW используются для сварки конструкционной стали и имеют гораздо большее проникновение, чем стандартная сварка MIG.
Легко ли сваривать порошковой проволокой?
Хотя ни один процесс сварки не является технически простым, он может быть одним из самых быстрых в освоении процессов, особенно по сравнению со сваркой труб методом TIG или дуговой сваркой.
Можно ли использовать сварку под флюсом в помещении?
Несмотря на то, что Stick и FCAW можно сваривать снаружи, вы, безусловно, можете использовать их внутри помещений. Просто убедитесь, что у вас есть хорошая вентиляция, так как пары являются канцерогенными.
Заключение
В конце концов, у всего этого дыма и пыли есть цель. Просто убедитесь, что вы не вдыхаете все это. Поместите вентилятор близко (не слишком близко, иначе вы сдуете газовый щит) к тому месту, где вы свариваете флюс. Наконец, всегда удаляйте весь шлак со сварных швов!
Можно ли использовать сварку под флюсом в помещении?
Заключение
Порошковая сварочная проволока для нержавеющей стали
34 изделия
Порошковая сварочная проволока для нержавеющей стали служит присадочным металлом для сварки нержавеющей стали и других совместимых металлов. Флюсовая сердцевина проволоки помогает раскислять материал заготовки, стабилизировать сварочную дугу, уменьшать разбрызгивание, улучшать механические свойства сплава проволоки и/или защищать сварочную ванну от загрязнений во время сварки. Эта проволока поставляется в бухте или катушке и подается через совместимый пистолет в задачах FCAW (дуговой сварки с флюсовой сердцевиной).
Порошковая сварочная проволока для нержавеющей стали служит присадочным металлом для сварки нержавеющей стали и других совместимых металлов. Флюсовая сердцевина проволоки помогает раскислять материал заготовки, стабилизировать сварочную дугу, уменьшать разбрызгивание, улучшать механические свойства сплава проволоки и/или защищать сварочную ванну от загрязнений во время сварки. Эта проволока поставляется в бухте или катушке и подается через совместимый пистолет в задачах FCAW (дуговой сварки с флюсовой сердцевиной).
E308 Порошковая сварочная проволока
E309 СВОДИСКИЙ СВОЙДКИЙ СВОЙДКИ
E316 Flux Coverding Wread
GAS-Shielded-All Plosd
E308LERT1-11-15
E308LERT1-11-15936
E308LE1014SRED
E308LERT11-15936
.
Gas-Shielded – All Position E308LT1-1/4, sorted by Wire Diameter, custom
Loading…
Loading…
Loading…
Loading…
Gas-Shielded – Flat & Horizontal Only
E308LT0-1/ 4
E308 СВОРКА СВОРКИ СВОРИ
Loading. ..
Loading…
Self-Shielded – Flat & Horizontal Only
E308LFC-O
E308 Flux-Cored Welding Wire Self-Shielded – Flat & Horizontal Only E308LFC-O, sorted by Wire Diameter, custom
Загрузка …
Загрузка …
GAS-щит-все положение
E309LT1-1/4
E309LT1-1/4
E309LT1-1/4
77777676769666966696766767666666666666666666. All Position E309LT1-1/4, sorted by Wire Diameter, custom
Традиционным методом обработки металла является горячая ковка. Но данная технология подразумевает продолжительную и кропотливую работу. Альтернативой является холодная ковка — метод, позволяющий в короткие сроки производить обработку большого количества материала. С помощью данной технологии выпускаются самые разнообразные изделия и элементы, перечень и иллюстрации которых представлены в статье.
Картинки
Изделия: калитки, лавочки и прочие
Элементы
Оборудование
Где купить, заказать
Картинки
Подсвечник, ковка холодная, сварка на три свечи, Андрей Бегун
Подсвечник, ковка холодная, сварка
Стол готов
Холодная ковка и сварка
Отметим также, что холодная ковка в той или иной мере может присутствовать во всех других разделах нашей галереи, поэтому рекомендуем перейти на ее главную страницу и выбрать раздел интересующих изделий для просмотра.
Изделия: калитки, лавочки и прочие
Технология холодной ковки как нельзя лучше подходит для производства масштабных изделий, т.е. отличающихся средними и большими размерами. Обусловлено это тем, что для подготовки и ручной обработки такого огромного количества металла у кузнеца уходит много времени, что в итоге отрицательно влияет на итоговую стоимость предмета.
Для работы с металлом по холодной технологии используется оборудование, позволяющее снижать трудозатраты и экономить время, что гарантирует доступные по цене решения. Таким образом, по методу холодной ковки чаще всего производятся:
ворота, заборы и калитки;
Прозрачный забор, холодная ковка. Фото Интеграл
ограждения;
Кованое газонное ограждение. Компания Фаворит
навесы и козырьки;
крыльца;
лавочки и скамейки;
лестницы и другие изделия.
Элементы
Посредством холодной ковки выпускаются также и элементы различных форм и размеров. Нередко для изготовления или декорирования предмета из металла требуется большое количество одинаковых деталей. В таких случаях холодный метод является лучшим решением.
Накладка, штамповка. Фото АртМеталл
Заготовкам посредством гибки и опрессовывания придается нужная форма. Подобные декоративные элементы, называемые штампованными, отличаются низкой стоимостью и типовым дизайном. Однако с их помощью возможно собирать (сваривать) интересные композиции, прекрасно дополняющие разные изделия.
Оборудование
Для обработки металлических заготовок используется различное по техническим характеристикам оборудование, а также инструменты и приспособления.
Наибольшей популярностью у мастеров пользуются ручные станки для холодной ковки: улитка, твистер, волна, глобус, гнутик. Каждый из данных механизмов предназначен для изготовления определенных элементов и гибки заготовок с сечением конкретных форм. Например, у исполнителей особенно востребовано устройство для ковки профильных труб, так как из данного материала изготавливается каркас многих изделий и конструкций.
Станок типа улитка PROMA, Фото ВсеИнструменты.ру
Станки не отличаются сложным строением, поэтому нередко подобные устройства собирают самостоятельно. В зависимости от потребностей исполнитель производит своими руками улитку для завитков, торсион для скручивания полос и прутков, глобус для гибки объемных деталей и т.д.
Станки с электроприводом характеризуются большей производительностью, что позволяет выпускать достаточно значительное количество элементов. Поэтому подобные устройства эксплуатируются на производстве в небольших компаниях. Электрические станки также нередко собираются своими руками.
Станок глобус (объемник) для холодной ковки. Фото КовкаПРО
Однако, не все мастера обладают свободным временем, необходимым для самостоятельного производства станков. Некоторые исполнители не имеют достаточно знаний для сборки устройств своими руками. В таких случаях лучше приобрести механизм заводского изготовления: с ручным или автоматическим управлением, улитку или другие станки.
Еще большей степенью автоматизации обладает универсальное оборудование — агрегаты с ручным (рычажным) управлением или установки, дополненные пультом управления.
Универсальный станок для ковки Blacksmith UNV2. Фото ВсеИнструменты.ру
Инструменты и приспособления, среди которых особенно востребованы кондукторы, представляют собой ручные предметы и механизмы соответственно, которые в большинстве случаев производятся самостоятельно.
Наличие оборудования, инструментов и приспособлений позволяет производить изделия холодной ковки своими руками, не обращаясь за помощью к специалистам.
Где купить, заказать
Изделия холодной ковки, изготовленные профессионалами, отличаются более высоким качеством и надежностью. Приобрести готовый предмет можно у сотрудников компаний, присутствующих в разделе «Где купить или заказать кованые изделия». Специалисты предлагают различные по дизайну решения для интерьера, архитектуры здания и ландшафта.
У покупателей компаний, которые представлены в разделе «Где купить кованые элементы», наиболее востребованы штампованные листья, волюты, завитки, накладки и другие детали.
ФОТОКАТАЛОГ КОВАНЫЕ СВАРНЫЕ ИЗДЕЛИЯ | Кованые и сварные изделия с декоративной и авторской художественной ковкой фото
ВНИМАНИЕ!!! ИНТЕРНЕТ — АКЦИЯ ►
РУЧНАЯ КОВКА МЕТАЛЛА ОТ ПРОФЕССИОНАЛЬНЫХ КУЗНЕЧНЫХ МАСТЕРОВ!
Главная/ FAQ/ Вызвать мастера/ Цены/ Каталоги
Нужна консультация? Есть вопросы? ВНИМАНИЕ! Изготовим кованые изделия любой формы и размера по Вашим эскизам на любой бюджет. Доступные цены «под ключ». 0% переплат!
Фотокаталог «Кованые ворота»
НОВЫЙ КАТАЛОГ!!
Фотокаталог «Откатные ворота»
Фотокаталог «Рулонные ворота»
НОВЫЙ КАТАЛОГ!!
Фотокаталог «Секционные гаражные ворота»
Фотокаталог «Секционные промышленные ворота»
Фотокаталог «Кованые калитки»
НОВЫЙ КАТАЛОГ!!
Каталог эскизов (NEW!) «Кованые ворота и калитки»
Фотокаталог «Кованые козырьки»
Фотокаталог «Кованые навесы»
НОВЫЙ КАТАЛОГ!!
Каталог эскизов (NEW!) «Кованые козырьки и навесы»
Фотокаталог «Кованые лестницы»
Фотокаталог «Кованые лестничные ограждения»
Фотокаталог «Кованые лестничные перила»
НОВЫЙ КАТАЛОГ!!
Каталог эскизов (NEW!) «Кованые перила лестниц и решетки»
Фотокаталог «Кованые решетки на окна»
Фотокаталог «Металлические ставни на окна»
Фотокаталог «Кованые изделия для дома»
НОВЫЙ КАТАЛОГ!!
Каталог эскизов (NEW!) «Кованые изделия для интерьера и экстерьера дома»
Фотокаталог «Художественные кованные элементы для сада»
Фотокаталог «Кованые фонари»
Фотокаталог «Кованые фонарные столбы»
НОВЫЙ КАТАЛОГ С ЦЕНАМИ!
Фотокаталог «Мангалы, жаровни, печи из металла»
Фотокаталог «Кованые садовые беседки»
Фотокаталог «Кованые садовые мостики»
Фотокаталог «Кованые лавочки
Фотокаталог «Кованые урны для мусора»
Фотокаталог «Кованые парковочные столбики»
Фотокаталог «Кованые кровати»
Фотокаталог «Кованые банкетки»
Фотокаталог «Кованые диваны»
Фотокаталог «Кованые этажерки»
Фотокаталог «Кованые кресла»
Фотокаталог «Кованые обувницы»
Фотокаталог «Кованые напольные подставки»
Фотокаталог «Кованые настенные подставки»
Фотокаталог «Кованые универсальные подставки»
Фотокаталог «Кованые полки»
Фотокаталог «Кованые пуфики»
Фотокаталог «Кованые трюмо»
Фотокаталог «Кованые тумбочки»
Фотокаталог «Кованые зеркала»
Фотокаталог «Кованые подсвечники»
Фотокаталог «Кованые столы»
Фотокаталог «Кованые стулья»
Фотокаталог «Кованые вешалки»
Фотокаталог «Кованые мебельные наборы»
Фотокаталог «Кованые цветочницы
Фотокаталог «Кованые заборы и ограды»
НОВЫЙ КАТАЛОГ!!
Каталог эскизов (NEW!) «Кованые заборы и ограждения»
МЫ ПРОФЕССИОНАЛЫ! Изготовим на заказ кованые изделия любой формы и размера для вашего дома, квартиры, банка, офиса и магазина. Выполняем ковку по индивидуальным эскизам!
БЕСПЛАТНЫЙ ЗВОНОК Вам перезвонить?
ЗВОНИТЕ! Профессионально и точно в срок выполним «под ключ» любой ваш заказ! Доступные цены!
ФОТОКАТАЛОГ КОВАНЫЕ СВАРНЫЕ ИЗДЕЛИЯ.
Высококвалифицированные мастера нашей компании на выбор клиента могут качественно на самом высоком уровне мастерства выполнить любые виды металлической продукции с применением традиционно русской горячей и холодной декоративной ковкой: шашлычницы оградки крыльцо перголы качели бра вензель канделябр подсвечник торшер трюмо банкетки флюгер подсвешник металлическая мебель металлические кровати дымники флюгарки мебель для сада мебель для дачи вазоны архитектурные формы трельяж металлические шкафы садово парковая мебель шпалеры косоуры и тд .
Изготавливаем на заказ изделия с декоративной и художественной ковкой. Работаем с регионами, доставка в города: Арсеньев, Южно-Сахалинск, Краснокамск, Москва, Кропоткин и др.
Сложности с выбором? Нужна консультация по »холодной» и »горячей» ковке? ЗВОНИТЕ, ПОМОЖЕМ!
Русская кузница ❖ Профессиональные Русские мастера ❖ Дизайнерская ковка ❖Доставка и установка всей нашей продукции по Москве и Московской области — 7 дней в неделю ❖
Холодная ковка для металлических деталей, которые вам нужны
Вы являетесь специалистом в области производства, ответственным за планирование, приобретение или определение компонентов ваших сборок? Если это так, то вы, несомненно, знакомы с треугольником цена-время-качество. Чтобы сохранить свой бизнес, вы должны сбалансировать все три составляющие: низкая стоимость, высокое качество и доставка. Будет только хуже, если вы этого не сделаете. Вы отстанете в гонке.
«Кто-то сделает ваш продукт устаревшим. Убедитесь, что это вы». — Эдвин Лэнд.
Холодная ковка может дать вам необходимое конкурентное преимущество.
Содержание
Что такое холодная ковка?
Холодная ковка — это технология обработки металлов, при которой прутковый прокат обрабатывается и выдавливается в открытый штамп. Этот метод происходит при температуре окружающей среды или ниже температуры рекристаллизации металла, чтобы придать металлу желаемую форму.
Холодная ковка является эффективным и экономически выгодным методом формовки металла для изготовления больших объемов деталей с низкими затратами. Способ ковки разный в зависимости от температуры: холодный или горячий. Осуществляется на станках с молотками или на прессах для профилирования, прессования и прокатки стали.
Этот метод сравнительно менее затратен, чем горячая ковка, так как конечный продукт требует очень мало отделочных работ. Хотя холодная ковка называется холодной, она происходит при комнатной температуре или близкой к ней.
Размер станков для холодной штамповки зависит от твердости материала и веса конечного обрабатываемого компонента.
Холодная ковка обеспечивает экономию материала до 70% производственных затрат, так как очень мало отходов и брака.
Как работает холодная ковка?
Низкая стоимость ковки обусловлена снижением трудозатрат и устранением второстепенных операций. Детали могут быть изготовлены быстро и эффективно со скоростью до 1000 штук в час, что снижает затраты.
Холодная ковка позволяет получить почти идеальное качество поверхности с повышенной размерной стабильностью. Каждая операция повышает прочность и долговечность заготовки, делая компоненты долговечными.
Ковка может относиться к процессу формирования металла в твердой форме. Большая часть ковки осуществляется посредством процесса осадки. Молотки или домкраты горизонтально вдавливают в концы, чтобы расширить или изменить форму заготовки.
Части обычно проходят стадию за станциями, пока не приобретут окончательную форму. Болты более высокой прочности традиционно подвергаются холодной головке с использованием этого метода. Клапан автомобильного двигателя формируется в процессе принудительной ковки. При штамповке детали выковываются в штампах для получения готовых изделий с помощью большого молота, прикрепленного к машине.
На фото выше: холоднокованый приводной вал.
Горячая и холодная ковка – в чем разница?
Ковка — типичная производственная процедура, при которой сжимающие силы могут формировать металлические детали. Ковка возможна в разных условиях, например, горячая или холодная ковка. В ковке используются молотки или прессы, которые сжимают и деформируют материалы в твердые куски.
Наиболее существенная разница между горячей и холодной ковкой заключается в температуре. В отличие от холодной ковки, которая начинается при температуре окружающей среды, процесс горячей ковки происходит, когда металл нагревается выше температуры его кристаллизации. Высокая температура горячей штамповки помогает предотвратить деформационное упрочнение. При таких температурах металлы пластичны, хотя технически тверды.
Холодная ковка — жизненно важный процесс придания формы и упрочнения металла.
В отличие от этого, горячая штамповка позволяет получить материал с превосходным пределом текучести, меньшей твердостью, более высокой пластичностью и более высокой прочностью материалов.
Вы можете выбрать один из двух типов на основе экономических показателей, ваших требований к механическим свойствам и размера оборудования, необходимого для изготовления детали определенного размера и объема.
Примечание. Ковка полностью отличается от литья, когда расплавленный материал заливают в формы.
Холодная штамповка и ковка – одно и то же?
Процессы металлообработки включают штамповку и ковку. Оба они включают модификацию металла для получения различных размеров и/или форм. Доступны различные металлы и сплавы, от железа и стали до алюминия, бронзы и т. д. Несмотря на то, что они используют различные методы изменения металла, штамповка и ковка — это не одно и то же.
Что формируется?
Деформирование металлической заготовки с помощью механической деформации называется формованием. По определению, слово «формование» относится к любому металлургическому процессу, включающему деформацию металлической заготовки механическими средствами. Термин «формование» в соответствии с его точным значением относится к любой операции металлообработки, при которой металлическая заготовка деформируется физическими средствами. Поскольку во время формовки материал не добавляется и не удаляется из заготовки, она не меняет свой вес, а только форму.
Металлообработка имеет два вида штамповки: сжатие и растяжение. Сжимающая нагрузка используется для изгиба металлических деталей за счет деформации сжатия, тогда как растягивающее напряжение используется для деформации металлических компонентов. Прокатка и экструзия являются примерами формования сжатием, поскольку они используют сжимающую силу. С другой стороны, растяжение и опускание являются примерами деформации растяжением, поскольку они подвергают металлические изделия растягивающему напряжению.
Что такое ковка?
Процесс ковки — это технология металлообработки, в которой используются удары под давлением для придания формы металлической заготовке и изменения ее формы. Все кузнечные операции предполагают использование мощных и напорных ударов для деформации и модификации металлической заготовки.
Что лучше?
Металлические детали могут быть изменены по размеру и/или форме путем штамповки или ковки. Ковка предполагает нанесение сильных ударов по металлическим деталям для придания им формы, тогда как формование достигается за счет механической деформации. В любом подходе нет отходов, что делает их экономически эффективными, если вы работаете с дорогими материалами. Чтобы узнать, какая процедура будет лучше всего соответствовать геометрии, объему и механическим требованиям вашего конечного компонента, вам следует проконсультироваться со специалистом.
Какие материалы лучше всего подходят для процесса холодной ковки?
Когда дело доходит до выбора металла для проекта, есть много вариантов. Примерами таких материалов являются твердые металлы, такие как углеродистая сталь, легированная сталь и нержавеющая сталь. Алюминий, латунь, медь, кремний и магний являются мягкими металлами, которые можно использовать. Единственным требованием для любого металла является твердость по Роквеллу 44 HRC или ниже.
Вверху: Болты с лезвиями, изготовленные методом холодной ковки.
В каких отраслях применяется холодная ковка?
Автомобильный, аэрокосмический, сельскохозяйственный, внедорожный, судовой, трубопроводный и ручной инструмент — и это лишь некоторые из них.
Размеры варьируются от нескольких унций до тысяч фунтов.
Автомобильная промышленность: например, компоненты подвески, такие как шпиндели промежуточных рычагов, и элементы двигателя, такие как шатуны и редукторы, изготавливаются методом холодной ковки. Холоднокованые детали из-за их выдающейся ударопрочности используются в местах с высокими нагрузками. Компоненты холодной ковки включают в себя такие элементы, как трансмиссия, карданные валы, стойки или амортизаторы.
Трубопровод: Штоки трубопроводов и корпуса клапанов, которые часто состоят из медного сплава для повышения коррозионной стойкости, изготовлены методом холодной ковки.
Ручные инструменты и скобяные изделия: гвозди, винты, заклепки и болты являются примерами крепежных изделий. Жесткие допуски и высокая точность размеров делают ковку лучшим вариантом по сравнению с другими процессами, такими как механическая обработка. Ручные инструменты, такие как розетки, часто подделываются.
Военные: Холодная ковка используется при изготовлении гильз, пуль и другого военного снаряжения в соответствии со строгими военными стандартами. Компоненты холодной ковки обеспечивают превосходную надежность и производительность, которые требуются военным. Детали с жесткими допусками и прочностью идеально подходят для боевого оружия.
Зубчатые колеса: холодная ковка используется для производства зубчатых колес, поскольку она устраняет необходимость в большей части механической обработки или придания формы зубчатым колесам. Важным преимуществом холоднокованых шестерен является то, насколько плавно и бесшумно они входят в зацепление (по зубьям шестерни, обработанным механической обработкой).
Какой объем производства мне нужен для обоснования процессов холодной штамповки?
Для производства большого количества деталей по низкой цене холодная ковка является успешным и экономичным методом деформации металла.
Холодная ковка производится на станках, предназначенных для деформации и придания формы металлу.
Вы сэкономите деньги на всем, от материалов до времени. Из-за небольшого количества образующегося лома (по сравнению с процессами удаления металла) вы можете сэкономить до 70% на материалах. Стоимость единицы продукции значительно снижается, поскольку компоненты изготавливаются очень быстро.
Вам нужно подумать о размере детали (и весе), а также о жесткости материала и объемах производства. Эксперт в этой области может предложить вам несколько вариантов, которые помогут вам принять решение.
Часто задаваемые вопросы
Что подразумевается под холодной ковкой?
Холодная ковка стала популярным процессом штамповки без стружки. Обычно это не требует никакой другой работы, кроме сверления. Наиболее широко используемое определение предполагает изготовление или ковку объемного материала с нулевым нагревом заготовки.
Хорошая ли холодная ковка?
Он имеет много преимуществ по сравнению с горячей ковкой, таких как жесткие допуски на размеры, высокое качество обработки поверхности и использование более дешевых материалов.
Каковы преимущества холодной ковки?
При холодной ковке нагревание не требуется. Этот метод ковки обеспечивает повышенную взаимозаменяемость и воспроизводимость. Вы можете добиться превосходного качества поверхности, минимальных проблем с загрязнением, улучшенного контроля размеров и большей прочности в результате улучшения направленности волокон.
Каковы недостатки холодной ковки?
Недостаток холодной ковки заключается в том, что она не подходит для некоторых материалов, поскольку она может вызвать растрескивание в процессе производства, создать нежелательное остаточное напряжение, а кованые металлы часто менее пластичны. Специалист в этой области может помочь вам выбрать один из нескольких вариантов.
Готовы к холодной ковке?
Независимо от того, изучаете ли вы варианты для нового продукта или у вас есть существующий продукт, который вы хотели бы запустить в производство, Federal Group USA предоставит вам данные и инструменты, необходимые для принятия обоснованного решения о выборе поставщиков для ваш следующий продукт, оптимизированный для вашего производственного процесса.
Более 41 года мы также предоставляем высококачественные услуги по контрактному производству для самых разных отраслей. Свяжитесь с нами сегодня, чтобы узнать больше.
Производство методом холодной ковки | Сетфорж
Setforge – известный специалист в области холодной штамповки приводных валов для всех отраслей промышленности. Откройте для себя этот уникальный процесс.
СВЯЖИТЕСЬ С НАМИ
ТОЧНАЯ ПРОЦЕСС
Холодная ковка заключается в деформации металлического материала при комнатной температуре с применением очень высокого давления. Заготовка помещается в пресс-форму, а затем сжимается под действием пресса до тех пор, пока не примет желаемую форму. В зависимости от геометрической сложности детали может потребоваться несколько операций для постепенной деформации металла.
Особенно подходит для деталей осесимметричной формы, таких как валы, этот процесс особенно конкурентоспособен и позволяет приблизиться к окончательным размерам продукта.
Setforge является одним из европейских специалистов в этом процессе. Мы можем производить детали для всех объемов производства и весом почти до 30 кг при максимальной длине 800 мм. Уникальная емкость на рынке!
Производство приводных валов на заводе Setforge Extrusion.
ПРОИЗВОДСТВО И ХАРАКТЕРИСТИКИ
Процесс холодной штамповки особенно подходит для высоких объемов производства и идеально подходит для нужд отраслей с большими объемами производства, таких как автомобилестроение. При отсутствии нагрева заготовок давление, оказываемое прессами, выше, чем при других процессах ковки, и поэтому требуется использование мощных прессов.
1-Вырезание заготовок
Не все марки стали подходят для холодной ковки. Содержание углерода должно быть менее 0,5%, а скорость упрочнения должна быть приемлемой.
Стержни поставляются размягченными в результате соответствующей термической обработки, проводимой производителем стали.
2-Смазка
Смазка наносится на заготовку, чтобы предотвратить ее прилипание к штампу и облегчить скольжение. Силы трения чрезвычайно велики.
Во время процесса заготовка может нагреваться почти до 250°C!
3-Операции ковки
Заготовка помещается последовательно в несколько штампов для постепенного достижения желаемой формы.
Толкающая сила создается гидравлическими или механическими прессами, вертикальными или горизонтальными.
4-поставка
Холоднокованые детали могут не требовать дополнительной термической обработки.
В этом случае они обрабатываются непосредственно в наших компаниях или отправляются нашим клиентам.
ХАРАКТЕРИСТИКИ
Внутренняя структура металла состоит из волокон. Это «расслоение» является результатом стягивания и переориентации кристаллов при обработке (пластической деформации) металлической детали. Контроль ориентации этих волокон позволяет получить очень высокие механические характеристики.
Холодная ковка позволяет идеально контролировать рисунок волокон, адаптированный к геометрии детали и ориентированный в соответствии с механическими ограничениями использования. В отличие от обработки стержней, волокна не разрезаются. В результате этого холоднокованые детали обладают оптимальной усталостной долговечностью, что позволяет использовать их в самых ответственных условиях.
Контроль размеров при холодной ковке позволяет производить ковку без заусенцев и отходов материала. Помимо экономии материала, детали не имеют пластины для снятия заусенцев, что облегчает обрабатываемость.
Холодная ковка не подходит для сталей с низкой пластичностью. Процентное содержание углерода должно быть менее 0,5%. Прощившие стали простуда:
17CRNIMO6
42CRMO4
16MNCR5
20MNCRS4
. В отличие от других процессов, удаление заусенцев не требуется.
ТОЧНОСТЬ РАЗМЕРОВ Этот процесс позволяет точно контролировать окончательные размеры детали. Допуск на готовом диаметре составляет всего +/- 0,3 мм.
ЭФФЕКТИВНОСТЬ Благодаря контролируемой ориентации волокна и высокой степени деформационного упрочнения улучшаются механические характеристики, а также обеспечивается оптимальное соотношение веса и производительности детали.
УПРОЩЕННАЯ ОБРАБОТКА Холодная ковка обеспечивает «чистую» обработку поверхности с допусками, близкими к окончательным размерам компонента.
При работе с металлоконструкциями приходится частенько сталкиваться со сварочными работами. Чтобы соединить провода или металлические листы, лучше всего использовать контактный сварочный аппарат.
Приступая к задаче создания контактного устройства, следует подобрать мощный источник питания, проводку, регулирующий резистор, по необходимости индикаторы. Следует, так же подумать из чего изготавливать корпус. Требования к источнику питания достаточно жесткие. Он должен выдерживать высокие токи со значением до 20 А. Этого будет достаточно для бытового переносного прибора.
Выбрать схему для будущего изделия достаточно просто. Необходимые запасные части и агрегаты легко найти в бытовом хозяйстве или электронных магазинах.
Типы контактной сварки
В целом контактную сварку можно подразделять на три типа.
Стыковая. Способ крепления путем нагрева скрепляемых поверхностей. Закрепление в этом случае происходит за счет деформации и плавлению металлических поверхностей.
Точечная. Заранее подготовленные листы из металла накладывают в местах крепления и проводят точечное спаивание металла.
Шовная или роликовая. Электродами в данном случае выступают металлические ролики. Прокатывая по поверхности скрепляемых металлов, создается особо прочный герметичный шов.
Большие по площади рабочие поверхности подлежат сварке методом оплавления.
Самодельный аппарат
В домашних условиях вполне возможно создать устройство для сваривания стальных поверхностей толщиной в пределах 0,9-1,5 миллиметра.
По объему это может быть компактное устройство, либо же иметь прочное основание. Составляющие сварочного агрегата служит для преобразования тока в тепловую энергию. Достигая при этом отличного результата по оплавлению весомых по толщине изделий.
Основным узлом агрегата является трансформатор. Основная работа по ручному изготовлению устройства лежит в создании этого преобразователя.
Трансформатор, как самое массивное устройство агрегата задает весь тон размерам всего устройства. Компактность прибора контактной сварки сразу же говорит о том, какой мощностью он способен обладать. К трансформатору и устройству в целом, предполагается подключение индикаторов по желанию создателя. Ламповые индикаторы не создают серьезную нагрузку и потери тока.
От сечения феррита зависят дальнейшие характеристики. Для будущего трансформатора оно должно составлять не менее 70 квадратных сантиметров.
Должна использоваться марка обмоточных проводов (эмаль-провод). Диаметр сечения 1,7 мм. Для первичной обмотки достаточно 160-170 витков. Для вторичной 35-40. Вторичная обмотка подгоняется под напряжение 42 Вольта. Для этого меняют количество витков. В качестве защиты обмотка подлежит дополнительной изоляции.
Все собранные детали плотно крепятся к основанию устройства. Далее собирается корпус. Теперь можно приступать к испытанию.
Испытание
Если всё сделано правильно, аппарат сразу же покажет свою стабильную работу. Для испытания можно взять заранее подготовленный стальной лист толщиной не более 0,8 мм. В дальнейшем следует закрепить стальную полоску небольшой толщины методом точечной сварки. Ширина стальной полоски в 1 см для проведения испытаний достаточно. После переваривания следует попытаться сорвать пластину пассатижами. Результатом действия должны образоваться небольшие отверстия. Диаметр, которых не должен превышать 0,5 мм. Для регулировки данного параметра используется специальный резистор, встроенный в схему агрегата.
Только проведя несколько проб, следует утверждать, что аппарат полностью готов к работе. При испытании следует не забывать соблюдать правила техники безопасности. А самое главное электробезопасности.
Технология проведения сварки
Для технологического процесса характерны несколько операций.
Детали для закрепления следует помещать между электродами;
Перед точечной сваркой следует нагревать рабочие поверхности;
По завершении работы необходимо дать остыть полученному изделию.
Важная составляющая при сварке — это плотность прижатия. Данная мера позволяет предотвратить резкий всплеск горячего металла, а также способствуют качественному креплению. Благодаря этому способу сварка получается очень прочной, но добиться абсолютной герметизации практически невозможно.
Советы
Самый подходящий материал для изготовления кальян летом медная трубка с диаметром сечения от 8 до 12. Длинна её должна составлять около 40 мм.
Нельзя допускать перегрева агрегата контактной сварки.
Электроды должны иметь конусную форму. Следует предотвращать повреждения.
Работу со сварочным агрегатом следует производить в цепи с установленной защитой от нагрузки до 20 Ампер.
Электрическое оборудование подлежит заземлению, сварочный аппарат не является исключением.
В качестве трансформатора по всем параметрам подходит, использовавшийся в микроволновой печи. Разница лишь в том, что нужно производить перемотку вторичной обмотки на более толстый провод.
Чтобы исключить охлаждение трансформатора рекомендуется установить дополнительный вентилятор.
От мощности трансформатора зависят и возможности агрегата.
По желанию умельца, к агрегату можно подключать любые измерительные приборы и датчики. Рабочие места под сварку должны быть оборудованы электротехническими защитными изделиями.
Главная |
Оборудование |
Сварочные аппараты |
Сварочные аппараты контактной сварки
• Тиристорный генератор сварочного тока
• Микропроцессорное управление
• Режимы сварки: одиночный, импульсный или непрерывный
• Установка времени и мощности сварочного импульса
• Индикатор срабатывания защиты от перегрузки.
Стандартная
комплектация: — электрод для шайб Ø 8×16 мм;
— шайба овальная, 10 шт.;
— электрод для овальных шайб;
— шайба Ø 8x16x1.5 мм, 100 шт.;
— наконечник трехточечный, 20 шт.;
— держатель для трехточечного наконечника;
— крючок для шайб Ø 8×16 мм.
Электропитание,
В/Гц
1ф.х220-230/50
Плавкий предохранитель, А
16
Мощность сварочного импульса, кВт
4
Сварочный ток, А
400-2200
Размеры, мм
320x181x265
Цена: 19650 руб
Электронный сварочный аппарат контактной сварки (споттер) с микропроцессорным управлением. Сварочный ток 4200 А, Длина кабелей 2,3 м + 1,9 м .
Микропроцессорная система управления оптимизирует сварочные параметры аппарата контактной сварки.
Из-за использования продвинутой технологии управления сварочными процессами
достигается наилучшее качество сварки.
Аппарат контактной сварки имеет автоматический контроль напряжения сети
Споттер Top Weld TW-5000 наделен функцией тестирования сварочного пистолета
Споттер включает надежную систему защиты от перегрева
Различные программы аппарата контактной сварки для приварки гвоздей, шайб, проволоки, треугольных шайб и
пр. аксессуаров
Цифровой дисплей- неотъемлемая составляющая любого современного споттера для кузовного ремонта.
Споттер для кузовного ремонта включает плавную регулировка сварочного тока, так как это необходимо при работе с различными привариваемыми предметами и металлами. Данный споттер купить и ознакомится с техническими характеристиками можно в представительстве нашей компании.
Напряжение питающей сети, В
AC 200-240V или 380-440V
Частота питающей сети, Гц
50/60Hz
Сварочный ток, А
4200
Длина кабелей, мм
2300+1900
Время сварки, мин.
0-99
Габаритные размеры, мм
620*450*980
Масса, кг
65
Цена: 20100 руб
Электронный сварочный аппарат контактной сварки (споттер) с
микропроцессорным управлением. Сварочный ток 5200 А, Длина кабелей 2,3 м
+ 1,9 м .
Микропроцессорная система управления оптимизирует сварочные параметры аппарата контактной сварки.
Из-за использования продвинутой технологии управления сварочными процессами
достигается наилучшее качество сварки.
Аппарат контактной сварки имеет автоматический контроль напряжения сети
Споттер Top Weld TW-7000 наделен функцией тестирования сварочного пистолета
Споттер включает надежную систему защиты от перегрева
Различные программы аппарата контактной сварки для приварки гвоздей, шайб, проволоки, треугольных шайб и
пр. аксессуаров
Цифровой дисплей- неотъемлемая составляющая любого современного споттера для кузовного ремонта.
Споттер для кузовного ремонта включает плавную регулировка сварочного
тока, так как это необходимо при работе с различными привариваемыми
предметами и металлами. Данный споттер купить и ознакомится с техническими характеристиками можно в представительстве нашей компании.
Напряжение питающей сети, В
AC 200-240V или 380-440V
Частота питающей сети, Гц
50/60Hz
Сварочный ток, А
5200
Длина кабелей, мм
2300+1900
Время сварки, мин.
0-99
Габаритные размеры, мм
620*450*980
Масса, кг
65
Цена: 22900 руб
Электронный сварочный аппарат контактной сварки (споттер) с
микропроцессорным управлением. Сварочный ток 5800 А, Длина кабелей 2,3 м
+ 1,9 м .
Микропроцессорная система управления оптимизирует сварочные параметры аппарата контактной сварки.
Из-за использования продвинутой технологии управления сварочными процессами
достигается наилучшее качество сварки.
Аппарат контактной сварки имеет автоматический контроль напряжения сети
Споттер Top Weld TW-7000 наделен функцией тестирования сварочного пистолета
Споттер включает надежную систему защиты от перегрева
Различные программы аппарата контактной сварки для приварки гвоздей, шайб, проволоки, треугольных шайб и
пр. аксессуаров
Цифровой дисплей- неотъемлемая составляющая любого современного споттера для кузовного ремонта.
Споттер для кузовного ремонта включает плавную регулировка сварочного
тока, так как это необходимо при работе с различными привариваемыми
предметами и металлами. Данный споттер купить и ознакомится с
техническими характеристиками можно в представительстве нашей компании.
Напряжение питающей сети, В
AC 200-240V или 380-440V
Частота питающей сети, Гц
50/60Hz
Сварочный ток, А
5800
Длина кабелей, мм
2300+1900
Время сварки, мин.
0-99
Габаритные размеры, мм
620*450*980
Масса, кг
65
Цена: 29100 руб
Однофазный электронный сварочный аппарат точечной сварки (споттер) с
микропроцессорным управлением. Сварочный аппарат применяется в кузовных цехах
авторемонтных предприятий. Ток сварки до 4000 А.
Входящее
напряжение
Однофазное
220В, 50 Герц
Выходное
напряжение
AC 6В–10В Нагрев угольным электродом
AC 1В–12В Приварка шайб
AC 1В–13В Сваривание металлов
Потребляемая
мощность
16 кВА
Максимальный
сварочный ток
4000
А
Входной ток
42 А
Система регулировки времени
0-99 мс
Режимы операций
А.В.С.
Дополнительные вакуумные устройства*
150 кг
Габариты
620х450х980 мм
Вес
70
кг
Цена: 21100 руб
WS6 Сварочная установка для точечной сварки.
Входящее напряжение Однофазное 220В, 50 Герц
Потребляемая мощность 19 кВт
Максимальный сварочный ток 5000 А
Входной ток 50 А
Толщина свариваемых материалов 0,8+0,8 мм
Вес 70 кг
Однофазный электронный сварочный аппарат точечной сварки (споттер) с микропроцессорным управлением. Сварочный аппарат применяется в кузовных цехах авторемонтных предприятий. Многофункциональная распределительная панель с LCD используется для установки регулировок параметров точечной сварки в зависимости от инструмента и толщины металлического листа. Ток сварки до 5000 А.
Производитель: NORDBERG
AUTOMOTIVE
Цена: 23300 руб
Сварочная установка для точечной сварки. Споттер
Входящее напряжение однофазное 220В, 50/60 Гц
Потребляемая мощность 22 кВт
Максимальный сварочный ток 5800 А
Входной ток 57 А
Система регулировки времени 0-99 мс
Толщина свариваемых материалов 1,0+1,2 мм
Вес 86 кг
Однофазный электронный сварочный аппарат точечной сварки (споттер) с
микропроцессорным управлением. Сварочный аппарат применяется в кузовных
цехах авторемонтных предприятий. Многофункциональная распределительная
панель с LCD используется для установки регулировок параметров точечной
сварки в зависимости от инструмента и толщины металлического листа. Ток
сварки до 5800 А. Расширенный комплект аксессуаров, пневмо вытяжка.
Производитель: NORDBERG
AUTOMOTIVE
Цена: 31800 руб
Сварочная установка для точечной сварки. Споттер
Входящее напряжение двухфазное 380В, 50/60 Гц
Потребляемая мощность 22 кВт
Максимальный сварочный ток 5800 А
Входной ток 57 А
Система регулировки времени 0-99 мс
Толщина свариваемых материалов 1,0+1,2 мм
Вес 86 кг
Двухфазный электронный сварочный аппарат точечной сварки (споттер) с микропроцессорным управлением. Сварочный аппарат применяется в кузовных цехах авторемонтных предприятий. Многофункциональная распределительная панель с LCD используется для установки регулировок параметров точечной сварки в зависимости от инструмента и толщины металлического листа. Ток сварки до 5800 А. Расширенный комплект аксессуаров, пневмо вытяжка.
Данная модель аппарата для контактной сварки предназначена для ремонта кузова из нержавеющей стали и
других материалов
Качественые материалы и трансформатор
Надежное реле автоматического контроля
напряжения
Автоматическая тепловая защита споттера 4000А
Точная регулировка времяни тока, так необходимая современному споттеру для кузовного ремонта
Много адаптеров для сварке и различных
инструментов
Простое управление аппарата точечной сварки облегчает эксплуатацию и
использование
Споттер купить в представительстве нашей компании со скидкой.
Номинальное напряжение: 220В, 50/60
Гц
Потребляемая мощность: 16kVA
Входной ток 42
Максимальный мгновенный ток: 4000 А
Диапазон времяни: 0-99мс
Мощность по толщине: 1мм
Размеры: 62 × 45 × 98CM
Вес: 60 кг
Цена: 24800 руб
Споттер цена:
Многофункциональный споттер для кузовного ремонта
Данная модель аппарата для контактной сварки предназначена для ремонта кузова из нержавеющей стали и
других материалов
Качественые материалы и трансформатор
Надежное реле автоматического контроля
напряжения
Автоматическая тепловая защита споттера 4000А
Точная регулировка времяни тока, так необходимая современному споттеру для кузовного ремонта
Много адаптеров для сварке и различных
инструментов
Простое управление аппарата точечной сварки облегчает эксплуатацию и
использование
Споттер купить в представительстве нашей компании со скидкой.
Номинальное напряжение: 220V/380V,
50/60Hz
Потребляемая мощность: 20 KVA
Входной ток 52А
Максимальный мгновенный ток: 5400А
Диапазон времяни: 0-99мс
Толщина односторонней сварки: 0,8 +1,2
мм
Сила обратного молотка с пневоприсоской:
180 кг
Размеры: 62 × 45 × 98CM
Вес: 80 кг
Цена: 29100 руб
Сварочный аппарат серии SW c микропроцессорным управлением для точечной
сварки металлов общей толщиной до 5 мм. Для работы дополнительно
требуются пневматические сварочные клещи или пистолет для приварки
(набор KST 2),пресс вакуумные сушильные камеры Особенности и функции:
• Аппарат точечной сварки DECA имеет автоматическую установку параметров сварки в соответствии с
выбранными инструментами и толщиной свариваемого металла
• Выбор типа используемых инструментов
присуще всем аппаратам контактной сварки DECA • Установка времени сварки и сварочного тока
характерна всем аппаратам контакной сварки дека • Споттер дека снабжен дисплеем для отображения силы сварочного тока
• Кнопка запоминания текущих параметров сварки
• Разъемы для подсоединения сварочных клещей и других инструментов. Имеется возможность для установки у споттера DECA параметров сварки отдельно по
каждому виду инструмента
• Компенсатор неровности поверхности. Возможно отключение
таймера компенсатора
• Индикатор правильности напряжения питания
• Индикатор давления воздуха. Контроль давления позволяет
избежать получения сварного соединения с низкой механической прочностью
• Индикатор защиты от перегрузки. В аппаратах имеются два контура
защиты от перегрузок — для трансформатора и горелки.
Споттер DECA купить возможно в комплекте с пнеавматическими клещами для контактной сварки.
Производитель: DECA
Артикул: 276400
Технические характеристики
Электропитание,
В/Гц
1ф.х380/50
Плавкий предохранитель, А
32
Мощность установки (60%), кВт
11
Напряжение холостого хода, В
8. 5
Размеры, мм
300х575х320
Вес, кг
64
Односторнняя
сварка
Сварочный ток, А
200-2800
Толщина свариваемых металлов, мм
0.8+0.8
Длина кабелей, мм
1500+2500
Двухсторнняя сварка
Сварочный ток, А
2000-6000
Толщина свариваемых металлов, мм
2.5+2.5 или 1.0+1.0+1.0
Толщина свариваемых металлов с
электродом 500 мм, мм
— Опция споттера и аксессуары для
выправления вмятин, нагревания угольным электродом и посадка металла,
односторонняя контактная сварка, приварка омедненных гвоздей, шайб, волнистой
проволоки и пр. и т.д.
— Уникальная разработанная стрела поддержки
кабелей позволяет вращаться на 3600 и регулируется по длине
— В комплекте воздушный фильтр с
регулятором давления
— Пошаговая регулировка силы тока и времени
сварки
— Односторонняя и двухсторонняя сварка
— Цифровой графический ЖК-дисплей
— 10 заданных программ сварки
— Память на 60 программ
— Пневмоприжим клещей.
— Возможна комплектация клещами C-типа или
X-типа
— Укомплектованы пневматическим
молотком
Напряжение питающей сети, В
AC380-440V
Частота питающей сети, Гц
50/60Hz
Сварочный ток, А
9900
Потребляемая мощность, кВА
26,8
Толщина свариваемого металла односторонней
сваркой, мм
1,0+1,5
Толщина свариваемого клещами металла, мм
2,5+2,5
Давление сжатого воздуха, Бар
6-10
Длина кабелей, мм
2500+2500, 2300+2300
Время сварки, мин.
0-99
Габаритные размеры, мм
700х530х1800
Масса, кг
138
Цена: 67830 руб
Сварочная установка для точечной сварки WS10. Споттер с клещами контактной
сварки..
Держатель клещей — с вращением на 360 градусов.
Переход в режим охлаждения — автоматический
Пульт управления — микропроцессорный, более 9 режимов.
Медный трансформатор
В комплекте фильтр-влагоотделитель для очистки сжатого воздуха.
Сварочные приспособления: Клещи с пневмоприжимом, около 50 насадок,
удлинители клещей, прогревающие электроды, вакуумная присоска с обратным
молотком плюс три насадки-присоски, гребенка, обратный молоток, обратный
молоток на пистолете.
Технические характеристики
Входящее
напряжение
380В,
50/60 Гц
Потребляемая
мощность
26.8
кВт
Максимальный
сварочный ток
9900А.
Входной
ток
60А
Система
регулировки времени
0-99
мс
Толщина
свариваемых материалов
1,0+1,5 мм. (2,5+2,5 мм. клещи)
Вес
138 кг.
Цена: 73300 руб
TW-9018 – Многофункциональный центр
для ремонта автомобильных кузовов. Основу комплекса составляет инверторный
споттер с микропроцессорным управлением, с цифровым ЖК-дисплеем.
Большое
количество аксессуаров и приспособлений для выправки кузовных панелей делают
этот комплект поистине универсальным.
Все аксессуары
и споттер располагаются на высококачественной тележке
Тележка с полками и перфорированной
панелью – 1 шт.
Инверторный споттер с ЖК-дисплеем (60
программ) – 1 шт.
Отрезная электрическая машинка – 1
шт.
Бокс с расходными материалами – 1 шт.
Набор кузовного ремонта (молотки,
поддержки) в кейсе – 2 шт.
Пуллер для быстрого выпрямления вмятин – 1
шт.
Пневматический молоток + малая присоска –
1 шт.
Ручной обратный молоток – 1 шт.
Гребенка с 6 крючками – 1 шт.
Волнистая проволока – 100 шт.
Овальная шайба – 100 шт.
Круглая шайба – 200 шт.
Гвоздь 0,6 мм – 50 шт.
Адаптер для гвоздей 0,6 мм – 1 шт.
Адаптер для шайб – 1 шт.
Адаптер для волнистой проволоки – 1
шт.
Электрод односторонней сварки – 1 шт.
Адаптер для изогнутых шайб – 1 шт.
Карбоновые стержни – 10 шт.
Адаптер для карбоновых стержней – 1 шт.
Адаптер для крепления треугольников – 1 шт.
Крюк – 1шт.
Рычаг для правки – 1 шт.
Приспособление для приварки для рычага – 1
шт.
Присоска страховочная для приспособления
для правки – 4 шт.
Крючок перфорированной панели длинный – 20
шт.
Крючок перфорированной панели короткий – 20 шт.
Монтировка – 1 шт.
Приспособление для правки 850 мм с 4
опорами – 1 шт.
Приспособление для правки 1250 мм с 4 опорами – 1 шт.
Приспособление для правки 850 мм с 2 опорами – 1 шт.
Треугольные шайбы – 100 шт.
Адаптер для подключения воздуха – 1 шт.
Крючок для
Гребенка с 6 крючками для приспособления для правки – 3 шт.
Гребенка с 4 крючками для приспособления для правки – 3 шт.
Направляющие оси – 3 шт.
Гребенка с цепным креплением для приспособления для правки – 3 шт.
Влагозащитная розетка с вилкой – 1
к-кт.
Держатель «массы» – 1 шт.
Колеса тележки – 2 шт.
Колеса тележки с тормозами– 2 шт.
Крепежные винты – 1 к-кт.
Специальный набор для клеевого крепления к кузову -1 шт.
Фен тепловой – 1 шт.
Клеевой пистолет – 1 шт.
Клеевой стержень – 1 шт.
Цена: 99100 руб
Тележка с полкой для аксессуаров, кронштейном и балансировм для
сварочного кабеля. Предназначена для генератора сварочных аппаратов
серии SW и сопутствующих инструментов.
Производитель: DECA
Артикул: 010898
Однофазный электронный сварочный аппарат точечной сварки (Споттер) с микропроцессорным управлением. Сварка допускается на необработанных или неоксидированных поверхностях из стали, нержавеющей стали, оцинкованной стали, латуни и особенно алюминия. Благодаря краткосрочности процесса сварки обрабатываемая поверхность не претерпевает изменений даже если она покрыта лаком (покрашена), оцинкована или пластифицирована.
Входящее напряжение 220В, 50/60 Гц
Потребляемая мощность 1,5 кВт
Энергия сварки 1680 Дж
Диаметр точек сварки 4-6 мм
Габаритные размеры 720х600х1550 мм
Вес 52 кг
Цена: $2 795
Аппарат полуавтоматической сварки MIG/MAG, четырехроликовый механизм проволокоподачи, диам. проволоки 0,8 — 1,0 мм, мах.ток 200 А., в к-кте с горелкой, кабелем массы и газовым редуктором , 220В
Цена: $939
Аппарат полуавтоматической сварки MIG/MAG, четырехроликовый механизм проволокоподачи, диам. проволоки 0,8 — 1,0 мм, мах.ток 250 А., в к-кте с горелкой, кабелем массы и газовым редуктором , 380В
Цена: $1 105
Смотрите также, цена вакуумная сушильная камера
Аппараты точечной сварки сопротивлением
| Машины для точечной сварки
T. J. Snow предлагает полную линейку стандартных и специально разработанных аппаратов контактной точечной сварки и аппаратов рельефной сварки, в том числе автоматические аппараты для точечной сварки с несколькими пистолетами и специальные аппараты для точечной сварки. Кроме того, мы специализируемся на других типах аппаратов для контактной сварки, таких как аппараты для сварки швом, аппараты для стыковой сварки и сварки оплавлением, аппараты для сварки конденсаторным разрядом (CD), аппараты для настольной сварки и аппараты для точечной микросварки. Мы также восстанавливаем или полностью модернизируем и переоснащаем существующие сварочные аппараты клиентов или выбираем один из нашего большого разнообразия бывших в употреблении машин для контактной точечной сварки.
Просмотрите наш огромный ассортимент бывших в употреблении и отремонтированных аппаратов для точечной сварки!
Сварочный инвентарь б/у
Созданные для экономии ценной производственной площади, аппараты для точечной и проекционной сварки SlimLine на пьедестале компании T. J. Snow представляют собой недорогие, надежные машины, которые можно быстро доставить. Идеально подходящие для приварки гаек и шпилек к металлическим штамповкам, SlimLines доступны в тигельном исполнении с плоской нижней инструментальной платформой или в роговом исполнении с нижним кронштейном для точечной сварки и электрододержателем.
Сварочные аппараты для контактной сварки T. J. Snow, предназначенные для обеспечения высокого усилия сварки без прогиба, доступны в трех различных конфигурациях: аппарат для точечной сварки (с кронштейнами), аппарат для проекционной сварки (с плитами), аппарат для шовной сварки и комбинированный аппарат для точечной и проекционной сварки. (руки и плиты). Стандартные размеры трансформаторов переменного тока варьируются от 50 до 500 кВА, также доступны специальные опции. Доступны также блоки питания MFDC и трехфазного преобразователя частоты.
Аппараты для точечной сварки
T. J. Snow с коромыслом оснащены прочной рамой и трансформаторами с многослойным сердечником, которые могут создавать ток и усилие сварки, необходимые даже при установленных длинных рычагах. Легкие и тяжелые рамы предлагаются с различной длиной стрелы и конфигурациями.
TECNA предлагает широкий ассортимент аппаратов для точечной и рельефной сварки, а также производит линейку продуктов и аксессуаров для аппаратов для контактной сварки, включая переносные пистолеты, аппараты для точечной сварки с коромыслом, аппараты для точечной сварки с прессованием, аппараты для точечной сварки с прессованием MFDC и балансиры.
T. J. Snow является дистрибьютором Transgun и портативных пистолетов для точечной сварки методом контактной сварки. Пожалуйста, позвоните для получения информации о новых и бывших в употреблении вариантах переносного огнестрельного оружия.
T. J. Snow является дистрибьютором первоклассных ручных или пневматических пистолетов для точечной сварки со встроенными трансформаторами и цифровым управлением сваркой. Доступны в 2-6 кВА. Пистолеты для точечной сварки TECNA® — отличная замена снятой с производства линейке аппаратов для точечной сварки Miller Electric. Доступны варианты с креплением на пьедестал.
T. J. Snow является дистрибьютором среднечастотных инверторных сварочных горелок TECNA. Доступны в 50-90 кВА.
Разработанные для высокоточного массового производства решения для контактной сварки с разрядом конденсатора доступны от T. J. Snow в диапазоне от 1 до 160 кДж. Сварка сопротивлением конденсаторного разряда идеально подходит для выступающих, запрессовываемых и кольцевых выступов диаметром до 4,5 дюймов. Сварные швы с низкой маркировкой могут быть лучше получены благодаря минимальной зоне термического влияния.
Созданные на стандартной раме SlimLine, эти компактные и недорогие машины для контактной шовной сварки оснащены направляющим ползунком и часто используются для шовной сварки гибких металлических сильфонных узлов. Сварочный аппарат SlimLine обеспечивает эффективность и высокое качество для различных областей применения. Машины доступны в продольной или окружной конфигурации.
Благодаря приводу с сервоприводом с высокой силой тяги и медленным приближением, верхний электрод сварочного аппарата Servo SlimLine компании T. J. Snow движется быстро, а затем замедляется непосредственно перед контактом со свариваемым металлом.
Универсальный сварочный аппарат SlimLine, настраиваемый для различных применений, эффективен и экономичен.
Машины для контактной сварки T. J. Snow, разработанные по индивидуальному заказу, созданы для удовлетворения требований и производственных квот конечного продукта нашего клиента. Оснащенные дополнительными функциями, такими как автоматизация и инструменты, станки на заказ обеспечивают эффективность и качество.
T. J. Snow производит сверхмощный аппарат для стыковой сварки, рассчитанный на высокую производительность. Благодаря мощному трансформатору двойного напряжения с водяным охлаждением мощностью 55 кВА эти машины могут сваривать встык проволоку CRS диаметром до 3/8″. Система управления ENTRON модели EN1000 является стандартной, но другие марки доступны по запросу.
Наши бывшие в употреблении отремонтированные и восстановленные аппараты для точечной сварки представляют собой большую ценность, поскольку они разработаны в соответствии с самыми высокими отраслевыми стандартами и обеспечивают качественную контактную сварку. Мы предлагаем сварочные аппараты Fast Ship T. J. Snow Spot, а также подержанное сварочное оборудование других производителей, таких как LORS, Sciaky, Taylor-Winfield, Banner и Federal Welder.
Учить больше
Сотрудничая с ведущими поставщиками решений в области робототехники, T. J. Snow предлагает ценные концепции контактной сварки, которые улучшают производство и обеспечивают лучшее решение для автоматизации, адаптированное к вашим потребностям.
T. J. Snow предлагает компактные аппараты для точечной и рельефной сварки настольного типа с прочной механической рамой типа «С». Наши настольные сварочные аппараты спроектированы так, чтобы свести к минимуму прогиб и легко интегрироваться с трансформаторами переменного тока или MFDC и средствами управления сваркой.
С вариантами от 4 унций. до 150 фунтов. силы, микросварщики являются идеальным решением для сварки аккумуляторов, медицинских устройств, электроники, лабораторных, автомобильных и аэрокосмических приложений. Микросварочные аппараты обеспечивают высококачественную прецизионную сварку мелких деталей, необходимую для различных конфигураций и опций.
T. J. Snow предлагает полную линейку оборудования для приварки шпилек, включая ручной ручной пистолет, ручной пистолет с автоподатчиком, пистолет, установленный на подставке, или полностью автоматический пистолет на многоосевом столе с ЧПУ, который может подавать несколько типов шпилек и разместить несколько пистолетов. Мы предлагаем решения для всех этих вариантов. Приварка шпилек — это простое крепление шпильки к металлической поверхности без добавления или удаления какого-либо материала в процессе.
Специальная оснастка, будь то переоснащение существующей машины или новая концепция стандартной или специально разработанной машины, может быть разработана собственными силами в соответствии с вашими деталями и спецификациями. Наш полностью оборудованный механический цех может быстро воплотить идеи в реальность. Благодаря современному манипулятору CMM Faro и обрабатывающим центрам с ЧПУ мы можем делать это быстро и с более жесткими допусками.
О КОМПАНИИ
T. J. Snow Company
Наша компания была основана в 1963 г. Т. Дж. «Джимом» Сноу-старшим, чьи ценности продолжают способствовать нашему росту и успеху. Он считал, что производители металла заслуживают обслуживания, опыта и справедливых цен на оборудование и расходные материалы для контактной сварки.
Благодаря этой философии и прочному фундаменту мы создали глобальную клиентскую базу, которая опирается на преданность делу и последовательность T. J. Snow Company. За последние 50 лет компания T. J. Snow увеличила мощности, и в 2010 году компания переехала в новый объект площадью 52 000 квадратных футов на территории более 12 акров, прилегающей к аэропорту Чаттануга, штат Теннесси, Ловелл Филд.
У нас самый разнообразный ассортимент оборудования и расходных материалов для контактной сварки в стране. Это означает внезапное обслуживание при размещении заказа!
Конденсаторный разряд (CD) Сварка сопротивлением
Сварка сопротивлением с разрядом конденсатора (или сварка CD) — это особая форма сварки сопротивлением с проекцией, при которой энергия сварки обеспечивается высвобождением энергии, хранящейся в большой батарее конденсаторов.
Разработанные для высокоточного и массового производства решения для контактной сварки с разрядом конденсаторов доступны от T. J. Snow в диапазоне от 1 до 160 кДж.
Разрядка конденсатора (CD)
Сварочная система
Предлагается в версиях 12 – 24 кДж
Стандартная глубина горловины 18″ – 24″
Стандартная рама RWMA, размер 2
Многоимпульсная конденсаторная система
Система конденсаторной разрядной сварки Т. Дж. Сноу имеет 4 независимых батареи конденсаторов — 2 малых и 2 больших — что позволяет высвобождать энергию конденсатора одновременно или каскадно для удаления нежелательного покрытия с предварительным импульсом или окончательным импульсом. закаливающий импульс.
Система быстрой фиксации «Elastomer»
Когда усилие сварки достигает установленного значения, шайба из эластомера сжимается и накапливает энергию. Когда выступ начинает разрушаться, эластомерная шайба линейно высвобождает накопленную энергию и поддерживает необходимое усилие сварки.
Стандартное программируемое усилие и контроль усилия
Система сварки конденсаторным разрядом T. J. Snow оснащена программируемым усилием, создаваемым пропорциональным клапаном и контролируемым датчиком усилия. Датчик силы позволяет контролировать фактическое усилие на протяжении всего сварного шва, чтобы гарантировать, что надлежащее усилие применяется на всех этапах сварного шва.
Дополнительное расположение шкафов
Шкаф компакт-дисков может располагаться слева или справа от рамы сварочного аппарата или может быть расположен на расстоянии до 10 метров от рамы сварочного аппарата.
Дополнительные конфигурации
Система для сварки конденсаторным разрядом T. J. Snow доступна в моделях с 2 и 3 головками. Механизмы подачи гаек и деталей также могут быть легко интегрированы в систему.
короткое время сварки
Конденсаторный разряд (CD) Сварка сопротивлением использует накопленную энергию, а не обычные процессы, которые используют прямое потребление входной мощности. Это обеспечивает очень короткое время сварки — обычно 10 миллисекунд или меньше.
концентрированные сварные швы
В результате короткое время сварки гарантирует, что энергия, необходимая для выполнения сварки, сосредоточена ближе к зоне сварки.
МИНИМАЛЬНАЯ ЗОНА ТЕРМИЧЕСКОГО ВОЗДЕЙСТВИЯ (ЗТВ)
Короткое время сварки обеспечивает минимальную миграцию тепла в область, непосредственно окружающую зону сварки, тем самым ограничивая или практически исключая изменение зернистой структуры (размягчение в ЗТВ) .
ЭНЕРГОСБЕРЕГАЮЩИЙ
Модернизация электроснабжения вашего здания часто не требуется, так как необходимая высокая электроэнергия берется не напрямую из распределительной сети, а из батареи конденсаторов, которая накапливает энергию и перезаряжается между сварными швами.
Как работает сварка конденсаторным разрядом:
Воспроизвести видео о сварке cd
Процесс сварки сопротивлением CD идеально подходит для быстрых и воспроизводимых процессов массового производства, требующих жестких допусков на размеры. Сварка сопротивлением конденсаторного разряда идеально подходит для выступающих, запрессовываемых и кольцевых выступов диаметром до 4,5 дюймов. Сварные швы с низкой маркировкой могут быть лучше получены из-за небольшой зоны термического влияния, а разнородные металлы, которые часто не могут быть сварены с помощью обычной контактной сварки, могут быть успешно сварены с помощью контактной сварки с емкостным разрядом.
3-головочная система сварки конденсаторным разрядом
Преимущества и преимущества сварки конденсаторным разрядом
• Мгновенные высокие вторичные токи
• Минимальная зона теплового влияния
90 20 90 • Высокая эффективность эксплуатации
• Минимальное изменение металлургии обрабатываемой детали
• Минимальная деформация поверхности
• Минимальное разбрызгивание
• Не требуется модернизация системы электропитания (при наличии трехфазного первичного питания)
• Долгий срок службы электрода (обычно не требует охлаждения из-за низкого теплового воздействия)
• Обширный мониторинг процесса
• Низкое техническое обслуживание оборудования
• Эффективное решение для сварки разнородных материалов
• Отличные результаты возможны при рельефной сварке закаленные под давлением и горячештампованные материалы (22Mnb5)
• Сбор данных и мониторинг стандартны для всех моделей
• Системы доступны в моделях с 2 и 3 головками
• Устройство подачи гаек и деталей может быть легко интегрировано.
Монолитные сооружения — это современный тренд в сфере строительства. Используется в коммерческой застройке многоэтажных зданий и построении частных домов и коттеджей. Технология монолитный дом отличается простой реализацией сложных архитектурных решений, а сооружение приобретает высокую прочность, надёжность и долговечность. Подробно рассмотрим, что такое монолитный дом в реальной жизни, какие преимущества такой постройки и недостатки.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
Плюсы и минусы монолитных домов
Монолитный дом это хорошо или плохо
Монолит что это такое в строительстве
Какой дом выбрать: панельный, кирпичный или монолитный
Строительство домов по монолитно-каркасной технологии
Монолитный дом – строительство с использованием преимуществ технологии
Сейсмоустойчивость монолитного дома
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: КВАРТИРА В ПАНЕЛЬНОМ ИЛИ МОНОЛИТНОМ ДОМЕ. ЧТО ЛУЧШЕ? Записки агента
Плюсы и минусы монолитных домов
Наверное стоит сказать что вообще идея вот этих монолитных домов идет с турции. Многие про это знают, но не все знают что там строят по такой технологии не жилые дома, а гостиницы, со сроком окупаемости лет.
Построили, отбили бабло, снесли — построили заного. Быстро, дешего, выгодно. Теперь пройдемся по конкретным проблемам. Во первых при строительстве таких домов практически все наши строительные организации в меньшей степени УССТ8 используют самые дешевые китайские строительные материалы тот же цемент, бетон Экономят на всем!
Вот реально на всем! Технологии не соблюдаются совершенно. Про ГОСТы все давно забыли забили. Многие сейчас уже знают что при литье блоков зимой используется аммиак. Которые категорически вреден организму. Это если говорить о здоровье. Я технически безграмотный в этом вопросе, они как то своим термином это называли, я щас уже не помню.
За год у нас может быть до 10 циклов таких заморозок разморозок грубо говоря переход через нуль градусов — можно прикинуть что такие дома в принципе расчитаны максимум лет на после чего пойдет резкое разрушение монолитных перекрытий. Отсутствие грамотных специалистов и опыта — заставляет строителей ошибаться — в такой степени что порой точка росы образовывается внутри кладки кирпичей — и соотвественно при перепаде температур вода выталкивает кирпичи наружу и происходит осыпание.
Так же изза опять же низкого качества бетона — и отсутствия нагрузки на стены дома происходит проседание кирпичей откуда возникают щели в верхней части этажа прекрасный пример — новый дом авентино — я ох Очень часто из-за отсутствия необходимости делать капитальные стены — перегородки делают из гипсокартона, который кстати на самом деле тоже вреден для организма, гипсовая пыль используемая в этих плитах оседает в легких и не выводится.
Я сейчас уже все не вспомню о чем говорили еще, но там поверьте список минусов просто огроменный Я бы не стал может писать этот пост Либкнехта 6 — который многие считают офигенским домом не увидел следущее: Фотка 1.
Показывает выпадание кирпичей из кладки. Еще лет 5 и стена если не укрепят скорей всего выпадет. Фотка 2. Многие я видел пишут что недовольны кладкой кирпичей в хрущевках — что кирпичи вываливаются и т. С монолитами страшно представить что будет лет через Сегодня прогуливаясь с собакой повнимательнее изучил авентино.
Швы они заделали раствором — зимой там пена торчала — видать чтоб людей не пугать залепили цементом. Ну на пару лет где то хватит, потом по любому цемент отпадет от пены А вторая третья фотка это в принципе суть всех монолитных домов. Видите щель ПОД монолитной плитой?
Она сквозная прям в подвал. Уверен где то в квартирах аналогичная ситуация. Разница лишь та, что на первых этажах это еще как то можно заделать — а вот на высотных — это уже к промышленным альпинистам Вообще, глядя на покупателей квартир в монолитных новостройках, а особенно в ипотеку, а особенно по молодой семье, вспоминается поговорка: А кролики всё трахались и трахались,не понимая, что их просто разводят. Ну лет то 10 наверно уже прошло. То есть получается скоро увидим как рухнет первый монолит.
И вот тогда начнется паника, когда они начнут рушиться по всей стране, лет через 10 да? А так пока т. Построен он в То есть предположительно первые серьезные проблемы начнутся где то лет через Но это все равно не будет так что раз и завтра дом рухнул. Просто начнут появляться трещины в монолите по всему дому. На счет жилого фонда, что другого купить нельзя — УССТ делал хорошие панельные дома, даже по программе молодая семья. Косяка в этом доме 2.
Я не в курсе строят ли у нас еще дома по этой же технологии — надо смотреть. Еще он раз работает подрядчиком поведал о некоторых других домах с которыми работает напрямую. Говорит отвратные дома справа на новоажимова перед клубной. Потом вспомню еще напишу Ваше мнение,разумеется заслуживает внимание, но есть что-то еще? Документальное подтверждение? Заключения экспертов? Поищи морозостойкость кирпича — будешь сильно удивлен, ибо у него таких циклов всего По данной логике все кирпичные хрущевки должны были рассыпаться лет 20 назад.
Базальтовое волокно, из которого его делают, плавится при очень высокой температуре, но все равно не горит. Теория-это циклы и т. А факты на фото. Кстати,новые кирпичные дома,похоже недалеко ушли. Баранова, 94а кирпичный дом. Со стен и потолка всё сыплется,трещины,дом «играет» очень сильно. Жильцы одной из квартир специально ничего не делают, собирают так сказать доказательства для суда. Это всё кое о чём говорит.
Но народ ведётся на красивую обёртку — а как же,новый дом,красивый и т. Все комментировать не буду, пару моментов навскидку. Как говорила Псаки — я уточню этот вопрос Я говорю я не строитель, просто как то на эмоциях пытался вспомнить. Седня обязательно узнаю про морозостойкость. Но там по моему в чем то другом прикол с циклами. Кирпичные дома же по и больше лет стоят. Они же для себя строили — на материалах точно не шибко экономили. Да и в принципе это совершенно другого типа строение.
Ну и даже если вы все равно решили купить монолитное жилье — вот главное что я запомнил из всех уст прозвучавших одинакого — не покупать дома которые заливались зимой. Дело в том что это здание строили «для себя». Совершенно другие материалы и подход к строительству. Основная беда монолита именно в том что все чхали на госты и экономия идет совершенно на всем.
Грубо говоря если по гостам хотя х. А проектировщики учились в советских школах поступая не по блату Стоит, не падает. Не технологию надо выбирать, а застройщика и читать проектную декларацию. В том же Москоу-сити, наверняка раньше чем у нас по этой технологии начали строить — ну и как оно спустя NN лет?.. Монолитный свод с кессонами бетонируется в передвижной опалубке. Поэтому возможны дефекты заливки, перекосы и завалы.
Это не так уж критично, однако, возможно, придётся поработать перфоратором на радость соседям. Знаю строителя, который купил квартиру в монолите. Зато в панельке при взрыве газа в одной из квартир рушится весь подъезд, а то и не один. Бетон как губка впитывает влагу которая при замерзании расширяется.
Либнехта , 6 полностью кирпичный дом!!! Причем тут монолит? Я вроде фотки показал. Не видишь чтоль перекрытия? Только меня тут поправили что это не монолит а железобетон все таки — только почему он наружу выходит — вопрос Подскажите по налоговой. Плюсы и минусы. А Вы переехали бы из квартиры в дом? Шумоизоляция в каркасно-монолитных домах?
Подскажите застройки домов не монолитных конструкций. А 11 5-й дом И. Закирова кто уже купил? Свой дом или квартира, Ваши мнения форумчане? Смотрю многих интересует тема с монолитными домами.
Сам я не строитель, но так получилось что у меня в кругу хороших друзей несколько строителей и проектировщиков. Все они как один в шоке от того что сейчас строят и продают под видом квартир для жилья
Монолитный дом это хорошо или плохо
На сегодня существует много разных видов технологий строительства домов. Один из них — это монолитное возведение домов. В этом материале мы рассмотри, что такое монолитный дом, в чем заключается суть этой технологии строительства, а также рассмотрим преимущества и недостатки этого способа возведения домов. Итак, монолитный дом — это конструкция, которая состоит из монолита и железобетона. Она создает форму дома и несет на себе все нагрузки. Так создается железобетонный каркас. После этого грядет этап установки стен с использованием звукоизолирующего материала, а после и облицовка объекта.
Плюсы и минусы монолитного дома. О чем говорят отзывы жильцов? Основные достоинства и недостатки монолитного дома.
Монолит что это такое в строительстве
Дом из бетона — это правильный выбор, потому что он гораздо долговечнее и прочнее, чем кирпич. Однако нужно различать технологии постройки домов из монолитного бетона и бетонных блоков, так как это, как говорится, две большие разницы. В данной статье речь пойдет о первом случае, в котором конструкция представляет из себя единый несборный каркас, который затем можно отделать, чтобы улучшить внешний вид. Цельные конструкции имеют перед сборными массу преимуществ: это и более высокая надежность, и большой срок службы, низкие показатели теплоотдачи и так далее. Рассмотрим плюсы монолитных домов подробнее:. Главный недостаток монолитных домов — это высокая цена. Пока технология 3-Д печати жилых домов развита очень слабо и способна обслуживать, разве что, малобюджетный сектор, монолитки приходится строить вручную.
Какой дом выбрать: панельный, кирпичный или монолитный
В последнее время жилое домостроение в России набирает больших оборотов. Это связано с тем, что недвижимость принять считать идеальным предметом для инвестиций. Особенно когда в стране сложилась такая ситуация, недвижимость стала пользоваться особой популярностью. Для строительства домов используют различные технологии.
Еще совсем недавно кирпичные дома считались самыми надежными и долговечными, панельные здания смело относили к сегменту недорогого и не очень комфортного жилья. На рынке новостроек создаются преимущественно монолитные и монолитно-кирпичные дома.
Строительство домов по монолитно-каркасной технологии
Рассмотрим монолитные дома, плюсы и минусы, отзывы жильцов, а затем сделаем некоторые выводы. Стоит ли в принципе затевать такое строительство дома? Монолитная технология предусматривает заливку жидкого бетона непрерывно в опалубку, в которой смонтирована основа из металлической арматуры. Таким образом, получают цельный каркас из железобетона, в котором останется сделать только стеновые перегородки и перекрытия со звукоизолятором, а затем облицевать дом снаружи. Что касается опалубки , она бывает съемная и несъемная. В последнем случае опалубка выполняет роль гидро- и звукоизолятора.
Монолитный дом – строительство с использованием преимуществ технологии
Метод монолитного строительства пришел в экономкласс из более дорогого сектора индустрии. Среди потенциальных покупателей жилья ходит байка, что монолитные дома лучше панельных. Давайте же разложим все по полочкам, какие дома лучше, монолитные или панельные. Для начала разберемся, что значит монолитный дом. Это здание, построенное путем заливания бетонной смеси в подготовленную опалубку, внутри которой расположен арматурный каркас. При этом каждый последующий элемент соединяется с предыдущим без стыковочных швов.
Панельные дома. Плюсы и минусы. Плюсы. Главным плюсом панельного Если монолитный дом строится в среднем 1,5 года, Также, часто жильцы панельных многоэтажек жалуются на плохую звукоизоляцию.
Сейсмоустойчивость монолитного дома
Рассмотрим монолитные дома, плюсы и минусы, отзывы жильцов, а затем сделаем некоторые выводы. Стоит ли в принципе затевать такое строительство дома? Монолитная технология предусматривает заливку жидкого бетона непрерывно в опалубку, в которой смонтирована основа из металлической арматуры.
Все больших компаний отдают предпочтение такому типу возведения. Из монолитных зданий состоят целые микрорайоны. Мало кто задумывая постройку собственного дома, четко понимает всю специфику возведения строений из данного материала. Какие плюсы и минусы монолитного строительства, постараемся подробно остановиться на данной теме. Что интересно так в частном строительстве заказчики, как правило, совмещают эти два типа.
Способы возведения частных домов в настоящее время настолько многочисленны, что при выборе оптимального варианта человек может просто запутаться. Но если вам необходимо максимально прочное строение, то выбор, очевидно, падает на монолитное строительство.
Если для возведения выбран монолитно-кирпичный дом, плюсы и минусы такой постройки обязательно следует учитывать. Он является зданием, для строительства которого используют кирпичи, арматурную конструкцию и бетонную массу. Как правило, в таких постройках бетон используется для создания каркасной части всего сооружения, а вот из кирпича создают стены и внешнюю отделку. Что такое монолитно-кирпичный дом, знает практически каждый человек. Принцип его строительства заключается в следующем: если дом будет иметь несколько этажей, то на плите либо фундаменте делают железобетонный каркас. При этом используется опалубка съемного типа, которая будет транспортироваться с одного этажа на другой.
Строительство является одной из лидирующих областей промышленности и хозяйства. Благодаря использованию современных практичных строительных материалов, а также инновационных технологий, во многих крупных городах в самые короткие сроки вырастают буквально целые кварталы и микрорайоны, с высотными и малоэтажными благоустроенными домами или коттеджами. Разнообразие современных стройматериалов просто впечатляет, потому что производители представляют вниманию компаний-застройщиков наиболее выгодную, надежную и долговечную продукцию, отличающуюся высоким качеством и приемлемой стоимостью.
чем хороши монолитные дома, технология строительства
Современные города стремительно превращаются из каменных джунглей в джунгли бетонные. Именно из этого материала на сегодняшний день возводится больше всего зданий. При этом самой распространенной технологией строительства считается монолитная. О ней и пойдет речь в нашей статье.
Бетонная крепость
Монолитный дом состоит из двух главных компонентов: арматуры и бетона. Название конструктива говорит само за себя – технология позволяет возвести здание без швов и стыков, которые неминуемо образуются при кирпичном или панельном строительстве. Несмотря на то, здание возводится поэтапно, в итоге оно представляет собой единую монолитную конструкцию. В этом одно из преимуществ – дома обладают повышенным запасом прочности, поэтому часто технологию монолитного строительства применяют для сооружения военных объектов.
Основа дома – его фундамент. У монолитных строений он представляет собой армированную бетонную плиту. Сначала устанавливается каркас из соединенных между собой прутьев арматуры, а затем все это заливается бетоном. Так как монолитный дом получается существенно легче кирпичного, толщина фундамента обычно составляет 1 м, а здание можно строить даже на сложных грунтах с близко расположенными подземными водами или над туннелями метрополитена. В отдельных случаях под фундамент забивают сваи.
После того, как основа будущего дома готова, рабочие начинают устанавливать каркас из арматуры, который протянется от первого до последнего этажа. Обычно прутья связывают между собой специальной проволокой, иногда для этого используют сварку. Также готовые арматурные связки можно заказать на заводе, но это выходит дороже, поэтому строительные компании предпочитают «вязать» арматуру на месте.
Один из самых кропотливых и интересных процессов в строительстве монолитного дома – возведение стен. Как заставить полужидкий бетон расти ввысь, не растекаясь, и придавать стенам нужную форму? Для этого используют опалубки, которые выглядят как огромные щиты. Опалубки изготавливают из прочных материалов, специально, чтобы их можно было использовать несколько раз. Рабочие устанавливают и фиксируют опалубки вокруг конструкций из арматуры, а затем в пространство между щитами заливают бетон.
Опалубки могут быть разной конфигурации, благодаря чему стенам здания можно придавать любую форму. В этом, кстати, еще одно преимущество монолитного строительства – бетон способен воплотить в жизнь любую задумку архитектора.
У строителей есть свои секреты, как построить прочное здание. Во-первых, в процессе заливки в бетонную массу попадает воздух, из-за чего в стенах могут образоваться полости, что впоследствии приведет к разрушению. Чтобы этого избежать, в бетон погружают специальный прибор, который создает вибрацию. Процедура будет повторяться до тех пор, пока на поверхности не перестанут появляться пузырьки воздуха.
Во-вторых, бетон хоть крепкий материал, но чувствителен к капризам погоды. Если температура воздуха опускается ниже +5оС, бетонную смесь придется подогревать и добавлять специальные присадки. Также бетон боится засухи, поэтому в жару свежую конструкцию увлажняют во избежание растрескивания.
В-третьих, снимать опалубки можно только при определенной твердости бетона. Оптимальной температурой застывания считается +20 оС. При таких условиях бетон будет схватываться в течение 28 дней. Опалубки стен можно демонтировать при затвердевании на 40%, то есть примерно через 10 суток, а вот перекрытия должны схватиться не менее чем на 70%. Межкомнатные стены начинают возводить только после того, как перекрытия, опоры и внешние стены окончательно затвердеют, и дом даст усадку.
Когда монолитный дом будет полностью построен, начинается утепление внешнего контура минераловатными плитами, а также отделка фасада. Ограничений по работе с фасадом у монолитного здания нет, применяются любые технологии, которые подойдут для воплощения задумки архитектора: штукатурка, декоративный кирпич или навесной вентилируемый фасад.
Не только бетон: виды монолитного строительства
Дома, возведенные целиком из монолита, встречаются на рынке первичной недвижимости не так уж и часто. Это довольно дорогое удовольствие, поэтому является привилегией бизнес-класса, изредка класса комфорт. По этой технологии строятся ЖК «Морская набережная» и «Морская набережная. Sea View», «Legenda Героев», «Георг Ландрин», Familia, «Аист», «Неоклассика» и другие.
Гораздо чаще застройщики прибегают к монолитно-каркасному строительству. Это означает, что монолитным будет только скелет дома – несущие колонны и перекрытия. Все остальные элементы: межкомнатные, межквартирные стены и фасад возведут из других материалов, например, кирпича, газобетона, пеноблоков, газосиликата и т.д. Самый популярный на сегодняшний день вариант – монолитно-кирпичная технология. Такие дома хороши не только тем, что квартиры в них стоят дешевле, чем в цельных монолитных. К преимуществам относится более высокая теплоизоляция за счет свойств кирпича. Также по кирпичным стенам звук проходит хуже, чем по бетону. Но зато такой дом возводится чуть дольше полностью монолитного.
К ярким представителям кирпично-монолитного строительства относятся почти все дома холдинга Setl Group, жилые комплексы ГК «ЦДС», «Северный город», «Аквилон», «Эталон» и многие другие.
Будущему покупателю следует учитывать, что у полностью монолитного дома все стены обладают одинаковым запасом прочности, а при монолитно-каркасном строительстве межкомнатные и межквартирные стены лучше не нагружать слишком тяжелыми подвесными шкафчиками и турниками.
Плюсы и минусы монолитного дома
В этой статье уже несколько раз упоминалось о некоторых достоинствах монолитного строительства. Плюсов на самом деле гораздо больше:
➕ Прочность конструкции. Благодаря отсутствию стыков и свойствам бетона монолитные дома обладают повышенной прочностью и более устойчивы к сейсмическому воздействию.
➕ Скорость строительства. В среднем на возведение монолитного дома требуется год. Многие процессы автоматизированы и не требуют ручного труда, что ускоряет процесс.
➕ Долговечность. Считается, что запас прочности монолитных домов составляет полтора столетия. А если застройщик будет соблюдать все технологические нормы и добросовестно отнесется к строительству, то к 150 можно добавить еще лет 50.
➕ Изоляция. В монолитном доме можно не бояться протечек от соседей сверху. Благодаря отсутствию швов в конструкции, вода просто не сможет просочиться на нижние этажи.
➕ Возможность реализовывать различные архитектурные идеи. Используя опалубки любой конфигурации, стенам можно придавать разную форму, что позволит разнообразить плоскость фасада и построить необычное здание.
➕ Ровные стены. Благодаря использованию опалубок поверхность стен получается достаточно ровной. Ремонт в квартире монолитного дома потребует меньше затрат и усилий, чем кирпичного.
➕ Отсутствие существенной усадки. Монолитные дома значительно легче и дают меньшую усадку. Поэтому к ремонту можно будет приступать сразу после заселения, не опасаясь трещин, перекосов и прочих неприятностей.
➕ Возможность перепланировки. Несущими в цельных монолитных домах являются наружные стены и опорные колонны. Так что почти всегда межкомнатные стены в квартире можно сносить. Также застройщики часто предлагают в монолитных домах свободные планировки – большие пространства без внутренних перегородок, которые владелец обустраивает, так как ему захочется.
➕ Экономия внутреннего пространства. За счет того, что монолитные стены легче и тоньше, чем, кирпичные, в пользование жильцам остается на 5-10% больше свободного пространства.
Без недостатков в монолитном строительстве все же не обошлось, но все самые существенные минусы относятся к этапу строительных работ. Например, необходимо изначально продумывать вентиляцию или какие-то особые элементы декора стен, потому что после того, как бетон зальют, изменить что-либо будет невозможно. Но это головная боль не покупателя, а проектировщиков и рабочих. К недостаткам проживания в монолитном доме можно отнести:
➖ Стоимость квадратного метра. Несмотря на широкое распространение монолитной технологии, цены на квартиры в таких домах выше среднего уровня по городу. Цельный монолит – часто признак бизнес-класса, а монолитно-кирпичные дома относятся к классу комфорт или комфорт+.
➖ Шумоизоляция. Как это ни удивительно, но по монолитным конструкциям звук и вибрации передаются лучше, чем по панелям и кирпичам. Это не означает, что жильцы квартир будут слышать все, что происходит у соседей. Замечание справедливо по отношению к звукам, которые издаются при воздействии на несущую стену, например, когда работает перфоратор.
➖ Возможные трудности при ремонте. В монолитных домах нельзя штробить потолки, а сверлить отверстия в несущих конструкция надо очень осторожно, чтобы случайно не задеть арматуру.
Серьезных недостатков не так уж и много, но для полноты картины можно сравнить монолитные дома со зданиями, построенными из кирпичей или панелей.
Монолит VS кирпич
1. Кирпичные дома возводятся вручную, требуют серьезных трудозатрат, а значит – и времени. Поэтому строительство из кирпича происходит дольше, чем «отливка» монолитной конструкции.
2. Стоимость жилья в кирпичных домах выше, чем в монолитных. Цена объясняется и использованием ручного труда, и стоимостью материалов, и допустимой высотой строящегося объекта. Чем меньше этажность дома, тем меньше квартир продаст застройщик, что также отразится на цене. Если из кирпича возводятся дома максимум до 18 этажей, то монолитные конструкции позволяют «выращивать» небоскребы. Например, самое высокое здание в Петербурге, Лахта Центр, построено как раз по монолитной технологии. Его высота составляет 462 м.
3. Кирпичный дом существенно тяжелее, поэтому дает большую усадку, что затруднит ремонтные работы и добавит проблем владельцам.
4. Стены в квартирах монолитных домов будут более ровными, а для ремонта потребуется меньше отделочных материалов и времени.
5. Кирпич «съест» часть внутреннего пространства квартиры. Толщина стен кирпичных домов – от 52 см, а в монолитных – 16-18 см. Разница, особенно в небольших квартирах, существенная.
6. Слышимость в монолитных домах выше, чем в кирпичных, а теплоизоляция, наоборот, ниже. Правда, последний фактор больше зависит от того, насколько добросовестно застройщик подойдет к утеплению стен.
Монолит VS панель
1. Панельное строительство – лидер по скорости возведения. Дома собирают из готовых плит как конструктор, в то время как для монолитных зданий сначала возводится каркас из арматуры, а потом все это заливается бетоном, который на протяжении определенного времени должен набрать запас прочности. Поэтому панельные дома возводят быстрее монолитных.
2. Квартиры в панельных домах стоят дешевле жилья в монолитном доме.
3. Монолитные сооружения имеют сроки эксплуатации выше, чем панельные.
4. Также считается, что в монолитных домах выше тепло- и шумоизоляция. Однако категорично утверждать, что панельные здания плохи, в них будет холодно и шумно, нельзя. Современные технологии панельного строительства добились значительного прогресса и улучшили показатели по проводимости тепла и звукоизоляции.
5. В монолитных домах несущими являются наружные стены и внутренние опоры, поэтому межкомнатные стены можно убирать и формировать пространство в квартире так, как хочется владельцу. У панельных домов почти все стены несущие, а значит перепланировка невозможна.
Все три технологии строительства можно сравнить, используя таблицу ниже.
Характеристики
Технология строительства
Монолит
Кирпич
Панель
Период строительства
9-12 месяцев
1,5-2 года
3-12 месяцев
Стоимость квадратного метра
Средняя/высокая
Высокая
Низкая
Срок эксплуатации
150 лет
150 лет
50 лет
Уровень звукоизоляции
Средний
Высокий
Низкий
Уровень теплоизоляции
Высокий
Высокий
Низкий
Наличие усадки дома
Практически отсутствует
Существенная
Практически отсутствует
Планировки
Индивидуальные
Индивидуальные
Типовые
Возможность перепланировки
Да
Да
Нет
Однозначно признать какой-то из типов домов лучшим или худшим невозможно. На наш взгляд монолитная технология строительства является золотой серединой. Она обладает рядом преимуществ и позволяет возводить комфортное жилье в довольно быстрые сроки. Кирпич и панель являются в какой-то степени консервативными технологиями, и, если покупатель ищет жилье с изюминкой, то именно монолит готов предложить панорамное остекление или свободные планировки. Однако квартиры в монолитных домах по карману не каждому.
отзывов | Monolithic.org
Письмо от Карла Форчуна, ДеКалб, Техас
Я только что читал о Куполе Шалом, который вы все недавно закончили, и нахлынули теплые воспоминания о моем времени, проведенном в вашей мастерской в начале этого года. цех.
Письмо от: Синди Куинтанс, Эджертон, Канзас
Довольно часто мы получаем письма от клиентов, которые на себе испытали энергетические преимущества монолитно-купольного дома. Недавно Синди Куинтанс из Эдгертона, штат Канзас, написала следующее:
Домеры отвечают Муру, Оклахома
Всего через день после разрушительного торнадо в Муре в Monolithic начали поступать телефонные звонки и электронные письма об этой трагедии. Мы очень ценим все комментарии.
Студенты факультета устойчивой архитектуры комментируют монолитные купола
Президент
Monolithic Дэвид Б. Саут недавно получил электронное письмо от доктора Дэвида В. Рэндла, управляющего директора кампании Международного океанографического института «Волны перемен». Согласно его веб-сайту, миссия Waves of Change заключается в том, чтобы «расширить возможности и мобилизовать широкий круг заинтересованных сторон для защиты океанов и содействия их устойчивости». В своем электронном письме доктор Рэндл написал: «Думаю, вам понравятся эти комментарии от нескольких студентов в моем классе в этом семестре. Я думаю, что сказал вам, что мы преподаем монолитный купол как передовую практику в устойчивом строительстве зданий. Спасибо за хорошую работу, которую вы и ваша команда монолита делаете ».
Письмо от: Дэвида Паттулло, участника семинара
Уважаемый мистер Юг,
Эксперт превозносит достоинства куполов
Крейг Кроссман — национальный обозреватель, который пишет о компьютерах и технологиях, а также ведет популярное ток-шоу на радио под названием «Компьютерная Америка». В то время как его внимание обычно сосредоточено на компьютерах, он понимает, что хорошо, когда видит это, и не колеблясь пишет об этом. Вот почему он недавно написал колонку о монолитных куполах, которая была опубликована в Palm Beach Daily News и других газетах в Соединенных Штатах.
Профессиональный Storm Hunter заменяет красивые, безопасные и практичные дома
С раннего детства я испытывал полный трепет перед великолепием и великолепием дикой стихии Бога.
Письмо от: Кнут Суонсон-Дьюи, AZ
Извините за задержку с письмом, так как вы спрашивали о расходах на отопление и охлаждение моего 60-футового купола. Вы построили мой купол в 2004 году. Внутренняя отделка была сделана местными подрядчиками. Каркас был 2×6 с кладовым этажом над гаражом с балками TGI. Мой тепловой насос Trane был установлен на складе компанией Indian Air. Все стены утеплены.
Письмо от: Бенджамина Нойса
Посещая апрельский семинар днем, мне посчастливилось помечтать ночью в комфортном монолитном куполе. Такое погружение воплотило в жизнь способность Монолитных Куполов удовлетворять обширные структурные потребности человечества. Интеграция самых передовых строительных материалов с идеальной формой природы поразила меня способностью куполов защищать нашу жизнь.
Письмо от: Дэвида Дель Боске, суперинтенданта Avalon ISD
Майские торнадо
года, особенно тот, что пронесся по Авалону, послужили напоминанием о том, как драгоценны и дороги всем нам наши дети, школа и общество. В то время как мы боялись и восхищались яростью природы, мы рассчитывали на то, что ни один человек не пострадал.
Письмо от: Стивена Селфа, Вудсборо, ISD
South Industries завершила наш проект купола многоцелевого центра Woodsboro ISD в конце осени 2010 года. Проект занял примерно 2,5 месяца. Я нашел их добросовестными и преданными своему делу. Они прибыли на место в назначенное время и выполнили работу раньше срока.
Письмо от: Хосе К. Клара – Южная Африка
Уважаемый Монолитик,
Сообщение в Facebook от: Шон Рейнольдс
Сегодня утром в Касилофе, Аляска, на улице было -9. Внутри нашего монолитного купола 70. Я всем говорю, что мы можем обогреть нижний этаж всего тремя свечами, и никто мне не верит, пока не увидит.
Письмо от: Кевина Макгакина, The Inn Place at Brenham, Texas
На участке межштатной автомагистрали 35 в Центральном Техасе между Уэйко и Ваксахачи находится огромная гусеница. Любопытная остановка, чтобы исследовать и наткнуться на деревню монолитного купола. Гусеница — производственный склад; есть купольные офисы, купольные складские помещения и более 60 куполов, сдаваемых в аренду как жилые дома для одного человека. Мне сообщили, что эти здания «зеленые» во всех отношениях. Они выдерживают ветер со скоростью 450 миль в час (FEMA оценивает их как почти абсолютную защиту), они экологически безопасны и имеют значение R 60. Их срок службы измеряется столетиями, они не горят, не гниют и не съедаются. термитами. Решил записаться на мастер-класс, который предлагает Monolithic, чтобы научиться их строить.
Письмо от: Кит Вортман, Fairplay, Колорадо
Дорогая Энн и вся семья Юга и Монолита,
Интервью с: Джей Уотсон-Келтон ISD
Примечание: Когда мы недавно брали интервью у г-на Уотсона для статьи о новом монолитном куполе в его кампусе, у него были отличные комментарии о проекте, которые не вошли в статью. Вот что он сказал:
Письмо от: Маргарет Клейтон, Марко-Айленд, Флорида
Уважаемые все на Монолитике,
Письмо от: Дэвида Дель Боске, Avalon ISD
Вчера мы очень быстро и безопасно мобилизовали более 300 человек в Многоцелевой центр. Во-первых, я хотел бы поблагодарить весь персонал округа за вашу быструю реакцию и за то, как аккуратно вы разместили учащихся в приюте. Важно было сделать это быстро, не вызывая паники. Нам удалось это сделать вчера.
Письмо от: Майкла Дж. Карра, Mikes Custom Services
Меня зовут Майкл Карр, и я владею компанией Mikes Custom Services. Я пишу это письмо из уважения и восхищения семьей Фигероа, т.е. Хавьер, Бланка, Франсиско и Монсера. Я узнал о них через Monolithic, потому что я строил свой первый купол, и они (Monolithic) великодушно предложили нанять Хавьера, чтобы он помог мне построить мой купол.
Письмо от: Эдгара Селигмана — Багамы
«После окончания курса вы попросили нас прислать вам свои мысли о курсе. Вот мои два цента…
Письмо от: Wortman Residence- Fair Play, Колорадо
Я хотел бы выразить вам свою сердечную благодарность и благословение за то, что вы помогли мне осуществить мою 30-летнюю мечту. Много лет назад у меня была мечта построить такой дом, как вы, но в 1986 году, когда вы впервые построили среднюю школу в Эммете, штат Айдахо, я понял, что моя мечта сбудется…
Письмо от: Дэнни Маккуистон — Geronimo ISD
Пожалуйста, рассмотрите это письмо как рекомендательное письмо для использования метода строительства монолитного купола для вашего рассмотрения. Этот школьный округ только что завершил пять (5) купольных сооружений и очень доволен тем, что здания будут энергоэффективными, защищенными от экстремальных погодных явлений и будут иметь очень долгий срок службы. Мы также считаем, что одним из самых положительных качеств строительства монолитного купола является простота конструкции, которая позволит зданию сохранить свою полезность и намного превзойти традиционные методы строительства.
Письмо от: Кирк Лонг, Фредриксбург, Вирджиния
Еще раз спасибо за еще один отличный урок, я узнал намного больше во второй раз. Гэри, Хавьер, Фрэнк и остальная команда всегда очень гостеприимны и делают все возможное, чтобы помочь студентам учиться! — Кирк Лонг , Фредриксбург, Вирджиния
Выдержка из письма государственных школ Beggs
Люди со всей страны приезжают посмотреть на них. Они великолепны. Недавно мы рассмотрели экономию на коммунальных услугах в прошлом году в этих зданиях по сравнению со зданиями в традиционном стиле того же размера.
Письмо от: Рональда Бакстера, Талса, Оклахома
Я действительно многому научился на прошлой неделе. На самом деле постройка салона ответила мне на многие вопросы. Некоторые подводные камни, на которые следует обратить внимание, и то, как настоящие профессионалы сделают работу намного более гладкой. Я также вижу, что мне, возможно, придется сосредоточиться на своих сильных сторонах, а именно на исцелении и консультировании по вопросам здоровья. Мое видение состоит в том, чтобы сначала использовать хижину в качестве офиса, затем построить свой дом, а затем небольшую общину, лечебную деревню, куда люди приезжают, чтобы выздороветь и узнать о себе. Что ж, мне очень понравился урок, и спасибо за ваше время. — Рональд Бакстер , Талса, Оклахома
Письмо от: Дэна Роуза, Коста-Рика
Письмо и изображения от нашего друга Дэна из Коста-Рики.
Письмо от: Чарли Симмонса – Флорида
Работать с Monolithic и South Industries было сплошным удовольствием. Вы и Ларри Бирн очень помогли на этапах планирования, и я благодарю вас. Как владелец бизнеса, я признаю и ценю профессионализм и эффективность, и ваша организация демонстрирует это во всех отношениях. Вы заставляете клиента сразу чувствовать себя комфортно, доверяя вам, и это чувство продолжает расти по мере продвижения проекта.
Письмо от: представителя штата Джима Питтса
Уважаемый мистер Юг:
Письмо от епископа Джина А.
Мура, пастора
Мистер Юг, я хочу, чтобы вы знали, что компания Monolithic Constructors сыграла важную роль в воплощении моего видения в жизнь — «Город под куполом». Я молюсь о том, чтобы Собор и Купол Восстановления были светом нашего сообщества, где люди из всех культур соберутся для поклонения.
Письмо от: Патриции Дейл Уиттман
Я думаю, что это должна быть самая замечательная концепция строительства за многие века. Мой муж хотел убедить меня в преимуществах такого типа конструкции. Сначала я отнесся к этой идее с опаской, но после изучения вашего веб-сайта я не могу дождаться, чтобы получить больше информации и узнать о покупке недвижимости для нашего первого дома, который я хочу сделать монолитным куполом. Я больше не могу представить себе жизнь в традиционно построенном доме и хочу рассказать всем, кого знаю и встречу, о куполах и их преимуществах. Я думаю, мы все должны жить в одном. Спасибо, что показали мне дом моей мечты.
Письмо от: доктора Ронни Трайс, пастора
Я пастор церкви Маранта в Мон-Бельвье, штат Техас. Мы построили наш купольный комплекс в 1984 году и остались очень довольны им и всеми его преимуществами. Он чрезвычайно энергоэффективен, что снижает наши счета за электроэнергию. На сегодняшний день наш обогреватель ни разу даже не включался. Мы включаем наши кондиционеры только для церковных служб два дня в неделю. Температура в куполе в дни, когда воздух выключен, никогда не колеблется больше, чем на десять градусов, даже в 100-градусную погоду. Поскольку в наших услугах есть музыка, мы установили потолок из стекловолокна и покрыли некоторые лицевые стены коврами. Я не сомневаюсь, что рекомендую этот тип строительства всем. Если у вас есть другие вопросы, пожалуйста, позвоните в мой офис по телефону 281/576-2259..
Письмо от: Джона Грэма, Литтлтон, Колорадо
«Хочу выразить благодарность и признательность за потрясающий мастер-класс. Мне он показался интенсивным и достаточно обстоятельным, местами вплоть до информационной перегрузки, но претензий к этому с моей стороны не было. Атмосфера была теплой и дружеской благодаря вам и вашим сотрудникам. Еще раз выражаю вам искреннюю благодарность» — John Graham , Littleton, CO
Письмо от: Нори Ламфер, Оналаска, Вашингтон
Я вернулся из мастерской строителей монолитных куполов и многому научился. Хотя частью того, что я узнал, было то, что я уже знал, кажущиеся несущественными маленькие кусочки были тем, что сделало семинар таким ценным для меня.
Письмо от: Тома и Линды Саммер-Конвей, AR
«Я думал, что у меня есть терпение и учительские таланты, пока я не попал на уроки Монолитного купола. Теперь я чувствую, что встречал людей с НАСТОЯЩИМ терпением и способностями к обучению. У нас все еще кружится голова – даже спустя неделю – со всеми данными нам знаниями и мудростью. Классы были гораздо более ценными для нас, чем простые 750,00 долларов, которые вы берете. Мы с нетерпением ожидаем продолжения сотрудничества с Monolithic. Мы даже не можем начать выражать настоящую благодарность, которую мы чувствуем после посещения семинара. Мы благодарим всех, кто работает в команде Monolithic». — Том и Линда Саммер , Конуэй, AR
Письмо из: Италия ISD
Энергосбережение для Италии I.S.D. в новом Центре специальных мероприятий «Монолит» был существенным. Объект используется чуть более двух лет, а затраты на отопление и охлаждение составляют примерно половину стоимости использования традиционного тренажерного зала. Затраты на энергию, безусловно, составляют большую часть бюджета любой организации, и любой способ их снижения очень важен. Я бы без колебаний построил еще одну монолитную структуру такого рода, если это необходимо, и я рекомендую монолитные конструкции любознательным покровителям по всей территории Соединенных Штатов.
Письмо от: Расс Аугсбургер — Сан-Антонио, Техас
Просто хотел воспользоваться минуткой, чтобы еще раз подтвердить, насколько полезным для меня был ваш семинар. Я подумал, что вы могли бы оценить некоторые отзывы и узнать, что все, с кем я общался (другие участники семинара), а также многие другие, считали тренинг бесценным. Я могу сказать вам, что в своей сфере деятельности я посещаю слишком много семинаров… большинство из которых – пустая трата времени, но… я не могу припомнить, чтобы КОГДА-ЛИБО посещал что-то более приятное, чем ваш. Вы должны получать комплименты за работу, которую вы делаете, и за замечательных людей, с которыми вы, очевидно, работаете / для вас … как членов семьи, так и других. Совершенно очевидно, что все, что вы делаете… РАБОТАЕТ! Еще раз спасибо и привет всем. — Расс Аугсбургер , Сан-Антонио, Техас
Письмо от: Рэймонда Спенса
Привет, Майкл, меня зовут Рэймонд Спенс. Я посещал занятия в Monolithic в Италии, штат Техас. Я нашел Хавьера Фигероа очень честным и чрезвычайно знающим. С ним и всей командой было легко работать, и я получил хорошее представление о том, как строился купол, над которым мы работали. У меня тоже не было бы проблем с тем, чтобы они остались в моем доме, со мной или без меня. Спасибо, что обратили на них внимание тех, у кого может быть возможность встретиться и/или поработать с ними. Рядом с ними вы можете чувствовать себя как дома. Еще раз спасибо.
Письмо от: Джеймса Алворда, Локк, Нью-Йорк
«Это один из лучших форматированных и функциональных курсов обучения, которые я посещал. Сочетание классной комнаты и мастерской работает очень хорошо». — Джеймс Элворд , Локк, Нью-Йорк
Письмо от: Джона Маршалла, Скоттвилль, Мичиган
«Класс удовлетворил мои потребности в практическом вводе в процесс строительства купола. Я чувствовал, что на мои личные вопросы были даны ясные ответы». — Джон Маршалл , Скоттвилль, Мичиган
Письмо от: Скотта Маканулти и Дэвида Рэтчфорда, Северная Каролина
«Как недавние участники семинара, мы хотели бы поблагодарить вас за приятный и информативный семинар. Все в Monolithic были очень дружелюбны и полезны. Формат семинара очень удался. Время занятий предоставило возможность для обсуждения и вопросов, а практическая часть семинара предоставила возможность ознакомиться с оборудованием и получить хорошее представление о фактическом процессе строительства. Мы просматривали обучающие записи до семинара, но только благодаря семинару у нас появилась твердая уверенность в нашей способности строить купола. Блокноты, которые вы предоставили, очень полезны, а сертификационные сертификаты служат постоянным положительным напоминанием о знаниях, которые мы получили на вашем семинаре. Конечно, строительство монолитных куполов будет непрерывным процессом обучения, но ваша мастерская обеспечивает прочную основу и необходимые знания для начала». — Скотт Маканулти и Дэвид Рэтчфорд .
Письмо от: Уоллеса Б. Мура, президента отдела диагностики на месте
«Во-первых, позвольте поблагодарить вас за суперкурс. Я, конечно, многому научился и был очень впечатлен вами и всем вашим персоналом. Я с нетерпением жду возможности поработать с ними всеми в самом ближайшем будущем… Да благословит Бог это предприятие».
Письмо от: Томми Ректор- Винчестер, Кентукки
Привет из Кентукки…. спасибо за отличный семинар, хорошо организованную и приготовленную еду и особенно теплое южное гостеприимство. Продолжайте хорошую работу. «Разум, однажды растянутый новой идеей, никогда не восстанавливает свои первоначальные размеры». — Томми Ректор
Письмо от: Роланд Пэгле-Марион, IN
Спасибо за множество практических советов во время курса, а также за ваше гостеприимство и гостеприимство вашего персонала… Я также оценил фотографии и иллюстрации вашего большого успеха в куполе. Тем не менее, ваша готовность поделиться историями о ваших испытаниях и невзгодах может иметь еще более продолжительный эффект и помочь мне сосредоточиться и встретиться лицом к лицу с ожидаемыми «гремлинами Мерфи», большими и маленькими. — Роланд Пэгле
Письмо от: Свет Райков, Москва, Россия
«Знаете, у меня было такое прекрасное чувство, когда Airform надулся, это как родить ребенка. Я знаю, что сегодня открылась новая страница моей жизни и жизни моих друзей. Пара, для которой мы строим это здание, сказала, что есть целая куча их друзей, которые взволнованы строительством куполов, так что теперь мы похожи на концертных исполнителей, выступающих перед большой аудиторией». – Свет Райков , Москва, Россия»
Письмо от: Пола. Дж. Дубенски, Онтарио, Канада
Кто-то однажды сказал: «Ты — часть всего, что ты встречаешь». Помня об этом, я чувствую внутреннюю гордость за то, что являюсь частью мечты, которую разделил с нами мистер Саут. Операция, еда, вежливость, улыбающиеся лица заставляли меня каждый год записываться на курс — только ради освежающего «укола в руку», который я получил от сотрудников Monolithic.
Письмо от: Александра Крыгсмана
Мы рекомендуем всем, кто планирует строить складские помещения или другие типы зданий, поддающихся круглой конструкции, серьезно рассмотреть монолитные купола.
Письмо от: Дуэйна Хорнинга, директора средней школы Эммета, 1991 г.
Мы занимаем наш новый объект почти три года. Мы остались очень довольны ремонтом здания. Коммунальные услуги работают на удивление эффективно. Наше отопление составляет менее трети суммы, которую стоит наше обычное здание (меньшего размера). Обе школы используют природный газ. Я приложил график, чтобы показать это.
Письмо от: Ace Apple Company – Yakima, Washington
Я с северо-запада: Якима, штат Вашингтон, где у меня большой опыт работы с хранилищами с контролируемой атмосферой – как в строительстве, так и в эксплуатации комнат с контролируемой атмосферой.
Письмо от: М. К. Годвин, директор завода
Компания
Monolithic построила два больших монолитных купола для хранения сыпучих материалов для компании J. R. Simplot на наших производственных площадях недалеко от Покателло, штат Айдахо.
Письмо от: Дуэйна Хорнинга, директора средней школы Эммета
Я нервничал из-за проблем, которые может вызвать этот тип здания. Я рад сообщить, что после четырех месяцев пребывания в куполах все было превосходно.
Подпишитесь на БЕСПЛАТНОЕ 14-шаговое руководство по началу работы с монолитными купольными домами
Эл. адрес:
Le Chateau de Lumiere — эксперимент красоты и практичности
«Очень приятный эксперимент!» Вот как Рик Крэндалл, архитектор-консультант MDI, описывает строительство своего нового дома с монолитным куполом в Лехи, штат Аризона, который он и его жена Мелоди называют Le Chateau de Lumiere или Замок света. Рик с готовностью признает, что между 3 января 2000 г. и 3 января 2001 г. он, Мелоди и их подрядчик Роберт Джонсон из Stetson Construction не просто строили еще один дом с монолитным куполом. «Цель этого проекта состояла в том, чтобы сделать то, что еще не было сделано в других куполах», — сказал он. «У нас было три цели — или области тестирования».
Монолитные планы этажей
Для купольного дома вашей мечты в нашей библиотеке есть планы этажей самых разных размеров и форм. Этот диапазон размеров включает в себя небольшие уютные коттеджи, а также просторные и эффектные замковые владения и все, что между ними. Но хотя размеры и формы могут различаться, преимущества дома с монолитным куполом остаются неизменными. В дополнение к долгосрочной экономии наши экологически чистые монолитные купола обеспечивают энергоэффективность, защиту от стихийных бедствий и многое другое. На этом веб-сайте есть инструменты и сотни статей, связанных с проектированием куполов. Кроме того, в нашем штате есть профессионалы с опытом и знаниями, которые помогут вам спроектировать точный план этажа, который вам нужен и в котором вы нуждаетесь.
Что нужно знать о монолитном купольном доме перед покупкой!
Это новинка! Вот обязательная, обязательная к прочтению электронная книга с практической информацией практически обо всем, что связано с проектированием и строительством дома вашей мечты.
Готовьтесь к реальным чрезвычайным ситуациям, а не к судному дню
Когда газета Dallas Observer написала об Исследовательском парке монолитных куполов, они связали купола с подготовкой к судному дню. Это упускает суть. Мы не готовимся к концу времен; мы готовимся к концу… хорошей книги, свернувшись калачиком на диване, мирно читаем, пока снаружи бушует буря.
Возвращение: наш дом с монолитным куполом на холме
Когда я писал о подготовке к реальным чрезвычайным ситуациям, я понял, что на этом сайте практически ничего нет о нашем доме, Аркадии. Мы построили дом шесть лет назад и разместили на сайте monolithic.org несколько замечательных историй с фотографиями его дизайна, строительства и завершения. Пришло время перенести и обновить статьи.
Научитесь строить купол на осеннем семинаре строителей монолитных куполов 2022 года
Вы когда-нибудь хотели построить монолитный купол? Пачкать руки, нанося пену, подвешивая сталь и набрызгивая торкрет-бетон? Хотите учиться у строителей куполов с многолетним опытом? Теперь у вас есть шанс. Приходите на осенний семинар строителей монолитных куполов 2022 года в сентябре этого года и постройте настоящий монолитный купол.
Дом с монолитным куполом на озере Тексома на продажу
Дом с монолитным куполом на озере Тексома недалеко от границы Техаса и Оклахомы выставлен на продажу. Расположенный на 3,65 акров, дом окружен деревьями. В нем три спальни, две с половиной ванные комнаты и просторная открытая планировка.
Новый веб-сайт — это возвращение компании Monolithic Constructors, Inc.
Monolithic Constructors, Inc. — или просто Monolithic — имеет новый веб-сайт по адресу monolithic.com. Ну, это не совсем ново. Это больше похоже на возвращение домой.
Больше новостей…
Путеводитель по купольным домам
30 мая 2019 г.
Блог
Legal Eagle Contractors
Недавно мы подвели итоги нашего посещения дома двух наших клиентов, который оказался купольным домом. Как любители архитектуры, мы были поражены инженерным принципом округлого жилища, которое невероятно прочно и не требует несущих стен внутри.
Но мы подумали, что было бы полезно дать нашим читателям более подробное руководство по этому нетрадиционному стилю дома, так как многие из вас, возможно, не знакомы с ним. Вы можете быть удивлены, узнав, что внешний вид купольного дома — не единственное, что делает его особенным.
Что такое купольный дом?
Купольный дом — это дом с дверями и окнами, как и в любом другом доме, за исключением формы сферы или закругленного эллипсоида, который включает в себя некую каркасную оболочку. Есть два основных типа купольных домов, отличающихся типом оболочки, в которой они используются:
Дома с геодезическим куполом
Эти конструкции представляют собой многогранники, по крайней мере, частично, что означает, что вся или часть внешней поверхности представляет собой систему (обычно) взаимосвязанных треугольников. Первой купольной структурой был геодезический планетарий, построенный в Германии после Первой мировой войны. Геодезические дома были популяризированы в США архитектором и писателем Бакминстером Фуллером, который ценил их стабильность и эффективность.
Несмотря на то, что геодезические купола довольно прочные, существует риск ослабления одного из многочисленных соединений в оболочке или разрушения водой или влагой, проникающей через шов. Однако, поскольку их стиль строительства позволяет геодезическим домам по-прежнему иметь крышу и стены, многих владельцев они могут больше привлечь к ним, поскольку они меньше отличаются от типичного дома.
Дом с геодезическим куполом в Калифорнии.
Дома с монолитным куполом
В этих домах для каркаса используется один толстый слой бетона и других материалов. Другими словами, они цельные; монолитный означает «один камень». Этот однородный внешний вид делает их удивительно прочными и герметичными. Они также устойчивы к насекомым и гниению благодаря своему бетонному внешнему виду.
Визуально монолитно-купольные дома имеют тенденцию выглядеть несколько однообразно снаружи. Но есть и исключения из этого правила — взгляните на этот уникальный дом с куполом в Пенсакола-Бич, штат Флорида, или на этот причудливый дом с куполом в Кентербери, штат Нью-Гемпшир — интерьер можно обставить и настроить практически безграничным количеством способов.
Дом с монолитным куполом, который мы недавно посетили в Техасе.
Больше причин построить купольный дом
Очевидно, что сферический дом не для всех. Термин «геодезический купол» использовался в США еще с 1950 года, и в последующие десятилетия жизнь под куполом всегда оставалась второстепенным аспектом американской внутренней архитектуры.
Тем не менее, купольные дома всегда предлагали несколько преимуществ по сравнению с традиционными домами, которые продолжают привлекать клиентов и сегодня:
Они энергоэффективны: Исследование, проведенное в 2016 году производителем купольных домов Monolithic Constructors, показало, что экономия на коммунальных услугах 50-футового эллипсовидного дома в Вирджинии составила более 2500 долларов США за пять лет по сравнению со средним показателем. Дом в состоянии (несмотря на электроснабжение, гараж на две машины и бювет). Дом, который мы посетили, на самом деле представлял собой три соединенных купола общей площадью 3200 квадратных футов, и все же его можно было легко запитать небольшим массивом солнечных батарей.
Они защищены от стихийных бедствий: Если вы похожи на нас и живете в подверженном наводнениям районе Хьюстона, купольный дом должен быть особенно заманчивым вариантом, поскольку он практически неразрушим в экстремальных погодных условиях. Монолитные купольные дома пережили землетрясения, ураганы 5-й категории, торнадо и пожары. Фактически, вся конструкция купольного дома считается безопасной комнатой с «почти абсолютной защитой» по стандартам FEMA.
Недорогие: Как мы уже упоминали, купольные дома отлично подходят для снижения ваших счетов за коммунальные услуги. Но они также экономят деньги на материалах. Форма купольного дома означает гораздо меньшую площадь поверхности, чем типичный дом, и может потребовать от половины до 25% материалов, необходимых для его строительства. Другими словами, экономия средств начинается во время строительства и продолжается в течение всего срока службы дома.
Они неординарны: Зачем кресло для выступлений, если можно было бы сделать заявление домой ? Сегодняшние купольные дома говорят миру, что вы независимый, дальновидный человек, который знает, что красота бывает всех форм и размеров.
Как построить купольный дом
Процесс строительства монолитного купольного дома мы затрагивали в нашей статье о нашем визите в купольный дом, но по сути процесс выглядит так:
Залить плиту.
Надуть воздушную форму или мембрану, прикрепленную к основанию.
Нанесите пенополиуретан на внутреннюю часть мембраны. (Если вы используете такой продукт, как Aircrete, который содержит цемент и пену, вы можете пропустить этот шаг.)
Установите стальную арматуру поверх пенопласта.
После установки трубопровода и проводки нанесите несколько дюймов бетона на арматуру.
Оштукатурьте бетон и покрасьте внутреннюю часть, если хотите.
Распылите еще 3-4 дюйма бетона снаружи и покрасьте, если хотите.
Для геодезических домов самым простым и дешевым способом является комплект. Домашние комплекты для геодезических куполов доступны от разных компаний, и Timberline, возможно, является самым известным брендом. Каркас ступицы и распорки Timberline позволяет домовладельцам, не имеющим опыта строительства, собрать весь купол, используя только торцевые ключи, молотки и лестницы (рекомендуются строительные леса и гвоздевой пистолет). Без комплекта вам придется вырезать много треугольников и много заниматься математикой!
Монолитные купольные дома также подходят для самостоятельной сборки. DomeGaia, производитель Aircrete, предлагает на своем веб-сайте «экологически элегантные» строительные мастерские и удобные инструменты, такие как пеногенератор Little Dragon.
Сколько стоят купольные дома?
Что касается стоимости купольных домов, короткий ответ заключается в том, что, как и во всех домах, она варьируется. Monolithic Constructors оценивает свои фирменные дома по цене 65 долларов за квадратный фут за пакет «только оболочка и пол» и вдвое дороже за готовый купольный дом. С другой стороны, вы можете построить небольшой монолитный купольный дом в качестве постоянного убежища менее чем за 10 000 долларов, если сделаете это сами. Чтобы использовать пример DomeGaia, купол площадью 1000 квадратных футов толщиной четыре дюйма стоит около 4000 долларов в Aircrete.
Цены на дома с геодезическими куполами колеблются почти так же – все зависит от того, что вы имеете в виду. Вы можете построить прекрасный дом в геодезическом стиле с помощью комплекта стоимостью около 50 000 долларов или выбрать что-то семизначное.
Купольные дома Недостатки
Несмотря на все свои плюсы, купольные дома имеют некоторые недостатки, которые не могут преодолеть даже современные достижения в области строительных технологий. Во время нашего визита в дом Гинзбергов мы узнали, что из-за эха трудно добиться уединения, и мы из первых рук увидели, как трудно разместить такие вещи, как шкафы и предметы искусства, в доме с изогнутыми стенами. Трудно не остаться с небольшим количеством неиспользуемого пространства.
Самобытность этих типов домов также может быть недостатком. Ваша обычная ассоциация домовладельцев вполне может отказаться иметь ее в своей юрисдикции. Хотя комплекты могут быть простым способом поиска деталей, они ограничивают ваш выбор конструкции и могут затруднить поиск замены.
Даже получение финансирования или оценки могут быть сложными для купольных домов, поскольку оценщики должны иметь возможность сравнивать с аналогичными домами, проданными в прошлом году, чтобы определить стоимость недвижимости.
 Для многих предприятий и физических лиц, у которых скопилось определенное количество металлолома, сдача отходов – это возможность заработать, при этом избавив себя от потенциально опасного металла, который может со временем разлагаться, отравляя почву и грунтовые воды. Но не все новички знают, где можно найти бронзу для сдачи в пункт приема, поэтому мы решили рассказать об основных источниках этого ценного сплава.
Для многих предприятий и физических лиц, у которых скопилось определенное количество металлолома, сдача отходов – это возможность заработать, при этом избавив себя от потенциально опасного металла, который может со временем разлагаться, отравляя почву и грунтовые воды. Но не все новички знают, где можно найти бронзу для сдачи в пункт приема, поэтому мы решили рассказать об основных источниках этого ценного сплава. В частности, благодаря возможности переносить значительные механические нагрузки и воздействие агрессивных веществ, бронза используется для изготовления вкладышей подшипников, различных элементов, которые в процессе эксплуатации будут подвергаться длительному воздействию влаги.
В частности, благодаря возможности переносить значительные механические нагрузки и воздействие агрессивных веществ, бронза используется для изготовления вкладышей подшипников, различных элементов, которые в процессе эксплуатации будут подвергаться длительному воздействию влаги.

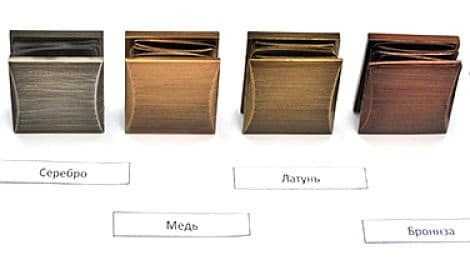
 В частности, ее часто путают с латунью. Поэтому чтобы не стать жертвой обмана или напрасных ожиданий, рекомендуется заранее определить тип того лома, который у вас в наличии.
В частности, ее часто путают с латунью. Поэтому чтобы не стать жертвой обмана или напрасных ожиданий, рекомендуется заранее определить тип того лома, который у вас в наличии. Нужно избавиться от неметаллических включений, убрать все загрязнения. Нужно провести хотя бы минимальную сортировку, отделив разные типы металлолома друг от друга.
Нужно избавиться от неметаллических включений, убрать все загрязнения. Нужно провести хотя бы минимальную сортировку, отделив разные типы металлолома друг от друга. Давайте же выясним, как отличить бронзу от латуни в домашних условиях.
Давайте же выясним, как отличить бронзу от латуни в домашних условиях. Но вместо легирующего состава в виде олова здесь в сочетании с медью используют цинк. Иногда в сплав добавляют свинец, железо, никель, марганец, прочие элементы.
Но вместо легирующего состава в виде олова здесь в сочетании с медью используют цинк. Иногда в сплав добавляют свинец, железо, никель, марганец, прочие элементы. В свою очередь, бронзу производят благодаря сплавлению меди с оловом.
В свою очередь, бронзу производят благодаря сплавлению меди с оловом. Поэтому отличить изделия из отдельных сплавов можно, взвесив их на ладонях.
Поэтому отличить изделия из отдельных сплавов можно, взвесив их на ладонях. Единственное, что требуется для проведения опыта – нахождение довольно сильного магнита. При его использовании бронза будет слегка подлипать к поверхности. На латунь магнит не окажет никакого воздействия.
Единственное, что требуется для проведения опыта – нахождение довольно сильного магнита. При его использовании бронза будет слегка подлипать к поверхности. На латунь магнит не окажет никакого воздействия.
 Сравните интересующий вас рисунок с некоторыми авторитетными ссылками на искусство.
Сравните интересующий вас рисунок с некоторыми авторитетными ссылками на искусство. Иногда для изготовления посуды. Иногда как оружие для уничтожения врагов, а иногда для создания скульптур как вида искусства.
Иногда для изготовления посуды. Иногда как оружие для уничтожения врагов, а иногда для создания скульптур как вида искусства.
 Но если цвет слишком черноватый или матовый, вас должно насторожить. Или, если он слишком блестящий, чтобы быть бронзовым, вы должны продолжать уходить.
Но если цвет слишком черноватый или матовый, вас должно насторожить. Или, если он слишком блестящий, чтобы быть бронзовым, вы должны продолжать уходить. Зажгите спичку и поднесите спичку к скульптуре. Если материя отдает и начинает плавиться, можете быть уверены, что это не бронза. Бронза имеет более высокую температуру плавления, и для расплавления металла потребуется гораздо больше тепла, чем небольшой огонь.
Зажгите спичку и поднесите спичку к скульптуре. Если материя отдает и начинает плавиться, можете быть уверены, что это не бронза. Бронза имеет более высокую температуру плавления, и для расплавления металла потребуется гораздо больше тепла, чем небольшой огонь. Бронзовые статуи могут быть достаточно тяжелыми, особенно если они больших размеров.
Бронзовые статуи могут быть достаточно тяжелыми, особенно если они больших размеров.

 Это самая капризная и привередливая сварка в плане подготовки свариваемых поверхностей, кромок, деталей, узлов и так далее. У профессионального аргонщика обязательно найдется целый арсенал оборудования, инструмента, оснастки и всевозможных приспособлений для подготовительных работ.
Это самая капризная и привередливая сварка в плане подготовки свариваемых поверхностей, кромок, деталей, узлов и так далее. У профессионального аргонщика обязательно найдется целый арсенал оборудования, инструмента, оснастки и всевозможных приспособлений для подготовительных работ.


 к. это самый тугоплавкий из всех материалов. Из него изготавливают, например, накаливаемые нити, которые размещают в лампах.
к. это самый тугоплавкий из всех материалов. Из него изготавливают, например, накаливаемые нити, которые размещают в лампах.






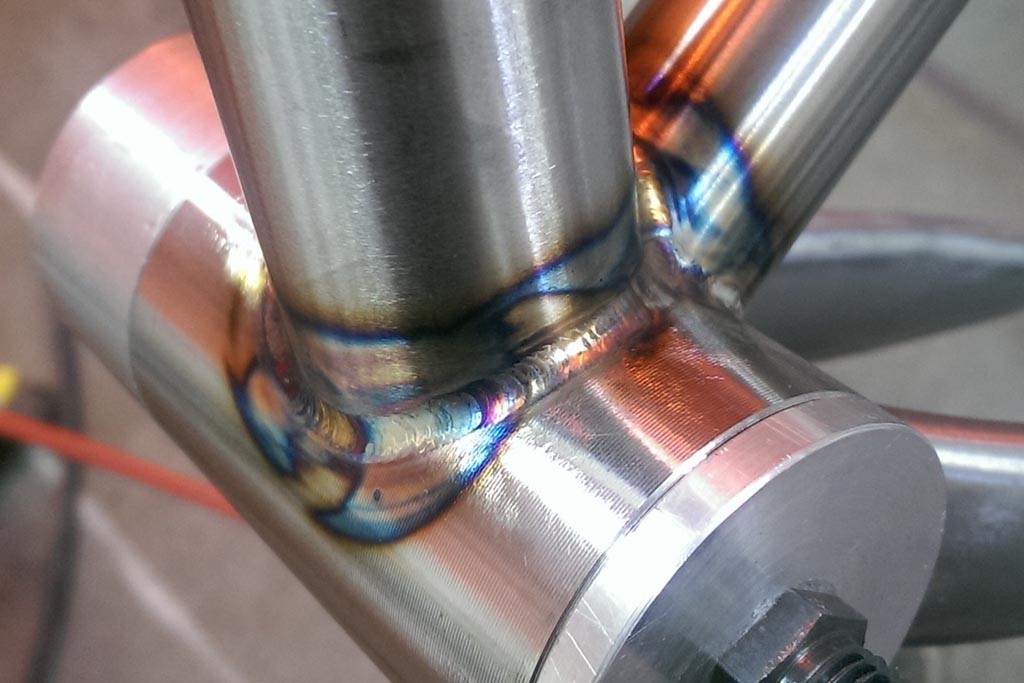

 В большинстве случаев будут дополнительные комментарии в поддержку первоначального ответа.
В большинстве случаев будут дополнительные комментарии в поддержку первоначального ответа.
 Это загрязняет удилище и затрудняет удержание прямой дуги.
Это загрязняет удилище и затрудняет удержание прямой дуги. Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken.
Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken. Schweißer macht Schweißnaht auf Metallrahmen. Арбайтер в футболке и комбинезоне.
Schweißer macht Schweißnaht auf Metallrahmen. Арбайтер в футболке и комбинезоне.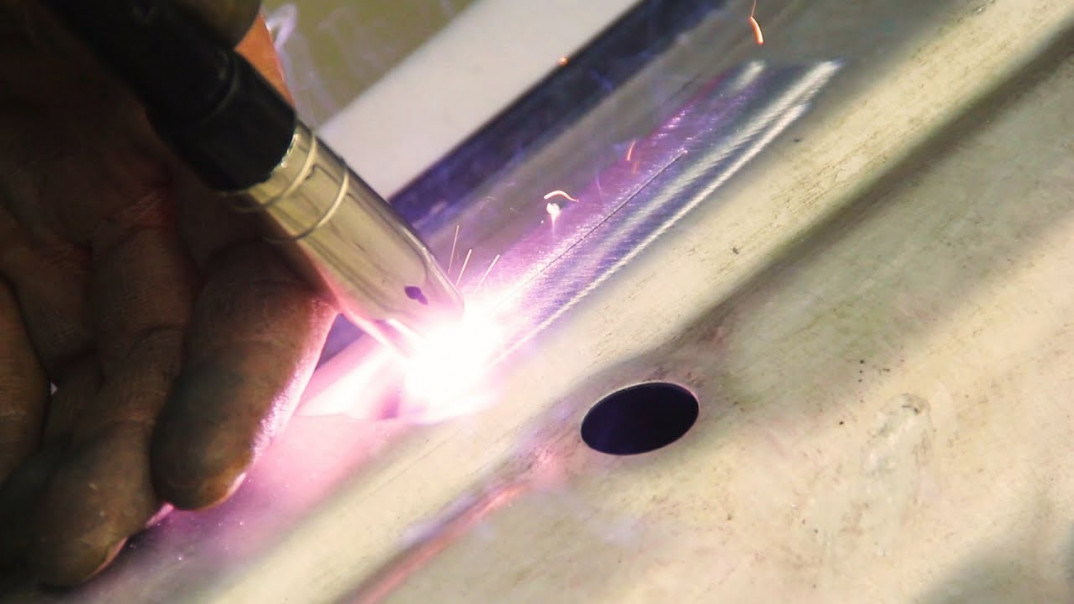 Gerollt,…
Gerollt,… ..
..
 Такой вариант может отличаться мощностью и возможностью перерабатывать определенное количество урожая за раз. У него есть немало достоинств, но главное из них — высокая производительность при отсутствии усилий.
Такой вариант может отличаться мощностью и возможностью перерабатывать определенное количество урожая за раз. У него есть немало достоинств, но главное из них — высокая производительность при отсутствии усилий.
 oktobris, 2022
oktobris, 2022 75 кВт
75 кВт lv
lv В зависимости от типа вина его отделяют от твердых компонентов, а затем подвергают дальнейшей обработке, особенно в производстве белых вин, где прессование обычно является первым этапом. В производстве красных вин это делается только после классического брожения сусла. Если гребни также спрессованы, они выделяют дубильные вещества или дубильные вещества и пигменты (красящие вещества), что может быть весьма желательно в случае винограда с сильным фруктовым вкусом и распространено в красном виноделии, например, с помощью техники углеродной мацерации.
В зависимости от типа вина его отделяют от твердых компонентов, а затем подвергают дальнейшей обработке, особенно в производстве белых вин, где прессование обычно является первым этапом. В производстве красных вин это делается только после классического брожения сусла. Если гребни также спрессованы, они выделяют дубильные вещества или дубильные вещества и пигменты (красящие вещества), что может быть весьма желательно в случае винограда с сильным фруктовым вкусом и распространено в красном виноделии, например, с помощью техники углеродной мацерации. При использовании пневматических прессов нет опасности слишком большого количества танина в сусле. Затем, в зависимости от варианта, виноград (с гребешками или без них) измельчают или измельчают, таким образом разбивая ягоды и облегчая выделение сока.
При использовании пневматических прессов нет опасности слишком большого количества танина в сусле. Затем, в зависимости от варианта, виноград (с гребешками или без них) измельчают или измельчают, таким образом разбивая ягоды и облегчая выделение сока.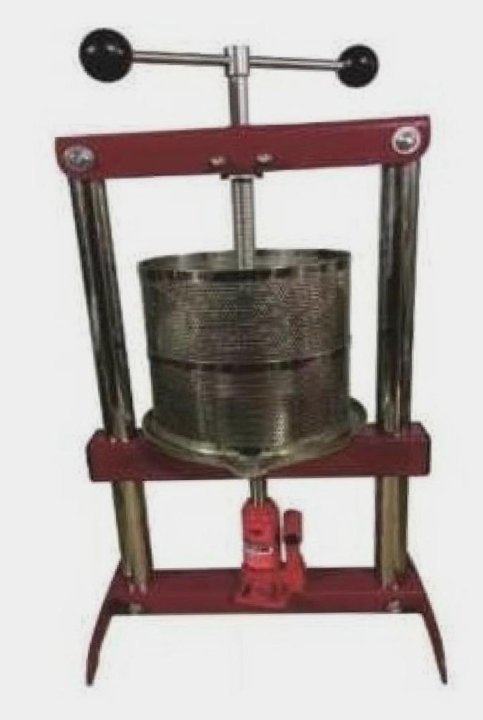
 11.2022 — 06.11.2022
11.2022 — 06.11.2022 11.2022
11.2022 09.2022 — 25.08.2023
09.2022 — 25.08.2023 11.22
11.22 Хотя прессование вина является важным процессом, выбор правильного типа оборудования для прессования не должен быть сложной задачей. Выбор процесса прессования может зависеть от предпочтений винодела и идеальных стандартов качества вина, но иногда производители ограничены бюджетом и объемом производства или наличием оборудования. Здесь мы обсудим некоторые различия между типами прессов и поможем составить руководство, чтобы сделать вывод, какой пресс в конечном итоге лучше всего подходит для вашего вина.
Хотя прессование вина является важным процессом, выбор правильного типа оборудования для прессования не должен быть сложной задачей. Выбор процесса прессования может зависеть от предпочтений винодела и идеальных стандартов качества вина, но иногда производители ограничены бюджетом и объемом производства или наличием оборудования. Здесь мы обсудим некоторые различия между типами прессов и поможем составить руководство, чтобы сделать вывод, какой пресс в конечном итоге лучше всего подходит для вашего вина. Эта зона является наиболее трудной для выделения сока и требует наиболее сильного нажатия из-за прилегания к коже. Таким образом, большее количество сока, которое требуется извлечь из этой области, требует более жесткого прессования и неизбежно включает удаление некоторых компонентов кожи вместе с ним. Эти компоненты кожи содержат нежелательные твердые вещества и фенольные соединения, о которых мы поговорим позже.
Эта зона является наиболее трудной для выделения сока и требует наиболее сильного нажатия из-за прилегания к коже. Таким образом, большее количество сока, которое требуется извлечь из этой области, требует более жесткого прессования и неизбежно включает удаление некоторых компонентов кожи вместе с ним. Эти компоненты кожи содержат нежелательные твердые вещества и фенольные соединения, о которых мы поговорим позже. Большая часть сока из промежуточной зоны поступает в «свободный» сок, или сок, который выделяется за счет естественного дренажа и до начала прессования. Обычно это сок самого высокого качества из партии, который часто выдерживается отдельно от своих прессованных аналогов для вин премиум-класса. Хотя иногда эти отделенные прессованные фракции добавляют обратно в конечную смесь. Именно здесь качество прессованного вина действительно становится важным. Мы обсудим различные типы винных прессов и рассмотрим преимущества каждого из них.
Большая часть сока из промежуточной зоны поступает в «свободный» сок, или сок, который выделяется за счет естественного дренажа и до начала прессования. Обычно это сок самого высокого качества из партии, который часто выдерживается отдельно от своих прессованных аналогов для вин премиум-класса. Хотя иногда эти отделенные прессованные фракции добавляют обратно в конечную смесь. Именно здесь качество прессованного вина действительно становится важным. Мы обсудим различные типы винных прессов и рассмотрим преимущества каждого из них. Это позволяет высвобождать новые пути сока до начала следующего этапа прессования. Непрерывное прессование состоит из (как вы уже догадались) непрерывного процесса, при котором виноград постепенно загружается в пресс, а сок и получаемые выжимки постоянно выбрасываются. Хотя важно отметить множество вариантов оборудования для прессования вина, здесь мы сосредоточимся на различных типах прессов периодического действия, которые наиболее подходят для наших процессов в Gravity Wine House.
Это позволяет высвобождать новые пути сока до начала следующего этапа прессования. Непрерывное прессование состоит из (как вы уже догадались) непрерывного процесса, при котором виноград постепенно загружается в пресс, а сок и получаемые выжимки постоянно выбрасываются. Хотя важно отметить множество вариантов оборудования для прессования вина, здесь мы сосредоточимся на различных типах прессов периодического действия, которые наиболее подходят для наших процессов в Gravity Wine House. Корзина загружается фруктами, а затем сверху прикладывается давление плитой и либо шнеком, либо гидроцилиндрами. Когда пластина оказывает давление, виноград прижимается и уплотняется, а полученный сок вытекает через шиферные стенки и собирается. Хотя этот процесс обычно считался методом «старой школы», учитывая, что он начинался как самая простая конструкция пресса, корзиночный пресс снова появился в течение последних нескольких десятилетий, чтобы снова стать популярным методом прессования.
Корзина загружается фруктами, а затем сверху прикладывается давление плитой и либо шнеком, либо гидроцилиндрами. Когда пластина оказывает давление, виноград прижимается и уплотняется, а полученный сок вытекает через шиферные стенки и собирается. Хотя этот процесс обычно считался методом «старой школы», учитывая, что он начинался как самая простая конструкция пресса, корзиночный пресс снова появился в течение последних нескольких десятилетий, чтобы снова стать популярным методом прессования. Вертикальный корзиночный пресс имеет тенденцию к более мягкому прессованию, без переворачивания виноградного жмыха, поскольку он сжимается пластинами. Кожица и косточки винограда меньше повреждаются, поскольку при извлечении вместе с соком они имеют тенденцию придавать нежелательные органолептические характеристики. Фенолы семян (с низкой молекулярной массой), как правило, имеют более высокое соотношение горечи и терпкости, чем их аналоги из кожуры (фенолы с высокой молекулярной массой). Следовательно, чем сильнее происходит повреждение семян и чем больше экстрагируется фенолов из семян, тем более горьким становится вино, что в конечном итоге создает более резкое ощущение во рту.
Вертикальный корзиночный пресс имеет тенденцию к более мягкому прессованию, без переворачивания виноградного жмыха, поскольку он сжимается пластинами. Кожица и косточки винограда меньше повреждаются, поскольку при извлечении вместе с соком они имеют тенденцию придавать нежелательные органолептические характеристики. Фенолы семян (с низкой молекулярной массой), как правило, имеют более высокое соотношение горечи и терпкости, чем их аналоги из кожуры (фенолы с высокой молекулярной массой). Следовательно, чем сильнее происходит повреждение семян и чем больше экстрагируется фенолов из семян, тем более горьким становится вино, что в конечном итоге создает более резкое ощущение во рту. Урожайность, как правило, ниже при использовании корзиночного пресса, потому что, чтобы избежать получения этих резких и горьких танинов при более сильном прессовании, в целом выделяется меньше сока. Это может быть или не быть критическим фактором, учитывая целевое качество вина. Многие элитные винодельни не будут использовать эти жесткие прессованные фракции, и, таким образом, более низкий выход, но более качественный прессованный сок стоит так называемых «потерь». Еще одним ограничением корзиночного пресса является его производительность. Корзиночные прессы отлично подходят для небольших партий, но они слишком трудоемки и неэффективны для очень больших объемов. Там, где производительность пресса более важна для прессования белого вина, корзиночный пресс не так идеален. Кроме того, характер конструкции корзиночного пресса часто затрудняет прессование крупных ягод и целых гроздей, и он может лучше подходить для одного из других типов прессов.
Урожайность, как правило, ниже при использовании корзиночного пресса, потому что, чтобы избежать получения этих резких и горьких танинов при более сильном прессовании, в целом выделяется меньше сока. Это может быть или не быть критическим фактором, учитывая целевое качество вина. Многие элитные винодельни не будут использовать эти жесткие прессованные фракции, и, таким образом, более низкий выход, но более качественный прессованный сок стоит так называемых «потерь». Еще одним ограничением корзиночного пресса является его производительность. Корзиночные прессы отлично подходят для небольших партий, но они слишком трудоемки и неэффективны для очень больших объемов. Там, где производительность пресса более важна для прессования белого вина, корзиночный пресс не так идеален. Кроме того, характер конструкции корзиночного пресса часто затрудняет прессование крупных ягод и целых гроздей, и он может лучше подходить для одного из других типов прессов. Представленный в 1950-х годах, его основной принцип конструкции заключается в том, что резиновая камера помещается внутри закрытого горизонтального барабана с дренажными каналами. Плод загружается в барабан, и по мере его вращения вокруг своей оси давление воздуха расширяет камеру.
Представленный в 1950-х годах, его основной принцип конструкции заключается в том, что резиновая камера помещается внутри закрытого горизонтального барабана с дренажными каналами. Плод загружается в барабан, и по мере его вращения вокруг своей оси давление воздуха расширяет камеру. Эта конструкция пресса также допускает прерывистое вращение пресса во время наполнения, что приводит к очень эффективному сливу вытекающего сока еще до начала прессования. В дополнение к более высокой заполняющей способности пневматические прессы, как правило, дают более высокую производительность, чем корзиночные прессы. Однако более высокие выходы могут также свидетельствовать о более жестком прессовании, большем количестве твердых веществ и, в конечном счете, о более жестких фракциях прессования. Если количество и эффективность желательны, а не качество, пневматические баллонные прессы — это то, что вам нужно.
Эта конструкция пресса также допускает прерывистое вращение пресса во время наполнения, что приводит к очень эффективному сливу вытекающего сока еще до начала прессования. В дополнение к более высокой заполняющей способности пневматические прессы, как правило, дают более высокую производительность, чем корзиночные прессы. Однако более высокие выходы могут также свидетельствовать о более жестком прессовании, большем количестве твердых веществ и, в конечном счете, о более жестких фракциях прессования. Если количество и эффективность желательны, а не качество, пневматические баллонные прессы — это то, что вам нужно. Когда пластины оказывают давление на середину, жмых уплотняется и позволяет стекать соку через рифленый барабан. Преимущество горизонтального шнекового пресса по сравнению с вертикальным корзиночным прессом заключается в том, что он, как правило, может работать с большими объемами. Однако винтовые прессы часто уступают место пневматическим баллонным прессам. Хотя кажется, что они могут производить сок одинакового качества и выхода, ранее отмеченные преимущества пневматического пресса, как правило, перевешивают аналогичные характеристики винтового пресса.
Когда пластины оказывают давление на середину, жмых уплотняется и позволяет стекать соку через рифленый барабан. Преимущество горизонтального шнекового пресса по сравнению с вертикальным корзиночным прессом заключается в том, что он, как правило, может работать с большими объемами. Однако винтовые прессы часто уступают место пневматическим баллонным прессам. Хотя кажется, что они могут производить сок одинакового качества и выхода, ранее отмеченные преимущества пневматического пресса, как правило, перевешивают аналогичные характеристики винтового пресса. Фрукты можно бесконечно загружать в машину, поскольку она постоянно прижимает фрукты к стенке устройства для извлечения сока. Шнек перемещается по оставшимся твердым веществам, чтобы они отделялись и выталкивались из нужного прессового сока. Хотя эта конструктивная функция обеспечивает максимальную эффективность, прессование здесь требует большого количества переворачиваний и жесткого прессования, что приводит к значительному извлечению из кожуры и семян. Этот низкокачественный сок может увеличить объем вашего вина, но в некоторых традиционных регионах шнековый пресс непрерывного действия фактически запрещен для получения сока для более дорогих вин.
Фрукты можно бесконечно загружать в машину, поскольку она постоянно прижимает фрукты к стенке устройства для извлечения сока. Шнек перемещается по оставшимся твердым веществам, чтобы они отделялись и выталкивались из нужного прессового сока. Хотя эта конструктивная функция обеспечивает максимальную эффективность, прессование здесь требует большого количества переворачиваний и жесткого прессования, что приводит к значительному извлечению из кожуры и семян. Этот низкокачественный сок может увеличить объем вашего вина, но в некоторых традиционных регионах шнековый пресс непрерывного действия фактически запрещен для получения сока для более дорогих вин.
 Толщина покрытия, в зависимости от назначения, может колебаться от 0,0002 (для декоративного покрытия) до 0,1 мм (для защиты деталей автомашин и велосипедов).
Толщина покрытия, в зависимости от назначения, может колебаться от 0,0002 (для декоративного покрытия) до 0,1 мм (для защиты деталей автомашин и велосипедов).
 Синтетические рубины используются в лазерной технике.
Синтетические рубины используются в лазерной технике.
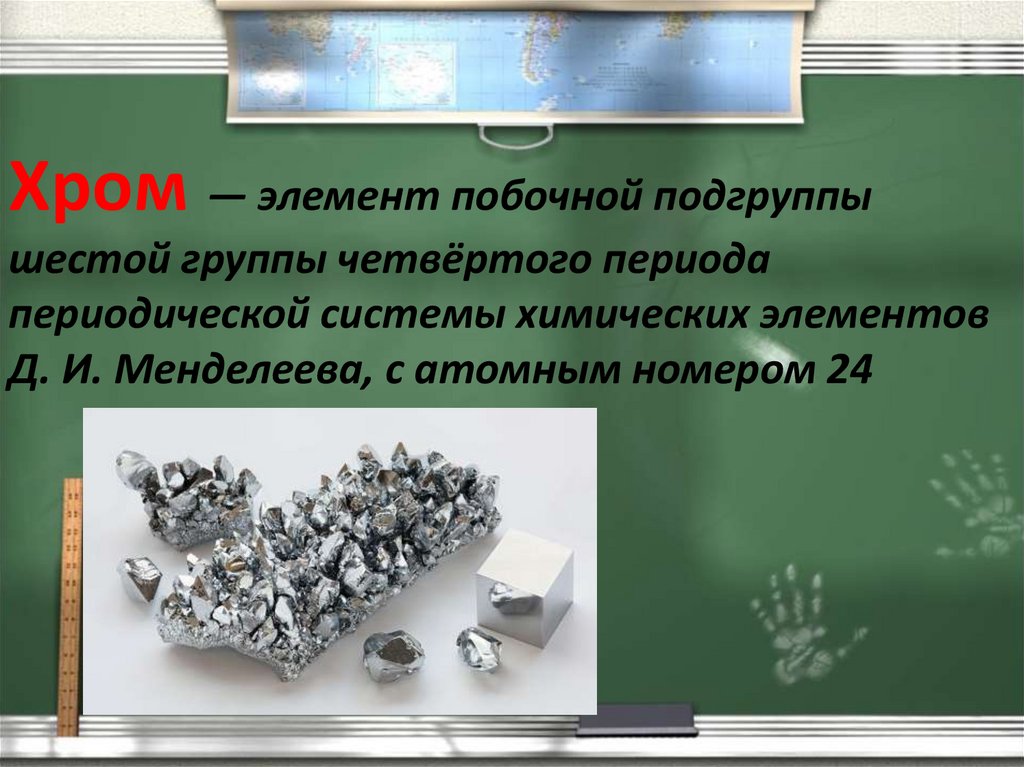

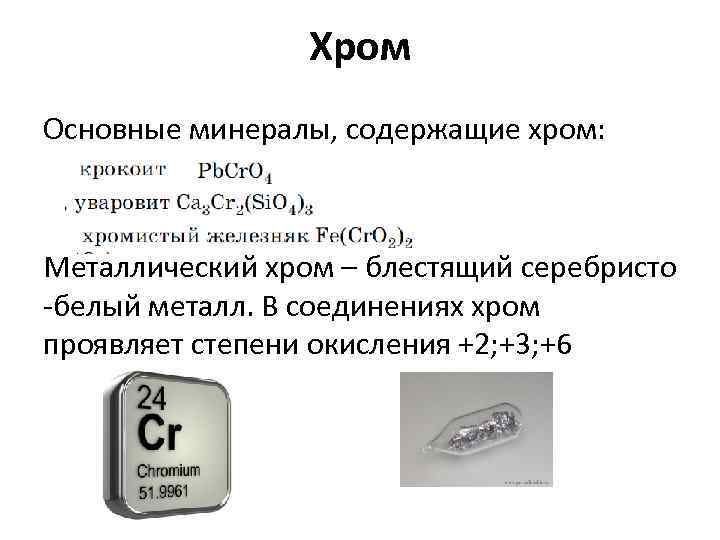

 Недостаточное количество приводит к глюкозе
Недостаточное количество приводит к глюкозе

 Правообладатель иллюстрации iStockphoto / SunChan.
Правообладатель иллюстрации iStockphoto / SunChan. В 2009 г.
В 2009 г. Поскольку они обеспечивают моментальный снимок, отражающий
Поскольку они обеспечивают моментальный снимок, отражающий
 Благодаря своей твердости и устойчивости к коррозии он стал одним из важнейших и незаменимых промышленных металлов и широко используется в быту. В этой статье мы рассмотрим 5 основных использование хрома .
Благодаря своей твердости и устойчивости к коррозии он стал одним из важнейших и незаменимых промышленных металлов и широко используется в быту. В этой статье мы рассмотрим 5 основных использование хрома .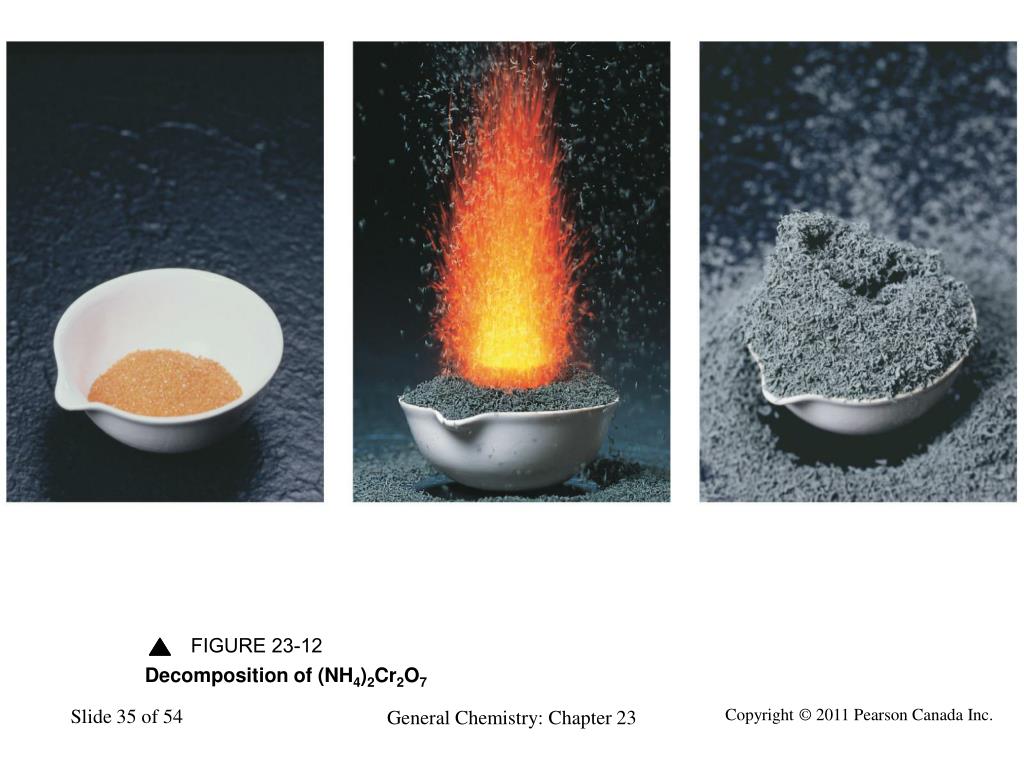 Он в основном используется в гальванике, дублении, печати и окрашивании, медицине, топливе, катализаторах, окислителях, спичках и ингибиторах коррозии металлов.
Он в основном используется в гальванике, дублении, печати и окрашивании, медицине, топливе, катализаторах, окислителях, спичках и ингибиторах коррозии металлов.
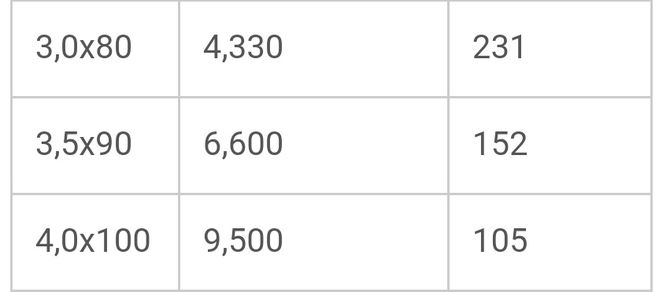 Для этого нужно 1000 разделить на значения второго столбца. Например: 1000 : 0,032 = 31 250 Трефовые гвозди на 15% легче, чем круглые, поэтому для них все значения из второго столбца надо умножить на 0,85. Для трефовых гвоздей с перемычками – на 0,87.
Для этого нужно 1000 разделить на значения второго столбца. Например: 1000 : 0,032 = 31 250 Трефовые гвозди на 15% легче, чем круглые, поэтому для них все значения из второго столбца надо умножить на 0,85. Для трефовых гвоздей с перемычками – на 0,87.
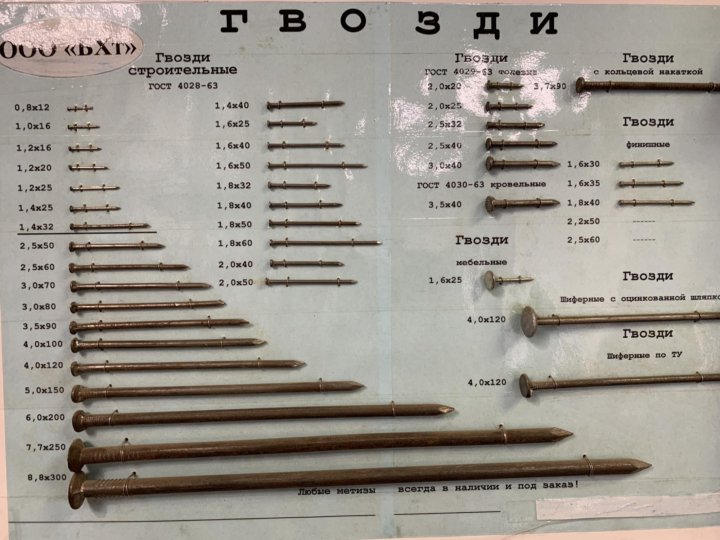 кг
кг Гвоздь этого типа может быть выполнен из винтовой проволоки или из обычной, в последнем варианте накатка резьбы производится в процессе обработки. На винтовые гвозди отсутствует ГОСТ, поэтому при определении веса следует ориентироваться на конкретное ТУ, по которому работает поставщик. В документе обычно присутствует масса 100 штук.
Гвоздь этого типа может быть выполнен из винтовой проволоки или из обычной, в последнем варианте накатка резьбы производится в процессе обработки. На винтовые гвозди отсутствует ГОСТ, поэтому при определении веса следует ориентироваться на конкретное ТУ, по которому работает поставщик. В документе обычно присутствует масса 100 штук. кг
кг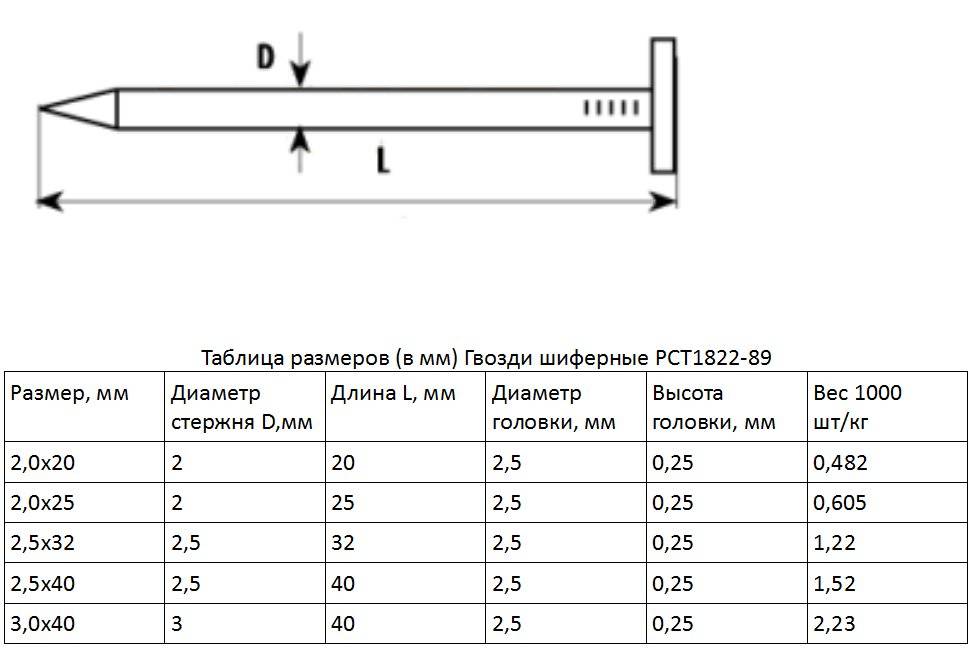 ), у них обычно небольшая шляпка, чтобы на изделии ее не было видно. Такие метизы применяют для крепления ламината, вагонки, плинтусов и других финишных покрытий.
), у них обычно небольшая шляпка, чтобы на изделии ее не было видно. Такие метизы применяют для крепления ламината, вагонки, плинтусов и других финишных покрытий. Также гвозди изготавливают из цветных металлов и сплавов. Процесс изготовления стальных гвоздей заключается в подаче проволоки на гвоздильный станок, затем выбирают необходимую длину гвоздя обрезая его и плотно фиксируют, после делают высадку головки гвоздя.
Также гвозди изготавливают из цветных металлов и сплавов. Процесс изготовления стальных гвоздей заключается в подаче проволоки на гвоздильный станок, затем выбирают необходимую длину гвоздя обрезая его и плотно фиксируют, после делают высадку головки гвоздя. строительных гвоздей ГОСТ 4028-63.
строительных гвоздей ГОСТ 4028-63. Вес 1 гвоздя.
Вес 1 гвоздя.
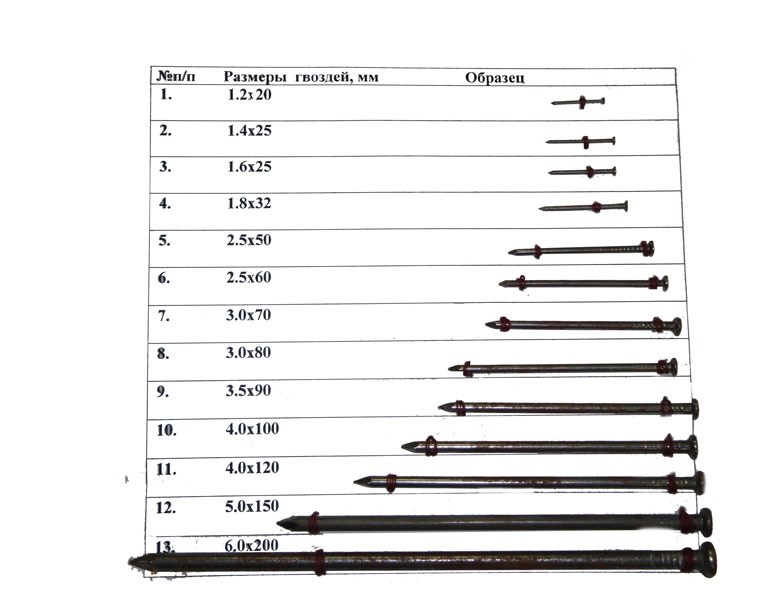 Вес 1 гвоздя.
Вес 1 гвоздя.

 6х 100
6х 100 Канат двойной свивки типа ТК, ЛК-Р.
Канат двойной свивки типа ТК, ЛК-Р.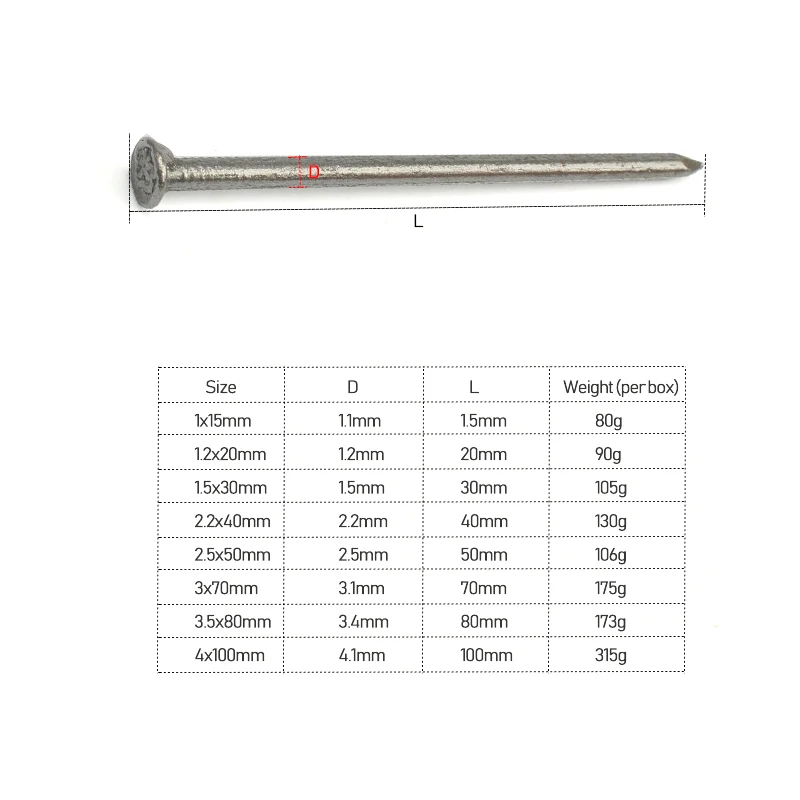
 1
1 2
2 1
1 Бетонные гвозди — один из самых распространенных видов гвоздей, используемых как профессионалами, так и любителями. Бетонные гвозди широко используются для соединения деревянных элементов и конструкций, а также крепления к ним мягких материалов. Структура ногтя имеет круглое сечение и плоскую или коническую головку. Шероховатость перед заглушкой значительно повышает надежность соединения.
Бетонные гвозди — один из самых распространенных видов гвоздей, используемых как профессионалами, так и любителями. Бетонные гвозди широко используются для соединения деревянных элементов и конструкций, а также крепления к ним мягких материалов. Структура ногтя имеет круглое сечение и плоскую или коническую головку. Шероховатость перед заглушкой значительно повышает надежность соединения.
 6d
6d 6d
6d 10
10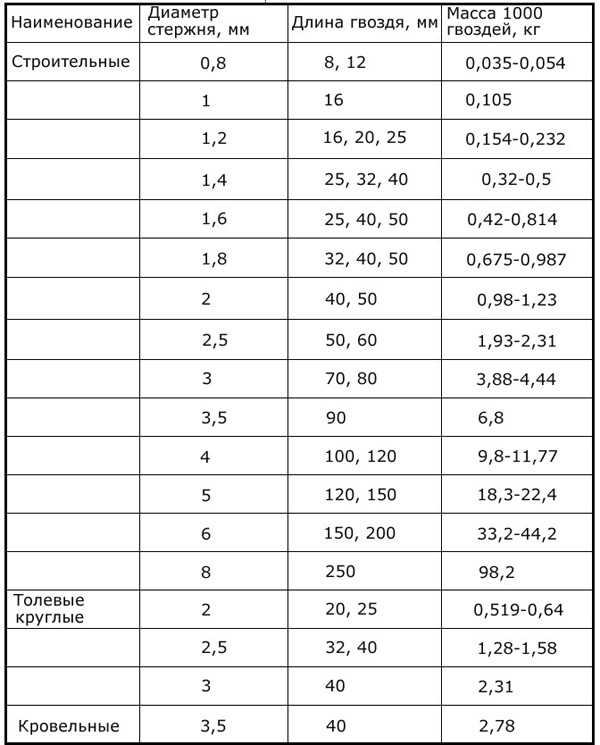
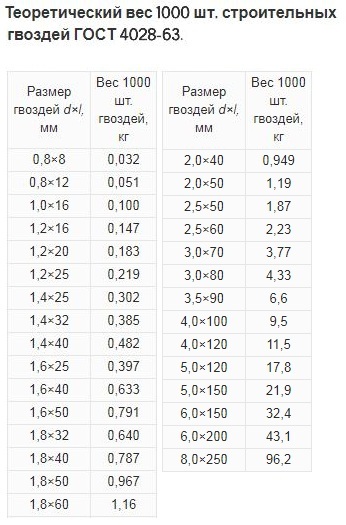 Их также можно использовать для приложений, где важен внешний вид, а не конечный продукт. Из-за отсутствия оцинковки такие гвозди легко подвержены коррозии.
Их также можно использовать для приложений, где важен внешний вид, а не конечный продукт. Из-за отсутствия оцинковки такие гвозди легко подвержены коррозии. 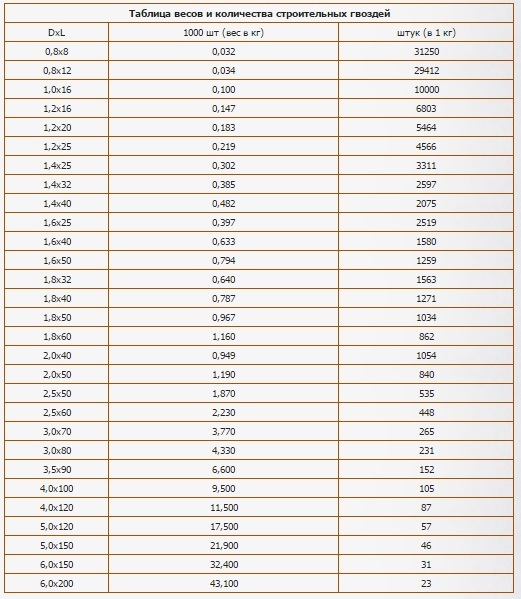 Наша компания предлагает полный спектр гвоздей из нержавеющей стали с кольцевым кольцом, круглой головкой, потерянной головкой и гвоздями. У них всегда очень хороший запас.
Наша компания предлагает полный спектр гвоздей из нержавеющей стали с кольцевым кольцом, круглой головкой, потерянной головкой и гвоздями. У них всегда очень хороший запас. 10
10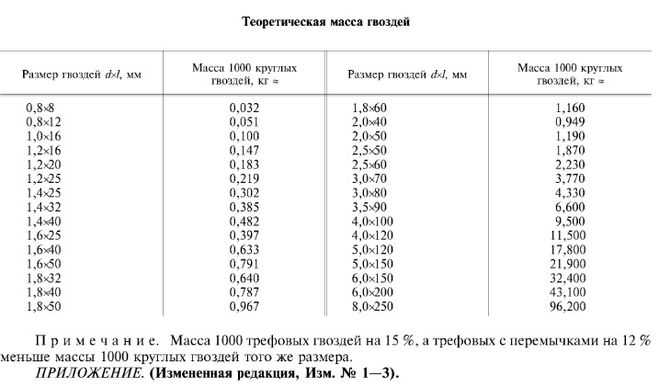



 Для этого демонтируйте заднюю панель, заранее разрядив высоковольтный конденсатор с помощью хорошо изолированного высокоомного проводника. Скрутите трансформатор, магнетрон и электромотор поворотного столика. Все это пригодится в изготовлении других полезных изделий. Не забудьте снять стеклянный диск и его привод из камеры.
Для этого демонтируйте заднюю панель, заранее разрядив высоковольтный конденсатор с помощью хорошо изолированного высокоомного проводника. Скрутите трансформатор, магнетрон и электромотор поворотного столика. Все это пригодится в изготовлении других полезных изделий. Не забудьте снять стеклянный диск и его привод из камеры.
 О том, как и чем покрасить микроволновку, мы уже писали.
О том, как и чем покрасить микроволновку, мы уже писали.
 Сейчас мало кто ностальгирует по этим милым беседам в уютных «онлайн-комнатушках», а советы черпаются из социальных сетей или на информационных сайтах. Прочитав пару-тройку таких бесед, мы нашли как банальные, так и креативные советы по переоборудованию МВП. Победителем стал совет — сделать из корпуса СВЧ домик для котов. Автор поста советует для начала соотнести прибор с размерами кота, после чего снять дверцу при необходимости.
Сейчас мало кто ностальгирует по этим милым беседам в уютных «онлайн-комнатушках», а советы черпаются из социальных сетей или на информационных сайтах. Прочитав пару-тройку таких бесед, мы нашли как банальные, так и креативные советы по переоборудованию МВП. Победителем стал совет — сделать из корпуса СВЧ домик для котов. Автор поста советует для начала соотнести прибор с размерами кота, после чего снять дверцу при необходимости. 03.2022 |
03.2022 |
 Выберите предложенный вариант «микроволны».
Выберите предложенный вариант «микроволны». Отправьте нам свою микроволновую печь, и мы переработаем ее за небольшую плату. Это отличный вариант, если вы не едете на машине или не можете добраться до ближайшего пункта выдачи.
Отправьте нам свою микроволновую печь, и мы переработаем ее за небольшую плату. Это отличный вариант, если вы не едете на машине или не можете добраться до ближайшего пункта выдачи.

 Staples, например, принимает только офисную электронику.
Staples, например, принимает только офисную электронику.
 Подарите его студенту, отправляющемуся в колледж, или пожертвуйте местной школе, церкви или некоммерческой организации.
Подарите его студенту, отправляющемуся в колледж, или пожертвуйте местной школе, церкви или некоммерческой организации. Однако во многих местах микроволновые печи считаются электронными отходами и действуют специальные правила утилизации старых микроволновок.
Однако во многих местах микроволновые печи считаются электронными отходами и действуют специальные правила утилизации старых микроволновок.


 Переработка спасает вашу микроволновую печь от попадания на свалку, а также гарантирует, что некоторые ее компоненты будут использованы для нового продукта.
Переработка спасает вашу микроволновую печь от попадания на свалку, а также гарантирует, что некоторые ее компоненты будут использованы для нового продукта. Вашим первым побуждением может быть просто выбросить его в мусорное ведро. Однако в некоторых местах это может привести к штрафам.
Вашим первым побуждением может быть просто выбросить его в мусорное ведро. Однако в некоторых местах это может привести к штрафам. Если они не указывают микроволновые печи конкретно, вы, вероятно, можете выбросить свою микроволновку в мусорный контейнер. Тем не менее, пожертвование или переработка вашего старого устройства лучше для окружающей среды, и это законно во всем мире. Если вы не уверены, стоит ли его выбрасывать, вместо этого отдайте его на переработку или пожертвуйте.
Если они не указывают микроволновые печи конкретно, вы, вероятно, можете выбросить свою микроволновку в мусорный контейнер. Тем не менее, пожертвование или переработка вашего старого устройства лучше для окружающей среды, и это законно во всем мире. Если вы не уверены, стоит ли его выбрасывать, вместо этого отдайте его на переработку или пожертвуйте. Если вы избавляетесь от старой микроволновки, но вам не разрешено использовать мусорный контейнер, возможно, лучше всего подойдет местная свалка. У них будет специальный контейнер для бытовой техники или электронных отходов, в зависимости от города.
Если вы избавляетесь от старой микроволновки, но вам не разрешено использовать мусорный контейнер, возможно, лучше всего подойдет местная свалка. У них будет специальный контейнер для бытовой техники или электронных отходов, в зависимости от города. Многие энергетические компании бесплатно заберут старые неэффективные приборы, если вы замените их на что-то более новое.
Многие энергетические компании бесплатно заберут старые неэффективные приборы, если вы замените их на что-то более новое. Если у вас возникли проблемы с поиском места, где можно утилизировать микроволновую печь, проверьте Earth9.11.ком. У них есть функция поиска, которая поможет вам найти центры утилизации рядом с вами, которые принимают все виды бытовой техники.
Если у вас возникли проблемы с поиском места, где можно утилизировать микроволновую печь, проверьте Earth9.11.ком. У них есть функция поиска, которая поможет вам найти центры утилизации рядом с вами, которые принимают все виды бытовой техники. Это снимает груз с ваших плеч.
Это снимает груз с ваших плеч. Однако, если его разобрать, магнетрон может выделить несколько веществ, которые опасно вдыхать. Оставьте магнетрон в целости для вашей же безопасности.
Однако, если его разобрать, магнетрон может выделить несколько веществ, которые опасно вдыхать. Оставьте магнетрон в целости для вашей же безопасности.



 Далее нагретые частицы пропускаются через непрерывный поток воды, затвердевая и превращаясь таким образом в гранулят. Размер частиц различен — чем тоньше сварочный пруток, тем меньше должны быть и гранулы.
Далее нагретые частицы пропускаются через непрерывный поток воды, затвердевая и превращаясь таким образом в гранулят. Размер частиц различен — чем тоньше сварочный пруток, тем меньше должны быть и гранулы. Помимо этого, он должен обеспечивать эффективную диффузию отдельных элементов (например, легирующих) в металл шва.
Помимо этого, он должен обеспечивать эффективную диффузию отдельных элементов (например, легирующих) в металл шва.
 Благодаря этому получают более пластичный сварной шов. Пример — флюс для сварки стали АН-46.
Благодаря этому получают более пластичный сварной шов. Пример — флюс для сварки стали АН-46.
 Ее обеспечивают газообразные, пастообразные, а также порошковые флюсы. Они могут наносится:
Ее обеспечивают газообразные, пастообразные, а также порошковые флюсы. Они могут наносится: д.) — например, такие марки, как МБ-2 или БМ-1;
д.) — например, такие марки, как МБ-2 или БМ-1; Чтобы поддерживать в сварочной зоне защитное газовое облако нужного состава, толщина слоя флюса должна быть 40-80 мм, ширина 50-100 мм. Марка флюса для автоматической сварки, как и для классической дуговой, также зависит от характеристик свариваемого металла. Сварка осуществляется в нижнем пространственном положении.
Чтобы поддерживать в сварочной зоне защитное газовое облако нужного состава, толщина слоя флюса должна быть 40-80 мм, ширина 50-100 мм. Марка флюса для автоматической сварки, как и для классической дуговой, также зависит от характеристик свариваемого металла. Сварка осуществляется в нижнем пространственном положении. При поднятии высоких температур сварочной зоны флюс плавится, частично перекрывая доступ кислорода в зону сварки, и растворяя оксиды, которые образуются на кромках свариваемых деталей. Таким образом, улучшаются условия горения сварочной дуги.
При поднятии высоких температур сварочной зоны флюс плавится, частично перекрывая доступ кислорода в зону сварки, и растворяя оксиды, которые образуются на кромках свариваемых деталей. Таким образом, улучшаются условия горения сварочной дуги.

 Объемная масса таких флюсов находится в пределах от 0,6 до 1 кг/дм3.
Объемная масса таких флюсов находится в пределах от 0,6 до 1 кг/дм3. Постоянного состава не существует, а изготовление производится на заказ. Имеет существенный недостаток в виде разности веса и размера частиц, что приводит к их разделению при транспортировке и подаче из бункера.
Постоянного состава не существует, а изготовление производится на заказ. Имеет существенный недостаток в виде разности веса и размера частиц, что приводит к их разделению при транспортировке и подаче из бункера. Существует большая группа флюсов, которые можно применять для нескольких видов металлов.
Существует большая группа флюсов, которые можно применять для нескольких видов металлов.
 Такое разнообразие позволяет обеспечить качественное соединение огромного количества вариантов металлических деталей. В настоящее время этот способ соединения металлов практически полностью вытеснил все остальные виды и продолжает развиваться в сторону упрощения и удешевления процессов.
Такое разнообразие позволяет обеспечить качественное соединение огромного количества вариантов металлических деталей. В настоящее время этот способ соединения металлов практически полностью вытеснил все остальные виды и продолжает развиваться в сторону упрощения и удешевления процессов.
 Но обязательно бывают случаи, когда необходимо использовать Stick или FCAW. Отчасти это связано с тем, что флюсы обладают свойствами, которые способствуют структурной сварке, в том числе обеспечивают получение более прочных сварных швов, чем MIG.
Но обязательно бывают случаи, когда необходимо использовать Stick или FCAW. Отчасти это связано с тем, что флюсы обладают свойствами, которые способствуют структурной сварке, в том числе обеспечивают получение более прочных сварных швов, чем MIG. д.
д. Испаряясь в газ, флюс отталкивает нормальные атмосферные газы, которые могут загрязнять сварной шов и мешать его форме в процессе сварки и охлаждения.
Испаряясь в газ, флюс отталкивает нормальные атмосферные газы, которые могут загрязнять сварной шов и мешать его форме в процессе сварки и охлаждения.
 Этот флюс, хотя и легкоплавкий, также образует шлак.
Этот флюс, хотя и легкоплавкий, также образует шлак. Просто убедитесь, что у вас есть хорошая вентиляция, так как пары являются канцерогенными.
Просто убедитесь, что у вас есть хорошая вентиляция, так как пары являются канцерогенными. Флюсовая сердцевина проволоки помогает раскислять материал заготовки, стабилизировать сварочную дугу, уменьшать разбрызгивание, улучшать механические свойства сплава проволоки и/или защищать сварочную ванну от загрязнений во время сварки. Эта проволока поставляется в бухте или катушке и подается через совместимый пистолет в задачах FCAW (дуговой сварки с флюсовой сердцевиной).
Флюсовая сердцевина проволоки помогает раскислять материал заготовки, стабилизировать сварочную дугу, уменьшать разбрызгивание, улучшать механические свойства сплава проволоки и/или защищать сварочную ванну от загрязнений во время сварки. Эта проволока поставляется в бухте или катушке и подается через совместимый пистолет в задачах FCAW (дуговой сварки с флюсовой сердцевиной). Gas-Shielded – All Position E308LT1-1/4, sorted by Wire Diameter, custom
Gas-Shielded – All Position E308LT1-1/4, sorted by Wire Diameter, custom ..
.. All Position E309LT1-1/4, sorted by Wire Diameter, custom
All Position E309LT1-1/4, sorted by Wire Diameter, custom


 Каждый из данных механизмов предназначен для изготовления определенных элементов и гибки заготовок с сечением конкретных форм. Например, у исполнителей особенно востребовано устройство для ковки профильных труб, так как из данного материала изготавливается каркас многих изделий и конструкций.
Каждый из данных механизмов предназначен для изготовления определенных элементов и гибки заготовок с сечением конкретных форм. Например, у исполнителей особенно востребовано устройство для ковки профильных труб, так как из данного материала изготавливается каркас многих изделий и конструкций. Фото КовкаПРО
Фото КовкаПРО Приобрести готовый предмет можно у сотрудников компаний, присутствующих в разделе «Где купить или заказать кованые изделия». Специалисты предлагают различные по дизайну решения для интерьера, архитектуры здания и ландшафта.
Приобрести готовый предмет можно у сотрудников компаний, присутствующих в разделе «Где купить или заказать кованые изделия». Специалисты предлагают различные по дизайну решения для интерьера, архитектуры здания и ландшафта. Выполняем ковку по индивидуальным эскизам!
Выполняем ковку по индивидуальным эскизам!
 Будет только хуже, если вы этого не сделаете. Вы отстанете в гонке.
Будет только хуже, если вы этого не сделаете. Вы отстанете в гонке. Хотя холодная ковка называется холодной, она происходит при комнатной температуре или близкой к ней.
Хотя холодная ковка называется холодной, она происходит при комнатной температуре или близкой к ней.
 Высокая температура горячей штамповки помогает предотвратить деформационное упрочнение. При таких температурах металлы пластичны, хотя технически тверды.
Высокая температура горячей штамповки помогает предотвратить деформационное упрочнение. При таких температурах металлы пластичны, хотя технически тверды. д. Несмотря на то, что они используют различные методы изменения металла, штамповка и ковка — это не одно и то же.
д. Несмотря на то, что они используют различные методы изменения металла, штамповка и ковка — это не одно и то же. С другой стороны, растяжение и опускание являются примерами деформации растяжением, поскольку они подвергают металлические изделия растягивающему напряжению.
С другой стороны, растяжение и опускание являются примерами деформации растяжением, поскольку они подвергают металлические изделия растягивающему напряжению.
 Холоднокованые детали из-за их выдающейся ударопрочности используются в местах с высокими нагрузками. Компоненты холодной ковки включают в себя такие элементы, как трансмиссия, карданные валы, стойки или амортизаторы.
Холоднокованые детали из-за их выдающейся ударопрочности используются в местах с высокими нагрузками. Компоненты холодной ковки включают в себя такие элементы, как трансмиссия, карданные валы, стойки или амортизаторы.

 Вы можете добиться превосходного качества поверхности, минимальных проблем с загрязнением, улучшенного контроля размеров и большей прочности в результате улучшения направленности волокон.
Вы можете добиться превосходного качества поверхности, минимальных проблем с загрязнением, улучшенного контроля размеров и большей прочности в результате улучшения направленности волокон. Свяжитесь с нами сегодня, чтобы узнать больше.
Свяжитесь с нами сегодня, чтобы узнать больше. Уникальная емкость на рынке!
Уникальная емкость на рынке! 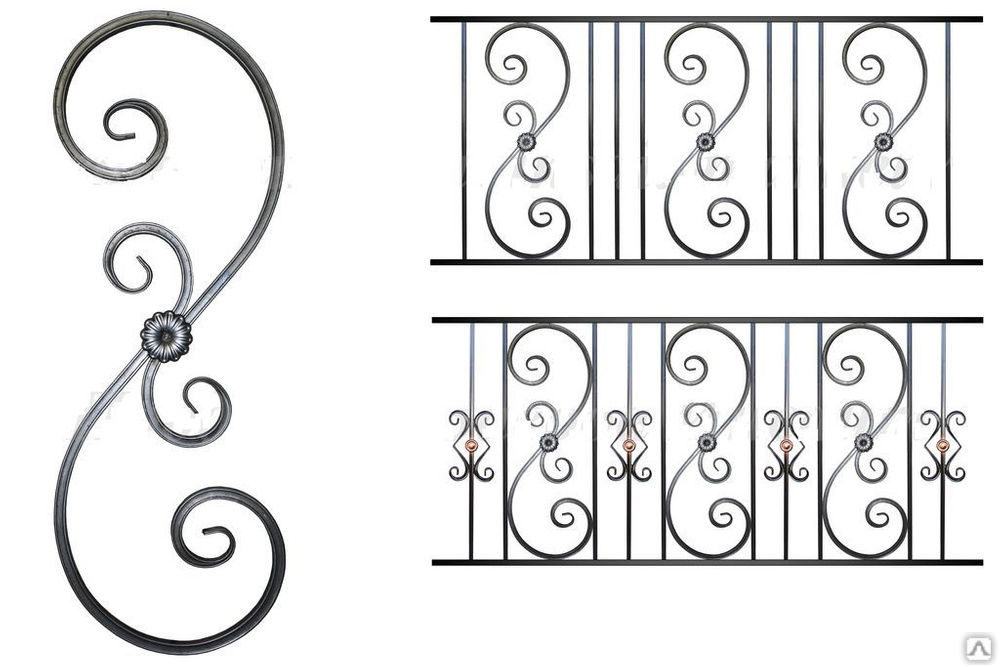


 Компактность прибора контактной сварки сразу же говорит о том, какой мощностью он способен обладать. К трансформатору и устройству в целом, предполагается подключение индикаторов по желанию создателя. Ламповые индикаторы не создают серьезную нагрузку и потери тока.
Компактность прибора контактной сварки сразу же говорит о том, какой мощностью он способен обладать. К трансформатору и устройству в целом, предполагается подключение индикаторов по желанию создателя. Ламповые индикаторы не создают серьезную нагрузку и потери тока. В дальнейшем следует закрепить стальную полоску небольшой толщины методом точечной сварки. Ширина стальной полоски в 1 см для проведения испытаний достаточно. После переваривания следует попытаться сорвать пластину пассатижами. Результатом действия должны образоваться небольшие отверстия. Диаметр, которых не должен превышать 0,5 мм. Для регулировки данного параметра используется специальный резистор, встроенный в схему агрегата.
В дальнейшем следует закрепить стальную полоску небольшой толщины методом точечной сварки. Ширина стальной полоски в 1 см для проведения испытаний достаточно. После переваривания следует попытаться сорвать пластину пассатижами. Результатом действия должны образоваться небольшие отверстия. Диаметр, которых не должен превышать 0,5 мм. Для регулировки данного параметра используется специальный резистор, встроенный в схему агрегата. Данная мера позволяет предотвратить резкий всплеск горячего металла, а также способствуют качественному креплению. Благодаря этому способу сварка получается очень прочной, но добиться абсолютной герметизации практически невозможно.
Данная мера позволяет предотвратить резкий всплеск горячего металла, а также способствуют качественному креплению. Благодаря этому способу сварка получается очень прочной, но добиться абсолютной герметизации практически невозможно.
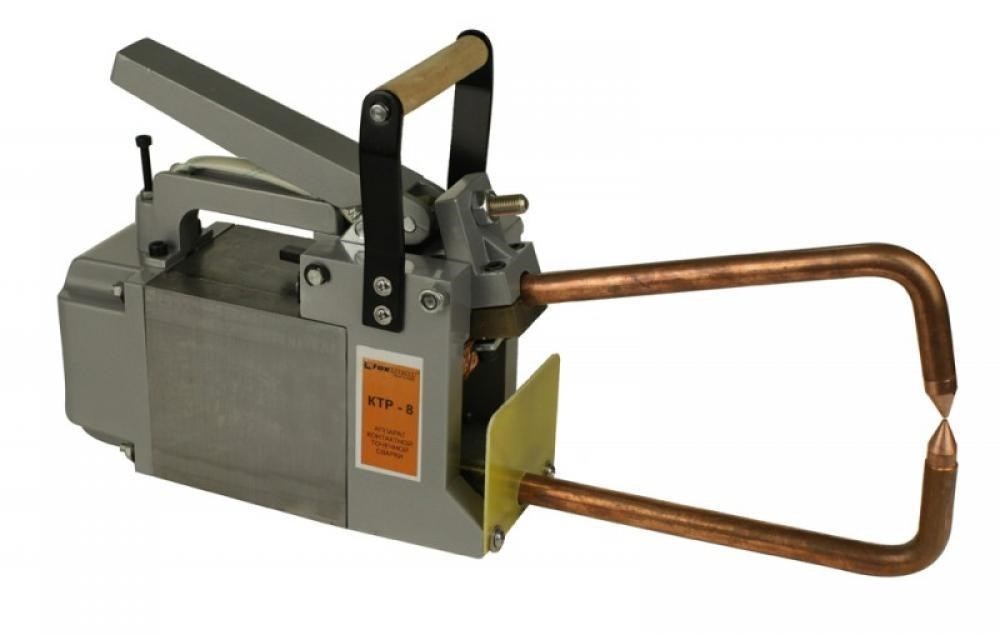 Брэнды
Брэнды

 Сварочный ток 4200 А, Длина кабелей 2,3 м + 1,9 м .
Сварочный ток 4200 А, Длина кабелей 2,3 м + 1,9 м . 





 Сварочный аппарат применяется в кузовных
Сварочный аппарат применяется в кузовных
 Сварочный аппарат применяется в кузовных цехах авторемонтных предприятий. Многофункциональная распределительная панель с LCD используется для установки регулировок параметров точечной сварки в зависимости от инструмента и толщины металлического листа. Ток сварки до 5800 А. Расширенный комплект аксессуаров, пневмо вытяжка.
Сварочный аппарат применяется в кузовных цехах авторемонтных предприятий. Многофункциональная распределительная панель с LCD используется для установки регулировок параметров точечной сварки в зависимости от инструмента и толщины металлического листа. Ток сварки до 5800 А. Расширенный комплект аксессуаров, пневмо вытяжка.

 5
5 и т.д.
и т.д.

 Основу комплекса составляет инверторный
Основу комплекса составляет инверторный


 Сварка допускается на необработанных или неоксидированных поверхностях из стали, нержавеющей стали, оцинкованной стали, латуни и особенно алюминия. Благодаря краткосрочности процесса сварки обрабатываемая поверхность не претерпевает изменений даже если она покрыта лаком (покрашена), оцинкована или пластифицирована.
Сварка допускается на необработанных или неоксидированных поверхностях из стали, нержавеющей стали, оцинкованной стали, латуни и особенно алюминия. Благодаря краткосрочности процесса сварки обрабатываемая поверхность не претерпевает изменений даже если она покрыта лаком (покрашена), оцинкована или пластифицирована.
 проволоки 0,8 — 1,0 мм, мах.ток 250 А., в к-кте с горелкой, кабелем массы и газовым редуктором , 380В
проволоки 0,8 — 1,0 мм, мах.ток 250 А., в к-кте с горелкой, кабелем массы и газовым редуктором , 380В Мы также восстанавливаем или полностью модернизируем и переоснащаем существующие сварочные аппараты клиентов или выбираем один из нашего большого разнообразия бывших в употреблении машин для контактной точечной сварки.
Мы также восстанавливаем или полностью модернизируем и переоснащаем существующие сварочные аппараты клиентов или выбираем один из нашего большого разнообразия бывших в употреблении машин для контактной точечной сварки. (руки и плиты). Стандартные размеры трансформаторов переменного тока варьируются от 50 до 500 кВА, также доступны специальные опции. Доступны также блоки питания MFDC и трехфазного преобразователя частоты.
(руки и плиты). Стандартные размеры трансформаторов переменного тока варьируются от 50 до 500 кВА, также доступны специальные опции. Доступны также блоки питания MFDC и трехфазного преобразователя частоты.
 Сварочный аппарат SlimLine обеспечивает эффективность и высокое качество для различных областей применения. Машины доступны в продольной или окружной конфигурации.
Сварочный аппарат SlimLine обеспечивает эффективность и высокое качество для различных областей применения. Машины доступны в продольной или окружной конфигурации. Система управления ENTRON модели EN1000 является стандартной, но другие марки доступны по запросу.
Система управления ENTRON модели EN1000 является стандартной, но другие марки доступны по запросу.
 Наш полностью оборудованный механический цех может быстро воплотить идеи в реальность. Благодаря современному манипулятору CMM Faro и обрабатывающим центрам с ЧПУ мы можем делать это быстро и с более жесткими допусками.
Наш полностью оборудованный механический цех может быстро воплотить идеи в реальность. Благодаря современному манипулятору CMM Faro и обрабатывающим центрам с ЧПУ мы можем делать это быстро и с более жесткими допусками. Это означает внезапное обслуживание при размещении заказа!
Это означает внезапное обслуживание при размещении заказа! J. Snow доступна в моделях с 2 и 3 головками. Механизмы подачи гаек и деталей также могут быть легко интегрированы в систему.
J. Snow доступна в моделях с 2 и 3 головками. Механизмы подачи гаек и деталей также могут быть легко интегрированы в систему.



 Ну лет то 10 наверно уже прошло. То есть получается скоро увидим как рухнет первый монолит.
Ну лет то 10 наверно уже прошло. То есть получается скоро увидим как рухнет первый монолит.
 Дело в том что это здание строили «для себя». Совершенно другие материалы и подход к строительству. Основная беда монолита именно в том что все чхали на госты и экономия идет совершенно на всем.
Дело в том что это здание строили «для себя». Совершенно другие материалы и подход к строительству. Основная беда монолита именно в том что все чхали на госты и экономия идет совершенно на всем. Не видишь чтоль перекрытия? Только меня тут поправили что это не монолит а железобетон все таки — только почему он наружу выходит — вопрос Подскажите по налоговой. Плюсы и минусы. А Вы переехали бы из квартиры в дом? Шумоизоляция в каркасно-монолитных домах?
Не видишь чтоль перекрытия? Только меня тут поправили что это не монолит а железобетон все таки — только почему он наружу выходит — вопрос Подскажите по налоговой. Плюсы и минусы. А Вы переехали бы из квартиры в дом? Шумоизоляция в каркасно-монолитных домах? Итак, монолитный дом — это конструкция, которая состоит из монолита и железобетона. Она создает форму дома и несет на себе все нагрузки. Так создается железобетонный каркас. После этого грядет этап установки стен с использованием звукоизолирующего материала, а после и облицовка объекта.
Итак, монолитный дом — это конструкция, которая состоит из монолита и железобетона. Она создает форму дома и несет на себе все нагрузки. Так создается железобетонный каркас. После этого грядет этап установки стен с использованием звукоизолирующего материала, а после и облицовка объекта. Рассмотрим плюсы монолитных домов подробнее:. Главный недостаток монолитных домов — это высокая цена. Пока технология 3-Д печати жилых домов развита очень слабо и способна обслуживать, разве что, малобюджетный сектор, монолитки приходится строить вручную.
Рассмотрим плюсы монолитных домов подробнее:. Главный недостаток монолитных домов — это высокая цена. Пока технология 3-Д печати жилых домов развита очень слабо и способна обслуживать, разве что, малобюджетный сектор, монолитки приходится строить вручную. Стоит ли в принципе затевать такое строительство дома? Монолитная технология предусматривает заливку жидкого бетона непрерывно в опалубку, в которой смонтирована основа из металлической арматуры. Таким образом, получают цельный каркас из железобетона, в котором останется сделать только стеновые перегородки и перекрытия со звукоизолятором, а затем облицевать дом снаружи. Что касается опалубки , она бывает съемная и несъемная. В последнем случае опалубка выполняет роль гидро- и звукоизолятора.
Стоит ли в принципе затевать такое строительство дома? Монолитная технология предусматривает заливку жидкого бетона непрерывно в опалубку, в которой смонтирована основа из металлической арматуры. Таким образом, получают цельный каркас из железобетона, в котором останется сделать только стеновые перегородки и перекрытия со звукоизолятором, а затем облицевать дом снаружи. Что касается опалубки , она бывает съемная и несъемная. В последнем случае опалубка выполняет роль гидро- и звукоизолятора. При этом каждый последующий элемент соединяется с предыдущим без стыковочных швов.
При этом каждый последующий элемент соединяется с предыдущим без стыковочных швов.
 Название конструктива говорит само за себя – технология позволяет возвести здание без швов и стыков, которые неминуемо образуются при кирпичном или панельном строительстве. Несмотря на то, здание возводится поэтапно, в итоге оно представляет собой единую монолитную конструкцию. В этом одно из преимуществ – дома обладают повышенным запасом прочности, поэтому часто технологию монолитного строительства применяют для сооружения военных объектов.
Название конструктива говорит само за себя – технология позволяет возвести здание без швов и стыков, которые неминуемо образуются при кирпичном или панельном строительстве. Несмотря на то, здание возводится поэтапно, в итоге оно представляет собой единую монолитную конструкцию. В этом одно из преимуществ – дома обладают повышенным запасом прочности, поэтому часто технологию монолитного строительства применяют для сооружения военных объектов.
 Обычно прутья связывают между собой специальной проволокой, иногда для этого используют сварку. Также готовые арматурные связки можно заказать на заводе, но это выходит дороже, поэтому строительные компании предпочитают «вязать» арматуру на месте.
Обычно прутья связывают между собой специальной проволокой, иногда для этого используют сварку. Также готовые арматурные связки можно заказать на заводе, но это выходит дороже, поэтому строительные компании предпочитают «вязать» арматуру на месте.
 Во-первых, в процессе заливки в бетонную массу попадает воздух, из-за чего в стенах могут образоваться полости, что впоследствии приведет к разрушению. Чтобы этого избежать, в бетон погружают специальный прибор, который создает вибрацию. Процедура будет повторяться до тех пор, пока на поверхности не перестанут появляться пузырьки воздуха.
Во-первых, в процессе заливки в бетонную массу попадает воздух, из-за чего в стенах могут образоваться полости, что впоследствии приведет к разрушению. Чтобы этого избежать, в бетон погружают специальный прибор, который создает вибрацию. Процедура будет повторяться до тех пор, пока на поверхности не перестанут появляться пузырьки воздуха.
 Межкомнатные стены начинают возводить только после того, как перекрытия, опоры и внешние стены окончательно затвердеют, и дом даст усадку.
Межкомнатные стены начинают возводить только после того, как перекрытия, опоры и внешние стены окончательно затвердеют, и дом даст усадку.
 Это означает, что монолитным будет только скелет дома – несущие колонны и перекрытия. Все остальные элементы: межкомнатные, межквартирные стены и фасад возведут из других материалов, например, кирпича, газобетона, пеноблоков, газосиликата и т.д. Самый популярный на сегодняшний день вариант – монолитно-кирпичная технология. Такие дома хороши не только тем, что квартиры в них стоят дешевле, чем в цельных монолитных. К преимуществам относится более высокая теплоизоляция за счет свойств кирпича. Также по кирпичным стенам звук проходит хуже, чем по бетону. Но зато такой дом возводится чуть дольше полностью монолитного.
Это означает, что монолитным будет только скелет дома – несущие колонны и перекрытия. Все остальные элементы: межкомнатные, межквартирные стены и фасад возведут из других материалов, например, кирпича, газобетона, пеноблоков, газосиликата и т.д. Самый популярный на сегодняшний день вариант – монолитно-кирпичная технология. Такие дома хороши не только тем, что квартиры в них стоят дешевле, чем в цельных монолитных. К преимуществам относится более высокая теплоизоляция за счет свойств кирпича. Также по кирпичным стенам звук проходит хуже, чем по бетону. Но зато такой дом возводится чуть дольше полностью монолитного.

 Используя опалубки любой конфигурации, стенам можно придавать разную форму, что позволит разнообразить плоскость фасада и построить необычное здание.
Используя опалубки любой конфигурации, стенам можно придавать разную форму, что позволит разнообразить плоскость фасада и построить необычное здание.


 Его высота составляет 462 м.
Его высота составляет 462 м.
 Поэтому панельные дома возводят быстрее монолитных.
Поэтому панельные дома возводят быстрее монолитных.
 Мы очень ценим все комментарии.
Мы очень ценим все комментарии. В то время как его внимание обычно сосредоточено на компьютерах, он понимает, что хорошо, когда видит это, и не колеблясь пишет об этом. Вот почему он недавно написал колонку о монолитных куполах, которая была опубликована в Palm Beach Daily News и других газетах в Соединенных Штатах.
В то время как его внимание обычно сосредоточено на компьютерах, он понимает, что хорошо, когда видит это, и не колеблясь пишет об этом. Вот почему он недавно написал колонку о монолитных куполах, которая была опубликована в Palm Beach Daily News и других газетах в Соединенных Штатах. Такое погружение воплотило в жизнь способность Монолитных Куполов удовлетворять обширные структурные потребности человечества. Интеграция самых передовых строительных материалов с идеальной формой природы поразила меня способностью куполов защищать нашу жизнь.
Такое погружение воплотило в жизнь способность Монолитных Куполов удовлетворять обширные структурные потребности человечества. Интеграция самых передовых строительных материалов с идеальной формой природы поразила меня способностью куполов защищать нашу жизнь. Внутри нашего монолитного купола 70. Я всем говорю, что мы можем обогреть нижний этаж всего тремя свечами, и никто мне не верит, пока не увидит.
Внутри нашего монолитного купола 70. Я всем говорю, что мы можем обогреть нижний этаж всего тремя свечами, и никто мне не верит, пока не увидит. Вот что он сказал:
Вот что он сказал: Вот мои два цента…
Вот мои два цента…
 Мое видение состоит в том, чтобы сначала использовать хижину в качестве офиса, затем построить свой дом, а затем небольшую общину, лечебную деревню, куда люди приезжают, чтобы выздороветь и узнать о себе. Что ж, мне очень понравился урок, и спасибо за ваше время. — Рональд Бакстер , Талса, Оклахома
Мое видение состоит в том, чтобы сначала использовать хижину в качестве офиса, затем построить свой дом, а затем небольшую общину, лечебную деревню, куда люди приезжают, чтобы выздороветь и узнать о себе. Что ж, мне очень понравился урок, и спасибо за ваше время. — Рональд Бакстер , Талса, Оклахома Мура, пастора
Мура, пастора Мы построили наш купольный комплекс в 1984 году и остались очень довольны им и всеми его преимуществами. Он чрезвычайно энергоэффективен, что снижает наши счета за электроэнергию. На сегодняшний день наш обогреватель ни разу даже не включался. Мы включаем наши кондиционеры только для церковных служб два дня в неделю. Температура в куполе в дни, когда воздух выключен, никогда не колеблется больше, чем на десять градусов, даже в 100-градусную погоду. Поскольку в наших услугах есть музыка, мы установили потолок из стекловолокна и покрыли некоторые лицевые стены коврами. Я не сомневаюсь, что рекомендую этот тип строительства всем. Если у вас есть другие вопросы, пожалуйста, позвоните в мой офис по телефону 281/576-2259..
Мы построили наш купольный комплекс в 1984 году и остались очень довольны им и всеми его преимуществами. Он чрезвычайно энергоэффективен, что снижает наши счета за электроэнергию. На сегодняшний день наш обогреватель ни разу даже не включался. Мы включаем наши кондиционеры только для церковных служб два дня в неделю. Температура в куполе в дни, когда воздух выключен, никогда не колеблется больше, чем на десять градусов, даже в 100-градусную погоду. Поскольку в наших услугах есть музыка, мы установили потолок из стекловолокна и покрыли некоторые лицевые стены коврами. Я не сомневаюсь, что рекомендую этот тип строительства всем. Если у вас есть другие вопросы, пожалуйста, позвоните в мой офис по телефону 281/576-2259.. Атмосфера была теплой и дружеской благодаря вам и вашим сотрудникам. Еще раз выражаю вам искреннюю благодарность» — John Graham , Littleton, CO
Атмосфера была теплой и дружеской благодаря вам и вашим сотрудникам. Еще раз выражаю вам искреннюю благодарность» — John Graham , Littleton, CO Мы благодарим всех, кто работает в команде Monolithic». — Том и Линда Саммер , Конуэй, AR
Мы благодарим всех, кто работает в команде Monolithic». — Том и Линда Саммер , Конуэй, AR Я могу сказать вам, что в своей сфере деятельности я посещаю слишком много семинаров… большинство из которых – пустая трата времени, но… я не могу припомнить, чтобы КОГДА-ЛИБО посещал что-то более приятное, чем ваш. Вы должны получать комплименты за работу, которую вы делаете, и за замечательных людей, с которыми вы, очевидно, работаете / для вас … как членов семьи, так и других. Совершенно очевидно, что все, что вы делаете… РАБОТАЕТ! Еще раз спасибо и привет всем. — Расс Аугсбургер , Сан-Антонио, Техас
Я могу сказать вам, что в своей сфере деятельности я посещаю слишком много семинаров… большинство из которых – пустая трата времени, но… я не могу припомнить, чтобы КОГДА-ЛИБО посещал что-то более приятное, чем ваш. Вы должны получать комплименты за работу, которую вы делаете, и за замечательных людей, с которыми вы, очевидно, работаете / для вас … как членов семьи, так и других. Совершенно очевидно, что все, что вы делаете… РАБОТАЕТ! Еще раз спасибо и привет всем. — Расс Аугсбургер , Сан-Антонио, Техас Рядом с ними вы можете чувствовать себя как дома. Еще раз спасибо.
Рядом с ними вы можете чувствовать себя как дома. Еще раз спасибо. Мы просматривали обучающие записи до семинара, но только благодаря семинару у нас появилась твердая уверенность в нашей способности строить купола. Блокноты, которые вы предоставили, очень полезны, а сертификационные сертификаты служат постоянным положительным напоминанием о знаниях, которые мы получили на вашем семинаре. Конечно, строительство монолитных куполов будет непрерывным процессом обучения, но ваша мастерская обеспечивает прочную основу и необходимые знания для начала». — Скотт Маканулти и Дэвид Рэтчфорд .
Мы просматривали обучающие записи до семинара, но только благодаря семинару у нас появилась твердая уверенность в нашей способности строить купола. Блокноты, которые вы предоставили, очень полезны, а сертификационные сертификаты служат постоянным положительным напоминанием о знаниях, которые мы получили на вашем семинаре. Конечно, строительство монолитных куполов будет непрерывным процессом обучения, но ваша мастерская обеспечивает прочную основу и необходимые знания для начала». — Скотт Маканулти и Дэвид Рэтчфорд . Продолжайте хорошую работу. «Разум, однажды растянутый новой идеей, никогда не восстанавливает свои первоначальные размеры». — Томми Ректор
Продолжайте хорошую работу. «Разум, однажды растянутый новой идеей, никогда не восстанавливает свои первоначальные размеры». — Томми Ректор  – Свет Райков , Москва, Россия»
– Свет Райков , Москва, Россия» Обе школы используют природный газ. Я приложил график, чтобы показать это.
Обе школы используют природный газ. Я приложил график, чтобы показать это. Рик с готовностью признает, что между 3 января 2000 г. и 3 января 2001 г. он, Мелоди и их подрядчик Роберт Джонсон из Stetson Construction не просто строили еще один дом с монолитным куполом. «Цель этого проекта состояла в том, чтобы сделать то, что еще не было сделано в других куполах», — сказал он. «У нас было три цели — или области тестирования».
Рик с готовностью признает, что между 3 января 2000 г. и 3 января 2001 г. он, Мелоди и их подрядчик Роберт Джонсон из Stetson Construction не просто строили еще один дом с монолитным куполом. «Цель этого проекта состояла в том, чтобы сделать то, что еще не было сделано в других куполах», — сказал он. «У нас было три цели — или области тестирования».
 Пришло время перенести и обновить статьи.
Пришло время перенести и обновить статьи. Это больше похоже на возвращение домой.
Это больше похоже на возвращение домой. Есть два основных типа купольных домов, отличающихся типом оболочки, в которой они используются:
Есть два основных типа купольных домов, отличающихся типом оболочки, в которой они используются:

 Монолитные купольные дома пережили землетрясения, ураганы 5-й категории, торнадо и пожары. Фактически, вся конструкция купольного дома считается безопасной комнатой с «почти абсолютной защитой» по стандартам FEMA.
Монолитные купольные дома пережили землетрясения, ураганы 5-й категории, торнадо и пожары. Фактически, вся конструкция купольного дома считается безопасной комнатой с «почти абсолютной защитой» по стандартам FEMA.
 Без комплекта вам придется вырезать много треугольников и много заниматься математикой!
Без комплекта вам придется вырезать много треугольников и много заниматься математикой! Вы можете построить прекрасный дом в геодезическом стиле с помощью комплекта стоимостью около 50 000 долларов или выбрать что-то семизначное.
Вы можете построить прекрасный дом в геодезическом стиле с помощью комплекта стоимостью около 50 000 долларов или выбрать что-то семизначное.