Технология сварка меди в домашних условиях полуавтоматом
Когда разговор заходит о сварке меди, то необходимо понимать, что этот металл обладает уникальными свойствами. А именно: отличной пластичностью, высокой теплопроводностью и электропроводностью, высочайшей коррозионной стойкостью. Плюс великолепные эстетические качества. Поэтому медь сегодня используется в самых разных сферах. А так как с ней всем приходится встречаться часто, то велика вероятность, что и процессом сварки этого металла будет интересоваться большой круг людей. Поэтому вопрос, а может ли проводиться сварка меди в домашних условиях, сегодня интересует многих.
Содержание страницы
- 1 Особенности сварки меди
- 2 Ручная дуговая сварка медных сплавов
- 2.1 Полезные советы
- 3 Ручная аргонодуговая сварка
- 4 Сваривание угольными и графитовыми электродами
- 5 Сварка меди и алюминия
- 6 Сварка меди со сталью
Особенности сварки меди
Необходимо отметить тот факт, что чем чище медь, тем лучше она сваривается. Но кроме этого на качество процесса влияют и ниже следующие факторы.
Но кроме этого на качество процесса влияют и ниже следующие факторы.
- Как и многие цветные металлы, при соприкосновении с кислородом медь начинает окисляться. Окисел – это тонкая жаропрочная пленка, которая мешает проводить сваривание медных заготовок. Поэтому на стадии подготовки оксидную пленку обязательно удаляют разными способами.
- Медь обладает очень большим коэффициентом линейного расширения. Он в полтора раза больше, чем у стали. Поэтому при охлаждении происходит сильная усадка. Именно этот фактор негативно влияет на качество шва, в котором во время усадки появляются трещины.
- В нагретом состоянии медь поглощает водород и кислород. Первый внутри металла после остывания образует поры. Второй окисел на поверхности.
- При резком нагреве и остывании структура металла меняется. Из мелкозернистой он превращается в крупнозернистую. А это увеличение хрупкости в зоне сварки.
- Коэффициент теплопроводности у меди в семь раз больше, чем у стали. То есть, при нагреве металл быстро расплавляется, при снижении температуры быстро становится твердым.
 Резкий переход от одной стадии в другую становится причиной образования внутри дефектов.
Резкий переход от одной стадии в другую становится причиной образования внутри дефектов. - Текучесть меди. Этот показатель в 2,5 раза больше, чем у стали. При высоком нагреве, а это иногда требуется для сваривания толстых заготовок, полная проплавка с одной стороны практически невозможна. Поэтому сварка меди и ее сплавов проводится по двусторонней технологии. Когда с одной стороны производится полная сварка шва, а с задней стороны окончательно формируется сварочный шов. Кстати, именно текучесть меди осложняет сварку в вертикальном и потолочном положении.
- Перед тем как варить медь, необходимо понять, что прочность и пластичность материала снижается с повышением температуры. До +200С эти показатели находятся еще в норме, а вот с повышением их значение резко снижается. К примеру, при нагреве в пределах 500-550С пластичность практически падает до нуля. Поэтому высока вероятность появления внутри сварочного шва трещин. При высоком значении тока не стоит проводить двухслойное заполнение зазора между свариваемыми заготовками, даже если детали будут иметь большую толщину. Надо постараться все сделать за один проход.
 Резкий переход от одной стадии в другую становится причиной образования внутри дефектов.
Резкий переход от одной стадии в другую становится причиной образования внутри дефектов. Надо постараться все сделать за один проход.
Надо постараться все сделать за один проход.Как уже было сказано выше, проще всего сваривать чистую медь без примесей или раскисленную, в которой кислорода всего 0,01%. А так как такая медь встречается редко, в основном в промышленности используются ее сплавы, то рекомендуется сварку проводить в защитных газах или флюсах с присадочными материалами, в которые входят раскислители. А именно: кремний, марганец, алюминий и прочие добавки. Кстати, сварку меди электродами (расплавляющимися) также можно проводить. Единственно – это, чтобы в стержень входили раскислители, о которых было упомянуто выше.
Ручная дуговая сварка медных сплавов
Вообще, дуговая электросварка меди используется часто, особенно в домашних условиях. Целесообразность применения зависит от скорости процесса. При этом может использоваться сварка меди полуавтоматом или автоматом.
Целесообразность применения зависит от скорости процесса. При этом может использоваться сварка меди полуавтоматом или автоматом.
Технология сварки меди заключается в следующем.
- Производится очистка кромок соединяемых заготовок от загрязнений, для чего используется любой растворитель.
- Затем счищается оксидная пленка с помощью железных щеток, наждачки или другим абразивным инструментом.
- Далее производится сам процесс сваривания электродом.
Но так как толщина медных деталей может варьироваться в больших пределах, то и сам режим сварки будет отличаться. К примеру, для соединения заготовок толщиною 6-12 мм, необходимо разделать кромки так, чтобы образовался V-образный зазор. При этом угол между кромками должен быть в пределах 60-70°. Если используется двусторонняя сварка, то угол можно уменьшить до 50°. Зазор между деталями создается путем сдвига заготовок, чтобы между ними образовалась щель шириною 2,5% от длины самого сварочного шва.
Если раздвижение деталей не производится, то необходимо провести их прихватку. Прихватка проводится неполным проваром шва длиною по 30 мм через каждые 300 мм. При этом должен сохраняться зазор размером 2-4 мм. При самой сварке меди инвертором, доходя до прихватки, ее необходимо удалить, сбив любым ударным инструментом. Потому что двойной провар меди приведет к изменению ее структуры и появлению дефектов внутри сварочного шва.
Прихватка проводится неполным проваром шва длиною по 30 мм через каждые 300 мм. При этом должен сохраняться зазор размером 2-4 мм. При самой сварке меди инвертором, доходя до прихватки, ее необходимо удалить, сбив любым ударным инструментом. Потому что двойной провар меди приведет к изменению ее структуры и появлению дефектов внутри сварочного шва.
Если свариваемый металл имеет толщину больше 12 мм, то лучше использовать Х-образную разделку кромок, а соответственно и двустороннюю обварку. Если по каким-то причинам использовать данную разделку невозможно, то можно использовать V-образную. Правда, придется полностью заполнять зазор, на что уйдет больше электродов и времени.
Полезные советы
- Стыковые соединения варить лучше на подкладках, которые будут понижать температуру в зоне сварки и не давать металлу утекать сквозь зазор. Здесь можно использовать подкладки стальные, медные, графитовые и другие. Ширина подкладки 40-50 мм.
- Перед сваркой меди электродом необходимо кромки подогреть до 300-400С.
- Стержень электродов, используемых для сварки медных сплавов, должен изготавливаться из меди или бронзы с легирующими добавками (кремний, марганец и так далее).

Ручная аргонодуговая сварка
Сварка меди аргоном – это еще один вариант соединения медных заготовок. Для этого используется постоянный ток прямой полярности, вольфрамовый неплавящийся электрод и присадочный материал из меди, бронзы или медно-никелевого сплава марки МНЖКТ.
Перед началом работ кромки стыка прогревают до 800С. Сварку ведут справа налево, присадочный пруток впереди горелки. Дуга короткая.
Сваривание угольными и графитовыми электродами
Эта разновидность сварки медных сплавов применяется редко. Угольные электроды используются при соединении заготовок толщиной до 15 мм, графитовые больше данной величины. Режим сварки:
Угольные электроды используются при соединении заготовок толщиной до 15 мм, графитовые больше данной величины. Режим сварки:
- Ток постоянный.
- Полярность прямая.
- Присадочный стержень в сварочную ванну не погружают. Расстояние 5-6 мм.
- Процесс производится в защитном флюсе. Его наносят на присадочный стержень, который предварительно обмакивается в жидкое стекло.
- Зазор – 0,5 мм.
- Используется подкладка асбестовая или графитовая.
- Медь толщиною до 5 мм варится без предварительного подогрева.
- Сваривание необходимо проводить за один проход.
Сварка меди и алюминия
Два этих металла можно сварить двумя способами: контактной сваркой и замковым соединением. В первом случае необходимо учитывать, что алюминиевый материал обладает низшей температурой плавления, чем медь. Поэтому при стыковке нужно алюминиевую заготовку брать длиною больше, на поправку плавления.
При сварке рекомендуется проводить обдув зоны сваривания, используя для этого азот. Воздух здесь не пойдет, он тут же будет образовывать оксидную пленку. Если свариваются медные и алюминиевые трубки, то их необходимо надеть на стержень, состыковав в одной точке.
Воздух здесь не пойдет, он тут же будет образовывать оксидную пленку. Если свариваются медные и алюминиевые трубки, то их необходимо надеть на стержень, состыковав в одной точке.
Замковое соединение – это когда на пластину из алюминия накладывается плоская деталь из меди. При этом производится сварка медной заготовки по периметру. При этом ширина шва должна быть равна толщине медной накладки. Процесс проводится с использованием графитовых вставок, которые и будут формировать шов соединения.
Сварка меди со сталью
Варить медь со сталью сложно, но можно. Для этого используются все те же методы, что и при сварке двух стальных заготовок. Единственное, на что необходимо обратить внимание, это разная температура плавления металлов. Поэтому при формировании кромок нужно кромку стальную делать более длиной (в 3,5 раза) и тонкой, чтобы в процессе сварки тонкий металл начинал быстрее плавиться.
Если сварка производится угольными электродами, то процесс проводится на постоянном токе прямой полярности. Длина дуги 14-20 мм, ее напряжение 40-55 вольт, а сила тока 300-550 ампер. Сварка проводится в защитном флюсе, который имеет точно такой же состав, как и при сварке медных сплавов. Сам флюс засыпается в зазор между заготовками.
Длина дуги 14-20 мм, ее напряжение 40-55 вольт, а сила тока 300-550 ампер. Сварка проводится в защитном флюсе, который имеет точно такой же состав, как и при сварке медных сплавов. Сам флюс засыпается в зазор между заготовками.
Иногда встречаются ситуации, когда надо приварить медную шпильку к стальной детали. Для этого нужно применять обратную полярность, сам процесс проводится под флюсом без предварительного прогрева кромок. Стальные шпильки к медным деталям привариваются плохо, поэтому на шпильку надевают в натяг медное кольцо, которое и приваривается к медной заготовке.
Вот такие способы сварки медных сплавов и заготовок, которые сегодня применяются в промышленности и в домашних мастерских. Обязательно посмотрите видео, размещенное на этой странице сайта.
Сварочный провод — паяем алюминий и медь обычной горелкой.
Всем привет! Обычно цветные металлы сваривают в аргоновой среде, при этом дуга обеспечивает температуру для плавления алюминиевого прутка(не менее 660 °C), а аргон препятствует попаданию кислорода в рабочую зону, чтобы избежать окисления поверхностей, иначе прочного соединения не получится. Но можно использовать низкотемпературный сплав, в который уже добавлен флюс, нейтрализующий окисление. Температура плавления данного прутка всего 360 °C, так что можно работать с обычной портативной горелкой, при этом шов получается довольно прочным. Тестирование под катом.
Но можно использовать низкотемпературный сплав, в который уже добавлен флюс, нейтрализующий окисление. Температура плавления данного прутка всего 360 °C, так что можно работать с обычной портативной горелкой, при этом шов получается довольно прочным. Тестирование под катом.
Характеристики.
На странице продавца только указана температура плавления 360 °C и что не нужно использовать дополнительный флюс.
Но вообще он напоминает Castolin 192FBK, у которого температура плавления на 80 градусов выше, так что приведу в пример еще и его характеристики:
Диаметр: 2,0 мм, длина: 500 мм
Мягкий припой ISO 3677: ~B-Zn98Al 381-400
Примерный состав (вес %): 2,4 Al – остальное Zn
Температура плавления ºС: 430-440
Рабочая температура ºС: 440
Прочность на разрыв (МПа): До 100 (Al)
Плотность (г/cм3): 7,0
Распаковка и внешний вид.
Белый пакет
Внутри зип-пакет с проволокой и инструкцией
Диаметр 2 мм, длина 3 метра. Немного жестче, чем алюминиевый пруток такого же диаметра.
Немного жестче, чем алюминиевый пруток такого же диаметра.
Сделан в виде трубки, в центре которой можно разглядеть флюс. При многократном сгибании лопается вдоль.
Инструкция простая — греть поверхность и натирать припоем.
Переходим к практике.
Для начала проверил температуру плавления. При 360 ºС размягчается, но не очень текуч, а вот при 400 плавится как олово, так что температура плавления действительно ниже, чем у Castolin 192FBK.
Далее возьмем алюминиевую трубку, отпилим кусок и попробуем частично запаять
И что-то идет не так. Припой собирается в шарики и скатывается по поверхности. Я встречал множество гневных отзывов от людей, получившись подобный результат, мол проще оплавить деталь, чем запаять щель в ней.
Но нужно понимать, что флюс хоть и защищает от окисления, но не снимает многолетнюю оксидную пленку, так что обязательно необходимо зачистить поверхность, после чего процесс идет как по маслу
Из-за флюса поверхность мутнеет.
Немного потер щеткой. Довольно неплохо, при желании можно снять лишнее.
Деталь хорошо прогрелась, та что припой протек и с внутренней стороны стыка.
Тестируем. При нормальной сварке разрыв не должен происходить по шву, так и получилось
Крупнее справа
И слева. Тут видно, что трубка начала рваться над швом.
Помимо алюминия можно паять и медь. У нее теплопроводность выше, так что процесс идет гораздо быстрее.
Вид немного портит мутная пленка, но она легко убирается
Снизу так же хорошо протекло
Но соединение получается не такое прочное, как при работе с алюминием. Не без труда, но трубку удалось оторвать, при чем можно разглядеть, что сорвало верхний слой, как будто припой въелся на десятую миллиметра. Даже подумал, что трубка с медным напылением, но потер поверхность щеткой и она снова приобрела медный блеск.
Итоги.
Заказал данный лот просто из интереса, но опыт получился занятным.
Температура плавления практически вдвое ниже температуры плавления алюминия, так что для работы хватит температуры обычной газовой горелки и риск оплавить деталь сводится к минимуму.
Шов получается довольно прочным, так что это неплохая альтернатива аргоновой сварке, особенно если нет других вариантов, а результат нужен вот прям сейчас.
Так же припой хорошо обволакивает поверхность, что позволяет легко устранять порывы трубок из цветных металлов и радиаторов в автомобилях, холодильном оборудовании. Правда у меня нет возможности проверить это под большим давлением, но 8 Атмосфер медная трубка из обзора выдержала. Запаивал торец и пропиленную щель сбоку.
При желании можно использовать его для надежной спайки толстых медных или алюминиевых проводников.
Но с крупными деталями может быть проблема. Во время прогрева места спайки, тепло будет отводиться на остальную часть корпуса, что заметно замедляет процесс и можно перегреть узлы, которые не должны перегреваться — втулки, сальники, прокладки.
Так же стоит упомянуть, что есть лоты с более низкой стоимостью, но в интернетах пишут, что «это обман и лучше данного образца в мире нет». Тем не менее я заказал еще пару в другом месте за $5, но что-то они не трекаются, может не получу их, но если доедут, сделаю небольшое сравнение — возможно и не стоит переплачивать.
Я не сварщик, так что извиняюсь если кого-то заденет моя терминология, старался объяснять «на пальцах» и просто хотел поделиться, вдруг кто-то как и я до некоторого времени не знал о существовании такого припоя )
Как всегда, приветствуется конструктивная критика в комментариях. Всем добра =)
Как потеть медную трубу (сделай сам)
Обновлено: 07 июля 2021 г.
Каждый раз получайте идеальные, герметичные соединения сантехники.
Следующий проект›
Семейный Разнорабочий
Пайка медных водопроводных труб — несложный навык. Даже новичок может научиться паять герметичные соединения за 30 минут. Процесс прост — если вы будете следовать нескольким основным рекомендациям. В этой статье мы покажем вам, как быстро и легко паять медь.
Процесс прост — если вы будете следовать нескольким основным рекомендациям. В этой статье мы покажем вам, как быстро и легко паять медь.
от экспертов по DIY в журнале Family Candyman
- Время
- Сложность
- Стоимость
- Если вы используете трубки диаметром более ¾ дюйма, нагревайте соединения трубок с нескольких сторон для более равномерного повышения температуры. Добавьте медный припой в нескольких точках и осмотрите соединение, чтобы убедиться, что припой заполняет соединение со всех сторон.
- Для пайки латунных фитингов, таких как клапан на фото 7, требуется больше тепла. Оставьте клапан открытым, чтобы внутри трубки не возникло давление, что может привести к протечке соединения. А если клапан имеет мягкие пластиковые или резиновые детали, по возможности снимите их, чтобы не испортить.
- Временно повесьте огнезащитную ткань (начальное фото) или стальную пластину на дерево и другие горючие материалы при пайке поблизости. В любом случае держите под рукой огнетушитель или ведро с водой на случай возникновения пожара.
- Выключайте фонарь, когда кладете его. Баллон с пропаном опрокинут. В конце концов зажженный факел упадет и что-то сожжет.
- Труборез
- Бессвинцовый припой
- Флюс-паста
- A Full Day
- начинающий
- МЕНЬШЕ, чем 2000219
9
- : МЕНЬШЕ, чем 2000211111117
- .
Базовые паяльные горелки
Существует два обычных газовых регулятора: один с автоматическим воспламенителем, а другой требует бойка или спички.
Рецепт успешной пайки состоит из двух частей: подготовительной работы и одной научной части. Если вы хорошо выполняете два важных этапа подготовки — очистка и подогрев шва — дело доделает сам припой. Когда соединение достаточно нагрето, расплавленный припой моментально стекает в соединение и полностью покрывает все сопрягаемые поверхности, как будто следуя подробной инструкции. Там он твердеет при остывании. Presto, у вас есть прочное, герметичное соединение.
В этой статье мы познакомим вас с основными этапами пайки медных труб и пайки медных труб, используемых в большинстве домов. Изучите различные типы медных труб во время подготовки. Как вы увидите, для успешной пайки медных фитингов не нужны специальные навыки. Вы можете легко спаять медное соединение без утечек с первой попытки, но вы также можете ошибаться. Мы покажем вам, как их избежать, а также предупредим вас о простых, но важных мерах предосторожности, которые защитят вас от ожогов и уберегут ваш дом от пожара.
Основным инструментом для пайки является пропановая горелка, состоящая из регулятора и комбинации наконечников, которые ввинчиваются в верхнюю часть небольшого резервуара. Для работы откройте клапан регулировки подачи топлива и зажгите наконечник. Для облегчения зажигания мы рекомендуем регулятор со встроенным воспламенителем (вверху слева). Газ загорается нажатием кнопки. Если вы покупаете более простую версию (вверху справа), купите также и ударник. Сжатие проволочной ручки производит искры, которые воспламеняют газ. Боек проще и безопаснее спичек.
Боек проще и безопаснее спичек.
Также купите «флюс для лужения» (фото 5) или «флюс для пасты». Кислотный флюс очищает поверхность меди при нагревании соединения, обеспечивая равномерное растекание припоя. Оба типа работают хорошо. Флюс для лужения содержит небольшое количество припоя, но вам все равно придется добавить больше припоя.
Все основные инструменты для пайки медных труб можно найти в хозяйственных магазинах с полным спектром услуг или в бытовых центрах — пропановую горелку, припой, наждачную шкурку (фото 3) и флюс. Мы также рекомендуем труборез, огнезащитную ткань (см. начальное фото), плотные перчатки и защитные очки. Наденьте перчатки и защитные очки, а также плотную рубашку с длинными рукавами и головной убор, чтобы защитить себя от ожогов, если капнет расплавленный припой.
Типы припоя
Купить бессвинцовый припой , предназначенный для медных водопроводных труб; Вы найдете его в отделе сантехники в магазине. Припой со свинцом все еще доступен, но свинец может попасть в воду, поэтому не используйте его.
Шаг 2 : Отрежьте медь с помощью трубореза
Фото 1
Аккуратно отрежьте медные трубки с помощью трубореза. Зажмите трубу между отрезным и направляющим дисками и вращайте резак, надрезая трубу по всему периметру. Затяните ручку резака на четверть оборота и снова поверните резак, делая более глубокие надрезы на трубе. Продолжайте затягивать и вращать резак до тех пор, пока труба не оторвется, всего около восьми оборотов.
Медь — мягкий металл, который легче всего резать труборезом (Фото 1). Купите тот, который режет до 1 дюйма. трубы, самый большой размер, который вам, вероятно, понадобится для большинства бытовых водопроводных сетей. Отрежьте большую трубу ножовкой, но обязательно спилите все заусенцы, оставшиеся от зубьев пилы. В противном случае ваш сустав будет протекать. Крепко возьмитесь за медную трубку одной рукой и засуньте один конец под колено, чтобы она не соскальзывала, пока вы затягиваете и вращаете резак (фото 1). Не затягивайте слишком быстро; вы помнете трубу, и вам придется начинать сначала.
Шаг 3 : Удалите заусенцы
Фото 2:
Рассверлите отрезанный конец, чтобы удалить внутренний заусенец, вставив расширитель и повернув его на полный оборот.
Срез может выглядеть чистым, но не забудьте удалить небольшой внутренний заусенец (Фото 2) — выступ меди, который вдавливается внутрь отрезным кругом. В противном случае это будет препятствовать потоку воды по трубе.
Шаг 4 : Очистите наждачной бумагой
Фото 3
Очистите грязь и ржавчину снаружи конца трубы с помощью наждачной бумаги. Медь должна блестеть.
Затем очистите места сопряжения трубок и фитингов, даже если они блестят как новые. Тщательная очистка является ключом к успешной пайке медных труб. Он обеспечивает прочное, герметичное соединение.
Шаг 5 : Очистите щеткой для фитингов
Фото 4
Очистите внутреннюю часть фитингов медных труб специальной проволочной щеткой, размер которой соответствует диаметру трубы. Вы также можете обернуть наждачную шкурку вокруг пальца, чтобы добраться до внутренней части, но не касайтесь очищенной поверхности голыми руками.
Вы также можете обернуть наждачную шкурку вокруг пальца, чтобы добраться до внутренней части, но не касайтесь очищенной поверхности голыми руками.
Очистка состоит из двух этапов: во-первых, удалите всю коррозию с сопрягаемых поверхностей (фото 3 и 4), а во-вторых, покройте поверхности флюсом (фото 5), кислотной пастой, которая химически травит медь.
Профессионалы очищают медь полосками наждачной бумаги с зернистостью 120, которая обычно продается вместе с припоем и флюсом на полках скобяных изделий и в домашнем центре (фото 3). Но в крайнем случае подойдет тонкая стальная вата или обычная наждачная бумага с зернистостью 120. Также наждачной бумагой очистите внутреннюю часть фитингов медных труб; просто оберните короткий кусочек вокруг пальца и достаньте его внутрь. Но у тебя скоро заболят пальцы! Удобная щетка для фитингов, показанная на Фото 4, облегчает эту задачу, особенно при работе с небольшими (1/2 дюйма) фитингами из медных труб.
Шаг 7 : Флюс для соединения
Фото 5
Нанесите ровный слой флюса на соединяемые поверхности — концы труб и внутреннюю часть фитингов. Затем сдвиньте соединение, пока медная трубка не сядет на всю глубину. Сотрите лишний флюс.
Затем сдвиньте соединение, пока медная трубка не сядет на всю глубину. Сотрите лишний флюс.
Шаг 8 : Нагрейте соединение
Фото 6: Нагрейте соединение и полейте припоем
Нагрейте соединение пропановой горелкой, перемещая конус вперед и назад для равномерного нагрева. Держите припой напротив стыка на стороне, противоположной пламени, пока он не расплавится и не потечет в стык. Сустав должен казаться полным со всех сторон. Переход к следующему суставу. Припой затвердевает по мере остывания.
Как правило, проще всего очистить, профлюсить и собрать весь участок меди, а затем сразу же приступить к пайке соединений медных труб на месте (начальное фото). Зажгите факел и отрегулируйте пламя так, чтобы синий конус в центре был длиной около 1-1/4 дюйма. Чем длиннее конус, тем жарче пламя. Самая горячая точка находится на кончике конуса, поэтому держите пламя так, чтобы кончик едва касался фитинга (фото 6). Нет необходимости нагревать медную трубу напрямую, потому что фитинг быстро отводит тепло к трубе внутри соединения. Когда температура меди достигает точки плавления припоя, проволока припоя, которую вы прижимаете к меди, внезапно расплавится и потечет в соединение. Держите припой напротив пламени, самой холодной точки, чтобы убедиться, что все части соединения достаточно горячие. Припой не заполнит места, температура которых ниже его температуры плавления. Заполняйте соединение до тех пор, пока не начнет капать припой, затем переходите к следующему соединению. Дайте соединению 30–45 секунд, чтобы оно остыло и затвердело, прежде чем давить на него. Будь осторожен; он все еще будет слишком горячим, чтобы прикоснуться к нему.
Когда температура меди достигает точки плавления припоя, проволока припоя, которую вы прижимаете к меди, внезапно расплавится и потечет в соединение. Держите припой напротив пламени, самой холодной точки, чтобы убедиться, что все части соединения достаточно горячие. Припой не заполнит места, температура которых ниже его температуры плавления. Заполняйте соединение до тех пор, пока не начнет капать припой, затем переходите к следующему соединению. Дайте соединению 30–45 секунд, чтобы оно остыло и затвердело, прежде чем давить на него. Будь осторожен; он все еще будет слишком горячим, чтобы прикоснуться к нему.
Шаг 9 : Используйте специальные методы для труднодоступных мест
Фото 7: Нагрейте удлинитель из тяжелой латуни
Будьте терпеливы при пайке латунных клапанов. Фитингу может потребоваться в пять-шесть раз больше тепла, чтобы поднять соединение до точки плавления припоя. Если есть возможность, прогрейте шов с нескольких сторон. Всегда оставляйте клапаны хотя бы частично открытыми при их пайке.
Всегда оставляйте клапаны хотя бы частично открытыми при их пайке.
Фото 8: Резьбовые переходники с наклоном
Наклоняйте конец трубки вверх при пайке медной трубы на резьбовом переходнике, чтобы избежать заполнения резьбы лишним припоем.
Фото 9. Избегайте нанесения слишком большого количества медного припоя
Избегайте перекармливания косяка. Около 1/2 дюйма припоя достаточно для 1/2 дюйма. медное соединение, 3/4 дюйма припоя для 3/4 дюйма. медный стык. Перекармливание может засорить трубку.
Нельзя паять трубки, в которых есть вода. Вы должны слить воду из линий и высушить трубки в месте пайки. Нагрев трубки горелкой ускоряет процесс. Убедитесь, что любое давление, возникающее в трубке во время пайки, может выйти. Самый простой способ — держать кран открытым на одном конце линии.

Советы по безопасности
ОСТОРОЖНО!
Держите под рукой огнетушитель и ведро с водой или пульверизатор. . . на всякий случай, если ваш факел начнет огонь. Помните, что во время пайки медных труб в доме часто отключают водопровод!
Необходимые инструменты для этого проекта
Подготовьте необходимые инструменты для самостоятельной пайки медных труб перед началом работы — вы сэкономите время и нервы.
Пропановая горелка,
Наждачная шкурка, зернистость 120,
Огнезащитная ткань,
Огнетушитель,
Щетка для фитингов,
Боек,
Перчатки
Необходимые материалы для этого проекта
Избегайте походов за покупками в последнюю минуту, заранее подготовив все материалы, включая медный припой. Вот список.
Первоначально опубликовано: 25 ноября 2019 г.
Похожие проекты
Популярные обучающие видео
Как паять медные трубы — зернистость и полировка
ДАЧА ТОПОЛЯ
*этот пост спонсирован Bernzomatic
Умение паять медные трубы — это один из таких сложных навыков, как умение управлять механической коробкой передач или подключать осветительные приборы, которые не часто используются, но встречаются иногда очень удобно! Сегодня мы делимся простым процессом пайки медных труб в партнерстве с Bernzomatic.
Сейчас мы занимаемся реконструкцией нашего восьмого старого дома, и в каждом отдельном проекте мы сталкивались с медной сантехникой (часто смешанной с оцинкованной сталью). Очень здорово иметь возможность временно закрыть или адаптировать медные трубы, чтобы мы могли продолжить ремонт, не вызывая сантехника. Шаги по пайке медной сантехники довольно просты, и если вы посмотрите видео и прочитаете этот пост, я уверен, что вы сможете выполнить базовый ремонт медных труб в кратчайшие сроки!
Основы пайки медных труб
Инструменты и расходные материалы
Бернзоматическая горелка
Бернзоматическое топливо
ГЛАКИ
Защита глаз
ПЕЧАТНА адаптер
Видеоруководство
Шаги
Шаг 1
Перекрыть подачу воды в дом и сбросить обратное давление, перекрыв кран или шланговый нагрудник (*если возможно, откройте кран ниже уровня трубы, которую вы будете резать, чтобы вода стекала из трубы в раковина или снаружи).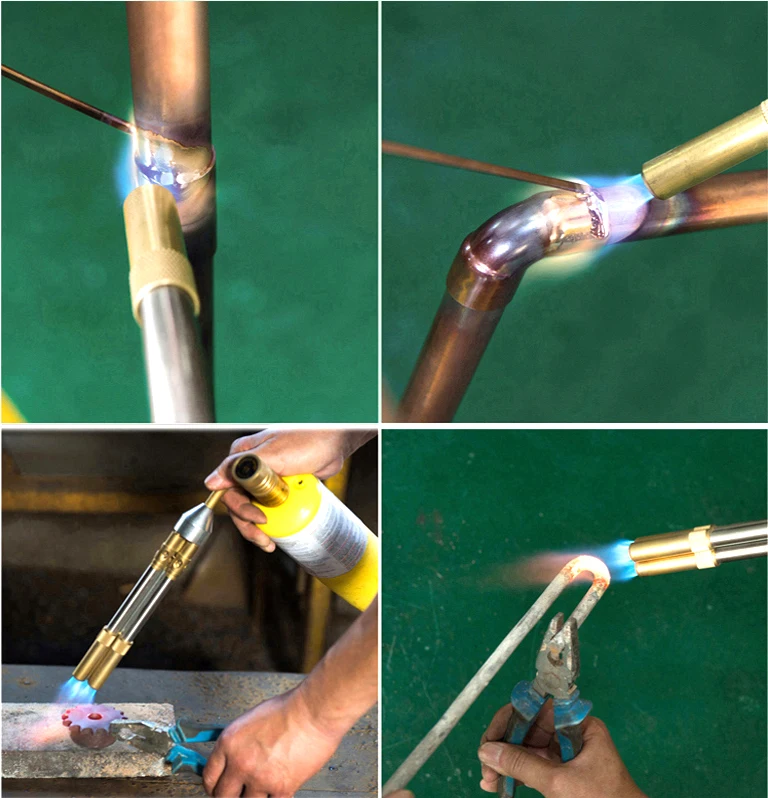
Шаг 2
Отрежьте трубу с помощью трубореза, демонстрационной пилы или ножовки.
Шаг 3
Очистите конец отрезанной трубы и удалите окисленное покрытие мелкой наждачной бумагой (~>120). Если вы адаптируетесь к меди, убедитесь, что вы расширили внутреннюю часть трубы, чтобы она была гладкой и свободной от выступов / кусочков меди, которые могут препятствовать потоку воды. Я использую плоскогубцы или другой ручной инструмент с квадратным краем, чтобы скрутить трубу внутри.
Шаг 4
Нанесите ровный слой флюса-пасты вокруг только что отполированного конца трубы.
Шаг 5
Установите медный фитинг на конец трубы. Здесь я использую колпачок, но это может быть 90, муфта или адаптер. Независимо от того, что вам нужно, чтобы ваш проект продвигался вперед!
Шаг 6
Используйте горелку Bernzomatic для нагрева фитинга. Я использовал BZ820HT, у которого есть триггерный воспламенитель и гибкое соединение с баком. Это делает его действительно удобным для ограниченного пространства и для проектов с частыми запусками и остановками. Пропан имеет немного более низкую температуру пламени по сравнению с горючим MAP и хорошо подходит для пайки медных труб.
Я использовал BZ820HT, у которого есть триггерный воспламенитель и гибкое соединение с баком. Это делает его действительно удобным для ограниченного пространства и для проектов с частыми запусками и остановками. Пропан имеет немного более низкую температуру пламени по сравнению с горючим MAP и хорошо подходит для пайки медных труб.
Нагревайте фитинг до тех пор, пока флюсовая паста не начнет пузыриться, а пламя вокруг меди не приобретет легкий зеленый оттенок. Я люблю проверять готовность, слегка прикасаясь припоем к стыку на стороне, противоположной пламени. Если труба достаточно горячая, припой расплавится и втянется в соединение. Если он недостаточно горячий, припой остается твердым.
Не рекомендуется перегревать соединение, так как это может привести к выгоранию флюса пасты, что приведет к утечке из-за плохого проникновения припоя в соединение. Вы узнаете, если это произойдет, потому что припой просто сломается/слипнется на внешней стороне трубы и не попадет в соединение. Там есть немного температуры Златовласки, когда она достаточно горячая, чтобы расплавить припой, но не настолько горячая, чтобы флюс испарился. Как только труба достигает температуры, нанесение припоя занимает всего пару секунд. (Видео фиксирует этот процесс намного лучше, чем фотографии!)
Там есть немного температуры Златовласки, когда она достаточно горячая, чтобы расплавить припой, но не настолько горячая, чтобы флюс испарился. Как только труба достигает температуры, нанесение припоя занимает всего пару секунд. (Видео фиксирует этот процесс намного лучше, чем фотографии!)
Несколько дополнительных советов:
Перед тем, как припаивать линии подачи, возьмите кусок трубы и потренируйтесь с колпачком или другим фитингом пару раз, чтобы почувствовать процесс. И начните с горелки, немного отодвинутой назад, чтобы уменьшить вероятность перегрева соединения.
За прошедшие годы я обнаружил, что любые утечки после пайки были вызваны одной из двух причин: плохой подготовкой трубы, что означает, что я не выполнил равномерную шлифовку, или труба была помята или выдолблена, что мешало герметичному уплотнению после пайки. . Или проблемы с флюсом пасты: либо мой флюс пасты был старым и неоптимальным, либо я перегрел соединение.
 Основные отличия
Основные отличия
 Количество марганца также может быть уменьшено при удовлетворении требований к механическим свойствам.
Количество марганца также может быть уменьшено при удовлетворении требований к механическим свойствам. При этом общий процент легирующих добавок не должен превышать 2%.
При этом общий процент легирующих добавок не должен превышать 2%.
 Ниже представлена систематизированная информация о назначении, химическом составе, видах припасов, заменителях, температурах критических точек, физико-механических, технологических и литейных свойствах для марки — Характеристики стали 09Г2С.
Ниже представлена систематизированная информация о назначении, химическом составе, видах припасов, заменителях, температурах критических точек, физико-механических, технологических и литейных свойствах для марки — Характеристики стали 09Г2С.
 Профили и профили сечением 20−100 мм.
Профили и профили сечением 20−100 мм. manual-steel.ru/09g2s.html
manual-steel.ru/09g2s.html 0,12
0,12

 е. с буквенно-цифровой информацией и штрих-кодом. Специфические данные клиента могут быть добавлены по запросу.
е. с буквенно-цифровой информацией и штрих-кодом. Специфические данные клиента могут быть добавлены по запросу. Размеры от 1/8 дюйма до 24 дюймов. WWP-406c — это федеральная спецификация, сопоставимая с ASTM A-12088). Mills может подтвердить, что труба A-120 на складе дистрибьютора соответствует всем требованиям WWP-406c.
Размеры от 1/8 дюйма до 24 дюймов. WWP-406c — это федеральная спецификация, сопоставимая с ASTM A-12088). Mills может подтвердить, что труба A-120 на складе дистрибьютора соответствует всем требованиям WWP-406c.
 М-130 сопоставим по большинству требований с ASTM A-120.
М-130 сопоставим по большинству требований с ASTM A-120.


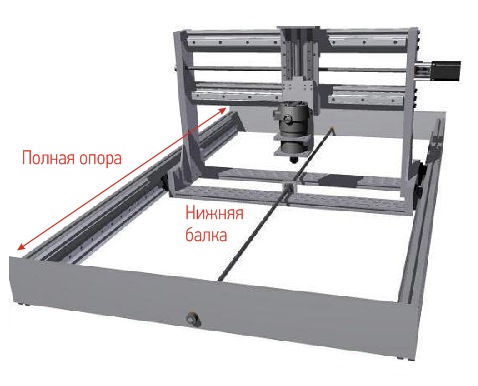
 Благодаря этому не проблема настроить оптимальный режим выпуска любой детали.
Благодаря этому не проблема настроить оптимальный режим выпуска любой детали.
 Разберемся, что означает ЧПУ-станок со следующей маркировкой после Ф:
Разберемся, что означает ЧПУ-станок со следующей маркировкой после Ф:
 Его ключевые характеристики зависят от того, к какой технологической группе он относится:
Его ключевые характеристики зависят от того, к какой технологической группе он относится:
 Не самый удобный вариант, ведь для его реализации даже у опытного специалиста, знающего, как работать на станке с ЧПУ, уйдет много времени и сил, а выпускать удастся лишь простейшие детали.
Не самый удобный вариант, ведь для его реализации даже у опытного специалиста, знающего, как работать на станке с ЧПУ, уйдет много времени и сил, а выпускать удастся лишь простейшие детали.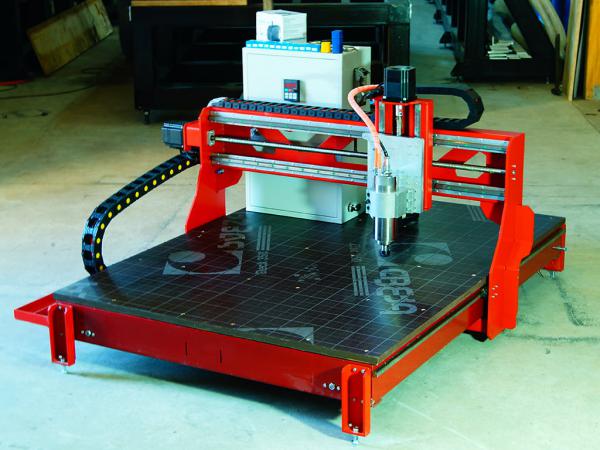 После данного импорта задать траектории движения инструментов, введя числа, выбрав варианты обработки, присвоив значения соответствующим органам машины. Проконтролировать правильность визуализации (происходит параллельно).
После данного импорта задать траектории движения инструментов, введя числа, выбрав варианты обработки, присвоив значения соответствующим органам машины. Проконтролировать правильность визуализации (происходит параллельно).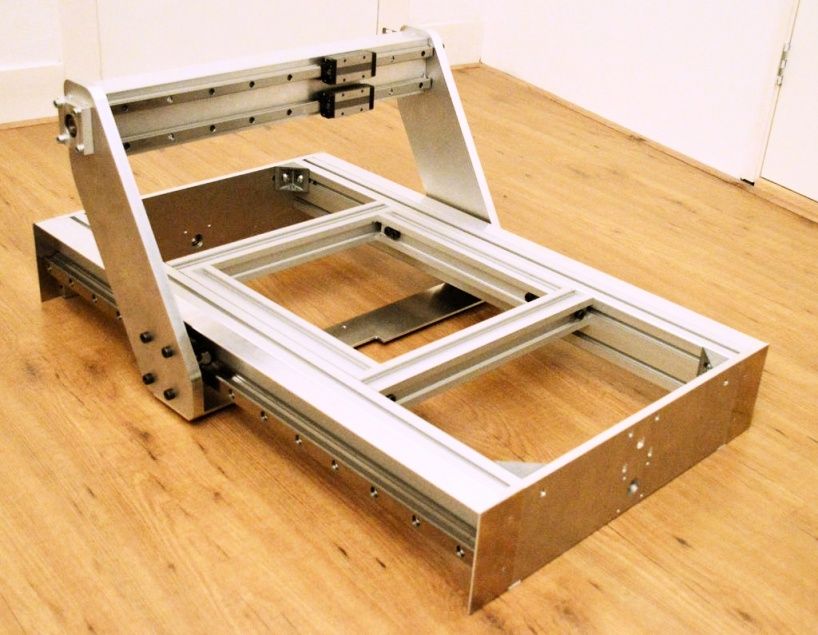

 Деталь крепится в патроне, который расположен на вращающемся валу, приводные механизмы заставляют перемещаться инструменты (до 12 сразу), со скоростью вспомогательного хода выше, чем основного.
Деталь крепится в патроне, который расположен на вращающемся валу, приводные механизмы заставляют перемещаться инструменты (до 12 сразу), со скоростью вспомогательного хода выше, чем основного.
 Сравнительно компактны, к ним не проблема подключить почти любое автозагрузочное устройство.
Сравнительно компактны, к ним не проблема подключить почти любое автозагрузочное устройство.
 Обычно обладают поворотными столами, нужными для перемещения детали, а также переналаживаемыми вспомогательными устройствами-спутниками.
Обычно обладают поворотными столами, нужными для перемещения детали, а также переналаживаемыми вспомогательными устройствами-спутниками.

 Она также отличается надежностью (может бесперебойно функционировать в течение лет), гибкостью настройки, широтой опций.
Она также отличается надежностью (может бесперебойно функционировать в течение лет), гибкостью настройки, широтой опций.


 Изготавливает детали, к которым выдвигаются самые строгие требования касаемо точности размеров и допусков. Компьютеризация и автоматизация исключает ошибки, присущие человеческому фактору. Если правильно пользоваться устройством, риск бракованной продукции снизится к нулю.
Изготавливает детали, к которым выдвигаются самые строгие требования касаемо точности размеров и допусков. Компьютеризация и автоматизация исключает ошибки, присущие человеческому фактору. Если правильно пользоваться устройством, риск бракованной продукции снизится к нулю. После того как мы выбрали модель для изготовления, нам нужно «рассказать» станку что необходимо делать – составить управляющую программу (УП). В ней мы сообщаем станку, какого размера заготовка, каким инструментом мы это делаем, с какой скоростью, где начать и где закончить и т.д. Этим в зависимости от компании и организации рабочего процесса может заниматься как оператор станка, так и отдельный технолог. Также работа оператора заключается в установке заготовки и рабочего инструмента (при его наличии), запуске станка, съеме готового изделия. Необходимо вовремя менять смазочную жидкость, очищать зону выполнения операций. Один сотрудник может управлять несколькими аппаратами. Оператору не обязательно иметь специальность токаря или фрезеровщика. Достаточно научиться приемам управления программой и разбираться в особенностях применяемых инструментов.
После того как мы выбрали модель для изготовления, нам нужно «рассказать» станку что необходимо делать – составить управляющую программу (УП). В ней мы сообщаем станку, какого размера заготовка, каким инструментом мы это делаем, с какой скоростью, где начать и где закончить и т.д. Этим в зависимости от компании и организации рабочего процесса может заниматься как оператор станка, так и отдельный технолог. Также работа оператора заключается в установке заготовки и рабочего инструмента (при его наличии), запуске станка, съеме готового изделия. Необходимо вовремя менять смазочную жидкость, очищать зону выполнения операций. Один сотрудник может управлять несколькими аппаратами. Оператору не обязательно иметь специальность токаря или фрезеровщика. Достаточно научиться приемам управления программой и разбираться в особенностях применяемых инструментов.
 Потому как длина волны лазерного излучения способна воздействовать на металл на мощности трубки от 100 вт. Обработка цветных металлов практически исключена. Для обработки металла, в том числе и цветного, используются лазеры с источниками на иттербиевого оптоволокна. Если мощность источника 10вт — 100вт, то их используют для маркировки и нанесения гравировки. Источники от 300вт используются для раскроя листового металла. Также на рынке можно встретить лазерное оборудование на твердотельных диодах. Из-за их несовершенства и низкого КПД используется, относительно, редко и в основном в хоббийных аппаратах.
Потому как длина волны лазерного излучения способна воздействовать на металл на мощности трубки от 100 вт. Обработка цветных металлов практически исключена. Для обработки металла, в том числе и цветного, используются лазеры с источниками на иттербиевого оптоволокна. Если мощность источника 10вт — 100вт, то их используют для маркировки и нанесения гравировки. Источники от 300вт используются для раскроя листового металла. Также на рынке можно встретить лазерное оборудование на твердотельных диодах. Из-за их несовершенства и низкого КПД используется, относительно, редко и в основном в хоббийных аппаратах.  Для обработки разных деталей нужно просто заменить программу. Устройство позволяет быстро изготовить спроектированное на компьютере изделие. Отличается надежностью, разнообразием функций, гибкостью настроек, точностью обработки. Благодаря данным характеристикам станки ЧПУ широко применяются на производствах, которые стремятся увеличить объемы выпускаемой продукции.
Для обработки разных деталей нужно просто заменить программу. Устройство позволяет быстро изготовить спроектированное на компьютере изделие. Отличается надежностью, разнообразием функций, гибкостью настроек, точностью обработки. Благодаря данным характеристикам станки ЧПУ широко применяются на производствах, которые стремятся увеличить объемы выпускаемой продукции. Этот процесс можно использовать для управления рядом сложных машин, от шлифовальных и токарных станков до мельниц и фрезерных станков с ЧПУ. При обработке на станках с ЧПУ задачи трехмерной резки могут выполняться за один набор подсказок.
Этот процесс можно использовать для управления рядом сложных машин, от шлифовальных и токарных станков до мельниц и фрезерных станков с ЧПУ. При обработке на станках с ЧПУ задачи трехмерной резки могут выполняться за один набор подсказок.
 Лучше всего то, что системы ЧПУ ни в коем случае не являются статичными, поскольку новые подсказки могут быть добавлены к уже существующим программам с помощью измененного кода.
Лучше всего то, что системы ЧПУ ни в коем случае не являются статичными, поскольку новые подсказки могут быть добавлены к уже существующим программам с помощью измененного кода.
 Для всего остального необходимо регулирование с обратной связью, чтобы обеспечить скорость, согласованность и точность, необходимые для промышленных применений, таких как металлообработка.
Для всего остального необходимо регулирование с обратной связью, чтобы обеспечить скорость, согласованность и точность, необходимые для промышленных применений, таких как металлообработка. Независимо от настройки, процесс ЧПУ обеспечивает постоянство в производстве деталей, которое было бы трудно, если вообще возможно, воспроизвести вручную.
Независимо от настройки, процесс ЧПУ обеспечивает постоянство в производстве деталей, которое было бы трудно, если вообще возможно, воспроизвести вручную. Программирование, используемое для мельничного станка, может быть основано либо на G-коде, либо на каком-то уникальном языке, разработанном производственной командой. Базовые мельницы состоят из трехосевой системы (X, Y и Z), хотя большинство новых мельниц могут иметь три дополнительные оси.
Программирование, используемое для мельничного станка, может быть основано либо на G-коде, либо на каком-то уникальном языке, разработанном производственной командой. Базовые мельницы состоят из трехосевой системы (X, Y и Z), хотя большинство новых мельниц могут иметь три дополнительные оси. Этот процесс в первую очередь применяется к металлическим материалам, но также может применяться и к другим поверхностям. Для получения скорости и тепла, необходимых для резки металла, плазма генерируется за счет комбинации сжатого воздуха и электрической дуги.
Этот процесс в первую очередь применяется к металлическим материалам, но также может применяться и к другим поверхностям. Для получения скорости и тепла, необходимых для резки металла, плазма генерируется за счет комбинации сжатого воздуха и электрической дуги.
 Компании также используют гидроабразивные резаки для приложений, требующих очень сложных разрезов материала, поскольку отсутствие тепла предотвращает любое изменение внутренних свойств материала, которое может произойти в результате резки металла по металлу.
Компании также используют гидроабразивные резаки для приложений, требующих очень сложных разрезов материала, поскольку отсутствие тепла предотвращает любое изменение внутренних свойств материала, которое может произойти в результате резки металла по металлу. Ознакомьтесь с некоторыми из основных единиц оборудования, используемых в системах ЧПУ:
Ознакомьтесь с некоторыми из основных единиц оборудования, используемых в системах ЧПУ:
 Но что такое ЧПУ? Какую роль это играет в обрабатывающей промышленности и чем занимаются станки с ЧПУ? Более того, как начинающие станки с ЧПУ могут успешно подготовиться и получить работу в области обработки с ЧПУ уже сегодня? Будучи ведущим учебным заведением в области производства и обработки в Коннектикуте, Колледж Гудвин подробно описывает все детали, начиная с основ:
Но что такое ЧПУ? Какую роль это играет в обрабатывающей промышленности и чем занимаются станки с ЧПУ? Более того, как начинающие станки с ЧПУ могут успешно подготовиться и получить работу в области обработки с ЧПУ уже сегодня? Будучи ведущим учебным заведением в области производства и обработки в Коннектикуте, Колледж Гудвин подробно описывает все детали, начиная с основ: Операторы ЧПУ могут взять лист металла и превратить его в важную деталь самолета или автомобиля.
Операторы ЧПУ могут взять лист металла и превратить его в важную деталь самолета или автомобиля. Механические размеры деталей определяются с помощью программного обеспечения автоматизированного проектирования (CAD), а затем переводятся в производственные директивы с помощью программного обеспечения автоматизированного производства (CAM). Поэтому важно иметь в отрасли знающих станков с ЧПУ и программистов для работы с этим высокотехнологичным оборудованием.
Механические размеры деталей определяются с помощью программного обеспечения автоматизированного проектирования (CAD), а затем переводятся в производственные директивы с помощью программного обеспечения автоматизированного производства (CAM). Поэтому важно иметь в отрасли знающих станков с ЧПУ и программистов для работы с этим высокотехнологичным оборудованием. Квалифицированные операторы станков с ЧПУ видят продукт на каждом этапе его создания, от начальной концепции до проектирования, кода и затем до готового продукта. Таким образом, обработка с ЧПУ — это не , а просто обычная производственная работа; это практический, творческий и ценный карьерный путь для новаторов, которым нравится видеть жизненный цикл своей работы.
Квалифицированные операторы станков с ЧПУ видят продукт на каждом этапе его создания, от начальной концепции до проектирования, кода и затем до готового продукта. Таким образом, обработка с ЧПУ — это не , а просто обычная производственная работа; это практический, творческий и ценный карьерный путь для новаторов, которым нравится видеть жизненный цикл своей работы.
 Благодаря расширенному обучению операторов ЧПУ студенты также уходят с пониманием передовых навыков Mastercam, необходимых для программирования положения инструмента, движения, подачи и скорости.
Благодаря расширенному обучению операторов ЧПУ студенты также уходят с пониманием передовых навыков Mastercam, необходимых для программирования положения инструмента, движения, подачи и скорости.


 com/embed/WTWWNDee8GA?feature=oembed&wmode=opaque» frameborder=»0″ allowfullscreen=»»>
com/embed/WTWWNDee8GA?feature=oembed&wmode=opaque» frameborder=»0″ allowfullscreen=»»>  Важно обеспечить соотношение всех узлов, участвующих в обеспечении поступательного движения проволоки, чтобы избежать перегибов, затрудняющих плавную подачу с необходимой скоростью. Материал шланга, подводящего газ, должен быть термостойким, а соединения — обеспечиваться надёжными хомутами. Не составит особого труда подобрать подходящий по параметрам блок питания, который будет обеспечивать работу электродвигателя и электронных схем подающего устройства.
Важно обеспечить соотношение всех узлов, участвующих в обеспечении поступательного движения проволоки, чтобы избежать перегибов, затрудняющих плавную подачу с необходимой скоростью. Материал шланга, подводящего газ, должен быть термостойким, а соединения — обеспечиваться надёжными хомутами. Не составит особого труда подобрать подходящий по параметрам блок питания, который будет обеспечивать работу электродвигателя и электронных схем подающего устройства.
 Необходимо умение «держать дугу».
Необходимо умение «держать дугу».



 Сила натяжения регулируется болтом.
Сила натяжения регулируется болтом. Контактные группы должны срабатывать от нажатия кнопки на горелке.
Контактные группы должны срабатывать от нажатия кнопки на горелке. В любом случае, это добавит комфорта при использовании.
В любом случае, это добавит комфорта при использовании.
 Как следует из названия, «Flux Core». Основное различие между сваркой MIG и дуговой сваркой с флюсовым сердечником заключается в том, что FCAW получает защиту от флюсового сердечника, что позволяет оператору сваривать на открытом воздухе, где дует ветер. Это как сварочный электрод SMAW, вывернутый наизнанку! Сварка МИГ защищается баллоном с газом, что имеет серьезные недостатки при сварке на открытом воздухе или в условиях сквозняка.
Как следует из названия, «Flux Core». Основное различие между сваркой MIG и дуговой сваркой с флюсовым сердечником заключается в том, что FCAW получает защиту от флюсового сердечника, что позволяет оператору сваривать на открытом воздухе, где дует ветер. Это как сварочный электрод SMAW, вывернутый наизнанку! Сварка МИГ защищается баллоном с газом, что имеет серьезные недостатки при сварке на открытом воздухе или в условиях сквозняка.
 Корабль имеет высоту более 25 этажей (253 фута над водой) и в то время был самым большим в мире.
Корабль имеет высоту более 25 этажей (253 фута над водой) и в то время был самым большим в мире. Как и при сварке MIG, сварка с флюсовой проволокой заключается в непрерывной подаче электрода к соединению. Сначала сварщик нажимает на курок, затем механизм подачи проволоки начинает подавать электрод в стык, при этом электрод получает электрический заряд. Как только электрод касается металлического соединения, происходит короткое замыкание электричества, которое нагревает электрод до тех пор, пока он не начнет плавиться. Как только электрод начинает плавиться, металл тоже начинает плавиться, и тогда они оба начинают создавать лужу. Эта лужа одновременно расплавляет ядро флюса, создавая экран от воздуха, и одновременно образует шлак, предохраняющий сварной шов от загрязнения.
Как и при сварке MIG, сварка с флюсовой проволокой заключается в непрерывной подаче электрода к соединению. Сначала сварщик нажимает на курок, затем механизм подачи проволоки начинает подавать электрод в стык, при этом электрод получает электрический заряд. Как только электрод касается металлического соединения, происходит короткое замыкание электричества, которое нагревает электрод до тех пор, пока он не начнет плавиться. Как только электрод начинает плавиться, металл тоже начинает плавиться, и тогда они оба начинают создавать лужу. Эта лужа одновременно расплавляет ядро флюса, создавая экран от воздуха, и одновременно образует шлак, предохраняющий сварной шов от загрязнения. Полярность, используемая в промышленной дуговой сварке с сердечником под флюсом, обычно является положительной (+) электродом D/C. Это означает, что ручка является положительной стороной цепи, или электричество течет от металла к сварочной ручке. Это типично при использовании больших электродов. При сварке электродами меньшего размера и листового металла полярность меняется на электрод постоянного/постоянного тока (-) отрицательный.
Полярность, используемая в промышленной дуговой сварке с сердечником под флюсом, обычно является положительной (+) электродом D/C. Это означает, что ручка является положительной стороной цепи, или электричество течет от металла к сварочной ручке. Это типично при использовании больших электродов. При сварке электродами меньшего размера и листового металла полярность меняется на электрод постоянного/постоянного тока (-) отрицательный.
 Другие недостатки заключаются в том, что он производит много брызг, а дуга жесткая и не такая стабильная, как могла бы быть.
Другие недостатки заключаются в том, что он производит много брызг, а дуга жесткая и не такая стабильная, как могла бы быть. В некоторых других случаях может использоваться смесь аргона и кислорода. Кислород в небольших количествах стабилизирует сварочную дугу и улучшает механические свойства сварного шва.
В некоторых других случаях может использоваться смесь аргона и кислорода. Кислород в небольших количествах стабилизирует сварочную дугу и улучшает механические свойства сварного шва. 035
035  Обозначений всего два: «0» для плоской и горизонтальной сварки, затем «1» для сварки во всех положениях.
Обозначений всего два: «0» для плоской и горизонтальной сварки, затем «1» для сварки во всех положениях. Чтобы избежать этих проблем, электрод необходимо хранить в сухом месте или во влагонепроницаемой сумке.
Чтобы избежать этих проблем, электрод необходимо хранить в сухом месте или во влагонепроницаемой сумке. Во многих случаях, когда металл режется горелкой, его можно сваривать как есть, без дополнительной очистки. Для судостроительной отрасли это огромная экономия затрат на рабочую силу. Помимо простоты подготовки шва, швы со скошенной кромкой могут быть уже для металлов толщиной ½ дюйма или тоньше, и их можно сваривать за один проход с полным проплавлением с обеих сторон.
Во многих случаях, когда металл режется горелкой, его можно сваривать как есть, без дополнительной очистки. Для судостроительной отрасли это огромная экономия затрат на рабочую силу. Помимо простоты подготовки шва, швы со скошенной кромкой могут быть уже для металлов толщиной ½ дюйма или тоньше, и их можно сваривать за один проход с полным проплавлением с обеих сторон.
 Нет проблем с чрезмерным проникновением, и в худшем случае размер вашей лужи увеличивается. Это действительно легко, пока вы держите дугу в луже!
Нет проблем с чрезмерным проникновением, и в худшем случае размер вашей лужи увеличивается. Это действительно легко, пока вы держите дугу в луже! На рисунке слева показана внутренняя панель Millermatic 250, на которой показаны рекомендуемые настройки напряжения, скорости подачи проволоки для диапазона толщины металла. Как показано на рисунке, есть два основных компонента: настройки напряжения и скорость подачи проволоки. Настройки напряжения контролируют напряжение, и при их выборе лучше всего использовать рекомендации производителей электродов по напряжению. При выборе диапазона напряжения на него влияют два фактора: размер электрода и толщина металла. После этого вы можете точно настроить параметры в соответствии с вашим уровнем комфорта. Настройка скорости подачи проволоки определяет силу тока и во многих случаях тип переноса. Чем быстрее провод подается к соединению, тем больше контакт имеет провод, и это увеличивает силу тока. Большую часть времени вы хотите, чтобы звук сварки имел быстрый глубокий треск. Это очень важно при потолочной сварке! Верхнее положение требует достаточно высокой скорости подачи проволоки, чтобы избежать образования комков.
На рисунке слева показана внутренняя панель Millermatic 250, на которой показаны рекомендуемые настройки напряжения, скорости подачи проволоки для диапазона толщины металла. Как показано на рисунке, есть два основных компонента: настройки напряжения и скорость подачи проволоки. Настройки напряжения контролируют напряжение, и при их выборе лучше всего использовать рекомендации производителей электродов по напряжению. При выборе диапазона напряжения на него влияют два фактора: размер электрода и толщина металла. После этого вы можете точно настроить параметры в соответствии с вашим уровнем комфорта. Настройка скорости подачи проволоки определяет силу тока и во многих случаях тип переноса. Чем быстрее провод подается к соединению, тем больше контакт имеет провод, и это увеличивает силу тока. Большую часть времени вы хотите, чтобы звук сварки имел быстрый глубокий треск. Это очень важно при потолочной сварке! Верхнее положение требует достаточно высокой скорости подачи проволоки, чтобы избежать образования комков. Если на конце электрода начнут образовываться комки, вы вскоре обнаружите, что сопло заполнилось брызгами, и, скорее всего, вы обнаружите, что часть этих брызг обожжет вас!
Если на конце электрода начнут образовываться комки, вы вскоре обнаружите, что сопло заполнилось брызгами, и, скорее всего, вы обнаружите, что часть этих брызг обожжет вас! Для получения сертификата по сварке 3G FCAW я использовал около 30 CFH в классе. Но в других случаях при сварке в условиях сквозняка мне приходилось поднимать скорость до 60 кубических футов в час на газе.
Для получения сертификата по сварке 3G FCAW я использовал около 30 CFH в классе. Но в других случаях при сварке в условиях сквозняка мне приходилось поднимать скорость до 60 кубических футов в час на газе.
 Этот метод позволяет получить очень глубокий, высокий и узкий шов.
Этот метод позволяет получить очень глубокий, высокий и узкий шов.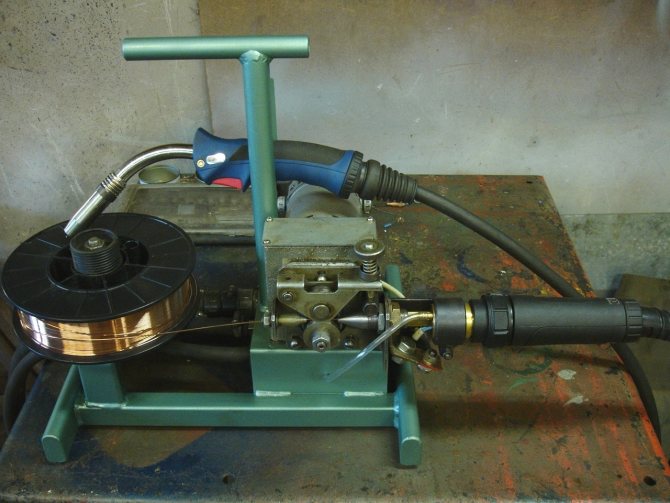 Для сварки MIG требуется, чтобы удлинение электрода обычно составляло ¾ дюйма или меньше; в противном случае защитный газ не будет выполнять свою работу. При двойном экранировании вылет ¾ или меньше применим во многих ситуациях. При FCAW с самозащитным электродом расширение должно сохраняться примерно на ¾ дюйма или более, в зависимости от типа и стороны электрода. Во многих случаях дополнительный выступ электрода предварительно нагревает электрод. Это, в свою очередь, помогает высушить флюс внутри проволоки и предотвращает загрязнение сварного шва большей частью влаги, которую флюс мог поглотить при хранении. На рисунке справа показан сварной шов с флюсовой проволокой, выполненный на металлоломе, с небольшим выступом и небольшим количеством влаги в проволоке, что приводит к пористости сварного шва.
Для сварки MIG требуется, чтобы удлинение электрода обычно составляло ¾ дюйма или меньше; в противном случае защитный газ не будет выполнять свою работу. При двойном экранировании вылет ¾ или меньше применим во многих ситуациях. При FCAW с самозащитным электродом расширение должно сохраняться примерно на ¾ дюйма или более, в зависимости от типа и стороны электрода. Во многих случаях дополнительный выступ электрода предварительно нагревает электрод. Это, в свою очередь, помогает высушить флюс внутри проволоки и предотвращает загрязнение сварного шва большей частью влаги, которую флюс мог поглотить при хранении. На рисунке справа показан сварной шов с флюсовой проволокой, выполненный на металлоломе, с небольшим выступом и небольшим количеством влаги в проволоке, что приводит к пористости сварного шва. Когда дело доходит до выполнения сварных швов с более широким переплетением, это наименее распространено. Большинство электродов с флюсовым сердечником обычно предназначены для стрингерных шариков. Много раз на более широких сварных швах флюс отслаивался сам по себе без сколов. На рисунках ниже показана крышка сварного шва 3G, выполненного с использованием двойной защиты, газа C25 и E71T-1. Достаточно постучать отбойным молотком, и флюс просто упадет на пол!
Когда дело доходит до выполнения сварных швов с более широким переплетением, это наименее распространено. Большинство электродов с флюсовым сердечником обычно предназначены для стрингерных шариков. Много раз на более широких сварных швах флюс отслаивался сам по себе без сколов. На рисунках ниже показана крышка сварного шва 3G, выполненного с использованием двойной защиты, газа C25 и E71T-1. Достаточно постучать отбойным молотком, и флюс просто упадет на пол!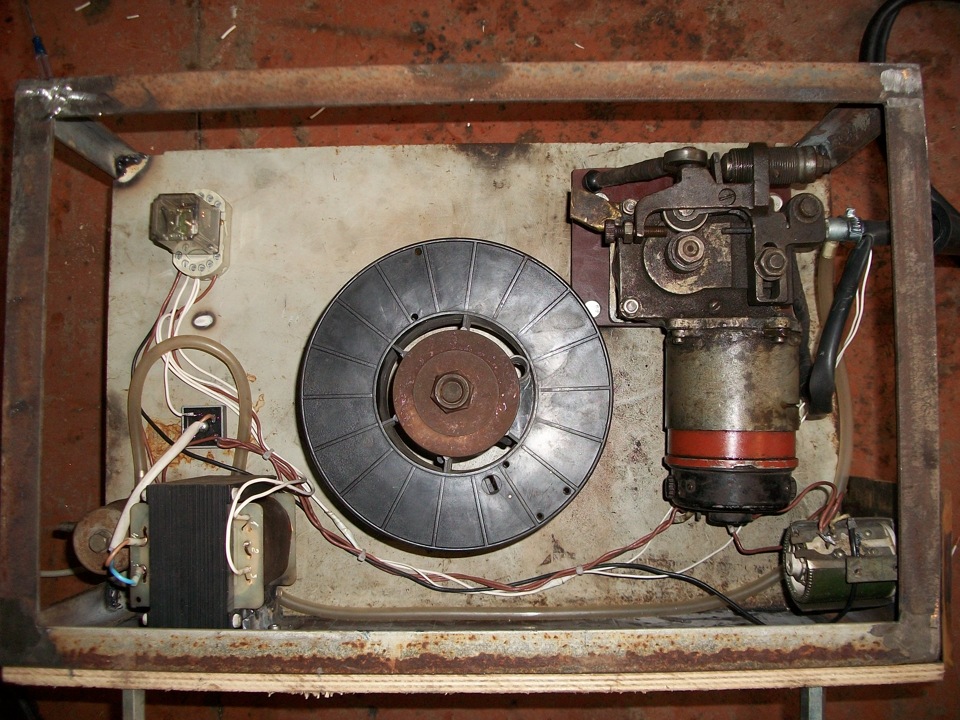 То, что работает с одним типом электрода и толщиной металла, может не работать с другим. Я лично обнаружил, что сварка над головой требует идеального угла и точно настроенного аппарата, чтобы выполнить работу. Угол над головой составляет около 10 градусов, независимо от того, используется ли метод удара справа или слева. В противном случае будет казаться, что получить хороший сварной шов невозможно. Все остальные положения не так критичны, когда речь идет об угле хода. Как и при любом другом процессе сварки, лучше всего взять кусок металлолома, похожий на свариваемый кусок, и перед сваркой быстро потренироваться!
То, что работает с одним типом электрода и толщиной металла, может не работать с другим. Я лично обнаружил, что сварка над головой требует идеального угла и точно настроенного аппарата, чтобы выполнить работу. Угол над головой составляет около 10 градусов, независимо от того, используется ли метод удара справа или слева. В противном случае будет казаться, что получить хороший сварной шов невозможно. Все остальные положения не так критичны, когда речь идет об угле хода. Как и при любом другом процессе сварки, лучше всего взять кусок металлолома, похожий на свариваемый кусок, и перед сваркой быстро потренироваться! Это все, что действительно нужно для дуговой сварки под флюсом.
Это все, что действительно нужно для дуговой сварки под флюсом.
 Этот процесс требует гораздо больше времени, чем сварка MIG, электродуговой сваркой или дуговой сваркой с флюсовой проволокой.
Этот процесс требует гораздо больше времени, чем сварка MIG, электродуговой сваркой или дуговой сваркой с флюсовой проволокой. Палка использует электрический ток для образования дуги между палкой и соединяемыми металлами.
Палка использует электрический ток для образования дуги между палкой и соединяемыми металлами. Переменные часто зависят от модели используемого сварочного аппарата и типа проволоки, выбранной для применения.
Переменные часто зависят от модели используемого сварочного аппарата и типа проволоки, выбранной для применения.
 Строительные компании страны уже давно в совершенстве овладели строительством домов по данной технологии, поэтому при обращении в компанию вам на рассмотрение предложат уже готовые проекты шведских домов, которые успели зарекомендовать себя с положительной стороны за время их эксплуатации. Как правило, все проекты домов адаптированы к суровым российским климатическим условиям, поэтому их строительство сегодня широко практикуется в районах Дальнего Севера.
Строительные компании страны уже давно в совершенстве овладели строительством домов по данной технологии, поэтому при обращении в компанию вам на рассмотрение предложат уже готовые проекты шведских домов, которые успели зарекомендовать себя с положительной стороны за время их эксплуатации. Как правило, все проекты домов адаптированы к суровым российским климатическим условиям, поэтому их строительство сегодня широко практикуется в районах Дальнего Севера. Число желающих обзавестись собственным «шведским» домом, увеличивается год от года.
Число желающих обзавестись собственным «шведским» домом, увеличивается год от года. Прежде всего, это современный энергоэффективный коттедж, на отопление которого в зимний период затрачивается минимум ресурсов. Под такую концепцию построена вся конструкция, начиная от фундамента (утепленной шведской плиты) и заканчивая наружной отделкой с утеплением.
Прежде всего, это современный энергоэффективный коттедж, на отопление которого в зимний период затрачивается минимум ресурсов. Под такую концепцию построена вся конструкция, начиная от фундамента (утепленной шведской плиты) и заканчивая наружной отделкой с утеплением. Если вам понравился такой проект из нашего каталога, заказывайте у нас строительство каркасного дома под ключ по шведской технологии в Ленинградской области.
Если вам понравился такой проект из нашего каталога, заказывайте у нас строительство каркасного дома под ключ по шведской технологии в Ленинградской области.

 Шведская строительная компания Randek поставляет Lindbäcks роботов для сборочных линий, которые превращают строительство зданий в нечто более похожее на производство автомобилей. Вдохновившись производственным методом Toyota, который сводит к минимуму отходы и полагается на то, что ее рабочие предлагают способы максимизации эффективности, Lindbäcks смогла оптимизировать свой производственный метод и превзойти своих конкурентов.
Шведская строительная компания Randek поставляет Lindbäcks роботов для сборочных линий, которые превращают строительство зданий в нечто более похожее на производство автомобилей. Вдохновившись производственным методом Toyota, который сводит к минимуму отходы и полагается на то, что ее рабочие предлагают способы максимизации эффективности, Lindbäcks смогла оптимизировать свой производственный метод и превзойти своих конкурентов. Компания вложила средства в переобучение своих работников использованию новых инструментов и воспользовалась мощью машин, чтобы сделать рабочее место более справедливым. Все больше женщин перешли на производственные должности, где традиционно доминировали мужчины, поскольку новое оборудование изменило то, как люди работают. По их словам, результатом инвестиций компании в своих сотрудников стало более счастливое, продуктивное и, в конечном счете, более прибыльное рабочее место.
Компания вложила средства в переобучение своих работников использованию новых инструментов и воспользовалась мощью машин, чтобы сделать рабочее место более справедливым. Все больше женщин перешли на производственные должности, где традиционно доминировали мужчины, поскольку новое оборудование изменило то, как люди работают. По их словам, результатом инвестиций компании в своих сотрудников стало более счастливое, продуктивное и, в конечном счете, более прибыльное рабочее место. Нажмите здесь, чтобы подписаться на нашу рассылку Jobs Newsletter .
Нажмите здесь, чтобы подписаться на нашу рассылку Jobs Newsletter . Разработаны хорошие решения по звукоизоляции и пожарной безопасности, которые изначально были проблемными зонами для высотных зданий.
Разработаны хорошие решения по звукоизоляции и пожарной безопасности, которые изначально были проблемными зонами для высотных зданий. Деревянные дома перестраиваются и расширяются как вширь, так и вверх.
Деревянные дома перестраиваются и расширяются как вширь, так и вверх. Методы заготовки древесины, распиловки и строительства оказали большое влияние на выбранные технические и архитектурные решения. Старые деревянные дома являются бесценным элементом застроенной среды, и их сохранение требует сохранения знаний об историческом деревянном строительстве. Более того, некоторые стеновые конструкции, характерные для старых деревянных домов, все еще встречаются в новостройках.
Методы заготовки древесины, распиловки и строительства оказали большое влияние на выбранные технические и архитектурные решения. Старые деревянные дома являются бесценным элементом застроенной среды, и их сохранение требует сохранения знаний об историческом деревянном строительстве. Более того, некоторые стеновые конструкции, характерные для старых деревянных домов, все еще встречаются в новостройках.
 Таким образом, длины бруса, форматы листов, межцентровые расстояния между лагами и балками и т. д. почти всегда кратны 3M.
Таким образом, длины бруса, форматы листов, межцентровые расстояния между лагами и балками и т. д. почти всегда кратны 3M.  Он представляет собой вертикальные стойки, заполненные деревянными досками. Обшивка устанавливается в пазы в стойках. В современном строительстве стена из столбов и досок представляет наибольший интерес из-за своего архитектурного вида, поскольку она придает привлекательную форму внешней стороне традиционной каркасной стены.
Он представляет собой вертикальные стойки, заполненные деревянными досками. Обшивка устанавливается в пазы в стойках. В современном строительстве стена из столбов и досок представляет наибольший интерес из-за своего архитектурного вида, поскольку она придает привлекательную форму внешней стороне традиционной каркасной стены.
 Наружная отделка выполняется только в облицовке или в оштукатуренной облицовке.
Наружная отделка выполняется только в облицовке или в оштукатуренной облицовке. Они обеспечивают архитектурные прецеденты, которые могут быть разработаны и интерпретированы с использованием современного языка дизайна.
Они обеспечивают архитектурные прецеденты, которые могут быть разработаны и интерпретированы с использованием современного языка дизайна.
 Деревянные конструкции, в которых применяется облегченная технология строительства, требуют особого внимания при планировании оконных проемов, размеров окон, расположения несущих стен и т.д. Конструкции из цельного дерева предлагают большую свободу, что позволяет более гибко планировать планировку. Поэтому решение о том, как деревянная конструкционная рама будет стабилизирована против горизонтальных сил ветра, должно быть принято на ранней стадии процесса.
Деревянные конструкции, в которых применяется облегченная технология строительства, требуют особого внимания при планировании оконных проемов, размеров окон, расположения несущих стен и т.д. Конструкции из цельного дерева предлагают большую свободу, что позволяет более гибко планировать планировку. Поэтому решение о том, как деревянная конструкционная рама будет стабилизирована против горизонтальных сил ветра, должно быть принято на ранней стадии процесса. Это упрощает и удешевляет возведение выступающих элементов, таких как перекрытия балконов, площадки, ниши, козырьки и т. д. Это также позволяет обнажить деревянную конструкцию на фасаде. Компоненты из цельного дерева могут иметь длину до 12 метров, что дает архитектору значительную свободу при проектировании здания.
Это упрощает и удешевляет возведение выступающих элементов, таких как перекрытия балконов, площадки, ниши, козырьки и т. д. Это также позволяет обнажить деревянную конструкцию на фасаде. Компоненты из цельного дерева могут иметь длину до 12 метров, что дает архитектору значительную свободу при проектировании здания. Дерево в помещении гибкое, его легко перекрашивать, реставрировать, вешать на него картины и полки и так далее. Это также делает акустическую среду более приятной, чем в аналогичных помещениях с более твердыми фасадными материалами, поскольку деревянная поверхность сокращает время реверберации в помещении. Подобный эффект имеет и структурный каркас из деревянных панелей, что особенно заметно на лестничных клетках многоквартирных домов.
Дерево в помещении гибкое, его легко перекрашивать, реставрировать, вешать на него картины и полки и так далее. Это также делает акустическую среду более приятной, чем в аналогичных помещениях с более твердыми фасадными материалами, поскольку деревянная поверхность сокращает время реверберации в помещении. Подобный эффект имеет и структурный каркас из деревянных панелей, что особенно заметно на лестничных клетках многоквартирных домов.
 Мукачево
Мукачево Ровно
Ровно Киев
Киев
 Кроме этого он будет эффективен при сверлении металлических труб малого диаметра, например для Yato YT-39700 максимальным является 32 мм. Жесткой фиксации при этом добиться невозможно, устройство необходимо прижимать рукой или струбцинами, а избежать проскальзывания режущих кромок сверла поможет кернение.
Кроме этого он будет эффективен при сверлении металлических труб малого диаметра, например для Yato YT-39700 максимальным является 32 мм. Жесткой фиксации при этом добиться невозможно, устройство необходимо прижимать рукой или струбцинами, а избежать проскальзывания режущих кромок сверла поможет кернение.

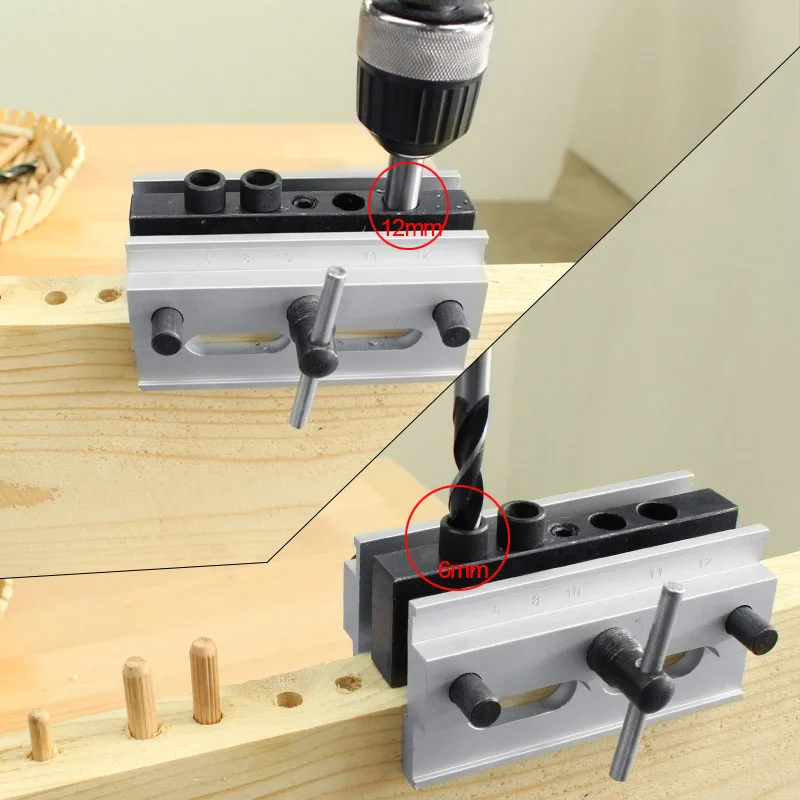
 В зависимости от длины шканта на сверло по дереву надевают и закручивают ограничительное кольцо.
В зависимости от длины шканта на сверло по дереву надевают и закручивают ограничительное кольцо.


 Ло дебютировал на главной сцене с Королевским балетом в 2019 году, дирижируя « В пределах золотого часа » Кристофера Уилдона и « Flight Pattern» Кристофера Пайта. Он также является приглашенным дирижером Королевского балета Бирмингема, Rambert Dance, Национального балета Нидерландов и Шотландского балета.
Ло дебютировал на главной сцене с Королевским балетом в 2019 году, дирижируя « В пределах золотого часа » Кристофера Уилдона и « Flight Pattern» Кристофера Пайта. Он также является приглашенным дирижером Королевского балета Бирмингема, Rambert Dance, Национального балета Нидерландов и Шотландского балета. Недавно она дирижировала оркестрами, в том числе Баден-Баденской филармонии, Штутгартской филармонии, Вюртембергской филармонии Ройтлингена.
Недавно она дирижировала оркестрами, в том числе Баден-Баденской филармонии, Штутгартской филармонии, Вюртембергской филармонии Ройтлингена.
 Узнать о наличии
Узнать о наличии Курьеры обеспечат бесконтактную доставку. Обратите внимание, что в этот период сроки отправки и доставки могут увеличиться. Нажмите сюда, для получения дополнительной информации
Курьеры обеспечат бесконтактную доставку. Обратите внимание, что в этот период сроки отправки и доставки могут увеличиться. Нажмите сюда, для получения дополнительной информации

 jpg»>
jpg»> Сталь AISI 316
Сталь AISI 316 085
085 описание 2415 (pdf)
описание 2415 (pdf) 1-М
1-М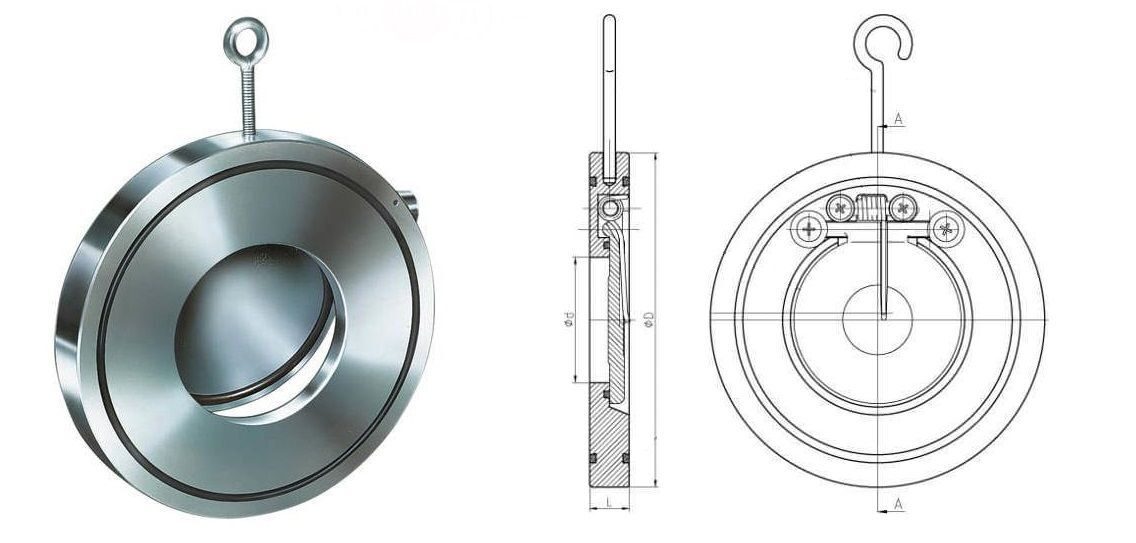 Их конструкция позволяет устанавливать их в очень ограниченном пространстве, где нельзя использовать фланцевый обратный клапан. Межфланцевые обратные клапаны имеют литые корпуса вокруг области открытия диска. Это наиболее важное различие между двумя вышеуказанными типами клапанов.
Их конструкция позволяет устанавливать их в очень ограниченном пространстве, где нельзя использовать фланцевый обратный клапан. Межфланцевые обратные клапаны имеют литые корпуса вокруг области открытия диска. Это наиболее важное различие между двумя вышеуказанными типами клапанов.
 По этой причине мы обычно предлагаем межфланцевые обратные клапаны для приложений, где поток не является проблемой, и поворотные обратные клапаны, когда требуется полнопроходной клапан.
По этой причине мы обычно предлагаем межфланцевые обратные клапаны для приложений, где поток не является проблемой, и поворотные обратные клапаны, когда требуется полнопроходной клапан.

 Принцип работы лежит в основе двух подпружиненных металлических пластин.
Принцип работы лежит в основе двух подпружиненных металлических пластин. .
. .
. д. Обратный клапан не является запорным клапаном.
д. Обратный клапан не является запорным клапаном. Дисковый обратный клапан из нержавеющей стали, соответствующий строительным технологиям, для использования с насыщенным паром, воздухом и другими газами (группа 2).
Дисковый обратный клапан из нержавеющей стали, соответствующий строительным технологиям, для использования с насыщенным паром, воздухом и другими газами (группа 2).


 Кроме этого, металлические дюбели рекомендованы к использованию в помещениях с высокими требованиями по пожарной безопасности.
Кроме этого, металлические дюбели рекомендованы к использованию в помещениях с высокими требованиями по пожарной безопасности.

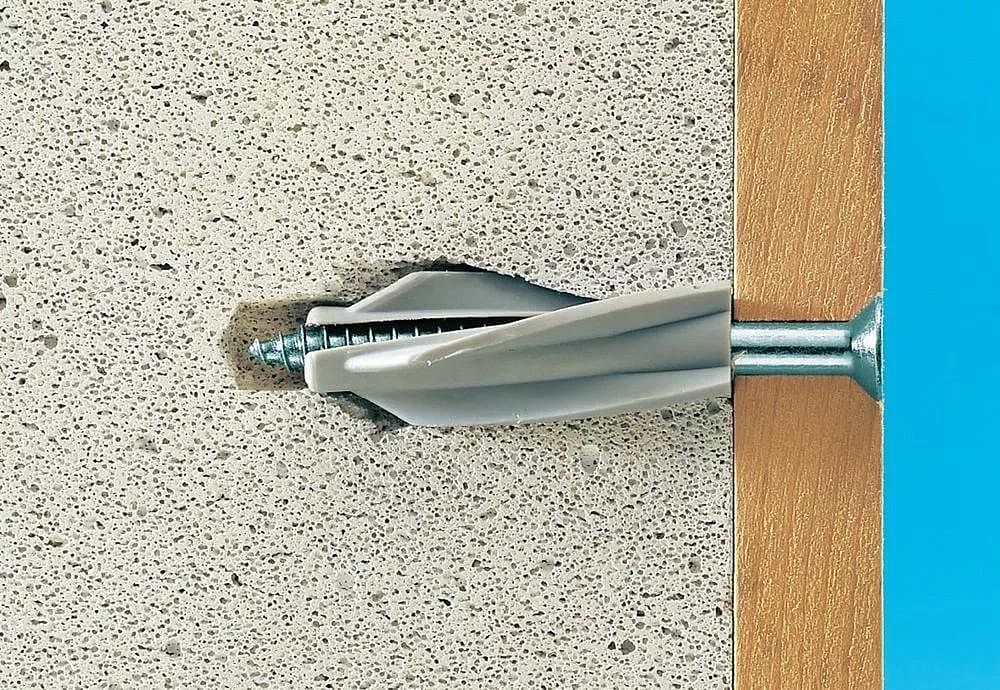
 Монтаж выполняется в предварительно просверленное в пеноблоке отверстие соответствующего диаметра. Чопик аккуратно забивается в отверстие заподлицо с поверхностью материала. Далее в установленный шкант вкручивают саморез или шуруп. При закручивании шкант распирается и за счет трения древесины с внутренней поверхностью монтажного отверстия образуется устойчивое соединение.
Монтаж выполняется в предварительно просверленное в пеноблоке отверстие соответствующего диаметра. Чопик аккуратно забивается в отверстие заподлицо с поверхностью материала. Далее в установленный шкант вкручивают саморез или шуруп. При закручивании шкант распирается и за счет трения древесины с внутренней поверхностью монтажного отверстия образуется устойчивое соединение. Со временем это приводит к его выпадению из отверстия. Поэтому это высокраспорные дюбели применяют для закрепления статических деталей и конструкций, при эксплуатации которых не возникают переменные нагрузки.
Со временем это приводит к его выпадению из отверстия. Поэтому это высокраспорные дюбели применяют для закрепления статических деталей и конструкций, при эксплуатации которых не возникают переменные нагрузки.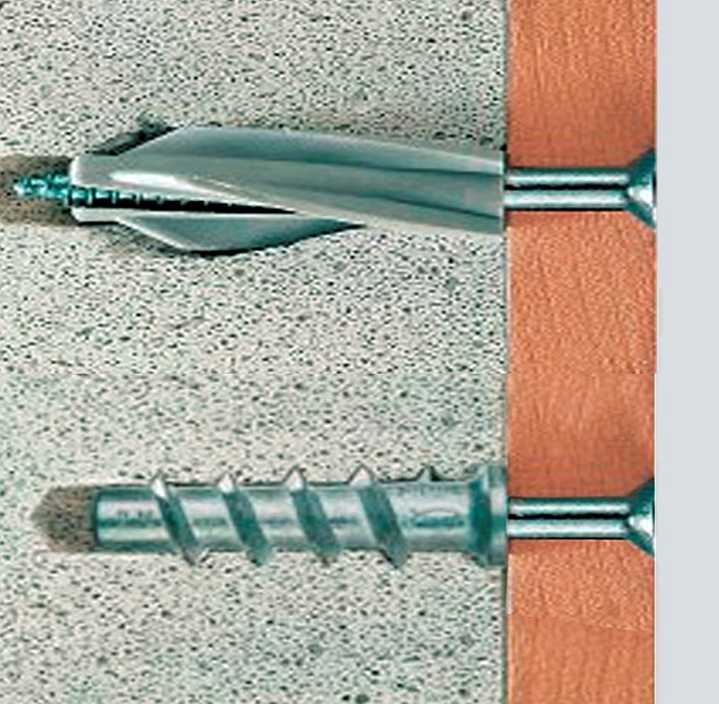 Раскрытию лепестков способствует коническая гайка.
Раскрытию лепестков способствует коническая гайка.

 Это поможет купить крепеж правильного размера.
Это поможет купить крепеж правильного размера. 5 Дюбели из дерева
5 Дюбели из дерева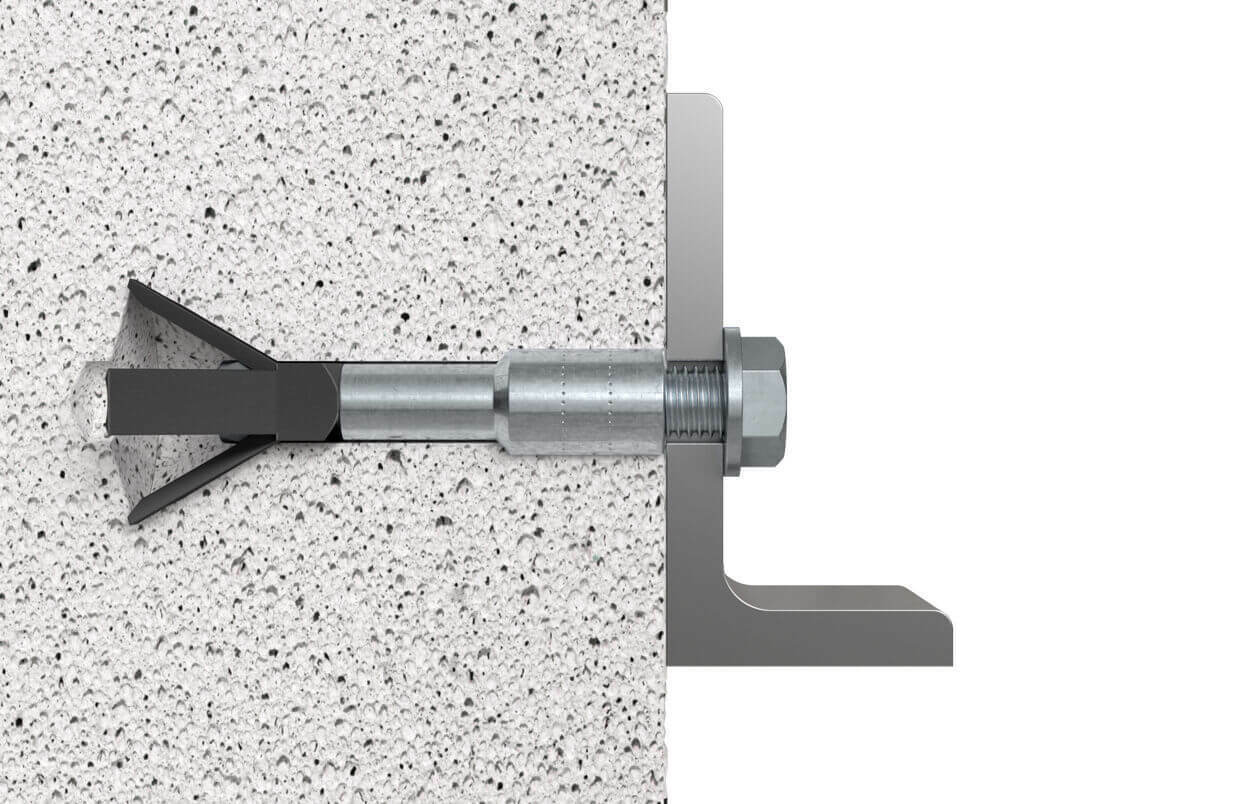




 К нему уже и крепим дверную раму.
К нему уже и крепим дверную раму.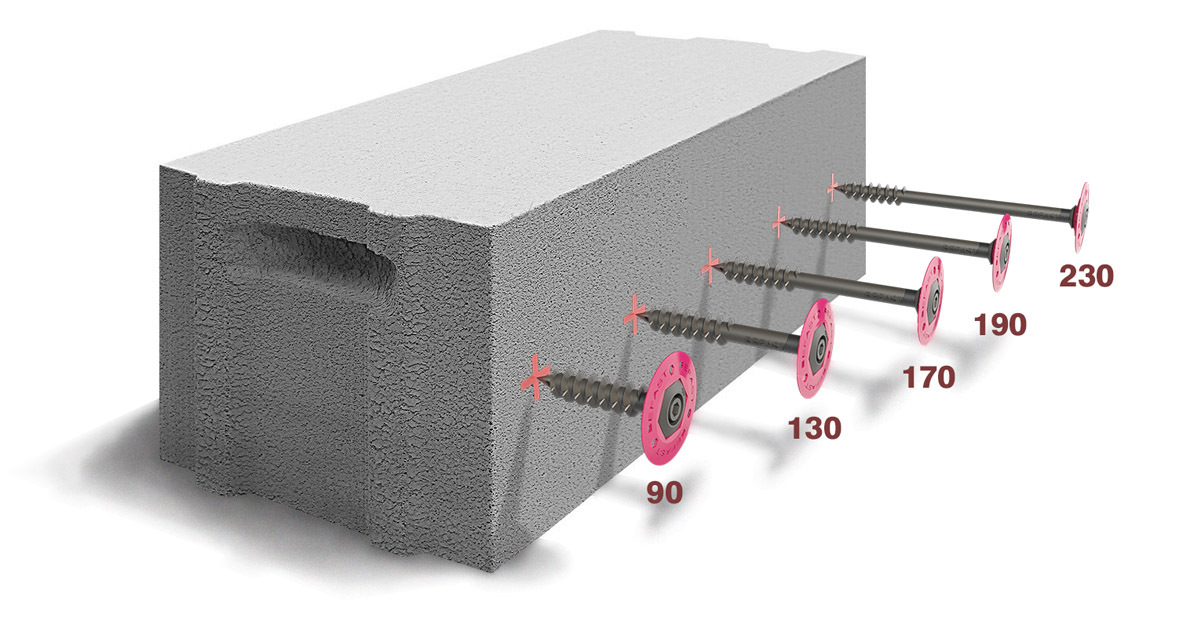 Три пары дюбель/саморез на один подвес: одна в центре, две по краям.
Три пары дюбель/саморез на один подвес: одна в центре, две по краям.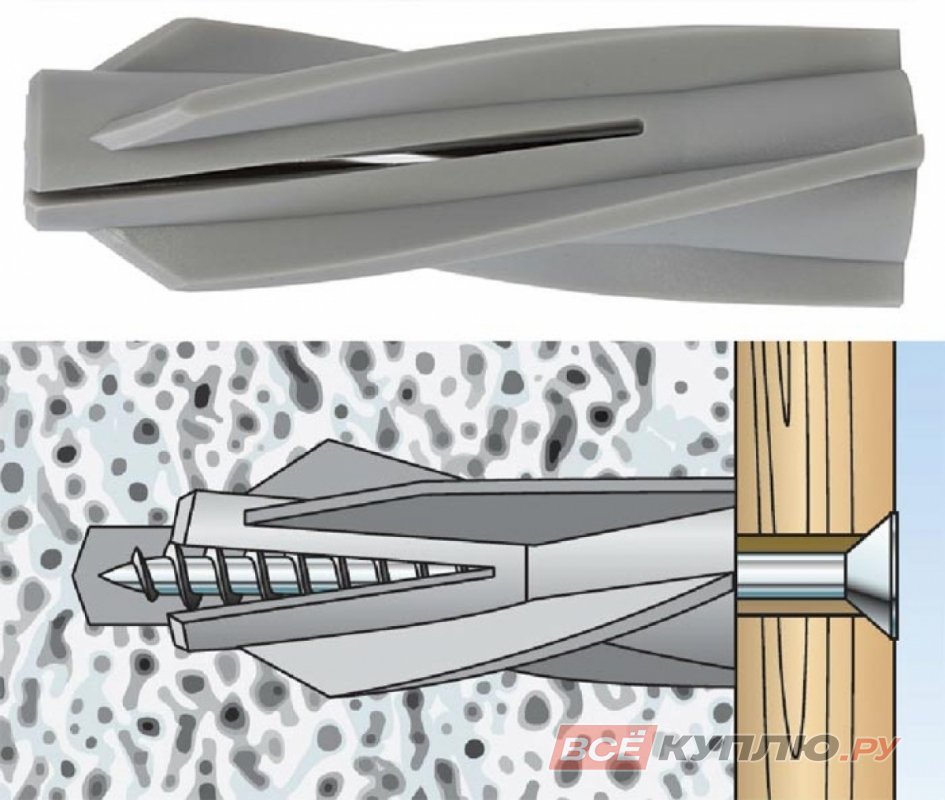
 Я также рассмотрю лучшие крепления для OSB или фанерных панелей чернового пола, когда черновой пол устанавливается на сплошной жесткий пенопласт над цокольной плитой.
Я также рассмотрю лучшие крепления для OSB или фанерных панелей чернового пола, когда черновой пол устанавливается на сплошной жесткий пенопласт над цокольной плитой.

 1/2″ — 3/4″
1/2″ — 3/4″

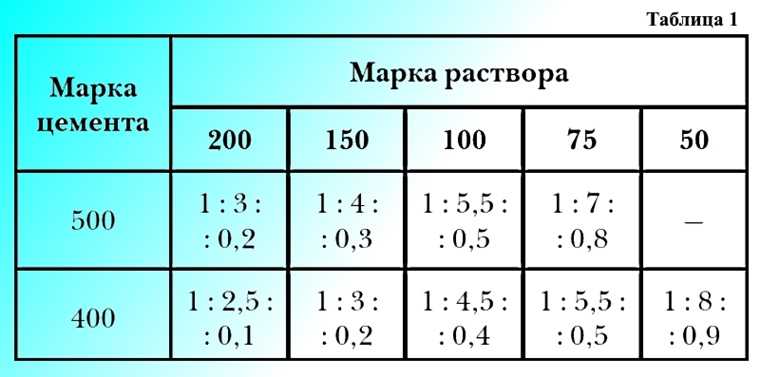
 Пригодны для возведения кирпичных и блочных кладок, а также заделки строительных швов и реставрации фасадов.
Пригодны для возведения кирпичных и блочных кладок, а также заделки строительных швов и реставрации фасадов.
 Автопарк «ЮгМехТранск» включает как автобетоносмесители, так и бетононасосы.
Автопарк «ЮгМехТранск» включает как автобетоносмесители, так и бетононасосы.

 На практике количество жидкости определяется визуально по консистенции раствора – в норме смесь должна походить на густую сметану.
На практике количество жидкости определяется визуально по консистенции раствора – в норме смесь должна походить на густую сметану. youtube.com/embed/Iu2tMG080_U?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/Iu2tMG080_U?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 
 Конечно, данное правило не является категоричным, но так вы сможете избежать повреждений свеженанесенного слоя цемента.
Конечно, данное правило не является категоричным, но так вы сможете избежать повреждений свеженанесенного слоя цемента. Когда песок содержит определенную влагу данный коэффициент можно несколько убавить;
Когда песок содержит определенную влагу данный коэффициент можно несколько убавить; Также следует помнить, что цемент добавляется в воду, а не наоборот.
Также следует помнить, что цемент добавляется в воду, а не наоборот.
 В этом случае доля песка уменьшается на ¼ ввиду нетипичных характеристик цемента.
В этом случае доля песка уменьшается на ¼ ввиду нетипичных характеристик цемента.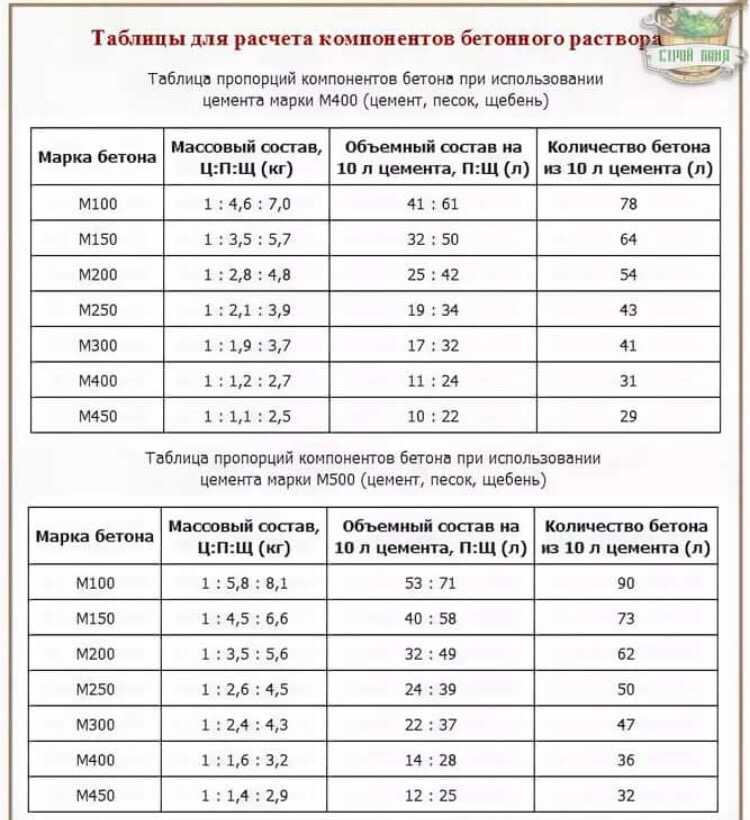
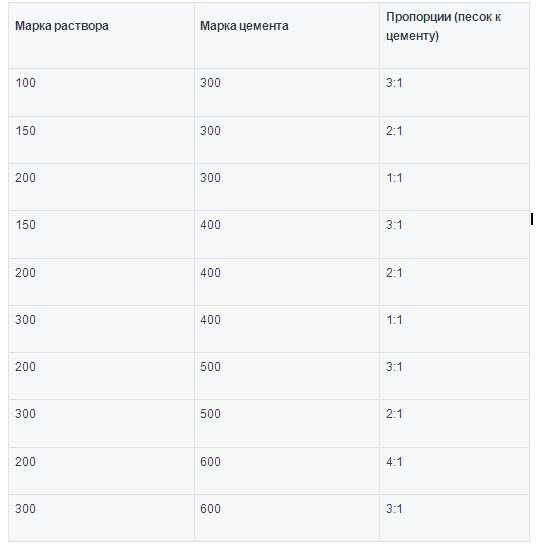 В этот момент становится ясным и примерный расход цементно-песчаной смеси на кладку. Благодаря подобным действиям можно избежать существенных трат материала.
В этот момент становится ясным и примерный расход цементно-песчаной смеси на кладку. Благодаря подобным действиям можно избежать существенных трат материала.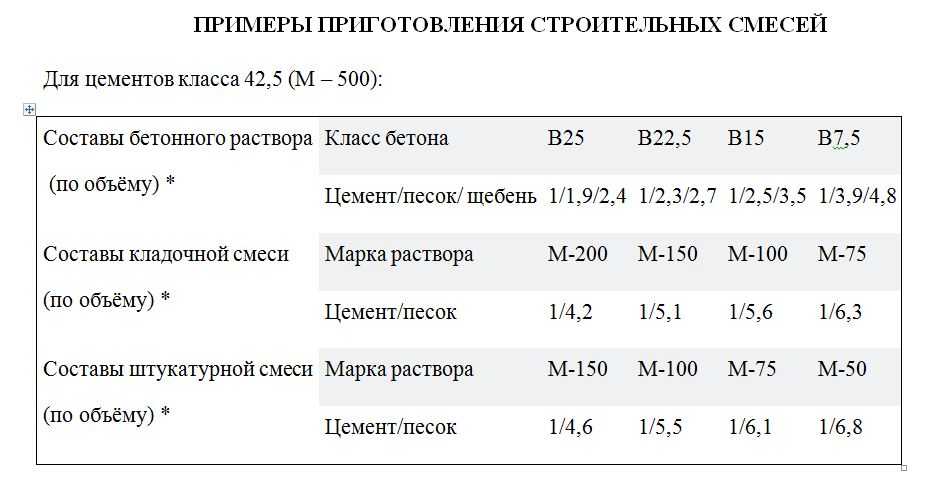 Готовые товарные растворы, начинающиеся с марки М-150 не содержат в себе глину, известь, гипс и прочие вяжущие, обладающие малой прочностью.
Готовые товарные растворы, начинающиеся с марки М-150 не содержат в себе глину, известь, гипс и прочие вяжущие, обладающие малой прочностью.
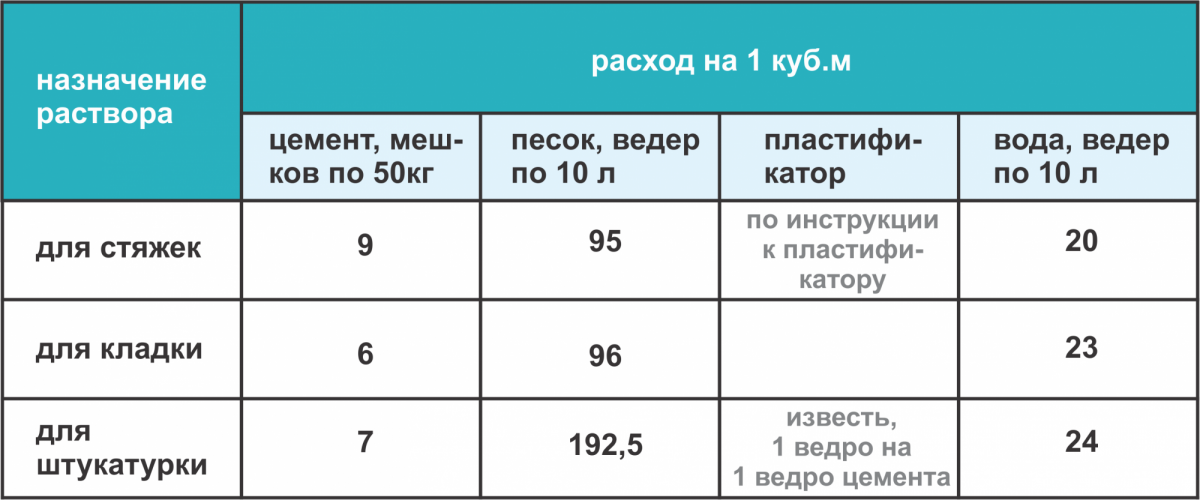
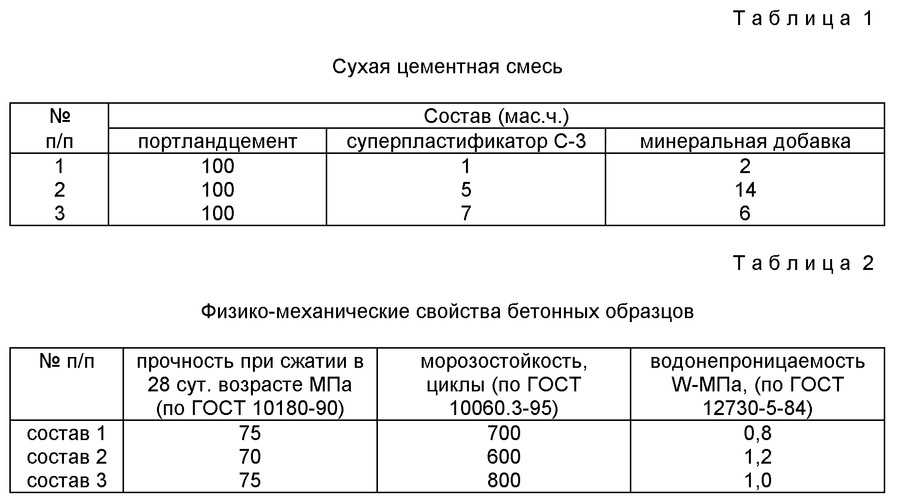
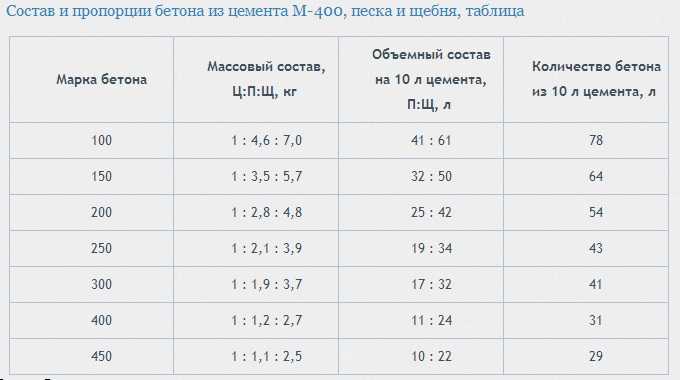 В этом случае все наполнители предварительно взвешиваются в сухом состоянии. Соотношение В/Ц во многом зависит от влажности песка, опытные застройщики вводят при замесе не более 80% от рекомендуемой доли воды и далее при необходимости (недостаточно пластичной консистенции) заливают ее порционно. Фибру, ПАД и другие пластификаторы добавляют в бетон в самом конце вместе с жидкостью, их доля обычно не превышает 75 г на 1 м3.
В этом случае все наполнители предварительно взвешиваются в сухом состоянии. Соотношение В/Ц во многом зависит от влажности песка, опытные застройщики вводят при замесе не более 80% от рекомендуемой доли воды и далее при необходимости (недостаточно пластичной консистенции) заливают ее порционно. Фибру, ПАД и другие пластификаторы добавляют в бетон в самом конце вместе с жидкостью, их доля обычно не превышает 75 г на 1 м3. При приготовлении бетона для фундамента используются отсевы твердых пород, известняк не подходит из-за низкой прочности.
При приготовлении бетона для фундамента используются отсевы твердых пород, известняк не подходит из-за низкой прочности.

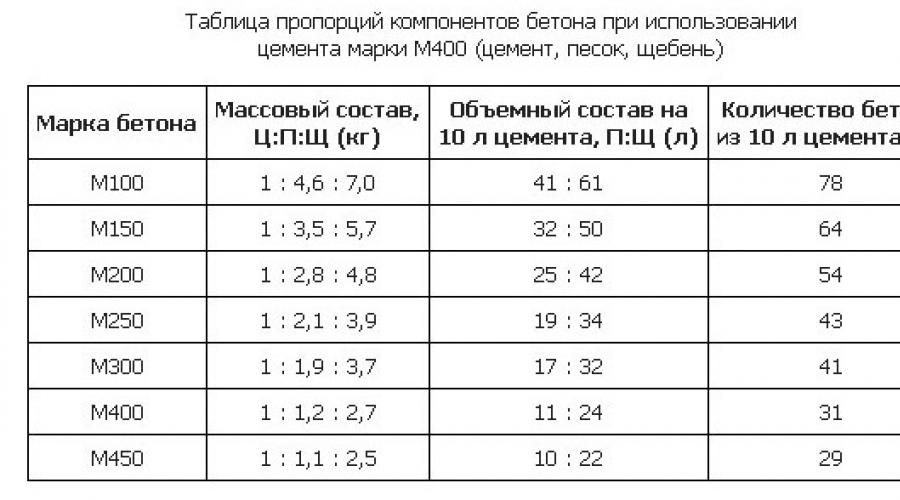
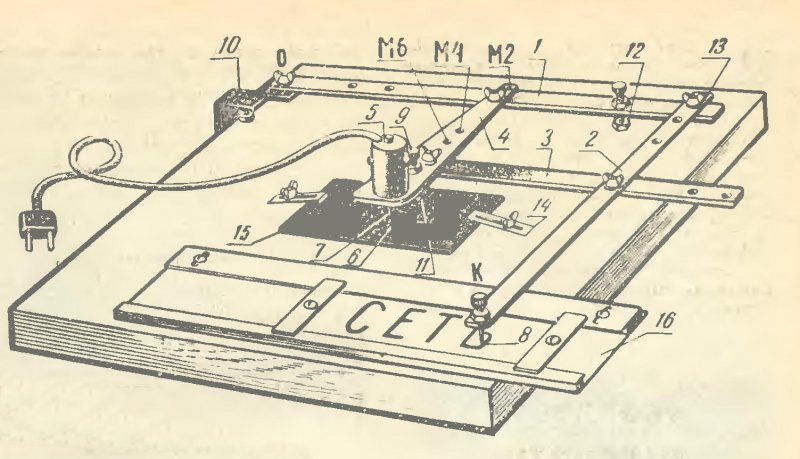 Виды CAM, CAD. Системы ЧПУ. Различие управляющих программ для ЧПУ. Совместимость управляющих программ и систем ЧПУ.
Виды CAM, CAD. Системы ЧПУ. Различие управляющих программ для ЧПУ. Совместимость управляющих программ и систем ЧПУ. Как собрать оборудование своими руками?
Как собрать оборудование своими руками?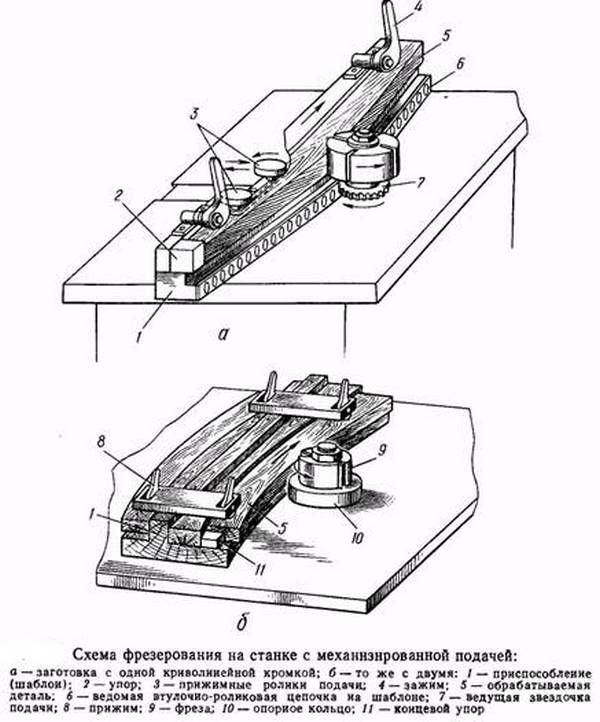 Принцип действия, правила эксплуатации и наладка станка.
Принцип действия, правила эксплуатации и наладка станка.
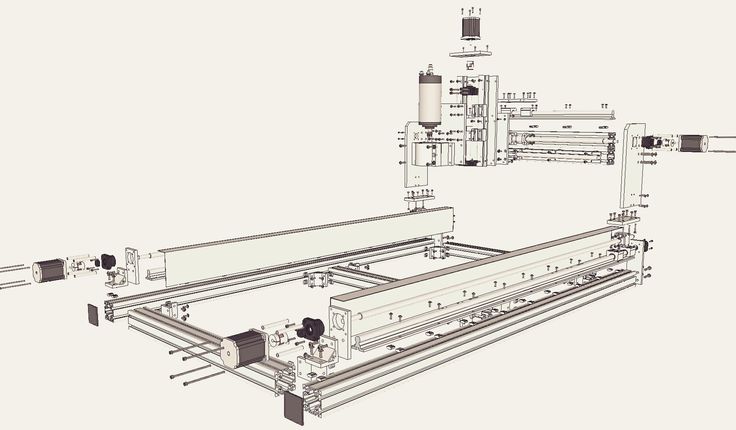
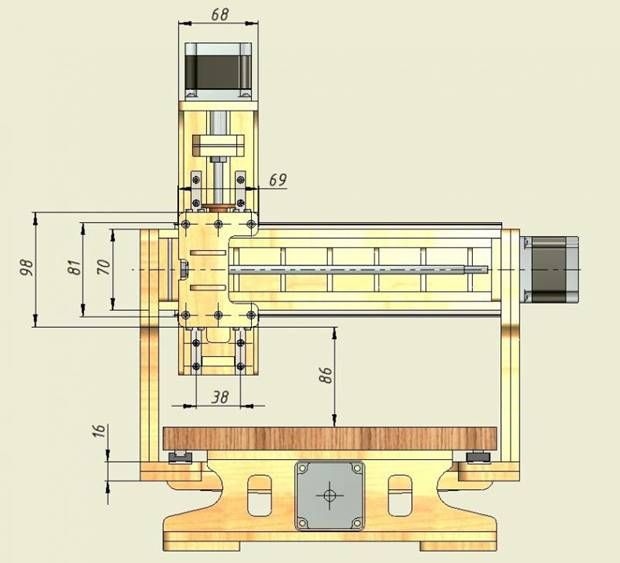 Все перемещения оси контролируются.
Все перемещения оси контролируются. Назначение и область применения, схемы.
Назначение и область применения, схемы.
 Maslow CNC — это проект фрезерного станка с ЧПУ с открытым исходным кодом. Это единственный коммерчески доступный вертикальный фрезерный станок с ЧПУ, который отличается низкой стоимостью в 500 долларов США.
Maslow CNC — это проект фрезерного станка с ЧПУ с открытым исходным кодом. Это единственный коммерчески доступный вертикальный фрезерный станок с ЧПУ, который отличается низкой стоимостью в 500 долларов США. Они также могут раскрыть аспекты вашего дизайна, которые могут работать, а могут и не работать.
Они также могут раскрыть аспекты вашего дизайна, которые могут работать, а могут и не работать.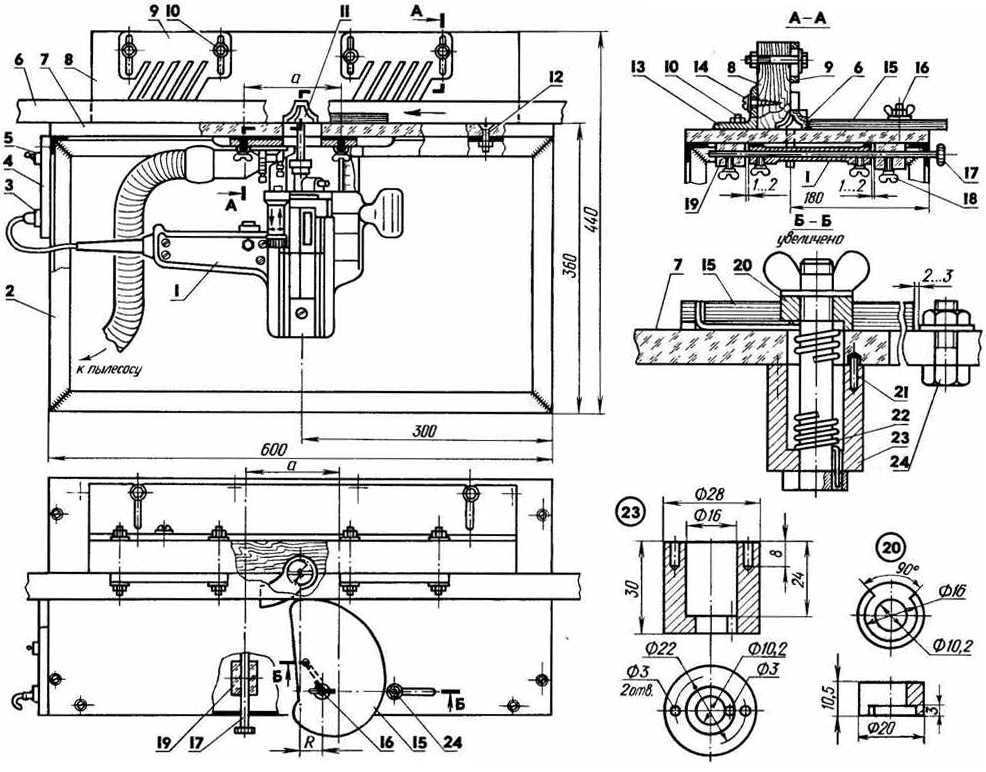 Эта конструкция также представляет собой мобильный портальный фрезерный станок с ЧПУ, спроектированный на основе конструкции из дерева или МДФ. Система линейного перемещения также основана на подшипниках конькового хода. Однако на оси x используются двойные стержни с каждой стороны вместо одного. Эта конструкция имеет очень эргономичный вид и использует раму, препятствующую скручиванию, и наклонные боковые рычаги гентри для учета положения центра тяжести.
Эта конструкция также представляет собой мобильный портальный фрезерный станок с ЧПУ, спроектированный на основе конструкции из дерева или МДФ. Система линейного перемещения также основана на подшипниках конькового хода. Однако на оси x используются двойные стержни с каждой стороны вместо одного. Эта конструкция имеет очень эргономичный вид и использует раму, препятствующую скручиванию, и наклонные боковые рычаги гентри для учета положения центра тяжести. Работой инструмента управляет компьютер, которому поручено преобразовывать цифровой проект в реальное движение инструмента.
Работой инструмента управляет компьютер, которому поручено преобразовывать цифровой проект в реальное движение инструмента.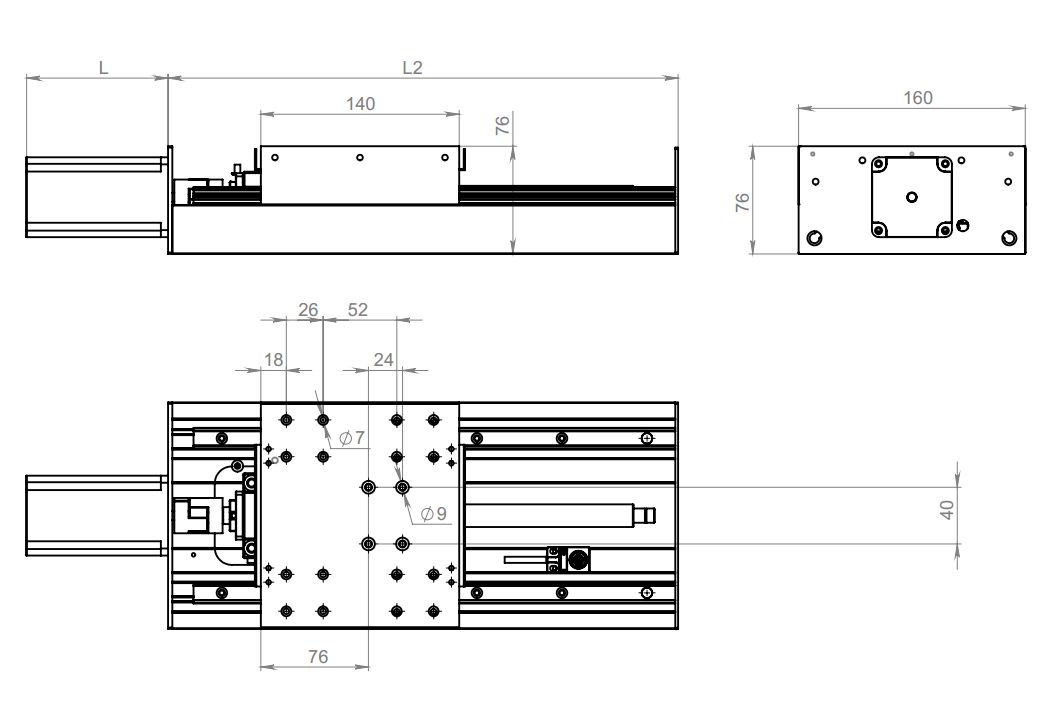 Помимо того, что сборка ЧПУ LIL «сделай сам» — это очень весело, это отличный способ узнать об управлении движением и CAD/CAM/CAE. Посмотрите краткий обзор проекта DIYLILCNC в видео слева от вас.
Помимо того, что сборка ЧПУ LIL «сделай сам» — это очень весело, это отличный способ узнать об управлении движением и CAD/CAM/CAE. Посмотрите краткий обзор проекта DIYLILCNC в видео слева от вас.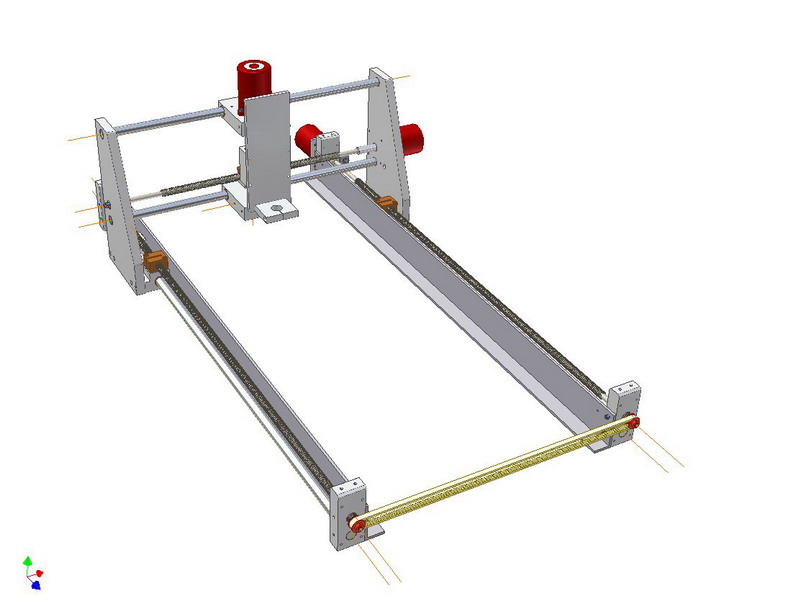 Хотя было бы неплохо приобрести готовое устройство, проблема цены и размера оказалась непомерно высокой. Имея это в виду, я попытался спроектировать и построить трехосевой станок с ЧПУ с учетом следующих факторов:
Хотя было бы неплохо приобрести готовое устройство, проблема цены и размера оказалась непомерно высокой. Имея это в виду, я попытался спроектировать и построить трехосевой станок с ЧПУ с учетом следующих факторов: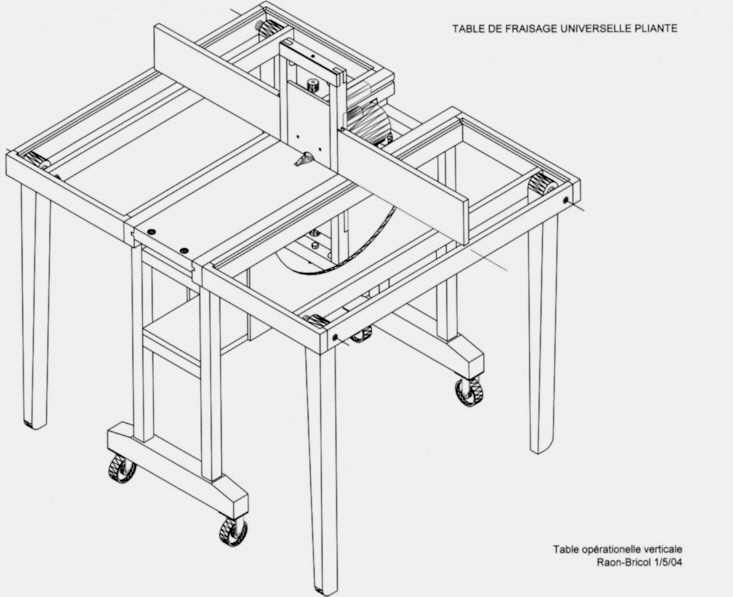 В последнее время я заметил, что все больше и больше проектов по инструктажу связано с использованием какого-либо станка с ЧПУ, будь то лазерный резак, 3D-принтер, фрезерный станок и т. д. Я хотел присоединиться к этой революции цифрового производства и начать делать свои проекты. еще лучше с помощью этих инструментов. Итак, около года назад я решил найти способ сделать это возможным и пришел к выводу, что простой 3-осевой фрезерный станок с ЧПУ будет лучшим вариантом для начала работы. Я начал проводить некоторые исследования и решил спроектировать и построить свою собственную машину. Это поучительные шаги через все детали, необходимые для создания машины, которую я разработал, и причины, по которым я построил машину именно так, как я сделал. Он также включает в себя объяснение технологии ЧПУ и будет отличным справочником для тех, кто хочет научиться некоторым навыкам изготовления металлов. Я надеюсь, что кто-то может использовать эти планы для создания этого маршрутизатора для себя или, по крайней мере, черпать вдохновение из моего дизайна.
В последнее время я заметил, что все больше и больше проектов по инструктажу связано с использованием какого-либо станка с ЧПУ, будь то лазерный резак, 3D-принтер, фрезерный станок и т. д. Я хотел присоединиться к этой революции цифрового производства и начать делать свои проекты. еще лучше с помощью этих инструментов. Итак, около года назад я решил найти способ сделать это возможным и пришел к выводу, что простой 3-осевой фрезерный станок с ЧПУ будет лучшим вариантом для начала работы. Я начал проводить некоторые исследования и решил спроектировать и построить свою собственную машину. Это поучительные шаги через все детали, необходимые для создания машины, которую я разработал, и причины, по которым я построил машину именно так, как я сделал. Он также включает в себя объяснение технологии ЧПУ и будет отличным справочником для тех, кто хочет научиться некоторым навыкам изготовления металлов. Я надеюсь, что кто-то может использовать эти планы для создания этого маршрутизатора для себя или, по крайней мере, черпать вдохновение из моего дизайна. Я создал 2D-чертежи всех деталей с полными размерами и спецификациями, подробностями сборки каждой детали, полными списками деталей и инструментов с ценами и ссылками, базовой схемой подключения и объяснением конструкции.
Я создал 2D-чертежи всех деталей с полными размерами и спецификациями, подробностями сборки каждой детали, полными списками деталей и инструментов с ценами и ссылками, базовой схемой подключения и объяснением конструкции. как шпиндель. Лично я считаю, что станок с ЧПУ — это своего рода модернизация 3D-принтера, вы можете создавать более прочные детали из дерева или металла, но у него также есть некоторые ограничения.
как шпиндель. Лично я считаю, что станок с ЧПУ — это своего рода модернизация 3D-принтера, вы можете создавать более прочные детали из дерева или металла, но у него также есть некоторые ограничения. Рабочая зона составляет около 110см х 60см х 10см.
Рабочая зона составляет около 110см х 60см х 10см. Под «преобразованием» я подразумеваю, что вы в основном собираетесь поставить оси x, y и z под контроль компьютера. Это означает добавление шарико-винтовых пар с подшипниковыми узлами к каждой оси. Скорее всего, вы будете использовать шаговый двигатель или сервопривод для вращения шариковых винтов. Вам также понадобится источник питания для запуска двигателей. Учитывая эти движущиеся части и хороший интерфейс для преобразования g-кода в сигналы, необходимые для запуска ваших осей, у вас будет ЧПУ для хобби, готовое к работе.
Под «преобразованием» я подразумеваю, что вы в основном собираетесь поставить оси x, y и z под контроль компьютера. Это означает добавление шарико-винтовых пар с подшипниковыми узлами к каждой оси. Скорее всего, вы будете использовать шаговый двигатель или сервопривод для вращения шариковых винтов. Вам также понадобится источник питания для запуска двигателей. Учитывая эти движущиеся части и хороший интерфейс для преобразования g-кода в сигналы, необходимые для запуска ваших осей, у вас будет ЧПУ для хобби, готовое к работе. Я бы не выбрал его, если бы хотел с самого начала заняться ЧПУ, но если он у вас уже есть, нет необходимости рассматривать что-либо еще.
Я бы не выбрал его, если бы хотел с самого начала заняться ЧПУ, но если он у вас уже есть, нет необходимости рассматривать что-либо еще. Я не думаю, что стал бы меньше, чем X2, но вы можете делать с ним удивительные вещи, как продемонстрировала Hossmachine (полностью автоматическое устройство смены инструмента и корпус в стиле VMC).
Я не думаю, что стал бы меньше, чем X2, но вы можете делать с ним удивительные вещи, как продемонстрировала Hossmachine (полностью автоматическое устройство смены инструмента и корпус в стиле VMC).