2 бюджетных вида, чертежи + видео
Содержание:
- Принцип работы трубогиба
- Виды профилегибочных станков и их устройства
- По типу привода
- По способу изгиба
- По месту расположения подвижного вала
- Какие материалы и инструменты нам понадобятся
- Инструкция как сделать профилегиб своими руками
- Трубогиб с ручным приводом
- Трубогиб с гидравлическим приводом
- Дефекты гибки и как их избежать
- Как снизить издержки на изготовление
- Видео инструкции
Сегодня, мы хотим рассказать вам, как сделать простую модель трубогиба для профильной трубы своими руками. Потребность в этом устройстве возникает у многих из нас, особенно на дачном участке, когда необходимо согнуть профиль, чтобы соорудить теплицу или беседку.
Покупать профессиональное оборудование нет смысла, так как в обычной жизни оно требуется нам не часто.
Мы будем делать с вами простую конструкцию профилегиба своими руками, которую каждый мастер-любитель сможет сделать самостоятельно.
Принцип работы трубогиба
Принцип функционирования трубогиба достаточно прост — профильная труба подвергается воздействию, что приводит к её температурному изменению, и сталь становится мягче. Заготовка размещается в прокатной зоне станка для гибки, между валами, которые выступают также в качестве шаблона. Именно от того, как они расположены, какой имеют диаметр, зависит угол загиба профиля.
Ролики бывают:
- направляющими — они удерживают деталь;
- прижимными — придают угол загиба.
Направляющих два, и один прижимной вал.
Стоит заметить, что многократно менять форму профильного трубопроката (нагревать и изгибать) не следует, так как это уменьшает его прочность.
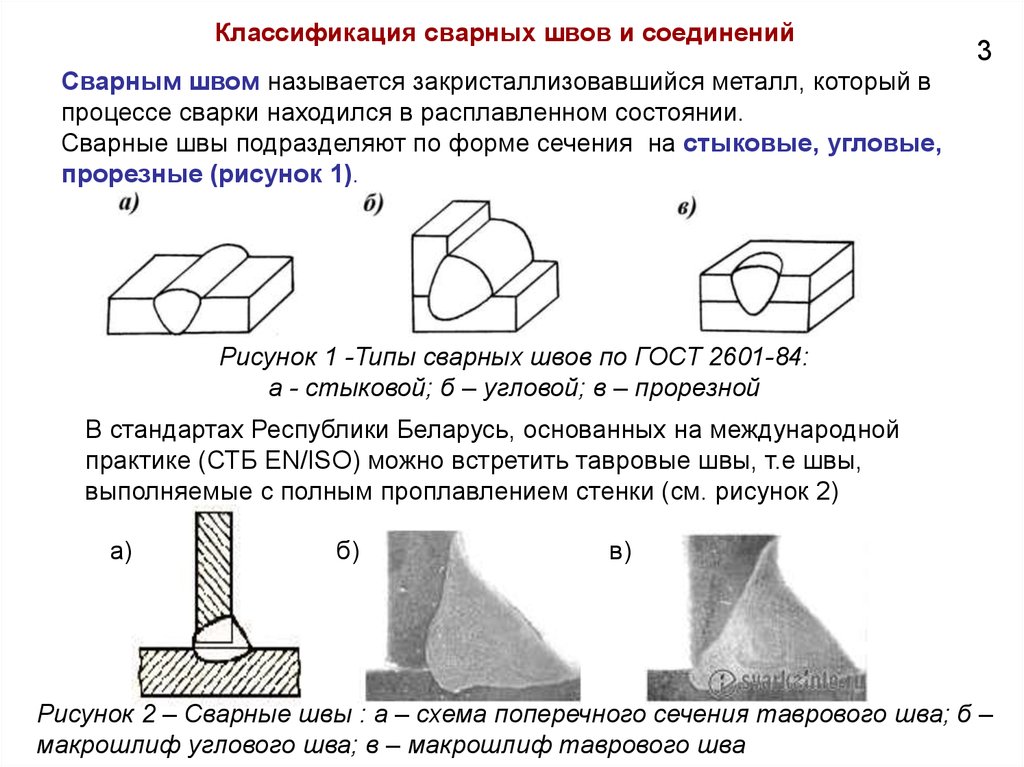
Виды профилегибочных станков и их устройства
Профильные трубы имеют различную толщину стен и диаметр, поэтому трубогибы требуются разные. Механизмы для гибки профтруб имеют конструктивные отличия от стандартных трубогибов для круглых труб. Ведь профили обладают большой устойчивостью к изгибанию, а также радиус сгиба у них обычно больше.
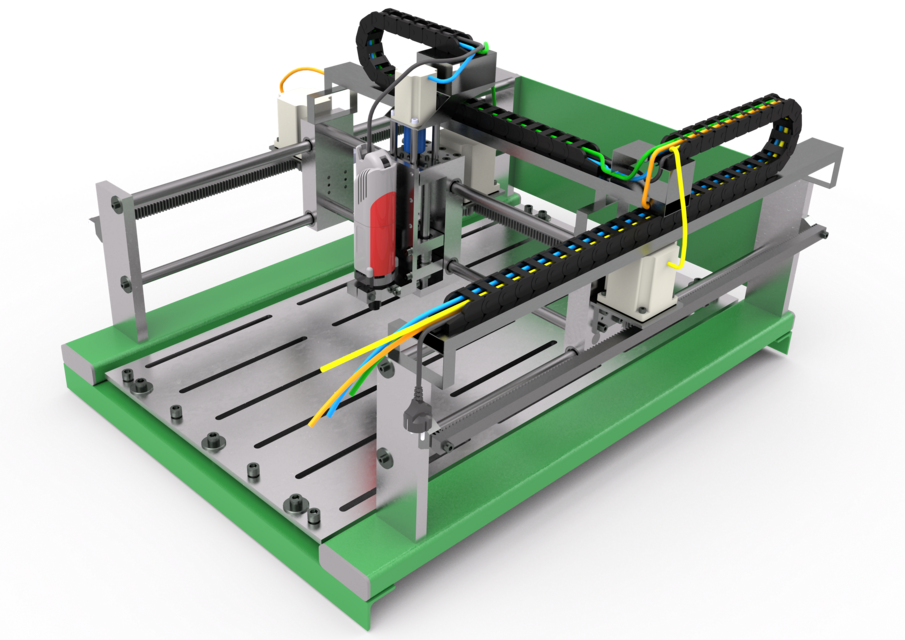
Станок для гибки профильной трубы
Основные виды трубогибов для профильного изделия:
- по типу привода;
- по методу изгиба;
- по месту расположения подвижного валика.
По типу привода
От угла загиба, а так же материала профтрубы и требуемой точности, зависит выбор гибочного станка, которые бывают:
- Гидравлическими — предназначены для изгиба трёхдюймовых элементов. Они обладают высоким уровнем производительности, точности и скорости. Встречаются ручного и автоматического типа. Это самый мощный профилегиб, способный изогнуть любую трубу. В него входит — швеллер (широкие и узкие отрезки, по три каждого вида), петлевой замок, ролики — 3 шт. (размещённые на подшипниковых узлах), передающая ручка с втулкой, машинный домкрат.
- Электрическими — рекомендованы для гибки профильной трубы большого диаметра. Используются чаще для магистральных трубопроводов. Аппарат состоит из:
- рамки из швеллеров;
- прокатных валов из металла— 2 шт;
- трёх шестерёнок;
- металлической цепи;
- редуктора, электрического двигателя с механическим приводом.

- Ручными — они работают за счёт физической силы человека. Предназначены для профиля малого диаметра. Инструмент работает по типу прокатного станка. Основные детали в большинстве своём металлические:
- опорный каток;
- ролики;
- элементы шасси;
- винт регулировки;
- подающая рукоятка.

По способу изгиба
Одну и туже деталь можно изогнуть разными способами, с использованием трубогибов различного типа:
- сегментных — популярность их в том, что деталь, возможно, протаскивать, для получения нескольких поворотных фрагментов;
- арбалетных — суть работы в натягивание металла и сгибание его в одной месте;
- пружинных — предназначенных для пластиковых изделий.
По месту расположения подвижного вала
Подвижной валик может находится в середине, или по бокам (справа или слева):
- Конструкция, в которой подвижной ролик находится в середине, а крайние валики фиксируются к его корпусу. Они слегка приподняты над основой. Средний ролик устанавливается на специально смонтированном П-образном постаменте, посредине которого крепится крупный прижимной винт. С нижнего края, к винту приваривается прижимной ролик. В процессе вращения этого винта, происходит опускание или поднимание профиля, что приводит его к изгибу. К одному неподвижному ролику следует приварить ручку, с её помощью профиль перемещается по станку. Чтобы облегчить процесс прокатки, неподвижные валы объединяются цепью.
- С подвижным валом с краю — он размещается справа или слева. Вращается вместе с частью основы, которая соединена со станиной металлическими петлями. На угол изгиба влияет уровень подъёма стола, высота которого меняется домкратом. Конструкция вращается за счёт центрального ролика, к которому приваривается ручка. Чтобы уменьшить прикладываемые усилия, устройство можно снабдить цепью.
 Средний ролик устанавливается на специально смонтированном П-образном постаменте, посредине которого крепится крупный прижимной винт. С нижнего края, к винту приваривается прижимной ролик. В процессе вращения этого винта, происходит опускание или поднимание профиля, что приводит его к изгибу. К одному неподвижному ролику следует приварить ручку, с её помощью профиль перемещается по станку. Чтобы облегчить процесс прокатки, неподвижные валы объединяются цепью.
Средний ролик устанавливается на специально смонтированном П-образном постаменте, посредине которого крепится крупный прижимной винт. С нижнего края, к винту приваривается прижимной ролик. В процессе вращения этого винта, происходит опускание или поднимание профиля, что приводит его к изгибу. К одному неподвижному ролику следует приварить ручку, с её помощью профиль перемещается по станку. Чтобы облегчить процесс прокатки, неподвижные валы объединяются цепью.Подводя итог, скажем, что наиболее подходящий вид трубогиба, для придания нужного загиба профильной трубе, при монтаже теплицы или некой конструкции на придомовом участке — с ручным приводом. Ведь размер профильной заготовки и объёмы работ небольшие.
Ведь размер профильной заготовки и объёмы работ небольшие.
Какие материалы и инструменты нам понадобятся
Пред тем, как перейти к изготовлению трубогибочного станка для профильных квадратных труб, мы советуем запастись инструментарием и материалом. Иначе, во время работы вы будите отвлекаться, в итоге, процесс займёт у вас больше времени.
Для изготовления профилегибочного станка нам понадобится:
- для основы самодельного профилегиба — швеллер или два сварных уголка, толщина полочек не больше 3 мм;
- стальные ролики высокого качества, в идеале закалённые, они не должны быть гладкими, на краях наличие небольших валиков.
Это остальные части любого трубогиба. В зависимости от модели и вида устройства, может понадобиться ещё ряд элементов.
Из инструментов, у вас должна быть под рукой — болгарка, дрель, молоток, гаечный ключ, правило, имеющее надёжное и внушительное основание, и сварочный инвертор, если вы станете сваривать элементы станка, а не садить детали на болты.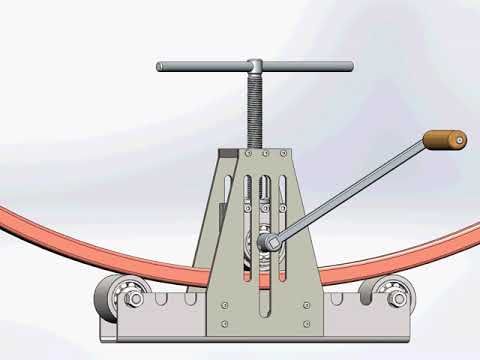
Инструкция как сделать профилегиб своими руками
Итак, переходим к изготовлению трубогиба без токарных работ. Мы решили сделать две разные модели. Можете ознакомиться как с видео инструкцией, так и текстовой версией пошагового руководства.
Самый простой трубогиб без заморочек. Проще некуда!
Смотрите это видео на YouTube
Трубогиб с ручным приводом
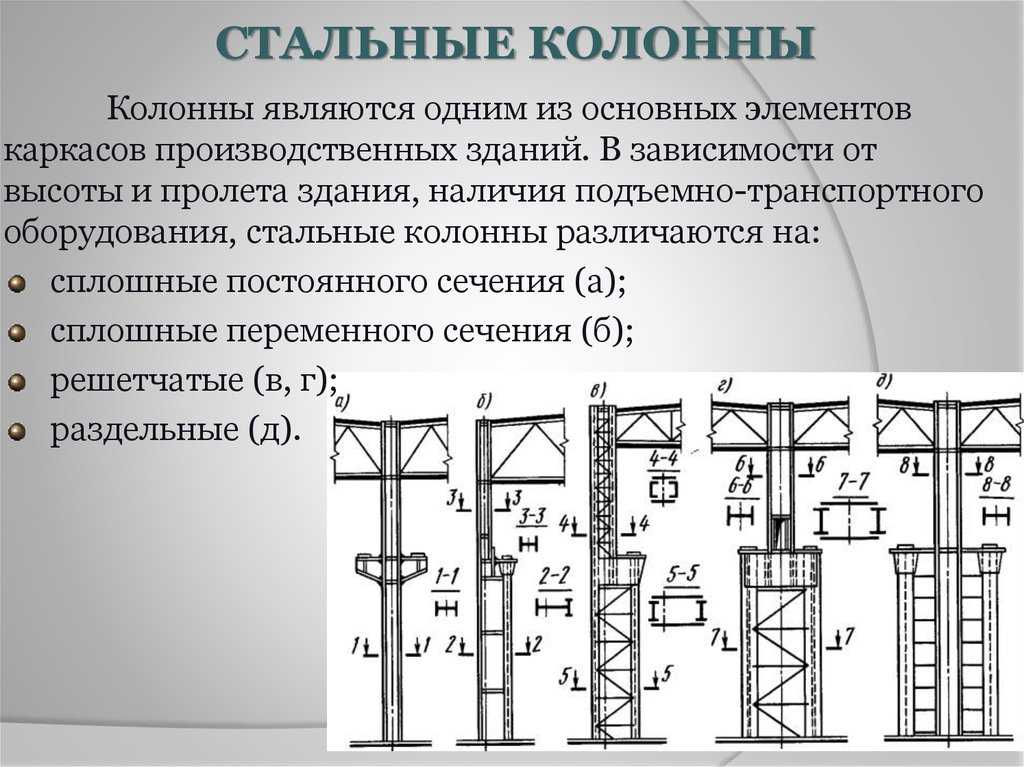
Нам понадобится 8 штук подшипников 33 размера, для основы швеллер 40 на 80, строительная шпилька на 18, шайбы размером 18, металлический уголок на 25, отрезок прямоугольной пластины.
Так как мы первый раз делаем своими руками ручной трубогиб для профильной трубы, то решили подготовить чертёж нашего устройства — это упросит работу.
Чертёж будущего трубогиба
После этого, уже приступили к изготовлению самого трубогиба:
- Отпиливаем швеллер нужной длины и очищаем его от ржавчины болгаркой.
Обрезаем швеллер по размеруОчищаем ржавчину
- Счищаем со строительного шпиля резьбу, так же болгаркой. Это необходимо для свободного перемещения подшипников по ней.
 Это необходимо для свободного перемещения подшипников по ней.
Это необходимо для свободного перемещения подшипников по ней.Счищаем резьбу со шпиля
- Подготавливаем шайбы — используя молоток, придаём шайбе слегка форму конуса. Шайба такой формы позволит беспрепятственно двигаться подшипнику.
Слегка изгибаем шайбу
- Собираем два ролика — на шпильку по краям устанавливаем гайки на 18, в середине 3 подшипника. Слегка изогнутые шайбы не задевают края подшипников и они свободно двигаются.
На шпильку одеваем гайкуОдеваем шайбу и подшипники
- Подтягиваем гайки с помощью ключа и обрезаем излишки шпильки.
Гайки подтягиваем ключом
- Края прихватываем сваркой.
Привариваем краяГотовый ролик
- Из металлического уголка отрезаем 4 заготовки по 25 см. Они будут служить направляющими для валиков — ведущего и прижимного.
Отмеряем размер направляющихВырезаем заготовки
- Привариваем уголки к швеллеру. Расстояние между двумя соседними заготовками определяется размером шпильки, она должна свободно проходить в зазор.

Свариваем уголки с швеллеромПривариваем снизу
- Изготавливаем ведущий ролик — на 18 шпильку одеваем отрезок трубы диаметром 25 мм. Пространство между трубой и шпилькой наполняем гвоздиками на 40, с которых предварительно отрезаем шляпки.
Делаем ведущий ролик
- Для надёжности конструкции, края также схватываем сваркой, предварительно зажав заготовку в тисках.
Обвариваем края
- Одеваем на края вала по 33 подшипнику.
Одеваем подшипники
- Переходим к изготовлению подвижной каретки. Для этого берём два отрезка профильной трубы 20 на 40, длиной 30 мм, и прямоугольную металлическую пластину 80 на 50 мм.
Подготавливаем детали каретки
- Привариваем к пластине отрезки профиля, а к нему ведущие ролики.
Свариваем все элементы
- Снизу каретки, определив её среднею точку, проделываем дрелью отверстие. Его размер должен совпадать с диаметром шпильки на 18.
Проделываем отверстие снизу
- Приступаем к сборке подъёмного механизма. Нам потребуется шпилька и три гайки. В отверстие каретки вставляется шпилька, с внутренней стороны на неё закручивается гайка, которая прихватывается сваркой. Затем, с обратной стороны на шпильку одеваем вторую гайку, которую тоже привариваем.
 Нам потребуется шпилька и три гайки. В отверстие каретки вставляется шпилька, с внутренней стороны на неё закручивается гайка, которая прихватывается сваркой. Затем, с обратной стороны на шпильку одеваем вторую гайку, которую тоже привариваем.
Нам потребуется шпилька и три гайки. В отверстие каретки вставляется шпилька, с внутренней стороны на неё закручивается гайка, которая прихватывается сваркой. Затем, с обратной стороны на шпильку одеваем вторую гайку, которую тоже привариваем.Вставляем шпилькуОдеваем и привариваем гайки
- Отрезаем заготовку из прямоугольной металлической пластины размером 70 на 13 — которая будет служить упором для подъёмного механизма.
Отрезаем заготовку для упорного механизма
- В заготовке отмеряем середину, проделываем отверстие на 18.
Отмеряем середину для отверстия
- Приступаем к сборке трубогиба. На основание из швеллера устанавливаем каретку с ведущим валиком. Сверху надеваем пластину и закручиваем гайку, которую прихватываем сваркой.
Устанавливаем кареткуРазмещаем пластину
- Привариваем по краям основания ролики, а к подъёмному механизму ручку.
Привариваем роликиПривариваете ручку
- Изготавливаем ручной привод — для этого берем профиль 20 на 20, ручку от дрели, которую прикручиваем к профилю. Отрезок трубы прихватываем сваркой к ведущему валику.
 Отрезок трубы прихватываем сваркой к ведущему валику.
Отрезок трубы прихватываем сваркой к ведущему валику.Приделываем ручной привод
Трубогиб для профильной трубы готов, можно переходить к испытанию.
Трубогиб с гидравлическим приводом
Как сделать трубогиб своими руками | Обустройство мастерской и самодельные станки
Смотрите это видео на YouTube
Мы решили ещё попробовать изготовить более мощное устройство, работающее от гидравлического привода, как оказалось сделать это не так уж и сложно.
Чертёж гидравлического трубогиба
- Сначала подготовили станину, её мы соорудили из швеллера, уголков и пластины из металла, путём сваривания этих элементов между собой. Также нам понадобится 2 ролика, насадка полукруглой формы и машинный домкрат.
Свариваем станину
- В основе станины поделываем по 6 регулировочных отверстий с обеих сторон, в них будут закрепляться ролики, в зависимости от требуемого угла загиба.
Проделываем отверстия
- Устанавливаем валики в проделанные дырочки в станине.

Размещаем валики
- Надеваем полукруглую насадку на крадомый механизм, и размещаем его под роликами.
Устанавливаем домкрат
- Устройство готово, вставляем профиль между роликами и домкратом. Путём поднимания механизма производим загибание профильного трубопровода.
Гидравлический трубогиб
Дефекты гибки и как их избежать
Для облегчения гибочного процесса профильной трубы, и, чтобы избежать образования дефектов, мы решили поделиться с вами моментами, которые их вызывают.
Нередко в бытовых самодельных трубогибах присутствует тянучка и волна, в самом узком месте — в месте уменьшения площади. Это в свою очередь может привести к образованию микротрещин, хотя для сооружения парников и беседок это не важно.
Ещё один дефект, который возникает при гибки квадратной профтрубы — в процессе происходит её закручивание по оси. Исправить такую трубу для использования в качестве арки теплицы будет невозможно. Причиной «пропеллера» является несимметричное распределение нагрузки при проведении загибочных работ.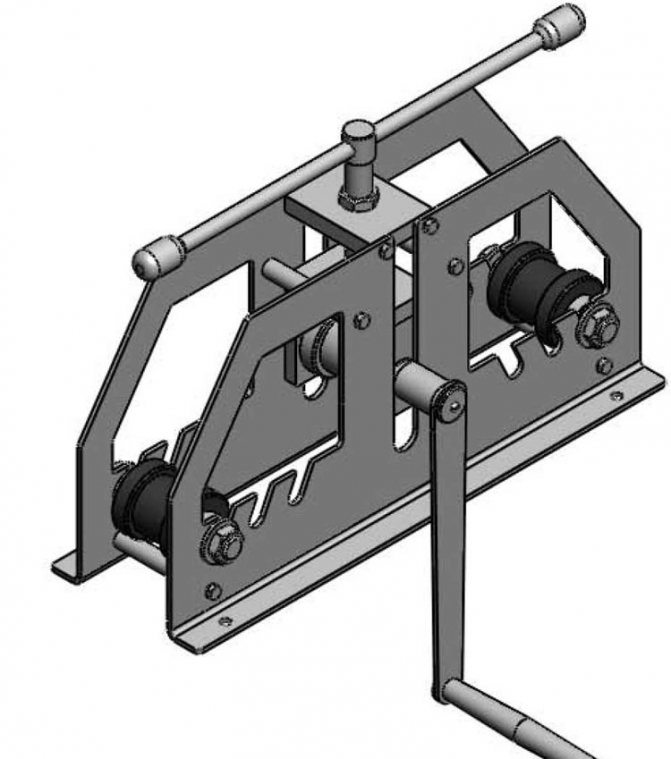
Но главная причина образования дефектов при изгиба профиля — выбор неправильного радиуса изгиба, и наличие маленького технологического «хвостика» (расстояния от начала трубы — ближайшее к месту изгиба, до места загиба).
«Хвостик» не только надёжно фиксирует профильную трубу, но также поглощает отдачу технологического напряжения.
Как снизить издержки на изготовление
Чтобы снизить затраты при изготовлении трубогиба, можно использовать подручные детали. Допустим вместо роликов, подойдут ступнины от старого велосипеда. Они не смогут выдержать больших нагрузок, но для загиба профильной трубы 20 на 40 подойдут. При отсутствии шайбы, её можно заменить металлическим кругом подходящего диаметра.
Не следует покупать для самоделки новые подшипники, подойдут «убитые», которые легко раздобыть в автосервисах. Кроме того, многие элементы можно найти на пункте сдачи металла.
Сегодня, мы попробовали изготовить две модели самодельных трубогибов для профильной трубы — это оказалось нам под силу. Но если вам не нужно сложное устройство, и требуется произвести разовый изгиб проф трубы, то можете сделать более простое приспособление для гибки профиля — рычажное, по шаблону, арбалетное, которое смастерить быстрее и проще.
Но если вам не нужно сложное устройство, и требуется произвести разовый изгиб проф трубы, то можете сделать более простое приспособление для гибки профиля — рычажное, по шаблону, арбалетное, которое смастерить быстрее и проще.
Надеемся, что, руководствуясь нашей статьёй, вы без труда соберёте профилегиб из подручных материалов, и сможете изогнуть трубу под нужным вам радиусом для изготовления парника или веранды.
Видео инструкции
ЛУЧШИЙ вариант для трубогиба без токарных работ
Смотрите это видео на YouTube
Самый простейший трубогиб своими руками!
Смотрите это видео на YouTube
Как сделать трубогиб для профильной трубы своими руками, видео, фото, чертежи
Нередко случается, что для выполнения некоторых работ в доме или на приусадебном участке может понадобиться согнуть профильную трубу. Есть два варианта решения этой задачи. Первый – покупка трубогиба в строительном магазине. Второй – сделать приспособление своими руками. Вам понадобятся чертежи, а также инструкции с фото и видео.
Второй – сделать приспособление своими руками. Вам понадобятся чертежи, а также инструкции с фото и видео.
Содержание
- Назначение
- Конструкция
- Изготовление трубогиба своими руками: 3 популярных способа
- Самодельный трубогиб: видео
- Трубогиб своими руками: фото
Назначение
Трубогиб имеет очень широкий спектр применения. Кованые конструкции, ограждения, решетки, мебель на приусадебном участке – все можно без труда сделать при помощи этого несложного устройства. Он не сплющивает и не заламывает материал. А для монтажных работ, связанных с водоснабжением, отоплением или газификацией, трубогиб – настоящая находка. Он бывает с электроприводом и ручного типа. Стоит отметить, что последнего варианта вполне достаточно для выполнения задач бытового назначения.
Конструкция
В настоящее время не составляет особого труда приобрести трубогиб в специализированных строительных магазинах. Производители позаботились об этом. Существует несколько разновидностей трубогибов в зависимости от их назначения.
Трубогиб ручной гидравлический
Если вы планируете работать с профилями небольшого диаметра, то лучше выбрать устройство с ручным приводом. Для работы же с материалами больших размеров подойдет гидравлический трубогиб. В свою очередь, все приспособления можно разделить на стационарные и мобильные.
Если в процессе работы вам потребуется точно вымерить угол и радиус будущей заготовки, то стоит обратить внимание на электромеханическое устройство. Его преимущество состоит в том, что заготовка в процессе обработки не ощущает внутреннюю деформацию.
Что касается разновидностей этого приспособления, то их классифицируют следующим образом:
- Арбалетные.
- Сегментные.
- Пружинные.
Пружинное устройство ручного типа обычно используют для работы с полимерными трубами. Изгиб осуществляется посредством сдавливания пружин. В сегментных приспособлениях – путем растягивания трубы.
Электромеханический трубогиб профильной трубы
Изготовление трубогиба своими руками: 3 популярных способа
Трубогиб – полезный и нужный в хозяйстве инструмент.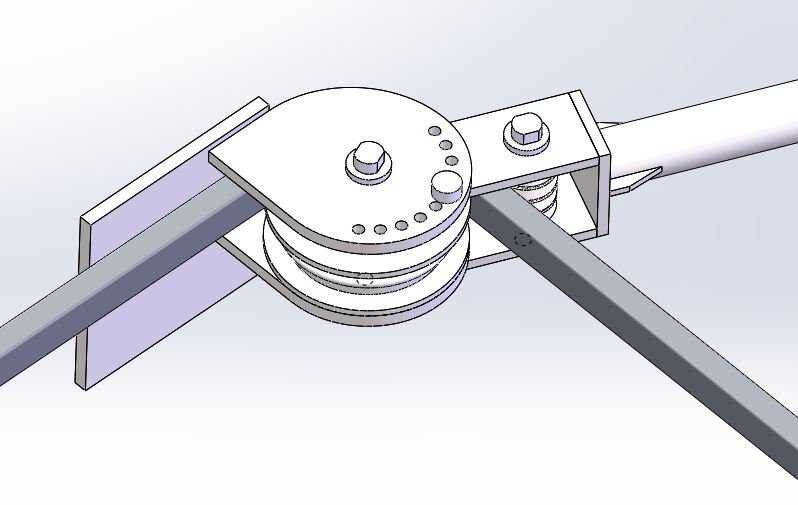 Особенно если вы являетесь владельцем частного дома. Он поможет в обработке заготовок для тепличных конструкций, монтажа трубопровода или водоснабжения и пр.
Особенно если вы являетесь владельцем частного дома. Он поможет в обработке заготовок для тепличных конструкций, монтажа трубопровода или водоснабжения и пр.
Проще всего, конечно, будет приобрести его в магазине, но стоимость его нельзя назвать дешевой. Поэтому самым простым и экономичным вариантом станет изготовление устройства своими руками. Можно выделить три основных способа изготовления трубогиба в домашних условиях.
Вариант №1. Простой способ. Вам потребуется изготовить полукруг из небольшого куска дерева.
- Из несколько прочных досок выпилить полусферу по необходимому шаблону.
Совет. Предпочтительнее выпиливать доски с уклоном к основанию.
- Получившиеся заготовки зафиксировать на устойчивой основе. Для этого вполне подойдет стена либо стол. Важно, чтобы доски были шире параметров трубы. Это делают для того, чтобы она не выскочила из шаблона.
- На другом конце полукруга крепится упор. Труба должна полностью входить по габаритам между шаблоном и деревянным упором.

Конструкция трубогиба
Трубогиб готов к работе. Но как им пользоваться?
- Разместите трубу в центре между упорным брусом и шаблоном.
- Давите на противоположный край пока не получите желаемого угла изгиба конструкции.
Внимание! Этот вариант прекрасно подойдет для работы с такими металлами, как алюминий и сталь. Если вы работаете с трубами различного диаметра, то есть смысл изготовить несколько шаблонов.
Вариант №2. Несложный и экономичный способ.
- Приобретите в магазине обычные крючки из металла. Важно, чтобы они отличались большой прочностью.
- Зафиксируйте их на крепкой основе таким образом, чтобы расстояние между ними не превышало 50 мм.
- Должен получиться полукруг.
Из чего состоит трубогиб
Принцип работы этого трубогиба схож с вышеуказанным вариантом. На конце полукруга нужно закрепить упор. Это устройство универсально, т. к. позволяет выполнять работы с материалами различных диаметров.
Вариант №3. Более сложное устройство в изготовлении – трубогиб профильной трубы, посредством которого вы сможете изогнуть изделие на все 360 градусов. Он абсолютно не уступает гидравлическому аналогу.
Более сложное устройство в изготовлении – трубогиб профильной трубы, посредством которого вы сможете изогнуть изделие на все 360 градусов. Он абсолютно не уступает гидравлическому аналогу.
Принцип его работы состоит в том, что цилиндр и ролики выполняют загиб материала. Цилиндр должен постоянно свободно двигаться. Именно благодаря ему возможно изменить угол требуемого изгиба. Чтобы сделать такой трубогиб самостоятельно вам понадобится:
- Пластины из стали толщиной от 0,5 до 1 см и длиной около 0,3 м — 2 шт.
- Уголки из стали 50 х 50 мм – 4 шт.
Также вам потребуется деревянный шаблон. Используйте доски толщиной не более 30 мм. Изготовление деревянного шаблона аналогично предыдущим вариантам.
Профильная труба в трубогибе
- На основании зафиксируйте уголки, длина которых до 0,3 м.
- Сверху приварите оставшуюся пластину из стали.
- Просверлите в ней отверстие с диаметром немного больше, чем у винта, который будет устанавливаться в него.

Внимание! Предназначение винта – опора заготовки, которая будет обрабатываться.
- К той пластине, которая находится сверху, прикрепите уголки, направленные внутрь конструкции.
- Трубогиб готов. Вы сможете изменить угол изгиба практически любой профильной трубы.
Благодаря этим трем несложным вариантам изготовления трубогибов, можно значительно сэкономить деньги и время на проведении монтажных работ. Материалы и инструменты, которые понадобятся в процессе изготовления, есть у любого хозяина. Какой именно трубогиб сделать своими руками зависит от ваших возможностей и потребностей.
Самодельный трубогиб: видео
Трубогиб своими руками: фото
примеров лучших самоделок
Желание обустроить загородный дом и участок диктует потребность в максимуме инструментов. При проведении водопровода, строительстве теплицы, монтаже арочных конструкций не обойтись без хорошего трубогиба. Его стоимость в магазинах измеряется сотнями долларов, поэтому лучше сделать этот инструмент самостоятельно.
Его стоимость в магазинах измеряется сотнями долларов, поэтому лучше сделать этот инструмент самостоятельно.
Мы расскажем, как сделать трубогиб своими руками. В представленной нами статье подробно описаны проверенные на практике конструкции, даны пошаговые инструкции по сборке. Основываясь на наших советах, вы сможете собрать отличный инструмент для собственной фермы.
Содержание статьи:
- Виды трубогибов на рынке
- Необходимый монтажный инструмент
- Как сделать трубогиб-улитку?
- Необходимые материалы и инструменты
- Процесс сборочной машины кохлеарного изгиба
- Создание ручной роликовой модели
- Необходимых материалов и инструментов
- Процесс производства труб
- Automotive Hub Bender
- Сделайте трубку
- .0010
- Выводы и полезное видео по теме
Виды трубогибов, представленных на рынке
Трубогибы представляют собой механические или гидравлические конструкции, помогающие сгибать металлические трубы, уголки, стержни, профнастил без нарушения внутренней структуры изделия.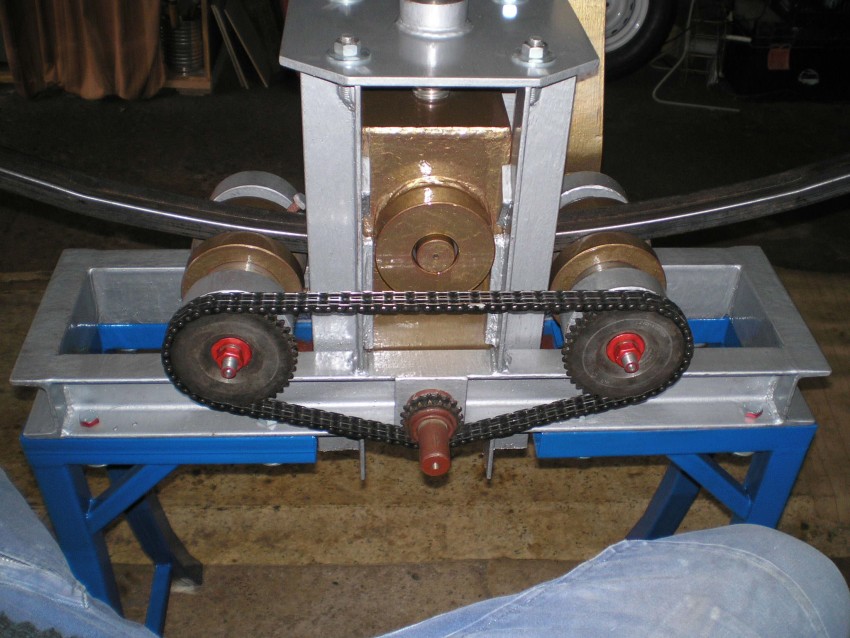 Ручные инструменты в основном используются для формирования изгиба в одном месте, а большие машины могут менять форму труб сразу по всей длине.
Ручные инструменты в основном используются для формирования изгиба в одном месте, а большие машины могут менять форму труб сразу по всей длине.
По принципу работы можно выделить трубогибы следующих типов:
- Механический с непосредственным ручным усилием. Используется при работе с трубами малых диаметров, на деформацию которых достаточно силы одного человека.
- С гидравлическим приводом. В основном такие орудия изготавливаются по арбалетному типу, и они рассчитаны на формирование местного изгиба.
- С храповым механизмом. Трубогибы этого типа используют ручное усилие, но позволяют фиксировать достигнутый уровень деформации после каждого нажатия на рукоятку инструмента.
- Электрические станки. Электродвигатель значительно облегчает процесс деформации труб, но и значительно удорожает инструмент. 9
Фото
Трубогиб ручной механический для труб малого диаметра
Трубогиб гидравлический
Трубогиб ручной храповой
Трубогиб ручной храповой
Мощный трубогиб с электродвигателем
Конструктивно трубогибы можно разделить на 2 типа:
- Радиус
- Арбалет.
В первом случае труба огибается по шаблонному отрезку заданного диаметра, а во втором случае выдавливается башмаком между двумя опорными стойками.
Радиальные трубогибы являются очень точными инструментами, поэтому широко используются в промышленности. Имеют сменные сегменты для различных углов изгиба.
При самостоятельном изготовлении трубогиба мастера обычно опираются на существующие модели инструмента, доказавшие свою простоту и эффективность. При сборке трубогиба в домашних условиях большое влияние на его конструкцию оказывают подручные материалы, из которых будет изготовлен инструмент.
Наличие среди инструментов домашнего мастера трубогиба позволит вам изготовить в собственном доме множество полезных конструкций и садовых предметов:
Фотогалерея
Фото
Скамейка, изготовленная с помощью трубогиба
Садовая мебель из гнутой трубы
Беседка с овальной крышей
Теплица из металлических арок
Необходимый инструмент для сборки труб
7 молоток, отвертка и шурупы не помогут.
Как минимум, при изготовлении данного инструмента вам потребуется:
- сварочный аппарат;
- болгарский;
- токарный станок;
9дрель 0009.
- Швеллер — 1 метр.
- Листовое железо.
- Три вала.
- Две звезды.
- Металлическая цепь.
- Шесть подшипников.
- Труба металлическая 0,5 дюйма для изготовления хомутов — 2 метра.
- Втулка с внутренней резьбой.
- Зажимной винт.
- Сварить основу инструмента из двух параллельных швеллеров. При желании можно использовать просто металлическую пластину толщиной 5 мм или один широкий швеллер.
- Наденьте подшипники на валы и приварите две такие конструкции к основанию. Целесообразно ограничивать валы металлическими планками или размещать их во внутренней полости каналов.
- Очистите звездочки и приварите их, предварительно натянув между ними цепь.
- Вырезать и приварить к основанию боковые направляющие зажимного механизма.
- Наденьте подшипники на прижимной вал и соберите конструкцию пресса с боковыми упорами из планок или швеллеров.
- Изготовьте основу для втулки и приварите ее к пластине. Закрутить зажимной винт.
- Приварить к верхней кромке прижимного винта и к приводному валу затвора из труб.
- Смажьте подшипники машинным маслом.
- Сварочный аппарат.
- Два ролика из прочной стали (например, марки 1045), прошедшие предварительную обточку. Диаметр большего 100 мм, меньшего 60 мм. Оба имеют толщину 35 мм и внешний радиус 0,5 дюйма.
- Стальная труба диаметром не менее 1,5 дюйма с толстой стенкой (не менее 3 мм). Он будет служить рычагом, поэтому его минимальная длина составляет 1,5 метра.
- Четыре стальные полосы размером 15 х 6 см и толщиной 4-5 мм для крепления основания трубогиба в тисках, трубодержателей и изготовления рукояток. Также вам понадобится 20-25 см стальной пластины шириной 60 мм и толщиной 3 мм.
- Два болта: первый диаметром 0,75 дюйма и длиной 60 мм для большого ролика, а второй диаметром 0,5 дюйма и длиной 40 мм для маленького ролика.
- Стальной лист 300 x 300 мм и минимальной толщиной 3 мм.
- Тиски.
- Подготовить чертеж с расположением основных элементов.
- Проверить соответствие отверстий в роликах диаметру болтов.
- Просверлите два отверстия диаметром 0,5 и 0,75 дюйма в двух металлических полосах. Расстояние между осями отверстий должно быть ровно 80 мм (сумма радиусов обоих роликов).
- Проделайте в центральной раме отверстие диаметром 0,75 дюйма. Вставьте в него соответствующий болт, не высовывая его сзади. Приварите болт к металлической пластине.
- Возьмите просверленные металлические пластины размером 15х6 см, болт 0,5 дюйма, ролик поменьше, полосу стали 35 х 60 мм и сварите из них конструкцию в виде буквы «П», предварительно вставив болт с ролик в соответствующие отверстия.
- Приварите концы болта к металлическим полосам. У вас должен получиться своеобразный рожок с отверстием большего диаметра ближе к открытому краю.
- К основанию получившегося рога нужно приварить ручку-трубу.
- Приварите опорную пластину для трубы к металлической раме. Расстояние от линии стержня до оси центрального болта должно равняться радиусу большого ролика плюс 0,5 дюйма.
- Приварите полосу 15 x 6 см под станиной для фиксации в тисках.
- Вставьте в рожок большой ролик, прикрепите конструкцию к центральному болту и сверху накрутите гайку.
- Зажать трубогиб в тиски и провести первые испытания.
- домкрат автомобильный;
- два швеллера шириной 100 мм и длиной 60 см;
- четыре уголка со сторонами 50 мм и длиной 40 см;
- основание кровати;
- два валика в форме песочных часов со сквозными центральными отверстиями;
- 2 болта для крепления роликов;
- Насадка полукруглая для домкрата с внутренней выемкой.
- Приварите четыре угла в вертикальном положении к станине.
- В швеллерах от центра к краю просверлите отверстия под болты, которые будут удерживать ролики с обеих сторон.
- На каждые два угла положить швеллер с ребром и приварить его. Оба швеллера должны быть обращены основаниями друг к другу, а расстояние между ними должно быть равно длине роликов.
- Вставьте ролики между каналами в симметричных местах и закрепите их болтами.
- Установите полукруглую насадку на домкратный винт и поместите гидравлический инструмент в центр станины между каналами.


Но основной частью сборки трубогиба остается точный чертеж, без которого не стоит даже начинать сборочные работы. При изготовлении трубогиба не обойтись без общехозяйственных инструментов.
Естественно токарный станок и сварочный аппарат покупать не обязательно. Для подрезки нескольких деталей из заготовок и для их сварки можно обратиться к знакомым или в мастерскую, занимающуюся изготовлением кованых изделий. За небольшую плату вам быстро помогут сделать все необходимое.
Как сделать улитку-трубогиб?
Самодельный улитковый гибочный станок может показаться сложным. На самом деле это устройство собрать не сложнее, чем роликогиб. Процесс отличается только используемыми деталями и временем сборки.
Кохлеогиб позволяет сгибать профиль сразу по всей длине, а не только в одном месте. За это свойство он снискал популярность среди монтажников.
За это свойство он снискал популярность среди монтажников.
Необходимые материалы и инструменты
Так как описываемый вальцовый станок не имеет определенного рабочего диаметра и может быть изготовлен из любых подручных материалов, предлагаемые материалы не будут содержать конкретных размеров деталей. Толщина всех металлических элементов конструкции должна быть 4, а лучше 5 мм.
Для изготовления трубогиба Вам потребуется:
Особое внимание уделяется размерам звездочек, валов и подшипников, которые должны соответствовать друг другу. Звезды можно взять от старых велосипедов, но они должны быть точно такими же по размеру.
Стальные пластины и профили для изготовления трубогиба не должны быть с глубокой ржавчиной, т. к. на них будут действовать высокие нагрузки в процессе эксплуатации
к. на них будут действовать высокие нагрузки в процессе эксплуатации
Перед выбором и покупкой всех материалов необходимо нарисовать чертеж со схематическим изображением всех конструктивных элементы, чтобы не приобретать их в процессе изготовления трубогиба.
Процесс сборки улиткового гибочного станка
Сборка любого оборудования начинается с составления чертежа-схемы.
После этого можно приступать к основным рабочим процессам, которые продемонстрированы на фото-инструкции:

Несколько полезных советов:
Галерея изображений
Фото
Вместо швеллеров можно приварить трубогиб к существующей металлической раме
На вал действует сильное сдвиговое усилие, поэтому внешний сварной шов должен быть прочным
В случае обрыва цепи можно сделать слегка ослабленным и поставить на уже приваренные звездочки
Направляющие должны быть строго параллельны, иначе пресс будет постоянно заедать
В качестве направляющих прижимного ролика можно использовать отрезки оставшегося швеллера
Втулка и винт должны иметь широкую и глубокую резьбу, чтобы она не соскочила уже после нескольких нажатий
На длине рукоятки рычага лучше не экономить: чем она длиннее, тем больший крутящий момент можно разработан
Основание трубогиба должно быть прочно прикручено к опоре, иначе инструмент будет шататься и опрокидываться
Сварка двух швеллеров между собой
Приварка вала к основанию трубогиба
Надевание цепи на звездочки
Приварка вертикальной направляющей
Сборка напорного вала из швеллера
Приварка резьбовой втулки к плите
Винтовые и приводные роликовые затворы
Трубогиб в работе
После его испытаний можно покрасить конструкцию с антикоррозийной краской для лучшей сохранности сварных швов. Для повышения удобства работы к направляющим дополнительно крепится пружина для возврата пресса в верхнее положение.
Для повышения удобства работы к направляющим дополнительно крепится пружина для возврата пресса в верхнее положение.
Изготовление модели ручного ролика
Изготовление ручного трубогиба своими руками производится из тех же стальных деталей без применения специальных механических приспособлений. Это приспособление предназначено для локального изгиба трубы. Для деформации профиля используется прямое ручное усилие, поэтому трубогиб должен быть оснащен длинным и прочным рычагом.
Далее рассмотрим процесс изготовления двухвалкового трубогиба, крепящегося к опорной раме. Размеры инструмента могут отличаться от предложенных, в зависимости от потребностей и материалов.
Необходимые материалы и инструменты
Деформация трубы — процесс трудоемкий, для которого нужны хорошие и прочные материалы, иначе вместо профиля можно гнуть сам рабочий инструмент.
Для изготовления механического ручного радиального трубогиба вам потребуется:

В процессе работы могут понадобиться другие общехозяйственные инструменты: молоток, напильники, наждачная бумага, линейка и т.д. Вышеуказанные ролики предназначены исключительно для труб диаметром 1 дюйм, но исключая из них выемку вокруг окружности можно получить универсальный инструмент для гибки металлического профиля.
Процесс изготовления трубогиба
Когда все необходимые детали и инструменты собраны в одном месте, можно приступать непосредственно к изготовлению трубогиба:

Важные нюансы изготовления:
Фотогалерея
Фото
Перед работой смазать внутренний канал малого валика машинным маслом или литолом
Для усиления крепления центрального болта его можно вкрутить в нить предварительно нарезанная в отверстии
Если вы забудете установить ролик в рупор и приварить болт, придется переделывать всю конструкцию
Опорный брус необходимо усилить 2-3 уголками, так как он испытывает сильные нагрузки в горизонтальной плоскости
Стопорная планка должна быть приварена по всей длине, так как на нее действуют большие радиальные нагрузки
При креплении конструкции на центральный винт между роликами необходимо поставить дюймовую трубу для оценки правильности сборки
Труба должна прочно удерживаться между роликами. Его исходное положение должно быть параллельно нижнему стопорному стержню
Его исходное положение должно быть параллельно нижнему стопорному стержню
Окраска трубогиба вряд ли будет долговечной, но замедлит коррозию металлических элементов
Материалы для ручного трубогиба
Центровой болт с резьбой и приваркой
Приварка болта к П-образной конструкции
Формирование опорной плиты на основе
Крепежная планка приваривается снизу к основанию
Вдавливание кулачка на центральный винт
Вид сбоку на вальцовый станок
Окрашенный готовый вальцовый станок
Слабым местом во всей получившейся конструкции являются сварные швы, поэтому в процессе изготовления трубы им уделяется особое внимание Бендер.
Трубогиб автомобильный ступичный
Еще один уникальный трубогиб от народных умельцев — инструмент, собранный из металлического профиля и автомобильных ступиц. Его конструкция массивна и проста, что позволяет не беспокоиться о поломках в процессе эксплуатации.
Процесс изготовления такого трубогиба следующий.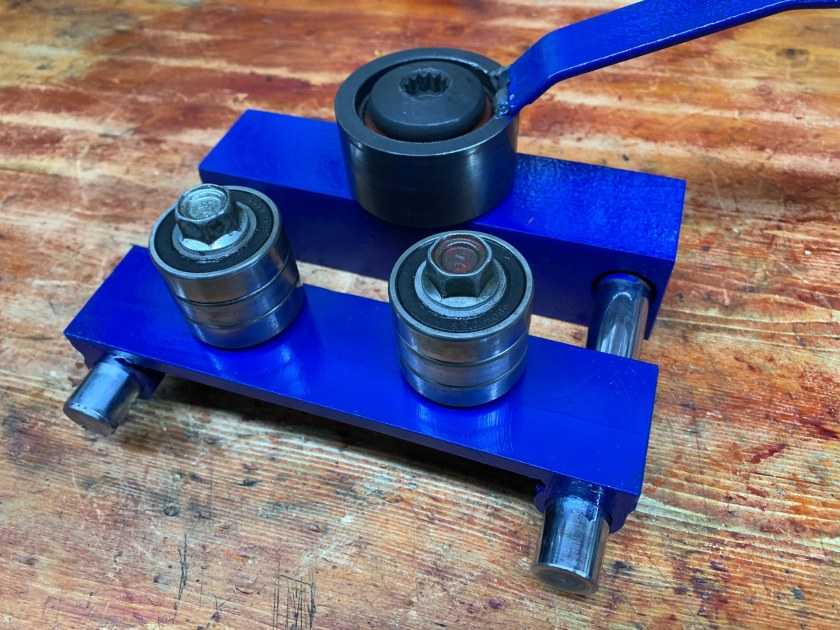 Две автомобильные ступицы с поворотным кулаком или точеными валами привинчены или приварены к раме так, чтобы они могли вращаться вокруг своей оси.
Две автомобильные ступицы с поворотным кулаком или точеными валами привинчены или приварены к раме так, чтобы они могли вращаться вокруг своей оси.
Между ступицами имеется направляющий неподвижный швеллер, который можно сварить из двух уголков. Швеллер меньшего размера расположен внутри направляющей конструкции, к одному краю швеллера приварена третья ступица с осью вращения, а ко второму — гайка или резьбовая втулка для нажимного болта.
По краям направляющего швеллера привариваются полосы или уголки для ограничения вертикальных перемещений подвижной части конструкции. Край основного паза закрыт листом металла с отверстием для прижимного винта. С другой стороны пластины к винту приварена ручка ворот.
В результате получается вальцовый гибочный станок с местным усилием зажима. Если к верхней части подвижной втулки прикрутить ручку для вращения, то с помощью такого инструмента появляется возможность согнуть профиль по всей длине.
Фотогалерея
Фото
Широкий обод автомобильных ступиц может мешать сборке трубогиба, поэтому его лучше сразу срезать болгаркой
Направляющий швеллер также можно сварить из листового металла , но предпочтительнее одноканальный канал
Для предотвращения бокового смещения внутреннего канала к его сторонам можно приварить дополнительные куски листового металла
Втулка прижимного винта должна быть хорошо смазана машинным маслом
Вместо обычных металлических пластин в качестве ограничителей можно использовать уголки: они дополнительно уменьшат колебания внутреннего канала в желобе
Прижимной винт не должен упираться в подвижные элементы ступицы
Ограничительная втулка должна быть приварен к винту, чтобы ограничить его движение наружу.
Благодаря высокому качеству ступичных подшипников ручку прижимного вала можно сделать с одной стороны, главное, чтобы она не сломалась
Автомобильный концентратор, приваренная к слою
Угловой направляющий канал
Внутренний подвижный канал с ограниченными ограничениями
Стул для зажима
Верхний граничный углы
Внешний вид заживления
. Рассматриваемый трубогиб является мощным и универсальным инструментом, который можно собрать с минимумом затрат, ведь старые ступицы в автосервисах можно сдать по цене металлолома.
Изготовление трубогиба
Трубогиб — самый простой инструмент для деформации металлического профиля и труб, который вы можете изготовить самостоятельно.
Для его изготовления потребуются такие изделия:

Если заготовка сырья и процесс сборки кажутся вам излишне трудоемкими, то лучше приобрести готовые. С правилами подбора снаряжения ознакомит наша рекомендуемая статья.
Чтобы сделать домкрат, вам потребуется:
После сборки конструкции можно положить трубу на дно роликов и прижать ее по центру полукруглой насадкой с помощью домкрата.
Галерея изображений
Фото
Детали ржавого домкрата
Установка роликов между швеллерами
Установка насадки домкрата
Как работает домкрат?
Недостатком этого приспособления является его статичность, т. к. прокрутить всю длину профиля через трубогиб не получится.
к. прокрутить всю длину профиля через трубогиб не получится.
К достоинствам домкрата-гибочного станка можно отнести невысокую стоимость, простоту конструкции и отсутствие необходимости тяжелого физического труда.
Желающие сделать станок для работы с профильными трубами найдут много полезной информации, с содержанием которой советуем ознакомиться.
Выводы и полезное видео по теме
Представленные видео материалы помогут ознакомиться с приведенными выше рекомендациями по изготовлению самодельных трубогибов в динамике, а также познакомят с дополнительными вариантами сборки этих инструментов из подручных материалов.
Видео №1. Роликовый домкрат:
Видео №2. Изготовление трубогиба:
Видео №3. Сборка ступичного трубогиба:
Видео №4. Изготовление улиткового гибочного станка:
Изготовление улиткового гибочного станка:
Виды самодельного инструмента для гибки металлопрофиль не ограничиваются предложенными вариантами, ведь трубогиб своими руками можно сделать из любых имеющихся в хозяйстве деталей.
Главное соорудить прижимной механизм, который будет проталкивать трубу между двумя стойками или роликовую систему для деформации всего профиля сразу.
Хотите поговорить о том, как сделать трубогиб своими руками? Есть ли в вашем арсенале вариант инструмента, не описанный в статье? Пожалуйста, пишите комментарии в блоке ниже, делитесь полезной информацией, фотографиями по теме статьи, задавайте вопросы.
Как согнуть трубу с помощью трубогиба
Woodward Fab
Методы гибки труб и труб с помощью трубогибов достаточно просты. Несмотря на то, что для каждой работы есть кривая обучения, ее можно в значительной степени сократить, получая советы от опытных техников. Упомянутые ниже пункты должны помочь вам в преодолении препятствий и совершенствовании искусства гибки труб.
Несмотря на то, что для каждой работы есть кривая обучения, ее можно в значительной степени сократить, получая советы от опытных техников. Упомянутые ниже пункты должны помочь вам в преодолении препятствий и совершенствовании искусства гибки труб.
Ниже приведены некоторые советы от специалистов по гибке труб, которые помогут вам добиться идеального изгиба:
1. При использовании гидравлического трубогиба убедитесь, что размеры формирователя и гибочного ролика точно соответствуют размеру трубы. труба.
2. Поскольку трубы обычно крепятся с одного конца, измерьте длину трубы от центра. Это даст вам точное измерение.
3. Потренируйтесь несколько раз, пока не доведете до совершенства сгибание. Быстрое, стремительное движение обеспечит вам более плавный изгиб.
4. Трубы при изгибе имеют тенденцию немного пружинить. Для идеального изгиба вам необходимо перегнуть трубку. Убедитесь, что вы рассчитали величину ожидаемой пружины, и соответственно перегните трубку.

 В них быстро достигается необходимая температура. Они не занимают много места и отличаются чистотой производства.
В них быстро достигается необходимая температура. Они не занимают много места и отличаются чистотой производства.

 В противном случае, испаряемая влага может создавать на готовых деталях из алюминия полости и поры.
В противном случае, испаряемая влага может создавать на готовых деталях из алюминия полости и поры. ru
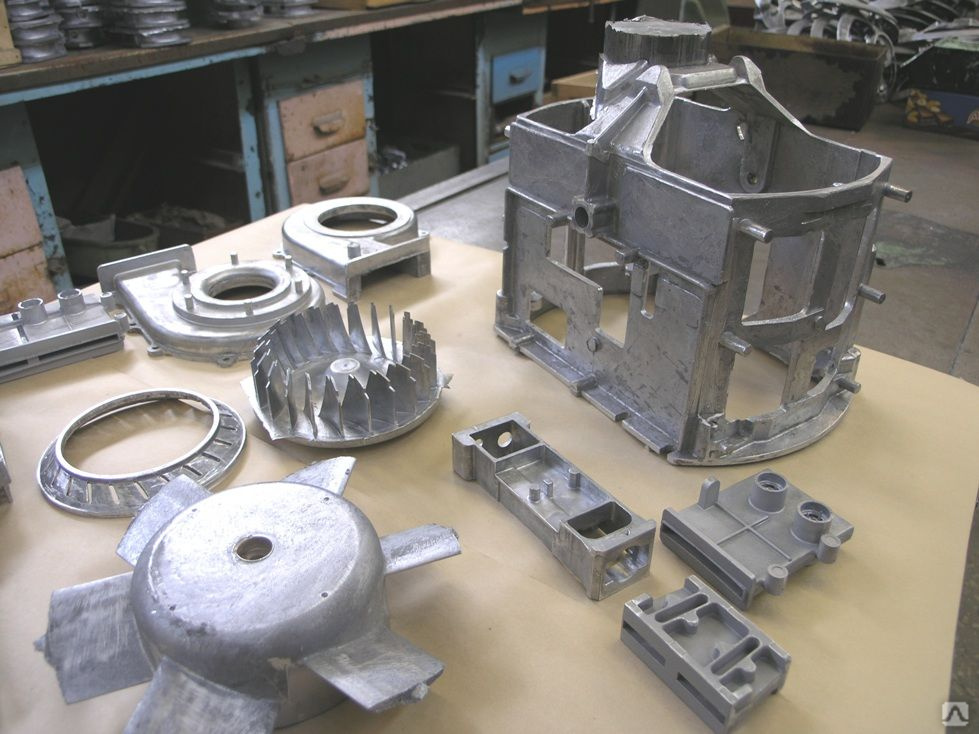
ru Вот поэтому, основные этапы производства – это:
Вот поэтому, основные этапы производства – это:
 Компания долгое время работает по всему Московскому региону и не только.
Компания долгое время работает по всему Московскому региону и не только.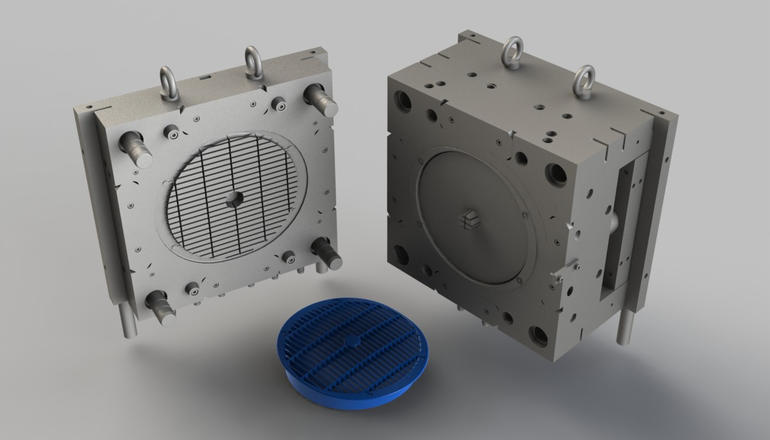
 Затем после охлаждения форму отделяют, а готовую деталь извлекают или извлекают.
Затем после охлаждения форму отделяют, а готовую деталь извлекают или извлекают. Литье под давлением обеспечивает наибольшую скорость производства благодаря процессу впрыска под давлением.
Литье под давлением обеспечивает наибольшую скорость производства благодаря процессу впрыска под давлением.


 процессы с многоразовыми формами и процессы с одноразовыми формами. В обоих процессах литейщик плавит металлический материал в тигле, заливает его в форму, а затем удаляет материал формы или отливку после того, как металл остынет и затвердеет.
процессы с многоразовыми формами и процессы с одноразовыми формами. В обоих процессах литейщик плавит металлический материал в тигле, заливает его в форму, а затем удаляет материал формы или отливку после того, как металл остынет и затвердеет. Многоразовые формы идеально подходят для создания нескольких одинаковых литых металлических объектов.
Многоразовые формы идеально подходят для создания нескольких одинаковых литых металлических объектов. Шаблоны также могут быть закрыты литниками, чтобы расплавленный металл мог затекать в форму.
Шаблоны также могут быть закрыты литниками, чтобы расплавленный металл мог затекать в форму.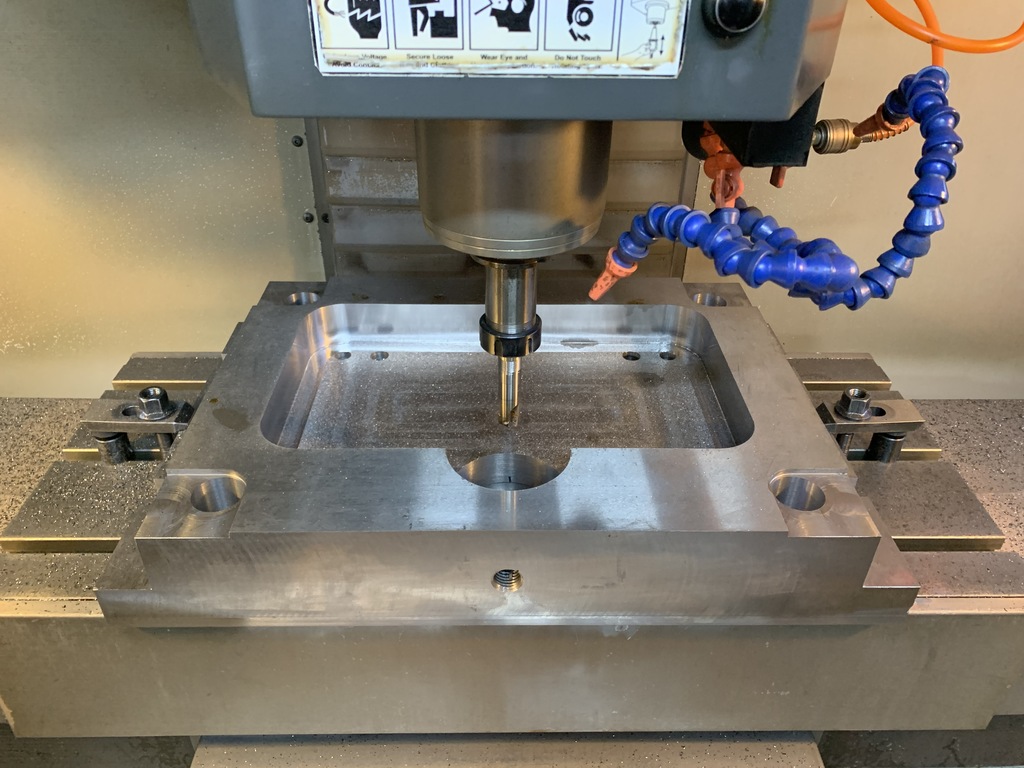 Если вы работаете с драгоценными металлами в ювелирной мастерской, вы можете работать с серебром, медью, золотом и платиной.
Если вы работаете с драгоценными металлами в ювелирной мастерской, вы можете работать с серебром, медью, золотом и платиной. Работайте в хорошо проветриваемом помещении, чтобы избежать рисков, связанных с опасными парами. Убедитесь, что у вас есть поблизости химический огнетушитель, и следите за тем, чтобы проход между печью и плесенью был чистым. Дайте форме затвердеть, прежде чем переходить к следующему шагу.
Работайте в хорошо проветриваемом помещении, чтобы избежать рисков, связанных с опасными парами. Убедитесь, что у вас есть поблизости химический огнетушитель, и следите за тем, чтобы проход между печью и плесенью был чистым. Дайте форме затвердеть, прежде чем переходить к следующему шагу.
 Наш литейный цех предлагает студентам возможность создавать свои собственные формы для песка и керамических оболочек. Мы предлагаем полностью оборудованную восковую комнату, где вы можете формировать и детализировать свои модели для литья по выплавляемым моделям. На наших литейных занятиях можно лить алюминий, бронзу и даже железо. На наших ювелирных уроках вы можете сделать свои собственные уникальные маленькие подвески, кольца и многое другое, чтобы отлить их из серебра и бронзы. Наши уроки ювелирного дела позволяют вам изучить весь процесс литья металла от создания восковой модели до заливки расплавленного металла, а затем отделки вашего изделия.
Наш литейный цех предлагает студентам возможность создавать свои собственные формы для песка и керамических оболочек. Мы предлагаем полностью оборудованную восковую комнату, где вы можете формировать и детализировать свои модели для литья по выплавляемым моделям. На наших литейных занятиях можно лить алюминий, бронзу и даже железо. На наших ювелирных уроках вы можете сделать свои собственные уникальные маленькие подвески, кольца и многое другое, чтобы отлить их из серебра и бронзы. Наши уроки ювелирного дела позволяют вам изучить весь процесс литья металла от создания восковой модели до заливки расплавленного металла, а затем отделки вашего изделия. Работайте в хорошо проветриваемом помещении, чтобы избежать рисков, связанных с опасными парами. Убедитесь, что у вас есть поблизости химический огнетушитель, и следите за тем, чтобы проход между печью и плесенью был чистым.
Работайте в хорошо проветриваемом помещении, чтобы избежать рисков, связанных с опасными парами. Убедитесь, что у вас есть поблизости химический огнетушитель, и следите за тем, чтобы проход между печью и плесенью был чистым. …
…
 Мы сосредоточимся на распиловке, опиловке, шлифовке, пайке, текстурировании, отжиге, штамповке, полировке и дизайне. Студенты изучат свойства…
Мы сосредоточимся на распиловке, опиловке, шлифовке, пайке, текстурировании, отжиге, штамповке, полировке и дизайне. Студенты изучат свойства… ..
..
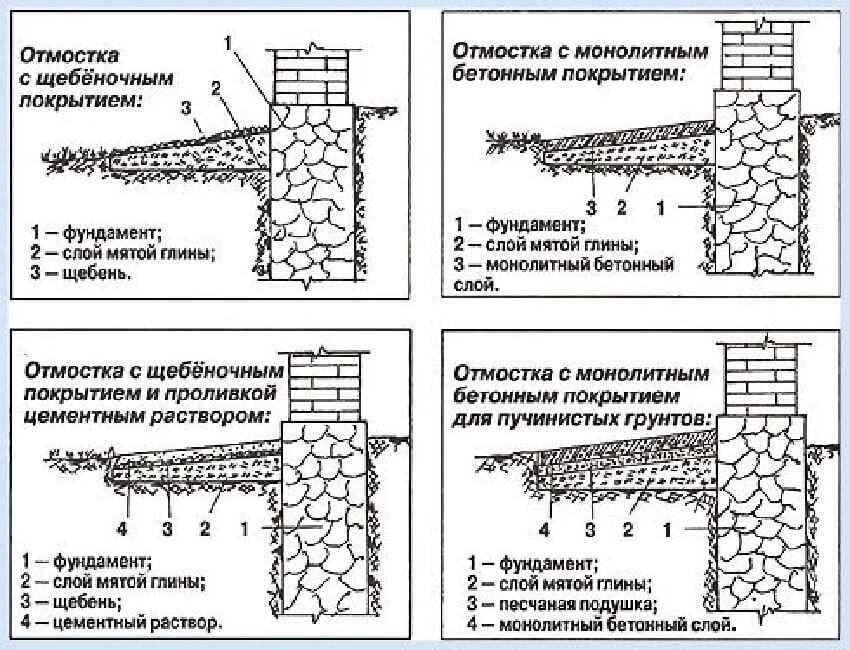

 Так вы застрахуете фундамент от воздействия перепада температур.
Так вы застрахуете фундамент от воздействия перепада температур.
 При этом необходимо обеспечить заведение профилированной мембраны на цоколь на 30-40 см.
При этом необходимо обеспечить заведение профилированной мембраны на цоколь на 30-40 см.
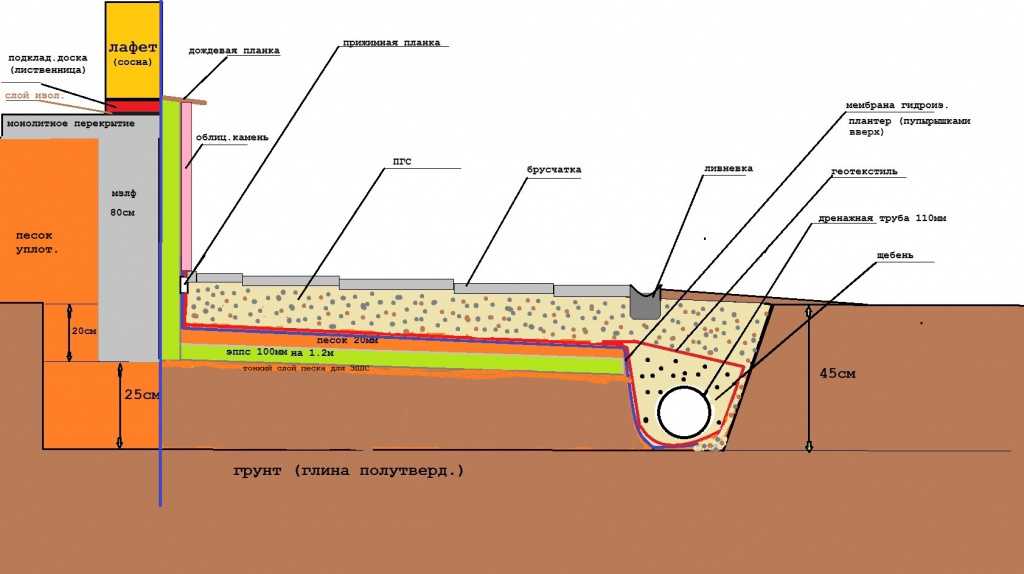 Ведь зная эти данные, вы можете проконтролировать процесс кладки отмостки.
Ведь зная эти данные, вы можете проконтролировать процесс кладки отмостки. Размеры отмостки вокруг дома колеблются от полуметра и выше.
Размеры отмостки вокруг дома колеблются от полуметра и выше.
 С их помощью можно верно рассчитать длину, глубину и ширину отмостки по СНиП. Не обязательно знать все пункты на память, но желательно в общих чертах владеть данной информацией. Ведь именно тогда вы сможете сделать правильную ширину отмостки согласно нормам ГОСТа, под верным наклоном, что облегчит вашу жизнь в доме.
С их помощью можно верно рассчитать длину, глубину и ширину отмостки по СНиП. Не обязательно знать все пункты на память, но желательно в общих чертах владеть данной информацией. Ведь именно тогда вы сможете сделать правильную ширину отмостки согласно нормам ГОСТа, под верным наклоном, что облегчит вашу жизнь в доме.
 сетка). Ручной метод NIOSH может использоваться строительными компаниями, профсоюзами и учебными организациями для лучшего понимания слепых зон вокруг собственного оборудования.
сетка). Ручной метод NIOSH может использоваться строительными компаниями, профсоюзами и учебными организациями для лучшего понимания слепых зон вокруг собственного оборудования.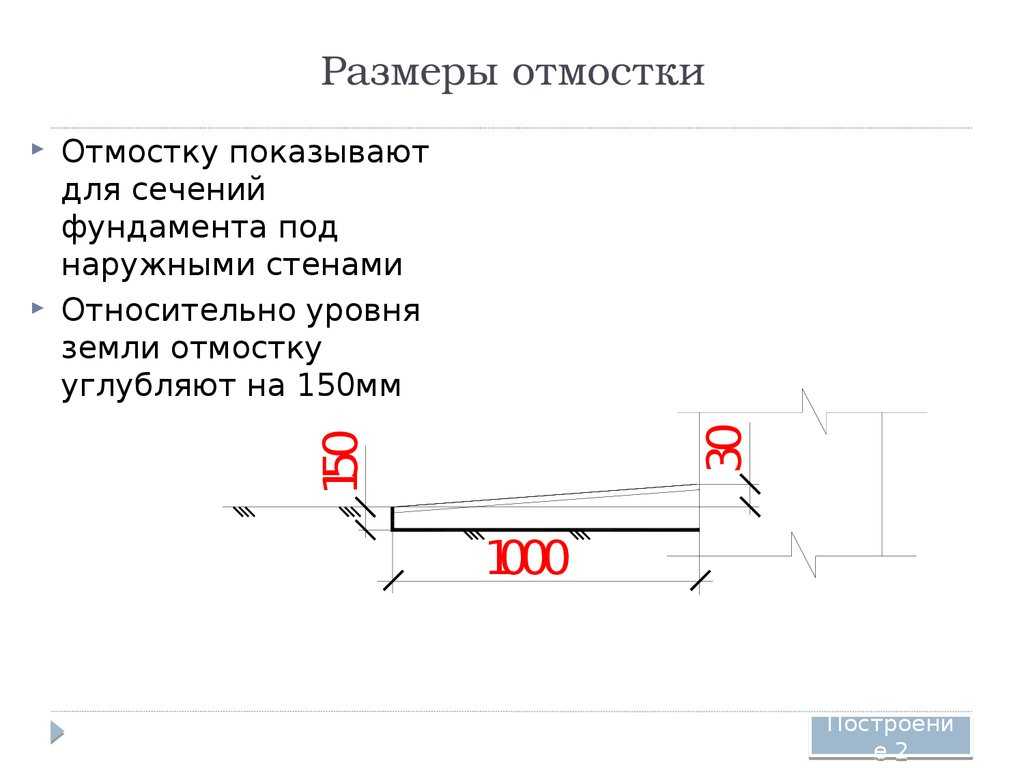 Полярная сетка состоит из линий длиной 16 м, расходящихся от центра сетки с интервалами в 10 градусов, и ряда концентрических окружностей, расположенных в центре сетки с интервалами в 2 метра (см. рис. A-1). Внешний круг имеет радиус 16 м. Для измерения слепых зон для более крупного оборудования могут потребоваться дополнительные круги большего радиуса.
Полярная сетка состоит из линий длиной 16 м, расходящихся от центра сетки с интервалами в 10 градусов, и ряда концентрических окружностей, расположенных в центре сетки с интервалами в 2 метра (см. рис. A-1). Внешний круг имеет радиус 16 м. Для измерения слепых зон для более крупного оборудования могут потребоваться дополнительные круги большего радиуса.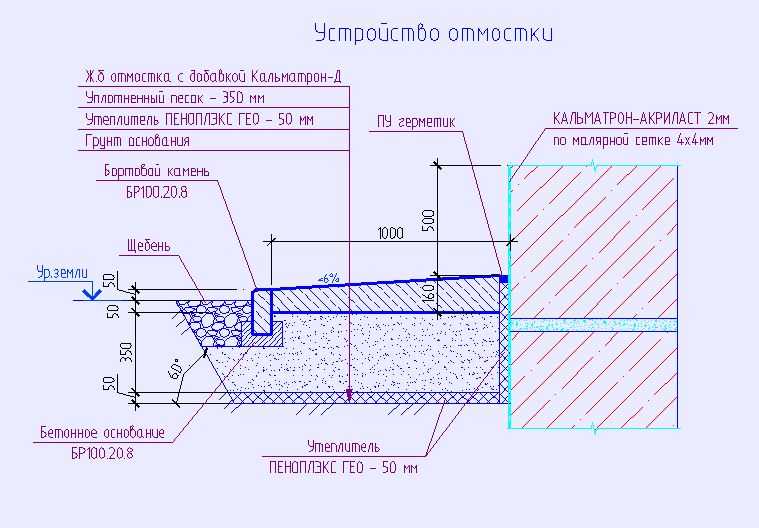 Оборудование перемещается по испытательной сетке так, чтобы сиденье водителя находилось прямо над центром сетки, а линия 0 градусов проходила прямо перед водителем и была параллельна длинной оси оборудования (см. рис. A-1, A). -2). Двигатель выключен, стояночный тормоз затянут, а шины заблокированы. Навесное оборудование (например, ковши, отвалы) устанавливается так, как оно должно быть при перемещении оборудования, и фиксируется на месте.
Оборудование перемещается по испытательной сетке так, чтобы сиденье водителя находилось прямо над центром сетки, а линия 0 градусов проходила прямо перед водителем и была параллельна длинной оси оборудования (см. рис. A-1, A). -2). Двигатель выключен, стояночный тормоз затянут, а шины заблокированы. Навесное оборудование (например, ковши, отвалы) устанавливается так, как оно должно быть при перемещении оборудования, и фиксируется на месте.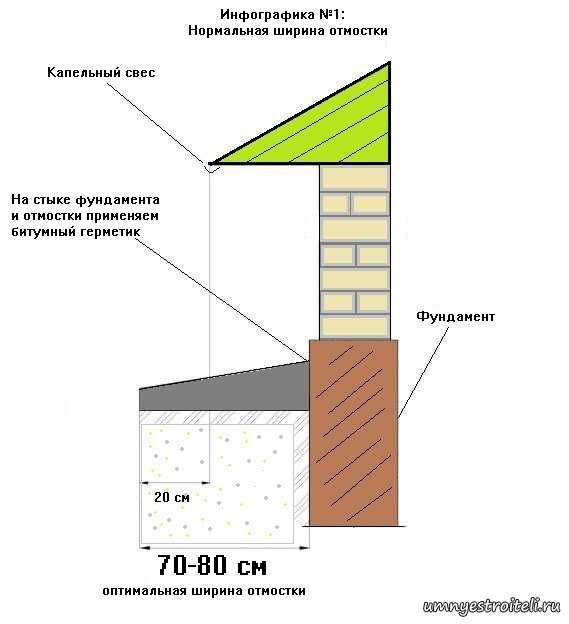


 Координаты записываются в таблицы данных с использованием узлов полярной сетки в качестве ориентиров (см. рис. A-5).
Координаты записываются в таблицы данных с использованием узлов полярной сетки в качестве ориентиров (см. рис. A-5).
 Используйте ручку, чтобы обвести форму и размер вашего слепого пятна на карточке. Затем вы можете измерить диаметр слепого пятна на карте (см. уравнение ниже).
Используйте ручку, чтобы обвести форму и размер вашего слепого пятна на карточке. Затем вы можете измерить диаметр слепого пятна на карте (см. уравнение ниже).

 one
one
 5
5 37
37 2
2 8
8 с.
с. 55
55 1
1 с.
с. 8
8 7
7 9
9 с.
с. 7
7 6
6 с.
с. 2
2 6
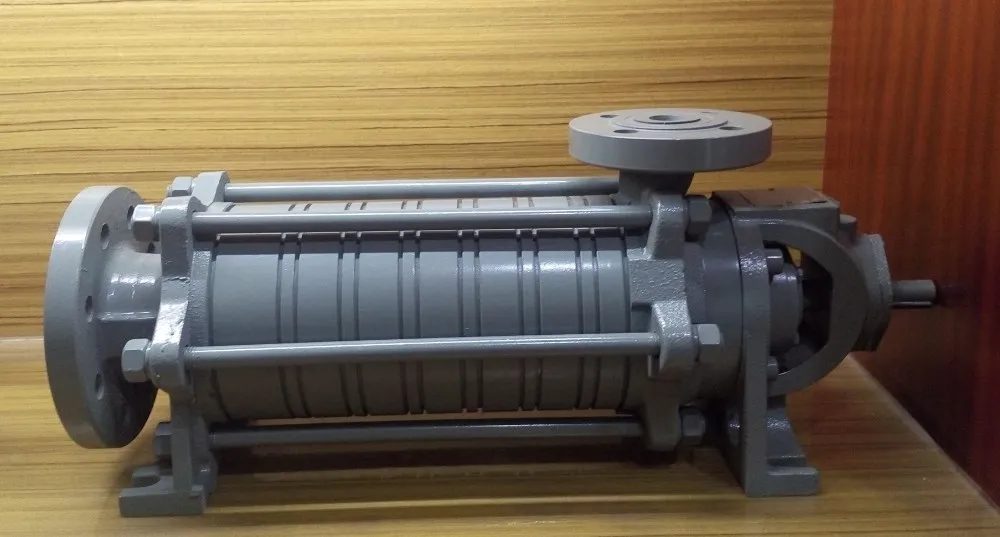
6 Наша компания изготовила миллионы насосов, которые используются в более чем 140 странах по всему миру. Наши водяные насосы из нержавеющей стали отвечают всем основным требованиям, предъявляемым к промышленным насосным установкам.
Наша компания изготовила миллионы насосов, которые используются в более чем 140 странах по всему миру. Наши водяные насосы из нержавеющей стали отвечают всем основным требованиям, предъявляемым к промышленным насосным установкам.

 Выбор, скорее всего, будет близок к «BEP» и будет работать эффективно и надежно.
Выбор, скорее всего, будет близок к «BEP» и будет работать эффективно и надежно. е. диффузоры.
е. диффузоры.

 021 461 7231
021 461 7231

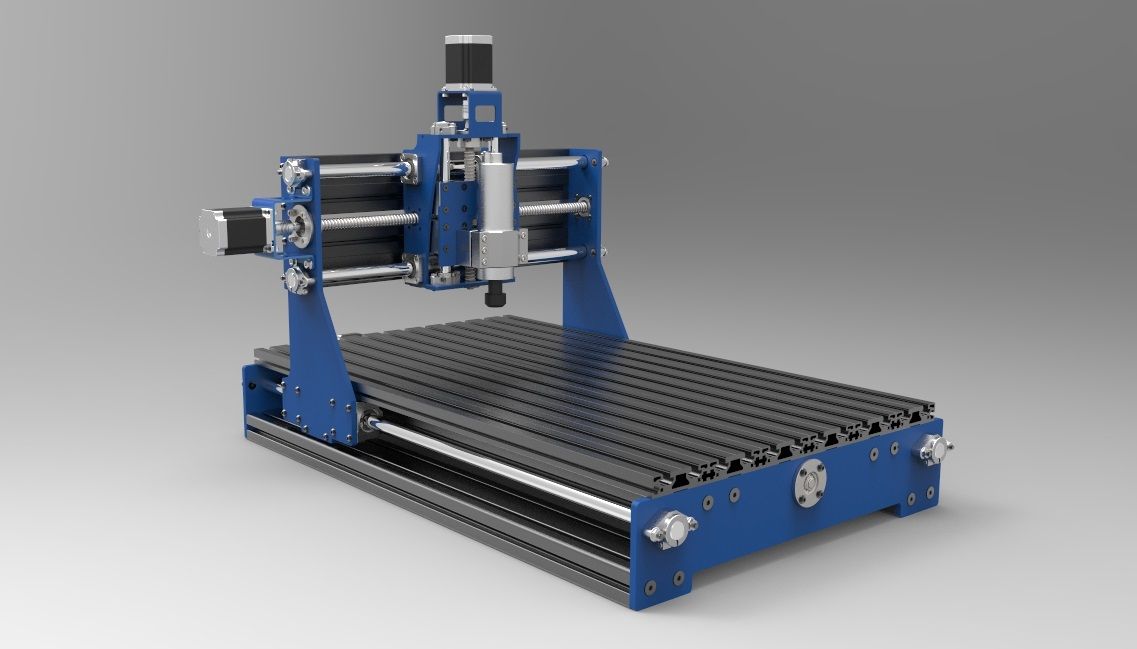
 Также контроллер обеспечивает движение режущих инструментов по поверхности детали в соответствии с заданной программой обработки.
Также контроллер обеспечивает движение режущих инструментов по поверхности детали в соответствии с заданной программой обработки.
 Колеса нарезаются методом следа или обкатки. Зубообрабатывающие станки для мелкосерийного производства автоматизированы в большей степени, чем модели для серийного выпуска деталей.
Колеса нарезаются методом следа или обкатки. Зубообрабатывающие станки для мелкосерийного производства автоматизированы в большей степени, чем модели для серийного выпуска деталей.
 Производственные затраты и процент брака минимизируются.
Производственные затраты и процент брака минимизируются.
 Поэтому и существуют такие профессии как оператор ЧПУ и инженер программист ЧПУ. Программист составляет по чертежу конструктора программы, а оператор загружает их в станок, если требуется меняет инструмент, устанавливает материал и следит за правильным исполнением этих программ.
Поэтому и существуют такие профессии как оператор ЧПУ и инженер программист ЧПУ. Программист составляет по чертежу конструктора программы, а оператор загружает их в станок, если требуется меняет инструмент, устанавливает материал и следит за правильным исполнением этих программ.

 Проще всего, если вы переместите свою машину в начальную точку до при попытке выполнить команду G2.
Проще всего, если вы переместите свою машину в начальную точку до при попытке выполнить команду G2. Добавление координат определит промежуточную точку, к которой нужно перейти перед возвратом в исходное положение (во избежание столкновений), например:
Добавление координат определит промежуточную точку, к которой нужно перейти перед возвратом в исходное положение (во избежание столкновений), например: 
 нажал.
нажал.



 Теперь это будет отправной точкой для команды G02. С помощью параметров X и Y команды G02 мы устанавливаем конечную точку. Теперь, чтобы добраться до этой конечной точки, используя круговое движение или дугу, нам нужно определить ее центральную точку. Мы делаем это, используя параметры I и J. Значения I и J относятся к начальной или конечной точке предыдущей команды. Итак, чтобы получить центральную точку на X5 и Y7, нам нужно сделать смещение на 0 по оси X и смещение -5 по оси Y.
Теперь это будет отправной точкой для команды G02. С помощью параметров X и Y команды G02 мы устанавливаем конечную точку. Теперь, чтобы добраться до этой конечной точки, используя круговое движение или дугу, нам нужно определить ее центральную точку. Мы делаем это, используя параметры I и J. Значения I и J относятся к начальной или конечной точке предыдущей команды. Итак, чтобы получить центральную точку на X5 и Y7, нам нужно сделать смещение на 0 по оси X и смещение -5 по оси Y.
 Мы объясним это в следующем разделе.
Мы объясним это в следующем разделе. Единственная разница здесь в том, что движение происходит против часовой стрелки. Все остальные функции и правила аналогичны команде G02.
Единственная разница здесь в том, что движение происходит против часовой стрелки. Все остальные функции и правила аналогичны команде G02. Если мы не укажем единицы измерения, машина будет считать значения по умолчанию, установленные предыдущей программой.
Если мы не укажем единицы измерения, машина будет считать значения по умолчанию, установленные предыдущей программой. G90 для абсолютного режима и G91 для относительного режима .
G90 для абсолютного режима и G91 для относительного режима . Вот несколько распространенных команд M-кода:
Вот несколько распространенных команд M-кода:




 Заточка
Заточка 50 грн
50 грн 10 грн
10 грн Харьков
Харьков Подрядчики Direct
Подрядчики Direct Рассмотрите возможность использования перевязочного камня из чистого золота для получения более быстрых и точных результатов.
Рассмотрите возможность использования перевязочного камня из чистого золота для получения более быстрых и точных результатов. Это определенно необходимо.0003
Это определенно необходимо.0003
 Его диаметр составляет 6 дюймов. Беседка
Его диаметр составляет 6 дюймов. Беседка  Зернистость 180. Диаметр
Зернистость 180. Диаметр  0120 US-550
0120 US-550 

 Об их устройстве, о том, какие они решают задачи, подробно изложено в этой статье. Достаточно отметить, что основная функция ГА – стабилизация давления в трубах. Поэтому его падение на входе никак не отразиться на работе бытовых приборов и напоре воды из крана.
Об их устройстве, о том, какие они решают задачи, подробно изложено в этой статье. Достаточно отметить, что основная функция ГА – стабилизация давления в трубах. Поэтому его падение на входе никак не отразиться на работе бытовых приборов и напоре воды из крана.
 О них и возможных последствиях хорошо рассказывается здесь.
О них и возможных последствиях хорошо рассказывается здесь. По желанию клиента мастера сами доставят нужное оборудование на место, скорректируют схему, произведут монтаж и опробование системы в работе.
По желанию клиента мастера сами доставят нужное оборудование на место, скорректируют схему, произведут монтаж и опробование системы в работе.

 Казалось бы, погружные насосы по паспорту должны давать подъём на 50-70 метров, это значит, что они на входе в трубопровод дают давление 5-7 атмосфер.
Казалось бы, погружные насосы по паспорту должны давать подъём на 50-70 метров, это значит, что они на входе в трубопровод дают давление 5-7 атмосфер.
 Дорого и незачем. Есть гораздо более простые средства.
Дорого и незачем. Есть гораздо более простые средства.
 Насос обеспечивает текущее потребление воды и заново заполняет гидроаккумулятор. По достижении максимально назначенного давления насос отключается.
Насос обеспечивает текущее потребление воды и заново заполняет гидроаккумулятор. По достижении максимально назначенного давления насос отключается.
 Наши 6 лучших способов увеличить давление воды в душе помогут вам диагностировать вашу уникальную проблему и позволят вам начать наслаждаться душем.
Наши 6 лучших способов увеличить давление воды в душе помогут вам диагностировать вашу уникальную проблему и позволят вам начать наслаждаться душем.
 Например, на форсунках душа и вокруг них могут образовываться минеральные отложения. Вмятина или складка на душевом шланге также могут способствовать низкому давлению воды.
Например, на форсунках душа и вокруг них могут образовываться минеральные отложения. Вмятина или складка на душевом шланге также могут способствовать низкому давлению воды. Некоторые из них просты, а другим может потребоваться профессиональная помощь.
Некоторые из них просты, а другим может потребоваться профессиональная помощь. Удаление может также очистить от минеральных отложений вокруг ограничителя.
Удаление может также очистить от минеральных отложений вокруг ограничителя. Проверьте под своей кухонной раковиной или рядом с водонагревателем, где находится большинство запорных водяных клапанов, хотя точное расположение может отличаться в каждом доме.
Проверьте под своей кухонной раковиной или рядом с водонагревателем, где находится большинство запорных водяных клапанов, хотя точное расположение может отличаться в каждом доме. Таким образом, вы будете принимать душ, когда водопроводные трубы будут менее востребованы, а это означает, что в вашем распоряжении будет больше воды.
Таким образом, вы будете принимать душ, когда водопроводные трубы будут менее востребованы, а это означает, что в вашем распоряжении будет больше воды.
 Проблема может быть связана с вашим водонагревателем.
Проблема может быть связана с вашим водонагревателем. Это также разрушит немного осадка.
Это также разрушит немного осадка. Однако, если вы хотите постоянное исправление, которое не требует замены оборудования в течение десяти лет; есть еще вариант.
Однако, если вы хотите постоянное исправление, которое не требует замены оборудования в течение десяти лет; есть еще вариант.

 Да, это занимает больше времени, но может быть намного полезнее для здоровья.
Да, это занимает больше времени, но может быть намного полезнее для здоровья.
 org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»>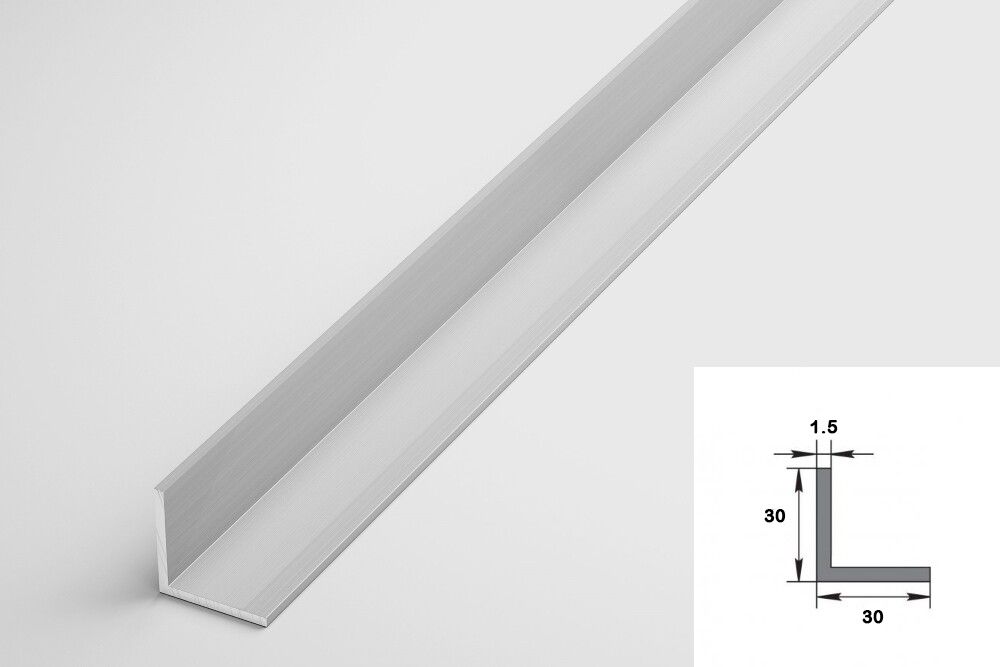 org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> 11.2022
11.2022 26 кг, цена за метр
26 кг, цена за метр 31 кг, цена за кг
31 кг, цена за кг 32 кг, цена за кг
32 кг, цена за кг 31 кг, цена за метр
31 кг, цена за метр 8 мм, равнополочный, прессованный, АД31Т1, вес 1 метра 0.38 кг, цена за метр
8 мм, равнополочный, прессованный, АД31Т1, вес 1 метра 0.38 кг, цена за метр 05 кг, цена за кг
05 кг, цена за кг 2 мм, равнополочный, вес 1 метра 0.06 кг, цена за кг
2 мм, равнополочный, вес 1 метра 0.06 кг, цена за кг 2 мм, равнополочный, АД31Т1, вес 1 метра 0.06 кг, цена за кг
2 мм, равнополочный, АД31Т1, вес 1 метра 0.06 кг, цена за кг 2 мм, равнополочный, вес 1 метра 0.06 кг, цена за метр
2 мм, равнополочный, вес 1 метра 0.06 кг, цена за метр 2 мм, равнополочный, 6060, вес 1 метра 0.06 кг, цена за метр
2 мм, равнополочный, 6060, вес 1 метра 0.06 кг, цена за метр 2 мм, равнополочный, АД31, вес 1 метра 0.06 кг, цена за метр
2 мм, равнополочный, АД31, вес 1 метра 0.06 кг, цена за метр 2 мм, равнополочный, АД31Т, вес 1 метра 0.06 кг, цена за метр
2 мм, равнополочный, АД31Т, вес 1 метра 0.06 кг, цена за метр 2 мм, равнополочный, АД31Т, анодированный под серебро, вес 1 метра 0.06 кг, цена за метр
2 мм, равнополочный, АД31Т, анодированный под серебро, вес 1 метра 0.06 кг, цена за метр 2 мм, равнополочный, АД31Т, анодированный, вес 1 метра 0.06 кг, цена за метр
2 мм, равнополочный, АД31Т, анодированный, вес 1 метра 0.06 кг, цена за метр 2 мм, равнополочный, прессованный, АД31Т1, вес 1 метра 0.06 кг, цена за метр
2 мм, равнополочный, прессованный, АД31Т1, вес 1 метра 0.06 кг, цена за метр 2022
2022 Поскольку сам угол образует треугольное пространство, полку обычно можно использовать только для поддержки небольших предметов, таких как растение и т. д.
Поскольку сам угол образует треугольное пространство, полку обычно можно использовать только для поддержки небольших предметов, таких как растение и т. д.

 Разметьте стену через крепежные отверстия в обрешетке.
Разметьте стену через крепежные отверстия в обрешетке. Просверлите отверстие на полпути между метками и краем полки, чтобы вставить небольшой винт, и при необходимости раззенкуйте верхнюю часть полки. Прикрепите полку к опорам с помощью подходящего винта сверху полки и к опорным рейкам.
Просверлите отверстие на полпути между метками и краем полки, чтобы вставить небольшой винт, и при необходимости раззенкуйте верхнюю часть полки. Прикрепите полку к опорам с помощью подходящего винта сверху полки и к опорным рейкам.

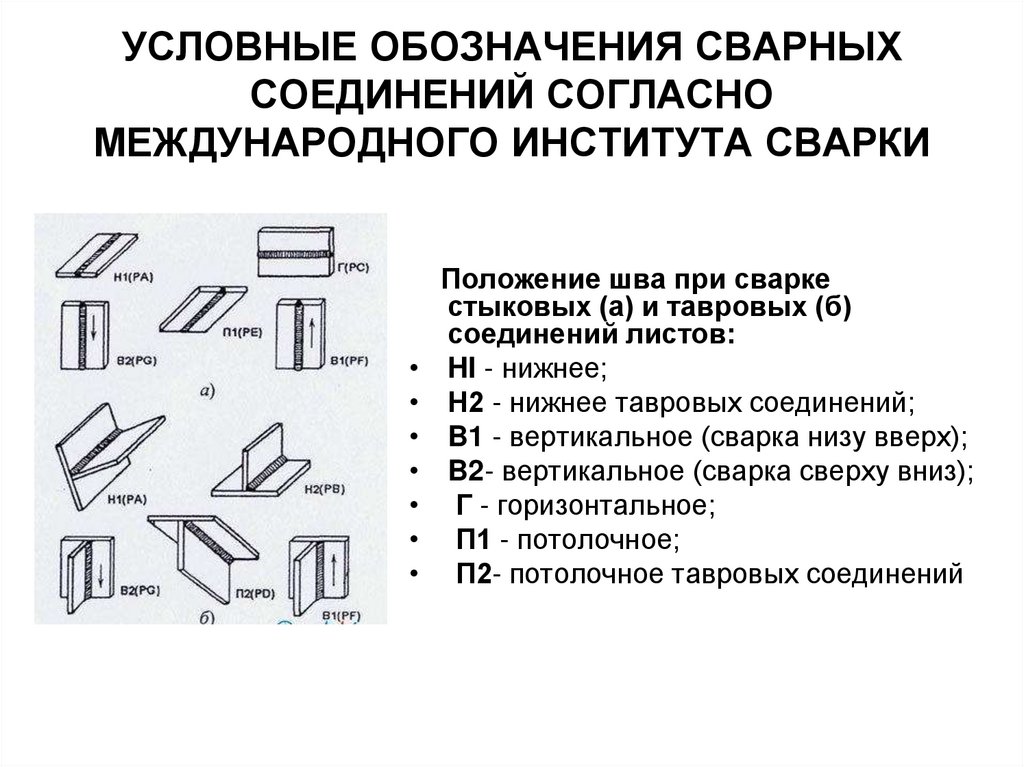
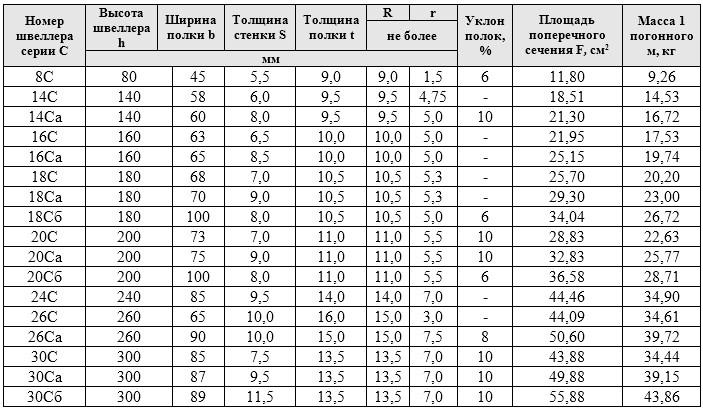 Если грани расположены под углом, то такой прокат маркируется буквой «В». Также используются следующие маркировки:
Если грани расположены под углом, то такой прокат маркируется буквой «В». Также используются следующие маркировки: Минимальная ширина полок составляет 32 мм, а максимальная – 115 мм. Толщина стенки изделия составляет 4 – 15 мм.
Минимальная ширина полок составляет 32 мм, а максимальная – 115 мм. Толщина стенки изделия составляет 4 – 15 мм. В документации указаны размеры изделий, форма, а также допустимые отклонения. Наиболее распространены следующие ГОСТы:
В документации указаны размеры изделий, форма, а также допустимые отклонения. Наиболее распространены следующие ГОСТы:
 09
09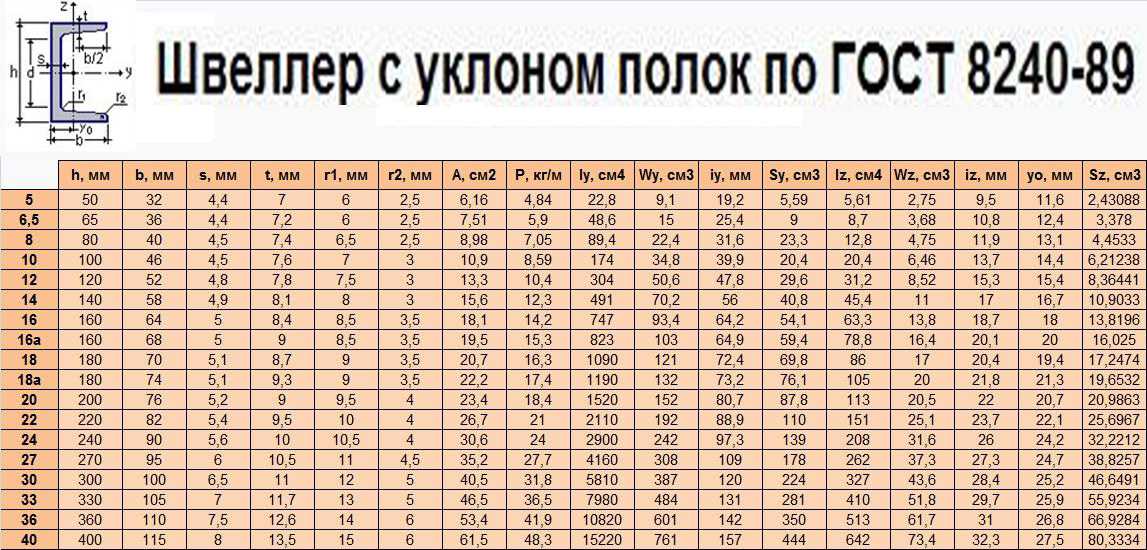 03
03 45
45 95
95 99
99 47
47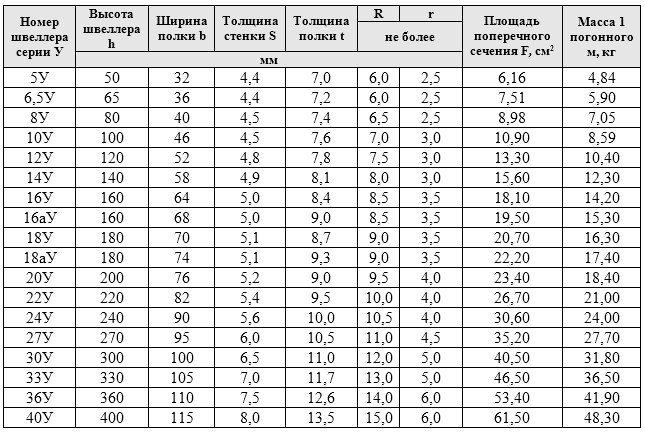 1/4″
1/4″ «x 3/4» x 1/8 «
«x 3/4» x 1/8 « В зависимости от элементов сплава, добавленных в спецификации производителя, этот показатель может варьироваться от 7,75 до 8,05 г/см3 (0,280 и 0,291 фунта/дюйм3). Просто умножьте соответствующую плотность сплава на длину, ширину и толщину необходимой детали (см. рабочие примеры ниже).
В зависимости от элементов сплава, добавленных в спецификации производителя, этот показатель может варьироваться от 7,75 до 8,05 г/см3 (0,280 и 0,291 фунта/дюйм3). Просто умножьте соответствующую плотность сплава на длину, ширину и толщину необходимой детали (см. рабочие примеры ниже).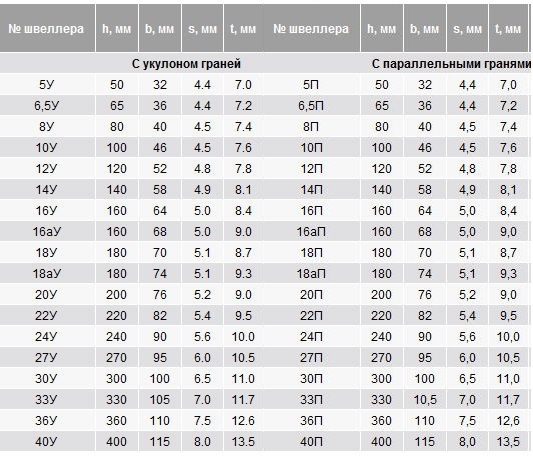 Пожалуйста, свяжитесь с нами для получения подробной информации о нашем полном ассортименте продукции и текущем наличии на складе.
Пожалуйста, свяжитесь с нами для получения подробной информации о нашем полном ассортименте продукции и текущем наличии на складе. 710
710 840
840 100
100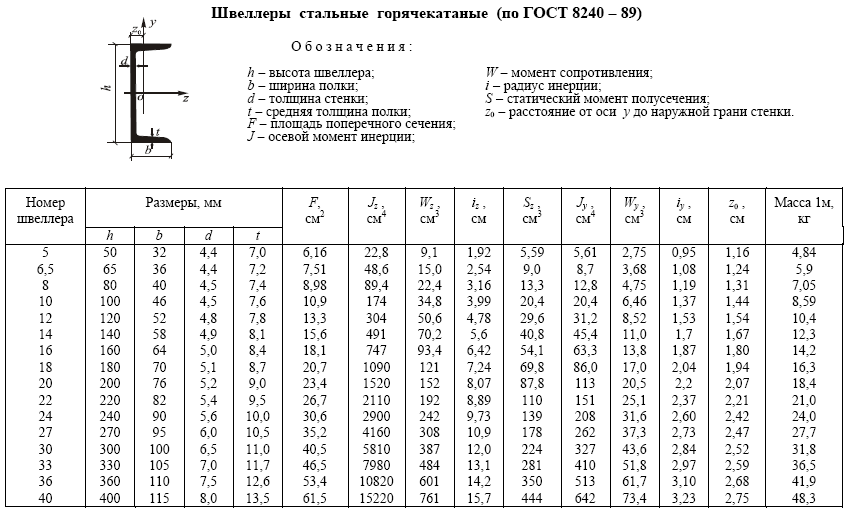 250
250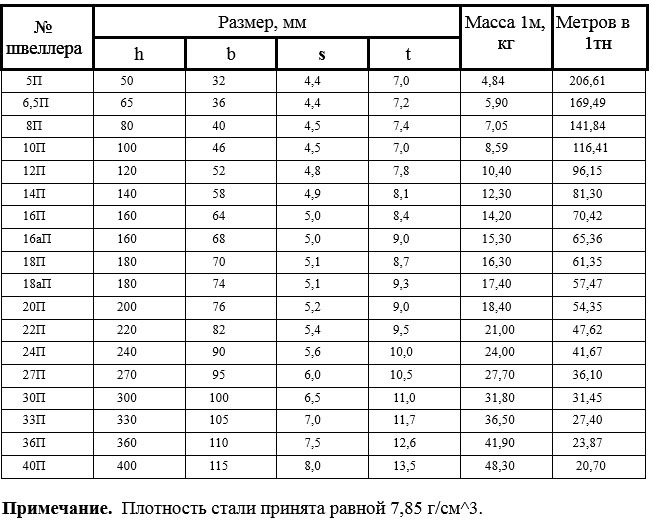 600
600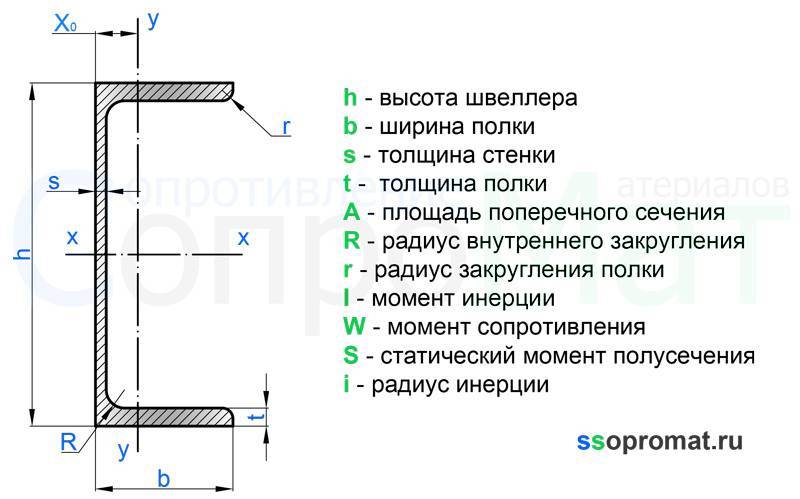 112
112 2.556
2.556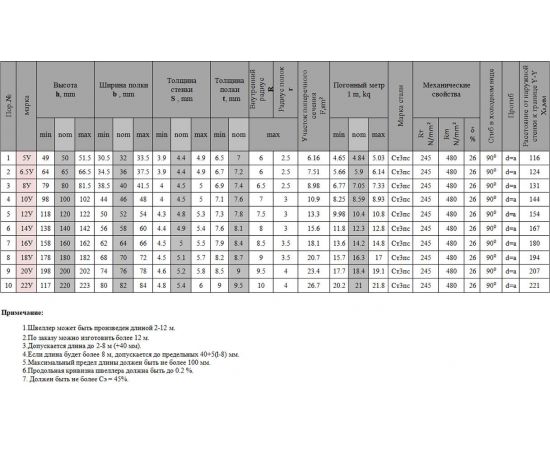 264
264 076
076
 п.).
п.). Поэтому
Поэтому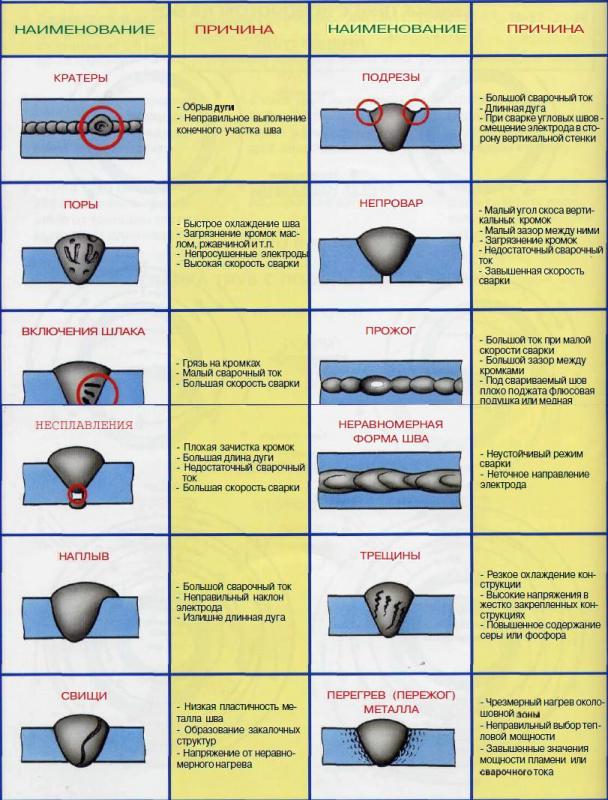
 5).
5).  Список такой:
Список такой: Заранее спасибо.
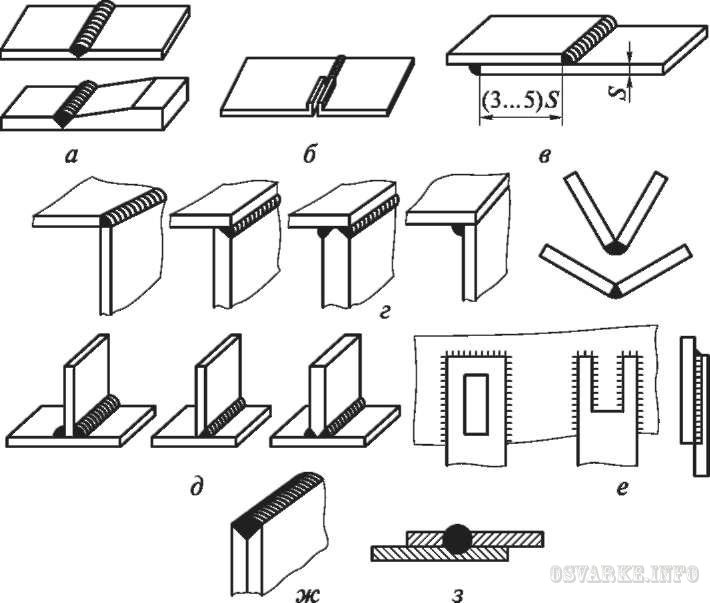
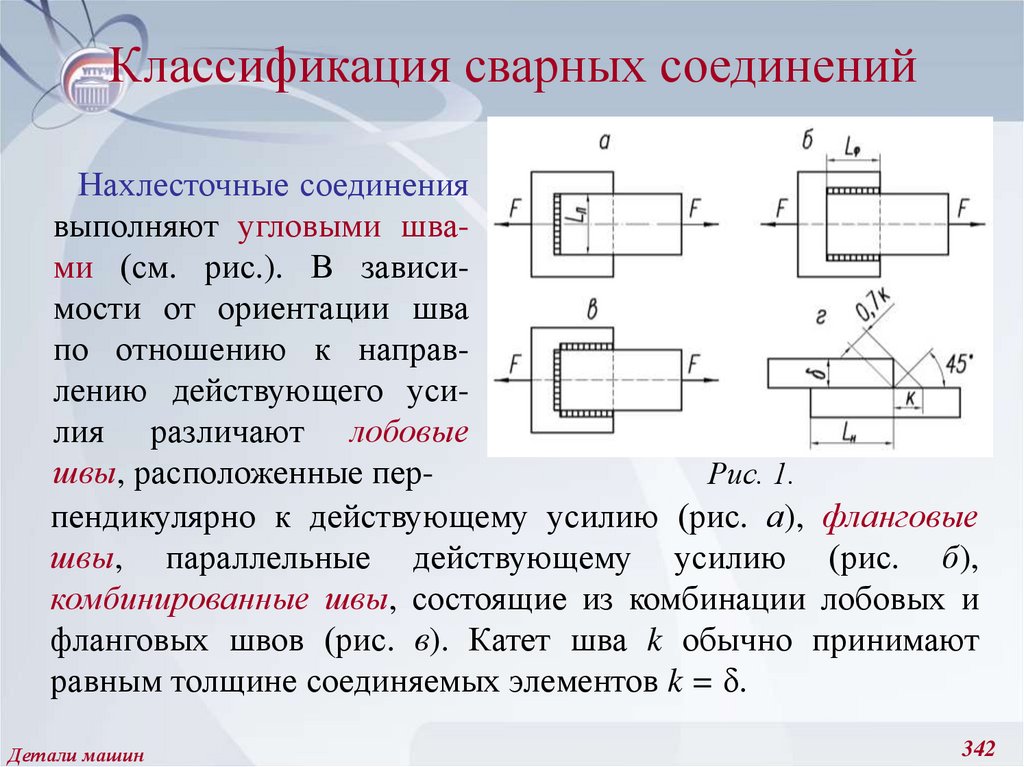
Заранее спасибо. В некоторых случаях эти сварные швы должны быть удалены после окончательной сборки или монтажа.
В некоторых случаях эти сварные швы должны быть удалены после окончательной сборки или монтажа.  „16 дюймов, сварной участок должен быть увеличен на величину корневого отверстия.
„16 дюймов, сварной участок должен быть увеличен на величину корневого отверстия. 
 Они часто используются для соединений в строительных колоннах, несущих только осевые нагрузки. В мостах такие сварные швы не должны использоваться там, где натяжение может быть приложено нормально к оси сварных швов.
Они часто используются для соединений в строительных колоннах, несущих только осевые нагрузки. В мостах такие сварные швы не должны использоваться там, где натяжение может быть приложено нормально к оси сварных швов. 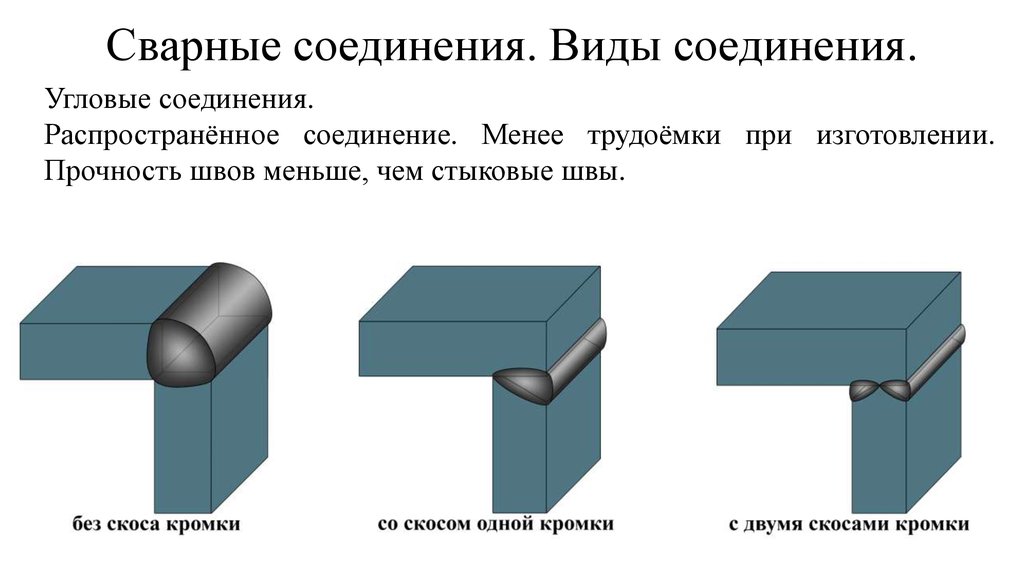 При выборе сварного шва проектировщики должны учитывать не только тип соединения, но и тип сварного шва, для которого требуется минимальное количество металла. Это позволит сэкономить и материал, и время.
При выборе сварного шва проектировщики должны учитывать не только тип соединения, но и тип сварного шва, для которого требуется минимальное количество металла. Это позволит сэкономить и материал, и время.  Тем не менее, следует учитывать стоимость подготовки кромок и дополнительных работ по выдалбливанию для обратного прохода. Кроме того, для тонкого материала, для которого может быть достаточно одного прохода, неэкономично использовать электроды меньшего размера для сварки с двух сторон. Кроме того, плохой доступ или менее благоприятное положение для сварки (ст. 5.18) может сделать несимметричный разделочный шов более экономичным, поскольку его можно сваривать только с одной стороны.
Тем не менее, следует учитывать стоимость подготовки кромок и дополнительных работ по выдалбливанию для обратного прохода. Кроме того, для тонкого материала, для которого может быть достаточно одного прохода, неэкономично использовать электроды меньшего размера для сварки с двух сторон. Кроме того, плохой доступ или менее благоприятное положение для сварки (ст. 5.18) может сделать несимметричный разделочный шов более экономичным, поскольку его можно сваривать только с одной стороны. 
 Электрический ток, используемый при сварке электродами, может быть как переменным, так и постоянным.
Электрический ток, используемый при сварке электродами, может быть как переменным, так и постоянным. Крепеж бывает разных типов, например, с резьбой, с резьбой или без резьбы.
Крепеж бывает разных типов, например, с резьбой, с резьбой или без резьбы.