Главная / ЧПУ станок / Токарный станок / Как выполнить нарезание резьбы на токарном станке
Нарезание резьбы на токарном станке 1К62, всех её заходов, выполняется делением (поворотом заготовки на часть окружности относительно зафиксированного резца) и осуществляется поворотом шпинделя при разомкнутой винторезной цепи, для чего блок Б6 (см. Привод главного движения станка токарного типа, рис. 1) выводят из зацепления и ставят в нейтральное положение. Угол поворота отсчитывают по шкале, нанесенной на заднем конце шпинделя. Шпиндель и блок Б6 имеют зубчатые колеса z = 60, что позволяет снова их сцепить после деления окружности на 2, 3, 4, 5, 6, 10, 12, 15, 20, 30 и 60 частей.
Специалист по токарному делу Г. Н. Смирнов рекомендует производить деление при нарезании на токарном станке многозаходных резьб (рис. 1) за счет осевого смещения резца, при неподвижной заготовке, на шаг нарезаемой резьбы. Смещение резца производится перестановкой резцовой каретки с индикатором 2, штифт которого упирается в мерную плитку 1. Имея две плитки, разность длин которых равна шагу, можно осуществить точное перемещение резца.
Рис. 1. Схема деления при нарезании многозаходных резьб за счет осевого смещения резца.
Применение многорезцовых державок (рис. 2) позволяет сократить время при нарезании резьб на токарном станке благодаря одновременному нарезанию всех заходов резьбы. В державке устанавливают по шаблону в зависимости от числа заходов резьбы два-три и более резцов, смещенных один относительно другого на величину шага.
Рис. 2. Державка для нарезания двухзаходной резьбы
Скоростное нарезание наружных и внутренних резьб на токарно-винторезных станках можно осуществить, применяя специальные вращающиеся резцовые головки («вихревое» нарезание резьбы). Резцовую головку 1 (рис. 3), в которой закреплены один или несколько резцов 2, устанавливают на суппорте эксцентрично относительно заготовки 3 и сообщают ей быстрое (от 1000 до 3000 об/мин) вращение от отдельного электродвигателя. Заготовка вращается со скоростью, значительно меньшей (от 3 до 40 об/мин).
Винторезная цепь станка должна обеспечивать перемещение суппорта на шаг нарезаемой резьбы на токарном станке за один оборот заготовки. При этом методе нарезания резьбы каждый резец находится в работе в течение короткого промежутка времени, т. е. доли оборота, снимая мелкую стружку в форме запятой, а в течение остальной части оборота он движется «по воздуху», не производя резания. Благодаря этому резцы хорошо охлаждаются, что позволяет значительно повысить скорость резания, а следовательно, и производительность. Нарезание внутренних резьб этим способом производится вращающейся оправкой с резцом (рис. 4). С помощью резцовых головок и оправок нарезать резьбу на токарном станке, с шагом до 6 мм, можно за один проход.
Рис. 4. Схема вихревого нарезания внутренней резьбы
Статьи по станкам ЧПУ
Более 1000 статей о станках и инструментах, методах обработки металлов на станках с ЧПУ.
Предыдущая статья
Следующая статья
как это сделать метчиком, плашкой, видео
Для того чтобы нарезать резьбу на токарном станке, могут применяться разные инструменты. Опытные мастера чаще всего делают это при помощи резца.
Но также можно применить и рабочие головки специального назначения, метчики, плашки. А также такая операция, проводится используя технологию накатки.
В этой статье мы разберёмся, какие бывают резьбы, как их получить при помощи разных методов, и как проверить их качество.
Содержание:
1 Методы получения
2 Классификация
3 Как нарезать на токарном?
3.1 Нарезание внутренней и наружной
3.2 Нарезание метчиками и плашками
3.3 Использование резьбонарезных головок
4 Особенности левой
5 Контроль качества
6 Интересное видео
Методы получения
Существует два основных метода для получения резьбы. Они делятся на нарезание и накатывание. Также различные методы используются для внутренней и наружной резьбы.
К примеру, для наружной, необходимо воспользоваться разными плашками, резцами, резьбовыми фрезами и гребенками, либо роликами на резьбонакатных автоматах.
При выборе одного или другого метода, нужно учитывать желаемый профиль резьбы, характер материала, необходимый объем и точность.
Классификация
Существует огромное множество типов резьбы. Они отличаются по форме профиля, расположению, направлению заходов, величиной шага и многим другим параметрам.
По форме профиля резьбы бывают
Трапециевидные.
Прямоугольные.
Круглые.
Упорные.
Треугольные: метрические; дюймовые; трубные.
По направлению заходов
Левая.
Правая.
По расположению
Наружная (как у болта).
Внутренняя (как у гайки).
Читайте также: токарно-винторезный станок 1К62
По поверхности, на которой выполнена резьба
Цилиндрическая.
Коническая.
По эксплуатационному назначению.
Крепёжные.
Крепёжно-уплотнительные.
Ходовые.
Специальные.
Как нарезать на токарном?
К примеру, нарезка на токарном станке, используя резец будет выглядеть так: резец двигается вдоль оси вращающиеся детали, которая поддаётся вперёд и назад по отношению к резцу, и своей заостренной вершинкой прочерчивает линию винтового типа.
Винтовая линия отличается углом её подъёма или увеличения. Величина этого угла, перпендикулярна оси вращения, она измеряется между касательной и определяется: величиной подачи режущего инструмента, который перемещается вдоль оси, с частотой вращения детали.
Нарезание внутренней и наружной
Чтобы нарезать внутреннюю или наружную резьбу, нужно применить стержневой резец. Их изготовление отличается лишь формой резца. Для наружной, применяются прямые или отогнутые резцы.
А для внутренней изогнутые резцы или прямые. Расположение кромки резца обязательно должно совпадать профилем обрабатываемой резьбы.
Нарезание метчиками и плашками
Плашками вырезается наружная резьба. Участок детали предварительно обрабатывается. Диаметр поверхности, которая будет обработана должен быть чуть-чуть меньше наружного диаметра резьбы.
Сперва снимается фаска, соответствующая высоте профиля резьбы. Затем плашка устанавливается в патрон (плашкодержатель).
И выбирается скорость в соответствия с нужной резьбой (она указана на тыльной стороне станка).
Метчики часто используются для внутренней метрической резьбы. Как правило, на станке используется машинные метчики, это позволяет за один проход закончить деталь.
Для резьбы из твердых, вязких материалов используются комплекты из 2–3 метчиков. В комплекте из двух, правый делает 75% работы, а второй лишь доводит до нужного размера.
В комплекте из трёх метчиков, правый или черновой делает 60% работы, средний (получистовой) 30% работы, а третьи 10%.
Использование резьбонарезных головок
Для труб и болтов применяются резьбонарезные головки. Они устанавливаются в станок, затем настраивается нужный диаметр и передвигается по трубе. Они способны осуществлять работу с высокой точностью.
Универсальные головки позволяют установить гребенки от разных компаний. Также есть возможность смазки гребёнок и регулировки размеров, часто встречается ручной зажим.
Особенности левой
Во-первых, нужно переключить режим работы ходового винта, чтобы он начал крутиться влево. Это делается, переключив рычаг, определяющий направление раскручивания. И дальше всё происходит с точностью до наоборот по сравнению с правой резьбой.
Только надо учитывать, что при переключении на реверс, резец не будет отходить на сторону задней бабки, а наоборот, будет двигаться к токарному патрону станка. Во избежание их столкновения надо тщательно следить за производимыми движениями.
Контроль качества
Чтобы удостовериться в том, что заготовка была обработана правильно, необходимо воспользоваться резьбовыми шаблонами. С их помощью проверяется шаг резьбы.
Но для комплексной оценки применяется резьбовой калибр. Для удобства его устанавливают в стойке, и настраивают по эталону или шаблону, затем проверяется ход самой детали.
Также можно воспользоваться самым простым и часто используемым методом. Берётся гайка или болт, и прокручивается по выполненной детали.
Если походу движения на резьбе заметны задиры, или нужно прикладывать больше усилий, тогда вы допустили погрешность в работе. Теперь вы уже знаете, как пользоваться токарным станком для выполнения различных гаек, болтов или резьбовых соединений.
Важно помнить, что такие детали, требуют к себе большой осторожности и нежности при каждом проходе, и даже проверки качества. Лучше потратить больше времени на работу, чем потом испортить несколько заготовок. Читайте также: что такое накатка для токарного станка, для чего она нужна.
Интересное видео
Страница не найдена 404
Что случилось?
Эта ссылка никуда не ведет. Возможно, вы неправильно написали ссылку или перешли по старой ссылке.
Что я могу сделать?
Пожалуйста, используйте строку поиска или расширенный поиск, чтобы найти то, что вы ищете.
Протестировать сейчас Machineseeker — Приложение !
металлорежущий, абразивный инструмент и оснастка в Минске
на главную
о компании
контакты
отправить запрос
Основным направлением деятельности компании является оптовая продажа профессионального металлорежущего, абразивного инструмента и оснастки промышленным предприятиям республики и организациям в сфере обслуживания Беларуси.
Широкий ассортимент абразивного и металлорежущего инструмента. Всегда на складе.
Гарантия на всю продукцию
Возможна отсрочка платежа
Доставка по всей Беларуси
Опыт 20 лет и более 300 довольных клиентов
Прямые поставки инструмента от российских и китайских предприятий — лидеров металлообработки
В штате инженерно-технические специалисты окажут консультацию по оптимальному выбору инструмента
Новые товары на сайте:
Сверло по металлу с коническим хвостовиком 6,0 L=138 l=57 от
Сверло спиральное правое, стандартной длины с коническим хвостовиком, диаметром 6,0 мм. Общая длина 138 мм, длина рабочей части 57 мм, конус Морзе 1 (КМ 1). Марка металла Р6М5. Производство Россия. Конические спиральные сверла изготовлены из …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 5,0х0,80 L=58 l=16 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 5 мм , шагом резьбы 0,80 мм, общей длиной 58 мм, длиной рабочей части 16 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 14,0х1,25 L=95 l=30 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 14 мм , шагом резьбы 1,25 мм, общей длиной 95 мм, длиной рабочей части 30 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 14,0х1,0 L=84 l=24 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 14 мм , шагом резьбы 1,0 мм, общей длиной 84 мм, длиной рабочей части 24 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 6,0х1,0 Р6М5К5 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 6 мм , шагом резьбы 1,0 мм, общей длиной 66 мм, длиной рабочей части 19 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 5,0х0,80 Р6М5К5 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 5 мм , шагом резьбы 0,80 мм, общей длиной 58 мм, длиной рабочей части 16 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 10,0х1,50 Р6М5К5 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 10 мм , шагом резьбы 1,5 мм, общей длиной 80 мм, длиной рабочей части 24 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 8,0х1,25 Р6М5К5 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 8 мм , шагом резьбы 1,25 мм, общей длиной 72 мм, длиной рабочей части 22 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 12,0х1,50 L=89 l=29 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 12 мм , шагом резьбы 1,5 мм, общей длиной 89 мм, длиной рабочей части 29 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 12,0х1,0 L=84 l=24 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 12 мм , шагом резьбы 1,0 мм, общей длиной 84 мм, длиной рабочей части 24 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 10,0х1,0 L=80 l=24 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 10 мм , шагом резьбы 1,0 мм, общей длиной 80 мм, длиной рабочей части 24 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 18,0х2,0 L=112 l=37 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 18 мм , шагом резьбы 2,0 мм, общей длиной 112 мм, длиной рабочей части 37 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 18,0х1,5 L=112 l=37 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 18 мм , шагом резьбы 1,5 мм, общей длиной 112 мм, длиной рабочей части 37 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 12,0х1,75 Левая резьба L=89 l=29 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 12 мм , шагом резьбы 1,75 мм, общей длиной 89 мм, длиной рабочей части 29 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 14,0х2,0 Левая резьба L=95 l=30 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 14 мм , шагом резьбы 2,0 мм, общей длиной 95 мм, длиной рабочей части 30 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
метрических гаек и болтов | Размер болта M6 | Размер M8, выделенный жирным шрифтом
Ответы на наиболее часто задаваемые вопросы
Стандартная и мелкая резьба
Как определить классы прочности гаек и болтов
Сравнение классов прочности гаек и болтов
Максимальный момент затяжки
Почему указанный крутящий момент иногда ниже максимального
Размеры гаечного ключа
в сравнении с размером резьбы болта/гайки
Размер шестигранного ключа в сравнении с размером резьбы болта/гайки
Правильный размер сверла для нарезания метрической резьбы в отверстиях
Введение: метрические гайки и болты
Это краткое руководство предназначено для того, чтобы дать очень общее представление о метрических гайках и болтах ISO. Оно предназначено для тех, кто занимается техническим обслуживанием установок и машин, и содержит достаточно информации, чтобы обеспечить определение и использование правильных запасных частей.
Немногие детали так важны при сборке современного оборудования, как гайки и болты, которые скрепляют все это вместе, и на первый взгляд кажется, что все метрические болты в основном одинаковы.
На самом деле, конечно, нет ничего более далекого от истины. Существует не менее 5 различных типов резьбы для различных применений и 10 различных стандартных классов прочности, определенных для каждого размера болта. Существует девятнадцать стандартных размеров, известных как «предпочтительные», и десять менее часто используемых (так называемых «непредпочтительных») размеров.
Почти такая же сложная ситуация с метрическими гайками, которые бывают самых разных типов (полные, тонкие, найлок, зубчатые…..) и 5 классов прочности, а также в том же диапазоне размеров.
Разница в прочности между различными сортами весьма существенна: самый высокий стандартный сорт способен выдерживать более чем в три раза большую нагрузку, чем самый низкий сорт.
Если вы отвечаете за ремонт и техническое обслуживание оборудования, особенно если это оборудование задействовано в подъемных операциях или в других критически важных с точки зрения безопасности приложениях, то вы должны знать о важности правильной установки нужных деталей. Это краткое руководство предназначено для того, чтобы предоставить вам информацию, необходимую для правильного определения и использования метрических гаек и болтов, наиболее часто встречающихся в установках и машинах.
Заявление об ограничении ответственности
Были приложены все усилия, чтобы информация, содержащаяся в этом документе, была верной, но не может быть дано никаких гарантий, а ответственность за ошибки или упущения не принимается
Мы всегда благодарны за любые комментарии или критику наших технических публикаций и будем рады дать совет по всем аспектам технического обслуживания установок и оборудования.
Если у вас есть какие-либо отзывы об этом документе, пожалуйста, свяжитесь с нами:
Тел.: 01594 82 66 11 или Эл. машины, остальные в основном используются в специальном оборудовании, таком как прецизионные инструменты, оптические инструменты и т. д.
Две резьбы, наиболее часто встречающиеся в установках и машинах, обычно имеют , известные как «стандартный» и «мелкий» шаг.
Шаг резьбы представляет собой расстояние между двумя соседними витками резьбы и измеряется в миллиметрах.
Наиболее распространенные комбинации диаметра и шага резьбы, встречающиеся в машинах и установках, перечислены в таблице ниже:
Размер
Шаг (стандартный)
Шаг (тонкий)
М5
0,8
0,5
М6
1,0
0,75
М8
1,25
1,0
М10
1,5
1,0 или 1,25
М12
1,75
1,5
М16
2,0
1,5
М20
2,5
1,5
М24
3,0
2,0
М30
3,5
2,0
Как определить класс прочности гаек и болтов
За исключением самых низких классов, все метрические гайки и болты имеют идентификационную маркировку, указывающую на их прочность.
На головке каждого болта две цифры, разделенные десятичной точкой, полный список включает десять классов от 3,6 до 14,9но в машинах и машинах обычно встречаются только марки 8.8, 9.8, 10.9 и 12.9. Головка болта также должна иметь код (обычно две или три буквы), указывающий производителя.
Обычно маркировка находится на верхней части головки болта, но иногда и сбоку.
Первая цифра обозначает прочность стали болта на разрыв. В округленном выражении это составляет десятки кг на квадратный миллиметр поперечного сечения болта в секунду.
Например, болт класса прочности 12.9 не сломается, пока на каждый квадратный миллиметр поперечного сечения болта не будет приходиться нагрузка не менее 120 кг. Точно так же болт класса 8.8 не сломается, пока не выдержит нагрузку 80 кг на квадратный миллиметр.
Если болт постепенно нагружается, он вытягивается очень слабо, как пружина, и возвращается к своей первоначальной длине, если нагрузка ослабевает. Однако существует предельная нагрузка, при которой болт больше не пружинит полностью, а вместо этого остается постоянно растянутым, это известно как предел текучести. Второе число на головке болта указывает, какое усилие на разрыв может выдержать болт, прежде чем он начнет растягиваться.
Например, болт класса 12,9 начнет растягиваться, когда нагрузка на болт составит 90% от разрывной нагрузки. Точно так же болт класса 9.8 начнет растягиваться при 80% разрывной нагрузки.
Маркировку класса прочности труднее увидеть на метрических гайках, иногда она указывается в виде числа, иногда в виде узора из точек и в виде линии, где положение линии указывает класс прочности, как стрелки часы.
Если класс указан в виде числа, его можно отштамповать на верхней части гайки или на одной из плоских сторон.
Метки циферблата показаны на иллюстрации (справа). Поставьте точку в двенадцати позициях O-Clock, и линия покажет оценку.
Маркировка класса «циферблат»
Правило состоит в том, что класс гайки всегда должен быть таким же, как класс болта, или на один класс выше, поэтому: болт класса 8. 8 должен быть снабжен классом 8 или 9 орех. Болт класса 12.9 должен быть снабжен гайкой класса 12 или 14.
Сравнение различных классов прочности
Как мы говорили на стр. 4, если болт постепенно нагружается, наступает момент, когда он начинает поддаваться (постоянно растягиваться), а если нагрузка продолжает увеличиваться, момент, когда он фактически ломается. При принятии решения о том, какую нагрузку можно безопасно выдержать, стандарты определяют «пробную нагрузку» — обычно 90% нагрузки, необходимой для растяжения болта.
Пробные нагрузки обычно приводятся в ньютонах в таблицах производителей, но здесь мы преобразовали их в кг силы. Пробная нагрузка обычно считается абсолютной максимальной нагрузкой, которую должен выдерживать болт.
На практике производители проектируют свое оборудование так, чтобы болты выдерживали намного меньшую нагрузку, чем пробная, чтобы обеспечить хороший коэффициент безопасности конструкции.
Пробные нагрузки для болтов со стандартным шагом
Размер
Класс 8.8
Класс 9.8
Класс 10.9
Класс 12.9
М5
820 кг
923 кг
1180 кг
1380 кг
М6
1160 кг
1310 кг
1670 кг
1950 кг
М8
2120 кг
2380 кг
3040 кг
3 550 кг
М10
3 370 кг
3770 кг
4810 кг
5630 кг
М12
4890 кг
5480 кг
7000 кг
8 180 кг
М16
9 100 кг
10 200 кг
13 000 кг
15 200 кг
М20
14 700 кг
н/д
20 300 кг
23 800 кг
М24
21 200 кг
н/д
29 300 кг
34 200 кг
М30
33 700 кг
н/д
46 600 кг
54 400 кг
Болты с мелким шагом обычно на 10 % прочнее болтов с крупным шагом, потому что для изготовления резьбы отрезается меньше металла.
Максимальные моменты затяжки
Максимальные рекомендуемые моменты затяжки, указанные в таблице ниже, предполагают, что резьба слегка смазана маслом. Затягивание болта до указанного крутящего момента должно установить натяжение болта примерно на 85 % от испытательной нагрузки, указанной в таблице на стр. 5, что соответствует 62 % от разрушающей нагрузки.
Это максимальные моменты затяжки, рекомендованные стандартами для болтов различных размеров и классов прочности.
ИСПОЛЬЗУЙТЕ ТОЛЬКО НАСТРОЙКИ КРУТЯЩЕГО МОМЕНТА, УКАЗАННЫЕ В ТАБЛИЦЕ НИЖЕ, ЕСЛИ ПРОИЗВОДИТЕЛЬ МАШИНЫ НЕ УКАЗАЛ КРУТЯЩИЙ МОМЕНТ.
Для болтов и гаек со стандартным шагом
Размер
Класс 8.8
Класс 9.8
Класс 10.9
Класс 12.9
М5
7,0 Н·м
7,8 Н·м
10,0 Н·м
11,7 Н·м
М6
11,8 Н·м
13,3 Н·м
17,0 Н·м
19,9 Н·м
М8
28,8 Н·м
32,3 Н·м
41,3 Н·м
48,3 Н·м
М10
57,3 Н·м
64,1 Н·м
81,8 Н·м
95,7 Н·м
М12
99,8 Н·м
111,8 Н·м
142,8 Н·м
166,9 Н·м
М16
247,5 Н·м
277,4 Н·м
353,6 Н·м
413,4 Н·м
М20
499,8 Н·м
н/д
690,2 Н·м
809,2 Н·м
М24
865,0 Н·м
н/д
1 195,4 Н·м
1 395,3 Н·м
М30
1 718,7 Н·м
н/д
2 376,6 Н·м
2 774,4 Н·м
Гайки и болты с мелким шагом обычно используются только в особых случаях и документация производителя по техническому обслуживанию должна указывать требуемый крутящий момент в каждом случае. Мелкая резьба часто используется, когда болт ввинчивается в блок из мягкого металла, например, в алюминиевую отливку, резьба в блоке может быть намного слабее, чем болт, и почти всегда требуется меньший крутящий момент, чтобы избежать зачистки потоки.
Почему производители иногда указывают более низкий крутящий момент
Многие факторы влияют на прочность резьбы в компонентах, включая способ изготовления резьбы, качество поверхности и точность формы резьбы .
Прочность резьбового соединения определяется прочностью самой слабой части, поэтому, например, если высокопрочный болт ввинчивается в более мягкий и пластичный материал, такой как алюминиевый сплав или низкоуглеродистая сталь, то он будет более мягкая часть, определяющая максимальный крутящий момент, который можно безопасно приложить к болту.
Однако чаще болт должен выдерживать не только растягивающую нагрузку из-за его герметичности, но и боковую или «срезающую» нагрузку. Типичный пример этого показан на рисунках, где две пластины скреплены болтами, а затем подвергнуты нагрузке, которая оказывает срезывающую нагрузку на болт.
Трения между пластинами, вызванного затяжкой болта, может быть достаточно, чтобы остановить фактическое движение пластин, если приложенная нагрузка довольно мала, но обычно, если не установлены штифты для восприятия сдвигающих нагрузок, болты в конечном итоге воспринимают сдвиг стресс, так и напряжение. Сложение этих двух напряжений вместе создает общее напряжение, которое больше, чем напряжение сдвига или напряжение растяжения, поэтому предварительный крутящий момент болта может быть меньше максимального, указанного на стр. 6, чтобы он мог справиться с дополнительным напряжением из-за сдвига. .
Расчеты для этого сценария могут быть довольно сложными, но для справки: уменьшение момента затяжки болта на 10 % позволяет выдерживать до 35 % номинальной нагрузки болта в направлении сдвига без перегрузки болта.
Инженеры-конструкторы должны учитывать все эти факторы и могут принять решение о применении более низкого крутящего момента. Это обычно имеет место в подъемных устройствах, где требуются высокие коэффициенты безопасности.
Всегда обращайтесь к документации по техническому обслуживанию производителей машин, чтобы узнать указанный момент затяжки болтов и гаек, используемых в подъемных и несущих устройствах.
Размеры гаечного ключа и шестигранного ключа
Подходящие размеры гаечного ключа и шестигранного ключа приведены в таблице ниже для стандартного диапазона размеров болтов и гаек , используемых в установках и машинах.
Чтобы свести к минимуму риск соскальзывания гаечного ключа и повреждения углов крепежа, рекомендуется по возможности использовать накидные гаечные ключи (или накидной конец комбинированного ключа).
Размер
Гаечный ключ на
Шестигранный ключ
М5
8 мм
4 мм
М6
10 мм
5 мм
М8
13 мм
6 мм
М10
17 мм
8 мм
М12
19 мм
10 мм
М16
24 мм
14 мм
М20
30 мм
17 мм
М24
36 мм
19 мм
М30
46 мм
Размеры сверла для нарезки резьбы и отверстия с зазором
Метрические болты изготавливаются частично меньше их заявленного размера, например, болт M16 обычно имеет диаметр стержня 15,97 мм. Это означает, что 16-миллиметровый болт пройдет через 16-миллиметровое отверстие, но, чтобы учесть несоосность между деталями, обычно просверливают отверстия для болтов немного большего размера. Они известны как зазоры.
Типовые размеры отверстий с зазором указаны в таблице ниже вместе с правильными размерами резьбовых отверстий для каждого размера стандартной и мелкой резьбы.
Размер сверла для нарезания резьбы с метрической резьбой легко рассчитать, поскольку это диаметр болта минус шаг резьбы, например, болт M16 со стандартным шагом имеет шаг 2,0 мм, поэтому размер сверла для нарезания резьбы составляет 16 – 2 = 14 мм. .
В таблице ниже приведены размеры сверл для резьбы, соответствующие шагу резьбы, указанному в таблице на стр. 3.
Размер
Зазорное отверстие
Шаг резьбы (стандартный)
Сверло для нарезания резьбы (стандартный шаг)
Шаг резьбы (мелкий)
Резьбонарезное сверло (мелкий шаг)
М5
5,5
0,8
4,2 мм
0,5
4,5 мм
М6
6,5
1,0
5,0 мм
0,75
5,25 мм
М8
9
1,25
6,75 мм
1,0
7 мм
М10
11
1,5
8,5 мм
1,0 или 1,25
9,0 или 8,75 мм
М12
14
1,75
10,25 мм
1,5
10,5 мм
М16
18
2,0
14 мм
1,5
16,5 мм
М20
22
2,5
17,5 мм
1,5
20,5 мм
М24
26
3,0
21 мм
2,0
22 мм
М30
32
3,5
26,5 мм
2,0
28 мм
При нарезании резьбы в отверстии, особенно M10 и меньше, не забывайте постоянно вынимать метчик из отверстия и сдувать стружку, чтобы предотвратить заедание и поломку метчика.
Преобразование крутящего момента в растягивающую нагрузку в болтовом креплении
Когда болт затягивается в резьбу или гайка и болт затягиваются для сжатия двух деталей, крутящий момент, приложенный к узлу, создает растягивающую нагрузку в хвостовике болт.
Фактическое усилие в болте зависит от множества факторов, включая форму резьбы, шаг резьбы, чистоту поверхности резьбы, а также количество и тип смазки на резьбе.
К счастью, для большинства нормальных условий при использовании метрических болтов со стандартным «крупным» шагом резьбы и с резьбой, слегка смазанной, усилие в болте можно легко рассчитать как:
Сила = 5 x Крутящий момент / Диаметр
Где сила в ньютонах, крутящий момент в ньютон-метрах и диаметр в метрах — следите за этим, иначе ваши результаты будут в 1000 раз неправильными.
В качестве рабочего примера для болта M16, затянутого до 247,5 Нм, усилие составляет:
Усилие = 5 x 247,5 Нм/0,016 м = 77344 Н или 77,3 кН
Обратите внимание, что диаметр болта 16 мм преобразуется в 0,016 м при расчете .
Чтобы преобразовать силу в Ньютонах в килограммы, мы делим на 9.81 (или на 10, если мы торопимся), чтобы дать нагрузку на болт 7884 кгс.
Если резьба сухая, повышенное трение в резьбе приведет к меньшему усилию .
Болтовые соединения могут выйти из строя тремя основными способами: срезанием болта, разрушением болта при растяжении и разрушением резьбы.
Разрушение болтов при растяжении, когда болт просто ломается, вызвано перегрузкой соединения или чрезмерной затяжкой болтов при установке. Болт чаще всего выходит из строя там, где резьба встречается с хвостовиком.
Разрушение при сдвиге, когда болт «отрезается ножницами», опять же, чаще всего происходит из-за перегрузки соединения, но это может быть и потому, что болты были перетянуты, используя всю силу болтов, чтобы выдержать напряжение в болте, и ничего не осталось для сдвигающая нагрузка. Разрушения как при растяжении, так и при сдвиге обычно возникают в начале срока службы сборки или ближе к концу срока службы.
На приведенном ниже рисунке показаны наиболее распространенные неисправности в процессе эксплуатации. Здесь болтовое фланцевое соединение, рассчитанное на простую растягивающую нагрузку, также было случайно подвергнуто боковой нагрузке, которая оторвала гайки от болтов, начиная с тех, что на переднем плане. Это привело к каскадному отказу оставшихся болтов, причем последние два болта в задней части изображения также погнулись, когда их разорвали.
При этом типе отказа конусность резьбы приводит к тому, что гайки разбухают, вытягиваются наружу, оставляя меньшую часть резьбы гайки, сцепленной с резьбой болта, и в конечном итоге металл либо болта, либо резьбы гайки ослабевает, и резьба снят с болта или с гайки. В этой сборке использовались нейлоновые гайки, как вы можете видеть по синему нейлону, вырванному из гаек и застрявшему в резьбе болта.
Таблица метрических резьб – мелкий шаг (M30-M64)
Преимущества мелкой резьбы
✅ Размер за размер: резьба с мелким шагом прочнее резьбы с крупным шагом как на растяжение, так и на сдвиг.
✅ Меньший шаг обеспечивает более точную регулировку для приложений, требующих точной регулировки.
✅ Мелкая резьба легче нарезается в твердых материалах и тонкостенных трубах.
✅ Для достижения того же уровня предварительной нагрузки требуется меньший крутящий момент по сравнению с грубой резьбой.
✅ Тонкая резьба имеет меньший наклон по сравнению с грубой, поэтому вероятность ее ослабления меньше.
Недостатки мелкой резьбы
❌ Мелкозернистая резьба более восприимчива к загрязнению.
❌ Необходимо соблюдать большую осторожность при сборке деталей с мелкой резьбой, что делает их непригодными для высокоскоростной сборки.
Чтобы узнать больше полезной инженерной информации, перейдите на страницу наших руководств, чтобы узнать, как идеально спроектировать ваши детали для производства! Или, если все ваши детали готовы к производству, получите от нас бесплатную 24-часовую смету прямо сейчас.
Управление фрезерным станком по металлу: как работать с аппаратом
Работа фрезерного станка основана на движении фрезы, закреплённой на шпинделе. При движении инструмента, ему на встречу подаётся заготовка. Её можно резать горизонтально, вертикально, делать выборку или обрабатывать торцевые части в зависимости от выбора станка. Управление фрезерным станком осуществляется за счёт ЧПУ. Оператору необходимо лишь установить заготовку, включить нужную программу и следить за выполнением.
Нюансы при работах, выполняемых на фрезерных станках
Правильная резка возможна лишь при соблюдении таких параметров:
глубина за проход;
скорость подачи;
правильный подбор фрезы и её охлаждение.
Некоторые металлы не обязательно охлаждать, но, к примеру, алюминий будет плавиться под воздействием температуры. Всё потому, что концевая фреза достигает высокой скорости вращения, а при трении взаимодействующие части сильно нагреваются. Алюминий начинает плавиться при показателе всего в 648 градусов по Цельсию.
Как работать на фрезерном станке с ЧПУ, контролируя все параметры?
Обычно оператору не приходится управлять фрезерным станком, так как ЧПУ контролирует процесс. Однако от повышения температуры никуда не деться, да и сбои порой случаются. Специалист должен:
Следить за подачей охлаждающей жидкости или воздуха на торцевую фрезу. Это не только охлаждает металл, но и способствует увеличению эффективности резания.
Правильно закреплять заготовку, иначе на выходе получится неправильная деталь.
Правильно подбирать фрезу.
Распознавать сбои в программе.
Как подобрать фрезу?
Фреза – режущий инструмент с зубьями. Наличие больших зубьев повышает производительность, однако для более мелких поделок не подходит. Фрезы бывают:
дисковые, пазовые и концевые: для пазов и канавок;
модульные и пальцевые: для нарезания зубчатых колес;
цилиндрические и торцевые: для обработки плоскостей;
фасонные: для обработки шаблонных поверхностей.
Как добиться хороших показателей, при работах, выполняемых на фрезерных станках?
При резке металла вибрация – основная проблема. Убедитесь перед началом работ, что станок хорошо закреплён. Используйте анкерные болты, чтобы улучшить крепление к полу. Устройство вообще не должно двигаться.
Новички часто неэффективно используют фрезу, задействовав только её кончик. Чем глубже получается пройти по заготовке фрезой, тем равномерней будет износ инструмента, что значительно продлевает его срок службы.
Правила безопасности при работе на фрезерном станке
Работать на фрезерном станке небезопасно, если оператор не знает элементарных правил. Все они прописаны в инструкции по охране труда при работе на фрезерном станке. Она состоит всего лишь из 5-и основных пунктов с подпунктами, зато их знание позволит эффективно распоряжаться станком и убережёт здоровье оператора.
Фрезерные станки
Фрезерные станки
бработка гипсовых форм на фрезерном станке с ЧПУ: быстрота и высокое качество изготовления сложных рельефных конструкций.
Подробнее…
Хотите добиться высокой производительности и точности при фрезеровании? Используйте безусловные преимущества многошпиндельных станков с ЧПУ!
Подробнее…
Приблизиться к совершенству в искусстве создания объемных элементов декора поможет обработка рельефных форм на фрезерном станке с ЧПУ.
Подробнее…
Изготовление сложных художественно оформленных багетов значительно упрощается, если наладить производство багетных рам (профиля) на фрезерно-гравировальных станках.
Подробнее…
Как усовершенствовать длительный и сложный процесс художественной резьбы по дереву? Однозначный ответ: наладить современное производство резной и декоративной мебели на фрезерном оборудовании с ЧПУ.
Подробнее…
Насколько сложно обеспечить создание управляющих программ к станкам с ЧПУ, какова последовательность формирования управляющих программ – об этом пойдет речь в данной статье.
Подробнее…
Фрезерный стол и особенности его устройства в целях повышения точности обработки деталей при фрезеровании.
Подробнее…
Компания Autodesk открывает новые возможности программы AutoCAD для работы в формате 3D.
Подробнее…
Компания INTERLASER, специализирующая на поставках фрезерных станков с ЧПУ, предлагает услуги по фрезерной резке и высокоточной художественной обработке пластика, алюминия, композитных и других материалов.
Подробнее…
Как увеличить производство резных изделий, балясин и столбов, чтобы удовлетворить потребность рынка в резных фигурных деталях из различных материалов? Реальный путь решения – внедрение многошпиндельного оборудования с ЧПУ.
Подробнее…
Утонченные декоративные элементы из дерева, дизайнерские лестницы, изготовление балясин с художественной резьбой и резными накладными элементами – изготовление уникального ассортимента продукции в кратчайшие сроки вполне возможно, если использовать универсальный фрезерный станок с ЧПУ от компании INTERLASER.
Подробнее…
Фрезерный станок с ЧПУ с программируемыми настройками — это современное оборудование, которое имеет огромный потенциал. С его помощью можно создавать декоративные элементы любой сложности, а также вырезать 3D объекты. Инновационный режущий станок значительно расширяет возможности любого деревообрабатывающего предприятия.
Подробнее…
При совершенно любом способе обработки металлов путем резания на обработанной поверхности обязательно остаются различные мелкие неровности, то есть — шероховатость. Во время грубой обработки, к примеру, при черновом строгании или фрезеровании такие неровности (следы от зубьев фрезы или от резца) достаточно хорошо просматриваются даже невооруженным глазом.
Подробнее…
Шаговые двигатели (ШД) относятся к виду/классу бесколлекторных двигателей непрерывного (постоянного) тока. Как любые бесколлекторные двигатели – ШД имеют большой срок службы и достаточно высокую надежность, что позволяет использовать их в крайне критичных применениях (например, индустриальных).
Подробнее…
Серводвигатель – это специальный электродвигатель с отрицательной обратной связью, который предназначен для применения в станках с ЧПУ. Серводвигатели обладают достаточно высокими скоростными характеристиками, а также высокой точностью позиционирования.
Подробнее…
Постпроцессор – это специальный программный модуль, который предназначен для преобразования управляющей траектории. В управляющую программу данная траектория формируется непосредственно – CAM-системой исключительно для конкретного станка с числовым программным управлением (то есть с ЧПУ) с обязательным учетом особенностей его кинематики.
Подробнее…
В настоящее время алюминий очень широко применяется в различных сферах промышленности, строительстве, авиационной индустрии и многих-многих других отраслях. Однако прежде чем алюминиевая болванка станет полезной деталью нужно потратить много времени и сил на ее первоначальную обработку. Но сегодня есть оборудование, которое быстро и с легкостью способно выполнить эту задачу, речь идет, конечно же, о фрезерных станках с ЧПУ. Именно такие станки используются для точной обработки и изготовления металлических изделий на многих предприятиях.
Подробнее…
Фрезерование – это придание заготовке необходимую форму при помощи фрезы (высокопрочный режущий инструмент). На заготовке из определенного материала, например: дерева, пластика или металла, которая вследствие фрезерной обработки станет деталью, выполняются надрезы. Эти надрезы определяются концевой частью фрезы и могут иметь самую разную форму и вид, к примеру: уступ, пазит, резьба и др.
Подробнее…
Компания INTERLASER поставляет в Россию фрезерное оборудование, с помощью которого деревообрабатывающая промышленность сделает огромный шаг вперед. Станки с ЧПУ позволяют изготавливать фасады любых конфигураций, самую сложную резьбу, орнаменты и другие виды продукции, на которые ранее уходило множество времени и сил при ручной обработке. Фрезеры с ЧПУ от INTERLASER повышают качество деревообрабатывающей продукции.
Подробнее…
Главным преимуществом станков с ЧПУ является возможность автоматизировать большинство процессов. Это же позволяет быстро и качественно изготавливать продукцию, требующую высокой точности и геометрической сложности. Потому что станки с ЧПУ оснащены специальным поворотным устройством – перемещаемым механизмом, вращающим под заданным углом и в нужном направлении заготовку. Это позволяет обрабатывать заготовку по кругу, делая любой рельеф.
Подробнее…
Главная особенность станка с ЧПУ в том, что его управление осуществляется через: компьютер или DSP-контроллер, или стойку ЧПУ syntec. Именно тип управления позволяет автоматизировать большинство процессов. Также в некоторых станках может осуществляться замена инструмента без непосредственного участия человека. Важно отметить, что станки с ЧПУ имеют значительно более простое управление, а также позволяют выполнять работу быстрее и с высоким уровнем точности.
Подробнее…
Компания INTERLASER представляет фрезер гравировальный Carver 0609, который совмещает в себе доступную стоимость и высокое качество работы. Он осуществляет гравировку и раскрой любых материалов, в том числе пластика и дерева. Станок отличается большой скоростью и максимальной точностью, высота портала позволяет работать с любыми материалами. В комплекте имеется программа, простая и удобная в работе. Carver 0609 является одним из самых востребованных.
Подробнее…
Универсальные фрезерные станки с ЧПУ являются незаменимыми в любой деревообрабатывающей промышленности. Благодаря быстрой замене настроек в программе, можно оперативно приступить к изготовлению любой продукции: резных предметов мебели, рам, изразцов, икон, панно, дверей и лестниц, предметов интерьера и других. Также можно осуществить и гравировку. Станки с ЧПУ отличаются высокой точностью и скоростью работы, а также простым и удобным управлением.
Подробнее…
Для любого предприятия самым важным является повышение качества продукции, поскольку это удовлетворяет потребности общества. Для обеспечения качества продукции используется государственная аттестация, известная как «знак качества». Главным показателем, от которого зависит качество, является точность, определяющаяся соответствием с оригинальным образцом. Далее описывается, как достигается точность.
Подробнее…
Трехмерная графика построена из геометрических предметов, на основе прямоугольных координат и называется она «Декартова система координат». Воспроизводится она на компьютере, и после создания максимально реалистичного изображения передаётся для дальнейших манипуляций. Существует очень много программ для 3D проектирования. Но не все форматы файлов могут считываться на других программах. Однако есть специальные форматы.
Подробнее…
Обработка на фрезере с ЧПУ отличается тем, что, раз закрепив деталь или заготовку, можно обработать большое количество поверхностей. Использоваться могут разные способы работы, включая 5-координатный, где, помимо главных точек, можно осуществлять поворот вокруг оси. А значит можно обработать и переходные поверхности малых радиусов. Поставки 5-координатных станков с ЧПУ осуществляет INTERLASER.
Подробнее…
Компания INTERLASER поставляет в Россию фрезерное оборудование, с помощью которого деревообрабатывающая промышленность сделает огромный шаг вперед. Станки с ЧПУ позволяют изготавливать фасады любых конфигураций, самую сложную резьбу, орнаменты и другие виды продукции, на которые ранее уходило множество времени и сил при ручной обработке. Фрезеры с ЧПУ от INTERLASER повышают качество деревообрабатывающей продукции.
Подробнее…
В работе фрезеров используются два типа двигателя: шаговый – электромеханическое устройство, преобразующее сигналы в угловое перемещение ротора с фиксацией в заданном положении. И серводвигатели – имеющие обратную связь, и которыми можно управлять через цепь контроллера путём увеличения и уменьшения тока. Шаговые имеют меньшую мощность и скорость, и значительно дешевле серводвигателей.
Подробнее…
фрезерный станок с ЧПУ
EXCITECH 0609
CARVER 0609
CARVER SM 6090
Тип станка
настольный
настольный
настольный
зона обработки
600х900х120
600х900х120
600х900х80
тип перемещения
швп
швп
швп
рельсы X
круглые рельсы
профильные, HIWIN
круглые рельсы
рельсы Y
профильные, HIWIN
профильные, HIWIN
круглые рельсы
рельсы Z
профильные, HIWIN
профильные, HIWIN
круглые рельсы
рабочая скорость
6 м/мин
6 м/мин
6 м/мин
холостой ход
до 8 м/мин
до 8 м/мин
до 8 м/мин
шпиндель
1,5 кВт
1,5 кВт
1,5 кВт
управление
DSP — контроллер
DSP — контроллер
NCStudio
точность перемещения
±0,03 на 300
±0,03 на 300
±0,03 на 300
повторяемость
0,01 мм
0,01 мм
0,01 мм
цена
220 т. р. (из наличия)
175 т.р. (под заказ)
200 т.р. (из наличия)
166 т.р. (под заказ)
222 т.р. (из наличия)
185 т.р. (под заказ)
СОЖ необходима для понижения силы трения и уменьшения температуры инструмента. Благодаря применению СОЖ, минимизируется температурная деформация заготовки, уменьшаются энергетические затраты, улучшается стойкость и точность работы инструмента. Самым простым средством может быть вода с добавлением соды. Но чаще применяется эмульсия, так как она ещё и смазывает поверхность. Ознакомьтесь с перечнем рекомендованных СОЖ.
Подробнее…
Система ЧПУ состоит из средств реализации управления. В первую очередь, устройство числового программного управления (УЧПУ), которое осуществляет выдачу органам станка рабочих команд в соответствии с программой. Более старые версии УЧПУ монтируются в один-два шкафа, а современные – в подвесных пультах на самом станке. Через двигатели приводов осуществляется работа с отдельными УЧПУ, а датчики передают информацию о том, как проходит процесс.
Подробнее…
Процесс фрезерования состоит из двух этапов: чернового, который осуществляется в несколько проходов, и затем чистовой – за один финальный проход. В обоих случаях инструмент подводится под острым углом. Диаметр фрезы зависит от ширины заготовки и мощности станка. Ось фрезы нужно сместить с оси заготовки, для обеспечения благоприятных условий для фрезы. На больших плоскостях не прерывать контакт фрезы с заготовкой.
Подробнее…
Благодаря фрезерным станкам с ЧПУ от INTERLASER, изготовление декоративных резных элементов мебели стало простым и быстрым процессом. Всё благодаря тому, что на станках ЧПУ возможно механизировать ручную работу, в том числе и по индивидуальным эскизам. При этом качество работы не уступает ручной. Разумеется, такое производство становится более эргономичное, как при индивидуальном изготовлении, так и в промышленных масштабах.
Подробнее…
Разработку траектории необходимо осуществлять с крайне высокой точностью, установив верную последовательность, характер и направление. Для этого используется специальная схема движения точек режущих инструментов. Пунктирными и сплошными линиями указываются траектории и изображаются на установленной ГОСТом карте. Ещё нужно вычертить контур заготовки и установить исходную точку.
Подробнее…
Однозубая фреза является современным вариантом. Её разработали специально для устранения проблем, которые возникали при работе с традиционно-стандартными моделями. В первую очередь, это нагрузки: сверлом нельзя было осуществлять фрезерование, а стандартной фрезой – вертикальное сверление. Однозубая фреза, благодаря своей форме, совместила два сложных инструмента.
Подробнее…
Программирование обработки материала осуществляется по прямоугольной системе координат – это система, при которой точка определяется пересекающимися линиями – осями. Они имеют буквенное обозначение X и Y, также имеется третья ось – Z. Эта система позволяет задавать программирование обработки материала с максимальной точностью.
Подробнее…
Приобретение современной техники для производства мебели – обязательное требование рыночной экономики. Нужно быстро начать как серийное, так и разовое изготовление любой конструкции. Сейчас особую популярность имеют индивидуальные стили и быстрое производство. Универсальный станок с ЧПУ от INTERLASER осуществит фрезерование гнутых фасадов и их облицовку любым материалом. Станок с ЧПУ полностью ускоряет и упрощает производство гнутых мебельных фасадов.
Подробнее…
Станки с ЧПУ имеют большое количество вариантов переходов и ходов для обработки материала. Поэтому выбирать необходимо только самые экономичные и производительные. Так, предварительная обработка ступенчатых деталей выполняется за три перехода, необходимых для снижения количества холостых движений, а сверление осуществляется последовательно: большого, среднего и меньшего диаметра – для уменьшения времени работы.
Подробнее…
Программное управление станков может быть числовым (ЧПУ) или цикловым (ЦПУ). Главное отличие заключается в цене и функциональности: станки с ЦПУ стоят дешевле, но их переналадка занимает много времени и сил. А вот ЧПУ обходится дороже, но записанные программы можно заменять на программоносителе, что ускоряет и упрощает перенастройку. Станки делятся на простые и многооперационные – способны осуществлять различные виды работ.
Подробнее…
Часто в металлической заготовке может иметься внутреннее напряжение, не имеющее внешних сил. Образуется оно при изготовлении заготовки из-за неравномерного охлаждения, например, при ковке, литье и в местах сварки. Остаточное напряжение может вызвать нарушение формы заготовки, из-за чего происходит быстрый износ или деформация детали. Во избежание подобного, в данной статье описаны способы устранения внутреннего напряжения.
Подробнее. ..
Применение фрезерного станка с ЧПУ в деревообработке обеспечивает максимально высокую производительность. Больше не нужно тратить время на переналадку, ведь ЧПУ работает с готовыми программами, повышается точность обработки, нет нужды в предварительном раскрое, имеются и другие преимущества. Фрезеры с ЧПУ применяются для изготовления самых сложных изделий. Консультант INTERLASER поможет подобрать действительно нужный станок.
Подробнее…
Обрабатывающий центр с числовым программным управлением (ОЦ с ЧПУ) – это станок, который необходим для любой современной обработки дерева. Такие станки поставляет компания INTERLASER, являющаяся лидером в России по продаже данного оборудования. ОЦ с ЧПУ решают проблемы поточно-объемного производства со сложной геометрией, изготовления и контурной обработки из различных пород дерева, и когда требуется особая точность.
Подробнее…
Станки с ЧПУ, бесспорно, являются лидерами в сфере фрезерной обработки. Они уверенно заняли все ниши производства. Станки с ЧПУ для обработки всех видов древесины давно применяются в изготовлении простой или сложной мебели, 3D-рельефов, декоративных накладок и других продуктов. Станки с ЧПУ – практичный выбор в мебельном производстве для малых и крупных предприятий.
Подробнее…
Компания INTERLASER является лидером по поставкам фрезерного оборудования в России. Поэтому неудивительно, что производственный цех INTERLASER стал участником проекта «Квартирный вопрос» на телеканале НТВ. Специалисты, на оборудовании, которое поставляет компания, изготовили декоративные элементы интерьера по заказу дизайнеров «Квартирного вопроса». Весь процесс работы составил полтора часа.
Подробнее…
Фрезерное оборудование применяется в производстве огромного количества продукции. Современные станки применяются даже в 3D обработке. Станки бывают с нижним или верхним расположением шпинделя, карусельные, копировальные и модельные. У каждого станка своё функциональное предназначение. По всем станкам можно получить консультацию у менеджера компании INTERLASER.
Подробнее…
В станках от INTERLASER применяются, в основном, шариковые направляющие. Они состоят из одной или нескольких шариковых втулок, которые устанавливаются в корпус с крепёжными отверстиями. Реже, но также используются рельсовые направляющие. Они дороже по цене, но более надёжны. Каретка движется по стальной рельсе при помощи блока качение. Такой способ снижает уровень трения, и повышает скорость и качество работы.
Подробнее…
Все фрезы делятся на три вида: цельные, составные и сборные. У первых двух компактная конструкция и они имеют большее количество зубьев. Но для переточки такие фрезы придётся снимать. У сборных зубья закрепляются механически, и их можно быстро заменить, не снимая фрезы. Сборные более практичные, но тоже имеют свои недостатки. Правда у современных фрез таких недостатков становится всё меньше.
Подробнее…
Использование смазочно-охлаждающей жидкости для металлообработки
У смазочно-охлаждающей жидкости две задачи: не допустить перегрева инструмента и защитить механизмы от коррозии. Также жидкость снижает нагрузку на агрегаты станка. Без её использования срок эксплуатации инструмента и станка значительно снижается. Для работы используют три вида жидкостей, но выбираются они в зависимости от режима обработки металла: медленной или скоростной.
Подробнее…
Шильды часто используются в самой разной продукции, и компания, их изготовляющая, должна предоставить клиенту большой выбор материалов и форм. Номерки, таблички, наклейки с логотипами или надписями, товарные знаки, бренды и многое другое. Всё это должна предоставлять одна компания для удовлетворения спроса клиентов. Станок с ЧПУ позволяет быстро заменить данные в программе, и приступить к изготовлению новых шильдов. Шильды, изготовленные на станке с ЧПУ, отличаются надёжностью и долговечностью.
Подробнее…
Для работы ЧПУ необходим интерполятор – вычислительное устройство, которое передаёт информацию от PC, преобразуя в координаты. Есть два вида интерполяторов: линейные и линейно-круговые. Работают оба по принципу подачи импульса (интерполяции). Шаг, осуществляемый от одного импульса, называется дискретностью. Интерполяторы имеют важнейшее качество поддерживать заданную подачу между опорными точками неизменной.
Подробнее…
При увеличении скорости вращения температура начинает повышаться. Но, если скорость в дальнейшем увеличивать, можно достичь определённой точки, в которой температура и нагрузки наоборот снижаются. Именно в такой скоростной области осуществляется ВСО. Но это возможно только на сверхсовременном оборудовании, которое должно отвечать требованиям, описанным далее.
Подробнее…
Фреза выбирается в соответствии с тем материалом, который будет обрабатываться. Так 1-заходные фрезы используются для мягких материалов, а 2-заходные – к более жестким. Гаравёр – это простой цилиндр, разделенный пополам. У него нет жёлоба для отвода стружки. Фрезы с покрытием служат намного дольше, но от самого покрытия зависит жёсткость инструмента. Инструменты делятся на «брендовые» и «не брендовые».
Подробнее…
Режимы резания
Подробнее…
Для установки режимов резания необходимо определить диаметр фрезы, который определяется шириной и глубиной фрезерования. Первый параметр обычно задаётся в чертеже, а вот глубина влияет на количество проходов. Важно также рассчитать скорость резания. Как это сделать – в коротком конспекте по теоретической части.
Подробнее…
Фрезерно-гравировальный станок Carver ATC PRO – один из самых востребованных, поэтому он всегда имеется в наличии у компании INTERLASER. Его массивный вес (2 000 кг. ) позволяет справиться с силовыми, а также инерционными нагрузками. Карусельный тип имеет восемь разновидностей инструментов для автоматической замены, а итальянский шпиндель обеспечивает высокую скорость работы.
Подробнее…
В современном мире все большую популярность в производстве завоевывают фрезерные станки с числовым-программным управлением. Системы управления такого оборудования сильно различаются между собой и выполняют различные функции – в зависимости от назначения и сложности выполняемых операций. В деревообрабатывающем производстве (на фрезерных станках с ЧПУ управлением) наиболее востребована NC Studio .
Подробнее…
DSP контроллер упрощает и ускоряет управление оборудованием. Он необходим для максимальной оптимизации работы. Подключается он либо через USB, либо через 50 жильный провод, а файлы считываются с внутренней памяти или флешки. Главное – установить необходимые настройки. Скачайте инструкцию для DSP контроллера.
Подробнее…
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ ДАННОГО ОБОРУДОВАНИЯ
Подробнее…
Скачать справочное руководство ArtCAM
ArtCAM является ведущим программным обеспечением для проектирования объемных рельефов и 3D моделей. ArtCAM воплощает идеи в готовые изделия намного быстрее, чем это возможно при использовании обычных методов.
Скачать справочное руководство ArtCAM
Руководство программного обеспечения Type3
Руководство по смене с Китайского языка на Английский язык
___________
Новости
Статьи
Промышленные фрезерные станки на продажу
Промышленные фрезерные станки
Промышленные фрезерные станки являются одним из наиболее универсальных видов оборудования в любом механическом цехе. Это жизненно важная машина для всех производителей, потому что она помогает вам легко выполнять проекты.
Основной функцией этих станков является придание формы заготовке путем удаления лишнего материала несколькими небольшими надрезами. В результате получается красивый готовый продукт, который был бы недоступен без помощи этого специализированного оборудования.
Промышленные фрезерные станки Penn Tool Co. — самые популярные и мощные в отрасли. Они могут делать все, от резки до шлифовки и многого другого, и они используются для самых разных целей. Если вам нужна надежная, мощная фрезерная машина, которая способна на все, то мы вам поможем.
Промышленное фрезерное оборудование
Существует множество типов оборудования для различных целей. Фрезерные станки, например, обрабатывают металл, разрезая его вращающимся резцом, называемым «фрезой». Тем временем сверлильные станки просверливают материалы, чтобы проделать отверстие.
Вам может понадобиться более компактная машина для экономии места или многофункциональная машина для выполнения нескольких функций. К счастью, мы можем помочь вам найти все, что вам нужно для оптимизации ваших фрезерных и буровых работ.
Малые фрезерные станки
Фрезы имеют две основные особенности: шпиндель и стол. Шпиндель — это вал, на котором крепится фреза, а стол — плоская поверхность, на которую опирается заготовка.
Некоторые сверхмощные, но надежные варианты компактных машин включают эту микромельницу Proxxon. Изготовленный из алюминия высшего качества, он оснащен специально сбалансированным двигателем, обеспечивающим исключительную стабильность на высоких рабочих скоростях.
Компактный и точный измельчитель Proxxon Micro Mill FF 230 той же марки. Занимайте минимум места при фрезеровании, сверлении и зенкеровании различных производственных материалов.
Сверлильно-фрезерные станки
Комбинированные станки, позволяющие выполнять фрезерование и сверление, также позволяют оптимизировать пространство и бюджет за счет приобретения многофункционального инструмента. К счастью, в Penn Tool Co мы предлагаем несколько исключительных брендов, которые помогут вам найти лучшие средства для оптимизации вашего конкретного рабочего места.
Например, этот фрезерно-сверлильный станок Rong Fu со шпинделем R-8 может похвастаться очень большим рабочим столом, конусом шпинделя R-8, магнитными уплотнителями и откидной крышкой ремня. Между тем, наш фрезерно-сверлильный станок с ременным приводом идеально подходит для выполнения ряда операций по сверлению, торцовому и концевому фрезерованию, а также поставляется с предварительно смонтированным кабелем для установки рабочего освещения.
Найдите лучшие фрезерные станки в Penn Tool Co.
В Penn Tool Co мы предлагаем широкий выбор промышленных станков для продажи, чтобы вы могли найти идеальные инструменты для своих конкретных нужд. Ищете ли вы базовую модель, которая просто выполняет свою работу, или фрезерное оборудование, способное выполнять более сложные задачи, у нас есть все и даже больше!
Чтобы предоставить вам продукцию исключительного качества и долговечности, у нас есть все ведущие производители, которых вы знаете и любите, в том числе:
Baileigh Industrial
Фрезерные станки Acer
Машины GMC
Бирмингем Машинери
Фрезерные станки Acra
и многое другое!
Более того, у нас также есть очень большой запас страсти для машиностроительной и обрабатывающей промышленности. Мы гордимся тем, что снабжаем американских производителей необходимыми инструментами. Если вы хотите узнать больше о том, как фрезерный станок может улучшить ваш рабочий процесс, свяжитесь с нашей командой сегодня.
Как правильно выбрать фрезерный станок
Прислал mkuyvenhoven@e… в пн, 18.10.2021 — 10:50
Фрезерные станки
часто используются в металлообрабатывающих цехах. С большим количеством применений, чем мы могли бы назвать, фрезерные станки являются очень универсальным дополнением к любой мастерской. Но перед покупкой нового фрезерного станка необходимо учитывать множество факторов: область применения, рабочий объем, потребность в мощности и т. д.
Во-первых, каковы основные функции фрезерного станка? Фрезерные станки используются для резки материала и удаления слоев с большой точностью. Этот процесс, также известный как механическая обработка, выполняется на токарных станках, фрезерных станках, сверлильных станках, шлифовальных станках и т. д. Механическая обработка — это невероятно точное искусство, и инструменты, необходимые для достижения успеха, по своей природе столь же точны. Что делает фрезерный станок уникальным и невероятно ценным в магазине, так это его скорость, точность и универсальность. Его скорость обычно объясняется популярностью систем ЧПУ, но даже опытные операторы фрезерных станков могут быстро выполнить точный проект, используя традиционные системы управления. Имея полный контроль над осями X, Y и Z режущего инструмента, оператор ограничен только своим воображением. Универсальность фрезерных станков, безусловно, является наиболее заметной. Существуют тысячи вариантов режущих инструментов, каждый из которых предлагает различные функции. Эти режущие насадки можно использовать для гравировки, вырезания, резки или даже отделки металла.
Фрезерные станки сильно различаются по цене — в основном в зависимости от таких факторов, как поворот и размер стола, максимальное количество шпинделя относительно стола, производительность, параметры скорости и тип управления. Давайте обсудим эти факторы и какие варианты могут быть лучшими для вас!
Тип фрезерного станка
Существует несколько различных типов фрезерных станков, некоторые из которых имеют собственные подкатегории. Вертикально-фрезерные станки на сегодняшний день являются наиболее распространенным и наиболее используемым типом фрезерных станков. Подобно сверлильному станку, он имеет вертикально выровненный шпиндель, но стол перемещается по осям X и Y, что позволяет ему выполнять фрезерование. Горизонтально-фрезерные станки аналогичны с подвижным столом по осям X и Y; однако резак находится в горизонтальной ориентации. Другие варианты фрезерных станков, такие как универсальные фрезерные станки, портальные фрезерные станки, обрабатывающие центры с ЧПУ и т. д., классифицируются по типу работы, размеру и конструкции. Поскольку вертикально-фрезерные станки в целом являются наиболее используемым типом фрезерных станков, мы сосредоточимся в первую очередь на их ориентации и различных спецификациях.
Настольная и коленная фрезы
Первое различие, на которое следует обратить внимание при поиске нового фрезерного станка, — это настольная фреза и коленная фреза. Кто-то скажет, что разница только в цене и качестве. Тем не менее, оба типа мельниц имеют свои сильные стороны, и каждая из них подходит для различных областей применения. Настольные мельницы, часто называемые фрезерными станками, — это именно то, что вы ожидаете. Это настольные фрезерные станки, которые можно прикрепить болтами к любой рабочей поверхности. Настольные фрезерные станки очень похожи на стандартные настольные сверлильные станки, однако имеют особенности, позволяющие выполнять фрезерование (резку по осям X и Y без изменения глубины Z). При работе с верстачным фрезером стол не перемещается по вертикали, а шпиндельная бабка опускается на нужную глубину. Однако фрезерные станки имеют неподвижную переднюю бабку с вертикально перемещающимся столом. Фрезерные сверла обычно имеют гораздо более прочную конструкцию и в целом считаются более точными фрезерными станками. И настольные, и коленные мельницы имеют действие сверлильного станка, при котором пиноль можно опустить с помощью маховика или рычага.
Изображение
Струйная фреза JMD-18
Изображение
Фрезерный станок с регулируемой частотой вращения 9 x 49 дюймов США Industrial Machinery
Изображение
Коленный фрезерный станок с ЧПУ South Bend 12 x 58 дюймов
Изображение
Grizzly Industrial 10” x 31” Закрытый фрезерный станок с ЧПУ
Количество осей и ориентация
Фрезерные операции, как правило, просты: сверление, концевая фреза, квадратная фреза, фрезерование уступов, фрезерование пазов и т. д. В нашей типичной 3-осевой ориентации , стол перемещает заготовку по осям X и Y, головка или стол перемещаются по оси Z, а режущий инструмент делает все остальное. Самые популярные фрезерные станки работают по 3 осям, и именно такую ориентацию вы можете ожидать от большинства фрезерных станков на рынке. Как всегда, приложение играет ключевую роль в определении ориентации оси, необходимой для вашего магазина. Короче говоря, по мере увеличения сложности желаемого конечного продукта увеличивается и потребность в большем количестве осей движения. Почти все 4-осевые и 5-осевые фрезерные станки имеют ЧПУ.
В 4-осевых фрезерных станках 4-я ось движения всегда представляет собой вращение одной из 3 основных осей — X, Y или Z. 5-осевые фрезерные станки аналогичны, но имеют несколько вращающихся осей. Обычно понимается, что линейная ось движения (X, Y, Z) соответствует оси вращения (A, B, C) как таковой: ось A является осью вращения X, ось B является осью вращения Y, а ось C является осью вращения Z.
Хотя это общая схема многоосевой работы, она должна дать вам достаточно информации, чтобы принять обоснованное решение относительно того, какой тип фрезерного станка лучше всего подойдет для вашего цеха. или бизнес. Если у вас есть дополнительные вопросы, сотрудники отдела продаж Elite Metal Tools могут помочь вам подобрать станок, подходящий для вашего применения.
Изображение
Традиционные, с ЧПУ и с механической подачей
Традиционные фрезерные станки работают по 3 осям за счет использования оператором маховиков. Маховики имеют пошаговую маркировку в миллиметрах или других размерах, чтобы дать оператору полный контроль над движением стола. Станки с обычным управлением всегда представляют собой коленные фрезы, что означает, что один из трех маховиков перемещает стол вертикально по оси Z, что определяет глубину фрезерной операции. Кроме того, обычные мельницы часто имеют дополнительные системы цифрового считывания (DRO). УЦИ обеспечивают невероятно точное считывание положения осей в режиме реального времени. Хотя опытным операторам может и не понадобиться УЦИ, эти инструменты могут значительно повысить точность и снизить вероятность ошибок, связанных с человеческим фактором. Традиционные фрезерные станки могут выполнять любые операции, ожидаемые от вертикально-фрезерного станка. Однако это ограничено навыками оператора и временем, необходимым для выполнения разрезов.
Безусловно, самый распространенный вариант фрезерного станка — это станки с осями с механическим приводом. Классифицируемые как обычные фрезерные станки, фрезерные станки с механической подачей перемещаются по осям X, Y или Z с помощью двигателя с механической подачей. При простом нажатии на рычаг или кнопку стол будет двигаться, как правило, вдоль оси X или Y с постоянной скоростью. Механическая подача может снизить вероятность человеческой ошибки при фрезеровании, повысить скорость работы и снизить утомляемость оператора в цехах с высокой производительностью. Фрезерные станки можно приобрести с механической подачей по любой из 3-х осей, дополнительно традиционные фрезерные станки можно дооснастить механической подачей по оси X или Y.
ЧПУ или фрезерные станки с числовым программным управлением быстро устаревают. В связи со снижением стоимости технологий и повышением их доступности станки с ЧПУ занимают свое место на рынке. Однако некоторые фрезерные станки с ЧПУ все еще продаются и эксплуатируются в США. Их сходство со станками с ЧПУ заключается в способности повторять операции с точностью много раз подряд. Причем, с небольшим вмешательством оператора. В отличие от более новых, более совершенных фрезерных станков с ЧПУ, фрезерные станки с ЧПУ не могут сохранять, редактировать или создавать наборы операций. Скорее, они способны только прочитать набор инструкций и перемолоть.
Станки с ЧПУ, несомненно, являются наиболее точными, эффективными и простыми в эксплуатации вариантами вертикально-фрезерных станков. Операторы создают цифровые изображения желаемого конечного продукта либо на внешнем компьютере, либо на встроенном компьютере станка с ЧПУ. Эти 3D-файлы считываются операционным компьютером и автоматически генерируют набор инструкций. Фрезерные станки с ЧПУ, быстро ставшие наиболее популярным вариантом, особенно для крупных магазинов, сводят риск ошибки пользователя практически к нулю. Вертикальные фрезерные станки с ЧПУ бывают одного из двух стилей: более стандартный стиль коленной фрезы или полностью закрытый стиль — обрабатывающие центры AKA. Обрабатывающие центры с ЧПУ также могут более эффективно использовать охлаждающую жидкость. Полностью закрытая машина удерживает жидкую охлаждающую жидкость и металлическую стружку внутри, а также защищает операторов и персонал.
Другие характеристики
Технические характеристики фрезерного станка — это мельчайшие детали, которые стоит учитывать при поиске фрезерного станка, соответствующего вашим потребностям.
От шпинделя до стола Max
Первая деталь может говорить сама за себя, но ее важно учитывать. В вертикально-фрезерных станках максимальное расстояние от шпинделя до стола относится к максимальному вертикальному расстоянию между вашим столом, на котором закреплена заготовка, и вашим шпинделем. Это, как и все другие приведенные ниже характеристики, определяется вашим конкретным приложением. При работе с крупногабаритными заготовками знание вертикального зазора и грузоподъемности может решить вашу задачу по фрезерованию. Также стоит отметить, что ваш шпиндель до максимума стола не включает в себя ваш инструмент. Инструмент большего размера может повлиять на величину зазора на вашем станке.
Скорость вращения шпинделя
Скорость вращения шпинделя является важным аспектом вашего фрезерного станка, который необходимо учитывать. Выбор соответствующего диапазона скорости шпинделя влияет на размер инструмента, скорость подачи и глубину резания, которые вы можете использовать. Согласно последним тенденциям, все больше мастерских выбирают станки с более высокими оборотами (оборотов в минуту) с небольшими инструментами с покрытием, которые режут на меньшей глубине. Эти высокие скорости подачи и скорости шпинделя обеспечивают более чистую обработку и требуют меньше мощности и крутящего момента, что, в свою очередь, изменяет требования к мощности. При выполнении больших резов инструментами большого диаметра требуется более низкая скорость шпинделя, а также более высокая мощность и крутящий момент. Понимание того, что вы хотите от своих фрезерных станков — в отношении качества отделки, скорости операций, производительности и т. д., — поможет вам определить наилучшую ориентацию для вас.
Смазка и охлаждающая жидкость
Можно с уверенностью сказать, что большинство новых моделей фрезерных станков имеют встроенную систему охлаждения и смазки. Однако до сих пор можно увидеть традиционные фрезерные станки без этих систем. В отрасли согласны с тем, что смазочно-охлаждающая жидкость способствует повышению производительности и долговечности вашего фрезерного станка и необходима для простой работы станков с ЧПУ. Сухое измельчение является обычной практикой и имеет свое место в различных областях применения. Это также снижает затраты и создает более чистую рабочую среду. Однако, поскольку фрезерные станки используются для самых разных целей, разумным решением будет рассмотреть систему смазки для вашего нового фрезерного станка.
Что такое смазочно-охлаждающая жидкость? Смазочно-охлаждающая жидкость или смазочно-охлаждающая жидкость — это специально разработанная жидкость, которая служит трем целям при использовании при фрезеровании. Он сначала смазывает режущий инструмент. Это снижает нагрузку на режущий инструмент и заготовку, обеспечивая более гладкую резку и более длительный срок службы инструментов. Вторая его функция – охлаждающая жидкость. Смазочно-охлаждающая жидкость/смазочно-охлаждающая жидкость отводит тепло от поверхности заготовки, а также от режущего инструмента, продлевая срок службы вашего инструмента, а также предотвращая деформацию и заедание. Наконец, смазочно-охлаждающая жидкость очищает поверхность заготовки от всей стружки и стружки. Это упрощает работу без ЧПУ и снижает риск нежелательных сколов и ошибок.
Питание
При выборе типа входной мощности у вас есть два варианта — однофазный (1Ph) или трехфазный (3Ph). Разница между ними на удивление проста. Однофазная — это двухпроводная система, в которой по одному проводу подается питание, а другой — нейтральный, при этом силовой ток проходит по проводу нагрузки и нейтральному проводу. Однофазная мощность имеет низкое напряжение и создает одиночную синусоидальную волну, что указывает на непостоянный поток мощности. Трехфазное питание использует до 4 проводов и обеспечивает 3 переменных тока. Трехфазная мощность имеет более высокое напряжение и создает 3 чередующихся синусоидальных волны. Это обеспечивает более стабильное и стабильное питание.
При выборе между двумя вариантами основным определяющим фактором, как обычно, является приложение. Трехфазные машины, как правило, более способны выдерживать большие нагрузки, чем однофазные машины. Трехфазные машины потребляют более высокую электронную нагрузку и, следовательно, могут работать с более высокой производительностью. Для приложений, которые не требуют работы с высоким крутящим моментом и высокой нагрузкой, однофазные машины могут быть лучшим вариантом. Однофазные станки невероятно полезны для магазинов, которые периодически используют фрезерный станок. Они также уже настроены для использования в любом магазине. Трехфазные машины требуют специальной проводки, которой нет во многих магазинах. Если вы заинтересованы в использовании преимуществ трехфазного питания, мы рекомендуем вам обратиться к сертифицированному электрику, чтобы установить ваши требования к электропитанию.
Изображение
Размер стола и перемещение стола
Не менее важным фактором, который следует учитывать при выборе фрезерной системы, является ее пропускная способность. Выбор станка с равным или большим диапазоном, чем требуется, имеет важное значение для точного фрезерования. Регулировка заготовки для фрезерования за пределами возможностей вашего станка очень распространена, но никогда не будет производиться точная, воспроизводимая продукция. Этот метод также требует больше времени, замедляя производство вашего магазина.
Размер стола фрезерного станка говорит сам за себя. Эти размеры стола важно учитывать в зависимости от ваших приложений для машины. Однако размеры стола имеют значение только в зависимости от перемещения (или поворота) стола в системе.
Этот параметр, известный как ход стола, поворот или перемещение по осям, определяет, насколько велика поверхность стола, пригодная для фрезерования. В то время как стол может иметь размеры 6 x 24 дюйма, ход стола может составлять только 6 x 12 дюймов. Это важный фактор, который следует учитывать, поскольку вы не можете фрезеровать всю поверхность стола.
Если вы фрезеруете мелкие детали, рекомендуем приобрести фрезерный станок с размахом стола немного больше, чем требуется. Это даст вам немного больше свободы и универсальности, не тратя больше, чем необходимо. При фрезеровании деталей, превышающих размеры стола и размеры стола, мы рекомендуем использовать программное обеспечение ЧПУ для точного выравнивания заготовки между циклами фрезерования. Это уменьшает количество ошибок оператора и помогает поддерживать согласованность.
Изображение
Независимо от области применения всегда найдется фрезерный станок, соответствующий вашим потребностям. От настольных фрезерных станков до 5-осевых фрезерных центров — мы можем помочь вам найти то, что подходит для вашего магазина или бизнеса. Не можете найти то, что вам нужно в наличии? Позвоните нам. Наша команда будет работать для вас найти то, что вам нужно в рамках вашего бюджета.
Онлайн-калькулятор строительства дома, онлайн расчет стоимости строительства дома
Онлайн-калькулятор строительства дома от компании «ДОМозавр» поможет быстро узнать ориентировочную цену работ. Чтобы получить расчет стоимости строительства дома воспользуйтесь простой формой или обращайтесь к нашим менеджерам.
Калькулятор строительства дома
Расчет количества стройматериалов и итоговой стоимости строительства дома способен вызвать недоумение, что вполне объяснимо. Ведь в ходе проведения расчетов важно учесть не только стены и крышу, но и фундамент, аренду оборудования и техники, отделочные материалы и многое другое. Для упрощения задачи компания «ДОМозавр» разработала специальный расчет строительства дома — онлайн-калькулятор, для использования которого не нужно много времени и знаний.
Как работает онлайн-калькулятор строительства дома
Сервис расчета стоимости строительства дома очень удобен даже для тех, кто не имеет аналитических способностей, а математикой в последний раз занимался в школьные годы. Для того чтобы узнать ориентировочную сумму, достаточно ввести три основных параметра:
тип фундамента и количество погонных или квадратных метров (в зависимости от разновидности основания),
стеновой материал и площадь, которая должна быть у готового дома,
тип крыши и примерную площадь кровли.
В пункте «Фундамент» необходимо выбрать тип основы здания (ленточный, плитный и свайно-ростверковый). От этого зависит величина, которой измеряется количество требуемого материала. Плитный фундамент определяется количеством метров квадратных, а ленточный и свайно-ростверковый – погонных.
Для выбора параметров достаточно двух кликов на каждый, после чего необходимо кликнуть на кнопку «Далее», ввести свой адрес электронной почты – и все расчеты придут на указанный ящик буквально через минуту. Таким образом, чтобы получить расчет стоимости строительства дома, понадобится не более пары минут. На выходе получается ориентировочная цифра, которая может меняться в зависимости от дополнительных пожеланий клиента.
Расчет стоимости строительства дома с онлайн-калькулятором
Онлайн калькулятор строительства дома от компании «ДОМозавр» предлагает лишь базовые суммы. Чтобы рассчитать стоимость строительства дома более точно, рекомендуется связаться с нашими менеджерами или приехать в офис компании. Квалифицированные работники помогут выбрать оптимальный проект для строительства, а также подскажут, какие работы включены в ту или иную комплектацию. Стоит помнить, что некоторые аспекты можно подстраивать под индивидуальные потребности клиента, что не получится указать в калькуляторе стоимости строительства дома. Именно поэтому цифра на выходе из кабинета менеджеров будет отличаться от данных на почте. Это вполне нормально, поскольку индивидуальный подход дает возможность понять пожелания заказчика и скорректировать работу, исходя из этого.
Онлайн-расчет строительства дома также не всегда подходит тем, кто планирует разрабатывать индивидуальный проект жилья. Это связано с тем, что заказчик сам выбирает необходимые параметры: количество этажей и комнаты различного назначения, материалы, количество окон и входов в дом. Но наши специалисты подсчитают все указанные аспекты и предоставят точный расчет.
Онлайн калькулятор расчета стоимости строительства дома
Стоимость работ: 0 РУБ
Стоимость материалов: 0 РУБ
Итого: 0 РУБ
Выберите материал для фундамента:
Толщина стены фундамента
0.30.4
Объем фундамента (м3)
Выбрать
Выбрать
Выбрать
Выбрать
Ленточный на сваях
Мелкозаглубленная лента на сваях диаметром 300 мм., заглублением 1,8 м. Данный тип фундамента является самым экономичным, но подходит не для всех типов строений и геологических условий.
Монолитная плита
Эффективное решение в сложных геологических условиях. Обладает невысокой жесткостью. Сложность в размещении коммуникаций. Наиболее выгодна при малых размерах здания в плане.
Цокольный этаж из блоков ФБС
ФБС блоки для возведения фундамента и цокольного этажа сегодня используются практически повсеместно. Это достаточно распространённый, надежный и долговечный строительный материал, который используется для устройства оснований жилых зданий. Применение подобного конструктивного решения обусловлено, прежде всего, увеличенными темпами строительства, а также необходимостью упрощения устройства фундамента и цокольной части здания. Цоколь из ФБС – хорошее решение практически для любых условий.
Цокольный этаж с монолитными стенами
Именно монолитный цоколь является наиболее надежным вариантом конструкции, обладающим высокими прочностными характеристиками. Он выполняется из железобетона, поэтому с фундаментом здания является одним целым. В цокольном этаже с бетонными стенами могут быть размещены помещения различного предназначения, начиная от сауны и бани, заканчивая гаражом или прачечной.
Стоимость работ: 0 РУБ
Стоимость материалов: 0 РУБ
Итого: 0 РУБ
Выберите материал для стены:
1
Стены 1 этажа
2
Стены 2 этажа
1 этаж2 этаж
Высота стен 1 этажа
2.7533.25
Высота стен 2 этажа
2.511.522.7533.25
Объем стен (м3)
Выбрать
Выбрать
Выбрать
Выбрать
Выбрать
Выбрать
Газосиликатные блоки
Сегодня в области строительства активно задействуется такой строительный материал, как газосиликатные блоки. Причина такой популярности кроется в ячеистой структуре изделия, благодаря чему блоки обладают малым весом. Производить строительные мероприятия при помощи этого материала очень быстро и легко.
Керамические блоки
«Дышащий», долговечный материал, морозостойкий и гидрофобный;
Сочетание малого веса и высокой прочности;
Устойчивость к гниению, плесени, грибку, химическим веществам;
Большое количество пор и пустот существенно снижает массу блока и всей строительной конструкции; повышает тепло- и звукоизоляционные свойства, тем самым уменьшается нагрузка на фундамент (в т. ч. из-за возможности уменьшить толщину стен)
Тёплая керамика способна действовать на микроклимат помещения подобно кондиционеру, естественным образом создавая оптимальные температуру и соотношение сухости/влаги.
Силикатный кирпич — строительный материал правильной формы – параллелепипед, изготавливаемый с использованием извести и кварцевого песка. Материал отличается прочностью, что, помимо всего прочего, и гарантирует точную геометрическую форму. Из преимуществ стоит отметить следующие характеристики:
Высокое шумопоглощение — достаточно толщины внутренней стены всего 120 мм, чтобы сохранить необходимый уровень звукоизоляции.
Силикатный кирпич не подвержен образованию высолов.
По морозостойкости силикатный кирпич уступает крупноразмерным изделиям из других материалов, однако со временем происходит возрастание прочности и морозостойкости за счёт карбонизации на воздухе (в воде, напротив, прочность силикатного кирпича быстро снижается).
Долговечный и надёжный, изготавливается из экологически чистых природных материалов.
Широкий диапазон разновидностей и небольшие размеры дают простор для различных архитектурных решений.
Газосиликатные блоки
Сегодня в области строительства активно задействуется такой строительный материал, как газосиликатные блоки. Причина такой популярности кроется в ячеистой структуре изделия, благодаря чему блоки обладают малым весом. Производить строительные мероприятия при помощи этого материала очень быстро и легко.
Керамические блоки
«Дышащий», долговечный материал, морозостойкий и гидрофобный;
Сочетание малого веса и высокой прочности;
Устойчивость к гниению, плесени, грибку, химическим веществам;
Большое количество пор и пустот существенно снижает массу блока и всей строительной конструкции; повышает тепло- и звукоизоляционные свойства, тем самым уменьшается нагрузка на фундамент (в т. ч. из-за возможности уменьшить толщину стен)
Тёплая керамика способна действовать на микроклимат помещения подобно кондиционеру, естественным образом создавая оптимальные температуру и соотношение сухости/влаги.
Силикатный кирпич — строительный материал правильной формы – параллелепипед, изготавливаемый с использованием извести и кварцевого песка. Материал отличается прочностью, что, помимо всего прочего, и гарантирует точную геометрическую форму. Из преимуществ стоит отметить следующие характеристики:
Высокое шумопоглощение — достаточно толщины внутренней стены всего 120 мм, чтобы сохранить необходимый уровень звукоизоляции.
Силикатный кирпич не подвержен образованию высолов.
По морозостойкости силикатный кирпич уступает крупноразмерным изделиям из других материалов, однако со временем происходит возрастание прочности и морозостойкости за счёт карбонизации на воздухе (в воде, напротив, прочность силикатного кирпича быстро снижается).
Долговечный и надёжный, изготавливается из экологически чистых природных материалов.
Широкий диапазон разновидностей и небольшие размеры дают простор для различных архитектурных решений.
Стоимость работ: 0 РУБ
Стоимость материалов: 0 РУБ
Итого: 0 РУБ
1
Перекрытия подвала
2
Перекрытия 1 этажа
3
Перекрытия 2 этажа
Предыдущее перекрытие Следующее перекрытие
Выберите материал для перекрытий:
Площадь перекрытия (м2)
Выбрать
Выбрать
Выбрать
Выбрать
Выбрать
Выбрать
Выбрать
Выбрать
Выбрать
Деревянные перекрытия в большинстве случаев состоят из несущих балок, покрытых lдосчатым настилом с заполнением межбалочного пространства тепло- и шумоизоляционными материалами.
Достоинства деревянного перекрытия: дешевизна, легкость и скорость возведения (нет необходимости в использовании крана), экологичность.
Недостатки — подверженность гниению, низкая огнестойкость и невысокие прочностные характеристики.
Такое перекрытие станет выгодным решением для небольших домов.
Сборные Ж/Б перекрытия собираются из заводских плит, которые монтируются одна за другой, промежутки заполняются раствором, результат — монолитная поверхность. Длина выпускаемых плит колеблется от 2 до 7,2 м, ширина от 0,8 до 2 м, высота до 22 см.
В этих перекрытиях есть свои преимущества:
1. Сравнительная дешевизна.
2. Скорость монтажа.
3. Прочность и долговечность.
4. Простота монтажа. Уложить плиты можно автокраном при помощи нескольких стропальщиков.
5. Шумоизоляция. Пустоты в плитах снижают уровень шума.
6. Надежность. Плиты изготавливают в заводских условиях, что гарантирует качество.
Монолитное железобетонное перекрытие.
Монолитное перекрытие устраивается прямо на строительной площадке. Состоит из арматуры и бетона, работающих совместно.
Это решение применяется для перекрытия любых по сложности планов, однако имеет самую высокую стоимость и требует сравнительно большего времени на возведение из-за сложности работ, необходимости выдержать бетон и проведения сложных расчетов.
Монолитное перекрытие — незаменимый выбор для осуществления сложных архитектурных задумок.
Деревянное перекрытие
Деревянные перекрытия в большинстве случаев состоят из несущих балок, покрытых lдосчатым настилом с заполнением межбалочного пространства тепло- и шумоизоляционными материалами.
Достоинства деревянного перекрытия: дешевизна, легкость и скорость возведения (нет необходимости в использовании крана), экологичность.
Недостатки — подверженность гниению, низкая огнестойкость и невысокие прочностные характеристики.
Такое перекрытие станет выгодным решением для небольших домов.
Сборные Ж/Б перекрытия собираются из заводских плит, которые монтируются одна за другой, промежутки заполняются раствором, результат — монолитная поверхность. Длина выпускаемых плит колеблется от 2 до 7,2 м, ширина от 0,8 до 2 м, высота до 22 см.
В этих перекрытиях есть свои преимущества:
1. Сравнительная дешевизна.
2. Скорость монтажа.
3. Прочность и долговечность.
4. Простота монтажа. Уложить плиты можно автокраном при помощи нескольких стропальщиков.
5. Шумоизоляция. Пустоты в плитах снижают уровень шума.
6. Надежность. Плиты изготавливают в заводских условиях, что гарантирует качество.
Монолитное железобетонное перекрытие.
Монолитное перекрытие устраивается прямо на строительной площадке. Состоит из арматуры и бетона, работающих совместно.
Это решение применяется для перекрытия любых по сложности планов, однако имеет самую высокую стоимость и требует сравнительно большего времени на возведение из-за сложности работ, необходимости выдержать бетон и проведения сложных расчетов.
Монолитное перекрытие — незаменимый выбор для осуществления сложных архитектурных задумок.
Деревянные перекрытия в большинстве случаев состоят из несущих балок, покрытых lдосчатым настилом с заполнением межбалочного пространства тепло- и шумоизоляционными материалами.
Достоинства деревянного перекрытия: дешевизна, легкость и скорость возведения (нет необходимости в использовании крана), экологичность.
Недостатки — подверженность гниению, низкая огнестойкость и невысокие прочностные характеристики.
Такое перекрытие станет выгодным решением для небольших домов.
Сборные Ж/Б перекрытия собираются из заводских плит, которые монтируются одна за другой, промежутки заполняются раствором, результат — монолитная поверхность. Длина выпускаемых плит колеблется от 2 до 7,2 м, ширина от 0,8 до 2 м, высота до 22 см.
В этих перекрытиях есть свои преимущества:
1. Сравнительная дешевизна.
2. Скорость монтажа.
3. Прочность и долговечность.
4. Простота монтажа. Уложить плиты можно автокраном при помощи нескольких стропальщиков.
5. Шумоизоляция. Пустоты в плитах снижают уровень шума.
6. Надежность. Плиты изготавливают в заводских условиях, что гарантирует качество.
Монолитное железобетонное перекрытие.
Монолитное перекрытие устраивается прямо на строительной площадке. Состоит из арматуры и бетона, работающих совместно.
Это решение применяется для перекрытия любых по сложности планов, однако имеет самую высокую стоимость и требует сравнительно большего времени на возведение из-за сложности работ, необходимости выдержать бетон и проведения сложных расчетов.
Монолитное перекрытие — незаменимый выбор для осуществления сложных архитектурных задумок.
Стоимость работ: 0 РУБ
Стоимость материалов: 0 РУБ
Итого: 0 РУБ
Выберите материал для кровли:
Площадь кровли (м2)
Выбрать
Выбрать
Выбрать
Металлочерепица
Самый популярный материал для современных скатных кровель. По разным оценкам, от 60% до 80% крыш покрываются сегодня именно металлочерепицей. Причины такой популярности просты: быстрый монтаж, привлекательный внешний вид, хорошая долговечность и демократичная цена.
Мягкая кровля
Битумная черепица представляет собой плоские листы с фигурными вырезами по одному краю. Основу черепицы составляет стеклохолст, пропитанный и покрытый с двух сторон улучшенным модифицированным битумом. Этот материал, с одной стороны, является штучным, а с другой, его с полным основанием можно отнести к группе мягких кровель, так как по своей структуре и применяемым компонентам он близок рулонным материалам.
Керамическая глиняная черепица долговечна, эстетична и красива.
К недостаткам такой черепицы можно отнести высокий вес и стоимость.
Идеально подходит для оформления кровель загородных домов высокой ценовой группы.
Стоимость работ: 0 РУБ
Стоимость материалов: 0 РУБ
Итого: 0 РУБ
Выберите материал для трубы:
Площадь дымохода (м2)
Выбрать
Описание — Нержавеющая сталь
Кирпичный дымоход требует больше усилий, чем использование в этих целях металлической трубы. Зато такая конструкция выглядит намного престижнее и служит дольше.
Для большинства дымоходов можно использовать обыкновенный красный кирпич. Если есть желание – можно использовать огнеупорный, но стоит он значительно дороже, а большого положительного эффекта от его использования не стоит ожидать.
Описание — Керамическая
Стоимость работ: 0 РУБ
Стоимость материалов: 0 РУБ
Итого: 0 РУБ
Выберите материал для лестниц:
1
Лестница на 2 этаж
2
Лестница на цокольный этаж
1 этаж2 этаж
Выбрать
Выбрать
Выбрать
Выбрать
Выбрать
Выбрать
Деревянная (временная) – отличное решение на период строительства.
Металлическая лестница — достойный выбор. Такая лестница получится долговечной, но эстетически будет уступать другим материалам.
Бетон позволяет придать лестнице любую форму. К примеру, из железобетона могут быть созданы винтовые лестницы. Недостаток — необходимость отделки.
Стоимость работ: 0 РУБ
Стоимость материалов: 0 РУБ
Итого: 0 РУБ
Выберите материал для фасада:
Площадь фасада (м2)
Выбрать
Выбрать
Облицовка дома кирпичом — оптимальный вариант для частного дома. Этот материал практичен в эксплуатации.
Конечно, этот вид отделки всегда смотрится привлекательно, он создает эффект монументальности и колоритности строения.
Мокрый фасад, как понятно из его названия, предполагает использование мокрого метода нанесения внешней отделки. Именно поэтому любой фасад, при обустройстве которого используется клеевой состав или смесь мокрого типа, может быть назван мокрым.
Из преимуществ можно отметить разнообразие цветовых и архитектурных решений, а так же короткие сроки выполнения.
Количество окон
Количество дверей
Двери.
В расчете стандартной двери приняты размеры проема 2.1 м2 = 2.1х1.0 м
Изменение количества дверей учитывается в объеме материала стен.
Окна.
В расчете стандартного окна приняты размеры проема 1.8 м2 = 1.2х1.5 м
Изменение количества окон учитывается в объеме материала стен.
Двери.
В расчете стандартной двери приняты размеры проема 2.1 м2 = 2.1х1.0 м
Изменение количества дверей учитывается в объеме материала стен.
Окна.
В расчете стандартного окна приняты размеры проема 1.8 м2 = 1.2х1.5 м
Изменение количества окон учитывается в объеме материала стен.
Оценщик стоимости строительства, калькулятор стоимости дома, стоимость квадратного фута
Оценщик стоимости строительства
Площадь застройки
Приблизительная стоимость (за квадратный фут)
Расчет стоимости | Ориентировочная стоимость данного строительства составляет 10 00 000,00 рупий.
Приблизительная стоимость
различных материалов согласно эмпирическому правилу
Правило большого пальца для расчета; Средняя стоимость строительства жилого района может варьироваться от рупий. 800/кв.м. футов — рупий. 2500/кв. футов в зависимости от открытого качества материала.
Эта стоимость включает в себя полную стоимость рабочей силы и материалов от земляных работ до установки дверей и окон с электропроводкой и стоимостью сантехники.
В эту стоимость не входят электрические и сантехнические принадлежности, любые расходы на покраску, кроме побелки и мебельных работ.
Таким образом, согласно приведенному выше эмпирическому правилу Приблизительная стоимость строительства спецификации Midium = 1000 * 900 = рупий. 9 00 000 Где 1000 — площадь застройки, а 900 — условное значение согласно эмпирическому правилу.
Состояние: Фактическая стоимость зависит от конструкции и архитектурного чертежа, а также фактического состояния участка
Кроме того, чтобы получить приблизительную оценку различных количеств, необходимых для 1000 кв. Футов застроенной площади, мы можем использовать следующее эмпирическое правило.
Цемент = 400 мешков
песка = 51 кубический метр или 81 600 кг. или 81,6 тонны (при условии, что плотность = 1600 кг/м 3 )
Совокупный = 38 кубических метров или 60 800 кг. или 60,8 тонны (предполагаемая плотность = 1600 кг/м 3 )
Сталь = 4 кг/кв. м. футов = 4000 кг/1000 кв. футов.
Краска = 180 л.
кирпичей = 8 кирпичей/кв. футов = 8000 кирпичей/1000 кв. футов.
Пол = 1300 кв. футов = 325 плиток
Состояние: Фактические количества зависят от архитектуры и структурных чертежей.
Правило большого пальца получено в результате наблюдения за более чем 500 затратами на строительство, которые были взяты из различных справочных материалов.
Кроме того, более приблизительная стоимость различных работ или материалов приведена ниже в соответствии с эмпирическим правилом.
Общая стоимость = 9 00 000 рупий. / 1000 кв. футов Площадь застройки
Калькулятор стоимости строительства нового дома
Советы по строительству нового дома
Строительство нового дома очень увлекательно, но сопряжено с некоторыми трудностями. Вот несколько новых советов по строительству дома, которые помогут вам облегчить этот процесс.
Получите предварительное право на получение ипотечного кредита заранее Когда дело доходит до финансирования, строительство дома очень похоже на покупку уже построенного дома. Вам нужно будет пройти предварительную квалификацию для получения ипотечного кредита, чтобы иметь средства для финансирования строительства нового дома. Свяжитесь с несколькими кредиторами и предоставьте им необходимую информацию, такую как ваш доход, активы и долги, чтобы узнать, на какой размер ипотечного кредита вы имеете право. Прежде чем начать строительство дома, убедитесь, что ваша окончательная ипотека предварительно одобрена. Вам нужно будет заполнить заявку на ипотеку, а затем ждать, пока кредитор одобрит ваш кредит. Если вы находитесь в Великобритании, вам может пригодиться этот ипотечный калькулятор.
Найдите своего строителя Не все строители дома одинаковы. Обязательно проведите предварительное исследование нескольких строителей и сравните свои выводы. Чтобы получить свой первоначальный список потенциальных кандидатов, вы можете получить рекомендации от семьи и друзей или проверить каталоги на месте и в Интернете. Поговорите со своим застройщиком и убедитесь, что вам комфортно с ним. Также попросите рекомендации от прошлых клиентов, чтобы убедиться, что они были удовлетворены полученной работой.
Тщательно выбирайте местоположение Важно построить новый дом в хорошем месте. Изучите сообщество, стоимость недвижимости и любые другие факторы, которые важны для вас. Убедитесь, что хорошие школы, магазины и транспорт удобно расположены. Расположение будет очень важно, если вы решите продать свой новый дом в будущем, поэтому, помимо того, что вы должны убедиться, что это район, в котором вы хотите жить, также помните о стоимости при перепродаже.
Тщательный бюджет Вам и вашему строителю нужно будет установить бюджет на строительство вашего нового дома. Однако имейте в виду, что для этого могут быть непредвиденные расходы и бюджет. Имейте в виду, что изменение ваших планов после того, как строительство уже началось, может добавить тысячи к вашему бюджету, а также привести к задержкам в графике строительства.
Учитывайте стоимость перепродажи при строительстве нового дома Очевидно, что когда вы строите новый дом, вы строите его в соответствии со спецификациями для себя и своей семьи. Это одно из самых больших преимуществ строительства нового дома. Тем не менее, вы должны помнить о потенциальной стоимости перепродажи. Если вы добавите дорогостоящие дополнения или необычные функции, может быть трудно окупить ваши затраты, если вам нужно будет перепродать через несколько лет.
Поймите свою линию времени Обычно строительство нового дома занимает много месяцев. В процессе строительства дома нужно будет согласовать многие вещи. Если у вас уже есть дом, вам нужно будет продать его, а также принять меры для новой ипотеки. Обязательно следите за предполагаемыми сроками, а также за изменениями, происходящими в процессе строительства.
Следите за ходом строительства Участвуйте в процессе строительства и регулярно связывайтесь со строителем.
Детали машин — прикладной раздел учебной дисциплины Техническая механика.
Задачи раздела «Детали машин»
Курс учебной дисциплины «Детали машин» рассматривает основы расчета и конструирования деталей, узлов и агрегатов, встречающихся в различных машинах и механизмах.
Учебными программами среднего профессионального образования предмет «Детали машин» рассматриваются и изучаются, как раздел учебной дисциплины «Техническая механика», куда входят, также, «Теоретическая механика» и «Сопротивление материалов». В технических и строительных ВУЗах эти предметы изучаются более углубленно и преподаются как самостоятельные учебные дисциплины.
Детали машин должны удовлетворять двум основным условиям: надежности и экономичности. Под экономичностью понимают минимально необходимую стоимость проектирования, изготовления и эксплуатации.
***
Понятия и определения раздела «Детали машин»
Предмет «Детали машин» оперирует следующими основными понятиями и определениями:
Машина (от латинского machina) — механическое устройство, выполняющее движения с целью преобразования энергии, материалов или информации. Основное назначение машин — частичная или полная замена производственных функций человека с целью повышения производительности, облегчения человеческого труда или замены человека в недопустимых для него условиях работы.
В зависимости от выполняемых функций машины делятся на энергетические, рабочие (транспортные, технологические, транспортирующие), информационные (вычислительные, шифровальные, телеграфные и т.п.), машины-автоматы, сочетающие в себе функции нескольких видов машин, включая информационные.
Агрегат (от латинского aggrego — присоединяю) — укрупненный унифицированный элемент машины (например, в автомобиле: двигатель, топливоподающий насос), обладающий полной взаимозаменяемостью и выполняющий определенные функции в процессе работы машины.
Механизм — искусственно созданная система материальных тел, предназначенная для преобразования движения одного или нескольких тел в требуемое (необходимое) движение других тел. Примерами механизмов могут служить различные редукторы, коробки передач автомобилей, тракторов и т. п.
Прибор — устройство, предназначенное для измерений, производственного контроля, управления, регулирования и других функций, связанных с получением, преобразованием и передачей информации.
Сборочная единица (узел) — изделие или часть его (часть машины), составные части которого подлежат соединению между собой (собираются) на предприятии изготовителе (смежном предприятии).
Сборочная единица имеет, как правило, определенное функциональное назначение.
Деталь — наименьшая неделимая (не разбираемая) часть машины, агрегата, механизма, прибора, узла, т. е. деталь — это часть машины, которую изготовляют без сборочных операций.
В зависимости от сложности изготовления детали, в свою очередь, делятся на простые и сложные.
Простые детали для своего изготовления требуют небольшого числа уже известных и хорошо освоенных технологических операций и изготавливаются при массовом производстве на станках-автоматах (например, крепежные изделия — болты, винты, гайки, шайбы, шплинты; зубчатые колеса небольших размеров и т. п.).
Узлы и детали общего назначения применяются в большинстве современных машин и приборов (крепежные детали: болты, винты, гайки, шайбы; зубчатые колеса, подшипники качения и т.п.). Их изготовляют ежегодно в больших количествах (в одном легковом автомобиле более пяти тысяч различных типов деталей, более тридцати подшипников), поэтому знание основных методов расчета, правил и норм проектирования, подтвержденных статистикой эксплуатации, очень важно для конструкторской подготовки.
Именно такие детали изучаются в курсе деталей машин.
Сложные детали имеют чаще всего достаточно сложную конфигурацию, а при их изготовлении применяются достаточно сложные технологические операции и используется значительный объем ручного труда, для выполнения которого в последние годы все чаще применяются роботы (например, при сборке-сварке кузовов легковых автомобилей).
К узлам и деталям специального назначения относятся такие узлы и детали, которые входят в состав одного или нескольких типов машин и приборов (например, поршни и шатуны ДВС, лопатки турбин газотурбинных двигателей, траки гусениц тракторов, танков и БМП) и изучаются в соответствующих специальных курсах (например, таких как «Теория и конструкция ДВС», «Конструкция и расчет гусеничных машин» и др. ).
***
Классификация узлов и деталей по назначению
По функциональному назначению узлы и детали делятся на:
Корпусные детали, предназначенные для размещения и фиксации подвижных деталей механизма, для их защиты от действия неблагоприятных факторов внешней среды, а также для крепления механизмов в составе машин и агрегатов. Часто, кроме того, корпусные детали используются для хранения эксплуатационного запаса смазочных материалов.
Соединительные детали для разъемного и неразъемного соединения (например, муфты – устройства для соединения вращающихся валов; болты винты шпильки гайки – детали для разъемных соединений; заклепки – детали для неразъемного соединения).
Передаточные механизмы и детали, предназначенные для передачи энергии и движения от источника (двигателя) к потребителю (исполнительному механизму), выполняющему необходимую полезную работу.
В курсе «Детали машин» рассматриваются в основном передачи вращательного движения: фрикционные, зубчатые, ременные, цепные и т. п. Эти передачи содержат большое число деталей вращения: валы, шкивы, зубчатые колеса и т.п.
Иногда возникает необходимость передавать энергию и движение с преобразованием последнего, например, вращательного в поступательное и наоборот. В таких случаях используются кулачковые, реечные и рычажные механизмы.
Упругие элементы предназначены для ослабления ударов и вибрации или для накопления энергии с целью последующего совершения механической работы (рессоры колесных машин, противооткатные устройства пушек, боевая пружина стрелкового оружия).
Инерционные детали и элементы предназначены для предотвращения или ослабления колебаний (в линейном или вращательном движениях) за счет накопления и последующей отдачи кинетической энергии (маховики, противовесы, маятники, бабы, шаботы).
Защитные детали и уплотнения предназначены для защиты внутренних полостей узлов и агрегатов от действия неблагоприятных факторов внешней среды и от вытекания смазочных материалов из этих полостей (пыльники, сальники, крышки, рубашки и т. п.).
Детали и узлы регулирования и управления предназначены для воздействия на агрегаты и механизмы с целью изменения их режима работы или его поддержания на оптимальном уровне (тяги, рычаги, тросы и т.п.).
Основными требованиями, предъявляемыми к деталям машин, являются требования работоспособности и надежности.
К деталям, непосредственно контактирующим с человеком-оператором (ручки и рычаги управления, элементы кабин машины, приборные щитки и т.п.), кроме названных предъявляются требования эргономичности и эстетичности.
Еще одно важное требование, предъявляемое к машинам и их деталям – технологичность конструкции, которая характеризуется наименьшими затратами при производстве, эксплуатации и ремонте.
***
Объекты изучения раздела «Детали машин»
Предмет Детали машин изучает следующие объекты и составляющие звенья конструкций:
Соединения и детали соединений.
Соединения разделяют на разъемные и неразъемные. Разъемные соединения допускают многократную переборку. Их основные типы: резьбовые, шпоночные, шлицевые, клеммовые, на закрепительных конических втулках. Неразъемные соединения не допускают многократной переборки. Для разборки такого соединения его нужно разрушить. Основные типы: сварные, клеевые, паяные, заклепочные, соединения с натягом. Последние относят к неразъемным условно, так как они позволяют проводить сборку и разборку, но не многократно.
Детали передач. В курсе рассматривают механические передачи: зубчатые, планетарные, волновые, червячные, фрикционные, ременные, цепные, винт-гайка и некоторые другие.
Детали, обслуживающие вращательное движение – валы и оси, подшипники качения и скольжения, муфты приводов.
При изучении каждого из объектов рассматривается:
Назначение объекта (передачи, муфты, соединения).
Описание конструкции и принципа действия (работы).
Области применения.
Сравнительные достоинства и недостатки.
Условия работы и действующие нагрузки.
Характер и причины отказа – критерии работоспособности.
Применяемые материалы и сведения о технологии изготовления.
Методы расчета и конструирования (составление расчетной схемы; проектировочный и (или) проверочный расчет по основным критериям работоспособности; рекомендации по конструированию).
Направления совершенствования конструкции и методов расчета.
При выполнении курсового проекта дополнительно изучают проектирование корпусных деталей (корпусов, рам, плит), деталей смазывающих устройств, упругих элементов и др.
***
Работоспособность и надежность деталей машин
Главная страница
Страничка абитуриента
Дистанционное образование
Группа ТО-81
Группа М-81
Группа ТО-71
Специальности
Ветеринария
Механизация сельского хозяйства
Коммерция
Техническое обслуживание и ремонт автотранспорта
Учебные дисциплины
Инженерная графика
МДК. 01.01. «Устройство автомобилей»
Карта раздела
Общее устройство автомобиля
Автомобильный двигатель
Трансмиссия автомобиля
Рулевое управление
Тормозная система
Подвеска
Колеса
Кузов
Электрооборудование автомобиля
Основы теории автомобиля
Основы технической диагностики
Основы гидравлики и теплотехники
Метрология и стандартизация
Сельскохозяйственные машины
Основы агрономии
Перевозка опасных грузов
Материаловедение
Менеджмент
Техническая механика
Советы дипломнику
Олимпиады и тесты
«Инженерная графика»
«Техническая механика»
«Двигатель и его системы»
«Шасси автомобиля»
«Электрооборудование автомобиля»
17.
ПОНЯТИЕ О МЕХАНИЗМЕ И МАШИНЕ
В современном мире человеку
часто помогают различные механизмы и машины.
Машина — это устройство, которое
выполняет определенные действия с целью облегчения физического и
умственного труда человека. Например, автомобиль является транспортной
машиной, станок для обработки каких-либо заготовок — технологической
машиной.
Примером бытовых машин служит
пылесос, стиральная машина, холодильник. Сельскохозяйственные машины
(трактор, комбайн и др.) помогают человеку в уборке урожая. Компьютер
для человека — информационная и вычислительная машина.
В конструкцию машины входит
много, различных механизмов. Механизм — это устройство для
преобразования одного вида движения в другой. В качестве примера
рассмотрим винтовой механизм,
применяемый в переднем и заднем
зажимах столярного верстака (рис. 52).
В винтовом механизме
вращательное движение рукоятки
2
преобразуется в прямолинейное движение ходового винта 1 вместе с
прижимным бруском
3
(рис. 52,
а).
На рисунке 52,
б
показана кинематическая схема винтового механизма.
Кинематическая схема — это условное
обозначение различных передач и деталей, входящих в эту передачу.
Механизмы и машины состоят
из множества различных деталей, например, в автомобиле их больше 15
тысяч, а в самолёте – больше миллиона. Некоторые детали применяются
почти во всех машинах (болты, гайки, шайбы и др.). Они называются
деталями общего назначения. Другие детали, например корпуса машин,
станины станков, являются деталями специального назначения.
В
таблице 3 показаны некоторые типовые детали
машин.
Детали
механизмов связаны одна с другой различными
способами. Если
они не могут перемещаться относительно друг друга, то такая связь
называется неподвижной. Неподвижными
являются соединения деталей с помощью винтов и гаек (резьбовые
соединения), с помощью сварки и др.
Если детали могут перемещаться
одна относительно другой, то такая связь между деталями называется
подвижной.
Разновидность
подвижной связи — шарнирное соединение (табл.
4).
ПРАКТИЧЕСКАЯ РАБОТА
Ознакомление с устройством
различных механизмов
1.
Осмотрите
винтовой механизм переднего зажима столярного верстака. Разберитесь,
каким образом вращательное движение рукоятки преобразуется в
прямолинейное движение прижимного бруска.
2. Рассмотрите
зубчатый механизм дрели и определите, для какой цели он служит.
Новые термины: Машина,
механизм,
винтовой механизм,
кинематическая схема,
детали общего и специального
назначения,
связи подвижные и неподвижные.
Вопросы и задания
1. Что называют машиной?
2. Что называют механизмом?
3. Какие машины вы знаете?
4. Назовите типовые детали машин.
5. Где применяются винтовые механизмы и как они работают?
Глава 3. Еще о машинах и механизмах
Йи Чжан с Сьюзан Фингер Стефанни Беренс
Содержание
3.
1 Планарные и пространственные механизмы
Механизмы можно разделить на планарные механизмы и пространственные механизмы , по относительному движению твердые тела. В планарных механизмах все относительное движение твердых тел происходит в одной плоскости или параллельно самолеты. Если есть какое-либо относительное движение, которое не в той же плоскости или в параллельных плоскостях, механизм называется пространственный механизм . Другими словами, планарных механизмов являются по существу двухмерны, в то время как пространственных механизмов трехмерны размерный. В этом руководстве рассматриваются только плоские механизмы.
3.2 Кинематика и динамика механизмов
Кинематика механизмов связана с движением части без учета того, как воздействующие факторы (сила и масса) влияют на движение. Поэтому кинематика имеет дело с фундаментальные представления о пространстве и времени, а также о величинах скорости и полученное оттуда ускорение.
Кинетика занимается действием сил на тела. Это где в игру вступают эффекты гравитации.
Динамика представляет собой комбинацию кинематики и кинетика .
Динамика механизмов касается сил, действующих на части — как уравновешенные, так и неуравновешенные силы с учетом массы и ускорения частей, а также внешние силы.
3.3 Звенья, рамы и кинематические цепи
Звено определяется как твердое тело, имеющее два или более элементы сопряжения, которые соединяют его с другими телами с целью передающий силу или движение (Ham и др. 58).
В каждой машине хотя бы одно звено либо занимает фиксированное положение, относительно земли или увлекает за собой машину в целом во время движения. Эта ссылка- рама машины и называется фиксированная ссылка .
Сочетание звеньев и пар без фиксированного звена не является механизм, а кинематическая цепь .
3.4 Контур скелета
Рисунок 3-1 Контур скелета
Для целей кинематического анализа механизм может быть представлен в сокращенной или скелетной форме, называемой скелетом контур механизма. Схема скелета дает все геометрическая информация, необходимая для определения относительных движений ссылок. На рис. 3-1 контур скелета был нарисован для двигатель, показанный на рис. 2-1. Этот скелет содержит всю необходимую информацию для определения относительных движений главных звеньев, а именно длину АВ кривошипа; длина до н.э. шатуна; А расположение оси коренного подшипника; и путь AC точки C, который представляет собой ось запястья.
3.5 Пары, высшие пары, низшие пары и связи
Пара представляет собой соединение между поверхностями двух жестких тела, которые удерживают их в контакте и относительно подвижны. За Например, на рис. 3-2 дверь, соединенная с рама с петлями делает поворотный шарнир ( штифт шарнир ), позволяющий поворачивать дверь вокруг своей оси. Фигура 3-2б и в показаны скелеты шарнирного соединения. Рисунок 3-2b используется когда оба звена, соединенные парой, могут поворачиваться. Рисунок 3-2c используется, когда одно из звеньев, соединенных парой, является рамой.
Рисунок 3-2
Вращающаяся пара
На рис. 3-3а створку окна можно перевести относительно створки. Такое относительное движение называется призматическая пара . Очертания его скелета показаны на б , с и д . c и d используются, когда одна из ссылок — кадр .
Рисунок 3-3
Призматическая пара
Как правило, есть два вида пар в механизмах, младшие пары и высшие пары . какая различает их тип контакта между двумя телами пара. Пары поверхностного контакта называются нижними парами . В планарных (2D) механизмах есть два подкатегории нижних пар — вращающиеся пары и призматические пары , как показано на рисунках 3-2 и 3-3 соответственно. Пары точек, линий или кривых контактов называются 9.0012 выше пар . На рис. 3-4 показаны некоторые примеры старших пар . Механизмы, состоящие из твердых тел и нижних пар, называются связи .
Рисунок 3-4 Старшие пары
3.6 Кинематический анализ и синтез
В кинематическом анализе конкретный заданный механизм исследованы на основе геометрии механизма плюс другие известные характеристики (такие как входная угловая скорость, угловое ускорение, и т. д. ). Кинематический синтез , с другой стороны, процесс разработки механизма для достижения желаемого задача. Здесь как выбор типов, так и размеры новый механизм может быть частью кинематического синтеза. (Сандор и Эрдман 84)
Оливер Эванс Сэр Марк Изамбард Брюнель Элмер Амброуз Сперри Иоганн Георг Бодмер сэр Ричард Аркрайт
Похожие темы:
ускоритель частиц Часы робот осциллограф телесуфлер
Просмотреть весь связанный контент →
Резюме
Прочтите краткий обзор этой темы
машина , устройство, имеющее уникальное назначение, которое увеличивает или заменяет усилия человека или животного для выполнения физических задач. В эту широкую категорию входят такие простые устройства, как наклонная плоскость, рычаг, клин, колесо и ось, шкив и винт (так называемые простые машины), а также такие сложные механические системы, как современный автомобиль.
Работа машины может включать преобразование химической, тепловой, электрической или ядерной энергии в механическую или наоборот, или ее функция может заключаться просто в изменении и передаче сил и движений. Все машины имеют вход, выход и преобразующее или модифицирующее и передающее устройство.
Машины, которые получают входную энергию из природного источника, такого как воздушные потоки, движущаяся вода, уголь, нефть или уран, и преобразуют ее в механическую энергию, известны как первичные двигатели. Первичными двигателями являются ветряные мельницы, водяные колеса, турбины, паровые двигатели и двигатели внутреннего сгорания. В этих машинах входы различаются; выходы обычно представляют собой вращающиеся валы, которые можно использовать в качестве входов для других машин, таких как электрические генераторы, гидравлические насосы или воздушные компрессоры. Все три последних устройства можно отнести к генераторам; их выходы электрической, гидравлической и пневматической энергии могут использоваться в качестве входных данных для электрических, гидравлических или пневматических двигателей. Эти двигатели можно использовать для привода машин с различной мощностью, например машин для обработки материалов, упаковки или транспортировки, или таких устройств, как швейные и стиральные машины. Все машины последнего типа и все другие, которые не являются ни первичными двигателями, ни генераторами, ни двигателями, могут быть отнесены к операторам. В эту категорию также входят инструменты всех видов с ручным управлением, такие как счетные машины и пишущие машинки.
В некоторых случаях машины всех категорий объединяются в одну единицу. В дизель-электрическом локомотиве, например, дизельный двигатель является первичным двигателем, который приводит в действие электрогенератор, который, в свою очередь, подает электрический ток на двигатели, приводящие в движение колеса.
Britannica Quiz
Машиностроение и производство
От сверления отверстий и перевозки грузов до автомобильных двигателей и их производства — поработайте над этими вопросами и проверьте свои знания в области машиностроения и производства в этой викторине.
Компоненты машин в автомобиле
Как часть введения в компоненты машин, некоторые примеры, поставляемые с автомобилем, представляют ценность. В автомобиле основной проблемой является использование взрывного эффекта бензина для обеспечения мощности для вращения задних колес. Взрыв бензина в цилиндрах толкает поршни вниз, а передача и преобразование этого поступательного (линейного) движения во вращательное движение коленчатого вала осуществляется шатунами, которые соединяют каждый поршень с кривошипами, которые являются частью коленчатого вала. . Комбинация поршня, цилиндра, кривошипа и шатуна известна как кривошипно-ползунковый механизм; это широко используемый метод преобразования поступательного движения во вращение (как в двигателе) или вращения в поступательное движение (как в насосе).
Для подачи бензино-воздушной смеси в цилиндры и выпуска отработавших газов используются клапаны; они открываются и закрываются заклиниванием кулачков (выступов) на вращающемся распределительном валу, который приводится в движение от коленчатого вала шестернями или цепью.
Оформите подписку Britannica Premium и получите доступ к эксклюзивному контенту. Подпишитесь сейчас
В четырехтактном двигателе с восемью цилиндрами коленчатый вал получает импульс в какой-то точке по его длине каждую четверть оборота. Чтобы сгладить влияние этих прерывистых импульсов на частоту вращения коленчатого вала, используется маховик. Это тяжелое колесо, прикрепленное к коленчатому валу, своей инерцией противостоит и смягчает любые колебания скорости.
Поскольку развиваемый им крутящий момент (крутящая сила) зависит от его частоты вращения, двигатель внутреннего сгорания не может быть запущен под нагрузкой. Чтобы автомобильный двигатель можно было запустить в ненагруженном состоянии, а затем подключить к колесам без остановки, необходимы сцепление и трансмиссия. Первый устанавливает и разрывает связь между коленчатым валом и трансмиссией, а второй изменяет с конечными шагами соотношение между входной и выходной скоростями и крутящими моментами трансмиссии. На пониженной передаче выходная скорость низкая, а выходной крутящий момент выше, чем крутящий момент двигателя, поэтому автомобиль можно начать движение; на высокой передаче автомобиль движется со значительной скоростью, а крутящий момент и скорость равны.
Оси, к которым крепятся колеса, содержатся в картере заднего моста, который закреплен на задних рессорах, и приводятся в движение от трансмиссии приводным валом. Когда автомобиль движется и пружины изгибаются в ответ на неровности дороги, корпус перемещается относительно трансмиссии; чтобы обеспечить это движение, не мешая передаче крутящего момента, к каждому концу приводного вала прикреплен универсальный шарнир.
Приводной вал перпендикулярен задним мостам. Прямоугольное соединение обычно выполняется с помощью конических шестерен, имеющих такое передаточное число, что оси вращаются со скоростью от одной трети до одной четвертой скорости приводного вала. Корпус заднего моста также содержит дифференциальные шестерни, которые позволяют обоим задним колесам приводиться в движение от одного источника и вращаться с разными скоростями при повороте.
Как и все движущиеся механические устройства, автомобили не могут избежать воздействия трения. В двигателе, трансмиссии, картере заднего моста и всех подшипниках трение нежелательно, так как оно увеличивает мощность, требуемую от двигателя; смазка уменьшает, но не устраняет это трение. С другой стороны, трение между шинами и дорогой, а также в тормозных колодках делает возможным сцепление и торможение. Ремни, приводящие в движение вентилятор, генератор и другие аксессуары, зависят от трения. Трение также полезно при работе сцепления.
Некоторые из упомянутых выше устройств можно найти в машинах всех категорий, собранных множеством способов для выполнения всех видов физических задач. Функция большинства этих основных механических устройств заключается в передаче и изменении силы и движения. Другие устройства, такие как пружины, маховики, валы и крепежные детали, выполняют дополнительные функции.
Машина может быть далее определена как устройство, состоящее из двух или более устойчивых, относительно ограниченных частей, которые могут служить для передачи и изменения силы и движения для выполнения работы. Требование, чтобы части машины были прочными, подразумевает, что они способны выдерживать приложенные нагрузки без отказа или потери функции. Хотя большинство деталей машин представляют собой твердые металлические тела подходящих пропорций, также используются неметаллические материалы, пружины, органы давления жидкости и натяжные органы, такие как ремни.
Ограниченное движение
Наиболее отличительной характеристикой машины является то, что части взаимосвязаны и направляются таким образом, что их движения относительно друг друга ограничены. По отношению к блоку, например, поршень поршневого двигателя вынужден двигаться цилиндром по прямой траектории; точки на коленчатом валу ограничены коренными подшипниками для перемещения по круговым траекториям; никакие другие формы относительного движения невозможны.
Условные изображения и обозначения резьб на чертежах
Условные изображения и обозначения резьб на чертежах
Категория:
Технические чертежи
Условные изображения и обозначения резьб на чертежах
Согласно ТОСТ 2.311—68, резьба, выполненная на стержне, изображается сплошными основными линиями по наружному диаметру и сплошными тонкими линиями — по внутреннему диаметру.
На изображениях, полученных проецированием на плоскость, параллельную оси стержня, сплошную тонкую линию по внутреннему диаметру резьбы проводят на всю длину резьбы без сбега, а на видах, полученных проецированием на плоскость, перпендикулярную к оси стержня, по внутреннему диаметру резьбы проводят дугу, приблизительно равную 3/4 окружности, разомкнутую в любом месте.
Резьба, выполненная в отверстии, изображается сплошными основными линиями по внутреннему диаметру и сплошными тонкими линиями — по наружному диаметру.
На разрезах, параллельных оси отверстия, сплошную тонкую линию по наружному диаметру резьбы проводят на всю длину резьбы без сбега, а на изображениях, полученных проецированием на плоскость, перпендикулярную к оси отверстия, по наружному диаметру резьбы проводят дугу, приблизительно равную % окружности, разомкнутую в любом месте.
Сплошную тонкую линию при изображении резьбы наносят на расстоянии не менее 0,8 мм от основной линии и не более величины шага резьбы.
Невидимую резьбу изображают штриховыми линиями одной толщины по наружному и внутреннему диаметрам.
Линию, определяющую границу резьбы, наносят на стержне и в отверстии в конце полного профиля резьбы (до начала сбега). Границу резьбы проводят до линии наружного диаметра резьбы сплошной основной или штриховой линией, если резьба изображена как невидимая.
Штриховку в разрезах и сечениях проводят до линии наружного диаметра резьбы на стержне и до линии внутреннего диаметра в отверстии, т. е. в обоих случаях до сплошной основной линии.
Размер длины резьбы на стержне и в отверстии указывают, как правило, без сбега.
Рис. 1. Изображение резьбы на стержне: а — цилиндрической; б — конической.
Рис. 2. Изображение резьбы в отверстии: а — цилиндрической; б — конической.
Рис. 3. Изображение невидимой резьбы.
Рис. 4. Изображение границы резьбы: а — на стержне; б — в отверстии; в — невидимой резьбы.
Рис. 5. Обозначение длины резьбы на стержне.
Рис. 6. Обозначение длины резьбы в отверстии.
Рис. 7. Изображение недореза резьбы.
При необходимости указания длины резьбы со сбегом размеры наносят, как показано на рис. 5 б и 6, б.
При необходимости указания величины сбега на стержне размеры наносят, как показано на рис. 5, в.
Сбег резьбы изображают сплошной тонкой прямой линией.
Недорез резьбы, выполненный до упора, изображают, как показано на рис. 7, а и б.
Допускается изображать недорез резьбы, как показано на рис. 7, в я г.
Основную плоскость конической резьбы на стержне обозначают тонкой сплошной линией.
На чертежах, по которым резьбу не выполняют, конец глухого резьбового отверстия допускается изображать, как показано на рис. 8, даже при наличии разности между глубиной отверстия под резьбу и длиной резьбы.
Фаски на стержне с резьбой и в отверстии с резьбой, не имеющие специального конструктивного назначения, в проекции на плоскость, перпендикулярную к оси стержня или отверстия, не изображаются (рис. 9).
Сплошная тонкая линия изображения резьбы на стержне должна пересекать линию границы фаски.
Резьба с нестандартным профилем показывается одним из способов, изображенных на рис. 10, со всеми необходимыми размерами и предельными отклонениями. Кроме размеров и предельных отклонений резьбы, на чертеже указываются дополнительные данные о числе заходов, о левом направлении резьбы и т. п. с добавлением слова «Резьба».
На разрезах резьбового соединения в изображении на плоскости, параллельной его оси, в отверстии показывается только та часть резьбы, которая не закрыта резьбой стержня (рис. 11, 12).
Резьбы обозначаются по соответствующим стандартам на размеры и предельные отклонения и относят их для всех резьб, кроме конических и трубной цилиндрической, к наружному диаметру (рис. 13). Конические и трубную цилиндрическую резьбы обозначают, как показано на рис. 128.
Рис. 8. Изображение конца глухого резьбового отверстия.
Рис. 9. Изображение фаски: а — на стержне; б — в отверстии; в — в коническом отверстии.
Рис. 10. Изображение резьбы с нестандартным профилем.
Рис. 11. Изображение трубного соединения.
Рис. 12. Изображение резьбы при вворачивании стержня в отверстие.
Рис. 13. Обозначение резьб на чертежах.
Рис. 14. Обозначение конической и трубной цилиндрической резьб на чертежах.
Специальную резьбу со стандартным профилем обозначают сокращенно Сп, затем идет условное обозначение профиля (М — для метрических резьб, Трап — для трапецеидальных, Уп — для упорных) и указываются размеры наружного диаметра резьбы и шага, например: СпМбО х2,5; СпТрап 50X5.
Для многозаходных резьб указывают число ходов, например: Трап 90 X (3×12) — резьба трапецеидальная с наружным диаметром 90 мм, трехзаходная с шагом 12 мм и ходом ЗХ12 =36 мм.
Реклама:
Читать далее:
Классификация резьб на чертежах
Статьи по теме:
Чтение сборочных чертежей
Спецификация сборочного чертежа
Номера позиции
Условности и упрощения, применяемые на сборочных чертежах
Понятие о сборочных чертежах
Инженерная графика
2.3 Соединения деталей
Соединения деталей могут быть разъемными и неразъемными.
Разъемные : резьбовые, шпоночные, шплинтовые и другие.
Неразъемные : сварные, паяные, клееные, сшивные и другие.
Соединения на чертежах изображают в соответствии с требованиями ГОСТ 2. 311 – 68, 2.312 – 72, 2..313 – 82…
2.4 Изображение резьбы и резьбовых соединений
2.4.1 Общие сведения о резьбе
Резьба образуется при винтовом перемещении некоторой плоской фигуры, задающей профиль резьбы . Фигура находится в одной плоскости с осью цилиндрической или конической поверхности, по которой профиль совершает свое движение. Ось поверхности называется осью резьбы. Профили некоторых резьб приведены в (таблице1).
Часть резьбы, образованную при одном повороте профиля вокруг оси, называют витком. При этом все точки производящего профиля перемещаются параллельно оси на одну и ту же величину, называемую ходом резьбы.
Резьбу, образованную движением одного профиля , называют однозаходной, образованную движением двух, трех одинаковых профилей или более – многозаходной.
Шагом резьбы Р называют расстояние между соседними одноименными боковыми сторонами профиля резьбы , измеренное в направлении, параллельном оси резьбы .Очевидно, у однозаходной резьбы ход равен шагу – (рисунок 2.7,а), у многозаходной – ход равен шагу, умноженному на число заходов — — (рисунок 2.7 ,б) .
Винтовая линия бывает правой и левой, поэтому и резьба образуется правой и левой. Так как применяется преимущественно правая резьба , то на чертеже оговаривают только левую , добавляя к обозначению резьбы надпись “ LH “.
Резьбу изготавливают или режущим инструментом с удалением слоя материала, или накаткой путем выдавливания. При выводе инструмента из металла резьба как бы сходит на нет , образуя сбег резьбы.
Длиной резьбы называют длину участка поверхности, на котором образована резьба, включая сбег резьбы и фаску.
Как правило , на чертежах указывается только длина резьбы с полным профилем — (рисунок 2.8, а) .
Если резьбу выполняют до некоторой поверхности, не позволяющей премещать инструмент до упора к ней, то образуется недовод резьбы — (рисунок 2.8 б,в) .
Сбег плюс недовод образуют недорез резьбы.
Если требуется изготовить резьбу полного профиля, без сбега , то для вывода резьбообразующего инструмента делается проточка. Размеры проточек стандартизованы ( ГОСТ 10549-80 ).
На (рисунке 2.8,г) изображена проточка для наружной резьбы.
Линии проточки не должны совпадать с линиями резьбы.
2.4.2 Изображение резьбы на чертежах
Построение точного изображения витков резьбы требует большой затраты времени, поэтому оно применяется в редких случаях. Как правило , на чертеже резьбу изображают условно, независимо от профиля резьбы , а именно : резьбу на стержне — сплошными основными линиями по наружному диаметру резьбы и сплошными тонкими по внутреннему на всю длину резьбы, включая фаску в соответствии с (рисунком 2.9 , а) .
На видах , полученных проецированием на плоскость, перпендикулярную оси стержня, по внутреннему диаметру резьбы проводят дугу сплошной тонкой линией , приблизительно равную ¾ окружности и разомкнутую в любом месте.
На изображениях резьбы в отверстии сплошные основные и сплошные тонкие линии меняются местами — (рисунок 2.9, б) .
Фаски на стержне с резьбой и в отверстии с резьбой, не имеющие специального конструктивного назначения, в проекции на плоскость, перпендикулярную оси стержня или отверстия, не изображают.
Границу резьбы на стержне и в отверстии проводят в конце полного профиля резьбы, до сбега, основной линией ( или штриховой, если резьба изображена как невидимая ), которую проводят до линий наружного диаметра резьбы в соответствии с (рисунком 2. 9 , в).
Расстояние между линиями, изображающими наружный и внутренний диаметры резьбы, не должно быть менее 0,8 мм ( ГОСТ 2.303 – 68 ) и не больше шага резьбы.
Сбег резьбы на производственных чертежах показывают относительно редко. На учебных чертежах изображать сбег не надо.
* Cледует твердо запомнить правило: в резьбовых соединениях, изображенных на разрезе, резьба стержня закрывает резьбу отверстия . Разрез резьбового соединения показан на (рисунке 2.10).
* Обратите особое внимание на то, что на разрезах штриховка доводится до сплошных основных линий.
Более подробные сведения об изображении резьбы приведены в ГОСТ 2.311-68.
2.4.3 Обозначение резьбы
Стандартные резьбы подразделяются на резьбы общего назначения и специальные.
В свою очередь резьбы общего назначения подразделяются на крепежные — (таблица 1, п.п. 1, 2), и ходовые, называемые также кинематическими — (таблица 1, п.п. 3, 4) .
В (таблице 2) приведены условные обозначения резьб общего назначения.
Прямоугольная резьба не стандартизована. При ее применении на чертеже указываются все необходимые для изготовления размеры — (рисунок 2.11) .
* Следует запомнить, что метрическую резьбу выполняют с крупным ( единственным для данного диаметра резьбы ) и мелким шагами. Значений мелкого шага для данного диаметра резьбы может быть несколько. Например, для резьбы с номинальным диаметром 20 мм крупный шаг равен 2,5 мм, а мелкий может иметь следующие значения: 2; 1,5; 1; 0,75; 0,5 мм. Поэтому в обозначении метрической резьбы крупный шаг не указывается, а мелкий указывается обязательно. Диаметр и шаги метрической резьбы установлены ГОСТ 8724-81.
В обозначениях резьб всегда указывается наружный диаметр резьбы, его можно наносить по любому варианту из указанных на (рисунке 2.12), где знаком “ * “ отмечены допускаемые места нанесения обозначений.
33.780 Drawing Thread Стоковые фото, картинки и изображения
Сидящий за столом в мастерской молодой парень вручную пришивает кожаные элементы друг к другу.PREMIUM
Симпатичный полосатый котенок сидит с клубками шерстяной пряжи и смотрит в камеру.PREMIUM
Паутина набор монохромных иллюстраций, нарисованных вручную. PREMIUM
Деревянный пучок хлопкового волокна и большая булавка на белом фоне. Черные чернила от руки нарисовали логотип, нарисованный вручную, схематично в стиле арт-ретро, каракули в стиле контура, ручка на бумаге. вид крупным планом с местом для текстаPREMIUM
Части паутины изолированы на белом фоне. страшный декор паутины. векторные элементы дизайна для хэллоуина, ужасов, призраков или вечеринок монстров, приглашения и плакаты. ПРЕМИУМ
Шарики шерсти для вязания, акварель ручной работы. ремонт и создание уникальных нарядов салон-салонPREMIUM
Иконы ручной работы из массива паутины. векторный набор крафтовых глифов.ПРЕМИУМ
Швейная машина. день швейной машинки. Сплошная линия. векторная иллюстрация, нарисованная одной линией ..PREMIUM
Абстрактный узор черные линии волны на белом фоне. современный стильный. дизайн линейной текстуры для печати, векторная иллюстрация. PREMIUM
Косы и косы. волны вязаные рисунок орнаментальные конструкции текстильная векторная бесшовная коллекция. узор тесьма и нитки, иллюстрация косичкиPREMIUM
Эскиз шитья. ателье ручной работы швейный инструмент материал винтажная одежда рукоделие шить портниха вектор отдельные предметы. элементы иллюстрации шитья катушка и булавкаPREMIUM
Бесшовный абстрактный узор. хаотично расположенные и пересекающиеся штрихи на белом фоне. вектор eps8 illustration.PREMIUM
Части паутины изолированы на черно-белом фоне. страшный декор паутины. векторные элементы дизайна для хэллоуина, ужасов, призраков или вечеринок монстров, приглашений и плакатов. ПРЕМИУМ
Шарики из пряжи в ручном стиле. ПРЕМИУМ
Набор паутины на белом фоне. жуткие рамки паутины хэллоуина. контурная векторная иллюстрацияPREMIUM
Швейные принадлежности, катушка с нитками, булавки, ножницы, измерительная лента и пуговица. акварель рисованной иллюстрации на белом фоне. PREMIUM
Бесшовный векторный рисунок. векторная коллекция ручной работы. иконки для швейного цеха и других проектов. красочная разноцветная пряжа для вязания. ПРЕМИУМ
Катушка ниток и игла, гравировка векторной иллюстрации. имитация стиля скретч-борда. рисованное изображение. ПРЕМИУМ
Клубок ниток. непрерывный рисунок одной линией вектор illustrationPREMIUM
Набор элементов для рукоделия и шитья. надпись ручной работы. иголка с ниткой, ножницы и пуговица, наперсток, сантиметр и швейная машинка. черно-белые векторные иллюстрации каракули изолированныеPREMIUM
Концепция паутиныPREMIUM
Запутанные формы на белом. нарисованные вручную линии на изолированном фоне. хаотичные знаки со штриховкой. элементы для плаката и флаераPREMIUM
Узел Doodle line. грязные нарисованные от руки линии, хаос к простоте и путаница к ясности концепции. идея кривой векторной иллюстрации, мыслительный процесс и несколько решенийПРЕМИУМ
Бесшовный абстрактный светлый рисунок, нарисованный вручную, фон волны. пряжа фигурный узор белого цветаPREMIUM
Набор монохромных нарисованных от руки каракулей. коллекция черно-белых абстрактных каракулей, каракулей хаоса. запутанные формы беспорядок карандашом плоский символ illustrationPREMIUM
Векторный набор инструментов для вязания, одежды и пряжи. можно использовать как стикер, иконку, логотип, шаблон оформления, раскраскуPREMIUM
Большой мягкий натуральный скрученный знак катушки шпагата на белом фоне. линия от руки черными чернилами, нарисованная изображение логотипа, эмблема, схематичная в художественной каракули в стиле ретро, ручка на бумаге. вид крупным планом с местом для текстаPREMIUM
Набор старинных швейных инструментов, нарисованных вручную мелом. швейная машина, игла, ножницы, манекен, пуговицы, портновский метр. эскизный стиль гравировки. логотипы, элементы значков, изолированные на фоне классной доски. vectorPREMIUM
Части паутины изолированы на черном фоне. страшный декор паутины. векторные элементы дизайна для хэллоуина, ужасов, призраков или вечеринок монстров, приглашений и плакатов. ПРЕМИУМ
Шарики пряжи и вязальные спицы. ручное вязание concept.PREMIUM
Круглая симметричная паутинка в одну линию арт. непрерывный рисунок линии на тему Хэллоуина, готический, ужасный, страшный. ПРЕМИУМ
Черная двойная спиральная стрелка со сложным запутанным узором, рисунок от руки на белом фоне. решение проблемы или элемент концепции мыслительного процесса — векторная иллюстрацияPREMIUM
Производство набора шерстяных каракулейPREMIUM
Большая ужасная полностью белая паутина на темном фоне. от руки очертить черными чернилами рисованной объект изображения схематичный в искусстве каракули ручка в стиле ретро на бумаге. крупным планомPREMIUM
Концепция паутиныPREMIUM
Решение бесконечных проблем, знак бесконечности с выходом, значок психотерапии. векторная иллюстрацияПРЕМИУМ
Вяжущая девочка и милая мультяшная овечка. вещи ручной работы. vector illustration.PREMIUM
Набор паутины на черном фоне. жуткие хэллоуинские паутины. handdrawn vector illustrationPREMIUM
Векторный набор рисованных швейных элементов свай illustrationPREMIUM
Швейные нитки или набор черных линий пряжи. контур катушки и шпульки. швейные инструменты для рукоделия. пошив одежды, швейная мастерская, пошив одежды, хобби, вязание, ткачество из шерсти. изолированная векторная иллюстрацияПРЕМИУМ
Четыре беспорядочные линии со стрелками, соединяющиеся в одной конечной точке, черные набросанные от руки пути, ведущие к одному пункту назначения, единое решение проблемы с различными процессами — концептуальная векторная иллюстрация. ПРЕМИУМ
Линии хаоса. каракули грязные формы резьбы узор вектор абстрактные формы. линия хаоса, грязные каракули, кривая клубок illustrationPREMIUM
Абстрактные графические волны и линии, изолированные на белом фоне. пример оформления фона, буклета или визитки.PREMIUM
Страшные паутины. белый силуэт паутины, изолированные на черном фоне. набор каракулей паутины. нарисованные вручную початки паутины для вечеринки в честь хэллоуина. vector illustration.PREMIUM
Мозг формирует идею через запутанную грязную линию, соединенную с символом лампочки, сложную концепцию мыслительного процесса от проблемы в голове к решению. изолированные мультяшные векторные иллюстрацииПРЕМИУМ
Бесшовный узор с черными мазками карандаша в абстрактных формах на белом фоне. векторная иллюстрацияPREMIUM
Паутина рисованной иллюстрации на белом фонеPREMIUM
Углы паутины, изолированные на белом фоне. страшный декор паутины. векторные элементы дизайна для хэллоуина, ужасов, призраков или вечеринок монстров, приглашений и плакатов.PREMIUM
Запутанные шероховатые каракули с эффектом меловой доскиPREMIUM
Набор паутины на черном фоне. жуткие хэллоуинские паутины. векторная иллюстрация от рукиPREMIUM
Концепция паутиныPREMIUM
Цветные изображения различных инструментов для рукоделия или швейной мастерской.PREMIUM
Хаос и порядок абстрактная минималистская концепция, метафора неорганизованной сложной проблемы. вектор в стиле непрерывной линии. ПРЕМИУМ
Векторные каракули абстрактные бесшовные каракули фона. фэнтези современный запутанный узор. яркий фон художественного хаоса. цифровой извилистый дизайн. креативная запутанная композиция.ПРЕМИУМ
Векторная иллюстрация клубка красной нити. нарисованный вручную клубок ниток.PREMIUM
Коллекция паутинных каракулей.PREMIUM
Клубки пряжи с иглами. doodle stylePREMIUM
Катушки с нитками, пуговицы и швейная игла. темы рукоделия и ручной работы.ПРЕМИУМ
Эскиз шерстяной пряжи. элементы дизайна рукоделия ручной работы. набор инструментов для вязания. рисованной винтажные векторные иллюстрацииPREMIUM
Концепция паутиныPREMIUM
Части паутины изолированы на черном фоне. страшный декор паутины. векторные элементы дизайна для хэллоуина, ужасов, призраков или монстров, приглашений и плакатов. ПРЕМИУМ
Набор иконок на тему вязания, нарисованные от руки моточки, клубки ниток и спицы. черный контур на белом фонеPREMIUM
Страшная паутина в углу. белый силуэт паутины, изолированные на черном фоне. нарисованная вручную паутина для вечеринки в честь хэллоуина. vector illustration.PREMIUM
Страшная паутина. черный силуэт паутины, изолированные на белом фоне. угол паутины каракулей. нарисованная вручную паутина для хэллоуина. векторная иллюстрация.ПРЕМИУМ
Профессиональные дизайнеры режут модную одежду в дизайн-студии, модельер, креативность и идеи, манекен, эскиз рубашки, цветовая схема, аксессуары для одежды, работают самостоятельно. ПРЕМИУМ
Распутать круговое решение трудного мозгового решения в текстовом пространстве. черная ручка нарисованная от руки жизненный путь кабель провод шнур веревка тянуть петля объект круг мяч изменение формы задача искусство каракули мультяшный стиль дизайнаPREMIUM
Молодая женщина-викинг в простом платье кос на архаичной примитивной вязальной машине, изолированной на белом фоне. эскиз от руки, нарисованный тушью, в стиле ретро-арт, гравюра, с местом для текстаPREMIUM
Рыбная сеть вектор значок иллюстрации знак для веб и дизайнаPREMIUM
Векторная рисованная иллюстрация силуэтаPREMIUM
Набор иконок на тему вязания, нарисованных от руки мотков, клубков ниток и вязальных спиц. синий цвет на белом фонеPREMIUM
Набор паутины на черном фоне. жуткие хэллоуинские паутины. handdrawn vector illustrationPREMIUM
Части паутины изолированы на черном фоне. страшный декор паутины. векторные элементы дизайна для хэллоуина, ужасов, призраков или вечеринок монстров, приглашений и плакатов. PREMIUM
Непрерывный рисунок одной линии швейная игла с катушкой с нитками, пошив значка векторной иллюстрации conceptPREMIUM
Бумажный конверт с этикеткой в руках чернокожего человека. человеческое письмо и подарочный сертификат, перевязанные ниткой. рукописная переписка. плоская векторная иллюстрация почты на белом фоне. PREMIUM
Большой мягкий натуральный многоцветный скрученный шпагат на белом фоне. линия от руки черными чернилами нарисована эмблема логотипа схематично в стиле арт каракули ретро. вид крупным планом с местом для текстаPREMIUM
Набор иконок на тему вязания, нарисованные от руки моточки, клубки ниток и спицы. черный контур на белом фонеPREMIUM
Колтуны разных цветов с шерстью для вязания в плетеной корзине. красочные векторные иллюстрации в стиле эскиза. ПРЕМИУМ
Вязание, вязать иглы, крючок, шарф, носки, мотки шерсти и другое оборудование. ПРЕМИУМ
Мягкое качание фона линии волны воды. ПРЕМИУМ
Углы паутины, изолированные на черном фоне. страшный декор паутины. векторные элементы дизайна для хэллоуина, ужасов, призраков или монстров, приглашений и плакатов. ПРЕМИУМ
Набор инструментов и материалов для шитья и вышивания. различные швейные элементы рукоделия, изолированные на белом фонеPREMIUM
Набор векторных иллюстраций паутины в стиле каракулиPREMIUM
Мягкая покачивающаяся линия волны воды фон. угол паутины, изолированные на темном фоне. контур векторные иллюстрацииPREMIUM
Страшная паутина. белый силуэт паутины, изолированные на черном фоне. каракули круг паутины. нарисованная вручную паутина для хэллоуина. векторная иллюстрация.ПРЕМИУМ
Концепция паутиныPREMIUM
Концепция паутиныPREMIUM
Бесшовный узор с мазками черным карандашом в абстрактных формах на белом фоне. vector illustrationPREMIUM
Screw Thread — Bilder und Stockfotos
14.080Bilder
Bilder
Fotos
Grafiken
Vektoren
Videos
Durchstöbern Sie 14.
080 screw thread Stock-Fotografie und Bilder. Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken.
Makrobild einer horizontalen schraube mit flacher tiefenschärfe und absichtlich verschwommenem hintergrund — резьба stock-fotos und bilder
Makrobild einer horizontalen Schraube mit flacher Tiefenschärfe… символ
Schrauben und Muttern
Schrauben und Bolzen Strichzeichnung. Vektordünne Darstellung von Befestigungselementen.
schraube faden — резьба стоковые фотографии и изображения
Schraube Faden
Metallprodukte aus der drehmaschine — резьба сток-фотографии и сборка символ
Schrauben und Muttern
Вертушка — резьба стоковые фотографии и фотографии
Вертушка
умирает группа kugelgewindetrieb-ersatzteile auf dem hintergrund. — резьбовые стоковые фото и изображения
Die Gruppe der Kugelgewindetrieb-Ersatzteile auf dem Hintergrund.
Die Gruppe der Kugelgewindespindel-Ersatzteile auf dem Hintergrund. Das hochpräzise Konzept der CNC-Maschinenteilefertigung.
Kreative Vektordarstellung von Stahl-Messingschrauben,…
schraube isoliert auf weißemhintergrund. эдельштальшраубе. — резьба — графика, -клипарт, -мультфильмы и -символ
Schraube isoliert auf weißem Hintergrund. Эдельштальшраубе.
Stahlstange mit schraubfaden, ein metallrunddetail — резьба, фото и изображения Blau getönt, geringe Schärfentiefe.
schrauben in holzdielen-stockfoto geschraubt. schrauben nah auf holztisch. — резьбовые стоковые фотографии и изображения
Schrauben в Holzdielen-Stockfoto geschraubt. Schrauben nah auf…
nahaufnahme der stickmaschine — резьба стоковых фото и изображений
Nahaufnahme der Stickmaschine
schwarze sechseckige metallmutter symbol isoliert auf weißemhintergrund. setzen sie symbole bunt. вектор-иллюстрация — резьба сток-графика, -клипарт, -мультфильмы и -символ
Schwarze sechseckige Metallmutter Symbol isoliert auf weißem…
schraube-symbol — резьба стоковой графики, -clipart, -cartoons und -symbole
Schraube-Symbol
schwarze linie sechseckige metallmutter symbol isoliert auf weißemhintergrund. zufällige dynamische formen. вектор-иллюстрация — резьба сток-графика, -клипарт, -мультфильмы и -символ
Шварцевая линия sechseckige Metallmutter Symbol isoliert auf weißem
metallmutter mit metrischem gewinde. Metallzubehör für die montage von teilen — стоковые фото и изображения резьбы
Metallmutter mit metrischem Gewinde. Metallzubehör für die…
gebrochene stahlschraube isoliert auf weißemhintergrund. — винтовая резьба, фото и фото
Gebrochene Stahlschraube isoliert auf weißem Hintergrund.
Sechskantkopfschraube. Viele gebrochene Schrauben auf weißem Hintergrund.
kleine metallgewindeschraube, die von der kaukasischen mannlichen hand zwischen den fingern gehalten wird. nahaufnahme studio-makro, isoliert auf weißemhintergrund — стоковые фото и фотографии с резьбой
Kleine Metallgewindeschraube, die von der kaukasischen männlichen
reihe von schrauben oder bolzen an der stange — стоковые фотографии и изображения резьбы
Reihe von Schrauben oder Bolzen an der Stande
satz verbindungselementen in 3d, vektor-illustration. — Графический рисунок резьбы, -клипарт, -мультфильмы и -символ
Satz von Verbindungselementen в 3D, векторная иллюстрация.
stahlmetallschrauben und andere verbindungselemente — резьба, фото и изображения
Stahlmetallschrauben und andere Verbindungselemente
bolzen und schrauben. unterlegscheibe nuss hardware nieten schrauben und bolzen. набор векторов chrom-verbindungselemente-isolierte — резьба на складе-графика, -клипарт, -мультфильмы и -символ
Bolzen und Schrauben. Unterlegscheibe Nuss Hardware Nieten…
satz von skizzenschrauben — резьба, графика, клипарт, -мультфильмы и -символы
Satz von Skizzenschrauben
Süßer Satz Skizzenschrauben und Muttern. handgezeichnete Иллюстрация
структурный символ bolzen und sechskantmutter im schwarzen stil isoliert auf weißemhintergrund. bauen sie und reparieren sie symbol lager vektor-illustration. — графическое изображение резьбы, -клипарт, -мультфильмы и -символ
Strukturelle Bolzen und Sechskantmutter Symbol im schwarzen Stil…
schrauben und bolzen solide symbol, build reparatur — графическое изображение резьбы, -клипарт, -мультфильмы и — Symbole
Schrauben und Bolzen Solide Symbol, Build Reparatur
riesiger bolzen. баузубехёр. bewehrungsstab — стоковые фотографии и изображения резьбы
Рисигер Больцен. Баузубехёр. Bewehrungsstab
schrauben und sechskantmuttern in verschiedenen größen, auf einer metalloberfläche ausgelegt. verschieden nahaufnahmen. — Резьбовые стоковые фотографии и изображения
Schrauben und Sechskantmuttern in verschiedenen Größen, auf…
isometrische vektorabbildung stahlschraube und sechskantmutter isoliert auf weißemhintergrund. realistisches schrauben- und muttersymbol aus edelstahl. satz isometrischer schraubenmuttern und bolzen. — резьба — графика, -клипарт, -мультфильмы и -символ
Isometrische Vektorabbildung stahlschraube und Secskantmutter . ..
Klemmverbindung MIT Bolzen An Dicken Stahlseilen Aus Stahlgewinden — Scen -Fotos und Bilder
klemmverbindung Mit Bolzen An -StahlesemEREME
klemmverbindung mit bolzen antahleme nemalem. stock-fotos und bilder
Fahrrad Bremse Schreibblöcke, Teile Fahrrad bremsen-system
metallverschlüsse schrauben und schrauben — резьба сток-графика, -клипарт, -мультфильмы и -символ
Metallverschlüsse Schrauben und Schrauben
Konstruktionsbefestigungen isolierten realistische Schrauben, Bolzen und Muttern. Vector Metallische Verzögerungsschrauben, Bolzen und Secskantmuttern, Augenhaken Und Trockenbauwände MIT Twinfasts und Holzbefestigungen
Schrauben Zur Befestigung Oder Montage von Gegenständen — винтовой ниткой. ersetzen sie das thermoventil der heizkörperheizung. verschraubung при установке. — резьбовые стоковые фото и изображения
Heizrohr mit Hanf abdichten. Ersetzen Sie das Thermostatventil…
nacht skyline eisenwerkzeuge — screw thread stock-fotos und bilder
Nacht Skyline Eisenwerkzeuge
Viele verschiedene Schrauben und Eisenwerkzeuge bilden eine Wolkenkratzer-Skyline
schrauben zur befestigung oder montage von gegenständen — screw thread stock-fotos und изображение
Schrauben zur Befestigung oder Montage von Gegenständen
ein haufen rostiger dschunke und alter bergbauausrüstung — резьба сток-фотографии и изображение 9
Antike Illustration: Jack Schatten weißer Hintergrund
schrauben zur befestigung oder montage von gegenständen — резьба сток-фотографии и изображения
Schrauben zur Befestigung oder Montage von Gegenständen
шестерни абстрактный дизайн. Форма Weiße Zahnräder. 3D визуализация иллюстрации. — резьба стоковые фотографии и изображения
Gears abstraktes Design. Форма Weiße Zahnräder. 3D-Render-Illustrat
schrauben zur befestigung oder montage von gegenständen — стоковые фото и изображения резьбы
schrauben zur Befestigung oder Montage von Gegenständen
антикварные иллюстрации для промышленности, техники и ручной работы по резьбе 19. , -клипарт, -мультики и -символ
Antike Illustration der Industrie, Technik und Handwerkskunst…
schraubmaschine mit gewindebohrkopf, die eine automatisiertere gewindeschneidarbeit ermöglicht, gravur aus dem 19. jahrhundert — резьба — графика, -клипарт, -мультфильмы и -символ
Schraubmaschine mit Gewindebohrkopf, die eine Automaticisiertere…
bolzenschneidmaschine mit revolverkopf ermöglicht die durchführung von schneidvorgängen nacheinander mit jeweils einem anderen schneidwerkzeug, gravur aus dem 19.
Защита от сухого хода насоса (насосного агрегата)?
Содержание
Что такое сухой ход?
В каких ситуациях возникает холостой ход?
Устройства для защиты насосных агрегатов
В каких случаях можно отказаться от использования датчиков?
Как подключить к насосу реле сухого хода? (видео)
Распространенной причиной выхода насосного оборудования погружного и поверхностного вида из строя является холостой ход. Вне зависимости от материала изготовления, при отсутствии воды в агрегате происходит деформация деталей, перегрев двигателя.
Поломка вследствие сухого хода не устраняется за счет гарантийного срока, поскольку в паспорте на насос всегда указана недопустимость эксплуатации в холостую. Ремонт таких случаев влечет за собой дополнительные финансовые затраты.
1 Что такое сухой ход?
Сухой ход-процесс эксплуатации нагнетательного оборудования в условиях отсутствия или недостаточного протока воды, служащего смазывающим и охлаждающим материалом для деталей.
Схема подключения реле сухого хода к насосу
При отсутствии воды происходит деформация и перегрев деталей и как следствие, сгорание двигателя. Вследствие сгорания двигателя, оборудование выходит из строя.
к меню ↑
1.1 В каких ситуациях возникает холостой ход?
При эксплуатации не всегда удается отследить работу насоса. Поэтому следует знать о наиболее распространенных случаях возникновения проблемы:
при перекачивании воды из емкости. Когда резервуар опустошен, агрегат продолжает работать всухую. При выполнении таких работ необходимо контролировать процесс и аппарат выключать не дожидаясь, пока емкость будет пустой;
транспортировка воды из скважин. При использовании насоса с завышенной производительностью в летний период. В летний период при отсутствии дождей в скважинах уровень воды падает, поэтому возникает недостаток воды. При низком уровне воды, насос будет работать в сухую;
эксплуатация аппаратов для повышения давления в трубопроводе. В городской магистрали многоэтажных зданий недостаток давления становится причиной холостого хода помп.
Предотвратить сухой ход можно специальными устройствами. к меню ↑
2 Устройства для защиты насосных агрегатов
Существует несколько приборов для защиты от холостого хода:
Электрическая схема подключения реле сухого хода
Реле давления с защитой. Прибор имеет дополнительную функцию в виде защиты. Используется при подключении помпы напрямую к трубопроводу. В реле контакты размыкаются, когда давление падает ниже определенного уровня. Уровень определяется производителем и составляет 0,6 Бар. Насосное оборудование эксплуатируется в условиях давления от одного Бара. Давление опускается ниже этого предела при отсутствии воды. При отсутствии воды контакты размыкаются и насос отключается. Недостаток такого метода в том, что помпу включить возможно будет только вручную, для этого придется заново заполнять аппарат жидкостью. Такой метод используется в комплексе с гидробаком и автоматическим режимом работы. Устанавливается совместно с погружными, поверхностными агрегатами и насосными станциями.
Прессконтроль рекомендуют устанавливать вместо гидробака или реле давления. Благодаря прибору насосное оборудование включается при понижении показателя давления до двух с половиной бар. При отсутствии прохода жидкости через реле потока, всасывание воды прекращается, и аппарат отключается. Реле осуществляет защиту от сухого хода насоса за счет регистрации прохода жидкости через реле. Преимуществом метода является дополнительная функция в виде защиты по току и напряжению. Аппарат отличается небольшим весом и размерами. В проточной части устройства расположен поплавок с магнитом или пружинный обратный клапан. Поток жидкости смещает клапан, в этот момент контакты замыкаются. При прекращении подачи жидкости, клапан становится в исходное положение, поплавок опускается и контакты размыкаются, помпа отключается. Отключение происходит с задержкой во времени. Задержка необходима для уменьшения включений и отключений при низком расходе жидкости. Это связано с отсутствием верхнего предела давления для отключения. А давление соответствует уровню напора. А отключается агрегат при отсутствии напора. Для предупреждения от покупки некачественного прибора, необходимо покупать устройство по цене от ста долларов. Тогда не придется менять прибор через год. Преимущество устройства в небольших размерах и защиты от гидроударов благодаря промежуточной емкости.
Поплавок используется при транспортировке жидкости из емкости или колодца. Отличается невысокой ценой. Существует два вида поплавковых выключателей. Первый срабатывает при заполнении емкости. Размыкание происходит, когда емкость заполняется жидкостью до определенного показателя. При размыкании контактов помпа отключается. Этот тип прибора предотвращает переполнение резервуара. Второй вид отключает насос с помощью размыкания контактов при достижении жидкости минимально допустимого значения. Предельный уровень задается путем монтажа поплавка в нужном месте. Провод прибора монтируется таким образом, чтобы при опускании уровня воды и соответственно опускании прибора, в емкости еще оставалась жидкость. При использовании поверхностного или погружного аппарата, прибор размещается так, чтобы вода находилась над клапаном аппарата при размыкании контакта. Некоторые типы насосного оборудования производятся со встроенными поплавками, уровень которых можно регулировать в зависимости от необходимости. Такой вид защиты от холостого хода бывает двух типов: тяжелого и легкого. Легкий вид применяется в водоснабжении и водоотведении. Тяжелый тип применяется для фекальных, дренажных систем. По длине кабеля делятся на двух, пяти и десяти метровые. Недостатком метода является то, что его нельзя применять в скважинах и магистралях. А также ограничение в диаметре колодца, составляющее не менее сорока сантиметров. По этой причине этот вид защиты не является универсальным.
Реле уровня состоит из платы электронного типа с тремя электродами. Один-осуществляет контроль, два работу. Функция датчиков-подача сигнала. Датчики погружается в скважину на разных пределах высот. Контрольный датчик устанавливается над уровнем помпы. При понижении уровня жидкости сигнал от датчика поступает в реле уровня, которое отключает помпу. При подъеме уровня жидкости над датчиком помпа включается. При погруженном датчике контакты замкнуты, а помпа работает. Время задержки отключения устанавливается специальным прибором-потенциометром, который находится на передней панели реле. При настройке необходимо учитывать что положение слева-это минимальная задержка, а справа-максимальная. Когда время задержки проходит, аппарат отключается. Включение агрегата происходит при достижении водой датчика. Такой тип защиты используется в однофазных помпах мощности полутора кВт. Для возможности совмещения с однофазным насосом большей мощности или с трехфазной помпой применяют пускатель магнитного типа, подходящий по мощности.
Виды датчиков уровня воды
к меню ↑
3 В каких случаях можно отказаться от использования датчиков?
Не использовать насосы с защитой от сухого хода можно в таких случаях:
осуществлять постоянный контроль оборудования для быстрого отключения при отсутствии потока воды;
контролирующий работу насоса человек знает нюансы, конструктивные особенности и принцип работы помп;
наличие большого количества воды в скважине или колодце;
неиссякаемый источник воды в откачиваемой емкости.
В зависимости от условий эксплуатации и от типа оборудования устанавливают соответствующий параметрам эксплуатации вид защиты. к меню ↑
4 Как подключить к насосу реле сухого хода? (видео)
Главная страница » Насосы
принцип работы датчика защиты насосного оборудования
Почему насосное оборудование надо защищать от сухого хода
Основные средства защиты
Характеристики реле защиты насоса от сухого хода
Датчики, обеспечивающие контроль потока воды
Датчики, контролирующие уровень воды в системе
Насосное оборудование, обслуживающее трубопроводные системы, по которым транспортируется жидкая среда, особенно нуждается в защите в тот момент, когда падает давление жидкости или она вообще перестает поступать. Для обеспечения такой защиты в ситуациях, когда в насос не подается перекачиваемая им жидкость, его оснащают автоматическими датчиками – реле сухого хода. Для насосной станции могут использоваться различные типы таких устройств.
Система управления скважинным насосом: слева реле сухого хода, справа датчик включения/отключения насоса
Почему насосное оборудование надо защищать от сухого хода
Из какого бы источника ни перекачивал воду электронасос, это оборудование может оказаться в ситуации, когда жидкость перестанет в него поступать. Именно такие ситуации приводят к тому, что насосная станция начинает работать на холостом (или, как чаще говорят, на сухом) ходу. Негативным последствием работы насоса в таком режиме является даже не бесполезная трата электроэнергии, а интенсивный нагрев оборудования, что в итоге приводит к деформации элементов его конструкции и быстрому выходу из строя. Вода одновременно выступает в роли смазывающей и охлаждающей жидкости, поэтому ее наличие внутри насоса просто необходимо.
По указанной причине наличие реле, обеспечивающего защиту от сухого хода скважинного насоса (или циркуляционного), является практически обязательным. Большинство современных моделей насосного оборудования имеет встроенные реле. Однако стоят подобные насосы очень дорого. По этой причине пользователи часто приобретают реле, защищающие от сухого хода, отдельно.
Насосная станция с автоматической защитой от сухого хода
Основные средства защиты
Чтобы обеспечить защиту насоса от сухого или холостого хода, используют устройства различного типа, основная задача которых состоит в том, чтобы прекратить функционирование оборудования в тот момент, когда в него перестает поступать вода. Сюда, в частности, относятся:
реле защиты насоса от сухого хода;
датчик потока воды;
реле давления с опцией защиты по сухому ходу;
датчики, контролирующие уровень жидкости в источнике водоснабжения, в качестве которых могут применяться поплавковые выключатели или реле контроля уровня.
Различия между собой всех вышеперечисленных устройств заключаются как в их конструктивном исполнении и принципе действия, так и в сферах их применения. Чтобы понять, в каких ситуациях применение того или иного типа реле, защищающего насосное оборудование от сухого хода, наиболее целесообразно, следует познакомиться с каждым из них более подробно.
Характеристики реле защиты насоса от сухого хода
Датчик сухого хода для насоса относится к устройствам электромеханического типа, контролирующим, есть ли в системе, по которой транспортируется вода, давление. Если уровень давления оказывается ниже нормативного порога, такое реле автоматически останавливает работу насосного оборудования, размыкая цепь его электрического питания.
Реле сухого хода для насоса состоит из:
мембраны, являющейся одной из стенок внутренней камеры датчика;
контактной группы, обеспечивающей смыкание и размыкание цепи, по которой электрический ток поступает к двигателю насоса;
пружины (степенью ее сжатия регулируется давление, при котором реле будет срабатывать).
Основные элементы реле «сухого хода»
Принцип, по которому работает такое реле защиты от сухого хода, заключается в следующем.
Под давлением потока воды в системе, если его уровень соответствует нормативному значению, мембрана устройства выгибается, воздействует на контакты и замыкает их. Электрический ток в таком случае поступает на двигатель насоса, и последний работает в штатном режиме.
Если напора воды недостаточно или она вообще не поступает в систему, мембрана возвращается в свое исходное состояние, размыкая цепь электрического питания насосной установки и, соответственно, отключая ее.
Ситуации, когда давление жидкости в системах водоснабжения резко снижается (а значит, насосу требуется защита от сухого хода), вызываются разными причинами. Среди таких причин можно назвать истощение естественного источника воды, засорение фильтров, слишком высокое расположение самовсасывающей части системы и др.
Реле защиты от сухого хода насоса обычно устанавливают на поверхности земли, в сухом месте, хотя есть модели, выполненные во влагозащитном корпусе, которые можно монтировать вместе с насосным оборудованием в скважине.
Пример автоматического водоснабжения жилого дома
Более эффективно реле, предотвращающие сухой ход насоса, работают в тех случаях, когда их устанавливают в не оснащенных гидроаккумулятором системах, которые обслуживает поверхностный циркуляционный насос. Установить такое реле в системе с гидроаккумулятором, конечно, можно, но в этом случае оно не сможет обеспечить стопроцентную защиту насосной установки от сухого хода. Схема подключения реле при этом выглядит следующим образом: располагают его перед датчиком давления воды и гидроаккумулятором, а сразу после насосной станции устанавливают обратный клапан, не дающий воде двигаться в обратном направлении. При таком подключении мембрана реле сухого хода постоянно находится под давлением воды, создаваемым гидроаккумулятором. Это может привести к тому, что насос, в который не будет поступать вода из источника, просто не отключится.
Эффективная защита насоса от сухого хода в тех случаях, когда он обслуживает системы, в которых установлен гидроаккумулятор, также возможна, но для решения этой задачи применяются устройства других типов.
Датчики, обеспечивающие контроль потока воды
В ситуациях, когда возникает такое нежелательное явление, как сухой ход, поток жидкости, который поступает в насос, либо обладает недостаточным давлением, либо отсутствует вовсе. Для того чтобы контролировать наличие потока и его рабочие параметры, применяют специальные устройства, которые называются датчиками протока воды. По конструктивному исполнению и принципу работы они могут быть электромеханическими (датчики) либо электронными (контроллеры).
Реле или датчики протока воды
Выделяют две разновидности электромеханических датчиков потока воды:
лепестковые;
турбинные.
Основным рабочим элементом датчиков первого типа является гибкая пластина, установленная в их внутренней полости, имеющей цилиндрическое поперечное сечение. В том случае, если поток жидкости в системе присутствует и обладает достаточным давлением, такая пластина, оснащенная магнитным элементом, максимально приближена к переключателю герконового типа, а его контакты находятся в сомкнутом состоянии. Если же давление потока жидкости снижается или он исчезает вообще, гибкая пластина отходит от переключателя, его контакты размыкаются, что приводит к выключению насосной установки.
Устройство датчика потока лепесткового типа
Датчики протока турбинного типа отличаются более сложной конструкцией. Ее основой является небольшая турбина, в роторной части которой установлен электромагнит. Принцип работы такого датчика, который также способен обеспечить защиту насоса от холостого хода, заключается в следующем. Поток жидкости вращает турбину, в роторе которой создается электромагнитное поле, преобразуемое затем в электромагнитные импульсы, считываемые специальным датчиком. Решение о том, включить или выключить насосное оборудование, обслуживающее систему, датчик принимает в зависимости от того, какое количество импульсов в единицу времени ему посылает турбина.
Датчик автоматического управления насосом «Турби»
Электронные контроллеры потока воды
Еще более сложной конструкцией отличаются электронные контроллеры протока воды, которые совмещают в себе функции и реле давления, и устройства, обеспечивающего защиту насосного оборудования от сухого хода. Такие контроллеры, называемые также электронными реле давления, хотя и стоят недешево, заменяют сразу несколько контрольных и управляющих устройств. Установленные в системах водоснабжения, электронные реле давления не только обеспечивают защиту насосной системы от сухого хода, но и позволяют контролировать давление и параметры потока жидкости. Когда такие параметры работы системы не соответствуют нормативным значениям, электронный датчик автоматически отключает насосное оборудование.
Электронный контроллер давления EPS-II-12, совмещающий в себе функции реле давления и реле протока
Если для обслуживания водопроводных систем применяется насос с небольшим запасом напора, то их можно оснащать только электронным реле. Когда же в системе используется насос с большим запасом по создаваемому им напору, необходимы гидроаккумулятор и отдельный датчик давления, так как электронное реле не регулируется по предельному давлению отключения насосной установки. Использование только электронного реле в таких случаях может привести к тому, что при создании избыточного давления в системе насосная станция просто не отключится.
Датчики, контролирующие уровень воды в системе
Не допустить возникновения ситуаций, когда насос водопроводной системы работает на холостом ходу, способны и датчики контроля уровня воды, которые устанавливаются преимущественно в источнике водоснабжения – скважине, колодце или емкости. Таким образом, посредством подобных устройств обеспечивается защита скважинного насоса от сухого хода (или насосной установки, перекачивающей воду из колодца). По конструкции датчики контроля уровня могут быть поплавковыми и электронными.
Поплавковые датчики
Среди поплавковых датчиков выделяют два основных вида. Одни из них контролируют заполнение емкостей водой, не допуская случаев ее перелива, а вторые, которые обеспечивают защиту помпы от сухого хода, регулируют опорожнение емкостей с водой, скважин и колодцев. Кроме того, есть комбинированные модели, которые в зависимости от схемы подключения к системе могут выполнять обе функции.
Поплавковый датчик ПДУ-В241-50 и схема его подключения
Принцип работы поплавкового реле контроля уровня воды достаточно прост. Пока в источнике водоснабжения есть жидкость, поплавок, соединенный с контактной группой, задран вверх. Процесс работы не будет прерываться, пока уровень воды в источнике не уменьшится до такой степени, что поплавок опустится и тем самым разомкнет контакты, через которые в фазный провод электродвигателя насоса поступает электрический ток.
Следует отметить, что защита насоса-помпы от сухого хода при помощи поплавкового датчика контроля уровня воды является наиболее доступным по стоимости и самым распространенным способом.
Электронные реле
Электронные датчики контроля уровня воды способны одновременно решать две задачи: защищать насосное оборудование от сухого (холостого) хода при уменьшении уровня воды в источнике водоснабжения и не допускать случаи перелива жидкости при наполнении емкостей.
Реле защиты насоса от сухого хода тип РСХ и датчики уровня воды
При использовании датчиков данного типа в воду опускается не само устройство, а только электроды, соединенные с реле проводами, по которым к ним подается электрический ток небольшой величины. Электроды размещаются в источнике с водой на уровнях, ниже которых вода не должна опускаться. Пока электроды находятся в воде, они формируют замкнутую электрическую цепь, что объясняется электропроводностью воды, а если хотя бы один из электродов окажется вне жидкости, что происходит при снижении ее уровня, цепь разомкнется, что сразу приведет к отключению насосной станции.
Электронное реле подключается к датчику трубного или скважинного типа
Таким образом, существует множество способов использовать для оснащения водопроводных систем насосы с защитой от сухого хода. Между тем применение только реле не всегда позволяет нейтрализовать влияние негативных факторов. В связи с этим, проектируя и создавая такие системы, следует использовать для их оснащения и другие контролирующие, управляющие и защитные устройства, к числу которых относятся обратный клапан, датчик давления и гидроаккумулятор.
Пожалуйста, поделитесь со мной своими идеями о том, как лучше всего сохранить неработающий центробежный насос.
Лучший
М.Р.Рагимзаде
Наверх
#2
Крисс
Размещено 16 июня 2014 г. — 23:42
Если простаивающий насос требует длительного хранения в течение 6 месяцев/12 месяцев, то насосные агрегаты должны быть защищены от внешнего загрязнения задуванием песком, влажностью или другими негативными воздействиями.
Насосный агрегат должен быть покрыт подходящим брезентом таким образом, чтобы сохранялась циркуляция воздуха, а крышки фланцев оставались на фланцах после удаления всех стяжек в трубопроводах.
В этих условиях внутренние поверхности корпусов насосов защищены от коррозии в течение минимум 6 месяцев/12 месяцев.
Сосуды для пломб должны содержаться сухими и закрытыми.
Механические уплотнения должны заполняться (не сосуды уплотнения) подходящей жидкостью через соединения для промывки и охлаждения и несколько раз проворачиваться для достижения равномерного распределения жидкости.
Если подтверждена совместимость со стационарными уплотнениями (уплотнительными кольцами) внутри механического уплотнения, для этой цели можно использовать антикоррозийное масло или масло для смазки подшипников.
Периодически/раз в 3 месяца следует проверять уровень заполнения жидкостью и при необходимости доливать недостающую жидкость.
Вал насоса необходимо провернуть несколько раз.
Наверх
#3
Рагимзаде
Размещено 18 июня 2014 г. — 08:09
Спасибо, дорогая Крисс:
Какой тип антикоррозионного материала вы предлагаете для консервации корпуса насоса?
С уважением
М.Р.Рагимзаде
Наверх
#4
Брейж
Размещено 18 июня 2014 г. — 19:00
Время от времени необходимо проворачивать вал вручную, чтобы не повредить подшипники и свести к минимуму риск изгиба.
Брейж
Наверх
#5
Крисс
Размещено 18 июня 2014 г. — 19:38
Вы можете использовать TECTYL 506 для защиты корпуса от ржавчины.
Проворачивайте вал примерно на пять оборотов каждые 30 дней, чтобы предотвратить повреждение подшипника.
http://www.valvoline…)/tectyl_506-eh
Наверх
#6
Рагимзаде
Размещено 19 июня 2014 г. — 08:13
Уважаемый Kriss/Breiz:
Спасибо за помощь
Мы обнаружили, что известный производитель насосов рекомендует использовать смесь воды и гликоля (1 к 1) для консервации корпуса насоса.
Нам нужны ваши идеи по этому поводу
Лучший
М.Р.Рахимзаде
Наверх
#7
Брейж
Размещено 19 июня 2014 г. — 22:02
http://www.machinery…storage-standby
Обратите внимание на эту ссылку.
Брейж
Наверх
#8
Рагимзаде
Размещено 20 июня 2014 г. — 23:56
Спасибо за помощь
Мы просто ищем простое химическое вещество, которое должно быть доступно на нашем внутреннем рынке.
С уважением
Наверх
Запуск/остановка пожарного насоса при холостом ходе жокея?
20.09.2021
8 комментариев
На мой взгляд, более целесообразно размещать обратный поток на стороне всасывания насоса. Однако недавно я столкнулся с устройством с обратным потоком после насоса (сторона нагнетания).
Контроллер основного пожарного насоса подключается между первым обратным клапаном и обратным клапаном.
Жокей-насос подключается после противотока.
Вот проблема: когда первый обратный клапан выходит из строя, главный пожарный насос постоянно запускается и останавливается, потому что давление сбрасывается через предохранительный клапан, в то время как жокей-насос остается бездействующим.
Это приемлемый сценарий?
Отправлено анонимно для обсуждения. Нажмите Заголовок, чтобы просмотреть | Отправьте свой вопрос | Подписаться
8 комментариев
Почему спонсор?
ПОЛНЫЙ ДОСТУП
ПОЛУЧИТЕ ВСЕ НАШИ ИНСТРУМЕНТЫ
ПОДПИСАТЬСЯ
Подпишитесь и узнавайте что-то новое каждый день:
СООБЩЕСТВО
Верх Окт. 22 автора
СМОТРЕТЬ ТАБЛИЦУ ЛИДЕРОВ
ВАШ ПОСТ
ЗАДАТЬ ВОПРОС
ЭКЗАМЕН
Получите 100 дней бесплатных пробных вопросов прямо к вам!
Не всем представительницам женского пола, к сожалению, выпадает возможность от природы иметь медный оттенок волос, но такое недоразумение с легкостью можно исправить, главное выбрать наиболее подходящий оттенок по типу кожи и форме лица. Современные технологии предлагают выбрать цвет меди в разнообразной гамме цветов или обратиться к специалисту за профессиональной помощью.
Медные волосы идут абсолютно всем, и данный цвет является полностью универсальным, который подходит к различным типам внешности, если правильно подобрать верный тон. Девушка с таким оттенком привлечет необходимое внимание со стороны окружающих и будет безусловно выделяться из толпы, кроме того даже неприметная одежда будет смотреться эффектно и делать образ запоминающимся.
Содержание:
Кому подходит медный цвет волос?
Окрашивание волос в медный оттенок
Как сохранить медный цвет волос?
Содержание
Кому подходит медный цвет волос?
Светло медный цвет волос
Медно русый оттенок волос
Золотисто-медный цвет волос
Темно медный цвет волос
Медно коричневый цвет волос
Медно каштановый цвет, чем хорош?
Медно красный оттенок волос
Окрашивание волос в медный оттенок
Как сохранить медный цвет волос?
Фото
Видео
Кому подходит медный цвет волос?
Медно рыжий цвет волос подходит всем женщинам, но все же есть некоторые рекомендации. Если вы решили покраситься в данный цвет, рекомендуем ознакомиться с советами от стилистов:
Если вы обладательница молочной кожи или тепло-золотистой, скорее всего, природа вас уже наградила таким оттенком, и вам нужно его лишь подчеркнуть, если же нет, то смело выбирайте этот цвет волос, он обязательно вам подойдет;
Если ваш настоящий цвет волос каштановый или золотисто-русый, то цвет меди будет прекрасно смотреться на ваших волосах;
Представительниц зеленых, голубых или темно-серых глаз, медный цвет полностью преобразит образ и подчеркнет индивидуальность.
Воздержаться от эксперимента окрасится в этот цвет необходимо девушкам со слишком светлой кожей, или темными и светлыми глазами, такие кардинальные изменения с цветом могут просто не сочетаться с внешностью и создадут обратный эффект. Если есть проблемы с кожей в виде различных высыпаний и пигментных пятен, яркий цвет лишь подчеркнет все недостатки на лице.
Совет. Яркий образ подходит импульсивным и бунтарским личностям, которые хотят выделиться из толпы и привлечь должное внимание.
Светло медный цвет волос
Сам цвет больше напоминает пшеничный оттенок, который переливается разными цветами в зависимости от света. Он является универсальным цветом, прекрасно гармонирует с карими, зелеными, серыми и голубыми глазами. Цвет лица должен быть не слишком светлым и темным, немного смуглым, а также красиво будет смотреться, если на личике будут приятные веснушки. В результате получается озорной, игривый образ, который будет удивительным образом выделять девушку из толпы и создавать невероятное впечатление о ее внешности.
Медно русый оттенок волос
Данный оттенок подходит девушкам с голубыми и серыми глазами, которые являются обладательницами светлой кожи. С данным цветом волос образ получается нежным, наполненным мягкостью и утонченностью, отлично раскрываются медные нотки под воздействием солнечных лучей. Он является более натуральным цветом, по сравнению с насыщенным медным, поэтому гармонирует в любом стиле и образе девушки.
Золотисто-медный цвет волос
Рыжеволосым красавицам стоит для разнообразия попробовать именно этот оттенок, а также девушкам со светлой или смугловатой кожей, каре-зелеными глазами отлично он подойдет. В результате получается игривый образ, который привлекает к себе внимание окружающих. При дневном свете и солнечных лучах цвет становится более насыщенным и ярким, что безусловно делает образ загадочным и романтичным.
Темно медный цвет волос
Как известно темные цвета подходят больше для девушек и женщин со смуглой кожей или светло-желтой, строгие черты лица немного сглаживаются, внешность становится более мягкой и нежной. Глаза, имеющие серо-зеленый и каре-зеленый оттенок станут еще более выразительными и привлекающими внимание. Очень часто данный цвет волос выбирают взрослые женщины или девушки, которые желают подчеркнуть свою состоятельность и независимость.
Медно коричневый цвет волос
Натуральный коричневый цвет разбавляется медными оттенками, поэтому волосы получаются яркими и необычной окраски. Такие локоны выбирают обычно женщины вспыльчивые и довольно страстные натуры, которые двигаются всегда вперед и достигают намеченных целей. Медно-коричневый оттенок подходит блондинкам, брюнеткам и обладательниц зеленых глаз и смуглой кожи.
Если у вас есть недостатки на лице, в виде веснушек и пигментных пятен, не выбирайте темные оттенки для волос.
Медно каштановый цвет, чем хорош?
Подчеркнуть зеленые и серые глаза поможет именно этот цвет. Он прекрасно смотрится на женщинах любого возраста, но если вам захочется немного выглядеть моложе, то можно слегка осветлить некоторые пряди. Строго противопоказан оттенок, для девушек с некоторыми высыпаниями на лице, такой цвет привлекает большое внимание со стороны окружающих, поэтому и недостатки, к сожалению, будут очень заметны.
Медно красный оттенок волос
Хотите получить экстравагантность в образе, то обладательницам от природы темных волос стоит выбирать именно эту краску. Гармонично смотрится с песочной кожей, а также зелеными глазами. Медно красный оттенок, безусловно, привлечет всеобщее внимание, и вы будете обязательно выделяться среди толпы.
Окрашивание волос в медный оттенок
Самый распространенный и верный способ добиться необходимого оттенка, это прибегнуть к помощи профессионалам. Многолетний опыт позволяет парикмахеру без труда определить, какие оттенки подойдут по типу лица и кожи, при необходимости смешать различные цвета, до получения необходимого результата. Как же быть женщинам, которые не обладают нужными средствами обратиться в салон, это легко можно исправить, достаточно приобрести краску и покрасить локоны дома.
Огромное разнообразие различных красок и оттенков предлагают на рынке, поэтому при выборе обязательно обращайте внимание на состав, в нем должны присутствовать натуральные компоненты, которые будут бережно окрашивать, не навредят структуре волос. Это очень важный фактор, так как частое окрашивание может привести к ломкости, выпадению и другим проблемам с волосами.
Если вы не уверены в правильно выбранном цвете, то рекомендуем воспользоваться оттеночными шампунями и бальзамами. Они способны полностью окрасить волосы, и смывать цвет при 5-10 водных процедур.
Существуют еще и натуральные краски для волос — это хна и басма. Они полностью безопасны, а также придают волосам блеск и укрепляют структуру. Для придания волосам медного оттенка добавьте немного хны и басмы в равных количествах, в результате получится насыщенный оттенок, который будет прекрасно смотреться на любых волосах.
Как сохранить медный цвет волос?
Не рекомендуется долгое нахождение на солнце, под воздействием солнечных лучей пряди быстро выгорают.
После мытья волос, обязательно наносите ухаживающий бальзам, который поможет не только сохранить оттенок, но и сделать волосы полностью здоровыми.
Дополнительное ламинирование создаст невидимую пленку, которая станет надежной защитой от внешней неблагоприятной среды.
Медный цвет сейчас очень популярен среди девушек ярких и экстравагантных, поэтому выбирая такие оттенки, постоянно экспериментируйте, добавляйте интересные нотки в ваш образ, будьте всегда очаровательной и привлекательной. Выбирая подходящее средство для волос, обращайте внимание на натуральные компоненты, которые сделают ваши волосы сильнее, придадут блеск и насыщенность цвету.
Фото
Видео
Медный цвет волос – палитра оттенков медного, 50 фото
Медный цвет волос входит в число универсальных оттенков, он подойдет девушкам всех цветотипов внешности. В его основе красно-розовые тона с золотистым отливом. Палитра медного очень разнообразна: в неё входят оттенки русого, каштанового, апельсинового.
Кому подходит медный цвет волос?
Медь даёт самый естественный рыжий. Он идёт большинству женщин. Главное – подобрать удачный оттенок. Медный гармонирует с молочной кожей и глазами тёплых тонов (карими, оливковыми, зелёными). Такой образ считается классикой, однако это не значит, что голубоглазым женщинам нельзя краситься в рыжий.
Обладательницам бледно-голубых глаз нужно осторожно выбирать оттенок. Ярко-рыжие локоны будут отвлекать внимание от лица.
Выбор оттенка основывается на состоянии кожи и цветотипе. Лучше проконсультироваться с колористом. Мастер расскажет, как сгладить несовершенства и подчеркнуть красоту.
Как выбрать оттенок?
Получить естественный тон можно без особых усилий. Цвет локонов должен гармонировать с радужкой глаз.
Медный цвет волос и карие глаза
Кареглазым женщинам повезло: они могут позволить себе любой оттенок. Особенно выгодно смотрится мелирование или брондирование. Пряди, окрашенные в медно-шоколадный оттенок, отливают металлом, делая карие глаза выразительными, придавая им глубины, загадочности.
Медный цвет волос и голубые глаза
Красоту голубых глаз подчеркнут медно-русый, рыже-каштановый, светло-медный с персиковым подтоном. В выборе тона нужно придерживаться золотой середины: локоны не должны отвлекать внимание от глаз. Если радужка полупрозрачная, стоит отказаться от яркой гаммы – огненный рыжий будет слишком акцентным.
Медный цвет волос и зелёные глаза
Зелёные глаза сочетаются с медью любого оттенка. Особенно, если радужка яркая. Женщинам с нежно-зелёными глазами идёт золотистый, он придаёт коже матовый блеск.
Палитра медного цвета
Медь известна широкой палитрой тонов. В этом разнообразии легко «заблудиться». Лучше обратиться за помощью к колористу. Он подберёт оттенок с учетом пожеланий клиентки.
Медно-русый цвет волос
Ближе всего к естественному оттенку. Пряди имеют мягкий рыжий отлив, заметный только на солнце. Медно-русый подходит женщинам с тёплыми и холодными глазами. Идеальная база для окрашивания – натуральные русые локоны.
Тёмно-медный цвет волос
По-другому называется махагон, с коричневым подтоном. Махагон сочетается с зелёными, серыми, карими глазами. Допустима кожа разных тонов: молочно-белая, золотистая. В первом случае махагон сделает образ контрастным, во втором – подчеркнёт цветотип.
Медно-рыжий цвет волос
Акцентный, насыщенный оттенок с ярким красным подтоном. Идёт только для осеннего цветотипа. Медно-рыжий любят экстравагантные, уверенные в себе женщины.
Золотисто-медный цвет волос
Менее интенсивный, чем медно-рыжий цвет. Золотистый выгодно смотрится на густых волосах. Чтобы оттенок раскрылся, локонам нужно движение. Так они будут переливаться на солнце. Золотистая медь идёт дамам с ярко-зелеными, чуть желтоватыми глазами.
Светло-медный цвет волос
Напоминает пшеничный, а на солнце локоны отливают рыжим. Светлая медь отлично смотрится на молочной (но не бледной!), оливковой, смуглой коже. Сочетается с естественным блондом, русыми локонами. Светло-медный подчёркивает глаза разных оттенков:
серые;
голубые;
синие;
светло-зелёные;
ореховые.
Светлая медь выделяет веснушки. Если женщина не хочет привлекать к ним внимание, лучше выбрать тон темнее.
Медно-коричневый цвет волос
В основе оттенок коричневого, подтон – медно-розовый. На свету приобретает рыжий отлив. В колористике медно-коричневый используют как основный, затемняя или осветляя его, в зависимости от пожеланий женщины. Подойдёт осенним и летним дамам. Особенно если у них янтарный, ореховый, стальной или зеленый цвет глаз.
Медно-каштановый цвет волос
Преобладают оттенки красно-оранжевого и баклажанового. Медный высвечивается только на солнце. Он контрастирует с кожей светлых тонов, подчёркивая красоту тёмно-зелёных, ореховых, голубых глаз. Медно-каштановый используется как базовый цвет или элемент сложного окрашивания.
Медно-красный цвет волос
Очень эффектный и насыщенный тон. Гармонирует со светлой кожей, а также синими, зелёными, карими, ореховыми глазами. Медно-красный – хороший выбор для тонировки и выделения отдельных прядей.
Шоколадно-медный цвет волос
Состоит из рыжего, коричневого, медового оттенков. Идеален для осени и весны. Контрастирует со светло-зелёными, голубыми глазами. Подчеркивает насыщенность цвета коричневой, ореховой радужки. В шоколадный оттенок часто красят короткие волосы. Он выразителен для стрижек с чёткими линиями.
Медный блонд
Блонд с едва различимым золотистым отливом. Делает оттенок натуральным, помогает скрыть желтизну после неудачных окрашиваний. Медный блонд идёт светлокожим девушкам. Внешне напоминает золотистую медь, от которой отличается мягкостью тона.
Краска для волос – медный цвет
Покрасить волосы в медный можно в салоне красоты или в домашних условиях. Подходящие средства для окрашивания:
Краска (Schwarzkopf, L’oreal Prodigy, Garnier, Syoss, L’oreal Color Expert). Быстрый и эффективный способ получения медных прядей. Результат окрашивания зависит от натурального оттенка. Проще всего с русыми и светлыми волосами. Тёмные локоны хуже поддаются пигменту.
Оттеночный шампунь (Syoss Color, Revlon Professional, Lakme Teknia Ultra). Щадящий метод окрашивания с краткосрочным эффектом. Шампунь обычно используют для сохранения яркости цвета. Он придаёт волосам рыжий отлив.
Тоник (Тоника, Concept, L’oreal Paris). Не содержат аммиака, бережно воздействуют на структуру локонов. Если надолго оставить средство на волосах, они окрасятся полностью, когда состав смывается через 10 минут – приобретут лёгкий рыжий оттенок.
Хна (Henna, iHerb, Neha). Самый безопасный тип покраски. Хна – это специальным образом высушенная трава лавсония, дающая жёлто-красный пигмент. Цвет легко ложится на светлые локоны.
Окрашивание хной приводит к образованию пленки на поверхности волоса, которая препятствует проникновению химических красителей.
Нужно внимательно подходить к выбору цвета и средств для окрашивания. Если все сделать правильно, получится красивый медный оттенок.
Медные волосы – идеальное решение для ярких девушек, которые любят быть в центре внимания. Богатая палитра позволяет выбрать походящий тон, подчёркивающий индивидуальность. Локоны рыжего цвета приобретут солнечное сияние, добавив блеска глазам.
Металл Медь информация и фотографии
Рекламная информация
Медь известна своим металлическим красновато-коричневым цветом. Хотя он и не является драгоценным камнем или драгоценным металлом, он включен в данное руководство из-за его исторической значимости как древнего металла. Украшения, монеты и статуи изготавливались из меди с древних времен. Его особый цвет и доступность на протяжении всей истории придавали ему большое значение, хотя в наше время медь является почти исключительно промышленным металлом.
Химическая формула
Cu
Цвет
Металлик, Красный, Оранжевый, Коричневый
Твердость
2,5 — 3
Кристаллическая система
Изометрия
СГ
8,9
Прозрачность
Непрозрачный
Двойное преломление
Нет
Блеск
Металлик
Декольте
Нет
Класс минералов
Медь
Сообщите нам, как мы можем обновить эту страницу (Нажмите, чтобы узнать больше)
Мы стремимся предоставлять точную информацию о содержании и местоположении. Если вы считаете, что какой-либо контент неверен или считаете, что нам не хватает важной информации о местонахождении, заполните форму ниже, чтобы мы могли обновить сайт. Если вы запрашиваете добавление местонахождения, пожалуйста, укажите только значительных местонахождений минерала.
Какого цвета медь? Типы и оттенки этого антикварного металла
Цвет меди широко встречается в природе.
В природе существует много растений и материалов цвета меди. Его часто интерпретируют как оттенок коричневого цвета, но код медного цвета #B87333 отличается от коричневого. На цветовом круге он находится между красным и оранжевым.
Все мы знаем, что истинный цвет меди — красновато-коричневый, и это не редкость. Медь является естественным элементом на земле. Он присутствует везде, будь то земная кора, океаны, озера и даже организмы. Если вы ищете его, вы можете обнаружить, что это мягкий, ковкий и пластичный металл с высокой электрической энергией и теплопроводностью. Он имеет блеск. Вы также можете обнаружить, что это очень универсальный и прочный материал. Он также может быть полностью переработан. Поэтому он используется для изготовления электропроводки. В идеале серебро было бы отличным проводником, но, поскольку оно слишком дорого, используется медь. Нелегко жить без меди вокруг нас, поскольку у нее может быть небольшое, но все же много-много применений.
Медь может быть первым металлом, обнаруженным и использованным людьми после золота, серебра и других благородных металлов. Медь оказала огромное влияние на историю человечества и с тех пор является важным металлом для человечества.
Раньше медь была предпочтительным металлом, когда требовалось сочетание прочности и долговечности. Причина в том, что он способен противостоять коррозии, медь и медные сплавы использовались в функциональных и декоративных целях в средние века и даже продолжались до промышленной революции. Использование меди насчитывает 10 000 лет. Медь может быть использована для изготовления большого количества полезных сплавов благодаря своим физическим и химическим свойствам. Вот некоторые из наиболее распространенных сплавов меди:
Латунь: Вероятно, это самый известный сплав меди. Это смесь меди с цинком. Он устойчив к коррозии и чрезвычайно гладок. Он также очень прочный, пластичный и гигиеничный. Латунь используется там, где требуется коррозионная стойкость и низкое трение. Замки, петли, подшипники, клапаны, розетки — вот некоторые из мест, где можно увидеть применение латуни.
Бронза: Это сплав, состоящий из меди и 12-12,5% олова. Иногда в нем также могут использоваться другие металлы, такие как алюминий, магний, никель и цинк. Это приводит к тому, что сплав становится более прочным, чем если бы использовалась только медь. Археологический период, в течение которого бронза была всемирным сплавом, известен как «Бронзовый век». Тысячи артефактов, сделанных из бронзы, были обнаружены и изучены по всему миру. Большое количество этих бронзовых артефактов относится к бронзовому веку.
Прочитав все об этом металлическом красно-коричневом цвете, ознакомьтесь с другими нашими статьями о том, какой цвет бронзовый, а какой баклажановый.
Какие бывают оттенки меди?
Цвет меди может быть самых разных оттенков, но истинный цвет меди в основном красновато-коричневый.
Оттенок отличается от цвета. Цвет — это очень общий термин, который используется для описания самого оттенка, оттенка или тона, который мы можем видеть. Оттенок — это в основном доминирующий цвет, который является наиболее очевидным. Оттенок — это смесь чистых цветов, к которым добавляется черный, чтобы они отличались яркостью и глубиной.
Различные вариации меди можно наблюдать в окружающей среде. Бледно-медный, медно-красный, пенни-медный — это формы меди, которые мы видим в монетах в виде пенни, а розовая медь — некоторые из распространенных оттенков, которые мы можем видеть для этого цвета.
Какого цвета металлическая медь?
Медь обычно выглядит как красновато-коричневатый блестящий металл, но чистая медь не всегда имеет красновато-коричневый цвет.
Если его поверхность только что отшлифована, он приобретает слегка розоватый оттенок или оттенок розового золота. Хотя он быстро тускнеет и возвращается к «медному цвету», который мы все так хорошо знаем.
Цвет меди в сравнении с бронзой
Медь — это отдельный элемент, а бронза — это сплав меди и олова. Вот почему медь и бронза различаются по цвету и тону.
Несмотря на то, что и бронзовый, и медный цвета относятся к семейству желтого, оранжевого и красного, эти два цвета можно различить при внимательном рассмотрении.
Поскольку бронза представляет собой сплав олова, она имеет слегка темный желто-коричневый оттенок. Бронзу можно описать как тусклый золотой цвет. Напротив, как упоминалось ранее, медь — это красновато-коричневый металл с розовым оттенком. Цвет меди лучше всего можно описать как сочетание глубокого розового золота с коричневым. Вот почему медь очень хорошо сочетается с коричневым, черным и всеми видами естественных тонов и цветов. Золото, зелень и яркие оттенки драгоценных камней также прекрасно сочетаются с медью.
Какого цвета разные виды меди?
Обычно медь представляет собой природный металл красновато-коричневого цвета. Из-за того, что медь является переходным металлом, она также может образовывать соединения разных цветов, в зависимости от других элементов, которые в ней используются. Именно по этой причине медь очень популярна среди наблюдателей.
При окислении медь меняет свой цвет. Окисление относится к типу изменения или коррозии, когда слой меди, присутствующий на поверхности, часто вступает в контакт с атмосферным кислородом и водяной влагой. Эти изменения вызывают образование слоя зеленого цвета в течение определенного периода времени. Этот зеленый слой, очевидно, является результатом окисления и известен как «патина». Коррозия является результатом химической реакции. Следовательно, важно держать медь открытой и защищенной от воздействия воды и влаги. Образование патины можно легко обратить вспять, выполнив реакцию восстановления. Статуя Свободы — хороший пример образования патины. Сама статуя не всегда была зеленой, хотя ее внешний слой в основном состоит из меди. Эта медь со временем окислялась. Вот почему Статуя Свободы выглядит сине-зеленой. Все благодаря образовавшемуся на нем налету патины. Другим примером могут быть медные бутылки, которые мы используем дома, зеленеющие изнутри.
Соединения меди с сульфатами, нитратами и хлоридами имеют синий цвет. Они могут быть растворами или кристаллическими по своей природе. Оксид меди представляет собой твердое вещество черного цвета, а гидроксид меди представляет собой осадок синего цвета. Когда медь подвергается воздействию воздуха при очень высокой температуре, она имеет тенденцию образовывать оксид меди. Цвет оксида меди красный. Наконец, медь при реакции с серой образует сульфат меди, и цвет сульфата меди синий.
Здесь, в Kidadl, мы тщательно подготовили множество интересных семейных фактов, которые понравятся всем! Если вам понравились наши предложения о том, какого цвета медь, почему бы не взглянуть на гранатовый цвет или цвет эспрессо.
Заявление об отказе от ответственности
В Kidadl мы гордимся тем, что предлагаем семьям оригинальные идеи, чтобы максимально использовать время, проведенное вместе дома или на улице, где бы вы ни находились. Мы стремимся рекомендовать самые лучшие вещи, предложенные нашим сообществом, и то, что мы сделали бы сами — наша цель — быть надежным другом для родителей.
Мы стараемся изо всех сил, но не можем гарантировать совершенство. Мы всегда будем стремиться предоставить вам точную информацию на дату публикации, однако информация может меняться, поэтому важно, чтобы вы провели собственное исследование, перепроверили и приняли решение, подходящее для вашей семьи.
Kidadl вдохновляет детей развлекать и обучать их. Мы понимаем, что не все виды деятельности и идеи подходят и подходят для всех детей и семей или во всех обстоятельствах. Наши рекомендуемые занятия основаны на возрасте, но это ориентир. Мы рекомендуем использовать эти идеи в качестве вдохновения, чтобы идеи воплощались в жизнь под надлежащим наблюдением взрослых, и чтобы каждый взрослый использовал свое собственное усмотрение и знания своих детей для рассмотрения безопасности и пригодности.
Kidadl не может нести ответственность за реализацию этих идей, поэтому рекомендуется постоянно находиться под присмотром родителей, так как безопасность превыше всего. Любой, кто использует информацию, предоставленную Kidadl, делает это на свой страх и риск, и мы не несем ответственности, если что-то пойдет не так.
схема самодельной инверторной сварки и как сделать аппарат?
Для того чтобы собрать сварочный инвертор своими руками, не обязательно обладать глубокими познаниями в физике, разбираться профессионально в технике, электричестве и т.д.
Необходимо только выполнять все по схеме и знать, хотя бы на минимальном уровне механизм действия данного оборудования. Желающим создать инвертор в более экономном и простом варианте, следует знать, что технические особенности и КПД по сути одинаковые от аналогов конструкции.
Содержание
Характеристики самодельного инвертора
Материалы для его сборки
Блок питания агрегата
Силовой блок
Инверторный блок
Система охлаждения агрегата
Сборка инвертора своими руками
Диагностика самодельного инвертора и его подготовка к работе
Обслуживание самодельного сварочного инвертора
Итог
Характеристики самодельного инвертора
Один из важных вопросов для специалистов по сварке – как сделать своими руками. Процесс можно выполнить при помощи схемотехники сварочных инверторов.
Прежде чем собирать эффективный сварочный инвертор необходимо выделить следующие технические характеристики оборудования:
на одном из транзисторов сила тока, который проходит через вход, должна составлять 32 ампера;
250 ампер – показатель силы тока, который создается при выходе из аппарата;
напряжение должно быть до 220 вольт.
Для того чтобы создать самый простой сварочный инвертор необходимо соединить следующие элементы в один механизм:
силовой блок;
питательный блок на тиристорах;
драйвера для силовых ключей.
Материалы для его сборки
Чертеж инверторного сварочного аппарата.
Прежде чем начать собирать , мастер должен подготовить необходимые инструменты и материалы, которые могут понадобиться ему в работе.
В первую очередь:
различного типа отвертки;
паяльное устройство, чтобы соединять детали в электронной схеме;
нож;
инструмент для вырезки на металлической поверхности;
резьба, как крепежная деталь;
поверхность с небольшой толщиной из металла;
детали, благодаря которым формируется электросхема инверторного сварочного аппарата;
провод из меди и полосы, чтобы обмотать трансформатор потребуется;
стеклоткань;
слюда;
текстолиты;
обычная термобумага, использующаяся в кассовых аппаратах.
Схема сварочного аппарата используется для сборки оборудования в домашних условиях с напряжением от электросети в 220 вольт.
Но если есть надобность, то используют схемы сварочных аппаратов, работающие на трехфазовой электросети с напряжением в 380 вольт. У таких оборудований есть достоинства, среди которых выделяют высокий показатель КПД, в отличие от однофазовых конструкций.
Блок питания агрегата
В блоке питания сварочного инвертора самой важной деталью является , мотающийся при феррите в Ш7*7 либо 8*8.
Блок питания инвертора.
При помощи данного механизма обеспечивается подача регулярного напряжения и создается за счет 4-х обмоток:
Первичная. Сто кругов проводом ПЭВ в диаметре 0,3 миллиметра.
Первая вторичная. 15 кругов проводом ПЭВ в диаметре 1 миллиметр.
Вторая вторичная. 15 кругов ПЭВ в диаметре 0,2 миллиметра.
Третья вторичная. 20 кругов в диаметре 0,3 миллиметра.
После того как будет выполнена первичная обмотка и проведена изоляция её сторон за счет стеклоткани, её также обматывают в экранирующий провод. Каждый виток должен целиком покрывать защитный слой.
Обмотка экранирующим проводом должна быть в таком же направлении, как и первичная обмотка. Стоит обратить внимание на одинаковость диаметров двух видов обмоток.
Этим же правилом пользуются и для других видов: при наматывании на каркас трансформатора, изоляции друг от друга проводов за счет стеклоткани либо при использовании простого малярного скотча.
Для стабилизации напряжения в области 20-25 вольт, что поступает в блок питания через реле, подбирается резистор для электронных схем. Главной особенностью рассматриваемого механизма выступает изменение переменного тока в регулярный.
Добиться этого можно, используя диод, формирующийся при выполнении схемы «косой мост». Бывает так, что при эксплуатации аппарата диод перегревается, из-за чего приходится проводить монтаж на радиаторах и нередко ремонт блока питания. Альтернативным вариантом радиаторам является охлаждающая деталь от старой техники.
Монтаж диодного моста подразумевает под собой применение 2-х радиаторов: верх через прокладку из слюды присоединяют к одной батареи, а низ через поверхность термопасты ко второй батареи.
Мост из диодов должен выводиться в том направлении, куда направлен вывод транзистора. За счет этого постоянный ток превращается в переменный с высокими частотами.
Соединительный провод этих выводов максимум может достигать длины в 15 сантиметров. Металлический лист необходимо расположить между блоком питания и инверторной частью аппарата и приварить к «телу» оборудования.
Силовой блок
Изготовление сварочного инвертора.
Силовой блок – это основа трансформатора в сварочном инверторе. С его помощью уменьшается показатель напряжения тока с высокими частотами, а сила наоборот повышается. Для создания в трансформаторе силового блока требуется использование сердечников. Чтобы создать небольшой зазор рекомендуется воспользоваться обычной газетной бумагой.
С каждым наложенным слоем, чтобы обеспечить термоизоляцию необходимо наматывать ленту от кассового аппарата для достижения хорошей износоустойчивости. Вторичную обмотку создают на основе 3-х полосовых слоев из меди, изолирующиеся друг от друга за счет ленты фторопласта.
Большинство мастеров обматывают понижающий трансформатор толстым проводом из меди, однако, это ошибочное действие. С таким трансформатором простой сварочный инвертор будет работать с высокочастотным током, вытесняющим наружу проводник без нагревания деталей внутри.
Оптимальнее всего формировать обмотки, используя проводник с широкой поверхностью, иными словами применить широкую медную полосу.
Вместо термоизоляционного поверхностного слоя специалисты иногда заменяют на простую бумагу. Она не так устойчива, как термоизоляционная либо лента в кассовом аппарате. Повышенная температура влияет только на потемнение ленты, однако её износоустойчивость остается на первоначальном уровне.
Инверторный блок
Основная функция простого заключается в преобразовании постоянного тока, который формируется при помощи выпрямителя аппарата в переменный высокочастотный ток.
Чтобы решить данную ситуацию, специалисты используют силовой транзистор, и высокие частоты с открывающимся и закрывающимся каналом. Рассматриваемый механизм в оборудовании отвечает за изменение постоянного тока в переменный с высокими частотами.
Рекомендуется использовать не один мощный транзистор, а пару со средней мощностью. Благодаря конструктивному подходу к проблеме стабилизируется частота тока и уменьшится шум во время сварки.
Инверторный сварочный аппарат сделать своими руками можно по электросхеме, где указывается и как последовательно соединять конденсаторы.
Их используют в следующих случаях:
Минимализация выброса в трансформаторе.
Минимализация потерь в трансформаторном блоке, появляющиеся в момент отключения аппарата от сети. Это происходит за счет того, что транзистор открывается с большей скоростью, чем закрывается – ток теряет свою мощность, что влечет за собой перегрев ключей в блоке транзистора.
Система охлаждения агрегата
Электрическая схема инвертора для сварки.
Стоит отметить, что большинство силовых элементов в сварочном оборудовании имеют свойство сильно нагреваться во время эксплуатации, из-за чего оно может сломаться.
Дабы избежать таких ситуаций, то эффективнее всего во все блоки аппарата, помимо радиатора, установить вентилятор, охлаждающий механизм во время работы – своеобразную систему охлаждения.
Её можно самостоятельно сделать при наличии мощного вентилятора. Зачастую используют один с направлением воздушного потока в сторону понижающегося силового трансформатора.
С вентилятором, у которого небольшая мощность от компьютера, например, может понадобиться до 6 штук, из которых три устройства устанавливается возле силового трансформатора с направлением воздушного потока в обратную сторону.
Чтобы избежать перегрева, самодельный сварочный инвертор должен работать вместе с термодатчиком. Он устанавливается на греющий радиатор. Если радиатор достигает максимальное значение температуры, он автоматически отключает подачу тока.
Для более эффективного функционала системы охлаждения агрегата, корпус должен быть оснащен заборщиком воздуха с правильным его выполнением. Через его решетки проходит воздушный поток во внутренние системы аппарата.
Сборка инвертора своими руками
Важным вопросом остается, как сделать ? В первую очередь нужно выбрать корпус с надежной защитой либо сформировать его самому при помощи листового металла, где толщина должна достигать не меньше, чем 4 миллиметра.
За основу, где монтируется для инверторной сварки, используют листовой гетинакс с толщиной не меньше, чем 5 миллиметров. Сама конструкция будет располагаться на основании благодаря скобам, изготовленным самостоятельно из медных проволок в диаметре с 3 миллиметрами.
Чтобы создать электронные платы в электрических схемах сварочного аппарата, используют фольгированный текстолит, у которого толщина достигает 1 миллиметр. Монтируя магнитопроводы, которые в период эксплуатации имеют свойство греться, необходимо помнить о зазорах между ними. Они нужны, чтобы воздух мог свободно циркулировать.
С целью автоматического управления сварочным инвертором, сварщик должен купить и подсоединить к нему специальный контроллер, отвечающий за стабильность силы тока. От него также зависит, будет ли величина напряжения подачи мощной.
Для более удобной эксплуатации самодельного агрегата, во внешнюю часть монтируется орган управления. Он может выступать в виде тумблера для активации аппарата, ручкой в переменном резисторе, благодаря ей контролируется подача тока либо зажим для кабеля и сигнальный светодиод.
Собрать сварочный инвертор своими руками достаточно просто, если придерживаться всех правил, соблюдать инструкцию и строго идти по назначенной схеме.
Схема изготовления инвертора своими руками.
Диагностика самодельного инвертора и его подготовка к работе
Собрать самодельный не весь процесс. Подготовительный этап также считается важной частью всей работы, где необходимо проверить, правильно ли работают все его системы, и как нужно настроить нужные параметры.
В первую очередь проводится диагностика оборудования, а именно подача напряжения 15 вольт на контроллер и охлаждающую систему сварочного аппарата, чтобы проверить их выдержку. Благодаря этому проверяется функционал механизмов и избежание перегревания во время эксплуатации агрегата.
При полной зарядке конденсаторов в агрегате, подключается к электросети реле, отвечающее за замыкание резисторов. С прямой подачей, без реле, есть риск взрыва аппарата.
При функциональности реле, напряжение в аппарат подается до 10 секунд. Достаточно важно узнать, сколько инвертор может во время сварки функционировать. Для этого он тестируется на протяжении 10 секунд. Если радиатор остается с прежней температурой, то время можно установить до 20 секунд, и т.д. до целой минуты.
Обслуживание самодельного сварочного инвертора
Чертеж сварочного инвертора для сборки своими руками.
Для того, чтобы простой сварочный инвертор сделанный своими руками смог долго работать, за ним необходим грамотный уход. При поломке сварочного оборудования требуется снять корпус и аккуратно прочистить механизм при помощи пылесоса. В частях, куда он не достается можно воспользоваться кисточкой и сухой тряпкой.
В первую очередь, нужно провести диагностику всего сварочного оборудования – проверяется напряжение, его вход и течение. При отсутствии напряжения необходимо проследить за функциональностью блока питания.
Также проблема может заключаться в сгоревших предохранителях конструкции. Слабым место считается и датчик, измеряющий температуру, который не ремонтируется, а заменяется.
После проведения диагностики необходимо обратить внимание на качество соединения электронных систем оборудования. Затем выявить некачественное скрепление на глаз либо используя специальный тестер.
При выявлении данных неполадок, они устраняются тотчас за счет доступных деталей, чтобы не спровоцировать перегрев и поломку всего сварочного оборудования.
Итог
Ошибочно считать, что созданный самостоятельно аппарат не позволит вам эффективно выполнять необходимую работу. Самодельным устройством с легкой схемой сборки можно сваривать элементы при помощи электрода в диаметре до 5 миллиметров и длиной дуги до 10 миллиметров.
После того, как самодельное оборудование будет включено в цепь, необходимо выставить автоматический режим с конкретным значением силы тока. Напряжение в проводе может быть около 100 вольт, что свидетельствует о каких-либо неполадках.
Чтобы устранить проблему надо найти схему сварочного инвертора, разобрать его и проверить насколько правильно он был собран.
Благодаря такому самодельному аппарату сварщик не только может сваривать однородный, темный металл, но также цветной и различные сплавы. Собирая такое устройство, необходимо помимо основ электроники, также иметь свободный период времени, чтобы осуществить задуманное.
Сварочный процесс при помощи инвертора – это нужная вещь в доме каждого мужчины для любых бытовых и промышленных целей.
Изготовление сварочного инвертора в домашних условиях – очень увлекательное дело, особенно для любителей самоделок. При этом можно и не иметь глубочайших электротехнических знаний, просто делать все строго в определенном порядке. К тому же, не будет лишним понять принцип работы такого устройства.
Основной смысл в том, чтобы собирать все самому – это приличная экономия средств, если основные показатели аппарата будут приблизительно такими же, как у тех, что предлагает торговая сеть.
Да и внешне самодельный сварочный инвертор, может не отличаться от заводского. Работу можно будет проводить, применяя электроды 3-5 миллиметров в диаметре при дуге до 10 миллиметров.
Краткое содержимое статьи:
Основные данные
Собственноручно собранный по простой схеме сварочный инвертор сможет иметь данные вполне приличного устройства:
напряжение на входе 220 вольт;
на входе ток 32 ампера;
на выходе ток 250 ампера.
Обычно используют напряжение 220 вольт, но можно сделать аппарат и для напряжения 380 вольт. Трехфазные аппараты имеют несколько выше показатели.
Сборка блока питания
Монтаж начинается с намотки трансформатора, его функция – это обеспечение стабильным напряжением следующих за ним деталей. Для его изготовления используют феррит Ш 7х7 (можно Ш 8х8), на который наматывают разные по количеству витков обмотки: сто, пятнадцать, пятнадцать и двадцать, соответственно 0,3; 1; 0,2 и 0,3 миллиметров.
Для снижения вредного влияния возможного перепада сетевого напряжения, кольца провода необходимо класть на всю ширину катушки.
Первичную обмотку надо изолировать стеклотканью и намотать экран из провода 0,3 мм. Он должен покрыть всю ширину каркаса, а направление витков – совпадать с предыдущей обмоткой.
Последовательность работы с остальными обмотками такая же. На выходе должно быть от 20 до 25 вольт. Его можно отрегулировать подбором деталей. Синусоидальный ток преобразуется в постоянный с помощью диодов, соединенный, как «косой мост», а для охлаждения необходимо подобрать радиаторы, возможно, со старого компьютера.
Один охладитель закрепляется к верхним частям деталей и изолируется слюдяной прокладкой. Второй – к нижней части моста и крепится с использованием термопасты.
Выводы диодного моста направляются туда же, куда будут выходить и контакты транзисторов, что работают как преобразователи. Длина проводов, которые соединяют мост и транзисторы – не больше 15 сантиметров. Блок питания и инверторный блок разделяются металлической пластиной, приваренной к основанию.
Монтаж силового блока
Этот блок представляет собой трансформатор, что снижает U и увеличивает ток. Для его изготовления нужна пара сердечников Ш 20х208. Для изоляции их друг от друга модно использовать бумагу.
Намотка выполняется полоской из меди, ширина которой 40 миллиметров, а толщина – 0,25 миллиметров. Для прокладки витков можно использовать бумагу хорошего качества, а вторичную обмотку формируют, перекладывая фторопластовую полосу.
Монтировать понижающий трансформатор, используя толстый провод, не надо потому, что ток, имея высокую частоту, проходит по поверхности проводника и тот не нагревается внутри.
Нагрев деталей аппарата нужно уменьшать принудительным охлаждением. Для этой цели подойдет вентилятор из системного блока компьютера.
Сборка инверторного блока
Чтобы сделать сварочный инвертор своими руками необходимо перейти к следующему этапу – монтажу инверторного блока. Так, как этот узел преобразовывает ток из постоянного в переменный, нужны мощные транзисторы, которые будут то открываться, то закрываться, создавая высокую частоту.
В инструкцию для изготовления простого инвертора можно включить схему инверторного блока.
Есть смысл этот блок монтировать с применением нескольких транзисторов, чтобы частота была более стабильной и при выполнении сварки аппарат меньше гудел.
Корпус
Пошаговая сборка инвертора своими руками предусматривает подбор надежного корпуса для такого изделия. Для этой цели вполне подойдет старый системный блок от компьютера (чем древнее, тем лучше потому, что в нем толще металл). Можно самому изготовить коробку из листового металла, а внизу использовать гетинакс в пол сантиметра или больше.
Различные виды самодельных сварочных инверторов имеют общую черту – это управление работой аппарата. На передней панели устанавливают выключатель, ручку регулировки сварочного тока, контакты для проводки, контрольные лампы.
Таким образом, чтобы обзавестись таким нужным в домашней мастерской аппаратом, не обязательно покупать готовый инвертор. Можно изучить необходимую теорию, приобрести детали и самому собрать сварку, которая будет надежно работать.
Вы можете легко сделать инвертор дома. Чтобы понять, как легко сделать инвертор, в этом посте обсуждается простой пошаговый метод.
Раньше наши потребности в энергии (электрической) были намного меньше. Но сейчас сценарий сильно изменился. От простой индукционной до сложной стиральной машины, от сотового телефона до наших высококлассных гаджетов, каждое оборудование, связанное с нашим повседневным использованием, требует источника питания. Это основная причина недавнего увеличения использования инверторов в нашем доме. На рынке доступны различные типы инверторов, но эти схемы сложны, высококлассны и дороги. Итак, давайте сделаем инвертор своими руками в домашних условиях.
Как сделать инвертор в домашних условиях — шаг…
Пожалуйста, включите JavaScript
Как сделать инвертор в домашних условиях — пошаговая процедура
Схема (схема) для изготовления инвертора в домашних условиях
Эта схема делает не имеют каких-либо функциональных ограничений и имеют КПД более 75%. И, кроме того, он способен компенсировать почти все наши потребности в электроэнергии, а также большую часть ваших потребностей в энергии по очень разумной цене.
Рис. 1 – Принципиальная схема для изготовления инвертора в домашних условиях
Теория схемы
Схема этого инвертора отличается по сравнению с широко используемыми инверторами, так как в ней не используется отдельная схема генератора для включите установленные транзисторы. Вместо этого в нашей схеме обе половины схемы функционируют как регенеративный процесс (точно так же, как двухполупериодные мостовые выпрямители).
Что бы мы ни делали, чтобы сбалансировать обе части цепи, всегда будет дисбаланс значений сопротивлений и обмоток трансформаторов. По этой причине обе части схемы никогда не могут работать одновременно.
Теперь предположим, что первая часть схемы начинает проводить ток первой. Напряжение смещения для первой половины подается от обмотки трансформатора второй части через R2. Как только первая часть завершает стадию проводимости, вывод батареи заземляется коллекторами.
Процесс сбрасывает все доступное напряжение на базу через R2, и, таким образом, проводимость первой части полностью прекращается. В этом случае транзисторы во второй части получают возможность для проводимости. и, следовательно, этот цикл продолжает продолжаться.
Рис. 2 – Схема для изготовления инвертора в домашних условиях
Элементы, необходимые для изготовления инвертора в домашних условиях
R1, R2= 100 Ом./10 Вт проволочная обмотка.
R3, R4= 15 Ом/10 Вт проволочная обмотка
T1, T2 = силовые транзисторы 2N3055.
Трансформатор = 9–0–9 Вольт/5 Ампер.
Автомобильный аккумулятор = 12 Вольт/10 Ач.
Алюминиевый радиатор = вырез по размеру.
Вентилируемый металлический шкаф= по размеру всей сборки.
Пошаговый метод изготовления инвертора в домашних условиях
Шаг 1
Возьмите алюминиевый лист и разделите его на две части размером примерно 5×5 дюймов. Просверлите отверстия для установки силовых транзисторов. Отверстия должны быть примерно 3 мм в диаметре. Просверлите/сделайте подходящие отверстия для легкой и надежной установки на корпус инвертора.
Шаг 2
Возьмите резистор и соедините его в перекрестном режиме с плечами транзистора в соответствии со схемой, показанной ниже.
Шаг 3
Прочно закрепите транзисторы на радиаторах с помощью гаек/болтов.
Поместите печатную плату и трансформатор в металлический шкаф. Учтите, что вентиляция в шкафу должна быть хорошей. Присоедините точки ввода/вывода, включая держатель предохранителя, к шкафу и соедините их в соответствии с приведенной выше принципиальной схемой.
Теперь ваш инвертор готов. Вы можете использовать корпус для размещения схемы инвертора, если хотите.
Эксплуатационные проверки схемы перед ее использованием в полном объеме необходимы. Для проверки подключите лампочку 50-60 Вт к розетке инвертора. После этого поместите аккумулятор (12 вольт) в гнездо i/p инвертора. Лампа загорится ярко, что будет означать, что соединение цепи правильное, и инвертор готов к работе. Однако, если лампочка не загорается, то перепроверьте соединения.
Где использовать самодельный инвертор
Выходная мощность инвертора находится примерно в диапазоне 70-80 Вт, а время резервного питания полностью зависит от нагрузки. Его можно использовать для питания лампочек, компактных люминесцентных ламп, вентиляторов и других небольших электроприборов, таких как паяльник и т. д. КПД этого инвертора составляет примерно 75%.
Самое большое преимущество: Блок схемы небольшой и его легко носить с собой. Он также может быть подключен к аккумулятору вашего автомобиля, когда вы находитесь на улице, чтобы исключить проблему переноски дополнительного аккумулятора.
Научитесь делать проектор дома за несколько простых шагов.
Как сделать схему инвертора
Фарва Навази
2657 просмотров
Введение
Существует несколько способов создания инвертора, когда инженеру необходимо преобразовать постоянный ток в переменный. Поэтому мы решили попробовать создать инвертор из 12-вольтовой батареи. Мы можем получить 220 В переменного тока на выходе всего 12 вольт. В результате для схемы может потребоваться большое количество компонентов для повышения напряжения. Нет, схема настолько проста, что требуется всего несколько компонентов. Но как это сделать? Ответ на этот вопрос мы узнаем по мере прохождения схемы. В результате в этом уроке мы увидим, как сделать схему инвертора.
Основной функцией инвертора является преобразование электроэнергии постоянного тока в мощность переменного тока. Коммунальное предприятие может поставлять электроэнергию переменного тока в дома и компании; системы переменного тока или цепи батарей хранят только энергию постоянного тока. Кроме того, практически все бытовые приборы, а также другое электрооборудование могут работать от сети переменного тока.
Получите купон на 50 долларов для заказа печатных плат и печатных плат: от изготовления до сборки, от 1 до 14 слоев, PCBGOGO обладает достаточным опытом, чтобы удовлетворить все ваши потребности. Прототип печатной платы на PCBGOGO прямо сейчас, попробуйте.
50$ Coupon PCBGoGo
Hardware Components
The following components are required to make the Inverter Circuit
S.No
Components
Value
Qty
1
IC
CD4047
1
2
MOSFET
IRFZ44
2
3
Center tapped transformer
12-0-12V
1
4
Potentiometer
100KΩ
1
5
LED
1
6
Capacitors
1000µF, 10nf
1
7
Resistors
300k, 1k, 220
1, 1, 2
8
Power Supply
12V
1
9
1
CD4047 Pinout
для подробного описания расписаной, функций размерных и спецификаций.
5 Каким образом получить высокую цену за металлолом
Поиск металлолома многим стал источником дохода. Существуют люди, для которых это вид деятельности хобби или способ заработка. Данный процесс является трудоемким и занимает много времени. Для начинающих металлоискателей это может показаться испытанием, но если знать, где можно найти металл, то это занятие не столь сложное.
Содержание
Приборы, в которых содержится медь и ее сплавы
Где искать?
Как правильно собирать цветной лом
Способ получения меди
Каким образом получить высокую цену за металлолом
Приборы, в которых содержится медь и ее сплавы
Для добычи меди не нужно далеко ходить. Это необязательно должны быть раскопки на полях, с использованием металлоискателя. Взять медь можно из старых электрических приборов. Из-за того, что ремонт старых приборов занимает много времени и средств, чаще всего их выбрасывают. Но перед этим из них, возможно, достать металлолом, который после переработки используется для изготовления труб, проволоки, профильных листов либо заменять некоторые элементы для приборов.
Медный сплав можно легко найти:
В подшипниках, радиаторах, моторах, шестеренках.
В старых украшениях и элементах декора.
В сантехнике.
В кухонной посуде.
В радиаторах и компьютерах.
Саму же медь, возможно, найти в следующих приборах:
До полутора килограмм металлолома можно найти в ламповом телевизоре.
Почти три килограмма меди можно взять из двигателя старого холодильника, советского образца.
Меньшее количество меди берется из стиральных машинок, фенов, микроволновых печей.
Если имеется непригодный к ремонту стартер от транспортного средства, то оттуда тоже можно добыть металл.
Из данных устройств, взять меди можно не так много, но зато данные приборы широко встречаются.
Где искать?
Чтобы не терять время на поиски, нужно заранее знать, где добыть металл. К таким местам можно отнести:
Поля. На них часто можно встретить сломанную технику.
Заброшенные предприятия, где зачастую находится много алюминия и меди.
Базы по ремонту автомобилей. Найти такое заброшенное место дорогого стоит. Где как не тут искать металлолом. Удобство заключается в том, что все сломанные детали складывают в одно место и порой, всего лишь один болт может вытянуть на килограмм.
Свалка. Данное место подойдет для тех, кто является новичком и не знает где осуществлять поиск меди, для сдачи. Именно тут можно легко научиться различать виды металлов, чтобы не сдавать в дальнейшем их по одной цене.
Заброшенный полигон. В таких местах можно с легкостью находить гильзы, мишени и муляжи техники.
Если для поиска выбирается поле, то лучше всего искать металлом весной, чтобы не столкнуться с работниками и не создавать друг другу проблем.
Как правильно собирать цветной лом
Почти все металлоискатели процесс сдачи лома ставят на поток. Для осуществления этого процесса нужно по максимуму оптимизировать свою деятельность. Для этого потребуется:
Определиться с системой сбора приборов, которые непригодны для дальнейшего использования.
Позаботиться о доставке собранного металлолома к пункту разборки. Для этого необходим транспортное средство, на котором будет осуществляться транспортировка. Заранее позаботиться о месте, в котором будет находиться весь лом металлов, ведь его будет достаточно много.
Разработать процесс разборки. Для этого нужно приобрести специальный инструмент, чтобы отделять металл от других материалов и приступить к сортировке.
Наладить быструю перевозку металла в пункты приема.
Следует также знать, что цены на цветной лом варьируются от времени года. Так как зимний период сложен для добывания металла, то цену дают больше, чем летом. Поэтому будет целесообразнее придержать имеющийся материал до «лучших» времен.
Способ получения меди
Получение меди даже в промышленных условиях очень трудоемкий процесс:
На начальном этапе металл подвергается дроблению, после чего очищается от примесей других пород. После очистки исходный материал подвергается обжигу, после чего можно получить твердое вещество – огарок, который в свою очередь подвергается плавлению.
После этой процедуры получают штейн, который содержит до 50% меди.
Изготовленный штейн обогащают кислородом, продувкой воздухом, и кварцевым флюсом.
Только после этих процедур можно получить черновую медь, ее подвергают оплавлению и пропускают через кислородный расплав.
В заключение полученный материал обрабатывают оксидом серы, после чего процентное содержание меди составляет 99,9%.
Каким образом получить высокую цену за металлолом
Каждый искатель лома хочет сдать найденный металлолом по самой выгодной цене для себя. Как уже говорилось выше, можно осуществлять поиск металла летом, а продавать его зимой, когда цены повышают. Но если в приоритете получение прибыли регулярно, то лучше всего искать пункты приема, которые предлагают цены выше, чем у конкурентов. Не стоит также забывать, что стоимость зависит от качества и состава материала, который сдается. Самую высокую цену предлагают за чистую медь.
Где можно найти медь для сдачи в металлолом? Как получить лучшую цену на медный лом?
Многие встречали объявления «Куплю лом меди» или «Принимаем медь дорого» на досках объявлений, в сети Интернет или слышали от знакомых. Компания «РуссЛом» принимает цветной лом от физических лиц, которые хотят заработать на сдаче лома, металлических отходов или продаже медных изделий, а также производственных и торговых предприятий. У многих возникает вопрос, где взять отходы цветмета, чтобы получить неплохую прибыль?
Существует множество вариантов, как и где можно собрать металлолом и привезти его в пункт, где осуществляется прием лома меди:
Если у вас сохранилась старая бытовая техника. Только в одном старом телевизоре можно собрать в отдельных деталях до 1,5 кг меди! Также цветмет присутствует в стиральных машинах, радиоприемниках, электроплитах, холодильниках. Последняя бытовая техника особенно интересна старыми образцами. В двигателе вес меди может достигать 3-х кг. Где искать? Разберите место соединения провода, дроссель, трансформатор. Помимо металлолома такая продукция содержит ценные для ремонтных мастерских составляющие, например, конденсаторы, резисторы и др.
Если в гараже, сарае или на закрытом производственном участке есть старая техника. Списанные агрегаты, установки, станки, оборудование состоят из трансформаторов, которые выполнены с медной обмоткой. Помимо этой детали в устройствах также найдутся реле, стартеры — так в незначительном количестве можно увеличить общий вес лома, готового к сдаче. В медном кабеле основу также составляет медный проводник.
Если вы купили старый дом или дачный участок. Старая арматура, включая сантехническую, в прошлом веке изготавливалась из меди, поэтому при реконструкции и сносе старых сооружений велика вероятность обогатиться за счет сдачи металла.
Если ваши предки хранили в качестве домашних предметов обихода различные вещи. К ним относятся статуэтки, старые монеты, украшения, а также утварь.
Если вы хотите всерьез заняться заработком, сдавая лом, нужно научиться правильно организовывать «бизнес». Для этого потребуется:
Научиться собирать лом – организовать поиск или открыть пункт по приему старой техники.
Привлечь транспорт для перевоза изделий к месту разборки.
Найти место для хранения и разборки аппаратуры, приборов и других медесодержащих источников – например, это может быть гараж.
Транспортировка медного лома в приемный пункт, где за него дадут максимальную цену – эту обязанность может взять на себя компания «РуссЛом». Мы приедем по указанному адресу и сделаем очень выгодное предложение.
Найденный лом меди можно сдать в пунктах приема «РуссЛом» в Москве. Мы предлагаем самые высокие тарифы на лом, поэтому если ваша цель – максимальная прибыль от продажи, то осуществлять ее нужно именно у нас.
Цены на медный лом могут отличаться, на что влияет не только курс на цветмет, но и качественный состав сдаваемой продукции. Качество зависит от процентного содержания в сплаве Cu. Самую высокую стоимость имеет чистая медь (марка М00к, М00б).
А что если лом цветного металла окажется не медью?
Медь имеет схожие по цвету черты с бронзой и латунью, поэтому часто клиенты «РуссЛом» путают металл и ожидают от его сдачи большего дохода. Если вы хотите сдать лом меди, вы можете запросить на любом ближайшем к вам пункте приема экспертизу, чтобы заранее знать, на какую сумму прибыли рассчитывать. Даже если медь окажется не чистым сплавом Cu, вы можете осуществить сдачу цветлома. У нас самые выгодные цены на бронзовые и латунные сплавы, поэтому вы в любом случае окажетесь в выигрыше.
Где найти медь в Minecraft и для чего она используется
Хотите узнать, как найти медь в Minecraft и для чего она используется? Правильно: медь теперь есть в Minecraft с обновлением 1. 17, и боже мой, это сложный ресурс. Медь может быть превращена во всевозможные очаровательные декоративные блоки, а также в пару очень причудливых предметов оборудования.
Ниже мы расскажем вам , как найти медь в Minecraft , а затем мы рассмотрим все что вы можете сделать с медью , когда она у вас есть.
Смотреть на YouTube
Где найти Медь в Майнкрафте
Медь добывается путем добычи блоков Медной руды. Из каждого блока медной руды, который вы добываете, выпадает 2 или 3 сырой меди, которые вы можете переплавить в медные слитки в печи.
Блоки медной руды появляются в жилах, таких как железная руда, и они могут появляться в любом подземном биоме, независимо от вашего сида Minecraft. Медь чаще всего встречается на уровнях Y 47-48, но вы можете найти их довольно часто практически на любой глубине ниже уровня моря (уровень Y 64). Бриллианты.
Медная руда также может появляться в Deepslate на дне мира, хотя это происходит реже, и блок станет Deepslate Copper Ore. Это станет более важным, когда Deepslate станет большей частью генерации мира после выхода обновления Minecraft 1.18. . Однако его все еще можно добывать так же, как и обычные блоки медной руды.
После того, как вы нашли жилу медной руды, вы можете добывать каждый медный блок любой каменной киркой или более высокого качества. Если у вас есть зачарованная кирка Fortune, рекомендуется использовать кирку, так как это увеличит количество необработанной меди, которую вы получаете от каждого блока.
Если у вас возникли проблемы с обнаружением медной руды, вы можете использовать пакет текстур, который мы обсуждаем в нашем лучшем руководстве по пакетам текстур Minecraft, в котором руды выделены, чтобы их было легче найти.
Что я могу сделать с медью в Minecraft?
Сырая медь сама по себе бесполезна. Вы можете разместить 9 из них в сетке 3×3, чтобы снова создать блок медной руды, но это не очень интересно.
Вместо этого вы должны переплавить сырую медь в медные слитки в печи. С помощью медных слитков вы можете изготовить следующие :
Медный блок: 9 медных слитков в сетке 3×3;
Подзорная труба: 1 медный слиток над другим медным слитком, с осколком аметиста сверху;
Громоотвод: 3 медных слитка по вертикали.
Медный блок — очень универсальный и интересный декоративный блок. Прежде всего: со временем окисляется , что в Minecraft просто означает, что со временем он приобретает зелено-бирюзовый оттенок при воздействии воздуха. Сам блок проходит через 4 разных этапа: обычный, затем незащищенный, затем выветренный и, наконец, окисленный. Каждый этап уменьшает оранжевость и увеличивает зеленость.
Вы можете использовать топор на любом из этих частично окисленных вариантов, чтобы вернуть его на один уровень (например, с окисленного обратно на обветренный).
Вы также можете создать Вощеную версию любого Медного Блока , объединив его с Сотами в окне крафта, что предотвратит этот эффект окисления. Чтобы узнать, как получить соты, прочитайте наше руководство по пчелам в Minecraft. Использование топора на вощеном медном блоке превратит его обратно в обычный медный блок.
Наконец, вы можете разместить 4 медных блока в сетке 2×2, чтобы сделать Разрезанный медный блок , который похож на медную версию блока из каменного кирпича. Эти версии Cut также могут быть оксидированы и покрыты воском, как указано выше.
С таким количеством различных блоков, которые можно сделать из меди, неудивительно, что строители Minecraft в течение некоторого времени были в восторге от меди. Существует безграничное использование меди как в домах, так и в других строительных идеях. Медь особенно хорошо смотрится при хорошем освещении, поэтому для оптимального просмотра убедитесь, что у вас запущен один из лучших шейдеров Minecraft.
Это должно быть все, что касается любопытного случая с Медью в Minecraft. Для получения дополнительной информации о других аспектах обновления Minecraft 1. 17 обязательно ознакомьтесь с нашими страницами о том, как приручить и разводить аксолотлей и как сделать свечи.
Как получить медь в V Rising
Хотите знать, как получить медь в V Rising? Обычно в играх на выживание и ремесле доступ к меди знаменует собой веху в вашем прогрессе, поскольку позволяет создавать широкий спектр улучшенных инструментов и конструкций. V Rising не является исключением, и вы обнаружите, что не сможете далеко уйти без большого количества медной руды, которую можно превратить в слитки.
Ниже мы расскажем, где найти медные камни в V Rising. Мы также объясним, что вам нужно для добычи медной руды, а затем как переработать эту руду в гораздо более полезные медные слитки.
Смотреть на YouTube
Вы только что проснувшийся вампир в мире V Rising? Ознакомьтесь с нашим полным руководством для начинающих, чтобы узнать, как стать самым могущественным кровопийцей на вашем сервере.
Медь — один из самых важных ресурсов в V Rising. Он используется для ковки следующего уровня оружия и снаряжения после костяных инструментов, а также множества важных зданий и улучшений.
Медь можно получить, добывая камни оранжевого цвета, разбросанные по ландшафту V Rising. Но если вы хотите получить как можно больше меди в кратчайшие сроки, вам следует отправиться в Медный рудник в Фарбейнском лесу. Посмотрите на карту ниже, чтобы увидеть, где именно вам нужно идти, чтобы найти его.
Этот медный рудник заполнен оранжевыми камнями, из которых вы можете собирать медную руду. Обычно вокруг рудника разбросаны сундуки, которые вы можете открыть, чтобы найти различные предметы, в том числе больше меди.
Медные камни со временем отрастают, так что это возобновляемый ресурс. Вам просто нужно продолжать возвращаться, чтобы разбить их, пока у вас не будет достаточно меди для ваших нужд.
Как добывать медь
Чтобы добывать медь, , вам нужно изготовить усиленную костяную булаву . Обычная костяная булава может разрушать обычные камни, но для разрушения медных камней вам понадобится что-то покрепче.
Чтобы сделать усиленную костяную булаву, вам сначала нужно сделать простой верстак. И для простого верстака, и для усиленной костяной булавы требуются деревянные доски, поэтому, если вы не знаете, как их получить, обратитесь к нашему руководству о том, как использовать лесопилку в V Rising.
Если вам случится найти несколько очень больших валунов меди, вы обнаружите, что даже ваша усиленная костяная булава не сможет их разбить. Чтобы добывать из больших валунов, вам понадобится взрывчатка, которую вы можете изготовить с помощью серы на алхимическом столе.
Как переплавить медную руду в медные слитки
Чтобы переплавить медную руду, вам нужно построить печь рядом с Сердцем замка. Для изготовления печи требуется 480 единиц камня и 60 единиц медной руды, но после того, как она будет завершена, вы можете поместить в нее медную руду, и со временем она автоматически превратит руду в очищенные медные слитки, которые используются для множества других целей.
Имейте в виду, что вам нужно довольно много медной руды, чтобы создать запас медных слитков.
 Смещение резца производится перестановкой резцовой каретки с индикатором 2, штифт которого упирается в мерную плитку 1. Имея две плитки, разность длин которых равна шагу, можно осуществить точное перемещение резца.
Смещение резца производится перестановкой резцовой каретки с индикатором 2, штифт которого упирается в мерную плитку 1. Имея две плитки, разность длин которых равна шагу, можно осуществить точное перемещение резца. Заготовка вращается со скоростью, значительно меньшей (от 3 до 40 об/мин).
Заготовка вращается со скоростью, значительно меньшей (от 3 до 40 об/мин).
 Они делятся на нарезание и накатывание. Также различные методы используются для внутренней и наружной резьбы.
Они делятся на нарезание и накатывание. Также различные методы используются для внутренней и наружной резьбы.

 Их изготовление отличается лишь формой резца. Для наружной, применяются прямые или отогнутые резцы.
Их изготовление отличается лишь формой резца. Для наружной, применяются прямые или отогнутые резцы. В комплекте из двух, правый делает 75% работы, а второй лишь доводит до нужного размера.
В комплекте из двух, правый делает 75% работы, а второй лишь доводит до нужного размера. Во избежание их столкновения надо тщательно следить за производимыми движениями.
Во избежание их столкновения надо тщательно следить за производимыми движениями. Читайте также: что такое накатка для токарного станка, для чего она нужна.
Читайте также: что такое накатка для токарного станка, для чего она нужна. com является официальным спонсором:
com является официальным спонсором:
 Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом … Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …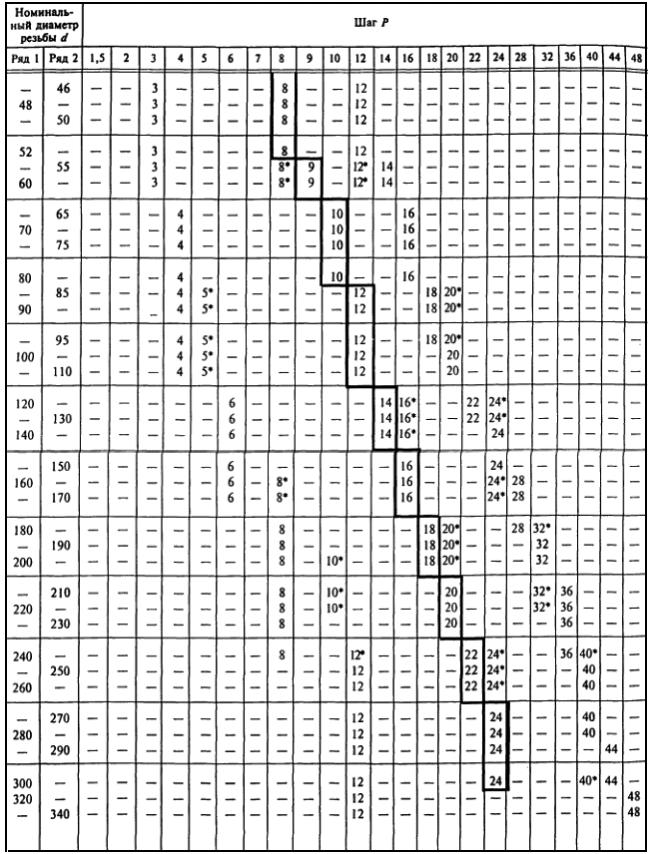 Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом … Относится к комбинированным метчикам. Метчик м/р отличается от ручных …
Относится к комбинированным метчикам. Метчик м/р отличается от ручных …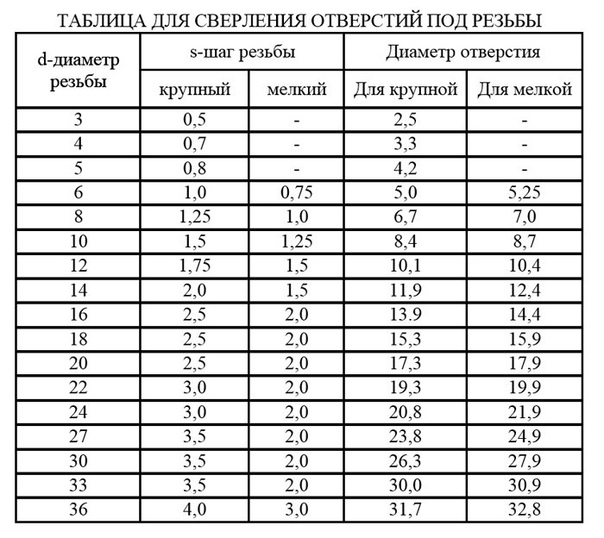 Минск, ул. Неждановой, д.6, к.2
Минск, ул. Неждановой, д.6, к.2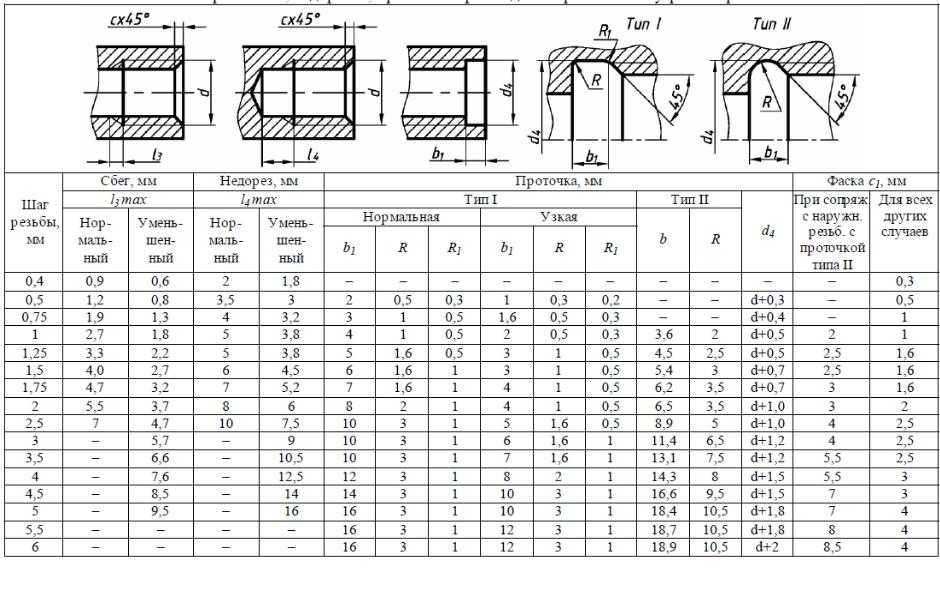 kz
kz
 Это краткое руководство предназначено для того, чтобы предоставить вам информацию, необходимую для правильного определения и использования метрических гаек и болтов, наиболее часто встречающихся в установках и машинах.
Это краткое руководство предназначено для того, чтобы предоставить вам информацию, необходимую для правильного определения и использования метрических гаек и болтов, наиболее часто встречающихся в установках и машинах.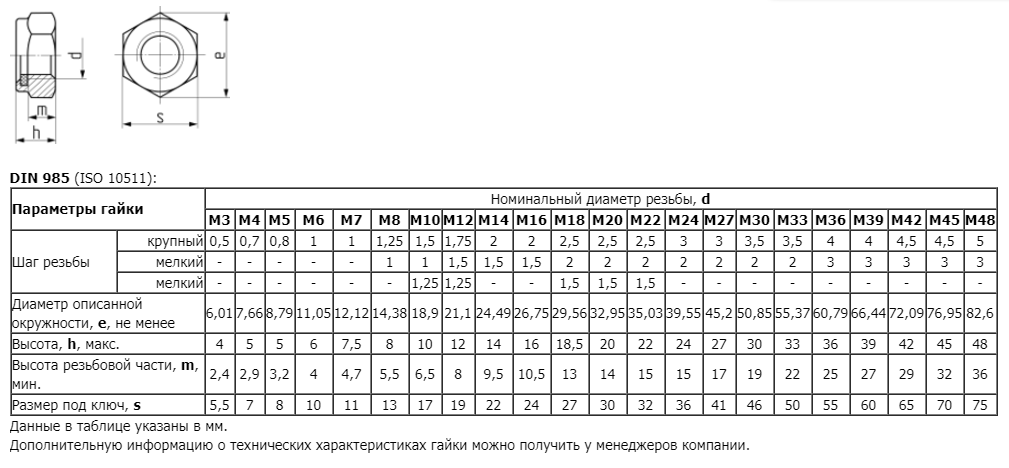 машины, остальные в основном используются в специальном оборудовании, таком как прецизионные инструменты, оптические инструменты и т. д.
машины, остальные в основном используются в специальном оборудовании, таком как прецизионные инструменты, оптические инструменты и т. д. 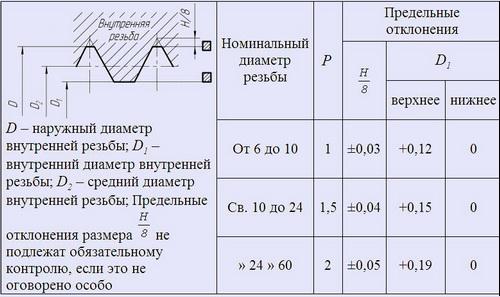
 Второе число на головке болта указывает, какое усилие на разрыв может выдержать болт, прежде чем он начнет растягиваться.
Второе число на головке болта указывает, какое усилие на разрыв может выдержать болт, прежде чем он начнет растягиваться. 8 должен быть снабжен классом 8 или 9 орех. Болт класса 12.9 должен быть снабжен гайкой класса 12 или 14.
8 должен быть снабжен классом 8 или 9 орех. Болт класса 12.9 должен быть снабжен гайкой класса 12 или 14.
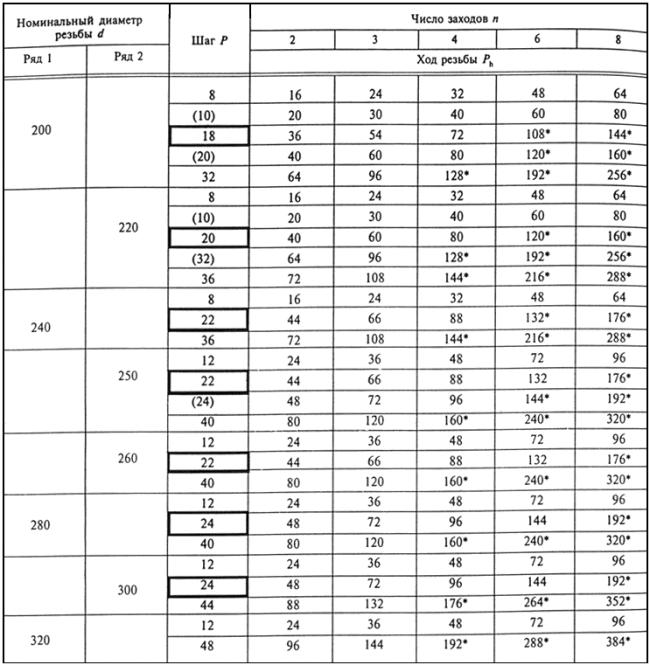
 Типичный пример этого показан на рисунках, где две пластины скреплены болтами, а затем подвергнуты нагрузке, которая оказывает срезывающую нагрузку на болт.
Типичный пример этого показан на рисунках, где две пластины скреплены болтами, а затем подвергнуты нагрузке, которая оказывает срезывающую нагрузку на болт.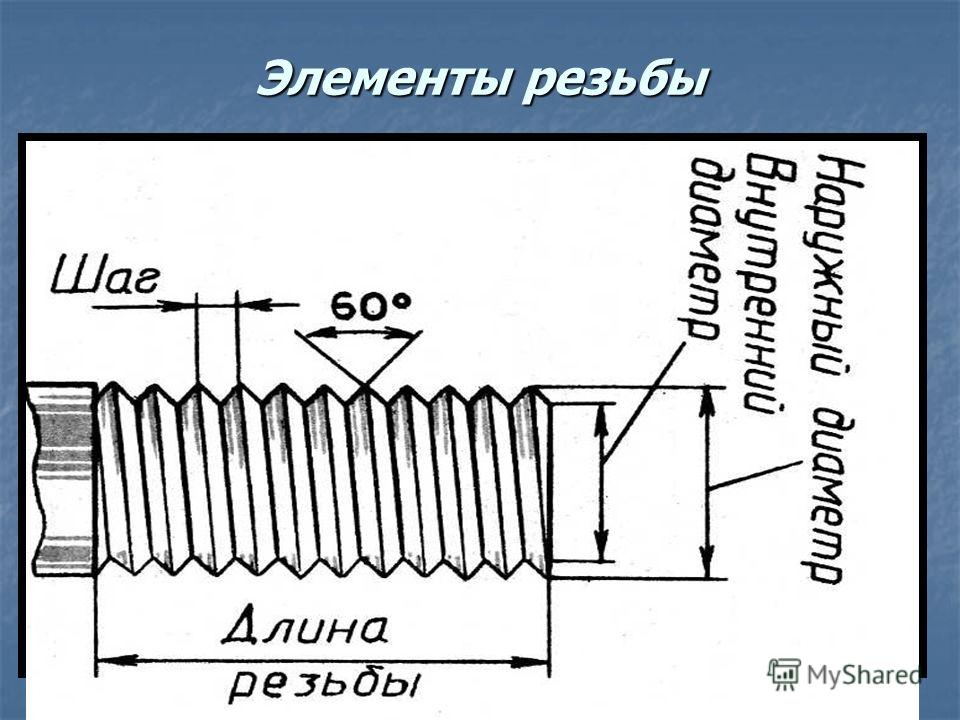 Это обычно имеет место в подъемных устройствах, где требуются высокие коэффициенты безопасности.
Это обычно имеет место в подъемных устройствах, где требуются высокие коэффициенты безопасности. Это означает, что 16-миллиметровый болт пройдет через 16-миллиметровое отверстие, но, чтобы учесть несоосность между деталями, обычно просверливают отверстия для болтов немного большего размера. Они известны как зазоры.
Это означает, что 16-миллиметровый болт пройдет через 16-миллиметровое отверстие, но, чтобы учесть несоосность между деталями, обычно просверливают отверстия для болтов немного большего размера. Они известны как зазоры. 
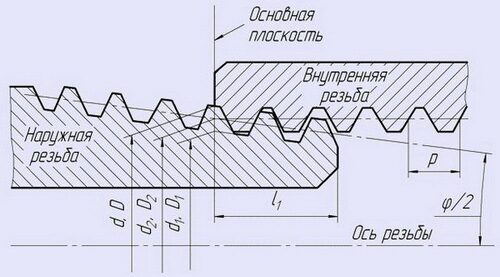
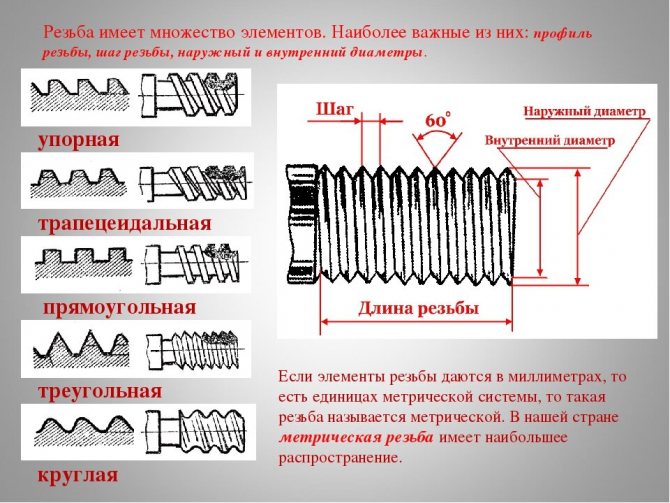

 35 | 28.773 | 28.917 | 0,613 | 0,541 | 29 |
35 | 28.773 | 28.917 | 0,613 | 0,541 | 29 | 227 | 1.083 | 34 |
227 | 1.083 | 34 | 701 | 42.546 | 42.835 | 1.227 | 1.083 | 43 |
701 | 42.546 | 42.835 | 1.227 | 1.083 | 43 |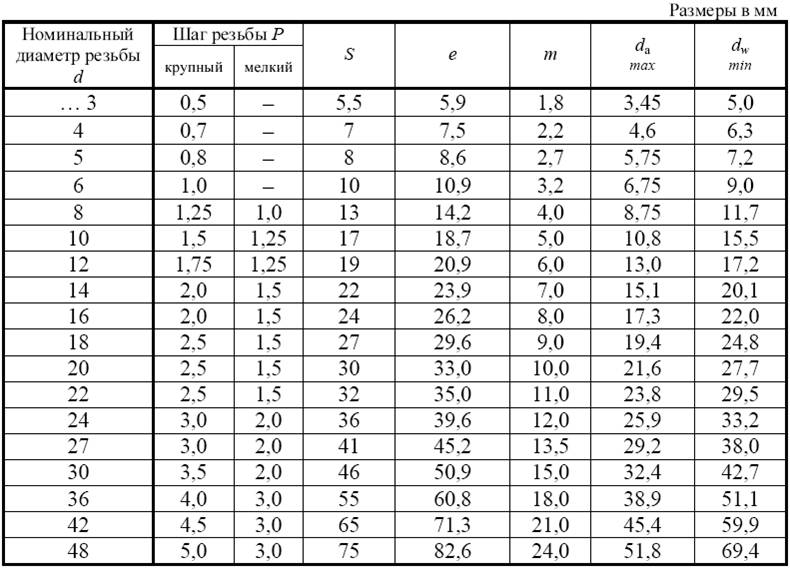 402 | 47.093 | 47,67 | 2.454 | 2.165 | 48 |
402 | 47.093 | 47,67 | 2.454 | 2.165 | 48 | 165 | 54 |
165 | 54 |
 Наличие больших зубьев повышает производительность, однако для более мелких поделок не подходит. Фрезы бывают:
Наличие больших зубьев повышает производительность, однако для более мелких поделок не подходит. Фрезы бывают: Все они прописаны в инструкции по охране труда при работе на фрезерном станке. Она состоит всего лишь из 5-и основных пунктов с подпунктами, зато их знание позволит эффективно распоряжаться станком и убережёт здоровье оператора.
Все они прописаны в инструкции по охране труда при работе на фрезерном станке. Она состоит всего лишь из 5-и основных пунктов с подпунктами, зато их знание позволит эффективно распоряжаться станком и убережёт здоровье оператора.




 Это же позволяет быстро и качественно изготавливать продукцию, требующую высокой точности и геометрической сложности. Потому что станки с ЧПУ оснащены специальным поворотным устройством – перемещаемым механизмом, вращающим под заданным углом и в нужном направлении заготовку. Это позволяет обрабатывать заготовку по кругу, делая любой рельеф.
Это же позволяет быстро и качественно изготавливать продукцию, требующую высокой точности и геометрической сложности. Потому что станки с ЧПУ оснащены специальным поворотным устройством – перемещаемым механизмом, вращающим под заданным углом и в нужном направлении заготовку. Это позволяет обрабатывать заготовку по кругу, делая любой рельеф. Он осуществляет гравировку и раскрой любых материалов, в том числе пластика и дерева. Станок отличается большой скоростью и максимальной точностью, высота портала позволяет работать с любыми материалами. В комплекте имеется программа, простая и удобная в работе. Carver 0609 является одним из самых востребованных.
Он осуществляет гравировку и раскрой любых материалов, в том числе пластика и дерева. Станок отличается большой скоростью и максимальной точностью, высота портала позволяет работать с любыми материалами. В комплекте имеется программа, простая и удобная в работе. Carver 0609 является одним из самых востребованных. Для обеспечения качества продукции используется государственная аттестация, известная как «знак качества». Главным показателем, от которого зависит качество, является точность, определяющаяся соответствием с оригинальным образцом. Далее описывается, как достигается точность.
Для обеспечения качества продукции используется государственная аттестация, известная как «знак качества». Главным показателем, от которого зависит качество, является точность, определяющаяся соответствием с оригинальным образцом. Далее описывается, как достигается точность. А значит можно обработать и переходные поверхности малых радиусов. Поставки 5-координатных станков с ЧПУ осуществляет INTERLASER.
А значит можно обработать и переходные поверхности малых радиусов. Поставки 5-координатных станков с ЧПУ осуществляет INTERLASER.
 р. (из наличия)
р. (из наличия) Через двигатели приводов осуществляется работа с отдельными УЧПУ, а датчики передают информацию о том, как проходит процесс.
Через двигатели приводов осуществляется работа с отдельными УЧПУ, а датчики передают информацию о том, как проходит процесс.
 Они имеют буквенное обозначение X и Y, также имеется третья ось – Z. Эта система позволяет задавать программирование обработки материала с максимальной точностью.
Они имеют буквенное обозначение X и Y, также имеется третья ось – Z. Эта система позволяет задавать программирование обработки материала с максимальной точностью. 
 ..
.. Они уверенно заняли все ниши производства. Станки с ЧПУ для обработки всех видов древесины давно применяются в изготовлении простой или сложной мебели, 3D-рельефов, декоративных накладок и других продуктов. Станки с ЧПУ – практичный выбор в мебельном производстве для малых и крупных предприятий.
Они уверенно заняли все ниши производства. Станки с ЧПУ для обработки всех видов древесины давно применяются в изготовлении простой или сложной мебели, 3D-рельефов, декоративных накладок и других продуктов. Станки с ЧПУ – практичный выбор в мебельном производстве для малых и крупных предприятий. У каждого станка своё функциональное предназначение. По всем станкам можно получить консультацию у менеджера компании INTERLASER.
У каждого станка своё функциональное предназначение. По всем станкам можно получить консультацию у менеджера компании INTERLASER.
 Так 1-заходные фрезы используются для мягких материалов, а 2-заходные – к более жестким. Гаравёр – это простой цилиндр, разделенный пополам. У него нет жёлоба для отвода стружки. Фрезы с покрытием служат намного дольше, но от самого покрытия зависит жёсткость инструмента. Инструменты делятся на «брендовые» и «не брендовые».
Так 1-заходные фрезы используются для мягких материалов, а 2-заходные – к более жестким. Гаравёр – это простой цилиндр, разделенный пополам. У него нет жёлоба для отвода стружки. Фрезы с покрытием служат намного дольше, но от самого покрытия зависит жёсткость инструмента. Инструменты делятся на «брендовые» и «не брендовые». ) позволяет справиться с силовыми, а также инерционными нагрузками. Карусельный тип имеет восемь разновидностей инструментов для автоматической замены, а итальянский шпиндель обеспечивает высокую скорость работы.
) позволяет справиться с силовыми, а также инерционными нагрузками. Карусельный тип имеет восемь разновидностей инструментов для автоматической замены, а итальянский шпиндель обеспечивает высокую скорость работы. Скачайте инструкцию для DSP контроллера.
Скачайте инструкцию для DSP контроллера. Это жизненно важная машина для всех производителей, потому что она помогает вам легко выполнять проекты.
Это жизненно важная машина для всех производителей, потому что она помогает вам легко выполнять проекты. К счастью, мы можем помочь вам найти все, что вам нужно для оптимизации ваших фрезерных и буровых работ.
К счастью, мы можем помочь вам найти все, что вам нужно для оптимизации ваших фрезерных и буровых работ. К счастью, в Penn Tool Co мы предлагаем несколько исключительных брендов, которые помогут вам найти лучшие средства для оптимизации вашего конкретного рабочего места.
К счастью, в Penn Tool Co мы предлагаем несколько исключительных брендов, которые помогут вам найти лучшие средства для оптимизации вашего конкретного рабочего места. Мы гордимся тем, что снабжаем американских производителей необходимыми инструментами. Если вы хотите узнать больше о том, как фрезерный станок может улучшить ваш рабочий процесс, свяжитесь с нашей командой сегодня.
Мы гордимся тем, что снабжаем американских производителей необходимыми инструментами. Если вы хотите узнать больше о том, как фрезерный станок может улучшить ваш рабочий процесс, свяжитесь с нашей командой сегодня. д. Механическая обработка — это невероятно точное искусство, и инструменты, необходимые для достижения успеха, по своей природе столь же точны. Что делает фрезерный станок уникальным и невероятно ценным в магазине, так это его скорость, точность и универсальность. Его скорость обычно объясняется популярностью систем ЧПУ, но даже опытные операторы фрезерных станков могут быстро выполнить точный проект, используя традиционные системы управления. Имея полный контроль над осями X, Y и Z режущего инструмента, оператор ограничен только своим воображением. Универсальность фрезерных станков, безусловно, является наиболее заметной. Существуют тысячи вариантов режущих инструментов, каждый из которых предлагает различные функции. Эти режущие насадки можно использовать для гравировки, вырезания, резки или даже отделки металла.
д. Механическая обработка — это невероятно точное искусство, и инструменты, необходимые для достижения успеха, по своей природе столь же точны. Что делает фрезерный станок уникальным и невероятно ценным в магазине, так это его скорость, точность и универсальность. Его скорость обычно объясняется популярностью систем ЧПУ, но даже опытные операторы фрезерных станков могут быстро выполнить точный проект, используя традиционные системы управления. Имея полный контроль над осями X, Y и Z режущего инструмента, оператор ограничен только своим воображением. Универсальность фрезерных станков, безусловно, является наиболее заметной. Существуют тысячи вариантов режущих инструментов, каждый из которых предлагает различные функции. Эти режущие насадки можно использовать для гравировки, вырезания, резки или даже отделки металла. Давайте обсудим эти факторы и какие варианты могут быть лучшими для вас!
Давайте обсудим эти факторы и какие варианты могут быть лучшими для вас!
 И настольные, и коленные мельницы имеют действие сверлильного станка, при котором пиноль можно опустить с помощью маховика или рычага.
И настольные, и коленные мельницы имеют действие сверлильного станка, при котором пиноль можно опустить с помощью маховика или рычага. Как всегда, приложение играет ключевую роль в определении ориентации оси, необходимой для вашего магазина. Короче говоря, по мере увеличения сложности желаемого конечного продукта увеличивается и потребность в большем количестве осей движения. Почти все 4-осевые и 5-осевые фрезерные станки имеют ЧПУ.
Как всегда, приложение играет ключевую роль в определении ориентации оси, необходимой для вашего магазина. Короче говоря, по мере увеличения сложности желаемого конечного продукта увеличивается и потребность в большем количестве осей движения. Почти все 4-осевые и 5-осевые фрезерные станки имеют ЧПУ.

 Их сходство со станками с ЧПУ заключается в способности повторять операции с точностью много раз подряд. Причем, с небольшим вмешательством оператора. В отличие от более новых, более совершенных фрезерных станков с ЧПУ, фрезерные станки с ЧПУ не могут сохранять, редактировать или создавать наборы операций. Скорее, они способны только прочитать набор инструкций и перемолоть.
Их сходство со станками с ЧПУ заключается в способности повторять операции с точностью много раз подряд. Причем, с небольшим вмешательством оператора. В отличие от более новых, более совершенных фрезерных станков с ЧПУ, фрезерные станки с ЧПУ не могут сохранять, редактировать или создавать наборы операций. Скорее, они способны только прочитать набор инструкций и перемолоть. Обрабатывающие центры с ЧПУ также могут более эффективно использовать охлаждающую жидкость. Полностью закрытая машина удерживает жидкую охлаждающую жидкость и металлическую стружку внутри, а также защищает операторов и персонал.
Обрабатывающие центры с ЧПУ также могут более эффективно использовать охлаждающую жидкость. Полностью закрытая машина удерживает жидкую охлаждающую жидкость и металлическую стружку внутри, а также защищает операторов и персонал. Также стоит отметить, что ваш шпиндель до максимума стола не включает в себя ваш инструмент. Инструмент большего размера может повлиять на величину зазора на вашем станке.
Также стоит отметить, что ваш шпиндель до максимума стола не включает в себя ваш инструмент. Инструмент большего размера может повлиять на величину зазора на вашем станке. Понимание того, что вы хотите от своих фрезерных станков — в отношении качества отделки, скорости операций, производительности и т. д., — поможет вам определить наилучшую ориентацию для вас.
Понимание того, что вы хотите от своих фрезерных станков — в отношении качества отделки, скорости операций, производительности и т. д., — поможет вам определить наилучшую ориентацию для вас. Он сначала смазывает режущий инструмент. Это снижает нагрузку на режущий инструмент и заготовку, обеспечивая более гладкую резку и более длительный срок службы инструментов. Вторая его функция – охлаждающая жидкость. Смазочно-охлаждающая жидкость/смазочно-охлаждающая жидкость отводит тепло от поверхности заготовки, а также от режущего инструмента, продлевая срок службы вашего инструмента, а также предотвращая деформацию и заедание. Наконец, смазочно-охлаждающая жидкость очищает поверхность заготовки от всей стружки и стружки. Это упрощает работу без ЧПУ и снижает риск нежелательных сколов и ошибок.
Он сначала смазывает режущий инструмент. Это снижает нагрузку на режущий инструмент и заготовку, обеспечивая более гладкую резку и более длительный срок службы инструментов. Вторая его функция – охлаждающая жидкость. Смазочно-охлаждающая жидкость/смазочно-охлаждающая жидкость отводит тепло от поверхности заготовки, а также от режущего инструмента, продлевая срок службы вашего инструмента, а также предотвращая деформацию и заедание. Наконец, смазочно-охлаждающая жидкость очищает поверхность заготовки от всей стружки и стружки. Это упрощает работу без ЧПУ и снижает риск нежелательных сколов и ошибок. Трехфазное питание использует до 4 проводов и обеспечивает 3 переменных тока. Трехфазная мощность имеет более высокое напряжение и создает 3 чередующихся синусоидальных волны. Это обеспечивает более стабильное и стабильное питание.
Трехфазное питание использует до 4 проводов и обеспечивает 3 переменных тока. Трехфазная мощность имеет более высокое напряжение и создает 3 чередующихся синусоидальных волны. Это обеспечивает более стабильное и стабильное питание.
 Это важный фактор, который следует учитывать, поскольку вы не можете фрезеровать всю поверхность стола.
Это важный фактор, который следует учитывать, поскольку вы не можете фрезеровать всю поверхность стола.

 Но наши специалисты подсчитают все указанные аспекты и предоставят точный расчет.
Но наши специалисты подсчитают все указанные аспекты и предоставят точный расчет.



 Производить строительные мероприятия при помощи этого материала очень быстро и легко.
Производить строительные мероприятия при помощи этого материала очень быстро и легко. Материал отличается
Материал отличается 




 Состоит из арматуры и бетона, работающих совместно.
Состоит из арматуры и бетона, работающих совместно.
 Зато такая конструкция выглядит намного престижнее и служит дольше.
Зато такая конструкция выглядит намного престижнее и служит дольше.




 608
608
 м. футов = 4000 кг/1000 кв. футов.
м. футов = 4000 кг/1000 кв. футов. 6% = 2,21,400 Rs.»> Сталь = 24,6% = 2 21 400 рупий.
6% = 2,21,400 Rs.»> Сталь = 24,6% = 2 21 400 рупий. Вам нужно будет пройти предварительную квалификацию для получения ипотечного кредита, чтобы иметь средства для финансирования строительства нового дома. Свяжитесь с несколькими кредиторами и предоставьте им необходимую информацию, такую как ваш доход, активы и долги, чтобы узнать, на какой размер ипотечного кредита вы имеете право. Прежде чем начать строительство дома, убедитесь, что ваша окончательная ипотека предварительно одобрена. Вам нужно будет заполнить заявку на ипотеку, а затем ждать, пока кредитор одобрит ваш кредит. Если вы находитесь в Великобритании, вам может пригодиться этот ипотечный калькулятор.
Вам нужно будет пройти предварительную квалификацию для получения ипотечного кредита, чтобы иметь средства для финансирования строительства нового дома. Свяжитесь с несколькими кредиторами и предоставьте им необходимую информацию, такую как ваш доход, активы и долги, чтобы узнать, на какой размер ипотечного кредита вы имеете право. Прежде чем начать строительство дома, убедитесь, что ваша окончательная ипотека предварительно одобрена. Вам нужно будет заполнить заявку на ипотеку, а затем ждать, пока кредитор одобрит ваш кредит. Если вы находитесь в Великобритании, вам может пригодиться этот ипотечный калькулятор. Также попросите рекомендации от прошлых клиентов, чтобы убедиться, что они были удовлетворены полученной работой.
Также попросите рекомендации от прошлых клиентов, чтобы убедиться, что они были удовлетворены полученной работой.

 п.
п. п.).
п.). ).
). п. Эти передачи содержат большое число деталей вращения: валы, шкивы, зубчатые колеса и т.п.
п. Эти передачи содержат большое число деталей вращения: валы, шкивы, зубчатые колеса и т.п.

 01.01. «Устройство автомобилей»
01.01. «Устройство автомобилей» ПОНЯТИЕ О МЕХАНИЗМЕ И МАШИНЕ
ПОНЯТИЕ О МЕХАНИЗМЕ И МАШИНЕ 52).
52). Если
Если

 1 Планарные и пространственные механизмы
1 Планарные и пространственные механизмы
 Фигура
Фигура
 2 Кинематика и динамика механизмов
2 Кинематика и динамика механизмов В эту широкую категорию входят такие простые устройства, как наклонная плоскость, рычаг, клин, колесо и ось, шкив и винт (так называемые простые машины), а также такие сложные механические системы, как современный автомобиль.
В эту широкую категорию входят такие простые устройства, как наклонная плоскость, рычаг, клин, колесо и ось, шкив и винт (так называемые простые машины), а также такие сложные механические системы, как современный автомобиль. Все три последних устройства можно отнести к генераторам; их выходы электрической, гидравлической и пневматической энергии могут использоваться в качестве входных данных для электрических, гидравлических или пневматических двигателей. Эти двигатели можно использовать для привода машин с различной мощностью, например машин для обработки материалов, упаковки или транспортировки, или таких устройств, как швейные и стиральные машины. Все машины последнего типа и все другие, которые не являются ни первичными двигателями, ни генераторами, ни двигателями, могут быть отнесены к операторам. В эту категорию также входят инструменты всех видов с ручным управлением, такие как счетные машины и пишущие машинки.
Все три последних устройства можно отнести к генераторам; их выходы электрической, гидравлической и пневматической энергии могут использоваться в качестве входных данных для электрических, гидравлических или пневматических двигателей. Эти двигатели можно использовать для привода машин с различной мощностью, например машин для обработки материалов, упаковки или транспортировки, или таких устройств, как швейные и стиральные машины. Все машины последнего типа и все другие, которые не являются ни первичными двигателями, ни генераторами, ни двигателями, могут быть отнесены к операторам. В эту категорию также входят инструменты всех видов с ручным управлением, такие как счетные машины и пишущие машинки.

 Первый устанавливает и разрывает связь между коленчатым валом и трансмиссией, а второй изменяет с конечными шагами соотношение между входной и выходной скоростями и крутящими моментами трансмиссии. На пониженной передаче выходная скорость низкая, а выходной крутящий момент выше, чем крутящий момент двигателя, поэтому автомобиль можно начать движение; на высокой передаче автомобиль движется со значительной скоростью, а крутящий момент и скорость равны.
Первый устанавливает и разрывает связь между коленчатым валом и трансмиссией, а второй изменяет с конечными шагами соотношение между входной и выходной скоростями и крутящими моментами трансмиссии. На пониженной передаче выходная скорость низкая, а выходной крутящий момент выше, чем крутящий момент двигателя, поэтому автомобиль можно начать движение; на высокой передаче автомобиль движется со значительной скоростью, а крутящий момент и скорость равны. Корпус заднего моста также содержит дифференциальные шестерни, которые позволяют обоим задним колесам приводиться в движение от одного источника и вращаться с разными скоростями при повороте.
Корпус заднего моста также содержит дифференциальные шестерни, которые позволяют обоим задним колесам приводиться в движение от одного источника и вращаться с разными скоростями при повороте. Другие устройства, такие как пружины, маховики, валы и крепежные детали, выполняют дополнительные функции.
Другие устройства, такие как пружины, маховики, валы и крепежные детали, выполняют дополнительные функции.
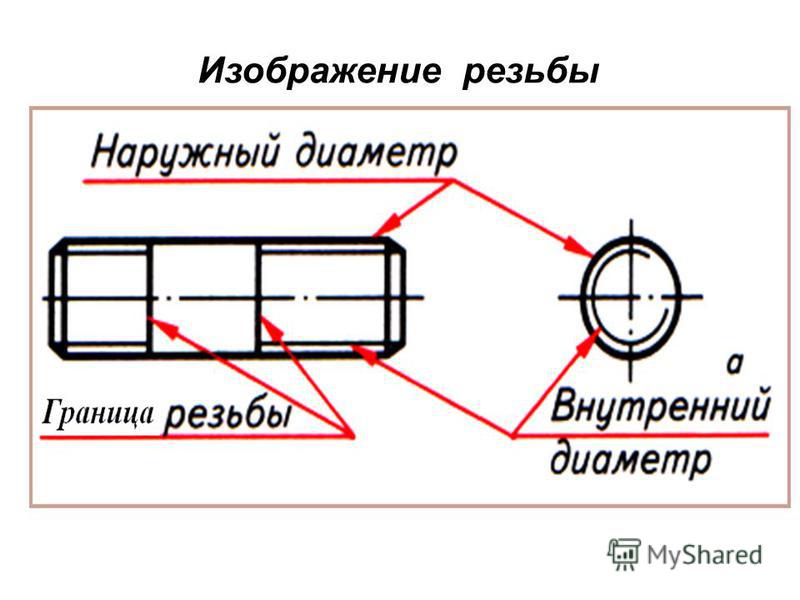
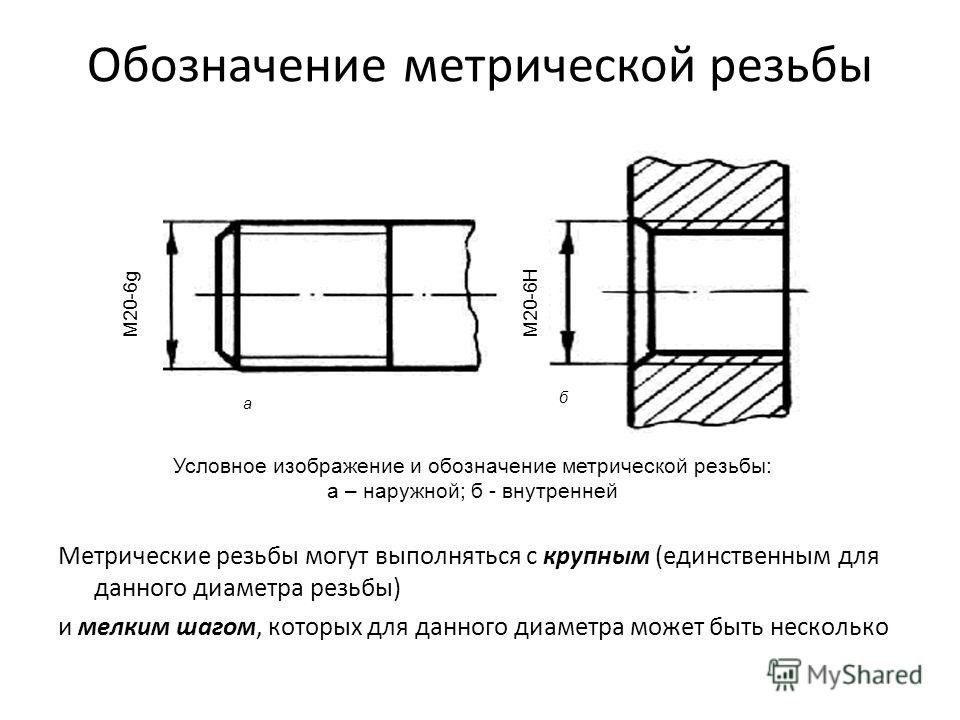 7, в я г.
7, в я г.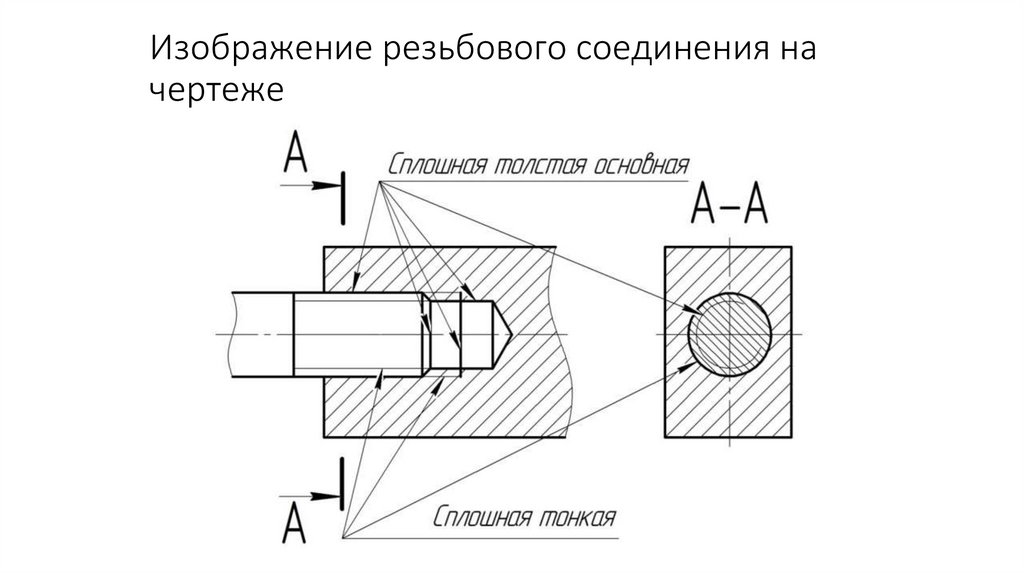 11, 12).
11, 12).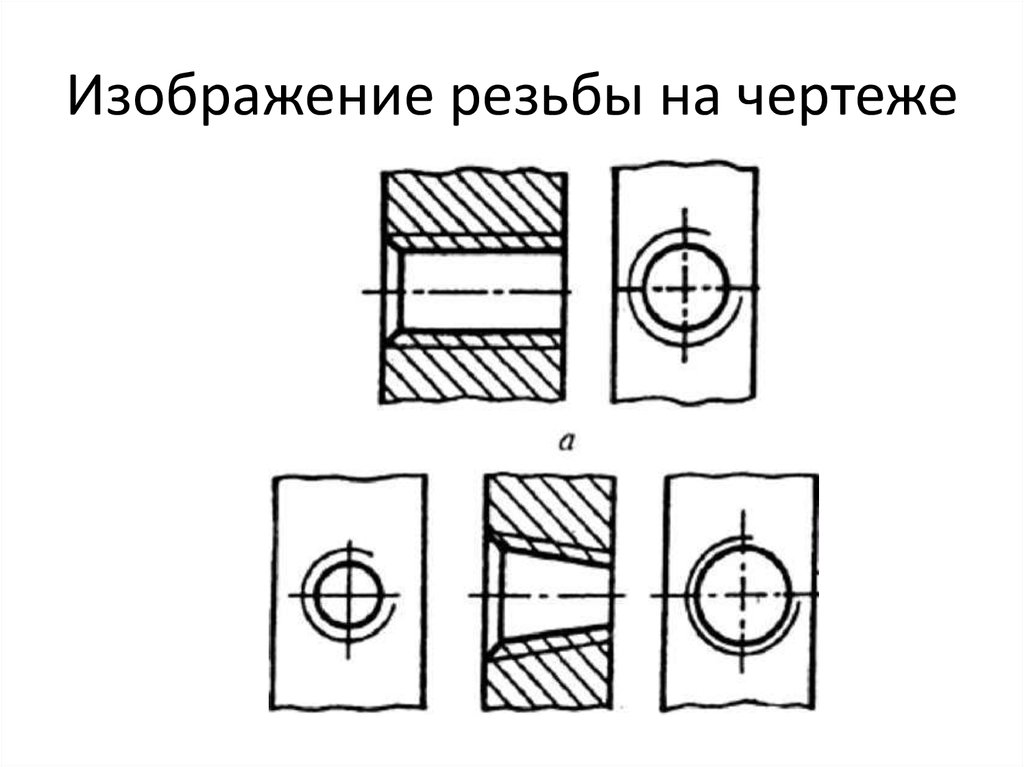
 311 – 68, 2.312 – 72, 2..313 – 82…
311 – 68, 2.312 – 72, 2..313 – 82…

 Как правило , на чертеже резьбу изображают условно, независимо
Как правило , на чертеже резьбу изображают условно, независимо 9 , в).
9 , в).
 Диаметр и шаги метрической резьбы установлены
Диаметр и шаги метрической резьбы установлены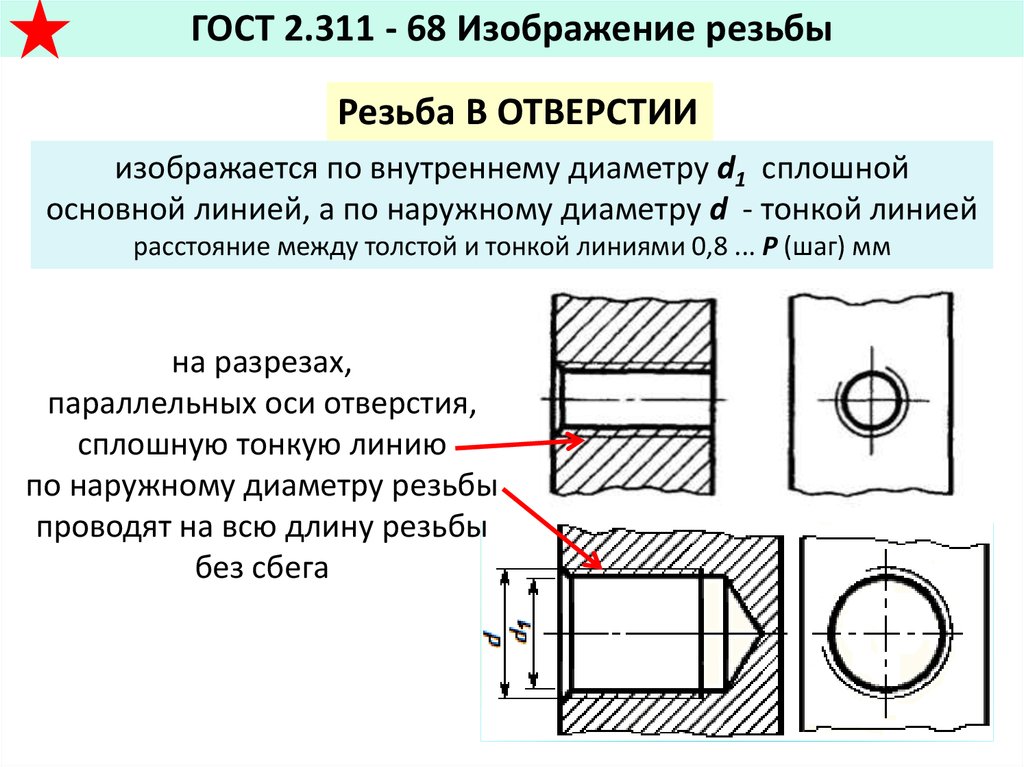 страшный декор паутины. векторные элементы дизайна для хэллоуина, ужасов, призраков или вечеринок монстров, приглашения и плакаты. ПРЕМИУМ
страшный декор паутины. векторные элементы дизайна для хэллоуина, ужасов, призраков или вечеринок монстров, приглашения и плакаты. ПРЕМИУМ хаотично расположенные и пересекающиеся штрихи на белом фоне. вектор eps8 illustration.PREMIUM
хаотично расположенные и пересекающиеся штрихи на белом фоне. вектор eps8 illustration.PREMIUM ПРЕМИУМ
ПРЕМИУМ можно использовать как стикер, иконку, логотип, шаблон оформления, раскраскуPREMIUM
можно использовать как стикер, иконку, логотип, шаблон оформления, раскраскуPREMIUM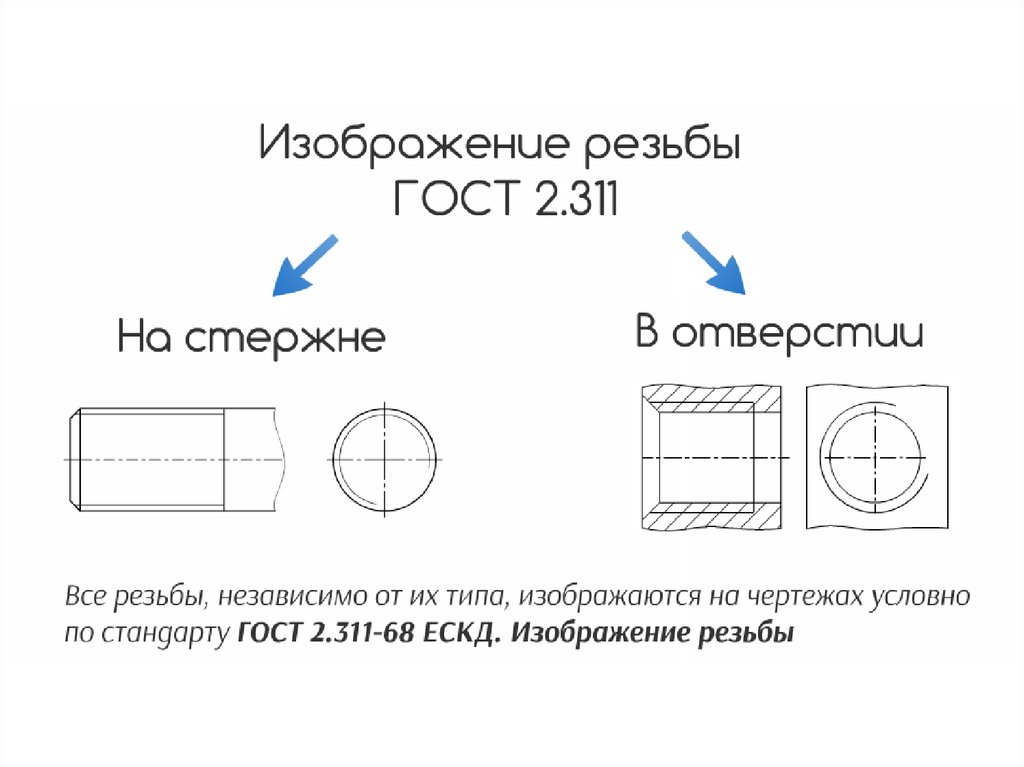 логотипы, элементы значков, изолированные на фоне классной доски. vectorPREMIUM
логотипы, элементы значков, изолированные на фоне классной доски. vectorPREMIUM векторная иллюстрацияПРЕМИУМ
векторная иллюстрацияПРЕМИУМ пример оформления фона, буклета или визитки.PREMIUM
пример оформления фона, буклета или визитки.PREMIUM жуткие хэллоуинские паутины. векторная иллюстрация от рукиPREMIUM
жуткие хэллоуинские паутины. векторная иллюстрация от рукиPREMIUM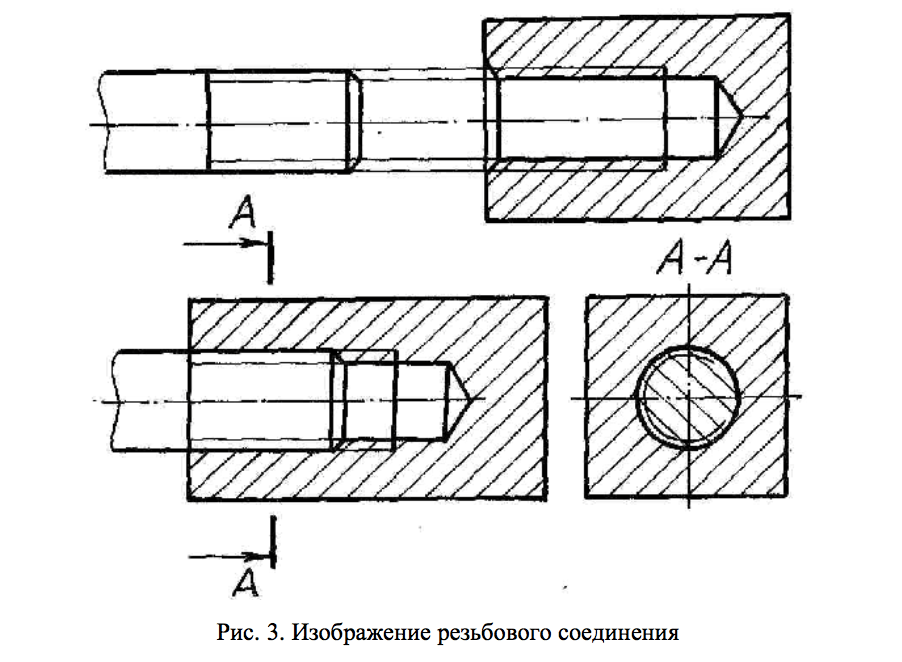 страшный декор паутины. векторные элементы дизайна для хэллоуина, ужасов, призраков или монстров, приглашений и плакатов. ПРЕМИУМ
страшный декор паутины. векторные элементы дизайна для хэллоуина, ужасов, призраков или монстров, приглашений и плакатов. ПРЕМИУМ эскиз от руки, нарисованный тушью, в стиле ретро-арт, гравюра, с местом для текстаPREMIUM
эскиз от руки, нарисованный тушью, в стиле ретро-арт, гравюра, с местом для текстаPREMIUM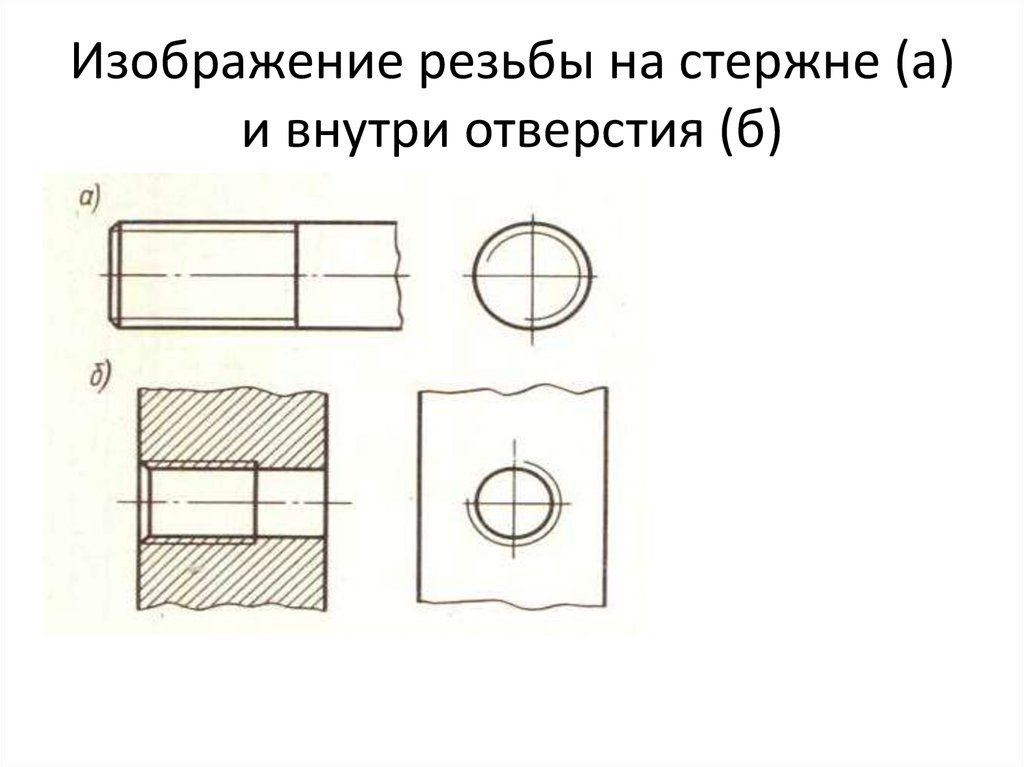 холст винтаж гранж текстура горизонтальный черный фон.ПРЕМИУМ 9Арт. швейная фурнитура рукоделие. инструмент для вышивания. нарисованная вручную векторная иллюстрация. ПРЕМИУМ
холст винтаж гранж текстура горизонтальный черный фон.ПРЕМИУМ 9Арт. швейная фурнитура рукоделие. инструмент для вышивания. нарисованная вручную векторная иллюстрация. ПРЕМИУМ ПРЕМИУМ
ПРЕМИУМ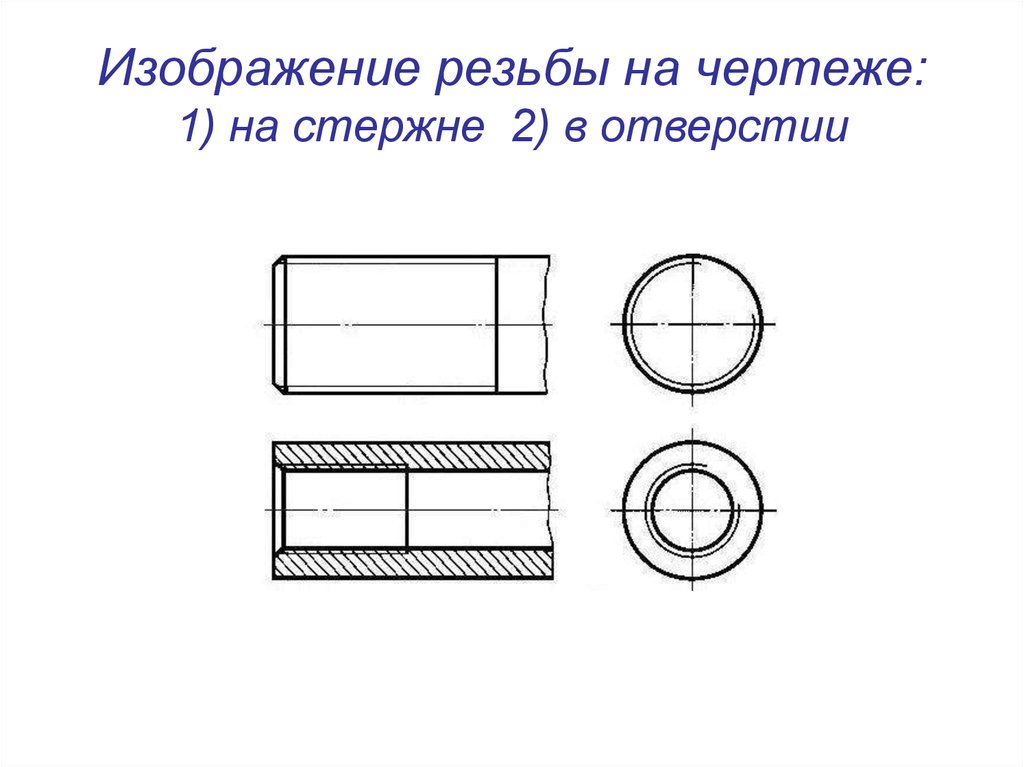 080 screw thread Stock-Fotografie und Bilder. Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken.
080 screw thread Stock-Fotografie und Bilder. Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken.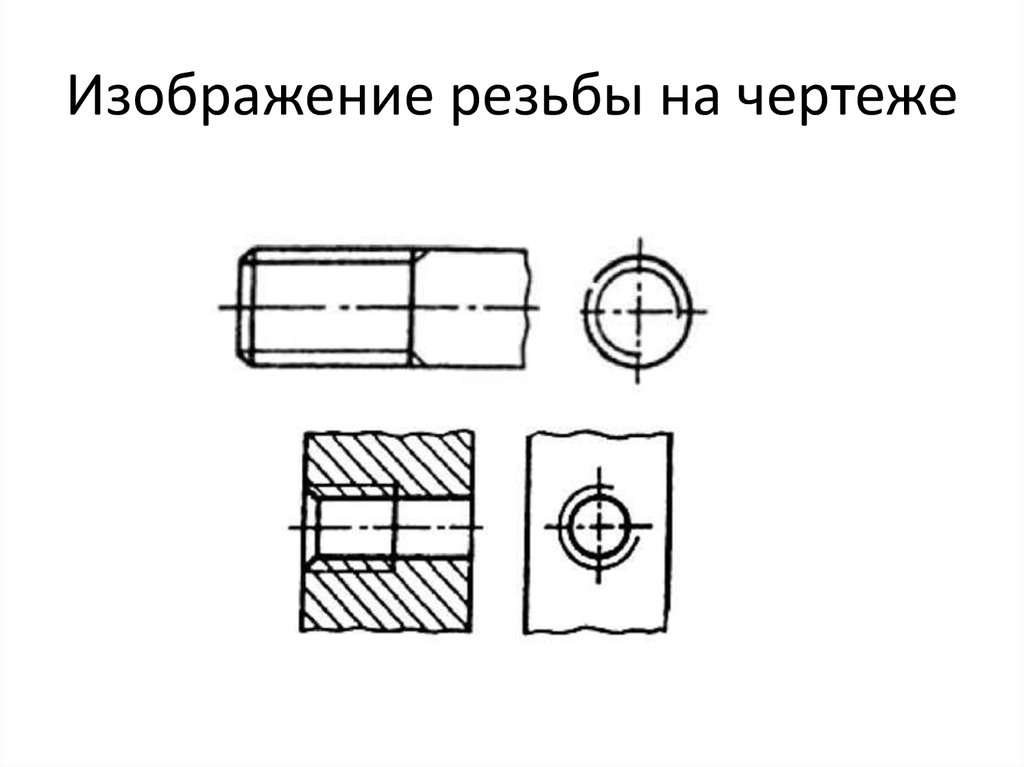 Das hochpräzise Konzept der CNC-Maschinenteilefertigung.
Das hochpräzise Konzept der CNC-Maschinenteilefertigung.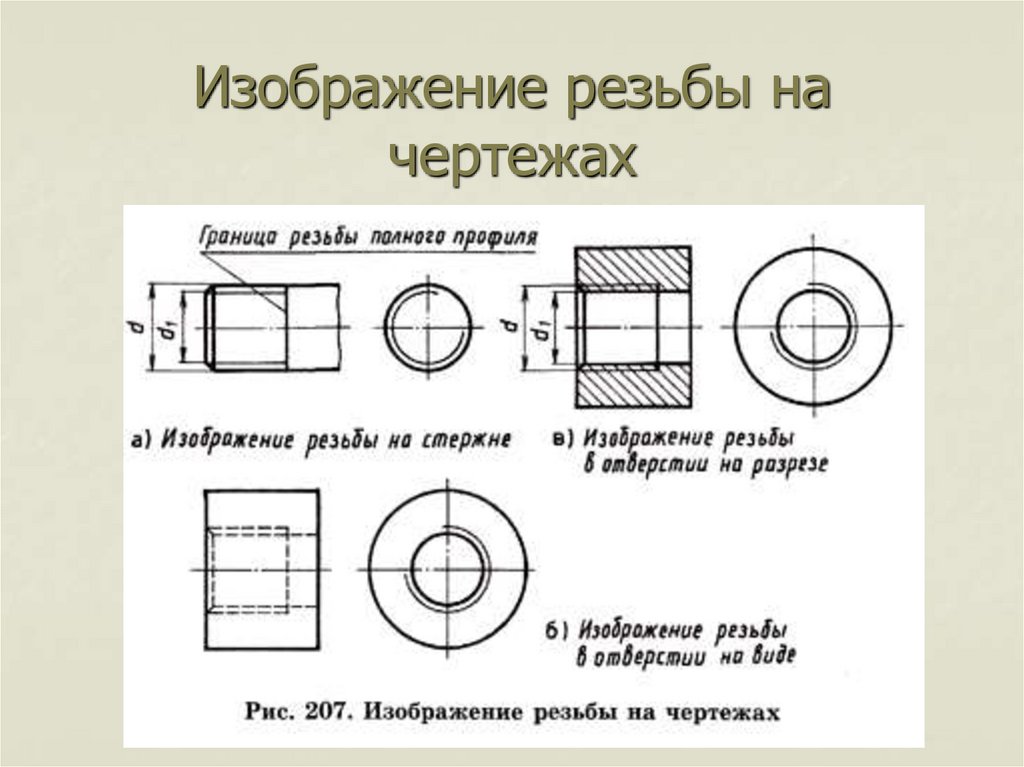 эдельштальшраубе. — резьба — графика, -клипарт, -мультфильмы и -символ
эдельштальшраубе. — резьба — графика, -клипарт, -мультфильмы и -символ вектор-иллюстрация — резьба сток-графика, -клипарт, -мультфильмы и -символ
вектор-иллюстрация — резьба сток-графика, -клипарт, -мультфильмы и -символ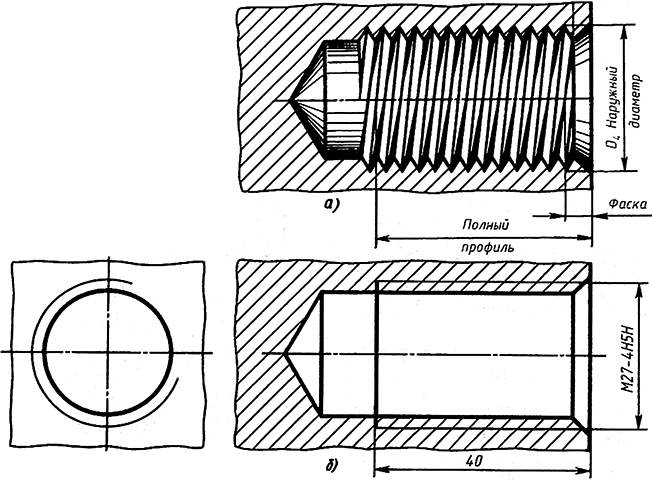 — Графический рисунок резьбы, -клипарт, -мультфильмы и -символ
— Графический рисунок резьбы, -клипарт, -мультфильмы и -символ …
…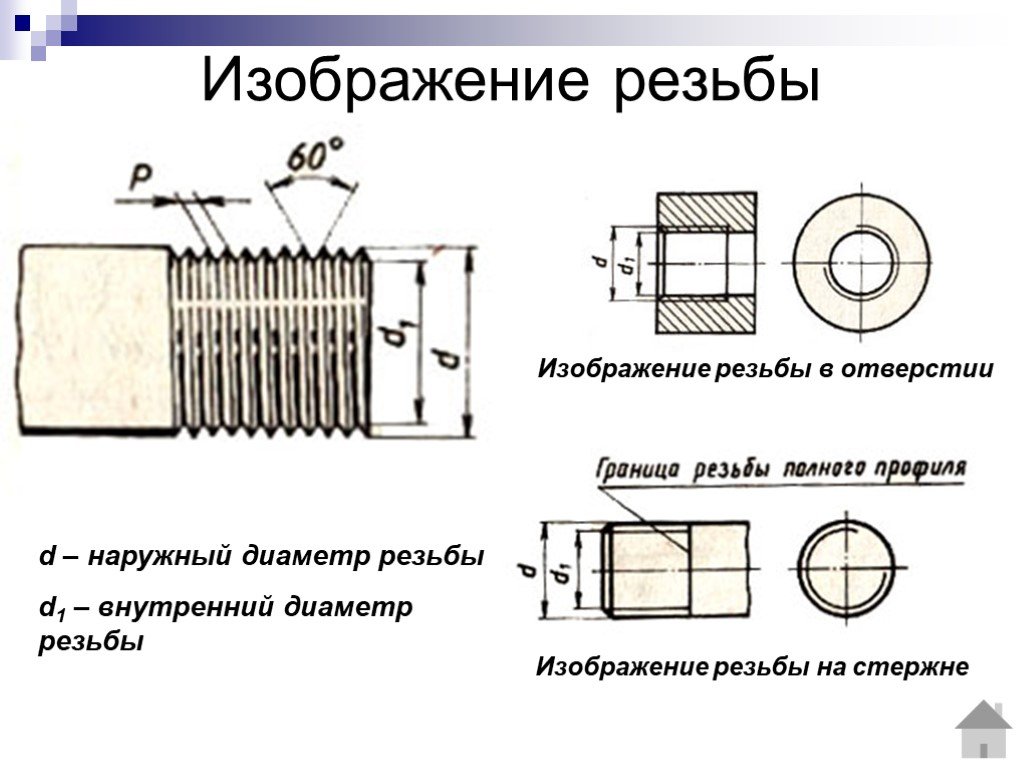 — графическое изображение резьбы, -клипарт, -мультфильмы и -символ
— графическое изображение резьбы, -клипарт, -мультфильмы и -символ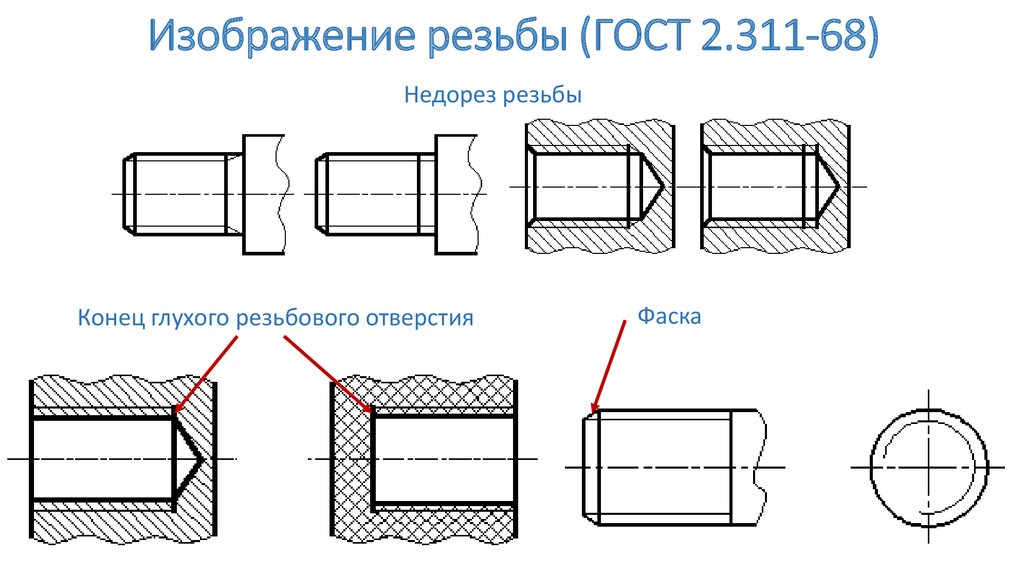 ..
..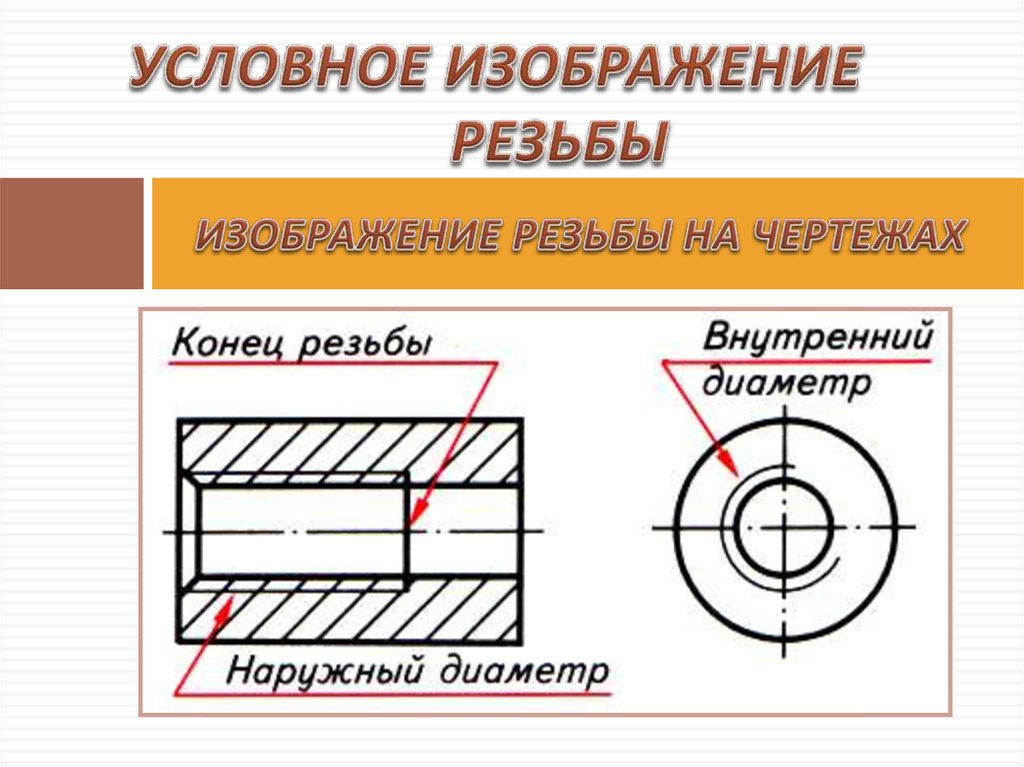 Форма Weiße Zahnräder. 3D визуализация иллюстрации. — резьба стоковые фотографии и изображения
Форма Weiße Zahnräder. 3D визуализация иллюстрации. — резьба стоковые фотографии и изображения
 В городской магистрали многоэтажных зданий недостаток давления становится причиной холостого хода помп.
В городской магистрали многоэтажных зданий недостаток давления становится причиной холостого хода помп. Устанавливается совместно с погружными, поверхностными агрегатами и насосными станциями.
Устанавливается совместно с погружными, поверхностными агрегатами и насосными станциями. Это связано с отсутствием верхнего предела давления для отключения. А давление соответствует уровню напора. А отключается агрегат при отсутствии напора. Для предупреждения от покупки некачественного прибора, необходимо покупать устройство по цене от ста долларов. Тогда не придется менять прибор через год. Преимущество устройства в небольших размерах и защиты от гидроударов благодаря промежуточной емкости.
Это связано с отсутствием верхнего предела давления для отключения. А давление соответствует уровню напора. А отключается агрегат при отсутствии напора. Для предупреждения от покупки некачественного прибора, необходимо покупать устройство по цене от ста долларов. Тогда не придется менять прибор через год. Преимущество устройства в небольших размерах и защиты от гидроударов благодаря промежуточной емкости. При использовании поверхностного или погружного аппарата, прибор размещается так, чтобы вода находилась над клапаном аппарата при размыкании контакта. Некоторые типы насосного оборудования производятся со встроенными поплавками, уровень которых можно регулировать в зависимости от необходимости. Такой вид защиты от холостого хода бывает двух типов: тяжелого и легкого. Легкий вид применяется в водоснабжении и водоотведении. Тяжелый тип применяется для фекальных, дренажных систем. По длине кабеля делятся на двух, пяти и десяти метровые. Недостатком метода является то, что его нельзя применять в скважинах и магистралях. А также ограничение в диаметре колодца, составляющее не менее сорока сантиметров. По этой причине этот вид защиты не является универсальным.
При использовании поверхностного или погружного аппарата, прибор размещается так, чтобы вода находилась над клапаном аппарата при размыкании контакта. Некоторые типы насосного оборудования производятся со встроенными поплавками, уровень которых можно регулировать в зависимости от необходимости. Такой вид защиты от холостого хода бывает двух типов: тяжелого и легкого. Легкий вид применяется в водоснабжении и водоотведении. Тяжелый тип применяется для фекальных, дренажных систем. По длине кабеля делятся на двух, пяти и десяти метровые. Недостатком метода является то, что его нельзя применять в скважинах и магистралях. А также ограничение в диаметре колодца, составляющее не менее сорока сантиметров. По этой причине этот вид защиты не является универсальным. При понижении уровня жидкости сигнал от датчика поступает в реле уровня, которое отключает помпу. При подъеме уровня жидкости над датчиком помпа включается. При погруженном датчике контакты замкнуты, а помпа работает. Время задержки отключения устанавливается специальным прибором-потенциометром, который находится на передней панели реле. При настройке необходимо учитывать что положение слева-это минимальная задержка, а справа-максимальная. Когда время задержки проходит, аппарат отключается. Включение агрегата происходит при достижении водой датчика. Такой тип защиты используется в однофазных помпах мощности полутора кВт. Для возможности совмещения с однофазным насосом большей мощности или с трехфазной помпой применяют пускатель магнитного типа, подходящий по мощности.
При понижении уровня жидкости сигнал от датчика поступает в реле уровня, которое отключает помпу. При подъеме уровня жидкости над датчиком помпа включается. При погруженном датчике контакты замкнуты, а помпа работает. Время задержки отключения устанавливается специальным прибором-потенциометром, который находится на передней панели реле. При настройке необходимо учитывать что положение слева-это минимальная задержка, а справа-максимальная. Когда время задержки проходит, аппарат отключается. Включение агрегата происходит при достижении водой датчика. Такой тип защиты используется в однофазных помпах мощности полутора кВт. Для возможности совмещения с однофазным насосом большей мощности или с трехфазной помпой применяют пускатель магнитного типа, подходящий по мощности.
 Для обеспечения такой защиты в ситуациях, когда в насос не подается перекачиваемая им жидкость, его оснащают автоматическими датчиками – реле сухого хода. Для насосной станции могут использоваться различные типы таких устройств.
Для обеспечения такой защиты в ситуациях, когда в насос не подается перекачиваемая им жидкость, его оснащают автоматическими датчиками – реле сухого хода. Для насосной станции могут использоваться различные типы таких устройств.

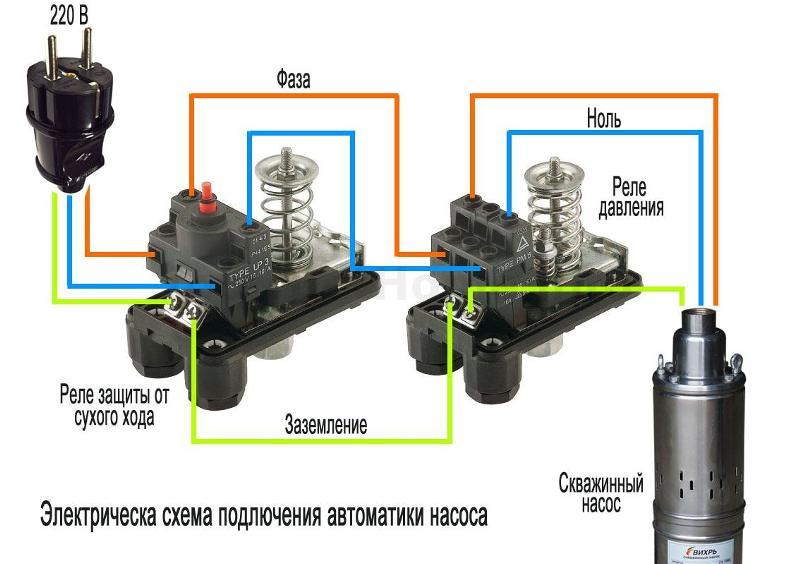

 Это может привести к тому, что насос, в который не будет поступать вода из источника, просто не отключится.
Это может привести к тому, что насос, в который не будет поступать вода из источника, просто не отключится.
 Принцип работы такого датчика, который также способен обеспечить защиту насоса от холостого хода, заключается в следующем. Поток жидкости вращает турбину, в роторе которой создается электромагнитное поле, преобразуемое затем в электромагнитные импульсы, считываемые специальным датчиком. Решение о том, включить или выключить насосное оборудование, обслуживающее систему, датчик принимает в зависимости от того, какое количество импульсов в единицу времени ему посылает турбина.
Принцип работы такого датчика, который также способен обеспечить защиту насоса от холостого хода, заключается в следующем. Поток жидкости вращает турбину, в роторе которой создается электромагнитное поле, преобразуемое затем в электромагнитные импульсы, считываемые специальным датчиком. Решение о том, включить или выключить насосное оборудование, обслуживающее систему, датчик принимает в зависимости от того, какое количество импульсов в единицу времени ему посылает турбина. Когда такие параметры работы системы не соответствуют нормативным значениям, электронный датчик автоматически отключает насосное оборудование.
Когда такие параметры работы системы не соответствуют нормативным значениям, электронный датчик автоматически отключает насосное оборудование. Таким образом, посредством подобных устройств обеспечивается защита скважинного насоса от сухого хода (или насосной установки, перекачивающей воду из колодца). По конструкции датчики контроля уровня могут быть поплавковыми и электронными.
Таким образом, посредством подобных устройств обеспечивается защита скважинного насоса от сухого хода (или насосной установки, перекачивающей воду из колодца). По конструкции датчики контроля уровня могут быть поплавковыми и электронными.




 — 22:02
— 22:02 
 1
1



 Такие локоны выбирают обычно женщины вспыльчивые и довольно страстные натуры, которые двигаются всегда вперед и достигают намеченных целей. Медно-коричневый оттенок подходит блондинкам, брюнеткам и обладательниц зеленых глаз и смуглой кожи.
Такие локоны выбирают обычно женщины вспыльчивые и довольно страстные натуры, которые двигаются всегда вперед и достигают намеченных целей. Медно-коричневый оттенок подходит блондинкам, брюнеткам и обладательниц зеленых глаз и смуглой кожи. Гармонично смотрится с песочной кожей, а также зелеными глазами. Медно красный оттенок, безусловно, привлечет всеобщее внимание, и вы будете обязательно выделяться среди толпы.
Гармонично смотрится с песочной кожей, а также зелеными глазами. Медно красный оттенок, безусловно, привлечет всеобщее внимание, и вы будете обязательно выделяться среди толпы. Это очень важный фактор, так как частое окрашивание может привести к ломкости, выпадению и другим проблемам с волосами.
Это очень важный фактор, так как частое окрашивание может привести к ломкости, выпадению и другим проблемам с волосами.
 Он идёт большинству женщин. Главное – подобрать удачный оттенок.
Он идёт большинству женщин. Главное – подобрать удачный оттенок.

 Светло-медный подчёркивает глаза разных оттенков:
Светло-медный подчёркивает глаза разных оттенков: Гармонирует со светлой кожей, а также синими, зелёными, карими, ореховыми глазами. Медно-красный – хороший выбор для тонировки и выделения отдельных прядей.
Гармонирует со светлой кожей, а также синими, зелёными, карими, ореховыми глазами. Медно-красный – хороший выбор для тонировки и выделения отдельных прядей. Быстрый и эффективный способ получения медных прядей. Результат окрашивания зависит от натурального оттенка. Проще всего с русыми и светлыми волосами. Тёмные локоны хуже поддаются пигменту.
Быстрый и эффективный способ получения медных прядей. Результат окрашивания зависит от натурального оттенка. Проще всего с русыми и светлыми волосами. Тёмные локоны хуже поддаются пигменту.
 Хотя он и не является драгоценным камнем или драгоценным металлом, он включен в данное руководство из-за его исторической значимости как древнего металла. Украшения, монеты и статуи изготавливались из меди с древних времен. Его особый цвет и доступность на протяжении всей истории придавали ему большое значение, хотя в наше время медь является почти исключительно промышленным металлом.
Хотя он и не является драгоценным камнем или драгоценным металлом, он включен в данное руководство из-за его исторической значимости как древнего металла. Украшения, монеты и статуи изготавливались из меди с древних времен. Его особый цвет и доступность на протяжении всей истории придавали ему большое значение, хотя в наше время медь является почти исключительно промышленным металлом. Если вы считаете, что какой-либо контент неверен или считаете, что нам не хватает важной информации о местонахождении, заполните форму ниже, чтобы мы могли обновить сайт. Если вы запрашиваете добавление местонахождения, пожалуйста, укажите только значительных местонахождений минерала.
Если вы считаете, что какой-либо контент неверен или считаете, что нам не хватает важной информации о местонахождении, заполните форму ниже, чтобы мы могли обновить сайт. Если вы запрашиваете добавление местонахождения, пожалуйста, укажите только значительных местонахождений минерала.
 Медь оказала огромное влияние на историю человечества и с тех пор является важным металлом для человечества.
Медь оказала огромное влияние на историю человечества и с тех пор является важным металлом для человечества.
 Оттенок — это в основном доминирующий цвет, который является наиболее очевидным. Оттенок — это смесь чистых цветов, к которым добавляется черный, чтобы они отличались яркостью и глубиной.
Оттенок — это в основном доминирующий цвет, который является наиболее очевидным. Оттенок — это смесь чистых цветов, к которым добавляется черный, чтобы они отличались яркостью и глубиной. Вот почему медь и бронза различаются по цвету и тону.
Вот почему медь и бронза различаются по цвету и тону. Именно по этой причине медь очень популярна среди наблюдателей.
Именно по этой причине медь очень популярна среди наблюдателей.


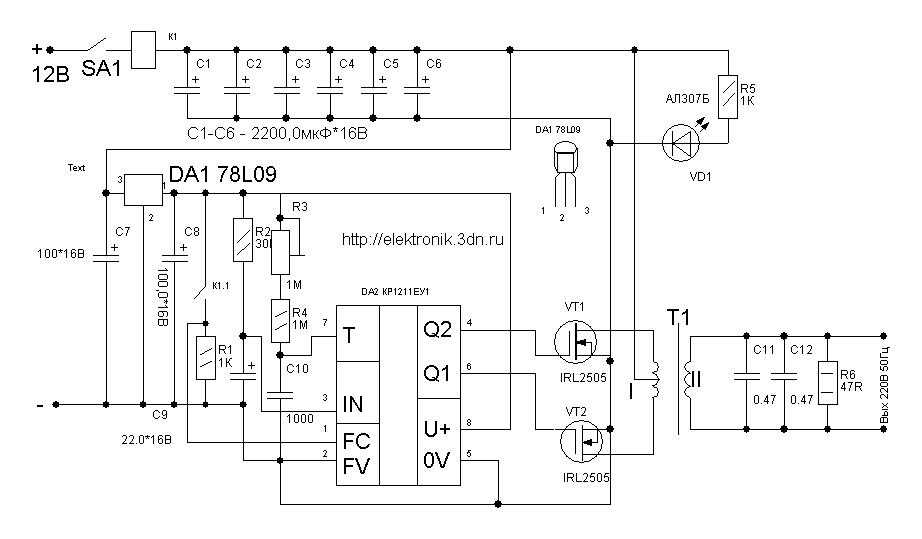
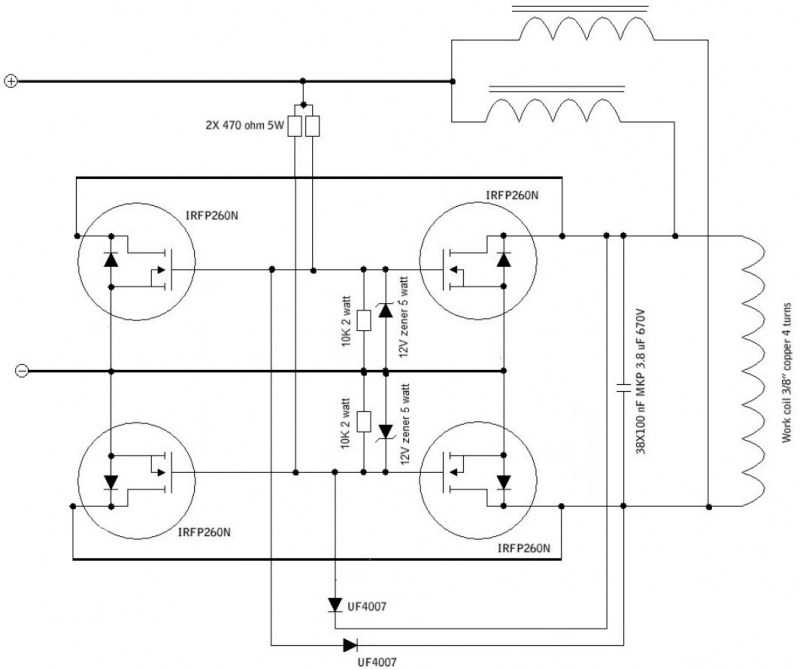 С его помощью уменьшается показатель напряжения тока с высокими частотами, а сила наоборот повышается. Для создания в трансформаторе силового блока требуется использование сердечников. Чтобы создать небольшой зазор рекомендуется воспользоваться обычной газетной бумагой.
С его помощью уменьшается показатель напряжения тока с высокими частотами, а сила наоборот повышается. Для создания в трансформаторе силового блока требуется использование сердечников. Чтобы создать небольшой зазор рекомендуется воспользоваться обычной газетной бумагой. Она не так устойчива, как термоизоляционная либо лента в кассовом аппарате. Повышенная температура влияет только на потемнение ленты, однако её износоустойчивость остается на первоначальном уровне.
Она не так устойчива, как термоизоляционная либо лента в кассовом аппарате. Повышенная температура влияет только на потемнение ленты, однако её износоустойчивость остается на первоначальном уровне.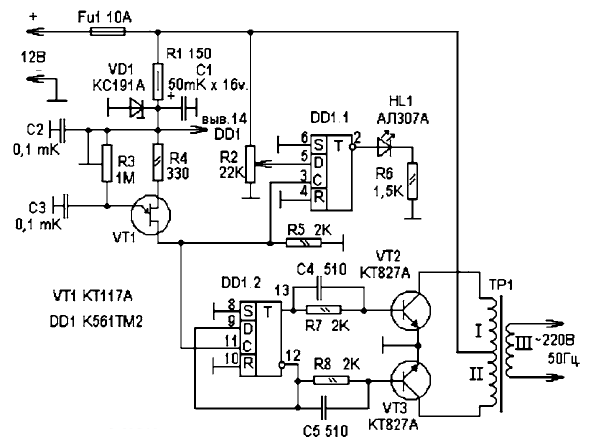
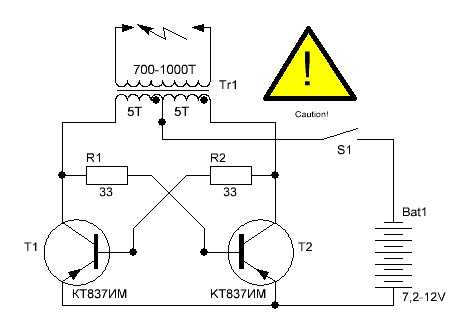 Зачастую используют один с направлением воздушного потока в сторону понижающегося силового трансформатора.
Зачастую используют один с направлением воздушного потока в сторону понижающегося силового трансформатора.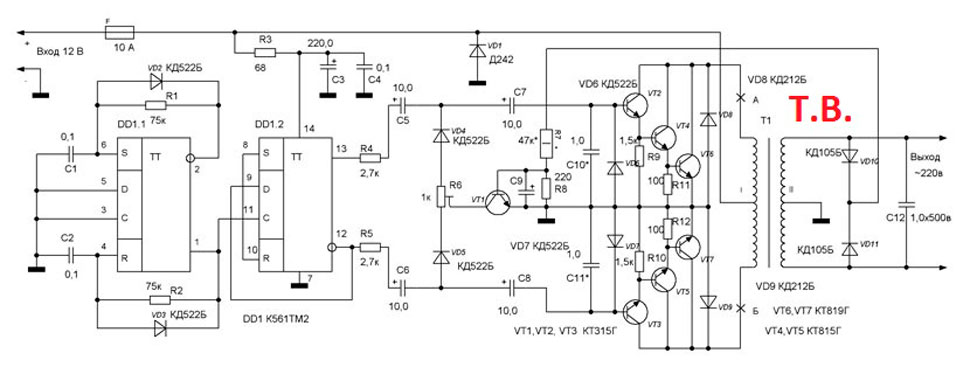
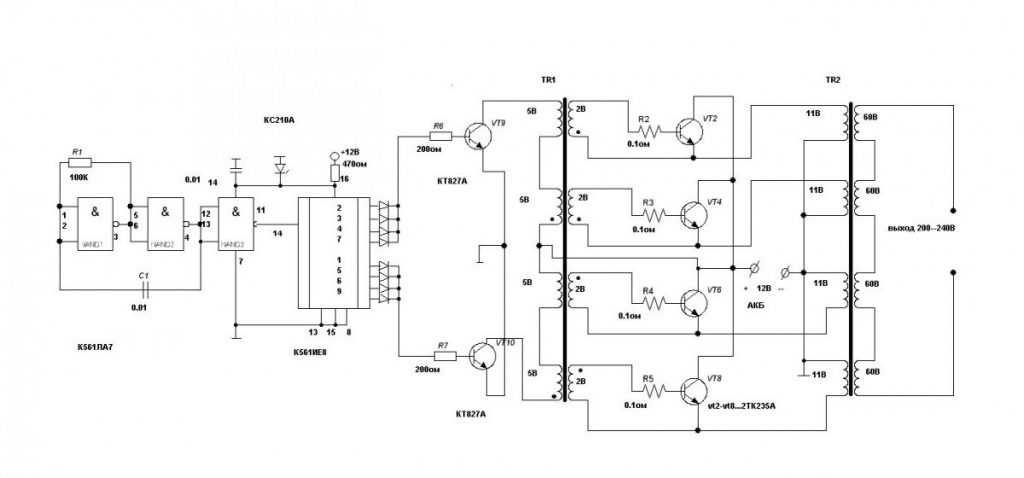 Достаточно важно узнать, сколько инвертор может во время сварки функционировать. Для этого он тестируется на протяжении 10 секунд. Если радиатор остается с прежней температурой, то время можно установить до 20 секунд, и т.д. до целой минуты.
Достаточно важно узнать, сколько инвертор может во время сварки функционировать. Для этого он тестируется на протяжении 10 секунд. Если радиатор остается с прежней температурой, то время можно установить до 20 секунд, и т.д. до целой минуты.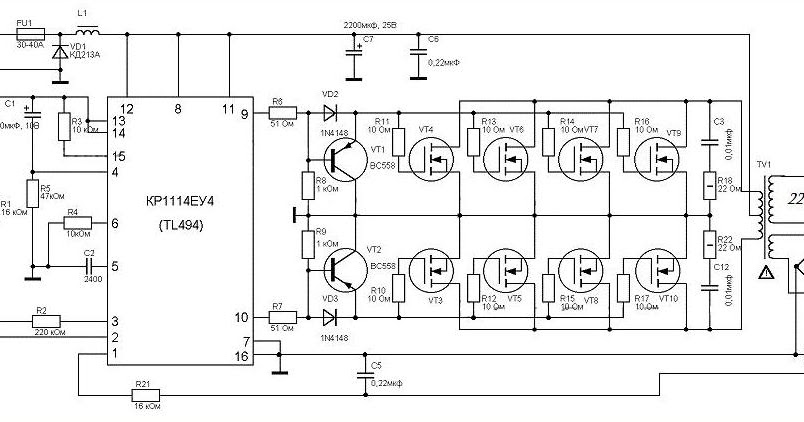 При отсутствии напряжения необходимо проследить за функциональностью блока питания.
При отсутствии напряжения необходимо проследить за функциональностью блока питания. Самодельным устройством с легкой схемой сборки можно сваривать элементы при помощи электрода в диаметре до 5 миллиметров и длиной дуги до 10 миллиметров.
Самодельным устройством с легкой схемой сборки можно сваривать элементы при помощи электрода в диаметре до 5 миллиметров и длиной дуги до 10 миллиметров. youtube.com/embed/I0Ya5gRA9jI?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/I0Ya5gRA9jI?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 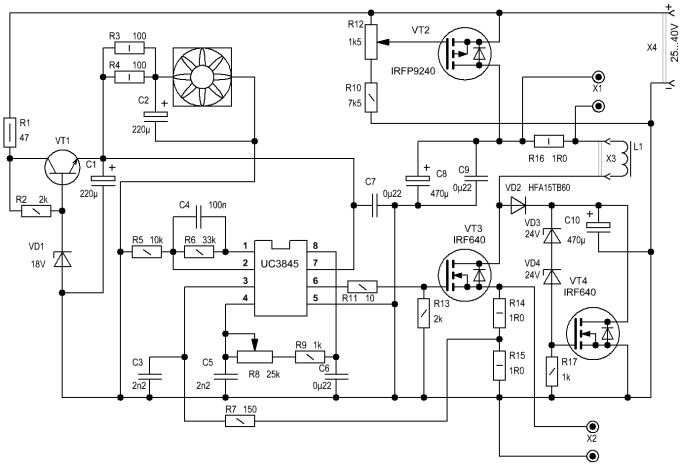
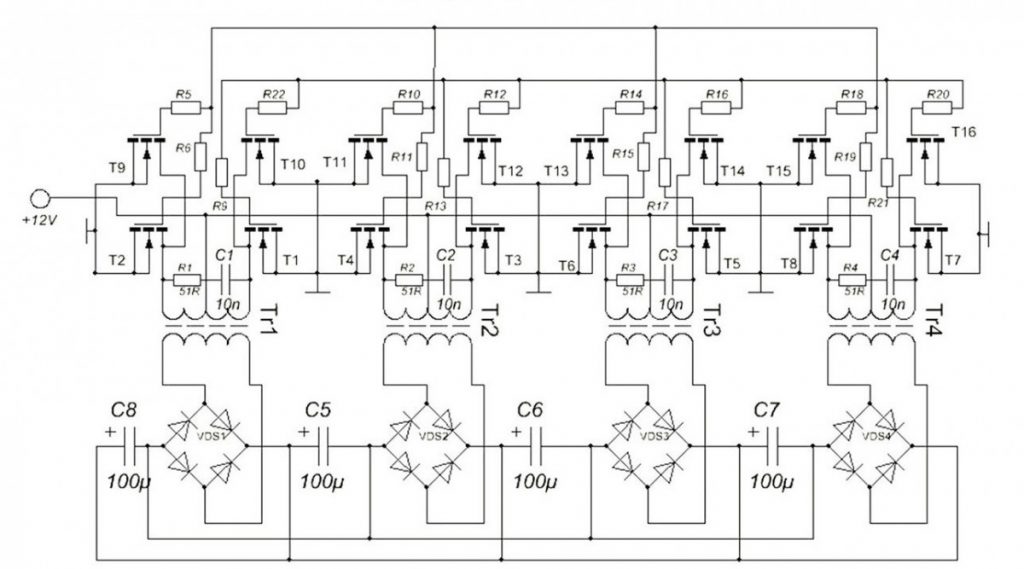 Его можно отрегулировать подбором деталей. Синусоидальный ток преобразуется в постоянный с помощью диодов, соединенный, как «косой мост», а для охлаждения необходимо подобрать радиаторы, возможно, со старого компьютера.
Его можно отрегулировать подбором деталей. Синусоидальный ток преобразуется в постоянный с помощью диодов, соединенный, как «косой мост», а для охлаждения необходимо подобрать радиаторы, возможно, со старого компьютера.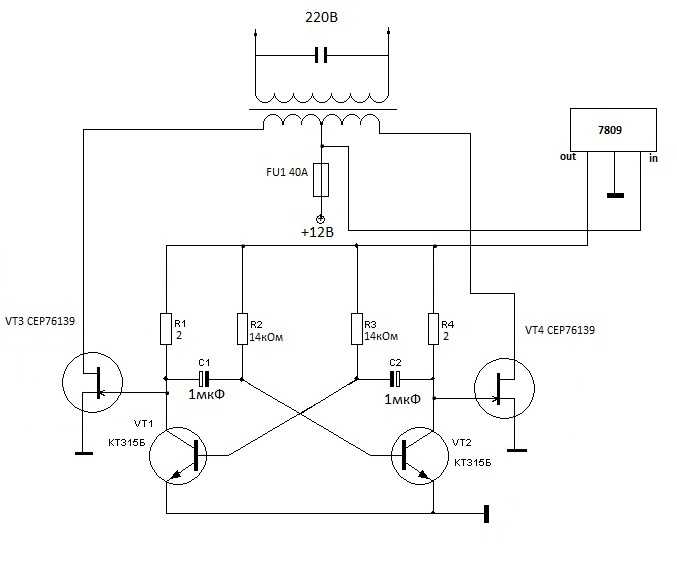 Для прокладки витков можно использовать бумагу хорошего качества, а вторичную обмотку формируют, перекладывая фторопластовую полосу.
Для прокладки витков можно использовать бумагу хорошего качества, а вторичную обмотку формируют, перекладывая фторопластовую полосу.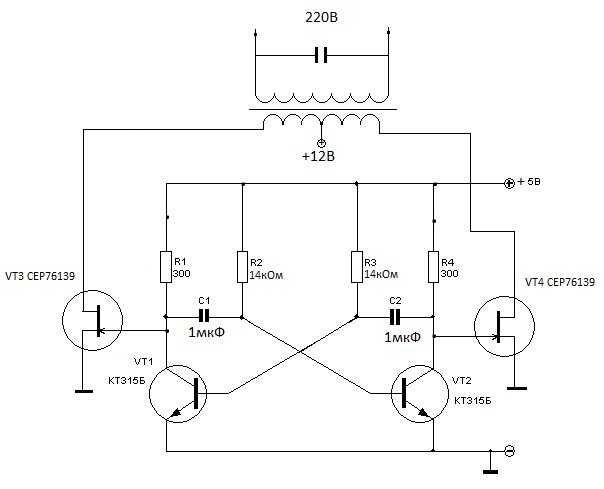
 youtube.com/embed/1GeaTp3xa0g?rel=0&showinfo=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/1GeaTp3xa0g?rel=0&showinfo=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»> 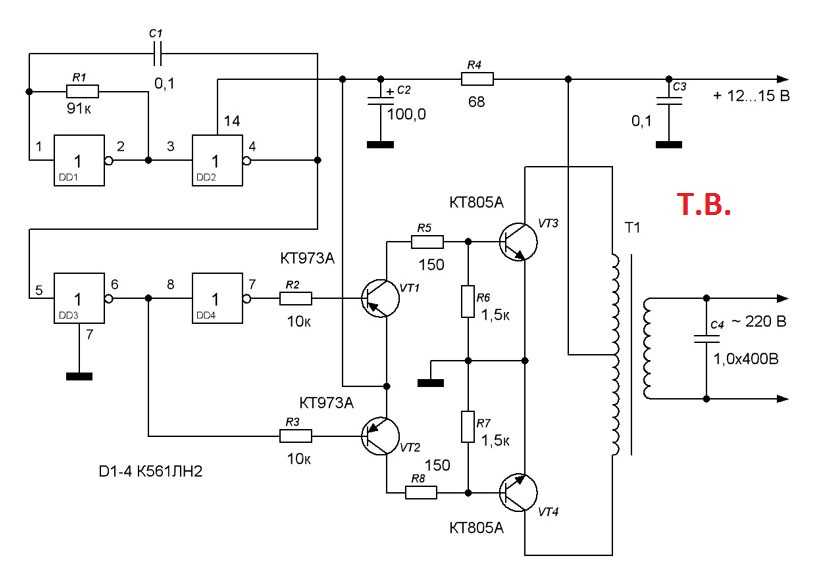 И, кроме того, он способен компенсировать почти все наши потребности в электроэнергии, а также большую часть ваших потребностей в энергии по очень разумной цене.
И, кроме того, он способен компенсировать почти все наши потребности в электроэнергии, а также большую часть ваших потребностей в энергии по очень разумной цене.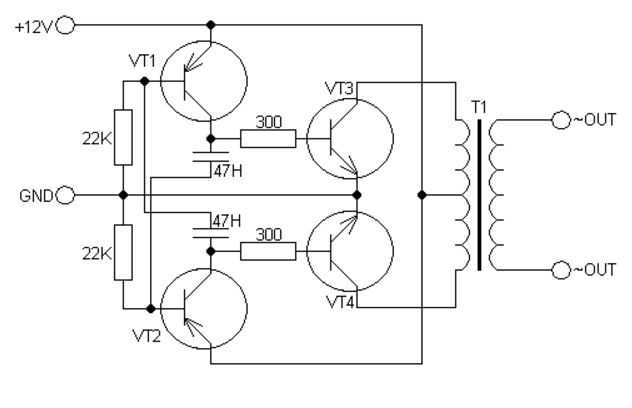 Как только первая часть завершает стадию проводимости, вывод батареи заземляется коллекторами.
Как только первая часть завершает стадию проводимости, вывод батареи заземляется коллекторами.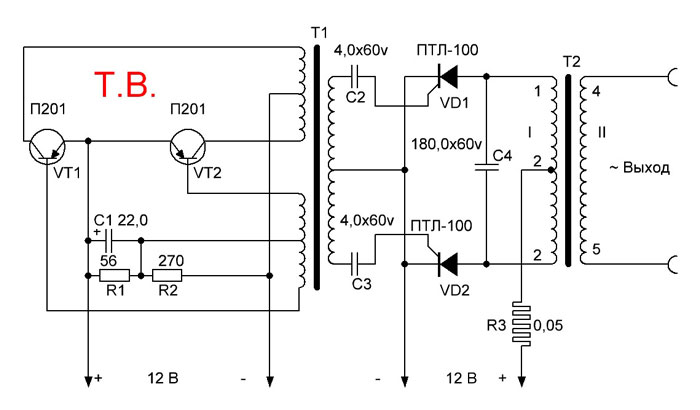 Просверлите отверстия для установки силовых транзисторов. Отверстия должны быть примерно 3 мм в диаметре. Просверлите/сделайте подходящие отверстия для легкой и надежной установки на корпус инвертора.
Просверлите отверстия для установки силовых транзисторов. Отверстия должны быть примерно 3 мм в диаметре. Просверлите/сделайте подходящие отверстия для легкой и надежной установки на корпус инвертора. Для проверки подключите лампочку 50-60 Вт к розетке инвертора. После этого поместите аккумулятор (12 вольт) в гнездо i/p инвертора. Лампа загорится ярко, что будет означать, что соединение цепи правильное, и инвертор готов к работе. Однако, если лампочка не загорается, то перепроверьте соединения.
Для проверки подключите лампочку 50-60 Вт к розетке инвертора. После этого поместите аккумулятор (12 вольт) в гнездо i/p инвертора. Лампа загорится ярко, что будет означать, что соединение цепи правильное, и инвертор готов к работе. Однако, если лампочка не загорается, то перепроверьте соединения. Поэтому мы решили попробовать создать инвертор из 12-вольтовой батареи. Мы можем получить 220 В переменного тока на выходе всего 12 вольт. В результате для схемы может потребоваться большое количество компонентов для повышения напряжения. Нет, схема настолько проста, что требуется всего несколько компонентов. Но как это сделать? Ответ на этот вопрос мы узнаем по мере прохождения схемы. В результате в этом уроке мы увидим, как сделать схему инвертора.
Поэтому мы решили попробовать создать инвертор из 12-вольтовой батареи. Мы можем получить 220 В переменного тока на выходе всего 12 вольт. В результате для схемы может потребоваться большое количество компонентов для повышения напряжения. Нет, схема настолько проста, что требуется всего несколько компонентов. Но как это сделать? Ответ на этот вопрос мы узнаем по мере прохождения схемы. В результате в этом уроке мы увидим, как сделать схему инвертора. Прототип печатной платы на PCBGOGO прямо сейчас, попробуйте.
Прототип печатной платы на PCBGOGO прямо сейчас, попробуйте.


 Так как зимний период сложен для добывания металла, то цену дают больше, чем летом. Поэтому будет целесообразнее придержать имеющийся материал до «лучших» времен.
Так как зимний период сложен для добывания металла, то цену дают больше, чем летом. Поэтому будет целесообразнее придержать имеющийся материал до «лучших» времен. Как уже говорилось выше, можно осуществлять поиск металла летом, а продавать его зимой, когда цены повышают. Но если в приоритете получение прибыли регулярно, то лучше всего искать пункты приема, которые предлагают цены выше, чем у конкурентов. Не стоит также забывать, что стоимость зависит от качества и состава материала, который сдается. Самую высокую цену предлагают за чистую медь.
Как уже говорилось выше, можно осуществлять поиск металла летом, а продавать его зимой, когда цены повышают. Но если в приоритете получение прибыли регулярно, то лучше всего искать пункты приема, которые предлагают цены выше, чем у конкурентов. Не стоит также забывать, что стоимость зависит от качества и состава материала, который сдается. Самую высокую цену предлагают за чистую медь. Только в одном старом телевизоре можно собрать в отдельных деталях до 1,5 кг меди! Также цветмет присутствует в стиральных машинах, радиоприемниках, электроплитах, холодильниках. Последняя бытовая техника особенно интересна старыми образцами. В двигателе вес меди может достигать 3-х кг. Где искать? Разберите место соединения провода, дроссель, трансформатор. Помимо металлолома такая продукция содержит ценные для ремонтных мастерских составляющие, например, конденсаторы, резисторы и др.
Только в одном старом телевизоре можно собрать в отдельных деталях до 1,5 кг меди! Также цветмет присутствует в стиральных машинах, радиоприемниках, электроплитах, холодильниках. Последняя бытовая техника особенно интересна старыми образцами. В двигателе вес меди может достигать 3-х кг. Где искать? Разберите место соединения провода, дроссель, трансформатор. Помимо металлолома такая продукция содержит ценные для ремонтных мастерских составляющие, например, конденсаторы, резисторы и др.

 17, и боже мой, это сложный ресурс. Медь может быть превращена во всевозможные очаровательные декоративные блоки, а также в пару очень причудливых предметов оборудования.
17, и боже мой, это сложный ресурс. Медь может быть превращена во всевозможные очаровательные декоративные блоки, а также в пару очень причудливых предметов оборудования. Это станет более важным, когда Deepslate станет большей частью генерации мира после выхода обновления Minecraft 1.18. . Однако его все еще можно добывать так же, как и обычные блоки медной руды.
Это станет более важным, когда Deepslate станет большей частью генерации мира после выхода обновления Minecraft 1.18. . Однако его все еще можно добывать так же, как и обычные блоки медной руды. С помощью медных слитков вы можете изготовить следующие :
С помощью медных слитков вы можете изготовить следующие : Чтобы узнать, как получить соты, прочитайте наше руководство по пчелам в Minecraft. Использование топора на вощеном медном блоке превратит его обратно в обычный медный блок.
Чтобы узнать, как получить соты, прочитайте наше руководство по пчелам в Minecraft. Использование топора на вощеном медном блоке превратит его обратно в обычный медный блок. 17 обязательно ознакомьтесь с нашими страницами о том, как приручить и разводить аксолотлей и как сделать свечи.
17 обязательно ознакомьтесь с нашими страницами о том, как приручить и разводить аксолотлей и как сделать свечи. Он используется для ковки следующего уровня оружия и снаряжения после костяных инструментов, а также множества важных зданий и улучшений.
Он используется для ковки следующего уровня оружия и снаряжения после костяных инструментов, а также множества важных зданий и улучшений.
