Тележка для сварочного полуавтомата с баллоном на 10, 20 или 40 литров
Тележка для сварочного аппарата значительно облегчает работу в мастерской и за ее пределами, поскольку нет надобности вручную самостоятельно переносить баллон, сварочный аппарат и сопутствующие инструменты. Каким критериям должна отвечать данная конструкция?
Содержимое
1 Сварочная тележка для полуавтомата: характеристики и требования
1.1 Конструкция тележки для баллонов от полуавтомата
1.2 Что стоит предусмотреть при изготовлении конструкции
2 Тележка для сварочного аппарата своими руками по чертежам
2.1 Необходимые материалы
2.2 Процесс изготовления тележки для полуавтомата
2.3 Нюансы изготовления
3 Варианты исполнения тележки для полуавтомата с баллоном
3.1 Двухколесная конструкция
3.2 Трехколесная модель
3.3 Видео
4 Варианты тележек для сварочных аппаратов
4.1 Изготовление тележек
4. 2 Видео
5 Универсальная тележка для сварочного аппарата и электроинструмента
5.1 Основные этапы работ
5.2 Видео
6 Как сделать практичную тележку для сварочного аппарата
6.1 Основные этапы работ
6.2 Видео
7 Сварочная тележка с выдвижным ящиком
7.1 Основные этапы работ
7.2 Финальная часть работ
7.3 Видео
8 Как сделать тележку для сварочного полуавтомата
8.1 Основные этапы работ
8.2 Видео
9 Самодельная тележка для сварочного полуавтомата
9.1 Основные этапы работ
9.2 Видео
10 Тележка 2 в 1:для сварочного аппарата и баллона
10.1 Основные этапы работ
10.2 Видео
11 Стильная и функциональная тележка для сварочного аппарата
11.1 Основные этапы работ
11.2 Видео
12 Тележка для сварочного аппарата с раскладным столом
12.1 Основные этапы работ
12. 2 Видео
13 Практичная мобильная стойка для сварочного полуавтомата
13.1 Основные этапы работ
13.2 Видео
Сварочная тележка для полуавтомата: характеристики и требования
Сварочная тележка должна отвечать ряду характеристик, которые обеспечивают благоприятные условия труда. В первую очередь такая тележка должна обладать:
определенной грузоподъемностью;
достаточной вместимостью;
надежной устойчивостью;
высокой маневренностью.
Кроме того, тележка не должна падать, если вдруг сварщик дернет за шланг, ведь это может привести к неблагоприятным последствиям.
Конструкция тележки для баллонов от полуавтомата
Читайте также: 5 способов сделать сверло для сверления больших отверстий
Конструкция представляет из себя сваренную из металлических балок конструкцию на колесах.
Она предназначена для более лёгкой транспортировки газового баллона, ведь не всегда удобно перевозить его вручную. Иногда недостаточно длины сварочного шланга, а иногда вес баллона не позволяет постоянно переносить конструкцию самостоятельно.
Что стоит предусмотреть при изготовлении конструкции
Большинство мастеров изготавливают такую тележку из подручных средств. Но это не значит, что тележка не должна соответствовать ряду требований. Как правило, в этот список входит:
вес, который будет соответствовать установленному оборудованию;
оснащение крепкими креплениями в виде хомутов;
диаметр колёс не должен быть менее 20 см, и они должны быть оснащены шинами из литой резины. Размер ступицы должен быть не менее 18 мм;
если тележка оснащается 4 колёсами, то одна пара должна быть поворотного типа. Это обеспечит маневренность тележки;
полка под инвертором должна изготавливаться из плотного материала, это поможет предотвратить падение мелких и посторонних предметов.
Многие пользователи приспосабливают к таким тележкам дополнительные ящики и полки для установки дополнительных конструкций.
Тележка для сварочного аппарата своими руками по чертежам
Читайте также: Дачная газонокосилка из электроколеса
Тележку для полуавтомата можно изготовить самостоятельно. Для этого потребуется подготовить ряд инструментов, изучить чертежи и поэтапный план изготовления. Первым делом нужно найти чертёж, в соответствии с которым будет изготавливаться самоделка.
Стоит разобрать процесс изготовления, отталкиваясь от конкретного примера и чертежа. Это поможет более точно и качественно рассмотреть процесс сборки тележки под полуавтомат своими руками.
Необходимые материалы
Первое, с чего стоит начать работу — это подготовка материалов. Что потребуется для сборки конструкции:
Справка! На этом этапе пользователь может либо сразу посетить специализированный торговый центр или магазин, либо поискать все необходимые элементы в своём гараже.
профильная труба;
арматура;
надежные колесики;
длинные болты с гайками;
рифленый листовой алюминий;
два колеса от тележек;
сварочный аппарат;
трубогибочный аппарат;
тиски;
болгарка;
дрель;
рулетка;
маркер.
Читайте также: Как быстро выровнять стальную проволоку
Очень важно, чтобы материалы соответствовали вышеописанным требованиям.
Процесс изготовления тележки для полуавтомата
После подготовки всех необходимых материалов можно приступить к процессу сборки. Для удобства стоит разобрать каждый шаг более подробно:
Шаг 1. На первом этапе осуществляется сборка основания. Для этого на трубогибочном станке нужно согнуть профиль. После этого нарезаются все необходимые для сборки основания элементы. Важно, чтобы всё делалось под конкретный баллон и оборудование.
Шаг 2. К получившемуся основанию привариваются оси для будущих колес. Для этого используются длинные болты, которые в последующем привариваются к раме. Стоит помнить, что колёса должны быть достаточного диаметра, не менее 20 мм. Это нужно для того, чтоб тележка легко передвигалась по земле.
Шаг 3. Для того, чтоб баллон крепился к конструкции, нужно сварить из трубы вилку. В дальнейшем баллон будет крепиться при помощи плотных хомутов.
Шаг 4. На этом этапе из труб свариваются все необходимые полочки. В качестве обшивки лучше всего использовать рифленый алюминий, который не только имеет высокие показатели прочности, но и отличный внешний вид.
Шаг 5. При помощи тисков арматура сгибается в дуги, которые в дальнейшем будут использоваться для укрепления полок.
Шаг 6. На оси ставятся колёса, при необходимости можно оснащать конструкцию маневренными колесиками, которые будут поворачиваться на 360 градусов.
Справка! Лучше всего использовать колёса, как для садовых тележек.
Читайте также: Как сделать щетку по металлу из кордщеток для УШМ
По окончанию сборки можно покрасить тележку и придать ей более эстетичный внешний вид.
Нюансы изготовления
Что можно отнести к основным нюансам изготовления самоделки:
сечение труб должно быть не менее 40х20, а толщина стенки не менее 1 мм;
толщина стенок уголка должна быть не менее 1 мм;
толщина листового металла должна быть не менее 1,5 мм.
Полки стола, а также дополнительное оснащение изготавливается из рифлёного алюминия, либо листа стали и фанеры. При этом сверху должно быть резиновое покрытие. При этом важно помнить, что толщина алюминиевого листа должна быть не менее 2 мм, а толщина фанеры не менее 5 мм.
Также пользователь должен сразу обозначить количество транспортируемых баллонов, ведь от этого напрямую зависит размер тележки.
Варианты исполнения тележки для полуавтомата с баллоном
Есть два основных варианта по изготовлению такой тележки. Именно к их изготовлению прибегают пользователи при возникновении необходимости перемещения полуавтомата.
Двухколесная конструкция
В двухколёсной конструкции нижняя площадка для баллона выполняет функцию подставки и опоры. При этом он выполняет роль тормоза.
Такая тележка имеет два основных положения:
Основное, когда она стоит на земле. Такое положение называют рабочим.
Когда баллон находится под наклоном, а основание отрывается от земли. Это положение называется транспортировочным.
При этом кронштейн полуавтомата должен привариваться к ручке, это обуславливается тем, что при транспортировке баллон находится под наклоном в 45 градусов. Сам аппарат должен крепиться к кронштейну при помощи ремней.
Также к ручке можно приварить дополнительные ящики и полки.
Трехколесная модель
Такая система значительно удобнее, чем прошлая модель на двух колёсах. Здесь обеспечен свободный доступ к сварочному аппарату, он не нуждается в дополнительном креплении при транспортировке.
Кроме того, такая тележка обладает большей вместимостью. Пользователь может самостоятельно смонтировать дополнительные ящички, полки, шкафы и так далее.
Такая конструкция намного удобнее, поскольку на ней можно перевозить все необходимые элементы для работы: от баллона объемом 10л, 20 литров и даже 40 л, до различного вспомогательного инвентаря. А ручка, которой оснащена тележка, позволяет не только тянуть конструкцию за собой, но и толкать её вперёд.
Изготовить тележку для полуавтомата может любой пользователь самостоятельно из подручных средств, либо при покупке всего необходимого материала.
При этом конструкция значительно облегчит работу сварщика и позволит перевозить с собой не только баллон, но и весь дополнительный инвентарь.
Видео
HABU \ Building A Heavy Duty Welding Cart
Варианты тележек для сварочных аппаратов
Тележка для сварочного аппарата — это уже не роскошь, а необходимость. С помощью тележки намного удобнее перемещать сварочный аппарат как внутри помещения, так и на улице (например, во дворе).
Тележки могут иметь разные размеры, в зависимости от размеров сварочного аппарата: для инвертора тележка будет поменьше, для полуавтоматов — побольше.
Для изготовления тележек обычно используются уголки и профильные трубы. Также потребуются еще поворотные колесики.
Изготовление тележек
Отрезаем заготовки нужного размера, шлифуем, после чего свариваем каркас тележки, исходя из размеров сварочного аппарата.
Отличие тележек для сварочных аппаратов-полуавтоматов от тележек для обычного инвертора заключается в наличии дополнительного места под баллон.
После того как сварен основной каркас, останется только приварить поворотные колесики к основанию.
При необходимости в нижней части тележки можно сделать полку для ручного инструмента. Для этого потребуется лист металла.
Последний штрих — шлифовка и покраска. Как видите, чтобы сделать тележки для сварочника, не нужно быть матерым мастером. Достаточно иметь под рукой нужный инструмент, и чтобы руки росли из нужного места.
Видео
Подробный обзор, какие бывают варианты тележек для сварочных аппаратов своими руками, смотрите в данном видеоролике.
HABU \ Welding Carts -A Must Have In Every Shop!!- (#10Makers)
Универсальная тележка для сварочного аппарата и электроинструмента
Чтобы не таскать постоянно сварочный аппарат и электроинструмент по мастерской или за её пределами, не лишним будет изготовить для всего этого добра тележку.
Изобретать велосипед не будем — просто сделаем универсальную тележку на основе любой понравившейся модели из магазина.
Почему тогда не купить заводскую тележку и не тратить время, чтобы в точности повторить сборку?
Так ведь очевидно же, что самодельная конструкция обойдётся вам в несколько раз дешевле. Это оптимальный вариант для тех, кто хочет сэкономить.
Необходимые материалы:
профильная труба;
поворотные колёсики;
фанера.
Своим опытом изготовления металлической тележки для инструмента поделился с нами автор YouTube канала D.A Santos.
Основные этапы работ
Определяемся с размерами инструментальной тележки, после чего отрезаем заготовки из профильной трубы. Свариваем первую боковину.
По такому же принципу свариваем вторую боковину.
Затем отрезаем из профильной трубы перемычки и свариваем две боковины каркаса вместе. Нижняя часть выступает в качестве основания.
К основанию инструментальной тележки прикручиваем или привариваем поворотные колесики, два из которых должны быть с тормозом.
В завершении останется только зачистить сварные швы и покрасить металлический каркас. В качестве нижней полки используется лист фанеры.
Видео
Подробно о том, как изготовить универсальную тележку для сварочного аппарата и электроинструмента, можно посмотреть в видеоролике ниже. Спасибо за внимание.
Fabricating my Own Welding Cart Trolley DIY
Как сделать практичную тележку для сварочного аппарата
В сегодняшней статье автор подробно покажет, как своими руками изготовить практичную тележку для сварочного аппарата.
Такая тележка пригодится в больших мастерских или цехах — чтобы удобно было перемещать сварочный аппарат из одного места в другое. Впрочем, она будет полезной и в обычном гараже.
Основным материалом для изготовления тележки послужит квадратная профтруба. Также понадобится листовой металл.
Рекомендуем прочитать: пошаговое изготовление быстрозажимных тисков для сверлильного станка.
После того как определились с размерами сварочной тележки, отрезаем от профильной трубы заготовки требуемой длины. Затем свариваем каркас тележки.
Основные этапы работ
Из листового металла автор изготавливает выдвижной ящик. По бокам ящика крепятся мебельные направляющие.
В нижней части каркаса привариваются боковые стенки из листового металла — к ним крепятся ответные планки мебельных направляющих.
Из листового металла изготавливаем полки, которые привариваем в верхней и нижней части каркаса. К основанию конструкции прикручиваем поворотные колесики.
На следующем этапе необходимо будет зачистить все сварные швы и покрасить тележку.
Читайте также: как изготовить угловую регулируемую струбцину для сварочных работ.
Видео
Подробнее о том, как сделать практичную тележку для сварочного аппарата, можно посмотреть в видеоролике ниже. Данной идеей поделился автор YouTube канала AVmake.
Ultimate Welding Cart
Сварочная тележка с выдвижным ящиком
Современные сварочные инверторы настолько компактны и легки, что не составляет никакого труда переносить их в руках.
А вот с полуавтоматами это не прокатит, потому что, кроме самого сварочника, есть еще и баллон.
Для транспортировки сварочного полуавтомата внутри мастерской и за ее пределами мы рекомендуем использовать тележку.
И в сегодняшней статье подробно рассмотрим, как сделать сварочную тележку своими руками. Автор YouTube канала Simple Little Life поделится с нами своим опытом.
Это интересно! Простая столярная хитрость, которая пригодится при сборке мебели.
Основные этапы работ
Первым делом нарезаем профильную трубу на заготовки нужного размера. Свариваем рамку прямоугольной формы.
К ней нужно будет приварить П-образную раму, сваренную тоже из профтрубы. Лепестковым кругом для болгарки зачищаем сварные швы.
Далее автор сваривает еще две П-образных рамки — привариваем их к основной раме тележки.
К основанию конструкции прикручиваем четыре поворотных колеса.
Из круглой трубы изготавливаем ручку. Привариваем ее к верхней площадке. Чтобы согнуть трубу, вам понадобится трубогиб.
Для большей жесткости автор приваривает укосины из профильной трубы. Привариваем к раме тележки крепление с фиксатором для баллона.
Финальная часть работ
На последнем этапе автор изготавливает выдвижной ящик из МДФ (можно использовать и фанеру). Крепим его к раме на направляющие для мебели.
Верхнюю и нижнюю полки также делаем из МДФ. Красим их в черный цвет. Приступаем к сборке.
Видео
Подробно о том, как изготовить сварочную тележку, вы можете посмотреть на видео ниже.
Making at welding cart from recycled material
Как сделать тележку для сварочного полуавтомата
В данном обзоре автор поделится идеей, как своими руками сделать сварочную тележку. Для всех владельцев полуавтоматов эта самоделка однозначно будет полезной.
Первым делом отрезаем по размеру профильные трубы и свариваем из них боковые части каркаса тележки. Затем соединяем боковые части между собой при помощи поперечин из профтрубы.
Возможно, вам также будет интересно прочитать статью о том, как сделать стойку для ремонта двигателей мотоциклов и мопедов.
По бокам металлического каркаса (в нижней части) привариваем болты, на которые потом будут надеваться большие колеса.
Два колесика поменьше привариваем на противоположной стороне. Затем привариваем ручку тележки.
Основные этапы работ
На следующем этапе отрезаем два куска профильной трубы и ввариваем них гайки. Получившиеся детали привариваем к каркасу.
К ним в дальнейшем будет крепиться ограничитель из профиля, задача которого — надежно фиксировать баллон в процессе транспортировки и эксплуатации тележки.
Затем из кусков профильной трубы автор сваривает рамку прямоугольной формы, и приваривает ее к каркасу.
К боковым частям каркаса можно приварить куски арматуры, чтобы внешний вид тележки был более привлекательным и оригинальным.
Зачищаем все сварные швы и приступаем к покраске. Далее отрезаем два куска рифленого листового металла, и крепим их к каркасу на заклепки.
Видео
Подробно о том, как сделать тележку для сварочного полуавтомата, можно посмотреть в авторском видеоролике на нашем сайте. Идеей с нами поделился автор YouTube канала DOMOVENOK.
КРУТАЯ САМОДЕЛКА в виде паутины, своими руками!
Самодельная тележка для сварочного полуавтомата
Компактная двухъярусная сварочная тележка для полуавтомата, сделанная своими руками из подручных материалов, позволит перевозить в домашней мастерской или другом помещении сварочный аппарат, а также баллон вместе со шлангами и редукторами. Таким образом, вы сможете быстро организовать рабочее место.
Из основных материалов для изготовления самодельной тележки для транспортировки сварочного аппарата потребуются обрезки профильной трубы, два куска стальной просечно-вытяжной сетки с ромбовидными ячейками, две ножки старого металлического стула и поворотные колесики.
Основные этапы работ
Первым делом разбираем металлический каркас стула — для изготовления тележки нужны будут две П-образные ножки, а также две трубки, согнутые буквой «Г» которые используются в качестве опорной спинки стула. Отрезаем необходимые детали болгаркой.
Из четырех отрезков профильной трубы с размерами сторон 20х20 мм сваривается каркас для стальной сетки.
Ножки стула свариваются вместе под прямым углом.
Затем необходимо приварить две Г-образные трубки, а сверху положить металлическую рамку с просечно-вытяжной сеткой, жестко зафиксировав ее при помощи сварки.
Для большей надежности привариваются ребра жесткости и укосины. На последнем этапе работ делается нижняя площадка под газовый баллон и привариваются поворотные колесики. Места сварки нужно зачистить болгаркой, а поверхность покрасить.
Видео
Процесс изготовления тележки для транспортировки сварочного аппарата смотрите в видеоролике на сайте.
COMO HACER CARRO PARA SOLDADORA 😎 ÚNICO✓✓
Тележка 2 в 1:для сварочного аппарата и баллона
Перемещать сварочный полуавтоматический аппарат вместе с баллоном вручную — это долго и неудобно. Поэтому имеет смысл сделать тележку с полками.
Для изготовления такой тележки потребуются отрезки уголка и лист металла. Также нужно будет приобрести колесики для мебели.
В первую очередь необходимо «снять мерки» со сварочного аппарата, после чего отрезаем куски строительного уголка нужного размера.
Основные этапы работ
На следующем этапе из нарезанных отрезков уголка нужно сварить две прямоугольные рамки. Одна поменьше, другая — побольше.
К нижней части большой рамки мастер приваривает лист металла. Оптимальная толщина — 3-4 мм.
После этого соединяем большую и маленькую рамки при помощи стоек из того же строительного уголка (или можно использовать профильную трубу). Сварные швы зачищаем болгаркой.
С помощью перегородки из металлической пластины автор разделяет внутреннее пространство на две зоны: отдельно для сварочного аппарата и баллона.
Далее в верхней части каркаса необходимо приварить ручку из круглого прутка, а к нижней — колесики.
После этого останется только приварить два крепления для горелки полуавтомата. Теперь можно приступать к покраске.
Видео
Подробнее о том, как своими руками сделать тележку для сварочного аппарата и баллона, смотрите в видеоролике на нашем сайте.
CARRO PARA SOLDADORA MIG, soldadura mig
Стильная и функциональная тележка для сварочного аппарата
Если у вас в гараже или домашней мастерской имеется полуавтоматический сварочный аппарат и баллон с углекислотой, то вы, наверное, уже устали его перетаскивать с места на место.
В данном обзоре вы узнаете, как облегчить данную процедуру при помощи специальной передвижной тележки. Для работы понадобится квадратная труба различного сечения, а также другие изделия черного металлопроката.
В первую очередь, отрезаем трубы согласно заданным размерам, и задаём углы под 45 и 90 градусов, для дальнейшей сварки их между собой. Далее можно приступать к сварке.
Для удобства можно использовать магнитные уголки. Не забывайте о технике безопасности в процессе работы со сварочным аппаратом.
Основные этапы работ
После сборки конструкции по чертежам начинаем облицовывать тележку. В листах оцинкованной стали прорезаем отверстия и прогибаем их в одну сторону при помощи нехитрого приспособления из фанеры. Привариваем стенки.
Для изготовления ящика под различные мелочи потребуется лист металла и УШМ. Сначала делаем разметку на листе металла. Пропиливаем его примерно на 1/3 глубины листа, и потом загибаем по форме коробки. Свариваем и зачищаем швы.
Закрепляем шариковые направляющие на раме и устанавливаем ящик. Приклепываем его к направляющим.
Размечаем переднюю стенку и украшаем её при помощи сетки, добавляя глубину полоской металла. Закрепляем на ящик.
На последнем этапе подготавливаем отделение для баллона углекислоты, согласно чертежу. Выполнив все малярные работы, устанавливаем различный декор в виде фар (передние и задние), мягкой подложки для маски.
В результате получилась красивая, стильная, функциональная и главное — удобная в использовании сварочная тележка.
Видео
Подробнее о том, как сделать такую конструкцию для мастерской своими руками, смотрите в данном видео.
Carro para soldadora mig Hot Rod / Welding cart Hot Rod style.
Тележка для сварочного аппарата с раскладным столом
Для удобства работы с полуавтоматическим и автоматическим сварочным аппаратом, который производит сварку в среде зачищенного газа, можно изготовить самодельную тележку с раскладным столом.
Данная конструкция оснащена держателем для держака с соплом, а также крючками для хранения кабелей.
Также предусмотрены места как для самого сварочного аппарата с баллоном, так и отдельная полка для различных принадлежностей, которые могут пригодиться в процессе сварки. Такая самодельная тележка со столом особенно пригодится в маленьких мастерских с ограниченным внутренним пространством.
Основные этапы работ
Для изготовления тележки с раскладным столом потребуются профильные трубы квадратного и прямоугольного сечения, а также стальной уголок.
В первую очередь определяемся с размерами будущей конструкции, после чего на торцовочной пиле или при помощи угловой шлифовальной машины отрезаем заготовки подходящей длины.
Затем свариваем две прямоугольные рамки (одну из профиля, вторую — из уголка) и приступаем к сварке основного каркаса.
Полки для сварочного аппарата и баллона, а также сама поверхность рабочего стола изготавливаются из листового металла толщиной 2–3 мм. К основанию тележки привариваются два поворотных колесика и два камерных колеса.
Чтобы сварочный стол раскладывался, по бокам используются два крепления при помощи болтов или шпилек с гайками.
В целом, конструкция получилась достаточно надежной и компактной, но при этом отличается повышенной функциональностью.
Видео
Подробный процесс сборки самодельной тележки-стола смотрите в видеоролике на сайте.
Ultimate Welding Cart with Folding Table Extension
Практичная мобильная стойка для сварочного полуавтомата
Сварочный полуавтомат весит немало — в отличие от инвертора, его в руках не утащишь. Помимо этого, стоит учитывать еще баллон с защитным газом и сварочные принадлежности.
Вот и получается, что для транспортировки сварочного аппарата без тележки не обойтись.
Ее можно купить в магазине. Однако можно сделать и своими руками. В этом случае вы сможете изготовить тележку, которая будет удовлетворять вашим нуждам на все 100%.
В данном обзоре автор показывает, как сделать практичную мобильную тележку для сварочного полуавтомата своими руками.
Основные этапы работ
В первую очередь мастер отрезает от профильной трубы заготовки подходящего размера. Потребуются две заготовки длиной по 89 см, две — по 65 см и четыре — по 30 см.
Из двух отрезков длиной по 89 см и двух отрезков длиной по 30 см автор сваривает прямоугольную рамку. К ней надо приварить четыре стойки, а внутри — перемычку из куска профиля.
Из двух отрезков профиля длиной по 65 см и двух отрезков длиной по 30 см автор сваривает вторую рамку, меньшего размера. Нужно приварить ее свободным концам стоек из профильной трубы.
Из рифленого листового металла автор вырезает полки — их нужно приварить к каркасу.
Также нужно сварить П-образную рамку и тоже приварить к каркасу — это будут ручки тележки.
К нижней части тележки привариваются оси для колес, затем устанавливаются сами колеса. На другой стороне основания автор крепит поворотные колесики.
Также необходимо будет сделать крепления для фиксации баллона с защитным газом. В данном случае мастер решил использовать кусок мотоциклетной цепи.
В конце останется только покрасить конструкцию и сделать выдвижной ящик.
Видео
Подробно о том, как изготовить своими руками практичную мобильную тележку для сварочного полуавтомата, смотрите на видео.
👨🏭Carro para máquinas de soldar || Mig-Mag/MMA Welding Cart
Андрей Васильев
Задать вопрос
Тележка для сварочного аппарата: как сделать своими руками?
Екатерина
Время чтения: 3 минуты
Современные сварочные агрегаты стали меньше и легче, некоторые модели можно даже повесить на плечо и забрать на высоту, чтобы произвести сварочные работы. Но эти утверждения справедливы относительно маломощных инверторов, которые приобретаются начинающими или домашними сварщиками. А что делать, если вы хотите купить большой профессиональный полуавтомат и при этом быть мобильным?
Самое простое и недорогое решение этой проблемы — сварочная тележка. Компактная тележка для сварочного аппарата позволит нагрузить ее, при этом удобно и быстро перемещать за счет колес. В этой статье мы расскажем, какой должна быть тележка и как сделать ее своими руками.
Содержание статьи
Общая информация
Тележка своими руками
Вместо заключения
Общая информация
Тележка для сварочного полуавтомата с баллоном имеет предельно простую функцию — перемещение оборудования из одной точки в другую с минимальными физическими усилиями. Но, несмотря на такие простые требования, тележка должна быть изготовлена с учетом некоторых особенностей, чтобы быть максимально универсальной и удобной.
Прежде всего, определитесь с грузоподъемностью тележки. Сколько она должна выдерживать? 100? 200 килограмм? Именно с этого и стоит начинать проектирование, если вы собираетесь делать чертеж сами. Оптимальная грузоподъемность тележек под сварочный аппарат с газовым баллоном — 250 килограмм.
Читайте также: Как выбрать газовый баллон для сварки?
Также обратите внимание на дополнительные ниши и отсеки. Ведь помимо сварочного аппарата и баллона вам нужно хранить кабели, присадочную проволоку и прочие мелочи. Предусмотрите заранее места для хранения.
Конечно, лучшее решение — это покупная сварочная тележка, которая сделана профессионалами на производстве и испытана. Но если вы хотите сэкономить или представленная в магазине тележка вам не подходят по габаритам, то можно изготовить ее для полуавтомата с баллоном своими руками.
Тележка своими руками
Тележка под сварочный аппарат может быть изготовлена из различных материалов. Это может быть профильная труба, металлические пластины, металлические уголки и пр. Словом, все, что вам удастся найти в ближайшем магазине или у себя в гараже.
Сначала нарезаем заготовки в соответствии с вашим чертежом. Если у вас нет чертежа, можете использовать чертежи из открытого доступа. Например, такой:
Далее шлифуем детали, если это необходимо. Сварку нужно начинать с каркаса, и лишь затем приваривать полки, место под баллон и т.д. Если вы используете присадочную проволоку при сварке, то ее состав должен быть схож с составом металла, который вы варите. Это крайне важно для формирования прочных и надежных швов. А мы помним, что тележка должна выдержать немалый вес.
После сварки зачистите швы с помощью шлифовальной машинки или болгарки. Это делается исключительно из эстетических соображений. Если красота вашей работы вам не важна, то можете проигнорировать этот этап.
Положите сваренную конструкцию таким образом, чтобы получить доступ ко дну тележки. По краям приварите металлические пластины с колесами. Также колеса можно просто приварить прямо к каркасу. Сами колеса должны быть изготовлены из толстой резины и поворачиваться на 360 градусов.
Вот и все, тележка для сварочного полуавтомата своими руками готова. Данная варочная тележка достаточно проста в изготовлении, надежна и стоит совсем недорого. При желании вы можете покрасить тележку в какой-нибудь цвет. Мы советуем использовать аэрозольные краски (те, что в баллончиках). Они удобны и позволяют окрасить всю тележку за раз.
Вместо заключения
Сварочная тележка — это удобное и недорогое приспособление.
Патрон Bosch SDS-plus для перфоратора GBH 2-24 DFR
На складе
Доставка по Украине
по 1 562 грн
от 3 продавцов
1 562 грн
Купить
«Comfortno» интернет-магазин комфортного шоппинга
Патрон Bosch SDS-plus для перфоратора GBH 2-26 DFR
На складе
Доставка по Украине
по 2 041 грн
от 3 продавцов
2 041 грн
Купить
«Comfortno» интернет-магазин комфортного шоппинга
Патрон быстросменный SDS-Plus для перфоратора HR2450T, HR2470T Makita 194080-7
На складе
Доставка по Украине
1 450 грн
1 377. 50 грн
Купить
Компанія «Інструмент Сервіс»
Перехідник для перфоратора SDS-Plus/патрон (22-630)
На складе
Доставка по Украине
42.30 грн
Купить
Віста — мережа будівельно-господарських маркетів
Патрон для перфоратора Metabo SDS-Plus (UHE/BHE/KHE)/ 631920000
Доставка по Украине
909 грн
Купить
БудМаркет «МІЙ ДІМ»
Патрон адаптер Milwaukee FIXTEC SDS-PLUS для перфораторов (4932352299)
Доставка по Украине
876 грн
Купить
ООО «Бош Харьков»
Патрон быстрозажимной для перфоратора BOSCH 2-24
На складе в г. Ужгород
Доставка по Украине
380 грн
Купить
интернет-магазин «Optobaza»
Патрон быстрозажимной для перфоратора Bosch GBH 2-26DFR Bosch
Доставка по Украине
3 600 грн
Купить
ТОВ»ПРОФПОСТАЧ»
Патрон сьемный для перфоратора Craft CBH-850, Makita HR 2450, под бур
На складе
Доставка по Украине
369 грн
Купить
TopToolDnepr
Патрон сьемный для перфоратора Craft CBH-800DFR, Bosch GBH 2-24 DFR, под бур
На складе в г. Днепр
Доставка по Украине
287 грн
Купить
TopToolDnepr
Патрон сьемный для перфоратора Craft CBH-800DFR, Bosch GBH 2-24 DFR, под сверло
На складе
Доставка по Украине
287 грн
Купить
TopToolDnepr
Патрон сьемный для перфоратора BOSCH GBH 4
На складе в г. Днепр
Доставка по Украине
389.50 грн
Купить
TopToolDnepr
Патрон сьемный для перфоратора Темп 780 ДФР SDS+
На складе
Доставка по Украине
369 грн
Купить
TopToolDnepr
Патрон для перфоратора ремонт и замена
Перфоратор — это многофункциональный электрический инструмент, состоящий из разных узлов и механизмов. Одним из таковых деталей выступает патрон для перфоратора, служащий для закрепления насадок в электроинструменте. Инструмент комплектуется патроном, однако часто эта деталь ломается, и поэтому нуждается в ремонтных действиях или замене. Если отремонтировать не получается, тогда необходимо менять.
Патрон и его назначение на перфораторе
Главное назначение патрона на электроинструменте в том, фиксировать насадки при выполнении соответствующих работ. Эту деталь еще называют исполнительным органом, так как за счет этого устройства происходит передача крутящего момента, а также возвратно-поступательных манипуляций от редуктора инструмента.
Патроны на перфораторах и электродрелях отличаются, хотя назначение они имеют практически одинаковое. Дрель, как и перфоратор, разрешено эксплуатировать для бурения отверстий в бетонных основаниях. Рассматриваемый электроинструмент отлично справляется с такими задачами, как сверление отверстий в древесине или металле, переключая инструмент в режим сверления. Однако почему на дрелях устанавливаются цанговые устройства, а на перфораторах вставного типа, знают далеко не многие.
Итак, дрель служит для сверления металла и дерева. Ударные дрели имеют в конструкции примитивный ударный механизм, что поэтому с прочными бетонными основаниями инструмент также справляется. Для сверления металла и дерева нет потребности в том, чтобы закрепленная насадка — сверло, перемещалась в исполнительном органе или вибрировала. Именно поэтому сверление бетона дрелью происходит не так эффективно, как это реализуется перфоратором.
Механизм патрона перфоратора позволяет не просто устанавливать рабочие насадки. Эти насадки фиксируются не прочно, как в цанговом механизме, поэтому при работе они перемещаются на некоторое расстояние. Это позволяет достигать высокой эффективности при дроблении бетонных оснований. Ударные действия воздействуют не на сам патрон, а исключительно на рабочую насадку. В итоге удается достичь результата по высверливанию отверстий в бетоне не только быстро, но еще и намного проще.
На рассматриваемые электроинструменты монтируются разные типы патронов, поэтому перед тем, как купить новый исполнительный орган для своего электрического инструмента, нужно уточнить их классификацию. Как произвести замену, подробно рассмотрим в материале, а купить патрон для перфоратора вы можете в интернет магазине «Цилиндр». Наш магазин работает по всей Украине, поэтому заказать патроны для перфораторов вы можете прямо сейчас, выбрав подходящие модели, и заказав доставку в свой регион.
Как устроена зажимная оснастка для перфоратора
Если для того, чтобы установить насадку в дрель, понадобится воспользоваться специальным шлицевым ключом, которым происходит разжимание и сжатие кулачков, то с перфоратором все намного проще. Чтобы вставить бур или другие насадки, понадобится просто вставить хвостовик, слегка надавить на защитный чехол патрона, и отпустить. После этого инструмент с закрепленной насадкой готов к эксплуатации.
За счет чего достигается закрепление бура в патроне перфоратора таким простым способом? Чтобы ответить на этот вопрос, необходимо посмотреть на хвостовик рабочей насадки. Этот хвостовик имеет специальную конструкцию с пазами. Количество пазов зависит от типа патрона, но на самых распространенных моделях SDS plus их количество составляет 4 штуки. Причем два паза являются открытыми (направляющие), а два закрытого типа. Направляющие нужны для того, чтобы правильно вставить насадку, а закрытые пазы — это фиксаторы, которыми приспособление крепится в инструменте. Это крепление осуществляется за счет специальных шариков.
Итак, имея представление о том, как устроен хвостовик насадок для перфораторов, можно отметить, что конструктивно патрон изнутри имеет следующий вид:
На вал насажена втулка с соответствующим количеством шлицев
На эту втулку насажено кольцо, в которое упирается пружина конического типа
Стопорные шарики расположены между кольцом и втулкой
Поверх данный механизм закрыт специальным защитным кожухом
Роль кожуха достаточно велика, так как он защищает механизм от попадания пыли, влаги и прочих сторонних предметов, тем самым продлевая ресурс работы. Принцип фиксации механизма основывается на выполнении следующих действий:
Во втулку вставляется хвостовик насадки
Чтобы он стал правильно, для этого имеются соответствующие шлицы в патроне и пазы на хвостовике насадки
В открытые пазы на хвостовой части входят шарики, которые упираются в кольцо
Шарики фиксируют насадку в патроне, а за счет шлицев происходит передача крутящего момента от вала на бур
Когда перфоратор работает в режиме удара или сверления с ударом, то толчки от бойка редуктора инструмента передаются на пятку хвостовой части насадки. Изобретена такая система фиксации была инженерами компании Bosch, и применяется по сегодняшний день. Известны и другие модификации патронов для перфораторов, например, sds-top, sds-quick, однако они не получили такой популярности, как sds+ и sds max, применяющиеся на 90% современных перфораторов.
Какие виды патронов для перфораторов бывают
Разрабатывались разные виды патронов для перфораторов, однако получили популярность только два типа, которые называются SDS plus и SDS max. Причиной их популярности стал надежный механизм, который в дополнение ко всему, еще имеет простую конструкцию, поэтому с ремонтом патрона перфоратора сможет справиться даже новичок. Однако есть такие ситуации, когда механизм полностью изнашивается, и тогда восстановить работоспособность инструмента поможет только замена исполнительного органа. Если понадобится, то купить патроны для перфораторов в Украине с доставкой можно в интернет магазине «Цилиндр».
Далее выясним, что представляет собой патрон для перфоратора типа sds plus и sds max. Какие отличительные особенности они имеют, и на каких инструментах применяются.
SDS-plus — были разработаны специально для инструментов бытового предназначения. Это маломощные агрегаты до 1,2-1,5 кВт, имеющие небольшой вес до 4-5 кг. Устройства такого типа предназначены для подключения насадок, имеющих хвостовики длиной 40 мм и толщиной 10 мм. Кроме того, в конструкции хвостовиков имеются пазы, количество которых 4 штуки. Буры с такими типами хвостовиков выпускаются в диапазоне диаметров от 4 до 26 мм. Однако если необходимо проделать отверстие в бетоне диаметром от 4 до 12 мм, то с этим хорошо справляются ударные дрели. Оснастка такого типа присутствует на перфораторах не только бытового, но и полупрофессионального типа, которые предназначены не только для домашнего применения, но и с целью проведения строительных и ремонтных работ
SDS-max — отличаются от предыдущей оснастки такими показателями, как длина хвостовика 9 см, толщина 20 мм, а также наличие пазов — 5 штук. Причем в конструкции таких устройств используются не стопорные шарики, а ролики. Также механизм фиксации предусматривает не 2 шлица, а три, что обеспечивает более точную центровку насадок. Устанавливаются такие патроны в перфораторах профессионального типа, к которым относятся все бочковые агрегаты. В оснастку такого типа можно установить насадку бур диаметром до 60 мм
Это интересно!Патроны типов SDS-plus и SDS-max можно приобрести в интернет магазине Цилиндр по ценам от производителя. При этом вам не понадобится переплачивать за наценку товара, как в других магазинах.
Такие виды патронов применяются на 90% перфораторов, потому с выбором насадок не возникает проблем. Если у вас оснастка типа SDS max, но при этом имеется бур под sds+, то из этой ситуации поможет выйти специальный переходник, который также можно купить в Цилиндре.
Другие виды устройств не прижились, так как они менее эффективны в эксплуатации, имеют сложную конструкцию, а также низкий ресурс работы. Чтобы купить насадки для своего перфоратора правильно, необходимо уточнить тип патрона. Эта информация также понадобится в случае, когда производится ремонт или замена оснастки. Однако прежде необходимо разобраться, как демонтировать патрон с перфоратора, чтобы его отремонтировать или заменить.
Как снимаются патроны с перфораторов для замены
О том, как разобрать патрон перфоратора, знают далеко не многие, так как такая необходимость возникает не часто. Многие считают, что этот процесс достаточно трудный, поэтому доверяют его реализацию специалистам. Однако ничего сложно в том, чтобы снять патрон с перфоратора, нет, и в этом вы сможете убедиться на собственном примере.
Для того чтобы снять патрон с перфоратора, понадобится проделать следующие манипуляции:
Из инструментов при проведении работ понадобится только отвертка. Для начала надо защитную накладку, расположенную сверху или на торце оснастки
Сразу под этой накладкой располагается защитное колечко с шайбой. Чтобы демонтировать шайбу, понадобится отверткой сместить кольцо при помощи отвертки
Отверткой поддевается второе кольцо, при помощи которого фиксируется кожух патрона. После извлечения кольца, кожух можно снять
Теперь можно разобрать механизм оснастки, что реализуется с соблюдением следующей последовательности действий: сначала вниз необходимо сдвинуть шайбу с пружиной, а затем снимается шарик из паза, поддев его отверткой. В завершении остается прижать пружину и демонтировать ее совместно с шайбой
На этом процесс разборки патрона можно считать оконченным. Если нужно заменить патрон на перфораторе, тогда необходимо извлечь оставшуюся часть втулки. Вместо нее на посадочное место ставится новый прибор. Чтобы снять втулку, нужно выкрутить винт, которым она крепится. После того втулку необходимо зажать в тисках, и выкрутить ее с резьбового соединения со шпинделем.
Установка нового патрона на перфоратор выполняется в порядке обратном снятию. Сначала надо закрутить втулку на шпиндель, а затем прикрутить фиксирующий винт. Если же причиной разборки устройства является необходимость его смазки или замены каких-либо деталей, тогда после выполнения соответствующий манипуляций, нужно собрать все в порядке обратном снятию.
Многие думают, о том как поменять патрон на перфораторе, однако для начала необходимо приобрести новый механизм, и только после того приступать к разборке. Если соблюдать соответствующий порядок действий, то итог замены будет успешным, и инструмент прослужит очень долго.
Это интересно!Не забывайте о том, что перед установкой бура или других насадок в патрон перфоратора, их обязательно необходимо смазывать соответствующими веществами. Для таких целей выпускаются специальные смазки для буров, но если смазка закончилась, то можно использовать литол или солидол.
Как вставляется в патрон перфоратора обычное сверло и зачем это нужно
В патрон перфоратора установить насадку для дрели невозможно. В оснастке дрели можно зажать насадку от перфоратора, однако такая работа будет не эффективной. Возможно, вы еще не знали, но на эффективность проведения работ влияет такой показатель, как прямолинейность движения бура. Если в патроне перфоратора бур центрируется за счет специальной конструкции шлицов, то в дрели зажим обеспечивается за счет сжимания губок. Эти губки предназначены на сжимание только цилиндрических хвостовиков. Если поставить бур в дрель, то при его вращении можно заменить, что оно вращается с большим отклонением от оси.
Это отклонение негативно влияет на процесс выполнения работ, поэтому применять бур от перфоратора в конструкции дрели не рекомендуется. В патроне рассматриваемого инструмента можно закрепить сверло, и обычно возникает такая потребность достаточно часто. Это может быть необходимость сверления отверстий в дереве или металле, поэтому как закрепить сверло в перфораторе, разберемся далее.
Чтобы установить сверло в перфоратор, понадобится купить специальный переходник или адаптер. Выбрать их можно в интернет магазине Цилиндр. Адаптер состоит из двух частей:
Хвостовик для закрепления в перфораторе
Резьбовая часть — на нее закручивается цанговый патрон от дрели
Получаем готовую оснастку, что позволит применять сверла от дрелей на перфораторе. Как видно, все достаточно просто, и цена на такой переходник не высокая. Если дрели нет или нет желания снимать с нее оснастку, то можно вместе с переходником приобрести новый цанговый патрон. Это позволит при возникновении необходимости, всегда иметь возможность быстро закрепить в патроне перфоратора насадки для дрелей.
Какие типы патронов применяются на перфораторах
Кроме патронов типа SDS, в конструкции перфораторов могут применяться цанговые и быстрозажимные устройства. Устанавливаются такие типы оснастки преимущественно с той целью, когда перфоратор используется в качестве дрели. Рассмотрим особенности таковых патронов:
Ключевой тип — их еще также называют зубчатыми и кулачковыми. Для зажима насадки понадобится специальный ключ со шлицами. Это аналогичный тип оснастки, которые применяются на дрели, только оснащенный механизмом крепления под перфоратор. Недостаток такой оснастки в том, что для закрепления насадки необходимо затратить много времени. Преимущество в том, что насадка держится достаточно надежно, что обеспечивается за счет применения специальных кулачков. На перфораторах применяются в редких случаях, только когда инструмент используется чаще для выполнения сверлильных работ
Быстрозажимные или БЗП — это устройства, которые применяются на шуруповертах. Принцип работы их аналогичен, как и на ключевых устройствах, только фиксация насадки осуществляется не ключом, а за счет ручного усилия. Быстрозажимные устройства бывают одномуфтовыми и двухмуфтовыми. Разница лишь в том, что двухмуфтовые более надежно фиксируют насадку. Кроме того, двухмуфтовый БЗП фиксирует насадку путем удерживания нижней муфты одной рукой, а второй рукой вращается верхняя муфта. Применяются в случае, когда перфоратор используется в качестве шуруповерта, когда необходимо завинтить саморезы или вывинтить их
Для работы в ударном режиме такие патроны не подходят. Ведь при включении ударного режима по пятке насадки будут совершаться удары бойка, потому надежность фиксации будет снижаться, а также ускорится выход из строя цангового механизма.
В итоге стоит отметить, что на перфораторах для работы в ударном режиме рекомендуется применять патроны типа SDS, которые доказали свою эффективность, надежность и ремонтопригодность.
Где купить патроны для перфораторов
Конструктивно патроны на разных моделях перфораторов внешне отличаются, однако внутри они имеют одинаковые механизмы. При покупке патронов, рекомендуется обращать внимание на модели перфораторов, для которых он предназначен. Это упростит процесс их установки при проведении замены.
Если возникла необходимость замены устройства на перфораторе, тогда купить необходимые комплектующие можно в Цилиндре. В онлайн магазине есть не только разные модели электроинструментов, но еще и вся необходимая оснастка для них. В частности, к ним относятся комплектующие, запчасти и разные виды насадок, с которыми расширить функционал инструмента можно в несколько раз.
В Цилиндре действуют бонусные предложения, от которых вы не сможете отказаться. Кроме того, в нашем магазине не только легко покупать, но еще и можно получать доход при этом. Если у вас сломался патрон для перфоратора, то для его приобретения не понадобится выходить из дома, так как разные модели оснастки имеется в интернет магазине «Цилиндр».
Патрон для перфоратора с жесткими допусками
Приборы и диагностика > Устройство
от STRYKER CORPORATION
Обзор продукта
Патрон для перфоратора с жесткими допусками NA — 5100010060S1
Описание устройства
Устройство, предназначенное для захвата режущего инструмента (обычно бурового долота или другого вращающегося режущего инструмента) с помощью трех регулируемых губок, предназначенных для ручного концентрического закрытия режущий инструмент. Он прикреплен (заблокирован) к хирургическому сверлильному станку, который обычно приводится в действие, но может быть и ручным. Для закрытия и затягивания губок часто используется специальный ключ. Обычно известный как патрон Джейкобса, он обычно изготавливается из высококачественной нержавеющей стали, чтобы противостоять коррозионному воздействию процессов стерилизации. Это многоразовое устройство.
Название устройства: Сверла, трепаны и принадлежности (простые, с электроприводом)
Класс устройства: 2
Физическое состояние: N/A
Definition: N/A
Submission Type ID: 1
Review Panel: NE
Review Code: N/A
Technical Method: N
GMP Exempted Flag: N/A
Флаг поддержки Life Sustain: N
Неклассифицированные Причина: N/A
Плаг имплантации: N
Целевая область: N/A
: N/A
9 2
92
: N/A
. Номер постановления: 882.4310
Сторонний флаг: Y
Медицинская специальность: NE
Идентификаторы устройства
Устройство: 07613153093015
.
Содержит номер DI: Н/Д
Количество в упаковке: Н/Д
Дата прекращения выпуска упаковки: Н/Д
Статус упаковки: Н/Д
Тип упаковки: Н/Д
регистр
Патрон перфоратора серии U
Приборы и диагностика > Устройство
от STRYKER CORPORATION
Обзор продукта
Патрон для перфоратора серии U Нет данных — 5100010060
Описание устройства
Устройство, предназначенное для захвата режущего инструмента (обычно бурового долота или другого вращающегося режущего инструмента) с помощью трех регулируемых губок, предназначенных для ручного закрывания концентрически на режущий инструмент. Он прикреплен (заблокирован) к хирургическому сверлильному станку, который обычно приводится в действие, но может быть и ручным. Для закрытия и затягивания губок часто используется специальный ключ. Обычно известный как патрон Джейкобса, он обычно изготавливается из высококачественной нержавеющей стали, чтобы противостоять коррозионному воздействию процессов стерилизации. Это многоразовое устройство.
Тонкости укладки плит перекрытий — Проекты домов Z500
В первой части нашего рассказа мы обсудили вопросы производства железобетонных сборных плит перекрытия, их характеристики и отличия. В этой статье мы подробно расскажем о том, как необходимо выполнять их монтаж.
Если вы решили реализовать проект обычного кирпичного дома и подошли к стадии укладки перекрытий, то важно предварительно ознакомиться с важными нюансами их монтажа.
1. Монтажная конфигурация плит
плиты ПК реализуются с наличием монтажных петель,
плиты ПБ могут быть ими дополнены за дополнительную стоимость, но в стандартном варианте их не имеют. Это нередко создаёт сложности при погрузо-разгрузочных работах и монтаже.
2. Способ строповки
ВАЖНО! Часто при строповке плит ПБ рабочие используют торцевые пустотные отверстия. Это делать категорически запрещается!
Во-первых, крепление крюка ненадежно, он может соскользнуть, приведя к падению плиты. Во-вторых, эта нагрузка может вызвать разрушение торцов плиты. Также не рекомендуется пользоваться методом протаскивания арматуры или лома сквозь пустотные отверстия и креплением крюков за его концы.
Приспособлениями для монтажа плит перекрытий марки ПБ являются траверсы или мягкие чалки! При этом в процессе монтажа важно выдерживать между плитами расстояние в 2 см для возможности выдергивания из-под нее чалки и последующего сдвигания плиты ломом к крайней плите.
3. Вопросы опирания плит
Любой проект 2 этажного кирпичного дома (или из других кладочных материалов) указывает допустимые величины минимальной глубины опирания перекрытий. В процессе монтажа важно соблюдать указанные условия. Каждый план, проект кирпичного дома, например, будет иметь индивидуальные значения этого показателя. Именно этот факт определяет невозможность ориентирования в этом важном вопросе на опыт знакомых, родственников или другие источники.
Особенностью монтажа сборных железобетонных перекрытий является максимальная глубина опирания в 200 мм. При превышении этого порога плиты выступают в роли защемленных балок, в результате чего могут образоваться трещины.
Если ваш коттедж предполагает использование пено-газоблочных кладочных материалов, то для возможности опирания плит перекрытия важно выполнить устройство арматурного железобетонного пояса.
4. Способы защиты торцов плит
Перед тем, как осуществлять монтаж железобетонных сборных перекрытий, важно заделать пустотные отверстия в торцах плит. Во-первых, это защищает плиты от проникновения влаги, во-вторых, увеличивыет прочностные показатели торцов. Это важно скорее для ПК-типа при установке на них несущих перегородок. Способом защиты в большинстве случаев является заделка отверстий ломаным кирпичем и бетонной смесью. При этом глубина заделки составляет не менее 120-150 мм.
При попадании в пустоты влаги важно её удалить. Делается это путем сверление в дне плиты в пустотном отверстии канала, по которому вода стечет из плиты. Данная мера обязательна и важна для ситуаций, при которых консервация строительства на зиму пришлась на этап укладки плит перекрытия без устройства кровли. Этот способ поможет избежать повреждения плиты в результате расширения замерзшей в пустотах воды.
5. Выбор погрузочно-разгрузочной техники
Перед осуществлением разгрузки плит на объекте важно убедиться в том, что грузоподъемность крана соответствует требуемой. Необходимо выбрать такую модель, которая будет отвечать требованиям к максимальному вылету стрелы, массе груза и необходимым подъездным путям. Удобнее, если разгрузка материалов будет происходить с двух сторон дома.
6. Требования к опорной поверхности и хитрости укладки плит
Укладывать плиты можно на ровную и очищенную от мусора поверхность. Перед укладкой плит выполняется устройство растворной «постели» толщиной 20 мм из цементной смеси. Благодаря этому слою значительно улучшается сцепление плиты и опорной поверхности.
По слою цемента можно пустить арматуру толщиной 10-12 мм. Применение этой методики обеспечивает контроль над вертикальностью плит перекрытия в процессе их укладки, поскольку стержень фиксирует нижнее положение плит и предотвращает полное выдавливание цементного раствора собственным весом.
Запрещается ступенчатая установка плит и разбег торцов в зависимости от длины плит более 8-12 мм. Нарушением технологии является случай опирания перекрытия на три стены при перекрытии сразу двух пролетов одной плитой.
Такая ситуация способствует возникновению непредусмотренных армированием нагрузок, в определенных случаях, приводящих к повреждению плиты. Если же план расположения комнат в доме определяет необходимость именно такой раскладки, можно избежать излишнего напряжения, пропилив поверх плиты болгаркой штрабу над средней перегородкой.
7. Правила анкеровки плит
Этот технологический этап выполняется после монтажа плит. Для этого используется гладкая арматура 240С диаметром 10 мм. После этого выполняется заделка рустов цементом. После крепления анкера к монтажной проушине плит ПК, выполняется заделка пустот цементом во избежание намокания или забивания отверстий строительным мусором.
8. Особенности перекрытия лестничных пролетов
Если лестничный пролет лежит между плитами перекрытия, то перекрыть его можно следующим образом. Устраиваются направляющие из двух швеллеров параллельно плитам, перевязываются третьим поперек. Выполняется вязка арматурного каркаса сеткой с ячейками в 200 мм по краям проема с использованием арматуры 8 мм. Устанавливается опалубка и заливается монолитный участок. При этом необязательна подвязка швеллера к плитам. Этот способ позволяет создать оптимальные условия для опирания плиты на короткие стороны и исключение нагрузок от лестничного пролета.
9. Размещение плит на приобъектном складе
Самым благоприятным вариантом считается монтаж плит непосредственно после доставки. Если же монтаж требуется отложить, хранение плит важно организовать грамотно. Для этого потребуется заранее подготовленная ровная поверхность. Укладка плит на землю не допускается ввиду неравномерного распределения нагрузки на нижнюю плиту от верхних и возможности её повреждения.
Укладка плит в штабель выполняется по 8-10 шт. Брус 200*200 мм обычно является прокладкой под нижний ряд. Прокладкой для последующих рядов служит доска-дюймовка, имеющая толщину 25 мм. Положение прокладок не должно удаляться от торцов плит далее, чем на 45 см с соблюдением вертикальности друг над другом. Эти правила обеспечат равномерность распределения нагрузки на штабель.
Итак, соблюдая все эти правила хранения, раскладки и монтажа плит перекрытия, вы обеспечите всей конструкции надежность!
ПРИСОЕДИНЯЙТЕСЬ К НАМ В СОЦИАЛЬНЫХ СЕТЯХ И УЗНАВАЙТЕ НОВОСТИ ПЕРВЫМИ
виды и требования, приспособления и монтаж
Железобетонные плиты применяются в несущем каркасе строений, перекрывают тоннели и теплотрассы. Правильная укладка плит перекрытия имеет значение для прочности и долговечности сооружения. Панели изготавливают бетонированием в формовых опалубках, изделия поставляются на стройплощадку и монтируются в проектное положение. Конструкции испытываются на прочность и другие показатели в заводских условиях, а на месте укладки проверяется качество установки.
Содержание
Разновидности плит перекрытия
Различие по типу работы и конструкции
Опирание плит
Складирование плит и требования к кладке
Необходимые инструменты и материалы
Правила укладки плит перекрытия
Резка плит
Полезные рекомендации
Разновидности плит перекрытия
Плиты перекрытия должны выдерживать большую нагрузку
Панели производят из качественных компонентов в соответствии с технологией изготовления. Плиты выдерживают большую нагрузку благодаря каркасу из арматуры, поэтому применяются для несущих заграждений в обычных условиях и сейсмологических опасных регионах.
Товары различаются по способу изготовления в соответствии с ГОСТ 26.434 — 1985:
ПК — опалубочное производство;
ПБ — безопалубочный метод.
В первом случае применяются готовые опалубки с установленными арматурными конструкциями. В формы укладывается бетон требуемой марки, подвергается вибрации, проходит пропарочные камеры и застывает. Для каркаса используется стержневая сталь АТ-IV, АТ-V, АТ-VI (напряженная) и А-II, А-III (ненапряженная). Поперечное армирование выполняется металлической сеткой.
Плиты перекрытия ПБ (слева) и ПК
Контроль качества подтверждает свойства:
прочность на сжатие, изгиб, кручение;
соответствие плоскостей и габаритов;
показатели звуко- и теплоизоляции.
Безопалубочная формовка выполняется на конвейере. Транспортер передвигает железобетонную ленту, в толще которой располагаются стальные канаты. Полоса формуется, затем утепляется специальным материалом и нагревается до технологической температуры, чтобы ускорить химические процессы. Ленту режут в размер после застывания.
Безопалубочная формовка имеет преимущества в том, что можно быстро переключать производство на различные габариты панелей. Экструдерный метод является разновидностью безопалубочного формирования, для него применятся разглаживающий механизм, чтобы выровнять поверхность продукта и предупредить трещины.
Различие по типу работы и конструкции
Конструкции плит перекрытия
Пустотные панели ставят в несущих перекрытиях между уровнями здания и покрытиях. Они сопротивляются температурным перепадам, отличаются повышенной звукоизоляцией, препятствуют распространению пламени при пожаре. Толщина составляет 220 мм, в теле делаются круглые, овальные или квадратные сквозные отверстия по длине.
Ребристые изделия применяют для покрытий и перекрытий большой площади, например, спортзалов, цехов, торговых центров. Основное тело прямоугольной плиты плоское, по продольным сторонам выполнены ребра жесткости. Недостаток в том, что потолок получается ребристый, а достоинство — в большой прочности к механическим воздействиям.
Полнотелые плиты отличаются большой массой, высокой прочностью по сравнению с иными плитными изделиями. Применяются в конструкции сильно нагруженных перекрытиях этажей и подвалов, где действует большой вес и вибрационные усилия.
Панели с косыми торцами используются в каркасном и монолитном строительстве, при застройке из крупных блоков, кирпичных камней. Монолитные изделия представляют бетонную плиту с армированием, применяются в жилом и промышленном строительстве зданий с сильными вибрационными усилиями.
Доборные сплошные панели изготавливают из марок бетона М450, М500, благодаря чему они выдерживают 1 – 3 т/м². Используются в сильно нагруженных перекрытиях, их можно класть на цоколи и фундаменты промышленных цехов, электростанций. Облегченные плиты перекрытия изготавливают с многочисленными пустотами, из-за чего они имеют небольшой вес.
Экструдерные плиты широко применяются в разных строениях, в них содержится на 5% меньше отверстий, чем в пустотных изделиях. В процессе безопалубочного литья формовочный механизм продавливает отверстия, продукт армируется металлическими тросами.
Опирание плит
Перекрытие разграничивает пространство в здании, одновременно воспринимает нагрузку и перераспределяет ее на вертикальные опорные элементы. Горизонтальные плиты связывают отвесные несущие части строения и обеспечивают устойчивость дома. Панельные диафрагмы испытывают эксплуатационные нагрузки от влаги, динамики, звука. Размер опирания на стены или ригеля зависит от типа изделия и материала стен.
Существуют нормативные рекомендации, которые изложены в СНиП 208.01 – 1985 «Пособие по проектированию жилых зданий»:
сплошные плиты на бетонные и железобетонные стены, металлические и ж.б. ригели — 80 — 120 мм, при опирании по всему контуру принимается глубина 60 — 90 мм;
на стены из камня и кирпича — 120 — 150 мм;
на вертикальные ограждения из вибрированных блоков или плит — 100 мм.
Допускается выполнять монтаж плит перекрытия на ленточный фундамент, стены из различных материалов, кроме деревянного бруса и досок. Коробку из материалов с малой плотностью (газобетон, пеноблок, керамзитобетон) дополнительно усиливают армированным бетонным поясом, на который непосредственно опираются плиты.
Не всегда выполняются нормативные требования по глубине опирания. Перерасчет минимально допустимой величины проводится конструкторами и проектировщиками, которые имеют подтвержденное право на разработку технической документации строительства.
Самостоятельно такие вычисления не делаются, т.к. нужно учитывать много значимых факторов, например, уровень сейсмичности постройки, толщину вертикальных ограждений и их материал, вес оборудования, людей. Все эти данные подставляются в формулы с определенными коэффициентами, которые подбираются по определенным правилам.
Складирование плит и требования к кладке
Правильное хранение плит перекрытия
Чувствительность к влажности и пористость материала является фактором, который требует соблюдать нормы при складировании, перевозке плит до начала монтажных работ. Панели перекрытия укладывают после установки фундаментных блоков с песчаной подушкой, сборки каркаса или возведения стен, поэтому они часто ожидают очереди с организацией складирования на земле.
Деформации при нарушении правил хранения в виде трещин, изгибов ведет к опасным разрушениям после укладки плит в монтажное положение, поэтому места складирования оборудуются и регулярно проверяется состояние панелей.
Правила укладки железобетонных панелей на хранение:
На землю в месте ранения нужно положить шифер, рубероид или полиэтилен. Подложка защитит от суточных температурных изменений и предотвратит появление конденсата на поверхности бетона и в пустотах.
После складирования плиты накрываются аналогичными материалами. Можно использовать металлические листы.
Допускается укладка штабеля на высоту до 2,5 м, монтажные петли находятся сверху изделия. Нельзя складировать в одном блоке продукты разного назначения и размера.
Деревянные прослойки ставятся после каждого ряда, размещаются одна под другой по вертикали. Панели перекрытия хранят только горизонтально, наклонное и вертикальное положение не допускается.
Толщина брусков должна составлять не меньше половины высоты плиты, прокладки предупреждают контакт бетона с металлическими петлями, уменьшают риск коррозии и упрощают работу монтажников. Штабель располагается так, чтобы до него доставала стрела крана и был подъезд транспорта.
Необходимые инструменты и материалы
Кран-манипулятор для монтажа плит перекрытия
Элементы перекрытия из железобетона отличаются большим весом, поэтому для их поднятия и установки применяются автомобильные или башенные краны. Электромеханические агрегаты выбирают с учетом массы панелей, грузоподъемности машин, положения конструкций, вида оснастки и приспособлений.
Краны должны быть в рабочем состоянии, механическая оснастка — исправной. Состояние машин и приспособлений подтверждается регламентированными актами периодических испытаний. Монтировать перекрытия могут работники и крановщики соответствующей квалификации, подтвержденной свидетельствами. Высотники-монтажники снабжаются страховочными поясами и обувью с нескользящей подошвой.
корыта для раствора, чтобы залить стыки и участки опирания плит;
песок, гравий, цемент, панели перекрытия.
Одно монтажное приспособление применяется для работы с несколькими сборными конструкциями, чтобы уменьшить время установки. Так снизится трудоемкость процесса и повысится производительность. Используется канатный строп с четырьмя ветвями для равномерного распределения усилий при подъеме.
Людям нельзя находиться на плитах во время из поднятия и перемещения в воздухе. Зона монтажа ограждается, чтобы в ней не находились посторонние рабочие, которые не задействованы в монтаже перекрытий. Укладка следующего этажа делается после окончания монтажа перекрытия на предыдущем ярусе.
Правила укладки плит перекрытия
Правила укладки и анкеровки
Изделия укладывают после установки опорных элементов каркаса и сварки их закладных деталей. Панели подаются краном к месту установки в горизонтальном положении. Иногда плиты привозят в транспорте со сдвигом, наклонно, тогда используют захваты с автоматикой или кантователи в виде рамы для перевода в горизонталь.
Состав работ по нормам ЕНиР 4-1-7:
приготовление раствора для заделки стыков после сварки;
подъем и установка плит в проектное положение;
выверка с помощью приборов положения элементов, исправление неточностей;
сварка закладок на плитах, опорных конструкциях и между собой на панелях;
заливка бетона в пустоты швов.
Место установки очищают, расстилают раствор под опорной площадью. Монтажники принимают следующую часть перекрытия и кладут на слой раствора. Выверяют панель при натянутых стропах, контролируют горизонтальность и высоту. Монтажные петли ранее приваренных элементов подгибают ломом и молотком, чтобы выдержать размер опирания.
До начала укладки заканчивают работы:
монтаж колонн и контроль из вертикальности, положение по высоте и в плане по чертежу;
ответная засыпка фундаментных пазух с трамбовкой;
составление технической карты передвижения и стоянок подъемного крана;
завозка в рабочую зону инструментов, инвентаря и материалов.
Регулируется проектный зазор между плитами в соответствии с рекомендациями проекта. Первые плиты перекрытия устанавливаются с лесов, а при монтаже последующих рабочие используют ранее поставленные элементы. Панели привариваются швом не меньше чем в трех углах.
Резка плит
Алмазный диск для резки пустотных плит перекрытия
В техническом проекте организации работ приводится план раскладки элементов перекрытия с указанием размеров и спецификацией, что упрощает работы. Иногда сложная планировка строения исключает возможность применения стандартных панелей. Плиты режутся или делается монолитное перекрытие своими руками по месту.
Резать железобетонные изделия допускается, но с соблюдением правил. Нельзя кроить пустотные элементы длиной более 5 м при толщине 220 мм или имеющие на торцах анкеры. Любое нарушение целостности плиты негативно сказывается на прочности, т.к. в изделии ставится арматура под напряжением для сопротивления изгибу и кручению.
Следует заказать резку на заводе с необходимым оборудованием для сохранения качеств железобетонного элемента. Укорочение панели на стройке связано с большими физическими усилиями. Рабочие надевают средства личной защиты и соблюдают правила техники безопасности.
Правила резки:
координация размеров выполняется, когда изделие находится внизу с помощью дисковой пилы или болгарки, лома, кувалды, разметочного инструмента;
используется алмазный диск, который режет арматуру и бетон;
предварительно определяется местоположение арматурных стержней;
делается пропил вдоль изделия и затем поперек;
кувалдой сбивается бетон, срезается арматура.
Получившиеся пустоты заполняются бетоном. Если нужно вырезать отверстие под люк, лаз, лучше обойти такое место и выполнить монолитный участок с установкой арматуры, а не резать панель.
Полезные рекомендации
Нельзя монтировать плиты со сломанными петлями
Монтаж плит постоянно контролируется. Проверяется качество изделий для перекрытия, сертификаты и паспорта на них. Учитывается правильность складирования и перевозки. В процессе работ исследуется соответствие проекту, качество заделки стыков и сварки закладных деталей. Если швы заполняются бетоном зимой, место подогревается до полного застывания смеси.
На крупном строительстве стыки проверяются после набора проектной прочности, делается проверка установки с помощью нивелиров и лазерных уровней. Если были изменения проекта, выполняются чертежи с подробным указанием, ведутся журналы сварки, заделки соединений, составляются акты скрытых работ.
Нельзя ставить плиты, которые имеют сломанные петли, не очищены от грязи ни налипших слоев. Во время перерыва поднятые конструкции не оставляются на весу, а укладываются с завершением сварки. Выравнивать панели ломом после снятия строп нельзя, как и перемещать их по воздуху при ветре больше 15 м/с или в туман.
Расчет и чертеж расположения выполняется перед устройством фундаментов, чтобы точно определить положение стен и колонн в пространстве и обеспечить правильную глубину опирания.
Процесс строительства бетонной плиты перекрытия
🕑 Время чтения: 1 минута
Процесс возведения бетонной плиты перекрытия включает в себя монтаж опалубки, размещение арматуры, заливку, уплотнение и отделку бетона и, наконец, снятие опалубки и отверждение бетонной плиты.
Содержимое:
Процесс строительства бетонной плиты перекрытия
1. Сборка и установка опалубки для плиты
2. Подготовка и установка арматуры для плиты
3. Заливка, уплотнение и отделка бетонной плиты перекрытия
4. Затвердевание бетона и снятие опалубки
Сборка и установка опалубки
Подготовка и установка арматуры
Заливной, компактный и финишный бетон
Отверждение бетона и снятие опалубки
1. Сборка и установка опалубки для перекрытия
Опалубка должна быть спроектирована так, чтобы выдерживать строительные нагрузки, такие как давление свежего бетона и вес рабочих и операторов и их машин. Руководство по опалубке для бетона ACI 347-04 необходимо соблюдать при проектировании опалубки. Кроме того, существуют различные аспекты строительства, которые необходимо учитывать при возведении опалубки. Например, он должен быть правильно расположен, выровнен и выровнен, стыки должны быть надлежащим образом загерметизированы, а гвозди не должны входить в бетон и т. д. Кроме того, для опалубки бетонной плиты перекрытия могут использоваться различные материалы, такие как дерево, сталь и алюминий.
Рис. 1: Опалубка бетонной плиты перекрытия
Наконец, есть несколько распространенных недостатков конструкции опалубки, о которых инженер-строитель должен знать и предотвращать их появление, иначе может произойти отказ опалубки. Эти недостатки конструкции представлены ниже:
Плохой осмотр опалубки или его отсутствие во время и после укладки бетона для выявления необычных прогибов или других признаков возможного отказа, которые можно исправить
Неадекватное крепление гвоздями, болтами, сваркой или креплением
Неправильная боковая распорка
Сооружение опалубки, не соответствующей чертежам формы
Отсутствие надлежащей инспекции на месте, чтобы убедиться, что дизайн формы был правильно интерпретирован составителями форм
Использование поврежденных или некачественных пиломатериалов, имеющих меньшую прочность, чем необходимо.
Читайте также: Опалубка (опалубка) для различных элементов конструкции — балок, перекрытий, колонн, фундаментов
2. Подготовка и установка арматуры для перекрытия
Перед размещением арматуры для конструкции бетонной плиты перекрытия осмотрите и проверьте формы, чтобы убедиться, что размеры и расположение бетонных элементов соответствуют планам конструкции. Кроме того, формы должны быть должным образом очищены и смазаны маслом, но не в таком количестве, чтобы оно попадало на прутья или бетонные строительные швы. В проектных чертежах представлены необходимые детали армирования, поэтому нужно только понять, как использовать стержни определенного размера, резать необходимую длину и делать необходимые крючки и изгибы. После завершения подготовки стальные стержни укладываются на свои места с соблюдением заданных промежутков и бетонного покрытия. Бетонное покрытие и расстояние между плитами перекрытия можно сохранить, введя распорки и стержневые опоры. Проволока применяется для связывания основной арматуры и усадочной и температурной арматуры (распределительной арматуры).
Рис. 2: проволока, используемая для связывания арматуры и опор, используемых для поддержания бетонного покрытия
Следует знать, что неправильное размещение арматурной стали может привести к серьезным разрушениям бетонных конструкций. Неправильное защитное покрытие подвергает арматурные стержни опасности и нарушает связь между бетоном и сталью. Наконец, после того, как все требования к размещению арматуры (положения, защитное покрытие бетона, интервалы и правильный размер стержней, длина, крюки и изгиб) согласованы, инженер участка может заказать бетонирование.
Рис. 3: Устройство бетонного покрытия для арматурных стержней в плите
3. Заливка, уплотнение и финишная бетонная плита перекрытия
Смешивание, транспортировка и обращение с бетоном должны быть должным образом согласованы с укладочными и отделочными работами. В плите перекрытия начните укладку бетона по периметру с одного конца работы, при этом каждую партию укладывайте на ранее отгруженный бетон.
Рис. 4: Укладка бетона начинается с одного конца плиты
Бетон следует укладывать в месте его конечного положения или как можно ближе к нему, чтобы предотвратить расслоение. Таким образом, укладка бетона в большие и отдельные сваи с последующим перемещением их по горизонтали в конечное положение не допускается. Более того, инженер-строитель должен надлежащим образом контролировать бетонирование и выявлять признаки проблем. Например, потеря затирки является признаком неправильной герметизации и смещения швов. Кроме того, трещины, чрезмерное отклонение, уровень и отвес, а также любые движения должны быть проверены и устранены, чтобы предотвратить дальнейшие проблемы.
Рис. 5: Укладка бетона с помощью насосов
Кроме того, свежий бетон должен быть надлежащим образом уплотнен, чтобы сформировать его внутри опалубки и вокруг закладных элементов и арматуры, а также устранить каменные карманы, соты и захваченный воздух. Вибрация, внутренняя или внешняя, является наиболее широко используемым методом уплотнения бетона. Наконец, плиты могут быть отделаны разными способами в зависимости от назначения пола. Полезную информацию о формах до, во время и после бетонирования можно найти в ACI 311. 1R.
Рис. 6: Укладка и вибрация свежего бетона
Читайте также: Методы отделки затвердевшей бетонной поверхности
4. Выдерживание бетона и снятие опалубки
После завершения отделки необходимо использовать подходящую технику для надлежащего отверждения бетона. Методы отверждения плит, такие как отверждение водой; заливают бетон; пруд; или туман распыляется. В дополнение к методу удержания воды, в котором покрытия, такие как песок; холст; мешковина; или солома, используемая для поддержания поверхности плиты во влажном состоянии, химические мембраны и водонепроницаемая бумага или полиэтиленовая пленка. Что касается отверждения, рекомендуется снять опалубку через 14 дней. Чтобы узнать подробное время снятия опалубки, нажмите здесь.
Рис. 7: Отверждение бетонной плиты заливкой
Весь процесс изготовления бетонной плиты перекрытия показан на Рис. 8 и Рис.9.
Рис. 8: Иллюстрация конструкции железобетонной плиты
Рис. 9: Проволока, используемая для связывания основной и усадочной и температурной арматуры ( Деталь «А» )
Читайте также: Методы отверждения бетонных конструкций и их Сравнения
Процесс строительства бетонной плиты перекрытия 2021
Бетонные плиты являются популярным выбором для новых жилых и коммерческих зданий. В отличие от строительства здания на сваях или пнях, бетонное основание помогает улучшить тепловую эффективность, поддерживает долговечность конструкции и позволяет построить более крупную и тяжелую конструкцию. Процесс строительства бетонной плиты включает в себя подготовку опалубки, уплотнение основания плиты, размещение арматуры, заливку, уплотнение, отделку бетона, снятие опалубки и отверждение бетонной плиты.
Использование зарекомендовавшего себя процесса изготовления бетонной плиты перекрытия гарантирует длительный срок службы плиты. Дефекты в строительстве могут поставить под угрозу структуру имущества и привести к дорогостоящему ремонту (на который может распространяться гарантия застройщика). Убедитесь, что вы наняли авторитетного строителя, у которого есть опыт.
Вот краткое описание процесса изготовления бетонной плиты.
Подготовка опалубки
Опалубка представляет собой каркас для бетонной плиты. Для измерений обратитесь к утвержденным планам строительства, чтобы убедиться, что опалубка установлена правильно. Правильное соблюдение процесса укладки опалубки снижает вероятность повреждения бетонной плиты. Подготовка опалубки также должна соответствовать установленным строительным нормам и правилам.
Опалубку нужно монтировать правильно, чтобы она выдерживала давление бетона, не протекала, позволяла работать и ходить по ней, поддерживать оборудование и машины и не содержала дефектов конструкции. Это означает, что все соединения должны быть герметизированы и закреплены, а гвозди не должны быть видны. При наличии дефектов может потребоваться дорогостоящий ремонт. Ответственность за проверку соблюдения правильных методов строительства лежит на инспекторе по строительству или инженере-строителе.
Важный совет: следите за тем, чтобы высота опалубки была на одном уровне с верхом бетонной плиты, чтобы можно было выровнять готовую поверхность вровень с верхом опалубки.
Выкопать землю
Участок вырублен землеройной техникой почти до уровня. После завершения земляных работ геодезист втыкает штифты в землю, чтобы отметить площадь пола, и дает торговцам точки для измерения. Электрики и сантехники копают и запускают доступ для обслуживания. Фундаменты и опоры выкапываются в соответствии со спецификациями инженеров, а площадка выравнивается с помощью лазерного уровня. По периметру заливаемой плиты сооружается опалубка. Это сформирует форму плиты и удержит бетон, пока он твердеет.
Подготовка подкладки из плит
Важно правильно подготовить подстилку из плит. Это гарантирует, что бетонная плита опирается на прочное основание и что бетонная плита не начнет трескаться. Для подготовки основания плиты используйте дорожную пыль или дробилку подходящей толщины в соответствии со строительными нормами. Убедитесь, что поверхность ровная, плоская и плотно утрамбована. Хорошо дренированное основание и уплотненный слой предотвращают растрескивание бетонной плиты.
Установка арматуры
Армирование предотвращает растрескивание, коробление и обрушение бетона, когда на него воздействует нагрузка, повышая прочность бетона на растяжение и делая его более прочным.
Убедитесь, что арматурные стержни, распорки и связи установлены в соответствии с утвержденными планами строительства.
Заливка, уплотнение и финишный бетон
Для заливки бетона от известной компании-производителя премиксов должен быть привлечен профессионал. Это обеспечит заданную прочность бетона. Перед заливкой смочить плиту водой, чтобы предотвратить потерю влаги.
После заливки бетона добавьте контрольные швы там, где это необходимо. По мере высыхания бетон дает усадку. Чтобы избежать случайного образования трещин, контрольные/компенсационные швы предотвращают образование трещин.
Кроме того, убедитесь, что бетон уплотнен. Это помогает бетону связываться и формироваться внутри опалубки и вокруг арматурных стержней. Вибрация, внутренняя или внешняя, является наиболее широко используемым методом уплотнения бетона. Наконец, плиты должны быть обработаны в соответствии с действующими строительными стандартами.
Затвердевание бетона и снятие опалубки
Отверждение бетонной плиты включает в себя применение воды в течение примерно 7 дней. Применение влаги к бетону помогает его уплотнению. Лучше всего опрыскивать два раза в день — используйте легкие аэрозоли с полным покрытием.
Труба из нержавеющей стали тонкостенная в категории «Материалы для ремонта»
Труба 85х6мм 08Х18Н10Т ТРУБА ТОНКОСТЕННАЯ И ТОЛСТОСТЕННАЯ ИЗ ПИЩЕВОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ
Доставка по Украине
от 17 грн/кг
Купить
ТОВ УКРТРУБОПРОКАТ
Труба 10х2мм 08Х18Н10Т ТРУБА ТОНКОСТЕННАЯ И ТОЛСТОСТЕННАЯ ИЗ ПИЩЕВОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ
Доставка по Украине
от 17 грн/кг
Купить
ТОВ УКРТРУБОПРОКАТ
Труба 10х2,5мм 10Х17Н13М2Т ТРУБА ТОНКОСТЕННАЯ И ТОЛСТОСТЕННАЯ ИЗ ПИЩЕВОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ
Доставка по Украине
от 17 грн/кг
Купить
ТОВ УКРТРУБОПРОКАТ
Труба 12х1,5мм 12Х18Н10Т ТРУБА ТОНКОСТЕННАЯ И ТОЛСТОСТЕННАЯ ИЗ ПИЩЕВОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ
Доставка по Украине
от 17 грн/кг
Купить
ТОВ УКРТРУБОПРОКАТ
Труба 12х2мм 08Х18Н10Т ТРУБА ТОНКОСТЕННАЯ И ТОЛСТОСТЕННАЯ ИЗ ПИЩЕВОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ
Доставка по Украине
от 17 грн/кг
Купить
ТОВ УКРТРУБОПРОКАТ
Труба гофрированная из нержавеющей стали SS304 Stahlmann IWS, 32 A отожженная, 20м, шт
Доставка по Украине
6 600 — 9 000 грн
от 2 продавцов
9 000 грн/бухта
Купить
ФОП Питлюк Руслан Ярославович
Телескопическая труба THOMAS из нержавеющей стали с кольцом 139792
На складе в г. Александрия
Доставка по Украине
854 — 1 039.5 грн
от 2 продавцов
854 грн
Купить
Thomas-shop.prom.ua
Телескопическая труба из нержавеющей стали с кольцом (139570)
На складе в г. Александрия
Доставка по Украине
853 грн
Купить
Thomas-shop.prom.ua
Труба из нержавеющей стали 8*1 мм AISI 304
На складе
Доставка по Украине
90 грн/м
Купить
AISI304 — Трубопроводная арматура и фитинг из нержавеющей стали
Гофрированная труба из нержавеющей стали ø 25мм отожженная
На складе в г. Павлоград
Доставка по Украине
390 грн/м
Купить
Zakyp.com.ua: Гофрована труба з нержавіючої сталі
Спираль Змеевик для дистиллятора 6м 10 труба из нержавеющей стали узкая
На складе
Доставка по Украине
1 050 грн
Купить
Интернет-магазин «MARKETHOME»
Гофрированная труба из нержавеющей стали EASYFLEX (Kofulso, Ю. Корея), отоженная, диаметр 1/2″
На складе в г. Киев
Доставка по Украине
119.10 грн/м
Купить
АДЕКСІМ-ТРЕЙД
Гофрированная труба из нержавеющей стали ø 32мм неотожженная
На складе
Доставка по Украине
460 грн/м
Купить
Zakyp.com.ua: Гофрована труба з нержавіючої сталі
Труба 10х2,5мм 08Х18Н10Т ТРУБА ТОНКОСТЕННАЯ И ТОЛСТОСТЕННАЯ ИЗ ПИЩЕВОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ
Доставка по Украине
от 17 грн/кг
Купить
ТОВ УКРТРУБОПРОКАТ
Труба ретардера 5010418732 Renault из нержавеющей стали
На складе
Доставка по Украине
2 500 грн
Купить
ACS — Advanced Cooling Systems
Смотрите также
Труба ретардера 5010491156 Renault из нержавеющей стали
На складе
Доставка по Украине
2 500 грн
Купить
ACS — Advanced Cooling Systems
Труба ретардера 7420710746 Renault из нержавеющей стали
На складе
Доставка по Украине
2 400 грн
Купить
ACS — Advanced Cooling Systems
Труба ретардера 7420710745 Renault из нержавеющей стали
На складе
Доставка по Украине
2 500 грн
Купить
ACS — Advanced Cooling Systems
Труба ретардера 5010619044 Renault из нержавеющей стали
На складе
Доставка по Украине
2 500 грн
Купить
ACS — Advanced Cooling Systems
Труба гофрированная из нержавеющей стали
На складе
Доставка по Украине
165 грн/м
Купить
Zakyp. com.ua: Гофрована труба з нержавіючої сталі
Труба гофрированная из нержавеющей стали SS304 STAHLMANN 25А, отожженная, 10м
Доставка по Украине
3 150 грн
Купить
ФОП Питлюк Руслан Ярославович
Труба из нержавеющей стали 22*1,5 мм AISI 304
На складе
Доставка по Украине
235 грн/м
Купить
AISI304 — Трубопроводная арматура и фитинг из нержавеющей стали
Труба из нержавеющей стали 34*1,5 мм AISI 304
На складе
Доставка по Украине
395 грн/м
Купить
AISI304 — Трубопроводная арматура и фитинг из нержавеющей стали
Труба из нержавеющей стали 40*1,5 мм AISI 304
На складе
Доставка по Украине
505 грн/м
Купить
AISI304 — Трубопроводная арматура и фитинг из нержавеющей стали
Труба из нержавеющей стали 52*1,5 мм AISI 304
На складе
Доставка по Украине
595 грн/м
Купить
AISI304 — Трубопроводная арматура и фитинг из нержавеющей стали
Труба одностенная для дымохода из нержавейки ø100-ø500 (AISI-201) 1м
На складе
Доставка по Украине
от 362 грн
Купить
Юни-Опт
Труба гофрированная ø 32мм из нержавеющей стали неотожженная
На складе
Доставка по Украине
460 грн/м
Купить
Zakyp. com.ua: Гофрована труба з нержавіючої сталі
Труба 12х2мм 08Х18Н10Т ТРУБА ТОНКОСТЕННАЯ И ТОЛСТОСТЕННАЯ ИЗ ПИЩЕВОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ
Доставка по Украине
от 17 грн/кг
Купить
ТОВ УКРТРУБОПРОКАТ
Кенгурятник Renault Trafic 2001-2014+ Кенгурятник с нержавейки с трубой
Доставка из г. Винница
6 675 грн
Купить
Интернет-магазин товаров для автотюнинга b8auto.com.ua
Труба нержавеющая тонкостенная: свойства и сферы применения
Тонкостенная труба, изготовленная из нержавеющей стали, универсальна в своем применении. Ее широко используют для монтажа бытовых водопроводных систем, прокладки промышленных магистралей, установки рекламных стендов и многого другого.
Трубы из нержавейки имеют широкое применение
Столь широкая и разнообразная сфера использования связана с хорошими эксплуатационными и техническими характеристиками. В то же время, в некоторых областях промышленности вместо нержавейки используется алюминиевая тонкостенная труба. В чем их основные различия и какие особенности применения каждого из материалов?
Особенности изделий из нержавейки
Тонкостенные нержавеющие трубы практически не имеют недостатков. Единственным минусом считается высокая стоимость, однако длительный срок эксплуатации изделий и отсутствие необходимости в антикоррозийной обработке поверхности полностью оправдывают первоначальные затраты.
Важными преимуществами трубопровода из нержавеющей стали являются:
устойчивость к воздействию высокой температуры;
морозостойкость;
гладкая внутренняя поверхность;
стойкость к влиянию агрессивной среды;
Популярность труб из нержавейки обусловлена рядом их преимуществ перед другими трубы
антикоррозионные свойства;
прочность сварного соединения;
тонкие стены, позволяющие получить трубы большего внутреннего диаметра;
небольшой вес;
прочность и надежность;
безопасность для здоровья;
долговечность.
Также необходимо отметить высокую эстетичность трубопровода из нержавеющей стали. Именно это свойство позволяет использовать трубы из нержавеющей стали в декоративных целях – для изготовления навесных конструкций и различных опор. Для декоративных ограждений гораздо чаще применяются более дешевые электросварные трубы. Также изделия из нержавеющей стали порой заменяются хромированными.
Из-за внешнего вида нержавейка часто применяется для навесных конструкций
Нержавейка не вызывает отравления, а поэтому может использоваться для транспортировки питьевой воды. С другой стороны, высокая стоимость заставляет многих застройщиков искать более экономически выгодные, но не менее надежные аналоги.
Способы изготовления и применение нержавеющих труб
Область применения изделий из стали напрямую зависит от способа изготовления. Ведь именно особенности технологического процесса обуславливают наличие определенного набора положительных и отрицательных характеристик. Тонкостенные трубы из нержавеющей стали бывают:
Бесшовные. Существуют два основных способа изготовления бесшовного трубного проката – холодная и горячая деформация. Прокат формируется на вальцах специального прокатного станка. В зависимости от особенностей технологического процесса раскатка до нужного диаметра производится в горячем или подогретом состоянии. Таким способом получают особо прочные изделия, которые используются в медицинской отрасли, машиностроении, автомобилестроении, авиации, аэрокосмонавтике.
Особо прочными являются бесшовные нержавеющие трубы
Сварные. Более простая технология, предусматривающая использование специально заготовленных стальных полос любой необходимой длины. Стальные ленты автоматически закручиваются вокруг направляющего стержня, а затем завариваются. Получаются легкие и прочные изделия, которые хорошо справляются с температурными нагрузками. Основными сферами использования являются бытовое потребление (монтаж систем водоснабжения и отопления), химическая и пищевая промышленность.
Особо тонкостенные. К этой группе относят трубы, толщина стенок которых составляет менее 2 % от внешнего диаметра. У стандартных тонкостенных изделий этот показатель составляет 5 %. Для производства такого трубопровода используется метод лазерной сварки. Основные потребители – приборостроение и медицина.
Самыми дорогими являются бесшовные тонкостенные трубы, а вот сварные более доступны рядовому потребителю.
Алюминиевые тонкостенные трубы
Алюминиевая труба считается тонкостенной, если толщина ее стенки не превышает 5 мм. Изделия достаточно универсальны в своем применении и имеют много общих характеристик с трубопроводом из нержавейки.
Тонкостенные алюминиевые трубы имеют диаметр стенки не более 5 мм
В частности, алюминиевая труба характеризуется:
легкостью;
удовлетворительным уровнем прочности;
высокой технологичностью;
легкостью обработки;
хорошей гибкостью;
низким коэффициентом шероховатости;
высокой пропускной способностью;
устойчивостью к коррозии;
эстетичностью;
доступной стоимостью.
Алюминиевая труба также имеет схожие с нержавеющей сферы применения:
авиастроение;
химическая промышленность;
нефтяная промышленность;
судостроение;
строительство зданий;
создание рекламных сооружений;
производство декоративных элементов, лестничных перил, элементов мебели.
Алюминиевые трубы применяются в промышленности, но не допускается их использовать для транспортировки воды
Однако алюминиевая труба абсолютно не пригодна для систем водоснабжения. Причина очень веская – обнаружены канцерогенные свойства металла, которые могут передаться транспортируемой жидкости.
В то же время, для систем канализации и водоснабжения вполне пригодными являются сплавы титана с алюминием. В промышленных масштабах такое решение вполне применимо, а вот для бытовых целей оказывается экономически нецелесообразно.
Легкость металла определила и другие варианты использования – алюминиевая труба эксплуатируется в дренажных системах, а ее гофрированная разновидность – при устройстве вентиляционных систем. Кроме того, изделия из алюминия нашли свое применение в системах кондиционирования. Для повышения эксплуатационных характеристик алюминия изделия поддаются обработке – нагартовке, закаливанию, состариванию, анодированию.
Чем хороша нержавеющая гофрированная труба
Трубы тонкостенные из нержавеющей стали | МИСУМИ
МИСУМИ Главная>
Материалы>
Металлические материалы>
Металлические трубы>
Трубы тонкостенные, нержавеющая сталь
Щелкните это изображение, чтобы увеличить его.
Наведите указатель мыши на изображение, чтобы увеличить его. ОД заземлен.
Какой фундамент для дома лучше выбрать 🏡: плиточный, ленточный или свайно-винтовой?
Вопрос, который встанет перед каждым покупателем дома из СИП-панелей – это какой фундамент лучше выбрать для дома. Многие, пока не столкнуться с перспективой выбора, даже не представляют на сколько основ можно поставить дом. Но проблема в том, что если сделать неправильный выбор, то постройка может простоять очень недолго. Ведь многие виды фундамента рассчитаны на то, что дом будет своим весом коррелировать с ним и вследствие этого многие проблемы просто не возникнут.
А дома из СИП-панелей отличаются своей легкостью и следовательно может возникнуть такой эффект, как морозное пучение. Когда вес постройки недостаточно большой, то в первые же морозы под воздействием холода будет происходить неравномерное выталкивание фундамента из грунта, что может привести к частичному разрушению дома. А ведь для того, чтобы исправить ошибки допущенные при выборе основы и исправление их необходимо разбирать весь дом и начинать все заново.
И для того, чтобы у вас не возникло подобных проблем, мы предлагаем вам ознакомится с видами фундамента для дома из СИП-панелей.
Виды фундаментов
Помимо того, что выбирать основу для дома стоит из расчета его веса, также стоит обратить внимание на то, в каком состоянии находится грунт на участке. Некоторые виды фундаментов нельзя устанавливать на слабый грунт.
Плиточный
Когда перед счастливыми обладателями земельного участка встает вопрос, какой фундамент выбрать для дома из СИП-панелей, то в первую очередь все вспоминают про монолитный или заливной, а говоря другими словами – про железобетонную плиту. Конечно, может показаться, что чем прочнее будет основа дома, тем дольше простоит дом и не будет никаких проблем. Но вспоминая о морозном пучении, можно засомневаться в целесообразности такого подхода. Чем монолитнее выглядит конструкция, тем больший вес должен приходиться на нее. И к тому же, нельзя забывать о стоимости и временных затратах.
Для создания такого типа фундамента понадобится:
песок,
бетон,
арматура,
дерево.
Главная проблема в том, что материала потребуется много, как и времени. Так что все преимущества технологии строительства из СИП-панелей, а это в том числе и скорость возведения постройки, сводятся к нулю.
Ленточный
Еще одним популярным видом фундамента для частного дома является ленточный фундамент. Он представляет собой мелко-/глубоко заглубленную железобетонную ленту. Как и с предыдущим случаем стоит понимать, что такой вариант подходит для тяжелых построек и для тех проектов, в которых предусмотрено подвальное помещение. Подобная основа также, как и предыдущий вариант очень сильно увеличивает время строительства. Для создания ленточного фундамента потребуется:
выкопать траншею;
просыпать траншею песком с гравием, для того, чтобы коррелировать возможные недостатки почвы;
изготовить опалубку, а после того, как бетон достигнет необходимой прочности – демонтировать ее;
собрать каркас из арматуры и установить его;
залить в опалубку бетонную смесь;
дождаться высыхания бетона.
Проблемы, с которыми могут столкнуться люди, выбравшие такой вариант фундамента многообразны. Во-первых, он слишком громоздкий и для того, чтобы построить его необходимо вызывать на объект подъемный кран. Во-вторых, выбор подобного варианта означает продление стройки на один-два месяца. А, в-третьих, увеличивается конечная стоимость строительства и в будущем могут возникнуть проблемы со стороны дополнительных пристроек, так как подобная конструкция не предназначена для увеличения площади дома. Также подпольное пространство будет довольно плохо вентилироваться, что тоже не очень хорошо для жизни. Но для домов большой площади, например, двухэтажного дома такой фундамент подходит, как нельзя, лучше.
Цокольный этаж
Еще одним не самым плохим решением для фундамента, является постройка цокольного этажа. Хотя он и не будет самым дешевым вариантом, он сможет сильно расширить площадь дома, организовать там технические помещения, а по желанию – мастерские, баню, сауну, тренажерный зал и многое другое. Такой фундамент для одноэтажного дома – просто спасение. Это вариант, конечно, не экономит бюджет, так как по сути – это монолитная основа, для изготовления которой требуется много бетонной смеси и арматуры, но зато присутствует сильная экономия полезной площади дома. То есть жилое пространство не уменьшается за счет необходимых технических помещений.
Свайно-винтовой
Такой тип фундамента представляет из себя стальную полую трубу, у которой с одной стороны находится оголовье, а с другой – лопасти. В отличие от остальных видов основ – сваи не требуют дополнительной расчистки грунта и ввоза на участок тяжелой техники. Сваи можно закручивать как ручным способом, так и при помощи экскаватора.
Такой фундамент для СИП-дома можно поставить практически на любом участке. При этом абсолютно не важно есть ли на участке сильные перепады высот – точнее для такого варианта только подобная основа и подходит, так как в процессе установки можно нивелировать все перепады. Единственное, что может стать препятствием для подобной основы – это каменистые, илистые грунты и торфяники. Хотя если лопасти свай довольно-таки крепкие и позволяют «разрезать» камни или даже в болотистой местности утопить сваю до несущего грунта, то даже на, казалось бы, сложных участках можно поставить такой фундамент.
Огромным преимуществом такого вида основы будет цена. Установка такой основы в разы дешевле всех выше представленных вариантов, а о время затратах и говорить нечего – все работы займут не более двух дней. Еще одно преимуществом этого фундамента перед остальными в том, что в любой момент без особых проблем можно сделать к дому пристройку.
Какой фундамент выбрать?
Из всех вышеперечисленных фундаментов для домов из СИП-панелей лучше всего подходит свайно-винтовой. Он легок и легко монтируется, но при этом эффективно противостоит морозному пучению и выдерживает большие нагрузки. На такую основу можно поставить и одноэтажный, и двухэтажный дом без каких-либо проблем. Также в любой момент времени можно расширить дом, просто докупив необходимое количество свай и через день получить прочный фундамент для дополнительной площади.
Такую основу не только легко монтировать, но и легко демонтировать. Сваи не портят грунт и их можно использовать несколько раз. Их специально покрывают веществом, которое позволяет металлу не ржаветь и служить долго – более ста лет.
Мы в СитиСип выбрали именно такой вид фундамента и на него поставлены практически все наши выполненные проекты.
Какой фундамент следует выбрать для строительства дома
Содержание:
Проектирование и строительство дома должны начинаться с выбора типа основания, то есть, фундамента. Самостоятельное строительство частного жилья предполагает хотя бы начальное знание типов оснований для разных конструкций домов, умение выбрать фундамент по его параметрам и особенностям заложения основы на участке с конкретными свойствами грунта и геодезическими характеристиками локации.
Фундамент нужен любому дому, так как он принимает на себя всю массу строения, не позволяет дому разрушаться и деформироваться из-за постоянного влияния климата, свойств грунта и нюансов рельефа. Во все времена выбор фундамента основывался на особенностях конструкции дома, которая, в свою очередь, выбиралась, исходя из свойств грунта. Из каких вариантов мы можем выбрать основание для постройки дома:
Ленточный фундамент;
Свайное основание;
Плитный фундамент;
Фундамент плавающего типа на плитной основе;
Столбчатый фундамент.
Рассмотрим каждый из вариантов оснований для дома в порядке их перечисления.
Ленточное основания для дома
Бетонная лента в качестве фундамента — самая распространённая конструкция основания из-за высокой надёжности, простой технологии, универсальности применения и длительности срока службы. Хотя ленточное основание имеет высокую затратность и трудоёмкость, многолетняя и безремонтная эксплуатация в конечном итоге делают такой фундамент самым экономным и экономичным. Исходя из свойств грунта, фундамент бывает глубокого или мелкого заглубления, а по типу заполнения — сплошным бетонным, бутовым, блочным или комплексным. Для деревянных домов он тоже подходит, но из-за небольшого веса дома нет смысла возводить такое мощное сооружение в качестве основания здания.
Конструктивно МЗЛФ или другой вариант ленты — это сплошная бетонная полоса, уложенная по периметру дома на расчётную глубину, и повторяющая все контуры стен и внутренних перегородок, но с разным заглублением. Для внутренних ненесущих стен глубина заложения ленты может быть до двух раз меньше, что сказывается на экономии строительной сметы. Особенно рекомендуется ленточный фундамент при возведении домов из тяжёлых стройматериалов — кирпича, бетона, камня, и для домов с подвалами и подземными гаражами.
Не слишком тяжёлый дом (деревянный, из ячеистых бетонов и т.д.) можно установить на МЗЛФ, так как основание закладывается выше уровня промерзания грунта, но мощное здание должно опираться на фундамент, заложенный ниже точки промерзания грунта в регионе. То есть, обширные землеройные работы с привлечением спецтехники неизбежны.
Фундамент на сваях
Принцип заложения свайного основания состоит в прохождении сваей всех без исключения слабых слоёв почвы под домом. Опора сваи может быть разной конструкции, но опираться она должна на плотный слой грунта. Поэтому длина свай рассчитывается, исходя из геологических и геодезических изысканий на стройплощадке.
Так как каждая свая может выдерживать от единиц до десятков тонн нагрузки, ограничения на использование свай практически нет. Популярен этот вариант основания для домов и из-за низкой себестоимости, которая формируется из следующих факторов:
Не требуется проводить масштабные земляные работы — достаточно пробурить лунки-скважины под сваи;
На заливке свай, возведении опалубки и армировании конструкции экономится бетонный раствор.
Столбчатый фундамент
Столбчатый фундамент можно рекомендовать для облегчённых зданий, так как возводят его из кирпича или бетонных блоков, которые сами по себе представляют разборную конструкцию, которую нельзя нагружать большим весом.
Плитный фундамент для жилого дома
Плитное основание — самый затратный вариант и в плане финансов, и в разрезе трудоёмкости процесса. Вся монолитная плита должна лежать ниже точки промерзания грунта, а это означает, что вам предстоят длительные землеройные работы и серьёзные расходы на стройматериалы. Поэтому плитное основание рекомендовано для малоэтажных коттеджей.
Преимущества плиты в качестве основания дома очевидны: верхний монолитный слой фундамента можно использовать в качестве основы для чернового пола. В этом случае вы экономите на армировании и дополнительных затратах на обустройство поверхности пола.
При укладке плиты необходимо принимать во внимание следующие нюансы:
Если фундамент расположить выше уровня промерзания почвы, то силы морозного пучения могут разрушить или деформировать плиту;
Глубина прохождения грунтовых вод должна быть ниже точки промерзания.
Поэтому, помня о пункте №1, плиту следует дополнительно утеплить.
Винтовой фундамент
Винтовые сваи можно монтировать на любом грунте, но только для домов с маленьким весом, то есть, деревянных или пенобетонных. Сейсмоустойчивость винтового основания — его главное преимущество, отсюда и ареал использования — горные районы и участки со слабым грунтом. Скорость возведения винтового фундамента — 1-3 дня, в зависимости от площади дома.
Из недостатков нужно признать невозможность возведения подвала в доме, строительства здания на скалистом грунте и рядом с построенными зданиями.
Плавающее основание под дом
Особенности конструкции плавающего фундамента заключаются в его способности двигаться на беспокойном грунте — имеются ввиду пучинистые, глинистые, болотистые и сейсмически активные грунты. При таких условиях эксплуатации дома любое другое основание начнёт разрушаться, но не плавающий тип фундамента. Это решение достаточно трудоёмкое и дорогостоящее (глубина заложения плиты — до полутора метров), но оправдывающее затраты при строительстве на сложных грунтах. Основание в виде плиты будет двигаться вместе с зданием, предотвращая его разрушение.
Материалы по теме
What The Foundation – Джонс-роуд
What The Foundation – Джонс-роуд
Вы перешли к разделу «Что за фонд?»
(35 г / 1,14 унции )
Найди мой оттенок
Чистота / Без жестокости
Бесплатная доставка заказов из Великобритании на сумму более 75 евро.
Что за… Фонд? WTF — это оттеночный увлажняющий бальзам, сочетающий в себе традиционную основу. Легко сливается с кожей, оставляя вам ровный свежий цвет лица, который выглядит так, как будто ваша кожа в лучший день. В состав WTF входят ингредиенты, питающие кожу, такие как масло жожоба и гиалуронат натрия; безупречно работает с Face Pencil; и предлагает легкое-среднее покрытие. Выберите один из 12 оттенков, созданных для того, чтобы сочетаться со всеми тонами кожи. WTF — первая в своем роде инновация в сфере чистой красоты.
*Из-за уникальной формулы возможно некоторое смещение при транспортировке.
Пальцами или лопаточкой наберите необходимое количество WTF. Нанесите непосредственно на лицо с помощью кисти для кожи, спонжа или пальцев. Для темных кругов под глазами или пятен, которые требуют дополнительного покрытия, Face Pencil — лучший друг WTF.
Совет Бобби:
Некоторым людям может понадобиться два оттенка WTF; один для летних месяцев, один для зимних месяцев или их сочетание для промежуточного времени.
Даже меньший по размеру, чем гиалуроновая кислота, этот увлажнитель проникает в кожу более свободно и глубоко. Увлажняет и восстанавливает кожу от стрессов окружающей среды.
См. полный список ингредиентов
Q:
Чем он отличается от традиционного фундамента?
А:
Не такое плотное покрытие, как у традиционной основы. Он должен выглядеть как кожа. WTF дает покрытие от легкого до среднего, немного помогает. Однако в сочетании с карандашами для лица вы можете получить гораздо большее покрытие.
Q:
Чем он отличается от тонирующего увлажняющего крема?
A:
Это более плотное покрытие, чем у тонирующего увлажняющего крема, но меньшее, чем у традиционной основы. Это взгляд Бобби на продукт для идеального цвета лица.
Вопрос:
Как мне найти свою тень?
A:
Пройдите наш тест на соответствие оттенка WTF, разработанный Bobbi, чтобы помочь вам выбрать идеальный оттенок.
Q:
Как я могу применить WTF?
A:
Наберите желаемое количество с помощью нашего шпателя. Мы рекомендуем начинать примерно с половины шпателя и строить оттуда. Если вы предпочитаете использовать кисть, мы предлагаем нашу кисть для всего или кисть для кожи. Для более естественного результата рекомендуем подогреть продукт кончиками пальцев и нанести на лицо руками. Это позволит формуле легко раствориться в коже.
Доставка
Компания Jones Road в настоящее время осуществляет доставку в США, Канаду и Великобританию (включая Англию, Уэльс, Шотландию и Северную Ирландию, за исключением зависимых территорий Короны). В настоящее время мы не предлагаем ускоренную доставку. В связи с COVID-19 возможны задержки в обработке и доставке вашего заказа. Неожиданные задержки также могут возникать из-за погодных условий, нехватки персонала и общих задержек с перевозчиком. Мы очень ценим ваше терпение и понимание.
Jones Road предлагает бесплатную стандартную доставку для всех заказов в США на сумму более 85 долларов США, заказов в Канаде на сумму более 175 канадских долларов и заказов на сумму более 75 фунтов стерлингов в Великобритании. Для заказов на сумму менее 85 долларов США в США стандартная доставка составляет 6,9 долларов США.5. Для заказов на сумму менее 175 канадских долларов в Канаде и 75 фунтов стерлингов в Великобритании стоимость доставки рассчитывается при оформлении заказа.
Для заказов из Великобритании любые применимые пошлины или налоги на импорт взимаются при оформлении заказа на сумму более 135 фунтов стерлингов.
Заказы обрабатываются с понедельника по пятницу, за исключением праздничных дней в США. Заказы обычно выполняются и отправляются в течение 3-4 рабочих дней. Как только ваш заказ будет отправлен, вы получите электронное письмо от [email protected] с информацией об отслеживании.
Возврат
Для заказов в США: Возврат и обмен принимаются в течение 30 дней с момента покупки. Мы не можем принять возврат или обмен комплектов, комплектов или одежды, а также возместить стоимость доставки. Чтобы запросить возврат или обмен, перейдите по ссылке: https://returns.jonesroadbeauty.com. Следуйте инструкциям на портале, чтобы запросить возврат.
Для заказов из Канады и Великобритании: Возврат возможен в течение 30 дней с момента покупки. Мы не принимаем возврат комплектов, наборов или одежды, а также не возмещаем стоимость доставки. Мы не можем принимать обмены по международным заказам. Чтобы запросить возврат, перейдите по ссылке: https://returns.jonesroadbeauty.com. Следуйте инструкциям на портале, чтобы запросить возврат.
Для возврата подарков: Если вы получили Jones Road в подарок, но он вам не понравился, вы можете вернуть свои товары в кредит магазина. Чтобы запросить возврат подарка, подготовьте исходный номер заказа и адрес электронной почты дарителя и перейдите по ссылке: https://returns.jonesroadbeauty.com. Следуйте инструкциям на портале, чтобы запросить возврат.
Что Фонд
Выберите оттенок
Что Фонд
Фарфор
Что Фонд
Ярмарка
Что Фонд
Свет
Что Фонд
Бежевый
Что Фонд
Средний
Что Фонд
Средний мед
Что Фонд
Мед
Что Фонд
Пекан
Что Фонд
Корица
Что Фонд
Каштан
Что Фонд
Глубокий
Что Фонд
Эспрессо
Q:
Чем он отличается от традиционного фундамента?
A:
Это не такое плотное покрытие, как у традиционной основы. Он должен выглядеть как кожа. WTF дает покрытие от легкого до среднего, немного помогает. Однако в сочетании с карандашами для лица вы можете получить гораздо большее покрытие.
Q:
Чем он отличается от тонирующего увлажняющего крема?
A:
Это более плотное покрытие, чем у тонирующего увлажняющего крема, но меньшее, чем у традиционной основы. Это взгляд Бобби на продукт для идеального цвета лица.
Q:
Как мне найти свой оттенок?
A:
Пройдите наш тест на соответствие оттенка WTF, разработанный Bobbi, чтобы помочь вам выбрать идеальный оттенок.
Q:
Как я могу применить WTF?
A:
Наберите желаемое количество с помощью нашего шпателя. Мы рекомендуем начинать примерно с половины шпателя и строить оттуда. Если вы предпочитаете использовать кисть, мы предлагаем нашу кисть для всего или кисть для кожи. Для более естественного результата рекомендуем подогреть продукт кончиками пальцев и нанести на лицо руками. Это позволит формуле легко раствориться в коже.
Доставка
Компания Jones Road в настоящее время осуществляет доставку в США, Канаду и Великобританию (включая Англию, Уэльс, Шотландию и Северную Ирландию, за исключением зависимых территорий Короны). В настоящее время мы не предлагаем ускоренную доставку. В связи с COVID-19 возможны задержки в обработке и доставке вашего заказа. Неожиданные задержки также могут возникать из-за погодных условий, нехватки персонала и общих задержек с перевозчиком. Мы очень ценим ваше терпение и понимание.
Jones Road предлагает бесплатную стандартную доставку для всех заказов в США на сумму более 85 долларов США, заказов в Канаде на сумму более 175 канадских долларов и заказов на сумму более 75 фунтов стерлингов в Великобритании. Для заказов на сумму менее 85 долларов США в США стандартная доставка составляет 6,9 долларов США.5. Для заказов на сумму менее 175 канадских долларов в Канаде и 75 фунтов стерлингов в Великобритании стоимость доставки рассчитывается при оформлении заказа.
Для заказов из Великобритании любые применимые пошлины или налоги на импорт взимаются при оформлении заказа на сумму более 135 фунтов стерлингов.
Заказы обрабатываются с понедельника по пятницу, за исключением праздничных дней в США. Заказы обычно выполняются и отправляются в течение 3-4 рабочих дней. Как только ваш заказ будет отправлен, вы получите электронное письмо от [email protected] с информацией об отслеживании.
Возврат
Для заказов в США: Возврат и обмен принимаются в течение 30 дней с момента покупки. Мы не можем принять возврат или обмен комплектов, комплектов или одежды, а также возместить стоимость доставки. Чтобы запросить возврат или обмен, перейдите по ссылке: https://returns.jonesroadbeauty.com. Следуйте инструкциям на портале, чтобы запросить возврат.
Для заказов из Канады и Великобритании: Возврат возможен в течение 30 дней с момента покупки. Мы не принимаем возврат комплектов, наборов или одежды, а также не возмещаем стоимость доставки. Мы не можем принимать обмены по международным заказам. Чтобы запросить возврат, перейдите по ссылке: https://returns.jonesroadbeauty.com. Следуйте инструкциям на портале, чтобы запросить возврат.
Для возврата подарков: Если вы получили Jones Road в подарок, но он вам не понравился, вы можете вернуть свои товары в кредит магазина. Чтобы запросить возврат подарка, подготовьте исходный номер заказа и адрес электронной почты дарителя и перейдите по ссылке: https://returns.jonesroadbeauty.com. Следуйте инструкциям на портале, чтобы запросить возврат.
Лучшая тональная основа для всех типов кожи 2022
Предоставлено брендом
Выбор лучшей тональной основы может быть сложным. Важно найти правильную формулу для вашей кожи, будь то жирная, сухая или склонная к акне, но это не всегда легко . есть lot макияжа, от прозрачного до плотного, от элитного до аптечного, от матового до влажного… Это минное поле красоты.
Что ж, мы полны решимости облегчить вам задачу, предоставив вам подборку самых лучших тональных средств по мнению наших редакторов красоты. Наконец, борьба за поиск стойкой формулы (да, такой, которая не исчезнет в 15:00) с красивым покрытием закончена.
Мы рассмотрели крем-де-ла-крем из мира макияжа от знаменитой тональной основы MAC Face & Body Foundation, который предлагает легкое, сияющее покрытие, которое идеально подойдет , если вы хотите избежать тяжелых формул (но не хотите жертвовать покрытием). Стойкой основе Estée Lauder Double Wear Stay-in-Place Makeup, которая остается одной из самых популярных тональных основ в Великобритании благодаря непревзойденному покрытию.
О, и если вы ищете вариант из аптеки, мы обеспечим вас (буквально) тональной основой Maybelline Fit Me Foundation, которая обеспечивает бархатистое матовое покрытие всего за 7,99 фунтов стерлингов.
Да, от NYX Cosmetics до Fenty Beauty и Urban Decay до Giorgio Armani, мы можем смело сказать , эти — лучшие тональные средства в Великобритании (а может, и в мире 🌍).
Дополнительное примечание: если вы предпочитаете более легкий подход к своей основе, перейдите к нашему лучшему тонированному увлажняющему средству, отредактируйте следующее. ..
Keeks Reid, Beauty Contributor : Эта тональная основа «все в одном» — настоящая находка. При своей бюджетной цене тональный крем на водной основе обеспечивает покрытие, достаточное для ежедневного ношения, а и имеют SPF, поэтому он защитит вашу кожу от агрессивных солнечных лучей.
Если вы склонны к акне, эта легкая формула станет идеальным вариантом, так как не содержит ингредиентов, закупоривающих поры.
Финиш: Гладкий, матирующий и сужающий поры.
Покрытие: Среднее, но может быть снято, если вы хотите получить более светлый оттенок.
Диапазон оттенков: 35 оттенков, что для аптечного бренда впечатляет.
Стойкость: К концу дня вокруг носа у меня было небольшое количество повязок, но в остальном они оставались безупречными.
Заключительные мысли: Мне это нравится. Порообразующая отделка легко наносится и придает моей коже гладкость. Менее чем за десятку я продан.
6
Fenty Beauty Pro Filtr Soft Matte Long Wear Foundation, 26 фунтов стерлингов
Предоставлено брендом
Купить сейчас
Keeks Reid, Beauty Автор: Этот тональный крем стал самой большой темой для разговоров, когда Рианна выпустила коллекцию Fenty Beauty. Широкий диапазон оттенков и легкая формула, что может не понравиться? Консистенция жидкая, но не позволяйте этому обмануть вас, после полировки на этой базе она не сдвинется с места.
Отделка: Ультраматовая. Если у вас супер-жирная кожа, то это то, что вам нужно.
Укрывистость: Укрывистость от средней до полной, очень легко наносить слои.
Диапазон оттенков: 50 оттенков от очень светлого до очень темного.
Постоянная сила: Впечатляет. Это тип основы, которую вы можете наносить на работу, а затем просто промокнуть Т-зону, чтобы продлить стойкость на весь вечер.
Последние мысли: Что я делал до этого основания? Это мой новый помощник в долгий день.
7
Скульптор Эйми Коннолли
Создано Эйми Коннолли Second Skin Dewy Finish Foundation
Скульптор Эйми Коннолли
8
Моника Бландер Бьюти
Моника Бьюти Блундер Обложка
Моника Бландер
9
ИТ-косметика cultbeauty. co.uk
Твоя кожа, но лучше СС+ крем с SPF 50+
предоставлено брендом
10
Худа Бьюти FeelUnique
Тональный стик #FauxFilter Skin Finish Buildable Covering Foundation Stick
Keeks Reid, Beauty Contributor : Этот стик сочетает в себе тональную основу и консилер, что делает его идеальным для тех из нас, у кого жирная кожа, которой нужно подправить кожу после работы или в спортзале. Кроме того, формула обеспечивает в два раза больше пигмента, чем традиционные основы, обеспечивая высокое покрытие без торта.
Отделка: Сатин, с легкой влажностью.
Покрытие: Полное, без вопросов. Но ни в малейшей степени не ощущается тяжестью.
Диапазон оттенков: 32 оттенка, разделенных по цветам и оттенкам
Стойкость: Эта основа честно держится весь день, и я не сияю, как фара в ночи.
Заключительные мысли: Это отличный выбор, если вы не хотите полностью матового вида. Кроме того, его можно использовать как консилер, я использовала его на пятнах и темных участках (подбородок, верхняя губа и область под глазами), чтобы выровнять тон кожи.
12
Шисейдо lookfantastic.com
Synchro Skin Self-Refreshing Foundation SPF30
Предоставлено брендом
13
Профессиональная косметика NYX nyxcosmetics.co.uk
Рожденный светиться! Естественно сияющая основа
Предоставлено брендом
£10. 00
4,20 фунта стерлингов (скидка 58%)
КУПИТЬ СЕЙЧАС
14
Л’Ореаль Париж lookfantastic.com
L’Oréal Paris Infallible 24hr Freshwear Liquid Foundation
Предоставлено брендом
15
Giorgio Armani Luminous Silk Foundation, 42 фунта стерлингов
Предоставлено брендом
Купить сейчас
Виктория Джоуэтт, директор по красоте : Чувствуете, что ваша тональная основа может стать немного пятнистой? Чтобы избежать этой проблемы, инвестируйте в формулу, которая безупречно сливается с кожей. Основа Luminous Silk Foundation от Giorgio Armani — идеальный вариант для минималистичных макияжей, которым нужно безупречное нанесение без какой-либо липкости.
Отделка: Сатин, с легким блеском.
Покрытие : Покрытие от среднего до полного, при этом легкое и нелипкое.
Диапазон оттенков: 24 оттенка
Стойкость: Весь день.
Заключительные мысли: Это идеальное средство, которое понравится большинству типов кожи, независимо от того, сухая она или жирная. Формула прекрасно наносится, оставляя кожу совершенной, но не пересушенной.
16
голые минералы lookfantastic.com
bareMinerals Complexion Rescue Увлажняющая тональная основа SPF25 Стик
Предоставлено брендом
17
Тональный крем Sleek Life Proof, £8,99.
Предоставлено брендом
Купить сейчас
Keeks Reid, Beauty Contributor : Что бы ни преподнесла вам жизнь, вы не заметите ее последствий при использовании этой основы. Ну, это то, что я понял из названия. Это безмасляная формула, которая обещает, что вы не будете сиять. 9№ 0003
Отделка: Матовая, эта формула избавит вас от масла.
Покрытие : Полный, очень полный.
Диапазон оттенков: 24 оттенка
Стойкость: Вау, он оставался почти идеальным с 8:00 до 22:30. Неплохо, Слик, совсем неплохо.
Заключительные мысли: У меня определенно не было блеска в течение дня, и это было здорово, но я действительно чувствовал, что мое лицо выглядело каким-то плоским, и я не знаю, люблю ли я это.
18
Ультрастойкая тональная основа Laura Mercier Flawless Fusion, 36 фунтов стерлингов
Предоставлено брендом
Купить
Keeks Reid, Beauty Contributor : до 15 часов, а формула контролирует жир в течение дня. А-мажинг.
Финиш: Атласный, идеально подходит для жирной и комбинированной кожи.
Новый профиль CTD (CTD: Conti Torque Drive) – это комбинация профилей HTD и STD, совмещающая преимущества обоих. Арочная геометрия захода в шкив с одной стороны и высота зубьев с другой обеспечивают гармоничное зацепление зубьев и, следовательно, …
подробнее
ЗУБЧАТЫЕ ПОЛИУРЕТАНОВЫЕ РЕМНИ 8CTD ( CTD C8M )
Новый профиль CTD (CTD: Conti Torque Drive) – это комбинация профилей HTD и STD, совмещающая преимущества обоих. Арочная геометрия захода в шкив с одной стороны и высота зубьев с другой обеспечивают гармоничное зацепление зубьев и, следовательно, …
подробнее
ЗУБЧАТЫЕ ПОЛИУРЕТАНОВЫЕ РЕМНИ 14CTD ( CTD C14M )
Новый профиль CTD (CTD: Conti Torque Drive) – это комбинация профилей HTD и STD, совмещающая преимущества обоих. Арочная геометрия захода в шкив с одной стороны и высота зубьев с другой обеспечивают гармоничное зацепление зубьев и, следовательно, . ..
подробнее
ЗУБЧАТЫЕ ПОЛИУРЕТАНОВЫЕ РЕМНИ 8CTD ( CTD C8M )
Новый профиль CTD (CTD: Conti Torque Drive) – это комбинация профилей HTD и STD, совмещающая преимущества обоих. Арочная геометрия захода в шкив с одной стороны и высота зубьев с другой обеспечивают гармоничное зацепление зубьев и, следовательно, …
Шевронные зубчатые ремни фирмы ContiTech (Германия) торговая марка SYLENTSYNC – это те же самые ремни, которые ранее производились компанией Goodyear c торговой маркой Eagle Pd и Eagle NRG. SILENTSYNC-O (EAGLE Pd™ ORANGE, Шаг 14 мм — Ширина 70 мм, …
Шевронные зубчатые ремни фирмы ContiTech (Германия) торговая марка SYLENTSYNC – это те же самые ремни, которые ранее производились компанией Goodyear c торговой маркой Eagle Pd и Eagle NRG. SILENTSYNC-R (EAGLE Pd™ RED, Шаг 14 мм — Ширина 105 мм, …
Шевронные зубчатые ремни фирмы ContiTech (Германия) торговая марка SYLENTSYNC – это те же самые ремни, которые ранее производились компанией Goodyear c торговой маркой Eagle Pd и Eagle NRG. SILENTSYNC-EAGLE Pd™ PURPLE (Шаг 8 мм — Ширина 64 мм, …
Шевронные зубчатые ремни фирмы ContiTech (Германия) торговая марка SYLENTSYNC – это те же самые ремни, которые ранее производились компанией Goodyear c торговой маркой Eagle Pd и Eagle NRG. SILENTSYNC-G (EAGLE Pd™ GREEN, Шаг 14 мм — Ширина 52,5 мм, …
Шевронные зубчатые ремни фирмы ContiTech (Германия) торговая марка SYLENTSYNC – это те же самые ремни, которые ранее производились компанией Goodyear c торговой маркой Eagle Pd и Eagle NRG. SILENTSYNC-B (EAGLE Pd™ BLUE, Шаг 14 мм — Ширина 35 мм, …
Шевронные зубчатые ремни фирмы ContiTech (Германия) торговая марка SYLENTSYNC – это те же самые ремни, которые ранее производились компанией Goodyear c торговой маркой Eagle Pd и Eagle NRG. SILENTSYNC-W (EAGLE Pd™ WHITE, Шаг 8 мм — Ширина 32 мм, …
Шевронные зубчатые ремни фирмы ContiTech (Германия) торговая марка SYLENTSYNC – это те же самые ремни, которые ранее производились компанией Goodyear c торговой маркой Eagle Pd и Eagle NRG. SILENTSYNC-Y (EAGLE Pd™ YELLOW, Шаг 8 мм — Ширина 16 мм, …
подробнее
ДВУХСТОРОННИЕ ЗУБЧАТЫЕ РЕМНИ DSTD DS8M CXP
Зубчатый двухсторонний ремень метрического профиля с криволинейной (трапеция со скругленными углами) формой зуба DSTD DS8M Размеры ремня: Шаг зубьев t мм 8 Толщина hs мм 7,3 Высота зуба ht мм 3 Номинальная длина Lp/Lw мм . .. Количество зубьев … …
подробнее
Как читать номера клиновых ремней
Машина с двумя валами обязательно должна передавать мощность с одного вала на другой. С другой стороны, для беспрепятственного выполнения этой задачи используются устройства передачи мощности, такие как цепи, шестерни и ремни, в частности. Из всех упомянутых средств одним является очень гибкое, бесшовное, эффективное, а также эффективное устройство передачи мощности, которое широко известно как клиновой ремень.
Что такое клиновой ремень?
«Клиновые ремни», как это звучит, было придумано от буквы V, как выглядит этот конкретный ремень. Мы также можем сказать, что его название получено из-за его трапециевидной формы. Клиновой ремень помогает передавать усилие от двигателя прямо на вспомогательные элементы, включая генератор переменного тока. Основным источником бесперебойной работы клинового ремня является вращение коленчатого вала, который помогает приводить в движение одну или две единицы двигателя.
Этот ремень используется в автомобилях, промышленных машинах, заводах и даже в нашем домашнем хозяйстве. Клиновой ремень изготовлен из скрученного синтетического волокнистого материала, который сжимается синтетическим каучуком, что делает ремень более прочным и гибким. По сравнению с другими устройствами передачи мощности, клиновые ремни не требуют какого-либо обслуживания или смазки, как в случае с цепями.
В промышленности и на некоторых производственных предприятиях большинство машин, которые вы там видите, работают с клиновидным ремнем, поскольку это основное устройство передачи мощности, которое также обеспечивает подходящую комбинацию нагрузки на подшипники, скорости, тяги, и даже долголетие.
Широко известно, что клиновые ремни решают проблемы проскальзывания и выравнивания, они никогда не выходят из строя во время работы по сравнению с другими устройствами передачи мощности.
Клиновые ремни также можно найти в современных автомобилях (в прошлом роликовые цепи использовались для передачи мощности в транспортных средствах) и в наших домашних хозяйствах, таких как стиральные машины и газонокосилки. Пока мы используем одну или две машины, независимо от ее размера, клиновой ремень поддерживает ее в движении.
Типы клиновых ремней:
Существует три распространенных типа клиновых ремней, которые классифицируются по размерам:
E
Классический клиновой ремень является наиболее распространенным из всех типов клиновых ремней, и он появился даже раньше других типов клиновых ремней. Этот тип клинового ремня имеет широкую область применения в различных областях, таких как сельское хозяйство, промышленное оборудование, вентиляция и т. д., и это связано с тем, что он охватывает диапазон нагрузок от 1 до 500 лошадиных сил. Нет сомнений в том, что узкий клин более эффективен, чем классический клиновой ремень; однако они без проблем работают при более высоких нагрузках на подшипники и обладают высокой устойчивостью к неблагоприятным условиям эксплуатации.
2) Узкий клин – классифицируется по размерам от 3В, 5В и 8В передача нагрузки, что является основным преимуществом перед классическим типом. Узкий клин способен передавать в три раза больше лошадиных сил, чем классический клиновой ремень, в том же пространстве привода; они очень подходят для высокоскоростных приводов и хорошо известны своими прочными и компактными размерами. В отличие от классического клинового ремня, узкий клин может работать с приводами мощностью от 1 до 1000 лошадиных сил.
3) Дробная мощность — классифицируется по размерам от 2 л, 3 л, 4 л, 5 л.
В отличие от двух упомянутых типов клиновых ремней, клиновые ремни Fractional Horsepower отличаются принципом работы, так как они предназначены только для легких нагрузок и часто используются в качестве одного ремня на приводах, работающих с мощностью в одну лошадиную силу или даже меньше. Этот тип ремня используется в бытовых машинах, популярных в бытовой технике, такой как стиральные машины, вентиляторы и холодильники. Дробная мощность никогда не может быть использована на каком-либо тяжелом промышленном оборудовании, даже если она идеально подходит.
Примечание: Единица измерения
В зависимости от типа ремней и происхождения производителя некоторые ремни имеют единицы измерения в миллиметрах (мм), а другие — в дюймах. Например, классические ремни и ремни американского стандарта измеряются в дюймах, ремни в современном диапазоне в основном обозначаются в миллиметрах.
Как измерить клиновой ремень
Бывают случаи, когда вам необходимо заменить клиновой ремень из-за его естественного износа. В некоторых случаях клиновые ремни необходимо заменять из-за преждевременного выхода из строя. Вы можете предотвратить это, обращая внимание на эти предупреждающие знаки.
Чтобы заказать нужный клиновой ремень на замену, достаточно просто выполнить несколько быстрых измерений, как показано в следующих шагах:
Шаг 1: Определите тип имеющегося у вас ремня. Вам нужно измерить ширину ремня. У нас есть разные типы ремней, тип A, тип B, с разными размерами. Итак, вы хотите сначала узнать ширину вашего ремня
Шаг 2: Измерьте длину вашего ремня. Вы можете сделать это с помощью ткани или измерительной ленты. Чтобы получить правильную длину, поместите ремень на стальную ленту.
Шаг 3: Вычтите из внешнего измерения. Если вы знаете тип клинового ремня, который у вас уже есть, вам нужно будет вычесть определенный дюйм из размера, чтобы выбрать правильный клиновой ремень.
Для типа A вычтите 2 дюйма 3 дюйма.
Для клиновых ремней Optibelt вы можете легко найти правильный тип клинового ремня, рассчитав его исходную длину (Ld), как показано в таблице преобразования, как показано ниже (представлено в миллиметрах). Базовая длина определяет номер детали клинового ремня.
Чтобы быть точным, вам необходимо определить, производится ли измерение по внутренней длине (Li) или по внешней длине (La) клинового ремня.
Пример :
Если мы измерили внешнюю длину ремня SPA, и она измерена при La = 1518 мм.
В выделенной выше таблице мы видим, что формула для SPA: La=Ld+18.
Чтобы рассчитать базовую длину, вычтите 18 из внешней длины 1518 мм:
Ld = 1518 -18 = 1500.
На основании приведенных выше расчетов мы теперь знаем, что номер детали клинового ремня SPA 1500 .
Как читать коды клиновых ремней
Коды клиновых ремней позволяют определить профиль ремня и его длину. Выполните следующие простые шаги, чтобы узнать, как читать коды клиновых ремней:
Шаг 1: На внешней стороне ремня вы найдете префикс, например. B, 3L и т. д. Это также известно как профиль ремня.
Примечание: префикс
В зависимости от производителя профиль ремня на поверхности ремня может быть представлен буквой, такой как A, B и т. д., или буквенно-цифровым значением, например 3L, 4L и т. д.
Шаг 2: После профиля ремня прочтите двух- или трехзначное число, следующее за ним, чтобы определить длину вашего ремня. Следуя приведенному ниже примеру, если у вас есть код B98, это означает, что профиль ремня равен 9.0095 B и внутренняя длина 98 дюймов* .
Код B98 показывает профиль ремня, B и его внутреннюю длину в 98 дюймов* бытовая техника никогда не будет работать без клинового ремня. Это говорит о том, насколько важно иметь клиновой ремень в машинах. Помните, что в обрабатывающей промышленности движение необходимо для того, чтобы машины выполняли определенные задачи, и наиболее эффективный способ придать валу два конца — это когда в игру вступает клиновой ремень. Его преимущества нельзя недооценивать.
Мы здесь, чтобы помочь вам выбрать или заменить правильный тип клинового ремня. Являясь авторизованным дистрибьютором Optibelt, мы предлагаем широкий ассортимент клиновых ремней в соответствии с вашими потребностями. В качестве альтернативы, если вы хотите получить дополнительную информацию о клиновых ремнях, свяжитесь с нами ниже:
* Ранее мы упоминали, что длина ремня составляет 98 мм. Благодаря любезному читателю мы изменили единицу измерения на 98 дюймов
**Некоторые изображения взяты из Optibelt
Профиль клинового ремня A (13) LR 630 мм внутренняя длина 600 мм Артикул: 15261800
Описание
Дополнительная информация
Артикул
15261800
Профиль
А (13)
№ по каталогу Длина [мм]
630
СТРАНИЦА ПРОДУКТА В КАТАЛОГЕ
CAD-ФАЙЛЫ (нажмите, чтобы загрузить)
Если вам нужна доработка или изготовление изделия на заказ, пожалуйста, свяжитесь с нами напрямую, чтобы отправить запрос.
Поставляемые 3D-модели, изображения и технические чертежи выполнены с разумной тщательностью. Тем не менее ответственность за точность и правильность этих данных исключена.
Материал: Неопрен с натяжным элементом из стекловолокна.
Угол клина ок. 38°.
Ширина b = 13 мм.
Высота h = 8 мм.
Ширина u = 7,5 мм.
Диаметр наименьшего среднего шкива = 75 мм.
Вес на метр 0. 109 кг.
Внутренняя длина = эталонная длина – 30 мм
Внешняя длина = Внутренняя длина + 50 мм
Важно:
При монтаже ремень должен быть предварительно натянут. После обкатки 15 – 20 минут ремень необходимо подтянуть. В непрерывном при температуре более 60° стандартные клиновые ремни имеют короткий срок службы. Масло, жиры и химикаты не должны попадать в привод, так как они разрушают стандартные клиновые ремни. Промежуточная длина доступна по запросу .
12,92 $
Доступность: 1 в наличии (заказы доставляются в течение 1-2 недель)
Ремень клиновой профиль А (13) LR 630мм внутренняя длина 600мм Артикул: 15261800 количество
Шарошка абразивная, шар, 30 x 6 мм, F46, 3 шт Matrix
Главная
Каталог
Режущий инструмент
Сверла
Сверла по дереву
Артикул:
Скачать фото
Скачать все архивом
Группа товаров
Ручной инструмент
Бренд
MATRIX
Материал
абразив, сталь
Материал обработки
дерево, металл, стекло, пластик
Тип обработки
шлифование
Станьте нашим партнером и получите уникальные условия сотрудничества
Стать партнеромВойти в аккаунт
С этим товаром покупают
748505
Щетка металлическая с пластмассовой ручкой Sparta
Щетка металлическая с пластмассовой ручкой Sparta
Сверло-фреза, 6 мм, универсальное, нитридтитановое покрытие, цилиндрический хвостовик Matrix
Сверло-фреза, 6 мм, универсальное, нитридтитановое покрытие, цилиндрический хвостовик Matrix
Губка для шлифования, 100 х 70 х 25 мм, мягкая, 3 шт, P 60/80, P 60/100, P 80/120 Matrix
Губка для шлифования, 100 х 70 х 25 мм, мягкая, 3 шт, P 60/80, P 60/100, P 80/120 Matrix
Перчатки х/б, ПВХ покрытие, «Точка», 7 класс Россия Сибртех
Перчатки х/б, ПВХ покрытие, «Точка», 7 класс Россия Сибртех
Очки защитные открытого типа, прозрачные, ударопрочный поликарбонат Россия Сибртех
Очки защитные открытого типа, прозрачные, ударопрочный поликарбонат Россия Сибртех
Похожие товары
Шарошка абразивная, конус удлиненный, 25 х 70 x 6 мм, F46, 3 шт Matrix
Шарошка абразивная, конус удлиненный, 25 х 70 x 6 мм, F46, 3 шт Matrix
Шарошка абразивная, шар, 19 x 6 мм, F46, 3 шт Matrix
Шарошка абразивная, шар, 19 x 6 мм, F46, 3 шт Matrix
Шарошка абразивная, конус, 32 x 32 x 6 мм, F46, 3 шт Matrix
Шарошка абразивная, конус, 32 x 32 x 6 мм, F46, 3 шт Matrix
Шарошка абразивная, конус удлиненный, 10 x 19 x 3 мм, F80. 3 шт Matrix
Шарошка абразивная, конус удлиненный, 10 x 19 x 3 мм, F80.3 шт Matrix
Точильные камни для дрели, 5 шт Matrix
Точильные камни для дрели, 5 шт Matrix
Шарошка абразивная ПРАКТИКА цилиндрическая 35х50мм хвост 6мм
Каталог товаров
Каталог товаров
Оплата заказа по номеру
Введите номер заказа для оплаты
Описание
Шарошка абразивная ПРАКТИКА цилиндрическая 35х50мм хвост 6мм 23545465 Шарошка абразивная 641-275 ПРАКТИКА оксид алюминия, цилиндрическая 35х50 мм. Шарошка абразивная шлифовальная. Материал — розовый электрокорунд (оксид алюминия Al2O3).Предназначена для обработки закаленной и незакаленной стали, нержавейки, цветных металлов, твердого пластика, плитки с помощью прямых шлифмашин, дрелей. Для зачистки заусенцев, кромок, сварных швов, заточки, придания заданной формы при обработке различных изделий. Хвостовик 6мм.
Под заказ: доставка до 14 дней 256 ₽
В наличии 256 ₽
Характеристики
Размеры
Длина:
185 мм
Ширина:
17 мм
Высота:
90 мм
Размеры в упаковке
Длина упаковки:
185 мм
Высота упаковки:
90 мм
Ширина упаковки:
17 мм
Вес, объем
Вес нетто:
0.124 кг
Вес брутто:
0.124 кг
Другие параметры
Страна происхож.:
Россия
Торговая марка:
ПРАКТИКА
Производитель:
ПРАКТИКА
Отзывы
Пока никто не оставил отзыв о товаре.
Авторизуйтесь! И будьте первым!
Характеристики
Торговый дом «ВИМОС» осуществляет доставку строительных, отделочных материалов и хозяйственных товаров. Наш автопарк — это более 100 единиц транспортных стредств. На каждой базе разработана грамотная система логистики, которая позволяет доставить Ваш товар в оговоренные сроки. Наши специалисты смогут быстро и точно рассчитать стоимость доставки с учетом веса и габаритов груза, а также километража до места доставки.
Заказ доставки осуществляется через наш колл-центр по телефону: +7 (812) 666-66-55 или при заказе товара с доставкой через интернет-магазин. Расчет стоимости доставки производится согласно тарифной сетке, представленной ниже. Точная стоимость доставки определяется после согласования заказа с вашим менеджером.
Уважаемые покупатели! Правила возврата и обмена товаров, купленных через наш интернет-магазин регулируются Пользовательским соглашением и законодательством РФ.
Возврат товара надлежащего качества
Возврат и обмен товара ненадлежащего качества
ВНИМАНИЕ! Обмен и возврат товара надлежащего качества возможен только в случае, если указанный товар не был в употреблении, сохранены его товарный вид, потребительские свойства, пломбы, фабричные ярлыки, упаковка.
Доп. информация
Цена, описание, изображение (включая цвет) и инструкции к товару Шарошка абразивная ПРАКТИКА цилиндрическая 35х50мм хвост 6мм на сайте носят информационный характер и не являются публичной офертой, определенной п.2 ст. 437 Гражданского кодекса Российской федерации. Они могут быть изменены производителем без предварительного уведомления и могут отличаться от описаний на сайте производителя и реальных характеристик товара. Для получения подробной информации о характеристиках данного товара обращайтесь к сотрудникам нашего отдела продаж или в Российское представительство данного товара, а также, пожалуйста, внимательно проверяйте товар при покупке.
Купить Шарошка абразивная ПРАКТИКА цилиндрическая 35х50мм хвост 6мм в магазине Санкт-Петербург вы можете в интернет-магазине «ВИМОС».
Статьи по теме
Выбираем веревку
Labcut 250B Настольный станок для абразивной резки — | Резка
Увеличить [+]
Обзор
Технические характеристики
Сопутствующие аксессуары
Сопутствующие товары
Extec Labcut 250B — это настольный ручной абразивно-отрезной станок, предназначенный для резки кругов диаметром до 10 дюймов (254 мм). Labcut 250B можно использовать для разрезания широкого спектра современных материалов, включая:
Твердые стали
Инструментальная сталь
Чугун
Стальные и никелевые сплавы
Цветные металлы напр. Алюминий, латунь, титан
Керамика
Стекло
Композитные материалы
Твердые металлы напр. Карбиды
Labcut 250 также режет прутки и трубы
Абразивный отрезной круг имеет непрямой привод со скоростью 3900 об/мин от трехфазного двигателя мощностью 4 л.с. (3 кВт). Для изменения скорости резания доступен дополнительный комплект шкивов и ремней. Для подъема и опускания режущей головки сбоку навеса расположен рычаг. На рычаге подъема/опускания установлен гидрозатвор, чтобы можно было выполнять резку плавно.
Станина станка представляет собой основание с Т-образным пазом, на котором устанавливаются тиски. Стандартный станок поставляется с правосторонними и левосторонними быстрозажимными тисками размером 2 ½ дюйма (64 мм). Материал зажимается с обеих сторон разреза, что обеспечивает минимальный заусенец. Длинные куски материала можно легко обрабатывать с помощью портов доступа на обеих сторонах навеса.
4,4-галлонный (17 л) насос с производительностью 55 л/мин обеспечивает циркуляцию жидкости по обеим сторонам вращающегося колеса и заливает рабочую зону. Если требуется сухая резка, циркуляцию охлаждающей жидкости можно остановить. Систему циркуляции охлаждающей жидкости также можно использовать для промывки; подходящие для этого элементы управления расположены на передней панели.
Электрические компоненты размещены в закрытом шкафу, расположенном за панелью управления. Коммутация на передней панели осуществляется через цепи управления 24 В и поэтому соответствует даже самым строгим нормам безопасности. Элементы управления на передней панели включают в себя включение/выключение двигателя режущей головки, включение/выключение насоса охлаждающей жидкости и внутренний выключатель освещения. Labcut 250B был разработан с учетом безопасности оператора. Предохранительный выключатель с таймером предотвращает открытие навеса во время вращения режущего диска.
Мотор:
4 л.с. (3 кВт) 3-фазный двигатель – укажите напряжение
Диаметр шпинделя:
Максимальный диаметр 1 1/4 дюйма (32 мм)
Скорость колеса:
Стандартный 3900 об/мин
Размер колеса:
Максимум 10 дюймов (254 мм) (можно установить колеса меньшего диаметра
Размеры:
Ширина: 20,2 дюйма (512 мм)
Глубина: 27 дюймов (685 мм)
Высота: 24,4 дюйма (620 мм)
Вес:
176 фунтов. (80 кг)
C-K:
Быстрая, удобная и экономичная система C-K (Clear-Kling) использует революционную прозрачную подложку, которая обеспечивает адгезию без клея. Диски C-K можно наносить на любой валик. Выберите желаемую ткань C-K, абразивный диск или алмазную притирочную пленку и нанесите на валик — она мгновенно прилипнет. Когда закончите, просто поднимите и замените следующим элементом. Диски C-K остаются на валике и могут использоваться повторно. Доступно для различных продуктов Extec.
СРП:
Основа PSA (клей, чувствительный к давлению), устойчивая к маслам, воде и спирту.
Ткань:
Тканевая основа доступна для большинства продуктов.
Обычная:
Для большинства продуктов доступна гладкая подложка.
Отрезные круги EXTEC для подготовки проб доступны в размерах 6 дюймов (152 мм), 7 дюймов (178 мм), 9 дюймов (229 мм), 10 дюймов (250 мм), 12 дюймов ( 300 мм), 14 дюймов (350 мм), 16 дюймов (400 мм), 17 дюймов (432 мм) и 18 дюймов (455 мм) в диаметре и спроектированы для… Дополнительная информация
Палочки для повязки
Растворимая жидкость
Свежая сине-зеленая охлаждающая жидкость с высокими свойствами теплопередачи. Extec Soluble Fluid не образует пены, обеспечивает чистую резку и предотвращает рост бактерий.
Цены на сайте www.extec.com указаны только для США.
Абразивная резка и резка чистой водой: полное сравнение
Гидроабразивная резка, известная просто как гидроабразивная резка, представляет собой промышленный режущий инструмент. Этот резак способен резать широкий спектр материалов с помощью струи воды под очень высоким давлением, которая может быть смешана или не смешана с абразивным веществом.
Резка струями чистой воды называется «резка чистой струей воды», тогда как резка смесью воды и абразивного вещества называется «абразивная резка струей воды».
Гидроабразивная резка является важнейшим процессом в автомобильной или машиностроительной промышленности для изготовления и производства деталей машин, а также в производстве продуктов питания. Этот метод наиболее предпочтителен среди других, особенно в тех случаях, когда вы работаете с материалами, очень чувствительными к высоким температурам, возникающим в процессе резки. Некоторые примеры таких чувствительных к высокой температуре материалов включают алюминий и пластик.
В наше время гидроабразивная резка является самым быстрорастущим процессом и применяется в различных отраслях, включая аэрокосмическую, обрабатывающую, горнодобывающую и другие, благодаря своей универсальности и простоте.
Содержание
Что такое Абразивная струя воды?
Что такое резка чистой водой?
Абразивная резка и резка чистой водой — в чем разница?
Что подходит именно вам?
Когда уместно использовать абразивную резку или резку чистой водой?
Что такое абразивная струя воды?
Гидроабразивная резка предназначена для промышленных процессов, где вам необходимо резать твердые материалы, такие как стекло, металл и камень, с помощью струйной струи смеси воды и абразива под высоким давлением. Абразивные вещества, смешанные с водой, помогают увеличить скорость воды и, таким образом, увеличить режущую способность водяной струи. Это дает ему возможность резать твердые материалы.
Обязательно прочтите: Резка стекла с помощью гидроабразивной резки
Производители открыли для себя метод гидроабразивной резки в 1980-х годах, обнаружив, что добавление абразивов в струю воды является хорошим способом улучшить ее режущую способность, и это породило новый список областей применения гидроабразивной резки. Абразивные струи воды следовали тем же принципам работы, что и струи чистой воды, однако их процесс отличается из-за введения абразивных частиц, таких как гранат. Гранат, смешанный с потоком воды под высоким давлением, способен с точностью и скоростью разрушить практически любой материал на своем пути.
(Приведенная выше схема представляет собой схему гидроабразивной резки. Элемент 1: впускное отверстие для воды под высоким давлением. 2: драгоценный камень (рубин или алмаз). 3: абразив (гранат). 4: смесительная трубка. 5: защитный кожух 6: резка струей воды 7: заготовка)
Недавние преимущества и проблемы абразивной струей воды
Некоторые преимущества гидроабразивной резки включают в себя;
Это экологичная технология:
процесс резки не оставляет после себя никаких опасных отходов.
позволяет перерабатывать металлолом.
Система замкнутого цикла позволяет использовать очень мало воды.
Может резать практически любой материал:
По сравнению с чистой струей воды и другими резаками, он может работать практически с любым материалом.
Материалы могут варьироваться от пуленепробиваемого стекла до камней, металлов или материалов, имеющих ровную отражающую или неровную поверхность.
Выделяет мало тепла или вообще не выделяет его:
В процессе резки выделяется очень мало тепла, поэтому чувствительные материалы остаются неповрежденными и не подвергаются опасности.
Чрезвычайно высокая точность:
Резак может выполнять высокоточные разрезы или вырезать трехмерные фигуры.
Очень полезен при сверлении отверстий или сложных форм.
Может обрабатывать полости, недоступные другими методами.
Оставляет минимальный урон.
Некоторые проблемы, возникающие при гидроабразивной резке:
Длительное время резки
Хотя гидроабразивная резка способна резать большинство материалов, для этого требуется очень много времени, что ограничивает производительность.
Механическая неисправность:
Форсунки хрупкие и имеют короткий срок службы.
Механический отказ из-за низкого качества водоструйных отверстий и других деталей, приводящий к остановке производства.
Может привести к потере времени и производительности.
Чем толще материал, тем менее точен резак:
При работе с толстыми материалами постоянство воздействия струи воды уменьшается по мере удаления от сопла, что приводит к снижению точности резки.
Высокие первоначальные затраты
Процесс резки может быть революционным, но для запуска требуется много мощностей.
Абразивный материал очень дорог, и его нельзя использовать повторно.
Процесс гидроабразивной резки не подходит для работы с мягким материалом, так как абразив может прилипнуть к заготовке.
Что такое гидроабразивная резка?
Гидроабразивная резка – это процесс резки только водой. Это не требует добавления абразива, а использует чистую струю воды для резки. Этот метод резки часто используется для резки более мягких материалов, таких как дерево, резина и т. д.
Рекомендовано: Можно ли резать дерево гидроабразивной струей?
Для процессов резки, не требующих такой большой мощности или чувствительных к загрязнению, лучше всего подойдет струя чистой воды.
Недавние преимущества и проблемы гидроабразивной резки
Некоторые преимущества чисто гидроабразивной обработки включают в себя;
В процессе резки выделяется очень мало тепла или вообще не выделяется.
Чистота поверхности вашей заготовки определяется размером абразивного материала, используемого в процессе.
Высокая точность:
Резак может выполнять высокоточные разрезы или вырезать трехмерные фигуры.
Очень полезен при сверлении отверстий или сложных форм.
Может обрабатывать полости, недоступные другими методами.
Оставляет минимальный урон.
Он очень прост в эксплуатации, требует небольших капиталовложений, а стоимость гидроабразивной резки также невелика.
Идеально подходит для легких материалов.
Минимальное повреждение заготовки.
Идеально подходит для пищевой промышленности и других процессов, связанных с гигиеной.
Некоторые проблемы, возникающие при использовании струи чистой воды, включают:
Низкая скорость резания.
Не подходит для толстых материалов.
В нем используются экологически чистые технологии:
процесс резки не оставляет после себя никаких опасных отходов.
позволяет перерабатывать металлолом.
Система замкнутого цикла позволяет использовать очень мало воды.
Процесс приводит к загрязнению окружающей среды.
Абразивная резка и резка чистой водой – в чем разница?
Основное различие между процессами резания заключается, прежде всего, в их содержании потоков и рабочего материала. Гидроабразивная резка может работать с легкими и чувствительными к гигиене материалами, тогда как в процессе абразивной резки используется смесь воды и абразивного вещества для резки. Эта смесь ускоряет процесс обработки более твердых и толстых материалов.
Очень важно понимать, в чем разница между абразивной и чистой водой. Это делается для того, чтобы вы приняли наилучшее и правильное решение при выборе правильного инструмента для своего проекта.
Подходит для гидроабразивной резки?
Процесс резки абразивной струей воды наиболее подходит для резки таких материалов, как;
Сталь
Камень
Керамика
Толстый пластик
Алюминий
Гидроабразивная резка Подходит для…
Поскольку вода является единственным веществом, используемым при струйной резке чистой водой, она считается наиболее подходящей для обработки деликатных материалов. Поскольку в процессе используется только вода, готовый компонент остается целым и неповрежденным. Струи чистой воды подходят для резки:
Пищевые продукты (например, торты, курица или фрукты)
Ткань
Резина
Тонкий пластик
Пена
Что подходит именно вам?
Следует отметить, что оба процесса следуют одному и тому же принципу. Струи чистой и абразивной воды также обладают одинаковыми преимуществами; включая высокую и точную скорость резки, низкое тепловыделение, экологичные технологии и многое другое. Чтобы определить, какой метод подходит для ваших проектов, вы должны решить, какой метод лучше всего подходит для вашей цели.
Эксплуатационные расходы: абразивные форсунки более дороги в эксплуатации и обслуживании.
Если вы работаете с толстыми резиновыми материалами, используйте абразивную струю воды.
Для процесса изготовления и производства с использованием таких материалов, как сталь, алюминий и другие, наилучшим вариантом является гидроабразивная резка.
Если ваша компания работает с тонкими или мягкими материалами, то струи чистой воды — лучший и самый экономичный выбор.
Если вы работаете с материалами, чувствительными к гигиене, и хотите соответствовать стандартам USDA по гигиенической резке, вам подойдет струя чистой воды
Если вам нужно нарезать пищевые продукты, чтобы идти в ногу с техническим прогрессом в его самой чистой форме, вам подойдет струя чистой воды.
Как согнуть профлист, обойтись без помощи профессионального станка для гибки
Профлист пользуется большой популярностью, активно применяется в качестве кровельного материала, используется при обустройстве ангаров и ограждений, для сооружения навесов и козырьков. Выпускается в виде листов, отличающихся размерами, высотой профиля. Производители могут профилировать материал по-разному. Зачастую профнастил так и применяют, например, как кровельный материал при обустройстве крыши для гаража, другого сооружения. Но иногда требуется согнуть лист, чтобы он обрел арочную, угловую форму.
Такие задачи появляются нечасто. И все же, приходится разбираться, как согнуть профнастил так, чтобы не повредить его, получить ожидаемый результат.
Согнуть профнастил на специальном станке
Покупать листогиб со сложным устройством для частного пользования нецелесообразно. Стоимость станка для гибки профлиста, используемого на производстве, составляет несколько тысяч долларов. Но вы можете поискать объявления по предоставлению соответствующих услуг. Преимущество варианта в том, что работа будет выполнена быстро и качественно. Вы получите изделие нужной формы, вероятность повреждения листа, при условии профессионализма мастера, будет сведена к нулю. Но вам придется потратить время и деньги.
Поэтому есть смысл поискать альтернативные варианты, подумать, как согнуть профнастил своими руками. Это реально выполнимая задача.
Как согнуть профнастил своими руками
Если вам необходимо выполнить разовую работу, например, согнуть профнастил для конька крыши без самодельного станка, можно воспользоваться обычным деревянным бруском, длина которого должна превышать длину листа. Работать нужно очень аккуратно, потому как декоративное покрытие листов достаточно хрупкое, а при его повреждении открытые участки металла со временем начнут ржаветь. Чтобы выполнить работу, нужно:
уложить лист на основание, которое не повредит краску, например, деревянное;
деревянный брусок разместить по центру листа, прикрутить его к основанию по краям, чтобы прижать профлист;
поочередно загибать свободные края по линии бруска. Работать нужно в плотных перчатках.
Если нужно просто согнуть лист под 90 градусов, можно воспользоваться тем же способом, только загибать один край.
Желая сделать округлый изгиб, можно воспользоваться трубой, обмотанной изолентой. Изолента защитит краску от повреждений. Работу следует выполнять так:
прикрутить лист к опоре;
взять трубу, обмотанную изолентой. Выполняя движения вверх-вниз, понемногу загибать профнастил;
прикрутить второй край.
Многие мастера все-таки предпочитают сооружать самодельный ручной станок для профнастила. Эту конструкцию, правда, сложно назвать станком. Но самодельный листогиб действительно оказывается полезным.
Ручной листогиб
Для изготовления листогиба нужно взять четыре доски, которые будут длиннее самого листа. Три из них соединить. Для этого можно применить внутренние дверные петли. В доске, располагающейся по центру, проделать сквозные поперечные канавки, по краям – отверстия для крепежей. В четвертой доске следует сделать такие же отверстия. Теперь, соорудив своеобразный станок для профлиста своими руками, надо делать так:
отмерить участок листа, загибаемый внутрь, мягким карандашом прочертить линию на этом уровне;
уложить лист на центральную доску, зафиксировать ее так, чтобы место, где должен образоваться изгиб, попадало на край;
поднять нужную доску, довести ее до положения, когда образуется необходимый угол.
Обычно применение данного метода актуально при строительстве забора, где как раз требуются углы.
Как видите, помощь в таких работах не требуется.
Как согнуть арматуру — Статья от компании Сити Металл
Арматура в строительстве необходима, в первую очередь, для армирования бетона. Такое соединение позволяет переложить усилия сжимающего и растягивающего характера на арматурные стержни. Это просто необходимо при возведении фундамента, так как бетон имеет слабое сопротивление таким нагрузкам.
Армировать соединениями из прямых прутьев не правильно, это ослабляет конструкцию, что может привести к различным неприятным последствиям, например, к расслоению фундамента. Поэтому сгибание арматуры необходимо как для создания угловых связок изогнутых прутьев так и для создания различных элементов, например, лапки, крюка и пр. Стеклопластиковые стержни гнуться только на предприятиях по их выпуску. Если пытаться гнуть ее собственными силами, то она просто лопнет. Металлическую арматуру гнут строго механически, нельзя допускать любых острых углов в месте гибки.
До сих пор популярны несколько методов, которые не желательно использовать для гибки стержней. К ним относятся: Подпил УШМ места сгиба и Прогрев места сгиба до высокой температуры паяльной лампой. Эти манипуляции сильно снижают характеристики арматуры, что может привести к их разрушению. И использовать их лучше только тогда, когда результат не отразится на качестве всей конструкции.
Любой тип металлических стрежней гнется только холодной без каких-либо надрезов или других нарушений целостности стержня. При этом каждый вид можно согнуть до определенного угла, после он будет терять в прочности. К примеру, арматуру типа А3 без потери прочности можно согнуть на угол не более 90 градусов. При сгибе на 180 градусов прочность снижается минимум на 10%.
Все оборудование для гибки арматуры можно разделить на несколько категорий:
Ручные
Имеющий механический привод.
Гидравлические
Оборудование с приводом работает по следующей схеме: На стойке закреплен упорный ролик, на вертикальном валу установлен диск , на котором закреплены пальцы (изгибающий и центральный). Между ними укладывают прутья для сгибки. Когда диск начинает вращаться в горизонтальной плоскости, уложенный стержень упирается в ролик и сгибается под воздействием изгибающего пальца. Изгибающий палец двигается с на ружней стороны стержня.
Станки для гибки, в зависимости от стержней, так же разделяют на оборудование :
Для гибки стержней от 3 до 20 мм.
Для гибки стержней от 20 до 40 мм.
Для гибки стрежней от 40 до 90 мм.
Для гибки стержней от 3 до 90 мм.
Гидравлические станки обычно используют когда необходимо сделать несколько сложных сгибов углом до 180 градусов. Такое оборудование гнет прутья без каких-либо дефектов, напрягающих метал.
Ручное оборудование для гибки имеет множество видов, может быть даже переносным. Обычно устанавливается на верстак для более удобного использования. Гораздо дешевле других вариантов и совершенно просты в использовании. Инструмент пригоден при небольших объемах работы.
Перед покупкой инструмента обязательно нужно знать объем работ, сроки и диаметр стержней, подлежащих сгибке. К тому же, нужно помнить о том что внешняя часть арматуры более подвержена нагрузки на растяжение а внутренняя – на сжатие. Если подобрать не правильное оборудование или применять его не по инструкции можно с легкостью испортить как арматуру так и станок. Поэтому, перед использованием следует правильно настроить конструкцию и , при использовании, правильно зажимать в нем арматурный стержень.
Одно из приспособлений для сгиба арматурыКогда не требуется особая аккуратность и точность, томожно согнуть прутья даже собственными руками. При наличии сильных рук и прут с диаметром 8 мм не проблема. Две стальные трубы позволят облегчить процесс и улучшить качество сгиба. Чем длиннее трубы , тем больший диаметр прута можно согнуть.
Сам процесс совершенно прост:
Прут до места сгиба вставляется в первую, фиксирующую трубу.
Вторая труба будет использоваться как рычаг. она надевается на другой конец арматуры и ведется в нужное направление.
Арматура согнута.
Для удобства фиксирующую трубу жестко закрепляют в тисках, закапывается в землю и пр. Так же возможна модификация, когда обе трубы крепко зарываются или вбиваются в землю. Стержень заводится между трубами и сгибается в нужное положение.
Есть много способов сделать сиденье. Вы можете использовать все отдельные части, или вы можете согнуть большие части, чтобы изогнуть многие из его функций. Существует много места для индивидуальных предпочтений и творческого дизайна, но вот несколько общих принципов.
Помните, что картонные опорные детали становятся прочнее, когда канавки перемещаются вверх и вниз.
Убедитесь, что под любыми поверхностями есть опоры, которые будут нести вес. Если сиденье большое, должны быть как центральные, так и боковые опоры.
Используйте большое количество горячего клея. Работайте быстро с этим клеем . Используйте зажимы или продолжительное давление, чтобы убедиться, что соединения надежны.
Содержимое:
Базовый ящик для сиденья
Модификации ящика для сиденья
Кресло, которое откидывается назад в космосе
Стул с откидывающейся спинкой
Оберните спину и бока
Как изготовить и прикрепить заднюю/боковую часть
Модификации откидных кресел Space
Подлокотники
Прорези для ремня
База
Вставка для молотка
Опора для спины или «плавник»
Детское измерение
Пожалуйста, следуйте этим инструкциям, чтобы узнать, как измерить вашего ребенка для адаптированного стула.
Когда у вас будут размеры ребенка и план стула, вы начнете собирать стул, соорудив ящик для сиденья. Даже если стул в конечном итоге наклонится назад или будет иметь угловую спинку, мы начинаем с базовой коробки.
Базовый ящик для сиденья
Коробка сиденья состоит из 4 кусков картона. Во всех картонных конструкциях вы должны планировать заранее, чтобы выяснить, как части будут сочетаться друг с другом.
1. Определите размер каждой части коробки, используя размеры готового сиденья и учитывая толщину вашего картона. Задняя и боковые части будут короче, чем размер высоты сиденья, чтобы учесть толщину вашего материала.
Задняя часть = A (минус толщина картона для основания и верха) x B. (Наш трехслойный гофрированный материал имеет толщину около 5/8″, но ваш может быть тоньше или толще.)
Боковые части = A (минус толщина картона для основания и верха) x C (минус толщина картона для передней и задней части)
Верхняя/передняя часть = B x A плюс C (добавьте 2 дюйма, чтобы учесть изгиб или ошибку). Это одна длинная деталь, чтобы изогнуть передний край сиденья. Это устраняет угол спереди, который может быть неудобен для ног ребенка.
2. Измерьте детали и отрежьте их, принимая во внимание направление канавок (или волокон) в материале.
3. Надавите тупым предметом (например, тыльной стороной ложки) вдоль линейки, чтобы сделать углубление на верхней/передней части в том месте, где должна быть кровать. Переверните этот кусок картона и выровняйте изгиб рядом с краем стола.
4. Поместите боковые и заднюю части в правильное положение на согнутую верхнюю/переднюю часть. Отметьте излишки на концах верхней/передней детали и обрежьте. Перепроверьте на соответствие.
5. Склейте детали вместе (убедитесь, что вы нанесли клей во все точки, где два куска картона соприкасаются друг с другом). Используйте струбцины, чтобы убедиться, что сгибаемая часть не раскроется и клей успел схватиться.
6. Ящик для песка, чтобы он был ровным со всех сторон.
Модификации ящика для сиденья
Стул с угловой спинкой (обеспечивает дополнительную поддержку тела ребенка):
1. Определите, насколько широкой должна быть центральная панель стула (обычно меньше, чем ширина туловища ребенка).
2. Используя это измерение, отметьте, где будут задние углы стула, на верхней части/спинке сиденья. Измерьте вдоль спинки сиденья от вашей метки до каждого угла (эти метки должны быть на одинаковом расстоянии.)
3. Отметьте такое же расстояние по бокам спинки стула (это гарантирует, что у вас будут углы в 45 градусов на изгибах). Проведите диагональную линию между этими точками.
4. Протяните эту линию также вниз по бокам коробки.
5. Отпилите задние углы коробки ручной пилой (или ленточной пилой, если сиденье достаточно низкое, чтобы поместиться).
Поддерживает детей с низким мышечным тонусом или тех, кто не может держать себя в вертикальном положении против силы тяжести, сохраняя при этом их бедра, ноги и ступни в правильном положении. Также известен как кресло с наклоном в пространстве.
Подождите. Сначала добавьте спинку, а затем измените сиденье.
Стул с откидывающейся спинкой
Открывает угол бедер больше 90 градусов.
Определите, насколько далеко вы хотите откинуть кресло.
Отметьте угол наклона спинки сиденья и отрежьте. (В этом случае вы могли бы просто удалить заднюю часть и обрезать боковые части под правильным углом перед склеиванием.)
Оберните спину и бока
Если обе стороны и задняя часть сделаны из одного куска, конструкция будет немного прочнее, и нужно будет закрыть меньше краев.
Вы можете согнуть деталь, используя ту же технику биговки (обратная сторона ложки и сгиб на краю стола), которую вы использовали для сгибания детали сиденья, или вы можете сделать канавки на картоне, чтобы быть более точным.
Это достигается путем разрезания параллельных линий вдоль прямой кромки канцелярским ножом и удаления первого слоя гофра между этими линиями. Затем сложите вдоль этих желобов.
Размер ваших канавок определяется тем, какой угол вы хотите получить. Для угла 45 градусов ваша канавка будет меньше, чем если бы вы хотели сделать угол 90 градусов. (Для нашего материала толщиной 5/8” мы допускаем 3/8” для изгибов на 45 градусов и 3/4” для изгибов на 90 градусов.)
Создание закругленной детали для задней и боковых сторон
Нарисуйте следующую форму, если вы делаете стул с базовой квадратной спинкой .
Нарисуйте следующую форму, если вы делаете стул с угловой спинкой.
Как изготовить и прикрепить заднюю/боковую часть
Нарисуйте форму обертки на большом листе картона, используя приведенные выше правила.
Вырежьте эту форму спинки/боков.
Сделайте надрезы по линиям складок и вытащите верхний слой гофра между надрезанными линиями.
Используйте острогубцы, долото или отвертку, чтобы удалить этот материал.
Согните эту деталь и прикрепите к коробке.
Спереди может быть немного лишнего. Отметьте и обрежьте это.
Наметьте линию вокруг сиденья. Это напомнит вам не наносить клей выше этой линии при сборке.
Сначала нанесите клей на центральную часть задней части (убедитесь, что он не выходит за линию).
После приклеивания центральной панели нанесите клей на одну сторону и зажмите.
После того, как клей схватится, нанесите клей на последнюю сторону. Плотно прижмите обертку вокруг коробки, обеспечив плотное прилегание.
Поместите большие зажимы на переднюю часть сиденья на несколько минут, чтобы убедиться, что изогнутая часть не раскроется и не ослабит переднее соединение.
После того, как вы надежно прикрепите обертку, следующим шагом будет изменение ее наклона в пространстве или создание подлокотника для стула.
Модификации для откидных кресел Space Chair
Как правило, если ребенку требуется наклон в пространстве, он также выиграет от углового стула.
В следующих инструкциях предполагается, что ваш стул имеет угловую спинку и откидывается назад в пространстве на 10 градусов.
Нарисуйте форму оборачиваемой детали, используя правила, перечисленные выше для стиля угла.
Используйте большой кусок картона с прямым краем внизу.
Убедитесь, что канавки двигаются вверх и вниз.
Проведите прямую линию (снизу вверх), где вы начнете измерения. Он должен быть длиной A+E (минус 5/8 или толщина вашего картона).
Измерьте первую сторону коробки (1), используя эту мерную (плюс добавление 1/2 дюйма) отметку, где будет следующая линия, и нарисуйте следующую линию на большом листе картона.
Затем вы сделаете канавку для первого изгиба под углом 45 градусов. Отмерьте 3/8 дюйма от последней линии и отметьте следующую. Эта линия будет длиной A+D.
Измерьте площадь (2) сиденья. Затем отметьте это расстояние и проведите следующую линию длиной A+D.
Отмерьте 3/8 дюйма для второго изгиба и проведите линию до длины A+D.
Продолжайте этот процесс до тех пор, пока вы не сделаете это вокруг спинки/боков сиденья (заканчивая измерением для стороны (5) + 1/2 дюйма ПРИМЕЧАНИЕ. При изготовлении стула с наклонной спинкой у вас есть возможность иметь подлокотник. быть параллельны сиденью или изменить рисунок (как на картинке выше), чтобы подлокотники были параллельны полу.
Чтобы подлокотники были параллельны сиденью, высота передней и задней части подлокотника должна быть A + E (минус 5/8 дюйма или толщина картона) .
Чтобы сделать подлокотник параллельным полу, вам нужно будет добавить к подлокотнику такое же количество наконечников для стула.
Используйте транспортир, чтобы найти угол, а затем проведите линию вдоль этого угла от переднего края подлокотника до начала спинки кресла.
Обязательно удлините канавку на 3/8 дюйма, чтобы учесть это изменение.
Отрежьте кусок обертки.
Сделайте надрезы по линиям складок и вытащите верхний слой гофра между надрезанными линиями. Используйте острогубцы, долото или отвертку, чтобы удалить этот материал.
Согните эту деталь и прикрепите к коробке. Спереди может быть немного лишнего. Отметьте и обрежьте это.
Нарисуйте линию на обертке, которая указывает расположение верхней части сиденья.
Приклейте коробку сиденья к оберточной части, начиная с центра и двигаясь по бокам. Соедините две части вместе и дайте время застыть.
Как обрезать стул, чтобы он мог опрокидываться в космосе
Вырежьте кусок картона с одним краем, который соответствует углу наклона, который должен быть у стула. Пример: мы хотим наклонить наш стул назад на 10 градусов (с 90 градусов), поэтому мы вырезаем кусок картона под углом 80 градусов.
Поместите эту деталь прямо напротив спинки сиденья. Измерьте, насколько высоко передняя часть сиденья поднимается над рабочей поверхностью.
Используйте это измерение, чтобы отметить расстояние на центральной панели спинки стула от нижней части сиденья вверх и провести линию через центральную панель на этой высоте.
Измерьте желаемый угол наклона от нижних передних углов сиденья по бокам. Отметьте эти линии.
Соедините концы боковой и задней строп.
Вырежьте по этой форме дна ручной пилой, электролобзиком или зубчатым ножом.
Отшлифуйте по мере необходимости, чтобы стул ровно стоял на полу.
Подлокотники
Подлокотники должны быть такой же длины, как боковые стороны кресла.
Обычно мы делаем их шириной от 2 ½ до 3 ½ дюймов.
Всегда полезно согнуть передний и задний внешние углы этих деталей, чтобы ученик не чувствовал ничего острого и чтобы картон меньше раздавливался.
Внутренние передний и задний углы не должны быть изогнутыми.
Иногда задний угол должен быть немного срезан по диагонали или иметь небольшую выемку, чтобы он аккуратно подходил к боковой стороне.
Подлокотники
Вам нужно будет вырезать опоры, чтобы они проходили под подлокотниками.
Они должны доходить до края подлокотника, не проходя за него.
Треугольные формы легко, быстро и легко наклеиваются, но другие формы тоже хорошо работают.
Обычно мы делаем по две опоры с каждой стороны.
Для больших подлокотников не стесняйтесь делать больше опор.
Приклейте треугольные опоры к краям сиденья.
Равномерно расположить эти опоры легче, если поставить их перед подлокотниками.
Приклейте подлокотники сверху.
Прорези для ремня
Вы можете вырезать прорези для ремешков зубчатым ножом или вибрационным инструментом. Мы обычно делаем наши ремни шириной 2 дюйма, поэтому прорези хорошо работают, когда они имеют длину 2 дюйма и ширину 1/2 дюйма. Ниже приведены некоторые рекомендации по размещению этих слотов.
Прорези для плечевых ремней
Эти прорези для ремней должны находиться на уровне плеч ребенка.
Внутренние углы прорезей должны быть немного дальше друг от друга, чем предполагаемая ширина шеи ребенка.
Эти прорези должны быть немного наклонены вниз, чтобы соответствовать наклону плеч обычного человека.
Прорези для нагрудного ремня
Эти слоты вертикальные.
Высота должна быть посередине между сиденьем и плечевыми прорезями и прорезями для сиденья или таза.
Они должны располагаться немного ближе друг к другу, чем ширина ребенка.
Обычно эти лямки имеют типичные размеры 2 дюйма на 1/2 дюйма, но иногда рекомендуется использовать более широкую лямку, чтобы обернуть ее вокруг груди ребенка. Затем эта длина изменяется соответствующим образом.
Прорези для тазового ремня
Поскольку задача тазового ремня — полностью удерживать ребенка в кресле, прорези для этих ремней должны начинаться прямо в углах, в которых сиденье, боковые стороны и спинка сходятся вместе.
Они должны быть расположены под углом 45 градусов, чтобы ремень аккуратно обхватывал нижнюю часть туловища ребенка.
Прорези для подголовников
(без рисунка)
Подголовники могут быть изготовлены из твердой электропроводки Romex, пенопласта и винила.
Для этих подголовников с боковыми подушками требуются две вертикальные прорези длиной около 4 дюймов и шириной 1 дюйм (или чуть более 1 дюйма).
Нижняя часть этих отверстий обычно примерно на дюйм выше верхней части плечевой прорези.
Внутренности должны быть немного дальше друг от друга, чем ширина головы ребенка.
Обычно хорошо обрезать их сразу за пределами вертикальной линии сгиба.
Прорези для ножек (без рисунка)
Отметьте, где ноги ребенка будут стоять на подножке.
Ремни должны проходить через подъем стопы и располагаться на ширине обуви.
Маленьким детям могут понадобиться более узкие лямки.
Прорези могут иметь длину 1 и 1/2 дюйма вместо обычных 2 дюймов.
База
Подставка предназначена для того, чтобы ребенок не наклонялся назад или в стороны.
Для основного квадратного стула ширина основания равна расстоянию между внешними сторонами подлокотников.
Глубина основания равна глубине стула плюс около 2/3 дюйма от этой глубины.
Если ребенку нужна подставка для ног, основание выдвигается перед сиденьем.
Измерьте и отрежьте основание, используя приведенные выше правила.
Скруглить все углы.
Для квадратного стула центрируйте стул на передней части основания. Наметьте основание стула, где находится граница для клея, и приклейте основание на место.
Для стула с откидной спинкой оставьте необходимое пространство для ног и отцентрируйте стул. Наметьте основание стула, где находится граница для клея, и приклейте основание на место.
Подножка
Измерьте и вырежьте кусок картона для верхней части подставки для ног, взяв длину стопы ребенка плюс 2 дюйма и ширину стула.
Изготовьте угловые опорные элементы, соответствующие углу наклона кончика стула.
Добавьте опору к передней части уголков и склейте их вместе.
Отшлифуйте заднюю часть подставки для ног, чтобы она соответствовала углу передней части кресла.
Вставка для молотка
Подробные инструкции по созданию молота включены на странице «Руководства по сборке».
Отбойные молотки могут быть изготовлены из трубы из ХПВХ диаметром 1/2 дюйма.
Кресло нуждается в строповом рукаве, чтобы в него можно было вставить молоток.
Вырежьте отверстие диаметром 3/4 дюйма в центре сиденья как можно ближе к передней части.
Отрежьте кусок ХПВХ толщиной 3/4 дюйма такой же высоты, как сиденье стула.
Капните горячий клей через отверстие на основание и нанесите еще немного вокруг внутренней части отверстия.
Вставьте трубу на место.
Опора для спины или «плавник»
Сила ребенка, откидывающегося на спинку стула, создает нагрузку на спинку стула.
Обычно мы добавляем опорную деталь.
Эта опора должна проходить как минимум на 3/4 высоты позади спины.
Если кресло наклоняется в пространстве, вам придется совпадать с углом наклона.
Поддерживающая деталь становится прочнее, если склеить вместе два куска трехслойного картона.
Если у кресла есть ремни, вырежьте места на высоте прорезей для ремней, чтобы ремни можно было закрепить на спинке.
ПОДЕЛИТЕСЬ ЭТОЙ СТАТЬЕЙ
Как согнуть медную трубу в трех направлениях
По
Ли Валлендер
Ли Валлендер
Ли имеет более чем двадцатилетний практический опыт реконструкции, ремонта и улучшения домов, а также дает советы по благоустройству дома более 13 лет.
Узнайте больше о The Spruce’s Редакционный процесс
Обновлено 22.07.22
Рассмотрено
Джонатан Брюэр
Рассмотрено Джонатан Брюэр
Джонатан Брюэр — эксперт по благоустройству дома с более чем двадцатилетним профессиональным опытом работы в качестве лицензированного генерального подрядчика, специализирующегося на кухне и ванной. Он был показан в сериалах HGTV «Super Scapes», «Curb Appeal the Block», «Elbow Room», «Незваных гостях» DIY Network, «Этот старый дом» и в шоу OWN Network, получившем премию «Эмми», «Home Made Simple». Джонатан также является членом Наблюдательного совета по благоустройству дома Spruce.
Узнайте больше о The Spruce’s Наблюдательный совет
Факт проверен
Джессика Врубель
Факт проверен Джессика Врубель
Джессика Врубель имеет богатый опыт работы писателем и редактором, работала в различных изданиях, газетах и публичных библиотеках, помогая со справками, исследованиями и специальными проектами. В дополнение к своему опыту журналистики, она более 15 лет занимается просветительской деятельностью на темы здоровья и хорошего самочувствия как в классе, так и за его пределами.
Узнайте больше о The Spruce’s Редакционный процесс
Ель / Кевин Норрис
Прочная и простая в работе медная труба часто используется в домах в качестве водопроводной трубы. Поскольку медь — красивый металл, будь то полированный и блестящий или оставленный для старения до зеленой патины, медная труба часто используется в качестве материала для изготовления из-за ее собственных декоративных качеств.
Хотя медь мягкая, она недостаточно мягкая, чтобы плавно и идеально гнуться сама по себе. Изгиб медной трубы без применения специальных методов или инструментов обычно приводит к разрушению трубы. Вместо непрерывной кривой труба будет изгибаться и складываться в предполагаемой точке изгиба. Для крафта это, как правило, не тот вид, который вам нужен. Для сантехники он препятствует течению воды.
Существует несколько надежных способов сгибания медной трубы. Некоторые методы даже не требуют специальных инструментов. Вместо этого они используют простые материалы, которые, возможно, уже есть у вас дома. Ниже перечислены четыре наиболее распространенных метода, а также несколько общих советов.
Наконечники для гибки медных труб
Опора для труб : Поддержка медной трубы по всей длине ее изгиба является ключом к обеспечению постоянной формы. Опора может быть как внутри, так и снаружи трубы.
Медленно изгибать : Быстрое изгибание медной трубы может привести к ее перекручиванию, даже если она правильно закреплена. Или, если вам удастся получить правильную кривую, внутри кривой могут появиться ряби. Всегда медленно наклоняйтесь.
Придайте форму изгибу : Изгиб трубы через колено с мягкой подкладкой — это самый быстрый способ согнуть медную трубу примерно до радиуса от 4 до 8 дюймов. Но вы также можете использовать другие изогнутые предметы для придания формы: металлические банки, ведра или большие трубы.
Совет
Медь может быть дорогой. Если вы пытаетесь согнуть медь для сантехнического проекта, найм квалифицированного сантехника для гибки труб может быть более рентабельным, чем покупка нескольких труб, если ваши попытки согнуть трубы самостоятельно пойдут наперекосяк.
01 из 03
Использование пружины для изгиба трубы
Трубогибочные пружины вставляются в медную трубу и служат опорой для лучшего распределения усилия. С трубчатыми пружинами возможны изгибы до 180 градусов. Трубчатые пружины поставляются в наборах различных размеров, которые подходят для медных труб диаметром от 1/4 дюйма до 5/8 дюйма.
Чтобы согнуть медную трубу трубчатой пружиной:
Несмываемым маркером отметьте место на медной трубке, где вы хотите сделать изгиб. Метка должна быть в самой внешней точке радиуса изгиба.
Очистите все заусенцы на конце медной трубы от резки.
Выберите правильный размер пружины для трубы. Некоторые пружины помещаются в трубу, в то время как другие типы предназначены для установки снаружи.
Если пружина длиннее трубы, вы можете легко извлечь пружину после сгибания трубы. Если пружина короче, прикрепите к концу пружины проволоку.
Набив медную трубку мягкой тканью, согните ее над коленом. Перемещайте трубу вперед и назад к левой и правой сторонам колена, чтобы создать более плавный изгиб.
Снимите пружину. Если пружину трудно снять, попробуйте повернуть ее по часовой стрелке.
Ель / Кевин Норрис
Ель / Кевин Норрис
Ель / Кевин Норрис
Ель / Кевин Норрис
Ель / Кевин Норрис
Ель / Кевин Норрис
02 of 03
Использование песка или соли для сгибания трубы
Плотные материалы, упакованные внутри медной трубы, производят эффект, очень похожий на пружины, изгибающие трубу. Они препятствуют тому, чтобы какая-либо отдельная область воспринимала всю изгибающую силу. Вместо этого сила распределяется по всей длине кривой. Можно использовать мелкий песок и соль.
Чтобы согнуть трубу с помощью песка или соли:
Выпрямите медную трубку или шланг. Он не должен быть идеально прямым; только достаточно прямо, чтобы позволить материалу течь.
Обклейте нижнюю часть медной трубы клейкой лентой или изолентой.
Заполните медную трубу песком или солью с помощью воронки.
Заклейте другой конец трубы.
Изогните трубу до желаемого изгиба.
Снимите ленту и дайте песку или соли вытечь.
Ель / Кевин Норрис
Ель / Кевин Норрис
Ель / Кевин Норрис
Ель / Кевин Норрис
Ель / Кевин Норрис
Ель / Кевин Норрис
03 из 03
Используйте инструмент для гибки труб, чтобы согнуть трубу
Трубогиб — это небольшой, недорогой, специализированный инструмент, который делает только одну вещь, но делает это очень хорошо.
процесс закалки, различие от закалки углеродистой стали
Не существует однозначного ответа на вопрос: «Можно ли закалить нержавеющую сталь?» Сплавы с низким содержанием углерода подвергаются закалке только после предварительного насыщения поверхностного слоя углеродом (цементации). Нержавеющие среднеуглеродистые стали закаливаются, но при несколько иных режимах, по сравнению с углеродистыми нелегированными.
Различия в закалке нержавеющей и углеродистой стали
Все легирующие элементы, входящие в состав коррозионностойкой стали, условно делят на две группы:
Первая – элементы, повышающие температуру полиморфного превращения. К ним относятся медь, ванадий, вольфрам, молибден, титан, ниобий. Для нержавейки, включающей такие добавки, требуется повышение температуры закалки.
Вторая – элементы, понижающие критическую температуру, при которой происходит изменение кристаллической решетки. Это марганец и никель. Со сталями, содержащими марганец, не рекомендуется допускать перегрева, поскольку этот элемент провоцирует рост аустенитного зерна.
Внимание! Карбидообразующие элементы – хром, молибден, вольфрам, ванадий, титан – подавляют рост аустенитного зерна. Поэтому содержащие их стали не подвержены перегреву, их обычно нагревают до более высоких температур, по сравнению с углеродистыми.
По отношению к нелегированным углеродистым нержавеющие стали требуют:
из-за худшей теплопроводности – более длительной выдержки для качественного прогрева;
более медленного охлаждения, для которого обычно используют масляные ванны.
Как закалить низкоуглеродистую нержавейку с предварительной цементацией?
Марки нержавеющих сталей с низким содержанием углерода (0,1-0,3%) не пригодны для закалки. Для упрочнения проката и изделий из таких сплавов часто применяют насыщение поверхностного слоя углеродом (цементацию), после чего проводят закалку и низкий отпуск. Назначение такой обработки – получение твердой, износостойкой поверхности, что достигается обогащением верхнего слоя углеродом до концентрации 0,8-1,2% .
Результаты, которых позволяет достичь цементация в сочетании с закалкой и отпуском:
сердцевина изделия, не насыщенная углеродом, остается вязкой даже после закалки;
повышается износостойкость;
увеличивается предел выносливости.
Твердая цементация нержавеющих сталей осуществляется путем укладки изделия в ящики с карбюризатором, в качестве которого применяется измельченный графит или другой материал, далее следуют закалка и низкий отпуск. Твердый карбюризатор используют в домашних условиях или мелкосерийном производстве. Для массового изготовления металлопродукции востребована цементация в газовой среде. Варианты – жидкостная и вакуумная цементация.
Как закалить нержавеющую сталь с промежуточным насыщением поверхностного слоя углеродом?
Процесс науглероживания проходит при температурах 910-950°C, в случае необходимости его ускорения – при 1000-1050°C.
После цементации, являющейся промежуточным процессом, необходима закалка, которая обеспечивает упрочнение науглероженного слоя и исправляет структуру перегрева. Для корректировки дефектов структуры и уменьшения коробления металла, возникающих из-за длительной выдержки при высоких температурах науглероживания, используют двойную закалку.
Обязательная заключительная операция – низкий отпуск, осуществляемый при температурах 160-180°C, благодаря которому мартенсит закалки в поверхностном слое трансформируется в мартенсит отпуска.
что это и как осуществить
В основе процесса цементации заложен принцип химической и термической обработки металла. Вся суть процедуры в насыщении поверхности стали необходимым количеством углерода при определенных температурных условиях.
Несколько лет назад эту процедуру в домашних условиях было практически невозможно реализовать. Сегодня это возможно с использованием среды графита или их аналогов. Главное — это желание и некоторые знания.
Общая информация о процессе
В какой среде возможна цементация стали
Разновидности металла, который можно обрабатывать
Цементуемые стали с помощью газа
Общая информация о процессе
В первую очередь необходимо понимать основы термической обработки стали.
К особенностям цементации металла относят следующие факторы:
Благодаря процедуре цементируемые стали становятся прочнее, что повышает износостойкость и прочность материала;
Свойства эксплуатации металла изменяются за счет нагрева изделий в жидкости, газовой или твердой среде, что улучшает ее характеристики;
Нагревание деталей можно до разных температур, нет ограниченной константы и точных рекомендаций. В домашних условиях процесс цементации проходит при температуре 500 градусов по Цельсию. В промышленных условиях с использованием профессионального оборудования температура нагрева в печи достигает более 1300 градусов по Цельсию. Следует знать, что температуру выбирают, учитывая концентрацию примесей и углерода.
Профессионалы рекомендуют в домашних условиях цементировать низкоуглеродистые виды стали (приблизительно 0,2%). Например, лезвие от недорогого кухонного ножа, изготовленного из стали или небольшие детали.
В структуру стали углерод проникает довольно медленно. Поэтому цементация лезвия ножа в условиях домашней процедуры происходит со скоростью не более 0,1 мл в час. Чтобы это же лезвие выдерживало более сильные нагрузки, нужно усиливать слой толщиной до 0,8 мл в час. Еще важно понимать, что цементация ножа или небольшого вала в условиях домашнего цеха займет минимум восемь часов. При этом следует удерживать определенную температуру в печи, чтобы не нарушить температурный режим.
В процессе цементации изменяется не только свойство металла, но и его фазовый состав и атомная решетка. В целом поверхность получает такие же характеристики, как и при закалке, но при этом существует возможность контроля в узком диапазоне температур, чтобы избежать различных дефектов материала.
Осуществить цементацию нержавеющий стали немного сложнее, но в то же время это качественно улучшит характеристики этого вида металла.
В какой среде возможна цементация стали
Процесс закалки проходит в различных условиях среды:
в твердой;
в газообразной;
в растворе электролита;
в виде специальной пасты;
в кипящем слое.
Чаще всего в условиях домашнего цеха проводится цементация стали графитом. Это сильно упрощает процесс, так как не нужно дополнительно еще заботиться о сильной герметичности печи.
В промышленном производстве чаще всего используют газ, так как этот способ сокращает время, затраченное на закалку.
Разновидности металла, который можно обрабатывать
Выделяют три основные группы металла, который используется для закалки:
Сталь с неупрочняемой сердцевиной. В эту группу входят следующие марки стали, пригодной для цементирования — 20, 15 и 10. Эти детали имеют небольшой размер, используются для эксплуатации в бытовых условиях. Во время закалки происходит трансформация аустенита в феррито-перлитную смесь.
Сталь со слабо упрочняемой сердцевиной. В эту группу вошли металлы таких марок, как 20Х, 15Х (хромистые низколегированные стали). В этом случае проводят дополнительную процедуру лигирования с помощью небольших доз ванадия. Это обеспечивает получение мелкого зерна, что приводит к получению более вязкого и пластичного металла.
Сталь с сильно упрочняемой сердцевиной. Этот вид металла используют для изготовления деталей со сложной конфигурацией или большим сечением, которые выдерживают различные ударные нагрузки, подвергаются воздействию переменного тока. В процессе закалки вводится никель или при его дефиците используют марганец, при этом для дробления зерна добавляют малые дозы титана или ванадия.
В целом процесс цементации стали необходим для улучшения износостойкости и прочности деталей.
Чаще всего цементации подвергаются валы, оси, лезвия ножей, детали подшипников и зубчатые колеса.
Как происходит цементация стали в твердой среде на предприятии и в условиях домашнего цеха?
Смесь для твердой цементации готовится из бария, кальция с древесным углем и углекислого натрия. Уголь лучше брать из дуба или березы и разделить его небольшие фракции, не более десяти миллиметров. Чтобы удалить лишнюю пыль, уголь рекомендуют просеять. Соли тоже измельчают до состояния порошка и пропускают через сито.
Существует две методики для приготовления смеси:
Уголь из дерева поливают солью, которую предварительно растворяют в воде. Получившуюся смесь высушивают, ее влажность должна быть не более 7%.
Сухой уголь и соль тщательно перемешивают, чтобы исключить возможность появления пятен уже в процессе химической и термической обработки.
При этом, первая методика считается более качественной. Так как она гарантирует, что смесь выйдет равномерной, а результат без пятен и разводов. Готовую смесь еще называют карбюризатором.
Сам процесс твердой цементации проходит в специальных ящиках, где насыпана смесь в нужном количестве. Идеально, если ящики соответствуют размеру и форме изделия, которое обрабатывают. Так как в этом случае снижаются затраты времени на прогрев тары, а качество слоя цементации улучшается. Для избежания утечки газа щели замазывают специальной огнеупорной глиной и накрывают все плотно прилегающей крышкой.
Следует обратить внимание, что изготавливать тару, идеально подходящую, экономически выгодно, если речь идет о конвейерной процедуре. Если же нужно одну или две детали закалить, то лучше выбрать тару универсальной формы — квадратную, круглую или прямоугольную.
Ящики выбирают из малоуглеродистой или жаростойкой стали.
Сам процесс цементации в твердой смеси проходит следующим образом:
детали, которые необходимо закалить, равномерно укладываются в ящики, наполненные твердым карбюризатором;
печь разогревают до 900−1000 градусов и подают в нее тару с изделиями;
прогрев ящиков проходит при температуре от 500 до 700 градусов. Этот прогрев называют сквозным. Сигналом, что печь накалилась до нужной температуры служит однородный цвет подовой плиты, на ней больше нет темных участков под ящиками;
температуру поднимают до 900 или 1000 градусов по Цельсию.
Именно при таком температурном режиме происходят диффузные изменения в структуре деталей на уровне атомов.
В домашних условиях достаточно сложно нагреть печь до нужной температуры и выдержать весь температурный режим от начала и до конца. При этом все возможно. Следует помнить, что эффективность домашней цементации намного ниже, чем промышленной.
Цементуемые стали с помощью газа
Впервые цементацию стали газом осуществили на Златоусовском комбинате под бдительным руководством П. Аносова. Этот эффективный способ разработали В. Просвирин, С. Ильинский и Н. Минкевич.
Суть процесса достаточно проста — металл цементируется под влиянием углеродсодержащего газа (природного, искусственного или генераторного) в герметически закрытой печи.
Самый доступный и часто используемый газ — это состав, который получают при разложении нефтепродуктов.
Его изготавливают следующим способом:
в специальную емкость из стали наливают керосин, нагревают до процесса пиролиза — разложения керосина на смесь из нескольких газов;
примерно 60% этого газа модифицируют и делают подходящим для цементации.
Смесь из модифицированного газа и чистого пиролизного газа используют для цементации. Необходимость модификации части газа вызвана тем, что от использования чистого пиролизного газа на стали получается недостаточная цементация, а на некоторых деталях может оседать немного сажи, которую сложно удалять.
Сам процесс цементации стали с помощью газа проводят на специальных печах-конвейерах непрерывного действия. Либо используют уникальные стационарные агрегаты.
Сначала в печь, ее муфель, помещают деталь. Установку закрывают и накаляют печь до 950 градусов. Потом подают заранее подготовленный газ.
Провести эту процедуру в домашних условиях практически нереально.
В то же время она имеет несколько преимуществ перед твердым способом обработки:
меньше времени затрачивается на подготовку сырья для цементации;
более благоприятные и безопасные условия для труда рабочих;
ускорение процесса закалки за счет сокращения времени на выдержку изделий.
Самое важное при цементации стали — это грамотно организованный процесс и качественное оборудование и сырье. Твердый способ вполне можно реализовать в домашних условиях при наличии печи, карбюризатора и металлических форм. А также определенных умений и навыков, связанных с этим процессом закалки стали.
Улучшение механических свойств нержавеющей стали посредством процесса науглероживания
Бумага
• Следующая статья находится в открытом доступе
С. Ахмад 1 , С.К. Псевдоним 1 , Б. Абдулла 1 , Мохд. Хафиз Мохд Бакри 2 , Мухаммад Хафизуддин Джумадин 2 и Мухаммад Амир Мат Шах 1
Публикуется по лицензии IOP Publishing Ltd Серия конференций IOP: Материаловедение и инженерия,
Том 160,
Международный симпозиум по инженерным исследованиям и инновациям (IRIS) 24–25 ноября 2016 г. , Мелака, Малайзия
Citation S. Ahmad et al 2016 IOP Conf. Сер.: Матер. науч. англ. 160 012025
Скачать статью PDF
511 Всего загрузок
Поделитесь этой статьей
Информация о статье
Авторские принадлежности
1 Факультет машиностроения, UITM CAW.Johor, Kampus Pasir Gudang, JLN Purnama, 81750, Masai, Johor
2 6666666666 гг. , UiTM Shah Alam, 40450 Shah Alam, Malaysia Universiti Teknologi MARA, 40450 Shah Alam, Malaysia
ДОИ
https://doi.org/10.1088/1757-899X/160/1/012025
Купить эту статью в печатном виде
Подпишитесь на уведомления о новых проблемах
Создать уведомление о цитировании
1757-899С/160/1/012025
Abstract
Процесс науглероживания – это метод диспергирования углерода на поверхности стали с целью улучшения ее механических свойств, таких как твердость и износостойкость. В данной работе исследуется влияние температуры науглероживания на слой углеродной дисперсии в нержавеющей стали. Стандартная нержавеющая сталь AISI 304 подвергалась науглероживанию при двух различных температурах, которые составляли 9°С.00°С и 950°С. Наблюдали влияние углеродных дисперсионных слоев, и результаты показали, что увеличение средней толщины дисперсионного слоя от 1,30 мм до 2,74 мм связано с повышением температуры выдержки науглероживания. Увеличение толщины слоя углерода также привело к повышению твердости и прочности на разрыв науглероженной нержавеющей стали.
Экспорт цитат и рефератов
БибТекс РИС
Предыдущий статья в выпуске Следующая статья в выпуске
Содержание этой работы может быть использовано в соответствии с условиями лицензии Creative Commons Attribution 3.0. Любое дальнейшее распространение этой работы должно поддерживать указание автора (авторов) и название работы, цитирование в журнале и DOI.
10. 1088/1757-899С/160/1/012025
Выдающееся юношеское товарищество
Лаборатория материалов озера Суншань
Должность исследователя/докторанта на ранней стадии
Итальянский институт технологий
Полностью финансируемая стипендия
Манчестерский университет
Разместить вакансию Больше вакансий
Разработка передовой технологии науглероживания и азотирования нержавеющей стали | КОРРОЗИЯ NACE
Пропустить пункт назначения навигации
Цитировать
Посмотреть эту цитату
Добавить в менеджер цитирования
Делиться
Facebook
Твиттер
LinkedIn
MailTo
Поиск по сайту
Citation
Бак, Роберт и Томас Уильямс. «Разработка усовершенствованной науглероживающей и азотирующей нержавеющей стали». Доклад представлен на CORROSION 2020, физическое мероприятие отменено, июнь 2020 г.
Скачать файл цитаты:
Рис (Зотеро)
Менеджер ссылок
EasyBib
Держатели для книг
Менделей
Бумаги
Конечная примечание
РефВоркс
Бибтекс
Расширенный поиск
UNS S41429 — это мартенситная нержавеющая сталь с уникальным химическим составом, подходящая для науглероживания или азотирования для создания глубокого, твердого и нержавеющего поверхностного слоя при сохранении прочного, жесткого и пластичного ядра. УНС S41429может достигать поверхностной твердости более 60 HRC путем науглероживания, сохраняя при этом свои нержавеющие свойства и мелкий размер зерна. Он также может быть азотирован до поверхностной твердости 70 HRC с улучшенной коррозионной стойкостью по сравнению с обычной мартенситной нержавеющей сталью с аналогичным азотированием (UNS S42000). Испытания в соляном тумане в соответствии с ASTM B117 были проведены для сравнения коррозионной стойкости науглероженной стали UNS S41429 с номинальной поверхностной твердостью 61 HRC с марками сквозной закалки UNS S44004 (59 HRC) и UNS S42700 (61 HRC), а также науглероженной нержавеющей стали марки UNS S42670. (63 HRc). Испытания на коррозию в солевом тумане также проводились на азотированном в соляной ванне UNS S41429.образцы с поверхностной твердостью 70 HRC. Результаты показали, что науглероженная сталь UNS S41429 обладает превосходной коррозионной стойкостью при испытаниях в соляном тумане с поверхностной твердостью 61 HRC по сравнению со всеми другими исследованными нержавеющими сталями.
ВВЕДЕНИЕ
Нержавеющие стали с поверхностной закалкой привлекательны для применений, требующих сочетания высокой твердости поверхности, отличной прочности сердцевины и хорошей коррозионной стойкости, например, подшипников и зубчатых передач, которые подвергаются воздействию морской среды. К сожалению, процессы науглероживания и азотирования могут снизить коррозионную стойкость обычных науглероженных и азотированных нержавеющих сталей. Точно так же коррозионная стойкость нержавеющих сталей со сквозной закалкой может быть снижена после стандартной термической обработки. Как при науглероживании, так и при сквозной закалке нержавеющие стали образуют нежелательные карбиды с высоким содержанием хрома, такие как М9.0165 23 C 6 и M 7 C 3 в обогащенном углеродом поверхностном слое, тем самым снижая коррозионную стойкость закаленной поверхности. 1,2,3 Азотированные нержавеющие стали могут проявлять столь же низкую коррозионную стойкость из-за образования богатых хромом нитридов, которые осаждаются в азотированном слое. Твердые поверхностные слои как науглероженных, так и азотированных нержавеющих сталей достижимы, но коррозионная стойкость иногда не лучше, чем у науглероженных или азотированных легированных сталей. Науглероживание или азотирование при температурах выше сольвуса для М 23 C 6 и M 7 C 3 карбиды ограничивают образование вредных фаз, богатых хромом, но обычно вызывают значительный рост зерен и ухудшают ударную вязкость.
Высота этажа (м)1,5 — 2 м2,1 — 3,4 м3,5 — 4 м4,1 — 4,5 м4,6 — 4,9 м
Результат:
Оставить заявку
Наименование
Ед. из.
Кол-во
Цена
Срок аренды
Стойка телескопическая
шт
30 дней
Унивилка
шт
30 дней
Тренога
шт
30 дней
Балка
п. м.
30 дней
Фанера
м2
30 дней
Прежде чем покупать или арендовать опалубку для монолитного строительства, необходимо правильно рассчитать нужное количество комплектующих. Чтобы упростить вам эту задачу, мы предлагаем воспользоваться удобным онлайн-калькулятором для расчета опалубки. Он позволяет быстро получить ориентировочное число стоек, балок, унивилок, треног, фанеры для обшивки, требуемых для возведения здания или сооружения.
На этой странице представлены два варианта калькулятора – один используется для расчета опалубки стен, а другой – перекрытий. В первом случае вам нужно ввести данные о высоте и длине стен, а во втором – о высоте этажа и площади в м2, на которую будет производится заливка бетона. Также данную форму можно использовать, чтобы рассчитать опалубку фундамента.
Обращаем ваше внимание, что данный расчет является приблизительным. Чтобы узнать точное количество элементов и оптимальную комплектацию опалубки для бетонного строительства, а также рассчитать окончательную стоимость конструкций, обращайтесь к нашим менеджерам. Мы предоставляем опалубочные системы гарантированно высокого качества, которые отличаются простотой монтажа, удобством анкеровки, быстротой разборки и установки на новом месте.
Как сделать заказ?
Сделать заказ, получить консультацию вы можете по телефону или воспользуйтесь формой обратной связи — мы ответим вам в ближайшее время.
Ленточный фундамент — наиболее распространенный вид оснований в строительстве индивидуальных домов. Обладает высокими несущими способностями. Выполнить его монтаж можно не только с привлечением специальной техники, но и своими силами. Определение необходимых показателей также не составит трудностей при использовании нашего онлайн-калькулятора расчета ленточного фундамента. Достаточно ввести исходные данные, и Вы мгновенно получите результат.
Параметры ленты
Для получения необходимых данных с помощью представленного калькулятора ленточного фундамента необходимо знать следующие характеристики ленты:
Длина и ширина. Значения определяются исходя из размеров будущего строения.
Толщина. Следует помнить, что толщина фундамента должна превышать ширину опирающихся на него стен.
Высота. Это верхняя часть фундамента (цоколь), выступающая над поверхностью.
Глубина заложения. Не менее значимая характеристика при расчете ленточного фундамента для дома. Представляет собой нижнюю часть основания, находящуюся ниже уровня земли.
Общая длина внутренних перемычек. Как правило, перемычки служат для расположения на них несущих стен. Для расчета учтите все внутренние элементы.
Используя наш калькулятор и вышеупомянутые исходные данные, можно быстро получить необходимые результаты вычислений для монолитной ленты.
Внешний периметр — длина замкнутой линии внешнего очертания без учета внутренних составляющих.
Общую длину ленты — сумма длин внешнего периметра и перемычек.
Площадь подошвы — горизонтальный слой, на котором базируется, собственно, сам фундамент. Также составляет площадь будущей гидроизоляции.
Площадь внешней боковой поверхности — показатель будет полезен при последующей закупке теплоизоляционного материала для утепления цоколя.
Готовый ленточный фундамент Фото из открытых источников
Арматура
Гибкость и подвижность монолитной бетонной заливки ограничена. Чтобы придать дополнительную прочность, используют усиление стальными стержнями. Расчет арматуры ленточного фундамента учитывает геометрические показатели ленты и выбранную схему армирования.
Исходными данными для вычислений являются:
Количество поясов армирования. Особенности бетонной ленты — снизу основание поднимает грунт при морозном пучении, сверху давит дом. Исходя из этого, применяют верхний и нижний продольные пояса.
Количество рядов в каждом поясе. В онлайн-калькулятор вносятся данные о количестве стержней в продольном поясе.
Шаг поперечных и вертикальных стержней. Пояса скрепляются между собой при помощи стальных перемычек, расположенных горизонтально и вертикально. Расстояние между соседними поперечными (вертикальными) прутьями называется шаг, который вносится в соответствующее поле онлайн-калькулятора расчета арматуры.
Как видно, расчет армирования ленточного фундамента провести не сложно.
Схема армирования ленточного фундамента Фото из открытых источников с изменениями ecostroyhouse.ru
Объем бетона
Онлайн-калькулятор расчета бетона на ленточный фундамент упрощает определение нужного объема раствора. Недостаточное количество может привести к дополнительным расходам денежных средств на вторичный заказ автомиксера. Впрочем, как и оплаченные неизрасходованные излишки.
Кроме того, фундамент, залитый не за один раз, а с временными промежутками, может быть ненадежен и недолговечен.
Расчет бетона на ленточный фундамент не является отдельным процессом. Объем автоматически определяется после вычисления геометрических показателей ленты.
Опалубка
При помощи нашего онлайн-калькулятора удобно и быстро произвести расчет опалубки для ленточного фундамента. Это подготовленный каркас для заливки. Как правило, изготавливается из досок. Служит для придания бетону нужной формы и удержания раствора до застывания.
Расчеты опалубки на онлайн-калькуляторе позволяют определить необходимое количество и объем пиломатериала. С этой целью вводятся размеры выбранной доски: ширина, длина и толщина.
Опалубка для ленточного фундамента Фото из открытых источников
Таким образом, без сложных инженерных расчетов, Вы можете рассчитать все необходимые показатели и количество материалов для строительства ленточного фундамента под свой дом, баню или любое другое строение.
Рубрика
Расчет фундаментов
Замеры бетонной опалубки для расчета оплаты
🕑 Время считывания: 1 минута
Замеры бетонной опалубки (опалубки) необходимы для оплаты подрядчику за выполненные бетонные работы. Оплата подрядчику зависит от того, включена ли стоимость в стоимость бетонной конструкции за единицу количества или опалубка оплачивается отдельно, как указано в условиях договора.
В комплекте:
Как измерить опалубку?
Вопросы измерения опалубки
Единицы измерения опалубки
Измерения опалубки выполняются отдельно для каждого типа бетонных работ, например:
Как измерить опалубку?
Опалубка измеряется по площади, соприкасающейся с бетонной поверхностью.
Детали опалубки для балок и плит
Например, опалубка для бетонного основания будет рассчитываться как площадь поверхности только четырех сторон фундамента. Нижняя часть фундамента опирается на землю, нет необходимости в какой-либо опалубке, а верхняя часть фундамента открыта.
План и высота железобетонного фундамента
Из вышеприведенного плана фундамента и высоты видно, что необходимая площадь опалубки составит
2 x (2 + 3) x 0,6 = 6 м бетонная балка, измерение опалубки будет принято как объединенная площадь поверхности двух сторон и нижней части балки.
Проблемы с размерами опалубки
Обычно опалубки используются в бетонных конструкциях более одного раза. Но оплата рассчитывается исходя из общей площади контакта опалубки с бетоном и повторное использование опалубки не учитывается. Таким образом, цена единицы площади опалубки может быть снижена при повторном использовании опалубки. Алюминиевые и стальные формы используются повторно во много раз больше, чем деревянные формы.
Сложная форма бетона делает установку опалубки более дорогостоящей, чем установка простой опалубки, из-за трудозатрат и невозможности повторного использования этих форм.
План строительства необходим для повторного использования форм максимальное количество раз, чтобы сделать строительство экономически эффективным.
Вычет площади опалубки не следует принимать за:
Пересечение балок
Пересечение балок, колонн и стен
Любые отверстия или вырезы в плитах
Единицы измерения опалубки
Опалубка измеряется по площади. Таким образом, можно использовать любые единицы измерения, такие как квадратный метр, квадратный фут, квадратный сантиметр. Но обычно за единицу измерения принимают квадратный метр и квадратный фут площади контакта с бетоном.
Размеры опалубки должны быть измерены с точностью до сантиметра или дюйма, в зависимости от случая.
Опалубка измеряется только как площадь контакта , а не площадь опалубки, как показано ниже:
Площадь контакта = 2h(L+B)
Измерения опалубки выполняются отдельно для каждого типа бетонных работ, таких как:
Фундаменты, фундаменты, основания колонн и т.д., а также для массивного бетона и сборных полок.
Стены любой толщины, включая приставные пилястры, контрфорсы, цокольные и струнные ряды и т. д.
Подвесные полы, крыши, лестничные площадки, полки и их опоры и балконы.
Балки перемычки, фермы и консоли
Колонны, колонны, столбы и подкосы.
Лестницы (исключая площадки), кроме винтовой лестницы
Винтовые лестницы (включая площадки)
Арки
Купола, своды, оболочки крыш, ребра арок и фальцевые плиты
Дымоходы и шахты
индивидуально или образующие коробки, жалюзи и полосы
Вафельные или ребристые плиты
Кромки плит и изломы в полах и стенах
Карнизы и молдинги
Читать Подробнее:
Типы опалубки (закрытие) для бетонной конструкции
Пластиковые формы для бетона — Применение и преимущества в строительстве
. Проектирование опалубки
Критерии проектирования деревянной бетонной опалубки с расчетными формулами
Расчет нагрузок и давления бетонной опалубки
Время удаления бетонной опалубки, спецификации и расчеты
Обрадия (закрытие) для различных элементов конструкции -beams, Slabs и т. Д.
Контрольный список
2
.
Детали позиции
Кол-во
Низкая
Высокая
Используется с разделительным составом или маслом. Для плит, тротуаров и конструкций толщиной не более 6 дюймов. Количество включает типичные излишки отходов, материалы для ремонта и местную доставку.
134 квадратных фута
60,42 $
66,62 $
Работы по установке бетонной опалубки, базовые Основные работы по установке бетонной опалубки в благоприятных условиях площадки. Планировка готовой высоты и уклона. Слегка ранговая и уплотненная почва. Разместите и закрепите формы. Земляные работы, гравийный базовый слой, уплотнение или снос ландшафта являются необязательными и не включены. Входными данными для калькулятора является площадь поверхности формы, контактирующей с бетоном. Включает планирование, приобретение оборудования и материалов, подготовку и защиту территории, настройку и уборку.
134 квадратных фута
60,42 долл. США
66,62 долл. США
Запасы для установки бетонной формы агенты .
134 квадратных фута
60,42 $
66,62 $
Допуск на оборудование для установки бетонной формы Связанные с работой затраты на специальное оборудование, используемое для обеспечения качества и эффективности работы, включая: пневматический гвоздезабивной станок, торцовочную пилу 12 дюймов и электрический рубанок 3 1/4 дюйма. Посуточная аренда. Расходники доп.
134 квадратных фута
60,42 $
66,62 $
Опция: Выемка плиты Выемка ручными инструментами на равномерную глубину на максимальную глубину 8 дюймов ниже окончательного уровня поверхности. Для тротуаров, плит и проездов. Распределите материалы для раскопок на месте.
134 квадратных фута
60,42 $
66,62 $
Неиспользованные Минимальные трудозатраты Остаток минимальной оплаты труда за 2 часа, который может быть применен к другим задачам.
Totals — Cost To Set Concrete Formwork
Average Cost per Square Foot
Пользовательские калькуляторы со списками Homewyse
Специалисты по обслуживанию: создайте многоразовое приложение для оценки, которое на 100% адаптировано для вашего бизнеса . Начните с шаблона или создайте свой собственный (бесплатно; требуется регистрация учетной записи):
Для базового проекта с почтовым индексом 47474 и площадью 125 квадратных футов стоимость установки бетонной опалубки начинается от 3,92–4,77 долларов США за квадратный фут*. Фактические затраты будут зависеть от объема работы, условий и опций.
Для оценки стоимости вашего проекта:
1. Установите почтовый индекс проекта Введите почтовый индекс места найма рабочей силы и закупки материалов.
2. Укажите размер и параметры проекта Введите количество «квадратных футов», необходимое для проекта.
3. Пересчитать Нажмите кнопку «Обновить».
ПРИМЕЧАНИЕ: *Введите общую площадь обработанной поверхности И площадь любых отверстий, окруженных обработанной поверхностью.
Затраты на единицу продукции: как профи оценивают
В отличие от других веб-сайтов, которые в прошлом публиковали цены на несвязанные работы, Homewyse создает актуальные оценки на основе текущих затрат на единицу продукции . Метод Unit Cost обеспечивает высокую точность за счет использования местоположения, деталей и опций для уникальных требований каждой работы. Подрядные, торговые, проектные и ремонтные предприятия полагаются на метод Unit Cost для обеспечения прозрачности, точности и справедливой прибыли.
Стоимость установки бетонной опалубки – примечания и общая информация
Эти оценки относятся к ОСНОВНЫМ работам, выполняемым в пригодных для эксплуатации условиях квалифицированными специалистами с использованием материалов СРЕДНЕГО УРОВНЯ. Работа, не упомянутая на этой странице, и/или работа с участием мастера, высококачественных материалов и авторского надзора приведет к БОЛЕЕ СТОИМОСТИ! Ознакомьтесь с полным ассортиментом опалубки для бетона, новыми вариантами работ по установке и ценами на материалы здесь.
Эти оценки НЕ заменяют письменные котировки от профессионалов торговли. Homewyse настоятельно рекомендует вам обращаться к уважаемым профессионалам для точной оценки необходимой работы и затрат на ваш проект, прежде чем принимать какие-либо решения или обязательства.
Смета включает:
Затраты на местную доставку материалов / оборудования и транспортировку поставщика услуг к месту работы и обратно.
Затраты на подготовку рабочей площадки для установки бетонной формы, включая затраты на защиту существующих конструкций, отделки, материалов и компонентов.
Время установки рабочей силы, время мобилизации и минимальная почасовая оплата, которые обычно включаются для небольших работ по установке бетонной формы.
Смета НЕ включает:
Затраты на демонтаж, перемещение, ремонт или модификацию существующих каркасных, облицовочных, ОВКВ, электрических и водопроводных систем или приведение этих систем в соответствие с действующими строительными нормами.
Затраты на испытания и восстановление опасных материалов (асбест, свинец и т. д.).
Накладные расходы генерального подрядчика и надбавка за организацию и контроль установки бетонной формы. Добавьте от 13% до 22% к общей стоимости выше, если генеральный подрядчик будет контролировать этот проект.
Налог с продаж на материалы и принадлежности.
Плата за разрешение или инспекцию (или ее часть), требуемая вашим местным строительным отделом для вашего проекта в целом.
Ссылки — Настройка опалубки для бетона
Данные о продуктах и расходных материалах: Lowes Concrete and Masonry Materials Lowes, июль 2022 г., веб-сайт
Данные о продуктах и расходных материалах: Stone Technologies Бетонные и каменные изделия Stone Technologies, июль 2022 г. , веб-сайт
Данные о продуктах и расходных материалах: Menards Concrete and Masonry Materials Menards, июль 2022 г., веб-сайт
Данные о продуктах и расходных материалах: Home Depot Concrete and Masonry Materials Home Depot, июль 2022 г., веб-сайт
Справочник оценщика зданий, март 2012 г.,
Outdoor Projects 1-2-3 Homer, TLC, март 2003 г., редакция, ISBN 696206730
The HUD PATH Rehab Guide Volume 1: Foundations Министерство жилищного строительства и городского развития США, Управление разработки политики и исследований, март 2011 г., редакция
Заработная плата и затраты на оплату труда: Книга затрат на строительство CPWAR Центр строительных исследований и обучения, июль 2022 г., персонал
Данные о расходах на проект
: Расходы домовладельцев JCHS Гарвардского университета Гарвардский университет, июль 2022 г., веб-сайт
Управление бюджетом на установку опалубки для бетона
В этой инфографике показаны решения и проблемы на объекте, которые могут вызвать большие отклонения в расходах в типичном бюджете на установку опалубки для бетона.
 2 Видео
2 Видео 2 Видео
2 Видео 2 Видео
2 Видео Иногда недостаточно длины сварочного шланга, а иногда вес баллона не позволяет постоянно переносить конструкцию самостоятельно.
Иногда недостаточно длины сварочного шланга, а иногда вес баллона не позволяет постоянно переносить конструкцию самостоятельно.
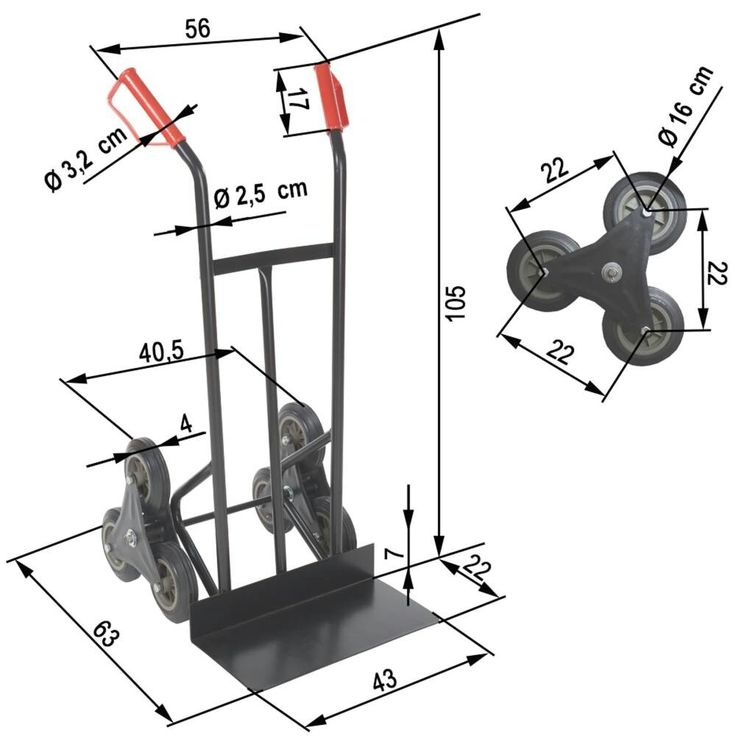
 Для того, чтоб баллон крепился к конструкции, нужно сварить из трубы вилку. В дальнейшем баллон будет крепиться при помощи плотных хомутов.
Для того, чтоб баллон крепился к конструкции, нужно сварить из трубы вилку. В дальнейшем баллон будет крепиться при помощи плотных хомутов.
 Это положение называется транспортировочным.
Это положение называется транспортировочным.


 Нижняя часть выступает в качестве основания.
Нижняя часть выступает в качестве основания.  Также понадобится листовой металл.
Также понадобится листовой металл. Данной идеей поделился автор YouTube канала AVmake.
Данной идеей поделился автор YouTube канала AVmake.
 Для всех владельцев полуавтоматов эта самоделка однозначно будет полезной.
Для всех владельцев полуавтоматов эта самоделка однозначно будет полезной.

 Места сварки нужно зачистить болгаркой, а поверхность покрасить.
Места сварки нужно зачистить болгаркой, а поверхность покрасить.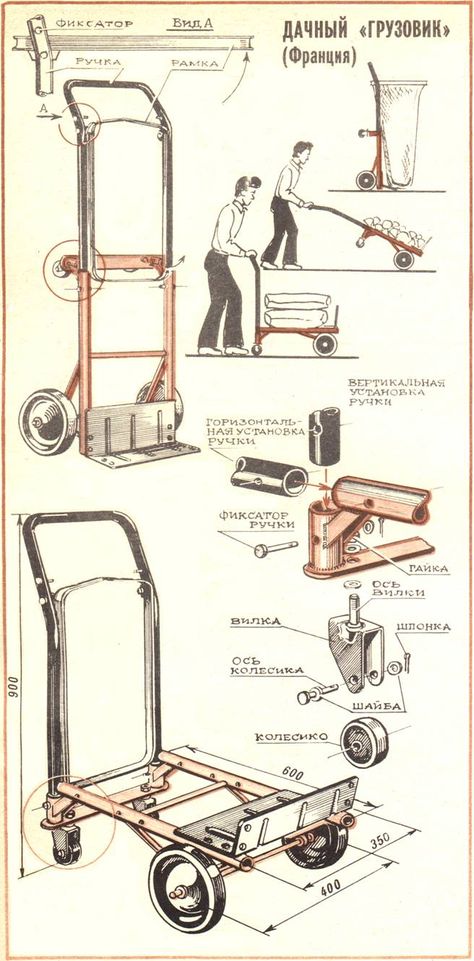 Сварные швы зачищаем болгаркой.
Сварные швы зачищаем болгаркой.
 Закрепляем на ящик.
Закрепляем на ящик. Такая самодельная тележка со столом особенно пригодится в маленьких мастерских с ограниченным внутренним пространством.
Такая самодельная тележка со столом особенно пригодится в маленьких мастерских с ограниченным внутренним пространством.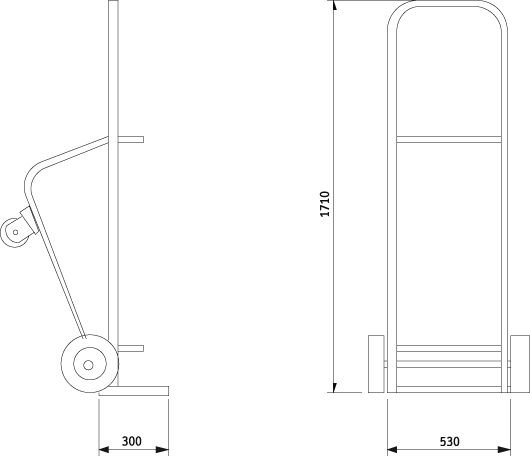



 Предусмотрите заранее места для хранения.
Предусмотрите заранее места для хранения. Это крайне важно для формирования прочных и надежных швов. А мы помним, что тележка должна выдержать немалый вес.
Это крайне важно для формирования прочных и надежных швов. А мы помним, что тележка должна выдержать немалый вес.
 Киев
Киев 50 грн
50 грн Днепр
Днепр Если отремонтировать не получается, тогда необходимо менять.
Если отремонтировать не получается, тогда необходимо менять. Для сверления металла и дерева нет потребности в том, чтобы закрепленная насадка — сверло, перемещалась в исполнительном органе или вибрировала. Именно поэтому сверление бетона дрелью происходит не так эффективно, как это реализуется перфоратором.
Для сверления металла и дерева нет потребности в том, чтобы закрепленная насадка — сверло, перемещалась в исполнительном органе или вибрировала. Именно поэтому сверление бетона дрелью происходит не так эффективно, как это реализуется перфоратором. Наш магазин работает по всей Украине, поэтому заказать патроны для перфораторов вы можете прямо сейчас, выбрав подходящие модели, и заказав доставку в свой регион.
Наш магазин работает по всей Украине, поэтому заказать патроны для перфораторов вы можете прямо сейчас, выбрав подходящие модели, и заказав доставку в свой регион. Направляющие нужны для того, чтобы правильно вставить насадку, а закрытые пазы — это фиксаторы, которыми приспособление крепится в инструменте. Это крепление осуществляется за счет специальных шариков.
Направляющие нужны для того, чтобы правильно вставить насадку, а закрытые пазы — это фиксаторы, которыми приспособление крепится в инструменте. Это крепление осуществляется за счет специальных шариков. Изобретена такая система фиксации была инженерами компании Bosch, и применяется по сегодняшний день. Известны и другие модификации патронов для перфораторов, например, sds-top, sds-quick, однако они не получили такой популярности, как sds+ и sds max, применяющиеся на 90% современных перфораторов.
Изобретена такая система фиксации была инженерами компании Bosch, и применяется по сегодняшний день. Известны и другие модификации патронов для перфораторов, например, sds-top, sds-quick, однако они не получили такой популярности, как sds+ и sds max, применяющиеся на 90% современных перфораторов. Какие отличительные особенности они имеют, и на каких инструментах применяются.
Какие отличительные особенности они имеют, и на каких инструментах применяются. Причем в конструкции таких устройств используются не стопорные шарики, а ролики. Также механизм фиксации предусматривает не 2 шлица, а три, что обеспечивает более точную центровку насадок. Устанавливаются такие патроны в перфораторах профессионального типа, к которым относятся все бочковые агрегаты. В оснастку такого типа можно установить насадку бур диаметром до 60 мм
Причем в конструкции таких устройств используются не стопорные шарики, а ролики. Также механизм фиксации предусматривает не 2 шлица, а три, что обеспечивает более точную центровку насадок. Устанавливаются такие патроны в перфораторах профессионального типа, к которым относятся все бочковые агрегаты. В оснастку такого типа можно установить насадку бур диаметром до 60 мм Чтобы купить насадки для своего перфоратора правильно, необходимо уточнить тип патрона. Эта информация также понадобится в случае, когда производится ремонт или замена оснастки. Однако прежде необходимо разобраться, как демонтировать патрон с перфоратора, чтобы его отремонтировать или заменить.
Чтобы купить насадки для своего перфоратора правильно, необходимо уточнить тип патрона. Эта информация также понадобится в случае, когда производится ремонт или замена оснастки. Однако прежде необходимо разобраться, как демонтировать патрон с перфоратора, чтобы его отремонтировать или заменить. Чтобы демонтировать шайбу, понадобится отверткой сместить кольцо при помощи отвертки
Чтобы демонтировать шайбу, понадобится отверткой сместить кольцо при помощи отвертки Сначала надо закрутить втулку на шпиндель, а затем прикрутить фиксирующий винт. Если же причиной разборки устройства является необходимость его смазки или замены каких-либо деталей, тогда после выполнения соответствующий манипуляций, нужно собрать все в порядке обратном снятию.
Сначала надо закрутить втулку на шпиндель, а затем прикрутить фиксирующий винт. Если же причиной разборки устройства является необходимость его смазки или замены каких-либо деталей, тогда после выполнения соответствующий манипуляций, нужно собрать все в порядке обратном снятию. В оснастке дрели можно зажать насадку от перфоратора, однако такая работа будет не эффективной. Возможно, вы еще не знали, но на эффективность проведения работ влияет такой показатель, как прямолинейность движения бура. Если в патроне перфоратора бур центрируется за счет специальной конструкции шлицов, то в дрели зажим обеспечивается за счет сжимания губок. Эти губки предназначены на сжимание только цилиндрических хвостовиков. Если поставить бур в дрель, то при его вращении можно заменить, что оно вращается с большим отклонением от оси.
В оснастке дрели можно зажать насадку от перфоратора, однако такая работа будет не эффективной. Возможно, вы еще не знали, но на эффективность проведения работ влияет такой показатель, как прямолинейность движения бура. Если в патроне перфоратора бур центрируется за счет специальной конструкции шлицов, то в дрели зажим обеспечивается за счет сжимания губок. Эти губки предназначены на сжимание только цилиндрических хвостовиков. Если поставить бур в дрель, то при его вращении можно заменить, что оно вращается с большим отклонением от оси. Выбрать их можно в интернет магазине Цилиндр. Адаптер состоит из двух частей:
Выбрать их можно в интернет магазине Цилиндр. Адаптер состоит из двух частей: Для зажима насадки понадобится специальный ключ со шлицами. Это аналогичный тип оснастки, которые применяются на дрели, только оснащенный механизмом крепления под перфоратор. Недостаток такой оснастки в том, что для закрепления насадки необходимо затратить много времени. Преимущество в том, что насадка держится достаточно надежно, что обеспечивается за счет применения специальных кулачков. На перфораторах применяются в редких случаях, только когда инструмент используется чаще для выполнения сверлильных работ
Для зажима насадки понадобится специальный ключ со шлицами. Это аналогичный тип оснастки, которые применяются на дрели, только оснащенный механизмом крепления под перфоратор. Недостаток такой оснастки в том, что для закрепления насадки необходимо затратить много времени. Преимущество в том, что насадка держится достаточно надежно, что обеспечивается за счет применения специальных кулачков. На перфораторах применяются в редких случаях, только когда инструмент используется чаще для выполнения сверлильных работ Применяются в случае, когда перфоратор используется в качестве шуруповерта, когда необходимо завинтить саморезы или вывинтить их
Применяются в случае, когда перфоратор используется в качестве шуруповерта, когда необходимо завинтить саморезы или вывинтить их В онлайн магазине есть не только разные модели электроинструментов, но еще и вся необходимая оснастка для них. В частности, к ним относятся комплектующие, запчасти и разные виды насадок, с которыми расширить функционал инструмента можно в несколько раз.
В онлайн магазине есть не только разные модели электроинструментов, но еще и вся необходимая оснастка для них. В частности, к ним относятся комплектующие, запчасти и разные виды насадок, с которыми расширить функционал инструмента можно в несколько раз. Он прикреплен (заблокирован) к хирургическому сверлильному станку, который обычно приводится в действие, но может быть и ручным. Для закрытия и затягивания губок часто используется специальный ключ. Обычно известный как патрон Джейкобса, он обычно изготавливается из высококачественной нержавеющей стали, чтобы противостоять коррозионному воздействию процессов стерилизации. Это многоразовое устройство.
Он прикреплен (заблокирован) к хирургическому сверлильному станку, который обычно приводится в действие, но может быть и ручным. Для закрытия и затягивания губок часто используется специальный ключ. Обычно известный как патрон Джейкобса, он обычно изготавливается из высококачественной нержавеющей стали, чтобы противостоять коррозионному воздействию процессов стерилизации. Это многоразовое устройство. HBE
HBE  Он прикреплен (заблокирован) к хирургическому сверлильному станку, который обычно приводится в действие, но может быть и ручным. Для закрытия и затягивания губок часто используется специальный ключ. Обычно известный как патрон Джейкобса, он обычно изготавливается из высококачественной нержавеющей стали, чтобы противостоять коррозионному воздействию процессов стерилизации. Это многоразовое устройство.
Он прикреплен (заблокирован) к хирургическому сверлильному станку, который обычно приводится в действие, но может быть и ручным. Для закрытия и затягивания губок часто используется специальный ключ. Обычно известный как патрон Джейкобса, он обычно изготавливается из высококачественной нержавеющей стали, чтобы противостоять коррозионному воздействию процессов стерилизации. Это многоразовое устройство.
 При превышении этого порога плиты выступают в роли защемленных балок, в результате чего могут образоваться трещины.
При превышении этого порога плиты выступают в роли защемленных балок, в результате чего могут образоваться трещины.  Этот способ поможет избежать повреждения плиты в результате расширения замерзшей в пустотах воды.
Этот способ поможет избежать повреждения плиты в результате расширения замерзшей в пустотах воды. 
 Устраиваются направляющие из двух швеллеров параллельно плитам, перевязываются третьим поперек. Выполняется вязка арматурного каркаса сеткой с ячейками в 200 мм по краям проема с использованием арматуры 8 мм. Устанавливается опалубка и заливается монолитный участок. При этом необязательна подвязка швеллера к плитам. Этот способ позволяет создать оптимальные условия для опирания плиты на короткие стороны и исключение нагрузок от лестничного пролета.
Устраиваются направляющие из двух швеллеров параллельно плитам, перевязываются третьим поперек. Выполняется вязка арматурного каркаса сеткой с ячейками в 200 мм по краям проема с использованием арматуры 8 мм. Устанавливается опалубка и заливается монолитный участок. При этом необязательна подвязка швеллера к плитам. Этот способ позволяет создать оптимальные условия для опирания плиты на короткие стороны и исключение нагрузок от лестничного пролета. Положение прокладок не должно удаляться от торцов плит далее, чем на 45 см с соблюдением вертикальности друг над другом. Эти правила обеспечат равномерность распределения нагрузки на штабель.
Положение прокладок не должно удаляться от торцов плит далее, чем на 45 см с соблюдением вертикальности друг над другом. Эти правила обеспечат равномерность распределения нагрузки на штабель. Плиты выдерживают большую нагрузку благодаря каркасу из арматуры, поэтому применяются для несущих заграждений в обычных условиях и сейсмологических опасных регионах.
Плиты выдерживают большую нагрузку благодаря каркасу из арматуры, поэтому применяются для несущих заграждений в обычных условиях и сейсмологических опасных регионах. Полоса формуется, затем утепляется специальным материалом и нагревается до технологической температуры, чтобы ускорить химические процессы. Ленту режут в размер после застывания.
Полоса формуется, затем утепляется специальным материалом и нагревается до технологической температуры, чтобы ускорить химические процессы. Ленту режут в размер после застывания. Основное тело прямоугольной плиты плоское, по продольным сторонам выполнены ребра жесткости. Недостаток в том, что потолок получается ребристый, а достоинство — в большой прочности к механическим воздействиям.
Основное тело прямоугольной плиты плоское, по продольным сторонам выполнены ребра жесткости. Недостаток в том, что потолок получается ребристый, а достоинство — в большой прочности к механическим воздействиям.

 Панели перекрытия укладывают после установки фундаментных блоков с песчаной подушкой, сборки каркаса или возведения стен, поэтому они часто ожидают очереди с организацией складирования на земле.
Панели перекрытия укладывают после установки фундаментных блоков с песчаной подушкой, сборки каркаса или возведения стен, поэтому они часто ожидают очереди с организацией складирования на земле. Панели перекрытия хранят только горизонтально, наклонное и вертикальное положение не допускается.
Панели перекрытия хранят только горизонтально, наклонное и вертикальное положение не допускается. Высотники-монтажники снабжаются страховочными поясами и обувью с нескользящей подошвой.
Высотники-монтажники снабжаются страховочными поясами и обувью с нескользящей подошвой. Панели подаются краном к месту установки в горизонтальном положении. Иногда плиты привозят в транспорте со сдвигом, наклонно, тогда используют захваты с автоматикой или кантователи в виде рамы для перевода в горизонталь.
Панели подаются краном к месту установки в горизонтальном положении. Иногда плиты привозят в транспорте со сдвигом, наклонно, тогда используют захваты с автоматикой или кантователи в виде рамы для перевода в горизонталь.

 Проверяется качество изделий для перекрытия, сертификаты и паспорта на них. Учитывается правильность складирования и перевозки. В процессе работ исследуется соответствие проекту, качество заделки стыков и сварки закладных деталей. Если швы заполняются бетоном зимой, место подогревается до полного застывания смеси.
Проверяется качество изделий для перекрытия, сертификаты и паспорта на них. Учитывается правильность складирования и перевозки. В процессе работ исследуется соответствие проекту, качество заделки стыков и сварки закладных деталей. Если швы заполняются бетоном зимой, место подогревается до полного застывания смеси.
 Сборка и установка опалубки для перекрытия
Сборка и установка опалубки для перекрытия  Эти недостатки конструкции представлены ниже:
Эти недостатки конструкции представлены ниже: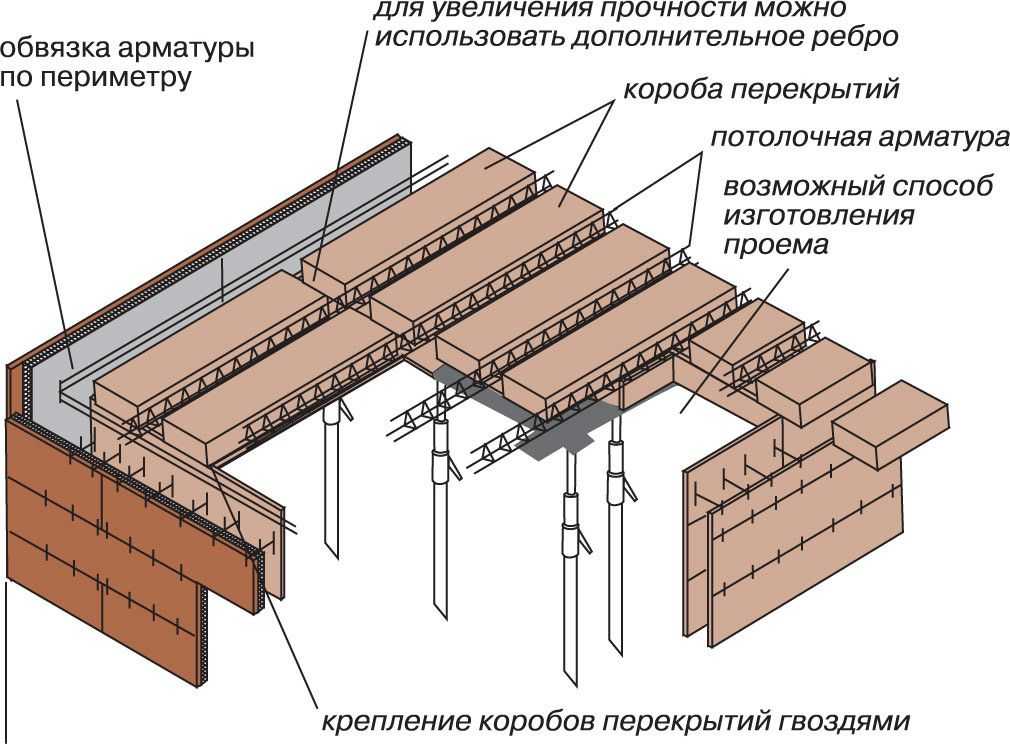
 Неправильное защитное покрытие подвергает арматурные стержни опасности и нарушает связь между бетоном и сталью.
Неправильное защитное покрытие подвергает арматурные стержни опасности и нарушает связь между бетоном и сталью.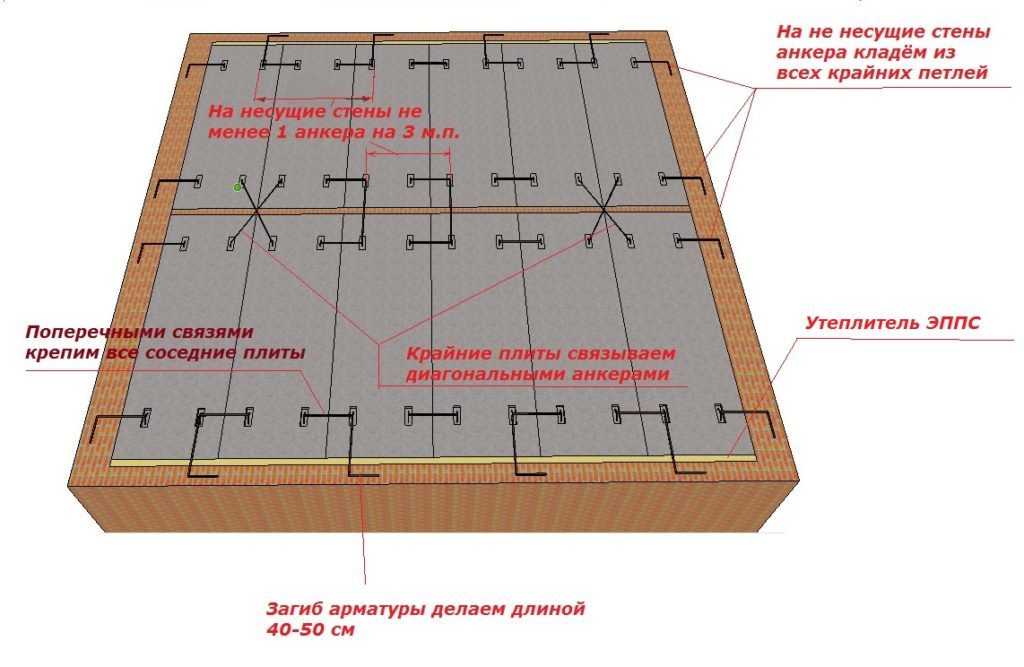 Таким образом, укладка бетона в большие и отдельные сваи с последующим перемещением их по горизонтали в конечное положение не допускается.
Таким образом, укладка бетона в большие и отдельные сваи с последующим перемещением их по горизонтали в конечное положение не допускается. 1R.
1R.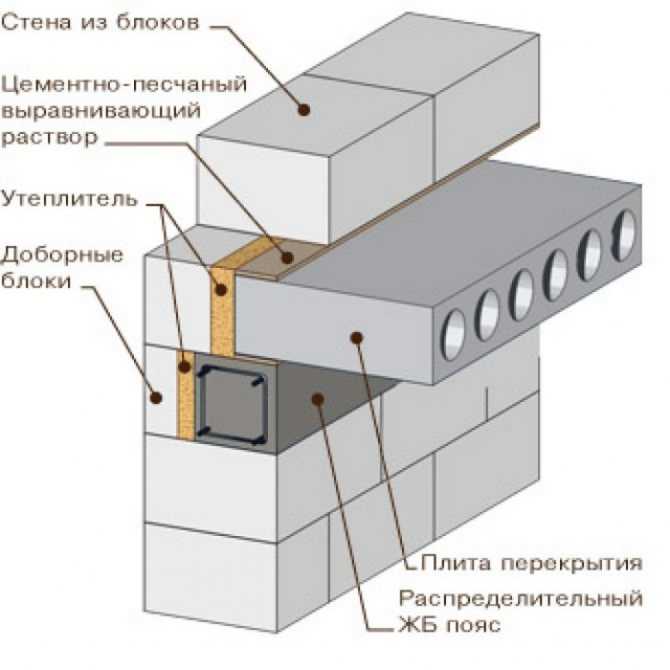 8 и Рис.9.
8 и Рис.9. 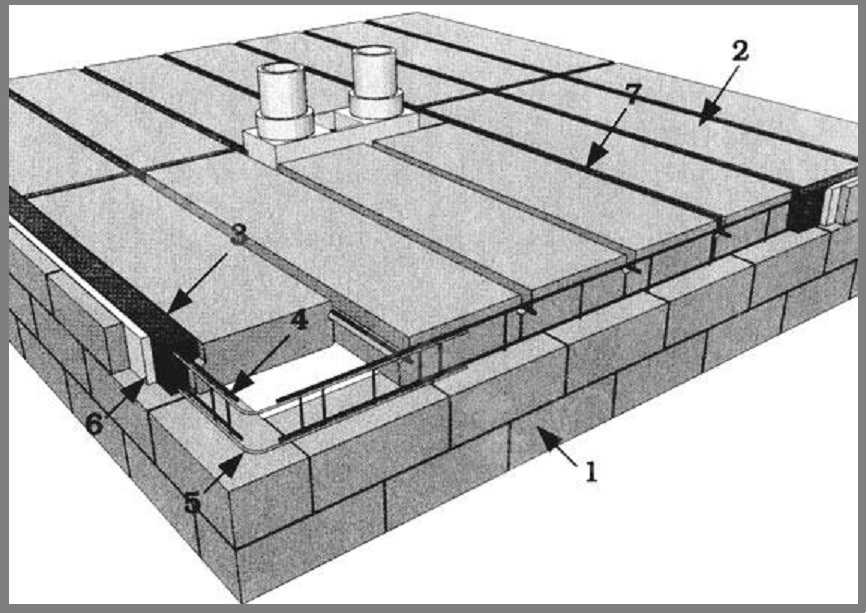 Дефекты в строительстве могут поставить под угрозу структуру имущества и привести к дорогостоящему ремонту (на который может распространяться гарантия застройщика). Убедитесь, что вы наняли авторитетного строителя, у которого есть опыт.
Дефекты в строительстве могут поставить под угрозу структуру имущества и привести к дорогостоящему ремонту (на который может распространяться гарантия застройщика). Убедитесь, что вы наняли авторитетного строителя, у которого есть опыт. При наличии дефектов может потребоваться дорогостоящий ремонт. Ответственность за проверку соблюдения правильных методов строительства лежит на инспекторе по строительству или инженере-строителе.
При наличии дефектов может потребоваться дорогостоящий ремонт. Ответственность за проверку соблюдения правильных методов строительства лежит на инспекторе по строительству или инженере-строителе. Это гарантирует, что бетонная плита опирается на прочное основание и что бетонная плита не начнет трескаться. Для подготовки основания плиты используйте дорожную пыль или дробилку подходящей толщины в соответствии со строительными нормами. Убедитесь, что поверхность ровная, плоская и плотно утрамбована. Хорошо дренированное основание и уплотненный слой предотвращают растрескивание бетонной плиты.
Это гарантирует, что бетонная плита опирается на прочное основание и что бетонная плита не начнет трескаться. Для подготовки основания плиты используйте дорожную пыль или дробилку подходящей толщины в соответствии со строительными нормами. Убедитесь, что поверхность ровная, плоская и плотно утрамбована. Хорошо дренированное основание и уплотненный слой предотвращают растрескивание бетонной плиты. Это обеспечит заданную прочность бетона. Перед заливкой смочить плиту водой, чтобы предотвратить потерю влаги.
Это обеспечит заданную прочность бетона. Перед заливкой смочить плиту водой, чтобы предотвратить потерю влаги.
 Корея), отоженная, диаметр 1/2″
Корея), отоженная, диаметр 1/2″ com.ua: Гофрована труба з нержавіючої сталі
com.ua: Гофрована труба з нержавіючої сталі com.ua: Гофрована труба з нержавіючої сталі
com.ua: Гофрована труба з нержавіючої сталі
 Тонкостенные трубы из нержавеющей стали бывают:
Тонкостенные трубы из нержавеющей стали бывают:

 Кроме того, изделия из алюминия нашли свое применение в системах кондиционирования. Для повышения эксплуатационных характеристик алюминия изделия поддаются обработке – нагартовке, закаливанию, состариванию, анодированию.
Кроме того, изделия из алюминия нашли свое применение в системах кондиционирования. Для повышения эксплуатационных характеристик алюминия изделия поддаются обработке – нагартовке, закаливанию, состариванию, анодированию.
 2
2 )
) /1]
/1] Д. D
Д. D  4
4

 5
5 5
5 5
5 ..
.. org/BreadcrumbList»>
org/BreadcrumbList»>
 7
7 1
1


 Такой фундамент для одноэтажного дома – просто спасение. Это вариант, конечно, не экономит бюджет, так как по сути – это монолитная основа, для изготовления которой требуется много бетонной смеси и арматуры, но зато присутствует сильная экономия полезной площади дома. То есть жилое пространство не уменьшается за счет необходимых технических помещений.
Такой фундамент для одноэтажного дома – просто спасение. Это вариант, конечно, не экономит бюджет, так как по сути – это монолитная основа, для изготовления которой требуется много бетонной смеси и арматуры, но зато присутствует сильная экономия полезной площади дома. То есть жилое пространство не уменьшается за счет необходимых технических помещений. Единственное, что может стать препятствием для подобной основы – это каменистые, илистые грунты и торфяники. Хотя если лопасти свай довольно-таки крепкие и позволяют «разрезать» камни или даже в болотистой местности утопить сваю до несущего грунта, то даже на, казалось бы, сложных участках можно поставить такой фундамент.
Единственное, что может стать препятствием для подобной основы – это каменистые, илистые грунты и торфяники. Хотя если лопасти свай довольно-таки крепкие и позволяют «разрезать» камни или даже в болотистой местности утопить сваю до несущего грунта, то даже на, казалось бы, сложных участках можно поставить такой фундамент. Также в любой момент времени можно расширить дом, просто докупив необходимое количество свай и через день получить прочный фундамент для дополнительной площади.
Также в любой момент времени можно расширить дом, просто докупив необходимое количество свай и через день получить прочный фундамент для дополнительной площади.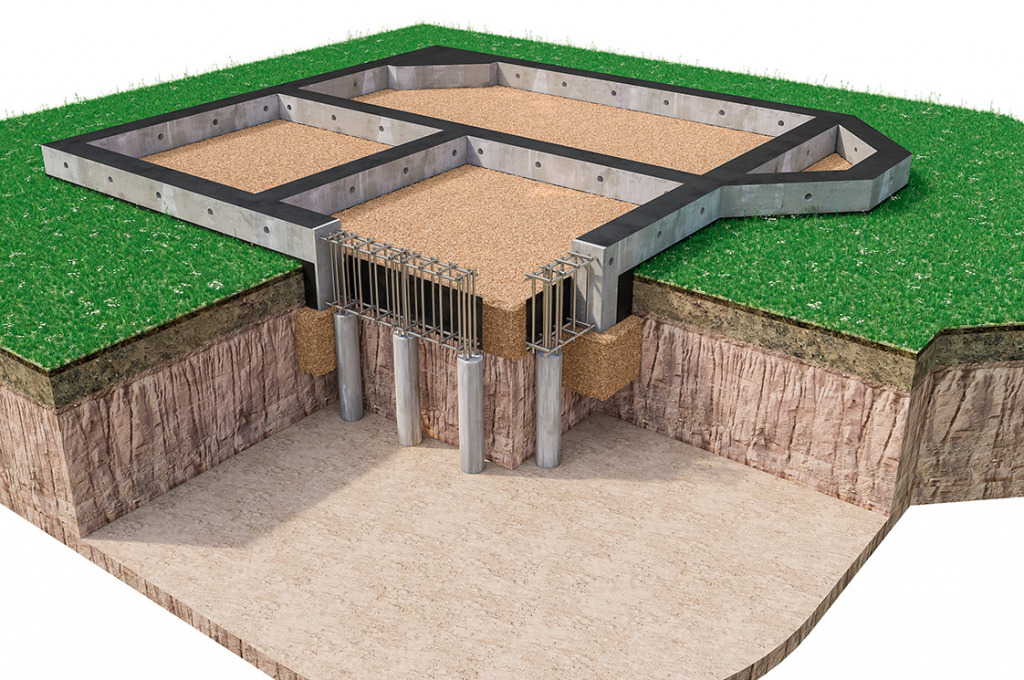
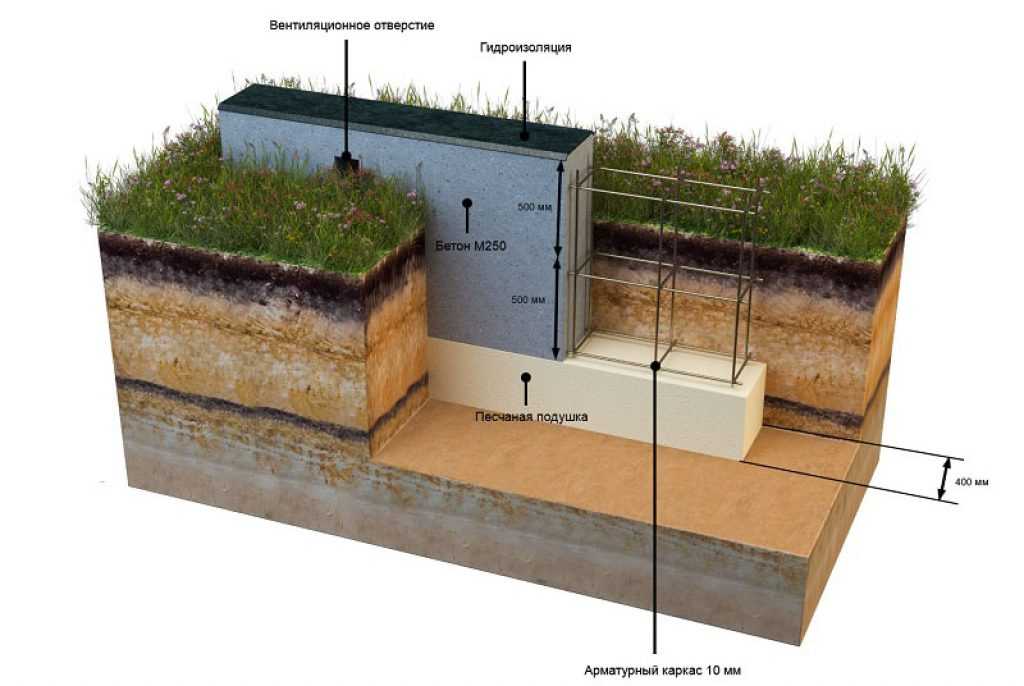 Исходя из свойств грунта, фундамент бывает глубокого или мелкого заглубления, а по типу заполнения — сплошным бетонным, бутовым, блочным или комплексным. Для деревянных домов он тоже подходит, но из-за небольшого веса дома нет смысла возводить такое мощное сооружение в качестве основания здания.
Исходя из свойств грунта, фундамент бывает глубокого или мелкого заглубления, а по типу заполнения — сплошным бетонным, бутовым, блочным или комплексным. Для деревянных домов он тоже подходит, но из-за небольшого веса дома нет смысла возводить такое мощное сооружение в качестве основания здания.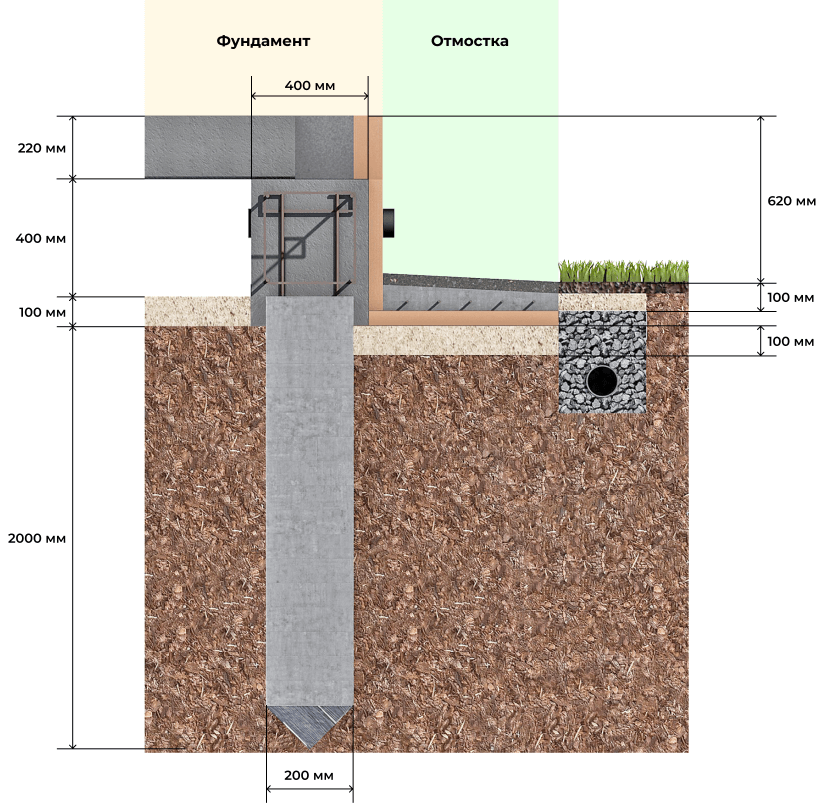 То есть, обширные землеройные работы с привлечением спецтехники неизбежны.
То есть, обширные землеройные работы с привлечением спецтехники неизбежны.

 Основание в виде плиты будет двигаться вместе с зданием, предотвращая его разрушение.
Основание в виде плиты будет двигаться вместе с зданием, предотвращая его разрушение. WTF — первая в своем роде инновация в сфере чистой красоты.
WTF — первая в своем роде инновация в сфере чистой красоты. Может содержать [+/-]: CI 77491 — CI 77492 — CI 77499 (оксиды железа), CI 77891 (диоксид титана), слюда.
Может содержать [+/-]: CI 77491 — CI 77492 — CI 77499 (оксиды железа), CI 77891 (диоксид титана), слюда.
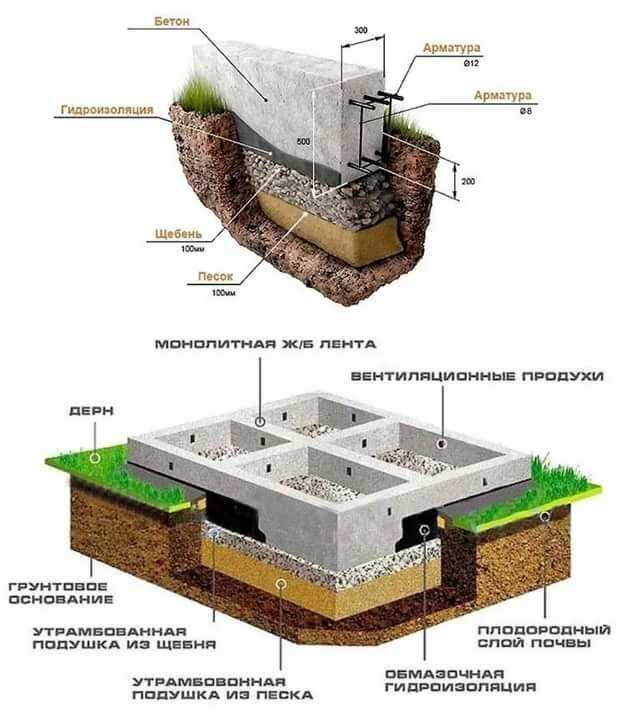 Мы очень ценим ваше терпение и понимание.
Мы очень ценим ваше терпение и понимание. Мы не можем принять возврат или обмен комплектов, комплектов или одежды, а также возместить стоимость доставки. Чтобы запросить возврат или обмен, перейдите по ссылке: https://returns.jonesroadbeauty.com. Следуйте инструкциям на портале, чтобы запросить возврат.
Мы не можем принять возврат или обмен комплектов, комплектов или одежды, а также возместить стоимость доставки. Чтобы запросить возврат или обмен, перейдите по ссылке: https://returns.jonesroadbeauty.com. Следуйте инструкциям на портале, чтобы запросить возврат.
 Он должен выглядеть как кожа. WTF дает покрытие от легкого до среднего, немного помогает. Однако в сочетании с карандашами для лица вы можете получить гораздо большее покрытие.
Он должен выглядеть как кожа. WTF дает покрытие от легкого до среднего, немного помогает. Однако в сочетании с карандашами для лица вы можете получить гораздо большее покрытие.
 Мы не можем принимать обмены по международным заказам. Чтобы запросить возврат, перейдите по ссылке: https://returns.jonesroadbeauty.com. Следуйте инструкциям на портале, чтобы запросить возврат.
Мы не можем принимать обмены по международным заказам. Чтобы запросить возврат, перейдите по ссылке: https://returns.jonesroadbeauty.com. Следуйте инструкциям на портале, чтобы запросить возврат. Наконец, борьба за поиск стойкой формулы (да, такой, которая не исчезнет в 15:00) с красивым покрытием закончена.
Наконец, борьба за поиск стойкой формулы (да, такой, которая не исчезнет в 15:00) с красивым покрытием закончена. ..
.. При своей бюджетной цене тональный крем на водной основе обеспечивает покрытие, достаточное для ежедневного ношения, а и имеют SPF, поэтому он защитит вашу кожу от агрессивных солнечных лучей.
При своей бюджетной цене тональный крем на водной основе обеспечивает покрытие, достаточное для ежедневного ношения, а и имеют SPF, поэтому он защитит вашу кожу от агрессивных солнечных лучей.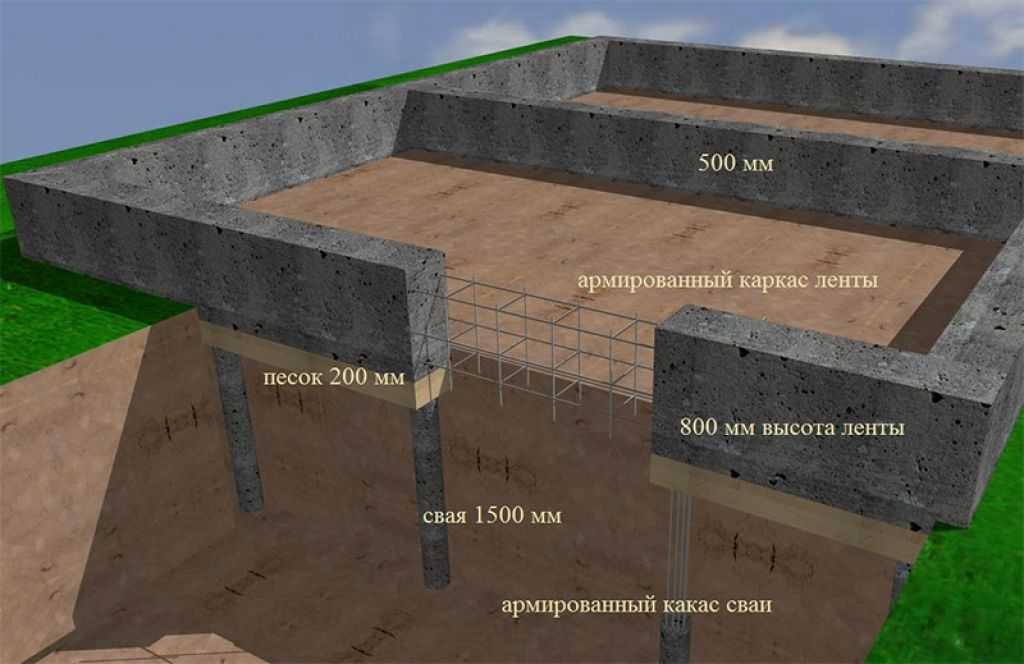 Широкий диапазон оттенков и легкая формула, что может не понравиться? Консистенция жидкая, но не позволяйте этому обмануть вас, после полировки на этой базе она не сдвинется с места.
Широкий диапазон оттенков и легкая формула, что может не понравиться? Консистенция жидкая, но не позволяйте этому обмануть вас, после полировки на этой базе она не сдвинется с места.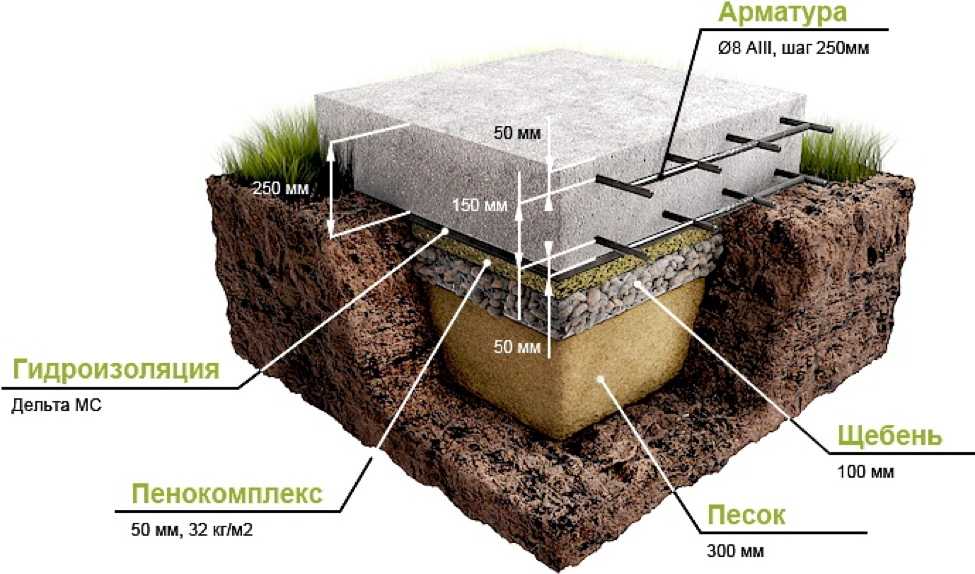 co.uk
co.uk
 00
00
 9№ 0003
9№ 0003
 5 л.с профиль ремня А
5 л.с профиль ремня А
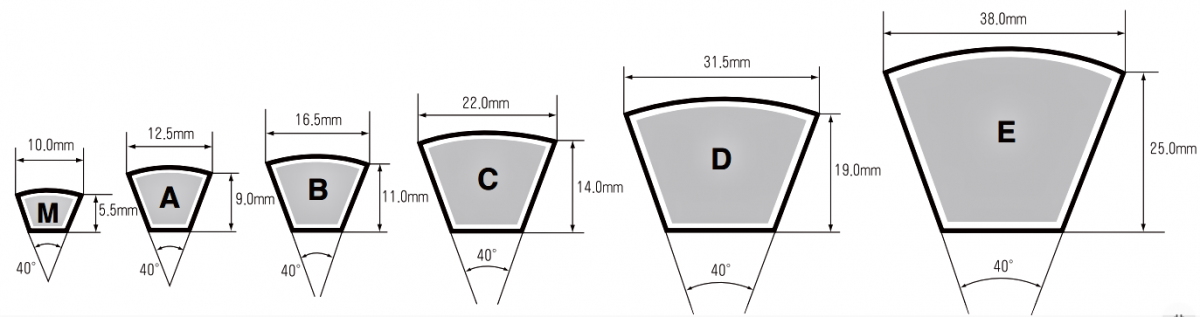 Винница
Винница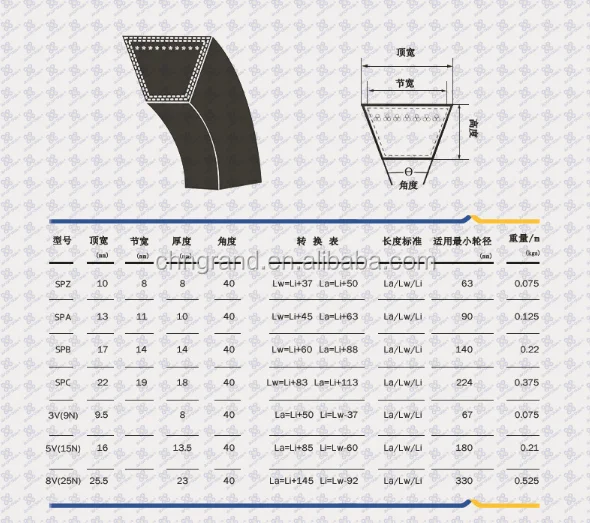 ..
.. SILENTSYNC-R (EAGLE Pd™ RED, Шаг 14 мм — Ширина 105 мм, …
SILENTSYNC-R (EAGLE Pd™ RED, Шаг 14 мм — Ширина 105 мм, … SILENTSYNC-B (EAGLE Pd™ BLUE, Шаг 14 мм — Ширина 35 мм, …
SILENTSYNC-B (EAGLE Pd™ BLUE, Шаг 14 мм — Ширина 35 мм, … .. Количество зубьев … …
.. Количество зубьев … …
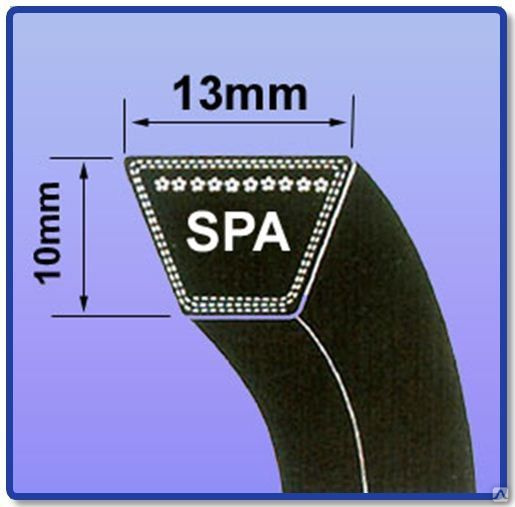 Пока мы используем одну или две машины, независимо от ее размера, клиновой ремень поддерживает ее в движении.
Пока мы используем одну или две машины, независимо от ее размера, клиновой ремень поддерживает ее в движении. Узкий клин способен передавать в три раза больше лошадиных сил, чем классический клиновой ремень, в том же пространстве привода; они очень подходят для высокоскоростных приводов и хорошо известны своими прочными и компактными размерами. В отличие от классического клинового ремня, узкий клин может работать с приводами мощностью от 1 до 1000 лошадиных сил.
Узкий клин способен передавать в три раза больше лошадиных сил, чем классический клиновой ремень, в том же пространстве привода; они очень подходят для высокоскоростных приводов и хорошо известны своими прочными и компактными размерами. В отличие от классического клинового ремня, узкий клин может работать с приводами мощностью от 1 до 1000 лошадиных сил.
 Итак, вы хотите сначала узнать ширину вашего ремня
Итак, вы хотите сначала узнать ширину вашего ремня
 д.
д.  В качестве альтернативы, если вы хотите получить дополнительную информацию о клиновых ремнях, свяжитесь с нами ниже:
В качестве альтернативы, если вы хотите получить дополнительную информацию о клиновых ремнях, свяжитесь с нами ниже: 

 Хвостовик 6мм.
Хвостовик 6мм. Наш автопарк — это более 100 единиц транспортных стредств. На каждой
Наш автопарк — это более 100 единиц транспортных стредств. На каждой

 Алюминий, латунь, титан
Алюминий, латунь, титан Если требуется сухая резка, циркуляцию охлаждающей жидкости можно остановить. Систему циркуляции охлаждающей жидкости также можно использовать для промывки; подходящие для этого элементы управления расположены на передней панели.
Если требуется сухая резка, циркуляцию охлаждающей жидкости можно остановить. Систему циркуляции охлаждающей жидкости также можно использовать для промывки; подходящие для этого элементы управления расположены на передней панели. (80 кг)
(80 кг)
 Продолжить покупки | Проверить Добавлено
Продолжить покупки | Проверить Добавлено Этот резак способен резать широкий спектр материалов с помощью струи воды под очень высоким давлением, которая может быть смешана или не смешана с абразивным веществом.
Этот резак способен резать широкий спектр материалов с помощью струи воды под очень высоким давлением, которая может быть смешана или не смешана с абразивным веществом.
 Абразивные струи воды следовали тем же принципам работы, что и струи чистой воды, однако их процесс отличается из-за введения абразивных частиц, таких как гранат. Гранат, смешанный с потоком воды под высоким давлением, способен с точностью и скоростью разрушить практически любой материал на своем пути.
Абразивные струи воды следовали тем же принципам работы, что и струи чистой воды, однако их процесс отличается из-за введения абразивных частиц, таких как гранат. Гранат, смешанный с потоком воды под высоким давлением, способен с точностью и скоростью разрушить практически любой материал на своем пути.

 д.
д.
 Эта смесь ускоряет процесс обработки более твердых и толстых материалов.
Эта смесь ускоряет процесс обработки более твердых и толстых материалов. Струи чистой и абразивной воды также обладают одинаковыми преимуществами; включая высокую и точную скорость резки, низкое тепловыделение, экологичные технологии и многое другое. Чтобы определить, какой метод подходит для ваших проектов, вы должны решить, какой метод лучше всего подходит для вашей цели.
Струи чистой и абразивной воды также обладают одинаковыми преимуществами; включая высокую и точную скорость резки, низкое тепловыделение, экологичные технологии и многое другое. Чтобы определить, какой метод подходит для ваших проектов, вы должны решить, какой метод лучше всего подходит для вашей цели.
 Работать нужно в плотных перчатках.
Работать нужно в плотных перчатках. В четвертой доске следует сделать такие же отверстия. Теперь, соорудив своеобразный станок для профлиста своими руками, надо делать так:
В четвертой доске следует сделать такие же отверстия. Теперь, соорудив своеобразный станок для профлиста своими руками, надо делать так: Поэтому сгибание арматуры необходимо как для создания угловых связок изогнутых прутьев так и для создания различных элементов, например, лапки, крюка и пр.
Поэтому сгибание арматуры необходимо как для создания угловых связок изогнутых прутьев так и для создания различных элементов, например, лапки, крюка и пр. К примеру, арматуру типа А3 без потери прочности можно согнуть на угол не более 90 градусов. При сгибе на 180 градусов прочность снижается минимум на 10%.
К примеру, арматуру типа А3 без потери прочности можно согнуть на угол не более 90 градусов. При сгибе на 180 градусов прочность снижается минимум на 10%. 
 youtube.com/embed/w_dOCNwb00k?feature=oembed» frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/w_dOCNwb00k?feature=oembed» frameborder=»0″ allowfullscreen=»»>  Работайте быстро с этим клеем . Используйте зажимы или продолжительное давление, чтобы убедиться, что соединения надежны.
Работайте быстро с этим клеем . Используйте зажимы или продолжительное давление, чтобы убедиться, что соединения надежны.

 Определите, насколько широкой должна быть центральная панель стула (обычно меньше, чем ширина туловища ребенка).
Определите, насколько широкой должна быть центральная панель стула (обычно меньше, чем ширина туловища ребенка). Также известен как кресло с наклоном в пространстве.
Также известен как кресло с наклоном в пространстве.











 В дополнение к своему опыту журналистики, она более 15 лет занимается просветительской деятельностью на темы здоровья и хорошего самочувствия как в классе, так и за его пределами.
В дополнение к своему опыту журналистики, она более 15 лет занимается просветительской деятельностью на темы здоровья и хорошего самочувствия как в классе, так и за его пределами.
 Но вы также можете использовать другие изогнутые предметы для придания формы: металлические банки, ведра или большие трубы.
Но вы также можете использовать другие изогнутые предметы для придания формы: металлические банки, ведра или большие трубы.
 Они препятствуют тому, чтобы какая-либо отдельная область воспринимала всю изгибающую силу. Вместо этого сила распределяется по всей длине кривой. Можно использовать мелкий песок и соль.
Они препятствуют тому, чтобы какая-либо отдельная область воспринимала всю изгибающую силу. Вместо этого сила распределяется по всей длине кривой. Можно использовать мелкий песок и соль.

 Для корректировки дефектов структуры и уменьшения коробления металла, возникающих из-за длительной выдержки при высоких температурах науглероживания, используют двойную закалку.
Для корректировки дефектов структуры и уменьшения коробления металла, возникающих из-за длительной выдержки при высоких температурах науглероживания, используют двойную закалку.

 Соли тоже измельчают до состояния порошка и пропускают через сито.
Соли тоже измельчают до состояния порошка и пропускают через сито.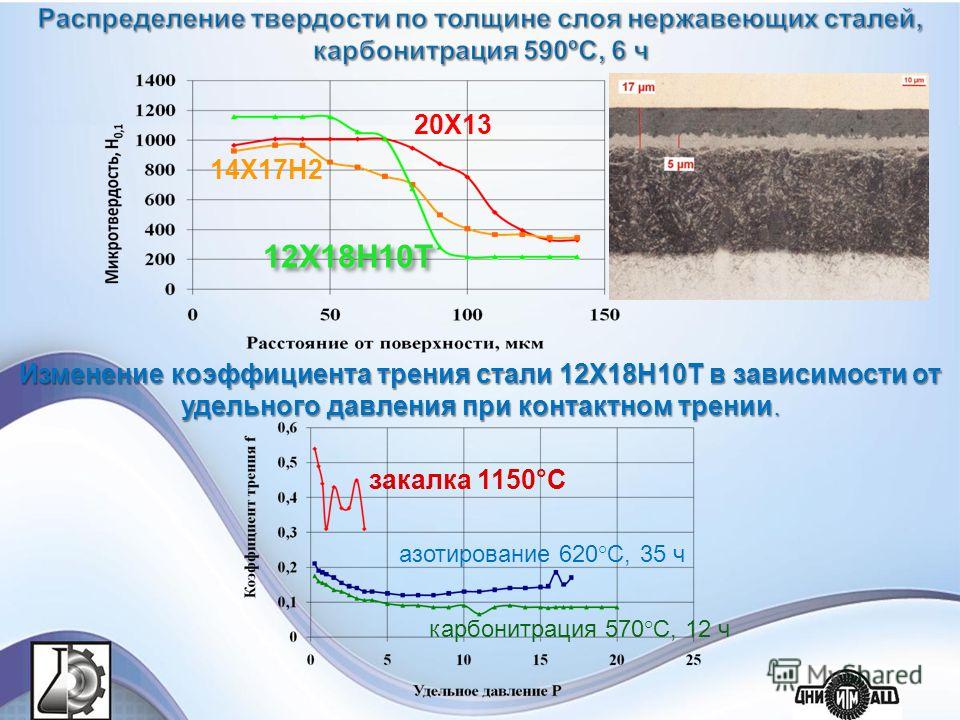



 , Мелака, Малайзия
, Мелака, Малайзия В данной работе исследуется влияние температуры науглероживания на слой углеродной дисперсии в нержавеющей стали. Стандартная нержавеющая сталь AISI 304 подвергалась науглероживанию при двух различных температурах, которые составляли 9°С.00°С и 950°С. Наблюдали влияние углеродных дисперсионных слоев, и результаты показали, что увеличение средней толщины дисперсионного слоя от 1,30 мм до 2,74 мм связано с повышением температуры выдержки науглероживания. Увеличение толщины слоя углерода также привело к повышению твердости и прочности на разрыв науглероженной нержавеющей стали.
В данной работе исследуется влияние температуры науглероживания на слой углеродной дисперсии в нержавеющей стали. Стандартная нержавеющая сталь AISI 304 подвергалась науглероживанию при двух различных температурах, которые составляли 9°С.00°С и 950°С. Наблюдали влияние углеродных дисперсионных слоев, и результаты показали, что увеличение средней толщины дисперсионного слоя от 1,30 мм до 2,74 мм связано с повышением температуры выдержки науглероживания. Увеличение толщины слоя углерода также привело к повышению твердости и прочности на разрыв науглероженной нержавеющей стали. 1088/1757-899С/160/1/012025
1088/1757-899С/160/1/012025 «Разработка усовершенствованной науглероживающей и азотирующей нержавеющей стали». Доклад представлен на CORROSION 2020, физическое мероприятие отменено, июнь 2020 г.
«Разработка усовершенствованной науглероживающей и азотирующей нержавеющей стали». Доклад представлен на CORROSION 2020, физическое мероприятие отменено, июнь 2020 г. Испытания в соляном тумане в соответствии с ASTM B117 были проведены для сравнения коррозионной стойкости науглероженной стали UNS S41429 с номинальной поверхностной твердостью 61 HRC с марками сквозной закалки UNS S44004 (59 HRC) и UNS S42700 (61 HRC), а также науглероженной нержавеющей стали марки UNS S42670. (63 HRc). Испытания на коррозию в солевом тумане также проводились на азотированном в соляной ванне UNS S41429.образцы с поверхностной твердостью 70 HRC. Результаты показали, что науглероженная сталь UNS S41429 обладает превосходной коррозионной стойкостью при испытаниях в соляном тумане с поверхностной твердостью 61 HRC по сравнению со всеми другими исследованными нержавеющими сталями.
Испытания в соляном тумане в соответствии с ASTM B117 были проведены для сравнения коррозионной стойкости науглероженной стали UNS S41429 с номинальной поверхностной твердостью 61 HRC с марками сквозной закалки UNS S44004 (59 HRC) и UNS S42700 (61 HRC), а также науглероженной нержавеющей стали марки UNS S42670. (63 HRc). Испытания на коррозию в солевом тумане также проводились на азотированном в соляной ванне UNS S41429.образцы с поверхностной твердостью 70 HRC. Результаты показали, что науглероженная сталь UNS S41429 обладает превосходной коррозионной стойкостью при испытаниях в соляном тумане с поверхностной твердостью 61 HRC по сравнению со всеми другими исследованными нержавеющими сталями. К сожалению, процессы науглероживания и азотирования могут снизить коррозионную стойкость обычных науглероженных и азотированных нержавеющих сталей. Точно так же коррозионная стойкость нержавеющих сталей со сквозной закалкой может быть снижена после стандартной термической обработки. Как при науглероживании, так и при сквозной закалке нержавеющие стали образуют нежелательные карбиды с высоким содержанием хрома, такие как М9.0165 23 C 6 и M 7 C 3 в обогащенном углеродом поверхностном слое, тем самым снижая коррозионную стойкость закаленной поверхности. 1,2,3 Азотированные нержавеющие стали могут проявлять столь же низкую коррозионную стойкость из-за образования богатых хромом нитридов, которые осаждаются в азотированном слое. Твердые поверхностные слои как науглероженных, так и азотированных нержавеющих сталей достижимы, но коррозионная стойкость иногда не лучше, чем у науглероженных или азотированных легированных сталей. Науглероживание или азотирование при температурах выше сольвуса для М 23 C 6 и M 7 C 3 карбиды ограничивают образование вредных фаз, богатых хромом, но обычно вызывают значительный рост зерен и ухудшают ударную вязкость.
К сожалению, процессы науглероживания и азотирования могут снизить коррозионную стойкость обычных науглероженных и азотированных нержавеющих сталей. Точно так же коррозионная стойкость нержавеющих сталей со сквозной закалкой может быть снижена после стандартной термической обработки. Как при науглероживании, так и при сквозной закалке нержавеющие стали образуют нежелательные карбиды с высоким содержанием хрома, такие как М9.0165 23 C 6 и M 7 C 3 в обогащенном углеродом поверхностном слое, тем самым снижая коррозионную стойкость закаленной поверхности. 1,2,3 Азотированные нержавеющие стали могут проявлять столь же низкую коррозионную стойкость из-за образования богатых хромом нитридов, которые осаждаются в азотированном слое. Твердые поверхностные слои как науглероженных, так и азотированных нержавеющих сталей достижимы, но коррозионная стойкость иногда не лучше, чем у науглероженных или азотированных легированных сталей. Науглероживание или азотирование при температурах выше сольвуса для М 23 C 6 и M 7 C 3 карбиды ограничивают образование вредных фаз, богатых хромом, но обычно вызывают значительный рост зерен и ухудшают ударную вязкость.
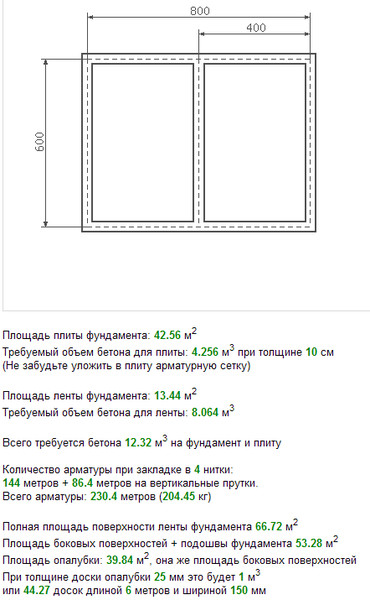 Также данную форму можно использовать, чтобы рассчитать опалубку фундамента.
Также данную форму можно использовать, чтобы рассчитать опалубку фундамента. Обладает высокими несущими способностями. Выполнить его монтаж можно не только с привлечением специальной техники, но и своими силами. Определение необходимых показателей также не составит трудностей при использовании нашего онлайн-калькулятора расчета ленточного фундамента. Достаточно ввести исходные данные, и Вы мгновенно получите результат.
Обладает высокими несущими способностями. Выполнить его монтаж можно не только с привлечением специальной техники, но и своими силами. Определение необходимых показателей также не составит трудностей при использовании нашего онлайн-калькулятора расчета ленточного фундамента. Достаточно ввести исходные данные, и Вы мгновенно получите результат. Как правило, перемычки служат для расположения на них несущих стен. Для расчета учтите все внутренние элементы.
Как правило, перемычки служат для расположения на них несущих стен. Для расчета учтите все внутренние элементы.
 Недостаточное количество может привести к дополнительным расходам денежных средств на вторичный заказ автомиксера. Впрочем, как и оплаченные неизрасходованные излишки.
Недостаточное количество может привести к дополнительным расходам денежных средств на вторичный заказ автомиксера. Впрочем, как и оплаченные неизрасходованные излишки.


 д.
д. Д.
Д. 
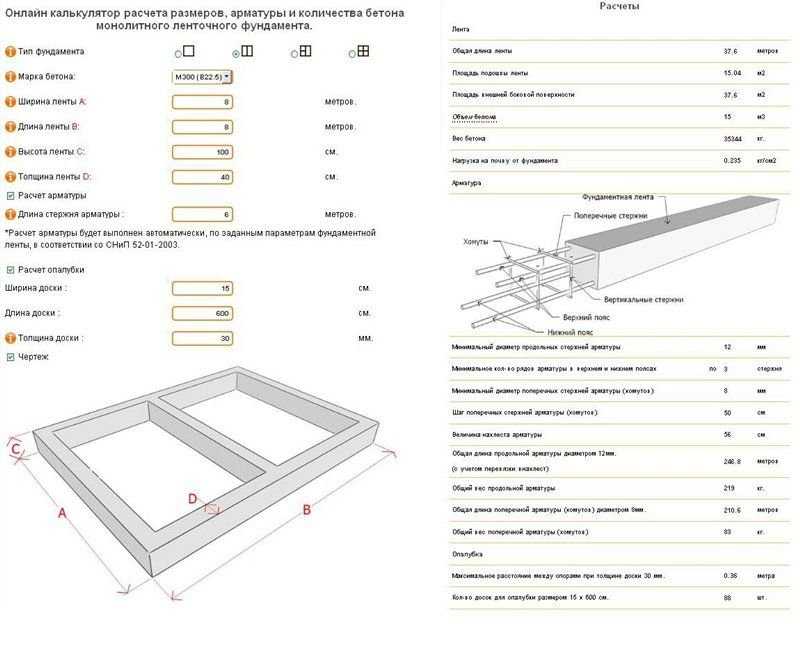
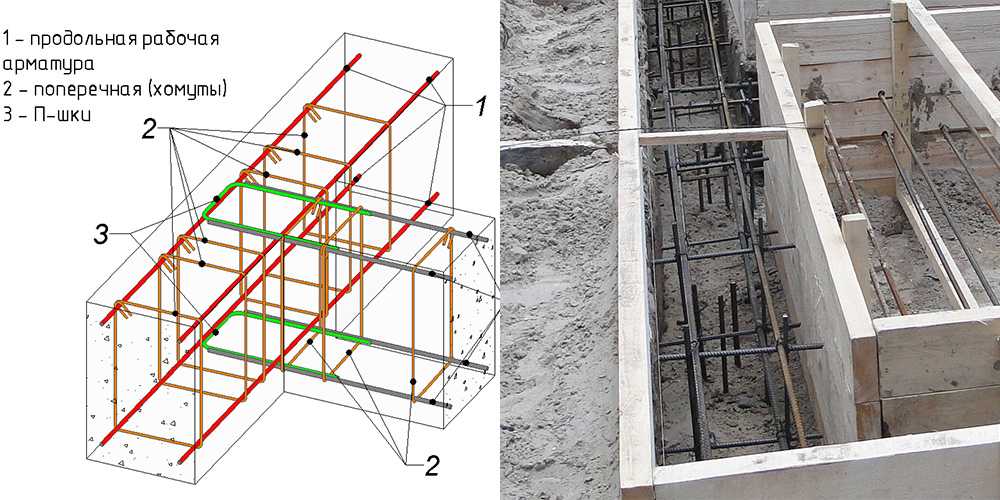
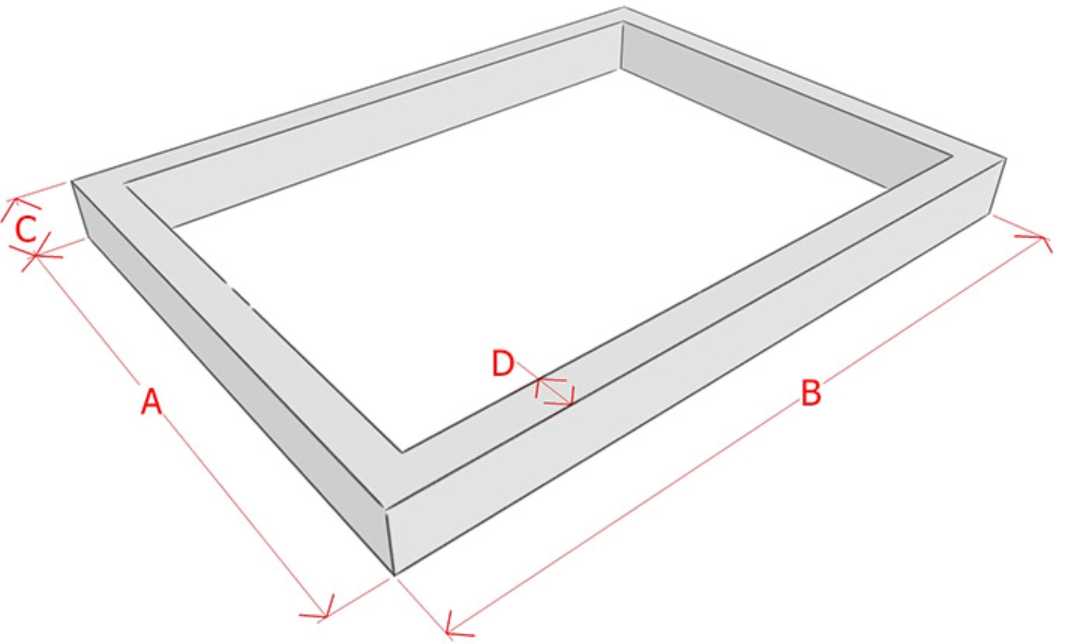 Работа, не упомянутая на этой странице, и/или работа с участием мастера, высококачественных материалов и авторского надзора приведет к БОЛЕЕ СТОИМОСТИ! Ознакомьтесь с полным ассортиментом опалубки для бетона, новыми вариантами работ по установке и ценами на материалы здесь.
Работа, не упомянутая на этой странице, и/или работа с участием мастера, высококачественных материалов и авторского надзора приведет к БОЛЕЕ СТОИМОСТИ! Ознакомьтесь с полным ассортиментом опалубки для бетона, новыми вариантами работ по установке и ценами на материалы здесь.
 , веб-сайт
, веб-сайт