Как сделать армопояс — виды поясов и способы их заливки (+схемы)
Армопоясом называют железобетонную конструкцию, которая предназначена для укрепления стен дома. Это необходимо для защиты стен от нагрузок, возникающих под воздействием внешних/внутренних факторов. К внешним относится воздействие ветра, наклон местности/холмистость, плавающий грунт и сейсмическая активность земли. В список внутренних факторов относятся все бытовые строительные приспособления, применяемые при внутренней отделке дома. Если неправильно сделать армопояс, то из-за этих явлений стены попросту треснут, а что еще хуже, разъедутся. Ввиду этого очень важно быть осведомленным в том, как сделать армопояс. О видах, назначении и способе установки армопояса и пойдет речь в этой статье.
Содержание
Виды
Инструменты и материалы
Изготовление арматурной сетки/каркаса
Опалубка
Ростверк
Цокольный армопояс
Межэтажный
Под мауэрлат
Крепление мауэрлата
Армопояс для газобетона
Видео
Виды
Существует 4 вида армопояса:
ростверк;
цокольный;
межэтажный;
под мауэрлат.
Инструменты и материалы
Перед началом работ следует подготовить инструменты/материалы:
Арматура.
Цемент.
Песок.
Щебень.
Проволока для перевязки арматуры.
Доски.
Саморезы.
Кирпич.
Лопата.
Бетономешалка.
Фомка/ломик.
Сварочный аппарат.
Чтобы все выполненные вами работы были сделаны качественно, предлагаем вам ознакомиться с техникой изготовления армосетки/каркаса и опалубки.
Изготовление арматурной сетки/каркаса
Чтобы армопояс был качественным, а соответственно дом надежным, нужно знать, как правильно сделать армосетку/каркас. Соединение прутьев арматуры между собой осуществляется вязальной проволокой, а не сварочным швом. Это обусловлено тем, что при сварке место возле изготавливаемого шва перегревается, что приводит к ослаблению прочности арматуры. Но без сварочных швов при изготовлении сетки не обойтись. Середина и концы каркаса свариваются, остальные же соединительные узлы связываются.
Уложенный каркас в армопояс
Прутья скрепляются для фиксации арматуры в необходимом положении при заливке бетоном. Для этих целей используется тонкая проволока, от нее прочность сетки/каркаса не зависит.
Для изготовления армопояса используются только ребристые прутья. Бетон цепляется за ребра, что содействует увеличению несущих способностей конструкции. Такой пояс может работать на растяжение.
Чтобы сделать каркас возьмите 2 жилы толщиной 12 мм и длиной 6 м, при этом для поперечной арматуры вам будет достаточно прутьев толщиной 10 мм. По центру и краям поперечную арматуру следует приварить. Остальные же прутья просто вяжутся. После изготовления двух сеток, подвесьте их так, чтобы образовался зазор. Сварите их с краев и по центру. Таким образом, у вас получится каркас. Для изготовления пояса, каркасы сваривать нет надобности. Их укладывают внахлест на 0,2–0,3 м.
Опалубка
Установка и закрепление опалубки осуществляется несколькими методами. Чтобы установить деревянные щиты, необходимо пропустить через них анкера, монтировать на них заглушки при помощи электросварки. Цель этих действий – зафиксировать опалубку таким образом, чтобы под весом бетона она не выдавливалась.
Для закрепления опалубки при заливке межэтажного армопояса чаще используется более простой способ. На нижней части щита следует закрепить шуруп диаметром 6 мм, длиной 10 см. Расстояние между ними – 0,7 м. Итак, приложите деревянный щит к стене, высверлите сквозь него отверстие, вставьте в него грибок и забейте шуруп.
Отверстие в щите должно быть диаметром чуть больше 6 мм. Это нужно для того, чтобы беспрепятственно установить грибок.
Деревянная опалубка
Верхнюю часть опалубки также закрепляют быстрым монтажом. Но в этом случае следует вкрутить саморез, а не шуруп. Итак, проделайте отверстие в кирпиче лицевой кладки. Затем вбейте в него арматуру. Если кирпич полнотелый, то дело обстоит проще – просто вбейте гвоздь/арматуру в вертикальный шов. Саморез и арматуру стяните вязальной проволокой. Расстояние между элементами крепежа – 1–1,2 м. Такое крепление способно противостоять предстоящим ему нагрузкам.
После того как армопояс затвердеет, снять опалубку можно при помощи ломика/гвоздодера. В теплый сезон бетон схватывается за сутки. В этом случае демонтаж опалубки можно осуществлять на следующий день. В холодный сезон эту процедуру проводят спустя несколько дней.
Ростверк
Первоначально следует определить глубину заложения фундамента. Этот параметр зависит от типа грунта, глубины его промерзания, а также глубины залегания грунтовых вод. Затем следует вырыть траншею по периметру будущего дома. Сделать это можно вручную, что долго и утомительно или при помощи экскаватора, что быстро и эффективно, но влечет за собой дополнительные расходы.
После спецтехники следует выровнять дно и стенки траншеи до твердого грунта. Поверхность должна быть максимально твердой и ровной.
Теперь нужно сформировать песчаную подушку, высота которой должна равняться 50–100 мм. При необходимости засыпки песка больше, чем на 100 мм, его нужно смешать со щебнем. Это мероприятие может понадобиться для выравнивания дна траншеи. Еще один способ выравнивания дна – заливка бетоном.
Изготовление каркаса для ростверка
После засыпки песчаной подушки, ее необходимо утрамбовать. Чтобы справиться с задачей быстрее, полейте песок водой.
Затем следует уложить арматуру. В процессе строительства в нормальных условиях нужно использовать арматуру из 4–5 жил, диаметр каждого прута должен составлять 10–12 мм. Важно, чтобы при заливке ростверка для фундамента арматура не касалась основания. Она должна быть утоплена в бетоне. Таким образом, металл будет защищен от коррозии. Чтобы этого достичь арматурную сетку следует приподнять над песчаной подушкой, уложив под нее половинки кирпича.
Ростверк ленточного фундамента
Если вы строите дом на пучинистом грунте или там, где высокий уровень грунтовых вод, то ростверк следует сделать более прочным. Для этого вместо арматурной сетки следует использовать арматурный каркас. Он представляет себе 2 сетки, состоящие из 4 жил диаметром по 12 мм. Их следует укладывать снизу и сверху армопояса. В качестве основания вместо песчаной подушки используется граншлак. Его преимущество перед песком в том, что со временем граншлак превращается в бетон.
Для изготовления сетки используется вязальная проволока, а не сварочный шов.
Для ростверка следует использовать бетон М200. Чтобы высота заливки соответствовала заданной величине, установите в траншее маячок – металлический колышек равный высоте ростверка по длине. Он будет служить вам ориентиром.
Цокольный армопояс
Перед возведением стен на фундамент следует залить цокольный армопояс. Его необходимо залить по периметру постройки вдоль внешних стен, но нельзя этого делать вдоль внутренних несущих стен. Цокольный армопояс служит в качестве дополнительного укрепления конструкции. Если вы качественно залили ростверк, то цокольный пояс можно сделать менее прочным. Высота армопояса – 20–40 см, используется бетон М200 и выше. Толщина двухжильных арматурных прутьев – 10–12 мм. Укладка арматуры осуществляется в один слой.
Если вам нужно усилить цокольный пояс, то используйте арматуру большей толщины или установите больше жил. Еще вариант – уложить армосетку в 2 слоя.
Опалубка для цокольного армопояса
Толщина цокольной и внешней стены одинаковая. Она составляет от 510 до 610 мм. При осуществлении заливки цокольного армопояса можно обойтись и без опалубки, заменив ее кирпичной кладкой. Для этого необходимо сделать с двух сторон стены кладку в полкирпича. Образующуюся пустоту вы сможете залить бетоном, предварительно уложив в нее арматуру.
При отсутствии ростверка цокольный армопояс делать бесполезно. Некоторые умельцы, решив сэкономить на ростверке, усиливают цокольный пояс, используя при этом арматуру большего диаметра, что якобы улучшает несущую способность дома. На самом деле – такое решение неразумно.
Ростверк – это основа дома, а цокольный пояс – дополнение или усиление несущих способностей армопояса для фундамента. Совместная работа ростверка и цокольного пояса служит гарантией надежного фундамента даже на пучинистых грунтах и с высоким уровнем залегания грунтовых вод.
Межэтажный
Между стеной и плитами перекрытия тоже нужно сделать армопояс. Его заливают вдоль внешних стен высотой от 0,2 до 0,4 м. Межэтажный армопояс позволяет сэкономить на дверных/оконных перемычках. Их можно сделать небольшими и с минимумом арматуры. Таким образом, нагрузка на конструкцию будет распределена равномерно.
Если на стены из плохо воспринимающего нагрузки материала установить армопояс, то нагрузка от плит перекрытия будет распределяться равномерно по всей длине стен, что благотворно скажется на их прочностных характеристиках.
Опалубка для межэтажного армопояса
Армирование межэтажного пояса выполняется сеткой из ребристых арматурных прутьев толщиной 10–12 мм в 2 жилы. Если толщина стен варьируется в пределах 510–610 мм, то в качестве опалубки можно использовать двухстороннюю кирпичную кладку, как и для цокольного пояса. Но при этом для внутренней кладки следует применять забутовочный кирпич, а для наружной лицевой. В таком случае армопояс будет иметь ширину равную 260 мм. При меньшей толщине стен забутовочный кирпич следует уложить на ребро либо использовать вместо него деревянную опалубку, а с внешней стороны так же, как и в предыдущем случае укладывается лицевой кирпич.
Под мауэрлат
Заливать армопояс под мауэрлат можно только после отвердения клея/раствора для кладки стен. Технология, по которой кладется армопояс по газобетону отличается устройством опалубки, но об этом мы поговорим чуть позже. Изготовление деревянной опалубки осуществляется по уже знакомой вам схеме. Бетон же готовится по такой формуле: 2,8 части песка на 1 часть цемента и 4,8 части щебня. Таким образом, у вас получится бетон М400.
После заливки исключите остатки пузырьков воздуха в массе. Чтобы выполнить эти задачи, используйте строительный вибратор или протыкайте жидкую массу прутом.
Крепление мауэрлата
При монолитном устройстве армопояса следует соблюсти правила крепления мауэрлата. Во время монтажа каркаса из арматуры следует вывести из него вертикальные отрезки на определенную в проекте высоту. Прутья арматуры должны возвышаться над армопоясом на толщину мауэрлата + 4 см. В брусе необходимо сделать сквозные отверстия, равные диаметру арматуры, а на ее концах следует нарезать резьбу. Так, у вас получится надежное крепление, что предоставит вам возможность осуществить качественный монтаж крыши любой конфигурации.
Армопояс для газобетона
Газобетон – это альтернатива кирпича, обладающая высокими теплоизоляционными качествами наряду с небольшой стоимостью. Газобетонные блоки уступают кирпичу по прочности. Если при устройстве армопояса на кирпичных стенах заливать бетон не приходится, так как арматура укладывается в процессе кладки, то с газобетоном дела обстоят иначе. О том, как сделать армопояс на деревянной опалубке уже говорилось выше, поэтому в этом подразделе мы рассмотрим, как сделать армированный пояс из U-образных газобетонных блоков D500. Хотя стоит сразу заметить, что эта технология более затратная.
В этом случае все предельно просто. Установите блоки на стену в обычном порядке. Затем проведите армирование центральной их части, а после залейте бетоном. Таким образом, стены вашего дома будут более долговечными и надежными.
Если у вас остались вопросы по теме, то задавайте их работающему на сайте специалисту. При необходимости вы можете проконсультироваться по поводу заливки армопояса с нашим экспертом. Есть личный опыт? Делитесь им с нами и нашими читателями, пишите комментарии к статье.
Видео
О том, как сделать армопояс для дома из газобетона вы можете узнать из видео:
Помогла ли вам статья?
Как сделать армопояс своими руками
Содержание статьи:
1 Устройство армопояса
2 Как сделать армопояс – последовательность
2. 1 Металлический каркас из арматуры
2.2 Опалубка
2.3 Заливка бетоном
2.4 Завершение
Любое без исключения сооружение, выполненное из каких-либо блочных материалов, будет постоянно подвергаться воздействию природных явлений – вспучивание почвы, осадка здания, другое движение грунта. К тому же усиленные ветра, а также дожди тоже могут оказывать влияние на целостность всего здания. Именно для исключения различных подвижек здания поверх стен и выполняется бетонный армопояс. А как сделать армопояс своими руками и поговорим в этой статье.
Устройство армопояса
Армирующий пояс или, как еще иногда он называется сейсмопояс, дает возможность улучшать прочность всего дома, а также позволяет предотвращать растрескивание стен в результате движения грунта с фундаментом и под воздействием атмосферных явлений. Помимо этого, если правильно сделать армопояс, он позволяет равномерно распределить нагрузки от находящейся над ним кровли или бетонных перекрытий.
Обращаем внимание! Даже если в доме перекрытия обустраиваются из дерева необходимость делать армопояс не отпадает. Тип перекрытия не определяет делать ли армопояс или нет. В любом случае пояс должен замыкать все стены.
С назначением армопояса все понятно. Теперь несколько слов о его конструкции. Обычный армопояс обладает двумя стандартными элементами – жесткий объемный каркас из арматуры, а также бетон, в котором она находится. В общем-то все достаточно просто, но сделать армопояс своими руками без изучения своих особенностей, наверное, будет сложно.
Как сделать армопояс – последовательность
Для того, чтобы определить всю сложность работ, а также для более детального разбора того, как изготавливается армированный пояс, проведем разбивку технологии изготовления на несколько этапов. Можно сказать, что приведем определенную инструкцию по изготовлению армопояса.
Металлический каркас из арматуры
Начинать сборку каркаса необходимо с того, что следует установить в верху стены отрезки арматуры. Для этого нужно либо просто вбить отрезки, если это позволяет плотность материала, либо просверлить отверстия и вставить в них куски. Арматура устанавливается точках пересечения стен и по всему периметру сооружения через 1-1,5 мета. Отрезки устанавливаются квадратом по четыре штуки, они будут задавать габариты всего каркаса. После этого нужно закрепить нижний продольный ряд арматуры на высоте в 3-4 см от верхнего края стены. Для этого вязальной проволокой продольные пруты привязываются к вертикально установленным штырям. Таким образом закрепляется два параллельно идущих прута.
После того, как установлена продольная арматура, ее нужно соединить короткими перемычками через 2,5-3 см. Для перемычек нужно использовать отрезки арматуры.
Подобным способом устанавливаются и вертикальные отрезки. На них позже будет крепиться верхний продольный ряд арматуры. Верхний ряд будет крепиться таким же образом и с таким же шагом, как и горизонтальный. Длина отрезков будет зависеть от общей толщины армопояса.Рекомендованная толщина армопояса 200 – 250 мм. Из этих размеров и нужно определять длину вертикальных отрезков. К вертикальным отрезками опять закрепляются продольные пруты арматуры, которые после крепятся поперечными отрезками. В общем, все точно также, как и с нижним уровнем продольный прутов.
Опалубка
На этом этапе можно поступить двумя способами: либо устанавливать несъемную опалубку, либо делать разборную из досок. Самым оптимальным вариантом будет разборная конструкция. Она собирается почти, что из любых досок или листовых материалов. В процессе возведения опалубки необходимо следить за верхним ее краем – перепад не должен быть более 1 см.
Идеальным вариантом будет комбинированная система, в которой с одной стороны она будет несъемной, а вторая – по застыванию залитого раствора будет удалена. Если фасад будет отделываться каким-либо материалом или утепляться, то на лицевой стороне можно ставить несъемную полистирольную опалубку, которая позже станет одним из элементов утепляющего слоя. По внутренней стороне можно выставить обычную доску или OSB, фиксировать которые можно подручными метизами и крепежами. Чего не скажешь про работу с пенобетоном, у которого имеются свои варианты креплений к пеноблоку.
Самым сложным моментом здесь будет соединение двух частей опалубки армопояса. Здесь нужно подойти со всей ответственностью и продумать, как соединить две противоположные части таким образом, чтобы заливаемый бетон не раздавил их по сторонам. Для этого по верхней кромке опалубки нужно закрепить деревянные распорки с шагом 30 – 40 см, а также можно стянуть ее проволокой. Для закрепления проволокой необходимо просверлить отверстия в досках и продеть насквозь проволоку, которая и стянет две части конструкции. После застывания раствора эту проволоку просто откусите бокорезами и она останется внутри армопояса. После стяжки можно приступать к следующей стадии возведения армирующего пояса.
Заливка бетоном
Здесь все достаточно не сложно, за исключением поднятия бетона внутрь опалубки сверху стены. Но с этим вопросом легко можно разобраться при заказе. У фирм, предоставляющих услуги доставки бетона имеется возможность заказа бетононасоса, которым и осуществляется перекачка раствора в любую точку заливаемого армопояса.
Еще скажем несколько слов о качестве бетонной смеси и о способе ее приготовления, если будете готовить ее самостоятельно. При заказе марка должна быть не ниже В15. А вот если будете готовить своими силами, то состав будет следующим: одно ведро цемента и по два ведра щебня и песка. Бетонную смесь лучше всего будет готовить погуще, т.к. она не будет сильно раздавливать опалубку. Однако у такого раствора имеется свой нюанс – смесь в опалубке необходимо тщательно утрамбовывать и уплотнять. В идеальном случае для этого используется глубинный вибратор, но он в бытовом строительстве не часто встречается. Для уплотнения можно использовать либо отрезок арматуры, либо отрезок деревянного бруска, которыми тщательно утрамбовывается весь раствор в опалубке.
Завершение
Завершающий этап изготовления армопояса своими руками – это контролирование застывания бетона. Сразу же после заливки бетонной смеси ее лучше всего накрывать целофанной пленкой. Это необходимо для уменьшения потерь влаги и появления трещин в армопоясе. Через несколько дней, когда будет набрана начальная прочность, опалубка может быть снята (съемная). Кстати, советуем вам почитать вам статью “Трещины в стенах кирпичного дома: причины и устранение“.
Обращаем внимание! Влажность застывающего бетона необходимо постоянно поддерживать увлажнением его поверхности. Здесь нужно знать, что чем медленнее будет проходить высыхание раствора, тем большей прочностью он будет обладать.
Это, в общем, и все. Уточним только одну деталь, которая касается гидроизоляции армопояса. Обычно на армопояс укладывается мауэрлат для дальнейшего монтажа крыши. Для этого на поверхность бетона нужно уложить рубероид или другой современный битумный материал для осуществления гидроизоляции. Подобным образом вы сможете защитить основу своей крыши от поступающей влаги от стен.
Как носить и настроить боевой пояс
Toggle Nav
Меню
Счет
Ваш перевозчик может предоставить не так много MOLLE-недвижимости, прежде чем вы начнете понимать, что управление снаряжением немного сложнее, чем предполагалось изначально. Точно так же некоторые предметы в вашем комплекте лучше подходят для вашей талии, чем для переноски, например, пистолеты и подсумки. Для этих ситуаций и снаряжения следующим решением является боевой пояс.
Что такое боевой пояс?
Боевой ремень — это жесткий и прочный аксессуар, который носится поверх одежды и обычно имеет внешнюю лямку для крепления подсумка. Боевой пояс бывает разных форм, но наиболее распространенный дизайн состоит из трех частей.
Внутренний ремень. Это меньший ремень на липучке, который проходит через шлевки , что отвечает на часто задаваемый вопрос «Проходит ли боевой ремень через шлевки?». Обычно на него ничего не крепится, хотя есть такие предметы, как держатели для ножей, рассчитанные на этот ремень. Вы должны убедиться, что он хорошо и туго затянут, чтобы получить более удобную посадку от дежурного ремня, о котором мы поговорим далее.
Дежурный ремень. Это более широкий и жесткий ремень, который крепится снаружи внутреннего ремня. Внутри у него есть соответствующее крепление на липучке, чтобы прикрепить его к внутреннему ремню.
Внешний ремень. Это рукав, который надевается на ваш рабочий ремень, с лямками системы крепления подсумков (PALS) для подсумков, совместимых с модульным легким грузоподъемным оборудованием (MOLLE). Внешний ремень — это то, что вы будете использовать для защиты большинства ваших аварийных и защитных инструментов. Некоторые производители объединяют детали из детали номер 3 (внешний ремень) в деталь номер 2 (рабочий ремень), в результате чего получается только две детали.
Что можно/нужно носить на боевом поясе?
Вы можете использовать боевой пояс для переноски следующих предметов:
Пистолет и кобура
Магазины для пистолета и
Жгуты
Индивидуальная аптечка первой помощи (ИФАК)
Сумка для мусора
Гранаты
Поводки для удержания вертолета
Ножи
Химические фонари
Другие предметы, такие как радио, GPS, фонарик и устройства промежуточной силы.
Боевые ремни совместимы с подсумками MOLLE. Если есть предметы, которые вы предпочитаете носить на бедре, а не на груди, вы можете переместить их с бронежилетов на пояс. Имейте в виду, что ваше тело предпочитает носить тяжелые предметы на бедрах, и перенос тяжелых подсумков, таких как подсумки типа NODS GP, на бедра может предотвратить ненужную боль в пояснице и напряжение.
Зачем использовать боевой пояс?
Боевой пояс часто является частью профессиональной униформы военнослужащих, сотрудников правоохранительных органов и служб безопасности. Вы можете увидеть, как правоохранительные органы и службы безопасности используют только внутренний и рабочий ремни (детали 1 и 2), если они решат прикрепить свое снаряжение способами, отличными от лямок PALS
радио, дубинка, наручники, спрей от OC или электрошокер. Но вам не нужно быть профессионалом в этом смысле, чтобы использовать боевой пояс.
Вы можете выбрать боевой пояс для EDC (повседневное ношение). Вы можете взять его с собой в машину вместе с баллистическим жилетом и быть готовым защищаться от нападения в общественных местах. Боевой пояс — это то, что вы можете иметь наготове, чтобы быстро надеть его, если что-то пойдет не так.
Еще один популярный вариант — носить боевой пояс для защиты дома. Вы можете поставить его рядом с вашей кроватью с вашими средствами защиты дома, готовыми к работе. В случае вторжения в дом вы не будете шарить в темноте в поисках необходимых инструментов.
Как должен сидеть боевой пояс?
Боевой пояс должен быть плотным и надежным, но не слишком тугим, чтобы ограничивать движения или вызывать дискомфорт. Убедитесь, что ваша установка включает в себя необходимые вам предметы, но не вызывает дискомфорта в спине или туловище из-за веса ваших предметов.
Настройка боевого пояса
Способ настройки боевого пояса зависит от того, что вы хотите с ним делать. Кем вы работаете? Какова ваша цель? При настройке ремня подумайте, где вы хотите разместить предметы, а где нет.
Например, вы можете не захотеть размещать определенные громоздкие предметы перед поясом, если это затрудняет принятие положения лежа. Войдите во все положения, в которых вы можете оказаться, и посмотрите, как они себя чувствуют.
Давайте поговорим о том, где вы хотите разместить свое снаряжение. Для справки, мы будем говорить о позициях боевого пояса в положении «часы» для удобства.
12 часов Позиция: Это пряжка вашего ремня. Некоторые боевые ремни позволяют менять пряжки разных типов для разных целей. Мы рекомендуем пряжки Cobra там, где требуется любое высокопрочное крепление транспортного средства.
11-12 и 12-1: Хранить СВОБОДНЫМ от снаряжения. По крайней мере, снаряжение, которое болтается, как перчатки и химические лампы на паракорде, действительно будет способствовать использованию в этой области. Громоздкое снаряжение может помешать правильному положению лежа, а небольшие сумки и ножи для снаряжения могут ограничить движения туловища, когда вам нужно согнуться в талии, чтобы что-то поднять или завязать шнурки.
2-3 или 9-10: Мы рекомендуем устанавливать кобуру для пистолета в этих местах. Если вы правша, используйте положения со 2 по 3, а если вы левша, то 9.до 10 позиций. Напротив этих позиций (для каждого стрелка-разноручника) вы должны установить подсумки для магазинов. Обратите особое внимание на то, что ваш пистолет можно вытаскивать с переноской. Возможно, вам придется снять и переместить подсумки на поясе, чтобы вы могли беспрепятственно вытаскивать оружие.
4-3 и 7-8: Следующие положения подходят для самых больших и громоздких подсумков. Это связано с тем, что эти положения, как правило, позволяют вам сидеть в транспортном средстве, не мешая спине использовать сиденье.
5-7: В этих позициях рекомендуется не размещать громоздкое снаряжение или использовать что-то более тонкое, например, поясничный IFAK или складной мешок для мусора . Причина в том, что любые громоздкие сумки в этой области не позволят вам сидеть в любом положении, кроме вертикального без поддержки, и, что более опасно, рискуют парализовать вас в случае падения на бок. НЕ устанавливайте большие громоздкие одноразовые предметы в этой области и обратите внимание на то, что предметы в них должны располагаться на уровне или ниже вашей задней части. Обратите внимание на то, какие предметы вы кладете в свой IFAK, поскольку мы рекомендуем хранить только мягкие предметы, такие как нагрудные пломбы и марля, поскольку такие предметы, как иглы для декомпрессии и жгуты, могут привести к травме во время падения.
Полное видео о настройке боевого пояса смотрите в нашем видео «Настройка боевого пояса» .
Заключение
Как бы вы ни решили настроить свой боевой пояс, вы должны тренироваться с этим набором. Чем больше вы тренируетесь со своим снаряжением, тем лучше вы можете настроить свою систему в соответствии с вашими конкретными потребностями.
Не совершайте ошибку, просто копируя чужой дизайн. Они могут быть экспертами и знать все тонкости своего оборудования, но они не вы. Вы должны точно настроить конфигурацию своего боевого пояса так же, как и свой бронежилет, исходя из того, что лучше всего подходит для вас.
Посмотрите наш боевой пояс дополненной реальности
Лавинный пресс
Дефектный Шедевры Дэвид Хьюз Декабрь 2018
Жалко конструктора Вторая мировая Игра War at Sea , когда он размышляет о том, что оборонное значение придать современному линкору. Количество переменных огромно. наиболее очевидным является толщина обоих ремней и палубная броня, но на это влияет покрываемая площадь и качество, тип и наклон используемой стали. Подводный защита не менее важна, но здесь количество вовлеченных факторов резко возрастает, начиная от ширины и заполнения система защиты до того, как далеко вниз основной броневой пояс удлиняется. Добавьте проблему с башней броня, считайте балку корабля (которая влияет ли оболочка, которая проходит через броня дотянется до магазина), решите имеет ли значение капитан или нет охраняется, и один приближается определить значение защиты должно быть.
Новый Юнайтед Штатные линкоры Второй мировой войны имели отличную палубную защиту — толстую и разместили на верхней палубе — вероятно лучше любого европейского линкора, не удивительно, поскольку ВМС США разработали своих кораблей для борьбы с японским флотом в течение долгого времени, очень большие расстояния в чистом воздухе Тихий океан, используя самолеты-корректировщики для контроля стрельба. Обратите внимание на ласковое слово «вероятно», поскольку есть так много переменных, чтобы рассмотреть. Из них наиболее важным является качество брони, а не только ее толщины.
Возможно, к удивлению многих читателей, Соединенные Штаты были не в состоянии производить лучшие тип брони линкора, известный как «лицевая закалка» (Класс А по американской терминологии) в адекватных количествах. То, что он мог произвести, было серьезно уступает, например, британским и итальянским броня. Я постараюсь избежать строки статистики в статье Daily Content (для тех, кто посещает бесчисленные интернет-сайты) но рассмотрим одно очень распространенное сравнение между Айова и Авангард (Король George V имеет практически идентичную систему бронирования, но корабль поменьше).
Проще говоря, американский ремень чуть более 12 дюймов, британцы всего менее 15 дюймов. Однако, если принять во внимание учитывать относительное качество стали, британский пояс «увеличивается» до более 17 дюймов. Кстати, итальянский и наверное французская торцевая закалка тоже была лучше, в то время как японцы незначительно уступает. Также печальная нехватка американских стали с лицевой закалкой означало, что только верхняя половина пояса могла использовать этот тип брони.
Старый и новый. Висконсин связаны рядом с обломками Оклахома , 1944 год.
Всегда предполагается, что наклонный ремень американских линкоров была отличительной чертой преимущество, да и его склонность 19 градусов соответствует толщине 17,3. дюйма вертикальной брони на 25 000 ярдов диапазон, хотя это улучшение было намного уменьшается на ближних дистанциях боя. Однако, это тоже забывается при сравнении современных линкоры которые почти все использовали наклонные броня. Плоский Кинг Джордж V класс кажется исключением, но оно имело более сложная система, вертикальная где корабль имел наибольшую ширину, но наклонен (в до 14 градусов) у башен. В качестве с Bismarck это означало, что ватерлиния броня была бы на большем расстоянии от критические точки, расположенные вдоль центральной линии корабля.
В отличие от класса King George V , ремень всех трех построенных американских линкоров занятия были внутренними. Это удобный способ экономии веса, но означает, что есть это пустое пространство между ремнем и корпус, выполненный из тяжелого (не бронированного) стали. Это создало проблему, показанную, когда Южная Дакота сражался с Киришима . Крейсер и даже снаряды эсминцев оказались вполне дееспособными пробить корпус, чтобы линкор принял более 800 тонн воды. Ей повезло быть спасенным Вашингтоном , позволяющим ей превосходно аварийно-спасательные группы для проверки большинства водный поток.
Одна из причин, по которой некоторые современные комментаторы игнорировать эту проблему является их предположением, что тонкая наружная обшивка «без капсюля» бронебойная раковины (снимая очень твердую внешнюю оболочку). Это всегда было сомнительным предположением, поскольку конструкторы кораблей не заявляли об этом, и это в настоящее время установлено, что корпусная «броня» имела не влияет на британский, немецкий и итальянский снарядов или, можно подозревать, на японских. Проблема с внутренними ремнями была быстро признаются, когда суда, оснащенные ими пошел на службу. Так же, как Королевский флот заменил внутренний ремень Нельсон с внешний вид King George V , США ВМС США внесли такое же изменение только что когда строились первые Iowa класса. Поистине великолепный Montana класса (практически любой расчет лучший проект линкора когда-либо авторизованный) вместо этого использовал толстый внешний наклонный ремень.
Великолепный Montana класса .
американских конструктора сделали большой акцент, больше, чем какие-либо другие, на защите основных башни и диспетчерские вышки. Бывший получил около 19 дюймов брони, почти на 30% больше чем их британские, немецкие и итальянские современники, хотя следует отметить, что это было отчасти из-за отсутствия лицевой закалки стали. Нужна незакаленная (гомогенная) сталь быть толще для достижения того же эффекта.
Гораздо более спорным является массивная защита передан диспетчерской вышке. В то время как у капитана станции Король Георг V пришлось обходиться всего три дюйма брони и итальянский капитан имел девять дюймов брони, американец капитан был в безопасности за высокой колонной из броневого листа толщиной 17 дюймов. Только могучий Ямато снабдил свой командный состав более толстыми защита. По всей вероятности, это было потрачено впустую усилия и, возможно, опасны, так как эта масса из стали был расположен так высоко в корабле. После войны рекомендовалось (но не реализовано), чтобы бронеколонны были уменьшены или удалены, так как станции защищены может быть легко продублировано в других частях корабля.
Ничто из этого не предполагает, что Айова и ее более ранние братья и сестры были плохими проектами. или неполноценные корабли. В нескольких критических отношениях они были выше, чем у других народов. Однако, поскольку они были активны намного позже другие линкоры были списаны приобрели почти мифические свойства. Пока плывет рядом с Жан Барт или Vanguard и Iowa выглядели хорошо, но не выдались; когда они ушли, они стали «самыми лучшими, Когда-либо.»
Рассмотрим современный случай. Сегодня только о каждом американском писателе или телевидении программа будет констатировать, а не просто утверждать, что танк М1 Абрамс — «самый лучший в мире.» Очень понятно и патриотично и, без сомнения, точно так же, как немец заявил бы о Leopard II, Француз из LeClerc или британец о Челленджер 2. Поскольку эти сложные а грамотные танки существуют бок о бок мы можно сравнить и признать, что у всех есть сильные стороны и недостатки, такие как превосходная защита но уступает двигателю Абрамса.
Конечно, когда мы оцениваем ценности, мы поставить на картонные прилавки мы можем узнать что 60 лет назад то же самое относилось и к линкорам. Вот, например, Южная Дакота имел превосходный двигатели, великолепный контроль повреждений, но уступает качественная любовь. Или что тяжелые снаряды в ее орудия лучше пробивали врага брони, а потому что лишний вес их был достигается за счет снижения содержания взрывчатых веществ, могли бы нанести гораздо меньший ущерб, если бы они это сделали.
Трубные и дюймовые резьбы, ГОСТ, ISO, BS, JIS, DIN, ANSI
Раздел недели: Плоские фигуры. Свойства, стороны, углы, признаки, периметры, равенства, подобия, хорды, секторы, площади и т.д.
Поиск на сайте DPVA
Поставщики оборудования
Полезные ссылки
О проекте
Обратная связь
Ответы на вопросы.
Оглавление
Таблицы DPVA.ru — Инженерный Справочник
Адрес этой страницы (вложенность) в справочнике dpva.ru: главная страница / / Техническая информация/ / Оборудование/ / Фланцы, резьбы, трубы, фитинги….Элементы трубопроводов./ / Резьбы. Резьба на трубах. Резьба крепежная. Метрическая резьба — размеры, таблицы. Дюймовые резьбы — размеры, таблицы. Таблицы соответствия резьб. / / Трубные и дюймовые резьбы, ГОСТ, ISO, BS, JIS, DIN, ANSI
Поделиться:
Основные трубные «дюймовые» резьбы, ГОСТ, ISO, BS, JIS, DIN, ANSI
Мы, в ДПВА, считаем, что существует 2 стандарта трубных резьб: NPT (Американский) и BSP (Британский). Метрические резьбы — это, как правило, крепежные резьбы. Хотя бывает всякое… Манометры могут быть нарезаны метрической резьбой…
BSP- наиболее распространенный стандарт в Европе.По умолчанию, мы в РФ, говоря о трубной резьбе, подразумеваем BSP (в 99% случаев BSPP). Внимание! В «нефтянке»и в авиации, NPT популярен как в РФ, так и в Европе. Это особый мир. Описаниевсех основных мировых типов резьб тут.
BSP конусная (BSPT) определяется стандартом ISO 7/1, цилиндрическая (BSPP) — ISO 228/1.
BSP цилиндрическая (BSPP) = DIN ISO 228/1, BSP PL
, JIS B0202 в общем случае стыкуется с соответствующий цилиндрической.
BSP (BSPT) конусная = DIN 2999 и JIS B0203 стыкуется как с соответствующей цилиндрической, так и ответной конусной резьбой, но помним, что конусные резьбы — одноразовые + они самоуплотняющиеся (!не всегда срабатывает — уплотнение резьбы крайне желательно!).
Обозначения и стандарты на дюймовые и трубные резьбы
Поиск в инженерном справочнике DPVA. Введите свой запрос:
Дополнительная информация от Инженерного cправочника DPVA, а именно — другие подразделы данного раздела:
Поиск в инженерном справочнике DPVA. Введите свой запрос:
Если Вы не обнаружили себя в списке поставщиков, заметили ошибку, или у Вас есть дополнительные численные данные для коллег по теме, сообщите , пожалуйста.
Вложите в письмо ссылку на страницу с ошибкой, пожалуйста.
Коды баннеров проекта DPVA.ru Начинка: KJR Publisiers
Консультации и техническая поддержка сайта: Zavarka Team
Проект является некоммерческим. Информация, представленная на сайте, не является официальной и предоставлена только в целях ознакомления. Владельцы сайта www.dpva.ru не несут никакой ответственности за риски, связанные с использованием информации, полученной с этого интернет-ресурса. Free xml sitemap generator
Дюймовая резьба: таблица соответствия размеров в мм, шаг, обозначения, ГОСТ и маркировки
Распечатать
Унифицированные дюймовые резьбы стандарта UN (UNC, UNF и UNEF) широко распространены в Америке и Канаде, где действует дюймовая система измерений. Здесь этот стандарт является основным для болтов, винтов, гаек и многих других крепежных деталей, используемых в машиностроении. Их изготовление регламентируется и контролируется организациями ASME и ANSI.
Американская резьба имеет тот же профиль с углом при вершине 60° , что и метрическая стандарта ISO, но ее основные параметры выражены не в миллиметрах, а в дюймах. В зависимости от частоты витков она также бывает крупная (основная) UNC, мелкая UNF и супермелкая UNEF. Число витков на дюйм именуется шагом TPI, тогда как в метрике под шагом подразумевается расстояние между соседними вершинами винтовой линии Р (мм). Эти параметры связаны соотношением: Р = 1″/ TPI (напомним, что 1″ = 25,4 мм).
Условные обозначения
В обозначении резьбы указывается ее наружный диаметр – D
, за которым следует шаг – TPI (количестве ниток на дюйм) и ее тип – UNC или UNF . Для диаметров менее 1/4″ размер обозначается целым числом от 0 до 12 , которое стоит после символа # или № . Каждому числу соответствует определенный наружный D, точное значение которого можно посмотреть в справочной таблице. Для всех остальных диаметров выше 1/4″ эта величина выражена в дюймах.
Основные моменты
Небольшая историческая справка, чтобы понять, почему так важны стандарты, и почему весь мир производит продукцию, которая им соответствует. До второй половины 16 века еще не было изобретено резьбонарезного станочного оборудования, поэтому все винты, которые применялись в редких конструкциях, были созданы вручную. Соответственно, изготовитель сам выбирал удобный отступ по виткам, поскольку добивался соответствия показателям нарезки на деталь. Ему не нужно было, чтобы данный крепеж еще к чему-то подходил. Но в 1568 году был создан первый станок, который модернизировал весь процесс и позволил ввести крепежные пары с резьбой в производство. Координация поступательного движения была зафиксирована, поэтому изначально был только один типоразмер, соответственно, маркировка не требуется. С развитием технологии появилась потребность в разных вариантах пар «болт + гайка», чтобы они могли скреплять более мелкие или, напротив, крупные соединения. Тогда станки постепенно совершенствовались – улучшился привод (изначально он был ножной, с ходом времени – электрический), а также появилась возможность настраивать резьбонарезные режимы, а именно: глубину врезки, расстояние между витками.
Цилиндрическая
Коническая
И только в 18 веке, который назван индустриальным, крепежные инструменты получили такое распространение и многообразие, что нельзя было допускать разнокалиберного производства, нужно было все унифицировать. Потребность исходила именно из нужд строительства, поэтому производители постепенно сошлись на одних принятых стандартах. Но несмотря на различия в двух системах исчисления есть стандартные параметры, по которым и происходит сверка типоразмеров и маркировка. Конкретно это:
Длина болта (шурупа и пр.) и расстояние нанесения витков.
Количество спиралей – устройство может быть однозаходным и многозаходным.
Внутренний диаметр под дюймовую резьбу. Берутся две самые глубокие точки (это дно канавок), которые расположены напротив, например, в гайке или в трубе, других деталях для соединения. Это и будет d (стандартное обозначение в формулах).
Внешний, или D. Он же – наружный. Для его измерения нужно зафиксировать отрезок, который образуется между двумя наиболее выпирающими ступенями, которые расположены параллельно.
Направление – здесь все просто, бывает правосторонняя и левосторонняя нарезка. Правый вариант распространен, используется намного чаще как при машиностроении, так и в быту, например, при обычном завинчивании пробки на горлышко бутылки. К слову, на этом примере тоже можно рассматривать и изучать нанесение резьбы. Левая тоже применяется, но реже, преимущественно в тех случаях, когда само вращение элемента рассчитано в ту же сторону (чтобы предотвратить развинчивание). Данные крепежи отмечены спецзнаками, применяются в ходовой части автомобиля, при креплении педалей велосипеда, в разных инструментах и станках.
Профиль. Это геометрическая форма, которую имеет нарезка. Концы гребней могут быть острые, тогда получается треугольник в сечении, или с усеченным конусом, прямоугольником. Чтобы наиболее наглядно это увидеть, если есть желание, можно взять болт и разрезать его вдоль, затем посмотреть на разрез или сделать его отпечаток. Но так как стандарты дюймовых резьб представлены в маркировках, достаточно найти обозначение в дюймах в сопроводительной документации. А мы покажем это на схематическом изображении.
Шаг. Одна из часто используемых характеристик, объясняет то, на каком расстоянии находятся одинаково удаленные от центра ближайшие точки. Удобно засекать по двум рядом стоящим гребням. Есть (указывается как Р) мелкий и крупный.
Ход. Это то, как пройдет один виток при обороте на 360 градусов. Он в формулах представлен как Ph. Полностью зависит от двух параметров: от промежутков и количества заходов. Чаще всего встречаются двухзаходные болты, поэтому в них ход равен двум. Формула для вычисления: Ph = Р*n, где n – это количество заходов.
Посмотрим для наглядности на схематическое изображение:
На схеме видим ось. Это визуальная срединная линия, представляющая собой центр и находящаяся на одинаковом удалении от всех верхних точек гребней и внутренних – от дна канавок. Мы привели основные аргументы и рассказали о происхождении всей системы измерений. Но при маркировке используются дополнительные характеристики. Вот как еще можно определить дюймовую резьбу:
По углу подъема. Это то, насколько круто происходит врезка. Обычно, чем больше шаг и количество заходов, тем острее угол. Также этот показатель влияет на эксплуатационные качества, в том числе на то, насколько сложно спираль сбить, срезать.
По длине свинчивания – это то расстояние, где соприкасаются внутренняя и внешняя нарезка парного крепежного соединения.
По сбегу. Это промежуток с неполным неглубоким профилем, поскольку на этом небольшом участке происходит плавный, постепенный переход к гладкой части метиза.
Принципы обозначения
Для определения основных качеств следует разобраться с ее обозначением. Обозначение резьбы на чертежах несколько отличается от тех, которые применяются изготовителем при производстве изделий. Таблицы резьб позволяют только по обозначению определить основные характеристики.
К особенностям маркировки можно отнести нижеприведенные моменты:
Условное обозначение рассматриваемой резьбы G.
Размер диаметра указывается после буквы. Примером обозначения назовем 1 ½.
Символ L указывает на то, что витки левосторонние.
Следующий символ H указывает на класс точности.
Длина свинчивания представлена цифрами в конце маркировки.
Обозначение конической резьбы на чертеже предусматривает указание класса точности. Символ, обозначающий класс точности, может указываться в технической документации. Создание витков проводится при соблюдении одного из трех классов. Кроме этого, рядом с цифрой может указываться буква «А» и «В»: первая обозначает наружный показатель, вторая внутренний. Первому классу соответствуют самые грубые резьбы, третьему самые качественные.
Таблицы размеров дюймовых и метрических мелких и крупных резьб
Теперь мы представим сравнительные табличные данные. Сразу укажем, что невозможно и нецелесообразно в рамках одной статьи предоставлять все нормативные документы, поскольку узнать исчерпывающую информацию по всем типоразмерам можно в соответствующих ГОСТах. Мы представим самые распространенные. Сначала отметим, что шаг бывает:
более 68 мм;
до 68 мм включительно.
Отсюда приведем два списка с рассматриваемой маркировкой и указанием в миллиметрах:
Обозначение
Укрупненная спираль, мм
М1
0. 25
М1.2
0.25
М1.4
0.3
М1.6
0.35
m1.8
0.35
m2
0.4
М2.2
0.45
М2.5
0.45
М3
0.5
М3.5
0.6
М4
0.7
М5
0.8
М6
1.0
М8
1.25
М10
1.5
М12
1.75
М14, 16
2.0
М18, 20, 22
2.5
М24, 27
3.0
М30, 33
3.5
М36, 39
4.0
М42, 45
4.5
М48, 52
5.0
М56, 60
5.5
М64, 68
6.0
Отличия от метрической
И так как все развитие резьбового инструмента пришлось преимущественно на Великобританию и ее колонии, то использовалась дюймовая система исчисления. Интересно, что само слово произошло из голландского языка и означает большой палец, потому что в Англии измеряли все, принимая во внимание части человеческого тела. Поэтому английский дюйм – это не что иное, как ширина большого пальца руки или 1/12 часть фута, то есть мужской стопы. Исчисление весьма интересное, особенно исходя из того, что все люди, мягко говоря, разные. История умалчивает, ноги и руки какого «эталонного» англичанина подвергались измерению. Сейчас, безусловно, все соответствия между мерами длины давно запротоколированы, и математики всех стран сошлись на том, что в 1 единице находится ровно 2 сантиметра и 54 миллиметра. Можно даже рассчитать шаг для дюймовой резьбы без таблицы. Но этого можно не делать вручную, ведь вся конвертация из одной меры в другую уже проведена. Так появилась указанная нами в заглавии шкала. Но зачем ее менять на метрическую? В 1801 году Э. Уитни сделал увлекательное представление, целью которого было доказать, что всему миру необходима полная взаимозаменяемость деталей – как внутри одной страны, так и между государствами. Так он положил на стол несколько полных комплектов для сборки одинакового оружия, но разного производства. А затем собрал 1 готовый мушкет из разных запчастей – по одной из каждой кучки. С этого момента появилась и затем внедрялась идея унификации, которая воплотилась в сегодняшних нормативных документах: ГОСТ, ДСТУ, DIN, ISO и других. Интересен тот факт, что из-за постоянного соперничества Великобритании и Франции, первые «вставляли палки в колеса» индустриальному развитию. Они давали неверную информацию, делали так, чтобы французы могли собирать английскую технику и машины только инструментом, привезенным из Англии. Но после революции система была усвоена и переведена на привычную для Франции метрическую. А в России, кстати, сам Менделеев был противником древнерусских измерений с локтями, саженями, аршинами и прочими единицами. Метры распространили по Европе именно французы во время завоеваний Наполеона. Но так как в Англию он не заходил и не покорял ее, то там осталась привычная дюймовая, как и во всех колониальных странах – в Америке, Японии, Канаде, Австралии. К слову, сами американцы и англичане называют ее имперской. Вроде бы понятно, что разница только в методике исчислений, но есть и отличительные черты в нанесении резьбовых соединений, а именно:
профиль;
порядок вычисления шага и хода.
Также может меняться угол нарезки – он обычно составляет 55 градусов, а в более привычной нам метрической – все 60. На самом деле на уровне небольших гаек и болтов этот наклон фактически незначительный, но все же для крепкого стыка рекомендовано подбирать крепежную пару соответствующих координат.
Выше мы сказали, что с конвертацией из одного исчисления в другое математики уже определились, соотношение составляет 1 к 2,54 сантиметрам. Опять вдаваться в историю производства метизов не будем, а просто упомянем как факт, что при переделке маркировок с английской на французскую манеру используется не стандартный параметр, а специальный – трубный. Один такой дюйм (международное сокращение и то, как обозначается дюймовая резьба, – двойной апостроф – ?) равен 3,324 см. Отсюда и делаем вывод, что порядок вычисления является особенным. Так, например, диаметр 3/4? = 25 мм. Приведем краткую таблицу их соотношений в двух системах:
значение
наружный d, мм
внутренний d, мм
3/16
4,762
3,408
1/4
6,35
4,724
3/8
9,525
7,492
1/2
12,7
9,989
3/5
19,05
15,798
1
22,225
21,334
1; 1/2
38,1
32,679
Хочется отметить, что такая маркировка смотрится лаконичнее.
Технологии нарезки
Есть два распространенных способа:
Вручную. Для этого используется метчик и плашка. Первый инструмент делает резьбу в заранее подготовленном отверстии, будучи установлен в специальную рукоятку. Второй механизм предназначен для внешнего нарезания. Это круглое устройство с внутренними острыми лепестками, которое завинчивается на заготовку с помощью держателя.
С помощью токарного или сверлильного станка. Для этого нужны специальные резьбонарезные резцы. Сначала выбирается отверстие. Следует сделать несколько проходов – от чернового к финишному этапу. Чтобы не перегревать сплав, на место ввинчивания наносят машинное масло.
Как определить вес трубы
Существует несколько способов, с помощью которых можно узнать массу трубы. Самый простой и быстрый метод – воспользоваться справочником или получить информацию на тематическом сайте. В профильных таблицах указывается расчетная масса 1 п.м. для различных размеров. В Интернете есть сайты, на которых можно вычислить вес трубы, воспользовавшись онлайн-калькулятором. Для этого необходимо знать толщину стенки, внутренний или наружный диаметр. Еще один вариант – рассчитать вес по формуле. Эта формула прописана в документе ГОСТ № 8732. Она подходит для расчета массы труб любого типа. Поэтому данные, полученные в результате таких вычислений, будут только приблизительными. Но в большинстве случаев необходимость в получении максимально точной массы не возникает. Кроме того, показатели, полученные в результате вычислений по формуле, находятся в пределах допустимой погрешности. Поэтому такими значениями можно оперировать.
Цилиндрическая. Более распространенная. Она регулируется в России нормативным документом ГОСТ 6357-81. Их отличие в том, что они имеют более мелкую и, соответственно, частые витки. Они находятся близко. Также они более округлые, что положительно влияет на сцепление, делая связь более герметичной для жидкостей и газов.
Коническая. У нее есть два подвида углов профиля – в 55 и 60 градусов, поэтому в два раза больше разновидностей. К тому же напоминает конус, что делает пару самоуплотняемой. Это приводит к тому, что зона крепежа не требует использования герметизирующих средств.
Моменты затяжки крепежной дюймовой резьбы
Этот показатель является рекомендуемым при работе с резьбовыми соединениями. Он обозначает максимальное усилие, которое можно оказывать на деталь. Если оно будет превышено, то могут быть срезаны (свинчены) витки, элемент испортится и потеряет свое функциональное значение. А если, напротив, будет допущено минимальное, недостаточное усилие, то во время эксплуатации под воздействием вибрации и других факторов случится самопроизвольное раскручивание, что также чревато поломкой или аварией. Приведем небольшую таблицу с рекомендациями, силу будем по стандарту измерять в Нм, то есть в Ньютон-метрах. К слову, 1 Нм приблизительно равен 0,1 кГм.
диаметр, в дюймах
момент затяжки, в нм
1/4
12± 3
3/8
47± 9
7/16
70± 15
1/2
105± 20
5/8
215± 40
3/4
370 ± 50
7/8
620± 80
1
900 ± 100
1; 1/2
3100 ± 350
Изготовление: видео
Мы уже рассказали про два способа нарезки. Теперь наглядно посмотрим на один из них, который можно сделать самостоятельно в домашних условиях:
В статье мы написали про коническую и цилиндрическую дюймовую резьбу, разобрали ее размеры, привели таблицы соответствия диаметров в дюймах и миллиметрах (мм), а также рассмотрели перевод метрической системы. Мы привели таблицы, а также способы вычисления, поговорили об особенностях (параметрах) выбора и даже дали небольшую историческую сводку. Надеемся, что эта информация была для вас полезна. В качестве завершения есть видеозапись:
После того как ознакомитесь со статьей, можете прочитать про наши товары. уже 15 лет на российском рынке – мы занимаемся продажей ленточнопильных станков. За это время мы охватили практически все города страны.
Где какая используется?
Метрические резьбы используются по всему миру в разных сферах деятельности. Они применяются при производстве крепежных элементов, бытовых приборов, промышленной техники, автомобилей, сантехнических изделий.
Интересное: Виды резьбы по металлу и их классификация
Дюймовые резьбы активно применяются в США, Канаде, некоторых странах Европы. Единственное направление деятельности, где ими замещают метрические соединения — сантехника.
Дюймовые резьбовые соединения имеют одну важную особенность, которой лишены метрические резьбы. При измерении десятых долей миллиметра могут возникать разные трудности, снижаться точность измерения. В процессе измерения дюймовых соединений используется шаг в ¼ дюйма. Благодаря этому повышается точность измерений, упрощается обозначение.
Все, что вам нужно знать о размерах трубной резьбы
Меню
Счет
Найдите правильный размер трубной резьбы
Размеры трубной резьбы и размеров фитингов относятся к физическим размерам фитингов, но не обязательно указывают размеры трубы. В сантехнической промышленности измерение размера резьбы называется «номинальным» размером трубной резьбы, который указывает внутренний диаметр размера трубы. Это различие может сбивать с толку, поскольку в отрасли существует несколько различных терминов, которые можно использовать, и если вы не уверены, что измерять и где вы можете получить фитинги неправильного размера.
Давайте начнем с пары трубных фитингов с нормальной трубной резьбой. NPT относится к национальной трубной резьбе, термин, определенный ANSI (Американским национальным институтом стандартов). Фитинги с резьбой NPT являются наиболее распространенной резьбой, используемой для общих целей, и имеют коническую резьбу, используемую для соединения и герметизации фитингов для использования с такими жидкостями, как воздух или газ.
Резьба NPT
Измерение A показывает внешний диаметр (или наружный диаметр) фитинга с наружной резьбой, а измерение B показывает верхний диаметр фитинга с внутренней резьбой. Это измерение указывает фактический физический размер фитинга — с помощью этого измерения мы можем соотнести этот размер с его номинальным размером трубы (или NPS), который используется более широко. В приведенной ниже таблице вы можете найти физические размеры размера резьбы (столбец 1 и столбец 2 — одинаковые размеры) и сопоставить его с размером трубной резьбы в столбце 3. Чаще всего, когда мы говорим 1/2 дюйма применительно к размеру трубы или размера фитинга он относится к номинальному размеру, а не к фактическому диаметру, указанному в измерениях A и B.
Информация о размере трубной резьбы США
COL 1 (размер A)
COL 2 (размер A)
COL 3 (Dimension B)
Col 4
44444444444444444444444444444444444444444444444444444444444444444444444444444444444444922н. Inch
OD Decimal Inch
Pipe Thread Size (Nominal Pipe Size)
Threads per Inch
5/16
0.3125
1/16
27
13/32
0.405
1/8
27
35/64
0.540
1/4
18
43/64
0.675
3/8
18
27/32
0.840
1/2
14
1-3/64
1.050
3/4
14
1-5/16
1.315
1
11-1/2
1-21/32
1,660
1-1/4
11-1/2
1-29/32
1,900
1-1/2
11-11-21-21.900
1-1/2
110011-1900
1-1/2
110023
2-3/8
2.375
2
11-1/2
2-7/8
2. 875
2-1/2
8
3- 1/2
3,5
3
8
4
4,0
3-1/2
8
4-1/2
4.5
4
8
5-5/8
5.563
5
8
6-5/8
6.625
6
8
8-5/8
8.625
8
8
10-3/4
10.75
10
8
12-3/4
12,75
12
8
Спецификация труб
То, что вызывает недоумение у многих людей, как в отрасли, так и вне ее, — это толщина трубы, которая может варьироваться, даже если NPS остается неизменным. Толщина трубы, называемая в отрасли спецификацией, указывает, насколько толсты стенки трубы на самом деле, в то время как внутренний диаметр (или внутренний диаметр) по-прежнему является наиболее распространенным различием для соединения двух фитингов.
Число витков на дюйм или шаг резьбы
Измерение С показывает длину самих витков резьбы. При более внимательном рассмотрении этих витков мы можем фактически измерить количество пиков и впадин, чтобы вычислить число витков на дюйм ( TPI) или шаг резьбы. Резьба NPT имеет угол резьбы 60°, основания и гребни плоские, а скорость конусности составляет 1 дюйм 16 дюймов (что означает, что размер трубы уменьшится на 3/4 дюйма по сравнению с 12 дюймами). Слева находится диаграмма, иллюстрирующая наиболее распространенные числа TPI или шаг резьбы — шаг можно измерить с помощью этой диаграммы (распечатайте до фактического размера) или с помощью калибра резьбы для большей ясности.
Другие примечания о размерах резьбы
В дополнение к этим трем основным различиям резьбы в отрасли используется множество сокращений, многие из которых неверны, и ваше свободное владение терминами может помочь избежать путаницы. Как упоминалось ранее, NPT указывает на определенный стандарт ANSI, но многие люди используют MPT/MIP и FPT/FIP взаимозаменяемо. MPT обозначает наружную трубную резьбу, а MIP обозначает наружную железную трубу, что означает наружный фитинг с резьбой NPT. FPT означает внутреннюю трубную резьбу, а FIP означает внутреннюю железную трубу, что означает внутренний фитинг с резьбой NPT. Помните, что не следует путать NPS (опять же номинальный размер трубы) с Национальным размером трубы, который НЕ является реальным обозначением. Кроме того, важно помнить, что если вы не чувствуете себя комфортно при измерении фитингов или труб, вам следует проконсультироваться с профессионалом и всегда помнить о том, что все ваши проекты соответствуют местным нормам и стандартам.
Серии резьб охватывают обозначения комбинаций диаметр/шаг, которые измеряются количеством витков резьбы на дюйм (TPI) для одного диаметра. Серия
с крупной резьбой (UNC/UNRC) является наиболее распространенным обозначением болтов и гаек общего назначения. Крупная резьба выгодна, потому что она реже перекрещивается, более устойчива к неблагоприятным условиям и облегчает быструю сборку.
Серия с мелкой резьбой (UNF/UNRF) обычно используется в точных приложениях. Из-за больших областей растягивающих напряжений они обладают высокой прочностью на растяжение. Однако для мелкой резьбы требуется более длительное зацепление, чем для крупносерийной резьбы, чтобы предотвратить зачистку.
Серия с 8 резьбами (8UN) — это указанный метод формирования резьбы для нескольких стандартов ASTM, включая A193 B7, A193 B8/B8M и A320. Эта серия используется для диаметров один дюйм и выше.
Уважаемые покупатели, в связи с нестабильным положением курсов валют цены могут отличаться от указанных на сайте. Просим учитывать этот момент при оформлении заказов на нашем сайте. Приносим свои извинения за предоставленные неудобства.
Сортировать: По умолчаниюПо имени (A — Я)По имени (Я — A)По цене (возрастанию)По цене (убыванию)По рейтингу (убыванию)По рейтингу (возрастанию)По модели (A — Я)По модели (Я — A)
Показывать: 16255075100
В корзину
Насос для горячего и холодного водоснабжения Calpeda MXHM 202E 230/50 (62310021000), производства ко..
Горизонтальные многоступенчатые электрические насосы предназначены для повышения давления жидкости в системе водоснабжения в частном доме и дачи, для полива и орошения в сельском хозяйстве, для подачи питьевой воды в многоэтажные и многоквартирные здания, в системах мойки автомобилей, в пищевой и химической промышленности, в системах автополива. Многоступенчатые водяные насосы широко используют в насосных установках для повышения давления в водопроводе.
Преимущества:
Низкий уровень шума
Энергоэффективные
Продолжительный срок службы
Режим работы продолжительный
Большой выбор по давлению, мощности и объему подачи воды
Поверхностные насосы — Насосы
371 товар
Сортировать по
АкцииОт дешевых к дорогимОт дорогих к дешевымНовинкиПо количеству просмотровТоп продаж
1
2
3
…
24
Насосы поверхностные широко используют для бытовых целей на дачах, в загородных домах для поднятия воды с глубины — колодца или скважины, перекачивания или повышения давления. С помощью водяных насосов осуществляется закачивание воды из колодца, полив садовых и приусадебных участков, наполняются емкости (баки, бассейны, котлованы), обеспечивается бесперебойная работа фонтанов, производится парниковое орошение и откачка жидкостей из резервуаров.
Насосы подразделяются на следующие виды:
Самовсасывающие
Насосы поверхностные самовсасывающие идеально подходят для откачки из водоемов или иных источников с дальнейшим применением для полива растительности и обеспечения системы подачи жидкости в здания.
Вихревые
К преимуществам данного вида следует отнести компактные размеры и низкое потребление электричества, а к ограничениям относится производительность насосов поверхностных вихревых. Как правило, объем перекачиваемой жидкости не превышает 2 м³, поэтому они используются для повышения давления в системах холодного и горячего водоснабжения;
Центробежные
Благодаря своей надежности и простоте в эксплуатации, поверхностные центробежные насосы нашли широкое применение как в быту, так и в коммунальном хозяйстве. В частности, в сочетании с гидроаккумуляторами малых и средних объемов они используются для подачи, перекачивания жидкостей и для орошения садов и огородов;
Многоступенчатые
Поверхностные многоступенчатые насосы предназначены для перекачивания больших объемов жидкости, даже в тех случаях, когда в ней присутствует воздух. Благодаря своей надежности и простоте использования, эти насосы широко используются в бытовых целях, таких как распределение воды в сочетании с небольшими и средними гидроаккумуляторами, для орошения садов и огородов, в противопожарных установках, и т.д.;
Консольно-моноблочные
Этот вид насосов используется в промышленных целях. Высокий КПД, а также возможность использования в режиме длительных и высоких нагрузок, позволяют с успехом применять эти насосы для перекачивания в промышленных масштабах. Они с успехом применяются для водоснабжения, подачи жидкости под давлением, орошения, циркуляции воды в системах климатизации, моечных и противопожарных установках, промышленности и сельском хозяйстве. Благодаря своей надежности и простоте использования, эти насосы получили широкое распространение в промышленности.
Преимущества насосов
Устройства представлены как бытовыми сериями, так и промышленными. Они характеризуются высоким качеством исполнения, благодаря применению высокопрочных материалов. Благодаря новейшим технологиям, используемым инженерами, насосное оборудование — это одно из самых эффективных и надежных в мире.
Эти продукты просты в эксплуатации, и не обременительны в техническом обслуживании. Все элементы насосов продуманы до мелочей.
На поверхностные насосы цена во многом зависит от их производителя, исполнения и рабочих параметров — выбирать подходящую модель необходимо под условия эксплуатации. Если потенциальный владелец не силен в технических вопросах — ничего страшного — наши консультанты оперативно помогут сделать правильный выбор.
Мы предлагаем широко известные модели насосов, уже отлично зарекомендовавшие себя на практике, которые можно приобрести для замены пришедшего в негодность агрегата, а также со сниженным энергопотреблением, повышенным расходом воды или напором.
Купить поверхностный насос можно он-лайн на нашем сайте, Вы получите оригинальный, сертифицированный продукт, с официальной гарантией производителя.
Горизонтальные многоступенчатые поверхностные насосные системы мощностью
л.
с.
Горизонтальные многоступенчатые поверхностные насосные системы HPS | СЛБ
Насосы для нефти и газа, осушения шахт, геотермальной энергии, связывания углерода, удаления соленой воды и опреснения воды.
REDA Compact HPS Pump
Низкие эксплуатационные расходы и быстрая доставка Масляные и водяные насосы низкого давления 58–700 галлонов США/мин [316–3 816 м3/сут] Давление нагнетания до 1800 фунтов на кв. дюйм
Однофазный насос REDA HPS
Надежный насос третьего поколения Нефтегазовое и промышленное применение 40–1 850 галлонов США/мин [218–10 084 м3/сут] Повышение давления нагнетания до 6 650 psi
Многофазный насос HPS REDA
Проверенный на практике насос с высокой GVF Объемная доля газа до 90 % (GVF) + свободный газ 145–1 500 галлонов США/мин [790–8 176 м3/сут] Давление нагнетания до 2000 фунтов на кв. дюйм
Давление нагнетания до 6 650 фунтов на кв. дюйм [45 850 кПа] с многоступенчатой сборкой и герметизацией корпуса
Расход от 40 до 1 850 галлонов США/мин [от 218 до 10 084 м3/сут] в стандартной конфигурации
Мощность двигателя до 2 500 л.с. [1864 кВт] на единицу
До 90 % GVF для многофазного насоса
Характеристики, соответствующие API Std 610
Что такое насосы REDA HPS?
Горизонтальные многоступенчатые поверхностные насосные системы REDA HPS, обычно называемые «насосами высокого давления» или «насосами высокого давления», представляют собой центробежные насосы, установленные горизонтально на жесткой опоре, которую часто называют сварной.
Надежная, проверенная на практике и экономичная альтернатива обычным насосам API Std 610, они повышают эффективность перекачивания и снижают эксплуатационные расходы. Насосная система, разработанная с использованием стойкого к истиранию циркония ARZ для подшипников с высокой износостойкостью, эффективно работает с агрессивными жидкостями и в сложных условиях установки.
Горизонтальные насосы REDA не требуют ежедневного обслуживания. Модульный корпус и гибкая конструкция «включай и работай» обеспечивают простую и быструю реконфигурацию насосов и двигателей, а также быструю замену упорной камеры, сводя к минимуму время простоя. Все основные компоненты можно заменить в течение 2–3 часов, по сравнению с днями или неделями для насоса с разъемным корпусом.
Насосы, рассчитанные на многолетнюю безотказную работу, обеспечивают стабильную производительность, продлевающую срок службы оборудования.
Многофазный насос высокого давления REDA
(вверху), насос высокого давления REDA (в центре) и насос высокого давления REDA Compact (внизу) могут работать с широким диапазоном давления нагнетания, скорости потока и состава жидкости.
Опыт доверия. Доверьтесь насосам REDA.
Насосы REDA имеют проверенную на практике историю, уходящую корнями в 1940-е годы.
После изобретения электрического погружного насоса (ЭЦН) компания Armais Arutunoff использовала насос для наземных работ, создав первую горизонтальную насосную систему. Инновационная горизонтальная многоступенчатая поверхностная насосная система REDA HPS производится в Бартлсвилле, штат Оклахома, с первого дня.
Более 3500 наших насосов установлены и работают по всему миру в различных областях применения. С учетом отзывов клиентов мы постоянно работаем над расширением использования в различных апстримных, промежуточных и промышленных приложениях.
Наши горизонтальные насосы лидируют в отрасли по надежности. Мы никогда не идем на компромисс в отношении качества продукции или услуг и активно инвестируем в исследования и разработки. Хотя на рынке много подражателей, операторы считают нас надежным партнером, способным решать сложные задачи. Наши насосы открыли новые горизонты с CO 2 , ШФЛУ и аминов и остаются продуктом выбора в этих областях. Мы продолжаем разрабатывать новые продукты, такие как горизонтальный поверхностный насос высокого давления REDA Multiphase HPS — решение для приложений с нулевым факельным сжиганием.
В 2020 году, до начала пандемии COVID-19, наш производственный центр в Бартлсвилле (BPC) отметил 90-летие производства насосов REDA.
Насос REDA HPS первого поколения был разработан в Бартлсвилле, штат Оклахома, компанией REDA Pump Company, и до сих пор производится на нашем заводе в Бартлсвилле.
В BPC есть небольшой музей, в котором хранятся тщательно отобранные документы, охватывающие историю насосов REDA, в том числе оригинальные нарисованные от руки инженерные эскизы.
Бывшая площадка Bart Manufacturing, которая позже стала компанией REDA Pump Company, теперь занята BPC — современным производственным предприятием Schlumberger, которое производит и ремонтирует насосы REDA HPS.
Семейство горизонтальных поверхностных насосов REDA используется в различных отраслях промышленности, включая нефть и газ. Эти насосы, перекачивающие сложные жидкости в самых суровых условиях в мире, являются проверенной и экономичной альтернативой насосам с разъемным корпусом, вертикальным турбинным и поршневым насосам.
Водоотведение и закачка
Экономически эффективно справляться с ростом обводненности.
Трубопроводы СПГ
Поддерживайте производительность на протяжении всего срока службы ваших заводов и трубопроводов СПГ.
Удаление геотермальных вод
Закачка воды с геотермальных электростанций обратно в водохранилище.
Обезвоживание шахты
Замена нескольких насосов низкого давления одним насосом высокого давления на дне карьера.
CCUS
Сведите к минимуму воздействие на окружающую среду за счет введения CO 2 для улавливания, утилизации и хранения углерода (CCUS).
Трубопроводы для сырой нефти
Надежно удовлетворите ваши требования по дожиму сырой нефти.
Рециркуляция обедненного амина
Увеличение времени безотказной работы и устранение утечек амина на установках удаления кислых газов.
Нулевое факельное сжигание
Устранение факельного сжигания на буровой площадке за счет эффективного повышения давления и транспортировки многофазных флюидов к центральному объекту. Узнать больше
Агрегаты LACT
Защитите свои арендованные агрегаты автоматического коммерческого учета (LACT) с помощью наших насосов с очень низким уровнем вибрации.
Управление водными ресурсами
Уверенная работа благодаря длительному сроку службы, энергоэффективности и минимальному обслуживанию.
Многофазный форсаж
Увеличить поток от кустовой площадки или вспомогательного объекта к основному объекту, увеличивая депрессию и увеличивая добычу.
Предложения по горизонтальным многоступенчатым поверхностным насосным системам HPS
[[/выбранные-параметры-элементы]]
[[#Ярлык большого пальца]]
[[Метка большого пальца]]
[[/Метка большого пальца]]
[[ThumbTitle]]
[[#Подзаголовок большого пальца]]
[[Подзаголовок большого пальца]]
[[/ThumbSubtitle]]
[[Описание большого пальца]]
[[/большой палец]] [[/полученные результаты]]
Поделись этим
Что они собой представляют и для чего используются
15 июля 2021 г. , 10:12:15
Относительная простота конструкции сделала центробежные насосы наиболее доступными и широко используемыми типами насосов на рынке. По количеству рабочих колес центробежные насосы можно разделить на две категории — одноступенчатые и многоступенчатые.
Одноступенчатые насосы с одним рабочим колесом. Следовательно, давление нагнетания зависит от размера рабочего колеса. Таким образом, такие насосы лучше подходят для установок с более высоким расходом и более низким давлением.
Многоступенчатые насосы способны обеспечить гибкий диапазон подачи и напора и относительно более высокую степень энергоэффективности, что делает их отличным выбором для многих применений.
Что такое многоступенчатый насос?
Многоступенчатый насос — это насос, в котором жидкость проходит через два или более рабочих колеса, установленных последовательно. Следовательно, такой насос будет иметь несколько жидкостных камер или ступеней, соединенных последовательно. Каждая ступень состоит из крыльчатки, комбинации диффузора и направляющих лопаток, размещенных в одном корпусе ступени.
Эти рабочие колеса установлены последовательно и вращаются на одном валу, приводимом в движение источником энергии (обычно двигателем). Конструкция многоступенчатых насосов позволяет жидкости проходить через камеры только линейно.
Как работают многоступенчатые насосы?
После заливки насоса жидкость поступает на вход насоса под давлением всасывающей линии в первую камеру. Затем жидкость проходит через различные рабочие колеса последовательно слева направо (или наоборот, в зависимости от конструкции насоса). Наконец, жидкость выходит при некотором повышенном давлении. Каждое рабочее колесо входит в следующее рабочее колесо, и на каждой ступени давление увеличивается.
Чем больше ступеней или рабочих колес в насосе, тем выше конечное давление нагнетания. Хотя давление жидкости увеличивается с каждой ступенью, диапазон расхода всегда остается постоянным для данного числа оборотов.
Типы многоступенчатых насосов
Многоступенчатые насосы доступны во многих типах, перечисленных ниже, но наиболее часто используются вертикальные и горизонтальные насосы.
Преимущества использования многоступенчатых насосов
Поскольку многоступенчатые центробежные насосы имеют несколько рабочих колес, они способны повышать давление воды последовательно (т. насос.
Напор на ступень меньше, что позволяет использовать крыльчатки относительно меньшего размера с жесткими допусками, что снижает потери на утечку.
Многоступенчатые насосы
также помогают уменьшить занимаемую площадь. Кроме того, из-за меньшего диаметра рабочего колеса и более узких зазоров эти насосы также требуют меньшей мощности двигателя, что обеспечивает более высокую производительность и эффективность.
Для насосов с одинаковым давлением нагнетания увеличение числа ступеней снижает уровень шума по сравнению с одноступенчатым насосом.
Недостатки многоступенчатых насосов
По сравнению с одноступенчатыми насосами конструкция многоступенчатых насосов сложна и состоит из большего количества движущихся компонентов. В результате ремонт и техническое обслуживание этих насосов относительно дороги и требуют более высокой степени технического мастерства.
Кроме того, более жесткие допуски не допускают наличия твердых частиц в потоке жидкости, поэтому многоступенчатые насосы обычно используются для транспортировки воды или других жидкостей с низкой вязкостью.
Из-за многоступенчатости таких насосов наблюдается повышенная чувствительность ротора насоса к внешним или собственным вибрациям.
Применение многоступенчатых насосов
Многоступенчатые насосы находят применение в различных отраслях промышленности, требующих перемещения жидкостей. Например, в высотных зданиях требуется более высокое давление для подачи воды в верхние резервуары. Многоступенчатые насосы широко используются для таких применений. Они также часто используются либо для повышения давления в системе водоснабжения, либо для непрерывной циркуляции воды в системе.
Другие ключевые области применения:
Очистка под высоким давлением
Орошение
Обратный осмос (ОО)
Подача топлива
Добыча нефти и газа
Горнодобывающая промышленность
Питающие насосы котлов на электростанциях
Подача воды под давлением для тушения пожара
Подача воды под давлением для производства снега для использования в спорте и на курортах
Нужна помощь в выборе многоступенчатого насоса для транспортировки жидкости? Позвольте нашим опытным инженерам помочь вам.
Автоматика для циркуляционного насоса отопления, ИБП, терморегуляторы, таймеры
Выбор варианта системы отопления для частного или загородного дома – это довольно серьезный и ответственный момент. Если вы выбрали отопительную систему с естественной циркуляцией, то нужно знать, что потребуется установить котел, зависимый от электроэнергии. Однако для их работы совсем не обязательна бесперебойная подача электричества, которую сможет обеспечить бесперебойник для насоса отопления. В наших условиях внезапное отключение электричества может происходить не так уж и редко, и энергозависимость отопительной системы может быть довольно существенным и важным аргументом. Именно поэтому важным становится такой вопрос, как автоматика для циркуляционного насоса отопления и специальные приспособления для обеспечения его энергией.
Автоматика для циркуляционного насоса отопления
Источник бесперебойного питания
Комплектующие для циркуляционных насосов
Источник бесперебойного питания
Бесперебойное питание для насоса отопления – конечно, важный момент. Однако не стоит спешить с выбором отопительной системы, пока не будут изучены все их преимущества и недостатки. Если ваш выбор остановился на системе отопления с естественной циркуляцией теплоносителя, то необходимо учесть, что у нее тоже есть некоторые минусы. Самый главный недостаток состоит в том, что если будет отсутствовать автоматика или насос, то система может выйти из строя или, по крайней мере, не будет обладать должной эффективностью. Также отсутствие данных компонентов негативно скажется на объеме потребляемого топлива, а значит, такая система принесет вам немалые финансовые потери.
Установка ИБП для насоса отопления будет отличным решением для предотвращения подобных проблем.
Установив ИБП для циркуляционного насоса отопления, можно не волноваться, если вдруг отключится электричество, так как такое оборудование оснащено автоматикой. Такое оборудование имеет аккумулятор для насоса отопления, который обеспечит бесперебойную работу насосов и других энергозависимых компонентов системы отопления, если вдруг отключится электричество.
ИБП для циркуляционного насоса отопления
Есть еще один способ, который создаст все условия для того чтобы компоненты отопительной системы не теряли свою работоспособность. Речь идет о дизельном или бензиновом генераторе. Данный способ более надежный, но в то же время, более дорогостоящий. Тем не менее, даже у генераторов есть свои недостатки: некоторые подобные устройства могут давать на вывод кратковременные броски напряжения. Это может спровоцировать неисправность некоторых автоматических компонентов котла или отопительной системы.
Комплектующие для циркуляционных насосов
Кроме ИПБ для насоса отопления, отметим также другие комплектующие. А именно — реле давления, это своего рода таймер для насоса отопления.
Реле давления
Такой компонент необходим для того чтобы насос в отопительной системе работал автоматическим образом. Реле будет включать насос, если в отопительной системе давление упадет ниже установленной отметки, а если давление достигнет самой верхней отметки, то реле автоматическим образом отключит насос. Так, реле осуществляет управление насосом отопления. Принцип работы такого компонента состоит в следующем. После того, как потребитель перестанет разбирать воду, давление в системе поднимется в один момент до верхней отметки. В этот момент благодаря такому реле насос отключится на время.
Если потребитель включит подачу воды, то она начнет поступать под давлением, тем самым, уровень давления в системе начнет понижаться. Он будет понижаться до тех пор, пока не достигнет до самой нижней отметки. В этот момент реле давления включит циркуляционный насос.
Управление циркуляционным насосом отопления также производит терморегулятор. Это – вентиль и термоэлемент. Терморегулятор для насоса отопления контролирует его температуру. Помимо этого, существуют и такие комплектующие для отопительной системы, как насос рециркуляции воды для автономного отопления.
автоматика и схема терморегулятора, управление
Выбирая вариант автономной схемы отопления для частного дома, хозяева чаще всего отдают предпочтение системам с принудительной циркуляцией. Прибор обеспечивает подачу теплоносителя нужной температуры ко всем приборам, ускоряет циркуляцию и справляется с подачей воды на верхние этажи дома. Рассмотрим, что такое автоматика для циркуляционного насоса отопления и зачем она нужна.
Содержание
Схема и принцип работы циркуляционного насоса отопления
Автоматика для циркуляционного насоса
Термостат
Бесперебойный блок питания
Реле включения и выключения
Схема и принцип работы циркуляционного насоса отопления
Тепловой насос – прибор, в котором есть основные узлы и вспомогательные элементы:
рабочее колесо (крыльчатка) обеспечивает транспортировку, перекачку жидкого носителя по трубам;
электрический двигатель запускает работу оборудования;
перекачивающая камера с патрубками подачи и напора, которые подключаются к магистральным трубопроводам;
корпус, защищающий прибор от механического воздействия;
клеммная коробка для подключений электрических органов и регулирующих приборов.
Лучшие условия, коэффициенты в линиях на спортивные мероприятия и это в приложении от 1xBet, скачать 1хБет на Андроид телефон можно по ссылке бесплатно и получить бонус по промокоду MyAndroid.
Принцип работы прост:
В перекачивающую камеру поступает теплоноситель. Для этого есть впускной патрубок.
Поток захватывается крыльчаткой, которая приводится в действие при запуске электродвигателя.
За счет повышения давления теплоноситель отправляется в патрубок выпуска теплоносителя, присоединенный к магистрали.
Таким образом, схема для насоса для отопления становится предельно понятной, никаких сложностей с функционалом нет. Важно лишь выбрать вид оборудования, предназначенный для типа системы, установленной дома.
Автоматика для циркуляционного насоса
Общее определение включает несколько видов элементов – терморегулятор, реле, блок бесперебойного питания. Все эти узлы необходимы для регулировки температуры теплоносителя, подаваемого в магистраль, а также обеспечения бесперебойной работы насоса.
Теперь раз и навсегда, без каких либо регистраций и СМС можно бесплатно скачать 1хБет на Андроид перейдя по активной ссылке и дальше продолжать кайфовать от игры и делать ставки на любимую команду в удобном мобильном приложении.
Стоит знать, что термостат для циркуляционного насоса может пригодиться и для квартиры – прибор подключается к радиатору и применяется для регулировки циркуляции теплоносителя через батарею. В некоторых квартирах такой вариант управления считается единственно возможным.
Термостат
Соединяет в себе функции вентиля и термоэлемента, контролирует температуру теплоносителя.
Как работает насос циркуляционный с датчиком температуры:
Сначала определяется информация с температурного датчика, на котором выстроен весь принцип работы.
Показатели сравниваются с выставленными настройками. Их нужно вводить в побочном меню устройства. Здесь различается сама температура включения насоса и гистерезис – так называется интервал запаздывания температуры при запуске и отключении оборудования.
Как только пошел процесс нагревания, гистерезис добавляется к показателям температуры запуска насоса в работу, а при остывании теплоносителя гистерезис отнимается.
Получается, что если хозяин задает показатель температуры в +50 С, гистерезис в +5 С, то вода должна сначала прогреться до отметки в +55 С, чтобы блок управления циркуляционным насосом отопления запустил прибор в работу. А для выключения оборудования теплоноситель должен остыть до +45 С.
Прибор, дополненный гистерезисом, считается удобным в работе. Получается, что оборудование не будет постоянно включаться и выключаться для поддержания точности прогрева до одного градуса. Выбирая термостат, лучше отдать предпочтение минимальному показателю гистерезиса в прошивке +/- 1 градус, а максимальному +/- 10 градусов.
Важно! Если термостат для циркуляционного насоса отопления настраивается с учетом данных о внешней температуре в комнате, то и регулировка котла должна предусматривать изменения в температуре теплоносителя. Прибор монтировать рядом с котлом.
Бесперебойный блок питания
Управление циркуляционным насосом без подачи электропитания невозможно, поэтому обеспечение поступления постоянного тока – основная задача хозяина. Самый простой способ – установить блок бесперебойного питания (ИБП) или озаботиться генератором.
Многие хозяева стараются обойтись без дополнительного оборудования, формируя теплосистему с возможностью самотечной циркуляции теплоносителя. Это хороший выход, но при малейшем нарушении технологии выкладки трубопровода, система встанет. К тому же при оборудовании тепломагистрали в 2-х и более этажном доме самотечная схема может дать сбой, поэтому без насоса тут не обойтись.
При установке блока питания можно не беспокоиться за работу системы – оборудование оснащается автоматическим управлением, аккумулятором для теплового насоса. Комплекс поддержки обеспечит работу как самого насоса, так и других энергозависимых компонентов системы.
Важно лишь подобрать ИБП с нужным объемом аккумулятора, для чего следует читать информацию в техпаспорте. Как правило, производители указывают объем накопителя и возможную продолжительность работы приборов. Для выяснения точной информации следует брать в расчет мощность насоса для теплосистемы.
Реле включения и выключения
Устанавливается реле включения насоса отопления для поддержания работы прибора в автоматическом режиме. Принцип простой – при снижении уровня давления в тепломагистрали реле запустит прибор в работу, а при повышении показателя давления – отключит. Получается, что как только потребитель перестает разбирать воду, то уровень давления в системе поднимается до верхнего предела и таймер для насоса отопления отключает агрегат. Как только разбор воды запускается, давление в магистрали снижается до нижнего предельного уровня, насос снова включается в работу.
Как правило, производители оборудования, на котором не установлена автоматика, дают рекомендации по выбору комплектующих, но есть вариант купить тепловой насос с наличием всех дополнительных приборов. Для облегчения регулировки поступления теплоносителя в батареи, специалисты рекомендуют установить терморегуляторы на все радиаторы. Кроме поддержания комфортной температуры в доме, своевременная регулировка поможет снизить расходы на энергоносители.
Важно! Выбирая терморегуляторы следует оценивать шкалу настройки. Чем меньше градации делений (по 1-5 градусам), тем точнее будет выставлена температура жидкости, циркулирующей по магистрали.
Система управления отоплением «умный дом своими руками» — www.DavidHunt.ie
Наконец-то я решился и удалил термостат Nest, который приобрел пару месяцев назад. Меня не устраивала его способность поддерживать в моем доме стабильную температуру. Также была проблема с циркуляционным насосом, подающим нагретую воду к радиаторам (описано в другом месте в этом блоге).
Как только я решил, как будет выглядеть система, я приступил к ее созданию. Только после этого я нарисовал следующую схему. Щелкните для полного размера.
Конструкция с двумя переключателями должна была облегчить требование в доме (от семьи), что любое «умное» устройство, которое я создаю, должно работать так же, как и раньше, тогда умные вещи могут происходить сверху. Например, если я вставляю умный выключатель света, то он должен работать, когда вы переключаете выключатель. Если WiFi не работает, он все равно должен включать/выключать свет. Никаких оправданий. Таким образом, микроконтроллер запрограммирован на выполнение базовых функций, даже если он не может выполнять умные функции. То же самое и в конструкции системы отопления. «Постоянный» переключатель есть, если WiFi не работает. Когда переключатель установлен в положение «постоянно», термостат игнорируется, и любые входящие сообщения MQTT о включении или выключении горелки игнорируются. Работает как старая система, когда была включена константа, тепло отводилось. Внутренний термостат в котле доводит воду до необходимой температуры, а затем отключает пламя. Температуру этой воды по-прежнему можно регулировать с помощью ручки на передней панели котла. Таким образом, систему можно использовать даже при отсутствии WiFi или планшета Kindle Fire для управления термостатом.
Затем, когда переключатель переключается в положение «термостат», происходит умная работа, и «запрос на тепло» управляется алгоритмом, основанным на сравнении текущей температуры в доме с желаемой температурой.
И, конечно же, выключатель системы определяет, включено ли вообще отопление. Если горит, то использует алгоритмы константы или термостата, если нет, то отключается вся система. Ничего не произошло. 🙂
Итак, моя новая конструкция должна была включать более одного устройства независимо, саму горелку, а также циркуляционный насос. Поэтому мне понадобилась установка с несколькими реле. К счастью, у меня были все необходимые запчасти. Я использовал 4-контактную релейную плату для проверки на будущее 🙂
Кроме того, я решил использовать плату NodeMCU, а не меньшую WeMos D1 Mini, так как у нее было много GPIO для экспериментов. Мне понадобилось:
4 для реле 2 для переключателей 1 для 2 датчиков температуры DS18b20
Я, вероятно, сошёл бы с D1 mini, но на NodeMCU доступно больше контактов GND, что делает проводку немного проще. Затем встал вопрос об ограждении. Что ж, учитывая, что через него будет проходить переменное напряжение 240 Вольт, я подумал, что лучше использовать электрический шкаф, поэтому в местном хозяйственном магазине я купил пустую двухсекционную лицевую панель и коробку. Я установил модуль реле и NodeMCU, чтобы проверить размер, а затем добавил несколько 12-миллиметровых стоек, чтобы удерживать их на месте.
Я также нашел два хороших переключателя, приятные на ощупь и хорошего качества. Идеально подходит для включения/выключения и постоянного/автоматического переключения. Я установил переключатели на той стороне коробки, где они были бы вдали от сетевого напряжения, и они хорошо подходили к NodeMCU.
Вот коробка со всеми подключенными GPIO. Пара к выключателям, четыре к релейному модулю и один к двум датчикам температуры DS18b20 для трубы ГВС из котла.
На концах белого многожильного кабеля (сигнализация-6-жильный) стоят датчики температуры DS18B20, которые привяжу к подаче и обратке котла. Это маленькие устройства, которые выглядят как маленькие транзисторы:
Поэтому я припаял их к другому концу кабелей, выходящих из блока управления, с большим количеством термоусадки, оставив само устройство открытым, чтобы я мог применить много термопасты вокруг него, чтобы дать более точные показания с водопроводных труб. Вот установка датчиков температуры, показан термоусадочный кабель и кабельная стяжка, удерживающая его на месте, вместе с термопастой.
Итак, когда вся проводка была сделана на стороне постоянного тока, а затем на стороне переменного тока. Подготовка к этому заключалась в том, чтобы подготовить программное обеспечение для NodeMCU, которое обрабатывало кнопки, включало реле соответствующим образом и позволяло мне повторно прошивать прошивку по беспроводной сети, так как я не хотел этого делать. открывая коробку, если я хотел внести улучшения в программное обеспечение. Основой программного обеспечения на NodeMCU является превосходный эскиз Sonoff Тео Арендса. Я модифицировал его для нас с помощью NodeMCU, чтобы он лучше подходил для случая использования. Например, включение и выключение циркуляционного насоса в зависимости от разницы температур между подающей и обратной трубами котла. А еще у него есть веб-интерфейс! 🙂
Веб-интерфейс редко используется для переключения реле, так как это остается за алгоритмами и программным обеспечением термостата, работающим в другом месте, но основная функция заключается в загрузке в него нового программного обеспечения, что так же просто, как просмотр файла локально и загружая его.
Алгоритм работы циркуляционного насоса примерно такой
если «запрос тепла» ИСТИНА (это может быть постоянное переключение или температура термостата ниже измеренной температуры), включить насос иначе если температура > 30 включить насос если температура < 28 выключить насос
Это одна из двух основных причин, по которой я вывел из эксплуатации термостат Nest. Циркуляционный насос отключался, как только выключалась горелка. Они были связаны вместе. Так что горячая вода оставалась возле котла и циркулировала только при включенной горелке. Мой сантехник сказал, что это не идеально, и что он должен оставаться на основе разницы между температурой воды в подающем и обратном трубопроводе. Возможно, Nest можно было бы подключить для независимого управления насосом, но я предпочел возможность сделать это на основе разницы температур подающей и обратной труб.
Как бы то ни было, после того, как я проверил программное обеспечение на стенде, чтобы убедиться, что оно достаточно близко, чтобы я мог работать с системой отопления (я не хотел замораживать семью), я начал работу по проводке в доме. кабели для горелки и циркуляционного насоса.
Итак, вот изображение электропроводки, завершенной и включенной (в этой конфигурации, когда светодиоды включены, реле разомкнуто) Часть управления постоянного тока коробки и часть переменного тока сетевого напряжения коробки. Для дополнительной изоляции.
И коробка закрыта, готова к использованию.
Мне просто нравится временная этикетка. 🙂
Я планирую принести еще одну пустую пластину в местный FabLab и выгравировать на ней лазером несколько красивых букв. Я должен решить, какие они будут первыми, и, может быть, даже поставить большой причудливый логотип с названием системы или что-то в этом роде. Не стесняйтесь предлагать что-то в комментариях ниже 🙂
Я работал в течение 24 часов и настраивал программное обеспечение по ходу дела. Теперь он довольно стабилен, и, как вы можете видеть на графике ниже, он довольно стабилен в правой части, с последним программным обеспечением и температурой, установленной на 19..5С.
Термостат Nest действительно изо всех сил пытался добиться такой консистенции. И я надеюсь улучшить алгоритм в ближайшие дни, чтобы уменьшить дисперсию. Это очень простое включение/выключение, когда температура ниже/выше заданного значения.
На другом конце системы находится планшет Kindle Fire HD6, закрепленный на стене на кухне, на котором установлено программное обеспечение Imperihome. См. здесь статью о монтировке, которую я спроектировал и распечатал на 3D-принтере, а также файлы STL для бесплатной загрузки!
Виджет термостата идеально подходит для этой системы. Вы можете установить температуру с помощью «+/-», включить и выключить нагрев с помощью «Mode». Кроме того, я добавил значок пламени, который показывает, когда система запрашивает тепло, а также дополнительную информацию о том, что система работает. Датчик температуры в левом нижнем углу — это то, что влияет на то, нужно ли нам тепло или нет, и это исходит от устройства в центре кухни. У меня около дюжины температурных датчиков по всему дому, я мог бы сделать что-то среднее в будущем, это может быть лучше, чем основывать потребность в тепле на температуре одной комнаты, особенно кухни, так как это может стать довольно теплое без подогрева, особенно если идет приготовление пищи.
Одной из действительно приятных особенностей приложения Imperihome является то, что камеру можно настроить так, чтобы она следила за движением, поэтому, если кто-то пройдет или подойдет к планшету, появится панель управления. Очень удобно, одна из лучших функций программного обеспечения. Одним из недостатков планшета является то, что он от Amazon, и по умолчанию на нем нет магазина Google Play, поэтому мне пришлось сначала загрузить его, прежде чем я смог купить Imperihome.
О, и есть еще одна часть системы, о которой стоит упомянуть, и это Node-Red, который на самом деле является мозгом всего этого. Планшет является входом/выходом, как и горелка, циркуляционный насос и датчики температуры подающей трубы, но Node-Red решает, как все это соединить вместе. Node-Red, а также все остальное для моего домашнего мониторинга работает на Up-Board, небольшом одноплатном компьютере от Aaeon.
Вот изображение некоторых потоков, которые в настоящее время запущены в моей системе.
Также есть узел таймер-переключатель (нижний поток), который имеет расписание включения/выключения. Этот узел будет отправлять изменение состояния в определенное время в день, и у него есть предустановленные температуры. Так ночью устанавливается низкая температура (16,5 градусов), а вечером – 19,0 градусов. Конечно, как только кто-то настраивает температуру с помощью виджета термостата, это имеет приоритет. Я планирую добавить более сложный тайминг в ближайшем будущем, но в краткосрочной перспективе это нормально.
Имейте в виду, что там происходит гораздо больше, чем просто система отопления, он также управляет элементами управления Imperihome для рождественских огней, насосом давления воды для бытового водоснабжения, офисными светильниками и т. д. Но это отличный способ подключить кучу Устройства IOT вместе, и легко увидеть, что происходит (если вы разумно изложите это). Я понимаю, почему Node-Red описывается на своем веб-сайте как «визуальный инструмент для , соединяющий Интернет вещей ». Я также почерпнул много полезной информации из Технического блога Пита Скаргилла, в котором полно полезной информации о гаджетах, IOT и т. д.
Только время покажет, стоило ли это усилий, но со стабильностью температуры в доме всего через 24 часа я уже вижу (положительную) разницу.
Примерно так:
Нравится Загрузка…
Как автоматизировать свой пул и сэкономить – PoolPartsToGo
Как правило, упрощений при обслуживании пула очень мало. Вы знаете, что нельзя пропускать помпу каждый день или включать тепловой насос в последнюю минуту, когда на улице холодно. Но что, если бы я сказал вам, что вы можете управлять всем, что связано с вашим бассейном, по щелчку пальцев, даже если вы находитесь на другом конце света?
Ну, щелчок пальцем на самом деле не сработает. Но с системой автоматизации бассейна вы можете использовать приложение на своем телефоне для управления всеми аспектами работы вашего бассейна, включая освещение и сигнализацию.
Это может звучать футуристично, но на самом деле это возможно — и владельцы бассейнов во всем мире принимают участие в этом. Я объясню, как работает автоматизация бассейнов, почему она может пригодиться и как настроить собственную систему автоматизации. Приготовьтесь сэкономить время и кучу денег.
Подождите… Что такое автоматизация бассейнов?
Некоторые владельцы бассейнов неправильно понимают автоматизацию бассейна, думая, что это то же самое, что сделать ваш бассейн энергоэффективным. Но автоматизация бассейна — это не только установка программируемого насоса для бассейна или синхронизация освещения в бассейне на закате.
По сути, система автоматизации бассейна позволяет подключить оборудование вашего бассейна к одному центральному концентратору. Это в конечном итоге позволяет вам управлять своим пулом из приложения на вашем телефоне, независимо от того, где вы находитесь.
Чтобы настроить автоматизацию бассейна, вам понадобится концентратор управления, который подключается к вашему насосу, нагревателю, источникам света и любому другому оборудованию. Этот центр управления называется панелью для пула и должен иметь собственный экран, чтобы вы также могли управлять им лично, даже если Интернет отключился.
Автоматизация пула настолько футуристична, насколько это возможно, — по крайней мере, на данный момент. И независимо от того, считаете ли вы себя технически подкованным или нет, вы можете извлечь выгоду из простых шагов по автоматизации вашего пула.
Заинтересованы в поддержании чистоты дна и стен бассейна, не причиняя при этом вреда себе? Попробуйте запатентованную 360-градусную щетку Black & Decker Pool Brush , разработанную многолетними профессионалами в бассейне, чтобы устранить боли в бедрах и спине, связанные с односторонними щетками.
Когда использовать автоматизацию для вашего бассейна
Возможно, вы уже думаете: «Зарегистрируйтесь!» или вы можете качать головой, задаваясь вопросом, с какой стати вам нужно управлять своим бассейном с телефона. Если это больше похоже на вас, выслушайте меня в нескольких возможных сценариях.
Представьте, что вы возвращаетесь домой с очень тяжелой тренировки. Вы хотите сократить время восстановления, замачиваясь в джакузи, но знаете, что это будет не так эффективно, если ваши мышцы будут остывать слишком долго, прежде чем вы сядете в нее. Вместо того, чтобы вернуться домой, включить джакузи, сполоснуться. , и терпеливо ожидая, пока горячая ванна нагреется, вы можете включить ванну с помощью темы «После тренировки» на своем телефоне прямо в раздевалке.
Или, может быть, вы находитесь в длительном отпуске и заметили, что скоро на ваш родной город обрушится жара. Вместо того, чтобы зацикливаться на настройках, которые вы вручную запрограммировали в своем оборудовании для бассейна, вы можете увеличить продолжительность работы вашего насоса и избежать заражения водорослями, потому что это последнее, с чем вы хотели бы иметь дело, когда вернетесь домой.
Может быть, вы даже устраиваете импровизированную вечеринку или потеряли счет времени, выбирая в магазине новые поплавки, а гости придут с минуты на минуту. Включив тему «Вечеринка у бассейна» на своем телефоне, вы можете включить подсветку бассейна в праздничные цвета, заставить ревущую джакузи и включить тепловой насос, пока стоите в очереди на кассе.
Настройка автоматизации пула может быть не для всех, но ее использование определенно подходит. Как только он настроен, все идет вниз по течению оттуда. Решайте сами, стоит ли установка этого высокотехнологичного удобства. И если вы в игре, читайте дальше.
Как автоматизировать свой бассейн и сэкономить
Готовы автоматизировать свой бассейн? Детали действительно зависят от системы, которую вы выбираете, но с этих шагов должен начать любой владелец пула.
Сначала подключитесь
У вас все еще есть коммутируемый доступ в Интернет? Это придется изменить, если вы серьезно относитесь к автоматизации пула. Первый шаг к управлению пулом с телефона — убедиться, что у вас есть надежное подключение к Интернету. В идеале вам нужна скорость загрузки и выгрузки не менее 3 мегабит в секунду (Мбит/с) рядом с вашим пулом.
Не обращайте внимания на аббревиатуру! Мбит/с нечего бояться, так как это просто название измерения. Вы можете легко узнать свою, проверив скорость интернета бесплатно онлайн.
Настройка насоса с регулируемой скоростью
Ваш насос является сердцем вашей циркуляционной системы, и чем больше у него элементов управления, тем лучше вы можете настроить работу бассейна в соответствии со своими потребностями. Автоматизация бассейна поможет вам в полной мере воспользоваться этими преимуществами, но они будут ограничены, если у вас нет насоса с регулируемой скоростью.
Насосы с регулируемой скоростью позволяют контролировать их число оборотов в минуту (об/мин). Чем медленнее вы направляете их, тем лучше циркулирует вода в вашем бассейне. И вот в чем фишка: чем медленнее вы установите насос с регулируемой скоростью, тем больше вы сэкономите. Более низкая скорость, меньшее потребление энергии, меньший ежемесячный счет.
Это беспроигрышная ситуация, и поэтому я говорю, что все владельцы бассейнов должны иметь насосы с регулируемой скоростью. С 2021 года это также практически федеральный закон. Если вы еще не получили его, пришло время.
Оставайтесь в отличной форме с сверхмощным насосом Black & Decker с регулируемой скоростью 3 л.с. . Он включает гарантию, дает право на скидки на коммунальные услуги и окупается за счет экономии до 80% затрат на электроэнергию на всех этапах эксплуатации.
Получите центр управления
У вас есть помпа. Теперь это самый важный шаг: получение концентратора управления (также называемого смарт-концентратором), который будет действовать как площадка для бассейна в будущем.
И вы уже догадались: у вас есть варианты. Существуют «умные концентраторы», продаваемые пул-компаниями, но вы также можете приобрести такой, как концентратор SmartThings, который позволяет подключать до 200 устройств и настраивать определенные последовательности.
Получив концентратор управления, вы должны следовать инструкциям производителя по установке. И если он кажется выше вашей рулевой рубки, не стесняйтесь вызывать электрика! Безопасность является наиболее важным аспектом этого процесса, а установка занимает всего около двух часов.
Когда ваш хаб правильно настроен, пришло время подключать устройства. Ваш насос для бассейна, тепловой насос для бассейна, освещение, выключатели, звуковые системы, камеры с датчиками движения и важные для безопасности сигналы тревоги в бассейне должны быть синхронизированы путем подключения их к концентратору управления и исправления настроек в приложении для смартфона.
Хотя конкретные инструкции могут различаться в зависимости от производителя, начать работу очень просто.
Технический мозговик? Берите дальше
Если вам не терпится большего, возможно, вы хорошо разбираетесь в технологиях. К счастью, вы можете сделать больше, чтобы настроить свою автоматизированную систему.
Чувствуете себя болтливым? Некоторые из систем автоматизации брендов пулов интегрируют домашних голосовых помощников. Это означает, что вы можете стоять на кухне и приказывать включить свет в бассейне. Довольно круто.
Вы также можете интегрировать программное обеспечение IFTTT, что означает «Если это, то это». Используя это программное обеспечение, вы можете заставить свой бассейн автоматически переключать свою работу в ответ на изменения прогноза погоды. Но это только один пример — варианты безграничны. Автоматизация пула — это уже удобно. Почему бы не сделать его своим?
Отпразднуйте новую автоматическую настройку с новыми аксессуарами.
Начнем с того, что вообще означает аргоновая сварка. Сейчас аргон используется во многих производственных процессах, и в сварке в том числе. Аргон по сути своей — инертный газ. Благодаря такой химической инертности, аргон не реагирует со свариваемыми материалами, и выступает в качестве защиты их от воздействия атмосферных газов, таких как — углекислый газ, кислород, азот, водяные пары и других вещества, которые могут повлиять на процесс сварки. Именно по этому, ему дали название — аргоновая сварка.
Аргонно-дуговая сварка отличается тем, что в её технологии используется электрическая дуга и газ. Происходит так называемое электро-газовое соединение металлов.
Аргонно-дуговую сварку принято разделять на два вида: автоматическая и ручная. Каждый из этих видов сварки в свою очередь бывают как с плавящимся электродом, так и с неплавящимся электродом. Электрическая дуга плавит свариваемые кромки материала, соединяя их. Сам аргон защищает место свариваемых деталей от вредных примесей и газов, т.е. он вытесняет кислород из рабочей ванны и происходит изолирование самого места сварки от воздействия внешней среды.
Главное не забывать, что аргон — это всего лишь защитный газ при сварке. А сама сварка является электрической. Поэтому такую сварку еще называют аргонно-дуговой, что на самом деле тоже самое.
Автоматическая аргонно-дуговая сварка
Рассмотрим конкретнее, как работает автоматическая аргонно-дуговая сварка плавящимся электродом.
В процессе сварки электрод (проволока) подается автоматически. И на полуавтоматических сварочных автоматах точно так же, только отличие в том, что там проволока подается автоматически, а все остальное выполняет человек в ручную.
Отличие автоматической аргонно-дуговой сварки с неплавящимся электродом в том, что в качестве электрода, который не плавится, применяют чаще всего вольфрам или графит, а в качестве защитного газа используют аргон. Вся работа выполняется роботами, запрограммированными на определенные действия.
Ручная аргонодуговая сварка
Ручная аргоновая сварка плавящимся электродом. В качестве защитного газа используют аргон. А в качестве электрода используют так же проволоку, которая подается автоматически и называют ее электродом.
При ручной аргонной сварке с неплавящимся электродом, электрод не плавится, а материал для сварки подается непосредственно сварщиком.
Делая выводы из вышесказанного, аргонная сварка — это довольно не сложный способ соединения металлов, но требует большого опыта от сварщика чтобы действительно качественно выполнять сварочные работы на различном сварочном оборудовании с различными металлами.
—> Узнать стоимость работ по аргонной сварке деталей двигателя у нас
Для аргонодуговой сварки применяют следующие обозначения:
РАД — ручная аргонно-дуговая сварка с неплавящимся электродом,
ААД – автоматическая аргонно-дуговая сварка с неплавящимся электродом,
ААДП – автоматическая аргонно-дуговая сварка с плавящимся электродом.
Сварка вольфрамовым электродом обозначается так:
TIG – Tungsten Inert Gas (Welding) – сварка вольфрамом в среде инертных газов
Особенности, сфера применения, достоинства и недостатки аргонодуговой сварки
Аргонодуговой способ соединения металлов можно назвать своеобразной комбинацией электродуговой и газовой сварки. С первой его связывает использование электрической дуги для нагрева металлов, а со второй – применение газа для защиты сварочной ванны. Такой метод выполнения сварочных работ имеет свои особенности.
Особенности аргонодуговой сварки
Стали, а также большинство цветных металлов и их сплавав, в расплавленном состоянии способны взаимодействовать с газами, содержащимися в воздухе. Это отрицательно сказывается на качестве сварных швов: в них появляются дефекты, ослабляющие соединения. Оптимальное решение этой проблемы — аргонодуговая сварка. Она обозначается аббревиатурой TIG (Tungstren Inert Gas).
Процесс аргонодуговой сварки
Роль защитного газа
Одной из особенностей аргоновой сварки является применение защитного газа (в этом она похожа на полуавтоматическую). Чаще всего для этой цели используется аргон. Являясь инертным газом, он не вступает в реакции с другими веществами, содержащимися в воздухе или металлах. Кроме того, аргон примерно на 35 % тяжелее воздуха, поэтому легко вытесняет его из зоны сварки. В результате расплавленный металл тоже не может вступать в реакции с другими газами (в первую очередь имеются в виду кислород и азот). Таким образом резко уменьшается количество дефектов в швах.
Аргон может заменяться гелием (более дорогой газ). Иногда применяется аргон с примесью кислорода (не более 35 %). Последний приводит к выгоранию примесей в металлах или образованию с ними легких соединений, которые в сварочной ванне перемещаются к поверхности. Такие процессы приводят к предотвращению образования пор.
Защитный газ для аргоновой сварки
Название «аргон» имеет греческие корни и в переводе означает «ленивый» или «неактивный». Это самый распространенный инертный газ. В 1 м3 воздуха содержится более 9 л аргона, а в 1 л морской воды – около 0,3 см3. При высокой концентрации он способен оказывать на человека наркотическое воздействие и даже вызывать отравление.
Электроды
Аргонодуговая сварка может проводиться только неплавящимися электродами. Используются вольфрамовые стержни.
Процесс сварки
Для нагревания и плавления металлов применяется электрическая дуга. Она зажигается между вольфрамовым электродом и поверхностью металла. При этом касания электродом соединяемых поверхностей не происходит. Во-первых, таким образом предохраняется от загрязнения вольфрамовый стержень, во-вторых, зажигание дуги за счет возникновения искры в аргоновой среде затруднено, поскольку этот газ обладает высоким потенциалом ионизации. Для этой цели применяется специальный прибор – осциллятор. Он подает на электрод высокочастотные высоковольтные импульсы, за счет которых ионизируется дуговой промежуток, и после подачи тока зажигается дуга. Защитный газ способствует ее концентрации на ограниченной поверхности. Одновременно аргон надежно защищает сварочную ванну от азотирования и окисления.
Формирование швов
Образование швов при соединении элементов из тонких металлов возможно только за счет расплавления их кромок. Во всех остальных случаях дополнительно используется присадочная проволока. При этом ее химический состав должен соответствовать химическому составу металла в сварочной ванне.
Применение аргонодуговой сварки
Преимущества и недостатки аргоновой сварки
К преимуществам следует отнести:
Минимизацию количества дефектов в сварных швах в результате действия защитного газа.
Уменьшение деформации металла за счет небольшой зоны нагрева.
Получение аккуратных швов.
Исключение разбрызгивания металла ввиду отсутствия его капельного переноса.
Возможность работы с любыми цветными металлами, включая алюминий.
Отсутствие шлака. Соответственно, нет необходимости в механической доработки швов.
Недостатки:
Для выполнения требуется приобретение дорогостоящего оборудования.
Этот способ соединения металлов не относится к высокопроизводительным.
Применение аргонодуговой сварки на практике требует сложных настроек оборудования и высокой квалификации сварщиков.
Результат применения аргонодуговой сварки
Применение аргоновой сварки
Сфера применения аргонодуговой сварки широка. Этот тип сварки выбирают везде, где к сварочным швам предъявляются повышенные требования. Такой способ особенно востребован для соединения тонкостенных изделий и трудносвариваемых металлов. Аргонодуговая сварка позволяет работать с любыми сталями, включая нержавеющие, оцинкованные или гальванизированные, с титаном, чугуном, медью и другими цветными металлами.
Аргонодуговую сварку используют в автомобиле-, авиа- и ракетостроение. С ее помощью изготавливаются ответственные узлы из алюминия и его сплавов.
Особый интерес аргонодуговая сварка представляет для соединения алюминиевых элементов. Этот металл относится к трудносвариваемым, склонен к образованию трещин, имеет большую усадку, а в расплавленном виде легко окисляется и покрывается тугоплавкой пленкой, препятствующей соединения отдельных капель в шов. Аргонодуговая сварка, несмотря на эти особенности материала, позволяет получить качественные сварочные швы.
Поделитесь с друзьями:
Почему сварщики используют аргон (и что это такое)?
Когда дело доходит до сварки, аргон является одним из наиболее широко используемых вариантов профессиональными сварщиками. Это газ, относящийся к категории благородных газов, и он занимает третье место по содержанию в воздухе, которым мы дышим.
Почему сварщики используют аргон? Сварщики используют аргон, потому что он обычно применяется в качестве защитного агента. Когда профессионал выполняет процесс сварки, он подвергает металл воздействию высоких температур. Часто эти температуры превышают 5000 градусов и могут быть очень жаркими.
Газ является одним из наиболее важных газов, который часто требуется сварщикам, и может улучшить работу, выполняемую людьми этой профессиональной категории. Газ бесцветный и без запаха. Газ также негорюч и совершенно нетоксичен, поэтому его можно использовать в таких широких масштабах.
Один из самых популярных вопросов, которые люди задают об этом конкретном газе, — почему он используется. Это тип газа, который невероятно полезен для своих конкретных целей, но немногие знакомы с причинами его действия и почему большинство людей используют этот газ. В этой статье мы расскажем, почему сварщики используют аргон и тонкости этого конкретного газа.
Подробнее о том, почему сварщики используют аргон
Как я уже говорил выше, аргон часто используется в качестве защитного агента для защиты сварщиков от чрезвычайно высоких температур. Однако эти высокие температуры необходимы для превращения металла в жидкость, поэтому его можно формовать несколькими способами. Большинство металлов также плавятся при этих температурах, поэтому их можно легко сваривать и придавать нужную форму.
Роль аргона в этом процессе заключается в защите расплавляемых металлов. Когда металлы соприкасаются с высокими температурами, они могут вступать в реакцию с некоторыми газами в окружающем воздухе. Он может реагировать с такими вещами, как азот, кислород и водород, присутствующими вокруг него, что может привести к нежелательным результатам. На металлы наносится аргон, поэтому они не вступают в реакцию с остальными компонентами в воздухе.
Хотя аргон широко считается одним из лучших защитных агентов в воздухе, он также считается полезным для поддержания стабильности дуги. При работе с любыми металлами всегда ценится хорошее проплавление сварного шва и лучший внешний вид. Газ аргон позволяет это сделать, поэтому он считается полезным.
Что такое защитные газы?
Термин «защитный газ» в основном используется применительно к аргону и может быть чрезвычайно полезен для всех, кто выполняет любые сварочные работы. Защитные газы — это классификация инертных или полуинертных газов.
Они защищают металлы от любых реакций, которые могут происходить в атмосфере. Защитный газ важен потому, что он помогает сварщику защитить металл, с которым он работает. Это предотвращает любые разрушения металла и позволяет сварщику работать без каких-либо беспокойств.
Несмотря на то, что аргон необходим в качестве защитного агента при работе с металлами, это не единственный компонент, который можно использовать при попытке выполнить это. Гелий также часто используют сварщики, потому что он работает аналогично аргону и дает лучшие результаты.
Кислород также иногда используется в качестве добавки при работе с металлами из-за его стабильности. Есть также несколько случаев, когда аргон используется вместе с кислородом для достижения лучших результатов.
Чем опасен аргон?
При использовании любого газа обратите внимание на то, какие меры предосторожности необходимо принять и что необходимо сделать для обеспечения максимально безопасного использования. В основном аргон относительно безопасен. Газ негорюч, а также не выделяет ничего токсичного, поэтому сварщики могут его регулярно использовать. Это также означает, что газообразный аргон не будет гореть при воздействии тепла, пламени или искр.
Несмотря на это, примите необходимые меры безопасности при использовании этого газа. Газ аргон обычно дается сварщикам в баллоне со сжатым воздухом, для которого предусмотрен свой список мер предосторожности. При использовании этого продукта необходимо соблюдать правила техники безопасности при использовании обычных компрессионных баков.
Одной из самых больших опасностей, возникающих при использовании аргона, является его повышенное присутствие в воздухе вокруг человека, который его использует. Газ аргон на тридцать восемь процентов плотнее воздуха. Это означает, что при использовании этого газа в атмосфере вокруг может быть больше аргона, чем в воздухе, которым нужно дышать.
Вот почему рекомендуется использовать газ на открытом воздухе или в хорошо проветриваемом помещении. Существуют ограничения на количество аргона, которое можно поместить в баллон со сжатым воздухом. Как правило, количество в одном резервуаре достаточно безопасно для использования и не приведет к избыточному количеству в окружающей атмосфере.
Какие виды аргона используют сварщики?
Хотя аргон необходим в любом процессе сварки, разные сварщики используют аргон разной плотности и чистоты при работе. Как правило, сварщики, работающие с различными металлами и сплавами одновременно, используют 99,996% аргона. Это один из наиболее часто используемых стандартов газа, а также один из самых эффективных аргоновых газов, которые могут использовать сварщики.
Этот газ обычно предлагается большинством поставщиков, известных тем, что они предлагают аргон. Чистый аргон также является одним из типов, который используют некоторые сварщики. Это один из газов, который выбирают немногие сварщики. Чистый аргон не содержит каких-либо других компонентов и не содержит следов какого-либо другого газа или элемента. Некоторые сварщики также используют смесь CO2 и аргона.
Это смесь элементов, которая обеспечивает гораздо меньшую эффективность по сравнению с чистым аргоном, но является хорошим и недорогим вариантом, который могут использовать сварщики. Еще один существующий тип аргона — это медицинский аргон.
Это считается самой чистой формой Агона и не содержит следов какого-либо другого соединения или элемента. Этот аргон дорог и не сильно отличается от других комбинаций аргона, поэтому он редко используется сварщиками.
Как долго служат аргоновые баллоны?
Аргон жизненно важен для сварщиков и необходим им регулярно. Время, в течение которого может работать резервуар с аргоном, в основном зависит от используемого резервуара с аргоном, состава резервуара и общего использования, которым занимается один человек. Одним из первых факторов, влияющих на период, в течение которого длится аргон, является размер бака.
Резервуары с аргоном могут быть разных размеров, и аргон, который используется из резервуара, может определить, сколько времени потребуется, чтобы резервуар закончился. Настройки давления в баке также могут повлиять на то, как долго он прослужит. Настройки предварительного и последующего потока в резервуаре могут играть роль в определении того, сколько и как долго продлится.
Размер резервуара, который обычно получают, составляет от 30 до 40 SCF. Это одни из самых распространенных размеров, которые используют сварщики при выполнении своих задач. Сварщик, регулярно использующий этот резервуар, может рассчитывать на достаточное количество аргона примерно на три-шесть месяцев.
Почему сварщики используют регуляторы аргона?
При работе с любым аргоном сварщики используют нечто, известное как регулятор аргона. Это важно для тех, кто регулярно использует аргон в своих сварочных процессах. Любой хороший сварщик порекомендует использовать его из-за его эффективности и простоты использования имеющегося у него аргона.
Одна из основных причин, по которой регулятор аргона считается необходимым, заключается в том, что он помогает регулировать поток аргона из резервуара. Это также позволяет сварщику получать более стабильную подачу аргона, а не все сразу.
Найдите хорошо работающий регулятор, совместимый с используемым баком. Обратите внимание на резервуар, который вы используете, и на регулятор, который с ним работает. Это важно, потому что не все регуляторы подходят для всех типов резервуаров, доступных в настоящее время на рынке.
При каком давлении сварщики используют аргон?
Один из наиболее важных вопросов, который люди задают сварщикам, касается давления, при котором они используют свой аргон. Большинство резервуаров с аргоном хорошо работают, если установлено значение 10PSL.
Это также один из наиболее часто используемых стандартов среди тех, кто хочет эффективно эксплуатировать свои машины. Сварщики обычно регулируют давление в резервуаре в соответствии со своими индивидуальными потребностями и металлами, с которыми они работают.
Простота регулировки является огромным преимуществом. Это также позволяет им адаптировать расход аргона в соответствии с тем, что им больше всего подходит и что им нужно в данный момент. Одна вещь, которая влияет на давление, которое используют сварщики, — это расстояние, на котором находятся электроды.
Если электрод находится дальше, усилие, необходимое сварщику, будет больше. Чем большее давление аргона использует сварщик, тем больший охват он может получить, работая таким образом.
Похожие вопросы
Что такое газ C25?
Газ C25, также известный как Autoweld, представляет собой негорючую, адаптивную, эксклюзивную комбинацию газов, используемую для сварки углеродистых, нержавеющих и стальных металлов с покрытием.
Какой газ лучше всего подходит для сварки МИГ мягкой стали?
Одним из наиболее часто используемых инертных газов для сварки МИГ мягкой стали является аргон. Аргон, без сомнения, является основным защитным газом, используемым при сварке TIG большинства металлов, а также сварке легких сплавов MIG или пайке MIG-пайкой. Наиболее нормальными активными газами являются стопроцентный СО2 и смесь аргона и углекислого газа.
Процессы дуговой сварки в среде защитного газа (TIG/MIG/MAG) — OpenLearn
Наука, математика и технологии
Обновлено в четверг, 8 марта 2018 г.
Сварка начинается с подачи электрической дуги между вольфрамовым электродом и соединяемым металлом. Дуга плавит металл, покрывая его облаком аргона, гелия или углекислого газа, чтобы защитить сварной шов от загрязняющих веществ в атмосфере. Дополнительный присадочный металл может быть добавлен с помощью отдельного присадочного стержня.
Этот контент связан с научными курсами и квалификациями Открытого университета
Принципы работы сварочной горелки TIG
Сварка вольфрамовым электродом в среде инертного газа (TIG) – это процесс дуговой сварки, в котором используется неплавящийся вольфрамовый электрод, окруженный защитной атмосферой инертного газа, такого как аргон или гелий. Дополнительный металл сварного шва может быть обеспечен отдельным присадочным стержнем, если это необходимо. Используется постоянный ток с отрицательным электродом, чтобы избежать перегрева и чрезмерной эрозии вольфрамового электрода.
Принцип работы сварочного пистолета MIG
В процессе металлического инертного газа (MIG) используется расходуемый электрод, который обычно представляет собой спиральную проволоку с медным покрытием. Аргон используется для защиты сварного шва, а постоянный ток с положительным электродом для выделения большего количества тепла для плавления.
Производство:
Сварка ВИГ
Используется неплавящийся электрод из вольфрама с добавлением 1% тория (ThO 2 ).
Процесс
особенно полезен при сварке тонколистового металла без необходимости использования присадочного металла.
Газ аргон высокой чистоты обеспечивает сварку без окисления, что позволяет успешно сваривать химически активные металлы, такие как титан и цирконий.
Отсутствие образования шлака исключает операции по доочистке.
Минимальное разбрызгивание при сварке.
Медленнее, чем процессы MMA или MIG.
Хороший контроль сварочного тока, длины дуги и добавок присадочного металла.
Поддается механизации.
Блок питания до 300 А переменного тока или постоянный ток
Сварка MIG
Процесс может быть полуавтоматическим или автоматическим.
Диаметр проволоки подачи варьируется от 0,75 до 2,25 мм.
Провода
обычно покрыты медью для улучшения проводимости.
Смеси аргона и гелия можно использовать для защиты.
Обеспечивает высокое качество сварных швов на высоких скоростях без удаления флюса (скорость наплавки 1,25–7,5 кг ч -1 ).
Источник питания 60–500 А, 16–40 В пост.
Металлоактивный газ (MAG) и CO
2 сварка
Аргон или гелий заменяются в процессе MIG диоксидом углерода (с добавками или без них) по более низкой цене.
CO 2 используется в основном для сварки стали.
Добавление до 10% кислорода в основу CO 2 дает следующие преимущества: обеспечивает более плавный перенос металла шва, увеличивает текучесть сварочной ванны и увеличивает смачиваемость металла шва.
Материалы:
Сварка ВИГ
сварка углеродистых и легированных сталей, жаропрочных и нержавеющих сталей, меди и ее сплавов, никеля и его сплавов.
а.е. сварка TIG требуется для сварки TIG сплавов алюминия, магния и алюминий-бронзы, чтобы разрушить стойкие поверхностные оксиды на поверхности металла.
Использование аргона высокой чистоты позволяет сваривать химически активные металлы, такие как титан и цирконий, с аргоновыми кожухами и электродами постоянного тока. Текущий.
Тонкостенные (1,6 мм и меньше) трубы из нержавеющей стали можно сваривать методом ВИГ, вращая сварочную головку и фиксируя трубу. Это называется орбитальной сваркой труб.
Сварка МИГ
Процесс МИГ подходит для сварки алюминия, магниевых сплавов, простых и низколегированных сталей, нержавеющих и жаропрочных сталей, а также меди и бронзы.
Различия заключаются в составе присадочной проволоки, токе и напряжении, а также в защитном газе.
MAG и CO
2 сварка
CO 2 сварка в основном используется для сварки мягких и низколегированных сталей (дешевле аргона).
CO 2 действительно эффективен в качестве защитного газа, если электродная проволока содержит до 1,8 % марганца, 0,5 % кремния, 0,15 % титана и 0,15 % циркония, которые действуют как раскислители.
Нержавеющая сталь
сваривается в среде аргона с 1% кислорода.
Дизайн:
Сварка ВИГ
Позволяет успешно сваривать тонколистовые материалы с минимальной деформацией (толщиной < 0,5 мм).
Алюминиевые сплавы с толщиной листа от 2 до 6,4 мм можно сваривать в виде плоских стыковых соединений. Пластины толщиной 5–9,5 мм, сваренные одинарными V-образными стыковыми соединениями.
Тонкие трубы из нержавеющей стали могут быть сварены методом TIG методом орбитальной сварки труб.
Сварка MIG
Листы толщиной 6–25 мм можно сваривать встык с алюминиевыми поверхностями 1,6–4,8 мм.
Производительность выше, чем при сварке TIG.
Используется в общестроительном строительстве.
MAG и CO
2 сварка
Автоматическая сварка MAG или CO 2 процессы обеспечивают неизменно высокое качество сварных швов из низкоуглеродистой и низколегированной стали.
Более высокая скорость сварки, чем при сварке TIG или MIG.
Эта статья является частью Manupedia – сборника информации о некоторых процессах, используемых для преобразования материалов в полезные предметы.
Отвод 32х2,5 мм стальной 90 градусовОтвод 32х3 мм стальной 90 градусовОтвод 32х3,5 мм стальной 90 градусовОтвод 32х4 мм стальной 90 градусовОтвод 38х2,5 мм стальной 90 градусовОтвод 38х3 мм стальной 90 градусовОтвод 38х4 мм стальной 90 градусовОтвод 38х5 мм стальной 90 градусовОтвод 45х2,5 мм стальной 90 градусовОтвод 45х3 мм стальной 90 градусовОтвод 45х3,5 мм стальной 90 градусовОтвод 45х4 мм стальной 90 градусовОтвод 45х5 мм стальной 90 градусовОтвод 57х3 мм стальной 90 градусовОтвод 57х3,5 мм стальной 90 градусовОтвод 57х4 мм стальной 90 градусовОтвод 57х5 мм стальной 90 градусовОтвод 57х6 мм стальной 90 градусовОтвод 57х8 мм стальной 90 градусовОтвод 57х9 мм стальной 90 градусовОтвод 57х10 мм стальной 90 градусовОтвод 76х3,5 мм стальной 90 градусовОтвод 76х4 мм стальной 90 градусовОтвод 76х5 мм стальной 90 градусовОтвод 76х6 мм стальной 90 градусовОтвод 76х8 мм стальной 90 градусовОтвод 76х10 мм стальной 90 градусовОтвод 89х3,5 мм стальной 90 градусовОтвод 89х4 мм стальной 90 градусовОтвод 89х4,5 мм стальной 90 градусовОтвод 89х5 мм стальной 90 градусовОтвод 89х6 мм стальной 90 градусовОтвод 89х7 мм стальной 90 градусовОтвод 89х8 мм стальной 90 градусовОтвод 89х9 мм стальной 90 градусовОтвод 89х10 мм стальной 90 градусовОтвод 89х12 мм стальной 90 градусовОтвод 102х4 мм стальной 90 градусовОтвод 102х6 мм стальной 90 градусовОтвод 108х3,5 мм стальной 90 градусовОтвод 108х4 мм стальной 90 градусовОтвод 108х4,5 мм стальной 90 градусовОтвод 108х5 мм стальной 90 градусовОтвод 108х6 мм стальной 90 градусовОтвод 108х7 мм стальной 90 градусовОтвод 108х8 мм стальной 90 градусовОтвод 108х9 мм стальной 90 градусовОтвод 108х10 мм стальной 90 градусовОтвод 114х3,5 мм стальной 90 градусовОтвод 114х4 мм стальной 90 градусовОтвод 114х5 мм стальной 90 градусовОтвод 114х6 мм стальной 90 градусовОтвод 114х8 мм стальной 90 градусовОтвод 114х9 мм стальной 90 градусовОтвод 114х10 мм стальной 90 градусовОтвод 114х11 мм стальной 90 градусовОтвод 114х12 мм стальной 90 градусовОтвод 133х3,5 мм стальной 90 градусовОтвод 133х4 мм стальной 90 градусовОтвод 133х5 мм стальной 90 градусовОтвод 133х6 мм стальной 90 градусовОтвод 133х8 мм стальной 90 градусовОтвод 133х10 мм стальной 90 градусовОтвод 133х14 мм стальной 90 градусовОтвод 159х4 мм стальной 90 градусовОтвод 159х4,5 мм стальной 90 градусовОтвод 159х5 мм стальной 90 градусовОтвод 159х6 мм стальной 90 градусовОтвод 159х7 мм стальной 90 градусовОтвод 159х8 мм стальной 90 градусовОтвод 159х9 мм стальной 90 градусовОтвод 159х10 мм стальной 90 градусовОтвод 159х12 мм стальной 90 градусовОтвод 159х14 мм стальной 90 градусовОтвод 168х8 мм стальной 90 градусовОтвод 168х10 мм стальной 90 градусовОтвод 168х12 мм стальной 90 градусовОтвод 219х6 мм стальной 90 градусовОтвод 219х7 мм стальной 90 градусовОтвод 219х8 мм стальной 90 градусовОтвод 219х9 мм стальной 90 градусовОтвод 219х10 мм стальной 90 градусовОтвод 219х12 мм стальной 90 градусовОтвод 219х14 мм стальной 90 градусовОтвод 273х6 мм стальной 90 градусовОтвод 273х7 мм стальной 90 градусовОтвод 273х8 мм стальной 90 градусовОтвод 273х9 мм стальной 90 градусовОтвод 273х10 мм стальной 90 градусовОтвод 273х11 мм стальной 90 градусовОтвод 273х12 мм стальной 90 градусовОтвод 273х14 мм стальной 90 градусовОтвод 273х16 мм стальной 90 градусовОтвод 325х8 мм стальной 90 градусовОтвод 325х9 мм стальной 90 градусовОтвод 325х10 мм стальной 90 градусовОтвод 325х12 мм стальной 90 градусовОтвод 325х16 мм стальной 90 градусовОтвод 377х8 мм стальной 90 градусовОтвод 377х10 мм стальной 90 градусовОтвод 377х12 мм стальной 90 градусовОтвод 426х8 мм стальной 90 градусовОтвод 426х10 мм стальной 90 градусовОтвод 426х12 мм стальной 90 градусовОтвод 426х16 мм стальной 90 градусовОтвод 530х10 мм стальной 90 градусовОтвод 530х12 мм стальной 90 градусовОтвод 630х10 мм стальной 90 градусовОтвод 630х12 мм стальной 90 градусов
Отвод 180 градусов ГОСТ 17375
Фильтрация по стандартам:
ГОСТ
ISO
DIN
ВЕСЬ КАТАЛОГ
Кроссворд на знание нержавеющей стали
Скачать каталог
Таблица допустимого давления труб
Таблица размерного ряда DIN, ISO, SMS, ГОСТ
Характеристики эластомеров (уплотнений)
Подписаться на рассылку
Заполняя форму, Вы соглашаетесь с правилами обработки персональных данных
В продаже отводы 180 градусов из нержавеющей стали 12х18н10т. Угольник нержавеющий из наличия и под заказ до 273 мм. Из-за своего внешнего вида получил название «калач». Поставляется в бесшовном варианте методом штамповки либо протяжки, и в сварном варианте методом сварки из двух отводов 90°.
Марка стали: 12х18н10т и 10х17н13м2т
Стандарт: ГОСТ 17375-2001
Диаметры: от DN25 (32 мм) до DN250 (273 мм)
Обозначение и маркировка: отвод DN50 (57х3,5 мм) 180* ГОСТ 17375 12Х18Н10Т, где DN50 — условный диаметр; 57х3,5 мм — внешний диаметр и толщина стенки; 180* — угол равен 180 градусам, ГОСТ 17375 — стандарт, 12Х18Н10Т — марка стали.
Минимальный заказ отводов от 1 шт.
Диаметры нержавеющего бесшовного отвода 180° по ГОСТ 17375
DN
D, мм
T, мм
R, мм
C, мм
B, мм
Вес, кг
25
32
2,0
38
76
56
0,2
2,5
0,4
3,0
0,42
3,5
0,44
32
38
2,0
48
96
69
0,40
2,5
0,43
3,0
0,45
3,5
0,6
4,0
0,7
40
45
2,5
60
120
83
0,6
3,0
0,7
3,5
0,8
4,0
0,9
5,0
1,0
50
57
2,5
75
150
104
0,8
3,0
1,0
3,5
1,2
4,0
1,4
4,5
1,5
5,0
1,6
5,5
1,8
6,0
2,0
65
76
3,0
100
200
138
1,8
3,5
2,0
4,0
2,2
4,5
2,6
5,0
2,8
5,5
3,2
6,0
3,4
7,0
4,0
8,0
4,4
80
89
3,0
120
240
165
2,2
3,5
2,8
4,0
3,0
4,5
3,4
5,0
3,8
5,5
4,2
6,0
4,6
7,0
5,4
8,0
6,0
100
102
3,5
150
300
201
4,2
4,0
4,8
4,5
5,2
5,0
5,8
6,0
6,8
7,0
7,8
8,0
9,0
9,0
10,0
10,0
11
108
3,5
204
4,4
4,0
5,0
4,5
5,6
5,0
6,2
6,0
7,2
7,0
8,2
8,0
8,4
9,0
10,6
10,0
11,6
114
3,5
207
4,4
4,0
5,2
4,5
5,8
5,0
6,6
6,0
7,6
7,0
8,8
8,0
10,0
9,0
11,4
10,0
12,2
125
133
3,5
190
380
257
6,6
4,0
7,6
4,5
8,6
5,0
9,6
6,0
11,4
7,0
13,0
8,0
14,8
9,0
16,4
10,0
18,2
11,0
20,0
12,0
22,0
150
159
4,0
225
450
305
10,8
4,5
12,2
5,0
13,4
6,0
16,2
7,0
18,8
8,0
22,0
9,0
24,0
10,0
26,0
11,0
28,0
12,0
32,0
13,0
34,0
14,0
36,0
168
4,0
11,2
4,5
12,4
5,0
14,2
6,0
17,0
7,0
18,0
8,0
22,4
9,0
25,0
10,0
28,0
11,0
30,0
12,0
32,0
13,0
35,0
14,0
38,0
200
219
5,0
300
600
410
26,0
6,0
30,0
7,0
34,0
8,0
40,0
9,0
44,0
10,0
50,0
11,0
54,0
12,0
58,0
13,0
64,0
14,0
68,0
15,0
74,0
16,0
78,0
17,0
84,0
18,0
88,0
250
273
6,0
375
750
512
46,0
7,0
54,0
8,0
62,0
9,0
70,0
10,0
78,0
11,0
86,0
12,0
92,0
13,0
100,0
14,0
108,0
15,0
116,0
16,0
122,0
17,0
132,0
18,0
140,0
20,0
156,0
22,0
170,0
В таблице указаны данные отводов 180° 2-го размерного ряда по ГОСТ 17375-2001 Если у Вас возникли вопросы, свяжитесь с нами удобным для Вас способом
Как рассчитать удельный вес стальных стержней | График гибки стержней
Главная / Гражданское строительство / График гибки стержней / Как рассчитать удельный вес стальных стержней | График гибки стержней
Раджа Джунаид Икбал 25 июня 2020 г. График гибки стержней
Длина резки спирального стержня или спирального стержня | График изгиба стержней, обычно называемый «BBS», представляет собой исчерпывающий список, в котором описываются расположение, маркировка, тип, размер, длина и количество, а также детали изгиба каждого стержня или ткани на чертеже армирования конструкции.
Этот процесс перечисления местоположения, типа и размера, количества и всех других деталей называется «Планирование». В контексте арматурных стержней это называется спецификацией стержней. Короче говоря, график гибки стержней — это способ организации арматурных стержней для каждой структурной единицы с указанием подробных требований к армированию.
Масса стального стержня | График изгиба стержней
После оценки очень важно знать удельный вес стальных стержней, потому что мы оцениваем как 100 метров стержня диаметром 20 мм или 100 футов стержня ø 16 мм и т. Д. (ø — это символ диаметра).
Но поставщики стальных стержней не понимают этих обозначений, они измеряют стальные стержни по весу. Поэтому мы должны заказывать их в кг, центнерах или тоннах. В этой статье мы обсудим, как рассчитать удельный вес стальных стержней разного диаметра.
Формула: Вт = D²L/162
Где
Вт = вес стальных стержней.
D = Диаметр стальных стержней в мм.
L = Длина стержней в метрах.
Пример 1: Рассчитайте вес 60-метрового стержня диаметром 12 мм.
Здесь D = 12 мм.
L= 60 м.
Мы знаем, что W = D²L/162
W = 12² x 60/162 = 53 кг
Вес 60-метрового стержня диаметром 12 мм составляет 53 кг.
Пример 2: Рассчитайте вес 100 м стержня диаметром 16 мм.
Здесь D = 16 мм.
L = 100 м.
Вт = 16² x 100/162 = 158 кг.
Если к каждому диаметру стального стержня в формуле подставить 1 метр длины, то получится удельный вес.
стержень ø 10 мм = 10² x 1/162 = 0,617 кг/м
стержень ø 12 мм = 12² x 1/162 = 0,888 кг/м
Штанга ø 16 мм = 16² x 1/162 = 1,580 кг/м
стержень ø 20 мм = 20² x 1/162 = 2,469 кг/м
Если мы умножим длину стержней на этот удельный вес, мы получим общий вес стальных стержней.
Например, общий вес стального стержня длиной 1000 метров и диаметром 20 мм составляет
1000 x 2,469 = 2469 кг.
Используя тот же метод, мы можем рассчитать удельный вес различных стальных стержней.
Здесь я рассчитал в метрах, но мы можем рассчитать и в футах. Для расчета в футах мы должны использовать следующую формулу:
W = D²L/533
Где D = диаметр стержней в мм.
L = Длина стержней в футах.
Узнать больше
Метод расчета длины перекрытия балки, колонны и плиты
график изгиба
баров для плиты и оценка стальной арматуры в плите
Как рассчитать вес стали по формуле
Как рассчитать длину резки арматурных стержней в круглой железобетонной плите
СПАСИБО.
Теги график изгиба стержней расчет для плиты график гибки стержней для балки pdf формулы графика изгиба стержней pdf график изгиба стержней pdf bar-bender bar-bending-schedule формула длины резки для арматуры детализация арматуры детали арматуры расчет длины хомутов pdf удельный вес стального стержня что график гибки стержней
О Радже Джунаиде Икбале
Здравствуйте, меня зовут Раджа Джунаид Икбал, по профессии я землемер, но я специализируюсь в области Q, S и землеустройства. Как профессиональный сюрвейер, я занимался всем Персидским заливом с 14 лет.
Предыдущая Что такое угол отклонения
Следующая Меры предосторожности при укладке бетона | Что можно и чего нельзя делать при бетонировании
Проверьте также
График изгиба стержней для железобетонных плит График изгибов стержней для железобетонных плит. Эта статья …
Материаловедение — Насколько изгибается стальная пружинная проволока под действием собственного веса?
спросил
Изменено 9 лет, 1 месяц назад
Просмотрено 718 раз
$\begingroup$
Я работаю над художественным проектом, и мне нужно знать, насколько изгибается стальная пружинная проволока в зависимости от ее диаметра.
Сравнение нержавейки А2, А4 и AISI 304, 316. Отличия и химический состав.
Статья поможет сделать правильный выбор марки нержавеющей стали, подобрать аналоги иностранных сплавов, сравнить химический состав и свойства по таблице и получить ответы на часто задаваемые вопросы.
Нержавеющий крепеж изготавливается из различных марок коррозионно-стойкой стали. Каждая из них обеспечивает разную степень сопротивляемости процессам коррозии, которая значительно выше, чем у обычной стали. Существует несколько стандартов на нержавеющие стали (НЖ), разработанные в России, Америке, Японии и странах Европы.
Какую сталь можно назвать нержавеющей?
Все стали имеют одинаковый базовый состав: железо и углерод. Но нержавеющая сталь должна содержать не менее 10,5% хрома для образования защитной пленки оксида хрома, которая предотвращает дальнейшую поверхностную коррозию и препятствует ее распространению во внутреннюю структуру металла. В зависимости от марки его количество может доходить до 24%, кроме того, в состав могут быть включены дополнительные легирующие компоненты, такие как молибден, никель, титан, алюминий, медь, азот, фосфор или селен.
Существование нескольких марок нержавеющей стали затрудняет выбор, особенно когда названия и составы двух сплавов почти одинаковы. Это относится к наиболее распространенным маркам А2 и А4, где буква «А» указывает на принадлежность нержавейки к аустенитной группе (Austenitic), из которой производится 70% всех нержавеющих изделий. Данная маркировка пришла к нам из Германии.
Нержавеющая сталь А2 или А4 – какая лучше?
Химический состав сплавов А2 и А4 практически одинаков (18% хрома, 8% никеля, 0,08% углерода), за исключением одного легирующего компонента – молибдена, который добавлен в сталь А4 в количестве 2-3%. Что это дает? – Это повышает способность противостоять коррозии при воздействии химикатов, кислот, хлора, солевых растворов. Таким образом, крепеж из стали А4 лучше подходит для экстремальных условий окружающей среды, таких как плавательные бассейны, прибрежная зона, химические производства и т. д.
Нержавейка А2 и 304 / А4 и 316 – это одно и тоже?
Каждая марка имеет приближенные аналоги в различных системах классификаций:
Европейские производители часто используют и другую маркировку стали 304 (А2) – 18/8 или 18/10. Цифры обозначают процентное содержание хрома и никеля в составе, что является более понятным для рядового покупателя. Маркировка 316 (А4) выглядит так: 18/8/3, где 3 – легирующая добавка молибдена.
Что означает буква L в 304L, 316L?
L означает «низкоуглеродистый». Это вариант нержавеющей стали, содержащий меньше углерода. Сплав состоит из 0,02% углерода вместо 0,05%. Это не влияет на качество стали, но повышает ее стойкость при горячей сварке в среде TIG или MIG. Низкое содержание углерода в сплавах 304L, 316L помогает свести к минимуму/устранить выделение карбида в процессе сварки. Это позволяет использовать нержавеющую сталь 304L в состоянии «после сварки» даже в агрессивных средах.
Магнитная и немагнитная нержавейка
Нержавеющие стали, проявляющие магнитные свойства в любой состоянии:
Ферритные – марки 409, 430 и 439.
Мартенситные – марки 410, 420, 440.
Группа нержавеющих сталей, которые НЕ являются магнитными в необработанном, отожженном состоянии, но изготовленные из них крепежные изделия методом холодной штамповки могут стать слегка магнитными:
Аустенитные – марки 304 и 316.
Фактически весь нержавеющий крепеж, поступающий из Китая и других стран, в той или иной степени является магнитным. Изделия из нержавейки 304 (A2) более магнитны, чем из 316 (A4). Холодное штампование и нарезание резьбы приводят к тому, что болты из нержавеющей стали становятся слабомагнитными, некоторые – в большей степени, некоторые – в меньшей, в зависимости от размера детали и скорости процесса обработки.
Какая нержавеющая сталь пищевая?
Пищевая нержавеющая сталь – это сталь, которая отвечает всем критериям, чтобы считаться термостойкой и безопасной для приготовления, приёма и хранения пищевых продуктов. Наиболее распространенной пищевой нержавейкой является тип А2 и ее эквиваленты AISI 304, 18/8 и 18/10.
Что означает маркировка А2-70, А2-80?
Крепеж, соответствующий маркировке A2-70 и А2-80, представляет собой холодно-обработанную деталь из нержавеющей стали А2 (AISI 304) с минимальной прочностью на разрыв 700 Н/мм² и 800 Н/мм² соответственно. Эта марка устойчива в широком диапазоне атмосферных сред и пресной воде. Аустенитная структура придает превосходную прочность и износостойкость даже при криогенных температурах.
Какой болт прочнее: нержавеющий или стальной класса 8.8, 10.9?
Прочность болта измеряется в МПа или Н/мм² и равно временному сопротивлению на разрыв, выше которого происходит его разрушение. Болт из нержавеющей стали класса прочности 80 имеет одинаковую прочность с болтом класса 8.8 из углеродистой стали, а именно 800 Н/мм². Высокопрочные болты 10.9 отличаются большей прочностью, равной 1000 Н/мм².
Примечание: при равных значениях прочности на растяжение, нержавеющие болты имеют меньший предел текучести, а это значит, что уже при меньших нагрузках с ними может произойти пластическая деформация.
Механические свойства болтов винтов и шпилек из нержавеющих сталей задает ГОСТ ISO 3506-1-2014, а из углеродистых – ГОСТ ISO 898-1-2014.
Сталь А1 – это нержавейка?
Нержавеющая сталь А1 (она же 303, 1. 4305) является самой легкообрабатываемой из всех аустенитных марок, что обусловлено увеличенным содержанием серы в составе. Однако добавление серы снижает коррозионную стойкость сплава до уровня ниже, чем у А2, и приводит к небольшому снижению ударной вязкости.
Марка А1 используется в тех областях, где требуется высокоточная механическая обработка деталей, поэтому она является наиболее подходящей для изготовления штифтов DIN 1471, DIN 1472, DIN 1473 со строгими допусками или, например, пломбировочных винтов DIN 404 с отверстиями в головке, которые можно получить только путем высверливания.
Чем отличаются марки AISI304 и SUS304?
Ничем! Основное различие между этими двумя сплавами заключается не в каких-либо физических свойствах или характеристиках, а в том, как они упоминаются в американских и японских источниках. Это близкие аналоги наиболее универсальной и широко используемой нержавеющей стали А2.
AISI304 – американский институт чугуна и стали
SUS304 – японский стандарт JIS
Все нержавеющие стали можно разделить на три группы:
Аустенитные
Мартенситные
Ферритные
Марка стали
Химический состав, % a)
C
(углерод)
Si
(кремний)
Mn
(марганец)
P
(фосфор)
S
(сера)
Cr
(хром)
Mo
(молибден)
Ni
(никель)
Прочие
Ферритные стали
F1
по ГОСТ ISO 3506
0,12
1,00
1,00
0,040
0,030
15,0 — 18,0
—i
≤
430
по ASTM A 276–06
0,12
1,00
1,00
0,040
0,030
16,0 — 18,0
≤ 0,75
Мартенситные стали
C1
по ГОСТ ISO 3506
0,09 — 0,15
1,00
1,00
0,050
0,03
11,5 — 14
1
410
по ASTM A 276–06
0,08 — 0,15
1,00
1,00
0,040
0,030
11,5 — 13,5
420
по ASTM A 276–06
≥ 0,15
1,00
1,00
0,040
0,030
12,0 — 14,0
Аустенитные стали
A2
по ГОСТ ISO 3506
0,1
1,00
2,00
0,050
0,030
15,0 — 20,0
—i
8,00 — 19,00
Cu ≤ 1,00; k, l
304L
по ASTM A 276–06
0,030
1,00
2,00
0,045
0,030
18,0 — 20,0
8,00 — 12,00
304
по ASTM A 276–06
0,08
1,00
2,00
0,045
0,030
18,0 — 20,0
8,00 — 11,00
A3
по ГОСТ ISO 3506
0,08
1,00
2,00
0,045
0,030
17,0 — 19,0
—i
9,00 — 12,00
Cu ≤ 1,00; m
321
по ASTM A 276–06
0,08
1,00
2,00
0,045
0,030
17,0 — 19,0
9,00 — 12,00
Ti: 5 x (C+N) ≤ 0,70
A4
по ГОСТ ISO 3506
0,08
1,00
2,00
0,045
0,030
16,0 -18,5
2,00 — 3,00
10,00 -15,00
Cu ≤ 4,00
316L
по ASTM A 276–06
0,03
1,00
2,00
0,045
0,030
16,0 — 18,0
2,00 — 3,00
10,00 — 14,00
316
по ASTM A 276–06
0,08
1,00
2,00
0,045
0,030
16,0 — 18,0
2,00 — 3,00
10,00 — 14,00
А5
по ГОСТ ISO 3506
0,08
1,00
2,00
0,045
0,030
16,0 — 18,5
2,00 — 3,00
10,50 — 14,00
Cu ≤ 1,00; Ti: 5 x С ≤ 0,8
316Ti
по ASTM A 276–06
0,08
1,00
2,00
0,045
0,030
16,0 — 18,0
2,00 — 3,00
10,00 — 14,00
N ≤ 0,10; Ti: 5 × (С+N) ≤ 0,7
Элементы, не указанные в таблице, не могут быть добавлены без согласования с заказчиком, за исключением элементов, предназначенных для завершения плавления. Должны быть предприняты все меры чтобы исключающий попадание таких элементов из отходов и сырья, которые могут изменить механические свойства или применяемость стали.
aПриведены максимальные значения, если не указано иное. i Молибден может присутствовать по решению изготовителя стали. В случае если содержание молибдена влияет на условия применения стали, его содержание должно быть согласовано между изготовителем и потребителем стали. k Если содержание хрома менее 17 %, содержание никеля должно быть не менее 12 %. l Для аустенитных сталей с минимальным содержанием углерода 0,03 % содержание азота не должно превышать 0,22 %.
В таблице приведены лишь самые распространенные сплавы, используемые для изготовления крепежных изделий, такелажа, цепей, тросов, фурнитуры, замков-защелок, которые можно купить в нашем магазине.
Читайте также:
Марки стали хомутов — W1, W2, W3, W4, W5 — расшифровка и характеристики
О нержавейке
Обновлено: 14.07.2022 15:34:13
Максим
Специалист в области крепежных и такелажных изделий. Более 10 лет работы в сфере строительства, ремонта и оборудования.
— «Мы стараемся донести до Вас только актуальную и достоверную информацию, будем рады Вашему отзыву относительно данной статьи»
Автор статьи
Максим
Специалист в области крепежных и такелажных изделий. Более 10 лет работы в сфере строительства, ремонта и оборудования.
— «Мы стараемся донести до Вас только актуальную и достоверную информацию, будем рады Вашему отзыву относительно данной статьи»
Автор статьи
Поставить оценку
Успешно отправлено, Спасибо за оценку!
Нажмите, чтобы поставить оценку
Нержавеющие стали и стандарты на них.
Статьи компании «ООО «ТАНТАЛ»»
Сталі вуглецеві і нержавіючі
Сталлю називається сплав заліза з вуглецем.
В залежності від процентного вмісту вуглецю «З» в такому сплаві сталі мають різні властивості і характеристики. Додаючи до складу сплаву різні хімічні елементи при виплавці (називають «легуючі елементи») можна отримувати сталі з самими різними властивостями. Сталі зі схожими характеристиками зібрали в групи.
Далі в таблиці наведено класифікацію залізо-вуглецевих сплавів в залежності від кількості вуглецю й інших хімічних елементів, що містяться в складі:
Чавун
залізо Fe + вуглець C > 2%
Вуглецеві сталі
залізо Fe + вуглець C < 2%
Спеціальні сталі
залізо Fe + вуглець C < 2% + легуючі елементи (Cr, Ni, Mo, тощо) > 5%
Нержавіючі сталі
залізо Fe + вуглець C < 1. 2% + хром Cr > 10.5% + легуючі елементи (можуть бути відсутніми)
Для того, щоб сталь можна було назвати нержавіючої, вміст хрому у складі такої сталі повинно бути більше 10.5 % і при цьому вміст вуглецю низька (не більше 1,2%). Наявність хрому додає сталі корозійну стійкість — звідси і назва «нержавіюча». Крім хрому, як «обов’язкового нержавіючого компонента», у складі нержавіючої сталі можуть бути присутніми також легуючі елементи: нікель (Ni), молібден (Mo), Титан (Ti), Ніобій (Nb), Сірка (S), Фосфор (P) і інші елементи комбінація яких визначає властивості сталі.
Основні марки нержавіючих сталей для кріплення
Історично склалося так, що розробка і виплавка нових нержавіючих сталей і сплавів тісно пов’язані з передовими технологічними галузями: літакобудування та ракетобудування. Провідними державами у світі в цих галузях машинобудування були СРСР та США, вони тривалий час перебували в стані «холодної війни» і кожен ішов своїм шляхом. В Європі технологічним лідером в ХХ столітті була і є Німеччина. Кожен з них розробляв свою класифікацію нержавіючих сталей: у США — система AISI, в Німеччині — DIN, в СРСР — ГОСТ.
Дуже довго ні про яку кооперації між цими трьома лідерами не було й мови — звідси і велика кількість сьогоднішніх стандартів на нержавіючі сталі, і дуже ускладнена, а іноді відсутня їх взаємозамінність.
США і Німеччини якось простіше: все-таки між цими країнами протягом десятиліть відбувалася взаємна торгівля технічними засобами і технологіями, що неминуче призвело до взаємного пристосування, і в області стандартів на нержавіючі сталі теж. Найважче країнам колишнього СРСР, де стандарти розвивалися в ізоляції від решти світу, і, сьогодні, на багато марки імпортних нержавіючих сталей просто відсутні аналоги — або навпаки: відсутні імпортні аналоги радянських нержавіючих сталей.
Вся ця ситуація вкрай гальмує і ускладнює розвиток вітчизняного машинобудування, яке і так «стоїть на колінах».
В результаті, маємо наступні світові стандарти на нержавіючі сталі:
DIN — Deutsche Industrie Norm
EN — Стандарт Євронорми EN 10027
DIN EN — Німецьке видання Європейського Стандарту
ASTM — American Society for Testing and Materials
AISI — American Iron and Steel Institute
AFNOR — Association Francaise de Normalisation
ГОСТ — Державний Стандарт
Масові або серійні виробники нержавіючого кріплення відсутні в Україні, тому всі ми змушені вивчати і пристосовуватися до іноземної класифікації та маркування нержавіючих сталей і кріплення.
В останні роки затверджуються Російські стандарти на нержавіючий кріплення, перенимающие термінологію і маркування із європейських стандартів (наприклад, ГОСТ Р ІСО 3506-2-2009). В Україні, швидше за все, ніяких змін і нововведень в найближчому майбутньому не передбачається. ..
І все-таки найбільш застосовувані для виробництва кріплення нержавіючі сталі мають наближені аналоги в різних системах класифікацій — основні приведені в наступній таблиці відповідностей нержавіючих марок сталей для кріплення:
Стандарти нержавіючих сталей
Вміст легуючих елементів, %
*
DIN
AISI
ГОСТ
C
Mn
Si
Cr
Ni
Mo
Ti
С1
1.4021
420
20Х13
0,20
1,5
1,0
12-14
F1
1. 4016
430
12Х17
0,08
1,0
1,0
16-18
А1
1.4305
303
12Х18Н10Е
0,12
6,5
1,0
16-19
5-10
0,7
A2
1.4301
304
12Х18Н10
0,07
2,0
0,75
18-19
8-10
1.4948
304H
08Х18Н10
0,08
2,0
0,75
18-20
8-10,5
1.4306
304L
03Х18Н11
0,03
2,0
1,0
18-20
10-12
A3
1.4541
321
08Х18Н10Т
0,08
2,0
1,0
17-19
9-12
5хС-0,7
A4
1.4401
316
03Х17Н14М2
0,08
2,0
1,0
16-18
10-14
2-2,5
1. 4435
316S
03Х17Н14М3
0,08
2,0
1,0
16-18
12-14
2,5-3
1.4404
316L
03Х17Н14М3
0,03
2,0
1,0
17-19
10-14
2-3
A5
1.4571
316Ti
08Х17Н13М2Т
0,08
2,0
0,75
16-18
11-12,5
2-3
5хС-0,8
У свою чергу, в залежності від складу і властивостей, нержавіючі сталі поділяються на кілька підгруп, визначених у першому стовпці:
* — позначення підгруп нержавіючих сталей:
A1, A2, A3, A4, A5 — Аустенітні нержавіючі сталі — в загальному випадку, немагнітні або слабомагнітні сталі з основними складовими 15-20% хрому і 5-15% нікелю, який збільшує опір корозії. Вони добре піддаються холодної обробки тиском, теплової обробки і зварювання. Позначаються початковою літерою «A«. Саме аустенітна група нержавіючих сталей найбільш широко використовується в промисловості і у виробництві кріплення;
С1 — Мартенситні нержавіючі сталі — значно більш тверді ніж аустетнитные сталі і володіють магнітними властивостями. Вони зміцнюються загартуванням і відпусткою, подібно простим вуглецевої сталі, і знаходять застосування головним чином у виготовленні деталей насосів, турбін, для столових приладів, ріжучих інструментів і в загальному машинобудуванні. Більше схильні до корозії. Позначаються початковою буквою «З«. Стали марки C3 мають обмежену корозійну стійкість, хоча і кращу, ніж сталі марки C1. Вони в основному застосовуються в клапанах насосів. Стали марки C4 схожі зі сталями марки C1, але мають обмежену корозійну стійкість. Застосовуються в загальному машинобудуванні;
F1 — Феритні нержавіючі сталі — набагато м’якше, ніж мартенситні внаслідок малого вмісту вуглецю. Вони також володіють магнітними властивостями. Позначаються початковою літерою «F«
Аустенітні нержавіючі сталі підгруп А2, А4 та інші
Система маркування аустенітних нержавіючих сталей з літерою «А» розроблена в Німеччині для спрощеної маркування кріплення. Розберемо більш докладно аустенітні сталі по підгрупах:
Підгрупа А1
Стали марки A1 розроблені спеціально для застосування в машинобудуванні. Вонихарактеризуються високим вмістом сірки і тому більш схильні до корозії. Стали А1 мають високу твердість і зносостійкість.
Застосовуються при виготовленні пружинних шайб, штифтів, деяких видів шплінтів, а також для деталей рухомих з’єднань.
Підгрупа А2
Найбільш поширена при виробництві кріплення підгрупа нержавіючих сталей A2. Це нетоксичні, немагнітні, незакаливаемые, стійкі до корозії сталі. Легко піддаються зварюванні і не стають при цьому крихкими. Спочатку стали цієї підгрупи є немагнітними, але можуть проявляти магнітні властивості в результаті холодної механічної обробки — об’ємної штампування, висадки. Мають хорошу стійкість до корозії в атмосфері і в чистій воді.
Кріплення та вироби зі сталі A2 не рекомендуються для використання в кислотах і у хлорвмісних середовищах (наприклад, в басейнах і у солоній воді).
Кріплення із сталей А2 зберігає працездатність аж до температур — 200C.
У німецькій класифікації DIN, виходячи з таблиці, така сталь А2 може відповідати одній з трьох нержавіючих сталей:
DIN 1.4301(американський аналог AISI 304, радянський найближчий аналог 12Х18Н10),
DIN 1.4948(американський аналог AISI 304Н, радянський найближчий аналог 08Х18Н10),
DIN 1. 4306(американський аналог AISI 304L, радянський найближчий аналог 03Х18Н11).
Тому, якщо Ви бачите на болте, гвинта або гайки маркування А2, то, найбільш імовірно, що це кріплення виготовлений з однією з цих трьох сталей. Точніше визначити, як правило, важко з причини того, що виробник вказує тільки маркування А2.
Всі три сталі, які входять у підгрупу А2 не містять у своєму складі Титан (Ti) — це пов’язано з тим, що з сталей А2, в основному, виготовляють вироби методом штампування, а додавання до складу нержавіючої сталі титану значно знижує пластичність такої сталі, і, отже, така сталь з титаном дуже погано піддається штампуванню.
Звертають на себе увагу цифри 18 і 10 в радянському позначенні 12Х18Н10 аналога сталі DIN 1.4301. На нержавіючої посуді імпортного виробництва часто зустрічається позначення 18/10 — це ні що інше, як скорочена позначення нержавійки з відсотковим вмістом хрому 18% і нікелю 10% — тобто DIN 1. 4301.
Стали А2 часто застосовують для виготовлення посуду та елементів харчового обладнання — тому народна назва таких сталей тісно пов’язано з областю застосування сталей А2 — «харчова неіржавіюча сталь». Тут виникла деяка смислова плутанина. Назва «харчова неіржавіюча сталь» пов’язано з областю застосування, а не з властивостями стали А2, і це не зовсім правильна назва, так як антибактеріальними властивостями володіє саме титан сам по собі — і тільки нержавіюча сталь містить в своєму складі титан може по праву називатися «харчової».
Кріплення з нержавіючих сталей підгрупи А2 може володіти деякими магнітними властивостями у сильних магнітних полях. Самі по собі стали підгрупи А2 немагнитны, деяка магнитность з’являється в болтах, гвинтах, шайбах і гайках як результат напруг, що виникають при холодному деформуванні — штампування.
Завод-виробник, посуду, так і кріплення, може використовувати вищевказані нержавіючі сталі додатково леговані в дуже малих кількостях ще якимись елементами, наприклад Молібденом, для додання своїй продукції особливих споживчих властивостей. Про це можна дізнатися тільки з допомогою спектрального аналізу в лабораторії — сам виробник може вважати склад сталі «комерційною таємницею» і вказує, наприклад, тільки А2.
Підгрупа А3
Стали підгрупи А3 мають схожі властивості з сталями A2, але при цьому додатково легированы титаном, ніобієм або танталу. Їх називають стабілізованими. Це підвищує корозійну стійкість сталей при високих температурах і надає пружинні властивості.
Використовуються при виготовленні деталей з високою жорсткістю і пружними властивостями (шайби, кільця і ін)
Підгрупа А4
Друга за поширеністю підгрупа нержавіючих сталей для кріплення — підгрупа A4. Стали А4 за своїми властивостями теж схожі зі сталями A2, але додатково легированы додаванням 2-3% Молібдену. Молібден надає сталі А4 в значній мірі більш високу корозійну стійкість в агресивних середовищах і в кислотах.
Такелажні кріплення і вироби з сталей A4 добре чинять опір дії хлорвмісних середовищ і солоної води, і тому рекомендуються для використання в суднобудуванні. Стали марки A4 широко застосовуються в хімічній паперової промисловості, так як ця марка розроблена для роботи з сірчаною кислотою (звідси і її назва «кислотоустойчивая»). Стали марки A4 також часто застосовують у харчовій і кораблебудівної промисловості.
Кріплення із сталей А4 зберігає працездатність аж до температур — 60C.
У німецькій класифікації DIN, виходячи з таблиці, така сталь А4 може відповідати одній з трьох нержавіючих сталей:
DIN 1.4401(американський аналог AISI 316, радянський найближчий аналог 03Х17Н14М2)
DIN 1.4404 (американський аналог AISI 316L, радянський найближчий аналог 03Х17Н14М3)
DIN 1. 4435(американський аналог AISI 316S, радянський найближчий аналог 03Х17Н14М3)
Так як підгрупа А4 володіє підвищеною корозійною стійкістю не тільки в атмосфері або у воді, але і в агресивних середовищах — тому народна назва стали А4 «кислотостійка» або ще називають «молибденка» із-за вмісту Молібдену в складі сталі.
Нержавіючі сталі підгрупи А4 практично не володіють магнітними властивостями.
Стійкість до впливу зовнішніх умов різних середовищ на нержавіючий кріплення наведена у статті «Хімічна стійкість кріплення з нержавіючих сталей А2 і А4 «
Підгрупа А5
Сталь підгрупи А5 має властивості подібні одночасно зі сталями A4 і зі сталями А3, так як теж додатково легована титаном, ніобієм або танталом, але з іншим відсотковим вмістом легуючих добавок. Ці особливості надають стали А5 підвищену опірність високих температур.
Сталь А5 також, як А3, має пружинні властивості і застосовується для виготовлення різного кріплення з високою жорсткістю і пружними властивостями. При цьому працездатність кріплення із сталі А5 зберігається при високих температурах і в агресивному середовищі.
Застосування нержавіючих сталей для виготовлення кріплення
Наведемо коротку таблицю найбільш поширених видів кріплення та відповідних цим видам нержавіючих сталей:
Найменування кріплення
Підгрупа сталей
DIN
AISI
Болт DIN 931
A2, А4
1.4301, 1.4306, 1.4948, 1.4401, 1.4404, 1.4435
304, 304Н, 304L, 316, 316L, 316S
Гайка DIN 934
А2, А4
1. 4301, 1.4306, 1.4948, 1.4401, 1.4404, 1.4435
304, 304Н, 304L, 316, 316L, 316S
Гвинт DIN 912
А2, А4
1.4301, 1.4306, 1.4948, 1.4401, 1.4404, 1.4435
304, 304Н, 304L, 316, 316L, 316S
Кільце стопорне DIN 471, DIN 472
1.4122, 1.4310
440A, 301
Шайба швидкознімна DIN 6799
1.4122, 1.4310
440A, 301
Пружина тарілчаста DIN 2093
1.4122, 1.4310
440A, 301
Шплінт розвідний DIN 94
А2, А4
1.4301, 1.4306, 1.4948, 1.4401, 1.4404, 1.4435
304, 304Н, 304L, 316, 316L, 316S
Шайба плоска DIN 125A
А2, А4
1.4301, 1.4306, 1.4948, 1.4401, 1.4404, 1.4435
304, 304Н, 304L, 316, 316L, 316S
Шайба пружинна DIN 7980
А1, A5
1.4305, 1.4570, 1.4845
303, 316Ti, 310S
Шайба зубчаста DIN 6798A
1. 4122, 1.4310
440A, 301
Штифт з різьбленням DIN 7979D
А1, А2
1.4301, 1.4306, 1.4948
303, 304, 304Н, 304L
Також наведені види кріплення можуть бути виготовлені виробниками з інших, відмінних від наведених у таблиці, нержавіючих марок сталей з незначними додатковими «секретними» легуючими добавками для надання специфічних властивостей сталі. Для підвищення зносостійкості сталі марок від A1 до A5 виробником може бути додана мідь. Наприклад, кільця стопорні можуть бути виготовлені з такої «спеціальної нержавіючої сталі підгрупи А2, яка є комерційною таємницею виробника.
Найбільш поширені нержавіючі сталі
Нижче вказана більш повна таблиця найбільш поширених видів нержавіючих сталей та їх відповідність різним класифікаціям стандартів.
Хімічний склад по EN
DIN
AISI
ASTM
AFNOR
Хромонікелеві нержавіючі сталі (Cr + Ni)
X 5 CrNi 18 10
1. 4301
304
S 30400
Z 6 CN 18 09
X 5 CrNi 18 12
1.4303
305
Z 8 CN 18 12
X 10 CrNi S 18 9
1.4305
303
S 30300
Z 10 CNF 18 09
X 2 CrNi 19 11
1.4306
304L
S 30403
Z 3 CN 18 10
X 12 CrNi 17 7
1.4310
301
S 30100
Z 11 CN 18 08
X 2 CrNiN 18 10
1.4311
304LN
S 30453
Z 3 CN 18 10 Az
X 1 CrNi 25 21
1.4335
310L
Z 1 CN 25 20
X 1 CrNiSi 18 15
1.4361
S 30600
Z 1 CNS 17 15
X 6 CrNiTi 18 10
1.4541
321
S 32100
Z 6 CNT 18 10
X 6 CrNiNb 18 10
1.4550
347(H)
S 34700
Z 6 CNNb 18 10
Хромонікелеві нержавіючі молібденові сталі (Cr + Ni + Mo)
X 5 CrNiMo 17 12 2
1. 4401
316
S 31600
Z 7 CND 17 11 02
X 2 CrNiMo 17 13 2
1.4404
316L
S 31603
Z 3 CND 18 12 2
X 2 CrNiMoN 17 12 2
1.4406
316LN
S 31653
Z 3 CND 17 11 Az
X 2 CrNiMoN 17 13 3
1.4429
316LN(Mo+)
(S 31653)
Z 3 CND 17 1 2 Az
X 2 CrNiMo 18 14 3
1.4435
316L(Mo+)
S 31609
Z 3 CND 18 14 03
X 5 CrNiMo 17 13 3
1.4436
316(Mo)
Z 6 CND 18 12 03
X 2 CrNiMo 18 16 4
1.4438
317L
S 31703
Z 3 CND 19 15 04
X 2 CrNiMoN 17 13 5
1.4439
317LN
S 31726
Z 3 CND 18 14 05 Az
X 5 CrNiMo 17 13
1.4449
(317)
Z 6 CND 17 12 04
X 1 CrNiMoN 25 25 2
1. 4465
N08310/S31050
Z 2 CND 25 25 Az
X 1 CrNiMoN 25 22 2
1.4466
S 31050
Z 2 CND 25 22 Az
X 4 NiCrMoCuNb 20 18 2
1.4505
Z 5 NCDUNb 20 18
X 5 NiCrMoCuTi 20 18
1.4506
Z 5 NCDUT 20 18
X 5 NiCrMoCuN 25 20 6
1.4529
S31254 (±)
X 1 NiCrMoCu 25 20 5
1.4539
904L
N 08904
Z 2 NCDU 25 20
X 1 NiCrMoCu 31 27 4
1,4563
N 08028
Z 1 NCDU 31 27 03
X 6 CrNiMoTi 17 12 2
1.4571
316Ti
S 31635
Z 6 CNDT 17 12
X 3 CrNiMoTi 25 25
1.4577
Z 5 CNDT 25 24
X 6 CrNiMoNb 17 12 2
1.4580
316Cb/Nb
C31640
Z 6 CNDNb 17 12
X 10 CrNiMoNb 18 12
1. 4582
318
Z 6 CNDNb 17 13
Дуплексні нержавіючі сталі (DUPLEX)
X 2 CrNiN 23 4
1.4362
S 32304/S 39230
Z 3CN 23 04 Az
X 2 CrNiMoN 25 7 4
1.4410
S 31260/S 39226
Z 3 CND 25 07 Az
X 3 CrNiMoN 27 5 2
1.4460
329
S 32900
Z 5 CND 27 05 Az
X 2 CrNiMoN 22 5 3
1.4462
(329 LN)/F 51
S 31803/S 39209
Z 3 CND 22 05 Az
X 2 CrNiMoCuWN 25 7 4
1.4501
F55
S 32760
X 2 CrNiMoCuN 25 6 3
1.4507
S 32550/S 32750
Z 3 CNDU 25 07 Az
X 2 CrNiMnMoNbN 25 18 5 4
1.4565
S 24565
Нержавіючі сталі високотемпературні (600°С — 1200°C)
X 10 CrAl 7
1. 4713
Z 8 CA 7
X 10 CrSiAl 13
1.4724
Z 13 З 13
X 10CrAI 18
1.4742
442
S 44200
Z 12 CAS 18
X 18 CrN 28
1.4749
446
S 44600
Z 18 C 25
X 10 CrAlSi 24
1.4762
Z 12 CAS 25
X 20 CrNiSi 25 4
1.4821
327
Z 20 CNS 25 04
X 15 CrNiSi 20 12
1.4828
302B/309
S 30215/30900
Z 17 CNS 20 12
X 6 CrNi 22 13
1.4833
309(S)
S 30908
Z 15 CN 24 13
X 15 CrNiSi 25 20
1.4841
310/314
S 31000/31400
Z 15 CNS 25 20
X 12 CrNi 25 21
1.4845
310(S)
S 31008
Z 8 CN 25 20
X 12 NiCrSi 35 16
1. 4864
330
N 08330
Z 20 NCS 33 16
X 10 NiCrAlTi 32 20
1.4876
N 08800
Z 10 NC 32 21
X 12 CrNiTi 18 9
1.4878
321H
S 32109
Z 6 CNT 18 12
X 8 CrNiSiN 21 11
1.4893
S 30815
X 6 CrNiMo 17 13
1.4919
316H
S 31609
Z 6 CND 17 12
X 6 CrNi 18 11
1.4948
304H
S 30409
Z 6 CN 18 11
X 5 NiCrAlTi 31 20
1.4958
N 08810
Z 10 NC 32 21
X 8 NiCrAlTi 31 21
1.4959
N 08811
Інструментальні нержавіючі сталі (Cr)
X 6 Cr 13
1.4000
410S
S 41008
Z 8 C 12
X 6 CrAl 13
1.4002
405
S 40500
Z 8 CA 12
X 12 CrS 13
1. 4005
416
S 41600
Z 13 CF 13
X 12 Cr 13
1.4006
410
S41000
Z 10 З 13
X 6 Cr 17
1.4016
430
S 43000
Z 8 З 17
X 20 Cr 13
1.4021
420
S 42000
Z 20 C 13
X 15 Cr 13
1.4024
420S
J 91201
Z 15 C 13
X 30 Cr 13
1.4028
420
J 91153
Z 33 C 13
X 46 Cr 13
1.4034
(420)
Z 44 C 14
X 19 CrNi 17 2
1.4057
431
S 43100
Z 15 CN 16 02
X 14 CrMoS 17
1.4104
430F
S 43020
Z 13 CF 17
X 90 CrMoV 18
1.4112
440B
S 44003
Z 90 CDV 18
X 39 CrMo 17 1
1.4122
440A
Z 38 CD 16 01
X 105 Cr Mo 17
1. 4125
440C
S 44004/S 44025
Z 100 CD 17
X 5 CrTi 17
1.4510
430Ti
S 43036/S 43900
Z 4 CT 17
X 5 CrNiCuNb 16 4
1.4542
630
S17400
Z 7 CNU 17 04
X 5 CrNiCuNb 16 4
1.4548
630
S17400
Z 7 CNU 17 04
X 7 CrNiAl 17 7
1.4568
631
S17700
Z 9 CNA 1 7 07
Позначення хімічних елементів у таблиці: Fe — Залізо З — Вуглець Mn — Марганець Si — Кремній Cr — Хром Ni — Нікель Mo — Молібден Ti — Титан
Разница между крепежными деталями из нержавеющей стали A2 и A4
chekc Разница между крепежными деталями из нержавеющей стали A4 и A2
Оба эти материала относятся к аустенитной нержавеющей стали. Состав материала является основным отличием, которое влияет на механические свойства и другие аспекты этих материалов. Материал а4 имеет в составе 16% хрома, 2% молибдена и 10,5% никеля. Материал а2 имеет в составе 10,5% хрома. Материал а4 обладает большей коррозионной стойкостью, чем материал а2. Материал класса A4 используется в судостроении в основном из-за более высокой коррозионной стойкости. Материал а4 приобретает высокую коррозионную стойкость за счет добавления в состав молибдена.
Материалы изготавливаются из холоднодеформированной аустенитной нержавеющей стали пяти различных категорий от A1 до A5. У каждого сорта А также есть подклассы, такие как А2-70 и А4-80. Обозначенные числа обычно обозначают минимальный предел прочности при растяжении в МПа. A2-70 имеет минимальную прочность на растяжение 700 МПа, а A4-80 также имеет минимальную прочность на растяжение 800 МПа. Оба материала обладают хорошей термостойкостью до 870 градусов Цельсия.
Температуры выше этого диапазона могут вызвать образование осадков карбида хрома и снизить коррозионную стойкость материалов. Однако твердость материалов можно улучшить путем нагревания и охлаждения материала с помощью методов отжига. Отжиг позволяет сохранить прочность, коррозионную стойкость и стать более твердым, чтобы его можно было использовать в таких областях, как производство продуктов питания, транспорт и другие отрасли промышленности.
Когда дело доходит до выбора, класс A2 является более универсальным материалом, который можно использовать в бытовых и общих коррозионно-активных средах. Марка A4 может использоваться в более подверженных коррозии областях применения, таких как судостроение, морская вода, пищевые продукты и медицинские имплантаты.
Визуальная идентификация затруднена, за исключением напечатанных маркеров на продуктах. Стали марок А2 и А4 можно проверить с помощью различных тестов. Простым тестом может быть применение солевых растворов и выдерживание материалов в течение 24 часов, чтобы увидеть образование ржавчины или пятен. Материал A2 быстро образует много пятен, а материал A4 — нет. Кроме того, есть и другие лабораторные исследования, которые можно провести в любой металлургической лаборатории.
Прочность нержавеющей стали A4 и A2
Прочность этих материалов одинакова. Марка A4 имеет минимальный предел прочности при растяжении 800 МПа и минимальный предел текучести 600 МПа. Марка A2 имеет минимальный предел прочности при растяжении 700 МПа и минимальный предел текучести 450 МПа. Ни один из этих материалов не подвергался термической обработке для придания большей прочности.
крепежных деталей нержавеющей стали А2 химический состав
МАРКА
С
МН
Р
С
СИ
CR
НИ
ТС
А2-70
Мин.
—
—
—
—
—
15,0
Макс.
0,1
2,0
0,05
0,03
1,0
20,0
19,0
4,0
304
Мин.
—
—
—
—
—
18,0
8,0
Максимум
0,08
2,0
0,045
0,03
0,75
20,0
10,5
304л
Мин.
—
—
—
—
—
18,0
8,0
Максимум
0,03
2,0
0,045
0,03
0,75
20,0
12,0
304Х
Мин.
0,04
—
—
—
—
18,0
8,0
Максимум
0,10
2,0
0,045
0,03
0,75
20,0
10,5
Обратите внимание:
Если содержание хрома (cr) ниже 17%, минимальное содержание никеля (ni) должно быть 12%
Если содержание углерода составляет не более 0,03%, азот может присутствовать не более 0,2%
Наиболее распространенные типы крепежа из нержавеющей стали классов A2 и A4
Болты A4 из нержавеющей стали
Фланцевые болты из нержавеющей стали A2
Болты с шестигранной головкой из нержавеющей стали A4-80
Болты с шестигранной головкой из нержавеющей стали A2-70
U-образные болты из нержавеющей стали A2-80
Болты с потайной головкой из нержавеющей стали A2-70
Рым-болты A4 из нержавеющей стали
класс a2-70 IS 1367 Тяжелые болты с шестигранной головкой
Винты из нержавеющей стали класса A2-80
Винт из нержавеющей стали класса A2-80 с полукруглой головкой под торцевой ключ
Крепежный винт IS 1367 класса a2-70
Саморезы из нержавеющей стали A2-70
Винт с шестигранной головкой из нержавеющей стали A2-70
Винт с потайной головкой из нержавеющей стали A2
Винт с внутренним шестигранником A4 из нержавеющей стали
Шурупы для дерева A4-80 из нержавеющей стали
Нержавеющая сталь A2-80 Установочные винты
Винт с головкой под торцевой ключ A4-80 из нержавеющей стали
Цилиндрические винты A2 из нержавеющей стали
нержавеющая сталь A2-80 Шпильки
класс A2-70 IS 1367 Стяжка
Резьбовой стержень из нержавеющей стали A2-70
Приварные шпильки из нержавеющей стали класса A2-80
Шпильки из нержавеющей стали A2-80 с полной резьбой
Двухсторонние шпильки из нержавеющей стали A2
Шпилька из нержавеющей стали A4-80
Шпилька Unc из нержавеющей стали A4
Гайки и болты IS 1367 класса a2-70
Квадратные гайки из нержавеющей стали A2-80
Панельные гайки из нержавеющей стали класса A2-80
нержавеющая сталь A4-80 Шестигранные гайки
Гайки с проушиной из нержавеющей стали A2-70
Стопорные гайки класса IS 1367 a2-70
Контргайки из нержавеющей стали A4
Тяжелые шестигранные гайки из нержавеющей стали A2
Резьбовой стержень A4 и A2 из нержавеющей стали
Двусторонние резьбовые шпильки A4 из нержавеющей стали
Резьбовой стержень из нержавеющей стали A4-80 M10
класс a2-70 IS 1367 Резьбовые шпильки
Шпильки из нержавеющей стали A2 с полной резьбой
SS A2-70 Acme Резьбовой стержень
Шайба из нержавеющей стали класса A4
класс A2-70 IS 1367 Пружинная шайба
Плоская шайба из нержавеющей стали A2-70
Потайная шайба формата A4 из нержавеющей стали
Шайба Belleville A2-80 из нержавеющей стали
Механически обработанная шайба A2 из нержавеющей стали
Сферическая шайба из нержавеющей стали марки
a2-80
нержавеющая сталь A4-80 Перфорированная шайба
Типовой диапазон химических свойств Крепеж из нержавеющей стали A4
КРЕПЕЖ
СИ
С
Р
МН
С
МО
ЧР
НИ
Н
ТС
Макс.
ИСО
1,00
0,08
0,045
2,00
0,03
3,0
18,5
14,0
—
1,0
Мин.
А4-70
—
—
—
—
—
2,0
16,0
10,5
—
—
Макс.
ИСО²
1,00
0,03
0,045
2,00
0,03
3,0
18,5
14,0
0,22
1,0
Мин.
А4-70
—
—
—
—
—
2,0
16,0
11,5
0,12
—
Макс.
0,75
0,08
0,045
2,0
0,03
3,00
18,0
14,0
0,10
Мин.
316
—
—
0
—
—
2,00
16,0
10,0
—
Макс.
0,75
0,03
0,045
2,0
0,03
3,00
18,0
14,0
0,10
Мин.
316L
—
—
—
—
—
2,00
16,0
10,0
—
Макс.
0,75
0,10
0,045
0,10
0,03
3,00
18,0
14,0
—
Мин.
316H
0
0,04
—
0,04
—
2,00
16,0
10,0
—
Разница между крепежными элементами из нержавеющей стали A2 и A4
В чем разница между крепежными элементами из нержавеющей стали A2 и A4?
Крепеж классов A2 и A4, как правило, является одним из самых популярных на мировых рынках. Марка A2, или, как ее обычно называют, нержавеющая сталь 304, высоко ценится за ее экономичную стоимость и хорошие эксплуатационные характеристики. Точно так же марка A4, известная как марка 316, относится к морской нержавеющей стали. Благодаря своей устойчивости к морской воде и раствору соляных растворов винты A4 хорошо подходят для применения в морской технике. Эти застежки также устойчивы к соляным туманам, что является обычным явлением в судоходной отрасли. Хотя с точки зрения популярности и доступности на первом месте стоит марка A2, коррозионная стойкость и механическая прочность марки A4 превосходят первую, что делает его ценным ресурсом во времена, когда требуется высокая прочность и устойчивость к коррозии при повышенных температурах.
Хотя основной химический состав обеих этих нержавеющих сталей остается одинаковым, сплав A4 относится к молибденовым подшипникам. Добавление молибдена в A4 улучшает его устойчивость к точечной коррозии. Как правило, винты из нержавеющей стали класса A4 легче изготавливать, очищать, отделывать и сваривать. Это связано с тем, что химический состав А4 отличается от А2. Более того, высокое содержание легирующих элементов делает ее более дорогой, чем нержавеющая сталь марки 304. Однако, принимая во внимание более широкую картину, эти винты являются инвестицией. И так много покупателей считают их более экономичным решением по сравнению с маркой 304 в течение более длительного периода времени просто потому, что к ним не предъявляются требования, которые в противном случае были бы необходимы, как в случае с крепежными деталями класса A2, такими как техническое обслуживание или замена, особенно когда они используются снаружи. Использование материала A4 считается жизненно важным в средах, устойчивых к точечной коррозии, или даже в средах, содержащих щелочные растворы, из-за устойчивости материала к ним. Более высокое содержание хрома позволяет сплавам нержавеющей стали образовывать защитный, самопассивирующийся оксидный слой на их поверхности, который защищает их от коррозии, такой как окислительная коррозия или даже точечная коррозия. Сопротивление ползучести, сопротивление ползучести, а также свойства коррозионной стойкости нержавеющей стали марки А4 позволяют этим винтам хорошо работать при повышенных температурах без возникновения отказов.
Как определить винты A2 и A4 ?
Винты можно идентифицировать по маркировке на головке. Некоторые спецификации требуют использования маркировки на головках просто потому, что так легче отслеживать материал. Маркировка представлена в виде кода или ссылки. Обычно код или номер должны быть либо выкованы, либо отштампованы, либо даже могут быть выгравированы на головках винтов. Также можно определить эти марки нержавеющей стали, просто проведя испытание материала. Отчет об испытании материала или так называемый отчет о заводских испытаниях подробно описывает химический состав сплава. Этот тест также может предоставить покупателю дополнительную информацию, такую как механическая прочность сплава, а также его физические свойства.
Прочность нержавеющей стали A2 по сравнению с A4
Хотя значения предела прочности при растяжении и пределе текучести для марки A2 или сплава 304, как правило, значительно выше по сравнению с обычными сплавами из низкоуглеродистой стали, они слабее по сравнению с марками легированной стали например 8,8 или даже 10,9. Тогда как марка А4 прочнее марки А2, а ее свойства при растяжении почти аналогичны легированной стали марки 8,8.
Типы крепежных изделий из нержавеющей стали класса A4/A2
Гайки и болты IS 1367, класс A2-70
Гайки с проушиной из нержавеющей стали A2-70
Шестигранные гайки из нержавеющей стали A4-80
Тяжелые шестигранные гайки из нержавеющей стали A2
Стопорные гайки класса IS 1367 a2-70
Контргайки из нержавеющей стали A4
Квадратные гайки из нержавеющей стали A2-80
Панельные гайки из нержавеющей стали класса A2-80
Болты из нержавеющей стали A4
Болты с шестигранной головкой A2-70 из нержавеющей стали
Болты с шестигранной головкой из нержавеющей стали A4-80
Фланцевые болты из нержавеющей стали A2
Тяжелые болты с шестигранной головкой класса IS 1367 a2-70
Рым-болты A4 из нержавеющей стали
U-образные болты из нержавеющей стали A2-80
Болты с потайной головкой из нержавеющей стали A2-70
A2-80 нержавеющая сталь Шпильки
A2-70 нержавеющая сталь Резьбовой стержень
Шпилька из нержавеющей стали A4-80
Двухсторонние шпильки из нержавеющей стали A2
IS 1367, класс a2-70, рулевая тяга
Шпилька Unc из нержавеющей стали A4
Шпильки из нержавеющей стали A2-80 с полной резьбой
Приварные шпильки из нержавеющей стали класса A2-80
Винты из нержавеющей стали класса A2-80
Винт с шестигранной головкой из нержавеющей стали A2-70
Винт с головкой под торцевой ключ A4-80 из нержавеющей стали
Винт с потайной головкой из нержавеющей стали A2
Крепежный винт IS 1367 класс а2-70
Винт с внутренним шестигранником A4 из нержавеющей стали
Нержавеющая сталь A2-80 Установочные винты
Винт из нержавеющей стали класса A2-80 с полукруглой головкой
Саморезы из нержавеющей стали A2-70
Шурупы для дерева A4-80 из нержавеющей стали
Цилиндрические винты A2 из нержавеющей стали
Шайба из нержавеющей стали класса A4
Плоская шайба из нержавеющей стали A2-70
Перфорированная шайба из нержавеющей стали A4-80
Механически обработанная шайба из нержавеющей стали A2
IS 1367 класс a2-70 Пружинная шайба
Шайба с потайной головкой из нержавеющей стали A4
Шайба Belleville из нержавеющей стали A2-80
Сферическая шайба из нержавеющей стали марки А2-80
A2/A4 Резьбовой стержень из нержавеющей стали
A2-70 Резьбовой стержень Acme из нержавеющей стали
Резьбовой стержень из нержавеющей стали M10 A4-80
Шпильки из нержавеющей стали A2 с полной резьбой
Резьбовые шпильки класса IS 1367 a2-70
Двусторонние резьбовые шпильки из нержавеющей стали A4
Труба профильная стальная 80х80х4 мм: цена за метр
Цена за 1 метр = 29,00р.
Размер 80х80х4 мм
Длина 6;12 м
Пожалуйста, заполните форму заказа. Наш менеджер свяжется с вами в ближайшее время.
Труба профильная стальная 80х80х4 мм наличие уточняйте по телефону. Профильные квадратные трубы в ассортименте каталога металлобазы.
Предлагаем Вам ознакомиться с металлическим калькулятором для расчета метража по весу и веса по метражу.
ВНИМАНИЕ! Информация справочная. На практике эти цифры у разных производителей могут незначительно отличаться.
Размер профильной трубы
вес 1 м.п.
кол-во м.п. в 1 тн.
Труба профильная 15х15х1,5мм
0.605
1652.9
Труба профильная 20х20х1,5мм
0.840
1190.5
Труба профильная 20х20х2мм
1.080
925.9
Труба профильная 25х25х1,5мм
1. 070
934.6
Труба профильная 25х25х2мм
1.390
719.4
Труба профильная 30х20х1,5мм
1.080
925.9
Труба профильная 30х20х2мм
1.390
719.4
Труба профильная 30х30х1,5мм
1.400
714.3
Труба профильная 30х30х2мм
1.700
588.2
Труба профильная 40х20х1,5мм
1.400
714.3
Труба профильная 40х20х2мм
1.750
571.4
Труба профильная 40х25х1,5мм
1.550
645.2
Труба профильная 40х25х2мм
1.910
523,6
Труба профильная 40х40х1,5мм
1.900
526,3
Труба профильная 40х40х2мм
2.330
429.2
Труба профильная 40х40х3мм
3.500
285.7
Труба профильная 50х25х1,5мм
1.780
561. 8
Труба профильная 50х25х2мм
2.170
460.80
Труба профильная 50х50х2мм
2.930
341.3
Труба профильная 50х50х3мм
4.310
232.0
Труба профильная 60х30х1,5мм
2.020
495.0
Труба профильная 60х30х2мм
2.800
357.1
Труба профильная 60х40х1,5мм
2.340
427.4
Труба профильная 60х40х2мм
3.100
322.6
Труба профильная 60х40х3мм
4.300
232.6
Труба профильная 60х60х2мм
3.720
268.8
Труба профильная 60х60х3мм
5.650
177.0
Труба профильная 80х40х2мм
3.720
268.8
Труба профильная 80х40х3мм
5.370
186.2
Труба профильная 80х60х3мм
6.190
161.6
Труба профильная 80х80х3мм
7. 132
140.2
Труба профильная 80х80х4мм
9.330
107.2
Труба профильная 80х80х5мм
11.440
87.4
Труба профильная 100х40х3мм
6.310
158.5
Труба профильная 100х50х3мм
6.780
147.5
Труба профильная 100х50х4мм
8.700
114.90
Труба профильная 100х60х4мм
9.500
105.3
Труба профильная 120х80х4мм
11.840
84.5
Труба профильная 100х100х3мм
9.300
107.5
Труба профильная 100х100х4мм
11.840
84.5
Труба профильная 120х120х3мм
11.100
90.1
Труба профильная 120х120х4мм
14.350
69.7
Труба профильная 140х140х4мм
16.760
59.7
Труба профильная 140х140х5мм
20.690
48. 3
Труба профильная 80х80х4 (id 56479959)
Характеристики и описание
Труба профильная квадратная – разновидность профильного полого внутри трубопроката квадратного сечения. купить труба квадратная стальная профильная очень популярна и используется во многих областях промышленности и обычной жизнедеятельности:
Строительство. Из трубы профильной квадратной изготавливают дополнительные и несущие элементы металлоконструкций, самостоятельные каркасы для малоэтажных модульных зданий, опоры ограждений и навесов, поручни, основы лестниц, железных дверей и оконных решеток и многое другое.
Машиностроение. Трубы стальные профильные идут на производство определенных механизмов авто.
Грузоперевозки. Из подобного металлопроката получаются удобные и долговечные конструкции для транспортировки авто, газовых баллонов, окон и жидкостей в емкостях любого объема.
Жилищно−коммунальное хозяйство. Инженеры этой области производства конструируют из профильных труб квадратного сечения опорные элементы для теплотрасс, детские и спортивные площадки, автобусные остановки.
Производство разного профиля. Нужно срочно изготовить рабочую «приспособу», отремонтировать оборудование, соорудить конструкцию или укрепить имеющуюся? Для решения таких проблем нет материала лучше, чем подобный вид трубопроката.
Изготовление профильной трубы
Изготовляется труба профильная квадратная только из углеродистых легированных сталей. Штрипсы используют холодного или горячего катания. Технология производства осуществляется по холоднотянутому методу или электросвариванием торцевых сторон. Труба профильная квадратного сечения соответствует всем нормам ГОСТ 8645-68, ГОСТ 8639-82.
Труба профильная квадратная изделия обладают конкурентными преимуществами:
Четырехгранная конструкция обеспечивает равномерное распределение давления, что позволяет выдерживать большие нагрузки.
Инертность к механическим повреждениям.
Легкость и пластичность.
Простота и доступность монтажа.
Полная окупаемость – еще один плюс, которым обладает труба профильная квадратная. Купить квадратную профильную трубу по выгодной цене за метр можно за счет автоматизации производства и использования доступного сырья.
Труба профильная квадратная от «ТОО СТРОЙЭКСПОСНАБ»
«СТРОЙЭКСПОСНАБ» имеет широкий сортамент погонного металлопроката, в котором присутствует и сортамент профильной трубы квадратной. Цена метра трубы профильной квадратной ориентировочно рассчитывается по ее весу.
Сортамент профильных квадратных труб разнообразный – с профилем от 15х15 до 300х300 см и толщиной стенок от 1,2 до 12 мм. Размеры труб профильных квадратных в погонаже от 6 до 12 метров. Если же необходимо подготовить трубопрокат к монтажу, то мы предоставляем услуги по резке, сварке, цинкованию, покраски, сверлению и гибке.
Наличие системы водоснабжения является одним из условий комфортного проживания в загородном доме или на даче. Если на участке есть колодец или скважина, то для обустройства автономного водопровода достаточно будет установить подходящую насосную станцию.
Сегодня на рынке представлено большое количество различных моделей водяных насосов.
Насос или насосная станция?
В зависимости от потребностей наличие воды в системе автономного водоснабжения может обеспечиваться за счет насоса или насосной станции. В чем же принципиальная разница между ними?
Насос включается в момент использования какого-либо сантехнического прибора – открытый кран или слив воды в унитазе. Такой вариант подойдет для летнего домика или небольшого участка. Но если уровень воды в скважине существенно понизится, то насос работать не будет.
Наличие емкости для резервного запаса воды в насосной станции позволяет избежать таких проблем. В системе водоснабжения сохраняется стабильное давление и хороший напор. Бытовая насосная станция – хороший вариант для загородного дома с постоянным проживанием.
Параметры насосных станций
Задаваясь вопросом «как выбрать насосную станцию» необходимо учесть следующие характеристики:
высота подъема воды;
мощность двигателя;
объем аккумуляторного бака для воды;
степень надежности автоматики;
материалы, из которых изготовлен агрегат.
Высота, на которую станция может поднять воду, является одним из ее важнейших параметров. Она зависит от типа всасывания.
Существуют такие виды насосных станций для дома:
вихревые и центробежные одноступенчатые;
многоступенчатые;
со встроенным эжектором;
с выносным эжектором.
Наибольшую высоту подъема имеют станции с выносным эжектором, от 35 до 50 метров. Одноступенчатые и многоступенчатые агрегаты имеют глубину всасывания 7-8 метров, со встроенным эжектором – чуть больше, до 10 метров.
Комплексы с центробежным насосом отличаются высоким уровнем шума при работе, поэтому их лучше устанавливать в отдельном помещении. Многоступенчатые работают более тихо, имеют мощный напор и высокую производительность. Но стоить они будут дороже.
Производительность насоса должна ненамного превышать потребность. Для семьи из 2-4 человек будет достаточно 4 кубометра в час при максимальном напоре 45 метров. Большая производительность увеличивает стоимость оборудования и расходы на электричество. Также повышенная мощность станции может привести к быстрому иссушению скважины.
От размера резервуара зависит частота включения насоса и количество запаса воды на случай отключения электроэнергии. Станция может комплектоваться встроенным гидроаккумулятором либо накопительным баком.
Накопительная емкость, как правило, устанавливается на чердаке. Стоимость отдельного резервуара для воды невысока, но в настоящее время наибольшую популярность имеют модели насосных комплексов со встроенным гидроаккумулятором объемом 24-50 литров.
Большинство моделей насосных комплексов оборудованы встроенным фильтром грубой очистки, обратным клапаном и защитой от сухого хода.
Выбор торговой марки
Производители предлагают водяные насосные станции для дома с одинаковыми техническими данными, но стоимость при этом может отличаться в разы. Цена зависит от использованных при производстве материалов, и как следствие надежности и долговечности агрегата.
В качестве лучших насосных станций стоит отметить следующие торговые марки:
Grundfos – европейский производитель, один из наиболее известных на российском рынке. Надежная автоматика, высокое качество сборки, долговечность, достаточно тихая работа. Среди недостатков можно отметить высокую стоимость такого оборудования.
Gardena — немецкая марка. Входной фильтр насосных станций позволяет очищать воду от песка и примесей. Качество агрегатов и цены также довольно высокие.
Wilo – немецкое качество за разумные деньги. Рабочие механизмы изготовлены из нержавеющей стали, встроенная защита от сухого хода и обратный клапан.
Итальянские производители Marina и Ergus также хорошо зарекомендовали себя, отличаются надежностью и удобством в использовании.
Джилекс Джамбо — насосные системы отечественного производства. Рассчитаны на высокое загрязнение источников воды и большие перепады напряжения. Минусом этих станций является не всегда хорошее качество сборки и сложность в поиске запчастей.
На фото ниже представлены модели насосных станций различных производителей:
Фото насосной станции для дома
Также рекомендуем посетить:
Сифон для раковины
Греющий кабель
Подключение бойлера
Бойлер для нагрева воды
Погружные насосы для воды
Насос для дачи
Гидроаккумулятор для водоснабжения
Раковина для ванной
Фильтры для очистки воды
Трубы для водопровода
Колодец под домом
Обратный клапан на воду
Регулятор давления воды
Фильтр воды для дома
Утепление труб
Реле давления воды
Колодезные кольца
Водоснабжение частного дома
Дренажная система
Как выкопать колодец
Проточный водонагреватель
Скважина своими руками
Пластиковый кессон
Очистка воды из скважины
Фильтр для воды под мойку
Затопили соседи сверху
Смеситель для ванной
Раковина для кухни
все нюансы выбора на vodatyt.
ru
Водяная насосная станция — это один из вариантов оборудования для подачи воды в частный дом. Применяется для водообеспечения домовой системы из автономного источника воды. Люди, не посвящённые в технические особенности оборудования, могут путать насосную станцию и погружной насос. Однако, разница между ними довольно значительная.
Содержание
Варианты и назначение
В чём выгода собственной станции
Критерии выбора станции водоснабжения для дома
Высота всасывания и вид станций подачи воды
Объём накопительного бака
Технические характеристики
Материалы изготовления
Автоматика станций
Способ установки
Топ-3 лучших водоподающих станций для частного дома
«Калибр-СВД/160»
«Гардена-3000»
«Марина-САМ-80/22»
Сравнительные характеристики насосных станций
Видео, советы специалистов по выбору станции для дома и дачи
Варианты и назначение
Насосная станция водоснабжения для дома монтируется в подающую систему, вода подаётся из вне под давлением в трубопровод. Другой вариант устройства водопроводной системы – это самотёчный, он не требует никакого дополнительного оборудования. Вода в этом случае закачивается в некую накопительную ёмкость, устанавливаемую выше уровня самой верхней точки водозабора. Например, в чердачном помещении, откуда она самотёком спускается в сеть, создавая тем самым давление.
Однако, самотёчная система имеет значительный минус, заключающийся в необходимости выделения для накопительного бака отдельного тёплого помещения, чтобы вода в нём не замёрзла. Учитывая, что расход воды в благоустроенном доме, заселённом семьёй из 4 человек, может достигать 1-1,5 м2 в день, можно представить объём необходимой накопительной ёмкости.
Другой вариант, водонапорный, подразумевает создание напора в сети неким агрегатом, в роли которого часто выступает насос, погружённый в скважину. Подобный вариант часто применяется на дачных участках, где количество водоразборных точек минимально. Достаточно всего лишь включить насос в электросеть, и из шланга потечёт струя воды. Однако, для водообеспечения благоустроенного жилища с круглогодично проживающими в нём людьми подобный вариант не годится.
Полноценный благоустроенный дом с автономным водоснабжением требует наличия в водопроводе стабильного давления. Показатель его должен соответствовать техническим требованиям подключенного к водоснабжающей сети бытового оборудования и сантехнических устройств.
В противном случае автоматические стиралки или проточные водогрейные бойлеры попросту не будут включаться, а из душа будет течь тонкая струйка воды. Решить данную проблему призвана установка насосной станции.
В чём выгода собственной станции
В числе основных положительных моментов, что несёт в себе монтаж подобного оборудования, следует указать:
Универсальность применения.
Насосная станция даёт возможность обеспечивать подачу воды из любого источника – скважины, накопительного кессона, пруда, колодца. Поскольку насосное оборудование устанавливается снаружи, качать воду можно даже из узкой скважины, куда не пройдёт глубинный насос. Для этого достаточно лишь опустить в неё обычный резиновый шланг d 2,5 см, подключив к насосной станции.
Автоматизированная работа.
Аппарат включается автоматически, когда давление во внутридомовом водопроводе падает. При достижении установленного давления, аппаратура самостоятельно отключает насос.
Наличие определённого количества воды.
В комплекте, вместе с насосным оборудованием, идёт демпферный резервуар, позволяющий иметь некоторый объём воды на всякий непредвиденный случай.
Надёжность.
Насосная станция менее уязвима, нежели обычный водный насос. Допустим, когда в скважине закончится вода, реле попросту отключит станцию. В этом же ситуации обычный насос может попросту выйти из строя. Также предохранительное реле отключит аппаратуру при резких скачках напряжения, обычно приводящих к поломке насосов.
Возможность поддерживать в домовой сети определённое давление.
Установить показатель необходимого напора можно в индивидуальном порядке, в зависимости от количества потребителей, технических характеристик трубопровода.
Водоподающая станция, в отличие от простого насоса, позволяет обеспечить те необходимые параметры, что прописаны в эксплуатационных нормативах для благоустроенного дома.
Критерии выбора станции водоснабжения для дома
На современном рынке сантехнического оборудования представлен широчайший ассортимент насосных станций, обладающих различными техническими характеристиками. Поэтому, у многих домовладельцев, желающих самостоятельно обустроить личную систему водоснабжения, возникает закономерный вопрос – «Как выбрать насосную станцию для частного дома?» При выборе подходящего в конкретной ситуации оборудования, нужно обращать внимание на его эксплуатационно-технические показатели.
Высота всасывания и вид станций подачи воды
Одним из основных показателей, характеризующих различные виды насосных станций, является высота всасывания воды. Данный показатель во многом зависит от типа работы насоса, которым станция укомплектована.
Водяные насосы бывают:
Центробежными.
Вихревыми.
Оба типа насосов также могут быть:
Одноступенчатыми.
Многоступенчатыми.
Со встроенным или выносным эжектором.
От этих показателей зависит высота всасывания и создаваемый в системе напор. Одноступенчатые и многоступенчатые модели отличаются практически бесшумной работой, и предназначаются для подъёма воды с глубины порядка 7-8 м. Многоступенчатые модели имеют улучшенные технические характеристики, позволяя создавать в сети более мощный напор.
Если требуется подать воду с большей глубины, то лучше приобрести эжекторный вариант. Его особенность заключается в отводе части потока подаваемой воды обратно во всасывающий трубопровод.
Благодаря такому решению удаётся значительно увеличить высоту подъёма. У моделей со встроенным эжектором этот показатель достигает 10м, а с выносным – до 35м. Минусы эжекторного насоса – повышенный шум при работе, и более высокая цена.
Глубина скважины на вашем участке больше 35 м, тогда лучшим вариантом станет совмещение станции с погружным глубинным насосом.
Объём накопительного бака
Каждая насосная станция снабжается накопительным баком различного объёма. Он позволяет создать резервный запас воды во внутридомовой сети, а также уменьшить количество циклов включения/отключения насоса. От того, насколько часто включается насос, зависит степень износа его механизмов.
Второй фактор выбора – средний показатель расхода воды в доме. Чем больше в доме точек водозабора, и больше жильцов, тем большим по объёму должен быть накопитель.
Благодаря своему устройству, демпферный бак позволяет поддерживать необходимое давление в водопроводе даже при выключенном насосе. Внутри его установлена резиновая мембрана, растягиваемая при наполнении бака водой. После отключения насоса она сжимается, выталкивая аккумулированную воду в сеть.
Стоимость накопительной ёмкости прямо пропорциональна её объёму, что непосредственно влияет на общую цену станции. Средние размеры гидробаков 30-50л, но в продаже встречаются модификации от 18 до 100, и более литров. (Расчёт объёма — инструкция)
Технические характеристики
Главными эксплуатационно-техническими характеристиками станции для подачи воды, помимо высоты всасывания, являются образуемый напор и максимальная производительность. Эти показатели всегда указываются в техническом паспорте изделия. Поэтому, зная, на какой напор рассчитана ваша водопроводная система, и какую максимальную производительность может обеспечить скважина, подобрать нужную модель насосной станции не составит труда.
Некоторые люди считают, что чем мощнее станция, тем лучше. Но это далеко не так. Чересчур мощный аппарат создаст в сети избыточное давление, результатом чего может стать разрыв труб и соединительных швов, преждевременный выход из строя сантехнического оборудования. Если производительность насоса больше дебета скважины, то велика вероятность, что она осушится прежде, чем расход воды будет компенсирован.
Необходимый напор можно рассчитать, сложив такие показатели:
Среднее давление, на которое рассчитан трубопровод в барах,
Глубину всасывания воды из скважины до уровня установки насоса.
Высоту подачи воды к самой верхней отметке водоразбора.
Протяжённость трубопровода, ведущего от скважины до станции, разделённую на 10.
В итоге получаем средний необходимый показатель напора для вашего дома. Стандартные бытовые станции обеспечивают напор в пределах 35-70 м. Производительность насоса измеряется в м3 в час. Выбирать станцию нужно таким образом, чтобы обеспечить водой все точки водоразбора в доме, но она не должна превышать по своей производительности дебетовую производительность питающей скважины.
Материалы изготовления
Насосные станции могут изготавливаться из разных материалов. От этого непосредственно зависит прочность и долговечность их функционирования. Поэтому, в магазинах зачастую можно увидеть аппараты с одинаковыми эксплуатационно-техническими показателями, но с разной ценой.
К примеру, накопительные ёмкости станции могут изготовляться из обычной или нержавеющей стали. Последняя имеет стойкость к воздействию коррозии, и прослужит намного дольше обычной листовой стали. В то же время, нержавейка в разы дороже своего ржавеющего аналога.
Внутренние узлы и агрегаты наиболее дорогих моделей делают из цветных нержавеющих металлов – алюминия, меди, бронзы. Все эти металлы имеют высокую прочность, но и высокую цену, что также влияет на общую себестоимость оборудования. Станции среднего ценового сегмента имеют в своём составе чугунные и стальные детали. Наиболее дешёвые варианты изготавливаются с применением большого количества пластиковых комплектующих. Соответственно, стоимость их самая низкая, но и надёжность тоже, отнюдь не высока.
Автоматика станций
Каждая станция систем водоснабжения, в отличие от обычного насоса, снабжается комплектом автоматических приборов. Прежде всего, это реле, связанное с манометром, и отвечающее за поддержание в водопроводе определённого напора. Когда уровень давления опускается ниже выставленной на реле отметки, оно автоматически включает насос. При достижении показателя точки максимума, электрическая цепь размыкается, и насос выключается.
Помимо реле и манометра, в состав насосных станций входит датчик «сухой трубы». При исчезновении в трубопроводе воды, он самостоятельно отключит насос во избежание его поломки. Другой датчик предназначается для остановки электродвигателя при его перегреве. Это позволяет обезопасить насос от сгорания при длительной работе. Как только температура двигателя подымится выше определённой отметки, реле отключает его до тех пор, пока он не остынет.
Способ установки
Водяная станция может устанавливаться двумя основными способами:
С поверхностным водоподъёмным насосом.
С глубинным погружным насосом.
Первый вариант размещается в утеплённом помещении – цокольном этаже или специальном строении близ скважины. Такой вариант отличается относительной простотой монтажа, и может устанавливаться своими руками. Станция с глубинником предназначается для подъёма воды из глубоких артезианских скважин. Водоподъёмный потенциал такой станции составляет до нескольких сот метров, и монтаж столь сложного оборудования лучше доверить специалистам.
Вас может заинтересовать — подключение насосной станции к скважине.
Топ-3 лучших водоподающих станций для частного дома
При подборе водоподающего оборудования нужно в самую последнюю очередь руководствоваться её стоимостью. Покупая насосную станцию, вы приобретаете её не на один сезон или пару лет. Поэтому, чем качественнее станции водоснабжения, тем они стоят дороже. Не стоит забывать, что скупой платит дважды, а хорошая вещь по определению не бывает дешёвой.
Поэтому, попробуем составить мини рейтинг насосных станций для бытовых нужд частного дома. В нём учтены их технические характеристики, долговечность эксплуатации и отзывы пользователей. Но, для чистоты сравнения, выберем станции среднего ценового сегмента, вполне доступные для российского среднестатистического домовладельца.
«Калибр-СВД/160»
Рейтинг станций бытового назначения возглавляет отечественный Калибр-СВД/160. Практичный агрегат, вполне подходящий для обеспечения водой среднего частного дома. Его производительности вполне хватит для обеспечения водой дома, населённого тремя-четырьмя людьми. Станция «Калибр» достаточно мощная для создания напора для системы со средним количеством водозаборных точек (туалет, душевая, кухня, стиралка-автомат). Обладает металлическим корпусом с металлическими механизмами, что обуславливает её долговечность.
«Гардена-3000»
В число лучших станций вошел этот образец из Германии, отличающийся простотой в управлении. Данная станция способна запросто обеспечить водой загородный дом, при условии не слишком большого количества одновременно функционирующих точек водозабора. Отличается неплохими техническими данными, поистине немецким качеством сборки и вполне доступной стоимостью.
«Марина-САМ-80/22»
«Марина-САМ»-80/22 оснащён весьма значительным по объёму накопителем, способен обеспечить подающий напор до 18 м. Изготовлен из нержавеющих материалов, что обеспечивает устойчивость к коррозии. В комплекте имеется вся стандартная электронная начинка – от реле давления до датчика перегрева. Подобные бытовые насосные станции для дачного домика или небольшого частного жилья – один из самых идеальных вариантов.
Сравнительные характеристики насосных станций
Чтобы дать читателям более полное представление о некоторых иных модификациях бесшумных насосных станций водоснабжения для частного дома, приведём таблицу с эксплуатационно-техническими данными:
Наименование модели
Производительность, м3
Напор мах. м
Мощность насоса, Вт.
Грандфорс Гидроджет JP-5
3,5
40
0,77
Водная техника RGP-1203
3
45
0,75
Ураган GARP-1207
3,8
48
1,2
Джамбо-60
3,6
35
0,6
Водомёт-115
4,2
75
1,65
Квадро Элементи Автоматико-801
5,3
40
0,8
Нью-Клайм GP-600
3
30
0,6
Видео, советы специалистов по выбору станции для дома и дачи
Водонапорная станция для дачи или жилого домостроения – немаловажная часть всей водоснабжающей системы. Поэтому изначально следует определиться, какая модель вам лучше всего подойдёт по своим характеристикам.
Чтобы правильно решить, какую выбрать станцию, необходимо произвести хотя бы приблизительные расчёты. Предполагаемое водопотребление, дебит скважины, высота напора и подъёма воды – всё это играет решающую роль при выборе модели.
Выбирая конкретную модель также стоит прислушаться к рекомендациям специалистов, и тех лиц, что уже опробовали её в деле.
При установке станции в жилом помещении, отдавайте предпочтение малошумной модели. Иначе после придётся решать вопрос с установкой шумоизоляционного ограждения вокруг станции.
Выбирая мини станции для дачи, можно сэкономить, приобретя менее производительный вариант. В то же время, отдавайте предпочтение моделям с металлическими корпусами и кожухами перед пластиковыми.
В представленном ниже видео вы сможете ознакомиться с нюансами выбора водоподающего оборудования для частного жилья.
Рекомендуем к прочтению — подключение насосной станции.
Насосы для бытового водоснабжения | Пентаир
Насосы для подачи воды
Доля
Поделиться по электронной почте
Поделиться через Twitter
Поделиться через Facebook
Поделиться через Linkedin
Распечатать
Официальное водоснабжение самого красивого дома в квартале
Ваш душ будет теплым и готовым, как только вы включите воду. Ваши садовые лакомства будут яркими. Ваш газон будет того великолепного зеленого оттенка, который заставит ваших соседей позеленеть от зависти. И все это при идеальном давлении воды. Как будто ваш дом уже недостаточно удивителен.
Нужна помощь?
Наши компетентные представители службы поддержки готовы помочь вам.
Свяжитесь с нами
Найти дилера
Свяжитесь с ближайшим к вам дилером Pentair.
Найти дилера
Купить на месте
Введите местоположение:
Кнопка геолокации Или же
Дилеры не найдены. Пожалуйста, попробуйте другое место.
Насколько хорошо работают водяные насосы и напорные системы?
Знание основ функционирования вашей скважинной системы водоснабжения важно при выборе системы очистки воды, поскольку использование неподходящего типа системы очистки может отрицательно сказаться на давлении и расходе воды в доме.
Например, если в колодце используется напорный бак, система очистки воды должна быть установлена после напорного бака, чтобы не повредить скважинный насос.
Когда вы открываете дома кран или включаете душ или ванну, вы ожидаете, что вода будет течь с определенной скоростью и с хорошим напором.
Давление воды в ваших трубах и напорной системе заставляет вашу воду течь. Если ваш дом подключен к городским коммуникациям, давление воды контролируется местной водопроводной компанией или коммунальным предприятием.
Если ваш дом находится на колодце, вам нужен насос и напорный резервуар для создания этого давления, если только у вас нет резервуара для хранения на холме поблизости, достаточного для создания гравитационного давления.
Напорный бак в вашей скважинной системе создает давление воды с помощью сжатого воздуха. Из-за этого давления, когда в вашем доме открывается клапан или кран, вода выталкивается из бака через трубы в вашем доме.
Когда вода в напорном баке падает ниже заданного уровня, срабатывает реле давления, которое включает насос. Затем насос снова наполняет гидробак. Обратный клапан (односторонний клапан) удерживает давление в напорном баке от обратного потока в скважину. Сочетание напорного бака, реле давления, обратного клапана и насоса — это то, что позволяет воде течь через ваш дом.
Напорные баки
, которые также служат мини-аккумуляторами для вашего дома, обычно настроены на поддержание давления в пределах 20 фунтов на квадратный дюйм (PSI) от ваших настроек запуска и остановки.
Например, во многих домах с колодезной водой установлено давление включения при 40 фунтов на квадратный дюйм и выключения при 60 фунтов на квадратный дюйм. Если давление падает ниже 40 фунтов на квадратный дюйм, насос включается и доводит давление до 60 фунтов на квадратный дюйм, прежде чем отключить и снова отключить насос.
Напорный бак действует как резервуар и позволяет забирать воду из бака без включения и выключения насоса каждый раз при включении воды.
Защищает насос и продлевает срок его службы. Напорный бак также сокращает случаи «водяного удара», уменьшает количество воздуха в трубах и контролирует давление в вашей системе водоснабжения.
Основы водяного насоса и системы давления
В большинстве случаев колодезная вода выкачивается из-под земли автоматически с помощью погружного насоса или струйного насоса, который устанавливается на поверхность земли и забирает воду из-под земли для создания давления воды в доме.
В некоторых системах колодезной воды используется большой накопительный бак для хранения воды перед ее повторной подачей в дом. Другие системы колодезной воды питаются самотеком и используют гравитацию для подачи воды в дом.
Домашняя система водоснабжения, помимо самого колодца, состоит из двух важных компонентов – насоса и напорного бака. Скважинные насосы
Существует множество типов и размеров насосов для систем водоснабжения. Некоторые предназначены только для удаления воды из источника. Другие не только удаляют воду, но и пропускают ее через остальную часть водной системы.
Некоторые насосы предназначены для специальных работ, таких как повышение давления или подача специального выхода. Бустерные насосы устанавливаются после накопительного бака.
Напорные баки
Напорные баки обеспечивают хранение вашей системы водоснабжения. Существует три основных типа резервуаров для хранения воды:
Мембранные баки-дозаторы с постоянным разделением воздуха и воды;
Емкости с поплавком или водой, отделяющей воздух от воды (в последние годы не используются)
Резервуары из оцинкованной стали воздух-вода (не используются повсеместно, большинство из них заменены баками-дозаторами)
Дополнительное хранилище
Некоторые владельцы колодцев любят устанавливать дополнительные резервуары для хранения воды. Вообще говоря, дополнительной емкости дневного запаса воды достаточно.
Добавляют жидкое стекло в бетон для увеличения гидроизоляционных свойств конструкции. Однако применение этого продукта не ограничено строительной сферой.
При приготовлении бетонной смеси очень важно соблюдать рекомендованные пропорции основных компонентов и специальных добавок.
Жидкое стекло — это экологически чистая антисептическая добавка, состоящая из силикатов натрия и калия. Это бесцветное вещество, имеющее особый специфический запах. По физическим характеристикам похоже на канцелярский клей. Благодаря своему составу применяется во многих областях промышленности: литейной, мыльной, бумажной, текстильной. Без жидкого стекла практически невозможно изготовить мыло, бумагу и различные виды клея. При добавлении жидкого стекла в клей получается универсальное клеящее вещество для металла, дерева или пластика. В быту жидкое стекло или вассерглас может применяться довольно широко. С его помощью можно склеивать декоративную посуду или детали интерьера, замазать трещины и избавиться от мелких дефектов. Это универсальное вещество широко применяется в строительстве, например, для гидроизоляции какой-либо конструкции, при строительно-ремонтных работах. Так, добавление стекла в жидкий бетон улучшает качество последнего, а при производстве стройматериалов вещество на основе раствора силикатов улучшает их физические характеристики.
Повышенная влагоустойчивость бетона достигается благодаря добавления в смесь жидкого стекла.
Бетон с жидким стеклом применяется обычно, только когда требуется повышенная влагоустойчивость всей конструкции. Если ввести жидкое стекло в бетон, можно добиться от готового материала следующих положительных качеств:
дополнительные влагозащитные свойства поверхности покрытия;
антибактериальные свойства — в процессе эксплуатации на поверхности не появляются плесень и грибок;
усиленная огнеупорность;
глубокая гидроизоляция всей смеси;
укрепление связи между компонентами смеси.
Жидкий бетон после добавления вассергласа очень быстро застывает, это не всегда положительное качество, поэтому опытные строители рекомендуют делать смеси в небольших количествах и постоянно добавлять воду.
Пропорции жидкого стекла в бетоне
Перед тем как ввести жидкое стекло в бетон, необходимо приготовить водный раствор на его основе. Жидкое стекло разбавляем водой в пропорциях 1/2 и тщательно перемешиваем, затем полученную смесь соединяем с цементным раствором. Связующее вещество в виде жидкого клея должно составлять не менее 25% от общей массы бетона. Применение раствора силикатов оправдано его экономией и свойствами, благодаря которым это вещество становится незаменимым при повышенных требованиях к гидроизоляции строения. Низкая стоимость жидкого стекла позволяет использовать его при больших объемах строительства. Однако при использовании раствора жидкого стекла следует знать о том, что он изменяет физические характеристики бетонной смеси. После добавления силикатного клея в бетонную смесь исключается любая обработка бетона после застывания, в том числе и покраска. В жидком стекле есть вещества, которые не дадут обычной краске лечь на поверхность бетона гладко и ровно.
Жидкое стекло для приготовления бетона часто используется как добавка при штукатурных и шпаклевочных работах.
Жидкое стекло также используется в грунтовке, в таком случае пропорции смеси должны составлять один к одному с раствором из цемента. Силикатный клей на пару с цементом применяется при кладке каминов и печей. Для приготовления такого раствора необходимо четко соблюсти пропорции. На 1 кг цемента берем 3 кг песка, добавляем силикатный раствор в количестве 1/5 от общей массы цемента, после чего добавляем воду и замешиваем массу.
Жидкое стекло для бетона очень часто используют как добавку при различных штукатурных и шпаклевочных работах. Если немного изменить процент вхождения ингредиентов в смесь, например, взяв цемент и песок из расчета 1 к 2,5, затем добавить 15% силиката, налить воды и хорошенько перемешать, то получится превосходная водозащитная штукатурка.
Вернуться к оглавлению
Применение жидкого стекла
Добавление силикатного клея при отделочных работах придает обработанной поверхности повышенную стойкость к высоким температурам и коррозии.
С помощью жидкого стекла для бетона проводятся работы, улучшающие гидроизоляционные характеристики подвалов, колодцев и различного рода перекрытий.
Вассерглас очень часто применяют в строительстве как связующее вещество, позволяя добиваться от растворов, таких качеств, как прочность, долговечность, огнеупорность, стойкость к воздействию атмосферных факторов. Используется при изготовлении особо стойких жидких покрытий. К примеру, краски, в состав которой входит раствор силикатов, обеспечивают огнеупорность окрашенной поверхности. Также, благодаря отсутствию вредных для человеческого организма составляющих, такие покрытия рекомендуются для использования в помещениях с большой проходимостью людей. Грунтовка на основе раствора силикатов натрия обеспечивает защиту от стрессовых атмосферных воздействий, защищает от осадков и влаги. Этот универсальный материал, очень часто используется в качестве дополнительного покрытия кирпичных, бетонных и деревянных поверхностей. Жидкое стекло прекрасно хранится. Если емкость, в которой находится вассерглас надежно герметизировать и лишить доступа воздуха, оно не теряет своих свойств в течение года.
Вернуться к оглавлению
Правила безопасности при использовании жидкого стекла для бетона
При использовании этого универсального вещества просто необходимо соблюдать правила безопасности. Старайтесь избегать попадания жидкости на открытую поверхность кожи. Производите работу с силикатными растворами только в защитных перчатках. Вассерглас ни в каком виде нельзя употреблять в пищу. Посуду, в которой производились работы с жидким стеклом, нельзя использовать для приготовления пищи для людей или животных.
После работы ее нужно замочить в большом объеме холодной воды на срок от 5 часов. После посуду следует тщательно вымыть с использованием моющего средства. Затем вновь замочить в воде. Эту процедуру следует повторить не менее 3 раз. При попадании раствора силикатов в глаза следует немедленно прекратить работу и промыть пораженный орган большим количеством воды. После этого пострадавший должен быть немедленно доставлен в больницу для оказания квалифицированной помощи.
Жидкое стекло для бетона — применение
Гидроизоляция бетона жидким стеклом.
При возведении бетонных конструкций необходимо использовать защитные покрытия поверхностей. Чтобы избежать скорого разрушения построек под воздействием природных факторов, применяется жидкое стекло для бетона — цементный раствор на основе силикатного компонента.
Содержание
1 Гидроизоляция фундамента с помощью жидкого стекла
2 Особенности жидкого стекла
2.1 Плюсы и минусы использования
3 Подготовка силикатного раствора — инструменты и расходные материалы
4 Пропорции компонентов при использовании жидкого стекла
4.1 Жидкое стекло и цемент — пропорции
4.2 Пропорции: цемент — песок — жидкое стекло
5 Технология приготовления раствора для гидроизоляции своими руками
5.1 Красящие работы
5.2 Наружные работы
5. 3 Грунтование
5.4 Пропитка поверхностей
5.5 Как пользоваться жидким стеклом при ремонтных работах: замазке трещин, щелей и пустот
Гидроизоляция фундамента с помощью жидкого стекла
Больше остальных бетонных сооружений риску разрушения подвержено основание любой постройки. Подтопление грунтовыми и талыми водами, атмосферные осадки и резкие перепады температур способствуют ускорению разрушительных процессов. Поэтому фундамент постройки нуждается в обязательной гидроизоляции.
Пропитка жидким стеклом способствует защите бетонной конструкции, гидроизолируя не только поверхность, но и ее верхний слой.
Особенности жидкого стекла
Основной компонент материала — силикат натрия, отличающийся влагостойкостью. На вид похож на белые либо прозрачные бесцветные кристаллы, обладает некоторой сыпучестью, однако производители фасуют слегка увлажненный материал.
Состав затвердевает в результате химической реакции при взаимодействии с углекислым газом, при застывании образует аморфный оксид кремния.
Главной особенностью этого материала является увеличение гидроизоляционных свойств обработанной поверхности. Это связано с тем, что вязкое вещество, попадая в мельчайшие поры конструкции, способно образовать прочную пленку. Закупорка трещин приводит к образованию гидробарьера, благодаря которому влага не может попасть внутрь постройки и разрушить ее.
Основная сфера применения жидкого стекла в связи с его качественными характеристиками — устройство фундаментов из бетона и чаш бассейнов.
Характеристики жидкого стекла.
Плюсы и минусы использования
К достоинствам состава относятся:
Повышенные показатели сил адгезии. Стекло имеет высокую скорость схватывания с поверхностью.
Формирование прочной пленки. При нанесении материала на поверхность образующаяся пленка обладает водонепроницаемостью и прочностью. Целостность структуры способствует заполнению всех неровностей бетона.
Хорошая текучесть. Применение пластификаторов способствует увеличению вязкости вещества и позволяет проникать в трещины конструкции.
Экономичность. Для приготовления смеси достаточно небольшого количества ингредиентов.
Доступная цена. При наличии высоких качественных характеристик приготовление жидкого стекла является относительно незатратным процессом.
Кроме того, бетонная конструкция с применением жидкого стекла становится более износостойкой, жаропрочной и быстрее затвердевает.
Несмотря на ряд достоинств, это вещество имеет свои недостатки, в числе которых:
Ограниченная область использования. Кроме бетонных и деревянных поверхностей состав нигде больше не применяется, кроме того, обработке подвержены только доступные поверхности.
Невозможность применения в качестве самостоятельного материала. Само по себе вещество применяться не может из-за повышенной хрупкости после затвердевания, поэтому его добавляют как компонент в бетонную смесь.
Сложность нанесения. В связи с ускоренным процессом застывания (примерно до 5-6 минут) материал следует использовать мгновенно, иначе он станет бесполезным.
При приготовлении состава необходимо учитывать скорость застывания и стараться не превышать предельно допустимую концентрацию жидкого стекла. В противном случае может сильно снизиться качество бетона.
Подготовка силикатного раствора — инструменты и расходные материалы
Для приготовления состава понадобятся следующие материалы и инструменты:
цемент;
речной песок;
силикатный порошок;
вода;
ведро для отмеривания частей компонентов;
дрель со шнековой насадкой;
кисть, губка, валик или краскопульт;
емкость для замешивания.
Песок желательно просеять, чтобы исключить попадание глинистых примесей, которые снизят качество силикатной смеси. Вода для замеса должна быть чистой, без мусора и илистых примесей.
Пропорции компонентов при использовании жидкого стекла
Пропорции для гидроизоляции.
Сначала разводят силикатный порошок, вмешивая небольшое количество воды и, при необходимости, добавки-пластификаторы, затем — цемент и песок.
При приготовлении состава желательно учитывать сферу его применения: в одном случае вещество должно быть густым и пластичным, в другом — вязким, но жидким.
Жидкое стекло и цемент — пропорции
Для приготовления необходимо придерживаться точности пропорций, которые будут зависеть от назначения применяемого состава.
Такой раствор используется при грунтовании поверхностей. Особенность материала заключается в отсутствии использования песка.
Пропорции будут следующими:
цемент — 1 часть;
силикатный порошок — 1 часть;
вода — ¼ часть от силикатной смеси.
Сначала замешивается цементный раствор в пропорции 1:0,5 (цемент-вода), который затем добавляется в увлажненный силикат. Массу необходимо непрерывно помешивать. Также рекомендуется соблюдать указанную очередность добавления компонентов.
Для гидроизоляционных работ в чаше бассейна следует приготовить вещество из силиката и цемента в следующих пропорциях:
цемент — 10 частей;
силикат — 1 часть.
Если планируется использовать бетон с жидким стеклом в бытовых целях, то добавлять следует вещество с долей до 10% от общего объема бетонной массы.
При добавлении силикатного вещества не рекомендуется превышать его объем более чем на 3% от общего количества состава, иначе снизятся прочностные характеристики бетона.
Пропорции: цемент — песок — жидкое стекло
При добавлении песка в цементно-силикатную смесь изменяются ее свойства. Поэтому необходимо знать, для каких целей применяется раствор, чтобы регулировать объем компонентов.
Для увеличения гидроизоляционных характеристик в бетон добавляется следующее количество компонентов:
песок — 2,5 части;
цемент — 1 часть;
вода — ½ части цемента;
силикатный клей — 15% от общего объема.
В этом случае получается водостойкая штукатурка, которую наносят на бетонную поверхность.
При изготовлении защитных покрытий колодцев готовят такой состав:
песок — 1 часть;
цемент — 1 часть;
жидкое стекло — 1 часть.
При правильном соотношении раствор будет напоминать вязкую густую сметану.
Пропорции раствора.
Для создания огнезащитных составов рекомендуется готовить смесь в такой пропорции:
песок — 4 части;
цемент — 1,5 части;
силикат — 1,5 части;
вода — ¼ от общего объема состава.
При заделке швов и трещин состав готовится в такой пропорции:
песок — 1 часть;
цемент — 3 части;
силикат — 1 часть;
вода — до получения вязкой густой консистенции.
Марку цемента во всех случаях рекомендуется брать не ниже М400 — чтобы качество состава было лучше.
Технология приготовления раствора для гидроизоляции своими руками
При самостоятельном приготовлении обмазочного состава пропорции должны быть следующими:
цементно-песчаная масса — 2,6 кг/л;
кварцевый песок — 1,5-1,7 кг/л;
силикат — 1,5 кг/л.
Приготовить смесь легко, нужно лишь соблюдать последовательность действий:
Смешать цемент с песком в сухом виде.
Налить воду в ведро.
Добавить туда силикатный порошок.
Перемешать до полного растворения.
Слить раствор в емкость для замеса обмазочного состава.
В жидкость, помешивая, постепенно высыпать цементно-песчаную смесь и кварцевый песок.
Размешать массу до полной однородности дрелью.
После приготовления материал желательно использовать как можно скорее, поскольку срок схватывания полученной массы может составить от 5 до 40 минут в зависимости от процентного содержания силиката.
Если необходимо добавить гидроизоляционный состав непосредственно в бетонную массу, то вышеуказанные пропорции потребуются на расход 2,5 кг/л бетонной массы.
Красящие работы
Кроме гидроизоляции бетона силикатная смесь может быть использована для покраски стен и фундамента. Производители предлагают краски на основе силикатов, однако их можно изготовить самостоятельно, добавив в раствор красящий пигмент.
Однако необходимо помнить, что входящий в состав калий вступает в реакцию с краской и образует прочное соединение, в результате которого происходит реакция и щелочные компоненты разрушают пигментный краситель. За счет этого цветовая гамма состава теряет свою насыщенность.
Наружные работы
Жидкое стекло для наружных работ.
К ним относится оштукатуривание поверхностей стен и фундамента постройки. Штукатурка используется в качестве дополнительной защиты наружных ограждений, особенно в зимнее время, когда наблюдается резкий перепад температур.
Перед применением смеси можно увеличить адгезионные свойства бетона, нанеся на поверхность тонкий слой силикатного раствора, который сохнет в течение нескольких минут.
Грунтование
Грунтовка бетонной поверхности необходима в случае проведения облицовочных работ. После нанесения грунтовочного слоя, состоящего из цемента и жидкого стекла, увеличиваются силы сцепления отделочного материала с основной поверхностью.
В этом случае цемент должен быть водостойким.
Пропитка поверхностей
Тут используется только раствор жидкого стекла, благодаря которому на обрабатываемой площади образуется прочный пленочный слой. С течением времени пленка застывает, схватываясь с поверхностью, и придает ей огнестойкие свойства.
Как пользоваться жидким стеклом при ремонтных работах: замазке трещин, щелей и пустот
Поскольку растворенный силикат способен проникать глубоко внутрь конструкции, то его используют при заполнении щелей и пустот бетонной поверхности, нанося массу на образования шпателем или кистью.
Для приготовления стяжки необходимо 3 компонента:
цемент;
песок;
силикатный клей.
Воду добавляют до образования массы густой консистенции. Получившаяся замазка должна быть настолько вязкой, чтобы при проверке качества она не стекала со шпателя.
Прежде чем добавить силикат в цементно-песчаную смесь, порошок необходимо растворить в воде. Количество нужного затворителя определяется из инструкции по применению от производителя.
Поскольку материал имеет высокую скорость застывания, то состав желательно готовить небольшими порциями, чтобы успеть израсходовать всю массу за отведенное время.
Силикатный раствор может заменить жидкое мыло или известковую муку.
Жидкое стекло Указания/Часто задаваемые вопросы/Информация — Superclear Epoxy Resin Systems
Шаг 1: Идеальная рабочая температура составляет около 77°F. Наилучшие результаты можно получить при температуре от 70°F до 85°F в чистой, сухой и непыльной среде. Избегайте работы в условиях повышенной влажности. Мы рекомендуем использовать этот продукт на ровной и ровной рабочей поверхности.
Шаг 2: Измерьте продукт в соответствии с вашим предполагаемым использованием. Приготовьте 2 части базовой смолы к 1 части отвердителя по объему жидкости. Сначала налейте отвердитель, а затем базовую смолу в чистую емкость с гладкими стенками, достаточно большую, чтобы вместить всю жидкость и оставить место для смешивания.
Этап 3: Материал необходимо тщательно перемешивать не менее 6-8 минут. При смешивании обязательно соскребайте стенки, дно и углы контейнера. Следите за тем, чтобы в смесь не попало слишком много воздуха. Если вы смешиваете галлон, используйте миксер, настроенный на «ручную скорость». Для меньшего количества используйте палочки для размешивания. Не смешивайте более 3 галлонов за раз. Перелейте в новую чистую емкость и перемешивайте еще минуту.
Шаг 4: Вылейте смешанную смолу на поверхность и равномерно распределите с помощью ракеля или руки в перчатке. Продолжайте заливать оставшийся материал, чтобы достичь желаемой толщины, позволяя смоле равномерно растекаться по сторонам проекта. Смола может быть залита толщиной до 2 дюймов за заливку и до 4 дюймов в зависимости от объема заливки.
Шаг 5: Используйте источник тепла, например, тепловую пушку, чтобы удалить пузырьки, добавив небольшое количество тепла в окружающее пространство. Пузырь поднимется на поверхность и лопнет.
Шаг 6: Если вы собираетесь делать вторую заливку, первая заливка должна быть слегка липкой. После того, как будет сделана вторая заливка, возможно, снова потребуется удалить пузыри. Материал станет твердым через 48-72 часа, но для полного отверждения и максимальной твердости может потребоваться до 7 дней, в зависимости от температуры.
Если вы хотите нанести бумажные наклейки или другие объекты на поверхность SuperClear 2.0, эти объекты необходимо прикрепить к поверхности с помощью эпоксидной смолы SuperClear или клея для рукоделия. Некоторая древесина может хорошо принять материал в один слой; однако для многих типов древесины требуется защитный слой, чтобы пузырьки воздуха не поднимались из древесины и не разрушали поверхность. Старые, более пористые куски дерева могут содержать как воздух, так и влагу, которые могут загрязнить отделку. В этом случае пользователь может сначала нанести очень тонкий слой эпоксидной смолы SuperClear Table Top, дав ему затвердеть перед заливкой нового слоя.
Чем больше заливка, то есть больше объем эпоксидной смолы, тем больше внимания необходимо уделять общему теплу, выделяемому эпоксидной смолой.
Используйте пилы или 4×4, чтобы поднять форму с плоской поверхности. Это предотвращает добавление этой плоской поверхностью дополнительной изоляции к вашей форме, поэтому удерживает тепло, когда эпоксидная смола должна поддерживаться при стабильной прохладной температуре. Это также обеспечивает циркуляцию воздуха под формой, отводя нежелательное тепло. Это предотвращает нежелательные последствия, такие как трещины и пузырьки.
Используйте вращающийся вентилятор, чтобы отвести тепло от верхней части и равномерно распределить это тепло, тем самым способствуя поддержанию стабильной температуры эпоксидной смолы.
Не прижимайте деревянную подложку слишком сильно к форме. Это создаст неподвижный объект и предотвратит необходимую способность основания слегка смещаться вместе с эпоксидной смолой по мере ее отверждения. Обязательно прижимайте подложку только для того, чтобы она не всплывала вверх по вертикали, но не препятствовала ее смещению по горизонтали.
В: Как лучше всего смешивать эпоксидную смолу Liquid Glass Deep Pour?
A: Убедитесь, что у вас есть 2 части базовой смолы и 1 часть отвердителя, точно отмеренные по объему. Вылейте каждый в ведро для смешивания, и мы рекомендуем смешивать вручную в течение не менее 6 минут и от 6 до 10 минут или до полного смешивания. Будьте осторожны, чтобы не царапать стенки во время смешивания, но не царапайте их при заливке. Это может привести к несмешанному материалу, который может прилипнуть к стенке и не был включен. Не беспокойтесь о пузырьках в смеси, они уйдут сами собой.
В: Как долго затвердевает жидкое стекло и при какой температуре его можно заливать?
A: Оптимальный диапазон температур окружающей среды составляет 72–84 °F в чистой среде с регулируемой температурой. Наша жидкая стеклянная глубокая заливка представляет собой эпоксидную смолу с медленным отверждением, и в этом температурном диапазоне она начнет превращаться в гель через 6-10 часов и затвердеет в течение 72 часов. Температура ниже 70° может остановить процесс отверждения. При температуре выше 85° он начнет ускорять отверждение, что приведет к растрескиванию, усадке и другим негативным последствиям.
В: Соответствует ли ваша эпоксидная смола требованиям FDA?
О: Если коротко, то да. После отверждения наша эпоксидная смола становится безопасной в соответствии с кодом FDA 21CFR175. 300, в котором говорится: «Смоляные и полимерные покрытия можно безопасно использовать в качестве контактирующей с пищевыми продуктами поверхности изделий, предназначенных для использования в производстве, упаковке, обработке, подготовке, обработка, упаковка, транспортировка или хранение пищевых продуктов» и может использоваться в качестве «функционального барьера между пищевыми продуктами и субстратом».
В: Когда я могу извлечь форму?
A: Оптимальный диапазон температур окружающей среды составляет 72–84 °F в чистой среде с регулируемой температурой. В этом температурном диапазоне вы можете извлечь из формы примерно через 48 часов, а его оптимальная удобоукладываемость будет между 48 и 72 часами. Через 72 часа он будет шлифоваться и строгаться так же легко, как дерево!
В: Могу ли я использовать это на мебели, предназначенной для улицы?
A: Хотя наша эпоксидная смола желтеет меньше в течение более длительного периода времени по сравнению со всеми другими эпоксидными смолами, под прямыми солнечными лучами любая эпоксидная смола желтеет намного быстрее. Это оставлено на усмотрение пользователя, но должно быть хорошо в сильно затененных местах, защищенных от прямых солнечных лучей.
В: Сколько слюды или пигмента можно использовать?
A: Мы рекомендуем использовать только цветные пигменты на основе эпоксидной смолы (например, наши жидкие пигменты Supercolor), пигментный порошок слюды, спиртовые чернила и красители. При этом 12% — это предел цвета, который можно добавить до того, как процесс отверждения повлияет. Помните, чем выше процент красителя, который вы добавляете, тем меньше шансов на идеальное отверждение. Если вы подниметесь слишком высоко, ваш проект не вылечится. Наш предел для жидкого стекла составляет 12%, что более чем достаточно для создания непрозрачного покрытия, но также позволяет использовать меньший процент для достижения полупрозрачного покрытия.
Вы когда-нибудь задумывались, как рестораны получают такие СУПЕРГЛЯНЦЕВЫЕ барные стойки и столешницы? Эти столешницы и столешницы выглядят так, как будто дерево покрыто жидким стеклом. Это именно то, для чего используется эпоксидная смола Liquid Glass. Часто эпоксидная смола состоит из двух частей: основной смолы и отвердителя. При смешивании они образуют жидкую пластиковую формулу, которую можно выливать на мебель, барные стойки, столешницы, столешницы и многое другое. Процесс отверждения варьируется в зависимости от марки, но обычно эпоксидная смола затвердевает в течение двадцати четырех часов и полностью затвердевает в течение семи дней.
-Лучший выбор-
Проверить цену и наличие
Popular Epoxy Resin Uses
Bottle Cap Projects
Bar Tops
Countertops
Glitter Epoxy Tumblers
Art Resin
Coffee Table
Beer Bottle Столешницы с крышками Projects
Они особенно популярны, потому что эпоксидная смола придает крышкам вид, как будто они подвешены в стекле. Проекты крышек от бутылок чрезвычайно популярны для барных стоек, досок для кукурузных дыр, пещер для людей и многого другого. Однако есть несколько подводных камней, из-за которых работа над подобными проектами может стать головной болью.
Неудивительно, что крышки от бутылок могут содержать много песка и грязи. Мастера-любители могут купить эти бейсболки онлайн, спросить в местном баре/ресторане или просто сэкономить сверхурочные. В целях безопасности, независимо от того, откуда были получены бейсболки (и даже если продавец утверждает, что они были выстираны/очищены), бейсболки должны быть тщательно очищены и высушены. Крышки, содержащие песок, грязь и масла, могут вызвать завихрения эпоксидной смолы или загрязненную смесь.
После того, как колпачки будут очищены и высушены, их можно прикрепить к изделию. Заглушки должны быть прикреплены к объекту ДО нанесения заливочного слоя эпоксидной смолы. Если колпачки не закреплены и эпоксидная смола залита на колпачки, воздух, попавший под колпачок, заставит колпачок всплывать и двигаться. Колпачки можно закрепить клеем или очень тонким слоем эпоксидной смолы. Если вы используете эпоксидную смолу, эпоксидную смолу следует залить первой, дать ей «схватиться», а затем можно впрессовать колпачки в мягкую эпоксидную смолу. Любой из них будет удерживать колпачки на месте для заливки.
Барная стойка Проекты из эпоксидной смолы
Барные столешницы бывают всех форм, размеров и материалов. Наиболее популярной является деревянная барная стойка, но все большую популярность приобретают окрашенные и инкапсулированные проекты. Каждый тип древесины имеет свой уровень пористости. Некоторые породы дерева более пористые, чем другие. Чтобы быть в безопасности, всегда лучше начинать с заливки очень тонкого герметизирующего слоя. начальный слой должен быть достаточно толстым, чтобы покрыть поверхность. Это позволит эпоксидной смоле заполнить поры дерева и воздух будет легко выходить на поверхность. Это поможет устранить пузыри позже в проекте.
Если тонкий герметизирующий слой не наносится и в отвержденном изделии остаются пузырьки, их обычно можно отшлифовать. Поскольку большинство эпоксидных смол самовыравниваются, следующий слой должен закрывать потертости от шлифовки. Большие пузыри можно высверлить и заполнить следующим слоем. При каждой заливке обязательно держите под рукой тепловую пушку или горелку, чтобы устранить пузырьки. Не оставляйте источник тепла слишком близко к поверхности или в одном месте слишком долго, так как это часто может привести к БОЛЬШЕМУ количеству пузырьков. Это распространенная проблема, связанная с нагревом дров (если источник тепла находится слишком близко или в одном месте слишком долго) и, в конечном итоге, с выпуском еще большего количества воздуха.
Проекты с барной стойкой распространены на открытых площадках. Однако большинство эпоксидных смол не предназначены для использования на открытом воздухе или прямого воздействия УФ-излучения. Воздействие ультрафиолета со временем пожелтит эпоксидные смолы. Поэтому, если бар находится на открытом воздухе, он должен быть затенен от воздействия УФ-излучения.
Проекты из смолы для столешницы
Эпоксидная смола может стать отличным способом украсить старые столешницы. Однако это может оказаться очень большой задачей, особенно для тех, кто не привык работать с эпоксидной смолой. Те, кто хочет покрыть свои кухонные столешницы эпоксидной смолой, должны иметь достаточный опыт работы с эпоксидной смолой. Вертикальные поверхности, такие как фартук, могут быть особенно сложными для правильного покрытия. Самовыравнивающаяся эпоксидная смола чувствительна к силе тяжести и будет стекать по вертикальной поверхности.
Многие самодельщики также обеспокоены тем, что отвержденная эпоксидная смола безопасна для пищевых продуктов или одобрена FDA. Хотя существует много эпоксидных смол, которые утверждают, что они соответствуют требованиям FDA, реальность такова, что конечный потребитель в конечном итоге смешивает и заливает эпоксидную смолу; и поэтому каждое приложение должно оцениваться индивидуально.
ПРИМЕЧАНИЕ. Большинство эпоксидных смол НЕ являются высокотемпературными эпоксидными смолами. Поэтому горячие кастрюли, сковородки, кофейные кружки и т. д. нельзя ставить непосредственно на столешницу с эпоксидным покрытием. Мы рекомендуем всегда использовать подставки под горячее, подставки и т. д.
Как сделать стаканы с блестками с помощью эпоксидной смолы
Как и в случае со столешницами, при использовании эпоксидной смолы для изготовления стаканов наиболее важной проблемой является ее безопасность для конечного пользователя. К сожалению, многие эпоксидные смолы рекламируют свой материал как пищевой. Однако каждое приложение должно оцениваться индивидуально . В конечном счете, конечный пользователь смешивает, заливает и отвердевает эпоксидную смолу, что оставляет место для ошибки. Сказав это, многие эпоксидные смолы могут быть одобрены FDA, но это будет зависеть от производителя и правильно выполненных инструкций.
Большинство эпоксидных покрытий являются самовыравнивающимися, что может представлять проблему для тех, кто хочет покрыть стаканы. После нанесения эпоксидной смолы незатвердевшая эпоксидная смола будет стекать по чашке и скапливаться на дне. Чтобы компенсировать силу тяжести и самовыравнивание эпоксидной смолы, художники-стаканщики используют вращатель чашек для гриля. Стаканчик для эпоксидной смолы позволяет равномерно распределять эпоксидную смолу по мере ее отверждения.
Искусство из эпоксидной смолы
Искусство из эпоксидной смолы принимает множество форм и форм. Некоторые художники просто используют эпоксидную смолу для покрытия произведения искусства, а другие используют эпоксидную смолу для создания своих произведений искусства. Тем, кто покрывает свои художественные проекты эпоксидной смолой, необходимо обратить пристальное внимание на материал, который они будут заливать. Эпоксидную смолу нельзя заливать на бумагу. Бумага впитает эпоксидную смолу и по существу испортит бумагу/искусство. Кроме того, холст представляет собой другой набор проблем в зависимости от того, как он установлен. Затвердевшая эпоксидная смола может быть тяжелой, что может привести к провисанию холста. Каждый художник должен протестировать свои материалы, чтобы узнать, как эпоксидная смола будет реагировать на отдельные произведения искусства.
Быстро завоевывает популярность искусство из цветной смолы. Этот тип искусства использует несколько цветов, блесток, оттенков и т. д. эпоксидной смолы. Часто эпоксидную смолу подкрашивают красителями, слюдяными пигментными порошками или дисперсионными пигментами. Творения бесконечны с этим видом искусства. Как и в случае с проектами из эпоксидной смолы для столешницы, для освоения этого требуется время и острый глаз.
Журнальный столик из эпоксидной смолы
Журнальные столики и журнальные столики идеально подходят для проектов из эпоксидной смолы. Однажды унылые и скучные предметы мебели могут снова засиять. Этот тип проектов особенно популярен для тех, кто занимается «шебби-шиком» или распродажами ненужной и выброшенной мебели. Варианты настройки журнального столика или столика безграничны (каламбур). Одним из самых популярных проектов является речной стол. Это можно сделать с помощью нового куска дерева или заполнив пустоты, вмятины и царапины цветной эпоксидной смолой.
Поскольку кофейные столики и приставные столики часто находятся в гостиной, где большинство людей развлекаются, они идеально подходят для «разговорных предметов». Для тех, кто ищет более персонализированный предмет мебели, эпоксидная смола может использоваться для герметизации картин, сувениров и других мелких предметов. Как и в случае с крышками от бутылок, при заливке предметов в эпоксидную смолу все, что инкапсулируется, должно быть должным образом подготовлено. Даже самые маленькие кусочки могут удерживать воздух, который может попасть в эпоксидную смолу.
Как использовать и смешивать эпоксидные смолы
Каждый набор смол немного отличается. Первый и самый важный фактор, который следует учитывать, — это соотношение компонентов смеси. В большинстве эпоксидных смол используется смесь 1:1 по объему. Это соотношение легко измерить, особенно при использовании градуированных контейнеров для смешивания. Литейные смолы часто намного тоньше, чем смолы для покрытий, и часто имеют объемное соотношение 2: 1.
Различия в пропорциях смешивания
Эпоксидное покрытие
Проверить цену и наличие
T Hicker Viscosity
более тонкие заливы (1/16 «-1/4 ‘)
Производительные времена изцелетия (12-24 часа)
Mixture: 1: 10004
. По объему
Литейные смолы
Проверить цену и наличие
Разбавитель Вязкость
Более густые заливки (до 2 дюймов)
МЕДЛЕННОЕ время отверждения (24-36 часов)
Смесь: часто 2:1 по объему Эпоксидные смолы часто поставляются в виде базовой смолы, которая обычно имеет более густую вязкость и отвердитель. Два должны быть точно измерены в соответствии с указанными направлениями, чтобы правильно реагировать и связываться. Неправильные пропорции смешивания — одна из самых распространенных проблем , с которым сталкиваются пользователи. Неправильный рацион смешивания почти наверняка приведет к проблемам с отверждением. Если используется слишком много отвердителя/активатора, отвержденная эпоксидная смола будет мягкой и эластичной. Если использовать слишком много смолы, эпоксидная смола не застынет должным образом.
Литейная смола против эпоксидной смолы
Эпоксидные смолы для покрытий часто имеют более густую вязкость, поэтому они отверждаются быстрее, чем литьевые смолы. Эпоксидные смолы для покрытия требуют тонкой заливки, часто 1/16″-1/4″ на нанесение. Если заливать толще рекомендуемой глубины заливки, может произойти ускоренная реакция, которая может вызвать пожелтение, растрескивание или появление рыбьего глаза на отвержденном продукте. Литейные эпоксидные смолы тоньше (по сравнению с для покрытия смолами) и часто требуется гораздо больше времени для отверждения. Эпоксидные покрытия для покрытия часто становятся твердыми на ощупь в течение 12-24 часов, тогда как для отверждения литьевых смол требуется гораздо больше времени — 24-36 часов. Однако в обоих случаях может потребоваться гораздо больше времени для ПОЛНОГО ОТВЕРЖДЕНИЯ . Например, для полного отверждения некоторых эпоксидных покрытий может потребоваться целая неделя. Поскольку литейные смолы тоньше и реагируют медленнее, их часто можно заливать более толстым слоем. Некоторые смолы допускают заливку толщиной до 2 дюймов. Это делает литьевые смолы идеальными для литья фигурок, цветочных композиций, украшений и заполнения больших пустот в дереве, таких как речные столы.
ПРИМЕЧАНИЕ. Если оставить большое количество (сверх рекомендуемой максимальной глубины заливки) в смесителе, это может привести к ускорению реакции. Это может привести к нагреванию эпоксидной смолы, ее пожелтению, растрескиванию и т. д.
Подготовка вашего проекта
Неподготовленная поверхность, плесень или объект почти наверняка могут привести к проблемам с отверждением. Эпоксидную смолу следует смешивать, заливать и отверждать в чистой, сухой и непыльной среде. Понимание поверхности и того, как эпоксидная смола будет реагировать на эту поверхность, имеет решающее значение для успешного проекта. Очень важно протестировать небольшой образец или образец брака более крупного проекта ДО заливки проекта. Тестирование образца/детали позволит пользователям понять, как эпоксидная смола будет реагировать на отдельные проекты. Кроме того, различные волокна, срезы, пористые участки могут реагировать по-разному, даже если они являются частью более крупного проекта/деревянного куска.
Морилки на масляной основе
Большинство эпоксидных смол не рекомендуется наливать на морилки на масляной основе. Для полного высыхания пятен на масляной основе может потребоваться очень много времени. Если пятно на масляной основе не вылечено на 100%, эпоксидная смола может вызвать рыбий глаз. При покраске или окрашивании поверхности, которая будет покрыта эпоксидной смолой, используйте краску или морилку на водной основе. У вас уже есть проект, который покрыт морилкой на масляной основе? Морилки на масляной основе можно покрыть прозрачным лаком на водной основе, дать высохнуть, а затем нанести эпоксидную смолу.
Шлифовка между нанесениями
Поскольку эпоксидные покрытия требуют тонкой заливки, многие пользователи хотят наносить несколько слоев для создания проекта.



 Чтобы установить деревянные щиты, необходимо пропустить через них анкера, монтировать на них заглушки при помощи электросварки. Цель этих действий – зафиксировать опалубку таким образом, чтобы под весом бетона она не выдавливалась.
Чтобы установить деревянные щиты, необходимо пропустить через них анкера, монтировать на них заглушки при помощи электросварки. Цель этих действий – зафиксировать опалубку таким образом, чтобы под весом бетона она не выдавливалась. Саморез и арматуру стяните вязальной проволокой. Расстояние между элементами крепежа – 1–1,2 м. Такое крепление способно противостоять предстоящим ему нагрузкам.
Саморез и арматуру стяните вязальной проволокой. Расстояние между элементами крепежа – 1–1,2 м. Такое крепление способно противостоять предстоящим ему нагрузкам. При необходимости засыпки песка больше, чем на 100 мм, его нужно смешать со щебнем. Это мероприятие может понадобиться для выравнивания дна траншеи. Еще один способ выравнивания дна – заливка бетоном.
При необходимости засыпки песка больше, чем на 100 мм, его нужно смешать со щебнем. Это мероприятие может понадобиться для выравнивания дна траншеи. Еще один способ выравнивания дна – заливка бетоном. Для этого вместо арматурной сетки следует использовать арматурный каркас. Он представляет себе 2 сетки, состоящие из 4 жил диаметром по 12 мм. Их следует укладывать снизу и сверху армопояса. В качестве основания вместо песчаной подушки используется граншлак. Его преимущество перед песком в том, что со временем граншлак превращается в бетон.
Для этого вместо арматурной сетки следует использовать арматурный каркас. Он представляет себе 2 сетки, состоящие из 4 жил диаметром по 12 мм. Их следует укладывать снизу и сверху армопояса. В качестве основания вместо песчаной подушки используется граншлак. Его преимущество перед песком в том, что со временем граншлак превращается в бетон. Высота армопояса – 20–40 см, используется бетон М200 и выше. Толщина двухжильных арматурных прутьев – 10–12 мм. Укладка арматуры осуществляется в один слой.
Высота армопояса – 20–40 см, используется бетон М200 и выше. Толщина двухжильных арматурных прутьев – 10–12 мм. Укладка арматуры осуществляется в один слой.
 Если толщина стен варьируется в пределах 510–610 мм, то в качестве опалубки можно использовать двухстороннюю кирпичную кладку, как и для цокольного пояса. Но при этом для внутренней кладки следует применять забутовочный кирпич, а для наружной лицевой. В таком случае армопояс будет иметь ширину равную 260 мм. При меньшей толщине стен забутовочный кирпич следует уложить на ребро либо использовать вместо него деревянную опалубку, а с внешней стороны так же, как и в предыдущем случае укладывается лицевой кирпич.
Если толщина стен варьируется в пределах 510–610 мм, то в качестве опалубки можно использовать двухстороннюю кирпичную кладку, как и для цокольного пояса. Но при этом для внутренней кладки следует применять забутовочный кирпич, а для наружной лицевой. В таком случае армопояс будет иметь ширину равную 260 мм. При меньшей толщине стен забутовочный кирпич следует уложить на ребро либо использовать вместо него деревянную опалубку, а с внешней стороны так же, как и в предыдущем случае укладывается лицевой кирпич. Чтобы выполнить эти задачи, используйте строительный вибратор или протыкайте жидкую массу прутом.
Чтобы выполнить эти задачи, используйте строительный вибратор или протыкайте жидкую массу прутом.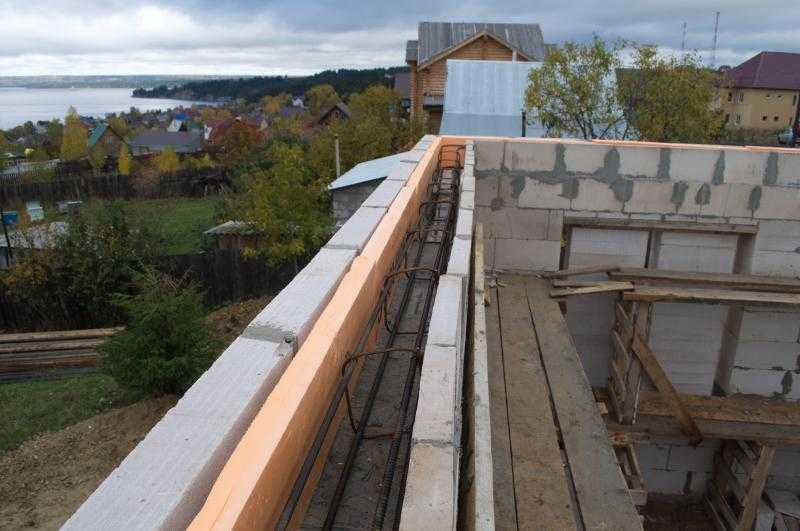 О том, как сделать армопояс на деревянной опалубке уже говорилось выше, поэтому в этом подразделе мы рассмотрим, как сделать армированный пояс из U-образных газобетонных блоков D500. Хотя стоит сразу заметить, что эта технология более затратная.
О том, как сделать армопояс на деревянной опалубке уже говорилось выше, поэтому в этом подразделе мы рассмотрим, как сделать армированный пояс из U-образных газобетонных блоков D500. Хотя стоит сразу заметить, что эта технология более затратная. 1 Металлический каркас из арматуры
1 Металлический каркас из арматуры
 Для этого нужно либо просто вбить отрезки, если это позволяет плотность материала, либо просверлить отверстия и вставить в них куски. Арматура устанавливается точках пересечения стен и по всему периметру сооружения через 1-1,5 мета. Отрезки устанавливаются квадратом по четыре штуки, они будут задавать габариты всего каркаса. После этого нужно закрепить нижний продольный ряд арматуры на высоте в 3-4 см от верхнего края стены. Для этого вязальной проволокой продольные пруты привязываются к вертикально установленным штырям. Таким образом закрепляется два параллельно идущих прута.
Для этого нужно либо просто вбить отрезки, если это позволяет плотность материала, либо просверлить отверстия и вставить в них куски. Арматура устанавливается точках пересечения стен и по всему периметру сооружения через 1-1,5 мета. Отрезки устанавливаются квадратом по четыре штуки, они будут задавать габариты всего каркаса. После этого нужно закрепить нижний продольный ряд арматуры на высоте в 3-4 см от верхнего края стены. Для этого вязальной проволокой продольные пруты привязываются к вертикально установленным штырям. Таким образом закрепляется два параллельно идущих прута.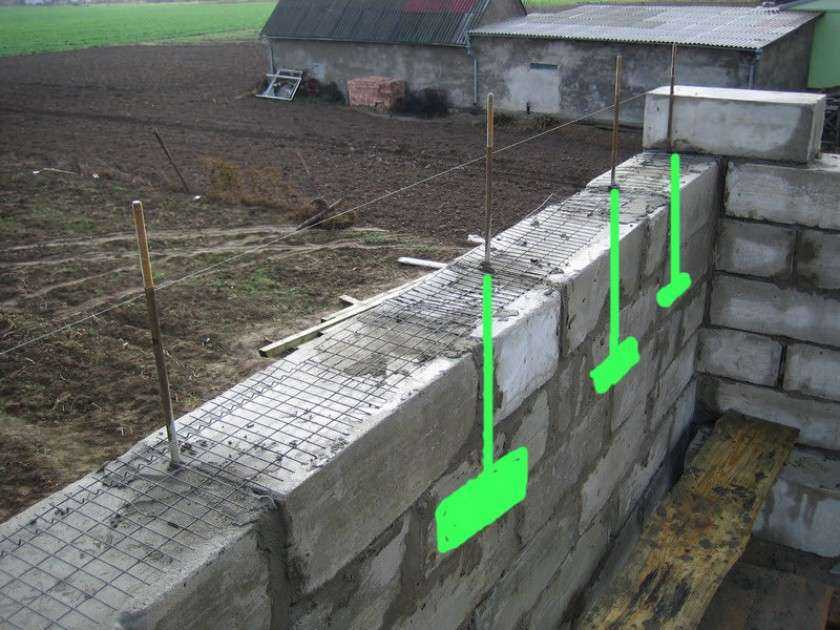 Рекомендованная толщина армопояса 200 – 250 мм. Из этих размеров и нужно определять длину вертикальных отрезков. К вертикальным отрезками опять закрепляются продольные пруты арматуры, которые после крепятся поперечными отрезками. В общем, все точно также, как и с нижним уровнем продольный прутов.
Рекомендованная толщина армопояса 200 – 250 мм. Из этих размеров и нужно определять длину вертикальных отрезков. К вертикальным отрезками опять закрепляются продольные пруты арматуры, которые после крепятся поперечными отрезками. В общем, все точно также, как и с нижним уровнем продольный прутов. По внутренней стороне можно выставить обычную доску или OSB, фиксировать которые можно подручными метизами и крепежами. Чего не скажешь про работу с пенобетоном, у которого имеются свои варианты креплений к пеноблоку.
По внутренней стороне можно выставить обычную доску или OSB, фиксировать которые можно подручными метизами и крепежами. Чего не скажешь про работу с пенобетоном, у которого имеются свои варианты креплений к пеноблоку. Но с этим вопросом легко можно разобраться при заказе. У фирм, предоставляющих услуги доставки бетона имеется возможность заказа бетононасоса, которым и осуществляется перекачка раствора в любую точку заливаемого армопояса.
Но с этим вопросом легко можно разобраться при заказе. У фирм, предоставляющих услуги доставки бетона имеется возможность заказа бетононасоса, которым и осуществляется перекачка раствора в любую точку заливаемого армопояса.
 Подобным образом вы сможете защитить основу своей крыши от поступающей влаги от стен.
Подобным образом вы сможете защитить основу своей крыши от поступающей влаги от стен. Для этих ситуаций и снаряжения следующим решением является боевой пояс.
Для этих ситуаций и снаряжения следующим решением является боевой пояс.

 Вы можете взять его с собой в машину вместе с баллистическим жилетом и быть готовым защищаться от нападения в общественных местах. Боевой пояс — это то, что вы можете иметь наготове, чтобы быстро надеть его, если что-то пойдет не так.
Вы можете взять его с собой в машину вместе с баллистическим жилетом и быть готовым защищаться от нападения в общественных местах. Боевой пояс — это то, что вы можете иметь наготове, чтобы быстро надеть его, если что-то пойдет не так.

 НЕ устанавливайте большие громоздкие одноразовые предметы в этой области и обратите внимание на то, что предметы в них должны располагаться на уровне или ниже вашей задней части. Обратите внимание на то, какие предметы вы кладете в свой IFAK, поскольку мы рекомендуем хранить только мягкие предметы, такие как нагрудные пломбы и марля, поскольку такие предметы, как иглы для декомпрессии и жгуты, могут привести к травме во время падения.
НЕ устанавливайте большие громоздкие одноразовые предметы в этой области и обратите внимание на то, что предметы в них должны располагаться на уровне или ниже вашей задней части. Обратите внимание на то, какие предметы вы кладете в свой IFAK, поскольку мы рекомендуем хранить только мягкие предметы, такие как нагрудные пломбы и марля, поскольку такие предметы, как иглы для декомпрессии и жгуты, могут привести к травме во время падения.
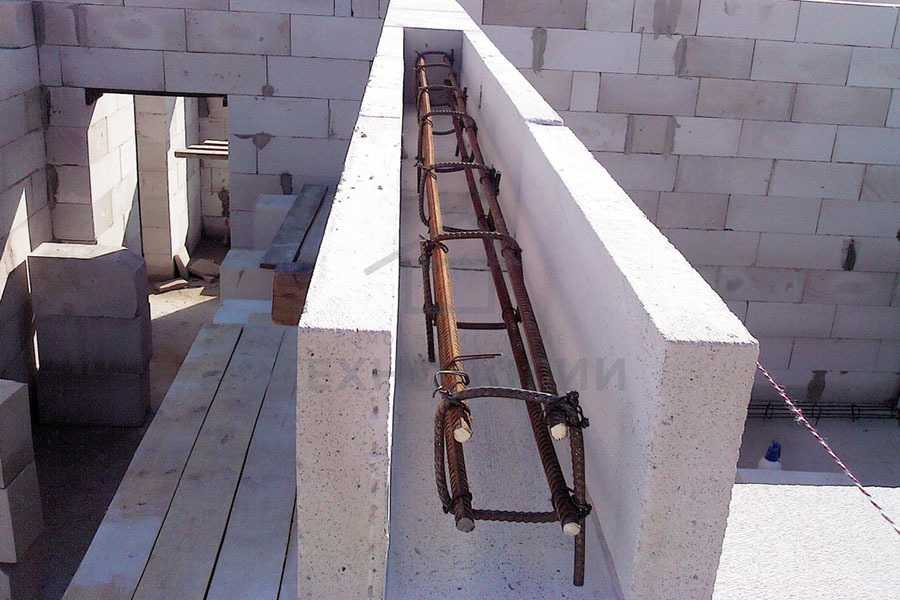 Добавьте проблему с башней
Добавьте проблему с башней
 Однако, если принять во внимание
Однако, если принять во внимание Однако,
Однако, Это создало проблему, показанную, когда Южная Дакота сражался с Киришима . Крейсер
Это создало проблему, показанную, когда Южная Дакота сражался с Киришима . Крейсер
 Нужна незакаленная (гомогенная) сталь
Нужна незакаленная (гомогенная) сталь
 Поскольку эти сложные
Поскольку эти сложные
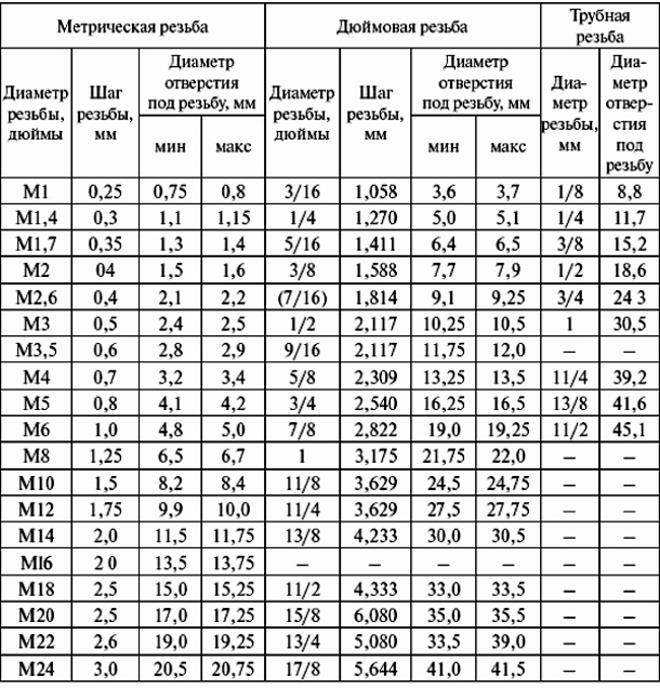
 20.1 (США)
20.1 (США) Введите свой запрос:
Введите свой запрос:
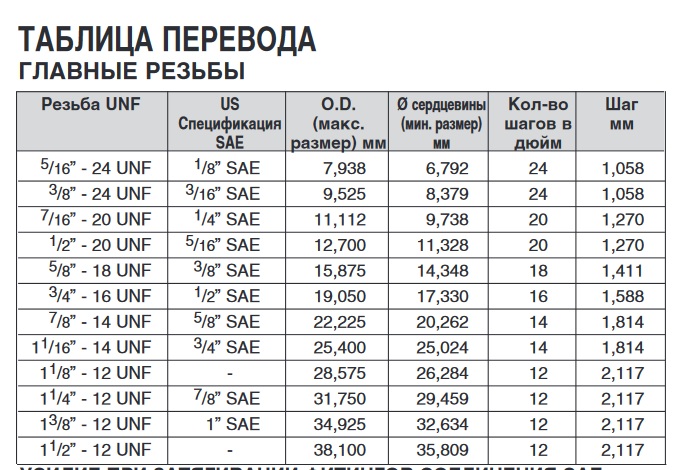 Эти параметры связаны соотношением: Р = 1″/ TPI (напомним, что 1″ = 25,4 мм).
Эти параметры связаны соотношением: Р = 1″/ TPI (напомним, что 1″ = 25,4 мм). Соответственно, изготовитель сам выбирал удобный отступ по виткам, поскольку добивался соответствия показателям нарезки на деталь. Ему не нужно было, чтобы данный крепеж еще к чему-то подходил. Но в 1568 году был создан первый станок, который модернизировал весь процесс и позволил ввести крепежные пары с резьбой в производство. Координация поступательного движения была зафиксирована, поэтому изначально был только один типоразмер, соответственно, маркировка не требуется. С развитием технологии появилась потребность в разных вариантах пар «болт + гайка», чтобы они могли скреплять более мелкие или, напротив, крупные соединения. Тогда станки постепенно совершенствовались – улучшился привод (изначально он был ножной, с ходом времени – электрический), а также появилась возможность настраивать резьбонарезные режимы, а именно: глубину врезки, расстояние между витками.
Соответственно, изготовитель сам выбирал удобный отступ по виткам, поскольку добивался соответствия показателям нарезки на деталь. Ему не нужно было, чтобы данный крепеж еще к чему-то подходил. Но в 1568 году был создан первый станок, который модернизировал весь процесс и позволил ввести крепежные пары с резьбой в производство. Координация поступательного движения была зафиксирована, поэтому изначально был только один типоразмер, соответственно, маркировка не требуется. С развитием технологии появилась потребность в разных вариантах пар «болт + гайка», чтобы они могли скреплять более мелкие или, напротив, крупные соединения. Тогда станки постепенно совершенствовались – улучшился привод (изначально он был ножной, с ходом времени – электрический), а также появилась возможность настраивать резьбонарезные режимы, а именно: глубину врезки, расстояние между витками.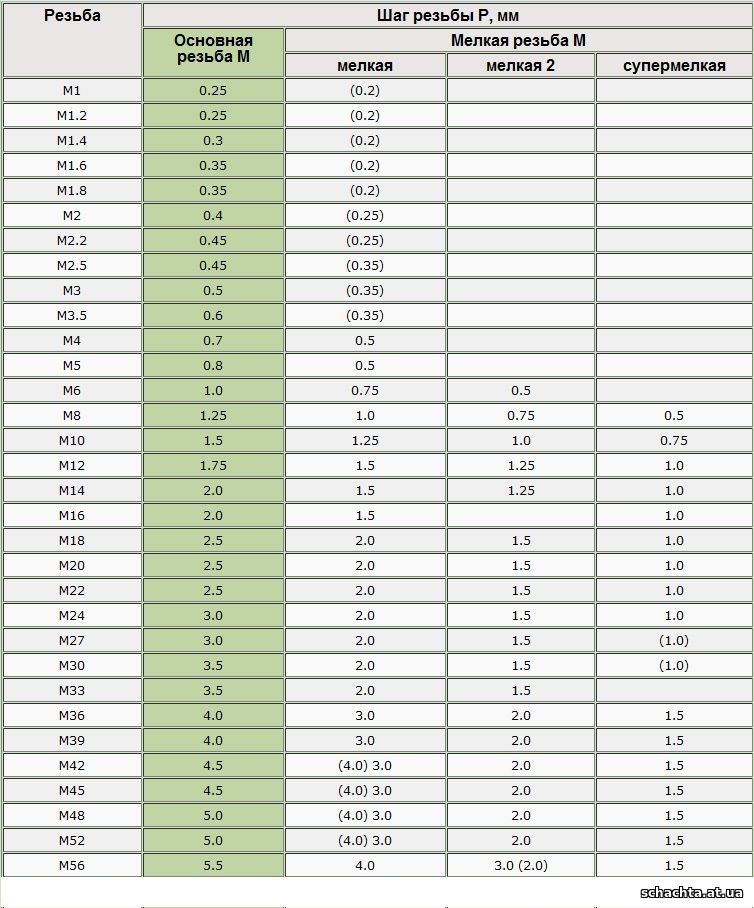 Потребность исходила именно из нужд строительства, поэтому производители постепенно сошлись на одних принятых стандартах. Но несмотря на различия в двух системах исчисления есть стандартные параметры, по которым и происходит сверка типоразмеров и маркировка. Конкретно это:
Потребность исходила именно из нужд строительства, поэтому производители постепенно сошлись на одних принятых стандартах. Но несмотря на различия в двух системах исчисления есть стандартные параметры, по которым и происходит сверка типоразмеров и маркировка. Конкретно это: К слову, на этом примере тоже можно рассматривать и изучать нанесение резьбы. Левая тоже применяется, но реже, преимущественно в тех случаях, когда само вращение элемента рассчитано в ту же сторону (чтобы предотвратить развинчивание). Данные крепежи отмечены спецзнаками, применяются в ходовой части автомобиля, при креплении педалей велосипеда, в разных инструментах и станках.
К слову, на этом примере тоже можно рассматривать и изучать нанесение резьбы. Левая тоже применяется, но реже, преимущественно в тех случаях, когда само вращение элемента рассчитано в ту же сторону (чтобы предотвратить развинчивание). Данные крепежи отмечены спецзнаками, применяются в ходовой части автомобиля, при креплении педалей велосипеда, в разных инструментах и станках. Удобно засекать по двум рядом стоящим гребням. Есть (указывается как Р) мелкий и крупный.
Удобно засекать по двум рядом стоящим гребням. Есть (указывается как Р) мелкий и крупный.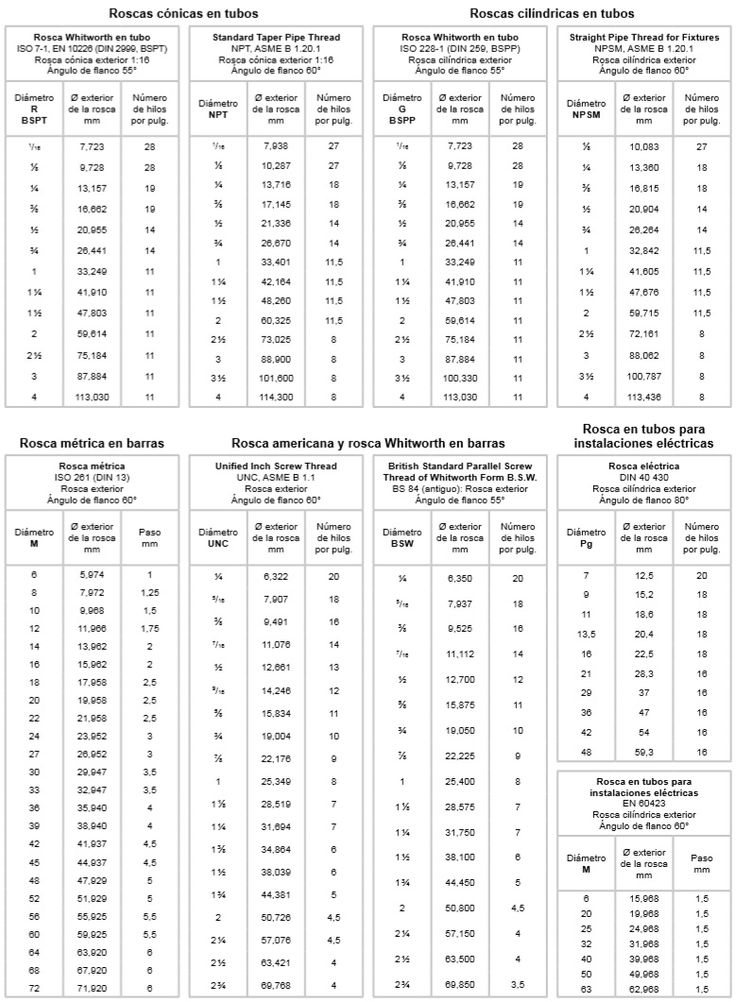

 25
25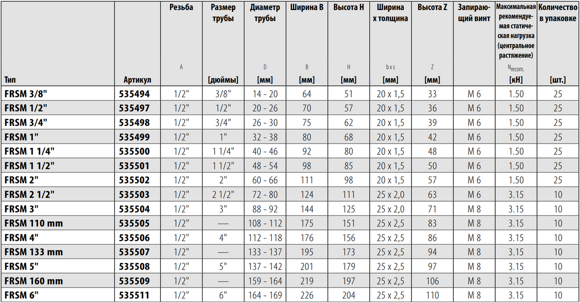 Интересно, что само слово произошло из голландского языка и означает большой палец, потому что в Англии измеряли все, принимая во внимание части человеческого тела. Поэтому английский дюйм – это не что иное, как ширина большого пальца руки или 1/12 часть фута, то есть мужской стопы. Исчисление весьма интересное, особенно исходя из того, что все люди, мягко говоря, разные. История умалчивает, ноги и руки какого «эталонного» англичанина подвергались измерению. Сейчас, безусловно, все соответствия между мерами длины давно запротоколированы, и математики всех стран сошлись на том, что в 1 единице находится ровно 2 сантиметра и 54 миллиметра. Можно даже рассчитать шаг для дюймовой резьбы без таблицы. Но этого можно не делать вручную, ведь вся конвертация из одной меры в другую уже проведена. Так появилась указанная нами в заглавии шкала. Но зачем ее менять на метрическую? В 1801 году Э. Уитни сделал увлекательное представление, целью которого было доказать, что всему миру необходима полная взаимозаменяемость деталей – как внутри одной страны, так и между государствами.
Интересно, что само слово произошло из голландского языка и означает большой палец, потому что в Англии измеряли все, принимая во внимание части человеческого тела. Поэтому английский дюйм – это не что иное, как ширина большого пальца руки или 1/12 часть фута, то есть мужской стопы. Исчисление весьма интересное, особенно исходя из того, что все люди, мягко говоря, разные. История умалчивает, ноги и руки какого «эталонного» англичанина подвергались измерению. Сейчас, безусловно, все соответствия между мерами длины давно запротоколированы, и математики всех стран сошлись на том, что в 1 единице находится ровно 2 сантиметра и 54 миллиметра. Можно даже рассчитать шаг для дюймовой резьбы без таблицы. Но этого можно не делать вручную, ведь вся конвертация из одной меры в другую уже проведена. Так появилась указанная нами в заглавии шкала. Но зачем ее менять на метрическую? В 1801 году Э. Уитни сделал увлекательное представление, целью которого было доказать, что всему миру необходима полная взаимозаменяемость деталей – как внутри одной страны, так и между государствами.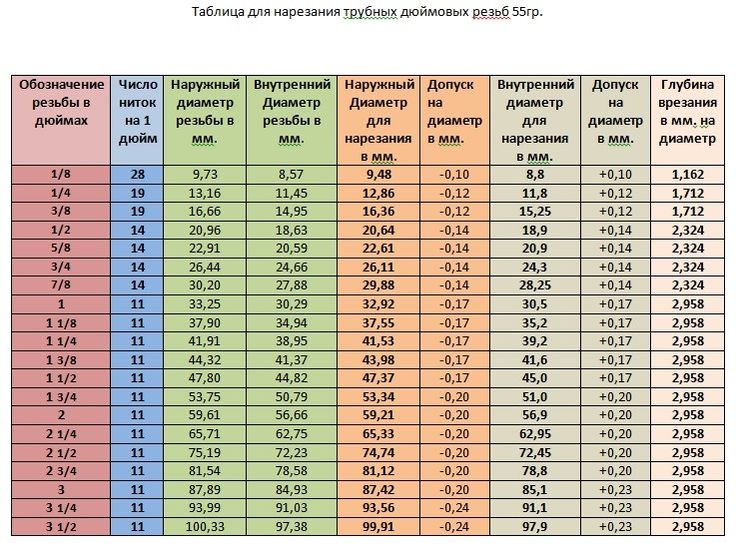 Так он положил на стол несколько полных комплектов для сборки одинакового оружия, но разного производства. А затем собрал 1 готовый мушкет из разных запчастей – по одной из каждой кучки. С этого момента появилась и затем внедрялась идея унификации, которая воплотилась в сегодняшних нормативных документах: ГОСТ, ДСТУ, DIN, ISO и других. Интересен тот факт, что из-за постоянного соперничества Великобритании и Франции, первые «вставляли палки в колеса» индустриальному развитию. Они давали неверную информацию, делали так, чтобы французы могли собирать английскую технику и машины только инструментом, привезенным из Англии. Но после революции система была усвоена и переведена на привычную для Франции метрическую. А в России, кстати, сам Менделеев был противником древнерусских измерений с локтями, саженями, аршинами и прочими единицами. Метры распространили по Европе именно французы во время завоеваний Наполеона. Но так как в Англию он не заходил и не покорял ее, то там осталась привычная дюймовая, как и во всех колониальных странах – в Америке, Японии, Канаде, Австралии.
Так он положил на стол несколько полных комплектов для сборки одинакового оружия, но разного производства. А затем собрал 1 готовый мушкет из разных запчастей – по одной из каждой кучки. С этого момента появилась и затем внедрялась идея унификации, которая воплотилась в сегодняшних нормативных документах: ГОСТ, ДСТУ, DIN, ISO и других. Интересен тот факт, что из-за постоянного соперничества Великобритании и Франции, первые «вставляли палки в колеса» индустриальному развитию. Они давали неверную информацию, делали так, чтобы французы могли собирать английскую технику и машины только инструментом, привезенным из Англии. Но после революции система была усвоена и переведена на привычную для Франции метрическую. А в России, кстати, сам Менделеев был противником древнерусских измерений с локтями, саженями, аршинами и прочими единицами. Метры распространили по Европе именно французы во время завоеваний Наполеона. Но так как в Англию он не заходил и не покорял ее, то там осталась привычная дюймовая, как и во всех колониальных странах – в Америке, Японии, Канаде, Австралии. К слову, сами американцы и англичане называют ее имперской. Вроде бы понятно, что разница только в методике исчислений, но есть и отличительные черты в нанесении резьбовых соединений, а именно:
К слову, сами американцы и англичане называют ее имперской. Вроде бы понятно, что разница только в методике исчислений, но есть и отличительные черты в нанесении резьбовых соединений, а именно: Отсюда и делаем вывод, что порядок вычисления является особенным. Так, например, диаметр 3/4? = 25 мм. Приведем краткую таблицу их соотношений в двух системах:
Отсюда и делаем вывод, что порядок вычисления является особенным. Так, например, диаметр 3/4? = 25 мм. Приведем краткую таблицу их соотношений в двух системах: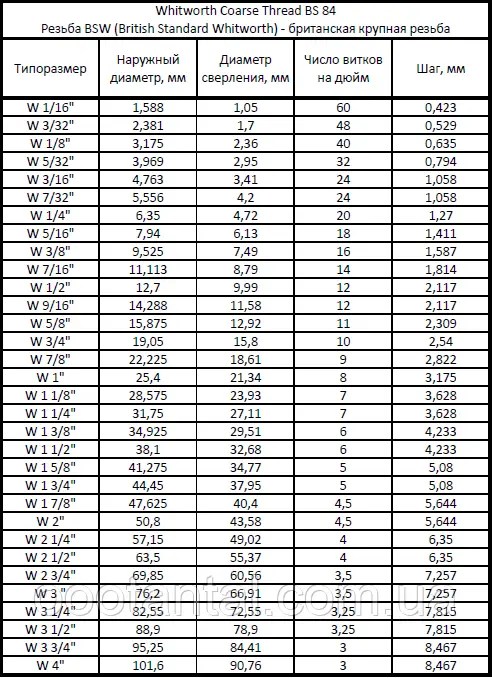
 Кроме того, показатели, полученные в результате вычислений по формуле, находятся в пределах допустимой погрешности. Поэтому такими значениями можно оперировать.
Кроме того, показатели, полученные в результате вычислений по формуле, находятся в пределах допустимой погрешности. Поэтому такими значениями можно оперировать.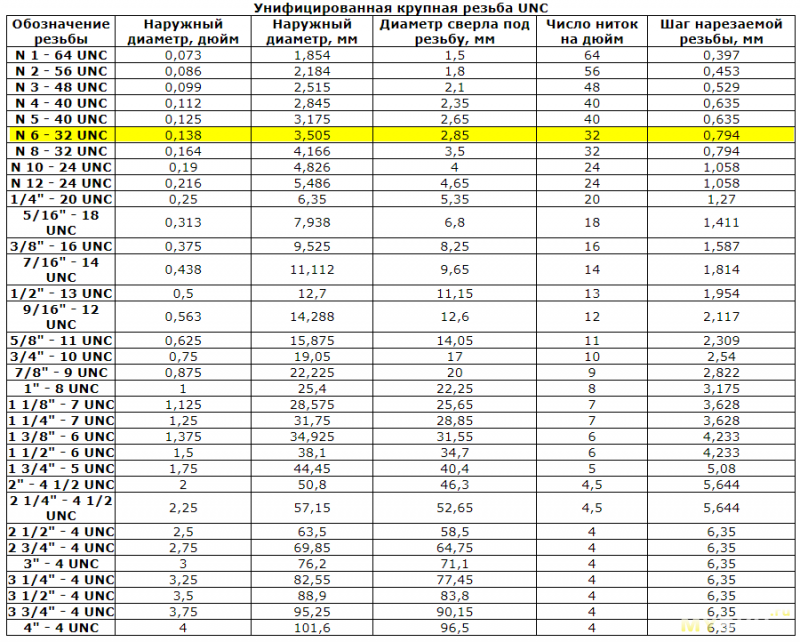 Они находятся близко. Также они более округлые, что положительно влияет на сцепление, делая связь более герметичной для жидкостей и газов.
Они находятся близко. Также они более округлые, что положительно влияет на сцепление, делая связь более герметичной для жидкостей и газов. К слову, 1 Нм приблизительно равен 0,1 кГм.
К слову, 1 Нм приблизительно равен 0,1 кГм. В качестве завершения есть видеозапись:
В качестве завершения есть видеозапись: Благодаря этому повышается точность измерений, упрощается обозначение.
Благодаря этому повышается точность измерений, упрощается обозначение.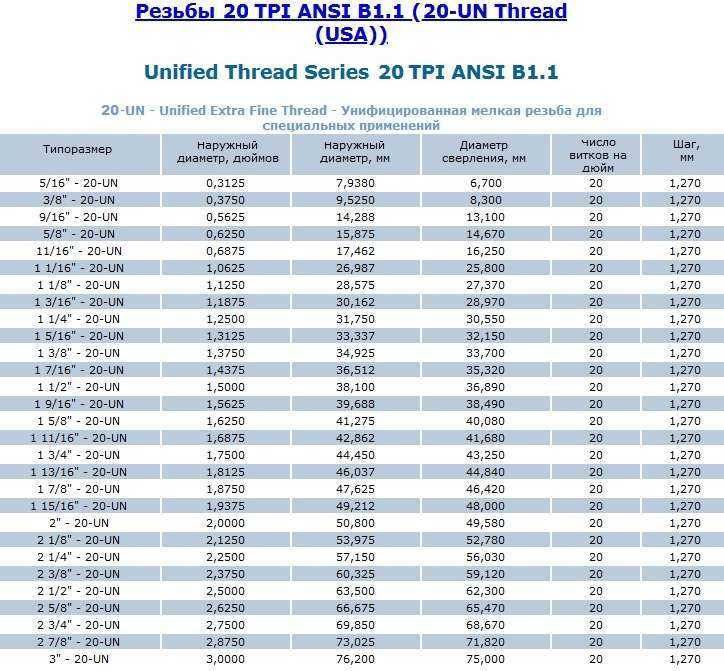
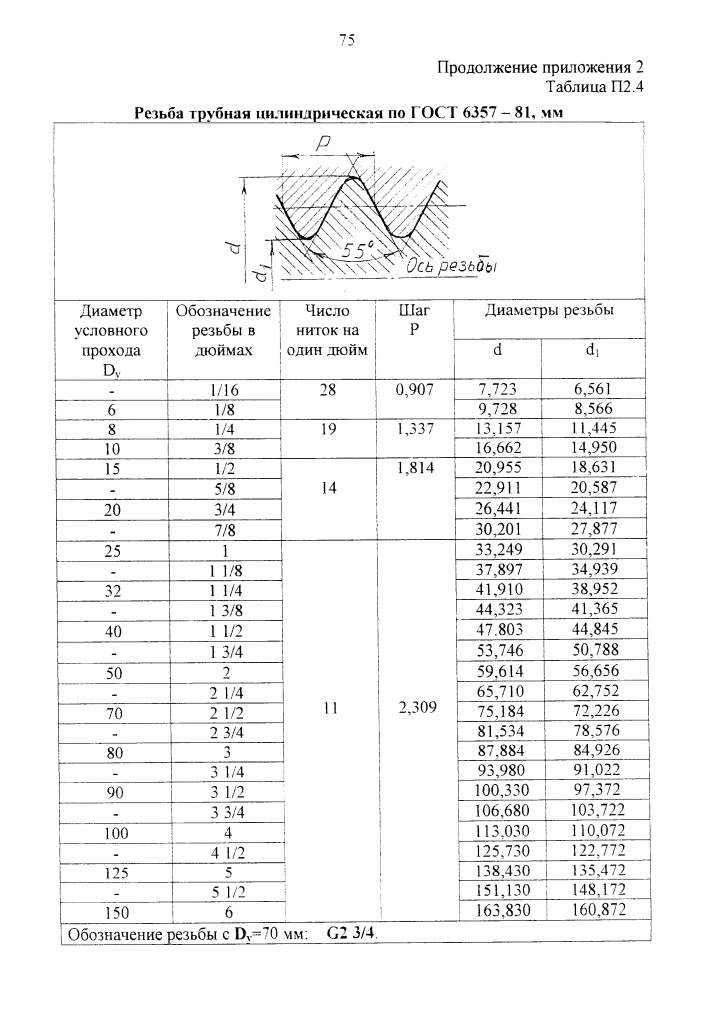 Inch
Inch 875
875
 MPT обозначает наружную трубную резьбу, а MIP обозначает наружную железную трубу, что означает наружный фитинг с резьбой NPT. FPT означает внутреннюю трубную резьбу, а FIP означает внутреннюю железную трубу, что означает внутренний фитинг с резьбой NPT. Помните, что не следует путать NPS (опять же номинальный размер трубы) с Национальным размером трубы, который НЕ является реальным обозначением. Кроме того, важно помнить, что если вы не чувствуете себя комфортно при измерении фитингов или труб, вам следует проконсультироваться с профессионалом и всегда помнить о том, что все ваши проекты соответствуют местным нормам и стандартам.
MPT обозначает наружную трубную резьбу, а MIP обозначает наружную железную трубу, что означает наружный фитинг с резьбой NPT. FPT означает внутреннюю трубную резьбу, а FIP означает внутреннюю железную трубу, что означает внутренний фитинг с резьбой NPT. Помните, что не следует путать NPS (опять же номинальный размер трубы) с Национальным размером трубы, который НЕ является реальным обозначением. Кроме того, важно помнить, что если вы не чувствуете себя комфортно при измерении фитингов или труб, вам следует проконсультироваться с профессионалом и всегда помнить о том, что все ваши проекты соответствуют местным нормам и стандартам.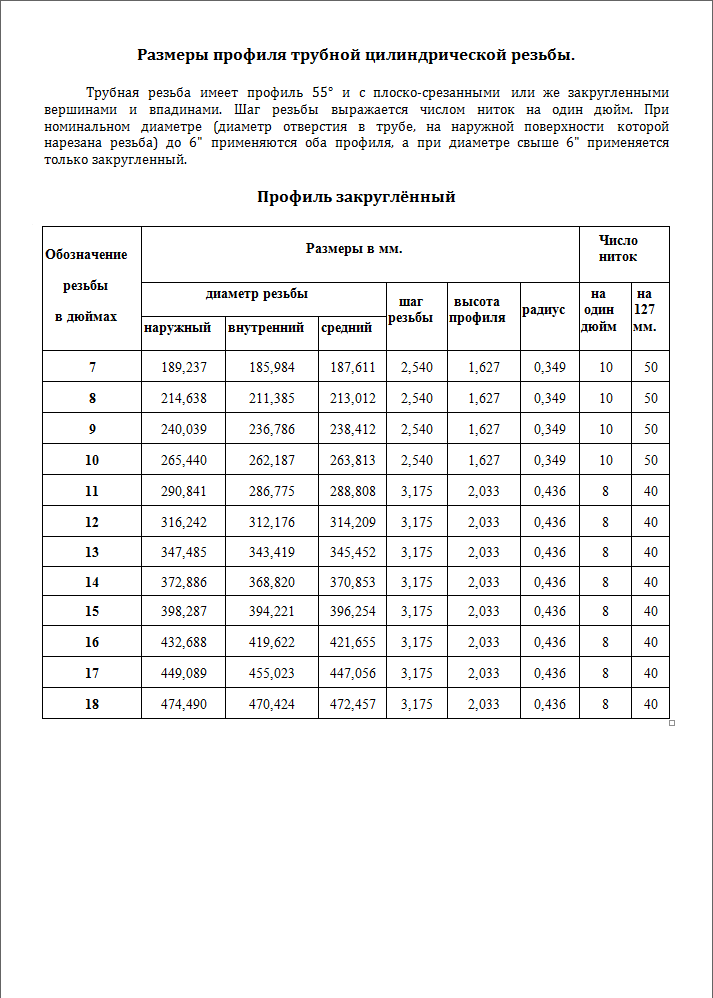 Серия
Серия
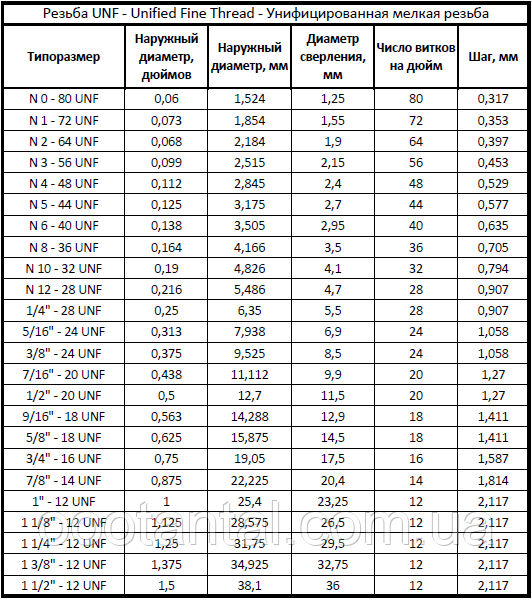 3917
3917

 00 р.
00 р. .
. .
. Многоступенчатые водяные насосы широко используют в насосных установках для повышения давления в водопроводе.
Многоступенчатые водяные насосы широко используют в насосных установках для повышения давления в водопроводе.
 Благодаря своей надежности и простоте использования, эти насосы широко используются в бытовых целях, таких как распределение воды в сочетании с небольшими и средними гидроаккумуляторами, для орошения садов и огородов, в противопожарных установках, и т.д.;
Благодаря своей надежности и простоте использования, эти насосы широко используются в бытовых целях, таких как распределение воды в сочетании с небольшими и средними гидроаккумуляторами, для орошения садов и огородов, в противопожарных установках, и т.д.; Благодаря новейшим технологиям, используемым инженерами, насосное оборудование — это одно из самых эффективных и надежных в мире.
Благодаря новейшим технологиям, используемым инженерами, насосное оборудование — это одно из самых эффективных и надежных в мире. с.
с. дюйм
дюйм
 Инновационная горизонтальная многоступенчатая поверхностная насосная система REDA HPS производится в Бартлсвилле, штат Оклахома, с первого дня.
Инновационная горизонтальная многоступенчатая поверхностная насосная система REDA HPS производится в Бартлсвилле, штат Оклахома, с первого дня.

 Узнать больше
Узнать больше , 10:12:15
, 10:12:15 Каждая ступень состоит из крыльчатки, комбинации диффузора и направляющих лопаток, размещенных в одном корпусе ступени.
Каждая ступень состоит из крыльчатки, комбинации диффузора и направляющих лопаток, размещенных в одном корпусе ступени.
 Кроме того, из-за меньшего диаметра рабочего колеса и более узких зазоров эти насосы также требуют меньшей мощности двигателя, что обеспечивает более высокую производительность и эффективность.
Кроме того, из-за меньшего диаметра рабочего колеса и более узких зазоров эти насосы также требуют меньшей мощности двигателя, что обеспечивает более высокую производительность и эффективность.


 Так, реле осуществляет управление насосом отопления. Принцип работы такого компонента состоит в следующем. После того, как потребитель перестанет разбирать воду, давление в системе поднимется в один момент до верхней отметки. В этот момент благодаря такому реле насос отключится на время.
Так, реле осуществляет управление насосом отопления. Принцип работы такого компонента состоит в следующем. После того, как потребитель перестанет разбирать воду, давление в системе поднимется в один момент до верхней отметки. В этот момент благодаря такому реле насос отключится на время. Прибор обеспечивает подачу теплоносителя нужной температуры ко всем приборам, ускоряет циркуляцию и справляется с подачей воды на верхние этажи дома. Рассмотрим, что такое автоматика для циркуляционного насоса отопления и зачем она нужна.
Прибор обеспечивает подачу теплоносителя нужной температуры ко всем приборам, ускоряет циркуляцию и справляется с подачей воды на верхние этажи дома. Рассмотрим, что такое автоматика для циркуляционного насоса отопления и зачем она нужна.


 Прибор монтировать рядом с котлом.
Прибор монтировать рядом с котлом. Как правило, производители указывают объем накопителя и возможную продолжительность работы приборов. Для выяснения точной информации следует брать в расчет мощность насоса для теплосистемы.
Как правило, производители указывают объем накопителя и возможную продолжительность работы приборов. Для выяснения точной информации следует брать в расчет мощность насоса для теплосистемы. Для облегчения регулировки поступления теплоносителя в батареи, специалисты рекомендуют установить терморегуляторы на все радиаторы. Кроме поддержания комфортной температуры в доме, своевременная регулировка поможет снизить расходы на энергоносители.
Для облегчения регулировки поступления теплоносителя в батареи, специалисты рекомендуют установить терморегуляторы на все радиаторы. Кроме поддержания комфортной температуры в доме, своевременная регулировка поможет снизить расходы на энергоносители. Только после этого я нарисовал следующую схему. Щелкните для полного размера.
Только после этого я нарисовал следующую схему. Щелкните для полного размера. Температуру этой воды по-прежнему можно регулировать с помощью ручки на передней панели котла. Таким образом, систему можно использовать даже при отсутствии WiFi или планшета Kindle Fire для управления термостатом.
Температуру этой воды по-прежнему можно регулировать с помощью ручки на передней панели котла. Таким образом, систему можно использовать даже при отсутствии WiFi или планшета Kindle Fire для управления термостатом. Мне понадобилось:
Мне понадобилось: Пара к выключателям, четыре к релейному модулю и один к двум датчикам температуры DS18b20 для трубы ГВС из котла.
Пара к выключателям, четыре к релейному модулю и один к двум датчикам температуры DS18b20 для трубы ГВС из котла.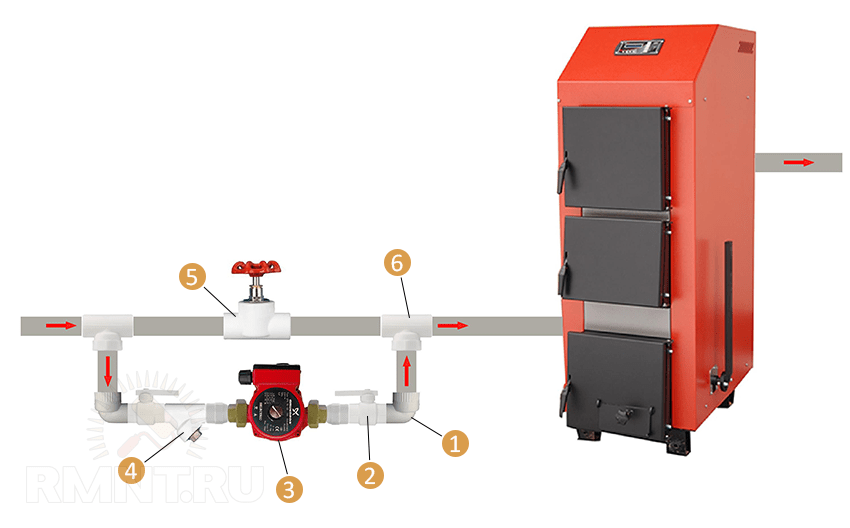 открывая коробку, если я хотел внести улучшения в программное обеспечение. Основой программного обеспечения на NodeMCU является превосходный эскиз Sonoff Тео Арендса. Я модифицировал его для нас с помощью NodeMCU, чтобы он лучше подходил для случая использования. Например, включение и выключение циркуляционного насоса в зависимости от разницы температур между подающей и обратной трубами котла. А еще у него есть веб-интерфейс! 🙂
открывая коробку, если я хотел внести улучшения в программное обеспечение. Основой программного обеспечения на NodeMCU является превосходный эскиз Sonoff Тео Арендса. Я модифицировал его для нас с помощью NodeMCU, чтобы он лучше подходил для случая использования. Например, включение и выключение циркуляционного насоса в зависимости от разницы температур между подающей и обратной трубами котла. А еще у него есть веб-интерфейс! 🙂 Циркуляционный насос отключался, как только выключалась горелка. Они были связаны вместе. Так что горячая вода оставалась возле котла и циркулировала только при включенной горелке. Мой сантехник сказал, что это не идеально, и что он должен оставаться на основе разницы между температурой воды в подающем и обратном трубопроводе. Возможно, Nest можно было бы подключить для независимого управления насосом, но я предпочел возможность сделать это на основе разницы температур подающей и обратной труб.
Циркуляционный насос отключался, как только выключалась горелка. Они были связаны вместе. Так что горячая вода оставалась возле котла и циркулировала только при включенной горелке. Мой сантехник сказал, что это не идеально, и что он должен оставаться на основе разницы между температурой воды в подающем и обратном трубопроводе. Возможно, Nest можно было бы подключить для независимого управления насосом, но я предпочел возможность сделать это на основе разницы температур подающей и обратной труб. Для дополнительной изоляции.
Для дополнительной изоляции. См. здесь статью о монтировке, которую я спроектировал и распечатал на 3D-принтере, а также файлы STL для бесплатной загрузки!
См. здесь статью о монтировке, которую я спроектировал и распечатал на 3D-принтере, а также файлы STL для бесплатной загрузки! Очень удобно, одна из лучших функций программного обеспечения. Одним из недостатков планшета является то, что он от Amazon, и по умолчанию на нем нет магазина Google Play, поэтому мне пришлось сначала загрузить его, прежде чем я смог купить Imperihome.
Очень удобно, одна из лучших функций программного обеспечения. Одним из недостатков планшета является то, что он от Amazon, и по умолчанию на нем нет магазина Google Play, поэтому мне пришлось сначала загрузить его, прежде чем я смог купить Imperihome. Так ночью устанавливается низкая температура (16,5 градусов), а вечером – 19,0 градусов. Конечно, как только кто-то настраивает температуру с помощью виджета термостата, это имеет приоритет. Я планирую добавить более сложный тайминг в ближайшем будущем, но в краткосрочной перспективе это нормально.
Так ночью устанавливается низкая температура (16,5 градусов), а вечером – 19,0 градусов. Конечно, как только кто-то настраивает температуру с помощью виджета термостата, это имеет приоритет. Я планирую добавить более сложный тайминг в ближайшем будущем, но в краткосрочной перспективе это нормально.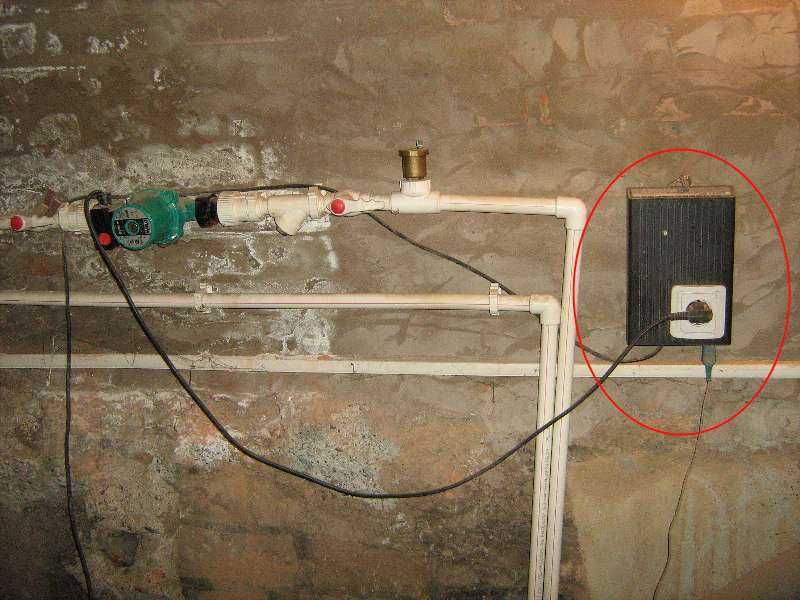

 И независимо от того, считаете ли вы себя технически подкованным или нет, вы можете извлечь выгоду из простых шагов по автоматизации вашего пула.
И независимо от того, считаете ли вы себя технически подкованным или нет, вы можете извлечь выгоду из простых шагов по автоматизации вашего пула. Вместо того, чтобы вернуться домой, включить джакузи, сполоснуться. , и терпеливо ожидая, пока горячая ванна нагреется, вы можете включить ванну с помощью темы «После тренировки» на своем телефоне прямо в раздевалке.
Вместо того, чтобы вернуться домой, включить джакузи, сполоснуться. , и терпеливо ожидая, пока горячая ванна нагреется, вы можете включить ванну с помощью темы «После тренировки» на своем телефоне прямо в раздевалке. Как только он настроен, все идет вниз по течению оттуда. Решайте сами, стоит ли установка этого высокотехнологичного удобства. И если вы в игре, читайте дальше.
Как только он настроен, все идет вниз по течению оттуда. Решайте сами, стоит ли установка этого высокотехнологичного удобства. И если вы в игре, читайте дальше.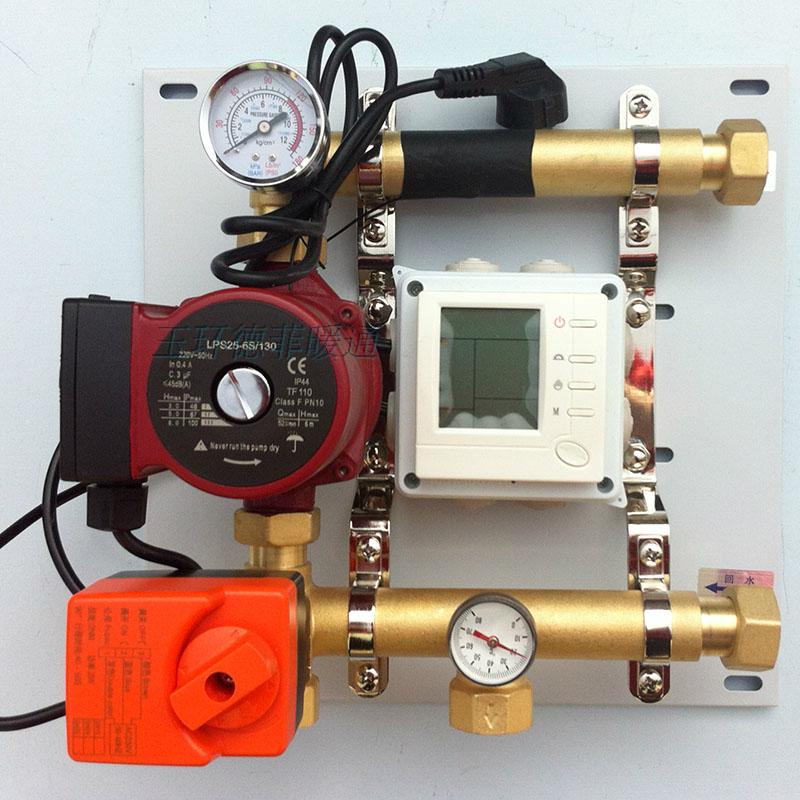 Автоматизация бассейна поможет вам в полной мере воспользоваться этими преимуществами, но они будут ограничены, если у вас нет насоса с регулируемой скоростью.
Автоматизация бассейна поможет вам в полной мере воспользоваться этими преимуществами, но они будут ограничены, если у вас нет насоса с регулируемой скоростью.


 Вся работа выполняется роботами, запрограммированными на определенные действия.
Вся работа выполняется роботами, запрограммированными на определенные действия.
 Она обозначается аббревиатурой TIG (Tungstren Inert Gas).
Она обозначается аббревиатурой TIG (Tungstren Inert Gas).
 Такие процессы приводят к предотвращению образования пор.
Такие процессы приводят к предотвращению образования пор.
 Для этой цели применяется специальный прибор – осциллятор. Он подает на электрод высокочастотные высоковольтные импульсы, за счет которых ионизируется дуговой промежуток, и после подачи тока зажигается дуга. Защитный газ способствует ее концентрации на ограниченной поверхности. Одновременно аргон надежно защищает сварочную ванну от азотирования и окисления.
Для этой цели применяется специальный прибор – осциллятор. Он подает на электрод высокочастотные высоковольтные импульсы, за счет которых ионизируется дуговой промежуток, и после подачи тока зажигается дуга. Защитный газ способствует ее концентрации на ограниченной поверхности. Одновременно аргон надежно защищает сварочную ванну от азотирования и окисления.

 Аргонодуговая сварка позволяет работать с любыми сталями, включая нержавеющие, оцинкованные или гальванизированные, с титаном, чугуном, медью и другими цветными металлами.
Аргонодуговая сварка позволяет работать с любыми сталями, включая нержавеющие, оцинкованные или гальванизированные, с титаном, чугуном, медью и другими цветными металлами.
 Это газ, относящийся к категории благородных газов, и он занимает третье место по содержанию в воздухе, которым мы дышим.
Это газ, относящийся к категории благородных газов, и он занимает третье место по содержанию в воздухе, которым мы дышим. В этой статье мы расскажем, почему сварщики используют аргон и тонкости этого конкретного газа.
В этой статье мы расскажем, почему сварщики используют аргон и тонкости этого конкретного газа. При работе с любыми металлами всегда ценится хорошее проплавление сварного шва и лучший внешний вид. Газ аргон позволяет это сделать, поэтому он считается полезным.
При работе с любыми металлами всегда ценится хорошее проплавление сварного шва и лучший внешний вид. Газ аргон позволяет это сделать, поэтому он считается полезным. Есть также несколько случаев, когда аргон используется вместе с кислородом для достижения лучших результатов.
Есть также несколько случаев, когда аргон используется вместе с кислородом для достижения лучших результатов. Газ аргон на тридцать восемь процентов плотнее воздуха. Это означает, что при использовании этого газа в атмосфере вокруг может быть больше аргона, чем в воздухе, которым нужно дышать.
Газ аргон на тридцать восемь процентов плотнее воздуха. Это означает, что при использовании этого газа в атмосфере вокруг может быть больше аргона, чем в воздухе, которым нужно дышать.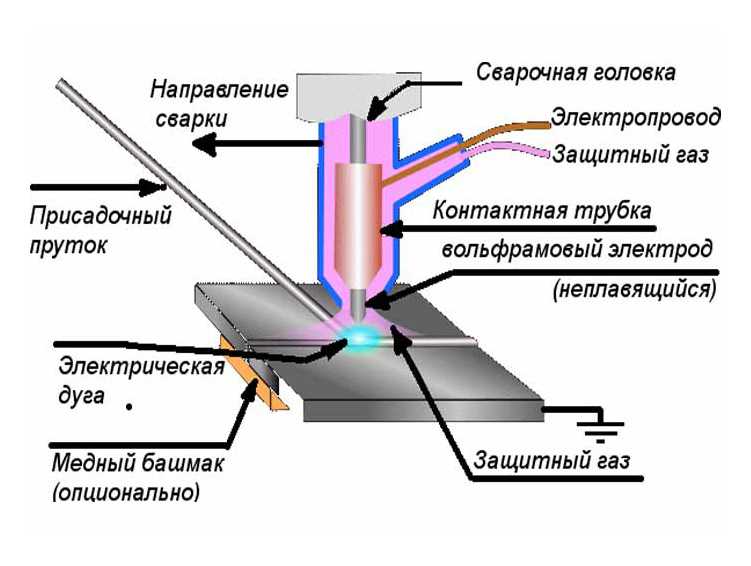 Чистый аргон также является одним из типов, который используют некоторые сварщики. Это один из газов, который выбирают немногие сварщики. Чистый аргон не содержит каких-либо других компонентов и не содержит следов какого-либо другого газа или элемента. Некоторые сварщики также используют смесь CO2 и аргона.
Чистый аргон также является одним из типов, который используют некоторые сварщики. Это один из газов, который выбирают немногие сварщики. Чистый аргон не содержит каких-либо других компонентов и не содержит следов какого-либо другого газа или элемента. Некоторые сварщики также используют смесь CO2 и аргона. Одним из первых факторов, влияющих на период, в течение которого длится аргон, является размер бака.
Одним из первых факторов, влияющих на период, в течение которого длится аргон, является размер бака. Любой хороший сварщик порекомендует использовать его из-за его эффективности и простоты использования имеющегося у него аргона.
Любой хороший сварщик порекомендует использовать его из-за его эффективности и простоты использования имеющегося у него аргона. Сварщики обычно регулируют давление в резервуаре в соответствии со своими индивидуальными потребностями и металлами, с которыми они работают.
Сварщики обычно регулируют давление в резервуаре в соответствии со своими индивидуальными потребностями и металлами, с которыми они работают. Дополнительный металл сварного шва может быть обеспечен отдельным присадочным стержнем, если это необходимо. Используется постоянный ток с отрицательным электродом, чтобы избежать перегрева и чрезмерной эрозии вольфрамового электрода.
Дополнительный металл сварного шва может быть обеспечен отдельным присадочным стержнем, если это необходимо. Используется постоянный ток с отрицательным электродом, чтобы избежать перегрева и чрезмерной эрозии вольфрамового электрода.

 Это называется орбитальной сваркой труб.
Это называется орбитальной сваркой труб.
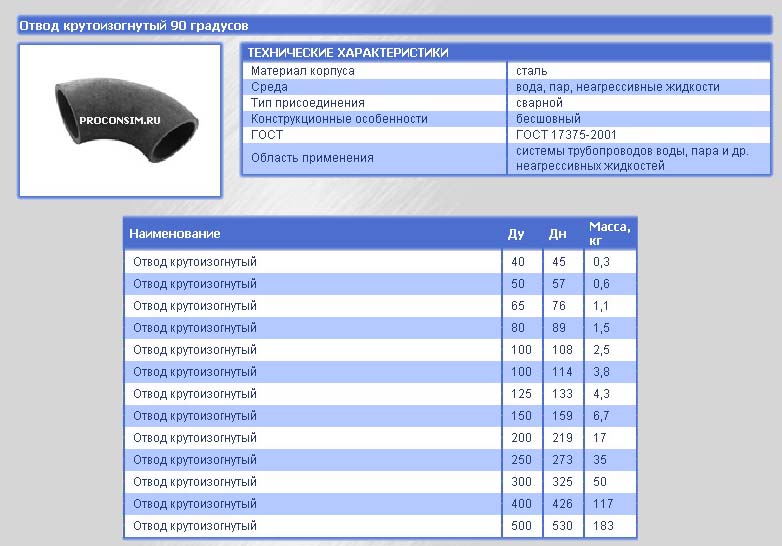
 Поэтому мы должны заказывать их в кг, центнерах или тоннах. В этой статье мы обсудим, как рассчитать удельный вес стальных стержней разного диаметра.
Поэтому мы должны заказывать их в кг, центнерах или тоннах. В этой статье мы обсудим, как рассчитать удельный вес стальных стержней разного диаметра.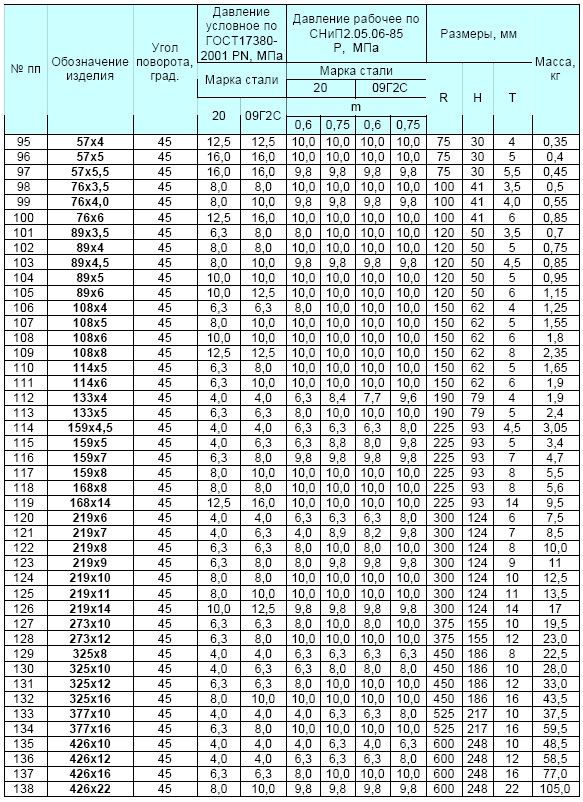
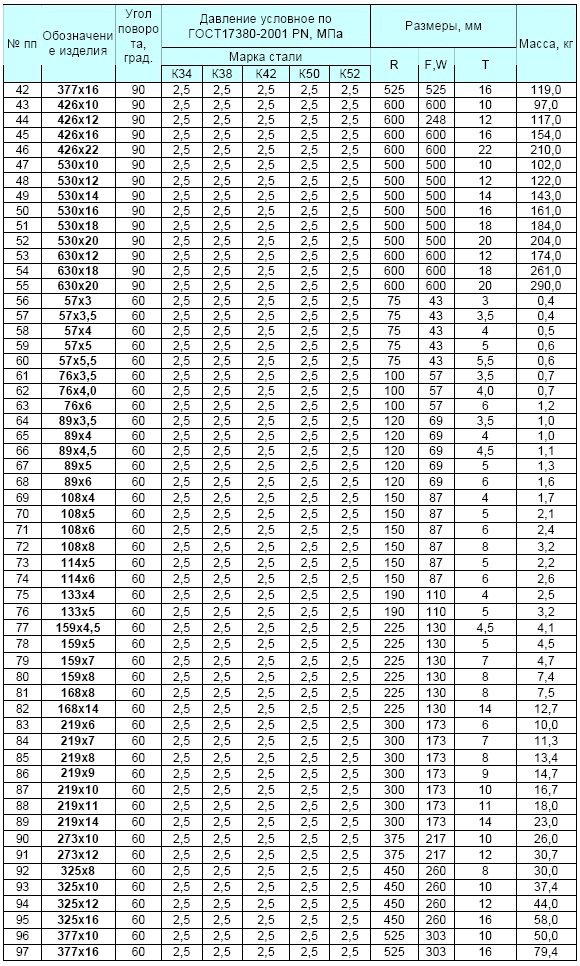
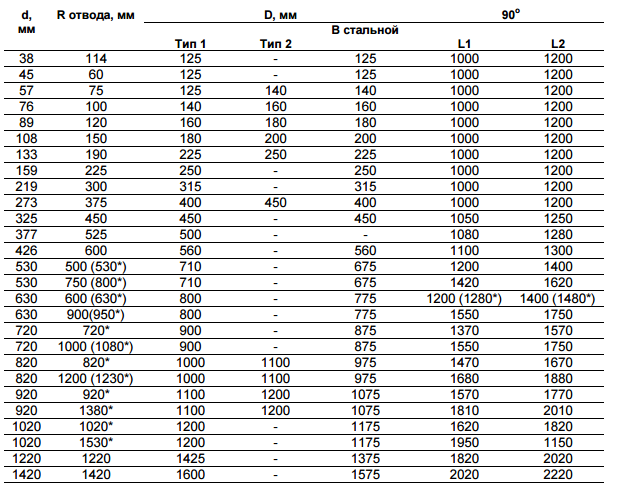
 Таким образом, крепеж из стали А4 лучше подходит для экстремальных условий окружающей среды, таких как плавательные бассейны, прибрежная зона, химические производства и т. д.
Таким образом, крепеж из стали А4 лучше подходит для экстремальных условий окружающей среды, таких как плавательные бассейны, прибрежная зона, химические производства и т. д.
 Это вариант нержавеющей стали, содержащий меньше углерода. Сплав состоит из 0,02% углерода вместо 0,05%. Это не влияет на качество стали, но повышает ее стойкость при горячей сварке в среде TIG или MIG. Низкое содержание углерода в сплавах 304L, 316L помогает свести к минимуму/устранить выделение карбида в процессе сварки. Это позволяет использовать нержавеющую сталь 304L в состоянии «после сварки» даже в агрессивных средах.
Это вариант нержавеющей стали, содержащий меньше углерода. Сплав состоит из 0,02% углерода вместо 0,05%. Это не влияет на качество стали, но повышает ее стойкость при горячей сварке в среде TIG или MIG. Низкое содержание углерода в сплавах 304L, 316L помогает свести к минимуму/устранить выделение карбида в процессе сварки. Это позволяет использовать нержавеющую сталь 304L в состоянии «после сварки» даже в агрессивных средах.
 Изделия из нержавейки 304 (A2) более магнитны, чем из 316 (A4). Холодное штампование и нарезание резьбы приводят к тому, что болты из нержавеющей стали становятся слабомагнитными, некоторые – в большей степени, некоторые – в меньшей, в зависимости от размера детали и скорости процесса обработки.
Изделия из нержавейки 304 (A2) более магнитны, чем из 316 (A4). Холодное штампование и нарезание резьбы приводят к тому, что болты из нержавеющей стали становятся слабомагнитными, некоторые – в большей степени, некоторые – в меньшей, в зависимости от размера детали и скорости процесса обработки.
 Аустенитная структура придает превосходную прочность и износостойкость даже при криогенных температурах.
Аустенитная структура придает превосходную прочность и износостойкость даже при криогенных температурах.
 4305) является самой легкообрабатываемой из всех аустенитных марок, что обусловлено увеличенным содержанием серы в составе. Однако добавление серы снижает коррозионную стойкость сплава до уровня ниже, чем у А2, и приводит к небольшому снижению ударной вязкости.
4305) является самой легкообрабатываемой из всех аустенитных марок, что обусловлено увеличенным содержанием серы в составе. Однако добавление серы снижает коррозионную стойкость сплава до уровня ниже, чем у А2, и приводит к небольшому снижению ударной вязкости.
 Должны быть предприняты все меры чтобы исключающий попадание таких элементов из отходов и сырья, которые могут изменить механические свойства или применяемость стали.
Должны быть предприняты все меры чтобы исключающий попадание таких элементов из отходов и сырья, которые могут изменить механические свойства или применяемость стали.

 Статьи компании «ООО «ТАНТАЛ»»
Статьи компании «ООО «ТАНТАЛ»» 2% + хром Cr > 10.5% + легуючі елементи (можуть бути відсутніми)
2% + хром Cr > 10.5% + легуючі елементи (можуть бути відсутніми) В Європі технологічним лідером в ХХ столітті була і є Німеччина. Кожен з них розробляв свою класифікацію нержавіючих сталей: у США — система AISI, в Німеччині — DIN, в СРСР — ГОСТ.
В Європі технологічним лідером в ХХ столітті була і є Німеччина. Кожен з них розробляв свою класифікацію нержавіючих сталей: у США — система AISI, в Німеччині — DIN, в СРСР — ГОСТ.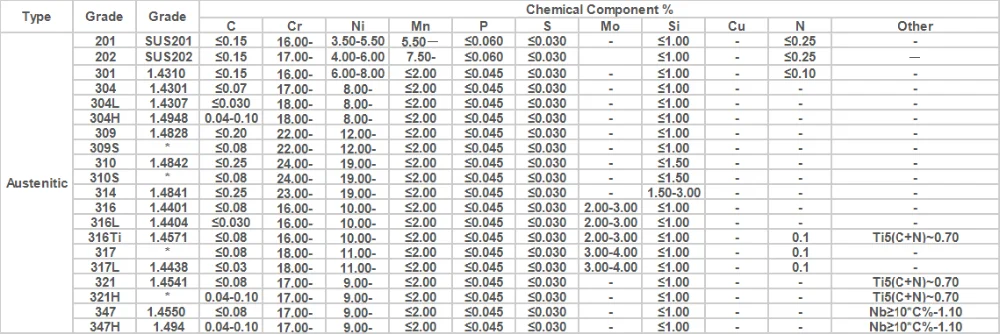
 ..
.. 4016
4016 4435
4435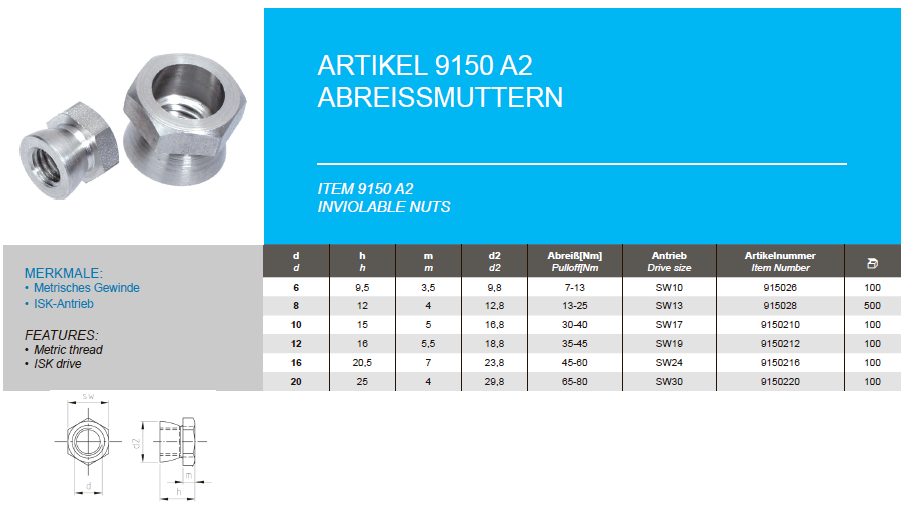 Саме аустенітна група нержавіючих сталей найбільш широко використовується в промисловості і у виробництві кріплення;
Саме аустенітна група нержавіючих сталей найбільш широко використовується в промисловості і у виробництві кріплення; Вони також володіють магнітними властивостями. Позначаються початковою літерою «F«
Вони також володіють магнітними властивостями. Позначаються початковою літерою «F« Легко піддаються зварюванні і не стають при цьому крихкими. Спочатку стали цієї підгрупи є немагнітними, але можуть проявляти магнітні властивості в результаті холодної механічної обробки — об’ємної штампування, висадки. Мають хорошу стійкість до корозії в атмосфері і в чистій воді.
Легко піддаються зварюванні і не стають при цьому крихкими. Спочатку стали цієї підгрупи є немагнітними, але можуть проявляти магнітні властивості в результаті холодної механічної обробки — об’ємної штампування, висадки. Мають хорошу стійкість до корозії в атмосфері і в чистій воді. 4306 (американський аналог AISI 304L, радянський найближчий аналог 03Х18Н11).
4306 (американський аналог AISI 304L, радянський найближчий аналог 03Х18Н11). 4301.
4301. Про це можна дізнатися тільки з допомогою спектрального аналізу в лабораторії — сам виробник може вважати склад сталі «комерційною таємницею» і вказує, наприклад, тільки А2.
Про це можна дізнатися тільки з допомогою спектрального аналізу в лабораторії — сам виробник може вважати склад сталі «комерційною таємницею» і вказує, наприклад, тільки А2.
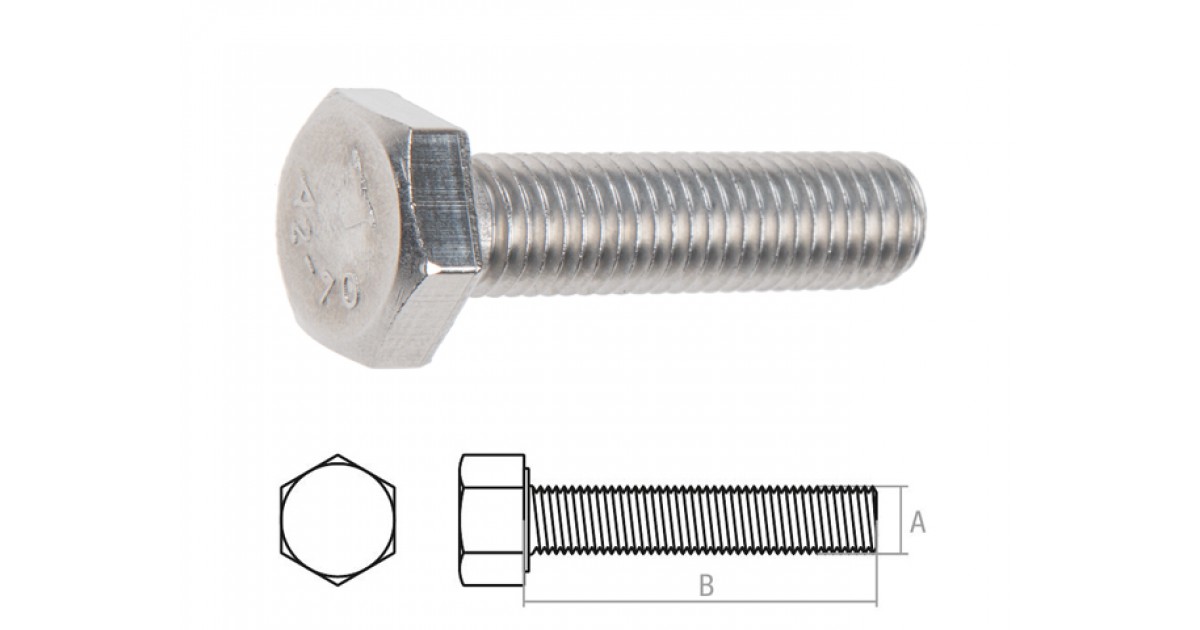 4435 (американський аналог AISI 316S, радянський найближчий аналог 03Х17Н14М3)
4435 (американський аналог AISI 316S, радянський найближчий аналог 03Х17Н14М3) Ці особливості надають стали А5 підвищену опірність високих температур.
Ці особливості надають стали А5 підвищену опірність високих температур. 4301, 1.4306, 1.4948, 1.4401, 1.4404, 1.4435
4301, 1.4306, 1.4948, 1.4401, 1.4404, 1.4435 4122, 1.4310
4122, 1.4310 4301
4301 4401
4401 4465
4465 4582
4582 4713
4713 4864
4864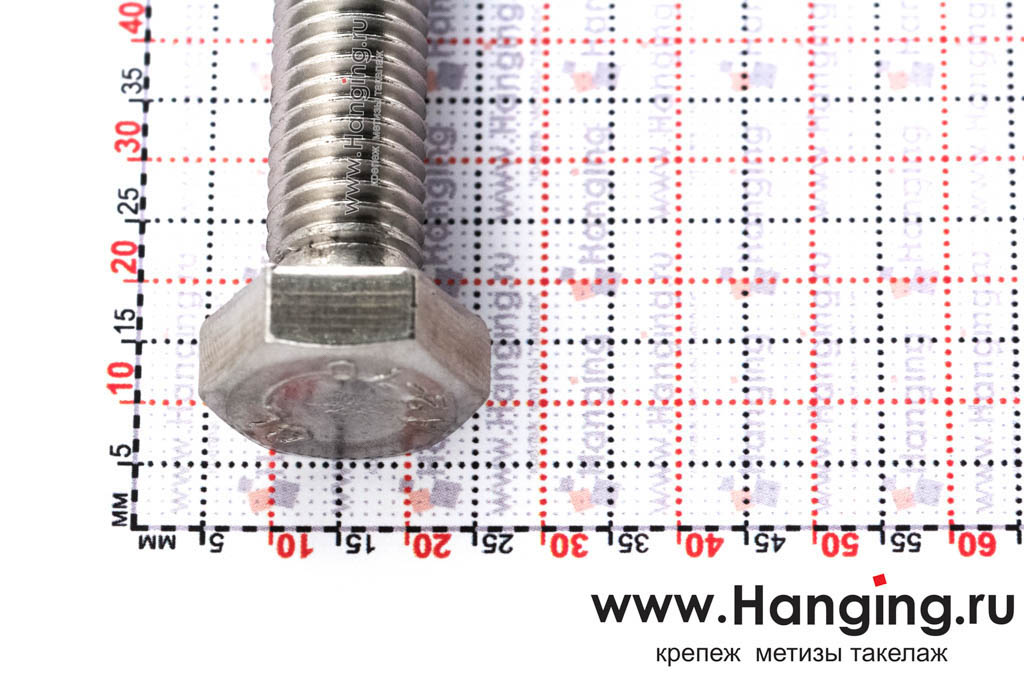 4005
4005 4125
4125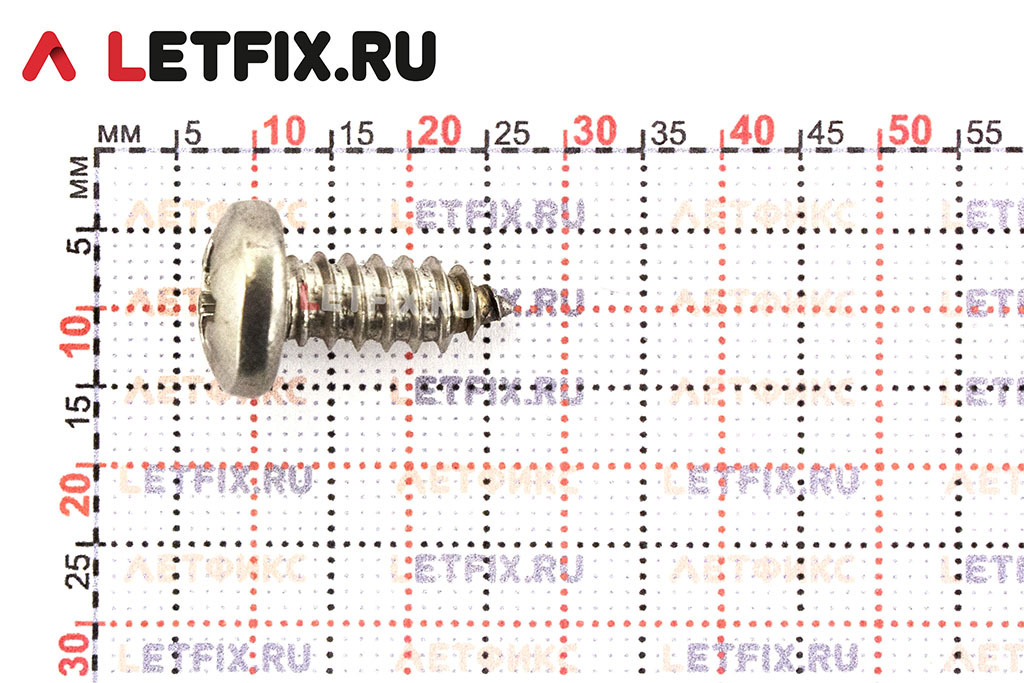 Материал а4 имеет в составе 16% хрома, 2% молибдена и 10,5% никеля. Материал а2 имеет в составе 10,5% хрома. Материал а4 обладает большей коррозионной стойкостью, чем материал а2. Материал класса A4 используется в судостроении в основном из-за более высокой коррозионной стойкости. Материал а4 приобретает высокую коррозионную стойкость за счет добавления в состав молибдена.
Материал а4 имеет в составе 16% хрома, 2% молибдена и 10,5% никеля. Материал а2 имеет в составе 10,5% хрома. Материал а4 обладает большей коррозионной стойкостью, чем материал а2. Материал класса A4 используется в судостроении в основном из-за более высокой коррозионной стойкости. Материал а4 приобретает высокую коррозионную стойкость за счет добавления в состав молибдена. Однако твердость материалов можно улучшить путем нагревания и охлаждения материала с помощью методов отжига. Отжиг позволяет сохранить прочность, коррозионную стойкость и стать более твердым, чтобы его можно было использовать в таких областях, как производство продуктов питания, транспорт и другие отрасли промышленности.
Однако твердость материалов можно улучшить путем нагревания и охлаждения материала с помощью методов отжига. Отжиг позволяет сохранить прочность, коррозионную стойкость и стать более твердым, чтобы его можно было использовать в таких областях, как производство продуктов питания, транспорт и другие отрасли промышленности. Материал A2 быстро образует много пятен, а материал A4 — нет. Кроме того, есть и другие лабораторные исследования, которые можно провести в любой металлургической лаборатории.
Материал A2 быстро образует много пятен, а материал A4 — нет. Кроме того, есть и другие лабораторные исследования, которые можно провести в любой металлургической лаборатории.



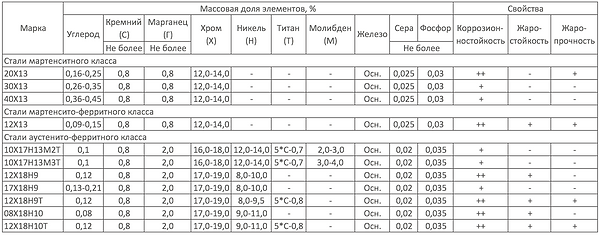



 Марка A2, или, как ее обычно называют, нержавеющая сталь 304, высоко ценится за ее экономичную стоимость и хорошие эксплуатационные характеристики. Точно так же марка A4, известная как марка 316, относится к морской нержавеющей стали. Благодаря своей устойчивости к морской воде и раствору соляных растворов винты A4 хорошо подходят для применения в морской технике. Эти застежки также устойчивы к соляным туманам, что является обычным явлением в судоходной отрасли. Хотя с точки зрения популярности и доступности на первом месте стоит марка A2, коррозионная стойкость и механическая прочность марки A4 превосходят первую, что делает его ценным ресурсом во времена, когда требуется высокая прочность и устойчивость к коррозии при повышенных температурах.
Марка A2, или, как ее обычно называют, нержавеющая сталь 304, высоко ценится за ее экономичную стоимость и хорошие эксплуатационные характеристики. Точно так же марка A4, известная как марка 316, относится к морской нержавеющей стали. Благодаря своей устойчивости к морской воде и раствору соляных растворов винты A4 хорошо подходят для применения в морской технике. Эти застежки также устойчивы к соляным туманам, что является обычным явлением в судоходной отрасли. Хотя с точки зрения популярности и доступности на первом месте стоит марка A2, коррозионная стойкость и механическая прочность марки A4 превосходят первую, что делает его ценным ресурсом во времена, когда требуется высокая прочность и устойчивость к коррозии при повышенных температурах. Это связано с тем, что химический состав А4 отличается от А2. Более того, высокое содержание легирующих элементов делает ее более дорогой, чем нержавеющая сталь марки 304. Однако, принимая во внимание более широкую картину, эти винты являются инвестицией. И так много покупателей считают их более экономичным решением по сравнению с маркой 304 в течение более длительного периода времени просто потому, что к ним не предъявляются требования, которые в противном случае были бы необходимы, как в случае с крепежными деталями класса A2, такими как техническое обслуживание или замена, особенно когда они используются снаружи. Использование материала A4 считается жизненно важным в средах, устойчивых к точечной коррозии, или даже в средах, содержащих щелочные растворы, из-за устойчивости материала к ним. Более высокое содержание хрома позволяет сплавам нержавеющей стали образовывать защитный, самопассивирующийся оксидный слой на их поверхности, который защищает их от коррозии, такой как окислительная коррозия или даже точечная коррозия.
Это связано с тем, что химический состав А4 отличается от А2. Более того, высокое содержание легирующих элементов делает ее более дорогой, чем нержавеющая сталь марки 304. Однако, принимая во внимание более широкую картину, эти винты являются инвестицией. И так много покупателей считают их более экономичным решением по сравнению с маркой 304 в течение более длительного периода времени просто потому, что к ним не предъявляются требования, которые в противном случае были бы необходимы, как в случае с крепежными деталями класса A2, такими как техническое обслуживание или замена, особенно когда они используются снаружи. Использование материала A4 считается жизненно важным в средах, устойчивых к точечной коррозии, или даже в средах, содержащих щелочные растворы, из-за устойчивости материала к ним. Более высокое содержание хрома позволяет сплавам нержавеющей стали образовывать защитный, самопассивирующийся оксидный слой на их поверхности, который защищает их от коррозии, такой как окислительная коррозия или даже точечная коррозия. Сопротивление ползучести, сопротивление ползучести, а также свойства коррозионной стойкости нержавеющей стали марки А4 позволяют этим винтам хорошо работать при повышенных температурах без возникновения отказов.
Сопротивление ползучести, сопротивление ползучести, а также свойства коррозионной стойкости нержавеющей стали марки А4 позволяют этим винтам хорошо работать при повышенных температурах без возникновения отказов. Тогда как марка А4 прочнее марки А2, а ее свойства при растяжении почти аналогичны легированной стали марки 8,8.
Тогда как марка А4 прочнее марки А2, а ее свойства при растяжении почти аналогичны легированной стали марки 8,8.

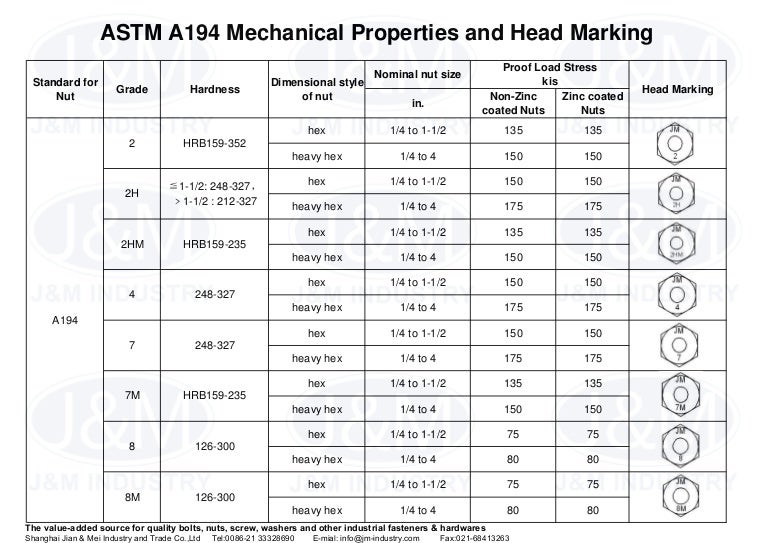
 8
8 132
132 3
3 Инженеры этой области производства конструируют из профильных труб квадратного сечения опорные элементы для теплотрасс, детские и спортивные площадки, автобусные остановки.
Инженеры этой области производства конструируют из профильных труб квадратного сечения опорные элементы для теплотрасс, детские и спортивные площадки, автобусные остановки.
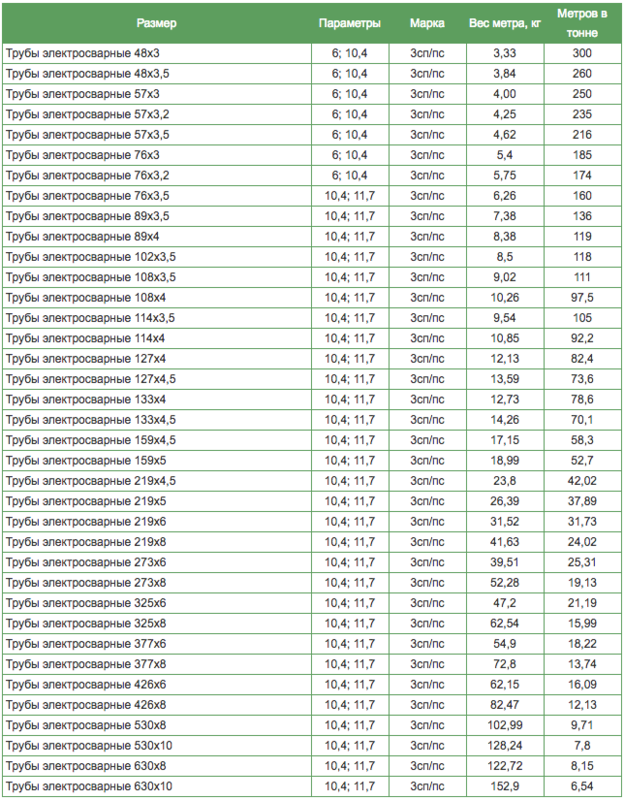


 Рабочие механизмы изготовлены из нержавеющей стали, встроенная защита от сухого хода и обратный клапан.
Рабочие механизмы изготовлены из нержавеющей стали, встроенная защита от сухого хода и обратный клапан. ru
ru Другой вариант устройства водопроводной системы – это самотёчный, он не требует никакого дополнительного оборудования. Вода в этом случае закачивается в некую накопительную ёмкость, устанавливаемую выше уровня самой верхней точки водозабора. Например, в чердачном помещении, откуда она самотёком спускается в сеть, создавая тем самым давление.
Другой вариант устройства водопроводной системы – это самотёчный, он не требует никакого дополнительного оборудования. Вода в этом случае закачивается в некую накопительную ёмкость, устанавливаемую выше уровня самой верхней точки водозабора. Например, в чердачном помещении, откуда она самотёком спускается в сеть, создавая тем самым давление. Однако, для водообеспечения благоустроенного жилища с круглогодично проживающими в нём людьми подобный вариант не годится.
Однако, для водообеспечения благоустроенного жилища с круглогодично проживающими в нём людьми подобный вариант не годится.
 Также предохранительное реле отключит аппаратуру при резких скачках напряжения, обычно приводящих к поломке насосов.
Также предохранительное реле отключит аппаратуру при резких скачках напряжения, обычно приводящих к поломке насосов. Поэтому, у многих домовладельцев, желающих самостоятельно обустроить личную систему водоснабжения, возникает закономерный вопрос – «Как выбрать насосную станцию для частного дома?» При выборе подходящего в конкретной ситуации оборудования, нужно обращать внимание на его эксплуатационно-технические показатели.
Поэтому, у многих домовладельцев, желающих самостоятельно обустроить личную систему водоснабжения, возникает закономерный вопрос – «Как выбрать насосную станцию для частного дома?» При выборе подходящего в конкретной ситуации оборудования, нужно обращать внимание на его эксплуатационно-технические показатели. Многоступенчатые модели имеют улучшенные технические характеристики, позволяя создавать в сети более мощный напор.
Многоступенчатые модели имеют улучшенные технические характеристики, позволяя создавать в сети более мощный напор.

 Выбирать станцию нужно таким образом, чтобы обеспечить водой все точки водоразбора в доме, но она не должна превышать по своей производительности дебетовую производительность питающей скважины.
Выбирать станцию нужно таким образом, чтобы обеспечить водой все точки водоразбора в доме, но она не должна превышать по своей производительности дебетовую производительность питающей скважины. Станции среднего ценового сегмента имеют в своём составе чугунные и стальные детали. Наиболее дешёвые варианты изготавливаются с применением большого количества пластиковых комплектующих. Соответственно, стоимость их самая низкая, но и надёжность тоже, отнюдь не высока.
Станции среднего ценового сегмента имеют в своём составе чугунные и стальные детали. Наиболее дешёвые варианты изготавливаются с применением большого количества пластиковых комплектующих. Соответственно, стоимость их самая низкая, но и надёжность тоже, отнюдь не высока. Как только температура двигателя подымится выше определённой отметки, реле отключает его до тех пор, пока он не остынет.
Как только температура двигателя подымится выше определённой отметки, реле отключает его до тех пор, пока он не остынет. Покупая насосную станцию, вы приобретаете её не на один сезон или пару лет. Поэтому, чем качественнее станции водоснабжения, тем они стоят дороже. Не стоит забывать, что скупой платит дважды, а хорошая вещь по определению не бывает дешёвой.
Покупая насосную станцию, вы приобретаете её не на один сезон или пару лет. Поэтому, чем качественнее станции водоснабжения, тем они стоят дороже. Не стоит забывать, что скупой платит дважды, а хорошая вещь по определению не бывает дешёвой. Его производительности вполне хватит для обеспечения водой дома, населённого тремя-четырьмя людьми. Станция «Калибр» достаточно мощная для создания напора для системы со средним количеством водозаборных точек (туалет, душевая, кухня, стиралка-автомат). Обладает металлическим корпусом с металлическими механизмами, что обуславливает её долговечность.
Его производительности вполне хватит для обеспечения водой дома, населённого тремя-четырьмя людьми. Станция «Калибр» достаточно мощная для создания напора для системы со средним количеством водозаборных точек (туалет, душевая, кухня, стиралка-автомат). Обладает металлическим корпусом с металлическими механизмами, что обуславливает её долговечность.
 м
м Предполагаемое водопотребление, дебит скважины, высота напора и подъёма воды – всё это играет решающую роль при выборе модели.
Предполагаемое водопотребление, дебит скважины, высота напора и подъёма воды – всё это играет решающую роль при выборе модели.
 И все это при идеальном давлении воды. Как будто ваш дом уже недостаточно удивителен.
И все это при идеальном давлении воды. Как будто ваш дом уже недостаточно удивителен. filterModel.filters»>
filterModel.filters»>

 Другие не только удаляют воду, но и пропускают ее через остальную часть водной системы.
Другие не только удаляют воду, но и пропускают ее через остальную часть водной системы.



 Жидкое стекло прекрасно хранится. Если емкость, в которой находится вассерглас надежно герметизировать и лишить доступа воздуха, оно не теряет своих свойств в течение года.
Жидкое стекло прекрасно хранится. Если емкость, в которой находится вассерглас надежно герметизировать и лишить доступа воздуха, оно не теряет своих свойств в течение года. После этого пострадавший должен быть немедленно доставлен в больницу для оказания квалифицированной помощи.
После этого пострадавший должен быть немедленно доставлен в больницу для оказания квалифицированной помощи. 3 Грунтование
3 Грунтование



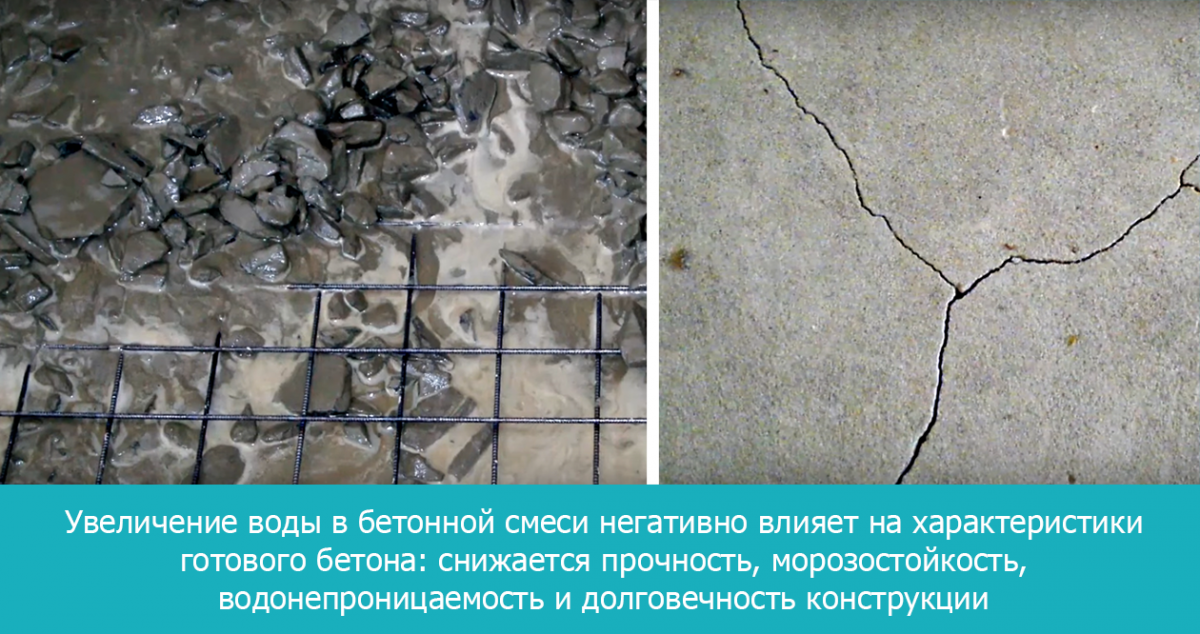 Также рекомендуется соблюдать указанную очередность добавления компонентов.
Также рекомендуется соблюдать указанную очередность добавления компонентов.

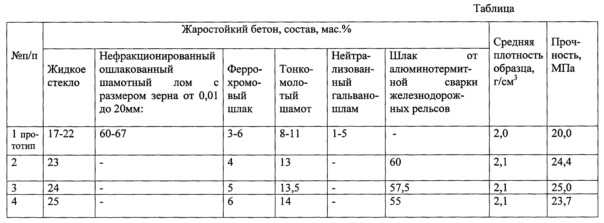

 Получившаяся замазка должна быть настолько вязкой, чтобы при проверке качества она не стекала со шпателя.
Получившаяся замазка должна быть настолько вязкой, чтобы при проверке качества она не стекала со шпателя. Избегайте работы в условиях повышенной влажности. Мы рекомендуем использовать этот продукт на ровной и ровной рабочей поверхности.
Избегайте работы в условиях повышенной влажности. Мы рекомендуем использовать этот продукт на ровной и ровной рабочей поверхности.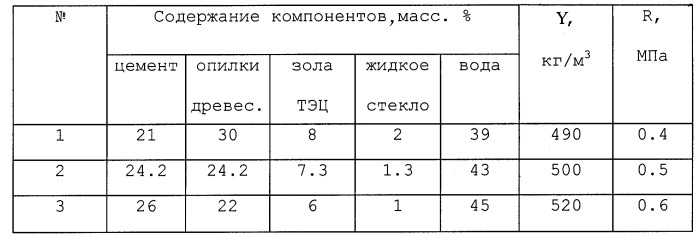 Продолжайте заливать оставшийся материал, чтобы достичь желаемой толщины, позволяя смоле равномерно растекаться по сторонам проекта. Смола может быть залита толщиной до 2 дюймов за заливку и до 4 дюймов в зависимости от объема заливки.
Продолжайте заливать оставшийся материал, чтобы достичь желаемой толщины, позволяя смоле равномерно растекаться по сторонам проекта. Смола может быть залита толщиной до 2 дюймов за заливку и до 4 дюймов в зависимости от объема заливки. Некоторая древесина может хорошо принять материал в один слой; однако для многих типов древесины требуется защитный слой, чтобы пузырьки воздуха не поднимались из древесины и не разрушали поверхность. Старые, более пористые куски дерева могут содержать как воздух, так и влагу, которые могут загрязнить отделку. В этом случае пользователь может сначала нанести очень тонкий слой эпоксидной смолы SuperClear Table Top, дав ему затвердеть перед заливкой нового слоя.
Некоторая древесина может хорошо принять материал в один слой; однако для многих типов древесины требуется защитный слой, чтобы пузырьки воздуха не поднимались из древесины и не разрушали поверхность. Старые, более пористые куски дерева могут содержать как воздух, так и влагу, которые могут загрязнить отделку. В этом случае пользователь может сначала нанести очень тонкий слой эпоксидной смолы SuperClear Table Top, дав ему затвердеть перед заливкой нового слоя.
 Это может привести к несмешанному материалу, который может прилипнуть к стенке и не был включен. Не беспокойтесь о пузырьках в смеси, они уйдут сами собой.
Это может привести к несмешанному материалу, который может прилипнуть к стенке и не был включен. Не беспокойтесь о пузырьках в смеси, они уйдут сами собой. 300, в котором говорится: «Смоляные и полимерные покрытия можно безопасно использовать в качестве контактирующей с пищевыми продуктами поверхности изделий, предназначенных для использования в производстве, упаковке, обработке, подготовке, обработка, упаковка, транспортировка или хранение пищевых продуктов» и может использоваться в качестве «функционального барьера между пищевыми продуктами и субстратом».
300, в котором говорится: «Смоляные и полимерные покрытия можно безопасно использовать в качестве контактирующей с пищевыми продуктами поверхности изделий, предназначенных для использования в производстве, упаковке, обработке, подготовке, обработка, упаковка, транспортировка или хранение пищевых продуктов» и может использоваться в качестве «функционального барьера между пищевыми продуктами и субстратом». Это оставлено на усмотрение пользователя, но должно быть хорошо в сильно затененных местах, защищенных от прямых солнечных лучей.
Это оставлено на усмотрение пользователя, но должно быть хорошо в сильно затененных местах, защищенных от прямых солнечных лучей.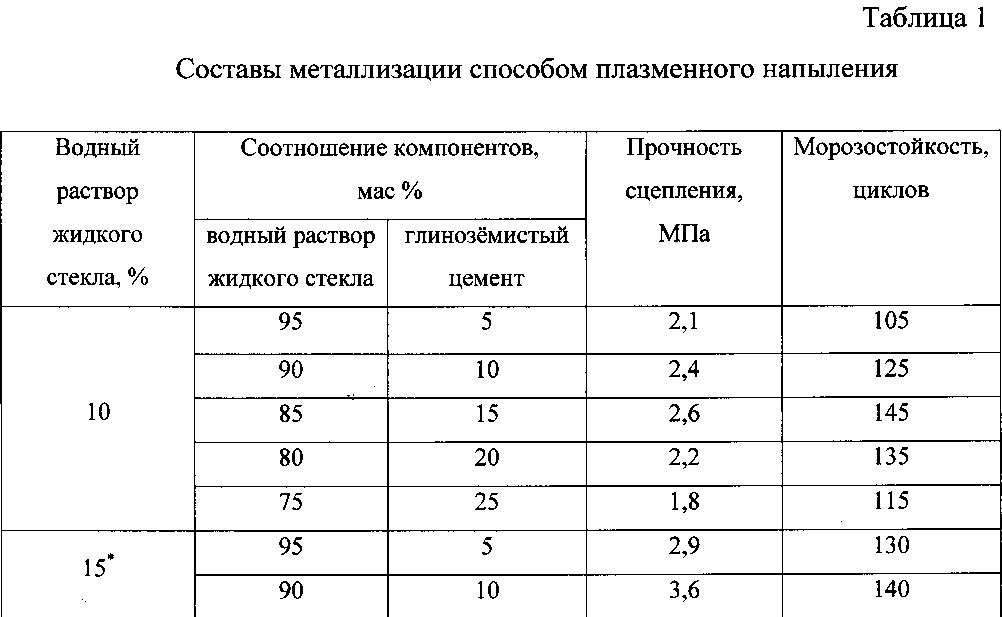 Это именно то, для чего используется эпоксидная смола Liquid Glass. Часто эпоксидная смола состоит из двух частей: основной смолы и отвердителя. При смешивании они образуют жидкую пластиковую формулу, которую можно выливать на мебель, барные стойки, столешницы, столешницы и многое другое. Процесс отверждения варьируется в зависимости от марки, но обычно эпоксидная смола затвердевает в течение двадцати четырех часов и полностью затвердевает в течение семи дней.
Это именно то, для чего используется эпоксидная смола Liquid Glass. Часто эпоксидная смола состоит из двух частей: основной смолы и отвердителя. При смешивании они образуют жидкую пластиковую формулу, которую можно выливать на мебель, барные стойки, столешницы, столешницы и многое другое. Процесс отверждения варьируется в зависимости от марки, но обычно эпоксидная смола затвердевает в течение двадцати четырех часов и полностью затвердевает в течение семи дней. Проекты крышек от бутылок чрезвычайно популярны для барных стоек, досок для кукурузных дыр, пещер для людей и многого другого. Однако есть несколько подводных камней, из-за которых работа над подобными проектами может стать головной болью.
Проекты крышек от бутылок чрезвычайно популярны для барных стоек, досок для кукурузных дыр, пещер для людей и многого другого. Однако есть несколько подводных камней, из-за которых работа над подобными проектами может стать головной болью.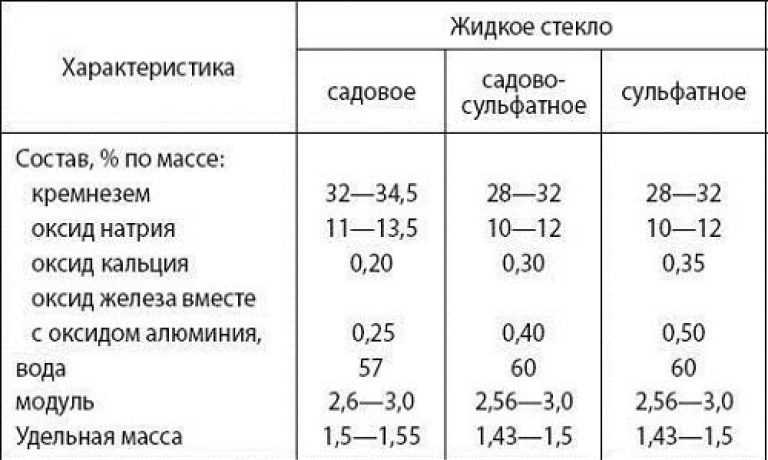 Колпачки можно закрепить клеем или очень тонким слоем эпоксидной смолы. Если вы используете эпоксидную смолу, эпоксидную смолу следует залить первой, дать ей «схватиться», а затем можно впрессовать колпачки в мягкую эпоксидную смолу. Любой из них будет удерживать колпачки на месте для заливки.
Колпачки можно закрепить клеем или очень тонким слоем эпоксидной смолы. Если вы используете эпоксидную смолу, эпоксидную смолу следует залить первой, дать ей «схватиться», а затем можно впрессовать колпачки в мягкую эпоксидную смолу. Любой из них будет удерживать колпачки на месте для заливки.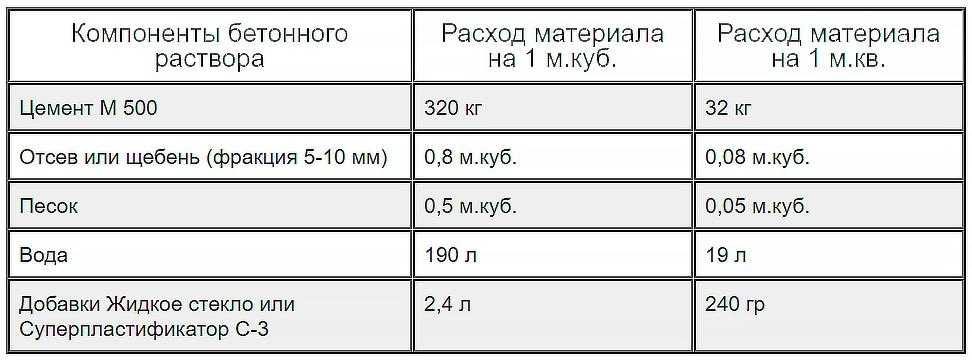 Поскольку большинство эпоксидных смол самовыравниваются, следующий слой должен закрывать потертости от шлифовки. Большие пузыри можно высверлить и заполнить следующим слоем. При каждой заливке обязательно держите под рукой тепловую пушку или горелку, чтобы устранить пузырьки. Не оставляйте источник тепла слишком близко к поверхности или в одном месте слишком долго, так как это часто может привести к БОЛЬШЕМУ количеству пузырьков. Это распространенная проблема, связанная с нагревом дров (если источник тепла находится слишком близко или в одном месте слишком долго) и, в конечном итоге, с выпуском еще большего количества воздуха.
Поскольку большинство эпоксидных смол самовыравниваются, следующий слой должен закрывать потертости от шлифовки. Большие пузыри можно высверлить и заполнить следующим слоем. При каждой заливке обязательно держите под рукой тепловую пушку или горелку, чтобы устранить пузырьки. Не оставляйте источник тепла слишком близко к поверхности или в одном месте слишком долго, так как это часто может привести к БОЛЬШЕМУ количеству пузырьков. Это распространенная проблема, связанная с нагревом дров (если источник тепла находится слишком близко или в одном месте слишком долго) и, в конечном итоге, с выпуском еще большего количества воздуха.
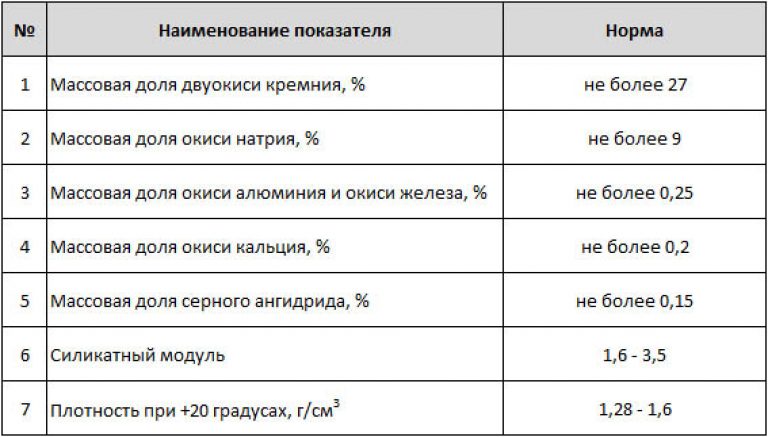 Большинство эпоксидных смол НЕ являются высокотемпературными эпоксидными смолами. Поэтому горячие кастрюли, сковородки, кофейные кружки и т. д. нельзя ставить непосредственно на столешницу с эпоксидным покрытием. Мы рекомендуем всегда использовать подставки под горячее, подставки и т. д.
Большинство эпоксидных смол НЕ являются высокотемпературными эпоксидными смолами. Поэтому горячие кастрюли, сковородки, кофейные кружки и т. д. нельзя ставить непосредственно на столешницу с эпоксидным покрытием. Мы рекомендуем всегда использовать подставки под горячее, подставки и т. д.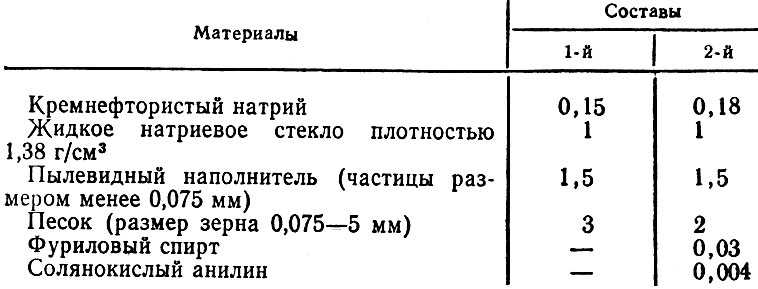 После нанесения эпоксидной смолы незатвердевшая эпоксидная смола будет стекать по чашке и скапливаться на дне. Чтобы компенсировать силу тяжести и самовыравнивание эпоксидной смолы, художники-стаканщики используют вращатель чашек для гриля. Стаканчик для эпоксидной смолы позволяет равномерно распределять эпоксидную смолу по мере ее отверждения.
После нанесения эпоксидной смолы незатвердевшая эпоксидная смола будет стекать по чашке и скапливаться на дне. Чтобы компенсировать силу тяжести и самовыравнивание эпоксидной смолы, художники-стаканщики используют вращатель чашек для гриля. Стаканчик для эпоксидной смолы позволяет равномерно распределять эпоксидную смолу по мере ее отверждения. Тем, кто покрывает свои художественные проекты эпоксидной смолой, необходимо обратить пристальное внимание на материал, который они будут заливать. Эпоксидную смолу нельзя заливать на бумагу. Бумага впитает эпоксидную смолу и по существу испортит бумагу/искусство. Кроме того, холст представляет собой другой набор проблем в зависимости от того, как он установлен. Затвердевшая эпоксидная смола может быть тяжелой, что может привести к провисанию холста. Каждый художник должен протестировать свои материалы, чтобы узнать, как эпоксидная смола будет реагировать на отдельные произведения искусства.
Тем, кто покрывает свои художественные проекты эпоксидной смолой, необходимо обратить пристальное внимание на материал, который они будут заливать. Эпоксидную смолу нельзя заливать на бумагу. Бумага впитает эпоксидную смолу и по существу испортит бумагу/искусство. Кроме того, холст представляет собой другой набор проблем в зависимости от того, как он установлен. Затвердевшая эпоксидная смола может быть тяжелой, что может привести к провисанию холста. Каждый художник должен протестировать свои материалы, чтобы узнать, как эпоксидная смола будет реагировать на отдельные произведения искусства.
 Даже самые маленькие кусочки могут удерживать воздух, который может попасть в эпоксидную смолу.
Даже самые маленькие кусочки могут удерживать воздух, который может попасть в эпоксидную смолу. По объему
По объему  Если использовать слишком много смолы, эпоксидная смола не застынет должным образом.
Если использовать слишком много смолы, эпоксидная смола не застынет должным образом.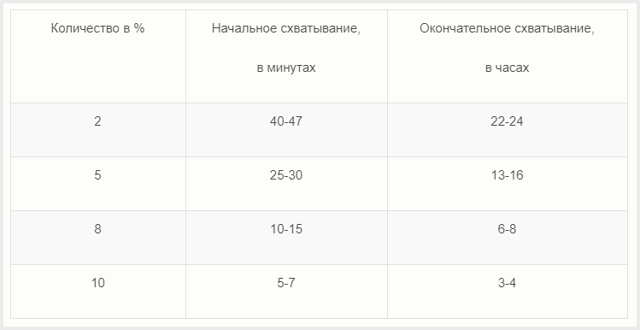 Поскольку литейные смолы тоньше и реагируют медленнее, их часто можно заливать более толстым слоем. Некоторые смолы допускают заливку толщиной до 2 дюймов. Это делает литьевые смолы идеальными для литья фигурок, цветочных композиций, украшений и заполнения больших пустот в дереве, таких как речные столы.
Поскольку литейные смолы тоньше и реагируют медленнее, их часто можно заливать более толстым слоем. Некоторые смолы допускают заливку толщиной до 2 дюймов. Это делает литьевые смолы идеальными для литья фигурок, цветочных композиций, украшений и заполнения больших пустот в дереве, таких как речные столы.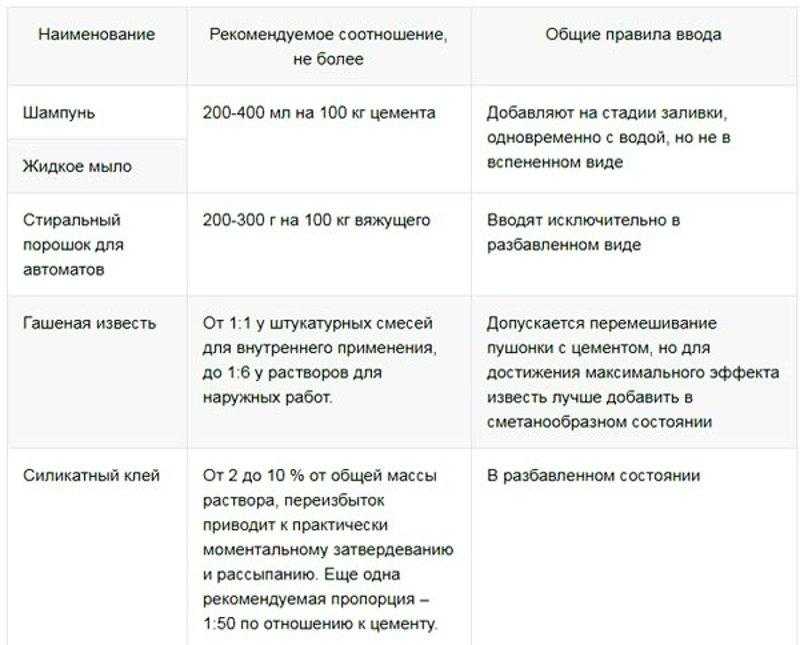 Тестирование образца/детали позволит пользователям понять, как эпоксидная смола будет реагировать на отдельные проекты. Кроме того, различные волокна, срезы, пористые участки могут реагировать по-разному, даже если они являются частью более крупного проекта/деревянного куска.
Тестирование образца/детали позволит пользователям понять, как эпоксидная смола будет реагировать на отдельные проекты. Кроме того, различные волокна, срезы, пористые участки могут реагировать по-разному, даже если они являются частью более крупного проекта/деревянного куска.