Администрация сайта не несет ответственность за достоверность данных
Лучшее сравнение стали для ножей — Таблицы и руководство по стали
В своей основной форме сталь — это просто железо и углерод, но люди тысячелетиями изучали, экспериментировали и совершенствовали сталь с другими элементами для конкретных применений. Изучение стали в настоящее время настолько сложное и тонкое, что можно получить ученую степень по этому предмету и каждый день узнавать что-то новое.
Одним из таких людей является доктор Ларрин Томас, профессиональный металлург, выросший в семье производителя ножей и гигантского любителя ножей. Он является автором и автором Knife Steel Nerds, источника всех знаний о ножевой стали. Доктор Томас — наш друг в штаб-квартире Blade, и с его помощью мы работали над созданием этого стального руководства для ножей. Здесь вы узнаете о различных факторах, влияющих на каждую сталь, рейтинги для самых разных стальных сплавов и получите рекомендации по типам ножей, для которых хорошо подходят разные типы стали.
Были здесь раньше? Начните сравнивать стали.
Факторы для сравнения
При описании характеристик стали обычно говорят о нескольких общих свойствах. Каждый из них влияет на общую производительность ножа. Здесь мы обсудим удержание режущей кромки, ударную вязкость, легкость заточки и коррозионную стойкость.
Удержание края
Сохранение лезвия часто относится к способности лезвия ножа сохранять свою остроту во время использования. Однако это может быть несколько сложно, потому что кромка может затупиться по многим причинам — износу, микросколам, деформации или коррозии. Большинство тестов на удержание режущей кромки определяют износостойкость или то, сколько времени требуется абразиву, чтобы притупить режущую кромку во всем, что вы режете. Износостойкость обусловлена твердостью и карбидами, твердыми частицами, образующимися между углеродом и другим элементом, таким как ванадий или вольфрам.
Прочность
Прочность – это сопротивление скалыванию или разрушению. Прочная сталь выдерживает удары без крупных сколов или поломки наконечника. Стали с более высокой твердостью и износостойкостью обычно имеют более низкую ударную вязкость. Это один из фундаментальных компромиссов в стали. Для ножей общего назначения желательны стали, которые могут хорошо удерживать режущую кромку и быть прочными. Стали с высокой ударной вязкостью отлично подходят для ножей, которые могут подвергаться сильным ударам, например, большие разделочные ножи.
Коррозионная стойкость
Коррозия ножевой стали чаще всего проявляется в виде ржавчины, патины и пятен. Коррозия не только косметическая. Это может затупить лезвие, вызвать ямки и повредить структурную целостность вашего ножа. Нержавеющая сталь более устойчива к коррозии, но помните, что нержавеющая сталь меньше окрашивается, и большинство из них все равно будет ржаветь в правильных условиях. Нержавеющая сталь не является обязательным свойством, и некоторые нержавеющие стали более устойчивы к коррозии, чем другие.
Простота заточки
Легкость заточки означает, насколько трудно удалить материал точильным камнем. Износостойкость, будь она высокой или низкой, является наиболее важным фактором, определяющим легкость заточки. Другие факторы включают в себя толщину лезвия, насколько тупым был ваш нож в начале, характер термической обработки и то, что вы используете для заточки ножа. Рейтинги в этой статье оценивают легкость заточки в первую очередь на основе износостойкости, но если нож трудно заточить, могут быть и другие факторы.
«Премиум» по сравнению со сталью «Эконом»
Многие энтузиасты ножей озабочены классификацией стали как «отличной», «хорошей», «плохой» и т. д. Это не совсем то, как работает сталь; различные свойства трудно увеличить, не затрагивая что-то еще. Однако стали бывают разных ценовых категорий, в зависимости от стоимости их производства и стоимости работы с ними ножевой компании. Сталь с высокой износостойкостью обходится дороже в производстве, так как ножевая компания использует больше абразивов для заточки ножей. Сталь с высоким содержанием карбидов не поддается штамповке; его необходимо резать гидроабразивной струей или лазером, что требует времени и дороже. Стали без этих атрибутов намного дешевле.
Наиболее значительное увеличение стоимости связано с порошковой металлургией, используемой для создания большинства дорогих ножевых сталей. Жидкая сталь распыляется через маленькое сопло, превращаясь в порошок. Позже он нагревается и спрессовывается в один слиток. Это дорогостоящий и сложный процесс, но он позволяет производить чрезвычайно мелкозернистую сталь, одну из лучших для ножей, и делает реальностью некоторые процессы, которые ранее были невозможны. Крупнейшими производителями порошковой металлургии являются Crucible (CPM-стали), Carpenter (CTS-стали), Bohler Microclean (M390) и Uddeholm Superclean (Elmax, Vanax).
Стальной эквивалент
Многие стали очень похожи друг на друга, но имеют разные названия у разных производителей. Они мало отличаются по составу и обработке. Например, Bohler M390, CTS-204P и CPM-20CV почти идентичны и практически неразличимы. Если у вас возникли проблемы с поиском нужной стали, посмотрите, не делает ли другой производитель что-то похожее.
Сравнение сталей
Теперь, когда мы знаем, что представляет собой каждый фактор, мы можем увидеть, как стали соотносятся друг с другом. Выберите фактор ниже, чтобы начать сортировку.
Если вы хотите узнать больше о конкретной стали, вы можете щелкнуть по ней в отсортированных списках ниже.
Сохранение режущей кромки
Прочность
Коррозионная стойкость
Легкость заточки
Высококачественная сталь
Высококачественная сталь
20070
Бюджетная сталь
Стали
Если вы продолжите прокручивать дальше, вы можете потеряться в, казалось бы, бесконечном списке богатства и знаний ножевой стали. Хотя некоторым нравятся такие вещи, если вы знакомы с конкретной сталью и хотите сравнить ее с другой, вам обязательно нужно нажать на эту кнопку ниже.
Другие соображения
Несколько факторов не связаны с выбранной вами сталью, но серьезно влияют на характеристики вашего ножа.
Термическая обработка
Если вы покупаете ножи исключительно из стали, вы можете быть разочарованы. Даже высококачественные стали могут иметь плохие характеристики при плохой термообработке. Термическая обработка относится к этапам нагрева и охлаждения, используемым для достижения надлежащего баланса характеристик вашего ножа. Плохая термическая обработка может сделать нож слишком твердым, слишком мягким, трудно точить, легко деформировать или вызвать другие проблемы. Поскольку термическая обработка проводится до того, как вы получаете нож, и невозможно определить на глаз, насколько хороша термическая обработка, вам часто приходится полагаться на репутацию производителя хорошей термической обработки.
Геометрия краев
Это относится к углу вашего лезвия и толщине ножа за лезвием. Очень тупые кромки лучше противостоят сколам, но не так долго держат кромку и хуже режут. Очень острые кромки более ломкие, но дольше остаются острыми и очень хорошо режут.
Категории сталей
Ниже мы перечислили некоторые атрибуты, которые могут потребоваться от вашей стали, и привели несколько примеров как более дорогих сталей порошковой металлургии, так и более доступных сталей традиционного производства. Этот список не является исчерпывающим, поэтому ознакомьтесь с некоторыми из наших рейтинговых таблиц для получения дополнительной информации о любой интересующей вас стали.
Очень высокое удержание края, умеренная прочность
Эти стали обладают достаточной прочностью, чтобы обрабатывать более тонкие кромки. Они, как правило, относительно дороги и их трудно затачивать, так как они обладают высокой износостойкостью. Из них получаются отличные стали для повседневного ношения, особенно для легких и средних задач.
CPM-S90V, CPM-S110V, CPM-10V и Bohler K390 попадают в эту категорию.
Высокое удержание края, высокая прочность
Эти стали предлагают отличный баланс характеристик, которые хорошо работают, от больших измельчителей до тонких ломтиков. Большинство этих сталей являются углеродистыми, за исключением CPM MagnaCut (причудливая сталь, специально приготовленная доктором Томасом для ножей), которая обладает отличной коррозионной стойкостью.
К этой категории относятся стали
, такие как CPM MagnaCut, CPM M4, CPM 4V и CPM CruWear.
Высокое удержание края, средняя прочность
Эти стали — старые добрые износостойкие стали. На протяжении десятилетий для этой категории производились различные стали. Благодаря порошковой металлургии вы обнаружите еще лучшее удержание края на верхнем конце.
Более дорогие стали для порошковой металлургии в этой категории включают M390, CPM-S35VN, Elmax, CTS-XHP, CPM-S30V и CPM-154. Менее дорогие стали традиционного производства включают ВГ-10, Д2, 154СМ, Н69.0 и 440С.
Высокая прочность, умеренное удержание края
Эти стали идеально подходят для тонкой кромки и высокой твердости. Они отлично подходят для измельчителей, скоросшивателей и ножей для активного отдыха, которые подвержены ударам и интенсивному использованию при использовании со средней твердостью. Благодаря хорошему удержанию режущей кромки эти стали весьма универсальны для фальцовщиков и фиксированных лезвий.
CPM-3V является претендентом на получение порошковой металлургии в этой категории. LC200N производится по специальной технологии с добавлением большого количества азота, что придает стали превосходную коррозионную стойкость! Традиционно производимые стали включают AEB-L, A2, 52100, 12C27, 14C28N и AUS-8/,8Cr13MoV.
Максимальная прочность
Высокая износостойкость не особенно необходима при выполнении только рубки, а легкость заточки помогает при восстановлении кромок. 420 Простые, не нержавеющие стали со средним содержанием углерода, такие как 5160, также обладают высокой ударной вязкостью.
420HC, 420 и 5160 обладают непревзойденной прочностью.
Максимальное удержание края
Эти стали больше всего способствуют удержанию режущей кромки. Это не обязательно означает, что они обладают ужасной стойкостью, но у них есть ограничения. Большинство этих сталей основаны на металлургии частиц и, следовательно, более дороги. Эти стали лучше всего подходят для ножей, которые не испытывают ударов и являются одними из самых сложных для заточки.
CPM-REX 121 и Maxamet относятся к этой категории. В качестве примечания, лезвия из чистого карбида вольфрама (от таких брендов, как Sandrin) могут иметь очень высокий уровень удержания режущей кромки, но они не сделаны из стали.
Максимальная коррозионная стойкость
Трудно представить более ржавую среду, чем соленая вода и рыбьи кишки. Дайверам, морякам и рыболовам нужны ножи, устойчивые прежде всего к коррозии. Некоторые стали готовятся специально с учетом этого, и их очень трудно ржаветь.
Vanax и LC200N уникальны тем, что достигают 59-60 Rc, при этом они очень устойчивы к пятнам. H2 и 420 также обладают отличной коррозионной стойкостью, но их твердость ограничивается более низкой твердостью и устойчивостью режущей кромки.
Дамасская сталь
Сталь
Damascus или «сварная» сталь является результатом объединения двух сталей. Таким образом, характеристики стали полностью зависят от используемых сталей. Яркие узоры, видимые на дамасской стали, появились в результате травления кислотой в растворе хлорида железа. Стали патинируются в кислоте с разной скоростью, что позволяет травить одну сталь темнее другой и демонстрировать знаменитый узорчатый контраст. Только опытный кузнец может изготовить дамасскую сталь, поэтому она, как правило, дорогая. Их обычно выбирают за внешний вид, а не за производительность.
Заключение
Так какая сталь лучше для ножей? Сложно сказать. Пусть работа под рукой будет вашим гидом. Это нормально быть стальным снобом, но имейте в виду, что вам не обязательно это делать, если вы хотите хороший нож. Если у вас есть любимая сталь, вперед! Но имейте в виду, что ни одна сталь не подходит для всего.
И прежде чем вы начнете спорить о стали, которая, по вашему мнению, может быть идеальной, позвольте мне напомнить вам, что если ваш нож не идеален для задачи, вам нужно получить другой, который подходит!
Приложение «Руководство по детализации металлоконструкций» обеспечивает немедленный и автономный доступ к данным о размерах и формах широких фланцев, предоставленным Американским институтом стальных конструкций (AISC) на сайте www.aisc.org/shapesdatabase.
Просто найдите W-образную форму по определенному имени (например, W12x26) или по номинальной высоте (например, W12) и проведите пальцем влево/вправо для прокрутки базы данных. Доступные размеры и значения четко отображаются на экране в подробной диаграмме.
Включены значения модуля сечения, момента инерции и модуля упругости сечения.
Вся информация в этом приложении предназначена только для общего ознакомления и не должна использоваться без изучения и проверки профессиональным инженером.
Версия 1.01
Компания Apple обновила это приложение, и теперь на нем отображается значок Apple Watch.
боковое меню для списка форм и выбора
Рейтинги и обзоры
26 оценок
Отличное приложение, но перестало работать
Приложение не открывается. Когда вы нажимаете «принять» на начальной странице, она автоматически закрывается
Требуется обновление для последней версии IOS
Приложение отличное, но не открывается, так как я скачал последнюю версию IOS. Если бы кто-то другой скачал его и та же проблема. Пожалуйста, обновите приложение, чтобы мы могли продолжать его использовать
Пожалуйста, обновите до последней версии iOS
Это был критически важный и полезный инструмент для меня в течение многих лет, когда я занимался изготовлением каркасных домов на заказ. Теперь это не работает с последним обновлением iOS. Пожалуйста исправьте! Пожалуйста!
Разработчик Марк Бакстер не предоставил Apple подробностей о своей политике конфиденциальности и обработке данных.
Сведения не предоставлены
Разработчик должен будет предоставить сведения о конфиденциальности при отправке следующего обновления приложения.
Внушительный список достоинств сделал алюминий востребованным материалом во всех отраслях экономики, включая корабле- и самолетостроение. Но, как и любой другой металл, он имеет и недостатки. Один из них – технологические сложности при сваривании заготовок из алюминия и его сплавов. Качественно выполнить подобную работу могут только высококвалифицированные специалисты.
СОДЕРЖАНИЕ
Почему свариваемость алюминия низкая
Способы сварки алюминия
Что нужно для сварки алюминия
Чем варить алюминий в домашних условиях
Сварка вольфрамовыми электродами в инертной среде
Задействуем полуавтомат
Выполняем работы инвертором
Технология сварки алюминия при помощи флюсов
Заключение
Почему свариваемость алюминия низкая
Мягки серебристый металл сложно поддается сварке в силу объективных причин, которые вытекают из его свойств. А именно:
На поверхности алюминия образуется окислительная пленка. И если температура плавления металла составляет всего лишь 660 градусов Цельсия, то защитной пленки – 2044 °C.
В процессе работы очень сложно контролировать сварочную ванну из-за высокой текучести металла. Необходимо использовать специальные теплоотводящие подкладки.
Расплавляясь, алюминий выделяет много водорода. В результате после остывания расплава внутри и на поверхности остается много микропустот.
Алюминий характеризуется высокой степенью усадки. Из-за этого во время охлаждения не исключена деформация шва.
Высокая теплопроводность вынуждает использовать ток, сила которая намного больше, чем при исполнении аналогичных работ с другими металлами. Сравнительно с обычной сталью разница составляет 100 процентов.
Необходимо подчеркнуть, что в домашних условиях любителям не приходится иметь дело с чистым алюминием. Сваривать приходится его сплавы. Это усложняет и без того непростой процесс, поскольку для каждого сплава (а чаще всего его марка неизвестна) нужно подобрать конкретный режим и дополнительные материалы. Унифицировать сварочный процесс в данной ситуации практически невозможно.
Способы сварки алюминия
На практике есть большое количество приемов и разных способов сварки алюминия и его сплавов. Они отличаются не только методами работы, но и оборудованием, дополнительными материалами. Наиболее часто применяется три способа сварки:
с использованием вольфрамовых электродов и инертного газа;
в инертной среде полуавтоматической сваркой;
без газов с применением плавящихся электродов.
Третий способ представляет собой распространенную технологий сварки алюминиевых заготовок без аргона.
Важно! Сварочные работы со сплавами алюминия подразумевают необходимость разрушения оксидного слоя, образованного на поверхности в результате окисления металла. Для достижения результата используется переменный ток или постоянный с обратной полярностью.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Что нужно для сварки алюминия
Традиционно процесс начинается с подготовки соединяемых заготовок. Основная задача здесь очень проста – очистить поверхность от посторонних включений и грязи. Кромка алюминия очищается с помощью химических составов. Далее после полного высыхания поверхность обезжиривается бытовым растворителем. Пригодны любые обезжиривающие составы: уайт-спирит, ацетон, бензин с высоким октановым числом и т.д.
При работе с заготовками толщиной от 4 мм и больше предварительно нужно «разделать кромки». Способов выполнения данной работы несколько, включая наиболее распространенный – создание конусовидной формы. Завершающим этапом является удаление оксидной пленки при помощи напильника либо любого иного абразива, в том числе наждачной бумаги с крупным зерном.
Чем варить алюминий в домашних условиях
Соединение алюминиевых заготовок с использованием покрытых электродов обозначается аббревиатурой ММА. Режим Manual Metal Arc применяется при работе с металлическими заготовками толщиной от 4 мм и в случаях соединения конструкций с невысокими требованиями к качеству. Этот метод не относится к числу высокотехнологичных: во время выполнения работ внутри швов остаются поры, которые заметно снижают их прочность. Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.
Особенности сварочных работ по алюминию электродами со специальным покрытием:
используется только обратно полярный постоянный ток;
величина силы тока определяется, выходя из соотношения 25-30 А на каждый миллиметр толщины заготовки;
качественный шов может получиться только при условии, что кромка детали средней толщины нагрета до температуры 300 градусов Цельсия. Толстые детали разогреваются до 400 °C;
в обязательном порядке необходимо медленное остывание. В противном случае шов будет хрупким;
электрод нужно сжигать «за один присест». В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
По завершению работы требуется хорошо очистить шов от шлака: в дальнейшем он становится причиной активной коррозии металла. Для этого достаточно иметь горячую воду и обыкновенную щетку по металлу.
Сварка вольфрамовыми электродами в инертной среде
Когда прочность и качество сварного шва поставлены во главу угла, то самое время прибегнуть к технологии сварки алюминия вольфрамовыми электродами с использованием инертного газа. Для защиты подойдет аргон или гелий. Электроды применяются диаметром от 1,6 до 5 мм. Дополнительно используется присадочная проволока толщиной 1,6-4 мм.
Сварка подключается к сети переменного тока, а технологические параметры подбираются в зависимости от оборудования. Другими словами, под определенные режимы сварки приобретаются электроды и проволока нужной толщины; определяется скорость подачи инертного газа, сила тока и прочие параметры.
Особенности сварки:
Важно, чтобы длина дуги не превышала 2,5 мм.
Электрод по отношению к поверхности ставится под углом порядка 80 градусов.
Между присадочной проволокой и электродом выдерживается прямой угол.
Изначально по шву перемещается проволока и только следом проходит горелка с электродом.
Ровность шва можно обеспечить при условии продольного перемещения электрода. Нежелательно двигать электродом в поперечном направлении.
Чтобы ванна заполнялась равномерно проволоку в рабочую зону следует подавать возвратно-поступательным перемещением.
Свариваемые элементы следует укладывать на железный стол. Черный метал будет отводить избыточное тепло.
Подача инертного газа начинается за 4-5 сек до образования и прекращается через 6-7 секунд после прерывания сварочной дуги.
Задействуем полуавтомат
Применение для сварки алюминиевых сплавов полуавтоматического аппарата является идеальным решением. Устройство генерирует импульсы тока высокого напряжения, благодаря чему отлично разрушается пленка оксида металла. Но полуавтоматы с режимом сварки алюминия стоят очень дорого. Поэтому в бытовых условиях умельцы приспособились обходиться обычными полуавтоматами без такого функционала. Метод идентичен технологии сваривания черных металлов, но вместо обычной присадочной проволоки используется алюминиевая.
Еще несколько особенностей:
В силу того, что алюминиевая проволока расплавляется с большей скоростью по сравнению со стальной, соответственно, подавать ее надо в несколько раз быстрей.
Коэффициент расширения алюминия больше, чем стали. Чтобы выровнять ситуацию, необходимо приобрести специальный наконечник с обозначением «Al».
Мягкая проволока может стать причиной образования скрутки или петли, что приведет к прерывания сварочных работ. Желательно предусмотреть специальный механизм подачи. Его несложно смастерить самостоятельно из трех-четырех направляющих роликов.
Выполняем работы инвертором
Для сваривания алюминиевых заготовок нередко используется инвертор. Очень важно правильно подобрать силу тока и электрод. Лучше всего подходят продукты марки ОЗАНА, ОЗА или ОЗР. Выбор силы тока выполняется с учетом высоких плавильных свойств материала. В остальном все идентично процессу сваривания черных металлов.
Важно! Вначале электроды желательно прокалить в печи, специально предназначенной для их термической обработки.
Читайте также: Как правильно варить электросваркой
Технология сварки алюминия при помощи флюсов
На рынке флюсы представлены в большом ассортименте, что позволяет выбрать наиболее подходящий вариант для сваривания конкретного вида алюминиевого сплава. Флюсы с этой целью применяются достаточно давно и призваны разрушить защитную оксидную оболочку. Под воздействием высокой температуры флюс растворяется и вступает в реакцию с оксидом алюминия, разрушая его. В этот же момент заготовки соединяются между собой.
Можно приобрести флюсы, которые предназначены отдельно для дуговой или газовой сварки. Помимо этого, для работы с дуговой сваркой можно использовать графитовые или угольные электроды.
Заключение
Из материала статьи несложно сделать основные выводы. Прежде всего то, что для сваривания алюминия есть множество вариантов, которые отличаются оборудованием и способом. Но в любом случае важна тщательная предварительная подготовка, правильный выбор материалов и настройка аппарата.
Читайте также: Виды электродов для сварки
Как и чем варить алюминий
Оцените, пожалуйста, статью
12345
Всего оценок: 61, Средняя: 2
Сварка алюминия в домашних условиях
Внушительный список достоинств сделал алюминий востребованным материалом во всех отраслях экономики, включая корабле- и самолетостроение. Но, как и любой другой металл, он имеет и недостатки. Один из них – технологические сложности при сваривании заготовок из алюминия и его сплавов. Качественно выполнить подобную работу могут только высококвалифицированные специалисты.
СОДЕРЖАНИЕ
Почему свариваемость алюминия низкая
Способы сварки алюминия
Что нужно для сварки алюминия
Чем варить алюминий в домашних условиях
Сварка вольфрамовыми электродами в инертной среде
Задействуем полуавтомат
Выполняем работы инвертором
Технология сварки алюминия при помощи флюсов
Заключение
Почему свариваемость алюминия низкая
Мягки серебристый металл сложно поддается сварке в силу объективных причин, которые вытекают из его свойств. А именно:
На поверхности алюминия образуется окислительная пленка. И если температура плавления металла составляет всего лишь 660 градусов Цельсия, то защитной пленки – 2044 °C.
В процессе работы очень сложно контролировать сварочную ванну из-за высокой текучести металла. Необходимо использовать специальные теплоотводящие подкладки.
Расплавляясь, алюминий выделяет много водорода. В результате после остывания расплава внутри и на поверхности остается много микропустот.
Алюминий характеризуется высокой степенью усадки. Из-за этого во время охлаждения не исключена деформация шва.
Высокая теплопроводность вынуждает использовать ток, сила которая намного больше, чем при исполнении аналогичных работ с другими металлами. Сравнительно с обычной сталью разница составляет 100 процентов.
Необходимо подчеркнуть, что в домашних условиях любителям не приходится иметь дело с чистым алюминием. Сваривать приходится его сплавы. Это усложняет и без того непростой процесс, поскольку для каждого сплава (а чаще всего его марка неизвестна) нужно подобрать конкретный режим и дополнительные материалы. Унифицировать сварочный процесс в данной ситуации практически невозможно.
Способы сварки алюминия
На практике есть большое количество приемов и разных способов сварки алюминия и его сплавов. Они отличаются не только методами работы, но и оборудованием, дополнительными материалами. Наиболее часто применяется три способа сварки:
с использованием вольфрамовых электродов и инертного газа;
в инертной среде полуавтоматической сваркой;
без газов с применением плавящихся электродов.
Третий способ представляет собой распространенную технологий сварки алюминиевых заготовок без аргона.
Важно! Сварочные работы со сплавами алюминия подразумевают необходимость разрушения оксидного слоя, образованного на поверхности в результате окисления металла. Для достижения результата используется переменный ток или постоянный с обратной полярностью.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Что нужно для сварки алюминия
Традиционно процесс начинается с подготовки соединяемых заготовок. Основная задача здесь очень проста – очистить поверхность от посторонних включений и грязи. Кромка алюминия очищается с помощью химических составов. Далее после полного высыхания поверхность обезжиривается бытовым растворителем. Пригодны любые обезжиривающие составы: уайт-спирит, ацетон, бензин с высоким октановым числом и т.д.
При работе с заготовками толщиной от 4 мм и больше предварительно нужно «разделать кромки». Способов выполнения данной работы несколько, включая наиболее распространенный – создание конусовидной формы. Завершающим этапом является удаление оксидной пленки при помощи напильника либо любого иного абразива, в том числе наждачной бумаги с крупным зерном.
Чем варить алюминий в домашних условиях
Соединение алюминиевых заготовок с использованием покрытых электродов обозначается аббревиатурой ММА. Режим Manual Metal Arc применяется при работе с металлическими заготовками толщиной от 4 мм и в случаях соединения конструкций с невысокими требованиями к качеству. Этот метод не относится к числу высокотехнологичных: во время выполнения работ внутри швов остаются поры, которые заметно снижают их прочность. Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.
Особенности сварочных работ по алюминию электродами со специальным покрытием:
используется только обратно полярный постоянный ток;
величина силы тока определяется, выходя из соотношения 25-30 А на каждый миллиметр толщины заготовки;
качественный шов может получиться только при условии, что кромка детали средней толщины нагрета до температуры 300 градусов Цельсия. Толстые детали разогреваются до 400 °C;
в обязательном порядке необходимо медленное остывание. В противном случае шов будет хрупким;
электрод нужно сжигать «за один присест». В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
По завершению работы требуется хорошо очистить шов от шлака: в дальнейшем он становится причиной активной коррозии металла. Для этого достаточно иметь горячую воду и обыкновенную щетку по металлу.
Сварка вольфрамовыми электродами в инертной среде
Когда прочность и качество сварного шва поставлены во главу угла, то самое время прибегнуть к технологии сварки алюминия вольфрамовыми электродами с использованием инертного газа. Для защиты подойдет аргон или гелий. Электроды применяются диаметром от 1,6 до 5 мм. Дополнительно используется присадочная проволока толщиной 1,6-4 мм.
Сварка подключается к сети переменного тока, а технологические параметры подбираются в зависимости от оборудования. Другими словами, под определенные режимы сварки приобретаются электроды и проволока нужной толщины; определяется скорость подачи инертного газа, сила тока и прочие параметры.
Особенности сварки:
Важно, чтобы длина дуги не превышала 2,5 мм.
Электрод по отношению к поверхности ставится под углом порядка 80 градусов.
Между присадочной проволокой и электродом выдерживается прямой угол.
Изначально по шву перемещается проволока и только следом проходит горелка с электродом.
Ровность шва можно обеспечить при условии продольного перемещения электрода. Нежелательно двигать электродом в поперечном направлении.
Чтобы ванна заполнялась равномерно проволоку в рабочую зону следует подавать возвратно-поступательным перемещением.
Свариваемые элементы следует укладывать на железный стол. Черный метал будет отводить избыточное тепло.
Подача инертного газа начинается за 4-5 сек до образования и прекращается через 6-7 секунд после прерывания сварочной дуги.
Задействуем полуавтомат
Применение для сварки алюминиевых сплавов полуавтоматического аппарата является идеальным решением. Устройство генерирует импульсы тока высокого напряжения, благодаря чему отлично разрушается пленка оксида металла. Но полуавтоматы с режимом сварки алюминия стоят очень дорого. Поэтому в бытовых условиях умельцы приспособились обходиться обычными полуавтоматами без такого функционала. Метод идентичен технологии сваривания черных металлов, но вместо обычной присадочной проволоки используется алюминиевая.
Еще несколько особенностей:
В силу того, что алюминиевая проволока расплавляется с большей скоростью по сравнению со стальной, соответственно, подавать ее надо в несколько раз быстрей.
Коэффициент расширения алюминия больше, чем стали. Чтобы выровнять ситуацию, необходимо приобрести специальный наконечник с обозначением «Al».
Мягкая проволока может стать причиной образования скрутки или петли, что приведет к прерывания сварочных работ. Желательно предусмотреть специальный механизм подачи. Его несложно смастерить самостоятельно из трех-четырех направляющих роликов.
Выполняем работы инвертором
Для сваривания алюминиевых заготовок нередко используется инвертор. Очень важно правильно подобрать силу тока и электрод. Лучше всего подходят продукты марки ОЗАНА, ОЗА или ОЗР. Выбор силы тока выполняется с учетом высоких плавильных свойств материала. В остальном все идентично процессу сваривания черных металлов.
Важно! Вначале электроды желательно прокалить в печи, специально предназначенной для их термической обработки.
Читайте также: Как правильно варить электросваркой
Технология сварки алюминия при помощи флюсов
На рынке флюсы представлены в большом ассортименте, что позволяет выбрать наиболее подходящий вариант для сваривания конкретного вида алюминиевого сплава. Флюсы с этой целью применяются достаточно давно и призваны разрушить защитную оксидную оболочку. Под воздействием высокой температуры флюс растворяется и вступает в реакцию с оксидом алюминия, разрушая его. В этот же момент заготовки соединяются между собой.
Можно приобрести флюсы, которые предназначены отдельно для дуговой или газовой сварки. Помимо этого, для работы с дуговой сваркой можно использовать графитовые или угольные электроды.
Заключение
Из материала статьи несложно сделать основные выводы. Прежде всего то, что для сваривания алюминия есть множество вариантов, которые отличаются оборудованием и способом. Но в любом случае важна тщательная предварительная подготовка, правильный выбор материалов и настройка аппарата.
Читайте также: Виды электродов для сварки
Как и чем варить алюминий
Оцените, пожалуйста, статью
12345
Всего оценок: 61, Средняя: 2
Как правильно сваривать алюминий
Что действительно важно при сварке алюминия
Рамы велосипедов или мотоциклов, прицепы для грузовых автомобилей, профили рельсовых транспортных средств, материалы для космических путешествий — алюминий — это САМЫЙ материал, когда речь идет о снижении веса и сохранении стабильности . Кроме того, красиво сваренный алюминиевый шов привлекает внимание.
Благодаря низкой плотности и хорошей прочности алюминий стал неотъемлемой частью современного производства. Помимо всех достоинств, при обработке этого металла есть и некоторые каверзные моменты. Любой, кто когда-либо случайно прожигал дыру в алюминиевом листе, знает, о чем мы говорим. Сварка алюминия требует специальных знаний и навыков. Узнайте больше в этом блоге о том, что важно для сварки алюминия и как правильно сваривать алюминий.
Что делает сварку алюминия такой сложной
Алюминий обладает одним свойством, которое делает сварку этого металла такой сложной: как только алюминий подвергается воздействию окружающего воздуха, он образует тонкий слой оксида алюминия. И именно этот слой придает металлу неповторимый серебристо-серый цвет. Но это также делает алюминий коррозионно-стойким к воде, кислороду и даже многим химическим веществам. Он защищает алюминий, так сказать. Эта защита должна быть в первую очередь буквально «расколота», потому что, как и сплошная броня, оксидный слой препятствует образованию соединения между дугой и сварочной ванной.
Оксидный слой имеет температуру плавления 2050°С, сам алюминий плавится при ок. 660°С. Так что вам пришлось бы приложить к поверхности температуру в три раза выше, чтобы расколоть оксидный слой одной лишь сваркой. При такой высокой подводимой энергии существует большой риск того, что алюминий расплавится, как только разрушится оксидный слой. По этой причине очень важно, чтобы алюминий был подготовлен к процессу сварки: необходимо снять оксидный слой.
Если вы соблюдаете и выполняете следующие 5 пунктов, вы все делаете правильно при сварке алюминия
1. Подготовьте надлежащим образом
Прежде чем добраться до оксидного слоя, с заготовки необходимо удалить любые загрязнения, такие как жир или масло. Для сварки алюминия чистая поверхность заготовки является основным требованием для хорошего результата сварки. Лучше всего использовать ткань из микрофибры, предварительно пропитанную такими растворителями, как бутанол, ацетон или растворитель для краски. Следите за тем, чтобы не осталось грязи, так как она легко пригорает в процессе сварки и ее будет труднее удалить после.
После того, как вся консистентная смазка и остатки смазки будут удалены, можно приступить к удалению слоя оксида алюминия . С одной стороны, это хорошо получается кистью или начесом, т.е. е. механически. Щетка оставляет на мягком алюминии царапины, которые часто нежелательны и тоже некрасиво выглядят. Вместо этого мы рекомендуем использовать синтетическое волокно, содержащее частицы, связанные с синтетикой, с помощью которого слой можно удалить сравнительно аккуратно. Поскольку через несколько минут алюминий снова окисляется, в зависимости от условий окружающей среды вам, возможно, придется пройти всю процедуру подготовки несколько раз. Черные, закопченные остатки после сварки на металле указывают на примеси газа, основного материала или сварочной проволоки. Чистота при сварке алюминия очень важна.
С другой стороны, оксидный слой также может быть разрушен в процессе сварки при сварке переменным током, когда происходит смена положительных и отрицательных полуволн. Оксидный слой разрушается положительной полуволной. Глубина сварки, так называемый провар, достигается за счет отрицательной полуволны. Электрод также снова остывает. Это приводит к идеальному сочетанию двух полуволн при сварке переменным током.
В частности, при сварке переменным током необходимо учитывать еще одну вещь: электродом вы привариваете шарик на передней части, так называемую калотту. При этом вы можете проталкивать расплавленный оксидный слой вперед, как комки, чтобы они не попали в сварной шов.
Если вы хотите сваривать более толстые листы алюминия – чуть более 10 мм – мы рекомендуем предварительный нагрев заготовки. Без предварительного нагрева во время сварки в заготовку будет выделяться слишком много тепла, что значительно затруднит формирование сварного шва.
2. Выбор сварочной горелки
Алюминий можно сваривать различными способами, а именно TIG, MIG и плазмой. Сварочный процесс TIG на переменном токе в основном используется для более тонких листов. В частности, стыковые соединения хорошо свариваются с помощью горелки TIG. Например, если вы хотите соединить два алюминиевых листа толщиной 2 мм, вы должны убедиться, что край на обратной стороне сломан. Только тогда будет красивый корень, правильное смачивание металла шва и качественный сварной шов. Более толстые листы предпочтительно обрабатывать с помощью MIG , потому что эти горелки можно использовать для достижения более высокой скорости плавления проволоки. Горелки MIG особенно подходят для угловых сварных швов, чтобы правильно ввести сварочный присадочный материал. Преимущество процесса плазменной сварки на постоянном токе состоит в том, что тепло может направляться в заготовку целенаправленно, но это очень сложный процесс.
Еще один совет: При сварке алюминия с помощью сварочной горелки MIG целесообразно использовать изогнутую шейку горелки с изгибом не менее 22 градусов. Это означает, что у вас всегда есть принудительный контакт, который позволяет проводу работать лучше и обеспечивает хорошую передачу тока.
Алюминий также можно сваривать с использованием лазерного процесса и гибридного процесса лазер-MIG. Однако наиболее широко используемым процессом для сварки алюминия является процесс TIG с переменным током.
3. Специальное оборудование для сварки алюминия
Для процесса сварки MIG/MAG: Не следует также забывать об оснащении горелки подходящими изнашиваемыми деталями для сварки алюминия. Распространенной ошибкой является использование вкладыша из стали. Однако, если бы проволока была подана, она бы терлась о сталь футеровки и непреднамеренно попадала бы частицы стали в сварочную ванну. Для сварки алюминиевой проволокой мы рекомендуем специальную вкладыш изготовлен из углеродистого ПТФЭ , который благодаря содержанию графита обеспечивает лучшую смазывающую способность. Используемый контактный наконечник должен иметь больший диаметр по сравнению со сваркой других материалов, потому что алюминий, как очень хороший проводник тепла, расширяется больше, чем, например, стальная проволока. С другой стороны, это может привести к проблемам с подачей проволоки или обратному прогоранию. В случае сварки алюминия постоянно присутствует такой прогар, который происходит из-за оксидов на поверхности. Это потому, что они действуют как изолятор, который прерывает прохождение тока от провода к заготовке. Если проволока непрерывно подается через головку горелки, это разрушит быстроизнашивающиеся детали. Еще одна причина, по которой необходимо удалять оксидный слой.
С процессом сварки ВИГ: При сварке алюминия на переменном токе с помощью процесса ВИГ важно правильно выбрать вольфрамовый электрод , так как оксиды могут не содержаться. По этой причине следует использовать нелегированный зеленый электрод из чистого вольфрама, особенно для сварки алюминиевых сплавов, который обеспечивает хорошую стабильность дуги. Однако вольфрамовые компоненты электрода могут излучать, что, в свою очередь, может загрязнить основной материал, вызывая накопление небольшого количества остатков в сварном шве. Это видно по маленьким белым точкам, что указывает на ошибку привязки. Вот здесь-то и вступает в действие ранее упомянутая сварка сферического колпака, чтобы гонять оксиды, как комья, вперед. Фиолетовый E3 ® из редкоземельных элементов или смешанных оксидов является альтернативой электродам из чистого вольфрама. Он состоит из вольфрама в качестве материала-носителя и лантана в качестве легирующего элемента. Кроме того, редкоземельные элементы, такие как иттрий, придают E3 ® исключительную стабильность.
4. Проволока и подача проволоки
Поскольку металлический алюминий очень мягкий, для сварки алюминия необходимо использовать не только специальные изнашиваемые детали, но и специальные детали .транспортировочные ролики для подачи проволоки от сварочного аппарата. Они должны иметь U-образный паз, чтобы предотвратить риск деформации. Алюминиевую проволоку трудно транспортировать на расстояние более трех и более метров. Системы push-pull очень подходят для механизированной сварки, при которой сварочная горелка имеет привод и тянет проволоку, а двигатель подачи в сварочном аппарате подает проволоку вперед.
В зависимости от основного материала и желаемых свойств соединения выбирается дополнительный материал. Сплавы AlMg обладают более высокой прочностью, чем, например, присадочная проволока AlSi.
5. Правильный защитный газ
Инертные газы – аргон или смеси аргона – используются в качестве защитных газов при сварке алюминия. Чистый аргон используется до толщины листа ок. 12,5 мм. В случае более толстого материала аргон смешивают с гелием, чтобы получить более высокую температурную связь в процессе сварки. Доля гелия в защитном газе варьируется от 25 % до 75 % в зависимости от рекомендации.
Еще одно замечание о газе: Всегда следует помнить о точке росы защитного газа. Для сварки в основном используется аргон 4.6, который имеет чистоту 99,996 % и, следовательно, точку росы -62 °C. Если ваш поставщик газа соответствует этим требованиям, у вас не будет проблем с газом, поступающим прямо из баллона. Однако влага всегда может попасть через газопровод, например, в процесс сварки, что затем повышает точку росы. Поэтому регулярно проверяйте газовые трубы на наличие конденсата. Если влажность слишком высока, углеводород может попасть в сварной шов и сделать его пористым или иным образом дефектным.
Наши рекомендации для сварки алюминия
После установки сварочного поста для сварки алюминия мы рекомендуем оставить его настроенным исключительно для сварки алюминия и настроить еще один пост для сварки стали. Конечно, только там, где это возможно. Таким образом, вы можете быстро переключиться со стали на алюминий без необходимости все менять и перенастраивать. Вы просто меняете рабочее место.
И после сварки алюминия
После сварки некоторые алюминиевые сплавы должны пройти процесс закалки, на степень закалки которого можно повлиять. Таким образом, вы можете напрямую влиять на прокаливаемость при выборе алюминиевого сплава. К упрочняемым сплавам относятся AlZnMgCu, AlZnMg, AlMgSi и AlCuMg, тогда как AlMn, AlMgMn, AlMg, AlSi и AlSiCu относятся к неупрочняемым алюминиевым сплавам. В зависимости от состава алюминиевого сплава, введенной температуры и температуры в процессе старения изменяется решетчатая структура этого металла и, следовательно, механические свойства. Чтобы предотвратить преждевременное осаждение растворенных элементов сплава и контролировать их распределение, необходимо обеспечить правильную температуру старения после сварки закаливаемого алюминия. Поскольку температура старения также влияет на уровень прочности, в принципе применимо следующее: достижимая прочность уменьшается с повышением температуры. Это означает, что наибольшая прочность достигается при холодном отверждении, которое обычно происходит при комнатной температуре. Любая диффузия подавляется внезапным охлаждением. На данный момент это лишь небольшая справочная информация по теме аутсорсинга алюминия после сварки. Если вы хотите узнать больше, вы можете найти хорошую специализированную литературу в Интернете, например, на www.hochschule-technik.de или www.maschinenbau-wissen.de.
Надо признать, что сварка алюминия немного сложнее, чем сварка стали. Но если вы будете выполнять наши советы и рекомендации, то вскоре станете настоящим специалистом по сварке алюминия.
Вытяжка дыма также является важной проблемой при сварке алюминия. Узнайте больше по этой теме в нашей бесплатной электронной книге:
Сварка алюминия MIG для начинающих|YesWelder
перейти к содержанию
Сварка алюминия сложнее, чем сварка стали, но у вас гораздо больше шансов получить качественные сварные швы, если вы изучите основы.
Сварка алюминия методом МИГ проще, чем сварка алюминия методом ВИГ, и требует менее дорогого оборудования. Тем не менее, есть еще много переменных и областей, где вы можете ошибиться.
В этом руководстве по сварке алюминия методом MIG для начинающих вы узнаете, почему алюминий сложно сваривать, как настроить аппарат для сварки MIG, очистить алюминий и узнать основные методы сварки алюминия.
Итак, приступим к основному пункту.
Почему сложно сваривать алюминий
Алюминий имеет большое сродство к кислороду, в результате чего его атомы соединяются с кислородом воздуха, образуя оксидный слой на поверхности алюминия. Этот оксид имеет более высокую температуру плавления, чем чистый алюминий под ним, и это первая проблема, с которой вы столкнетесь при сварке алюминия.
Чистый алюминий имеет температуру плавления 1200°F (650°C), а оксид на поверхности имеет температуру плавления 3700°F (2037°C). В двух словах это означает, что вы должны удалить оксидный слой, прежде чем пытаться сварить алюминий MIG.
Следующая проблема, с которой вы столкнетесь, это высокая проводимость алюминия. Этот металл быстро отводит тепло от сварного соединения. Это означает, что для сварки этого металла требуется большее количество тепла, чем для сварки мягкой стали.
Однако низкая температура плавления чистого алюминия в сочетании с необходимостью применения высоких температур из-за высокой проводимости алюминия приводит к узкому диапазону рабочих температур. Это означает, что его легко прожечь или недостаточно нагреть, чтобы образовалась лужа.
Кроме того, алюминиевые сварные швы уменьшатся в объеме примерно на 6 процентов после того, как сварной шов остынет. Усадка может привести к трещинам из-за чрезмерной деформации соединения из-за возникающих напряжений.
Алюминий сильно подвержен загрязнению. Поэтому его необходимо тщательно очищать и сваривать в относительно чистой среде. Будьте осторожны с перекрестным загрязнением частицами металлической пыли в воздухе, такими как пыль из мягкой стали и искры.
Очистка алюминия перед сваркой MIG
Перед сваркой необходимо удалить естественный оксидный слой с поверхности алюминия. Но удалять этот слой сначала — не лучшая идея.
Во-первых, алюминиевую деталь нужно очистить от грязи, масел и жира. В противном случае вы рискуете внедрить эти примеси в алюминиевую деталь, когда начнете удалять оксид алюминия.
Совет по безопасности: алюминий немагнитный металл. Если в глаза попадет пыль или мусор, офтальмологам будет сложно оказать медицинскую помощь. Убедитесь, что вы носите все необходимое защитное оборудование, включая защиту для глаз.
Алюминий обычно чистят щеткой из нержавеющей стали. Однако вы должны использовать проволочную щетку, предназначенную только для алюминия. Если вы используете щетку, которой раньше чистили мягкую или нержавеющую сталь, вы загрязните алюминий, а сварной шов будет слабым из-за пористости.
Также можно использовать специализированные шлифовальные круги для алюминия для удаления поверхностного окиси. Но использовать обычные шлифовальные круги не рекомендуется. Они быстро заполнятся алюминием, потому что алюминий мягкий и имеет низкую температуру плавления.
Этот металл также можно очищать сильной щелочью или кислотой, но перед сваркой его необходимо промыть и тщательно высушить. Но большинству сварщиков-любителей следует придерживаться ручной щетки для сварки MIG алюминия.
Защитное оборудование для сварки MIG алюминия
Как и при любом процессе дуговой сварки, MIG требует, чтобы вы носили сварочный шлем для защиты глаз и лица от вредного излучения. Вы также должны носить сварочные перчатки, сварочную куртку и как минимум фартук для защиты от радиации, высокой температуры и брызг расплавленного металла.
Использование сварочного респиратора также является хорошей идеей, особенно при сварке в неидеальной вентилируемой среде.
Убедитесь, что под сварочной маской надеты защитные очки, особенно при шлифовке или резке. Всегда соблюдайте кодекс и законы вашего региона. Помните, что сварка — отличное хобби, но также и опасное занятие, если вы не защищены.
Подготовка оборудования к сварке алюминия методом MIG
Теперь давайте рассмотрим все, что вам нужно знать, чтобы успешно сварить алюминий новичку. Мы расскажем об алюминиевой сварочной проволоке MIG, пистолете для катушки, защитном газе, сварочном аппарате, переносе распылением, подаче проволоки и других важных деталях.
Защитный газ
Сварка алюминия методом MIG в большинстве случаев требует использования 100% защитного газа аргона. Сварщики-любители не выиграют от любой другой газовой смеси, но вы должны знать, что добавление гелия может помочь вам добиться более глубокого проплавления очень толстых алюминиевых профилей.
Чистый аргон является наиболее популярным защитным газом, так как он обеспечивает отличный старт и стабильность дуги. Добавление гелия способствует проплавлению, но за счет стабильности дуги. Кроме того, он расширяет сварной шов. Таким образом, для большинства людей подходит чистый аргоновый защитный газ.
Выбор алюминиевой проволоки для сварки MIG
Выбор присадочной проволоки для алюминиевой сварки зависит от основного алюминиевого сплава и условий, которым будет подвергаться готовая деталь. Поэтому очень важно сопоставить присадочную проволоку с этими двумя переменными.
Наиболее часто используемыми алюминиевыми сварочными проволоками MIG являются ER4043 и ER5356.
ER4043 — это универсальная сварочная проволока MIG, используемая для сварки алюминиевых сплавов 2014, 3003, 3004, 4043, 5052, 6061, 6062 и 6063. Сварные швы обладают высокой пластичностью и отличной стойкостью к растрескиванию. Кроме того, проволока содержит добавки кремния, которые снижают температуру плавления и повышают текучесть сварочной ванны.
ER5356 имеет добавки магния для повышения прочности на растяжение, но в отличие от ER4043, ER5356 имеет более низкую устойчивость к трещинам при сварке. ER5356 сваривает алюминиевые сплавы 5050, 5052, 5056, 5083, 5086, 5154, 5356, 5454 и 5456.
Пистолет с катушкой или графитовый вкладыш для горелки MIG
Вы можете успешно сваривать MIG алюминий без шпульного пистолета, если используете графеновый вкладыш для горелки MIG и несколько других деталей, которые может указать производитель сварочного аппарата MIG.
Ручной пистолет также является опцией, но требует дополнительных затрат. Пистолет с катушкой имеет систему катушки, прикрепленную к горелке MIG, и приводной ролик подачи проволоки. Таким образом, алюминиевая проволока не должна перемещаться с катушки с проволокой внутри сварочного аппарата и, возможно, вызывать вложенность проволоки. Преимуществом шпульного пистолета является повышенная надежность. Тем не менее, недостатком является более высокая стоимость и невозможность доступа в труднодоступные места из-за прикрепленной к нему большой катушки.
Некоторые сварочные аппараты, такие как сварочный аппарат YesWelder 250A Aluminium MIG Welder, совместимы с катушечным пистолетом. Использование защитного газа, состоящего из 100 % аргона, U-образного валика, наконечников A+ и графенового вкладыша обеспечит хорошие результаты при сварке MIG алюминия любителями.
Для сварки алюминия методом MIG требуется установка графенового вкладыша или катушечного пистолета. Это связано с тем, что алюминиевая проволока мягкая и может легко перегибаться при обычной подаче проволоки, предназначенной для проволоки из мягкой стали.
Получение струйного переноса при сварке MIG алюминия
При сварке MIG можно использовать режим переноса металла: шаровой, с коротким замыканием или распылением. Тем не менее, MIG-сварка алюминия лучше всего достигается с помощью распыления.
Распылительный перенос требует высокой скорости перемещения и подачи проволоки. В нем используются высокие значения силы тока и напряжения, что приводит к образованию крошечных капель расплавленного металла поперек дуги. Дуга постоянно горит, а скорость наплавки металла высокая. Эффективность использования проволоки также выше, чем при шаровом замыкании или коротком замыкании, потому что при разбрызгивании теряется очень мало присадочного металла.
Для обеспечения переноса распылением при сварке MIG алюминия необходимо настроить скорость подачи проволоки и напряжение для совместной работы. Ни один из них не должен быть слишком низким или слишком высоким по сравнению с другим. Лучше всего использовать рекомендуемые настройки сварочного аппарата MIG и точно настроить их в соответствии с вашими личными предпочтениями.
Как новичок вы должны знать, что если вам нужно увеличить скорость подачи проволоки и напряжение для сварки более толстых участков, вы должны пропорционально увеличить оба параметра. Кроме того, лучше начинать с более низкого напряжения, чем со слишком высокого напряжения, потому что наконечник горелки MIG может выйти из строя и его потребуется заменить. Затем постепенно увеличивайте напряжение на испытательном алюминиевом образце, пока не почувствуете его.
С другой стороны, если вы работаете слишком сильно и прожигаете алюминий, уменьшите скорость подачи проволоки и напряжение, но опять же с упором на то, чтобы сначала проверить более низкие напряжения. Как только вы освоитесь в этом, вам не нужно будет делать пробные сварные швы.
Предварительный нагрев алюминия
Обычно в профессиональных условиях нет необходимости предварительно нагревать алюминий. Тем не менее, вы можете извлечь выгоду из предварительного нагрева при сварке алюминия методом MIG в небольших сварочных мастерских или для любителей. Использование стандартного бутона розы для предварительного нагрева примерно до 200 ° F поможет вам сваривать более толстые материалы и массивные алюминиевые секции.
Поскольку алюминий обладает высокой электропроводностью, иногда сложно сваривать более толстые детали на стандартном оборудовании. В профессиональной среде сварка более толстого алюминия выполняется с помощью дорогостоящего оборудования с высокой силой тока и не требует предварительного нагрева, но у большинства людей нет необходимости или ресурсов для сварщиков промышленного уровня.
Никогда не нагревайте до температуры выше 200°F, поскольку алюминий теряет механические свойства при слишком сильном воздействии тепла. Таким образом, сведите предварительный нагрев к минимуму и применяйте его только в случае необходимости.
Сварка алюминия методом МИГ
Для достижения наилучшего качества сварки алюминия методом МИГ следует использовать метод сварки проталкиванием. Отталкивание сварочной горелки MIG от ванны вместо ее вытягивания приводит к более качественной очистке, лучшему покрытию защитным газом и уменьшению загрязнения сварного шва.
Поскольку температурный диапазон между низкой температурой плавления алюминия и высокой теплопроводностью является узким, что требует высокой подводимой энергии, вам необходимо сваривать горячим и быстрым способом. Это означает использование высокой скорости перемещения, поскольку в противном случае вы рискуете прожечь металл, особенно при сварке тонких листов алюминия. Кроме того, поскольку вся алюминиевая деталь нагревается во время сварки, вам придется еще больше увеличить скорость перемещения.
Если вам нужно сваривать медленнее, вы можете использовать теплоотвод для поглощения избыточного тепла, отводимого от сварочного шва.
При сварке MIG алюминия с переносом напыления, как обсуждалось выше, вам потребуется более длинный выступ проволоки. Это расстояние между кончиком проволоки и металлической деталью. В этом случае у вас должен быть примерно 3/4 дюйма торчащей проволоки. Использование более короткого выступа приводит к подгоранию наконечников и затрудняет стабильный перенос распыла. около 1/8 дюйма внутри сопла. Поскольку сварочная ванна и тепло, отражающееся от нее, сильно нагреваются, держите контактный наконечник ближе, чем это увеличивает вероятность обратного пригорания проволоки к нему.
Перемещение вокруг детали приведет к распространению тепла, что полезно, если вы хотите уменьшить деформацию тонких алюминиевых деталей и проплавление. Поэтому, если возможно, целесообразно разбивать сварные швы на несколько этапов.
Заключение
Сварка алюминия в среде инертного газа – сложная задача, но с небольшой практикой вы можете добиться хороших результатов. После нескольких выполненных проектов вы почувствуете себя увереннее и улучшите свои навыки.
Соединение алюминия с помощью процесса сварки MIG проще, чем сразу приобрести аппарат для сварки TIG на переменном токе, но он обеспечивает меньшую технологичность и регулировку. Итак, после того, как вы освоите этот метод, возможно, вам стоит попробовать сварку алюминия методом TIG на переменном токе.
Всегда помните о мерах безопасности при сварке, независимо от процесса или выполняемой работы. Сварка алюминия так же опасна, как сварка MIG мягкой стали, если не соблюдать необходимые меры предосторожности. Носите надлежащие средства индивидуальной защиты и соблюдайте инструкции по эксплуатации сварочного аппарата и другого оборудования.
15 комментариев
Назад к YesWelder
Сравнение сварочных электродов
: какой из них труднее всего использовать?
Как придать форму вольфрамовому электроду для сварки TIG и почему?
{{ tier_title }}
«,»reward_you_get_popup»:»Вы получаете»,»reward_they_get_popup»:»Они получают»,»reward_free_shipping_popup»:»Вы получаете скидку на бесплатную доставку\r\n Они получают скидку на бесплатную доставку»,»reward_you_get_free_popup «:»Бесплатная доставка»,»popup_item_tier_benefits_title»:»Преимущества»,»popup_item_tier_benefits_next_tier»:»Следующий уровень»,»popup_item_tier_benefits_list_of_tiers»:»Список уровней»,»reward_tier_achieved_on»:»Достигнуто {{ month }} {{ day } }, {{ year }}»,»reward_tier_multiply»:»Множитель»,»reward_tier_multiply_points»:»{{multiply_points }}x»,»earn_tier_more_points»:»Заработано {{ more_points }}/{{ next_tier_points }} {{ points_name }}»,»reward_as_discount»:»{{ сумма }} скидка»,»reward_as_points»:»{{ сумма }} {{ points_name }}»,»reward_as_gift_card»:»{{ сумма }} подарочная карта»,»flexible_discount «:»Скидка»,»flexible_discount_price»:»Цена со скидкой»,» available_discount_title»:»В данный момент у вас нет доступных наград»,»reward_your_tier»:»Ваш уровень:»,»reward_next_tier»:»Нет уровень xt:»,»reward_page_confirm»:»Подтвердить обмен»,»reward_redeem_cancel»:»Отменить»,»reward_redeem_confirm»:»Подтвердить»,»reward_page_earn_points»:»Заработать баллы»,»reward_not_enough_points»:»Недостаточно баллов»,» select_rewards»:»Выберите награду»,»reward_birthday»:»День рождения»,»reward_enter_birthday»:»Введите день рождения»,»reward_please_enter_birthday»:»Пожалуйста, укажите день рождения»,»reward_enter_valid_birthday»:»Введите правильную дату дня рождения»,» warning_title_for_reward»:»К сожалению, похоже, что программа лояльности и вознаграждений недоступна для этой учетной записи. «,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть {{ points_name }}»,»reward_notifications_discount_check»:»Используйте скидку на странице оформления заказа»,»reward_notifications_add_discount_to_your_cart»:»У вас есть доступная скидка. Добавьте скидку в корзину!»,»reward_discount_unavailable»:»Скидка недоступна»,»reward_program_emails»:»Письма по бонусной программе»,»reward_title_earn_for_place_order»:»Купите этот товар и заработайте {{ points_count }} {{ points_name }}»,» награда_title_earn_for_place_order_on_cart_or_checkout»:»Вы зарабатываете {{points_count}} {{points_name}} за эту покупку»,»reward_save_btn»:»Сохранить»,»reward_delay_points_pending_status_rule»:»В ожидании»,»referral_page_inviting_text»:»Пригласив друга»,» referral_page_your_benefit»:»Ваша выгода»,»referral_page_your_friends_benefit»:»Привилегия вашего друга»,»referral_page_get»:»Получите»,»referral_page_no_reward_text»:»похвалите, пригласив своих друзей!»,»referral_link»:»Реферальная ссылка»,»copy_link «:»Копировать ссылку»,»referral_page_share_title»:»Поделиться в социальных сетях»,»referral_page_active_discounts»:»Активные скидки»,»claim_referral»:»Claim»,»referral_notification_label»:»Пожалуйста, введите адрес электронной почты, чтобы получить подарок», «email_sent_successfully»:»Ваше письмо успешно отправлено полностью!»,»referral_page_share_link_not_log_in»:»Войдите, чтобы начать делиться ссылкой»,»reward_activities_order_refund»:»Возврат заказа»,»reward_activities_order_updated»:»{{rule_title}} (Заказ обновлен)»,»activity_refund_earn_point»:»-{ { points_count }} {{ points_name }}»,»activity_refund_earn_points»:»-{{ points_count }} {{ points_name }}»,»activity_order_tier_lowered»:»Уровень понижен ({{ tier_title }})»,»order_refunded_activity_spend»:» +{{ points_count }} {{ points_name }}»,»reward_activity_discount_refund»:»Возврат скидки»,»reward_activity_gift_card_refund»:»Возврат подарочной карты»,»refund_tier_activity_discount_refund»:»Возврат скидки ({{ Discount_code }})»,»referrer_guest_notify_message «:»Зарегистрируйтесь, чтобы получить скидку»,»reward_sender_block_list_in_referral_program»:»К сожалению, эта реферальная ссылка больше не активна»,»referral_title_history»:»История»,»referral_not_allowed_to_use_referral_program»:»Вам не разрешено использовать реферальную программу», «referral_no_activity»:»Нет активности»,»referral_history_c ustomer_name»:»Имя»,»referral_history_customer_email»:»Электронная почта»,»referral_history_status»:»Статус»,»referral_history_date»:»Дата»,»order_redeem_discount_name»:»Скидка на заказ ({{ name_order }})», «discount_expire_in_day»:»Скидка действует через {{ days_count }} день»,»discount_expire_in_days»:»Скидка действует через {{ days_count }} дней»,»activity_discount_expired_code»:»Скидка истекает {{ code }}»,»activity_discount_expired»: «Срок действия скидки истек»,»current_balance»:»Текущий баланс»,»birthday_gift_multiply_message»:»Баллы за каждый заказ, сделанный в день вашего рождения, будут умножены на {{multiply_points }}!»,»your_discount_code»:»Ваш код скидки:», «verify_account_message»:»Чтобы получить вознаграждение за создание учетной записи, подтвердите свой адрес электронной почты.
Как высверлить сломанное сверло из металла — РИНКОМ
Как высверлить сломанное сверло из металла — РИНКОМ
Главная
Статьи
Как высверлить сломанное сверло из металла
Как высверлить сломанное сверло из металла
22 мая 2018
Гирин Кирилл
Интересуетесь, как высверлить сломанное сверло из металла? Эта статья —
для вас! В ней мы подробно расскажем о методах решения данной проблемы.
Содержание
Как высверлить сломанное сверло из металла
Причины поломки сверл по металлу
Какие факторы влияют на выбор способа извлечения застрявшего сверла
Как вытащить сломанное сверло из металла
Использование болтов с приваренными к ним прочными спицами
Использование лимонной кислоты
Удаление обломков сверл с применением сильных электролитов
Высверливание
Использование специальных экстракторов
Причины поломки сверл по металлу
Фотография №1: сломанное сверло
К поломке сверл приводят следующие причины.
Сверление инструментами, изготовленными из меньших по твердости материалов. По этой причине сверла ломаются чаще всего.
Несоблюдение режима резания. При сверлении на мощностях, превышающих рекомендуемые, возникают перегревы и перегрузки.
Износ режущих кромок. К нему приводят длительное использование инструмента без заточки, превышение нагрузки и иные факторы.
Несоблюдение режима охлаждение. К поломкам приводит использование малого количества охлаждающей жидкости или неправильный ее состав. Возникает перегрев.
Кроме этого, проблемы могут возникнуть из-за неправильного подбора диаметра сверла.
Какие факторы влияют на выбор способа извлечения застрявшего сверла
На выбор способа извлечения застрявшего сломанного сверла влияют следующие факторы.
Тип поломки (выступает ли обломок наружу или застрял глубоко).
Размеры детали/заготовки.
Материал, из которого она изготовлена.
Диаметр застрявшего сверла.
Фотография №2: сверло застряло внутри заготовки
Как вытащить сломанное сверло из металла
Вытащить сломанное сверло из металла можно различными способами. Для начала рассмотрим самые простые ситуации.
Часть обломка сверла торчит снаружи. В этом случае смажьте отверстие изнутри при помощи шприца. Чтобы вытащить обломанное сверло из металла, используйте клещи или плоскогубцы.
Обломок застрял внутри. В этом случае действуйте так.
Возьмите подходящее сверло такого же диаметра.
Просверлите им отверстие с другой стороны (в той же точке) до застрявшего обломка.
Выбейте его подходящим по диаметру стержнем или инструментом (при этом желательно использовать подкладку).
Обратите внимание! Второй способ актуален только в том случае, если к противоположной стороне заготовки можно получить доступ, и в ней нужно проделать сквозное отверстие.
Рассмотрим специальные способы извлечения обломков сверл, застрявших внутри обрабатываемых деталей.
Использование болтов с приваренными к ним прочными спицами
Этот метод подходит для вытаскивания сверл с диаметром от 8 мм. Действуйте так.
Влейте в отверстие смесь масла и керосина.
Заведите спицы в канавки обломка сверла.
Вращайте болт против часовой стрелки.
Использование лимонной кислоты
Этот метод подойдет для вытаскивания обломков сверл малых диаметров из деталей небольших размеров.
Возьмите емкость, изготовленную из нержавеющей стали.
Приготовьте водяной раствор (20 г лимонной кислоты на 100 г воды).
Опустите деталь в смесь отверстием вниз
Емкость поместите на регулируемый нагревательный прибор.
Установите температуру 90 °C.
На извлечение обломка сверла этим методом уйдет несколько часов.
Удаление обломков сверл с применением сильных электролитов
Этот способ вытаскивания сверла подходит в том случае, если обрабатываемая деталь изготовлена из алюминия. Используется водяной раствор азотной кислоты.
Перед применением этого метода необходимо смазать место рядом со сломанным сверлом воском или парафином. После этого нанесите раствор азотной кислоты на обломок, дождитесь пока состав разъест режущие кромки, а затем выбейте застрявший кусок сверла при помощи слесарного бородка.
Обратите внимание! Температура окружающей среды должна быть не меньше 20 °C.
Высверливание
Для высверливания обломка сверла возьмите инструмент, изготовленный из более твердого материала. Этот метод, требующий терпения, осторожности и внимательности, применяют редко по двум причинам.
Высверливание обломка может привести к деформации заготовки и образованию изгиба. В этом случае застрявший кусок сверла проникнет еще глубже в тело детали причем под углом.
При работе с техникой есть вероятность попадания стружки в важные узлы и механизмы.
Если же деталь не жалко, просверлите в этом месте отверстие большего диаметра, а затем подцепите обломок любым подходящим приспособлением и вытащите.
Использование специальных экстракторов
Фотография №3: экстракторы
Эти инструменты специально предназначены для вытаскивания застрявших обломков сверл, болтов, шпилек и пр. Чтобы извлечь сломанное сверло при помощи экстрактора, действуйте так.
Аккуратно просверлите в застрявшем обломке сверла отверстие меньшего диаметра.
Вбейте в него экстрактор.
Оденьте на него держатель
Выкрутите застрявший обломок.
Изображение №1: технология использования экстракторов для вытаскивания сломанных сверл
Больше полезной информации
Полезные обзоры и статьи
Все статьи
23 сентября 2022
Как пользоваться мультиметром
20 июня 2022
Полировка металла
27 апреля 2022
Как выбрать сверло
8 марта 2022
Полировка металла на производстве и в быту
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
Как вытащить сверло, если оно «намертво» застряло в арматуре и бетоне?
Своими руками
277 подписчиков
При проведении ремонтных работ в большинстве случаев приходится сверлить стену, и не исключено, что сверло может застрять внутри намертво. Как его лучше вытащить с минимальными усилиями? Об этом мы и поговорим, поэтому не забываем подписываться на канал и читать до конца✅🔥🖐
Какие причины послужили заклиниванию в стене сверла?
Существует несколько причин, по которым сверло встало в стене:
❌очень большой диаметр оснастки, поэтому происходит застревание, как дюбель.
❌сталь, из которого изготовлен сверлильный инструмент, очень мягкая, поэтому
❌происходит деформация в процессе работы и сверло застревает, также может сломаться.
❌зажимной патрон и хвостовик не соответствуют диаметрам.
❌Коррозия на инструменте тоже может стать причиной застревания сверла внутри бетона.
Как поступить, если застряло сверло?
1️⃣Если глубоко засверливаться, то между камнем и арматурой может попасть сверло. Какие действие рекомендуется выполнить:
2️⃣Не стоит вытаскивать инструмент из стены самостоятельно, так как существует риск быстрой его поломки. Не исключено, что перфоратор тоже может перегореть.
3️⃣Сверло нужно аккуратно извлечь из патрона. В перфоратор вставить другое сверло, но при этом диаметр его должен быть меньше, по сравнению с первым.
4️⃣После вокруг застрявшего сверла высверливать отверстия. Важно все делать медленно и не спешить, чтобы не задеть инструмент, который находится в глубине стены.
5️⃣Теперь образовалось большое пространство, из которого, собственно, можно достать сверло. Доставать инструмент следует руками.
Если сверло застряло и сломалось?
К сожалению, на практике сверло может не только застрять в стене, но и сломаться. Каждый хозяин решает для себя сам вытаскивать из бетона инструмент или нет, но все же лучше это сделать. Для этого в патрон перфоратора рекомендуется вставить сверло большего диаметра, с помощью которого высверлить большой кусок бетона.
Если часть сверла находится глубоко в стене?
Если сверло оказалось очень глубоко внутри бетонной стены, то для начала его стоит расшатать. Для этого следует высверлить монолит вокруг сверла и зацепится плоскогубцами для край режущего инструмента. Внутри стены сверло может застрять очень крепко.
Опытные мастера рекомендуют для этого подготовить соляную и азотную кислоту и пипетку. Далее действовать нужно по следующему алгоритму:
✅На три части соляной кислоты берется часть азотной.
✅Раствор всасывается внутрь пипетки и заносится в стену.
✅На некоторое время следует все оставить в покое.
Эта смесь воздействует на металл, который постепенно будет растворяться. Полного исчезновения режущего инструмента ожидать не нужно, теперь можно доставать сверло из стены.
Если сверло застряло в стене, то не стоит отчаиваться, главное действовать выверенно и правильно. Только в этом случае можно добиться неплохого результата. Всего доброго🖐😎
ремонтполезныесоветыстройкасверлолайфхак
Поделиться в социальных сетях
Вам может понравиться
Как вытащить застрявшее сверло почти из чего угодно
Итак, вы заканчиваете сверлить отверстие и идете менять сверло. Вы поворачиваете патрон; Ничего не произошло. Что бы вы ни делали, вы не сможете вытащить сверло из дрели.
А может быть, вы сверлите свою дырку, как вдруг сверло перестает вращаться. Вы пытаетесь дать задний ход; Ничего не произошло. Это сверло застряло в материале, и вы не можете его вытащить.
К счастью, обе эти проблемы можно довольно легко исправить — каждая из них немного отличается, но общая идея состоит в том, чтобы использовать пару плоскогубцев, чтобы получить рычаг, чтобы повернуть патрон или сверло.
Давайте углубимся и узнаем подробности!
Примечание. Этот блог содержит партнерские ссылки. Если вы нажмете и совершите покупку, я могу получить компенсацию (без каких-либо дополнительных затрат для вас). Они выглядят следующим образом:
Если у вас нет пассатижей для замков каналов, вы ищете что-то с достаточно большими губками, чтобы зажать патрон дрели. Патрон — это часть сверла, которую вы поворачиваете, чтобы высвободить сверло. См. рисунок ниже.
Некоторые альтернативы пассатижам для замков каналов включают захват тисков или тиски. Вот тиски (которые я получил здесь):
И пока я переделываю свой магазин и в настоящее время у меня нет тисков, чтобы показать вам, это фотография моего старого магазина, в котором есть тиски. :
Затем, чтобы снять сверло, выполните следующие действия:
1. Закрепите пассатижи с замком канала на патроне дрели
Раскройте губки пассатижей/тисков/тисков достаточно широко, чтобы захватить патрон дрель. Затем затяните плоскогубцы на патроне.
Обратите внимание, что плоскогубцы или зажим тисков, вероятно, металлические, а патрон пластиковый, поэтому существует некоторый риск повреждения пластика патрона. Он все еще будет работать, но может быть немного поцарапан в одном или двух местах.
Лично меня это не особо волнует, но если вас это волнует, возможно, стоит обернуть патрон полотенцем или другой тряпкой, прежде чем зажимать пассатижи. Это ослабит удержание, но вы все равно сможете получить достаточное усилие, чтобы ослабить застрявшее сверло.
2. Поверните плоскогубцы против часовой стрелки
Если вы используете плоскогубцы или тиски, поверните ручной инструмент против часовой стрелки. Если вы используете тиски для зажима патрона, вам, вероятно, придется вместо этого повернуть дрель (поскольку тиски, вероятно, прикреплены к вашему верстаку).
Это должно открыть патрон и ослабить сверло.
У меня это всегда работало, но если по какой-то причине это не работает, вы можете еще больше увеличить усилие, зажав дрель/шуруповерт в тисках, а затем с помощью плоскогубцев снова попытаться повернуть патрон.
3. Извлеките сверло из дрели
В этот момент сверло должно свободно выпасть. Но если он изначально не был должным образом выровнен в патроне, его, возможно, придется немного покачивать.
Если пальцев недостаточно, можно использовать плоскогубцы, чтобы пошевелить биту. Но будьте осторожны — это может затупить сверло. Все мои сверла очень дешевые, так что я просто пожимаю плечами, но если у вас есть хорошие, дорогие сверла, вас это может волновать.
Как удалить сверло из дерева, стены или другого материала
Удаление застрявшего сверла из материала мало чем отличается от извлечения застрявшего сверла из дрели; основная цель состоит в том, чтобы увеличить рычаг, чтобы вы могли приложить больше усилий, чтобы повернуть долото.
Однако при извлечении сверла из дрели вы направляете эту силу на патрон. Когда вы вынимаете сверло из дерева или стены, вы направляете эту силу на само сверло.
Поскольку сверла обычно меньше патрона, на этот раз можно использовать обычные плоскогубцы.
Также подойдут тиски.
Затем, чтобы снять сверло, сделайте следующее:
1. Зажмите плоскогубцами хвостовик сверла
У вас будет больше рычага, если вы зажмете у основания сверла, где оно ближе всего к материал. Тем не менее, вполне вероятно, что там есть открытая извилистая часть (есть ли официальное название для этого?), и это означает, что зажим может затупить сверло.
Вы сами решаете, хотите ли вы зажимать там или выше по хвостовику, где сверло гладкое. Также отмечу, что зажим дальше увеличивает риск поломки сверла, что, как вы, наверное, догадались, плохо.
(Если это все же произойдет, у меня есть дополнительная информация об удалении сломанного сверла ниже, так что прокрутите вниз!)
Вы также должны зажимать плоскогубцы так, чтобы они проходили перпендикулярно сверлу, а не образовывали ровную линию. Это выглядит так:
(Представьте, что на этой картинке сверло застряло в стене или что-то в этом роде, а не дрель. Основная цель этого состояла в том, чтобы показать вам, как зажимать сверло)
Вы получите больше рычагов, это путь.
2. Поверните плоскогубцы против часовой стрелки
Поверните плоскогубцы против часовой стрелки, чтобы ослабить насадку. Если вы пытаетесь снять сверло со стены, я предпочитаю класть плоскогубцы на левую сторону сверла, чтобы я мог нажимать вниз, а не тянуть вверх, но, возможно, это только я.
3. Извлеките сверло
Скорее всего, после того, как вы ослабите сверло, оно вытащится, слегка покачиваясь. Однако, если этого не произошло, вы можете продолжать «откручивать» его плоскогубцами, пока не вытащите его из материала.
Как удалить сломанное сверло из дерева, стены или другого материала
Итак, вы пробовали описанные выше методы, и знаете что? Сверло сломалось. Или, может быть, она уже сломалась, и вы благодарны, что наконец добрались до той части статьи, которая оказалась полезной.
Стоит отметить, что хотя все сверла могут сломаться, сверла малого диаметра ломаются гораздо чаще. Вот почему они продают маленькие сверла 3/16″ в упаковках по несколько штук, потому что ожидается, что они сломаются.
В любом случае, если у вас сломалось сверло, как его вытащить?
Некоторые базовые приемы
Во-первых, надо ли его доставать? Что я имею в виду: если ваше сверло застряло в стене, можете ли вы протолкнуть его на другую сторону? Он сломан, он вам не нужен, и он не причинит никакого вреда, прохлаждаясь в вашей стене.
Если это не так или с другой стороны этой стены есть стойка, проверьте, не торчит ли какой-нибудь стержень. Если хоть немного торчит сверло, возьмите плоскогубцы и попробуйте метод плоскогубцев, описанный в предыдущем разделе.
Вероятно, вам не удастся держать плоскогубцы перпендикулярно, так как у вас не так много сверла, за которое можно ухватиться, но даже простого захвата за кончик может быть достаточно, чтобы вытащить сверло.
Высверливание сверла (официальная техника)
Наконец, если сверло действительно застряло в материале и вам нужно вытащить его плоскогубцами, лучше всего высверлить его. Однако это возможно только в том случае, если вы можете получить доступ к бите с другой стороны дерева/материала. Это не сработает для стен.
Чтобы высверлить сверло, попробуйте следующее:
1. Переверните материал и просверлите отверстие точно там, где находится сверло
Это позволит вам получить доступ к сверлу с другой стороны. Отверстие должно быть достаточно большим, чтобы в него можно было вставить шуруп или другой металлический инструмент.
Также стоит отметить, что два сверла, вероятно, в какой-то момент соприкоснутся, что приведет к их затуплению. Один бит сломан, так что кого это волнует, но для другого вы можете использовать тот, который вам не нравится.
2. Ударьте отверткой по сверлу
Вставьте отвертку (или другой небольшой металлический предмет) в новое отверстие и ударьте ею по сверлу. Это должно вытолкнуть сломанное сверло из отверстия.
Метод извлечения винтов
Другим официальным методом извлечения сломанного сверла является использование экстрактора винтов. Тем не менее, у меня есть серьезные оговорки по этому поводу.
Возможно, я купил слишком дешевый набор экстракторов для винтов, но я не мог заставить свой экстрактор для винтов вообще удалить винты, не говоря уже о сломанных сверлах, которые не были изначально предназначены для инструмента.
Кроме того, это будет работать только со сверлом большего диаметра. Если ваше сверло слишком тонкое, вы не сможете получить достаточно большую вмятину/отверстие, чтобы что-то изменить.
В любом случае, вот как это делается:
1. Просверлите маленькое отверстие в верхней части сломанного сверла
Цель состоит в том, чтобы создать вмятину, в которую можно вставить экстрактор шурупов. Используемое сверло должно быть на несколько размеров меньше застрявшего сверла.
Некоторые наборы экстракторов для винтов имеют сверло на противоположной стороне экстрактора для винтов. Если у вас так, отлично! Используйте это, чтобы просверлить отверстие.
2. Вставьте экстрактор для винтов в дрель/шуруповерт
Поместите экстрактор для винтов в дрель/шуруповерт шестигранной стороной и затяните патрон.
3. Извлеките сломанное сверло
Вставьте экстрактор винтов в отверстие, которое вы просверлили в сверле. Затем, вращая дрель/шуруповерт в обратном/против часовой стрелки, просверлите.
Теоретически резьба экстрактора винтов вгрызается в сломанную насадку и в конечном итоге вытянет ее. Я говорю теоретически. Я не даю обещаний.
Неопробованная идея
Если ни одна из этих идей не кажется мне отличной, у меня в голове крутится другая идея, которую стоит попробовать в следующий раз, когда у меня появится сломанная деталь, которую я действительно не могу вытащить. Я не пробовал, так что кто знает, но вот оно.
Если сверло действительно заглублено в материал, можно просверлить большее отверстие до этого сверла. Затем, возможно, вырежьте его долотом или чем-то еще острым.
После того, как вы обнажили хотя бы небольшую часть сломанной насадки, возьмите острогубцы и посмотрите, сможете ли вы ухватиться за нее достаточно, чтобы вытащить ее.
Это мой план. Если вы дадите ему шанс, дайте мне знать, как это идет!
Как извлечь сверло, застрявшее в стене
Дом и сад
Хизер Эванс Опубликовано
Обновлено
Сама идея заняться домашними делами самостоятельно может быть как захватывающей, так и немного пугающей. По правде говоря, это, как правило, самые полезные вещи в жизни. Если вы обнаружите, что одновременно взволнованы и немного напуганы, это обычно является хорошим признаком того, что вы должны идти вперед и делать это. В конце концов, вы на самом деле не растете, если время от времени не делаете что-то, что вас немного пугает. Это потому, что выполнение того, что вас пугает, заставляет вас выйти из зоны комфорта и сосредоточиться на вещах, которые вы не обязательно знаете, как делать. Это может быть что-то такое же простое, как сверление нескольких отверстий в стене, чтобы сделать некоторые столь необходимые улучшения дома. Возможно, вы, наконец, дошли до того, чтобы повесить на стену картину, которую вы так давно хотели повесить, или, может быть, вы устанавливаете автономный осветительный прибор. Как бы то ни было, лучшее, что вы можете сделать, — это продвигаться вперед, даже если вы чувствуете легкий трепет при мысли об этом. Вопрос в том, что вы будете делать, если что-то пойдет не так? Скажем, сверло застряло в стене. Как именно можно удалить сверло из их стены, не причинив большого дополнительного ущерба? К счастью, это не так сложно, как кажется.
Держите эти предметы под рукой
Хотя вы никогда не должны позволять страху мешать вам делать то, что вы хотите сделать, всегда полезно как можно больше обучаться, чтобы не делать что-то совершенно слепым. . В конце концов, вы идете в проект с намерением добиться успеха, а не натворить колоссального беспорядка. Самообразование означает наличие нескольких основных предметов под рукой на случай, если произойдет что-то неожиданное. В этом конкретном случае вам нужно иметь несколько инструментов под рукой, прежде чем начать. Таким образом, вы не пытаетесь найти их и не тратите время на беготню по всему городу в попытке получить их, когда вы могли бы быть дома и решать проблему. К счастью, вам не нужно много вещей, и вы, вероятно, уже имеете подавляющее большинство этих предметов под рукой для начала. Например, у вас, вероятно, уже есть тиски, разводной ключ и, возможно, даже молоток с шариковым бойком. Если вы этого не сделаете, вам нужно будет получить эти предметы, прежде чем начать, а также гайки, шайбы и, да, проволочный сварочный аппарат. Не позволяйте этому последнему напугать вас. Это не так сложно, как вы, вероятно, думаете. На самом деле, вам, вероятно, даже не нужно будет использовать эти предметы, потому что, пока вы изучаете процесс и работаете эффективно, но тщательно, у вас, вероятно, не будет никаких проблем с застреванием сверла в стене, чтобы начать. с. Тем не менее, всегда лучше быть в безопасности, чем сожалеть. Готовность не означает, что вы ожидаете, что что-то пойдет не так, это значит, что вы готовы справиться с ситуацией, если она произойдет.
Извлечение сверла
Стоит также отметить, что в большинстве случаев для извлечения застрявшего сверла не требуется множество элементов, упомянутых в предыдущем абзаце. Эти предметы для тех, кто действительно застрял и действительно не хочет выходить. Чаще всего процесс извлечения застрявшего сверла из стены намного проще. На самом деле, вы часто можете сделать это не более чем парой острогубцев. В большинстве случаев можно просто взять плоскогубцами ту часть сверла, которая все еще выступает из стены, и вытащить ее. Если вы не можете ухватиться за сверло, используйте тиски, чтобы сделать то же самое. В некоторых случаях вы сможете вытащить сверло прямо из стены с небольшим усилием. Если это окажется проблематичным, вы можете использовать пару плоскогубцев, чтобы повернуть сверло против часовой стрелки, чтобы немного ослабить его, поддерживая некоторое постоянное обратное давление на него на протяжении всего процесса. Это позволит вам аккуратно снять его со стены, как только он станет достаточно свободным, чтобы вы могли это сделать. Как упоминалось ранее, этого достаточно, чтобы выполнить работу в большинстве случаев. Если все станет сложнее, вы можете использовать все инструменты, которые были упомянуты в одном из предыдущих абзацев, чтобы попытаться вытащить его из стены. Прежде чем вы слишком разочаруетесь в этой перспективе, есть еще один вариант, который вы можете попробовать в первую очередь.
Извлечение сверла с помощью дрели
Вы когда-нибудь задумывались о том, чтобы попытаться удалить застрявшее сверло с помощью дрели? Вместо того, чтобы пытаться вытащить его из стены, вы можете просто прикрепить другое сверло к дрели и протолкнуть его через другую сторону стены. На самом деле, часто гораздо проще делать что-то таким образом, чем изнурять себя (не говоря уже о том, чтобы рвать на себе волосы), пытаясь либо вытащить сверло из стены, либо медленно вытолкнуть его из стены. стены, повернув его против часовой стрелки. В действительности это зависит от того, насколько прочно застряло сверло. Если он прошел большую часть пути через стену, прежде чем застрял, вам, вероятно, потребуется гораздо меньше времени, чтобы протолкнуть его через стену с помощью другого сверла и автоматической дрели, чем использовать плоскогубцы и тиски, чтобы попытаться чтобы отработать его полностью обратно. С другой стороны, не имело бы смысла использовать этот метод, если бы он продвинулся всего на несколько сантиметров, прежде чем застрял. Важно помнить, что подобное может случиться с каждым. Если это произойдет с вами, просто удалите сверло и продолжайте свой проект. Нет причин позволять такой неудаче останавливать вас от достижения того, что вы намеревались сделать. Вместо этого подумайте об этом как о возможности научиться делать что-то новое и продолжить с этого.
Хизер Эванс
Хизер более 10 лет работает внештатным автором в области дизайна и архитектуры. Когда она не находит лучших способов использовать пространство в своем доме, она интересуется декорированием, придумывая все лучшие проекты «сделай сам» и придавая своей жизни лучшую вообразимую привлекательность.
Существуют профессиональные вредности, которые приводят к повреждению органов оптической системы. Среди опасных профессий следует упомянуть сварщика. У этих людей часто возникает боль в глазах, которая является результатом проведения сварочных работ. Заболевание это носит название электроофтальмии.
Симптомы
Чаще всего электроофтальмия возникает при несоблюдении правил безопасности, которые необходимы при работе со сваркой. Во время работы с этим аппаратом крайне важно защитить лицо и глаза при помощи специальных очков или маски.
Если пренебрегать правилами, то вероятно развитие электроофтальмии и ожога сетчатки.
Симптомы заболевания определяются тяжестью ожога. Выделяют четыре степени тяжести:
При легкой степени ожога присутствует покраснение слизистой оболочки, зуд, жжение. Отмечается снижение прозрачности роговицы.
Средняя степень ожоговой травмы сопровождается болевым синдромом, светобоязнью. На поверхности конъюнктивы образуется пленка и развивается эрозия роговицы.
Для тяжелого повреждения глаз сваркой характерно снижение остроты зрения, значительное помутнение роговицы. Ткань век становится отечной, появляются выраженные болевые ощущения. Кроме того, пациент испытывает дискомфорт и чувство инородного тела в глазу.
Четвертая степень ожогового повреждения приводит к некрозу тканей. Пациент жалуется на выраженную боль, он не может открыть глаза. Также происходит отторжение ткани конъюнктивы. Иногда развивается слепота, а ткань роговицы становится блеклой и бесцветной.
Первая помощь
Иногда рабочие, использующие сварочный аппарат, не обращают внимание на дискомфорт и боль в области глаз. Это не правильно, так как только своевременная квалифицированная помощь способна сохранить зрение и улучшить состояние пострадавшего.
Если обнаружены признаки электроофтальмии, то необходимо:
Назначить обезболивающий препарат, например, анальгин или кетанов. Дополнительно нужно дать противовоспалительное средство (тавегил, диклофенак).
Промыть глаза чистой водой, можно использовать негазированную воду для питья.
Удалить, если они имеются, инородные предметы с поверхности роговицы (чаще металлическая стружка). Для этого используют ватные диски или салфетки, которые обязательно должны быть стерильными.
На веки помещается холодный компресс для уменьшения выраженности отека и воспаления.
Обработать поверхность антибактериальной или антисептической мазью (например, тетрациклиновой).
После проведения неотложных мероприятий, нужно как можно скорее доставить пострадавшего к офтальмологу, который проведет необходимую диагностику и назначит лечение.
Что запрещено при ожоге роговицы?
Пациентам с электроофтальмией противопоказано:
Тереть глаза. При ожоге появляется зуд, дискомфорт в глазах. Иногда появляется блефароспазм. Рефлекторно пациент старается улучшить самочувствие и начинает тереть глаза. Это приводит к повреждению поверхности роговицы, поэтому болевой синдром только усиливается. Также увеличивается выраженность воспалительной реакции.
Самовольно использовать капли для глаз запрещено, потому что большинство из них содержит в своем составе консерванты. Эти вещества замедляют процессы регенерации и поддерживают воспалительные явления.
Не желательно промывать глаза обычной водопроводной водой, так как в ней содержатся активные ионы (магний, кальций, хлор), обладающие раздражающим действием на слизистую оболочку глаза.
Лечение
Для лечения пациентов с электроофтальмией используют обычно несколько групп препаратов. Каждый из растворов обычно влияет на один из перечисленных симптомов, поэтому приходится комбинировать лекарства для наилучшего клинического эффекта.
В аптеке можно найти лекарства нескольких групп, но самостоятельно использовать капли для глаз не стоит. Предварительно необходимо показаться врачу, который назначит индивидуальную схему терапии.
Для снижение отека и воспаления можно закапывать Визин, Октилию, Визоптик. Обычно лекарства закапывают по 1 капле трижды в сутки. В результате лечения снимается раздражение и зуд, уменьшается отек и покраснение. Длительность лечения не должна быть более трех дней.
Обезболивающие растворы (Алкаин, Лидокаин, Тетракаин) закапывают дважды в сутки. Они оказывают влияние на рецепторы роговицы, блокируя болевые ощущения. Без особых показаний не стоит использовать из более двух дней.
Антибактериальные капли (Тобрекс, Гентамицин, Офтаквикс) нужно применять курсом в течение семи дней (четырех-пяти кратное закапывание). На фоне лечения ускоряется заживление дефектов роговицы, уменьшается выраженность боли. Также они предотвращают присоединение вторичной инфекции.
Противовоспалительные лекарства (Дикло Ф, Пренацид, Индоколлир) помогают быстрее восстановиться слизистой оболочке после ожога. Кроме того, они снижают риск развития осложнений.
Добавить комментарий
Что делать, если болят глаза после сварки?
Конечно,
нельзя сказать, что так уж много людей страдают от сварки. Однако для
тех, чьи профессиональные обязанности вынуждают работать на сварочном
аппарате ежедневно или же находиться вблизи от места, где проводятся
сварочные работы, очень важно понимать, почему после сварки болят глаза,
а также знать, что делать, чтобы помочь себе избавиться от весьма
неопрятных ощущений.
Причины боли в глазах из-за сварки
Итак,
после сварки болят глаза, что делать? Вероятно, не так уж много людей
знают, что это состояние называется электрическая офтальмия, или
электроофтальмия, и такое поражение глаз может быть не только у
сварщиков, но и у людей, которые часто имеют дело с сильным облучением
глаз богатым на ультрафиолет светом.
Именно поэтому
альпинисты и члены арктических экспедиций всегда должны надевать
защитные темные очки (как и сварщики), чтобы защититься от сильного
солнечного света, отраженного от лежащего вокруг снега и льда. При
электроофтальмии в результате ожога глаз всего через несколько часов
(шесть-восемь) возникает раздражение конъюнктивы, резкая, острая боль и
сильное слезоотделение.
Поскольку во время
сварочных работ, помимо сильного, чрезвычайно яркого света, летят и
металлические искры, повредиться может не только конъюнктива, но и
роговая оболочка.
Что делать?
Теперь вернемся к проблеме,
обозначенной выше, которая волнует, прежде всего, сварщиков: после
сварки болят глаза, что делать. Есть несколько способов, которые могут
стать полезными в этой ситуации.
Если электрический ожог очень серьезный и болевые ощущения в глазах
просто нестерпимы, необходимо вызвать скорую помощь или немедленно
обратиться в поликлинику к врачу-офтальмологу, так как без адекватного
лечения могут развиться серьезные осложнения, такие как помутнение
роговицы, эрозия роговицы, снижение остроты зрения, астигматизм.
Чтобы снять воспаление, возникшее в результате электрического
ожога, можно прикладывать на веки охлажденные чайные пакетики или ватные
тампоны, пропитанные чаем. Процедуру можно проделывать по мере
необходимости.
Можно попробовать прикладывать компрессы из тертого картофеля, завернутого в марлю.
Применение таких сосудосуживающих капель, как «Визин», «Визоптин»,
«Прокулин», поможет снять отек роговицы, уменьшить воспаление и убрать
покраснение глаз. Можно закапывать по одной капле в каждый глаз три раза
в день, но не дольше, чем три дня подряд.
Применение некоторых обезболивающих капель, таких как 2 %
«Лидокаин», «Алкаин», «Тетракаин», окажет легкий замораживающий эффект и
поможет уменьшить болевые ощущения и зуд. Эти лекарственные средства
можно закапывать не чаще двух раз в сутки и не дольше, чем два дня
подряд.
Если все меры,
которые были предприняты в домашних условиях, за три дня не помогли
снизить болевой синдром или же обнаружилось снижение остроты зрения,
необходимо как можно быстрее обратиться к врачу, так как в этом случае
только врач-офтальмолог сможет провести необходимое лечение.
Meddovidka.ua
Домашнее лечение ожогов глаз от сварки [12 простых и эффективных способов]
Ожоги от дуги при сварке – попробуйте натуральные домашние средства
Если у вас ожоги от сварки или дугового разряда, не паникуйте и попробуйте эти домашние средства средства для немедленного облегчения.
Дуговой глаз – Такой болезненный опыт, если вы случайно посмотрели на сварочную дугу за 3-10 часов до этого. Знакомая история об ужасной боли и песке в глазах в течение нескольких часов.
Чувство дискомфорта, затуманенное зрение и отчаянный поиск облегчения в эти неурочные часы домашними средствами.
Приятная новость: некоторые домашние средства действительно работают и рекомендуются офтальмологами. В этой статье мы обсудим лечение сварочного ожога в домашних условиях с помощью некоторых бытовых средств.
Давайте рассмотрим эти простые и классные средства и то, как они влияют на наше облегчение.
Что такое дуговой глаз?
Подобно солнечному ожогу дуга или вспышка глаза вызывают временную слепоту, дискомфорт, ощущение песка в глазах и поражают оба глаза.
Вспышка ожога – ужасная ситуация с воспалением роговицы. Прозрачная ткань перед глазами при воздействии вредного УФ-излучения приводит к ожогу дугой или вспышкой.
Это может быть вызвано любым типом УФ-излучения, но основной причиной является сварочная дуга, поэтому ее называют «глазом дуги» или вспышкой сварщика.
Поражает оба глаза, восстановление роговицы происходит в течение нескольких часов и обычно проходит без остаточного рубца. Если внезапный ожог более серьезный и не лечится должным образом, это может привести к инфекции. Это может закончиться летальным исходом и привести к частичной потере зрения.
Дуговой глаз известен под другими названиями: сварочная вспышка, сварочная вспышка, сварочная вспышка, сварочная вспышка или вспышка, в то время как офтальмологи называют это фотокератитом.
Любой, кто подвергается воздействию УФ-излучения, может страдать от дугового разряда глаза от естественного или искусственного источника. Как и в случае с отражением солнечных лучей на снегу, прямым солнечным светом, фотосъемкой прожектора. и вспышка от сварочной горелки являются источниками света дуги.
Почему у немногих людей возникают ожоги дугой сварщика?
Ожоги сварочной дугой могут произойти из-за отсутствия защиты, использования защитных приспособлений без надлежащего фильтра УФ-излучения. Сварщики могут проявлять небрежность при выполнении своей работы.
Обычно при дуговом ожоге поражаются оба глаза. Если симптомы не лечить, в пораженных глазах может развиться инфекция, что может привести к серьезным проблемам.
В некоторых случаях фотокератита возможна частичная или полная потеря зрения.
Каковы симптомы ожогов глаза при дуговой сварке?
Проходит несколько часов, прежде чем появляются признаки вспышки сварочной дуги. Он прямо пропорционален количеству УФ-излучения, которому подвергаются глаза, или продолжительности его воздействия.
Обычно через 6-12 часов после воздействия могут ощущаться последствия. Если УФ-излучение интенсивное и подвергается длительному воздействию, симптомы появляются очень рано. Наиболее распространенные симптомы включают:
Боль от легкой до сильной после нескольких часов воздействия
Чувствительность к свету или светобоязнь
Налитые кровью глаза
Слезящиеся глаза
Затуманивание зрения
Ощущение инородного материала, похожего на песок
Может ли дуговая сварка оплавлением зажить самостоятельно?
Симптомы вспышки дуговой сварки обычно исчезают сами по себе. Отдых для глаз и правильное лечение могут полностью устранить ожоги в течение нескольких дней.
Когда тяжесть ожогов больше, тенденция к заживлению глаз сама по себе будет медленной.
Иногда наступает самое тяжелое состояние инфекции, вызывающее серьезные повреждения, которые могут привести к частичной или полной потере зрения.
Сможете ли вы сосчитать причины возгорания сварочного фонаря?
Повреждение рогового слоя, приводящее к внезапному ожогу, может быть результатом воздействия УФ-излучения из следующих источников:
Отражение солнца от снега на высоте
Лампа для загара в салоне солярия
Прожектор фотографа
Освещение вблизи глаз
Галогенная лампа
Сварочная горелка
Солнечное затмение
Прямой солнечный свет
Солнечный свет, отражающийся от воды
Меры по предотвращению сварочного пламени
Производство сварочной дуги является основой сварки. Дуга и вспышка ближе к глазам вызывают все большее и большее поглощение УФ-излучения. Если смотреть на солнечное затмение без защиты, УФ-излучение поглощается и повреждает глаза.
Очень жаль, если сварщики до сих пор работают без надлежащего головного убора и полностью смотрят в глаза. Существуют меры предосторожности, которые вы можете предпринять, чтобы избежать попадания сварочной дуги в глазок.
1. Защитные очки. Используйте защитные очки, специально изготовленные для сварщиков и полностью покрытые системой защиты от УФ-излучения.
Солнцезащитные очки имеют внутреннюю защиту от ультрафиолета A и ультрафиолета B, если вы занимаетесь сваркой в течение дня. Эти очки могут блокировать эти два ультрафиолетовых излучения, которые могут повредить глаза и роговицу.
2. Носите маску сварщика с фильтром, соответствующую государственным стандартам безопасности и защиты.
3. Комплекты СИЗ. Для выполнения сварочных работ необходимы средства индивидуальной защиты, и они необходимы для правильной экипировки для работы. Это защищает от злоумышленников, обычно встречающихся в сварочном цеху.
4. Респираторы для защиты от окислов и паров.
5. Одежда огнезащитная/термостойкая для защиты от ожогов и облучения.
6. Беруши от громкого шума.
7. Изолированные перчатки и средства защиты для предотвращения ожогов, пожаров и поражения электрическим током.
Как диагностировать внезапный ожог глаза?
Требуется тщательное обследование глаз, которое может включать:
1. Осмотр – Тщательное обследование на наличие повреждений глаза.
2. Анестезирующая капля – Эта капля вызывает онемение глаза и помогает при осмотре поврежденного глаза. Капли следует избегать, так как она задерживает заживление.
3. Краситель – Оранжевый краситель для глаз позволяет четко разграничить поврежденную область. Краска безвредна и смывается без остаточного эффекта.
Что делать с больными глазами?
Во время сварочных работ иногда неизбежно возникает раздражение глаз. При постоянном повторяющемся воздействии в течение дня, даже при надлежащей защите, глаза устают и становятся сухими.
У некоторых сварщиков во время работы глаза краснеют и устают. Сварщику лучше всего дать отдохнуть глазам после нескольких часов сварки. Глаза являются очень чувствительными частями нашего тела, поэтому важно знать несколько домашних средств для сварщиков.
Эти рекомендуемые домашние средства доказали свою эффективность в уменьшении дискомфорта и покраснения, уменьшении отека раздраженных глаз и их расслаблении.
Эти домашние средства могут быть лучшим средством при легкой и первой стадии внезапного ожога. В случае сохранения симптомов лучше обратиться к квалифицированному врачу.
Сварочная вспышка в домашних условиях
Best 12 Сварочная вспышка Ожоги глаз Лечение в домашних условиях
1. Используйте пакет со льдом
облегчение травмированной роговицы и успокоение нервов роговицы.
Если у вас есть два пакета со льдом, приложите их к обоим глазам на 5 минут. В случае одного пакета со льдом для каждого глаза будет достаточно 5 минут. Продолжайте повторять процесс до тех пор, пока боль и жжение не исчезнут.
2. Одежда и полотенце для лица
Холодная вода оказывает охлаждающее действие на болезненные, напряженные и обожженные глаза. Это делает глаза расслабленными и свежими. Это быстрое средство от внезапного ожога может обеспечить мгновенное облегчение и может выполняться в домашних условиях. Для средства нужны две мокрые одежды или два чистых полотенца для лица и миска с холодной водой.
Окуните эти два предмета одежды в ледяную воду и удалите лишнюю воду. Прикройте каждый глаз полотенцем на 10-15 минут лежа. Мы можем повторять процесс два раза в день или до тех пор, пока не будет достигнуто комфортное время.
3. Использование чайных пакетиков
Лечебные антиоксидантные свойства листьев чая уже установлены. Он также обладает противовоспалительными свойствами, которые могут уменьшить боль и дискомфорт в глазах. Одно применение может дать немедленный расслабляющий эффект.
Чтобы продолжить, опустите чайный пакетик в горячую воду и отожмите его, чтобы удалить лишнюю жидкость. Дайте чайным пакетикам остыть и положите их в морозильную камеру примерно на 15 минут. Закройте оба глаза чайными пакетиками на 10-15 мин. Мы можем повторять всякий раз, когда есть боль.
4. Используйте ломтики огурца
Богатое водой, витаминами и минералами оказывает успокаивающее действие. Он обладает охлаждающими свойствами, которые помогают уменьшить воспаление и покраснение глаз.
Нарежьте два толстых ломтика огурца и поместите их в холодильник на 10 минут. Теперь поместите эти кусочки на глаза и держите их там около 10 минут.
Мы можем повторить процедуру трижды в день в зависимости от тяжести симптомов.
5. Используйте банановую мякоть
Банановая мякоть является богатым источником витамина B12, который помогает поврежденным тканям быстрее заживать. Это помогает уменьшить ощущение сухости в глазах, что приводит к расслаблению глаз и век. Это самый распространенный фрукт, доступный в вашем доме. Это может обеспечить быстрое и лучшее средство от сварочных ожогов.
Очистите банан и тщательно разомните мякоть, не оставляя комков. Поместите мезгу в заморозку, предварительно вылив ее в чистую емкость на 10 минут. Растертую кашицу прикладывают к обоим глазам и держат там 5-10 минут. Протрите и очистите мякоть влажной тканью.
6. Использование розовой воды
Она действует как охлаждающая жидкость и может легко облегчить боль и ощущение жжения в пораженном глазу при ожоге сварочной дугой. Он в значительной степени уменьшает зуд и воспаление и обеспечивает столь необходимое облегчение дискомфорта в глазах сварщика.
Приобретите чистую розовую воду без каких-либо добавок. Возьмите два ватных диска, окуните их в розовую воду и отожмите лишнюю жидкость.
Поместите ватный тампон на каждый глаз на 10 минут. Мы можем повторять этот процесс три раза в день, чтобы получить быстрое облегчение.
7. Использование Vicks VapoRub
Vicks VapoRub известен своим охлаждающим эффектом и облегчением дискомфорта во многих частях тела, включая глаза. Он предлагает терапевтический эффект при таких симптомах сварки глаз, как боль и покраснение. Нанесите тонкий слой Vicks VapoRub вокруг глаз, стараясь не касаться глазного яблока.
Закройте глаза на несколько секунд, чтобы избежать внезапного выброса ментола, а затем медленно откройте глаза.
У человека могут быть слезящиеся глаза, когда пары ментола соприкасаются с глазами, но это очень полезный признак для очистки глаз. Сотрите мазь салфеткой через 30-40 минут. Повторите приложение, как вы чувствуете необходимость.
8. Использование картофеля
Картофель очень полезен при лечении ран, так как обладает противовоспалительными свойствами. Благодаря этому свойству картофеля в качестве глазной повязки он обладает охлаждающим эффектом, уменьшая раздражение, боль и зуд.
Нам нужны две выстиранные вещи и миска с водой. Очистите картофель и натрите его. Опустите ткань в воду и отожмите лишнюю воду. В эту выстиранную салфетку положите один комок натертого картофеля и закрепите. Держите этот одетый комочек в холодильнике 5 минут.
Остывшую салфетку с картофелем приложите к глазу примерно на 15 минут. Мы можем повторять процесс 2-3 раза в день. Не забывайте каждый раз использовать новый комок.
9. Использование молока
Натуральные ферменты, содержащиеся в молоке, очень полезны для заживления поврежденных тканей и уменьшения воспаления сварочного факела.
Это безопасный вариант, если он попадает внутрь глаза, смазывая и заживляя эпителиальную ткань роговицы. Оказывает охлаждающее действие на красные воспаленные и раздраженные глаза
Окуните два ватных тампона в пастеризованное молоко и отожмите лишнее молоко. Охладите ватный тампон в течение 5 мин. Положите прохладный шарик на глаза на 10 минут и повторите процесс по мере необходимости.
10. Используйте миндальное масло
Поскольку миндальное масло богато витамином Е, он помогает защитить мембрану от УФ-излучения. Это надежное домашнее средство от сварочных ожогов.
Помогает снять раздражение, жжение, боль, зуд и дискомфорт в пораженном глазу. Миндальное масло само по себе также может уменьшить воспаление и давление.
Налейте миндальное масло в достаточном количестве в чашку. Чистым пальцем нанесите масло на веко и под него, избегая прямого попадания в глаза. Оставьте его там, пока не почувствуете расслабляющий эффект. Вы можете повторять процедуру два раза в день.
11. Используйте холодную морозильную воду
Это самое быстрое средство от раздражения и зуда глаз в случае нехватки кубиков льда. Это уменьшает воспаление и мгновенно расслабляет глаза. Холодная вода легкодоступна и может быть использована для лечения ожога сварщика в любом месте.
Вымойте руку и возьмите холодную воду из холодильника. Налейте эту воду в ладонь, наклоните голову к земле и положите эту руку на пораженный глаз на 3-5 минут.
Затем повторите процедуру и для другого глаза. Процесс может быть повторен трижды в соответствии с симптомами и потребностями.
12. Солнцезащитные очки для защиты от дальнейшего повреждения
Солнцезащитные очки блокируют ультрафиолетовое излучение солнца и его вредное воздействие на глаза. Только известные бренды имеют эти характеристики для блокировки ультрафиолетового излучения. Выбирайте марку с умом, и она поможет защитить глаза, когда вы находитесь на улице.
Часто задаваемые вопросы
1. Загорается ли дуга автоматически?
Обычно такие ожоги от дуги разрешаются автоматически и полностью. Нужно быть достаточно осторожным, чтобы лечить или предотвращать инфекцию, в противном случае нельзя исключать возможность необратимого повреждения.
2. Что вызывает дуговой разряд?
Интенсивный свет обычно является причиной повреждения верхнего слоя роговицы. Свет, вызывающий повреждение, не виден глазу. Сжигание сварочной дуги происходит из-за ультрафиолетового излучения.
3. Что глазная капля может сделать с глазом и что она составляет ?
Капли успокаивают раздраженные и уставшие глаза. Они снимают жжение и зуд. Это помогает в заживлении глаза, удаляя все инородные тела.
Глазные капли содержат антибиотики, витамин А и эуфразию и помогают глазу быстрее заживать, смазывают и способствуют регенерации роговицы.
Заключение
Сварка мгновенным ожогом или дуговым разрядом 12 Домашние средства правовой защиты. Натуральное лечение подходит только в экстренных случаях. Эти средства правовой защиты являются полезными инструментами, чтобы получить помощь в случаях чрезвычайных ситуаций. Консультацию окулиста он не заменяет.
Лучше обратиться к врачу, если эти средства не принесут облегчения в течение нескольких часов. Эти средства не заменяют консультацию офтальмолога. Уделите несколько минут, чтобы прокомментировать статью, чтобы помочь нам в дальнейшем улучшении.
См. Также …
Верхние 12 советов по обеспечению безопасности сварки для преодоления рисков сварки
7 Ошибки при сварке MIG и их профилактике
5 Самые распространенные сварки MIG и их профилактика
СПИСОК 96699999999
С. Глаза – внезапные ожоги
Сварочный ожог или электрическая дуга Естественное лечение глаз – 10 домашних средств
Вы, наверное, видели, как сварщики работают в защитных очках. Они используют это, чтобы защитить свои глаза от вспышки сварщика, также известной как сыпь сварщика. Несмотря на то, что от вспышки сварщика можно избавиться домашними средствами или с помощью врача, это болезненное состояние . Но что это такое и почему оно развивается?
Когда роговица глаза подвергается воздействию УФ-лучей, возникает внезапный ожог. Поскольку сварочные горелки являются наиболее распространенной причиной этих ожогов, это состояние стало широко известно как вспышка сварщика. Однако в медицинских терминах это известно как УФ-кератит. Эта форма повреждения глаз может случиться с любым, кто подвергает глаза интенсивному ультрафиолетовому излучению.
Помимо сварочной горелки, причиной этого состояния также может быть УФ-излучение от других источников. Несколько домашних средств могут помочь вам справиться с вспышкой сварщика или предотвратить ее возникновение. Читайте дальше, чтобы узнать больше.
В этой статье
Симптомы вспышки сварщика
Известно, что вспышка сварочной горелки, известная как сварочная дуга, серьезно повреждает роговицу глаза. Это дало название сварочной вспышке. Симптомы включают (1), (2):
Боль от легкой до сильной в пораженном глазу (или в обоих глазах)
Повышенная чувствительность к свету
Налитые кровью глаза
Затуманенное зрение
Слезящиеся глаза
Раздражение глаз
Ощущение, что что-то попало в глаз
Ближайшее сравнение со вспышкой сварщика ваши глаза пересыхают и прилипают к контактным линзам, отрывая крошечный слой клеток роговицы. Клетки отрастают быстро, но при этом возникает сильная боль.
Что вызывает вспышку сварщика?
Ультрафиолетовое излучение из этих источников может вызвать вспышку сварщика:
Сварка факела
Direct Sunlight
Солнечное затмение
Отражение солнечного солнечного или снега
SunLamps (найдено в SunLAMPS (найдено в SunLAMPS SUNLAMPS (найдено в SunLAMPS SUNLAMPS. такие лампы, как галогенные лампы, прожекторы для фотографов и т. д.
Вспышка сварщика требует тщательного ухода и лечения, так как это офтальмологическое заболевание очень болезненно. В дополнение к медикаментозному лечению некоторые домашние средства также могут помочь ускорить выздоровление от этого состояния.
Хотя эти средства могут помочь облегчить симптомы вспышки сварщика, для более быстрого выздоровления отдайте предпочтение медикаментозному лечению, мазям, антибиотикам или расширяющим глаза каплям.
Как избавиться от лихорадки сварщика
Картофель
Молоко
Зеленый чай и ромашковый чай в пакетиках
Пакет со льдом
Огурец
Розовая вода
Миндальное масло
Влажная ткань
Банан
Касторовое масло
1.
Картофель
Картофель обладает охлаждающим эффектом и уменьшает воспаление вокруг пораженного глаза (3). Это может уменьшить боль и облегчить зуд и раздражение.
Картофель также содержит фермент под названием катехолаза, который помогает уменьшить задержку воды под глазами. Однако этот эффект научно не доказан.
Вам понадобится
1 картофелина
Тряпка для мытья посуды
Вода
Что нужно сделать
Очистите и натрите картофель.
Смочите тряпку и отожмите лишнюю воду.
Натертый картофель выложить на мочалку двумя мягкими комочками рядом друг с другом, с промежутком 1-2 см между ними.
Оберните комочки мочалкой и поместите в холодильник на пару минут.
Поместите на оба глаза на 15 минут.
Как часто вы должны это делать
Повторяйте это 2 раза в день.
Связанный: 24 полезных свойства картофеля, видов и рецептов
2.
Молоко
Shutterstock
Грудное молоко содержит множество компонентов, таких как лактоферрин, эпителиальный фактор роста (EGF), олигосахариды, а также жирные кислоты омега-3 и 6. кислоты, которые могут уменьшить сухость глаз (4). Он смазывает глаза и снимает боль. В лабораторных экспериментах также было показано, что применение лактоферрина из коровьего молока улучшает заживление эпителиального слоя роговицы (5).
Вам потребуется
Грудное молоко/коровье молоко
Ватный тампон
Что нужно делать
Окуните ватный тампон непосредственно в пораженный глаз и приложите его к пораженному молоку.
Оставьте на пару минут.
Протрите чистой влажной тряпкой или мягкой тканью.
Как часто вы должны это делать
Делайте это 2 раза в день.
3. Зеленый чай и ромашковый чай в пакетиках
Зеленый чай является отличным источником антиоксидантов (танинов), которые могут помочь в лечении глазных болезней, таких как ячмень и конъюнктивит (6). Ромашковый чай обладает противовоспалительными, антиоксидантными, слегка вяжущими и целебными свойствами, которые могут успокаивать раздраженную кожу и лечить глазные заболевания, такие как закупорка слезных протоков, конъюнктивит и хроническая сухость глаз (7). Эти ингредиенты могут помочь облегчить симптомы вспышки сварщика.
Вы можете ежедневно пить зеленый чай, чтобы улучшить качество слезной пленки. Это поможет вам оправиться от вспышки сварщика и сохранить здоровье глаз в долгосрочной перспективе (8).
Вам понадобится
Использованный чайный пакетик
Что вам нужно сделать
Храните использованный чайный пакетик в холодильнике, чтобы он остыл и немного подсох.
Поместите на пораженный глаз на 10-15 минут.
Как часто вы должны это делать
Делайте это 2 раза в день.
4. Пакет со льдом
Shutterstock
Пакет со льдом — прекрасное домашнее средство для уменьшения воспаления в глазах (9). Исследования показали, что пакеты со льдом могут помочь уменьшить боль и воспаление после операций на глазах (10). Эти свойства могут помочь уменьшить вспышку сварщика.
Вам понадобится
Пакет со льдом
Что вам нужно сделать
Приложите пакет со льдом к пораженному глазу на несколько минут.
Как часто вы должны это делать
Повторяйте столько раз, сколько требуется.
5. Огурец
Shutterstock
Огурец — отличный охлаждающий агент (11). Он успокаивает сухую, зудящую и воспаленную кожу вокруг глаз, а также увлажняет ее. Он также обеспечивает глубокое увлажнение пораженного участка. Этот охлаждающий эффект может помочь в определенной степени уменьшить раздражение глаз.
Вам понадобится
2 толстых ломтика огурца
Что вам нужно сделать
Охладите ломтики в течение нескольких минут и положите их на глаза.
Оставьте их на 10-15 минут.
Как часто вы должны это делать
Делайте это 2-3 раза в день.
6. Розовая вода
Розовая вода обладает обезболивающими и антисептическими свойствами, которые могут помочь при лечении глазных заболеваний (12). Было показано, что глазные капли, содержащие розовую воду в качестве одного из ингредиентов, облегчают такие состояния, как сухость глаз и конъюнктивит (13).
Вам понадобится
Розовая вода
Ватные шарики
Что нужно делать
Смочите ватные шарики в розовой воде и приложите к глазам.
Оставьте их на 10 минут.
Примечание: Используйте холодную розовую воду для более быстрого результата.
Как часто вы должны это делать
Делайте это 2 раза в день.
7. Миндальное масло
Shutterstock
Исследования показывают, что комбинация фиалково-миндального масла помогает улучшить выработку слезы и стабильность слезной пленки у людей с сухостью глаз (14). Этот эффект может помочь уменьшить раздражение глаз, связанное со вспышкой сварщика.
Вам понадобится
1-2 капли миндального масла
Что нужно сделать
Нанесите миндальное масло на веки и под глаза безымянным пальцем.
Оставьте как можно дольше.
Как часто вы должны это делать
Делайте это 2 раза в день.
8. Влажная ткань
Прохладная влажная ткань облегчает боль и отек, возникающие при сварке сварочной вспышкой. Это домашнее средство работает лучше всего, пока ткань остается влажной. Однако это не дает постоянного облегчения.
Вам понадобится
Мягкое полотенце для лица или салфетка
Холодная вода
Что нужно сделать
Окуните полотенце в холодную воду и отожмите излишки.
Наложите на пораженный глаз и держите 10-12 минут.
Как часто вы должны это делать
Повторяйте это 2 раза в день.
9. Банан
Shutterstock
Бананы являются богатым источником калия и витамина С. Эти питательные вещества могут помочь снять усталость и воспаление глаз. Тем не менее, нет никаких научных исследований, подтверждающих эти эффекты.
Вам понадобится
1/2 банана
Что нужно сделать
Очистите банан и разомните мякоть, чтобы не было комочков.
Нанесите эту кашицу на закрытые веки и оставьте на 3-5 минут.
Медленно смойте чистой водой.
Как часто вы должны это делать
Делайте это 1-2 раза в день.
10. Касторовое масло
Касторовое масло способствует выработке липидов в глазах, а также контролирует испарение слез (15), (16). Это помогает успокоить раздражение глаз, связанное со вспышкой сварщика.
Вам понадобится
Касторовое масло
Что вам нужно сделать
Нанесите по капле касторового масла на каждый глаз.
Как часто вы должны это делать
Делайте это 1-2 раза в день.
В дополнение к вышеперечисленным средствам вы также можете использовать:
Алоэ Вера: Извлеките гель алоэ вера и нанесите его на глаза на 5-10 минут. Он не только успокаивает глаза, но также помогает уменьшить боль и покраснение, поскольку обладает заживляющими и противовоспалительными свойствами (17).
Семена кориандра: Замочите чайную ложку семян кориандра в одном стакане воды на ночь. Выпейте эту воду на следующее утро. Кориандр обладает охлаждающим эффектом.
Лекарства, отпускаемые без рецепта: Лекарства, такие как обезболивающие, расширяющие капли или антибиотики, обычно рекомендуются при внезапных ожогах. Однако принимайте их только под наблюдением врача.
Перечисленные выше домашние средства для лечения вспышки сварщика могут облегчить боль и воспаление. Тем не менее, это состояние глаз может потребовать медицинской помощи для полного выздоровления. Следовательно, обратитесь к врачу, если симптомы сохраняются более недели.
Вот еще несколько советов по работе с глазами сварщика.
Советы
Мойте руки перед тем, как прикасаться к глазам, чтобы закапывать прописанные капли или мази или использовать какие-либо домашние средства.
В первый день примите простое обезболивающее, такое как ибупрофен или парацетамол, чтобы уменьшить боль. Не принимайте несколько обезболивающих. Тем не менее, вы можете безопасно принимать гомеопатическое средство от боли в глазах под названием Ruta 12x отдельно или с обезболивающими средствами, отпускаемыми без рецепта.
Примечание: Проконсультируйтесь с врачом по поводу назначенных лекарств. Не занимайтесь самолечением.
Оставайтесь в помещении как можно дольше, чтобы избежать солнца.
Носите солнцезащитные очки для защиты глаз от пыли и грязи. Это также может помочь вам, так как ваши глаза становятся чувствительными к свету после ожога вспышкой.
Избегайте стресса для глаз при чтении или просмотре телевизора.
Всегда надевайте защитные очки во время сварки или даже если вы выходите на солнце. Используйте солнцезащитные очки, которые обеспечивают защиту как от UVA, так и от UVB.
Вспышка сварщика — это состояние, при котором роговица глаза повреждается под воздействием интенсивных УФ-лучей. Сильные источники ультрафиолетового света, такие как сварочная горелка, молния, прямой солнечный свет, солнечное затмение, солнечный свет, отраженный от снега или воды и т. д., могут повредить роговицу и вызвать такие симптомы, как боль, нечеткость зрения, раздражение и повышенная чувствительность к свету. Поскольку это может быть серьезным заболеванием, вы должны обратиться к своему лечащему врачу, если у вас серьезные симптомы. Чтобы избавиться от вспышки сварщика домашними средствами, вы можете использовать картофель, огурец, пакеты со льдом, пакетики ромашки или зеленого чая, бананы и молоко.
Часто задаваемые вопросы
Как долго длится вспышка сварщика?
Роговица обычно заживает за 1-2 дня. Если это не так, обратитесь к офтальмологу.
Вспышка сварщика вызовет у вас головокружение?
Вспышка сварщика — это временное повреждение, которое возникает в глазах и не вызывает головокружения. Если у вас возникает ожог от сварки, и он сопровождается головокружением, то это из-за сварочного дыма.
Когда следует обращаться за медицинской помощью?
Немедленно обратитесь за медицинской помощью, если вы испытываете любое из следующего:
Ухудшение яркого света
Ухудшение зрения
Нечеткое зрение (не из-за глазных капель или мази)
Видение мигающих пятен или света.
Источники
Статьи на StyleCraze подкреплены проверенной информацией из рецензируемых и академических исследований, известных организаций, исследовательских институтов и медицинских ассоциаций, чтобы гарантировать точность и актуальность. Ознакомьтесь с нашей редакционной политикой для получения дополнительной информации.
Уиллманн, Габриэль. «Ультрафиолетовый кератит: от патофизиологических основ к профилактике и клиническому лечению». Высотная медицина и биология 16.4 (2015): 277-282. https://pubmed.ncbi.nlm.nih.gov/26680683
Шейн, Оливер Д. «Фототоксичность и роговица». Журнал Национальной медицинской ассоциации 84.7 (1992): 579. https://www.ncbi.nlm.nih.gov/pmc/articles/PMC2571692/
Kenny, Olivia M., et al. «Противовоспалительные свойства гликоалкалоидов картофеля в стимулированных мышиных макрофагах Jurkat и Raw 264.7». Науки о жизни 92.13 (2013): 775-782. https://pubmed.ncbi.nlm.nih.gov/23454444
Diego, Jose L., et al. «Влияние грудного молока на лечение синдрома сухого глаза на мышиной модели». Molecular vision 22 (2016): 1095. https://www.ncbi.nlm.nih.gov/pmc/articles/PMC5017541/
Pattamatta, Ushasree, et al. «Бычий лактоферрин стимулирует заживление щелочных ран эпителия роговицы человека in vitro». Исследовательская офтальмология и визуальная наука 50.4 (2009): 1636-1643. https://pubmed.ncbi.nlm.nih.gov/170
Неджабат, Махмуд и др. «Эффективность экстракта зеленого чая для лечения сухости глаз и дисфункции мейбомиевых желез; Двойное слепое рандомизированное контролируемое клиническое исследование». Журнал клинических и диагностических исследований: JCDR 11.2 (2017): NC05. https://www.ncbi.nlm.nih.gov/pmc/articles/PMC5376801/
Шривастава, Джанмеджай К., Эсвар Шанкар и Санджай Гупта. «Ромашка: травяное лекарство прошлого со светлым будущим». Отчеты о молекулярной медицине 3.6 (2010): 895-901. https://www.ncbi.nlm.nih.gov/pmc/articles/PMC2995283/
Masmali, Ali M., et al. «Острое влияние одной дозы зеленого чая на качество и количество слез у здоровых людей». Клиническая офтальмология (Окленд, Новая Зеландия) 13 (2019): 605. https://www.ncbi.nlm.nih.gov/pmc/articles/PMC6462167/
Fujishima, Hiroshi, et al. «Повышение комфорта и уменьшение воспаления глаз за счет охлаждения после операции по удалению катаракты». Американский журнал офтальмологии 119.3 (1995): 301-306. https://pubmed.ncbi.nlm.nih.gov/7872390
Цзэн, Юань, И Ли и Цзянь-Хуа Гао. «Применение холодного пластыря для облегчения боли после трансэпителиальной фоторефрактивной кератэктомии». Исследования и лечение боли 20.4 (2015): 195–198. https://www.ncbi.nlm.nih.gov/pmc/articles/PMC4532205/
Mukherjee, Pulok K., et al. «Фитохимический и терапевтический потенциал огурца». Фитотерапия 84 (2013): 227–236. https://pubmed.ncbi.nlm.nih.gov/23098877
12. Абдул, Латиф и др. «Противовоспалительное и антигистаминное исследование состава глазных капель унани». Офтальмология и заболевания глаз 2 (2010 г.): OED-S3612. https://www.ncbi.nlm.nih.gov/pmc/articles/PMC3661513/
Boskabady, Mohammad Hossein, et al. «Фармакологическое действие Rosa damascena». Иранский журнал фундаментальных медицинских наук 14.4 (2011 г.): 295. https://www.ncbi.nlm.nih.gov/pmc/articles/PMC3586833/
Saffar Shahroodi, Aniseh, et al. «Эффекты интраназального введения фиалкового масла при синдроме сухого глаза». Клиническая и экспериментальная оптометрия 102.6 (2019 г.): 576-582. https://pubmed.ncbi.nlm.nih.gov/31060104
Goto, Eiki, et al. «Гомогенизированное касторовое масло низкой концентрации для глазных капель при невоспаленной обструктивной дисфункции мейбомиевых желез». Офтальмология 109.11 (2002): 2030–2035. https://pubmed.ncbi.nlm.nih.gov/12414410
Maïssa, Cécile, et al. «Влияние глазных капель с эмульсией касторового масла на состав и стабильность слезной пленки». Контактные линзы и передний отдел глаза 33.2 (2010): 76-82. https://pubmed.ncbi.nlm.nih.gov/19963428
Возняк, Анна и Роман Падух. «Активность экстракта алоэ вера на клетках роговицы человека». Фармацевтическая биология 50.2 (2012): 147–154. https://pubmed.ncbi.nlm.nih.gov/22338121
Следующие две вкладки изменяют содержимое ниже.
Рецензент
Автор
Шахин имеет степень последипломного образования в области генетики человека и молекулярной биологии.
Каждый владелец загородного дома или дачного коттеджа старается сделать проживание в нем комфортным. Комфорт и гигиена начинаются с выбора правильной системы подвода воды в дом. Когда централизованный водопровод недоступен или качество воды не соответствует санитарным нормам, решить задачу помогут автономные системы водоснабжения на основе скважин и колодцев с применением насосов.
Для использования грунтовых вод, залегающих на глубине менее 10 метров, достаточно выкопать колодец. Однако, есть условия, которые препятствуют его применению на участке. Неустойчивый грунт может привести к отклонению обсадных колец от вертикали или намыванию песка на дне колодца. В случае с неустойчивым грунтом будет лучше бурение скважины.
Современные производители насосного оборудования, используемого в колодцах и скважинах, предоставляют широкий ассортимент моделей, обеспечивающего качественную подачу воды к жилищу и удовлетворяющего различные требования заказчиков. Чтобы сделать быстрый и правильный выбор насоса и приобрести наиболее подходящее для вашего условия оборудование, необходимо предварительно познакомиться с их особенностями и характеристиками.
Основные типы насосов для колодцев
Чтобы завести воду из колодца в загородный дом, инженеры используют два вида насосов:
Поверхностный.
Его устанавливают рядом с колодцем (не погружая в воду). В большинстве случаев такие приборы являются самовсасывающими. При выборе стоит учесть, что для увеличения глубины забора жидкости в них должен быть также установлен встроенный эжектор (или трубка Вентури).
Такой тип насосного оборудования уже давно стал незаменимым для дачных или загородных оросительных систем. Но стоит принять во внимание, что уровень самовсасывания в таких насосах ограничен атмосферным давлением и трением жидкости о трубопровод. Эти и прочие потери прямо пропорционально отражаются на номинальном напоре, создаваемом устройством. То есть насос поверхностного типа ограничен возможностью забора вод из глубоких колодцев. Его самовсасывание ограничено отметкой в 8-9 метров.
Погружной.
Он конструктивно отличается от поверхностного. За счет погружения в воду имеет низкий уровень шума, а его система самостоятельно охлаждается за счет перекачиваемой жидкости. Такой насос способен поднимать воду с глубины до 100 метров и более. Разновидность этих погружных насосных устройств условно делится на несколько типов:
Колодезные насосы. В основе работы таких насосов лежит нижний метод забора воды, что гарантирует их бесперебойность даже в условиях постоянного изменения уровня забираемой жидкости. Также такая схема расположения позволяет охлаждать насос для колодца даже при пониженном уровне воды, поскольку она проходит от гидравлической части через электродвигатель к напорному патрубку. Классическая конфигурация такого насоса имеет поплавковую защитную систему, благодаря которой это колодезное оборудование автоматически отключается при критическом падении уровня жидкости. Колодезные насосы DAB серии Divertron оснащены встроенным датчиком протока, что позволяет защитить насос от работы по сухому ходу, а электронное реле давления запускает насос по понижению давления в системе. Такое оснащение заменяет использование поплавковой защиты и не требует дополнительной автоматики.
Скважинные. Отличаются габаритами и напорными характеристиками по сравнению с колодезными насосами. Высокое давление в них достигается за счет большего количества рабочих колес гидравлики и более мощных электродвигателей. Такие насосные устройства подбираются по параметрам скважины, ее дебету, глубине и диаметру обсадной трубы. Это прежде всего связано с количеством потребления воды и необходимостью охлаждения электродвигателя, который находится в нижней части. Поэтому забор воды у скважинного насоса происходит примерно в средней части. Если скважинный насос погрузить , например, в колодец без охлаждающего кожуха, существует высокий риск перегрева электродвигателя. Связано это будет с тем, что в случае работы насоса в скважине поток воды, проходящий между стенкой обсадной трубы и электродвигателем, охлаждает его. В случае с колодцем потока проходящего вдоль двигателя не будет, поскольку колодец имеет большой диаметр. Именно поэтому при установке насосов скважинного типа в колодце необходимо укомплектовать их охлаждающими кожухами, которые направят поток всасываемой жидкости через двигатель.
Погружные насосы: их преимущества перед поверхностными
Устойчивость к коррозийнным процессам за счет использования высокотехнологичных полимерных композитов в насосах колодезного типа.
Простота монтажа и ввода в эксплуатацию. Монтаж погружных электронасосов и ввод их в эксплуатацию простой, однако не стоит пренебрегать своевременным обслуживанием системы и выполнением всех рекомендаций изготовителя. Это значительно продлит срок службы.
Возможность использования насоса сразу после погружения. Гидравлическая часть насоса постоянно находится в воде, поэтому для его запуска не требуется обязательное заполнение гидравлики. К тому же такая особенность конструкции позволяет блоку управления работать автономно и располагаться на большом удалении от системы.
Продолжительный срок службы насосов за счет дополнительного охлаждения рабочих деталей перекачиваемой жидкостью.
Возможность круглогодичного использования — при условии что стены колодца утеплены и трубопровод закопан ниже уровня промерзания грунта. Глубина промерзания грунта зависит от региона. Например, для Московской области условно принято считать 1400мм. В то же время поверхностные электронасосы отлично подходят для использования в теплое время года. Но с наступлением холодов они могут замерзнуть, что приведет к деформации гидравлики. Поэтому накануне зимы их обязательно нужно демонтировать и проводить последующее осушение системы. При сезонном (не постоянном) использовании погружных насосов также рекомендуется осушать систему (сливать воду из труб) для предотвращения ее заморозки.
Из всего этого можно сделать вывод, что поверхностные помпы перекачивающие воду из колодца идеально подходят для оросительных систем полива и повышения давления. Они хороши, но для использования в колодцах и скважинах глубиной не более 8 метров, на большую глубину все же не обойтись без погружных насосов.
Насос для дачи и загородного дома.
Если вы хотите подобрать насос индивидуально для вашего дома, стоит начать с типов водоснабжения.
Для перекачивания воды из колодцаследует обратить внимание на технические данные:
Максимальный и минимальный уровень жидкости в колодце. Позволят определить глубину установки погружного насоса. Это очень важно, поскольку низкий уровень воды может привести к перегреву электродвигателя. Перед погружением стоит ознакомиться с инструкцией.
Качество перекачиваемой жидкости. Этот параметр имеет особое значение для подбора насосного оборудования. Центробежные электронасосы подходят для перекачивания из колодца исключительно чистой родниковой воды без каких-либо твердых примесей. Для работы с загрязненной водой необходима система фильтрации, которая продлит срок службы приобретаемой насосной станции.
Глубина колодца, в котором будет установлен насос. Поможет более точно рассчитать требуемый напор и поможет в балансировке гидроаккумулятора.
Например, если глубина колодца составляет 14 метров, а уровень воды — 4 метра, и вода не содержит песка, то подойдет насосное устройство с максимальной глубиной погружения до 10 метров. Расстояние между колодцем и домом, а также потери на систему фильтрации стоит тоже учесть при подборе колодезного насоса. Это отразится на требованиях к следующим характеристикам:
Показатели мощности. В данном случае принцип, чем больше напор, тем лучше – не работает. Необходимо производить подбор под текущие потребности. Поскольку излишнее давление негативно скажется на работе системы водоснабжения.
Расход. Инженеры рекомендуют учесть все имеющиеся точки водозабора, включая стиральные и посудомоечные машины, санитарные узлы и уличный полив. Максимальный расход для трубы 15мм = 1,1 куб. метров/час, для дюймовой трубы 25мм = 1,9 куб. метров/час, при учете, что скорость потока будет ≈ 1,5 – 1,7 метров/сек. Если суммировать все потребление воды, вы получите максимально необходимую производительность. Например, для качественного водоснабжения небольшого дома она должна превышать 3 кубометра в час. При более низких показателях бытовая техника может работать некорректно и напор будет ощутимо падать при одновременном водоразборе.
Напор воды. Просто поднять воду с глубины недостаточно. Нужно создать в системе необходимое ее давление. Чтобы высчитать напор, необходимо знать точную длину горизонтального трубопровода и высоту подъема. При расчете следует принимать, что потери на горизонтальном трубопроводе составляют 1 метр напора на 10 метров длины. Система фильтрации также влияет на напор в системе. Поэтому ее лучше ставить непосредственно в доме. Рассмотрим пример. Допустим, глубина колодца составляет 14 метров, уровень воды в нем — 3 метра, сама помпа погружена на 1 метр, а удаление скважины от дома равно 22 метрам. Доставляемая жидкость чистая, фильтры не требуются, трубопровод проложен трубой 32мм. Суммировав все потери, мы получим примерно 12±2,2=14,2–14,5 метров. Нормальный напор в системе равен 25 – 30 метрам (2,5 – 3 бара). Соответственно, ищем насосное оборудование с напором не менее 40 метров. В этом случае, например, стоит поинтересоваться насосами DAB Divertron.
Для повышение давления в централизованном водоснабжении
Поверхностные насосные станции. Станция DAB E.Sybox.
Если в ваш дом подведен централизованный водопровод, но давления в системе не хватает, на помощь придут станции повышения давления.
Для подбора важно знать входящее давление в станцию ( Pвх), например,
Если входящее давление Pвх = 1 бар, а максимальное давление станции Pст = 4,6 бар, то максимальное выходящее давление Pвых = 5,6 ( Pвх + Pст) , но при этом максимальный расход (м3/ч или л/мин) будет ограничен гидравлическими характеристиками насосной станции. Расход станции считается по аналогии с колодезным типом.
Насосные станции условно можно разделить на 3 основных типа:
Станция с гидробаком и механическим реле давления. Это самый простой насосный агрегат совмещающий с себе центробежную помпу, гидроаккумулятор, и механическое реле давления. Из плюсов можно выделить простоту конструкции, небольшой запас воды в гидробаке. Из минусов, вес, уровень шума (около 80 Дб), габариты, скачки давления в момент запуска электродвигателя, отстуствие защиты от работы по сухому ходу (без воды в гидравлике). Работа станций без воды выведет ее из строя, учтите это при приобретении станции с механическим реле.
Станция с электронным реле давления и датчиком протока. В отдельных конфигурациях имеет водяное охлаждение например (DAB Booster Silent), за счет чего снижается уровень шума (приблизительно 67Дб). Электронное реле и датчик протока позволяют защитить станцию от работы по сухому ходу. К вышеперечисленным плюсам можно добавить габариты, вес, сниженный уровень шума. К минусам отнести перепады давления в момент пуска электродвигателя, для конфигураций с воздушным охлаждением – уровень шума.
Станция со встроенным блоком частотного управления. Конструктивно и функционально отличаются от конфигураций с электронным реле и станций с баком. Их принцип работы основан на постоянном поддержании давления независимо от изменения расхода воды. Благодаря встроенным датчикам давления и протока постоянно приходит обратная связь в виде сигналов систему управления станцией, а частотный преобразователь регулирует количество оборотов двигателя в соответствии с установленным давлением. Сюда можно добавить водяное охлаждение за счет чего уровень шума удалось понизить до 45 Дб.
Насосные станции DAB E.Sybox выгодно выделяются на фоне конкурентов и заработали безупречную репутацию у клиентов:
Итальянское качество. Вся продукция DAB E.Sybox создана на основе 40-летнего опыта европейских инженеров. Насос E.Sybox не только производителен, но также отличается превосходным дизайном, множеством полезных аксессуаров из линейки E.Syline. Например, настенное крепление позволяет предотвратить затопление насоса в случае паводка. Док станция E.Sytwin позволяет совместить и соединить по беспроводной связи сразу 4 насосные станции E.Sybox. Станция получила четырнадцать патентов и заработала признание жюри за дизайн на выставке Product design award.
Стабильное высокое давление. Даже в условиях одновременного расхода до 90 литров в минуту насос DAB E.Sybox без проблем поддержит максимальный уровень необходимого давления 2,8 бар. Таких показателей вполне достаточно для большого загородного комплекса с учетом небольшого запаса.
Высокая энергоэффективность. Встроенный частотный преобразователь (инвертор) в DAB E.Sybox позволяет сэкономить до 40% электроэнергии за счет уменьшения оборотов электродвигателя. Помимо оборотов, уменьшается общее количество пусков электродвигателя, что продлевает срок службы насосной станции и позволяет постоянно поддерживать выставленное давление.
Бесшумная работа. Такую технику можно без проблем устанавливать в компактных помещениях с низким уровнем шумоизоляции. Уровень шума, создаваемый станцией E.Sybox, равен примерно 45 децибелам. Всё дело в водяном охлаждении двигателя, использовании в конструкции специальных антивибрационных опор и защитных шумоподавляющих кожухов из ABS полимера.
ЖК дисплей и русскоязычный интерфейс. Позволяет максимально просто настроить станцию
Встроенные защиты. Насосная станция DAB E.Sybox имеет 7 встроенных защит от :
анамального напряжения питания,
сухого хода,
замерзания,
утечек,
перегрева,
гидравлического удара,
амперометрическая защита электродвигателя.
Быстросъемное настенное крепление E.sywall.Аксессуар для E. sybox и E.Sybox mini созданый специально для удобного монтажа на стене. Настренное крепление E.Sywall защитит станцию от затопления во период паводков.
Выбирая DAB E.Sybox вы вкладываетесь в итальянское качество и современные технологии.
Итальянская торговая марка DAB более 40 лет, с 1975 года, занимает лидирующую позицию в разработке, производстве и реализации насосного оборудования, отличающихся практичностью, высокой эффективностью и экологичностью.
Колодезные погружные насосы для колодца
Колодезные погружные насосы для колодца
E-mail
Тема сообщения*
— Не выбрано — Приобретение товараПодбор насосаТехподдержка и сервисное обслуживаниеВозврат товараДругое
Уважаемые покупатели, в связи с нестабильным положением курсов валют цены могут отличаться от указанных на сайте. Просим учитывать этот момент при оформлении заказов на нашем сайте. Приносим свои извинения за предоставленные неудобства.
Сортировать: По умолчаниюПо имени (A — Я)По имени (Я — A)По цене (возрастанию)По цене (убыванию)По рейтингу (убыванию)По рейтингу (возрастанию)По модели (A — Я)По модели (Я — A)
Показывать: 16255075100
В корзину
Испанский погружной автоматический насос с электронным управлением Acuaria 07 4M N Pressdrive R (400..
Нет в наличии
20 905.00 р.
В корзину
Испанский погружной автоматический насос с электронным управлением Acuaria 07 6M N Pressdrive R (400..
В наличии
31 437.00 р.
В корзину
Итальянский погружной автоматический насос с электронным управлением DAB DIVERTRON 1000 M, 1 ~ 220-2..
Нет в наличии
26 370. 40 р.
В корзину
Итальянский погружной автоматический насос с электронным управлением DAB DIVERTRON 1200 M, 1 ~ 220-2..
Нет в наличии
28 454.40 р.
В корзину
Погружной колодезный насос для полива UNIPUMP MULTISUB 1000 c поплавковым выключателем, что позво..
Нет в наличии
12 210.00 р.
В корзину
Погружной колодезный насос для полива UNIPUMP MULTISUB 800 c поплавковым выключателем, что позвол..
Нет в наличии
62 480.00 р.
В корзину
Электрический погружной вибрационный насос «Малыш-М» БВ 0,12-40 40м с верхним забором воды, произ..
Нет в наличии
3 326.00 р.
В корзину
Электрический погружной вибрационный насос «Малыш-М» БВ 0,12-40 25м с верхним забором воды, произ. .
Нет в наличии
2 878.00 р.
В корзину
Электрический погружной вибрационный насос «Малыш-М» БВ 0,12-40 32м с верхним забором воды, произ..
Нет в наличии
3 010.00 р.
В корзину
Погружной центробежный скважинный насос с кабелем UNIPUMP ECO-2 предназначен для подачи чистой пресн..
Нет в наличии
10 919.20 р.
В корзину
Погружной центробежный скважинный насос с кабелем UNIPUMP ECO-3 предназначен для подачи чистой пресн..
Нет в наличии
12 979.20 р.
В корзину
Погружной центробежный многоступенчатый насос Acuaria 07 3M A N 230 50 014261/STD с поплавковым в..
Нет в наличии
4 553.50 р.
В корзину
Погружной центробежный многоступенчатый насос Acuaria 07 4M A N 230 50 014261/STD с поплавковым в..
Нет в наличии
4 867.80 р.
В корзину
Погружной центробежный многоступенчатый насос Acuaria 07 5M A N 230 50 014261/STD с поплавковым в..
Нет в наличии
4 237.80 р.
В корзину
Погружной центробежный многоступенчатый насос Acuaria 07 6M A N 230 50 014261/STD с поплавковым в..
Нет в наличии
4 803.40 р.
В корзину
Погружной центробежный многоступенчатый насос Acuaria 07 7M A N 230 50 014261/STD с поплавковым в..
Нет в наличии
5 189.10 р.
Показано с 1 по 16 из 39 (всего 3 страниц)
Насосы погружные для полива из колодца, бочки, водоема
Насос для погружения в воду
Колодезные погружные электрические насосы применяются для водоснабжения частных домов, дач и промышленных зданий, а так же для полива приусадебного или дачного участка, сада или огорода из бака, емкости,
водоема, или колодца. Погружной водяной центробежный насос для колодца работает при полностью или частичном погружении в воду в зависимости от модификации.
В ассортименте есть автоматические насосы работающие как насосные станции, насосы с поплавковым выключателем позволяющие выключать насос, если закончится вода, а так же обычные бытовые насосы для колодца работающие в ручном режиме.
Правильный выбор погружного насоса для скважины. — Oakville Pump Service
«Хмм, какой из этих насосов мне купить? Этот скважинный насос FPS мощностью 1 л.с. или этот скважинный насос Goulds мощностью 1 л.с.?» Многие люди ломают голову над покупкой скважинного насоса, когда ищут его в хозяйственном магазине или в Интернете. При выборе подходящего погружного скважинного насоса для дома необходимо учитывать множество факторов. Некоторые колодцы имеют глубину более 800 футов (250 м), в то время как другие скважины имеют глубину 80 футов (25 м). Потребность в воде варьируется от нескольких галлонов в минуту до сотен галлонов в минуту в зависимости от того, снабжаете ли вы водой небольшой коттедж или большое поместье. В этом обзоре мы собираемся изучить факторы, влияющие на выбор правильного погружного скважинного насоса для вашей скважины. Если вас интересует, где купить качественное оборудование для погружных скважинных насосов, ознакомьтесь с этой статьей, прежде чем покупать оборудование в Интернете или в хозяйственном магазине!
Разве насосы не измеряются мощностью?
Не попадайтесь в ловушку, думая, что вам нужен насос определенной мощности. Вы заметите две ссылки Amazon справа для насосов 1/2 HP. Один из этих насосов пропускает 5 галлонов в минуту, а другой — 10 галлонов в минуту! Это просто ошибка или оплошность в описании? Нет! Эти насосы имеют разные рабочие колеса и создают разный расход и давление! Насос мощностью 1/2 л.с. на 5 галлонов в минуту создает большее давление и меньший расход, чем насос на 1/2 л.с. на 10 галлонов в минуту. В насосная промышленность мы обычно обозначаем насосы как по расходу, так и по требуемой мощности. Другой, более точный способ обозначения насоса — это так называемая «расчетная точка» насоса. Расчетная точка включает в себя необходимый расход и величину давления (напора), которое должен создавать насос. При выборе правильного насоса более важно указать величину требуемого давления и расхода, чем мощность, необходимую для двигателя. Некоторые насосы могут быть чрезвычайно эффективными и обеспечивать поток и давление с меньшей мощностью и, следовательно, требуют двигателя меньшей мощности, чем их более дешевые конкуренты. Хотя более эффективный насос может стоить дороже, помните, что он работает несколько часов каждый день. Совокупная экономия энергии в течение следующих 7-10 лет с лихвой окупит более дорогой и эффективный насос, если учесть снижение энергопотребления. Дешевый насос может оказаться намного дороже в долгосрочной перспективе.
Вы, наверное, спрашиваете. Хорошо, я понимаю, выбор насоса, просто взглянув на мощность, может быть очень проблематичным, так что же мне делать? Как узнать, какое давление или поток требуется? Мы рады, что вы спросили! Подождите, потому что теперь мы собираемся помочь вам понять, как рассчитать расчетную точку, а затем выбрать насос на основе расчетной точки, затем мы закончим, приведя несколько примеров насосов, доступных в Интернете, которые кажутся запутанными и помогают вам некоторые из инструментов, которые вам понадобятся, чтобы понять это.
Базовый расчет проектной точки.
Как мы только что упоминали, расчетная точка для погружного скважинного насоса представляет собой комбинацию того, какое давление должен обеспечить насос, и количества воды, которое насос должен подавать при этом давлении. Важно понимать разницу между потоком и давлением, потому что это совершенно разные аспекты гидродинамики.
Расход должен соответствовать количеству или количеству воды, протекающей за данный период времени. В США это обычно измеряется в галлонах в минуту (GPM). Если ваша скважина может производить 20 галлонов в минуту, это просто означает, что 20 галлонов воды доступны для извлечения из вашей скважины каждые 60 секунд.
Давление связано с силой, которую оказывает вода из-за действия гравитации, и измеряется в единицах давления. Ваше давление воды, как и давление в шинах, измеряется в фунтах на квадратный дюйм (PSI) в США. При работе с водой в нашей промышленности мы часто переводим давление в единицу измерения, называемую «напор». Давление напора воды просто означает, что мы говорим о единице давления, которая измеряется в футах вертикального водяного столба. Чем выше столб воды, тем больше будет давление! 1 PSI = 2,31 фута напора. Это означает, что труба, резервуар или любой другой резервуар с водой, в котором находится 2,31 фута воды, будет оказывать давление в 1 фунт на квадратный дюйм на дно этой трубы, резервуара и т. д. Верьте или нет, это не делает разница в размерах вокруг трубы, резервуара или контейнера; единственный фактор, влияющий на величину давления, это высота воды в трубе, баке или емкости!
Вот несколько примеров, иллюстрирующих особенности дизайна:
-Джо Уотерману нужен насос для его колодца, который будет подавать 15 галлонов в минуту для нужд его дома/озеленения. Его колодец имеет глубину 400 футов. Он также хочет, чтобы давление воды в доме было 60 фунтов на квадратный дюйм (140 футов). Джо понадобится насос, способный перекачивать 15 галлонов в минуту при напоре 540 футов (400 футов + 140 футов) или 234 фунта на квадратный дюйм. (обратите внимание, что «это сокращение от «футы»)
— Бетти Тинкер хочет перекачивать воду из своего 5-галлонного колодца глубиной 300 футов (130 фунтов на квадратный дюйм) вверх по склону в резервуар для хранения, который находится на высоте 200 футов хорошо (87 фунтов на квадратный дюйм). Ей понадобится насос, который будет качать 5 галлонов в минуту при напоре 500 футов (216 фунтов на квадратный дюйм).
Чтобы получить расчетную точку для вашего скважинного насоса, вы или ваш подрядчик по скважинным насосам должны просмотреть данные из журнала бурения скважин, чтобы определить глубину скважины и глубину воды в дополнение к ожидаемому расходу воды из скважины. Если есть какие-либо гидродинамические испытания скважины, их тоже следует пересмотреть. Далее следует рассчитать количество воды, необходимое для снабжения жилища, полива и других нужд. Наконец, ваш подрядчик должен посмотреть на размеры трубы в земле и размер трубы, спускающейся к скважинному насосу, чтобы рассчитать коэффициент, называемый «потеря трения». Трубопровод оказывает трение на протекающую по нему жидкость, чем быстрее течет жидкость, тем больше потери от трения! Хотя кажется, что это может быть минимальным, оно накапливается по мере увеличения длины трубы и может действительно ограничивать скорость потока, если это не учитывается при выборе размера насоса или трубы.
Выбор насоса
После того, как вы или ваш подрядчик по скважинным насосам ознакомились с соответствующей информацией и установили адекватную расчетную точку, настало время просмотреть технические бюллетени, называемые «кривые насосов», от производителей скважинных насосов . Кривая насоса от Franklin Water изображена ниже, вы также можете ознакомиться со всем их каталогом погружных насосов. Двигаясь слева направо по диаграмме, вы видите, что по мере увеличения потока от любого данного насоса величина давления, которое может создать насос, уменьшается. Это нормально для любого насоса центробежного типа, в том числе погружного скважинного насоса. Это соотношение для любого насоса называется его «кривой». Тщательный анализ этих характеристик насоса может помочь вам или вашему подрядчику по скважинным насосам определить, какой насос лучше всего подходит для вашего применения.
Проиллюстрируем правильный выбор насоса на примере. Допустим, у вас есть колодец глубиной 400 футов со статическим уровнем воды (уровень воды в колодце при выключенном насосе), который находится на глубине 200 футов под землей. Уровень воды в колодце падает до 300 футов ниже поверхности земли, когда колодец закачивается со скоростью 15 галлонов в минуту. Этот колодец подает воду в дом, который находится на холме, на высоте 50 футов над колодцем, и в доме должно быть давление 50 фунтов на квадратный дюйм (115 футов). В доме минимальный ландшафтный дизайн, а 15 галлонов в минуту более чем достаточно для удовлетворения потребностей домашнего хозяйства. Трубы, питающие дом, имеют значения потерь на трение 35’ TDH при скорости потока 15 галлонов в минуту.
Общий динамический напор (TDH) рассчитывается дважды, один раз для наилучшего сценария с высоким уровнем воды в скважине и второй раз для наихудшего сценария с низким уровнем грунтовых вод в скважине:
Расчетная точка для наилучшего случая = 200’+50’+115’+35’=400′ TDH @ ~15 GPM со скважиной, которая недавно не использовалась 15 галлонов в минуту со скважиной, используемой в течение определенного периода времени
Имея эту информацию, пришло время взглянуть на некоторые характеристики насоса и выбрать наиболее подходящую!
Есть несколько насосов, которые обеспечивают ~13-17 галлонов в минуту в диапазоне суммарных гармонических искажений от 400 до 600 футов, отмеченных верхней и нижней красными линиями! Эти красные линии представляют ваши лучшие и худшие сценарии, которые были рассчитаны для расчетных точек. Синее затенение указывает на «наилучшую эффективность работы», сплошные линии кривой насоса указывают на нормальную рабочую скорость потока, а пунктирные кривые линии насоса указывают на скорость потока, при которой насос не должен работать в течение длительных периодов времени.
Оптимальный насос — это тот, который подает необходимое количество воды и давления, поддерживая работу насоса в зоне оптимальной эффективности.
Если вы посмотрите на кривую насоса мощностью 2 л.с., то заметите, что этот насос будет с трудом поддерживать требования как по давлению, так и по расходу, и весьма вероятно, что он будет работать за пределами «зоны оптимального КПД», показанной на синем фоне графика. график характеристик насоса.
Теперь давайте посмотрим на кривую насоса мощностью 5 л.с. Хотя этот насос может удовлетворить требования по расходу и давлению, ожидаемая область его работы также находится за пределами синей зоны эффективности с правой стороны. Еще одним важным фактором является то, что более крупные насосы стоят больше денег! Для этого большого насоса также требуется более крупный провод и более крупная труба, чтобы удерживать увеличенный вес насоса, трубы, воды и проволоки такого размера. Когда вы добавляете более крупный насос, провод и трубу, вы можете более чем удвоить затраты на установку. Насос большего размера и большей мощности определенно не «лучше» в этом случае, поскольку он ударит по вашему кошельку при первоначальной покупке и сделает ваш кошелек тощим из-за излишне низкой эффективности / высокого энергопотребления в будущем. Кроме того, если скважина не может обеспечить 20 галлонов в минуту, насос может перекачать скважину и начать всасывать воздух! Это может повредить насос, и тогда потребуется установить специальный контроллер, чтобы отключить его, когда в нем закончится вода. Менталитет «чем больше, тем лучше» создает много проблем и расходов в будущем, и его следует избегать! Когда вы сомневаетесь, БОЛЬШЕ НЕ ЛУЧШЕ, когда речь идет о погружных насосах.
Теперь давайте проверим кривую насоса мощностью 3 л.с. При 400-футовом TDH он производит 17 галлонов в минуту, а при 600-футовом TDH он производит 12 галлонов в минуту, обе эти точки находятся в синей «эффективной зоне», и этот насос должен быть готов удовлетворить ваши потребности в экономичном и энергоэффективном исполнении. способ.
Прочтите часть 2 этого блога для получения дополнительной информации о типе двигателя (есть несколько вариантов), проводе и отводной трубе, которые можно использовать при планировании установки погружного скважинного насоса, наиболее подходящего для ваших нужд. Эти варианты могут стоить или сэкономить вам большие деньги. Вы также можете проверить Вы льете деньги в свой колодец? и «Избежание путаницы с онлайн-насосами» для получения дополнительных сведений о погружных скважинных насосах.
Компания Oakville Pump Service подготовила специалистов с многолетним опытом работы. Наши специалисты помогут вам выбрать правильный погружной скважинный насос для вашей жилой, коммерческой или сельскохозяйственной скважины в районах Напа и Поуп-Вэлли. OPS знает насосы и производителей насосов . Является ли ваша вода глубокой, песчаной, горячей или полной минералов; мы можем помочь вам выбрать насос, наиболее подходящий для вашего применения. Наша команда позаботится о том, чтобы вы получили насос, который прослужит дольше всего, будет работать максимально эффективно и будет установлен в соответствии с самыми высокими отраслевыми стандартами! Позвоните нам сегодня по телефону (707)944-2471
Если у вас есть дополнительные вопросы, которые вы хотели бы задать в нашем блоге, свяжитесь с нами, и мы постараемся ответить на них в следующих блогах!
Amazon или другие ссылки были предоставлены для предоставления иллюстраций продуктов, упомянутых в этом блоге. Эти ссылки предназначены не для того, чтобы показать точный продукт для вашего конкретного приложения, а для общего примера продуктов, на которые есть ссылки. Хотя покупка этих предметов возможна, сделайте это после того, как проведете собственную должную осмотрительность и поймете, что эти ссылки могут генерировать комиссионные.
Руководство по скважинным насосам | Типы насосов для колодцев
Если вы полагаетесь на воду из колодца, крайне важно оборудовать его подходящим насосом, чтобы поддерживать подачу воды в часы пиковой нагрузки. В этом руководстве по скважинным насосам мы познакомим вас с тем, как работает скважинный насос, с различными доступными типами и с тем, как выбрать лучший насос для ваших нужд.
Что такое скважинный насос?
В городских и пригородных районах большинство людей имеют практически постоянный доступ к питьевой, чистой воде. Однако в более сельских районах миллионы домов полагаются на колодцы для водоснабжения. Скважинный насос представляет собой электромеханическое оборудование, которое устанавливается после бурения или рытья скважины. Его цель закачать воду из колодца в свой дом. Электродвигатель приводит в действие крыльчатку или центробежный насос, который выталкивает воду из вашего колодца через струю или трубу.
Они бывают самых разных размеров, и лучший размер для вашего дома зависит от трех основных факторов:
Размер вашей собственности
Сколько воды использует ваше домашнее хозяйство
Сколько сантехники у вас дома
Мы предоставим более подробную информацию о выборе правильного размера насоса далее в руководстве.
Как работает скважинный насос?
Колодезный насос перекачивает воду из вашего колодца в резервуар для хранения, где она будет храниться до тех пор, пока она вам не понадобится. Когда двигатель работает, он всасывает воду в насос, который затем выталкивает ее на поверхность в напорный бак.
Закачивание воды в этот напорный бак приведет к увеличению давления воздуха в баке до определенного заданного уровня в диапазоне от 40 до 60 фунтов на квадратный дюйм. Когда вы включаете кран в своем доме, сила уменьшающегося давления воздуха в резервуаре выталкивает воду через вашу сантехнику. Как только давление воздуха упадет примерно до 40 фунтов на квадратный дюйм, насос снова включится, и насос сразу же начнет подавать больше воды в резервуар для хранения.
Типы скважинных насосов
Во многих регионах США уровень грунтовых вод находится всего в нескольких футах от поверхности земли, и добраться до него легко — или, по крайней мере, проще, чем в районах с более низким уровнем грунтовых вод.
Вам придется копать глубже, чтобы получить тот же результат в районах с более низким уровнем грунтовых вод или в регионах, где отсутствует постоянный запас питьевой воды близко к поверхности. Поскольку более глубокие колодцы требуют перемещения воды на большее расстояние, для них нужна другая стратегия.
Как выглядит скважинный насос? Они бывают разных форм и размеров. В этом разделе мы рассмотрим наиболее распространенные типы скважинных насосов и ситуации, в которых каждый насос наиболее подходит.
1. Центробежный насос
Центробежный насос вращает внутренний вентилятор для создания всасывания. В отличие от других скважинных насосов, центробежные насосы размещаются в механическом корпусе рядом со скважиной , а не внутри нее, что упрощает техническое обслуживание.
Одним из потенциальных недостатков центробежных насосов является то, что их всасывание составляет недостаточно мощный для использования в глубоких скважинах . Центробежные насосы являются жизнеспособным вариантом только в том случае, если ваша скважина неглубокая, чем 25 футов. Центробежный скважинный насос считается наиболее доступным типом.
2. Погружной насос
Погружной насос, возможно, является наиболее распространенным типом, отчасти из-за его гибкости. Эти насосы практичны практически для любой скважины, независимо от того, насколько она мелкая или глубокая.
Как следует из названия, погружные насосы находятся под водой, глубоко внутри скважины. Эти насосы водонепроницаемые , служат долго и редко нуждаются в ремонте. Однако ремонт предполагает вытаскивание насоса из скважины на поверхность. Обученный техник по ремонту скважинных насосов может выполнить эту задачу, но затраты на ремонт обычно увеличиваются.
Некоторые характеристики погружных насосов включают:
Они не будут работать, если не будут находиться полностью под водой .
Двигатель приводит в действие крыльчатки, которые толкают воду вверх по трубе.
Включение реле давления приводит к вращению крыльчаток, которые выталкивают воду вверх в резервуар, расположенный на поверхности.
3. Струйный насос
Эти сложные насосы обеспечивают наибольшую мощность и могут подавать на больше воды быстрее , чем другие типы насосов. Подобно своим погружным аналогам, струйные насосы работают в скважинах любой глубины.
Установка струйного насоса будет зависеть от того, является ли он «однокапельным» или «двухкапельным». Однокапельные модели, наиболее подходящие для неглубоких колодцев, находятся внутри, либо в вашем доме, либо в хозяйственной постройке. Двухкапельные модели, наиболее подходящие для глубоких колодцев, требуют раздельной установки. Несмотря на то, что струйный узел находится в скважине, двигатель должен оставаться над землей.
Хотя первоначальные затраты на погружные насосы часто выше, их обычно более низкие затраты на техническое обслуживание делают их более дешевыми долгосрочными инвестициями.
Некоторые определяющие характеристики струйных насосов:
Работа струйного насоса зависит от воды .
Они создают давление с помощью крыльчаток .
Крыльчатки перемещают воду, также называемую приводной водой , через небольшое отверстие, установленное в корпусе, расположенном перед крыльчаткой. Это увеличивает скорость воды.
Когда вода выйдет из струи, вакуум высосет больше воды из колодца. Эта вода будет соединяться с водопроводной водой и сбрасываться в ваш дом под высоким давлением.
Как выбрать скважинный насос
При выборе правильного насоса для вашей скважины единственным наиболее важным фактором является глубина вашей скважины, то есть, как далеко должна пройти вода, чтобы достичь поверхности земли.
Если глубина вашей скважины менее 25 футов, вам следует использовать струйный насос для неглубокой скважины.
Если глубина вашей скважины составляет от 25 до 110 футов, вам следует использовать глубинный струйный насос.
Если глубина вашей скважины составляет от 110 до 400 футов, используйте четырехдюймовый погружной насос. Помните, что вы также можете использовать погружной насос для скважин глубиной до 25 футов.
Чтобы определить глубину вашей скважины, просмотрите отчет , предоставленный вашим бурильщиком . Если такого отчета не существует, вы также можете определить его самостоятельно. Найдите длинную веревку, прикрепите к одному концу поплавок, затем опускайте поплавок вниз, пока не почувствуете, что он плавает. Пометьте струну, как только вы удалите провисание.
Лучший насос для неглубоких скважин
Если у вас неглубокая скважина, мы рекомендуем однокапельный струйный насос.
Эти насосы поставляются с односторонними обратными клапанами , которые служат для поддержания насоса в рабочем состоянии. Однокапельный струйный насос находится над землей и забирает воду через одну входную трубу. Из-за относительной простоты их механики они, как правило, не требуют такого особого обслуживания, как большинство других типов.
Струйный насос, самый популярный вариант для неглубокой скважины, располагается над колодцем и всасывает воду с помощью всасывания . Расстояние, на которое он может всасывать воду, зависит от атмосферного давления. В то время как давление воздуха меняется с высотой, струйные насосы, как правило, не идеальны для скважин глубиной более 25 футов .
Струйный насос создает давление с помощью рабочего колеса , которое проталкивает воду через небольшое отверстие или струю внутри корпуса, расположенного перед рабочим колесом. Сужение струи увеличивает скорость движущейся воды.
По мере того, как вода выходит из струи, вакуум высасывает больше воды из вашего колодца. Когда эта лишняя вода смешивается с приводной водой, она сбрасывается в ваш дом под высоким давлением. Имейте в виду, что процесс забора воды струйным насосом для неглубокой скважины также зависит от воды .
Лучший насос для глубоких скважин глубиной до 110 футов
Если у вас глубокая скважина, мы рекомендуем двухкапельную систему струйного насоса.
Глубинные струйные насосы также над землей , но они черпают воду по двум трубам . Одна из этих труб вытягивает воду из колодца, а другая выталкивает воду вверх. Глубоководный струйный насос всасывает воду с глубины до 110 футов, а для заливки трубы необходим обратный клапан . Некоторые модели поставляются с выхлопной трубой, которая не позволяет пользователям выкачивать колодец всухую.
Глубоководный струйный насос может забирать воду с глубины более 25 футов , если струя отделена от корпуса рабочего колеса, а также находится в воде.
Крыльчатка отвечает за подачу воды в корпус форсунки, а форсунка подает воду обратно к насосу. Глубоководный струйный насос использует всасывание на форсунке для подачи воды в систему. Он также использует давление , чтобы поднять воду в колодце и доставить ее в дом.
Струйный насос в глубокой скважине будет поставляться с выхлопной трубой длиной 25 футов, прикрепленной к корпусу водомета на стороне всасывания, чтобы предотвратить перекачивание . Когда уровень воды опускается ниже корпуса водомета, выхлопная труба гарантирует, что никто не сможет выкачать колодец насухо. Чем выше струя находится над уровнем воды, тем эффективнее она будет качать. Так же, как и в системе с неглубокой скважиной, система глубокого колодца также требует заливки водой . На дне колодца находится донный клапан, который предотвратит слив воды из труб.
Лучший насос для глубоких скважин до 400 футов
Если глубина вашей скважины превышает 110 футов, но не превышает 400 футов, мы рекомендуем использовать погружной насос.
Глубоководные погружные насосы используют напорные баки для всасывания воды через одну трубу, которая соединяет внутренний колодец с вашим домом. Эти насосы могут закачивать воду с глубины до 400 футов под землей, но у них есть один потенциальный недостаток: ремонт требует снятия с обсадной трубы скважины.
Хотя струйные насосы могут работать со скважинами глубиной в несколько сотен футов, они, как правило, не так эффективны для более глубоких скважин, как погружные насосы . Когда вы перемещаете насос дальше вниз по колодцу, насос больше не будет поднимать воду — вместо этого он будет толкать ее вверх. Однако имейте в виду, что погружные насосы не работают, если они не полностью погружены в жидкость.
Погружной насос имеет цилиндрическую форму, а нижняя половина состоит из герметичного двигателя насоса, который подключается к надземному источнику питания. Двигатель приводит в действие крыльчатки, которые, в свою очередь, гонят воду вверх. Включение реле давления приводит к вращению крыльчаток, тем самым всасывая воду в насос. Вода проталкивается через корпус насоса, а затем в резервуар для хранения на поверхности земли.
В отличие от наземных скважинных насосов, которые подвержены механическим повреждениям, погружные насосы , как правило, имеют меньше проблем . Поскольку погружные насосы находятся под водой, они не теряют производительность, что обычно происходит с наземными насосами.
Кавитация , когда газ или воздух проникают в механические части насоса, обычно не является проблемой для погружного насоса, поскольку насос находится глубоко под поверхностью воды и всегда может получить доступ к воде.
Несмотря на то, что погружной насос может подавать воду более эффективно, чем струйный насос с двигателем аналогичного размера, любые проблемы с двигателем могут потребовать удаления всего блока из обсадной колонны. К счастью, погружной насос имеет тенденцию быть очень надежным и может работать с максимальной производительностью до 25 лет, прежде чем потребуется техническое обслуживание.
Свяжитесь с нами
Как определить размер скважинного насоса
Помимо выбора наилучшего насоса для вашей скважины, вам также необходимо определить необходимый размер. Производительность насоса указана в галлонов в минуту , а среднему дому с тремя или четырьмя спальнями требуется от 8 до 12 галлонов в минуту. Вычисляя, сколько воды нужно вашему дому, добавьте один галлон в минуту для каждого из водопроводных приборов вашего дома, таких как посудомоечные машины, стиральные машины, холодильники, смесители и душевые.
В то время как ваш насос должен быть достаточно большим, чтобы удовлетворить потребности вашего дома, слишком большой блок приведет к снижению производительности и неэффективности использования энергии.
защита металла от коррозии, коррозия железа и стали, алюминия, чугуна, корозия метал
Обеспечение долговечности конструкций — понятие, включающее в себя как технологические, так и конструктивные требования.
Защита металла от коррозии — одна из главных проблем в решении этого вопроса. Под влиянием разрушительных атмосферных воздействий и агрессивных сред металлические конструкции постепенно утрачивают первоначальный внешний вид и теряют свои качества. В таких случаях очень остро встаёт вопрос о защите металла от коррозии.
Коррозия металла
Коррозией называется разрушение поверхности металлов под влиянием химического и электрохимического воздействия внешней среды. Коррозия разъедает металл, делая непригодным его дальнейшее использование и эксплуатацию. С течением времени это приводит к снижению прочности, а в ряде случаев и к разрушению металлических изделий.
Быстрота коррозионных процессов зависит от условий, в которых изготовляются и эксплуатируются изделия. Поскольку устранить атмосферное воздействие на металлические конструкции практически невозможно, то и коррозию следует признать вечным спутником металла. Процесс коррозии включает в себя четыре основных элемента. Это – катод (или электрод, на котором происходит катодная реакция), анод (или электрод, на котором происходит анодная реакция), проводник электронов (металл, проводящий электрический ток) и проводник ионов (проводящая электрический ток жидкость или электролит).
Электроды (катод и анод) являются электронными проводниками, которые соприкасаются с проводниками ионов. В проводнике ионов (электролит) возникает соответствующий электродный потенциал или электродное напряжение. Когда электроды соприкасаются между собой, то разность между электродными потенциалами действует как возбудитель коррозионной реакции. В результате образуется коррозионная пара, в которой один из электродов (анод) и разъедает металл. Все меры по защите металла от коррозии направлены на то, чтобы ослабить или не допустить образования коррозионных пар.
Важнейшим способом защиты металла от коррозии является покраска поверхности металлов специальными антикоррозионными составами.
Есть ли защита от коррозии?
Для любых металлических конструкций и условий их эксплуатации наиболее простым и доступным способом защиты от коррозии является применение специальных лакокрасочных материалов для металла.
Лакокрасочные покрытия имеют ряд преимуществ по сравнению с другими видами защитных покрытий:
• простота нанесения составов;
• возможность получения покрытия любого цвета;
• возможность обработки металлоконструкций больших габаритов и сложной конфигурации;
• дешевизна по сравнению с другими видами защитных покрытий.
Долговечность защиты металла от коррозии зависит от типа и вида применяемого лакокрасочного материала. Кроме этого, срок службы металла зависит от тщательности подготовки поверхности металла под окраску.
Защита металла от коррозии
Существует множество различных состояний поверхности металла, требующих защиты от коррозии. Возраст объекта и его расположение, качество поверхности, степень разрушения металла, количество дефектов, тип предыдущих и будущих агрессивных условий, свойства старого покрытия — все эти факторы влияют на подготовку поверхности и выбор системы защиты металла от коррозии.
Компания КрасКо предлагает целую серию лакокрасочных материалов, специально предназначенных для защиты металла от коррозии.
Нержамет — краска по ржавчине, антикоррозионная эмаль «три в одном». Эмаль наносится прямо на ржавчину. Предназначается для окраски как чистых, так и ржавых металлических поверхностей, ржавого металла.
Полимерон — износостойкая спецэмаль, антикоррозионное покрытие. Эмаль специально разработана для защиты металлических поверхностей в условиях тяжёлой промышленной атмосферы.
Сереброл — алюминиевая краска, серебристо-белая антикоррозионная эмаль. Применяется для окраски любых металлоконструкций, эксплуатирующихся во влажной атмосфере, в условиях морской и пресной воды.
Нержалюкс — антикоррозионная эмаль для цветных металлов. Применяется для окраски алюминиевых и оцинкованных поверхностей, любых других поверхностей из цветных металлов.
Цикроль — краска для крыш, краска по оцинковке. Краска применяется для окраски оцинкованной кровли, оцинкованного металла, кровельного железа, кровельной жести, металлочерепицы, водостоков, желобов, перил и других оцинкованных поверхностей.
Нержапласт — эмаль жидкая пластмасса. Образует на поверхности декоративное покрытие с эффектом пластика (жидкий пластик).
Молотекс — кузнечная краска, декоративная краска с рисунчато-молотковым эффектом.
Грункор — антикоррозионный быстросохнущий грунт по металлу (с фосфатом цинка).
Выбор системы защиты от коррозии
Выбор схемы защиты металла от коррозии (включая марку ЛКМ, количество наносимых слоёв и общую толщину покрытия) следует осуществлять с учётом климатических условий конкретного региона, характеристики среды эксплуатации металлической конструкции, а также с учётом условий при нанесении материала и технико-экономической эффективности данного ЛКМ. Декоративные свойства (внешний вид) системы антикоррозионной защиты определяется финишным (верхним) слоем.
Антикоррозионная защита металла и металлоконструкций — на сайте krasko.ru.
На сайте представлено множество разделов, посвященных защите металлов от коррозии (коррозия металла, коррозия железа и стали, коррозия чугуна и алюминия), которые помогут Вам осуществить правильный выбор системы защиты металла и антикоррозионного покрытия.
Специалисты Компании КрасКо внимательно выслушают все Ваши требования и подберут оптимальный вариант системы для защиты металла от коррозии на Вашем объекте.
Как защитить металл от коррозии в домашних условиях
Минувший век характеризуется возникновением огромного количества принципиально новых материалов, нашедших широкое применение в разнообразнейших отраслях человеческой жизнедеятельности, включая и строительную. Собственно говоря, в материаловедении произошла подлинная революция, причем значительное внимание было уделено вопросам предотвращения коррозии металлов и разработке материалов, необходимых для достижения этой цели. Так, например, появились различные композитные панели, гальванические покрытия, облицовочные материалы из строительной керамики (керамогранит, облицовочный кирпич и т. д.), прочие современные строительные материалы, не нуждающиеся в защите путем дополнительной обработки.
Применение в строительстве металлических изделий, как и прежде, остается востребованным чрезвычайно широко. Перила, декоративные решетки и ограждения даже сегодня чаще всего изготавливают из металлов, которые подвержены коррозии. Так, отделка фасадов, которую в наше время осуществляют посредством использования тех или иных материалов, устойчивых к воздействию атмосферной влаги, все же не обходится без применения крепежа, узлов ввода-вывода коммуникаций, иных скрытых элементов. Данные компоненты наиболее часто выполняются из металла, а потому жизненно нуждаются в антикоррозионной защите.
Хорошо известно, что основной причиной коррозии является вода, которая неминуемо попадает на металлические поверхности даже в помещениях. А потому наиболее эффективным и, пожалуй, единственным способом защиты металлов, подверженных коррозии, является нанесение изолирующих составов и химических покрытий.
К традиционным способам предохранения металлических изделий от коррозии относится механическая зачистка старой ржавчины, а также нанесение преобразователей ржавчины, позволяющих удалить ее остатки, после чего поверхность металла покрывается грунтом и лакокрасочным защитным слоем.
Некоторые из производителей лакокрасочных материалов рекомендуют осуществить завершение этого процесса путем нанесения поверх слоя краски специального защитного состава. При этом основное внимание необходимо обратить на то, чтобы грунтовки, краски и лаки были качественными. На упаковках с грунтами указываются виды специальных добавок, улучшающих свойства состава: изолирующих, фосфатирующих, пассивирующих и протектирующих.
Как видим, окраска металлических поверхностей «по старинке» — процесс достаточно сложный и трудоемкий, отнимающий много сил и времени. Ныне компании-производители рекомендуют разработанные ими антикоррозионные составы, отличающиеся большей универсальностью, применение которых позволяет одновременно решать не какую-либо одну, а сразу несколько задач. Наиболее популярными среди потребителей являются так называемые средства «два в одном» и «три в одном». Краска «два в одном» сочетает в себе находящиеся в одной емкости грунтующий и окрашивающий составы, при помощи которых возможно выполнение как грунтования, так и окончательной окраски металлических поверхностей.
Нередко производителями подобных красок рекомендуется использование составов типа «два в одном» по предварительно огрунтованным поверхностям, работающим в агрессивных средах, к примеру для кровли.
Композиции «три в одном», кроме грунта и краски, включают в свой состав также и преобразователь ржавчины. Их целесообразно использовать при окрашивании сильно заржавевших поверхностей, при этом необходимо удалить лишь верхний рыхлый слой ржавчины. На упаковках подобных составов обычно можно видеть надпись — непосредственно на ржавчину.
Может ли вода защитить металл от коррозии?
Казалось бы как вообще такое возможно? Этого не может быть, потому что этого быть не может никогда! Однако прогресс не стоит на месте. Он стремительно движется вперед во всех отраслях, в т. ч. и в сфере разработок новых видов лакокрасочных материалов.
Преимущества, которыми обладают лакокрасочные материалы (ЛКМ) на основе водных полимеров, способствуют ежегодному росту их производства и применения. На состоявшейся 3–4 декабря 2013 г. в г. Дюссельдорфе (Германия) конференции European Coatings Conference «Waterborne coatings» были рассмотрены достижения, проблемы и пути их решения в области водных ЛКМ.
Высокое качество водных 2К полиуретановых систем в сочетании с низкой эмиссией растворителей вызывает большой спрос промышленности. Эти материалы успешно зарекомендовали себя во многих сегментах рынка, поскольку они позволяют преодолеть разрыв между растущей потребностью в «зеленых» решениях и требованиями к качеству со стороны промышленности и профессионалов. Поставщики лакокрасочных материалов (ЛКМ) постоянно совершенствуют качество водных систем, а сырьевая отрасль развивает инновационные концепции как для смол, так и для отвердителей.
В докладе д-ра Кристофа Ирла (Christoph Irle), Bayer Material Science (Германия), особое внимание было уделено производству и надежности таких составов. Рассмотрение этих вопросов в дальнейшем поможет получить водные 2К системы, близкие к самой высокой отметке, которая уже многие десятилетия установлена для 2К полиуретановых систем. Продолжил тему полиуретанов д-р Норберт Питшман (Norbert Pietschmann), Institute fur Lack und Fabric (Германия), выступив с докладом «Водные УФ-отверждаемые ЛКМ для защиты стали от коррозии». При испытаниях противокоррозионных свойств пигментов, ингибиторов, связующих или их комбинаций он использовал электрохимические измерения, обеспечивающие более быстрое получение результатов. Этим методом
было установлено, что оптимальная комбинация связующего состоит из смеси УФ-отверждаемых и физически высыхающих дисперсий. Кроме того, был найден подходящий и быстрый способ выбора антикоррозионного пигмента и ингибитора. На основе предварительных исследований могут быть созданы модельные рецептуры с отличной адгезией и коррозионной стойкостью. После нанесения на сталь испарения влаги и УФ-отверждения были испытаны на стойкость к соляному туману и конденсации влаги. Электрохимические исследования подтвердили отличную адгезию и устойчивость к коррозии, однако это было получено только на стальных поверхностях с цинкфосфатным подслоем.
Защита металла от коррозии в домашних условиях
Существуют ли «народные» средства против ржавчины?
И обычное железо, и даже высококачественная сталь во влажном воздухе, который наверняка присутствует в гаражах, сараях и прочих подсобных помещениях подвергаются коррозии — постепенно покрываются буро-коричневой рыхлой пленкой ржавчины. Порой абсолютно новая вещь, случайно оставленная под открытым небом или «забытая» на зиму на даче, покрывается неприятной на вид бурой коростой. Ржавчина, которая состоит из смеси оксида железа Fe2O3 и метагидроксида железа FeO(OH), не защищает его поверхность от дальнейшей «агрессии» со стороны кислорода воздуха и воды, и со временем некогда прочный железный предмет разрушается (очень часто полностью).
Секреты удаления ржавчины есть. Ржавчину проще всего снять обработкой разбавленным водным раствором соляной или серной кислоты, содержащим ингибитор кислотной коррозии уротропин. Ингибиторы (от латинского «ингибео» — останавливаю, сдерживаю) — вещества, тормозящие химическую реакцию (в данном случае реакцию растворения металла в кислоте). Но ингибитор коррозии не мешает взаимодействию кислоты с оксидом и гидроксидом железа, из которых состоит ржавчина.
Если заржавели оконные шпингалеты, мелкие детали велосипеда, болты или гайки, их погружают в 5% раствор кислоты с добавкой 0,5 г уротропина на литр, а на крупные вещи такой раствор наносят кистью.
Использовать растворы сильных кислот без ингибитора рискованно: можно растворить не только ржавчину, но и само изделие, поскольку железо — активный металл и взаимодействует с сильными кислотами с выделением водорода и образованием солей. В качестве ингибитора кислотной коррозии при удалении ржавчины можно использовать и картофельную ботву. Для этого в стеклянную банку кладут свежие или засушенные листья картофеля и заливают 5-7%-й серной или соляной кислотой так, чтобы уровень кислоты был выше примятой ботвы. После 15-20-минутного перемешивания содержимого банки кислоту можно сливать и использовать для обработки ржавых железных изделий.
Преобразователь ржавчины превращает ее в прочное покрытие поверхности коричневого цвета. На изделие кистью или пульверизатором наносят 15-30%-й водный раствор ортофосфорной кислоты и дают изделию высохнуть на воздухе. Еще лучше использовать ортофосфорную кислоту с добавками, например, 4 мл бутилового спирта или 15 г винной кислоты на 1 л раствора ортофосфорной кислоты. Ортофосфорная кислота переводит компоненты ржавчины в ортофосфат железа FePO4 , который создает на поверхности защитную пленку. Одновременно винная кислота связывает часть производных железа в тартратные комплексы.
Металлические поверхности, сильно изъеденные ржавчиной, обрабатывают:
смесью 50 г молочной кислоты и 100 мл вазелинового масла. Кислота превращает метагидроксид железа из ржавчины в растворимую в вазелиновом масле соль — лактат железа. Очищенную поверхность протирают тряпочкой, смоченной вазелиновым маслом;
раствором 5 г хлорида цинка и 0,5 г гидротартрата калия в 100 мл воды. Хлорид цинка в водном растворе подвергается гидролизу и создает кислую среду. Метагидроксид железа растворяется за счет образования в кислой среде растворимых комплексов железа с тартрат-ионами;
Отворачивать приржавевшие гайки помогает смачивание керосином, скипидаром или олеиновой кислотой. Через некоторое время гайку удается отвернуть. Затем можно поджечь керосин или скипидар, которым ее смачивали. Обычно этого достаточно для разъединения гайки и болта. Самый последний способ: к гайке прикладывают сильно нагретый паяльник. Металл гайки расширяется, и ржавчина отстает от резьбы; теперь в зазор между болтом и гайкой можно впустить несколько капель керосина, скипидара или олеиновой кислоты, и на этот раз гайка отвернется ключом.
Есть и другой способ разъединения ржавых гайки и болта. Вокруг заржавевшей гайки делают «чашечку» из воска или пластилина, бортик которой выше уровня гайки на 3-4 мм. Заливают в чашечку разбавленную серную кислоту и кладут кусочек цинка. Через сутки гайка легко отвернется ключом. Чашечка с кислотой и металлическим цинком на железном основании — это миниатюрный гальванический элемент. Кислота растворяет ржавчину, и образовавшиеся катионы железа восстанавливаются на поверхности цинка; в то же время металл гайки и болта не растворяется в кислоте до тех пор, пока у кислоты есть контакт с цинком, поскольку цинк более активный в химическом отношении металл, чем железо.
Чтобы предохранить от ржавления столярный или слесарный инструмент, его смазывают с помощью кисточки раствором 10 г воска в 20 мл бензина. Воск растворяют в бензине на водяной бане, не используя открытого огня (бензин огнеопасен).
Полированный инструмент защищают, нанося на его поверхность раствор 5 г парафина в 15 мл керосина. А старинный рецепт мази для защиты металла от ржавчины таков: растапливают 100 г свиного жира, добавляют 1,5 г камфоры, снимают с расплава пену и смешивают его с графитом, растертым в порошок, чтобы состав стал черным. Остывшей мазью смазывают инструмент и оставляют его на сутки, а потом полируют металл шерстяной тряпочкой.
Чтобы в будущем не мучиться, отворачивая крепежные изделия с проржавевшей резьбой, ее заранее смазывают смесью вазелина с графитовым порошком. Вместо вазелина можно взять и любую другую жировую смазку нейтрального или слабощелочного типа. Болты и гайки на такой смазке легко отворачиваются даже через несколько лет пребывания под открытым небом.
Защита от коррозии — SteelConstruction.info
Экономичная защита стальных конструкций от коррозии не вызовет затруднений для обычных применений и сред, если с самого начала будут определены факторы, влияющие на долговечность.
Многие стальные конструкции успешно эксплуатируются в течение многих лет даже в неблагоприятных условиях. Первое крупное железное сооружение, мост в Коулбрукдейле, Великобритания, просуществовало более 200 лет, в то время как о железнодорожном мосту Форт, которому более 100 лет, ходят легенды. Сегодня доступны современные долговечные защитные покрытия, которые при правильном использовании позволяют увеличить интервалы обслуживания и повысить производительность.
Ключ к успеху заключается в распознавании коррозионной активности окружающей среды, воздействию которой будет подвергаться конструкция, и в определении четких и подходящих спецификаций покрытия. Там, где сталь находится в сухом отапливаемом помещении, риск коррозии незначителен, и защитное покрытие не требуется. И наоборот, стальная конструкция, подвергающаяся воздействию агрессивной среды, должна быть защищена высокоэффективной обработкой и, возможно, должна быть спроектирована с учетом технического обслуживания, если требуется продление срока службы.
Оптимальная защитная обработка, которая сочетает в себе соответствующую подготовку поверхности, подходящие материалы покрытия, требуемую долговечность и минимальную стоимость, достигается с помощью современной технологии обработки поверхности.
Схематическое изображение механизма коррозии стали
Коррозия конструкционной стали представляет собой электрохимический процесс, требующий одновременного присутствия влаги и кислорода. При отсутствии того и другого коррозия не возникает. По сути, железо в стали окисляется с образованием ржавчины, которая занимает примерно в 6 раз больше объема исходного материала, потребляемого в процессе. Здесь показан общий процесс коррозии.
Наряду с общей коррозией могут возникать различные виды локальной коррозии; биметаллическая коррозия, точечная коррозия и щелевая коррозия. Однако они, как правило, не имеют существенного значения для металлоконструкций.
Скорость, с которой развивается процесс коррозии, зависит от ряда факторов, связанных с «микроклиматом», непосредственно окружающим конструкцию, в основном от времени увлажнения и уровня загрязнения атмосферы. Из-за изменений в атмосферных условиях данные о скорости коррозии не могут быть обобщены. Тем не менее, среды можно классифицировать в широком смысле, и соответствующие измеренные скорости коррозии стали дают полезный показатель вероятной скорости коррозии. Дополнительную информацию можно найти в BS EN ISO 129.44-2 [1] и БС ЕН ИСО 9223 [2] .
Категории атмосферной коррозионной активности и примеры типичных сред (BS EN ISO 12944-2 [1] )
Категория коррозионной активности
Низкоуглеродистая сталь Потеря толщины (мкм) a
Примеры типичных сред (только для справки)
Внешний вид
Интерьер
C1 очень низкий
≤ 1,3
—
Отапливаемые здания с чистой атмосферой, напр. офисы, магазины, школы, гостиницы
C2 низкий
> 1,3 до 25
Атмосферы с низким уровнем загрязнения: преимущественно сельские районы
Неотапливаемые здания, в которых может образовываться конденсат, напр. склады, спортивные залы
C3 средний
> 25 до 50
Городская и промышленная атмосфера, умеренное загрязнение двуокисью серы; прибрежная зона с низкой соленостью
Производственные помещения с повышенной влажностью и некоторым загрязнением воздуха, напр. предприятия пищевой промышленности, прачечные, пивоварни, молокозаводы
C4 высокий
> от 50 до 80
Промышленные зоны и прибрежные районы с умеренным уровнем засоления
Химические заводы, плавательные бассейны, прибрежные суда и верфи
C5 очень высокий
> 80 до 200
Промышленные зоны с повышенной влажностью и агрессивной атмосферой и прибрежные зоны с повышенной соленостью
Здания или зоны с почти постоянной конденсацией и высоким уровнем загрязнения
CX экстремальный
> 200 до 700
Морские районы с высокой соленостью и промышленные районы с повышенной влажностью и агрессивной атмосферой, субтропической и тропической атмосферой
Промышленные зоны с повышенной влажностью и агрессивной атмосферой
Примечания:
1 мкм (1 микрон) = 0,001 мм
a Значения потери толщины даны после первого года воздействия. Убытки могут уменьшиться в последующие годы.
Значения потерь, используемые для категорий коррозионной активности, идентичны значениям, указанным в BS EN ISO 9223 [2] .
[вверх] Влияние конструкции на коррозию
Основная статья: Влияние конструкции на коррозию
Конструкция и детали конструкции могут влиять на долговечность любого нанесенного на нее защитного покрытия. Конструкции, спроектированные с большим количеством мелких конструктивных элементов и крепежных элементов, труднее защитить, чем конструкции с большими плоскими поверхностями. Ключевые вопросы, которые необходимо рассмотреть, включают:
Доступ для нанесения покрытия и обслуживания
Избегание ловушек для влаги и мусора
Предотвращение или герметизация щелей
Дренаж и вентиляция для минимизации времени увлажнения
Тщательное управление контактом с другими материалами
Общие указания по предотвращению коррозии за счет надлежащей детализации конструкции можно найти в BS EN ISO 12944-3 [3] , а также некоторые типичные рекомендации и запреты для стальных каркасов. здания показаны ниже.
Примеры детализации зданий
[вверх]Подготовка поверхности
Основная статья: Подготовка поверхности
Стальная балка, выходящая из установки автоматической пескоструйной очистки
Подготовка поверхности — это необходимая первая стадия обработки стальной подложки перед нанесением любого покрытия, которая обычно считается наиболее важным фактором, влияющим на общий успех защиты от коррозии система.
Характеристики покрытия в значительной степени зависят от его способности должным образом прилипать к материалу подложки. Исходное состояние поверхности стали может варьироваться в зависимости от количества остаточной прокатной окалины и степени начальной ржавчины. Однако, как правило, это неудовлетворительная основа для нанесения современных высокоэффективных защитных покрытий. Существует ряд методов подготовки и степеней чистоты, но, безусловно, наиболее важным и важным методом, используемым для тщательной очистки поверхностей от прокатной окалины и ржавчины, является абразивоструйная очистка. Стандартные степени чистоты для абразивоструйной очистки в соответствии с ISO 8501-1 [4] являются:
Sa 1 – Легкая пескоструйная очистка
Sa 2 – Тщательная пескоструйная очистка
Sa 2½ – Очень тщательная пескоструйная очистка
Sa 3 – Дробеструйная очистка до визуально чистой стали
Процесс подготовки поверхности не только очищает сталь, но также обеспечивает подходящий профиль и амплитуду поверхности для нанесения защитного покрытия. Толстослойные лакокрасочные покрытия и металлические покрытия, полученные термическим напылением, требуют грубого угловатого профиля поверхности для обеспечения механического ключа. Это достигается за счет использования абразивных материалов. Дробеструйные абразивы используются для тонкопленочных лакокрасочных покрытий, таких как заводские грунтовки. Разница между дробью и дробью и соответствующими профилями поверхности показана ниже на трехмерных диаграммах, полученных с помощью оборудования для бесконтактного определения характеристик поверхности.
Абразивная дробь
Зернистый абразив
После абразивоструйной очистки можно проверить дефекты поверхности и изменения поверхности, возникшие в процессе изготовления, например, сварка. Некоторые поверхностные дефекты, появившиеся во время первоначальной обработки стали, могут не оказывать отрицательного влияния на характеристики покрытия в процессе эксплуатации, особенно для конструкций в категориях окружающей среды с относительно низким уровнем риска. Однако, в зависимости от конкретных требований к конструкции, может потребоваться дополнительная обработка поверхности для удаления поверхностных дефектов на сварных швах и кромках срезов, а также растворимых солей для обеспечения приемлемого состояния поверхности для окраски.
[вверх]Лакокрасочные покрытия
Основная статья: Лакокрасочные покрытия
Поперечное сечение многослойной системы окраски
Лакокрасочные покрытия для стальных конструкций разрабатывались на протяжении многих лет в соответствии с промышленным законодательством по охране окружающей среды и в ответ на требования владельцев мостов и сооружений о повышении долговечности. Краска состоит из пигмента, диспергированного в связующем и растворенного в растворителе. Наиболее распространены методы классификации красок либо по их пигментации, либо по типу связующего вещества.
Современная система окраски обычно включает последовательное нанесение красок или, альтернативно, красок, наносимых поверх металлических покрытий, для образования «дуплексной» системы покрытия. Защитные лакокрасочные системы обычно состоят из грунтовки, промежуточных/сборочных слоев и финишных слоев. Каждый «слой» покрытия в любой защитной системе выполняет определенную функцию, и различные типы наносятся в определенной последовательности: грунтовка, промежуточные/сборочные слои в цеху и, наконец, финишное покрытие (или верхнее покрытие) либо в цехе. или на месте.
Предварительные грунтовки используются на металлоконструкциях сразу после пескоструйной очистки, чтобы сохранить реактивно очищенную поверхность в состоянии отсутствия ржавчины в процессе изготовления до тех пор, пока не будет проведена окончательная покраска. Эти типы грунтовки не используются перед нанесением термического напыления покрытий.
Способ нанесения систем окраски и условия нанесения оказывают существенное влияние на качество и долговечность покрытия. Стандартные методы, используемые для нанесения красок на стальные конструкции, включают нанесение кистью, валиком, обычным воздушным распылением и безвоздушным распылением/электростатическим безвоздушным распылением.
Безвоздушное распыление стало наиболее часто используемым методом нанесения лакокрасочных покрытий на стальные конструкции в контролируемых заводских условиях. нанесение кистью и валиком чаще используется для нанесения на месте, хотя также используются методы распыления. Покрытия «полосатые», наносимые на кромки и острые углы, обычно наносятся кистью.
Безвоздушное распыление на стальные балки моста
Основными условиями, влияющими на нанесение лакокрасочных покрытий, являются температура стали и окружающей среды, а также влажность. Их легче контролировать в условиях магазина, чем на месте. С появлением современных высокоэффективных покрытий правильное нанесение становится все более важным для достижения намеченных характеристик. Промышленность признала это и ввела схему обучения и сертификации специалистов по нанесению красок (ICATS — Схема обучения специалистов по нанесению покрытий). Регистрация ICATS (или эквивалентная схема, например, Trainthepainter) впоследствии стала обязательным требованием для работы на мостах Highways England и сооружениях Network Rail.
Существует четыре широко используемых метода нанесения металлического покрытия на стальные поверхности. Это горячее цинкование, термическое напыление, гальваническое покрытие и шерардизация. Последние два процесса не используются для металлоконструкций, но используются для фитингов, крепежных изделий и других мелких предметов. В целом защита от коррозии, обеспечиваемая металлическими покрытиями, в значительной степени зависит от выбора металла покрытия и его толщины и не сильно зависит от способа нанесения.
[вверх]Горячее цинкование
Стальные элементы, извлекаемые из обычной ванны для горячего цинкования
Горячее цинкование — это процесс, который включает погружение стального компонента, подлежащего покрытию, в ванну с расплавленным цинком (при температуре около 450 °C) после травления и флюсования, а затем отзыв его. Погруженные поверхности равномерно покрыты цинковым сплавом и слоями цинка, образующими металлургическую связь с подложкой. Полученное покрытие является прочным, прочным, устойчивым к истиранию и обеспечивает катодную (жертвенную) защиту любых небольших поврежденных участков на стальной основе. Типичная минимальная средняя толщина покрытия для стальных конструкций составляет 85 мкм.
Термически напыленные покрытия из цинка, алюминия и цинко-алюминиевых сплавов могут обеспечить долговременную защиту от коррозии стальных конструкций, подвергающихся воздействию агрессивных сред. Металл в виде порошка или проволоки подается через специальный пистолет-распылитель, содержащий источник тепла, которым может быть кислородное пламя или электрическая дуга. Капли расплавленного металла выдуваются струей сжатого воздуха на предварительно очищенную пескоструйным методом стальную поверхность. Легирования не происходит, покрытие состоит из перекрывающихся пластин металла и является пористым. Затем поры герметизируются путем нанесения тонкого органического покрытия, проникающего вглубь поверхности. Важно, чтобы герметик полностью заполнил все поры в металлическом покрытии.
Адгезия напыленных металлических покрытий к стальным поверхностям считается в основном механической по своей природе. Поэтому необходимо наносить покрытие на чистую шероховатую поверхность, и обычно рекомендуется пескоструйная очистка крупнозернистым абразивом.
Общий успех схемы защитного покрытия начинается с хорошо подготовленной спецификации. Это важный документ, предназначенный для предоставления подрядчику четких и точных инструкций о том, что и как следует делать. Спецификация должна быть составлена кем-то с соответствующими техническими знаниями, и в ней должно быть ясно, что требуется, а что является практичным и достижимым. Он должен быть написан в логической последовательности, начиная с подготовки поверхности, проходя через каждую наносимую краску или металлическое покрытие и, наконец, касаясь конкретных областей, например. сварные швы. Он также должен быть максимально кратким, согласующимся с предоставлением всей необходимой информации. Наиболее важными элементами спецификации являются следующие:
Обработка металла для удаления острых краев, выступов и т. д., а также стальных загрязнений.
Требуемый метод подготовки поверхности и стандарт.
Максимальный интервал между подготовкой поверхности и последующим грунтованием или металлическим покрытием.
Типы используемых красок или металлических покрытий, поддерживаемые соответствующими стандартами.
Используемый(е) метод(ы) применения.
Количество наносимых слоев и интервал между слоями.
Толщина влажной и сухой пленки для каждого слоя.
Место нанесения каждого слоя (т. е. магазины или строительная площадка) и требуемые условия нанесения с точки зрения температуры, влажности и т. д.
Детали для обработки сварных швов, болтовых соединений и т. д.
Процедуры устранения повреждений и т. д.
Большинство стальных мостов защищены в соответствии с требованиями Highways England и стандартными спецификациями Network Rail. Для других мостов могут быть указаны альтернативные системы и методы покрытия, но должны применяться те же стандарты и принципы надлежащей практики покрытия.
[вверх]Инспекция и контроль качества
Основная статья: Инспекция и контроль качества
Ассортимент инструментов для испытаний и контроля
Контроль является неотъемлемой частью контроля качества. Его целью является проверка соблюдения требований спецификации и предоставление клиенту отчета с надлежащими записями. Одним из самых больших преимуществ для инспектора по покрытиям является четкая письменная спецификация, на которую можно без сомнений ссылаться.
Назначение стороннего инспектора с соответствующей квалификацией следует рассматривать как инвестиции в качество, а не просто как дополнительные расходы. Проверка процессов, процедур и материалов, необходимых для нанесения защитного покрытия на стальные конструкции, имеет жизненно важное значение, поскольку серьезную ошибку даже в одной операции нельзя легко обнаружить после выполнения следующей операции, и, если ее не исправить немедленно, это может значительно снизить ожидаемые срок службы до первого технического обслуживания.
[наверх]Ссылки
↑ 1.0 1.1 BS EN ISO 12944-2: 2017, Краски и лаки. Защита стальных конструкций от коррозии защитными системами окраски. Часть 2. Классификация сред, BSI
↑ 2.0 2.1 BS EN ISO 9223: 2012, Коррозия металлов и сплавов. Коррозионная активность атмосферы. Классификация, определение и оценка BSI
↑ BS EN ISO 12944-3: 2017, Краски и лаки. Защита стальных конструкций от коррозии защитными системами окраски. Часть 3. Вопросы проектирования, BSI
↑ BS EN ISO 8501-1: 2007 Подготовка стальных поверхностей перед нанесением красок и сопутствующих продуктов. Визуальная оценка чистоты поверхности. Степени ржавчины и степени подготовки стальных поверхностей без покрытия и поверхностей после полного удаления предыдущих покрытий, ISO
Ресурсы
Хенди, Ч.Р.; Айлс, округ Колумбия (2015) Группа стальных мостов: Руководящие указания по передовой практике строительства стальных мостов (6-й выпуск). (стр. 185). SCI
Руководство 8.01 Подготовка к эффективной защите от коррозии
Руководство 8.02 Защитная обработка крепежных изделий
Руководство 8.03 Горячее цинкование погружением
Руководство 8.04 Металлические покрытия, полученные термическим напылением
Руководство 8.05 Высокоэффективные лакокрасочные покрытия
Руководство 8.06 Проверка подготовки поверхности и обработки покрытий
Стальные здания, 2003 г. , Британская ассоциация строительных металлоконструкций, ООО.
Глава 12 – Защита от коррозии
[наверх]Дополнительная литература
Д.Дикон и Р.Хадсон (2012 г.), Руководство по проектированию металлоконструкций (7-е издание), глава 36 – Коррозия и предотвращение коррозии, Институт стальных конструкций.
Ассоциация термического напыления и обработки поверхностей
ИКАТС
Корродор
Защита от коррозии
Защита от коррозии — SteelConstruction.
info
Экономичная защита от коррозии стальных конструкций не вызовет затруднений для обычных применений и сред, если с самого начала будут определены факторы, влияющие на долговечность.
Многие стальные конструкции успешно эксплуатируются в течение многих лет даже в неблагоприятных условиях. Первое крупное железное сооружение, мост в Коулбрукдейле, Великобритания, просуществовало более 200 лет, в то время как о железнодорожном мосту Форт, которому более 100 лет, ходят легенды. Сегодня доступны современные долговечные защитные покрытия, которые при правильном использовании позволяют увеличить интервалы обслуживания и повысить производительность.
Ключ к успеху заключается в распознавании коррозионной активности окружающей среды, воздействию которой будет подвергаться конструкция, и в определении четких и подходящих спецификаций покрытия. Там, где сталь находится в сухом отапливаемом помещении, риск коррозии незначителен, и защитное покрытие не требуется. И наоборот, стальная конструкция, подвергающаяся воздействию агрессивной среды, должна быть защищена высокоэффективной обработкой и, возможно, должна быть спроектирована с учетом технического обслуживания, если требуется продление срока службы.
Оптимальная защитная обработка, которая сочетает в себе соответствующую подготовку поверхности, подходящие материалы покрытия, требуемую долговечность и минимальную стоимость, достигается с помощью современной технологии обработки поверхности.
Схематическое изображение механизма коррозии стали
Коррозия конструкционной стали представляет собой электрохимический процесс, требующий одновременного присутствия влаги и кислорода. При отсутствии того и другого коррозия не возникает. По сути, железо в стали окисляется с образованием ржавчины, которая занимает примерно в 6 раз больше объема исходного материала, потребляемого в процессе. Здесь показан общий процесс коррозии.
Наряду с общей коррозией могут возникать различные виды локальной коррозии; биметаллическая коррозия, точечная коррозия и щелевая коррозия. Однако они, как правило, не имеют существенного значения для металлоконструкций.
Скорость, с которой развивается процесс коррозии, зависит от ряда факторов, связанных с «микроклиматом», непосредственно окружающим конструкцию, в основном от времени увлажнения и уровня загрязнения атмосферы. Из-за изменений в атмосферных условиях данные о скорости коррозии не могут быть обобщены. Тем не менее, среды можно классифицировать в широком смысле, и соответствующие измеренные скорости коррозии стали дают полезный показатель вероятной скорости коррозии. Дополнительную информацию можно найти в BS EN ISO 129. 44-2 [1] и БС ЕН ИСО 9223 [2] .
Категории атмосферной коррозионной активности и примеры типичных сред (BS EN ISO 12944-2 [1] )
Категория коррозионной активности
Низкоуглеродистая сталь Потеря толщины (мкм) a
Примеры типичных сред (только для справки)
Внешний вид
Интерьер
C1 очень низкий
≤ 1,3
—
Отапливаемые здания с чистой атмосферой, напр. офисы, магазины, школы, гостиницы
C2 низкий
> 1,3 до 25
Атмосферы с низким уровнем загрязнения: преимущественно сельские районы
Неотапливаемые здания, в которых может образовываться конденсат, напр. склады, спортивные залы
C3 средний
> 25 до 50
Городская и промышленная атмосфера, умеренное загрязнение двуокисью серы; прибрежная зона с низкой соленостью
Производственные помещения с повышенной влажностью и некоторым загрязнением воздуха, напр. предприятия пищевой промышленности, прачечные, пивоварни, молокозаводы
C4 высокий
> от 50 до 80
Промышленные зоны и прибрежные районы с умеренным уровнем засоления
Химические заводы, плавательные бассейны, прибрежные суда и верфи
C5 очень высокий
> 80 до 200
Промышленные зоны с повышенной влажностью и агрессивной атмосферой и прибрежные зоны с повышенной соленостью
Здания или зоны с почти постоянной конденсацией и высоким уровнем загрязнения
CX экстремальный
> 200 до 700
Морские районы с высокой соленостью и промышленные районы с повышенной влажностью и агрессивной атмосферой, субтропической и тропической атмосферой
Промышленные зоны с повышенной влажностью и агрессивной атмосферой
Примечания:
1 мкм (1 микрон) = 0,001 мм
a Значения потери толщины даны после первого года воздействия. Убытки могут уменьшиться в последующие годы.
Значения потерь, используемые для категорий коррозионной активности, идентичны значениям, указанным в BS EN ISO 9223 [2] .
[вверх] Влияние конструкции на коррозию
Основная статья: Влияние конструкции на коррозию
Конструкция и детали конструкции могут влиять на долговечность любого нанесенного на нее защитного покрытия. Конструкции, спроектированные с большим количеством мелких конструктивных элементов и крепежных элементов, труднее защитить, чем конструкции с большими плоскими поверхностями. Ключевые вопросы, которые необходимо рассмотреть, включают:
Доступ для нанесения покрытия и обслуживания
Избегание ловушек для влаги и мусора
Предотвращение или герметизация щелей
Дренаж и вентиляция для минимизации времени увлажнения
Тщательное управление контактом с другими материалами
Общие указания по предотвращению коррозии за счет надлежащей детализации конструкции можно найти в BS EN ISO 12944-3 [3] , а также некоторые типичные рекомендации и запреты для стальных каркасов. здания показаны ниже.
Примеры детализации зданий
[вверх]Подготовка поверхности
Основная статья: Подготовка поверхности
Стальная балка, выходящая из установки автоматической пескоструйной очистки
Подготовка поверхности — это необходимая первая стадия обработки стальной подложки перед нанесением любого покрытия, которая обычно считается наиболее важным фактором, влияющим на общий успех защиты от коррозии система.
Характеристики покрытия в значительной степени зависят от его способности должным образом прилипать к материалу подложки. Исходное состояние поверхности стали может варьироваться в зависимости от количества остаточной прокатной окалины и степени начальной ржавчины. Однако, как правило, это неудовлетворительная основа для нанесения современных высокоэффективных защитных покрытий. Существует ряд методов подготовки и степеней чистоты, но, безусловно, наиболее важным и важным методом, используемым для тщательной очистки поверхностей от прокатной окалины и ржавчины, является абразивоструйная очистка. Стандартные степени чистоты для абразивоструйной очистки в соответствии с ISO 8501-1 [4] являются:
Sa 1 – Легкая пескоструйная очистка
Sa 2 – Тщательная пескоструйная очистка
Sa 2½ – Очень тщательная пескоструйная очистка
Sa 3 – Дробеструйная очистка до визуально чистой стали
Процесс подготовки поверхности не только очищает сталь, но также обеспечивает подходящий профиль и амплитуду поверхности для нанесения защитного покрытия. Толстослойные лакокрасочные покрытия и металлические покрытия, полученные термическим напылением, требуют грубого угловатого профиля поверхности для обеспечения механического ключа. Это достигается за счет использования абразивных материалов. Дробеструйные абразивы используются для тонкопленочных лакокрасочных покрытий, таких как заводские грунтовки. Разница между дробью и дробью и соответствующими профилями поверхности показана ниже на трехмерных диаграммах, полученных с помощью оборудования для бесконтактного определения характеристик поверхности.
Абразивная дробь
Зернистый абразив
После абразивоструйной очистки можно проверить дефекты поверхности и изменения поверхности, возникшие в процессе изготовления, например, сварка. Некоторые поверхностные дефекты, появившиеся во время первоначальной обработки стали, могут не оказывать отрицательного влияния на характеристики покрытия в процессе эксплуатации, особенно для конструкций в категориях окружающей среды с относительно низким уровнем риска. Однако, в зависимости от конкретных требований к конструкции, может потребоваться дополнительная обработка поверхности для удаления поверхностных дефектов на сварных швах и кромках срезов, а также растворимых солей для обеспечения приемлемого состояния поверхности для окраски.
[вверх]Лакокрасочные покрытия
Основная статья: Лакокрасочные покрытия
Поперечное сечение многослойной системы окраски
Лакокрасочные покрытия для стальных конструкций разрабатывались на протяжении многих лет в соответствии с промышленным законодательством по охране окружающей среды и в ответ на требования владельцев мостов и сооружений о повышении долговечности. Краска состоит из пигмента, диспергированного в связующем и растворенного в растворителе. Наиболее распространены методы классификации красок либо по их пигментации, либо по типу связующего вещества.
Современная система окраски обычно включает последовательное нанесение красок или, альтернативно, красок, наносимых поверх металлических покрытий, для образования «дуплексной» системы покрытия. Защитные лакокрасочные системы обычно состоят из грунтовки, промежуточных/сборочных слоев и финишных слоев. Каждый «слой» покрытия в любой защитной системе выполняет определенную функцию, и различные типы наносятся в определенной последовательности: грунтовка, промежуточные/сборочные слои в цеху и, наконец, финишное покрытие (или верхнее покрытие) либо в цехе. или на месте.
Предварительные грунтовки используются на металлоконструкциях сразу после пескоструйной очистки, чтобы сохранить реактивно очищенную поверхность в состоянии отсутствия ржавчины в процессе изготовления до тех пор, пока не будет проведена окончательная покраска. Эти типы грунтовки не используются перед нанесением термического напыления покрытий.
Способ нанесения систем окраски и условия нанесения оказывают существенное влияние на качество и долговечность покрытия. Стандартные методы, используемые для нанесения красок на стальные конструкции, включают нанесение кистью, валиком, обычным воздушным распылением и безвоздушным распылением/электростатическим безвоздушным распылением.
Безвоздушное распыление стало наиболее часто используемым методом нанесения лакокрасочных покрытий на стальные конструкции в контролируемых заводских условиях. нанесение кистью и валиком чаще используется для нанесения на месте, хотя также используются методы распыления. Покрытия «полосатые», наносимые на кромки и острые углы, обычно наносятся кистью.
Безвоздушное распыление на стальные балки моста
Основными условиями, влияющими на нанесение лакокрасочных покрытий, являются температура стали и окружающей среды, а также влажность. Их легче контролировать в условиях магазина, чем на месте. С появлением современных высокоэффективных покрытий правильное нанесение становится все более важным для достижения намеченных характеристик. Промышленность признала это и ввела схему обучения и сертификации специалистов по нанесению красок (ICATS — Схема обучения специалистов по нанесению покрытий). Регистрация ICATS (или эквивалентная схема, например, Trainthepainter) впоследствии стала обязательным требованием для работы на мостах Highways England и сооружениях Network Rail.
Существует четыре широко используемых метода нанесения металлического покрытия на стальные поверхности. Это горячее цинкование, термическое напыление, гальваническое покрытие и шерардизация. Последние два процесса не используются для металлоконструкций, но используются для фитингов, крепежных изделий и других мелких предметов. В целом защита от коррозии, обеспечиваемая металлическими покрытиями, в значительной степени зависит от выбора металла покрытия и его толщины и не сильно зависит от способа нанесения.
[вверх]Горячее цинкование
Стальные элементы, извлекаемые из обычной ванны для горячего цинкования
Горячее цинкование — это процесс, который включает погружение стального компонента, подлежащего покрытию, в ванну с расплавленным цинком (при температуре около 450 °C) после травления и флюсования, а затем отзыв его. Погруженные поверхности равномерно покрыты цинковым сплавом и слоями цинка, образующими металлургическую связь с подложкой. Полученное покрытие является прочным, прочным, устойчивым к истиранию и обеспечивает катодную (жертвенную) защиту любых небольших поврежденных участков на стальной основе. Типичная минимальная средняя толщина покрытия для стальных конструкций составляет 85 мкм.
Термически напыленные покрытия из цинка, алюминия и цинко-алюминиевых сплавов могут обеспечить долговременную защиту от коррозии стальных конструкций, подвергающихся воздействию агрессивных сред. Металл в виде порошка или проволоки подается через специальный пистолет-распылитель, содержащий источник тепла, которым может быть кислородное пламя или электрическая дуга. Капли расплавленного металла выдуваются струей сжатого воздуха на предварительно очищенную пескоструйным методом стальную поверхность. Легирования не происходит, покрытие состоит из перекрывающихся пластин металла и является пористым. Затем поры герметизируются путем нанесения тонкого органического покрытия, проникающего вглубь поверхности. Важно, чтобы герметик полностью заполнил все поры в металлическом покрытии.
Адгезия напыленных металлических покрытий к стальным поверхностям считается в основном механической по своей природе. Поэтому необходимо наносить покрытие на чистую шероховатую поверхность, и обычно рекомендуется пескоструйная очистка крупнозернистым абразивом.
Общий успех схемы защитного покрытия начинается с хорошо подготовленной спецификации. Это важный документ, предназначенный для предоставления подрядчику четких и точных инструкций о том, что и как следует делать. Спецификация должна быть составлена кем-то с соответствующими техническими знаниями, и в ней должно быть ясно, что требуется, а что является практичным и достижимым. Он должен быть написан в логической последовательности, начиная с подготовки поверхности, проходя через каждую наносимую краску или металлическое покрытие и, наконец, касаясь конкретных областей, например. сварные швы. Он также должен быть максимально кратким, согласующимся с предоставлением всей необходимой информации. Наиболее важными элементами спецификации являются следующие:
Обработка металла для удаления острых краев, выступов и т. д., а также стальных загрязнений.
Требуемый метод подготовки поверхности и стандарт.
Максимальный интервал между подготовкой поверхности и последующим грунтованием или металлическим покрытием.
Типы используемых красок или металлических покрытий, поддерживаемые соответствующими стандартами.
Используемый(е) метод(ы) применения.
Количество наносимых слоев и интервал между слоями.
Толщина влажной и сухой пленки для каждого слоя.
Место нанесения каждого слоя (т. е. магазины или строительная площадка) и требуемые условия нанесения с точки зрения температуры, влажности и т. д.
Детали для обработки сварных швов, болтовых соединений и т. д.
Процедуры устранения повреждений и т. д.
Большинство стальных мостов защищены в соответствии с требованиями Highways England и стандартными спецификациями Network Rail. Для других мостов могут быть указаны альтернативные системы и методы покрытия, но должны применяться те же стандарты и принципы надлежащей практики покрытия.
[вверх]Инспекция и контроль качества
Основная статья: Инспекция и контроль качества
Ассортимент инструментов для испытаний и контроля
Контроль является неотъемлемой частью контроля качества. Его целью является проверка соблюдения требований спецификации и предоставление клиенту отчета с надлежащими записями. Одним из самых больших преимуществ для инспектора по покрытиям является четкая письменная спецификация, на которую можно без сомнений ссылаться.
Назначение стороннего инспектора с соответствующей квалификацией следует рассматривать как инвестиции в качество, а не просто как дополнительные расходы. Проверка процессов, процедур и материалов, необходимых для нанесения защитного покрытия на стальные конструкции, имеет жизненно важное значение, поскольку серьезную ошибку даже в одной операции нельзя легко обнаружить после выполнения следующей операции, и, если ее не исправить немедленно, это может значительно снизить ожидаемые срок службы до первого технического обслуживания.
[наверх]Ссылки
↑ 1.0 1.1 BS EN ISO 12944-2: 2017, Краски и лаки. Защита стальных конструкций от коррозии защитными системами окраски. Часть 2. Классификация сред, BSI
↑ 2.0 2.1 BS EN ISO 9223: 2012, Коррозия металлов и сплавов. Коррозионная активность атмосферы. Классификация, определение и оценка BSI
↑ BS EN ISO 12944-3: 2017, Краски и лаки. Защита стальных конструкций от коррозии защитными системами окраски. Часть 3. Вопросы проектирования, BSI
↑ BS EN ISO 8501-1: 2007 Подготовка стальных поверхностей перед нанесением красок и сопутствующих продуктов. Визуальная оценка чистоты поверхности. Степени ржавчины и степени подготовки стальных поверхностей без покрытия и поверхностей после полного удаления предыдущих покрытий, ISO
Ресурсы
Хенди, Ч.Р.; Айлс, округ Колумбия (2015) Группа стальных мостов: Руководящие указания по передовой практике строительства стальных мостов (6-й выпуск). (стр. 185). SCI
Руководство 8.01 Подготовка к эффективной защите от коррозии
Руководство 8.02 Защитная обработка крепежных изделий
Руководство 8.03 Горячее цинкование погружением
Руководство 8.04 Металлические покрытия, полученные термическим напылением
Руководство 8.05 Высокоэффективные лакокрасочные покрытия
Руководство 8.06 Проверка подготовки поверхности и обработки покрытий
Впускной клапан боковая подводка, эконом 1/2 АНИ WC5050 арматура впускная. Наливной механизм бачка унитаза с боковой подводкой и пластиковой резьбой диаметаллическаяром 1/2 эконом Арматура является важным механизмом, необходимым для хорошей работы сливного бачка. Изделие произведено из высококачественного пластика, который обеспечивает длительную эксплуатацию без поломок.
Под заказ: доставка до 14 дней 196 ₽
В наличии 196 ₽
Характеристики
Отзывы
Пока никто не оставил отзыв о товаре.
Авторизуйтесь! И будьте первым!
Характеристики
Торговый дом «ВИМОС» осуществляет доставку строительных, отделочных материалов и хозяйственных товаров. Наш автопарк — это более 100 единиц транспортных стредств. На каждой базе разработана грамотная система логистики, которая позволяет доставить Ваш товар в оговоренные сроки. Наши специалисты смогут быстро и точно рассчитать стоимость доставки с учетом веса и габаритов груза, а также километража до места доставки.
Заказ доставки осуществляется через наш колл-центр по телефону: +7 (812) 666-66-55 или при заказе товара с доставкой через интернет-магазин. Расчет стоимости доставки производится согласно тарифной сетке, представленной ниже. Точная стоимость доставки определяется после согласования заказа с вашим менеджером.
Уважаемые покупатели! Правила возврата и обмена товаров, купленных через наш интернет-магазин регулируются Пользовательским соглашением и законодательством РФ.
Возврат товара надлежащего качества
Возврат и обмен товара ненадлежащего качества
ВНИМАНИЕ! Обмен и возврат товара надлежащего качества возможен только в случае, если указанный товар не был в употреблении, сохранены его товарный вид, потребительские свойства, пломбы, фабричные ярлыки, упаковка.
Доп. информация
Цена, описание, изображение (включая цвет) и инструкции к товару Арматура наливная эконом боков.подвод Ани Пласт WC5050 на сайте носят информационный характер и не являются публичной офертой, определенной п.2 ст. 437 Гражданского кодекса Российской федерации. Они могут быть изменены производителем без предварительного уведомления и могут отличаться от описаний на сайте производителя и реальных характеристик товара. Для получения подробной информации о характеристиках данного товара обращайтесь к сотрудникам нашего отдела продаж или в Российское представительство данного товара, а также, пожалуйста, внимательно проверяйте товар при покупке.
Купить Арматура наливная эконом боков.подвод Ани Пласт WC5050 в магазине Санкт-Петербург вы можете в интернет-магазине «ВИМОС».
Сертификаты
26279862.pdf
Статьи по теме
Pinotex Base – основа основ
Ремонт без пыли, грязи и шума за короткий срок
Монтажный клей Quelyd Мастификс приклеит все
Bostik — монтаж в удовольствие
По фасаду встречают
Резиновая краска ТМ Master Good — то, что Вам нужно
Главное о лессировке – как защитить и покрасить дом в один приём
Краски аэрозольные Coralino
Антисептик ТОНОТЕКС Krona – высокая прочность покрытия
«Жидкий Локер» NIP Ponace вы оцените по достоинству
Marshall EXPORT 7 – для различных поверхностей
Marshall для кухни и ванной – надежная защита поверхностей
Прямо по ржавчине!
Линейка Dulux Professional Bindo: системный подход к покраске
Обновить интерьер без лишних усилий
сериал «Право на свободу» расскажет о борьбе с современным рабством (16+)
18 октября 2022, 13:081555
Онлайн-премьера остросоциального драматического сериала «Право на свободу» (16+) состоится 20 октября эксклюзивно в Wink (цифровой видеосервис «Ростелекома»).
Проект рассказывает о работе волонтеров, которые помогают освободить людей из современного рабства, имеющего самые разные формы. Сериал создан кинокомпанией Amalgama Studio при поддержке Института развития интернета (АНО «ИРИ») и войдет в линейку Wink Originals.
По сюжету успешного программиста Антона (Илья Малаков) из Краснодара пригласили работать в крупную IT-компанию. В день отъезда на новое место работы он узнает, что внезапно исчезла его мама (Анна Каменкова), и разворачивает такси. Далее Антону предстоит узнать шокирующие факты о рабовладельческих мафиях и подпольных организациях. На помощь герою приходят Кирилл (Кирилл Кяро) — жесткий и прямой лидер волонтерской организации «Либертас», Вика (Варвара Феофанова) — закрытая девушка, которая постоянно рискует и спасает всех, кроме себя, и Илья (Олег Чугунов) — племянник Кирилла, юморной и легкий парень, начинающий блогер.
«Право на свободу» — это сериал о большом пласте социальных проблем, причинами которых становятся потерянность людей старшего возраста в цифровом мире и разобщенность поколений. Проект вскрывает тайны криминального бизнеса, который процветает на эксплуатации слабостей людей. На примере разных героев и жизненных ситуаций в сериале рассказывается, как попадают в ловушки и как из них выбраться, кто в этом может помочь, какие современные технологии будут полезны.
Мне интересен жанр социального кино, потому что с его помощью кинематографисты могут обращать внимание аудитории на реальные проблемы нашего общества. При этом я убежден, что если авторы говорят о проблемах, то они должны показать зрителям и выход из этих сложных жизненных ситуаций – свет в конце тоннеля. Поэтому в сериале “Право на свободу” мы не просто затрагиваем тему современного рабства и говорим о преступных организациях, которые живут за счет страданий других людей, но и пытаемся показать способы решения. Наш рассказ о людях, которые встают на путь помощи другим, о том, как важно не быть равнодушным и созидать, чтобы маленькими шагами менять мир к лучшему. Помогая другим, наши герои меняются сами. Одна из главных идей проекта “Права на свободу” заключается в том, что зло надо побеждать добром — тьму вымещать светом, — рассказал генеральный продюсер сериала Андрей Феофанов.
Для меня это сериал про столкновение. Интересов людей и целых поколений — у нас довольно большой разброс возраста актеров. В каждой серии мы говорим о столкновении мыслей, видений, желаний, целей, философий. В первую очередь, эти мысли передает дуэт Ильи Малакова и Кирилла Кяро. Еще мы говорим про людей, которые желают любыми способами заработать, и про людей, которые просто хотят жить, — отметил режиссер Артем Дубра.
Эта история о неравнодушии, разнице поколений, разнице мышления, о человеке и свободе выбора. О том, как сделать максимум полезного для других людей. “Право на свободу” — сериал актуальный, он будет близок и понятен аудитории разных возрастов. Над сериалом трудилось немало дебютантов, и я получил огромное удовольствие от работы с ними. Думаю, нам еще есть, что рассказать о наших персонажах, и я был бы счастлив сняться во втором сезоне, если он будет, — поделился актер Кирилл Кяро.
В сериале подняты очень серьезные остросоциальные темы. Когда человек оказывается в моральном истощении, под влиянием не тех людей, он может попасть в организации, которые якобы хотят помочь, а на самом деле только разрушают их жизни и жизни их близких. Мне кажется, у нас мало проектов, которые настолько профессионально и честно об этом говорят. Я рад, что стал частью команды, которая начала этот разговор», — сказал актер Илья Малаков.
Мы говорим о реальных случаях реальных людей, и, прорабатывая их истории, мы искали ключи помощи человеку. Мне кажется, что у нас получилось очень доброе кино. Наш проект не о том, что надо сидеть и ужасаться, а о том, как можно реально помочь. Рабство, несвобода — это стихия, и понятно, что мы, как простые люди, мало что можем сделать. Стихия сметает судьбы, ее невозможно победить, просто щелкнув пальцами, перечислив деньги. Но можно делать небольшие шаги, которые будут хоть для кого-то полезны. И если каждый человек будет это делать, то наш мир, может быть, изменится, — считает актриса Варвара Феофанова.
В нашем сериале есть замечательная тема, которой кинопроизводство раньше не особенно интересовалось — тема брошенных, обездоленных людей, которых пытаются спасти энтузиасты. Мне кажется, что это важный и нужный разговор, тем более что сериал получился добрым и человечным, — подчеркнул актер Игорь Скляр.
Первые две серии «Права на свободу» откроются для просмотра 20 октября, далее каждый четверг будет доступна новая серия. Трейлер сериала можно посмотреть в официальных аккаунтах Wink в YouTube, ВК и Telegram. Фото со съемок доступны здесь.
Право на свободу (16+)
Жанр: детектив, драма. Хронометраж серий: 26 минут. Количество серий: 8. Авторы сценария: Андрей Таратухин, Юлия Крутова, Сергей Глушков, Варвара Феофанова, Артем Дубра. Режиссер-постановщик: Артем Дубра. Оператор-постановщик: Лотос Суни Парк. Генеральный продюсер: Андрей Феофанов («Чернобыль», «Игра с огнем», «Сын», «Научи меня жить», «Ангел в сердце»).
В ролях: Кирилл Кяро («Эпидемия», «Измены»), Илья Малаков («Легенда о Коловрате», «Операция «Мухаббат»), Варвара Феофанова («1703», «Мне плевать, кто вы», «Волк»), Игорь Скляр («Дети понедельника», «Мы из джаза»), Олег Чугунов («Майор Гром», «Мистер Нокаут», «Красная Шапочка»), Валерия Куликова («Дом фарфора»), Анна Каменкова («Тест на беременность»), Алексей Розин («Нелюбовь») и другие.
Wink Originals — винк ориджиналс, Amalgama Studio — амалгама студио
Читайте также
Подписывайтесь на наш канал Яндекс Дзен
Подписаться
Подписывайтесь на наш канал Телеграм
Подписаться
Теги:Общество
Моделирование арматуры в Abaqus | Моделирование арматуры и бетона Abaqus
В этом посте представлены рекомендации по моделированию бетона Abaqus, анализу конечных элементов железобетона и моделированию арматуры Abaqus. При моделировании бетона в большинстве случаев вам, вероятно, потребуется задать стальную арматуру, чтобы проследить поведение конструкции при растяжении. Как правило, у вас есть два варианта:
— Моделирование армирования в виде отдельных деталей, таких как твердые тела, балки или фермы, и добавление их к основной детали из бетона. Это можно сделать с помощью встроенная область ограничений.
— Использование концепции слоев Abaqus Rebar , которая является лучшим способом моделирования армирования бетона. Здесь мы вводим второй метод.
Здесь мы узнаем:
Концепция элемента арматуры Abaqus для определения армирования.
Определение слоев арматуры в Abaqus/CAE
Как использовать арматуру для оболочек и мембранных (конструкционных) элементов.
Как использовать арматуру для сплошных (твердых) элементов
Использование структурных элементов для задания слоев арматуры | Арматура Abaqus
Мы можем определить армирование в элементах конструкции ( оболочка , мембрана и поверхность элементов), непосредственно указав слой арматуры в элементе. Продолжайте читать, чтобы узнать больше о бетоне Abaqus.
Если вы не знаете разницы между оболочкой и мембранными элементами , посмотрите на эти вопросы и ответы:
Что такое слой арматуры?
Слои Abaqus Rebar используются для моделирования одноосного армирования в элементах оболочек, мембран и поверхностей. Их материальные свойства не зависят от свойств основных элементов. Объем слоя арматуры не вычитается из объема элемента, к которому добавляется слой арматуры. Таким образом, слои арматуры следует использовать только тогда, когда объемная доля арматуры невелика. Например, с железобетоном (модель бетона Abaqus), где объемная доля арматуры составляет от 1% до 4%).
Мы можем определить столько различных комбинаций и ориентаций слоев арматуры, сколько необходимо для одного элемента. Они обладают свойствами материала, отличными от свойств основного или основного элемента.
Определение слоев арматуры в Abaqus/CAE
При создании однородных секций оболочки, секций композитной оболочки, секций мембраны или секций поверхности вы можете определить один или несколько слоев арматуры (арматурных стержней) с помощью параметра «Слои арматуры».
1. В поле Параметры редактора сечения оболочки, мембраны или поверхности щелкните значок Слои арматурных стержней… .
Появится диалоговое окно Abaqus Rebar Layers .
Укажите тип геометрии арматурного стержня.
Выберите Постоянная для постоянного расстояния между арматурными стержнями.
Выберите Угловой , если расстояние между арматурными стержнями изменяется в зависимости от радиального положения в цилиндрической системе координат.
2. В таблице введите строку данных для каждого слоя арматуры:
Имя: имя слоя арматуры (для идентификации слоя в списке точек сечения при постобработке в модуле Визуализация).
Материал: название материала, формирующего слой арматуры. Щелкните появившуюся стрелку, чтобы отобразить список доступных материалов, и выберите материал, созданный перед формированием слоя арматуры.
Площадь: площадь поперечного сечения на стержень.
Шаг: шаг арматуры в плоскости сечения. Для углового шага арматуры укажите угол шага в градусах.
Ориентация : угловая ориентация арматурного стержня (в градусах) относительно 1-го направления базовой ориентации арматурного стержня.
Положение (не применимо к мембране/поверхности): положение в направлении толщины оболочки, измеренное от средней поверхности оболочки.
Задание геометрии арматурного стержня
Мы всегда определяем геометрию арматурного стержня относительно локальной системы координат. Геометрия арматурного стержня Abaqus может быть постоянной или изменяться в зависимости от радиального положения в цилиндрической системе координат. В каждом случае необходимо указать расстояние s и угловую ориентацию α арматурного стержня по отношению к этой локальной системе.
Выход для арматурных элементов
Abaqus/CAE поддерживает визуализацию ориентаций слоев арматуры и результатов в слоях арматуры. Вывод переменных, таких как напряжения и деформации в точках интеграции арматурных стержней, доступен послойно. Не забудьте запросить выходные данные для арматурных стержней при определении шага:
Использование слоев арматуры в твердотельных элементах
указать слои арматуры
Чтобы позже использовать слои арматуры Abaqus для твердотельных элементов, сначала мы указываем либо мембрану , либо поверхность элементов со слоями арматуры.
2. Встраивание структурных элементов в твердотельные элементы
Затем мы используем зависимость встроенного элемента для усиления твердотельных элементов. В этом методе мы произвольно внедряем либо поверхностных , либо мембранных элементов, армированных слоями арматуры, в твердые основные элементы, так что две сетки не обязательно должны совпадать. Используйте Встроенная область Ограничение для выполнения:
При выборе всей модели , Abaqus ищет элементы, находящиеся поблизости от встроенных элементов, для элементов, содержащих встроенные узлы. После этого встроенные узлы ограничиваются откликом этих узловых элементов. Чтобы определенные элементы не ограничивали встроенные узлы, вы можете определить набор основных элементов ( Select Region ).
Как изучить Abaqus по темам гражданского строительства?
Если вы студент-строитель или исследователь в области проектирования конструкций, вы можете столкнуться с некоторыми проблемами в области моделирования бетона, когезионного моделирования, моделирования композитной и FRP арматуры, моделирования пластичности повреждений бетона или моделирования пластичных повреждений и так далее. Как вы знаете, программное обеспечение Abaqus имеет множество возможностей для моделирования всех вышеперечисленных тем, но создать правильную модель немного сложно. Вы можете изучить все связанные темы в разделе « Abaqus для начинающих | Учебник Abaqus для инженеров-строителей ».
Время викторины!
Арматурные элементы можно встраивать непосредственно в сплошные элементы. (Верно/Ложно)
Объем слоя арматуры вычитается из объема добавляемого элемента. (Верно/Ложно)
Abaqus/CAE поддерживает визуализацию результатов в слоях арматуры. (Верно/Ложно)
Мы должны определить положение арматурных стержней в направлении толщины для элементов оболочки/мембраны (Истина/Ложь)
Арматурный стержень может иметь свойства материала, отличные от свойств нижележащего элемента. (Верно/Ложно)
Геометрия арматурного стержня может изменяться в зависимости от положения окружности в цилиндрической системе координат. (Верно/Ложно)
Напряжения и деформации в точках интеграции арматуры доступны в результатах по умолчанию. (Верно/Ложно)
Было бы полезно ознакомиться с документацией Abaqus , чтобы понять, насколько трудно начать моделирование Abaqus без каких-либо Учебник Abaqus .
Очень хочется услышать от Вас…
Есть сложности или другие вопросы? Не стесняйтесь комментировать здесь…
Вы также можете отправлять любые новые вопросы со страницы Вопросы и ответы . Просто найдите эту синюю кнопку «Задать вопрос» в правом верхнем углу…
Наслоение стержней и другие улучшения в наборах арматуры
Перейти к основному содержанию
Дом
Tekla Structures
Обновление до этой версии
Примечания к выпуску Tekla Structures 2020
Расслоение стержней и другие улучшения в наборах арматуры
Текла Структуры
2020
Текла Структурс
Tekla Structures 2020 содержит множество новых функций и улучшений, связанных с наборами арматуры. За Например, были улучшены команды создания наборов арматуры и многослойности стержней.
Tekla Structures 2020 представляет новую команду для создания наборов арматуры, Создавайте арматурные стержни по направляющим. Эта команда полезна, когда вы хотите создать стержни наборов арматуры в несколько граней бетонной детали или объекта заливки и хотите добавить несколько ориентиры одновременно. Сначала выберите одну или несколько граней, а затем выберите точек для определения одного или нескольких положений направляющих.
Команда Набор арматуры > Создать плоские арматурные стержни на вкладке Бетон теперь называется Создать арматурные стержни по граням.
При армировании всех граней объекта с помощью этой команды и параметра ориентация полосы теперь определяются краем лица объекта, который находится ближе всего к мыши указатель. Опция создает бары параллельно краю, а вариант перпендикулярно краю край.
На видах модели панель набора арматуры номера слоев теперь отображаются на каждой грани ноги, когда вы устанавливаете грани ноги отображаются и выберите стержни набора арматуры.
Следующие новые параметры можно использовать для настройки порядка расположения стержней набора арматуры. слои. Эти параметры доступны на контекстной панели инструментов для выбранного арматурного стержня. набор или лицо ноги.
Нажмите чтобы переместить полосы на самый внешний слой.
Нажмите, чтобы переместить бары один слой наружу.
Нажмите, чтобы переместить бары один слой внутрь.
Нажмите чтобы переместить полосы на самый внутренний слой.
В арматуре задать свойства и свойства грани набора арматурных стержней, Порядковый номер слоя изменен на Слой цифры и кнопки со стрелками были удалены.
При создании набора арматуры его Номер слоя установлен на Авто. Номер слоя также возвращается к отображению Авто после изменения набора арматуры путем ввода нового номер слоя.
Имеются новые настройки слоя столбцов для наборы арматуры в диалоговом окне «Параметры» и в атрибуты.
Использовать слой префиксы на обложках и в локациях вкладка в Файл > Настройки > Параметры > Арматурный стержень установлен для определения префиксов по умолчанию для слоев стержней на разных гранях бетонных деталей. Например, вы можете использовать префикс T для верхних стержней и B для нижних стержней.
Вы можете определить префиксы для граней, использующих глобальную систему координат или локальную координату каждой детали система.
Используйте Поле ссылок, если вы хотите определить другой слой префикс для стержней с четырьмя и более опорами, например закрытых стремена.
Использовать слой префикс и номер слоя в определяемые пользователем атрибуты наборов арматуры и модификаторы свойств, если вам нужно переопределить вышеуказанные настройки префикса, определенные в диалоговое окно «Параметры» или номера слоев конкретных наборы арматуры, поверхности участков или стержни.
Следующие новые атрибуты шаблона доступны для создания отчетов о слоях стержней набора арматуры:
СЛОЙ
СЛОЙ_ПРЕФИКС
НОМЕР_СЛОЯ
Используйте эти атрибуты шаблона с расширенный параметр XS_REBARSET_REBAR_LAYER_FORMAT_STRING, чтобы определить, как слой стержня набора арматуры информация представлена в отчетах и рисунках.
Добавьте в чертежи новый элемент метки Слой по меткам армирования стержней набора арматуры и/или стержня группы для отображения информации о слоях столбцов.
Вы также можете фильтровать стержни наборов арматуры на основе информации о слое. Свойство Layer теперь доступны для правил фильтрации категории Арматурный стержень.
Теперь вы можете определить защитный слой бетона для наборов арматуры. в бетонных деталях, используя глобальную систему координат или локальную координату каждой детали система.
Чтобы изменить бетон по умолчанию Толщина защитного слоя арматуры задается в модели, перейдите в установить параметры в диалоговом окне «Параметры» и используйте новую вкладку Обложки и местоположения, чтобы определить значения толщины защитного слоя бетона в различных системах координат и при грани разных деталей.
Сменить бетонное покрытие толщины наборов арматуры в выбранной бетонной детали, выполните одно из далее:
Затем выберите систему координат: Глобальная или Местный. Соответствующее (глобальное или локальное) значение по умолчанию значения толщины защитного слоя бетона из опций диалоговое окно будет использоваться для детали. Если вы выберете пустой вариант, будут использоваться глобальные значения.
Если вы хотите переопределить значение по умолчанию на любой грани детали, введите новые значения в полях ниже Система координат.
Теперь вы можете создать новый арматурный стержень поставить ногу грани на основе их угловых точек.
Выберите арматурный стержень установлен.
Переключить режим выбора на .
На контекстной вкладке на ленте щелкните Добавить грань ноги.
Выберите точки для укажите углы лица ноги.
Щелкните средней кнопкой мыши кнопку, чтобы закончить выбор точек и создать поверхность ноги.
При копировании или перемещении арматурного стержня установить грани ног, стержни теперь автоматически переворачиваются в сторону лицо ноги, которое имеет бетон.
Команда «Добавить грань ноги» теперь создает только одну грань ноги за раз на более сложных поверхности. Например, на криволинейных треугольных поверхностях несколько сторон больше не создаются сразу.
Опция Включить лицо ноги вращение было удалено из контекстной панели инструментов для ноги лица.
В средней школе направляющие свойства, если установлено значение «Наследовать от первичного» на Да, теперь вы можете изменить Пуск значения смещения и конечного смещения. Значения интервалов и длины зон автоматически масштабируются в соответствии с коэффициентом вторичной направляющей длины до основной длины направляющей.
Сталь представляет собой сплав, основными элементами которого являются железо и углерод.Его массовая доля теоретически не превышает 2,14% (на практике – не более 1,5%). В состав также входят постоянные и случайные примеси, оказывающие различное влияние на качество материала (сера, фосфор, марганец, кремний), могут добавляться другие элементы.
Сталь производят переработкой передельного чугуна и лома. Во время этого процесса снижается содержание углерода и ненужных примесей, вводятся необходимые дополнительные компоненты, обеспечивающие требуемые свойства материала.
Виды сталей и их классификация
Черная металлургия производит множество видов стали с различными характеристиками, материалы классифицируют по способу производства,химическому составу, назначению, качеству, степени раскисления, структуре.
По способу производства
Свойства стального сплава во многом зависят от технологии изготовления. Традиционный способ переплавки передельного чугуна и лома – ведение процесса в мартеновских печах, основными недостатками которых были длительность плавки и значительные выбросы в атмосферу вредных веществ. Постепенно мартены заменялись кислородными конвертерами и электропечами. Высококачественные легированные стальные сплавы получают только по технологии электрошлаковой переплавки.
По химическому составу
По химсоставу стали разделяют на углеродистые, применяемые в стандартных эксплуатационных условиях, и легированные, используемые при высоких температурах и/или в агрессивных средах. Углеродистые и легированныестали классифицируют по содержанию углерода на следующие типы:
низкоуглеродистые – содержат менее 0,3%C;
среднеуглеродистые – содержание C в интервале 0,3-0,7%;
высокоуглеродистые – доля углерода превышает 0,7%.
Процентное содержание существенно влияет на технические характеристики как легированных, так и нелегированных стальных сплавов. Чем оно больше, тем выше твердость и хрупкость материала, тем хуже обрабатываемость резанием, свариваемость, способность к деформированию. Для холодной штамповки изделий сложной формы выбирают сплавы, в которых содержание Cне превышает 1%. Низкоуглеродистые стали свариваются без ограничений, то есть не требуют предварительного подогрева и особых условий охлаждения. При сварке средне- и высокоуглеродистых сплавов во избежание трещинообразования применяют дополнительные технологические операции.
Углеродистые стали содержат железо, углерод, постоянные и случайные примеси; легированные, помимо этих компонентов, – добавки, обеспечивающие требуемые технические характеристики. Распространенные легирующие элементы и их действие:
Хром (Cr). Дешевый и распространенный элемент, введение которого в состав стальных сплавов повышает их прочность, твердость и прокаливаемость. При содержании в количестве 13% и более повышают коррозионную стойкость материала.
Никель (Ni). Дефицитнаядобавка, вводимая обычно в количестве не более 5%. Часто используется в коррозионностойких сталях совместно с хромом. Служит для снижения порога хладноломкости, обеспечения прочности и ударной вязкости. Обеспечивает малый линейный и объемный коэффициент термического расширения. В настоящее время уделяется внимание разработке безникелевых коррозионностойких марок.
Молибден (Mo) и вольфрам (W). Дорогостоящие лигатуры, применяемые при производстве быстрорежущих сталей для повышения их теплостойкости. Эти элементы увеличивают красностойкость, износостойкость, ударную вязкость.
Марганец (Mn). В количестве до 0,6% является постоянной примесью. При искусственном повышении процентного содержания марганец выполняет функции более дешевой альтернативы никеля. Он повышает ударную вязкость, износостойкость и твердость при сохранении хорошей пластичности. Mn связывает серу и, тем самым, нейтрализует ее негативное воздействие на качество материала. Минус марганца – повышение чувствительности сплава к перегреву.
Кремний (Si). Как и марганец, является постоянной примесьюв количестве до 0,4 %. Искусственное повышение его содержания позволяет повысить упругость и прочность материала. Высокий процент Si сообщает сплаву особые свойства, необходимые в электротехнической индустрии, при производстве рессорно-пружинных, кислото- и окалиностойких марок.
Титан (Ti). Обеспечивает комплекс ценных эксплуатационных характеристик – прочности, твердости и пластичности, повышает теплостойкость материала.
Классификация легированных марок стали по количеству легирующих добавок:
низколегированные – до 5%;
легированные – 5-10%;
высоколегированные – выше 10%.
По назначению
По областям применения все марки стали условно разделяют на следующие виды:
Конструкционные.Наиболее обширная категория, используемая в строительстве при создании сварных металлоконструкций, в машиностроении, для сооружения сетей инженерных коммуникаций. К ней относятся – стали обыкновенного качества, качественные углеродистые, низко- и среднелегированные марки. Конструкционные стальные сплавыподвергаются различным видам термической (ТО) и химико-термической обработки (ХТО).
Инструментальные. Используются при производстве режущего, измерительного, штамповочного инструмента. К ним предъявляются высокие требования по прокаливаемости, способности сохранять прочность и износостойкость при нагреве.
Специального назначения. Это конструкционные легированные сплавы с особыми свойствами –кислотостойкие, жаростойкие, жаропрочные, с высоким электросопротивлением.
Таблица условных обозначений химических элементов в маркировке
Наименование элемент
Условное обозначение
Наименование элемента
Условноеобозначение
Хром
Х
Азот
А
Кремний
С
Никель
Н
Титан
Т
Кобальт
К
Медь
Д
Молибден
Мо
Вольфрам
В
Алюминий
Ю
Ванадий
Ф
Марганец
Г
По качеству
Качество – это совокупность характеристик, которые определяются особенностями производства, составом сырья, дополнительными технологическими приемами. Категории качества:
Обыкновенного качества. К этой группе относятся только нелегированные марки. Количество серы не превышает 0,06%, фосфора – 0,07%.
Качественные. Бывают нелегированными и легированными. S – не более 0,04%, P – до 0,04%.
Высококачественные – нелегированные и легированные. Количество серы до 0,02%, фосфора – 0,03%.
Особовысококачественные. Это легированные марки, полученные способами электрошлакового или электродугового переплава, содержат минимально возможное количество вредных примесей: серы – не более 0,15%, фосфора – до 0,025%.
По степени раскисления
Раскисление – это операция, при которой из сплава удаляется кислород, вызывающий его хрупкое разрушение при высокотемпературных деформациях. Элементы, используемые для раскисления: алюминий, марганец, кремний.Классификация марок стали по степени раскисления, влияющей на технологические свойства материала:
Кипящие. По мере твердения выделяются газы, создающие имитацию кипения состава. Для раскисления в этом случае используется марганец. Обычно к этой категории относятся малоуглеродистые марки. Их выгружают из печи практически сразу после внесения раскислителей. В отдельных случаях расплав раскисляют в ковше. Из кипящих сплавов производят прокат крупного сечения, который затем переплавляют на материал более высокого качества или подвергают горячей деформации для получения проката меньших размеров сечения.
Полуспокойные. Бывают только углеродистыми. Отличаются хорошей ковкостью. Для раскисления используются марганец и алюминий.
Спокойные. Качественные легированные марки производят только спокойными. Для раскисления применяют марганец, кремний, алюминий. Кислород в этих сплавах практически весь связывается раскислителями, образовавшимися в результате окислительных реакций,поднимается наверх и удаляется вместе со шлаком. Расплав охлаждается и не сопровождается выделением газов.
По структуре
Структурная форма стали зависит от химического состава, способа производства, дополнительных технологических операций. Различают структуру материала в отожженном и нормализованном состояниях. В отожженном состоянии возможно 6 типов структуры:
Доэвтектоидная. В структуре имеются феррит и перлит, который является смесью двух фаз – феррита и цементита (или карбидов). К ферритному классу относятся все углеродистые и низколегированные стальные сплавы.
Эвтектоидная. Перлитная структура обеспечивает хорошую обрабатываемость стального сплава. Ее дисперсные виды – троостит и сорбит.
Заэвтектоидная. Перлит и цементит, который является представителем фаз внедрения.
Ледебуритная. Первичный ледебурит (эвтектическая смесь перлита и цементита).
Аустенитная. Это твердые растворы, пересыщенные углеродом. Сплавы этого класса образуются при высоких концентрациях хрома, никеля и марганца. Они отличаются высоким уровнем ударной вязкости.
Ферритная. Представляет собой твердые растворы, слабо насыщенные углеродом.
Углеродистые стали могут иметь структуру одного из трех первых классов, легированные – всех шести. После нормализации возможны 4 структурных состояния: ферритное, перлитное, аустенитное и мартенситное. Мартенситная структура, присущая средне- и высоколегированным сталям, характеризуется высокими прочностными характеристиками и мелкозернистостью.
Принципы классификации и маркировки стали по российской системе
В России используются буквенно-цифровые маркировки, конкретный тип которых зависит от качества сплава.
Стали обыкновенного качества обозначаются буквами ст, после которых указывается индекс марки (0-6) и уровень раскисления. Сп – спокойные, пс – полуспокойные, кп – кипящие. Впереди может стоять буква А (сплав обладает гарантированными механическими параметрами, часто его на ставят), Б– гарантированным химсоставом, В – с гарантированными механическими характеристиками и химсоставом. Пример: Ст3 – сталь обыкновенного качества с гарантированными механическими свойствами и условный индекс 3, для которого содержание углерода составляет 0,14-0,22%.
В качественных сталях буквы вначале маркировки отсутствуют. Количество углерода указывается в сотых долях процента. В конце ставится уровень раскисления. Пример: 08кп. Содержание углерода – 0,08%.
Качественные инструментальные стали в начале маркировки имеют букву У, далее следует количество C в сотых долях процента. В конце обозначения высококачественного сплава ставится буква А. Например, маркировка У7А расшифровывается как высококачественная углеродистая сталь с содержанием углерода 0,07%.
В быстрорежущих сталях маркировка начинается с буквы Р, после которой указывается количество вольфрама в процентах. Например, Р17 – быстрорежущий сплав, содержащий 17% W.
В конструкционных легированных сталях содержание углерода проставляется в сотых долях процента. Далее указывается условное обозначение элементов и их содержание в процентах. Пример: 12Х18Н10Т. Такая сталь содержит 0,12% углерода, хрома – 18%, никеля – 10%, титана – примерно 1%.
Как расшифровать марку стали в европейской и американской системах
Для коррозионностойких сталей в Европе и Америке часто используют систему маркировки AISI. Она предусматривает наличие трех цифр, одной или нескольких букв. Первая цифра в маркировке металла обозначает класс стали. Следующие две цифры соответствуют порядковому номеру сплава в группе. Значение букв, используемых в маркировке стальных сплавов:
содержание углерода менее 0,03%;
содержание Св пределах 0,03-0,08%;
сплав содержит азот;
малоуглеродистые стали, содержащие азот;
высокая концентрация серы и фосфора;
содержится селен, B – кремний, Cu – медь.
В США могут применяться и другие системы маркировки. В Европе существует система, во многом похожая на российскую систему маркировки. Содержание углерода указывается в сотых процента. Отличия заключаются в том, что сначала идет перечисление легирующих элементов, а затем в том же порядке следует их процентное содержание, лигатуры указываются в соответствии с таблицей Менделеева. Если какой-то элемент присутствует в количестве более 5%, то перед маркировкой ставится буква X. Например: X5CrNi18-10. В этой стали содержится 0,05% углерода, 18% хрома и 10% никеля.
Таблица обозначений легированных сталей в разных системах маркировки
Стандарт США ASTM A240
Европейские стандарты EN10088-2 и EN 10095
Российский стандарт ГОСТ 5632-2014
Химический состав, %
C max
Cr
Ni
Mo
Ti
Аустенитный класс
Коррозионностойкие
AISI304
1. 4301
12Х18Н9
0,07
17-19
8-10
AISI 304DDQ
1.4301
08Х18Н10
0,07
17-19
9-10
AISI 304L
1.4307
04Х18Н10
0,03
18-19
8-10
AISI 316
1.4401
03Х17Н14М2
0,03
16,5-18,5
10-13
2-2,5
AISI 316L
1. 4432
03Х17Н14М3
0,03
16,5-18,5
10,5-13
2,5-3
AISI 316Ti
1.4571
08Х17Н13М2Т
0,08
16,5-18,5
10,5-13,5
2-2,5
5*C-0,7
AISI 321
1.4541
12Х18Н10Т
0,08
17-19
9-12
5*C-0,7
Жаростойкие и жаропрочные
AISI 309S
1. 4833
20Х23Н13
0,15
22-24
12-14
AISI 310 S
1.4845
20Х23Н18
0,10
24-26
19-22
Ферритный класс
Коррозионностойкие стальные сплавы
AISI 410S
1.4000
08Х13
0,08
12-14
AISI 430
1. 4016
12Х18
0,12
16-18
AISI 430Ti
1.4510
08Х17Т
0,08
16-18
До 0,8
AISI 409
1.4512
08Х13
0,08
0,5-11,75
Мартенситный класс
Коррозионностойкие стальные сплавы
AISI 410
1.4006
12Х13
0,08-0,15
11,5-13,5
AISI 420L
1. 4021
20Х13
0,16-0,25
12-14
AISI 420
1.4028
30Х13
0,26-0,35
12-14
AISI 420
1.4031
40Х13
0,36-0,42
12,5-14,5
AISI 420
1.4034
45х13
0,43-0,5
12,5-14,5
Другие статьи:
Закалка стали Отпуск стали Состав и свойства стали
Маркировка сталей, как в ней разобраться
Аналоги наиболее популярных марок сталей
Химсостав, %
Маркировка марок сталей
Наличие широкого сортамента выпускаемых сталей и сплавов, изготавливаемых в различных странах, обусловило необходимость их идентификации, однако, до настоящего времени не существует единой системы маркировки сталей и сплавов, что создает определенные трудности для металлоторговли.
В связи с этим существуют разночтения, приводящие к ошибкам в заказах и как следствие нарушения качества изделий.
В России и странах СНГ принята буквенно-цифровая система, согласно которой цифрами обозначается содержание элементов стали, а буквами — наименование элементов. Буквенные обозначения применяются также для указания способа раскисления стали: «КП — кипящая сталь, ПС — полуспокойная сталь, СП — спокойная сталь».
Существуют определенные особенности обозначения для разных групп сталей конструкционных, строительных, инструментальных, нержавеющих и др. Общими для всех обозначениями являются буквенные обозначения легирующих элементов: Н — никель, Х — хром, К — кобальт, М — молибден, В — вольфрам, Т — титан, Д — медь, Г — марганец, С — кремний.
Конструкционные стали обыкновенного качества нелегированные (ГОСТ 380-94) обозначают буквами СТ., например СТ. 3. Цифра, стоящая после букв, условно обозначает процентное содержание углерода стали.
Конструкционные нелегированные качественные стали (ГОСТ 1050-88) обозначают двузначным числом, указывающим на среднее содержание углерода (например, СТ. 10).
Качественные стали для производства котлов и сосудов высокого давления согласно (ГОСТ 5520-79) обозначают как конструкционные нелегированные стали, но с добавлением буквы К (например, 20К).
Конструкционные легированные стали, согласно ГОСТ 4543-71, обозначают буквами и цифрами. Цифры после каждой буквы обозначают примерное содержание соответствующего элемента, однако при содержании легирующего элемента менее 1,5% цифра после соответствующей буквы не ставится. Качественные дополнительные показатели пониженное содержание примесей типа серы и фосфата обозначаются буквой — А или Ш, в конце обозначения, например (12 Х НЗА, 18ХГ-Ш) и т. п.
Литейные конструкционные стали, согласно ГОСТ 977-88, обозначаются как качественные и легированные, но в конце наименования ставят букву Л.
Стали строительные, согласно ГОСТ 27772-88, обозначают буквой С и цифрами, соответствующими минимальному пределу текучести стали. Дополнительно применяют обозначения: Т — термоупрочненный прокат, К — повышенная коррозионная стойкость, (например, С 345 Т, С 390 К и т. п.). Аналогично буквой Д обозначают повышенное содержание меди.
Стали подшипниковые, согласно ГОСТ 801-78, обозначаются также как и легированные, но с буквой Ш в конце наименования. Следует заметить, что для сталей электрошлакового переплава буква Ш обозначается через тире, (например, ШХ 15, ШХ4-Ш).
Стали инструментальные нелегированные, согласно ГОСТ 1435-90 делят на качественные, обозначаемые буквой У и цифрой, указывающей среднее содержание углерода (например, У7, У8, У10) и высококачественные, обозначаемые дополнительной буквой А в конце наименования (например, У8А) или дополнительной буквой Г, указывающей на дополнительное увеличение содержания марганца (например, У8ГА).
Стали инструментальные легированные, согласно ГОСТ 5950-73, обозначаются также как и конструкционные легированные (например, 4Х2В5МФ и т. п.)
Стали быстрорежущие в своем обозначении имеют букву Р (с этого начинается обозначение стали), затем следует цифра, указывающая среднее содержание вольфрама, а затем буквы и цифры, определяющие массовое содержание элементов. Не указывают содержание хрома, т. к. оно составляет стабильно около 4% во всех быстрорежущих сталях и углерода, т. к. последнее всегда пропорционально содержанию ванадия. Следует заметить, что если содержание ванадия превышает 2,5%, буква Ф и цифра указываются, (например, стали Р6М5 и Р6 М5Ф3).
Стали нержавеющие стандартные, согласно ГОСТ 5632-72, маркируют буквами и цифрами по принципу, принятому для конструкционных легированных сталей (например, 08Х18Н10Т или 16Х18Н12С4ТЮЛ).
Стали нержавеющие, нестандартные опытных партий обозначали буквами — индексами завода производителя и порядковыми номерами. Буквы ЭИ, ЭП, или ЭК присваивают сталям, впервые выплавленным заводом «Электросталь», ЧС — сталям выплавки Челябинского завода «Мечел», например, ЭИ-435, ЧС-43 и др.
Для обозначения способа выплавки доводки названия ряда сталей дополняют буквами (например, 13Х18Н10-ВИ), что означает вакуумно- индукционная выплавка.
Европейская система обозначений стали регламентирована стандартом EN 100 27. Первая часть этого стандарта определяет порядок наименования сталей, а вторая часть регламентирует присвоение сталям порядковых номеров.
В Японии наименование марок стали, как правило, состоит из нескольких букв и цифр. Буквенное обозначение определяет группу, к которой относится данная сталь, а цифры — её порядковый номер в группе и свойство.
В США существует несколько систем обозначения металлов и их сплавов. Это объясняется наличием нескольких организаций по стандартизации, к ним относятся AMS, ASME, ASTM, AWS, SAE, ACJ, ANSI, AJS. Вполне понятно, что такая маркировка требует дополнительного разъяснения и знания при торговле металлом, оформлении заказов и т.п.
Какие бывают марки стали?
Большинство людей думают, что сталь — это просто заранее заданная комбинация железа и углерода, но знаете ли вы, что существует более 3500 различных марок стали? Вы можете определить марку стали, измерив количество углерода, другие содержащиеся в ней сплавы и способ ее обработки производителем.
Четыре типа стали
Власти классифицируют и классифицируют типы стали по четырем группам: углеродистая, легированная, нержавеющая и инструментальная. Так из чего сделаны эти разные типы стали и для чего они используются?
Углеродистая сталь
Углеродистая сталь содержит только следовые количества элементов помимо углерода и железа. Эта группа является самой популярной из четырех марок стали и на ее долю приходится 90% производства стали.
Углеродистая сталь подразделяется на три основные подгруппы в зависимости от содержания углерода в металле: низкоуглеродистая/мягкая сталь (до 0,3% углерода), среднеуглеродистая сталь (0,3–0,6% углерода) и высокоуглеродистая сталь (более 0,6% углерода).
Компании часто производят эти стали в больших количествах, поскольку они дешевы в производстве и достаточно прочны, чтобы их можно было использовать в крупномасштабном строительстве.
Легированная сталь
Легированная сталь создается путем добавления дополнительных легирующих элементов, таких как никель, медь, хром и/или алюминий. Включение этих элементов повышает прочность стали, пластичность, коррозионную стойкость и обрабатываемость.
Нержавеющие стали
Нержавеющие стали содержат 10-20% хрома в качестве легирующего элемента, а также другие элементы, такие как никель, кремний, марганец и углерод.
Эти стали обладают чрезвычайно высокой коррозионной стойкостью и безопасны для использования в наружных конструкциях, поскольку обладают повышенной способностью выдерживать неблагоприятные погодные условия. Они также широко используются в электротехнике. Нержавеющая сталь 304, например, пользуется большим спросом благодаря своей способности противостоять элементам, сохраняя при этом электрический материал в безопасности.
В то время как различные сорта нержавеющей стали, такие как нержавеющая сталь 304, используются в строительстве, в большинстве отраслей промышленности нержавеющая сталь используется из-за ее санитарных свойств. Эти стали широко используются в медицинском оборудовании, трубопроводах, режущих инструментах и оборудовании для пищевой промышленности.
Инструментальная сталь
Инструментальная сталь, как вы можете догадаться по названию, превосходно подходит для режущего и сверлильного оборудования. Секрет кроется в вольфраме, молибдене, кобальте и ванадии, которые повышают их термостойкость и общую долговечность. А поскольку они сохраняют свою форму при интенсивном использовании, они являются идеальным материалом для большинства ручных инструментов.
Какие бывают марки стали?
Системы сортировки стали дают нам возможность классифицировать типы стали на основе всех различных применений, которые отличают их друг от друга.
Например, скорость, с которой производители охлаждают сталь, может повлиять на ее прочность на молекулярном уровне. Важную роль также играет время, в течение которого они удерживают сталь при критических температурах в процессе охлаждения. На самом деле, два стальных листа с одинаковым содержанием сплава могут иметь разные марки в зависимости от процесса термообработки.
Система оценки ASTM присваивает каждому металлу буквенный префикс на основе его общей категории («A» — обозначение материалов из железа и стали), а также последовательно присваиваемый номер, соответствующий конкретным свойствам этого металла.
Система классификации SAE использует четырехзначный номер для классификации. Первые две цифры обозначают тип стали и концентрацию легирующих элементов, а последние две цифры обозначают концентрацию углерода в металле.
Стандарты классификации стали широко используются учеными, инженерами, архитекторами и государственными учреждениями для обеспечения качества и совместимости материалов. Эти стандарты обеспечивают общий язык для описания свойств стали с большой точностью и направляют производителей продукции в отношении надлежащих процедур обработки и применения.
Mead Metals делает качество
Mead Metals поставляет сталь, отвечающую самым высоким стандартам качества SAE, поэтому вы можете быть уверены, что ваш материал прочный и долговечный. Независимо от вашей отрасли или размера заказа, мы можем предоставить нужный тип стали для вашего уникального проекта. Свяжитесь с нами, чтобы получить быстрое предложение сегодня.
Система группировки основных металлов — TWI
Введение
При аттестации сварочных процедур или сварочных работ (сварщиков) образцы для испытаний подготавливаются с использованием определенного сочетания основного материала и расходных материалов. Чтобы сократить количество процедур сварки, которые должны быть аттестованы для производственных применений, нормы и стандарты предусматривают, что конкретный основной материал и присадочные материалы должны охватывать ряд других материалов, которые, как считается, обладают аналогичной свариваемостью (т. е. подвержены воздействию сварки аналогичным образом). ) или требовать аналогичных навыков для работы (квалификация сварщика). Кодексы и стандарты могут прямо указывать конкретную систему группировки материалов или ссылаться на другие кодексы и стандарты.
Нажмите здесь, чтобы посмотреть наши последние технические подкасты на YouTube .
Две наиболее часто используемые системы группировки предоставлены ISO (ссылочный стандарт ISO/TR 15608, заменивший CR 12187) и ASME/AWS (ASME Section IX, QW/QB-422, идентичный AWS B2.1). . Первый классифицирует материалы на «группы» и «подгруппы», определяемые числовым значением, в то время как второй присваивает «P-номера» (P-No, где «P» для исходного материала), как показано в Таблице 1 ниже.
Основное различие между ними заключается в том, что система ISO позволяет относить любой материал в рамках справочного стандарта к определенной группе, тогда как система ASME присваивает P-No только материалам, перечисленным в коде или имеющим тот же номер UNS, что и у перечисленных материалов (подробнее см. ниже). Конкретный случай AWS d1.1 описан в конце этой статьи о вакансиях.
Таблица 1: Сравнение групп материалов в соответствии с ISO/TR 15608 и ASME IX
Группа материалов
ИСО/ТР 15608
ASME IX, QW-422 (сварка)
ASME IX, QB-422 (пайка)
Стали
1. г – 11.г
P-№. 1 – P-номер. 15F
P-№. 101 — P-№. 103
Алюминий и алюминиевые сплавы
2x.y
P-№. 21 — P-№. 26
P-№. 104 и P-№. 105
Медь и медные сплавы
3x.y
P-№. 31 — P-№. 35
P-№. 107 и P-No. 108
Никель и никелевые сплавы
4x.y
P-№. 41 — П-№. 49
P-№. 110 — П-№. 112
Титан и титановые сплавы
5х.у
P-№. 51 — P-№. 53
P-№. 115
Цирконий и циркониевые сплавы
6x.y
P-Номер. 61 и P-No. 62
P-№. 117
Чугун
7х.у
Неприменимо
Неприменимо
Квалификационные испытания сварщика и оператора сварки (EN 287, ISO 9606 и ISO 14732)
Для квалификации сварщика ISO 9606 (который заменил EN 287) предоставляет диапазоны квалификации как для основного материала, так и для присадочного материала. Более новые версии частей ISO 9606, такие как текущий ISO 9606-1 (сварка сталей плавлением), отошли от этой философии, чтобы принять систему, аналогичную ASME IX (описанную ниже), которая рассматривает состав присадочного материала как единственный «важная» переменная, когда сварщик имеет квалификацию для группы присадочных материалов, если основной материал находится в любой группе от 1 до 11 (см. Таблицу 1).
Для операторов сварки: EN ISO 14732 относится к операторам сварочного оборудования. Поскольку навыки сварщика не проверяются, диапазон квалификации вытекает из соответствующей квалификации процедуры сварки (например, в следующем разделе).
Квалификация процедуры сварки (ISO 15610, 15611, 15612, 15613 и 15614)
Стандарты ISO обычно допускают квалификацию ряда исходных материалов на основе материала, использованного для квалификационного испытания образца. Обычно это относится к материалам в той же группе и любой более низкой подгруппе. Полный перечень всех квалификационных диапазонов приводится в стандартах (обычно в виде таблицы или матрицы). Если материал попадает в две (под) группы, он всегда считается принадлежащим к группе с меньшим номером. Широкий спектр разнородных соединений может соответствовать требованиям, но их необходимо тщательно изучить, чтобы убедиться, что стандарт допускает это.
Испытываемые материалы-наполнители обычно квалифицируют другие материалы, которые имеют такую же форму, номинальный состав, механические свойства и содержание водорода. В некоторых частях стандарта есть определенные тонкости. В некоторых случаях, например, когда требуются характеристики ударной вязкости или для гипербарической сварки, квалифицируются только расходные материалы одного и того же производителя. Это также относится к EN ISO 15610, где свойства расходных материалов должны быть гарантированы в зависимости от процедуры квалификации.
Группировка материалов (ISO/TR 15608)
Этот стандарт разделяет возможные материалы, которые можно сваривать, на набор групп, чтобы можно было аттестовать несколько различных марок с помощью одного контрольного сварного шва. Стандарт распространяется на стали, алюминиевые сплавы, медные сплавы, никелевые сплавы, титановые сплавы, циркониевые сплавы и чугуны. Большинство групп относительно легко понять, с диапазонами составов, предусмотренными для соответствующих сплавов. Группировки основаны на преднамеренном легировании компонентов без учета примесей.
Группировка стали учитывает дополнительные факторы, а именно: предел текучести сплава и его термомеханическую обработку. Это может привести к неопределенности в определении точной группы или подгруппы сплава и может потребовать рассмотрения дополнительной информации помимо состава или свойств при растяжении. Например, стали S460 могут соответствовать нескольким различным стандартам. S460M, как указано в EN 10025-4, который относится к термомеханическим прокатным сталям, относится к группе 2.1, тогда как S460N, как указано в EN 10025-3, который относится к нормализованным сталям, находится в группе 1.3.
Из-за широкого спектра доступных сплавов и различных стандартов, относящихся к ним, отнесение сплава к определенной группе в рамках ISO/TR 15608 может оказаться затруднительным. Однако существуют три стандарта, которые могут быть полезны для определения группировки интересующего материала. PD CEN ISO/TR 20172, 20173 и 20174 перечисляет множество различных марок материалов и групп, к которым они принадлежат. Эти стандарты могут быть очень полезны при определении соответствующей группы и, следовательно, диапазона квалификации.
Нормы ASME для котлов и сосудов под давлением (Раздел IX)
Спецификации материалов, которые должны использоваться в рамках ASME BPVC, приведены в Разделе II норм. Это результат сотрудничества между ASME и ASTM, которые совместно работали над подготовкой спецификаций материалов, соответствующих требованиям безопасности в области оборудования, работающего под давлением, изготовленного из черных и цветных металлов. В результате код ASME принял спецификации материалов ASTM без изменений, за исключением идентификатора «SA» (например, ASTM A516 становится SA-516).
Группировка ASME производится с использованием буквенно-цифрового обозначения P-No для основного металла и F-номеров (F-No) для присадочного материала. Эта группировка основана на сопоставимых характеристиках материала, таких как свариваемость, механические свойства и состав.
Основные металлы перечислены в таблице QW/QB-422, которая позволяет определить номер детали определенного материала в зависимости от его спецификации в соответствии с ASTM или его номера UNS. В QW/QB-422 перечислены только материалы, разрешенные для использования в конструкции компонентов, работающих под давлением, в соответствии с ASME BPVC, поэтому им можно присвоить P-No. Если металл не указан в таблице QW/QB-422, он считается «неназначенным» и не может быть сгруппирован под P-No. Если материал, не включенный в список, имеет тот же номер UNS, что и материал, указанный в списке, материал, не включенный в список, относится к тому же P-No, что и материал, указанный в списке. Этот список определяет для спецификации сварки/пайки «минимальное заданное растяжение» в качестве приемлемого значения для испытания на растяжение для аттестации процедуры сварки/пайки.
Для некоторых материалов таблица QW/QB-422 относится к назначению материалов в соответствии с критериями группировки ISO/TR 15608:2005. Этот список перекрестных ссылок предоставляется только для информации, поскольку раздел IX ASME не ссылается на эту группу как на основу для установления квалификационного диапазона квалифицированных основных металлов.
В таблице QW 424.1 приведены правила определения квалификации диапазона в зависимости от того, какой основной металл(ы) используется для квалификационного купона процедуры в соответствии с ASME BPVC, раздел IX QW-424.1. Кодекс также указывает, что группы как основного металла, так и присадочного материала не означают, что любой основной металл и расходуемый материал могут быть заменены без рассмотрения между основным и присадочным металлом.
Таблица 2 дополняет Таблицу 1 и предоставляет дополнительную информацию о типах материалов, включенных в каждый P-No.
Таблица 2: Система P-No, используемая ASME для стали
P-No
Материал
1
Углеродистая сталь, Максимум C, 0,030%, Si, 0,60%; Mn, 1,70%; с, 0,045%; Р, 0,045 % Другие отдельные элементы, не более 0,30 % Сумма всех других элементов, не более 0,80 %
2
Кованое железо
3
Номинальное содержание легированной стали 1/2% Mo и/или Cr
Номинальная легированная сталь 2-1/4 и 3% Cr, 1% Mo
5Б
Номинальное содержание легированной стали от 5 до 10 % Cr, 1 Mo
5С
Все металлы 5A и 5B термообработаны
6
Мартенситная нержавеющая сталь
7
Ферритная нержавеющая сталь
8
Аустенитная нержавеющая сталь
9А
2 % никелевая легированная сталь
9Б
Сталь, легированная 3,5% никеля
9С
4,5% никелевая легированная сталь 8% и 9% Ni
10А
Различные низколегированные стали*
10Б
10С
11
Низколегированная сталь, закаленная и отпущенная
15
Ферритные стали с повышенным сопротивлением ползучести
*Включает углеродистые стали и низколегированные стали, свариваемость которых отличается от обычных углеродистых сталей или которые обладают уникальными свойствами, не подпадающими под существующие артикулы
Система AWS перечислены в таблице 3.
1 AWS D1.1 в соответствии со спецификацией ASTM. Как основные материалы, так и расходные материалы также классифицируются по четырем группам в таблице 3.2 AWS D1.1 в зависимости от их классификации AWS и прочности, чтобы дать рекомендации по согласованию прочности с основным металлом в случае предварительно аттестованных процедур сварки. В соответствии с таблицей 4.8 все материалы, не указанные в списке, должны быть аттестованы в соответствии с пунктом 4 аттестации процедуры сварки AWS D1.1.
В случае процедур сварки, прошедших предварительную квалификацию, можно использовать только материалы, перечисленные в четырех группах таблицы 3.1 AWS D1.1. В Таблице 4.8 указано, что повторная квалификация будет необходима, если выбранный материал не попадает в квалификационный диапазон. Использование неперечисленных неблагородных металлов ограничено одобрением.
Для получения дополнительной информации свяжитесь с нами.
Ссылки
ISO/TR 15608L: Сварка. Руководство по системе группирования металлических материалов, 2013 г.
BS EN 287: Квалификационные испытания сварщиков. Сварка плавлением. Часть 1: Стали * Остается актуальной, 2011 г.
BS EN ISO 9606 : Квалификационные испытания сварщиков. Сварка плавлением. Часть 1: Стали. ПОПРАВКА: 31 января 2014 г.; КОРРЕКЦИЯ: 29 февраля 2016 г.
BS EN 14732 : Сварочный персонал. Квалификационные испытания операторов и наладчиков сварки для механизированной и автоматической сварки металлических материалов; 2013
BS EN 288 : Спецификация и утверждение процедур сварки металлических материалов, часть 1: Общие правила сварки плавлением — AMD 9734: ноябрь 1997 г.
BS EN ISO 15610 : Спецификация и квалификация процедур сварки металлических материалов. Квалификация на основе испытанных сварочных материалов; 2013
BS EN ISO 15611 ; Спецификация и квалификация процедур сварки металлических материалов — Квалификация на основе предыдущего опыта сварки; 2003
BS EN ISO 15612 : Спецификация и квалификация процедур сварки металлических материалов. Квалификация путем принятия стандартной процедуры сварки; 2004
BS EN ISO 15613 : Спецификация и квалификация процедур сварки металлических материалов. Квалификация на основе предпроизводственных сварочных испытаний; 2004
BS EN ISO 15614 : Спецификация и квалификация процедур сварки металлических материалов. Проверка процедуры сварки. Часть 1. Дуговая и газовая сварка сталей и дуговая сварка никеля и никелевых сплавов. AMD: 30 апреля 2008 г.; AMD: 30 апреля 2012 г.
PD CEN ISO/TR 20172: Сварка. Системы группировки материалов. Европейские материалы; 2009 г.
PD CEN ISO/TR 20173: Сварка. Системы группировки материалов. Американские материалы; 2009
PD CEN ISO/TR 20174: Сварка. Системы группирования материалов. Японские материалы. ИСПОЛНЕНИЕ: 31 июля 2011 г.
ASME BPVC IX: Квалификационный стандарт для процедур сварки, пайки и пайки, сварщиков, пайки и операторов сварки, пайки и пайки – квалификация сварки, пайки и пайки, 2009 г.
АО «Гибкие Трубопроводы» — завод по производству металлорукавов высокого давления
Завод-производитель металлорукава высокого давления
Каталог
Завод-производитель металлорукава высокого давления
Каталог
Производство
Производственная база предприятия
Завод по изготовлению металлорукавов высокого давления расположен в динамично развивающейся промышленной зоне Уфимского района и включает в себя основной цех, площадью 1500 кв. м, а также ряд вспомогательных производственных помещений. Вся производственная база предприятия сертифицирована по ISO 9001:2015
ГАРАНТИЯ КАЧЕСТВА
МЕТАЛЛОРУКАВА ЗАВОДСКОГОПРОИЗВОДСТВА
Фабричное производство
Изготовление металлорукава производится на новейшей производственной линии.
Отсрочка платежа
для постоянных клиентов. Для новых заказчиков — предоплата до 50% в зависимости от объема.
Доставка до закачика
Доставка до терминала транспортной компании — бесплатно. Отгрузка по всей территории РФ и СНГ.
Продукция
смотрите наш каталог
Продукция
Под приварку
Фланцевые
Резьбовые
Под заказ
Увеличить Описание
Производство от 1 штуки
Под заказ
Увеличить Описание
Металлорукав под приварку
Под приварку
Увеличить Описание
Фланцевый металлорукав
Фланцевые
Увеличить Описание
Резьбовой металлорукав
Резьбовые
Увеличить Описание
Авиационные и судовые металлические шланги
Под приварку, Фланцевые, Резьбовые
Увеличить Описание
Фторопластовые рукава
Под приварку, Фланцевые, Резьбовые
НАШЕМУ КАЧЕСТВУ ДОВЕРЯЮТ
БОЛЕЕ 10 ЛЕТ РАБОТЫ. БОЛЕЕ 800 ПОТРЕБИТЕЛЕЙ.
Индивидуальный подход к каждому клиенту: от заказов на один металллорукав, до тендеров на сотни товарных позиций. Мы гарантируем ответ по вашей заявке в течении суток с момента поступления. Отвечаем на запросы по электронной почте круглосуточно 24/7.
АО «ГТ» — РАЗВИТИЕ ПРЕДПРИЯТИЯ
С НУЛЯ — ДО ОДНОГО ИЗ КРУПНЕЙШИХ ПРОИЗВОДИТЕЛЕЙ МЕТАЛЛОРУКАВОВ
2019: масштабная реконструкция производства и открытие нового цеха
2017: начато изготовление фторопластовых рукавов
2014: освоено производство гидравлических фильтров
2010: начало производства авиационных заправочных шлангов
2007: год основания предприятия «Гибкие Трубопроводы»
Отдел сбыта и бухгалтерия: г. Уфа, ул. Айская 46, оф. 23. Тел. (347) 294-17-77
ГИБКИЕ ТРУБОПРОВОДЫ ТИПА AFH » MSM Ex-Proof
Наши продукты
ГИБКИЕ ТРУБОПРОВОДЫ ТИПА AFH
ГИБКИЕ ТРУБОПРОВОДЫ ТИПА AFH
Код продукта:AFH
Взрывозащищенные спиральные шланги типа AFH изготовлены из высококачественного нержавеющего материала 304.
Два конца спиральных шлангов представляют собой самодельные сальники из нержавеющей стали.
Комбинации Male/ male или female могут быть изготовлены с помощью ex-proof трубопроводных фитингов типа M-BMM / M-BDF с фитингом male/female в стандартном производстве.
Папки
Имя файла
Размер файла
операции
AFH_ТЕХНИЧЕСКИЙ ПАСПОРТ
1515 KB
Скачать
объяснение
ГАЗ
II2G Ex e IIC Gb/ I M2
IP66 / IP67
Zone 1 — Zone 21 — Zone 2 — Zone 22
ПЫЛЬ
II2D Ex tb IIIC Db
IP66 / IP67
-20°C ÷ +80°C
IEP13 ATEX 184U
Код 50см
Код 70см
Код 100см
Размер Резьбы
Внутренний диаметр mm
Наружный диаметр mm
AFh2-50
AFh2-70
AFh2-100
1/2″
12,2
17,5
AFh3-50
AFh3-70
AFh3-100
3/4″
18,8
26,0
AFh4-50
AFh4-70
AFh4-100
1″
24,8
32,7
AFh5-50
AFh5-70
AFh5-100
1 1/4″
—
—
AFH5-50
AFH5-70
AFH5-100
1 1/2″
42,2
51,5
AFH6-50
AFH6-70
AFH6-100
2″
51,5
62,7
AFH7-50
AFH7-70
AFH7-100
2 1/2″
—
—
AFH8-50
AFH8-70
AFH8-100
3″
80,0
94,0
AFH9-50
AFH9-70
AFH9-100
4″
100,2
118,0
сопутствующие товары
гибких труб | NOV
Наша гибкая трубная продукция представляет собой проверенную, инновационную и высокопроизводительную технологию, подходящую для мелководных и глубоководных применений.
Мы поставляем гибкие трубопроводные системы для морской нефтегазовой промышленности, а также для химической и водной промышленности по всему миру. Как профессиональный и компетентный поставщик высокотехнологичных гибких трубопроводных систем, мы предлагаем комплексное решение для наших клиентов, включая нефтяные компании и подрядные организации.
Наша несвязанная гибкая трубная структура состоит из предварительно сформированных и намотанных по спирали металлических полос и армированной проволоки в сочетании с концентрическими слоями полимера, текстиля, тканевой ленты и материалов, уменьшающих трение. Фундаментальной основой проектирования гибких конструкций является спецификация API 17J и связанная с ней рекомендуемая практика API 17B, в которых излагаются стандартные отраслевые требования к проектированию, выбору материалов, производству, испытаниям, маркировке и упаковке гибкой трубы. Для каждого конкретного приложения мы также включаем и учитываем спецификацию вашего проекта, чтобы обеспечить полное соответствие и оптимальные эксплуатационные характеристики.
При проектировании и оптимизации конструкции несвязанной гибкой трубы необходимо учитывать назначение соответствующих материалов, правильную балансировку элементов конструкции трубы, геометрию и взаимодействие между слоями. Мы обеспечиваем долгий срок службы гибких труб благодаря сочетанию использования только симметричных профилей армированной брони, которые содержат абсолютный минимум остаточных напряжений после наложения на конструкцию гибкой трубы, и тщательного предварительного формирования двухслойной крестовины. намотанная растяжимая броня, состоящая из нескольких стальных проволок прямоугольного сечения.
Наши трубы разработаны в соответствии со строгими правилами, основанными на моделях условий эксплуатации. При желании их можно постоянно контролировать с помощью встроенных в конструкцию датчиков и электрических нагревательных проводов. Наши решения для скребков, продукция для трубопроводов и конструкции идеально сочетаются с нашими гибкими трубами.
Мы можем помочь вам приобрести то, что вам нужно, чтобы минимизировать время взаимодействия и улучшить логистику. Мы выбираем правильную комбинацию материалов с учетом заданных условий эксплуатации, включая химический состав транспортируемой жидкости, давление, температуру, глубину воды и ряд других факторов, влияющих на конструкцию гибкой трубы.
Каркас – Блокирующая конструкция, изготовленная из металлической полосы. Каркас предотвращает смятие внутреннего вкладыша и обеспечивает механическую защиту от инструментов скребков и абразивных частиц.
Внутренний вкладыш – Слой экструдированного полимера, обеспечивающий целостность внутренней жидкости.
Броня под давлением – Ряд конструктивных слоев, состоящих из спирально намотанной металлической проволоки С-образной формы и/или металлических полос. Слои герметизирующей брони обеспечивают устойчивость к радиальным нагрузкам.
Противоизносный слой – Неметаллические слои включены для предотвращения износа между структурными элементами.
Растяжимая броня – Ряд структурных слоев, состоящих из спирально намотанных плоских металлических проволок. Слои встречно намотаны попарно. Растяжимые слои брони обеспечивают устойчивость к нагрузкам осевого растяжения.
Наружная оболочка – экструдированный полимерный слой, который защищает элементы конструкции трубы от внешней среды и обеспечивает механическую защиту.
Изоляция – Для получения особых теплоизоляционных свойств трубы можно наносить дополнительные слои материала с низкой теплопроводностью.
Передовые технологии:
Широкие возможности обслуживания в неблагоприятных условиях
Непроницаемый для CO 2 и H 2 Коррозия на основе серы
На 30–50 % легче обычных гибких труб
Однослойный ПВДФ (непластифицированный)
XLPE – онлайн сшитый полиэтилен
Гибкая система труб DEH
Встроенный мониторинг целостности
Наши гибкие трубы предназначены для работы в:
Высоких температурах выше +150 °C
Высокое давление свыше 1000 бар
Высокодинамичная морская среда
Номинальное давление более 12 500 фунтов на кв. дюйм
Глубокие воды более 3000 м
Защита ваших данных — наш приоритет. Мы хорошо распоряжаемся вашими данными, используя передовой опыт и людей, чтобы обеспечить вам уверенность и душевное спокойствие.
Узнать больше
4 различных типа гибких трубок для подачи воды и как их выбрать
По
Аарон Стикли
Аарон Стикли
Аарон Стикли — лицензированный сантехник с 15-летним опытом работы в сфере коммерческого, нового сантехнического оборудования, обслуживания и ремонта жилых помещений. Он начал свой собственный бизнес по обслуживанию жилья и ремонту сантехники. Статьи Аарона о сантехнике на The Spruce публикуются четыре года.
Узнайте больше о The Spruce’s Редакционный процесс
Обновлено 29. 05.22
Рассмотрено
Джонатан Брюэр
Рассмотрено Джонатан Брюэр
Джонатан Брюэр — эксперт по благоустройству дома с более чем двадцатилетним профессиональным опытом работы в качестве лицензированного генерального подрядчика, специализирующегося на кухне и ванной. Он был показан в сериалах HGTV «Super Scapes», «Curb Appeal the Block», «Elbow Room», «Незваных гостях» DIY Network, «Этот старый дом» и в шоу OWN Network, получившем премию «Эмми», «Home Made Simple». Джонатан также является членом Наблюдательного совета по благоустройству дома Spruce.
Узнайте больше о The Spruce’s Наблюдательный совет
Ель / Кевин Норрис
Гибкие водопроводные трубы — это гибкие трубы, которые соединяют сантехнические приборы или приборы с основным водопроводом вашего дома. Эти гибкие трубы в значительной степени заменили жесткую медь или латунь с хромированным покрытием и изготавливаются из различных материалов, разной длины и диаметра, чтобы удовлетворить любые потребности, и легко соединяются с помощью простых гаечных ключей или плоскогубцев. Нет необходимости в изгибе трубы или компрессионных фитингах, которые могут протекать. Таким образом, практически любой домашний мастер может успешно использовать гибкие водопроводные трубы при установке нового унитаза, смесителя или другого сантехнического оборудования.
Гибкие трубки подачи воды бывают четырех основных типов с соединениями, которые обычно имеют размеры 1/4, 3/8 или 1/2 дюйма, чтобы соответствовать различным размерам труб подачи воды и наконечников приспособлений. Перед покупкой всегда полезно заглянуть под раковину или за арматуру, чтобы узнать, какая длина гибкой трубки вам понадобится, а также размер требуемых концевых фитингов. Часто на старой гибкой трубке даже есть бирка, на которой указаны длина и размер каждой концевой гайки, поэтому вам не нужно измерять или угадывать.
Ниже мы рассмотрим четыре типа гибких водопроводных труб и факторы, которые вы должны учитывать при выборе того, что лучше всего подходит для ваших нужд подключения.
Типы гибких трубок для подачи воды
Тип
Характеристики
Плюсы
Минусы
ПВХ
Твердый ПВХ-пластик, иногда армированный нейлоновой оплеткой
Наименее дорогой
Не для открытых зон
Плетеный нейлон
Сердцевина из ПВХ с внешней оболочкой из твердого нейлонового волокна
Доступная цена
Не для открытых зон
Полимерное покрытие
Сердцевина из ПВХ внутри прочной гибкой полимерно-пластиковой оболочки
Привлекательный внешний вид, очень прочный и гибкий
Несколько дороже
Оплетка из нержавеющей стали
Сердцевина из ПВХ, защищенная двухслойной оболочкой из полимерных и стальных волокон
Привлекательный внешний вид, большой длины, очень прочный
Самый дорогой
Как заменить компрессионный запорный клапан
01 из 04
Гибкие трубки из ПВХ
Ель / Кевин Норрис
Подходит для: Закрытые смесители для раковины, ванны и душа; туалеты, где трубки защищены от прямых солнечных лучей.
Прочные и долговечные гибкие трубки из ПВХ состоят из внешнего сердечника из ПВХ (поливинилхлорида), который обычно оплетен нейлоном, и внутреннего сердечника из твердого ПВХ. Этот тип гибкой трубки часто является наименее дорогим вариантом. Но хотя они дешевы, они очень гибкие, предлагая удивительную прочность и простоту использования.
Имейте в виду, что гибкие шланги из ПВХ не так устойчивы к коррозии при использовании на открытых участках — солнечный свет может ослабить материал. Они подходят для горячей и холодной воды и являются отличным и недорогим вариантом для подключения смесителя и унитаза. Эти недорогие гибкие лески из ПВХ не так прочны и долговечны, как плетеные нейлоновые или другие типы.
Совет
Даже если старые водопроводные трубы выглядят в хорошем состоянии, рекомендуется заменять их всякий раз, когда вы устанавливаете новый унитаз, смеситель или другой сантехнический прибор.
02 из 04
Плетеные нейлоновые гибкие трубки
Ель / Кевин Норрис
Подходит для: Закрытые смесители для раковины, ванны и душа; туалеты, где трубки защищены от прямых солнечных лучей.
Гибкие водопроводные трубы, изготовленные из плетеного нейлона, имеют усиленный плетеный внешний слой и внутреннюю сердцевину из твердого ПВХ. Обычно они белого цвета. Этот тип трубы подачи воды подходит для использования с линиями горячего или холодного водоснабжения. Их можно использовать для большинства приспособлений, включая смесители, туалеты и многое другое.
Нейлоновые гибкие трубки очень гибкие, поэтому их можно купить длинными и при необходимости легко закрепить петлей. Они бывают разной длины, а гайки крепления могут даже иметь барашковые рычаги, которые позволяют затягивать гайки вручную без использования гаечного ключа или плоскогубцев.
Совет
Горячая вода не подходит для пластиковых линий подачи, поэтому рекомендуется периодически проверять нейлоновые трубки, питающие краны горячей воды. У них больше шансов выйти из строя, чем у труб подачи холодной воды.
03 из 04
Гибкие трубки с полимерным покрытием
Ель / Кевин Норрис
Подходит для: Любого светильника, включая бытовую технику; подходит для открытых участков.
Гибкие трубки с полимерным покрытием также имеют внутренний сердечник из ПВХ, но внешний материал состоит из волокон с полимерным покрытием. Эти трубы очень похожи на плетеные тросы из нержавеющей стали, и, как и тросы из нержавеющей стали, они очень эффективно противостоят коррозии. Кроме того, как и плетеная сталь, они являются хорошим вариантом там, где требуется превосходный внешний вид, например, в открытых местах под унитазом или раковиной на пьедестале.
Однако, в отличие от трубок из нержавеющей стали, трубки с полимерным покрытием очень легко сгибать и образовывать петли в ситуациях, когда они слишком длинные или когда вам нужно компенсировать большое смещение между соединениями. Еще одно отличие состоит в том, что этот тип гибкой трубки дешевле, чем стальная оплетка. Как и все другие гибкие линии, они совместимы с горячей и холодной водой, поэтому их можно использовать для многих целей.
04 из 04
Гибкие трубки в оплетке из нержавеющей стали
Ель / Кевин Норрис
Подходит для: Любого светильника, включая бытовую технику; подходит для открытых участков.
Гибкие трубки из нержавеющей стали изготовлены из плетеной нержавеющей стали, окружающей внутреннюю трубку из ПВХ или нейлона. Отделка — блестящий металл с текстурой, похожей на ткань. Нержавеющая сталь снаружи отлично подходит для открытых участков не только из-за внешнего вида, но и потому, что нержавеющая сталь защищает трубки от окружающей среды, противодействуя коррозии.
Этот тип питающей трубки является гибким, но не таким гибким, как плетеные нейлоновые, ПВХ или трубки с полимерным покрытием. Гибкие трубы в оплетке из нержавеющей стали подходят как для линий горячей, так и для холодной воды. Плетеная нержавеющая сталь обычно является самым дорогим вариантом для гибких трубок подачи, но также является наиболее привлекательным и долговечным. Они также имеют большую длину, которую можно использовать для подключения посудомоечных машин, холодильников-льдогенераторов и подобных приборов, где вам нужна трубка для подачи воды с исключительной долговечностью.
Выбор гибкой трубы для подачи воды
Гибкие водопроводные трубы бывают четырех основных типов для подключения водопроводных труб к различным сантехническим приборам и приборам.
Услуга нарезка резьбы относится к процедурам, технология которых давно стандартизирована и отработана.
Это даже в домашних условиях легко сделать – если необходимо нарезать простую резьбу на пре небольших труб или болтов, то в данном случае несложно будет все выполнить вручную.
С подобной задачей за полчаса справится и один человек. Однако если за подобное же время необходимо будет нарезать резьбу на тысячах или сотнях болтов, то для этого нужна будет хорошо оснащенная и большая металлообрабатывающая компания, такая как наша.
Наши услуги по нарезанию резьбы различных типов
Наша металлообрабатывающая компания предоставляет услуги по нарезанию резьбы различных типов, в том числе и нестандартные детали из конструкционных и строительных сталей, а также цветных сплавов. На нашем заводе вы всегда можете заказать:
Нарезание конической резьбы по зарубежным и российским стандартам.
Трубной резьбы по зарубежным и российским стандартам.
Сложные виды. Нарезание на токарном станке резьбы (многозаходная, прямоугольная, трапецеидальная).
Технологии, оборудование, возможности
Услуга нарезка резьбы всех типов осуществляется на нашем заводе, на современном высокотехнологичном оборудовании с программным управлением. В нашей компании также используются резьбонарезные специализированные станки. Они дают возможность с высокой точностью и быстро осуществлять заказы по нарезанию трубной резьбы, чей диаметр достигает до 50 миллиметров, а также производить болты диаметром от 6 до 52 миллиметров.
Работа на токарном оборудовании предоставляет возможность поучить профиль, который отличается от треугольного. Наша компания также может производить шариковинтовые пары и червячные передачи. Нам для этого достаточно станки перенастроить на прямоугольный или трапецеидальный профиль. На нашем заводе нарезание трапецеидальной резьбы осуществляется самым производительным способом углубления предварительной канавки, а затем профиль обрабатывается двумя резцами.
В нашей компании не имеется изношенного или старого оборудования, из новых станков состоит наш технический парк. Гарантируется заказчику точное соблюдение срокам и соответствие допусками. Вот почему услуга нарезка резьбы в нашей компании пользуется столь высокой популярностью.
Стандарты резьбы в мире
Несколько стандартов используется в мире, поэтому довольно запутанной выглядит ситуация. Еще и тем осложняется положение, что в некоторых отраслях используются традиционно стандарты, которые не применяются в целом по России (к примеру, нефтяная отрасль). Поэтому нарезание на трубах наружной резьбы для буровой осуществляется с прочими соотношениями в сравнении с водопроводной трубой. Мы в целях лучшего понимания приведем данные, которые во всем помогут вам разобраться.
В нашей компании и в целом по России применяются следующие виды резьб:
Дюймовая коническая с углом профиля 60о ГОСТ 6111 (нарезание резьбы для воздушных, водяных, масляных и топливных трубопроводов станков и машин).
Цилиндрическая трубная ГОСТ 6357, коническая трубная ГОСТ 6211 (резьбовые конические соединения, а также нарезка на конусе наружной резьбы для соединения с цилиндрической внутренн
Метрическая, шаг и диаметр определяет ГОСТ 8724, профиль – ГОСТ 9150.
Как нарезать резьбу метчиком
Метчик – это специализированный инструмент, при помощи которого нарезается внутренняя резьба, т.е. в отверстии. Как правило, не требуется нарезка внешней резьбы, поскольку шурупы и винты уже с готовой резьбой продаются, а вот не всегда есть резьба в отверстии, поэтому мы, в первую очередь, и расскажем о нарезке внутренней резьбы. Нам также кроме метчиков понадобиться сверло. Вначале просверливаем отверстие необходимого диаметра и снимаем фаску для того, чтобы в отверстие можно было зайти метчиком. Напоминаем, что фаской именуют скос в самом начале или на торце отверстия. Для качественной и четкой резьбы нам понадобится три метчика.
Первый метчик, должен быть черновым, его применяем для начального прохода в отверстие. Черновой метчик узнать можно по риске, которая опоясывает его в верхней части метчика. Проведя вперед-назад несколько циклов, смазывая периодически черновой метчик. Двумя рисками помечается средний метчик. Также необходимо им в отверстии провести несколько циклов, после прохождения каждого цикла необходимо смазывать метчик. И, наконец, специалисты рекомендуют для окончательной отделки использовать чистовой метчик, на котором имеется уже три риски. После прохождения циклов чистовым метчиком вы получите очень четкую и полноценную резьбу.
Здесь необходимо заметить, что для того чтобы нарезать отверстия максимальным диаметром 3 миллиметра хватает и двух метчиков. Кроме того, если нарезаете вы глухое отверстие (не на всю толщину материала), не обходимо после прохождения каждого цикла, не только промазывать метчик, но и удалять опилки, которые в его канавке скапливаются при помощи тряпки.
Нарезка внешней резьбы
В данном случае нам потребуются вороток, тиски и плашка с необходимым шагом резьбы и диаметром. Берем металлический подготовленный стержень, его в исках крепко зажимаем и снимаем фаску надфилем или, к примеру, специальным бархатным напильником. Потом при помощи воротк4а на конец стержня надеваем плашку, который необходимо перед этим смазать обильно машинным маслом. Теперь на стержень навинчиваем плашку, нажимая на нее слегка.
Примерно сделав полтора оборота, отвинчиваем на пол оборота назад плашку, затем вперед снова на полтора оборота и снова немного назад до получения необходимой глубины резьбы. В процессе осуществления этой работы следите внимательно за тем, чтобы перекосов не возникало.
Как и чем нарезать резьбу на трубах?
Вопрос о том, как нарезать резьбу на трубах самостоятельно нередко возникает у хозяев домов или квартир. Ведь вызывать мастера по любому поводу не хочется, а сделать резьбу своими руками не так уж сложно, особенно если иметь необходимые инструменты и некоторые знания в этой области.
Умение нарезать резьбу пригодится при сборке металлических трубопроводов, в случае труб из ПВХ это делается при помощи специальной сварки.
Различают несколько методов нарезки:
при помощи плашки;
с применением клуппа;
используя электрический клупп.
Если требуется внутренняя резьба, то в этом случае употребляют метчик. Следует рассмотреть все методы по отдельности.
Какие инструменты потребуются
Вот перечень инструментов, которые понадобятся для самостоятельной работы:
штангенциркуль для определения размеров трубы;
клупп или набор плашек;
метчик для нарезки внутренней резьбы;
тиски или ключи для фиксации трубы;
болгарка или ножовка, если потребуется резать трубу;
смазка.
Перед началом нарезки следует предварительно зачистить конец трубы от краски и ржавчины, а также снять фаску, чтобы плашка легко двигалась. Место для резьбы, а также внутренняя поверхность плашки или клуппа обязательно смазываются машинным маслом.
Нарезка резьбы плашкой (леркой)
Плашки бывают трех видов:
круглые;
круглые разрезные;
раздвижные.
Их используют чаще всего, потому что они легки в работе и стоят недорого.
Работа выполняется в следующей последовательности:
Определяется диаметр трубы и шаг резьбы при помощи штангенциркуля;
Подбирается лерка нужного размера;
Внутренняя часть плашки и труба смазываются;
Плашку следует установить в специальный плашкодержатель;
Если производится монтаж труб, то трубу следует установить в тиски, а если производятся работы на смонтированном трубопроводе, то плашкодержатель просто одевается на конец трубы;
Нужно вращать плашкодержатель в требуемом направлении, нарезая резьбу;
Важный нюанс — сделав пару оборотов, всегда нужно повернуть инструмент обратно, этим снимается образовавшаяся стружка, если этого не делать, она повредит резьбу;
Сделав необходимое количество витков, инструмент и трубу следует очистить от смазочного вещества.
Как сделать нарезку при помощи ручного клуппа
Все выполняется в аналогичной очередности:
Определяется размер трубы, затем она и внутренняя поверхность инструмента обрабатываются смазкой;
Клупп нужного диаметра вставляется в специальный держатель, входящий в комплект инструмента;
Далее клупп устанавливается на трубу и начинается процесс нарезки;
Сделав один оборот, необходимо повернуть клупп обратно на 90о, этим самым удаляя образовавшуюся металлическую стружку.
Когда резьба готова, смазку следует тщательно удалить.
Как сделать внутреннюю резьбу
Для этого случая пользуются особым инструментом — метчиком. Причем необходимо иметь два метчика — черновой, который удаляет основное количество металлической стружки внутри трубы, и чистовой, который доводит резьбу до рабочего состояния.
Работа включает в себя следующие этапы:
Зачищается внутренняя часть трубы;
Определяется диаметр метчика и производится смазка внутренней поверхности трубы, а также самого инструмента;
Метчик вставляется в трубу и поворачивается по часовой стрелке, при этом важно следить за его направлением — оно должно быть строго параллельно трубе, а то резьба будет испорчена;
После черновой нарезки выполняется еще одна — чистовая.
Как нарезать резьбу при помощи электрического клуппа
Конечно, таким инструментом располагают не все, но, если он у вас есть, то глупо не воспользоваться возможностью сделать резьбу быстро, удобно и качественно.
Как правило, плашки для нарезки входят в комплект резьбонарезательного клуппа, поэтому работа делается без какой-либо головной боли:
Определяется размер резьбы и подбирается необходимая лерка;
Затем она вставляется в сам прибор;
Труба зажимается в специальный держатель;
Потом совсем просто — нажимается кнопка, и клупп начинает работу.
Вроде все без проблем, но данный инструмент имеет некоторые минусы.
При работе прибор очень сильно нагревается, поэтому его не рекомендуется использовать несколько раз подряд. Также он очень неудобен для нарезки резьбы труб, которые находятся непосредственно у стен.
Так что, если вам необходимо сделать всего несколько нарезок, то лучше не приобретать это дорогостоящее оборудование, а купить ручной клупп или плашку.
Нарезать резьбу на трубе своими руками совсем нетрудно, но помните, что следует соблюдать все правила безопасности.
10 лучших клиник по нитевой подтяжке PDO в Москве [Цены 2022]
ЕВРО — €
Настройки
Отображение цены ЕВРО — €
Веб-страница
Регион
Местоположение
Специальности
Процедуры
Контакт
Найдите лучшую клинику по нитевой подтяжке ПДО в Москве
MyMediTravel в настоящее время не имеет информации о ценах на процедуры PDO Thread Lift в Москве. Однако, отправив запрос, вы получите ответ от учреждения с более подробной информацией о ценах.
Индонезия предлагает лучшие цены по всему миру
Цена: 8 €
Москва, Российская Федерация
Доктор Профф
Компания «Доктор Профф», расположенная в Спиридоновском переулке, Москва, Российская Федерация, предлагает пациентам процедуры PDO Thread Lift среди 9 процедур9 доступных процедур по 1 разным специальностям. В настоящее время в «Доктор Профф» нет информации о ценах на процедуры PDO Thread Lift, так как все цены предоставляются только по запросу. Все процедуры и процедуры проводятся ведущим специалистом в больнице, и они не аккредитованы ни одним признанным аккредитационным институтом
Цена по запросу Нитевой лифтинг PDO
Посмотреть подробности и прочитать отзывы
ПОЗВОНИ СЕЙЧАС
Домашний
Российская Федерация
Москва
ПОЧЕМУ МЫ?
В MyMediTravel мы делаем лечение проще. Вы можете искать , сравнивать , обсуждать и заказывать медицинские услуги в одном месте. Мы открываем дверь лучшим поставщикам медицинских услуг по всему миру, экономя ваше время и энергию, и все это по БЕСПЛАТНО , никаких скрытых платежей и наценок не гарантируется. Так чего же ты ждешь?
Бесплатно
Лучшая цена
Самый широкий выбор
Без риска
Что нужно знать о подтяжке нитями PDO в Москве
Подтяжка нитями PDO — это косметическая процедура, при которой используются нити, изготовленные из полидиоксанона (PDO), для подтяжки и подтяжки дряблой ткани кожи. PDO представляет собой рассасывающийся полимер, прочный и гибкий для минимально инвазивной нитевой подтяжки. Лечение может решить такие проблемы, как тонкие линии, морщины, бровь, область под глазами, носо-югальные складки и носогубные складки.
Подтяжка нитями PDO обычно проводится людям, которые хотят омолодить лицо, но не хотят подвергаться инвазивным процедурам, таким как подтяжка лица.
При подтяжке нитей PDO дряблая кожа лица не удаляется хирургическим путем. Вместо этого врач-косметолог просто сшивает его части, используя нити, чтобы подвесить его. Когда нити помещаются в более глубокие слои кожи, они производят 3 основных эффекта:
Подтяжка кожи за счет сжатия жировой ткани
Мгновенный лифтинг кожи за счет механического воздействия
Обновление клеток за счет стимуляции коллагена для улучшения эластичности и текстуры кожи.
Коллаген играет жизненно важную роль в факторах старения. Это помогает сохранить нашу кожу объемной, сильной и эластичной. Таким образом, стимуляция коллагена, которую предлагает подтяжка нитями PDO, может помочь вам в борьбе со старением.
Что включает в себя процедура?
Процедура начинается с того, что врач маркирует вашу кожу для введения и направления вводимых нитей. После того, как ваша кожа будет отмечена, вам дадут местный анестетик, чтобы обезболить пораженный участок. Затем нити PDO вводятся с помощью игл с тупыми или острыми концами (известных как канюли) в различные слои кожи. Через одну и ту же точку кожи можно ввести несколько нитей. Как только нить вставлена, они фиксируют кожу и поднимают ее вверх. Затем нить освобождают и удаляют канюлю. Этот процесс можно повторять несколько раз, пока не будет достигнут желаемый результат. После завершения всего процесса вставки лишние нити обрезаются. Последним шагом является массирование нитей, чтобы убедиться, что нет ямочек и ткань гладкая.
Как долго я должен оставаться в Москве?
Подтяжка нитей PDO занимает от 15 до 30 минут. Поскольку это амбулаторная процедура, вы сможете покинуть больницу в тот же день. Вам следует остаться в Москве на несколько дней после операции, чтобы дать вашему телу время на восстановление перед поездкой.
MyMediTravel в настоящее время перечисляет 1 учреждение в Москве, предлагающее процедуры нитевой подтяжки PDO — см. выше полный список вместе с ориентировочными ценами. Цена нитевой подтяжки PDO может варьироваться в зависимости от конкретного случая и будет определяться на основе фотографий и личной оценки со специалистом. Для индивидуального расчета Нажмите здесь, чтобы отправить свои данные
Каково время восстановления?
Вы должны быть в состоянии возобновить ненапряженную деятельность в течение дня. Тем не менее, вам следует подождать как минимум неделю, прежде чем вы сможете вернуться к своему полному обычному распорядку дня. Вам нужно будет избегать напряженной деятельности, такой как физические упражнения и поднятие тяжестей, в течение 2-3 недель. Ваш врач предоставит вам подробный график восстановления, в том числе, когда вы сможете вернуться к работе.
Как насчет последующего ухода?
Вы не должны касаться или мыть лицо в течение первых 12 часов. Вам также необходимо ограничить движения лица в течение 24 часов. В течение первой недели ешьте мягкую пищу и пейте много жидкости, чтобы не слишком двигать лицом. Также рекомендуется спать на спине во время восстановления, чтобы избежать давления на лицо, которое может привести к смещению нитей. Врач даст вам рекомендации по последующему уходу.
Каков процент успеха?
Подтяжка нитями PDO — это безопасная и эффективная процедура. При выполнении квалифицированным врачом вероятность успеха, как правило, очень высока. Однако важно помнить, что результат не является постоянным. Нити рассасываются примерно через 9 месяцев после процедуры, но результаты сохраняются еще много месяцев. Если вы хотите получить стойкий результат, вам необходимо повторять процедуру каждые 6-9 месяцев.
Вы также должны быть хорошо осведомлены о рисках и побочных эффектах, прежде чем проходить процедуру. Подтяжка нитями PDO может вызвать отек, болезненность, синяки, а также небольшие складки на коже. В очень редких случаях процедура может вызвать инфекцию, образование узелков, повреждение нервов и слюнных протоков.
Существуют ли альтернативы нитевой подтяжке PDO?
Как правило, вы можете выбрать другие типы нитевого лифтинга, если хотите, например, нитевой лифтинг Silhouette Soft, который подходит для тех, кто хочет сжать кожу, чтобы добиться эффекта объема. Однако, если вы не хотите или не можете пройти процедуру нитевого лифтинга, альтернативные варианты:
.
Подтяжка лица – эта процедура рекомендуется тем, кто хочет более стойких результатов. Эта процедура является хирургической и обычно включает общий наркоз. Во время подтяжки лица хирург устраняет провисание кожи и другие проблемы через разрез.
Ultherapy — эта процедура представляет собой нехирургическую процедуру, в которой используется сфокусированный ультразвук для подтяжки, подтяжки и тонизирования дряблой кожи на шее, подбородке и надбровных дугах.
Что следует ожидать до и после процедуры
Перед подтяжкой нитями PDO у вас могут быть обвисание кожи, щеки и тонкие линии. Сразу после нитевого лифтинга PDO ваша кожа подтягивается и подтягивается. Наилучшие эффекты обычно проявляются через 1-2 месяца. Вы заметите, что текстура кожи стала лучше, стала более гладкой и упругой.
Несмотря на то, что информация, представленная здесь, была получена и проверена медицинским работником на предмет ее точности, все же рекомендуется проконсультироваться с врачом, прежде чем приступать к лечению в одном из перечисленных медицинских учреждений. Этот контент последний раз обновлялся 30.03.2022.
Нет времени?
Сообщите нам, что вы ищете, и мы сразу же свяжемся с лучшими клиниками
Рекомендуемые медицинские центры в Москве для нитевого лифтинга PDO
Как часто вы можете делать потоки PDO?
May32021
Несмотря на то, что никто не хочет показывать свой настоящий возраст, некоторые из них действительно выглядят старше из-за своего образа жизни, генетики, общего состояния здоровья и чрезмерного воздействия солнца. Большинству людей не нравится выбирать хирургическое лечение для косметических преимуществ. Но с достижениями в области эстетической медицины появилась минимально инвазивная процедура, позволяющая подтягивать и подтягивать кожу и достигать таких же захватывающих результатов. Процедура Smooth filler PDO Threads Treatment в Москве, США, подтягивает лицо, делая его более подтянутым и молодым, а результаты сохраняются более года. Но как часто вы можете использовать эти нити Smooth filler PDO?
Что такое нитевой лифтинг Smooth Filler PDO?
В связи с процессом старения произойдет снижение выработки коллагена в организме и уменьшение объема лица. Это приводит к развитию тонких линий, морщин и других факторов старения. Эта процедура, называемая подтяжкой нитями PDO с гладким наполнителем, может помочь в решении таких проблем с кожей, как морщины, тонкие линии и сделать кожу более упругой, склонной к провисанию.
Эта процедура обеспечивает полное омоложение лица и придает преображенный вид за счет омоложения лица. Подтяжка нитями PDO с гладким наполнителем предназначена для подтяжки и укрепления кожи с помощью гладких хирургических нитей, которые ранее использовались в качестве швов. Эти нити не причиняют вреда организму и могут быть введены без опасений для достижения результатов подтяжки кожи в кратчайшие сроки. Гладкие наполнители PDO Threads являются основной причиной успеха и адаптируемости этой обработки.
Несмотря на то, что нитевой лифтинг начался 20 лет назад, его можно было проводить только одним способом, что приводило к чрезмерному затягиванию. Эти традиционные нити были предназначены для фиксации в одной области и не идеально подходили для получения надлежащего косметического результата. Усовершенствованные нити Smooth filler PDO вводятся в виде сетки, обеспечивая гибкий трехмерный подъем. Это усовершенствование нитей PDO с гладким наполнителем стало причиной их популярности и успешных результатов.
Процедура:
: Эксперт по нитям проверит вашу кожу на наличие инфекции или других проблем в целевом регионе. Они предложат вам прекратить использование некоторых продуктов для кожи перед процедурой. Сюда входят отшелушивающие средства, разжижающие кровь лекарства, алкоголь, а также ограничение пребывания на солнце. Это гарантирует, что у вас будет гладкое восстановление без раздражения после лечения.
The Smooth filler PDO Процедура подтяжки нитями начинается с обезболивания целевой области. Перед началом самой процедуры эксперт отметит место лечения. Гладкие филлерные нити PDO будут вводиться в кожу в виде сетки. После того, как они помещены в кожу, начинают стимулировать выработку коллагена и дают естественные результаты. Вы не почувствуете боли из-за обезболивающего и будете сидеть в расслабленном положении.
Вы должны позаботиться о том, чтобы обработанная область была свободна от каких-либо инфекций, поскольку кожа начинает процесс заживления. Не растирайте область в течение нескольких недель и не спите на боку. Никогда не прибегайте к каким-либо экспансивным продуктам или процедурам для кожи, которые могут нарушить процесс или нити, прежде чем они должным образом растворятся под кожей. Следуйте инструкциям вашего специалиста по коже, чтобы начать регулярные процедуры по уходу за кожей.
Особенностью этого лечения является то, что оно не требует длительного времени восстановления, и вы можете сразу же вернуться к рутинной деятельности без каких-либо проблем. Вы должны беспокоиться только о том, чтобы не тереть и не напрягать целевую область в течение примерно пары недель после успешного завершения лечения.
О результатах:
Несмотря на то, что процедура Smooth filler PDO Threads является минимально инвазивной, в вашем внешнем виде будут заметны некоторые заметные изменения. Но эти изменения не будут такими радикальными, как хирургическая подтяжка лица. Опытный специалист будет работать исключительно для каждого пациента, чтобы разработать точный план лечения, обеспечивающий идеальный результат.
Они проведут процедуру, аккуратно вводя и затягивая каждую нить в зависимости от конкретного состояния кожи, проблем и других проблем старения. Преимущество этой обработки заключается в том, что после того, как нити будут помещены в кожу, их концы будут обрезаны, и их не будет видно невооруженным глазом. Они будут присутствовать в коже до тех пор, пока полностью не растворятся, придавая естественный вид.
Как долго сохраняется нитевой лифтинг PDO?
Непревзойденное преимущество этой процедуры заключается в том, что она обеспечивает мгновенный лифтинг и улучшение состояния кожи, а также оказывает долгосрочное воздействие за счет естественного образования коллагена. Это означает, что вы увидите некоторые немедленные изменения после лечения, но результаты будут продолжать улучшаться в течение примерно 6 месяцев. Фактические окончательные результаты будут различаться у каждого человека, но большинство пациентов будут наслаждаться этими результатами более года, около 18 месяцев. Специалист по коже назначит последующие сеансы в соответствии с ответом на первоначальное лечение.
Кто идеальный кандидат?
Идеальным кандидатом на процедуру нитевого лифтинга является здоровый взрослый человек старше 18 лет с явными возрастными проблемами кожи.
 3% вводить как
3% вводить как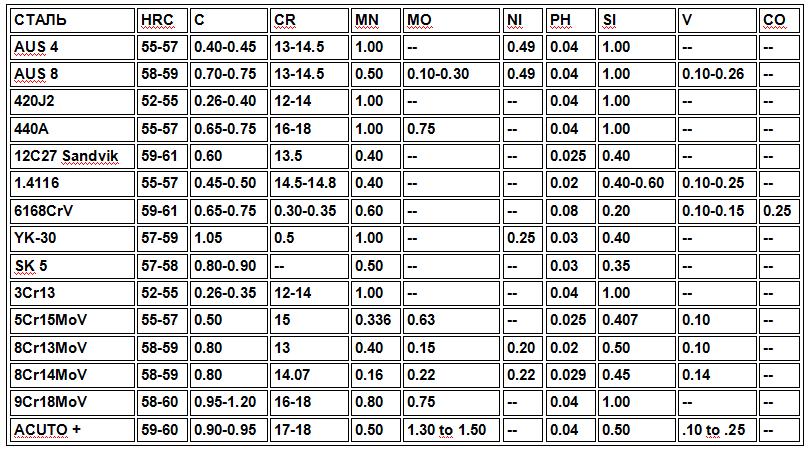
 05.2003 г.
05.2003 г.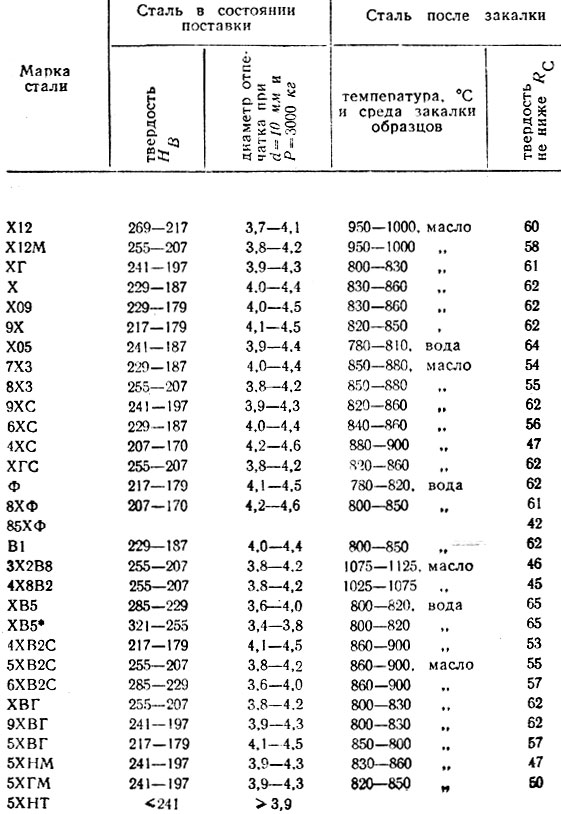 Здесь вы узнаете о различных факторах, влияющих на каждую сталь, рейтинги для самых разных стальных сплавов и получите рекомендации по типам ножей, для которых хорошо подходят разные типы стали.
Здесь вы узнаете о различных факторах, влияющих на каждую сталь, рейтинги для самых разных стальных сплавов и получите рекомендации по типам ножей, для которых хорошо подходят разные типы стали. Износостойкость обусловлена твердостью и карбидами, твердыми частицами, образующимися между углеродом и другим элементом, таким как ванадий или вольфрам.
Износостойкость обусловлена твердостью и карбидами, твердыми частицами, образующимися между углеродом и другим элементом, таким как ванадий или вольфрам.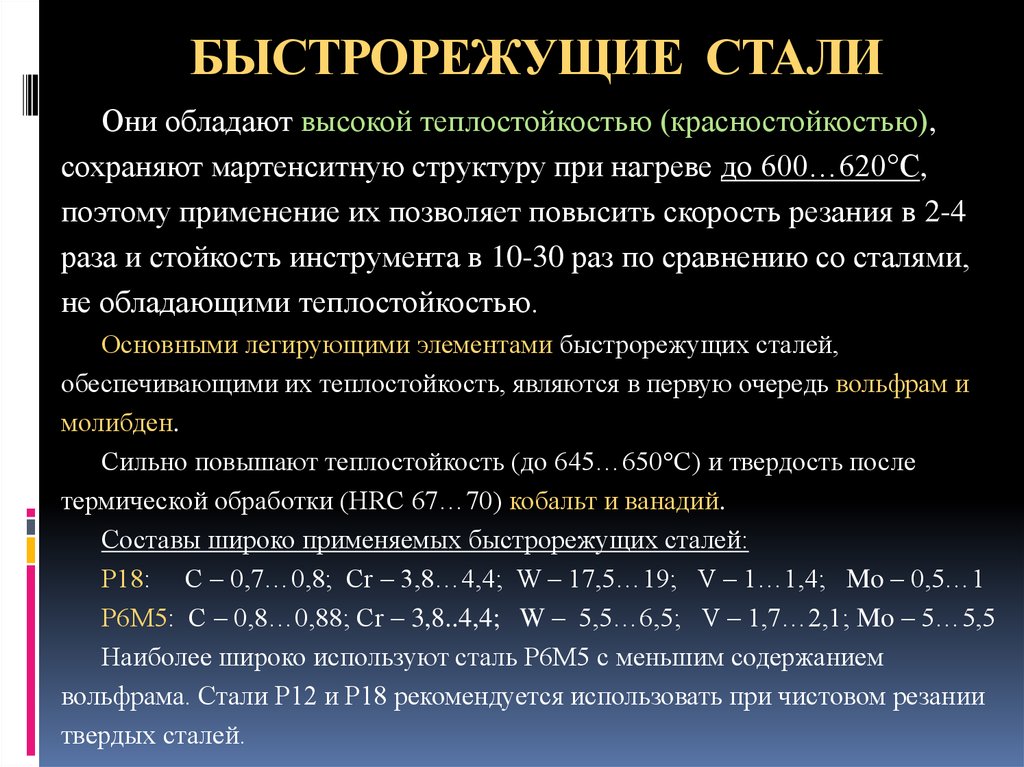 Износостойкость обусловлена твердостью и карбидами, твердыми частицами, образующимися между углеродом и другим элементом, таким как ванадий или вольфрам.
Износостойкость обусловлена твердостью и карбидами, твердыми частицами, образующимися между углеродом и другим элементом, таким как ванадий или вольфрам. Нержавеющая сталь не является обязательным свойством, и некоторые нержавеющие стали более устойчивы к коррозии, чем другие.
Нержавеющая сталь не является обязательным свойством, и некоторые нержавеющие стали более устойчивы к коррозии, чем другие. Сталь с высокой износостойкостью обходится дороже в производстве, так как ножевая компания использует больше абразивов для заточки ножей. Сталь с высоким содержанием карбидов не поддается штамповке; его необходимо резать гидроабразивной струей или лазером, что требует времени и дороже. Стали без этих атрибутов намного дешевле.
Сталь с высокой износостойкостью обходится дороже в производстве, так как ножевая компания использует больше абразивов для заточки ножей. Сталь с высоким содержанием карбидов не поддается штамповке; его необходимо резать гидроабразивной струей или лазером, что требует времени и дороже. Стали без этих атрибутов намного дешевле.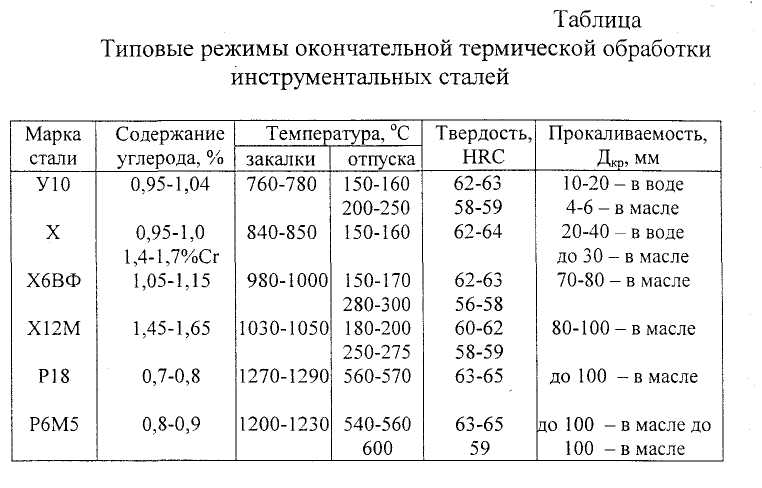 Они мало отличаются по составу и обработке. Например, Bohler M390, CTS-204P и CPM-20CV почти идентичны и практически неразличимы. Если у вас возникли проблемы с поиском нужной стали, посмотрите, не делает ли другой производитель что-то похожее.
Они мало отличаются по составу и обработке. Например, Bohler M390, CTS-204P и CPM-20CV почти идентичны и практически неразличимы. Если у вас возникли проблемы с поиском нужной стали, посмотрите, не делает ли другой производитель что-то похожее.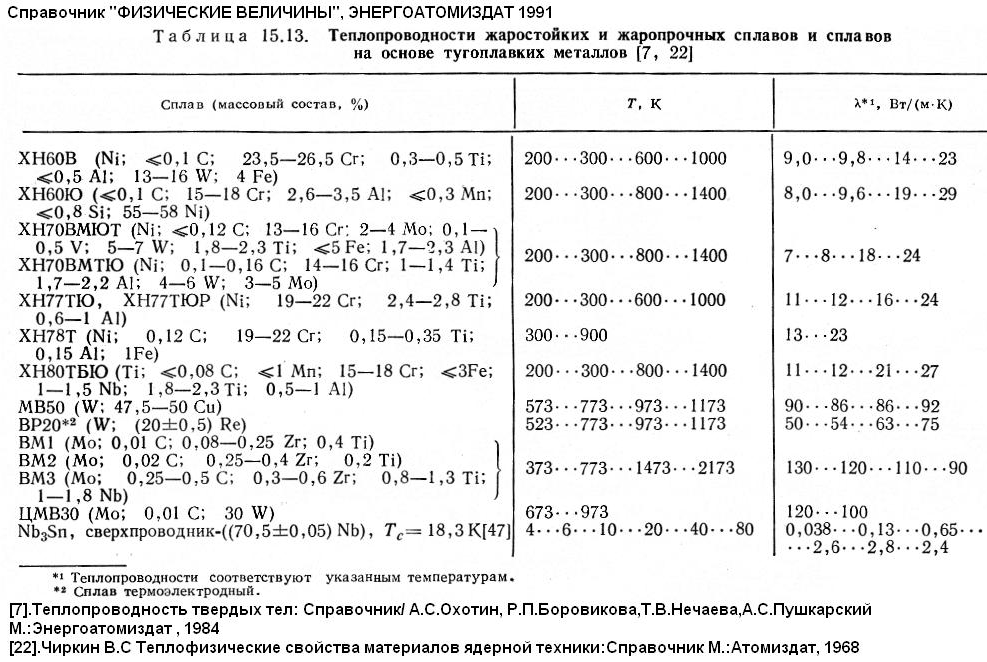
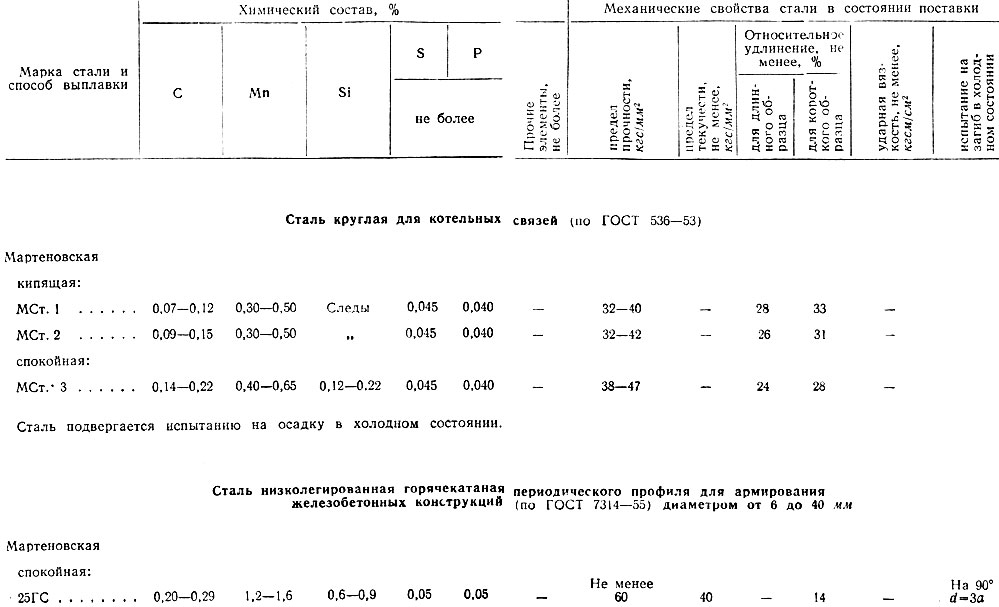 Очень острые кромки более ломкие, но дольше остаются острыми и очень хорошо режут.
Очень острые кромки более ломкие, но дольше остаются острыми и очень хорошо режут. Большинство этих сталей являются углеродистыми, за исключением CPM MagnaCut (причудливая сталь, специально приготовленная доктором Томасом для ножей), которая обладает отличной коррозионной стойкостью.
Большинство этих сталей являются углеродистыми, за исключением CPM MagnaCut (причудливая сталь, специально приготовленная доктором Томасом для ножей), которая обладает отличной коррозионной стойкостью. Благодаря хорошему удержанию режущей кромки эти стали весьма универсальны для фальцовщиков и фиксированных лезвий.
Благодаря хорошему удержанию режущей кромки эти стали весьма универсальны для фальцовщиков и фиксированных лезвий. Это усложняет и без того непростой процесс, поскольку для каждого сплава (а чаще всего его марка неизвестна) нужно подобрать конкретный режим и дополнительные материалы. Унифицировать сварочный процесс в данной ситуации практически невозможно.
Это усложняет и без того непростой процесс, поскольку для каждого сплава (а чаще всего его марка неизвестна) нужно подобрать конкретный режим и дополнительные материалы. Унифицировать сварочный процесс в данной ситуации практически невозможно.
 Режим Manual Metal Arc применяется при работе с металлическими заготовками толщиной от 4 мм и в случаях соединения конструкций с невысокими требованиями к качеству. Этот метод не относится к числу высокотехнологичных: во время выполнения работ внутри швов остаются поры, которые заметно снижают их прочность. Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.
Режим Manual Metal Arc применяется при работе с металлическими заготовками толщиной от 4 мм и в случаях соединения конструкций с невысокими требованиями к качеству. Этот метод не относится к числу высокотехнологичных: во время выполнения работ внутри швов остаются поры, которые заметно снижают их прочность. Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии. В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
В случае разрыва электрической дуги на поверхности алюминия и электрода образуется слой из шлака, который препятствует протеканию тока. Повторно разжечь дугу будет затруднительно.
 Устройство генерирует импульсы тока высокого напряжения, благодаря чему отлично разрушается пленка оксида металла. Но полуавтоматы с режимом сварки алюминия стоят очень дорого. Поэтому в бытовых условиях умельцы приспособились обходиться обычными полуавтоматами без такого функционала. Метод идентичен технологии сваривания черных металлов, но вместо обычной присадочной проволоки используется алюминиевая.
Устройство генерирует импульсы тока высокого напряжения, благодаря чему отлично разрушается пленка оксида металла. Но полуавтоматы с режимом сварки алюминия стоят очень дорого. Поэтому в бытовых условиях умельцы приспособились обходиться обычными полуавтоматами без такого функционала. Метод идентичен технологии сваривания черных металлов, но вместо обычной присадочной проволоки используется алюминиевая.

 Качественно выполнить подобную работу могут только высококвалифицированные специалисты.
Качественно выполнить подобную работу могут только высококвалифицированные специалисты.
 Они отличаются не только методами работы, но и оборудованием, дополнительными материалами. Наиболее часто применяется три способа сварки:
Они отличаются не только методами работы, но и оборудованием, дополнительными материалами. Наиболее часто применяется три способа сварки: Кромка алюминия очищается с помощью химических составов. Далее после полного высыхания поверхность обезжиривается бытовым растворителем. Пригодны любые обезжиривающие составы: уайт-спирит, ацетон, бензин с высоким октановым числом и т.д.
Кромка алюминия очищается с помощью химических составов. Далее после полного высыхания поверхность обезжиривается бытовым растворителем. Пригодны любые обезжиривающие составы: уайт-спирит, ацетон, бензин с высоким октановым числом и т.д. Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии.
Еще одни большой минус – очень сложно застывший шлак, который в конечном итоге приводит к усилению коррозии. Для этого достаточно иметь горячую воду и обыкновенную щетку по металлу.
Для этого достаточно иметь горячую воду и обыкновенную щетку по металлу.
 Метод идентичен технологии сваривания черных металлов, но вместо обычной присадочной проволоки используется алюминиевая.
Метод идентичен технологии сваривания черных металлов, но вместо обычной присадочной проволоки используется алюминиевая. В остальном все идентично процессу сваривания черных металлов.
В остальном все идентично процессу сваривания черных металлов. Прежде всего то, что для сваривания алюминия есть множество вариантов, которые отличаются оборудованием и способом. Но в любом случае важна тщательная предварительная подготовка, правильный выбор материалов и настройка аппарата.
Прежде всего то, что для сваривания алюминия есть множество вариантов, которые отличаются оборудованием и способом. Но в любом случае важна тщательная предварительная подготовка, правильный выбор материалов и настройка аппарата. Любой, кто когда-либо случайно прожигал дыру в алюминиевом листе, знает, о чем мы говорим. Сварка алюминия требует специальных знаний и навыков. Узнайте больше в этом блоге о том, что важно для сварки алюминия и как правильно сваривать алюминий.
Любой, кто когда-либо случайно прожигал дыру в алюминиевом листе, знает, о чем мы говорим. Сварка алюминия требует специальных знаний и навыков. Узнайте больше в этом блоге о том, что важно для сварки алюминия и как правильно сваривать алюминий. Это приводит к идеальному сочетанию двух полуволн при сварке переменным током.
Это приводит к идеальному сочетанию двух полуволн при сварке переменным током. Только тогда будет красивый корень, правильное смачивание металла шва и качественный сварной шов. Более толстые листы предпочтительно обрабатывать с помощью MIG , потому что эти горелки можно использовать для достижения более высокой скорости плавления проволоки. Горелки MIG особенно подходят для угловых сварных швов, чтобы правильно ввести сварочный присадочный материал. Преимущество процесса плазменной сварки на постоянном токе состоит в том, что тепло может направляться в заготовку целенаправленно, но это очень сложный процесс.
Только тогда будет красивый корень, правильное смачивание металла шва и качественный сварной шов. Более толстые листы предпочтительно обрабатывать с помощью MIG , потому что эти горелки можно использовать для достижения более высокой скорости плавления проволоки. Горелки MIG особенно подходят для угловых сварных швов, чтобы правильно ввести сварочный присадочный материал. Преимущество процесса плазменной сварки на постоянном токе состоит в том, что тепло может направляться в заготовку целенаправленно, но это очень сложный процесс. Однако наиболее широко используемым процессом для сварки алюминия является процесс TIG с переменным током.
Однако наиболее широко используемым процессом для сварки алюминия является процесс TIG с переменным током. С другой стороны, это может привести к проблемам с подачей проволоки или обратному прогоранию. В случае сварки алюминия постоянно присутствует такой прогар, который происходит из-за оксидов на поверхности. Это потому, что они действуют как изолятор, который прерывает прохождение тока от провода к заготовке. Если проволока непрерывно подается через головку горелки, это разрушит быстроизнашивающиеся детали. Еще одна причина, по которой необходимо удалять оксидный слой.
С другой стороны, это может привести к проблемам с подачей проволоки или обратному прогоранию. В случае сварки алюминия постоянно присутствует такой прогар, который происходит из-за оксидов на поверхности. Это потому, что они действуют как изолятор, который прерывает прохождение тока от провода к заготовке. Если проволока непрерывно подается через головку горелки, это разрушит быстроизнашивающиеся детали. Еще одна причина, по которой необходимо удалять оксидный слой. Это видно по маленьким белым точкам, что указывает на ошибку привязки. Вот здесь-то и вступает в действие ранее упомянутая сварка сферического колпака, чтобы гонять оксиды, как комья, вперед. Фиолетовый E3 ® из редкоземельных элементов или смешанных оксидов является альтернативой электродам из чистого вольфрама. Он состоит из вольфрама в качестве материала-носителя и лантана в качестве легирующего элемента. Кроме того, редкоземельные элементы, такие как иттрий, придают E3 ® исключительную стабильность.
Это видно по маленьким белым точкам, что указывает на ошибку привязки. Вот здесь-то и вступает в действие ранее упомянутая сварка сферического колпака, чтобы гонять оксиды, как комья, вперед. Фиолетовый E3 ® из редкоземельных элементов или смешанных оксидов является альтернативой электродам из чистого вольфрама. Он состоит из вольфрама в качестве материала-носителя и лантана в качестве легирующего элемента. Кроме того, редкоземельные элементы, такие как иттрий, придают E3 ® исключительную стабильность. Системы push-pull очень подходят для механизированной сварки, при которой сварочная горелка имеет привод и тянет проволоку, а двигатель подачи в сварочном аппарате подает проволоку вперед.
Системы push-pull очень подходят для механизированной сварки, при которой сварочная горелка имеет привод и тянет проволоку, а двигатель подачи в сварочном аппарате подает проволоку вперед. Если ваш поставщик газа соответствует этим требованиям, у вас не будет проблем с газом, поступающим прямо из баллона. Однако влага всегда может попасть через газопровод, например, в процесс сварки, что затем повышает точку росы. Поэтому регулярно проверяйте газовые трубы на наличие конденсата. Если влажность слишком высока, углеводород может попасть в сварной шов и сделать его пористым или иным образом дефектным.
Если ваш поставщик газа соответствует этим требованиям, у вас не будет проблем с газом, поступающим прямо из баллона. Однако влага всегда может попасть через газопровод, например, в процесс сварки, что затем повышает точку росы. Поэтому регулярно проверяйте газовые трубы на наличие конденсата. Если влажность слишком высока, углеводород может попасть в сварной шов и сделать его пористым или иным образом дефектным. Таким образом, вы можете напрямую влиять на прокаливаемость при выборе алюминиевого сплава. К упрочняемым сплавам относятся AlZnMgCu, AlZnMg, AlMgSi и AlCuMg, тогда как AlMn, AlMgMn, AlMg, AlSi и AlSiCu относятся к неупрочняемым алюминиевым сплавам. В зависимости от состава алюминиевого сплава, введенной температуры и температуры в процессе старения изменяется решетчатая структура этого металла и, следовательно, механические свойства. Чтобы предотвратить преждевременное осаждение растворенных элементов сплава и контролировать их распределение, необходимо обеспечить правильную температуру старения после сварки закаливаемого алюминия. Поскольку температура старения также влияет на уровень прочности, в принципе применимо следующее: достижимая прочность уменьшается с повышением температуры. Это означает, что наибольшая прочность достигается при холодном отверждении, которое обычно происходит при комнатной температуре. Любая диффузия подавляется внезапным охлаждением. На данный момент это лишь небольшая справочная информация по теме аутсорсинга алюминия после сварки.
Таким образом, вы можете напрямую влиять на прокаливаемость при выборе алюминиевого сплава. К упрочняемым сплавам относятся AlZnMgCu, AlZnMg, AlMgSi и AlCuMg, тогда как AlMn, AlMgMn, AlMg, AlSi и AlSiCu относятся к неупрочняемым алюминиевым сплавам. В зависимости от состава алюминиевого сплава, введенной температуры и температуры в процессе старения изменяется решетчатая структура этого металла и, следовательно, механические свойства. Чтобы предотвратить преждевременное осаждение растворенных элементов сплава и контролировать их распределение, необходимо обеспечить правильную температуру старения после сварки закаливаемого алюминия. Поскольку температура старения также влияет на уровень прочности, в принципе применимо следующее: достижимая прочность уменьшается с повышением температуры. Это означает, что наибольшая прочность достигается при холодном отверждении, которое обычно происходит при комнатной температуре. Любая диффузия подавляется внезапным охлаждением. На данный момент это лишь небольшая справочная информация по теме аутсорсинга алюминия после сварки. Если вы хотите узнать больше, вы можете найти хорошую специализированную литературу в Интернете, например, на www.hochschule-technik.de или www.maschinenbau-wissen.de.
Если вы хотите узнать больше, вы можете найти хорошую специализированную литературу в Интернете, например, на www.hochschule-technik.de или www.maschinenbau-wissen.de.
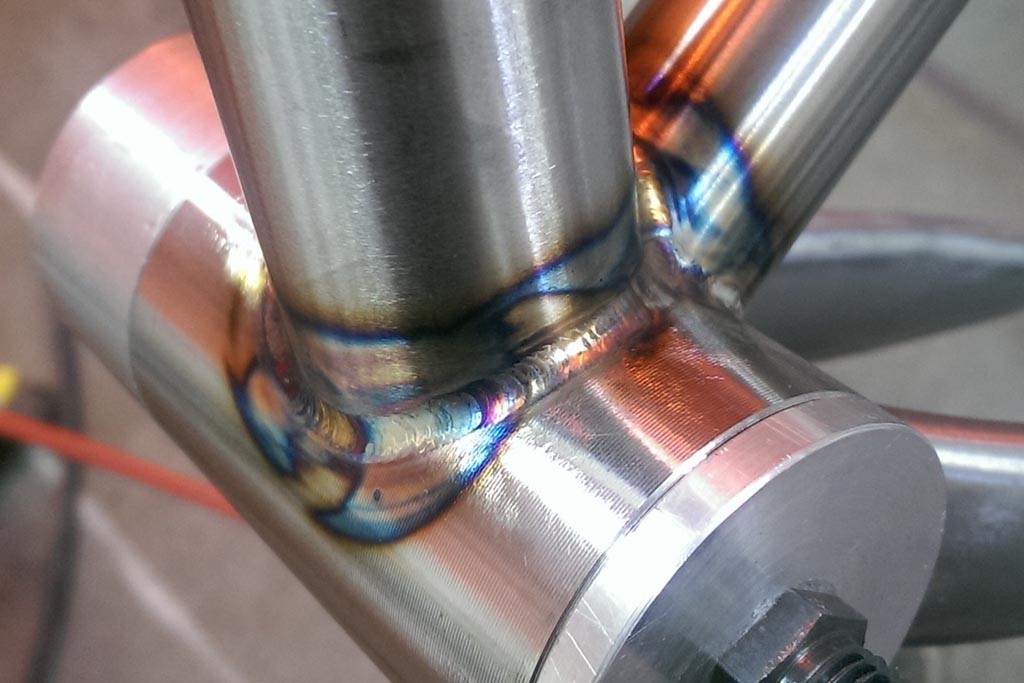 Это означает, что его легко прожечь или недостаточно нагреть, чтобы образовалась лужа.
Это означает, что его легко прожечь или недостаточно нагреть, чтобы образовалась лужа. Если в глаза попадет пыль или мусор, офтальмологам будет сложно оказать медицинскую помощь. Убедитесь, что вы носите все необходимое защитное оборудование, включая защиту для глаз.
Если в глаза попадет пыль или мусор, офтальмологам будет сложно оказать медицинскую помощь. Убедитесь, что вы носите все необходимое защитное оборудование, включая защиту для глаз. Вы также должны носить сварочные перчатки, сварочную куртку и как минимум фартук для защиты от радиации, высокой температуры и брызг расплавленного металла.
Вы также должны носить сварочные перчатки, сварочную куртку и как минимум фартук для защиты от радиации, высокой температуры и брызг расплавленного металла.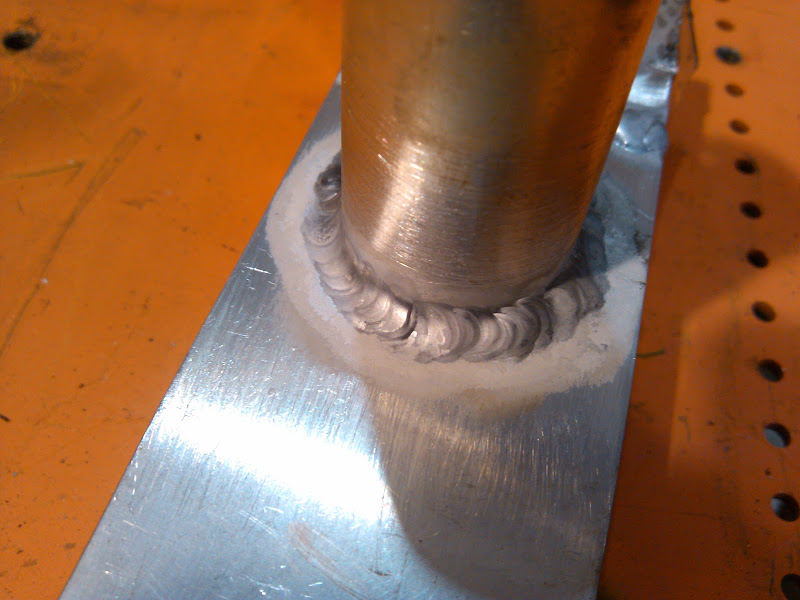


 Дуга постоянно горит, а скорость наплавки металла высокая. Эффективность использования проволоки также выше, чем при шаровом замыкании или коротком замыкании, потому что при разбрызгивании теряется очень мало присадочного металла.
Дуга постоянно горит, а скорость наплавки металла высокая. Эффективность использования проволоки также выше, чем при шаровом замыкании или коротком замыкании, потому что при разбрызгивании теряется очень мало присадочного металла.


 После нескольких выполненных проектов вы почувствуете себя увереннее и улучшите свои навыки.
После нескольких выполненных проектов вы почувствуете себя увереннее и улучшите свои навыки. «,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть
«,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть 
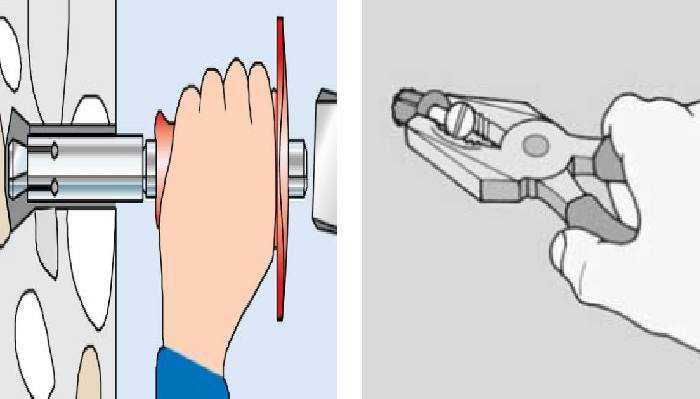




 Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом.
 Каждый хозяин решает для себя сам вытаскивать из бетона инструмент или нет, но все же лучше это сделать. Для этого в патрон перфоратора рекомендуется вставить сверло большего диаметра, с помощью которого высверлить большой кусок бетона.
Каждый хозяин решает для себя сам вытаскивать из бетона инструмент или нет, но все же лучше это сделать. Для этого в патрон перфоратора рекомендуется вставить сверло большего диаметра, с помощью которого высверлить большой кусок бетона.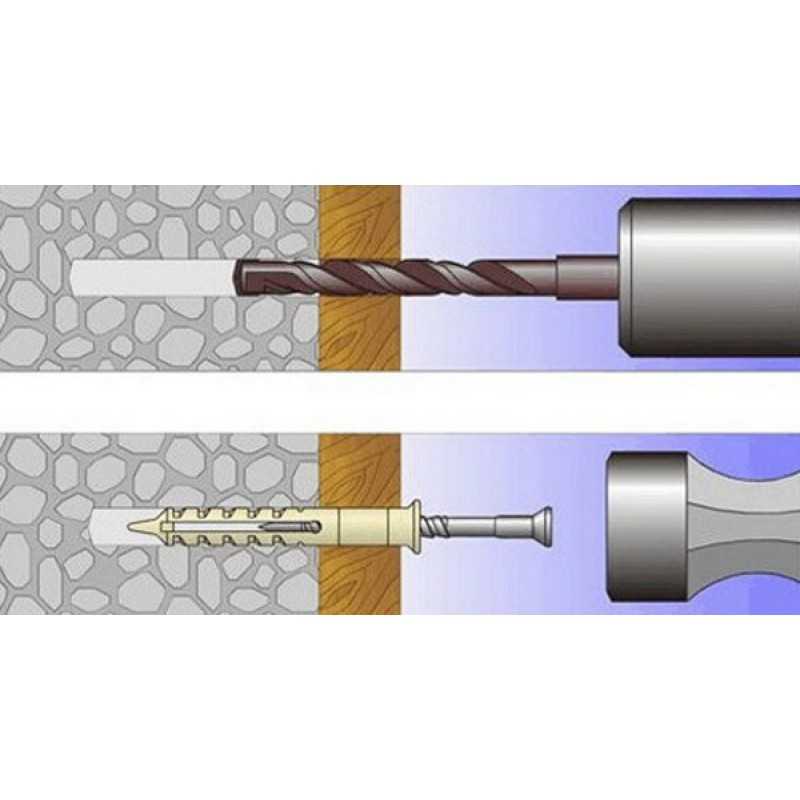

 Затем затяните плоскогубцы на патроне.
Затем затяните плоскогубцы на патроне.



 Это не сработает для стен.
Это не сработает для стен.


 Это может быть что-то такое же простое, как сверление нескольких отверстий в стене, чтобы сделать некоторые столь необходимые улучшения дома. Возможно, вы, наконец, дошли до того, чтобы повесить на стену картину, которую вы так давно хотели повесить, или, может быть, вы устанавливаете автономный осветительный прибор. Как бы то ни было, лучшее, что вы можете сделать, — это продвигаться вперед, даже если вы чувствуете легкий трепет при мысли об этом. Вопрос в том, что вы будете делать, если что-то пойдет не так? Скажем, сверло застряло в стене. Как именно можно удалить сверло из их стены, не причинив большого дополнительного ущерба? К счастью, это не так сложно, как кажется.
Это может быть что-то такое же простое, как сверление нескольких отверстий в стене, чтобы сделать некоторые столь необходимые улучшения дома. Возможно, вы, наконец, дошли до того, чтобы повесить на стену картину, которую вы так давно хотели повесить, или, может быть, вы устанавливаете автономный осветительный прибор. Как бы то ни было, лучшее, что вы можете сделать, — это продвигаться вперед, даже если вы чувствуете легкий трепет при мысли об этом. Вопрос в том, что вы будете делать, если что-то пойдет не так? Скажем, сверло застряло в стене. Как именно можно удалить сверло из их стены, не причинив большого дополнительного ущерба? К счастью, это не так сложно, как кажется. Самообразование означает наличие нескольких основных предметов под рукой на случай, если произойдет что-то неожиданное. В этом конкретном случае вам нужно иметь несколько инструментов под рукой, прежде чем начать. Таким образом, вы не пытаетесь найти их и не тратите время на беготню по всему городу в попытке получить их, когда вы могли бы быть дома и решать проблему. К счастью, вам не нужно много вещей, и вы, вероятно, уже имеете подавляющее большинство этих предметов под рукой для начала. Например, у вас, вероятно, уже есть тиски, разводной ключ и, возможно, даже молоток с шариковым бойком. Если вы этого не сделаете, вам нужно будет получить эти предметы, прежде чем начать, а также гайки, шайбы и, да, проволочный сварочный аппарат. Не позволяйте этому последнему напугать вас. Это не так сложно, как вы, вероятно, думаете. На самом деле, вам, вероятно, даже не нужно будет использовать эти предметы, потому что, пока вы изучаете процесс и работаете эффективно, но тщательно, у вас, вероятно, не будет никаких проблем с застреванием сверла в стене, чтобы начать.
Самообразование означает наличие нескольких основных предметов под рукой на случай, если произойдет что-то неожиданное. В этом конкретном случае вам нужно иметь несколько инструментов под рукой, прежде чем начать. Таким образом, вы не пытаетесь найти их и не тратите время на беготню по всему городу в попытке получить их, когда вы могли бы быть дома и решать проблему. К счастью, вам не нужно много вещей, и вы, вероятно, уже имеете подавляющее большинство этих предметов под рукой для начала. Например, у вас, вероятно, уже есть тиски, разводной ключ и, возможно, даже молоток с шариковым бойком. Если вы этого не сделаете, вам нужно будет получить эти предметы, прежде чем начать, а также гайки, шайбы и, да, проволочный сварочный аппарат. Не позволяйте этому последнему напугать вас. Это не так сложно, как вы, вероятно, думаете. На самом деле, вам, вероятно, даже не нужно будет использовать эти предметы, потому что, пока вы изучаете процесс и работаете эффективно, но тщательно, у вас, вероятно, не будет никаких проблем с застреванием сверла в стене, чтобы начать. с. Тем не менее, всегда лучше быть в безопасности, чем сожалеть. Готовность не означает, что вы ожидаете, что что-то пойдет не так, это значит, что вы готовы справиться с ситуацией, если она произойдет.
с. Тем не менее, всегда лучше быть в безопасности, чем сожалеть. Готовность не означает, что вы ожидаете, что что-то пойдет не так, это значит, что вы готовы справиться с ситуацией, если она произойдет. Это позволит вам аккуратно снять его со стены, как только он станет достаточно свободным, чтобы вы могли это сделать. Как упоминалось ранее, этого достаточно, чтобы выполнить работу в большинстве случаев. Если все станет сложнее, вы можете использовать все инструменты, которые были упомянуты в одном из предыдущих абзацев, чтобы попытаться вытащить его из стены. Прежде чем вы слишком разочаруетесь в этой перспективе, есть еще один вариант, который вы можете попробовать в первую очередь.
Это позволит вам аккуратно снять его со стены, как только он станет достаточно свободным, чтобы вы могли это сделать. Как упоминалось ранее, этого достаточно, чтобы выполнить работу в большинстве случаев. Если все станет сложнее, вы можете использовать все инструменты, которые были упомянуты в одном из предыдущих абзацев, чтобы попытаться вытащить его из стены. Прежде чем вы слишком разочаруетесь в этой перспективе, есть еще один вариант, который вы можете попробовать в первую очередь. В действительности это зависит от того, насколько прочно застряло сверло. Если он прошел большую часть пути через стену, прежде чем застрял, вам, вероятно, потребуется гораздо меньше времени, чтобы протолкнуть его через стену с помощью другого сверла и автоматической дрели, чем использовать плоскогубцы и тиски, чтобы попытаться чтобы отработать его полностью обратно. С другой стороны, не имело бы смысла использовать этот метод, если бы он продвинулся всего на несколько сантиметров, прежде чем застрял. Важно помнить, что подобное может случиться с каждым. Если это произойдет с вами, просто удалите сверло и продолжайте свой проект. Нет причин позволять такой неудаче останавливать вас от достижения того, что вы намеревались сделать. Вместо этого подумайте об этом как о возможности научиться делать что-то новое и продолжить с этого.
В действительности это зависит от того, насколько прочно застряло сверло. Если он прошел большую часть пути через стену, прежде чем застрял, вам, вероятно, потребуется гораздо меньше времени, чтобы протолкнуть его через стену с помощью другого сверла и автоматической дрели, чем использовать плоскогубцы и тиски, чтобы попытаться чтобы отработать его полностью обратно. С другой стороны, не имело бы смысла использовать этот метод, если бы он продвинулся всего на несколько сантиметров, прежде чем застрял. Важно помнить, что подобное может случиться с каждым. Если это произойдет с вами, просто удалите сверло и продолжайте свой проект. Нет причин позволять такой неудаче останавливать вас от достижения того, что вы намеревались сделать. Вместо этого подумайте об этом как о возможности научиться делать что-то новое и продолжить с этого.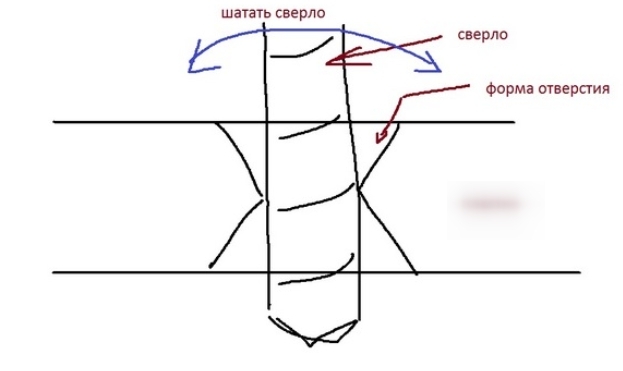
 Дополнительно нужно дать противовоспалительное средство (тавегил, диклофенак).
Дополнительно нужно дать противовоспалительное средство (тавегил, диклофенак). Это приводит к повреждению поверхности роговицы, поэтому болевой синдром только усиливается. Также увеличивается выраженность воспалительной реакции.
Это приводит к повреждению поверхности роговицы, поэтому болевой синдром только усиливается. Также увеличивается выраженность воспалительной реакции.



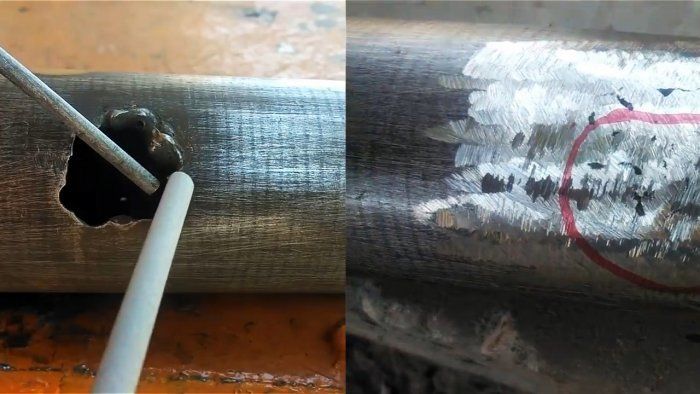



 Отдых для глаз и правильное лечение могут полностью устранить ожоги в течение нескольких дней.
Отдых для глаз и правильное лечение могут полностью устранить ожоги в течение нескольких дней. Дуга и вспышка ближе к глазам вызывают все большее и большее поглощение УФ-излучения. Если смотреть на солнечное затмение без защиты, УФ-излучение поглощается и повреждает глаза.
Дуга и вспышка ближе к глазам вызывают все большее и большее поглощение УФ-излучения. Если смотреть на солнечное затмение без защиты, УФ-излучение поглощается и повреждает глаза. Это защищает от злоумышленников, обычно встречающихся в сварочном цеху.
Это защищает от злоумышленников, обычно встречающихся в сварочном цеху. При постоянном повторяющемся воздействии в течение дня, даже при надлежащей защите, глаза устают и становятся сухими.
При постоянном повторяющемся воздействии в течение дня, даже при надлежащей защите, глаза устают и становятся сухими. Используйте пакет со льдом
Используйте пакет со льдом 

 Возьмите два ватных диска, окуните их в розовую воду и отожмите лишнюю жидкость.
Возьмите два ватных диска, окуните их в розовую воду и отожмите лишнюю жидкость. Благодаря этому свойству картофеля в качестве глазной повязки он обладает охлаждающим эффектом, уменьшая раздражение, боль и зуд.
Благодаря этому свойству картофеля в качестве глазной повязки он обладает охлаждающим эффектом, уменьшая раздражение, боль и зуд. Охладите ватный тампон в течение 5 мин. Положите прохладный шарик на глаза на 10 минут и повторите процесс по мере необходимости.
Охладите ватный тампон в течение 5 мин. Положите прохладный шарик на глаза на 10 минут и повторите процесс по мере необходимости.
 То есть насос поверхностного типа ограничен возможностью забора вод из глубоких колодцев. Его самовсасывание ограничено отметкой в 8-9 метров.
То есть насос поверхностного типа ограничен возможностью забора вод из глубоких колодцев. Его самовсасывание ограничено отметкой в 8-9 метров.  Колодезные насосы DAB серии Divertron оснащены встроенным датчиком протока, что позволяет защитить насос от работы по сухому ходу, а электронное реле давления запускает насос по понижению давления в системе. Такое оснащение заменяет использование поплавковой защиты и не требует дополнительной автоматики.
Колодезные насосы DAB серии Divertron оснащены встроенным датчиком протока, что позволяет защитить насос от работы по сухому ходу, а электронное реле давления запускает насос по понижению давления в системе. Такое оснащение заменяет использование поплавковой защиты и не требует дополнительной автоматики. Связано это будет с тем, что в случае работы насоса в скважине поток воды, проходящий между стенкой обсадной трубы и электродвигателем, охлаждает его. В случае с колодцем потока проходящего вдоль двигателя не будет, поскольку колодец имеет большой диаметр. Именно поэтому при установке насосов скважинного типа в колодце необходимо укомплектовать их охлаждающими кожухами, которые направят поток всасываемой жидкости через двигатель.
Связано это будет с тем, что в случае работы насоса в скважине поток воды, проходящий между стенкой обсадной трубы и электродвигателем, охлаждает его. В случае с колодцем потока проходящего вдоль двигателя не будет, поскольку колодец имеет большой диаметр. Именно поэтому при установке насосов скважинного типа в колодце необходимо укомплектовать их охлаждающими кожухами, которые направят поток всасываемой жидкости через двигатель. Гидравлическая часть насоса постоянно находится в воде, поэтому для его запуска не требуется обязательное заполнение гидравлики. К тому же такая особенность конструкции позволяет блоку управления работать автономно и располагаться на большом удалении от системы.
Гидравлическая часть насоса постоянно находится в воде, поэтому для его запуска не требуется обязательное заполнение гидравлики. К тому же такая особенность конструкции позволяет блоку управления работать автономно и располагаться на большом удалении от системы.
 Центробежные электронасосы подходят для перекачивания из колодца исключительно чистой родниковой воды без каких-либо твердых примесей. Для работы с загрязненной водой необходима система фильтрации, которая продлит срок службы приобретаемой насосной станции.
Центробежные электронасосы подходят для перекачивания из колодца исключительно чистой родниковой воды без каких-либо твердых примесей. Для работы с загрязненной водой необходима система фильтрации, которая продлит срок службы приобретаемой насосной станции. Поскольку излишнее давление негативно скажется на работе системы водоснабжения.
Поскольку излишнее давление негативно скажется на работе системы водоснабжения. При расчете следует принимать, что потери на горизонтальном трубопроводе составляют 1 метр напора на 10 метров длины. Система фильтрации также влияет на напор в системе. Поэтому ее лучше ставить непосредственно в доме. Рассмотрим пример. Допустим, глубина колодца составляет 14 метров, уровень воды в нем — 3 метра, сама помпа погружена на 1 метр, а удаление скважины от дома равно 22 метрам. Доставляемая жидкость чистая, фильтры не требуются, трубопровод проложен трубой 32мм. Суммировав все потери, мы получим примерно 12±2,2=14,2–14,5 метров. Нормальный напор в системе равен 25 – 30 метрам (2,5 – 3 бара). Соответственно, ищем насосное оборудование с напором не менее 40 метров. В этом случае, например, стоит поинтересоваться насосами DAB Divertron.
При расчете следует принимать, что потери на горизонтальном трубопроводе составляют 1 метр напора на 10 метров длины. Система фильтрации также влияет на напор в системе. Поэтому ее лучше ставить непосредственно в доме. Рассмотрим пример. Допустим, глубина колодца составляет 14 метров, уровень воды в нем — 3 метра, сама помпа погружена на 1 метр, а удаление скважины от дома равно 22 метрам. Доставляемая жидкость чистая, фильтры не требуются, трубопровод проложен трубой 32мм. Суммировав все потери, мы получим примерно 12±2,2=14,2–14,5 метров. Нормальный напор в системе равен 25 – 30 метрам (2,5 – 3 бара). Соответственно, ищем насосное оборудование с напором не менее 40 метров. В этом случае, например, стоит поинтересоваться насосами DAB Divertron.

 Сюда можно добавить водяное охлаждение за счет чего уровень шума удалось понизить до 45 Дб.
Сюда можно добавить водяное охлаждение за счет чего уровень шума удалось понизить до 45 Дб.  Таких показателей вполне достаточно для большого загородного комплекса с учетом небольшого запаса.
Таких показателей вполне достаточно для большого загородного комплекса с учетом небольшого запаса. Насосная станция DAB E.Sybox имеет 7 встроенных защит от :
Насосная станция DAB E.Sybox имеет 7 встроенных защит от :
 Просим учитывать этот момент при оформлении заказов на нашем сайте. Приносим свои извинения за предоставленные неудобства.
Просим учитывать этот момент при оформлении заказов на нашем сайте. Приносим свои извинения за предоставленные неудобства. 40 р.
40 р. .
.
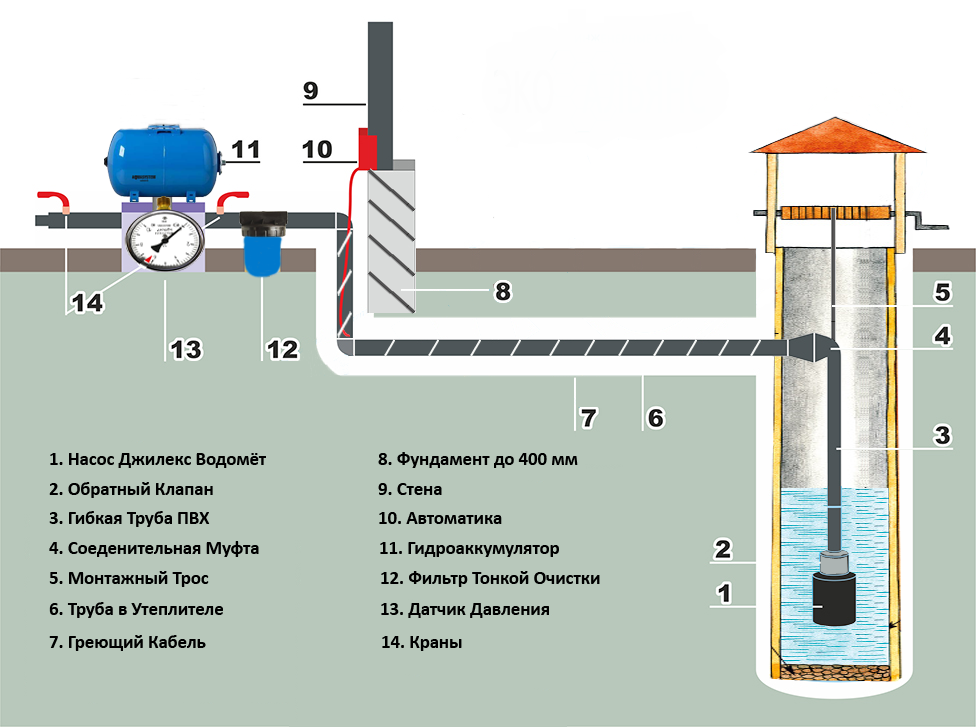 Погружной водяной центробежный насос для колодца работает при полностью или частичном погружении в воду в зависимости от модификации.
Погружной водяной центробежный насос для колодца работает при полностью или частичном погружении в воду в зависимости от модификации. В этом обзоре мы собираемся изучить факторы, влияющие на выбор правильного погружного скважинного насоса для вашей скважины. Если вас интересует, где купить качественное оборудование для погружных скважинных насосов, ознакомьтесь с этой статьей, прежде чем покупать оборудование в Интернете или в хозяйственном магазине!
В этом обзоре мы собираемся изучить факторы, влияющие на выбор правильного погружного скважинного насоса для вашей скважины. Если вас интересует, где купить качественное оборудование для погружных скважинных насосов, ознакомьтесь с этой статьей, прежде чем покупать оборудование в Интернете или в хозяйственном магазине! Расчетная точка включает в себя необходимый расход и величину давления (напора), которое должен создавать насос. При выборе правильного насоса более важно указать величину требуемого давления и расхода, чем мощность, необходимую для двигателя. Некоторые насосы могут быть чрезвычайно эффективными и обеспечивать поток и давление с меньшей мощностью и, следовательно, требуют двигателя меньшей мощности, чем их более дешевые конкуренты. Хотя более эффективный насос может стоить дороже, помните, что он работает несколько часов каждый день. Совокупная экономия энергии в течение следующих 7-10 лет с лихвой окупит более дорогой и эффективный насос, если учесть снижение энергопотребления. Дешевый насос может оказаться намного дороже в долгосрочной перспективе.
Расчетная точка включает в себя необходимый расход и величину давления (напора), которое должен создавать насос. При выборе правильного насоса более важно указать величину требуемого давления и расхода, чем мощность, необходимую для двигателя. Некоторые насосы могут быть чрезвычайно эффективными и обеспечивать поток и давление с меньшей мощностью и, следовательно, требуют двигателя меньшей мощности, чем их более дешевые конкуренты. Хотя более эффективный насос может стоить дороже, помните, что он работает несколько часов каждый день. Совокупная экономия энергии в течение следующих 7-10 лет с лихвой окупит более дорогой и эффективный насос, если учесть снижение энергопотребления. Дешевый насос может оказаться намного дороже в долгосрочной перспективе.
 Давление напора воды просто означает, что мы говорим о единице давления, которая измеряется в футах вертикального водяного столба. Чем выше столб воды, тем больше будет давление! 1 PSI = 2,31 фута напора. Это означает, что труба, резервуар или любой другой резервуар с водой, в котором находится 2,31 фута воды, будет оказывать давление в 1 фунт на квадратный дюйм на дно этой трубы, резервуара и т. д. Верьте или нет, это не делает разница в размерах вокруг трубы, резервуара или контейнера; единственный фактор, влияющий на величину давления, это высота воды в трубе, баке или емкости!
Давление напора воды просто означает, что мы говорим о единице давления, которая измеряется в футах вертикального водяного столба. Чем выше столб воды, тем больше будет давление! 1 PSI = 2,31 фута напора. Это означает, что труба, резервуар или любой другой резервуар с водой, в котором находится 2,31 фута воды, будет оказывать давление в 1 фунт на квадратный дюйм на дно этой трубы, резервуара и т. д. Верьте или нет, это не делает разница в размерах вокруг трубы, резервуара или контейнера; единственный фактор, влияющий на величину давления, это высота воды в трубе, баке или емкости! (обратите внимание, что «это сокращение от «футы»)
(обратите внимание, что «это сокращение от «футы») Трубопровод оказывает трение на протекающую по нему жидкость, чем быстрее течет жидкость, тем больше потери от трения! Хотя кажется, что это может быть минимальным, оно накапливается по мере увеличения длины трубы и может действительно ограничивать скорость потока, если это не учитывается при выборе размера насоса или трубы.
Трубопровод оказывает трение на протекающую по нему жидкость, чем быстрее течет жидкость, тем больше потери от трения! Хотя кажется, что это может быть минимальным, оно накапливается по мере увеличения длины трубы и может действительно ограничивать скорость потока, если это не учитывается при выборе размера насоса или трубы. Это соотношение для любого насоса называется его «кривой». Тщательный анализ этих характеристик насоса может помочь вам или вашему подрядчику по скважинным насосам определить, какой насос лучше всего подходит для вашего применения.
Это соотношение для любого насоса называется его «кривой». Тщательный анализ этих характеристик насоса может помочь вам или вашему подрядчику по скважинным насосам определить, какой насос лучше всего подходит для вашего применения.

 Насос большего размера и большей мощности определенно не «лучше» в этом случае, поскольку он ударит по вашему кошельку при первоначальной покупке и сделает ваш кошелек тощим из-за излишне низкой эффективности / высокого энергопотребления в будущем. Кроме того, если скважина не может обеспечить 20 галлонов в минуту, насос может перекачать скважину и начать всасывать воздух! Это может повредить насос, и тогда потребуется установить специальный контроллер, чтобы отключить его, когда в нем закончится вода. Менталитет «чем больше, тем лучше» создает много проблем и расходов в будущем, и его следует избегать! Когда вы сомневаетесь, БОЛЬШЕ НЕ ЛУЧШЕ, когда речь идет о погружных насосах.
Насос большего размера и большей мощности определенно не «лучше» в этом случае, поскольку он ударит по вашему кошельку при первоначальной покупке и сделает ваш кошелек тощим из-за излишне низкой эффективности / высокого энергопотребления в будущем. Кроме того, если скважина не может обеспечить 20 галлонов в минуту, насос может перекачать скважину и начать всасывать воздух! Это может повредить насос, и тогда потребуется установить специальный контроллер, чтобы отключить его, когда в нем закончится вода. Менталитет «чем больше, тем лучше» создает много проблем и расходов в будущем, и его следует избегать! Когда вы сомневаетесь, БОЛЬШЕ НЕ ЛУЧШЕ, когда речь идет о погружных насосах.  способ.
способ. Эти ссылки предназначены не для того, чтобы показать точный продукт для вашего конкретного приложения, а для общего примера продуктов, на которые есть ссылки. Хотя покупка этих предметов возможна, сделайте это после того, как проведете собственную должную осмотрительность и поймете, что эти ссылки могут генерировать комиссионные.
Эти ссылки предназначены не для того, чтобы показать точный продукт для вашего конкретного приложения, а для общего примера продуктов, на которые есть ссылки. Хотя покупка этих предметов возможна, сделайте это после того, как проведете собственную должную осмотрительность и поймете, что эти ссылки могут генерировать комиссионные.  Скважинный насос представляет собой электромеханическое оборудование, которое устанавливается после бурения или рытья скважины. Его цель закачать воду из колодца в свой дом. Электродвигатель приводит в действие крыльчатку или центробежный насос, который выталкивает воду из вашего колодца через струю или трубу.
Скважинный насос представляет собой электромеханическое оборудование, которое устанавливается после бурения или рытья скважины. Его цель закачать воду из колодца в свой дом. Электродвигатель приводит в действие крыльчатку или центробежный насос, который выталкивает воду из вашего колодца через струю или трубу.

 Эти насосы практичны практически для любой скважины, независимо от того, насколько она мелкая или глубокая.
Эти насосы практичны практически для любой скважины, независимо от того, насколько она мелкая или глубокая. Подобно своим погружным аналогам, струйные насосы работают в скважинах любой глубины.
Подобно своим погружным аналогам, струйные насосы работают в скважинах любой глубины. Это увеличивает скорость воды.
Это увеличивает скорость воды. Если такого отчета не существует, вы также можете определить его самостоятельно. Найдите длинную веревку, прикрепите к одному концу поплавок, затем опускайте поплавок вниз, пока не почувствуете, что он плавает. Пометьте струну, как только вы удалите провисание.
Если такого отчета не существует, вы также можете определить его самостоятельно. Найдите длинную веревку, прикрепите к одному концу поплавок, затем опускайте поплавок вниз, пока не почувствуете, что он плавает. Пометьте струну, как только вы удалите провисание. В то время как давление воздуха меняется с высотой, струйные насосы, как правило, не идеальны для скважин глубиной более 25 футов .
В то время как давление воздуха меняется с высотой, струйные насосы, как правило, не идеальны для скважин глубиной более 25 футов . Одна из этих труб вытягивает воду из колодца, а другая выталкивает воду вверх. Глубоководный струйный насос всасывает воду с глубины до 110 футов, а для заливки трубы необходим обратный клапан . Некоторые модели поставляются с выхлопной трубой, которая не позволяет пользователям выкачивать колодец всухую.
Одна из этих труб вытягивает воду из колодца, а другая выталкивает воду вверх. Глубоководный струйный насос всасывает воду с глубины до 110 футов, а для заливки трубы необходим обратный клапан . Некоторые модели поставляются с выхлопной трубой, которая не позволяет пользователям выкачивать колодец всухую. Когда уровень воды опускается ниже корпуса водомета, выхлопная труба гарантирует, что никто не сможет выкачать колодец насухо. Чем выше струя находится над уровнем воды, тем эффективнее она будет качать. Так же, как и в системе с неглубокой скважиной, система глубокого колодца также требует заливки водой . На дне колодца находится донный клапан, который предотвратит слив воды из труб.
Когда уровень воды опускается ниже корпуса водомета, выхлопная труба гарантирует, что никто не сможет выкачать колодец насухо. Чем выше струя находится над уровнем воды, тем эффективнее она будет качать. Так же, как и в системе с неглубокой скважиной, система глубокого колодца также требует заливки водой . На дне колодца находится донный клапан, который предотвратит слив воды из труб. Когда вы перемещаете насос дальше вниз по колодцу, насос больше не будет поднимать воду — вместо этого он будет толкать ее вверх. Однако имейте в виду, что погружные насосы не работают, если они не полностью погружены в жидкость.
Когда вы перемещаете насос дальше вниз по колодцу, насос больше не будет поднимать воду — вместо этого он будет толкать ее вверх. Однако имейте в виду, что погружные насосы не работают, если они не полностью погружены в жидкость.

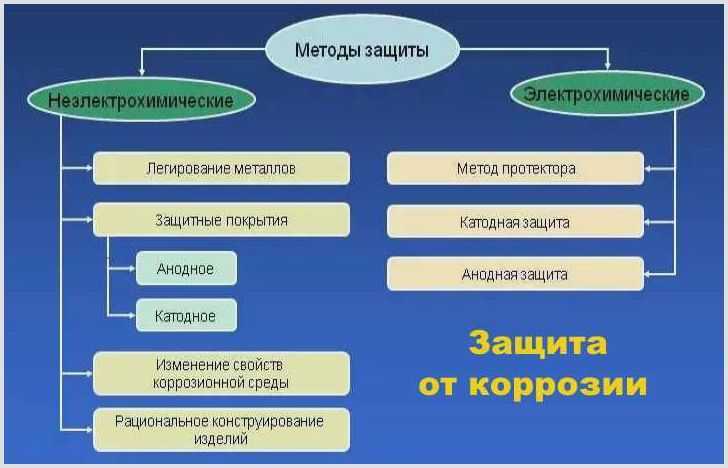
 Возраст объекта и его расположение, качество поверхности, степень разрушения металла, количество дефектов, тип предыдущих и будущих агрессивных условий, свойства старого покрытия — все эти факторы влияют на подготовку поверхности и выбор системы защиты металла от коррозии.
Возраст объекта и его расположение, качество поверхности, степень разрушения металла, количество дефектов, тип предыдущих и будущих агрессивных условий, свойства старого покрытия — все эти факторы влияют на подготовку поверхности и выбор системы защиты металла от коррозии.


 Перила, декоративные решетки и ограждения даже сегодня чаще всего изготавливают из металлов, которые подвержены коррозии. Так, отделка фасадов, которую в наше время осуществляют посредством использования тех или иных материалов, устойчивых к воздействию атмосферной влаги, все же не обходится без применения крепежа, узлов ввода-вывода коммуникаций, иных скрытых элементов. Данные компоненты наиболее часто выполняются из металла, а потому жизненно нуждаются в антикоррозионной защите.
Перила, декоративные решетки и ограждения даже сегодня чаще всего изготавливают из металлов, которые подвержены коррозии. Так, отделка фасадов, которую в наше время осуществляют посредством использования тех или иных материалов, устойчивых к воздействию атмосферной влаги, все же не обходится без применения крепежа, узлов ввода-вывода коммуникаций, иных скрытых элементов. Данные компоненты наиболее часто выполняются из металла, а потому жизненно нуждаются в антикоррозионной защите.


 На состоявшейся 3–4 декабря 2013 г. в г. Дюссельдорфе (Германия) конференции European Coatings Conference «Waterborne coatings» были рассмотрены достижения, проблемы и пути их решения в области водных ЛКМ.
На состоявшейся 3–4 декабря 2013 г. в г. Дюссельдорфе (Германия) конференции European Coatings Conference «Waterborne coatings» были рассмотрены достижения, проблемы и пути их решения в области водных ЛКМ.
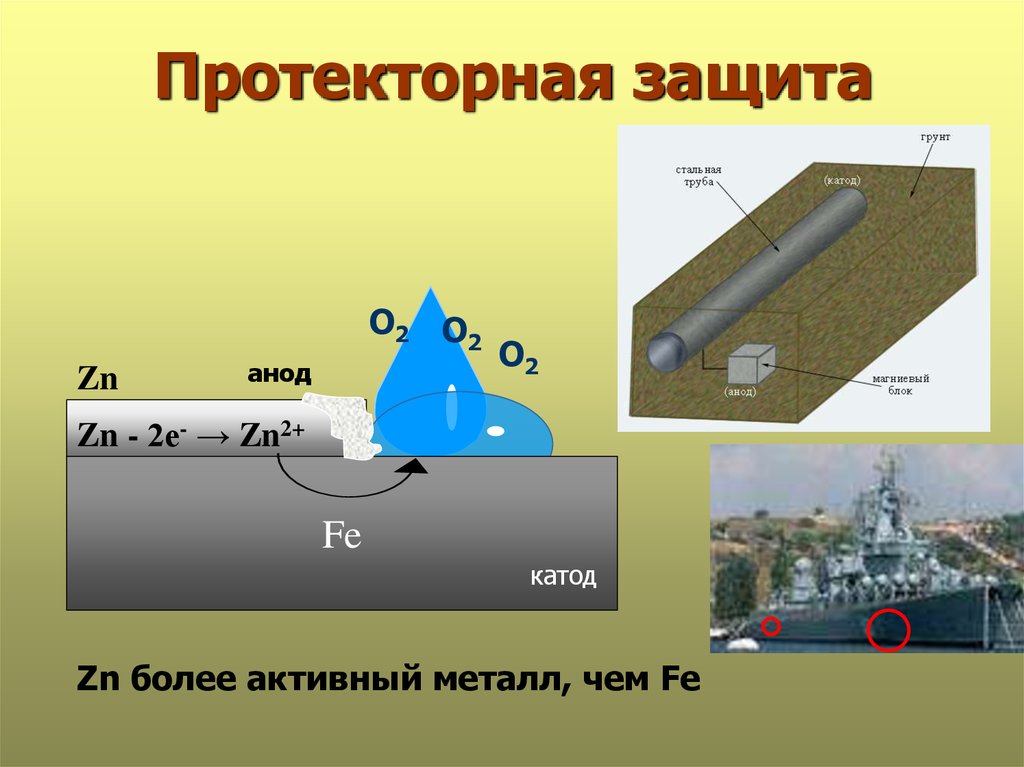 Продолжил тему полиуретанов д-р Норберт Питшман (Norbert Pietschmann), Institute fur Lack und Fabric (Германия), выступив с докладом «Водные УФ-отверждаемые ЛКМ для защиты стали от коррозии». При испытаниях противокоррозионных свойств пигментов, ингибиторов, связующих или их комбинаций он использовал электрохимические измерения, обеспечивающие более быстрое получение результатов. Этим методом
Продолжил тему полиуретанов д-р Норберт Питшман (Norbert Pietschmann), Institute fur Lack und Fabric (Германия), выступив с докладом «Водные УФ-отверждаемые ЛКМ для защиты стали от коррозии». При испытаниях противокоррозионных свойств пигментов, ингибиторов, связующих или их комбинаций он использовал электрохимические измерения, обеспечивающие более быстрое получение результатов. Этим методом
 Ингибиторы (от латинского «ингибео» — останавливаю, сдерживаю) — вещества, тормозящие химическую реакцию (в данном случае реакцию растворения металла в кислоте). Но ингибитор коррозии не мешает взаимодействию кислоты с оксидом и гидроксидом железа, из которых состоит ржавчина.
Ингибиторы (от латинского «ингибео» — останавливаю, сдерживаю) — вещества, тормозящие химическую реакцию (в данном случае реакцию растворения металла в кислоте). Но ингибитор коррозии не мешает взаимодействию кислоты с оксидом и гидроксидом железа, из которых состоит ржавчина.
 После 15-20-минутного перемешивания содержимого банки кислоту можно сливать и использовать для обработки ржавых железных изделий.
После 15-20-минутного перемешивания содержимого банки кислоту можно сливать и использовать для обработки ржавых железных изделий.
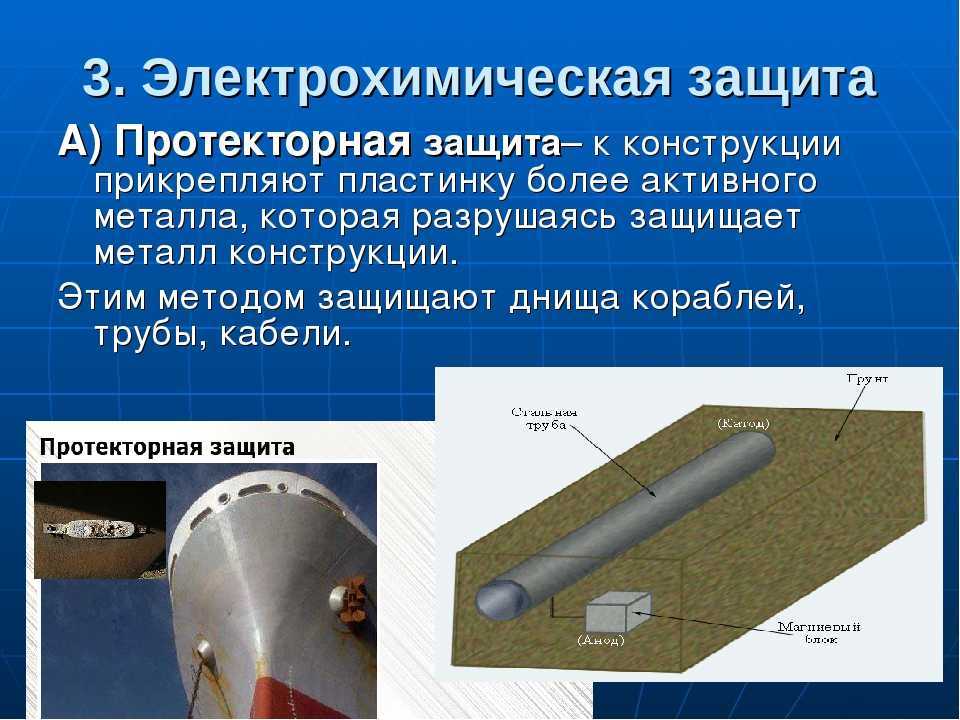 Очищенную поверхность протирают тряпочкой, смоченной вазелиновым маслом;
Очищенную поверхность протирают тряпочкой, смоченной вазелиновым маслом; Вокруг заржавевшей гайки делают «чашечку» из воска или пластилина, бортик которой выше уровня гайки на 3-4 мм. Заливают в чашечку разбавленную серную кислоту и кладут кусочек цинка. Через сутки гайка легко отвернется ключом. Чашечка с кислотой и металлическим цинком на железном основании — это миниатюрный гальванический элемент. Кислота растворяет ржавчину, и образовавшиеся катионы железа восстанавливаются на поверхности цинка; в то же время металл гайки и болта не растворяется в кислоте до тех пор, пока у кислоты есть контакт с цинком, поскольку цинк более активный в химическом отношении металл, чем железо.
Вокруг заржавевшей гайки делают «чашечку» из воска или пластилина, бортик которой выше уровня гайки на 3-4 мм. Заливают в чашечку разбавленную серную кислоту и кладут кусочек цинка. Через сутки гайка легко отвернется ключом. Чашечка с кислотой и металлическим цинком на железном основании — это миниатюрный гальванический элемент. Кислота растворяет ржавчину, и образовавшиеся катионы железа восстанавливаются на поверхности цинка; в то же время металл гайки и болта не растворяется в кислоте до тех пор, пока у кислоты есть контакт с цинком, поскольку цинк более активный в химическом отношении металл, чем железо.
 Остывшей мазью смазывают инструмент и оставляют его на сутки, а потом полируют металл шерстяной тряпочкой.
Остывшей мазью смазывают инструмент и оставляют его на сутки, а потом полируют металл шерстяной тряпочкой.

 1 Горячее цинкование
1 Горячее цинкование Однако они, как правило, не имеют существенного значения для металлоконструкций.
Однако они, как правило, не имеют существенного значения для металлоконструкций. офисы, магазины, школы, гостиницы
офисы, магазины, школы, гостиницы Убытки могут уменьшиться в последующие годы.
Убытки могут уменьшиться в последующие годы. здания показаны ниже.
здания показаны ниже.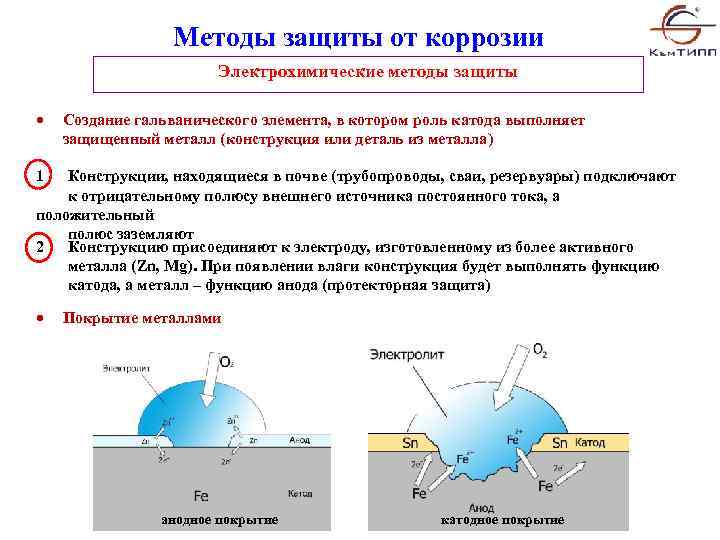 Стандартные степени чистоты для абразивоструйной очистки в соответствии с ISO 8501-1 [4] являются:
Стандартные степени чистоты для абразивоструйной очистки в соответствии с ISO 8501-1 [4] являются: Дробеструйные абразивы используются для тонкопленочных лакокрасочных покрытий, таких как заводские грунтовки. Разница между дробью и дробью и соответствующими профилями поверхности показана ниже на трехмерных диаграммах, полученных с помощью оборудования для бесконтактного определения характеристик поверхности.
Дробеструйные абразивы используются для тонкопленочных лакокрасочных покрытий, таких как заводские грунтовки. Разница между дробью и дробью и соответствующими профилями поверхности показана ниже на трехмерных диаграммах, полученных с помощью оборудования для бесконтактного определения характеристик поверхности.
 или на месте.
или на месте.
 Это горячее цинкование, термическое напыление, гальваническое покрытие и шерардизация. Последние два процесса не используются для металлоконструкций, но используются для фитингов, крепежных изделий и других мелких предметов. В целом защита от коррозии, обеспечиваемая металлическими покрытиями, в значительной степени зависит от выбора металла покрытия и его толщины и не сильно зависит от способа нанесения.
Это горячее цинкование, термическое напыление, гальваническое покрытие и шерардизация. Последние два процесса не используются для металлоконструкций, но используются для фитингов, крепежных изделий и других мелких предметов. В целом защита от коррозии, обеспечиваемая металлическими покрытиями, в значительной степени зависит от выбора металла покрытия и его толщины и не сильно зависит от способа нанесения. Типичная минимальная средняя толщина покрытия для стальных конструкций составляет 85 мкм.
Типичная минимальная средняя толщина покрытия для стальных конструкций составляет 85 мкм. Важно, чтобы герметик полностью заполнил все поры в металлическом покрытии.
Важно, чтобы герметик полностью заполнил все поры в металлическом покрытии.
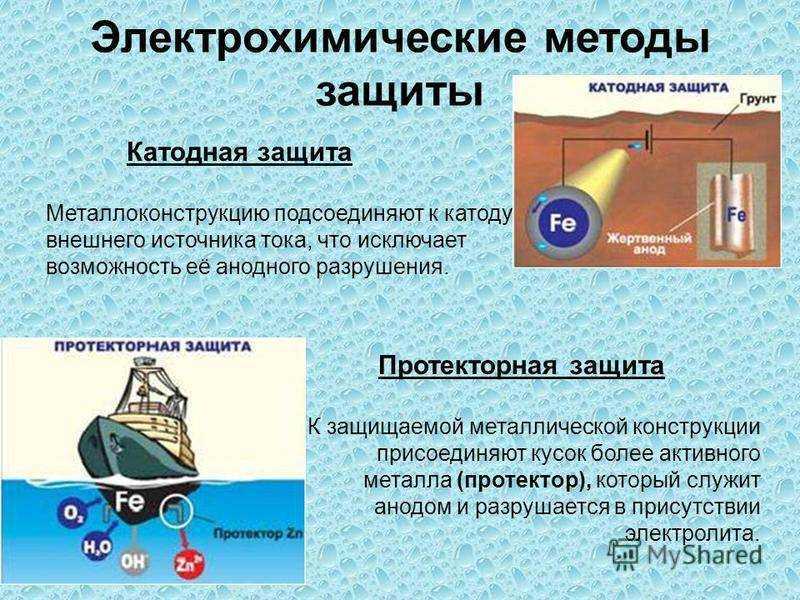 е. магазины или строительная площадка) и требуемые условия нанесения с точки зрения температуры, влажности и т. д.
е. магазины или строительная площадка) и требуемые условия нанесения с точки зрения температуры, влажности и т. д.
 Часть 3. Вопросы проектирования, BSI
Часть 3. Вопросы проектирования, BSI , Британская ассоциация строительных металлоконструкций, ООО.
, Британская ассоциация строительных металлоконструкций, ООО. info
info
 При отсутствии того и другого коррозия не возникает. По сути, железо в стали окисляется с образованием ржавчины, которая занимает примерно в 6 раз больше объема исходного материала, потребляемого в процессе. Здесь показан общий процесс коррозии.
При отсутствии того и другого коррозия не возникает. По сути, железо в стали окисляется с образованием ржавчины, которая занимает примерно в 6 раз больше объема исходного материала, потребляемого в процессе. Здесь показан общий процесс коррозии. 44-2 [1] и БС ЕН ИСО 9223 [2] .
44-2 [1] и БС ЕН ИСО 9223 [2] . предприятия пищевой промышленности, прачечные, пивоварни, молокозаводы
предприятия пищевой промышленности, прачечные, пивоварни, молокозаводы Убытки могут уменьшиться в последующие годы.
Убытки могут уменьшиться в последующие годы. здания показаны ниже.
здания показаны ниже. Стандартные степени чистоты для абразивоструйной очистки в соответствии с ISO 8501-1 [4] являются:
Стандартные степени чистоты для абразивоструйной очистки в соответствии с ISO 8501-1 [4] являются: Дробеструйные абразивы используются для тонкопленочных лакокрасочных покрытий, таких как заводские грунтовки. Разница между дробью и дробью и соответствующими профилями поверхности показана ниже на трехмерных диаграммах, полученных с помощью оборудования для бесконтактного определения характеристик поверхности.
Дробеструйные абразивы используются для тонкопленочных лакокрасочных покрытий, таких как заводские грунтовки. Разница между дробью и дробью и соответствующими профилями поверхности показана ниже на трехмерных диаграммах, полученных с помощью оборудования для бесконтактного определения характеристик поверхности.
 или на месте.
или на месте.
 Это горячее цинкование, термическое напыление, гальваническое покрытие и шерардизация. Последние два процесса не используются для металлоконструкций, но используются для фитингов, крепежных изделий и других мелких предметов. В целом защита от коррозии, обеспечиваемая металлическими покрытиями, в значительной степени зависит от выбора металла покрытия и его толщины и не сильно зависит от способа нанесения.
Это горячее цинкование, термическое напыление, гальваническое покрытие и шерардизация. Последние два процесса не используются для металлоконструкций, но используются для фитингов, крепежных изделий и других мелких предметов. В целом защита от коррозии, обеспечиваемая металлическими покрытиями, в значительной степени зависит от выбора металла покрытия и его толщины и не сильно зависит от способа нанесения. Типичная минимальная средняя толщина покрытия для стальных конструкций составляет 85 мкм.
Типичная минимальная средняя толщина покрытия для стальных конструкций составляет 85 мкм. Важно, чтобы герметик полностью заполнил все поры в металлическом покрытии.
Важно, чтобы герметик полностью заполнил все поры в металлическом покрытии.
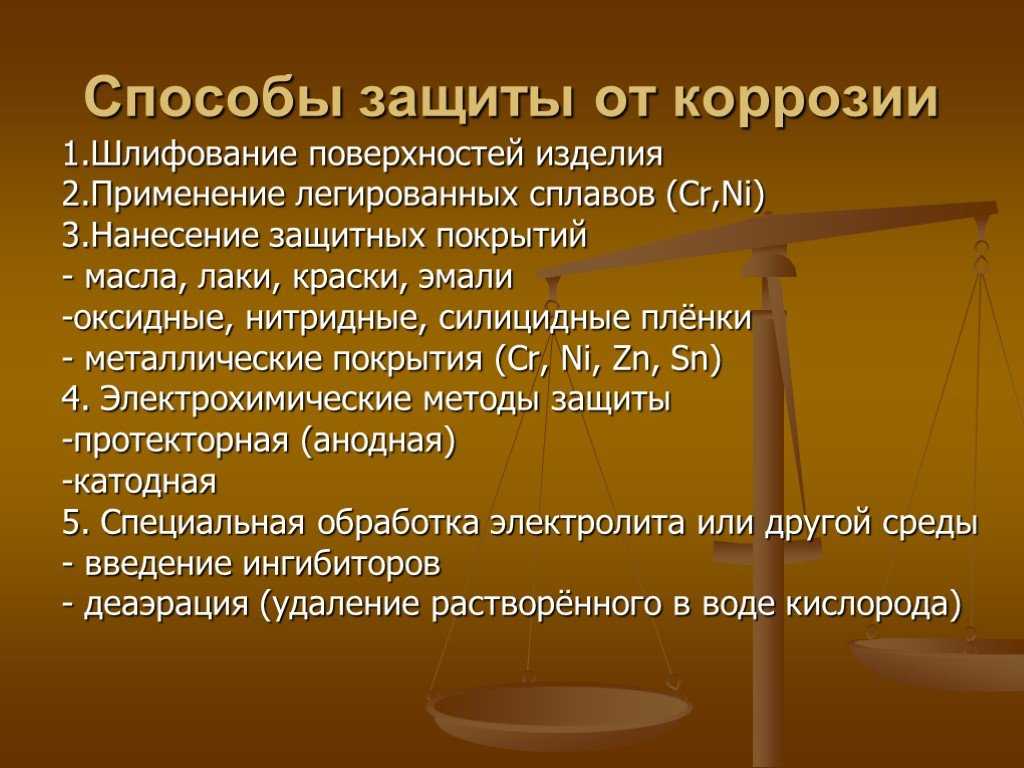 е. магазины или строительная площадка) и требуемые условия нанесения с точки зрения температуры, влажности и т. д.
е. магазины или строительная площадка) и требуемые условия нанесения с точки зрения температуры, влажности и т. д.
 Часть 3. Вопросы проектирования, BSI
Часть 3. Вопросы проектирования, BSI


 Проект рассказывает о работе волонтеров, которые помогают освободить людей из современного рабства, имеющего самые разные формы. Сериал создан кинокомпанией Amalgama Studio при поддержке Института развития интернета (АНО «ИРИ») и войдет в линейку Wink Originals.
Проект рассказывает о работе волонтеров, которые помогают освободить людей из современного рабства, имеющего самые разные формы. Сериал создан кинокомпанией Amalgama Studio при поддержке Института развития интернета (АНО «ИРИ») и войдет в линейку Wink Originals. Проект вскрывает тайны криминального бизнеса, который процветает на эксплуатации слабостей людей. На примере разных героев и жизненных ситуаций в сериале рассказывается, как попадают в ловушки и как из них выбраться, кто в этом может помочь, какие современные технологии будут полезны.
Проект вскрывает тайны криминального бизнеса, который процветает на эксплуатации слабостей людей. На примере разных героев и жизненных ситуаций в сериале рассказывается, как попадают в ловушки и как из них выбраться, кто в этом может помочь, какие современные технологии будут полезны. Одна из главных идей проекта “Права на свободу” заключается в том, что зло надо побеждать добром — тьму вымещать светом, — рассказал генеральный продюсер сериала Андрей Феофанов.
Одна из главных идей проекта “Права на свободу” заключается в том, что зло надо побеждать добром — тьму вымещать светом, — рассказал генеральный продюсер сериала Андрей Феофанов.


 Как правило, у вас есть два варианта:
Как правило, у вас есть два варианта: Продолжайте читать, чтобы узнать больше о бетоне Abaqus.
Продолжайте читать, чтобы узнать больше о бетоне Abaqus.

 В каждом случае необходимо указать расстояние s и угловую ориентацию α арматурного стержня по отношению к этой локальной системе.
В каждом случае необходимо указать расстояние s и угловую ориентацию α арматурного стержня по отношению к этой локальной системе. В этом методе мы произвольно внедряем либо поверхностных , либо мембранных элементов, армированных слоями арматуры, в твердые основные элементы, так что две сетки не обязательно должны совпадать. Используйте Встроенная область Ограничение для выполнения:
В этом методе мы произвольно внедряем либо поверхностных , либо мембранных элементов, армированных слоями арматуры, в твердые основные элементы, так что две сетки не обязательно должны совпадать. Используйте Встроенная область Ограничение для выполнения: Как вы знаете, программное обеспечение Abaqus имеет множество возможностей для моделирования всех вышеперечисленных тем, но создать правильную модель немного сложно. Вы можете изучить все связанные темы в разделе « Abaqus для начинающих | Учебник Abaqus для инженеров-строителей ».
Как вы знаете, программное обеспечение Abaqus имеет множество возможностей для моделирования всех вышеперечисленных тем, но создать правильную модель немного сложно. Вы можете изучить все связанные темы в разделе « Abaqus для начинающих | Учебник Abaqus для инженеров-строителей ». (Верно/Ложно)
(Верно/Ложно) За
За Опция создает бары
Опция создает бары






 Чем оно больше, тем выше твердость и хрупкость материала, тем хуже обрабатываемость резанием, свариваемость, способность к деформированию. Для холодной штамповки изделий сложной формы выбирают сплавы, в которых содержание Cне превышает 1%. Низкоуглеродистые стали свариваются без ограничений, то есть не требуют предварительного подогрева и особых условий охлаждения. При сварке средне- и высокоуглеродистых сплавов во избежание трещинообразования применяют дополнительные технологические операции.
Чем оно больше, тем выше твердость и хрупкость материала, тем хуже обрабатываемость резанием, свариваемость, способность к деформированию. Для холодной штамповки изделий сложной формы выбирают сплавы, в которых содержание Cне превышает 1%. Низкоуглеродистые стали свариваются без ограничений, то есть не требуют предварительного подогрева и особых условий охлаждения. При сварке средне- и высокоуглеродистых сплавов во избежание трещинообразования применяют дополнительные технологические операции.

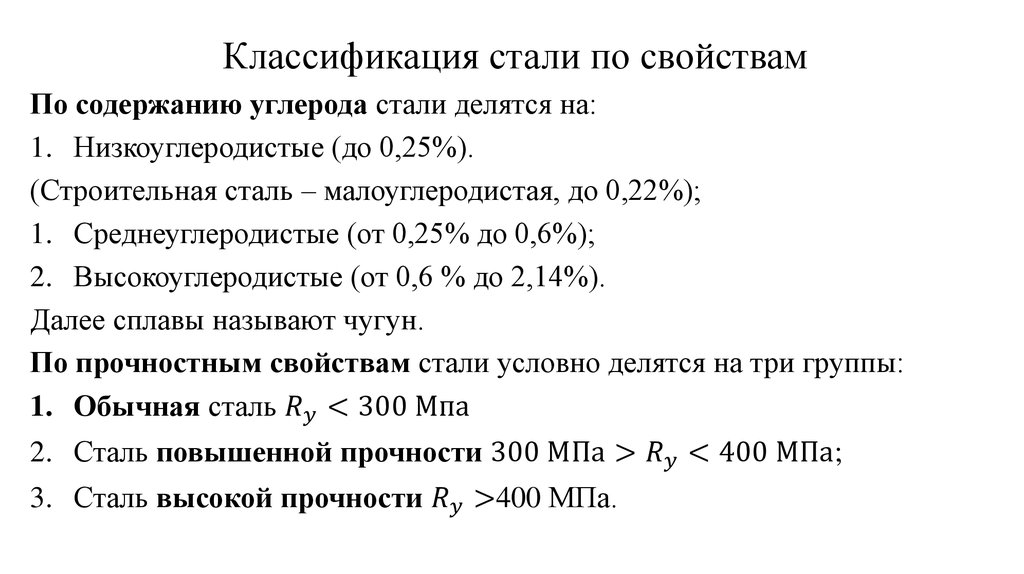 Минус марганца – повышение чувствительности сплава к перегреву.
Минус марганца – повышение чувствительности сплава к перегреву. Наиболее обширная категория, используемая в строительстве при создании сварных металлоконструкций, в машиностроении, для сооружения сетей инженерных коммуникаций. К ней относятся – стали обыкновенного качества, качественные углеродистые, низко- и среднелегированные марки. Конструкционные стальные сплавыподвергаются различным видам термической (ТО) и химико-термической обработки (ХТО).
Наиболее обширная категория, используемая в строительстве при создании сварных металлоконструкций, в машиностроении, для сооружения сетей инженерных коммуникаций. К ней относятся – стали обыкновенного качества, качественные углеродистые, низко- и среднелегированные марки. Конструкционные стальные сплавыподвергаются различным видам термической (ТО) и химико-термической обработки (ХТО).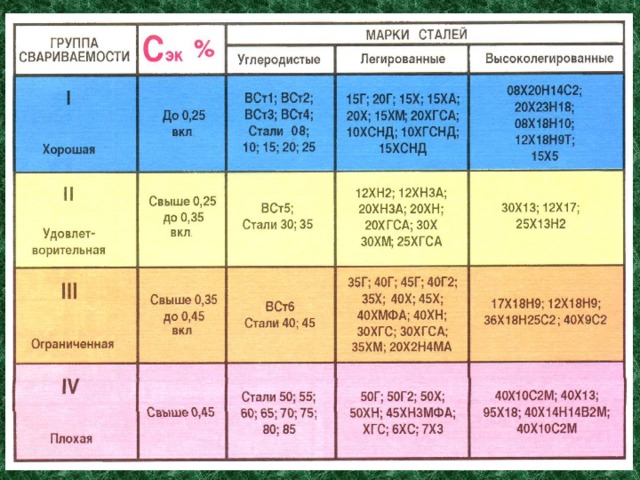 Категории качества:
Категории качества:
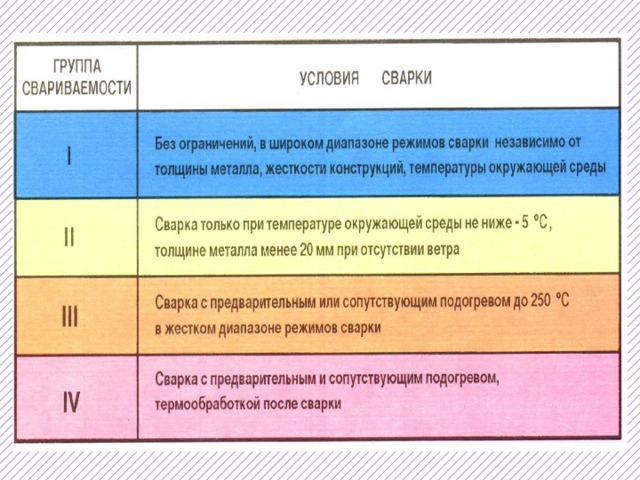 По мере твердения выделяются газы, создающие имитацию кипения состава. Для раскисления в этом случае используется марганец. Обычно к этой категории относятся малоуглеродистые марки. Их выгружают из печи практически сразу после внесения раскислителей. В отдельных случаях расплав раскисляют в ковше. Из кипящих сплавов производят прокат крупного сечения, который затем переплавляют на материал более высокого качества или подвергают горячей деформации для получения проката меньших размеров сечения.
По мере твердения выделяются газы, создающие имитацию кипения состава. Для раскисления в этом случае используется марганец. Обычно к этой категории относятся малоуглеродистые марки. Их выгружают из печи практически сразу после внесения раскислителей. В отдельных случаях расплав раскисляют в ковше. Из кипящих сплавов производят прокат крупного сечения, который затем переплавляют на материал более высокого качества или подвергают горячей деформации для получения проката меньших размеров сечения.
 Сплавы этого класса образуются при высоких концентрациях хрома, никеля и марганца. Они отличаются высоким уровнем ударной вязкости.
Сплавы этого класса образуются при высоких концентрациях хрома, никеля и марганца. Они отличаются высоким уровнем ударной вязкости. Пример: Ст3 – сталь обыкновенного качества с гарантированными механическими свойствами и условный индекс 3, для которого содержание углерода составляет 0,14-0,22%.
Пример: Ст3 – сталь обыкновенного качества с гарантированными механическими свойствами и условный индекс 3, для которого содержание углерода составляет 0,14-0,22%.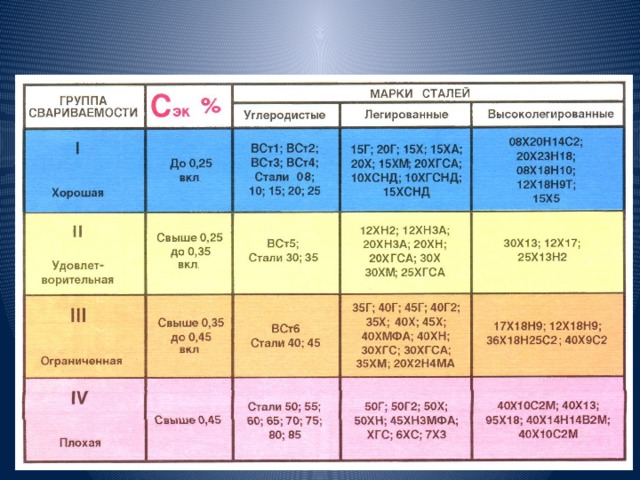 Пример: 12Х18Н10Т. Такая сталь содержит 0,12% углерода, хрома – 18%, никеля – 10%, титана – примерно 1%.
Пример: 12Х18Н10Т. Такая сталь содержит 0,12% углерода, хрома – 18%, никеля – 10%, титана – примерно 1%.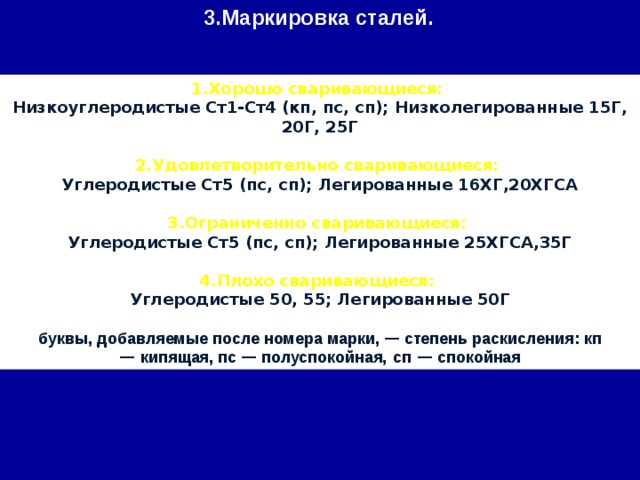 Содержание углерода указывается в сотых процента. Отличия заключаются в том, что сначала идет перечисление легирующих элементов, а затем в том же порядке следует их процентное содержание, лигатуры указываются в соответствии с таблицей Менделеева. Если какой-то элемент присутствует в количестве более 5%, то перед маркировкой ставится буква X. Например: X5CrNi18-10. В этой стали содержится 0,05% углерода, 18% хрома и 10% никеля.
Содержание углерода указывается в сотых процента. Отличия заключаются в том, что сначала идет перечисление легирующих элементов, а затем в том же порядке следует их процентное содержание, лигатуры указываются в соответствии с таблицей Менделеева. Если какой-то элемент присутствует в количестве более 5%, то перед маркировкой ставится буква X. Например: X5CrNi18-10. В этой стали содержится 0,05% углерода, 18% хрома и 10% никеля.
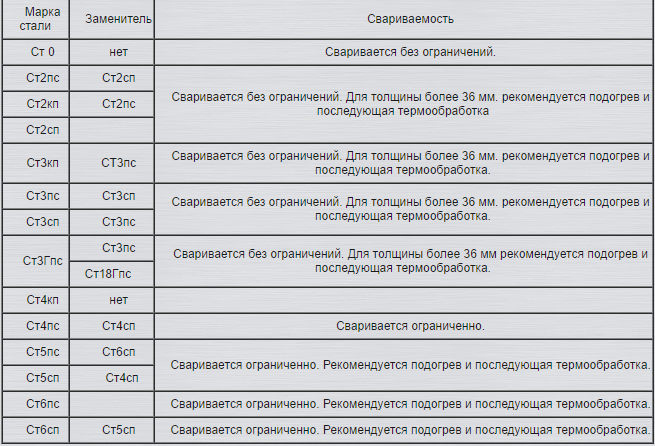 4301
4301
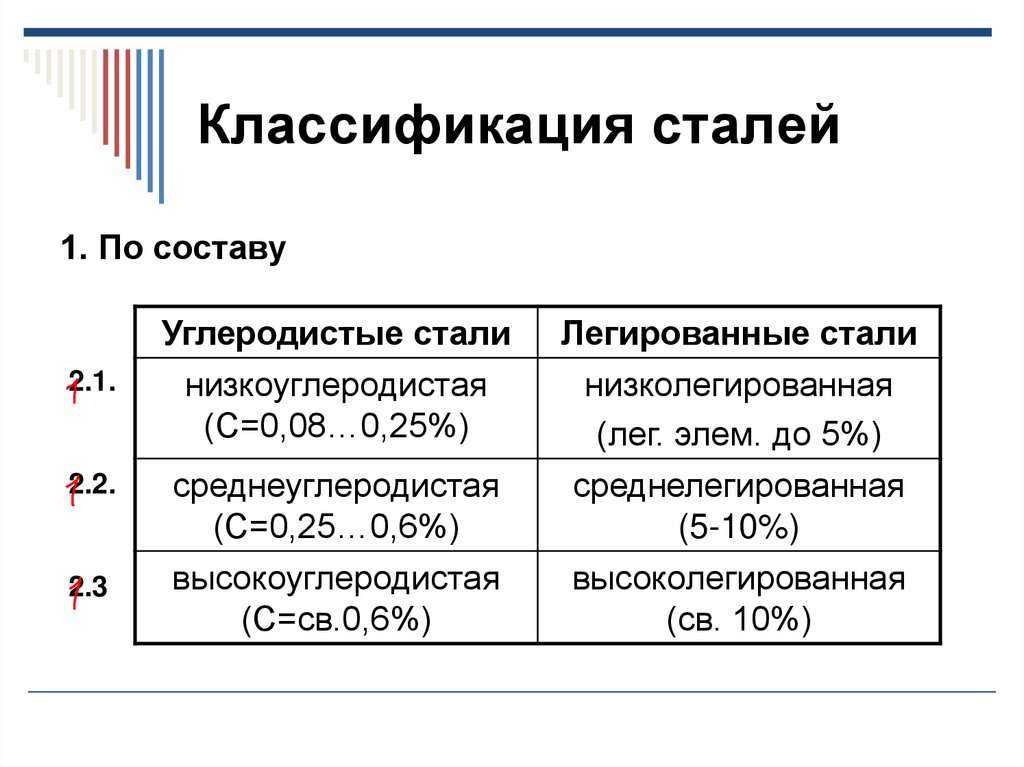 4432
4432
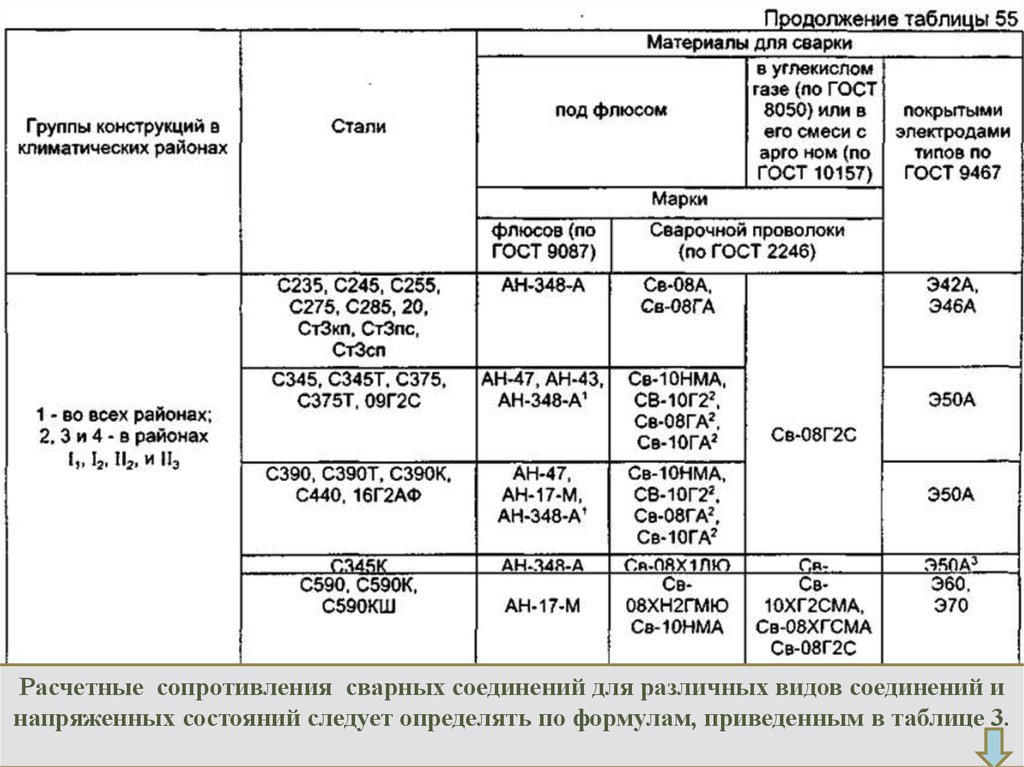 4833
4833
 4016
4016
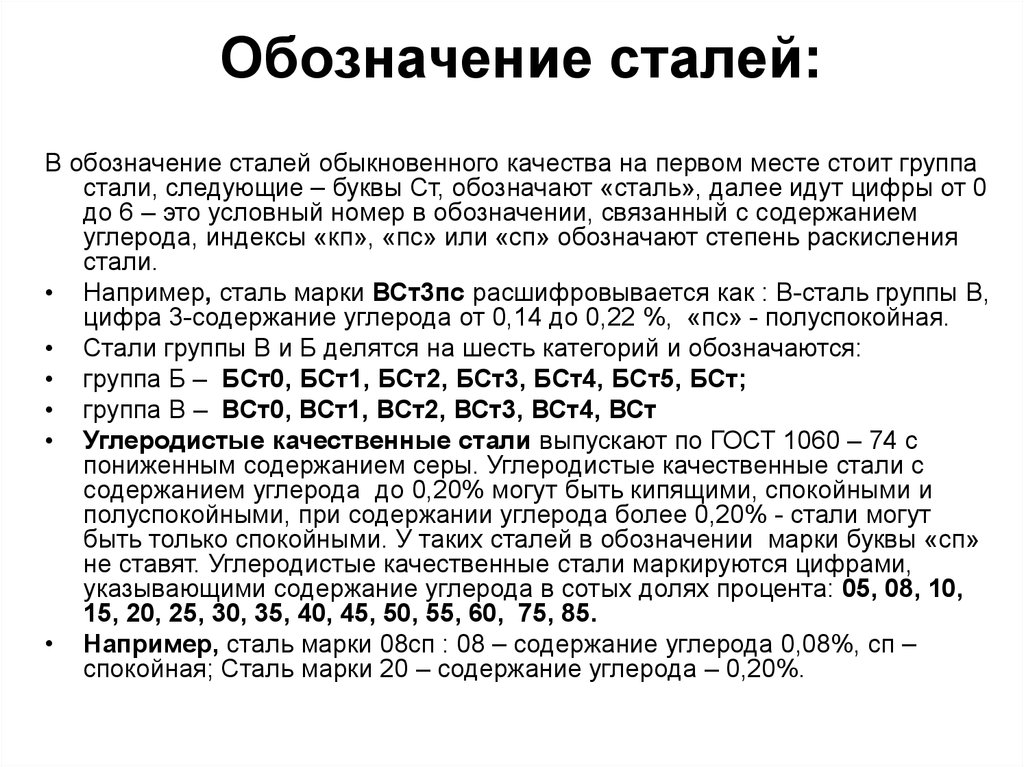 4021
4021
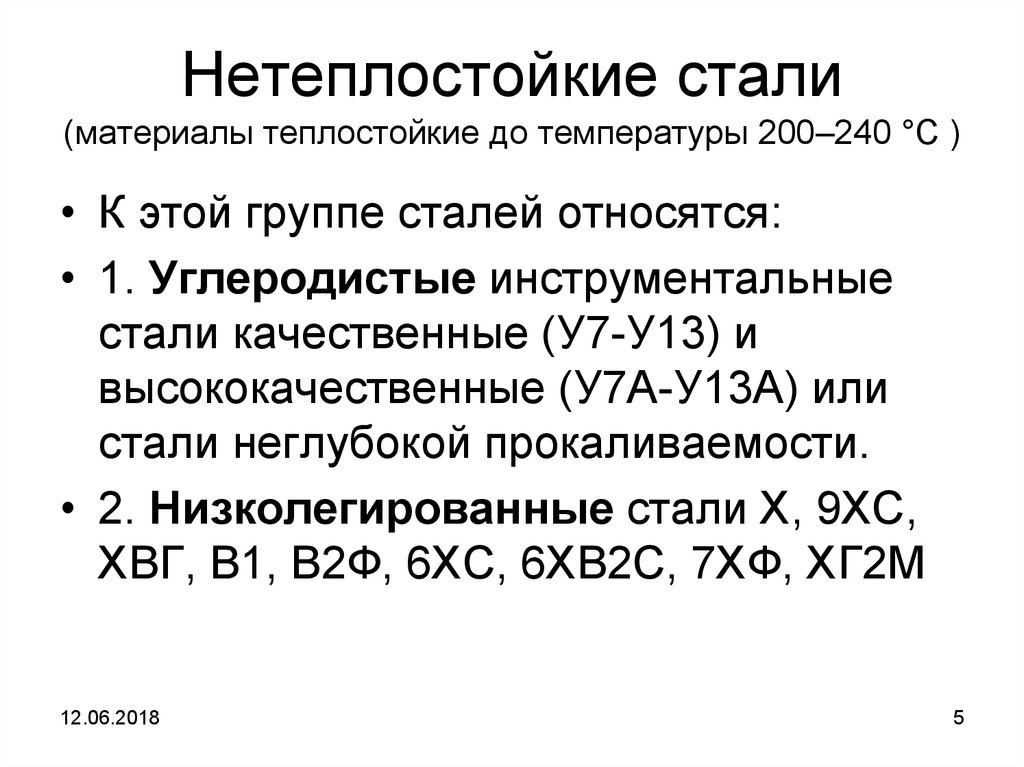
 10).
10). п.). Аналогично буквой Д обозначают повышенное содержание меди.
п.). Аналогично буквой Д обозначают повышенное содержание меди.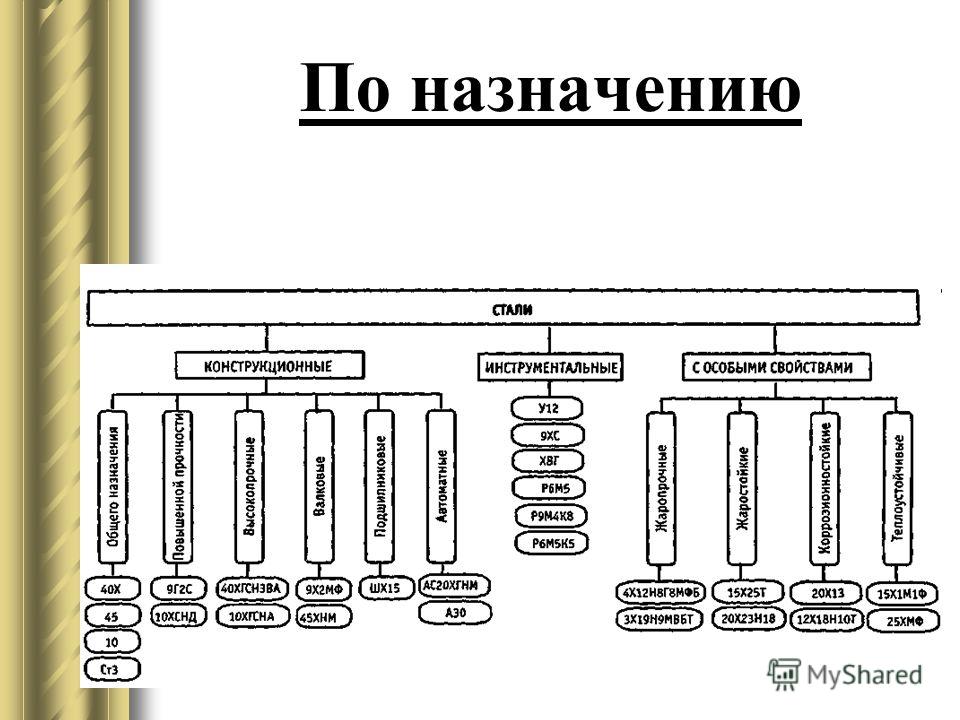 Не указывают содержание хрома, т. к. оно составляет стабильно около 4% во всех быстрорежущих сталях и углерода, т. к. последнее всегда пропорционально содержанию ванадия. Следует заметить, что если содержание ванадия превышает 2,5%, буква Ф и цифра указываются, (например, стали Р6М5 и Р6 М5Ф3).
Не указывают содержание хрома, т. к. оно составляет стабильно около 4% во всех быстрорежущих сталях и углерода, т. к. последнее всегда пропорционально содержанию ванадия. Следует заметить, что если содержание ванадия превышает 2,5%, буква Ф и цифра указываются, (например, стали Р6М5 и Р6 М5Ф3).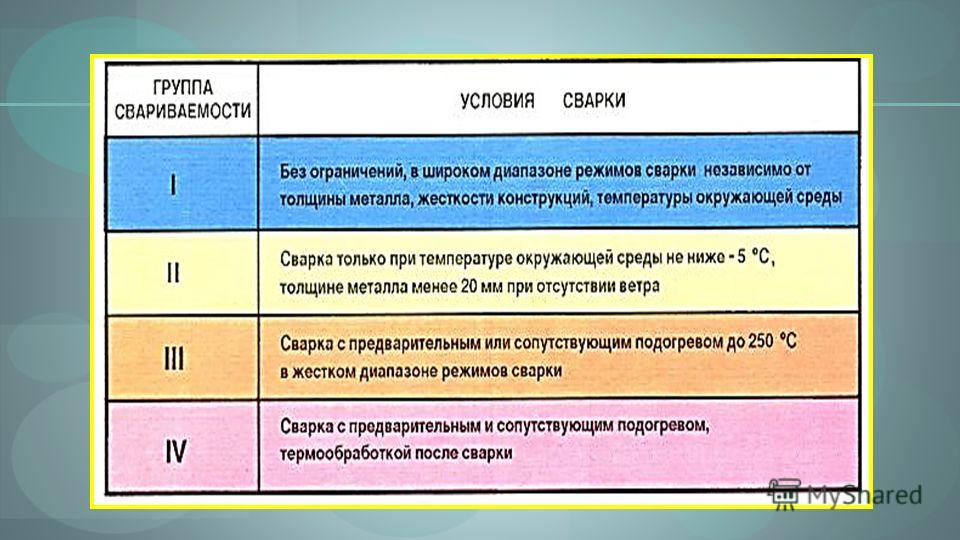 Первая часть этого стандарта определяет порядок наименования сталей, а вторая часть регламентирует присвоение сталям порядковых номеров.
Первая часть этого стандарта определяет порядок наименования сталей, а вторая часть регламентирует присвоение сталям порядковых номеров.
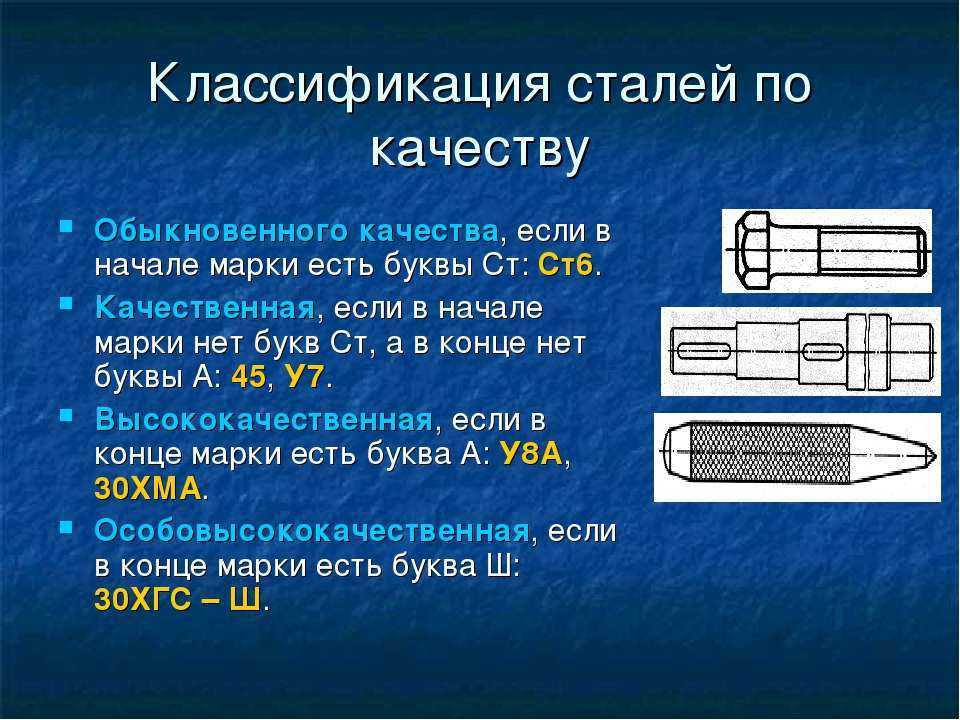 Включение этих элементов повышает прочность стали, пластичность, коррозионную стойкость и обрабатываемость.
Включение этих элементов повышает прочность стали, пластичность, коррозионную стойкость и обрабатываемость.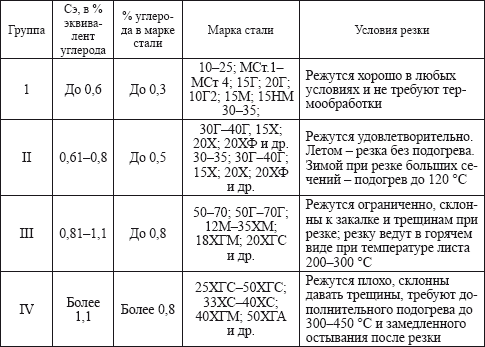
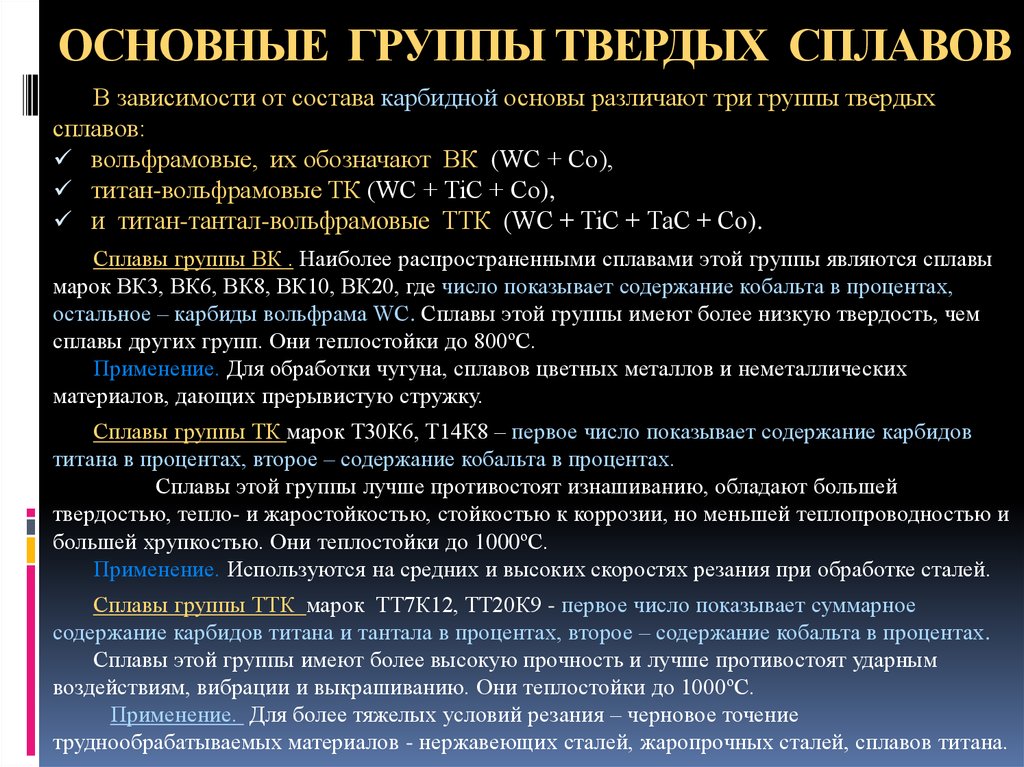
 Независимо от вашей отрасли или размера заказа, мы можем предоставить нужный тип стали для вашего уникального проекта. Свяжитесь с нами, чтобы получить быстрое предложение сегодня.
Независимо от вашей отрасли или размера заказа, мы можем предоставить нужный тип стали для вашего уникального проекта. Свяжитесь с нами, чтобы получить быстрое предложение сегодня.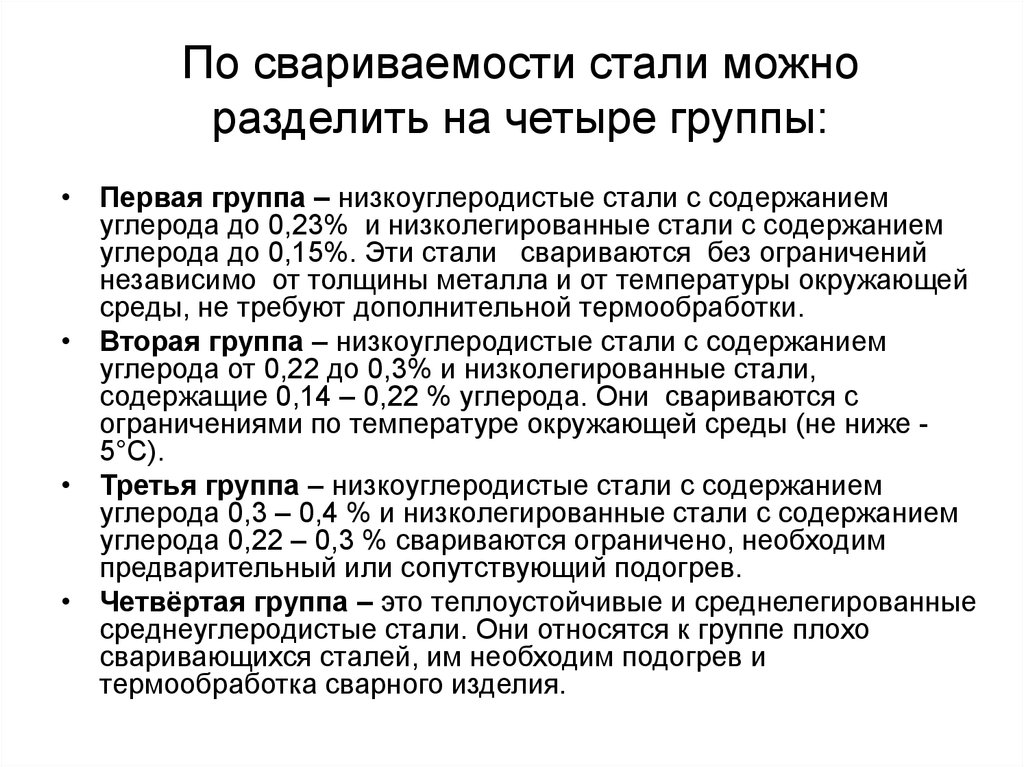
 г – 11.г
г – 11.г Более новые версии частей ISO 9606, такие как текущий ISO 9606-1 (сварка сталей плавлением), отошли от этой философии, чтобы принять систему, аналогичную ASME IX (описанную ниже), которая рассматривает состав присадочного материала как единственный «важная» переменная, когда сварщик имеет квалификацию для группы присадочных материалов, если основной материал находится в любой группе от 1 до 11 (см. Таблицу 1).
Более новые версии частей ISO 9606, такие как текущий ISO 9606-1 (сварка сталей плавлением), отошли от этой философии, чтобы принять систему, аналогичную ASME IX (описанную ниже), которая рассматривает состав присадочного материала как единственный «важная» переменная, когда сварщик имеет квалификацию для группы присадочных материалов, если основной материал находится в любой группе от 1 до 11 (см. Таблицу 1).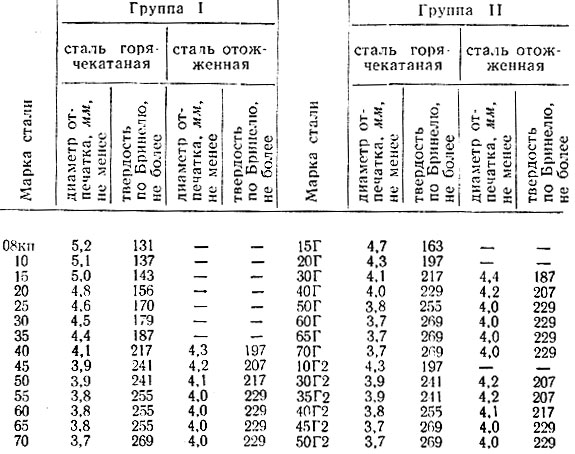 Если материал попадает в две (под) группы, он всегда считается принадлежащим к группе с меньшим номером. Широкий спектр разнородных соединений может соответствовать требованиям, но их необходимо тщательно изучить, чтобы убедиться, что стандарт допускает это.
Если материал попадает в две (под) группы, он всегда считается принадлежащим к группе с меньшим номером. Широкий спектр разнородных соединений может соответствовать требованиям, но их необходимо тщательно изучить, чтобы убедиться, что стандарт допускает это.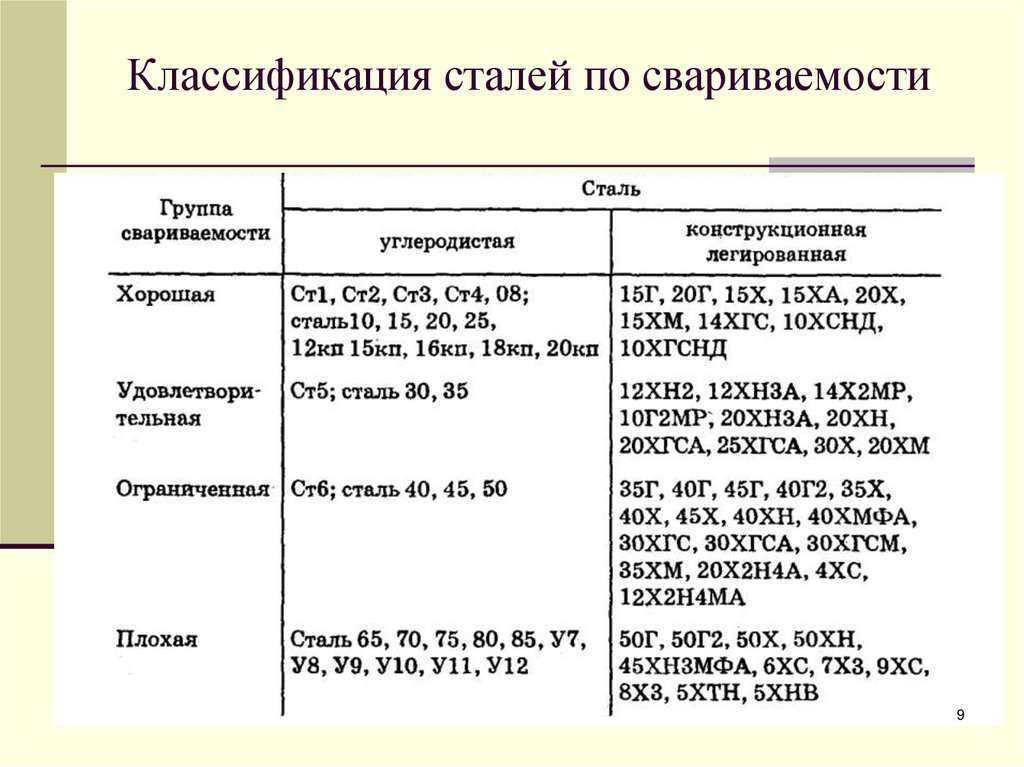 Стандарт распространяется на стали, алюминиевые сплавы, медные сплавы, никелевые сплавы, титановые сплавы, циркониевые сплавы и чугуны. Большинство групп относительно легко понять, с диапазонами составов, предусмотренными для соответствующих сплавов. Группировки основаны на преднамеренном легировании компонентов без учета примесей.
Стандарт распространяется на стали, алюминиевые сплавы, медные сплавы, никелевые сплавы, титановые сплавы, циркониевые сплавы и чугуны. Большинство групп относительно легко понять, с диапазонами составов, предусмотренными для соответствующих сплавов. Группировки основаны на преднамеренном легировании компонентов без учета примесей.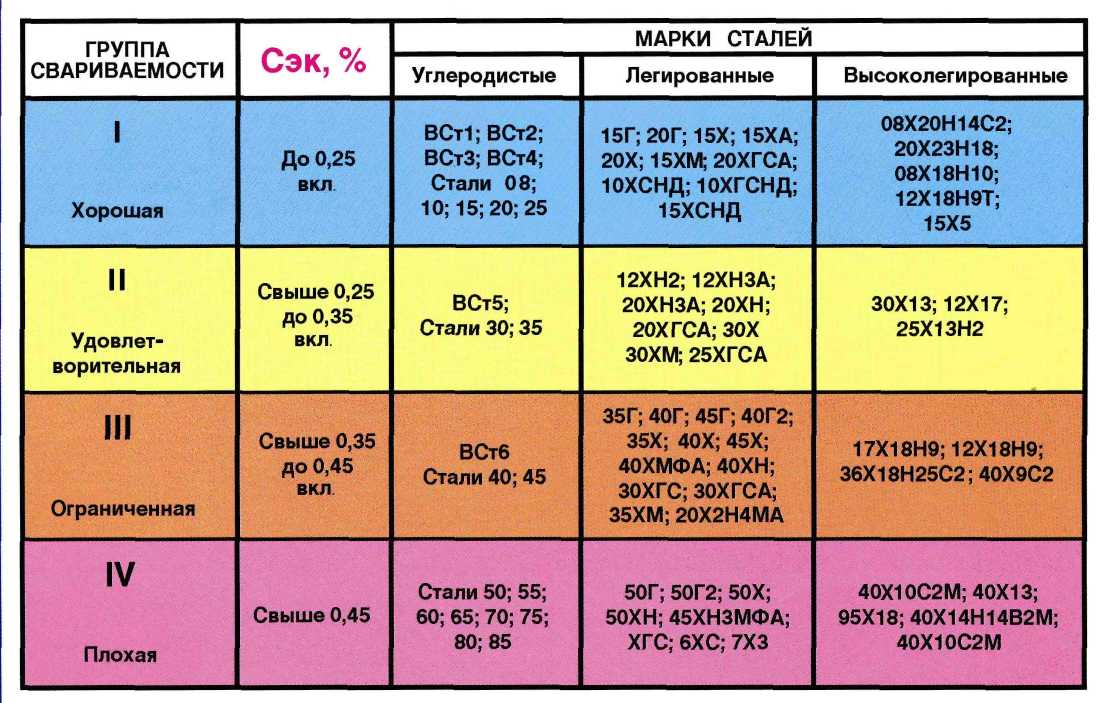 Однако существуют три стандарта, которые могут быть полезны для определения группировки интересующего материала. PD CEN ISO/TR 20172, 20173 и 20174 перечисляет множество различных марок материалов и групп, к которым они принадлежат. Эти стандарты могут быть очень полезны при определении соответствующей группы и, следовательно, диапазона квалификации.
Однако существуют три стандарта, которые могут быть полезны для определения группировки интересующего материала. PD CEN ISO/TR 20172, 20173 и 20174 перечисляет множество различных марок материалов и групп, к которым они принадлежат. Эти стандарты могут быть очень полезны при определении соответствующей группы и, следовательно, диапазона квалификации.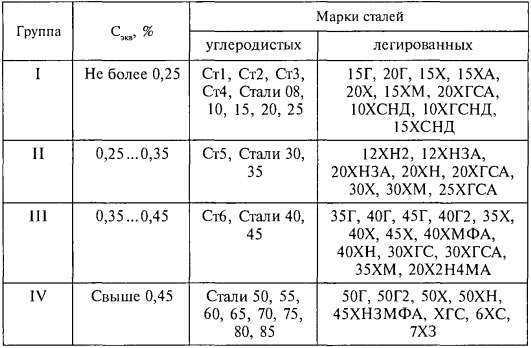
 1 AWS D1.1 в соответствии со спецификацией ASTM. Как основные материалы, так и расходные материалы также классифицируются по четырем группам в таблице 3.2 AWS D1.1 в зависимости от их классификации AWS и прочности, чтобы дать рекомендации по согласованию прочности с основным металлом в случае предварительно аттестованных процедур сварки. В соответствии с таблицей 4.8 все материалы, не указанные в списке, должны быть аттестованы в соответствии с пунктом 4 аттестации процедуры сварки AWS D1.1.
1 AWS D1.1 в соответствии со спецификацией ASTM. Как основные материалы, так и расходные материалы также классифицируются по четырем группам в таблице 3.2 AWS D1.1 в зависимости от их классификации AWS и прочности, чтобы дать рекомендации по согласованию прочности с основным металлом в случае предварительно аттестованных процедур сварки. В соответствии с таблицей 4.8 все материалы, не указанные в списке, должны быть аттестованы в соответствии с пунктом 4 аттестации процедуры сварки AWS D1.1.
 Квалификация путем принятия стандартной процедуры сварки; 2004
Квалификация путем принятия стандартной процедуры сварки; 2004
 БОЛЕЕ 800 ПОТРЕБИТЕЛЕЙ.
БОЛЕЕ 800 ПОТРЕБИТЕЛЕЙ.


 Мы выбираем правильную комбинацию материалов с учетом заданных условий эксплуатации, включая химический состав транспортируемой жидкости, давление, температуру, глубину воды и ряд других факторов, влияющих на конструкцию гибкой трубы.
Мы выбираем правильную комбинацию материалов с учетом заданных условий эксплуатации, включая химический состав транспортируемой жидкости, давление, температуру, глубину воды и ряд других факторов, влияющих на конструкцию гибкой трубы. Слои встречно намотаны попарно. Растяжимые слои брони обеспечивают устойчивость к нагрузкам осевого растяжения.
Слои встречно намотаны попарно. Растяжимые слои брони обеспечивают устойчивость к нагрузкам осевого растяжения. дюйм
дюйм 05.22
05.22 Нет необходимости в изгибе трубы или компрессионных фитингах, которые могут протекать. Таким образом, практически любой домашний мастер может успешно использовать гибкие водопроводные трубы при установке нового унитаза, смесителя или другого сантехнического оборудования.
Нет необходимости в изгибе трубы или компрессионных фитингах, которые могут протекать. Таким образом, практически любой домашний мастер может успешно использовать гибкие водопроводные трубы при установке нового унитаза, смесителя или другого сантехнического оборудования.




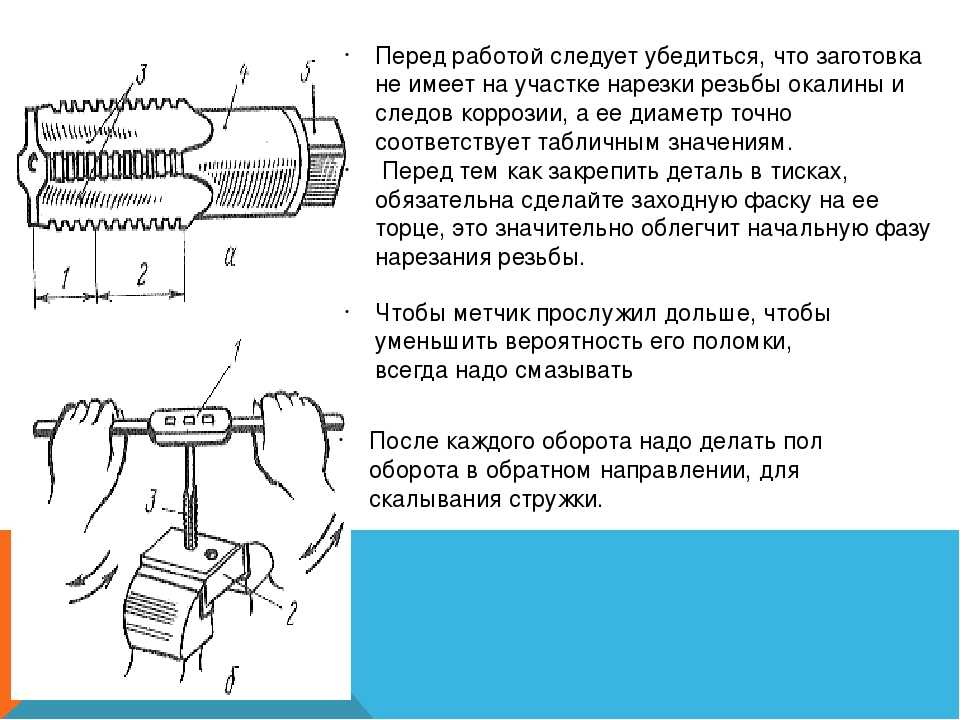 На нашем заводе нарезание трапецеидальной резьбы осуществляется самым производительным способом углубления предварительной канавки, а затем профиль обрабатывается двумя резцами.
На нашем заводе нарезание трапецеидальной резьбы осуществляется самым производительным способом углубления предварительной канавки, а затем профиль обрабатывается двумя резцами.
 Берем металлический подготовленный стержень, его в исках крепко зажимаем и снимаем фаску надфилем или, к примеру, специальным бархатным напильником. Потом при помощи воротк4а на конец стержня надеваем плашку, который необходимо перед этим смазать обильно машинным маслом. Теперь на стержень навинчиваем плашку, нажимая на нее слегка.
Берем металлический подготовленный стержень, его в исках крепко зажимаем и снимаем фаску надфилем или, к примеру, специальным бархатным напильником. Потом при помощи воротк4а на конец стержня надеваем плашку, который необходимо перед этим смазать обильно машинным маслом. Теперь на стержень навинчиваем плашку, нажимая на нее слегка.

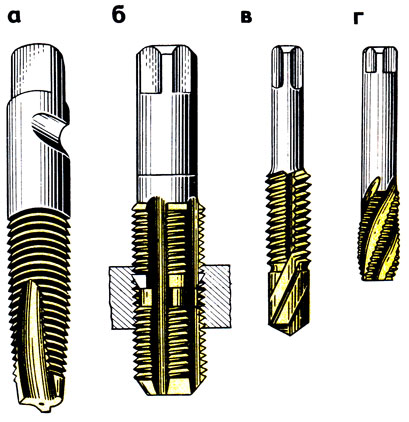
 Однако, отправив запрос, вы получите ответ от учреждения с более подробной информацией о ценах.
Однако, отправив запрос, вы получите ответ от учреждения с более подробной информацией о ценах. Вы можете искать , сравнивать , обсуждать и заказывать медицинские услуги в одном месте. Мы открываем дверь лучшим поставщикам медицинских услуг по всему миру, экономя ваше время и энергию, и все это по БЕСПЛАТНО , никаких скрытых платежей и наценок не гарантируется. Так чего же ты ждешь?
Вы можете искать , сравнивать , обсуждать и заказывать медицинские услуги в одном месте. Мы открываем дверь лучшим поставщикам медицинских услуг по всему миру, экономя ваше время и энергию, и все это по БЕСПЛАТНО , никаких скрытых платежей и наценок не гарантируется. Так чего же ты ждешь?
 После того, как ваша кожа будет отмечена, вам дадут местный анестетик, чтобы обезболить пораженный участок. Затем нити PDO вводятся с помощью игл с тупыми или острыми концами (известных как канюли) в различные слои кожи. Через одну и ту же точку кожи можно ввести несколько нитей. Как только нить вставлена, они фиксируют кожу и поднимают ее вверх. Затем нить освобождают и удаляют канюлю. Этот процесс можно повторять несколько раз, пока не будет достигнут желаемый результат. После завершения всего процесса вставки лишние нити обрезаются. Последним шагом является массирование нитей, чтобы убедиться, что нет ямочек и ткань гладкая.
После того, как ваша кожа будет отмечена, вам дадут местный анестетик, чтобы обезболить пораженный участок. Затем нити PDO вводятся с помощью игл с тупыми или острыми концами (известных как канюли) в различные слои кожи. Через одну и ту же точку кожи можно ввести несколько нитей. Как только нить вставлена, они фиксируют кожу и поднимают ее вверх. Затем нить освобождают и удаляют канюлю. Этот процесс можно повторять несколько раз, пока не будет достигнут желаемый результат. После завершения всего процесса вставки лишние нити обрезаются. Последним шагом является массирование нитей, чтобы убедиться, что нет ямочек и ткань гладкая. выше полный список вместе с ориентировочными ценами. Цена нитевой подтяжки PDO может варьироваться в зависимости от конкретного случая и будет определяться на основе фотографий и личной оценки со специалистом. Для индивидуального расчета Нажмите здесь, чтобы отправить свои данные
выше полный список вместе с ориентировочными ценами. Цена нитевой подтяжки PDO может варьироваться в зависимости от конкретного случая и будет определяться на основе фотографий и личной оценки со специалистом. Для индивидуального расчета Нажмите здесь, чтобы отправить свои данные Также рекомендуется спать на спине во время восстановления, чтобы избежать давления на лицо, которое может привести к смещению нитей. Врач даст вам рекомендации по последующему уходу.
Также рекомендуется спать на спине во время восстановления, чтобы избежать давления на лицо, которое может привести к смещению нитей. Врач даст вам рекомендации по последующему уходу.
 Сразу после нитевого лифтинга PDO ваша кожа подтягивается и подтягивается. Наилучшие эффекты обычно проявляются через 1-2 месяца. Вы заметите, что текстура кожи стала лучше, стала более гладкой и упругой.
Сразу после нитевого лифтинга PDO ваша кожа подтягивается и подтягивается. Наилучшие эффекты обычно проявляются через 1-2 месяца. Вы заметите, что текстура кожи стала лучше, стала более гладкой и упругой. Большинству людей не нравится выбирать хирургическое лечение для косметических преимуществ. Но с достижениями в области эстетической медицины появилась минимально инвазивная процедура, позволяющая подтягивать и подтягивать кожу и достигать таких же захватывающих результатов. Процедура Smooth filler PDO Threads Treatment в Москве, США, подтягивает лицо, делая его более подтянутым и молодым, а результаты сохраняются более года. Но как часто вы можете использовать эти нити Smooth filler PDO?
Большинству людей не нравится выбирать хирургическое лечение для косметических преимуществ. Но с достижениями в области эстетической медицины появилась минимально инвазивная процедура, позволяющая подтягивать и подтягивать кожу и достигать таких же захватывающих результатов. Процедура Smooth filler PDO Threads Treatment в Москве, США, подтягивает лицо, делая его более подтянутым и молодым, а результаты сохраняются более года. Но как часто вы можете использовать эти нити Smooth filler PDO? Подтяжка нитями PDO с гладким наполнителем предназначена для подтяжки и укрепления кожи с помощью гладких хирургических нитей, которые ранее использовались в качестве швов. Эти нити не причиняют вреда организму и могут быть введены без опасений для достижения результатов подтяжки кожи в кратчайшие сроки. Гладкие наполнители PDO Threads являются основной причиной успеха и адаптируемости этой обработки.
Подтяжка нитями PDO с гладким наполнителем предназначена для подтяжки и укрепления кожи с помощью гладких хирургических нитей, которые ранее использовались в качестве швов. Эти нити не причиняют вреда организму и могут быть введены без опасений для достижения результатов подтяжки кожи в кратчайшие сроки. Гладкие наполнители PDO Threads являются основной причиной успеха и адаптируемости этой обработки. Они предложат вам прекратить использование некоторых продуктов для кожи перед процедурой. Сюда входят отшелушивающие средства, разжижающие кровь лекарства, алкоголь, а также ограничение пребывания на солнце. Это гарантирует, что у вас будет гладкое восстановление без раздражения после лечения.
Они предложат вам прекратить использование некоторых продуктов для кожи перед процедурой. Сюда входят отшелушивающие средства, разжижающие кровь лекарства, алкоголь, а также ограничение пребывания на солнце. Это гарантирует, что у вас будет гладкое восстановление без раздражения после лечения. Следуйте инструкциям вашего специалиста по коже, чтобы начать регулярные процедуры по уходу за кожей.
Следуйте инструкциям вашего специалиста по коже, чтобы начать регулярные процедуры по уходу за кожей. Преимущество этой обработки заключается в том, что после того, как нити будут помещены в кожу, их концы будут обрезаны, и их не будет видно невооруженным глазом. Они будут присутствовать в коже до тех пор, пока полностью не растворятся, придавая естественный вид.
Преимущество этой обработки заключается в том, что после того, как нити будут помещены в кожу, их концы будут обрезаны, и их не будет видно невооруженным глазом. Они будут присутствовать в коже до тех пор, пока полностью не растворятся, придавая естественный вид.