Высокопроизводительная струйная насадка Вентури №5 XL #5 для абразивоструйной очистки
Наведите курсор на изображение, чтобы увеличить Нажмите на изображение, чтобы увеличить
Форсунки XL Performance увеличивают скорость абразивных частиц, что приводит к повышению производительности и эффективности. Это также позволяет вам использовать большее расстояние отстоя, покрывая большую площадь за меньшее время.
Форсунки XL Performance будут использовать те же требования к воздуху (CFM), что и форсунки SLV того же размера, что приведет к снижению эксплуатационных расходов.
ВД 5/16″
Длина 12 дюймов
Алюминиевая оболочка и резьба имеют малый вес, что снижает утомляемость оператора.
Тип резьбы: 1-1/4 – 11-1/2 N.P.S.M.
Обучение: как выбрать правильное сопло для струйной очистки
Мы сотрудничаем с Klarna, чтобы предоставить вам гибкое финансирование покупок, чтобы вы могли сократить расходы и оплачивать в течение периода времени до 36 месяцев. .
Это просто и легко
Когда вы разделите свои платежи с Klarna, вы будете точно знать, сколько вы платите каждый месяц и в целом. Вы получите мгновенное решение о том, одобрены ли вы с помощью простой информации — банковский счет или кредитная карта не требуются.
Добавьте товары в корзину
Выберите «Klarna» в качестве способа оплаты при оформлении заказа
Введите простую информацию и сразу узнайте, одобрены ли вы
Klarna отправит вам подтверждение по электронной почте и напоминания об оплате
Завершите все будущие покупки Klarna одним щелчком мыши
Платежи на Klarna.com
Просмотрите свои последние покупки и оплатите ежемесячный отчет в любое время, войдя в свою учетную запись Klarna на www.klarna.com. Вы также можете связаться с Klarna в любое время по адресу www.klarna.com/us/customer-service/
Safe and Secure
Klarna использует современные меры безопасности для защиты вашей информации и предотвращения несанкционированных покупок. Вы не несете никакой ответственности за мошенничество с политикой защиты покупателей Klarna.
Часто задаваемые вопросы
Не нашли здесь своего вопроса? Посетите полную страницу часто задаваемых вопросов Klarna.
Что такое Кларна?
Klarna — это глобальная компания, занимающаяся платежными решениями, которая работает с продавцами, чтобы обеспечить своим клиентам максимально удобный процесс онлайн-покупок. Klarna присутствует в более чем 70 000 интернет-магазинов и имеет более 60 миллионов пользователей по всему миру.
Что такое Slice It?
Slice — это вариант финансирования Klarna с оплатой с течением времени, который предлагается во время оформления заказа. Эта доступная и очень гибкая бессрочная кредитная линия выдается WebBank в партнерстве с Klarna и позволяет вам оплачивать покупки в течение периода времени до 36 месяцев. Это работает только при покупках на сумму от 600 до 10 000 долларов.
Как работает финансирование с Klarna?
Все просто! Совершайте покупки в любом интернет-магазине, использующем Klarna, и выберите Slice it, чтобы оплачивать покупки с течением времени. Вы узнаете, одобрены ли вы через несколько секунд, а затем завершите покупку. Вы получите уведомление по электронной почте о своей покупке от Klarna и сможете управлять своей учетной записью на сайте www.klarna.com.
Как связаться с «Кларна»?
Вы можете связаться с Кларной в любое время по адресу www.klarna.com/us/customer-service/
Принадлежности и детали для пескоструйной обработки | Индианаполис, Индиана
От дозирующие клапаны к сопла для пескоструйной обработки, IDS Blast предлагает самый широкий выбор деталей и расходных материалов для пескоструйной обработки для всех основных производителей, доступных в Интернете. Чтобы предоставить вам лучший опыт покупок в Интернете, мы включили таблицу совместимости с каждой частью, чтобы вы могли быть уверены, что получаете именно ту часть, которая вам нужна.
Не нашли нужную деталь? Свяжитесь с нами и один из наших знающих сотрудников позаботится о том, чтобы вы получили правильную деталь. Хотя мы делаем все возможное, чтобы наш онлайн-каталог запчастей был как можно более полным, у нас слишком много продуктов, чтобы разместить их все в Интернете.
ПРИОБРЕТАЙТЕ ОНЛАЙН ИЛИ ЗВОНИТЕ
800-800-0665
ДЛЯ ПОГОВОРЕНИЯ С АГЕНТОМ ПО ОБСЛУЖИВАНИЮ
Часы работы: Пн — Пт 8:00 — 17:00 EST
Поиск запчастей и оборудования
ДЛИННЫЙ ВЕНТУРИ — ВХОД 1 ДЮЙМ
ДЛИННАЯ ВЕНТУРИ — ВХОД 1-1/4″
ДЛИННАЯ ВЕНТУРИ — ВХОД 1-1/4 ДЮЙМА — БОЛЬШОЙ ПИСТОЛЕТ (TM)
Медные трубы по BS (British Standard) 2871 — Размеры и рабочие давления.
ГОСТы, СНиПы
Карта сайта TehTab.ru
Поиск по сайту TehTab.ru
Навигация по справочнику TehTab.ru: главная страница / / Техническая информация/ / Оборудование — стандарты, размеры/ / Элементы трубопроводов. Фланцы, резьбы, трубы, фитинги…./ / Трубы, трубопроводы. Диаметры труб и другие характеристики./ / Трубы медные. Диаметры труб и другие характеристики. / / Медные трубы по BS (British Standard) 2871 — Размеры и рабочие давления.
Медные трубы по BS (British Standard) 2871 — Размеры и рабочие давления.
Для производства этих труб используется раскисленная фосфором (phosphorus deoxidized) медь Cu-DHP по BS. 6017: 1981. совпадающим с ISO требованиями к Cu-DHP.
Минимальное процентное содержание меди составляет 99.85%, а остаточное содержание фосфора составляет между 0.013 и 0.050%. Эта медь не подвержена воздействию восстановительных сред и хорошо поддается сварке и пайке. Плотность меди
8.9 г/см3. температура плавления 1083 oC коэффициент теплового линейного расширения 16.8 x 10-6 / oC (в диапазоне температур 20 oC -
100 oC).
Размер
(мм)
Внешний диаметр (мм)
Сортамент (тип) X = Table X
Полутвердые обычной толщины (light gauge).
Сортамент (тип) Y =Table Y
Полутвердые отожженные трубы
Сортамент (тип) Z =Table Z
Полутвердые тонкостенные трубы
Толщина стенки (мм)
Максимальное рабочее давление (N/mm2=10бар)
Толщина стенки (мм)
Максимальное рабочее давление (N/mm2=10бар)
Толщина стенки (мм)
Максимальное рабочее давление (N/mm2=10бар)
6
6
0. 6
13.3
0.8
14.4
0.5
11.3
8
8
0.6
9.7
0.8
10.5
0.5
9.8
10
10
0.6
7.7
0.8
8.2
0.5
7. 8
12
12
0.6
6.3
0.8
6.7
0.5
6.4
15
15
0.7
5.8
1
6.7
0.5
5
18
18
0.8
5. 6
1
5.5
0.6
5
22
22
0.9
5.1
1.2
5.7
0.6
4.1
28
28
0.9
4
1.2
4.2
0.6
3.2
35
35
1. 2
4.2
1.5
4.1
0.7
3
42
42
1.2
3.5
1.5
3.4
0.8
2.8
54
54
1.2
2.7
2
3.6
0.9
2. 5
67
67
1.2
2
2
2.8
1
2
76.1
76.2
1.5
2.4
2
2.5
1.2
1.9
108
108.1
1.5
1. 7
2.5
2.2
1.2
1.7
133
133.4
1.5
1.6
—
—
1.5
1.6
159
159.4
2
1.5
—
—
1.5
1. 5
Дополнительная информация от TehTab.ru:
Нашли ошибку? Есть дополнения? Напишите нам об этом, указав ссылку на страницу.
Обращаем ваше внимание на то, что данный интернет-сайт носит исключительно информационный характер. Информация, представленная на сайте, не является официальной и предоставлена только в целях ознакомления. Все риски за использование информаци с сайта посетители берут на себя. Проект TehTab.ru является некоммерческим, не поддерживается никакими политическими партиями и иностранными организациями.
Трубы медные для кондиционирования: виды, размеры, монтаж
Монтаж настенных, канальных, кассетных с одним или несколькими внутренними блоками, чиллеров, фанкойлов, руфтопов и других кондиционеров не обходится без расходных материалов. Один из них прокат, применяющийся для испарительных и компрессорно-конденсаторных частей климатической техники.
Это труба медная для систем кондиционирования разного диаметра, выдерживающая высокое давление, резкие изменения температуры. Устойчивая перед коррозией, обладающая прочностью, пластичностью.
Содержание
Разновидности
Размеры и диаметры
Изоляция
Преимущества и нюансы монтажа
Самостоятельная установка кондиционера, видео
Часть 1
Часть 2
Часть 3
Часть 4
Часть 5
Разновидности
Медь отличается устойчивостью перед едкими средами. Поэтому из такого металла изготавливаются трубопроводы для перемещения фреона. Это углеводородистое вещество с содержанием фтора, относящееся к группе хладонов. Оно является рабочей средой в системах кондиционирования.
Вещество используется для поглощения и выделения тепла, так как в климатическом оборудовании переходит из жидкого состояния в газ и обратно. Поэтому кондиционеры охлаждают и даже нагревают воздушные массы.
Для перемещения хладагента в жидком и газообразном состоянии между наружным и внутренним блоком используются медные трубы одного из двух типов:
Отожженные с хорошей гибкостью, выдерживающие высокое давление без деформации поверхности. Поставляются в бухтах по 15, 25 или 50 м. Трубопроводы из них имеют прочность 210000-220000 кПа и удлинением при разрыве от 50% до 60%.
Неотожженные, в виде прутков с минимальной длиной 3 или 5 м. Они характеризуются прочностью 280000-300000 кПа и удлинением при разрыве от 10% до 15%.
Тип трубы из меди выбирается в зависимости от вида системы кондиционирования. При монтаже сплит-систем применяются отожженные.
Монтаж
Торцы труб из меди на заводе закрываются пластмассовыми заглушками. Это защищает внутреннее пространство от влажной среды, попадания мусора, пыльных частиц и других загрязнений. Лучше покупать только медные трубы с пластиковыми заглушками. Мельчайший сор внутри может вывести из строя климатическое оборудование.
Размеры и диаметры
Стабильная и эффективная работа охлаждающей/нагревающей системы зависит от диаметров медных труб для кондиционеров. При выборе размеров сечений учитывается мощность климатической техники. Чем производительнее система, тем более габаритные используются трубы при монтаже межблочной трассы.
Величина диаметров трубопроводов влияет на скорость движения фреона по ним. Размеры медных труб для кондиционеров уменьшают потери давления в охлаждающих/нагревающих системах.
Существует 26 типоразмеров трубного медного проката. Производители выпускают изделия с диаметром 6-267 мм. При монтаже кондиционеров чаще всего используют прокат со следующими размерами сечений.
Диаметр медных труб для кондиционеров таблица.
Медные трубы изготавливаются с толщиной стенки минимум 0,6 мм. Погрешность этого параметра по государственным стандартом может составлять 0,5-30 мм в зависимости от диаметра.
Изоляция
Эффективная работа системы кондиционирования возможна, если перемещаемый хладон по медным трубкам не перегревается и не замерзает. Поэтому используются специальный изолирующий материал. Он уменьшает риск образования критических объемов конденсата.
Труба медная в изоляции для кондиционеров.
Изоляция для медных трасс систем кондиционирования — это трубчатый элемент длиною 2 м. Для его изготовления применяется вспененный каучук с не пористой структурой или специальный полиэтилен. Изоляция защищает фреонопроводы при температуре от -150°C до +150°C.
Актуальность использования материала становится понятна при сравнении его теплопроводности с такой же характеристикой меди. У изоляции и металла этот показатель составляет 36 мВт/(м*К) и 394 Вт/(м*К).
Применение труб медных в изоляции для кондиционеров уменьшает расход хладона. Поэтому снижается потребление электрической энергии.
Преимущества и нюансы монтажа
Медные элементы систем кондиционирования отличаются:
Высокой прочностью.
Стойкостью перед коррозией.
Маленьким весом, позволяющим проще выполнять прокладку медных труб для кондиционеров и перемещение отдельных элементов.
Устойчивостью к появлению и размножению бактерий, УФ-излучению.
Гладкой внутренней поверхностью.
Долговечностью, составляющей минимум 50 лет.
Способностью выдерживать резкое изменение температуры, сильную вибрацию и большое внутреннее давление.
Фреонопроводы также поддаются обработке: гнутся, режутся и развальцовываются. Не деформируются, сохраняя форму и размер сечения.
Когда установка внутреннего и внешнего блока системы кондиционирования выполняется на большом расстоянии друг от друга, приходится соединять отдельные элементы магистрали. Процесс осуществляется с помощью фитингов или пайки.
Для подготовки деталей необходимой длины используется труборез. Применение обычного режущего инструмента — ножовки по металлу, приводит к появлению стружки. Если она попадет внутрь системы, произойдет отказ компрессора.
Трубные отрезки соединяются с помощью высокотемпературной капиллярной пайки. Процесс осуществляется с помощью припоя и газовой горелки. Получаются прочные герметичные соединения, без утечки хладона из системы.
Пайка медных труб кондиционера.
Фреонопроводы могут прокладываться в штробах, коробах или открытым способом. Крепление медных труб для кондиционеров к стенам и потолку выполняется с помощью специальных сантехнических металлических хомутов с прокладками из резины.
Самостоятельная установка кондиционера, видео
Система кондиционирования будет эффективно работать только при правильном монтаже. С использованием трубопроводов из меди, диаметр которых соответствует производительности оборудования. Подобрать размер сечения, после этого, выполнить правильную прокладку трассы поможет следующее видео.
Проектирование и проектирование гидравлических и пневматических систем | Fluid Power Engineering
Спецификации для проектирования медных труб, типов труб и стандартов, основанных на ASTM B88, размерах типа K, L и M, толщине стенки и весе. Таблица размеров медных труб.
Размеры и физические характеристики медной трубы: ТИП K
Номинальный размер дюймы
Снаружи Диаметр
Внутри Диаметр
Стена Толщина
Расчетные значения (на основе номинальных размеров)
Зона отверстия, кв дюймов
Масса Только трубка, фунты/погонные футы
Поперечный груз Трубка и вода, фунты/погонные футы
Содержимое тубы на погонный фут
Куб. фут
Гал
1/4
.375
.305
.035
.073
.145
.177
.00051
.00379
3/8
.500
.402
.049
.127
.269
.324
.00088
.00660
1/2
. 625
.527
.049
.218
.344
.438
.00151
.0113
5/8
.750
.652
.049
.334
.418
.562
.00232
.0174
3/4
.875
.745
.065
. 436
.641
.829
.00303
.0227
1
1,125
.995
.065
.778
.839
1,18
.00540
.0404
1 1/4
1,375
1,245
.065
1,22
1,04
1,57
. 00847
.0634
1 1/2
1,625
1.481
.072
1,72
1,36
2.10
.0119
.0894
2
2,125
1,959
.083
3,01
2,06
3,36
.0209
.156
2 1/2
2,625
2,435
. 095
4,66
2,93
4,94
.0324
.242
3
3,125
2,907
.109
6,64
4,00
6,87
.0461
.345
3 1/2
3,625
3,385
.120
9,00
5.12
9. 01
.0625
.468
4
4.125
3,857
.134
11,7
6,51
11,6
.0813
.608
5
5.125
4,805
.160
18,1
9,67
17,5
.126
.940
6
6. 125
5.741
.192
25,9
13,9
25,1
.180
1,35
8
8.125
7,583
.271
45,2
25,9
45,4
.314
2,35
10
10.125
9.449
.338
70,1
40,3
70,6
. 487
3,64
12
12.125
11.315
.405
100,55
57,8
101
.701
5,25
Размеры и физические характеристики медной трубы: ТИП L
Номинальный или стандартный Размер, дюймы
Номинальные размеры, дюймы
Расчетные значения (на основе номинальных размеров)
Снаружи Диаметр
Внутри Диаметр
Стена Толщина
Поперечный разрез Площадь скважины, кв. дюйм
Масса только трубы, фунты/погонные футы
Масса Трубка и вода, фунтов/на линейный фут
Содержимое тубы на погонный фут
Куб.фут
Гал
1/4
.375
.315
.030
.078
.126
.160
.00054
.00405
3/8
.500
.430
.035
.145
.198
. 261
.00101
.00753
1/2
.625
.545
.040
.233
.285
.386
.00162
.0121
5/8
.750
.666
.042
.348
.362
.506
.00232
.0174
3/4
.875
.785
.045
.484
.455
.664
.00336
.0251
1
1,125
1,025
. 050
.825
.655
1,01
.00573
.0429
1 1/4
1,375
1,265
.055
1,26
.884
1,43
.00875
.0655
1 1/2
1,625
1,505
.060
1,78
1,14
1,91
.0124
.0925
2
2,125
1,985
.070
3,09
1,75
3,09
. 0215
.161
2 1/2
2,625
2,465
.080
4,77
2,48
4,54
.0331
.248
3
3,125
2,945
.090
6,81
3,33
6,27
.0473
.354
3 1/2
3,625
3,425
.100
9.21
4,29
8,27
.0640
.478
4
4. 125
3,905
.110
12,0
5,38
10,1
.0764
.571
5
5.125
4,875
.125
18,7
7,61
15,7
.130
.971
6
6.125
5,845
.140
26,8
10,2
21,8
.186
1,39
8
8.125
7,725
.200
46,9
19,3
39,6
. 326
2,44
10
10.125
9,625
.250
72,8
30,1
61,6
.506
3,78
12
12.125
11.565
.280
105
40,4
85,8
.729
5,45
Размеры и физические характеристики медной трубы: ТИП M
Номинальные размеры, дюймы
Расчетные значения (на основе номинального размера)
Номинальный дюймы
Снаружи Диаметр
Внутри Диаметр
Стена Толщина
Поперечный разрез Площадь скважины, кв. дюйм
Только гильза, фунтов на погонный фут
Содержимое тубы на погонный фут
Грузовая трубка и вода фунтов на погонный фут
Куб.фут
Гал
3/8
.500
.450
.025
.159
.145
.214
.00110
.00826
1/2
.625
.569
.028
.254
.204
. 314
.00176
.0132
3/4
.875
.811
.032
.517
.328
.551
.00359
.0269
1
1,125
1,055
.035
.874
.465
.843
.00607
.0454
1 1/4
1,375
1.291
.042
1,31
.682
1,25
. 00910
.0681
1 1/2
1,625
1,527
.049
1,83
.940
1,73
.0127
.0951
2
2,125
2,009
.058
3,17
1,46
2,83
.0220
.165
2 1/2
2,625
2,495
.065
4,89
2,03
4.14
. 0340
.254
3
3,125
2,981
.072
6,98
2,68
5,70
.0485
.363
3 1/2
3,625
3,459
.083
9.40
3,58
7,64
.0653
.488
4
4.125
3,935
.095
12,2
4,66
9,83
.0847
. 634
5
5.125
4,907
.109
18,9
6,66
14,8
.131
.982
6
6.125
5.881
.122
27,2
8,92
20,7
.189
1,41
8
8.125
7,785
.170
47,6
16,5
37,1
.331
2,47
10
10. 125
9.701
.212
73,9
25,6
57,5
.513
3,84
12
12.125
11.617
.254
106
36,7
82,5
.736
5,51
Размеры и физические характеристики медной трубы: DWV (слив, слив и вентиляция)
Nominal 23, 900 дюймы
Номинальный размер, дюймы
Расчетные значения (на основе номинального размера)
Снаружи Диаметр
Внутри Диаметр
Стена Толщина
Площадь поперечного сечения Бора, кв. дюйм
Вес только трубы, фунты/погонные футы
Вес трубки и Вода, фунты/погонные футы
Содержимое тубы за погонный фут
куб. футов
Гал
1 1/4
1,375
1,295
.040
1,32
.650
1,22
.00917
.0686
1 1/2
1,625
1,541
.042
1,87
.809
1,62
. 0130
.0971
2
2,125
2,041
.042
3,27
1,07
2,48
.0227
.170
3
3,125
3.030
.045
7.21
1,69
4,81
.0501
.375
4
4.125
4,009
.058
11,6
2,87
7,88
.0806
. 603
5
5.125
4,981
.072
19,5
4,43
12,9
.135
1,01
6
6.125
5,959
.083
27,9
6.10
18,2
.194
1,45
8
8.125
7,907
.109
49,1
10,6
31,8
.341
2,55
Родственный
Химическая отделка Черный оксид меди, Mil-F-495
Таблица размеров медных проводов
AWG и таблица данных при 100 градусах по Фаренгейту
Соединения медных труб под рабочим давлением Пайка или пайка соединений на основе стандарта ASME B31. 9
Спецификация финишной обработки меди под покрытием Mil-C-14550
Медные сплавы с номером UNS Таблица и диаграмма
Уравнение коэффициента трения и табличная диаграмма
Таблица размеров медных труб
ASTM B-88
Таблица размеров медных труб HVAC
Медная трубка рабочего давления
Справочник по медным трубам
: Таблица 14.2b Справочник по медным трубам
: Таблица 14.2b
Номинальный или стандартный размер, дюймы
Номинальные размеры, дюймы
Расчетные значения (на основе номинальных размеров) 9
Гайки високоміцні М24 невеликий крок різьблення DIN 934, ГОСТ 5915-70, ГОСТ 5927-70 — купити з доставкою в Україні
Гайки високоміцні М24 дрібне різьблення DIN 934, ГОСТ 5915-70, клас міцності 8.0, 10.0
Гайка DIN 934, клас міцності якої становить 8.0 або 10.0, називається високоміцною і витримує вплив величезних навантажень. Використовується спільно з болтами, гвинтами або шпильками, міцність яких дорівнює 8.8 або 10.9.
Стандартом ГОСТ 5915-70 регулюється форма гайки (шестигранна), її клас точності (В) розміри: висота, розмір під ключ, діаметр описаного кола, вага. ГОСТ 5927-70 регламентує виготовлення аналогічних гайок, але з підвищеною точністю (А).
Креслення і розміри гайки М24 за DIN 934
Характеристика
Позначення
Значення в мм
Крок різьби
P
дрібний
2
великий
3
Висота
m
max
19
min
17. 7
Розмір під ключ
s
36
Вага
122.870 р
Клас міцності
високий
8.0, 10.0
Пропонуємо придбати металовироби за відмінною ціною:
Гайки, шайби, болти, гвинти, шпильки, шплінти та багато іншого.
Сировиною для виготовлення кріплення може бути вуглецева, легована і нержавіюча сталь, а також латунь.
Деталі можуть поставлятися без покриття або з захисним покриттям.
Реалізуємо кріплення, виконане за ГОСТ, DIN, ISO. Якщо Вам потрібні вироби, розміри яких відрізняються від стандартних – надсилайте креслення – ми виготовимо під замовлення.
Ми пропонуємо інші види гайок даного типорозміру:
Гайки високоміцні ГОСТ 5915-70, DIN 934 клас міцності 10.0 Гайки високоміцні ГОСТ 5915-70, DIN 934 клас міцності 12. 0 Гайки високоміцні ГОСТ 22354-77 Гайки високоміцні DIN 6915 (HV) Гайки самозажимні DIN 985, ISO 10511 клас міцності 8.0, 10.0 Гайки шестигранні ГОСТ 5915-70 ГОСТ 5927-70, DIN 934 клас міцності 5.0, 6.0 Гайки високоміцні ГОСТ 5915-70, DIN 934 клас міцності 8.0 Гайки низькі ГОСТ 5916-70, DIN 936 клас міцності 8.0, 10.0 Гайки для фланцевих з’єднань ГОСТ 9064-75 Гайки шестигранні високі ГОСТ 15523-70, DIN 6330 Гайки фланцеві нержавіючі ГОСТ 9064-75 Гайки нержавіючі ГОСТ 5915-70, DIN 934 сталь 12Х18Н10Т, AISI 304, А2-70 (технічна) Гайки нержавіючі ГОСТ 5915-70, DIN 934 сталь 03Х17Н14М2, AISI 316, А4-80 (харчова)
На підприємстві доставка кріплення розроблена таким чином, щоб клієнт зміг отримати продукцію в максимально короткі терміни після її оплати. Відвантаження або відправлення товару виконується в день його оплати.
Працюємо з багатьма службами доставки, доставляємо вантажі в усі регіони України.
Наші менеджери з професійною точністю підберуть Вам потрібне високоміцне кріплення. У тому випадку якщо Вам необхідно виготовити нестандартне кріплення, на базі нашого підприємства є підготовлений виробничий цех з виготовлення та доопрацювання високоміцних металевих виробів згідно з вашими кресленнями або ескізами.
Підтвердження авторства:
Характеристики
Інформація для замовлення
Шпилька М24. Штанга М24.
Шпилька резьбовая М24 (штанга резьбовая М24) применяется для крепления и соединения узлов и деталей в строительстве, машиностроении и в других отраслях совместно с шайбами и гайками М24.
Шпилька с резьбой М24 имеет стандартный шаг метрической резьбы.
Мы можем предложить услуги по изготовлению резьбовых шпилек М24 необходимый размер.
Материал: углеродистая сталь.
Покрытие: электрооцинкованное.
Класс прочности: 4.8, 8.8
Диаметр: 24 мм
Длина: 1000 и 2000 мм
Вес одной штуки: 2,96 и 5,92 кг
Штук в упаковке: 5
Вес упаковки: 14,8 и 29,6 кг
Ниже указаны характеристики оцинкованных шпилек М24.
Резьбовые шпильки соответствуют стандартам DIN 975, DIN 976.
Размер резьбы
Вес одного метра, кг
Шпилька резьбовая М5
0,12
Шпилька резьбовая М6
0,17
Шпилька резьбовая М8
0,31
Шпилька резьбовая М10
0,49
Шпилька резьбовая М12
0,71
Шпилька резьбовая М14
0,99
Шпилька резьбовая М16
1,31
Шпилька резьбовая М18
1,63
Шпилька резьбовая М20
2,06
Шпилька резьбовая М22
2,52
Шпилька резьбовая М24
2,96
Шпилька резьбовая М27
3,73
Шпилька резьбовая М30
4,67
Шпилька резьбовая М36
6,39
Шпилька резьбовая М42
8,85
Шпилька резьбовая М48
11,59
Шпилька резьбовая М52
12,9
Шпилька резьбовая М56
13,7
108015482
М24х1000 Подробнее
М24
3
1000
углерод. сталь
4.8
цинк
DIN 975
1 шт 5 шт
736,003680,00от 736,00
108015519
М24х1000 Подробнее
М24
3
1000
углерод. сталь
8.8
цинк
DIN 975
1 шт 5 шт
898,004490,00от 898,00
108093412
М24х1000 Подробнее
М24
3
1000
углерод. сталь
10.9
цинк
DIN 975
1 шт 5 шт
1600,001600,00от 1600,00
108015557
М24х1000 Подробнее
М24
3
1000
углерод. сталь
12.9
без покрытия
DIN 975
1 шт
1930,001930,001930,00
108015499
М24х2000 Подробнее
М24
3
2000
углерод. сталь
4.8
цинк
DIN 975
1 шт 5 шт
1480,007400,00от 1480,00
108032256
М24х2000 Подробнее
М24
3
2000
углерод. сталь
8.8
цинк
DIN 975
1 шт
2200,002200,002200,00
108087486
М24х2000 Подробнее
М24
3
2000
углерод. сталь
10.9
цинк
DIN 975
1 шт
2500,002500,002500,00
Размеры шага метрической резьбы
— U-Bolts-R-Us / Блог Graphskill Ltd
Общепринятое определение шага резьбы — это расстояние от одной канавки резьбы до другой, измеренное от вершины до вершины.
Для метрических гаек и болтов любого размера может быть до 4 различных шагов. Таким образом, знание размера резьбы — это только одна часть уравнения. Даже если вы знаете, что у вас резьба M10, вам нужно знать не только правую или левую резьбу, но и требуемый шаг. Существует стандарт (иногда известный как грубый). Поэтому, если шаг резьбы не указан, обычно можно с уверенностью предположить, что это стандартный/крупный шаг. Но нет никаких гарантий.
Двутавровая балка, вес, размеры, характеристики и таблица
Каждый инженер знает, насколько важна в строительстве двутавровая балка. Она используется при создании различных строений. Именно поэтому следует купить двутавровую балку перед началом возведения конструкции.
Двутавровая балка является металлической конструкцией, форма которой напоминает букву «Н». Она относится к распространенному виду металлопроката. Балки могут быть как универсальными, так и специализированными. Последние применяются в определенной сфере, например, при строительстве мостов.
Небольшой вес балки двутавровой в сочетании с достаточно высокой жесткостью позволяют использовать ее для армирования путей в шахтах, при строительстве железнодорожных туннелей и т. д. Из нее также формируют несущий каркас при создании больших пролетов.
Особенно необходима балка металлическая двутавровая там, где присутствуют серьезные нагрузки от вертикального воздействия. Поэтому ее часто используют при строительстве мостов и подвесных путей. При производстве монорельсов также применяют двутавровую балку.
Особенностью двутавровой балки является то, что она хорошо поддается резке и сварке. Поэтому она может выступать как элемент дизайна.
Достоинства
двутавровой балки
К числу главных преимуществ двутавровой балки относится:
Высокая прочность. Благодаря этому достоинству из таких балок можно формировать большие металлоконструкции, которые будут подвергаться серьезным нагрузкам. Используя двутавровые балки перекрытия получаются достаточно прочными.
Удобство использования. Двутавровые балки не только просты в монтаже, но также их можно легко обрабатывать при помощи различных инструментов. Это способствует ускорению строительных работ.
Стабильность. Созданные при помощи двутавровых балок конструкции не станут со временем усаживаться и скрипеть.
Вес метра балки двутавровой и ее размеры
Для любого стройматериала вес является одной из важнейших характеристик. От него зависит, где именно будет применяться изделие, и на какие нагрузки оно рассчитано. Все основные значения содержит следующая таблица двутавровых балок.
Вид профиля
Ширина мм
Высота мм
Толщина полки, мм
Толщина стенки, мм
Кол-во метров в 1 тонне
Масса 1 м длины, кг
10
55
100
7,2
4,5
105,7
9,456
12
64
120
7,3
4,8
86,62
11,54
14
73
140
7,5
4,9
73,09
13,68
16
81
160
7,8
5
62,94
15,89
18
90
180
8,1
5,1
54,50
18,35
18а
100
180
8,3
5,1
50,20
19,92
20
100
200
8,4
5,2
47,53
21,04
20а
110
200
8,6
5,2
44,08
22,69
22
110
220
8,7
5,4
41,06
24,04
22а
120
220
8,9
5,4
38,82
25,76
24
115
240
9,5
5,6
36,57
27,34
24а
125
240
9,8
5,6
34,02
29,40
27
125
270
9,8
6
31,71
31,53
27а
135
270
10,2
6
29,51
33,88
30
135
300
10,2
6,5
27,41
36,48
30а
145
300
10,7
6,5
25,53
39,17
33
140
330
11,2
7
23,67
42,25
36
145
360
12,3
7,5
20,60
48,55
40
155
400
13
8,3
17,56
56,96
45
160
450
14,2
9
15,04
66,50
50
170
500
15,2
10
12,72
78,64
55
180
550
16,5
11
10,79
92,66
60
190
190
17,8
12
9,263
108,0
Помимо веса, размеры двутавровых балок таблица содержит и на нее стоит ориентироваться при выборе стройматериала. Следует упомянуть, что горячекатаные изделия имеют высоту 10 до 50 см, а их длина составляет 4-12 метров. По индивидуальному заказу завод может сделать и более длинные балки.
Балка двутавровая ГОСТ и его значимость
Как и другая металлургическая продукция, двутавровые балки производятся по установленному ГОСТу. Именно в нем заложены основные характеристики, которым должен соответствовать стройматериал. К примеру, в ГОСТ 535-88 указано, какие у балки металлической двутавровой должны быть грани.
Соответствие изделия ГОСТу позволяет строителям быть уверенным, что приобретенная балка выдержит определенные нагрузки. Также из изготовленного по ГОСТу стройматериала будет хорошо формироваться металлическая конструкция.
Самые популярные марки стали для изготовления двутавровых балок
От марки стали зависят прочностные и другие характеристики двутавровой балки. Чаще всего при производстве этих изделий применяются следующие марки стали:
Сталь 3. Главным ее достоинством является отличная прочность. Конструкции из углеродистой стали отличаются долговечностью и устойчивостью к большим нагрузкам.
Сталь 09г2с. Она не только прочна, но и имеет хорошую устойчивость к коррозии. Также это марка стали не теряет своих свойств даже при термальных нагрузках.
Двутавровые балки, также известные как двутавровые балки, W-образные балки или универсальные балки, являются одним из наиболее распространенных типов стальных балок, используемых в коммерческом и жилом строительстве. а также проекты гражданского строительства. Воспользуйтесь этой таблицей размеров двутавровой балки и руководством, чтобы выбрать правильную двутавровую балку для своего проекта, а затем купите перепрофилированные МАТЕРИАЛЫ, чтобы найти отличные предложения на новые и бывшие в употреблении двутавровые балки.
Купить двутавровые балки сейчас
Говоря на языке двутавровых балок
Выбор подходящей двутавровой балки для вашего проекта начинается со знания и понимания нескольких основных терминов, которые используются для описания ее конструктивных свойств и характеристик структурной целостности. . В зависимости от того, что вы строите, вам не нужно быть инженером, чтобы выбрать двутавровую балку нужного размера. Вот несколько наиболее важных терминов, которые следует знать:
Фланец: Фланцы двутавровой балки — это верхняя и нижняя горизонтальные пластины или линии, которые делают ее похожей на заглавную букву «I», если смотреть с креста. угол сечения.
Толщина полки : Это относится к толщине упомянутой выше полки и влияет на несущую способность балки.
Толщина стенки: Это толщина стали в вертикальном сечении двутавровой балки.
Радиус скругления: Относится к области, где происходит переход между стенкой и полками.
Ширина фланца: Относится к ширине фланцев сверху и снизу балки.
Глубина: Это высота между верхней и нижней полками.
Типы и формы двутавровых балок
Как правило, двутавровые балки имеют две наиболее распространенные формы: S-образную и W-образную. S-образные двутавровые балки имеют конические полки. Они больше всего напоминают заглавную букву «I», если смотреть на них крест-накрест. W-образные двутавровые балки имеют прямые или параллельные полки, которые имеют тенденцию быть длиннее, что придает им вид заглавной буквы H при повороте на бок, поэтому их также часто называют двутавровыми балками.
Различия между двутавровыми и двутавровыми балками.
Двутавровые балки изготавливаются из стального проката и обычно тяжелее, чем S-образные двутавровые балки. Это означает, что они могут выдерживать большее усилие, чем двутавровые балки, и их, как правило, используют в коммерческих строительных проектах, где нагрузки выше. Двутавровые балки, как правило, легче и часто используются в проектах жилищного строительства, где слишком большой вес или сила на стене могут создать структурную проблему.
Конструктивно двутавровые балки можно использовать для пролетов до 330 футов, а двутавровые балки можно использовать для пролетов до 100 футов.
Правильный выбор двутавровой балки для вашего проекта
При выборе правильного размера и типа двутавровой балки для вашего проекта важно учитывать приложенную к ней силу, весовую нагрузку, которую она должна выдерживать, а также натяжение и сжатию он подвергнется.
Меньшие двутавровые балки можно использовать для проектов, где давление и вес будут больше, а большие размеры следует использовать для конструкций, которые должны выдерживать большую нагрузку. Вы можете использовать приведенную ниже таблицу в качестве общего руководства, которое поможет вам выбрать правильную длину и толщину для вашей двутавровой балки.
Размеры двутавровой балки американского стандарта
Тип
Балка высота (дюйм)
Фланец ширина (дюймы)
Стенка толщина (дюйм)
Фланец толщина (дюйм)
Вес (фунт/фут)
Поперечное сечение площадь (в 2 )
Момент инерции при кручении (Дж) (в 4 )
Ш4х13
4,16
4,06
0,28
0,345
13
3,83
0,151
Ш5х16
5. 01
5
0,24
0,36
16
4,71
0,192
Ш5х19
5,15
5.03
0,27
0,43
19
5,56
0,316
Ш6х8,5
5,83
3,94
0,17
0,195
8,5
2,52
0,0333
W6x9
5,9
3,94
0,17
0,215
9
2,68
0,0405
Ш6х12
6.03
4
0,23
0,28
12
3,55
0,0903
Ш6х15
5,99
5,99
0,23
0,26
15
4,43
0,101
Ш6х16
6,28
4,03
0,26
0,405
16
4,74
0,223
Найдите выгодные предложения на двутавровые балки
После того, как вы определились с нужным типом и размером двутавровой балки, проверьте наш ассортимент новых и бывших в употреблении двутавровых балок, чтобы узнать, есть ли у нас то, что вам нужно.
что это такое,чем зенковка отверстий отличается от зенкования, назначение и отличие раззенковки и зенкера – rocta
15Сен
Содержание статьи:
Зенкерование
Зенкование
Зенкование и зенкерование, разница между процессами
Основные виды зенковок
Цилиндрическая
Коническая
Плоские и торцевые
Отличие зенкерование от смежных операций
Оборудование для зенкования
Правильный процесс зенкерования металла
Развертывание, как способ обеспечения максимальной точности
Обозначение зенковки на чертеже
В производственных процессах, а особенно в машиностроение и станкостроение существуют некоторые процедуры, схожие по названию, но совершенно различные по своей сути. И подобного рода операции часто путают между собой. В данном обзоре мы как раз и затронем две процедуры такого типа. Мы разберемся, что это такое зенкерование и зенкование отверстий, чем отличается назначение, для чего применяется, инструменты, которые необходимы для проведения обозначенных операций. А также частично затронем видовое разнообразие.
Но помимо совершенно различно направленности, существуют и факторы, которые объединяют эти этапы обработки металла. А именно то, что оба варианта – это прямое воздействие на поверхность. Да, с разными целями и порой на различных стадиях. Но фактически это переработка покрытия. Кроме того, несмотря на различие в инструментарии, резцы их, по сути, также могут переводиться в действие одним механизмом. Как вариант, ручная дрель, если речь идет о работе в домашних, а не заводских условиях. Разумеется, класс точности в этом случае будет значительно ниже, что скажется на последующем результате. Но при низких требованиях к точности, и этот итог вполне может стать удовлетворительным.
Зенкерование
Для получения паза или отверстия в металлической поверхности, в первую очередь нам необходимо его высверлить. Это всегда начальный этап. Но до этапа развертки нужно полученное углубление еще и очистить. То есть, убрать всевозможные наслоения металла, заусенцы, неровности. И подогнать точность до того параметра, который указан по чертежам. Именно вот этот этап обработки, практически уже чистовой, нам и необходим.
Для этого используется специальный инструмент – зенкер. С его помощью мы можем добиться:
Подгонки класса точности до 4, а в некоторых случаях и 5 уровня.
Повышения уровня сцепления покрытия, придание ей равномерной и шероховатой поверхности, что важно для последующего сцепления.
Работа с геометрией. То есть, возможность придания объекту задуманной геометрической формы с симметричными краями.
Вернемся к инструменту, с помощью которого и производится весь технический процесс. Несмотря на внешнюю схожесть, отличия зенкера от сверла весьма серьезные. А точное, большее количество режущих кромок и более крупные перемычки между ними. В результате у нас получается от 3 до 4 кромок. И они в совокупности оказываются плавное давление на металл, надежно сцепляются с поверхностью. И что не менее важно, не снимают стружку продольно, а только поперечно. В итоге происходит своего рода интенсивная шлифовка.
Видовое разнообразие этого инструмента достаточно обширно. Главный аспект – это количество режущих кромок. Зачастую применяются 3 и 4. Но есть и специализированный инструментарий, задействованный в специальных производственных областях. Там, где есть нужда в высокоточной обработке. Такие приборы имеют вплоть до 8 кромок. Также классификация часто затрагивает и тип стержня. Он может быть съемным, что обычно нужно при работе с серьезным диаметром отверстий. Вплоть до 20 мм. А если производство касается небольших пазов, в районе 8-12 мм, то лучше использовать цельный прибор. Есть еще и вставной вариант, что стоит назвать промежуточным звеном между обозначенными видами.
Зенкование
Раззенковка отверстий – это совершенно иная операция. Часто в различных соединениях металлических конструкций необходимо избавиться от шляпки крепежного элемента или иных метизов, выступающих частей. Для этого непосредственно рядом с пазом необходимо проделать углубление, куда в результате выступающая часть и благополучно спрячется. Такой небольшой «карман» носит просторечное название – потай. Для создания их используется специальные инструментарий и процедура, в большинстве своем схожая со сверлением. Но, как становится понятно, имеющая свои отличия. Это и есть искомый процесс.
В результате раззенкованное, зенкованное отверстие допускается различных форм. Все зависит от прилагаемого давления, форму рабочего инструмента, требований. Глубина тоже отличается, в зависимости от того, какого размера шляпку необходимо скрыть. Такой процесс позволяет решить огромное количество задач на предприятии:
Изменение плоскости опоры в заготовленных пазах. А также добавление новых углублений в них, которые при этом не меняют структуру изначального слота. Особенно важно не сбиться с центра по ширине, иначе конструкция получится непригодной для эксплуатации.
Создание продольных каналов со снятой фаской.
Сокрытие в полной мере различных резьбовых соединений.
Особенности технологической операции в главное мере зависят от материала. Если приходится работать с твердым ресурсом, как чугун и различные сплавы, то в штатном порядке нужно подавать в точку контакта эмульсию для сброса температуры. Ведь металл будет сильно разогреваться. Также, при работе с твердым материалом, необходимо выставлять обороты валы выше. А если поверхность мягкая, то ниже, во избежание избыточной резьбы.
Зенкование и зенкерование, разница между процессами
Отличи множество. Проще сказать, то в процедурах одинакового. В принципе, с этого и начнем. Оба варианта обработки приводятся в действия с одного источника. Мотор с валом, станок, прибор – значения не имеет. Главное, это подача крутящего момента. При этом по типу воздействия на поверхность, отличий масса. Начнем по порядку.
Зенкер предназначен для очистки. Это инструмент, который убирает все неровности, доводит отверстия «до ума». Шлифует его, избавляется от «усов». А также воздействует на его общую форму. То есть, стержень обычно больше, чем паз. И он может сделать его больше, выровнять по краям, придать геометрическую форму.
Вот чем отличается зенкер от зенковки, отличие в главной степени касается того, что саму структуру разъема при втором типе обработки прибор не затрагивает. Он лишь снимает фаску вначале или делает небольшое углубление. Чтобы, когда мы закрутили туда болт, например, не ушел бы в поверхность полностью, вместе со шляпкой. И сверху была возможность установить новое покрытие без проемов.
Также стоит помнить о том, что у процессов совершенно разная стадия. Точнее, первая разновидность работ свой собственный этап имеет. Сразу после сверления, ведь нужно до развертки выровнять паз по всей его симметрии, избавиться от дефектов стенок. И в таком виде уже переходить к следующим стадиям. А вот сделать срез по шляпку, по сути, оператор может в любой момент, когда ему удобно. Хотя лучше всего же заниматься этим уже после финальной обработки отверстия. Чтобы точно представлять его объемы. Да зенкование фаски логично проводить в конце.
Сам механизм этого действия выглядит следующим образом:
Сначала необходимо полностью измерить шляпу, которую и придется скрывать впоследствии. И тут важно выявить как обычные размерные аспекты – высота, ширина, так и более специфические, как скос. Обычно он наличествует, если сам крепеж в принципе задуман под потай.
Выбрать режущий инструмент, который точно соответствует размерным аспектам. Становить его в станок или иной прибор.
Закрепить объект с пазом, выявить корректную точку оси. Ошибка на любой процент приведет к тому, что потай просто «слезет» с метки.
Выставить нужные обороты. Либо использовать типовой регламент на производстве, либо рассчитать обороты самостоятельно, исходя из твердости металла.
Включить оборудование и выполнить операцию.
Основные виды зенковок
Теперь пройдемся по видовому разнообразию. Мы уже уточнили, что в зависимости от требуемой задачи процедура может меняться. Теперь мы разберем эти моменты более детально. Посмотри на существующие классификации.
Цилиндрическая
Операция такого вида зачастую применяется практически в любом типе производства. Итогом становится выемка цилиндрической формы. Это идеальный выбор для винтов и болтов. А данные крепежные элементы в штатном формате распространены почти во всех конструкциях. Фактически это самая популярная и актуальная разновидность зенкования отверстий в металле.
Коническая
Результатом становится углубление в виде конуса. Используется не только для закрытия шляпок, но и для снятия фасок, подготовки поверхности к дальнейшей работе. Иногда таким методом просто снимают металлические волосы с острых кромок. То есть, производят чистку. И вот тут, разница между процедурами становится минимальной. Ведь зенкеровать и зенковать углубление – это в обоих вариантах способы очистки и шлифовки. Правда, в первом случае еще и добавляется выравнивание строгой геометрической формы.
Для производственного мероприятия применяется инструмент конической формы. Угол подбирается под конкретную задачу. Но обычно используется в 90 или 120 градусов.
Плоские и торцевые
Такой способ иногда называют цековкой. Особый финальный вид операции. Используется в уже готовых углублениях. Чтобы сами шляпки и иные метизы для сокрытия входили плотно и без зазоров. Для этого поверхность очищается. И тут нам и понадобятся эти разновидности.
По сути, цековка и зенковка – отличие небольшое. Просто это более узкая деятельность, который имеет такое название только при плоской или торцевой зачистке.
Отличие зенкерование от смежных операций
Мы уже выяснили, что этот этап наступает после сверления и до развертывания. Но вот первоначальным этапом не всегда выступает именно высверливание. Порой первой стадией считается литье или штамповка. В таком варианте дефектов может быть еще больше. Различные наплывы, наслоение металлов, скошенные стенки, серьезные шероховатые выступы и схожее. Соответственно, за одну стадию отделать поверхность для финишного вида точно не получится. Стоит понимать, что развертывание – это уже финишная обработка, она не справляется с серьезными дефектами. Не подгоняет форму.
Зенкерование поднимет класс точности до 5 уровня практически всегда. Если работа производится с помощью высокоточного оборудования, а также ее выполняют профессионалы, то достижим и класс. Но в отличие от сверления, процесс более длительным. Придется выполнить практически вдвое больше походов движения инструмента.
Важнейшим отличием от сверления и развертки можно также назвать уровень допустимой шероховатости после переработки и квалитет, то есть, степень соответствия полученной детали исходным параметрам в чертеже или на схеме. Первая стадия – сверление обычно оставляет «усы» в 20 мкм, а степень точности может достигать до 12. После шлифовки зенкером поверхность будет очищена до 2-3 мкм, а квалитет возрастет до 9. Финишная обработка уже доводит метиз до полной готовности. Шероховатость падает до порогового значения, менее 1 мкм, а степень точности оказывается в районе 6.
То есть, отличия видны явно. Это и степень качества, длительность, очередность. Но если сравнивать зенковку и зенкер, разница будет еще очевиднее. Ведь это в принципе действия из разных сфер.
Оборудование для зенкования
В принципе, не только для этой операции, но и для обеих, которые фигурируют в обзоре, подходит и обычный ручной прибор. То есть, дрель, а некоторые даже используют шуруповерт. Разумеется, поступать подобным образом строго не рекомендуется. Даже если мощности для успешного завершения в принципе хватит, то явно будет серьезная потеря в точности. Какой бы эксперт ни взялся за такое мероприятия, он не сможет 100% точно выверить центр и ось, просто удерживая прибор руками. Значит, отклонения неминуемы.
Логичным вариантом будет токарный станок. Он используется почти во всех случаях. Иногда заменяется специальным обрабатывающим центром, многофункциональным оборудованием. Суть от этого не изменяется.
Сам инструмент, который необходим – зенковка. Он состоит из двух составных частей. Первая – это резец. От его формы и расположения зависит вид обработки. Так, бывают цилиндрические и конические варианты, о которых мы говорили выше, обратные и иные. Что такое обратное зенкование отверстий, понять легко. Это обычная чистка паза специальной насадкой. Вторая часть – это хвостик. Он нужен для фиксации в патроне станка.
Производится инструментарий из твердых сплавов углеродистой, а также легированной стали. Ведь кромке придется работать с различным ресурсом. И среди материалов, в которых необходимо сделать углубление часто встречаются весьма твердые, как чугун. Соответственно, если резцы будут не выше по уровню твердости, то на серьезных оборотах они могут просто обломаться или сточиться раньше срока. Что приведет к экономическим расходам на предприятии.
Правильный процесс зенкерования металла
Ошибки при выполнении задачи почти всегда идут к одному печальному эпилогу – браку. Если неправильно выбран зенкер, то зачастую диаметр отверстия получается больше, чем был запланирован по начальному чертежу. А если режущие кромки уже успели сильно сточиться, то углубление, напротив, будет слишком узким. При этом важно выбрать скорость подачи, а также четко определить центр. В противном случае будет нарушена геометрия. Да и даже без смещения качество очистки точно не будет удовлетворительным по пороговым значениям.
Чтобы не копить брак и не выполнять одну задачу по несколько раз, нужно изначально подходить к ней ответственно.
Развертывание, как способ обеспечения максимальной точности
Как мы уже уточнили, финишная обработка зачастую становится обязательно. Но есть задачи, где она фактически не важна. То есть если по регламенту у метиза положен 1 класс точности, то квалитет должен соответствовать значению в 6-5, а допуск не должен быть выше 1.3 мкм. Разумеется, без развертывания добиться таких результатов невозможно по определению. Но вот для 5 класса точности достаточно иметь квалитет в 12 и уровень допуска в 21 мкм. А такими параметрами может похвастаться паз и после проведения штатного зенкерования. Соответственно, последующий этап будет просто не нужен.
Обозначение зенковки на чертеже
Зачастую по регламенту мастер должен опираться на схему, чтобы правильно произвести деталь. И в любом чертеже данный процесс обозначается с помощью латинского алфавита.
А конкретно:
d1 – диаметр, указанный в качестве основного.
d2 – диаметр для процесса.
L1 – цилиндрический путь.
L3 – глубина зенкера.
L4 – размер фаски.
J – угол отклонения.
Теперь мы разобрались, что это значит раззенковать, зенковать отверстие, как работает зенкерование. И путаницы в будущем по этому вопросу точно не предвидится. Обращайтесь в компанию «Рокта», и мы предложим оптимальные фрезы, сверла, абразивные круги для вашего станка и т. д. Свяжитесь с нами по номеру телефона, наши менеджеры проконсультируют вас.
Зенкование и зенкерование — Сверление металла
Зенкование и зенкерование
Категория:
Сверление металла
Зенкование и зенкерование
Зенкованием называется обработка выходной части отверстия, например снятие заусенцев с краев отверстия, расширение центровых отверстий, образование углублений под потайные головки винтов и заклепок. Инструмент, применяемый для этой цели, называется зенковкой. Зенковки по форме режущей части подразделяются на конические и цилиндрические, имеющие торцовые зубья и снабженные цапфой.
Конические зенковки предназначены для снятия заусенцев в выходной части отверстия, получения конического углубления в отверстии под опоры конических головок винтов и заклепок и для центрования отверстий. Наибольшее распространение получили конические зенковки с углом конуса при вершине 30, 60, 90 и 120°.
Цилиндрические зенковки с торцовыми зубьями1 применяются для расширения выходной части цилиндрических отверстий под головки винтов, под плоские шайбы, а также для подрезания торцов, плоскостей бобышек, для выборки уступов и углов. Число зубьев у этих зенковок от 4 до 8.
На рис. 190 показаны зенковки различных видов и примеры обработки ими отверстий.
Зенкерованием называется обработка готовых отверстий, полученных отливкой, штамповкой или сверлением, с целью придать им строго цилиндрическую форму, большую точность и лучшую чистоту поверхности. После зенкера отверстие получается 4 и 5-го классов точности.
Отверстия 2 и 3-го классов точности получают развертыванием. Следовательно, зенкерование может быть и промежуточной операцией между сверлением и развертыванием.
Зенкеры (рис. 191) разделяются на цельные и насадные, а по количеству зубьев (перьев) — на трехперые и четырехперые. Цельный зенкер имеет три или четыре режущие кромки, а насадной — четыре режущие кромки. Для обработки отверстий диаметром 12—35 мм применяют зенкеры цельной конструкции, а для обработки отверстий диаметром в пределах 24—100 мм — насадные зенкеры.
Зенкование и зенкерование, как и процесс сверления, происходит при двух совместных относительных движениях инструмента — вращательном и поступательном вдоль оси. Сверло, выбираемое для сверления отверстия под обработку зенкером, должно иметь диаметр, уменьшенный против диаметра окончательно обработанного отверстия на величину припуска. В табл. 12 приводятся диаметры зенкеров и рекомендуемые припуски (на сторону) под зенкерование.
Рис. 1. Зенковки: а — для обработки отверстия под коническую головку винта, б — примеры работы коническими зенковками, в — зенковки для обработки отверстий под цилиндрические головки и шейки, г —отверстие, раззенкованное под цилиндрическую головку винта, д — отверстие, раззенкованное под шейку винта, е — соединение деталей винтом через раззенкованное отверстие
Рис. 2. Зенкеры: а — цельный, б — насадной, в — стержень для насадки головки зенкера
Рис. 3. Ручная (слева) и машинная развертки: Л — рабочая (заходная) часть развертки, Б — калибрующая часть, В — шейка, Г — хвостовик, Д — квадратная головка для захвата развертки воротком при развертывании вручную
Реклама:
Читать далее:
Развертывание при обработке металла
Статьи по теме:
Сверлильные станки
Уход за сверлильным станком и правила безопасной работы на сверлильных станках
Получение отверстий электроискровой обработкой
Развертывание при обработке металла
Причины поломки сверл и причины брака при сверлении
Что такое цековка и где она используется?
С помощью дрели вы можете делать разные вещи с металлами и неметаллами, такими как дерево и пластик. К таким вещам относятся сверление отверстия, расточка или увеличение диаметра отверстия, а также зенковка и/или раззенковка, чтобы винт, болт или крепежный элемент располагались заподлицо с заготовкой.
В то время как зенкерование создает коническую полость, которая соответствует угловой форме нижней стороны винта с плоской головкой, зенковка создает полость с плоским дном. Это позволяет головке винта или болта, часто используемого с шайбой, и его плоской нижней стороне полностью упираться в расточенное отверстие. Часто глубоко посаженный винт с плоской головкой обычно имеет полость примерно того же размера, что и головка винта. Однако полость, предназначенная для зенковки, несколько больше головки. Это дает место не только для шайбы, но и для приводного инструмента, такого как торцевой ключ.
Производители часто скрывают крепеж, используемый в процессе соединения. Один из методов, который они используют для этого, — зенковка. На практике слово «зенковка» взаимозаменяемо для обозначения процесса, конкретного инструмента и самой полости. В процессе образуется полость особой формы, которая скрывает не только всю длину стержня застежки, но и головку застежки. Как объяснялось ранее, зенкерование принципиально отличается от зенкерования формой полости — она цилиндрическая, а не коническая, как при зенкеровании.
Процесс зенкования создает цилиндрическую полость большего диаметра в головке предварительно просверленного отверстия. Предварительно просверленное отверстие предназначено для крепления крепежа и предотвращения разделения двух заготовок при соединении их двух плоских поверхностей. Полость большего размера соответствует как минимум ширине и глубине головки крепежного элемента. Эта полость называется раструбом.
Инструмент с зенковкой обычно представляет собой специальное сверло, которое создает отверстие для корпуса крепежного изделия и полость большего размера для его головки одновременно. Обычно в качестве крепежного элемента используется винт с плоским дном, такой как винт с круглой или цилиндрической головкой. Инструмент с зенковкой обычно имеет два радиуса резания: один для создания предварительно просверленного отверстия, а другой для создания выемки в заготовке.
Используя зенковку, производитель имеет возможность полностью скрыть застежку в процессе соединения. Крепеж может располагаться либо заподлицо с поверхностью заготовки, либо под ней, чтобы головка не мешала конструкции. При работе с деревом увеличение глубины расточенного отверстия за пределы толщины головки крепежа означает, что в дополнительном пространстве есть место для установки деревянной пробки. Это полностью скрывает застежку и обеспечивает сплошную деревянную поверхность.
Иногда для облегчения сборки может потребоваться подтянуть или ослабить застежку. Обычно для этой цели используется торцевой ключ, что означает, что вокруг головки винта должно быть достаточно места, чтобы вставить торцевой ключ и позволить ему захватить головку крепежной детали. Для этого полость зенковки сверлят на диаметр больший, чем необходимо для размещения торцевого ключа.
Зенковка против зенковки — Дочь мастера
В чем разница между зенковкой и зенковкой? Как вы делаете эти отверстия в дереве и почему? Найдите ответы здесь!
Требуются ли для вашего деревообрабатывающего проекта винты с потайной головкой? Или, может быть, инструкции рекомендуют вместо этого сверлить отверстия с цековкой. Что, черт возьми, это значит?
Зенковка представляет собой угловое или коническое отверстие, позволяющее опустить головку шурупа ниже поверхности дерева. Отверстие с цековкой представляет собой цилиндрическое отверстие с плоским дном, которое можно использовать для скрытия шурупов или болтов глубже в древесине.
Эти два метода очень похожи, но не обязательно взаимозаменяемы. Хотя изучение того, как зенковать и зенковать винты, может показаться мелочью, именно такие детали делают проект действительно профессиональным!
Этот пост содержит партнерские ссылки для вашего удобства. Покупки, сделанные по этим ссылкам, могут принести мне небольшую комиссию без каких-либо дополнительных затрат для вас. Пожалуйста, посетите мою страницу раскрытия информации для получения дополнительной информации.
В чем разница между зенковкой и зенковкой?
Прежде чем зайти слишком далеко, давайте разберемся в основных различиях и сходствах между зенковкой и цековкой.
Мастера по дереву используют зенковку, чтобы спрятать винты с плоской головкой на поверхности дерева или чуть ниже нее.
Зенковка используется для сокрытия головки болта или винта с головкой под торцевой ключ.
Зенковка создает форму воронки, которая соответствует коническому дну головки винта.
Зенковка создает плоскую поверхность, которая соответствует плоской нижней стороне болтов и некоторых типов шурупов.
Вы можете использовать расточенное отверстие, чтобы соединить две толстые доски вместе без использования очень длинного винта.
Для зенкерования и зенкерования требуются разные специальные биты. Тем не менее, есть способы импровизировать, если это необходимо.
Как зенкерование, так и зенкерование придают вашим проектам аккуратный вид.
Снижая нагрузку на волокна древесины, оба этих метода могут увеличить удерживающую способность ваших суставов.
Что такое зенкерование?
Зенковка — это метод, используемый для создания конического отверстия для головки винта, чтобы оно располагалось заподлицо или под поверхностью дерева. Затем вы можете легко скрыть винт с помощью деревянного наполнителя или дюбеля.
По сути, зенкерование — это шаг вперед в предварительном сверлении. Вместо того, чтобы просто предварительно просверлить резьбу винта, вы также предварительно просверлите головку винта.
Хотя зенкерование делает ваш проект более профессиональным, у него есть несколько других целей.
Прочность . Когда вы закручиваете винт без зенковки, легко перетянуть винт. Чрезмерное затягивание создает напряжение в древесине, повреждая волокна.
Предотвратить разделение . Это может быть так неприятно, что вы ввинчиваете винт ближе к концу доски, и древесина раскалывается! Предварительное сверление и зенкерование значительно снижают вероятность раскола доски.
Уменьшить блуждающие винты. Зенкерование гарантирует, что винты будут идти туда, куда вы хотите, направляя головку в нужное место. Кроме того, зенкерование позволяет заранее визуализировать расположение шурупов.
Когда следует зенковать винты?
Каждый раз, когда вы закручиваете шурупы, вы должны сначала просверлить отверстия с зенковкой. Он придает более законченный вид, поэтому даже любительские работы по дереву выглядят более профессионально. Фактически, зенкерование ваших винтов должно быть стандартом.
По крайней мере, вы должны зенковать шурупы, если вы не хотите, чтобы их головка выступала над поверхностью дерева. Это может быть по эстетическим соображениям или потому, что головка будет мешать другому этапу процесса сборки.
Вот несколько случаев, когда вам не нужно зенковать:
Грубая конструкция . Если вы просто строите временную скобу, вам не нужно тратить время на зенковку.
Саморезы с потайной головкой . Некоторые винты будут зенковать сами себя. У них есть специальная коническая головка с зубцами внизу, поэтому отверстие, созданное головкой, подойдет идеально! Однако они намного дороже, чем обычные шурупы.
Как зенковать?
Если у вас есть зенкеры для дрели, то процесс несложный. Вот несколько вещей, о которых следует помнить.
Безопасность. Надевайте эти защитные очки при использовании дрели. Маленькие сверла не застрахованы от того, что могут щелкнуть и полететь в глаз.
Выбор бита. Используйте зенкер, который соответствует внутреннему (без резьбы) диаметру вашего винта. Затем с помощью шестигранного ключа отрегулируйте хомут в соответствии с длиной винта.
Дрель. Осторожно просверлите отверстие в нужном месте. Как только верхняя часть сверла (конусообразная часть, выполняющая зенкование) достигнет дерева, отметьте, насколько глубоким должно быть отверстие. Периодически проверяйте посадку с помощью винтов.
Закрути шуруп . Аккуратно заверните винт, чтобы он аккуратно вошел в потайную область.
Заполнить . У вас есть несколько вариантов, чтобы закрыть отверстие, если это необходимо. Наполнитель для дерева или шпатлевка подойдут, но вы также можете использовать дюбель.
Если у вас нет набора зенкерных сверл, есть несколько приемов для выполнения этой задачи без них. Я подробно рассказываю обо всех этих методах в своем руководстве о том, как зенковать винт.
Часто задаваемые вопросы о зенковке
Нужно ли зенковать винты?
Зенковка — хорошая привычка, так как она уменьшает расщепление и улучшает внешний вид вашего проекта. Но в большинстве случаев это не является обязательной практикой, поэтому вы можете пропустить ее, если хотите.
Винты с потайной головкой прочнее?
Да, зенкерование делает соединение более прочным. Сами шурупы не прочнее, но они держат более крепкое соединение, потому что древесные волокна не испытывают напряжения.
Что такое зенкер?
Инструмент для зенкерования – это еще один термин для зенковки. Обычно эти инструменты соединяются вместе с прямым сверлом для предварительного сверления отверстия для винта, но вы также можете приобрести зенковку, которая создает угловое отверстие отдельно. Их можно использовать в ручной дрели или сверлильном станке.
Что такое зенковка?
Зенковка похожа на зенкерование. Некоторые люди могут использовать термины взаимозаменяемо. При этом между этими двумя методами есть технические различия.
Зенковка создает цилиндрическое отверстие с плоским дном. Головка шурупа или болта находится на дне отверстия, а верхняя часть крепежного элемента находится ниже поверхности дерева.
Там, где для винтов часто используется зенкерование, для крепления болтов часто используется зенкерование. Он также используется в сочетании с шайбой, чтобы предотвратить втягивание винта с плоской головкой в древесину.
Когда следует зенковать?
Как и зенкерование, зенкерование можно использовать во многих проектах. Вот несколько идей:
Качели и игровое оборудование . Если у вас есть деревянные качели, раззенковка позволяет легко размещать большие болты и предотвращает торчащие головки и царапание кого-либо, когда они пробегают мимо.
Винты с плоским дном . Если у вас есть винты с плоской нижней поверхностью, вы должны использовать метод раззенковки. Это будет соответствовать винту, что даст вам лучший вид и фиксацию.
Винты с шайбами. Если вам нужно использовать шайбу, чтобы предотвратить втягивание головки винта в дерево, вы должны просверлить цековку, соответствующую диаметру шайбы.
Если вы хотите разобрать . Зенковка — хороший вариант для мебели, которую вы, возможно, захотите разобрать в будущем, например, для большой кровати.
Избегайте слишком длинных винтов. Если вы соединяете широкую доску с меньшей, вам понадобится винт, который полностью проходит через ширину первой и частично через вторую. Чтобы не использовать винты длиннее 3 дюймов, вы можете сначала просверлить часть зенковки в более широкой доске.
Как зенковать?
Давайте рассмотрим некоторые рекомендации по растачиванию. Как и все в мастерской, есть несколько способов выполнить эту задачу. Используйте эти шаги, чтобы получить вас на правильном пути.
Безопасность . Не забывайте — защитные очки очень важны при работе с любым электроинструментом.
Выберите свой бит . Для рассверливания столяры часто используют сверло, называемое сверлом Форстнера. В отличие от зенкерных долот, долота Форстнера имеют плоское дно. Хотя вы можете использовать лопатку, вы не получите такой же чистой поверхности.
Выберите свой размер. Вы хотите, чтобы размер вашего бита был больше, чем головка болта или винта. Кроме того, если вам нужно использовать торцевой ключ, чтобы закрепить его, убедитесь, что отверстие достаточно большое, чтобы вместить инструмент.
Сначала цековка. В отличие от зенкерования, при котором сначала вы просверливаете пилотное отверстие, начиная с зенковки, вы часто получаете более точное пилотное отверстие.
Просверлите пилотное отверстие. Большинство насадок Форстнера имеют маленькое центральное острие, оставляющее неглубокое отверстие. Вы можете использовать это, чтобы направить пилотное отверстие. Точно так же, как и при зенкеровании, пометьте сверло воротником или лентой. Вы же не хотите пересверлить и пройти сквозь дерево!
Вот короткое видео, в котором более подробно рассказывается о рассверливании и о том, как их использовать с болтами с квадратным подголовком.
https://youtu.be/RabXsMb5VuIВидео не может быть загружено, так как отключен JavaScript: Совет для новичков: Зенковка и болты с квадратным подголовком (https://youtu.be/RabXsMb5VuI)
Часто задаваемые вопросы о зенковке
Что разница между цековкой и цековкой?
Прицельная поверхность представляет собой неглубокую цековку.
Лазерная резка фанеры – как осуществить процесс своими руками, правила настройки станка, примеры изделий
В современном мире лазерная резка фанеры находит широчайшее применение. Уникальные лучевые аппараты, считавшиеся недавно фантастикой, приходят на замену стандартным деревообрабатывающим станкам, разрешая легко создавать из простого листового материала самые удивительные украшения или предметы быта.
Особенности лазерной резки фанеры
Выпиливание вручную фигурных изделий – трудоемкое и длительное занятие. Лазерная резка и гравировка фанеры значительно упрощает и ускоряет утомительный процесс. В данном оборудовании работу выполняет тончайший, но сконцентрированный и точно направленный пучок света. Благодаря высоким температурам он способен прожигать отверстия или извилистые линии в любом материале.
Основные особенности лазерной резки фанеры:
Раскрой листов автоматизирован и выполняется по заданному программой контуру.
Образующиеся при резке частички удаляются потоком воздуха.
Предварительной обработки листового материала специальными составами не требуется.
Некачественно склеенная фанера с лазерной резкой дружит плохо. На листах толщиной более 10 мм и в местах пропуска клея образуются обугленные края, а на участках избытка формальдегидной смолы и сучках лучи не до конца прожигают материал.
Плюсы лазерной резки фанеры
Обработка материалов постоянно совершенствуется. Сейчас лазерная резка дерева, фанеры, металлов и полимеров применяется повсеместно даже на мелких предприятиях. Преимущества такого инновационного метода следующие:
Высочайшая точность работ (до 0,1 мм).
Бесшумная резка.
Высокая производительность.
Минимум нагара.
Высокое качество кромки.
Лазерная гравировка фанеры автоматизирована.
Сокращение расхода материала.
Выделение тепла минимальное.
Лазерная резка фанеры имеет следующие минусы:
При нестабильной толщине материала высокий выход брака.
Сучки лазером не прожигаются.
Лазерное оборудование имеет относительно высокую стоимость.
Обработка лазером приводит к обугливанию, поэтому цвет кромок всегда получается темным.
Оборудование для лазерной резки фанеры
Самыми распространенными являются станки с СО2 трубками мощностью 40-100 Вт. Оборудование с ручным управлением дешевле и понятнее в работе, но ЧПУ разрешает повысить качество обработки. Заложенная программа задает алгоритм, далее лазерный станок для резки фанеры изготавливает изделия самой сложной конфигурации без участия оператора. По функциональной нагрузке приборы делятся на гравировальные и фрезерно-гравировальные (гравировка и выжигание пазов) аппараты.
Примеры настольных лазерных станков граверов:
MCLaser 1390;
MCLaser 1610;
Kimian 4040;
MCLaser 1490;
WATTSAN 6040;
Thunder Laser NOVA35.
Разновидности лазерных станков по мощности и назначению:
Настольный станок для резки фанеры лазером – мощность оборудования до 80 Вт, невысокая цена, рабочая плоскость небольшая (для миниатюрных изделий).
Профессиональные аппараты для лазерной резки – мощность до 195 Вт, подходят для серийного выпуска.
Промышленные лазерные станки – производительные и габаритные комплексы мощностью более 3 кВт.
Какая фанера лучше для лазерной резки?
Далеко не все листы из клееного древесного шпона хорошо подходят для обработки обжигом. Желательно знать основные критерии, какую фанеру использовать для лазерной резки:
Лучше применять фанеру марки ФК, произведенную с использованием карбамидных смол.
Листы марки ФКМ, ФСФ, ФБ считаются более токсичными и хуже поддаются резке.
Для деликатных декоративных работ желательно брать материал 1-2 сорта, для изготовления изделий бытового назначения – 2/3 или 3/3 сорта.
Оптимальная толщина фанеры для лазерной резки на станке – 3-6 мм. Тонкие листы можно случайно прожечь, а при работе с толстым материалом приходиться повышать мощность лазера.
Фанера из хвойной древесины обрабатывается легче и без обугливания, рисунок на поверхности получается четче.
Фанера лиственных пород в обработке тяжелее, обугливается чаще, поэтому применяется преимущественно для дизайнерских целей.
Лазерная резка фанеры своими руками
После приобретения подходящего оборудования, можно переходить к практическому использованию своего станка. Лазерная фигурная резка фанеры производится поэтапно:
Приобретаем фанеру и производим раскрой в соответствии с габаритами рабочего стола.
Создаем чертеж изделия. Сложные рисунки проектируются в графических редакторах (CorelDRAW или аналоги).
Подключаем гравер.
Загружаем чертеж в ПО своего станка и выставляем режим резки.
Проверяем, не выходит ли область лазерной печати за пределы используемого листа.
Если изделие большое и не помещается в рабочей области, то его создают по частям.
Запускаем станок. В конце отделяем полученные заготовки от фанерного листа.
Настройка лазерного станка для резки фанеры
Для нормальной работы граверного оборудования нужно грамотно произвести юстировку луча с учетом толщины листа. Резка фанеры лазером осуществляется за несколько проходов, поэтому фокусировку линзы желательно производить на глубину самого нижнего слоя фанеры. Для удобства в работе используем цель из темного картона. Большинство недорогих лазеров оснащено специальными диодами. Многие любители для настройки используют самодельные приспособления, изготовленные из лазерной указки.
Лазерная резка из фанеры – изделия
Способность выжигать на данных станках самые замысловатые узоры делает их незаменимыми помощниками для мастеров, занимающихся производством разного декора. Например, художественные рамки из фанеры лазерной резкой можно получить менее чем за час работы. Приведем краткий список изделий, которые изготавливаются на таком замечательном инновационном оборудовании:
брелки;
дизайнерская упаковка;
шкатулки;
рамки для картин;
декор для интерьера;
детали для дизайнерской мебели;
сувениры;
игрушки;
красиво оформленные кухонные принадлежности.
Резка фанеры своими руками — изготовление инструмента
Автор spiker На чтение 5 мин. Опубликовано
Содержание
Что потребуется?
Начинаем делать резак
Более мощное устройство
Лазерная техника уже не является чем-то фантастическим. Сегодня с простейшими лазерными установками пользуются даже в быту. Например, различными станками и граверами. Если вы хотя бы раз записывали компьютерный диск, то тоже пользовались таким устройством. Резак, которым комплектуется такой привод, тоже работает на лазерном принципе. Если у вас есть старый привод, то из него можно сделать резак для работы с деревом. В этой статье мы расскажем, как сделать такой домашний инструмент.
Что потребуется?
Сделать лазерный резак по дереву своими руками нетрудно. Для этого вам понадобятся следующие материалы, инструменты и устройства:
Обычная лазерная указка.
Фонарик с батарейкой.
Старый пишущий привод CD/DVD-RW.
Набор обычных инструментов.
Паяльник.
Ничего того, что сложно было бы достать нет. Конечно, с выходом флеш-памяти от дисков многие избавляются. Некоторые производители даже не стали комплектовать компьютеры и ноутбуки приводом. Но у вас наверняка еще где-то остался старый системный блок, укомплектованный таким резаком. Или даже сломанный привод, из которого можно извлечь головку.
Начинаем делать резак
Лазерная резка фанеры своими руками подразумевает воздействие сфокусированным лучом на небольшую площадь поверхности. Энергия, вырабатываемая при этом и способна прожечь дерево, а также некоторые другие материалы. Чтобы сделать резак, необходим источник испускания такого луча. Это может быть головка, пишущая диски.
Выбор пал на резак благодаря тому, что это самый мощный бытовой лазерный прибор. Он используется, чтобы выжигать дорожки на дисках. Но при небольшом усовершенствовании будет способен резать дерево. Нужен именно пишущий диск. Ведь головка, которая читает информацию на уже записанном диске, не обладает достаточной мощностью.
Осторожно извлеките лазерную каретку из дисковода, открутив ее крепления. Затем разберите каретку и извлеките лазер. Делайте это как можно аккуратнее, излучатель очень хрупкий и при неосторожном движении легко выйдет из строя. Вам нужно извлечь красный диод, именно он является источником луча, которым можно прожечь фанеру.
Теперь разберите лазерную указку. Наша цель – заменить ее излучатель на более мощный. Тот, что был извлечен из резака для дисков. Чтобы извлечь из лазерной указки внутренности, разберите ее на две части. Заменяя диоды, установите новый так, чтобы он точно располагался по центру отверстия. Иначе он будет жечь корпус. Лазерная резка фанеры таким резаком может и не пройдет, но сделать гравировку на мягких материалах им легко.
Чтобы эффективно использовать нашу лазерную установку необходимо увеличить напряжение. Именно поэтому в перечне инструментов был фонарик. Совместите его нижнюю «аккумуляторную» часть с верхней частью лазерной указки. Для этого вам понадобится паяльник. Готовым инструментом можно работать с фанерой. Чтобы увеличить мощность резака, удалите стекло, которое накрывает диод в указке. Оно гасит большую часть энергии. Но при использовании такого лазерного устройства, следите, чтобы на диод ничего не попало. Это может быстро вывести его из строя.
Таким резаком можно работать с тонкой фанерой, картоном или пластиком. Для решения более серьезных задач можно усовершенствовать конструкцию. Для этого в электрическую цепь резака необходимо включить резисторы (2-5 Ом), конденсаторы (100 пФ и 100 мФ), специальное устройство, фокусирующее луч. Все это можно поместить в более прочный корпус. В идеале можно взять корпус от фонарика, выполненного из алюминия или нержавеющей стали.
Конденсаторы и резисторы включаются в такое устройство по простой схеме, которую легко найти на специализированных форумах. Их задача – обеспечение правильной подачи электроэнергии на излучатель. Если этого не сделать, излучатель сгорит.
Более мощное устройство
Сделать лазерный станок для резки фанеры своими руками сложно, но можно. Как и в случае с ручным резаком, главным элементом такого станка является лазерный излучатель. Чем его мощность выше, тем более прочные материалы он сможет резать. Для резки металла потребуется излучатель 60 Вт.
Для сборки станка потребуются следующие компоненты:
Контроллер для связи компьютера с аппаратной частью станка.
Излучатель, осуществляющий резку материалов.
Электронная плата с дисплеем.
Система охлаждения излучателя.
Шаговые двигатели, для перемещения головки в двух положениях.
Станки, которые изготавливаются для работы с металлом, нуждаются в мощном основании. Усиленная рама гарантирует долговечность такой техники и отсутствие ошибок во время работы.
Благодаря компьютерному оснащению такого станка вы можете его использовать не только в качестве резака, но и гравера. Оснастив простейшей программой, такое оборудование сможет в автоматическом режиме переносить на материалы различные изображения, текст и т.п. Главное правильно подобрать глубину проникновения луча в материал.
Лазерный станок для фигурной резки или гравировки представляет собой конструкцию, головка которой перемещается по осям X и Y. То есть в двух плоскостях. Шаговые электродвигатели сегодня приобрести не составит большого труда. Поставщики такого оборудования на отечественный рынок посоветуют и какой контроллер использовать для их управления. При желании вы можете приобрести все в готовом виде. Но стоит это несколько дороже.
Двигатели монтируются на неподвижную часть рамы, а головка лазерного резака фиксируется на передвижных элементах рамы. Для передачи ей движения используются зубчатые ремни.
Сборка станка для лазерной резки очень важна. Но не менее важным является его настройка после проведения такой работы. Важно проверить точность наведения лазерной головки, надежность креплений, работу схемы и правильность выставляемых размеров. Самым сложным процессом в настройке станка для лазерной резки является выставка головки. Даже небольшое отклонение в районе десятых миллиметра может сказаться на точности резки.
Более подробно об этом можно узнать в интернете. Например, на данной странице у вас есть возможность ознакомиться с тем, что из себя представляет резка фанеры https://novola.ru/lazernaya-rezka/faneri/ либо на другом ресурсе по вашему желанию.
Laser Cutting Plywood Perfectly: Руководство для любителей
Когда вы хотите создать сложные вырезы на фанере для своего ремесла или художественного проекта, лазерная резка должна быть вашим методом.
Хотя лазеры могут помочь создавать потрясающие произведения искусства на фанере, существуют и проблемы, которые необходимо преодолеть.
Твердость фанеры, сильное дымообразование и обгоревшие кромки — вот возможные проблемы, которые могут возникнуть.
Обеспечение оптимальных параметров и организация эффективного управления технологическим процессом могут помочь решить эти проблемы и добиться отличных результатов при лазерной резке фанеры.
В этой статье обсуждается процесс лазерной резки фанеры и различные способы решения проблем, возникающих в процессе.
MellowPine поддерживается считывателем. Когда вы покупаете по ссылкам на моем сайте, я могу получить партнерскую комиссию без каких-либо дополнительных затрат для вас.
Что в этой статье?
Лазерная резка фанеры
Типы фанеры, подходящие для лазерной резки
Проблемы лазерной резки фанеры
Лучшие станки для лазерной резки фанеры
Заключительные мысли
Лазерная резка и гравировка других материалов
Часто задаваемые вопросы (FAQ)
Лазерная резка фанеры: все, что вам нужно знать
Лазерная резка фанеры
Фанера требует высокой мощности лазера выполнять чистые разрезы с минимальными прижогами по краю разреза. Как правило, лазер CO 2 с номинальной мощностью около 60-100 Вт рекомендуется для лазерной резки фанеры различной толщины. Также рекомендуется использовать несколько проходов на высокой скорости резания.
Лазерная резка — это быстрый и точный метод, который можно использовать для вырезания сложных рисунков на фанере.
Существуют различные параметры, влияющие на качество реза, получаемого при лазерной резке фанеры.
Parameter
Recommendation
Type of laser
CO 2 or diode laser
Laser power
High power (60 — 100 W CO 2 Лазер)
Скорость резания
как можно больше (предпочтительнее использования многопроходных)
Фанера представляет собой органический материал, обладающий хорошей поглощающей способностью для длин волн CO 2 лазеров (9500–10600 нм) и диодных лазеров (450–950 нм). ).
Это означает, что энергия CO 2 и диодных лазеров легко поглощается фанерой, поэтому они рекомендуются для лазерной резки фанеры.
С другой стороны, длина волны волоконного лазера (950 — 1060 нм) не подходит для лазерной резки фанеры.
Диодные лазеры доступны в вариантах с относительно меньшей мощностью, чем CO-лазеры 2 , что ограничивает применение диодных лазеров для лазерной резки тонких листов фанеры.
В то время как мощные CO-лазеры 2 могут выполнять гладкие пропилы в листах фанеры толщиной около 0,6 дюйма.0121 Мощность лазера для резки фанеры
Мощность лазера определяет его способность прожигать материал.
Лазерный резак с высокой номинальной мощностью может выполнять сквозные разрезы в более толстых материалах по сравнению с маломощным лазерным резаком.
Однако маломощные лазеры также могут использоваться для резки толстого материала за несколько проходов со значительным увеличением ширины пропила.
Как правило, для фанеры рекомендуются лазеры мощностью 60–100 Вт CO 2 , поскольку они могут резать фанеру различной толщины.
Для резки фанеры желательна высокая мощность лазера, поскольку он может быстро прожечь материал, сократить время выдержки и свести к минимуму зону термического влияния (ЗТВ).
Чем меньше зона термического влияния (ЗТВ), тем меньше будут краевые прижоги вдоль реза.
Скорость резки
Скорость резки во время процесса зависит от толщины материала и мощности лазера.
При лазерной резке фанеры желательно использовать высокую скорость резки, чтобы минимизировать время выдержки лазера.
Однако толщина и прочность фанеры могут ограничивать достижение лазером очень высокой скорости резки.
Например, при использовании лазера CO 2 мощностью 100 Вт для резки пятислойной фанеры толщиной 0,35 дюйма (9 мм) рекомендуется использовать мощность лазера 85 % при скорости резки 1 дюйм/с (24 мм/с) для достижения гладкий рез с минимальным подгоранием краев
В то время как xTool D1 Pro мощностью 20 Вт может выполнять чистые пропилы в фанере толщиной 6 мм за 3 прохода со скоростью 500 мм/мин и подачей воздуха под давлением 30 фунтов на кв. дюйм
Для лазерной резки толстой фанеры рекомендуется использовать многопроходную технику наряду с высокой скоростью резки.
Маломощный диодный лазерный резак, такой как Snapmaker 2.0, может выполнять чистый рез фанеры толщиной около 2 мм со скоростью резки около 300 мм/мин и за 3 прохода.
Как правило, рекомендуется выполнить пробные прогоны перед выполнением фактической резки, и вы можете обратиться к таблице толщины и скорости лазерной резки, чтобы начать пробные прогоны.
Подпишитесь на Mellowpine Lasers, чтобы получать еженедельные видеоролики о лазерной резке и гравировке
Размер пятна
Размер пятна — это диаметр лазерного луча на поверхности заготовки.
Для достижения наименьшего возможного размера пятна лазер необходимо отрегулировать так, чтобы он фокусировался на поверхности заготовки.
Сведение лазерного луча в узкое пятно увеличивает плотность энергии лазера, тем самым увеличивая способность лазера быстро сжигать, плавить и испарять материал.
Для лазерной резки фанеры рекомендуется малый размер пятна, поскольку он позволяет лазеру прорезать фанеру с высокой скоростью.
Air Assist
Резка слоя 6 мм с помощью xTool D1 Pro
Air Assist, как следует из названия, помогает в процессе лазерной резки, выдувая расплавленный материал из пропила и увеличивая скорость резки.
Он также защищает фокусирующую линзу, предотвращая попадание горячего мусора в линзу и ее повреждение.
Кроме того, помогает регулировать температуру в зоне резания и уменьшает зону термического влияния (ЗТВ).
Поэтому при лазерной резке фанеры рекомендуется использовать подачу воздуха с максимальной настройкой давления.
Рабочий стол
Лазерная резка фанеры производит много дыма.
Этот дым скапливается между заготовкой и рабочей станиной, в результате чего на обратной стороне заготовки образуются пятна дыма.
Стол для штифтов поднимает заготовку над основанием стола и обеспечивает легкое удаление дыма, образующегося при лазерной резке фанеры.
Еще одним эффективным рабочим столом, позволяющим легко удалять дым, является рабочий стол с сотовой структурой.
Состоит из сотовой структуры, что облегчает удаление дыма через щели на поверхности рабочего стола.
Кроме того, если вы ищете лазерный резак специально для фанеры, рекомендуется выбрать лазерный резак с наибольшей рабочей зоной в своей ценовой категории.
Большая рабочая зона позволяет работать с большими листами фанеры без необходимости разрезать ее на более мелкие части.
Вытяжная система
Хотя хороший рабочий стол может легко удалять дым, скопление дыма вокруг зоны резки может повлиять на работу лазера и ухудшить качество резки.
Хорошая вытяжная система способствует удалению дыма из зоны резки, тем самым повышая качество резки.
Проблемы лазерной резки фанеры
Лазерная резка фанеры может дать превосходные результаты с гладкими резами и высокой точностью, которых невозможно достичь с помощью других традиционных процессов резки.
Тем не менее, это может привести к некоторым проблемам, которых вам следует опасаться.
Ожоги кромок являются одной из наиболее распространенных проблем при лазерной резке фанеры.
Это приводит к обугливанию края реза и обычно происходит из-за высокой мощности лазера или низкой скорости реза.
Во избежание ожогов краев рекомендуется уменьшить мощность лазера или увеличить скорость резки, а также выполнять рез за несколько проходов.
Обжигание
Обжигание фанеры (Источник: форум Glowforge)
Использование многопроходной техники помогает избежать ожогов краев, но приводит к обгоранию поверхности.
Пригар возникает из-за избыточного тепла, выделяемого при многократных проходах, что увеличивает зону термического влияния и приводит к появлению следов пригара на поверхности фанеры.
Рекомендуется использовать малярную ленту, чтобы закрыть область вокруг разреза и предотвратить ее перегорание. (Источник: форум Flux3dp)
Фанера состоит из нескольких слоев древесины, скрепленных между собой клеевым материалом.
Лазерная резка слоев дерева, присутствующих в фанере, дает сильный дым.
Клейкий материал горит с выделением вредных паров и дополнительно увеличивает дым, образующийся при лазерной резке фанеры.
Этот дым мешает процессу лазерной резки, окрашивая заготовку и снижая производительность лазера из-за рассеивания лазерного луча.
Дым, образующийся при горении фанеры, невозможно избежать, но хорошая вытяжная система может помочь удалить этот дым из зоны резки.
Кроме того, использование стола для штифтов и подачи воздуха под высоким давлением может улучшить качество резки за счет удаления дыма с заготовки.
Типы фанеры, пригодные для лазерной резки
Лазерная резка фанеры дает отличные результаты с коричневатым краем, который добавляет немного контраста к разрезу.
Хотя все виды фанеры можно резать лазером, некоторые виды фанеры дают лучшие результаты, чем другие.
Кроме того, многие производители ввели специальные серии фанеры, широко известные как «лазерные ламинаты».
Эта фанера предназначена исключительно для лазерной резки и дает отличные результаты при лазерной резке и гравировке.
Фанера из березы
Фанера из березы
Фанера из березы является одним из наиболее часто используемых материалов для бытовых нужд.
Прочная, легкая фанера с хорошей отделкой поверхности.
Лазерная резка Береза обеспечивает чистый рез со светло-коричневой кромкой.
Возможно, он не обеспечивает наилучшего качества резки, но его легко резать, и его можно использовать для различных проектов.
Лазерная фанера из березы — одна из самых простых фанер для лазерной резки и отличный выбор для начинающих.
Бамбуковая фанера
Бамбуковая фанера Laserply (Источник: Plyco)
Бамбуковая фанера хорошо известна среди мастеров благодаря своему красивому цвету и плотной текстуре древесины.
Лазерная резка бамбуковой фанеры позволяет получить четкие срезы с красивой коричневой кромкой, которая добавляет контраста проекту и подчеркивает красоту вырезанного рисунка.
Красивый коричневый контраст делает его идеальным для проектов лазерной гравировки.
Кроме того, бамбуковая фанера доступна в различных оттенках, а использование комбинации светлой и темной бамбуковой фанеры добавит проекту контраста.
Фанера из европейского бука
Фанера из европейского бука (Источник: plyco)
Фанера из европейского бука известна своим насыщенным золотисто-коричневым цветом, который выделяет ее среди других видов фанеры.
Благодаря своей эстетической красоте он идеально подходит для декоративных целей и произведений искусства.
Европейский бук Laserply дает отличные результаты при лазерной резке.
Идеально подходит для таких проектов, как лазерная резка визитных карточек или свадебных приглашений.
Сосна
Фанера из сосны (Источник: Plyco).
Имеет красивую текстуру и обычно классифицируется как морская фанера благодаря отличным водонепроницаемым характеристикам.
Высококачественная обработка поверхности и прочная конструкция сосны Hoop делают ее идеальной для таких проектов, как мебель и ювелирные изделия.
Лазерная резка фанеры из сосны Хооп дает четкие разрезы со сравнительно меньшим контрастом, чем бамбуковая лазерная фанера.
Jarrah
Фанера Jarrah (Источник: Plyco)
Фанера Jarrah выделяется среди других видов фанеры своим темным и насыщенным красным цветом.
Эта фанера, как правило, производится из высококачественного шпона, произрастающего в Новом Южном Уэльсе.
Лазерный слой Jarrah легко поддается лазерной резке и создает темный контраст, что улучшает визуальную эстетику разреза.
Его уникальный цвет делает его идеальным выбором для создания контраста в проектах по обработке дерева.
Лучшие станки для лазерной резки фанеры
Trotec SP2000
Trotec SP2000
Trotec SP2000 — крупногабаритный станок для лазерной резки с размерами основания 99 x 127 x 48 дюймов и большой рабочей зоной 66 x 99 дюймов.
Большая рабочая зона и двухсторонняя сквозная дверца делают его идеальным для работы с полноразмерными листами фанеры
Он содержит лазер CO 2 с вариантами мощности от 60 Вт до 400 Вт и обеспечивает максимальную производительность скорость 39дюймов в секунду
Это делает SP2000 идеальным решением для крупных предприятий, работающих с большими листами фанеры и требующих короткого времени цикла.
Trotec SP2000 — лазерный станок с открытой рамой, который позволяет работать с большими заготовками благодаря бесконечно длинной зоне загрузки.
Следует отметить, что SP2000 не работает в защитном корпусе, поэтому при работе с лазером необходимо носить защитные очки.
Кроме того, использование ультразвукового датчика обеспечивает надежную автофокусировку, каждый раз обеспечивая отличные результаты.
Trotec также предлагает другие опции серии SP, которые предлагают различные размеры рабочей зоны для различных применений.
Model
Work Area (inches)
Laser Power (W)
Cutting Speed (ips)
SP-500
56 x 32
60-200
100
SP-1500
67 x 63
100-400
65
SP-2000
77 x ∞
60-400
39
SP-3000
98 x ∞
60-400
39
Different models of the Trotec SP series
Посетите Trotec Lasers
OM Tech MF2028-80
OM Tech MF2028-80
OM Tech MF2028-80 предлагает рабочую зону 20 X 28 дюймов с максимальной рабочей толщиной 0,4 дюйма.
Его площадь основания составляет 47,2 дюйма. X 34,3″ X 36,6″ с двухсторонней сквозной дверцей, позволяющей работать с заготовками большого размера, что делает его идеальным для резки фанеры.
OM Tech MF2028-80 обеспечивает сравнительно более низкую скорость резки, около 10 дюймов в секунду, но дополняется различными функциями.
В нем используется лазер CO 2 мощностью 80 Вт, который может резать листы фанеры различной толщины.
Кроме того, его специальная вытяжная система и подача воздуха помогают выполнять чистые пропилы в фанере с высоким качеством поверхности.
Кнопка аварийной остановки, защитный кожух и датчик автоматического отключения обеспечивают безопасное использование и снижают риск несчастных случаев.
OM Tech MF2028-80
Мощный лазер CO 80 Вт 2 Лазер Дверца для перемещения крупных заготовок Встроенная система подачи воздуха
Glowforge Plus
Glowforge Plus
Glowforge Plus — настольный станок для лазерной резки с относительно низким энергопотреблением. содержит лазер CO 2 мощностью 40 Вт.
Он имеет размеры 38″ x 20,75″ x 8,25″ и очень маленькую рабочую область 19,5″ x 11″, которую можно использовать для небольших проектов, таких как лазерная резка визитных карточек или свадебных приглашений.
Высокая точность Glowforge Plus позволяет выполнять резку с максимальным разрешением до 13 000 линий на дюйм (LPI).
Это делает его идеальным выбором для гравировки высококачественных изображений на фанере.
Кроме того, встроенные камеры позволяют точно позиционировать заготовку, а вспомогательный воздух облегчает выполнение чистых резов на фанере.
Glowforge Plus
Элегантный дизайн 40 Вт CO 2 Лазерный резак Высокая точность с Air-assist Простота в использовании со встроенными камерами
Заключительные мысли
Лазерная резка может использоваться для создания сложных узоров и изделий, таких как кукольные домики, карты и многое другое.
Сочетание правильных настроек, правильного материала и правильного станка — вот что необходимо для успешной лазерной резки фанеры.
Следует отметить, что фанера является легковоспламеняющимся материалом, поэтому рекомендуется соблюдать протоколы лазерной безопасности и контролировать процедуру резки, чтобы избежать опасности возгорания.
Лазерная резка и гравировка других материалов
Ознакомьтесь с этими руководствами по лазерной резке некоторых популярных материалов.
Направляющие для лазерной резки других материалов
Часто задаваемые вопросы (FAQ)
Можем ли мы резать твердую древесину лазером?
Да, мы можем резать лазером лиственные породы. Для лазерной резки твердой древесины требуется умеренно мощный CO 2 или диодный лазер для выполнения чистых резов с минимальными ожогами краев. Обжиг дерева дает коричневатый край, который обычно желателен, поскольку добавляет контраста проекту.
Можно ли лазером гравировать фотографии на фанере?
Да, мы можем сделать лазерную гравировку фотографий на фанере. Лазерная гравировка фанеры позволяет получить высококачественную гравировку с темным контрастом, что делает ее идеальной для гравировки фотографий с хорошим уровнем детализации.
Можно ли лазером резать МДФ?
Да, мы можем резать МДФ лазером. Древесноволокнистая плита средней плотности (МДФ) — это прочный материал, изготовленный из инженерных древесных волокон, который дает превосходные результаты при лазерной резке или гравировке. Как правило, CO 2 Лазер мощностью более 60 Вт рекомендуется для резки плит МДФ различной толщины.
Лазерная резка фанеры: Полное руководство
Фанера обычно используется для изготовления различных продуктов и предметов, таких как мебель, украшения, декоративные элементы и т. д. Это широко используемый материал, и если вы можете вырезать/гравировать его, вы может добавить широкий спектр продуктов в ваш инвентарь.
У нас есть подробное руководство по лазерной резке фанеры, чтобы ответить на все ваши вопросы. Мы также поможем вам выбрать лучшую фанеру и подходящую машину, которая сможет легко и безупречно гравировать и резать фанеру.
Можно ли резать фанеру лазерным резаком?
Односложный ответ на вопрос – да. Фанеру можно без труда разрезать с помощью лазерного резака. Лучше понять, что такое фанера и как она производится, чтобы получить полное представление.
Фанера изготавливается из тонких слоев древесины. Все эти слои склеены между собой. Тонкие слои могут быть от 1,5 мм до 2,5 мм в зависимости от требований. Эти слои склеиваются до тех пор, пока не будет достигнута необходимая толщина.
Таким образом, фанера не тверже цельной древесины. В большинстве случаев твердая древесина более твердая, а иногда и такая же твердая. Это означает, что если лазерный резак режет твердую древесину определенного типа, он также может резать и фанеру.
Фанеру можно легко разрезать с помощью лазерного резака, поэтому ее в основном предпочитают как для резки, так и для гравировки. Производители мебели, художники, декораторы, владельцы бизнеса и профессионалы используют лазерные станки для резки фанеры, потому что они обеспечивают точность и отличные результаты за минимальное время.
Но имейте в виду, что не все лазерные станки подходят для лазерной резки. Для резки и гравировки дерева и фанеры можно использовать только диодный лазер или CO2-лазер. Волоконный лазер предназначен для металлов, и резать им дерево не рекомендуется.
Хотя волоконный лазер способен резать фанеру или дерево, он может быстро вызвать пожар. Из-за накопления тепла древесный материал мгновенно воспламеняется. Хуже всего то, что следы, создаваемые волоконным лазером на дереве, получаются плохими. Таким образом, лучше избегать волоконных лазеров для гравировки/резки дерева и фанеры.
Насколько толстой фанеру может резать лазерный резак
Толщина фанеры, которую может резать лазерный станок, зависит от типа лазера и мощности лазера. Давайте разберемся с этими переменными.
Что касается типа лазера, CO2-лазеры довольно мощные. Им легко резать фанеру. Поэтому для этой задачи предпочтительны CO2-лазеры. Тем не менее, диодные лазеры также превосходны, и благодаря новым технологиям они могут работать лучше, чем традиционные диодные лазеры. Самое главное в диодных лазерах то, что они имеют более длительный срок службы по сравнению с CO2.
Мощность лазера играет очень важную роль. Чем выше мощность, тем легче он может резать дерево или другие материалы. Под мощностью мы подразумеваем оптическую/выходную мощность лазера. Вы можете увидеть различные номинальные мощности, указанные в спецификации. Мощность машины представляет собой мощность, потребляемую машиной.
Лазерный модуль также имеет две мощности; один — это оптическая/выходная мощность лазера, а другой — электрическая мощность лазера. Вы должны видеть оптический/выходной сигнал при выборе станка для лазерной гравировки или резки.
Доступные на рынке станки для лазерной гравировки и резки своими руками могут резать фанеру толщиной до 15 мм за один проход. CO2-лазеры мощностью около 40 Вт могут резать липу толщиной 10-15 мм, а диодные лазеры могут резать липу толщиной 3-10 мм за один проход, в зависимости от оптической/выходной мощности.
Если лазерный станок не может разрезать фанеру за один проход, потребуется еще один или два прохода. Но несколько проходов означают, что машине потребуется больше времени, что снизит производительность.
Лучшая фанера для лазерной резки и гравировки
Доступны различные типы фанеры, поэтому новичку сложно выбрать какой-то один. Но становится легче, если вы знаете, какие факторы необходимо учитывать.
Во-первых, вам нужно проверить тип фанеры и оттенок фанеры. Оттенок фанеры зависит от ваших требований и предпочтений. Тип фанеры даст вам лучшее представление о содержании смолы, текстуре, доступных оттенках и отделке.
Вам также нужно обратить внимание на текстуру дерева. Это может не выглядеть привлекательно на продукте, который вы производите, или может добавить ему красоты. Вы можете получить представление о содержании смолы, выполнив поиск. Если содержание смолы высокое, результаты гравировки будут темнее. Но если содержание смолы низкое, гравировка будет светлой.
Приняв во внимание эти факторы, вы легко сможете выбрать подходящую фанеру для своей работы. Вот некоторые типы фанеры, а также их детали. Это даст вам лучшее представление о том, что вам нужно посмотреть.
Бамбуковая фанера
Бамбуковая фанера известна своими превосходными результатами резки. Он доступен в нескольких оттенках, которые вы можете выбрать.
Придает привлекательный светло-коричневый цвет по краям. Он имеет натуральную подкладку или древесную текстуру, которая хорошо видна. Если вы не хотите плотное зерно, то эта фанера вам не подходит.
Фанера из березы
С этой фанерой новички могут начать свое путешествие по лазерной гравировке и резке. Это одна из наиболее часто покупаемых видов фанеры для лазерной резки и гравировки.
Внешний вид, отделка и цвет фанеры отличные. Его можно разрезать без каких-либо хлопот и в более быстром темпе.
Сосна обруча
Фанера из сосны обруча имеет невероятную отделку, которая может использоваться для изготовления предметов высокого класса и предметов роскоши в зависимости от качества/класса. У него гладкое зерно, которое также подходит для гравировки. Он прочный, долговечный и водостойкий.
Другие виды фанеры, пригодные для лазерной резки и гравировки:
Фанера из орехового дерева
Фанера из вишневого дерева
Фанера из липы
Фанера из клена
Фанера из ясеня
Бубинга фанера
Дубовая фанера (белая/красная)
Фанера из сосны
Фанера Fraxinus mandshurica
Фанера из красного дерева
Лучшие лазерные резаки для резки фанеры
xTool D1 Pro
xTool D1 Pro — это станок для гравировки и резки с диодным лазером. Лучшее в этом станке то, что его можно использовать как для гравировки, так и для резки, так как вы можете менять лазерный модуль в зависимости от задачи.
Лазерный модуль мощностью 20 Вт, который является самым мощным в мире диодным лазерным модулем, может разрезать липу толщиной 10 мм всего за один проход. Это идеальный лазерный станок, который может быстро и без проблем резать фанеру. Вы можете добиться более высокой производительности с этой режущей машиной.
Станок способен резать более толстую фанеру по сравнению с аналогичными продуктами на рынке благодаря уникальной лазерной технологии. Он использует несколько лазерных источников внутри лазерного модуля, и лучи от всех источников объединяются в одну точку. Это делает лазер более мощным.
Также доступен модуль мощностью 10 Вт. Подходит как для резки, так и для гравировки. Он может резать до 6 мм фанеры из липы за один проход. Кроме того, размер лазерного пятна составляет всего 0,08 x 0,06 мм, что позволяет использовать его для тонкой гравировки.
Вы также можете приобрести лазерный модуль мощностью 5 Вт для D1 Pro. Он специально разработан для гравировки. Лазерное пятно составляет всего 0,06 x 0,06 мм, чтобы обеспечить более мелкие детали. Он может резать фанеру из липы толщиной до 3 мм за один проход.
Рабочая зона достаточно большая и имеет размеры 430 x 390 мм. Плюс результат резки и гравировки невероятный. Если вы прикрепите Air Assist, вам не нужно беспокоиться о прожогах и изменении цвета дерева.
Функция безопасности D1 Pro делает его идеальным станком для резки/гравировки дерева или фанеры. Он имеет функцию обнаружения пламени, которая предупреждает пользователя о появлении пламени во время процесса и автоматически останавливает машину.
xTool Laserbox Rotary
Laserbox Rotary — это установка с CO2-лазером невероятной мощности 40 Вт. Он может резать до 15 мм фанеры из липы всего за один проход. Кроме того, его невероятная скорость достигает 350 мм/с.
Если вы ищете самодельный лазерный резак CO2 для резки фанеры, этот станок может стать лучшим выбором благодаря своим характеристикам. Автоматическая фокусировка AI машины может регулировать лазер в зависимости от материала и его толщины. Он дает отличные результаты, и новички также могут его использовать. Это также может повысить вашу производительность, поскольку оно способно к пакетной обработке.
Laserbox Rotary — мощная, но безопасная в использовании машина. Он имеет защитную крышку для предотвращения лазерных лучей, и машина останавливается, когда крышка открыта. Самое главное, у него есть умный очиститель дыма, который удаляет пыль и дым, образующиеся при резке фанеры. Кроме того, в случае перегрева, возгорания и других проблем пользователь получает немедленные оповещения.
xTool M1
xTool M1 — удобный для начинающих, простой в использовании и компактный станок для лазерной и ножевой резки. Он доступен с оптической мощностью лазера 5 Вт и 10 Вт.
Лазерный станок мощностью 10 Вт идеально подходит для резки. Он может резать липу толщиной до 8 мм за один проход. Невероятная технология с несколькими лазерными источниками помогает резать древесину на очень высокой скорости. С другой стороны, станок мощностью 5 Вт подходит для гравировки. Однако он может резать фанеру толщиной до 3 мм.
Устройство имеет встроенную камеру, которая помогает в извлечении изображений, пакетной обработке и автофокусировке. Он предлагает визуальную обработку и плавную работу.
Если вы также хотите разрезать другие деликатные материалы, такие как винил, вы можете использовать режущий нож машины, чтобы идеально разрезать материал. Таким образом, это универсальная машина для различных типов материалов.
Машина полностью безопасна благодаря многочисленным функциям безопасности. Он также имеет защитную крышку, а также функцию автоматического отключения.
Дополнительные советы по лазерной резке и гравировке фанеры
Обжиг кромок
Обжигание кромок при резке фанеры или дерева является довольно распространенным явлением. Выглядит совсем не привлекательно.
Существует несколько тактик, позволяющих уменьшить выгорание краев при резке.
Во-первых, вы можете попробовать другие настройки на вашем лазерном станке. Попробуйте уменьшить мощность и увеличить скорость.
В случае обгорания краев поверхности можно попробовать нанести на фанеру малярный скотч перед гравировкой и резкой. На малярном скотче появятся следы прожогов, а древесина останется целой.
Основной причиной этих ожогов является выделение дыма. Таким образом, система подачи воздуха и выхлопа в лазерном станке может быть очень полезной.
Обгоревшие края можно удалить наждачной бумагой. Вы также можете попробовать мыло и денатурат, чтобы очистить место ожога.
Запах
Запах из-за клея, используемого в фанере. Вы не можете устранить этот запах, но если вы используете подачу воздуха и выхлопную систему, то проблемы с запахом не будет.
Некоторые лазерные станки закрыты и имеют вытяжную систему, например Laserbox Rotary. В то время как в некоторых машинах можно присоединить выхлопную систему и использовать кожух.
Пожар
Лазерный станок должен быть оснащен функцией обнаружения пламени или пожара.
ВК8 – это твердоспеченный сплав вольфрамовой группы. Материал востребован при производстве металлорежущего инструмента, осуществляющего строгание, сверление, черновое фрезерование и зенкерование.
В материале:
Расшифровка
Химический состав
Преимущества и недостатки материала
Изготавливаемая продукция
Сверла ВК8
Метчики ВК8
Развертки ВК8
Развертки ВК8Резцы ВК8
Фрезы ВК8
Заточка инструмента из вольфрамокобальтового сплава
Стандарты, регламентирующие качество проката из стали ВК8
Аналоги ВК8
Особенности термической обработки стали
Расшифровка
Расшифровка стали ВК8 отображает ее базовые показатели:
В – сплав вольфрамовой группы;
К – наличие кобальта в составе;
8 – процент содержания кобальта.
Процентное содержание вольфрама не указывается в маркировке, для материала ВК8 оно составляет 91,7%.
Некоторые маркировки содержат индексы М и В. Они информируют о величине размера зерна: М – мелкий, В – крупный.
Рис. 1 Крупное и мелкое зерно стали ВК8 под микроскопом
Химический состав
В состав сплава ВК8 входят следующие элементы:
вольфрам – 91,7%;
кобальт – от 7,4 до 8%;
углерод – от 0,6 до 0,66%;
железо – не более 0,3%.
Повышенное содержание кобальта обусловлено потребностью связывания карбида вольфрама. Элемент увеличивает прочность и тягучесть сплава, предотвращает его преждевременное разрушение при абразивном воздействии.
Таблица 1 Физико-механические свойства сплавов вольфрамовой группы
Преимущества и недостатки материала
Вольфрамокобальтовые сплавы ВК8 обладают множеством преимуществ.
Крайне высокая твердость в сравнении с другими сталями.
Сохранение физических свойств при воздействии высоких температур.
Высокая теплопроводность, снижающая потребность в охлаждении.
Сохранение целостности при регулярном контакте с абразивами.
К недостаткам материала относится чувствительность к механическим нагрузкам и высокая стоимость. При ударном или вибрационном воздействии существует риск поломки металлорежущего инструмента.
Рис. 2 Поломка сверла
Изготавливаемая продукция
Сплав ВК8 востребован в инструментальном производстве. На его основе изготавливаются сверла, фрезы, резцы для токарных станков и прочие изделия.
Сверла ВК8
Сверла ВК8 используются в промышленности и быту. Инструмент задействуется при работе с сортовым прокатом и толстолистовыми заготовками, незаменим при проведении монтажных и ремонтных работ.
На базе сплава производятся сверла цилиндрического и центровочного типа. Первые представлены правильным цилиндром с винтовыми канавками, вторые – крупным цилиндрическим блоком с малой рабочей частью.
Цилиндрические сверла производятся с использованием пластин ВК8, размещаемых на конце изделия. Часть сверла, не участвующая в резке металла, выполняется из инструментальной стали.
Рис. 3 Сверло ВК8 с пластиной
Изготовление цилиндрических сверл из стали ВК8 регламентирует ГОСТ 22735-77. Центровочные сверла выпускаются по ГОСТ 14952-75 или DIN 333.
Рис. 4 Центровочное сверло ВК8
Изделия реализуются поштучно и комплектами. Многие производители предлагают комбинированные наборы сверл ВК8. Продукция содержит металлорежущий инструмент, а также биты, переходники и прочие изделия.
Рис. 5 Набор сверл Матрикс
Метчики ВК8
Покупателям доступен широкий спектр метчиков ВК8. Высокая прочность инструмента обеспечивает качественное нарезание резьбы, повышает эффективность работы с чугуном и твердыми сплавами.
В продаже продукция для ручного и автоматизированного использования. В ассортименте плашечные, конические, комбинированные и прочие метчики.
Рис. 6 Твердосплавные метчики ВК8 машинного типа
Развертки ВК8
Для финишной обработки отверстий нередко используются развертки ВК8. Производители предлагают машинный и ручной инструмент.
Рис. 7 Ручная регулируемая развертка
Резцы ВК8
На основе сплава ВК8 изготавливается множество токарных резцов. Изделия соответствуют ГОСТ 18877, 18878 и 18879, могут быть отогнутыми и прямыми, левыми и правыми.
Рис. 8 Комплект резцов из стали ВК8
Фрезы ВК8
Из вольфрамокобальтового сплава выпускаются концевые, торцевые и прочие фрезы ВК8. Изделия регламентированы ГОСТ 26595-85, 32405-2013 и 9304. При изготовлении нетиповых продуктов производители руководствуются ТУ.
Рис. 9 Концевая фреза ВК8
Заточка инструмента из вольфрамокобальтового сплава
В результате интенсивной эксплуатации может затупиться даже вольфрамокобальтовый инструмент. Вернуть его остроту помогут подходящие абразивные круги. Они равномерно удалят металл с режущей поверхности изделия, полностью восстановят его функционал.
Заточка сверл и резцов из твердого сплава ВК8 выполняется в два этапа.
Предварительная обработка с использованием кругов из зеленого карбида кремния зернистостью от 46 до 60. Твердость изделий должна составлять М2 – М3.
Чистовая шлифовка материала кругами аналогичной твердости с зернистостью от 60 до 80.
При проведении работ стоит использовать профильное оборудование. Это снизит риск дефектов, обеспечит высокую производительность труда.
Рис. 10 Заточка токарного резца
Стандарты, регламентирующие качество проката из стали ВК8
ГОСТ 3882-74 – победитовые прутки ВК8;
ГОСТ 25405-90 и ГОСТ 17163-90 – пластины.
Продукция используется при производстве инструмента и высокопрочных компонентов для инженерного оборудования, применяется в России и за рубежом.
Рис. 11 Победитовые прутки ВК8
Аналоги ВК8
У сплава ВК8 существует немало аналогов за пределами России. Схожие стали присутствуют в Германии, Швеции, Болгарии, Венгрии, Польше и Чехии.
Таблица 2 Зарубежные аналоги ВК8
Особенности термической обработки стали
Термическая обработка сплавов ВК8 производится комбинированным способом. Операция выполняется в заводских условиях. Ее параметры определяются индивидуально, зависят от специфики дальнейшего использования деталей.
Часто задаваемые вопросы
Что значит цифра 8 в маркировке стали ВК8?
Цифра 8 в маркировке стали ВК8 обозначает процентное содержание кобальта. Массовая доля элемента в сплаве достигает 8%.
Для чего в стали ВК8 присутствует кобальт?
Кобальт выступает связующим компонентом. Он удерживает карбиды вольфрама, придает сплаву прочность и тягучесть. Это обеспечивает долговечность материала, повышает удобство его обработки.
Какие изделия производятся из сплава ВК8?
На основе сплава ВК8 изготавливается широкий спектр инструментов. Производители предлагают сверла, плашки, резцы, фрезы, развертки и прочую продукцию.
Сколько вольфрама содержится в сплаве ВК8?
Содержание вольфрама в сплаве ВК8 не превышает 91,7%. Это обеспечивает высокую коррозионную стойкость стали, позволяет деталям на ее основе работать в агрессивных средах.
Больше полезной информации
Полезные обзоры и статьи
Все статьи
27 июня 2022
Легированные стали
22 июня 2022
Инструментальные стали
25 апреля 2022
Устройство токарного станка
4 апреля 2022
Удельный вес стали
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Являясь фактически начальным звеном в цепочке получения изделий из твердых сплавов, смесь играет важную роль в этом процессе. От ее качества зависят свойства конечной продукции, основными из которых являются механическая прочность и твердость. В настоящее время практически весь буровой, а также весомая часть режущего инструмента целиком или частично выполнены с применением указанных материалов.
В компании МТК Метотехника можно купить твердосплавные смеси. Заказ через сайт доступен на странице с ценами. В том числе есть возможность оставить заявку с помощью email и телефона.
Поподробнее узнать о марках, а также способах производства и областях применения указанной продукции можно на данной странице в соответствующих разделах.
Марки
Вольфрамо-кобальтовые твердосплавные смеси производятся под маркой ВК. Их основными компонентами являются карбид вольфрама (WC) и кобальт (Co). Карбид обеспечивает твердость и тугоплавкость материала, а кобальт служит в качестве цементирующего металла-связки.
Еще одной важной группой являются титановольфрамовые и титанотанталовольфрамовые смеси твердых сплавов, выпускаемые под марками ТК и ТТК соответственно. Их основой по-прежнему является карбид вольфрама (WC), а металлом связкой — кобальт (Co). Однако, дополнительно они содержат карбид титана (TiC) — ТК, ТТК, а также карбид тантала (TaС) — ТТК.
Материалы различаются в зависимости от содержания кобальта. Число в конце марки обозначает его процентный состав. Например, твердый сплав ВК8 содержит 8% кобальта (Co), ВК6 — 6%, Т30К4 — 4%, ТТ7К12 — 12%. Также в их состав входят углерод (C), вольфрам (W), титан (Ti), тантал (Ta) в зависимости от группы.
Химический состав материалов ВК, ТК, ТТК регламентируется стандартом ТУ 48-19-60-78.
Производство
Исходным сырьем для производства вольфрамо-кобальтовой твердосплавной смеси служат порошок монокарбида вольфрама (WC) и кобальтовый порошок (Co). Данные компоненты смешивают между собой, в результате чего получается твердый сплав в порошкообразной форме. Для продукции марок ТК, ТТК дополнительно используются порошки монокарбидов титана (TiC) и тантала (TaC).
Размеры частиц, насыпная плотность, состояние поставки, механические свойства полуфабрикатов регламентируются стандартом ТУ 48-19-60-78.
Применение
Смеси ВК, ТК, ТТК служат исходным сырьем для производства твердых сплавов, поставляемых в виде штабиков и пластин. Например, порошок ВК8 идет на изготовление одноименного твердого сплава.
Для получения описанных выше полуфабрикатов используются методы порошковой металлургии. Базовая технологическая цепочка выглядит следующим образом: формовка -> прессование -> спекание.
Твердые сплавы группы ВК активно используются при изготовлении бурового и режущего инструмента. Из марок ВК8, ВК6 производят резцы, сверла, фрезы и другие инструменты, предназначенные для механической обработки заготовок. Пластины твердосплавные ВК8, ВК6 также нашли применение в промышленности.
Материалы, относящиеся к группам ТК, ТТК, в основном, идут на изготовление режущего инструмента, применяемого для различных этапов механической обработки изделий (черновое, получистовое, чистовое точение, фрезерование, зенкерование и т.д.).
Цены
Доступные для заказа смеси твердых сплавов группы ВК, а также их стоимость представлены на странице Цены.
Смеси играют важную роль в процессе получения изделий из твердых сплавов, являясь фактически начальным звеном в этой цепочке. От качества смеси зависят свойства конечного продукта. Основными из них являются механическая прочность и твердость. В настоящее время практически весь буровой инструмент, а также значительная часть режущего инструмента полностью или частично изготавливаются с использованием этих материалов.
В компании Метотехника вы можете купить твердосплавные смеси. Заказ через сайт доступен на странице с ценами. Вы также можете оставить заявку по электронной почте и телефону.
Более подробная информация о марках, способах производства и областях применения этих продуктов представлена на этой странице в соответствующих разделах.
Марки
Вольфрамокобальтовые твердосплавные смеси выпускаются марки ВК. Их основными компонентами являются карбид вольфрама (WC) и кобальт (Co). Карбид обеспечивает твердость и огнеупорность материала, а кобальт служит цементирующим связующим металлом.
Другой важной группой являются титано-вольфрамовые и титано-танталово-вольфрамовые смеси твердых сплавов, выпускаемые соответственно марок ТК и ТТК. Их основой по-прежнему является карбид вольфрама (WC), а связующим металлом — кобальт (Co). Однако они дополнительно содержат карбид титана (TiC) – ТК ТТК, и карбид тантала (TaC) – ТТК.
Материалы различаются в зависимости от содержания кобальта. Цифра в конце сорта указывает на его процентный состав. Например, твердый сплав марки ВК8 содержит 8 % кобальта (Со), ВК6 — 6 %, Т30К4 — 4 %, ТТ7К12 — 12 %. Они также включают углерод (C), вольфрам (W), титан (Ti) и тантал (Ta), в зависимости от группы.
Химический состав материалов ВК, ТК, ТТК регламентируется техническими условиями 48-19-60-78.
Производство
Сырьем для производства вольфрамокобальтовой твердосплавной смеси является порошок монокарбида вольфрама (WC) и порошок кобальта (Co). Эти компоненты смешиваются вместе, в результате чего получается твердый сплав в виде порошка. Для изделий марок ТК и ТТК дополнительно применяют порошки монокарбида титана (TiC) и тантала (TaC).
Размер частиц, насыпная масса, состояние поставки и механические свойства полуфабрикатов регламентируются техническими условиями 48-19-60-78.
Применение
Смеси ВК, ТК, ТТК служат сырьем для производства твердых сплавов, поставляемых в виде заготовок и пластин. Например, порошок ВК8 используется для производства одноименного твердого сплава.
Методы порошковой металлургии используются для получения полуфабрикатов, описанных выше. Основная технологическая цепочка: формовка -> прессование -> спекание.
Твердые сплавы группы ВК активно применяются в производстве бурового и режущего инструмента. Из марок ВК8 и ВК6 изготавливают резцы, свёрла, фрезы и другой инструмент, предназначенный для механической обработки заготовок. Твердосплавные плиты марок ВК8, ВК6 применяются также в промышленности.
Материалы, относящиеся к группам ТК и ТТК, в основном применяются для изготовления режущего инструмента для различных стадий механической обработки изделий (черновой, получистовой, чистовой токарной, фрезерной, зенкерной и др.).
Цены
Доступные к заказу твердосплавные смеси группы ВК и их цена указаны на странице Стоимость.
Структурно-фазовые состояния и механические свойства сплава ВК8 после гамма-квантового облучения
[1] В.И. Третьяков, Основы металлов и технология изготовления спеченных твердых сплавов, Металлургия, Москва, (1976).
[2] Ю.М. Лахтин, В.П. Леонтьев, Материаловедение. Металлургия, Москва, (1980).
[3] ПРОТИВ. Панов, А.М. Чувилин, Технология и свойства спеченных сплавов и изделий из них. МИСиС, Москва (2001).
[4] В.Б. Чернов, А.О. Мамонтов, А.А. Ботаки, Аномальное воздействие малых доз ионизирующего излучения на металлы и сплавы. Атомная энергия, 57 (1984) 47-57.
[5] Ю.А. Тимошников, В. С. Демиденко, В. М. Кушнаренко, А. А. Клопотов, Влияние малых доз облучения на упорядоченный сплав Ni3Fe, Изв. Вузов. Физика, 3(19)93) 89-92.
[6] А. М. Шалаев, Радиационно-стимулированные процессы в металлах, Энергоатомиздат. Москва, (1988).
[7] Конозенко Б. А., Круликовская М.П., Данильченко Б.А. Структурно-фазовые изменения в металлах и сплавах, кристаллизующихся в потоке гамма-квантов. Физика металлов и металловедение, 161(19)91) 249-269.
[8] С.Б. Кислицин, А.А. Клопотов, А.И. Потекаев, Ю.А. Тимошников. Влияние гамма-облучения на структурно-фазовые изменения в закаленной конструкционной стали, Изв. Вузов. Физика. 4 (2008) 74-83.
DOI: 10.1007/s11182-008-9064-8
[9] Э.А. Борисова, Г. А. Бозвор и др. Металлография титановых сплавов // Металлургия. Москва, (1980).
Двутавровая балка – прочная конструкция из металла, необходимая доя повышения надежности и долговечности сооружения. По форме напоминает букву «Н» или «Т», зависит от разновидности. Подобная конструкция бывает сварочной или прокатной. Разберем подробности производства двутавровых балок, где применяется и какими преимуществами обладает.
Процесс производства
Прокатный двутавр делается из цельного куска металла. Он проходит через прокатное оборудование, после этого слиток меняет форму под заданные параметры, из чего получается цельная металлическая конструкция.
Сварочный метод подразумевает производство двутавровых балок через сварку трех деталей. Подобные балки производятся из стали различных видов.
Производство двутавровой балки – процесс, требующий учесть множество параметров: жесткость, прочность, форму, цель применения, размер, плотность и другие показатели.
Однако изготовления сварочным методом довольно экономичное, поэтому может конкурировать с прокатными балками. Технология включает в себя несколько этапов:
Резка металлических полос для создания конструкции.
Фрезерование торцов деталей, чтобы при производстве двутавровых балок каждый элемент легко скреплялся с остальными.
Сборка. На данной стадии важна точность для создания прочной конструкции, согласно техническим требованиям. Производится вручную или с помощью автоматизированного оборудования.
Сварка. Здесь применяется множество методов наложения швов, например, способ «лодочки» или сварка с наклонённым электродом.
Корректировка геометрии, исправление деформации. Из-за перепадов температур металлическая конструкция может изменить форму во время изготовления. Поэтому на данном этапе производится оттачивание геометрии до нужных параметров.
Очистка и покраска. Затем балка очищается от различных загрязнений, чтобы нанести краску, согласно пожеланиям заказчика. Также наносится специальная защита от коррозии.
Процесс содержит множество нюансов, потому что производство двутавровых балок регулируется ГОСТами и различными строительными стандартами. Металлическая конструкция должна быть прочной и соответствовать требованиям, чтобы служить годами и поддерживать сооружение.
Где пригодится
Двутавровые балки особенно нужны на первых стадиях строительства, чтобы укрепить постройку. Зачастую используются для:
Каркасных помещений;
Мостов;
Перекрытий между этажами;
Тоннелей;
Путепроводов;
Жилых зданий;
Эстакад;
Производственных цехов;
Складов;
Торговых домов;
Стадионов;
Виадуков и др.
Диапазон применения у сварочных балок довольно большой. Исходя из области применения, разрабатывается индивидуальный технический план для производства двутавровых балок. Данная конструкция укрепляет будущее здание и обеспечивает долговечность. Поэтому, чтобы купить двутавровую балку, необходимо знать цель ее назначения.
Преимущества
Сварочная металлическая конструкция обладает рядом преимуществ, поэтому востребована на рынке строительных материалов. Среди них:
Обладает высокой прочностью;
Обеспечивает надежность;
Укрепляет многие виды сооружений;
Выдерживает статические и динамические нагрузки;
Снижает вес строительных конструкций;
Уменьшает нагрузку на фундамент здания;
Снижает затраты на строительство.
Перечисленные плюсы делают производство двутавровых балок актуальным и популярным в строительстве.
Заключение
Двутавровые балки – прочные металлоконструкции, широко применяющиеся в постройке различных зданий. Они помогают укрепить фундамент, увеличить прочность и снизить нагрузку на сооружение. Процесс изготовления состоит из нескольких этап и регламентируется строительными нормами и ГОСТами.
Производство двутавровой балки — ЗАО Сеспель
Производство двутавра в короткие сроки по вашим размерам на современном заводе в Чебоксарах
В отличие от крупных заводов, мы оперативно поставляем партии небольших объемов по вашим чертежам.
Наши менеджеры помогут вам сделать расчеты и предложат оптимальный вариант решения вашей задачи.
Заказать расчет
Мы предлагаем
УНИКАЛЬНЫЕ ТИПОРАЗМЕРЫ
Мы производим тавровые и двутавровые балки, которые невозможно найти на складе, а также европейские аналоги по нормам ISO и DIN
НЕБОЛЬШИЕ ПАРТИИ
Вы можете заказать небольшую партию товара под конкретный проект — вам не придется переплачивать за ненужные объемы продукции и их дальнейшее хранение
ОПЕРАТИВНОСТЬ
Политика компании и грамотная настройка производственных мощностей обеспечивают возможность поставки продукции в кротчайшие сроки, выигрывая у других предприятий до нескольких месяцев
КОНТРОЛЬ КАЧЕСТВА
Мы сами проверяем входное качество материалов и выпущенные изделия в собственных лабораториях, наша продукция — под контролем международного ТЮФ и Российского морского регистра
— высота 200–1500 мм — длина 400–15000 мм — толщина стенок 5-32 мм — ширина полки 200–800 мм — толщина полки 6–40 мм
Алюминиевый хопер
Алюминиевые двутавры
Габаритные конструкции
Сборка
Балка тавровая
Балка тавровая — металлический профиль с Т-образным поперечным сечением. Балка тавровая обладает высокой прочностью на растяжение и изгиб при низком весе, отлично деформируется и сваривается.
В соответствии с европейскими стандартами сварная балка может быть двух видов: равнополочная тавровая балка (Тип T) и неравнополочная тавровая балка (Тип TB).
- пищевая промышленность
— строительстве зданий
— облицовке строений, заделке щелей и стыков
— химической промышленности
— целлюлозно-бумажном производстве
- приборостроении
- машиностроение
— возведении мостов и организации перекрытий
Балка двутавровая
Балка двутавровая — металлический профиль, имеющий сечение в виде буквы H. Основная функция данных балок — прием и передача горизонтальных и вертикальных нагрузок отдельных частей на несущие части.
Все конструкции, где использованы балки, отличаются стабильностью к изгибу и повышенным сопротивлением к сжатию. Существуют балки переменного сечения с углом наклона стенки до 10° — это металлический профиль H-образного сечения с уклоном внутренних полок.
— в строительстве частных и административных объектов
— железнодорожном и шахтовом строительстве
— авто- и вагоностроении
— мостостроении и возведении подвесных путей
Вся выпускаемая продукция проходит контроль качества в наших лабораториях. Мы производим двутавровые балки по российским стандартам (ГОСТ 26020-83, ГОСТ 8239-89, СТО АСЧМ 20-93) и международным стандартам ISO. Качество наших сварных соединений соответствует уровню качества «В» ГОСТ Р ИСО 5817-2009.
Дополнительные услуги
У нас вы можете заказать
По вашим эскизам из двутавровых балок, произведенных на нашем заводе
Для предания изделиям короззионной устойчивости и удлинения срока службы металлоконструкций до 50 лет
Мы доставляем товар автотранспортом, ж/д транспортом или личным транспортом в зависимости от объемов партии
Предприятие «Сеспель» — это высокотехнологичный современный завод в Чебоксарах, ежедневно перерабатывающий 40 тонн стали. 90% сварных процессов на предприятии автоматизированы, а контроль качества продукции обеспечивают собственные лаборатории.
Тщательный отбор материалов и применение новейших технологий производства, позволяет нам добиваться наилучшего качества выпускаемых изделий и поставлять проверенную продукцию нашим партнерам в сжатые сроки.
Свидетельство о состоянии измерений
Перечень объектов и показателей
— Завод оснащен не имеющей аналогов в мировой практике гаммой технологического оборудования
— Современные лаборатории позволяют осуществлять тщательный контроль качества входного материала и выпускаемой продукции
— Производственные станки оснащены сварочными аппаратами Линкольн с системой монитринга сварочного процесса
— В производстве применяется уникальная технология УЗК, позволяющая полностью заменить рентгеноскопию при контроле качества
Наши партнеры
Крупнейшие поставщики металла в России
Контактная информация
Уточнить информацию о цене за метр, весе двутавра, сделать расчет и оформить заказ можно связавшись по телефону с нашим менеджером или заполнив простую форму справа.
телефон +7 499 490-73-15
Адрес Моргаушский район, Чувашская республика, Россия
Что такое I Beam? Двутавровая балка 3 Преимущества
Двутавровая балка представляет собой форму конструкционной стали, используемой в зданиях, она также известна как H, W, широкая, универсальная балка или прокатная балка. Они предназначены для того, чтобы играть ключевую роль в качестве элемента поддержки в структурах. Эти балки способны выдерживать различные виды нагрузок.
Его название было дано из-за сходства его поперечного сечения с буквой I. Эти балки часто используются для формирования балок и колонн различных размеров и характеристик. Для инженеров-строителей и мастеров крайне важно понимать важность двутавровых балок в стальных конструкциях.
Конструкция двутавровой балки
Двутавровая балка спроектирована с использованием двух вытянутых плоскостей, называемых фланцами, соединенных перпендикулярным компонентом, называемым стенкой. Весь корпус этого конструктивного элемента имеет I- или Н-образное поперечное сечение. Наряду со сталью также существуют балки из алюминиевых сплавов и низколегированных сталей, которые используются для различных целей, таких как мосты, каркасы зданий и т. д.
Двутавровые балки производятся различных размеров, толщины, ширины и других характеристик для различных целей. Приложения. Покупатели классифицируют этот вид балок по типу материала и размерам. Например, балка глубиной 12 дюймов и весом 20 фунтов/фут имеет размер 12×20. Подрядчики выбирают подходящие размеры балок для нужд своего проекта. При принятии решений следует учитывать следующие факторы:
Отклонение. Толщина должна быть достаточной для минимизации прогиба.
Вибрация . При выборе следует стремиться к минимальной вибрации. В этом отношении важны жесткость и масса балки.
Гибка . Объемный корпус должен быть достаточно прочным, чтобы выдерживать напряжения текучести. В противном случае происходит изгиб.
Изгиб. Напряжения кручения вызывают коробление двутавра, что может привести к нежелательным последствиям. Фланцы должны быть выбраны соответственно.
Напряжение. Выбор двутавровой балки с правильной толщиной стенки крайне важен для предотвращения волнистости или коробления под нагрузкой.
Двутавровые балки предназначены для изгиба, а не изгиба при высокой нагрузке. Плотность пучка неравномерна. Области, где расположены аксиальные волокна, имеют более высокую плотность, чтобы уравновесить самую высокую точку напряжения. Балки с небольшой площадью поперечного сечения более идеальны, поскольку требуется меньше материала без ущерба для желаемой формы.
Где используются лучи?
Двутавровые балки интенсивно используются в различных областях стальных конструкций. Эти балки обычно используются в рамах и жизненно важных опорных элементах. Прочная и несущая конструкция обеспечивается использованием стальных двутавровых балок. Использование этих балок может быть экономически выгодным, поскольку они уменьшают необходимость использования слишком большого количества опорных компонентов. Универсальный и надежный характер делает их незаменимыми для каждого подрядчика и инженера.
Двутавровые балки часто используются в строительстве, потому что они просто функциональны. Их однонаправленное поведение при изгибе является одним из их лучших уникальных свойств. Веб-компонент отвечает за устойчивость к напряжениям сдвига, а фланцы — к изгибу. Они способны выдерживать различные нагрузки без потери устойчивости. Так как форма I не требует использования чрезмерного количества стали, их можно считать рентабельными. Всегда существует подходящий тип двутавра для каждой цели строительства. Применимость этих балок для всех сценариев строительства не случайно дает их известное название «универсальная балка».
Подробнее о наших продуктах можно прочитать здесь
Ваше имя
Ваш адрес электронной почты
Ваше сообщение
Позвоните нам — +31 10 808 2604
Электронная почта — [email protected]
Linkedin Следуйте за нами
О нас
Проверьте наш LinkedIn!
Как производятся широкополочные балки?
Советы и рекомендации
Широкополочные балки получили свое название благодаря своей форме. Параллельные стороны балки известны как полки, и они изготавливаются так, что они шире, чем двутавровые балки, отсюда и название «широкая полка». Балки с широкими полками имеют отличную несущую способность и устойчивы к изгибу и скручиванию. Поскольку балки с широкими полками могут выдерживать чрезмерное давление, они обеспечивают структурную целостность и устойчивость здания. Широкополочные балки обычно используются в качестве конструкционных опорных материалов в зданиях, колоннах, балках и мостах.
Процесс производства и прокатки широкополочных балок
Широкополочные балки производятся посредством процесса, называемого прокаткой или калибровочной прокаткой. Калибровочную прокатку проводят на черновой стадии формирования балки. Сначала сталь прокатывают калибровочными валками, чтобы создать такую же форму поперечного сечения, как и у валков. Этот процесс называется «раскатыванием», потому что заготовка балки (неформованный отрезок стали) нагревается, а затем «раскатывается», подобно тому, как скалкой раскатывают тесто.
После прокатки калибра балка будет иметь примерно Н-образную форму и готова к точной настройке. Для этого брус подается через универсальную мельницу. В универсальном стане есть валки, называемые Н-образными и V-образными валками, которые прокатываются горизонтально и вертикально вдоль балки, гарантируя, что балка остается на месте, продолжая придавать стали Н-образную форму. Н-образное сечение полностью формируется при прохождении материала через универсальную мельницу. Балка также может быть подана через кромкообрезной станок для регулировки ширины полки.
Материалы, используемые в широкополочных балках
Сталь является наиболее распространенным материалом, используемым для изготовления широкополочных балок. В частности, используются углеродистая конструкционная сталь и высокопрочная низколегированная конструкционная сталь. Сталь предпочтительнее, потому что она легко настраивается, долговечна, с ней легко работать и она долговечна.
Размеры балок с широкими полками
Несущая способность балок с широкими полками варьируется от девяти фунтов на фут до 350 фунтов на фут и более. Они также поставляются с различной толщиной стенки и фланца. Длину и толщину балки с широкими полками лучше всего определять в зависимости от конкретной работы. При поиске наилучшего размера балки для любого проекта важно учитывать силу, которая будет приложена к балке, вес, который будет нести балка, а также растяжение и сжатие, которым будет подвергаться балка. Меньшие балки хорошо работают, когда давление и вес минимальны, в то время как большие и толстые балки следует использовать для поддержки конструкций, которые несут большой вес.
Покупка прокатных балок с широкими полками по индивидуальному заказу или стандартных балок с широкими полками
Приобретение прокатных балок с широкими полками по индивидуальному заказу или стандартных широкополочных балок зависит от конкретного проекта. Для многих проектов стандартных размеров запасов будет достаточно, поскольку они покрывают потребности большинства проектов. Однако для уникальных проектов могут потребоваться нестандартные прокатные балки.
Наиболее универсальным элементом, позволяющим надежно закрепить различные предметы на поверхности стен, потолка или пола, является анкер забивной латунный, который для обеспечения эффективности его использования необходимо правильно подобрать. В отличие от этого крепежного изделия, анкер забивной стальной используется в тех случаях, когда требуется выполнить крепление предметов, отличающихся критически большой массой.
Анкер латунный забивного типа с насечкой
Устройство и сферы применения
Анкеры, забиваемые в элементы строительных конструкций, – это изделия, за счет которых на таких конструкциях закрепляются различные предметы, обладающие даже значительной массой. В отличие от дюбелей, с которыми часто путают забивные анкеры, последние отличаются более сложной конструкцией, что и позволяет им обеспечивать высочайшую надежность крепления. Основным элементом конструкции такого анкера является забиваемый элемент (поэтому его и путают с дюбелем), в который затем вкручивают шпильку или болт, на которых фиксируется закрепляемый предмет.
Дюбельный крепеж, который может быть изготовлен даже из пластика, используют для фиксации различных предметов, обладающих небольшой массой, в конструкциях, выполненных из пористых материалов. Крепление предметов при использовании дюбельных элементов выполняется с помощью шурупов, которые вкручиваются в такие элементы насквозь. Несмотря на высокую эффективность и простоту использования этих крепежей, использовать их для фиксации слишком тяжелых предметов нельзя, так как они не обеспечат требуемую надежность крепления.
Конструктивными элементами анкера забивного типа являются:
металлическая втулка, на боковой поверхности которой выполнены специальные прорези;
втулка, которая располагается на распорном элементе;
непосредственно сам распорный элемент.
Забивные анкеры различаются по размерам
В зависимости от назначения анкеры данного типа могут изготавливаться из высокопрочного метала или обычной углеродистой стали. Поверхность таких изделий может подвергаться дополнительной обработке, что позволяет надежно защитить их от коррозии и продлить срок эксплуатации. Большой популярностью также пользуется латунный анкер, отличающийся достаточно высокой прочностью и исключительной устойчивостью к воздействию агрессивных сред. Кроме того, анкер латунный обладает высокой пластичностью, что значительно облегчает монтаж такого крепежного изделия.
Чтобы обеспечить высокую прочность и, соответственно, надежность анкеров забивного типа, их изготавливают из сплошного материала. Элементы, из которых они выполнены, не содержат сварных соединений. Внутреннее резьбовое отверстие в анкерах забивного типа имеет коническую форму, а на их боковых поверхностях выполняются прорези, которые подвергаются специальной обработке. Такие прорези на боковой части забивного анкера необходимы для того, чтобы сформировать лепестки, выступающие в роли распорных плеч.
Анкер забивной с клином
В тот момент, когда во внутреннюю часть анкера вводится распорный элемент, он воздействует на стенки конусного отверстия, и лепестки разжимаются, обеспечивая надежное сцепление крепежного изделия с конструкцией, в которой оно размещено. Учитывая тот факт, что распорные элементы анкера подобного типа создают значительное давление на внутренние стенки отверстия, использовать такие изделия рекомендуется для крепежа различных предметов на конструкциях, изготовленных из плотных и прочных материалов (бетон, натуральный камень и др.).
Основные разновидности
Современные производители выпускают не так много разновидностей анкера забивного типа, который также имеет название «анкер-цанга». Так, анкеры данного типа разделяются на различные типы по двум основным параметрам:
по материалу изготовления: стальной и латунный;
по наличию специальных насечек на внешней поверхности: с насечками и без них.
Более доступными с точки зрения стоимости являются анкеры забивного типа, изготовленные из стальных сплавов. Такие изделия, кроме того, отличаются более высокой прочностью, если сравнивать их с латунными крепежами. Однако большим недостатком стальных забивных анкеров является то, что для придания им коррозионной устойчивости их поверхность необходимо покрывать защитными составами (например, выполнять их оцинковку). Латунный крепеж в таких процедурах не нуждается.
Технические характеристики латунных забивных анкеров
Анкер латунный, как и аналогичное изделие из стали, применяют для крепления предметов на конструкциях из различных строительных материалов: кирпича, бетона, натурального камня и др. Между тем следует учитывать, что латунные крепежи не способны выдержать значительные вертикальные нагрузки, так как латунь обладает достаточно высокой пластичностью, если сравнивать ее со стальными сплавами.
Приобретая анкеры забивного типа (как стальные, так и латунные), следует обязательно выяснять, на какой максимальный вес закрепляемого предмета они рассчитаны.
Получить сведения о размерах латунного или стального забивного анкера, а также о предельной нагрузке, на которую он рассчитан, можно, ознакомившись с информацией, размещенной на упаковке. Нагрузка, которая будет приходиться на забивной анкер, не должна превышать 25% от той, которая указана на упаковке. Если не придерживаться данного требования, то на надежность и долговечность крепления, выполненного при помощи такого изделия, можно не рассчитывать. Специалисты компаний, занимающихся производством крепежей подобного типа, обычно учитывают стандартную прочность бетонных конструкций (200–250 кг/см2), но если вы собираетесь монтировать анкер в конструкцию из материала, который не соответствует этим стандартам, то величину допустимой нагрузки необходимо будет рассчитывать в отдельном порядке.
Допустимые нагрузки на забивные анкера
Существует также особенность выбора забивных анкеров для бетонных строительных конструкций, которые уже покрылись трещинами. В этом случае допустимую нагрузку на такие элементы, составляющую 25% от максимально допустимой, необходимо дополнительно умножить на коэффициент, равный 0,6.
Забивные анкеры с насечками и без
Латунный анкер забивного типа, на внешней поверхности которого имеются специальные насечки, – это полый цилиндр с внутренней резьбой. Такие анкеры часто сравнивают с цангой, потому что их рабочий наконечник выполнен в виде распорной зоны, составленной из четырех сегментов, которые сформированы продольными вырезами. Насечки на внешней поверхности латунного или стального изделия, непосредственно контактирующей с внутренними стенками отверстия, обеспечивают лучшее сцепление и, следовательно, более надежное крепление фиксируемого предмета.
К достоинствам анкеров данного типа следует отнести:
простоту использования;
отсутствие необходимости в применении специального оборудования и наличии специальных навыков у работника, выполняющего монтажные работы;
доступную стоимость;
высокую надежность и долговечность крепления.
Анкер забивной с насечкой применяется при закреплении конструкций в кирпиче, бетоне и камне
Латунные анкерные изделия с насечками на внешней поверхности успешно используются при выполнении как строительных, так и ремонтных работ. С помощью таких изделий выполняют крепеж как элементов строительных конструкций из различных материалов, так и мебели, предметов интерьера и бытовой техники. Вес предметов, закрепляемых при помощи таких забивных анкеров, может быть очень значительным. Главное, что следует учитывать при использовании таких крепежей, – это правильный расчет нагрузки, которую они способны гарантированно выдержать.
Конструкция латунных забиваемых анкеров, на внешнюю поверхность которых не нанесены насечки, практически ничем не отличается от устройства крепежных изделий с насечками. Из-за того, что внешняя поверхность таких изделий, контактирующая с внутренними стенками отверстия, гладкая, они не способны выдерживать значительные нагрузки. Именно поэтому такие латунные крепежи применяют при монтаже предметов, отличающихся небольшим весом. Так, при помощи забивных анкеров с гладкой поверхностью можно выполнять монтаж негабаритных предметов интерьера, а также конструкций, изготовленных из легкого пластика или древесины.
Примеры забивных анкеров без насечек
Особенности монтажа
Перед тем как приступить к монтажу латунного анкера забивного типа (анкера-цанги), необходимо подготовить для него отверстие, диаметр которого должен быть таким, чтобы крепеж входил в него практически впритирку.
Чтобы обеспечить надежную фиксацию латунного анкера в стене, потолке или любой другой строительной конструкции, подготовленное для него отверстие необходимо тщательно очистить от строительного мусора, для чего можно воспользоваться обычной медицинской грушей или пылесосом. Для более тщательной очистки также можно использовать ершик соответствующего диаметра.
Принцип установки забивного анкера
После того как отверстие для крепежа подготовлено, в него необходимо до упора вставить сам анкер. Для этого лучше использовать молоток, при помощи которого вы не только забьете анкер на требуемую глубину, но и расклините его рабочую часть, разделенную прорезями на четыре сегмента.
Специальное установочное приспособление позволяет расклинивать анкер без риска повреждения резьбы
После того как расклиненный распорным элементом своей конструкции анкер надежно зафиксируется в отверстии, в него можно вкрутить болт или шпильку и закрепить на них требуемый предмет.
В заключение предлагаем посмотреть короткое, но очень информативное видео о том, как правильно смонтировать забивной анкер.
В Государственном стандарте P 57787 от 2017 года дано очень короткое определение анкера забивного типа. Формулировка звучит так: это такой метиз, который подлежит установке в проектное положение путем забивания в основание его всего, либо составной части. Как говорится, ни добавить, ни отнять. Однако в реальности все не так просто. На самом деле у анкера забивного (другое общепринятое название – анкер-цанга) имеются особенности и конструкции, и применения. Рассмотрим эти вопросы более подробно.
Конструкция и фиксация
Забивные анкеры нередко путают с другим крепежом – дюбелями. Между тем, первым характерна более сложное конструктивное исполнение, благодаря которому формируется очень надежное крепление. Анкеры забивные состоят из следующих элементов:
втулка. Ее одна часть характеризуется конусообразной формой внутреннего сечения и наличием продольных прорезей. Второй же сегмент втулки в разрезе выглядит, скорее, как прямоугольник. На его внутренней поверхности имеются витки метрической резьбы с фаской;
распорный конус. Располагается внутри втулки с таким расчетом, чтобы не сминалась резьба.
Принцип фиксации достаточно прост. После вбивания анкера в монтажное отверстие, его распорный конус продвигается за счет внешнего воздействия ближе к концу конической части втулки. Сформированные в результате расширения прорезей своего рода лепестки упираются во внутреннюю поверхность отверстия, созданного в материале основания.
Следует отметить еще один момент. Для производства забивных анкеров предприятия используют сплошной материал. То есть на поверхности конечной продукции отсутствуют сварные швы. Такой подход обусловливает высокую надежность этих крепежных деталей.
Разновидности
Металлургическая отрасль выпускает ограниченное количество видов забивного анкера. Подразделение таких деталей на различные группы осуществляется на основе следующих критериев:
наличие насечек на части с продольными прорезями: насечки имеются либо отсутствуют;
материал изготовления: сталь углеродистая либо цветной сплав – латунь.
Основное преимущество стальных анкеров забивного типа по сравнению с латунными– более высокий показатель прочности. Кроме того, они отличаются и по стоимости. Цена таких крепежных деталей, выполненных из углеродистой стали, заметно доступнее. Но ввиду невысокой антикоррозионной устойчивости, их нужно покрывать защитным слоем, что обусловливает возрастание стоимости конечной продукции. Подвергать латунную цангу такой процедуре смыла не имеет. Она и без того успешно противостоит воздействию коррозии. Ниже в таблице приведены наиболее важные технические характеристики стальных забивных анкеров самых ходовых типоразмеров.
Метрическая резьба
M16
M12
M10
M8
M6
Допустимые нагрузки
*
31,0
20,5
10,8
9,4
6,0
**
41,0
27,2
19,0
12,0
10,0
V
250
190
160
140
Tt
60,0
35,0
15,0
8,0
4,0
Н
68,0
53,0
42,0
32,0
27,0
L
26,0
21,0
16,0
13,5
11,5
В
20,0
15,0
12,0
10,0
8,0
М
65,0
50,0
40. 0
30,0
25,0
В таблице приняты такие обозначения:
Допустимые нагрузки – указаны для бетона марки C30/37. Символ «*» – нагрузка на срез; символы «**» –нагрузка на вырыв. Единица измерения – килоньютоны;
V – минимальная удаленность от края;
Tt – момент затяжки (Tightening torque, — англ.) – Н/мм;
Н – глубина бурения;
L – глубина внутренней резьбы;
В – диаметр сверла;
М – глубина анкеровки.
Все размерные характеристики указаны в миллиметрах.
Монтаж
Установка забивного анкера предусматривает выполнение определенной последовательности этапов.
Сначала в основании нужно высверлить отверстие. Диаметр сверла должен быть таким, чтобы крепежный элемент входил в созданное гнездо, как говорят, впритирку. При свободном размещении анкера качество крепления значительно ухудшится;
Следующий этап – очистка отверстия. Делать это нужно со всей тщательностью. После продувки отверстия с помощью спринцовки/медицинской груши, рекомендуется пройтись по нему ершиком с жестким ворсом. Такой подход обеспечит более высокую эффективность очистки отверстия. А от этого качество крепления только выиграет.
Далее в подготовленное гнездо нужно вставить забивной анкер до упора. Для его дальнейшего перемещения до положения «заподлицо» можно использовать молоток либо иной инструмент ударного типа. Потом необходимо продвинуть распорный конус с помощью того же молотка и стержня с таким диаметром, чтобы при забивании не произошло смятие витков резьбы. В этом плане стоит прислушаться к советам профессионалов. Они рекомендуют использовать прорезиненный инструмент. Часть анкера с прорезями расклинится от нескольких ударов.
На завершающем этапе болт сначала продевается в отверстие элемента крепления подвешиваемого объекта, а затем ввинчивается в резьбовое отверстие. Монтаж завершен.
Ведущие производители
В сфере крепежа общепризнанными лидерами являются компании из Германии и Финляндии. Кроме того, на отечественном рынке относительно большим спросом пользуется продукция польских производителей.
Fischer – немецкий бренд. В качестве сырья для изготовления забивных анкеров использует все виды сталей, начиная от углеродистой конструкционной и заканчивая нержавеющей. Из ассортимента этой компании стоит выделить следующие модели таких крепежных деталей: ЕА-N, ЕАІІ-D/ЕА N-D (выполнены с насечками) и ЕАІІ (без насечек, но с внешним буртиком).Также фирма предлагает специальный установочный инструмент, использование которого исключает возможность смятия витков резьбы при вбивании анкера в основу: простые ручные приспособления ЕНS Plus и ЕА-ST: машинный инструмент, применяемый при монтаже забивных анкеров в серийном производстве ЕМS.
Sormat –компания из Финляндии. Большим спросом пользуется выпускаемый ею из оцинкованной стали забивной анкер модели LАL+. Он идеально подходит для монтажа подвесных систем. Помимо продольных коротких прорезей, еще одна выполнена по всей длине данной детали. Это повышает надежность крепления. Также востребован от компании Sormat забивной анкер LАН, выполненный из нержавеющей кислотостойкой стали A4. Подходит для сквозного монтажа в полнотелых основаниях.Из установочного инструмента компанией предлагается такая модель: LТ+. Ее использование совместно с молотком препятствует неправильному монтажу забивного анкера.
Hilti –штаб-квартира концерна находится в Лихтенштейне. Предлагает широкую линейку забивных анкеров. Особой популярностью пользуются такие модели данного крепежа: НКD-D, НКD, НКV R2 (выполнены без насечек) и НКV (на поверхность накатаны насечки). Устанавливаются эти элементы вручную. Изготавливаются они из углеродистой стали, поэтому цена вполне доступна. Имеются в ассортименте концерна Hilti и более дорогие забивные анкеры, выполненные из нержавеющей стали. Это, например, модель НКD-SR. Монтаж рекомендуется проводить с помощью установочного инструмента. Компанией выпускается несколько видов таких приспособлений: НКD-TE-СХ-В, НSD-Н и др.
Mungo – швейцарский бренд со штаб-квартирой в г. Ольтен. Производит широкий ассортимент забивных анкеров. Например, модель ЕSА позиционируется на сайте этой компании как крепежная деталь с оптимальной геометрией, позволяющей проводить монтаж на потолке. Выпускается в двух вариантах: из нержавеющей стали – для наружного применения; из стали оцинкованной – эксплуатируется внутри помещений. Для монтажа нужно использовать установочный инструмент ЕSА-WZ.
Из польских производителей крепежных изделий выделяется компания Koelner. Забивные анкера изготавливаются на ее производственных мощностях, преимущественно, из оцинкованной стали.
Заключение
В заключение рекомендуем ознакомиться с коротким видео, в котором рассказывается о монтаже вышеупомянутого забивного анкера модели LAL+ от компании Sormat. Чтобы запустить ролик, наведите курсор на изображение и действуйте по высветившейся подсказке.
Please enable JavaScript to view the comments powered by Disqus.comments powered by Disqus
Внимание! Данный интернет-сайт носит исключительно информационный характер и, ни при каких условиях, не является публичной офертой, определяемой положениями Статьи 437 (2) ГК РФ
С цельнорезьбовым арматурным стержнем R61 класса 75 или R50 класса 60
Механические анкеры с кулисным приводом
Сталь Тип
Диаметр стержня
Максимальная Факторная Расчетная нагрузка
Ultimate Сила
Сверло Отверстие
Минимум Врезка (3000 PSI – f’c)
Минимум Врезка (6500 PSI – f’c)
Номер детали Конус/оболочка B8S (Конус/оболочка B7S)
B1S Гладкий стерженьB8S Цельнорезьбовой Н. З. стержень
B7S Катушка с цельной резьбой
3/8” (10 мм)
7,8 тысяч фунтов (32,7 кН)
9,8 тысяч фунтов (43,6 кН)
1-5/8” (41 мм)
5 дюймов (127 мм)
4 дюйма (102 мм)
Р4М03РБ0/Р4А13 (Р4МК3РБ0/Р4А13)
1/2” (13 мм)
13,5 тысяч фунтов (60,0 кН)
18 тысяч фунтов (80,1 кН)
1-5/8” (41 мм)
8 дюймов (203 мм)
6 дюймов (152 мм)
Р4М04РБ0/Р4А13 (Р4МК4РБ0/Р4А13)
5/8” (16 мм)
16,8 тысяч фунтов (74,7 кН)
22,5 тысячи фунтов (100 кН)
1-5/8” (41 мм)
9 дюймов (228 мм)
7 дюймов (178 мм)
Р4М05РБ0/Р4А13 (Р4МК5РБ0/Р4А13)
3/4” (19 мм)
27,0 тысяч фунтов (120 кН)
36 тысяч фунтов (160 кН)
1-5/8” (41 мм)
12 дюймов (305 мм)
9 дюймов (228 мм)
Р4М06РАК/Р4А13 (Р4МК6РАК/Р4А13)
7/8” (22 мм)
43,5 тысячи фунтов (193 кН)
58 тысяч фунтов (258 кН)
1-5/8” (41 мм)
16 дюймов (407 мм)
12 дюймов (305 мм)
R4M07RAC/R4A13 (R4MC7RAC/R4A13)
R50 Grade 60 Арматурный стержень с цельной резьбой
#4 – 1/2” (13 мм)
12 тысяч фунтов (53,3 кН)
18 тысяч фунтов (80,1 кН)
1-5/8” (41 мм)
8 дюймов (203 мм)
6 дюймов (152 мм)
Р4МГ4РАК/Р4А13
#5 – 5/8” (16 мм)
19,2 тысячи фунтов (85,4 кН)
27,9 тысяч фунтов (124 кН)
1-5/8” (41 мм)
10 дюймов (254 мм)
8 дюймов (203 мм)
Р4МГ5РАК/Р4А13
R61 Класс 75 и Класс 80 Арматурный стержень с цельной резьбой
#6 – 3/4” (19 мм)
33,0 тысячи фунтов (146 кН)
44 тысячи фунтов (196 кН)
1-5/8” (41 мм)
13 дюймов (331 мм)
10 дюймов (254 мм)
Р4МГ6РАК/Р4А13
(1) Минимальная глубина анкеровки отражает значения разрушения пластичной стали в соответствии с ACI 318 для бетона на 3000 и 6500 фунтов на квадратный дюйм соответственно. (2) Минимальное расстояние между анкерами с кулачковым приводом должно быть равно минимальной глубине анкеровки (h.ef), умноженной на 3 в соответствии с ACI 318 для бетона 3000 и 6500 фунтов на квадратный дюйм соответственно. (3) Минимальное расстояние от края анкера с кулачковым приводом должно быть равно минимальной глубине анкеровки (h.ef), умноженной на 1,5 в соответствии с ACI 318 для бетона 3000 и 6500 фунтов на квадратный дюйм соответственно.
Установка якоря салазок
Просверлите отверстие заданного диаметра и точной глубины заделки для анкера.
Вставьте анкер салазок в нижнюю часть отверстия. Болт можно вставить на место.
Поместите оправку толстостенной трубы на стержень и опустите кожух по конусу, чтобы расширить анкер.
Прикрепите элемент, который нужно закрепить, или пластину и гайку. Анкер может быть предварительно напряжен или предварительно испытан.
ФОТОГРАФИИ ПРОЕКТА
Проект: Св. Маргрет 3 Подрядчик: ЕВС Местонахождение: Сент-Айлс, Квебек
Хотите поговорить? Найдите своего инженерного представителя Williams Form.
АНКЕРЫ СИЛОВОГО ПРИВОДА
*10-ДЮЙМОВАЯ СТАЛЬНАЯ КВАДРАТНАЯ СТУПИЦА С ПРИВОДНЫМ ЯКОРЕМ С ДВУМЯ ВИРУГАМИ 1-3/8-ДЮЙМОВАЯ СТУПИЦА — 6000 ФУТОВ. ФУНТ. ДЛЯ ШТОКОВ 3/4″ И 1″ H-D10426-HUB1021637
Монтаж выполняется с помощью экскаватора. Анкерный ключ надевается на квадратную ступицу, и для определения правильной установки требуется устройство измерения крутящего момента.
Правильная установка достигается только в том случае, если анкер устанавливается с соответствующим крутящим моментом для конкретного грунта и типа анкера.
Крутящий момент при установке обычно измеряется с помощью устройства, соединенного последовательно с гаечным ключом, экскаватором и келли-штангой во время установки.
Наша цена: $131,53
* 10-ДЮЙМОВАЯ СТАЛЬНАЯ КВАДРАТНАЯ СТУПИЦА С ЭЛЕКТРИЧЕСКИМ ПРИВОДОМ СПИРАЛЬНЫЙ ЯКОРЬ 1-1/2 ДЮЙМА СТУПИЦА — 6000 ФУТОВ. ФУНТ. ДЛЯ ШТОКОВ 3/4″ И 1″ H-D2104
Установка выполняется с помощью экскаватора. Анкерный ключ надевается на квадратную ступицу, и для определения правильной установки требуется устройство измерения крутящего момента.
Правильная установка достигается только в том случае, если анкер устанавливается с соответствующим крутящим моментом для конкретного грунта и типа анкера.
Крутящий момент при установке обычно измеряется с помощью устройства, соединенного последовательно с гаечным ключом, экскаватором и келли-штангой во время установки.
Наша цена: $138,06
* 4-ДЮЙМОВАЯ СВЕРХПРОЧНАЯ КВАДРАТНАЯ СТУПИЦА С ЭЛЕКТРИЧЕСКИМ ПРИВОДОМ СПИРАЛЬНЫЙ ЯКОРЬ 1-3/8 ДЮЙМА СТУПИЦА — 6000 ФУТОВ. ФУНТ. ДЛЯ ШТОКОВ 3/4″ И 1″ H-492
Монтаж выполняется с помощью экскаватора. Анкерный ключ надевается на квадратную ступицу, и для определения правильной установки требуется устройство измерения крутящего момента.
Правильная установка достигается только в том случае, если анкер устанавливается с соответствующим крутящим моментом для конкретного грунта и типа анкера.
Крутящий момент при установке обычно измеряется с помощью устройства, соединенного последовательно с гаечным ключом, экскаватором и келли-штангой во время установки.
Наша цена: $87,36
* 8-ДЮЙМОВАЯ ДВОЙНАЯ ТВЕРДАЯ КВАДРАТНАЯ СТУПИЦА СПИРАЛЬНЫЙ ЯКОРЬ С МОЩНЫМ ПРИВОДОМ 1-1/2 ДЮЙМА СТУПИЦА — 7000 ФУТОВ. ФУНТ. ДЛЯ ШТОКОВ 3/4″ И 1″ H-D2847
Монтаж выполняется с помощью экскаватора. Анкерный ключ надевается на квадратную ступицу, и для определения правильной установки требуется устройство измерения крутящего момента.
Правильная установка достигается только в том случае, если анкер устанавливается с соответствующим крутящим моментом для конкретного грунта и типа анкера.
Крутящий момент при установке обычно измеряется с помощью устройства, соединенного последовательно с гаечным ключом, экскаватором и келли-штангой во время установки.
Наша цена: 133,54 $
Цена со СКИДКОЙ: 116,85 $
Вы экономите 16,69 $!
* 8-ДЮЙМОВАЯ СВЕРХПРОЧНАЯ КВАДРАТНАЯ СТУПИЦА С ЭЛЕКТРИЧЕСКИМ ПРИВОДОМ СПИРАЛЬНЫЙ ЯКОРЬ 1-3/8 ДЮЙМА СТУПИЦА — 6000 ФУТОВ. ФУНТ. ДЛЯ ШТОКОВ 3/4″ И 1″ D8426-HUB1021636
Монтаж выполняется с помощью экскаватора. Анкерный ключ надевается на квадратную ступицу, и для определения правильной установки требуется устройство измерения крутящего момента.
Правильная установка достигается только в том случае, если анкер устанавливается с соответствующим крутящим моментом для конкретного грунта и типа анкера.
Крутящий момент при установке обычно измеряется с помощью устройства, соединенного последовательно с гаечным ключом, экскаватором и келли-штангой во время установки.
Наша цена: $124,33
АНКЕР С ВТУЛКОЙ 2-1/2 ДЮЙМА 8 ДЮЙМОВ 8000 ФУТОВ. ФУНТ. ДЛЯ ШТОКОВ 3/4″ И 1″ Allied Bolt 3521
2-21/2 ДЮЙМОВЫЙ АНКЕР 8 ДЮЙМОВ 8000 ФУТОВ. ФУНТ. ДЛЯ ШТОКОВ 3/4″ И 1″ Allied Bolt 3521.
Установка выполняется с помощью разводного ключа, который входит в ступицу анкера.
Правильный выбор анкера зависит от типа почвы и требований к растяжкам.
Анкеры имеют шаг спирали 3 дюйма.
Для установки используются стандартные инструменты.
Анкеры окрашиваются синей краской, предотвращающей ржавчину, после изготовления.
Только штоки 1″ D10031 или D75 3/4″ 12632 Pisa.
Наша цена: $83,43
2-1/4 ДЮЙМОВЫЙ АНКЕР 8 ДЮЙМОВ 10000 ФУТОВ. ФУНТ. ДЛЯ ШТОКОВ 3/4″ И 1″ Allied Bolt 3511
2-1/4 ДЮЙМОВЫЙ АНКЕР 8 ДЮЙМОВ 10000 ФУТОВ. ФУНТ. ДЛЯ ШТОКОВ 3/4″ И 1″ Allied Bolt 3511.
Установка выполняется с помощью приводного ключа, который входит в ступицу анкера.
Правильный выбор анкера зависит от типа почвы и требований к растяжкам.
Анкеры имеют шаг спирали 3 дюйма.
Для установки используются стандартные инструменты.
Анкеры после изготовления окрашены антикоррозийной синей краской.
Используется только со штангами 7 футов 1 дюйм D100, 3,5 фута 1 дюйм D10031 или D75 3/4 дюйма 12632 Pisa.
Наша цена: $75,14
АНКЕР С ВТУЛКОЙ 2-1/4 ДЮЙМА 8 ДЮЙМОВ 8000 ФУТОВ. ФУНТ. ДЛЯ ШТОКОВ 3/4″ И 1″ Allied Bolt 3501
2-1/4 ДЮЙМОВЫЙ АНКЕР 8 ДЮЙМОВ 8000 ФУТОВ. ФУНТ. ДЛЯ ШТОКОВ 3/4″ И 1″ Allied Bolt 3501.
Установка выполняется с помощью приводного ключа, который входит в ступицу анкера.
Правильный выбор анкера зависит от типа почвы и требований к растяжкам.
Анкеры имеют шаг спирали 3″.
Для установки используются стандартные инструменты.
Анкеры окрашиваются антикоррозийной синей краской после изготовления. «D10031 или D75 3/4» 12632 Только стержни Pisa.
Наша цена: $75,14
1-1/2 КВАДРАТНЫЙ АНКЕР СТУПИЦЫ 7,000 FT-LB 10″ МОМЕНТ УСТАНОВКИ H-D1104-7
Установка выполняется с помощью экскаватора. правильная установка
Правильная установка достигается только тогда, когда анкер устанавливается с использованием крутящего момента, подходящего для конкретного грунта и типа анкера (см. справочные таблицы)
Правильный выбор анкера зависит от типа грунта и требований к растяжкам
Крутящий момент при установке обычно измеряется с помощью устройства, соединенного последовательно с гаечным ключом, экскаватором и штангой Келли во время установки.
* Используется только со штангами Pisa 7 футов 1 дюйм D100, 3,5 фута 1 дюйм D10031 или D75 3/4 дюйма 12632.
1-1/2 КВАДРАТНЫЙ АНКЕР СТУПИЦЫ 10 ДЮЙМОВ, 8000 ФУТ-ФУТ МОМЕНТ ПРИ УСТАНОВКЕ H-D1104-8/Allied
Установка выполняется с помощью экскаватора. Анкерный ключ надевается на квадратную ступицу, и для определения правильной установки требуется устройство измерения крутящего момента.
Правильная установка достигается только в том случае, если анкер устанавливается с крутящим моментом, соответствующим конкретному грунту и типу анкера (см. справочные таблицы).
Правильный выбор анкера зависит от типа почвы и требований к растяжкам.
Крутящий момент при установке обычно измеряется с помощью устройства, соединенного последовательно с гаечным ключом, экскаватором и штангой Келли во время установки.
* Используется только со штангами 7 футов 1 дюйм D100, 3,5 фута 1 дюйм D10031 или D75 3/4 дюйма 12632 Pisa.
1-1/2 КВАДРАТНЫЙ АНКЕР СТУПИЦЫ 14 ДЮЙМОВ, 5 500 ФУТ-ФУТ МОМЕНТ ДЛЯ УСТАНОВКИ H-D1134
1-1/2 ОДИНАРНЫЙ ТВЕРДЫЙ КВАДРАТНЫЙ АНКЕР СТУПИЦЫ 14-ДЮЙМОВЫЙ АНКЕР С МОЩНОСТЬЮ СТУПИЦЫ 5,500 FT-LB
Установка выполняется с помощью динамометрического экскаватора. устройство требуется для определения правильной установки.
Правильная установка достигается только в том случае, если анкер устанавливается с соответствующим крутящим моментом для конкретного грунта и типа анкера (см. справочные таблицы).
Правильный выбор анкера зависит от типа почвы и требований к растяжкам.
Крутящий момент при установке обычно измеряется с помощью устройства, соединенного последовательно с гаечным ключом, экскаватором и штангой Келли во время установки.
* Используется только со штангами 7 футов 1 дюйм D100, 3,5 фута 1 дюйм D10031 или D75 3/4 дюйма 12632 Pisa.
Наша цена: $115,36
1-1/2 КВАДРАТНЫЙ АНКЕР СТУПИЦЫ 8 ДЮЙМОВ, 5500 ФУТ-ФУТ МОМЕНТ ПРИ УСТАНОВКЕ H-D184
8-ДЮЙМОВАЯ ОДИНАРНАЯ ТВЕРДАЯ КВАДРАТНАЯ СТУПИЦА С ЭЛЕКТРИЧЕСКИМ ПРИВОДОМ ВИНТОВАЯ СТУПИЦА 1-1/2 ДЮЙМА ДЛЯ ШТОКОВ 3/4 ДЮЙМА И 1 ДЮЙМА — 5000 ФУТОВ. фунт .
Монтаж осуществляется с помощью экскаватора. Анкерный ключ надевается на квадратную ступицу, и для определения правильной установки требуется устройство измерения крутящего момента.
Правильная установка достигается только в том случае, если анкер устанавливается с соответствующим крутящим моментом для конкретного грунта и типа анкера (см. справочные таблицы).
Правильный выбор анкера зависит от типа почвы и требований к растяжкам.
Крутящий момент при установке обычно измеряется с помощью устройства, соединенного последовательно с гаечным ключом, экскаватором и штангой Келли во время установки.
* Используется только со штангами 7 футов 1 дюйм D100, 3,5 фута 1 дюйм D10031 или D75 3/4 дюйма 12632 Pisa.
Наша цена: 47,28$
Цена со скидкой: 41,37$
Вы экономите 5,91$!
1-1/2 КВАДРАТНЫЙ АНКЕР СТУПИЦЫ 8 ДЮЙМОВ, 7000 ФУТ-ФУНТ МОМЕНТ ЗА МОМЕНТ H-D184-7
Установка выполняется с помощью экскаватора. Анкерный ключ надевается на квадратную ступицу, и для определения правильной установки требуется устройство измерения крутящего момента.
Правильная установка достигается только в том случае, если анкер устанавливается с соответствующим крутящим моментом для конкретного грунта и типа анкера (см. справочные таблицы).
Правильный выбор анкера зависит от типа почвы и требований к растяжкам.
Крутящий момент при установке обычно измеряется с помощью устройства, соединенного последовательно с гаечным ключом, экскаватором и штангой Келли во время установки.
*Используется только со штангами 7 футов 1 дюйм D100, 3,5 фута 1 дюйм D10031 или D75 3/4 дюйма 12632 Pisa.
Наша цена: $57,44
КВАДРАТНЫЕ АНКЕРЫ СТУПИЦЫ 1-3/8 8 ДЮЙМОВ, 6000 ФУТ-ФУНТ. МОМЕНТ ЗА МОМЕНТ H-D84-6
КВАДРАТНЫЕ АНКЕРЫ СТУПИЦЫ 1-3/8 6,000 FT-LB. МОМЕНТ ДЛЯ УСТАНОВКИ
Установка выполняется с помощью экскаватора. Анкерный ключ надевается на квадратную ступицу, и для определения правильной установки требуется устройство измерения крутящего момента.
Правильная установка достигается только в том случае, если анкер устанавливается с крутящим моментом, соответствующим конкретному грунту и типу анкера (см. справочные таблицы).
Правильный выбор анкера зависит от типа почвы и требований к растяжкам.
Крутящий момент при установке обычно измеряется с помощью устройства, соединенного последовательно с гаечным ключом, экскаватором и штангой Келли во время установки.
* Используется только со штангами 7 футов 1 дюйм D100, 3,5 фута 1 дюйм D10031 или D75 3/4 дюйма 12632 Pisa.
2-1/2 АНКЕР С ТУРБОПРИВОДОМ 10-ДЮЙМОВЫЙ АНКЕР МОЩНОЙ ВТУЛКИ HELIX 15 000 FT-LB ДЛЯ ШТОКОВ 3/4″ И 1″ H-TD250-104
2-1/2 АНКЕР С ТОРЦЕВОЙ ГОЛОВКОЙ ТУРБОПЕРЕДАЧА 10-ДЮЙМОВЫЙ АНКЕР МОЩНОЙ ВТУЛКИ HELIX 15 000 FT-LB ДЛЯ ШТОКОВ 3/4 ДЮЙМА И 1 ДЮЙМА
Установка выполняется с помощью приводного ключа, который вставляется в ступицу анкера.
Правильный выбор анкера зависит от типа грунта и требований к растяжке
*Для использования только с стержнями Pisa 7 футов 1 дюйм D100, 3,5 фута 1 дюйм D10031 или D75 3/4 дюйма 12632.
Наша цена: $96,51
2-1/4-ДЮЙМОВЫЙ АНКЕР С ТУРБОПРИВОДОМ 10-ДЮЙМОВЫЙ АНКЕР МОЩНОЙ СТУПИЦЫ HELIX 10,000 FT-LB ДЛЯ 3/4-ДЮЙМА И 1-ДЮЙМА H-TD225-104
2-1/4-ДЮЙМОВЫЙ АНКЕР С ТУРБОПРИВОДНОЙ ГОЛОВКОЙ 10-ДЮЙМОВЫЙ АНКЕР С МОЩНОЙ ВТУЛКОЙ HELIX 10 000 FT-LB ДЛЯ ШТОКОВ 3/4 И 1 ДЮЙМА
Установка выполняется с помощью приводного ключа, который входит в ступицу анкера .
Правильный выбор анкера зависит от типа почвы и требований к растяжкам.
*Используется только со штангами 7 футов 1 дюйм D100, 3,5 фута 1 дюйм D10031 или D75 3/4 дюйма 12632 Pisa.
Наша цена: $78,80
2-1/4-ДЮЙМОВЫЙ АНКЕР С ТУРБОПРИВОДОМ 8-ДЮЙМОВЫЙ АНКЕР МОЩНОЙ ВТУЛКИ HELIX 10 000 FT-LB ДЛЯ 3/4-ДЮЙМОВЫХ И 1-ДЮЙМОВЫХ ШТОКОВ H-TD225-84/ALL3511
2-1/4″ АНКЕР С ТУРБОПРИВОДНОЙ ГОЛОВКОЙ 10,000 FT-LB ДЛЯ СТЕРЖНЕЙ 3/4″ И 1″ 3/8″ ТОЛСТАЯ СПИРАЛЬНАЯ СТУПЕНЬ
Установка выполняется с помощью приводного ключа, который входит в ступицу анкера .
Правильный выбор анкера зависит от типа почвы и требований к растяжкам.
*Используется только со штангами 7 футов 1 дюйм D100, 3,5 фута 1 дюйм D10031 или D75 3/4 дюйма 12632 Pisa.
2-1/4 ДЮЙМОВЫЙ АНКЕР 8 ДЮЙМОВ 8000 ФУТОВ. ФУНТ. ДЛЯ ШТОКОВ 3/4 ДЮЙМА И 1 ДЮЙМА
Анкерная спираль Tough One, 8 000 футофунтов (10 848 Н-м), спираль 8 дюймов (203 мм) для использования со стержнем 0,75 дюйма (19,1 мм) или 1 дюйм (25,4 мм).
Устанавливается с помощью анкерного ключа Chance C1021583
Наклонный наконечник анкера улучшает проникновение и помогает грунту перетекать из-под ступицы в верхнюю часть анкера. Анкеры окрашены черной краской
Наша цена: $75,14
MANTA LB-30322 Адаптер универсального анкера Little Beaver (подходит к #30272)
С помощью этого специального адаптера установка анкеров упрощается. Благодаря анкерной рукоятке Little Beavers, гидравлическому буру и торсионной трубе теперь возможна установка вспомогательных анкеров одним человеком.
Из таблицы видно, что железная проволока длиной 1 м и сечением 1 мм2 обладает сопротивлением 0,13 Ом. Чтобы получить 1 Ом сопротивления нужно взять 7,7 м такой проволоки. Наименьшим удельным сопротивлением обладает серебро. 1 Ом сопротивления можно получить, если взять 62,5 м серебряной проволоки сечением 1 мм2. Серебро — лучший проводник, но стоимость серебра исключает возможность его массового применения. После серебра в таблице идет медь: 1 м медной проволоки сечением 1 мм2 обладает сопротивлением 0,0175 Ом. Чтобы получить сопротивление в 1 Ом, нужно взять 57 м такой проволоки.
Химически чистая, полученная путем рафинирования, медь нашла себе повсеместное применение в электротехнике для изготовления проводов, кабелей, обмоток электрических машин и аппаратов. Широко применяют также в качестве проводников алюминий и железо.
Сопротивление проводника можно определить по формуле:
где r — сопротивление проводника в омах; ρ — удельное сопротивление проводника; l — длина проводника в м; S — сечение проводника в мм2.
Пример 1. Определить сопротивление 200 м железной проволоки сечением 5 мм2.
Пример 2. Вычислить сопротивление 2 км алюминиевой проволоки сечением 2,5 мм2.
Из формулы сопротивления легко можно определить длину, удельное сопротивление и сечение проводника.
Пример 3. Для радиоприемника необходимо намотать сопротивление в 30 Ом из никелиновой проволоки сечением 0,21 мм2. Определить необходимую длину проволоки.
Пример 4. Определить сечение 20 м нихромовой проволоки, если сопротивление ее равно 25 Ом.
Пример 5. Проволока сечением 0,5 мм2 и длиной 40 м имеет сопротивление 16 Ом. Определить материал проволоки.
Материал проводника характеризует его удельное сопротивление.
По таблице удельных сопротивлений находим, что таким сопротивлением обладает свинец.
Выше было указано, что сопротивление проводников зависит от температуры. Проделаем следующий опыт. Намотаем в виде спирали несколько метров тонкой металлической проволоки и включим эту спираль в цепь аккумулятора. Для измерения тока в цепь включаем амперметр. При нагревании спирали в пламени горелки можно заметить, что показания амперметра будут уменьшаться. Это показывает, что с нагревом сопротивление металлической проволоки увеличивается.
У некоторых металлов при нагревании на 100° сопротивление увеличивается на 40 — 50 %. Имеются сплавы, которые незначительно меняют свое сопротивление с нагревом. Некоторые специальные сплавы практически не меняют сопротивления при изменении температуры. Сопротивление металлических проводников при повышении температуры увеличивается, сопротивление электролитов (жидких проводников), угля и некоторых твердых веществ, наоборот, уменьшается.
Способность металлов менять свое сопротивление с изменением температуры используется для устройства термометров сопротивления. Такой термометр представляет собой платиновую проволоку, намотанную на слюдяной каркас. Помещая термометр, например, в печь и измеряя сопротивление платиновой проволоки до и после нагрева, можно определить температуру в печи.
температурный коэффициент сопротивления — это изменение сопротивления проводника при его нагревании, приходящееся на 1 Ом первоначального сопротивления и на 1° температуры, обозначается буквой α.
Если при температуре t0 сопротивление проводника равно r0, а при температуре t равно rt, то температурный коэффициент сопротивления
Примечание. Расчет по этой формуле можно производить лишь в определенном интервале температур (примерно до 200°C).
Что надо знать про электрические процессы
Если говорить простым языком, то под сопротивлением принято понимать свойство среды, по которой протекает электрический ток, снижающее его величину.
Так работают провода и изоляторы высоковольтной линии электропередач, показанные на верхней картинке, да и любое вещество.
Изоляторы обладают очень высокими диэлектрическими свойствами, изолируют высоковольтное напряжение, присутствующее на токоведущих шинах от контура земли. Это их основное назначение.
Провода же должны максимально эффективно передавать транслируемые по ним мощности. Их создают так, чтобы они обладали минимальным электрическим сопротивлением, работали с наименьшими потерями энергии на нагрев.
В этом случае передача электричества от источника напряжения к потребителю на любое расстояние будет проходить эффективно.
Приведу для примера картинку из предыдущей моей статьи.
Ее, как и верхнюю, можно представить таким обобщенным видом.
На внешнем участке цепи токоведущие жилы отделены друг от друга воздушной средой и слоем изоляции с высокими диэлектрическими свойствами.
Хорошей проводимостью обладают токоведущие жилы. Подключенный к ним электрический прибор функционирует оптимально.
Как работает резистор
Ток в металлах проходит под действием приложенного напряжения за счет направленного движения электронов. При этом они соударяются, встречаются с положительно и отрицательно заряженными ионами.
Такие столкновения повышают температуру среды, уменьшают силу тока. За направление электрического тока в электротехнике принято движение заряженных частиц от плюса к минусу. Электроны же движутся от катода к аноду.
Электрическое сопротивление металла зависит от его структуры и геометрических размеров.
Аналогичные процессы протекают в любой другой токопроводящей среде, включая газы или жидкости.
Какие существуют виды сопротивлений
В домашних электрических приборах используется большое разнообразие резисторов с постоянной или регулируемой величиной.
Они ограничивают величину тока всех бытовых устройств, а в наиболее сложных модулях их количество может достигать тысячи или более. Резисторы работают практически во всех схемах.
При использовании в цепях переменного тока они обладают активным сопротивлением, а конденсаторы и дроссели — реактивным.
Причем, на конденсаторах создается емкостное сопротивление, а у дросселей — индуктивное.
Реактивная составляющая на конденсаторах и дросселях сильно зависит от частоты электромагнитного колебания.
2 Шутки электриков о токах через конденсатор и дроссель
Их я привожу потому, что они позволяют запомнить характер прохождения тока через реактивные элементы.
Шутка №1 о емкости
В домашней сети и внутри многих приборов работают переменный и постоянный токи. Они по-разному ведут себя, если встречают на своем пути конденсатор.
Поскольку он состоит из двух токопроводящих пластин, разделенных слоем диэлектрика, то его обозначают на схемах двумя жирными черточками, расположенными параллельно. К их серединам подключены провода, нарисованные перпендикулярными линиями.
Переменный ток имеет форму гармоничной синусоиды, состоящей из двух симметричных половинок.
Такая гармоника движется от начала координат, встречает на своем пути обкладки, переваливается через них и, скатившись, начинает обгонять приложенное напряжение.
Постоянный ток таким свойством не обладает. Его тупой конец просто упирается в обкладку и останавливается. Пройти через конденсатор он не может. Это для него непреодолимое препятствие.
Шутка №2 о дросселе
Индуктивность выполнена витками изолированного провода. Любой ток проходит по нему. Но синусоида своими волнами путается в витках катушки, начинает отставать от напряжения.
Постоянка же спокойно перемещается внутри провода дросселя без ощущения какого-либо значительного противодействия. Поэтому постоянное напряжение может своим током спалить дроссель, созданный для работы на переменке.
Что же это за зверь: сверхпроводимость
Сто лет назад выявлена способность определенных металлов полностью терять свое сопротивление электрическому току при сверхнизких температурах. Выглядит этот процесс следующим образом.
Со сверхпроводниками домашний мастер не работает. Но на верхнюю часть приведенного графика рекомендую обратить внимание: нагрев металла повышает его электрическое сопротивление.
При электротехнических расчетах, требующих получения точного результата, необходимо учитывать температурный коэффициент, взятый из справочников.
Формула расчета
Для вычислений берут справочное значение удельного сопротивления. Математическим преобразованием основной формулы получают следующее выражение:
R = (p*L)/S.
Формулы для расчета
Как показано на рисунке, при параллельном соединении удобнее пользоваться проводимостью для определения характеристик цепи. Сложные схемы упрощают последовательно, чтобы вычислить итоговое значение эквивалентного сопротивления участка цепи.
Удельное электрическое сопротивление некоторых веществ
Общее сопротивление
Выше показано, что рассматриваемый параметр будет зависеть от свойств определенного вещества. Для корректных вычислений следует учитывать различные характеристики полупроводника и металла, других материалов, сплавов, химических соединений в твердом и жидком состоянии.
Металлические монокристаллы
Для примера в следующем перечне приведены тензорные значения (p1=p2 в 10-8 Ом на метр) для некоторых материалов:
цинк – 5,9;
висмут – 109;
олово – 9,89;
кадмий – 6,78.
Металлы и сплавы, применяемые в электротехнике
В следующем списке представлены разные проводники, которые применяют для создания электротехнических устройств и силовых агрегатов, линий связи, передачи электроэнергии. Для удобства практических расчетов удельное электрическое сопротивление приведено в Ом*мм кв. /м при поддержании постоянной температуры в процессе измерений на уровне +20°C:
платина – 0,107:
никель – 0,087;
нихром – от 1,05 до 1,4;
медь – от 0,017 до 0,018;
сталь – от 0,1 до 0,137;
золото – 0,023;
железо – 0,098;
алюминий – от 0,026 до 0,03.
Приведенные числа демонстрируют, что в сплавах проводимость существенно зависит от состава и количественного распределения составляющих. Определенное значение для металлических проводников имеет чистота материала.
Качественная электротехническая медь отличается минимальным содержанием примесей и небольшим удельным сопротивлением
К сведению. Для создания экономичных линий электропередач нужны соответствующие начальные инвестиции. Однако чистые материалы обеспечивают уменьшение потерь, что уменьшает эксплуатационные затраты.
Другие вещества
При той же контрольной температуре +20°C измеряются удельные сопротивления иных материалов и веществ (значения приведены в Ом*мм кв. /м):
резина – от 1016 до 1018;
углеводородные соединения в сжиженном состоянии – 0,8*1010;
воздух (при разном уровне относительной влажности) – от 1021 до 1032;
древесина – от 1015 до 1016.
Тонкие плёнки
При уменьшении слоя толщиной можно пренебречь. Для расчета удельного электрического сопротивления формулу преобразуют следующим образом:
Rs = (R*W)/L,
где:
Rs – значение сопротивления для прямоугольного участка;
R – результат измерений;
W (L) – ширина (длина) контрольного образца.
Значения температурного коэффициента для некоторых металлов
Металл
α
Металл
α
Серебро Медь Железо Вольфрам Платина
0,0035 0,0040 0,0066 0,0045 0,0032
Ртуть Никелин Константан Нихром Манганин
0,0090 0,0003 0,000005 0,00016 0,00005
Из формулы температурного коэффициента сопротивления определим rt:
rt = r0 [1 + α (t — t0)].
Пример 6. Определить сопротивление железной проволоки, нагретой до 200°C, если сопротивление ее при 0°C было 100 Ом.
Пример 7. Термометр сопротивления, изготовленный из платиновой проволоки, в помещении с температурой 15°C имел сопротивление 20 Ом. Термометр поместили в печь и через некоторое время было измерено его сопротивление. Оно оказалось равным 29,6 Ом. Определить температуру в печи.
Электрическая проводимость
До сих пор мы рассматривали сопротивление проводника как препятствие, которое оказывает проводник электрическому току. Но все же ток по проводнику проходит. Следовательно, кроме сопротивления (препятствия), проводник обладает также способностью проводить электрический ток, то есть проводимостью.
Чем большим сопротивлением обладает проводник, тем меньшую он имеет проводимость, тем хуже он проводит электрический ток, и, наоборот, чем меньше сопротивление проводника, тем большей проводимостью он обладает, тем легче току пройти по проводнику. Поэтому сопротивление и проводимость проводника есть величины обратные.
Из математики известно, что число, обратное 5, есть 1/5 и, наоборот, число, обратное 1/7, есть 7. Следовательно, если сопротивление проводника обозначается буквой r, то проводимость определяется как 1/r. Обычно проводимость обозначается буквой g.
Электрическая проводимость измеряется в (1/Ом) или в сименсах.
Пример 8. Сопротивление проводника равно 20 Ом. Определить его проводимость.
Если r = 20 Ом, то
Пример 9. Проводимость проводника равна 0,1 (1/Ом). Определить его сопротивление,
Если g = 0,1 (1/Ом), то r = 1 / 0,1 = 10 (Ом)
Материалы высокой проводимости
К наиболее широкораспрстраненным материалам высокой проводимости следует отнести медь и алюминий (Сверхпроводящие материалы, имеющие типичное сопротивление в 10-20 раз ниже обычных проводящих материалов (металлов) рассматриваются в разделе Сверхпроводимость).
Медь
Преимущества меди, обеспечивающие ей широкое применение в качестве проводникового материала, следующие:
малое удельное сопротивление;
достаточно высокая механическая прочность;
удовлетворительная в большинстве случаев применения стойкость по отношению к коррозии;
хорошая обрабатываемость: медь прокатывается в листы, ленты и протягивается в проволоку, толщина которой может быть доведена до тысячных долей миллиметра;
относительная легкость пайки и сварки.
Медь получают чаще всего путем переработки сульфидных руд. После ряда плавок руды и обжигов с интенсивным дутьем медь, предназначенная для электротехнических целей, обязательно проходит процесс электролитической очистки.
В качестве проводникового материала чаще всего используется медь марок М1 и М0. Медь марки М1 содержит 99.9% Cu, а в общем количестве примесей (0.1%) кислорода должно быть не более 0,08%. Присутствие в меди кислорода ухудшает ее механические свойства. Лучшими механическими свойствами обладает медь марки М0, в которой содержится не более 0.05% примесей, в том числе не свыше 0.02% кислорода.
Медь является сравнительно дорогим и дефицитным материалом, поэтому она все шире заменяется другими металлами, особенно алюминием.
В отдельных случаях применяются сплавы меди с оловом, кремнием, фосфором, бериллием, хромом, магнием, кадмием. Такие сплавы, носящие название бронз, при правильно подобранном составе имеют значительно более высокие механические свойства, чем чистая медь.
Алюминий
Алюминий является вторым по значению после меди проводниковым материалом. Это важнейший представитель так называемых легких металлов: плотность литого алюминия около 2.6, а прокатанного — 2.7 Мг/м3. Т.о., алюминий примерно в 3.5 раза легче меди. Температурный коэффициент расширения, удельная теплоемкость и теплота плавления алюминия больше, чем меди. Вследствие высоких значений удельной теплоемкости и теплоты плавления для нагрева алюминия до температуры плавления и перевода в расплавленное состояние требуется большая затрата тепла, чем для нагрева и расплавления такого же количества меди, хотя температура плавления алюминия ниже, чем меди.
Алюминий обладает пониженными по сравнению с медью свойствами — как механическими, так и электрическими. При одинаковом сечении и длине электрическое сопротивление алюминиевого провода в 1.63 раза больше, чем медного. Весьма важно, что алюминий менее дефицитен, чем медь.
Для электротехнических целей используют алюминий, содержащий не более 0. 5% примесей, марки А1. Еще более чистый алюминий марки АВ00 (не более 0.03% примесей) применяют для изготовления алюминиевой фольги, электродов и корпусов электролитических конденсаторов. Алюминий наивысшей чистоты АВ0000 имеет содержание примесей не более 0ю004%. Добавки Ni, Si, Zn или Fe при содержании их 0.5% снижают γ отожженного алюминия не более, чем на 2-3%. Более заметное действие оказывают примеси Cu, Ag и Mg, при том же массовом содержании снижающие γ алюминия на 5-10%. Очень сильно снижают электропроводность алюминия Ti и Mn.
Алюминий весьма активно окисляется и покрывается тонкой оксидной пленкой с большим электрическим сопротивлением. Эта пленка предохраняет металл от дальнейшей коррозии.
Алюминиевые сплавы обладают повышенной механической прочностью. Примером такого сплава является альдрей, содержащий 0.3-0.5% Mg, 0.4-0.7% Si и 0.2-0.3% Fe. В альдрее образуется соединение Mg2Si, которое сообщает высокие механические свойства сплаву.
Железо и сталь
Железо (сталь) как наиболее дешевый и доступный металл, обладающий к тому же высокой механической прочностью, представляет большой интерес для использования в качестве проводникового материала. Однако даже чистое железо имеет значительно более высокое сравнительно с медью и алюминием удельное сопротивление; ρ стали, т.е. железа с примесью углерода и других элементов, еще выше. Обычная сталь обладает малой стойкостью коррозии: даже при нормальной температуре, особенно в условиях повышенной влажности, она быстро ржавеет; при повышении температуры скорость коррозии резко возрастает. Поэтому поверхность стальных проводов должна быть защищена слоем более стойкого материала. Обычно для этой цели применяют покрытие цинком.
В ряде случаев для уменьшения расхода цветных металлов применяют так называемый биметалл. Это сталь, покрытая снаружи слоем меди, причем оба металла соединены друг с другом прочно и непрерывно.
Натрий
Весьма перспективным проводниковым материалом является металлический натрий. Натрий может быть получен электролизом расплавленного хлористого натрия NaCl в практически неограниченных количествах. Из сравнения свойств натрия со свойствами других проводниковых металлов видно, что удельное сопротивление натрия примерно в 2. 8 раза больше ρ меди и в 1.7 раз больше ρ алюминия, но благодаря чрезвычайно малой плотности натрия (плотность его почти в 9 раз меньше плотности меди), провод из натрия при данной проводимости на единицу длины должен быть значительно легче, чем провод из любого другого металла.
Однако натрий чрезвычайно активен химически (он интенсивно окисляется на воздухе, бурно реагирует с водой), почему натриевый провод должен быть защищен герметизирующей оболочкой. Оболочка должна придавать проводу необходимую механическую прочность, так как натрий весьма мягок и имеет малый предел прочности при деформациях.
Зависимость удельного сопротивления от температуры
Говоря об удельном сопротивлении, нельзя упомянуть о влиянии температуры окружающей среды на его значение. Однако, это влияние будет разным для каждого материала. Это объясняется одним важным параметром $α$ — температурным коэффициентом.
Температурный коэффициент используется в формула для расчета удельного сопротивления с учетом изменения температуры:
Ищешь идеи для учебной работы по данному предмету?Задай вопрос преподавателю и получи ответ через 15 минут! Задать вопрос
$ρ_t =ρ_0 • [1+α•(t-t_0)]$, где
$ρ_0$ — удельное сопротивление при 20 С*,
$α$ — температурный коэффициент,
$t-t_0$ — разница температур.
Рисунок 2. Температурный коэффициент сопротивления. Автор24 — интернет-биржа студенческих работ
Рассчитаем удельное сопротивление меди при -30 C и +30 C .
Пример 1
Для расчета удельного сопротивления при +30 C*, нужно взять первую формулу и подставить известные значения:
Исходя из расчетов можно сделать вполне логичный вывод, который заключается в следующем.
Замечание 2
Чем выше температура окружающей среды, тем выше удельное сопротивление.
Практическое определение удельного сопротивления
Иногда, материал необходимый для работы бывает неизвестен. Из-за этого нет возможности использовать справочник и посмотреть значение удельного сопротивления. В этом случае, для определения необходимого параметра, нужно использовать расчетные формулы и ряд подручных инструментов: цифровой микрометр и мультиметр. 2$
Откроем справочник и по найденному удельному сопротивлению определим материал (в данном случае это нихром).
И вот мы плавно переходим к другому вопросу, что такое сопротивление проводника? Как я уже говорил выше, чем больше свободных электронов в веществе, тем лучше такое вещество проводит электрический ток. Следовательно, сопротивление проводника зависит от того, сколько свободных электронов содержит такой проводник. Поэтому, в физике есть такое понятие, как удельное сопротивление вещества.
Еще раз. Если в каком-либо веществе полно свободных электронов, то такое вещество будет хорошо проводить электрический ток. Если электронов еще меньше, то такое вещество будет плохо проводить электрический ток. А если свободных электронов почти нет, то такое вещество совсем не будет проводить ток. Поэтому, удельное сопротивление вещества показывает способность этого вещества препятствовать электрическому току, проходящему через него.
Удельное сопротивление выражается в единицах Ом × м.
Формула удельного сопротивления проводника
где
ρ – это удельное сопротивление, Ом × м
R – сопротивление проводника, Ом
S – площадь поперечного сечения, м2
l – длина проводника, м
Площадь поперечного сечения проводника – это что-то типа этого:
площадь поперечного сечения проводника
Формула сопротивления проводника
Итак, мы теперь знаем такую физическую величину, как удельное сопротивление. Теперь мы с легкостью можем найти сопротивление проводника.
Из таблицы видно, что железная проволока длиной 1 м и сечением 1 мм2 обладает сопротивлением 0,13 Ом. Чтобы получить 1 Ом сопротивления нужно взять 7,7 м такой проволоки. Наименьшим удельным сопротивлением обладает серебро. 1 Ом сопротивления можно получить, если взять 62,5 м серебряной проволоки сечением 1 мм2. Серебро — лучший проводник, но стоимость серебра исключает возможность его массового применения. После серебра в таблице идет медь: 1 м медной проволоки сечением 1 мм2 обладает сопротивлением 0,0175 Ом. Чтобы получить сопротивление в 1 Ом, нужно взять 57 м такой проволоки.
Химически чистая, полученная путем рафинирования, медь нашла себе повсеместное применение в электротехнике для изготовления проводов, кабелей, обмоток электрических машин и аппаратов. Широко применяют также в качестве проводников алюминий и железо.
Сопротивление проводника можно определить по формуле:
где r — сопротивление проводника в омах; ρ — удельное сопротивление проводника; l — длина проводника в м; S — сечение проводника в мм2.
Пример 1. Определить сопротивление 200 м железной проволоки сечением 5 мм2.
Пример 2. Вычислить сопротивление 2 км алюминиевой проволоки сечением 2,5 мм2.
Из формулы сопротивления легко можно определить длину, удельное сопротивление и сечение проводника.
Пример 3. Для радиоприемника необходимо намотать сопротивление в 30 Ом из никелиновой проволоки сечением 0,21 мм2. Определить необходимую длину проволоки.
Пример 4. Определить сечение 20 м нихромовой проволоки, если сопротивление ее равно 25 Ом.
Пример 5. Проволока сечением 0,5 мм2 и длиной 40 м имеет сопротивление 16 Ом. Определить материал проволоки.
Материал проводника характеризует его удельное сопротивление.
По таблице удельных сопротивлений находим, что таким сопротивлением обладает свинец.
Выше было указано, что сопротивление проводников зависит от температуры. Проделаем следующий опыт. Намотаем в виде спирали несколько метров тонкой металлической проволоки и включим эту спираль в цепь аккумулятора. Для измерения тока в цепь включаем амперметр. При нагревании спирали в пламени горелки можно заметить, что показания амперметра будут уменьшаться. Это показывает, что с нагревом сопротивление металлической проволоки увеличивается.
У некоторых металлов при нагревании на 100° сопротивление увеличивается на 40 — 50 %. Имеются сплавы, которые незначительно меняют свое сопротивление с нагревом. Некоторые специальные сплавы практически не меняют сопротивления при изменении температуры. Сопротивление металлических проводников при повышении температуры увеличивается, сопротивление электролитов (жидких проводников), угля и некоторых твердых веществ, наоборот, уменьшается.
Способность металлов менять свое сопротивление с изменением температуры используется для устройства термометров сопротивления. Такой термометр представляет собой платиновую проволоку, намотанную на слюдяной каркас. Помещая термометр, например, в печь и измеряя сопротивление платиновой проволоки до и после нагрева, можно определить температуру в печи.
температурный коэффициент сопротивления — это изменение сопротивления проводника при его нагревании, приходящееся на 1 Ом первоначального сопротивления и на 1° температуры, обозначается буквой α.
Если при температуре t0 сопротивление проводника равно r0, а при температуре t равно rt, то температурный коэффициент сопротивления
Примечание. Расчет по этой формуле можно производить лишь в определенном интервале температур (примерно до 200°C).
Приводим значения температурного коэффициента сопротивления α для некоторых металлов (таблица 2).
Таблица 2
Удельное электрическое сопротивление
Дальнейшие исследования позволили установить связь величины электрического сопротивления с его основными геометрическими размерами. Оказалось, что сопротивление проводника прямо пропорционально длине проводника L и обратно пропорционально площади поперечного сечения проводника S.
Эта функциональная связь хорошо описывается следующей формулой:
$ R = ρ *{ L\over S} $ (4)
Постоянная для каждого вещества величина ρ была названа удельным сопротивлением. Значение этого параметра зависит от плотности вещества, его кристаллической структуры, строения атомов и прочих внутренних характеристик вещества. Из формулы (4) можно получить формулу для расчета удельного сопротивления, если имеются экспериментальные значения для R, L и S:
$ ρ = R*{ S\over L } $ (5)
Для большинства известных веществ измерения были произведены и внесены в справочные таблицы электрических сопротивлений проводников.
Удельное сопротивление металлов, Ом*мм2/м
(при Т = 20С)
Серебро
0,016
Бронза (сплав)
0,1
Медь
0,017
Олово
0,12
Золото
0,024
Сталь (сплав)
0,12
Алюминий
0,028
Свинец
0,21
Иридий
0,047
Никелин (сплав)
0,42
Молибден
0,054
Манганин (сплав)
0,45
Вольфрам
0,055
Константан (сплав)
0,48
Цинк
0,06
Титан
0,58
Латунь (сплав)
0,071
Ртуть
0,958
Никель
0,087
Нихром (сплав)
1,1
Платина
0,1
Висмут
1,2
Экспериментально было обнаружено, что с понижением температуры сопротивление металлов уменьшается. При приближении к температуре абсолютного нуля, которая равна -273С, сопротивление некоторых металлов стремится к нулю. Это явление называется сверхпроводимостью. Атомы и молекулы как бы “замораживаются”, прекращают любое движение и не оказывают сопротивления потоку электронов.
Что мы узнали?
Что такое удельное сопротивление и электропроводность, формула
Итак, мы узнали, что способность проводника ограничивать величину электрического тока называется сопротивлением. Величину сопротивления проводника можно определить с помощью закона Ома, измерив напряжение и ток. Если известно удельное сопротивление проводника, его длина и поперечное сечение, то сопротивление можно вычислить с помощью формулы (4), не измеряя ток и напряжение.
Обобщение понятия удельного сопротивления
Формула силы тока
Кусок резистивного материала с электрическими контактами на обоих концах
Удельное сопротивление можно определить также для неоднородного материала, свойства которого меняются от точки к точке. В этом случае оно является не константой, а скалярной функцией координат — коэффициентом, связывающим напряжённость электрического поля E→(r→){\displaystyle {\vec {E}}({\vec {r}})} и плотность тока J→(r→){\displaystyle {\vec {J}}({\vec {r}})} в данной точке r→{\displaystyle {\vec {r}}}. Указанная связь выражается :
Эта формула справедлива для неоднородного, но изотропного вещества. Вещество может быть и анизотропно (большинство кристаллов, намагниченная плазма и т. д.), то есть его свойства могут зависеть от направления. В этом случае удельное сопротивление является зависящим от координат тензором второго ранга, содержащим девять компонент ρij{\displaystyle \rho _{ij}}. В анизотропном веществе векторы плотности тока и напряжённости электрического поля в каждой данной точке вещества не сонаправлены; связь между ними выражается соотношением
В анизотропном, но однородном веществе тензор ρij{\displaystyle \rho _{ij}} от координат не зависит.
Тензор ρij{\displaystyle \rho _{ij}}симметричен, то есть для любых i{\displaystyle i} и j{\displaystyle j} выполняется ρij=ρji{\displaystyle \rho _{ij}=\rho _{ji}}.
Как и для всякого симметричного тензора, для ρij{\displaystyle \rho _{ij}} можно выбрать ортогональную систему декартовых координат, в которых матрица ρij{\displaystyle \rho _{ij}} становится диагональной, то есть приобретает вид, при котором из девяти компонент ρij{\displaystyle \rho _{ij}} отличными от нуля являются лишь три: ρ11{\displaystyle \rho _{11}}, ρ22{\displaystyle \rho _{22}} и ρ33{\displaystyle \rho _{33}}. В этом случае, обозначив ρii{\displaystyle \rho _{ii}} как ρi{\displaystyle \rho _{i}}, вместо предыдущей формулы получаем более простую
Ei=ρiJi.{\displaystyle E_{i}=\rho _{i}J_{i}.}
Величины ρi{\displaystyle \rho _{i}} называют главными значениями тензора удельного сопротивления.
Обобщение понятия удельного сопротивления[править | править код]
Кусок резистивного материала с электрическими контактами на обоих концах
Удельное сопротивление можно определить также для неоднородного материала, свойства которого меняются от точки к точке. В этом случае оно является не константой, а скалярной функцией координат — коэффициентом, связывающим напряжённость электрического поля E→(r→){\displaystyle {\vec {E}}({\vec {r}})} и плотность тока J→(r→){\displaystyle {\vec {J}}({\vec {r}})} в данной точке r→{\displaystyle {\vec {r}}}. Указанная связь выражается :
Эта формула справедлива для неоднородного, но изотропного вещества. Вещество может быть и анизотропно (большинство кристаллов, намагниченная плазма и т. д.), то есть его свойства могут зависеть от направления. В этом случае удельное сопротивление является зависящим от координат тензором второго ранга, содержащим девять компонент ρij{\displaystyle \rho _{ij}}. {3}\rho _{ij}({\vec {r}})J_{j}({\vec {r}}).}
В анизотропном, но однородном веществе тензор ρij{\displaystyle \rho _{ij}} от координат не зависит.
Тензор ρij{\displaystyle \rho _{ij}}симметричен, то есть для любых i{\displaystyle i} и j{\displaystyle j} выполняется ρij=ρji{\displaystyle \rho _{ij}=\rho _{ji}}.
Как и для всякого симметричного тензора, для ρij{\displaystyle \rho _{ij}} можно выбрать ортогональную систему декартовых координат, в которых матрица ρij{\displaystyle \rho _{ij}} становится диагональной, то есть приобретает вид, при котором из девяти компонент ρij{\displaystyle \rho _{ij}} отличными от нуля являются лишь три: ρ11{\displaystyle \rho _{11}}, ρ22{\displaystyle \rho _{22}} и ρ33{\displaystyle \rho _{33}}. В этом случае, обозначив ρii{\displaystyle \rho _{ii}} как ρi{\displaystyle \rho _{i}}, вместо предыдущей формулы получаем более простую
Ei=ρiJi.{\displaystyle E_{i}=\rho _{i}J_{i}.}
Величины ρi{\displaystyle \rho _{i}} называют главными значениями тензора удельного сопротивления.
Единица измерения электрического сопротивления
Единицу измерения сопротивления назвали в честь Георга Ома. В Международной интернациональной системе единиц СИ электрическое сопротивление 1 Ом имеет участок цепи, на котором падает напряжение равное 1 В при силе тока 1 А:
$ 1 Ом = { 1 В\over 1 A} $ (3)
Для определения сопротивления с помощью закона Ома требуется измерить предварительно напряжение и ток. Двух измерений можно избежать с помощью прибора, разработанного для непосредственного измерения сопротивления. Прибор называется омметром.
Рис. 3. Приборы для измерения сопротивления – омметры.
На практике большинство используемых в электрических схемах и приборах сопротивлений гораздо больше, чем 1 Ом. Поэтому чаще применяются кратные единицы измерений : килоом и мегом:
1 кОм = 1000 Ом;
1 МОм = 1000 000 Ом.
Последовательное соединение проводников
Сопротивление при последовательном соединении проводников
Последовательное соединение проводников – это когда к одному проводнику мы соединяем другой проводник и так по цепочке. Это и есть последовательное соединение проводников. Их можно соединять с друг другом сколь угодно много.
последовательное соединение резисторов
Чему же будет равняться их общее сопротивление? Оказывается, все просто. Оно будет равняться сумме всех сопротивлений проводников в этой цепи.
Получается, можно записать, что
формула при последовательном соединении резисторов
Пример
У нас есть 3 проводника, которые соединены последовательно. Сопротивление первого 3 Ома, второго 5 Ом, третьего 2 Ома. Найти их общее сопротивление в цепи.
Решение
Rобщее =R1 + R2 + R3 = 3+5+2=10 Ом.
То есть, как вы видите, цепочку из 3 резисторов мы просто заменили на один резистор RAB .
показать на реальном примере с помощью мультиметра
Сила тока через последовательное соединение проводников
Что будет, если мы подадим напряжение на концы такого резистора? Через него сражу же побежит электрический ток, сила которого будет вычисляться по закону Ома I=U/R.
Получается, если через резистор RAB течет какой-то определенный ток, следовательно, если разложить наш резистор на составляющие R1 , R2 , R3 , то получится, что через них течет та же самая сила тока, которая текла через резистор RAB .
сила тока через последовательное соединение проводников
Получается, что при последовательном соединении проводников сила тока, которая течет через каждый проводник одинакова. То есть через резистор R1 течет такая же сила тока, как и через резистор R2 и такая же сила тока течет через резистор R3 .
Напряжение при последовательном соединении проводников
Давайте еще раз рассмотрим цепь с тремя резисторами
Как мы уже знаем, при последовательном соединении через каждый резистор проходит одна и та же сила тока. Но вот что будет с напряжением на каждом резисторе и как его найти?
Оказывается, все довольно таки просто. Для этого надо снова вспомнить закон дядюшки Ома и просто вычислить напряжение на любом резисторе. Давайте так и сделаем.
Пусть у нас будет цепь с такими параметрами.
Мы теперь знаем, что сила тока в такой цепи будет везде одинакова. Но какой ее номинал? Вот в чем загвоздка. Для начала нам надо привести эту цепь к такому виду.
Получается, что в данном случае RAB =R1 + R2 + R3 = 2+3+5=10 Ом. Отсюда уже находим силу тока по закону Ома I=U/R=10/10=1 Ампер.
Половина дела сделано. Теперь осталось узнать, какое напряжение падает на каждом резисторе. То есть нам надо найти значения UR1 , UR2 , UR3 . Но как это сделать?
Да все также, через закон Ома. Мы знаем, что через каждый резистор проходит сила тока 1 Ампер, мы уже вычислили это значение. Закон ома гласит I=U/R , отсюда получаем, что U=IR.
Следовательно,
UR1 = IR1 =1×2=2 Вольта
UR2 = IR2 = 1×3=3 Вольта
UR3 = IR3 =1×5=5 Вольт
Теперь начинается самое интересное. Если сложить все падения напряжений на резисторах, то можно получить… напряжение источника! Он у нас равен 10 Вольт.
Получается
U=UR1+UR2+UR3
Мы получили самый простой делитель напряжения.
Вывод: сумма падений напряжений при последовательном соединении равняется напряжению питания.
Мультипекарь Redmond RMB-611
2172 ₽
Подробнее
Мультипекарь Redmond RMB-611
2172 ₽
Подробнее
Газовые встраиваемые духовые шкафы
Оцените статью:
Что такое удельное сопротивление — Формула и единицы » Заметки по электронике
Удельное электрическое сопротивление является ключевым параметром для любого материала, используемого в электрических цепях, электронных компонентах и многих других изделиях.
Учебное пособие по сопротивлению Включает: Что такое сопротивление Закон Ома Омические и неомические проводники Сопротивление лампы накаливания Удельное сопротивление Таблица удельных сопротивлений для обычных материалов Температурный коэффициент сопротивления Коэффициент сопротивления по напряжению, VCR Электрическая проводимость Последовательные и параллельные резисторы Таблица параллельных резисторов
Удельное сопротивление — это мера сопротивления определенного размера материала электропроводности и важный параметр для всех веществ, связанных с использованием электричества, проектированием электронных схем и т. д.
Удельное электрическое сопротивление может также упоминаться как удельное электрическое сопротивление или объемное удельное сопротивление, хотя эти термины менее широко используются.
Хотя материалы сопротивляются прохождению электрического тока, некоторые лучше проводят его, чем другие.
Удельное сопротивление — это показатель, который позволяет сравнивать способ, которым различные материалы пропускают или сопротивляются току.
Чтобы значения удельного сопротивления были значимыми, для удельного сопротивления используются специальные единицы измерения, и существуют формулы для его расчета и соотнесения его с сопротивлением в Омах для данного размера материала.
Материалы, которые легко проводят электрический ток, называются проводниками и имеют низкое удельное сопротивление. Те, которые плохо проводят электричество, называются изоляторами, и эти материалы имеют высокое удельное сопротивление.
Удельное сопротивление различных материалов играет важную роль при выборе материалов, используемых для электрических проводов во многих электронных компонентах, включая резисторы, интегральные схемы и многое другое.
Удельное сопротивление материала также помогает определить, является ли материал проводником, изолятором или полупроводником, и в результате это помогает понять, как лучше всего использовать или применять его.
Определение удельного сопротивления и единицы измерения
Удельное электрическое сопротивление образца материала также может быть известно как его удельное электрическое сопротивление. Это мера того, насколько сильно материал сопротивляется прохождению электрического тока.
Чтобы немного точнее понять, что такое удельное сопротивление, часто бывает полезно иметь определение, что это такое. Хотя это может быть немного формальным в некоторых отношениях, краткое определение часто может помочь дать более точное понимание того, что это такое.
Удельное сопротивление определение:
Удельное сопротивление вещества – это сопротивление куба этого вещества, имеющего ребра единичной длины, при том понимании, что ток течет нормально к противоположным граням и равномерно распределяется по ним.
Удельное электрическое сопротивление представляет собой электрическое сопротивление на единицу длины и на единицу площади поперечного сечения при заданной температуре.
Единицей удельного электрического сопротивления в системе СИ является ом⋅метр (Ом⋅м). Обычно обозначается греческой буквой ρ, ро.
Хотя в качестве единицы удельного сопротивления в СИ обычно используется омметр, иногда цифры описываются в омах на сантиметры, Ом⋅см.
Например, если сплошной куб материала размером 1 м 3 имеет листовые контакты на двух противоположных сторонах, которые сами по себе не создают никакого сопротивления, а сопротивление между контактами составляет 1 Ом, тогда говорят, что удельное сопротивление материала равно 1 Омега: ˙⋅м.
Формула удельного сопротивления / уравнение
Удельное сопротивление материала определяется с точки зрения величины электрического поля на нем, которое дает определенную плотность тока. Можно вывести формулу удельного электрического сопротивления. 2
Из уравнений видно, что сопротивление можно изменять, изменяя множество различных параметров.
Например, сохраняя постоянное удельное сопротивление материала, сопротивление образца можно увеличить, увеличив длину или уменьшив площадь поперечного сечения. Из уравнений удельного сопротивления также видно, что увеличение удельного сопротивления материала увеличивает сопротивление при тех же размерах. Точно так же уменьшение удельного сопротивления уменьшит сопротивление.
Уровни удельного сопротивления материалов
Материалы подразделяются на разные категории в зависимости от их уровня или удельного сопротивления. Резюме приведено в таблице ниже.
Области удельного сопротивления для различных категорий материалов
Тип материала
Область сопротивления
Электролиты
Переменная *
9-8
Полупроводники
Переменная *
Сверхпроводники
* Уровень проводимости полупроводников зависит от уровня легирования. Без легирования они выглядят почти как изолятор, но с легированием доступны носители заряда, и удельное сопротивление резко падает. Точно так же и для электролитов уровень удельного сопротивления варьируется в широких пределах.
Определение удельного сопротивления гласит, что удельное сопротивление вещества есть сопротивление куба этого вещества, имеющего ребра единичной длины, при том понимании, что ток течет нормально к противоположным граням и распределяется по ним равномерно.
Удельное сопротивление обычно измеряется в Ом-метрах. Это означает, что удельное сопротивление измеряется для куба материала размером метр в каждом направлении.
Узнайте больше в нашем . . . . Таблица удельного сопротивления различных материалов.
Практические значения удельного сопротивления
Удельное сопротивление материалов важно, поскольку оно позволяет использовать правильные материалы в правильных местах в электрических и электронных компонентах.
Материалы, используемые в качестве проводников, например, в электрических и общих соединительных проводах, должны иметь низкий уровень удельного сопротивления. Это означает, что для данной площади поперечного сечения сопротивление провода будет низким. Выбор правильного материала зависит от знания его свойств, одним из которых является его удельное сопротивление.
Например, медь является хорошим проводником, поскольку она обеспечивает низкий уровень удельного сопротивления, ее стоимость не слишком высока, а также она обеспечивает другие физические характеристики, полезные во многих электрических и электронных приложениях. Удельное сопротивление меди составляет около 1,7 x 10 -8 ом-метров (или 17 нОм·м), хотя цифры могут незначительно отличаться в зависимости от марки меди
.
Такие материалы, как медь и даже алюминий, обладают низким уровнем удельного сопротивления, что делает их идеальными для использования в качестве электрических проводов и кабелей, причем медь часто является фаворитом. Серебро и золото имеют очень низкие значения удельного сопротивления, но, поскольку они значительно дороже, они не используются широко. Однако серебро иногда используется для покрытия проводов, где важно его низкое удельное сопротивление, а золотое покрытие используется для сопрягаемых поверхностей многих электронных разъемов, чтобы обеспечить наилучшие контакты. Золото также хорошо подходит для электрических разъемов, поскольку оно не тускнеет и не окисляется, как другие металлы.
Многоконтактный разъем для печатных плат имеет золотое покрытие на сопряженных контактах для уменьшения контактного сопротивления, а также для предотвращения потускнения
. Другие материалы должны действовать как изоляторы, проводя как можно меньший ток. Удельное сопротивление изолятора будет на много порядков выше. Одним из примеров является воздух, и его удельное сопротивление составляет более 1,5 x 10 14 , что, как видно, очень, очень много выше, чем удельное сопротивление меди.
Удельное электрическое сопротивление важно во многих других электронных компонентах. Например, в резисторах удельное сопротивление различных материалов играет ключевую роль в обеспечении правильного сопротивления резисторов.
Удельное сопротивление
также имеет ключевое значение для других электронных компонентов. Для интегральных схем очень важно удельное сопротивление материалов в микросхеме. Некоторые области должны иметь очень низкое сопротивление и иметь возможность внутреннего соединения различных областей ИС, в то время как другие материалы должны изолировать различные области. Опять же, сопротивление важно, чтобы это произошло.
Удельное сопротивление является ключевым во многих областях электронных компонентов, а также для многих электрических деталей.
Удельное электрическое сопротивление является ключевым параметром для материалов, которые будут использоваться в электрических и электронных системах. Вещества с высоким удельным электрическим сопротивлением называются изоляторами и могут использоваться для этой цели. Они с низким уровнем удельного электрического сопротивления являются хорошими проводниками и могут использоваться во множестве приложений, от проводов до электрических соединений и многого другого.
Дополнительные основные понятия и руководства по электронике: Напряжение Текущий Сила Сопротивление Емкость Индуктивность Трансформеры Децибел, дБ Законы Кирхгофа Q, добротность РЧ-шум Сигналы
Вернуться в меню основных понятий электроники . . .
Формула удельного сопротивления — GeeksforGeeks
Когда к объекту (проводнику) прикладывается разность потенциалов, электроны начинают двигаться, что создает ток в объекте. Во время этого движения электроны также сталкиваются с другими электронами, что вызывает некоторое противодействие потоку электронов. Это явление противодействия потоку электронов известно как сопротивление (R). Его единицей СИ является ом (Ом)
Факторы, влияющие на сопротивление
Сопротивление R проводника прямо пропорционально длине проводника к площади поперечного сечения, когда проводник имеет однородную форму.
R ∝ 1/A ⇢ (2)
Сопротивление проводника также зависит от природы проводника, а также от температуры проводника. Таким образом, объединяя уравнения (1) и (2),
R ∝ L/A
R = ρl/A
ρ (Rho) постоянна, которая называется удельным сопротивлением.
Формула удельного сопротивления
Удельное сопротивление материала определяется как сопротивление проводника материала на единицу длины и на единицу площади поперечного сечения при определенной температуре
или
Это свойство материала, которое демонстрирует, насколько сильно материал сопротивляется или проводит электрический ток. Он обозначается ρ , который называется rho. Формула удельного сопротивления задается следующим образом:
 Это также позволяет вам использовать большее расстояние отстоя, покрывая большую площадь за меньшее время.
Это также позволяет вам использовать большее расстояние отстоя, покрывая большую площадь за меньшее время.
 Вы не несете никакой ответственности за мошенничество с политикой защиты покупателей Klarna.
Вы не несете никакой ответственности за мошенничество с политикой защиты покупателей Klarna. Вы узнаете, одобрены ли вы через несколько секунд, а затем завершите покупку. Вы получите уведомление по электронной почте о своей покупке от Klarna и сможете управлять своей учетной записью на сайте www.klarna.com.
Вы узнаете, одобрены ли вы через несколько секунд, а затем завершите покупку. Вы получите уведомление по электронной почте о своей покупке от Klarna и сможете управлять своей учетной записью на сайте www.klarna.com.

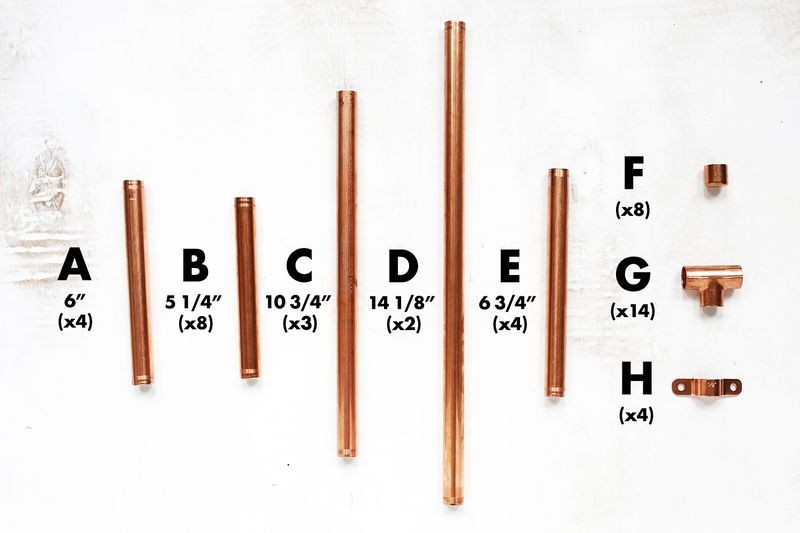 6
6 8
8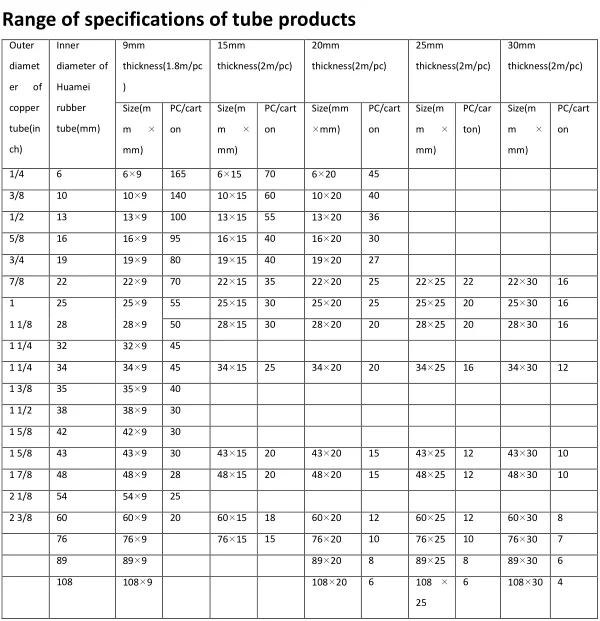 6
6 2
2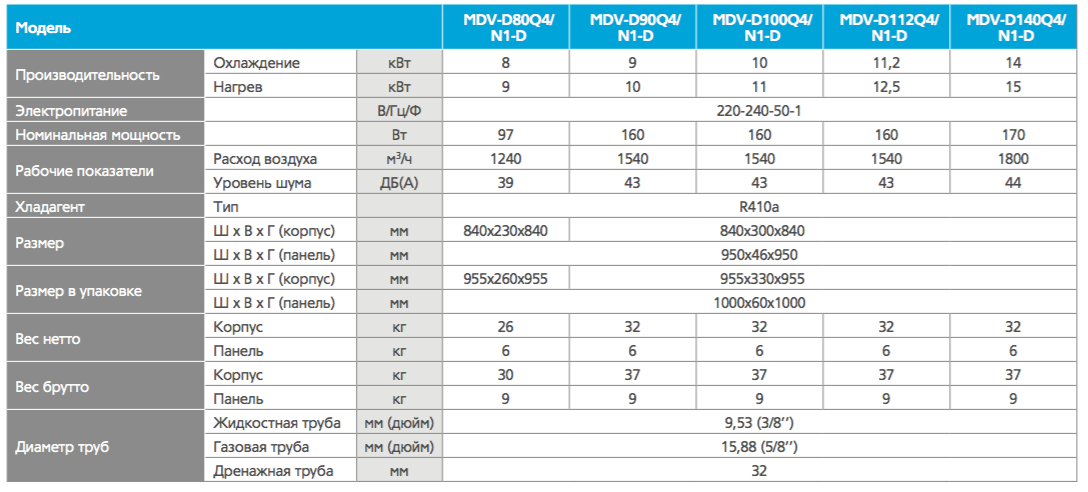 5
5 7
7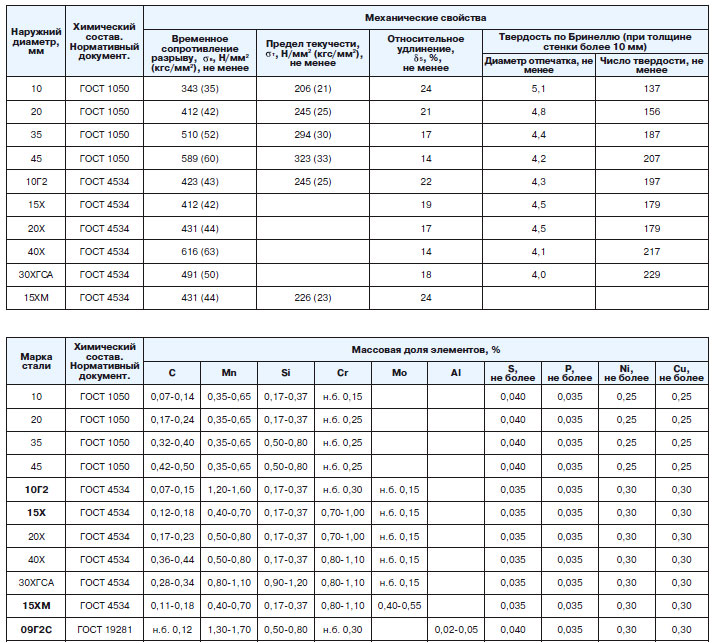 5
5 Один из них прокат, применяющийся для испарительных и компрессорно-конденсаторных частей климатической техники.
Один из них прокат, применяющийся для испарительных и компрессорно-конденсаторных частей климатической техники.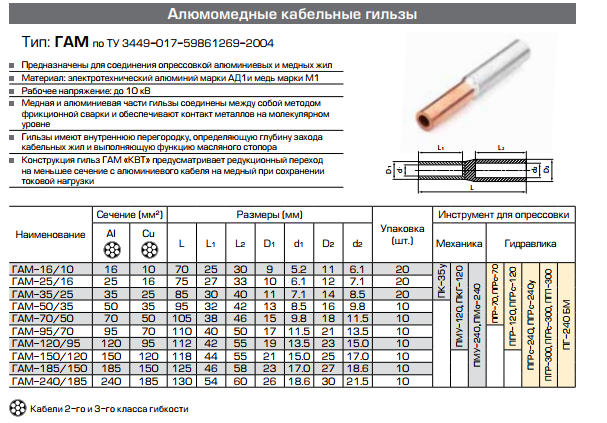 Поэтому кондиционеры охлаждают и даже нагревают воздушные массы.
Поэтому кондиционеры охлаждают и даже нагревают воздушные массы.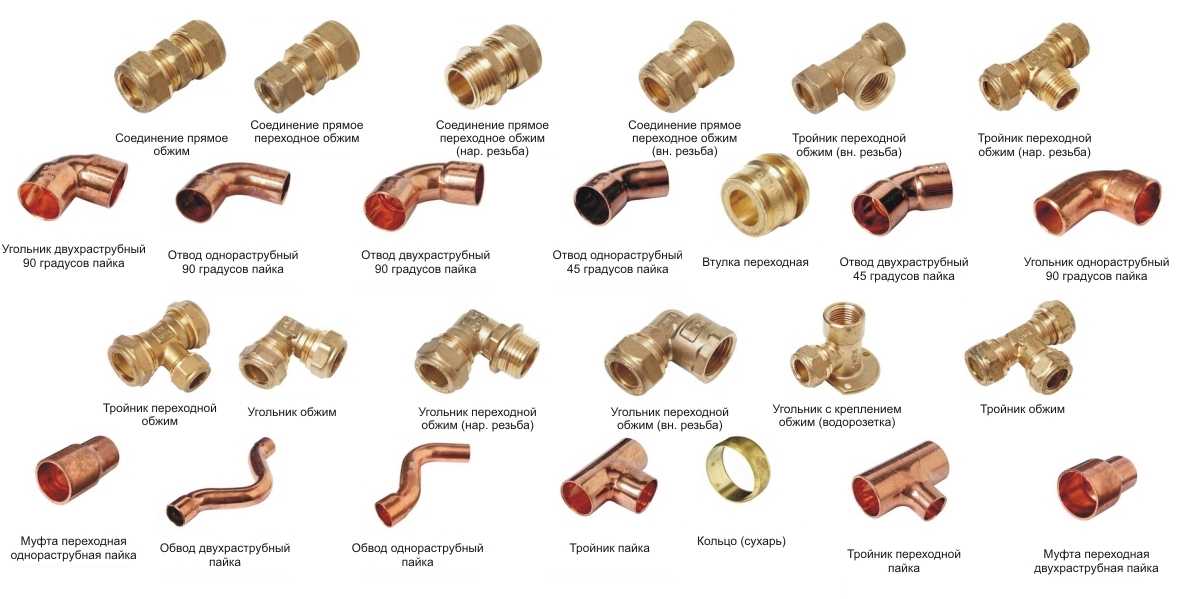 Мельчайший сор внутри может вывести из строя климатическое оборудование.
Мельчайший сор внутри может вывести из строя климатическое оборудование.
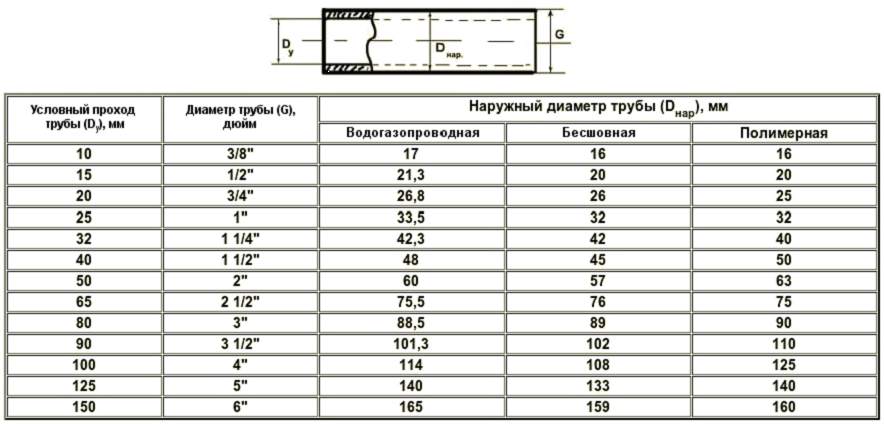

 youtube.com/embed/SkbbVV-2QZY?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/SkbbVV-2QZY?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  Таблица размеров медных труб.
Таблица размеров медных труб. фут
фут 625
625 436
436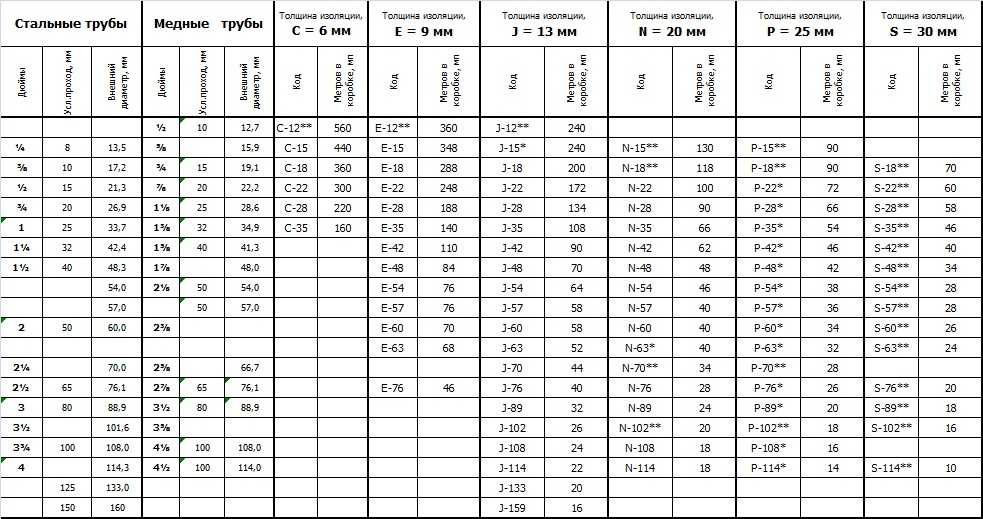 00847
00847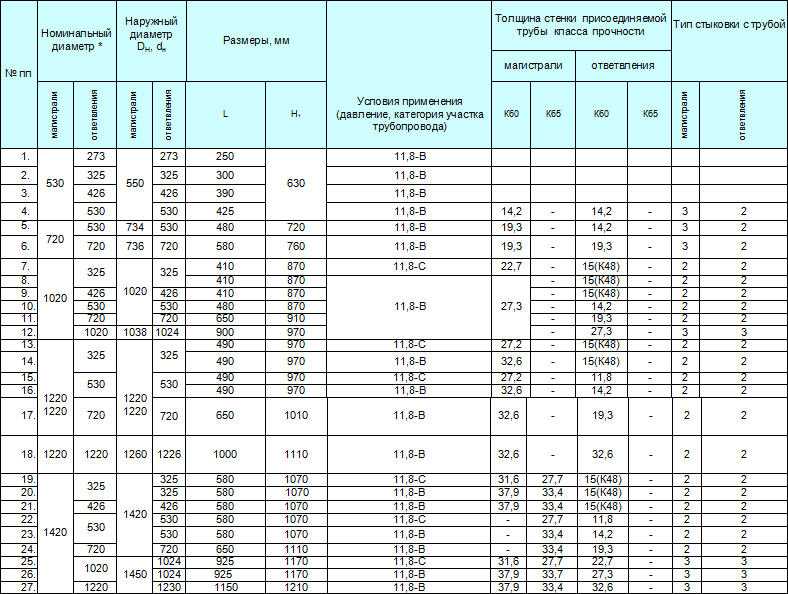 095
095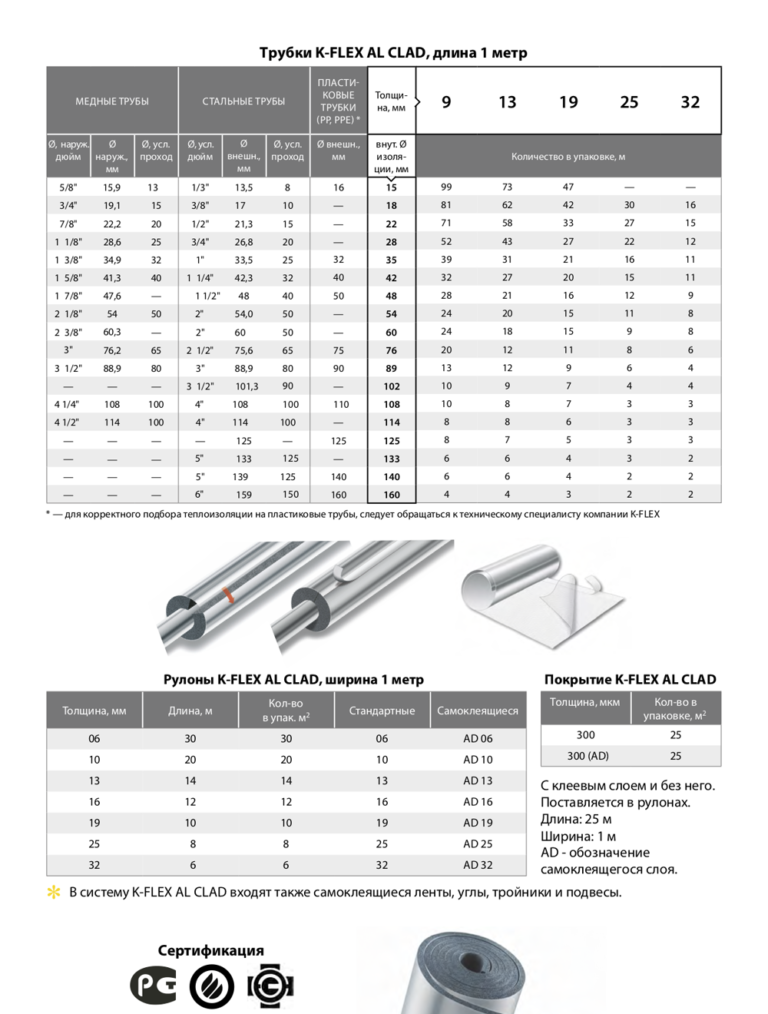 01
01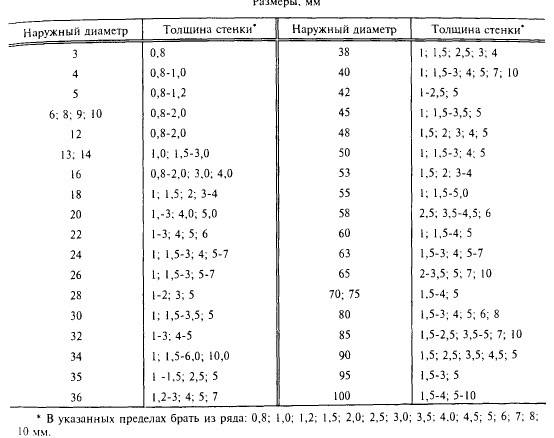 125
125 487
487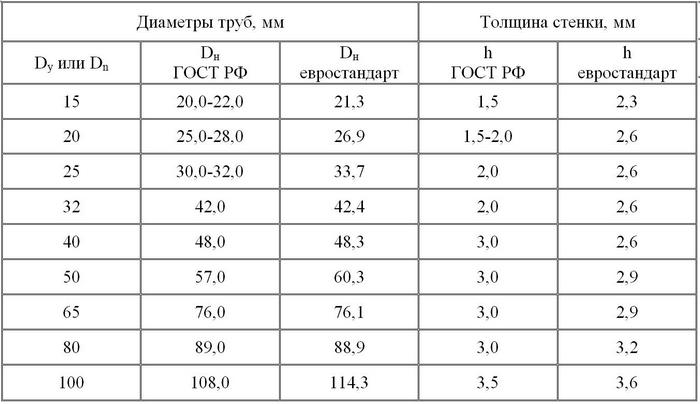 дюйм
дюйм 261
261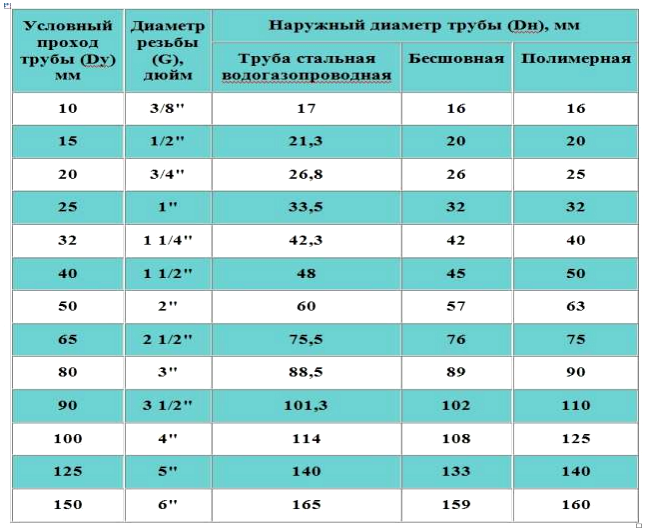 050
050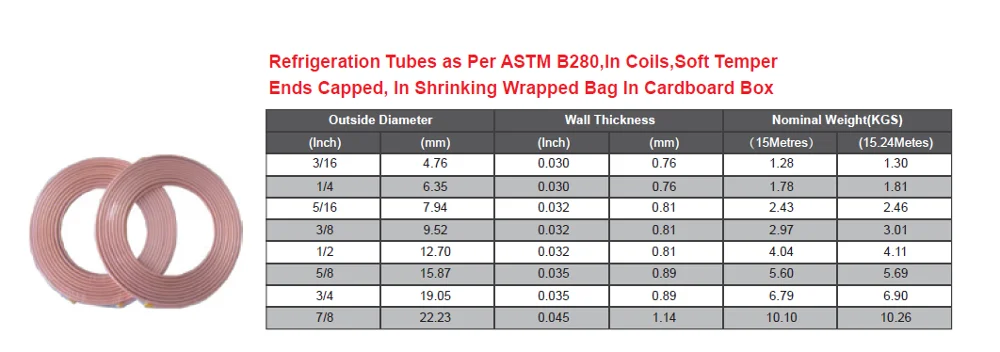 0215
0215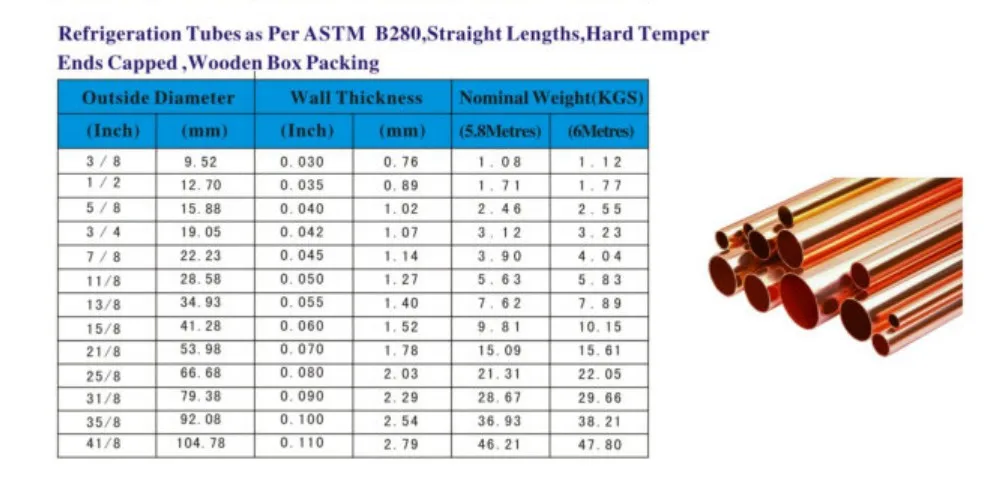 125
125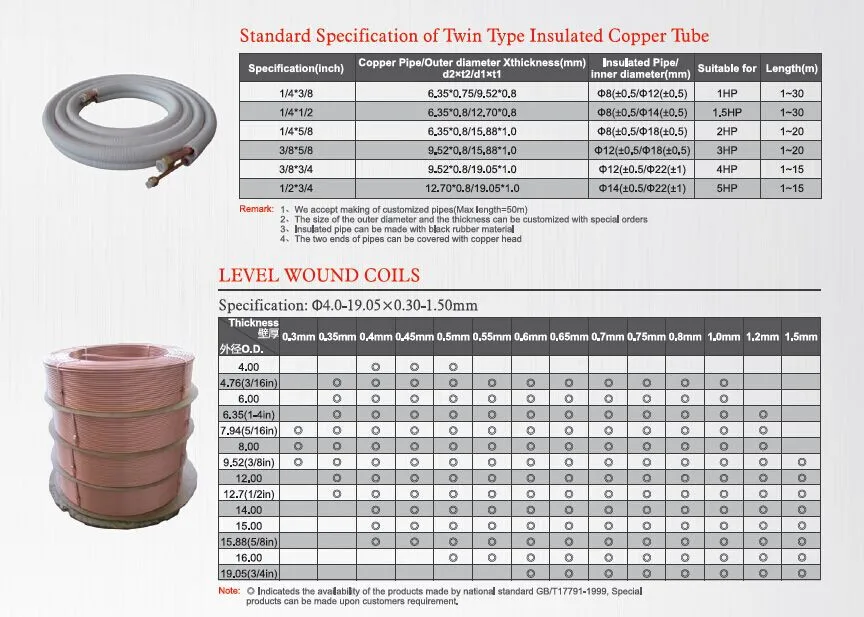 дюйм
дюйм 314
314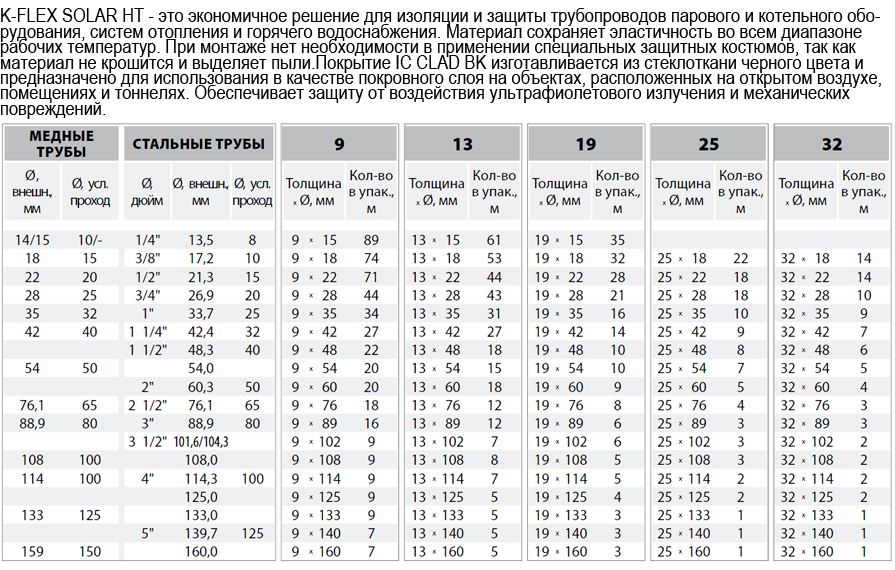 00910
00910 0340
0340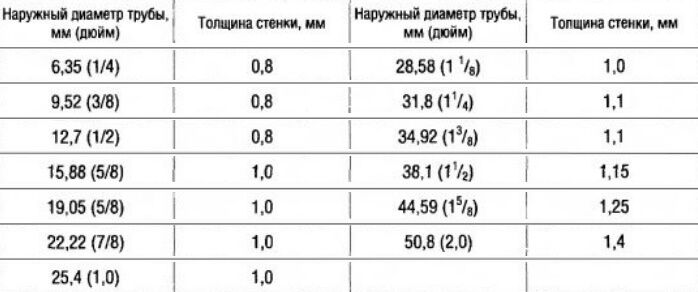 634
634 125
125 дюйм
дюйм 0130
0130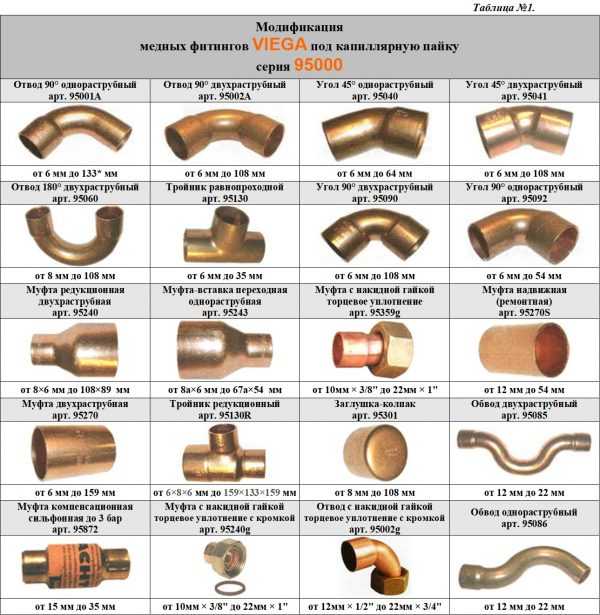 603
603 0
0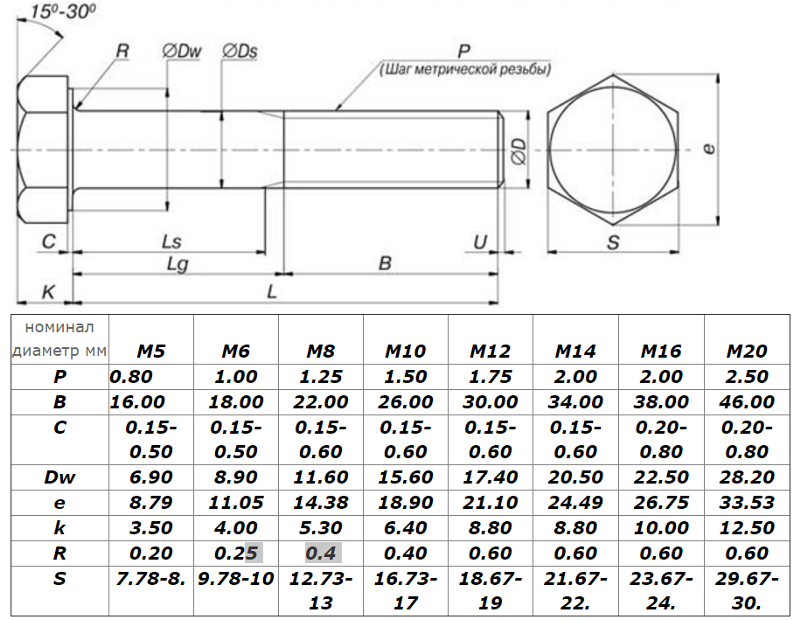 У тому випадку якщо Вам необхідно виготовити нестандартне кріплення, на базі нашого підприємства є підготовлений виробничий цех з виготовлення та доопрацювання високоміцних металевих виробів згідно з вашими кресленнями або ескізами.
У тому випадку якщо Вам необхідно виготовити нестандартне кріплення, на базі нашого підприємства є підготовлений виробничий цех з виготовлення та доопрацювання високоміцних металевих виробів згідно з вашими кресленнями або ескізами.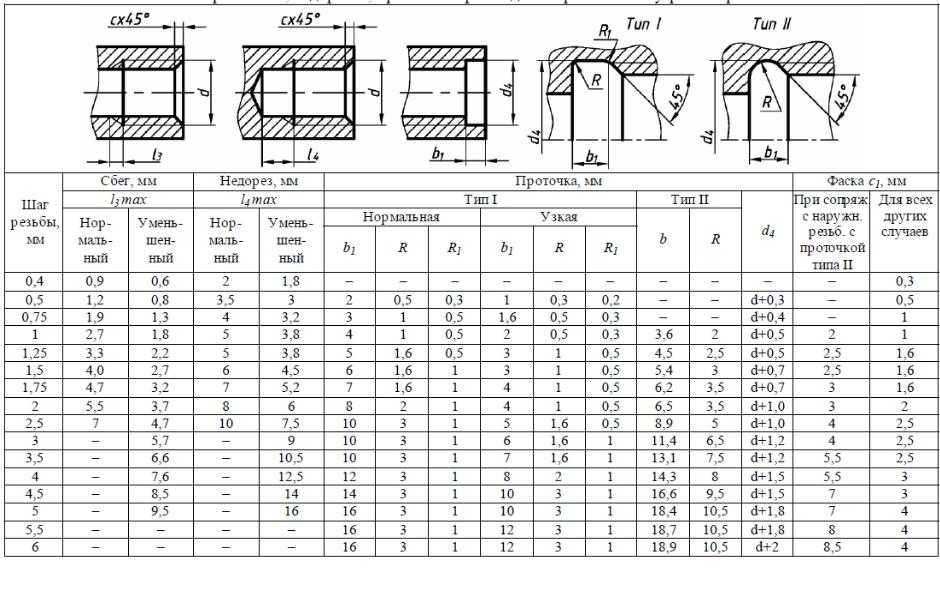
 сталь
сталь сталь
сталь
 2
2 04.20
04.20 2
2
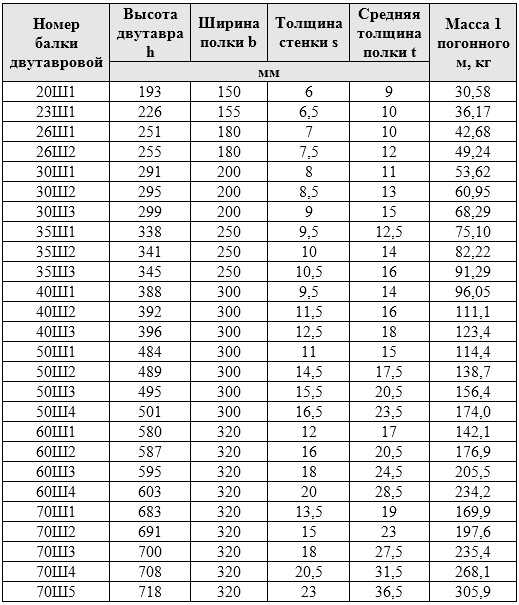 От него зависит, где именно будет применяться изделие, и на какие нагрузки оно рассчитано. Все основные значения содержит следующая таблица двутавровых балок.
От него зависит, где именно будет применяться изделие, и на какие нагрузки оно рассчитано. Все основные значения содержит следующая таблица двутавровых балок.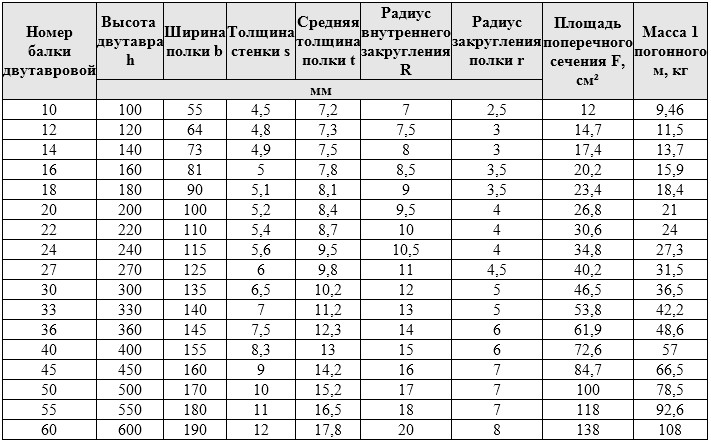 Следует упомянуть, что горячекатаные изделия имеют высоту 10 до 50 см, а их длина составляет 4-12 метров. По индивидуальному заказу завод может сделать и более длинные балки.
Следует упомянуть, что горячекатаные изделия имеют высоту 10 до 50 см, а их длина составляет 4-12 метров. По индивидуальному заказу завод может сделать и более длинные балки. Главным ее достоинством является отличная прочность. Конструкции из углеродистой стали отличаются долговечностью и устойчивостью к большим нагрузкам.
Главным ее достоинством является отличная прочность. Конструкции из углеродистой стали отличаются долговечностью и устойчивостью к большим нагрузкам.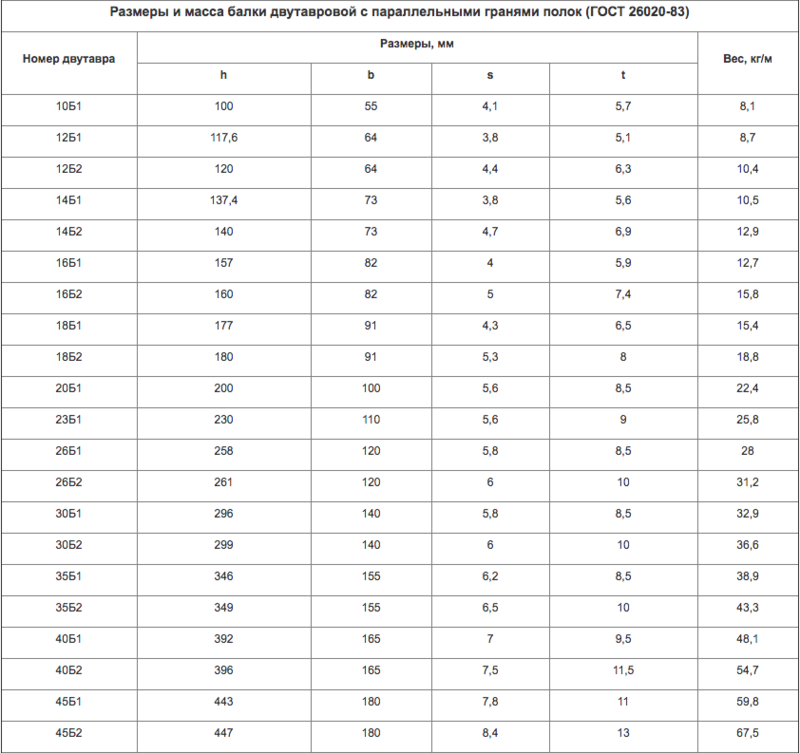 0
0 1
1 2
2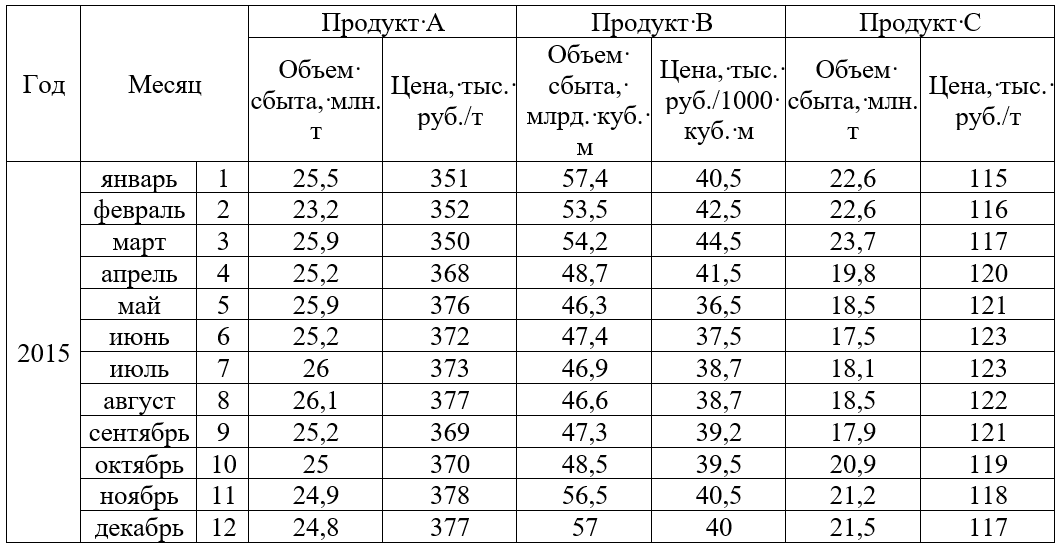 0
0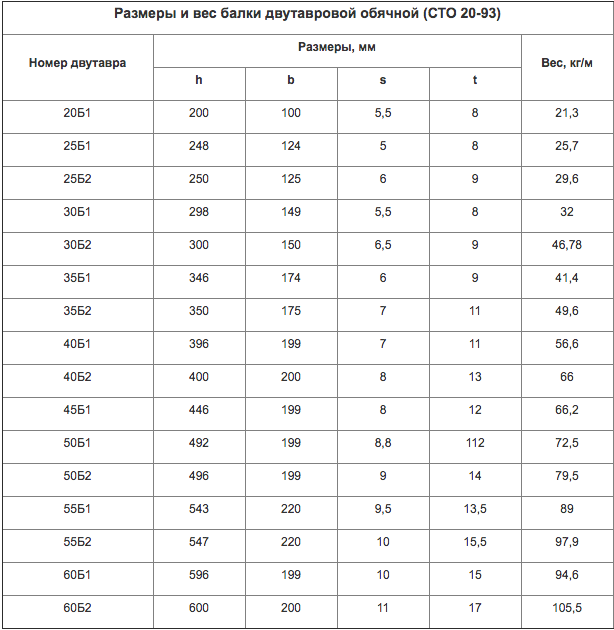 . В зависимости от того, что вы строите, вам не нужно быть инженером, чтобы выбрать двутавровую балку нужного размера. Вот несколько наиболее важных терминов, которые следует знать:
. В зависимости от того, что вы строите, вам не нужно быть инженером, чтобы выбрать двутавровую балку нужного размера. Вот несколько наиболее важных терминов, которые следует знать: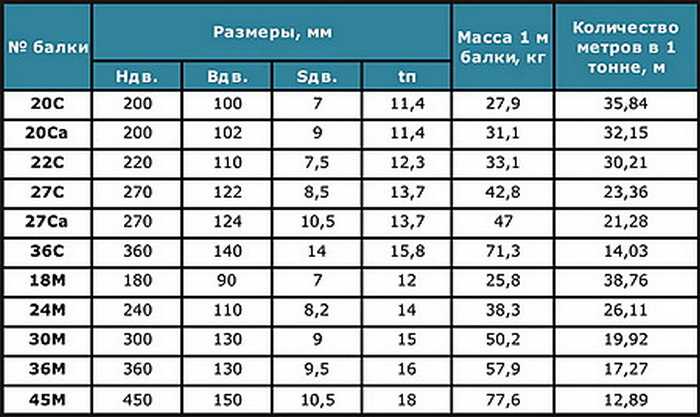 S-образные двутавровые балки имеют конические полки. Они больше всего напоминают заглавную букву «I», если смотреть на них крест-накрест. W-образные двутавровые балки имеют прямые или параллельные полки, которые имеют тенденцию быть длиннее, что придает им вид заглавной буквы H при повороте на бок, поэтому их также часто называют двутавровыми балками.
S-образные двутавровые балки имеют конические полки. Они больше всего напоминают заглавную букву «I», если смотреть на них крест-накрест. W-образные двутавровые балки имеют прямые или параллельные полки, которые имеют тенденцию быть длиннее, что придает им вид заглавной буквы H при повороте на бок, поэтому их также часто называют двутавровыми балками.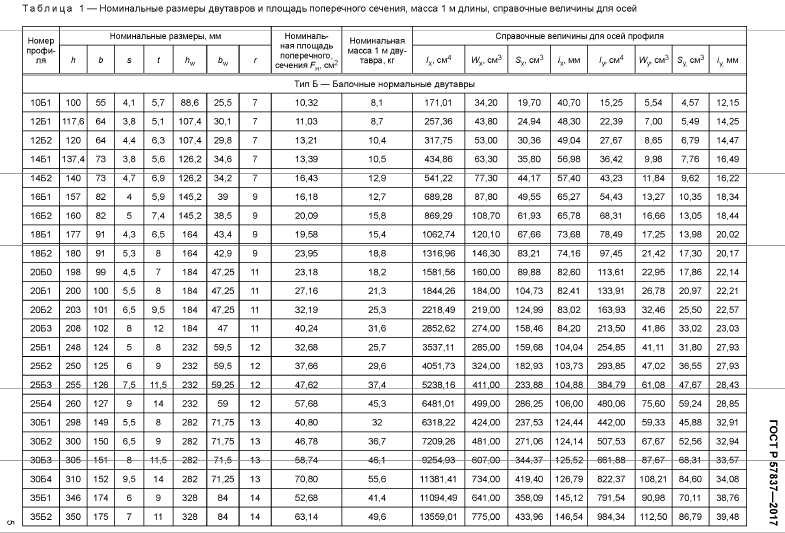
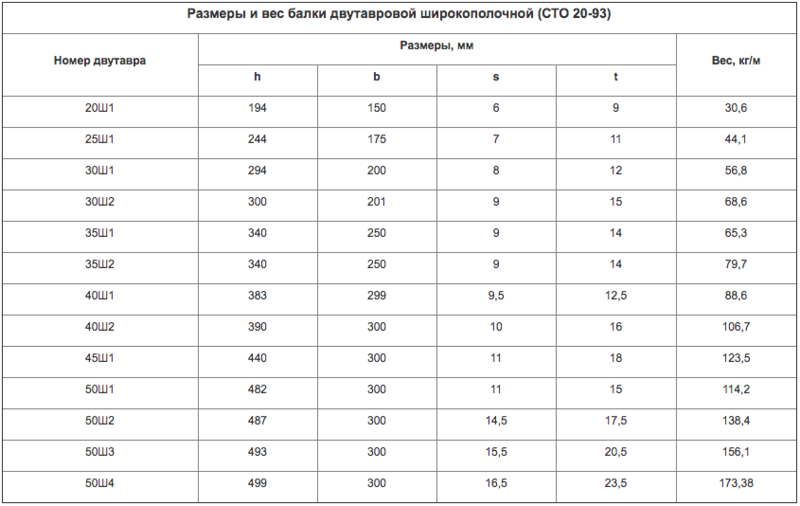 01
01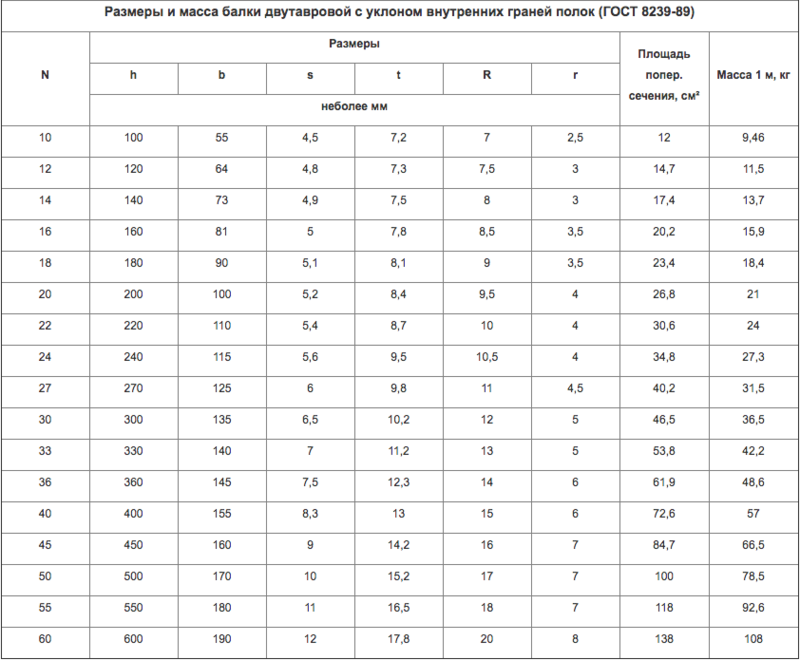
 И подогнать точность до того параметра, который указан по чертежам. Именно вот этот этап обработки, практически уже чистовой, нам и необходим.
И подогнать точность до того параметра, который указан по чертежам. Именно вот этот этап обработки, практически уже чистовой, нам и необходим. В итоге происходит своего рода интенсивная шлифовка.
В итоге происходит своего рода интенсивная шлифовка. Такой небольшой «карман» носит просторечное название – потай. Для создания их используется специальные инструментарий и процедура, в большинстве своем схожая со сверлением. Но, как становится понятно, имеющая свои отличия. Это и есть искомый процесс.
Такой небольшой «карман» носит просторечное название – потай. Для создания их используется специальные инструментарий и процедура, в большинстве своем схожая со сверлением. Но, как становится понятно, имеющая свои отличия. Это и есть искомый процесс. Если приходится работать с твердым ресурсом, как чугун и различные сплавы, то в штатном порядке нужно подавать в точку контакта эмульсию для сброса температуры. Ведь металл будет сильно разогреваться. Также, при работе с твердым материалом, необходимо выставлять обороты валы выше. А если поверхность мягкая, то ниже, во избежание избыточной резьбы.
Если приходится работать с твердым ресурсом, как чугун и различные сплавы, то в штатном порядке нужно подавать в точку контакта эмульсию для сброса температуры. Ведь металл будет сильно разогреваться. Также, при работе с твердым материалом, необходимо выставлять обороты валы выше. А если поверхность мягкая, то ниже, во избежание избыточной резьбы.
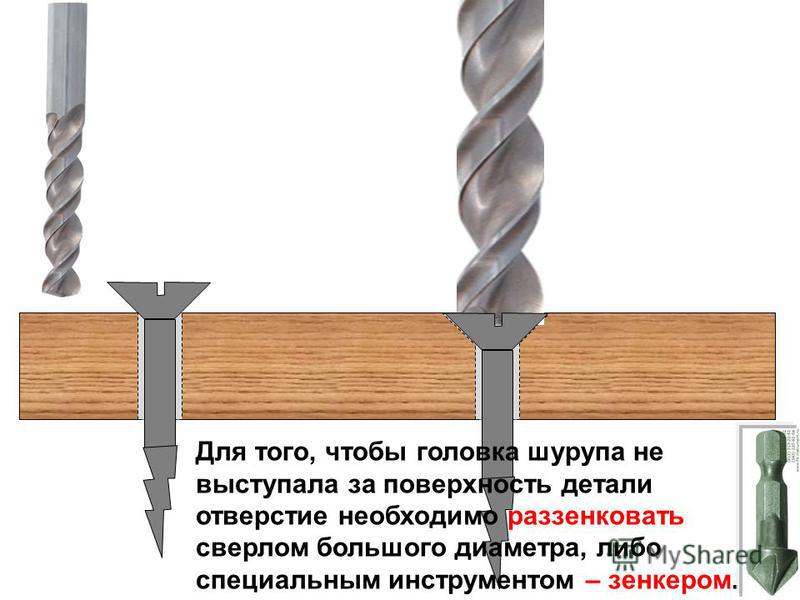 И тут важно выявить как обычные размерные аспекты – высота, ширина, так и более специфические, как скос. Обычно он наличествует, если сам крепеж в принципе задуман под потай.
И тут важно выявить как обычные размерные аспекты – высота, ширина, так и более специфические, как скос. Обычно он наличествует, если сам крепеж в принципе задуман под потай. Итогом становится выемка цилиндрической формы. Это идеальный выбор для винтов и болтов. А данные крепежные элементы в штатном формате распространены почти во всех конструкциях. Фактически это самая популярная и актуальная разновидность зенкования отверстий в металле.
Итогом становится выемка цилиндрической формы. Это идеальный выбор для винтов и болтов. А данные крепежные элементы в штатном формате распространены почти во всех конструкциях. Фактически это самая популярная и актуальная разновидность зенкования отверстий в металле. Особый финальный вид операции. Используется в уже готовых углублениях. Чтобы сами шляпки и иные метизы для сокрытия входили плотно и без зазоров. Для этого поверхность очищается. И тут нам и понадобятся эти разновидности.
Особый финальный вид операции. Используется в уже готовых углублениях. Чтобы сами шляпки и иные метизы для сокрытия входили плотно и без зазоров. Для этого поверхность очищается. И тут нам и понадобятся эти разновидности. Не подгоняет форму.
Не подгоняет форму.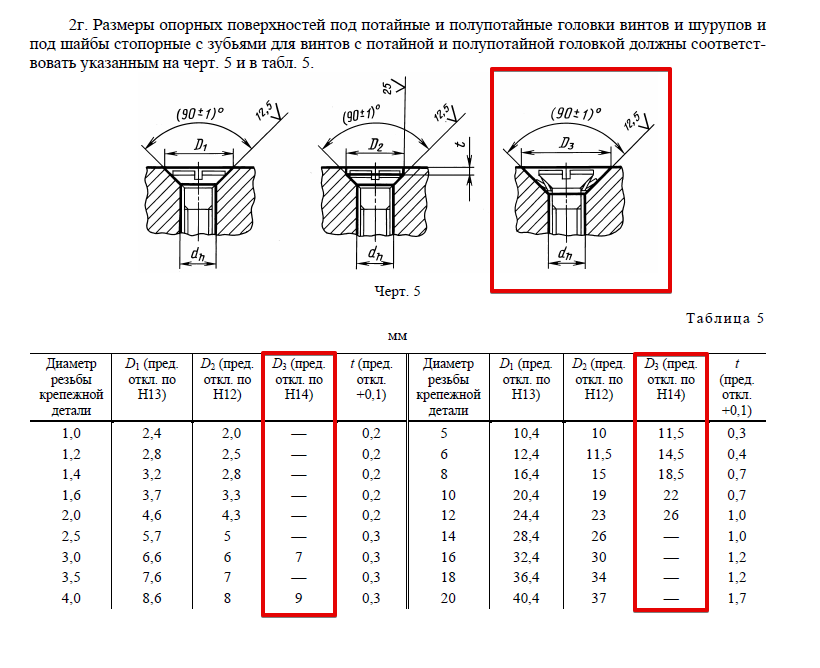 Но если сравнивать зенковку и зенкер, разница будет еще очевиднее. Ведь это в принципе действия из разных сфер.
Но если сравнивать зенковку и зенкер, разница будет еще очевиднее. Ведь это в принципе действия из разных сфер. Первая – это резец. От его формы и расположения зависит вид обработки. Так, бывают цилиндрические и конические варианты, о которых мы говорили выше, обратные и иные. Что такое обратное зенкование отверстий, понять легко. Это обычная чистка паза специальной насадкой. Вторая часть – это хвостик. Он нужен для фиксации в патроне станка.
Первая – это резец. От его формы и расположения зависит вид обработки. Так, бывают цилиндрические и конические варианты, о которых мы говорили выше, обратные и иные. Что такое обратное зенкование отверстий, понять легко. Это обычная чистка паза специальной насадкой. Вторая часть – это хвостик. Он нужен для фиксации в патроне станка. А если режущие кромки уже успели сильно сточиться, то углубление, напротив, будет слишком узким. При этом важно выбрать скорость подачи, а также четко определить центр. В противном случае будет нарушена геометрия. Да и даже без смещения качество очистки точно не будет удовлетворительным по пороговым значениям.
А если режущие кромки уже успели сильно сточиться, то углубление, напротив, будет слишком узким. При этом важно выбрать скорость подачи, а также четко определить центр. В противном случае будет нарушена геометрия. Да и даже без смещения качество очистки точно не будет удовлетворительным по пороговым значениям. Соответственно, последующий этап будет просто не нужен.
Соответственно, последующий этап будет просто не нужен. Инструмент, применяемый для этой цели, называется зенковкой. Зенковки по форме режущей части подразделяются на конические и цилиндрические, имеющие торцовые зубья и снабженные цапфой.
Инструмент, применяемый для этой цели, называется зенковкой. Зенковки по форме режущей части подразделяются на конические и цилиндрические, имеющие торцовые зубья и снабженные цапфой. После зенкера отверстие получается 4 и 5-го классов точности.
После зенкера отверстие получается 4 и 5-го классов точности.
 К таким вещам относятся сверление отверстия, расточка или увеличение диаметра отверстия, а также зенковка и/или раззенковка, чтобы винт, болт или крепежный элемент располагались заподлицо с заготовкой.
К таким вещам относятся сверление отверстия, расточка или увеличение диаметра отверстия, а также зенковка и/или раззенковка, чтобы винт, болт или крепежный элемент располагались заподлицо с заготовкой. В процессе образуется полость особой формы, которая скрывает не только всю длину стержня застежки, но и головку застежки. Как объяснялось ранее, зенкерование принципиально отличается от зенкерования формой полости — она цилиндрическая, а не коническая, как при зенкеровании.
В процессе образуется полость особой формы, которая скрывает не только всю длину стержня застежки, но и головку застежки. Как объяснялось ранее, зенкерование принципиально отличается от зенкерования формой полости — она цилиндрическая, а не коническая, как при зенкеровании. Инструмент с зенковкой обычно имеет два радиуса резания: один для создания предварительно просверленного отверстия, а другой для создания выемки в заготовке.
Инструмент с зенковкой обычно имеет два радиуса резания: один для создания предварительно просверленного отверстия, а другой для создания выемки в заготовке.
 Пожалуйста, посетите мою страницу раскрытия информации для получения дополнительной информации.
Пожалуйста, посетите мою страницу раскрытия информации для получения дополнительной информации. 
 Это может быть так неприятно, что вы ввинчиваете винт ближе к концу доски, и древесина раскалывается! Предварительное сверление и зенкерование значительно снижают вероятность раскола доски.
Это может быть так неприятно, что вы ввинчиваете винт ближе к концу доски, и древесина раскалывается! Предварительное сверление и зенкерование значительно снижают вероятность раскола доски. Если вы просто строите временную скобу, вам не нужно тратить время на зенковку.
Если вы просто строите временную скобу, вам не нужно тратить время на зенковку. Периодически проверяйте посадку с помощью винтов.
Периодически проверяйте посадку с помощью винтов.
 Вот несколько идей:
Вот несколько идей:  Чтобы не использовать винты длиннее 3 дюймов, вы можете сначала просверлить часть зенковки в более широкой доске.
Чтобы не использовать винты длиннее 3 дюймов, вы можете сначала просверлить часть зенковки в более широкой доске.




 Резка фанеры лазером осуществляется за несколько проходов, поэтому фокусировку линзы желательно производить на глубину самого нижнего слоя фанеры. Для удобства в работе используем цель из темного картона. Большинство недорогих лазеров оснащено специальными диодами. Многие любители для настройки используют самодельные приспособления, изготовленные из лазерной указки.
Резка фанеры лазером осуществляется за несколько проходов, поэтому фокусировку линзы желательно производить на глубину самого нижнего слоя фанеры. Для удобства в работе используем цель из темного картона. Большинство недорогих лазеров оснащено специальными диодами. Многие любители для настройки используют самодельные приспособления, изготовленные из лазерной указки.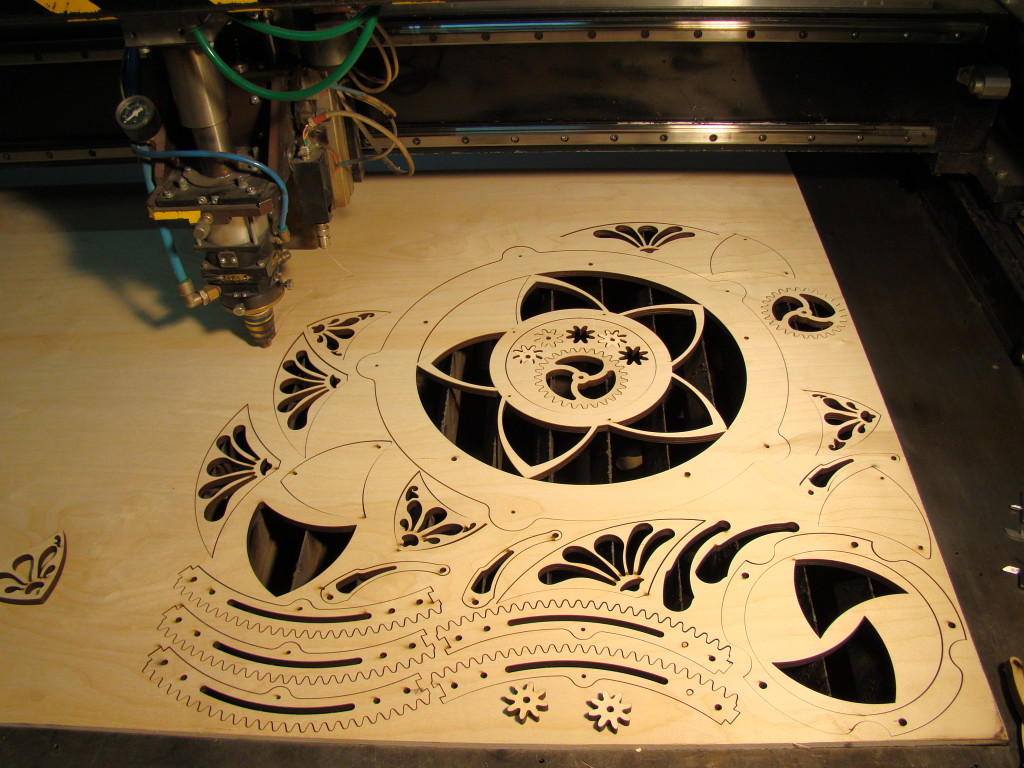
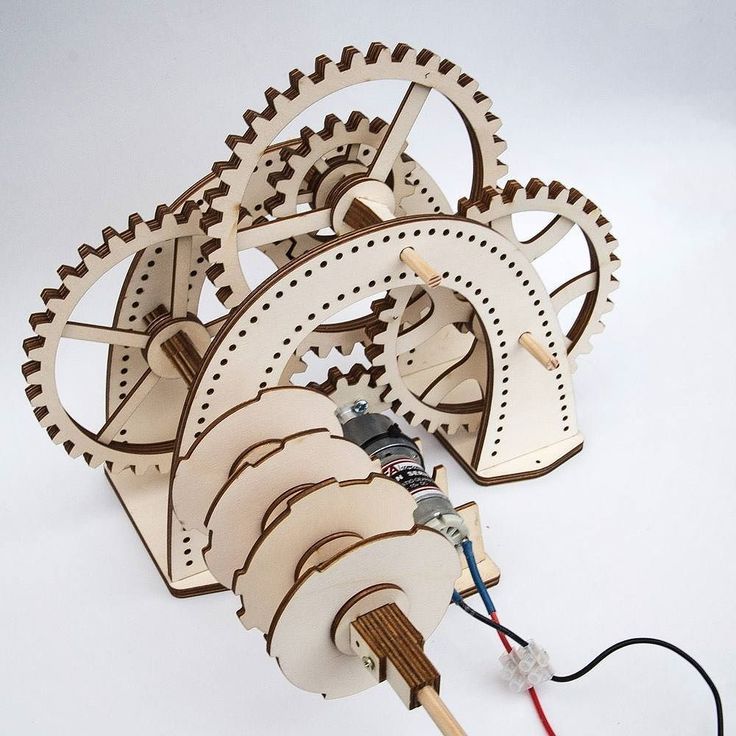
 Нужен именно пишущий диск. Ведь головка, которая читает информацию на уже записанном диске, не обладает достаточной мощностью.
Нужен именно пишущий диск. Ведь головка, которая читает информацию на уже записанном диске, не обладает достаточной мощностью. Совместите его нижнюю «аккумуляторную» часть с верхней частью лазерной указки. Для этого вам понадобится паяльник. Готовым инструментом можно работать с фанерой. Чтобы увеличить мощность резака, удалите стекло, которое накрывает диод в указке. Оно гасит большую часть энергии. Но при использовании такого лазерного устройства, следите, чтобы на диод ничего не попало. Это может быстро вывести его из строя.
Совместите его нижнюю «аккумуляторную» часть с верхней частью лазерной указки. Для этого вам понадобится паяльник. Готовым инструментом можно работать с фанерой. Чтобы увеличить мощность резака, удалите стекло, которое накрывает диод в указке. Оно гасит большую часть энергии. Но при использовании такого лазерного устройства, следите, чтобы на диод ничего не попало. Это может быстро вывести его из строя. Если этого не сделать, излучатель сгорит.
Если этого не сделать, излучатель сгорит. Оснастив простейшей программой, такое оборудование сможет в автоматическом режиме переносить на материалы различные изображения, текст и т.п. Главное правильно подобрать глубину проникновения луча в материал.
Оснастив простейшей программой, такое оборудование сможет в автоматическом режиме переносить на материалы различные изображения, текст и т.п. Главное правильно подобрать глубину проникновения луча в материал. Самым сложным процессом в настройке станка для лазерной резки является выставка головки. Даже небольшое отклонение в районе десятых миллиметра может сказаться на точности резки.
Самым сложным процессом в настройке станка для лазерной резки является выставка головки. Даже небольшое отклонение в районе десятых миллиметра может сказаться на точности резки.
 Также рекомендуется использовать несколько проходов на высокой скорости резания.
Также рекомендуется использовать несколько проходов на высокой скорости резания. 




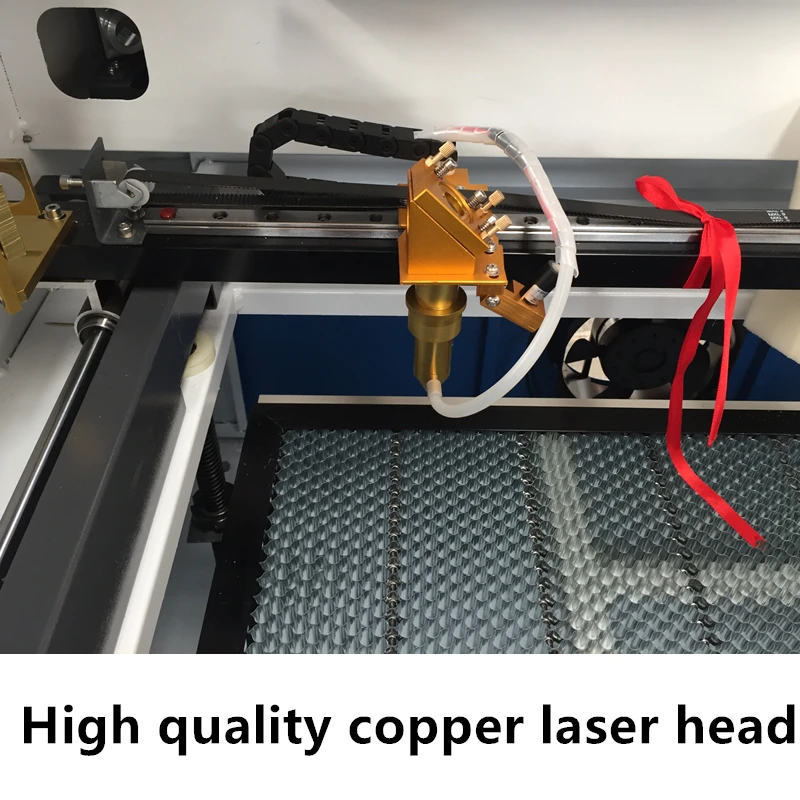





 содержит лазер CO 2 мощностью 40 Вт.
содержит лазер CO 2 мощностью 40 Вт.
 Лазерная гравировка фанеры позволяет получить высококачественную гравировку с темным контрастом, что делает ее идеальной для гравировки фотографий с хорошим уровнем детализации.
Лазерная гравировка фанеры позволяет получить высококачественную гравировку с темным контрастом, что делает ее идеальной для гравировки фотографий с хорошим уровнем детализации. Мы также поможем вам выбрать лучшую фанеру и подходящую машину, которая сможет легко и безупречно гравировать и резать фанеру.
Мы также поможем вам выбрать лучшую фанеру и подходящую машину, которая сможет легко и безупречно гравировать и резать фанеру. Производители мебели, художники, декораторы, владельцы бизнеса и профессионалы используют лазерные станки для резки фанеры, потому что они обеспечивают точность и отличные результаты за минимальное время.
Производители мебели, художники, декораторы, владельцы бизнеса и профессионалы используют лазерные станки для резки фанеры, потому что они обеспечивают точность и отличные результаты за минимальное время.
 CO2-лазеры мощностью около 40 Вт могут резать липу толщиной 10-15 мм, а диодные лазеры могут резать липу толщиной 3-10 мм за один проход, в зависимости от оптической/выходной мощности.
CO2-лазеры мощностью около 40 Вт могут резать липу толщиной 10-15 мм, а диодные лазеры могут резать липу толщиной 3-10 мм за один проход, в зависимости от оптической/выходной мощности. Вы можете получить представление о содержании смолы, выполнив поиск. Если содержание смолы высокое, результаты гравировки будут темнее. Но если содержание смолы низкое, гравировка будет светлой.
Вы можете получить представление о содержании смолы, выполнив поиск. Если содержание смолы высокое, результаты гравировки будут темнее. Но если содержание смолы низкое, гравировка будет светлой.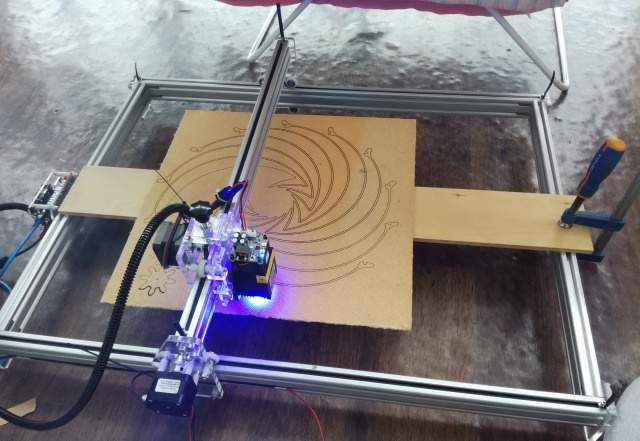 Его можно разрезать без каких-либо хлопот и в более быстром темпе.
Его можно разрезать без каких-либо хлопот и в более быстром темпе.
 Лазерное пятно составляет всего 0,06 x 0,06 мм, чтобы обеспечить более мелкие детали. Он может резать фанеру из липы толщиной до 3 мм за один проход.
Лазерное пятно составляет всего 0,06 x 0,06 мм, чтобы обеспечить более мелкие детали. Он может резать фанеру из липы толщиной до 3 мм за один проход. Он дает отличные результаты, и новички также могут его использовать. Это также может повысить вашу производительность, поскольку оно способно к пакетной обработке.
Он дает отличные результаты, и новички также могут его использовать. Это также может повысить вашу производительность, поскольку оно способно к пакетной обработке. Однако он может резать фанеру толщиной до 3 мм.
Однако он может резать фанеру толщиной до 3 мм. Попробуйте уменьшить мощность и увеличить скорость.
Попробуйте уменьшить мощность и увеличить скорость.


 5 Набор сверл Матрикс
5 Набор сверл Матрикс
 8 Комплект резцов из стали ВК8
8 Комплект резцов из стали ВК8

 Операция выполняется в заводских условиях. Ее параметры определяются индивидуально, зависят от специфики дальнейшего использования деталей.
Операция выполняется в заводских условиях. Ее параметры определяются индивидуально, зависят от специфики дальнейшего использования деталей.
 Это обеспечивает высокую коррозионную стойкость стали, позволяет деталям на ее основе работать в агрессивных средах.
Это обеспечивает высокую коррозионную стойкость стали, позволяет деталям на ее основе работать в агрессивных средах.
 ru
ru Заказ через сайт доступен на странице с ценами. В том числе есть возможность оставить заявку с помощью email и телефона.
Заказ через сайт доступен на странице с ценами. В том числе есть возможность оставить заявку с помощью email и телефона. Число в конце марки обозначает его процентный состав. Например, твердый сплав ВК8 содержит 8% кобальта (Co), ВК6 — 6%, Т30К4 — 4%, ТТ7К12 — 12%. Также в их состав входят углерод (C), вольфрам (W), титан (Ti), тантал (Ta) в зависимости от группы.
Число в конце марки обозначает его процентный состав. Например, твердый сплав ВК8 содержит 8% кобальта (Co), ВК6 — 6%, Т30К4 — 4%, ТТ7К12 — 12%. Также в их состав входят углерод (C), вольфрам (W), титан (Ti), тантал (Ta) в зависимости от группы. Например, порошок ВК8 идет на изготовление одноименного твердого сплава.
Например, порошок ВК8 идет на изготовление одноименного твердого сплава. com
com

 Из марок ВК8 и ВК6 изготавливают резцы, свёрла, фрезы и другой инструмент, предназначенный для механической обработки заготовок. Твердосплавные плиты марок ВК8, ВК6 применяются также в промышленности.
Из марок ВК8 и ВК6 изготавливают резцы, свёрла, фрезы и другой инструмент, предназначенный для механической обработки заготовок. Твердосплавные плиты марок ВК8, ВК6 применяются также в промышленности.
 Атомная энергия, 57 (1984) 47-57.
Атомная энергия, 57 (1984) 47-57. А., Круликовская М.П., Данильченко Б.А. Структурно-фазовые изменения в металлах и сплавах, кристаллизующихся в потоке гамма-квантов. Физика металлов и металловедение, 161(19)91) 249-269.
А., Круликовская М.П., Данильченко Б.А. Структурно-фазовые изменения в металлах и сплавах, кристаллизующихся в потоке гамма-квантов. Физика металлов и металловедение, 161(19)91) 249-269.

 Данная конструкция укрепляет будущее здание и обеспечивает долговечность. Поэтому, чтобы купить двутавровую балку, необходимо знать цель ее назначения.
Данная конструкция укрепляет будущее здание и обеспечивает долговечность. Поэтому, чтобы купить двутавровую балку, необходимо знать цель ее назначения.
 Балка тавровая обладает высокой прочностью на растяжение и изгиб при низком весе, отлично деформируется и сваривается.
Балка тавровая обладает высокой прочностью на растяжение и изгиб при низком весе, отлично деформируется и сваривается.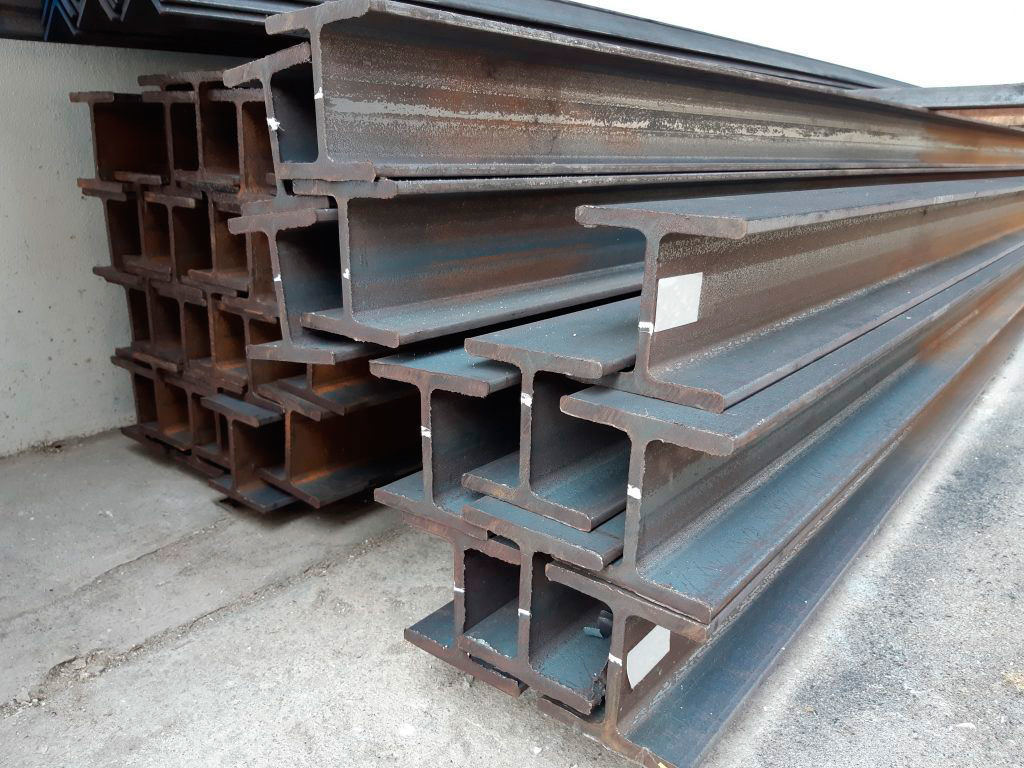 Существуют балки переменного сечения с углом наклона стенки до 10° — это металлический профиль H-образного сечения с уклоном внутренних полок.
Существуют балки переменного сечения с углом наклона стенки до 10° — это металлический профиль H-образного сечения с уклоном внутренних полок. 90% сварных процессов на предприятии автоматизированы, а контроль качества продукции обеспечивают собственные лаборатории.
90% сварных процессов на предприятии автоматизированы, а контроль качества продукции обеспечивают собственные лаборатории.
 Весь корпус этого конструктивного элемента имеет I- или Н-образное поперечное сечение. Наряду со сталью также существуют балки из алюминиевых сплавов и низколегированных сталей, которые используются для различных целей, таких как мосты, каркасы зданий и т. д.
Весь корпус этого конструктивного элемента имеет I- или Н-образное поперечное сечение. Наряду со сталью также существуют балки из алюминиевых сплавов и низколегированных сталей, которые используются для различных целей, таких как мосты, каркасы зданий и т. д. В противном случае происходит изгиб.
В противном случае происходит изгиб. Использование этих балок может быть экономически выгодным, поскольку они уменьшают необходимость использования слишком большого количества опорных компонентов. Универсальный и надежный характер делает их незаменимыми для каждого подрядчика и инженера.
Использование этих балок может быть экономически выгодным, поскольку они уменьшают необходимость использования слишком большого количества опорных компонентов. Универсальный и надежный характер делает их незаменимыми для каждого подрядчика и инженера. Параллельные стороны балки известны как полки, и они изготавливаются так, что они шире, чем двутавровые балки, отсюда и название «широкая полка». Балки с широкими полками имеют отличную несущую способность и устойчивы к изгибу и скручиванию. Поскольку балки с широкими полками могут выдерживать чрезмерное давление, они обеспечивают структурную целостность и устойчивость здания. Широкополочные балки обычно используются в качестве конструкционных опорных материалов в зданиях, колоннах, балках и мостах.
Параллельные стороны балки известны как полки, и они изготавливаются так, что они шире, чем двутавровые балки, отсюда и название «широкая полка». Балки с широкими полками имеют отличную несущую способность и устойчивы к изгибу и скручиванию. Поскольку балки с широкими полками могут выдерживать чрезмерное давление, они обеспечивают структурную целостность и устойчивость здания. Широкополочные балки обычно используются в качестве конструкционных опорных материалов в зданиях, колоннах, балках и мостах.
 Они также поставляются с различной толщиной стенки и фланца. Длину и толщину балки с широкими полками лучше всего определять в зависимости от конкретной работы. При поиске наилучшего размера балки для любого проекта важно учитывать силу, которая будет приложена к балке, вес, который будет нести балка, а также растяжение и сжатие, которым будет подвергаться балка. Меньшие балки хорошо работают, когда давление и вес минимальны, в то время как большие и толстые балки следует использовать для поддержки конструкций, которые несут большой вес.
Они также поставляются с различной толщиной стенки и фланца. Длину и толщину балки с широкими полками лучше всего определять в зависимости от конкретной работы. При поиске наилучшего размера балки для любого проекта важно учитывать силу, которая будет приложена к балке, вес, который будет нести балка, а также растяжение и сжатие, которым будет подвергаться балка. Меньшие балки хорошо работают, когда давление и вес минимальны, в то время как большие и толстые балки следует использовать для поддержки конструкций, которые несут большой вес.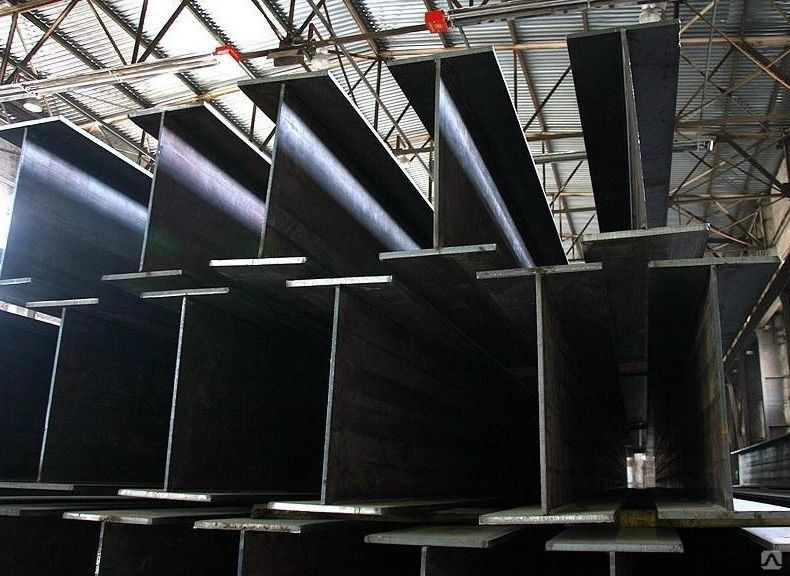

 Такие прорези на боковой части забивного анкера необходимы для того, чтобы сформировать лепестки, выступающие в роли распорных плеч.
Такие прорези на боковой части забивного анкера необходимы для того, чтобы сформировать лепестки, выступающие в роли распорных плеч.

 В этом случае допустимую нагрузку на такие элементы, составляющую 25% от максимально допустимой, необходимо дополнительно умножить на коэффициент, равный 0,6.
В этом случае допустимую нагрузку на такие элементы, составляющую 25% от максимально допустимой, необходимо дополнительно умножить на коэффициент, равный 0,6.
 Именно поэтому такие латунные крепежи применяют при монтаже предметов, отличающихся небольшим весом. Так, при помощи забивных анкеров с гладкой поверхностью можно выполнять монтаж негабаритных предметов интерьера, а также конструкций, изготовленных из легкого пластика или древесины.
Именно поэтому такие латунные крепежи применяют при монтаже предметов, отличающихся небольшим весом. Так, при помощи забивных анкеров с гладкой поверхностью можно выполнять монтаж негабаритных предметов интерьера, а также конструкций, изготовленных из легкого пластика или древесины. Для этого лучше использовать молоток, при помощи которого вы не только забьете анкер на требуемую глубину, но и расклините его рабочую часть, разделенную прорезями на четыре сегмента.
Для этого лучше использовать молоток, при помощи которого вы не только забьете анкер на требуемую глубину, но и расклините его рабочую часть, разделенную прорезями на четыре сегмента. Как говорится, ни добавить, ни отнять. Однако в реальности все не так просто. На самом деле у анкера забивного (другое общепринятое название – анкер-цанга) имеются особенности и конструкции, и применения. Рассмотрим эти вопросы более подробно.
Как говорится, ни добавить, ни отнять. Однако в реальности все не так просто. На самом деле у анкера забивного (другое общепринятое название – анкер-цанга) имеются особенности и конструкции, и применения. Рассмотрим эти вопросы более подробно. Сформированные в результате расширения прорезей своего рода лепестки упираются во внутреннюю поверхность отверстия, созданного в материале основания.
Сформированные в результате расширения прорезей своего рода лепестки упираются во внутреннюю поверхность отверстия, созданного в материале основания. Но ввиду невысокой антикоррозионной устойчивости, их нужно покрывать защитным слоем, что обусловливает возрастание стоимости конечной продукции. Подвергать латунную цангу такой процедуре смыла не имеет. Она и без того успешно противостоит воздействию коррозии. Ниже в таблице приведены наиболее важные технические характеристики стальных забивных анкеров самых ходовых типоразмеров.
Но ввиду невысокой антикоррозионной устойчивости, их нужно покрывать защитным слоем, что обусловливает возрастание стоимости конечной продукции. Подвергать латунную цангу такой процедуре смыла не имеет. Она и без того успешно противостоит воздействию коррозии. Ниже в таблице приведены наиболее важные технические характеристики стальных забивных анкеров самых ходовых типоразмеров. 0
0 Делать это нужно со всей тщательностью. После продувки отверстия с помощью спринцовки/медицинской груши, рекомендуется пройтись по нему ершиком с жестким ворсом. Такой подход обеспечит более высокую эффективность очистки отверстия. А от этого качество крепления только выиграет.
Делать это нужно со всей тщательностью. После продувки отверстия с помощью спринцовки/медицинской груши, рекомендуется пройтись по нему ершиком с жестким ворсом. Такой подход обеспечит более высокую эффективность очистки отверстия. А от этого качество крепления только выиграет. Монтаж завершен.
Монтаж завершен. Он идеально подходит для монтажа подвесных систем. Помимо продольных коротких прорезей, еще одна выполнена по всей длине данной детали. Это повышает надежность крепления. Также востребован от компании Sormat забивной анкер LАН, выполненный из нержавеющей кислотостойкой стали A4. Подходит для сквозного монтажа в полнотелых основаниях.Из установочного инструмента компанией предлагается такая модель: LТ+. Ее использование совместно с молотком препятствует неправильному монтажу забивного анкера.
Он идеально подходит для монтажа подвесных систем. Помимо продольных коротких прорезей, еще одна выполнена по всей длине данной детали. Это повышает надежность крепления. Также востребован от компании Sormat забивной анкер LАН, выполненный из нержавеющей кислотостойкой стали A4. Подходит для сквозного монтажа в полнотелых основаниях.Из установочного инструмента компанией предлагается такая модель: LТ+. Ее использование совместно с молотком препятствует неправильному монтажу забивного анкера. Монтаж рекомендуется проводить с помощью установочного инструмента. Компанией выпускается несколько видов таких приспособлений: НКD-TE-СХ-В, НSD-Н и др.
Монтаж рекомендуется проводить с помощью установочного инструмента. Компанией выпускается несколько видов таких приспособлений: НКD-TE-СХ-В, НSD-Н и др. Чтобы запустить ролик, наведите курсор на изображение и действуйте по высветившейся подсказке.
Чтобы запустить ролик, наведите курсор на изображение и действуйте по высветившейся подсказке. З. стержень
З. стержень

 ФУНТ. ДЛЯ ШТОКОВ 3/4″ И 1″ H-D2104
ФУНТ. ДЛЯ ШТОКОВ 3/4″ И 1″ H-D2104
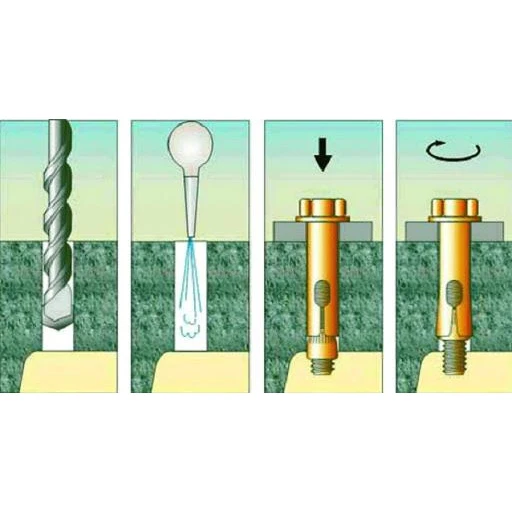
 ФУНТ. ДЛЯ ШТОКОВ 3/4″ И 1″ Allied Bolt 3521
ФУНТ. ДЛЯ ШТОКОВ 3/4″ И 1″ Allied Bolt 3521






 справочные таблицы).
справочные таблицы).

 80
80 
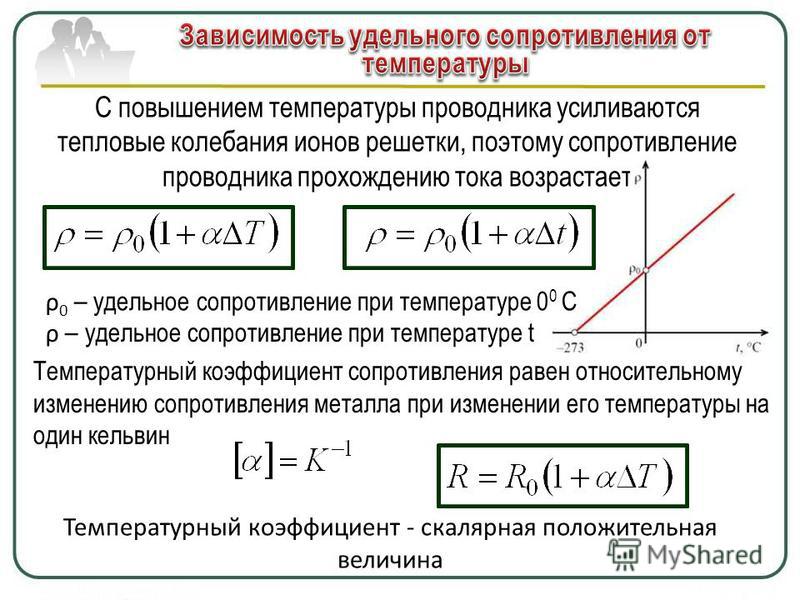
 Это показывает, что с нагревом сопротивление металлической проволоки увеличивается.
Это показывает, что с нагревом сопротивление металлической проволоки увеличивается.


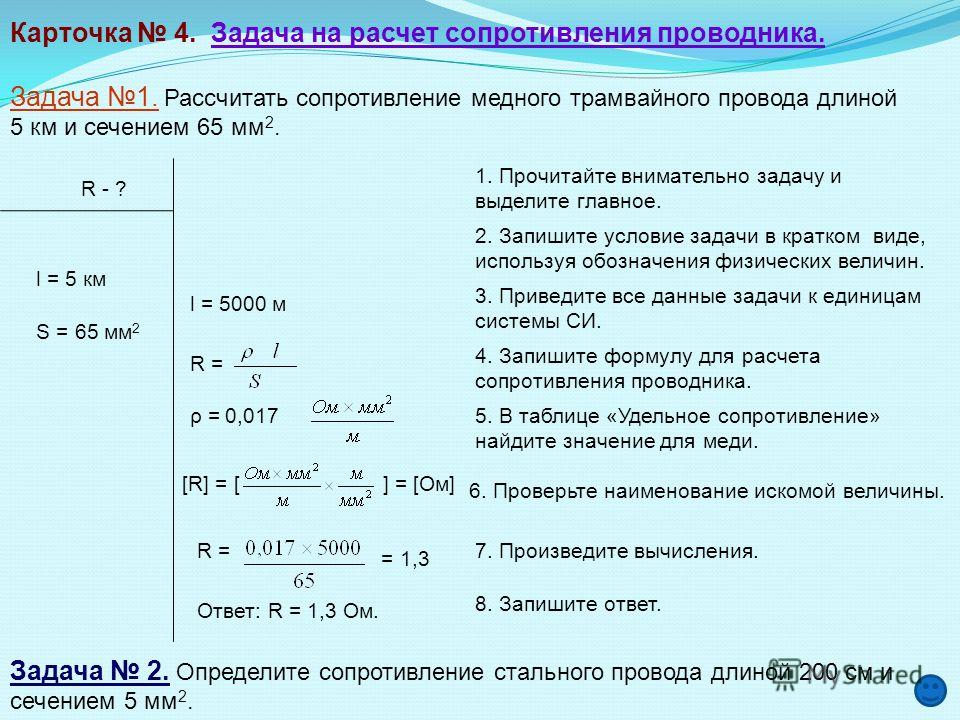 Они по-разному ведут себя, если встречают на своем пути конденсатор.
Они по-разному ведут себя, если встречают на своем пути конденсатор. Поэтому постоянное напряжение может своим током спалить дроссель, созданный для работы на переменке.
Поэтому постоянное напряжение может своим током спалить дроссель, созданный для работы на переменке.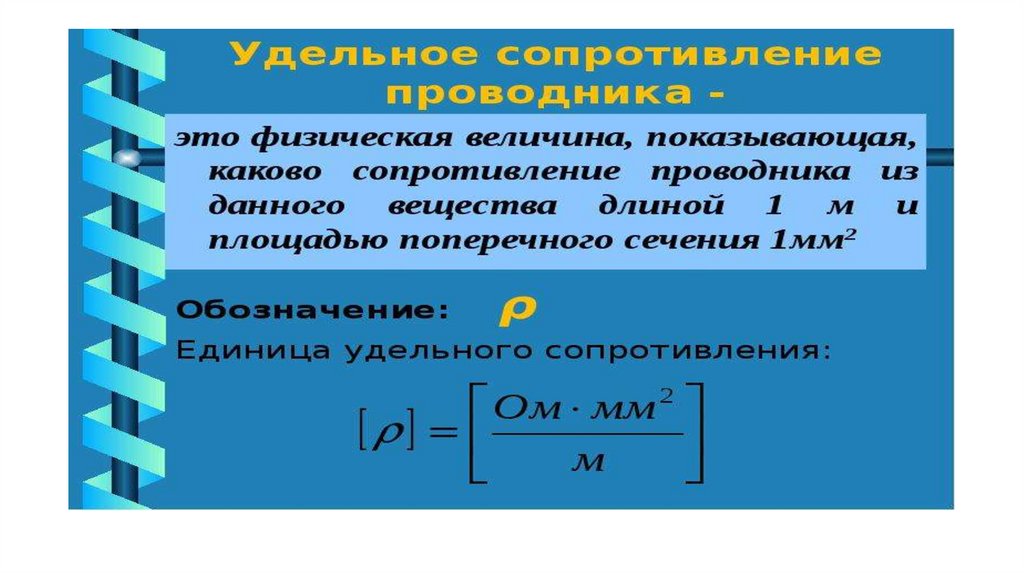 Сложные схемы упрощают последовательно, чтобы вычислить итоговое значение эквивалентного сопротивления участка цепи.
Сложные схемы упрощают последовательно, чтобы вычислить итоговое значение эквивалентного сопротивления участка цепи.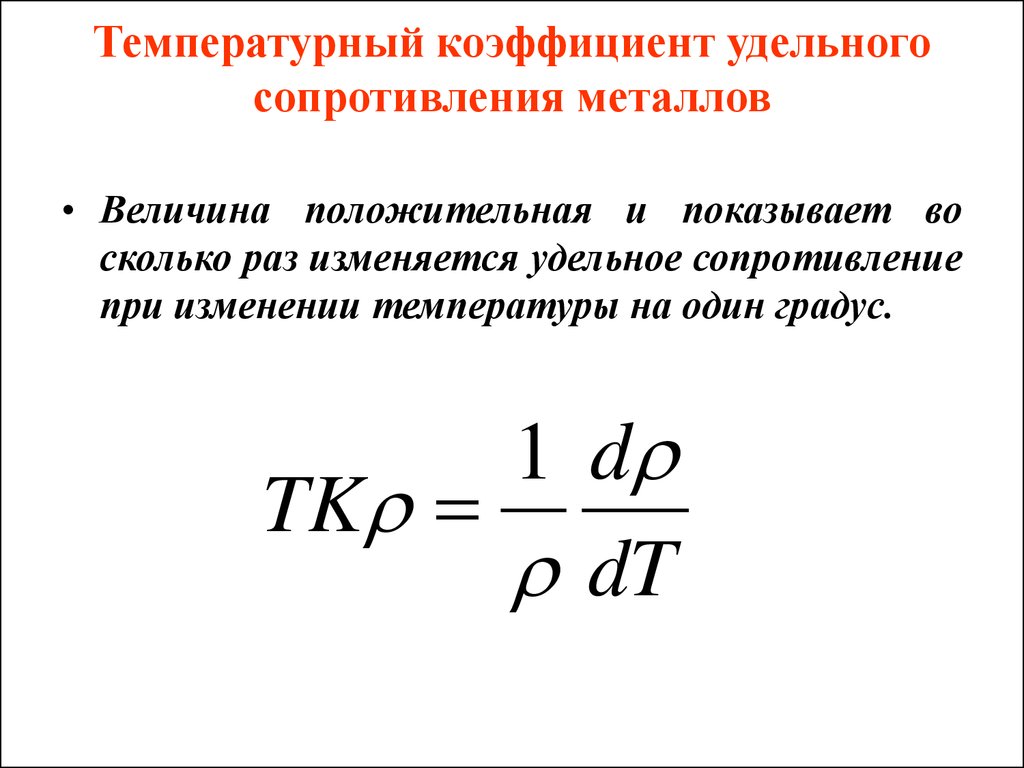 /м при поддержании постоянной температуры в процессе измерений на уровне +20°C:
/м при поддержании постоянной температуры в процессе измерений на уровне +20°C: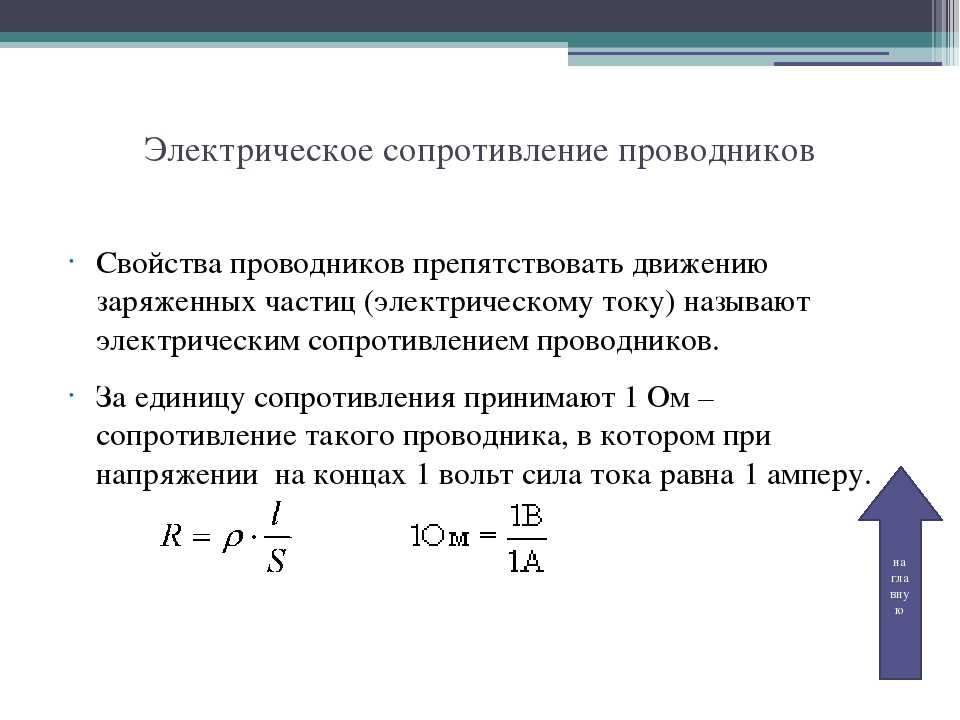 /м):
/м):
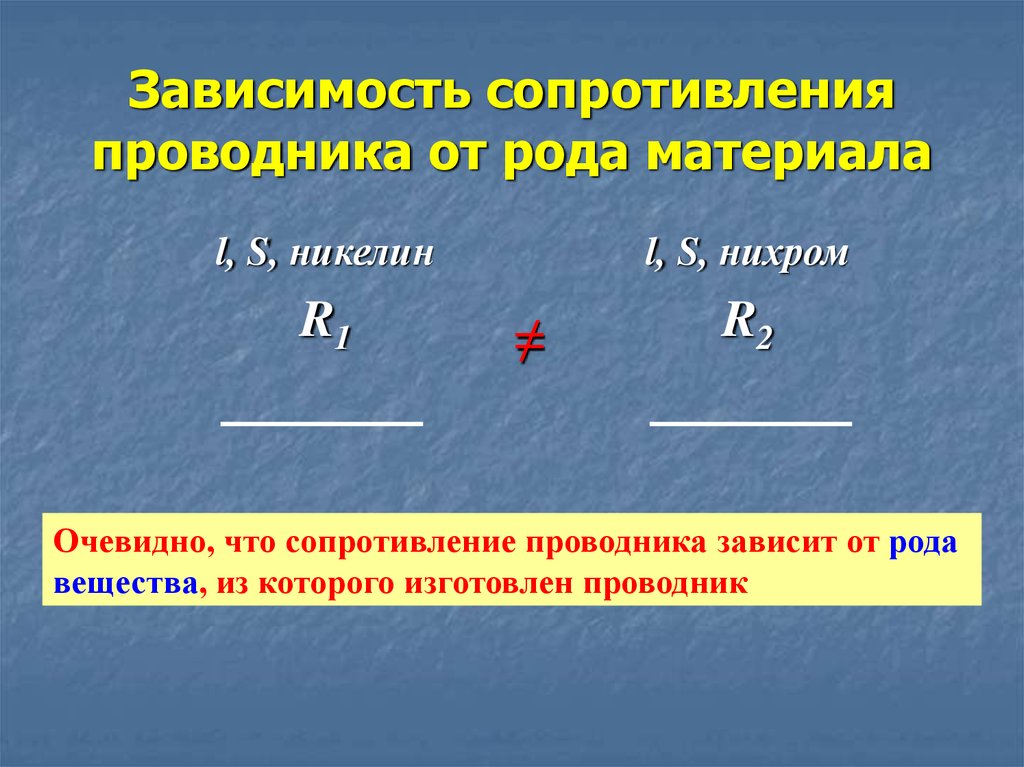 Поэтому сопротивление и проводимость проводника есть величины обратные.
Поэтому сопротивление и проводимость проводника есть величины обратные.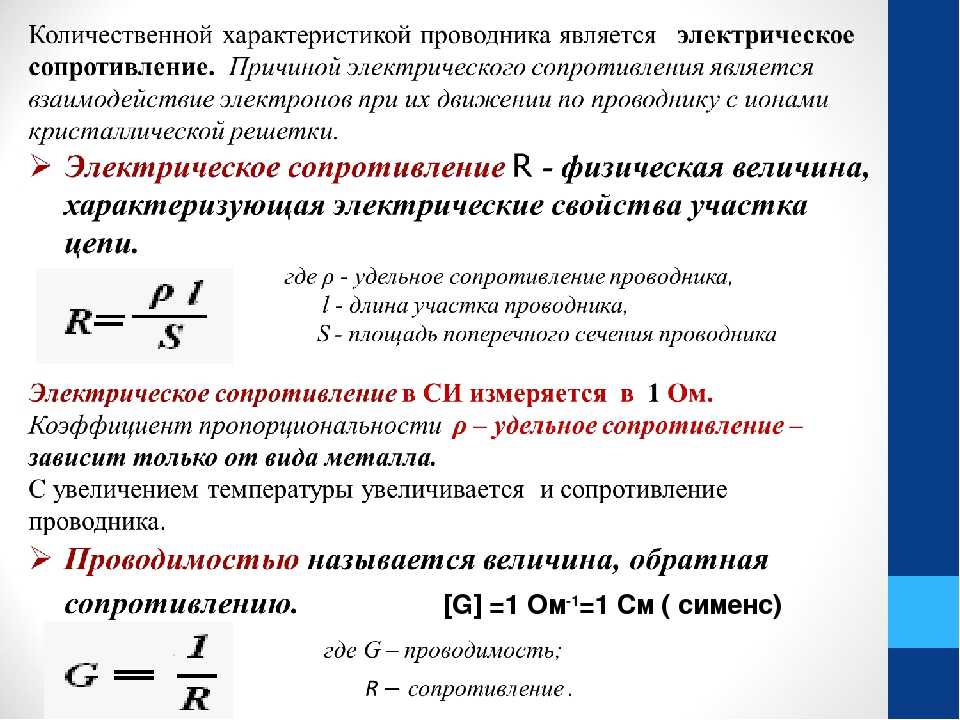

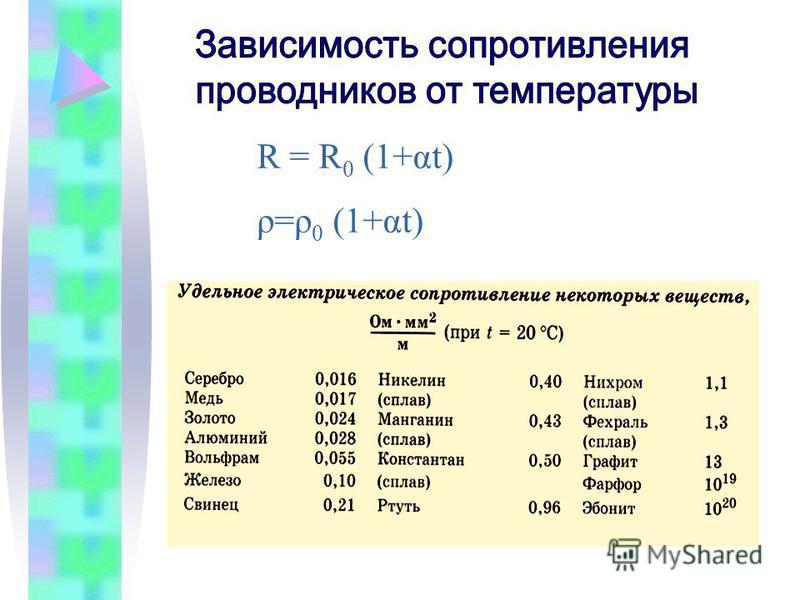 5% примесей, марки А1. Еще более чистый алюминий марки АВ00 (не более 0.03% примесей) применяют для изготовления алюминиевой фольги, электродов и корпусов электролитических конденсаторов. Алюминий наивысшей чистоты АВ0000 имеет содержание примесей не более 0ю004%. Добавки Ni, Si, Zn или Fe при содержании их 0.5% снижают γ отожженного алюминия не более, чем на 2-3%. Более заметное действие оказывают примеси Cu, Ag и Mg, при том же массовом содержании снижающие γ алюминия на 5-10%. Очень сильно снижают электропроводность алюминия Ti и Mn.
5% примесей, марки А1. Еще более чистый алюминий марки АВ00 (не более 0.03% примесей) применяют для изготовления алюминиевой фольги, электродов и корпусов электролитических конденсаторов. Алюминий наивысшей чистоты АВ0000 имеет содержание примесей не более 0ю004%. Добавки Ni, Si, Zn или Fe при содержании их 0.5% снижают γ отожженного алюминия не более, чем на 2-3%. Более заметное действие оказывают примеси Cu, Ag и Mg, при том же массовом содержании снижающие γ алюминия на 5-10%. Очень сильно снижают электропроводность алюминия Ti и Mn. Однако даже чистое железо имеет значительно более высокое сравнительно с медью и алюминием удельное сопротивление; ρ стали, т.е. железа с примесью углерода и других элементов, еще выше. Обычная сталь обладает малой стойкостью коррозии: даже при нормальной температуре, особенно в условиях повышенной влажности, она быстро ржавеет; при повышении температуры скорость коррозии резко возрастает. Поэтому поверхность стальных проводов должна быть защищена слоем более стойкого материала. Обычно для этой цели применяют покрытие цинком.
Однако даже чистое железо имеет значительно более высокое сравнительно с медью и алюминием удельное сопротивление; ρ стали, т.е. железа с примесью углерода и других элементов, еще выше. Обычная сталь обладает малой стойкостью коррозии: даже при нормальной температуре, особенно в условиях повышенной влажности, она быстро ржавеет; при повышении температуры скорость коррозии резко возрастает. Поэтому поверхность стальных проводов должна быть защищена слоем более стойкого материала. Обычно для этой цели применяют покрытие цинком.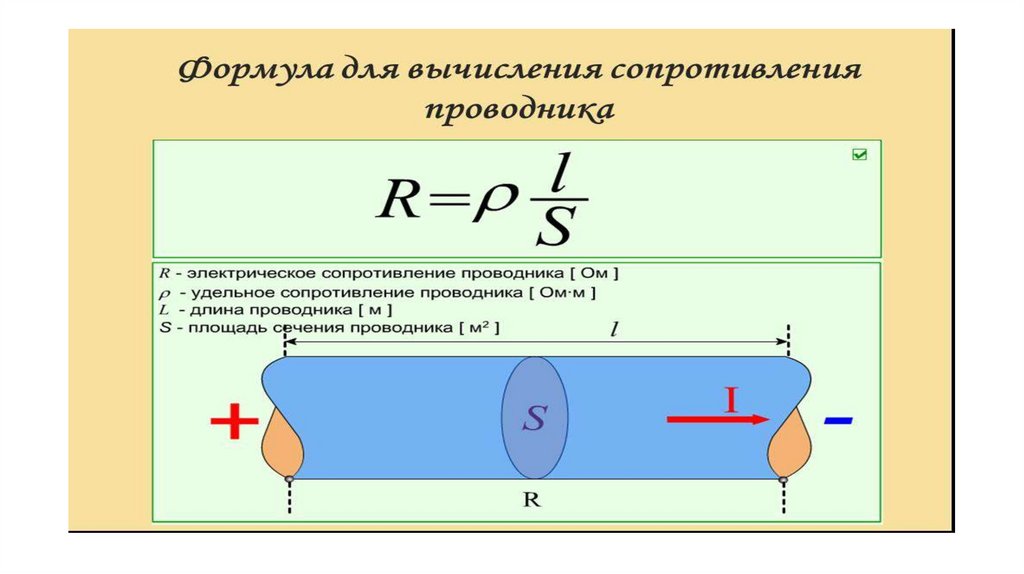 8 раза больше ρ меди и в 1.7 раз больше ρ алюминия, но благодаря чрезвычайно малой плотности натрия (плотность его почти в 9 раз меньше плотности меди), провод из натрия при данной проводимости на единицу длины должен быть значительно легче, чем провод из любого другого металла.
8 раза больше ρ меди и в 1.7 раз больше ρ алюминия, но благодаря чрезвычайно малой плотности натрия (плотность его почти в 9 раз меньше плотности меди), провод из натрия при данной проводимости на единицу длины должен быть значительно легче, чем провод из любого другого металла.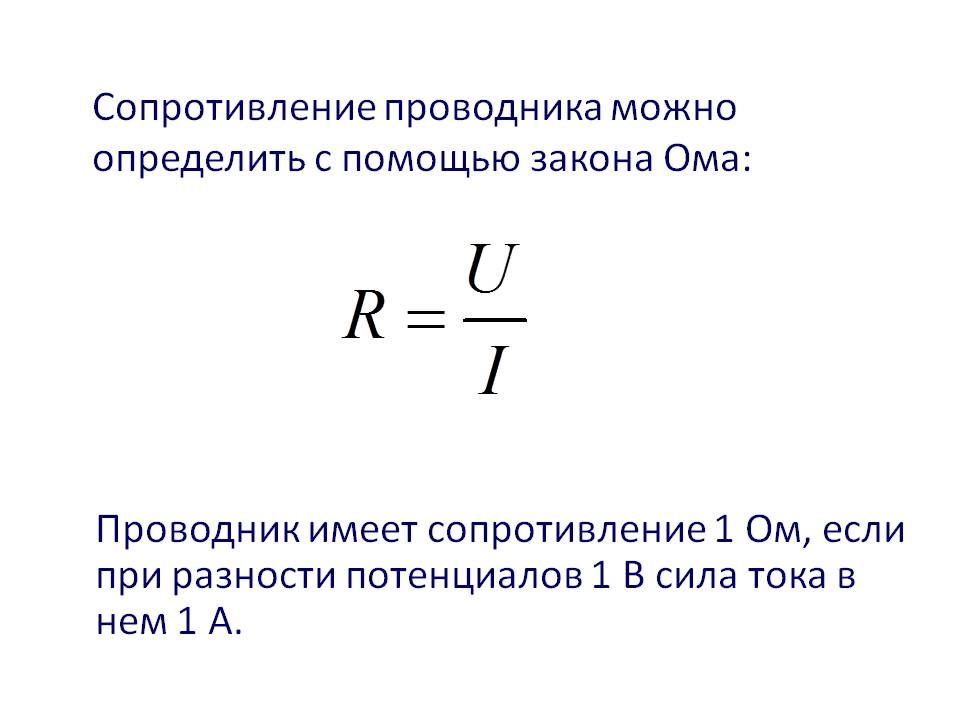
 2$
2$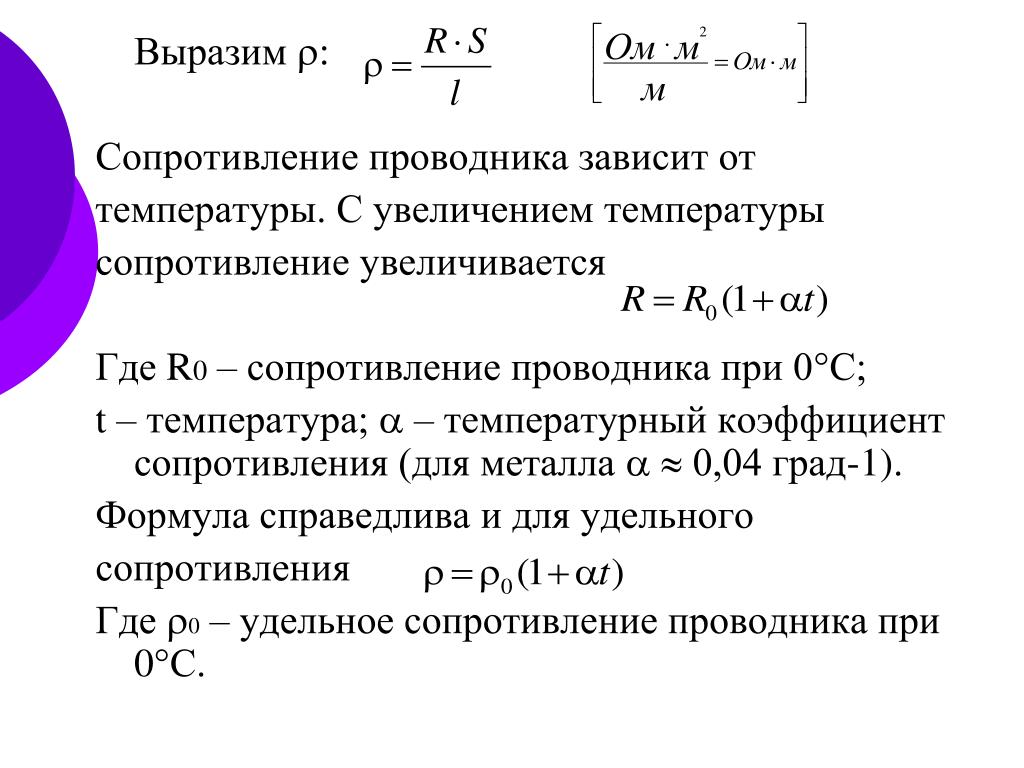 Если в каком-либо веществе полно свободных электронов, то такое вещество будет хорошо проводить электрический ток. Если электронов еще меньше, то такое вещество будет плохо проводить электрический ток. А если свободных электронов почти нет, то такое вещество совсем не будет проводить ток. Поэтому, удельное сопротивление вещества показывает способность этого вещества препятствовать электрическому току, проходящему через него.
Если в каком-либо веществе полно свободных электронов, то такое вещество будет хорошо проводить электрический ток. Если электронов еще меньше, то такое вещество будет плохо проводить электрический ток. А если свободных электронов почти нет, то такое вещество совсем не будет проводить ток. Поэтому, удельное сопротивление вещества показывает способность этого вещества препятствовать электрическому току, проходящему через него.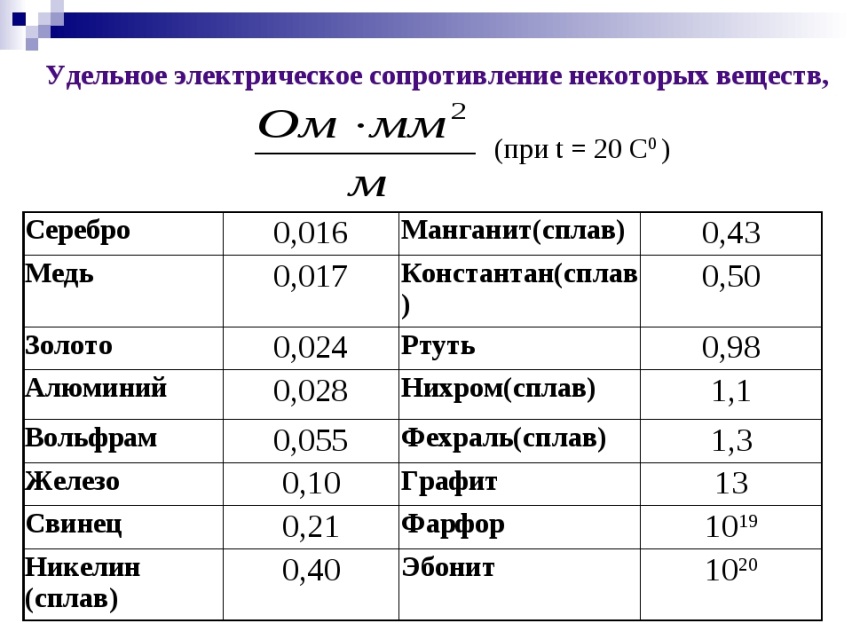
 Чтобы получить 1 Ом сопротивления нужно взять 7,7 м такой проволоки. Наименьшим удельным сопротивлением обладает серебро. 1 Ом сопротивления можно получить, если взять 62,5 м серебряной проволоки сечением 1 мм2. Серебро — лучший проводник, но стоимость серебра исключает возможность его массового применения. После серебра в таблице идет медь: 1 м медной проволоки сечением 1 мм2 обладает сопротивлением 0,0175 Ом. Чтобы получить сопротивление в 1 Ом, нужно взять 57 м такой проволоки.
Чтобы получить 1 Ом сопротивления нужно взять 7,7 м такой проволоки. Наименьшим удельным сопротивлением обладает серебро. 1 Ом сопротивления можно получить, если взять 62,5 м серебряной проволоки сечением 1 мм2. Серебро — лучший проводник, но стоимость серебра исключает возможность его массового применения. После серебра в таблице идет медь: 1 м медной проволоки сечением 1 мм2 обладает сопротивлением 0,0175 Ом. Чтобы получить сопротивление в 1 Ом, нужно взять 57 м такой проволоки.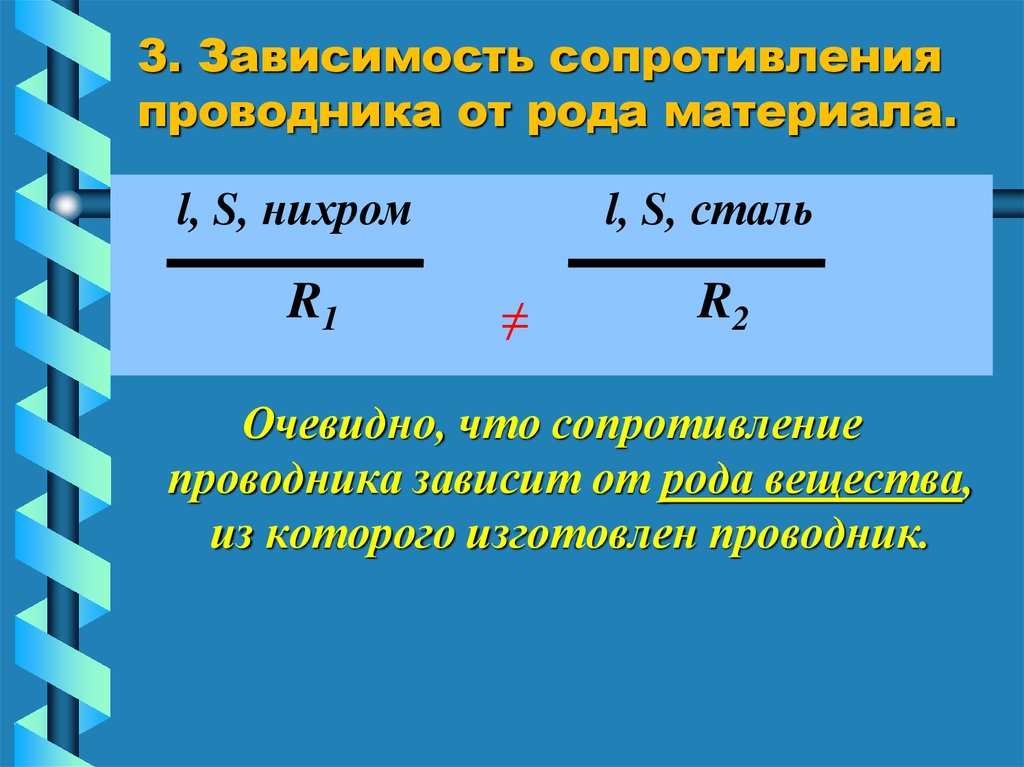
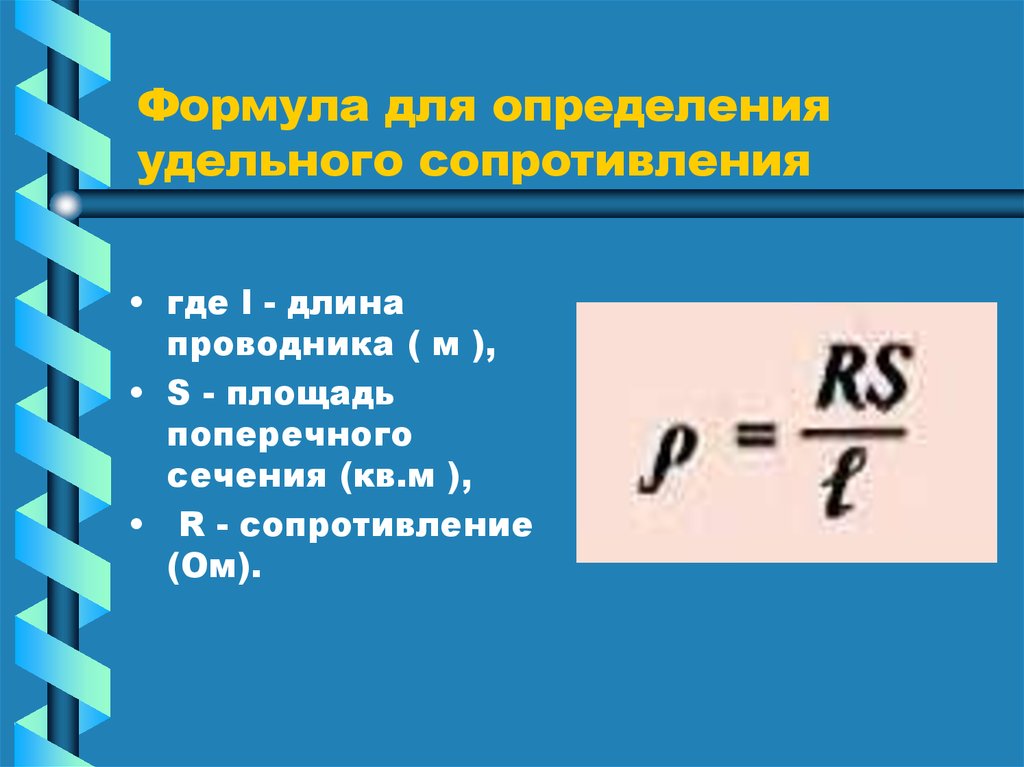 Это показывает, что с нагревом сопротивление металлической проволоки увеличивается.
Это показывает, что с нагревом сопротивление металлической проволоки увеличивается.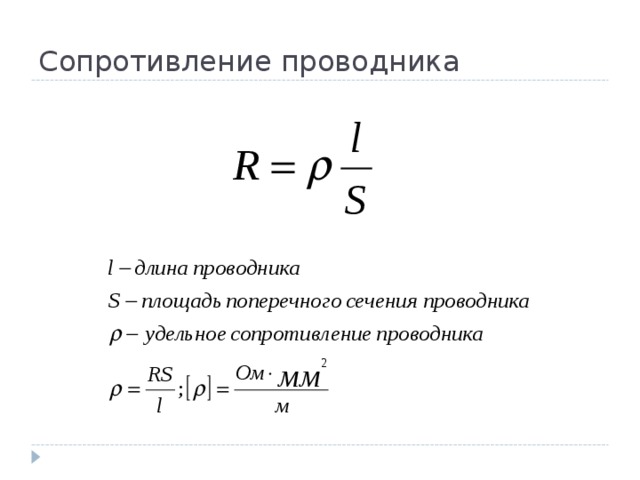
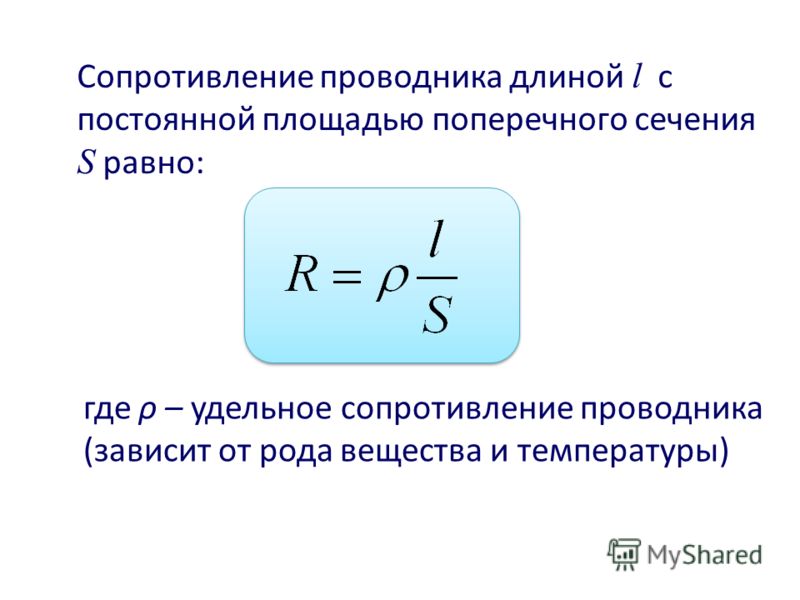 Из формулы (4) можно получить формулу для расчета удельного сопротивления, если имеются экспериментальные значения для R, L и S:
Из формулы (4) можно получить формулу для расчета удельного сопротивления, если имеются экспериментальные значения для R, L и S: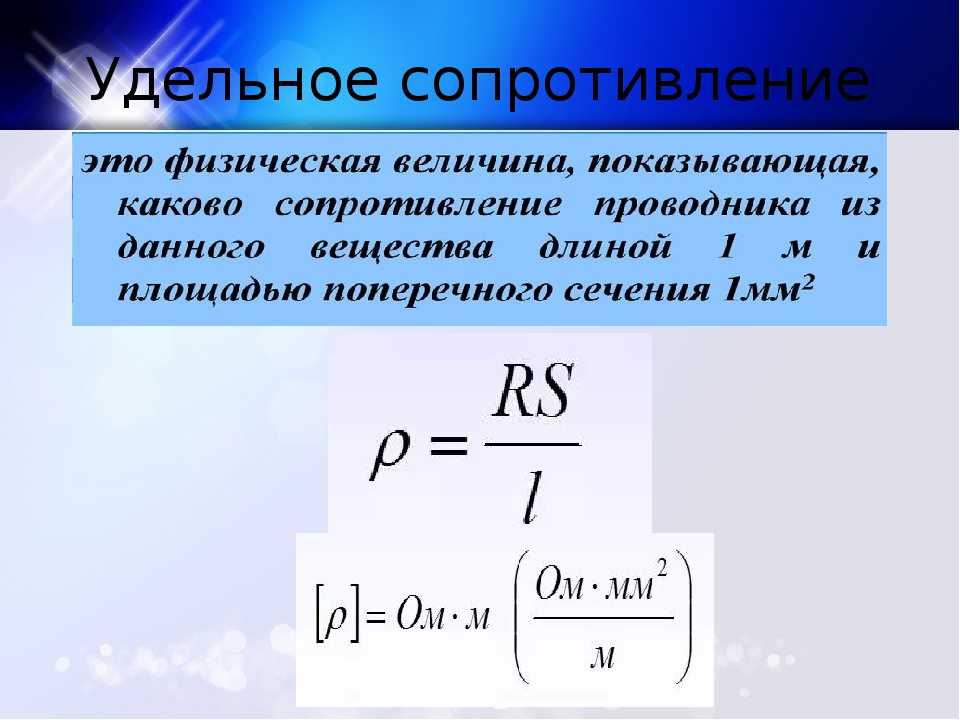 При приближении к температуре абсолютного нуля, которая равна -273С, сопротивление некоторых металлов стремится к нулю. Это явление называется сверхпроводимостью. Атомы и молекулы как бы “замораживаются”, прекращают любое движение и не оказывают сопротивления потоку электронов.
При приближении к температуре абсолютного нуля, которая равна -273С, сопротивление некоторых металлов стремится к нулю. Это явление называется сверхпроводимостью. Атомы и молекулы как бы “замораживаются”, прекращают любое движение и не оказывают сопротивления потоку электронов.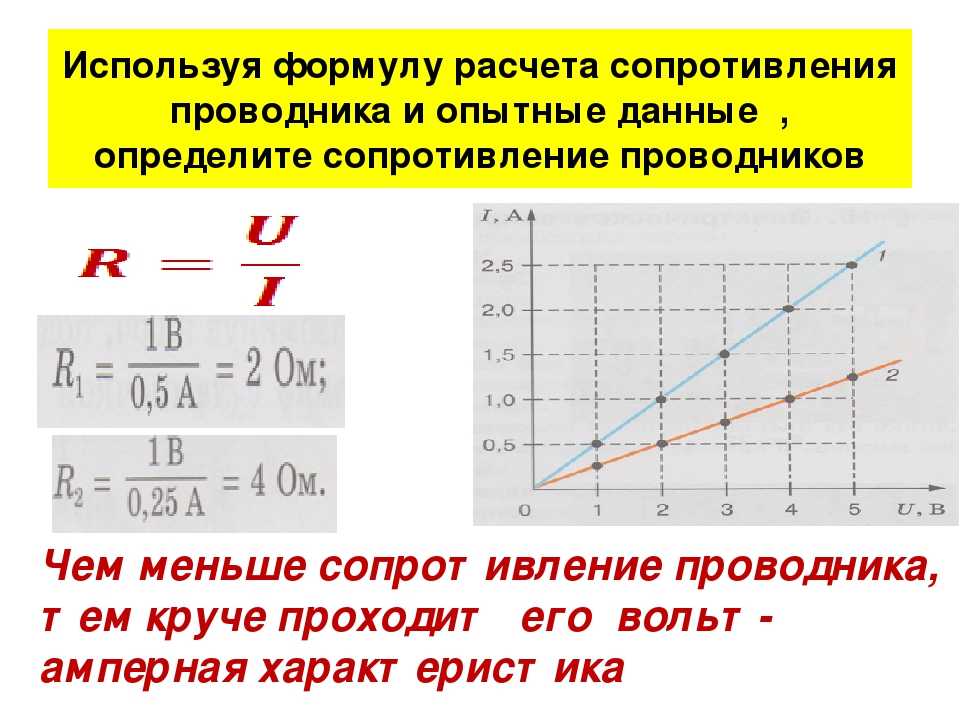 В этом случае оно является не константой, а скалярной функцией координат — коэффициентом, связывающим напряжённость электрического поля E→(r→){\displaystyle {\vec {E}}({\vec {r}})} и плотность тока J→(r→){\displaystyle {\vec {J}}({\vec {r}})} в данной точке r→{\displaystyle {\vec {r}}}. Указанная связь выражается :
В этом случае оно является не константой, а скалярной функцией координат — коэффициентом, связывающим напряжённость электрического поля E→(r→){\displaystyle {\vec {E}}({\vec {r}})} и плотность тока J→(r→){\displaystyle {\vec {J}}({\vec {r}})} в данной точке r→{\displaystyle {\vec {r}}}. Указанная связь выражается :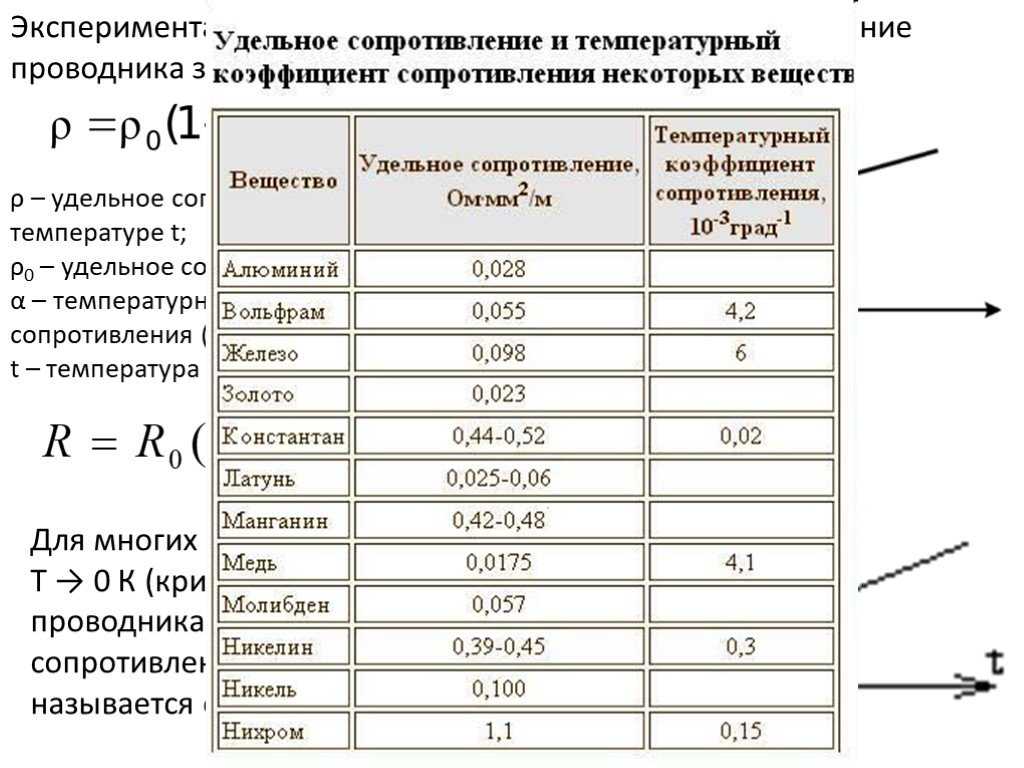 {3}\rho _{ij}({\vec {r}})J_{j}({\vec {r}}).}
{3}\rho _{ij}({\vec {r}})J_{j}({\vec {r}}).}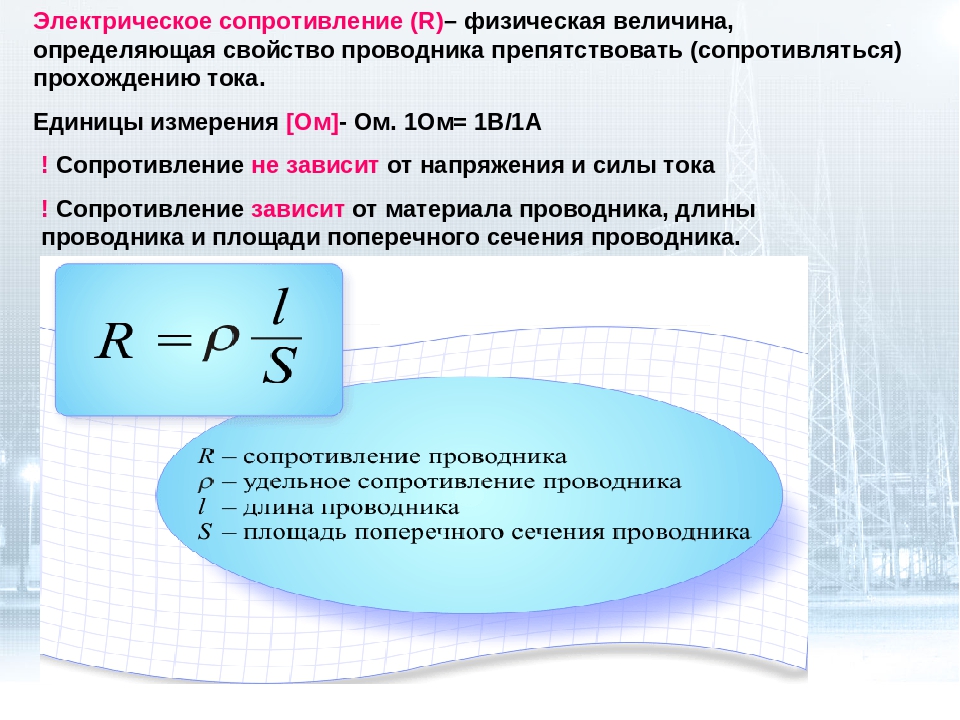
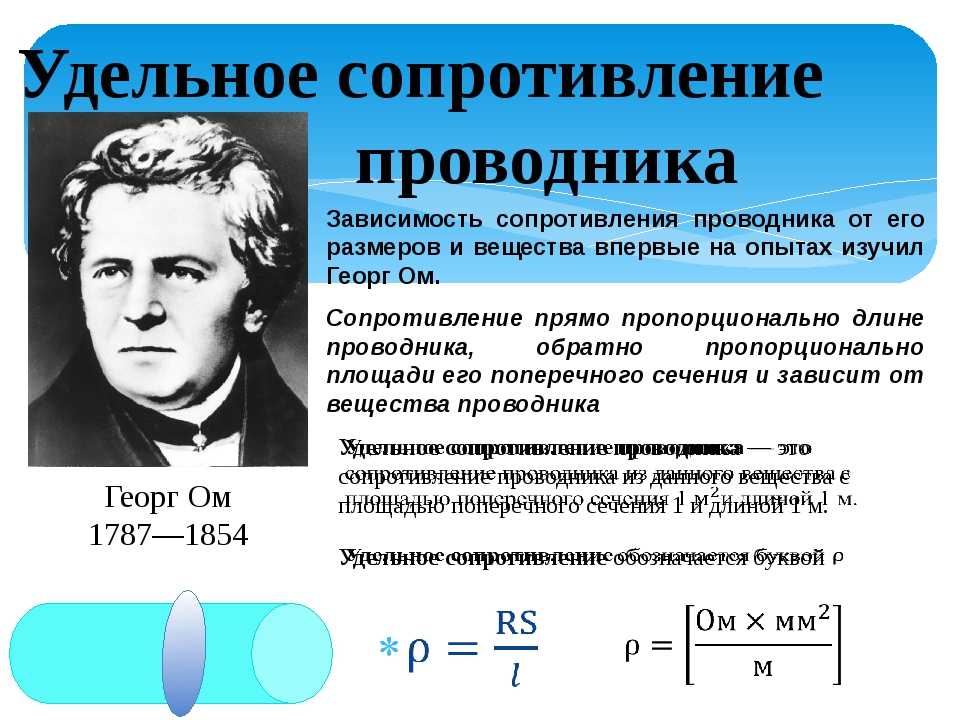 {3}\rho _{ij}({\vec {r}})J_{j}({\vec {r}}).}
{3}\rho _{ij}({\vec {r}})J_{j}({\vec {r}}).}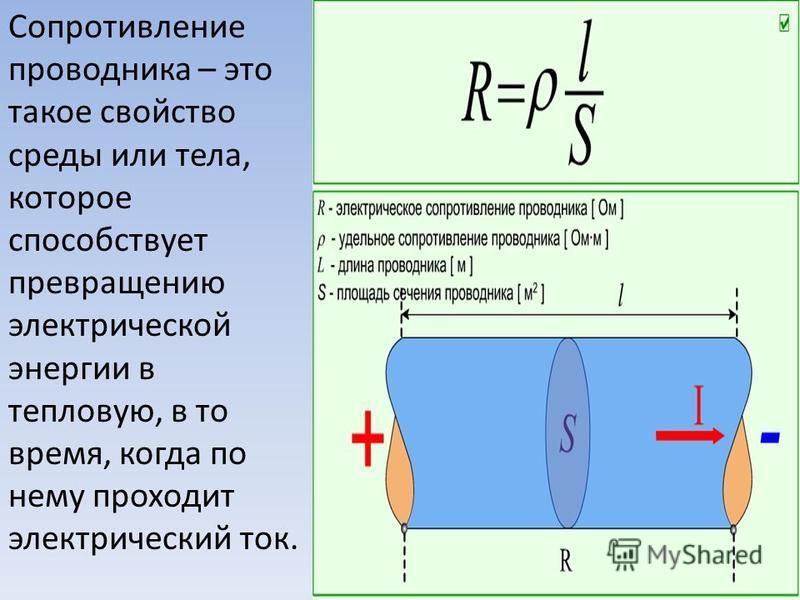
 Это и есть последовательное соединение проводников. Их можно соединять с друг другом сколь угодно много.
Это и есть последовательное соединение проводников. Их можно соединять с друг другом сколь угодно много.
 Давайте так и сделаем.
Давайте так и сделаем. Если сложить все падения напряжений на резисторах, то можно получить… напряжение источника! Он у нас равен 10 Вольт.
Если сложить все падения напряжений на резисторах, то можно получить… напряжение источника! Он у нас равен 10 Вольт. д.
д.

 2
2 Без легирования они выглядят почти как изолятор, но с легированием доступны носители заряда, и удельное сопротивление резко падает. Точно так же и для электролитов уровень удельного сопротивления варьируется в широких пределах.
Без легирования они выглядят почти как изолятор, но с легированием доступны носители заряда, и удельное сопротивление резко падает. Точно так же и для электролитов уровень удельного сопротивления варьируется в широких пределах.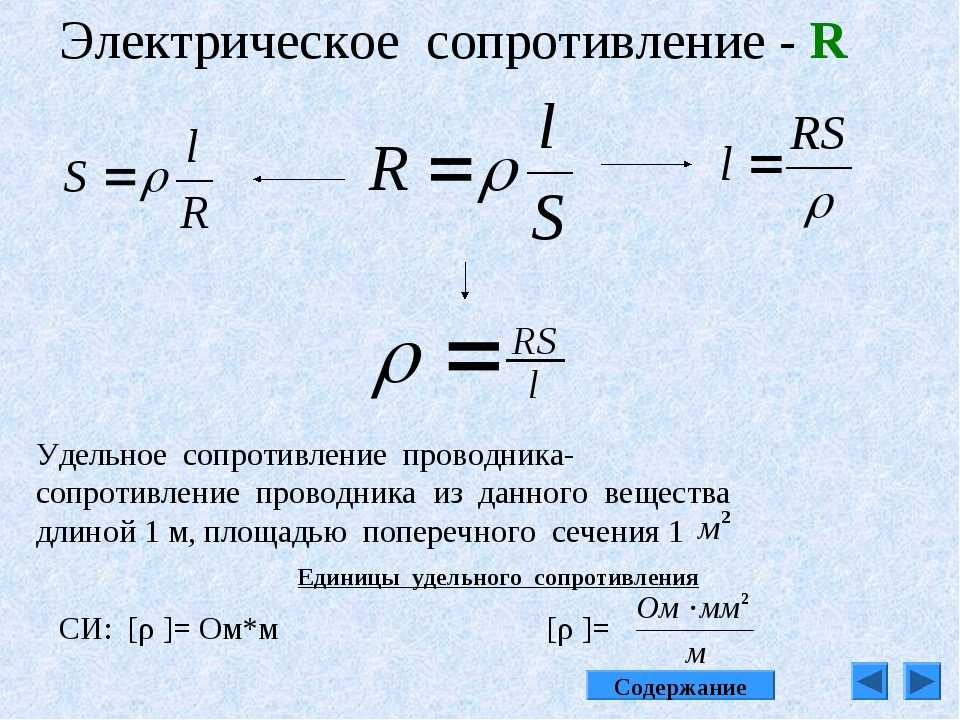
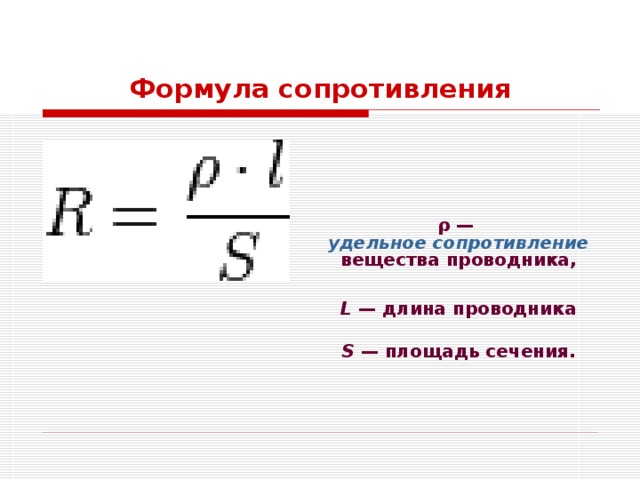 Серебро и золото имеют очень низкие значения удельного сопротивления, но, поскольку они значительно дороже, они не используются широко. Однако серебро иногда используется для покрытия проводов, где важно его низкое удельное сопротивление, а золотое покрытие используется для сопрягаемых поверхностей многих электронных разъемов, чтобы обеспечить наилучшие контакты. Золото также хорошо подходит для электрических разъемов, поскольку оно не тускнеет и не окисляется, как другие металлы.
Серебро и золото имеют очень низкие значения удельного сопротивления, но, поскольку они значительно дороже, они не используются широко. Однако серебро иногда используется для покрытия проводов, где важно его низкое удельное сопротивление, а золотое покрытие используется для сопрягаемых поверхностей многих электронных разъемов, чтобы обеспечить наилучшие контакты. Золото также хорошо подходит для электрических разъемов, поскольку оно не тускнеет и не окисляется, как другие металлы. Например, в резисторах удельное сопротивление различных материалов играет ключевую роль в обеспечении правильного сопротивления резисторов.
Например, в резисторах удельное сопротивление различных материалов играет ключевую роль в обеспечении правильного сопротивления резисторов.
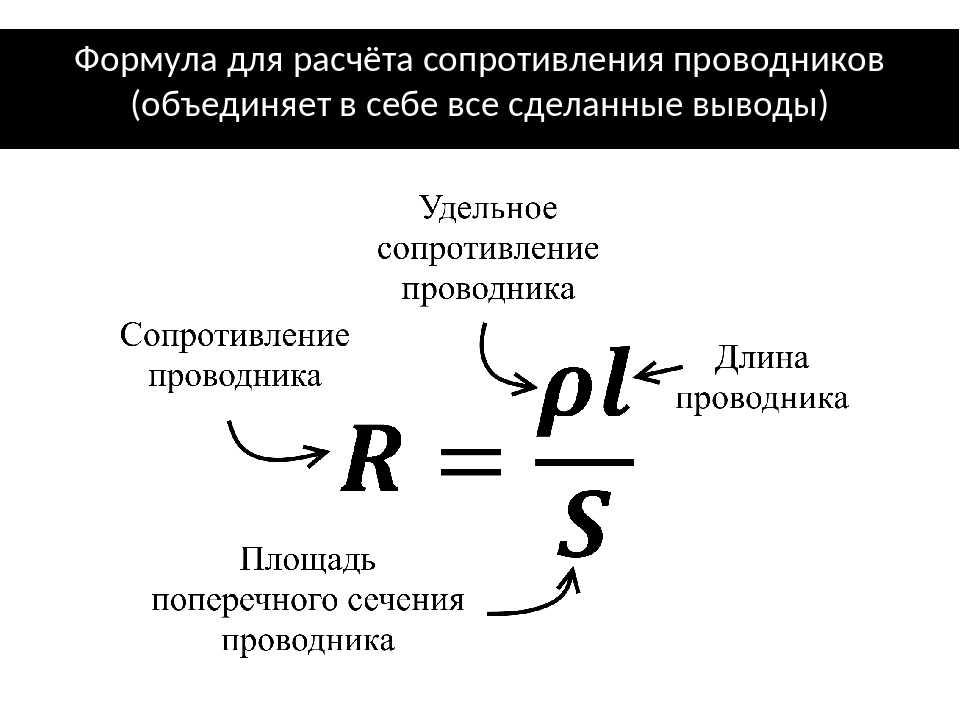 Таким образом, объединяя уравнения (1) и (2),
Таким образом, объединяя уравнения (1) и (2),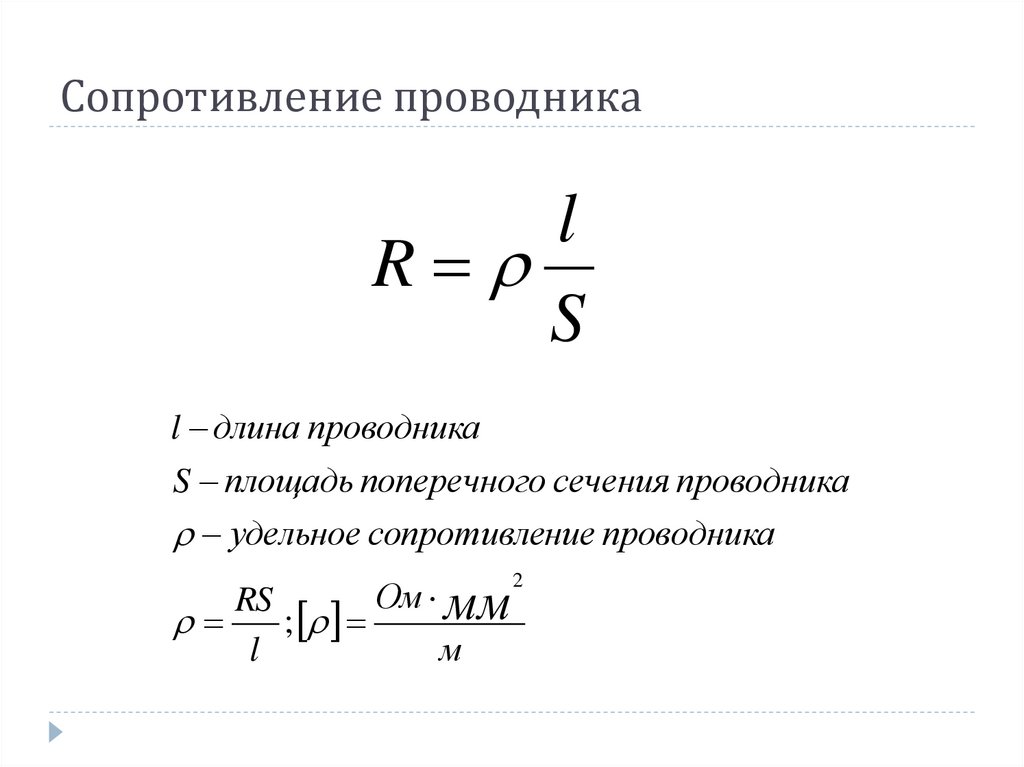
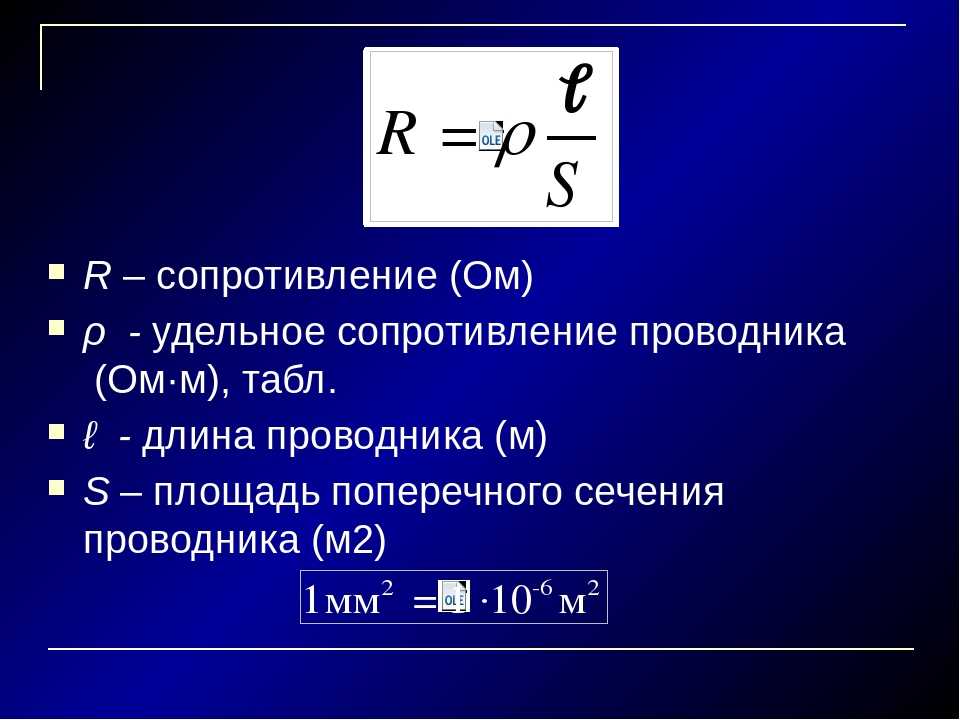 Рассчитать сопротивление?
Рассчитать сопротивление?