Какие существуют средства индивидуальной защиты сварщика
Работу сварщика никто не назовёт безвредной. Даже при принятии всех мер предосторожности и защиты, сварщику достаётся некоторая доля вредного влияния. При работе без средств индивидуальной защиты это влияние усиливается многократно. Мы даже не рассматриваем в этой статье такие варианты. Проведение сварочных работ без средств защиты – не простая халатность, это преступление.
Да, сварщик должен быть защищен и очень надежно. Для того чтобы в полной мере использовать средства защиты сварщика, необходимо чётко представлять все виды вредного воздействия. Даже простое их перечисление производит неприятное впечатление:
-
комплексное излучение от сварочной дуги; -
брызги расплавленного металла; -
высокий шумовой фон в широком звуковом спектре; -
ультразвуковое воздействие; -
загрязнение воздуха твёрдыми и газообразными частицами вредных и токсичных веществ.

Предупреждён, значит, наполовину защищён. Зная характер опасности, можно выбрать средства для защиты от неё.
Средства индивидуальной защиты сварщика
Защита от излучения сварочной дуги
Сварочную дугу можно считать главным поражающим фактором не только для сварщиков, но и всех окружающих. Не секрет, что рядом со сварщиком часто работают представители других профессий, которым тоже достаётся доля излучения от сварочной дуги. Считается, что сварочная дуга оказывает вредное воздействие на расстоянии до 20 метров.
Излучение от сварочной дуги, в известном смысле, можно назвать шумовым, так как оно охватывает инфракрасную, видимую и ультрафиолетовую часть спектра. Если видимая и инфракрасная часть спектра не доставляет особых неудобств, то ультрафиолетовая, по решению Всемирной Организации Здравоохранения, отнесена к канцерогенным факторам.
От этого излучения необходимо защищать весь кожный покров (лицо, руки, ноги, шею) и, особенно, глаза.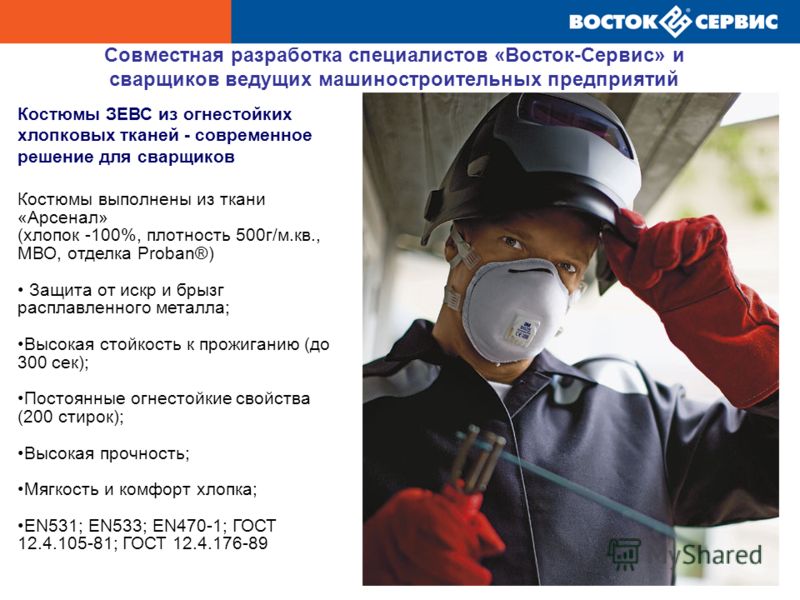 При облучении кожного покрова возникает ожог, очень похожий на солнечный. Его степень зависит от интенсивности излучения и времени экспозиции. Но самое страшное – это облучение глаз.
При облучении кожного покрова возникает ожог, очень похожий на солнечный. Его степень зависит от интенсивности излучения и времени экспозиции. Но самое страшное – это облучение глаз.
При кратковременном воздействии сварочного облучения на глаза появляется дискомфорт в виде ощущения «песка в глазах». Длительные, периодические воздействия ультрафиолета вызывают катаракту глаз и меланому кожи. Всё чаще и громче звучат голоса медиков с предупреждениями о множестве онкологических заболеваний, вызываемых воздействием сварочного излучения.
Сварочный комбинезон защищает сварщика от вредных воздействий облучения на тело. Для защиты рук и ног используют сварочные рукавицы с крагами и специальную обувь. Но главное внимание уделяется защите лица и глаз. Для этих целей служит щиток со светофильтром при электродуговой сварке и сварочные очки при газовой сварке.
Выбор защитного щитка, защитных очков, светофильтров необходимо доверить профессионалам. Не всем известно, что разным видам сварки соответствуют светофильтры с различными стёклами. Неправильно подобранный светофильтр не может обеспечить полноценную защиту. В защитные щитки вставляют светофильтры из тёмно – зелёного стекла. В настоящее время весь диапазон сварочных токов от 13 до 900 ампер разделён на 13 классов светофильтров.
Не всем известно, что разным видам сварки соответствуют светофильтры с различными стёклами. Неправильно подобранный светофильтр не может обеспечить полноценную защиту. В защитные щитки вставляют светофильтры из тёмно – зелёного стекла. В настоящее время весь диапазон сварочных токов от 13 до 900 ампер разделён на 13 классов светофильтров.
На сайте производителя КЕДР можно найти исчерпывающую информацию о технических характеристиках средств защиты и выбрать подходящую сварочную маску.
Защита от брызг расплавленного металла
Даже самый квалифицированный и аккуратный сварщик периодически подвергается воздействию брызг расплавленного металла. Лучшая защита от них – правильно подобранная спецодежда:
-
штанины брюк должны закрывать верх ботинок от попадания искр и не иметь манжет, в которые могут попасть искры; -
костюм должен быть из 100% натуральной шерсти или хлопка и обладать достаточной огнестойкостью. По понятным причинам, синтетическим волокнам нет места в спецодежде сварщика;
-
под каску, защищающую голову от ударов, необходимо надевать огнезащитную шапочку.
 По понятным причинам, синтетическим волокнам нет места в спецодежде сварщика;
По понятным причинам, синтетическим волокнам нет места в спецодежде сварщика;
Желательно использовать специальные ботинки, которые имеют форму, максимально препятствующую попаданию брызг металла во внутрь, металлический слой в подошве для защиты от проколов и усиленный металлический вставкой носок. Отсутствие гвоздей в подошве обуви защищает сварщика от поражения электрическим током, в случае неисправности отключения напряжения холостого хода.
Хорошая спецодежда не должна иметь наружных швов, в которых может застрять искра. То же относится и к сварочным рукавицам. На нашем сайте Вы можете приобрести сварочные перчатки без швов с вставкой для усиления между большим и указательным пальцами.
Защита от шума и ультразвукового воздействия
Ультразвук опасен тем, что он не слышим человеком, поэтому его воздействие трудно определить без специальных приборов. Борьба с ним возможна только с помощью звукопоглощающих и звукоизолирующих кожухов и экранов. Ещё один эффективный метод борьбы с ультразвуковым излучением доступен на этапе проектирования сварочных установок и заключается в смещении частоты колебаний в более безопасный диапазон.
Борьба с ним возможна только с помощью звукопоглощающих и звукоизолирующих кожухов и экранов. Ещё один эффективный метод борьбы с ультразвуковым излучением доступен на этапе проектирования сварочных установок и заключается в смещении частоты колебаний в более безопасный диапазон.
Средства борьбы с шумовым загрязнением разделяют на коллективные и индивидуальные. Коллективные средства аналогичны средствам борьбы с ультразвуком, а индивидуальные надеваются на уши, препятствуя прохождению шума. Возможность общения сварщика с остальными членами коллектива обеспечивается специальными переговорными устройствами.
Защита от загрязнений воздуха
Сварочные работы, особенно ручная дуговая сварка штучным электродом, сопровождаются выделением большого количества дыма. Кипящий в сварочной ванне металл частично испаряется и выделяется в воздух вместе с дымом от сгорания обмазки. Эта адская смесь конденсируется в виде мелкодисперсных аэрозолей, которые способны зависать в воздухе на несколько суток. Всемирная Организация Здравоохранения относит сварочные газы к числу канцерогенных, и с ними необходимо вести нещадную борьбу.
Всемирная Организация Здравоохранения относит сварочные газы к числу канцерогенных, и с ними необходимо вести нещадную борьбу.
Главным методом удаления дыма является активная вытяжная вентиляция как общая, так и непосредственно из сварочной зоны. На предприятиях этим вопросам уделяется огромное внимание. Ведь дым поражает органы дыхания не только сварщикам, но и всем рабочим в близлежащих зонах. Хорошо поставленная работа по защите от загрязнений воздуха предполагает мониторинг состояния воздуха на рабочем месте.
Для этого заводская лаборатория производит периодический забор проб воздуха на различных производственных участках с последующим анализом этих проб с помощью лабораторного оборудования. Результаты анализов заносятся в специальный журнал. По результатам делаются выводы и намечаются мероприятия по улучшению условий работы в соответствии с нормами действующего законодательства.
В случаях проведения сварочных работ в местах, не оборудованных достаточной вентиляцией, сварщиков защищают средства индивидуальной защиты. Такие средства бывают двух типов: фильтрующие и изолирующие. Решение о применении того или иного вида защиты принимается в зависимости от процентного содержания кислорода в помещении.
Такие средства бывают двух типов: фильтрующие и изолирующие. Решение о применении того или иного вида защиты принимается в зависимости от процентного содержания кислорода в помещении.
Если кислорода достаточно, то фильтрующие средства защиты способны обеспечить безопасные условия работы. При недостатке кислорода (менее 18%) необходимо обеспечить рабочих изолирующими средствами защиты. При этом необходимо помнить, что подаваемый воздух должен быть свободен от пыли и иметь комфортную для дыхания температуру от 15 до 20 градусов по Цельсию.
Купить средства защиты сварщика от производителя
Делая выбор в пользу того или другого средства защиты, обращайте внимание на производителя. Некачественные средства могут сыграть злую шутку со здоровьем сварщика. Респираторы и маски для дыхания должны изготавливаться из высококачественных материалов на оборудовании, которое гарантирует высокую точность сборки и надёжность защиты.
Продукция компании «Кедр» производится на современном оборудовании по новейшим технологиям. Система управления производством позволяет вести контроль качества на каждом этапе производства, отбраковывая испорченные детали сразу, не доводя их до стадии готового изделия. Кроме надёжности готовых изделий, этим гарантируется высокая рентабельность производства и конкурентная цена. В каталоге Вы можете найти разнообразные средства защиты сварщика.
Система управления производством позволяет вести контроль качества на каждом этапе производства, отбраковывая испорченные детали сразу, не доводя их до стадии готового изделия. Кроме надёжности готовых изделий, этим гарантируется высокая рентабельность производства и конкурентная цена. В каталоге Вы можете найти разнообразные средства защиты сварщика.
Ещё одна очень важная, но не всем заметная черта нашей компании – это особое отношение к клиенту. Команда профессиональных менеджеров поможет Вам разобраться во всех тонкостях предлагаемой продукции и сделать правильный выбор. Кроме того, здесь вы узнаете обо всех скидках, акциях, способах оплаты и условиях доставки товара по Москве и России.
Выбор средств индивидуальной защиты сварщика: спецодежда и краги
Выбор средств индивидуальной защиты сварщика: спецодежда и краги | Интернет-магазин «Урал КДС»
Применение индивидуальных средств защиты оператора сварочных работ — одно из требований специальной охраны труда и отраслевой техники безопасности. Изделия необходимы для защиты работника от вредных факторов производства.
Изделия необходимы для защиты работника от вредных факторов производства.
Риски, от которых сварщику необходима защита
Сварка — сложный физико-технический процесс, во время которого образуются различные побочные явления термической, респираторной, электрической, ультрафиолетовой и иной природы. Наиболее существенны в плане воздействия на организм следующие:
- Излучение сварочной дуги. Состоит из волн трех участков полного спектра: ультрафиолетового, видимого и инфракрасного. Каждое из них опасно по-своему, в комбинации они обладают канцерогенным эффектом, а также вызывают заболевания глаз.
- Искры и брызги расплавленного металла. Являются причиной механических травм глаз сварщика, что составляет четверть всех повреждений органов зрения. При отсутствии своевременного лечения такие травмы могут привести к слепоте.
- Сварочный дым. Образуется в результате нагревания соединяемых элементов и содержит частицы металла и рабочей среды. Вызывает раздражение слизистых, глаз, литейную лихорадку, угнетает нервную систему и облегчает развитие рака.
- Шумовое загрязнение. Как правило, во время сварки фоновый шум превышает безопасные для здоровья пределы. Длительное воздействие снижает внимание, вызывает головную боль, а также поражает слух — это профессиональные заболевания сварщика.

Кроме того, процесс сварки сопровождают статическая нагрузка, ультразвуковое загрязнение, возникновение электромагнитного поля. В целом, специальных средств для снижения интенсивности этих явлений нет. Однако и их воздействие на организм менее агрессивно, в сравнении с другими факторами.
Категории средств индивидуальной защиты
Операторы сварочных работ пользуются различными средствами защиты. В зависимости от сложности и особенностей конкретной процедуры состав полного комплекта различается. Поэтому выделяют три категории защитных изделий:
- Основные средства. Такими предметами снабжается каждый работник, ими также оснащают каждое рабочее место для сварки. Основная категория включает маску, краги (специальные защитные перчатки) и робу (комбинезон).
- Дополнительные средства. Обеспечивают более надежную защиту — при особо опасных работах их применяют в обязательном порядке. В группу входят очки, респиратор, щиток, наколенники и нарукавники, обувь, наушники, фартук.
- Специальные средства. При работе в замкнутых непроветриваемых помещениях, с опасными расходными материалами необходимо использовать также специальную маску с подачей воздуха, а также перчатки и нарукавники, отражающие тепло.

Выдача указанных изделий работникам осуществляется в соответствии с «Типовыми отраслевыми нормами», утвержденными приказом Министерства труда и социального развития РФ от 16 декабря 1997 года № 63 во всех случаях, когда на объекте отсутствует коллективная защита от вредных воздействий, а безопасность не может быть обеспечена иначе: конструкционными, организационными и архитектурно-плановыми решениями.
Виды средств защиты по ГОСТ 12.4.011–89
В России спецодежда и другие предметы профессионального оснащения операторов сварки регулируются ГОСТ 12. 4.103–83, а также ГОСТ 12.4.011–89.
4.103–83, а также ГОСТ 12.4.011–89.
Второй документ устанавливает следующие категории изделий для безопасности работы:
- Специальная одежда. Робы, комбинезоны, полукомбинезоны, костюмы, брюки, куртки, фартуки, жилеты, полушубки, тулупы. Самые надежные и наиболее распространенные варианты — спилковые, а также цельные спилковые.
- Специальная обувь. Сапоги, ботинки, боты и галоши, в зависимости от климатических условий и температуры среды на объекте. Они имеют металлические накладки, защищающие от окалины и брызг металла.
- Средства защиты головы. Каски, подшлемники, береты и шапки. Как правило, используются каски, совмещенные с защитным щитком на лицо. Такие предметы применяют на объектах, где есть риск травмирования головы.
- Средства защиты органов дыхания. Противогазы и респираторы. Они применяются только тогда, когда вентиляционные системы не могут обеспечить достаточно очищение воздуха от пыли, газов и частиц металла.
- Средства защиты лица. Щитки и маски, защищающие кожу лица, глаза, нос и рот от излучения электрической дуги, брызг расплавленного металла. Выбор модели зависит от характера деятельности.
- Средства защиты глаз. Специальные очки, плотно прилегающие к коже вокруг глаз и исключающие попадание в органы зрения искр, брызг и окалины, а также снижающие степень излучения до допустимого уровня, безопасного для глаз.
- Средства защиты органов слуха. Вкладыши в слуховые каналы, наушники, противошумные шлемы, снижающие уровень шумового загрязнения до отметки, безопасной для организма. В целом изделия этого класса называют антифонами.
- Средства защиты рук. Рукавицы, перчатки и краги — имеют разную степень защиты. Самые прочные и надежные — краги, далее идут рукавицы, а потом перчатки. Изделия изготавливают из брезента.
 Щитки и маски, защищающие кожу лица, глаза, нос и рот от излучения электрической дуги, брызг расплавленного металла. Выбор модели зависит от характера деятельности.
Щитки и маски, защищающие кожу лица, глаза, нос и рот от излучения электрической дуги, брызг расплавленного металла. Выбор модели зависит от характера деятельности.
Для обеспечения безопасности сварочных работ используют также предохранительные приспособления. Это пояса, ручные захваты, диэлектрические коврики, манипуляторы, наколенники, наплечники, налокотники. Кожа рук также нуждается в особом уходе с помощью специальных моющих средств, мазей, паст и кремов.
Кожа рук также нуждается в особом уходе с помощью специальных моющих средств, мазей, паст и кремов.
Основные категории защитных изделий представлены в каталоге нашего магазина — при необходимости консультанты помогут с выбором.
Остались вопросы?
Наши квалифицированные менеджеры свяжутся с вами в течении 10 минут
×
Узнать цену на товар
no product
Оставьте свои контакты, чтобы узнать
цену на товар
7 ключевых областей средств индивидуальной защиты, необходимых сварщикам — Walsh Duffield Cos, Inc.
Несмотря на то, что современные технологии достигли больших успехов в использовании роботизированной сварки, роботы не могут делать все это — поэтому необходимо принять меры для защиты сварщика и помочь устранить риски, с которыми они могут столкнуться в течение рабочего дня. Специалисты по безопасности в OSEA дают рекомендации по устранению опасностей на рабочем месте с помощью технических средств контроля, когда опасность нельзя просто устранить. В областях, где это невозможно, средства индивидуальной защиты (СИЗ) считаются крайней мерой, но имеют решающее значение для защиты сотрудников от воздействия и травм, вызванных известными рисками. Работникам, выполняющим работы, и работникам, подвергающимся опасности сварки, потребуются различные СИЗ, чтобы исключить многие риски, с которыми они сталкиваются ежедневно.
Специалисты по безопасности в OSEA дают рекомендации по устранению опасностей на рабочем месте с помощью технических средств контроля, когда опасность нельзя просто устранить. В областях, где это невозможно, средства индивидуальной защиты (СИЗ) считаются крайней мерой, но имеют решающее значение для защиты сотрудников от воздействия и травм, вызванных известными рисками. Работникам, выполняющим работы, и работникам, подвергающимся опасности сварки, потребуются различные СИЗ, чтобы исключить многие риски, с которыми они сталкиваются ежедневно.
1) Защита рук
Защита рук, вероятно, является наиболее часто используемым СИЗ. Летящие искры, тепло и острые предметы встречаются в течение дня. Сварщику потребуются различные перчатки, чтобы комфортно работать весь день. Стойкие к порезам перчатки, сварочные перчатки, щитки для рук и кожаные перчатки обеспечивают различную защиту от различных существующих опасностей. Существуют специальные стандарты ANSI для перчаток, такие как ANSI/ISEA 105 по сопротивлению порезам, а также по защите от дуговой вспышки, поэтому выбор должен основываться на рабочих характеристиках перчатки по отношению к выполняемым задачам. Для химического воздействия в паспорте безопасности будет указана соответствующая защита.
Для химического воздействия в паспорте безопасности будет указана соответствующая защита.
2) Защита кожи
Защита кожи также считается критически важной. Одежда для сварщиков должна быть из хлопчатобумажной или шерстяной ткани плотного переплетения, желательно обработанной огнезащитными покрытиями. Не следует носить одежду из полиэстера, ацетата или акрила (или их комбинации) с хлопком или шерстью, поскольку эти материалы легко воспламеняются и при горении расплавляются на коже.
3) Защита глаз и лица
Глаза и лицо сварщика должны быть защищены от воздействия УФ-излучения, горячего металла, искр и летящих предметов. Сварочный шлем, сварочная шапка, защитная маска, защитные очки и/или защитные очки могут потребоваться в течение дня для защиты глаз сварщика. Средства защиты глаз и лица, предоставляемые сотрудникам, должны соответствовать стандарту ANSI Z87.1-19.89 и защита головы должны соответствовать стандартам ANSI Z89. 1-1986.
1-1986.
4) Индивидуальные кабинки
Дополнительно, если позволяет объем работ, сварщик должен быть заключен в индивидуальную кабину. Стенд должен состоять из негорючих экранов или штор с защитой от УФ-излучения. Кабины, шторы и ширмы должны обеспечивать циркуляцию воздуха на уровне пола. Рабочие или другие лица, находящиеся рядом с зонами сварки, могут нуждаться в защите от лучей УФ-защитными экранами или экранами; или от них может потребоваться носить соответствующие очки/защитные очки. Для проведения сварочных работ на объекте также может потребоваться разрешение на проведение огневых работ в качестве средства предотвращения пожара.
5) Защита ног
Ноги сварщика также должны быть защищены от падающих предметов, летящих искр и горячего шлака. Кожаные высокие туфли с закрытым носком обеспечат наилучшую защиту. Сварочные гетры и другие термостойкие чехлы для ног могут обеспечить дополнительную защиту. Защитная обувь должна соответствовать стандартам защиты стопы ANSI Z41. 1-1991 или ASTM F2413-05.
1-1991 или ASTM F2413-05.
6) Средства защиты органов слуха
Средства защиты органов слуха часто требуются для уменьшения воздействия опасного шума, создаваемого в процессе сварки. Если сотрудники подвергаются опасному шуму выше 85 дБА (децибелы, измеренные по шкале А шумомера), необходимо внедрить программу сохранения слуха. Существует большое разнообразие берушей и наушников, которые обеспечат удобную защиту от потери слуха. Программа сохранения слуха должна соответствовать требованиям OSHA 29.CFR 1910.95.
7) Защита органов дыхания
Защита органов дыхания также может потребоваться для предотвращения воздействия на сотрудников токсичных паров, газов и/или пыли. Для количественной оценки уровня воздействия необходимо провести проверку качества воздуха в зоне дыхания сварщиков. Технические средства контроля, такие как механическая вентиляция, местные вытяжные системы и вытяжные шкафы, должны быть реализованы в максимально возможной степени, чтобы исключить риск воздействия. Работодатели должны обеспечить, чтобы работники не подвергались воздействию токсичных паров, газов и/или пыли в концентрациях, превышающих максимально допустимые концентрации, как указано в 29.CFR 1910.1000 (Токсичные и опасные вещества). Выбор метода защиты зависит от воздействия, с которым приходится иметь дело, и уровня защиты, необходимого для получения безопасной для дыхания атмосферы. Любая компания, которая требует, чтобы ее сотрудники носили респираторы, должна иметь план защиты органов дыхания, который обеспечивает соответствие требованиям OSHA по стандарту защиты органов дыхания, 29 CFR 1910.134
Работодатели должны обеспечить, чтобы работники не подвергались воздействию токсичных паров, газов и/или пыли в концентрациях, превышающих максимально допустимые концентрации, как указано в 29.CFR 1910.1000 (Токсичные и опасные вещества). Выбор метода защиты зависит от воздействия, с которым приходится иметь дело, и уровня защиты, необходимого для получения безопасной для дыхания атмосферы. Любая компания, которая требует, чтобы ее сотрудники носили респираторы, должна иметь план защиты органов дыхания, который обеспечивает соответствие требованиям OSHA по стандарту защиты органов дыхания, 29 CFR 1910.134
Когда речь идет о безопасности сварки и защите рабочих, вы должны понимать воздействие , опасности и надлежащие методы защиты. Опасностей для здоровья и возможных травм слишком много, чтобы перечислять их здесь, но помните, что отсутствие защиты нанесет вред!
За дополнительной информацией обращайтесь к специалистам по охране труда и технике безопасности OSEA, Inc. и одежда : OSH Answers
OSH Answers Fact Sheets
Легко читаемые информационные бюллетени с вопросами и ответами, охватывающие широкий спектр тем, касающихся здоровья и безопасности на рабочем месте, от опасностей и болезней до эргономики и продвижения на рабочем месте. ПОДРОБНЕЕ >
ПОДРОБНЕЕ >
Загрузите бесплатное приложение OSH Answers
Поиск по всем информационным бюллетеням:
Поиск
Введите слово, фразу или задайте вопрос
ПОМОЩЬ
Какие средства индивидуальной защиты доступны при сварке?
В приведенной ниже таблице перечислены типы средств индивидуальной защиты, которые можно использовать при сварке.
| Сварка — средства индивидуальной защиты | |||||||
|---|---|---|---|---|---|---|---|
| Body Part | Equipment | Illustration | Reason | ||||
| Eyes and face | Welding helmet, hand shield, or goggles | Protects from:
Носить огнестойкие головные уборы под каской, где это необходимо | |||||
| Lungs (breathing) | Respirators | Protects against:
| |||||
| Exposed skin (other than feet, hands, and head) | Fire/Flame resistant clothing and aprons | Защищает от:
Примечания: штаны не должны иметь манжет, рубашки должны иметь клапаны над карманами или заклеиваться лентой | |||||
| Наушники — слух | Наушники, беруши | Защита от:
Используйте огнестойкие наушники, если искры или брызги могут попасть в ухо, а не пробки. | |||||
| футов и руки | Сапоги, перчатки | защита от:
| |||||

 3-15 «Защита глаз и лица» различные типы средств защиты глаз подразделяются на классы. Каждый класс предназначен для определенного использования. Средства защиты глаз и лица должны иметь отличительную маркировку для идентификации производителя. и их класс Классификация общепринятых средств защиты для сварочных работ приведена ниже:
3-15 «Защита глаз и лица» различные типы средств защиты глаз подразделяются на классы. Каждый класс предназначен для определенного использования. Средства защиты глаз и лица должны иметь отличительную маркировку для идентификации производителя. и их класс Классификация общепринятых средств защиты для сварочных работ приведена ниже: Линзы с фильтрами более светлого оттенка можно использовать с очками вместо шлема.
Линзы с фильтрами более светлого оттенка можно использовать с очками вместо шлема. В некоторых моделях теплоизоляция обеспечивается креплением к раме вместо отдельной прокладки.
В некоторых моделях теплоизоляция обеспечивается креплением к раме вместо отдельной прокладки. В таблице ниже приведены правильные номера оттенков для различных ситуаций.
В таблице ниже приведены правильные номера оттенков для различных ситуаций. 2 гласит, что контактные линзы не должны носить сварщики и сварочный персонал, поскольку инородные тела (предметы) в глазах могут вызвать чрезмерное раздражение. Контактные линзы не обеспечивают защиту от ультрафиолетового излучения и летающих предметов. Все рабочие, находящиеся вблизи сварочных работ, должны носить соответствующие защитные очки в зависимости от обстоятельств. В документе OSH Answers «Контактные линзы на работе» обсуждается, как частицы пыли или химические вещества могут раздражать глаза.
2 гласит, что контактные линзы не должны носить сварщики и сварочный персонал, поскольку инородные тела (предметы) в глазах могут вызвать чрезмерное раздражение. Контактные линзы не обеспечивают защиту от ультрафиолетового излучения и летающих предметов. Все рабочие, находящиеся вблизи сварочных работ, должны носить соответствующие защитные очки в зависимости от обстоятельств. В документе OSH Answers «Контактные линзы на работе» обсуждается, как частицы пыли или химические вещества могут раздражать глаза.
 Mg [25], так же как и в альфа-сплаве Ag — Zn [10, 11, 16], были обнаружены две стадии отжига. В работе [32] предполагается, что двухстадийный отжиг, наблюдавшийся Розвеллом и Новиком в альфа-сплаве Ag-Zn, обусловлен эффектами захвата вакансий примесями. Первая стадия обусловлена миграцией вакансий к ловушкам и стокам, вторая — миграцией вакансий от ловушек к стокам. Берри [10], однако, нашел, что отжиг вакансий по экспоненциальному закону происходит только тогда, когда избыточная концентрация АС меньше или сравнима с Cs, кажущейся концентрацией стоков. Когда ДСС8, отжиг характеризуется начальной ускоренной стадией, за которой следует экспоненциальная стадия. Берри доказал, что существует и более сложный процесс отжига, когда около стоков имеется градиент коцентрации вакансий.
Mg [25], так же как и в альфа-сплаве Ag — Zn [10, 11, 16], были обнаружены две стадии отжига. В работе [32] предполагается, что двухстадийный отжиг, наблюдавшийся Розвеллом и Новиком в альфа-сплаве Ag-Zn, обусловлен эффектами захвата вакансий примесями. Первая стадия обусловлена миграцией вакансий к ловушкам и стокам, вторая — миграцией вакансий от ловушек к стокам. Берри [10], однако, нашел, что отжиг вакансий по экспоненциальному закону происходит только тогда, когда избыточная концентрация АС меньше или сравнима с Cs, кажущейся концентрацией стоков. Когда ДСС8, отжиг характеризуется начальной ускоренной стадией, за которой следует экспоненциальная стадия. Берри доказал, что существует и более сложный процесс отжига, когда около стоков имеется градиент коцентрации вакансий.
 Mg [25], так же как и в альфа-сплаве Ag — Zn [10, 11, 16], были обнаружены две стадии отжига. В работе [32] предполагается, что двухстадийный отжиг, наблюдавшийся Розвеллом и Новиком в альфа-сплаве Ag-Zn, обусловлен эффектами захвата вакансий примесями. Первая стадия обусловлена миграцией вакансий к ловушкам и стокам, вторая — миграцией вакансий от ловушек к стокам. Берри [10], однако, нашел, что отжиг вакансий по экспоненциальному закону происходит только тогда, когда избыточная концентрация АС меньше или сравнима с Cs, кажущейся концентрацией стоков. Когда ДСС8, отжиг характеризуется начальной ускоренной стадией, за которой следует экспоненциальная стадия. Берри доказал, что существует и более сложный процесс отжига, когда около стоков имеется градиент коцентрации вакансий.
Mg [25], так же как и в альфа-сплаве Ag — Zn [10, 11, 16], были обнаружены две стадии отжига. В работе [32] предполагается, что двухстадийный отжиг, наблюдавшийся Розвеллом и Новиком в альфа-сплаве Ag-Zn, обусловлен эффектами захвата вакансий примесями. Первая стадия обусловлена миграцией вакансий к ловушкам и стокам, вторая — миграцией вакансий от ловушек к стокам. Берри [10], однако, нашел, что отжиг вакансий по экспоненциальному закону происходит только тогда, когда избыточная концентрация АС меньше или сравнима с Cs, кажущейся концентрацией стоков. Когда ДСС8, отжиг характеризуется начальной ускоренной стадией, за которой следует экспоненциальная стадия. Берри доказал, что существует и более сложный процесс отжига, когда около стоков имеется градиент коцентрации вакансий.
 Сравнение с данными по диффузии, определенными методом меченых атомов, показало, что дефектом, ответственным за диффузию в кристаллах, является, вероятно, вакансия. Было найдено, что отжиг вакансий происходит двумя стадиями и включает среднее число скачков до аннигиляции, из чего следует, что стоком для вакансий являются дислокации. Другая работа [17] показала, что кинетика отжига для пластически деформированного и хорошо отожженного материала различна. Все вышеупомянутые исследования были проведены на альфа-сплавах Ag-Zn главным образом из-за большой степени релаксации в сплавах этой системы.
Сравнение с данными по диффузии, определенными методом меченых атомов, показало, что дефектом, ответственным за диффузию в кристаллах, является, вероятно, вакансия. Было найдено, что отжиг вакансий происходит двумя стадиями и включает среднее число скачков до аннигиляции, из чего следует, что стоком для вакансий являются дислокации. Другая работа [17] показала, что кинетика отжига для пластически деформированного и хорошо отожженного материала различна. Все вышеупомянутые исследования были проведены на альфа-сплавах Ag-Zn главным образом из-за большой степени релаксации в сплавах этой системы.
 В способе обработки титанового сплава, состоящего по существу из, мас.%: 0,2-0,5 железа, 0,02-0,12 кислорода, 0,15-0,6 кремния и…
В способе обработки титанового сплава, состоящего по существу из, мас.%: 0,2-0,5 железа, 0,02-0,12 кислорода, 0,15-0,6 кремния и… 11.2013
11.2013 %: 4,2-5,4 алюминия, 2,5-3,5 ванадия, 0,5-0,7 железа, 0,15-0,19 кислорода и титана до 100….
%: 4,2-5,4 алюминия, 2,5-3,5 ванадия, 0,5-0,7 железа, 0,15-0,19 кислорода и титана до 100…. 07.2018
07.2018 ..
.. Способ получения заготовки из титанового сплава включает стадии, на которых получают слиток титанового сплава, включающего,…
Способ получения заготовки из титанового сплава включает стадии, на которых получают слиток титанового сплава, включающего,… Высокопрочный титановый сплав с альфа-бета-структурой, содержащий, мас.%: Al от 4,7 до 6,0, V от 6,5 до 8,0, Si и O каждый менее 1, Ti и…
Высокопрочный титановый сплав с альфа-бета-структурой, содержащий, мас.%: Al от 4,7 до 6,0, V от 6,5 до 8,0, Si и O каждый менее 1, Ti и…
 В результате получается продукт, который прочнее любого из исходных элементов. Известно, что титановые сплавы имеют две основные фазы. Это альфа- и бета-фазы. Эти фазы далее разбиты на подкатегории, включая Альфа, почти Альфа, Бета, почти Бета и, конечно же, тот, который нас больше всего интересует сегодня, Альфа-Бета. Именно различия в ориентации молекул этих фаз придают титановым сплавам уникальные свойства. Фаза альфа-бета состоит из альфа- и трансформированных бета-молекул. Важно отметить, что титановые сплавы Альфа-Бета сосуществуют и могут подвергаться дальнейшей обработке для придания еще более разнообразного набора свойств, которые делают этот металл идеальным для множества применений во многих отраслях промышленности. Альфа-бета-титан часто содержит легирующие элементы, такие как алюминий или ванадий, что обеспечивает высокую коррозионную стойкость и возможность использования при высоких температурах, что делает их отличными кандидатами для применения в аэрокосмической отрасли.
В результате получается продукт, который прочнее любого из исходных элементов. Известно, что титановые сплавы имеют две основные фазы. Это альфа- и бета-фазы. Эти фазы далее разбиты на подкатегории, включая Альфа, почти Альфа, Бета, почти Бета и, конечно же, тот, который нас больше всего интересует сегодня, Альфа-Бета. Именно различия в ориентации молекул этих фаз придают титановым сплавам уникальные свойства. Фаза альфа-бета состоит из альфа- и трансформированных бета-молекул. Важно отметить, что титановые сплавы Альфа-Бета сосуществуют и могут подвергаться дальнейшей обработке для придания еще более разнообразного набора свойств, которые делают этот металл идеальным для множества применений во многих отраслях промышленности. Альфа-бета-титан часто содержит легирующие элементы, такие как алюминий или ванадий, что обеспечивает высокую коррозионную стойкость и возможность использования при высоких температурах, что делает их отличными кандидатами для применения в аэрокосмической отрасли.
 Он обладает превосходной прочностью по сравнению с технически чистым титаном, но при этом сохраняет столь важные жесткость и термические свойства. Этот сплав предлагает пользователям лучшее из обоих миров и находит полезное применение в нескольких отраслях. Наиболее выгоден он для производств, которым нужен легкий, жаростойкий, но прочный металл.
Он обладает превосходной прочностью по сравнению с технически чистым титаном, но при этом сохраняет столь важные жесткость и термические свойства. Этот сплав предлагает пользователям лучшее из обоих миров и находит полезное применение в нескольких отраслях. Наиболее выгоден он для производств, которым нужен легкий, жаростойкий, но прочный металл.
 Такое сочетание характеристик низкой плотности, прочности и свариваемости позволяет использовать титан во многих областях. CP Ti и его сплавы также устойчивы к коррозии после воздействия суровых условий, таких как соленая морская вода, что делает его пригодным для использования в различных отраслях промышленности.
Такое сочетание характеристик низкой плотности, прочности и свариваемости позволяет использовать титан во многих областях. CP Ti и его сплавы также устойчивы к коррозии после воздействия суровых условий, таких как соленая морская вода, что делает его пригодным для использования в различных отраслях промышленности.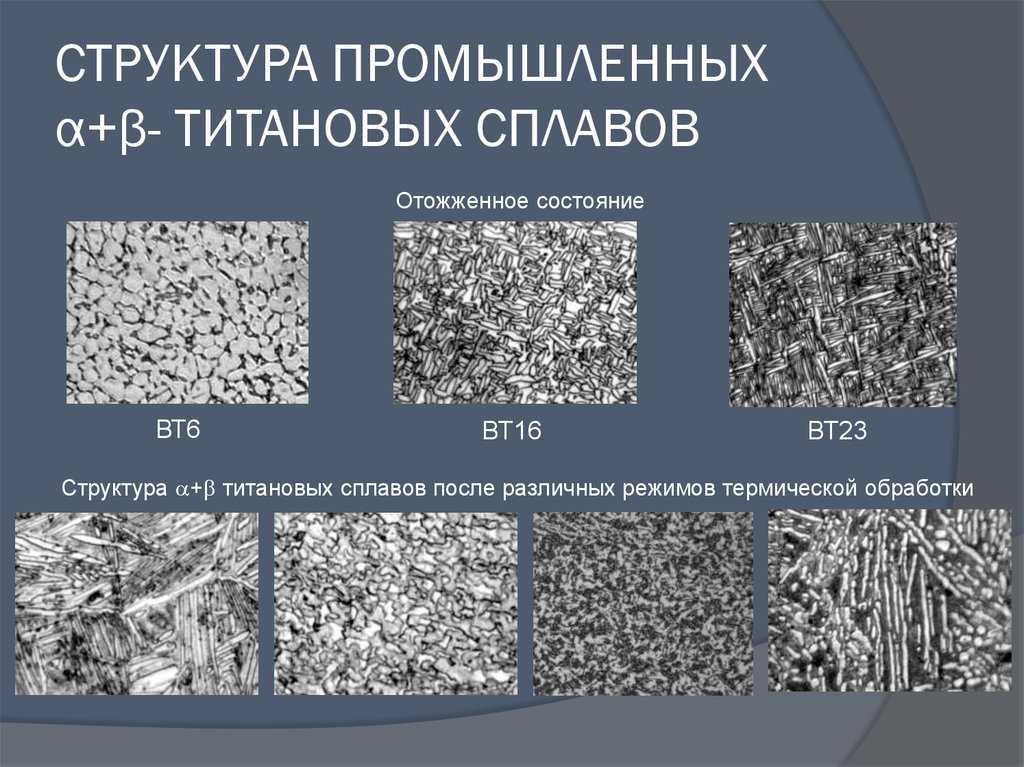
 Сплавы с альфа-бета-фазой способны реализовать все эти функции, не жертвуя при этом жесткостью и термическими свойствами чистого титана. 9 класститан, например, имеет прочность где-то между коммерчески чистым титаном класса 4 и титаном класса 5, при этом он способен работать при более высоких температурах, чем коммерчески чистые сорта.
Сплавы с альфа-бета-фазой способны реализовать все эти функции, не жертвуя при этом жесткостью и термическими свойствами чистого титана. 9 класститан, например, имеет прочность где-то между коммерчески чистым титаном класса 4 и титаном класса 5, при этом он способен работать при более высоких температурах, чем коммерчески чистые сорта. Эти особенности делают CP Ti превосходным кандидатом при изготовлении сложных компонентов, а также дают ему множество применений, где альфа-бета-титановые сплавы не подходят.
Эти особенности делают CP Ti превосходным кандидатом при изготовлении сложных компонентов, а также дают ему множество применений, где альфа-бета-титановые сплавы не подходят. Металлургическая структура титана и его бета-сплавов отличается легкостью, прочностью и устойчивостью.
Металлургическая структура титана и его бета-сплавов отличается легкостью, прочностью и устойчивостью. Другими областями применения сплавов Ti и чистого титана, полученных при непрерывном вакуумном отжиге, являются авиационные турбины, аэрокосмические крепежные детали и другие конструктивные элементы самолетов. В таком оружии, как ракеты и защитная броня, также используется титан 9.0008
Другими областями применения сплавов Ti и чистого титана, полученных при непрерывном вакуумном отжиге, являются авиационные турбины, аэрокосмические крепежные детали и другие конструктивные элементы самолетов. В таком оружии, как ракеты и защитная броня, также используется титан 9.0008 Титановые конденсаторы могут выдерживать воздействие солоноватой воды в качестве охлаждающей среды в течение многих лет, в отличие от других трубных материалов.
Титановые конденсаторы могут выдерживать воздействие солоноватой воды в качестве охлаждающей среды в течение многих лет, в отличие от других трубных материалов. Титан представляет собой еще лучший материал, учитывая, что он легкий, а его немагнитные свойства не мешают хранению данных.
Титан представляет собой еще лучший материал, учитывая, что он легкий, а его немагнитные свойства не мешают хранению данных. Альфа-фаза титана имеет плотноупакованную гексагональную форму, а ее бета-фаза объемно-центрированная кубическая. В чистом титане альфа-фаза стабильна ниже 882°C, а бета выше 882°C.
Альфа-фаза титана имеет плотноупакованную гексагональную форму, а ее бета-фаза объемно-центрированная кубическая. В чистом титане альфа-фаза стабильна ниже 882°C, а бета выше 882°C. Ti-6Al-4V составляет половину всего выпускаемого титанового сплава. В титановых сплавах Alpha Beta фазы существуют рядом друг с другом и могут быть дополнительно обработаны для придания широчайшему диапазону свойств, что делает его пригодным для широкого спектра конечных применений. Микроструктуру альфа-бета-титана можно изменить с помощью термической обработки, чтобы придать оптимальные качества прочности, коррозионной стойкости, свариваемости и простоты изготовления.
Ti-6Al-4V составляет половину всего выпускаемого титанового сплава. В титановых сплавах Alpha Beta фазы существуют рядом друг с другом и могут быть дополнительно обработаны для придания широчайшему диапазону свойств, что делает его пригодным для широкого спектра конечных применений. Микроструктуру альфа-бета-титана можно изменить с помощью термической обработки, чтобы придать оптимальные качества прочности, коррозионной стойкости, свариваемости и простоты изготовления.
 1.2. Под действие настоящего Соглашения подпадают все существующие (реально функционирующие) на данный момент услуги (сервисы) Сайта, а также любые их последующие модификации и появляющиеся в дальнейшем дополнительные услуги (сервисы).
1.2. Под действие настоящего Соглашения подпадают все существующие (реально функционирующие) на данный момент услуги (сервисы) Сайта, а также любые их последующие модификации и появляющиеся в дальнейшем дополнительные услуги (сервисы).
 3.9. Обеспечивать сохранность личных данных от доступа третьих лиц.
3.9. Обеспечивать сохранность личных данных от доступа третьих лиц.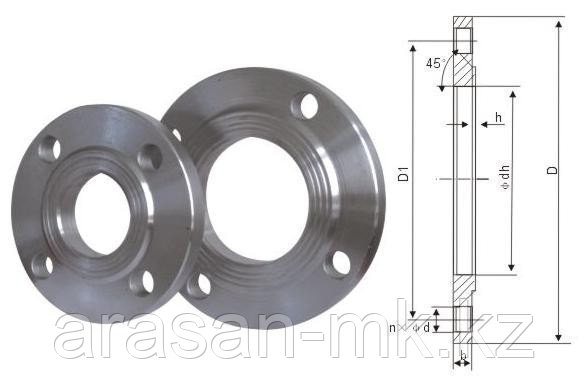
.png.5870118b231c26b7543bd8521a8e6d97.png)
 1. Администрация сайта не принимает встречные предложения от Пользователя относительно изменений настоящего Пользовательского соглашения.
1. Администрация сайта не принимает встречные предложения от Пользователя относительно изменений настоящего Пользовательского соглашения. лицами и индивидуальными предпринимателями.
лицами и индивидуальными предпринимателями.
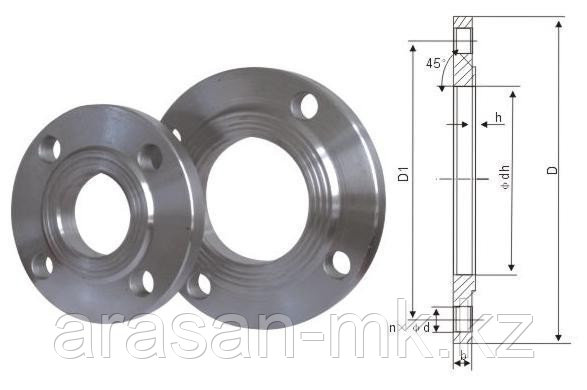
 Также производим монтаж Вашего оборудования и сварку трубопровода из полиэтиленовых ПНД труб. Вся продукция сертифицирована и соответствует требованиям ГОСТ и ТУ.
Также производим монтаж Вашего оборудования и сварку трубопровода из полиэтиленовых ПНД труб. Вся продукция сертифицирована и соответствует требованиям ГОСТ и ТУ.| DN | А | Б | С | Д | Е | Ф |
| 10 | 90 | 60 | 40 | 2 | 17,2 | 28 |
| 15 | 95 | 65 | 45 | 2 | 21,3 | 32 |
| 20 | 105 | 75 | 58 | 2,3 | 26,9 | 40 |
| 25 | 115 | 85 | 68 | 2,6 | 33,7 | 46 |
| 32 | 140 | 100 | 78 | 2,6 | 42,4 | 56 |
| 40 | 150 | 110 | 88 | 2,6 | 48,3 | 64 |
| 50 | 165 | 125 | 102 | 2,9 | 60,3 | 74 |
| 65 | 185 | 145 | 122 | 2,9 | 76,1 | 92 |
| 80 | 200 | 160 | 138 | 3,2 | 88,9 | 105 |
| 100 | 220 | 180 | 158 | 3,6 | 114,3 | 131 |
| 125 | 250 | 210 | 188 | 4 | 139,7 | 156 |
| 150 | 285 | 240 | 212 | 4,5 | 168,3 | 184 |
| 200 | 340 | 295 | 268 | 6,3 | 219,1 | 235 |
| 250 | 405 | 355 | 320 | 6,3 | 273 | 292 |
| 300 | 460 | 410 | 378 | 7. 1 1 | 323,9 | 344 |
| 350 | 520 | 470 | 438 | 8 | 355,6 | 390 |
| 400 | 580 | 525 | 490 | 8 | 406,4 | 445 |
| 450 | 640 | 585 | 550 | 8 | 457 | 490 |
| 500 | 715 | 650 | 610 | 8 | 508 | 548 |
| 600 | 840 | 770 | 725 | 10 | 610 | 670 |
| 700 | 910 | 840 | 795 | 10 | 711 | 755 |
| 800 | 1025 | 950 | 900 | 12,5 | 813 | 855 |
| 900 | 1125 | 1050 | 1000 | 12,5 | 914 | 955 |
| 1000 | 1255 | 1170 | 1115 | 12,5 | 1016 | 1058 |
| 1200 | 1485 | 1390 | 1330 | 14,2 | 1219 | 1262 |
| 1400 | 1685 | 1590 | 1530 | 16 | 1422 | 1465 |
| 1600 | 1930 | 1820 | 1750 | 17,5 | 1626 | 1668 |
| 1800 | 2130 | 2020 | 1950 | 20 | 1829 | 1870 |
| 2000 | 2345 | 2230 | 2150 | 22 | 2032 | 2072 |
| Ду | Г | Н | К | М | Н | Р |
| 10 | 14 | 2 | 16 | 35 | 6 | 4 |
| 15 | 14 | 2 | 16 | 38 | 6 | 4 |
| 20 | 14 | 2 | 18 | 40 | 6 | 4 |
| 25 | 14 | 2 | 18 | 40 | 6 | 4 |
| 32 | 18 | 2 | 18 | 42 | 6 | 6 |
| 40 | 18 | 3 | 18 | 45 | 7 | 6 |
| 50 | 18 | 3 | 18 | 45 | 8 | 6 |
| 65 | 18 | 3 | 18 | 45 | 10 | 6 |
| 80 | 18 | 3 | 20 | 50 | 10 | 6 |
| 100 | 18 | 3 | 20 | 52 | 12 | 8 |
| 125 | 18 | 3 | 22 | 55 | 12 | 8 |
| 150 | 22 | 3 | 22 | 55 | 12 | 10 |
| 200 | 22 | 3 | 24 | 62 | 16 | 10 |
| 250 | 26 | 3 | 26 | 70 | 16 | 12 |
| 300 | 26 | 4 | 28 | 78 | 16 | 12 |
| 350 | 26 | 4 | 30 | 82 | 16 | 12 |
| 400 | 30 | 4 | 32 | 85 | 16 | 12 |
| 450 | 30 | 4 | 34 | 83 | 16 | 12 |
| 500 | 33 | 4 | 36 | 84 | 16 | 12 |
| 600 | 36 | 5 | 40 | 88 | 18 | 12 |
| 700 | 36 | 5 | 40 | 104 | 18 | 12 |
| 800 | 39 | 5 | 62 | 108 | 20 | 12 |
| 900 | 39 | 5 | 64 | 118 | 20 | 12 |
| 1000 | 42 | 5 | 68 | 137 | 22 | 16 |
| 1200 | 48 | 5 | 78 | 160 | 30 | 16 |
| 1400 | 48 | 5 | 84 | 177 | 30 | 16 |
| 1600 | 56 | 5 | 102 | 204 | 35 | 16 |
| 1800 | 56 | 5 | 110 | 218 | 35 | 16 |
| 2000 | 62 | 5 | 124 | 238 | 40 | 16 |
| Ду | Количество болтов | Диаметр болтов с шестигранной головкой | Длина болтов с шестигранной головкой | Диаметр шпилек | Длина шпилек |
| 10 | 4 | М12 | 50 | 1/2″ | 65 |
| 15 | 4 | М12 | 50 | 1/2″ | 65 |
| 20 | 4 | М12 | 55 | 1/2″ | 70 |
| 25 | 4 | М12 | 55 | 1/2″ | 70 |
| 32 | 4 | М16 | 60 | 5/8″ | 80 |
| 40 | 4 | М16 | 60 | 5/8″ | 80 |
| 50 | 4 | М16 | 60 | 5/8″ | 80 |
| 65 | 8 | М16 | 60 | 5/8″ | 80 |
| 80 | 8 | М16 | 65 | 5/8″ | 80 |
| 100 | 8 | М16 | 65 | 5/8″ | 80 |
| 125 | 8 | М16 | 65 | 5/8″ | 85 |
| 150 | 8 | М20 | 70 | 3/4″ | 95 |
| 200 | 12 | М20 | 75 | 3/4″ | 95 |
| 250 | 12 | М24 | 85 | 7/8″ | 110 |
| 300 | 12 | М24 | 90 | 7/8″ | 110 |
| 350 | 16 | М24 | 90 | 7/8″ | 115 |
| 400 | 16 | М27 | 100 | 1″ | 130 |
| 450 | 20 | М27 | 105 | 1″ | 130 |
| 500 | 20 | М30 | 110 | 1,1/8″ | 145 |
| 600 | 20 | М33 | 120 | 1,1/4″ | 160 |
| 700 | 24 | М33 | 120 | 1,1/4″ | 160 |
| 800 | 24 | М36 | 170 | 1,3/8″ | 210 |
| 900 | 28 | М36 | 175 | 1,3/8″ | 215 |
| 1000 | 28 | М39 | 185 | 1,1/2 дюйма | 230 |
| 1200 | 32 | М45 | 210 | 1,3/4″ | 265 |
| 1400 | 36 | М45 | 225 | 1,3/4″ | 275 |
| 1600 | 40 | М52 | 270 | 2 дюйма | 325 |
| 1800 | 44 | М52 | 285 | 2 дюйма | 345 |
| 2000 | 48 | М56 | 315 | 2,1/4 дюйма | 385 |
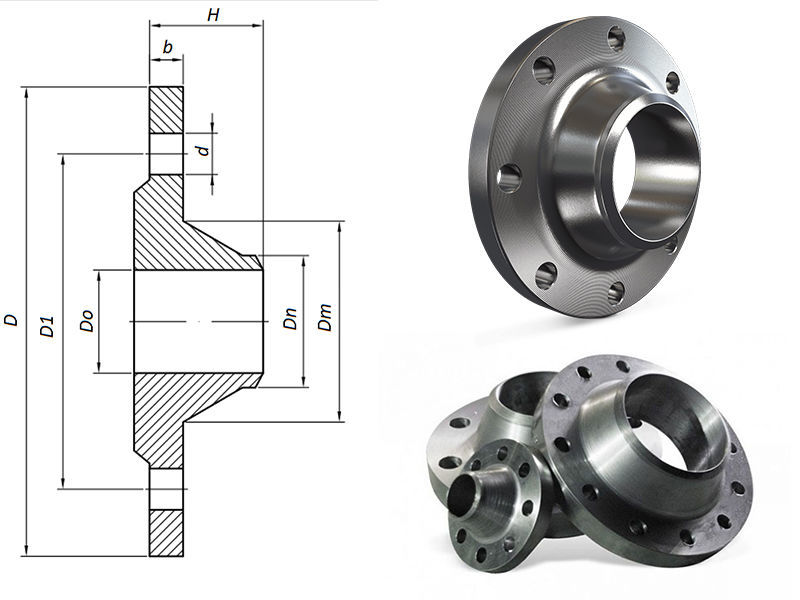
Обозначения. .
.
- A = Внешний диаметр
- B = диаметр окружности болта
- G = Диаметр отверстий под болты
- C = Диаметр выступа
- H = высота выступа
- E = Внешний диаметр шейки
- K = Толщина фланца
- M = Длина фланца
- N = длина правого конца
- F = Диаметр шейки
- R = Радиус углов
- D = Толщина стенки
Общие примечания.
- Размеры указаны в миллиметрах, если не указано иное.
- Концы под сварку встык (необходимо указать при заказе) DIN 3239-1-R6 форма кромки 22 по DIN 2559 (DIN EN ISO 9692)
Особые примечания..
- Длины и диаметры болтов с шестигранной головкой, а также длины шпилек рассчитаны автором этого веб-сайта.
- Все длины рассчитаны без шайб, пружинных шайб и т. д. и свободной резьбы (соответствует 1/3 диаметра болта)
- Все длины рассчитаны для толщины прокладки 3 мм.
- Размеры болтов рассчитаны для фланца с приварной горловиной типа 11. Другие типы фланцев могут иметь разные диаметры отверстий под болты и толщину, так что болты могут иметь разные размеры.
Примечание 1.. ISO 7005-1 (стальные фланцы) PN 20, 50, 110, 150, 260, 420 взаимозаменяемы с фланцами ASME B16.5 и MSS SP-44 — ISO 7005-1 фланцы не идентичны фланцам ASME B 16.5 и MSS SP 44, но считаются соответствующими размерам, указанным в ASME B 16.5 и MSS SP 44. Фланцы
ISO 7005-2 (чугун) PN 20, 50 предназначены для взаимозаменяемы с ANSI/ASME B16.1 (серый чугун) и B 16.42 (ковкий чугун), но они не идентичны. Считается, что они соответствуют размерам, указанным в ASME B16.1 (серый чугун) и B 16.42 (ковкий чугун).
Примечание 2.. ISO PN 2. 5, 6 не имеют соответствующего класса ASME, а классы ASME 75, 400 и 800 не имеют соответствующего обозначения ISO PN. Поэтому использование фланцев с номиналами PN и Class не рекомендуется.
5, 6 не имеют соответствующего класса ASME, а классы ASME 75, 400 и 800 не имеют соответствующего обозначения ISO PN. Поэтому использование фланцев с номиналами PN и Class не рекомендуется.
Двухфланцевая труба — Blucast
Двухфланцевая труба — Blucast
серия FF
Применение
Фитинги из ковкого чугуна для питьевой воды и нейтральных жидкостей до +70°C
Технические характеристики
- Фланцевые торцевые соединения согласно EN1092-2: PN10/PN16
- Разработано согласно EN545
- Максимальное рабочее давление: PN16 / 16 бар
- Рабочая температура: 0°C — +70°C
- Цвет RAL 14414 14414 Порошковое эпоксидное покрытие толщиной 250 мкм
- Корпус из ковкого чугуна EN-GJS-500-7
- Эпоксидное покрытие, одобренное WRAS
Загрузки
 PN10/16
PN10/16для цитирования
Для предложения
для цитаты
Для предложения
для цитаты
 PN10/16
PN10/16Для предложения
для цитаты
для цитаты
для цитаты
для цитаты
для цитаты
 PN10/16
PN10/16для цитаты
Для предложения
для цитаты
Для предложения
для цитаты
 PN10/16
PN10/16Для предложения
для цитаты
Для предложения
для цитаты
Для предложения
 PN10/16
PN10/16для цитаты
Для заказа
040004 DN 150
для цитаты
для цитаты
для цитаты
для цитаты
 PN10
PN10Для предложения
для цитирования
Для предложения
для цитаты
Для предложения
 PN10
PN10для цитаты
For Quote
для цитаты
Для предложения
для цитаты
 PN10
PN10для цитаты
0004 Фланцевое сверло. PN10
для цитаты
для цитаты
Sales Getlies
Sales Getlide
Sales Network. Наша продукция поставляется на 3 континента. Свяжитесь с нашим отделом продаж и получите больше информации о распространении продуктов BLUCAST в вашей стране!
IS
NO
SE
FN
RU
KZ
AZ
AM
GE
TR
EE
LV
LT
IE
GB
NL
DK
DE
BE
FR
ESP
PT
CH
PL
BY
CZ
AT
SK
UA
MD
RO
BG
GR
SI
HU
HR
RS
BA
ME
IT
KS
Africa
Other
Middle East
Certificates
BLUCAST company and it’s products are постоянно тестируется и утверждается многочисленными международными сторонними учреждениями.
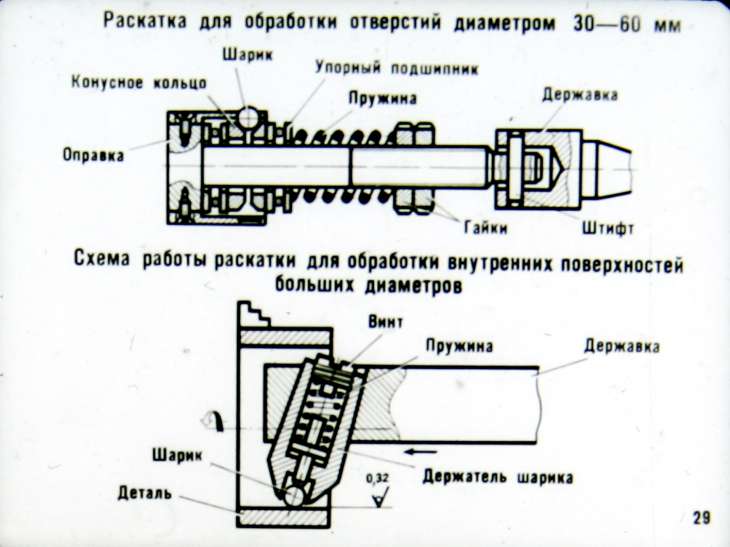
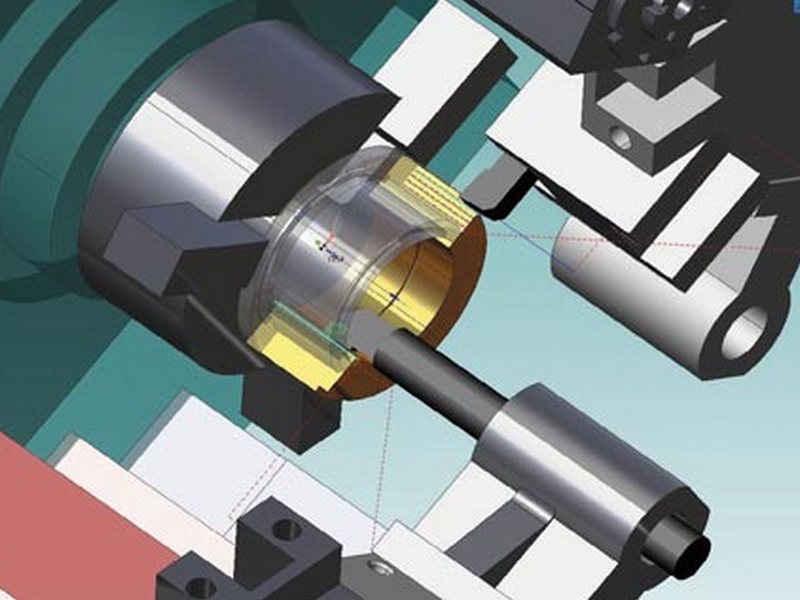
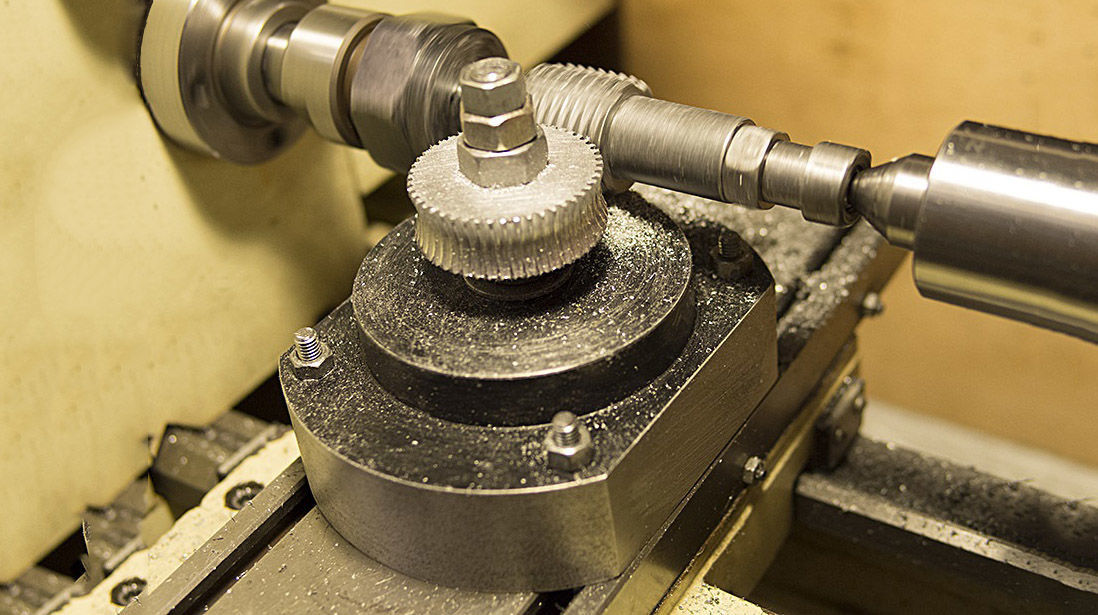
 Благодаря малому давлению щупа на копир и малым размерам щупа оказывается возможной обработка крутых и тонких переходов профиля на повышенных режимах, притом — по копирам, изготовленным из дешевых материалов.
Благодаря малому давлению щупа на копир и малым размерам щупа оказывается возможной обработка крутых и тонких переходов профиля на повышенных режимах, притом — по копирам, изготовленным из дешевых материалов.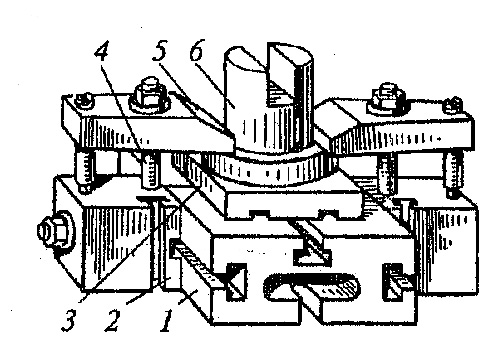 5), устанавливаемое вместо резцедержателя на суппорт станка. Фрезерный шпиндель с фрезой 1 получает вращение от отдельного электродвигателя 3 через ременную передачу 4 со сменными шкивами. Натяжение ремня достигается поворотом электро двигателя вокруг оси 2.
5), устанавливаемое вместо резцедержателя на суппорт станка. Фрезерный шпиндель с фрезой 1 получает вращение от отдельного электродвигателя 3 через ременную передачу 4 со сменными шкивами. Натяжение ремня достигается поворотом электро двигателя вокруг оси 2. Быстросменные резцедержатели со сменными державками для инструментов позволяют Оснастить станок самым разнообразным инструментом, установка которого требует минимальных затрат времени. Одна из конструкций быстро сменной державки изображена на рис. 7. На резцовой каретке суп порта с помощью болта 4, гайки и штифта закрепляется высокая шестерня 3.
Быстросменные резцедержатели со сменными державками для инструментов позволяют Оснастить станок самым разнообразным инструментом, установка которого требует минимальных затрат времени. Одна из конструкций быстро сменной державки изображена на рис. 7. На резцовой каретке суп порта с помощью болта 4, гайки и штифта закрепляется высокая шестерня 3.
 Применение виброопор поможет увеличить качество обработки деталей.
Применение виброопор поможет увеличить качество обработки деталей.



 Название происходит от того факта, что приспособление всегда фиксируется или крепится к машине в фиксированном положении. Он не содержит приспособлений для направления инструмента. Использование приспособления становится необходимым, когда компонентов, которые должны быть изготовлены, в большем количестве.
Название происходит от того факта, что приспособление всегда фиксируется или крепится к машине в фиксированном положении. Он не содержит приспособлений для направления инструмента. Использование приспособления становится необходимым, когда компонентов, которые должны быть изготовлены, в большем количестве.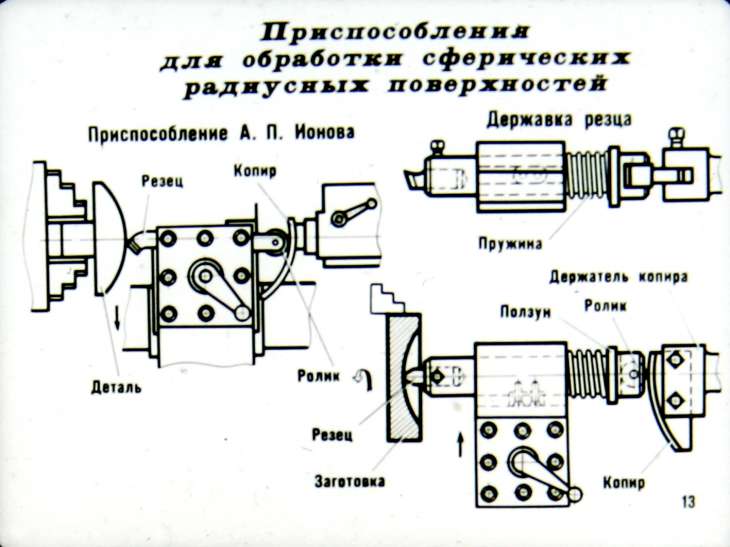 Базовое приспособление изготовлено из плоской пластины с различными зажимами и фиксаторами для удержания и размещения детали. Простота этого приспособления делает его полезным для большинства машинных операций. Его адаптивность делает его популярным.
Базовое приспособление изготовлено из плоской пластины с различными зажимами и фиксаторами для удержания и размещения детали. Простота этого приспособления делает его полезным для большинства машинных операций. Его адаптивность делает его популярным.
 Например, после завершения операции обработки на станции 1 инструмент вращается, и цикл повторяется на станции 1, а также загружается новая деталь.
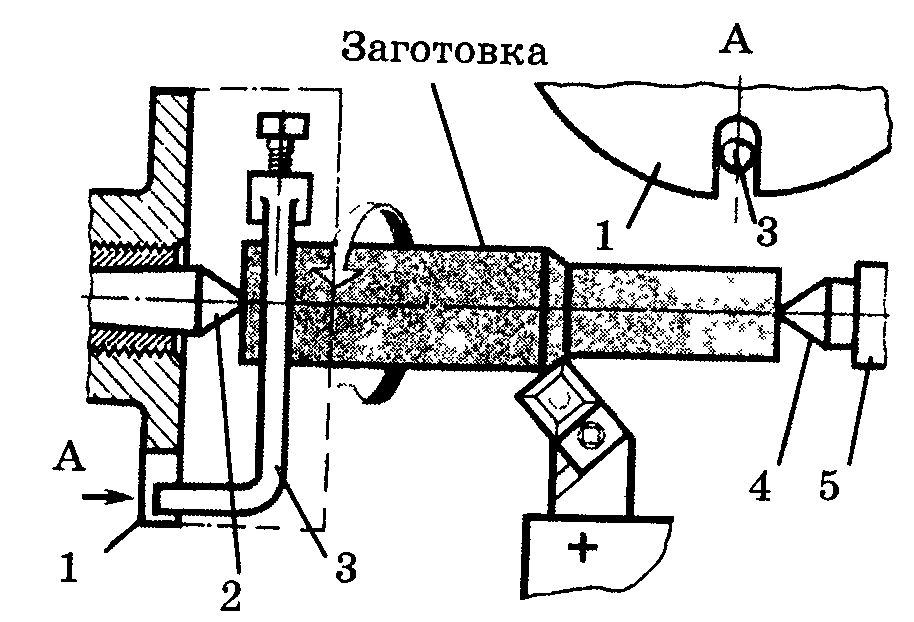
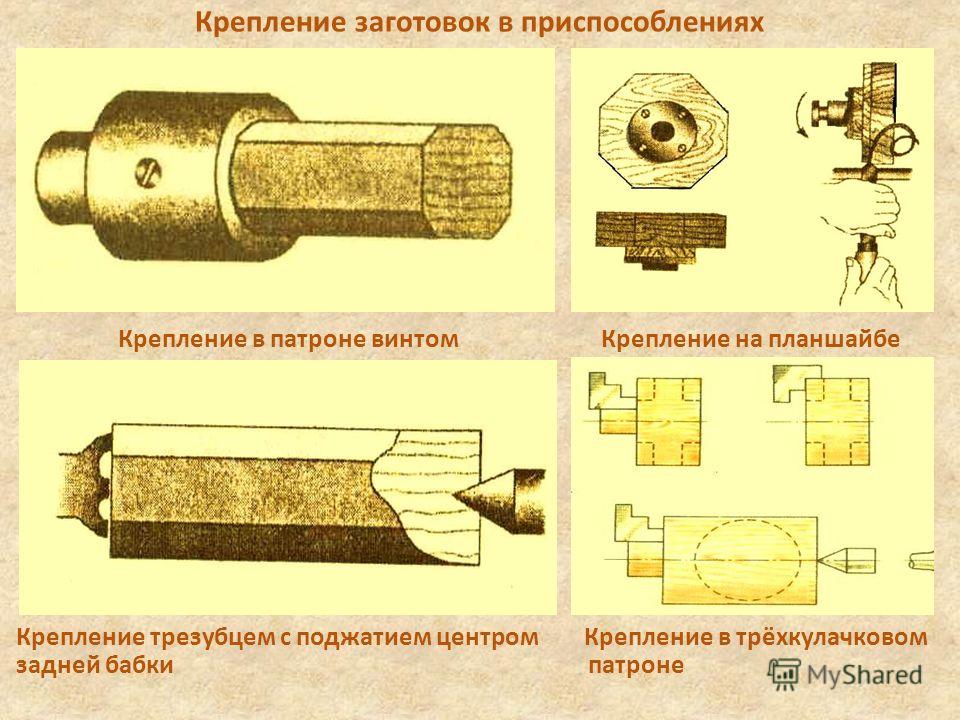
Например, после завершения операции обработки на станции 1 инструмент вращается, и цикл повторяется на станции 1, а также загружается новая деталь.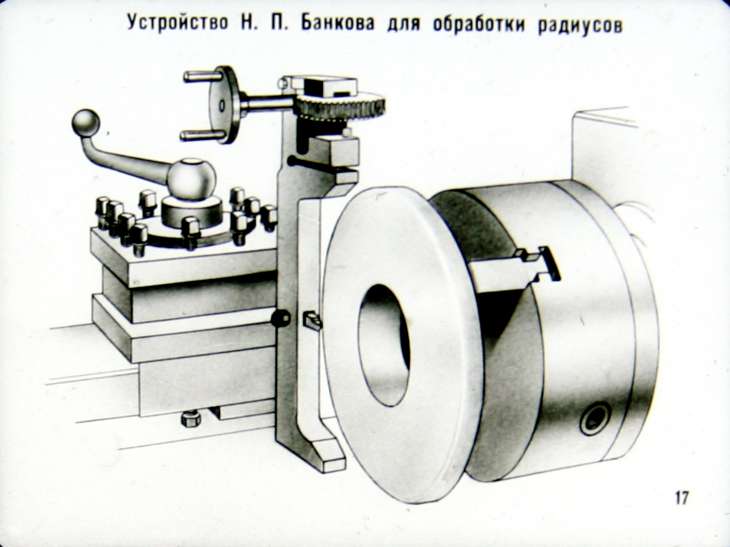 Заготовку сложной формы приходится обязательно фиксировать с помощью токарных приспособлений. Эти приспособления обычно устанавливаются на носовой части шпинделя станка или на планшайбе, и заготовка удерживается на них. При проектировании приспособления для токарного станка следует учитывать следующие моменты конструкции.
Заготовку сложной формы приходится обязательно фиксировать с помощью токарных приспособлений. Эти приспособления обычно устанавливаются на носовой части шпинделя станка или на планшайбе, и заготовка удерживается на них. При проектировании приспособления для токарного станка следует учитывать следующие моменты конструкции.

 Было объяснено, почему центральный токарный станок является идеальным станком для создания отдельных деталей разных форм и размеров. Тем не менее, для изготовления подобных объектов в больших количествах его использование неэкономично.
Было объяснено, почему центральный токарный станок является идеальным станком для создания отдельных деталей разных форм и размеров. Тем не менее, для изготовления подобных объектов в больших количествах его использование неэкономично. Сверло проводится через эти отверстия шаблона, и необходимые отверстия сверлятся на заготовке в тех же относительных положениях, что и на шаблоне.
Сверло проводится через эти отверстия шаблона, и необходимые отверстия сверлятся на заготовке в тех же относительных положениях, что и на шаблоне.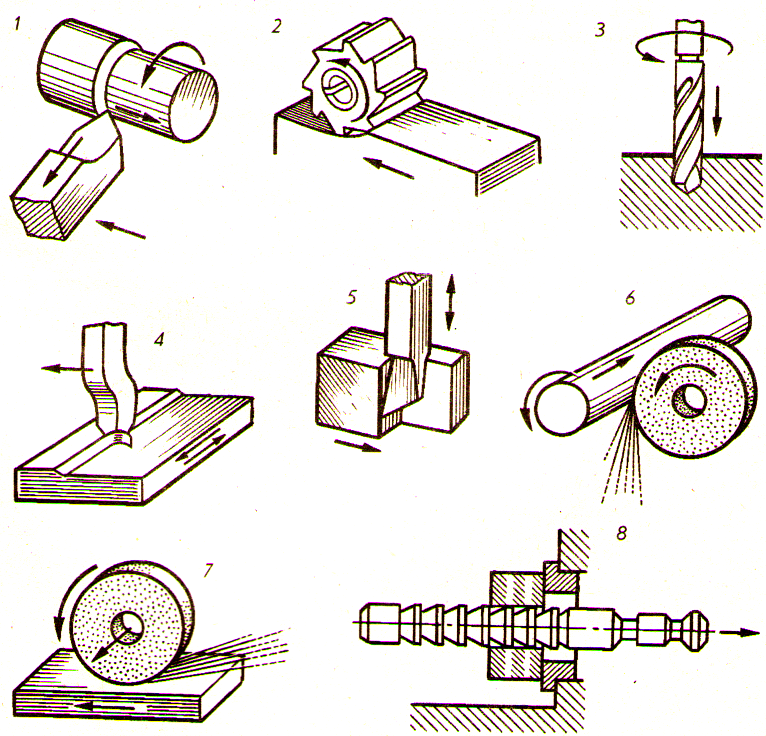

 Приспособление, имеющее такое устройство, известно как фиксирующее приспособление.
Приспособление, имеющее такое устройство, известно как фиксирующее приспособление.

 Кладку из такого материала делают с использованием специального клея. Он наносится слоем в пару миллиметров, так как идеальная геометрия позволяет это делать. Так как с стене из данного материала шов — это мостик холода, то стена получается очень теплой (за счет малой толщины шва тепло в здании сохраняется лучше).
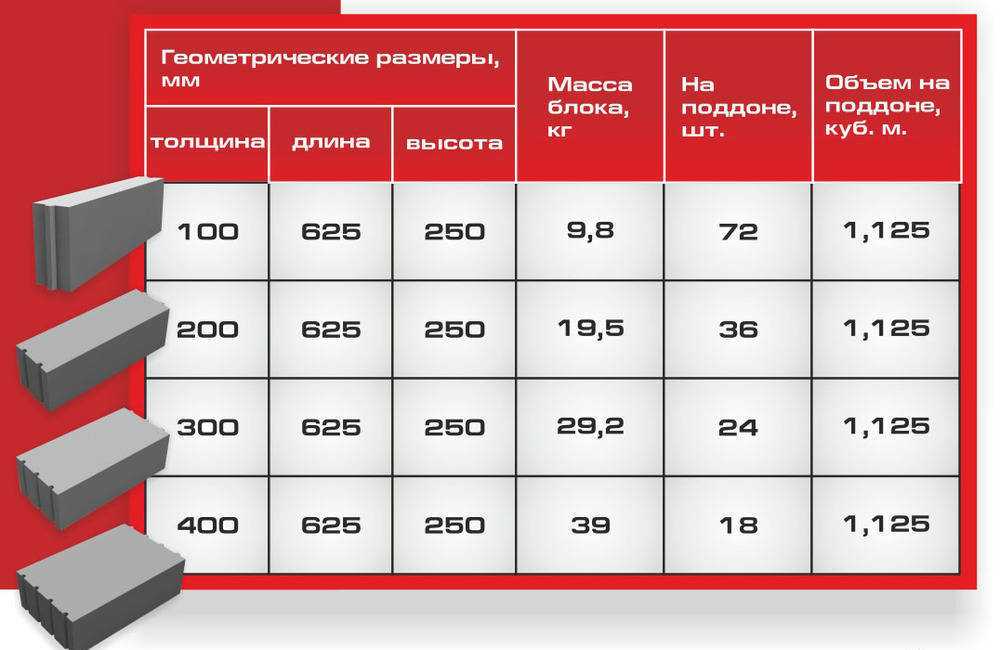
Кладку из такого материала делают с использованием специального клея. Он наносится слоем в пару миллиметров, так как идеальная геометрия позволяет это делать. Так как с стене из данного материала шов — это мостик холода, то стена получается очень теплой (за счет малой толщины шва тепло в здании сохраняется лучше). Фактически марка и отображает массу одного кубометра материала. Например, кубометр пеноблоков марки D400 будет весить около 400 кг, куб блоков плотности D700 имеет массу — около 700 кг.
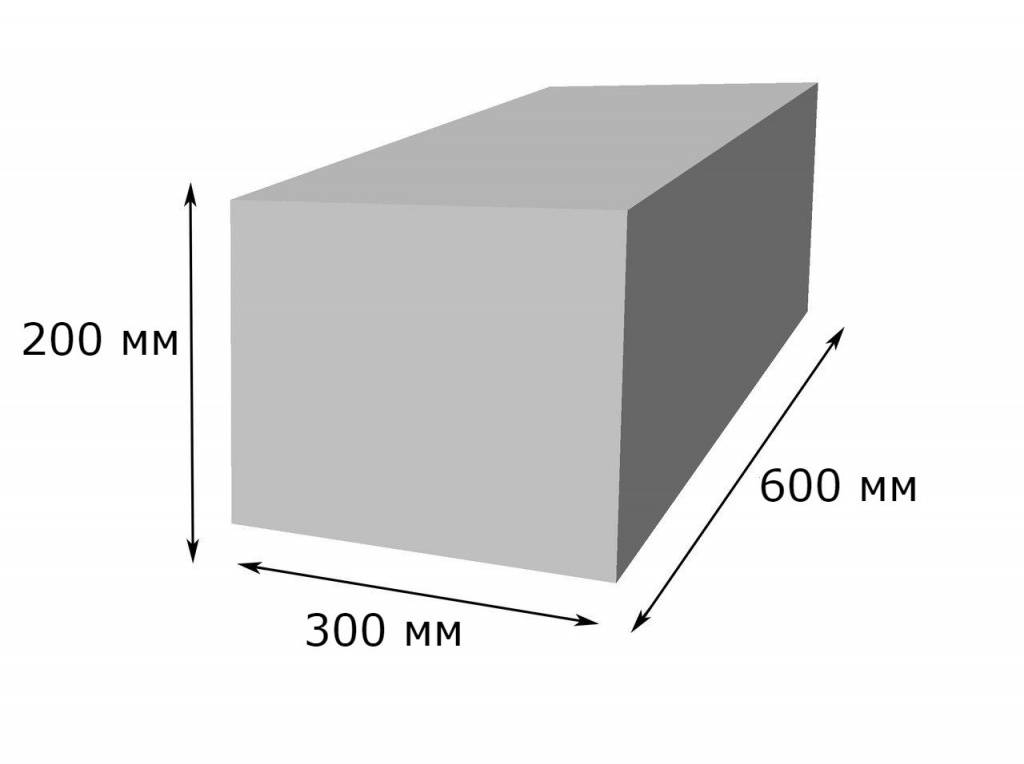
Фактически марка и отображает массу одного кубометра материала. Например, кубометр пеноблоков марки D400 будет весить около 400 кг, куб блоков плотности D700 имеет массу — около 700 кг. В нем определены характеристики и стандартные размеры, но также есть приписка о том, что допускается изменение параметров по заказу потребителя.
В нем определены характеристики и стандартные размеры, но также есть приписка о том, что допускается изменение параметров по заказу потребителя. Приведем основные размеры пеноблока, который используется для кладки несущих стен и перегородок :
Приведем основные размеры пеноблока, который используется для кладки несущих стен и перегородок :
 Здесь нет необходимости задействовать тяжелую технику. Именно это и позволило применять материалы при строительстве домов и коттеджей. В статье можно узнать чем отличается пеноблок от газоблока, какая разница, что дешевле и теплее, что легче.
Здесь нет необходимости задействовать тяжелую технику. Именно это и позволило применять материалы при строительстве домов и коттеджей. В статье можно узнать чем отличается пеноблок от газоблока, какая разница, что дешевле и теплее, что легче.

 Только так можно добиться тепла в доме.
Только так можно добиться тепла в доме. Однако при возведении дома пеноблоков понадобится больше, чем газоблоков. Поэтому здесь необходимо учитывать не только цену кубометра, а и рассчитать весь проект будущего строения.
Однако при возведении дома пеноблоков понадобится больше, чем газоблоков. Поэтому здесь необходимо учитывать не только цену кубометра, а и рассчитать весь проект будущего строения.  Газобетон впитывает влагу, как губка. По этой причине во время морозов его характеристики не самые лучшие. Что касается пеноблока, то у него уровень поглощения влаги ниже.
Газобетон впитывает влагу, как губка. По этой причине во время морозов его характеристики не самые лучшие. Что касается пеноблока, то у него уровень поглощения влаги ниже.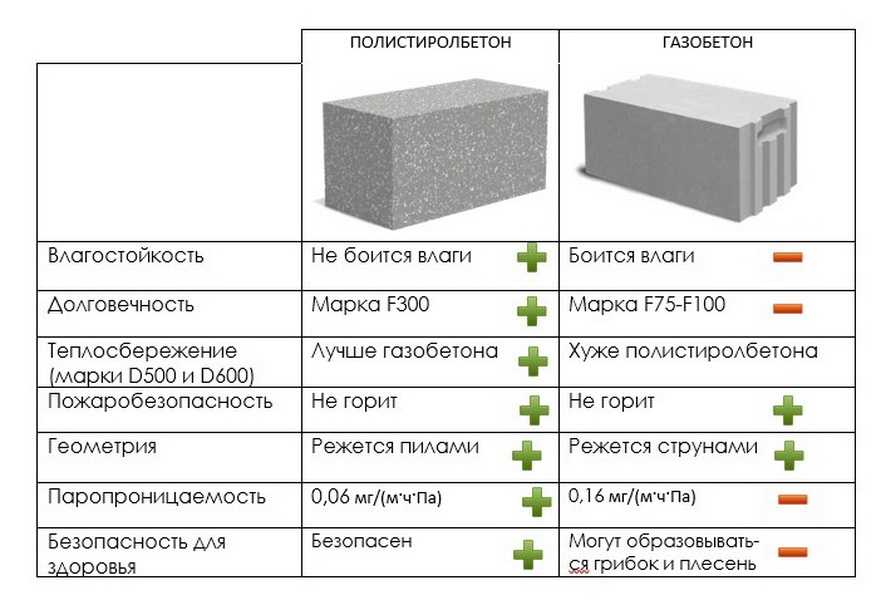
 После длительного анализа я понял, что для моих условий проживания мне подходит газобетон. Причина в том, что пенобетон обладает низкими теплоизоляционными качествами, поэтому его нужно будет доутеплять. А вот газобетон благодаря его кладке на клеящем составе будет прекрасно задерживать тепло».
После длительного анализа я понял, что для моих условий проживания мне подходит газобетон. Причина в том, что пенобетон обладает низкими теплоизоляционными качествами, поэтому его нужно будет доутеплять. А вот газобетон благодаря его кладке на клеящем составе будет прекрасно задерживать тепло». Стоимость у этого материала ниже, чем у газобетона, благодаря чему я могут сэкономить. Но и под конец хотелось бы отметить легкость и простоту монтажа, благодаря чему мне удалось построить дом за короткий промежуток времени».
Стоимость у этого материала ниже, чем у газобетона, благодаря чему я могут сэкономить. Но и под конец хотелось бы отметить легкость и простоту монтажа, благодаря чему мне удалось построить дом за короткий промежуток времени».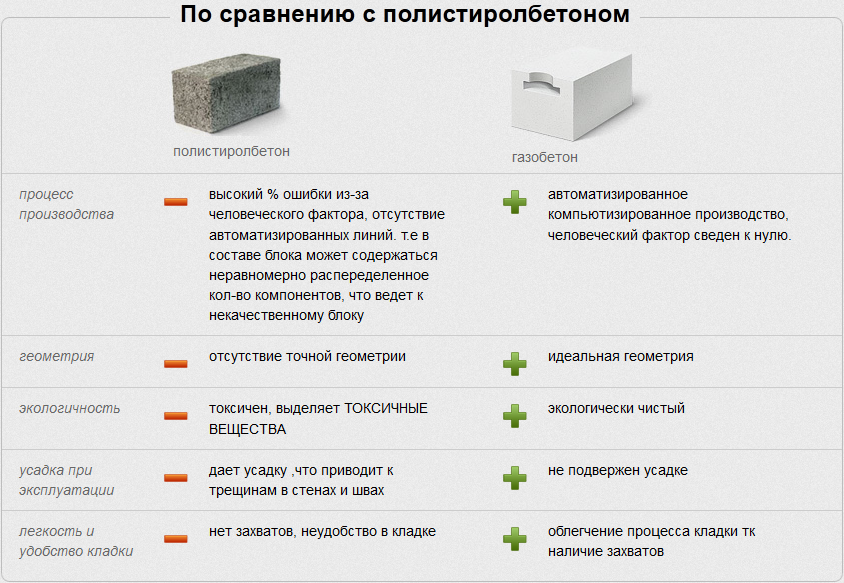 В то время как некоторые из них сводятся к эстетике и вашим личным предпочтениям, другие будут иметь прямое влияние на функциональность и надежность оружия. Газоблок — прекрасный пример.
В то время как некоторые из них сводятся к эстетике и вашим личным предпочтениям, другие будут иметь прямое влияние на функциональность и надежность оружия. Газоблок — прекрасный пример.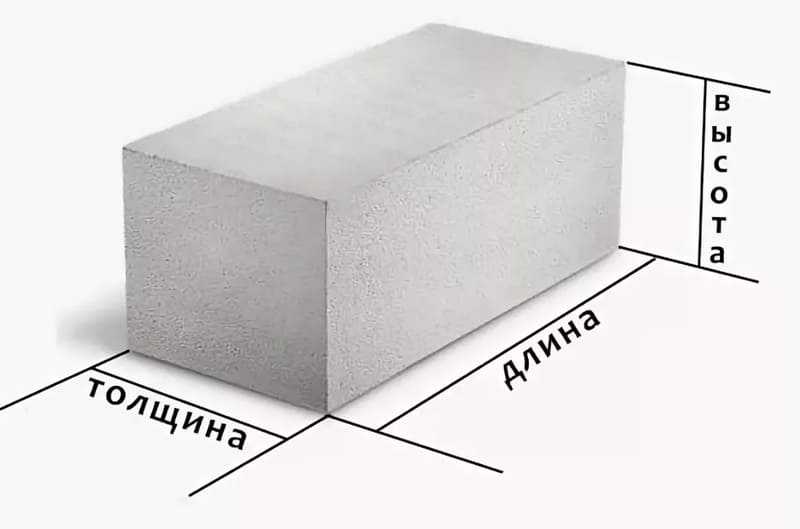 Это число соответствует ширине вашего ствола и должно совпадать, чтобы деталь подходила.
Это число соответствует ширине вашего ствола и должно совпадать, чтобы деталь подходила. Это включает:
Это включает: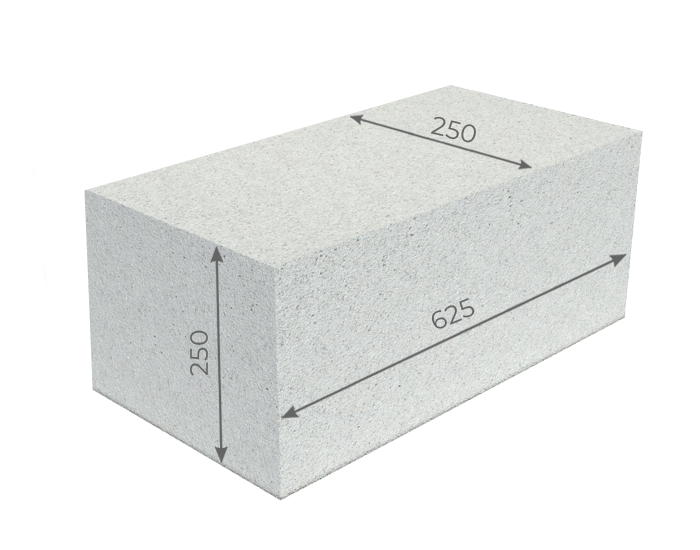 Установите один из наших новых газовых блоков, чтобы лучше контролировать давление в вашей газовой системе и предотвратить ненужный износ компонентов вашего оружия. Если у вас есть какие-либо вопросы или вам нужна помощь в выборе подходящего газового блока для вашего AR-15, свяжитесь с нами сегодня.
Установите один из наших новых газовых блоков, чтобы лучше контролировать давление в вашей газовой системе и предотвратить ненужный износ компонентов вашего оружия. Если у вас есть какие-либо вопросы или вам нужна помощь в выборе подходящего газового блока для вашего AR-15, свяжитесь с нами сегодня.
 Некоторые пропускают больше газа, чем необходимо, что называется «перегазовкой». Это особенно полезно, когда есть нагар или другой мусор, который частично блокирует поток газа в вашем AR. При перегазовке ваше ружье может продолжать работать даже при частичном засоре, что приятно с точки зрения надежности.
Некоторые пропускают больше газа, чем необходимо, что называется «перегазовкой». Это особенно полезно, когда есть нагар или другой мусор, который частично блокирует поток газа в вашем AR. При перегазовке ваше ружье может продолжать работать даже при частичном засоре, что приятно с точки зрения надежности.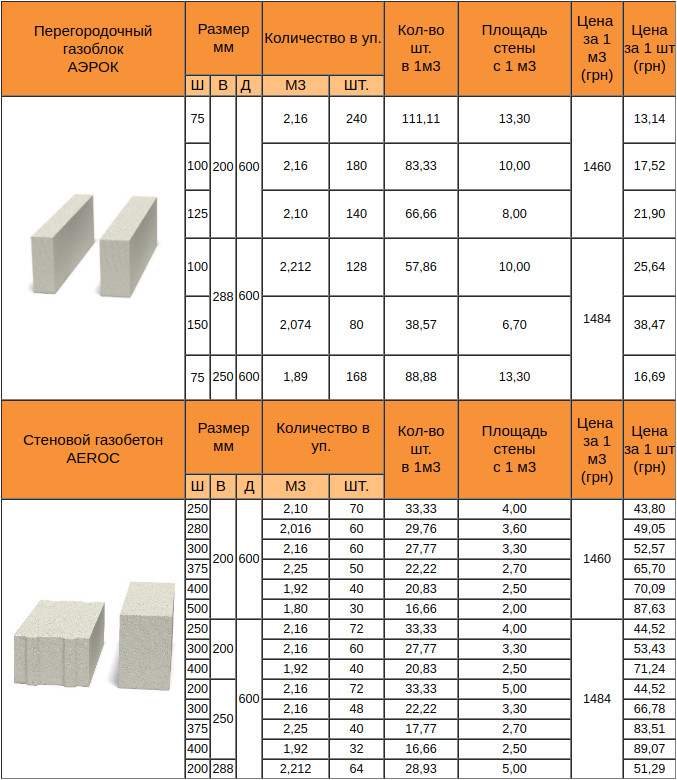 Они считаются обновлением стандартных блоков и могут вывести ваше оружие на совершенно новый уровень производительности, в зависимости от ваших потребностей. Правильное использование приводит к более чистой системе в целом, меньшей отдаче и меньшему износу вашего оружия.
Они считаются обновлением стандартных блоков и могут вывести ваше оружие на совершенно новый уровень производительности, в зависимости от ваших потребностей. Правильное использование приводит к более чистой системе в целом, меньшей отдаче и меньшему износу вашего оружия.
 Например, газовые блоки с внутренним диаметром 0,625 дюйма обычно используются для стволов типа «карандаш» или более тонких легких стволов.
Например, газовые блоки с внутренним диаметром 0,625 дюйма обычно используются для стволов типа «карандаш» или более тонких легких стволов.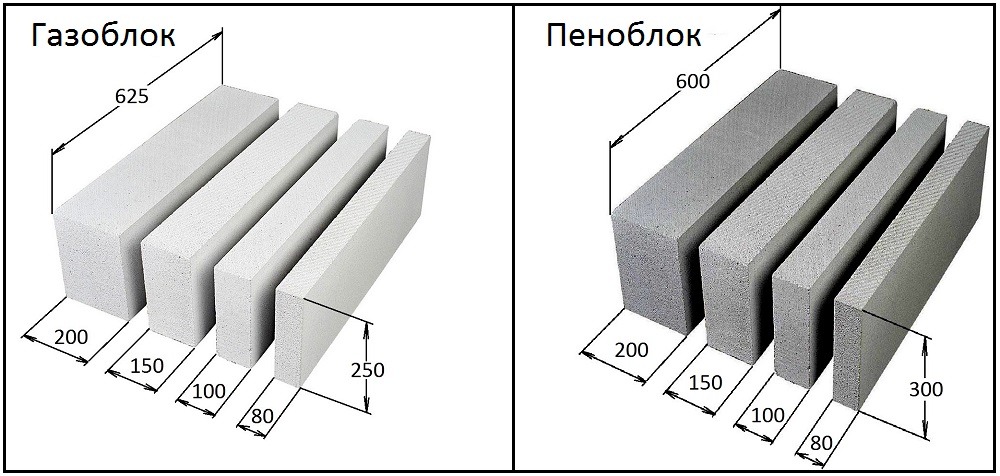

 Выполняет функции мелкого заполнителя. Использовать речной песок категорически не рекомендуется – стяжка будет предельно низкого качества.
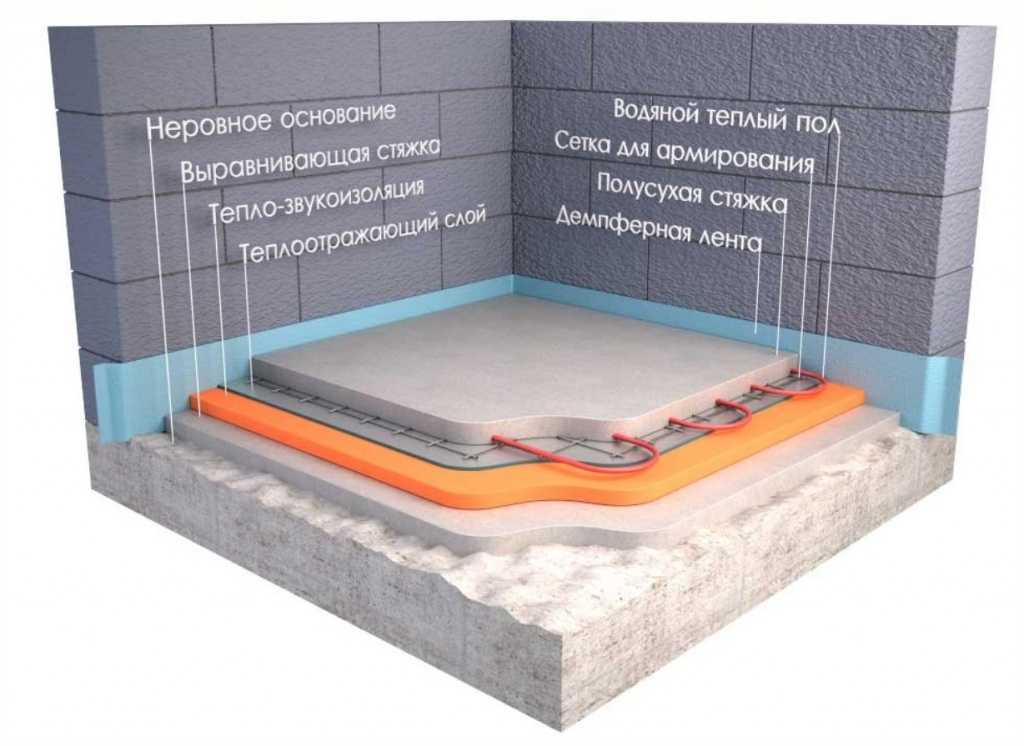
Выполняет функции мелкого заполнителя. Использовать речной песок категорически не рекомендуется – стяжка будет предельно низкого качества. Состав и устройство стяжки для водяного теплого пола
Состав и устройство стяжки для водяного теплого пола Чтобы сэкономить цемент используется щебень или керамзит.
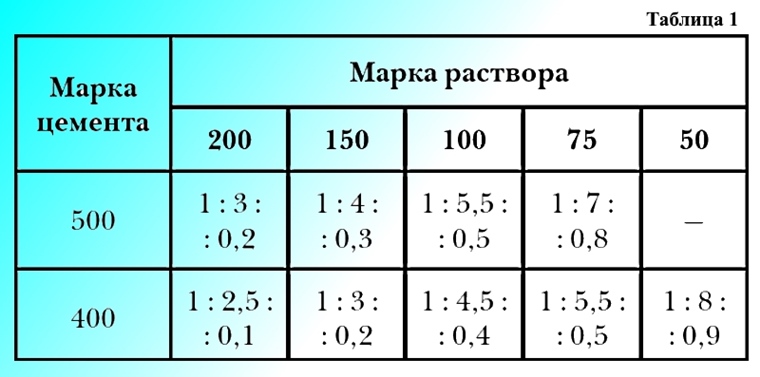
Чтобы сэкономить цемент используется щебень или керамзит. Пропорция раствора должна соответствовать следующему значению: 1 (цемент) : 3 (песок) : 5 (щебень). Что касается воды, то она используется обычно до половины общего веса цемента.
Пропорция раствора должна соответствовать следующему значению: 1 (цемент) : 3 (песок) : 5 (щебень). Что касается воды, то она используется обычно до половины общего веса цемента. Они предназначаются для повышения прочности и ускорения затвердевания. С помощью несложных экспериментов можно получать одинаковые марки раствора с применением разных компонентов.
Они предназначаются для повышения прочности и ускорения затвердевания. С помощью несложных экспериментов можно получать одинаковые марки раствора с применением разных компонентов. Для полной просушки стяжки может понадобиться от 2 до 3 месяцев. Если на улице жарко и сухо, стяжку нужно периодически поливать водой в течение первого дня. Еще ее следует защитить полиэтиленовой пленкой от воздействия лучей солнца.
Для полной просушки стяжки может понадобиться от 2 до 3 месяцев. Если на улице жарко и сухо, стяжку нужно периодически поливать водой в течение первого дня. Еще ее следует защитить полиэтиленовой пленкой от воздействия лучей солнца.
 В данном случае греющим элементом служит электрический нагревательный кабель, проложенный в стяжке пола. Применяется для помещений различного типа и открытых площадок. Перед монтажом просчитываются теплопотери, и подбирается кабель необходимой мощности. Так как кабель имеет меньший диаметр чем трубы, применяемые в водяном отоплении, толщина стяжки будет меньше.
В данном случае греющим элементом служит электрический нагревательный кабель, проложенный в стяжке пола. Применяется для помещений различного типа и открытых площадок. Перед монтажом просчитываются теплопотери, и подбирается кабель необходимой мощности. Так как кабель имеет меньший диаметр чем трубы, применяемые в водяном отоплении, толщина стяжки будет меньше.
 При таком виде стяжки применяется цементно-песчаный раствор или специальные готовые смеси на основе цемента (обычно для жилых помещений). А также бетон, если необходимо сделать стяжку на промышленных объектах.
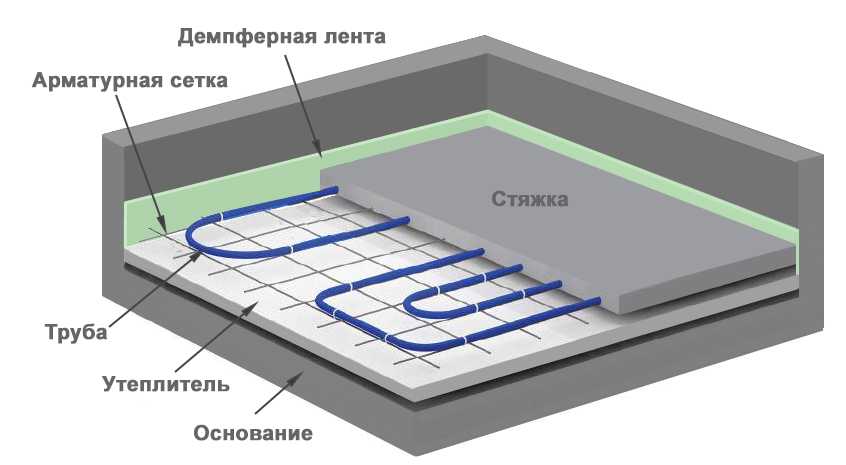
При таком виде стяжки применяется цементно-песчаный раствор или специальные готовые смеси на основе цемента (обычно для жилых помещений). А также бетон, если необходимо сделать стяжку на промышленных объектах.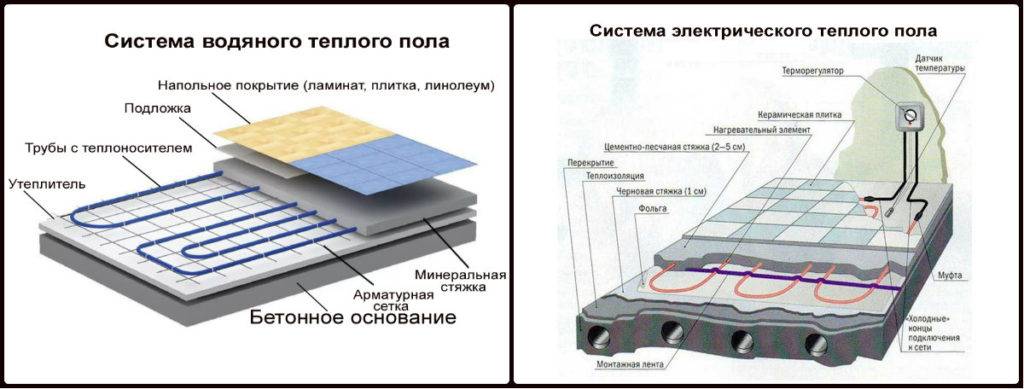 Необходимость ее заключается в том, чтобы основательно выровнять первоначальную поверхность, так как неровности и дефекты могут вызвать некорректную работу отопительной системы. Например, в трубопроводах при водяном отоплении может происходить «завоздушивание» системы, что негативно отражается на гидравлических характеристиках системы – контур будет плохо прогреваться или вообще не производить нагрева. А в электрических теплых пола – это может привести к залому или полному повреждению кабеля.
Необходимость ее заключается в том, чтобы основательно выровнять первоначальную поверхность, так как неровности и дефекты могут вызвать некорректную работу отопительной системы. Например, в трубопроводах при водяном отоплении может происходить «завоздушивание» системы, что негативно отражается на гидравлических характеристиках системы – контур будет плохо прогреваться или вообще не производить нагрева. А в электрических теплых пола – это может привести к залому или полному повреждению кабеля.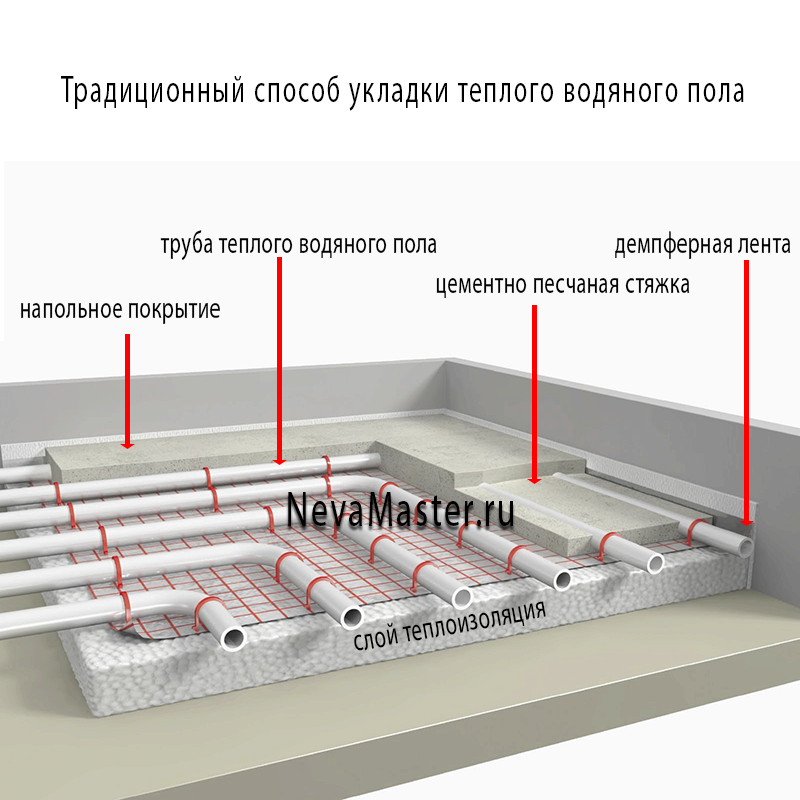
 Трубы водяного теплого пола фиксируют якорными скобами непосредственно к теплоизоляционным плитам, а также на установленные монтажные планки (крепежные шины) или на плиты с бобышками для фиксации.
Трубы водяного теплого пола фиксируют якорными скобами непосредственно к теплоизоляционным плитам, а также на установленные монтажные планки (крепежные шины) или на плиты с бобышками для фиксации. Следует отметить что, в готовые смеси ничего добавлять не надо, только воду. Производители предусмотрели все компоненты, необходимые для создания стяжки теплого пола (стандартно на упаковке указано, что данная смесь применима для напольного отопления). Цена у них дороже, чем у обычного раствора, а преимущество заключается в оптимальном подборе компонентов, экономии времени и нет необходимости использовать специальное оборудование. При применении готовых смесей толщина стяжки будет меньше, чем бетонной.
Следует отметить что, в готовые смеси ничего добавлять не надо, только воду. Производители предусмотрели все компоненты, необходимые для создания стяжки теплого пола (стандартно на упаковке указано, что данная смесь применима для напольного отопления). Цена у них дороже, чем у обычного раствора, а преимущество заключается в оптимальном подборе компонентов, экономии времени и нет необходимости использовать специальное оборудование. При применении готовых смесей толщина стяжки будет меньше, чем бетонной.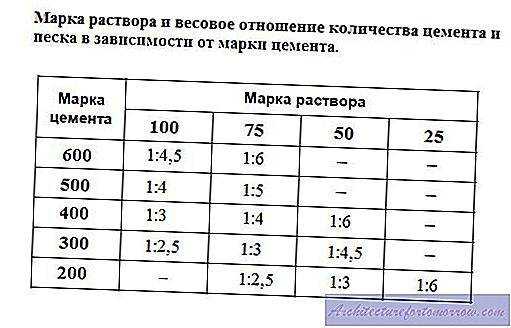 Благодаря своему составу пластификатор увеличивает пластичность смеси, уменьшает воздушные включения. В результате увеличивается теплопроводность, уменьшается усадка греющей плиты и в целом это дает увеличение параметров прочности стяжки. Расход пластификатора производители указывают в рекомендациях по применению, в среднем этот показатель составляет 3-5 литров на 1 кубический метр раствора.
Благодаря своему составу пластификатор увеличивает пластичность смеси, уменьшает воздушные включения. В результате увеличивается теплопроводность, уменьшается усадка греющей плиты и в целом это дает увеличение параметров прочности стяжки. Расход пластификатора производители указывают в рекомендациях по применению, в среднем этот показатель составляет 3-5 литров на 1 кубический метр раствора. Это необходимо сделать во избежание повреждений проложенных труб и электрических кабелей. Желательно заливку греющего контура производить целиком, за один раз.
Это необходимо сделать во избежание повреждений проложенных труб и электрических кабелей. Желательно заливку греющего контура производить целиком, за один раз.
 В среднем общая толщина стяжки теплого пола составляет 60-100 мм. Если заливка стяжки произведена тонким слоем, она не сможет выдержать необходимую нагрузку. А параметры более 100 мм приводят к тому что в стяжке пола образуются усадочные трещины и значительно усложняется прогрев. При этом теряется вся энергоэффективность теплого пола.
В среднем общая толщина стяжки теплого пола составляет 60-100 мм. Если заливка стяжки произведена тонким слоем, она не сможет выдержать необходимую нагрузку. А параметры более 100 мм приводят к тому что в стяжке пола образуются усадочные трещины и значительно усложняется прогрев. При этом теряется вся энергоэффективность теплого пола.

 Хотя некоторым людям не нравится запах, этот запах проявляется только во время мытья полов и уборки — он быстро исчезнет, когда раствор высохнет. В результате остается великолепный чистый пол. Попробуйте эти три разных комбинации, чтобы очистить грязные полы. Сократите рецепт вдвое, если вам нужно вымыть только небольшую площадь.
Хотя некоторым людям не нравится запах, этот запах проявляется только во время мытья полов и уборки — он быстро исчезнет, когда раствор высохнет. В результате остается великолепный чистый пол. Попробуйте эти три разных комбинации, чтобы очистить грязные полы. Сократите рецепт вдвое, если вам нужно вымыть только небольшую площадь. Он прекрасно работает, чтобы придать вашим зеркалам и стеклу красивую чистую поверхность, но его также можно использовать для мытья полов.
Он прекрасно работает, чтобы придать вашим зеркалам и стеклу красивую чистую поверхность, но его также можно использовать для мытья полов. Однако не злоупотребляйте им — слишком много создаст слегка липкую пленку.
Однако не злоупотребляйте им — слишком много создаст слегка липкую пленку.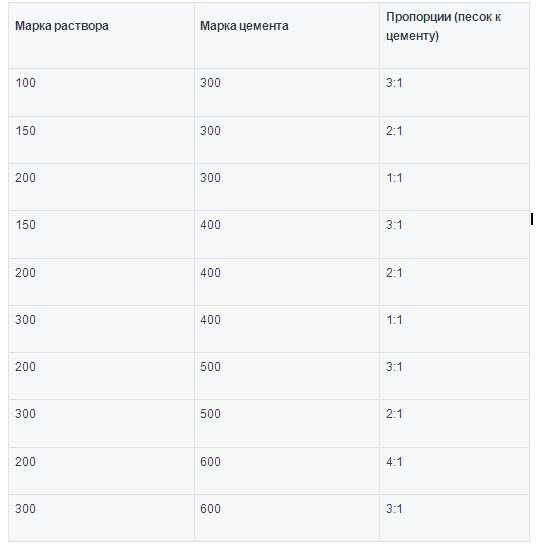 Понимание правильного соотношения уксуса и воды для мытья полов — это один из способов изменить способ мытья твердых полов и внести свой вклад в защиту окружающей среды.
Понимание правильного соотношения уксуса и воды для мытья полов — это один из способов изменить способ мытья твердых полов и внести свой вклад в защиту окружающей среды. Вы можете добавить около 20-30 капель душистого эфирного масла, если хотите смягчить запах, но это зависит от личных предпочтений.
Вы можете добавить около 20-30 капель душистого эфирного масла, если хотите смягчить запах, но это зависит от личных предпочтений.
 Начиная со 320 мм, рекомендуется периодически вытаскивать бур из отверстия, чтобы охладить его и удалить крошку, что особенно важно при вертикальном сверлении вниз. Для буров длиной 920 – 1320 мм сверление целесообразно проводить в 3 этапа. В противном случае возникает опасность накопления крошки и застревания бура в отверстии.
Начиная со 320 мм, рекомендуется периодически вытаскивать бур из отверстия, чтобы охладить его и удалить крошку, что особенно важно при вертикальном сверлении вниз. Для буров длиной 920 – 1320 мм сверление целесообразно проводить в 3 этапа. В противном случае возникает опасность накопления крошки и застревания бура в отверстии. Регулярное охлаждение инструмента предотвращает преждевременный износ бура.
Регулярное охлаждение инструмента предотвращает преждевременный износ бура. В течение десятилетий стандартные сверла приходилось затягивать и снова затягивать в дрель с помощью ключа для патрона. Но сверло SDS изменило дизайн, чтобы создать более безопасное соединение.
В течение десятилетий стандартные сверла приходилось затягивать и снова затягивать в дрель с помощью ключа для патрона. Но сверло SDS изменило дизайн, чтобы создать более безопасное соединение. SDS Max предлагает модифицированный профиль, который делает его идеальным для больших сверл.
SDS Max предлагает модифицированный профиль, который делает его идеальным для больших сверл. Это связано с тем, что сверло может перемещаться в патроне вперед и назад так же, как поршень. При этом сверло все еще надежно удерживается, чтобы оно не выпадало и не расшатывалось при вращении.
Это связано с тем, что сверло может перемещаться в патроне вперед и назад так же, как поршень. При этом сверло все еще надежно удерживается, чтобы оно не выпадало и не расшатывалось при вращении. Вместо того, чтобы быть круглым или гладким, он имеет рисунок, соответствующий патрону. Кроме того, прорези допускают вертикальное перемещение во время ударных операций, но не позволяют сверлу выскальзывать.
Вместо того, чтобы быть круглым или гладким, он имеет рисунок, соответствующий патрону. Кроме того, прорези допускают вертикальное перемещение во время ударных операций, но не позволяют сверлу выскальзывать.



 Это также может повлиять на само сверло SDS, вызывая повреждение или изгиб краев и сторон, поэтому они менее полезны в патронах ударной дрели.
Это также может повлиять на само сверло SDS, вызывая повреждение или изгиб краев и сторон, поэтому они менее полезны в патронах ударной дрели.
 92
92 36
36

 18 х1.5 ст1-2сп/пс
18 х1.5 ст1-2сп/пс 30 х1.5 ст1-2сп/пс
30 х1.5 ст1-2сп/пс 0 ст1-3сп/пс
0 ст1-3сп/пс 5 ст1-3сп/пс
5 ст1-3сп/пс 0 ст1-3сп/пс
0 ст1-3сп/пс 0 ст20
0 ст20 0 ст20
0 ст20 Электросварная труба востребована в строительстве при прокладке инфраструктуры и монтаже городских и магистральных трубопроводов. Труба прямошовная сварная изготавливается в соответствии с техническими требованиями ГОСТ 10705-80. Ассортимент соответствует ГОСТ 10704-91.
Электросварная труба востребована в строительстве при прокладке инфраструктуры и монтаже городских и магистральных трубопроводов. Труба прямошовная сварная изготавливается в соответствии с техническими требованиями ГОСТ 10705-80. Ассортимент соответствует ГОСТ 10704-91. 08;1кп/пс
08;1кп/пс








 Изображение цифр серии и номера бланка паспорта формируется с помощью прожигаемых лазером в бумаге и переплетном материале видимых на просвет отверстий.
Изображение цифр серии и номера бланка паспорта формируется с помощью прожигаемых лазером в бумаге и переплетном материале видимых на просвет отверстий. Под словами расположен типографский рисунок «розетка». Текст и розетка выполнены металлографическим способом печати.
Под словами расположен типографский рисунок «розетка». Текст и розетка выполнены металлографическим способом печати. П.».
П.». 02.2016 N 154)
02.2016 N 154)
 В верхней части тринадцатой страницы с ориентацией по центру размещен реквизит «Воинская обязанность».
В верхней части тринадцатой страницы с ориентацией по центру размещен реквизит «Воинская обязанность». 07.2021 N 1205)
07.2021 N 1205) Паспорт является основным документом, удостоверяющим личность гражданина Российской Федерации на территории Российской Федерации.
Паспорт является основным документом, удостоверяющим личность гражданина Российской Федерации на территории Российской Федерации.


 Наносите чистящий раствор на ткань, а не прямо на монитор. НЕ наносите большое количество жидкости. ЗАПРЕЩАЕТСЯ использовать абразивные чистящие средства или органические растворители.
Наносите чистящий раствор на ткань, а не прямо на монитор. НЕ наносите большое количество жидкости. ЗАПРЕЩАЕТСЯ использовать абразивные чистящие средства или органические растворители. Это приведет к извлечению аккумулятора. Выдвиньте старую батарею.
Это приведет к извлечению аккумулятора. Выдвиньте старую батарею. После 6 месяцев хранения при 23°C полностью заряженные литий-ионные аккумуляторы сохраняют емкость 93%.
После 6 месяцев хранения при 23°C полностью заряженные литий-ионные аккумуляторы сохраняют емкость 93%. Монитор Datascope Passport 2 очищают, устраняют мелкие царапины и вмятины, окрашивают, при необходимости меняют наклейки. После этого напряженного процесса восстановления устройство работает и выглядит как новое. Soma Tech Intl сертифицирована по стандарту ISO 13485 и гарантирует высочайшее качество всего капитального медицинского оборудования, которое они продают. Прежде чем монитор Datascope Passport 2 будет помечен как готовый для пациента и упакован для отправки, он проходит последнюю проверку качества, которая позволяет убедиться, что все его компоненты снова работают должным образом. Если вы хотите купить восстановленные системы мониторинга Datascope Passport 2
Монитор Datascope Passport 2 очищают, устраняют мелкие царапины и вмятины, окрашивают, при необходимости меняют наклейки. После этого напряженного процесса восстановления устройство работает и выглядит как новое. Soma Tech Intl сертифицирована по стандарту ISO 13485 и гарантирует высочайшее качество всего капитального медицинского оборудования, которое они продают. Прежде чем монитор Datascope Passport 2 будет помечен как готовый для пациента и упакован для отправки, он проходит последнюю проверку качества, которая позволяет убедиться, что все его компоненты снова работают должным образом. Если вы хотите купить восстановленные системы мониторинга Datascope Passport 2