ТА Двухходовой регулирующий клапан CV 216 RGA, муфтовый, PN16
Home › Промарматура › ТА Двухходовые регулирующие клапаны
ТА Двухходовой регулирующий клапан CV 216 RGA, муфтовый, PN16
Артикул
Размер
*в упак.
Ед.Изм.
Розница
Мелк.опт.
Крупн.опт.
60-230-115
15 (Kvs 0,63)
1
шт
10 299.11 р.
8 882.99 р.
7 724. 33 р.
Добавить
60-230-120
20 (Kvs 5,0)
1
шт
10 571.75 р.
9 118.13 р.
7 928.81 р.
Добавить
60-230-125
25 (Kvs 8,0)
1
шт
12 603.61 р.
10 870.61 р.
9 452.71 р.
Добавить
60-230-215
15 (Kvs 1,25)
1
шт
10 299. 11 р.
8 882.99 р.
7 724.33 р.
Добавить
60-230-220
20 (Kvs 6,3)
1
шт
10 571.75 р.
9 118.13 р.
7 928.81 р.
Добавить
60-230-225
25 (Kvs 10,0)
1
шт
12 603.61 р.
10 870. 61 р.
9 452.71 р.
Добавить
60-230-315
15 (Kvs 1,6)
1
шт
10 299.11 р.
8 882.99 р.
7 724.33 р.
Добавить
60-230-415
15 (Kvs 2,5)
1
шт
10 299.11 р.
8 882.99 р.
7 724. 33 р.
Добавить
60-230-515
15 (Kvs 4,0)
1
шт
10 299.11 р.
8 882.99 р.
7 724.33 р.
Добавить
60-233-132
32 (Kvs 12,5)
1
шт
15 111.77 р.
13 033.90 р.
11 333.83 р.
Добавить
60-233-140
40 (Kvs 20,0)
1
шт
18 838. 42 р.
16 248.14 р.
14 128.82 р.
Добавить
60-233-150
50 (Kvs 31,5)
1
шт
25 751.02 р.
22 210.26 р.
19 313.27 р.
Добавить
60-233-232
32 (Kvs 16,0)
1
шт
15 111.77 р.
13 033. 90 р.
11 333.83 р.
Добавить
60-233-240
40 (Kvs 25,0)
1
шт
18 838.42 р.
16 248.14 р.
14 128.82 р.
Добавить
60-233-250
50 (Kvs 40,0)
1
шт
26 266.03 р.
22 654.45 р.
19 699. 52 р.
Добавить
Фитинги для шлангов Gardena с клапаном регулирования расхода
Дом
Товары
Полив
Шланговые фитинги
Соединение с регулирующим клапаном
Шланговые фитинги
Артикул № 976-50
Муфта с регулирующим клапаном
Артикул № : 976-50
Артикул № 976-50
Использование
Регулирует или перекрывает поток воды в шланге
Гарантия
5
Защита от замерзания
0 Да
Где купить
Сравнивать
Удалять
Функции
Описание
Информация и сервис
Функции
Функции
Простота в обращении
Поток воды в шланге можно легко и бесступенчато регулировать или отключать.
5-летняя гарантия гарантирует высокое качество
* Подробные условия гарантии см. в прилагаемом руководстве по эксплуатации или на сайте www.gardena.com/warranty. Эта гарантия не влияет на ваши законные гарантийные претензии.
Оригинальная система GARDENA
Благодаря системным продуктам Original GARDENA System любые аксессуары для полива можно легко и быстро подключить к крану или шлангу. Все взаимосвязано от начала до конца и остается водонепроницаемым.
Функции
Простота в обращении
Поток воды в шланге можно легко и бесступенчато регулировать или отключать.
5-летняя гарантия гарантирует высокое качество
* Подробные условия гарантии см. в прилагаемом руководстве по эксплуатации или на сайте www.gardena.com/warranty. Эта гарантия не влияет на ваши законные гарантийные претензии.
Оригинальная система GARDENA
Благодаря системным продуктам Original GARDENA System любые аксессуары для полива можно легко и быстро подключить к крану или шлангу. Все взаимосвязано от начала до конца и остается водонепроницаемым.
Описание
Описание
Регулирует или перекрывает поток воды
Муфта GARDENA с регулирующим клапаном служит для бесступенчатой регулировки и отключения потока воды в шланге. Муфта используется для соединения двух шлангов. Это избавляет вас от похода к крану для регулировки расхода воды. Регулирующий клапан идеально подходит, например, для регулирование радиуса действия оросителя.
Технические характеристики
Артикул №
976-50
EAN-код:
4078500097659
Технические характеристики
Использовать
Регулирует или перекрывает поток воды в шланге
Защита от замерзания
Да
Гарантия
5
Информация и сервис
Информация и сервис
Сервис поддержки
Все, что Вам нужно знать
Все, что вам нужно знать о продуктах GARDENA в вашем сарае для инструментов. Нужны запчасти? Потеряли инструкцию? Здесь вы можете найти все.
Вам нужна дополнительная информация об этом продукте?
Пожалуйста, свяжитесь со службой поддержки клиентов или ознакомьтесь с нашими часто задаваемыми вопросами. Вы ищете руководство? Затем введите 4- или 5-значный артикул в поле поиска.
Перейти к часто задаваемым вопросам
Приводы и позиционеры регулирующих клапанов
Дом / Узнать о паре /
Приводы и позиционеры регулирующих клапанов
Содержимое
Клапаны управления
Пропускная способность регулирующего клапана
Размер регулирующего клапана для водяных систем
Размер регулирующего клапана для паровых систем
Характеристики регулирующего клапана
Приводы и позиционеры регулирующих клапанов
Контроллеры и датчики
Назад, чтобы узнать о паре
Приводы и позиционеры регулирующих клапанов
Для работы регулирующих клапанов требуются приводы. В этом учебном пособии кратко обсуждаются различия между электрическими и пневматическими приводами, взаимосвязь между терминологией прямого и обратного действия и то, как это влияет на регулирующее влияние клапана. Обсуждается важность позиционеров в отношении того, что они делают и почему они необходимы для многих приложений.
Приводы
В Блоке 5, «Теория управления», аналогия использовалась для описания простого управления технологическим процессом:
• Мышца руки и кисть (привод) поворачивали клапан (управляемое устройство).
Одна форма регулирующего устройства, регулирующий клапан, теперь рассмотрена. Привод является следующей логической областью интереса.
Работа регулирующего клапана заключается в позиционировании его подвижной части (плунжера, шара или лопасти) относительно неподвижного седла клапана. Целью привода клапана является точное размещение плунжера клапана в положении, определяемом управляющим сигналом.
Привод принимает сигнал от системы управления и, в ответ, переводит клапан в полностью открытое или полностью закрытое положение, либо в более открытое, либо в более закрытое положение (в зависимости от того, «вкл. /выкл.» или « используется непрерывное управляющее воздействие).
Существует несколько способов обеспечения этого срабатывания. Этот модуль будет сосредоточен на двух основных:
Пневматика.
Электр.
Другие важные приводы включают гидравлические приводы и приводы прямого действия. Они обсуждаются в блоке 7 «Оборудование управления: самодействующие средства управления».
Пневматические приводы – работа и опции
Пневматические приводы обычно используются для приведения в действие регулирующих клапанов и доступны в двух основных формах; поршневые приводы (рисунок 6.6.1) и диафрагменные приводы (рисунок 6.6.2)
поршневые приводы
поршневые приводы обычно используются, когда ход диафрагменного привода слишком короткий или усилие слишком велико маленький. Сжатый воздух подается на сплошной поршень, находящийся внутри сплошного цилиндра. Поршневые приводы могут быть одностороннего или двойного действия, могут выдерживать более высокие входные давления и могут предлагать меньшие объемы цилиндров, которые могут работать с высокой скоростью.
Мембранные приводы
Мембранные приводы имеют сжатый воздух, подаваемый на гибкую мембрану, называемую диафрагмой. На рис. 6.6.2 показана вращающаяся мембрана, в которой эффективная площадь мембраны практически постоянна на протяжении всего хода привода. Эти типы приводов являются односторонними, поскольку воздух подается только к одной стороне диафрагмы, и они могут быть либо прямого действия (пружина для втягивания), либо обратного действия (пружина для выдвижения).
Обратное действие (пружина для выдвижения)
Рабочая сила создается давлением сжатого воздуха, которое воздействует на гибкую диафрагму. Привод сконструирован таким образом, что сила, создаваемая давлением воздуха, умноженная на площадь диафрагмы, превосходит силу, действующую (в противоположном направлении) пружиной (пружинами).
Мембрана (рисунок 6.6.2) толкается вверх, вытягивая шпиндель вверх, и, если шпиндель соединен с клапаном прямого действия, пробка открывается. Привод сконструирован таким образом, что при определенном изменении давления воздуха шпиндель перемещается в достаточной степени, чтобы переместить клапан на полный ход из полностью закрытого состояния в полностью открытое.
При снижении давления воздуха пружина(ы) перемещает шпиндель в противоположном направлении. Диапазон давления воздуха соответствует заявленному номиналу пружины привода, например, 0,2–1 бар.
При работе с большим клапаном и/или более высоким перепадом давления для достижения полного движения клапана требуется большее усилие.
Для создания большего усилия требуется большая площадь диафрагмы или больший диапазон пружины. Вот почему производители средств управления предлагают ряд пневматических приводов для различных клапанов, включающих увеличенную площадь диафрагмы и выбор диапазонов пружин для создания различных сил.
На схемах на рис. 6.6.3 показаны компоненты базового пневматического привода и направление движения шпинделя при увеличении давления воздуха.
Привод прямого действия (пружина втягивается)
Привод прямого действия выполнен с пружиной под диафрагмой, с подачей воздуха в пространство над диафрагмой. В результате с увеличением давления воздуха шпиндель перемещается в направлении, противоположном приводу обратного действия.
Влияние этого движения на открытие клапана зависит от конструкции и типа используемого клапана и показано на рис. 6.6.3.
Однако существует альтернатива, показанная на рис. 6.6.4. Пневматический привод прямого действия соединен с регулирующим клапаном с плунжером обратного действия (иногда называемым «висячим плунжером»).
Выбор между пневматическим управлением прямого и обратного действия зависит от того, в какое положение должен вернуться клапан в случае прекращения подачи сжатого воздуха. Должен ли клапан закрываться или быть полностью открытым? Этот выбор зависит от характера применения и требований безопасности. Имеет смысл закрыть паровые клапаны при прекращении подачи воздуха, а клапаны охлаждения открыть при прекращении подачи воздуха. Необходимо учитывать комбинацию типа привода и клапана.
На рис. 6.6.5 и рис. 6.6.6 показан суммарный эффект различных комбинаций.
Влияние перепада давления на подъем клапана
Воздух, подаваемый в мембранную камеру, является управляющим сигналом от пневматического контроллера. Наиболее широко используемое сигнальное давление воздуха составляет от 0,2 до 1 бар. Рассмотрим привод обратного действия (пружина для выдвижения) со стандартной пружиной (пружинами) от 0,2 до 1,0 бар, установленный на клапане прямого действия (рис. 6.6.7).
Когда узел клапана и привода откалиброван (или «установлен на стенде»), он регулируется таким образом, чтобы давление воздуха 0,2 бар только начинало преодолевать сопротивление пружин и отодвигало плунжер клапана от его седла.
По мере увеличения давления воздуха плунжер клапана постепенно отходит от своего седла, пока, наконец, при давлении воздуха 1 бар клапан не откроется на 100 %. Это показано графически на рисунке 6.6.7.
Теперь рассмотрим этот узел, установленный на трубопроводе в системе снижения давления, с давлением 10 бар изб. на входной стороне и контролем давления на выходе до 4 бар изб.
Перепад давления на клапане 10 — 4 = 6 бар. Это давление воздействует на нижнюю часть плунжера клапана, создавая силу, стремящуюся открыть клапан. Эта сила является дополнительной к силе, обеспечиваемой давлением воздуха в приводе.
Таким образом, если на привод подается воздух под давлением 0,6 бар (на полпути между 0,2 и 1 бар), например, вместо того, чтобы клапан занимал ожидаемое 50% открытое положение, фактическое открытие будет больше из-за дополнительного сила, обеспечиваемая перепадом давления.
Кроме того, это дополнительное усилие означает, что клапан не закрывается при 0,2 бар. Чтобы закрыть клапан в этом примере, управляющий сигнал должен быть снижен примерно до 0,1 бар.
Ситуация немного отличается с паровым клапаном, контролирующим температуру в теплообменнике, поскольку перепад давления на клапане будет варьироваться между:
Минимум, когда процесс требует максимального нагрева, а регулирующий клапан находится в положении 100 % открытым.
Максимум, когда процесс прогрет до температуры и регулирующий клапан закрыт.
Давление пара в теплообменнике увеличивается по мере увеличения тепловой нагрузки. Это можно увидеть в Модуле 6.5, Примере 6.5.3 и Таблице 6.5.7.
Если давление перед регулирующим клапаном остается постоянным, то при повышении давления пара в теплообменнике перепад давления на клапане должен уменьшаться.
На рис. 6.6.8 показана ситуация с подачей воздуха на привод прямого действия. В этом случае сила на плунжере клапана, создаваемая перепадом давления, работает против давления воздуха. Эффект заключается в том, что если на привод подается воздух под давлением 0,6 бар, например, вместо того, чтобы клапан занимал ожидаемое 50% открытое положение, процент открытия будет больше из-за дополнительной силы, создаваемой перепадом давления. В этом случае управляющий сигнал должен быть увеличен примерно до 1,1. бар, чтобы полностью закрыть клапан.
Возможна повторная калибровка клапана и привода для учета усилий, создаваемых перепадом давления, или, возможно, использование различных комбинаций пружин, давления воздуха и привода. Этот подход может обеспечить экономичное решение для небольших клапанов с низким перепадом давления и там, где не требуется точное управление. Однако с практической точки зрения:
Клапаны большего размера имеют большую площадь, на которую действует перепад давления, что увеличивает создаваемые силы и оказывает большее влияние на положение клапана.
Более высокие перепады давления означают, что генерируются более высокие силы.
Клапаны и приводы создают трение, вызывающее гистерезис. Меньшие клапаны, вероятно, будут иметь большее трение по сравнению с общими действующими силами.
Решение состоит в том, чтобы установить позиционер на клапан/привод в сборе. (Более подробная информация о позиционерах приводится далее в этом модуле).
Примечание: Для простоты в приведенных выше примерах предполагается, что позиционер не используется, а гистерезис равен нулю.
Формулы, используемые для определения усилия, необходимого для удержания клапана на седле для различных комбинаций клапана и привода, показаны на рис. 6.6.9.
Где:
A = эффективная площадь мембраны
Pmax = максимальное давление на привод (обычно 1,2 бар)
Smax = максимальная стендовая настройка пружины
Pmin = минимальное давление на привод (обычно 0 бар)
Smin = Минимальная стендовая настройка пружины
Усилие, необходимое для закрытия клапана, должно обеспечивать три функции:
Для преодоления перепада давления жидкости в закрытом положении.
Для устранения трения в клапане и приводе, в первую очередь в уплотнениях клапана и штока привода.
Для обеспечения уплотняющей нагрузки между плунжером клапана и седлом клапана для обеспечения требуемой степени герметичности.
Производители регулирующих клапанов обычно предоставляют полную информацию о максимальных перепадах давления, при которых будут работать их различные комбинации клапанов и приводов/пружин; Таблица на рисунке 6.6.10 является примером этих данных.
Примечание: При использовании позиционера необходимо обращаться к документации производителя по минимальному и максимальному давлению воздуха.
Позиционеры
Во многих случаях давления в камере диафрагмы от 0,2 до 1 бар может быть недостаточно, чтобы справиться с трением и высоким перепадом давления. Можно было бы использовать более высокое управляющее давление и более сильные пружины, но практическим решением является использование позиционера.
Это дополнительный элемент (см. рис. 6.6.11), который обычно крепится к бугелю или стойкам привода и соединяется со шпинделем привода рычагом обратной связи для контроля положения арматуры. Ему требуется собственный источник воздуха под более высоким давлением, который он использует для позиционирования клапана.
Позиционер клапана связывает входной сигнал и положение клапана и подает любое выходное давление на привод, чтобы удовлетворить это соотношение, в соответствии с требованиями клапана и в пределах ограничений максимального давления подачи.
Когда позиционер устанавливается на клапан «воздух открывает» и привод, диапазон действия пружины может быть увеличен для увеличения силы закрытия и, следовательно, увеличения максимального перепада давления, который может выдержать конкретный клапан. Давление воздуха также будет отрегулировано по мере необходимости для преодоления трения, тем самым уменьшая эффект гистерезиса.
Пример: привод серии PN5400, установленный на клапан DN50 (см. таблицу на рис. 6.6.10)
При стандартном диапазоне пружины от 0,2 до 1,0 бар (PN5420) максимально допустимый перепад давления составляет 3,0 бар.
С комплектом пружин от 1,0 до 2,0 бар (PN5426) максимально допустимый перепад давления увеличивается до 13,3 бар.
Во втором варианте сигнальное давление воздуха от 0,2 до 1,0 бар, подаваемое на диафрагму привода, не может обеспечить достаточную силу для перемещения привода против силы, обеспечиваемой пружинами от 1,0 до 2,0 бар, и еще менее способно контролировать его при полном рабочий диапазон. В этих обстоятельствах позиционер действует как усилитель управляющего сигнала и модулирует давление подаваемого воздуха, чтобы перевести привод в положение, соответствующее давлению управляющего сигнала.
Например, если управляющий сигнал составляет 0,6 бар (50 % подъема клапана), позиционеру потребуется пропустить приблизительно 1,5 бар в камеру мембраны привода. Рисунок 6.6.12 иллюстрирует эту связь.
Следует отметить, что позиционер является пропорциональным устройством, и точно так же, как пропорциональный регулятор всегда будет давать смещение, то же самое делает и позиционер.
На типичном позиционере зона пропорциональности может составлять от 3 до 6 %. Чувствительность позиционера обычно можно регулировать. Важно, чтобы инструкции по установке и техническому обслуживанию были прочитаны до этапа ввода в эксплуатацию.
Резюме — Позиционеры
Позиционер обеспечивает линейную зависимость между входным давлением сигнала от системы управления и положением регулирующего клапана. Это означает, что для заданного входного сигнала клапан всегда будет пытаться удерживать одно и то же положение независимо от изменений перепада давления в клапане, трения штока, гистерезиса диафрагмы и т. д.
Позиционер может использоваться в качестве усилителя или бустера сигнала. Он принимает управляющий сигнал низкого давления воздуха и, используя свой собственный вход более высокого давления, умножает его, чтобы обеспечить выходной сигнал более высокого давления на диафрагму привода, если это необходимо, чтобы гарантировать, что клапан достигает желаемого положения.
Некоторые позиционеры имеют электропневматический преобразователь, так что электрический вход (обычно 4–20 мА) может использоваться для управления пневматическим клапаном.
Некоторые позиционеры также могут выступать в качестве базовых контроллеров, получая данные от датчиков.
Часто задаваемый вопрос: «Когда следует устанавливать позиционер?»
Для ускорения срабатывания клапана. Позиционер использует более высокое давление и больший поток воздуха для регулировки положения клапана.
Для увеличения давления, при котором конкретный привод и клапан могут закрыться. (Действовать как усилитель).
Где трение в клапане (особенно в уплотнении) может привести к недопустимому гистерезису.
Для линеаризации нелинейного привода.
В тех случаях, когда изменение перепада давления внутри жидкости может привести к изменению положения пробки
Чтобы гарантировать прием полного перепада давления в клапане, важно отрегулировать нулевую установку позиционера таким образом, чтобы давление воздуха не противодействовало усилию пружины, когда клапан находится в посадке.
На рис. 6.6.13 показан типичный позиционер. Обычно это называют позиционером P-P, поскольку он принимает пневматический сигнал (P) от системы управления и выдает результирующий пневматический выходной сигнал (P) для перемещения привода.
Одним из преимуществ пневматического управления является то, что оно искробезопасно, т. е. отсутствует риск взрыва в опасной атмосфере, и оно может обеспечить большое усилие для закрытия клапана при высоком перепаде давления. Однако сами пневматические системы управления имеют ряд ограничений по сравнению с их электронными аналогами.
Чтобы облегчить это, доступны дополнительные компоненты, позволяющие использовать преимущества пневматического клапана и привода с электронной системой управления.
Базовым блоком является преобразователь I в P. Этот блок принимает электрический управляющий сигнал, обычно 4–20 мА, и преобразует его в пневматический управляющий сигнал, обычно 0,2–1 бар, который затем подается на привод или на позиционер P-P, как показано на рисунке. 6.6.15.
При таком расположении преобразование I в P (электрическое в пневматическое) может выполняться за пределами любой опасной зоны или вдали от любых чрезмерных температур окружающей среды, которые могут возникать вблизи клапана и трубопровода.
Однако там, где условия не создают таких проблем, гораздо более правильным решением является использование однокомпонентного электропневматического преобразователя/позиционера, который сочетает в себе функции преобразователя I-P и позиционера P-P, то есть комбинированного клапана. позиционер и электропневматический преобразователь. На рис. 6.6.16 показан типичный преобразователь/позиционер I в P.
Большинство датчиков по-прежнему имеют аналоговые выходы (например, 4–20 мА или 0–10 В), которые можно преобразовать в цифровую форму. Обычно это аналого-цифровое (АЦ) преобразование выполняет контроллер, хотя современные технологии позволяют датчикам выполнять эту аналого-цифровую функцию самостоятельно. Цифровой датчик можно напрямую подключить к системе связи, такой как Fieldbus, и оцифрованные данные будут передаваться на контроллер на большое расстояние. По сравнению с аналоговым сигналом цифровые системы гораздо менее восприимчивы к электрическим помехам.
Аналоговые системы управления ограничены локальной передачей на относительно короткие расстояния из-за резистивных свойств кабеля.
Для большинства электрических приводов по-прежнему требуется входной аналоговый управляющий сигнал (например, 4–20 мА или 0–10 В), что еще больше препятствует созданию сети цифровой связи между датчиками, исполнительными механизмами и контроллерами.
Цифровые позиционеры
Цифровые позиционеры, которые иногда называют позиционерами SMART, отслеживают положение арматуры и преобразуют эту информацию в цифровую форму. Благодаря этой информации встроенный микропроцессор предлагает расширенные пользовательские функции, такие как 9.0017
Выбор пневматического клапана и привода
Вкратце, ниже приводится список основных факторов, которые необходимо учитывать при выборе пневматического клапана и привода:
Выберите клапан, используя данные приложения.
Определите действие клапана, требуемое в случае сбоя питания, открытия или закрытия при отказе.
Выберите комбинацию привода клапана и пружины, необходимую для того, чтобы клапан открывался или закрывался против перепада давления.
Определите, требуется ли позиционер.
Определите, должен ли быть обеспечен пневматический или электрический управляющий сигнал. Это определит, требуется ли преобразователь I в P или, в качестве альтернативы, комбинированный преобразователь I в P/позиционер.
Поворотные пневматические приводы и позиционеры
Доступны приводы для привода поворотных клапанов, таких как шаровые и дисковые затворы. Наиболее распространенным является поршневой тип, который состоит из центрального вала, двух поршней и центральной камеры, заключенных в корпус. Поршни и вал имеют реечный привод.
В простейших типах воздух подается в центральную камеру (рис. 6.6.18а), которая выталкивает поршни наружу.
Механизм реечной передачи поворачивает вал, и, поскольку последний соединен со штоком клапана, клапан открывается или закрывается.
При сбросе давления воздуха движение вала в обратном направлении происходит за счет усилия возвратных пружин (рисунок 6.6.18б).
Также можно приобрести версии двойного действия без возвратной пружины. Воздух может подаваться с любой стороны поршня, вызывая движение в любом направлении. Как и приводы диафрагменного типа, они также могут быть оснащены позиционерами.
Подача воздуха
Адекватная система подачи сжатого воздуха необходима для подачи чистого и сухого воздуха в нужном количестве и под нужным давлением. Целесообразно устанавливать отдельный блок коалесцирующего фильтра/регулятора перед окончательным подключением к каждой единице оборудования. Качество воздуха особенно важно для пневматических приборов, таких как контроллеры, преобразователи I в P и позиционеры.
На решение о выборе системы с пневматическим приводом может повлиять доступность и/или стоимость установки такой системы. Существующая подача воздуха, очевидно, будет способствовать использованию элементов управления с пневматическим приводом.
Электрические приводы
Там, где пневматическое питание недоступно или нежелательно, можно использовать электрический привод для управления клапаном. В электрических приводах используется электродвигатель с требованиями к напряжению в следующем диапазоне: 230 В переменного тока, 110 В переменного тока, 24 В переменного тока и 24 В постоянного тока.
Существует два типа электрических приводов; VMD (привод клапана) и модуляция.
VMD (мотор-привод клапана)
Эта базовая версия электропривода имеет три состояния:
На рис. 6.6.20 показана система VMD, в которой прямое и обратное перемещение привода управляется непосредственно любым внешним 3-позиционным или двумя 2-позиционными переключателями. Переключатели рассчитаны на напряжение привода и могут быть заменены подходящими реле.
Ограничительные устройства установлены внутри приводов VMD для защиты двигателей от повреждения при перегрузке. Эти устройства основаны либо на максимальном крутящем моменте двигателя, либо на конечных выключателях физического положения. Оба устройства останавливают двигатель, отключая питание двигателя.
Позиционные концевые выключатели имеют то преимущество, что их можно настроить для ограничения хода клапана в клапанах увеличенного размера.
Преимущество моментных выключателей
заключается в том, что они создают определенное закрывающее усилие на седле клапана, защищая привод в случае заедания штока клапана.
Если используются только концевые выключатели положения, их можно комбинировать с подпружиненной муфтой для обеспечения плотного закрытия арматуры.
Привод VMD может использоваться для включения/выключения или для плавного управления. Контроллер позиционирует клапан, открывая или закрывая клапан на определенное время, чтобы убедиться, что он достигает желаемого положения. Обратная связь по положению клапана может использоваться с некоторыми контроллерами
Модулирующий
Для позиционирования регулирующего клапана в соответствии с требованиями системы можно использовать модулирующий привод. Эти агрегаты могут иметь двигатели с большей мощностью (обычно 1200 пусков в час) и встроенную электронику.
В регулирующий привод может быть включена схема позиционирования, которая принимает аналоговый управляющий сигнал (обычно 0–10 В или 4–20 мА). Затем привод интерпретирует этот управляющий сигнал как положение арматуры между концевыми выключателями.
Для этого привод оснащен датчиком положения (обычно потенциометром), который передает фактическое положение клапана обратно в схему позиционирования. Таким образом, привод можно позиционировать вдоль его хода пропорционально управляющему сигналу. Схема регулирующего привода показана на рис. 6.6.21. в случае отказа подачи воздуха или управляющего сигнала клапан закроется. Для обеспечения этой функции в электрических приводах доступны версии с «пружинным резервом», которые открывают или закрывают клапан при сбое питания или управляющего сигнала. В качестве альтернативы отказоустойчивость может быть обеспечена питанием от батареи.
Пескоструйное оборудование ✅ Пневматик Трейд, Украина
Вы выбрали:
Сортировки
По цене
По названию
Аппарат струйной очистки АА-50
Под заказ
Абразивоструйный (пескоструйный аппарат) АА 50 (50л) с ручным упра…
18840 грн
Аппарат струйной очистки АБ-100
Под заказ
Пескоструйная (абразивоструйная) установка напорного типа АБ100 предназначена для подготовки поверхн…
24180 грн
Аппарат струйной очистки АА100
Под заказ
Абразивоструйный (пескоструйный аппарат) АА 100 (100л) с ручным уп. ..
31140 грн
Аппарат струйной очистки АА-150
Под заказ
Абразивоструйный (пескоструйный аппарат) АА 150 (150л) с ручным уп…
34020 грн
Аппарат струйной очистки АА-200
Под заказ
Абразивоструйный (пескоструйный аппарат) АА 200 (200л) с ручным управлением напорного ти…
36420 грн
Аппарат струйной очистки АА-100 С
Под заказ
Характеристики:
тип подачи абразива — напорный (подача воздуха и абразива проходит через од…
38160 грн
Аппарат струйной очистки АА-200 С
Под заказ
Характеристики:
тип подачи абразива — напорный (подача воздуха и абразива проходит через од. ..
43380 грн
Пескоструйная камера КАО 300 Э
Под заказ
Пескоструйная (дробеструйная) камера эжекционного типа КАО 300 Э
Используется для очистки…
44436 грн
Аппарат струйной очистки АА-250х2
Под заказ
Данная двухпостовая пескоструйная установка обеспечивает одновременную работу двух операторов.&…
48996 грн
Термоабразивный аппарат ТАУ-100
Под заказ
Характеристики ТАУ ― 100
Тип подачи абразива
Напорны…
53562 грн
Пескоструйная камера КАО-300 Н
Под заказ
Пескоструйная (дробеструйная) камера напорного типа КАО 300 Н
Используется для очистки ра. ..
55560 грн
Термоабразивный аппарат ТАУ-200
Под заказ
Характеристики ТАУ ― 200
Тип подачи абразива
Напорны…
59448 грн
Современные лакокрасочные материалы требуют пескоструйной обработки поверхности, на которую они будут наноситься, для придания необходимой шероховатости и очистки ее от загрязнения, окалин или старой краски. Обработка поверхностей перед покраской увеличивает срок службы нанесенных лакокрасочных материалов в несколько раз.
Для решения задачи с подготовкой поверхности перед нанесением на нее краски или шпаклевки, наша компания предлагает абразивоструйное или дробеструйное оборудование напорного типа (АА-50, АА-100, АА-150, АА-200, АА-250х2) и термоабразивное оборудование (ТАУ-100, ТАУ-200).
Термоабразивный способ очистки поверхности является более высокоэффективным. В основе метода принцип одновременного ударного и термического воздействия на обрабатываемую поверхность. Он эффективен при очистке битумного загрязнения, покрытий на эпоксидной основе, порошковой покраске, масляных и полимерных покрытий. Поверхность, которая проходит термоабразивную обработку не требует обезжиривания и активирования и полностью готова для нанесения лакокрасочного материала.
В Пневматик Трейд Вы покупаете пескоструйную установку по цене завода-изготовителя и с гарантией 12 месяцев. Дополнительно у нас можно заказать средства индивидуальной защиты оператора: шлем с фильтром для дыхания, костюм, защитные перчатки и др.
Цены на товары из нашего каталога, 2022-07-22
Товар
Цена
Аппарат струйной очистки АА-200 С
43380 грн
Пескоструйная камера КАО 300 Э
44436 грн
Пескоструйная камера КАО-300 Н
55560 грн
Аппарат струйной очистки АА-50
18840 грн
Аппарат струйной очистки АА-250х2
48996 грн
Аппарат струйной очистки АБ-100
24180 грн
Термоабразивный аппарат ТАУ-100
53562 грн
Аппарат струйной очистки АА100
31140 грн
Пескоструйные аппараты в России — Биржа оборудования ProСтанки
Главная
Продажа
Очистка металла
Пескоструйный аппарат
Вы можете очень быстро сравнить цены пескоструйного аппарата и подобрать оптимальные варианты из более чем 5467 предложений
Пескоструйный аппарат Armex Blasting (США)
Состояние: Б/У Год выпуска: 2014 Производитель: США
Пескоструйный аппарат Armex Blasting SB-150 применяется для сухой и влажной пескоструйной обработки всех типов цветных и черных металлов. В качестве абразивов используется песок, содаПескоструйный…
05.10.2016
Волгоград (Россия)
400 000
Пескоструйный аппарат
Состояние: Новый Производитель: SSC (Россия)
В наличии
Автоматический пескоструйный аппарат SSC 1600 (пескоструй) для пескоструйной обработки стекла, зеркал, металла и металлопроката – это полностью готовое, отлаженное оборудование, сочетающее в себе…
24.10.2022
Йошкар-Ола (Россия)
420 000
Пескоструйные аппараты
Состояние: Новый Год выпуска: 2015 Производитель: Сорокин (Китай)
В наличии
Пескоструйные аппараты Пескоструйный аппарат напорного действия предназначен для очистки воздушно-пескоструйным способом поверхностей от старой краски, ржавчины, окалины. Пескоструйные…
06.10.2022
Челябинск (Россия)
10 000
Пескоструйный аппарат для гравировки памятников METEOR 34
Состояние: Новый Производитель: Россия
В наличии
METEOR 34 — это современный пескоструйный аппарат, представляющий из себя полнофункциональную пескоструйную установку для гравировки гранита. Пескоструйный аппарат Meteor 34 осуществляет беспылевую…
06.05.2020
Москва (Россия)
158 000
Пескоструйный аппарат для гравировки памятников METEOR 30
Состояние: Новый Производитель: Россия
В наличии
METEOR 30 — классический пескоструйный аппарат для гравировки памятников (тексты, оформления и др.), обладающий возможностью беспылевой обработки. Пескоструйный аппарат Meteor 30 предназначен для…
06.05.2020
Москва (Россия)
140 000
Пескоструйный аппарат Contracor DBS-25RC
Состояние: Новый Производитель: Contracor
В наличии
Пескоструйный аппарат DBS-25RC с дистанционным управлением применяется для абразивоструйной очистки металлических или бетонный поверхностей, конструкций или деталей. Предназначен для работы с любым…
12.12.2018
Челябинск (Россия)
69 490
Пескоструйный аппарат
Состояние: Б/У Год выпуска: 1990
Куплю пескоструйный аппарат любого вида, производителя и года выпуска! Срочный выкуп, любой способ расчета. Осмотр в день обращения. Дефекты можно под ремонт и восстановление. Рассматриваю…
01.06.2021
Москва (Россия)
Пескоструйный аппарат PST-100 напорный
Состояние: Новый Производитель: Пневмостройтехника (Россия)
В наличии
Производитель :PST «Пневмостройтехника»Тип :НапорныйПроизводительность (м2/час) :4-20Комплектация :СтандартДиапазон рабочего давления (бар) :3,5-10Расход воздуха (м3/мин) :3,5-12Объём бункера (л)…
13.01.2022
Самара (Россия)
65 940
Пескоструйный аппарат PST-200 напорный
Состояние: Новый Производитель: Пневмостройтехника (Россия)
В наличии
Производитель :PST «Пневмостройтехника»Тип :НапорныйПроизводительность (м2/час) :4-27Комплектация :СтандартДиапазон рабочего давления (бар) :3,5-10Расход воздуха (м3/мин) :3,5-12Объём бункера (л). ..
13.01.2022
Самара (Россия)
81 450
Пескоструйный аппарат PST-250 напорный
Состояние: Новый Производитель: Пневмостройтехника (Россия)
В наличии
Производитель :PST «Пневмостройтехника»Тип :НапорныйПроизводительность (м2/час) :4-27Комплектация :СтандартДиапазон рабочего давления (бар) :3,5-10Расход воздуха (м3/мин) :3,5-12Объём бункера (л)…
13.01.2022
Самара (Россия)
85 650
Пескоструйный аппарат
Состояние: Б/У Год выпуска: 2003 Производитель: Россия (Россия)
Продаю пескоструйный аппарат АСО-40Э УХЛ4.22003 год выпуска
05.09.2021
Новороссийск (Россия)
15 000
Пескоструйный аппарат DSG-250-SP
Состояние: Б/У Год выпуска: 2018 Производитель: ВМЗ (Россия)
Пескоструйный аппарат DSG-250-SP (б/у). Производство ВМЗ. Краны, грибок, БРС новые. Проверены.
06.05.2022
Самара (Россия)
75 000
пескоструйный аппарат + комрессор
Состояние: Новый Год выпуска: 2014 Производитель: ATLAS COPCO (Китай)
В наличии
пескоструйное оборудование + компрессор IRMERandCHICAGO PNEUMATIC CPS185DDоборудование не использовалось (новое), поставленно на учет 10.2014г. (прицеп), осмотр г.Коломна
18.05.2016
Коломна (Россия)
500 000
Автоматизированный пескоструйный аппарат
Состояние: Новый Год выпуска: 2014 Производитель: FMG (Россия)
Наша компания предлагает автоматическую пескоструйную установку фирмы FMG. Автоматизированная пескоструйная установка является оборудованием с программным управлением циклического действия,…
27.02.2020
Бессоновка (Россия)
480 000
Пескоструйный аппарат Zitrek DSMG-75
Состояние: Б/У Год выпуска: 2015 Производитель: ООО «ПК «ПневмоСтройТехника» (Россия)
Характеристики:· Тип управления — дистанционное;· Тип абразива — песок;· Давление — напорный атмосфер;· Обрабатываемая площадь — 15 м²/час;· Расход сжатого…
18.11.2020
Кириши (Россия)
38 000
Автоматизированный пескоструйный аппарат ASB 3015
Состояние: Б/У Год выпуска: 2015 Производитель: Россия
Автоматизированная пескоструйная установка ASB-3015 является оборудованием с числовым программным управлением циклического действия, предназначенным для автоматизированной обработки поверхности. ..
17.09.2018
Пенза (Россия)
220 000
Пескоструйный аппарат IBIX9
Состояние: Б/У Год выпуска: 2014 Производитель: IBIX (Италия)
IBIX 9 предназначен для экологичной микроструйной очистки различных типов поверхностей: железа, дерева, мрамора, стекла и пр. В зависимости от целей очистки и мягкости материала выбирается абразив….
06.10.2019
Санкт-Петербург (Россия)
100 000
Фильтры для пескоструйного аппарата Glass Service (Польша)
Состояние: Новый
В наличии
Область применения Фильтры для пескоструйного и дробеметного оборудованияИзготовитель Фабрика фильтров «BaltiK.»Внешний диаметр 500 мм.Высота 600 мм.Упаковка Картонная коробка, соответствующая. ..
07.07.2022
Санкт-Петербург (Россия)
Вакуумный пескоструйный аппарат Tornаdo AC35
Состояние: Новый
В наличии
Оборудование на балансе организации ООО.
Выставочный образец. В работе не использовали.
Полный комплект аксессуаров и расходных материалов.
Цена нового комплекта из Европы 12.000 ЕВРО….
13.11.2016
Москва (Россия)
390 000
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по пескоструйному аппарату почти как на Авито и TIU
Видео пескоструйного аппарата
Руководства по эксплуатации – Абразивное оборудование Empire
Перейти к содержимому
Ручные пескоструйные камеры
Шкафы Pro-Finish Системы давления и всасывания Инструкция по эксплуатации
Руководство по эксплуатации системы ProFormer Cabinet System для измерения давления и всасывания
Приложение FaStrip® Parts Breaking Supplement (дополнение к стандартным инструкциям шкафа
SafeStrip® — Инструкция по эксплуатации для интеграции в шкаф
Корзинкоструйные аппараты BBO-1 и BBO-2 Инструкция по эксплуатации
Инструкции по эксплуатации шкафных систем BB4-3K и BB2-3K
BB2-1A и BB4-1A Basket Blaster Systems Инструкция по эксплуатации
Инструкция по эксплуатации встроенной конвейерной системы IL-885
Econo Finish EFR-2636 Инструкция по эксплуатации
Дробеструйные камеры Econo-Finish Инструкция по эксплуатации
Детали коллектора картриджа CDC
/ Дополнение к инструкции
Детали коллекторов картриджей SEM / Дополнение к инструкциям
Автоматизированные системы
EM 2-2 и EM 2-4 Руководство по установке и эксплуатации
Системы струйной очистки и извлечения
Пневматическая система извлечения (PRS) Инструкция по эксплуатации
Инструкции по эксплуатации систем сухой зачистки FaStrip® серии 200
Системы вакуумной рекуперации (VRS) Инструкция по эксплуатации
Инструкция по эксплуатации Vacutrans
Датчик датчика карбюратора Vacutrans Инструкция по эксплуатации
Blast N’ Vac System — BNVI-205 — Инструкция по эксплуатации
Blast N’ Vac Package – BNVP-300/BNVP-600 Инструкция по эксплуатации
Blast N’ Vac System – BNVS-325 Инструкция по эксплуатации
Blast N’ Vac System BNVS-600/BNVS-605 Инструкция по эксплуатации
Портативные системы
Системы давления SuperBlast Инструкция по эксплуатации
SafeStrip® — Портативное устройство SB100 и SB150 Инструкция по эксплуатации
SafeStrip® — SB100 и SB150 — размеры и расположение управляющих шлангов
Econ-O-Blast™ Portable Руководство по эксплуатации
Инструкция по эксплуатации пультов дистанционного управления Grit Mizer и 780
Инструкция по эксплуатации пультов дистанционного управления 680
Оборудование для обеспечения безопасности оператора
Руководство по эксплуатации респиратора RPB – NOVA 3
RPB – Руководство по эксплуатации респиратора NOVA 2000
RPB – Руководство по эксплуатации респиратора ASTRO
RPB – Руководство по эксплуатации воздушного фильтра Radex
RPB – газоанализатор GX4 (CO) Руководство по эксплуатации
RPB – C40 Система климат-контроля Горячая/Холодная. Руководство по эксплуатации
RPB – Инструкция по эксплуатации охлаждающей трубки
RPB – Инструкция по эксплуатации горячей трубки
Radex – Инструкция по эксплуатации монитора угарного газа
Air Systems – КО Руководство по эксплуатации панели
Воздушные системы – CO-91PM Руководство по эксплуатации
Air Systems – КО Руководство по установке монитора
MST – Руководство пользователя угарного газа
МСТ – Ц.О. Монитор 8007701
МСТ – Ц.О. Калибровка монитора — 8003101
RPB-Allegro — Разбивка деталей воздушных насосов
Руководство пользователя респиратора Bullard серии 88VX
Bullard – Frigitron 2000 Руководство по эксплуатации
Общая информация
Основы взрывных работ
Диаграммы расхода воздуха и качества
Веб-сайт, созданный для компании Empire Abrasive Equipment компанией B2B Design & Development B2B дизайн и разработка [электронная почта защищена] Абразивоструйное оборудование
Инвертор или трансформатор- отличия, преимущества и недостатки
0
На сумму:
0 р.
Можно сказать, что в недалеком прошлом веке, одним из самых заветных желаний любого мастера, вплотную связанного с ремонтом машин или любой другой металлообработкой, было иметь под рукой сварочный аппарат. Пусть это будет самодельная трансформаторная модель, но это оборудование помимо несказанной пользы, всегда вселяло гордость его владельцу. Сейчас же, при высоком темпе развития технологий, полки магазинов электрооборудования забиты различными моделями сварочных аппаратов, отличающихся назначением, функциями, ну и, конечно же, ценой. И тому, кто сталкивается с выбором сварочного аппарата РДС для бытовых нужд или на производство, наперво встает вопрос «Что выбрать сварочник инвертор или трансформатор?».
Поэтому в этой статье мы представим некоторые плюсы и минусы этих устройств, для того, что бы Вы смогли четко определить, какой из типов устройств Вам необходим- инвертор или трансформатор. Предупреждаем, что в этом материале будет идти разговор исключительно об аппаратах для ручной дуговой сварки.
Отличия процесса сварки инвертора от трансформатора
Давай те рассмотрим сам процесс сварки и отличие в этом вопросе инвертора от трансформатора. И здесь, главный недостаток привычных трансформаторов это недостаточная устойчивость дуги вместе с низкой стабильностью режима, которая полностью зависит от колебаний электро-сети. У сварочных инверторов здесь неоспоримое преимущество, так как инверторные источники обеспечивают стабилизированный постоянный сварочный ток, который не зависит от колебаний входного напряжения и обеспечивает, таким образом, более устойчивую дугу и минимальное разбрызгивание металла при сварке. Более технологически подкованный инвертор, отличает от трансформатора, как минимум наличие плавной регулировки сварочного тока, не говоря уже о наличии специальных функций, присутствующих в арсенале даже у бюджетной модели, таких как Hot-Start, Anti-Sticking, Arc-Force и др.
Помимо всего выше перечисленного, сварочный инвертор потребляет гораздо меньше электроэнергии и может работать от автономных источников питания- бензиновых и дизельных электрогенераторов (на нашем сайте Вы можете ознакомиться с актуальными моделями генераторов ). Для примера, электропотребление инвертора при работе электродом диаметром в 3мм равносильно потреблению двух электрочайников, что вполне укладывается в бытовые нормы. Исходя из всего перечисленного, сваривать инвертором гораздо более выгодно, приятней, а главное проще, чем трансформатором.
Вес и габариты
Немаловажное преимущество сварочного инвертора перед трансформатором – это его малый вес и достаточно небольшие габариты. Все это становится возможным благодаря повышению частоты напряжения: ведь при повышении частоты в 1000 раз, размер трансформатора уменьшается в десять раз. У некоторых моделей инверторов сам трансформатор имеет размеры меньше сигаретной пачки; основную же массу занимает радиатор. Неудивительно, что такой инвертор можно легко повесить на плечо и варить в труднодоступных местах: при массе меньше 4-х килограмм некоторые модели инверторов позволяют легко работать электродами диаметром даже до 3-4 мм (к примеру, инвертор отечественного бренда Сварог ARC 200 Easy). И опять в соперничестве между 2-мя типами оборудования побеждает инвертор, как говорится, 40 килограммовый трансформатор на плече не поносишь.
Денежный вопрос
Не скроем, зачастую трансформаторы по-прежнему в два и более раза дешевле инверторов. Да и ремонт трансформаторов на пост-советском пространстве обычно обходится дешевле. Тем, не менее, из опыта Европейских коллег, можно вынести интересные данные: каждые 1000 Евро стоимости сварочных работ при ручной дуговой сварке могут быть разделены на следующие категории затрат:
35% оплата труда сварщиков
35% стоимость электродов
28% стоимость электроэнергии
И всего 2% оборудование и принадлежности (стоимость св. аппарата, кабелей и пр.)
Как видно, стоимость оборудования для сварки лишь незначительно влияет на общую стоимость сварочных работ. В связи с этим становится выгодно покупать оборудование, использующее новейшие разработки: даже при большей стоимости инвертора уменьшение расходов на электроэнергию в перспективе дает суммарную экономию общей стоимости сварочных работ на 5-8% процентов!
Подведем итоги
Судя по всему, современные сварочные инверторы действительно более практичны, экономичней, а главное более выгодны в использовании в отличие от классических трансформаторов. Тем не менее, важно помнить, что залог качественной сварки в большей степени зависит не от «навороченного» оборудования, а от навыков и подготовки мастера, а именно- человека!
Спасибо за подписку!
Какой сварочный аппарат лучше выбрать: инверторный, трансформаторный или полуавто
В разделе
Крепко соединить металлические элементы можно только с помощью сварочной дуги, производимой специальным девайсом. Общее название приборов, которые используются для сварки металлов — сварочные аппараты. Различают несколько видов: трансформаторные, инверторные, полуавтоматы, полуавтоматы-инверторы. Какому прибору отдать предпочтение?
Виды сварочных аппаратов
Перед покупкой сварочного аппарата необходимо определиться с возможностями, ведь одни девайсы лучше всего использовать в гараже или на даче, а другие — ориентированы на выполнение сложных сварочных работ.
Тип сварочного аппарата определяет особенности его конструкции и назначения.
Трансформатор
Одна из самых простых разновидностей сварочных аппаратов. Ток, поступающий от сети, напрямую подается на обмотку понижающего трансформатора. При этом девайсы могут выдавать на электроды не только переменный, но и постоянный ток. Ключевые преимущества — простота конструкции, устойчивость к нагрузкам и невысокая стоимость. Однако, сварочные аппараты габаритные и много весят, поэтому не подходят для работ на высоте. Стабильность тока на выходе меньше, чем у инверторов, из-за чего образуется не очень качественный шов.
Отличный вариант — Deca TITAN 255E. Сварочный трансформатор подходит для промышленного использования. Минимальный ток сварки заявлен на уровне 40 А, а максимальный — 240 А. Диаметр электрода, который может использоваться, варьируется от 1,6 мм до 5 мм. Вес — 30 кг.
Инвертор
Усовершенствованная версия трансформаторного сварочного аппарата. Девайсы относительно легкие, удобные и простые в эксплуатации. Оборудованы специальными электронными схемами, которые обрабатывают поступающий от сети ток до его подачи на понижающий трансформатор. Благодаря этому на выходе получается более стабильный как переменный, так и постоянный ток. Как правило, предусмотрена система защиты от неконтролированного горения дуги. Оптимально подходят для неопытных сварщиков.
Сварочный инвертор, на который стоит обратить внимание — Dnipro-M SAB-258N. Предназначен для работы с электродами от 1,6 до 5 мм. Может применяться для сварки стали, «нержавейки» и чугуна. У девайса небольшие габариты (200 × 120 × 290 мм) и вес (3,7 кг), что позволяет использовать его не только стационарно, но и на высоте.
Полуавтомат
Девайсы электронной «начинки» похожи на обычные трансформаторы. Ток от сети подается на понижающий трансформатор сразу, без предварительной обработки. Ключевая отличительная черта — конструкция электрода. Используется тонкая проволока, которая с катушки подается к месту сварки через специальное сопло. Это происходит автоматически, поэтому сварщику не нужно регулировать длину электрода. Замену катушки приходится осуществлять значительно реже, качество сварочного шва высокое. Сфера применения значительно шире, чем у обычных трансформаторов. Можно использоваться как в быту, так и на СТО, строительных площадках.
Если вы ищете надежный и производительный сварочный полуавтомат, то обратите внимание на Temp PDU-200 220V. Девайс обеспечивает высокое качество дуги даже при наличии перепадов напряжения в сети. Может выполнять сварку типа ММА, TIG и MIG/MAG. Максимальный ток — 200 А. Диаметр электродов, которые можно использовать, варьируется от 1 до 5 мм, диаметр проволоки — от 0,8 до 1,2 мм.
Полуавтомат-инвертор
В таких сварочных аппаратах используется инверторная схема питания и частичная автоматизация процесса сварки. Ток от сети изначально проходит через инверторные схемы. В качестве электрода выступает тонкая проволока, которая по мере расходования автоматически подается к месту сварки. Агрегаты стоят дорого, но это компенсируется хорошим результатом.
Достойный представитель класса сварочных полуавтоматов-инверторов — Elitech IS 160PN (https://www. e-katalog.ru/ELITECH-IS-160PN.htm). Устройство может работать в двух режимах: ММА и MIG/MAG. Диапазон сварочного тока — от 20 до 120 А. Для сварки используются электроды диаметром от 1,6 до 3,2 мм. Сварочная проволока должна иметь диаметр от 0,6 до 0,8 мм.
При выборе сварочного аппарата в первую очередь обращайте внимание на такие технические характеристики, как сетевое напряжение, напряжение холостого хода, периодичность включения и наличие системы защиты. Лучше покупать девайсы с классом защиты от попадания в корпус посторонних предметов и защитой от влаги.
Сравнение инвертора и трансформатора
в 2022 году
С другой стороны, инверторный сварочный источник питания появился в 1990-х годах, и сегодня он постепенно становится отраслевым стандартом. Итак, давайте обсудим различия инверторных и трансформаторных сварочных аппаратов, плюсы и минусы, а также то, в чем каждый тип сияет.
Быстрая навигация
Как работают инверторные сварочные аппараты?
Инверторная технология IGBT
Преимущества инверторных сварочных аппаратов
Basics of Transformer welders
Advantages of Transformer welders
Inverter vs transformer Welder Ultimate Breakdown
Welder Versatility
Welder Efficiency
Reliability and Durability
Costs
Weight and Transportation
Resources:
Как работают инверторные сварочные аппараты?
Инвертор работает за счет увеличения частоты основного источника питания с 50 Гц до 20 000 – 100 000 Гц.
Электронные переключатели очень быстро включают и выключают питание (до 1 миллионной доли секунды) для выполнения преобразования.
В результате инверторный сварочный аппарат преобразует источник питания переменного тока в более низкое используемое выходное напряжение. Например, питание 240 В переменного тока преобразуется в выходное напряжение 20 В постоянного тока.
Таким образом, в инверторных устройствах для преобразования энергии используется ряд электронных компонентов. Напротив, обычные устройства на основе трансформатора зависят в первую очередь от большого трансформатора для регулирования напряжения.
IGBT Inverter Technology
Аббревиатура IGBT расшифровывается как «Биполярные транзисторы с изолированным затвором». Это быстродействующие коммутационные устройства, облегчающие регулирование напряжения.
Имейте в виду, что в некоторых инверторных машинах используется более старая технология MOSFET. Однако IGBT менее уязвимы к колебаниям мощности сети и генератора, что делает их более надежными и менее подверженными повреждениям или отказам.
Вот почему инверторные сварочные аппараты с БТИЗ сегодня гораздо более распространены или являются отраслевым стандартом.
Технологическая схема однофазного инвертора IGBT
Преимущества инверторных сварочных аппаратов
Понимая, как они работают, мы уже видим некоторые преимущества, которые обеспечивают инверторные аппараты. Чаще всего речь идет о размерах и энергоэффективности, но не стоит забывать и о стабильной дуге, которую обеспечивает инверторная технология.
Размер и вес
Наиболее заметное различие между трансформаторными и инверторными сварочными аппаратами заключается в их размере и весе.
Инверторы значительно меньше и легче трансформаторных сварочных аппаратов, поскольку они используют много электронных компонентов вместо больших трансформаторов.
Таким образом, вы можете купить инверторные сварочные аппараты весом менее 20 фунтов, чтобы пристегнуть их к плечу и носить с собой по мастерской.
Между тем, трансформаторные сварочные аппараты могут весить более 70-80 фунтов, то есть их невозможно передвигать без сварочной тележки или встроенных колес.
Эффективность инвертора
Чтобы продемонстрировать разницу в эффективности, вы должны знать, что инверторный сварочный аппарат имеет выходную мощность до 93% по сравнению с обычными сварочными аппаратами, которые обычно предлагают 60%. Таким образом, инверторный сварочный аппарат потребляет больше энергии, что приводит к снижению счетов за электроэнергию на 10-15%.
Кроме того, эффективность инверторных сварочных аппаратов также продемонстрирована при более высоких рабочих циклах. Например, большинство инверторов рассчитаны на рабочий цикл 60 % при максимальном выходном напряжении, в то время как большинство сварочных трансформаторов предлагают 30 %. Таким образом, вы можете работать более продолжительное время, не дожидаясь охлаждения с инверторами.
Производительность и надежность инверторного сварочного аппарата
Производительность качественных инверторных сварочных аппаратов значительно выше по сравнению с обычными сварочными аппаратами, и разница заметна при сварке MMA (дуговая/стержневая).
В результате электродуговая сварка становится гораздо более управляемой, так как вы получаете более легкий запуск дуги и постоянную стабильность дуги.
Если вам интересно, почему, вы должны знать, что инверторные машины имеют более высокое напряжение холостого хода и обеспечивают такие функции, как горячий старт, защита от пригорания и форсирование дуги.
Эти преимущества заметны при сварке тонких материалов, где использование обычного сварочного аппарата, как известно, затруднено. Благодаря бесступенчатой регулировке силы тока и очень стабильной дуге выходная мощность может быть очень низкой, чтобы вы могли сваривать листовые металлы или секции труб с относительной легкостью и контролем.
Основы сварочных аппаратов-трансформеров
Сварочные аппараты-трансформеры представляют собой более традиционный вариант сварки. Являясь рабочей лошадкой отрасли, эти сверхмощные машины требуют подключения к электросети и в основном используются для промышленных сварочных работ.
Сварочный источник питания трансформаторного типа преобразует электричество среднего напряжения и умеренного тока из сети 230 или 115 В переменного тока в источник питания высокого тока и низкого напряжения y . Чаще всего от 17 до 45 вольт (разомкнутая цепь) и от 55 до 590 ампер.
Они достигли отличного сварочного и производственного бума после Второй мировой войны, а в период между 1930-ми и 1980-ми годами почти все дуговые сварочные аппараты были машинами на базе трансформаторов. Несмотря на то, что у них есть свои плюсы и минусы, если вы весь день свариваете мягкую сталь, вам не нужно смотреть дальше трансформаторного станка.
Преимущества трансформаторных сварочных аппаратов
Несмотря на то, что большинство аппаратов для дуговой сварки, произведенных в последние годы, являются инверторными, трансформаторы по-прежнему обладают уникальными преимуществами, которые делают их предпочтительными для некоторых сварщиков. В первую очередь речь идет о надежности, долговечности и области применения.
Надежность сварочного трансформатора
Вы должны знать, что трансформаторы — это надежные и прочные машины, рассчитанные на долгий срок службы.
Уже почти столетие трансформаторные сварочные аппараты доказывают свою надежность. Напротив, у инверторных машин была лишь часть этого времени — примерно 30 лет, плюс-минус. Кроме того, у первых инверторных сварочных аппаратов было много проблем с долговечностью, так как они много горели.
Несмотря на то, что сегодня инверторные и трансформаторные сварочные аппараты надежны, трансформаторы по-прежнему имеют преимущество.
Долговечность трансформатора
При обсуждении сварочных аппаратов одно из существенных различий между инверторами и трансформаторами заключается в долговечности.
Загрязняющие вещества в воздухе и высокая влажность могут серьезно повредить инверторные сварочные аппараты, что в конечном итоге приведет к преждевременному выходу из строя.
Несмотря на то, что производители склонны делать инверторные сварочные аппараты более устойчивыми, трансформаторные сварочные аппараты по-прежнему процветают.
Что означает долговечность трансформатора для сварщиков? Повышенная надежность означает, что вы можете использовать сварочный аппарат с трансформатором для сварки в пыльных и влажных условиях вне помещений. Таким образом, трансформаторный сварочный аппарат считается настоящей рабочей лошадкой в отрасли с более высокой выходной мощностью и долговечностью.
Сварочное оборудование
Трансформаторные сварочные аппараты нашли свое применение во многих отраслях промышленности и в сварочном сообществе. Однако даже сегодня они процветают в таких приложениях, как сварка трубопроводов, строительство или любые работы на строительных площадках.
Трансформаторные аппараты более чем подходят, если вы не используете несколько способов дуговой сварки, а один раз выполняете одну и ту же работу неоднократно.
Инвертор против трансформатора Welder Ultimate Breakdown
В то время как производители пытались создать совершенный сварочный аппарат, который бы сочетал в себе положительные стороны как инверторных сварочных аппаратов, так и трансформаторных машин, эти усилия не увенчались успехом, поскольку конечный продукт был слишком сложным и дорогим. Так что на данный момент выбор все же стоит либо на инверторах, либо на трансформаторах.
Большинство специалистов по сварке считают, что ваш выбор должен основываться исключительно на ваших потребностях и личных предпочтениях. Тем не менее, выбор может быть сложным для новичка, и поэтому мы сделали окончательный анализ плюсов и минусов.
Универсальность сварочного аппарата
В индустрии электроники и программного обеспечения появилось множество обновлений и технологических достижений, позволяющих инверторным машинам точно настраивать параметры и идеально подстраиваться под ваши нужды.
В результате вы получаете непревзойденный контроль над своим инверторным сварочным аппаратом, повышая качество сварки и общую универсальность и производительность. Между тем, трансформаторный сварочный аппарат вполне способен многократно сваривать мягкую сталь.
Однако сегодняшние потребности часто включают сварку «экзотических» металлов, для которых требуются другие методы дуговой сварки, такие как улучшенная импульсная дуговая сварка TIG, и именно здесь инверторные сварщики работают лучше всего.
С другой стороны, трансформаторные сварочные аппараты обычно обеспечивают более высокую производительность, что делает их более подходящими для значительно более толстых материалов. Тем не менее, поскольку мы в основном говорим о домашнем использовании, инверторный сварочный аппарат имеет преимущество с точки зрения универсальности.
Эффективность сварщика
Зная, что инверторный сварочный аппарат использует половину ампер для получения аналогичного количества вольт, легко сказать, что инвертор более эффективен, чем трансформаторный сварочный аппарат. Кроме того, большинство инверторов поддерживают два напряжения, что означает, что вы можете использовать оба источника питания 110 В/220 В.
С момента своего создания инверторные сварочные аппараты были ограничены только питанием постоянного тока. Однако последние усовершенствования в мире сварки сделали их способными работать как с переменным, так и с постоянным током. Поэтому у вас получится довольно грамотный и производительный сварочный аппарат с инвертором.
Не поймите меня неправильно, вы все равно можете добиться приличных результатов с помощью высококачественного сварочного аппарата с трансформатором, но ваши сварочные работы могут быть намного проще с инверторным сварочным аппаратом. Кроме того, с инверторным сварочным аппаратом вы можете получить гораздо более высокие токи при заданном рабочем цикле. Например, большинство инверторов имеют номинальную максимальную мощность при рабочем цикле 60%, в то время как трансформаторы обычно ограничивают ее до 20-30%.
Надежность и долговечность
Если вы читали первую часть статьи, то понимаете, что трансформаторные сварочные аппараты имеют преимущество, когда речь идет о надежности и долговечности. Помните, что машины-трансформеры доказали свою надежность с течением времени, поэтому они прослужат дольше, чем вы ожидаете, если вы будете регулярно их обслуживать.
Между тем, последние инверторы довольно надежны, так как дефекты и отказы начала 1990-х устранены. Однако работа в пыльных, грязных и влажных условиях может привести к повреждению внутренних компонентов.
Так что, если ваши сварочные работы в основном связаны с гаражом или в помещении, инверторы отлично подойдут. Однако, если вам нужна рабочая лошадка, способная сваривать в более суровых условиях, вам следует остановить свой выбор на сварочном трансформаторе.
Затраты
Как и любая новая технология, инверторные сварочные аппараты были значительно дороже, когда они появились на рынке. Однако крупносерийное производство электроники сделало их намного дешевле и широко распространилось, поэтому первоначальная стоимость покупки инверторного и трансформаторного сварочных аппаратов сегодня одинакова.
Сварочный аппарат с инвертором снижает затраты на электроэнергию, а сварочный аппарат с трансформатором требует меньше затрат на техническое обслуживание по истечении гарантийного срока. Стоимость простоя является спорной, поскольку некоторые приложения могут повредить инверторный сварочный аппарат, но затраты на ремонт могут быть несколько выше.
Вес и транспортировка
Поскольку инверторы значительно легче и меньше, существует простое правило при рассмотрении веса и транспортировки. Если ваши проекты требуют от вас выполнения работы сварщиком, вам следует выбрать сварочный аппарат с трансформатором. Наоборот, вам следует выбрать инверторный сварочный аппарат, если вы получаете сварщика на работу.
Если вы хотите начать гражданскую войну в области сварки, вы спросите у группы экспертов по сварке, что лучше, инвертор или трансформатор?
Мне часто задают этот вопрос, и короткий ответ: «это зависит». Длинный ответ — это оживленные дебаты о плюсах, минусах и конкретных областях применения машин.
История трансформеров
Давайте начнем с понимания истории трансформеров. Первые трансформаторы были созданы, когда электричество стало обычным явлением в конце 1800-х годов. Вскоре было обнаружено, что трансформаторы можно использовать в процессе дуговой сварки, который в начале 19 века находился в зачаточном состоянии.00с. Потребовалось несколько лет, чтобы проработать различные электрические конструкции машин, чтобы иметь возможность управлять дугой. Это также привело к необходимости создания покрытых (или покрытых) электродов для дуговой сварки, обычно называемых электродуговой сваркой.
Во время Первой мировой войны сварка прошла значительный этап исследований и разработок при строительстве стальных кораблей и первых танков. Помните, что до этого времени соединение стали в основном выполнялось с помощью заклепок, ковки и газовой сварки. Между 19В 20-х и 30-х годах дуговая сварка и источники питания для трансформаторной сварки стали обычным явлением. По мере роста электросети росла и дуговая сварка. К концу Второй мировой войны в США наблюдался бум сварки и производства. С 1930-х по 1980-е годы почти все производимые аппараты для дуговой сварки были основаны на трансформаторах, что дало инженерам и производителям более 50 лет, чтобы усовершенствовать конструкции и создать невероятно надежные аппараты для дуговой сварки.
История инверторов
Следующая эра началась в 1980-е с взрывом электроники, который совпал с персональными компьютерами. По мере роста индустрии электроники и программного обеспечения инженеры вскоре поняли, что инверторы с программным управлением можно использовать для сварки; это открыло новый мир возможностей. Проблемы роста инверторов произошли примерно в 1990-х годах, и многие ранние инверторные сварочные аппараты страдали от проблем с надежностью. В начале 2000-х стали популярны инверторные сварочные аппараты из-за их универсальности и возможности управления дугой. Ранние инверторные машины прошли через обычные инженерные трудности роста, которые состояли из горячо спорных тем, связанных с пользовательским интерфейсом, элементами управления, рассеиванием тепла, проблемами с влажностью и многими другими проблемами. Эти вопросы по-прежнему лежат в основе дебатов о внедрении инверторов.
Дебаты
Это подводит меня к вопросу о надежности, о котором так много людей любят спорить. В течение почти столетия в области трансформаторных машин проводились обширные исследования и разработки для создания надежных и прочных машин, в то время как инверторным машинам уделялось такое же внимание всего 30 лет. Я по-прежнему считаю, что трансформаторные машины более надежны, чем лучшие инверторные машины, но за последние годы разрыв значительно сократился. Прошли те времена 1990-х годов, когда отказы инверторов были кошмаром.
Универсальность
Следующий спорный момент – универсальность. Был момент, когда трансформаторная технология смешивалась с инверторной технологией для создания идеального сварочного аппарата, но этот путь стал слишком сложным и дорогим. Вскоре инженерам стало очевидно, что достижения в области программного обеспечения и электроники открывают новые возможности в мире сварки. Если у вас есть какие-то сомнения по этому поводу, подумайте о первых компьютерах и мобильных телефонах, а не о том, что у вас есть сегодня. Такой же переход произошел в эволюции сварочных аппаратов. Теперь вы можете купить инверторные сварочные аппараты, в которых вы можете настроить практически любую электрическую переменную, которую только можно вообразить, с помощью программного обеспечения, чтобы создать непревзойденную универсальность. Инверторные машины также намного легче и портативнее, чем трансформаторные. Я бы отдал преимущество инверторам в плане универсальности.
Произведенные сварные швы
Учитывая, что мы обсуждаем сварочные аппараты, мы можем захотеть перейти к сути сварки и обсудить дугу и сварные швы, которые производятся. Если бы я был тем сварщиком, который весь день, каждый день сваривает только мягкую сталь, мне не нужно было бы смотреть дальше трансформаторной машины. Однако мы живем в мире сварки, который требует безупречной сварки в любом положении и на любом материале. В этом требовательном мире инверторы начинают сиять. Поскольку инверторы можно запрограммировать практически на что угодно, теперь мы видим, что усовершенствованная импульсная сварка MIG работает так же хорошо, как высококвалифицированная сварка TIG. Перед нами открывается мир с программным обеспечением и передовой электроникой, которые действительно изменили возможности сварочного аппарата. Иногда даже такой посредственный сварщик, как я, выглядит неплохо. Я высоко оцениваю инверторные машины за качество сварки и инновации, но мне по-прежнему нравится, чтобы для стали все было просто.
Цена
Последний комментарий обычно касается цены. Было время, когда инверторные машины были невероятно дорогими. Высокая стоимость была обусловлена стоимостью компонентов, затратами на специализированное производство и инженерными затратами. Эти затраты сильно изменились за последние 15 лет, когда инверторы вошли в мир крупносерийного производства электроники. Теперь я бы сказал, что инверторы становятся менее дорогими, чем машины на основе трансформаторов, хотя они значительно сложнее.
При рассмотрении «стоимости», я думаю, следует учитывать ряд сопутствующих расходов:
Первоначальная стоимость покупки, которая, вероятно, примерно равна.
Стоимость мощности (потребления электроэнергии), которая меньше у инверторов.
Затраты на техническое обслуживание, которые после гарантийного срока выше для инверторов.
Стоимость простоя, которая является спорной.
Стоимость качества сварки, которая также является спорной.
Все это сводится к обсуждению на основе приложений и тому, что имеет больше смысла: трансформаторные или инверторные машины. Следующая диаграмма представляет собой обобщенное мнение, основанное на опыте и большом количестве дискуссий.
Инвертор, вероятно, лучше :
Трансформатор, вероятно, лучше:
Я хочу сварку Stick, MIG и TIG, но только одну машину.
Я свариваю одним процессом каждый день в течение всего дня.
Я ношу свой сварочный аппарат везде, где мне нужно сварить.
Я приношу свои сварочные работы к своему сварочному аппарату.
Я свариваю несколько типов основного металла.
Я делаю одну и ту же работу изо дня в день.
Я свариваю в помещении в контролируемой среде.
Я свариваю в грязной пыльной среде.
Мне нравятся сенсорные экраны и множество параметров для настройки.
Мне нравятся одна или две простые ручки.
Мне нравится, что сварочный аппарат помогает мне выбирать правильные настройки.
Я знаю, где нужно установить мою машину.
Я никогда не знаю, какая потребляемая мощность будет у меня на рабочем месте.
У меня есть электричество в зоне сварки, но я не перемещаю свою машину.
Я технарь.
Я старая школа.
Мне нравится настраивать ЭБУ на моей машине.
Я ценю старые маслкары.
Могу с уверенностью сказать, что инверторные сварочные аппараты сильно изменились за последние 15 лет. Они продолжают улучшаться как по производительности, так и по стоимости, но это не означает, что нам нужно рыть могилу для трансформаторных сварочных аппаратов, поскольку они по-прежнему занимают важное место в нашей отрасли.
ГОСТ 8509-93 Уголки стальные горячекатаные равнополочные. Сортамент в Екатеринбурге
М Е Ж Г О С У Д А Р С Т В Е Н Н Ы Й С Т А Н Д А Р Т
УГОЛКИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ РАВНОПОЛОЧНЫЕ
СОРТАМЕНТ
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
УГОЛКИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ РАВНОПОЛОЧНЫЕ
Сортамент
Hot-rolled steel equal-leg angles. Dimensions
ГОСТ 8509-93
Дата введения 01.01.97
ГОСТ 8509-93 PDF
Предисловие
1 РАЗРАБОТАН Украинским научно-исследовательским институтом металловВНЕСЕН Еосстандартом Украины
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации(протокол № 3 от 17 февраля 1993 г. )
За принятие проголосовали:
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 20.02.96 № 85 межгосударственный стандарт ТОСТ 8509—93 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1997 г.
4 ВЗАМЕН ТОСТ 8509—86
5 ПЕРЕИЗДАНИЕ
1 Настоящий стандарт распространяется на уголки стальные горячекатаные равнополочные.
2 Размеры уголков, площадь поперечного сечения, справочные величины для осей и масса 1 м уголков должны соответствовать указанным на рисунке 1 и в таблице 1, а при поставках на экспорт — приложениям А и Б.
Рисунок 1
Таблица 1
Окончание таблицы 1
П р и м е ч а н и я:
Площадь поперечного сечения и справочные величины вычислены по номинальным размерам. Плотность стали — 7,85 г/см3.
Радиусы закругления, указанные на рисунке 1 и в таблице 1, даны для построения калибра и на профиле не контролируются.
Условные обозначения к рисунку 1 и таблице 1:
b — ширина полки;
t — толщина полки;
R — радиус внутреннего закругления;
r — радиус закругления полок;
F — площадь поперечного сечения;
I — момент инерции;
x0 — расстояние от центра тяжести до наружной грани полки;
Ixy — центробежный момент инерции;
i — радиус инерции.
3 По точности прокатки уголки изготавливают:
А — высокой точности;
В — обычной точности.
4 Предельные отклонения по размерам уголков не должны превышать указанных в таблице 2.
Таблица 2
5 По согласованию изготовителя с потребителем допускается изготовление уголков со смещением предельных отклонений по толщине полки в пределах допускаемых отклонений соответствующей точности.
6 По согласованию с потребителем отклонения по толщине полки допускается заменять предельными отклонениями по массе в соответствии с таблицей 3.
Таблица 3
7 Отклонение от прямого угла при вершине не должно превышать 357
По согласованию изготовителя с потребителем отклонение от прямого угла при вершине не должно превышать:
1.0 мм — для уголков с шириной полки до 50 мм включительно;
2.0 мм — для уголков с шириной полки свыше 50 до 100 мм включительно;
3.0 мм — для уголков с шириной полки свыше 100 до 200 мм.
8 Притупление внешних углов (в том числе и угла при вершине) не контролируется.
По требованию потребителя притупление внешних углов (в том числе и угла при вершине) не должно превышать:
0,3 толщины полки — для уголков толщиной до 10 мм включительно;
3.0 мм — для уголков толщиной свыше 10 до 16 мм включительно;
5.0 мм — для уголков толщиной свыше 16 мм.
9 Уголки изготовляют длиной от 4 до 12 м:
мерной длины;
мерной длины с немерной в количестве не более 5 % массы партии;
кратной мерной длины,
кратной мерной длины с немерной в количестве не более 5 % массы партии; немерной длины;
ограниченной длины в пределах немерной.
9.1 По согласованию изготовителя с потребителем уголки изготовляют мерной и кратной мерной длины с немерными длинами более 5 % массы партии.
9.2 Допускается изготовление уголков длиной не менее 3 м и свыше 12 м.
10 Предельные отклонения по длине уголков мерной длины или кратной мерной не должны превышать:
+ 30 мм — при длине до 4 м включительно;
+ 50 мм — при длине свыше 4 до 6м включительно;
+ 70 мм — при длине свыше 6 м.
По требованию потребителя для уголков длиной свыше 4 до 7 м предельные отклонения длины не должны превышать + 40 мм, более 7 м — + 5 мм на каждый следующий метр.
11 Кривизна уголков не должна превышать 0,4 % длины.
По требованию потребителя изготавливают уголки, кривизна которых не превышает 0,2 % длины. Для уголков от № 2 до 4,5 включительно кривизну проверяют на длине 1 м.
12 Размеры поперечного сечения уголков, притупление углов измеряют на расстоянии не менее 500 мм от торца штанги.
ПРИЛОЖЕНИЕ А
(рекомендуемое)
ПРОФИЛИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ
ЧАСТЬ 1 .
УГОЛКИ РАВНОПОЛОЧНЫЕ. РАЗМЕРЫ
(ИСО 657-1-89)
1 Область распространения
Эта часть ИСО 657 включает размеры горячекатаных равнополочных уголков.
2 Настоящий стандарт содержит условия данной части ИСО 657. По состоянию на время публикации данное издание являлось действующим.
Все стандарты пересматриваются, поэтому необходимо использовать стандарты наиболее позднего издания.
Страны-члены МЭК и ИСО должны обеспечиваться действующими международными стандартами.
ИСО 657-5—76. Горячекатаные стальные профили, часть 5. Равнополочные и неравнополочные уголки, предельные отклонения в метрической и дюймовой сериях.
3 Размеры
3.1 Предпочтительные размеры выделены полужирным шрифтом.
3.2 Радиусы внутреннего закругления даны для информации и приведены в таблице А.1.
3.3 Радиус закругления полок не определен, но при необходимости может быть рассчитан.
4 Свойства профиля
Масса, площадь поперечного сечения и справочные значения величин равнополочных уголков приведены для информации в таблице А.1 и рассчитаны при условии, что радиус закругления полок имеет 1/2 значения радиуса внутреннего закругления.
5 Допуски
Допускаемые отклонения на размеры приведены в таблице Б.1 приложения Б.
Таблица А.1
Окончание таблицы А.1
П р и м е ч а н и я
1 Страны—члены ИСО могут включать в национальные стандарты требуемые им размеры уголков.
Из приведенного в таблице сортамента на равнополочные уголки в национальный стандарт могут быть включены те размеры уголков, которые обеспечиваются на прокатных станах.
2 Площадь поперечного сечения вычисляют по формуле
где S — площадь поперечного сечения, см2;
t — толщина, мм;
rroot — радиус внутреннего закругления, мм;
rtoc — радиус закругления полок, мм;
А — ширина полки, мм.
3 При вычислении массы 1 м плотность стали принята 7,85 кг/дм3.
ПРИЛОЖЕНИЕ Б
(рекомендуемое)
ПРОФИЛИ СТАЛЬНЫЕ ГОРЯЧЕКАТАНЫЕ
ЧАСТЬ 5.
уголки равнополочные и Неравнополочные
В МЕТРИЧЕСКОЙ И ДЮЙМОВОЙ СЕРИЯХ. ДОПУСКИ
(ИСО 657-5-76)
1 Предмет стандарта и область применения
Настоящий международный стандарт регламентирует предельные отклонения размеров горячекатаных стальных равнополочных и неравнополочных уголков в метрической и дюймовой сериях. Размеры уголков в метрической серии должны соответствовать ИСО 657—1 и ИСО 657—2, в дюймовой — ИСО 657—3 и ИСО 657—4.
2 Предельные отклонения по ширине полки
Предельные отклонения по ширине полки должны соответствовать приведенным в таблице Б.1.
Таблица Б.1 — Предельные отклонения по ширине
3 Предельные отклонения по толщине полки
Предельные отклонения по толщине равнополочных и неравнополочных уголков должны соответствовать приведенным в таблице Б. 2.
Таблица Б.2 — Предельные отклонения по толщине
1 Для неравнополочных уголков как базовая берется ширина большей полки.
Примечание — Для уголков с длиной полки свыше 75 мм предельные отклонения по массе составляют ± 2,5 % на единицу длины и могут быть заменены предельными отклонениями по толщине. Масса единицы длины уголков приведена в приложении А.
4 Предельные отклонения при порезке на длины
Предельные отклонения по длине при порезке на нормальные и точные длины равнополочных и неравнополочных уголков должны соответствовать приведенным в таблицах Б.З и Б.4 соответственно.
Таблица Б.З — Предельные отклонения для нормальных длин
Таблица Б.4 — Предельные отклонения для точных длин
1 Для неравнополочных уголков как базовая берется ширина большей полки.
5 Кривизна
5.1 Максимально допустимая кривизна для равно полочных и неравнополочных уголков должна соответствовать приведенной в таблице Б. 5.
Таблица Б.5
5.2 Кривизна должна быть измерена как показано на рисунке Б. 1.
6 Неперпендикулярность (непараллельность, отклонение от прямого угла)
6.1 Полки должны быть перпендикулярными относительно друг друга в пределах отклонений концов согласно таблице Б.6.
Таблица Б. 6 — Отклонение от прямого угла
1 Для неравно полочных уголков как базовая берется ширина большей полки.
6.2 Отклонение от прямого угла измеряется на концах полок уголков (рисунок Б.2)
Рисунок Б.2
7 Предельные отклонения по массе
Имеющиеся предельные отклонения по массе на единицу длины являются контрольными предельными отклонениями и предварительно должны быть включены в соответствующие национальные стандарты.
Уголок горячекатаный равнополочный по ГОСТ 8509–93
1. Сортамент и масса 1 м проката
2. Предельные отклонения размеров и массы
3. Предельные отклонения по длине
Сортамент на стальные равнополочные уголки регламентируется ГОСТ 8509–93. Размеры уголков и масса 1 м уголков должны соответствовать указанным на рисунке 1 и в таблице 1, а при поставках на экспорт – рекомендуемым, указанным на рисунке 3 и в таблице 3 (размеры и масса уголков по ISO 657.1–1989 Е).
По точности прокатки уголки подразделяют на:
А — высокой точности;
В — обычной точности.
Рис. 1. Уголок равнополочный по ГОСТ 8509–93
Условные обозначения: A — ширина полки; t — толщина полки; rвнутр — радиус внутреннего закругления; rвнешн — радиус внешнего закругления полок.
Таблица 1. Размеры и масса уголков по ГОСТ 8509–93
Размеры A×A×t, мм
rвнутр, мм
rвнешн, мм
Масса 1 м, кг
Количество метров в тонне
20×20×3
3,5
1,2
0,8871
1127
20×20×4
1,146
872,5
25×25×3
3,5
1,2
1,123
890,8
25×25×4
1,46
684,8
28×28×3
4
1,3
1,269
787,8
30×30×3
4
1,3
1,364
733,3
30×30×4
1,78
561,9
32×32×3
4,5
1,5
1,463
683,5
32×32×4
1,911
523,4
35×35×3
1,604
623,3
35×35×4
2,099
476,4
35×35×5
2,578
387,9
40×40×3
5
1,7
1,846
541,8
40×40×4
2,419
413,4
40×40×5
2,976
336
45×45×3
2,081
480,5
45×45×4
2,733
365,9
45×45×5
3,369
296,9
50×50×3
5,5
1,8
2,324
430,2
50×50×4
3,054
327,4
50×50×5
3,769
265,3
50×50×6
4,467
223,8
56×56×4
6
2
3,438
290,8
56×56×5
4,247
235,5
56×56×6*
5,04
198,4
60×60×4
7
2,3
3,707
269,8
60×60×5
4,578
218,4
60×60×6
5,434
184
60×60×8
7,098
140,9
60×60×10
8,7
114,9
63×63×4
3,896
256,7
63×63×5
4,814
207,7
63×63×6
5,717
174,9
70×70×4,5
8
2,7
4,87
205,3
70×70×5
5,382
185,8
70×70×6
6,395
156,4
70×70×7
7,392
135,3
70×70×8
8,373
119,4
75×75×5
9
3
5,797
172,5
75×75×6
6,889
145,2
75×75×7
7,964
125,6
75×75×8
9,024
110,8
75×75×9
10,07
99,3
80×80×5,5
6,777
147,6
80×80×6
7,36
135,9
80×80×7
8,513
117,5
80×80×8
9,652
103,6
90×90×6
10
3,3
8,327
120,1
90×90×7
9,638
103,8
90×90×8
10,93
91,46
90×90×9
12,21
81,88
100×100×6,5
12
4
10,06
99,38
100×100×7
10,79
92,64
100×100×8
12,25
81,66
100×100×10
15,1
66,21
100×100×12
17,9
55,87
100×100×14
20,63
48,47
100×100×15
21,97
45,51
100×100×16
23,3
42,92
110×110×7
11,89
84,08
110×110×8
13,5
74,06
120×120×8
4,6
14,74
67,84
120×120×10
12
4
18,23
54,87
120×120×12
21,65
46,19
120×120×15
26,67
37,5
125×125×8
14
4,6
15,46
64,7
125×125×9
17,29
57,85
125×125×10
19,1
52,36
125×125×12
22,68
44,09
125×125×14
26,2
38,17
125×125×16
29,65
33,73
140×140×9
19,41
51,53
140×140×10
21,45
46,61
140×140×12
25,5
39,21
150×150×10
23,02
43,43
150×150×12
27,39
36,51
150×150×15
33,82
29,57
150×150×18
40,11
24,93
160×160×10
16
5,3
24,67
40,53
160×160×11
27,02
37,01
160×160×12
29,35
34,07
160×160×14
33,97
29,44
160×160×16
38,52
25,96
160×160×18
43,01
23,25
160×160×20
47,44
21,08
180×180×11
16
5,3
30,47
32,82
180×180×12
33,12
30,19
200×200×12
18
6
36,97
27,05
200×200×13
39,92
25,05
200×200×14
42,85
23,34
200×200×16
48,65
20,55
200×200×20
60,08
16,64
200×200×25
74,02
13,51
200×200×30
87,56
11,42
220×220×14
21
7
47,4
21,1
220×220×16
53,83
18,58
250×250×16
24
8
61,55
16,25
250×250×18
68,86
14,52
250×250×20
76,11
13,14
250×250×22
83,31
12
250×250×25
93,97
10,64
250×250×28
104,5
9,57
250×250×30
111,44
8,97
* – нестандартный размер.
Примечание. Масса 1 м уголка вычислена по номинальным размерам при плотности материала 7850 кг/м3 и является справочной величиной.
Уголки изготавливают длиной от 4 до 12 м. По длине уголки подразделяют на:
мерной длины;
кратной мерной длины;
немерной длины;
ограниченной длины в пределах немерной.
Допускается изготовление уголков длиной свыше 12 м.
вернуться к содержанию
Таблица 2. Предельные отклонения размеров уголков
Ширина полки уголка, мм
Предельные отклонения, мм
по ширине полки
по толщине полки
до 6 мм включ.
от 6,5 до 9 мм включ.
св. 9 мм
А
В
А
В
А
В
от 20 до 45
±1,0
+0,2/–0,3
+0,3/–0,4
—
—
—
—
50–90
±1,5
+0,2/–0,4
+0,3/–0,5
+0,2/–0,5
+0,3/–0,6
+0,3/–0,5
+0,4/–0,6
100–150
±2,0
—
—
+0,3/–0,5
+0,4/–0,6
+0,2/–0,6
+0,4/–0,7
160–200
±3,0
—
—
—
—
+0,4/–0,7
+0,5/–0,8
220–250
±4,0
—
—
—
—
+0,4/–0,8
+0,5/–0,9
По согласованию с потребителем предельные отклонения по толщине полки допускается заменять предельными отклонениями по массе, равными для уголков I класса с полкой большей 75 мм ±2,5 %, а для всех остальных плюс 3, минус 5 %.
вернуться к содержанию
Стандарт регламентирует предельные отклонения по длине уголков мерной длины или кратной мерной длины. Они не должны превышать:
+30 мм — при длине 4 м;
+50 мм — при длине от 4 м до 6 м включ.;
+70 мм — при длине от 6 м.
По требованию потребителя:
+40 мм для уголков длиной от 4 до 7 м;
+5 мм на каждый метр от 7 м.
вернуться к содержанию
‹ Уголок Вверх по содержанию Уголок неравнополочный по ГОСТ 8510–86 ›
3 листа самоклеящиеся разные цветочные уголки спреи красочные
Нажмите, чтобы увеличить
Звездный продавец
Star Sellers имеют выдающийся послужной список в обеспечении отличного обслуживания клиентов — они постоянно получали 5-звездочные отзывы, вовремя отправляли заказы и быстро отвечали на любые полученные сообщения.
|
215 627 продаж |
5 из 5 звезд
€8,66
Загрузка
Доступен только 1
Включая НДС (где применимо), плюс стоимость доставки
Продам быстро! Остался всего 1 товар, и у 1 человека он есть в корзине.
Продавец звезд. Этот продавец неизменно получал 5-звездочные отзывы, вовремя отправлял товары и быстро отвечал на все полученные сообщения.
Внесен в список 13 августа 2022 г.
30 избранных
Сообщить об этом элементе в Etsy
Выберите причину… С моим заказом возникла проблемаОн использует мою интеллектуальную собственность без разрешенияЯ не думаю, что это соответствует политике EtsyВыберите причину…
Первое, что вы должны сделать, это связаться с продавцом напрямую.
Если вы уже это сделали, ваш товар не прибыл или не соответствует описанию, вы можете сообщить об этом Etsy, открыв кейс.
Сообщить о проблеме с заказом
Мы очень серьезно относимся к вопросам интеллектуальной собственности, но многие из этих проблем могут быть решены непосредственно заинтересованными сторонами. Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.
Если вы хотите подать заявление о нарушении прав, вам необходимо выполнить процедуру, описанную в нашей Политике в отношении авторских прав и интеллектуальной собственности.
Посмотрите, как мы определяем ручную работу, винтаж и расходные материалы
Посмотреть список запрещенных предметов и материалов
Ознакомьтесь с нашей политикой в отношении контента для взрослых
Товар на продажу…
не ручная работа
не винтаж (20+ лет)
не ремесленные принадлежности
запрещены или используют запрещенные материалы
неправильно помечен как содержимое для взрослых
Пожалуйста, выберите причину
Расскажите нам больше о том, как этот элемент нарушает наши правила. Расскажите нам больше о том, как этот элемент нарушает наши правила.
Все категории
Товары для рукоделия и инструменты
Набор губок Agradi для правого угла 15x9x4 см
20 отзывов
Хорошая цена (7)
Дешево (7)
Мягкий (4)
Формат (3)
Недорогой (3)
Маленький маленький (1)
Юлия
из Тобельбада
на 29/10/2022
Да, я рекомендую этот продукт
Очень удобный
Хорошая губка, служит долго, легко моется, идеально подходит для головы и мягких тканей
Недорогой
Размерно стабильный
Саманта
из Бодегравена
на 26. 09.2022
Да, я рекомендую этот продукт
Тонкая губка
Отличный спонж, хватает надолго. Так что хорошее соотношение цены и качества.
Мягкий
Формат
Дешевый
Хорошая цена
Лиссе
из Круизема
на 19. 07.2022
Да, я рекомендую этот продукт
удобный
они немного велики, чтобы держать в руке. но прежде всего очень хорошая губка
Мягкий
Дешевый
Анонимный
на 23.11.2021
Да, я рекомендую этот продукт
Отличные губки за небольшие деньги
Выполняют свое назначение и оцениваются полностью в рамках
Хорошее соотношение цены и
Недорогой
Гризельда
из Стромбек-бевер
на 10. 06.2020
Да, я рекомендую этот продукт
хорошая губка
Делает то, что должен, просто хорошая большая губка
Неправильный подход к проведению ремонтных работ сопровождается большим расходом строительных материалов!
КАЛЬКУЛЯТОР РАСХОДА КРАСКИ
От чего зависит расход краски и как его минимизировать.
Площадь помещения. Чем больше размеры комнаты, которую требуется окрасить, тем больше материала потребуется. Проконтролируйте качество подготовки — идеально ровная, правильно загрунтованная окрашиваемая поверхность поможет вам сэкономить краску!
Технология окрашивания. Расход краски во многом зависит от выбраного тона. Светлой краски требуется больше, приходится наносить болше слоёв, чем тёмной. Поэтому опытные специалисты рекомендуют не наносить много слоёв в целях экономии.
Аккуратность выполнения работы. Не допускайте, чтобы краска капала с кисточки или валика на пол. Данное обстоятельство отрицательно скажется на расходе материала. При таком подходе купленных запасов может не хватить на окрашивание всей комнаты.
Качество материала. Как правило, в состав дешёвого продукта входят недолговечные ингридиенты, которые быстро теряют свои свойства. Поэтому при выборе такого продукта будьте готовы к новым затратам.
Инструменты, которые используются во время проведения работы. Некоторые изделия, например, кисточки с длинным ворсом захватывают много краски, часть которой впоследствии отправляется на утилизацию.
Рекомендуется использовать кисти с коротким ворсом. К тому же, они обладают отличными эксплуатационными качествами, ими удобнее работать. В труднодоступных местах разумно использовать специальные кисти и валики.
Глубокоматовая водно-дисперсионная краска Tikkurila Priima предназначена для окраски стен и потолков в сухих помещениях по хорошо подготовленным минеральным поверхностям.
Tikkurila Priima – это экологичное решение. Продукт на водной основе, без выраженного запаха, а содержание ЛОС (летучих органических соединений) в краске не превышает 10 г/л.
Уникальная рецептурная композиция Tikkurila Priima содержит натуральные мраморные частицы и инновационный укрывистый пигмент, что позволяет создать равномерное покрытие премиального качества и дает возможность скрыть мелкие дефекты поверхности.
Tikkurila Priima легко колеруется в пастельные и даже яркие тона (2500 оттенков).
Фасовки: 0,9л / 2,7л / 5л / 9л, блеск глубокоматовый, базы для колеровки: АK и С
расход краски на 1м2 калькулятор
Онлайн-калькулятор расхода краски — это интернет-ресурс, выполняющий расчеты по расходу краски для окрашивания определённой площади поверхности стен, пола, потолочной поверхности.
Формула расчета калькулятором
Расход краски на 1 м2 помещения высчитывается по следующей формуле: Р = Р1 + Р2 + Р3 – Р4.
В этой формуле каждое из обозначений соответствует площади:
Р — всей поверхности, которая подлежит окрашиванию;
Р1 — напольной поверхности;
Р2 — потолочной поверхности;
Р3 — стен;
Р4 — поверхностей, которые не должны быть окрашены.
Калькулятор использует норматив расхода краски на 1 м2 в зависимости от типа краски. Норматив расхода для водоэмульсионной краски — 0,15 литра, для пластиковой — 0,125 литра, для противогрибковой, эластичной, латексной, водонепроницаемой краски — 0,1 литра, для акриловой, силиконовой краски — 0,083 литра, для эмалевой краски — 0,12 литра.
Пример расчета расхода краски на онлайн-калькуляторе
Задача: требуется рассчитать, сколько краски нужно для покраски поверхности пола комнаты длиной 5 метров и шириной 4 метра. Покраска поверхности будет произведена водоэмульсионным составом.
В заданном примере расход водоэмульсионной краски будет рассчитан посредством умножения площади комнаты на норматив расхода краски: 5 х 4 х 0,15 = 3 литра.
Достоинства калькулятора
Калькулятор краски обладает несколькими преимуществами:
позволяет пользователю рассчитать объем краски, необходимой для окрашивания поверхностей, перед её покупкой;
производит расчет за несколько секунд, после того как пользователем будут указаны параметры объекта (высота, ширина, длина либо площадь, количество объектов или поверхностей для окрашивания) и нажата клавиша «Вычислить»;
расчеты калькулятора верны для потолочной, напольной, стенной поверхностей, сделанных из различных материалов (металла, дерева, бетона, гипсокартона, кирпича).
Сферы использования калькулятора
Расчет краски на онлайн-калькуляторе может использоваться гражданами в разных сферах деятельности. Калькулятором могут воспользоваться:
желающие самостоятельно осуществить в своем доме покраску какой-либо поверхности;
дизайнеры во время разработки проекта интерьера какого-либо помещения;
Каждый вид краски обладает различными техническими параметрами и на окрашиваемую поверхность ложится по-разному. Поэтому человеку, желающему что-либо покрасить, нужно определить, какой вид краски использовать. Онлайн-калькулятор позволяет осуществить расчеты для следующих типов красок: пластиковой Sahra, противогрибковой, эластичной, водонепроницаемой, латексной, акриловой «Универсал», силиконовой «Стандарт» и «Экстра», пластичной «Стандарт» и Safari Plastik Boya, эмалевой, водоэмульсионной.
Написать директору
Частые вопросы:
Arsonsisi
Akzonobel
inver
Уже покрашено:
Крупногабаритных изделий
785 шт.
Листового металла
257 745 м2
Мелких изделий
10 627 шт.
Профиль, трубы
4 145 п.м.
Литых дисков
517 шт.
Калькулятор
Галерея
Калькулятор краски | Калькулятор цвета
Расчет покрасочных работ
Ед. изм
метр/смфут/дюйм
Ковровое покрытие
кв. футов
Размер двери
Высота
Количество дверей
Размер окна
Высота
Количество окон
Общая площадь окраски
312,15 м 2 | 3360,00 футов 2
Старший
Материал
Количество
1
Краска
33,60 л
2
Грунтовка
33,60 л
3
Замазка
84. 00 кг
Расчет малярных работ
Площадь окраски
Площадь окраски = Площадь ковра × 3,5 Площадь окраски = 1000,00 × 3,5 Площадь окраски = 3500,00 футов2
Примечание: Приблизительная площадь окраски, включая Стена и потолок
Площадь дверей и окон
Площадь дверей=Ширина×Высота×ДвериПлощадь дверей = 3,00×7,00×4Площадь дверей = 84,00 фута
Фактическая площадь окраски
=Площадь ковра-Площадь двери-Площадь окна=3500,00-84,00-56,00Фактическая площадь окраски = 312,15 м2Фактическая площадь окраски = 3360,00 футов20005
Примечание: 1 литр лакокрасочного покрытия до 100 кв. футов площади
Примечание: 1 литр грунтовки до 100 кв. футов площади
Замазка
Замазка = Фактическая площадь окраски40Замазка =3360,00 футов240Замазка =84,00 кг
Примечание: 2,5 кг шпаклевки до 100 кв. футов площади
Что такое расчет краски?
Краска представляет собой жидкий или мастичный материал, который можно наносить на поверхности для окрашивания, защиты и придания текстуры. Они обычно хранятся в виде жидкости и после нанесения высыхают в тонкую пленку. Краски можно разделить на декоративные, наносимые на месте, или промышленные, наносимые на заводах как часть производственного процесса.
Калькулятор краски поможет вам рассчитать площадь, которую нужно покрасить, и даст оценку необходимого количества краски. Краски можно наносить кистью или валиком, окунанием, обливом, распылением, горячим распылением, электростатическим распылением, безвоздушным распылением, электроосаждением, порошковым покрытием, вакуумной пропиткой, погружением и т. д.
Расчет краски
Площадь окраски = Площадь ковра * 3,5
Площадь двери = Высота двери * Ширина двери * Количество дверей
Площадь окна = Высота окна * Ширина окна * Количество окон
Фактическая площадь окраски = Площадь окраски — Площадь двери — Площадь окна
Краска = Фактическая площадь окраски 100
Грунтовка = Фактическая площадь окраски 100
Замазка = Фактическая площадь окраски 40
Где,
м 2 (кв. метр) и ft 2 (кв. фут) — это общая площадь.
Краска: Краска – это вещество, используемое в качестве окончательной отделки всех поверхностей, а также в качестве покрытия для защиты или украшения поверхности. 1 литр краски покрывает площадь окрашивания до 100 квадратных футов
Грунтовка: Primer – это лакокрасочный продукт, который позволяет финишной краске прилипать намного лучше, чем если бы она использовалась отдельно. [3] Он предназначен для приклеивания к поверхностям и формирования связующего слоя, который лучше подготовлен для нанесения краски. По сравнению с краской грунтовка не предназначена для использования в качестве наиболее прочного внешнего покрытия, а вместо этого может быть разработана так, чтобы иметь улучшенные свойства заполнения и связывания с материалом под ней. 1 литр грунтовки покрывает площадь окраски до 100 квадратных футов
Замазка : Замазка представляет собой вид пасты, предназначенной для нанесения на стены для заполнения любых незначительных вмятин или для выравнивания поверхности. Не рекомендуется наносить краску непосредственно на шпаклевку. Всегда наносите слой грунтовки поверх шпаклевки, а затем последний слой. 2,5 кг шпатлевки для покрытия площади окраски до 100 квадратных футов
Покрытие краской Spay — это больше, чем краска кистью или валиком.
Большинство брендов указывают площадь покрытия на упаковке, поэтому точную площадь покрытия следует указывать на упаковке.
1 Покрытие средство, один слой краски. 1 слой краски достаточен для перекраски или покраски при аренде
2 Coat означает нанесение двух слоев краски. Для свежей покраски, новой краски или изменения цвета требуется как минимум 2 слоя краски.
Каковы важные расчеты краски?
Краска применяется для защиты всех видов зданий и сооружений от воздействия воды и солнца. Деревянные здания, такие как дома, обычно красят, потому что слой краски предотвращает просачивание воды в древесину и ее гниение. Краска также помогает предотвратить высыхание дерева на жарком солнце.
Невероятно, но некоторые виды красок действительно могут уменьшить опасность распространения пожара в вашем доме. Огнестойкие краски, также известные как вспучивающиеся покрытия, представляют собой пассивную меру противопожарной защиты, которая стоит вложений. Очевидно, что эти продукты не спасут ваш дом от пожара, но они могут стать важной частью ваших мер пожарной безопасности в доме.
Калькулятор краски
Автор Bogna Szyk
Рецензию сделали Стивен Вудинг и Джек Боуотер
Последнее обновление: 24 марта 2022 г.
Содержание:
Сколько краски мне нужно?
Является ли оценка краски точной?
А пол?
Планируете ли вы перекрасить свою спальню или собираетесь покрасить все комнаты в своем новом доме, этот калькулятор краски для интерьера поможет вам определить, сколько краски вам нужно . Вы сможете найти оценку краски на основе количества отверстий или количества слоев краски. Вы также можете рассчитать окончательную стоимость необходимой краски!
Сколько краски мне нужно?
Вам нужно будет ввести некоторые необработанные данные в калькулятор краски. Он включает в себя:
Размеры комнаты — Вам нужно ввести длину, ширину и высоту комнаты, которую вы собираетесь красить. Если ваша комната имеет форму, отличную от прямоугольного прямоугольного параллелепипеда, вы также можете ввести площадь поверхности непосредственно в оценщик краски. Значение, рассчитанное автоматически, учитывает только стены.
Двери — Вы можете оставить размеры двери по умолчанию или настроить их под свои нужды. Как только вы введете количество дверей в комнате, калькулятор краски автоматически рассчитает их общую площадь.
Windows — Опять же, вы можете выбрать размеры по умолчанию или ввести собственные. Если у вас в комнате окна разного размера, вы также можете рассчитать общую площадь вручную и ввести это значение в соответствующее поле.
Количество слоев — По умолчанию наш калькулятор рассчитывает количество краски, необходимое для одного слоя, но вы можете ввести количество слоев, которое планируете использовать самостоятельно.
Эффективность краски — Это число должно быть указано на банке с краской и выражено в м²/л или футах²/л.
Цена за единицу — При желании вы можете ввести стоимость единицы краски (стоимость за литр или за галлон). Калькулятор краски автоматически рассчитает общую стоимость краски.
Точность оценки краски?
Очевидно, это не будет стопроцентной точностью. Если поверхность пористая или шероховатая, то потребуется дополнительная покраска — до 20%. Точно так же сложная фурнитура требует дополнительной краски.
Вам также необходимо добавить немного краски — до 30% — если вы красите поверхность в первый раз , так как вам нужно подготовить стену.
Обратите внимание, что наш калькулятор интерьерной краски не включает потолок , поэтому, если вы хотите включить его, вам нужно запланировать дополнительную краску для него.
Наконец, вы можете сравнить покраску своей комнаты с использованием обоев .
Вязка арматуры крючком для начинающих — учимся вязать правильно
Расходы на устройство фундамента будущего строения — самая дорогая часть бюджета стройки. Здесь нужна основательность во всём — ведь от качества фундамента зависит прочность всего дома. Армирование делает основу строения практически неуязвимой от межсезонных движений грунта и поэтому используется почти повсюду.
Вязание или сварка
Чем вяжут проволоку
Способы вязки арматуры
Как правильно вязать арматуру для фундамента
В этой статье рассказывается о способах крепления арматуры при устройстве каркаса на фундамент, о предпочтительности вязки арматуры перед сварным методом. Описано, как вязать арматуру для фундамента с использованием специального крючка. Даны необходимые советы и рекомендации начинающим монолитчикам, касающиеся этой стадии работ.
Вязание или сварка
Перед заливкой бетона, внутри опалубки, собирается каркас из арматуры. Методы крепления стержней бывают различными:
пластиковые хомуты;
сварка;
стягивание вязальной проволокой.
Скрепление арматуры при помощи пластиковых хомутов вызывает, мягко говоря, скепсис у бывалых специалистов. Недоверие к пластику, обуславливает его применение, в ряде случаев, при заливке сплошных горизонтальных поверхностей и вкупе с использованием стеклопластиковой арматуры.
Сварка значительно удорожает и замедляет процесс изготовления арматурного каркаса для фундамента. Требования к качеству сварных швов здесь высокие и выполнять их должен хороший специалист. А хороший специалист берёт хорошие деньги за свою работу. Тем более передвигаться со сварочным аппаратом и проваривать каркас внутри крайне неудобно, а значит медленно. К тому же учитывая новые исследования, в которых выяснилось, что сварка лопается при напряжении бетона, целесообразность процесса сваривания арматуры для фундамента ставится под большой вопрос.
Стягивание арматуры вязальной проволокой — оптимальный вариант при устройстве каркаса для фундамента. Проволока, в этом случае, отвечает всем необходимым требованиям: вязать её быстро и удобно, стыковые соединения получаются крепкими (каркас стоит устойчиво и не расшатывается), хорошее сопротивление на разрыв и растяжение.
А если все требования выполняются — нет необходимости искать другое решение. Учитывая это, большая часть монолитных работ по устройству фундамента производится методом связывания каркаса проволокой.
Чем вяжут проволоку
Процесс вязки арматуры крючком для фундамента — занятие крайне муторное и нудное. И чего только не придумывают, чтобы ускорить или облегчить его:
модернизируют крючок для вязки;
механизируют процесс при помощи шуруповёрта;
применяют специальный пистолет для вязки проволоки.
Модернизация крючка состоит в том, что ему придают различные, порой даже причудливые, формы. Ручка у этого крючка может вращаться вокруг рабочей его части. Это, кстати, не лишено смысла — опытные мастера не пользуются покупными крючками, а изготавливают его самостоятельно — «под себя».
Механизация при помощи шуруповёрта, следующая: болгаркой от крючка отрезают его рабочую часть, зажимают её в патроне шуруповёрта и с его помощью закручивают проволоку.
Вершина мысли — пистолет для вязки. Проволока в нём движется по изогнутой канавке, на 2-3 оборота охватывает стык прутьев и скручивается специальной цангой. После окончания процесса пистолет сам отрезает проволоку. Степень натяжения узла регулируется, вязка занимает 1-2 секунды на стык.
Вроде бы всё хорошо, удобно и быстро, но стоимость такого пистолета крайне высока. Его нерентабельно приобретать для однократного устройства фундамента частного дома. А если учесть перерасход вязальной проволоки и невозможность при помощи пистолета совершить стягивание в некоторых частях внутри каркаса, то его использование становится не таким уж заманчивым.
Использование различных методов для вязки арматурного каркаса фундамента имеет свои плюсы и минусы. Оптимальный способ для конкретного работника выбирается экспериментальным путём. Скорость вязки во всех случаях примерно одинакова. В любом случае умение вязать крючком остаётся самым востребованным навыком у специалистов.
Важно! В специализированных бригадах высокий спрос на работников, умеющих быстро и качественно вязать арматурные каркасы для фундаментов. Материал, изложенный в этой статье, и видео помогут освоить азы вязания для начинающих монолитчиков и приобрести навыки этой востребованной профессии.
Способы вязки арматуры
Вариантов для вязки арматуры на фундамент существует множество, кому какой удобнее, рассмотрим несколько из них:
Способ первый: отрезок проволоки сгибаем пополам; отступаем треть длины от петли и снова сгибаем; охватываем стык арматуры, таким образом, чтобы петля была с одной стороны стыка, а два свободных конца с другой; вставляем крючок в петлю, второй рукой придерживаем и слегка натягиваем концы проволоки. Проворачивая крючок зацепляем им свободные концы и закручиваем их вместе с петлёй на 3-5 оборотов, лишнее отрезаем или загибаем.
Способ второй: сгибаем пополам отрезок проволоки; оборачиваем им стык арматуры снизу; захватываем петлю крючком; оставшиеся свободные концы вставляем в крючок и загибаем; закручиваем всё вместе до плотного соединения прутьев.
Способ третий (самый распространённый): сгибаем пополам отрезок проволоки; оборачиваем им стык стержней по диагонали; в петлю вставляем крючок и натягиваем, второй конец так же как и во втором случае, загибаем на изгибе крючка; теперь крючок натягиваем и одновременно прокручиваем по часовой стрелке.
Третий вариант при вязке арматурного каркаса на фундамент является самым предпочтительным: более крепкое и аккуратное соединение, меньшая утомляемость при работе, да и скорость, при достижении определённого навыка, побыстрее. Рассмотрим процесс вязания каркаса поподробнее с показом видео.
Как правильно вязать арматуру для фундамента
Вязальную проволоку можно приобрести в магазине или сжечь ненужную автомобильную покрышку (в процессе сгорания, проволока, предназначенная для армирования резины, обжигается и приобретает, необходимую для вязания, мягкость и податливость). Проволоку режем отрезками по 30 см.
Арматура для устройства каркаса (как правило, сечением 10-16 мм) сначала режется на отрезки определённой длины. Потом связываются отдельные элементы каркаса. При связывании перпендикулярных узлов используется метод вязки крест-накрест по диагонали. При необходимости связать арматуру параллельно (удлинить каркас) делается нахлёст минимум 25 см, количество узлов на этом стыке должно быть не менее трёх.
Стараемся большую часть этих работ выполнять вне опалубки, на ровном свободном месте. Внутри опалубки производится только связывание отдельных элементов каркаса — его удлинение и угловое соединение.
Важно! При стягивании стыка стержней арматуры — постарайтесь найти среднее значение натяга. Недотягивать и перетягивать арматуру не рекомендуется. Недотянешь — каркас получится хлипким и может «сложиться», перетянешь — лопнет узел во время скручивания или транспортировки.
Вот, в принципе, и всё. Эта работа особой сложности не представляет, скорость и качество вязания нарабатываются практическим путём. Если остались какие-нибудь вопросы по этапам процесса — посмотрите видео.
Умение вязать арматуру поможет сэкономить при самостоятельном устройстве фундамента. А если процесс обучения пойдёт совсем хорошо и появятся определённые навыки, то вопрос о временном или постоянном трудоустройстве можно снимать с повестки дня. Ведь специалисту, который умеет качественно и быстро вязать арматуру, будет рада любая бригада монолитчиков.
Вязка арматуры крючком. > %
Арматуру в каркасы лучше варить или вязать?
При проведении бетонных работ возникает вопрос – Арматуру в каркасы лучше сваривать или связывать проволокой?
Чтобы дать ответ, необходимо определить, с какой позиции мы станем определять преимущества.
Если сравнивать временные затраты, то сваривание электросваркой немного быстрее, особенно если происходит сварка однотипных каркасов на стенде.
Если рассматривать с позиции денежных затрат, то оба способа по затратам примерно одинаковы. При сварочных работах увеличиваются затраты на материалы и зарплату исполнителю с более высокой квалификацией. Но это все перечеркивается увеличением сроков, выполняемой работы или привлечением большего числа людей.
Но есть случаи, когда сварка арматурных каркасов и сеток запрещена по технологии и возможно только связывание арматуры вязальной проволокой. Это относится к особо ответственным сооружениям. Раньше к таким сооружениям относились бомбоубежища. Представители заказчика, выдвигавшие такие требования, объясняли это тем, что при сварке, идет утончение диаметра арматуры, а значит и несущей способности сооружения.
И еще один неприятный момент, сопутствующий сварке – это необходимость удаления окалины в местах свариваемой арматуры. Требование это объясняется плохим контактом бетона с арматурой, покрытой окалиной. Особенно при соединении арматурных прутьев по длине, где требуется сварной шов определенной длины.
В настоящее время арматуру в каркасах чаще связывают чем сваривают.
Новое объяснение – бетон испытывает напряжения, при которых сварка лопается. Крепление проволокой воспринимает эти напряжения без последствий. Возможно это очередные фантазии, но это действительность и с ней приходится мириться. То есть арматуру вязать, а не варить.
Инструменты для вязания арматуры.
Люди любят все усложнять и с инструментом для вязания арматуры тоже . Крепить простым крючком – скучно. Он стал приобретать причудливые формы, появляются приспособления, где ручка вращается вокруг стержня. Дальше пошла механизация процесса – вязка с помощью шуруповерта и вершина изобретательности пистолет для вязки арматуры.
Инструменты для вязания арматуры
Все приспособления задуманы с одной целью – повысить скорость.
Но насколько производительность возрастает в действительности? Возьмем для сравнения пистолет для вязки арматуры:
Рабочие характеристики пистолета для связывания арматуры.
Согласно технической информации, скорость вязки пистолетом примерно узел в секунду. Если судить о работе пистолета по видео ниже, то на одно завязывание уходит около 1.5-3 сек.
Примерно тоже время затрачивают на эту работу и при помощи простых плоскогубцев (следующий видеоролик). Возможно, даже, скорость затягивания узлов плоскогубцами выше.
Скручивание вязальной проволоки с помощью шуруповерта не намного увеличивает скорость. Даже специальный крючок, который обламывает лишние концы проволоки, не ускоряет процесс. (подробнее на видео в конце статьи)
Крючок для вязания арматуры шуруповертом.
Вязка каркасов.
Какое общее свойство и недостаток у всех этих приспособлений ( кроме некоторых способов вязания арматуры с помощью плоскогубцев).
Стягивание двух арматур происходит путем скручивания “накрест” двух концов вязальной проволоки, что не дает плотного соединения. Повторное завязывание не улучшает крепеж.
Для плоских сеток это не имеет значения, как и для каркасов, которые готовятся на месте, в готовую опалубку. Арматура останется в проектном положении при укладке бетона, даже при слабой затяжке.
Но если происходит отдельно предварительная заготовка каркасов для фундамента или балок, то при переноске они складываются.
Простая диагональная вязка не дает плотного соединения. Даже повторное завязывание “крест на крест” на гарантирует, что пространственный каркас при транспортировке и установке не сложится или не рассыплется.
Пистолет, также, не прочно стягивает две пересекающиеся арматуры.
Помимо общепринятой схемы соединения двух пересекающихся арматур, существует особый способ. По этой схеме две арматуры стягиваются вязальной проволокой с двух сторон одновременно. Понять это можно по фото и видео (плейлист с видеороликом в конце статьи).
Навык вязания такого соединения возникает после многократного повторения:
Особая схема связывания проволоки.
Еще одна схема соединения двух пространственных каркасов в объемный:
Двойное затягивание вязальной проволоки в узле.
Понятно, что таким способом можно крепить только простым вязальным крючком. Или крючком с полу механической подачей проволоки.
Крючок с подачей вязальной проволоки.
На сайте, где показано это приспособление и демонстрируются особые формы стягивания вязальной проволоки. (http://yaner8. comunidades.net/)
Крючок для вязки арматуры.
Самым простым инструментом для вязки арматуры остается крючок. Если необходимость связать арматуру застает врасплох, то это можно сделать при помощи кусачек или плоскогубцев. Но лучше всего, для этого, использовать крючки. Изготовить самому крючок просто. Это может старый малярный валик, старая отвертка или, как в нашем случае, расшивка для наружных швов кирпичной кладки.
крючок из старого малярного валика.
Не вижу смысла делать форму крючка “покрученной”, какие есть в продаже. Достаточно, чтобы была удобная ручка и загнутый, конусообразный конец. Последнее важно. Конус упрощает вытаскивание крючка из уже затянутого узла.
Все механические приспособления для вязки арматуры опираются на принятую изначально неверную методу.
Достаточно сделать пол оборота крючком и происходит прочное затягивание узла. Нет нужды делать по несколько кругов шуруповертом или другой механизированной затяжкой. Для этого нужны правильные навыки. Понять их суть можно, просмотрев видеоролик.
В одном из комментариев под видео я получил такое сообщение:
Дальше шла ссылка на эту проволоку с фотографией.
Проволока “Казачка”
Как можно понять по фотографии , эта проволока предназначена для вязки специальным инструментом. Сама проволока представляет готовые заготовки для вязания арматуры. Не трудно догадаться, что расходы на такой способ крепления арматуры возрастают, как минимум, в два раза. Только по затратам на проволоку.
Но не это главное в видеоролике. Если внимательно смотреть момент закручивания проволоки, то видно как одна (подвижная) часть закручивается вокруг второй (неподвижной).
Это дает плавную, но сильную затяжку и предохраняет от порыва. Порыв возникает если скручивать оба витка (плоскогубцами и т. д.) одновременно. И возникает он в месте появления первого витка.
Узел затягиваемой проволоки.
Такой способ затягивания проволоки возможен только при сгибании проволоки пополам. И использовать его можно везде, где необходим хомут – закрепить резиновый шланг на трубе и т.д.
Или закрепить жерди на ограждении:
С проволокой самое простое решение:
Ниже сборник видеороликов по теме статьи:
Как сделать своих амигуруми и вязаных кукол позирующими
Помню тот день, когда я была еще новичком в амигуруми, я делала милую куколку по выкройке… Мне очень понравилось, инструкция очень понятная, крутилась получилось действительно хорошо,… До того единственного предложения в части сборки: «Если вы хотите, чтобы ваша кукла могла принимать позу, вы можете добавить проволоку в руки и ноги [точка]». Я перевернул страницу, стал искать дополнительные пояснения или картинки, а потом понял, что точка на самом деле была полной остановкой и что моя маленькая куколка, к сожалению, навсегда останется вялой, потому что я понятия не имею, как это сделать.
После того первого опыта я всегда немного боялся использовать проволоку в своей работе. Мне это казалось очень сложным и совершенно рискованным.
Потом мало-помалу я попробовал снова. И я должен признать, я знал горькие неудачи. Так я понял, что провод лучше держать подсоединенным, потому что кусок провода в правой руке, а кусок провода в левой руке? Они просто не остаются там, где должны! И если ваша цель не состоит в том, чтобы снять покадровый фильм, в котором вашу куклу внезапно проткнули бы колом… Это не то, чем вы хотите заниматься.
Теперь, когда я делаю выкройки, в которых используется проволока, я изо всех сил стараюсь проиллюстрировать процесс шаг за шагом, используя столько картинок, сколько необходимо, в зависимости от выкройки.
Сегодня я хочу показать вам метод, который можно применить практически к любой кукле, которую вы будете делать.
1. Материал
► Простая проволока или электрическая проволока: Я предпочитаю использовать оба из них, так как они оба имеют свои преимущества.
— простая проволока тоньше, поэтому она поможет на небольших участках. Однако имейте в виду, что он хрупкий, поэтому он будет менее устойчивым. Вы можете найти его в другом размере.
– электрический провод выполнен из меди, обернутой в пластиковую оболочку. Он толще и намного устойчивее. Он существует во многих разных цветах, и это здорово, потому что вы можете использовать цвет, соответствующий вашей кукле, если вы связали ее крючком немного на свободной стороне. Найти его можно в любом хозяйственном магазине.
► Кусачки : особенно полезны для обрезки электрического провода на нужную длину.
► плоскогубцы : не обязательны, но очень полезны для сгибания концов.
2. Создайте проволочный каркас.
. Начните с сгибания одного конца проволоки в соответствии с размером ноги вашей куклы.
– Вставьте в первую ногу, затем посчитайте длину второй ноги и обрежьте ее (другую сторону пока не сгибайте).
— Вставьте проволоку в нижней части туловища для ног (см. ниже для рук).
Теперь ваша кукла должна выглядеть так:
– Теперь согните второй конец проволоки по размеру второй ноги.
— И вставьте.
– Затем пришейте штанины на место.
Что касается рук, действуйте так же. Однако, поскольку вам нужно пройти через тело с одной стороны на другую, это может быть немного сложнее. Проволока будет продавливать начинку и деформировать ее. Чтобы этого избежать, подготовьте путь иглой перед введением проволоки.
При необходимости удвойте провод. Не забудьте загнуть конец.
Выполните те же действия для второй руки, что и для второй ноги, и пришейте на месте.
Вы, наверное, заметили , что я не говорил о начинке. На это есть причина: я ничего не ставил.
Когда кусочки, в которые вы должны вставить проволоку, слишком тонкие, может быть очень трудно вставить начинку. Если вы поместите ее перед проволокой, у вас возникнут проблемы с вставкой проволоки. Если вы поместите проволоку первой, вам придется набить ее вокруг, следя за тем, чтобы проволока оставалась посередине.
Делайте это, если ваши кусочки достаточно большие, а когда они тонкие, просто отрегулируйте размер проволоки и не беспокойтесь о начинке. Посмотрите сами, вы бы заметили, что руки и ноги намдолла не были вещами?
3. Время играть!
И все!
(Будьте осторожны, не используйте проволочный каркас в куклах, предназначенных для маленьких детей!)
Выкройка: Bat Namdoll
До скорой встречи!
Трехмерная арматура | Гораций
Опубликовано 20 ноября 2019 г. автором Маргарет Форд
Недавно я продемонстрировала простые методы обертывания проволочной арматуры в моей современной группе лоскутного шитья. Это резюме:
Требования
Рисунок 1 Веса машины и декоративные нити
Рисунок 2 WRIEРис. 3
1.1 Чем меньше предполагаемый кусок, тем тоньше проволоку (тем выше номер калибра) вы выберете. Примером на этих изображениях является медный провод № 18.
Форма провода. То есть изгибай как хочешь. См. выше.
Свяжите проволоку шпагатом или ватином. Чем меньше и тоньше кусок, тем больше подходит что-то вроде кухонного шпагата в качестве обертки. Более крупные детали или детали, требующие определенной формы (например, мышцы на фигуре), требуют использования нарезанных полосок ватина шириной 1 см. В примерах, изображенных здесь, использовался ватин. Контрастная нить используется для наглядности.
Оберните провод тканью. Примеры здесь обернуты трикотажем и тканью в мелкую полоску. Трикотажные полотна легче растягиваются и оборачиваются вокруг основы. Тем не менее, ткани с диагональным кроем также хорошо работают. Можно использовать даже тканые ткани прямого кроя, но их лучше всего использовать, когда кривизна не слишком велика. Неровные или потертые края также могут добавить текстуру.
Примечание 1: Нет необходимости совмещать полосы. Я направлял дотошного друга!
Примечание 2 : Во время демонстрации меня спросили, не будет ли проще сделать всю обмотку и сшивание ДО сгибания. В то время я ответил, что сначала придал форму проволоке по двум причинам. Во-первых, последующее изгибание может привести к смещению ватина и оголению проволоки. Во-вторых, если вы хотите создать области немного толще, чем вам нужно, вы должны знать, где эти области будут на изделии. Тем не менее, делая примеры здесь, я понял, что скольжение ткани можно предотвратить, просто увеличив степень, до которой полосы накладываются друг на друга, когда они наматываются, и если после этого в кусок не будут закручены очень серьезные углы, это должно не быть проблемой.
Как снять патрон с дрели и заменить его в зависимости от вида
Когда дрель работает исправно, то у пользователя вопросов не возникает, но бывают случаи, требующие ее разборки, многие входят в ступор, решая возникшую проблему: как же снять патрон с дрели. Чтобы правильно выполнить такую операцию, необходимо знать, каким способом закреплен патрон на валу, а потом уже начинать демонтаж.
Содержание
1 Классификация патронов
2 Способы крепления
3 Проблемы патронного механизма
4 Инструмент для проведения работ
5 Демонтируем патрон
5.1 Резьбовое соединение
5.2 Соединение конусом
Классификация патронов
Существуют следующие виды патронов:
быстрозажимного действия или самозажимное устройство;
sds-устройства цангового типа;
кулачковые.
На дрели с быстрозажимным патроном поменять сверло или другую насадку можно довольно быстро, при этом не нужно применять никаких дополнительных приспособлений. Патроны первого варианта делятся на одно- и двухмуфтовые устройства.
Одномуфтовые устройства имеют систему блокировки вала, которая срабатывает во время замены оснастки. У них есть существенный негативный момент — весьма низкая прочность элементов фиксации, внешние детали патрона выполнены из пластика, что сильно увеличивает их повреждение и поломку всего устройства.
Ремонт патрона такого вида не предусмотрен — только замена.
На ударные модели и перфораторы производители ставят кулачковые изделия, потому что их конструкция более крепкая — в основном здесь применяются патроны под ключ, для надежного закрепления сверла.
Цангового типа патрон был создан еще в 70-х годах прошлого столетия, его конструкция отличается тем, что в хвостовой части есть две канавки, а сверло надо вкручивающими движениями заглублять на 40 мм. Имеется 4 желобка: 2 фиксирующих , 2 — для направления клиньев, режущий инструмент фиксируется стопорными шариками.
Способы крепления
Патрон на валу у дрели электрической или ручной крепится двумя способами — конусное соединение и резьба, так что разновидностей здесь минимум. На практике встречаются устройства с метрической или дюймовой резьбой, а на корпусе изделия, даже самого малогабаритного обязательно присутствует маркировка.
Например, обозначение такого вида 1,5-15М13х1,2 расшифровывается так:
1,5—15 — это диаметр хвостовой части режущего инструмента в миллиметрах;
М13 — резьба метрическая с диаметром 13 мм;
1,2 — шаг резьбы.
При использовании резьбы в дюймах — UNF и указывается диаметр: 1/2”. Этот вид соединения считается международным и применяется во всех инструментах зарубежных производителей. Для особой надежности на вал ставят стопор, в виде винта на левой резьбе — это надо учитывать, когда путаетесь, как разобрать патрон импортной дрели. Выкручивать его необходимо только по часовой стрелке.
Во втором способе используется конус Морзе, который сегодня чаще называют конус инструментальный. Вал имеет на конце конусную часть, на которую насаживается устройство, при этом надо приложить небольшое усилие для плотного соединения. Маркировка такая: В10, где буква указывает на применение конуса, а цифра — диаметр хвостовой части режущего инструмента. Такой вид крепления распространен у шуруповертов.
Конус Морзе
Некоторые дрели оснащены переходником (адаптером) для зажимного механизма, что позволяет проводить сверление с максимальной точностью.
Проблемы патронного механизма
В современных моделях дрели, таких, как Интерскол или Макита, закрепление сверла или других насадок осуществляется патроном с кулачковым механизмом: 3 или 4 кулачка надежно удерживают режущий инструмент, перемещаться они могут только вдоль оси вала дрели. Быстрозажимной патрон регулируется вручную, более сложные конструкции, применяемые в современных дрелях – при помощи ключа.
Во время работы может появиться биение зажатой биты, причиной является износ кулачков во время длительной эксплуатации. Ремонт инструмента производится следующим образом: надо снять устройство с вала, такие же действия необходимы при заклинивании сверла, потому что удалить его можно только после полной разборки патронной части изделия.
Встречается и такая неисправность: патрон проворачивается относительно вала инструмента. Причина такого поведения — повреждение резьбовой части крепления устройства, или у посадочного конуса возникло проседание. Выход из создавшегося положения — поменять патрон на исправный аналог.
Инструмент для проведения работ
Замена патрона дрели производится легко, если вы знаете конструкцию этого узла и методы его крепления. Для проведения ремонта вам понадобится простой набор инструмента:
слесарные тиски, можно использовать не стандартные, а уменьшенный вариант для домашних нужд;
молоток стальной;
столярная киянка;
плоскогубцы или пассатижи;
трубный ключ среднего размера;
набор гаечных ключей;
штангенциркуль;
отвертка;
напильник;
наждачная бумага для шлифования.
В перечне указан минимальный набор, бывают ситуации, когда могут потребоваться и другие слесарные приспособления.
Демонтируем патрон
В зависимости от способа крепления патронного механизма, методы разборки будут различаться.
Выкручиваем патрон против часовой стрелки, если резьба затянута на совесть, зажимаем вал инструмента в тиски. Для откручивания используется газовый ключ. Потом снимаем устройство и осматриваем его на предмет целостности и исправности.
Если сверло заклинило в губках, то наносим не сильные, но точные удары молотком с помощью выколотки по кулачкам сверху.
Установку осуществляем в обратном порядке. При закручивании нового устройства вал надо фиксировать от проворачивания свободной рукой. Последним закручиваем стопорное устройство. В помощь домашним умельцам видео:
Соединение конусом
Снять патрон с конусной части вала довольно легко. В комплекте дрели должно быть специальное приспособление для этих целей, но многие опытные мастера пользуются таким методом: переворачивают инструмент сверлом вниз, закрепляют его и равномерными ударами молотком по тыльной стороне приспособление выбивается с вала.
После демонтажа надо отшлифовать конусные поверхности при помощи наждачного полотна, если есть задиры поверхности, то удалите их напильником. Новый патрон устанавливается на место еще проще — ударами киянки поверху он усаживается плотно на место соединения.
Пользователям необходимо помнить, что удаление сверла или другой насадки, когда их заклинило в патроне, требует определенных навыков и умения обращаться со слесарными инструментами, но в любом случае надо демонтировать устройство. Если же патрон на дрели вышел из строя, то его надо заменить.
Как снять патрон с дрели — инструкция для быстрозажимного и ключевого патрона
Дрель в том или ином варианте – обычная, с ударным механизмом, микро-дрель (бормашина) – знакома почти всем. При ее нормальной работе пользователи не задумываются о том, как работает устройство и на какие детали разбирается. А вот в случае поломки приходится узнавать, что и как называется и как это что-то снять для замены или ремонта.
Не будем здесь говорить о привычном методе действий под названием «научный тык», а обратимся к пункту рекомендаций «Если все это не помогло, прочтите наконец инструкцию».
Содержание статьи
1 Устройство дрели и разновидности патронов для нее
2 Как снять быстрозажимной патрон с дрели резьбовой
3 Как снять конусный патрон с дрели
4 Можно ли разобрать снятый патрон для ремонта
5 Заключение
5.1 Похожие статьи
Устройство дрели и разновидности патронов для нее
Итак, дрель состоит из:
электродвигателя, создающего движение вращения;
механизма, передающего это вращение к зажимному устройству;
и собственно зажимного устройства для сверла. Вот это устройство под названием «патрон» нас и интересует.
Прежде чем выяснять, как снять патрон с дрели, выясним, какими они бывают – от этого зависит алгоритм действий.
Наиболее привычен зубчато-венцовый. Для его закрепления используется специальный зубчатый ключ, вставляемый в отверстие на патроне. Зубцы ключа входят в зацепление с зубцами венца патрона и при вращении ключа усиливают или ослабляют зажим губок (кулачков) патрона.
Иначе такой патрон называется зажимной сверлильный, и считается одним из наиболее старых среди сейчас используемых механизмов зажима сверла.
Далее идут быстрозажимные патроны – с одной, двумя муфтами, фиксирующим кольцом. В них используются цанги – элементы конусной формы, состоящие из трех и более деталей. Двигаясь вдоль оси цанги, муфта сжимает «лепестки», тем самым закрепляя в них сверло.
Муфты (обоймы) бывают металлическими и пластиковыми, обычными или усиленными, с автоматической блокировкой и без.
Фактически патрон дрели – это отдельный блок, связанный с основным механизмом дрели валом. Соединение выполняется с помощью резьбы или инструментального конуса (так называемого «конуса Морзе»).
Указание на тот или иной вид крепления можно найти в инструкции и/или на корпусе дрели. Например, обозначение 1,5-15М13х1,2 – первые две цифры означают допустимый диаметр хвостовика сверла (или другого вставляемого в патрон инструмента), М13 – диаметр резьбы (метрической), соединяющей патрон с валом, ну а 1,2 – шаг этой резьбы. Если обозначение выглядит как 1,5-15 UNF 1/2” – речь идет о дюймовой резьбе. В отечественных дрелях применяется метрическая резьба, в импортных (не всех, конечно) – дюймовая.
Если для соединения вала с патроном используется конус, в маркировке присутствует буква В (например, В10 – инструментальный конус, диаметр хвостовика 10 мм).
Учитывая то, что разные компании по-разному маркируют свои изделия, стоит учитывать эту разницу. Так, для дрели-шуруповерта Макита маркировка будет выглядеть так: BDF456. Присутствует В, то есть патрон закреплен на конусе, D – это тип инструмента, дрель, и F – дополнительные возможности, в данном случае шуруповерт.
Рассмотрим модели наиболее значимо представленных на рынке производителей – Bosh, Makita, Интерскол – какие патроны они используют и как эти патроны снимать.
Как снять быстрозажимной патрон с дрели резьбовой
Особенностью резьбового соединения патрона с валом является левая резьба фиксирующего винта. Это сделано для того, чтобы, вращая сверло и «вгрызаясь» в материал, вал одновременно затягивал туже крепление патрона. Следовательно, ответ на вопрос, как снять самозажимной патрон с дрели такого типа, простой – необходимо вращать патрон, жестко удерживая корпус, по часовой стрелке.
Обычно простого вращения не хватает, приходится постукивать по месту соединения, чтобы сильно затянутая резьба немного разошлась и дала возможность свободно прокрутить соединение.
Более детально процесс того, как снять самозажимной патрон с дрели, показан в видео.
Поскольку внутри патрона находится фиксирующий винт, к нему надо получить доступ. Для этого губки (кулачки) патрона разводятся максимально широко, внутрь вставляется отвертка. Движениями по часовой стрелке его выкручивают из гнезда. Сходу определить тип шляпки нельзя, поэтому надо вначале подсветить внутрь патрона и, скорее всего, попробовать две-три разных биты отвертки.
После удаления винта патрон легко свинчивается с вала.
В некоторых моделях фиксирующего винта нет. Тогда патрон просто свинчивается, но усилий придется приложить больше. Необходимо закрепить ключ или другую удобную для работы деталь в губках, а с помощью рожкового ключа зафиксировать вал.
Далее инструменты вращаем в разные стороны (как показано на фото).
Очень помогает в работе WD40 – им сбрызгивают и вал, и фиксирующий винт внутри патрона. Особенно это полезно, если шляпка винта забилась и ее тип (крестовой, прямой шлиц) не определяется. После обработки WD40 шлицы легко очищаются, а резьба идет лучше.
Как снять конусный патрон с дрели
В таких моделях убрать патрон даже проще, чем для резьбового соединения. Смазка тоже не помешает, а основной алгоритм действия – постукивать по патрону и после каждого удара пытаться его провернуть. Предварительно необходимо выкрутить фиксирующий винт (здесь он с обычной, правой, резьбой).
Важно: в любом случае при работе дрель (шуруповерт) лучше закрепить в тисках. Это облегчает работу и освобождает рабочие руки.
В некоторых случаях патрон настолько «врастает» в крепление, что убрать его при выходе из строя не представляется возможным. Предлагаются разные варианты удаления – от нагрева паяльной лампы до красна с последующей попыткой все-таки снять, до разрезания патрона болгаркой или другим режущим инструментом. После этого они снимается с вала по кускам.
Дополнительные сведения о том, как снять патрон с дрели Бош и поставить его на место после смазки, приведены в видео. Здесь же приведены отличия в процессе демонтажа, а именно — как снять патрон с дрели Интерскол.
Можно ли разобрать снятый патрон для ремонта
Разборными являются не все типы патронов, но конусные обычно можно попробовать разобрать.
Есть интересный способ разборки конусного патрона без варварских методов типа распиливания или разрезания болгаркой.
Губки сводятся внутрь патрона.
К передней поверхности патрона с помощью доски или толстого металлического листа (бруска) прижимается пластина упругого материала – пенополистирола, пенопласта – толщиной не менее 15…20 мм.
Саму дрель плотно прижать к ровной поверхности (столу) и включить ударный режим. Если такого режима в инструменте не предусмотрено, патрон предварительно свинчивается (снимается) с дрели и крепится на перфораторе. После 10…15 секунд работы устройства в ударном режиме патрон можно разобрать для ремонта.
С учетом того, что после ремонта работоспособность патрона восстанавливается обычно не в полной мере, лучше все же заменить деталь на новую с аналогичной маркировкой. При этом важно помнить: даже если удастся без проблем понять, как как снять патрон с советской дрели образца эдак 50-какого-то года, поставить на нее новый импортного производства может и не получится – не совпадение идет как по диаметру резьбы, так и по ее шагу и типу.
Для примера показано, как снять патрон с дрели Макита и как выглядит резьба в соединении патрона и вала.
Заключение
Несмотря на разнообразие моделей сверлильной и сверлильно-ударной техники ручного типа, замена или обслуживание патрона не представляют особых затруднений. Делая это периодически при появлении биений, плохом удержании сверла или других проблемах, Вы значительно продлите срок жизни своего инструмента.
Пропал ключ от патрона? Вы можете заменить сверло без него
«Дрель Chucks» Nottinghack лицензируется в соответствии с CC BY-SA 2.0
Если вы читаете эту статью, скорее всего, вы являетесь владельцем сверлильного станка, большой дрели или одной из тех старых дрелей, которые никогда не перестают работать. И я также собираюсь предположить, что вы либо потеряли ключ от патрона, либо сломали его после многих лет использования (эти штуки чертовски хрупкие, я прав?). К счастью, вы нашли этот пост, и я не позволю вам выбросить дрель из окна (удачи вам, если у вас есть сверлильный станок!). Теперь давайте перестанем тратить ваше время и приступим к делу.
Если вы спешите, вот краткое руководство по замене сверла, если у вас нет ключа для патрона:
Поместите сверло подходящего размера (не сверло) в сверло отверстий сверлильного патрона;
Удерживая сверло на месте, используйте плоскогубцы, чтобы зажать патрон;
Поверните патрон плоскогубцами против часовой стрелки, разблокируйте и извлеките сверло;
Установите новую биту на место и заблокируйте патрон рукой, чтобы бита не выпала;
Затяните сверло с помощью сверла и плоскогубцев (так же, как и раньше, но патрон нужно повернуть в другую сторону).
Если вы хотите узнать больше или узнать о других способах выполнения работы, не пропустите оставшуюся часть статьи!
Как заменить сверло без ключа патрона (1-е решение)
Это один из возможных подходов. Я делал это много раз с успехом. Вам понадобится:
Пара плоскогубцев . Это могут быть скользящие соединения, шпунт и паз, блокирующие или фиксирующие плоскогубцы. Все, что у вас есть, достаточно велико, чтобы зажать сверлильный патрон. Вы также можете использовать гаечный ключ, если он у вас есть.
Сверло , которое подходит к отверстиям, в которые вы обычно вставляете ключ патрона. Другие вещи тоже подойдут, но я обнаружил, что хвостовик биты обычно очень хорошо входит в отверстие патрона.
Вот и все. Теперь давайте приступим к делу. Я сделал процедуру в виде списка, чтобы вам было легче читать.
1. Разблокируйте патрон и извлеките сверло
Вставьте сверло (не конец сверла, а хвостовик) в одно из шпоночных отверстий патрона. Используйте перчатку или ткань, чтобы обернуть сверло, чтобы не порезать руку.
Удерживая биту на месте, возьмите плоскогубцы и используйте их, чтобы зажать патрон. Если вы беспокоитесь о том, что кулачки испортят внешний вид патрона, оберните его тканью, куском кожи или чем-то другим, что у вас есть.
Держите биту неподвижно и поверните патрон против часовой стрелки, чтобы разблокировать биту. Вы также можете перемещать их одновременно, если вам так будет лучше.
Патрон разболтается, и вы без проблем сможете извлечь биту.
2. Установите новую насадку
Установите на место новую насадку и зафиксируйте ее вручную. Просто вращайте патрон, удерживая сверло. Таким образом, бита не выпадет.
То же, что и раньше: вставьте сверло в одно из отверстий патрона и плоскогубцами затяните патрон по часовой стрелке.
Одного отверстия должно быть достаточно, но особенно если у вас есть старая дрель, вы должны проверить, хорошо ли затянуты и другие отверстия.
3. Проверьте сверло
Прежде чем приступить к работе, необходимо убедиться, что сверло правильно отцентровано. Для этого приведите дрель в движение и проверьте, нет ли биения. Если нет, вы можете идти.
По моему мнению, этот подход вполне подходит (я делал это несколько раз). Однако некоторые люди могут предупредить вас, что таким образом вы можете повредить сверло с патроном. Если вы используете ленточный ключ , тогда ваш патрон будет в полном порядке. Если вы хотите быть в полной безопасности, в следующем абзаце я представлю вам другое решение.
Как заменить сверло без ключа патрона (2-е решение)
В этом случае вам понадобятся:
Отвертка с плоской головкой . Он должен быть достаточно большим, чтобы правильно входить в зубья сверла патрона.
То же, что и раньше, сверло , которое подходит к ключу патрона.
1. Разблокируйте патрон и извлеките сверло
Вставьте хвостовик сверла в одно из шпоночных отверстий патрона. Опять же, для вашей же безопасности используйте перчатку или ткань, чтобы обернуть сверло.
Удерживая биту на месте, используйте отвертку, чтобы повернуть шестерню. Для этого используйте сверло в качестве рычага. Взгляните на картинку в начале абзаца. Это должно быть довольно понятно. Быстрого удара должно быть достаточно, чтобы разблокировать патрон.
Когда патрон ослаблен, вы можете легко удалить биту.
2. Установите новое сверло
Выполните ту же процедуру, что и в решении 1. В этом случае, чтобы затянуть патрон, вы поместите отвертку с другой стороны сверла, как использовать его как рычаг. Просто будьте осторожны, прикладывая силу к отвертке, потому что она может легко выскользнуть из положения.
3. Проверьте сверло
Как и прежде, вам обязательно нужно убедиться, что бита правильно установлена в кулачках патрона. Для этого приведите дрель в движение и проверьте, нет ли биения. Если нет, вы можете идти.
Как заменить сверло, если у вас быстрозажимной патрон
Если у вас быстрозажимной патрон, замена сверла не составит труда. Эти патроны состоят из 2-х частей. Вы можете открыть их вручную, вращая эти части в противоположном направлении. Обычно также есть указание, в какую сторону его повернуть (например, «разблокировать» и «закрыть», написанные на гладкой металлической части).
После того, как вы разблокируете его, вы можете открыть его вручную, пока сверло не выйдет, или вы можете повернуть сверло против часовой стрелки, чтобы открыть челюсти быстрее.
Чтобы установить новое сверло, вставьте его в бранши и зафиксируйте на месте, вращая сверло по часовой стрелке. Держите патрон неподвижно, делая это. Для большей безопасности вы можете вращать патрон вручную.
Какой ключ патрона мне нужен?
«Ключ для патрона — сталь, около 1950–1970» лицензируется в соответствии с CC BY 4. 0
Если у вас нет ключа для патрона или вы его сломали, и вы не чувствуете себя комфортно с решением, которое я предложил ранее, чтобы заменить сверло без него вам следует подумать о получении нового ключ патрона .
Есть ключевой момент, который вам необходимо учитывать: ваш ключ для патрона должен соответствовать вашему сверлильному патрону. На рынке представлены ключи различных размеров. На самом деле, вам нужно совместить пост, угол и количество зубов. Если вы можете, вы должны связаться с производителем вашей дрели и получить от них новый ключ. Если вы не можете получить его у них, в вашем местном магазине могут быть стандартные ключи. Убедитесь, что он соответствует вашему патрону как можно лучше. Вы же не хотите повредить свой сверлильный патрон.
Если у вас есть несколько дрелей с патронами разных размеров, вам следует подумать о приобретении одного из этих ключей. Они бывают разных размеров для разных патронов. Мне очень нравится эта модель : она поставляется с магнитом в центре, поэтому ее не так легко потерять.
Еще одна вещь, которую вы должны рассмотреть, это заменить патрон на сверлильный патрон без ключа. Я бы не рассматривал это как доступный вариант (ключ для патрона стоит намного меньше, чем патрон без ключа), но я слышал, что люди делают это, поэтому я подумал, что должен сообщить вам об этом. Опять же, убедитесь, что вы выбрали подходящий размер патрона. Кроме того, если у вас есть старая дрель или сверлильный станок, вы можете не найти быстрозажимной патрон, подходящий для вашего станка. Вот список доступных патронов без ключа на Amazon.
Выводы
Итак, прочитав эту статью, вы сможете заменить сверло, даже если у вас нет любимого ключа для патрона. Я представил несколько решений, для которых требуются инструменты, которые должны быть у вас в наличии. Если вы беспокоитесь о том, чтобы не повредить сверлильный патрон, обязательно приобретите новый подходящий ключ для патрона. Но если вы спешите закончить свой текущий проект, ваша дрель будет в порядке, даже если вы используете пару плоскогубцев. Я делал это в течение многих лет после того, как одолжил ключ от патрона у друга и так и не получил его обратно (да, вы правильно поняли), и моя дрель в полном порядке.
И последнее: когда вам нужно крепко держать сверла, вы всегда должны надевать перчатки или обернуть их чем-нибудь, чтобы не порезать мне руку. Я знаю, что я привередлив, но я однажды порезал себе руку, делая это, поэтому я хочу избежать неприятных сюрпризов.
Еще одна вещь (это последняя, обещаю). после того, как вы вставите новое сверло, никогда не забывайте проверять правильность установки сверла. Всегда проворачивайте дрель пару раз, прежде чем приступить к работе, чтобы проверить, нет ли каких-либо колебаний. Так вы предотвратите множество несчастных случаев.
Как заменить сверло [за 5 простых шагов]
Дрель — это инструмент, который может помочь нам во многих домашних работах, поэтому очень важно знать, как заменить сверло.
Сверла являются одним из наиболее распространенных инструментов, используемых теми, кому необходимо работать со штукатуркой, трубами, деревом, металлом и другими типами поверхностей. Столярные, ремонтные, сантехнические, деревообрабатывающие и многие другие работы требуют дрели.
Но когда дело доходит до замены этих насадок на дрели, у многих новичков возникают проблемы. Убедившись, что вы знаете точные шаги по замене сверла, вы сможете продвинуть свою работу на шаг вперед.
И это то, что мы представим в этой статье.
Пошаговая инструкция по замене сверла
Полезный совет!
Сверла — это острые предметы. Всегда надевайте защитные средства при работе с дрелью! При работе со сверлами надевайте перчатки для защиты рук. Необходимым снаряжением являются перчатки, защитные очки и резиновые сапоги. Всегда выключайте дрель, когда она не используется, даже во время перерыва на кофе.
Порядок замены сверла:
Шаг 1: Ослабьте патрон
Для удержания сверла имеется механизм, называемый сверлильным патроном. А чтобы заменить текущую биту на новую, ее необходимо ослабить. Для этого просто поверните патрон против часовой стрелки и разматывайте его сильным нажатием пальца до тех пор, пока вы не сможете удалить старую биту.
Также не забывайте нажимать на спусковой крючок, удерживая патрон. Как только это будет сделано, откроются кулачки патрона, удерживающего сверло.
Шаг 2: Снимите сверло
Как только вы ослабите патрон, вы увидите, что бита качается. Если вы только что использовали его, не смейте держать его пальцами, потому что он будет очень горячим.
В этом случае используйте перчатки и т.п., чтобы защитить пальцы. Если возможно, подержите его на воздухе, пока он достаточно холодный для этого.
Шаг 3: Возьмите новую насадку и вставьте ее
Теперь выберите насадку соответствующего размера для установки в сверло (см. таблицу ниже) . После того, как вы выбрали правильный, поместите гладкую часть сверла в патрон дрели. Гладкая часть на самом деле находится внутри кулачков патрона.
После того, как вы вставили гладкую часть биты в кулачки патрона, вставьте биту в патрон и вытащите ее на себя. Длина оттяжки назад не должна превышать одного сантиметра.
Шаг 4: Нажмите на спусковой крючок
Чтобы вернуть его на место, вы должны нажать на спусковой крючок несколько раз. Для этого нажмите на курок на 1-3 секунды, затем другой рукой удерживайте патрон. Это поможет бите оставаться на своем месте. Еще одним преимуществом удержания биты и патрона является то, что она позволяет устанавливать биту прямо.
Шаг 5: Проверьте наличие самоблокирующегося механизма патрона
Буровые установки некоторых марок оснащены самоблокирующимся механизмом. В этом случае вам придется поработать над храповым механизмом, чтобы сделать биту еще более устойчивой. Чтобы получить этот храповой механизм, вы должны плотно повернуть храповик на хвостовике биты.
Как только вы услышите щелчок, вы увидите, что он на своем месте. Чтобы задействовать храповой механизм, его необходимо плотно повернуть рядом с патроном. Этот поворот необходимо делать по часовой стрелке.
https://www.youtube.com/watch?v=4FjCpf1uUB8&ab_channel=NoClueHowToВидео не может быть загружено, так как отключен JavaScript: как заменить сверло (https://www. youtube.com/watch?v= 4FjCpf1uUB8&ab_channel=NoClueHowTo)
Type of Drill Bits for Wood
Type of Drill Bits for Wood
What are used for
1. Twist drill bits
Its use is in в сочетании с ручной дрелью. Эти типы сверл позволяют сверлить отверстия при очень малых оборотах инструмента.
2. Лопастные сверла
Обеспечивают большой диаметр сверления, при этом допуская установку в обычную дрель. Этот тип режет чистые кромки без порванной текстуры древесины.
3. Трехточечное сверло (шнековое сверло ) по дереву
Наиболее часто используются для сверления дерева и обычно изготавливаются из хромованадиевой стали. Предназначен для всех пород древесины: твердой, мягкой, фанеры, ДСП и др.
большие глухие отверстия, например, для крепления скрытых петель и сверления сучков.
Тип сверлильного патрона
Тип сверлильного патрона
Описание
1. Патрон с ключом
Биты помещаются в патрон, который затем затягивается или ослабляется с помощью гаечного ключа. Гаечный ключ позволяет безопасно затягивать биту, но он не очень практичен, и вы должны быть очень осторожны, чтобы не потерять его.
2. Полуавтоматический быстрозажимной патрон
Для работы с полуавтоматическим быстрозажимным патроном требуются две руки. В то время как одна рука крепко держит одну часть патрона, другая часть вращается другой рукой, чтобы затянуть или ослабить ее.
3.Самоблокирующийся патрон
Это наиболее практичный вариант, так как им можно управлять одной рукой, а другая свободна для удержания инструмента или принадлежностей.
4. Патрон SDS
Эта система патрона предлагается только для молотков и совместима только со специальными битами SDS. Эти биты очень легко устанавливаются. Если вы хотите сверлить дерево и металл обычными сверлами, вам понадобится специальный переходник SDS+.
5. Шестигранное соединение
Аккумуляторные шуруповерты обычно имеют шестигранное магнитное соединение. Это шестигранное соединение для аккумуляторных ударных винтовертов работает немного иначе. Патрон необходимо выдвинуть вперед, чтобы установить насадку. После этого можно освободить патрон. Ни в том, ни в другом случае вам не потребуются дополнительные инструменты для подключения аксессуаров.
Знаете ли вы, что есть другой тип дрели, называемый ударной дрелью. Вот самая полезная информация об этом.
Как заменить сверло с помощью ключа для патрона
Если у вас есть сверло с ключом для патрона, выполните следующие действия, чтобы заменить сверло:
1. Используйте ключ для патрона. Для затягивания или ослабления патрона дрели, оснащенной патронным ключом, используется головка ключа. Головка ключа имеет форму венца зубчатого колеса.
Чтобы использовать его, вставьте кончик ключа в одно из предусмотренных отверстий и совместите его зубья с зубьями патрона. Обратите внимание, что на дрели обычно есть место для хранения патронного ключа. Имейте в виду, что ключ для патрона можно найти на сетевой электродрели и редко на аккумуляторной электродрели.
2. Разведите кулачки патрона. После того, как ключ окажется на дрели, поверните его против часовой стрелки. Вы заметите, что постепенно челюсти будут открываться. Остановитесь, когда почувствуете, что места достаточно для вставки сверла. Обратите внимание, что губки состоят из трех или четырех частей, которые выступают из патрона и служат для фиксации биты.
3. Снимите биту. Когда челюсти полностью открыты, большим и указательным пальцами возьмите сверло. Не забудьте извлечь сверло до того, как оно упадет и повредится, потому что, когда челюсти достаточно широкие, сверло может легко упасть, если вы наклоните переднюю часть сверла к земле.
Проверьте биту после снятия ее с дрели. Если вы заметили, что режущие части потерлись, потрескались или кончик сверла изменил цвет и кажется более тусклым (перегрев металла во время сверления), не используйте его повторно и выбросьте в мусорное ведро.
4. Установите новое сверло. Когда челюсти полностью открыты, вставьте новую насадку. Вам нужно поместить гладкую часть биты между кулачками патрона. Удерживайте его большим и указательным пальцами внутри источника поиска. Надежно удерживайте насадку на месте до тех пор, пока на ней не затянутся губки, так как она может выскользнуть. Затяните патрон.
5. Затяните патрон. Держите биту одной рукой, а другой рукой с помощью гаечного ключа закройте губки на бите, повернув биту по часовой стрелке. Чтобы закончить и убедиться, что сверло хорошо удерживается между губками, сделайте последний оборот ключа в каждой из предусмотренных для этого прорезей.
Вообще есть три места куда можно вставить ключ. Как только это будет сделано, удалите ключ источника поиска. Когда удила на месте, вы можете перестать ее держать. Затем поверните его, нажимая кнопку на дрели, чтобы убедиться, что она готова к сверлению.
Хотите знать, как заменить полотно лобзика? Эта статья покажет вам шаг за шагом, как это сделать!
Как заменить сверло без ключа для патрона
Вот шаги по замене сверла без ключа для патрона:
Ослабьте патрон: хотите вставить новое сверло. Это должно быть легко сделать. Мы просто берем патрон одной рукой, а другой беремся за ручку. Поворачиваем патрон против часовой стрелки и он должен ослабнуть. Если это было трудно, мы можем мягко нажать на спусковой крючок, блокируя патрон.
Используйте отвертку: Если дрель не имеет самоблокирующегося механизма, наиболее распространенным методом является использование отвертки Phillips или гвоздя подходящего диаметра. Вставьте в любое из имеющихся углублений на патроне, тем самым закрепив его первую половину. Другую половину можно попробовать скрутить вручную. Обычно так получается довольно легко раскрутиться.
Однако, если так не получится, то вместо руки можно использовать газовый ключ или тиски. Используя их, вы сможете создать необходимое усилие, которого, скорее всего, хватит для осуществления вращения.
Снятие сверла: При этом откроются крепления, удерживающие сверло. Это будет тогда, когда мы удалим сверло, которое находится внутри, или когда сверло будет готово вставить новое.
Размещение нового сверла: Помещаем сверло в центр отверстия и поворачиваем патрон, чтобы он закрылся. Убедитесь, что бита вошла полностью. Мы должны вращать патрон, пока не убедимся, что бита хорошо закреплена, но в то же время хорошо отцентрована.
Проверка: Слегка нажмите на сверло и убедитесь, что сверло остается на месте.
Храповой механизм (дополнительно): Если ваша дрель оснащена храповым механизмом, вы можете слегка прижать хвостовик сверла. Поверните его, пока он не встанет на место со щелчком.
Нужно заменить полотно торцовочной пилы? Не беспокойтесь, вот простое и понятное руководство, которое поможет вам заменить полотно торцовочной пилы всего за несколько минут!
https://www.youtube.com/watch?v=_Y2RB9idt7I&ab_channel=NickandSilkeJagerВидео не может быть загружено, так как отключен JavaScript: Как заменить сверло без ключа (https://www.youtube.com/watch?v=_Y2RB9idt7I&ab_channel=NickandSilkeJager)
Как заменить сверло в дрели Makita
Чтобы иметь возможность заменить сверло на дрели Makita, выполните следующие действия:
Сначала необходимо вынуть шнур питания из розетки. Если не отключить устройство от источника питания, можно пораниться при нажатии на кнопку запуска.
Держите дрель левой рукой под сверлильным патроном.
Положите правую руку на патрон дрели.
Поместите руку так, чтобы можно было легко поворачивать патрон дрели.
Теперь откройте патрон, чтобы можно было ослабить старое сверло и вставить новое.
Для ослабления поверните сверлильный патрон вправо.
Затем вставьте новое сверло.
Наконец, снова закройте патрон, для этого нужно повернуть его влево. Сверло должно быть максимально прямо в патроне и опираться на заднюю часть.
Хорошо затяните сверлильный патрон, иначе он ослабнет, как только вы начнете сверлить.
Как заменить сверло в дрели Black & Decker
Black & Decker производит множество типов электроинструментов, которые используются для самых разных работ как дома, так и на строительной площадке. Одними из самых популярных продуктов Black & Decker являются электрические дрели и гаечные ключи, которые используются как для сверления отверстий в различных поверхностях, так и для закрепления и откручивания винтов.
Дрели Black & Decker имеют быстрозажимной патрон, который позволяет вставлять и извлекать биты без ключа. Удаление ключа ускоряет замену, экономя ваше время на поиск потерянного ключа.
Вот шаги по замене сверла в дрели Black & Decker:
Шаг 1: Переместите кнопку «Разблокировать», расположенную над спусковым крючком, в положение «Заблокировать».
Этап 2: Возьмитесь одной рукой за нижнюю часть патрона, который находится на тонкой черной ребристой части.
Шаг 3: Поверните переднюю часть патрона против часовой стрелки (если смотреть спереди сверла), другой рукой откройте патрон.
Шаг 4: Полностью вставьте биту в патрон, затем поверните патрон по часовой стрелке до упора.
Как извлечь сверло из поврежденного патрона
Полезный совет!
Если ваш патрон заедает, вам не нужно разбирать весь патрон. Часто достаточно легкого удара молотком по шпонке сверла или по центральной втулке, чтобы открыть сверлильный патрон.
Вот способы извлечения сверла из поврежденного патрона:
Держите патрон и вращайте сверло в обратном направлении , я чуть не обжег руку. Попробовал плотной садовой перчаткой и чуть не обжег руку.
Смочите головку WD40, чтобы ослабить биту ; мне ничего из этого не помогло
Вставьте сверло в патрон , так как это помогает освободить челюсти внутрь, несмотря на многочисленные удары молотком, ничего не двигалось, и сверло было не слабее, чем когда я начал
Используйте ленточный ключ — единственный способ сделать это — взяться за патрон и запустить сверло в противоположном направлении. Поскольку сверло настолько застряло, а крутящий момент при сверлении был таким высоким, именно дрель (а не патрон) начала вращаться и начала сверлить мою руку!
Заключение
Сменить сверло не всегда так просто. Иногда вам нужно приложить немного больше силы к шпинделю, а иногда вам нужно все разобрать.
Какие электроды лучше использовать для инверторной сварки?
Все сварщики знают, что такое электрод и как производить сварочные работы, но какие электроды лучше использовать для инверторной сварки в быту знают немногие. Бытовое использование предполагает выбор подходящего электрода под марку стали и этот подбор должен быть точным!
Что такое сварочный инвертор?
На смену старым трансформаторным сварочным аппаратам пришли небольшие и мобильные сварочные инверторы. Сейчас совсем необязательно, что для сварки ответственных конструкций используются сварочные аппараты больших размеров. Тем более иногда применение громоздких аппаратов невозможно из-за сварки в недоступных или плохо доступных местах. Теперь качественно и оперативно можно сваривать и совсем маленьким сварочным аппаратом, например, IR 200 от бренда Fubag и этим в наши дни уже никого не удивишь.
Сварочные аппараты нужны как основной источник питания при ручной дуговой сварке методом плавления электрода. Стабильные показатели сварочного тока для прочного соединения металла в месте сварки – это основное условие, предъявляемое к инвертору для получения отличного шва. Еще одним требованием можно считать правильно подобранный допустимый для этого металла сварочный электрод. И от того насколько правильно выбран вид электродов зависит положительный результат сварочных работ.
Какими электродами лучше варить инвертором?
Инверторная сварка подразумевает под собой применение для сварки плавящегося электрода по ГОСТ 9467-75. Все электроды можно поделить на:
• Электроды для сварки углеродистых и низколегированных сталей.
• Электроды для сварки серого, высокопрочного и ковкого чугуна.
• Электроды для наплавки.
• Электроды для сварки высоколегированных сталей.
• Электроды для сварки и наплавки цветных металлов и сплавов.
Каждый электрод из этих в своем составе имеет отдельный тип проволоки и покрытия по ГОСТ 9466-75. На поверхность проволоки наносится опрессовкой тонкий слой обмазки и после сложного производственного процесса на выходе получается готовый сварочный электрод.
Чтобы определить какие электроды лучше использовать для инверторной сварки именно в вашем случае нужно учесть ряд рекомендаций:
• Разделяют сварку ответственных конструкций и обычных. Опытные сварщики предлагают при сварке ответственных конструкций выбрать УОНИ, а при сварке обычных – АНО или МР-3.
• УОНИ – используют в работе опытные работники, так как совершать работы такими сварочными электродами сложнее, чем обычными. Необходим опыт в сварочных работах при выборе этой марки.
Остановимся на основных видах и разновидностях сварочных электродах, рассмотренных выше подробно:
• УОНИ-13/55 – применятся опытными специалистами, гарантируют более качественный шов даже при пониженных температурах зимой.
• МР-3С синие электроды применяют для получения качественного шва при постоянном и переменном токе обратной полярности.
• МР-3 – электроды с рутиловым покрытием используются для сварки даже при ржавой и загрязненной поверхности. Имеют ряд выгод от использования – стабильное горение дуги, лучшая производительность, отличное отделение шлака после сварки.
• АНО-36 – самые популярные сварочные электроды рутил-целлюлозным покрытием. Эти электроды можно не прокаливать перед сваркой*, их легко зажигать и производить сварку. Рекомендуем выбрать такие электроды если Вы новичок и не имеете достаточного опыта в проведении сварочных работ.
• ОЗС-12 — самая широко используемые сварочные электроды. Часто берут при домашнем использовании. Позволяет выполнить сварку на низких токах.
Для каких материалов какие электроды выбрать?
Каждый сварщик должен знать, что для каждого материала нужно подобрать свой электрод. Наши специалисты рекомендуют при сварке инвертором использовать:
• Высоколегированная и нержавеющая сталь (нержавейка) – ОЗЛ-8, ЦЛ-11, НЖ-13, ОЗЛ-6 по ГОСТ 9466-75 и ТУ. Эти марки самые востребованные и популярные.
• Используйте электроды для углеродистых и низкоуглеродистых сталей – ОЗС 12, АНО — 21, МР-3, МР-3С по ГОСТ 9466-75 и ТУ.
• Для низколегированных — УОНИ 13/45, УОНИ 13/55, УОНИ 13/65.
• Сварка чугуна электродом в домашних условиях инвертором можно выполнить электродом ЦЧ 4В (на основе сварочной проволоке СВ-08А), МНЧ-2 (на основе никелевой проволоки).
При выборе любого сварочного электрода производства ООО Ватра вы застрахованы от неудач. Наши сварочные электроды изготовлены на самом передовом оборудовании и отвечают всем требованиям предъявляемом к сварочному процессу и шву.
Проводить все сварочные работы мы рекомендуем только качественными сварочными аппаратами — это застрахует вас от ошибок и значительно упростит работу. Качественное сварочное оборудование прослужит дольше недорогих китайских аналогов.
Мы предлагаем на рынке сварочное оборудование FUBAG – немецкий бренд – зарекомендовавший себя как качественный продукт за разумные деньги. Оборудование Fubag будет радовать Вас долгие годы. Выбирайте профессиональные электроды и качественное сварочное оборудование Fubag у нас в компании!
Какие электроды для сварки инвертором новичку: как подобрать инверторный сварочный инструмент
06Дек
Содержание статьи
Что такое электрод: устройство
Как выбрать сварочные электроды для инвертора: классификация расходников
Классификация электродов по типу покрытия
Как выбрать электроды для сварки инвертором
Какими электродами лучше варить: выбираем по видам металлических изделий
Выбор электродов для сварки инвертором для начинающих: как выбрать по видам металла
Выбираем электроды для резки
Как подобрать лучшие электроды для сварки инвертором
Тем, кто недавно начали осваивать сварочное ремесло, рекомендуется разобраться, что такое электроды, как устроены и какие лучше выбрать для сварки инвертором новичку. Это первый элемент, с которым придется столкнуться начинающим мастерам. С его помощью формируются швы. Для качественной обработки металлов и быстрого выполнения задачи нужно хорошо понимать, какими бывают расходные материалы, как они маркируются, где применяется каждый из них.
Будущим специалистам сварного дела, которые постигли эти тонкости, будет проще сделать правильный выбор. Этот аппарат легче всего освоить, поэтому он особенно популярен среди людей, которые только начали свою деятельность.
Что такое электрод: устройство
Это стержень из металла или другого электропроводного состава. Он обеспечивает поставку тока от аппарата к предмету, которому требуются сварочные работы. Элементы бывают разной длины: от 25 до 45 см. У каждого из них есть защитное покрытие. Оно предотвращает процесс окисления. «Голой» остается лишь небольшая часть расходника – та, что вставляется в держатель. Поэтому при поиске комплектующих важно учитывать их толщину. Самыми востребованными считаются трёхмиллиметровые. Варианты в 1 и 2 мм менее популярны у специалистов. Тонкие используются со стальными листами и другими деталями, требующими ювелирного подхода. В магазинах вы легко найдете пятимиллиметровые элементы, но начинающим они требуются редко. Стержни с торцом больше 3 мм нужны для сплавов, образующих толстые листы. Для работы с ними нужен аппарат большой мощности, который найдется не у каждого новичка. Разнообразие выбора заставляет задаться вопросом, как правильно выбрать сварочные электроды для инвертора и подобрать их диаметр по толщине металла для качественной сварки. Мы рекомендуем руководствоваться следующим принципом: соотнесите значения на комплектующих и материале, с которым планируете иметь дело. К примеру, для двухмиллиметровых металлических листов используйте стержни в 2 мм.
Классификация расходников
по назначению
обозначение
для углеродистых и легированных сталей конструкционных с временным сопротивлением разрыву до 600 мпа
э38, э42, э42а, э46, э46а, э50, э50а, э55, э60
у
для легированных конструкционных металлов со стойкостью на разрывание более 600 мпа
э70, э85, э100, э125, э150
л
для теплоустойчивых материалов, прошедших легирование
э09м, э09мх и др.
т
сваривание высоколегированных деталей с особыми свойствами
э12х13, э06х13м, э10х17т и др.
в
наплавка поверхностных покрытий с особенными характеристиками
э10г2, э11гз, э16г2хм и др.
н
Выделение общих групп среди великого множества вариантов – сложная задача, за которую берутся не все опытные мастера. их схематично делят по назначению, химическому составу оплавленного сплава, видам, толщине, материалу, из которого они сделаны, механическим свойствам. Специалисты со стажем используют те расходники, к которым привыкли, или те, что удовлетворяют их по соотношению цены и качества.
При выборе они обычно учитывают два критерия:
Тип металла, с которым нужно будет работать. Если сварочные работы проходят дома, то чаще всего речь идет о железе и сплавах на его основе – так называемых черных. В этом случае единственный момент, который стоит учитывать новичку, это содержание углерода. Выясните, с какой сталью придется иметь дело: высоко, средне, низкоуглеродистой или чугуном. Знакомство также часто приходится начинать с «нержавейки».
Требования к конструкции. Прежде чем решать, какие электроды для инверторной сварки выбрать и как, необходимо понять, будут ли швы подвергаться вибрационным нагрузкам или перепадам температуры. В этом случае стоит обратить внимание на стержни с повышенными свойствами.
Классификация по типу покрытия
Выделяют 4 варианта:
Основное или фтористо-кальциевое
Идентифицируется буквой «Б». Оно состоит из карбонатов кальция и магния. В его составе может быть мрамор, магнезит, доломит. Эти элементы обладают малой окислительной способностью, за счет чего процесс удаления из расплавленного металла кислорода идет быстрее. Второе название появилось благодаря тому, что разбавителем шлака служит природный фторид кальция – флюорит. Преимущество фтористо-кальциевых электродов в низком содержании водорода. Этот фактор позволяет получить прочный шов, без газов и примесей, а также свести к минимуму риск возникновения горячих трещин. Расходники с основным защитным слоем прекрасно подходят для трубопроводов, по которым проходят сероводородные соединения, поскольку хорошо сопротивляются растрескиванию. Но есть и нюанс. Все должно проходить при постоянном токе обратной полярности, поскольку фторид кальция тормозит работу комплектующих с переменным напряжением и сварочная дуга может гореть нестабильно. Выбирайте электроды с этим типом покрытия, если планируете работать со сталью с высоким содержанием серы или материалом, который должен выдерживать большие нагрузки или будет регулярно подвергаться воздействию значительных температур. Они также подходят для сварки жестких конструкций.
Рутиловое
Несмотря на то, что «основным» назван другой вид, именно этот вариант используется в 95% работ. Газ, который выделяется во время горения, не токсичен, поэтому это самое безопасное для здоровья мастера решение. Металлический шов, выполненный с помощью концентрата, устойчив к трещинам, не сгибается и не ломается, поскольку материал расходника увеличивает вязкость. Такое покрытие идеально, если сварщик работает коротким швом, потому что дуга горит хорошо, даже если в сети скачет напряжение. Для людей, которые еще не набили руку и не могут удерживать ее на протяжении всего рабочего процесса, это лучший вариант. Кроме того, с ним можно действовать в любой пространственной плоскости.
Кислое
Подходит, если сварочные работы требуется ускорить за счет форсирования или удлинения дугового разряда. Это наиболее токсичный тип. Из-за повышенного уровня разбрызгиваемости с ним можно взаимодействовать только в нижнем положении. Не стоит применять его при высокотемпературной прокалке. Начинающим не рекомендуется.
С целлюлозным видом обмазки
Наполовину состоит из органических соединений – муки, крахмала, целлюлозы, наполовину из природных и синтетических силикатов. Это очень тонкие расходники, поэтому использовать их можно в любой плоскости. Шов с их помощью создается очень легко, что увеличивает скорость выполнения задачи в несколько раз, но поверхность шва неровная, требует шлифовки. Выбирайте целлюлозное покрытие, если придется работать углеродистыми и низколегированными сталями. Оно также подойдет для труднодоступных конструкций, поскольку диаметр таких элементов минимален.
ано-21, ано-21м, ано-36, озс-4, озс-12, озс-30, озс-32 и др.
целлюлозное (ц)
всц-4, всц-4м, ома-2, всц-4а и др.
смешанные: карбонатно-рутиловое (рб)
озс-28,ано-3, ано-4 и др.
рутилово-карбонатно-фтористое
озл-9а и др.
ильменитовое
озс-41, мр-3у, мр-3р и др.
рутилово-целлюлозное (рц)
ано-13, фно-29м и др.
кисло-рутиловое (ар)
ано-6, ано-6м, ано-17, озс-23, ано-24 и др.
рутилово-ильменитовое
мр-3м и др.
с железным порошком (ж):
рутиловое с порошковым наполнителем (рж)
озс-6, ано-1, ано-27, уони-13/55тж и др.
прочие (п)
для чугуна, цветных сплавов, солевые.
Как выбрать электроды для сварки инвертором
Диаметр и толщина металла
Сравните эти два критерия. Они должна быть примерно одинаковыми. Для инверторного оборудования обычно берут стержни до 2 мм, потому что для более габаритных заказов не подойдут.
Назначение
Существует много тонкостей. Выбор зависит от технологии работы, которую вы будете использовать, сварочного оборудования, исходного материала. Универсальный совет – не гонитесь за дешевыми предложениями. конечно, мастер может качественно выполнить задачу, взяв любые подручные средства, но следует обратить внимание на варианты средней ценовой категории, которые минимизируют ошибки и не ударят по карману.
Какими электродами лучше варить: выбираем по видам металлических изделий
Забор
Расходники с рутиловым покрытием – беспроигрышны для новичка. Это AHO с номерами 4,6, 21, 36., МР-3, ОК-4600. Также можно брать стержни смешанной рецептуры «Монолит», «Гранит», «Арсенал». Преимущество – легкое возбуждение электрической дуги. Вы сможете варить с отрывом, при этом поры в шве образовываться не будут. Эффективно, когда требуется оперативно возвести многометровую конструкцию.
Тонкий металл
Чтобы не прожечь дырки, ищите элементы с минимальным диаметром: как выбрать нужный электрод для сварки мы уже говорили выше – соотносите с толщиной листа.
Трубы
Газовые обрабатывают марками ОК-46 и ЛБ-52. Для системы отопления приобретите Э42А, УОНИ-13/45, для водопровода – МН-5 и МНЖ5.
Швеллер
Здесь все зависит от размера детали. Если они небольшие, то выбирает пяти, шести миллиметровые АНО-21. С ними можно варить даже ржавые поверхности. Если габариты швеллера внушительны, только УОНИ-13/55У. Они не ограничивают мастера: переменный и постоянный ток, обратная и прямая полярность.
Рельсы
Специалисты рекомендуют марки УОНИ-13/45 и УОНИ-13/55.
Выбор электродов для сварки инвертором для начинающих: как и какие выбрать по видам металла
Очень часто в домашних условиях главным критерием, которым руководствуется начинающий сварщик становится материал.
Нержавеющая сталь
Это одно из самых часто используемых комплектующих, поэтому расходники для него даже выделяют в отдельную группу. Для ручной берите ЦЛ-11 – это надежный и простой в эксплуатации вариант.
Чугун
Здесь также есть своя группа расходных элементов. Они бывают никелевые, медные и железно-медно-никелевые. Отдайте предпочтение марке ОЗЧ. Для ковкого сплава подойдет изделие с номерами 2 и 6, для литого – 1 и 3.
Арматура
Для нее годится товар с рутиловым или основным покрытием АНО-21.
Оцинковка
Популярные среди изделий из этого материала – УОНИ 13/55, ЦУ-5, ЦЛ-20, ТМУ-21.
Медь
Специальные расходники для пластичного металла – ОЗБ-2М и АНЦ/ОЗМ-2.
Выбираем комплектующие для резки
Их главные характеристики:
высокая окисляемость;
покрытие должно выдерживать высокие температуры;
высокая тепловая мощность дуги.
Поэтому лучше отдавать предпочтение сериям, предназначенным специально для этого процесса. Иначе может потечь из-за высокой температуры и помешать выполнить заказ качественно. Кроме того, удвоится расход электроэнергии. Вместо традиционных металлических прутков берите графитовые и трубчатые.
Как подобрать лучшие электроды для сварки инвертором
Опытные мастера рекомендуют следующие марки:
Фтористо-кальциевое покрытие
ESAB;
УОНИ 13/55.
Рутиловый слой
АHO-4;
МP-3;
ОК 46.00.
Нержавеющая сталь
НЖ-13;
ОЗЛ-8;
ЦЛ-11.
Мы рассказали вам, как начинающему мастеру выбрать подходящие расходники, дали указания, на каких вариантах остановиться, если пока не можешь оценить ситуацию с высоты собственного опыта, и рассказали, как выбирают определенный диаметр электрического проводника. Надеемся, наши рекомендации позволят вам качественно выполнить работу и помогут дальше совершенствовать свое мастерство. Компания «Рокта» занимается продажей ленточнопильных станков, для индивидуальной консультации свяжитесь с нашими менеджерами по контактным телефонам, указанным на странице.
Лучший сварочный электрод общего назначения
Удобство очень важно. Каждый рабочий мечтает о многоцелевом инструменте, и то же самое относится и к сварочным электродам.
Если у вас есть удочка, которую можно использовать практически для чего угодно, то вы всегда будете готовы к любым задачам.
Конечно, разные типы стержневых электродов были созданы не просто так, и каждый из них имеет свою особенность.
Например, сварочная проволока 7018 чаще всего используется для сварки тяжелых конструкций, поскольку она обеспечивает более однородный сварной шов с высокой ударопрочностью при экстремально низких температурах.
6010 и 6011 чаще всего используются для сварки грязного, ржавого или окрашенного металла. Причина в их глубоком проникновении и агрессивной дуге, прожигающей все на своем пути.
Знакомство с цифрами
Если вас смущают цифры, вот краткое объяснение…
Первые две цифры представляют собой предел прочности сварного шва на растяжение.
Например, «70» в номере 7018 означает, что для разрыва сварного шва потребуется тяговое усилие 70 000 фунтов на квадратный дюйм (фунтов на квадратный дюйм).
Третья цифра обозначает положения, в которых можно использовать сварочный электрод.
Например, 1 означает, что вы можете использовать этот сварочный пруток для сварки в любом положении. Если третья цифра 2, то этот электрод можно использовать только для плоской или горизонтальной угловой сварки.
Последняя цифра обозначает флюс, который используется в качестве покрытия для сварочного электрода, и тип используемого им тока (AC, DCEP и DCEN).
Цифра 0 означает, что покрытие состоит из натрия с высоким содержанием целлюлозы и работает на токе DCEP.
Число 1 означает, что удилище имеет калиевое покрытие с высоким содержанием целлюлозы и работает при любом токе.
Номер 8 означает, что покрытие представляет собой порошок калия и железа с низким содержанием водорода, а электрод работает на переменном токе, DCEP и DCEN.
Толщина электрода
Сварочные электроды бывают нескольких размеров: 1/16”, 3/32”, 1/8” и 5/32”.
Логично предположить, что с увеличением толщины металла должна увеличиваться и толщина сварочного электрода.
Вот краткая таблица того, как следует использовать стержни разных размеров:
Прутки диаметром 1/16 дюйма следует использовать для сварки металла диаметром до 3/16 дюйма.
Стержни 3/32” следует использовать для сварки металла до 1/4”.
Стержни диаметром 1/8 дюйма следует использовать для сварки металла толщиной более 1/8 дюйма.
Прутки диаметром 5/32 дюйма следует использовать для сварки металла толщиной более 1/4 дюйма.
Прежде чем мы перейдем к моим любимым стержням общего назначения, я расскажу об особенностях каждого из этих трех электродов, о том, из чего они сделаны, для чего используются и т. д.
6010 Электрод
Первые две цифры говорят нам, что этот сварочный пруток может выдерживать тяговое усилие 60 000 фунтов на квадратный дюйм.
«1» означает, что его можно использовать во всех положениях, а «0» означает, что покрытие электрода изготовлено из натрия с высоким содержанием целлюлозы и работает только на DCEP (постоянный ток, положительный электрод).
Как я уже упоминал ранее, сварочная проволока 6010 особенно хороша для ржавого, грязного или окрашенного металла. Причина в том, что 6010 представляет собой глубоко проникающий стержень с мощной дугой, которая прожигает примеси.
Другим фактором, который делает сварочную проволоку 6010 одной из наиболее часто используемых, является плавность хода.
С лужей очень легко обращаться, а шлак, который она оставляет, очень тонкий и легко удаляется. Благодаря быстрому замерзанию сварочной ванны электрод 6010 идеально подходит для вертикальной и потолочной сварки.
Судостроение, строительство, сварка труб и сварка в нерабочем положении — это лишь некоторые из работ, где 6010 является предпочтительным сварочным электродом.
Дуга легко зажигается, стабильна и мощна, поэтому у новичков не возникнет проблем с использованием этого штучного электрода для создания превосходного сварного шва.
Forney 31610 E6010 Сварочный стержень
Распродажа
Сварочный электрод Forney 31610 E6010
(295)
Поскольку компания Forney имеет репутацию надежного бренда, когда речь идет о сварочном оборудовании, вы без колебаний купите и опробуете один из их продуктов. Эти сварочные стержни ничем не отличаются.
Они поставляются в толстой пластиковой коробке, обернутой пластиковой пленкой для обеспечения безопасности во время транспортировки, а также для защиты во время использования. Эта ссылка предназначена для упаковки 1/8”, 10 фунтов, но обычно вы также можете найти разные размеры в коробках по 1 фунту и 5 фунтов.
Электроды Hy-Weld 6010
Электроды Hy-Weld 6010
(104)
Hy-Weld упаковывает электроды в металлическую банку, что очень важно для обеспечения их безопасности во время транспортировки.
Сварочные электроды 6010 от Hy-Weld обеспечивают отличный старт дуги и плавную работу на всем протяжении. Вы можете выбрать удилища размером 1/8”, 3/32” и 5/32” в коробках по 10 и 50 фунтов.
Lincoln Electric 6010 Электрод
Lincoln Electric 6010 Электрод
(28)
Lincoln Electric всегда была любимой маркой многих сварщиков, и на то есть веские причины. Вы всегда можете положиться на их продукцию, и если что не работает , вы можете связаться с производителем, и вы знаете, что они сделают все возможное, чтобы помочь.
Их электроды 6010 имеют быстрый старт дуги и будут работать плавно на протяжении всего процесса сварки. Вы также можете найти штыревой электрод 6010, 1/8 дюйма, 14 л, 5 фунтов и упаковку 3/32 дюйма, 5 фунтов.
Упаковка весом 10 фунтов поставляется в запечатанной жестяной банке, а упаковка весом 5 фунтов — в жесткой пластиковой коробке. Оба отлично справляются с обеспечением безопасности электродов.
6011 Электрод
Как и 6010, сварочная проволока 6011 имеет прочность на разрыв 60 000 фунтов на квадратный дюйм и может использоваться для сварки во всех положениях. Единственная разница заключается в последней цифре, которая относится к покрытию стержня и току, от которого он работает. Покрытие изготовлено из калия с высоким содержанием целлюлозы, а электрод может работать на переменном токе, DCEP и DCEN.
Дуга, создаваемая 6011, также горит очень сильно и способна проникать глубоко. На самом деле, 6011 горит немного горячее, чем 6010, что делает этот электрод немного лучшим вариантом для сварки в тяжелых условиях.
И снова, как и 6010, электрод 6011 обеспечивает очень плавную дугу и создает сварочную ванну, с которой легко работать. Быстрозамерзающая лужа образует тонкий шлак, который легко отделяется. Это очень полезно, когда вам нужно выполнять длинные сварные швы, потому что вам не нужно тратить много времени на соскребание шлака.
Что действительно выделяет 6011 как один из лучших универсальных сварочных электродов, так это то, что он работает как на переменном, так и на постоянном токе. Независимо от того, какой у вас аппарат для ручной сварки, модель 6011 отлично справится со своей задачей. Они чаще всего используются для строительства мостов, дорог, кораблей и других видов работ, требующих чрезвычайно прочных и долговечных сварных швов.
Forney 31205 E6011 Сварочный стержень
Сварочный стержень Forney 31205 E6011
(599)
Еще один отличный продукт от Forney. Их сварочные электроды 6011 отлично работают на переменном токе, постоянном токе и постоянном токе и дают хорошие результаты даже при низкой силе тока.
Запуск дуги никогда не прерывается и будет работать ровно до самого конца. По ссылке выше вы можете выбрать между коробками по 5 и 10 фунтов и размерами 1/8 дюйма, 3/32 дюйма и 5/32 дюйма. Если вы хотите 1-фунтовую коробку, вы можете заказать ее здесь. Коробки, в которых они поставляются, сделаны из толстого пластика, который обеспечит сохранность удилищ.
Электроды Hy-Weld 6011
Электроды Hy-Weld 6011
(32)
Стержни для ручной сварки Hy-Weld Стержни 6011 также прекрасно работают. Дуга запускается немедленно и будет работать плавно, если они правильно хранятся.
Эти стержни 6011 проникают глубоко в основной металл и обеспечивают прочный сварной шов. Вы можете выбрать между металлическими банками на 10 и 50 фунтов и стержнями размером 1/8”, 3/32” и 5/32”.
Lincoln Electric Fleetweld 180 (6011)
Lincoln Electric Fleetweld 180 (6011)
(6)
Это пятифунтовая коробка отличных удилищ Lincoln 6011. Они никогда не перестанут воспламеняться и будут давать ровную дугу, с которой легко обращаться.
Тот факт, что они поставляются в запечатанной жестяной банке, означает, что вы всегда можете рассчитывать на идеально защищенный набор сварочных электродов. Если вам нужна коробка весом 50 фунтов с 1/8-дюймовыми удилищами, вы можете заказать ее прямо здесь.
7018 Электрод
Как видно из названия, прочность электрода 7018 на разрыв составляет 70 000 фунтов на квадратный дюйм, поэтому он немного прочнее, чем 6010 и 6011.
Третья цифра означает, что этот электрод можно использовать для сварки во всех положениях. , но это не совсем так.
Тот факт, что сварочная ванна очень жидкая и не затвердевает быстро, делает 7018 непригодным для вертикальной сварки вниз и потолочной сварки.
«8» в номере 7018 означает, что этот сварочный пруток может работать на переменном токе, DCEP и DCEN, а покрытие изготовлено из порошка калия и железа с низким содержанием водорода. 7018 известен как стержень с низким содержанием водорода или «низкий привет».
Тот факт, что 7018 являются электродами с низким содержанием водорода, делает их очень чувствительными к влаге. Это означает, что вы должны быть особенно осторожны с хранением.
Некоторые сварщики используют специальные стержневые печи, в которых электроды поддерживаются при высокой температуре. Если электроды находились на открытом воздухе менее 4 часов, их необходимо повторно нагреть примерно до 700℉.
Стержень 7018 создает умеренную дугу, а проникновение не такое глубокое, как у 6010 и 6011.
Однако лужа очень жидкая и с ней легко работать. Можно просто волочить стержень по поверхности вместо того, чтобы хлестать или прошивать.
Универсальность – главная особенность сварочной проволоки 7018.
Хотя он чаще всего используется при сварке конструкционной стали для строительства мостов, небоскребов и других крупномасштабных строительных проектов, вы также можете использовать его в автомобильной промышленности и других повседневных проектах.
Штанги E7018 Forge США
Распродажа
Стержни US Forge E7018
(236)
US Forge — американская компания, которая производит высококачественную сварочную продукцию более 40 лет.
Их сварочные электроды 7018 отлично работают на переменном и постоянном токе. Они идеально подходят для сварки низкоуглеродистой, углеродистой и низколегированной стали. Эта ссылка позволит вам заказать коробку на 10 фунтов, но обычно вы можете найти коробку на 5 и 50 фунтов.
То, что они приходят просто в картонной коробке, это не очень хорошо, но жалоб на получение поврежденного товара вроде бы не много.
Forney 30681 E7018 Сварочный стержень
Распродажа
Сварочный стержень Forney 30681 E7018
(1561)
Как я уже говорил о других удилищах Forney из этого списка, вы можете рассчитывать на высококачественный продукт, который никогда вас не подведет. Эти электроды 7018 обеспечивают очень плавную дугу, и их можно без проблем просто перетаскивать по поверхности.
Они прекрасно работают от сети переменного тока, DCEP и DCEN даже при низкой силе тока. Вы всегда получите очень эстетичный шов с легко отделяющимся шлаком. Вы можете выбрать между всеми 3 удилищами разного размера и коробками по 1, 5 или 10 фунтов. Все они поставляются в толстой пластиковой коробке для защиты сварочных стержней.
Линкольн Электрик Экскалибур 7018 MR
Lincoln Electric Excalibur 7018 MR
(69)
Это один из бестселлеров Lincoln Electric, и не зря. MR в названии этих сварочных электродов означает «влагостойкий», поэтому, в отличие от остальных электродов 7018 в этом списке, они не требуют таких строгих мер при хранении.
Они имеют сертификат API 751 для химических составов и превосходят стандарт AWS по ударной вязкости.
Они лучше всего работают с AC и DCEP, но не идеально подходят для DCEN. Обычно вы можете найти банки по 50 фунтов всех размеров.
Лучший сварочный электрод общего назначения: Руководство для покупателя
Прежде чем выбрать лучший универсальный сварочный электрод, необходимо учесть следующие факторы.
Проплавление
Если вы покупаете сварочные электроды, которые не обеспечивают глубокого проплавления, вы не можете использовать их для более толстого металла.
Поэтому для универсальных стержней следует выбирать такие, которые хотя бы обеспечивают умеренное проникновение.
Стержни 7018 обеспечивают умеренное проникновение, а 6010 и 6011 обеспечивают глубокое проникновение.
Положения сварки
Перед выбором стержня очень важно определиться, в каких положениях вы будете выполнять сварку.
Как я уже упоминал выше, 7018 не подходит для сварки над головой или вертикально вниз, в то время как 6010 и 6011 подходят для любого положения.
Размер упаковки
В зависимости от того, сколько вы сварите, вы должны выбрать подходящую коробку. Вы можете найти коробки по 1 фунту, 5 фунтам, 10 фунтам и 50 фунтам.
Если вы не использовали определенный тип сварочного электрода, просто возьмите коробку меньшего размера, а если они вам нравятся, вы можете приобрести коробку на 10 или 50 фунтов.
Текущий
Вы можете оказаться в ситуации, когда вам придется использовать сварочный аппарат, отличный от вашего.
В таком случае вам нужно подготовить сварочные электроды, способные работать на любом токе. Для этой цели лучше подходят стержни 7018 и 6011.
Заключение
Давайте быстро рассмотрим некоторые детали, которые делают эти сварочные электроды лучшими для универсального применения.
Модель 6010 — отличная сварочная проволока для сварки грязных и ржавых металлов. Его можно использовать во всех позициях, но он работает только на DCEP. Все удилища 6010 будут работать безупречно, если они хранятся в соответствии с инструкциями.
Модель 6011 очень похожа на модель 6010 почти во всех аспектах. Они создают агрессивную дугу, которая глубоко проникает в основной металл, всегда создавая прочный и надежный сварной шов.
Что делает 6011 лучшим вариантом, так это то, что он работает на AC, DCEP и DCEN. Опять же, любой из трех предложенных брендов будет безопасной ставкой.
Сварочные электроды 7018 отлично справятся с любой задачей. У них умеренная дуга, с которой очень легко обращаться, и из-за этого они являются лучшими электродами для начинающих.
Образуемый ими шлак очень густой и прекрасно отслаивается. Единственная проблема с ними — хранение.
Если вы решите выбрать модель 7018, эта портативная стержневая печь станет отличным компаньоном.
Часто задаваемые вопросы
В чем разница между сварочными электродами 6011 и 6013?
Покрытие 6013 изготовлено из калия с высоким содержанием титана и работает на переменном токе и DCEP. Однако самая большая разница заключается в способности проникновения. 6013 имеет мелкое проплавление и используется для сварки тонкого металла. Он также создает гладкий плоский валик, который легко удалить.
Какой пруток легче всего сваривать?
Возможно, удилище 7018 является самым простым в использовании, потому что оно работает очень плавно и практически не образует брызг. Среднее проникновение также является полезной функцией, поскольку снижает вероятность пробития металла.
Какой сварочный пруток самый прочный?
Ну, если мы просто посмотрим на цифры, 7018 будет победителем. Это связано с тем, что его прочность на растяжение составляет 70 000 фунтов на квадратный дюйм, по сравнению с 60 000 фунтов на квадратный дюйм, предлагаемыми 6011, который считается вторым по прочности сварочным электродом на рынке.
Что делает сварку электродами хорошей?
Выбор правильного сварочного электрода, правильной толщины, угла, под которым вы выполняете сварку, — это лишь некоторые из факторов, определяющих качество сварного шва. В конце концов, все зависит от типа сварки, которую необходимо выполнить, поэтому для тавровых швов вы должны использовать другие методы, чем для стыковой сварки. Но все это станет вам ясно, когда вы наберетесь опыта и попробуете разные методы.
Как предотвратить прилипание сварочной проволоки?
Опять же, здесь есть несколько факторов. Очистка поверхности, которую необходимо сварить, должна быть первым шагом. Следующим шагом должна стать настройка параметров сварочного аппарата в соответствии с толщиной основного металла. Вы также должны следовать правильной технике зажигания дуги, потому что каждый стержень требует своего способа зажигания дуги. Эта статья может пригодиться, чтобы помочь немного прояснить ситуацию.
5 вещей, которые нужно знать, чтобы выбрать правильный сварочный электрод – WeldingBoss.
com
В целях прозрачности мы хотели бы, чтобы вы знали, что как партнер Amazon мы зарабатываем на соответствующих покупках, сделанных на нашем веб-сайте по ссылкам и рекламе.
Выбор подходящей сварочной проволоки может стать головной болью, поскольку универсального электрода для сварки на все случаи жизни не существует. Мы избавили вас как минимум от нескольких головных болей, создав подробное руководство по выбору сварочной проволоки. Как правильно выбрать сварочный электрод?
Чтобы правильно выбрать сварочную проволоку, необходимо:
Рассмотрим базовый металл (S) Вы будете сваркой
Знайте о текущем и полярном полярном. с системой нумерации, используемой для описания электродов
В этом руководстве по выбору сварочной проволоки вы найдете упрощенное объяснение системы нумерации, которая используется для описания сварочных электродов. Вы также найдете рекомендации о том, какой сварочный пруток лучше всего подходит для сварки различных металлов, включая чугун, литейную сталь, мягкую сталь.
Рекламные ссылкиКроме того, поскольку вы просматриваете информацию о том, как выбрать правильный сварочный электрод, вам следует уделить время правильному их хранению. Сделайте себе одолжение и ознакомьтесь с нашим рекомендуемым постом для хранения сварочных прутков здесь.
Вы свариваете на машине переменного тока?
Прежде чем приступить к сварке, важно помнить о полярности. Когда вы включаете сварочный аппарат, создается электрическая цепь с отрицательным и положительным полюсом.
Обеспечение правильной полярности — это разница между формированием прочного, однородного сварного шва и формированием некачественного сварного шва, характеризующегося неоднородностью и чрезмерным разбрызгиванием, в соответствии с Школа сварки Талсы .
Сварочные аппараты, использующие переменный ток (AC), работают с током, который последовательно меняет отрицательную и положительную полярность в соответствии с движением синусоиды.
Сварочные аппараты переменного тока предназначены для начинающих , поскольку эти аппараты имеют низкую стоимость.
Существуют также обстоятельства, при которых имеет смысл использовать сварочный аппарат переменного тока, независимо от уровня квалификации оператора.
Сварочные аппараты переменного тока часто используются в:
Судостроении
Сварке алюминия методом ВИГ в связи с более высокими требованиями к температуре
Сварке магнитных деталей
Какие типы сварочных стержней работают с переменным током?
РекламыВыбор сварочного электрода будет зависеть от того, собираетесь ли вы использовать переменный ток . Есть электроды, которые можно использовать как с постоянным, так и с переменным током. Однако 9Электроды 0017, 6010 можно использовать только с постоянным током.
При использовании переменного тока можно использовать один электрод — это электрод 6011. Этот тип сварочной проволоки создает дугу, способную прорезать ржавые или грязные металлы, что делает его популярным выбором для тех, кто занимается техническим обслуживанием/ремонтом.
Вы свариваете на машине постоянного тока?
Сварочные аппараты постоянного тока (DC) работают с током одной полярности на протяжении всего процесса. Результатом сварки постоянным током является более стабильная дуга, характеризующаяся меньшим разбрызгиванием вдоль валика сварного шва. Конечный продукт намного мягче.
Рекламные ссылки Некоторые даже говорят, что легче научиться сварке постоянным током, хотя начинающие сварщики обычно используют переменный ток из-за стоимости оборудования.
Какие типы сварочных электродов подходят для машин постоянного тока? Электроды
6010 исключительно совместимы с постоянным током. Вы часто можете найти электроды, совместимые с постоянным током, просто выполнив поиск в Интернете по запросу «сварочные электроды постоянного тока», поскольку электроды часто продаются таким образом.
Обратите внимание на материал покрытия сварочного стержня. Если электрод изготовлен из натриевой целлюлозы, то его можно использовать только с DCEP (постоянный ток, положительная полярность), как показано в этом руководстве от Miller Electric.
AdvertisementsМежду тем можно использовать электроды с покрытиями, состоящими либо из титана калия, либо из железного порошка титана с переменным током и постоянным током любой полярности. Более подробно о выборе сварочных электродов для конкретных целей я расскажу в следующих разделах этой статьи.
Сварочный электрод какого размера следует использовать?
Обычно толщина сварочного стержня должна соответствовать толщине металла, с которым вы работаете, как это рекомендовано Summit College.
Вы можете найти брелок для измерения толщины металла, например, изготовленный YESWELDER, который поможет определить толщину металла, с которым вы планируете работать.
Сила тока, которую может безопасно выдержать сварочная проволока, зависит от ее диаметра.
Вы можете найти в Интернете таблицы размеров сварочных электродов, которые показывают взаимосвязь между диаметром сварочного электрода и силой тока, в том числе представленную компанией Firepower.
На диаграмме видно, что диаметр сварочных прутков варьируется от 5/64” до 5/32”.
В таблице также указана соответствующая рекомендуемая толщина основного металла, который вы будете сваривать.
Рекламные объявления Имейте в виду, что это всего лишь пример диаграммы от одной компании, чтобы показать вам взаимосвязь между диаметром сварочного электрода и требуемой силой тока.
В этой таблице, опубликованной компанией Island Supply Welding, вы увидите, что существуют сварочные прутки диаметром от 1/16 дюйма до 5/16 дюйма в диаметре. Их график выглядит примерно так:
ELECTRODE DIAMETER (THICKNESS)
AMP RANGE
PLATE
1/16″
20 – 40
UP TO 3/16″
3/32″
40 – 125
UP TO 1/4″
1/8
75 – 185
OVER 1/ 8″
5/32″
105 – 250
OVER 1/4″
3/16″
140 – 305
OVER 3/ 8″
1/4″
210 – 430
OVER 3/8″
5/16″
275 – 450
OVER 1/2″
Диапазоны силы тока на втором графике аналогичны диапазонам на первом. Общая тенденция такова: электроды с малым диаметром смогут выдержать только небольшой ток (силу тока).
Это еще не все. Когда дело доходит до выбора электродов, я расскажу о других факторах, которые необходимо учитывать.
Что означают номера сварочных электродов?
Американское общество сварщиков (AWS) разработало систему нумерации сварочных электродов, чтобы классифицировать сварочные электроды и упростить выбор электрода для прокатки.
Когда вы покупаете сварочные электроды, вы заметите четырех- или пятизначный номер, за которым следует такая буква:
E6013
E означает «электрод для дуговой сварки»
Первые две цифры « 60” показывают, что прочность сварочного прутка на растяжение составляет 60 000 фунтов на квадратный дюйм (фунтов на квадратный дюйм).
Предпоследняя цифра относится к положению сварки, «1» – сварочный пруток во всех положениях.
Последняя цифра указывает материал покрытия «3» изготовлен из высокооктанового калия
Как выбрать электрод?
Существует множество факторов, влияющих на то, какой электрод лучше всего подходит для работы.
Электрод, с которым вы выбираете сварки, зависит от:
Прочность на растяжение
пластичность
Коррозионная стойкость
Основной металл (сталь, алюминий и т. Д.)
Ток и Полярность
. Положение Weld и т. Д.) Прочность
Прочность на растяжение относится к максимальной величине напряжения, которое может испытать материал при растяжении или растяжении до того, как он сломается или выйдет из строя, как определено младшим колледжем Санта-Роза.
Часто измеряется в фунтах на квадратный дюйм (psi).
Минимальная прочность на растяжение электрода должна соответствовать минимальной прочности на растяжение основного металла во избежание дефектов сварного шва, таких как растрескивание.
В большинстве случаев используются сварочные электроды серии 6000 или 7000. Например, E6011 имеет прочность на растяжение 60 000 фунтов на квадратный дюйм. Сварочный стержень серии E60 соответствует прочности на растяжение низкоуглеродистой стали в соответствии с Miller Welds.
Положение сварки
Вы также должны учитывать положение сварки при выборе используемого электрода. Положение сварки относится к направлению, в котором сверлильщик укладывает сварочный валик.
Наиболее часто используемыми сварочными электродами являются всепозиционные сварочные электроды . Есть 4 основных положения сварки.
Плоский
Горизонтальный
Вертикальный
Вертикальный
Верхнее положение сварки
Большинство продаваемых сварочных прутков являются электродами для всех положений, но при работе с электродом все же стоит смотреть на 4- или 5-значный номер на электроде. оборудование, которое вы не покупали.
Материал покрытия
Существует 8 различных типов покрытий, используемых на сварочных электродах, которые включены в систему классификации Американского общества сварщиков (AWS).
Я коснулся этого немного раньше. Материал покрытия определяет, какой тип тока (AC, DC+ или DC-) вы будете использовать. Например, покрытия с высоким содержанием титана натрия и высоким содержанием титана калия совместимы с переменным током, но если вы используете постоянный ток (постоянный ток, отрицательная полярность), вам необходимо использовать покрытие с высоким содержанием титана натрия.
Натрий с высоким содержанием целлюлозы
Натриевые сварочные прутки с высоким содержанием целлюлозы можно использовать только с постоянным током +. Он разработан специально для укладки корневого валика на внутреннюю часть трубы (см. столбик lincoln electric здесь).
Электрод E6010 обеспечивает самую проникающую дугу среди всех электродов и эффективен при сварке сквозь масло, грязь, ржавчину и краску.
Калий с высоким содержанием целлюлозы
Сварочные электроды с высоким содержанием целлюлозы и калия совместимы со всеми типами тока. E6011 — популярный выбор среди тех, кто работает со старым металлом, который также может быть ржавым и грязным. Он также имеет глубокую проникающую дугу, что делает его эффективным выбором для проведения работ по техническому обслуживанию и ремонту.
Сварочные электроды с высоким содержанием титана и калия
Сварочные электроды с высоким содержанием титана и калия дают дугу, которая легче и мягче, чем сварочные электроды с высоким содержанием целлюлозы натрия и калия. В результате они подходят для использования с тонкими материалами, такими как чистый новый листовой металл . Они также производят меньше брызг, чем другие электроды.
Низководородный
Сварочные прутки с низким содержанием водорода классифицируются AWS как электроды с последней цифрой 5, 6 или 8. Электроды с низким содержанием водорода имеют высокую скорость наплавки в соответствии с 9Журнал 0099 Изготовление и металлообработка .
Причина, по которой вам может понадобиться электрод с низким содержанием водорода, заключается в том, что они содержат меньше влаги в покрытии электрода. Они являются основным выбором в проектах, требующих дополнительных мер защиты от дефектов сварки, и чаще всего используются при дуговой сварке защитным металлом (SMAW).
Электрод E7018 настоятельно рекомендуется компанией Miller Welds для оборудования, которое будет часто использоваться в условиях экстремальных температур и ударных нагрузок.
Электрод E6016, состоящий из калиевого покрытия с низким содержанием водорода, рекомендуется, если вы работаете с углеродистой сталью (см. статью Университета Пердью здесь).
Какой стержень проще всего сваривать?
Если вы только начинаете заниматься дуговой сваркой или хотите научить кого-то дуговой сварке, ищите электрод, который не образует слишком много брызг и совместим как с постоянным, так и с переменным током.
Сварочный пруток E6013 рекомендуется как самый простой в сварке пруток по ряду причин.
Электрод E6013:
Прочность на растяжение 60 000 psi: делает его подходящим для использования с мягкой сталью в горизонтальном, вертикальном и потолочном положениях
Имеет покрытие из оксида титана и калия: совместим с переменным и постоянным током +
Большинство сварочных аппаратов начального уровня работают на переменном токе. Найти сварочный электрод, совместимый с переменным током, несложно, так как 6 из 8 сварочных покрытий работают с переменным током. Еще одна причина, по которой электроды E6013 просты в использовании, заключается в том, что они производят мягкую дугу, способную производить меньше шлака, чем электрод E6011.
Дуга E6013 также не проходит через основной металл так же легко, как E6011, оставляя некоторый простор для ошибок оператору, который еще не понял, насколько близко следует держать дугу от основной металл.
Что такое лучший универсальный сварочный электрод?
Сварочный пруток E7018 — самый универсальный электрод. Этот всепозиционный электрод покрыт смесью порошков калия и железа с низким содержанием водорода.
Сварочная проволока E7018 универсальна, потому что она:
Совместима с переменным, постоянным +, постоянным током
Эффективна даже для трудносвариваемых металлов
Сварной шов будет однородным 9018 читать далее
Полученный шов выдерживает экстремальные колебания температуры, в том числе отрицательные температуры
Электрод Э7018 также способен формировать трещиностойкие сварные швы в среднеуглеродистых и высокоуглеродистых сталях и сваривает легированные стали, которые требуют минимальной прочности на растяжение 70 000 фунтов на квадратный дюйм или выше. Этот электрод также предлагает пользователю высокую скорость осаждения, примерно в два раза выше, чем у электрода E7018. Шлак на сварном шве, хотя и тяжелый, легко удаляется.
В промышленности существует множество норм сварки, которые требуют использования электрода с низким содержанием водорода, чтобы избежать растрескивания под действием водорода.
Какая сварочная проволока самая прочная?
Сварочный электрод, который считается самым прочным сварным швом, на самом деле зависит от вашего определения прочного сварочного электрода. Можно использовать прочный сварочный стержень, который дает самый прочный валик, или это может быть даже самый прочный электрод из всех имеющихся в магазине.
Если вы ищете универсальный сварочный пруток, который производит прочный валик, не ищет ничего, кроме электрода E7018. Этот электрод известен тем, что производит настолько прочные сварные швы, что его даже используют для сварки деталей на электростанциях и морских буровых установках.
Электрод E7018 также часто используется в судостроении. Сварные швы, полученные этим электродом, также устойчивы к повреждениям от влаги и выдерживают сварку при низких температурах. сварка гребного винта
К сожалению, электроды E7018 трудно хранить при хранении, поскольку они содержат мало водорода. Хранить их нужно в теплых и сухих местах, чтобы они не повреждались.
Электроды E6010 и E6011 прочны сами по себе . Сами электроды менее легко повредить, чем электроды с низким содержанием водорода, упомянутые выше.
Они также наиболее часто используются для повседневного ремонта низкоуглеродистой стали. Эти электроды производят глубокую проникающую дугу, которая прорезает ржавые и грязные материалы, как масло. С электродами E6010 и E6011 вам не нужно беспокоиться о чистоте основного металла, который вы собираетесь сваривать.
Какая сварочная проволока лучше всего подходит для чугуна?
Чугуны относятся к семейству железоуглеродистых сплавов с высоким содержанием углерода, обычно в пределах 2-4%.
Их сварка может быть сложной задачей, поскольку они значительно менее податливы, чем сталь и кованое железо. Они также не растягиваются и не деформируются при нагревании, как это делают другие металлы.
При воздействии тепла или напряжения чугун начинает трескаться.
Свариваемость чугуна зависит от того, серый ли это чугун или белый чугун. Серый чугун на самом деле можно сваривать, в то время как белый чугун считается почти не поддающимся сварке.
Электроды из никелевого сплава, в том числе WeldingCity ENiFe-C1 Welding Rod, рекомендуются для сварки основных металлов из чугуна.
Электрод ENIFE-C1:
. Выработает высокие прочностные сварки
-всепозиционный электрод
имеет прочность на растяжение 84 000 пс.
Вышеуказанные электроды из никеля-55 более доступны по цене, чем электроды из никеля-99, и по-прежнему хорошо подходят для сварки деталей из чугуна друг с другом, соединения чугуна с низкоуглеродистой сталью и ремонта отливок.
Сайт pinnaclealloys.com рекомендует предварительно нагревать чугун перед сваркой. В противном случае чугун может треснуть. Предпочтительной процедурой является предварительный нагрев чугуна при температуре от 500 до 1200 градусов по Фаренгейту, если это вообще возможно.
Какая сварочная проволока лучше всего подходит для алюминия?
Алюминий имеет репутацию чрезвычайно трудно свариваемого материала. Это связано с тем, что температура плавления алюминия составляет 1220 градусов по Фаренгейту, а температура плавления стали — 2600 градусов по Фаренгейту.
Алюминий также имеет оксидный слой, защищающий алюминий от коррозии и истирания. Температура плавления оксидного слоя алюминия составляет 3700 градусов по Фаренгейту (подробнее см. на сайте thefabricator.com).
Алюминий плохо поддается сварке, поскольку оксидный слой резервуара действует как изолятор во время процесса сварки, , как описано в журнале The Fabricator . Если вы хотите сварить алюминиевую деталь с помощью дуговой сварки, то рекомендуемым сварочным стержнем является электрод для дуговой сварки с алюминиевым покрытием E4043.
Электрод E4043:
Имеет предел прочности при растяжении 40 000 фунтов на квадратный дюйм, что соответствует предельному пределу прочности алюминия, который составляет 45 000 фунтов на квадратный дюйм
Предназначен для использования только с постоянным током + (постоянный положительный)
4
Алюминий можно сваривать только с помощью мощного сварочного аппарата постоянного тока, как описано здесь. Это оборудование предоставляет операторам-любителям/сделай сам и небольшим мастерским по производству металлоконструкций возможность сваривать алюминиевый основной металл.
Какая сварочная проволока лучше всего подходит для нержавеющей стали?
Для сварки нержавеющей стали рекомендуется использовать электрод E309L-16 для сварки нержавеющей стали.
Электрод E309L-16:
имеет прочность на растяжение 59 500 фунтов на квадратный дюйм
имеет потоковое покрытие, которое обеспечивает плавную дуговую передачу
. Получите SLAG, которое легко удалить
. во всех положениях сварки кроме вертикального вниз
Совместимость с переменным и постоянным током
Электрод E309L-16 обычно используется для соединения нержавеющей стали с мягкой или низколегированной сталью. Эти сварочные электроды, безусловно, являются наиболее часто рекомендуемыми сварочными электродами для нержавеющей стали, но они требуют обучения, как описано в этом видео.
https://youtu.be/0vsg4WpQpMsВидео не может быть загружено, так как JavaScript отключен: 309 Сварка стержнем (https://youtu.be/0vsg4WpQpMs)
НАПОМИНАНИЕ: ПОЖАЛУЙСТА, НАДЕВАЙТЕ РЕСПИРАТОР
При использовании этого сварочного электрода необходимо убедиться, что основной металл чистый. В противном случае влага в зоне сварки может привести к пористости, что может привести к ослаблению сварного шва. Электроды из нержавеющей стали необходимо хранить в теплом и сухом месте. Храните их в оригинальном контейнере, в котором они были доставлены, если можете.
Какая сварочная проволока лучше всего подходит для литой стали?
В то время как чугун часто содержит 2% углерода, литая сталь будет содержать 0,1-0,5% углерода. Сварочный стержень, который вы используете для литой стали, должен иметь высокую прочность на растяжение.
E8018-C3 — рекомендуемый сварочный пруток, если вы свариваете литейную сталь. Этот сварочный пруток подходит для сварки металлов с высокой прочностью на растяжение.
E8018-C3:
совместим с AC и DC-Currents
-всепозиционный электрод
. Высокий Spatter, и это легко удалить Slag
43
. Скорость наплавки
Этот сварочный пруток также предназначен для применений, требующих 1% никеля.
Какая сварочная проволока лучше всего подходит для мягкой стали?
Мягкую сталь часто называют «низкоуглеродистой сталью». Мягкая сталь не является сплавом и поэтому не содержит большого количества каких-либо элементов, кроме железа.
Мягкая сталь обычно гораздо более ковкая и свариваемая, чем другие типы стали. Он также имеет более низкую прочность на растяжение, чем высокоуглеродистые и легированные стали. Прочность на растяжение мягкой стали составляет около 63 800 фунтов на квадратный дюйм.
Любой сварочный стержень из серии электродов 6000 подходит для сварки низкоуглеродистой стали. В частности, электрод E6011 рекомендуется для сварки низкоуглеродистой стали.
Электрод E6011:
Имеет предел прочности при растяжении 60 000 psi
Совместим с переменным и постоянным током +
Является всепозиционным электродом
Считается быстрозамораживающим электродом
Электрод E 6010521
21
также хороший кандидат для сварки низкоуглеродистой стали, но его можно использовать только с постоянным током +. Многие сварочные аппараты начального уровня используют переменный ток, что делает электрод E6011 более полезным в этом случае.
И E6010, и E6011 классифицируются как сварочные электроды с «глубоким проплавлением», что означает, что расплав на конце сварочного электрода проникает глубже в основной металл, чем у некоторых других сварочных электродов.
Единственным потенциальным недостатком является тот факт, что сварочные электроды E6011 и E6010 также считаются электродами с высоким содержанием водорода. Это означает, что сварной шов, выполненный этими электродами, будет легче подвергаться водородному растрескиванию.
Однако электроды E6011 и E6010 лучше проникают в основной металл, чем электрод E7018. Они также поставляются с менее строгими требованиями к хранению.
Какая сварочная проволока лучше всего подходит для оцинкованной стали?
К сварке оцинкованной стали предъявляются более строгие требования безопасности, чем к сварке других сталей. Это связано с тем, что защитное цинковое покрытие, также известное как «гальванический слой», довольно легко расплавляется в процессе.
Несмотря на то, что пары оксида цинка нетоксичны и не канцерогенны, они могут вызвать у сварщика кратковременное заболевание, известное как «лихорадка металлического дыма» (подробнее об этом читайте здесь). Это кратковременное заболевание характеризуется симптомами, похожими на любой другой желудочный грипп, и звучит не очень весело.
Американская ассоциация гальванистов рекомендует удалить слой цинкования с предполагаемой зоны сварки, прежде чем приступать к сварке. Возможно, таким образом вам будет легче избежать паров.
Электрод E6011 также считается превосходным электродом для сварки оцинкованной стали (подробнее об этом см. здесь). Это связано с его проникающей способностью и совместимостью с переменным током, которыми обладают многие сварочные аппараты начального уровня.
Однако при профессиональной сварке оцинкованных труб вы можете найти электрод E7018 более подходящим , если вы используете электродную сварку.
Онлайн калькулятор расчета веса ПВХ труб поможет узнать итоговый вес напорных клеевых труб из ПВХ и подобрать подходящий транспорт для их перевозки. Укажите длину ПВХ труб каждого диаметра, и программа рассчитает их общую массу.
Калькулятор расчета массы труб из ПВХ
PN 10
Диаметр
кг
Кол-во, м
Общий вес, кг
32
0,24
0,0
40
0,36
0,0
50
0,56
0,0
63
0,87
0,0
75
1,25
0,0
90
1,78
0,0
110
2,18
0,0
125
2,80
0,0
140
3,53
0,0
160
4,63
0,0
180
5,77
0,0
200
7,16
0,0
225
9,00
0,0
250
11,17
0,0
280
13,96
0,0
315
17,82
0,0
355
22,60
0,0
400
28,74
0,0
500
45,21
0,0
630
69,42
0,0
Итого, кг:
0,0
PN 16
Диаметр
кг
Кол-во, м
Общий вес, кг
12
0,06
0,0
16
0,11
0,0
20
0,15
0,0
25
0,21
0,0
32
0,35
0,0
40
0,54
0,0
50
0,83
0,0
63
1,32
0,0
75
1,86
0,0
90
2,66
0,0
110
3,29
0,0
125
4,19
0,0
140
5,27
0,0
160
6,87
0,0
180
8,70
0,0
200
10,74
0,0
225
13,62
0,0
250
16,73
0,0
280
21,07
0,0
315
26,73
0,0
355
34,14
0,0
400
43,26
0,0
500
67,25
0,0
Итого, кг:
0,0
Общая масса, кг: 0,0 кг
Калькулятор расчета веса труб ПВХ основан на данных, предоставленных голландской компанией Alphacan и итальянским производителем Lareter.
Ваше имя*
Ваш телефон*
Защита от автоматических сообщений
Введите слово на картинке*
Нажимая данную кнопку Вы соглашаетесь с Условиями обработки персональных данных
Ваше имя*
Ваш телефон*
Защита от автоматических сообщений
Введите слово на картинке*
Нажимая данную кнопку Вы соглашаетесь с Условиями обработки персональных данных
Калькулятор Металлопроката | НАК
Зачастую, при расчетах требуется вес какой-либо детали из алюминиевого проката. Можно, конечно, воспользоваться и обычным калькулятором, вспомнив нехитрые формулы веса прямоугольника. Но вот формулу расчета шестигранника уже с ходу не вспомнишь, а как рассчитать вес алюминиевых уголков? Наш калькулятор веса алюминиевого проката поможет Вам! Выбирайте интересующий вас вид алюминиевого проката, вводите данные по размерам и длине. Для более точного расчета чуть правее можете выбрать сплав. Также данный калькулятор может рассчитывать вес медных шин!
Также можете воспользоваться спецкалькуляторами для расчета цены погонного метра электротехнической шины:
Будьте внимательны данный калькулятор дает только ориентир по весу!
Расчеты производятся по теоретическим формулам, исходя из того, что геометрическая форма проката — идеальная ! Реальная продукция и изделия могут весить больше или меньше, чем расчет по теории. Например, алюминиевые плиты, при указанной номинальной ширине 1200 мм, в реальности могут иметь необрезную кромку, которая составляет 3-5-7 см!
Справочные материалы по алюминию
Также в нашем разделе «Справочник» Вы можете изучить расчетные таблицы по алюминиевому прокату
Вес рифленых листов квинтет
Вес гладких алюминиевых листов
Вес гладких дюралевых листов
Вес алюминиевых шин
Вес медной шин
Вес гибких изолированных медных шин ШМГИ
Кроме таблиц по весу, в данном разделе собраны таблицы по выбору шин по длительному току:
Расчет по току алюминиевых шин
Расчет по току изолированных медных шин
Расчет по току медных шин
Купить алюминий по выгодной цене
У нас Вы можете купить в розницу алюминиевый рифленый лист. Также в вашем распоряжении в наличии широкий выбор медных и алюминиевых шин, дюралевых кругов и других видов алюминиевого проката:
Квинтет АМг
Листы АМг3
Листы АМг5
Листы 5083
Листы 1561
Дюралевые листы Д16
Алюминиевые плиты АМг6
Алюминиевые плиты 1561
Присылайте ваши заявки на покупку алюминиевого проката на нашу почту Адрес электронной почты защищен от спам-ботов. Для просмотра адреса в вашем браузере должен быть включен Javascript.
Перевести ярды в метры | Американская продукция для трубопроводов
Справочная таблица преобразования American Piping Products содержит полезные уравнения и сравнение единиц измерения в удобном для чтения формате. Для быстрого ознакомления со значением одного ярда в метрах или эквивалента одной мили в километрах метрическая справочная таблица описывает только самое необходимое. Приведены формулы для расчета веса труб и трубок на фут, вычисления площади поперечного сечения и использования формулы Барлоу для определения давления разрыва труб и трубок. Формула для измерения углеродного эквивалента в трубопроводах из легированной стали также приводится для быстрого ознакомления.
Обратите внимание, что приведенные ниже диаграммы приведены только для справки, просто чтобы дать приблизительную оценку и обзор. Не рекомендуется использовать эти справочные материалы при расчете окончательного набора данных в проекте стальных труб. Эти справочные таблицы преобразования предоставляют клиентам быстрый и простой способ получить общее представление о стальных трубах, необходимых для производства American Piping Products.
(Только для справки, не для целей проектирования)
Таблица преобразования метрических единиц
1
Миллиметр
=
0,03937
Дюймы
1
Сантиметр
=
0,3937
Дюймы
1
Счетчик
=
3.2808
футов
1
км
=
0,6214
миль
1
Дюйм
=
25,4
Миллиметры
1
Ножка
=
0,3048
Счетчик
1
Двор
=
0,914
Счетчик
1
Миля
=
1. 6093
километров
1
Грамм
=
0,03527
Унция
1
Килограмм
=
2.2046
фунтов
1
Метрическая тонна
=
2 204,6
фунтов
1
Короткая тонна
=
907.184
Килограмм
Расчет веса труб и труб на фут W = C (D – t) t
Где W = вес в фунтах/футах (кг/м)
С =
10,69 (0,0247) для углеродистой стали, 10,93 (0,0248) для аустенитной нержавеющей стали
Формула Барлоу — это простой метод прогнозирования разрывных давлений труб и трубок, находящихся в пределах фактических испытательных разрывных давлений.
Р =
давление внутренних единиц, psi
С =
Единичное напряжение, psi
Д =
Наружный диаметр трубы, дюймы
т =
толщина стенки, дюймы
Калькулятор объема трубы
| Объем, диаметр, вес
Набор инструментов
Инструменты
Калькулятор объема трубы
Закладка
Сантехникам и другим подрядчикам нужны правильные инструменты для решения сложных математических уравнений в полевых условиях, таких как расчет объема трубы, чтобы определить, сколько вода, с которой он может справиться. Калькулятор объема трубы ServiceTitan делает расчет трубы простым и легким. Измерьте объем труб по внутреннему диаметру и длине. Вы также можете использовать этот калькулятор, чтобы подсчитать, сколько весит объем воды в трубах.
Диаметр трубы
Длина трубы
Узнайте, как мы вычислили этот результат, ниже.
Результаты
Объем:
галлонов
литров
Вес:
Слесарям-сантехникам нужны такие инструменты для расчета объема, как
. чтобы определить, сколько воды он может выдержать. Калькулятор объема трубы ServiceTitan делает расчет трубы простым и легким.
Измерение объема труб по внутреннему диаметру и длине. Вы также можете использовать этот калькулятор, чтобы подсчитать, сколько весит объем воды в трубах.
Что такое калькулятор объема трубы?
Сантехники и другие квалифицированные специалисты используют калькулятор объема воды в трубе, чтобы определить точный объем трубы, а также массу жидкости или вес воды, протекающей по ней. Этот супер-полезный инструмент по сути работает как калькулятор объема жидкости.
Кто пользуется калькулятором объема трубы?
Сантехники, подрядчики по ирригации, септические бригады и работники, обслуживающие бассейны, постоянно проводят расчеты труб в полевых условиях, чтобы определить правильный размер трубы для установки, определить расход воды и давление или работать над максимальной эффективностью насоса.
Калькулятор объема трубы ServiceTitan также легко вычисляет:
Объем воды систем отопления в доме.
Расчеты трубопроводов, необходимые для наполнения садового пруда.
Объем трубопровода, необходимый для установки системы полива газонов и садов.
Правильный расчет размера трубопровода, необходимый для наполнения бассейна.
Объем трубопровода Формулы
Объем трубы:
Объем = PI x Радиус A2 x Длина
до DIPING SIZER SUPERCUT внутренний диаметр и длина трубы в дюймах или миллиметрах.
Рассчитайте внутренний диаметр трубы, измерив расстояние от одного внутреннего края через центр и до противоположного внутреннего края.
Используйте одни и те же единицы измерения (дюймы или миллиметры) для измерения длины трубы.
Рассчитайте радиус трубы через ее диаметр. Чтобы получить радиус, разделите диаметр на 2.
Возьмите радиус и возведите его в квадрат или умножьте на себя. Например, 5² = 25,9.0005
Пример расчета объема трубы
Вот конкретный пример применения формулы объема трубы:
Полезный совет: Чтобы возвести число в квадрат, умножьте число само на себя. Чтобы возвести число в куб, умножьте число само на себя три раза.
Калькулятор объема трубы в галлонах
Если вам нужно узнать вместимость воды в галлонах, вам нужно будет преобразовать объем воды в метрической системе калькулятора труб в кубические дюймы.
Кубический дюйм = 1 дюйм x 1 дюйм x 1 дюйм.
Дюйм = единица измерения длины.
Квадратный дюйм = единица измерения площади.
Кубический дюйм = единица измерения объема.
В 1 галлоне США содержится 231 кубический дюйм.
Плотность воды = 997 кг/м³
Пусть калькулятор объема водопроводной трубы ServiceTitan избавит вас от догадок при попытке определить объем воды в трубах, измеренный в галлонах. Чтобы узнать об общих размерах труб, подрядчики могут также обратиться к онлайн-диаграмме общего объема труб.
Калькулятор размера трубы Дополнительный совет
Если вы не знаете, как измерить внутренний диаметр трубы, подумайте о приобретении набора штангенциркулей, которые подходят к внешней стороне трубы. Используйте штангенциркуль для непосредственного измерения наружного диаметра вместо оценки внутреннего диаметра по окружности.
После того, как вы определите внешний диаметр, обратитесь к этой таблице общих размеров труб, чтобы точно определить внутренний диаметр вашей трубы.
Товар Закончился! Можно приобрести только на тех базах, где он «В наличии».
Описание
Дрель мини Hammer Flex MD170A 170Вт 8000-35000об/мин насадки 160шт. В сумке. Мини-дрель идеально подходит для работы в труднодоступных местах. Встроенная регулировка оборотов позволяет оптимальным образом обрабатывать различные типы материалов. Кнопка блокировки вала обеспечивает легкую и быструю смену насадок. Технология цангового зажима позволяет максимально надежно закреплять оснастку, используемую при работе с различными типами материалов. Наличие антискользящих накладок на корпусе инструмента и низкий уровень вибрации обеспечивают комфорт при работе. Металлическая подвеска на корпусе позволяет устанавливать мини-дрель на кронштейн. Входящие в комплект поставки 160 шт. насадок позволяют выполнять различные виды гравировочных работ. Эргономичная форма, дополнительная рукоятка и кронштейн, гибкий вал облегчает работу с инструментом. Набор для работы по кафелю, входящий в базовую комплектацию, расширяет область применения инструмента. Сумка для хранения инструмента обеспечит компактное хранение и удобство при транспортировке всего набора. Мощность: 170 Вт. Кол-во оборотов: 8000-35000 об/мин.
В наличии 7236 ₽
Васкелово (1)
Великий Новгород (2)
Кириши (1)
Характеристики
Отзывы
Пока никто не оставил отзыв о товаре.
Авторизуйтесь! И будьте первым!
Характеристики
Торговый дом «ВИМОС» осуществляет доставку строительных, отделочных материалов и хозяйственных товаров. Наш автопарк — это более 100 единиц транспортных стредств. На каждой базе разработана грамотная система логистики, которая позволяет доставить Ваш товар в оговоренные сроки. Наши специалисты смогут быстро и точно рассчитать стоимость доставки с учетом веса и габаритов груза, а также километража до места доставки.
Заказ доставки осуществляется через наш колл-центр по телефону: +7 (812) 666-66-55 или при заказе товара с доставкой через интернет-магазин. Расчет стоимости доставки производится согласно тарифной сетке, представленной ниже. Точная стоимость доставки определяется после согласования заказа с вашим менеджером.
Уважаемые покупатели! Правила возврата и обмена товаров, купленных через наш интернет-магазин регулируются Пользовательским соглашением и законодательством РФ.
Возврат товара надлежащего качества
Возврат и обмен товара ненадлежащего качества
ВНИМАНИЕ! Обмен и возврат товара надлежащего качества возможен только в случае, если указанный товар не был в употреблении, сохранены его товарный вид, потребительские свойства, пломбы, фабричные ярлыки, упаковка.
Доп. информация
Цена, описание, изображение (включая цвет) и инструкции к товару Дрель мини Hammer Flex MD170A 170Вт 8000-35000об/мин насадки 160шт на сайте носят информационный характер и не являются публичной офертой, определенной п.2 ст. 437 Гражданского кодекса Российской федерации. Они могут быть изменены производителем без предварительного уведомления и могут отличаться от описаний на сайте производителя и реальных характеристик товара. Для получения подробной информации о характеристиках данного товара обращайтесь к сотрудникам нашего отдела продаж или в Российское представительство данного товара, а также, пожалуйста, внимательно проверяйте товар при покупке.
Купить Дрель мини Hammer Flex MD170A 170Вт 8000-35000об/мин насадки 160шт в магазине Выборг вы можете в интернет-магазине «ВИМОС».
Сертификаты
C-CZ.AЯ46.B.0591019 минидрель2.pdf
Статьи по теме
Выбираем веревку
Граверы и мини-дрели с насадками в категории «Инструмент»
Мини-дрель гравер с насадками и адаптером Dremel Goxawee
На складе
Доставка по Украине
1 100 грн
Купить
Gadgetservice
Прибор для маникюра и педикюра с насадками 100-DM фрезер машинка для ногтей 20000 об/мин. Черный ANS
На складе в г. Киев
Доставка по Украине
462 грн
356 грн
Купить
Ananas SHOP
Прибор для маникюра и педикюра с насадками 100-DM фрезер машинка для ногтей 20000 об/мин. Белый ANS
На складе в г. Киев
Доставка по Украине
462 грн
356 грн
Купить
Ananas SHOP
Прибор для маникюра и педикюра с насадками 100-DM фрезер машинка для ногтей 20000 об/мин. Синий ANS
На складе в г. Киев
Доставка по Украине
462 грн
356 грн
Купить
Ananas SHOP
Блендер погружной с чашей 3в1 TEXET 03THB мини измельчитель и венчик для взбивания, 3 насадки, 800Вт ANS
На складе в г. Киев
Доставка по Украине
1 279 грн
Купить
Ananas SHOP
Блендер погружной с чашей 3в1 TEXET 03THB мини измельчитель и венчик для взбивания, 3 насадки, 800Вт KHK
18 В Двойной комплект аксессуаров Электрический Мини гравер
На складе в г. Киев
Доставка по Украине
2 142 грн
1 713.60 грн
Купить
ZAKYPKA — Интернет магазин
Small Drill Bits — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
(129 релевантных результатов)
Электроинструменты
— Как мини-сверла устанавливаются на дрель обычного размера?
У меня нет опыта сверления отверстий, но я сорвал винт с одного из своих электронных устройств, поэтому мне нужно высверлить его, чтобы получить доступ к внутренней части для ремонта.
Из фундаментальных исследований я понял, что «сверлильный патрон» — это отверстие в сверле, в котором находится сверло. Однако большинство сверл подходят для бит «нормального» размера.
Итак, прежде чем я совершу неверную покупку, я хотел бы знать, какая комбинация сверла и биты мне нужна для отверстий от 0,5 до 1 мм?
дрель
электроинструменты
биты
3
Один из возможных вариантов — использовать переходник для патрона мини-дрели или патрон для мини-дрели. Я использовал последний термин в поиске и автозаполнении адаптера, добавленного Google, но результаты были такими же:
Это изображение взято из The Home Depot и принимает размеры от 0,00 до 0,039 дюйма (1 мм) в соответствии со спецификациями. Вы найдете другие патроны для мини-дрелей с большей емкостью.
Мне не нравится четырехкулачковая конфигурация, но она дешевле трехкулачкового патрона. Легко сместить крошечное сверло при закреплении его в конструкции с четырьмя кулачками.
Мой первоначальный поиск сначала показал только дизайн с четырьмя челюстями, но в конце концов я смог найти трехчелюстной:
Его цена аналогична версии Home Depot, но, похоже, это онлайн-ресурс, известный как iOffer.
Если вы просверливаете небольшое отверстие для чувствительной электроники, вам могут понадобиться штифтовые тиски. Они часто доступны в магазинах для хобби.
Вот изображение одного из первых, которое я нашел через Google:
Изображение предоставлено сайтом wonkeedonkeetools.co.uk (с подробным описанием использования), ссылка на продукт не подразумевается.
Верх (некоторых) шарнира, так что вы можете поместить туда палец, чтобы удерживать его, затем вы вращаете его вручную. Вы можете даже вращаться вперед-назад вместо того, чтобы постоянно вращаться в одном направлении (потому что это проще), и вы все равно сделаете дыру.
 пневмопривод.
пневмопривод.

 33 р.
33 р. 11 р.
11 р. 61 р.
61 р. 33 р.
33 р.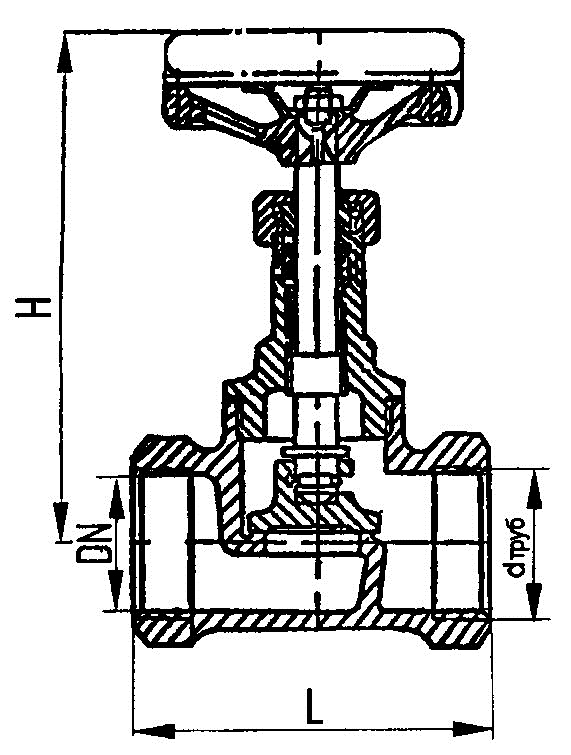 42 р.
42 р. 90 р.
90 р. 52 р.
52 р.

 Нужны запчасти? Потеряли инструкцию? Здесь вы можете найти все.
Нужны запчасти? Потеряли инструкцию? Здесь вы можете найти все. В этом учебном пособии кратко обсуждаются различия между электрическими и пневматическими приводами, взаимосвязь между терминологией прямого и обратного действия и то, как это влияет на регулирующее влияние клапана. Обсуждается важность позиционеров в отношении того, что они делают и почему они необходимы для многих приложений.
В этом учебном пособии кратко обсуждаются различия между электрическими и пневматическими приводами, взаимосвязь между терминологией прямого и обратного действия и то, как это влияет на регулирующее влияние клапана. Обсуждается важность позиционеров в отношении того, что они делают и почему они необходимы для многих приложений. /выкл.» или « используется непрерывное управляющее воздействие).
/выкл.» или « используется непрерывное управляющее воздействие).
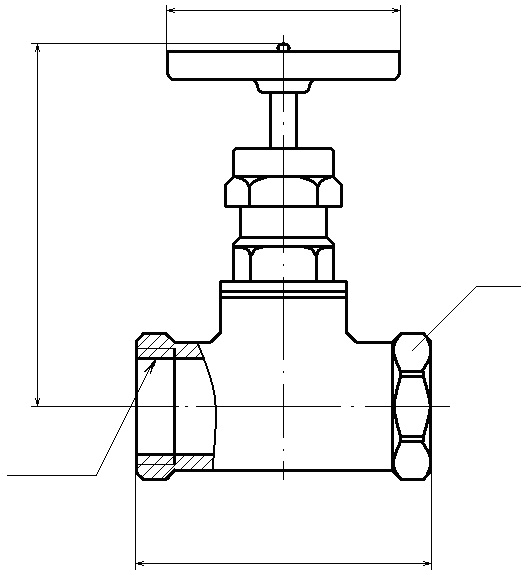 Привод сконструирован таким образом, что при определенном изменении давления воздуха шпиндель перемещается в достаточной степени, чтобы переместить клапан на полный ход из полностью закрытого состояния в полностью открытое.
Привод сконструирован таким образом, что при определенном изменении давления воздуха шпиндель перемещается в достаточной степени, чтобы переместить клапан на полный ход из полностью закрытого состояния в полностью открытое.
 Необходимо учитывать комбинацию типа привода и клапана.
Необходимо учитывать комбинацию типа привода и клапана. Это показано графически на рисунке 6.6.7.
Это показано графически на рисунке 6.6.7.

 Этот подход может обеспечить экономичное решение для небольших клапанов с низким перепадом давления и там, где не требуется точное управление. Однако с практической точки зрения:
Этот подход может обеспечить экономичное решение для небольших клапанов с низким перепадом давления и там, где не требуется точное управление. Однако с практической точки зрения:  6.6.9.
6.6.9.
 Давление воздуха также будет отрегулировано по мере необходимости для преодоления трения, тем самым уменьшая эффект гистерезиса.
Давление воздуха также будет отрегулировано по мере необходимости для преодоления трения, тем самым уменьшая эффект гистерезиса.
 д.
д. (Действовать как усилитель).
(Действовать как усилитель). Однако сами пневматические системы управления имеют ряд ограничений по сравнению с их электронными аналогами.
Однако сами пневматические системы управления имеют ряд ограничений по сравнению с их электронными аналогами. позиционер и электропневматический преобразователь. На рис. 6.6.16 показан типичный преобразователь/позиционер I в P.
позиционер и электропневматический преобразователь. На рис. 6.6.16 показан типичный преобразователь/позиционер I в P.
 Это определит, требуется ли преобразователь I в P или, в качестве альтернативы, комбинированный преобразователь I в P/позиционер.
Это определит, требуется ли преобразователь I в P или, в качестве альтернативы, комбинированный преобразователь I в P/позиционер. Как и приводы диафрагменного типа, они также могут быть оснащены позиционерами.
Как и приводы диафрагменного типа, они также могут быть оснащены позиционерами. В электрических приводах используется электродвигатель с требованиями к напряжению в следующем диапазоне: 230 В переменного тока, 110 В переменного тока, 24 В переменного тока и 24 В постоянного тока.
В электрических приводах используется электродвигатель с требованиями к напряжению в следующем диапазоне: 230 В переменного тока, 110 В переменного тока, 24 В переменного тока и 24 В постоянного тока.
 Эти агрегаты могут иметь двигатели с большей мощностью (обычно 1200 пусков в час) и встроенную электронику.
Эти агрегаты могут иметь двигатели с большей мощностью (обычно 1200 пусков в час) и встроенную электронику.
 ..
.. ..
..
 В качестве абразивов используется песок, содаПескоструйный…
В качестве абразивов используется песок, содаПескоструйный… Пескоструйные…
Пескоструйные… Пескоструйный аппарат Meteor 30 предназначен для…
Пескоструйный аппарат Meteor 30 предназначен для…
 ..
.. Производство ВМЗ. Краны, грибок, БРС новые. Проверены.
Производство ВМЗ. Краны, грибок, БРС новые. Проверены.
 ..
.. ..
.. Руководство по эксплуатации
Руководство по эксплуатации фута
фута

 И опять в соперничестве между 2-мя типами оборудования побеждает инвертор, как говорится, 40 килограммовый трансформатор на плече не поносишь.
И опять в соперничестве между 2-мя типами оборудования побеждает инвертор, как говорится, 40 килограммовый трансформатор на плече не поносишь. Тем не менее, важно помнить, что залог качественной сварки в большей степени зависит не от «навороченного» оборудования, а от навыков и подготовки мастера, а именно- человека!
Тем не менее, важно помнить, что залог качественной сварки в большей степени зависит не от «навороченного» оборудования, а от навыков и подготовки мастера, а именно- человека!
 Благодаря этому на выходе получается более стабильный как переменный, так и постоянный ток. Как правило, предусмотрена система защиты от неконтролированного горения дуги. Оптимально подходят для неопытных сварщиков.
Благодаря этому на выходе получается более стабильный как переменный, так и постоянный ток. Как правило, предусмотрена система защиты от неконтролированного горения дуги. Оптимально подходят для неопытных сварщиков. Сфера применения значительно шире, чем у обычных трансформаторов. Можно использоваться как в быту, так и на СТО, строительных площадках.
Сфера применения значительно шире, чем у обычных трансформаторов. Можно использоваться как в быту, так и на СТО, строительных площадках. e-katalog.ru/ELITECH-IS-160PN.htm). Устройство может работать в двух режимах: ММА и MIG/MAG. Диапазон сварочного тока — от 20 до 120 А. Для сварки используются электроды диаметром от 1,6 до 3,2 мм. Сварочная проволока должна иметь диаметр от 0,6 до 0,8 мм.
e-katalog.ru/ELITECH-IS-160PN.htm). Устройство может работать в двух режимах: ММА и MIG/MAG. Диапазон сварочного тока — от 20 до 120 А. Для сварки используются электроды диаметром от 1,6 до 3,2 мм. Сварочная проволока должна иметь диаметр от 0,6 до 0,8 мм.




 В первую очередь речь идет о надежности, долговечности и области применения.
В первую очередь речь идет о надежности, долговечности и области применения.

 Между тем, трансформаторный сварочный аппарат вполне способен многократно сваривать мягкую сталь.
Между тем, трансформаторный сварочный аппарат вполне способен многократно сваривать мягкую сталь.
 Помните, что машины-трансформеры доказали свою надежность с течением времени, поэтому они прослужат дольше, чем вы ожидаете, если вы будете регулярно их обслуживать.
Помните, что машины-трансформеры доказали свою надежность с течением времени, поэтому они прослужат дольше, чем вы ожидаете, если вы будете регулярно их обслуживать.
 Это также привело к необходимости создания покрытых (или покрытых) электродов для дуговой сварки, обычно называемых электродуговой сваркой.
Это также привело к необходимости создания покрытых (или покрытых) электродов для дуговой сварки, обычно называемых электродуговой сваркой. Я по-прежнему считаю, что трансформаторные машины более надежны, чем лучшие инверторные машины, но за последние годы разрыв значительно сократился. Прошли те времена 1990-х годов, когда отказы инверторов были кошмаром.
Я по-прежнему считаю, что трансформаторные машины более надежны, чем лучшие инверторные машины, но за последние годы разрыв значительно сократился. Прошли те времена 1990-х годов, когда отказы инверторов были кошмаром. Инверторные машины также намного легче и портативнее, чем трансформаторные. Я бы отдал преимущество инверторам в плане универсальности.
Инверторные машины также намного легче и портативнее, чем трансформаторные. Я бы отдал преимущество инверторам в плане универсальности. Я высоко оцениваю инверторные машины за качество сварки и инновации, но мне по-прежнему нравится, чтобы для стали все было просто.
Я высоко оцениваю инверторные машины за качество сварки и инновации, но мне по-прежнему нравится, чтобы для стали все было просто.



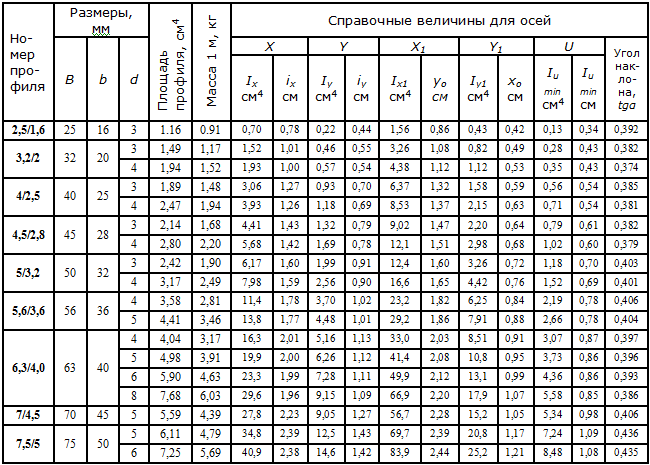



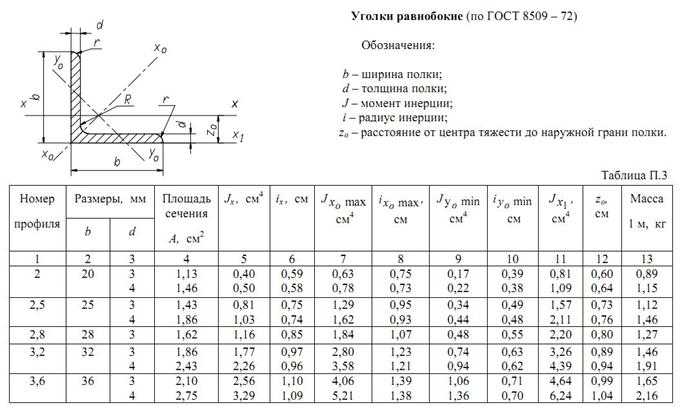
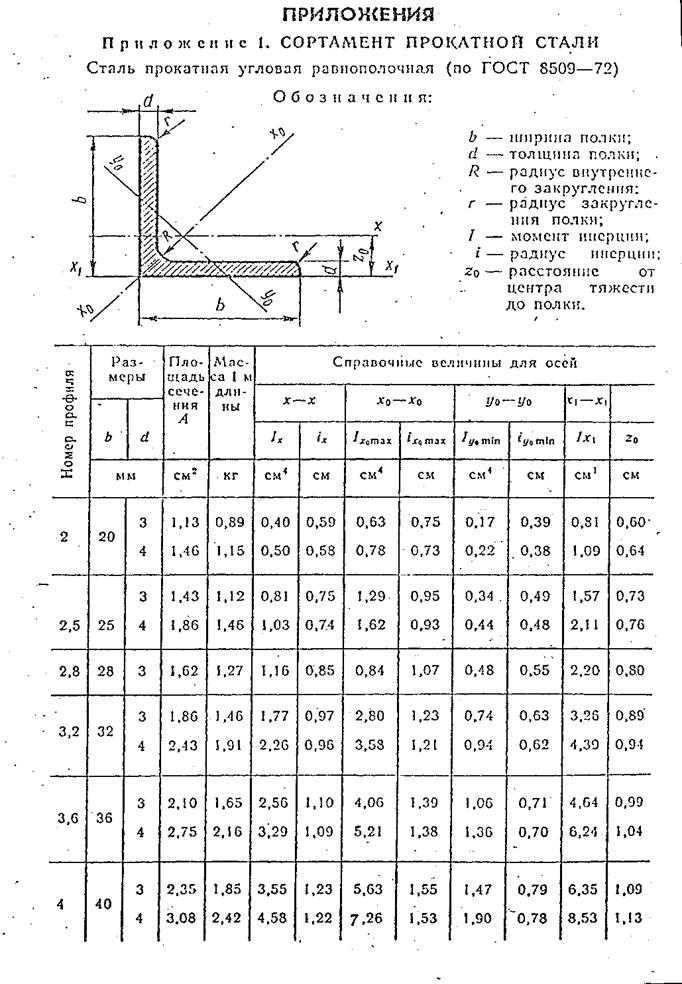 2.
2. 5.
5. Размеры уголков и масса 1 м уголков должны соответствовать указанным на рисунке 1 и в таблице 1, а при поставках на экспорт – рекомендуемым, указанным на рисунке 3 и в таблице 3 (размеры и масса уголков по ISO 657.1–1989 Е).
Размеры уголков и масса 1 м уголков должны соответствовать указанным на рисунке 1 и в таблице 1, а при поставках на экспорт – рекомендуемым, указанным на рисунке 3 и в таблице 3 (размеры и масса уголков по ISO 657.1–1989 Е).

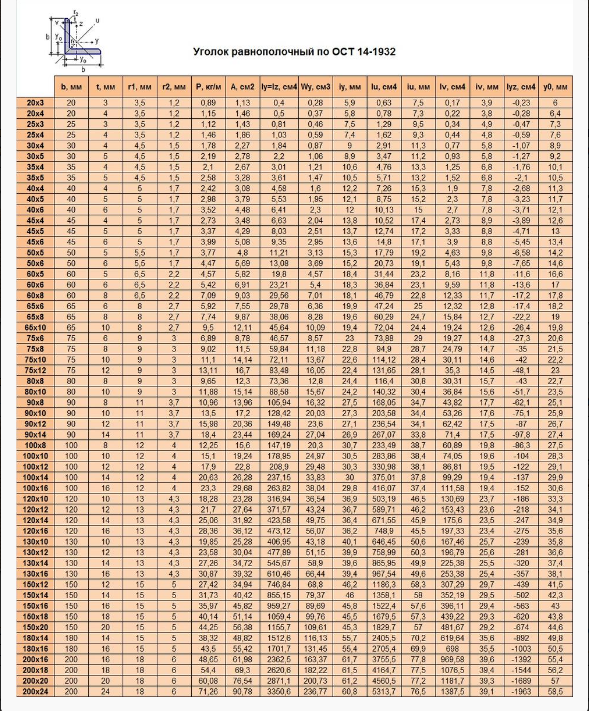
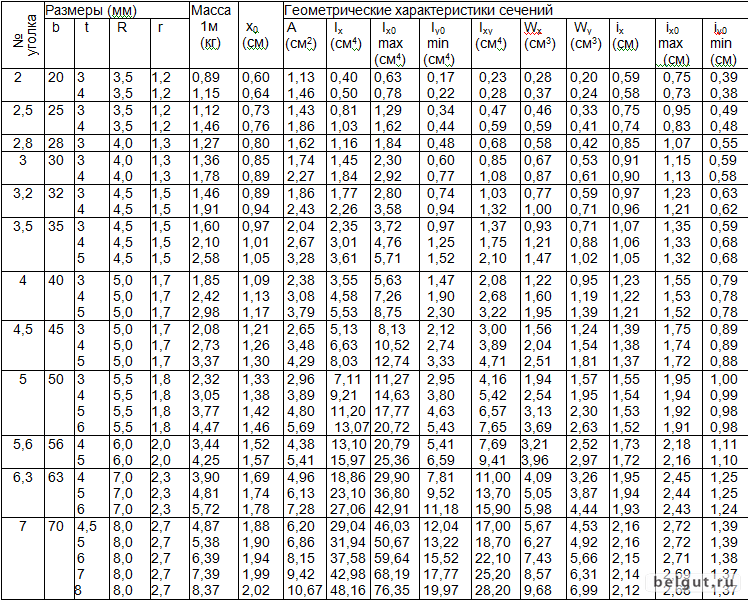
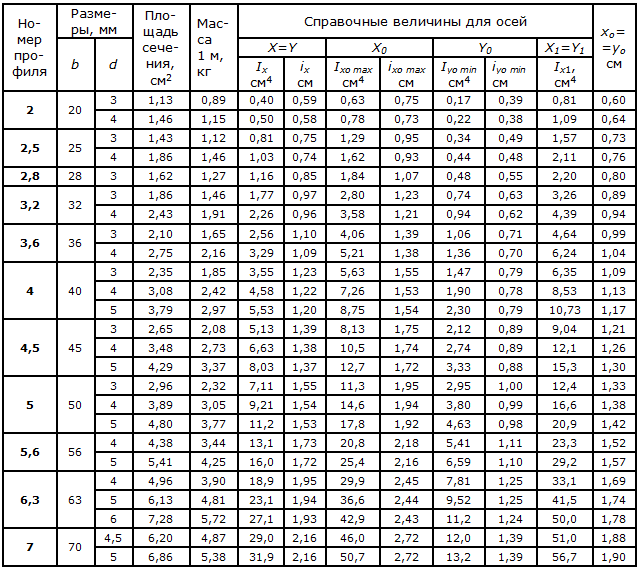 Расскажите нам больше о том, как этот элемент нарушает наши правила.
Расскажите нам больше о том, как этот элемент нарушает наши правила.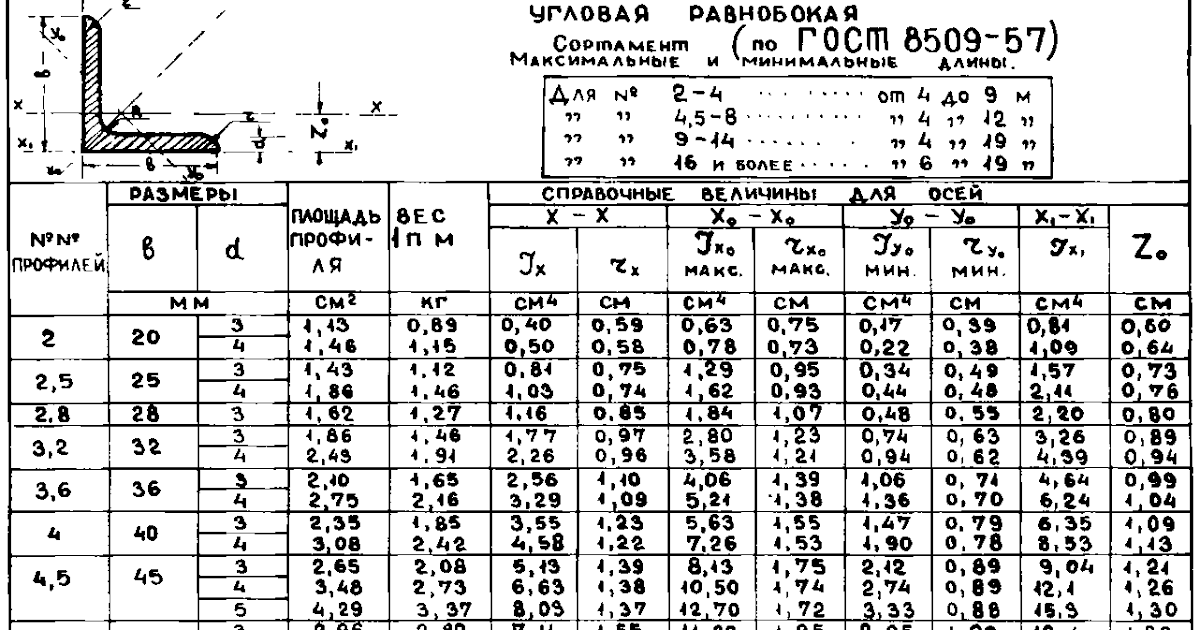 09.2022
09.2022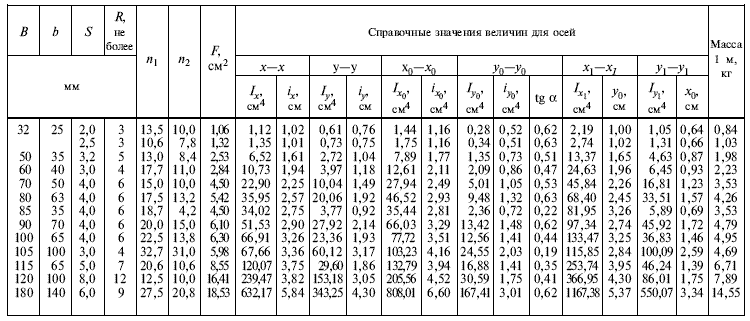 07.2022
07.2022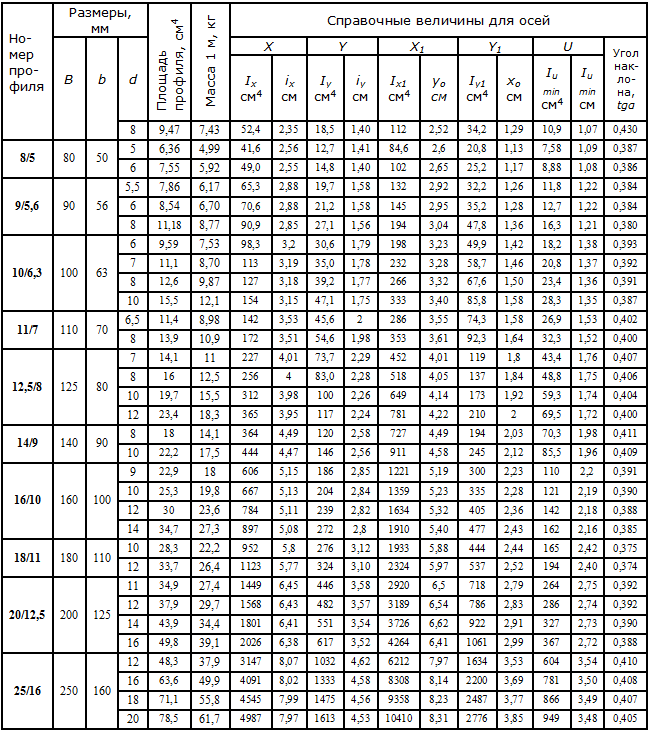 06.2020
06.2020
 В труднодоступных местах разумно использовать специальные кисти и валики.
В труднодоступных местах разумно использовать специальные кисти и валики.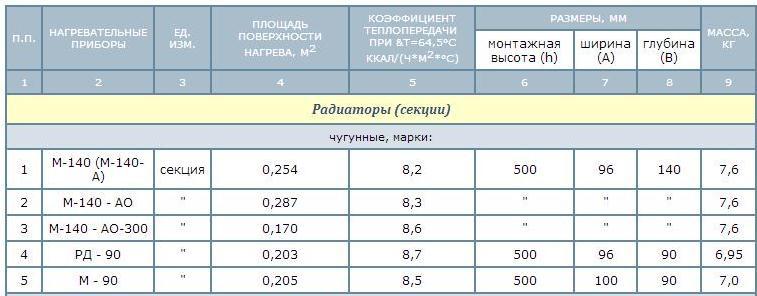
 Норматив расхода для водоэмульсионной краски — 0,15 литра, для пластиковой — 0,125 литра, для противогрибковой, эластичной, латексной, водонепроницаемой краски — 0,1 литра, для акриловой, силиконовой краски — 0,083 литра, для эмалевой краски — 0,12 литра.
Норматив расхода для водоэмульсионной краски — 0,15 литра, для пластиковой — 0,125 литра, для противогрибковой, эластичной, латексной, водонепроницаемой краски — 0,1 литра, для акриловой, силиконовой краски — 0,083 литра, для эмалевой краски — 0,12 литра.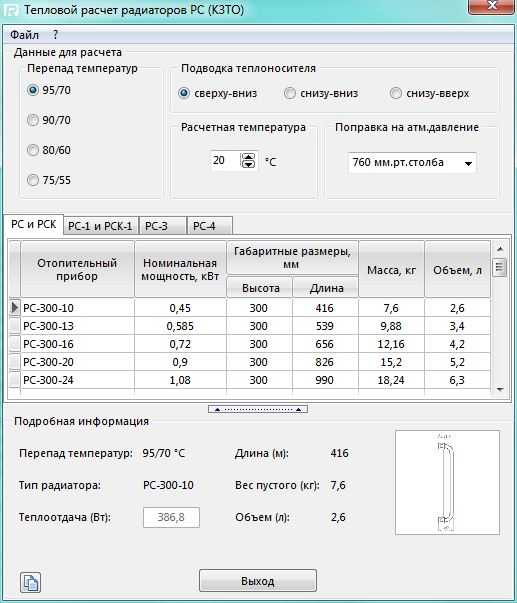

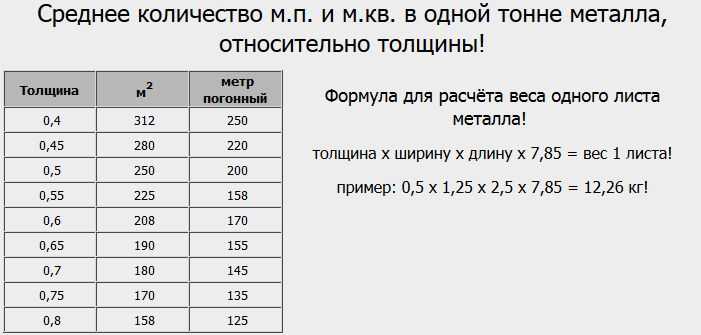 00 кг
00 кг футов площади
футов площади  д.
д.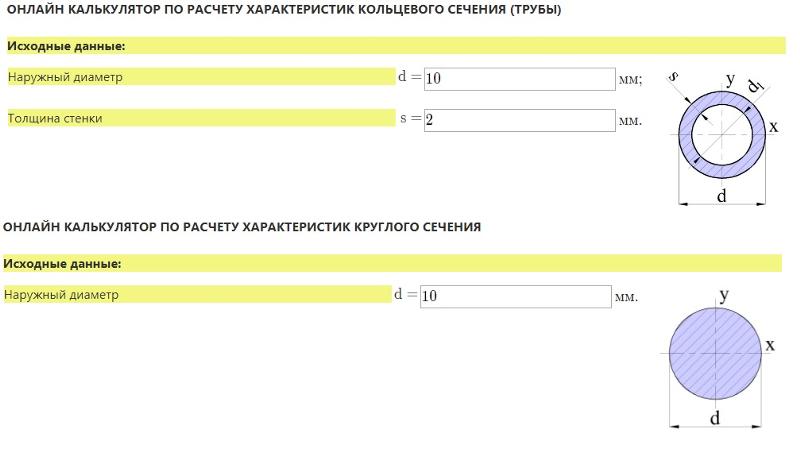 1 литр краски покрывает площадь окрашивания до 100 квадратных футов
1 литр краски покрывает площадь окрашивания до 100 квадратных футов 2,5 кг шпатлевки для покрытия площади окраски до 100 квадратных футов
2,5 кг шпатлевки для покрытия площади окраски до 100 квадратных футов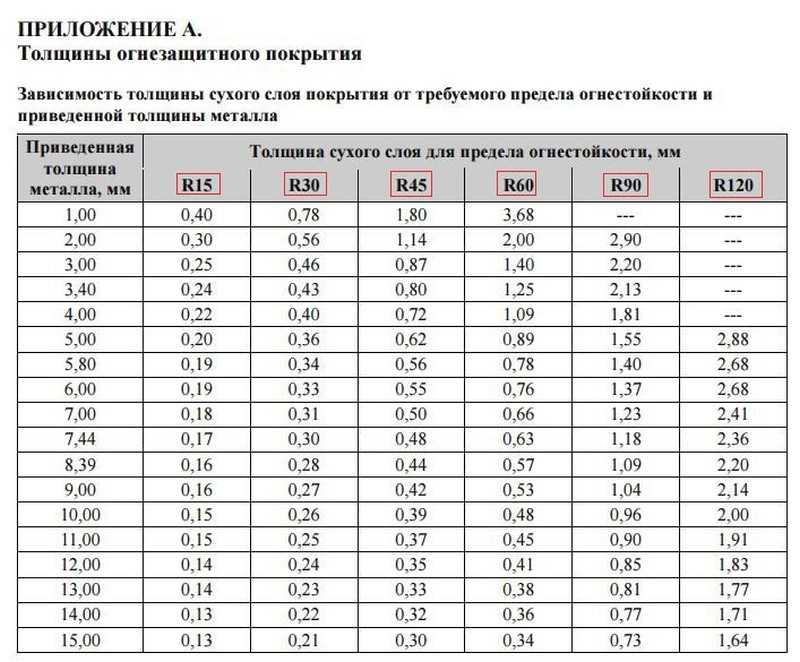 Огнестойкие краски, также известные как вспучивающиеся покрытия, представляют собой пассивную меру противопожарной защиты, которая стоит вложений. Очевидно, что эти продукты не спасут ваш дом от пожара, но они могут стать важной частью ваших мер пожарной безопасности в доме.
Огнестойкие краски, также известные как вспучивающиеся покрытия, представляют собой пассивную меру противопожарной защиты, которая стоит вложений. Очевидно, что эти продукты не спасут ваш дом от пожара, но они могут стать важной частью ваших мер пожарной безопасности в доме.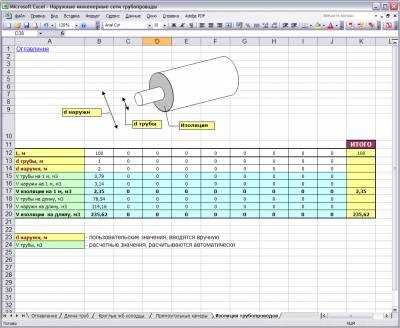 Он включает в себя:
Он включает в себя:
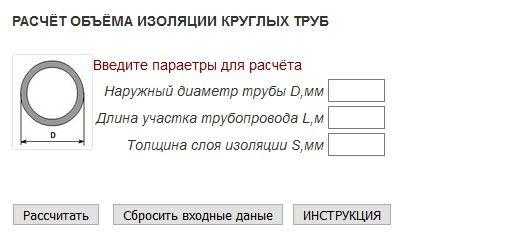
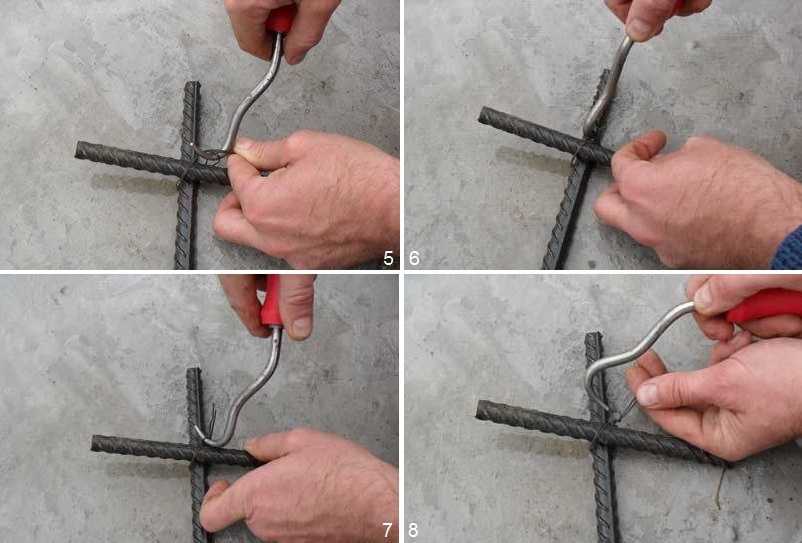

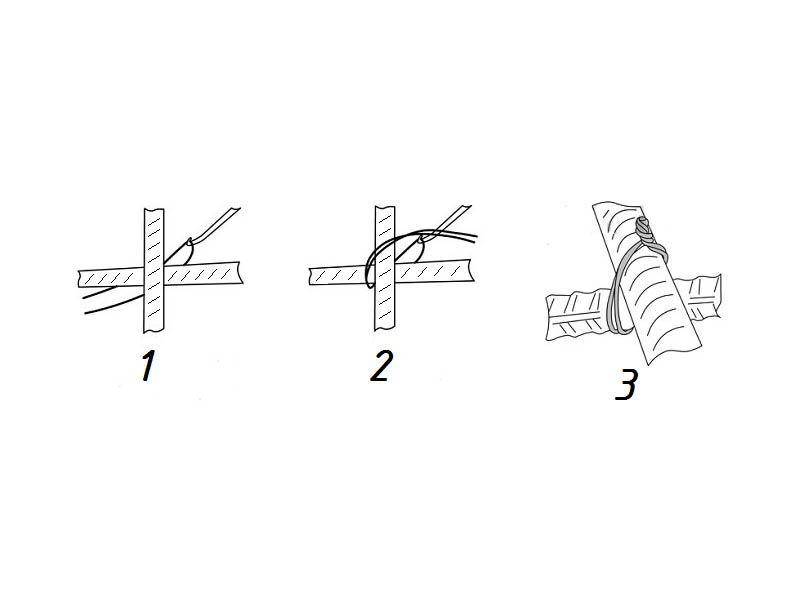

 Потом связываются отдельные элементы каркаса. При связывании перпендикулярных узлов используется метод вязки крест-накрест по диагонали. При необходимости связать арматуру параллельно (удлинить каркас) делается нахлёст минимум 25 см, количество узлов на этом стыке должно быть не менее трёх.
Потом связываются отдельные элементы каркаса. При связывании перпендикулярных узлов используется метод вязки крест-накрест по диагонали. При необходимости связать арматуру параллельно (удлинить каркас) делается нахлёст минимум 25 см, количество узлов на этом стыке должно быть не менее трёх.
 При сварочных работах увеличиваются затраты на материалы и зарплату исполнителю с более высокой квалификацией. Но это все перечеркивается увеличением сроков, выполняемой работы или привлечением большего числа людей.
При сварочных работах увеличиваются затраты на материалы и зарплату исполнителю с более высокой квалификацией. Но это все перечеркивается увеличением сроков, выполняемой работы или привлечением большего числа людей.
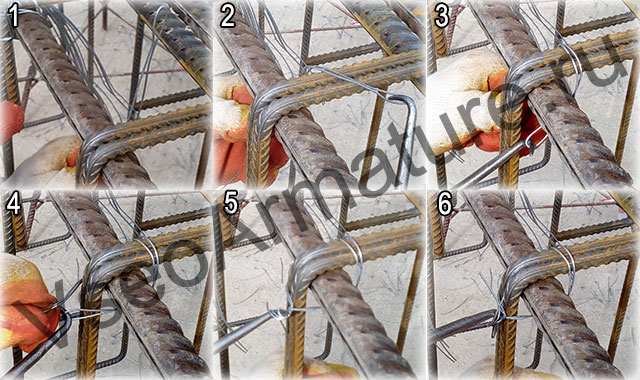

 youtube.com/embed/cBJ6LuKZiRs?start=364&feature=oembed» frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/cBJ6LuKZiRs?start=364&feature=oembed» frameborder=»0″ allowfullscreen=»»>  comunidades.net/)
comunidades.net/) Для этого нужны правильные навыки. Понять их суть можно, просмотрев видеоролик.
Для этого нужны правильные навыки. Понять их суть можно, просмотрев видеоролик. д.) одновременно. И возникает он в месте появления первого витка.
д.) одновременно. И возникает он в месте появления первого витка. Я перевернул страницу, стал искать дополнительные пояснения или картинки, а потом понял, что точка на самом деле была полной остановкой и что моя маленькая куколка, к сожалению, навсегда останется вялой, потому что я понятия не имею, как это сделать.
Я перевернул страницу, стал искать дополнительные пояснения или картинки, а потом понял, что точка на самом деле была полной остановкой и что моя маленькая куколка, к сожалению, навсегда останется вялой, потому что я понятия не имею, как это сделать.


.jpg) Это резюме:
Это резюме: Примеры здесь обернуты трикотажем и тканью в мелкую полоску. Трикотажные полотна легче растягиваются и оборачиваются вокруг основы. Тем не менее, ткани с диагональным кроем также хорошо работают. Можно использовать даже тканые ткани прямого кроя, но их лучше всего использовать, когда кривизна не слишком велика. Неровные или потертые края также могут добавить текстуру.
Примеры здесь обернуты трикотажем и тканью в мелкую полоску. Трикотажные полотна легче растягиваются и оборачиваются вокруг основы. Тем не менее, ткани с диагональным кроем также хорошо работают. Можно использовать даже тканые ткани прямого кроя, но их лучше всего использовать, когда кривизна не слишком велика. Неровные или потертые края также могут добавить текстуру.

 Выкручивать его необходимо только по часовой стрелке.
Выкручивать его необходимо только по часовой стрелке.

 В помощь домашним умельцам видео:
В помощь домашним умельцам видео:
 Вот это устройство под названием «патрон» нас и интересует.
Вот это устройство под названием «патрон» нас и интересует.
 Присутствует В, то есть патрон закреплен на конусе, D – это тип инструмента, дрель, и F – дополнительные возможности, в данном случае шуруповерт.
Присутствует В, то есть патрон закреплен на конусе, D – это тип инструмента, дрель, и F – дополнительные возможности, в данном случае шуруповерт.

 Это облегчает работу и освобождает рабочие руки.
Это облегчает работу и освобождает рабочие руки.

 И я также собираюсь предположить, что вы либо потеряли ключ от патрона, либо сломали его после многих лет использования (эти штуки чертовски хрупкие, я прав?). К счастью, вы нашли этот пост, и я не позволю вам выбросить дрель из окна (удачи вам, если у вас есть сверлильный станок!). Теперь давайте перестанем тратить ваше время и приступим к делу.
И я также собираюсь предположить, что вы либо потеряли ключ от патрона, либо сломали его после многих лет использования (эти штуки чертовски хрупкие, я прав?). К счастью, вы нашли этот пост, и я не позволю вам выбросить дрель из окна (удачи вам, если у вас есть сверлильный станок!). Теперь давайте перестанем тратить ваше время и приступим к делу.
 Используйте перчатку или ткань, чтобы обернуть сверло, чтобы не порезать руку.
Используйте перчатку или ткань, чтобы обернуть сверло, чтобы не порезать руку.

 Для этого приведите дрель в движение и проверьте, нет ли биения. Если нет, вы можете идти.
Для этого приведите дрель в движение и проверьте, нет ли биения. Если нет, вы можете идти. 0
0
 Я делал это в течение многих лет после того, как одолжил ключ от патрона у друга и так и не получил его обратно (да, вы правильно поняли), и моя дрель в полном порядке.
Я делал это в течение многих лет после того, как одолжил ключ от патрона у друга и так и не получил его обратно (да, вы правильно поняли), и моя дрель в полном порядке. Столярные, ремонтные, сантехнические, деревообрабатывающие и многие другие работы требуют дрели.
Столярные, ремонтные, сантехнические, деревообрабатывающие и многие другие работы требуют дрели.

 youtube.com/watch?v= 4FjCpf1uUB8&ab_channel=NoClueHowTo)
youtube.com/watch?v= 4FjCpf1uUB8&ab_channel=NoClueHowTo)

 Используйте ключ для патрона. Для затягивания или ослабления патрона дрели, оснащенной патронным ключом, используется головка ключа. Головка ключа имеет форму венца зубчатого колеса.
Используйте ключ для патрона. Для затягивания или ослабления патрона дрели, оснащенной патронным ключом, используется головка ключа. Головка ключа имеет форму венца зубчатого колеса. Не забудьте извлечь сверло до того, как оно упадет и повредится, потому что, когда челюсти достаточно широкие, сверло может легко упасть, если вы наклоните переднюю часть сверла к земле.
Не забудьте извлечь сверло до того, как оно упадет и повредится, потому что, когда челюсти достаточно широкие, сверло может легко упасть, если вы наклоните переднюю часть сверла к земле.
 Вставьте в любое из имеющихся углублений на патроне, тем самым закрепив его первую половину. Другую половину можно попробовать скрутить вручную. Обычно так получается довольно легко раскрутиться.
Вставьте в любое из имеющихся углублений на патроне, тем самым закрепив его первую половину. Другую половину можно попробовать скрутить вручную. Обычно так получается довольно легко раскрутиться.





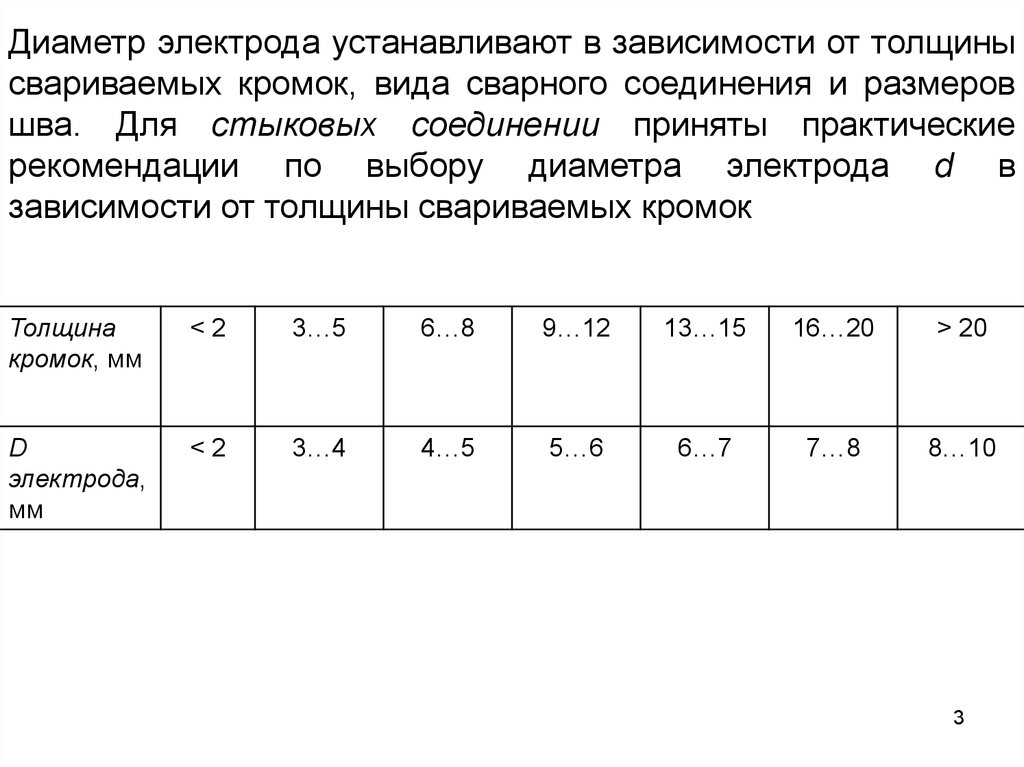
 Рекомендуем выбрать такие электроды если Вы новичок и не имеете достаточного опыта в проведении сварочных работ.
Рекомендуем выбрать такие электроды если Вы новичок и не имеете достаточного опыта в проведении сварочных работ.

 Это первый элемент, с которым придется столкнуться начинающим мастерам. С его помощью формируются швы. Для качественной обработки металлов и быстрого выполнения задачи нужно хорошо понимать, какими бывают расходные материалы, как они маркируются, где применяется каждый из них.
Это первый элемент, с которым придется столкнуться начинающим мастерам. С его помощью формируются швы. Для качественной обработки металлов и быстрого выполнения задачи нужно хорошо понимать, какими бывают расходные материалы, как они маркируются, где применяется каждый из них. Варианты в 1 и 2 мм менее популярны у специалистов. Тонкие используются со стальными листами и другими деталями, требующими ювелирного подхода. В магазинах вы легко найдете пятимиллиметровые элементы, но начинающим они требуются редко. Стержни с торцом больше 3 мм нужны для сплавов, образующих толстые листы. Для работы с ними нужен аппарат большой мощности, который найдется не у каждого новичка. Разнообразие выбора заставляет задаться вопросом, как правильно выбрать сварочные электроды для инвертора и подобрать их диаметр по толщине металла для качественной сварки. Мы рекомендуем руководствоваться следующим принципом: соотнесите значения на комплектующих и материале, с которым планируете иметь дело. К примеру, для двухмиллиметровых металлических листов используйте стержни в 2 мм.
Варианты в 1 и 2 мм менее популярны у специалистов. Тонкие используются со стальными листами и другими деталями, требующими ювелирного подхода. В магазинах вы легко найдете пятимиллиметровые элементы, но начинающим они требуются редко. Стержни с торцом больше 3 мм нужны для сплавов, образующих толстые листы. Для работы с ними нужен аппарат большой мощности, который найдется не у каждого новичка. Разнообразие выбора заставляет задаться вопросом, как правильно выбрать сварочные электроды для инвертора и подобрать их диаметр по толщине металла для качественной сварки. Мы рекомендуем руководствоваться следующим принципом: соотнесите значения на комплектующих и материале, с которым планируете иметь дело. К примеру, для двухмиллиметровых металлических листов используйте стержни в 2 мм.
 Выясните, с какой сталью придется иметь дело: высоко, средне, низкоуглеродистой или чугуном. Знакомство также часто приходится начинать с «нержавейки».
Выясните, с какой сталью придется иметь дело: высоко, средне, низкоуглеродистой или чугуном. Знакомство также часто приходится начинать с «нержавейки». Преимущество фтористо-кальциевых электродов в низком содержании водорода. Этот фактор позволяет получить прочный шов, без газов и примесей, а также свести к минимуму риск возникновения горячих трещин. Расходники с основным защитным слоем прекрасно подходят для трубопроводов, по которым проходят сероводородные соединения, поскольку хорошо сопротивляются растрескиванию. Но есть и нюанс. Все должно проходить при постоянном токе обратной полярности, поскольку фторид кальция тормозит работу комплектующих с переменным напряжением и сварочная дуга может гореть нестабильно. Выбирайте электроды с этим типом покрытия, если планируете работать со сталью с высоким содержанием серы или материалом, который должен выдерживать большие нагрузки или будет регулярно подвергаться воздействию значительных температур. Они также подходят для сварки жестких конструкций.
Преимущество фтористо-кальциевых электродов в низком содержании водорода. Этот фактор позволяет получить прочный шов, без газов и примесей, а также свести к минимуму риск возникновения горячих трещин. Расходники с основным защитным слоем прекрасно подходят для трубопроводов, по которым проходят сероводородные соединения, поскольку хорошо сопротивляются растрескиванию. Но есть и нюанс. Все должно проходить при постоянном токе обратной полярности, поскольку фторид кальция тормозит работу комплектующих с переменным напряжением и сварочная дуга может гореть нестабильно. Выбирайте электроды с этим типом покрытия, если планируете работать со сталью с высоким содержанием серы или материалом, который должен выдерживать большие нагрузки или будет регулярно подвергаться воздействию значительных температур. Они также подходят для сварки жестких конструкций. Металлический шов, выполненный с помощью концентрата, устойчив к трещинам, не сгибается и не ломается, поскольку материал расходника увеличивает вязкость. Такое покрытие идеально, если сварщик работает коротким швом, потому что дуга горит хорошо, даже если в сети скачет напряжение. Для людей, которые еще не набили руку и не могут удерживать ее на протяжении всего рабочего процесса, это лучший вариант. Кроме того, с ним можно действовать в любой пространственной плоскости.
Металлический шов, выполненный с помощью концентрата, устойчив к трещинам, не сгибается и не ломается, поскольку материал расходника увеличивает вязкость. Такое покрытие идеально, если сварщик работает коротким швом, потому что дуга горит хорошо, даже если в сети скачет напряжение. Для людей, которые еще не набили руку и не могут удерживать ее на протяжении всего рабочего процесса, это лучший вариант. Кроме того, с ним можно действовать в любой пространственной плоскости. Шов с их помощью создается очень легко, что увеличивает скорость выполнения задачи в несколько раз, но поверхность шва неровная, требует шлифовки. Выбирайте целлюлозное покрытие, если придется работать углеродистыми и низколегированными сталями. Оно также подойдет для труднодоступных конструкций, поскольку диаметр таких элементов минимален.
Шов с их помощью создается очень легко, что увеличивает скорость выполнения задачи в несколько раз, но поверхность шва неровная, требует шлифовки. Выбирайте целлюлозное покрытие, если придется работать углеродистыми и низколегированными сталями. Оно также подойдет для труднодоступных конструкций, поскольку диаметр таких элементов минимален.
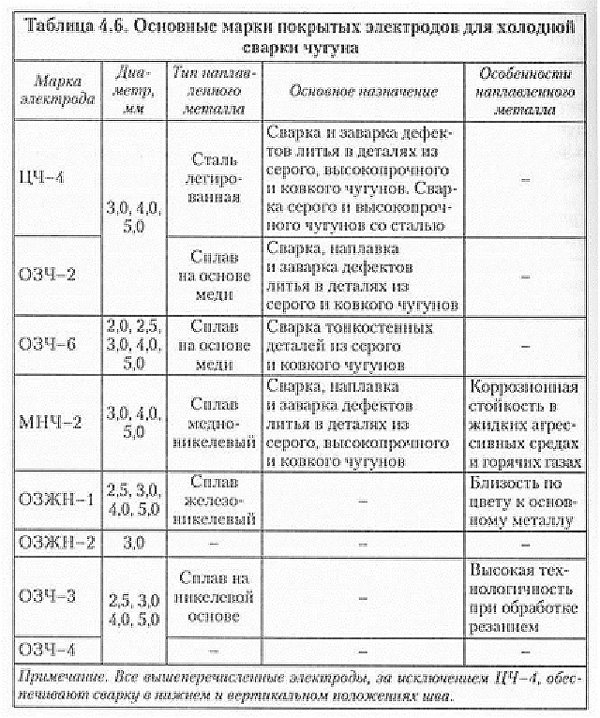 Универсальный совет – не гонитесь за дешевыми предложениями. конечно, мастер может качественно выполнить задачу, взяв любые подручные средства, но следует обратить внимание на варианты средней ценовой категории, которые минимизируют ошибки и не ударят по карману.
Универсальный совет – не гонитесь за дешевыми предложениями. конечно, мастер может качественно выполнить задачу, взяв любые подручные средства, но следует обратить внимание на варианты средней ценовой категории, которые минимизируют ошибки и не ударят по карману. Для системы отопления приобретите Э42А, УОНИ-13/45, для водопровода – МН-5 и МНЖ5.
Для системы отопления приобретите Э42А, УОНИ-13/45, для водопровода – МН-5 и МНЖ5. Они бывают никелевые, медные и железно-медно-никелевые. Отдайте предпочтение марке ОЗЧ. Для ковкого сплава подойдет изделие с номерами 2 и 6, для литого – 1 и 3.
Они бывают никелевые, медные и железно-медно-никелевые. Отдайте предпочтение марке ОЗЧ. Для ковкого сплава подойдет изделие с номерами 2 и 6, для литого – 1 и 3.




 Эти сварочные стержни ничем не отличаются.
Эти сварочные стержни ничем не отличаются. Вы всегда можете положиться на их продукцию, и если что не работает , вы можете связаться с производителем, и вы знаете, что они сделают все возможное, чтобы помочь.
Вы всегда можете положиться на их продукцию, и если что не работает , вы можете связаться с производителем, и вы знаете, что они сделают все возможное, чтобы помочь.
 Их сварочные электроды 6011 отлично работают на переменном токе, постоянном токе и постоянном токе и дают хорошие результаты даже при низкой силе тока.
Их сварочные электроды 6011 отлично работают на переменном токе, постоянном токе и постоянном токе и дают хорошие результаты даже при низкой силе тока.

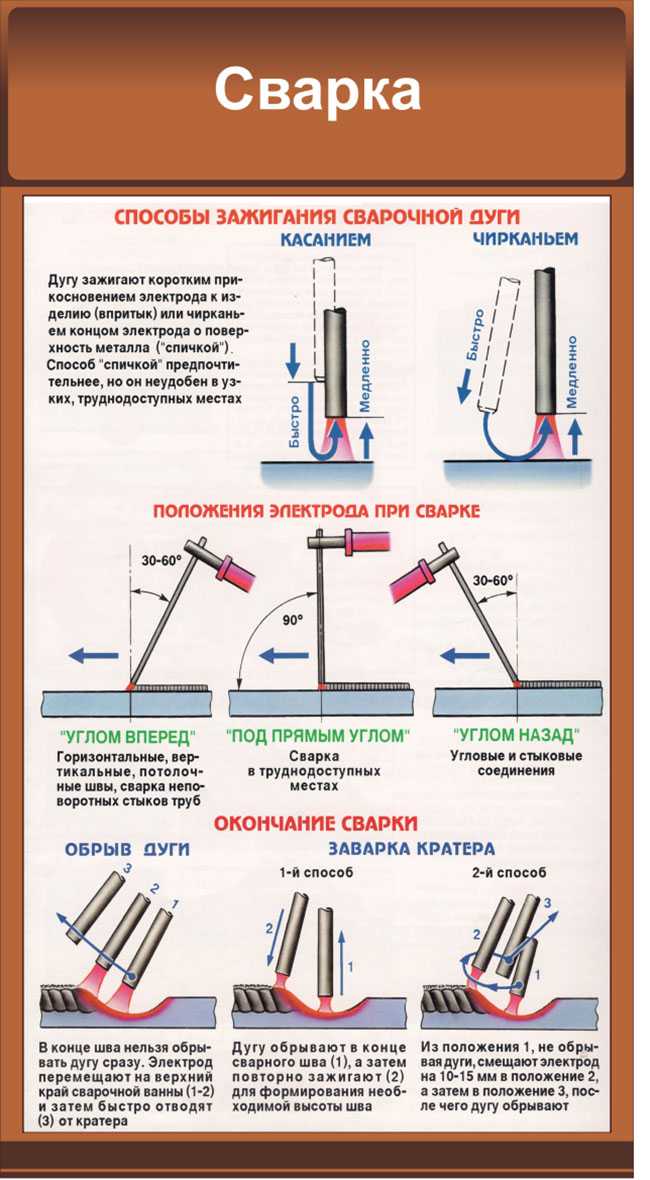

 MR в названии этих сварочных электродов означает «влагостойкий», поэтому, в отличие от остальных электродов 7018 в этом списке, они не требуют таких строгих мер при хранении.
MR в названии этих сварочных электродов означает «влагостойкий», поэтому, в отличие от остальных электродов 7018 в этом списке, они не требуют таких строгих мер при хранении.

 com
com




 Общая тенденция такова: электроды с малым диаметром смогут выдержать только небольшой ток (силу тока).
Общая тенденция такова: электроды с малым диаметром смогут выдержать только небольшой ток (силу тока). 

 Например, покрытия с высоким содержанием титана натрия и высоким содержанием титана калия совместимы с переменным током, но если вы используете постоянный ток (постоянный ток, отрицательная полярность), вам необходимо использовать покрытие с высоким содержанием титана натрия.
Например, покрытия с высоким содержанием титана натрия и высоким содержанием титана калия совместимы с переменным током, но если вы используете постоянный ток (постоянный ток, отрицательная полярность), вам необходимо использовать покрытие с высоким содержанием титана натрия. Он также имеет глубокую проникающую дугу, что делает его эффективным выбором для проведения работ по техническому обслуживанию и ремонту.
Он также имеет глубокую проникающую дугу, что делает его эффективным выбором для проведения работ по техническому обслуживанию и ремонту. Они являются основным выбором в проектах, требующих дополнительных мер защиты от дефектов сварки, и чаще всего используются при дуговой сварке защитным металлом (SMAW).
Они являются основным выбором в проектах, требующих дополнительных мер защиты от дефектов сварки, и чаще всего используются при дуговой сварке защитным металлом (SMAW). Найти сварочный электрод, совместимый с переменным током, несложно, так как 6 из 8 сварочных покрытий работают с переменным током. Еще одна причина, по которой электроды E6013 просты в использовании, заключается в том, что они производят мягкую дугу, способную производить меньше шлака, чем электрод E6011.
Найти сварочный электрод, совместимый с переменным током, несложно, так как 6 из 8 сварочных покрытий работают с переменным током. Еще одна причина, по которой электроды E6013 просты в использовании, заключается в том, что они производят мягкую дугу, способную производить меньше шлака, чем электрод E6011. Этот электрод также предлагает пользователю высокую скорость осаждения, примерно в два раза выше, чем у электрода E7018. Шлак на сварном шве, хотя и тяжелый, легко удаляется.
Этот электрод также предлагает пользователю высокую скорость осаждения, примерно в два раза выше, чем у электрода E7018. Шлак на сварном шве, хотя и тяжелый, легко удаляется.

 Храните их в оригинальном контейнере, в котором они были доставлены, если можете.
Храните их в оригинальном контейнере, в котором они были доставлены, если можете. Мягкая сталь не является сплавом и поэтому не содержит большого количества каких-либо элементов, кроме железа.
Мягкая сталь не является сплавом и поэтому не содержит большого количества каких-либо элементов, кроме железа.


 Для более точного расчета чуть правее можете выбрать сплав. Также данный калькулятор может рассчитывать вес медных шин!
Для более точного расчета чуть правее можете выбрать сплав. Также данный калькулятор может рассчитывать вес медных шин! Например, алюминиевые плиты, при указанной номинальной ширине 1200 мм, в реальности могут иметь необрезную кромку, которая составляет 3-5-7 см!
Например, алюминиевые плиты, при указанной номинальной ширине 1200 мм, в реальности могут иметь необрезную кромку, которая составляет 3-5-7 см!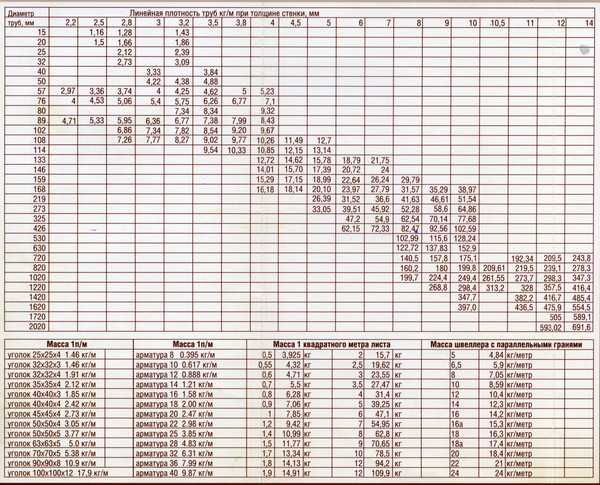 Для просмотра адреса в вашем браузере должен быть включен Javascript.
Для просмотра адреса в вашем браузере должен быть включен Javascript.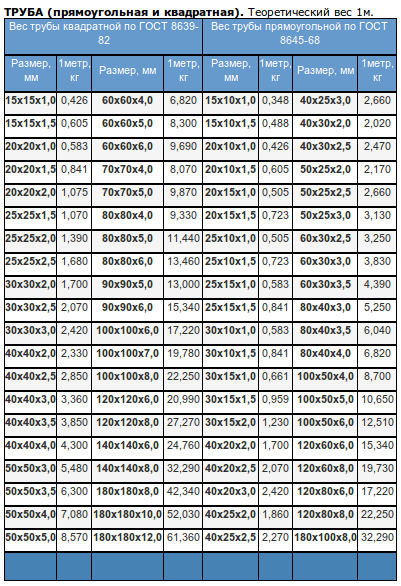 Эти справочные таблицы преобразования предоставляют клиентам быстрый и простой способ получить общее представление о стальных трубах, необходимых для производства American Piping Products.
Эти справочные таблицы преобразования предоставляют клиентам быстрый и простой способ получить общее представление о стальных трубах, необходимых для производства American Piping Products. 6093
6093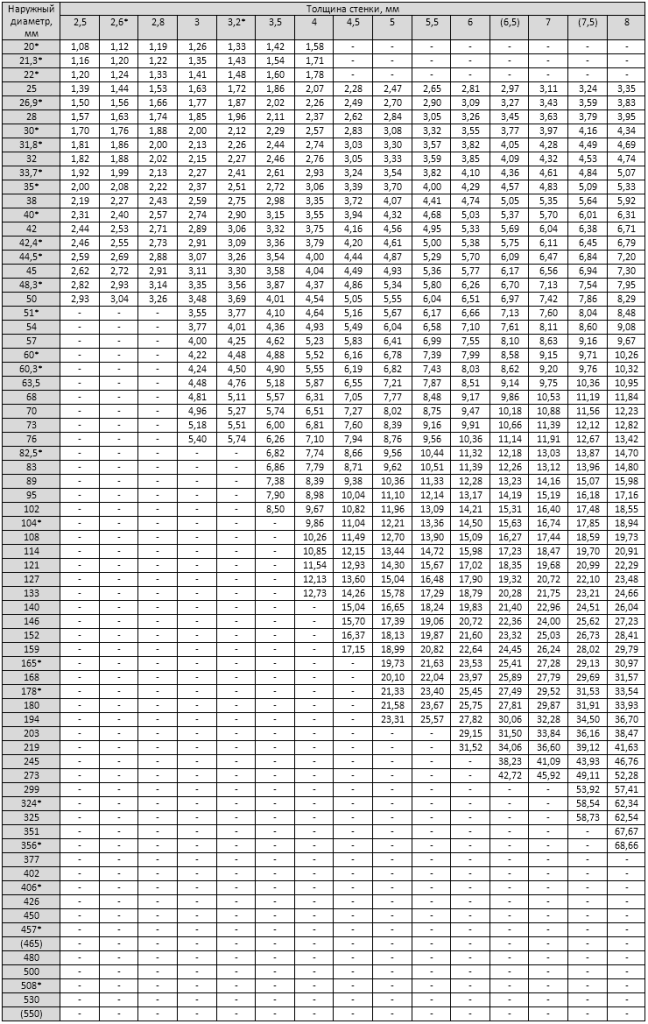

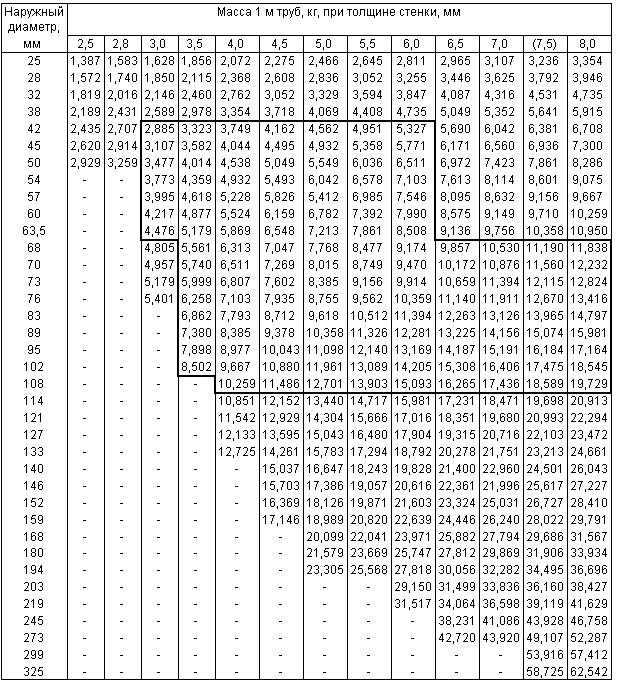 Калькулятор объема трубы ServiceTitan делает расчет трубы простым и легким.
Калькулятор объема трубы ServiceTitan делает расчет трубы простым и легким. Этот супер-полезный инструмент по сути работает как калькулятор объема жидкости.
Этот супер-полезный инструмент по сути работает как калькулятор объема жидкости.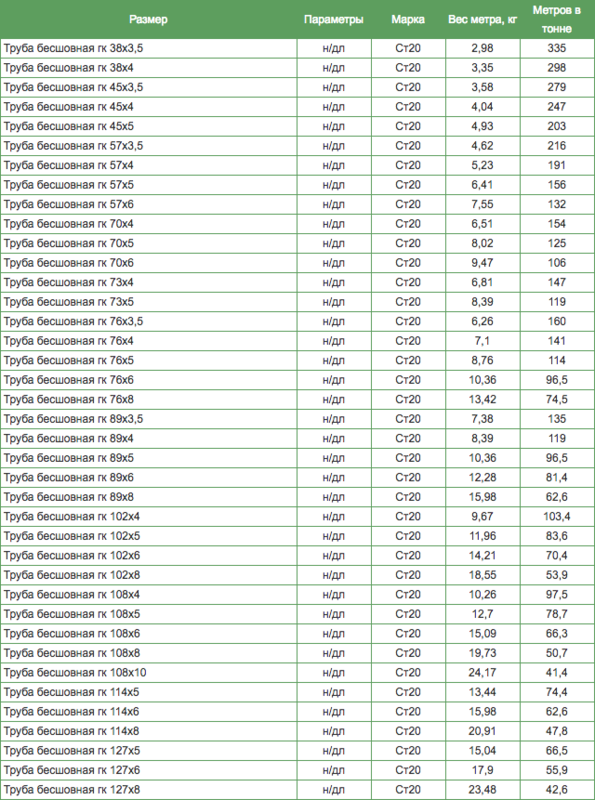

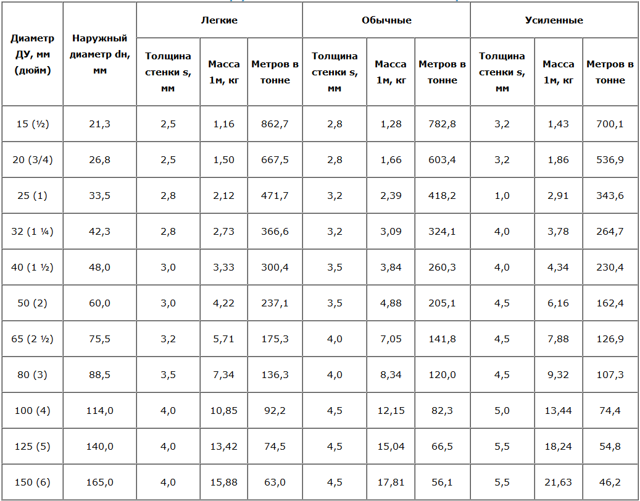
 Наши специалисты смогут быстро и точно рассчитать стоимость доставки с
Наши специалисты смогут быстро и точно рассчитать стоимость доставки с

 Синий ANS
Синий ANS Черный GLD
Черный GLD Синий SVR
Синий SVR Ровно
Ровно 7808)
7808) Ровно
Ровно
 Легко сместить крошечное сверло при закреплении его в конструкции с четырьмя кулачками.
Легко сместить крошечное сверло при закреплении его в конструкции с четырьмя кулачками.