ГОСТ 20295-85 — Трубы стальные сварные для магистральных газонефтепроводов. Справочная информация
Стальные сварные прямошовные трубы диаметром от 159 до 820 мм, предназначенные для сооружения магистральных газонефтепроводов, нефтепродуктоводов, технологических и промысловых трубопроводов, должны соответствовать ГОСТ 20295-85.
В зависимости от вида сварки и шва трубы делятся на:
тип 1 — прямошовные диаметром 159-426 мм, изготовленные контактной сваркой токами высокой частоты;
тип 2 — спиралешовные диаметром 159-820 мм, изготовленные электродуговой сваркой;
тип 3 — прямошовные диаметром 530-820 мм, изготовленные электродуговой сваркой.
В зависимости от механических свойств трубы делятся на классы прочности:
К 34;
К 38;
К 42;
К 50;
К 52;
К 55;
К 60;
Таблица 104.Сортамент труб сварных для магистральных газонефтепроводов (ГОСТ 20295-85)
Наружный диаметр, мм
Толщина стенки, мм
Масса 1м, кг
Метров в тонне
159
3,0
11,54
86,66
3,5
13,42
74,52
4,0
15,29
65,40
4,5
17,15
58,31
5,0
18,99
52,66
5,5
20,82
48,03
6,0
22,64
44,17
168
3,0
12,21
81,90
3,5
14,20
70,42
4,0
16,18
61,80
4,5
18,15
55,10
5,0
20,10
49,75
5,5
22,04
45,37
6,0
23,97
41,72
219
3,0
15,98
62,58
3,5
18,60
53,76
4,0
21,21
47,15
4,5
23,81
42,00
5,0
26,39
37,89
5,5
28,96
34,53
6,0
31,52
31,73
6,5
34,06
29,36
7,0
36,60
27,32
7,5
39,12
25,56
8,0
41,63
24,02
245
4,0
23,77
42,07
4,5
26,69
37,47
5,0
29,59
33,80
5,5
32,49
30,78
6,0
35,37
28,27
6,5
38,23
26,16
7,0
41,09
24,34
7,5
43,93
22,76
8,0
46,76
21,39
273
4,0
26,54
37,68
4,5
29,80
33,56
5,0
33,05
30,26
5,5
36,28
27,56
6,0
39,51
25,31
6,5
42,72
23,41
7,0
45,92
21,78
7,5
49,11
20,36
8,0
52,28
19,13
325
4,0
31,70
31,55
4,5
35,60
28,09
5,0
39,50
25,32
5,5
43,34
23,07
6,0
47,20
21,19
6,5
51,5
19,59
7,0
54,90
18,21
7,5
58,73
17,03
8,0
62,54
15,99
8,5
66,35
15,07
9,0
70,14
14,26
377
4,5
41,30
24,21
5,0
45,90
21,79
5,5
50,39
19,85
6,0
54,90
18,21
6,5
59,39
16,84
7,0
63,87
15,66
7,5
68,34
14,63
8,0
72,80
13,74
8,5
77,25
12,94
9,0
81,68
12,24
426
5,0
51,90
19,27
5,5
57,04
17,53
6,0
62,15
16,09
6,5
67,25
14,87
7,0
72,33
13,83
7,5
77,41
12,92
8,0
82,47
12,13
8,5
87,52
11,43
9,0
92,56
10,80
10,0
102,60
9,75
530
5,0
64,70
15,46
5,5
71,14
14,06
6,0
77,54
12,90
6,5
83,92
11,92
7,0
90,29
11,08
7,5
90,64
11,03
8,0
103,00
9,71
8,5
109,30
9,15
9,0
115,80
8,64
10,00
128,20
7,80
11,0
140,80
7,10
12,0
153,30
6,52
630
5,0
77,10
12,97
5,5
84,71
11,80
6,0
92,33
10,83
6,5
99,95
10,01
7,0
107,60
9,29
7,5
115,10
8,69
8,0
122,70
8,15
8,5
130,30
7,67
9,0
137,80
7,26
10,0
152,90
6,54
11,0
167,90
5,96
12,0
182,90
5,47
720
5,0
88,20
11,34
5,5
96,91
10,32
6,0
105,70
9,46
6,5
114,40
8,74
7,0
123,10
8,12
7,5
131,80
7,59
8,0
140,50
7,12
8,5
149,20
6,70
9,0
157,80
6,34
10,0
175,10
5,71
11,0
192,30
5,20
12,0
209,50
4,77
820
5,0
101,00
9,90
5,5
110,50
9,05
6,0
120,50
8,30
6,5
130,40
7,67
7,0
140,40
7,12
7,5
150,30
6,65
8,0
160,20
6,24
8,5
170,10
5,88
9,0
180,00
5,56
10,0
199,80
5,01
11,0
219,50
4,56
12,0
239,10
4,18
Примечания.
Масса рассчитана по номинальным размерам без учета усиления шва.
Плотность стали принята равной 7,85 г/м3.
Масса труб типа 2 увеличивается за счет усиления шва на 1,5%, а для труб типа 3 — на 1%.
Труба типа 3, диаметром 530 мм, толщиной стенки 8 мм, класса прочности К 52, без термообработки:
Труба тип 3-530 8-К 52 ГОСТ 20295-85
Труба типа 2, диаметром 820 мм, толщиной стенки 12 мм, класса прочности К 60, с термическим упрочнением:
Труба тип 2-У 820 12-К 60 ГОСТ 20295-85
Труба типа 1, диаметром 325 мм, толщиной стенки 7 мм, класса прочности К 38, с объемной термообработкой:
Труба тип 1-Т 325 7-К 38 ГОСТ 20295-85
То же, с локальной термообработкой шва:
Труба тип 1-ЛТ 325 7-К 38 ГОСТ 20295-85
Труба нержавеющая толщиной 9 мм.
Труба нержавеющая толщиной 9 мм., произведенная по нормам ГОСТ 9940-81 (для горячедеформированных труб) или ГОСТ 9941-81 (для холодно- и теплодеформированных труб). Продажа со склада в Москве. Оптовым покупателям скидки.
Популярные размеры:
45х9 мм. 50х9 мм. 83х9 мм. 89х9 мм. 102х9 мм. 159х9 мм. 219х9 мм. 273х9 мм. 325х9 мм. 377х9 мм. 426х9 мм. 530х9 мм.
Популярные диаметры:
45 мм. 50 мм. 83 мм. 89 мм. 102 мм. 159 мм. 219 мм. 273 мм. 325 мм. 377 мм. 426 мм. 530 мм.
В таблице ниже представлен сортамент товаров, указан вес метра каждой трубы, а так же количество погонных метров в тонне.
Не нашли нужный товар на странице? Это не значит, что его нет в наличии! Позвоните нам или закажите обратный звонок для уточнения. Наш специалист перезвонит и проконсультирует Вас.
Наименование
Диаметр
Толщина
Вес 1 метра
Метров в тонне
Труба бесшовная 45х9 12Х18Н10Т
45 мм.
9 мм.
8 кг.
124.1
Труба бесшовная 50х9 12Х18Н10Т
50 мм.
9 мм.
9 кг.
109
Труба бесшовная 83х9 12Х18Н10Т
83 мм.
9 мм.
1 кг.
60.4
Труба бесшовная 89х9 12Х18Н10Т
89 мм.
9 мм.
1 кг.
55.8
Труба бесшовная 102х9 12Х18Н10Т
102 мм.
9 мм.
2 кг.
48
Труба бесшовная 159х9 12Х18Н10Т
159 мм.
9 мм.
3 кг.
29.8
Труба бесшовная 219х9 12Х18Н10Т
219 мм.
9 мм.
4 кг.
21.3
Труба бесшовная 273х9 12Х18Н10Т
273 мм.
9 мм.
5 кг.
16.9
Труба бесшовная 325х9 12Х18Н10Т
325 мм.
9 мм.
7 кг.
14.1
Труба бесшовная 377х9 12Х18Н10Т
377 мм.
9 мм.
8 кг.
12. 1
Труба бесшовная 426х9 12Х18Н10Т
426 мм.
9 мм.
9 кг.
10.7
Труба бесшовная 530х9 12Х18Н10Т
530 мм.
9 мм.
1 кг.
8.6
Труба бесшовная 70х9 10Х17Н13М2Т
70 мм.
9 мм.
1 кг.
73
Труба бесшовная 159х9 10Х17Н13М2Т
159 мм.
9 мм.
3 кг.
29.7
Труба бесшовная 219х9 10Х17Н13М2Т
219 мм.
9 мм.
4 кг.
21.2
Труба бесшовная 325х9 10Х17Н13М2Т
325 мм.
9 мм.
7 кг.
14.1
Труба бесшовная 426х9 10Х17Н13М2Т
426 мм.
9 мм.
9 кг.
10.7
Труба бесшовная 45х9 10Х23Н18
45 мм.
9 мм.
8 кг.
123.6
Труба бесшовная 50х9 10Х23Н18
50 мм.
9 мм.
9 кг.
108.6
Труба бесшовная 83х9 10Х23Н18
83 мм.
9 мм.
1 кг.
60.2
Труба бесшовная 89х9 10Х23Н18
89 мм.
9 мм.
1 кг.
55.6
Труба бесшовная 102х9 10Х23Н18
102 мм.
9 мм.
2 кг.
47.9
Труба бесшовная 159х9 10Х23Н18
159 мм.
9 мм.
3 кг.
29.7
Труба бесшовная 219х9 10Х23Н18
219 мм.
9 мм.
4 кг.
21.2
Труба бесшовная 273х9 10Х23Н18
273 мм.
9 мм.
5 кг.
16.9
Труба бесшовная 325х9 10Х23Н18
325 мм.
9 мм.
7 кг.
14.1
Труба бесшовная 377х9 10Х23Н18
377 мм.
9 мм.
8 кг.
12. 1
Труба бесшовная 426х9 10Х23Н18
426 мм.
9 мм.
9 кг.
10.7
Труба бесшовная 530х9 10Х23Н18
530 мм.
9 мм.
1 кг.
8.5
Труба бесшовная 45х9 20Х23Н18
45 мм.
9 мм.
8 кг.
124.4
Труба бесшовная 50х9 20Х23Н18
50 мм.
9 мм.
9 кг.
109.3
Труба бесшовная 83х9 20Х23Н18
83 мм.
9 мм.
1 кг.
60.5
Труба бесшовная 89х9 20Х23Н18
89 мм.
9 мм.
1 кг.
56
Труба бесшовная 102х9 20Х23Н18
102 мм.
9 мм.
2 кг.
48.2
Труба бесшовная 159х9 20Х23Н18
159 мм.
9 мм.
3 кг.
29.9
Труба бесшовная 219х9 20Х23Н18
219 мм.
9 мм.
4 кг.
21.3
Труба бесшовная 273х9 20Х23Н18
273 мм.
9 мм.
5 кг.
17
Труба бесшовная 325х9 20Х23Н18
325 мм.
9 мм.
7 кг.
14.2
Труба бесшовная 377х9 20Х23Н18
377 мм.
9 мм.
8 кг.
12.2
Труба бесшовная 426х9 20Х23Н18
426 мм.
9 мм.
9 кг.
10.7
Труба бесшовная 530х9 20Х23Н18
530 мм.
9 мм.
1 кг.
8.6
Внимание! Вес погонного метра трубы рассчитан с учетом плотности стали, которая используется для производства конкретного изделия. Допустимые отклонения при этом не учитывались. Все данные в таблицах носят информационный характер.
почему и что будет, если смотреть без маски, вредные факторы сварки и риск ожога глаза
Даниил Давыдов
медицинский журналист
Профиль автора
Если смотреть на сварку всего несколько секунд, можно заработать фотокератит, или ожог глаз.
Но сварка — не единственный источник риска. Чтобы уберечь глаза, на пляже и в горах нужно носить головной убор с козырьком или солнечные очки.
Сходите к врачу
Наши статьи написаны с любовью к доказательной медицине. Мы ссылаемся на авторитетные источники и ходим за комментариями к докторам с хорошей репутацией. Но помните: ответственность за ваше здоровье лежит на вас и на лечащем враче. Мы не выписываем рецептов, мы даем рекомендации. Полагаться на нашу точку зрения или нет — решать вам.
Как работает сварочная дуга
Когда рабочий включает сварочный аппарат, источник питания создает электрическую дугу, которая испускает излучение в широком диапазоне длин волн — от 200 до 1400 нм. Из-за этого она не только греет и очень ярко светит, но и может навредить глазам.
Что такое сварочная дуга — Британская ассоциация исследований в области сварки
Какие виды излучения связаны со сваркой — Канадский центр охраны здоровья и безопасности
Чтобы понять, почему так происходит, нужно сказать пару слов о диапазоне излучения сварочной дуги. Вот что он охватывает.
Инфракрасный свет с длиной волны 1400—700 нм. Чем длиннее волны инфракрасного излучения, тем оно горячее, поэтому температура электрической дуги — около 3600 °C. Этого достаточно, чтобы расплавить металл и соединить части металлической конструкции друг с другом.
Видимый свет с длиной волны 700—400 нм. Явление, когда нагретые объекты начинают излучать видимый свет, называется тепловым излучением. А видим мы его, потому что при нагревании появляются потоки фотонов, которые могут активировать светочувствительные белки в наших глазах.
При нагревании до 500 °C предметы начинают излучать самый длинноволновый свет — красный. По мере нагревания появляется свет и с более короткими длинами волн, а при нагревании до 5500 °C излучаются все — от самого длинноволнового красного до самого коротковолнового фиолетового. Они смешиваются, так что в итоге мы видим абсолютно белый свет. Но поскольку температура электрической дуги — 3600 °C, она немного не дотягивает до чистого белого. Поэтому сварка часто имеет синеватый или фиолетовый оттенок.
Ультрафиолетовый свет с длиной волны 400—100 нм. У ультрафиолетового света больше энергии, чем у видимого света. А поскольку потоки «высокоэнергетических» фотонов не активируют светочувствительные белки в глазах, мы не видим ультрафиолет. Но он все равно способен проникать в наш организм и передавать энергию молекулам, из которых мы состоим.
Например, ультрафиолет активирует белки, отвечающие за образование витамина D. Но если человек смотрит на сварку с близкого расстояния, он может получить слишком высокую дозу ультрафиолетового излучения, которая способна привести к проблемам с глазами.
/quartz-lamp-home/
Правда ли, что бактерицидная лампа должна быть в каждом доме?
Как ультрафиолетовое излучение сварки вредит глазам
Хотя ультрафиолетовый свет невидимый, у него тоже есть своя «радуга», то есть он состоит из излучений с разной длиной волны. Длина волны лучей УФ-А — 315—400 нм, УФ-В — 280—315 нм, УФ-С — 100—280 нм.
Если человек смотрит на сварочную дугу без специальных сварочных очков с защитой от ультрафиолета, все лучи УФ-С и почти все УФ-В будут поглощены роговицей глаз. Так называется прозрачная «линза», которая закрывает радужную оболочку и зрачок.
Почему сварка вредит глазам — профильный журнал сварщиков Skilled Welde
Лишняя энергия, которую УФ-лучи передают роговице, может привести к ожогу конъюнктивы — тонкой прозрачной оболочки, которая выстилает веко изнутри и покрывает видимую часть глазного яблока. Эта проблема называется фотокератит, или «глаз сварщика». При этом состоянии человек чувствует боль в глазах, ему кажется, что в них попал песок. У пострадавшего текут слезы, глаза краснеют, развивается светобоязнь: человеку больно с открытыми глазами даже при обычном дневном освещении.
Фотокератит может развиться, даже если человек смотрел на сварку всего несколько секунд. В этой ситуации неприятные ощущения проходят через несколько часов. Но нужно иметь в виду, что на тяжесть ожога влияет не только время, в течение которого человек смотрел на сварку, но и размер вспышки, и расстояние до нее.
/list/oftalmologiya/
11 важных вопросов взрослому офтальмологу Людмиле Панюшкиной
Считается, что сварка не причиняет вреда глазам, если человек находится от нее на дистанции, с которой вспышка кажется такой же маленькой, как звезда на небе. Это расстояние — не меньше нескольких километров. Поэтому, даже если человек смотрел на сварку всего несколько секунд, но размер вспышки был большим или он находился совсем близко, может развиться и более серьезный ожог глаз, который придется лечить у офтальмолога.
Как правило, в этой ситуации врачи прописывают глазные капли, которые нужно капать одни-двое суток, и рекомендуют носить солнечные очки — это уменьшает боль и помогает избежать инфекции. А некоторым людям даже приходится носить повязку на глазах до тех пор, пока поврежденная роговица полностью не заживет.
Чем дольше человек смотрит на сварку, тем выше риск, потому что у некоторых людей длительное воздействие УФ-излучения может вызвать катаракту — частичное или полное помутнение внутренней линзы глаза, то есть хрусталика.
Единственный способ вылечить эту болезнь — заменить помутневший хрусталик на искусственный.
/katarakta/
Как лечить катаракту и сколько это стоит
Как избежать ожога роговицы
Профессиональные сварщики защищают роговицу глаз при помощи специальных очков, не пропускающих ультрафиолет.
Но фотокератит бывает не только у сварщиков. Обжечь роговицу можно в любой ситуации, когда в глаза попадает много ультрафиолета. Например, на пляже, в солярии или на горнолыжном курорте.
У кого развивается фотодерматит — медицинский справочник Drugs.com
Лучший способ защититься — носить головной убор с козырьком, чтобы глаза были в тени, или надевать солнцезащитные очки. Выбирайте только очки со 100%-й защитой от ультрафиолета — на них должна быть маркировка UV400. О том, как подобрать подходящий аксессуар, мы писали в статье «Где купить солнцезащитные очки: 9 марок и стильных моделей».
Когда нужно носить солнцезащитные очки — клиника Кливленда
Как правильно выбрать солнцезащитные очки — Американская академия офтальмологии
Что произойдет, если смотреть на сварку
24 апреля 2018
Русская семерка
С детства нам внушают, что ни в коем случае нельзя смотреть на искры от сварки – вредно для глаз. А почему вредно? Чтобы понять это, надо иметь представление о процессе сварки.
Фото: Русская семеркаРусская семерка
Это коварное излучение
Видео дня
С помощью сварки чаще всего соединяют детали из металла, но она применяется и при работе с пластмассой и керамикой. В качестве источников энергии для сварки могут использоваться электрическая дуга, электрический ток, газовое пламя, лазерное излучение, электронный луч, трение, а также ультразвук. Для питания так называемой сварочной дуги нужен переменный, постоянный либо пульсирующий электроток.
На вопрос о том, вредно ли смотреть на сварку, все эксперты отвечают: да, вредно. Это вовсе не миф. Дело в том, что при сварке выделяется спектр, который состоит одновременно из инфракрасных, световых и ультрафиолетовых лучей, причем чем выше интенсивность тока, тем более возрастает мощность излучения. При этом яркость видимой части спектра в тысячи раз превышает дозу, допустимую для человека. Ультрафиолетовый и инфракрасный диапазоны не воспринимаются человеческим зрением, но зато способны воздействовать на слизистую, роговицу, сетчатку и хрусталик глаза, вызывая ожоги и повреждения. На профессиональном сленге сварщиков это называется «поймать зайчика», а на научно-медицинском языке — электроофтальмия.
Офтальмолог Вадим Бондарь предупреждает, что наблюдение за сваркой может привести к фотокератиту. По сути, это ожог роговицы (прозрачной оболочки глаза, покрывающей радужку).
Мы прекрасно знаем, что сами сварщики всегда надевают специальные маски при работе со сварочным аппаратом, соблюдая технику безопасности.
Предел безопасности
«Источники излучения, созданные человеком, в том числе и энергия сварочной дуги, довольно часто приводят к повреждению структуры глаза», — комментирует врач-офтальмолог Дарья Барышникова. Правда, если вы наблюдали за сваркой на расстоянии более 15 метров, и недолго, то вашим глазам, скорее всего, ничего не угрожает: в таком случае ультрафиолетовые волны успевают рассеяться, прежде чем достигнуть вас. А вот если вы подойдете к сварочному аппарату на расстояние вытянутой руки и будете смотреть на искры длительное время, то вы рискуете навсегда испортить зрение.
Если вы не верите, можете провести следующий эксперимент. Возьмите любой предмет черного цвета и поместите его на 15-25 минут в зону воздействия сварочного аппарата. По прошествии указанного времени вы обнаружите, что черное покрытие стало светлым, а местами выгорело. Аналогичное действие оказывает сварка и на человеческие глаза.
Ученые опытным путем вычислили, что при токе дуги 200 ампер максимальное время облучения глаз сварочными излучениями на расстоянии 1 метра от источника может составлять 45 секунд, на расстоянии 10 метров – 75 минут, на расстоянии 30 метров — 11,1 часа. При этом опасно наблюдение даже за отражением дуги на различных поверхностях. Вредно и когда источник находиться сбоку от человека.
Как определить офтальмию
«Сложные фотохимические процессы в роговице могут приводить не к мгновенному появлению симптомов, а отложенному, — предупреждает Дарья Барышникова. — Нередко проблемы со зрением начинаются через 4-6 часов, когда человек уже и забыл о своей встрече с раздражителем».
На то, что вы «поймали зайчика», будут указывать мелькающие перед глазами белые пятна, резь и «песок» в глазах, их покраснение и слезоточивость, светобоязнь, помутнение роговицы.
Но могут быть и более серьезные последствия. При ожогах второй степени начинается эрозия роговицы, она заметно мутнеет, от конъюнктивы отделяются пленки, на коже появляются пузыри. При ожогах третьей степени вы видите все как сквозь матовое стекло, происходят некротические изменения кожи. Об ожогах четвертой степени свидетельствуют значительная потеря зрения, некроз тканей глаза и конъюнктивы.
Что делать, если вы получили ожоги
При легких ожогах прежде всего необходимо промыть глаза большим количеством холодной воды или слабым раствором марганцовки, закапать глазные капли, такие как альбуцид, тауфон или сульфацил натрия. Если пострадало и лицо (а такое бывает часто), то приложите к нему влажное полотенце. Не мешает принять обезболивающее.
Можно попробовать в течение двух часов делать примочки: на закрытые веки класть компрессы с холодной водой или же с настойкой из коры дуба, ромашки, годны для этого и дольки сырого картофеля. Хорошо помогают и чайные пакетики, которые опускают в теплую воду, а затем минут на 20 кладут на веки. Но лучше все-таки в ближайшее время сходить на прием к окулисту.
Если у вас сильный ожог или в глаза попали механические частицы, то не пытайтесь лечиться самостоятельно: это чревато полной потерей зрения. Срочно обратитесь к врачу-офтальмологу или вызовите «Скорую». Глаза по возможности держите закрытыми. Специалист удалит посторонние частицы, назначит лечение мазями, каплями и препаратами. В некоторых случаях необходимо хирургическое вмешательство.
До полного излечения рекомендуется беречь глаза от яркого света, находиться в затемненных помещениях, а на улицу выходить только в солнцезащитных очках.
Другое,
Радиация и воздействие на глаза и кожу : Ответы по охране труда
Ответы по охране труда Информационные бюллетени
Легко читаемые информационные бюллетени с вопросами и ответами, охватывающие широкий спектр вопросов охраны здоровья и безопасности на рабочем месте, от опасностей до болезней и эргономики к продвижению по службе. ПОДРОБНЕЕ >
Загрузите бесплатное приложение OSH Answers
Поиск по всем информационным бюллетеням:
Поиск
Введите слово, фразу или задайте вопрос
ПОМОЩЬ
Какие виды излучения связаны со сваркой?
Сварочная дуга испускает излучение в широком диапазоне длин волн — от 200 нм (нанометров) до 1400 нм (или от 0,2 до 1,4 мкм, микрометров). Эти диапазоны включают ультрафиолетовое (УФ) излучение (от 200 до 400 нм), видимый свет (от 400 до 700 нм) и инфракрасное (ИК) излучение (от 700 до 1400 нм).
УФ-излучение делится на три диапазона — УФ-А (от 315 до 400 нм), УФ-В (от 280 до 315 нм) и УФ-С (от 100 до 280 нм). УФ-С и почти все УФ-В поглощаются роговицей глаза. УФ-А проходит через роговицу и поглощается хрусталиком глаза.
Некоторое количество УФ-излучения, видимого света и ИК-излучения может достигать сетчатки.
Каковы симптомы «Дугового глаза»?
Некоторые типы УФ-излучения могут вызвать повреждение поверхности и слизистой оболочки (конъюнктивы) глаза, которое называется «дуговой глаз», «глаз сварщика» или «дуговая вспышка». Эти названия являются общими названиями «конъюнктивита» — воспаления слизистой оболочки передней части глаза. Симптомы включают:
боль – от легкого ощущения давления в глазах до сильной боли в тяжелых случаях
слезотечение и покраснение глаза и оболочек вокруг глаза (кровоизлияние)
ощущение «песка в глазу»
патологическая чувствительность к свету
невозможность смотреть на источники света (светобоязнь)
Количество времени требуется, чтобы вызвать эти эффекты, зависит от нескольких факторов, таких как интенсивность излучения, расстояние от сварочной дуги, угол, под которым излучение попадает в глаза, и тип защиты глаз, которую использует сварщик или наблюдатель. Однако воздействие интенсивного УФ-излучения всего на несколько секунд может вызвать дугу в глазах. Эти симптомы могут не ощущаться в течение нескольких часов после воздействия.
Возможны ли другие эффекты для глаз?
Длительное воздействие УФ-излучения у некоторых людей может вызвать катаракту. Воздействие инфракрасного света может нагревать хрусталик глаза и вызывать катаракту в долгосрочной перспективе.
Видимый свет от сварочных процессов очень яркий и может подавлять способность радужной оболочки глаза закрываться достаточно и достаточно быстро, чтобы ограничить яркость света, попадающего на сетчатку. В результате свет временно ослепляет и утомляет глаза.
Какие опасности для кожи связаны со сваркой и излучением?
Сварочная дуга и пламя испускают интенсивное видимое, ультрафиолетовое и инфракрасное излучение.
УФ-излучение сварочной дуги вызывает ожог незащищенной кожи так же, как УФ-излучение на солнце. Эта опасность актуальна для прямого воздействия УФ-излучения, а также излучения, которое отражается от металлических поверхностей, стен и потолков. Отделка поверхности и определенные цвета краски могут уменьшить количество отраженного УФ-излучения.
Длительное воздействие УФ-излучения может вызвать рак кожи.
Инфракрасное излучение и видимый свет обычно очень слабо воздействуют на кожу.
Последний раз документ обновлялся 1 мая 2018 г.
Добавьте значок на свой веб-сайт или в интранет, чтобы ваши сотрудники могли быстро найти ответы на свои вопросы по охране труда и технике безопасности.
Что нового
Ознакомьтесь с нашим списком «Что нового», чтобы узнать, что было добавлено или изменено.
Нужна дополнительная помощь?
Свяжитесь с нашей информационной линией безопасности
905-572-2981
Бесплатный номер 1-800-668-4284 (в Канаде и США)
Расскажите нам, что вы думаете
Как мы можем сделать наши услуги более полезными для вас? Свяжитесь с нами, чтобы сообщить нам.
Сопутствующие товары и услуги
Вас также могут заинтересовать следующие сопутствующие товары и услуги CCOHS:
Отказ от ответственности
Несмотря на то, что предпринимаются все усилия для обеспечения точности, актуальности и полноты информации, CCOHS не гарантирует, не гарантирует, не заявляет и не ручается за правильность, точность или актуальность предоставленной информации. CCOHS не несет ответственности за любые убытки, претензии или требования, возникающие прямо или косвенно в результате любого использования или доверия к информации.
Прежде чем уйти, не могли бы вы ответить на семь вопросов о вашем опыте на веб-сайте CCOHS?
«Солнечный ожог» роговицы от УФ-лучей при сварке
Деб Хипп; обзор Брайана Боксера Вахлера, MD
Что такое дуговой глаз?
Дуговой глаз — это повреждение роговицы сваркой, подобное солнечному ожогу. Это вызвано незащищенным воздействием ультрафиолетовых (УФ) лучей сварочной горелки. Медицинский термин для дугового глаза фотокератит ; it может быть вызвано УФ-лучами из любого источника, но у него есть много общих названий, описывающих воздействие на глаза.
Например, фотокератит сварщики могут знать как дуговой глаз или вспышку сварщика. Лыжники могут назвать это снежной слепотой, если их роговица подвергается воздействию УФ-лучей, отражающихся от снега.
Причины появления дуги в глазу
Дугообразный глаз, ожог вспышкой и вспышка сварщика — все это названия медицинского состояния фотокератита, которое может ощущаться как солнечный ожог глаза. Дуговой разряд может возникнуть, когда глаза сварщика подвергаются вспышкам УФ-излучения сварочных горелок, известных как «дуги».
Если сварщик не использует надлежащую защиту для глаз, УФ-излучение сварочной дуги может повредить эпителий роговицы. Это внешний слой роговицы вашего глаза, который сохраняет ваши глаза влажными и здоровыми. Роговица — это прозрачная передняя поверхность глаза, похожая на лобовое стекло автомобиля, которая пропускает свет в глаз, обеспечивая зрение. Роговица также обеспечивает фокусировку глаза.
Когда этот тонкий, уязвимый слой роговицы повреждается ультрафиолетовыми лучами, клетки могут отслаиваться через несколько часов. Этот процесс оставляет нервы роговицы поврежденными и открытыми. В результате дуга глаза может быть очень болезненной, похожей на сильный солнечный ожог.
Ваши незащищенные глаза также подвержены риску этого состояния, также известного как ультрафиолетовый кератит и снежная слепота, в солнечных, наружных условиях с отражающими свет поверхностями.
Например, если вы не носите солнцезащитные очки с защитой от ультрафиолета на пляже с белым песком, ваши глаза подвергаются риску фотокератита. То же самое можно сказать и о катании на лыжах в ясный день без надлежащей защиты глаз. Это связано с тем, что УФ-лучи могут отражаться от этих поверхностей, увеличивая воздействие УФ-излучения на ваши глаза.
Снежная слепота — это общее название фотокератита, вызванного УФ-лучами, отраженными от снега, поскольку отражается более 80 % солнечных УФ-лучей. То же название часто применяется к этому состоянию, когда оно вызвано УФ-отражением от пляжей с белым песком или воды.
Ситуации, в которых ваши глаза подвержены риску фотокератита, включают:
УФ-лучи, отражающиеся от таких поверхностей, как снег, озеро, океан или белый песок.
Ультрафиолетовые лампы или лампы, используемые в соляриях и солнечных лампах
УФ-лампы или лампы, используемые в лабораторных условиях или при применении бактерицидных средств
Вспышки галогенной лампы
Разбитые и/или незащищенные ртутные и металлогалогенные лампы. Эти типы ламп часто используются в школьных спортзалах, уличных фонарях, банках, магазинах и аренах.
СМОТРИТЕ ТАКЖЕ: 5 заболеваний глаз, связанных с повреждением глаз солнцем
Симптомы дугового разряда глаз
Когда ваши глаза подвергаются вредному ультрафиолетовому излучению, вы можете не сразу заметить симптомы дугового разряда глаз. Симптомы дугового разряда могут появиться уже через 30 минут после воздействия или могут проявиться через 12 часов. Наиболее распространенным симптомом дугового разряда является сильная боль в пораженном глазу или глазах.
Другим симптомом дугообразных глаз является чувствительность к свету, известная как светобоязнь. Чувствительность к свету может вызвать головную боль и дискомфорт для глаз. Светобоязнь также может вызвать у вас ощущение, что у вас в глазу песок или посторонний предмет, даже если там ничего нет.
Другие симптомы аркоглаза включают:
Некоторые из тех же симптомов аркоглаза могут быть признаками других заболеваний глаз. Красные, раздраженные глаза и чувствительность к свету могут быть симптомами сухости глаз или вирусного конъюнктивита. Воздействие чистящих растворов может вызвать реакцию ваших глаз на химические вещества.
Возможно, вам попал мусор в глаз или вы носите контактные линзы слишком долго, что вызывает дискомфорт в глазах. Причиной может быть даже аллергическая реакция на консерванты глазных капель.
Если у вас есть симптомы дуги глаза, запишитесь на прием к врачу. Ваш глазной врач может диагностировать истинный источник ваших симптомов и предложить правильный курс лечения.
Лечение дугового глаза
Дугообразный глаз обычно заживает в течение одного или двух дней после облучения. Окулист, который осматривает ваши глаза, может порекомендовать лечение для более быстрого заживления. Как правило, лечение дугообразного глаза включает применение мази с антибиотиком в течение двух или трех дней, чтобы убедиться, что ваш глаз не заразился бактериальной инфекцией.
Чтобы уменьшить дискомфорт в глазах, врач-офтальмолог может порекомендовать смазывающие глаза капли и принимать обезболивающие. Если вы носите контактные линзы, не надевайте их и носите только очки, пока ваша роговица не придет в норму.
Как защитить глаза от дугового разряда
Сварщики во время сварки должны носить защитные очки с фильтрами, защитные очки или соответствующий сварочный шлем, чтобы защитить глаза от УФ-излучения сварочной дуги. Люди, которые работают в лаборатории или другом месте с высоким риском воздействия на глаза вредных ультрафиолетовых лучей, должны носить защитные очки или лицевые щитки.
Находясь на улице, носите солнцезащитные очки, блокирующие 100% УФ-излучения. Вы можете еще больше ограничить количество солнечного света, попадающего на ваши глаза, надев одежду с запахом, которая будет плотно прилегать к вашим глазам.
Что делать, если я думаю, что у меня дуговой глаз?
Если у вас есть симптомы дуги в глазах, запишитесь на осмотр к офтальмологу. Врач может определить, есть ли у вас дуга или другое заболевание глаз с похожими симптомами.
ТАКЖЕ СВЯЗАННЫЕ: Может ли УФ-излучение вызывать рак глаз?
Фотокератит. Американская академия офтальмологии. ГлазВики . Апрель 2021 г.
Ожоги от ультрафиолетового излучения от высокоинтенсивного освещения с использованием галогенидов металлов и паров ртути по-прежнему вызывают озабоченность у населения.
— количественная характеристика пространства, занимаемого телом или веществом. Объём тела или вместимость сосуда определяется его формой и линейными размерами.
Объем призмы равен произведению площади основания призмы, на высоту.
Формула объема призмы:
V = So h
где V — объем призмы,
So — площадь основания призмы,
h — высота призмы.
Онлайн калькулятор для расчета объема призмы
Формулы площади геометрических фигур для определения площади основания призмы
Объем прямоугольного параллелепипеда
Объем прямоугольного параллелепипеда равен произведению его длины, ширины и высоты.
Формула объема прямоугольного параллелепипеда:
V = a · b · h
где V — объем прямоугольного параллелепипеда,
a — длина,
b — ширина,
h — высота.
Смотрите также онлайн калькулятор для расчета объема прямоугольного параллелепипеда
Объем пирамиды
Объем пирамиды равен трети от произведения площади ее основания на высоту.
Формула объема пирамиды:
V =
1
So · h
3
где V — объем пирамиды,
So — площадь основания пирамиды,
h — длина высоты пирамиды.
Онлайн калькулятор для расчета объема пирамиды
Формулы площади геометрических фигур для определения площади основания пирамиды
Объем цилиндра
Объем цилиндра равен произведению площади его основания на высоту.
Формулы объема цилиндра:
V = π R2 h
V = So h
где V — объем цилиндра,
So — площадь основания цилиндра,
R — радиус цилиндра,
h — высота цилиндра,
π = 3. 141592.
Смотрите также онлайн калькулятор для расчета объема цилиндра
Объем конуса
Объем конуса равен трети от произведению площади его основания на высоту.
Формулы объема конуса:
V =
1
π R2 h
3
V =
1
So h
3
где V — объем конуса,
So — площадь основания конуса,
R — радиус основания конуса,
h — высота конуса,
π = 3.141592.
Смотрите также онлайн калькулятор для расчета объема конуса
Все таблицы и формулы
Все формулы объемов геометрических тел
1. Расчет объема куба
a — сторона куба
Формула объема куба, (V):
2.
Найти по формуле, объем прямоугольного параллелепипеда
a, b, c — стороны параллелепипеда
Еще иногда сторону параллелепипеда, называют ребром.
Формула объема параллелепипеда, (V):
3. Формула для вычисления объема шара, сферы
R — радиус шара
π ≈ 3.14
По формуле, если дан радиус, можно найти объема шара, (V):
4. Как вычислить объем цилиндра ?
h — высота цилиндра
r — радиус основания
π ≈ 3.14
По формуле найти объема цилиндра, есди известны — его радиус основания и высота, (V):
5.
Как найти объем конуса ?
R — радиус основания
H — высота конуса
π ≈ 3.14
Формула объема конуса, если известны радиус и высота (V):
7. Формула объема усеченного конуса
r — радиус верхнего основания
R — радиус нижнего основания
h — высота конуса
π ≈ 3.14
Формула объема усеченного конуса, если известны — радиус нижнего основания, радиус верхнего основания и высота конуса (V ):
8. Объем правильного тетраэдра
Правильный тетраэдр — пирамида у которой все грани, равносторонние треугольники.
а — ребро тетраэдра
Формула, для расчета объема правильного тетраэдра (V):
9.
Объем правильной четырехугольной пирамиды
Пирамида, у которой основание квадрат и грани равные, равнобедренные треугольники, называется правильной четырехугольной пирамидой.
a — сторона основания
h — высота пирамиды
Формула для вычисления объема правильной четырехугольной пирамиды, (V):
10. Объем правильной треугольной пирамиды
Пирамида, у которой основание равносторонний треугольник и грани равные, равнобедренные треугольники, называется правильной треугольной пирамидой.
a — сторона основания
h — высота пирамиды
Формула объема правильной треугольной пирамиды, если даны — высота и сторона основания (V):
11. Найти объем правильной пирамиды
Пирамида в основании, которой лежит правильный многоугольник и грани равные треугольники, называется правильной.
h — высота пирамиды
a — сторона основания пирамиды
n — количество сторон многоугольника в основании
Формула объема правильной пирамиды, зная высоту, сторону основания и количество этих сторон (V):
12. Расчет объема пирамиды
h — высота пирамиды
S — площадь основания ABCDE
Формула для вычисления объема пирамиды, если даны — высота и площадь основания (V):
13. Расчёт объёма усечённой пирамиды
h — высота пирамиды
Sниж — площадь нижнего основания, ABCDE
Sверх — площадь верхнего основания, abcde
Формула объема усеченной пирамиды, (V):
14.
Объем шарового сегмента, формула
Шаровый сегмент- это часть шара отсеченная плоскостью. В данном примере, плоскостью ABCD.
R — радиус шара
h — высота сегмента
π ≈ 3.14
Формула для расчета объема шарового сегмента, (V):
15. Объем шарового сектора
R — радиус шара
h — высота сегмента
π ≈ 3.14
Формула объема шарового сектора, (V):
16. Объем шарового слоя
h — высота шарового слоя
R — радиус нижнего основания
r — радиус верхнего основания
π ≈ 3.14
Формула объема шарового слоя, (V):
Калькулятор объема цилиндра
Автор: Ханна Памула, кандидат наук
Отзыв от Bogna Szyk и Jack Bowater
Последнее обновление: 06 сентября 2022 г.
Содержание:
Как рассчитать объем цилиндра?
Объем полого цилиндра
Объем наклонного цилиндра
Часто задаваемые вопросы
Наш калькулятор объема цилиндра позволяет вычислить объем этого твердого тела. Если вы хотите выяснить, сколько воды помещается в банку, кофе в вашу любимую кружку или даже объем соломинки для питья — вы находитесь в правильном месте. Другой вариант расчета объем цилиндрической оболочки (полый цилиндр).
Как рассчитать объем цилиндра?
Начнем с самого начала – что такое цилиндр? Это твердое тело, ограниченное цилиндрической поверхностью и двумя параллельными плоскостями. Мы можем представить его как твердую физическую банку с крышками сверху и снизу. Для расчета его объема нам необходимо знать два параметра – радиус (или диаметр) и высоту:
объем цилиндра = π × радиус цилиндра² × высота цилиндра
Калькулятор объема цилиндра помогает найти объем прямого, полого и наклонного цилиндра:
Объем полого цилиндра
Полый цилиндр, также называемый цилиндрической оболочкой, представляет собой трехмерную область, ограниченную двумя прямыми круговыми цилиндрами. с одной осью и двумя параллельными кольцевыми основаниями, перпендикулярными общей оси цилиндров.
Легче понять это определение, представив, например, соломинку для питья или трубку – полый цилиндр – это пластик, металл или другой материал. Формула объема полого цилиндра:
объем_цилиндра = π × (R² - r²) × высота_цилиндра
где R – внешний радиус, а r – внутренний радиус
Для расчета объема цилиндрической оболочки возьмем пример из реальной жизни. , может… рулон туалетной бумаги, а почему бы и нет? 😀
Введите внешний радиус цилиндра . Стандарт равен примерно 5,5 см.
Определить внутренний радиус цилиндра . Это внутренний радиус картонной детали около 2 см.
Узнать высоту цилиндра ; для нас это 9 см.
Тадаам! Объем полого цилиндра равен 742,2 см³.
Помните, что результатом является объем бумаги и картона. Если вы хотите посчитать, сколько пластилина можно положить внутрь картонного рулона, воспользуйтесь стандартной формулой объема цилиндра — калькулятор посчитает в мгновение ока!
Объем косого цилиндра
Косой цилиндр – это тот, который «наклоняется» – стороны не перпендикулярны основаниям, в отличие от стандартного «прямого цилиндра». Как рассчитать объем косого цилиндра? Формула такая же, как и для прямого. Только помните, что высота должна быть перпендикулярна основаниям.
Теперь, когда вы знаете, как рассчитать объем цилиндра, возможно, вы захотите определить объемы других трехмерных тел? Используйте этот общий калькулятор объема!
Если вам интересно, сколько чайных ложек или чашек поместится в ваш контейнер, воспользуйтесь нашим конвертером объема.
Для расчета объема грунта, необходимого для цветочных горшков различной формы, в том числе для цилиндрического, воспользуйтесь калькулятором грунта.
Часто задаваемые вопросы
Где можно найти цилиндры в природе?
Цилиндры вокруг нас , и мы говорим не только о банках Pringles. Хотя вещи в природе редко бывают идеальными цилиндрами, некоторые примеры стволы деревьев и стебли растений, некоторые кости (и, следовательно, тела) и жгутики микроскопических организмов. Они составляют большое количество природных объектов на Земле!
Как нарисовать цилиндр?
Чтобы нарисовать цилиндр, выполните следующие действия:
Нарисуйте слегка приплюснутый круг. Чем более он сплющен, тем ближе вы смотрите на сторону цилиндра на .
Начертить две равные параллельные линии с дальних сторон вашего круга спускается вниз.
Соедините концы двух линий полукруглой линией, которая выглядит так же, как нижняя половина вашего верхнего круга.
При необходимости добавьте тень и штриховку.
Как рассчитать вес цилиндра?
Для расчета веса баллона:
Возведение в квадрат радиуса цилиндра .
Умножьте квадрат радиуса на число пи и высоту цилиндра .
Умножьте объем на плотность цилиндра. Результат – вес цилиндра.
Как рассчитать отношение площади поверхности к объему цилиндра?
Найдите объем цилиндра по формуле πr²h .
Найдите площадь поверхности цилиндра по формуле 2πrh + 2πr² .
Из двух формул составьте отношение , т. е. πr²h : 2πrh + 2πr².
В качестве альтернативы упростите его до rh : 2(h+r) .
Разделите с обеих сторон на одну из сторон, чтобы получить соотношение в его простейшей форме.
Как найти высоту цилиндра?
Если у вас объем и радиус цилиндра:
Убедитесь, что объем и радиус указаны в тех же единицах , что и (например, см³ и см), а радиус — в радианах .
Квадрат радиус.
Разделите объем на квадрат радиуса и пи, чтобы получить высоту в тех же единицах, что и радиус.
Если у вас есть площадь поверхности и радиус (r):
Убедитесь, что поверхность и радиус указаны в тех же единицах , что и , а радиус указан в радианах.
Вычтите 2πr² из площади поверхности.
Разделите результат шага 1 на 2πr.
Результат — высота цилиндра.
Как найти радиус цилиндра?
Если у вас есть объем и высота цилиндра:
Убедитесь, что объем и высота указаны в в тех же единицах (например, см³ и см), а радиус указан в радианах .
Разделить объем на пи и высоту.
Квадрат корень результата.
Если у вас есть площадь поверхности и высота (h):
Подставьте высоту, h и площадь поверхности в уравнение, площадь поверхности = πr²h : 2πrh + 2πr².
Разделите с обеих сторон на 2π.
Вычтите площади поверхности/2π с обеих сторон.
Решите полученное квадратное уравнение.
положительный корень — это радиус.
Как найти объем прямоугольного трапециевидного цилиндра?
Правильный трапециевидный цилиндр, также известный как прямоугольная призма , может быть решен следующим образом:
Сложите вместе две параллельные стороны (основания) трапеции.
Разделить результат на 2.
Умножьте результат шага 2 на высоту трапеции (т.е. расстояние, разделяющее две стороны).
Умножьте результат на длину цилиндра.
Результатом является площадь правильного трапециевидного цилиндра.
Как найти объем овального цилиндра?
Чтобы найти объем овального цилиндра:
Умножьте наименьший радиус овала (малая ось) на его наибольший радиус (большая ось).
Умножьте это новое число на пи .
Разделите результат шага 2 на 4. Результатом будет площадь овала.
Умножьте площадь овала на высоту цилиндра.
Результат — объем овального цилиндра.
Как найти объем наклонного цилиндра?
Чтобы вычислить объем наклонного цилиндра:
Найдите радиус , длину стороны и угол наклона цилиндра.
Квадрат радиус.
Умножьте на число пи.
Возьмем грех угла .
Умножьте sin на длину стороны.
Умножьте на результат шагов 3 и 5 вместе.
В результате получается наклонный объем.
Как рассчитать рабочий объем цилиндра?
Чтобы вычислить рабочий объем цилиндра:
Разделите диаметр отверстия на на 2, чтобы получить радиус отверстия .
Квадрат радиус отверстия.
Умножьте радиус квадрата на число пи.
Умножьте результат шага 3 на длину штриха . Убедитесь, что единицы измерения диаметра и длины хода совпадают.
Результатом является рабочий объем одного цилиндра.
Технические характеристики стеклопластиковой полимерной арматуры
Стеклопластиковая арматура — технические характеристики
Из статьи вы узнаете о десяти важных технических параметрах стеклопластиковой арматуры — что означает каждый из них, какой показатель ему соответствует.
Стеклопластиковая арматура — наиболее выгодная по соотношению «цена-качество» разновидность композитной арматуры. В мире её аналоги используют ещё с 30-х годов, в СССР этот термин впервые был озвучен в 40-х годах прошлого века. Разбираем подробно технические характеристики этого вида полимерной арматуры.
Содержание:
Про АКС
Процесс производства
Вес
Разрывная прочность
Модуль упругости
Относительное удлинение
Плотность
Линейный коэффициент теплового расширения
Теплопроводность
Радиопрозрачность
Коррозийная стойкость
Гигиенические свойства
Нет времени читать всю статью? Сохраните её в социальных сетях или отправьте себе в мессенджер!
Стеклопластиковая арматура использовалась ещё в советские годы. Правда, как это часто случалось с инновационными материалами (например, арболитовыми блоками) с распадом СССР тема сошла на «нет» и начала возраждаться только в начале двухтысячных годов.
Применение арматуры из стекловолокна довольно широко — армирование фундаментов, стяжки, иных бетонных конструкций, в качестве гибких связей, шпалер и приштамбовых кольев, ограждений, а также в производстве многослойных стеновых блоков для скрепления слоёв между собой. Её применяют, во-первых, для удешевления строительства, а во-вторых, из-за многочисленного списка преимуществ по сравнению с металлом.
Пример применения стеклоарматуры для армирования стяжки пола
Использование композитной стеклопластиковой арматуры регламентируется сводом правил СП 295.1325800.2017.
Как производят стеклопластиковую арматуру
Полимерная арматура изготавливается из тонких нитей стекловолокна, связывающихся в единый стержень при помощи связующего вещества — компаунда на основе эпоксидной смолы. На поверхность стержня наносятся ребра для лучшего сцепления с бетоном.
Использование стекловолокна и обуславливает высокую прочность композитных армирующих материалов. Дело в том, что массивное стекло само по себе хрупкое. А вот тонкая стеклонить превосходит по прочности на разрыв большинство имеющихся в природе материалов. Её прочность достигает 2,4 гигапаскалей. Об этом писал в своей книге советский инженер Николай Фролов.
Пропитка стеклонити компаундом на начальном этапе производственного цикла
Производство стеклопластиковой арматуры — сложный технологический процесс, в котором любая мелочь имеет значение. Ошибки, допущенные при изготовлении, сказываются на качестве арматуры.
Какие ошибки допускают производители стеклопластиковой композитной арматуры читайте в нашем обзоре. Вам будет полезна эта статья!
Технические характеристики арматуры из стекловолокна
Рассмотрим 10 характеристик, на которые могут ориентироваться покупатели при покупке стеклопластиковой арматуры. Постараемся рассказать на что влияет та или иная характеристика и, конечно, дадим значения на примере нашего товара.
Вес арматуры сказывается на общем весе строения, а также затратах на транспортировку. Стеклоарматура в несколько раз легче металлической. Соответственно, если закладывать её в кладку или в стяжку пола, то нагрузка на фундамент будет меньше. Это экономия на фундаменте.
Перевозить такую арматуру тоже проще. Во-первых, из-за формы выпуска в бухтах, во-вторых из-за лёгкого веса. Если для перевозки стальной арматуры понадобится фура, то в случае со стеклопластиковой будет достаточно и «Газели».
В эту небольшую машину умещается 16 км стеклопластиковой арматуры
Сколько весит арматура?
Вес одного метра стеклопластиковой арматуры в зависимости от диаметра в граммах (в скобках вес стальной арматуры А3):
Ø4 — 25
Ø6 — 56 (222)
Ø8 — 94 (395)
Ø10 — 144 (617)
Ø12 — 198 (888)
Ø14 — 280 (1210)
Ø16 — 460 (1580)
Ø18 — 560 (2000)
Ø20 — 630 (2470)
Ø22 — 730 (2980)
Ø24 — 850 (3850)
Разрывная прочность
Арматура в бетонных конструкциях работает на изгиб и разрыв (в зависимости от типов конструкций). Предел прочности на разрыв — важнейшая техническая характеристика арматуры, определяющая её максимальное растяжение во время критических нагрузок.
Разрывная нагрузка — максимальное усилие, которое выдерживает материал до разрушения и характеризующее его способность воспринимать нагрузку. Разрывная прочность стеклопластиковой арматуры в несколько раз выше, чем у стальной. Поэтому, для конструкций, в которых арматура будет работать на разрыв, она подходит лучше.
Какая прочность у стеклопластиковой арматуры?
Предел прочности при растяжении АКС арматуры составляет 1189 МПа. Для сравнения — у стальной арматуры этот показатель равен 390 МПа.
Исходя из этого и появилась таблица равнопрочной замены полимерной арматуры на металл. То есть, вместо металла 12-го диаметра применяется стеклоарматура 8-го диаметра.
А вот если делать расчёт для конструкций, работающих на прогиб, то замена действует в обратную сторону. Об этом недостатке в следующем пункте.
Модуль упругости стеклопластиковой арматуры
Определение из Википедии: модуль упругости характеризует способность материала упруго деформироваться (т.е. не постоянно) при приложении к нему какой-либо силы. Проще говоря, от модуля упругости зависит раскрытие микротрещин бетонной конструкции.
По этому показателю стальная арматура превосходит неметаллическую. Армирование препятствует растрескиванию и обвалу всей конструкции. Соответственно, от модуля упругости зависит величина потенциальных трещин. НО! Расчёты по данной характеристике производятся для конструкций, который будут работать на прогиб. Это:
балки прямоугольного или таврового сечения;
бетонные плиты перекрытия;
оконные и дверные перемычки.
Для этих конструкций с учётом модуля упругости следует закладывать композитную арматуру большего диаметра ,чем металлическую.
Относительное удлинение после разрыва обозначается в процентах. Характеристика выражает изменение расчётной длины стержня арматуры, в пределах которой произошёл разрыв, выраженной в процентах от первоначальной длины. Иными словами этот показатель характеризует удлинение рабочей части стержня после разрушения к начальной расчётной длине. Значение относительного удлинения определяют при испытаниях на разрыв.
Простыми словами, эта характеристика влияет на образование трещин в бетонной конструкции. Чем ниже этот показатель, тем больше вероятность избежать трещин!
Какова величина относительного удлинения арматуры?
Плотностью называют отношение массы тела к занимаемому этим телом объёму. Также её называют удельным весом. Обозначается как количество килограмм или тонн на один метр в кубе.
Плотность влияет на вес изделия и иногда может помочь определить качество стеклопластиковой арматуры. Например, арматура диаметром 12 мм производства «Композит 21» весит 200 гр/метр. Это примерный вес АСК арматуры хорошего качества. Если же вам предложили товар по нереально низкой цене, уточните у продавца сколько он весит. Например, в нашей практике был случай, когда заказчику предложили 12-миллиметровую арматуру по очень низкой цене. А позже выяснилось, что метр этой арматуры весит на 20% меньше. Соответственно, это материал меньшей плотности, прочностные характеристики которого будут ниже.
Эта характеристика показывает насколько будет удлиняться материал при увеличении его температуры на один градус. При изменениях температуры в пределах 80 °C (например, от — 40 °C до + 40 °C) расширение бетона может достигать 0,8 мм на метр. Поэтому, температурные колебания могут вызвать растрескивание бетона с жёстким наполнителем из-за разных коэффициентов линейного расширения у самого бетона и наполнителя.
В этом заключается ещё одно преимущество стеклопластиковой арматуры перед металлической. Дело в том, что тепловой коэффициент бетона и композитной арматуры примерно одинаков, поэтому бетон, армированный композитом будет меньше подвержен отрицательному влиянию температурных колебаний.
Какой коэффициент линейного расширения у стеклопластиковой арматуры?
Коэффициент для стеклопластиковой арматуры — 9-12 ax10-6/°C, для стальной арматуры — 13-15 ax10-6/°C.
Теплопроводность
Теплопроводностью называют способность тел переносить энергию (тепло) от более нагретых частей тела к менее нагретым. По другому — это количественная характеристика способности тела проводить тепло. Количественно эта способность выражается коэффициентом теплопроводности. Чем меньше значение коэффициента, тем ниже склонность материала к переводу тепла.
Например, если рассматривать стену дома, то использование при её строительстве материалов с высокой теплопроводностью приведёт к передаче тепла из нагретого помещения (т.е. вашего дома) в менее нагретое (т.е. на улицу). Грубо говоря, зимой вы будете топить улицу. А летом наоборот. Таким образом, при строительстве из материалов с низкой теплопроводностью в доме будет тепло зимой и прохладно летом.
Армирование цоколя из строительных блоков стеклопластиковой арматурой
Стеклопластиковая арматура (либо сетка), которую закладывают в стены при армировании кладки, отличается меньшей теплопроводностью в отличие от стальной. Она не образует «мостиков холода», через которые тепло будет покидать ваше жильё.
Какой коэффициент теплопроводности у арматуры?
Коэффициент теплопроводности стеклопластиковой арматуры — 0,35 Вт/(м°С), а у стальной арматуры — 46 Вт/(м°С).
Также стеклопластиковая арматура активно используется в качестве гибких связей в многослойных стенах.
“Низкая теплопроводность композитных стержней предопределила их эффективное использование в качестве связей многослойных стеновых конструкций. По результатам сравнительных испытаний трехслойных стеновых панелей на сдвиг слоев относительно друг друга, в которых использованы стеклопластиковые и металлические связи, установлено, что стеклопластиковая арматура обеспечивает требуемый уровень жесткости и прочности, предъявляемый к гибким связям.»
— Источник: Грановский А. В., Хактаев С.С. Применение стеклопластиковой арматуры в качестве гибких связей в трехслойных стеновых панелях // Промышленное и гражданское строительство. 2013. № 10. С. 84–87
Радиопрозрачность и диэлектрические свойства
Этот параметр важен прежде всего в области электроэнергетического строительства. Стеклопластиковая арматура является диэлектриком, поэтому не создаёт помех для работы сложных электрических приборов. Именно по этой причине композитная арматура применялась при строительстве Центра квантовых нанотехнологий в Канаде или Института изучения твёрдых тел имени Макса Планка в Германии.
Стеклопластиковая арматура не создаёт радиопомех, в отличие от металлических контуров из стальной арматуры. Подробнее об электротехнических свойствах арматуры из стекловолокна читайте в другой статье.
Коррозийная стойкость
Коррозией называют самопроизвольное разрушение металлов, а также сплавов в результате воздействия окружающей среды. В отношении неметаллических материалов такой термин употреблять не принято (правильнее использовать термин «старение»). Но при ужесточении эксплуатационных условий полимерные материалы тоже склонны ухудшаться под воздействием среды. Поэтому, термин «коррозия» употребляют и в отношении стеклопластиковой арматуры.
Если же сравнивать композитную и стальную арматуру, то первая обладает высокой коррозийной стойкостью (в том числе, от воздействия как жидкостной, так и химической коррозии), а вторая — низкой.
На что влияет эта характеристика? На долговечность. Срок службы стеклопластиковой арматуры больше, чем у металлической.
“В 1975 и 1984 годах стеклопластиковая арматура диаметром 6 мм была применена в строительстве опытных преднапряженных конструкций мостов. Прочность арматуры на растяжение составляла 1200 МПа, однако, учитывая низкий модуль упругости (30-40 ГПа), в поперечном сечении балок располагались стержни из алюмоборсиликатного волокна диаметром 10 мкм, количество связующего не превышало 20 % по массе. В 2006 году сотрудниками НИИЖБ им. Гвоздева было изучено состояние некоторых таких конструкций. Обследование опытных пролетных строений не выявило серьезных нарушений и подтвердило необходимость проведения дальнейших более детальных экспериментов с получением статистических данных по изменению сцепления с бетоном, прочностным и деформативным характеристикам полимеркомпозитной арматуры, в том числе длительной прочности.»
— Источник: Вестник БГТУ им. В.Г. Шухова , №3, 2017
Экологическая безопасность
ГОСТ 31938-2012 регламентирует гигиенические требования к композитной арматуре а также всем её видам, включая стеклопластиковую. АКП не должна выделять вредные и токсичные вещества в концентрациях угрожающих здоровью человека, а также оказывать вредное воздействие на окружающую среду.
По требованиям нормативного документа концентрация фенола и формальдегида не должна превышать 0,003 мг/м3, концентрация толуола не должна превышать 0,600 мг/м3, уровень запаха не более 2 баллов. А эффективная удельная активность природных радионуклидов — не более 370 Бк/кг.
Безопасна ли стеклопластиковая арматура?
Гигиеническая характеристика стеклопластиковой арматуры согласно результатам санитарно-эпидемиологической экспертизы:
концентрация фенола: <0,001
концентрация формальдегида: <0,001
концентрация толуола: <0,16
эффективная удельная активность природных радионуклидов: 128±50
уровень запаха: 1 балл.
То есть, все показатели в пределах нормы. По крайней мере, у нашей компании.
Сертификат соответствия санитарным нормам
Гигиенические характеристики стеклопластиковой арматуры
Заключение санитарно- эпидемиологической службы
Читайте также:
Защитный слой бетона
Армирование стен
Опыт применения композитной стеклопластиковой арматуры за рубежом
Технические характеристики стеклопластиковой полимерной арматуры
Стеклопластиковая арматура — технические характеристики
Из статьи вы узнаете о десяти важных технических параметрах стеклопластиковой арматуры — что означает каждый из них, какой показатель ему соответствует.
Стеклопластиковая арматура — наиболее выгодная по соотношению «цена-качество» разновидность композитной арматуры. В мире её аналоги используют ещё с 30-х годов, в СССР этот термин впервые был озвучен в 40-х годах прошлого века. Разбираем подробно технические характеристики этого вида полимерной арматуры.
Содержание:
Про АКС
Процесс производства
Вес
Разрывная прочность
Модуль упругости
Относительное удлинение
Плотность
Линейный коэффициент теплового расширения
Теплопроводность
Радиопрозрачность
Коррозийная стойкость
Гигиенические свойства
Нет времени читать всю статью? Сохраните её в социальных сетях или отправьте себе в мессенджер!
Стеклопластиковая арматура использовалась ещё в советские годы. Правда, как это часто случалось с инновационными материалами (например, арболитовыми блоками) с распадом СССР тема сошла на «нет» и начала возраждаться только в начале двухтысячных годов.
Применение арматуры из стекловолокна довольно широко — армирование фундаментов, стяжки, иных бетонных конструкций, в качестве гибких связей, шпалер и приштамбовых кольев, ограждений, а также в производстве многослойных стеновых блоков для скрепления слоёв между собой. Её применяют, во-первых, для удешевления строительства, а во-вторых, из-за многочисленного списка преимуществ по сравнению с металлом.
Пример применения стеклоарматуры для армирования стяжки пола
Использование композитной стеклопластиковой арматуры регламентируется сводом правил СП 295.1325800.2017.
Как производят стеклопластиковую арматуру
Полимерная арматура изготавливается из тонких нитей стекловолокна, связывающихся в единый стержень при помощи связующего вещества — компаунда на основе эпоксидной смолы. На поверхность стержня наносятся ребра для лучшего сцепления с бетоном.
Использование стекловолокна и обуславливает высокую прочность композитных армирующих материалов. Дело в том, что массивное стекло само по себе хрупкое. А вот тонкая стеклонить превосходит по прочности на разрыв большинство имеющихся в природе материалов. Её прочность достигает 2,4 гигапаскалей. Об этом писал в своей книге советский инженер Николай Фролов.
Пропитка стеклонити компаундом на начальном этапе производственного цикла
Производство стеклопластиковой арматуры — сложный технологический процесс, в котором любая мелочь имеет значение. Ошибки, допущенные при изготовлении, сказываются на качестве арматуры.
Какие ошибки допускают производители стеклопластиковой композитной арматуры читайте в нашем обзоре. Вам будет полезна эта статья!
Технические характеристики арматуры из стекловолокна
Рассмотрим 10 характеристик, на которые могут ориентироваться покупатели при покупке стеклопластиковой арматуры. Постараемся рассказать на что влияет та или иная характеристика и, конечно, дадим значения на примере нашего товара.
Вес арматуры сказывается на общем весе строения, а также затратах на транспортировку. Стеклоарматура в несколько раз легче металлической. Соответственно, если закладывать её в кладку или в стяжку пола, то нагрузка на фундамент будет меньше. Это экономия на фундаменте.
Перевозить такую арматуру тоже проще. Во-первых, из-за формы выпуска в бухтах, во-вторых из-за лёгкого веса. Если для перевозки стальной арматуры понадобится фура, то в случае со стеклопластиковой будет достаточно и «Газели».
В эту небольшую машину умещается 16 км стеклопластиковой арматуры
Сколько весит арматура?
Вес одного метра стеклопластиковой арматуры в зависимости от диаметра в граммах (в скобках вес стальной арматуры А3):
Ø4 — 25
Ø6 — 56 (222)
Ø8 — 94 (395)
Ø10 — 144 (617)
Ø12 — 198 (888)
Ø14 — 280 (1210)
Ø16 — 460 (1580)
Ø18 — 560 (2000)
Ø20 — 630 (2470)
Ø22 — 730 (2980)
Ø24 — 850 (3850)
Разрывная прочность
Арматура в бетонных конструкциях работает на изгиб и разрыв (в зависимости от типов конструкций). Предел прочности на разрыв — важнейшая техническая характеристика арматуры, определяющая её максимальное растяжение во время критических нагрузок.
Разрывная нагрузка — максимальное усилие, которое выдерживает материал до разрушения и характеризующее его способность воспринимать нагрузку. Разрывная прочность стеклопластиковой арматуры в несколько раз выше, чем у стальной. Поэтому, для конструкций, в которых арматура будет работать на разрыв, она подходит лучше.
Какая прочность у стеклопластиковой арматуры?
Предел прочности при растяжении АКС арматуры составляет 1189 МПа. Для сравнения — у стальной арматуры этот показатель равен 390 МПа.
Исходя из этого и появилась таблица равнопрочной замены полимерной арматуры на металл. То есть, вместо металла 12-го диаметра применяется стеклоарматура 8-го диаметра.
А вот если делать расчёт для конструкций, работающих на прогиб, то замена действует в обратную сторону. Об этом недостатке в следующем пункте.
Модуль упругости стеклопластиковой арматуры
Определение из Википедии: модуль упругости характеризует способность материала упруго деформироваться (т.е. не постоянно) при приложении к нему какой-либо силы. Проще говоря, от модуля упругости зависит раскрытие микротрещин бетонной конструкции.
По этому показателю стальная арматура превосходит неметаллическую. Армирование препятствует растрескиванию и обвалу всей конструкции. Соответственно, от модуля упругости зависит величина потенциальных трещин. НО! Расчёты по данной характеристике производятся для конструкций, который будут работать на прогиб. Это:
балки прямоугольного или таврового сечения;
бетонные плиты перекрытия;
оконные и дверные перемычки.
Для этих конструкций с учётом модуля упругости следует закладывать композитную арматуру большего диаметра ,чем металлическую.
Относительное удлинение после разрыва обозначается в процентах. Характеристика выражает изменение расчётной длины стержня арматуры, в пределах которой произошёл разрыв, выраженной в процентах от первоначальной длины. Иными словами этот показатель характеризует удлинение рабочей части стержня после разрушения к начальной расчётной длине. Значение относительного удлинения определяют при испытаниях на разрыв.
Простыми словами, эта характеристика влияет на образование трещин в бетонной конструкции. Чем ниже этот показатель, тем больше вероятность избежать трещин!
Какова величина относительного удлинения арматуры?
Плотностью называют отношение массы тела к занимаемому этим телом объёму. Также её называют удельным весом. Обозначается как количество килограмм или тонн на один метр в кубе.
Плотность влияет на вес изделия и иногда может помочь определить качество стеклопластиковой арматуры. Например, арматура диаметром 12 мм производства «Композит 21» весит 200 гр/метр. Это примерный вес АСК арматуры хорошего качества. Если же вам предложили товар по нереально низкой цене, уточните у продавца сколько он весит. Например, в нашей практике был случай, когда заказчику предложили 12-миллиметровую арматуру по очень низкой цене. А позже выяснилось, что метр этой арматуры весит на 20% меньше. Соответственно, это материал меньшей плотности, прочностные характеристики которого будут ниже.
Эта характеристика показывает насколько будет удлиняться материал при увеличении его температуры на один градус. При изменениях температуры в пределах 80 °C (например, от — 40 °C до + 40 °C) расширение бетона может достигать 0,8 мм на метр. Поэтому, температурные колебания могут вызвать растрескивание бетона с жёстким наполнителем из-за разных коэффициентов линейного расширения у самого бетона и наполнителя.
В этом заключается ещё одно преимущество стеклопластиковой арматуры перед металлической. Дело в том, что тепловой коэффициент бетона и композитной арматуры примерно одинаков, поэтому бетон, армированный композитом будет меньше подвержен отрицательному влиянию температурных колебаний.
Какой коэффициент линейного расширения у стеклопластиковой арматуры?
Коэффициент для стеклопластиковой арматуры — 9-12 ax10-6/°C, для стальной арматуры — 13-15 ax10-6/°C.
Теплопроводность
Теплопроводностью называют способность тел переносить энергию (тепло) от более нагретых частей тела к менее нагретым. По другому — это количественная характеристика способности тела проводить тепло. Количественно эта способность выражается коэффициентом теплопроводности. Чем меньше значение коэффициента, тем ниже склонность материала к переводу тепла.
Например, если рассматривать стену дома, то использование при её строительстве материалов с высокой теплопроводностью приведёт к передаче тепла из нагретого помещения (т.е. вашего дома) в менее нагретое (т.е. на улицу). Грубо говоря, зимой вы будете топить улицу. А летом наоборот. Таким образом, при строительстве из материалов с низкой теплопроводностью в доме будет тепло зимой и прохладно летом.
Армирование цоколя из строительных блоков стеклопластиковой арматурой
Стеклопластиковая арматура (либо сетка), которую закладывают в стены при армировании кладки, отличается меньшей теплопроводностью в отличие от стальной. Она не образует «мостиков холода», через которые тепло будет покидать ваше жильё.
Какой коэффициент теплопроводности у арматуры?
Коэффициент теплопроводности стеклопластиковой арматуры — 0,35 Вт/(м°С), а у стальной арматуры — 46 Вт/(м°С).
Также стеклопластиковая арматура активно используется в качестве гибких связей в многослойных стенах.
“Низкая теплопроводность композитных стержней предопределила их эффективное использование в качестве связей многослойных стеновых конструкций. По результатам сравнительных испытаний трехслойных стеновых панелей на сдвиг слоев относительно друг друга, в которых использованы стеклопластиковые и металлические связи, установлено, что стеклопластиковая арматура обеспечивает требуемый уровень жесткости и прочности, предъявляемый к гибким связям.»
— Источник: Грановский А. В., Хактаев С.С. Применение стеклопластиковой арматуры в качестве гибких связей в трехслойных стеновых панелях // Промышленное и гражданское строительство. 2013. № 10. С. 84–87
Радиопрозрачность и диэлектрические свойства
Этот параметр важен прежде всего в области электроэнергетического строительства. Стеклопластиковая арматура является диэлектриком, поэтому не создаёт помех для работы сложных электрических приборов. Именно по этой причине композитная арматура применялась при строительстве Центра квантовых нанотехнологий в Канаде или Института изучения твёрдых тел имени Макса Планка в Германии.
Стеклопластиковая арматура не создаёт радиопомех, в отличие от металлических контуров из стальной арматуры. Подробнее об электротехнических свойствах арматуры из стекловолокна читайте в другой статье.
Коррозийная стойкость
Коррозией называют самопроизвольное разрушение металлов, а также сплавов в результате воздействия окружающей среды. В отношении неметаллических материалов такой термин употреблять не принято (правильнее использовать термин «старение»). Но при ужесточении эксплуатационных условий полимерные материалы тоже склонны ухудшаться под воздействием среды. Поэтому, термин «коррозия» употребляют и в отношении стеклопластиковой арматуры.
Если же сравнивать композитную и стальную арматуру, то первая обладает высокой коррозийной стойкостью (в том числе, от воздействия как жидкостной, так и химической коррозии), а вторая — низкой.
На что влияет эта характеристика? На долговечность. Срок службы стеклопластиковой арматуры больше, чем у металлической.
“В 1975 и 1984 годах стеклопластиковая арматура диаметром 6 мм была применена в строительстве опытных преднапряженных конструкций мостов. Прочность арматуры на растяжение составляла 1200 МПа, однако, учитывая низкий модуль упругости (30-40 ГПа), в поперечном сечении балок располагались стержни из алюмоборсиликатного волокна диаметром 10 мкм, количество связующего не превышало 20 % по массе. В 2006 году сотрудниками НИИЖБ им. Гвоздева было изучено состояние некоторых таких конструкций. Обследование опытных пролетных строений не выявило серьезных нарушений и подтвердило необходимость проведения дальнейших более детальных экспериментов с получением статистических данных по изменению сцепления с бетоном, прочностным и деформативным характеристикам полимеркомпозитной арматуры, в том числе длительной прочности.»
— Источник: Вестник БГТУ им. В.Г. Шухова , №3, 2017
Экологическая безопасность
ГОСТ 31938-2012 регламентирует гигиенические требования к композитной арматуре а также всем её видам, включая стеклопластиковую. АКП не должна выделять вредные и токсичные вещества в концентрациях угрожающих здоровью человека, а также оказывать вредное воздействие на окружающую среду.
По требованиям нормативного документа концентрация фенола и формальдегида не должна превышать 0,003 мг/м3, концентрация толуола не должна превышать 0,600 мг/м3, уровень запаха не более 2 баллов. А эффективная удельная активность природных радионуклидов — не более 370 Бк/кг.
Безопасна ли стеклопластиковая арматура?
Гигиеническая характеристика стеклопластиковой арматуры согласно результатам санитарно-эпидемиологической экспертизы:
концентрация фенола: <0,001
концентрация формальдегида: <0,001
концентрация толуола: <0,16
эффективная удельная активность природных радионуклидов: 128±50
уровень запаха: 1 балл.
То есть, все показатели в пределах нормы. По крайней мере, у нашей компании.
Сертификат соответствия санитарным нормам
Гигиенические характеристики стеклопластиковой арматуры
Заключение санитарно- эпидемиологической службы
Читайте также:
Защитный слой бетона
Армирование стен
Опыт применения композитной стеклопластиковой арматуры за рубежом
Цены на арматуру на стержни и рулоны — Арматура из стеклопластика для бетонных фундаментов, плит, перекрытий и других опалубочных проектов
Армированный стекловолокном пластиковый стержень используется для эффективного строительства, поскольку он легче, дешевле и прочнее стали. Он также не ржавеет и более долговечен. Арматура из стеклопластика поставляется в стержнях по 3 и 6 метров, а также в бухтах длиной по 50 и 100 метров.
В таблице указаны размеры и цены арматуры из стеклопластика:
РАЗМЕР
НОМИНАЛЬНЫЙ ДИАМЕТР, ММ
ДЮЙМ
ВЕС КГ/М
ЦЕНА на условиях FCA, долл. США/м
ЦЕНА FCA, ЕВРО/М
#1
4
1/8
0,024
от 0,09
от 0,08
#2
6
1/4
0,054
с 0,19
от 0,17
#3
7
–
0,080
от 0,30
от 0,26
#4
8
5/16
0,094
от 0,34
от 0,30
#5
10
3/8
0,144
от 0,51
от 0,45
#6
12
1/2
0,200
от 0,71
от 0,62
#7
14
–
0,290
с 1. 08
от 0,94
#8
16
5/8
0,460
от 1.78
от 1,55
#9
18
–
0,530
с 2.16
от 1.88
#10
20
–
0,632
от 2.51
с 2.19
#11
22
7/8
0,732
от 2.82
от 2.46
#12
24
0,860
с 3.32
от 2,89
Часто задаваемые вопросы, связанные с арматурой из стеклопластика Отвечено
Что такое арматура из стекловолокна?
Арматура из стеклопластика представляет собой спирально закрученный конструкционный армирующий стержень, изготовленный из комбинации стекловолоконного ровинга и смолы.
Как согнуть арматуру из стеклопластика?
Арматура из стеклопластика не может быть согнута вне производственного процесса. Если вам нужны гнутые стержни, обратите внимание на гнутые стержни (стремена).
Как использовать арматуру из стекловолокна? Арматура
из стеклопластика очень удобна для использования там, где свойства стальной арматуры ограничены. Например, там, где коррозия является проблемой, например, во влажных прибрежных зонах или когда требуется радиопрозрачная конструкция.
Кто продает арматуру из стекловолокна? Арматура
может быть реализована производителем (заводом) в России, а также нашими дилерами и дистрибьюторами.
Как приклеить бетон к арматуре из стекловолокна?
Bestfiberglassrebar имеет навивку (тонкий стеклопластиковый пучок со спиральным продольным расположением стеклопластика), который выполняет функцию сцепления с бетоном и передает усилия на основной стержень с помощью эпоксидного связующего.
Где купить арматуру из стеклопластика?
Вы можете купить стеклопластиковую арматуру напрямую с завода из России или уточнить у менеджера компании контактные данные ближайшего дилера.
Как резать арматуру из стеклопластика?
Арматуру из стеклопластика можно резать циркулярной пилой с отрезным кругом, ручным резаком для арматуры, болторезами или шлифовальной машиной.
Какие материалы, такие как сталь и стекловолокно, используются для изготовления арматуры?
Технологический процесс производства стеклопластиковой арматуры основан на выработке арматуры из непрерывных стекловолоконных нитей, пропитанных эпоксидным связующим с последующим процессом горячего твердения, протекающим в камере полимеризационного туннеля.
Где узнать стоимость арматуры из стеклопластика?
Стоимость арматуры Вы можете узнать в разделе Продукция или по указанным контактным данным у менеджера компании.
Где найти арматуру из стекловолокна в Северной Вирджинии?
Вам необходимо связаться с менеджером компании и он организует доставку в северную Вирджинию.
Как сравнить арматуру из стекловолокна со стальной арматурой? Арматура из стеклопластика
имеет прочность на растяжение более 1000 МПа. Это более чем в два раза превышает предел прочности на растяжение стальной арматуры, который обычно составляет от 400 до 500 МПа. Стальная арматура имеет высокий модуль упругости (400-500 ГПа), а арматура из стеклопластика — 46-60 ГПа. Тем не менее, арматура из стеклопластика не требует дорогостоящих гидроизоляционных добавок к бетону, не требует затрат на техническое обслуживание, арматура из стеклопластика легче стали, что позволяет экономить на доставке, ускоряет монтаж и снижает трудозатраты.
Что лучше стальная арматура или стекловолокно?
Каждый материал имеет свои преимущества и недостатки. Выбор типа арматуры необходимо делать индивидуально для каждого строительного объекта.
Почему стоит выбрать арматуру из стеклопластика?
Легкий вес: примерно на 75 % легче стали аналогичного размера, что обеспечивает значительную экономию как при доставке, так и при обращении.
Коррозионная стойкость: Стеклопластиковая арматура никогда не ржавеет и не боится воздействия солей, химикатов и щелочей.
Электромагнитная нейтральность: не содержит металла и не мешает работе чувствительных электронных устройств, таких как медицинские МРТ или электронные тестовые устройства.
Теплоизолятор: высокая эффективность сопротивления теплопередаче.
Если вы хотите купить арматуру для бетонного фундамента, плиты и других опалубочных проектов, оставьте заявку на сайте или позвоните нам.
Заполните форму, чтобы получить предложение.
Ваше имя
Ваш адрес электронной почты*
Ваш номер телефона
Ваша страна
Диаметр арматуры
Сколько требуется (в метрах)
Сообщение
Я согласен с Политикой конфиденциальности
Мы используем файлы cookie, чтобы лучше усваивать наш сайт. Если вы продолжите использовать сайт, мы будем считать, что он вас устраивает. ОКПолитика конфиденциальности
Механические свойства арматуры из стекловолокна
Посетите нашу решетчатую компанию
1. 855.640.9861
Свяжитесь с нами | Запрос Цитировать | Запросить брошюру
Алюминиевое литье в кокиль под заказ — литейный завод «РОСАЛ»
Технологический процесс
Кокиль представляет собой форму многоразового использования (до 10 000 заливок) и идеально подходит для организации серийного и крупносерийного производства. Основные операции и процессы: очистка кокиля от старой облицовки, прогрев его до 200—300°С, покрытие рабочей полости новым слоем облицовки, установка стержней, закрывание частей кокиля, заливка металла, охлаждение и удаление готовой отливки.
Общие требования к отливкам, получаемых в кокилях, — это обтекаемая конфигурация без острых углов, резких переходов от одной поверхности к другой, без высоких ребер и выступов, глубоких отверстий и карманов. Наши конструктора помогут Вам разработать технологичную отливку, правильно выбрать толщину и уклоны ее стенок, чтобы обеспечить заливку, усадку и легкую разборку формы.
Наше производство оснащено стационарными кокильными машинами с горизонтальными и вертикальными плоскостями разъема. Все машины имеют гидравлический привод, обеспечивающий автоматизацию и значительное усилие при запирании и открытии кокиля, извлечении стержней и выталкивании отливок.
Качество
Литье в кокиль позволяет получать прочные и износостойкие отливки с гладкой поверхностью при уменьшении припусков и сокращении потерь от брака. Благодаря ускоренной кристаллизации алюминия в кокиле, изделия получаются плотные и обладают хорошими показателями герметичности.
В кокиле создаются особые условия формирования отливок различных конструкций. Это могут быть как простые по форме отливки типа болванки, колосники, втулки, так и сложные — картеры, головки блока цилиндров, ребристые корпуса электродвигателей и стоек плугов.
Литье алюминиевой посуды
Литье алюминия в кокиль позволяет нам изготавливать основу для качественной алюминиевой посуды (сковородок, жаровен, казанов, кастрюль) на которые в последующем наносится высокопрочное покрытие. Мы создаем литой толстостенный алюминиевый корпус, где толщина дна составляет от 6 мм, а стенок от 3.8 мм. На такой посуде исключена деформация в процессе эксплуатации, а толстое дно обеспечивает равномерное распределение нагрева по всей поверхности. Узнать больше можно на сайте литой алюминиевой посуды: www.hot-kitchen.ru
Литье запасных частей
Сегодня большую часть алюминиевого литья мы изготавливаем для отечественного машиностроения. В нашем арсенале более 300 наименований отливок из алюминия развесом от 0,1 до 40 кг., среди них корпуса и крышки ТНВД, головки блока цилиндров, корпуса масляных и водяных насосов, ТННД, гидромуфты и другие комплектующие и запчасти.
Литье деталей из алюминия
Наша компания занимается производством алюминиевого литья деталей для различных сфер применения. Литье деталей из алюминия может быть произведено по Вашему заказу, как с термической обработкой, так и без нее. Приёмка отливок проходит на основании технической документации на отливку, согласованными требованиями заказчика, вместе с данными лаборатории по химическому составу и механическим свойствам.
Возможности
Мы соблюдаем все необходимые для кокильного производства условия, такие как режим плавки, температуру заливаемого металла, график заливки, начальную температуру кокиля, состав и толщину его теплозащитного покрытия и д.р. — все это позволяет нам получать отливки с заданной структурой отвечающей целям и задачам наших клиентов.
Удобство работы с нами — это широкие возможности по организации производства изделий из алюминия. Мы работаем по Вашим чертежам, эскизам или предоставленному образцу. Сами выполняем проектирование и создание оснастки для кокильного литья.
Согласно ГОСТ
Алюминиевое литьё изготавливается из любых марок и сплавов алюминия согласно ГОСТ 1583-93, однако основными марками используемого алюминия являются сплавы АК7 и АК12. Плавка чушкового алюминия, производится в газовых тигельных печах.
Наименьшие толщины стенок отливок, включая припуск на механическую обработку в зависимости от протяженности стенки отливки, составляют от 3 до 25 мм. Минимальный диаметр литых отверстий составляет 15 мм., а максимальное отношение глубины отверстия к диаметру составляет 2/3.
Полный цикл
Мы представляем собой производство полного цикла: от проектирования и создания кокильной оснастки до серийного изготовления детали.
Высокое качество
Мы обеспечиваем высокое качество литья, соответствующее требованиям ГОСТ. Наши отливки обладают высокими физико-механическими характеристиками.
Производительность
Нас отличает высокая автоматизация процесса и производительность в условиях крупносерийного и массового производства.
Сервис
Мы являемся сервисной компанией. Для наших клиентов мы готовы обеспечить упаковку, доставку отливок. В отдельных случаях предоставить отсрочку платежа.
Алюминий – очень распространенный метал, при этом он имеет множество преимуществ, начиная от простоты добычи, и заканчивая механическими и химическими свойствами. Благодаря этому огромная часть деталей изготавливается именно из этого металла либо его сплавов. Наиболее распространенным способом изготовления деталей является литье алюминия в кокиль. Данная технология применяется в 40% случаев литейного производства.
Подробнее о литье алюминия в кокиль
В процессе заливки жидкий алюминий заливается в металлические формы под действием силы тяжести, без дополнительного давления. Большая распространенность способа обусловлена такими преимуществами, как:
высокая точность продукции;
производительность процесса позволяет его использовать для крупносерийного производства;
формы используются до нескольких тысяч циклов;
возможность автоматизации процесса;
структура отливок равномерна по всему объему;
возможность совместного использования кокиля и песчаных стержней;
нет трудоемких операций;
снижено количество вредных веществ, выделяемых в атмосферу;
отливки имеют высокие эксплуатационные характеристики.
Что же касается недостатков, то к ним можно отнести высокие материальные и трудозатраты на изготовление форм. В процессе производства используется принудительное охлаждение, что не позволяет изготавливать тонкостенные детали.
Технология применяется в широких пределах. Таким способом получают детали для машиностроительной отрасли, судо- и авиастроения, при производстве материалов широкого потребления и других. Сама технология заключается в следующем.
Вначале осуществляется подготовка форм, которая заключается в очистке от противопригарных покрытий, проверке креплений и подвижности разъемных соединений. После этого производится предварительный нагрев кокиля до трехсот градусов. На разогретую рабочую поверхность наносится новое противопригарное покрытие и облицовка. После чего происходит разогрев до рабочей температуры. Следующим этапом является установка стержней и соединение полуформ. После всех выполненных операций осуществляется непосредственная заливка расплава. Затем кокиль подвергается принудительному охлаждению и извлечению готовой продукции. К финишным операциям относится извлечение стержней и устранение механических дефектов.
Преимущества и недостатки технологии
Основными преимуществами является возможность многоразового использования форм, высокое качество продукции и минимальное количество финишных операций. К недостаткам стоит отнести высокую стоимость при изготовлении форм, а также значительные трудозатраты.
Для получения качественной продукции и снижения дефектов на поверхности отливок необходимо применять качественные противопригарные покрытия. Такие материалы можно приобрести в компании «Укрфаворит» (www.ukrfavorit.com.ua), которая осуществляет поставки из Великобритании уже не один год. Работая напрямую с производителем, компания предоставляет только высококачественную продукцию с соответствующими сертификатами, при этом стоимость приятно удивит клиентов.
Рейтинг
( 1 оценка, среднее 5 из 5 )
Поделиться:
Что такое литье алюминия под давлением? Процесс литья под давлением
Литье алюминия под давлением:
В процессе литья используется стальная форма, часто способная производить десятки тысяч отливок в быстрой последовательности. Пресс-форма должна состоять как минимум из двух частей, чтобы можно было снимать отливки. Цикл литья начинается с того, что две половины пресс-формы плотно сжимаются вместе прессом для литья под давлением. Расплавленный алюминий впрыскивается в полость пресс-формы, где он быстро затвердевает. Эти секции надежно закреплены в машине и расположены так, что одна неподвижна, а другая подвижна. Половинки штампа раздвигаются, и отливка выбрасывается. Формы для литья под давлением могут быть простыми или сложными, иметь подвижные направляющие, стержни или другие секции в зависимости от сложности литья. В большинстве машин для блокировки используются механизмы, приводимые в действие гидравлическими цилиндрами. Другие используют гидравлическое давление прямого действия. Машины для литья под давлением, большие или малые, очень принципиально только в методе, используемом для впрыскивания расплавленного металла в матрицу.
Каковы преимущества литья алюминия под давлением?
Есть много причин, по которым алюминий является наиболее часто отливаемым цветным металлом в мире. Как легкий металл, наиболее популярная причина использования литья алюминия под давлением заключается в том, что он позволяет создавать очень легкие детали без ущерба для прочности. Литые под давлением алюминиевые детали также имеют больше вариантов обработки поверхности и могут выдерживать более высокие рабочие температуры, чем другие цветные материалы. Литые под давлением алюминиевые детали устойчивы к коррозии, обладают высокой электропроводностью, хорошей жесткостью и соотношением прочности к весу. Процесс литья алюминия под давлением основан на быстром производстве, что позволяет производить большие объемы деталей для литья под давлением очень быстро и с меньшими затратами, чем альтернативные процессы литья. Литье алюминия под давлением стало излюбленным вариантом для покупателей во всем мире. Характеристики и преимущества алюминиевых отливок включают:
Легкий и прочный
Хорошее соотношение прочности и веса
Высокая устойчивость к коррозии
Отличная электропроводность
Полностью перерабатываемый и повторно используемый в производстве
История производства литья под давлением
История литья под давлением началась в начале 1800-х годов, когда первое оборудование для литья под давлением использовалось в полиграфической промышленности. Этот технологический прогресс в то время был полезен для создания мобильного продукта. В течение 1849 года, Стерджес получил патент на изобретение первой небольшой ручной машины с ручным управлением, предназначенной для отливки печатных шрифтов. Эти уникальные литья под давлением были разработаны для производства различных форм от простых до сложных, обладая при этом высоким уровнем точности, творчества и постоянного процесса, чтобы приносить пользу продуктам. В конце 1855 года Отто Мергенталер разработал линотип, который стал очень популярным и эффективным оборудованием, используемым в издательской индустрии.
Большой спрос на производство товарного литья под давлением вырос в начале 19 века в связи с ростом объемов производства в различных отраслях промышленности. Это движение открыло множество различных рынков для индустрии литья под давлением, чтобы расширить множество разнообразных операций. В течение этого инновационного периода производство алюминия и цинка для литья под давлением приняло на себя первоначальные металлы олова и свинца из-за более высоких качественных характеристик, полученных от этих продуктов. Первоначальный процесс литья под давлением под низким давлением был изменен на метод литья под высоким давлением в результате модернизированной обработки поверхности и эффективных производственных факторов. На протяжении всей истории все основные продукты производились с помощью процессов литья под давлением и были направлены на то, чтобы сэкономить компаниям большие деньги на производстве. Потребители могут рассчитывать на стабильные результаты, длительный срок службы и надежно обработанные отливки для своих коммерческих и промышленных нужд в зависимости от спроса. Grand View Research заявила, что индустрия литья под давлением является крупнейшим технологическим сегментом на рынке, на долю которого приходится 490,7% мировых акций в 2016 финансовом году из-за низких темпов производства и стабильности.
Сегментация алюминиевого литья под давлением
Популярность алюминия сегодня расширилась до многих областей применения во всем мире, что привело к росту конкурентоспособности на рынке в первую очередь благодаря его отличительным характеристикам, таким как легкий вес; коррозионная стойкость, высокая электро- и теплопроводность, высокая устойчивость к сложным формам и высокая прочность на растяжение. Транспортный сектор является крупнейшим сегментом конечного использования для этой отрасли. Усиление законов о выбросах со стороны государственных регулирующих органов, а также потребительский спрос на более экономичные автомобили вызывают необходимость в алюминиевом литье. Примером расширения операций в промышленности является замена компонентов из железа и стали в автомобиле на легкий высококачественный алюминий с целью повышения эффективности использования топлива. Литой под давлением алюминий идеально подходит для электронных разъемов и корпусов благодаря своим превосходным электрическим характеристикам и экранирующим свойствам даже в условиях высоких температур.
Другим сектором спроса на алюминиевое литье под давлением является строительство в развивающихся странах, особенно в Азиатско-Тихоокеанском регионе. Литье алюминия под давлением связано с созданием продуктов, включая окна, облицовку, навесные стены, сборные дома, перегородки магазинов и фурнитуру. Кроме того, изделия из алюминиевого литья под давлением используются в аэрокосмических операциях или самолетах по всему миру. Аэрокосмическая промышленность хочет производить более плотный и качественный продукт с меньшими затратами на эти компоненты планера, поскольку размеры самолетов продолжают расти вместе с ростом населения.
По данным Transparency Market Research, на Азиатско-Тихоокеанский регион приходится более половины доли мирового рынка алюминиевого литья. Ожидается, что в предстоящие годы регион еще больше увеличит свою долю за счет достижения максимального совокупного годового темпа роста в размере 5,3% в течение прогнозируемого периода с 2017 по 2025 год, а большую часть кредита возьмет на себя Китай. Ожидается, что к 2025 году этот регион рынка достигнет 22,67 млрд долларов США. Еще одной важной движущей силой являются регионы Европы и Северной Америки на мировом рынке алюминиевого литья. В то время как Европа, как ожидается, зарегистрирует совокупный годовой темп роста в размере 5,1% в течение прогнозируемого периода и станет стоить 9 долларов США.0,45 млрд, а регионы Северной Америки, как ожидается, вырастут с совокупным годовым темпом роста на 4,9% и к концу 2025 года составят 4,22 млрд долларов США. Статистические данные, представленные в этой статье, отражают важность алюминиевого литья под давлением в будущем. роста для мировых производственных нужд.
Альтернативы литью под давлением – литье в песчаные формы и литье по выплавляемым моделям
Литье в песчаные формы и литье по выплавляемым моделям – это методы создания металлических деталей путем заливки расплавленного металла в трехмерные формы в обрабатывающей промышленности. Этой отрасли уже тысячи лет, и между этими двумя методами изготовления металлических деталей существуют существенные различия. Процессы литья в песчаные формы и по выплавляемым моделям совершенствовались на протяжении многих лет, чтобы свести к минимуму количество используемого металла и сократить объем необходимой механической обработки и отделки.
Литье в песчаные формы известно как старейший и наиболее широко используемый метод литья в промышленности благодаря своим отличительным универсальным характеристикам. Процесс начинается с заливки расплавленного металла прямо из ковша в песчаную форму без необходимости высокого давления. Формы создаются путем уплотнения песка вокруг шаблона или модели конечного продукта, после чего форма разделяется на части, а шаблон удаляется. Две половины формы соединяются вместе, и пустота заполняется расплавленным металлом. Наконец, форма открывается при охлаждении, после чего песок стряхивается с горячей отливки, а затем продукт удаляется для его завершения в процессе. Многие из одних и тех же деталей можно отливать одновременно и использовать одну и ту же форму при многократном использовании одного и того же песка. Время простоя формы при литье в песчаные формы составляет до 5 минут на отливку, поэтому лучше всего применять ее к деталям, количество которых считается меньшим. Материалы, используемые в этом процессе, обычно приводят к менее детализированным или шероховатым поверхностям конечных продуктов, что обычно требует дополнительных операций механической обработки для сглаживания поверхностей. Преимущество литья в песчаные формы по сравнению с литьем по выплавляемым моделям заключается в простоте возможности изменения конструкции пресс-формы в процессе шлифования при изменении конечного продукта.
Литье по выплавляемым моделям также может называться прецизионным литьем или литьем по выплавляемым моделям, при котором детали изготавливаются из расплавленного металла, сплавов нержавеющей стали, латуни, алюминия и углеродистой стали. Процесс начинается с создания восковой модели в форме желаемого конечного продукта. Есть три разных способа приблизиться к этому шагу в процессе; они включают формирование желатиновой формы вокруг твердого тела, создание металлической формы конечного продукта для заполнения ее горячим воском или вырезание копии продукта из воска. Восковая форма прикрепляется к инструменту, который многократно погружается в жидкую керамику до тех пор, пока керамика не затвердеет вокруг восковой формы, образуя форму отливки. Затем литейщик нагревает форму, так что воск тает, оставляя полость внутри керамики, которая затем заполняется расплавленным металлом. Наконец, металл затвердевает в керамической форме, а затем разрушается, оставляя цельную литейную металлическую деталь. Говорят, что литье по выплавляемым моделям подходит для очень сложных конструкций литья из-за более простого процесса создания сложных и точных форм из воска. Литье по выплавляемым моделям используется, если вам нужен нулевой угол наклона детали, чего литье под давлением не может предложить. При литье по выплавляемым моделям жидкая суспензия используется для формирования форм, поэтому отливки могут иметь практически любую форму, что дает инженерам исключительную свободу в их проектах для добавления замысловатых элементов и сложных форм. Литье по выплавляемым моделям более выгодно для небольших объемов, поскольку цены на детали намного выше, чем при традиционном методе литья под давлением.
Что такое литье алюминия под давлением? 5 вещей, которые вам нужно знать
Когда вы находитесь в процессе проектирования алюминиевой детали, важно учитывать, какой производственный процесс вы будете использовать для ее производства. Существуют различные методы формовки алюминия, и литье алюминия под давлением является одним из наиболее распространенных вариантов, которые дизайнеры рассматривают.
Литье алюминия под давлением является предпочтительным методом изготовления многих автомобильных, промышленных и телекоммуникационных изделий. Он также часто используется для производства электрических, гидравлических и осветительных компонентов.
Если вы хотите узнать больше о процессе литья алюминия под давлением и вам нужна помощь в принятии решения о том, подходит ли он для вашей области применения, вы попали по адресу.
Содержание
Что такое литье алюминия под давлением? Описание процесса
Высокоточная пресс-форма для литья алюминиевых автомобильных деталей
Литье алюминия под давлением — это процесс формовки металла, который позволяет создавать сложные алюминиевые детали. Слитки из алюминиевого сплава нагревают до очень высоких температур, пока они полностью не расплавятся.
Жидкий алюминий впрыскивается под высоким давлением в полость стальной матрицы, также известной как пресс-форма — вы можете увидеть пример пресс-формы для автомобильных деталей выше. Пресс-форма состоит из двух половин, и после затвердевания расплавленного алюминия они разделяются, открывая отлитую алюминиевую часть.
Полученный алюминиевый продукт имеет точную форму с гладкой поверхностью и часто требует минимальной механической обработки или вообще не требует ее. Учитывая, что используются стальные штампы, процесс можно повторять много раз с использованием одной и той же формы, прежде чем она испортится, что делает литье алюминия под давлением идеальным для крупносерийного производства алюминиевых деталей.
1. Преимущества литья алюминия под давлением
Литье алюминия под давлением имеет ряд преимуществ по сравнению с другими процессами формовки металлов, которые могут сделать его подходящим выбором для изготовления алюминиевых деталей.
Одним из наиболее примечательных является способность создавать очень сложные формы, которые не могут быть эффективно созданы ни экструзией, ни механической обработкой. Прекрасным примером этого является производство сложных автомобильных деталей, таких как трансмиссии и блоки цилиндров. Другие процессы не могут постоянно обеспечивать сложность и жесткие допуски, необходимые для этих продуктов.
Дополнительные преимущества включают возможность иметь текстурированную или гладкую поверхность и возможность размещения как крупных, так и мелких деталей.
Дополнительные сведения: преимущества и недостатки литья под высоким давлением
2. Основные аспекты проектирования деталей
Различные алюминиевые детали, изготовленные методом литья под высоким давлением
При проектировании детали необходимо учитывать несколько соображений. быть брошенным.
Во-первых, форма должна быть спроектирована таким образом, чтобы затвердевшая алюминиевая деталь могла отделяться и выходить наружу. Линия, которая отмечает, где две половины пресс-формы расходятся, называется линией разъема, и вы должны учитывать ее на ранних этапах проектирования штампа.
Другим важным фактором является расположение точек инъекции. Матрица может быть спроектирована с несколькими точками впрыска в тех случаях, когда в противном случае расплавленный металл затвердел бы, не достигнув каждой щели в матрице. Это также может помочь, если в конструкцию включены полости; вы можете окружить их алюминием, и при этом часть все еще будет отрываться, когда форма отделяется.
Также необходимо учитывать толщину стенок детали. Обычно не существует рекомендаций по минимальной толщине стенок благодаря последним разработкам в области технологий, но часто предпочтительнее иметь стенки одинаковой толщины.
Узнайте больше: Руководство по проектированию литья алюминия под давлением
3. Сравнение с литьем в сырой песок и литьем в постоянную форму
Оператор, заливающий расплавленный металл в форму для литья в песчаную форму литье алюминия под давлением. В процессах с зеленым песком для создания формы для отливки используется влажный песок, что делает его менее дорогим, чем два других процесса. Выше вы можете видеть, как оператор заливает расплавленный металл в форму для литья из песка.
В отличие от литья под давлением, при котором используется впрыск, литье в постоянные формы требует заливки расплавленного алюминия в форму под действием силы тяжести. Отливки в постоянные формы также потенциально могут производить более прочные отливки.
Тем не менее, литье под давлением обеспечивает лучшие допуски и более совершенную поверхность, чем два других метода, часто устраняя необходимость в последующей обработке поверхности.
Узнайте больше: литье под давлением и литье в песчаные формы
4. Варианты обработки и чистовой обработки
Литые под давлением алюминиевые детали часто требуют минимальной механической обработки, и доступно несколько вариантов обработки поверхности. Литье под давлением имеет очень хорошую чистоту поверхности по стандартам литья, но все же может иметь дефекты, такие как металлические швы в месте соединения половинок формы. Шероховатую поверхность или другие дефекты, не соответствующие данной детали, можно устранить путем шлифовки, пескоструйной обработки или орбитальной шлифовки.
Процесс холодной обработки методом дробеструйной обработки часто используется для литого под давлением алюминия для повышения сопротивления усталости. В качестве альтернативы на готовую деталь можно нанести защитное или декоративное покрытие, например, порошковое покрытие. Другие виды модификации также могут быть применены к деталям после литья, например, нарезание резьбы сверлами.
5. Наиболее распространенные алюминиевые сплавы для литья под давлением
Алюминиевые слитки, которые будут переплавляться для производства
Некоторые из наиболее часто используемых алюминиевых сплавов для литья под давлением: A380, 383, B390, A413, A360 и CC401. Основное соображение при выборе подходящего сплава – предполагаемое применение.
Например, A360 обладает отличной коррозионной стойкостью, герметичностью и очень хорошей текучестью в расплавленном состоянии. B390 обладает выдающейся износостойкостью и высокой твердостью, а также имеет самую низкую пластичность среди всех литых сплавов, поэтому он используется в таких областях, как блоки автомобильных двигателей. Сплав A380 является идеальным универсальным сплавом, предлагающим хорошее сочетание свойств литья и продукта, и является наиболее часто используемым сплавом для литья широкого спектра продуктов.
Частный дом с подвалом нельзя назвать редкостью. Подвальное помещение делает строение многофункциональным, ведь в нем можно хранить продукты, разные вещи и материалы, а также редко используемые инструменты. Кроме того подвал позволяет получить больше полезного пространства. Особенно это актуально в том случае, когда нельзя расширить площадь или возвести дополнительный этаж.
Виды подвальных помещений и их особенности
Виды фундаментов, подходящих для строительства дома с подвалом
Столбчатый фундамент
Плитное основание
Основание в виде монолитной бетонной ленты
Основание из бетонных блоков
Строительство фундамента для дома с подвалом
Основные этапы выполнения работ
Строительство плитного фундамента для дома с подвалом
Виды подвальных помещений и их особенности
Перед строительством фундамента необходимо определить, для какой цели будет построен подвал. В зависимости от этого выбрать определенный вид подвального помещения:
Разновидности подвальных помещений
Погреб. В таком подвале хранят фрукты, овощи и другие продукты питания. Для поддержания их свежести отопительная система в подвальном помещении не требуется.
Помещение для хранения инвентаря, инструментов и коммуникационных устройств. В таком подвале можно организовать бойлерную, прачечную или разместить холодильники.
Дополнительная жилая площадь. Такой подвал может быть обустроен для размещения бильярдной комнаты, бассейна или комнаты для отдыха. В этом случае в подвальном помещении следует продумать организацию систем отопления и вентиляции.
Мастерская. При правильном обустройстве подвал вполне может стать местом для творческих работ или ремонта техники. Кроме того здесь можно расположить строительные инструменты и материалы.
Гараж. Обустроив специальный въезд, подвальное помещение можно использовать в качестве места для стоянки любого вида транспорта. Дополнительно следует предусмотреть место для хранения инструментов, которые могут потребоваться в случае выполнения ремонтных работ. Читайте также нашу более раннюю статью, если Вы планируете сделать фундамент под гараж, стоящий отдельно или рядом с домом.
к оглавлению ↑
Виды фундаментов, подходящих для строительства дома с подвалом
Подвальное помещение строится параллельно с фундаментом дома, поэтому следует подробно ознакомиться с типами фундаментов, которые подходят для обустройства подвала.
Столбчатый фундамент
Этот тип основания отличается довольно короткими сроками возведения с высокой стоимостью монтажных работ. Объясняется это необходимостью использования специальной техники для установки столбов и выполнения специальных расчетов для определения количества опор и их расположения.
Конструктивные особенности столбчатого основания делают затруднительным обустройство подвального помещения, поэтому дом с подвалом на таком основании возводится очень редко.
к оглавлению ↑
Плитное основание
Фундамент в виде монолитной железобетонной плиты требует больших материальных и трудовых затрат. Строительство такого основания заключается в заливке плиты, которая будет одновременно служить полом в подвальном помещении. В этом случае вход в здание сделать не так просто, необходимо устанавливать достаточно сложную лестничную конструкцию. Плитный фундамент для дома с подвалом можно назвать идеальным вариантом в том случае, если строительство ведется на проблемных неустойчивых грунтах.
к оглавлению ↑
Основание в виде монолитной бетонной ленты
Фундамент ленточного типа является самым популярным и надежным вариантом, так как позволяет равномерно распределить нагрузку от основного строения. При обустройстве подвального помещения можно использовать вертикальные части бетонной ленты в качестве стен. Поэтому высота подвала становится определяющим значением при вычислении глубины заложения фундамента ленточного типа.
к оглавлению ↑
Основание из бетонных блоков
Блочный фундамент можно назвать разновидностью ленточных оснований, так как возводится посредством установки армированных блоков. Блочные элементы также становятся стенами подвального помещения. Скрепление блоков выполняется с помощью бетонного раствора. Сложностью возведения такого основания можно назвать необходимость использования специальной техники для укладки блоков, так как они имеют достаточно большой вес. Читайте также подробную статью о строительстве фундамента из блоков ФБС и про то, как правильно выбрать фундаментные бетонные блоки.
к оглавлению ↑
Строительство фундамента для дома с подвалом
Любые строительные работы предполагают использование определенного набора материалов и инструментов. При строительстве фундамента для дома с подвалом потребуется следующее:
Лопата.
Бетономешалка.
Ножовка или пила.
Топор.
Емкости для переноса готового бетонного раствора.
Песок.
Щебенка.
Цемент.
Прутья арматуры и вязальная проволока.
Перед началом строительных работ необходимо провести расчет необходимого количества материалов для каждого из этапов процесса, включая песчаную подушку, гидроизоляцию, обустройство дренажной системы и непосредственную заливку фундамента.
Набор инструментов
Очень важно правильно выбрать высоту подвального помещения, так как от этого зависит глубина заложения фундамента. Здесь во внимание принимаются следующие факторы:
Высота подвального подвала должна позволять свободно перемещаться человеку среднего роста. В большинстве случаев это значение составляет 2,2-2,4 метра.
Уровень залегания грунтовых вод. Подошва фундамента не может обустраиваться ниже данной отметки, поэтому необходимая высота достигается за счет повышения уровня первого этажа.
к оглавлению ↑
Основные этапы выполнения работ
Строительство ленточного фундамента для дома с подвальным помещением начинается с разметки участка. Для выполнения работы на этом этапе потребуются деревянные колышки и строительный шнур или веревка. Строительную площадку предварительно очищают от крупного мусора и лишней растительности, включая кустарники, а также пни и корни деревьев. В соответствии с проектом дома отмечают углы и устанавливают там колышки, между которыми натягивают шнур. Правильность углов при этом определяется по диагоналям, они должны быть одинаковыми. Ранее мы подробно рассказывали о том, как разметить фундамент под дом своими руками.
Следующим этапом является рытье котлована, здесь рекомендуется применить специальную технику в виде мини-экскаватора. В этом случае можно выполнить работу в несколько раз быстрее.
Дно котлована тщательно выравнивают и засыпают слоем песка в 20 см. Поверхность ровняют, поливают водой и очень хорошо утрамбовывают. В результате на дне котлована образуется своеобразная подушка из песка.
Этапы строительства
Далее приступают к монтажу опалубки, с помощью которой можно создать ровный каркас фундамента. Опалубку делают из разных подходящих материалов, ее элементы могут быть пластиковыми или металлическими. Однако самым доступным материалом являются деревянные доски с идеально ровной и гладкой поверхностью. Доски сколачивают в щиты, которые фиксируют специальными распорками. Это препятствует деформации и разрушению опалубочной конструкции под большим весом бетонной массы. Если интересно, то у нас еще есть статья о том, как грамотно выбрать доски для опалубки.
Внутри опалубки следует установить армирующий каркас, он повысит прочность фундамента и сделает его более устойчивым к нагрузкам разного рода. Подбирая диаметр арматурных прутьев, следует принимать во внимание общий вес возводимого строения и глубину заложения фундамента. Читайте подробную статью о том, как правильно рассчитать кол-во и смонтировать арматуру для фундамента, или можно прочитать про такую экзотику (пока), как стеклопластиковая арматура.
Траншею с опалубкой и армирующим каркасом заливают раствором. Работу выполняют постепенно, с уплотнением каждого слоя. Для этой цели используется специальное оборудование. Поверхность залитого фундамента выравнивают и всю конструкцию оставляют на месяц. За это время бетонная масса застывает и набирает необходимую прочность. Мы также писали о том, что делать, если после заливки появились трещины в фундаменте.
Дальнейшие работы предполагают гидроизоляцию стен подвала и их утепление. И вновь рекомендуем обратиться к нашей статье о гидроизоляции фундамента и подвала.
к оглавлению ↑
Строительство плитного фундамента для дома с подвалом
Фундамент в виде монолитной плиты для дома с погребом строится по следующей схеме:
Проектирование и выполнение необходимых расчетов, приобретение материалов и аренда соответствующей техники.
Выемка грунта для котлована. Этот этап предполагает выполнение предварительной разметки участка с отметкой контуров будущего строения. Дно готового котлована тщательно выравнивают и утрамбовывают с помощью ручных приспособлений.
Создание подушки из песка и щебня. В процессе выполнения работ на этом этапе каждый слой песка и щебня проливают водой и хорошо уплотняют.
Заливка стяжки из жидкого бетона. Цементная стяжка необходима для выравнивания поверхности основания под монолитную плиту фундамента. Кроме того этот слой создает своеобразный гидробарьер для подвального помещения дома.
Укладка гидроизоляционного и теплоизоляционного слоя.
Создание монолитного основания под дом с погребом. Для этого устанавливают опалубку, которая способствует созданию правильной формы фундамента и удерживает бетон в процессе его высыхания. Также необходимо выполнить армирование плиты с обязательным выпуском арматуры для связки бетонных стен и плитного основания. После заливки бетона важно следить за его состоянием, при этом нельзя допускать пересыхания верхнего слоя. Для этой цели бетонную поверхность поливают водой.
Устройство дренажной системы при высоком уровне залегания грунтовых вод. Этот этап предполагает укладку специальных труб ниже уровня залегания подошвы фундамента. Читайте о том, как выполнить дренаж плитного фундамента.
Обработка цоколя гидроизоляционными и теплоизоляционными материалами и создание отмостки. Дополнительно рекомендуется делать и гидроизоляцию отмостки вокруг дома.
Сделать фундамент для дома с подвалом можно своими руками, но для этого нужно иметь большой опыт в строительстве и определенные знания в этой сфере. Поэтому лучше всего доверить работу квалифицированным мастерам, которые составят проект, сделают соответствующие расчеты и качественно выполнят все этапы строительства.
Как построить дом с подвалом своими руками и фундамент
На сегодняшний день существует четыре вида оснований для дома – это фундамент из плит, свай, столбов и лент. Строительство подвального пространства легче всего выполнить с ленточным устройством, но бывают вариант постройки и в других типах. В нашей статье мы узнаем, как сделать подвал в монолитном фундаменте и всего его достоинства.
Плюсы и минусы монолитного основания с подвалом
Устройство оборудования
Подготовительный этап и выполнение расчетов
Монтаж основания для плиты
Технология процесса
Плюсы и минусы монолитного основания с подвалом
Если вы решили возводить фундамент с подвальным помещением, то нужно выполнить заливку и тем самым улучшить уровень теплоизоляции помещения
Если вы решили возводить фундамент с подвальным помещением, то нужно выполнить заливку и тем самым улучшить уровень теплоизоляции помещения. Стоит учесть, что если цокольное пространство установить в соответствие нормам, то оно может сберегать тепло. Помимо этого достоинства, нужно выделить еще такой ряд характеристик:
Высокий уровень прочности и долговечности;
Появление дополнительной территории, которую можно обустроить для жилого применения;
При выполнении правильной заливки, можно снизить объём нагрузки;
В подвальном помещении есть возможность выполнения установки инженерных систем.
Теперь мы видим все плюсы монтажа подвала в монолитном фундаменте, но стоит отметить, что имеет он и несколько недостатков. Минусы отображаются в таких характеристиках:
Монтажные работы своими руками достаточно затратные;
Выполнять расчеты нужно доверять специалистам.
Устройство оборудования
Устройство погреба выполняется с армированием монолита, используя ребристую арматуру, диаметром от 8 до 14 мм
Существует два варианта построить основание с подвалом своими руками – это свайный и ленточный монолитный тип устройства. Стоит сразу сказать, что первый вариант достаточно сложный для выполнения, поэтому на практике чаще всего мы встречаемый монолитный фундамент. В нашей статье мы обсудим строительство цокольного пространства именно во втором виде основания дома. Для монолитного строения существуют такие правила для его возведения:
В случае, когда устройство подвального пространства планируется на этапе проектирования дома, то его глубина может быть около 3 метров. Закладка производится специальной техникой. Работа начинается с подготовки котлована и зависит от типа закладки.
Когда мы выполняем действия по созданию фундамента с цокольным этажом, то ограничений на заглубление постройки нет. Для оптимального функционирования достаточно правильно рассчитать толщину стен для различных материалов.
Чтоб избежать негативного воздействия почвы в зимний период нужно площадь вокруг стен засыпать песком вместо земли. Сделать это просто, потому как строительство своими руками ведется в котловане, вокруг которого есть отрезки территории для заполнения. Выполнить действие нужно сразу после проведения гидроизоляции и утепления.
Внимание! Если закладка выполняется ниже подошвы основания, то важно не навредить старому фундаменту. Для этого нам пригодятся правила и нормы при строительном процессе свайного устройства. Такое строительство предусматривает котлован по центру, который имеет радиус 2 м от несущих плит.
Устройство погреба выполняется с армированием монолита, используя ребристую арматуру, диаметром от 8 до 14 мм. Если это небольшое здание, то горизонтальные несущие составляющие каркаса имеют данную величину 10-12 мм.
В обычном каркасе арматуры обычно четыре несущих, но в некоторых случаях бывает, и пять составляющих. Кольцо с перемычкой должен размещаться на дистанции до 80 см, а все конструкцию нужно соединить друг с другом проволокой.
Немаловажным процессом есть гидроизоляция фундамента с подвалом, которая поможет защитить помещение от сырости. Выполнить это можно с помощью мастики или целлофановой пленки.
Необходима также теплоизоляция, особенно в случае с подвалом, так как холод легко проникает в монолит. Для решения этой проблемы применяют пенопласт, но есть и более дешевые способы.
Внимание! Утепление фасада можно не только теплопроводной почвой, но и песком и керамзитом.
Подземные постройки могут нести вред здоровью людей – это происходит по причине скапливания газа радона. Для решения этой проблемы помимо вентиляции необходимо позаботиться о системе вытяжки.
Строительство своими руками фундамента с подвалом лучше всего начинать одновременно с планированием дома. Это позволит вам выполнить расчеты с учетом цокольного пространства, что позволит в будущем избежать неприятных ситуаций.
Подготовительный этап и выполнение расчетов
Выполнять расчетные процессы, нужно отталкиваясь от количества этажей вашего будущего дома
Выполнять расчетные процессы, нужно отталкиваясь от количества этажей вашего будущего дома. Стоит учесть, что только правильные показатели величин фундамента с подвалом позволят создать надежное и устойчивое здание. Для постройки здания, которое бы стояло десятки лет, необходимо правильное определение толщины стен дома. В большинстве случаев цоколь выполняется высотой 1,7 метра. Если территория участка характерна высоким залеганием поверхностных вод, то цокольный этаж нужно поднять повыше.
После определения всех величин фундамента с подвалом, нужно подсчитать количество необходимых материалов. Но, стоит учесть, что перед тем, как покупать необходимые компоненты, нужно выбрать, какое основание дома будет возводиться. Если цоколь строится из железобетона, нужно минимальный объём элементов. В случае если планируется монолитный тип постройки, то плюс к бетонным изделиям нужно будет привлечение специальной техники.
Монтаж основания для плиты
Первое, что нужно сделать – это произвести разметку площадки для цоколя
После выполнения расчетного проекта и приобретено все необходимое для стройки дома своими руками, нужно заказать услуги строительной техники и начать подготовку основания. Промониторив видео и литературу мы вывели определенную инструкцию. Этапы данного процесса включают такие работы:
Первое, что нужно сделать – это произвести разметку площадки для цоколя. Далее вырыть котлован, который можно вырыть своими руками или специальной строительной техникой. Стоит отметить, что лишний грунт необходимо убрать и выровнять дно.
На дне котлована создается несколько слоев из песка и щебня, которые поэтапно утрамбовываются. Данное действие позволяет избавиться от лишнего воздуха в плотности смеси.
Сверху подушки выполняют гидроизоляцию. В большинстве случаев выполняют это специальной пленкой.
Заливаем цементным раствором, что будет служить напольным покрытием подвального помещения.
Внимание! Данное покрытие дает эффект гидроизоляции и утепления.
Технология процесса
Цементная стяжка выполнена, поэтому можно начинать заливать стены
Цементная стяжка выполнена, поэтому можно начинать заливать стены. Для этого выкладывает материал гидроизоляции, и поэтапно возводим подвальное помещение. Как мы уже говорили, инструкция вытекает из видео и литературы по данной теме. Итак, для выполнения задачи, нужно выполнять последовательные действия:
Монтируем опалубку. Это очень важная составляющая строительных работ, так как она дает форму для застывания бетонного раствора. Ее конструкцию нужно размещать по всей территории размещения фундаментных плит. Для того чтоб щиты имели надежность и прочность, нужно закреплять их между собой откосами.
Устанавливаем каркас арматуры. Арматурную конструкцию нужно ставить, таким образом, чтоб верхняя ее часть на 3 см не доставала торца. Очень важным моментом является выпуск прутьев над уровнем почвы – это поможет связать плиту и ленту.
Выполняем заливку бетонного раствора в созданный опалубкой и арматурой, каркас. Немножко постукивая по конструкции во время процесса, избавляемся от пузырьков. Стоит учесть, что стена подвала есть продолжением основания, поэтому бетон нужно выбирать высокой марки.
Создаем систему дренажа и специальное покрытие от проникновения воды.
Мы посмотрели, что подвал при монолитном фундаменте построить не так уж и сложно. Для этого достаточно подойти к выполнению процесса с полной ответственностью и подготовкой. Все работы должны осуществляться правильно, так как от этого зависит устойчивость и долговечность постройки дома.
Монолитный плитный фундамент — стоимость, плюсы и минусы
Фундаменты из монолитных плит
— самые простые, быстрые и дешевые виды фундаментов. Тот факт, что они заливаются за один раз, означает, что они эффективны в изготовлении, а также обеспечивают прочную основу. Отсутствие швов и холодных стыков (плюс добавление некоторого количества стальной арматуры) придает монолитным плитным фундаментам жесткость и устойчивость, что делает их чрезвычайно прочными.
В некоторых случаях монолитный плитный фундамент можно залить самостоятельно, а значит, это отличный вариант для небольших построек, таких как сараи или тещины постройки (хотя, если сомневаетесь, наймите профессионала).
Фундаменты из монолитных плит имеют и другие преимущества по сравнению с такими фундаментами, как опорно-балочный фундамент или фундамент с подпольем.
Это руководство познакомит вас со всеми ключевыми аспектами монолитного плитного фундамента, отличая его от других типов плитных фундаментов, а также других типов конструкций.
ОСНОВНЫЕ ТЕРМИНЫ
Когда речь идет о бетонном фундаменте, возникает множество запутанных и взаимосвязанных терминов. На этом этапе стоит уточнить, что именно означает каждый из них.
Плитный фундамент
Плитный фундамент относится к любому типу фундамента, в котором бетон (плита) заливается на землю (марку). Плитный фундамент иногда называют бетонным плитным фундаментом. Оба эти термина являются общими. Существует два основных типа плитного фундамента:
Монолитная плита
Стволовая стенка
Фундамент монолитный плитный
Монолитный буквально означает «единая заливка», что подчеркивает ключевое отличие этого типа фундамента — все заливается за один раз. Тот факт, что он заливается за один раз, делает процесс более быстрым, что помогает снизить трудозатраты.
Залитая бетонная плита утолщена снаружи, чтобы обеспечить несущую способность стен, и снаружи нет нижних колонтитулов.
Фундаменты из монолитных плит лучше всего подходят для ровного грунта. Если земля неровная, то для выравнивания земли используется много насыпной земли; со временем это может привести к проблемам с растрескиванием, если грунт не будет должным образом уплотнен.
Фундамент стволовой стены
При использовании фундамента со стволовой стеной бетон заливается в несколько этапов. Первый из них заключается в возведении стены ствола из бетонных блоков до нужного уровня плиты. Затем добавляется наполнительная грязь и уплотняется. Наконец, плита заливается до нужного уровня.
Ключевым отличием этого типа сборки является использование стволовых стен. Уплотненная почва или насыпь также означают, что вам не требуется идеально ровный уклон для строительства.
МОНОЛИТНЫЙ
ПЛИТА СТОИМОСТЬ
Полную разбивку стоимости различных типов фундамента см. в нашем руководстве «Средняя стоимость фундамента дома», в котором более подробно рассматриваются все конкретные элементы, от установки до ремонта.
СТОИМОСТЬ МОНОЛИТНОЙ БЕТОННОЙ ПЛИТЫ
Стоимость монолитной бетонной плиты составляет 5 долларов США за квадратный фут, в результате чего средняя общая стоимость составляет от 4600 до 20 000 долларов США .
Существует два типа балок монолитных плитных фундаментов – односторонняя балка и двусторонняя балка. Односторонняя балка поддерживает фундамент с двух сторон, тогда как двусторонняя балка поддерживает все четыре стороны. Односторонний луч стоит 9,80 долларов за квадратный фут, а двусторонний — 13,52 доллара за квадратный фут.
ПЛЮСЫ МОНОЛИТНОГО ФУНДАМЕНТА
Существует множество причин, по которым монолитные плитные фундаменты предпочтительнее других типов фундаментов, и не только из-за простоты. Некоторые из наиболее распространенных причин приведены ниже:
СКОРОСТЬ СТРОИТЕЛЬСТВА
Монолитные плиты очень быстро возводятся. После того, как вы уплотнили почву (или удалили верхний слой почвы), добавили траншею по периметру и разбросали гравий, вы можете поливать в течение дня.
Бетон должен иметь толщину 4 дюйма в самой тонкой части (т. е. в центре дома), поэтому полное высыхание обычно занимает пару дней. Это значительно быстрее, чем любой другой тип строительства фундамента.
ДОЛГОВЕЧНОСТЬ
Несмотря на простоту, монолитно-плитный фундамент при правильной конструкции прослужит около 50 лет. Из-за отсутствия сложных элементов в самой плите мало что может пойти не так.
В бетоне нет швов, и если арматура и анкерные болты успешно установлены, у вас есть прочный фундамент, способный выдержать большой вес.
НЕБОЛЬШОЙ ОБСЛУЖИВАНИЕ
В отличие от опорно-балочной системы, которая требует достаточно регулярного обслуживания, монолитная плита не требует никакого ухода.
Пока вы регулярно проверяете его, чтобы убедиться, что в фундаменте нет трещин, вам не нужно ничего делать ежемесячно, чтобы поддерживать его в хорошем состоянии.
ЭНЕРГОЭФФЕКТИВНЫЙ
Фундаменты из монолитных плит не имеют пространства между землей и домом, а это значит, что вам не нужно тратить столько энергии в своем доме на нагрев воздуха под ним. С подвалом или подвалом энергия постоянно тратится впустую.
Это означает, что монолитно-плитный фундамент не только дешевле в краткосрочной перспективе, но и может сэкономить ваши деньги в долгосрочной перспективе.
МИНУСЫ МОНОЛИТНОГО ФУНДАМЕНТА
Несмотря на то, что у монолитного плитного фундамента, несомненно, есть много преимуществ, существуют важные ограничения, которые могут сделать его непригодным для вашей постройки.
ДОСТУПА ЗАПРЕЩЕНО
Ниша или подвал дает доступ к фундаменту, а это означает, что вы можете разместить водопровод, электрический щит и проводку в этом пространстве.
Если что-то пойдет не так с монолитным плитным фундаментом, более того, вы не сможете получить к нему доступ для решения проблемы.
ДОРОГОЙ РЕМОНТ
Хотя с монолитными плитными фундаментами редко что-то идет не так, когда они трескаются, это может быть очень дорого.
Как правило, вам приходится использовать такие тактики, как захват грунта или фундамента, которые могут стоить тысячи долларов.
ПЛОХАЯ ПОГОДА
С фундаментом из бетонных плит ваш дом возвышается над землей всего на 6 дюймов или около того, а это означает, что остальная часть вашего дома подвержена затоплению. В некоторых частях страны это является серьезным недостатком.
ПЕРЕПРОДАЖНАЯ СТОИМОСТЬ ДОМА
В некоторых случаях монолитная плита может уменьшить стоимость вашего дома. Если у вас старый монолитно-плитный фундамент, то потенциальный покупатель может решить, что ему придется делать дорогостоящий ремонт. Если вы установили его самостоятельно, покупатель может усомниться в его качестве.
КОГДА МОНОЛИТНЫЙ ФУНДАМЕНТ
ЯВЛЯЕТСЯ ЛУЧШИМ ВАРИАНТОМ
В некоторых климатических условиях США абсолютно оптимальным вариантом является монолитно-плитный фундамент. Это, прежде всего, во влажном климате и в умеренном климате.
ВЛАЖНЫЙ КЛИМАТ
Во влажном климате монолитная плита способна противостоять влаге двумя основными способами. Во-первых, это материал, который не подвергается коррозии после намокания; Напротив, фундаменты для столбов и балок сделаны из дерева, которое очень плохо переносит влагу.
Во-вторых, поскольку между землей и домом нет пространства, влага не может проникнуть внутрь. Это не только уменьшает структурные повреждения, но и уменьшает ущерб от плесени (которая часто встречается в подвальных помещениях).
МЯГКИЙ КЛИМАТ
Согласно исследованию, проведенному Национальной ассоциацией домостроителей, 84% домов в Верхнем Среднем Западе имеют подвалы, в то время как менее 1% домов в Техасе, Луизиане и Оклахоме имеют подвалы.
Это показывает, что в очень холодном климате, где промерзание грунта является обычным явлением, подвал является полезной частью дома (действительно, это предписано некоторыми строительными нормами). Однако, если вы не живете в районе, где регулярно бывают заморозки, для подвала нет такой необходимости.
Как было сказано выше, в условиях умеренного климата можно установить монолитный плитный фундамент для повышения общей энергоэффективности. В очень жарком или пустынном климате лучше всего подойдет подвальное помещение, в холодном климате это может быть подвал, но в климате, который находится между этими двумя типами (например, в большинстве Соединенных Штатов), фундамент из монолитной плиты является отличным вариант.
Монолитный плитный фундамент действительно один из самых простых вариантов, когда речь идет о фундаменте. Если у вас есть ровная площадка, на которой можно построить дом или строение, такое как сарай, то трудно представить, что какой-либо другой тип фундамента будет выбором по умолчанию.
Прочность, которую он обеспечивает, в сочетании с низкой ценой означает, что у вас должна быть веская причина для выбора другого типа фундамента.
Фундаменты из монолитных плит еще проще, чем другие формы фундаментов из бетонных плит, а в некоторых случаях вы можете построить фундамент самостоятельно без привлечения подрядчиков, что еще больше снижает цену.
Хотя монолитная плита подходит не для всех обстоятельств, многие подрядчики предпочитают ее не только из-за простоты установки, но и из-за прочного и долговечного основания, которое она обеспечивает.
В то время как другие типы фундаментов, такие как опоры и балки, требуют большей установки, они также более подвержены таким проблемам, как проседание. Их может быть легче исправить, когда что-то пойдет не так, но это нужно сопоставить с тем фактом, что что-то идет не так чаще. Монолитно-плитный фундамент прост, дешев и эффективен — что тут не любить?
Как построить плиту на уровне земли
Строительство плиты на уровне земли — техническое руководство воздействие на окружающую среду при строительстве
, а также может обеспечить значительную экономию финансовых средств.
Заменив бетон менее ударопрочными и более эффективными строительными материалами, такими как высокоэффективная изоляция, вы можете сократить выбросы многих тонн парниковых газов из ваших строительных материалов, а также во время будущей эксплуатации дома.
Строительство из плит на уровне грунта — это довольно необычный метод строительства домов, при котором обычная фундаментная стена и подвал или подполье заменяются бетонной плитой, которая опирается непосредственно на грунт. Этот метод подходит для большинства типов местности, за исключением мест с сильным уклоном, и повышение производительности плиты на ровных полах просто достигается путем добавления изоляции — да, у нас есть руководство о том, как изолировать плиту на ровных этажах при строительстве. , здесь.
Зачем строить на плите, а не на подвале?
Чтобы сэкономить деньги и сократить выбросы углекислого газа, а также сделать дом более здоровым и долговечным. Подробное руководство по выбору между плитой на уровне или цокольным этажом для фундамента дома смотрите здесь, а выводы мы дадим ниже.
Как правило, строительство дома на одну семью в Канаде и Северной Америке начинается с заливки бетонного фундамента, за которым следует фундаментная стена толщиной 8 дюймов, обычно высотой от 8 до 10 футов.
В зоне с холодным климатом фундамент подвала должен быть заглублен на глубину от четырех до пяти футов, чтобы защитить фундамент и пол подвала от отрицательных температур. Поскольку это создает дополнительную площадь пола под землей, возникает естественное желание занять это пространство, и так рождается подвальная комната отдыха или пещера для людей — и важно также понимать, как выбрать между подвальным пространством или плитным фундаментом.
Независимо от того, начинаете ли вы строительство с плиты на уровне грунта или с фундамента, в отсутствие скальной породы и то, и другое будет опираться на грязь. Таким образом, одно из них не более «устойчиво», чем другое, или более восприимчиво к морозному пучению, чем другое, если оно должным образом изолировано по периметру.
В случае «подвала с выходом» у вас фактически есть плита, только с очень дорогой и плохо изолированной стеной. Представьте себе плиту на уровне пола как четырехсторонний подвал с гораздо более дешевыми и более качественными стенами, хотя, если вам нужно построить подвал, чтобы оптимизировать квадратные футы на вашем строительном участке, тогда изучите передовой опыт для изоляции при строительстве новый подвал здесь, или если у вас есть подвал и вам нужно научиться правильно отделывать подвал и изолировать его, чтобы избежать плесени, см. здесь.
В холодном климате плита на уровне грунта может легко избежать морозного пучения благодаря простому добавлению изоляции юбки, которая защищает периметр фундамента, чтобы он никогда не подвергался циклу замерзания/оттаивания, а вместо этого оставался закрытым к относительно постоянной температуре земли 8-10 градусов по Цельсию. Вы можете найти пошаговое подробное руководство по строительству мелкозаглубленной плиты с защитой от мороза на ровном фундаменте с использованием пенопластовых форм здесь.
Изоляция юбки — это очень простое и экономичное решение, которое можно (и нужно) применять и к фундаменту подвала, так как это поможет снизить потери тепла за счет поддержания гораздо более высокой температуры стен подвала.
В дополнение к значительной экономии средств во время строительства, плита на уровне земли снизит риск проблем, связанных с влажностью и просачиванием воды, которые являются типичными проблемами, с которыми сталкиваются подвальные помещения.
Что не так с подвалами?
Затраты — экологические и финансовые :
Бетон очень дорог в закупке и чрезвычайно энергозатратен при производстве. Процесс строительства подвала требует 3 дорогостоящих выездов бригады бетоновозов; один раз залить фундамент, второй раз залить стены и третий раз залить цокольный этаж. На каждую тонну произведенного бетона в атмосферу выбрасывается одна тонна парниковых газов.
После того, как будет заложен фундамент подвала, сверху необходимо построить черный пол. Это еще одна стоимость, которая будет понесена для создания поверхности, на которой будет построено жилое пространство, по сравнению с плитой, готовой к строительству.
* Дом, построенный на горизонтальной плите, имеет меньший риск повреждения от наводнения, что положительно оценивается страховыми компаниями и может быть отражено в ваших страховых взносах. Подвалы также могут быть подвержены инфильтрации радона, поэтому, чтобы узнать, как предотвратить повышение уровня радона в домах, см. здесь, а чтобы конкретно узнать, как удалить газ радон из подвалов и подвальных помещений, см. здесь.
Здоровье, долговечность и комфорт:
Несмотря на широкое распространение готовых подвалов, в целом отсутствует понимание дополнительных проблем, связанных с подземным строительством. Это может означать, что во многих случаях не соблюдаются надлежащие методы строительства в соответствии с принципами строительной науки.
Плохо построенные подвалы подвержены гниению и плесени.
Показательный пример: стены должны иметь возможность сохнуть по крайней мере в одном направлении. В холодном климате надземные стены должны быть спроектированы таким образом, чтобы они высыхали преимущественно наружу. Но, поскольку почва во всех отношениях является «водой», стены подвала должны высохнуть изнутри.
Обычной строительной практикой это не учитывается, и тревожно большое количество домов имеют повреждения от влаги и плесени, что отчасти является причиной роста респираторных заболеваний.
Это происходит по ряду причин, первая из которых заключается в том, что мы слишком рано заканчиваем подвалы. Бетон в основном состоит из воды, а с грунтом снаружи фундаменту требуется не менее 2 лет, чтобы полностью высохнуть внутри.
Во-вторых, поскольку Национальный строительный кодекс теперь требует, чтобы подвалы были изолированы, а покупатели новых домов обычно хотят, чтобы пространство было закончено, самый дешевый способ для застройщиков сделать это — относиться к ним так, как они делают над земляными стенами. Таким образом, подвалы обычно изолируются изнутри задолго до того, как уйдет нежелательная влага, и таким же образом мы строим над землей, где стены могут высохнуть снаружи.
Запечатывая чувствительные к влаге материалы (дерево и изоляция из стекловолокна) между мокрой бетонной стеной и пароизоляцией из полиэтилена, мы провоцируем образование плесени. Плитный фундамент позволяет избежать всего этого.
Почему нам нравится строительство из плит на уровне земли
Преимущество надземных зданий по сравнению с подвалом состоит в том, что они обеспечивают больше естественного света. Это также помогает поддерживать чистоту воздуха в салоне, поскольку снижает вероятность появления плесени.
Более того, конструкция из плит на уровне земли может сделать ваше жилое пространство более комфортным. Термическая масса в кондиционируемом жилом помещении обладает способностью поглощать и накапливать тепло, что в значительной степени помогает регулировать внутреннюю температуру. В домах со значительной тепловой массой внутри ограждающих конструкций также легче сохранять прохладу летом.
Доступность:
Доведение строительного проекта до точки, когда он готов к каркасу основного этажа, может быть намного дешевле с плитой на уровне, чем с фундаментом. С плитой тот же этап достигается без необходимости строить 8-футовую бетонную стену, и при этом вам не нужно строить деревянный пол сверху.
Комфорт и эффективность:
При отсутствии 5 футов грунта, плита на уровне грунта в зонах с холодным климатом требует дополнительных мер по предотвращению морозного пучения, поэтому она включает в себя уровни изоляции, которые в противном случае, казалось бы, отсутствуют при строительстве подвала. . Эта изоляция может быть оплачена тысячами долларов, которые ушли бы на покупку бетона для фундаментной стены.
Плитные полы также легко вмещают лучистое отопление пола, которое создает очень сбалансированную и комфортную среду, превращая бетонную массу в один большой радиатор.
Одним из больших преимуществ лучистого теплого пола является то, что чем дальше вы находитесь от всего, что излучает тепло (представьте себе дровяную печь), тем прохладнее становится. Таким образом, тепло концентрируется на уровне земли, где мы находимся, а не в самых высоких точках нашего дома, где нас нет. Это способствует снижению общей температуры без ущерба для комфорта. Теплые ноги — счастливые ноги!
Уменьшение вашего воздействия на окружающую среду:
Метод монолитного строительства снижает ваше воздействие на окружающую среду двумя способами: за счет значительного сокращения количества CO2, образующегося при производстве и транспортировке материалов, и за счет предоставления — доллара за доллар — стена с гораздо лучшей изоляцией.
Строя дом из плит на грунте, вы выбираете замену фундаментных стен надземными стенами. Другими словами, вы заменяете бетонные стены гораздо более доступной и энергоэффективной стеновой сборкой.
Вот почему фундаментные плиты часто выбирают для сертификации пассивных домов в Северной Америке, , пассивных солнечных домов и домов, сертифицированных по LEED.
Чтобы иметь возможность принять обоснованное решение в отношении этого типа фундамента, необходимо предпринять несколько предупредительных шагов и решить проблемы.
В вашем штате или муниципалитете могут потребоваться планы, утвержденные инженером, а некоторые могут быть незнакомы с домами из плит на уровне грунта. Обязательно проконсультируйтесь с вашим муниципалитетом или штатом, прежде чем начинать строительство и даже до того, как зайти слишком далеко в своих планах строительства.
Несмотря на то, что мы решительно выступаем за концепцию строительства из плит на уровне грунта, мы рекомендуем тщательно обдумать ваши варианты, прежде чем приступать к реализации каких-либо планов. Есть много законных причин, чтобы начать строительство с цокольного фундамента:
Плита на уровне земли потребует больше места над землей, поэтому, чтобы иметь такой же размер дома, вам нужно будет строить либо снаружи, либо вверх. Вы можете столкнуться с ограничениями по высоте, когда вы решите строить, а это означает, что вам, возможно, придется строить, а не вверх. Это не всегда возможно, особенно если ваш участок представляет собой городскую застройку, поэтому у вас есть два варианта: дом поменьше или подвал.
Несмотря на свои недостатки, подвальные помещения часто очень практичны, так как они обеспечивают значительное количество складских помещений. Без подвала все, что было бы внизу, должно поместиться в остальной части дома, в гараже или сарае.
В подвалах обычно размещаются технические помещения. Имейте это в виду на этапе проектирования, если вы выберете перекрытие, так как механические системы теперь должны быть размещены на первом этаже. И не скупитесь на это пространство — подумайте обо всем, что потенциально может понадобиться туда: печь, котел, водонагреватель, теплообменник, умягчитель воды, септический насос, резервуар для серы, центральный пылесос и т. д.
Плита-на-классе:
Учитывая, что вы отводите определенную площадь основного этажа под механические системы, самое время спланировать хранение и максимально эффективно использовать это помещение. Наряду с некоторым пространством для хранения, вы можете подумать о том, чтобы включить в это пространство прачечную или даже кладовую.
Учитывая количество действий, происходящих в механической комнате, будет немного шумно. Чтобы смягчить это, эти стены должны включать меры по снижению шума.
Сантехнические системы обычно доступны из подвала или подвального помещения, но не с перекрытия. Природа плиты на уровне грунта означает, что водопроводные системы будут постоянно закреплены в бетоне и их будет сложно модифицировать.
Установка второго унитаза на существующую канализационную трубу в этой ситуации практически невозможна, поэтому планируйте заранее. Заслуживает изучения концепция «гибкого проектирования жилья», в которой предполагаются будущие изменения, чтобы можно было создать необходимую инфраструктуру во время первоначального строительства.
Термин плавающая плита относится к двухступенчатой конструкции плиты, в которой
фундаменты залиты по отдельности, а центральный этаж плита заливается после затвердевания фундамента. Формы монолитной плиты рассчитаны таким образом, что и фундамент, и плитное перекрытие заливаются одновременно.
Мы не нашли большого преимущества в поддержке любого метода — основной причиной заливки монолитной плиты было бы сокращение визитов бетоновозов до одного.
Погреб в гараже — как выкопать и соорудить своими руками
Культ гаражных кооперативов знаком нашим автомобилистам еще с советских времен. Когда в руководстве сообщества оказывались грамотные инженеры, то народ получал шикарные «стойла» для своих авто, с водой, смотровой ямой и хранилищем для консервации. Ну, а если таковых не было, то все приходилось делать самостоятельно, в том числе и подвал – как же без него? Здесь собран многогранный опыт по его проектированию и строительству, который поможет еще не одному поколению автовладельцев.
Содержание
1 А нужно ли? О чем стоит подумать перед строительством подвального помещения
1.1 Плюсы и минусы
2 Как выкопать и сложить своими руками капитальный погреб в гараже: начальный этап
2.1 Рекомендации по выбору строительных материалов
2.1.1 Листы из асбестоцемента
2.1.2 Бетон и армирование
2.1.3 Кирпич
2.1.4 Утеплитель пенопласт
3 Как правильно выкопать и соорудить надежный подвал в собственном гараже: практический этап
3. 1 Готовим инструмент
3.2 Технология строительства подвального помещения
3.2.1 Пол
3.2.2 Стены
3.2.3 Потолок
3.2.4 Лестница
3.3 Утепление подвального помещения
4 Как организовать вентиляцию или вытяжку
4.1 Естественная вентиляция
4.2 Принудительная вентиляция
4.3 Механизированная вентиляция
5 Резюме
А нужно ли? О чем стоит подумать перед строительством подвального помещения
Для женской половины ответ на этот вопрос очевиден – удобней места для хранения банок и овощей не найти. Но думать о том, как выкопать погреб в гараже своими руками, должен, разумеется, глава семейства. А то, что Василию Борисычу, может, хочется организовать там мастерскую, биллиардную, а то и вовсе плюнуть на такую затею – думать не моги!
Надо признать, что желание увильнуть от бункерной тематики не лишено оснований, в конце концов, это ж не фундамент под пристройку к дому. Некоторые моменты заставят серьезно поднапрячься:
Качественная гидроизоляция. Учитывая уровень грунтовых вод, нужно использовать подходящие изоляционные материалы.
Состояние грунта. Если у соседа даже в гидроизолированное подвальное помещение проникает вода, то, скорее всего, без дренажной системы не обойтись.
Поддержание приемлемой температуры и эффективного воздухообмена. Пренебрегать этими показателями нельзя, иначе плесень и грибок надолго поселятся в помещении. Овощи и другие продукты в таких условиях долго не пролежат, главное – плесень легко может освоить салон автомобиля, а это совсем непозволительно. Поэтому вентиляция в погребе гаража просто необходима.
Утепление. Если в «подземелье» все же решено устроить мастерскую или этакий клуб одиноких сердец, то придется утеплить все стены, пол и потолок. Важно использовать при этом пожаробезопасный материал, чтобы не было потом мучительно больно.
Плюсы и минусы
Сразу нужно расставить акценты: здесь речь пойдет о сооружении гаражного подвала, но иногда будет упоминаться термин «погреб», что в нашем случае имеет аналогичный смысл, хотя это и несколько разные понятия.
Итак, мы определились, что применение подвальной постройки может быть многосторонним. На основании этого рассмотрим положительные и негативные стороны его строительства.
Плюсы
Минусы
Погреб позволяет сохранить полезную площадь гаражного пространства. При грамотном обустройстве подвального помещения продукты надежно защищены от порчи.
Неправильная оценка характеристик грунта и, как следствие, неверный выбор гидроизоляции способствуют появлению плесени и влаги.
При условии соответствующей отделки можно организовать неплохую зону отдыха, мастерскую и смотровую яму.
Высокий уровень грунтовых вод потребует дополнительных вложений на гидроизоляционные материалы.
Сооружение не нуждается в выделении дополнительных площадей, поскольку оно представляет собой нулевой этаж.
Земляные работы в уже построенном гараже придется выполнять вручную, поскольку использовать спецтехнику не получиться.
Выгодное вложение на случай продажи гаражного помещения – постройка с погребом стоит дороже.
Обустройство подвального хранилища в гараже увеличивает стоимость всего строительства на 20-40%.
Надежная защита подвальной площади от осадков, колебаний температуры и проникновения воров.
Как выкопать и сложить своими руками капитальный погреб в гараже: начальный этап
Прежде чем хвататься за лопату, неплохо бы спланировать будущую постройку на схемах и чертежах. На этой стадии важно определить наличие подземных коммуникаций в виде канализации, водопровода и электрокабелей. За порчу городских инженерных сетей в процессе рытья котлована вас ожидает серьезный штраф.
Одновременно учитываем следующие детали:
Обычно глубина котлована достигает 2,5-3 м. При этом нельзя забывать, что 30-50 см будут занимать стяжка и песок.
От расположения грунтовых вод во многом зависит выбор материала.
Совет для тех, кто еще не знает, как выкопать подвал в уже готовом гараже: рыть котлован нужно на расстоянии не менее 35 см от фундамента, чтобы не допустить трещин в стенах из-за смещения грунта.
На предварительной фазе планирования нужно определиться с габаритами каждого элемента конструкции. В проекте обязательно указывается высота, ширина и толщина стен, потолка и пола. На основании этих показателей делается расчет количества цемента или готового бетона, гидро- и теплоизоляции, кирпича и облицовочного материала.
В самом начале строительной эпопеи, когда гаражный объект еще только на бумаге, есть смысл в качестве основания использовать ленточный фундамент. В этом случае плоскости основания одновременно станут частью стен подвала.
Монолитные плиты из бетона предпочтительнее при строительстве, когда горизонт грунтовых вод распложен близко к поверхности. Если на участке грунт сухой, то для возведения стен подвального помещения подойдут более легкие стройматериалы. Сооружая своими руками погреб в деревянном или металлическом гараже, также можно воспользоваться облегченными композитами.
Рекомендации по выбору строительных материалов
К числу популярных строительных материалов относятся:
Асбоцементные листы.
Бетонные плиты.
Кирпич.
Древесина.
Пенопласт.
Листы из асбестоцемента
Плоский шифер неплохо зарекомендовал себя при отделке стен. Его монтируют на деревянную обрешетку в 2-4 слоя, скрепляя между собой битумной мастикой или смесью цемента не ниже М400 и казеинового клея.
Производители маркируют листы в соответствии с принятыми стандартами. Например, покупая материал, можно наблюдать надпись: ЛП-П-3,0х1,5х10 ГОСТ 18124-95. Такая маркировка обозначает, что это плоский лист, подверженный прессованию, его длина – 3000 мм, ширина – 1500 мм и толщина – 10 мм. В продаже еще можно встретить материал с обозначениями ЛП-НП – лист плоский непрессованный.
ПАРАМЕТР
ЛП-П
ЛП-НП
Плотность, г/см³
1,60
1,80
Прочность на изгиб, кгс/см
180
230
Вязкость, кДж/м²
2,0
2,5
Морозостойкость, циклов
25
50
Стандартные размеры плоского шифера:
2,5х1,2х6/ 2,5х1,2х8/ 2,5х1,2х10.
3х1,5х8 и 3х1,5х10.
3,6х1,5х8 и 3,6х1,5х10.
Для примера рассмотрим, как правильно посчитать количество листов, чтобы построить стены погреба в гараже с параметрами 3,5х2,5 м и высотой 2,7 метра:
Посчитать сумму длин всех сторон котлована, это действие из курса математики за 2-й класс: 3,5+2,5+3,5+2,5 = 12 метров погонных.
Допустим, для стен Борисыч решил использовать три слоя, тогда 12х3=36 м.
Одновременно учитываем, что высота шифера ЛП-П-3,0х1,5 составляет 1,5 м, а подвального помещения – 2,7 м. Значит, по высоте войдет немного меньше двух листов, поэтому погонные метры нужно удвоить: 36х2 = 72 п.м.
Осталось высчитать количество материала, для чего делим погонные метры на длину шифера: 72:3 = 24 листа.
Бетон и армирование
По нормативам толщина бетонных стен должна быть не менее 150 мм. Чтобы их сформировать потребуется доски для опалубки, арматура и бетонная смесь. Для расчета количества бетона воспользуемся формулой вычисления объема куба V = a•b•h, где:
a – длина погреба.
b – толщина стены.
h – высота.
Чтобы упростить процесс подсчетов, определим значения по отдельности для каждой стенки, а результаты в итоге суммируем:
Проводим расчет бетона для длинных стен – 3,5•0,15•2,7 = 1,41 м³. Умножаем полученную цифру на 2 (стен-то две): 1,41•2 = 2,82 м³.
Для двух других стен – 2,5•0,15•2,7 = 1,01 м³. Удваиваем: 1,01•2 = 2,02 м³.
Вычислим объем бетонной смеси для пола: 3,5•0,15•2,5 = 1,31 м³.
Суммируем полученные значения, и получаем общий объем бетона: 2,82+2,02+1,31 = 6,15 м³.
Чтобы обеспечить прочность конструкции, ее армируют металлическими прутьями сечением 0,8-10 мм. Из арматуры формируют решетку с ячейками 150×150 мм. Как высчитать количество этого материала для гаража, и сделать капитальный погреб несложно – достаточно рассчитать, сколько арматуры поместится по длине всех стен и пола с промежутками 150 мм. Удобнее это сделать отдельно по каждой плоскости:
По стене длиной 3,5 м – 3500:150 = 23 штуки. Для двух стен – 23•2 = 46 штук. Теперь выясним, сколько требуется погонных метров, умножив полученную цифру на высоту объекта – 46•2,7 = 124 погонных метров. Именно такова погонная длина арматуры для двух стен.
По стене длиной 2,5 м – 2500:150 = 16,6 штук. Для обеих стенок – 16,6•2 = 33,2 штуки. Считаем погонные метры – 33,2•2,7 = 89,64 погонных метров.
Для армирования пола аналогично получается 23 шт. по длине и 16,6 шт. по ширине. Суммируем 23+16,6 = 39,6 шт. Найдем погонную длину – 23•2,5 = 57,5, а также 16,6•3,5 = 58,1 погонных метров. Слаживаем значения – 57,5+58,1 = 115,6 погонных метров.
Общее количество арматуры – 124+89,64+115,6 ≈ 329 погонных метров.
Кирпич
Белый силикатный кирпич для строительства подвала использовать не стоит. Он быстро впитывает влагу и со временем разрушается. Газоблоки и пенолоки также не рекомендуется – материал хрупкий, требует основательной гидроизоляции и утепления. Оптимальный выбор – красный полнотелый кирпич со стандартными параметрами 250х120х65 мм.
Наиболее распространенные способы кладки:
Полкирпича.
Один кирпич.
Полтора кирпича.
При глубине подвального помещения более 3 м имеет смысл класть его стены в полтора кирпича. Это будет надежно, а затраты оправдают себя даже спустя десятилетия. Имея на руках проект, рассчитать объемы стройматериала довольно просто.
Для примера рассмотрим, как посчитать кладку погреба под гаражом в полтора кирпича отдельно по каждой стене. В итоге результаты сведем в одно целое:
Выясним количество рядов по высоте помещения, для чего этот показатель разделим на высоту тычковой части кирпичика – 2700:65 = 41,5 рядов.
Считаем, сколько кирпичей входит в один ряд стены 3,5 м. Делим длину стены на ширину тычковой грани кирпича – 3500:120 = 29 штук. Одновременно нужно высчитать количество материала, который будет расположен перпендикулярно тычковой стороне пары кирпичей. Здесь все просто: на два кирпичика приходится один, следовательно – 29:2 = 14,5 штук. Суммируем, и получаем количество материала на один ряд стенки 3,5 м – 29+14,5 = 43,5 штуки.
Теперь считаем материал для всей стены, умножаем количество рядов на численность кирпича в одном ряду – 41,5•43,5 = 1805 штук. Поскольку стены две, то умножим на 2 и получим – 1805•2 = 3610 штук.
Аналогичные действия производим и с двумя другими стенками – 2500:120 = 20,8 шт. В одном ряду перпендикулярных кирпичей – 20,8:2 = 10,4 штуки. Суммируем значения – 20,8+10,4 = 31,2 шт. Общее количество кирпичей для стены 2,5 м – 31,2•41,5 = 1291,68 штук. Удваиваем, и получаем для двух стен – 1291,68•2 = 2583,36 шт.
В итоге для стройки понадобится – 3610+2583,36 = 6193,36 штук кирпичей.
Утеплитель пенопласт
Отличный теплоизолятор, который не токсичен и не боится влаги. Если говорить о теплоизоляционных свойствах пенопласта, то его слой в 100 мм способен заменить метр бетонной стены.
Знать, как выкопать и утеплить погреб в собственном гараже – это еще не все, нужно уметь вести подсчет материала. Здесь особо ничего сложного нет – расчет количества выполняется по формуле S = a•b, где a – это длина, b – ширина:
Площадь одной стены длиной 3,5 м (высота у нас 2,7 м) – 3,5•2,7 = 9,45 м². Умножим на два, и получим квадратуру двух стен – 9,45•2 = 18,9 м².
Идентично поступаем с двумя другими стенами – 2,5•2,7 = 6,75 м². Удваиваем – 6,75•2 = 13,5 м².
Площадь потолка – 3,5•2,5 = 8,75 м².
Общая площадь стен и потолка – 18,9+13,5+8,75 = 41,15 м². Именно столько пенопласта нужно для утепления.
Как правильно выкопать и соорудить надежный подвал в собственном гараже: практический этап
Готовим инструмент
Для выполнения работ нужно собрать комплект инструментов:
Штыковые и совковые лопаты.
Тачка и ведра для вывоза грунта.
Рулетка и строительный уровень.
Кровельная горелка, виброплита.
Шнур, электродрель, бетономешалка, кельма.
Крепежные детали для сборки опалубки.
Технология строительства подвального помещения
Разметка котлована – используется рулетка, колья и шнур. В нашем варианте размер ямы – 3,5х2,5 м. Натянутые шнуры обеспечат ровные линии. По всему периметру котлован должен быть больше на 100-150 мм от проектируемого размера. Это позволит обработать стены гидроизоляцией. Нельзя расширять яму так, чтобы расстояние до внутренней стены гаража оставалось менее 300 мм, в противном случае возможно разрушение всей конструкции.
При помощи лопат или другой землеройной техники вынуть грунт по меткам (проверяем диагонали) на глубину около трех метров. В глубину также копаем больше намеченного на 200-300 мм, учитывая подушку из песка или щебня и бетонную заливку. Вот и все тонкости о том, как выкопать самостоятельно погреб в гараже, теперь приступаем к обустройству пола.
Пол
Выровнять грунт, засыпать пол слоем щебня фракции 10-20 мм (толщина засыпки 50 мм), утрамбовать виброплитой или вручную. Через каждый метр вбить обрезки арматуры так, чтобы они возвышались над щебнем на 50 мм, и выровнять их по строительному уровню.
Залить бетон поверх кольев, дать бетону набрать прочность в течение 10-12 дней.
Застелить дно рулонным Бикростом с перехлестом 50 мм, склеивая полосы кровельной горелкой. По границам бетонного пола Бикрост нужно выпускать на 400-500 мм, чтобы сделать нахлест и склейку гидроизоляции на стенах.
По периметру подбетонки выставить опалубку высотой 100 мм. Уложить арматуру на пол крест-накрест шагом 150-200 мм, скрутить проволокой или сварить электросваркой. Если стены будут из фундаментных блоков ФБС или кирпича, то можно заливать бетон в опалубку.
Если стены будут заливные, то придется делать связку – нарезать прутья длиной по 500-700 мм, согнуть под углом 90 градусов, приварить к арматуре пола. Один конец останется над поверхностью бетона, к нему приваривают арматурный каркас стены. Такие связки нужно сделать через каждые 300-600 мм по всему периметру.
Важно! Арматура класса А-500С имеет хорошую свариваемость благодаря ее химическому составу, чего не скажешь о материале категории А-400.
Стены
Продолжаем тему заливных стен. К торчащим из пола прутьям нужно приварить арматурный каркас стен, и установить опалубку. Делать ее следует из досок толщиной не менее 30-40 мм, чтобы смесь не выдавило. И вообще, лучше заливать бетон послойно, делая опалубку высотой 300-400 мм, а после засыхания поднимать ее на новый уровень.
В готовую опалубку заливаем бетон, ждем затвердевания, после снимаем доски. Теперь надо приклеить оставшийся снаружи Бикрост на стены (мы укладывали его с напуском по краям пола). Сразу же оклеиваем рулонным материалом все стены. Да, будет сложно, но не настолько, как вырыть глубокий погреб в готовом гараже или на даче.
Теперь остается выполнить обратную засыпку глины или так называемый глиняный замок. Брать ее можно из грунта, вынутого при копке котлована. Уровень засыпки должен быть выше уровня земли на 300-400 мм, за 12 месяцев она осядет.
Совет! Если опалубку обшить изнутри тонкой фанерой, то стены получатся практически идеально ровными. Не стоит забывать о вентиляционной системе (об этом ниже), и своевременно проложить каналы в нужных местах.
Если стены возводятся из кирпича, то между рядами не помешает уложить арматуру. Так конструкция будет надежнее. При использовании асбоцементных листов их устанавливают в несколько слоев, оставляя небольшой зазор.
Потолок
В определенных случаях, еще на фазе строительства гаража, есть смысл воспользоваться железобетонными плитами, и накрыть ими подвальное помещение. Но такой метод все равно связан с работами по оборудованию люка и заделке швов.
Другой вариант – это потолок из заливного бетона. Его реализация нам уже знакома: изготовление опалубки, но с подпоркой снизу. Несущими элементами выступают деревянные брусья. Сверху укладывают листы влагостойкой фанеры или OSB толщиной 20-30 мм. Место для лаза обустраивается в удобном для вас месте.
Как и при возведении пола, здесь понадобится армирование из прутьев сечением 12-15 мм. Габариты нашей конструкции – 3,5х2,5 м с ячейками 150х150 мм. Делают две идентичные решетки: первую укладывают сверху OSB на подпорках высотой 50 мм, вторую – выше первой на 50 мм. Теперь все готово к заливке бетона.
Лестница
Нет, еще рано говорить о том, как в погребе своими руками сделать надежные полки для банок с консервацией, надо в него еще попасть. Лестница должна быть надежной и удобной. Самые популярные материалы для ее изготовления – бетон, металл и древесина.
Сравнительно недорого обойдется конструкция из древесины. Минимальная толщина досок – не менее 20 мм. Монолитная лестница из бетона несколько сложнее в производстве из-за сложностей, связанных с армированием. Для металлической лестницы используют швеллер и листовой металл.
Оптимальные размеры элементов лестничной конструкции:
Ширина ступеней – 800-900 мм.
Ширина проступи – 300 мм.
Высота ступеней – 200-250 мм.
Утепление подвального помещения
Если не утеплить погреб, то зимой там может быть весьма холодно, а результат – замороженные овощи и банки с консервами. Для теплоизолирования часто берут пенопласт толщиной от 50 мм.
Листы нужно крепить с внешней стороны стен, так точка росы окажется снаружи. В случае отсутствия такой возможности, пенопласт монтируют изнутри на деревянную обрешетку. Поверх нее нужно закрепить пароизоляцию, и только потом уложить плиты утеплителя.
Как организовать вентиляцию или вытяжку
Хорошее вентилирование – это гарантия отсутствия плесени и сырости. Планировать схему вентиляции в погребе собственного гаража стоит заранее, еще на стадии подсчета количества материалов. Застройщик вправе выбрать три варианта проветривания своего «бункера».
Естественная вентиляция
Самый простой метод организации циркулирования воздуха. Для его реализации достаточно всего две трубы: первая работает на приток свежего воздуха, а вторая – вытягивает его из помещения. Вот несколько рекомендаций:
Вытяжную трубу монтируют под самым потолком, она проходит вертикально сквозь гаражную постройку и выходит над кровлей на высоту 0,5 м. Через это отверстие выходит подогретый воздух.
За приток свежего воздуха отвечает вторая труба. Выходное отверстие должно находиться на уровне 50-100 мм над уровнем пола, а входное – на улице в 300мм над уровнем земли.
Чтобы защитить помещение от грызунов, на трубу обязательно нужно поставить сетку.
Для регулировки уровня поступающего и выходящего воздуха на трубах не помешает поставить шиберные задвижки или хотя бы предусмотреть крышки.
Теплоизолирование воздуховодов поможет избежать зимой закупоривания труб инеем.
Стоимость проведения работ минимальна, поскольку очень проста в реализации. При организации естественной вентиляции подвала в гараже даже у новичков не должно возникнуть никаких проблем.
Принудительная вентиляция
Бывает, что естественного притока воздуха не хватает, тогда его направляют принудительно. Такой способ вентилирования полностью контролируем, поскольку предусматривает эксплуатацию электрических систем.
Конструктивно вытяжка делается из таких же труб, как и случае с естественным проветриванием. Такой механизм работает независимо от погодных условий, поэтому более привлекателен.
Механизированная вентиляция
Зимой активное проникновение холодного воздуха способствует образованию в системе инея, который закупоривает отверстия, и снижает эффективность вентилирования. Для этого некоторые умельцы ставят в трубы нагревательные элементы, имитируя таким образом механизированную структуру.
Настоящие современные агрегаты такого типа состоят из сложных агрегатов, которые управляются посредством программного обеспечения. Затраты на такую вентиляцию для небольшого погреба в частном гараже вряд ли будут оправданы, поэтому ее редко кто использует в подобных условиях.
Резюме
Перед началом строительства нужно ознакомиться с требованиями, которые предъявляются к подвальным помещениям, определиться с его габаритами.
Важно уяснить порядок выбора и подсчета количества материала.
Котлован должен быть расположен на достаточном удалении от несущих конструкций строения.
Погреб нужно обязательно оборудовать качественной гидро- и теплоизоляцией, вентиляцией.
Оптимальный способ спуска в подвальное помещение – приставная лестница из дерева или металла, которая опускается через люк.
Выбор устройств для электропроводки нужно производить с учетом их защищенности от коррозии и влаги.
Погреб в гараже своими руками: пошагово
Содержимое
1 Что должен учесть хозяин гаража перед началом строительства погреба
2 Разновидности подвалов под гаражом
3 Правильно выбираем материал
4 Подготовка котлована, пола и фундамента
5 Возведение стен
6 Перекрытие погреба и его утепление
7 Обустройство вентиляции в подвале
Погреба условно можно разделить на два типа: отдельно стоящие сооружения и хранилища под зданием. Первый тип подвала приемлем для владельцев частных дворов, так как городской житель не имеет возможности построить его возле многоквартирного дома. Второй тип подходит для всех людей. Даже в городских условиях хранилище можно разместить под балконом первого этажа. Но если есть в наличии гараж, то он является лучшим местом организации подвала. Сейчас мы рассмотрим, как сделать погреб в гараже своими руками, коснемся всех нюансов выбора материала, а также правильного внутреннего обустройства хранилища.
Что должен учесть хозяин гаража перед началом строительства погреба
На фото представлен пример схемы гаража с подвалом. Примерно такой же чертеж необходимо набросать на бумагу, чтобы рассчитать нужное количество строительных материалов. На схеме необходимо отобразить все размеры погреба, расположение входа, точки выхода вентиляционных труб и место входа кабеля искусственного освещения. Что касается габаритов хранилища, то для них существуют стандартные требования, при которых глубина составляет 1,8 м, а ширина – 2,5 м. Однако этих стандартов не всегда придерживаются.
Определяя размеры котлована погреба важно предусмотреть, чтобы подвальное помещение не стало причиной разрушения несущих элементов гаража. В таком сооружении потолок подвала является полом гаража. Здесь надо рассчитать его прочность, подобрать оптимальные материалы для перекрытия, и не забыть о гидроизоляции.
Важно! Погреб должен быть хорошо изолирован от гаража перекрытием. Иначе от сырости, проникшей из подвального помещения, будут подвергаться коррозии металлические части автомобиля. В то же время овощи в погребе будут впитывать выхлопные газы, отчего станут несъедобные и вредные для организма человека.
Обустройство погреба является личным делом каждого человека, однако для ознакомления можно рассмотреть несколько требований:
Для спуска в погреб под гаражом обычно используется простая приставная лестница. Ее опускают через входной люк.
Вариант установки стационарной металлической лестницы или отлив бетонных ступенек подходит для погреба в гараже большой площади. Здесь надо учесть, что такой спуск заберет много свободного места в подвале.
Крышку люка изготавливают из прочного, но легкого материала. Она должна выдержать вес человека, если вдруг на нее наступит хозяин, а также свободно открываться в сторону без прилаживания особых усилий.
С учетом этих рекомендаций получится выкопать комфортный погреб своими руками под гаражом.
Разновидности подвалов под гаражом
Под гаражом можно построить несколько типов погребов, но все они отличаются лишь своей глубиной. О стандартном показателе мы уже говорили. На практике подвалы роют глубиной от 1, 6 до 3 м. В таком самостоятельно построенном погребе можно хранить любые запасы продуктов. Подобное сооружение относится к полностью заглубленному типу подвала.
Менее популярны полузаглубленные хранилища под гаражом. Их глубина составляет максимум 1 м. Очень редко обустраивается наземный подвал. Для него на полу гаража выкапывают небольшой котлован, куда устанавливают пластмассовую емкость с крышкой. Полузаглубленный и наземный погреб уместен в том случае, если высоко расположенные слои подземных вод не дают выкопать полностью заглубленный подвал.
Совет! Грунтовые воды являются большой помехой при строительстве подвала. Оптимально, когда основание хранилища расположено минимум 0,5 м от источника воды.
Заглубленный тип погреба устраивают под капитальным большим гаражом. Ведь строить такой подвал под временным строением глупо. В будущем его невозможно будет перенести при перемещении гаража на другое место. Габариты заглубленного хранилища определяет хозяин по своему усмотрению. Чаще всего его выкапывают глубиной 2 м, а шириной – 2,5 м. При составлении проекта важно подумать, чем утеплить погреб в гараже, чтобы консервация и овощи зимой не замерзли.
Строительство заглубленного хранилища лучше всего начинать еще до начала возведения гаража. Придется рыть большой котлован, а для этого лучше воспользоваться услугами экскаватора. Если гараж уже построен, технология возведения подвала остается такой же, только яму придется рыть вручную лопатой.
Если выбор все же пал именно на заглубленный погреб, тогда надо еще раз обдумать важные моменты:
В соответствующих инстанциях надо узнать, можно ли на участке, где построен гараж, выкопать яму глубиной до 3 м. Особенно это важно для городской местности, где под землей переплетается огромное количество разных кабелей, трубопроводов и прочих коммуникаций.
Полностью заглубленный погреб вместе с фундаментом гаража должны иметь надежную гидроизоляцию от грунтовых вод. Обычно целостную защиту можно организовать только при одновременном возведении обоих объектов. Она дополнительно может включать дренажную систему, отводящую грунтовые воды от объекта. Если гараж уже построен, надежную гидроизоляцию подвала не всегда можно выполнить. Это грозит подмыванием фундамента, и разрушением обоих построек.
Если все эти требования выполнимы, можно смело приступать к возведению заглубленного погреба. В финале дадим несколько полезных советов:
На участке, где постоянно в земле держится сырость, стены хранилища возводят из монолитного бетона. Он слабо пропускает влагу, и характеризуется большой плотностью.
Когда гараж строится одновременно с погребом, то предпочтение нужно отдать ленточному фундаменту. Он может стать частью стен хранилища.
В регионе с малым количеством выпадения осадков, а также на участках с глубоким расположением подземных вод допускается строительство стен хранилища из асбестоцементного шифера.
Вроде бы охватили все важные моменты, и теперь можно приступить пошагово к рассмотрению, как правильно возводится подвал под гаражом.
На видео рассказывают о погребе в гараже:
Правильно выбираем материал
Для возведения стен в погребе гаража подойдет кирпич, ж/б плиты, блоки и камень дикарь. Можно залить монолитные стены из бетона. Этот вариант очень надежный, но трудоемкий. Применение ж/б плит оправдано на начальном этапе строительства, когда еще отсутствует гараж, ведь монтировать их можно только с помощью подъемного крана. Проще всего возводить стены из красного кирпича. Работу можно выполнять в одиночку без помощников. Подойдет даже б/у кирпич, который показан на фото.
Совет! Класть стены из газоблоков, силикатного кирпича или пеноблоков нежелательно. Эти материалы имеют свойство впитывать влагу, после чего постепенно разрушаются.
Для заливки фундамента понадобится бетон. Готовый раствор можно заказать на предприятии, но он обойдется дороже. При самостоятельном приготовлении потребуется цемент, чистый песок, щебень или гравий. Опалубок под заливку бетона сбивают из старых досок или фанеры. Для гидроизоляции стен, фундамента и пола оптимально подойдет рубероид. Если есть лишние средства, можно купить мембрану. Для защиты от промерзания в качестве теплоизоляции лучше всего подходит пенополистирол. На худший случай можно обойтись минеральной ватой.
Подготовка котлована, пола и фундамента
Обустройство котлована поэтапно выглядит так:
Вначале потребуется вырыть саму яму. Делать это вручную или с помощью экскаватора зависит от предпочтений хозяина.
Дно котлована трамбуют, затем засыпают слоем песка с щебнем. Выполняют еще одну трамбовку, после чего заливают тонкий слой жидкого бетона. Должна получиться общая толщина основания минимум 80 мм.
Когда бетон застынет, из двух слоев рубероида застилают пол гидроизоляцией. Края материала должны выступать за границу будущего фундамента. Стыки рубероида делают внахлест, склеивая их расплавленным битумом. В будущем сверху гидроизоляции можно залить бетонную стяжку, которая станет полом погреба. Для надежности в бетон надо вмуровать армирующую сетку.
Далее, на готовом основании из досок устанавливают опалубок, внутри располагают армирующий каркас, после чего приступают к заливке ленточного фундамента.
Если погреб с гаражом строится с нуля, обустройство дна можно упростить укладкой ж/б плит. Для этого дно котлована засыпают песком со щебнем толщиной 150 мм. Плиты опускают в яму подъемным краном, при этом стараются их уложить как можно ровнее по уровню.
Важно! При высоком расположении грунтовых вод после выкапывания котлована сразу подготавливают дренажный канал.
Возведение стен
После полного застывания ленточного фундамента, а это произойдет не ранее, чем через месяц, удаляют опалубок. Земляные стены котлована завешивают рубероидом. Края гидроизоляции на поверхности ямы придавливают кирпичом.
Теперь можно приступать к выкладке стен. Неважно, какие были выбраны блоки, кладку начинают с углов. При этом соблюдают перевязку швов между рядами. Чтобы стены получились ровные, в процессе выполняют замеры уровнем и отвесом.
Если принято решение о возведении монолитных стен из бетона, тогда придется сооружать опалубок. Обычно его выстраивают ярусами. Когда бетон одной заливки немного застынет, опалубок понимают выше, и выполняют новую заливку. Этот процесс продолжается до достижения уровня земли.
Перекрытие погреба и его утепление
Когда стены подвала будут готовы, наступает время подумать о перекрытии. Кстати, на этом этапе выполняется утепление погреба в гараже, ведь стены хранилища защищены от холода землей, а о перекрытии придется позаботиться хозяину.
Надо помнить, что потолок подвала одновременно является полом гаража. Он должен выдержать вес машины, плюс кучу запчастей, стеллажи и др. Оптимально для перекрытия хранилища использовать ж/б плиту. Отверстие под люк вырезают болгаркой. Из металлического уголка или швеллера сваривают обрамление входа. К нему приваривают петли, и цепляют люк.
Теперь разбираемся, как утеплить погреб в гараже с помощью разных материалов. Бюджетным вариантом является использование стекловаты. Но сначала надо выполнить гидроизоляцию перекрытия. Как вариант подойдет битумная мастика или самостоятельно расплавленный битум на костре. Густой массой покрывают всю ж/б плиту, после чего укладывают стекловату. Далее, в гараже можно настелить деревянный пол.
Идеальным утеплителем для погреба под гаражом является пенополистирол. Плиты фиксируют на внешней стороне фундамента, с внутренней стороны перекрытия, то есть, на потолке подвала, а также крепят на стенах с внутренней стороны.
Совет! В качестве утеплителя для перекрытия можно использовать древесные опилки. Их засыпают под деревянные полы между лагами. Единственным недостатком является гниение опилок при попадании влаги.
Обустройство вентиляции в подвале
Вентиляция в погребе необходима для поддержания оптимального микроклимата, способствующего длительному хранению продуктов. Проще и дешевле сделать естественную вентиляцию. Для этого надо установить минимум две трубы. По одному воздуховоду в хранилище будет заходить свежий воздух, а из другой трубы на улицу получится вытяжка.
Большой погреб с гаражом можно оборудовать принудительной вентиляцией. Такая система дорого обойдется хозяину. Она требует установки электровентиляторов, разработки проекта, и за всем этим придется обращаться к специалистам.
Естественную вентиляцию делают самостоятельно. Для наглядного примера предоставляем две схемы расположения воздуховодов. Вытяжные трубы крепят под самым перекрытием, а вот отверстия приточных воздуховодов располагают на 100 мм выше пола подвала. На улице приточные и вытяжные трубы выводят на 500 мм выше уровня кровли. Все воздуховоды оснащают оголовками, препятствующими проникновению дождя и снега внутрь помещения.
Вот и все секреты строительства погреба под гаражом. Когда оба помещения будут готовы, приступают к их внутреннему обустройству.
Как построить погреб: пошаговое руководство
Хотите узнать, как построить погреб?
Возможно, у вас есть приусадебный участок или сад, где можно выращивать много свежих фруктов и овощей.
Но без какого-либо способа сохранить их, скорее всего, они испортятся, прежде чем вы сможете съесть их все.
Вот где погреб действительно может пригодиться.
Однако в большинстве новых домов нет подвалов. Так что вам нужно научиться создавать его для себя.
В этой статье мы обсудим, что такое подвалы, различные типы подвалов и как построить подвал.
Кроме того, мы рассмотрим, как хранить фрукты и овощи в погребе, плюсы и минусы использования погреба и многое другое.
Что такое подвал?
Погреб — это сооружение, используемое для хранения таких продуктов, как фрукты, овощи и орехи.
Название погреба связано с идеей, что традиционно они использовались для хранения корнеплодов, таких как картофель, морковь и свекла.
Исторически погреба были жизненно важны для хранения продуктов до появления электричества и холодильников.
Подвалы были единственным способом, которым люди в прошлом могли хранить свежие продукты, чтобы есть их всю зиму.
Подвалы не используют электричество. Вместо этого эти сооружения обычно закапывают под землю. Это помогает сохранять прохладу летом и предотвращает замерзание хранящихся продуктов зимой.
Хранение овощей в погребе может помочь сохранить овощи свежими на недели или месяцы дольше, чем простое хранение их на кухонном столе. Точная продолжительность зависит от урожая.
Как подвалы связаны с приусадебным хозяйством?
Подвалы дают поселенцам чувство автономии.
В настоящее время почти в каждом доме есть холодильник, поэтому обычному человеку не нужны погреба.
Но для поселенца строительство подземного погреба — отличный способ оставаться самодостаточным без электричества.
Если у вас есть погреб, то порча еды при отключении электричества — на одну проблему меньше.
Подвал также является более эффективным способом хранения большого количества продуктов. Один погреб может вместить полки и полки, заполненные овощами.
Хранение сотен фунтов (или килограммов) картофеля, кабачков и других овощей не проблема для корневого погреба.
Для хранения одного и того же количества потребуется несколько холодильников или морозильников.
В погребе также можно хранить консервы и другие консервы.
Если вы хотите хранить достаточно овощей с вашего приусадебного участка, чтобы продержаться всю зиму, вам обязательно понадобится погреб.
Прочтите нашу статью 33 практических идеи для каждой усадьбы , чтобы узнать о других полезных идеях для вашего участка.
Сколько стоит построить погреб?
Цена корневого погреба может сильно варьироваться в зависимости от размера, сложности и других факторов.
Небольшой недорогой погреб может стоить вам несколько сотен долларов.
Но самые большие подвалы будут стоить тысячи долларов, включая стоимость бетона, аренду оборудования и другие факторы.
Как я могу сделать дешевый погреб?
Самая большая статья расходов при строительстве погреба – это материалы. Так что, если вы можете переработать или найти бывшие в употреблении материалы, вы можете сделать дешевый погреб.
Для небольших подвалов можно просто закопать бочку в землю.
Мы даже видели видео людей, перепрофилирующих старые холодильники и закапывающих их для создания крошечных погребов.
Старые материалы, такие как использованные шины, часто можно найти бесплатно и использовать для создания стен вашего погреба.
Следование принципам, используемым для создания земных кораблей, должно дать вам некоторое представление о том, как вы можете переработать материалы для создания дешевого корневого погреба.
Если вам нужно заработать немного дополнительных денег, чтобы заплатить за свой погреб, обязательно прочитайте нашу статью Как заработать на приусадебном хозяйстве: 48 способов .
Типы корневых погребов
Погреба для корнеплодов должны быть спроектированы так, чтобы поддерживать определенный диапазон температуры и влажности, если вы хотите, чтобы они работали с максимальной эффективностью.
Но кроме того, по своей сути погреб — это просто контейнер, закопанный в землю.
Это означает, что вы можете построить широкий спектр конструкций корневых погребов. От самых простых до очень сложных.
Подвалы также различаются по материалам, из которых они построены. Они могут быть изготовлены из дерева, цемента, камня или других материалов.
Погреб для бочек. Пожалуй, самый простой способ хранения фруктов и овощей — зарыть бочку в землю. Обычно, описывая подвал, мы говорим о структуре, достаточно большой, чтобы в нее можно было войти. Но если вам нужно хранить только небольшое количество, то подойдет бочка или ящик.
Традиционный погреб. Это специально построенное сооружение, вкопанное в землю. Доступ к нему осуществляется через собственную дверь снаружи, отдельно от дома.
Погреб на холме. Как построить погреб на холме: Вместо того, чтобы копать прямо в землю, вы можете построить погреб на склоне холма и получить такое же преимущество. В качестве дополнительного преимущества создание погреба в холме облегчает раскопки.
Подземный подвал. В земле вырыт погреб. Затем над погребом строится дом или сарай. Доступ в подвал может осуществляться, например, через люк в сарае или под крыльцом.
Погреб надземный. Интересуетесь, как построить погреб на ровной поверхности? Вместо того, чтобы копать, погреб можно построить на уровне земли. Камни или почва нагромождаются вокруг конструкции, чтобы создать берму или холм. Это особенно полезно, если вы живете в очень каменистой местности, где вы не можете копать землю.
Подвалы в разных климатических условиях
Все вышеперечисленные варианты должны помочь сохранить вашу пищу прохладной. Но некоторые из них будут работать лучше, чем другие, в зависимости от климата, в котором вы живете.
Подвалы должны поддерживать уровень влажности от 85 до 95% и температуру от 32 до 40 F (от 0 до 5 C) до работает правильно.
Они могут не работать в особенно теплом или сухом южном климате.
Если вы живете где-то вроде Флориды со среднегодовой температурой 70 F (21 C), вам нужно искать альтернативные способы сохранения продуктов.
В этом случае вы можете попробовать что-то вроде консервирования, обезвоживания или ферментации овощей, которые вы хотите сохранить.
Как хранить фрукты и овощи в погребе
Существует несколько способов хранения фруктов и овощей в погребе:
1. Собирайте позднеспелые культуры
Чем позже в сезоне вы собираете урожай, тем больше вероятно, они должны сохранять свою свежесть всю зиму.
Вы не хотите оставлять свой урожай настолько поздно, что беспокоитесь о морозе.
Но при посадке и сборе урожая ваши овощи не будут храниться в подвале дольше, чем это необходимо.
2. Выбор культур для хранения
Некоторые разновидности каждого овоща были специально выведены для хранения.
Поэтому, когда вы покупаете семена или саженцы, обратите внимание на все сорта, в которых упоминается, что они подходят для хранения.
3. Не мойте продукты
Перед тем, как положить фрукты и овощи в погреб, просто протрите их сухой тряпкой вместо того, чтобы мыть их.
Мытье овощей приводит к тому, что они впитывают больше воды, что делает их более восприимчивыми к гниению.
Если ваши овощи очень грязные и вам необходимо их помыть, обязательно высушите их поверхность сухим полотенцем перед тем, как убрать их на хранение.
Это поможет удалить часть лишней влаги.
4. Вяление овощей перед хранением (при необходимости)
Некоторые овощи необходимо высолить перед хранением.
При консервировании кожица овощей утолщается, что увеличивает срок их хранения.
Картофель, кабачки, чеснок и лук следует высушить перед хранением.
В зависимости от урожая техника их обработки будет разной.
Лук и кабачки можно «вялить на солнце», просто выдергивая их и оставляя в поле на несколько солнечных дней. А можно выложить их на решетку на неделю-две.
Для посола картофель хранят около недели в темном месте с высокой влажностью, умеренной температурой и хорошей вентиляцией.
5. Проверяйте продукты перед их хранением
Любые поврежденные фрукты или овощи следует использовать в первую очередь.
Поврежденные овощи не просто испортятся сами по себе. Они также могут распространять плесень и другие загрязняющие вещества на ваши здоровые культуры.
Вы, наверное, слышали поговорку о том, что «одно паршивое яблоко может испортить целую кучу».
Поэтому, потратив все время и усилия на выращивание овощей, обязательно внимательно осмотрите их перед хранением.
6. Не допускайте замерзания продуктов в вашем подвале.
Цель вашего корневого погреба состоит в том, чтобы ваши фрукты и овощи оставались прохладными, но не замерзали.
Замораживание повлияет на текстуру овощей и сделает их мягкими. Замораживание и размораживание также повышают вероятность гниения продуктов.
7. Знакомство с подвалом
Даже в небольшом подвале одни области будут теплее или холоднее, чем другие.
Корнеплоды, такие как свекла и морковь, лучше всего подходят для хранения в низком подвале, где наиболее холодно.
Такие культуры, как кабачки или помидоры, предпочитают немного теплее, поэтому их лучше хранить на полках повыше.
8. Используйте инструменты для мониторинга условий
В идеале вам нужно установить датчики температуры и влажности снаружи погреба. Таким образом, вам не нужно будет заходить в подвал, чтобы проверить.
Открытие корневого погреба без необходимости вызовет колебания температуры и влажности, что сократит срок хранения ваших фруктов и овощей.
9. Держите культуры, вырабатывающие этилен, подальше от других
Этилен – это газ, выделяемый некоторыми растениями, который ускоряет их созревание.
Яблоки, бананы, дыни, персики и груши производят большое количество этилена. Помидоры также производят умеренное количество.
Держите эти фрукты отдельно от других овощей. Вы можете обернуть их, чтобы сдержать газ.
Многие овощи, такие как зеленая фасоль, брокколи, капуста и морковь, чувствительны к этилену и должны храниться вдали от них. В противном случае они перезреют и начнут портиться раньше времени.
10. Храните сильно пахнущие культуры подальше от других
Некоторые продукты, такие как капуста и репа, имеют сильный запах. Другие фрукты и овощи могут поглощать запах, если хранить их рядом с ними.
11. Ваш погреб должен быть влажным, но не сырым или мокрым
Если ваши овощи начинают сморщиваться, это признак того, что влажность в вашем погребе слишком низкая.
Овощи можно накрыть влажными (не мокрыми) листьями, соломой или другими материалами, чтобы сохранить влагу.
Вы также можете добавить в подвал ведро воды, чтобы повысить влажность. Но имейте в виду, что это также может увеличить риск роста плесени или бактерий.
Где построить погреб
Слово погреб происходит от латинского слова «cella», что означает помещение. Поэтому, естественно, лучшее место для вашего корневого погреба — под землей.
Рекомендуется делать подвал под землей, если у вас нет другого выхода. Например, если земля слишком каменистая для копания.
Земля, которая покрывает и окружает подземный погреб, помогает поддерживать относительно прохладную и стабильную температуру.
Насколько глубоко вы копаете погреб?
В теплых районах ближе к экватору вам нужно копать глубже, чтобы получить более низкие температуры.
Если вы живете недалеко от Арктики, вам придется беспокоиться о противоположной проблеме. Если вы выкопаете свой погреб слишком глубоко, вы рискуете наткнуться на вечную мерзлоту.
Вечная мерзлота – это земля, которая остается полностью замороженной круглый год.
Но ваш погреб также должен находиться ниже линии промерзания, то есть на такой глубине под поверхностью, на которой ничего в почве не замерзнет.
В большинстве мест линия промерзания составляет от 36 до 48 дюймов (от 91 см до 1,2 м).
Так что в некоторых местах это может быть баланс между тем, чтобы сделать ваш подвал достаточно глубоким, но не слишком глубоким.
В среднем ваш погреб должен быть глубиной около 10 футов (3 метра).
Что касается местоположения, то вам следует избегать строительства погреба в низинах, где он может быть подвержен затоплению.
Также учитывайте расстояние от вашего дома. В основном вы будете получать доступ к своему корневому погребу в холодные месяцы года. Так что не делайте свой путь к нему более трудным, чем он должен быть.
Хорошим вариантом может быть использование одной из фундаментных стен дома в качестве одной из сторон погреба.
Пошаговое руководство по строительству погреба
Если вы готовы приступить к строительству погреба, вот как это сделать!
Необходимые материалы
То, что вам нужно для постройки корневого погреба, во многом зависит от вашего проекта.
Вы можете построить свой погреб из кирпича, шлакоблоков, бетона, арматуры, дерева или других материалов. Вам нужно будет обратиться к своему проекту и посмотреть, какие материалы необходимы.
Вам также нужно как-то копать. В небольших подвалах можно копать вручную лопатой. Но для большинства подвалов это нецелесообразно.
Использование экскаватора или экскаватора стоит денег, вместо того, чтобы пытаться выкопать яму размером с комнату вручную.
Если у вас есть необходимые материалы, шаг за шагом постройте погреб.
Шаг 1. Выкопайте яму
Почти для любого типа корневого погреба вам потребуется вырыть яму. Вы можете копать прямо в землю или в сторону холма.
Но в любом случае вам придется убрать много грязи.
Чем больше размер вашего погреба, тем больше вам придется копать.
Шаг 2. Добавьте конкретный нижний колонтитул
Вашему подвалу не нужен полноценный фундамент. В большинстве подвалов земляные полы. Фактически, земляные полы могут помочь поддерживать более высокий уровень влажности в вашем подвале.
Однако вам нужно будет добавить стены в погреб, чтобы грязь не оседала со временем.
Для этого вам понадобятся нижние колонтитулы. По сути, это залитый бетон, на котором вы будете строить стены. Это предотвратит их смещение со временем.
Шаг 3. Постройте стены
Стены вашего погреба должны быть в состоянии противостоять влаге и низким температурам.
Кирпич, бетон или шлакоблоки — все это хорошие недорогие варианты. Вы также можете проявить больше творчества и переработать старые материалы, такие как использованные шины.
Чтобы построить стены погреба размером 8 x 8 футов (2,5 x 2,5 метра), вам понадобится примерно 350 шлакоблоков.
Этап 4: Создание формы для вашей крыши
Если вы не очень хорошо разбираетесь в задачах «сделай сам», вы можете проконсультироваться на этом этапе у профессионального строителя.
Или, по крайней мере, обратитесь к некоторым планам строительства погреба, сделанным инженером или архитектором.
Правильная установка крыши очень важна. Вы же не хотите рисковать тем, что ваш корневой погреб обрушится и кого-нибудь ранит, или вы уничтожите все свои овощи за год.
Плоская крыша не рекомендуется. Вам понадобится небольшая арка на крыше, чтобы конденсат в вашем корневом погребе мог стекать по бокам. В противном случае вы можете столкнуться с проблемами плесени и грибка.
Одним из распространенных способов изготовления крыши является изготовление формы из фанеры.
Затем накройте пластиковой пленкой. Наконец, укрепите его арматурой, чтобы удержать бетон на месте и распределить вес.
Шаг 5: Завершите крышу
После того, как основная форма вашей крыши готова, вы можете заливать бетон.
Важно не заходить в подвал, пока бетон полностью не затвердеет.
Даже для небольшого погреба вам потребуется залить тысячи фунтов (или килограммов) бетона. Таким образом, вы не хотите стоять под ним, пока не исчезнет весь риск обрушения.
Шаг 6. Добавьте последние штрихи
После того, как базовая структура вашего корневого погреба будет завершена, вы захотите добавить к ней некоторые детали.
Во-первых, вам нужно установить лестницу. В настоящее время ваш подвал находится под землей с крутыми стенами, и нет простого способа войти и выйти. Тебе нужен способ спуститься в подвал.
Во-вторых, вам нужна дверь, чтобы запечатать ваш подвал. Это предотвратит его воздействие на элементы. Это также поможет предотвратить проникновение внутрь грызунов и других вредителей.0003
Вам могут понадобиться две двери. Один, чтобы прикрыть вход в ваш подвал, а другой внизу, где ваша лестница ведет в подвал.
Наконец, вы можете добавить пару вентиляционных отверстий для воздухообмена. Это может потребовать сверления отверстий в стенах вашего подвала.
Если в вашем районе выпадает много дождей, вы можете также добавить немного дренажа вдоль внешних стен вашего корневого погреба.
Проще всего это сделать с помощью французского дренажа. В основном заполнение гравием вокруг внешней стены вашего подвала. Это позволит дождевой воде стекать наружу и от стен.
Прежде чем построить погреб, вам нужно где-то выращивать всю свою еду. Наша статья Как создать усадьбу: пошаговое руководство для начинающих научит вас большему.
Узнайте, как консервировать и хранить грибы.
Соображения при строительстве погреба
Вот некоторые вещи, которые вы должны контролировать при строительстве погреба.
Температура
Для нормального функционирования в погребе должна быть температура от 32 до 40 градусов F (от 0 до 5 градусов C).
Если в вашем подвале слишком тепло, в нем могут расти и размножаться вредные бактерии.
Прохлада в погребе поможет дольше сохранить ваши фрукты и овощи свежими.
В хорошем погребе ваши продукты будут достаточно холодными, но не настолько холодными, чтобы они замерзли зимой.
В вашем подвале должен быть термометр для измерения и отслеживания температуры.
Влажность
Уровень влажности в вашем подвале должен быть между 85% и 95%.
В противном случае ваши овощи потеряют влагу из-за испарения и начнут увядать.
Почва естественным образом содержит большое количество влаги. Так что земляного пола в подвале обычно достаточно, чтобы поддерживать достаточно высокую влажность.
Если этого недостаточно, вы можете засыпать продукты влажными (не мокрыми) опилками, песком, мешковиной, соломой или другими материалами.
Вам понадобится ареометр в подвале, чтобы отслеживать влажность. Регулярно следите за ним.
Вентиляция
Нужна ли вентиляция в подвале? В большинстве случаев да.
Надлежащая вентиляция является ключом к предотвращению накопления слишком большого количества влаги и этиленового газа в вашем подвале.
Эти вещи могут привести к тому, что ваши продукты покроются плесенью или преждевременно перезреют.
В вашем подвале должны быть как воздухозаборные, так и вытяжные вентиляционные отверстия для обеспечения надлежащей циркуляции воздуха.
Впускные вентиляционные отверстия должны располагаться низко над землей для поступления более прохладного воздуха снаружи.
Вентиляционные отверстия в подвале должны быть выше, ближе к потолку, так как теплый воздух поднимается вверх.
Для достижения наилучших результатов разместите воздухозаборник и вытяжку на противоположных сторонах корневого погреба.
Темнота
Многие культуры используют свет как индикатор начала прорастания.
Чтобы этого не произошло, погреб должен быть максимально темным.
Убедитесь, что ваши дверные проемы полностью закрыты, чтобы внутрь не проникал солнечный свет. И выключайте свет в подвале, когда вас нет внутри.
Проблемы с подвалом, которые могут возникнуть, и способы их устранения
1. Плохая вентиляция – Установите в подвале надлежащие воздухозаборные и вытяжные отверстия, как описано выше. В некоторых случаях вам также может понадобиться вентилятор в подвале, чтобы улучшить циркуляцию воздуха.
Плохой поток воздуха также может быть результатом плохо спроектированных полок. Убедитесь, что ваши стеллажи обеспечивают хорошую циркуляцию воздуха.
Не забудьте оставить место вокруг предметов на полках, чтобы воздух мог циркулировать вокруг них.
2. Накопление газообразного этилена – Держите фрукты, выделяющие этилен, отдельно от чувствительных культур. Подумайте о том, чтобы упаковать их в пакеты или накрыть, чтобы предотвратить утечку этилена.
Если вы храните большое количество культур, производящих этилен, таких как помидоры, яблоки или персики, вы можете выделить для них отдельное место для хранения.
3. Освещение – Убедитесь, что свет не попадает в подвал. Если ваш подвал находится под землей, при закрытых дверях в нем должно быть кромешной тьмой.
Найдите все щели, пропускающие свет, и заделайте их.
Важно, чтобы банки с консервами также не подвергались воздействию слишком яркого света. Так что хорошо хранить их в подвале вместе с продуктами.
4. Слишком низкая влажность – Добавьте влажные материалы, такие как опилки, листья или солому, чтобы покрыть корнеплоды и другие продукты.
Вы даже можете оставить ведро с водой посреди своего погреба. Хотя имейте в виду, что это может увеличить риск появления плесени и бактерий, а также может привлечь вредителей.
Плюсы и минусы строительства погреба
У строительства погреба есть свои плюсы и минусы.
Плюсы погреба
1. Повышение продовольственной безопасности – Погреб позволяет хранить продукты на месяцы вперед. Это позволяет быть более самодостаточным.
Даже в чрезвычайной ситуации, когда размоет дорогу или мост и вы не сможете попасть в город, или во время снежной бури зимой, вы сможете прожить несколько недель, не выходя из дома.
2. Храните больше продуктов дольше – Количество продуктов ограничено тем, что вы можете поместить в холодильник или морозильник.
Погреб необходим, если вы пытаетесь сохранить сотни фунтов картофеля и тыквы.
3. Экономит деньги — Даже если вы не можете выращивать 100% еды, которую ест ваша семья, корневой погреб все равно может сэкономить вам деньги.
Вы можете покупать фрукты и овощи оптом в сезон сбора урожая. Именно тогда продукты самые свежие и дешевые.
Затем вы можете законсервировать его и хранить в подвале для круглогодичного использования.
Минусы погреба
1. Дорого в постройке — Погреб — это небольшое внешнее сооружение на вашем участке, очень похожее на сарай. Для строительства потребуются материалы на тысячи долларов.
Вам также необходимо учитывать стоимость аренды любого оборудования, которым вы не владеете.
2. Тяжелая работа по строительству – Создание погреба требует большого количества ручного труда по перемещению грязи, бетона и шлакоблоков.
Если у вас есть работа на полную ставку, возможно, вы работаете в своем корневом погребе всего несколько часов в день в свободное время. В этом случае вам может потребоваться несколько недель, чтобы завершить весь проект.
3. Есть кривая обучения – Каждый корневой погреб уникален. Поскольку вы полагаетесь на землю для охлаждения продуктов, условия не такие однородные, как в холодильнике.
Вам нужно будет узнать, какие области вашего корневого погреба самые прохладные и самые влажные. И вам нужно знать, какие продукты, которые вы храните, предпочитают какие условия.
4. Техническое обслуживание . Вам нужно поддерживать влажность пола и поддерживать высокий уровень влажности.
Некоторые виды овощей любят быть более влажными, чем другие, и вам может потребоваться накрыть их влажными материалами.
Если в вашем корневом погребе начинает накапливаться плесень или грибок, вам также необходимо очистить его, прежде чем он выйдет из-под контроля.
5. Неудобно . Может быть неудобно идти в подвал за едой, если это не подходит для вашего дома. Особенно в холодную зиму или во время проливного дождя.
Лучшие книги по строительству подвалов
Если вы хотите узнать больше о строительстве подвалов, прочтите одну из следующих книг:
« Постройте свой собственный подземный подвал» Филлис Хобсон – Это опубликовано в 1983 году и выдержала испытание временем.
Всего около 30 страниц, но они полны полезной информации. Обычно вы также можете купить копию всего за несколько долларов.
« Хранение корнеплодов: естественное хранение фруктов и овощей в холодильнике», Майк Бубель — В этой книге более подробно рассказывается о строительстве собственного погреба, чем в предыдущем заголовке.
Это также почти 300 страниц. Он охватывает все: от выбора овощей для хранения до их сбора и хранения.
« Полное руководство по вашему новому корневому погребу» Джули Фрайер — Узнайте о различных вариантах дизайна корневых погребов. В том числе, как построить погреб в подвале
В этой книге все описано, а также какое время года является оптимальным для этого. После того, как ваш корневой погреб будет готов, он также будет нуждаться в ежегодном обслуживании.
« Строительство погреба в приусадебном хозяйстве», автор Teri Page . Эта книга содержит пошаговое руководство по строительству погреба, как мы описали в этой статье. Только там все гораздо подробнее.
Вы узнаете, как спланировать правильный размер погреба и все, что связано с его строительством.
Заключительные мысли
Подвал необходим каждому поселенцу, который хочет стать более самостоятельным и хранить свою еду круглый год.
Строительство большого погреба — это большое мероприятие, требующее много работы. Но как только он будет построен, он будет приносить дивиденды на долгие годы в виде сохранения свежести ваших продуктов.
Готовы начать работу на собственной усадьбе? Не забудьте прочитать остальную часть наших статей о приусадебных участках , чтобы найти еще несколько замечательных идей!
Корневые погреба 101- Проектирование корневых погребов, использование и ошибки, которых следует избегать
Этот пост может содержать партнерские ссылки, которые не изменят вашу цену, но принесут часть комиссии.
Склад продуктов питания
Лори Неверман
В этой статье мы поговорим о 5 основных вещах, которые вы должны включить в дизайн погреба, а также о 10 советах по хранению фруктов и овощей. Также есть руководство по хранению для печати для более чем 30 фруктов и овощей, а также ссылки на дополнительную информацию внизу поста.
Подвал — отличный недорогой способ хранения продуктов — не только корнеплодов, но и других свежих продуктов. Они практически не требуют энергии для использования и требуют минимального обслуживания.
Вы можете построить подвал, когда ваш дом находится в стадии строительства, но вы также можете добавить подвал к вашему подвалу или построить его за пределами вашего дома.
Содержание
Что такое корневой погреб?
Строительство погреба для хранения корнеплодов
Рассмотрите возможность финансирования безопасного помещения FEMA
Типы погребов для хранения корнеплодов и варианты естественного холодного хранения
Варианты более теплого климата
10 советов по хранению фруктов и овощей в погребе для хранения корнеплодов
Схема хранения фруктов и овощей
Расположение корневого погреба – в подвале или снаружи?
Модернизация погреба в существующем доме
Добавление погреба в новый дом
Строительство погреба вне дома
Сколько стоит погреб?
Традиционный погреб
Земляной погреб
Какой будет вероятная температура?
Бочка в земле для (зоны 6-9)
Бочка в земле для (Зоны 3-6)
Детали корневого погреба
Вентиляция корневого погреба
Этиленовый газ
Фрукты и овощи, которые могут выделять избыток этиленового газа, могут включать:
Освещение в подвале
Влажность и температура
Влажность в подвале – держите вещи влажными, но не мокрыми
Стеллажи в подвале
Рекомендуемые книги по подвалу
Статьи по теме:
Что такое подвал?
Wiki говорит, что погреб — это « сооружение, обычно подземное или частично подземное, используемое для хранения овощей, фруктов, орехов или других продуктов. »
Выкопайте достаточно глубокую яму, и вы обнаружите, что земля прохладная (и часто влажная). Подвалы используют эти прохладные, влажные почвенные условия и используют их для хранения фруктов и овощей — как ваш холодильник для продуктов.
Подвалы, как правило, находятся под землей с армированными деревянными стенами, стенами из мешков с песком, шлакоблоками или бетонными стенами. Подвалы также имеют вентиляцию, чтобы поддерживать более равномерную температуру и уменьшать выделение газов, которые сокращают срок хранения продуктов, хранящихся в подвале.
Строительство погреба
Существует пять основных элементов, необходимых для погреба:
Вентиляция: Некоторые фрукты и овощи выделяют газ этилен, который может привести к порче других продуктов. Кроме того, плотно закрытый погреб увеличивает риск появления плесени. Убедитесь, что свежий воздух может поступать, застоявшийся воздух может выходить, а воздух может циркулировать вокруг продукта.
Earth-shelter: Почва изолирует и поддерживает более низкую температуру. Уплотненный земляной пол или пол из гравия лучше, чем бетон, для поддержания более высокого уровня влажности (влажности).
Влажность: Высокий уровень влажности 80-95% предохраняет продукты от высыхания. Влажность, которая является достаточно высокой для продуктов, может вызвать ржавчину крышек консервных банок, поэтому обязательно проверяйте крышки и переворачивайте запасы, если вы храните консервы в корневом погребе. Слишком высокая влажность также может быть проблемой, поэтому старайтесь, чтобы она не превышала 9.5%
Темнота: Свет может спровоцировать прорастание, поэтому, если у вас есть окно в подвале, закройте его и не оставляйте включенным свет.
Стеллажи/ящики для хранения: Деревянные стеллажи и ящики обладают естественными антибактериальными свойствами. Дерево также проводит тепло медленнее, чем металл, и не ржавеет. Избегайте обработанной древесины и придерживайтесь той, которая естественно устойчива к гниению.
Если вы строите погреб, возможно, вы захотите также сделать из него безопасную комнату. Безопасные комнаты или штормовые убежища имеют право на получение федеральных грантов. Смотри ниже.
Рассмотрите возможность финансирования безопасных комнат FEMA
В некоторых штатах FEMA возместит расходы на новое строительство или модернизацию безопасной комнаты или укрытия от торнадо/шторма (подземный или наземный подвал потенциально может быть и тем, и другим). Информация о финансировании: https://www.fema.gov/emergency-managers/risk-management/safe-rooms/funding
Грант на снижение рисков возместит от 2000 до 20 000 долларов США в зависимости от того, где вы живете, или 75% проекта, в зависимости от того, что МЕНЬШЕ.
Свяжитесь с представителем FEMA штата для получения дополнительной информации https://www.fema.gov/grants/mitigation/state-contacts
Если вы уверены, что у вас есть страховка FEMA в вашем штате, эта ссылка поможет вам быстро получить возмещение. https://www.fema.gov/sites/default/files/2020-09/fema_safe_room_project_application_using_precalculated_benefits_02-19-15.pdf
Типы корневых погребов и варианты естественного холодильного хранения
Варианты естественного холодильного хранения включают (нажмите на любой элемент в списке для перехода к дополнительной информации ниже):
Подвал или подвал под крыльцом – доступ из дома
Традиционный погреб для корнеплодов – погребенный под землей, доступный снаружи
Земляная берма – на уровне земли или частично над землей
Надземный погреб для корнеплодов – подземный, с пружинным охлаждением или другой надземный погреб для корнеплодов
Бочка в земле
Все это сохраняет вашу еду прохладной. Эти фрукты и овощи, защищенные землей, лучше всего подходят для тех, кто живет в более прохладном климате, где температура земли, естественно, ниже.
Опции для более теплого климата
Возможно, вы не сможете хранить вещи, как мы, северяне, но пост «Наземный погреб» даст вам некоторые идеи о том, что вы можете хранить, а также советы по производству продуктов питания круглый год, чтобы у вас всегда были свежие местные продукты, которыми можно наслаждаться. . Coolbot делает очень доступным использование стандартного блока переменного тока для хранения фруктов и овощей в холодильнике.
Ознакомьтесь со статьями по теме
Наземные погреба
Создайте собственную холодильную камеру с помощью контроллера CoolBot и кондиционера.
10 советов по хранению фруктов и овощей в погребе
Основные советы по хранению:
Позднеспелые культуры хранятся лучше, чем раннеспелые. Определенные сорта также хранятся лучше, чем другие. Следите за сортами, которые отличаются хорошим качеством хранения.
Проверяйте состояние фруктов и овощей во время хранения. Если вы заметили какие-либо повреждения продуктов, используйте их в первую очередь. Одно плохое яблоко или луковица могут испортить всю корзину, поэтому полезно также регулярно проверять продукты во время хранения.
Высушите овощи, которые в этом нуждаются, перед хранением. К овощам, требующим обработки, относятся лук, чеснок, зимние кабачки (тыквы), картофель и другие корнеплоды.
Большинство корнеплодов лучше всего хранятся в погребе, если их вытирать, а не мыть. Сотрите лишнюю грязь с моркови, свеклы, брюквы и репы и храните их в слегка увлажненных листьях или соломе. Используйте свежие листья каждый год, чтобы предотвратить потенциальное накопление патогенов. Свежий песок и опилки тоже подойдут, но они более грязные.
Если во время сбора урожая у вас грязный сад, его можно помыть, но обязательно высушите лишнюю влагу (и при необходимости вылечите) перед хранением, чтобы избежать гниения. Влажность хорошая, воды на поверхности овощей и фруктов нет.
Условия, далекие от идеальных, сокращают срок хранения. Постарайтесь максимально приблизиться к целевым значениям температуры и влажности. Используйте разные места для хранения культур, которые лучше всего подходят, например, храните морковь и свеклу ниже (холоднее), а помидоры и зимние тыквы выше (теплее). (См. таблицу хранения фруктов и овощей ниже.)
Храните фрукты, выделяющие газообразный этилен, вдали от продуктов, которые могут быть легко испорчены газообразным этиленом. Вы также можете обернуть фрукты, которые производят избыточное количество этилена, в газету, чтобы удержать газ.
Запах сильно пахнущих овощей, таких как репа и капуста, может быть поглощен фруктами и другими овощами. Храните их вдали от других продуктов и там, где запах не может проникнуть в дом.
Не допускайте замерзания фруктов и овощей. Они станут мягкими и сгниют.
Отслеживайте температуру и влажность, чтобы измерить производительность вашего корневого погреба. Не открывайте подвал без необходимости, если только вход не защищен. Попадание тепла или очень холодного сухого воздуха сократит срок хранения ваших фруктов и овощей.
Таблица хранения фруктов и овощей
В этой таблице указаны предпочтительные диапазоны температуры и влажности для хранения различных фруктов и овощей в корневом погребе. Взято из Отдела расширения Университета Миссури . Нажмите ЗДЕСЬ или на изображение ниже, чтобы загрузить PDF-версию для печати требований к хранению корневого погреба.
Местонахождение погреба – в подвале или снаружи?
По умолчанию слово «подвал» означает «подземный». Большая часть того, почему корневые погреба работают так хорошо, заключается в том, что земля остается при относительно постоянной (прохладной) температуре.
Температура под землей зависит от вашего местоположения. Ближе к экватору может быть прохладнее, чем температура воздуха, но вряд ли он будет хорошо работать в качестве погреба в Канаде. С другой стороны, у вас есть арктическая вечная мерзлота, которую местные жители используют для хранения целых животных.
Модернизация погреба в существующем доме
Самый простой вариант строительства погреба – выделить часть подвала для хранения фруктов и овощей. Старые подвалы с земляным полом без отопления отлично подходят для поддержания надлежащего уровня температуры и влажности (не забудьте утеплить пространство между домом и подвалом).
Добавление подвала к новому дому
Многие новые дома имеют небольшое наружное бетонное крыльцо. Обычно эта область имеет 4-футовые опоры и заполнена грязью под крыльцом. Вам в любом случае нужно положить под него фундаментную стену, так почему бы не использовать эту площадь с пользой?
Чтобы превратить это пространство под крыльцом в подвал, попросите строителя установить фундамент, утепленную наружную дверь для доступа из подвала и два 4-дюймовых вентиляционных отверстия. Добавьте сверху бетонную плиту, как обычно. Это место также может быть винным погребом или сейфом. Это будет стоить дороже, но ненамного, а также может претендовать на финансирование FEMA.
Добавить коммутируемый свет и жесткую изоляцию на потолке подвала. Утеплить стены дома. Не изолируйте наружные стены, подверженные воздействию почвы. Если возможно, попросите строителя пропустить изоляцию вокруг этой области на внешней стороне бетона подвала.
Подвал нашего крыльца имеет размеры около 6 футов на 8 футов. В нем достаточно места для нашего тайника с корнеплодами, а также есть просторное крыльцо наверху. Расположение погреба за пределами дома позволяет ему легче поддерживать более низкие температуры, чем погреб, расположенный внутри дома.
Строительство погреба вне дома
Для наружного погреба применяются аналогичные правила – обеспечить хорошую вентиляцию, укрытие от земли и темноту. Двери, выходящие на север, предпочтительнее, чтобы солнце не палило и не нагревало подвал.
Постарайтесь, чтобы корневой погреб был покрыт как минимум одним-двумя футами земли. Рассмотрите готовый вариант, такой как септик или большая сборная водопропускная труба. В противном случае используйте материалы, устойчивые к гниению и способные выдержать вес влажной почвы. Мы не рекомендуем перевозить контейнеры.
Сколько стоит корневой погреб?
Стоимость корневого погреба варьируется в широких пределах. Если вы сами построите подземный погреб из мешков с песком, это может стоить всего 500 долларов, но большинство из них будет стоить от 2500 до 25 000 долларов +. Чем больше почвы изолирует корневой погреб, тем ближе температура к земле.
Один из способов снизить стоимость — рассматривать подвал как безопасное помещение (штормовое убежище) и подвал. Это может дать вам некоторое финансирование от FEMA, см. больше в нашей статье по теме: Контрольный список безопасных комнат для нового или модифицированного строительства. Это относится как к новостройкам, так и к капитальному ремонту.
Традиционный погреб
Это то, что думает большинство из нас, когда мы слышим словосочетание «погреб». Есть изолированные двери, которые ведут вниз в землю. Он вырыт вниз или на склоне холма.
Стены из бетона, шлакоблока или более креативных материалов, таких как старые шины. Вы должны убедиться, что крыша и стены хорошо поддерживаются, чтобы избежать обрушения. Привлеките архитектора или инженера для обеспечения вашей безопасности.
Подвал с земляной насыпью
Надземные подвалы обычно частично заглублены с насыпью из земли с 3 сторон и дверью, избегающей попадания прямых солнечных лучей. Дополнительную информацию см. в посте о надземных погребах.
Чтобы получить отличный ресурс по строительству погреба в усадьбе, ознакомьтесь с приведенной ниже книгой моей подруги Тери из Homestead Honey.
Выберите область с существующим окном, если это возможно, и используйте окно для вентиляции. Заполните окно фанерой для наружных работ и прорежьте в фанере необходимые вентиляционные отверстия. Фанера также блокирует прямой свет.
Углы, выходящие на север, хорошо подходят, потому что вы можете оставить две наружные стены неизолированными и утеплить только внутренние стены и потолок. Северная стена не будет нагреваться от солнца. Используйте материалы, устойчивые к влаге.
Изоляция между домом и подвалом необходима, чтобы не нагревать подвал сверху. Вы также избегаете потерь тепла дома в подвал.
Подвал вашего подвала не должен иметь стандартного отопления или охлаждения. Изолируйте все воздуховоды или трубопроводы, которые проходят через потолок над вашим корневым погребом (если таковые имеются). Убедитесь, что вентиляционные отверстия или трубы с горячей водой хорошо изолированы, чтобы они не отводили тепло в подвал.
Для дополнительного места для хранения продуктов установите стеллажи внутри и снаружи погреба в подвале для хранения консервов или других предметов. Пространство за пределами погреба можно использовать для хранения сухих продуктов и консервов, если оно достаточно прохладное.
Гидрологическая карта (грубая температура грунта)
Какой будет вероятная температура?
Температура почвы на глубине 4 фута достаточно стабильна. Но эта температура зависит от широты и местоположения. Любая проточная подземная вода также повлияет на температуру почвы. Гидрологическая карта даст вам приблизительную температуру почвы.
Эта ссылка, вероятно, будет более точной. Ваш погреб, скорее всего, будет другим и, возможно, немного теплее, чем любая оценка.
Бочка в земле для (зоны 6-9)
Размер и глубина зависят от зоны, в которой вы живете. Простое ведро с отверстиями, просверленными в нижней и верхней части, закопанное на уровне почвы с тюком сена в качестве изолирующего покрытия будет работать в зоне 7 и, возможно, в зона 6 в зависимости от покрытия и условий. В более холодных и более горячих зонах требуется, чтобы ведро или бочка были глубже, а верхняя часть была усилена изоляцией, чтобы избежать температуры поверхности замерзания.
Дополнительную информацию о зонах см. в разделе Зоны выносливости растений и микроклимат – Создайте свой лучший сад
Бочка в земле для (Зоны 3-6)
Купите один большой тяжелый мусорный бак на 55 галлонов и меньший мусорный бак на 32 галлона, который помещается в большой (с зазором в дюйм или два). И в большем мусорном ведре, и в меньшем нужны отверстия в дне.
Внутри банки требуется крышка с вентиляционными отверстиями/экраном. Закройте наружные отверстия сетками, чтобы не допустить проникновения грызунов. Он также нуждается в значительном утеплении над ним (над ним). Тюки сена или кучи листьев могут изолировать его.
Подготовьте яму глубже, чем большой мусорный бак, с камнями и гравием на дне, чтобы создать простой французский дренаж. Если вода хорошо стекает, вам понадобится небольшое количество камней и гравия. Если у вас есть глина или ваша почва плохо дренируется, вам нужно копать глубже и шире, чтобы ваша подземная бочка не превратилась в яму для воды.
Другой трюк — выкопать очень глубокую, большую яму рядом с ямой для мусорного бака и заполнить ее камнями. Более глубокая яма действует как дренаж для вашего более мелкого подвала с мусорным баком.
Как только вы закопаете большой мусорный бак в землю и закрепите его, опустите меньший в большую бочку. Храните продукты в маленькой бочке.
Когда вам понадобится доступ, возьмитесь сверху или вытащите меньшую бочку. Это облегчает доступ к еде на дне. Есть много вариаций на этот счет.
Подробная информация о корневом погребе
Для правильной работы корневого погреба необходимо несколько вещей. Вот детали, о которых вам нужно знать.
Вентиляция подвала
Неправильная вентиляция – одна из самых распространенных ошибок, которую допускают люди при проектировании/установке подвала. Они строят свои подземные хранилища для еды герметичными, чтобы все было хорошо и холодно, и все портилось.
Это плохо, потому что некоторые продукты выделяют газ этилен, который ускоряет созревание (и гниение). В слишком герметичном подвале также может накапливаться избыточная влажность, что приводит к плесени и грибку.
Как вентилировать подвал? Используйте два вентиляционных отверстия диаметром около 3-4 дюймов. Разместите вентиляционные отверстия так, чтобы одно из них находилось в верхней части корневого погреба, чтобы выпускать застоявшийся воздух и газ этилен. Другое вентиляционное отверстие должно быть спущено почти до пола, чтобы впустить свежий воздух.
Четырехдюймовые вентиляционные трубы из ПВХ должны подходить для помещений размером до 6 футов на 8 футов. В большей комнате, такой как 8 футов на 10 футов, должны быть еще большие вентиляционные трубы или даже больше. Не забудьте установить сетчатый экран снаружи вентиляционной трубы, чтобы не допустить проникновения мышей и других мелких животных. Также вентиляционные трубы должны быть расположены под углом или изогнуты, чтобы дождь, снег или мусор не могли попасть в подвал.
Этиленовый газ
Когда созревают такие фрукты, как яблоки и груши, они выделяют этиленовый газ. Газообразный этилен сокращает срок хранения некоторых продуктов. Газообразный этилен может вызвать прорастание, гниение, плесень, пожелтение, усадку, жесткость, мягкость, горечь и другие повреждения.
Для борьбы с порчей из-за газообразного этилена отделяйте фрукты и овощи, выделяющие избыток газообразного этилена, от тех, которые легко повреждаются газообразным этиленом. Это хорошая идея и для контейнеров для продуктов в холодильнике.
Фрукты и овощи, которые могут образовывать избыток этиленового газа, включают:
Свет — враг хранения продуктов. Каждый раз, когда я вижу, как люди выстраивают свои консервные банки или специи на открытых полках, я съеживаюсь. Это выглядит красиво, но свет обесцвечивает цвет и питательную ценность продуктов.
В корневом погребе воздействие света может привести к прорастанию и позеленению картофеля. Если вы вентилируете через окно, закройте остальную часть окна. Если у вас есть свет в погребе, чтобы вы могли лучше видеть место хранения продуктов, не оставляйте свет включенным, когда вы им не пользуетесь.
Кусок мешковины, натянутый на корзины с картошкой или фруктами, обеспечивает вентиляцию, но при этом блокирует свет. Одна лампа накаливания или светодиодная лампа с высоким люменом (включаемая снаружи) должна обеспечивать достаточное освещение (если только ваша комната не очень большая), и, если по какой-то причине в вашем хранилище становится слишком холодно, вы можете использовать лампу накаливания, чтобы немного нагреть (если вы держите фрукты и овощи закрытыми).
Влажность и температура
Высокий уровень влажности 80-95% предохраняет продукты от высыхания. Почва обеспечит некоторую влажность.
Важно следить за температурой и влажностью. Вы можете отслеживать влажность с помощью гигрометра и температуру с помощью термометра, такого как цифровой гигрометр для помещений. Если вы используете простое устройство, вам нужно будет отслеживать температуру/влажность с помощью бумаги и карандаша.
Поскольку вы не хотите заходить в подвал, за исключением случаев, когда вам это нужно, электронный мониторинг может быть вариантом. Термометр и гигрометр Govee имеет простой дисплей и может синхронизироваться через Bluetooth и отслеживать 20 дней.
Датчик и приложение на вашем смартфоне от Govee или SensorPush будут записывать до 20 дней колебаний температуры и/или влажности, которые вы можете не уловить, потому что вы заходите в подвал только тогда, когда вам это нужно.
Влажность корневого погреба – держите вещи влажными, но не мокрыми
Изучив таблицу хранения фруктов и овощей, вы увидите, что большинство из них лучше всего хранятся при довольно высокой влажности. Если в вашем подвале земляной или гравийный пол, вам повезло, потому что естественная влажность почвы поможет сохранить ваши продукты влажными.
Продукты сами по себе выделяют некоторое количество влаги, но если вы заметили, что ваши продукты сморщиваются, возможно, ваш погреб слишком сухой. Воспользуйтесь советом в продуктовых магазинах и попробуйте немного распылить воду из пульверизатора. Избегайте слишком влажных участков, так как это может привести к стоячей воде и потенциальному росту плесени.
В сухих условиях неглубокая кастрюля, поднос или неглубокое ведро с водой могут увеличить влажность. Будьте осторожны с этой опцией , так как она может привлечь вредителей или привести к росту бактерий или плесени.
Стеллаж в подвал
Стеллажи должны пропускать воздух и добавлять место для хранения. Оставьте зазор между стеллажами или ящиками для хранения и стеной, чтобы обеспечить приток воздуха. Не забудьте свериться с Таблицей хранения фруктов и овощей и храните продукты, которые любят более низкие температуры, ниже, а продукты, которые любят более теплые температуры, — выше.
Рекомендованные книги по корневым погребам
Лучший ресурс, который мы нашли по корневым погребам, — это книга Корневые погреба: естественное холодильное хранение фруктов и овощей Майка и Нэнси Бубель. Независимо от того, где вы находитесь и сколько у вас места, у Bubels, скорее всего, найдется вариант подвала, который вам подойдет.
Книга содержит подробные объяснения того, как хранить овощи и фрукты без электричества, с рекомендациями по температуре и влажности для каждого сорта. Есть также хорошие фотографии и схемы, которые мне очень нравятся.
«Полная книга корневого погреба» опубликована совсем недавно и также получила хорошие отзывы.
Для получения подробной информации о хранении чеснока и лука см.:
Как выращивать чеснок – от посадки до сбора урожая
Как собирать, обрабатывать и хранить лук
9 Это имеет ОГРОМНОЕ значение, когда вы делитесь нашими статьями. Большое спасибо!
116774 акции
Почтовые теги: #Хранение продуктов#хранение фруктов и овощей#садоводство#урожай#подготовка#погреб#погреб#корнеплоды
Похожие сообщения
Садоводство
Выращивание черники – лучшие советы для домашнего сада
Автор: Лори Неверман
Узнайте, как вырастить чернику в своем домашнем саду.
Сегодня, мы хотим рассказать вам, как сделать простую модель трубогиба для профильной трубы своими руками. Потребность в этом устройстве возникает у многих из нас, особенно на дачном участке, когда необходимо согнуть профиль, чтобы соорудить теплицу или беседку.
Покупать профессиональное оборудование нет смысла, так как в обычной жизни оно требуется нам не часто.
Мы будем делать с вами простую конструкцию профилегиба своими руками, которую каждый мастер-любитель сможет сделать самостоятельно.
Принцип работы трубогиба
Принцип функционирования трубогиба достаточно прост — профильная труба подвергается воздействию, что приводит к её температурному изменению, и сталь становится мягче. Заготовка размещается в прокатной зоне станка для гибки, между валами, которые выступают также в качестве шаблона. Именно от того, как они расположены, какой имеют диаметр, зависит угол загиба профиля.
Ролики бывают:
направляющими — они удерживают деталь;
прижимными — придают угол загиба.
Направляющих два, и один прижимной вал.
Стоит заметить, что многократно менять форму профильного трубопроката (нагревать и изгибать) не следует, так как это уменьшает его прочность.
Виды профилегибочных станков и их устройства
Профильные трубы имеют различную толщину стен и диаметр, поэтому трубогибы требуются разные. Механизмы для гибки профтруб имеют конструктивные отличия от стандартных трубогибов для круглых труб. Ведь профили обладают большой устойчивостью к изгибанию, а также радиус сгиба у них обычно больше.
Станок для гибки профильной трубы
Основные виды трубогибов для профильного изделия:
по типу привода;
по методу изгиба;
по месту расположения подвижного валика.
По типу привода
От угла загиба, а так же материала профтрубы и требуемой точности, зависит выбор гибочного станка, которые бывают:
Гидравлическими — предназначены для изгиба трёхдюймовых элементов. Они обладают высоким уровнем производительности, точности и скорости. Встречаются ручного и автоматического типа. Это самый мощный профилегиб, способный изогнуть любую трубу. В него входит — швеллер (широкие и узкие отрезки, по три каждого вида), петлевой замок, ролики — 3 шт. (размещённые на подшипниковых узлах), передающая ручка с втулкой, машинный домкрат.
Электрическими — рекомендованы для гибки профильной трубы большого диаметра. Используются чаще для магистральных трубопроводов. Аппарат состоит из:
рамки из швеллеров;
прокатных валов из металла— 2 шт;
трёх шестерёнок;
металлической цепи;
редуктора, электрического двигателя с механическим приводом.
Ручными — они работают за счёт физической силы человека. Предназначены для профиля малого диаметра. Инструмент работает по типу прокатного станка. Основные детали в большинстве своём металлические:
опорный каток;
ролики;
элементы шасси;
винт регулировки;
подающая рукоятка.
По способу изгиба
Одну и туже деталь можно изогнуть разными способами, с использованием трубогибов различного типа:
сегментных — популярность их в том, что деталь, возможно, протаскивать, для получения нескольких поворотных фрагментов;
арбалетных — суть работы в натягивание металла и сгибание его в одной месте;
пружинных — предназначенных для пластиковых изделий.
По месту расположения подвижного вала
Подвижной валик может находится в середине, или по бокам (справа или слева):
Конструкция, в которой подвижной ролик находится в середине, а крайние валики фиксируются к его корпусу. Они слегка приподняты над основой. Средний ролик устанавливается на специально смонтированном П-образном постаменте, посредине которого крепится крупный прижимной винт. С нижнего края, к винту приваривается прижимной ролик. В процессе вращения этого винта, происходит опускание или поднимание профиля, что приводит его к изгибу. К одному неподвижному ролику следует приварить ручку, с её помощью профиль перемещается по станку. Чтобы облегчить процесс прокатки, неподвижные валы объединяются цепью.
С подвижным валом с краю — он размещается справа или слева. Вращается вместе с частью основы, которая соединена со станиной металлическими петлями. На угол изгиба влияет уровень подъёма стола, высота которого меняется домкратом. Конструкция вращается за счёт центрального ролика, к которому приваривается ручка. Чтобы уменьшить прикладываемые усилия, устройство можно снабдить цепью.
Подводя итог, скажем, что наиболее подходящий вид трубогиба, для придания нужного загиба профильной трубе, при монтаже теплицы или некой конструкции на придомовом участке — с ручным приводом. Ведь размер профильной заготовки и объёмы работ небольшие.
Какие материалы и инструменты нам понадобятся
Пред тем, как перейти к изготовлению трубогибочного станка для профильных квадратных труб, мы советуем запастись инструментарием и материалом. Иначе, во время работы вы будите отвлекаться, в итоге, процесс займёт у вас больше времени.
Для изготовления профилегибочного станка нам понадобится:
для основы самодельного профилегиба — швеллер или два сварных уголка, толщина полочек не больше 3 мм;
стальные ролики высокого качества, в идеале закалённые, они не должны быть гладкими, на краях наличие небольших валиков.
Это остальные части любого трубогиба. В зависимости от модели и вида устройства, может понадобиться ещё ряд элементов.
Из инструментов, у вас должна быть под рукой — болгарка, дрель, молоток, гаечный ключ, правило, имеющее надёжное и внушительное основание, и сварочный инвертор, если вы станете сваривать элементы станка, а не садить детали на болты.
Инструкция как сделать профилегиб своими руками
Итак, переходим к изготовлению трубогиба без токарных работ. Мы решили сделать две разные модели. Можете ознакомиться как с видео инструкцией, так и текстовой версией пошагового руководства.
Самый простой трубогиб без заморочек. Проще некуда!
Смотрите это видео на YouTube
Трубогиб с ручным приводом
Нам понадобится 8 штук подшипников 33 размера, для основы швеллер 40 на 80, строительная шпилька на 18, шайбы размером 18, металлический уголок на 25, отрезок прямоугольной пластины.
Так как мы первый раз делаем своими руками ручной трубогиб для профильной трубы, то решили подготовить чертёж нашего устройства — это упросит работу.
Чертёж будущего трубогиба
После этого, уже приступили к изготовлению самого трубогиба:
Отпиливаем швеллер нужной длины и очищаем его от ржавчины болгаркой.
Обрезаем швеллер по размеруОчищаем ржавчину
Счищаем со строительного шпиля резьбу, так же болгаркой. Это необходимо для свободного перемещения подшипников по ней.
Счищаем резьбу со шпиля
Подготавливаем шайбы — используя молоток, придаём шайбе слегка форму конуса. Шайба такой формы позволит беспрепятственно двигаться подшипнику.
Слегка изгибаем шайбу
Собираем два ролика — на шпильку по краям устанавливаем гайки на 18, в середине 3 подшипника. Слегка изогнутые шайбы не задевают края подшипников и они свободно двигаются.
На шпильку одеваем гайкуОдеваем шайбу и подшипники
Подтягиваем гайки с помощью ключа и обрезаем излишки шпильки.
Гайки подтягиваем ключом
Края прихватываем сваркой.
Привариваем краяГотовый ролик
Из металлического уголка отрезаем 4 заготовки по 25 см. Они будут служить направляющими для валиков — ведущего и прижимного.
Отмеряем размер направляющихВырезаем заготовки
Привариваем уголки к швеллеру. Расстояние между двумя соседними заготовками определяется размером шпильки, она должна свободно проходить в зазор.
Свариваем уголки с швеллеромПривариваем снизу
Изготавливаем ведущий ролик — на 18 шпильку одеваем отрезок трубы диаметром 25 мм. Пространство между трубой и шпилькой наполняем гвоздиками на 40, с которых предварительно отрезаем шляпки.
Делаем ведущий ролик
Для надёжности конструкции, края также схватываем сваркой, предварительно зажав заготовку в тисках.
Обвариваем края
Одеваем на края вала по 33 подшипнику.
Одеваем подшипники
Переходим к изготовлению подвижной каретки. Для этого берём два отрезка профильной трубы 20 на 40, длиной 30 мм, и прямоугольную металлическую пластину 80 на 50 мм.
Подготавливаем детали каретки
Привариваем к пластине отрезки профиля, а к нему ведущие ролики.
Свариваем все элементы
Снизу каретки, определив её среднею точку, проделываем дрелью отверстие. Его размер должен совпадать с диаметром шпильки на 18.
Проделываем отверстие снизу
Приступаем к сборке подъёмного механизма. Нам потребуется шпилька и три гайки. В отверстие каретки вставляется шпилька, с внутренней стороны на неё закручивается гайка, которая прихватывается сваркой. Затем, с обратной стороны на шпильку одеваем вторую гайку, которую тоже привариваем.
Вставляем шпилькуОдеваем и привариваем гайки
Отрезаем заготовку из прямоугольной металлической пластины размером 70 на 13 — которая будет служить упором для подъёмного механизма.
Отрезаем заготовку для упорного механизма
В заготовке отмеряем середину, проделываем отверстие на 18.
Отмеряем середину для отверстия
Приступаем к сборке трубогиба. На основание из швеллера устанавливаем каретку с ведущим валиком. Сверху надеваем пластину и закручиваем гайку, которую прихватываем сваркой.
Устанавливаем кареткуРазмещаем пластину
Привариваем по краям основания ролики, а к подъёмному механизму ручку.
Привариваем роликиПривариваете ручку
Изготавливаем ручной привод — для этого берем профиль 20 на 20, ручку от дрели, которую прикручиваем к профилю. Отрезок трубы прихватываем сваркой к ведущему валику.
Приделываем ручной привод
Трубогиб для профильной трубы готов, можно переходить к испытанию.
Трубогиб с гидравлическим приводом
Как сделать трубогиб своими руками | Обустройство мастерской и самодельные станки
Смотрите это видео на YouTube
Мы решили ещё попробовать изготовить более мощное устройство, работающее от гидравлического привода, как оказалось сделать это не так уж и сложно.
Чертёж гидравлического трубогиба
Сначала подготовили станину, её мы соорудили из швеллера, уголков и пластины из металла, путём сваривания этих элементов между собой. Также нам понадобится 2 ролика, насадка полукруглой формы и машинный домкрат.
Свариваем станину
В основе станины поделываем по 6 регулировочных отверстий с обеих сторон, в них будут закрепляться ролики, в зависимости от требуемого угла загиба.
Проделываем отверстия
Устанавливаем валики в проделанные дырочки в станине.
Размещаем валики
Надеваем полукруглую насадку на крадомый механизм, и размещаем его под роликами.
Устанавливаем домкрат
Устройство готово, вставляем профиль между роликами и домкратом. Путём поднимания механизма производим загибание профильного трубопровода.
Гидравлический трубогиб
Дефекты гибки и как их избежать
Для облегчения гибочного процесса профильной трубы, и, чтобы избежать образования дефектов, мы решили поделиться с вами моментами, которые их вызывают.
Нередко в бытовых самодельных трубогибах присутствует тянучка и волна, в самом узком месте — в месте уменьшения площади. Это в свою очередь может привести к образованию микротрещин, хотя для сооружения парников и беседок это не важно.
Ещё один дефект, который возникает при гибки квадратной профтрубы — в процессе происходит её закручивание по оси. Исправить такую трубу для использования в качестве арки теплицы будет невозможно. Причиной «пропеллера» является несимметричное распределение нагрузки при проведении загибочных работ.
Но главная причина образования дефектов при изгиба профиля — выбор неправильного радиуса изгиба, и наличие маленького технологического «хвостика» (расстояния от начала трубы — ближайшее к месту изгиба, до места загиба).
«Хвостик» не только надёжно фиксирует профильную трубу, но также поглощает отдачу технологического напряжения.
Как снизить издержки на изготовление
Чтобы снизить затраты при изготовлении трубогиба, можно использовать подручные детали. Допустим вместо роликов, подойдут ступнины от старого велосипеда. Они не смогут выдержать больших нагрузок, но для загиба профильной трубы 20 на 40 подойдут. При отсутствии шайбы, её можно заменить металлическим кругом подходящего диаметра.
Не следует покупать для самоделки новые подшипники, подойдут «убитые», которые легко раздобыть в автосервисах. Кроме того, многие элементы можно найти на пункте сдачи металла.
Сегодня, мы попробовали изготовить две модели самодельных трубогибов для профильной трубы — это оказалось нам под силу. Но если вам не нужно сложное устройство, и требуется произвести разовый изгиб проф трубы, то можете сделать более простое приспособление для гибки профиля — рычажное, по шаблону, арбалетное, которое смастерить быстрее и проще.
Надеемся, что, руководствуясь нашей статьёй, вы без труда соберёте профилегиб из подручных материалов, и сможете изогнуть трубу под нужным вам радиусом для изготовления парника или веранды.
Видео инструкции
ЛУЧШИЙ вариант для трубогиба без токарных работ
Смотрите это видео на YouTube
Самый простейший трубогиб своими руками!
Смотрите это видео на YouTube
Как сделать трубогиб для профильной трубы своими руками, видео, фото, чертежи
Нередко случается, что для выполнения некоторых работ в доме или на приусадебном участке может понадобиться согнуть профильную трубу. Есть два варианта решения этой задачи. Первый – покупка трубогиба в строительном магазине. Второй – сделать приспособление своими руками. Вам понадобятся чертежи, а также инструкции с фото и видео.
Содержание
Назначение
Конструкция
Изготовление трубогиба своими руками: 3 популярных способа
Самодельный трубогиб: видео
Трубогиб своими руками: фото
Назначение
Трубогиб имеет очень широкий спектр применения. Кованые конструкции, ограждения, решетки, мебель на приусадебном участке – все можно без труда сделать при помощи этого несложного устройства. Он не сплющивает и не заламывает материал. А для монтажных работ, связанных с водоснабжением, отоплением или газификацией, трубогиб – настоящая находка. Он бывает с электроприводом и ручного типа. Стоит отметить, что последнего варианта вполне достаточно для выполнения задач бытового назначения.
Конструкция
В настоящее время не составляет особого труда приобрести трубогиб в специализированных строительных магазинах. Производители позаботились об этом. Существует несколько разновидностей трубогибов в зависимости от их назначения.
Трубогиб ручной гидравлический
Если вы планируете работать с профилями небольшого диаметра, то лучше выбрать устройство с ручным приводом. Для работы же с материалами больших размеров подойдет гидравлический трубогиб. В свою очередь, все приспособления можно разделить на стационарные и мобильные.
Если в процессе работы вам потребуется точно вымерить угол и радиус будущей заготовки, то стоит обратить внимание на электромеханическое устройство. Его преимущество состоит в том, что заготовка в процессе обработки не ощущает внутреннюю деформацию.
Что касается разновидностей этого приспособления, то их классифицируют следующим образом:
Арбалетные.
Сегментные.
Пружинные.
Пружинное устройство ручного типа обычно используют для работы с полимерными трубами. Изгиб осуществляется посредством сдавливания пружин. В сегментных приспособлениях – путем растягивания трубы.
Электромеханический трубогиб профильной трубы
Изготовление трубогиба своими руками: 3 популярных способа
Трубогиб – полезный и нужный в хозяйстве инструмент. Особенно если вы являетесь владельцем частного дома. Он поможет в обработке заготовок для тепличных конструкций, монтажа трубопровода или водоснабжения и пр.
Проще всего, конечно, будет приобрести его в магазине, но стоимость его нельзя назвать дешевой. Поэтому самым простым и экономичным вариантом станет изготовление устройства своими руками. Можно выделить три основных способа изготовления трубогиба в домашних условиях.
Вариант №1. Простой способ. Вам потребуется изготовить полукруг из небольшого куска дерева.
Из несколько прочных досок выпилить полусферу по необходимому шаблону.
Совет. Предпочтительнее выпиливать доски с уклоном к основанию.
Получившиеся заготовки зафиксировать на устойчивой основе. Для этого вполне подойдет стена либо стол. Важно, чтобы доски были шире параметров трубы. Это делают для того, чтобы она не выскочила из шаблона.
На другом конце полукруга крепится упор. Труба должна полностью входить по габаритам между шаблоном и деревянным упором.
Конструкция трубогиба
Трубогиб готов к работе. Но как им пользоваться?
Разместите трубу в центре между упорным брусом и шаблоном.
Давите на противоположный край пока не получите желаемого угла изгиба конструкции.
Внимание! Этот вариант прекрасно подойдет для работы с такими металлами, как алюминий и сталь. Если вы работаете с трубами различного диаметра, то есть смысл изготовить несколько шаблонов.
Вариант №2. Несложный и экономичный способ.
Приобретите в магазине обычные крючки из металла. Важно, чтобы они отличались большой прочностью.
Зафиксируйте их на крепкой основе таким образом, чтобы расстояние между ними не превышало 50 мм.
Должен получиться полукруг.
Из чего состоит трубогиб
Принцип работы этого трубогиба схож с вышеуказанным вариантом. На конце полукруга нужно закрепить упор. Это устройство универсально, т. к. позволяет выполнять работы с материалами различных диаметров.
Вариант №3. Более сложное устройство в изготовлении – трубогиб профильной трубы, посредством которого вы сможете изогнуть изделие на все 360 градусов. Он абсолютно не уступает гидравлическому аналогу.
Принцип его работы состоит в том, что цилиндр и ролики выполняют загиб материала. Цилиндр должен постоянно свободно двигаться. Именно благодаря ему возможно изменить угол требуемого изгиба. Чтобы сделать такой трубогиб самостоятельно вам понадобится:
Пластины из стали толщиной от 0,5 до 1 см и длиной около 0,3 м — 2 шт.
Уголки из стали 50 х 50 мм – 4 шт.
Также вам потребуется деревянный шаблон. Используйте доски толщиной не более 30 мм. Изготовление деревянного шаблона аналогично предыдущим вариантам.
Профильная труба в трубогибе
На основании зафиксируйте уголки, длина которых до 0,3 м.
Сверху приварите оставшуюся пластину из стали.
Просверлите в ней отверстие с диаметром немного больше, чем у винта, который будет устанавливаться в него.
Внимание! Предназначение винта – опора заготовки, которая будет обрабатываться.
К той пластине, которая находится сверху, прикрепите уголки, направленные внутрь конструкции.
Трубогиб готов. Вы сможете изменить угол изгиба практически любой профильной трубы.
Благодаря этим трем несложным вариантам изготовления трубогибов, можно значительно сэкономить деньги и время на проведении монтажных работ. Материалы и инструменты, которые понадобятся в процессе изготовления, есть у любого хозяина. Какой именно трубогиб сделать своими руками зависит от ваших возможностей и потребностей.
Самодельный трубогиб: видео
Трубогиб своими руками: фото
примеров лучших самоделок
Желание обустроить загородный дом и участок диктует потребность в максимуме инструментов. При проведении водопровода, строительстве теплицы, монтаже арочных конструкций не обойтись без хорошего трубогиба. Его стоимость в магазинах измеряется сотнями долларов, поэтому лучше сделать этот инструмент самостоятельно.
Мы расскажем, как сделать трубогиб своими руками. В представленной нами статье подробно описаны проверенные на практике конструкции, даны пошаговые инструкции по сборке. Основываясь на наших советах, вы сможете собрать отличный инструмент для собственной фермы.
Содержание статьи:
Виды трубогибов на рынке
Необходимый монтажный инструмент
Как сделать трубогиб-улитку?
Необходимые материалы и инструменты
Процесс сборочной машины кохлеарного изгиба
Создание ручной роликовой модели
Необходимых материалов и инструментов
Процесс производства труб
Automotive Hub Bender
Сделайте трубку
.0010
Выводы и полезное видео по теме
Виды трубогибов, представленных на рынке
Трубогибы представляют собой механические или гидравлические конструкции, помогающие сгибать металлические трубы, уголки, стержни, профнастил без нарушения внутренней структуры изделия. Ручные инструменты в основном используются для формирования изгиба в одном месте, а большие машины могут менять форму труб сразу по всей длине.
По принципу работы можно выделить трубогибы следующих типов:
Механический с непосредственным ручным усилием. Используется при работе с трубами малых диаметров, на деформацию которых достаточно силы одного человека.
С гидравлическим приводом. В основном такие орудия изготавливаются по арбалетному типу, и они рассчитаны на формирование местного изгиба.
С храповым механизмом. Трубогибы этого типа используют ручное усилие, но позволяют фиксировать достигнутый уровень деформации после каждого нажатия на рукоятку инструмента.
Электрические станки. Электродвигатель значительно облегчает процесс деформации труб, но и значительно удорожает инструмент. 9
Фото
Трубогиб ручной механический для труб малого диаметра
Трубогиб гидравлический
Трубогиб ручной храповой
Трубогиб ручной храповой
Мощный трубогиб с электродвигателем
Конструктивно трубогибы можно разделить на 2 типа:
Радиус
Арбалет.
В первом случае труба огибается по шаблонному отрезку заданного диаметра, а во втором случае выдавливается башмаком между двумя опорными стойками.
Радиальные трубогибы являются очень точными инструментами, поэтому широко используются в промышленности. Имеют сменные сегменты для различных углов изгиба.
При самостоятельном изготовлении трубогиба мастера обычно опираются на существующие модели инструмента, доказавшие свою простоту и эффективность. При сборке трубогиба в домашних условиях большое влияние на его конструкцию оказывают подручные материалы, из которых будет изготовлен инструмент.
Наличие среди инструментов домашнего мастера трубогиба позволит вам изготовить в собственном доме множество полезных конструкций и садовых предметов:
Фотогалерея
Фото
Скамейка, изготовленная с помощью трубогиба
Садовая мебель из гнутой трубы
Беседка с овальной крышей
Теплица из металлических арок
Необходимый инструмент для сборки труб
7 молоток, отвертка и шурупы не помогут.
Как минимум, при изготовлении данного инструмента вам потребуется:
сварочный аппарат;
болгарский;
токарный станок;
9дрель 0009.
Но основной частью сборки трубогиба остается точный чертеж, без которого не стоит даже начинать сборочные работы. При изготовлении трубогиба не обойтись без общехозяйственных инструментов.
Естественно токарный станок и сварочный аппарат покупать не обязательно. Для подрезки нескольких деталей из заготовок и для их сварки можно обратиться к знакомым или в мастерскую, занимающуюся изготовлением кованых изделий. За небольшую плату вам быстро помогут сделать все необходимое.
Как сделать улитку-трубогиб?
Самодельный улитковый гибочный станок может показаться сложным. На самом деле это устройство собрать не сложнее, чем роликогиб. Процесс отличается только используемыми деталями и временем сборки.
Кохлеогиб позволяет сгибать профиль сразу по всей длине, а не только в одном месте. За это свойство он снискал популярность среди монтажников.
Необходимые материалы и инструменты
Так как описываемый вальцовый станок не имеет определенного рабочего диаметра и может быть изготовлен из любых подручных материалов, предлагаемые материалы не будут содержать конкретных размеров деталей. Толщина всех металлических элементов конструкции должна быть 4, а лучше 5 мм.
Для изготовления трубогиба Вам потребуется:
Швеллер — 1 метр.
Листовое железо.
Три вала.
Две звезды.
Металлическая цепь.
Шесть подшипников.
Труба металлическая 0,5 дюйма для изготовления хомутов — 2 метра.
Втулка с внутренней резьбой.
Зажимной винт.
Особое внимание уделяется размерам звездочек, валов и подшипников, которые должны соответствовать друг другу. Звезды можно взять от старых велосипедов, но они должны быть точно такими же по размеру.
Стальные пластины и профили для изготовления трубогиба не должны быть с глубокой ржавчиной, т. к. на них будут действовать высокие нагрузки в процессе эксплуатации
Перед выбором и покупкой всех материалов необходимо нарисовать чертеж со схематическим изображением всех конструктивных элементы, чтобы не приобретать их в процессе изготовления трубогиба.
Процесс сборки улиткового гибочного станка
Сборка любого оборудования начинается с составления чертежа-схемы.
После этого можно приступать к основным рабочим процессам, которые продемонстрированы на фото-инструкции:
Сварить основу инструмента из двух параллельных швеллеров. При желании можно использовать просто металлическую пластину толщиной 5 мм или один широкий швеллер.
Наденьте подшипники на валы и приварите две такие конструкции к основанию. Целесообразно ограничивать валы металлическими планками или размещать их во внутренней полости каналов.
Очистите звездочки и приварите их, предварительно натянув между ними цепь.
Вырезать и приварить к основанию боковые направляющие зажимного механизма.
Наденьте подшипники на прижимной вал и соберите конструкцию пресса с боковыми упорами из планок или швеллеров.
Изготовьте основу для втулки и приварите ее к пластине. Закрутить зажимной винт.
Приварить к верхней кромке прижимного винта и к приводному валу затвора из труб.
Смажьте подшипники машинным маслом.
Несколько полезных советов:
Галерея изображений
Фото
Вместо швеллеров можно приварить трубогиб к существующей металлической раме
На вал действует сильное сдвиговое усилие, поэтому внешний сварной шов должен быть прочным
В случае обрыва цепи можно сделать слегка ослабленным и поставить на уже приваренные звездочки
Направляющие должны быть строго параллельны, иначе пресс будет постоянно заедать
В качестве направляющих прижимного ролика можно использовать отрезки оставшегося швеллера
Втулка и винт должны иметь широкую и глубокую резьбу, чтобы она не соскочила уже после нескольких нажатий
На длине рукоятки рычага лучше не экономить: чем она длиннее, тем больший крутящий момент можно разработан
Основание трубогиба должно быть прочно прикручено к опоре, иначе инструмент будет шататься и опрокидываться
Сварка двух швеллеров между собой
Приварка вала к основанию трубогиба
Надевание цепи на звездочки
Приварка вертикальной направляющей
Сборка напорного вала из швеллера
Приварка резьбовой втулки к плите
Винтовые и приводные роликовые затворы
Трубогиб в работе
После его испытаний можно покрасить конструкцию с антикоррозийной краской для лучшей сохранности сварных швов. Для повышения удобства работы к направляющим дополнительно крепится пружина для возврата пресса в верхнее положение.
Изготовление модели ручного ролика
Изготовление ручного трубогиба своими руками производится из тех же стальных деталей без применения специальных механических приспособлений. Это приспособление предназначено для локального изгиба трубы. Для деформации профиля используется прямое ручное усилие, поэтому трубогиб должен быть оснащен длинным и прочным рычагом.
Далее рассмотрим процесс изготовления двухвалкового трубогиба, крепящегося к опорной раме. Размеры инструмента могут отличаться от предложенных, в зависимости от потребностей и материалов.
Необходимые материалы и инструменты
Деформация трубы — процесс трудоемкий, для которого нужны хорошие и прочные материалы, иначе вместо профиля можно гнуть сам рабочий инструмент.
Для изготовления механического ручного радиального трубогиба вам потребуется:
Сварочный аппарат.
Два ролика из прочной стали (например, марки 1045), прошедшие предварительную обточку. Диаметр большего 100 мм, меньшего 60 мм. Оба имеют толщину 35 мм и внешний радиус 0,5 дюйма.
Стальная труба диаметром не менее 1,5 дюйма с толстой стенкой (не менее 3 мм). Он будет служить рычагом, поэтому его минимальная длина составляет 1,5 метра.
Четыре стальные полосы размером 15 х 6 см и толщиной 4-5 мм для крепления основания трубогиба в тисках, трубодержателей и изготовления рукояток. Также вам понадобится 20-25 см стальной пластины шириной 60 мм и толщиной 3 мм.
Два болта: первый диаметром 0,75 дюйма и длиной 60 мм для большого ролика, а второй диаметром 0,5 дюйма и длиной 40 мм для маленького ролика.
Стальной лист 300 x 300 мм и минимальной толщиной 3 мм.
Тиски.
В процессе работы могут понадобиться другие общехозяйственные инструменты: молоток, напильники, наждачная бумага, линейка и т.д. Вышеуказанные ролики предназначены исключительно для труб диаметром 1 дюйм, но исключая из них выемку вокруг окружности можно получить универсальный инструмент для гибки металлического профиля.
Процесс изготовления трубогиба
Когда все необходимые детали и инструменты собраны в одном месте, можно приступать непосредственно к изготовлению трубогиба:
Подготовить чертеж с расположением основных элементов.
Проверить соответствие отверстий в роликах диаметру болтов.
Просверлите два отверстия диаметром 0,5 и 0,75 дюйма в двух металлических полосах. Расстояние между осями отверстий должно быть ровно 80 мм (сумма радиусов обоих роликов).
Проделайте в центральной раме отверстие диаметром 0,75 дюйма. Вставьте в него соответствующий болт, не высовывая его сзади. Приварите болт к металлической пластине.
Возьмите просверленные металлические пластины размером 15х6 см, болт 0,5 дюйма, ролик поменьше, полосу стали 35 х 60 мм и сварите из них конструкцию в виде буквы «П», предварительно вставив болт с ролик в соответствующие отверстия.
Приварите концы болта к металлическим полосам. У вас должен получиться своеобразный рожок с отверстием большего диаметра ближе к открытому краю.
К основанию получившегося рога нужно приварить ручку-трубу.
Приварите опорную пластину для трубы к металлической раме. Расстояние от линии стержня до оси центрального болта должно равняться радиусу большого ролика плюс 0,5 дюйма.
Приварите полосу 15 x 6 см под станиной для фиксации в тисках.
Вставьте в рожок большой ролик, прикрепите конструкцию к центральному болту и сверху накрутите гайку.
Зажать трубогиб в тиски и провести первые испытания.
Важные нюансы изготовления:
Фотогалерея
Фото
Перед работой смазать внутренний канал малого валика машинным маслом или литолом
Для усиления крепления центрального болта его можно вкрутить в нить предварительно нарезанная в отверстии
Если вы забудете установить ролик в рупор и приварить болт, придется переделывать всю конструкцию
Опорный брус необходимо усилить 2-3 уголками, так как он испытывает сильные нагрузки в горизонтальной плоскости
Стопорная планка должна быть приварена по всей длине, так как на нее действуют большие радиальные нагрузки
При креплении конструкции на центральный винт между роликами необходимо поставить дюймовую трубу для оценки правильности сборки
Труба должна прочно удерживаться между роликами. Его исходное положение должно быть параллельно нижнему стопорному стержню
Окраска трубогиба вряд ли будет долговечной, но замедлит коррозию металлических элементов
Материалы для ручного трубогиба
Центровой болт с резьбой и приваркой
Приварка болта к П-образной конструкции
Формирование опорной плиты на основе
Крепежная планка приваривается снизу к основанию
Вдавливание кулачка на центральный винт
Вид сбоку на вальцовый станок
Окрашенный готовый вальцовый станок
Слабым местом во всей получившейся конструкции являются сварные швы, поэтому в процессе изготовления трубы им уделяется особое внимание Бендер.
Трубогиб автомобильный ступичный
Еще один уникальный трубогиб от народных умельцев — инструмент, собранный из металлического профиля и автомобильных ступиц. Его конструкция массивна и проста, что позволяет не беспокоиться о поломках в процессе эксплуатации.
Процесс изготовления такого трубогиба следующий. Две автомобильные ступицы с поворотным кулаком или точеными валами привинчены или приварены к раме так, чтобы они могли вращаться вокруг своей оси.
Между ступицами имеется направляющий неподвижный швеллер, который можно сварить из двух уголков. Швеллер меньшего размера расположен внутри направляющей конструкции, к одному краю швеллера приварена третья ступица с осью вращения, а ко второму — гайка или резьбовая втулка для нажимного болта.
По краям направляющего швеллера привариваются полосы или уголки для ограничения вертикальных перемещений подвижной части конструкции. Край основного паза закрыт листом металла с отверстием для прижимного винта. С другой стороны пластины к винту приварена ручка ворот.
В результате получается вальцовый гибочный станок с местным усилием зажима. Если к верхней части подвижной втулки прикрутить ручку для вращения, то с помощью такого инструмента появляется возможность согнуть профиль по всей длине.
Фотогалерея
Фото
Широкий обод автомобильных ступиц может мешать сборке трубогиба, поэтому его лучше сразу срезать болгаркой
Направляющий швеллер также можно сварить из листового металла , но предпочтительнее одноканальный канал
Для предотвращения бокового смещения внутреннего канала к его сторонам можно приварить дополнительные куски листового металла
Втулка прижимного винта должна быть хорошо смазана машинным маслом
Вместо обычных металлических пластин в качестве ограничителей можно использовать уголки: они дополнительно уменьшат колебания внутреннего канала в желобе
Прижимной винт не должен упираться в подвижные элементы ступицы
Ограничительная втулка должна быть приварен к винту, чтобы ограничить его движение наружу.
Благодаря высокому качеству ступичных подшипников ручку прижимного вала можно сделать с одной стороны, главное, чтобы она не сломалась
Автомобильный концентратор, приваренная к слою
Угловой направляющий канал
Внутренний подвижный канал с ограниченными ограничениями
Стул для зажима
Верхний граничный углы
Внешний вид заживления
. Рассматриваемый трубогиб является мощным и универсальным инструментом, который можно собрать с минимумом затрат, ведь старые ступицы в автосервисах можно сдать по цене металлолома.
Изготовление трубогиба
Трубогиб — самый простой инструмент для деформации металлического профиля и труб, который вы можете изготовить самостоятельно.
Для его изготовления потребуются такие изделия:
домкрат автомобильный;
два швеллера шириной 100 мм и длиной 60 см;
четыре уголка со сторонами 50 мм и длиной 40 см;
основание кровати;
два валика в форме песочных часов со сквозными центральными отверстиями;
2 болта для крепления роликов;
Насадка полукруглая для домкрата с внутренней выемкой.
Если заготовка сырья и процесс сборки кажутся вам излишне трудоемкими, то лучше приобрести готовые. С правилами подбора снаряжения ознакомит наша рекомендуемая статья.
Чтобы сделать домкрат, вам потребуется:
Приварите четыре угла в вертикальном положении к станине.
В швеллерах от центра к краю просверлите отверстия под болты, которые будут удерживать ролики с обеих сторон.
На каждые два угла положить швеллер с ребром и приварить его. Оба швеллера должны быть обращены основаниями друг к другу, а расстояние между ними должно быть равно длине роликов.
Вставьте ролики между каналами в симметричных местах и закрепите их болтами.
Установите полукруглую насадку на домкратный винт и поместите гидравлический инструмент в центр станины между каналами.
После сборки конструкции можно положить трубу на дно роликов и прижать ее по центру полукруглой насадкой с помощью домкрата.
Галерея изображений
Фото
Детали ржавого домкрата
Установка роликов между швеллерами
Установка насадки домкрата
Как работает домкрат?
Недостатком этого приспособления является его статичность, т. к. прокрутить всю длину профиля через трубогиб не получится.
К достоинствам домкрата-гибочного станка можно отнести невысокую стоимость, простоту конструкции и отсутствие необходимости тяжелого физического труда.
Желающие сделать станок для работы с профильными трубами найдут много полезной информации, с содержанием которой советуем ознакомиться.
Выводы и полезное видео по теме
Представленные видео материалы помогут ознакомиться с приведенными выше рекомендациями по изготовлению самодельных трубогибов в динамике, а также познакомят с дополнительными вариантами сборки этих инструментов из подручных материалов.
Видео №1. Роликовый домкрат:
Видео №2. Изготовление трубогиба:
Видео №3. Сборка ступичного трубогиба:
Видео №4. Изготовление улиткового гибочного станка:
Виды самодельного инструмента для гибки металлопрофиль не ограничиваются предложенными вариантами, ведь трубогиб своими руками можно сделать из любых имеющихся в хозяйстве деталей.
Главное соорудить прижимной механизм, который будет проталкивать трубу между двумя стойками или роликовую систему для деформации всего профиля сразу.
Хотите поговорить о том, как сделать трубогиб своими руками? Есть ли в вашем арсенале вариант инструмента, не описанный в статье? Пожалуйста, пишите комментарии в блоке ниже, делитесь полезной информацией, фотографиями по теме статьи, задавайте вопросы.
Как согнуть трубу с помощью трубогиба
Woodward Fab
Методы гибки труб и труб с помощью трубогибов достаточно просты. Несмотря на то, что для каждой работы есть кривая обучения, ее можно в значительной степени сократить, получая советы от опытных техников. Упомянутые ниже пункты должны помочь вам в преодолении препятствий и совершенствовании искусства гибки труб.
Ниже приведены некоторые советы от специалистов по гибке труб, которые помогут вам добиться идеального изгиба:
1. При использовании гидравлического трубогиба убедитесь, что размеры формирователя и гибочного ролика точно соответствуют размеру трубы. труба.
2. Поскольку трубы обычно крепятся с одного конца, измерьте длину трубы от центра. Это даст вам точное измерение.
3. Потренируйтесь несколько раз, пока не доведете до совершенства сгибание. Быстрое, стремительное движение обеспечит вам более плавный изгиб.
4. Трубы при изгибе имеют тенденцию немного пружинить. Для идеального изгиба вам необходимо перегнуть трубку. Убедитесь, что вы рассчитали величину ожидаемой пружины, и соответственно перегните трубку.
Приведенная ниже информация по классификации канатов далеко не нова, и мы практически ничего нового добавить не сможем. Аналогичные материалы вы легко сможете найти на прочих ресурсах, так зачем мы размещаем её у себя? Взглянув на нижепредставленную классификацию вы поймете, что видов каната большое количество и порой даже специалисту бывает достаточно сложно разобраться что такое Канат 12—ГЛ—ВК—Л—О—Н—1770 ГОСТ 2688–80.
Работая с одними и теми же канатами расшифровать все достаточно просто, но если клиент хочет купить нестандартный канат? Вот тут и начинается «Где посмотреть? Где взять? Что означает эта буква в наименовании?». Ранее мы уже публиковали материал о канатах, но подробно не описывали классификацию, поэтому мы надеемся что и данная статья будет вам полезна.
Классификация, технические требования, методы испытаний, правила приемки, транспортировки, и хранения стальных канатов изложены в ГОСТ 3241-91 «Канаты стальные. Технические условия».
Классификация стальных канатов
1. По основному конструктивному признаку:
одинарной свивки или спиральные состоят из проволок, свитых по спирали в один или несколько концентрических слоев. Канаты одинарной свивки, свитые только из круглой проволоки, называют обыкновенными спиральными канатами. Спиральные канаты, имеющие в наружном слое фасонные проволоки, называют канатами закрытой конструкции. Канаты одинарной свивки, предназначенные для последующей свивки, называют прядями.
двойной свивки состоят из прядей, свитых в один или несколько концентрических слоев. Канаты двойной свивки могут быть однослойные или многослойные. Широкое распространение получили однослойные шестипрядные канаты двойной свивки. Канаты двойной свивки, предназначенные для последующей свивки, называют стренгами.
тройнойсвивки состоят из стренг, свитых по спирали в один концентрический слой.
2. По форме поперечного сечения прядей:
круглые
фасоннопрядные (трехграннопрядные, плоскопрядные), имеют значительно большую поверхность прилегания к шкиву, чем круглопрядный.
3. По типу свивки прядей и канатов одинарной свивки:
ТК — с точечным касанием проволок между слоями,
ЛК — с линейным касанием проволок между слоями,
ЛК-О — с линейным касанием проволок между слоями при одинаковом диаметре проволок по слоям пряди,
ЛК-Р — с линейным касанием проволок между слоями при разных диаметрах проволок в наружном слое пряди,
ЛК-З — с линейным касанием проволок между слоями пряди и проволоками заполнения,
ЛК-РО — с линейным касанием проволок между слоями и имеющих в пряди слои с проволоками разных диаметров и слои с проволоками одинакового диаметра,
ТЛК — с комбинированным точечно-линейным касанием проволок в прядях.
Пряди с точечным касанием проволок изготовляют за несколько технологических операций в зависимости от числа слоев проволок. При этом необходимо применять разные шаги свивки проволок для каждого слоя пряди и повивать следующий слой в противоположном направлении предыдущему. В результате проволоки между слоями перекрещиваются. Такое расположение проволок увеличивает их износ при сдвигах в процессе эксплуатации, создает значительные контактные напряжения, способствующие развитию в проволоках усталостных трещин, и уменьшает коэффициент заполнения сечения каната металлом. Пряди с линейным касанием проволок изготовляют за один технологический прием; при этом сохраняется постоянство шага свивки, и одинаковое направление свивки проволок для всех слоев пряди, что при правильном подборе диаметров проволоки по слоям, дает получение линейного касания проволок между слоями. В результате значительно снижается износ проволок и резко возрастает работоспособность канатов с линейным касанием проволок в прядях в сравнении с работоспособностью канатов типа ТК. Пряди точечно-линейного касания применяют при необходимости замены в прядях линейного касания центральной проволоки семипроволочной прядью, когда на однослойную семипроволочную прядь типа ЛК укладывается слой проволок одинакового диаметра с точечным касанием. Пряди могут обладать повышенными некрутящимися свойствами.
4. По материалу сердечника:
ОС — с органическим сердечником — в качестве сердечника в центре каната, а иногда и в центре прядей, используются сердечники из натуральных, синтетических и искусственных материалов — из пеньки, манилы, сизали, хлопчатобумажной пряжи, полиэтилена, полипропилена, капрона, лавсана, вискозы, асбеста.
МС — с металлическим сердечником — в качестве сердечника, в большинстве конструкций, применяется канат двойной свивки из шести семи проволочных прядей, расположенных вокруг центральной семи проволочной пряди, в канатах по ГОСТ 3066-80, 3067-88,3068-88 в качестве МС применяется прядь той же конструкции, что и в повиве. Их целесообразно применять тогда, когда надо повысить структурную прочность каната, уменьшить конструктивные удлинения каната при растяжении, а также при высокой температуре среды, в которой работает канат.
5. По способу свивки:
Нераскручивающихся канатах — Н — пряди и проволоки сохраняют заданное положение после снятия вязок с конца каната или легко укладываются в ручную при незначительном раскручивании, что достигается предварительной деформацией проволок и прядей при свивке проволок в прядь и прядей в канат.
Раскручивающихся канатах — проволоки и пряди предварительно не деформированы или недостаточно деформированы перед их свивкой в пряди и в канат. Поэтому пряди в канате и проволоки в прядях не сохраняют своего положения после снятия вязок с конца каната.
6. По степени уравновешенности:
Рихтованный канат — Р — не теряет своей прямолинейности (в пределах допустимого отклонения) в свободном подвешенном состоянии или на горизонтальной плоскости, т. к. после свивки прядей и шпата соответственно напряжения от деформации проволок и прядей сняты рихтовкой.
Нерихтованный канат — не обладает таким свойством, свободный конец нерихтованного каната стремится образовать кольцо, за счет напряжений деформации проволок и прядей полученных в процессе изготовления каната.
7. По направлению свивки каната:
Правой свивки — не обозначается
Левой свивки — Л
Направление свивки каната определяется: направлением свивки проволок наружного слоя — для канатах одинарной свивки; направлением свивки прядей наружного слоя — для канатов двойной свивки; направлением свивки стренг в канат — для канатов тройной свивки
8. По сочетанию направлений свивки каната и его элементов:
Крестовой свивки — направление свивки прядей и стренг противоположны направлению свивки каната.
Односторонней свивки — О — направление свивки прядей в канат и проволоки в прядях одинаковы.
Комбинированной свивки — К с одновременным использованием в канате прядей правого и левого направления свивки.
9. По степени крутимости
Крутящиеся — с одинаковым направлением свивки всех прядей по слоям каната (шести — и восьмипрядные канаты с органическим и металлическим сердечником)
Малокрутящиеся — (МК) с противоположным направлением свивки элементов каната по слоям (многослойные, многопрядные канаты и канаты одинарной свивки). В некрутящихся канатах благодаря подбору направлений свивки отдельных слоев проволок (в спиральных канатах) или прядей (в многослойных канатах двойной свивки) устраняется вращение каната вокруг своей оси при свободном подвешивании груза.
10. По механическим свойствам проволоки
Марка ВК — высокого качества
Марка В — повышенного качества
Марка 1 — нормального качества
11. По виду покрытия поверхности проволок в канате:
Из проволок без покрытия
Из оцинкованной проволоки в зависимости от поверхностной плотности цинка:
группа С — для средних агрессивных условий работы
группа Ж — для жестких агрессивных условий работы
группа ОЖ — особо жестких агрессивных условий работы
П — канат или пряди покрыты полимерными материалами
12. По назначению каната
Грузолюдские — ГЛ — для подъема и транспортировки людей и грузов
Грузовые — Г — для подъема и транспортировки и грузов
13. По точности изготовления
Нормальной точности — не обозначается
Повышенной точности — Т— ужесточенными предельными отклонениями по диаметру каната
Канат 16,5 — Г — I — Н — Р — Т — 1960 ГОСТ 2688 — 80 Канат диаметром 16,5 мм, грузового назначения, первой марки, из проволоки без покрытия, правой крестовой свивки, нераскручивающийся, рихтованный, повышенной точности, маркировочной группы 1960 Н/мм2 (200 кгс/мм2), по ГОСТ 2688 — 80
Канат 12 — ГЛ — ВК — Л — О — Н — 1770 ГОСТ 2688 — 80 Канат диаметром 12,0 мм, грузолюдского назначения, марки ВК, из проволоки без покрытия, левой односторонней свивки, нераскручивающийся, нерихтованный, нормальной точности, маркировочной группы 1770 Н/мм2 (180 кгс/мм2), по ГОСТ 2688-80
Канат 25,5 — Г — ВК — С — Н — Р — Т — 1670 ГОСТ 7668 — 80 Канат диаметром 25,5 мм, грузового назначения, марки ВК, оцинкованный по группе С, правой крестовой свивки, нераскручивающийся, рихтованный, повышенной точности, маркировочной группы 1670 Н/мм2 (170 кгс/мм2), по ГОСТ 7668 — 80
Канат 5,6 — Г — В — Ж — Н — МК — Р — 1670 ГОСТ 3063 — 80 Канат диаметром 5,6 мм, грузового назначения, марки В, оцинкованный по группе Ж, правой свивки, нераскручивающийся, малокрутящийся, рихтованный, маркировочной группы 1670 Н/мм2 (170 кгс/мм2), по ГОСТ 3063 — 80
Рекомендации по применению различных конструкций канатов
Каждая конструкция каната имеет преимущества и недостатки, которые необходимо правильно учитывать при выборе канатов для конкретных условий эксплуатации. При выборе следует сохранять необходимые соотношения между диаметрами органов навивки и диаметрами канатов и их наружных проволок, а также необходимый запас прочности, обеспечивающий безаварийную работу.
Канаты одинарной свивки из круглых проволок — обыкновенные спиральные (ГОСТ 3062-80; 3063-80; 3064-80) обладают повышенной жесткостью, поэтому их рекомендуется применять там, где преобладают растягивающие нагрузки на канат (грозозащитные тросы высоковольтных линий электропередач, ограждения, растяжки и т.п.)
Канаты двойной свивки с линейным касанием проволок в прядях при простоте изготовления обладают сравнительно большой работоспособностью и имеют достаточное число разнообразных конструкций Последнее позволяет выбрать канаты для работы при больших концевых нагрузках, при значительном абразивном износе, в различных агрессивных средах, при минимально допустимых отношениях диаметра органа навивки и диаметра каната.
Канаты типа ЛК-Р (ГОСТ 2688-80, 14954-80) следует применять тогда, когда в процессе эксплуатации канаты подвергаются воздействию агрессивных сред, интенсивному знакопеременному изгибу и работают на открытом воздухе. Большая структурная прочность этих канатов позволяет использовать их во многих весьма напряженных условиях работы крановых механизмов.
Канаты типа ЛК-О (ГОСТ 3077-80, 3081-80; 3066-80; 3069-80; 3083-80) устойчиво работают в условиях сильного истирания благодаря наличию в верхнем слое проволок увеличенного диаметра. Эти канаты получили широкое распространение, но для их нормальной эксплуатации требуется несколько повышенный диаметр блоков и барабанов.
Канаты типа ЛК-З (ГОСТ 7665-80, 7667-80) применяют тогда, когда требуется гибкость при условии, что канат не подвергается воздействию агрессивной среды. Применять эти канаты в агрессивной среде не рекомендуется из-за тонких проволок заполнения в прядях, легко поддающихся корродированию.
Канаты типа ЛК-РО (ГОСТ 7668-80, 7669-80, 16853-80) отличаются сравнительно большим числом проволок в прядях и поэтому обладают повышенной гибкостью. Наличие в наружном слое этих канатов относительно толстых проволок позволяет успешно применять их в условиях абразивного износа и агрессивных сред. Вследствие такого сочетания свойств канат конструкции типа ЛК-РО является универсальным.
Канаты двойной свивки с точечно-линейным касанием проволок в прядях типа ТЛК — О (ГОСТ 3079-80) следует применять тогда, когда использование канатов линейным касанием проволок в прядях невозможно из-за нарушения установочных минимально допустимых соотношений между диаметрами органов навивки и диаметрами проволок каната или при невозможности обеспечения рекомендуемого запаса прочности.
Канаты двойной свивки с точечным касанием проволок в прядях типа ТК (ГОСТ 3067-88; 3068-88; 3070-88; 3071-88) не рекомендуются для ответственных и интенсивно работающих установок. Эти канаты можно применять лишь для не напряженных условий эксплуатации, где знакопеременные изгибы и пульсирующие нагрузки не значительны или отсутствуют (стропы, расчалочные канаты, временные лесосплавные крепления поддерживающие и тормозные канаты и т. п.)
Многопрядные канаты двойной свивки (ГОСТ 3088-80; 7681-80) в зависимости от принятых направлений свивки прядей по отдельным слоям изготовляют обыкновенными и некрутящимися. Последние обеспечивают надежную и устойчивую эксплуатацию на механизмах со свободным подвешиванием груза, а большая опорная поверхность и меньшие удельные давления на внешние проволоки позволяют достигать сравнительно большой работоспособности каната. Недостатками многопрядных канатов являются сложность изготовления (особенно предварительной деформации), склонность к расслоению, сложность наблюдения за состоянием внутренних слоев прядей.
Канаты тройной свивки (ГОСТ 3089-80) применяют тогда, когда основными эксплуатационными требованиями являются максимальная гибкость и упругость каната, а его прочность и опорная поверхность не имеют решающего значения. Органические сердечники в стренгах целесообразны тогда, когда канат предназначен для буксировки и швартовки, где требуются повышенные упругие свойства каната. Благодаря использованию проволок малых диаметров по сравнению с проволоками канатов двойной свивки канаты тройной свивки для нормальной эксплуатации требуют шкивы значительно меньших диаметров.
Трехграннопрядные канаты (ГОСТ3085-80) отличаются повышенной структурной устойчивостью, очень большим коэффициентом заполнения и большой опорной поверхностью. Применение этих канатов особенно целесообразно при больших концевых нагрузках и сильном абразивном износе. Рекомендуется использовать эти канаты как на установках со шкивами трения, так и при многослойной навивке на барабаны Недостатком трехграннопрядных канатов являются острые перегибы проволок на гранях прядей, повышенная жесткость каната, трудоемкость изготовления прядей.
Плоские канаты (ГОСТ 3091-80; 3092-80) находят применение в качестве уравновешивающих на шахтных подъемных установках. К достоинствам этих канатов следует отнести их не крутимость. Однако ручные операции, применяемые при сшивке канатов, и относительно быстрое разрушение ушивальника при эксплуатации ограничивают объем использования этих канатов в промышленности.
Классификация канатов по отечественным и зарубежным стандартам
ГОСТ
DIN
EN
BS
ISO
ГОСТ 2688-80
DIN 3059-72
EN 12385
BS 302 6х19 (12/6/1) FC
ГОСТ 3062-80
DIN 3052-71
ГОСТ 3063-80
DIN 3053-72
ГОСТ 3064-80
DIN 3054-72
ГОСТ 3066-80
DIN 3055-72
EN 12385
BS 302 6х7 (6/1)WSC
ГОСТ 3067-88
DIN 3060-72
EN 12385
BS 302 6х19 (12/6/1)WSK
ГОСТ 3068-88
DIN 3066-72
ГОСТ 3069-80
DIN 3055-72
EN 12385
BS 302 6х7 (6/1) FC
ГОСТ 3070-88
DIN 3060-72
BS 302 6х19 (12/6/1) WSC
ГОСТ 3071-88
DIN 3066-72
BS 302 6х37 (18/12/6/1) FC
ГОСТ 3077-80
DIN 3058-72
EN 12385
BS 302 6х19 (9/9/1) FC
ISO 2408
ГОСТ 3079-80
ГОСТ 3081-80
DIN 3058-72
EN 12385
BS 302 6х19 (9/9/1) WRC
ISO 2408
ГОСТ 7668-80
DIN 3064-72
EN 12385
BS 302 6х36 (14/7&7/7/1) FC
ISO 2408
ГОСТ 7669-80
DIN 3064-72
EN 12385
BS 302 6х36 (14/7&7/7/1) IWRC
ISO 2408
ГОСТ 14954-80
DIN 3059-72
EN 12385
BS 302 6х19 (12/6+6F/1) IWRC
конструкция, основные характеристики, маркировка и вес
Металлические канаты и витые стропы на их основе — необходимые и ответственные элементы транспортной и строительной техники, промышленного оборудования и подъёмных устройств. Повсюду используют стальные проволочные тросы с органическими и металлическими сердечниками. Межгосударственный стандарт 2688—80 определяет виды изделий двойной свивки с органическим сердечником и линейным касанием стальных проволок.
Особенности конструкции и материалов
Классификация и маркировка
Классификационные различия
Условное обозначение
Маркировочные группы, размеры и вес
Тросы похожей конструкции, но с металлической центральной прядью, производят по ГОСТ 7668–80 .
Особенности конструкции и материалов
Стальной канат ГОСТ 2688–80 состоит из шести проволочных прядей, которые свиты в одну концентрическую поверхность вокруг органического сердечника.
В качестве органического сердечника используют природные и искусственные материалы, такие как:
сизаль;
пенька;
хлопчатобумажная пряжа;
капроновые нити;
нейлон;
полиэтилен.
Материал сердечника пропитывают смазкой, которая предохраняет его от гниения и увеличивает срок использования изделия. Смазки ГОСТ 15037–69 представляют собой минеральные масла, содержащие твёрдые углеводороды и соли меди. Органическая сердцевина обеспечивает необходимую упругость и гибкость стальных тросов.
Каждая металлическая прядь ЛК-Р состоит из 19 проволок круглого сечения, скрученных в три слоя. Наружный слой содержит проволоки разного диаметра, что обеспечивает линейный тип касания в прядях, однородность и прочность поверхности каната. Тросы с прядями ЛК-Р обладают высокой износоустойчивостью и работоспособностью.
Конструктивной особенностью является направление скручивания элементов каната. Направление скручивания проволоки в прядях может быть левым и правым. Сочетание направлений элементов при свивке задают свойства троса. Канаты односторонней свивки гибкие, износостойкие, но под нагрузкой легко раскручиваются. Нераскручивающиеся конструкции изготавливают методами крестовой или комбинированной свивки.
Проволоку круглого сечения для стальных тросов изготавливают из углеродистой стали без покрытия или с оцинкованным внешним слоем.
Классификация и маркировка
Сортамент изделий с органическим сердечником и стальной проволочной оболочкой, определяет ГОСТ 2688–80 . Канаты стальные подразделяют по механическим свойствам, назначению, виду материала проволок, способу и направлению свивки, по точности изготовления и степени уравновешенности.
Классификационные различия
Тросы по назначению подразделяются на виды:
ГЛ — грузолюдские, которые используют при подъёме, спуске, перемещении людей и грузов.
Г — грузовые, их применяют для транспортировки и крепления грузов.
По механическим свойствам различают марки:
1 — качество нормальное.
ВК — качество высокое.
В — качество повышенное.
По виду используемой проволоки:
без внешнего покрытия;
с оцинкованным слоем.
В зависимости от плотности цинка, различают следующие виды оцинкованной проволоки: ОЖ, С, Ж. Тросы из проволоки с покрытием ОЖ подходят для использования в особо жёстких условиях и агрессивных средах. Для стандартных условий работы в воздушной среде подходят тросы из проволоки без покрытия или с покрытием группы С.
По направлению скручивания проволоки:
Левой свивки — обозначают буквой Л.
Правой свивки — без обозначения.
По сочетанию направлений проволоки и прядей:
Односторонней свивки: с одинаковым направлением проволок и прядей в канате.
Крестовые: с противоположным положением проволоки и прядей.
Комбинированные: когда одновременно используют пряди правого и левого направления скручивания при свивке троса.
По способу свивки:
Нераскручивающиеся — обозначают буквой Н.
Раскручивающиеся — без условного обозначения.
По точности изготовления различают конструкции:
повышенной точности — Т;
нормальные.
По уравновешенности:
нерихтованные;
рихтованные — Р.
Уравновешенность металлического каната определяется по тому факту, была ли использована в процессе его производства рихтовка — выпрямление прядей. Этот процесс снимает напряжение с троса, поэтому изделие сохраняет прямолинейность после скручивания.
Условное обозначение
Все условные обозначения, указанные в ГОСТ, применяются при маркировке канатов. Первая цифра маркировки — диаметр сечения троса, затем следует обозначение вида назначения, марки качества, группы покрытия, направление свивки, характеристика скручиваемости, указание о рихтовке, точности и обозначение маркировочной группы.
Например: Канат 28 — Г — 1 — Л — 1670 ГОСТ 2688–80 . Обозначение раскручивающихся нерихтованных тросов правой свивки, нормальной точности изготовления и из проволоки без покрытия будут короче из-за отсутствия букв и цифр условного обозначения. Указывается только диаметр, назначение, группа качества, левое направление свивки и маркировочная группа.
Рихтованные, нераскручивающиеся тросы повышенного качества и точности изготовления, изготовленные из проволоки с покрытием ОЖ, будут иметь следующую маркировку: Канат 21 — ГЛ — В — ОЖ — Н — Р — Т — 1470 ГОСТ 2688–80 .
Маркировочные группы, размеры и вес
Последняя цифра в обозначении каната — маркировочная группа, которая обозначает прочностные характеристики каната. Чем больше цифра, тем прочнее трос и больше нагрузки, которые он сможет выдержать при эксплуатации.
По ГОСТ 2688–80 производят канаты с диаметром сечения от 3, 6 до 56 мм с прочностными характеристиками от 1370 до 1860 Н/мм 2 (140—190 кгс/мм 2). В таблицах стандарта указаны диаметры канатов, всех проволочных слоёв прядей, прочностные характеристики и ориентировочный вес 1 тыс. метров троса. Вес каната стального ГОСТ 2688–80 можно определить, умножив значение веса 1 тыс. метров троса, взятое из таблицы, на длину каната и разделив полученное значение на 1000.
1 тыс. метров каната диаметром 12 мм весит приблизительно 520 кг; диаметром 21 мм — 1630 кг. Вес одного метра изделия толщиной 37 мм составит примерно 5 кг, а одного метра толщиной 56 мм — 11,6 кг.
Объяснение маркировки веревки
С постоянно растущим выбором производителей, самой сложной частью покупки динамической веревки для скалолазания может быть расшифровка того, что предлагается, и понимание того, как это связано с выбранным вами видом деятельности. Дни простого выбора 9 мм или 11 мм давно прошли, и от легкого одинарного до тяжелого половинного все может стать очень запутанным.
Однако не все потеряно, вооружившись несколькими фактами можно не только сделать правильный выбор веревки, но и понять, что означают все эти странные символы на конце вашей новой веревки. Техническая информация, содержащаяся на этикетках канатов, определяется двумя стандартами. Производители изготавливают канаты в соответствии с европейским стандартом (европейские нормы EN 89).2) и проверить их в независимой лаборатории. Некоторые производители также тестируют свои веревки в соответствии со старым стандартом UIAA, который для некоторых тестов является более строгим, но это не требуется по закону. В этой статье объясняется, как читать эту информацию.
Конец веревки Индикатор конца веревки позволяет оценить немаркированную или использованную веревку. Если он прошел стандарты, он будет иметь символы CE и UIAA, а также будет указывать длину и тип веревки, используя следующие символы:
ОДИНАРНАЯ ВЕРЕВКА Используется в единственной форме, как следует из названия. Предназначен для скалолазания, лучше всего подходит для относительно прямых участков и маршрутов, не требующих спуска на веревке.
ПОЛОВИННАЯ ВЕРЕВКА Половинчатая веревка, используемая в технике двойной веревки, рекомендуется для традиционного скалолазания, альпинизма и длинных скальных маршрутов, где требуется спуск на веревке. Также рекомендуется, когда бегуны сомнительного качества, особенно на льду и снегу.
ДВОЙНАЯ ВЕРЕВКА В настоящее время используется ограниченно, необходимо каждый раз зажимать обе веревки. Новые легкие полуверевки с большей безопасностью и практичностью практически заменили этот тип.
ГОРНАЯ ПРОГУЛКА или ВЕРЕВКА Используется для обеспечения безопасности при прогулках по горам, ледникам или лыжным альпинизмам. Обычно 8 мм динамические, различной длины, с врезными маркерами и без них. Не подходит для скалолазания или альпинизма.
Этикетка веревки
Сила удара Этот довольно вызывающий воспоминания термин означает силу, передаваемую альпинисту в момент остановки падения. Эта сила также передается по длине веревки к точкам крепления, полозьям, карабинам и страхователю. Именно способность веревки поглощать энергию падения позволяет уменьшить силу удара и, таким образом, уменьшить ее последствия. Веревка с низким ударным усилием обеспечит «мягкую посадку», то есть постепенное замедление, в отличие от резкой остановки. Это, очевидно, более удобно, но, что важно, веревка с низким ударным усилием будет поглощать много энергии из системы защиты альпинистов, состоящей из бегунов и страховок, что повышает шансы удержать их на месте.
Для EN892 Ударная сила измеряется с использованием теста, основанного на стандартах UIAA. Для одиночной веревки стандарт допускает максимальное значение 12 кН при остановке стандартного падения UIAA (коэффициент падения 1,78) с массой 80 кг. Для двойной веревки испытывается одна прядь (т. е. половинная веревка), и сила удара должна быть ниже 8 кН во время остановки первого падения UIAA с массой 55 кг.
Выберите веревку с наименьшей силой удара, если вы используете «традиционное» снаряжение или ледобуры, или просто хотите использовать как можно дольше. Ударная сила всех веревок будет увеличиваться по мере использования и по мере накопления падений.
Количество падений Чтобы соответствовать стандарту, веревка должна выдерживать 5 последовательных падений, испытанных с массой в испытании на силу удара. Однако количество падений, указанное для одинарных и двойных веревок, нельзя сравнивать напрямую, поскольку они не испытываются с одинаковой массой. Хотя тест EN892/UIAA исследует только первые 5 тестовых падений, производители также проводят испытания веревок на разрушение и указывают в информации о продукте количество падений до отказа.
Это полезное указание, чем больше падений, тем лучше, но поскольку испытательные стенды разных производителей различаются, эти цифры не следует воспринимать слишком буквально.
Способность к узлам Название, данное тесту для определения управляемости и гибкости веревки. Испытание проводят на простом узле с прямым узлом под нагрузкой 10 кг; калиброванная оправка используется для оценки внутреннего диаметра узла. Результирующее измерение должно быть менее чем в 1,1 раза больше диаметра каната.
Выбирайте веревку с низким коэффициентом для большей гибкости (легче завязывать узлы) и более мягкой в обращении. Или выберите веревку с соотношением, близким к тестовому максимуму, для более прочного обращения и постоянного «круглого» ощущения, которую будет немного сложнее завязать, но легче развязать после нагрузки.
Соскальзывание оболочки Сердцевина (керн) и оболочка (оболочка) каната представляют собой два независимых компонента, которые, если конструкция не подобрана тщательно, имеют тенденцию смещаться и скользить друг относительно друга. Под действием спускового устройства оболочка деформируется и мало-помалу сбивается, создавая зону провисания вокруг сердечника и точек утолщения, известную как эффект носка. Этот эффект приводит к более быстрому износу, особенно при использовании верхней страховки или других интенсивных условиях, а также к риску заклинивания спусковых устройств или страховочных устройств. Тест на проскальзывание оболочки является единственным параметром теста, для которого требования EuroNorm отличаются от требований UIAA. После протягивания 2 метров веревки через обозначенное сужение европейский стандарт требует, чтобы проскальзывание оболочки было менее 40 мм, или 2%, в то время как стандарт UIAA является более жестким, требуя значения менее 20 мм, или 1%.
Выбирайте веревку с низким проскальзыванием оболочки, а еще лучше 0%, чтобы избежать риска заклинивания.
Удлинение (удлинение) под нагрузкой Это не должно превышать 8 % для одинарных верёвок или 10 % для двойных верёвок при нагрузке 80 кг. Именно эта эластичность позволяет веревке поглощать энергию падения, но растяжение должно быть ограничено, иначе веревка будет вести себя как банджи.
Выберите веревку ниже требуемого максимума для комфорта и производительности.
Расширение в первую осень Это не должно превышать 40% в стандартном тесте UIAA. Диаметр и вес Канаты большого диаметра обычно имеют более длительный срок службы. Однако на рынке есть несколько новых канатов, в которых используется соотношение оболочки 50% к 50% сердечника, что дает увеличение срока службы до 30% по сравнению со стандартными канатами того же диаметра. Эти новые веревки, как правило, имеют более высокую силу удара и поэтому могут быть не идеальными для всех типов лазания, но в ситуациях с высоким износом они могут быть отличным выбором. Поскольку конструкция каната варьируется таким образом, измерение диаметра каната имеет меньшее значение, чем вес на метр, и лучше сравнивать последний, чем указанные диаметры.
Общие характеристики веревки можно рассматривать как баланс между ее весом на м и ее динамической способностью.
Количество бобин Это не является частью стандарта, но дает полезные критерии для оценки сопротивления истиранию и обращения с веревкой. Оболочка, которая окружает и защищает сердечник веревки, состоит из групп нитей, каждая из которых соткана из бобины. Для данного диаметра каната большее количество бобин даст лучшие динамические характеристики, но меньшее количество бобин даст лучшую стойкость к истиранию. 9№ 0003
Для одинарных веревок выберите 48 катушек для динамичных характеристик или 32 бобины для максимальной устойчивости к истиранию. Для половинной веревки требуется меньше катушек, чтобы обеспечить сравнимые характеристики.
Сухая обработка С мокрой веревкой неудобно обращаться, и она склонна к замерзанию, поэтому существуют различные химические и физические обработки для уменьшения количества поглощаемой влаги. Сухая обработка также увеличивает срок службы веревки за счет снижения вероятности проникновения грязи в ткань и уменьшения трения при беге. Сухая обработка стирается при интенсивном использовании, но это решается с помощью превосходного процесса полимеризации. 9№ 0003
Выбирайте веревки, обработанные сухим способом, для использования зимой или в горах, или если вам нравится лазить под дождем: они будут легче, с ними будет проще обращаться, и они прослужат дольше.
» Назад
Напечатать эту статью
Эта статья была прочитана 11540 раз
ТЕГИ
стандарты
Нажмите на теги, чтобы узнать больше
Быстрый прием для расшифровки серийного номера Petzl GriGri
Роб
восхождение
Знаете ли вы, как прочитать серийный номер Petzl GriGri? Одна вещь, которая не дает мне спать по ночам, — это возраст моего альпинистского снаряжения. Я не хочу лазить на оборудовании, срок годности которого истек. У меня нет подробного списка того, когда я приобрел свое альпинистское снаряжение, поэтому я должен забыть о своей памяти, чтобы начать думать о том, когда оно будет готово к выходу на пенсию. Но, к счастью, я понял, что строка символов в серийном номере Petzl представляет его возраст!
Petzl GriGri — невероятно универсальный инструмент. Занимаюсь ли я топропингом, проводкой, спортивным лазанием, традиционным лазанием, многопитчевым лазанием… что угодно, мой GriGri всегда на моей стойке. Устройство идеально подходит для страховки снизу и сверху, а также для использования в качестве страховочного троса или устройства захвата прогресса в блоке.
Серийный номер на вашем григри может точно сказать, сколько лет вашему григри. Важно знать возраст всего вашего снаряжения. Вы не хотите использовать оборудование, которое пережило срок службы, определенный производителем. Лучше всего заменять механизм по мере его износа. Petzl использует два типа серийных номеров, чтобы помочь вам отслеживать возраст и производственную партию вашего снаряжения. Хватай свой GriGri и следуй за нами, пока мы расследуем!
Многие альпинисты предпочитают страховочное устройство Petzl GriGri. Мы не смогли найти ничего другого, чтобы заменить его. Есть и минусы: он тяжелый, дорогой, требует обучения и не удобен для левшей. Но GriGri остается золотым стандартом для скалолазания в помещении и на открытом воздухе.
Что вам особенно запомнилось на изображении выше? У синего GriGri есть царапины на боковой пластине. Серебряный GriGri выглядит так, будто только что из упаковки. И визуальный осмотр обоих устройств показывает, что они в рабочем состоянии.
Содержание
Где производится Petzl?
Что такое маркировка СЕ?
Что такое код A и код B в серийном номере Petzl GriGri?
Серийный номер Petzl на атташе
Серийный номер Petzl Micro Traxion
Серийный номер Petzl Reverso
Как узнать, сколько лет моему Petzl GriGri?
Из каких девяти частей состоит Petzl GriGri?
The First Seven
1. Подвижная боковая пластина
2. CAM
3. Ось кулачка
4. Пластина трения
5. Ручка
6. Фиксированная боковая пластина
7. Прикрепления отверстия
Дополнительные детали на GRIGRI+
Дополнительные детали на GRIGRI+
.
9. Кнопка блокировки
Где производится Petzl?
Компания владеет несколькими заводами во Франции, но также имеет контракты на производство в Малайзии и других частях мира.
Что такое маркировка CE?
Изделия Petzl имеют серийный номер, а некоторые также имеют маркировку CE. Эта маркировка CE отражает приверженность производителя соблюдению европейского законодательства и стандартов безопасности. Маркировка CE подтверждает, что производитель проверил, соответствуют ли эти продукты требованиям ЕС по безопасности, охране здоровья или окружающей среде.
Изделия Petzl имели номер CE 197 до 2012 года, после чего номер CE стал 082.
С помощью этой информации вы можете использовать маркировку CE для определения поколения, в котором было изготовлено ваше устройство. Но что, если этого недостаточно? Производитель может отозвать устройства по определенному номеру продукта. Вот тут и пригодится серийный номер.
Что такое код A и код B в серийном номере Petzl GriGri?
Объяснение серийных номеров кода A и кода B
Серийные номера Petzl бывают двух разных кодов: Code A и Code B (новые серийные номера Petzl). Оба серийных номера отображают год изготовления в виде первых двух цифр серийного номера.
Код A включает день изготовления как день года из 365. В приведенном выше примере этот серийный номер Code A представляет 8 января. Код B кодирует месяц года, чтобы указать месяц изготовления. A(1) = январь, B(2) = февраль…. L(12) = декабрь. В примере с кодом B буква E представляет май.
Код A показывает инициалы инспектора, а затем порядковый номер продукта. Код B покончил с этим форматом, выбрав номер партии, в котором было построено устройство, а затем номер приращения. Для каждого изготовленного устройства номер приращения будет увеличиваться на единицу, создавая уникальный идентификатор.
На фото выше: GriGri с серийным номером Code A. Это устройство не имеет маркировки CE. Это связано с тем, как в то время страховочные устройства классифицировались в соответствии с предложениями UIAA. Интересно, что предыдущие поколения имели маркировку CE.
Серийный номер кода B отображается выше, а также маркировка CE 082.
Давайте посмотрим на серийные номера Petzl на других единицах оборудования.
Серийный номер Petzl на атташе
Серийный номер кода B указан для аттачмена Petzl. Этот карабин был изготовлен в августе 2019 года.
Серийный номер Petzl Micro Traxion
Серийный номер кода B показан для захватывающего шкива Petzl Micro Traxion Ultralight Progress. Микротраксион изготовлен в ноябре 2017 года.
Серийный номер Petzl Reverso
На хорошо подержанных часах Petzl Reverso трудно увидеть серийный номер Code B. Прибор изготовлен 144 числа 2018 года (24 мая)
Как узнать, сколько лет моему Petzl GriGri?
Теперь вы знаете, как определить возраст вашего снаряжения Petzl. Если изделие имеет маркировку CE 197, изделие было изготовлено до 2012 года. Маркировка CE 082 была сделана в 2012 году и позже. Вы можете быстро определить точный год выпуска, взглянув на первые две цифры серийного номера. Остальная часть серийного номера идентифицирует особенности вашего снаряжения. Используйте эту информацию, чтобы убедиться, что ваше снаряжение подлежит отзыву.
Из каких девяти частей состоит Petzl GriGri?
The First Seven
1. Подвижная боковая пластина
Алюминиевая подвижная боковая пластина вращается на оси. На нем показаны схемы альпинистского конца и тормозного конца веревки. Веревка также будет проходить через изогнутую кромку пластины.
2. Кулачок
Откройте боковую пластину, и вы увидите кулачок GriGri. Кулачок изготовлен из нержавеющей стали и будет вращаться на оси кулачка. Кулачок фиксирует веревку на месте, создавая функцию вспомогательного торможения.
3. Ось кулачка
Расположенная в центре кулачка ось кулачка позволяет вращать кулачок GriGri. Предыдущие пользователи сообщали о черной жидкости, вытекающей из камеры на недавно купленном устройстве. Petzl говорит, что эта черная жидкость является смазкой для оси распредвала. Вы всегда должны уточнять у производителя, когда у вас есть вопросы о вашем снаряжении! Другие пользователи столкнулись с этим в этой ветке Mountain Project и в этой ветке Reddit.
4. Фрикционная пластина
Фрикционная пластина изготовлена из нержавеющей стали и создает трение, чтобы активировать функцию вспомогательного торможения устройства. GriGri сжимает веревку между кулачком и фрикционной пластиной, создавая достаточное трение, чтобы зацепить кулачок и остановить падение.
5. Рукоятка
Усиленная нейлоновая рукоятка опускает кулачок, позволяя веревке проходить через устройство.
6. Фиксированная боковая пластина
Фиксированная алюминиевая боковая пластина находится на задней панели устройства. Он показывает информацию производителя, такую как серийный номер, поддерживаемые диаметры канатов, маркировку CE и стандарт соответствия UIAA.
7. Отверстия для крепления
Закрепите устройство с помощью карабина с замком через отверстия для крепления.
Дополнительные детали для GriGri+
8. Ручка-переключатель
Ручка-переключатель устанавливает устройство либо в режим верхней веревки, либо в режим упреждения.
Теперь вы знаете девять частей страховочного устройства Petzl GriGri! Семь частей для GriGri, а также две дополнительные части GriGri+. Узнайте больше о Petzl GriGri на веб-сайте Petzl. У Petzl есть руководства пользователя, доступные для загрузки как для GriGri, так и для GriGri+.
Металлические трубы производятся и поставляются ровными прямыми отрезками. Но многие трубы в реальных условиях эксплуатации имеют различные углы сгиба. Для решения этой задачи используется как специализированное оборудование, так и самодельные вариации. Некоторые трубы можно гнуть с использованием подручных средств.
Какие трубогибы бывают?
Трубогибы можно классифицировать по способу гибки, и по типу приведения в действие механизма гибки.
По способу гибки можно разделить:
Пружинный. Этот способ можно использовать для мягких материалов – например, пластиковых. Пружина надевается на трубу, и благодаря ей можно выполнить плавный сгиб при этом защитив от деформации место сгиба.
Арбалетный. Труба фиксируется тремя держателями, один из которых, перемещаясь, формирует изгиб, а два других удерживают изделие.
Сегментный. Этот вид называется так, потому что в его конструкции присутствует сегмент, зеркально отражающий форму гнутой трубы, и она гнется в паз этого сегмента.
Дорновый. При этом виде внутрь трубы помещается наполнитель, который, стабилизируя процесс изгиба, помогает получить правильные формы.
По типу приведения в действие механизма трубогибы бывают:
Ручной. Гибка производится приложением сил оператора. Используется в основном на том металлопрокате, который легко сгибаются – небольшой диаметр, тонкая стенка, мягкий материал. Позволяет работать при отсутствии электричества.
Гидравлический. Изгиб происходит при помощи гидравлики, отличается скоростью.
Электромеханический. Применяется на производстве, выдаёт высокую точность, скорость.
Гибридный. Совмещает свойства гидравлических и электромеханических трубогибов.
При помощи специализированного оборудования производить гибку очень удобно и быстро. Но оно не всегда доступно и стоит дорого. Поэтому очень часто гибку для своих нужд производят своими руками, при помощи подручных средств, либо при помощи самодельного оборудования.
Гибка при помощи самодельного оборудования или без него
Гибка при помощи домкрата
Этот вариант распространен, так как домкрат – очень популярный инструмент, который есть у большинства автомобилистов. Он прекрасно подходит для того, чтобы согнуть металлопрокат в домашних условиях. По принципу работы этот метод похож на арбалетный трубогиб. Труба фиксируется на три точки, две из которых – упоры, и третья – шток домкрата.
Использование углошлифовальной машины (болгарки) для изгиба профильных труб
Этот метод работает с прямоугольным профилем сечения. Делается несколько пропилов по трем стенкам, четвёртая остаётся нетронутой. За счёт появления разрезов, труба легко сгибается, после чего пропилы завариваются и зашлифовываются.
Самодельный роликовый трубогиб
Отлично подходит для получения изгиба большого диаметра на профильной трубе. Им удобно гнуть, к примеру, трубу для теплиц. Отрезок металла фиксируется на роликах, поджимается, и прокатывается. Далее снова поджимается, и опять прокатывается. В итоге получается большой равномерный радиус изгиба.
Вспомогательные методы для гибки труб
Наполнение
В трубу помещается наполнитель, заполняющий внутреннее пространство. При этом концы плотно запечатываются, для этого можно использовать сварку. Использование наполнителя позволяет «зафиксировать» внутренний объем. При сгибании избежать появления «волны», «гофры» на внутренней стороне угла и сделать изгиб более плавным. В качестве наполнителя часто выбирают чистый кварцевый песок.
Нагрев. Увеличение пластичности металла при гибке
Нагретый металл становится тем мягче, чем больше его температура. Металл труб греется при помощи газовых горелок, индукционного нагрева, а также любого другого доступного способа. Температура нагрева зависит от металла. Низколегированная и обыкновенного стандарта сталь нагревается до ~500 градусов Цельсия.
Применяя указанные методы, можно согнуть металлическую трубу своими руками в домашних условиях без использования специализированного оборудования и получить хорошие результаты.
Дата публикации: 26 марта 2020
Другие статьи
Металлические трубы для забора
Металлические трубы считаются универсальным решением при сооружении каркаса забора. Они прочны и долговечны, к ним легко крепить любые ограждения.
Подробнее
Отличия горячекатаного и холоднокатаного металлопроката
Большая часть стальных изделий с которыми мы сталкиваемся в повседневной жизни производится из материалов полученных в результате горячекатаного или холоднокатаного проката.
Подробнее
Арматурные каркасы для свай
Буронабивные сваи активно применяются на многочисленных строительных объектах по всей России. Это выгодное и удобное решение для возведения зданий всех типов в условиях плотной застройки.
Подробнее
Как согнуть трубу без трубогиба своими руками?
Наверняка вы сталкивались с ситуацией, когда при сборке трубопровода становится необходимо выгнуть трубу на определенный градус.
Для таких задач применяют специальный инструмент, именуемый трубогиб. Трубогибы бывают самыми разными. Они предназначаются для сгибания труб из металлов, пластика, различных сплавов и т.д.
Все это конечно очень хорошо, но что делать, если надо согнуть трубу без трубогиба? К примеру, если трубогиба у вас в наличии нет, а дело не терпит отлагательства.
Выгибание металлопластиковой трубы с пружиной внутри
Что же, есть способы выполнить подобные действия и своими руками. Мы вам о них расскажем.
Cодержание статьи
1 Особенности процесса
1.1 Как обезопасить себя?
2 Отличия в зависимости от материала трубы
2.1 Взаимодействие с металлическими образцами
2.2 Рабочий процесс
2.3 Дополнительные советы
2. 4 Работа с пластиковыми трубами
2.5 Выгибание трубы без трубогиба (видео)
2.6 Отличия труб из разных видов пластика
2.7 Похожие статьи
Особенности процесса
На самом деле сгибать трубы достаточно легко. Это только кажется, что для подобных действий необходимо огромное количество сил и энергии. Конечно, при работе с металлическими трубами все же придется попотеть, но даже в этом случае процесс занимает всего несколько десятков минут, и это с учетом подготовительных работ.
Но просто согнуть трубу недостаточно. Надо сделать это правильно, чтобы в итоге получить рабочий, а не испорченный образец. Если мы загибаем трубы своими руками, то шанс их повреждения существенно возрастает, так как согнуть трубу в домашних условиях можно только с помощью подручных средств.
Все дело в том, что труба при изгибании меняет свою структуру, натурально деформируется. И процесс деформации проходит непредсказуемо.
Это только кажется, что модель из той же стали изгибается красиво и плавно, как будто бы по волшебству сохраняя свою форму.
На самом деле это не так. В момент изгибания, особенно если работаете вы только подручными средствами, стенки трубы деформируются неравномерно.
Внутренняя стенка как бы накапливает в одной точке больше материала, становится толще, образуются даже микроскопические складки. Наружная же, наоборот, растягивается, что чревато появлением микротрещин. Согните ее слишком быстро или без предварительной подготовки – и ее повреждение будет практически неминуемым.
Как обезопасить себя?
Впрочем, себя можно легко обезопасить или хотя бы свести шанс повреждения трубы к минимуму. Для этого применяют несколько хитростей.
Во-первых, при изгибании своими руками трубу нагревают до определенной температуры. Это нормально, без прогрева согнуть отрезок, да еще и стальной, крайне сложно. Вы потратите уйму сил и энергии, а результат же вас вряд ли порадует.
Достигла ли поверхность трубы нужной температуры, проверяется с помощью обычной бумажки. Считается что труба прогрелась, если бумажка при контакте с ней начинает тлеть.
Процесс загибания стальной трубы
Способ, конечно, довольно топорный и дает только относительные результаты, но для домашней работы большего и не требуется.
Во-вторых, в полость трубы обязательно добавляют стабилизирующий материал. Это делается до момента ее прогрева.
В качестве стабилизирующего материала применяются разные варианты, от песка до пружин. Трубу с обеих сторон закупоривают, а затем уже принимаются за работу.
Внутри трубы песок играет роль пластификатора. Он не дает материалу деформироваться рывками, при этом сохраняет изначальную форму заготовки, что тоже крайне важно.
Также перед началом работы необходимо создать деревянную или стальную заготовку, для упрощения процесса деформации. Необязательно сильно мучиться и что-то создавать, надо просто выбрать подходящий материал.
К примеру, если вам нужно загнуть трубу под прямым углом своими руками, то хватит и наличия профильной трубы или же стола.
Если же радиус загиба достаточно большой, то придется подобрать обратную трубу нужных размеров или же деревянное полено.
Отличия в зависимости от материала трубы
Материал трубы оказывает огромное влияние на то, как мы будем с ней взаимодействовать
Трубы разделяют на:
Металлические;
Пластиковые.
Металлические трубы требуют один подход, пластиковые – совсем другой. К тому же и конкретные материалы различаются по своей прочности, устойчивости, принципу деформации и т.д. Все это следует учитывать, в особенности, когда мы работаем без специализированного инструмента, то есть своими руками.
Взаимодействие с металлическими образцами
Металлические трубы в домашних условиях изгибать сложнее всего. Да вы впрочем, и сами это понимаете.
Металл хоть и пластичный, но очень прочный. Вручную, без предварительной подготовки, с ним просто не совладать.
Перед обработкой трубу желательно нагреть горелкой
Зато если все продумать заранее, то и результат вас наверняка порадует. Также не будем забывать, что есть металлы мягкие, а есть жесткие. Цветные металлы – по большей степени мягкие. С ними работать проще.
Та же медь, при желании, вообще деформируется вручную. Тонкую медную трубу реально загнуть руками, чем часто сантехники и пользуются.
Укрепленная медь уже прочнее, но все равно не сравнится по прочности со сталью или хорошим алюминием.
Рабочий процесс
Рассмотрим алгоритм, позволяющий нам изгибать металлические отрезки труб своими руками.
Этапы работы:
Подготавливаем инструмент, находим горелку, собираем песок, заглушки и т.д.
Засыпаем песок внутрь трубы.
Закупориваем ее.
Нагреваем ее газовой горелкой.
Проверяем температуру нагрева. Если бумажный лист при контакте с металлом загорелся либо начал тлеть, значит все нормально, можно начинать.
Монтируем трубу в рабочее положение.
Загибаем отрезок с применением физической силы. Желательно делать это в перчатках, так как металлы отлично проводят тепло.
При достижении нужного угла оставляем трубу на сутки.
Вот и все. После завершения работы остается только проверить качество изгиба. К сожалению, в нагретом состоянии это сделать не удастся.
Дополнительные советы
Песок следует засыпать до момента полного заполнения трубы. Заглушки желательно брать не пластиковые, а стальные. Пластик может расплавиться и сцепиться со сталью. Ничего страшного конечно не произойдет, но и лишние проблемы нам ни к чему.
Выгнуть трубу малого диаметра можно даже вручную, применив усиленное плечо
Нагревают трубу равномерно, то есть со всех сторон, акцентируя внимание на внешней. Именно на ней пройдут самые серьезные деформации.
Нагретую трубу разрешается загибать только в термостойких перчатках. Иначе можно обжечься. Да и вообще, если собираетесь действовать по приведенной инструкции, то желательно позаботиться о личной безопасности, надеть экипировку и т.д.
Рекомендуем загибать трубу не рывками, а поступательными плавными движениями. Впрочем, тут каждый действует так, как ему видится возможным.
Работа с пластиковыми трубами
Пластик загибать проще, это совершенно очевидно. Он намного мягче, во многих случаях пластичнее, да весит легче. Однако у пластика есть одна неприятная характеристика, он имеет предел прочности. То есть может треснуть, если приложение сил будет излишним. Это надо учитывать.
Помните, что трещина в трубе – это необязательно огромная дыра, в которую можно засунуть палец. Как раз образование такой трещины в трубе – большое благо, потому что ее легко заметить.
Проблемы же появляются, когда в пластике образуются микротрещины или даже зачатки трещин. Они незаметны и будут ждать своего часа, чтобы затем в самый неподходящий момент заявить о себе.
Проще всего работать с металопластиком. Этот материал является комбинацией алюминиевого стержня и пластикового сплава, он очень прочен, но в то же время пластичен.
Процесс его гибки, практически ничем не отличается от аналогичного при взаимодействии со стальными образцами. Причем трубу, если она малого диаметра, даже прогревать нет нужды. Можно выгнуть просто руками. Только опять же, нужно позаботиться о наличии стабилизатора в ее полости, чтобы деформация прошла успешно.
В качестве стабилизатора можно применять не только песок. Хорошо действует проволока или даже стальная пружина высокой прочности.
Полипропилен гнуть тоже можно, но тут надо быть очень осторожным. Производители полипропиленовых труб не рекомендуют загибать их самостоятельно. Если все же это необходимо, тогда позаботьтесь о наличии у вас строительного фена.
Им можно прогреть стенки трубы, а затем выгнуть ее на заранее подготовленной заготовке. Размещайте трубу так, чтобы утолщенная стенка находилась на внешней стороне изгиба. Тогда шанс повреждения отрезка существенно уменьшиться.
Тонкие пластиковые трубы, казалось бы, гнуть проще всего. Вот только они ломаются при физическом воздействии. Здесь надо применить хитрость и все ту же термическую обработку.
Строительным феном мы нагреваем трубу до температуры в 200 градусов, а затем легко и плавно начинаем ее изгибать. В некоторых случаях пластик станет настолько мягким, что сам начнет гнуться. Тогда просто уложите ее так, как вам необходимо, а затем постарайтесь зафиксировать.
Гибка труб из нержавеющей стали: эффективные процессы и соображения
Нержавеющая сталь является одним из самых популярных материалов в обрабатывающей промышленности. Это делает гибку труб из нержавеющей стали стандартным процессом формования при изготовлении металлических деталей для различных применений. Инженеры и проектировщики считают это основной операцией в составе системы труб и трубопроводов.
Однако необходимо правильное понимание того, как сгибать стальные трубы . Некоторые высококачественные материалы из нержавеющей стали в настоящее время широко распространены, что усугубляет проблемы с их обработкой. Поэтому очень важно знать, как выполнять процесс гибки.
В этой статье мы обсудим наиболее эффективные методы гибки стальных труб. Мы также поможем вам получить максимальную отдачу от процесса.
Основы и проблемы Гибка труб из нержавеющей стали
Использование стали для изготовления прототипов на заказ может оказаться сложной задачей. Это твердый материал. Однако это пластичный и податливый материал. Он легко формируется с помощью различных процессов механической обработки в несколько форм. Гибка труб из нержавеющей стали — это процесс, который помогает придать трубам несколько ценных конфигураций.
Хотя нержавеющую сталь можно сгибать в различные формы, этот процесс может потребовать значительного прямого давления для специальных инструментов. Когда мы говорим о гибке высококачественных материалов из нержавеющей стали, внимание обращается на повышенную сложность гибки. Сложность часто зависит от толщины трубки.
Толстостенные трубы обычно требуют повышенного усилия для изгиба. Кроме того, для конкретных размеров и форм труб может потребоваться свой комплект гибочного оборудования. Возможность возникновения возвратной пружины также представляет серьезную проблему при гибке труб из нержавеющей стали.
Как сгибать трубы из нержавеющей стали
Работать с трубами из нержавеющей стали довольно сложно. Однако некоторые приемы могут помочь упростить этот процесс. В этом разделе мы обсудим, как согнуть трубы из нержавеющей стали, используя наиболее эффективные методы.
Гибка труб на оправке
Гибка металлических труб на оправке часто выполняется на ротационном трубогибочном станке. Оправка — это инструмент, помещаемый внутрь трубы, чтобы гарантировать, что ее форма не изменится при изгибе. Оправки могут поставляться с дополнительным стальным шариком, чтобы они оставались внутри изогнутых участков изгибов во время процесса гибки.
Установка для гибки труб на оправке включает:
Пресс-матрица — эта матрица удерживает касательную (или прямую часть) ванны.
Зажимная матрица – вращает стальную трубу вокруг гибочной матрицы.
Оправка – поддерживает внутреннюю часть трубы вокруг изгиба и может поставляться с шарнирными шариками.
Грязесъемная матрица – контактирует с трубкой непосредственно перед точкой касания внутреннего радиуса, протирая заготовку, чтобы предотвратить образование складок на внутреннем радиусе.
Гибка труб на оправке доминирует в сфере гибки труб из нержавеющей стали, особенно при работе с малыми радиусами. Когда вы думаете о том, как согнуть трубу из нержавеющей стали по радиусу, вы должны выбрать гибку на оправке. Это связано с тем, что метод обеспечивает максимальный контроль над овальностью и утончением стенки.
Использование оправки с внутренним диаметром (ID) помогает поддерживать поток материалов во время гибки. Точно так же пресс-форма поддерживает внешний диаметр (НД). Эти элементы объединяются для контроля наружного и внутреннего диаметра трубы на протяжении всего процесса гибки. Изгиб трубы на оправке помогает предотвратить наиболее распространенные проблемы с изгибом, в первую очередь пружинение. Это также предотвращает морщины, уплощение и перегибы.
Трехвалковая гибка
Валковая гибка или угловая гибка является эффективным процессом для больших заготовок. Обычно он включает в себя три валка, установленных в виде пирамиды с вертикальной или горизонтальной ориентацией фрезерования, в зависимости от размера секции. Валки движутся так, что могут создавать большие, обычно определенные радиусы.
Машина определяет, какие валки перемещаются в какую сторону. Расположение среднего ролика определяет радиус трубы. Верхний валок может двигаться вверх и вниз на некоторых машинах для создания нужного угла. На других машинах движутся два нижних валка, а верхний валок остается неподвижным.
Для изготовления спиралей производители используют гибку вальцами. Оператор может производить непрерывные рулоны, поднимая трубу после оборота. При этом заготовка должна иметь большой радиус и шаг в один диаметр. Однако, если он имеет больший шаг витка, потребуется дополнительный рулон. Этот ролик помогает направлять трубу наружу во время формирования бухты.
Гибка вытягиванием
Этот метод аналогичен процессу гибки труб на оправке, только без оправки. Это повышает точность трубной части для получения сложных смесей без деформации. В этом методе машина поддерживается с помощью зажимов.
Зажимы позволяют вытягивать трубку, придавая ей форму, имеющую такой же радиус, как и труба. С помощью этого принципа гибка вытягиванием помогает получить острые изгибы на трубе, сохраняя при этом высокую точность и согласованность.
Производители часто используют метод гибки с вращающимся вытягиванием деталей труб, используемых в несущих конструкциях и машинах. Типичными примерами являются каркасы безопасности, велосипедные рули, перила и т. д.
Гибка сжатием
Другим эффективным методом гибки труб из нержавеющей стали является гибка сжатием. Этот метод изгибает материал вокруг стационарной гибочной матрицы с использованием пресс-формы. Система включает начальный зажим трубы за задней точкой касания. После этого пресс-форма помогает «прижимать» заготовку к гибочной матрице.
Гибка труб сжатием лучше всего подходит для симметричных заготовок. Это трубки с одинаковыми изгибами с обеих сторон. Гибка этих труб происходит за один установ на станках с двумя гибочными головками. Таким образом, вы можете выбрать этот метод, когда округлость изгиба не является самым важным фактором.
Гибка сжатием идеально подходит для обеспечения скорости и экономичности при стремлении получить более высокую производительность при меньших затратах. Однако мы не рекомендуем этот метод для труб с радиусом осевой линии (CLR) менее чем в два раза больше диаметра изгиба. То есть вам понадобится как минимум 2-дюймовая осевая линия для 1-дюймового изгиба трубы, чтобы получить желаемое качество изгиба.
Вас интересуют другие методы гибки других листов металла? Читайте: Как согнуть листовой металл. Если у вас есть потребность в производстве гнутых труб из нержавеющей стали, RapidDirect для вас. Просто загрузите файл вашего дизайна.
Рекомендации по Гибка труб из нержавеющей стали
Размышляя о том, как согнуть стальные трубы, необходимо учитывать некоторые конструктивные соображения и факторы. К наиболее важным из них относятся:
Радиус изгиба
При гибке стальных труб часто требуется получить малый радиус. В большинстве случаев утончение внешней стенки изгиба часто приводит к искривлению изгиба. Использование оправки для поддержки может помочь предотвратить это. Это означает, что гибка труб на оправке является наиболее надежным методом в данном случае.
Иногда достижение малого радиуса может привести к выходу стали за предел упругости. Это часто приводит к таким деформациям, как морщины и горбинки. В таких ситуациях рекомендуется трехвалковая гибка или гибка с вращающейся вытяжкой.
Более того, малые радиусы изгиба часто требуют более осторожного приложения силы. Изгиб на 180 градусов может быть возможен в зависимости от внутреннего диаметра и толщины трубы. Однако может потребоваться более широкая U-образная форма для сохранения структурной целостности и внутренней формы.
Предел текучести
Другим важным фактором при гибке труб из нержавеющей стали является предел текучести. Это одна из характеристик стальных материалов, которая может приводить к образованию упругой отдачи. Материалы с более высоким пределом текучести будут иметь большее отношение упругой деформации к пластической. Такие материалы также будут демонстрировать большую упругость, чем материалы с более низким пределом текучести.
Поэтому очень важно определить предел текучести вашего стального материала перед гибкой. Каждый изгиб дает разумное количество напряжения. Следовательно, предел текучести следует рассматривать с учетом ожидаемой величины деформации.
Толщина материала
Различия в толщине материала представляют собой серьезную проблему, когда речь идет о гибке труб из нержавеющей стали. Это особенно важно, когда производители пытаются добиться определенных допусков на изгиб. О калибре различных нержавеющих сталей часто говорят по отношению к средним значениям. Однако фактическая толщина материала в действительности находится в пределах определенного диапазона.
Таким образом, небольшое изменение толщины может значительно повлиять на угол изгиба на несколько градусов. Это часто влияет на результаты, особенно когда вам нужны жесткие допуски. Важно знать, что некоторые материалы могут нуждаться в большей изгибающей способности, чем другие, при изготовлении труб по индивидуальному заказу. Более толстые сорта нержавеющей стали потребуют большей силы, чем более тонкие.
Деформация, связанная с изгибом более толстых материалов вокруг заданных радиусов, выше, чем у более тонких материалов вокруг тех же радиусов. Чем толще стенки, тем большее давление может выдержать трубка. Точно так же трубы с более тонкими стенками более подвержены разрушению при изгибе.
Таким образом, рекомендуется правильно установить мощность изгиба, чтобы предотвратить несоответствия и деформации материала. Вы должны выбрать правильный процесс и настроить машину соответствующим образом.
Сравнение сварных труб и бесшовных труб
Можно сгибать как бесшовные, так и сварные трубы. Однако бесшовные трубки часто лучше гнутся, если желаемый радиус мал. С другой стороны, более тонкие стенки сварных труб делают их пригодными для применений большего диаметра. Шов сварных труб может мешать согласованности изгибов. Это связано с тем, что на трубе образуется точка концентрации напряжений.
Концентрация напряжений дает сварным трубам рабочее давление на 20% ниже, чем у бесшовных труб. Мы также не можем игнорировать возможность неправильного формирования сварного шва, что может привести к тому, что труба будет не идеально круглой. Это препятствует правильному изгибу сварных труб.
Таблица радиусов изгиба труб из нержавеющей стали
Радиус изгиба трубы — это радиус, измеренный до центральной линии трубы. Инструменты для радиуса изгиба часто различаются в зависимости от трубогиба. Тем не менее, наиболее распространенные из них обычно соответствуют определенным эмпирическим правилам.
Стандартный радиус изгиба на вытяжке равен 2 x D
Это означает, что для трубы с наружным диаметром 20 мм потребуется радиус изгиба 40 мм. Возможны более узкие радиусы изгиба, например ½ x D. Однако часто бывает дороже получить что-либо меньше 2 x D.
Минимальный радиус изгиба валка составляет 7 x D
Свойства материала и толщина стенки влияют на минимальный радиус изгиба валка. Таким образом, придерживаться рекомендации 7 x D технически безопасно. Также рекомендуется допустить широкий допуск на радиусы изгиба.
Применение труб из нержавеющей стали
Трубы из нержавеющей стали — это универсальный материал, используемый в различных отраслях промышленности благодаря простоте сборки. Он также может выдерживать экстремальные условия, такие как высокие температуры и давление. Это одно из свойств нержавеющей стали, которое делает ее полезной в определенных отраслях промышленности.
Например, станки с ЧПУ для автомобильной промышленности используют трубы из нержавеющей стали для производства высококачественных глушителей. Это потому, что они могут выдерживать экстремальное давление, которое проходит через них. Он также находит применение в медицинских устройствах, рамах солнечных батарей, промышленном оборудовании и электропроводке. Возможность формовать стальные трубы различной формы и толщины делает их еще более полезными.
Вы найдете трубы из нержавеющей стали для различных бытовых нужд, включая бытовые приборы, системы отопления, водоснабжения и водопровода. Вряд ли найдется отрасль, в которой не используется этот универсальный материал, начиная от аэрокосмической, автомобильной, технологической, электротехнической, строительной и пищевой промышленности.
Новаторы продолжают каждый день находить новые применения для труб из нержавеющей стали, внедряя их во все аспекты жизни.
Итак, подходит ли гибка стальных труб для вашего применения?
Как уже упоминалось, стальные трубы используются в различных отраслях промышленности для различных целей. Кроме того, наличие сложных машин и современных методов делает гибку труб более точной. Таким образом, выбор подходящего материала, процесса и инструмента даст вам отличный шанс добиться идеального изгиба для вашего приложения.
Если вы хотите узнать о более экономичных способах и получить надлежащее руководство по гибке стальных труб, услуги обработки с ЧПУ RapidDirect для вас! Мы также предоставляем изготовление труб по индивидуальному заказу и услуги по изготовлению, которые вы никогда не получите в другом месте. Наша команда экспертов предлагает услуги быстрого прототипирования по конкурентоспособным ценам.
Это еще не все. Наша команда экспертов предоставит профессиональные консультации по вашему дизайну. Затем мы помогаем вам производить высококачественные и востребованные стальные трубы. Мы предлагаем гарантию качества, на которую вы всегда можете положиться. Загрузите файл САПР сегодня и получите мгновенное предложение.
Часто задаваемые вопросы
Насколько сложно сгибать трубы из нержавеющей стали?
Гибка стальных труб может быть очень сложной из-за твердости материала. Тем не менее, выбор правильного производителя с надлежащим знанием процессов и инструментов может помочь сделать процесс более плавным.
Лучше ли гибка трубы на оправке, чем гибка роликом?
Выбранный вами метод зависит от ваших требований к изгибу. Изгиб на оправке предпочтителен для операций гибки с меньшими радиусами, чтобы предотвратить сплющивание, образование складок и перегибов. С другой стороны, валковая гибка идеально подходит для более тонких труб с большим радиусом изгиба.
Для каких целей используются трубы из нержавеющей стали?
Многие отрасли промышленности используют трубы из нержавеющей стали для различных целей. Они используются в бытовой технике, автомобильных и аэрокосмических деталях, электронных устройствах, сантехнических системах, медицинских устройствах и многом другом.
Гибка стальных и нержавеющих труб
05 Мар Гибка стальных и нержавеющих труб и труб
Опубликовано в 16:14 in Новости, Гибка труб by assistente
В этой статье рассказывается о методах гибки и прокатки труб из стали или нержавеющей стали.
Сталь является одним из наиболее часто используемых металлов при производстве и обработке труб, трубчатых деталей и конструкционных профилей. Гнутые стальные трубы и Трубы используются для производства множества различных изделий. Примеры:
Садовая техника
Кабины транспортных средств
Навесы от дождя
Навесы
Поручни на лестнице
Потолочные светильники
Уличные фонари
Тракторы
Конструкции, используемые при оформлении открытых пространств – скамейки и стойки для велосипедов, например
Тренажеры
Ручки, дверные ручки и барные ручки
В этой статье мы рассмотрим основные различия между стальной трубой и трубой из нержавеющей стали . Если быть точным, мы рассмотрим их свойства, сценарии их применения, а также стандарты и методы обработки, уделяя особое внимание гибке и прокатке труб.
СОДЕРЖАНИЕ:
Технические характеристики стальных труб
Типы стальных труб по стандартам ЕС
Отличие стальной трубы от трубы из нержавеющей стали
Типичные области применения стальных труб
Процессы и методы гибки стальных труб
Дополнительные этапы обработки при гибке стальной трубы
Технические свойства стальных труб и труб
В следующей таблице перечислены наиболее важные свойства при определении качества стальной трубы или трубы из нержавеющей стали:
удлинение
предел текучести
предел прочности при растяжении
жесткость
твердость
внешняя привлекательность
вес
Как производится стальная труба?
Самый распространенный производственный процесс, используемый для стальных и нержавеющих труб, использует бухты. Рулоны представляют собой рулоны стали, вырезанные из сляба, изготовленного из литой стали. На первом этапе производства стальных труб рулоны разрезаются вдоль на широкие заготовки, соответствующие диаметру стальной трубы, которую необходимо изготовить.
Затем эти заготовки проходят серию из валков . Последним шагом является сварка трубы вдоль ее длинной кромки.
Этот процесс можно использовать для изготовления труб круглого, квадратного или прямоугольного сечения. С помощью матриц можно изготавливать различные типы стальных профилей из широкого спектра основных геометрических форм.
Дополнительная информация: различия между трубами, трубными профилями и конструкционными профилями
Типы стальных труб по стандартам ЕС – сплавы
Стальные трубы, также называемые трубами из углеродистой стали (AHS-стали) , сгруппированы в две основные категории:
Мягкая сталь : к ним относятся очень ковкие и простые в обработке стальные трубы с повышенным механическим растяжением и пределом текучести. прочность, а также отличная ударная вязкость
Высокоуглеродистая сталь : хотя эти стальные трубы обладают превосходными свойствами твердости, они также более хрупкие . Трубы из высокоуглеродистой стали труднее обрабатывать, чем трубы из мягкой стали. Они идеально подходят для 9Однако 0223 термическая обработка , такая как азотирование или закалка.
Каждому типу стали присваивается идентификатор , определяющий ее свойства. В следующей таблице поясняется значение этих кодов стали:
Использование: первая буква идентификационного кода, а именно S, E или P
С
Конструкционные стали
Е
Инженерные стали
Р
Сталь для сосудов под давлением
Предел текучести: числовое значение
235
Минимальный предел текучести Rp=235 Н/мм2
355
Минимальный предел текучести Rp=355 Н/мм2
Ударный код: две буквы
Дж
Испытательная прочность > 27 Дж
Р (при 20 °С)
К
Испытательная прочность > 40 Дж
0 (при 0 °С)
I
Испытательная прочность > 60 Дж
от 2 (при −20 °C) до 6 (при −60 °C)
Состояние поставки: буква N, M, Q или код G1, G2, G3
Н
нормализованный
М
Термомеханически обработанный
В
Закалка и отпуск
Г1; Г2; G3
Ободочная сталь, ободочная сталь не допускается, нормализованный прокат
Применение: буква L, S или W
л
Применение при низких температурах
С
Судостроение
Ш
Устойчив к атмосферным воздействиям
Если обратиться к приведенной выше таблице, код стали S275JR можно расшифровать следующим образом:
S = конструкционная сталь
275 = минимальный предел текучести 275 Н/мм2
JR = минимальная ударная вязкость при 20°
В Википедии представлена подробная классификация марок стали в зависимости от содержания углерода в стали. В этой статье мы можем просто заявить, что свойства стальной трубы, такие как пластичность , жесткость и ее общая простота обработки , все зависят от состава ее сплава .
Свойства стальной трубы также определяют ее пригодность для определенного использования или цели , такой как, например, производство инструментов или строительство зданий.
Важно отметить, что до 2006 года почти в каждой стране 17использовался другой код для описания стальных сплавов. Только в 2006 был введен стандарт, устанавливающий общеприменимый набор спецификаций для стальных сплавов.
Текущий код, используемый для нашей стали, например, S275JR , не существовал до 2006 года, при этом в Германии, Италии, Испании и США использовались разные коды.
Италия: Fe 430 B
Германия: St 44-2
Испания: AE 275B
США: A 529
Как видно из приведенного выше примера, сталь S355JR обозначалась в Италии как FE 510 B, в Германии как St 44-2, в Испании как AE355B и в США как A633.
Описание стали с использованием буквенно-цифровой системы
Здесь следует отметить, что ранее мы использовали коды стали из буквенно-цифровых стандартов ЕС (EN). Однако существуют также некоторые числовые стандарты EN, как показано в следующей таблице.
Буквенно-цифровая система описывает стали в соответствии с их использованием, механическими и физическими свойствами. Система счисления , напротив, определяет сталь, используя пятизначный кодовый номер, где каждая цифра имеет отдельное значение.
Первая цифра обозначает материал
Вторая и третья цифры обозначают группу материалов согласно соответствующему регламенту
Четвертая и пятая цифры составляют число 9.0009 порядковый номер для каждого вида материала
EN 10027/1 ОБОЗНАЧЕНИЕ (буквенно-цифровое)
EN 10027/2 ОБОЗНАЧЕНИЕ (числовое)
С235ДЖР
1,0038
С235ДЖО
1. 0114
С235ДЖ2
1.0117
С275ДЖР
1.0117
С275ДЖО
1.0143
S275J2
1.0145
С355ДЖР
1.0045
С355ДЖО
1.0553
С355Дж2
1.0577
S355K2
1.0596
СДЖ450ДЖО
1.0590
Е295
1.0050
Е355
1.0060
Е360
1.0070
Трубы из нержавеющей стали
Трубы из нержавеющей стали устойчивы к ржавчине, поскольку нержавеющая сталь содержит (минимум) 10,5% хрома , благодаря чему стальная труба устойчива к коррозии . Нержавеющая сталь включает следующие типы:
Мартенситные нержавеющие стали
Аустенитные нержавеющие стали
Ферритные нержавеющие стали
Аустено-ферритные нержавеющие стали
Технические характеристики труб из нержавеющей стали
Нержавеющими сталями, обычно используемыми для труб, которые будут изгибаться, являются стали Austen tic , в частности:
AISI 304
AISI 316
Что означает AISI?
Аббревиатура AISI расшифровывается как Американский институт чугуна и стали, который является органом, ответственным за создание стандарта, лежащего в основе определений AISI.
НЕРЖАВЕЮЩИЕ СТАЛИ
AISI 301
AISI 304
АИСИ 304Л
AISI 310
AISI 310S
AISI 316
AISI 316L
AISI 321
AISI 410
AISI 420
AISI 430
Аббревиатура AISI является стандартным обозначением нержавеющей стали, за которой следует цифра 9.0009 три цифры . В следующей таблице поясняется значение первой цифры:
Ферритная или мартенситная хромистая нержавеющая сталь
AISI 5X
Мартенситная нержавеющая сталь с хромистой сталью
AISI 6XX
Хромистая нержавеющая сталь с дисперсионным твердением
Последние две цифры , которые не указаны в приведенной выше таблице, используются для различения различных типов материалов.
Аббревиатура AISI также может использоваться вместе с буквой , которая имеет следующие значения:
L
Наличие углерода в очень низком процентном соотношении
Ти
Наличие титана
Ф
Наличие серы
Н
Наличие азота
Разница между стальной трубой и трубой из нержавеющей стали
В этой таблице показаны различия в составе двух металлических сплавов стали и нержавеющей стали:
Металлический сплав
Состав
Сталь
В основном железо и углерод
Нержавеющая сталь
В основном углерод, хром и никель
Напротив, в следующей таблице перечислены некоторые различия между стальными трубами и трубами из нержавеющей стали с точки зрения их стоимости , простоты обработки и использования . Особый интерес представляют общие затраты, рыночная цена, качество поверхности трубы и коррозионная стойкость, а также простота обработки, особенно при гибке, прокатке и сварке стальных труб.
Стальная трубка
Трубка из нержавеющей стали
Рыночная цена
– Дорогой
+ Дорогой
Вес
То же
То же
Качество поверхности
матовый
Глянцевая, светоотражающая
Коррозионностойкий
нет
да
Сварка
+ Легко
+ Сложный
Типичное использование
Скрытые трубы, , если они не имеют специальной отделки (например, с покрытием или оцинкованы)
Нормально видимые пробирки без необходимости специальной обработки пробирок
Часто труба из нержавеющей стали считается «лучшей» из-за ее коррозионной стойкости и механических свойств. В действительности, однако, металлический сплав, используемый для трубы – сталь или нержавеющая сталь – должен выбираться на основе следующих трех факторов:
Цена
Вес
Конечное использование или предназначение
Когда трубка из нержавеющей стали предпочтительнее?
Трубка из нержавеющей стали не подвержена коррозии (нержавеющая): по этой причине она часто используется для наружного применения , особенно в местах, подверженных воздействию сильных оснований (например, в прибрежных районах) или сильных кислот.
Обычно труба из нержавеющей стали предпочтительнее стальной в тех случаях, когда внешний вид поверхности трубы важен, потому что трубка будет постоянно видна.
Ниже приведен список отраслей промышленности, в которых обычно используются трубы из нержавеющей стали:
Пищевая промышленность
Судостроение
Дизайн интерьера – стулья, крючки для одежды
Городские сооружения
Заводские системы
Плавательные ванны
Медицинский сектор
Тренажеры
Приведенные ниже зажимы иллюстрируют несколько вариантов обработки труб из нержавеющей стали:
В этом видео мы видим, как труба из нержавеющей стали диаметром 20×2 изгибается, чтобы сделать ручку для сидений карусели, которую планируется установить в парке развлечений.
Обработка здесь трубопрокатная (валкогибочная): трубе придают 4 гиба с фиксированным радиусом гиба и 3 гиба с переменным радиусом гиба. Для обработки используется трубогибочный станок с ЧПУ , который позволяет одновременно использовать два разных устройства.
В этом видео мы видим другой набор шагов, применяемых для обработки трубы из нержавеющей стали. Эта трубка будет использоваться для изготовления усовершенствованной системы розлива пива. После первого этапа резки труба из нержавеющей стали обтачивается с одного конца. Затем труба сгибается перед перемещением в станочный центр, где в ней делается резьбовое отверстие. Этого нельзя делать до холодной гибки, так как просверливаемое отверстие находится слишком близко к согнутой части трубы.
Когда лучше выбрать стальную трубу?
Стальная труба – или труба из углеродистой стали – предпочтительнее трубы из нержавеющей стали, если ее необходимо сварить . Другая причина, по которой стальные трубы часто выбирают вместо труб из нержавеющей стали, заключается в их гораздо более низкой цене.
И последнее, но не менее важное: стальные трубы также предлагают более широкий выбор вариантов отделки, которые могут выполняться как часть обработки. Стальные трубы также обычно более прочны . Стальные трубы обычно используются в следующих отрасли промышленности :
Легкие конструкции
Среднетяжелое/тяжелое машиностроение
Производство сельскохозяйственных машин
Производство кабин для тракторов и других машин
Строительство различных металлических конструкций
Производство промышленных подметальных машин
Общая арматура
Машины для управления лесным хозяйством
Фуникулеры
Железнодорожная фурнитура, особенно в оконных рамах (также с использованием алюминия), подлокотники для сидений, а также ручки
На ролике ниже показаны несколько вариантов обработки труб из стали:
В этом видео показана гибка стальных труб S355 сечением 100x100x8. Эти стальные трубы будут использоваться в производстве техники для сельскохозяйственного сектора.
Гибка стальных труб: методы и процессы
Наряду со сваркой и лазерной резкой гибка и прокатка труб являются двумя наиболее важными этапами обработки стальных труб.
Стальные трубы гнутся с помощью специализированных машин, называемых трубогибочными машинами.
При этом методе обработки трубы труба изгибается – методом холодной или горячей деформации – по фиксированному радиусу, который также называется радиусом изгиба.
Для гибки стальных труб используются детали, называемые трубными валками . Трубка изгибается путем прохождения через 3 или 5 таких валков. Прокатка стальной трубы отличается от простой гибки тем, что прокатка позволяет выбрать конкретных радиусов изгиба для трубки.
Радиус изгиба, который может быть получен для стальной трубы с применением трубной прокатки, также намного больше, чем радиус, достижимый просто изгибом в холодном состоянии.
Клипса под иллюстрирует серию гнутых труб, трубчатых деталей и профилей специального назначения из стали, нержавеющей стали и алюминия, которые были согнуты на наших высокоточных трубогибочных станках с ЧПУ.
Другие варианты обработки стальных труб
Трубы, секции труб и конструкционные профили из стали и нержавеющей стали могут обрабатываться различными способами в зависимости от их конечного назначения. Многие из этих технологий обработки труб можно использовать вместе со стадиями гибки и прокатки стальной трубы. Например:
Лазерная резка . Этот станок не только разрезает длинные трубы на более короткие, но также может сверлить и зенковать отверстия, делать косые пропилы, создавать люверсы и наносить надписи. Фактически, станок для лазерной резки в настоящее время является неотъемлемой частью работы по обработке труб, помимо его основной задачи, заключающейся в выполнении высокоточной резки стальных труб.
Сварка – Сварка труб – это процесс, используемый для соединения различных видов труб и труб. Окончательное предполагаемое использование изогнутой трубы из стали почти всегда требует соединения трубы с другими трубами или пластинами для получения конечного продукта.
Фрезерование – При фрезеровании используется специальное оборудование, называемое «обрабатывающими центрами», для выполнения широкого спектра операций по обработке стальных труб, особенно сверления и резки. Обработка обрабатывающего центра часто включает в себя задачи, которые не могут быть выполнены до тех пор, пока труба не будет фактически согнута.
Токарная обработка – Этап обработки, используемый для уменьшения толщины стальной трубы.
Сплющивание – это метод формирования концов труб.
Механическая маркировка – Эта маркировка используется для идентификации или обозначения каждой отдельной производимой трубы. Это важный этап обработки, поскольку он гарантирует, что каждая трубка, используемая для изготовления продукта, может быть отслежена до ее производителя.
Обрезка – Этот этап обработки выполняется на концах труб, которые должны быть абсолютно прямыми. Если трубка не имеет прямого конца или если прямой конец слишком короткий, трубка сгибается на концах со смещением перед последовательной обрезкой.
 Сортамент труб сварных для магистральных газонефтепроводов (ГОСТ 20295-85)
Сортамент труб сварных для магистральных газонефтепроводов (ГОСТ 20295-85)
 Продажа со склада в Москве. Оптовым покупателям скидки.
Продажа со склада в Москве. Оптовым покупателям скидки.
 1
1
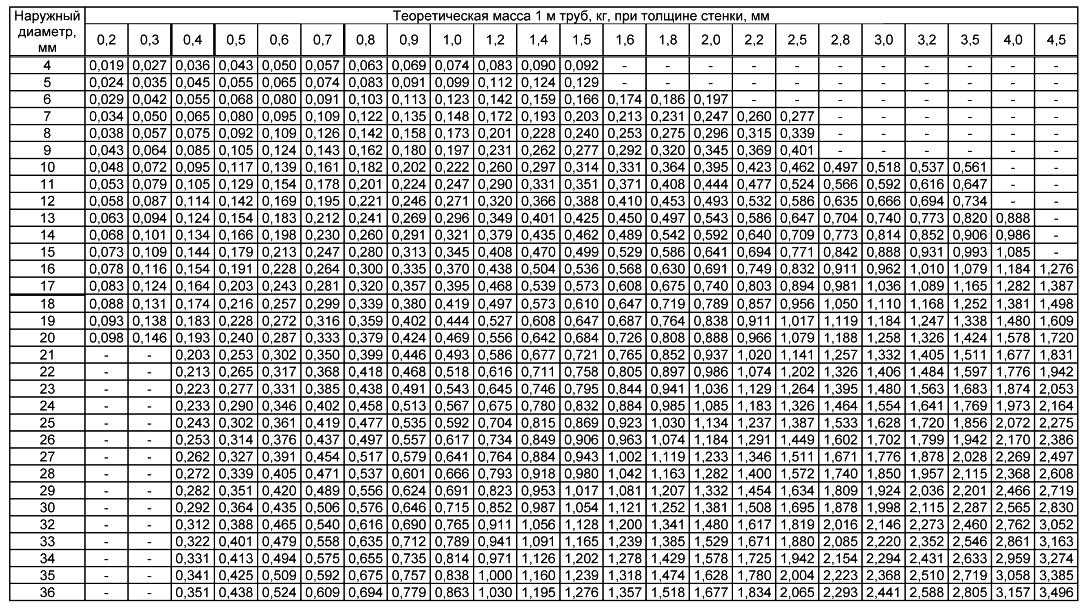 1
1
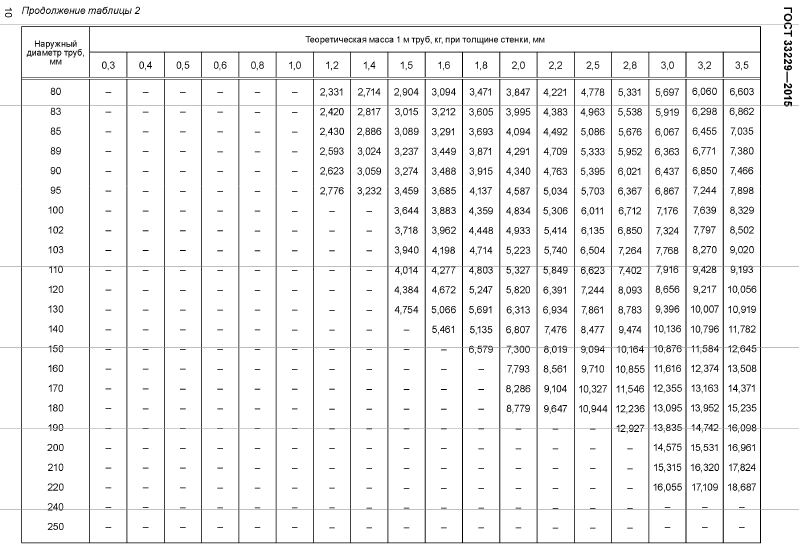
 По мере нагревания появляется свет и с более короткими длинами волн, а при нагревании до 5500 °C излучаются все — от самого длинноволнового красного до самого коротковолнового фиолетового. Они смешиваются, так что в итоге мы видим абсолютно белый свет. Но поскольку температура электрической дуги — 3600 °C, она немного не дотягивает до чистого белого. Поэтому сварка часто имеет синеватый или фиолетовый оттенок.
По мере нагревания появляется свет и с более короткими длинами волн, а при нагревании до 5500 °C излучаются все — от самого длинноволнового красного до самого коротковолнового фиолетового. Они смешиваются, так что в итоге мы видим абсолютно белый свет. Но поскольку температура электрической дуги — 3600 °C, она немного не дотягивает до чистого белого. Поэтому сварка часто имеет синеватый или фиолетовый оттенок.
 У пострадавшего текут слезы, глаза краснеют, развивается светобоязнь: человеку больно с открытыми глазами даже при обычном дневном освещении.
У пострадавшего текут слезы, глаза краснеют, развивается светобоязнь: человеку больно с открытыми глазами даже при обычном дневном освещении.
 Например, на пляже, в солярии или на горнолыжном курорте.
Например, на пляже, в солярии или на горнолыжном курорте. В качестве источников энергии для сварки могут использоваться электрическая дуга, электрический ток, газовое пламя, лазерное излучение, электронный луч, трение, а также ультразвук. Для питания так называемой сварочной дуги нужен переменный, постоянный либо пульсирующий электроток.
В качестве источников энергии для сварки могут использоваться электрическая дуга, электрический ток, газовое пламя, лазерное излучение, электронный луч, трение, а также ультразвук. Для питания так называемой сварочной дуги нужен переменный, постоянный либо пульсирующий электроток.
 По прошествии указанного времени вы обнаружите, что черное покрытие стало светлым, а местами выгорело. Аналогичное действие оказывает сварка и на человеческие глаза.
По прошествии указанного времени вы обнаружите, что черное покрытие стало светлым, а местами выгорело. Аналогичное действие оказывает сварка и на человеческие глаза.
 Но лучше все-таки в ближайшее время сходить на прием к окулисту.
Но лучше все-таки в ближайшее время сходить на прием к окулисту. ПОДРОБНЕЕ >
ПОДРОБНЕЕ >
 Эти симптомы могут не ощущаться в течение нескольких часов после воздействия.
Эти симптомы могут не ощущаться в течение нескольких часов после воздействия. Отделка поверхности и определенные цвета краски могут уменьшить количество отраженного УФ-излучения.
Отделка поверхности и определенные цвета краски могут уменьшить количество отраженного УФ-излучения.
 Это вызвано незащищенным воздействием ультрафиолетовых (УФ) лучей сварочной горелки. Медицинский термин для дугового глаза фотокератит ; it может быть вызвано УФ-лучами из любого источника, но у него есть много общих названий, описывающих воздействие на глаза.
Это вызвано незащищенным воздействием ультрафиолетовых (УФ) лучей сварочной горелки. Медицинский термин для дугового глаза фотокератит ; it может быть вызвано УФ-лучами из любого источника, но у него есть много общих названий, описывающих воздействие на глаза. Роговица — это прозрачная передняя поверхность глаза, похожая на лобовое стекло автомобиля, которая пропускает свет в глаз, обеспечивая зрение. Роговица также обеспечивает фокусировку глаза.
Роговица — это прозрачная передняя поверхность глаза, похожая на лобовое стекло автомобиля, которая пропускает свет в глаз, обеспечивая зрение. Роговица также обеспечивает фокусировку глаза.
 Симптомы дугового разряда могут появиться уже через 30 минут после воздействия или могут проявиться через 12 часов. Наиболее распространенным симптомом дугового разряда является сильная боль в пораженном глазу или глазах.
Симптомы дугового разряда могут появиться уже через 30 минут после воздействия или могут проявиться через 12 часов. Наиболее распространенным симптомом дугового разряда является сильная боль в пораженном глазу или глазах.
 Люди, которые работают в лаборатории или другом месте с высоким риском воздействия на глаза вредных ультрафиолетовых лучей, должны носить защитные очки или лицевые щитки.
Люди, которые работают в лаборатории или другом месте с высоким риском воздействия на глаза вредных ультрафиолетовых лучей, должны носить защитные очки или лицевые щитки.
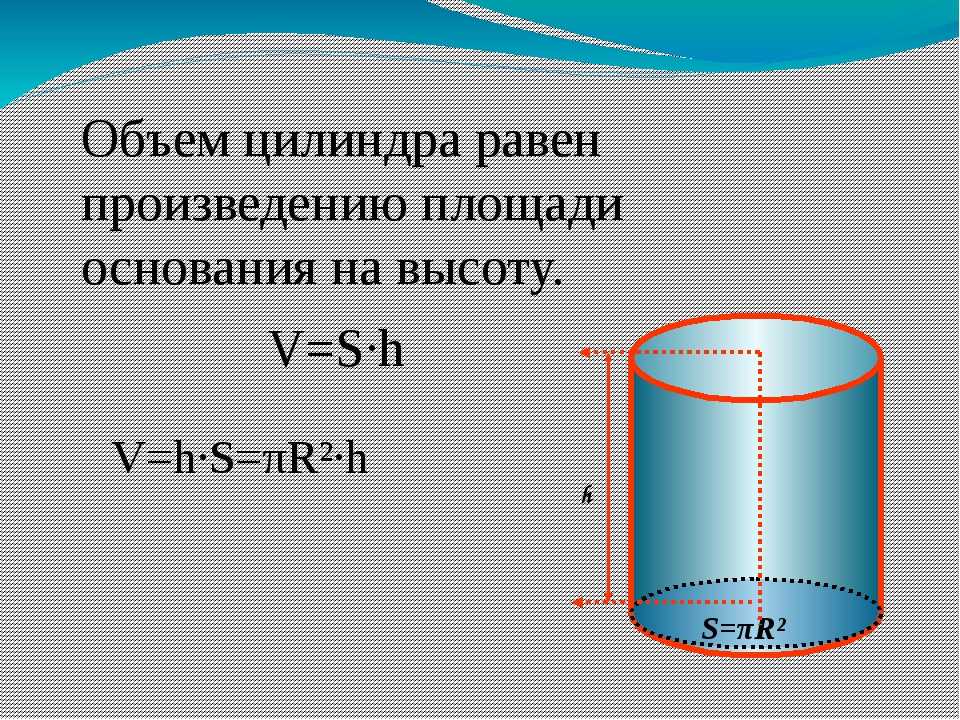 141592.
141592.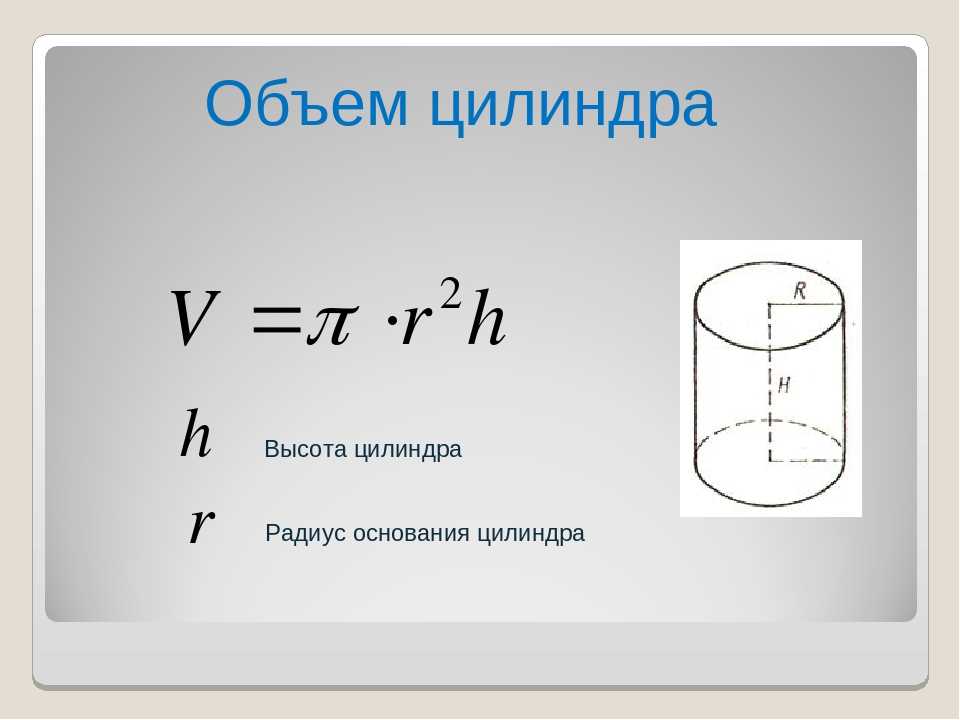 Найти по формуле, объем прямоугольного параллелепипеда
Найти по формуле, объем прямоугольного параллелепипеда Как найти объем конуса ?
Как найти объем конуса ? Объем правильной четырехугольной пирамиды
Объем правильной четырехугольной пирамиды
 Объем шарового сегмента, формула
Объем шарового сегмента, формула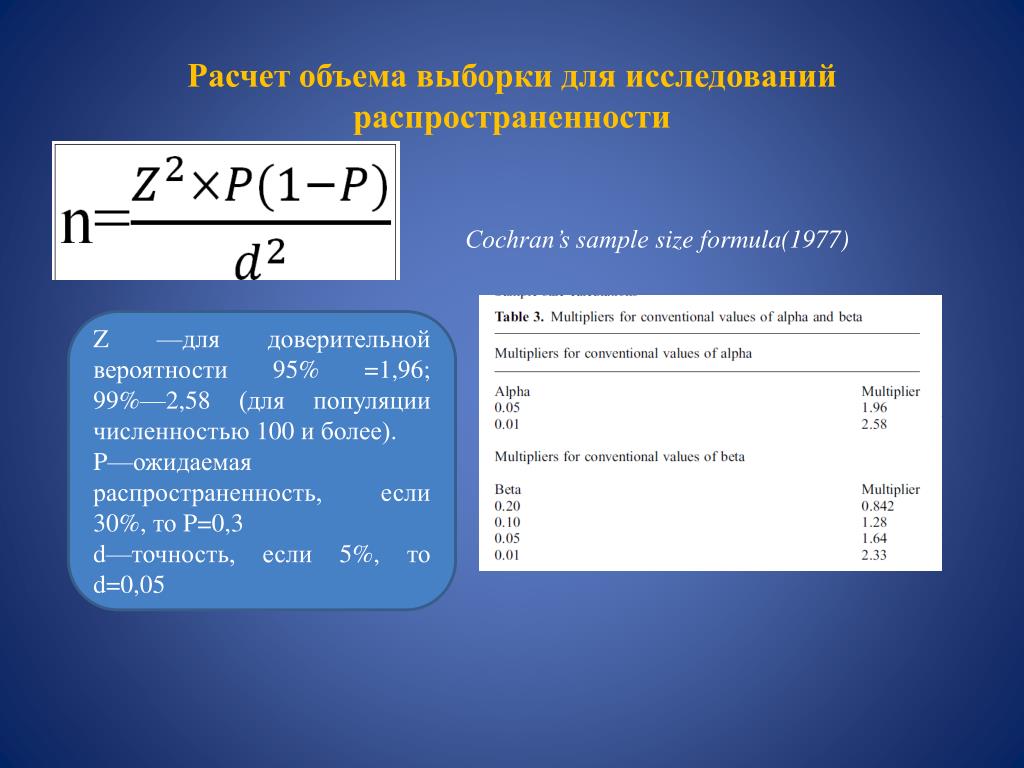
 с одной осью и двумя параллельными кольцевыми основаниями, перпендикулярными общей оси цилиндров.
с одной осью и двумя параллельными кольцевыми основаниями, перпендикулярными общей оси цилиндров.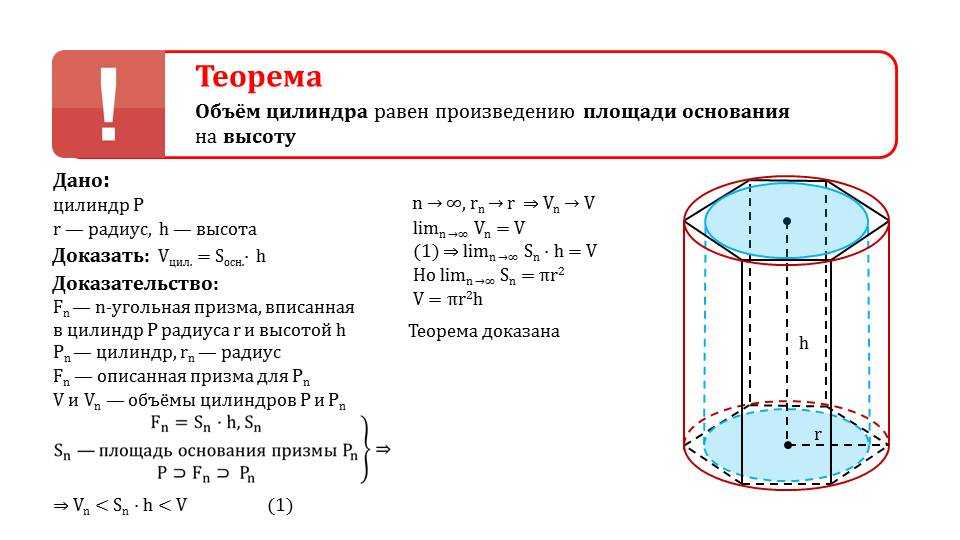 Если вы хотите посчитать, сколько пластилина можно положить внутрь картонного рулона, воспользуйтесь стандартной формулой объема цилиндра — калькулятор посчитает в мгновение ока!
Если вы хотите посчитать, сколько пластилина можно положить внутрь картонного рулона, воспользуйтесь стандартной формулой объема цилиндра — калькулятор посчитает в мгновение ока!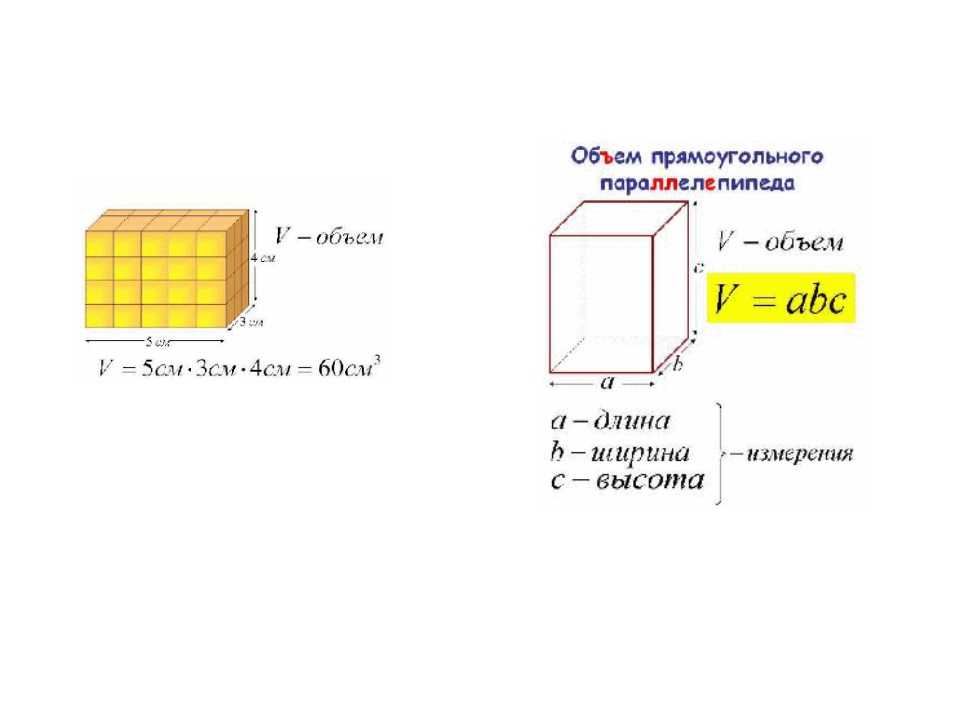 Хотя вещи в природе редко бывают идеальными цилиндрами, некоторые примеры стволы деревьев и стебли растений, некоторые кости (и, следовательно, тела) и жгутики микроскопических организмов. Они составляют большое количество природных объектов на Земле!
Хотя вещи в природе редко бывают идеальными цилиндрами, некоторые примеры стволы деревьев и стебли растений, некоторые кости (и, следовательно, тела) и жгутики микроскопических организмов. Они составляют большое количество природных объектов на Земле!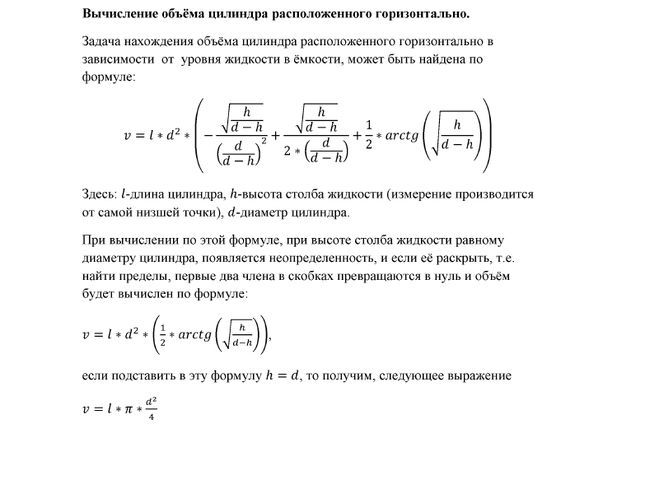
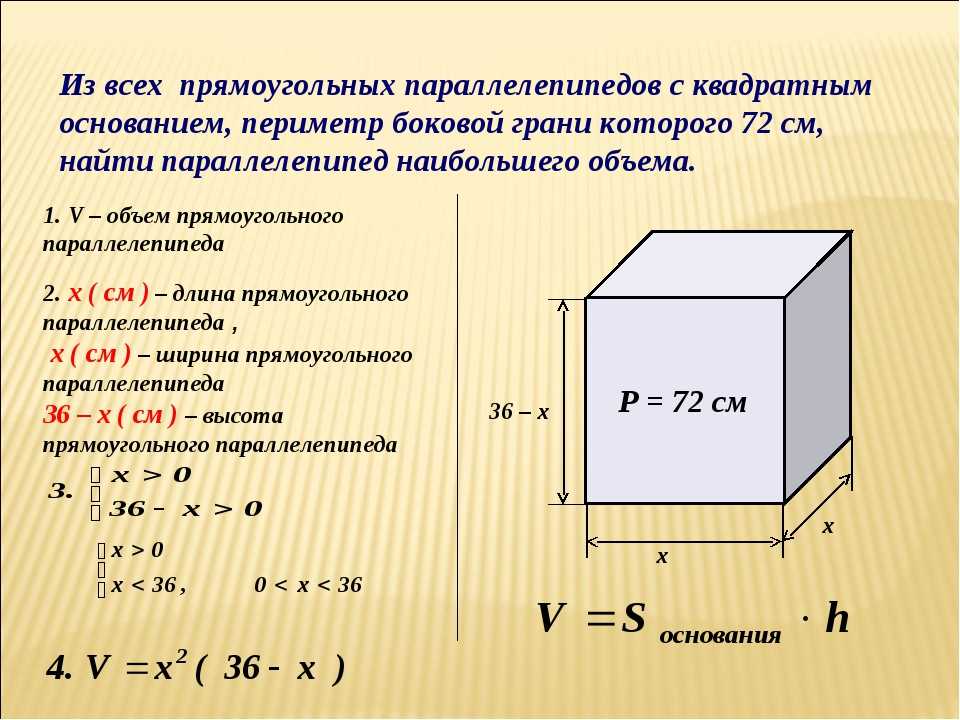
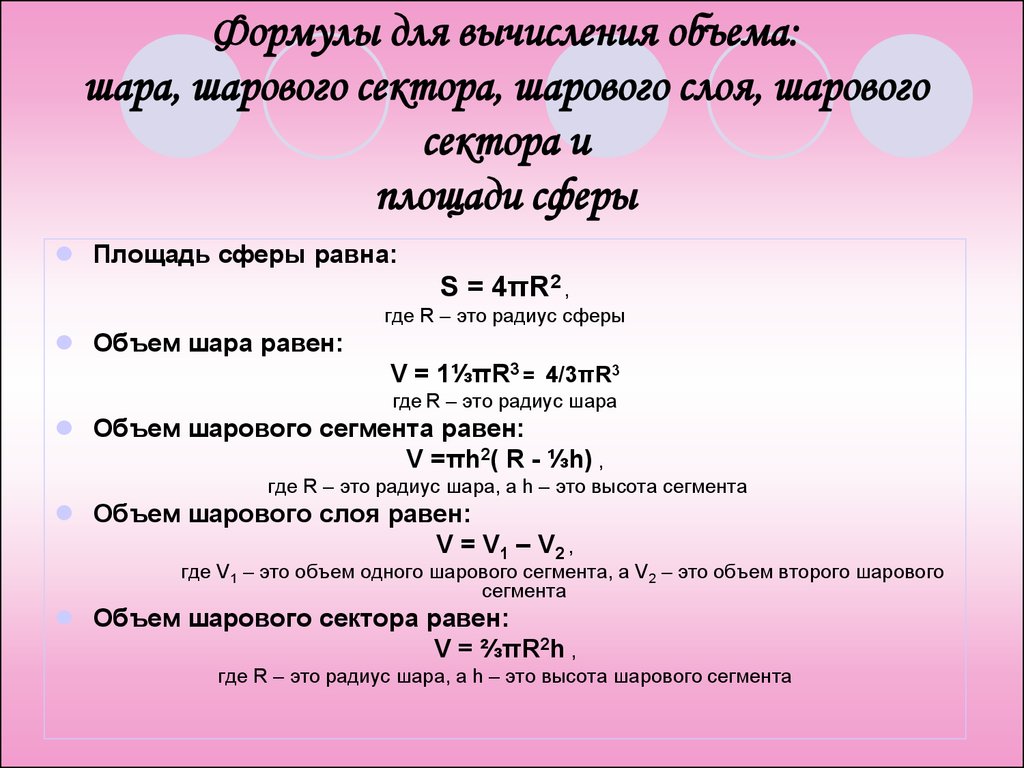
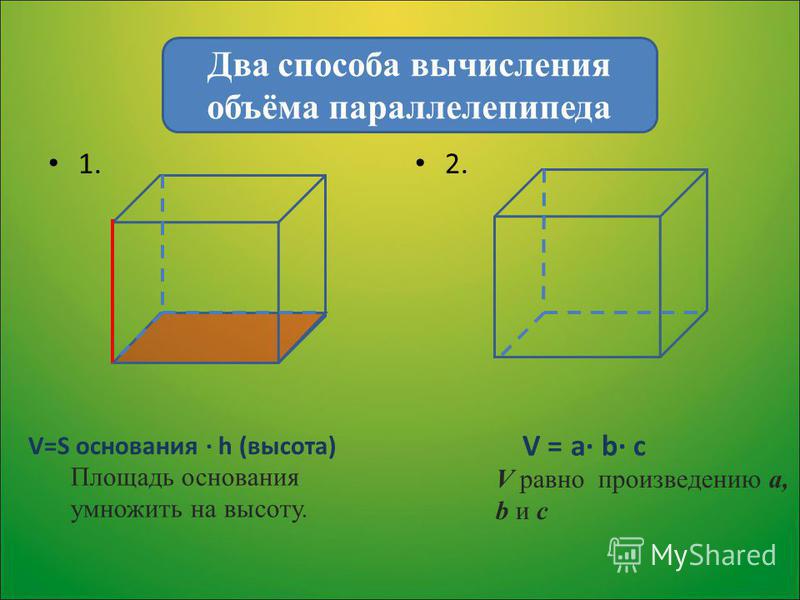
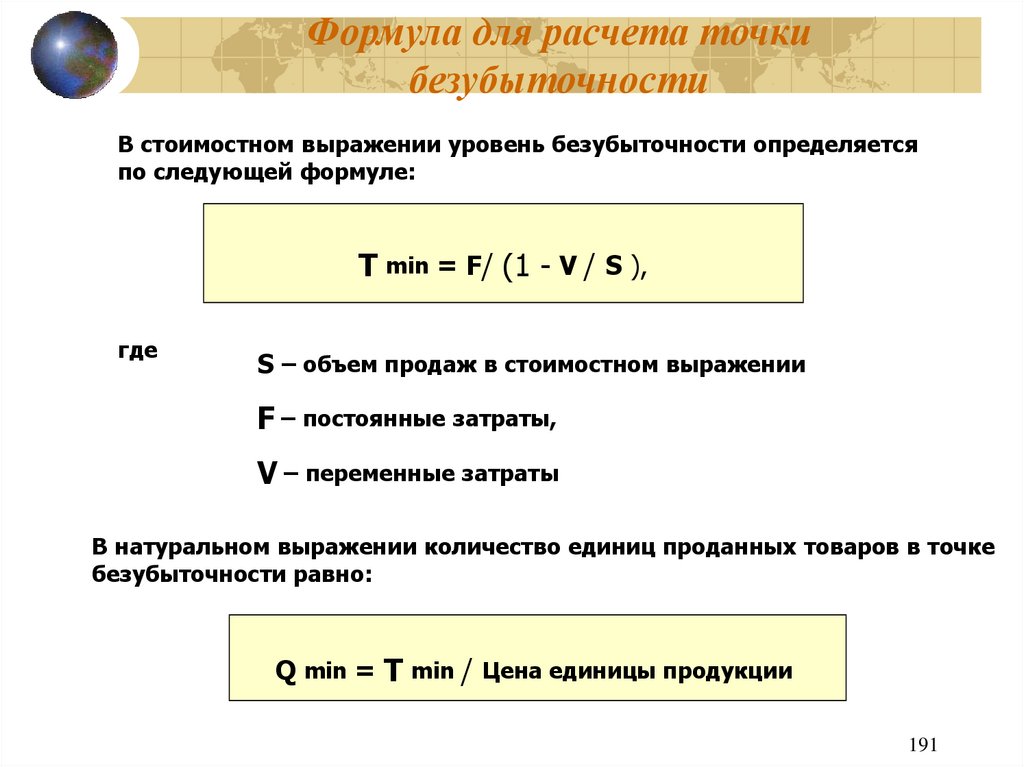
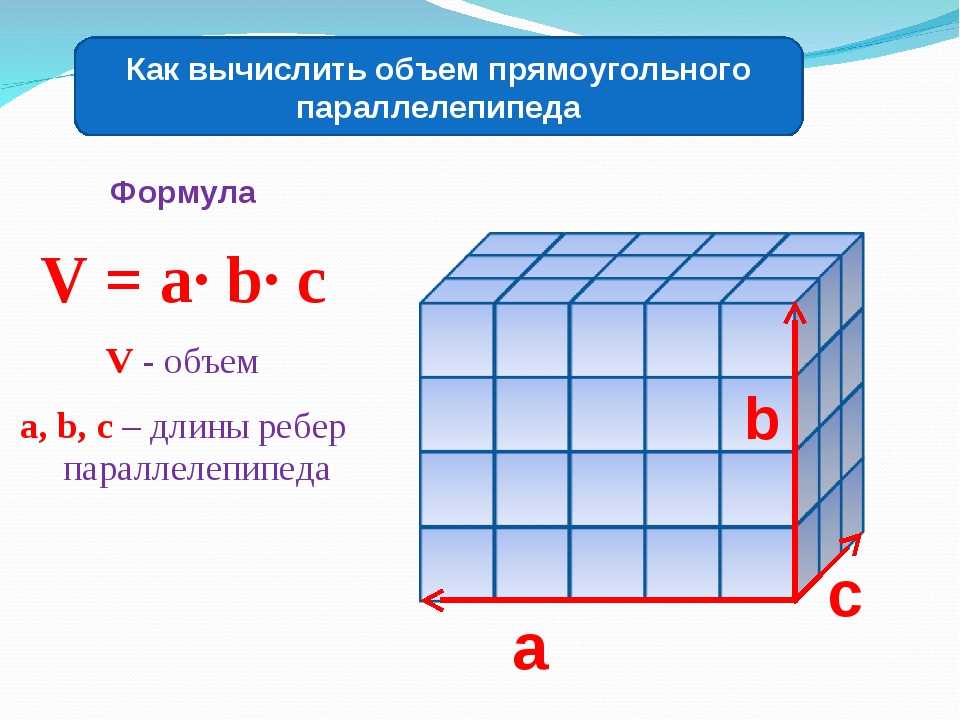 1417
1417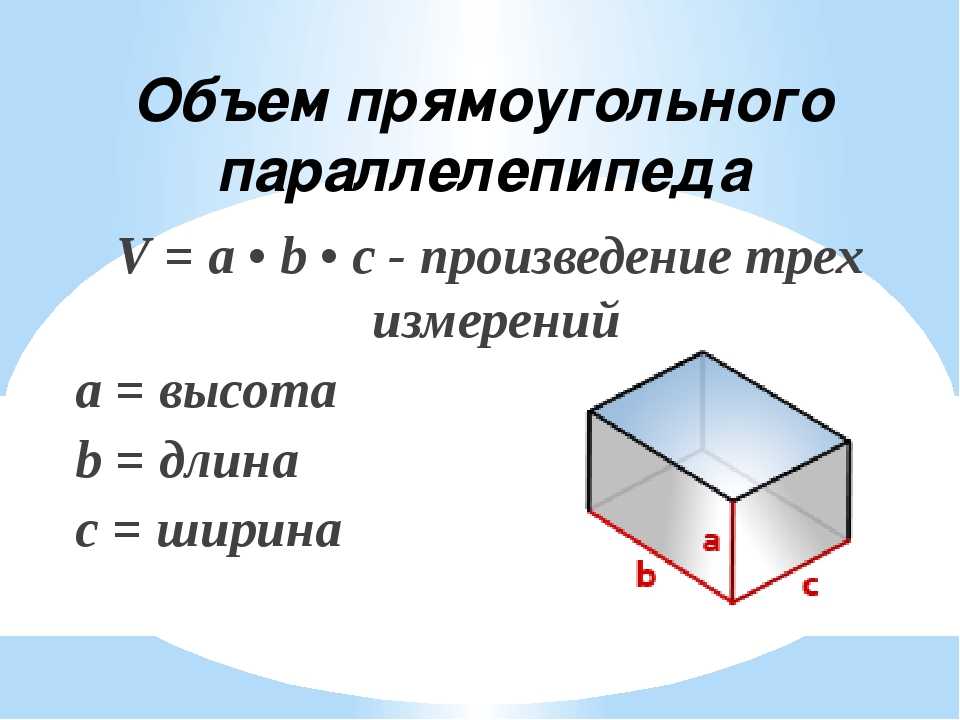
 На поверхность стержня наносятся ребра для лучшего сцепления с бетоном.
На поверхность стержня наносятся ребра для лучшего сцепления с бетоном. Постараемся рассказать на что влияет та или иная характеристика и, конечно, дадим значения на примере нашего товара.
Постараемся рассказать на что влияет та или иная характеристика и, конечно, дадим значения на примере нашего товара. Предел прочности на разрыв — важнейшая техническая характеристика арматуры, определяющая её максимальное растяжение во время критических нагрузок.
Предел прочности на разрыв — важнейшая техническая характеристика арматуры, определяющая её максимальное растяжение во время критических нагрузок. Об этом недостатке в следующем пункте.
Об этом недостатке в следующем пункте.


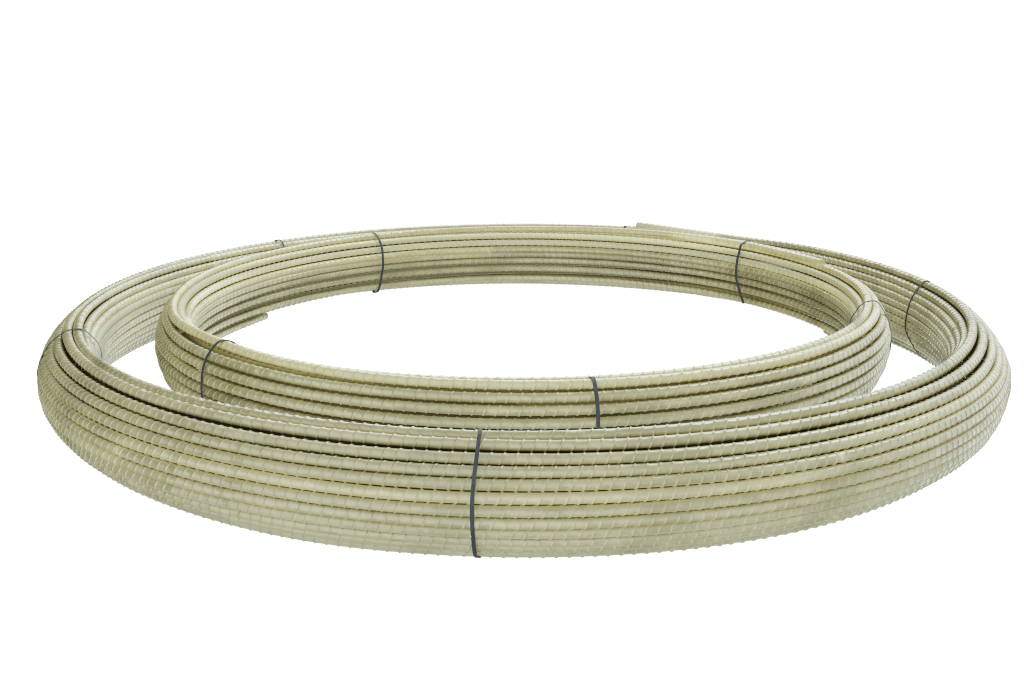
 Она не образует «мостиков холода», через которые тепло будет покидать ваше жильё.
Она не образует «мостиков холода», через которые тепло будет покидать ваше жильё. В., Хактаев С.С. Применение стеклопластиковой арматуры в качестве гибких связей в трехслойных стеновых панелях // Промышленное и гражданское строительство. 2013. № 10. С. 84–87
В., Хактаев С.С. Применение стеклопластиковой арматуры в качестве гибких связей в трехслойных стеновых панелях // Промышленное и гражданское строительство. 2013. № 10. С. 84–87 В отношении неметаллических материалов такой термин употреблять не принято (правильнее использовать термин «старение»). Но при ужесточении эксплуатационных условий полимерные материалы тоже склонны ухудшаться под воздействием среды. Поэтому, термин «коррозия» употребляют и в отношении стеклопластиковой арматуры.
В отношении неметаллических материалов такой термин употреблять не принято (правильнее использовать термин «старение»). Но при ужесточении эксплуатационных условий полимерные материалы тоже склонны ухудшаться под воздействием среды. Поэтому, термин «коррозия» употребляют и в отношении стеклопластиковой арматуры.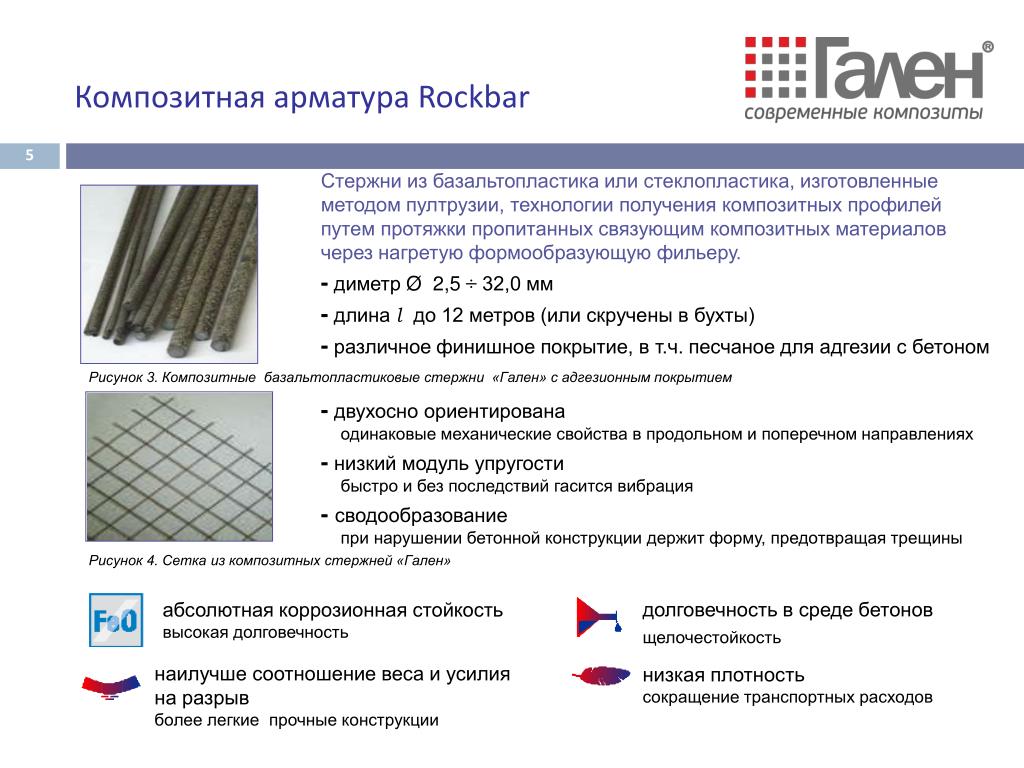 В 2006 году сотрудниками НИИЖБ им. Гвоздева было изучено состояние некоторых таких конструкций. Обследование опытных пролетных строений не выявило серьезных нарушений и подтвердило необходимость проведения дальнейших более детальных экспериментов с получением статистических данных по изменению сцепления с бетоном, прочностным и деформативным характеристикам полимеркомпозитной арматуры, в том числе длительной прочности.»
В 2006 году сотрудниками НИИЖБ им. Гвоздева было изучено состояние некоторых таких конструкций. Обследование опытных пролетных строений не выявило серьезных нарушений и подтвердило необходимость проведения дальнейших более детальных экспериментов с получением статистических данных по изменению сцепления с бетоном, прочностным и деформативным характеристикам полимеркомпозитной арматуры, в том числе длительной прочности.» А эффективная удельная активность природных радионуклидов — не более 370 Бк/кг.
А эффективная удельная активность природных радионуклидов — не более 370 Бк/кг.

 Дело в том, что массивное стекло само по себе хрупкое. А вот тонкая стеклонить превосходит по прочности на разрыв большинство имеющихся в природе материалов. Её прочность достигает 2,4 гигапаскалей. Об этом писал в своей книге советский инженер Николай Фролов.
Дело в том, что массивное стекло само по себе хрупкое. А вот тонкая стеклонить превосходит по прочности на разрыв большинство имеющихся в природе материалов. Её прочность достигает 2,4 гигапаскалей. Об этом писал в своей книге советский инженер Николай Фролов.
 Предел прочности на разрыв — важнейшая техническая характеристика арматуры, определяющая её максимальное растяжение во время критических нагрузок.
Предел прочности на разрыв — важнейшая техническая характеристика арматуры, определяющая её максимальное растяжение во время критических нагрузок. Об этом недостатке в следующем пункте.
Об этом недостатке в следующем пункте.



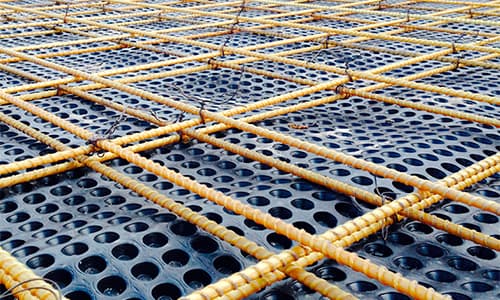 Она не образует «мостиков холода», через которые тепло будет покидать ваше жильё.
Она не образует «мостиков холода», через которые тепло будет покидать ваше жильё. В., Хактаев С.С. Применение стеклопластиковой арматуры в качестве гибких связей в трехслойных стеновых панелях // Промышленное и гражданское строительство. 2013. № 10. С. 84–87
В., Хактаев С.С. Применение стеклопластиковой арматуры в качестве гибких связей в трехслойных стеновых панелях // Промышленное и гражданское строительство. 2013. № 10. С. 84–87 В отношении неметаллических материалов такой термин употреблять не принято (правильнее использовать термин «старение»). Но при ужесточении эксплуатационных условий полимерные материалы тоже склонны ухудшаться под воздействием среды. Поэтому, термин «коррозия» употребляют и в отношении стеклопластиковой арматуры.
В отношении неметаллических материалов такой термин употреблять не принято (правильнее использовать термин «старение»). Но при ужесточении эксплуатационных условий полимерные материалы тоже склонны ухудшаться под воздействием среды. Поэтому, термин «коррозия» употребляют и в отношении стеклопластиковой арматуры. В 2006 году сотрудниками НИИЖБ им. Гвоздева было изучено состояние некоторых таких конструкций. Обследование опытных пролетных строений не выявило серьезных нарушений и подтвердило необходимость проведения дальнейших более детальных экспериментов с получением статистических данных по изменению сцепления с бетоном, прочностным и деформативным характеристикам полимеркомпозитной арматуры, в том числе длительной прочности.»
В 2006 году сотрудниками НИИЖБ им. Гвоздева было изучено состояние некоторых таких конструкций. Обследование опытных пролетных строений не выявило серьезных нарушений и подтвердило необходимость проведения дальнейших более детальных экспериментов с получением статистических данных по изменению сцепления с бетоном, прочностным и деформативным характеристикам полимеркомпозитной арматуры, в том числе длительной прочности.» А эффективная удельная активность природных радионуклидов — не более 370 Бк/кг.
А эффективная удельная активность природных радионуклидов — не более 370 Бк/кг. Он также не ржавеет и более долговечен. Арматура из стеклопластика поставляется в стержнях по 3 и 6 метров, а также в бухтах длиной по 50 и 100 метров.
Он также не ржавеет и более долговечен. Арматура из стеклопластика поставляется в стержнях по 3 и 6 метров, а также в бухтах длиной по 50 и 100 метров. 08
08 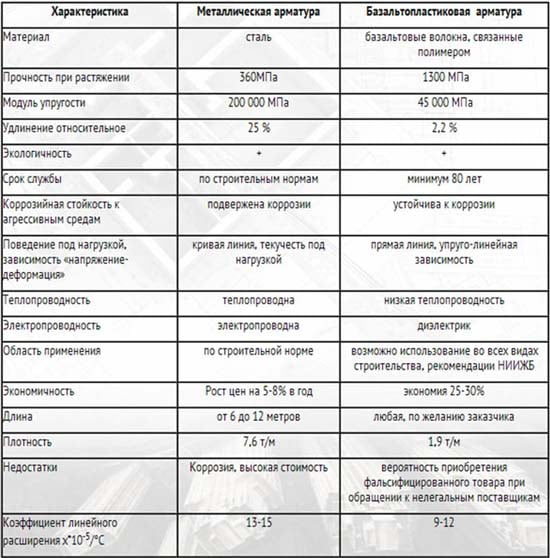

 Это более чем в два раза превышает предел прочности на растяжение стальной арматуры, который обычно составляет от 400 до 500 МПа. Стальная арматура имеет высокий модуль упругости (400-500 ГПа), а арматура из стеклопластика — 46-60 ГПа. Тем не менее, арматура из стеклопластика не требует дорогостоящих гидроизоляционных добавок к бетону, не требует затрат на техническое обслуживание, арматура из стеклопластика легче стали, что позволяет экономить на доставке, ускоряет монтаж и снижает трудозатраты.
Это более чем в два раза превышает предел прочности на растяжение стальной арматуры, который обычно составляет от 400 до 500 МПа. Стальная арматура имеет высокий модуль упругости (400-500 ГПа), а арматура из стеклопластика — 46-60 ГПа. Тем не менее, арматура из стеклопластика не требует дорогостоящих гидроизоляционных добавок к бетону, не требует затрат на техническое обслуживание, арматура из стеклопластика легче стали, что позволяет экономить на доставке, ускоряет монтаж и снижает трудозатраты.
 855.640.9861
855.640.9861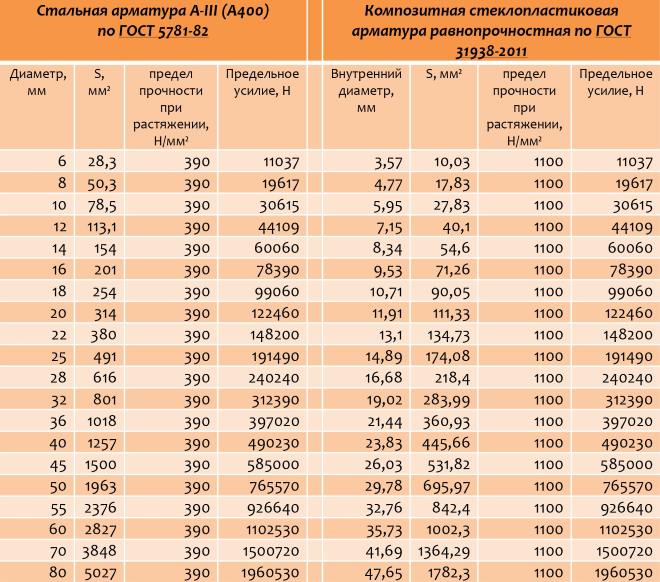 54
54
 Мы создаем литой толстостенный алюминиевый корпус, где толщина дна составляет от 6 мм, а стенок от 3.8 мм. На такой посуде исключена деформация в процессе эксплуатации, а толстое дно обеспечивает равномерное распределение нагрева по всей поверхности. Узнать больше можно на сайте литой алюминиевой посуды: www.hot-kitchen.ru
Мы создаем литой толстостенный алюминиевый корпус, где толщина дна составляет от 6 мм, а стенок от 3.8 мм. На такой посуде исключена деформация в процессе эксплуатации, а толстое дно обеспечивает равномерное распределение нагрева по всей поверхности. Узнать больше можно на сайте литой алюминиевой посуды: www.hot-kitchen.ru Приёмка отливок проходит на основании технической документации на отливку, согласованными требованиями заказчика, вместе с данными лаборатории по химическому составу и механическим свойствам.
Приёмка отливок проходит на основании технической документации на отливку, согласованными требованиями заказчика, вместе с данными лаборатории по химическому составу и механическим свойствам.
 Полушкина роща 16
Полушкина роща 16
 Затем кокиль подвергается принудительному охлаждению и извлечению готовой продукции. К финишным операциям относится извлечение стержней и устранение механических дефектов.
Затем кокиль подвергается принудительному охлаждению и извлечению готовой продукции. К финишным операциям относится извлечение стержней и устранение механических дефектов. Пресс-форма должна состоять как минимум из двух частей, чтобы можно было снимать отливки. Цикл литья начинается с того, что две половины пресс-формы плотно сжимаются вместе прессом для литья под давлением. Расплавленный алюминий впрыскивается в полость пресс-формы, где он быстро затвердевает. Эти секции надежно закреплены в машине и расположены так, что одна неподвижна, а другая подвижна. Половинки штампа раздвигаются, и отливка выбрасывается. Формы для литья под давлением могут быть простыми или сложными, иметь подвижные направляющие, стержни или другие секции в зависимости от сложности литья. В большинстве машин для блокировки используются механизмы, приводимые в действие гидравлическими цилиндрами. Другие используют гидравлическое давление прямого действия. Машины для литья под давлением, большие или малые, очень принципиально только в методе, используемом для впрыскивания расплавленного металла в матрицу.
Пресс-форма должна состоять как минимум из двух частей, чтобы можно было снимать отливки. Цикл литья начинается с того, что две половины пресс-формы плотно сжимаются вместе прессом для литья под давлением. Расплавленный алюминий впрыскивается в полость пресс-формы, где он быстро затвердевает. Эти секции надежно закреплены в машине и расположены так, что одна неподвижна, а другая подвижна. Половинки штампа раздвигаются, и отливка выбрасывается. Формы для литья под давлением могут быть простыми или сложными, иметь подвижные направляющие, стержни или другие секции в зависимости от сложности литья. В большинстве машин для блокировки используются механизмы, приводимые в действие гидравлическими цилиндрами. Другие используют гидравлическое давление прямого действия. Машины для литья под давлением, большие или малые, очень принципиально только в методе, используемом для впрыскивания расплавленного металла в матрицу. Как легкий металл, наиболее популярная причина использования литья алюминия под давлением заключается в том, что он позволяет создавать очень легкие детали без ущерба для прочности. Литые под давлением алюминиевые детали также имеют больше вариантов обработки поверхности и могут выдерживать более высокие рабочие температуры, чем другие цветные материалы. Литые под давлением алюминиевые детали устойчивы к коррозии, обладают высокой электропроводностью, хорошей жесткостью и соотношением прочности к весу. Процесс литья алюминия под давлением основан на быстром производстве, что позволяет производить большие объемы деталей для литья под давлением очень быстро и с меньшими затратами, чем альтернативные процессы литья. Литье алюминия под давлением стало излюбленным вариантом для покупателей во всем мире. Характеристики и преимущества алюминиевых отливок включают:
Как легкий металл, наиболее популярная причина использования литья алюминия под давлением заключается в том, что он позволяет создавать очень легкие детали без ущерба для прочности. Литые под давлением алюминиевые детали также имеют больше вариантов обработки поверхности и могут выдерживать более высокие рабочие температуры, чем другие цветные материалы. Литые под давлением алюминиевые детали устойчивы к коррозии, обладают высокой электропроводностью, хорошей жесткостью и соотношением прочности к весу. Процесс литья алюминия под давлением основан на быстром производстве, что позволяет производить большие объемы деталей для литья под давлением очень быстро и с меньшими затратами, чем альтернативные процессы литья. Литье алюминия под давлением стало излюбленным вариантом для покупателей во всем мире. Характеристики и преимущества алюминиевых отливок включают: Этот технологический прогресс в то время был полезен для создания мобильного продукта. В течение 1849 года, Стерджес получил патент на изобретение первой небольшой ручной машины с ручным управлением, предназначенной для отливки печатных шрифтов. Эти уникальные литья под давлением были разработаны для производства различных форм от простых до сложных, обладая при этом высоким уровнем точности, творчества и постоянного процесса, чтобы приносить пользу продуктам. В конце 1855 года Отто Мергенталер разработал линотип, который стал очень популярным и эффективным оборудованием, используемым в издательской индустрии.
Этот технологический прогресс в то время был полезен для создания мобильного продукта. В течение 1849 года, Стерджес получил патент на изобретение первой небольшой ручной машины с ручным управлением, предназначенной для отливки печатных шрифтов. Эти уникальные литья под давлением были разработаны для производства различных форм от простых до сложных, обладая при этом высоким уровнем точности, творчества и постоянного процесса, чтобы приносить пользу продуктам. В конце 1855 года Отто Мергенталер разработал линотип, который стал очень популярным и эффективным оборудованием, используемым в издательской индустрии. Первоначальный процесс литья под давлением под низким давлением был изменен на метод литья под высоким давлением в результате модернизированной обработки поверхности и эффективных производственных факторов. На протяжении всей истории все основные продукты производились с помощью процессов литья под давлением и были направлены на то, чтобы сэкономить компаниям большие деньги на производстве. Потребители могут рассчитывать на стабильные результаты, длительный срок службы и надежно обработанные отливки для своих коммерческих и промышленных нужд в зависимости от спроса. Grand View Research заявила, что индустрия литья под давлением является крупнейшим технологическим сегментом на рынке, на долю которого приходится 490,7% мировых акций в 2016 финансовом году из-за низких темпов производства и стабильности.
Первоначальный процесс литья под давлением под низким давлением был изменен на метод литья под высоким давлением в результате модернизированной обработки поверхности и эффективных производственных факторов. На протяжении всей истории все основные продукты производились с помощью процессов литья под давлением и были направлены на то, чтобы сэкономить компаниям большие деньги на производстве. Потребители могут рассчитывать на стабильные результаты, длительный срок службы и надежно обработанные отливки для своих коммерческих и промышленных нужд в зависимости от спроса. Grand View Research заявила, что индустрия литья под давлением является крупнейшим технологическим сегментом на рынке, на долю которого приходится 490,7% мировых акций в 2016 финансовом году из-за низких темпов производства и стабильности. Транспортный сектор является крупнейшим сегментом конечного использования для этой отрасли. Усиление законов о выбросах со стороны государственных регулирующих органов, а также потребительский спрос на более экономичные автомобили вызывают необходимость в алюминиевом литье. Примером расширения операций в промышленности является замена компонентов из железа и стали в автомобиле на легкий высококачественный алюминий с целью повышения эффективности использования топлива. Литой под давлением алюминий идеально подходит для электронных разъемов и корпусов благодаря своим превосходным электрическим характеристикам и экранирующим свойствам даже в условиях высоких температур.
Транспортный сектор является крупнейшим сегментом конечного использования для этой отрасли. Усиление законов о выбросах со стороны государственных регулирующих органов, а также потребительский спрос на более экономичные автомобили вызывают необходимость в алюминиевом литье. Примером расширения операций в промышленности является замена компонентов из железа и стали в автомобиле на легкий высококачественный алюминий с целью повышения эффективности использования топлива. Литой под давлением алюминий идеально подходит для электронных разъемов и корпусов благодаря своим превосходным электрическим характеристикам и экранирующим свойствам даже в условиях высоких температур. Аэрокосмическая промышленность хочет производить более плотный и качественный продукт с меньшими затратами на эти компоненты планера, поскольку размеры самолетов продолжают расти вместе с ростом населения.
Аэрокосмическая промышленность хочет производить более плотный и качественный продукт с меньшими затратами на эти компоненты планера, поскольку размеры самолетов продолжают расти вместе с ростом населения. Статистические данные, представленные в этой статье, отражают важность алюминиевого литья под давлением в будущем. роста для мировых производственных нужд.
Статистические данные, представленные в этой статье, отражают важность алюминиевого литья под давлением в будущем. роста для мировых производственных нужд. Формы создаются путем уплотнения песка вокруг шаблона или модели конечного продукта, после чего форма разделяется на части, а шаблон удаляется. Две половины формы соединяются вместе, и пустота заполняется расплавленным металлом. Наконец, форма открывается при охлаждении, после чего песок стряхивается с горячей отливки, а затем продукт удаляется для его завершения в процессе. Многие из одних и тех же деталей можно отливать одновременно и использовать одну и ту же форму при многократном использовании одного и того же песка. Время простоя формы при литье в песчаные формы составляет до 5 минут на отливку, поэтому лучше всего применять ее к деталям, количество которых считается меньшим. Материалы, используемые в этом процессе, обычно приводят к менее детализированным или шероховатым поверхностям конечных продуктов, что обычно требует дополнительных операций механической обработки для сглаживания поверхностей. Преимущество литья в песчаные формы по сравнению с литьем по выплавляемым моделям заключается в простоте возможности изменения конструкции пресс-формы в процессе шлифования при изменении конечного продукта.
Формы создаются путем уплотнения песка вокруг шаблона или модели конечного продукта, после чего форма разделяется на части, а шаблон удаляется. Две половины формы соединяются вместе, и пустота заполняется расплавленным металлом. Наконец, форма открывается при охлаждении, после чего песок стряхивается с горячей отливки, а затем продукт удаляется для его завершения в процессе. Многие из одних и тех же деталей можно отливать одновременно и использовать одну и ту же форму при многократном использовании одного и того же песка. Время простоя формы при литье в песчаные формы составляет до 5 минут на отливку, поэтому лучше всего применять ее к деталям, количество которых считается меньшим. Материалы, используемые в этом процессе, обычно приводят к менее детализированным или шероховатым поверхностям конечных продуктов, что обычно требует дополнительных операций механической обработки для сглаживания поверхностей. Преимущество литья в песчаные формы по сравнению с литьем по выплавляемым моделям заключается в простоте возможности изменения конструкции пресс-формы в процессе шлифования при изменении конечного продукта.
 Говорят, что литье по выплавляемым моделям подходит для очень сложных конструкций литья из-за более простого процесса создания сложных и точных форм из воска. Литье по выплавляемым моделям используется, если вам нужен нулевой угол наклона детали, чего литье под давлением не может предложить. При литье по выплавляемым моделям жидкая суспензия используется для формирования форм, поэтому отливки могут иметь практически любую форму, что дает инженерам исключительную свободу в их проектах для добавления замысловатых элементов и сложных форм. Литье по выплавляемым моделям более выгодно для небольших объемов, поскольку цены на детали намного выше, чем при традиционном методе литья под давлением.
Говорят, что литье по выплавляемым моделям подходит для очень сложных конструкций литья из-за более простого процесса создания сложных и точных форм из воска. Литье по выплавляемым моделям используется, если вам нужен нулевой угол наклона детали, чего литье под давлением не может предложить. При литье по выплавляемым моделям жидкая суспензия используется для формирования форм, поэтому отливки могут иметь практически любую форму, что дает инженерам исключительную свободу в их проектах для добавления замысловатых элементов и сложных форм. Литье по выплавляемым моделям более выгодно для небольших объемов, поскольку цены на детали намного выше, чем при традиционном методе литья под давлением.
 Пресс-форма состоит из двух половин, и после затвердевания расплавленного алюминия они разделяются, открывая отлитую алюминиевую часть.
Пресс-форма состоит из двух половин, и после затвердевания расплавленного алюминия они разделяются, открывая отлитую алюминиевую часть. Другие процессы не могут постоянно обеспечивать сложность и жесткие допуски, необходимые для этих продуктов.
Другие процессы не могут постоянно обеспечивать сложность и жесткие допуски, необходимые для этих продуктов. Это также может помочь, если в конструкцию включены полости; вы можете окружить их алюминием, и при этом часть все еще будет отрываться, когда форма отделяется.
Это также может помочь, если в конструкцию включены полости; вы можете окружить их алюминием, и при этом часть все еще будет отрываться, когда форма отделяется. Отливки в постоянные формы также потенциально могут производить более прочные отливки.
Отливки в постоянные формы также потенциально могут производить более прочные отливки. В качестве альтернативы на готовую деталь можно нанести защитное или декоративное покрытие, например, порошковое покрытие. Другие виды модификации также могут быть применены к деталям после литья, например, нарезание резьбы сверлами.
В качестве альтернативы на готовую деталь можно нанести защитное или декоративное покрытие, например, порошковое покрытие. Другие виды модификации также могут быть применены к деталям после литья, например, нарезание резьбы сверлами.
 Дополнительно следует предусмотреть место для хранения инструментов, которые могут потребоваться в случае выполнения ремонтных работ. Читайте также нашу более раннюю статью, если Вы планируете сделать фундамент под гараж, стоящий отдельно или рядом с домом.
Дополнительно следует предусмотреть место для хранения инструментов, которые могут потребоваться в случае выполнения ремонтных работ. Читайте также нашу более раннюю статью, если Вы планируете сделать фундамент под гараж, стоящий отдельно или рядом с домом.
 Поэтому высота подвала становится определяющим значением при вычислении глубины заложения фундамента ленточного типа.
Поэтому высота подвала становится определяющим значением при вычислении глубины заложения фундамента ленточного типа. При строительстве фундамента для дома с подвалом потребуется следующее:
При строительстве фундамента для дома с подвалом потребуется следующее:
 В результате на дне котлована образуется своеобразная подушка из песка.
В результате на дне котлована образуется своеобразная подушка из песка.

 Для этой цели бетонную поверхность поливают водой.
Для этой цели бетонную поверхность поливают водой. Строительство подвального пространства легче всего выполнить с ленточным устройством, но бывают вариант постройки и в других типах. В нашей статье мы узнаем, как сделать подвал в монолитном фундаменте и всего его достоинства.
Строительство подвального пространства легче всего выполнить с ленточным устройством, но бывают вариант постройки и в других типах. В нашей статье мы узнаем, как сделать подвал в монолитном фундаменте и всего его достоинства.
 Закладка производится специальной техникой. Работа начинается с подготовки котлована и зависит от типа закладки.
Закладка производится специальной техникой. Работа начинается с подготовки котлована и зависит от типа закладки. Если это небольшое здание, то горизонтальные несущие составляющие каркаса имеют данную величину 10-12 мм.
Если это небольшое здание, то горизонтальные несущие составляющие каркаса имеют данную величину 10-12 мм.
 Но, стоит учесть, что перед тем, как покупать необходимые компоненты, нужно выбрать, какое основание дома будет возводиться. Если цоколь строится из железобетона, нужно минимальный объём элементов. В случае если планируется монолитный тип постройки, то плюс к бетонным изделиям нужно будет привлечение специальной техники.
Но, стоит учесть, что перед тем, как покупать необходимые компоненты, нужно выбрать, какое основание дома будет возводиться. Если цоколь строится из железобетона, нужно минимальный объём элементов. В случае если планируется монолитный тип постройки, то плюс к бетонным изделиям нужно будет привлечение специальной техники. Некоторые моменты заставят серьезно поднапрячься:
Некоторые моменты заставят серьезно поднапрячься: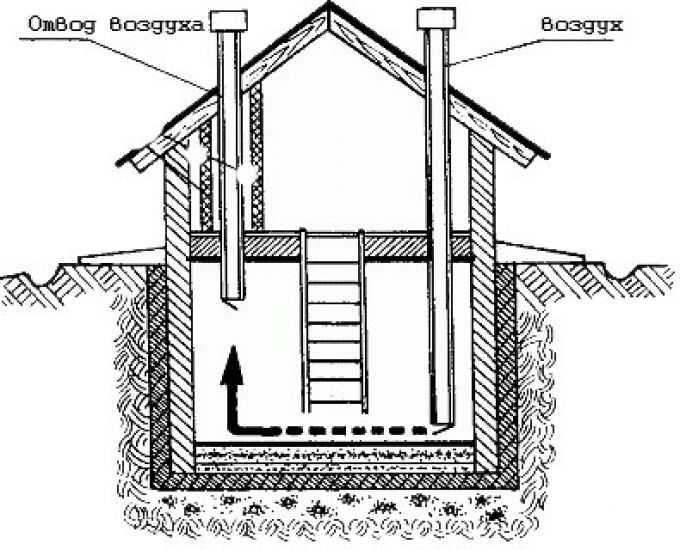

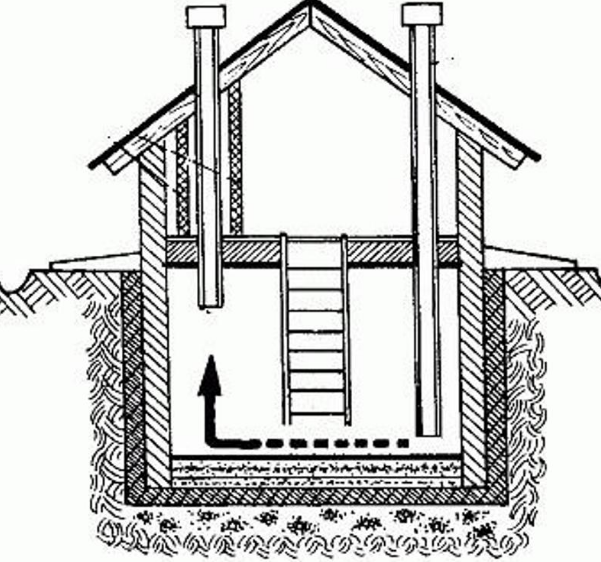
 Сооружая своими руками погреб в деревянном или металлическом гараже, также можно воспользоваться облегченными композитами.
Сооружая своими руками погреб в деревянном или металлическом гараже, также можно воспользоваться облегченными композитами.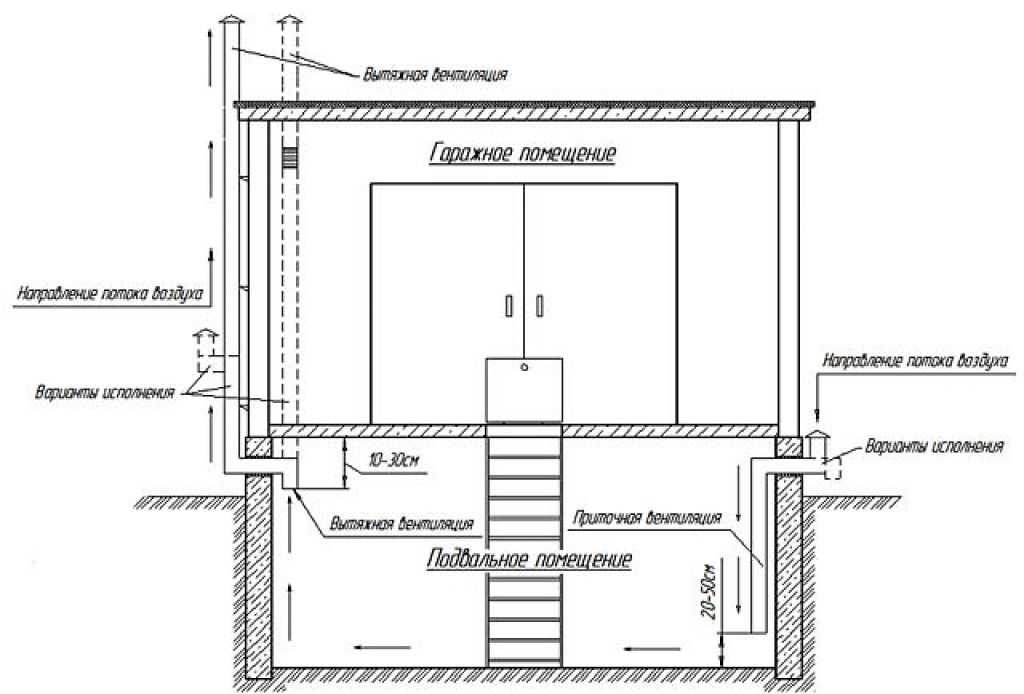
 Для расчета количества бетона воспользуемся формулой вычисления объема куба V = a•b•h, где:
Для расчета количества бетона воспользуемся формулой вычисления объема куба V = a•b•h, где: Удобнее это сделать отдельно по каждой плоскости:
Удобнее это сделать отдельно по каждой плоскости: Оптимальный выбор – красный полнотелый кирпич со стандартными параметрами 250х120х65 мм.
Оптимальный выбор – красный полнотелый кирпич со стандартными параметрами 250х120х65 мм. Здесь все просто: на два кирпичика приходится один, следовательно – 29:2 = 14,5 штук. Суммируем, и получаем количество материала на один ряд стенки 3,5 м – 29+14,5 = 43,5 штуки.
Здесь все просто: на два кирпичика приходится один, следовательно – 29:2 = 14,5 штук. Суммируем, и получаем количество материала на один ряд стенки 3,5 м – 29+14,5 = 43,5 штуки.

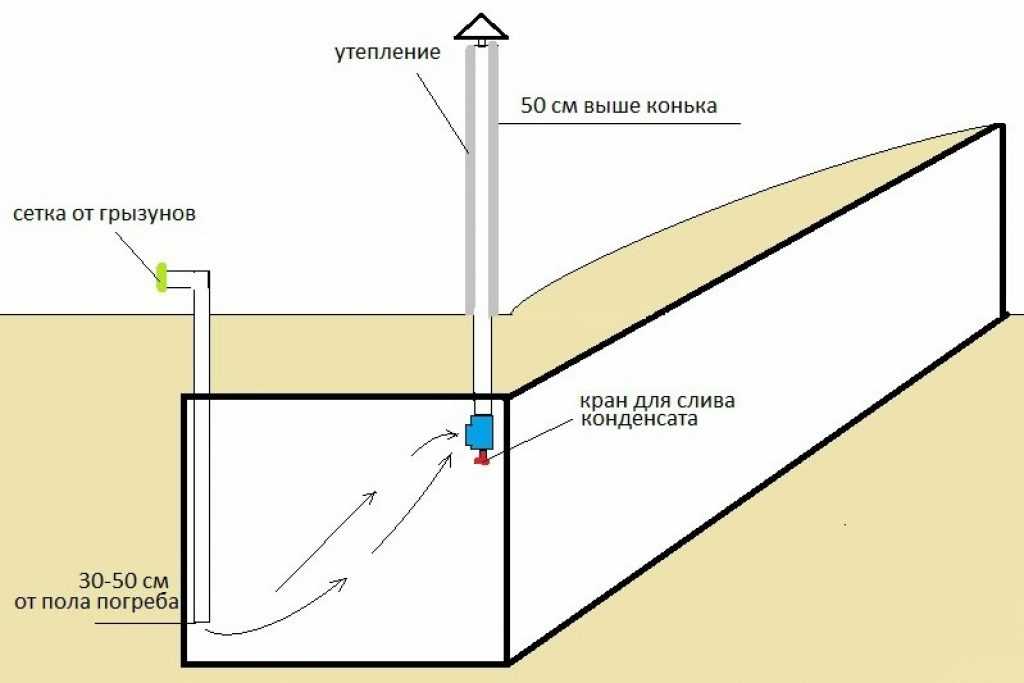 Место для лаза обустраивается в удобном для вас месте.
Место для лаза обустраивается в удобном для вас месте.
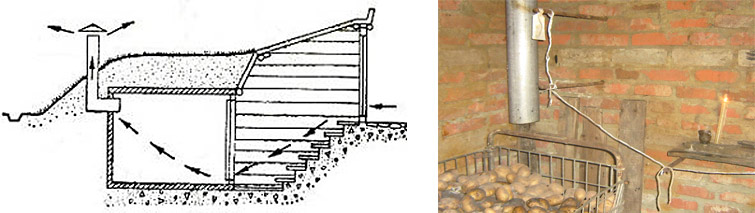 Вот несколько рекомендаций:
Вот несколько рекомендаций: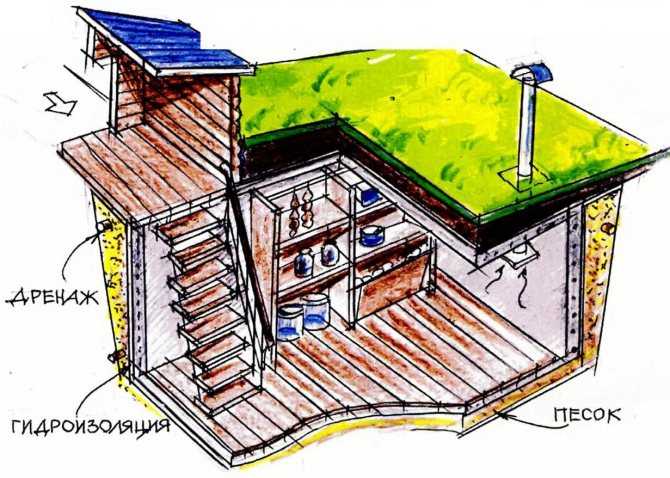 Такой способ вентилирования полностью контролируем, поскольку предусматривает эксплуатацию электрических систем.
Такой способ вентилирования полностью контролируем, поскольку предусматривает эксплуатацию электрических систем.
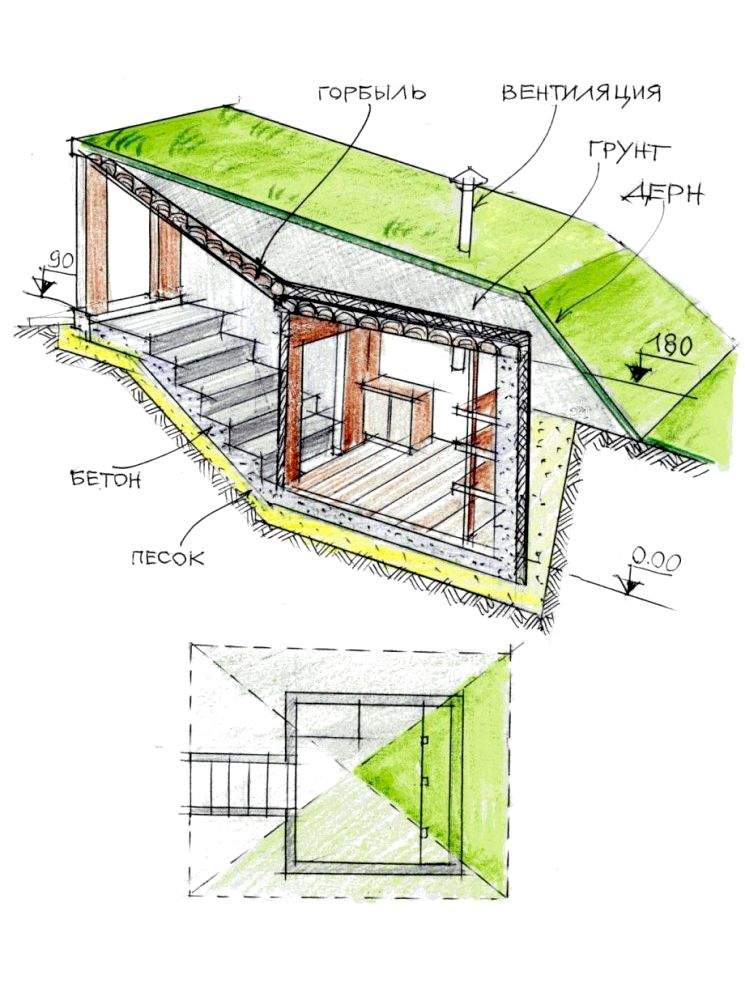 Первый тип подвала приемлем для владельцев частных дворов, так как городской житель не имеет возможности построить его возле многоквартирного дома. Второй тип подходит для всех людей. Даже в городских условиях хранилище можно разместить под балконом первого этажа. Но если есть в наличии гараж, то он является лучшим местом организации подвала. Сейчас мы рассмотрим, как сделать погреб в гараже своими руками, коснемся всех нюансов выбора материала, а также правильного внутреннего обустройства хранилища.
Первый тип подвала приемлем для владельцев частных дворов, так как городской житель не имеет возможности построить его возле многоквартирного дома. Второй тип подходит для всех людей. Даже в городских условиях хранилище можно разместить под балконом первого этажа. Но если есть в наличии гараж, то он является лучшим местом организации подвала. Сейчас мы рассмотрим, как сделать погреб в гараже своими руками, коснемся всех нюансов выбора материала, а также правильного внутреннего обустройства хранилища.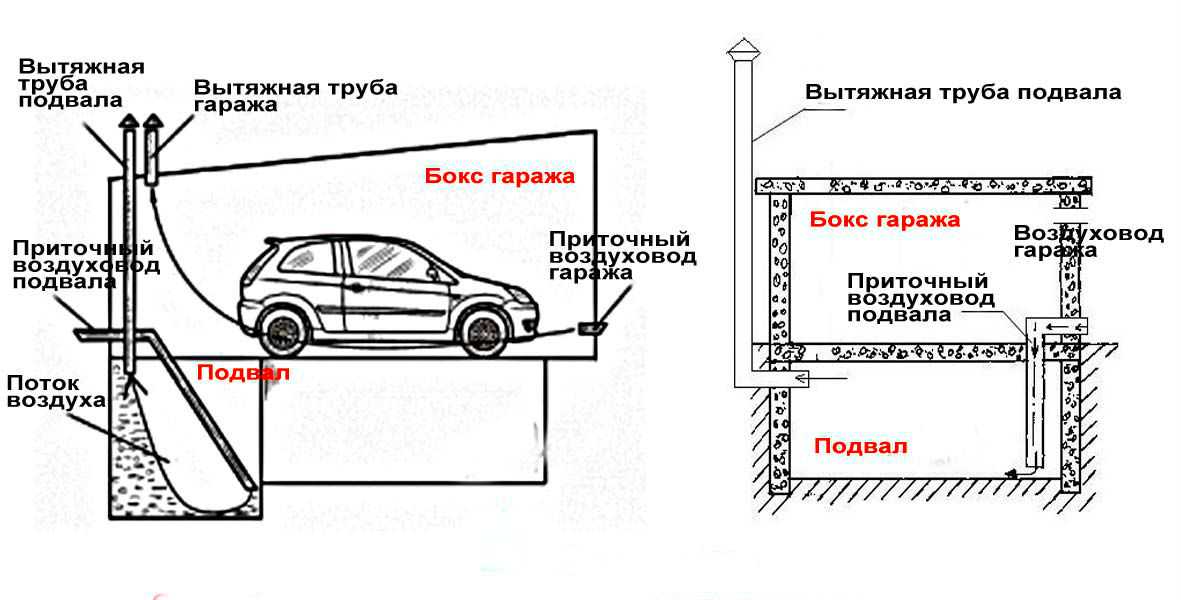 Однако этих стандартов не всегда придерживаются.
Однако этих стандартов не всегда придерживаются.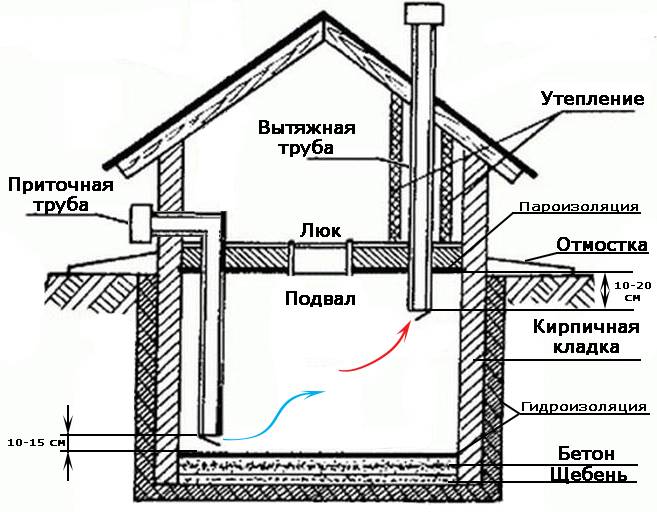 Здесь надо учесть, что такой спуск заберет много свободного места в подвале.
Здесь надо учесть, что такой спуск заберет много свободного места в подвале. Полузаглубленный и наземный погреб уместен в том случае, если высоко расположенные слои подземных вод не дают выкопать полностью заглубленный подвал.
Полузаглубленный и наземный погреб уместен в том случае, если высоко расположенные слои подземных вод не дают выкопать полностью заглубленный подвал.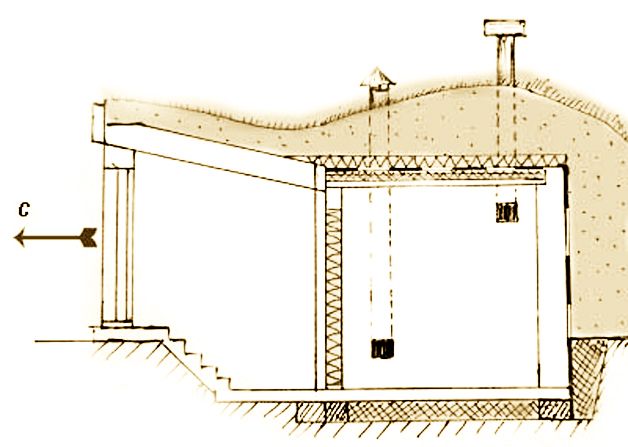
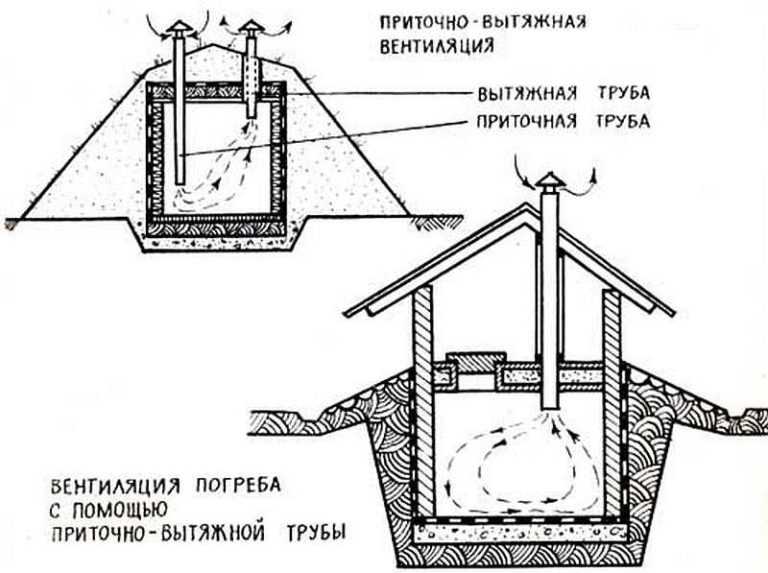 Он слабо пропускает влагу, и характеризуется большой плотностью.
Он слабо пропускает влагу, и характеризуется большой плотностью.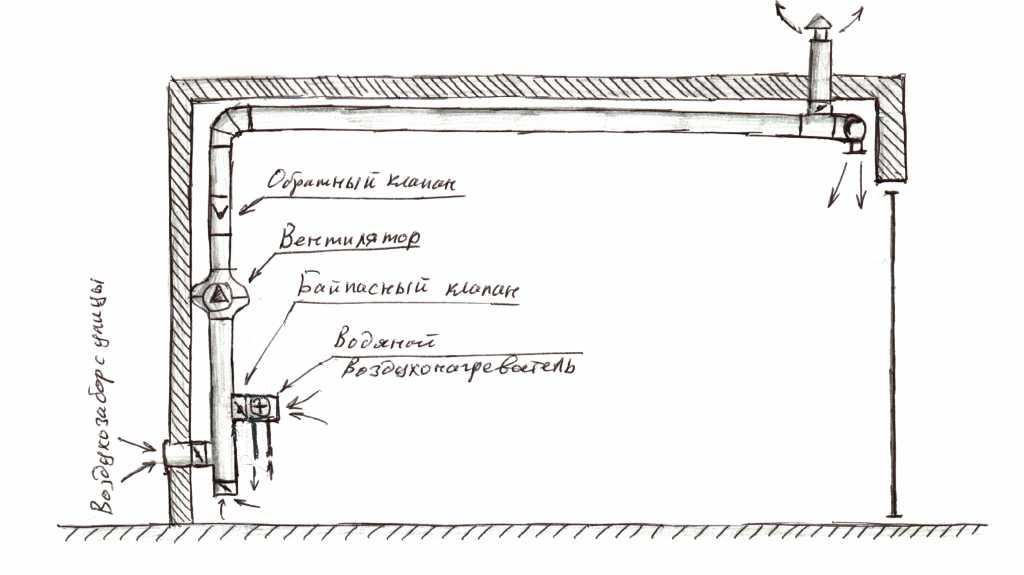 Проще всего возводить стены из красного кирпича. Работу можно выполнять в одиночку без помощников. Подойдет даже б/у кирпич, который показан на фото.
Проще всего возводить стены из красного кирпича. Работу можно выполнять в одиночку без помощников. Подойдет даже б/у кирпич, который показан на фото.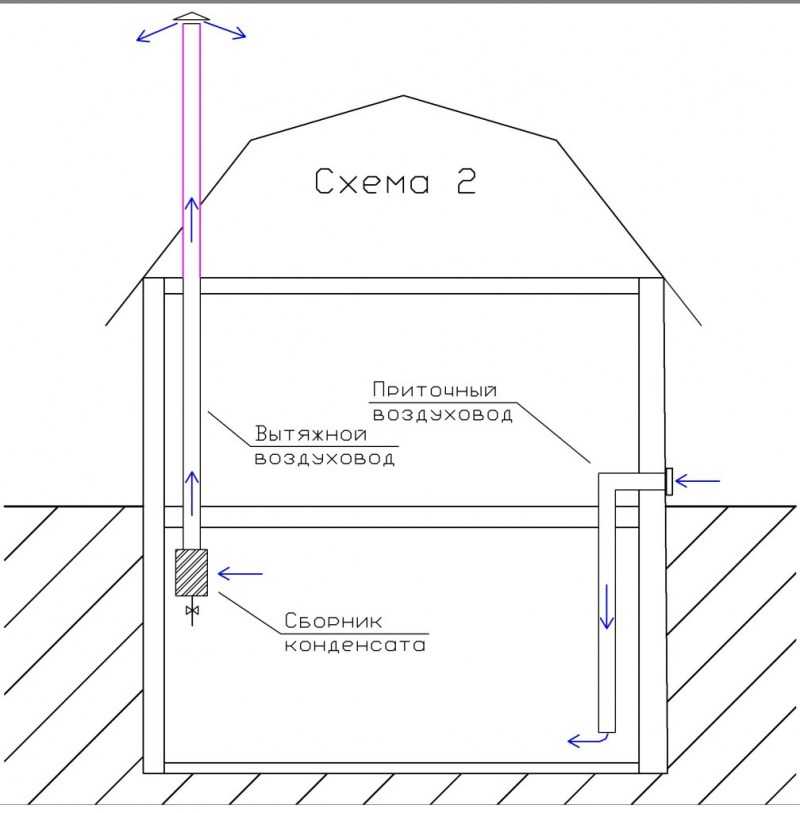 Делать это вручную или с помощью экскаватора зависит от предпочтений хозяина.
Делать это вручную или с помощью экскаватора зависит от предпочтений хозяина.
 Кстати, на этом этапе выполняется утепление погреба в гараже, ведь стены хранилища защищены от холода землей, а о перекрытии придется позаботиться хозяину.
Кстати, на этом этапе выполняется утепление погреба в гараже, ведь стены хранилища защищены от холода землей, а о перекрытии придется позаботиться хозяину.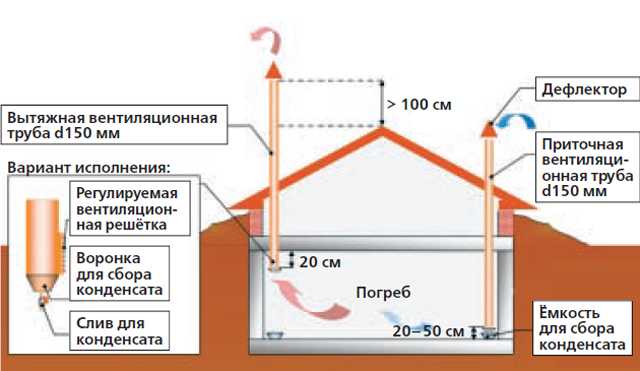
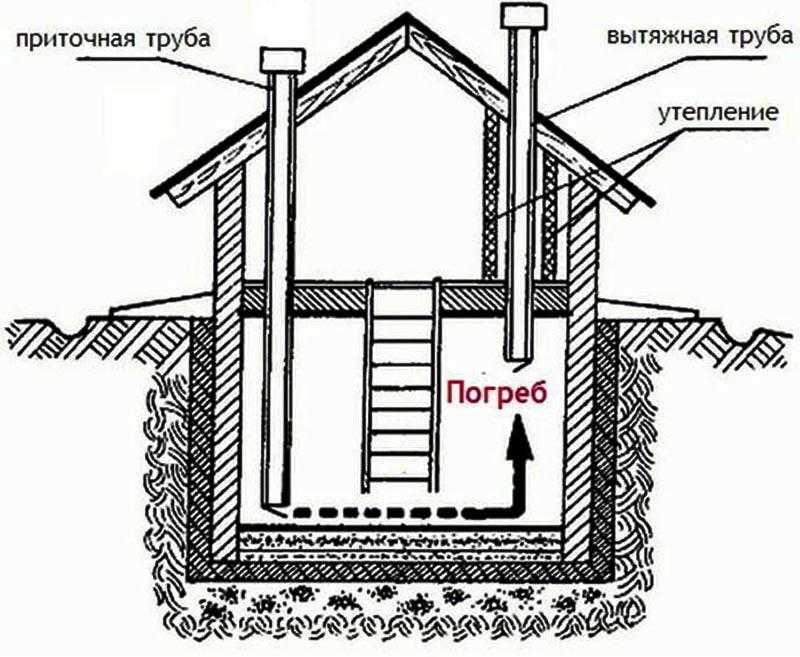 На улице приточные и вытяжные трубы выводят на 500 мм выше уровня кровли. Все воздуховоды оснащают оголовками, препятствующими проникновению дождя и снега внутрь помещения.
На улице приточные и вытяжные трубы выводят на 500 мм выше уровня кровли. Все воздуховоды оснащают оголовками, препятствующими проникновению дождя и снега внутрь помещения.

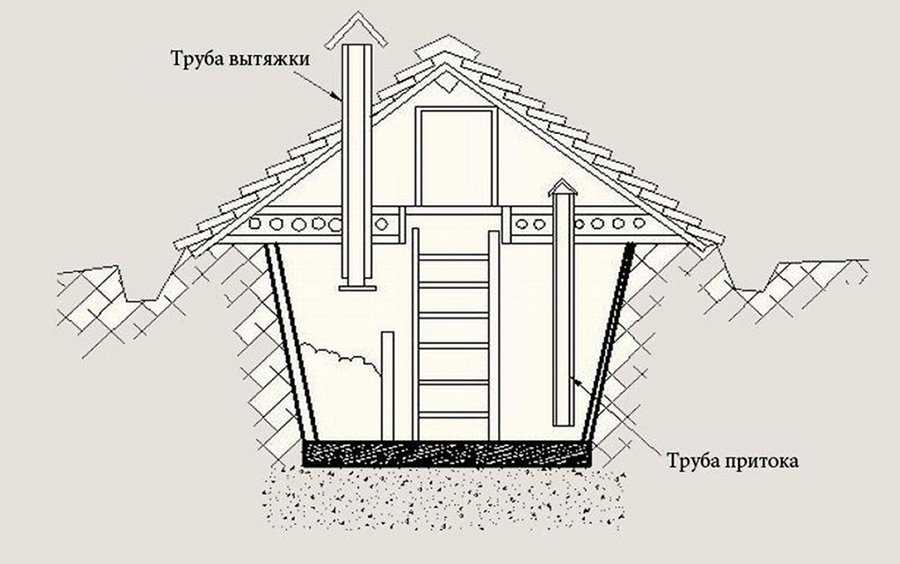

 Но если вам нужно хранить только небольшое количество, то подойдет бочка или ящик.
Но если вам нужно хранить только небольшое количество, то подойдет бочка или ящик. Это особенно полезно, если вы живете в очень каменистой местности, где вы не можете копать землю.
Это особенно полезно, если вы живете в очень каменистой местности, где вы не можете копать землю.


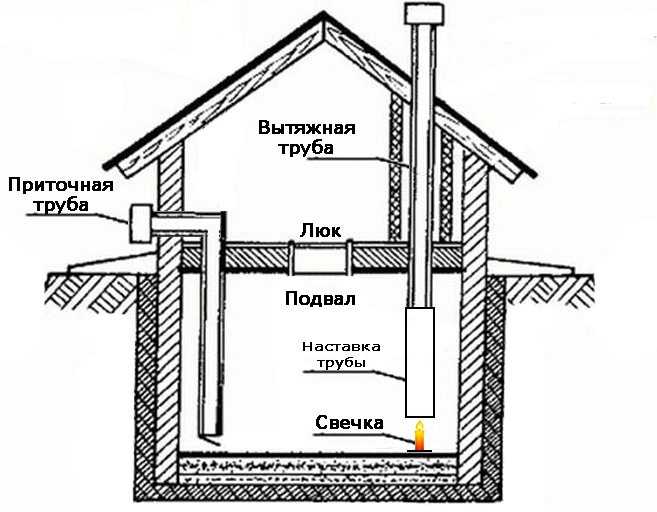
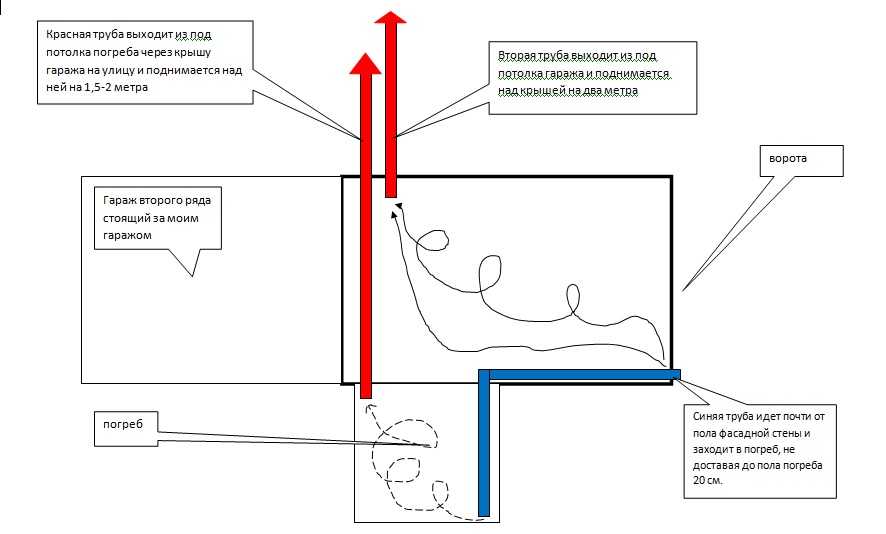


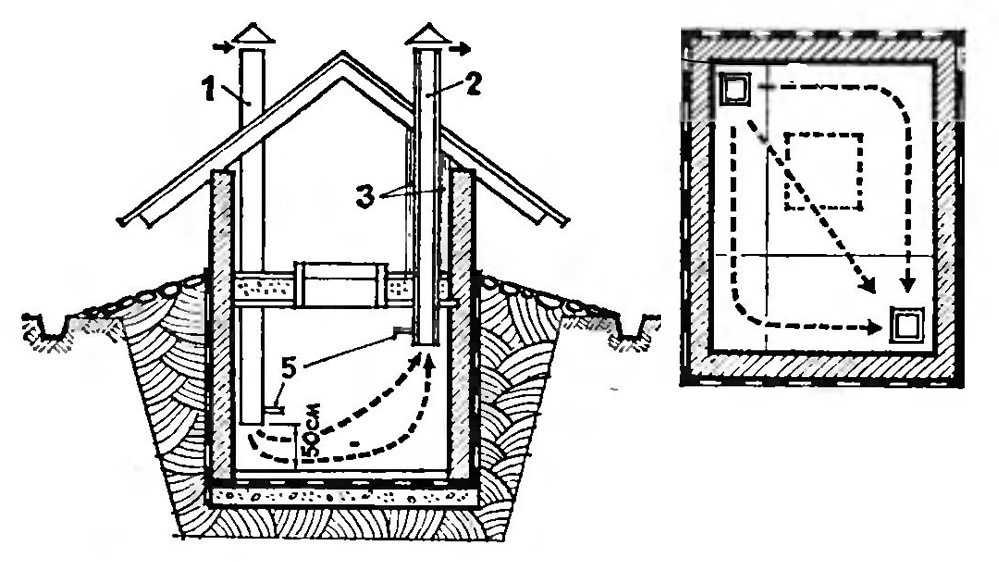

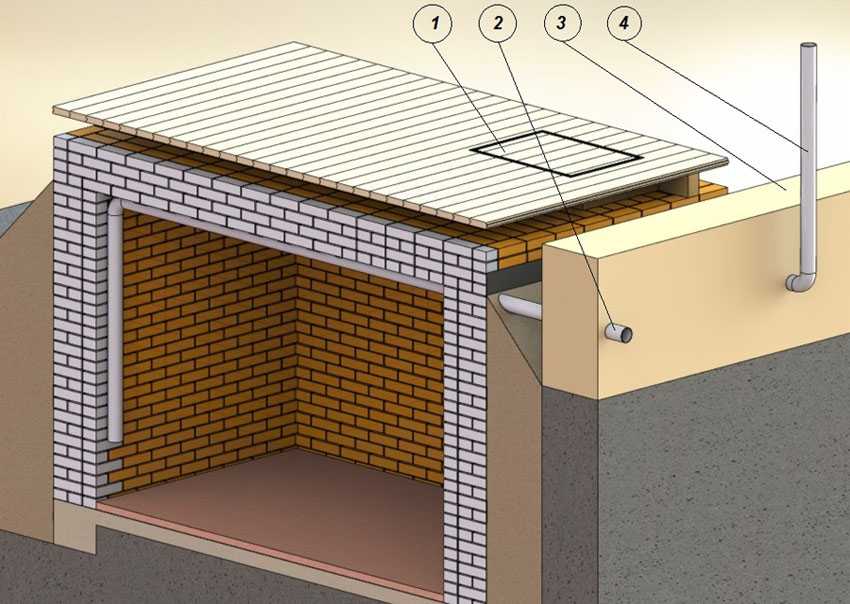
 Это может потребовать сверления отверстий в стенах вашего подвала.
Это может потребовать сверления отверстий в стенах вашего подвала.





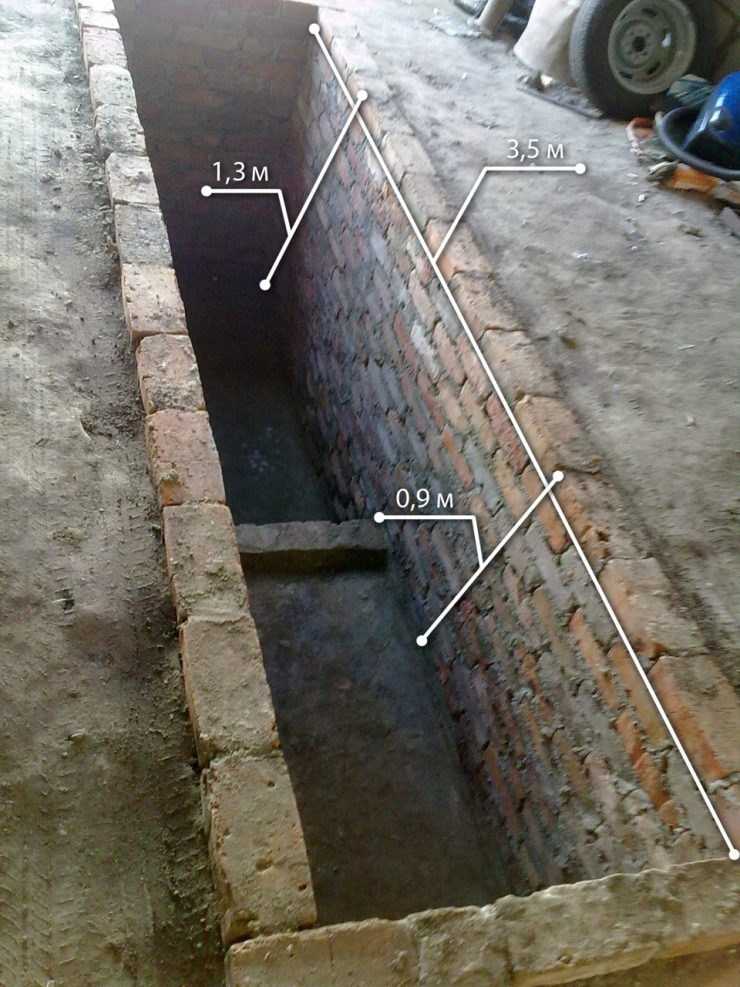 И вам нужно знать, какие продукты, которые вы храните, предпочитают какие условия.
И вам нужно знать, какие продукты, которые вы храните, предпочитают какие условия. Обычно вы также можете купить копию всего за несколько долларов.
Обычно вы также можете купить копию всего за несколько долларов.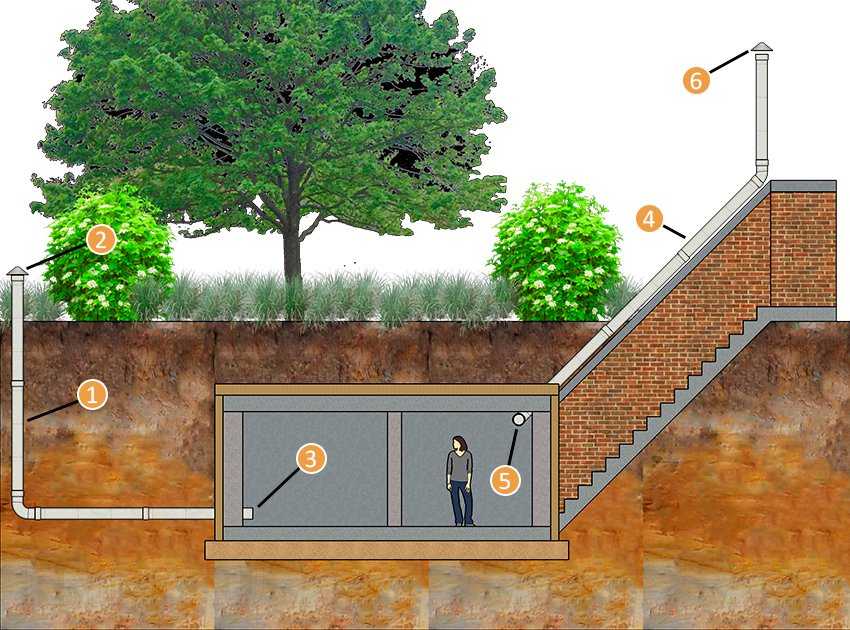 Только там все гораздо подробнее.
Только там все гораздо подробнее.

 Средний ролик устанавливается на специально смонтированном П-образном постаменте, посредине которого крепится крупный прижимной винт. С нижнего края, к винту приваривается прижимной ролик. В процессе вращения этого винта, происходит опускание или поднимание профиля, что приводит его к изгибу. К одному неподвижному ролику следует приварить ручку, с её помощью профиль перемещается по станку. Чтобы облегчить процесс прокатки, неподвижные валы объединяются цепью.
Средний ролик устанавливается на специально смонтированном П-образном постаменте, посредине которого крепится крупный прижимной винт. С нижнего края, к винту приваривается прижимной ролик. В процессе вращения этого винта, происходит опускание или поднимание профиля, что приводит его к изгибу. К одному неподвижному ролику следует приварить ручку, с её помощью профиль перемещается по станку. Чтобы облегчить процесс прокатки, неподвижные валы объединяются цепью. Ведь размер профильной заготовки и объёмы работ небольшие.
Ведь размер профильной заготовки и объёмы работ небольшие.
 Это необходимо для свободного перемещения подшипников по ней.
Это необходимо для свободного перемещения подшипников по ней.
 Нам потребуется шпилька и три гайки. В отверстие каретки вставляется шпилька, с внутренней стороны на неё закручивается гайка, которая прихватывается сваркой. Затем, с обратной стороны на шпильку одеваем вторую гайку, которую тоже привариваем.
Нам потребуется шпилька и три гайки. В отверстие каретки вставляется шпилька, с внутренней стороны на неё закручивается гайка, которая прихватывается сваркой. Затем, с обратной стороны на шпильку одеваем вторую гайку, которую тоже привариваем. Отрезок трубы прихватываем сваркой к ведущему валику.
Отрезок трубы прихватываем сваркой к ведущему валику.

 Но если вам не нужно сложное устройство, и требуется произвести разовый изгиб проф трубы, то можете сделать более простое приспособление для гибки профиля — рычажное, по шаблону, арбалетное, которое смастерить быстрее и проще.
Но если вам не нужно сложное устройство, и требуется произвести разовый изгиб проф трубы, то можете сделать более простое приспособление для гибки профиля — рычажное, по шаблону, арбалетное, которое смастерить быстрее и проще. Второй – сделать приспособление своими руками. Вам понадобятся чертежи, а также инструкции с фото и видео.
Второй – сделать приспособление своими руками. Вам понадобятся чертежи, а также инструкции с фото и видео.

 Более сложное устройство в изготовлении – трубогиб профильной трубы, посредством которого вы сможете изогнуть изделие на все 360 градусов. Он абсолютно не уступает гидравлическому аналогу.
Более сложное устройство в изготовлении – трубогиб профильной трубы, посредством которого вы сможете изогнуть изделие на все 360 градусов. Он абсолютно не уступает гидравлическому аналогу.
 Его стоимость в магазинах измеряется сотнями долларов, поэтому лучше сделать этот инструмент самостоятельно.
Его стоимость в магазинах измеряется сотнями долларов, поэтому лучше сделать этот инструмент самостоятельно. Ручные инструменты в основном используются для формирования изгиба в одном месте, а большие машины могут менять форму труб сразу по всей длине.
Ручные инструменты в основном используются для формирования изгиба в одном месте, а большие машины могут менять форму труб сразу по всей длине.

 За это свойство он снискал популярность среди монтажников.
За это свойство он снискал популярность среди монтажников. к. на них будут действовать высокие нагрузки в процессе эксплуатации
к. на них будут действовать высокие нагрузки в процессе эксплуатации
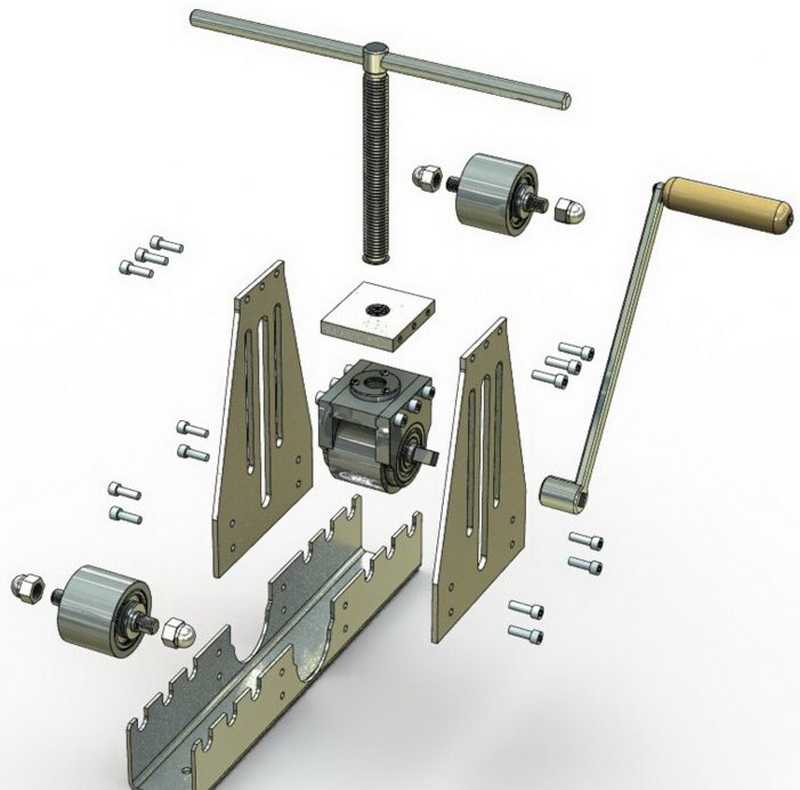 Для повышения удобства работы к направляющим дополнительно крепится пружина для возврата пресса в верхнее положение.
Для повышения удобства работы к направляющим дополнительно крепится пружина для возврата пресса в верхнее положение.

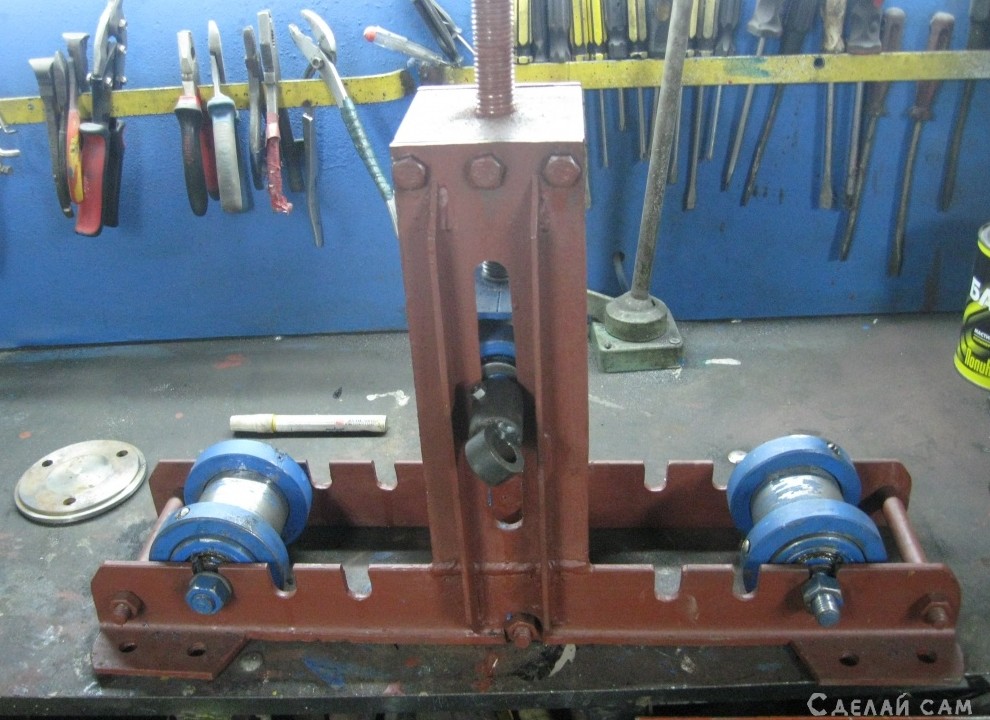
 Его исходное положение должно быть параллельно нижнему стопорному стержню
Его исходное положение должно быть параллельно нижнему стопорному стержню Две автомобильные ступицы с поворотным кулаком или точеными валами привинчены или приварены к раме так, чтобы они могли вращаться вокруг своей оси.
Две автомобильные ступицы с поворотным кулаком или точеными валами привинчены или приварены к раме так, чтобы они могли вращаться вокруг своей оси.

 к. прокрутить всю длину профиля через трубогиб не получится.
к. прокрутить всю длину профиля через трубогиб не получится.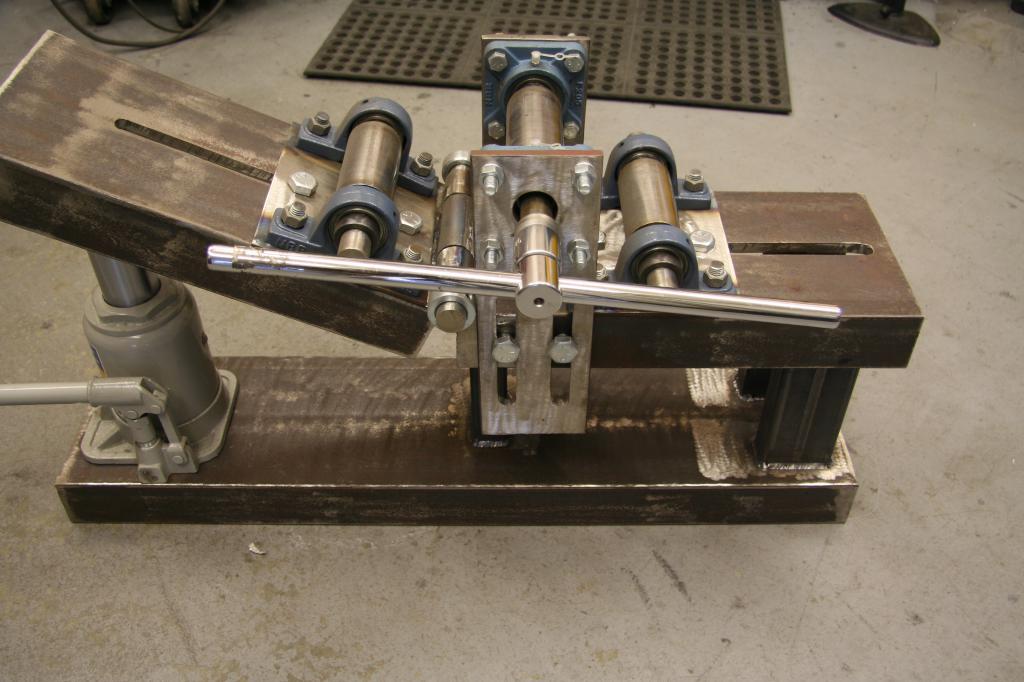 Изготовление улиткового гибочного станка:
Изготовление улиткового гибочного станка: Несмотря на то, что для каждой работы есть кривая обучения, ее можно в значительной степени сократить, получая советы от опытных техников. Упомянутые ниже пункты должны помочь вам в преодолении препятствий и совершенствовании искусства гибки труб.
Несмотря на то, что для каждой работы есть кривая обучения, ее можно в значительной степени сократить, получая советы от опытных техников. Упомянутые ниже пункты должны помочь вам в преодолении препятствий и совершенствовании искусства гибки труб.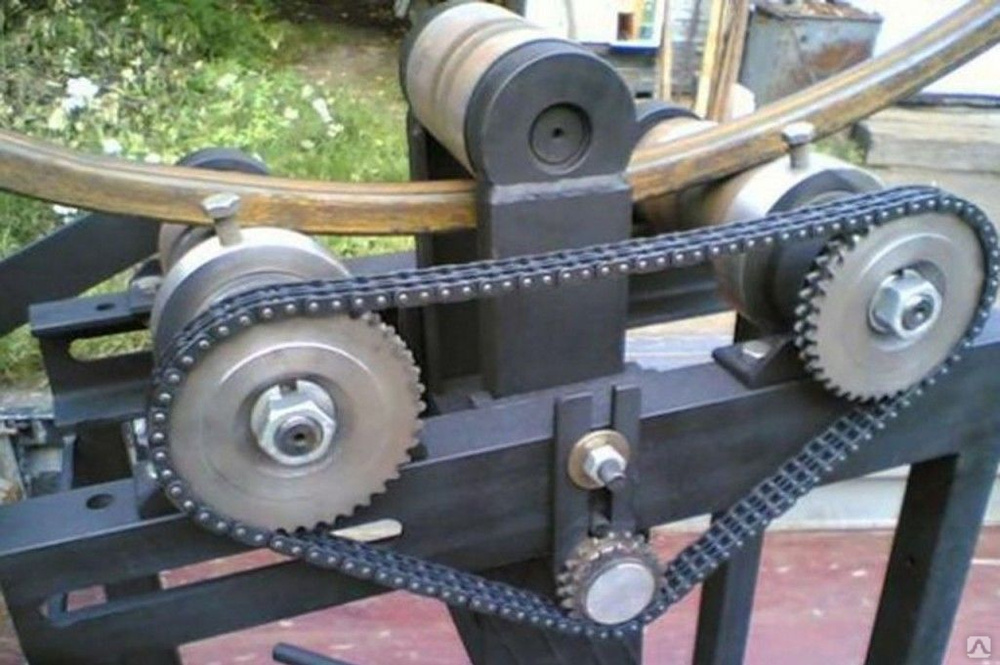
 По форме поперечного сечения прядей:
По форме поперечного сечения прядей:

 Их целесообразно применять тогда, когда надо повысить структурную прочность каната, уменьшить конструктивные удлинения каната при растяжении, а также при высокой температуре среды, в которой работает канат.
Их целесообразно применять тогда, когда надо повысить структурную прочность каната, уменьшить конструктивные удлинения каната при растяжении, а также при высокой температуре среды, в которой работает канат. к. после свивки прядей и шпата соответственно напряжения от деформации проволок и прядей сняты рихтовкой.
к. после свивки прядей и шпата соответственно напряжения от деформации проволок и прядей сняты рихтовкой.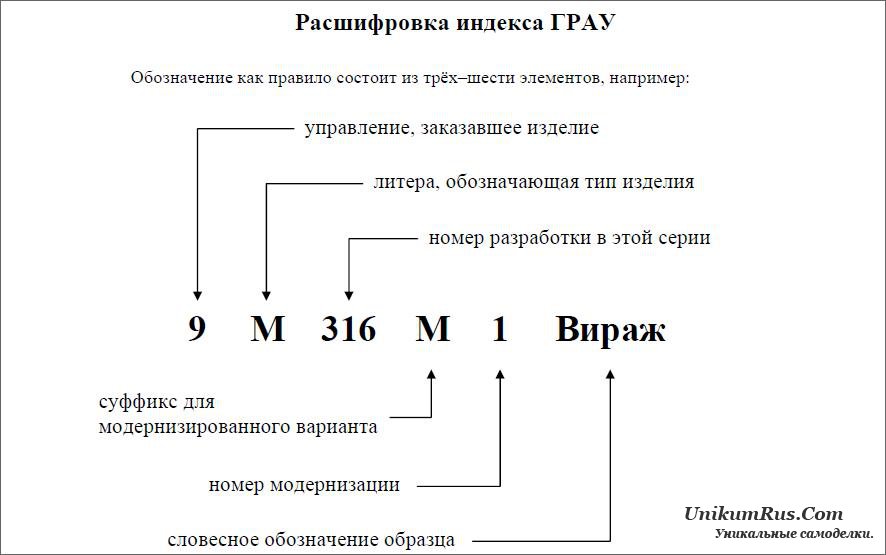
 По виду покрытия поверхности проволок в канате:
По виду покрытия поверхности проволок в канате: По прочностным характеристикам
По прочностным характеристикам 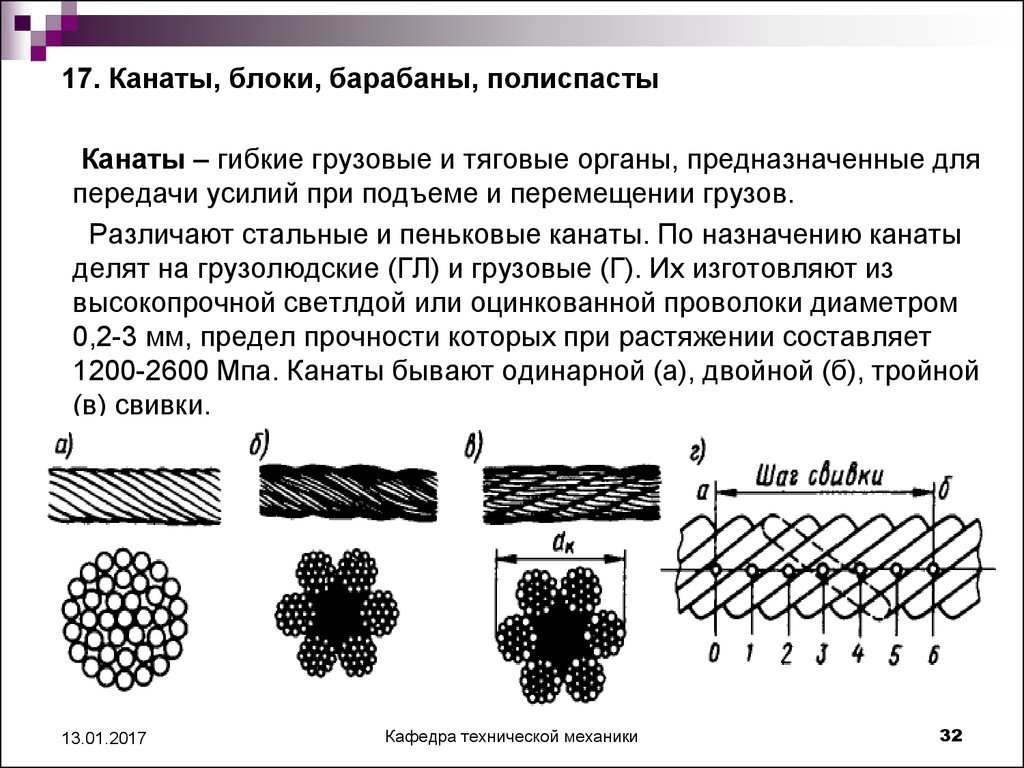 При выборе следует сохранять необходимые соотношения между диаметрами органов навивки и диаметрами канатов и их наружных проволок, а также необходимый запас прочности, обеспечивающий безаварийную работу.
При выборе следует сохранять необходимые соотношения между диаметрами органов навивки и диаметрами канатов и их наружных проволок, а также необходимый запас прочности, обеспечивающий безаварийную работу.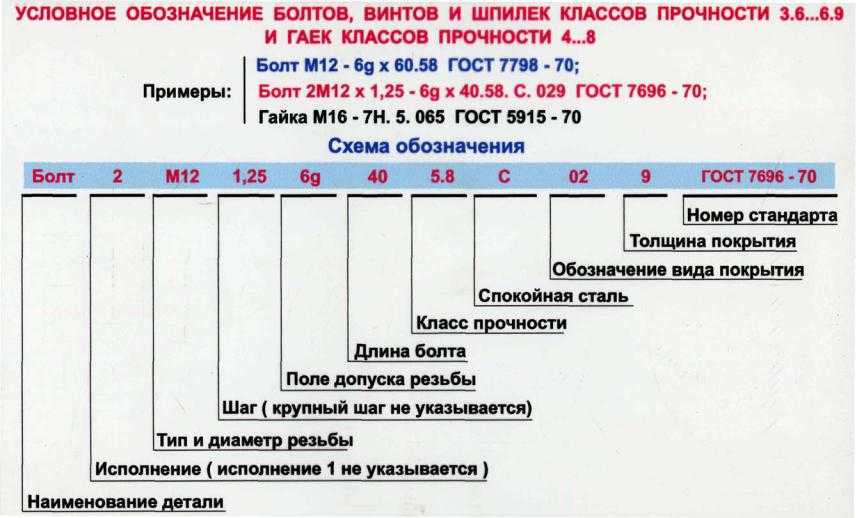 Большая структурная прочность этих канатов позволяет использовать их во многих весьма напряженных условиях работы крановых механизмов.
Большая структурная прочность этих канатов позволяет использовать их во многих весьма напряженных условиях работы крановых механизмов.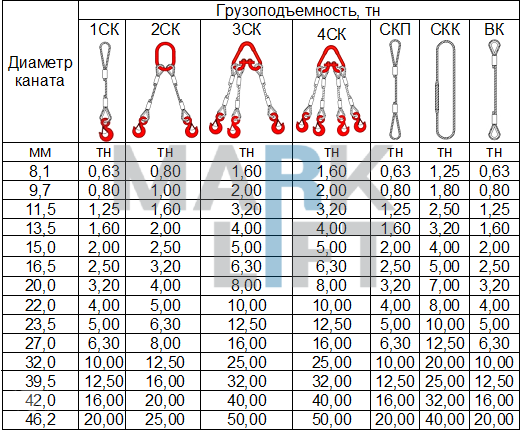 Вследствие такого сочетания свойств канат конструкции типа ЛК-РО является универсальным.
Вследствие такого сочетания свойств канат конструкции типа ЛК-РО является универсальным. Последние обеспечивают надежную и устойчивую эксплуатацию на механизмах со свободным подвешиванием груза, а большая опорная поверхность и меньшие удельные давления на внешние проволоки позволяют достигать сравнительно большой работоспособности каната. Недостатками многопрядных канатов являются сложность изготовления (особенно предварительной деформации), склонность к расслоению, сложность наблюдения за состоянием внутренних слоев прядей.
Последние обеспечивают надежную и устойчивую эксплуатацию на механизмах со свободным подвешиванием груза, а большая опорная поверхность и меньшие удельные давления на внешние проволоки позволяют достигать сравнительно большой работоспособности каната. Недостатками многопрядных канатов являются сложность изготовления (особенно предварительной деформации), склонность к расслоению, сложность наблюдения за состоянием внутренних слоев прядей.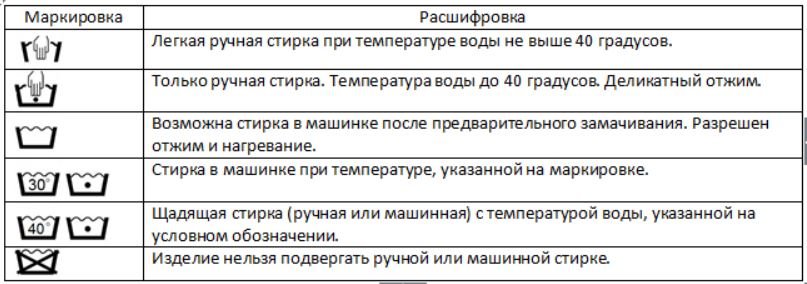
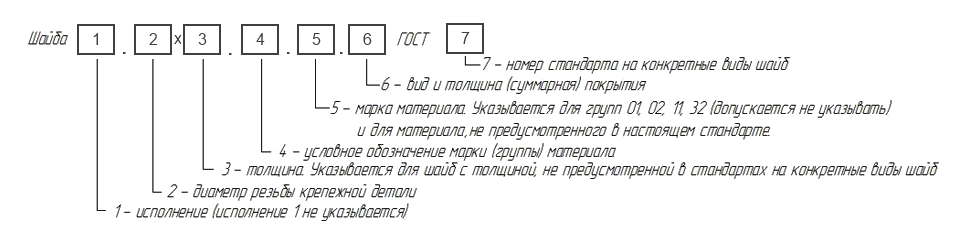 Повсюду используют стальные проволочные тросы с органическими и металлическими сердечниками. Межгосударственный стандарт 2688—80 определяет виды изделий двойной свивки с органическим сердечником и линейным касанием стальных проволок.
Повсюду используют стальные проволочные тросы с органическими и металлическими сердечниками. Межгосударственный стандарт 2688—80 определяет виды изделий двойной свивки с органическим сердечником и линейным касанием стальных проволок.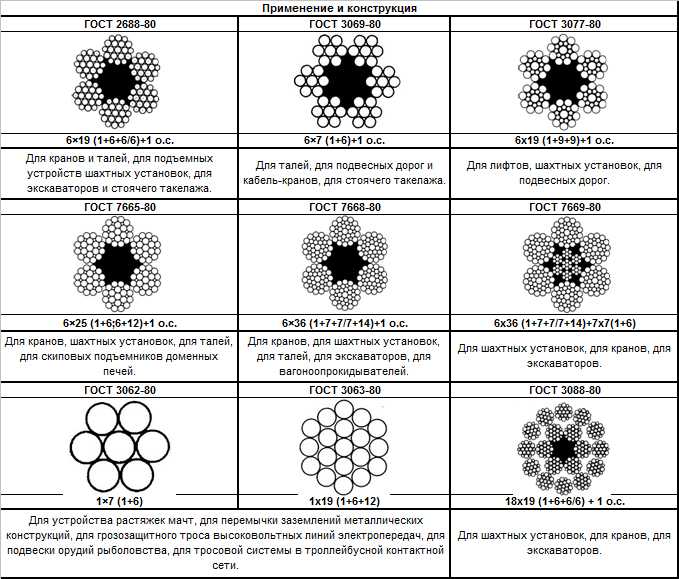
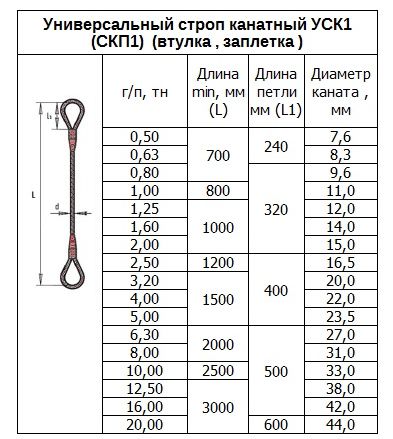 Нераскручивающиеся конструкции изготавливают методами крестовой или комбинированной свивки.
Нераскручивающиеся конструкции изготавливают методами крестовой или комбинированной свивки.

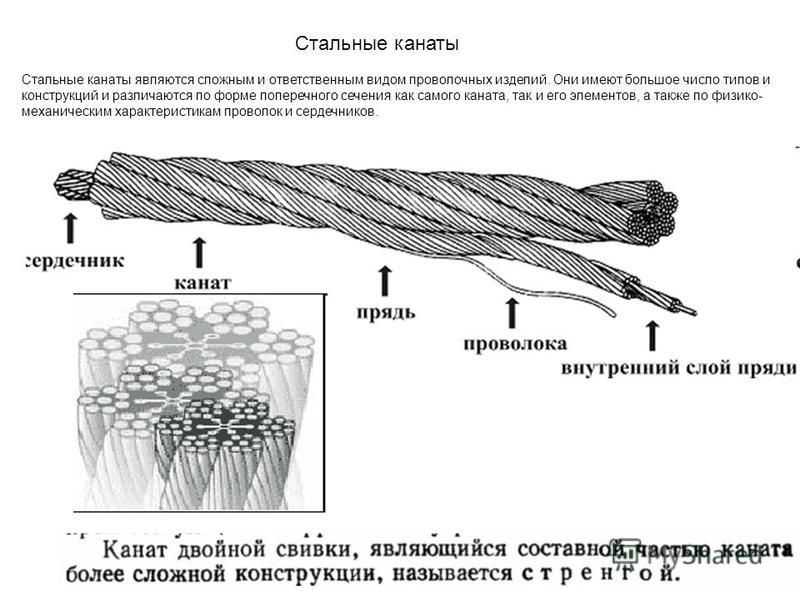
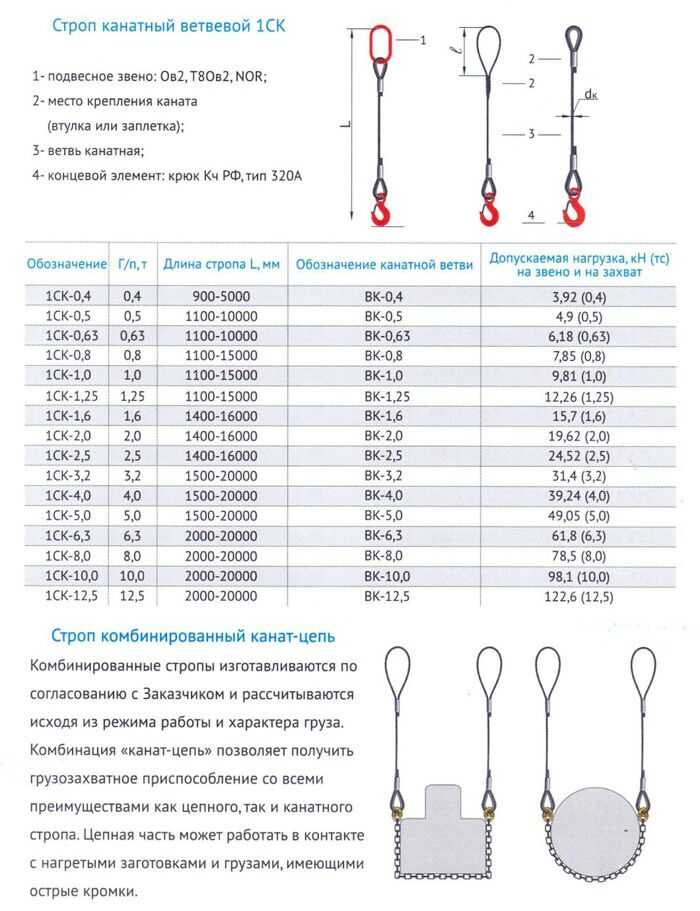 В таблицах стандарта указаны диаметры канатов, всех проволочных слоёв прядей, прочностные характеристики и ориентировочный вес 1 тыс. метров троса. Вес каната стального ГОСТ 2688–80 можно определить, умножив значение веса 1 тыс. метров троса, взятое из таблицы, на длину каната и разделив полученное значение на 1000.
В таблицах стандарта указаны диаметры канатов, всех проволочных слоёв прядей, прочностные характеристики и ориентировочный вес 1 тыс. метров троса. Вес каната стального ГОСТ 2688–80 можно определить, умножив значение веса 1 тыс. метров троса, взятое из таблицы, на длину каната и разделив полученное значение на 1000.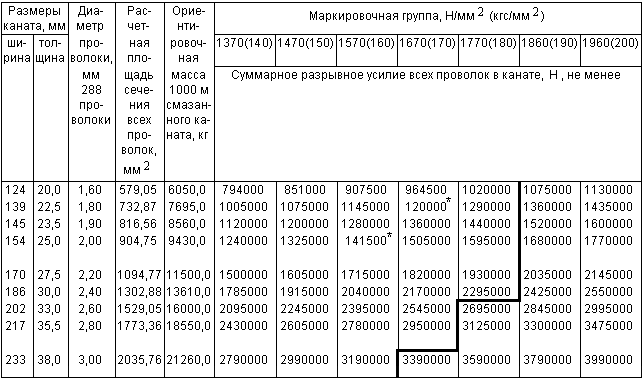 Техническая информация, содержащаяся на этикетках канатов, определяется двумя стандартами. Производители изготавливают канаты в соответствии с европейским стандартом (европейские нормы EN 89).2) и проверить их в независимой лаборатории. Некоторые производители также тестируют свои веревки в соответствии со старым стандартом UIAA, который для некоторых тестов является более строгим, но это не требуется по закону. В этой статье объясняется, как читать эту информацию.
Техническая информация, содержащаяся на этикетках канатов, определяется двумя стандартами. Производители изготавливают канаты в соответствии с европейским стандартом (европейские нормы EN 89).2) и проверить их в независимой лаборатории. Некоторые производители также тестируют свои веревки в соответствии со старым стандартом UIAA, который для некоторых тестов является более строгим, но это не требуется по закону. В этой статье объясняется, как читать эту информацию.
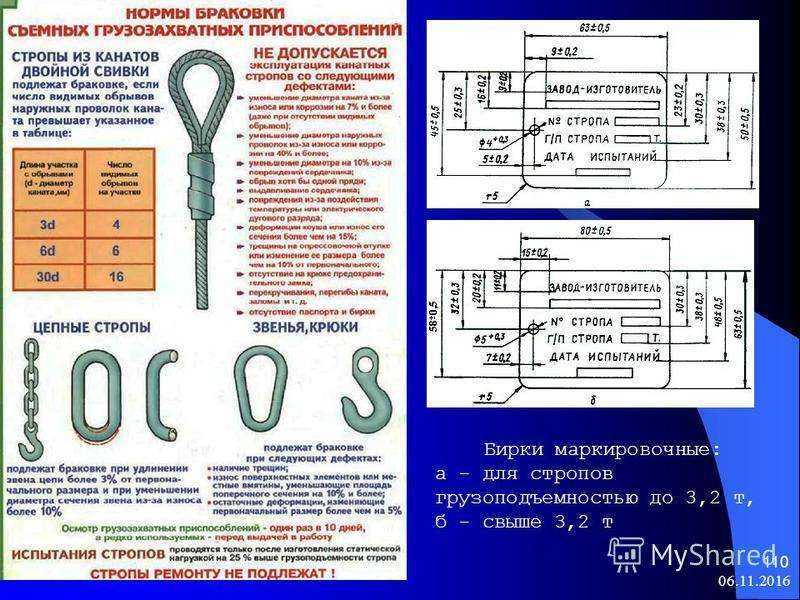 Обычно 8 мм динамические, различной длины, с врезными маркерами и без них. Не подходит для скалолазания или альпинизма.
Обычно 8 мм динамические, различной длины, с врезными маркерами и без них. Не подходит для скалолазания или альпинизма.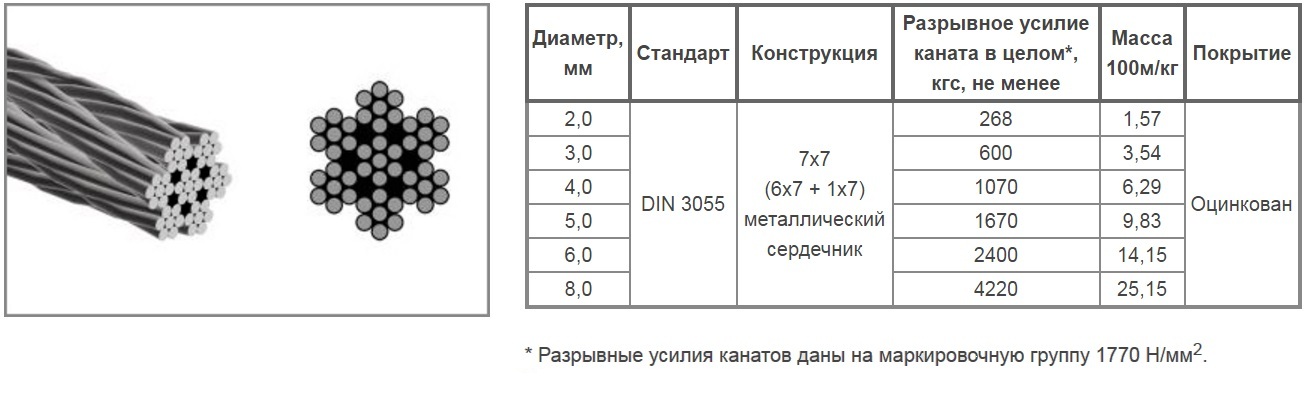 Для одиночной веревки стандарт допускает максимальное значение 12 кН при остановке стандартного падения UIAA (коэффициент падения 1,78) с массой 80 кг. Для двойной веревки испытывается одна прядь (т. е. половинная веревка), и сила удара должна быть ниже 8 кН во время остановки первого падения UIAA с массой 55 кг.
Для одиночной веревки стандарт допускает максимальное значение 12 кН при остановке стандартного падения UIAA (коэффициент падения 1,78) с массой 80 кг. Для двойной веревки испытывается одна прядь (т. е. половинная веревка), и сила удара должна быть ниже 8 кН во время остановки первого падения UIAA с массой 55 кг.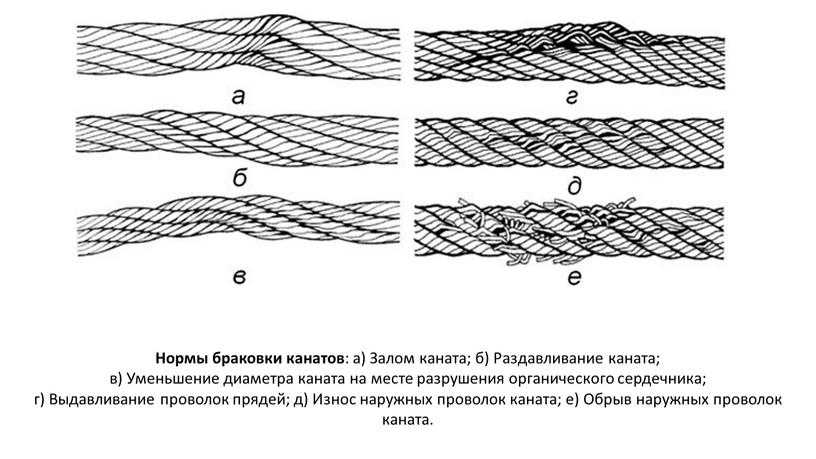
 Под действием спускового устройства оболочка деформируется и мало-помалу сбивается, создавая зону провисания вокруг сердечника и точек утолщения, известную как эффект носка. Этот эффект приводит к более быстрому износу, особенно при использовании верхней страховки или других интенсивных условиях, а также к риску заклинивания спусковых устройств или страховочных устройств. Тест на проскальзывание оболочки является единственным параметром теста, для которого требования EuroNorm отличаются от требований UIAA. После протягивания 2 метров веревки через обозначенное сужение европейский стандарт требует, чтобы проскальзывание оболочки было менее 40 мм, или 2%, в то время как стандарт UIAA является более жестким, требуя значения менее 20 мм, или 1%.
Под действием спускового устройства оболочка деформируется и мало-помалу сбивается, создавая зону провисания вокруг сердечника и точек утолщения, известную как эффект носка. Этот эффект приводит к более быстрому износу, особенно при использовании верхней страховки или других интенсивных условиях, а также к риску заклинивания спусковых устройств или страховочных устройств. Тест на проскальзывание оболочки является единственным параметром теста, для которого требования EuroNorm отличаются от требований UIAA. После протягивания 2 метров веревки через обозначенное сужение европейский стандарт требует, чтобы проскальзывание оболочки было менее 40 мм, или 2%, в то время как стандарт UIAA является более жестким, требуя значения менее 20 мм, или 1%. Именно эта эластичность позволяет веревке поглощать энергию падения, но растяжение должно быть ограничено, иначе веревка будет вести себя как банджи.
Именно эта эластичность позволяет веревке поглощать энергию падения, но растяжение должно быть ограничено, иначе веревка будет вести себя как банджи.
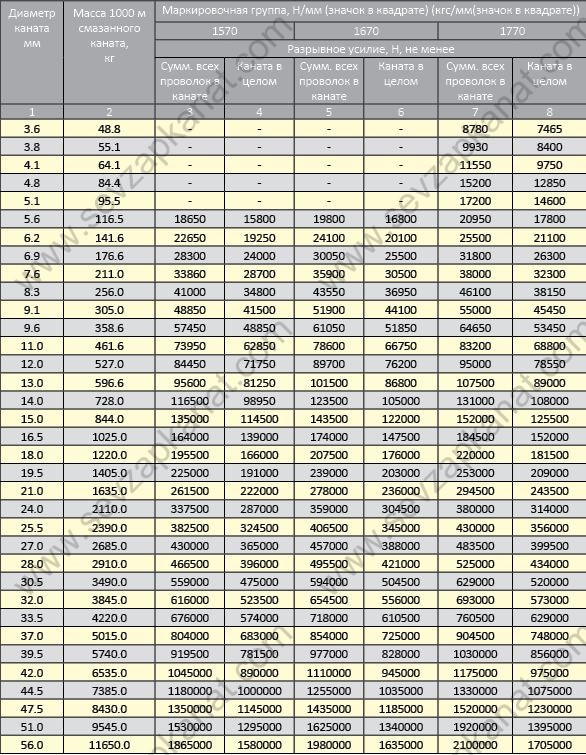 Сухая обработка также увеличивает срок службы веревки за счет снижения вероятности проникновения грязи в ткань и уменьшения трения при беге. Сухая обработка стирается при интенсивном использовании, но это решается с помощью превосходного процесса полимеризации. 9№ 0003
Сухая обработка также увеличивает срок службы веревки за счет снижения вероятности проникновения грязи в ткань и уменьшения трения при беге. Сухая обработка стирается при интенсивном использовании, но это решается с помощью превосходного процесса полимеризации. 9№ 0003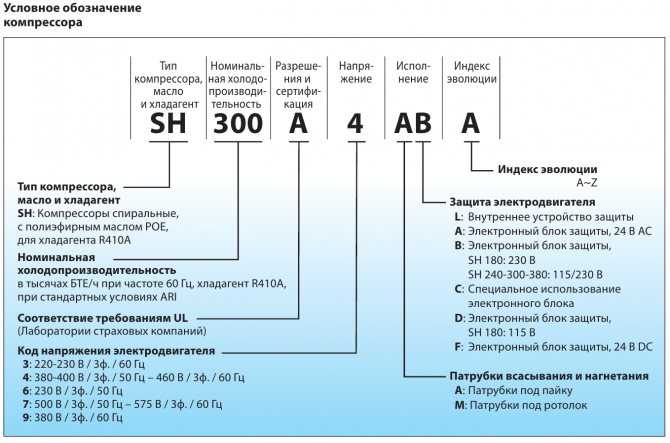 Важно знать возраст всего вашего снаряжения. Вы не хотите использовать оборудование, которое пережило срок службы, определенный производителем. Лучше всего заменять механизм по мере его износа. Petzl использует два типа серийных номеров, чтобы помочь вам отслеживать возраст и производственную партию вашего снаряжения. Хватай свой GriGri и следуй за нами, пока мы расследуем!
Важно знать возраст всего вашего снаряжения. Вы не хотите использовать оборудование, которое пережило срок службы, определенный производителем. Лучше всего заменять механизм по мере его износа. Petzl использует два типа серийных номеров, чтобы помочь вам отслеживать возраст и производственную партию вашего снаряжения. Хватай свой GriGri и следуй за нами, пока мы расследуем!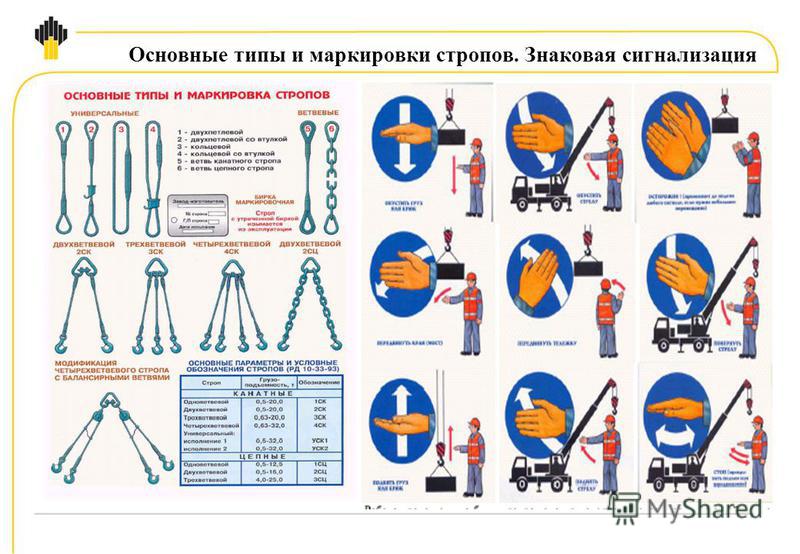 Подвижная боковая пластина
Подвижная боковая пластина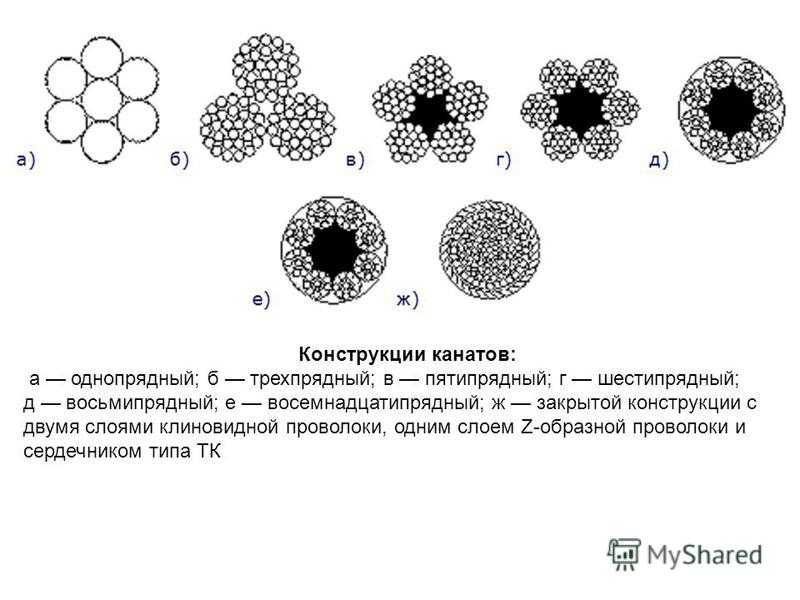
 Для каждого изготовленного устройства номер приращения будет увеличиваться на единицу, создавая уникальный идентификатор.
Для каждого изготовленного устройства номер приращения будет увеличиваться на единицу, создавая уникальный идентификатор. Прибор изготовлен 144 числа 2018 года (24 мая)
Прибор изготовлен 144 числа 2018 года (24 мая)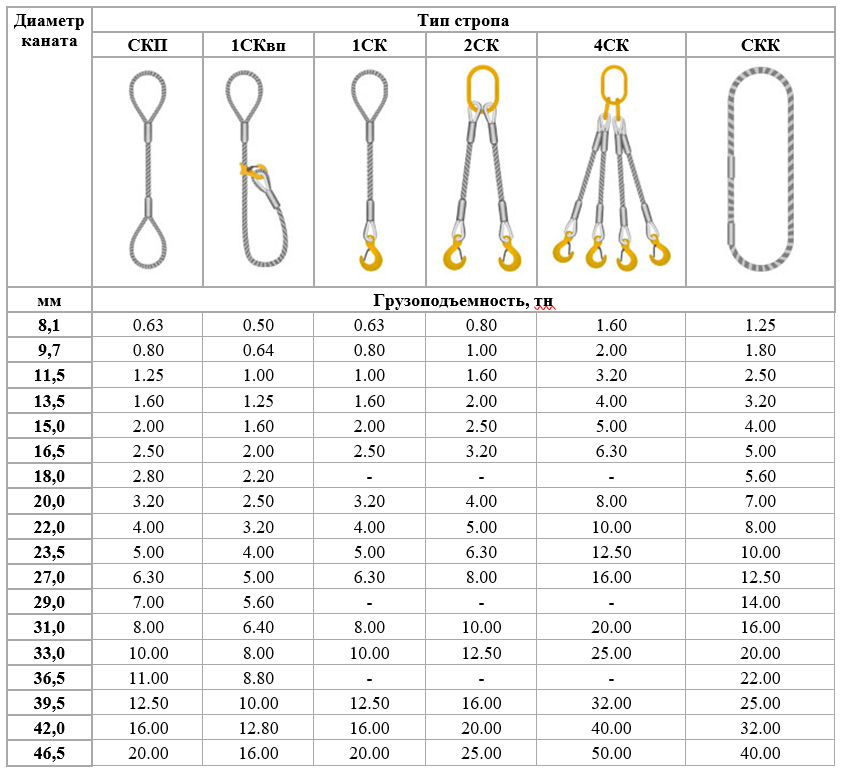 Кулачок фиксирует веревку на месте, создавая функцию вспомогательного торможения.
Кулачок фиксирует веревку на месте, создавая функцию вспомогательного торможения.

 Отрезок металла фиксируется на роликах, поджимается, и прокатывается. Далее снова поджимается, и опять прокатывается. В итоге получается большой равномерный радиус изгиба.
Отрезок металла фиксируется на роликах, поджимается, и прокатывается. Далее снова поджимается, и опять прокатывается. В итоге получается большой равномерный радиус изгиба.
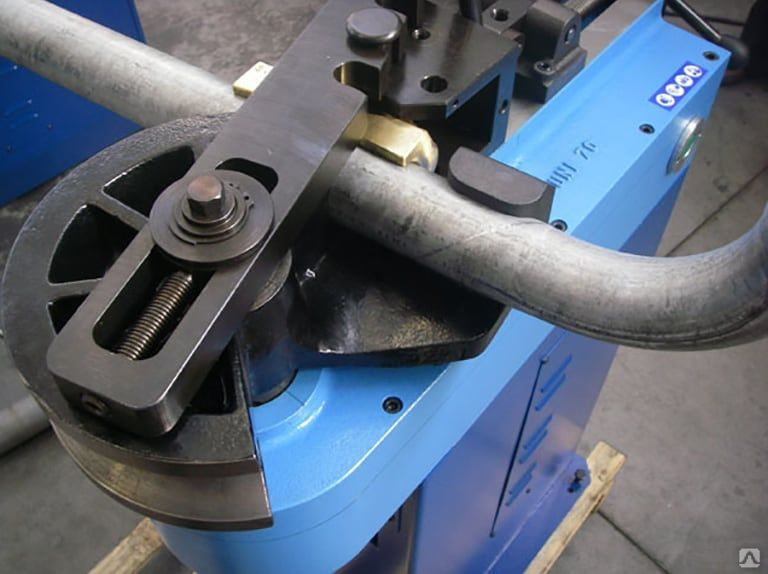
 4 Работа с пластиковыми трубами
4 Работа с пластиковыми трубами
 Считается что труба прогрелась, если бумажка при контакте с ней начинает тлеть.
Считается что труба прогрелась, если бумажка при контакте с ней начинает тлеть.
 Также не будем забывать, что есть металлы мягкие, а есть жесткие. Цветные металлы – по большей степени мягкие. С ними работать проще.
Также не будем забывать, что есть металлы мягкие, а есть жесткие. Цветные металлы – по большей степени мягкие. С ними работать проще.
 Впрочем, тут каждый действует так, как ему видится возможным.
Впрочем, тут каждый действует так, как ему видится возможным. net» src=»https://www.youtube.com/embed/uvHt8DayLj0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
net» src=»https://www.youtube.com/embed/uvHt8DayLj0?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>  Хорошо действует проволока или даже стальная пружина высокой прочности.
Хорошо действует проволока или даже стальная пружина высокой прочности.
 Это твердый материал. Однако это пластичный и податливый материал. Он легко формируется с помощью различных процессов механической обработки в несколько форм. Гибка труб из нержавеющей стали — это процесс, который помогает придать трубам несколько ценных конфигураций.
Это твердый материал. Однако это пластичный и податливый материал. Он легко формируется с помощью различных процессов механической обработки в несколько форм. Гибка труб из нержавеющей стали — это процесс, который помогает придать трубам несколько ценных конфигураций. Однако некоторые приемы могут помочь упростить этот процесс. В этом разделе мы обсудим, как согнуть трубы из нержавеющей стали, используя наиболее эффективные методы.
Однако некоторые приемы могут помочь упростить этот процесс. В этом разделе мы обсудим, как согнуть трубы из нержавеющей стали, используя наиболее эффективные методы.
 Валки движутся так, что могут создавать большие, обычно определенные радиусы.
Валки движутся так, что могут создавать большие, обычно определенные радиусы.
 Таким образом, вы можете выбрать этот метод, когда округлость изгиба не является самым важным фактором.
Таким образом, вы можете выбрать этот метод, когда округлость изгиба не является самым важным фактором. В большинстве случаев утончение внешней стенки изгиба часто приводит к искривлению изгиба. Использование оправки для поддержки может помочь предотвратить это. Это означает, что гибка труб на оправке является наиболее надежным методом в данном случае.
В большинстве случаев утончение внешней стенки изгиба часто приводит к искривлению изгиба. Использование оправки для поддержки может помочь предотвратить это. Это означает, что гибка труб на оправке является наиболее надежным методом в данном случае. Материалы с более высоким пределом текучести будут иметь большее отношение упругой деформации к пластической. Такие материалы также будут демонстрировать большую упругость, чем материалы с более низким пределом текучести.
Материалы с более высоким пределом текучести будут иметь большее отношение упругой деформации к пластической. Такие материалы также будут демонстрировать большую упругость, чем материалы с более низким пределом текучести. Это часто влияет на результаты, особенно когда вам нужны жесткие допуски. Важно знать, что некоторые материалы могут нуждаться в большей изгибающей способности, чем другие, при изготовлении труб по индивидуальному заказу. Более толстые сорта нержавеющей стали потребуют большей силы, чем более тонкие.
Это часто влияет на результаты, особенно когда вам нужны жесткие допуски. Важно знать, что некоторые материалы могут нуждаться в большей изгибающей способности, чем другие, при изготовлении труб по индивидуальному заказу. Более толстые сорта нержавеющей стали потребуют большей силы, чем более тонкие. С другой стороны, более тонкие стенки сварных труб делают их пригодными для применений большего диаметра. Шов сварных труб может мешать согласованности изгибов. Это связано с тем, что на трубе образуется точка концентрации напряжений.
С другой стороны, более тонкие стенки сварных труб делают их пригодными для применений большего диаметра. Шов сварных труб может мешать согласованности изгибов. Это связано с тем, что на трубе образуется точка концентрации напряжений. Возможны более узкие радиусы изгиба, например ½ x D. Однако часто бывает дороже получить что-либо меньше 2 x D.
Возможны более узкие радиусы изгиба, например ½ x D. Однако часто бывает дороже получить что-либо меньше 2 x D. Он также находит применение в медицинских устройствах, рамах солнечных батарей, промышленном оборудовании и электропроводке. Возможность формовать стальные трубы различной формы и толщины делает их еще более полезными.
Он также находит применение в медицинских устройствах, рамах солнечных батарей, промышленном оборудовании и электропроводке. Возможность формовать стальные трубы различной формы и толщины делает их еще более полезными. Таким образом, выбор подходящего материала, процесса и инструмента даст вам отличный шанс добиться идеального изгиба для вашего приложения.
Таким образом, выбор подходящего материала, процесса и инструмента даст вам отличный шанс добиться идеального изгиба для вашего приложения. Тем не менее, выбор правильного производителя с надлежащим знанием процессов и инструментов может помочь сделать процесс более плавным.
Тем не менее, выбор правильного производителя с надлежащим знанием процессов и инструментов может помочь сделать процесс более плавным.

 На первом этапе производства стальных труб рулоны разрезаются вдоль на широкие заготовки, соответствующие диаметру стальной трубы, которую необходимо изготовить.
На первом этапе производства стальных труб рулоны разрезаются вдоль на широкие заготовки, соответствующие диаметру стальной трубы, которую необходимо изготовить.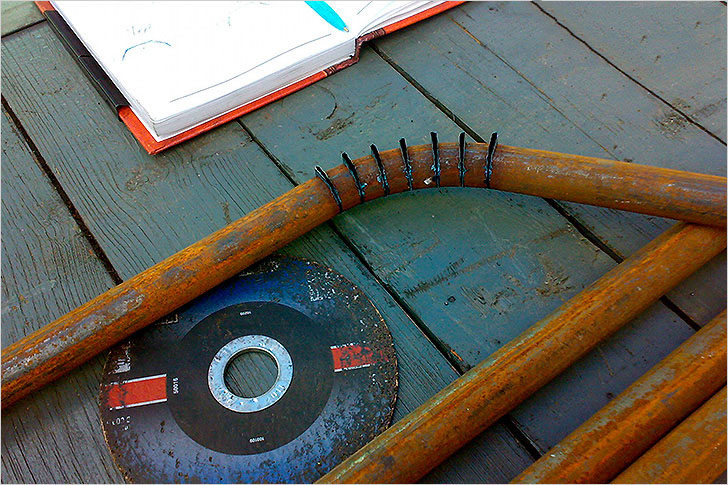 прочность, а также отличная ударная вязкость
прочность, а также отличная ударная вязкость В этой статье мы можем просто заявить, что свойства стальной трубы, такие как пластичность , жесткость и ее общая простота обработки , все зависят от состава ее сплава .
В этой статье мы можем просто заявить, что свойства стальной трубы, такие как пластичность , жесткость и ее общая простота обработки , все зависят от состава ее сплава .
 0114
0114

 Особый интерес представляют общие затраты, рыночная цена, качество поверхности трубы и коррозионная стойкость, а также простота обработки, особенно при гибке, прокатке и сварке стальных труб.
Особый интерес представляют общие затраты, рыночная цена, качество поверхности трубы и коррозионная стойкость, а также простота обработки, особенно при гибке, прокатке и сварке стальных труб. В действительности, однако, металлический сплав, используемый для трубы – сталь или нержавеющая сталь – должен выбираться на основе следующих трех факторов:
В действительности, однако, металлический сплав, используемый для трубы – сталь или нержавеющая сталь – должен выбираться на основе следующих трех факторов: youtube.com/embed/o5Q57Uyck-Q?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/o5Q57Uyck-Q?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  Эта трубка будет использоваться для изготовления усовершенствованной системы розлива пива. После первого этапа резки труба из нержавеющей стали обтачивается с одного конца. Затем труба сгибается перед перемещением в станочный центр, где в ней делается резьбовое отверстие. Этого нельзя делать до холодной гибки, так как просверливаемое отверстие находится слишком близко к согнутой части трубы.
Эта трубка будет использоваться для изготовления усовершенствованной системы розлива пива. После первого этапа резки труба из нержавеющей стали обтачивается с одного конца. Затем труба сгибается перед перемещением в станочный центр, где в ней делается резьбовое отверстие. Этого нельзя делать до холодной гибки, так как просверливаемое отверстие находится слишком близко к согнутой части трубы. youtube.com/embed/hJIIvZvPzms?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/hJIIvZvPzms?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 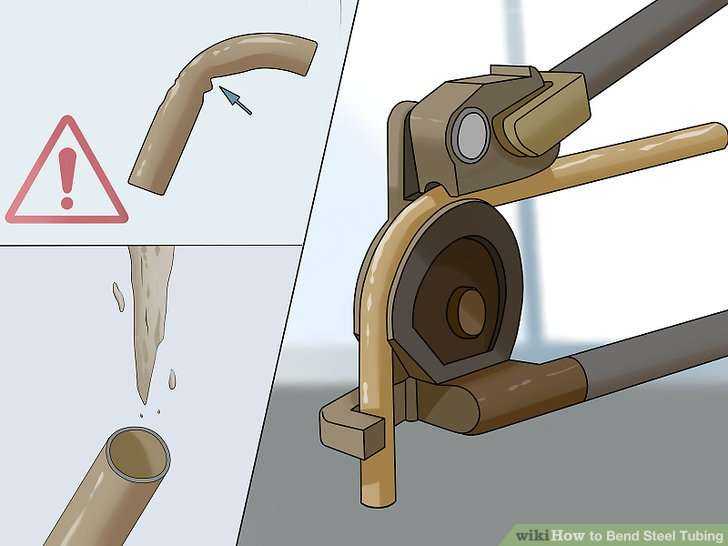
 Например:
Например:
