Стеклопластиковая арматура отзывы строителей впервые получила от строительных организаций, занимающихся промышленным строительством. Например, ее давно и широко используют при укреплении береговых линий, отказавшись от использования металлической арматуры, которая в условиях повышенной влажности быстро подвергалась коррозии. А арматура композитная стеклопластиковая отзывы в этой сфере строительства быстро набрала, так как коррозия ей не страшна, а по прочности она не уступает металлу.
ТПК «НАНО-СК» занимается производством композитной арматуры уже более трех лет, и при этом тесно сотрудничает со строительными организациями и развивает производство в ногу со временем для того, чтобы выпускаемая продукция – стеклопластиковая арматура отзывы имела только положительные.
Арматура стеклопластиковая форум строителей которую обсуждает, разнится по качеству, но всегда выбор делается в пользу той, которая произведена по требованиям ГОСТа. Вы можете видеть, в каких сферах применяется арматура пластиковая видео Вы можете просмотреть на нашем сайте. Стеклопластиковая арматура отзывы имеет не только от строителей, занятых в промышленном строительстве, но и от тех, кто занимается малоэтажным, коттеджным строительством. Качество арматуры таково, что она позволяет провести армирование постройки любой сложности. Хотя, в коттеджном строительстве арматура композитная стеклопластиковая отзывы стала получать сравнительно недавно.
Применение композитной арматуры
Когда оценивалась стеклопластиковая арматура отзывы основывались на том, в каких технологиях наиболее часто применяют композитное армирование. Арматура стеклопластиковая фото которой Вы видите на нашем сайте, применяется следующих технологиях:
укрепление береговых линий;
армирование участков дорог, которые подвергаются агрессивному воздействию реагентов;
монтаж ограждающих бетонных конструкций;
заливка фундамента;
кладка газобетона и пенобетона.
Когда строителями оценивалась стеклопластиковая арматура отзывы о применении были положительными.
Композитная арматура для фундаментов
Стеклопластиковая арматура для фундамента отзывы имеет превосходные. Армирование фундамента в малоэтажном строительстве с использованием композитной арматуры проводиться по особым техническим условиям. Так, для армирования чаще всего используют стержни диаметром 8 мм, и если их сравнить со стальной арматурой, то этот диаметр соответствует 12 мм арматуры из стали.
ТПК «НАНО-СК» производит стеклопластиковую арматуру в виде стержней для формирования фундаментов в малоэтажном строительстве. Мы производим арматуру согласно ГОСТу, и высокое качество нашей продукции оценили все наши клиенты: арматура композитная стеклопластиковая отзывы имеет только самые достойные.
Ассортимент нашей продукции смотрите на сайте и уточняйте условия по телефону.
Стеклопластиковая арматура для фундамента: отзывы специалистов
Содержание
Почему появилась стеклопластиковая арматура на строительном рынке
Отзывы специалистов, преимущества и недостатки композитной нитки
Использование стеклопластикового прутка в фундаменте
Варианты применения стеклоарматуры
Заключение
Жесткие требования конкуренции в сфере современного строительства заставляют искать способы снижения затрат, в том числе с применением новых материалов. Появляются новые рецептуры строительного камня, специальные марки бетонов, фундаментных составов, облицовочных и теплоизоляционных материалов. Параллельно на рынке, ранее традиционном для металлической арматуры и специальных конструкций, активно пытаются завоевать «место под солнцем» производители разнообразных композитных изделий. Чаще всего это неметаллические силовые элементы и стеклопластиковая арматура.
Почему появилась стеклопластиковая арматура на строительном рынке
Композитные материалы, и стеклопластиковая арматура в том числе, изготавливаются по относительно несложному технологическому принципу пропитки стеклянных или базальтовых волокон эпоксидной или полиэфирной смолой матрицы. Далее пучок формируется на станке в калиброванный по диаметру пруток композитной арматуры, и запекается при невысокой температуре в специальной сушильной печи. Обычно длина одного отрезка арматуры не превышает 100 м.
Стеклопластиковая арматура не требует работы сложного и дорогостоящего оборудования, поэтому сами производственные затраты относительно невелики, большую часть себестоимости составляет цена смолы для матрицы и стекловолоконного жгута. И все же, если сравнить стоимость стеклопластикового и стального прутка одного диаметра, металлическая арматура имеет складскую цену на 10-20% меньше, а это очень большая разница для такой сферы, как строительство.
Тем не менее стеклопластиковый материал достаточно сильно потеснил металлопрокатную продукцию, не в последнюю очередь из-за ряда специфических свойств, но главными факторами стали немного иные причины:
Стеклопластиковая арматура все чаще стала применяться в частном малоэтажном строительстве. Она более доступна в работе, ее легче и намного дешевле перевозить, хранить, резать. Ее не нужно спрямлять и выравнивать перед использованием, как в случае со стальным вариантом. Материал можно купить целой бухтой и нарезать кусками самой нестандартной длины. Тогда как на стальной стандартный 11-метровый пруток пришлось бы немало отходов, если ваш фундамент, например, имеет армирование длиной 8 м;
Доступность оборудования для производства армирующего жгута позволило многим небольшим предприятиям — производителям стройматериалов наладить поточное производство стеклопластиковой арматуры в самых различных вариантах исполнения поверхности прутка. Огромное количество предложений, грамотная политика продаж и скрытая реклама позволяют диверсифицировать рынок;
Стремление подрядчиков сэкономить в строительных работах на более выгодном материале для армирования, для чего зачастую используется формальный, «слепой» перерасчет по прочности эквивалента композитных материалов и стальной арматуры.
Отзывы специалистов, преимущества и недостатки композитной нитки
При желании можно отыскать самые сложные выкладки и довольно простые примитивные доводы о том, чем хороша или плоха стеклопластиковая арматура. Как правило, серьезные исследования и отзывы специалистов в большинстве случаев не дают конкретных рекомендаций, по сути, «горячей» проблемы фундамента, во многом возможности арматуры на стеклопластиковой основе приходится оценивать на собственный страх и риск.
Внимание! Среди многочисленных отзывов специалистов практически нет настоящих профессиональных экспертов в области строительной механики композиционных материалов. Их мнение и отзывы, как правило, отражаются в оценках и заказных расчетах конкретных строительных проектов, стоят немалых денег и на суд общественности не выносятся.
Профессиональным можно назвать подход, если отзывы тех или иных экспертов оценивают конкретную ситуацию использования, например, стеклопластикового прутка в фундаменте дома с использованием практических результатов и анализом причин. В противном случае назвать такие отзывы специалистов можно в лучшем случае рекламой или антирекламой.
Использование стеклопластикового прутка в фундаменте
Применение арматурных сеток на основе стеклопластиковых силовых элементов началось с 60-х годов прошлого века. Кроме того, построено и находится в эксплуатации достаточно большое количество зданий и технологических сооружений из камня и бетона, в фундаменте и стенах которых использовано армирование на стеклопластиковой основе. Отзывы о состоянии построек с элементами стальной и стеклопластиковой арматуры и многолетнем опыте эксплуатации дадут больше, чем все теоретические выкладки «знатоков», вместе взятые.
Практически все, кто снимает ролики или выкладывает свое мнение о недостатках стеклопластиковой арматуры, — это или менеджеры продаж конкурирующего стального проката, или дилетанты, путающие причины и следствия основных принципов прочности и жесткости конструкций. В большей части такие рассуждения о недостатках стеклопластиковой арматуры сопровождаются формулами и данными о прочности стали и композита. Но внятных причин или процессов, по которым нельзя использовать стеклопластиковое армирование, нет. Если человек, взявшийся комментировать преимущества и недостатки стеклопластикового армирования, не продемонстрировал на практике фрагмент разрушенного бетона или куска фундамента со стеклопластиковой арматурой, все его рассуждения остаются фантазиями на произвольную тему.
Стеклопластиковая арматура используется в строительстве, машиностроении, в специальных проектах уже более 40 лет. Если для вас этот вопрос принципиален, обратитесь в старые советские учебники 70-х годов прошлого века, журналы по строительной тематике, в этих источниках раскрывается физика и механика процессов разрушения фундамента, приводятся многочисленные примеры ошибок.
Обладая высокой удельной прочностью, стеклопластиковое армирование может прекрасно работать в самых сложных условиях, но при этом оно обладает рядом недостатков, ограничивающих его применение в строительстве:
Стеклопластиковая природа композитной арматуры обладает практически нулевой пластичностью материала. Говоря человеческим языком, каркас для высоконагруженного фундамента или стен из такого прутка не сможет пластично подстраиваться под перераспределение нагрузки в нагруженном бетонном камне. В результате в отдельных местах фундамент здания будет испытывать перегрузку, что может вызвать появление трещин;
Стеклопластиковая основа очень хорошо воспринимает растягивающие осевые нагрузки, намного хуже сжимающие нагрузки, и катастрофически плохо переносит усилие сдвига. Это значит, что любое поперечное срезающее усилие, которых немало в «свежих» фундаментах из-за осадочных процессов, приведет к разрушению целостности арматуры;
К сожалению, в течение времени, пока бетон фундамента набирает прочность, каркас из стеклопластика ведет себя несколько иначе, и именно на этом этапе, поэтому каждый конкретный случай в компоновке арматуры требует очень внимательного и аккуратного анализа.
Поэтому в тех узлах, где допустима замена металла композитным материалом, вместо традиционного восьмимиллиметрового прутка, вполне может быть использован шестимиллиметровый жгут стеклопластиковой арматуры. Мало кто знает, но сегодня уже на потоке производятся строительные плиты из напряженного бетона со стеклопластиковой арматурой. Но в производстве такой материал стоит значительно дороже, поэтому практически 90% ассортимента, в том числе для фундамента, являются заказными изделиями.
Варианты применения стеклоарматуры
Неоспоримым преимуществом стальной арматуры является очень хорошо прогнозируемое поведение металла в самых сложных условиях нагрузки. Все существующие небоскребы и высотные здания строятся только на стальной арматуре, мало того, у большинства таких «чудес света» существует внутренний металлический каркас.
Стеклоарматура для высотных зданий или высоконагруженных фундаментов не подойдет. Строительная механика фундаментов – это, вообще, целая наука, прежде всего из-за сложного взаимодействия отдельных частей фундамента с грунтом, со стенами всей конструкции.
В существующей модели фундамента самыми проблемными являются угловые зоны, где арматура испытывает растягивающие, изгибающие и перерезывающие нагрузки. В этих местах не каждая даже стальная арматура в состоянии обеспечить жесткую связку угловых блоков. Металлической арматуре в блоке фундамента это удается только благодаря сочетанию высокой пластичности и упругости. Стеклопластиковое армирование в этих узлах фундамента применять нельзя. Несмотря на высокую продольную прочность, она не сможет противостоять скручиванию и перерезыванию в угловой точке контакта фундамента.
Прочности и пластичности стеклопластиковой арматуры будет достаточно для постройки фундамента и подвала одно или двухэтажного дома. Но при условии, что в угловых стыках фундамента для сращивания арматуры под прямым углом будут использованы специальные муфты. Тем более стеклопластик легко и просто использовать для простого ленточного фундамента 70-90 см глубиной.
Удачным считается применение стеклопластиковой арматуры в паре со специальными марками бетона для фундамента. Зачастую в условиях применения в фундаменте специальных добавок, усиливающих морозостойкость или водонепроницаемость, стальная арматура начинает интенсивно коррозировать. Особенно в фундаментах на грунтах с высоким содержанием солей или в непосредственной близости к трансформаторным подстанциям.
В стенах малоэтажных домов, особенно из газобетонного блока, арболитового камня и любого другого стройматериала, обладающего невысокой жесткостью и контактной прочностью, использование стеклопластикового армирования даже приветствуется. С ним намного проще и легче работать, чем со стальным прутком.
Кроме того, композитная арматура просто идеально подойдет для крепления наружного утеплителя или кладки облицовочного кирпича, там, где требуется или оцинковка, или нержавейка. И, тем более стоит использовать тонкую стеклянную нитку для работ на цокольных блоках фундамента.
Заключение
Еще одна проблема, характерная для российской действительности, о которой обязательно стоит упомянуть. Это низкое качество самой стеклопластиковой арматуры отечественного производителя. Практически каждая бухта с арматурой имеет дефекты излома.
Металлический пруток при складировании и транспортировке может быть украден или по-варварски выгружен в неудобном месте вдалеке от фундамента. Но в любом случае его качество не пострадает. Стеклопластиковую нитку можно легко повредить при транспортировке и даже не заметить этого. В фундамент такую арматуру закладывать точно нельзя.
Строим дом из пеноблоков своими руками
Плавающий фундамент
Опалубка для фундамента своими руками
Фундамент под печь в баню
Пластиковые фитинги PEX хорошо или плохо? | Разговор с подрядчиком
JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
1 — 20 из 25 сообщений
Долженz14
·
Зарегистрировано
папагор
·
Зарегистрировано
филкав7
·
Зарегистрировано
Золотой вид
·
дипломат
Качество_PTG
·
Зарегистрировано
ПлотникSFO
·
Зарегистрировано
Золотой вид
·
дипломат
м1911
·
Зарегистрировано
ТимНЖ
·
Зарегистрировано
CO762
·
Зарегистрировано
illbuildit.
dd
·
Дом хирурга
CO762
·
Зарегистрировано
Джейвайтекамп
·
Про
ПлотникSFO
·
Зарегистрировано
Джейвайтекамп
·
Про
Джбб
·
Зарегистрировано
Кингкарпентер1
·
Зарегистрировано
Майк Д.
·
Ремонтник
Паундер
·
Зарегистрировано
ГК
Семь-Дельта-Сорок Один
·
Вниз в огне….
Разбойник
1 — 20 из 25 Сообщений
Это старая тема, возможно, вы не получите ответа и, возможно, старая тема возрождается. Пожалуйста, рассмотрите возможность создания новой темы.
Верх
Латунные или пластиковые фитинги PEX? Как насчет фитингов PEX из нержавеющей стали
Разговор и битва между латунными и пластиковыми фитингами PEX продолжается уже много лет. Как и у большинства вещей, у каждого материала есть свои плюсы и минусы. С введением фитингов PEX из нержавеющей стали разговор меняется, поскольку нержавеющая сталь решает многие проблемы с традиционными латунными и пластиковыми обжимными фитингами PEX.
В этом блоге мы собираемся изучить общепринятые мнения относительно латуни и пластика, а также узнать, как складываются фитинги из нержавеющей стали PEX.
Латунные и пластиковые фитинги PEX — история
Как я уже упоминал ранее, дебаты между латунью и пластиком ведутся уже много лет. Есть сантехнические подрядчики, которые клянутся тем или другим, а затем будет другая группа людей, которые будут использовать каждый материал в зависимости от области применения.
Говоря о латуни, многие люди продолжают использовать ее в качестве основного материала из-за уверенности в себе с точки зрения прочности. Некоторые подрядчики считают, что пластиковые фитинги слабее, и боятся их использовать.
Еще одна проблема, с которой сталкиваются подрядчики при использовании пластиковых обжимных фитингов PEX, — это требования к более толстой стенке в соответствии со стандартом ASTM2159, что приводит к уменьшению внутреннего диаметра, что ограничивает поток. Металлические (из латуни и нержавеющей стали) обжимные фитинги, изготовленные в соответствии с ASTM F1807, с большими проходными сечениями. Если вы используете пластиковые обжимные фитинги по всему дому, это может привести к значительному ограничению потока.
Говоря об этом, есть некоторые применения , где пластик был бы намного лучше, чем латунь. Например, если у вас плохое качество воды, лучше выбрать пластик, так как в таких ситуациях латунь может подвергаться коррозии и протечь. Эта проблема усложнилась с появлением латуни без содержания свинца, поскольку не все латуни с низким содержанием свинца одинаковы. Из-за высокого содержания цинка в сочетании с очень тонкой структурой стенок латунных обжимных фитингов PEX любое количество коррозии может быть проблематичным. Удаление цинка, связанное со сплавами с высоким содержанием цинка, увеличивает риск отказа фитинга.
Нержавеющая сталь, латунь, пластик PEX
Итак, как вы можете видеть, есть неопределенность в использовании материалов из пластика и латуни. При этом обжимные фитинги из нержавеющей стали PEX сочетают в себе все положительные свойства пластика и латуни, обеспечивая высокую прочность и большие проходные сечения.
Аустенитные нержавеющие стали
, в частности серии 300, инертны почти ко всем жидкостям-теплоносителям из-за пассивирующего слоя оксида хрома (III), покрывающего поверхность. Когда деионизированная вода используется в растворах антифризов на основе гликоля в гидравлических системах, нержавеющая сталь считается подходящей для смачиваемых поверхностей.
Есть несколько ключевых аспектов нержавеющей стали PEX , которые делают ее отличным выбором для подрядчиков. Основными преимуществами являются коррозионная стойкость, скорость потока и общая прочность.
Коррозионная стойкость
Как я упоминал выше, одной из проблем с латунью (особенно в последние несколько лет) является коррозионная стойкость. Нержавеющая сталь все чаще используется во многих сантехнических устройствах из-за воздействия плохого качества воды на латунь. Это стало еще большей проблемой с системами PEX.
В прошлом большинство водопроводных систем изготавливались из медных труб и фитингов. Медь подвержена коррозии, но есть несколько отличий, о которых нужно помнить. Во-первых, медь и латунь — это не одно и то же. Медь намного более устойчива к коррозии, чем латунь, потому что латунь представляет собой сплав, состоящий из нескольких материалов (в основном меди и цинка). Фитинги PEX, изготовленные из нержавеющей стали 304, не содержат цинка, поэтому на них не влияет удаление цинка.
Теперь, когда многие водопроводные системы переходят на пластиковые трубы PEX, коррозии остается только одно место — латунные фитинги, которые составляют небольшой процент площади поверхности водопроводной системы. В системах, полностью состоящих из медных труб и фитингов из меди/латуни, коррозия равномерно распространяется на гораздо большую площадь поверхности по всей системе. Вот почему разговор о коррозионной стойкости так важен, когда речь идет о фитингах PEX. Превосходная коррозионная стойкость нержавеющей стали превосходит латунь, особенно из-за очень тонкой структуры стенок металлических обжимных фитингов PEX.
Скорость потока
Скорость потока также является очень важным аспектом, о котором следует подумать. Основная причина в том, что фитинг вставляется внутрь трубы, а не герметизируется снаружи, как в других системах. Это естественно снижает скорость потока. Как я упоминал выше, внутренний диаметр пластика PEX меньше, чем у латуни и нержавеющей стали, что еще больше снижает расход.
Это может показаться неважным, но когда в системе много фитингов, это ограничение потока может привести к отсутствию давления в линии при использовании нескольких фитингов. Хотя фитинги из латуни и нержавеющей стали имеют один и тот же стандарт и внутренний диаметр, форма фитинга также принимается во внимание.
Основной причиной снижения потока является колено под углом 90 градусов. Когда вода попадает на эти фитинги, это создает сильную турбулентность, которая вызывает потери на трение и уменьшает поток. Колено PEX из нержавеющей стали Boshart было разработано таким образом, чтобы значительно уменьшить эти эффекты.
Общая прочность
Важно также учитывать прочность фитинга PEX. Основная причина этого – гидроудар. Это когда ударная волна проходит через водопроводную систему, когда клапан внезапно закрывается, и вода «ударяет» обратно по трубе, что вызывает нагрузку на трубу и фитинги. Это огромная причина, по которой правильная поддержка трубы и фитингов так важна.
Как вы можете видеть на изображении ниже, нержавеющая сталь намного прочнее, чем латунь и поли.
История доказала, что как латунные, так и пластиковые фитинги PEX имеют свои преимущества и недостатки.
Фитинги
из нержавеющей стали PEX устраняют необходимость и затраты на двойной инвентарь, поскольку они обладают лучшими свойствами как латуни, так и полиэстера. Превосходная коррозионная стойкость, скорость потока и прочность этих фитингов демонстрируют их универсальность и то, как их можно использовать в более широком диапазоне применений.
• предназначены для получения горячей воды с температурами до 115° и перегретой воды до 150° С давлением теплоносителя до 1,6 МПа (16 бар). • высокий кпд — не менее 92% • компактный размер и вес современный дизайн симметричная конструкция котла для оптимального распределения тепловых напряжений • поверхности нагрева выполнены из гладкостенных труб для снижения возможности их загрязнений рабочее избыточное давление до 6 бар • хорошая теплоизоляция котла, включая переднюю дверцу, для снижения теплопотерь от излучения передняя дверца откидывается влево и вправо для удобства чистки и обслуживания котла • гарантия на котел 2 года.
Водогрейные газоплотные котлы ( котлы водотрубные )серии Eurotherm разработаны с учетом многолетнего опыта российских производителей котельного оборудования и всех современных требований рынка в тесном сотрудничестве со специалистами немецкого концерна WOLF GmbH. Котлы водотрубные поставляются заказчику в восьми типоразмерах номинальной мощностью от 3 150 до 58 200 кВт в двух модификациях – на 115℃ и на 150℃. Котлы водотрубные предназначены для получения горячей воды с предельными номинальными температурами 115 или 150℃ при допустимом рабочем давлении 1,6 МПа (16 бар). Котлы водотрубные сертифицированы по системе ГОСТ Р и имеют разрешение на применение от Ростехнадзора РФ. Используются в системах отопления и горячего водоснабжения промышленного и коммунального назначения и для получения перегретой воды в технологических целях. Работают на природном газе, легком жидком топливе, нефти/мазуте в зависимости от типа установленного горелочного устройства. Нормативный срок эксплуатации котла установлен в соответствии с “ГОСТ 21563-93. Котлы водогрейные. Основные параметры и технические требования” и составляет не менее 20 лет. Гарантийный срок при соблюдении условий транспортировки, хранения, монтажа и эксплуатации составляет 2 года со дня ввода в эксплуатацию.
Дополнительная информация
Котлы выполнены в газоплотном исполнении, имеют горизонтальную компоновку. Выбор материалов для изготовления деталей обоснован расчетом на прочность элементов котла, работающих под давлением, выполненным по нормам расчета на прочность стационарных котлов и трубопроводов пара и горячей воды РД 10-249-98, согласованным с Госгортехнадзором России.
Котел самонесущий, имеет скользящие опоры. Опоры, расположенные на фронте котла, неподвижны. Скользящие опоры котла установлены на раму, изготовленную из двутавра.
Для котлов на раме устройство специального фундамента не требуется.
Водотрубные водогрейные котлы серии Eurotherm специально спроектированы с учетом требований и опыта эксплуатации российских тепловых сетей. Широкий типоразмер котлов данной серии позволяет легко варьировать выбор любой мощности по желанию заказчика. Серия Eurotherm включает в себя уникальный для российского рынка котел мощностью 17.440 кВт (15 Гкал), который был включен в программу производства по настоятельным рекомендациям многих эксплуатирующих организаций тепловых сетей. Котлы Eurotherm изначально проектировались для использования современных автоматизированных горелочных устройств. Газоплотное исполнение обеспечивает работу котла под избыточным давлением, либо под разрежением, в зависимости от типа горелочного устройства и проекта котельной. Шестигранная геометрия топки и увеличенная скорость потока в конвективной части котлов делают их незаменимыми при использовании в открытых тепловых сетях. Котлы серии «Eurotherm» по своим габаритам адаптированы к установке в квартальных и блочно-модульных котельных, а также к реконструкции объектов с ранее установленными котлами других отечественных производителей. Поставка котла потребителю осуществляется либо целым изделием, либо с разбивкой на удобные для транспортировки части.
Водотрубные котлы | Спиракс Сарко
Дом / Узнать о паре /
Водотрубные котлы
Содержимое
Введение
Котлы Shell
Водотрубные котлы
Разные типы котлов Экономайзеры и пароперегреватели
Рейтинг котлов
КПД котла и сжигание
Котельная арматура и крепления
Заголовки Steam и отрывки
Хранение и продувка воды для паровых котлов
Вода для котла
Питательный резервуар и подготовка питательной воды
Контроль TDS в котловой воде
Рекуперация тепла от продувки котла Только управление TDS
Нижняя продувка
Уровни воды в паровых котлах
Методы определения уровня воды в паровых котлах
Автоматические системы контроля уровня
Сигнализация уровня воды
Установка регуляторов уровня
Требования к испытаниям в котельной
Деаэраторы под давлением
Паровые аккумуляторы
Назад, чтобы узнать о паре
Водотрубные котлы
Описание водотрубных котлов, включая принцип действия, типы и преимущества; также краткий обзор того, как они применяются для комбинированного производства тепла и электроэнергии.
Водотрубные котлы
Водотрубные котлы отличаются от котлов кожухотрубного типа тем, что вода циркулирует внутри труб, а источник тепла окружает их. Возвращаясь к уравнению для кольцевого напряжения (уравнение 3.2.1), легко увидеть, что, поскольку диаметр трубы значительно меньше, при том же напряжении можно допустить гораздо более высокое давление.
Водотрубные котлы используются на электростанциях, для которых требуется:
Высокая паропроизводительность (до 500 кг/с).
Пар высокого давления (до 160 бар).
Перегретый пар (до 550°С).
Однако водотрубные котлы также производятся в размерах, чтобы конкурировать с кожухотрубными котлами.
Небольшие водотрубные котлы могут изготавливаться и собираться в единый блок, как и котлы с кожухом, тогда как большие блоки обычно изготавливаются секциями для сборки на месте.
Многие водотрубные котлы работают по принципу естественной циркуляции воды (известной также как «термосифония»). Это тема, которую стоит осветить, прежде чем рассматривать различные типы доступных водотрубных котлов. Рисунок 3.3.2 помогает объяснить этот принцип:
Более холодная питательная вода подается в паровой барабан за перегородкой, где из-за большей плотности холодной воды она опускается в «нижнем стояке» к нижнему или «грязевому» барабану, вытесняя более теплую воду вверх вперед трубы.
Непрерывный нагрев создает пузырьки пара в передних трубах, которые естественным образом отделяются от горячей воды в паровом барабане и удаляются.
Однако при повышении давления в водотрубном котле разница между плотностями воды и насыщенного пара падает, следовательно, циркуляция уменьшается. Чтобы сохранить тот же уровень паропроизводительности при более высоких расчетных давлениях, необходимо увеличить расстояние между нижним барабаном и паровым барабаном или ввести некоторые средства принудительной циркуляции.
Секции водотрубных котлов
Энергия от источника тепла может извлекаться как излучением, так и конвекцией и теплопроводностью.
Топка или радиационная секция
Это открытая площадка, вмещающая пламя(я) от горелки(ей). Если бы пламя могло соприкоснуться с трубами котла, произошла бы серьезная эрозия и, в конечном итоге, разрушение трубы .
Стены секции печи облицованы ребристыми трубами, называемыми мембранными панелями, которые предназначены для поглощения лучистого тепла от пламени.
Секция конвекции
Эта часть предназначена для поглощения тепла от горячих газов за счет теплопроводности и конвекции.
Большие котлы могут иметь несколько последовательно соединенных блоков труб (также называемых подвесками) для получения максимальной энергии от горячих газов.
Обозначение водотрубного котла
Водотрубные котлы обычно классифицируют по определенным признакам, см. Таблицу 3.3.1.
Альтернативные схемы водотрубных котлов
Следующие схемы работают по тому же принципу, что и другие водотрубные котлы, и доступны с производительностью от 5 000 кг/ч до 180 000 кг/ч.
Котел с продольным барабаном
Котел с продольным барабаном был исходным типом водотрубного котла, работавшего по термосифонному принципу (см. рис. 3.3.5).
Питательная вода охладителя подается в барабан, расположенный продольно над источником тепла. Более холодная вода стекает по заднему циркуляционному коллектору в несколько наклонных обогреваемых труб. По мере того, как температура воды повышается, когда она проходит вверх по наклонным трубам, она закипает, а ее плотность уменьшается, поэтому горячая вода и пар циркулируют вверх по наклонным трубкам в передний циркуляционный коллектор, который возвращается в барабан. В барабане пузырьки пара отделяются от воды, и пар можно отводить.
Типовая производительность котлов с продольным барабаном составляет от 2 250 кг/ч до 36 000 кг/ч.
Котел с поперечным барабаном
Котел с поперечным барабаном представляет собой вариант котла с продольным барабаном, в котором барабан расположен поперек источника тепла, как показано на рис. 3.3.6. Поперечный барабан работает по тому же принципу, что и продольный барабан, за исключением того, что он обеспечивает более равномерную температуру по всему барабану. Однако существует риск повреждения из-за неправильной циркуляции при высоких паровых нагрузках; если верхние трубки станут сухими, они могут перегреться и в конечном итоге выйти из строя.
Котел с поперечным барабаном также имеет дополнительное преимущество, заключающееся в том, что он может обслуживать большее количество наклонных труб благодаря своему поперечному расположению.
Типовая производительность котла с поперечным барабаном варьируется от 700 кг/ч до 240 000 кг/ч.
Котел Стирлинга с изогнутыми трубами
Дальнейшим развитием водотрубного котла является котел с изогнутыми трубами или котел Стирлинга, показанный на рис. 3.3.7. Опять же, это работает по принципу температуры и плотности воды, но использует четыре барабана в следующей конфигурации.
Питательная вода охладителя поступает в левый верхний барабан, откуда из-за большей плотности падает в сторону нижнего, или водяного барабана. Вода в водяном барабане и соединительные трубы к двум другим верхним барабанам нагреваются, и образовавшиеся пузырьки пара поднимаются в верхние барабаны, где пар затем отводится.
Котел Стирлинга с изогнутыми трубами обеспечивает большую площадь поверхности теплопередачи, а также способствует естественной циркуляции воды.
Преимущества водотрубных котлов:
Они имеют небольшое содержание воды, поэтому быстро реагируют на изменение нагрузки и тепловложения.
Трубы малого диаметра и паровой барабан позволяют выдерживать гораздо более высокие давления пара, а на электростанциях можно использовать до 160 бар.
Конструкция может включать в себя множество горелок в любой из стен, обеспечивающих возможность горизонтального или вертикального горения, а также возможность контроля температуры в различных частях котла. Это особенно важно, если котел имеет встроенный пароперегреватель и необходимо контролировать температуру перегретого пара.
Недостатки водотрубных котлов:
Их не так просто изготовить в блочном виде, как котлы с кожухом, а значит, требуется больше работы на месте.
Вариант с несколькими горелками может обеспечить гибкость, но использование 30 или более горелок на электростанциях означает, что необходимы сложные системы управления.
Теплоэлектроцентраль (ТЭЦ)
Описанные выше водотрубные котлы обычно имеют большую мощность. Тем не менее, растет спрос на небольшие котлы-утилизаторы специального назначения меньшего размера, которые будут использоваться вместе с наземными газотурбинными установками.
Используются несколько типов наземных парогенерирующих газотурбинных установок:
Комбинированное производство тепла и электроэнергии
Эти системы направляют горячие выхлопные газы из газовой турбины (примерно 500°C) через котел, где вырабатывается насыщенный пар, который используется в качестве коммунального оборудования.
Типичное применение этих систем на предприятиях или объектах, где потребности в электричестве и паре находятся на одном уровне и в пропорциях, которые могут быть согласованы с системой ТЭЦ. Эффективность может достигать 90%.
Парогазовая установка
Это дополнения к системам ТЭЦ, где насыщенный пар проходит через пароперегреватель для производства перегретого пара. Перегреватель может работать отдельно из-за сравнительно низкой температуры выхлопа газовой турбины. Полученный перегретый пар направляется на паровые турбины, которые приводят в действие дополнительные генераторы переменного тока и вырабатывают электроэнергию.
Диапазон регулирования этих установок плохой из-за необходимости вращения турбины со скоростью, синхронизированной с электрической частотой. Это означает, что эти установки целесообразно запускать только при полной нагрузке, обеспечивая базовую нагрузку пара на установку.
Из-за относительно низкой температуры выхлопа газовой турбины по сравнению с пламенем горелки в обычном котле для данной тепловой нагрузки требуется гораздо большая площадь теплообмена котла. Также нет необходимости предусматривать размещение горелок. По этим причинам водотрубные котлы, как правило, представляют собой лучшее и более компактное решение. Поскольку эффективность является основным фактором для лиц, принимающих решения по ТЭЦ, конструкция этих котлов вполне может включать экономайзер (нагреватель питательной воды).
Если установка представляет собой «комбинированный цикл», конструкция может также включать пароперегреватель. Однако относительно низкие температуры могут означать, что потребуются дополнительные горелки, чтобы довести пар до технических характеристик, требуемых для паровых турбин.
Начало страницы
Предыдущий — Котлы Shell Далее — Разные типы котлов Экономайзеры и пароперегреватели
Как работает водотрубный котел
Одним из последних достижений в технологии производства пара является использование водотрубных котлов. Этот тип котла отличается от обычных котлов, в которых используется жаротрубная система. Водотрубные котлы более эффективны, чем жаротрубные, они производят больше пара, но потребляют меньше топлива. Они также намного безопаснее, чем жаротрубные котлы, и ими легче управлять, когда речь идет о плановых проверках и техническом обслуживании. Так как же именно работают эти водотрубные котлы?
Чтобы эффективно ответить на этот вопрос, мы должны сначала понять основную разницу между водотрубными и жаротрубными котловыми системами. Все сводится к соотношению между водой и источником тепла. В конструкции жаротрубного котла вода окружает источник тепла. В водяной трубе источник тепла окружает воду. Давайте подробнее рассмотрим эту разницу и почему она важна.
В любой котельной системе производство пара начинается с горелки. Когда топливо (обычно природный газ, пропан или мазут) сжигается внутри печи, образуются горячие газы, которые, в свою очередь, нагревают воду. В обычном жаротрубном котле горячие газы движутся из топки в нагревательные трубы, погруженные в воду в баке. По мере того как стенки трубок нагреваются газом, тепло передается воде, в конечном итоге превращая горячую воду в пар.
Хотя этот дизайн довольно распространен, он также довольно неэффективен по нескольким причинам. Во-первых, вода — медленный проводник тепла, и чем больше воды в баке, тем дольше она нагревается. Мало того, что для запуска обычного котла требуется несколько часов простоя, но и после того, как вы достигли желаемого давления пара, у вас мало возможностей приспособиться к изменяющейся потребности. В результате жаротрубные котлы обычно потребляют гораздо больше энергии, чем на самом деле необходимо для выполнения работы, что приводит к отходам тепла и более высоким затратам на топливо/воду.
Во-вторых, проблема с местом. Обычные промышленные котлы занимают много места по своей конструкции, поэтому для их размещения требуется отдельная котельная. Небольшие компании, в частности, могут счесть сложной и дорогостоящей проблемой создание такого отдельного пространства.
Промышленные водотрубные котлы имеют гораздо более эффективную конструкцию, позволяющую экономить место и энергию. который течет по всему котлу. В водяной трубе вода окружена нагретыми газами, а не наоборот. Горячий газ из топки поступает в основную камеру котла.
В некоторых случаях газ ударяется о заднюю стенку котла, а затем отскакивает к другому концу котла. Это создает эффект перегрева внутри котла, что может помочь уменьшить количество топлива, необходимого для выработки тепла на оптимальном уровне.
Пока этот горячий газ движется по котлу, он нагревает воду внутри ряда котельных труб, расположенных в середине котла. Эти водяные трубы имеют форму прямоугольника и примерно равны длине самого котла. Трубки также полностью герметичны и могут выдерживать более высокое давление, так что вода не может вытекать, а огонь или газ не могут проникнуть внутрь трубки.
По сути, огонь и газ, производимые горелкой, парят вокруг водяных труб, нагревая их и воду внутри них снаружи. Это заметное отличие от жаротрубных котлов, в которых вода, используемая для создания пара, будет окружать источник тепла.
Поскольку тепло распределяется по всему котлу и окружает водяные трубы, эта конструкция не только более энергоэффективна, но и требует меньше воды. Вода также может двигаться и циркулировать по трубам, что снижает нагрузку на котел.
Вода, нагретая внутри труб, поднимается наверх котла в паровой барабан. На дне парового барабана находится кипящая вода, которая продолжает нагреваться за счет огня и газа, создаваемого горелкой. Эта кипящая вода в конечном итоге становится паром, который затем может быть выпущен котлом для использования для отопления и других целей. Процесс от холодного пуска до полного пара обычно занимает минуты, а не часы.
Водотрубные котлы также имеют сливную трубу, которая соединяет паровой барабан с барабаном питательной воды. Если пар охлаждается и снова конденсируется в капли воды, эта вода может стекать из парового барабана в барабан питательной воды через сливную трубу.
Завод ПромСтройМаш является непосредственным производителем ИВ3430П Мы производим и продаём Трубогибочная машина ИВ 3430П с дорном во все регионы РФ и страны ближнего зарубежья, такие как Беларусь, Казахстан. ИВ3430П нашего производства хорошо зарекомендовали себя в Москве, Ярославле, Нижнем Новгороде, Екатеринбурге, Новосибирске и других городах России. Купить ИВ3430П вы можете непосредственно у нас или у наших дилеров.Ø 40-108мм, стенка 5мм
Характеристики
Комплектация
Описание
Видео
Технические характеристики ИВ3430П
Максимальная толщина стенки изгибаемой трубы, мм
5
Диаметр изгибаемой трубы с пределом текучести σт=250 МПа (25 кгс/мм2):
 
  - Наибольший диаметр изгибаемой трубы, мм
108
  - Наименьший диаметр изгибаемой трубы, мм
40
Наибольший внутренний радиус гибочного инструмента, мм
500
Наименьший внутренний радиус гибочного инструмента, мм
1,5D/2,0D
Наибольший угол поворота гибочного инструмента, град.
210
Частота вращения гибочного инструмента, об/мин
:
— стандартное исполнение, система управления П-23, об/мин:
2
— исполнение системы управления на базе частотного привода DELTA, об/мин:
0,3-5,3 (8 скоростей
Расстояние от оси центра гибочного инструмента до места крепления конца оправки, мм
Технические изменения, существенно не влияющие на характеристики машины, завод-изготовитель оставляет за собой
!!!
Трубогиб электромеханический модели ИВ3430П может использоваться в котлостроительной и судостроительной промышленности, на заводах монтажных заготовок, при монтаже водопроводов и газопроводов, а также на строительных и монтажных площадках промышленного и гражданского строительства
Трубогиб электромеханический модели ИВ3430П может использоваться в котлостроительной и судостроительной промышленности, на заводах монтажных заготовок, при монтаже водопроводов и газопроводов, а также на строительных и монтажных площадках промышленного и гражданского строительства
Гибочный станок ИВ3430П предназначен для гибки труб по ГОСТ 3262-75 и ГОСТ 10704-91 в холодном состоянии с оправкой (дорном*) и без нее методом наматывания трубы на гибочный ролик минимальным радиусом гиба 1,5 диаметра трубы, максимальный радиус гиба 500 мм.
В настоящее время для трубогибочного станка модели ИВ3430П используется схема управления двигателем через частотный привод, который позволяет управлять процессом гибки «плавно», на разных скоростях гиба, с большой точностью отработки заданных параметров. Точность выполнения угла гиба 0,3-0,5 градуса (при повторных гибах). Пульт управления на базе контроллера с ЖКИ-индикатором имеет более расширенное «меню» пользователя: «Ручной» и «Автоматический» режимы работы, режим работы по «Программе» — по заданной программе последовательных гибов (до 8 программ с 8 углами гиба в каждой).
Дорн применяется для уменьшения образования овальности и гофров. ПО ГОСТ 17380-2001 овальность не более 6% Можно производить гибку без дорна, если не предъявляется высокие требования к форме сечения трубы на изогнутом участке или отношение толщины стенки к ее диаметру составляет более 0,1.
При гибке труб необходимо учитывать их пружинистость (является следствием состава трубы и определяется опытным путём)
Трубогиб электромеханический модели ИВ3430П состоит из следующих основных узлов:
Рама
Редуктор
Механизм гибки и зажима
Механизм поджима
Механизм выдергивания дорна
Штанга разметочная
Поддерживатель
Ролик
Комплект инструмента
Электрооборудование
Электрошкаф
Пульт управления
Преимущества трубогиба ИВ3430П
Применение частотного привода для двигателя повышает точность измерения и отработки параметров гиба (угол, скорость), увеличивается ресурс работы механизмов станка, т. к. отсутствуют «ударные» нагрузки.
Расширенные возможности интерфейса управления, запоминание отработанных программ, позволяют изготавливать изделия с разными технологиями процесса изгибания, что особенно важно для изделий из тонкостенных труб и разных материалов.
наличие в машине гибочной штанги с переставными упорами позволяет производить последовательные гибы без предварительной разметки труб по длине.
при гибке с оправкой (дорном) эллипсность трубы на изогнутом участке составляет не более 5%.
зажим трубы, поджим желоба, выдергивание оправки из зоны защемления в трубе выполняются автоматически.
Недостатки трубогиба ИВ3430П: увеличение цены на систему управления.
В стандартной заводской комплектации трубогиб ИВ3430 поставляется с одним комплектом роликов на минимальный радиус и диаметр
По просьбе заказчика предусмотрено изготовление специального инструмента гибкого дорна, позволяющего производить гибку прямоугольных, квадратных, эллипсных и тонкостенных труб (толщина стенки не менее 1 мм), труб из легированных и цветных металлов, уголка, швеллера и других профилей.
По требованию заказчика расстояние от оси центра гибочного инструмента до места крепления конца оправки может быть увеличен до 6000 мм.
Входит в стандартный комплект и стоимость станка ИВ3430П
Машина трубогибочная с механическим приводом — 1 шт.
Ролик 1¼ — 1шт.
Руководство по эксплуатации. — 1шт.
Поставляется по требованию заказчика за отдельную плату к станку ИВ3430П
Стандартный комплект инструмента:
Ролик 1¼
Ролик 1½
Ролик 2
Ролик 2½
Ролик 3
Ролик 3½
Дополнительный комплект инструмента (для изготовления потребуется от заказчика: диаметр трубы, толщина стенки трубы, средний радиус гиба трубы)
Рама
Редуктор
Механизм гибки и зажима
Механизм поджима
Механизм выдергивания дорна
Штанга разметочная
Поддерживатель
Ролик
Комплект инструмента
Электрооборудование
Электрошкаф
Пульт управления
Червяк ИВ3430-21-419
Колесо ИВ3430-21-202
Шестерня ИВ3430-21-415
Колесо ИВ3430-21-401
Шестерня ИВ3430-21-402
Колесо зубчатое ИВ3430-31-301
С марта 2015 года планируются к выпуску опытные образцы трубогибочных станков моделей ИВ3429П, ИВ3430П, ИВ3432П, где будет установлена система управления на базе сенсорной панели оператора в комплексе с частотным приводом так и без него. На базе сенсорной панели оператора расширяются возможности интерфейсного меню:
увеличивается количество программ (до 100 программ по 16 гибов в каждой), с возможностью привязки их к номеру чертежа изделия.
увеличиваются возможности по настройке системы управления к станкам разных типов, по управлению дополнительными механизмами (дорн, зажим, смазка) и датчиками (индуктивные датчики, датчики оборотов –энкодеры), а также в применении частотных приводов от разных производителей,
есть возможность настройки на тип станка, параметры редукторов, дополнительные функции управления.
ИБ3430, ИВ3430 техномаш трубогиб 3430 характеристики трубогиб с дорном ИВ 3430 цена. ив3430 станок трубогибочный, трубогиб ив-3430 цена кто производил Трубогибочный станок ИВ3430 ив 3430 оренбург промстроймаш. оренбургский завод ИВ3430, иб-3430 ухл4 Трубогиб ив3430 трубогибочный станок ИБ 3430 куплю. Станок ИВ 3430 производитель, 3430 трубогиб 3430 бу ив 3430 а. ИБ 3430, ив3430 Трубогиб ИВ 3430 трубогибочный станок ив3430. ИВ3430 предназначен дл, станок ив 3430 Станок трубогибочный (трубогиб) ИВ3430 трубогиб ив3430 полуавтомат. ив 3430, трубогибочный станок ив 3430 с механическим приводом цена завод производитель трубогиба ИВ3430 трубогиб ИВ 3430 завод.
Видео ИВ3430П
ИВ3430П станок трубогибочный работа и внешний вид
Трубогибочный станок ИБ3428 от производителя ПАО Долина
СМОДЕЛИРУЙ СВОЙ СТАНОК
Пресс-центр
Подписаться на новости
Карта сайта
Главная
/
Продукция
/
Кузнечно-прессовое и металлообрабатывающее оборудование
/
Трубогибочные станки
/ Трубогибочный станок ИБ3428
bx_item_detail_videobx_item_detail_video
3D модель
Машины трубогибочные ИБ3428 предназначены для гибки труб в холодном состоянии с оправкой (дорном) и без нее методом наматывания трубы на гибочный ролик минимальным радиусом гиба 1,5 диаметра трубы, максимальный радиус гиба 320 мм.
Связь с ведущим специалистом 8 800 333-81-63
Получить коммерческое предложение Оставьте ваш номер телефона и получите коммерческое предложение в течение дня.
Описание
Характеристики
Видео
Фото
Машины трубогибочные ИБ3428 предназначены для гибки труб в холодном состоянии с оправкой (дорном) и без нее методом наматывания трубы на гибочный ролик минимальным радиусом гиба 1,5 диаметра трубы, максимальный радиус гиба 320 мм.
Машины трубогибочные с механическим приводом могут быть оснащены электронным блоком управления с возможностью программирования угла гиба, а также имеется многопрограммный режим 8 программ до 8 гибов в каждой программе, дающий возможность регулировать скорость гиба (8 ступеней скорости).
Наличие электронного блока управления дает следующие преимущества:
Плавность начала и конца гибки, более точная обработка угла гиба за счет перехода на «ползучую» скорость, безударное трогание и останов двигателя.
Наличие в машинах гибочных штанги с переставными упорами позволяет производить последовательные гибы без предварительной разметки труб по длине.
При гибке с оправкой (дорном) эллипсность трубы на изогнутом участке составляет не более 5%.
К гибочному станку прилагается за отдельную плату комплект роликов и дорнов, обеспечивающих гибку труб разных диаметров.
Простота и надежность конструкции механического привода, легкость в обслуживании обеспечивают эффективность применения машины гибочной при гибке труб как крупными, так и мелкими партиями.
Реальный внешний вид может немного отличаться от изображенного на страницах сайта. Возможны изменения технических характеристик товара в зависимости от модификации. Информация на данном сайте носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 ГК РФ.
Наибольший диаметр изгибаемой трубы, мм
63
Наименьший диаметр изгибаемой трубы, мм
25
Толщина стенки изгибаемой трубы, мм
4
Наибольший внутренний радиус гибочного инструмента, мм
320
Наименьший внутренний радиус гибочного инструмента, мм
1,5D
Расстояние от оси центра гибочного ролика до места превышения конца оправки, мм
3000
Угол поворота гибочного инструмента, град.
210
Частота вращения гибочного инструмента, об/мин
1,2…2,6
Мощность электродвигателя, кВт
5,5
Габаритные размеры, мм
3500×1370×1440
Масса, кг
1250
Видео отзыв
Все видео
ФОТОГАЛЕРЕЯ ЗАВОДА
Похожие станки
Трубогибочный станок ИБ3429
Подробнее
Трубогибочный станок ИБ3430
Подробнее
Трубогибочный станок ИБ3432
Подробнее
Показать все похожие
Гарантия
Сервис
Доставка
Запчасти
x
Получить консультацию
СПЕЦИАЛЬНЫЕ ПРЕДЛОЖЕНИЯ
Трубогиб, Трубогиб, Трубогибы для выхлопных труб
Мы являемся экспертами по гибке труб с полувековой историей безупречных изгибов первая половина нашего названия («Гибка»), мы особенно гордимся каждым гибочным станком, который мы проектируем, производим и выпускаем.
Каждый новый трубогиб основывается на успехе своего предшественника, обеспечивая повторяющиеся поколения совершенства гибки труб.
После стольких десятилетий работы у нас есть кристально ясное представление о том, что работает, а что нет. Но больше всего на свете единственным приоритетом каждого трубогиба, который мы создаем, является непревзойденная производительность и качество. Сборщики BendPak и команды разработчиков тестируют каждую трубогибочную машину, когда она сходит с конвейера, внимательно изучая каждую деталь, чтобы убедиться, что она работает так же хорошо, как задумано, или даже лучше. Имя BendPak уже давно является эталоном качества. Когда дело доходит до гибочного станка BendPak, наше имя звучит дважды.
Часто задаваемые вопросы
BB-2 (5115150)
Трубогиб Blue-Bullet с комплектом штампов Deluxe 302
Представляем мощный трубогиб BendPak Blue-Bullet для выхлопных труб. Он взлетает как выстрел и помогает вам каждый раз достигать производственных целей. Включает набор штампов и двухфункциональное устройство для финишной обработки концов для прецизионного расширения и развальцовки оригинального оборудования.
Начиная с $9355 + БЕСПЛАТНАЯ ДОСТАВКА!
8235 $
Сэкономьте 1120 $
БЕСПЛАТНАЯ ДОСТАВКА!
Узнать большеКупить сейчас
1302BAS-302 (5115180)
Автоматический трубогиб с 3 кнопками управления и набором штампов Deluxe 302
Серия BendPak 1302BAS состоит из мощных автоматических трубогибочных станков, предназначенных для ускорения процесса гибки. Удобный, компактный обжимной пресс с боковой загрузкой включает в себя комплект штампов и двухфункциональное устройство для окончательной обработки концов для чрезвычайно точного расширения и развальцовки оригинальных деталей.
От $10030 + БЕСПЛАТНАЯ ДОСТАВКА!
10030 $
8830 $
Сэкономьте 1200 $
БЕСПЛАТНАЯ ДОСТАВКА!
Узнать большеКупить сейчас
1302BA-302 (5115121)
Цифровой автоматический трубогиб с набором матриц Deluxe 302 и многократное использование.
В очень загруженных цехах автоматический трубогиб сэкономит время и упростит дублирование результатов.
Начиная с $10705 + БЕСПЛАТНАЯ ДОСТАВКА!
10705 $
9425 $
Сэкономьте 1280 $
БЕСПЛАТНАЯ ДОСТАВКА!
Узнать большеКупить сейчас
Большой комплект 3-дюймовых матриц (5105570)
Дополнительный 300-1 Большой 3-дюймовый комплект матриц / 6 шт. / Приобретается вместе с трубогибом
Возможности вашего трубогиба BendPak
От 1140 долларов США + БЕСПЛАТНАЯ ДОСТАВКА
1005 $
Сэкономьте 135 $
БЕСПЛАТНАЯ ДОСТАВКА!
Узнать большеКупить сейчас
Поднимите сейчас,
Платите постепенно
с помощью кредитной карты Synchrony Car Care™.
Удобные ежемесячные платежи делают покупку оборудования простой.
Узнать больше
The Bending Authority
Наши гибочные станки сильны, но в BendPak мы стремимся расширить возможности вас . Вот почему мы предлагаем полный спектр моделей гибочных станков с различной архитектурой, чтобы удовлетворить ваш личный стиль гибки. Наша классическая серия ручных гибочных станков Blue Bullet идеально подходит для производителей, которые любят работать руками. Мы также предлагаем многофункциональные автоматические и полуавтоматические гибочные станки с цифровым управлением для тех, кому нужна максимальная точность станка. Или, если вы работаете спиной к стене, обратите внимание на модели с боковой загрузкой. Комплекты штампов BendPak Standard и Deluxe гарантируют, что какой бы специальный изгиб вы ни выбрали, вы сможете получить его на своем Бендере BendPak. Мы производим гибочные станки дольше, чем большинство компаний, поэтому можно с уверенностью называть нас настоящим авторитетом в области гибки.
Гидравлические цилиндры промышленного класса
В каждый трубогиб BendPak встроены гидравлические цилиндры промышленного класса, которые имеют цельный, установленный пилотом, обработанный стальной поршень, обернутый специально разработанными, нагруженными давлением U-образными поршневыми уплотнениями, резервными копиями. и сменные ленты, которые полностью устраняют перепуск жидкости. Микрогладкий хромированный стержень изготовлен из высокопрочной, шлифованной и полированной микролегированной стали C-1045/50 и имеет покрытие диаметром не менее 0,001 дюйма, чтобы обеспечить превосходную работу и срок службы цилиндра. механически нагруженные уплотнения штока делают утечку штока делом прошлого, в то время как специально разработанный устойчивый к истиранию уретановый грязесъемник штока обеспечивает защиту от закупоривания.Сварной корпус цилиндра изготовлен из прочной стальной трубы, изготовленной в соответствии со спецификациями ASTM.Эта комбинация превосходного основного материала и превосходная обработка гарантирует, что цилиндры останутся прямыми, гладкими и прослужат очень долго Встроенный ограничитель потока обеспечивает контролируемый спуск в случае неожиданного разрыва шланга.
Станок для гибки труб Super 32–42 дюйма
Позвоните в DMI 918-438-2213 (США)
Сгибание труб, оправдывая ожидания
Сгибание труб, оправдывая ожидания
Количество Станок для гибки труб Super 32″ — 42″
Характеристики трубогибочного станка Super 32″ – 42″
Регулируемый поршневой насос большого объема
Стальная конструкция корпуса T1 для долговечности и повышенной прочности
Калиброванный индикаторный стержень для точных повторяющихся изгибов
Единая станция управления для всех функций
Уплотнительная система из ПТФЭ во всех цилиндрах
Предназначен для гибки труб всех марок API-5L в своем диапазоне
Легко буксируется по полосе отвода подходящим тягачом
Буксирная проушина может быть поднята и опущена с помощью органов управления жесткой опорой
Система гидравлического клапана дистанционного управления
Регулятор давления изгиба на консоли оператора
Большой фильтр повышенной емкости
ОТВЕРСТИЕ (ВНУТР. )
ХОД (ВХОД)
ШТОК (ВНУТРЕННИЙ)
Внутренний цилиндр
10
5
3,5
Внешний цилиндр
14
18
8
Штифтовой цилиндр
6
23
4
Цилиндр зажима
Тип насоса
Поршневой насос с компенсацией давления
Поток насоса
75 гал/мин
Тип клапана
Руководство, 3 или 5 Раздел
Фильтрация
3 микрона, линия давления
Максимальное рабочее давление гидравлической системы
3000 фунтов/кв. дюйм изб.
Гидравлический резервуар
90 галлонов
340 л
Диаметр (дюйм)
Минимум
32
Максимум
42
Производитель
Quincy QR-390, Автономный
Тип привода
Двигатель Дойц
Давление
210 фунтов/кв. дюйм изб.
Поток
67,0 кубических футов в минуту при 175 фунт/кв. дюйм изб.
Длина
26 футов-4 дюйма
8 026 мм
Ширина
9′-10″
2997 мм
Высота
10 футов-6 дюймов
3200 мм
Вес (фунты/кг)
78 000 фунтов
35 455 кг
Размер гусеницы
30 тонн
Производитель
ДП
Тип привода
Гидравлический мотор
Тяговое усилие
20 000 фунтов силы
Диаметр кабеля
.5625″
Барабан свободного хода
Дизельный двигатель Perkins 1206F уровня 4F
225
л.с.
Рабочая скорость
2200
об/мин
Топливный бак
25
галлона
Дизельный двигатель Perkins 1206D Tier 3 (только экспорт)
Воздушный компрессор с гидравлическим приводом
Управление гидравлическим стержнем с пятисекционным клапаном и быстроразъемными соединениями 3/4″
Радиатор гидравлического масла
Доступен комплект для эксплуатации в холодную погоду (-40º)
IN/MM
X52
X60
X65
X70
X80
X100
DEGREE PER ARC FOOT
RADIUS FEET
MAXIMUM 40 FOOT JOINT
42/1066
—
—
—
—
1. 838
1.488
0.50
115
13.00
40/1016
—
—
—
—
—
1.621
0.50
115
13.00
38/965
—
—
—
—
—
1.832
0.50
115
13.00
36/914
—
—
—
—
—
—
0.50
115
13.00
34/864
—
—
—
—
—
—
0.55
104
14.30
32/813
—
—
—
—
—
—
0. 58
98
15.08
• A cell marked with a (-) represents the способность сгибать до 2,00 ″ толщиной. Если толщина стенки больше, свяжитесь с DMI. • Цифры выше представляют собой эмпирические данные и носят рекомендательный характер. Они не являются гарантией. • Все изгибы основаны на использовании оправок DMI и утвержденных наборов штампов. • Для толстостенных труб могут потребоваться специальные наборы штампов. • Цифры, показанные выше, представлены как «средние» и могут варьироваться в зависимости от следующих факторов:
Фактическая толщина стенки трубы.
Фактический предел текучести трубы.
Навыки операторов, работающих с гибочным станком и оправкой.
Происхождение и качество трубы.
Используемый тип штампа и гибочного комплекта.
• Касательная нормального разгибания для PBM 6-20 составляет 5’ • Касательная нормального разгибания для PBM 16-30 составляет 6’ • Касательная нормального разгибания для PBM 22-36 составляет 6’ • Касательная нормального разгибания для PBM 32-42 составляет 7 футов • Нормальный прямой тангенс для PBM 48-60 составляет:
11 футов для жесткого конца с трубной опорой
13’ для жесткого конца без трубной опоры
8’ для конца Pinup с трубной опорой
9’ для конца штифта без поддержки трубы
Заявление об отказе от ответственности: Техническая информация, предоставленная для этого оборудования, касающаяся производительности, технических характеристик, размеров и веса, может различаться в зависимости от окончательной конфигурации оборудования.
Запорно-регулирующая арматура и трубы в Калининграде, монтаж
Мир не стоит на месте, он постоянно меняется, и многие вещи нуждаются в доработке из-за того, что они рано или поздно устаревают. Не избежали этого и трубопроводы — повсеместно используемые трубы из металла, даже при условии защиты от коррозии, герметизации стыков и других видов продления их срока работы, оставляли людей недовольными. И причина этого скрывалась в банальной сложности монтажа подобных систем из-за тяжести труб и потребности постоянно пользоваться антикоррозийными средствами.
Сейчас по всему миру бытовые трубопроводы делают из пластика, который является более долговечным и лёгким материалом. Но вот возникает проблема — запорно-регулирующая арматура для систем из металла совершенно не подходила для работ с пластиком. К счастью, эволюционировала и она, став ещё надёжнее и современнее, и именно самые современные виды труб и запорной арматуры предлагает калининградцам и жителям области ГК «Аква-ТЭК»!
Для чего нужна запорно-регулирующая арматура
Для того, чтобы ответить на этот вопрос, необходимо для начала разобраться в том, что входит в этот раздел инструментария.
Это крепежи, приспособления и детали, а также узлы для регулирования движения воды в системе. Иными словами, это:
краны и вентили;
клапаны;
задвижки и затворы.
Установлены они могут быть не только на трубопроводах, но и на агрегатах и ёмкостях. Их привод в действие осуществляется как вручную, так и при помощи автоматики.
Запорно-регулирующая арматура также подразделяется на смесительную и предохранительную. Общие требования к ним следующие:
они могут изготваливаться из латуни, чугуна, пластика, бронзы и стали;
их пропускная способность должна быть высокой, а отвечать они должны всем условиям использования;
все элементы ЗРА должны быть защищены от коррозии.
Их предназначение нехитрое: перекрывать потоки газов и жидкостей. Исходя из этих соображений, они должны быть полностью герметичными. ЗРА применяются в обустройстве канализаций, систем отопления и водоснабжения.
Вот несколько наименований в необходимом наборе арматуры:
задвижка (запорный диск) — это участок трубки, снабжённый вентилем, способным поворачиваться и становиться перпендикулярно трубе, перекрывая поток воды. Он устроен очень просто и может приводиться в действие как вручную, так и электроникой. В настоящее время наиболее популярными и надёжными считаются шаровой, где основным элементом является шарик со сквозным отверстием, закрываемым стенками при повороте шарика ручкой на 90 градусов;
клапан — простое приспособление, сочетающее запорную и регулирующую функции. Среди их достоинств: герметичность, надёжность даже в условиях высокого давления в системе, простое техобслуживание, устойчивость к коррозии, вакуумной среде, воздействию агрессивных веществ и износу, а среди минусов отмечают невозможность установки на некоторые виды труб с большим диаметром, высокое гидросопротивление и возможность засора.
Какие трубы нужны для водоснабжения и водоотведения
Возвращаясь к пластиковым трубам, отметим ряд преимуществ, которыми обладают конструкции из пластика:
очень большой срок годности, доходящий до трёхсот лет — более, чем достаточно для вашего трубопровода. Однако, это лишь по заверениям разработчиков и при идеальных условиях эксплуатации. Но это не мешает пластиковым трубам для воды служить гораздо дольше металлических;
они совершенно не подвержены коррозии и воздействию химических веществ;
более высокая эластичность по сравнению с металлом позволяет им выдерживать гидроудары;
не нуждаются в теплоизоляции, а также в дополнительной защите;
стоимость гораздо ниже чугунных.
Таким образом, лучшим выбором для оснащения вашего объекта водопроводом и канализацией будут пластиковые трубы.
Наши цены на арматуру и трубы ниже!
ГК «Аква-ТЭК» располагает всеми необходимыми составляющими для оснащения системы водоснабжения или водоотведения! У нас вы найдёте огромное количество труб и единиц запорно-регулирующей арматуры, более того, мы являемся официальным дилером ведущих европейских производителей, что позволяет нам реализовывать продукцию по цене производителя, что гораздо ниже розничной! ГК «Аква-ТЭК» также оказывает услуги по проектированию, установке, отладке и техническому сервисному обслуживанию систем, насосов для воды и многое другое! Обращайтесь к нам!
Арматура общего назначения используется в промышленности и жилищно-коммунальном хозяйстве. Изготавливается арматура в больших объемах и предназначена для трубопроводов воды, пара, газа, а также других сред со стандартными (условными) значениями технических параметров. Трубопроводная арматура общего назначения подлежит обязательной сертификации.
Арматура для особых условий работы предназначена для эксплуатации при условно высоких (максимальных) давлениях и температурах, при низких температурах (обогреваемая арматура), на токсичных и взрывоопасных производствах. Сюда так же относится энергетическая (сверхвысокие температуры) и криогенная (сверхнизкие температуры) арматура. Фонтанная арматура для нефтедобычи, арматура для абразивных, вязких и сыпучих материалов (песок, цемент, пульпа). Для эксплуатации требуется разрешение Госгортехнадзора России.
Арматура специального назначения не производится серийно. Выпускается по техническим требованиям конечного потребителя, с учетом требуемых эксплуатационных характеристик. Применяется на единичных промышленных объектах, на АЭС, ГЭС, ТЭС и др. Требуется разрешение Госатомнадзора России.
Арматура судовая выпускается для эксплуатации на морском и речном транспорте, с учетом повышенных требований к весу, размерам, стойкости арматуры к воздействию агрессивной среды и безотказности в работе. Выпускается в основном из латуни (бронзы), нержавеющей или легированной стали. Для сертификации этой арматуры применяется сертификат Морского Регистра.
Арматура сантехническая используется, в основном, в быту. Устанавливается в системах отопления (терморегуляторы Danfoss, балансировочные клапаны), в системах водоснабжения (водоразборные краны, смесители, сетчатые фильтры и т.д.) и в системах сточных вод и канализации. Кроме сертификата соответствия ГОСТу, эта арматура, обычно имеет и гигиенический сертификат.
Классификация арматуры по функциональному назначению
Арматура запорная применяется для перекрытия на трубопроводах потока жидкостей, пара, газов и должна обеспечивать заданную степень герметичности в соответствии с ГОСТ 9544-2005 «Арматура трубопроводная запорная. Классы и нормы герметичности затворов». К запорной арматуре относятся: задвижки стальные и чугунные, затворы дисковые, краны шаровые, клапаны (вентили). Недопустимо использовать запорную арматуру в качестве дросселирующих устройств (регулирование потока среды).
Арматура регулирующая предназначена для регулирования потока рабочей среды путем изменения ее параметров – расхода, давления, температуры и др. Регулирующая арматура подразделяется на устройства, работающие от внешнего привода (электрического, пневматического и др.) и устройства, использующие, в качестве привода или командного сигнала, энергию рабочей среды. Например, регулятор давления РДС, РД-НО (НЗ), рычажно-грузового действия РК и др.
Арматура запорно-регулирующая объединяет функции запорных и регулирующих устройств. К такой арматуре относятся клапаны запорно-регулирующие КЗР, дисковые затворы и заслонки с возможностью дросселирования потока, универсальные клапаны Danfoss (Данфосс) и терморегуляторы.
Арматура распределительно-смесительная предназначена для распределения потоков жидкостей или газов по определенным направлениям, в зависимости от заданных параметров или для смешивания потоков. Сюда входят смесительные и распределительные клапаны, сильфонные регуляторы температуры ТРЖ, РТЕ-21М, ТРТС и др.
Арматура предохранительная используется для автоматической защиты оборудования и трубопроводных систем при недопустимом повышении давления, методом сброса избытка рабочей среды в атмосферу (без противодавления) или в обратный трубопровод (с противодавлением). Сюда относятся пружинные и рычажные предохранительные клапаны, блоки предохранительных клапанов, импульсные устройства.
Арматура защитная и отключающая предназначена для автоматического отключения (защиты) оборудования при изменении направления движения среды или при изменении установленных параметров. Это отключающие и переключающие устройства, защитные котловые соленоидные клапаны (клапаны электромагнитные). К защитной промышленной арматуре, так же можно отнести фильтры сетчатые и фильтры магнитно-механические, основной задачей которых является защита трубопроводного оборудования от механического загрязнения.
Арматура обратная применяется для автоматического предотвращения гидроударов, а также обратного хода рабочей среды в трубопроводных системах. В невозвратно-запорной арматуре, кроме автоматической, реализована ручная функция управления потоком среды. Это клапаны обратные (затворы) поворотные, подъемные, шаровые, тарельчатые, пружинные и др.
Арматура контрольная используется для определения уровня жидкости в емкостях и резервуарах, а также для подключения или отключения приборов КИП и автоматики. Сюда относятся спускные вентили, рамки-указатели уровня, трехходовые краны-демпферы для измерительных приборов.
Арматура фазоразделительная предназначена для автоматического разделения рабочих сред в зависимости от их агрегатного состояния. Действие такой арматуры основано на различии термодинамических свойств или плотности разделяемых потоков. Сюда относятся конденсатоотводчики всех типов, воздухоотводчики и сепараторы.
Классификация арматуры в зависимости от конструкции
Задвижка — это запорная арматура, в которой запорный орган расположен вертикально, под углом в 90 градусов, к осевой линии магистральных патрубков. Задвижки чугунные или стальные, в которых запорный орган выполнен в виде клина называются клиновыми. Различают так же шланговые задвижки, конструкция которых предусматривает эластичный шланг, который пережимаясь, обеспечивает перекрытие транспортируемой среды. А также шиберные ножевые задвижки, предназначенные для установки на вязких и пульпообразных средах.
Затвор — это трубопроводная арматура, в которой запирающий (регулирующий) элемент имеет дисковую форму. Затворы дисковые имеют фланцевое или межфланцевое (стяжное) присоединение к трубопроводу. Стальные затворы дисковые (запорные или обратные) могут иметь присоединение под приварку. Преимуществами затворов является малый вес и небольшое гидравлическое сопротивление.
Клапан (вентиль) — это трубопроводная арматура, в которой запирающий или регулирующий тарельчатый элемент расположен горизонтально или под углом (прямоточные клапаны) к осевой линии магистральных патрубков. Конструктивно различают мембранные клапаны, в которых в качестве запорного элемента используется эластичная мембрана, (клапаны электромагнитные прямого и непрямого действия). Мембрана в таких клапанах выполняет функцию запорного органа, уплотнения запорного органа и уплотненного корпусного кольца. Регулятор (клапан регулирующий) по конструкции, представляет собой клапан, с установленным на него регулирующим устройством (приводом).
Кран — это трубопроводная арматура, в которой основной элемент имеет конусную или цилиндрическую форму и поворачивается на угол 90 градусов (кран пробко-сальниковый) или на угол 180 градусов (кран трехходовой). Кран шаровый — трубопроводная арматура, в которой запорный или регулирующий элемент имеет шаровую (сферическую) форму. Кроме запорных, различают регулирующие шаровые краны, например, Naval trim, Vexve. В регулирующих кранах шар имеет специальную конструкцию, предназначенную для изменения (регулирования) расхода рабочей среды.
Классификация арматуры по способу управления
Арматура ручного управления. Управление рычагом, маховиком, штурвалом или другим элементом конструкции арматуры осуществляется персоналом в ручном режиме на корпусе арматуры, (задвижки с маховиком, краны шаровые с ручкой и др. )
Арматура дистанционного управления конструктивно выполнена без органа управления и соединяется с ним дистанционно, при помощи адаптера – выносного или телескопического штока, штанг, рычагов. Например, задвижка чугунная МЗШ устанавливается на трубопроводе, под землей, а управление осуществляется при помощи штока, с поверхности земли, через специальный люк-ковер.
Арматура приводная. Управляется с помощью внешнего электрического, пневматического или гидравлического привода, установленного непосредственно на корпусе арматуры. Наиболее часто применяется на запорной и регулирующей арматуре. Также управление может быть осуществлено в ручном режиме, с помощью ручного дублера, обычно имеющегося на приводе (кроме клапанов электромагнитных (соленоидных), кранов с сервоприводом и др.).
Арматура автоматического управления. Управляется воздействием энергии рабочей среды непосредственно на запорный или регулирующий орган, мембрану, управляющее устройство, либо воздействием командного давления (сигнала) на такое устройство, полученное от автоматических приборов, датчиков и т. д. Например, регулирующие клапаны с позиционером, регуляторы давления Danfoss, РДС, регуляторы температуры РТ-ДО (ДЗ).
Классификация арматуры в зависимости от давления
Арматура вакуумная — ниже 0,1МПа (общепромышленная, судовая, специальная и контрольная арматура)
Арматура низкого давления — от 0 до 1,6МПа (общепромышленная, судовая, специальная и контрольная арматура)
Арматура среднего давления — от 1,6 до 10МПа (общепромышленная, специальная, криогенная и контрольная арматура)
Арматура высокого давления — от 10 до 80МПа (энергетическая, специальная, криогенная, контрольная и фонтанная арматура)
Арматура сверхвысокого давления — свыше 80МПа (энергетическая, специальная, криогенная, контрольная и фонтанная арматура)
Классификация арматуры в зависимости от температуры
Арматура криогенная, для сжиженных газов — температура ниже минус 153°С (клапаны, регуляторы, запорные устройства из специальных сталей и сплавов)
Арматура холодильных установок — температуры от минус 153°С до минус 60°С (холодильная техника Danfoss (Данфосс), запорно-регулирующая арматура из специальных и неметаллических сплавов)
Арматура для низких температур — от минус 60°С (специальная техника Danfoss, клапаны, регуляторы, задвижки из легированных марок стали 20ХН3Л, 09Г2С и др. )
Арматура средних параметров — температуры до плюс 450°С (трубопроводная арматура из углеродистых сталей 20Л, 30-35Л, 45Л и др.)
Арматура высоких параметров — температуры до плюс 600°С (трубопроводная арматура из специальных, нержавеющих и молибденистых марок стали ХМФ, 12Х18Н9ТЛ, 12Х18Н12М3ТЛ и др.)
Арматура жаростойкая — температуры свыше плюс 600°С (применяемые материалы в зависимости от индивидуальных условий эксплуатации – никель, молибден, титан содержащие сплавы)
Классификация арматуры по способу монтажа
Арматура муфтовая. Монтируется при помощи муфт (внутренняя трубная, коническая, цилиндрическая или др. резьба). В основном это краны шаровые, чугунные вентили, клапаны небольших диаметров, Ду до 50 мм (в редких случаях до 80 мм). Применяется на бытовой сантехнической арматуре, на специальной и контрольной арматуре.
Арматура цапковая. Монтируется в трубопроводную систему при помощи наружной резьбы, с буртиком под уплотнительное кольцо. Применяется на специальной арматуре высокого давления, на трубопроводах с агрессивной рабочей средой и в случаях, где требуется обеспечить высокую надежность и быстроразъемность соединения.
Арматура штуцерная. Монтируется к трубопроводу с помощью патрубков с наружной резьбой. Ответная деталь трубопровода называется штуцер или ниппель (с внутренней резьбой). Применяется на некоторых типах шаровых кранов, клапанов, соединениях типа «американка» и на специальной (контрольной) арматуре.
Арматура под сварку. Монтируется к трубопроводу с помощью патрубков под приварку. Это самый надежный вид соединения. Используется, в основном, на энергетических задвижках и клапанах высокого давления. Так же, присоединение под приварку, широко применяется на кранах шаровых, на отечественной и импортной трубопроводной арматуре.
Арматура фланцевая. Монтируется к трубопроводу при помощи фланцев, в соответствии с ГОСТ 12815-80. Наибольшая часть задвижек чугунных и стальных изготавливается с фланцевым присоединением. Удобный монтаж, возможность быстрой замены оборудования на трубопроводе, позволяют применять такой вид соединения в большинстве случаев. Кроме задвижек, фланцевое соединение применяется на дисковых затворах, клапанах, кранах, при монтаже фасонных деталей и пожарного оборудования городской водопроводной сети.
Арматура стяжная. Межфланцевое (стяжное) присоединение широко используется для монтажа дисковых затворов, шиберных задвижек, некоторых типов обратных клапанов и регуляторов. Арматура стяжная не имеет своих присоединительных фланцев и стягивается шпильками между фланцами, установленными на трубопроводе. Преимуществом межфланцевой арматуры является надежность соединения и малая масса.
Классификация арматуры по способу герметизации к внешней среде
Арматура сальниковая. Герметичность арматуры, по отношению к внешней среде обеспечивается сальниковым узлом, который находится в постоянном соприкосновении с подвижным элементом арматуры – шпинделем, совершающим во время работы возвратно-поступательное движение. Разборный сальниковый узел применяется в задвижках, кранах, клапанах. Исключение составляет импортная трубопроводная арматура Naval, Danfoss, Jafar, где для обеспечения герметичности применяется одно или несколько О-образных колец.
Арматура сильфонная. Герметичность арматуры обеспечивается сильфонным узлом, который представляет собой гофрированный патрубок из нержавеющей стали или специальной пластмассы. Под действием нагрузки сильфон деформируется, но сохраняет свои свойства, обеспечивая герметичность и в затворе, и по отношению к внешней среде. Сильфонные узлы применяются в запорных клапанах, в регуляторах давления РДС, в предохранительных клапанах СППК и другой арматуре.
Арматура мембранная. В конструкции арматуры предусмотрен эластичный элемент – мембрана, которая выполняет функцию затвора, уплотнительного элемента затвора и уплотнения корпуса. Такая конструкция применяется в мембранных клапанах (электромагнитных, соленоидных) в запорных и предохранительных клапанах. Также, мембрана часто применяется в качестве чувствительного элемента у регуляторов давления воды или пара.
Арматура шланговая. Арматура, в которой перекрытие потока рабочей среды происходит пережатием эластичного шланга, называется шланговой. Эластомер обеспечивает герметичность и по отношению к внешней среде, и является запорным органом. Шланговые задвижки часто применяются для жидких, вязких и агрессивных сред, т. к. имеют отличную герметичность и нулевое гидравлическое сопротивление.
www zra org zm: Заполните и подпишите онлайн
www zra org zm: Заполните и подпишите онлайн | докхаб
Дом
Зра тпин
Получить форму
Показать подробности
4 из 5
83 голоса
Не требуется при изменении регистрационных данных ТПИН. Пожалуйста, заполните отдельные приложения для регистрационных данных, требуемых в соответствии с НДС Акциз Роялти на минеральное сырье PAYE Удерживаемый налог Предполагаемый налог и базовый налог TPIN PAYE TOT PTT WHT ПОДОХОДНЫЙ НАЛОГ НДС МИНЕРАЛЬНЫЕ РОЯЛЛТИ ПРЕДПОЛАГАЕМЫЙ НАЛОГ АКЦИЗЫ МЕДИЦИНСКОГО СБОРА БАЗОВЫЙ НАЛОГ УКАЗАТЬ TPIN, ЕСЛИ ЗАРЕГИСТРИРОВАНО, ЧАСТЬ B РЕГИСТРАЦИЯ TPIN 2 ТИП НАЛОГОПЛАТЕЛЬЩИКА Отметьте соответствующее поле Компания-резидент Компания Другое Физическое лицо-резидент Физическое лицо Другое Партнерство Правительство. Министерство или агентство …
Нарисуйте свою подпись, введите ее, загрузите ее изображение или используйте мобильное устройство в качестве панели для подписи.
03. Поделитесь своей формой с другими
Отправьте регистрацию tpin по электронной почте, ссылке или факсу. Вы также можете скачать его, экспортировать или распечатать.
Лучший способ редактировать zra tpin онлайн
9.5
Простота установки
Пользовательские рейтинги DocHub на G2
9.0
Простота использования
Пользовательские рейтинги DocHub на G2
С помощью DocHub внесение изменений в документацию занимает всего несколько простых кликов. Сделайте эти быстрые шаги для бесплатного редактирования файла PDF онлайн:
Зарегистрируйтесь и войдите в свою учетную запись. Войдите в редактор, используя свои учетные данные, или нажмите Создать бесплатную учетную запись , чтобы ознакомиться с функциями инструмента.
Добавить zra tpin для редактирования . Нажмите Новый документ выше, затем перетащите документ в область загрузки, импортируйте его из облака или по ссылке.
Отредактируйте документ . Внесите необходимые изменения: вставьте текст и изображения в свой твит, выделите важные детали, удалите разделы контента и замените их новыми, а также вставьте значки, галочки и поля для заполнения.
Завершить редактирование шаблона . Сохраните измененный документ на своем устройстве, экспортируйте его в облако, распечатайте прямо из редактора или поделитесь им со всеми вовлеченными людьми.
Наш редактор очень прост в использовании и эффективен. Попробуйте прямо сейчас!
будьте готовы получить больше
Заполните эту форму за 5 минут или меньше
Получить форму
Есть вопросы?
У нас есть ответы на самые популярные вопросы наших клиентов. Если вы не можете найти ответ на свой вопрос, пожалуйста, свяжитесь с нами.
Свяжитесь с нами
Сколько цифр в TPIN?
TPIN — это уникальный десятизначный компьютерный номер, который присваивается налогоплательщику при регистрации в Налоговом управлении Замбии (ZRA). Это обязательное условие для любой сделки с ZRA, касающейся налогов. Все владельцы банковских счетов также обязаны получить TPIN.
Как получить сертификат ZRA?
Как подать заявление на получение сертификата об отсутствии налогов? Налогоплательщик может подать заявку на налоговую очистку онлайн через веб-портал ZRA. Однако, чтобы подать заявку на получение сертификата об отсутствии налогов, налогоплательщику необходимо зарегистрироваться в ZRA для получения TPIN и/или соответствующих видов налогов.
Могу ли я загрузить свой сертификат ZRA TPIN?
Новое дополнение позволяет налогоплательщикам регистрироваться и самостоятельно распечатывать сертификаты ТПИН прямо с сайта www. зра.орг.зм.
Сколько цифр в TPIN?
TPIN — это уникальный десятизначный компьютерный номер, который присваивается налогоплательщику при регистрации в Налоговом управлении Замбии (ZRA). Это обязательное условие для любой сделки с ZRA, касающейся налогов. Все владельцы банковских счетов также обязаны получить TPIN.
Как узнать свой ИНН?
Ответ: Ваш статус PTIN отображается в информационном окне в правом верхнем углу главного меню вашей онлайн-учетной записи.
зра
зра тпин поиск скачать сертификат zra tpin www.zra.org.zm tpin сертификат вход на портал регистрации zra tpin поиск zra tpin с помощью nrc зра тпин регистрация зра тпин регистрация на телефоне портал zra.org.zm
Связанные формы
будьте готовы получить больше
Заполните эту форму за 5 минут или меньше
Получить форму
Люди также спрашивают
Какой у меня ИНН?
PTIN — это восьмизначный номер, которому предшествует буква P, который используется вместо SSN платного составителя в любой федеральной налоговой декларации или заявлении о возмещении. Все зарегистрированные агенты также должны иметь PTIN.
Как я могу получить свой номер ZRA TPIN?
Форму вручную можно получить в любом из офисов ZRA или ее можно загрузить с веб-сайта ZRA. TPIN — это уникальный десятизначный компьютерный номер, который присваивается налогоплательщику при регистрации в Налоговом управлении Замбии (ZRA).
Как мне распечатать справку об отсутствии налогов на eFiling?
Посетите сайт www.adobe.com для загрузки. 1 Войдите в систему электронного архива. Если вы еще не являетесь eFiler, зарегистрируйтесь на сайте www.sarsefiling.co.za. … 2 Активируйте службу TCS. Вам нужно только один раз активировать свой статус налогового соответствия, и он останется активным. … 3 Просмотрите свой \u201cМой профиль соответствия требованиям\u201d … 4 Запросите PIN-код в электронном архиве.
Как я могу восстановить свой ТПИН?
Как восстановить свой CDSL TPIN, если я его забыл? На веб-сайте CDSL введите свой BO ID и PAN. Вы можете найти свой идентификатор BO здесь. Вы получите OTP на свой зарегистрированный адрес электронной почты и номер мобильного телефона. Введите свой OTP. Создайте свой собственный TPIN и нажмите «Отправить».
Как узнать свой номер ТПИН?
Как восстановить свой CDSL TPIN, если я его забыл? На веб-сайте CDSL введите свой BO ID и PAN. Вы можете найти свой идентификатор BO здесь. Вы получите OTP на свой зарегистрированный адрес электронной почты и номер мобильного телефона. Введите свой OTP. Создайте свой собственный TPIN и нажмите «Отправить».
Неделя 4 — Задание 1 Стратегический бизнес План на новый …
… и, как таковой, зарегистрирован в Налоговом управлении Замбии (ZRA) по идентификационному номеру налогоплательщика (TPIN), налогу на добавленную стоимость (НДС) и корпоративному налогу
Узнать больше
Fluke 289. Замечания по применению — UserManual.wiki
9 сентября 2015 г. — …k+nXh2 … +TPIn/OH/mnTtf8AJH5e+a9C8xppktpq9xa+ …
Совет графства Ховард > Зонирование / землепользование > Архив ZRA
Шрифт
А
А
А
АРХИВИРОВАННЫЕ ПОПРАВКИ К ПРАВИЛАМ О ЗОНИРОВАНИИ
На этой странице содержатся прошлые поправки к Правилам зонирования с 2008 г. по настоящее время, заархивированные здесь для исторической справки. Чтобы ознакомиться с текущими поправками к Положениям о зонировании, нажмите здесь.
157
Добавить «Предприятия индивидуального обслуживания, такие как парикмахерские, салоны красоты, салоны оптики, фотографы, портные» в качестве использования, разрешенного на основании права в районе Office Transition (OT).
Демирель Плаза, ООО
9 апреля 2015 г.
7 мая 2015 г.
6 июня 2015 г.
КБ38-2015
Принят с поправками от 31 июля 2015 г.
156
Разъяснить поправку, принятую во время Зонирования Компаний 2013 г., и добавить новый Раздел 127.5.E.3.d. разрешить дальнейшее сокращение коммерческих площадей, необходимых в CAC для определенных объектов недвижимости при условии уплаты дополнительной платы
Atapco Howard Square I Business Trust
4 июня 2015 г. Утвердить с исправлениями
18 июня 2015 г.
25 октября 2015 г.
КБ2-2016
На рассмотрении
155
Разрешить некоторым объектам недвижимости (2 акра или более), расположенным в округе R-20, иметь право подать заявку на получение нового разрешения на условное использование для домашнего подрядчика (раздел 131.0.N.28)
Джонатан и Соня Миллер
17 апреля 2015 г. Отказано
7 мая 2015 г.
6 июня 2015 г.
КБ37-2015
Принят с поправками от 5 октября 2015 г.
154
Внести поправку в Раздел 131.0.N.33.i, Ограниченное условное использование общественных собраний на открытом воздухе, чтобы разрешить использование внутренних помещений существующих ферм во время мероприятий
Роберт и Ф. Максин Уокер
13 апреля 2015 г. Утверждено с изменениями
7 мая 2015 г.
6 июня 2015 г.
КБ39-2015
Принят 5 октября 2015 г.
153
Удалить раздел 112. 1.D.1.c. снять ограничение по длине застройки в зональном округе Р-АПТ
Майкл Л. Бух
15 мая 2015 г.
21 мая 2015 г.
6 июля 2015 г.
КБ36-2015
Принят с поправками от 31 июля 2015 г.
152
Создать новый раздел 107.0.J, чтобы добавить положения, касающиеся использования и подразделения объектов R-ED, которые имеют сервитуты для сохранения сельскохозяйственных земель.
Марша Маклафлин, директор по планированию и зонированию
23 октября 2014 г.
6 ноября 2014 г.
20 ноября 2014 г.
КБ54-2014
Принят 2 февраля 2015 г.
150
Внести поправку в Раздел 127 Правил зонирования (район зонирования MXD), чтобы разрешить возможность предоставления меньшего процента требуемой земли для работы в застройках MXD-6, которые предоставляют жилье для взрослых с ограничениями по возрасту.
Марша С. Маклафлин, директор по планированию и зонированию
1 апреля 2014 г.
17 апреля 2014 г.
24 апреля 2014 г.
КБ19-2014
Принят 2 июня 2014 г.
149
Внести поправки в различные разделы Правил зонирования, касающиеся компостирования.
Член Совета Грег Фокс
3 апреля 2014 г. Отказано в замене на альтернативный
17 апреля 2014 г.
24 апреля 2014 г. Отказано
КБ20-2014
Принят с поправками от 2 июня 2014 г.
148
Внести поправки в Правила зонирования для определения компостирования; сервитут сохранения графства; условное использование для производства компоста и мульчи; и добавить в качестве M-1 использование, разрешенное на основании права, для предприятий по производству компоста и мульчи.
Дейтонское общество охраны сельских районов, ООО
2 апреля 2014 г. Отказано в замене альтернативным
17 апреля 2014 г.
24 апреля 2014 г.
КБ21-2014
Отозвано 2 июня 2014 г.
147
Внести поправку в Раздел 127.4.A, Заявление о целях округа TOD, чтобы отметить, что округ может разрешать полезное использование незастроенного участка района TOD до сборки участков для более крупной застройки TOD, а также может разрешать использование в легкой промышленности. как часть комплекса нежилых помещений при соблюдении определенных критериев, а также внести поправку в Раздел 127.4.B «Использование, разрешенное в качестве права», добавив «Промышленное использование, освещение» в качестве разрешенного использования при соблюдении определенных критериев.
Марша С. Маклафлин, директор по планированию и зонированию
21 ноября 2014 г.
5 декабря 2013 г.
2 января 2014 г.
КБ1-2014
Принят с поправками от 3 февраля 2014 г.
146
Внести поправки в различные разделы Положения о зонировании, чтобы разрешить процесс открытия фермерских пивоварен и их работы в качестве нового вспомогательного сельскохозяйственного использования в округе Ховард.
Марша С. Маклафлин, директор по планированию и зонированию
15 августа 2013 г. 23 августа 2013 г. Приложение
29 августа 2013 г.
12 сентября 2013 г.
КБ44-2013
Принят с поправками 7 октября 2013 г.
145
Внести поправки в правила условного использования в разделах 131.G. и 131.Н.25 для обновления существующих правил условного использования для АЗС.
Независимая бизнес-ассоциация округа Ховард, Inc.
12 декабря 2013 г. Отказано
2 января 2014 г.
20 февраля 2014 г. Отказано
КБ15-2014
Отозвано до введения
144
Создание нового района зонирования, Плавающего округа по улучшению сообщества (CEF).
Марша С. Маклафлин, директор по планированию и зонированию
4 октября 2012 г.
18 октября 2012 г. — продолжение 1 ноября 2012 г.
15 ноября 2012 г.
КБ36-2012
Принят с поправками от 4 февраля 2013 г.
143
Поправки к разделу 127.6: TNC (традиционный районный центр) Overlay District в Правилах зонирования для пересмотра ряда существующих правил в разделах 127.6.C, 127.6.E и 127.6.F.
Товарищество с ограниченной ответственностью Normandy Venture
21 ноября 2014 г. Утверждено с изменениями
6 декабря 2012 г.
17 января 2013 г.
КБ6-2013
Принят с поправками от 4 марта 2013 г.
142
Предусмотреть условное использование в районах зонирования RC и RR, что будет способствовать развитию коммерческих солнечных ферм в округе Ховард, которые будут обеспечивать чистой энергией местные предприятия и способствовать безуглеродной энергии в системе электросетей.
Бит Энерджи Инк.
20 сентября 2012 г. Утверждено с изменениями
18 октября 2012 г.
25 октября 2012 г.
КБ39-2012
Принят с поправками от 3 декабря 2012 г.
141
Внести поправки в Раздел 103: Определения, Раздел 107: Район R-ED (Жилой: Экологическое развитие) и Раздел 128: Дополнительные правила зонирования Района Правил зонирования определенным образом, чтобы дополнить и улучшить вариант обмена плотностью сохранения района, а также внести поправки в Раздел 128. A.1.j Дополнительных правил массовых грузов, чтобы исправить упущение в поправках ZRA 137.
Марша С. Маклафлин, директор по планированию и зонированию
23 августа 2012 г.
9 сентября 2012 г.
20 сентября 2012 г.
КБ33-2012
Принят с поправками 5 ноября 2012 г.
140
Изменить раздел 127.4: TOD (Транзитно-ориентированное развитие).
Kellogg CCP LLC, c/o Preston Scheffenacker Properties, Inc.
6 сентября 2012 г. Утверждено с изменениями
20 сентября 2012 г.
25 октября 2012 г.
КБ38-2012
Принят с поправками от 3 декабря 2012 г.
139
Изменить раздел 125.A.9.f. добавить альтернативные средства для предоставления доступного жилья для новой застройки, расположенной в зональном округе NT (New Town Downtown Columbia Revitalization).
Марша С. Маклафлин, директор по планированию и зонированию
24 мая 2012 г.
21 июня 2012 г.
29 августа 2012 г.
КБ31-2012
Принят 1 октября 2012 г.
138
Изменить раздел 128.J.2.f. отменить требование о том, чтобы участки для самовывоза предприятий, расположенные в районе зонирования RC, имели фасад и прямой доступ к коллектору или магистральной дороге.
Марша С. Маклафлин, директор по планированию и зонированию
30 сентября 2011 г.
20 октября 2011 г.
1 декабря 2011 г.
КБ5-2012
Принят с поправками от 5 марта 2012 г.
137
Внести поправки в различные разделы Положений о зонировании, чтобы разрешить передачу плотности потенциальных участков заполнения в зональных округах R-20, R-12 и R-ED в зональные округа R-SA-8 и R-A-15.
Член Совета Кортни Уотсон
20 октября 2011 г. Утверждено с изменениями
3 ноября 2011 г.
1 декабря 2011 г.
КБ2-2012
Принят с поправками от 5 марта 2012 г.
136
Внести поправки в Положения о зонировании таким образом, чтобы, если в районе MXD-6 использовалась дополнительная жилая плотность, диапазон процентов от общей площади, установленный для использования в рабочих целях в соответствии с гл. 127.С.3.а. будет увеличена с 9-11% до 7-11%.
Компания Липарини
6 октября 2011 г. Отказано
20 октября 2011 г.
1 декабря 2011 г. Отказано
КБ8-2012
Принят 29 марта 2012 г.
135
Внести поправку в Раздел 131.N.43 Постановления о зонировании, чтобы разрешить размещение академий верховой езды/конюшен в пределах 100 футов от существующего жилья (с 20 или менее лошадьми) и 200 существующих жилищ (с 20 лошадьми) на участках в RC /RR Участок более 20 соток.
Вирам Патель
20 октября 2011 г. Утверждено с изменениями
3 ноября 2011 г.
21 декабря 2011 г. Утверждено с изменениями
КБ3-2012
Внесено на рассмотрение 5 марта 2012 г.
134
Изменить раздел 130.B.2.e. Правил зонирования, чтобы установить новое положение, в соответствии с которым одобренные отклонения будут освобождены от возможности стать недействительными для проектов, планы развития которых активно обрабатываются в DPZ.
Марша Маклафлин, директор по планированию и зонированию
23 декабря 2010 г.
13 января 2011 г.
10 февраля 2011 г.
КБ31-2011
Принят с изменениями от 5 июля 2011 г.
133
Внести поправки в Правила зонирования, чтобы исключить «ограниченные общественные собрания на открытом воздухе» в качестве условного использования в округе RC, удалив Раздел 131.N.32 Правил зонирования.
Роберт Стайер
14 февраля 2011 г.
3 марта 2011 г. — продолжение 31 марта 2011 г.
2 марта 2011 г. Отказано
КБ39-2011
Отозвано 6 июня 2011 г.
132
Внести поправки в Положения о зонировании, чтобы исключить похоронные бюро и морги из списка условного использования в районах зонирования RC, RR, R-ED и R-20.
Патрик Марлатт
20 декабря 2010 г. Отказано с рекомендациями
13 января 2011 г. — продолжение 17 февраля 2011 г.
12 мая 2011 г. Отказано
КБ38-2011
Отозван 6 июня 2011 г., отозван 5 июля 2011 г.
131
Внести поправки в раздел «Внеуличная парковка и погрузочные сооружения» Постановления о зонировании, чтобы обновить требования к парковке для похоронных бюро при определенных условиях.
Члены Совета Грег Фокс и Мэри Кей Сигати
23 декабря 2010 г. Утверждено с изменениями
13 января 2011 г. — продолжение 17 февраля 2011 г.
12 мая 2011 г.
КБ37-2011
Принят 5 июля 2011 г.
130
Внести поправки в различные разделы, связанные с открытием и эксплуатацией виноделен в качестве районного фермерского хозяйства в округе Ховард.
Марша Маклафлин, директор по планированию и зонированию
17 мая 2010 г. Утверждено с изменениями 22 июня 2010 г. Приложение
3 июня 2010 г.
17 июня 2010 г.
КБ9-2011
Принят с изменениями от 5 июля 2011 г.
128
Внести поправки в Правила зонирования, чтобы внести поправки в Раздел 102.b., Правоприменение, путем изменения и уточнения процедур уведомления и прав на обжалование для лиц, запрашивающих проверку предполагаемого нарушения зонирования.
Ральф Боллман
23 декабря 2010 г. Утвердить с исправлениями
13 января 2011 г.
10 февраля 2011 г.
КБ8-2011
Принят 4 апреля 2011 г.
122
Внести поправки в раздел 118.B.37 (B-1) и 119.B.63 (B-2) в отношении жилых единиц.
Члены Совета Грег Фокс и Мэри Кей Сигати
24 ноября 2009 г.
10 декабря 2009 г.
10 декабря 2009 г.Отклонен
КБ7-2010
Принят с изменениями от 3 мая 2010 г.
120
Внести поправки в раздел 117. 1 (BR) или объекты RR в районе Marriottsville, чтобы иметь право на плавающую зону BR.
Кадоган Проперти, ООО
23 декабря 2009 г. Утвержден с Дополнением
7 января 2010 г.
4 февраля 2010 г.
КБ6-2010
Умер 5 мая 2010 г.
119
Добавлено новое условное использование для бутик-отелей.
Синтия Линн и Дэвид Линн
1 октября 2008 г. Утверждено с изменениями
3 марта 2010 г. — продолжение 17 июня 2010 г.
16 июля 2010 г. Отказано
КБ7-2012
Принят с поправками 29 марта 2012 г.
118
Внести поправки в Правила зонирования, раздел 127.2 (Район зонирования коридора занятости), чтобы повысить гибкость использования в этой зоне в коридоре Маршрута 1 за счет увеличения количества торговых площадей на первом этаже в офисных зданиях и уменьшить минимальный размер Участков в пределах зона, разрешающая использование, разрешенное в более крупных зонах CE.
компаний ЦРТ
22 октября 2009 г. Частичное утверждение с изменениями
3 декабря 2009 г.
21 января 2010 г.
КБ16-2010
Принят 3 мая 2010 г.
117
Внести поправки в раздел «Дополнительные правила зонирования» Постановления о зонировании, чтобы разрешить размещение пасек в пределах текущего 200-футового отступа на жилых участках при определенных условиях.
Члены Совета Грег Фокс и Мэри Кей Сигати
2 октября 2009 г. Утверждено с изменениями
5 ноября 2009 г. — продолжение 4 февраля 2010 г.
22 апреля 2010 г. Отказано
КБ55-2010
Принят с изменениями от 7 февраля 2011 г.
114
Тим Кин, внести поправки в Правила зонирования округа Ховард, чтобы внести поправку в раздел 103.A.122, чтобы добавить формулировку, предусматривающую, что сохраненный участок не обязательно должен содержать жилые улучшения.
Тим Кин
8 октября 2009 г. Утверждено с изменениями
22 октября 2009 г.
5 ноября 2009 г.
КБ63-2009
Принят 4 января 2010 г.
113
Внести поправки в Район зонирования Нового города и другие разделы Правил зонирования, чтобы облегчить возрождение и реконструкцию центра Колумбии.
Общие свойства роста
13 ноября 2008 г. Утверждено с изменениями
1 октября 2008 г.
17 сентября 2009 г.
КБ59-2009
Принят с изменениями от 1 сентября 2009 г.
112
Касательно ограждений частной жизни.
Марша Маклафлин, директор по планированию и зонированию
1 октября 2008 г.
23 октября 2008 г.
18 февраля 2009 г.
КБ17-2009
Принят 6 апреля 2009 г.
111
Внести поправки в разделы 128.L.3 и 131.N.1(3) Положений о зонировании, касающихся законодательства о соседских участках.
Земельный дизайн и застройка
1 октября 2008 г. Отказано
23 октября 2008 г.
26 января 2009 г. Отказано
КБ13-2009
Отклонено 2 марта 2009 г.
109
Внесение поправок в Правила зонирования округа Ховард для введения нового положения, в соответствии с которым одобренные условные виды использования будут полностью исключены из возможности стать недействительными и не должны будут получать продления для проектов, планы которых обрабатываются в округе Ховард; и в целом относящиеся к условному использованию.
СК Кинг Джордж, ООО
1 октября 2008 г. Отказано
30 октября 2008 г.
26 января 2009 г. Утвердить с исправлениями
КБ12-2009
Принят с поправками от 6 апреля 2009 г.
108
Внести поправку в определение жилья для взрослых с ограничениями по возрасту в разделе 103.A.5 Правил зонирования.
Группа развития Брантли
30 сентября 2008 г. Отказано
23 октября 2008 г. — продолжение 13 ноября 2008 г.
26 января 2009 г. Отказано
КБ11-2009
Ошибка 6 апреля 2009 г.
107
Внести поправки в Правила зонирования, чтобы удалить подраздел «c» из Раздела 131.N.32 «Ограниченные общественные собрания на открытом воздухе».
Роберт и Максин Уокер
30 сентября 2008 г. Утвердить с исправлениями
16 октября 2008 г.
23 ноября 2008 г. Утвердить с исправлениями
КБ6-2009
Принят 2 марта 2009 г.
106 106 — пересмотренный
Внесение поправок в раздел 127.5.B.17 Положения о зонировании — Район CAC, (17 жилых домов,…)
Джеймс Р. Бух-младший и Фрэнсис Бух
30 сентября 2008 г. Отказано
16 октября 2008 г. — продолжение 23 октября 2008 г.
20 ноября 2008 г. Отказано
КБ5-2009
Принят с изменениями от 2 марта 2009 г.
105
Внести поправку в районы зонирования B-1 и B-2, добавив новый подраздел, озаглавленный «Дополнительные требования — Ises в незапланированных зонах обслуживания».
Обеспокоенные граждане округа Вестерн-Ховард, Inc.
1 октября 2008 г. Отказано
30 октября 2008 г. — продолжение 13 ноября 2008 г.
21 января 2009 г. Отказано
КБ10-2009
Отозвано 6 апреля 2009 г.
104
Об изменении отступов коридора 1-го маршрута.
Марша Маклафлин, директор по планированию и зонированию
30 сентября 2008 г.
16 октября 2008 г.
23 октября 2008 г.
КБ3-2009
Принят с изменениями от 2 февраля 2009 г.
103
Внести поправку в раздел 127.1 Правил зонирования, округ PSC, чтобы сделать его перекрывающимся районом.
Horse Farm, LLC и Deep Run Property Management, LLC
30 сентября 2008 г.
16 октября 2008 г.
Октябрь 2008 г.
КБ4-2009
Принят с изменениями от 2 февраля 2009 г.
101
Разрешить неисторическим строениям подавать заявки на условное разрешение на использование в качестве загородной гостиницы.
В зависимости от перекачиваемых сред применяются различные типы насосного оборудования, например, в фармацевтике большее применение находят высокоточные дозирующие, вакуумные, поршневые, мембранные насосы.
Учитывая характер агрессивных сред в насосах используется химически стойкую проточную часть насоса, например, используют: хромоникелевую сталь, хромоникельмолибденовую сталь, резину, титан, кремнистый чугун и т.д.
Производители химических насосов
KSB
Sulzer
Grundfos
Sigma
Haberman
Ливгидромаш
Молдовахидромаш
НТЦ Хидротехника
Турбонасос
Сумское НПО им.Фрунзе
Копейский МЗ
Энергопромагрегат
ЭНА
Катайский насосный завод
ОКТБ Кристал
Южуралгидромаш
Целингидромаш
Краткий обзор производителей химических насосов.
Молдовахидромаш
АО «Молдовахидромаш» является одним из самых крупных производителей насосов стран восточной Европы. В пределах СНГ предприятие продолжает оставаться одним из главных производителей и проектировщиков химических, фекальных, морских, циркуляционных, специальных и других электронасосов. Выпускаемые насосы применяются на предприятиях химической промышленности, на нефтеперерабатывающих предприятиях, в металлургической промышленности и в других отраслях.
Производит следующие типы насосов:
Электронасосы центробежные герметичные типа ЦГ, НГ и АГ
Электронасосы центробежные герметичные специальные типа БЭН-ОС, БЭН-МС, БЭН-ДМС
Электронасосы типа ГНОМ, МТТ, ТТ, ТЭ, АЭН
Эна
Акционерное общество по производству электронасосных агрегатов «ЭНА» создано в 1992 году на базе Щелковского насосного завода, основанного в 1932 году. АО «ЭНА» является одним из ведущих российских производителей насосного оборудования.
Производит следующие типы насосов:
Горизонтальные консольные электронасосные агрегаты типа АХ, Х и моноблочные химические насосы типа ХМ
Полупогружные электронасосные агрегаты типов ТХИ, ХП, ХИО, ХВС-Ж, АХП, АХПО и НВ
Энергопромагрегат
Одним из основных направлений работы предприятия ООО «Энергопромагрегат» является продажа химических насосов для различных отраслей химической и нефтехимической промышленности, начиная с 1991 года. Компанией налажен полный цикл собственного производства насосов, от проектирования, литья, механической обработки, до сборки и поставки его потребителю. Наличие собственной лаборатории позволяет контролировать и гарантировать качество изделий.
Горизонтальные химические насосы типа Х, ХМ, ТХ, АХ.
Катайский насосный завод
АО «Катайский насосный завод» занимается проектированием и производством насосов для различных отраслей промышленности.
Среди продукции компании следующие типы насосов:
Химические насосы типа АХ-Е, Х, ХМ, ХД.
Химические насосы типа ХО, АХ, АХО, ТХ.
ГМС Ливгидромаш
Более 70 лет АО «ГМС Ливгидромаш» является одним из лидеров российского рынка насосостроения. Компания осуществляет разработку и производство более 1000 типоразмеров насосов для различных отраслей промышленности: нефтегазовой отрасли, тепловой и атомной энергетики, водного хозяйства и ЖКХ, судостроения, химической, металлургической, горнодобывающей и других отраслей.
«ГМС Ливгидромаш» производит насосы для химически активных сред серий DeLium (ДеЛиум), Kordis (Кордис), Х, 2ВВ, 2ВГ, Н1В, Д, 1Д, 2Д, КМ-Е, ВК, ВКС (1Г,2Г), НДс, НДв, К-Е, ЦН, Бурун СХ, ВС, РШ, КВ.
Турбонасос
АО «Турбонасос» с 1992 г. активно участвует в основных институциональных преобразованиях и модернизации стратегических отраслей национальной экономики в качестве национального рыночно ориентированного и конкурентоспособного производителя современной машиностроительной продукции специального и гражданского назначения. В настоящее время компания занимается изготовлением импортозамещающей промышленной продукции гражданского назначения для нефтегазовой, химической и горно-металлургической отраслей национальной экономики.
Среди продукции компании химические электронасосные агрегаты серии ХГН, ХВН.
Сумское НПО
Компания «Сумское НПО» выполняет полный спектр работ по разработке, производству, монтажу, пуско-наладке, гарантийному и послегарантийному обслуживанию технологического оборудования и комплектных объектов для различных отраслей промышленности.
Для химической, нефтяной и газовой промышленности компания изготавливает центробежные насосы из коррозионностойких и титановых сплавов, что обеспечивает возможность их применения для высокоагрессивных сред.
Компания выпускает консольные химические насосы марок ХМЕ, Х, ХЕ и химические полупогружные насосы ХПВ и ХПЕ:
Стандарт API 610
В нефтяной, нефтехимической и газовых отраслях получили распространение насосы, соответствующие стандартам API 610 (ISO 13709)
Стандарт API 610 описывает требования к насосам, которые используются для перекачивания кислот, расплавов солей, нефти и продуктов ее перегонки, сжиженного газа, спиртосодержащих жидкостей, технической воды.
Характеристики насосов по стандарту API 610
Требования данного документа могут быть применены не ко всем насосам, используемым для промышленных нужд, а лишь к тем, которые соответствуют следующим параметрам:
Производительность — от 0,5 до 10 тысяч метров кубических жидкости в час;
Температурный диапазон перекачиваемых сред — от -50 до +550°С;
Плотность среды — до 3500 кг/м. куб.;
Содержание примесей до 30%
Давление на корпус до 600 Бар.
Основные преимущества насосов, соответствующих стандарту API 610
Основное достоинство состоит в том, что данный документ предусматривает максимальный срок службы насосного оборудования — не менее 20 лет при межремонтном ресурсе 3 года. Корпус насоса способен выдерживать огромные нагрузки при температурах не менее 150 градусов и при давлении до 600 Бар. При этом плотность перекачиваемых жидкостей может быть очень высокой.
Отдельное внимание уделяется конструкции насосов и качеству применяемых деталей:
Установка цельнолитого рабочего колеса;
Вал с высоким уровнем жесткости и прочности на изгиб;
Подшипники с ресурсом не менее 25 тысяч мотор-часов;
Наличие съемных колец износа для минимизации временных затрат на обслуживание.
При соблюдении таких условий максимальное биение вала не будет превышать 0,025 мм. Если насос устанавливается на плиту-основание, она должна быть изготовлена по стандартной схеме с канавками и поддоном для сбора стоков. Вибрация не должна превышать 3 мм/с.
Требования API 610 могут быть применены к насосам различных модификаций: консольные, вертикальные, двухопорные, полупогружные, одно- или многоступенчатые, двухкорпусные. В качестве материала корпуса и проточной части могут быть использованы чугун, хромистая, углеродистая, нержавеющая сталь, а также различные сплавы.
Типовая идентификация классификации насосов
Тип насоса
Ориентация
Типовой код
Центробежные насосы
Консольные
С гибкой связью
Горизонтальный
Монтируемый на лапах
ОН1
С опорой центральной линии
ОН2
Вертикальный рядный с консольной опорой
—
ОН3
С жесткой связью
Вертикальный рядный
—
ОН4
С непосредственным соединением
Вертикальный рядный
—
ОН5
Высокоскоростной, целиком зубчатый
—
ОН6
Между подшипниками
1и 2-ступенчатые
Разделенные по оси
—
ВВ1
Радиально разделенные
—
ВВ2
Многоступенчатые
Разделенные по оси
—
ВВ3
Радиально разделенные
Одиночная обшивка
ВВ4
Двойная обшивка
ВВ5
Вертикально подвешенные
Одиночная обшивка
Слив через колонну
Диффузор
VS1
Спираль
VS2
Осевой поток
VS3
Отдельный слив
Вал передачи
VS4
Консоль
VS5
Двойная обшивка
Направляющий аппарат (диффузор)
—
VS6
Спираль
—
VS7
Обозначения и описания насосов
Насос типа ОН1
Монтируемые на лапах одноступенчатые консольные насосы должны обозначаться как насосы типа ОН1. (Этот тип насосов не удовлетворяет всем требованиям этого Международного стандарта).
Насос типа ОН2
Монтируемые по центральной линии, одноступенчатые консольные насосы должны обозначаться как насосы типа ОН2. Они имеют один корпус подшипников, поглощающий все усилия, возникающие вследствие работы вала насоса, и сохраняющий во время работы положение ротора. Эти насосы монтируются на основании и гибко соединяются со своими приводами.
Насос типа ОН3
Вертикальные, рядные, одноступенчатые консольные насосы с раздельными кронштейнами подшипников должны обозначаться как насосы типа ОН3. Они имеют корпус подшипников, общий с насосом, чтобы поглощать нагрузки, действующие на насос. Эти насосы и их приводы гибко соединены.
Насос типа ОН4
Жестко связанные, вертикальные, рядные, одноступенчатые консольные насосы должны обозначаться как насосы типа ОН4. У жестко связанных насосов их валы жестко соединятся с валом привода. (Этот тип насосов не удовлетворяет всем требованиям этого Международного стандарта).
Насос типа ОН5
Вертикальные, рядные, одноступенчатые консольные насосы с непосредственным соединением должны обозначаться как насосы типа ОН5. У насосов с непосредственным соединением их импеллеры монтируются непосредственно на валу привода и жестко соединяются с валом привода. (Этот тип насосов не удовлетворяет всем требованиям этого Международного стандарта).
Насос типа ОН6
Высокоскоростные, интегральные, одноступенчатые консольные насосы с редукторами должны обозначаться как насосы типа ОН6. Эти насосы имеют встроенную повышающую коробку передач. Импеллер монтируется непосредственно на выходном валу этой коробки передач. Между редуктором и насосом нет муфты; однако коробка передач гибко соединена со своим приводом. Эти насосы могут быть ориентированы как вертикально, так и горизонтально.
Насос типа ВВ1
Разделяемые по оси, одно- и двухступенчатые насосы, расположенные между подшипниками, должны обозначаться как насосы типа ВВ1.
Насос типа ВВ2
Радиально разделяемые, одно- и двухступенчатые насосы, расположенные между подшипниками, должны обозначаться как насосы типа ВВ2.
Насос типа ВВ3
Разделяемые по оси, многоступенчатые насосы, расположенные между подшипниками, должны обозначаться как насосы типа ВВ3.
Насос типа ВВ4
Радиально разделяемые, многоступенчатые насосы, расположенные между подшипниками, и имеющие одну обшивку, должны обозначаться как насосы типа ВВ4. Эти насосы называются также насосами с кольцевыми секциями, насосы с сегментированными кольцами или насосы со стяжками. Эти насосы имеют потенциальный маршрут утечки между каждым сегментом. (Этот тип насосов не удовлетворяет всем требованиям этого Международного стандарта).
Насос типа ВВ5
Радиально разделяемые, многоступенчатые насосы, расположенные между подшипниками и имеющие двойные обшивки, должны обозначаться как насосы типа ВВ5.
Насос типа VS1
Дренажные, вертикально подвешиваемые насосы с направляющим аппаратом, имеющие одну обшивку и слив через колонну, должны обозначаться как насосы типа VS1.
Насос типа VS2
Дренажные, вертикально подвешиваемые спиральные насосы, имеющие одну обшивку и слив через колонну, должны обозначаться как насосы типа VS2.
Насос типа VS3
Дренажные, вертикально подвешиваемые осевые насосы, имеющие одну обшивку и слив через колонну, должны обозначаться как насосы типа VS3.
Насос типа VS4
Вертикально подвешиваемые, спиральные, с приводом от карданного вала, дренажные насосы, имеющие одну обшивку и слив через колонну, должны обозначаться как насосы типа VS4.
Насос типа VS5
Вертикально подвешиваемые, консольные, дренажные насосы должны обозначаться как насосы типа VS5.
Насос типа VS6
Вертикально подвешиваемые дренажные насосы с направляющим аппаратом и двойной обшивкой должны обозначаться как насосы типа VS6.
Насос типа VS7
Вертикально подвешиваемые спиральные насосы с двойной обшивкой должны обозначаться как насосы типа VS7.
04.12.2020
Вертикальные полупогружные химические насосы
Отображение 1–15 из 115
Нет данных о совместимости
Полупогружной насос Argal KME 04.08
Полупогружной насос Argal KME 04.08 Полупогружные центробежные насосы Италия
В корзинуКупить в 1 клик
Нет данных о совместимости
Полупогружной насос Argal KME 06.08
Полупогружной насос Argal KME 06.08 Полупогружные центробежные насосы Италия
В корзинуКупить в 1 клик
Нет данных о совместимости
Полупогружной насос Argal KME 06.
10
Полупогружной насос Argal KME 06.10 Полупогружные центробежные насосы Италия
В корзинуКупить в 1 клик
Нет данных о совместимости
Полупогружной насос Argal KME 10.10
Полупогружной насос Argal KME 10.10 Полупогружные центробежные насосы Италия
В корзинуКупить в 1 клик
Нет данных о совместимости
Полупогружной насос Argal KME 10.15
Полупогружной насос Argal KME 10.15 Полупогружные центробежные насосы Италия
В корзинуКупить в 1 клик
Нет данных о совместимости
Полупогружной насос Argal KME 16.15
Полупогружной насос Argal KME 16. 15 Полупогружные центробежные насосы Италия
В корзинуКупить в 1 клик
Нет данных о совместимости
Полупогружной насос Argal KME 16.20
Полупогружной насос Argal KME 16.20 Полупогружные центробежные насосы Италия
В корзинуКупить в 1 клик
Нет данных о совместимости
Полупогружной насос Argal KME 20.20
Полупогружной насос Argal KME 20.20 Полупогружные центробежные насосы Италия
В корзинуКупить в 1 клик
Нет данных о совместимости
Полупогружной насос Argal KME 20.25
Полупогружной насос Argal KME 20.25 Полупогружные центробежные насосы Италия
В корзинуКупить в 1 клик
Нет данных о совместимости
Полупогружной насос Argal KME 30.
25
Полупогружной насос Argal KME 30.25 Полупогружные центробежные насосы Италия
В корзинуКупить в 1 клик
Нет данных о совместимости
Полупогружной насос Argal KME 30.30
Полупогружной насос Argal KME 30.30 Полупогружные центробежные насосы Италия
В корзинуКупить в 1 клик
Насосы Debem IM стоит купить для использования в химической и золотодобывающей промышленности, машиностроении и металлургии.
Насосы имеют герметичную конструкцию без внутренних механических уплотнений. Это обеспечивает длительный срок эксплуатации оборудования. Насос работает от электродвигателя с максимальной частотой вращения 3000 об/мин. В линейке представлены модификации с производительностью от 6 до 75 куб. м/ч. Проточная часть изготавливается из полипропилена (PP) или поливинилиденфторида (PVDF). Насос может использоваться для перекачивания жидкостей с нерастворимыми частицами диаметром от 7 до 11 мм в зависимости от модификации. При установке насос должен быть погружен в емкость, а его корпус располагается строго в вертикальном положении. Перед использованием насоса важно убедиться в совместимости материала корпуса с рабочей средой.
• Конструкция позволяет заменить двигатель без демонтажа насоса. • Различные материалы корпуса позволяют выбрать насос для рабочей среды с любыми характеристиками. • Простая конструкция не требует сложного технического обслуживания. • Корпус не имеет сварных соединений. Это обеспечивает высокую герметичность и длительный срок службы. • Насос может использоваться для перекачивания сильно загрязненных жидкостей. • Возможна поставка без двигателя.
Вертикальные насосы | Зульцер
Автоматизированные услуги по наплавке сварных швов
Ремонтные работы
Оффшорные услуги
Проекты масштаба завода
Услуги башни
Оборотные услуги
Безопасность
Глобальные ресурсы и возможности
Лицензирование технологии Sulzer GTC
Технологии очистки промышленных сточных вод
Технологические услуги
Проверка процесса
Исследования и концептуальные проекты
Испытательные установки
Запасные части
Баланс завода
Разобрать механизм с целью понять, как это работает
Производство катушек
Онлайн заказ катушки
Детали газовых турбин
Части паровой турбины
Детали компрессора
Оригинальные запчасти
Сервисные комплекты для насосов и мешалок
Запчасти для мешалок SALOMIX™
Сервисные центры
Услуги по воде, сточным водам и продуктам обезвоживания
Сервисные центры водоснабжения, водоотведения и водоотведения
Сервис насосов для воды и сточных вод
Тестирование воды и сточных вод
Сервис для миксеров и мешалок
Сервис турбокомпрессоров и аэраторов
Услуга по обезвоживанию в строительстве
Запасные части и комплекты для сточных вод и продуктов обезвоживания
Подготовка
АБСЕЛЬ обучение
Sulzer Academy для насосов и систем
Тестирование
Цифровые решения
СИНЯЯ КОРОБКА™
Онлайн-сервисы Sulzer Sense
Решение для мониторинга состояния Sulzer Sense
Программные решения для управления и мониторинга
Инструменты выбора Sulzer
Онлайн-инструмент для настройки насосов Sulzer Select
Инструмент выбора насосов для воды и сточных вод ABSEL
Карьера
Вертикальные насосы
Sulzer используются в системах с низким кавитационным запасом (NPSH), криогенными температурами, где требуется вертикальный подъем, а также в отстойниках и системах охлаждающей воды.
Вертикальные насосы Sulzer с диапазоном расхода от 8 до 45 000 м 3 /ч (от 40 до 200 000 галлонов США в минуту). Они генерируют напор от 2 м до 2 600 м (от 7 до 8 500 футов), имеют от 1 до 40 ступеней, работают со скоростью от 180 до 6 000 об/мин и работают при температуре от -160 до +200 °C (- от 260 до 400 °F).
Применение и характеристики
• Низкий кавитационный запас • Высокая производительность • Высокий напор на ступень • Меньше ступеней, более короткий всасывающий патрубок • Высокая эффективность • Высокая надежность
Вертикальные погружные насосы
Вертикальные погружные насосы
Вертикальный многоступенчатый насос VMS
Как мы можем вам помочь?
Поговорите или напишите нашим специалистам, чтобы найти лучшее решение.
Зульцер Селект
Техническая информация доведена до наших клиентов
События
Добавьте ключевые слова
Свяжитесь с нами
North Ridge HTM-V Vertical Immersion Centrifugal Chemical Pumps
NR-HTM-V Vertical Immersion Centrifugal Chemical Pumps
Flow Rate
Up to 22 m³/h
Head ( Давление)
До 20 метров
Доступные размеры
2” — 3”
9015 Рабочая температура 909158
9
Up to 90°C
Column Length
Up to 320 mm
Construction Materials
PP / PVDF
North Ridge Химические насосы — это насосы для тяжелых условий эксплуатации, предназначенные для работы с кислотами, высококоррозионными химическими веществами и опасными жидкостями в целом. Наш ассортимент химических насосов NR насчитывает более 17 различных типов насосов с широким выбором высококачественных химически стойких конструкционных материалов, таких как PP, PVDF, AISI. и ASTM 316 Нержавеющая сталь и ТИТАН.
Благодаря высокой химической стойкости и широкому модельному ряду насосов насосы NR могут использоваться для перекачивания широкого спектра жидкостей, наиболее распространенными из которых являются перекачка химикатов, очистка воды, моющие средства и перекачка топлива.
NR Chemical Pump Rage is as follows:
Magnetic Drive Centrifugal Pumps
Magnetic Turbine Pumps
Magnetic Rotary Vane Pumps
Mechanically Sealed Centrifugal Pumps
Жидкостно-кольцевые вакуумные насосы
Вертикальные погружные центробежные насосы
* Самовсасывающий Mag. Также доступны приводные насосы.
Насосы NR-HTM-V представляют собой вертикальные погружные центробежные насосы с магнитным приводом, предназначенные для перекачивания высококоррозионных и опасных жидкостей. Эти насосы не имеют уплотнений, т. е. не имеют механического уплотнения, жидкость находится внутри соединительной камеры. и, как следствие, предотвращение выброса жидкости и утечки жидкости, кроме того, что она невероятно безопасна, маг. Приводные насосы также являются безотходными, что означает нулевые потери перекачиваемого продукта, поскольку жидкость всегда находится внутри насоса, поэтому эти насосы являются идеальным решением для перекачивания дорогих, легковоспламеняющихся и токсичных химикатов.
Еще одна замечательная особенность этих насосов заключается в том, что они не требуют выравнивания двигателя и насоса, поскольку конструкция внутренней магнитной муфты предотвращает любое смещение вала. Наша линейка насосов NR-HTM соответствует всем европейским нормам по охране окружающей среды и безопасности, а также производственным стандартам.
Наша серия насосов NR-HTM-V соответствует всем европейским нормам по охране окружающей среды и безопасности, а также производственным стандартам.
Компьютерная грамотность предполагает наличие представления о пяти поколениях ЭВМ, которое Вы получите после ознакомления с данной статьей. Когда говорят о поколениях, то в первую очередь говорят об историческом портрете электронно-вычислительных машин (ЭВМ).
Содержание: 1. Первое поколение ЭВМ 2. ЭВМ второго поколения 3. Третье поколение 4. ЭВМ четвертого поколения 5. Пятое поколение
Фотографии в фотоальбоме по истечении определенного срока показывают, как изменился во времени один и тот же человек. Точно так же поколения ЭВМ представляют серию портретов вычислительной техники на разных этапах ее развития.
Всю историю развития электронно-вычислительной техники принято делить на поколения. Смены поколений чаще всего были связаны со сменой элементной базы ЭВМ, с прогрессом электронной техники. Это всегда приводило к росту быстродействия и увеличению объема памяти.
Кроме этого, как правило, происходили изменения в архитектуре ЭВМ, расширялся круг задач, решаемых на ЭВМ, менялся способ взаимодействия между пользователем и компьютером.
ЭВМ первого поколения
Электровакуумные лампы
ЭВМ первого поколения были ламповыми машинами 50-х годов. Их элементной базой были электровакуумные лампы. Эти ЭВМ были весьма громоздкими сооружениями, содержавшими в себе тысячи ламп, занимавшими иногда сотни квадратных метров территории, потреблявшими электроэнергию в сотни киловатт.
Например, одна из первых ЭВМ – ENIAC представляла собой огромный по объему агрегат длиной более 30 метров. Эта машина содержала 18 тысяч электровакуумных ламп и потребляла около 150 киловатт электроэнергии.
Для ввода программ и данных применялись перфоленты и перфокарты. Не было монитора, клавиатуры и мышки.
Использовались эти машины, главным образом, для инженерных и научных расчетов, не связанных с переработкой больших объемов данных.
В 1949 году в США был создан первый полупроводниковый прибор, заменяющий электронную лампу. Он получил название транзистор.
ЭВМ второго поколения
Транзисторы
В 60-х годах транзисторы стали элементной базой для ЭВМ второго поколения. Машины стали компактнее, надежнее, менее энергоемкими. Возросло быстродействие и объем внутренней памяти. Большое развитие получили устройства внешней (магнитной) памяти: магнитные барабаны, накопители на магнитных лентах.
В этот период стали развиваться языки программирования высокого уровня: ФОРТРАН, АЛГОЛ, КОБОЛ. Составление программы перестало зависеть от конкретной модели машины, сделалось проще, понятнее, доступнее.
В 1959 г. был изобретен метод, позволивший создавать на одной пластине и транзисторы, и все необходимые соединения между ними. Полученные таким образом схемы стали называться интегральными схемами или чипами. Изобретение интегральных схем послужило основой для дальнейшей миниатюризации компьютеров.
В дальнейшем количество транзисторов, которое удавалось разместить на единицу площади интегральной схемы, увеличивалось приблизительно вдвое каждый год.
ЭВМ третьего поколения
Микросхемы
Третье поколение ЭВМ создавалось на новой элементной базе – интегральных схемах (ИС).
ЭВМ третьего поколения начали производиться во второй половине 60-х годов, когда американская фирма IBM приступила к выпуску системы машин IBM-360. Немного позднее появились машины серии IBM-370.
В Советском Союзе в 70-х годах начался выпуск машин серии ЕС ЭВМ (Единая система ЭВМ) по образцу IBM 360/370. Скорость работы наиболее мощных моделей ЭВМ достигла уже нескольких миллионов операций в секунду. На машинах третьего поколения появился новый тип внешних запоминающих устройств – магнитные диски.
Успехи в развитии электроники привели к созданию больших интегральных схем (БИС), где в одном кристалле размещалось несколько десятков тысяч электрических элементов.
Микропроцессор
В 1971 году американская фирма Intel объявила о создании микропроцессора. Это событие стало революционным в электронике.
Микропроцессор – это миниатюрный мозг, работающий по программе, заложенной в его память.
Соединив микропроцессор с устройствами ввода-вывода и внешней памяти, получили новый тип компьютера: микро-ЭВМ.
ЭВМ четвертого поколения
Микро-ЭВМ относится к машинам четвертого поколения. Наибольшее распространение получили персональные компьютеры (ПК). Их появление связано с именами двух американских специалистов: Стива Джобса и Стива Возняка. В 1976 году на свет появился их первый серийный ПК Apple-1, а в 1977 году – Apple-2.
Однако с 1980 года «законодателем мод» на рынке ПК становится американская фирма IBM. Ее архитектура стала фактически международным стандартом на профессиональные ПК. Машины этой серии получили название IBM PC (Personal Computer). Появление и распространение ПК по своему значению для общественного развития сопоставимо с появлением книгопечатания.
С развитием этого типа машин появилось понятие «информационные технологии», без которых невозможно обойтись в большинстве областей деятельности человека. Появилась новая дисциплина – информатика.
ЭВМ пятого поколения
Они будут основаны на принципиально новой элементной базе. Основным их качеством должен быть высокий интеллектуальный уровень, в частности, распознавание речи, образов. Это требует перехода от традиционной фон-неймановской архитектуры компьютера к архитектурам, учитывающим требования задач создания искусственного интеллекта.
Таким образом, для компьютерной грамотности необходимо понимать, что на данный момент создано четыре поколения ЭВМ:
1-ое поколение: 1946 г. создание машины ЭНИАК на электронных лампах.
2-ое поколение: 60-е годы. ЭВМ построены на транзисторах.
3-ье поколение: 70-е годы. ЭВМ построены на интегральных микросхемах (ИС).
4-ое поколение: Начало создаваться с 1971 г. с изобретением микропроцессора (МП). Построены на основе больших интегральных схем (БИС) и сверх БИС (СБИС).
Пятое поколение ЭВМ строится по принципу человеческого мозга, управляется голосом. Соответственно, предполагается применение принципиально новых технологий. Огромные усилия были предприняты Японией в разработке компьютера 5-го поколения с искусственным интеллектом, но успеха они пока не добились.
Фирма IBM тоже не намерена сдавать свои позиции мирового лидера, например, Японии. Мировая гонка за создание компьютера пятого поколения началась еще в 1981 году. С тех пор еще никто не достиг финиша. Поживем – увидим.
P.S. Статья закончилась, но можно еще прочитать:
1. Аналитическая машина Бэббиджа
2. Леди Ада Лавлейс и первая компьютерная программа
3. Может ли компьютер быть умнее человека?
4. Пять возможностей сотовых телефонов, которых не хватает в наши дни
5. Виртуальная интерактивность: что такое VR, MR, AR и их отличия
Получайте актуальные статьи по компьютерной грамотности прямо на ваш почтовый ящик. Уже более 3.000 подписчиков
.
Важно: необходимо подтвердить свою подписку! В своей почте откройте письмо для активации и кликните по указанной там ссылке. Если письма нет, проверьте папку Спам.
5 поколение компьютеров.
Компьютер будущего: краткое описание
Первые электронно-вычислительные машины (ЭВМ), или компьютеры, были созданы в 30-40-х годах XX века. Их появление, собственно говоря, и знаменовало начало современного этапа развития информационных технологий. На данный момент повсеместно используется 5 поколение компьютеров, однако деление вычислительных систем на поколения весьма условно.
Первое поколение ЭВМ
Началом создания электронных вычислительных машин принято считать разработки немецких электронщиков, использовавших для вычислений электромеханические реле. Затем технологический прорыв совершили американцы, заменившие реле электронными вакуумными лампами.
Первые вычислительные машины на электромеханических реле в 1938-41 годах были созданы в Германии (модели Z1/Z2), затем технологию переняли англичане.
Первый суперкомпьютер «Марк I», размерами превосходивший половину футбольного поля, был создан усилиями IBM в США (1944 г.).
Первый универсальный ламповый компьютер ENIAC, сконструированный американским инженером-электронщиком Джоном Эккертом (Eckert) и американским физиком Джоном Моучли (Mauchly), предназначенный в первую очередь для решения задач баллистики, имел почти 20 000 электронных ламп и 1500 реле. Монстр потреблял до 150 кВт энергии.
Второе поколение ЭВМ
Особенностью следующего поколения развития компьютеров является переход с вакуумных ламп на изобретенные в 1948 году транзисторы. Первый транзисторный электронно-вычислительный центр NCR-304 собран в США фирмой NCR в 1954 году, однако широкое распространение подобные компьютеры получили к 1960 году.
Третье поколение ЭВМ
Базировалось на интегральных схемах (начало 1960-х). Иногда интегральную схему называют микросхемой, или чипом (chip в переводе с английского – «щепка»). C 1965 года был начат выпуск одной из лучших машин третьего поколения IBM/360, семейство этих машин состояло из семи моделей. Кстати, 5 поколение компьютеров принципиально не очень отличается от старичка IBM и является скорее эволюцией ЭВМ, чем революцией.
Четвертое поколение
Возникновение четвертого поколения ЭВМ связано с усовершенствованием интегральных схем. В 1950 году американец К. Ларк-Горовиц (Lark-Horovitz) заострил внимание на возможности нейтронного легирования химического элемента германия. Этот метод в начале 60-х начали применять к кремнию: на его сверхчистых пластинах начали производить методом интегральной технологии так называемые большие интегральные схемы (БИС), затем – сверхбольшие интегральные схемы (СБИС):
БИС содержит 1000-10 000 элементов в кристалле полупроводника (обычно на поверхности кристалла).
СБИС содержит свыше 10 000 элементов.
Возникновение БИС и СБИС сделало возможным появление микропроцессоров.
Пятое поколение ЭВМ
По большому счету компьютеры пятого поколения и четвертого имеют столько общих признаков, что многие специалисты объединяют их в одно поколение. Принято считать, что к пятому относятся компактные персональные ЭВМ, предназначенные для работы одного-двух пользователей. Первый ПК «Альтаир 8800» фирмы MITS (Micro Instrumentation and Telemetry Systems) увидел свет в 1975 году. Годом позже свои «персоналки» Apple I (1976) и Apple II (1977) представила Apple Computer. После выхода культового ПК IBM PC в 1981 году персональные компьютеры окончательно покорили мир.
Альтернативная точка зрения
Споры о том, корректно ли признавать 5 поколение компьютеров как нечто революционно новое, ведутся давно. Если разделять поколения ЭВМ по элементной базе, то выясняется, что даже между третьим и четвертым поколениями грань весьма тонкая, но здесь можно говорить хотя бы о появлении микропроцессоров.
Сам термин «компьютеры пятого поколения» в настоящий момент является неопределенным и применяется во многих смыслах. Некоторые специалисты считают точкой отсчета создание двухъядерного ПК в 2005 году.
Смартфон вместо ЭВМ?
Аналитики часто рассуждают, каким будет персональный компьютер будущего – не суперкомпьютер для масштабных задач, а именно ПК. Нынешний этап развития информационно-коммуникационных технологий характеризуется чрезвычайно быстрым и почти одновременным развитием компьютерных сетей (особую роль сыграло возникновение всемирной сети Internet, на основе которой работает Всемирная паутина – World Wide Web) и мобильной связи. Причем современный смартфон вобрал в себя, по сути дела, все функции персонального компьютера.
Как сетевые компьютерные технологии, так и технологии мобильной радиосвязи постоянно совершенствуется, поэтому грядущие перемены в краткосрочной перспективе серьезные аналитики видят в минимализации устройств без потери производительности. Если в настоящее время преобладают настольные (стационарные) ПК, которые постепенно вытесняются ноутбуками, лэптопами, ультрабуками и планшетными компьютерами, то вскоре всех их могут заменить компьютеры нового поколения на базе модернизированных смартфонов.
Особую роль здесь должно сыграть появление гибких дисплеев, которые уже производятся в США и Японии с 2008 года. Кстати, гибкие гаджеты, которые складываются, как книга, либо их дисплеи сворачиваются в трубочку, уже созданы (в статье вы видите их фото).
Компьютеры будущего
Главные надежды в этом направлении связаны с оптическими (фотонными) ЭВМ. Идея оптических (фотонных) вычислений – вычислений, производимых с помощью фотонов, которые сгенерированы лазерами или диодами, – имеет достаточно давнюю историю. Преимущества очевидны: используя фотоны (движущиеся со скоростью света), возможно достигнуть несравнимо более высоких скоростей передачи сигнала, чем используя электроны (как в нынешних компьютерах).
Это станет принципиальным прорывом в сфере hardware и позволит создать революционно новое (настоящее) 5 поколение компьютеров. Идея фотонной ЭВМ стала обретать материальную силу после того, как в Массачусетском технологическом институте (США) в 1969 году была предсказана, а в 1976 наблюдалась на опыте оптическая метастабильность. Для приборов, работающих на основе этого явления, требуется полупроводник, прозрачный в одной области спектра и непрозрачный в другой, с резко нелинейной оптической характеристикой (например, антимонид индия). Логические схемы на таких оптических элементах могут работать со скоростью 1000 млрд логических операций в секунду.
В июле 2014 года в Институте Вейцмана (Израиль) создан фотонный маршрутизатор – устройство, основанное на одном-единственном атоме, способном переключаться из одного квантового состояния в другое, и позволяющее направлять единичные кванты света по заданному маршруту. Фотонный маршрутизатор – ключевой элемент, который позволит создать первый фотонный компьютер будущего.
Программная среда
В сфере brainware возможные прорывы связаны с развитием математики – теории автоматов и тесно связанной с ней теории алгоритмов, теории вычислимости и теории вычислительной сложности. Теория автоматов и теория алгоритмов – разделы классической математической логики, в которых внимание сфокусировано на вопросе о том, что можно автоматизировать или вычислить.
К теории алгоритмов примыкает теория вычислимости (теория рекурсивных функций). Теория вычислительной сложности (или теория сложности вычислений) – еще один раздел дискретной математики, тесно связанный с информатикой. Основной вопрос этой теории: «Какое количество ресурсов необходимо для вычислений (если проблема вычислимости решена)?» Для многочисленных приложений особую роль приобретает развитие теории графов.
Искусственный интеллект (IE)
В научно-фантастических фильмах и литературе будущее поколение ЭВМ часто представляется как некий искусственный разум, решающий за людей большинство задач, а в некоторых случаях («Матрица», «Терминатор») подчиняющий человечество. Такие фильмы и печатные произведения заставляют задуматься, нужен ли обществу IE, подогревая интерес впечатляющими видеокадрами и фото.
Компьютеры будущего действительно планируется наделить элементами продвинутого искусственного интеллекта, однако они ничего общего не будут иметь со «страшилками» голливудских блокбастеров. Для решения задач искусственного интеллекта, в частности для создания интеллектуальных систем поддержки принятия решений (ИСППР), все шире применяются нетрадиционные разделы математики, такие как теория нечетких множеств и нечеткая логика, а также теория возможностей и теория вероятностей.
Выводы
Современные вычислительные системы и информационные технологии находят и будут находить все более широкое применение в самых разных областях человеческого бытия – в науке и технике, в образовании и культуре, в производстве, на транспорте и в сфере обслуживания. Они формируют стиль жизни современного человека, его культуру, восприятие мира и образ действий. Однако развитие этих технологий несет в себе немало опасностей. Поэтому дальнейшее совершенствование информационно-коммуникационных средств должно идти рука об руку с гуманизацией общества.
Поколения компьютеров — Основы компьютеров
Современный компьютер приобрел свою форму с приходом вашего времени. Эволюция компьютеров началась примерно в 16 веке. Первоначальный компьютер претерпел множество изменений, очевидно, в лучшую сторону. Он постоянно совершенствовался с точки зрения скорости, точности, размера и цены, чтобы стать модным повседневным компьютером. Этот длительный период часто удобно делить на последующие фазы, называемые компьютерными поколениями:
Компьютеры первого поколения (1940-1956)
Компьютеры второго поколения (1956-1963)
Компьютеры третьего поколения (1964-1971 гг.)
Компьютеры пятого поколения (современные и будущие)
Прежде чем появились графические калькуляторы, электронные таблицы и системы компьютерной алгебры, математики и изобретатели искали решения, облегчающие бремя вычислений.
Ниже представлены 8 механических калькуляторов до изобретения современных компьютеров.
1. Счеты (ок. 2700 г. до н.э.)
2. Калькулятор Паскаля (1652)
3. Ступенчатый счетчик (1694)
4. Арифмометр (1820)
6. Разностная машина (1822)
7. Аналитическая машина (1834)
8. Миллионер (1893)
Компьютеры первого поколения: электронные лампы (1940-1956)
В основе компьютеров первого поколения лежало хрупкое стеклянное устройство, которое называлось вакуумными трубками. Эти компьютеры были очень тяжелыми и очень большими по размеру. Они были не очень надежными, и программирование на них было очень утомительной задачей, поскольку они использовали язык программирования высокого уровня и не использовали ОС. Компьютеры первого поколения использовались для вычислений, хранения и управления. Они были слишком громоздкими и большими, чтобы нуждаться в полной комнате и потреблять гниль электричества.
Основные компьютеры первого поколения:
ENIAC: Электронный числовой интегратор и компьютер, созданный Дж. Преспером Эккертом и Джоном В. Мочли, был компьютером общего назначения. Он был очень тяжелым, большим и содержал 18 000 электронных ламп.
EDVAC: Электронный автоматический компьютер с дискретными переменными был разработан фон Нейманом. Он мог хранить данные также как инструкции, и, таким образом, скорость была увеличена.
UNIVAC: Универсальный автоматический компьютер был разработан в 1952 Эккерта и Мочли.
Основные характеристики компьютеров первого поколения:
Основной электронный компонент
Вакуумная лампа.
Язык программирования
Машинный язык.
Основная память
Магнитные ленты и магнитные барабаны.
Устройства ввода/вывода
Бумажная лента и перфокарты.
Скорость и размер
Очень медленный и очень большой по размеру (часто занимает всю комнату).
Примеры первого поколения
IBM 650, IBM 701, ENIAC, UNIVAC1 и т.д. чем громоздкие вакуумные лампы. Еще одной особенностью было основное хранилище. Транзистор может быть устройством, состоящим из полупроводникового материала, которое усиливает знак или открывает или закрывает цепь.
В Bell Labs были изобретены транзисторы. Применение транзисторов позволяло работать мощно и с должным быстродействием. Это уменьшило размеры и цену, а также, к счастью, теплоту, которую генерировали вакуумные лампы. Центральный процессор (ЦП), память, язык программирования и устройства ввода и вывода также вошли в силу во втором поколении.
Язык программирования был переведен с высокого уровня на язык программирования, что сделало программирование сравнительно простой задачей для программистов. Языками, использовавшимися для программирования в то время, были FORTRAN (1956), АЛГОЛ (1958) и КОБОЛ (1959).
Основные характеристики компьютеров второго поколения:
Основной электронный компонент
Транзистор.
Язык программирования
Машинный язык и язык ассемблера.
Память
Магнитный сердечник и магнитная лента/диск.
Устройства ввода/вывода
Магнитная лента и перфокарты.
Мощность и размер
Меньший размер, низкое энергопотребление и меньшее тепловыделение (по сравнению с компьютерами первого поколения).
Примеры второго поколения
PDP-8, серии IBM1400, IBM 7090 и 7094, UNIVAC 1107, CDC 3600 и т.д. (1964-1971)
В третьем поколении технологий предусматривался переход от огромных транзисторов к интегральным схемам, также называемым ИС. Здесь на кремниевых чипах размещались разнообразные транзисторы, называемые полупроводниками. Наиболее характерными чертами компьютеров той эпохи были скорость и надежность. ИС была сделана из кремния и также называется кремниевыми чипами.
Одна ИС имеет множество транзисторов, регистров и конденсаторов, построенных на одном тонком кусочке кремния. В этом поколении размер значения был уменьшен, а объем памяти и эффективность обработки увеличены. Программирование теперь было стерто с лица земли. Языки более высокого уровня, такие как BASIC (Универсальный код символических инструкций для начинающих). Миникомпьютеры обретают свою форму в эту эпоху.
Основные характеристики компьютеров третьего поколения:
Основной электронный компонент
Интегрированные схемы (ICS)
Язык программирования
Язык высокого уровня
Память
Входная магнитная ядро, магнитная кассетка
inpute Deavices
/ выходные двойники
700777, Megnetic Deavices
, Megnetic Deavices
9007,
/ выходы. , принтер и т. д.
Примеры третьего поколения
IBM 360, IBM 370, PDP-11, NCR 395, B6500, UNIVAC 1108 и т. д.
Компьютеры четвертого поколения (19 микропроцессоров):71-Настоящее время)
В 1971 году были использованы первые микропроцессоры, большие интегральные схемы БИС, построенные на одном кристалле, называемом микропроцессором. Основное преимущество этой технологии заключается в том, что один микропроцессор может содержать все схемы, необходимые для выполнения арифметических, логических и управляющих функций на одной микросхеме.
Компьютеры, использующие микрочипы, назывались микрокомпьютерами. Это поколение предоставило компьютеры еще меньшего размера с большей мощностью. Этого недостаточно, тогда схемы с очень большой интеграцией (СБИС) заменили схемы БИС. Чип Intel 4004, разработанный в 1971, все компоненты ПК, от центрального процессора и памяти до элементов управления вводом/выводом, были размещены на одной микросхеме, что позволило резко уменьшить размеры.
Такие технологии, как многопроцессорность, мультипрограммирование, разделение времени, скорость работы и виртуальная память, сделали его более удобным и привычным устройством. Концепция частных компьютеров и компьютерных сетей возникла в четвертом поколении.
Основные характеристики компьютеров четвертого поколения:
Основной электронный компонент
Очень большая интеграция (СБИС) и микропроцессор (СБИС имеет тысячи транзисторов на одном микрочипе).
Память
Полупроводниковая память (такая как ОЗУ, ПЗУ и т. д.)
Устройства ввода/вывода
указывающие устройства, оптическое сканирование, клавиатура, монитор, принтер и т. д.
Примеры четвертого поколение
IBM PC, STAR 1000, APPLE II, Apple Macintosh, Alter 8800 и т. д.
Компьютеры пятого поколения
В основе компьютеров пятого поколения лежит искусственный интеллект. Это позволяет компьютерам вести себя как люди. Его часто можно увидеть в таких программах, как распознавание голоса, медицина и развлечения. В области игр также продемонстрирована замечательная производительность, когда компьютеры способны побеждать конкурентов-людей.
Самая высокая скорость, самый маленький размер, а область применения значительно увеличилась в компьютерах пятого поколения. Хотя на сегодняшний день не удалось достичь стопроцентного ИИ, но, учитывая нынешние разработки, часто говорят, что эта мечта также очень скоро станет реальностью.
Чтобы обобщить особенности различных поколений компьютеров, часто говорят, что на сегодняшний день наблюдается значительное улучшение скорости и точности работы, но если мы упомянем размеры, то с годами они будут небольшими. Стоимость дополнительно уменьшается, а надежность фактически увеличивается.
Основные характеристики компьютеров пятого поколения:
Основной электронный компонент
Основан на искусственном интеллекте, использует технологию сверхбольшой интеграции (ULSI) и метод параллельной обработки один микрочип и метод параллельной обработки используют два или более микропроцессоров для одновременного выполнения задач).
Язык
Понимать естественный язык (человеческий язык).
Размер
Портативный и компактный.
Устройство ввода/вывода
Трекпад (или сенсорная панель), сенсорный экран, перо, речевой ввод (распознавание голоса/речь), световой сканер, принтер, клавиатура, монитор, мышь и т. д.
Пример пятого поколения
Настольные компьютеры, ноутбуки, планшеты, смартфоны и т. д.
Что такое пять поколений компьютеров? (с 1 по 5)
Поиск
Обновлено:
Фото предоставлено Writix.co.uk Узнайте о каждом из пяти поколений компьютеров и основных технологических разработках, которые привели к появлению компьютерных технологий, которые мы используем сегодня.
История развития компьютеров — это тема компьютерных наук, которая часто используется для обозначения различных поколений вычислительных устройств. Каждое поколение компьютеров характеризуется значительным технологическим развитием, которое коренным образом изменило способ работы компьютеров.
Большинство крупных разработок с 1940-х годов до наших дней привели к созданию все более компактных, дешевых, мощных и эффективных вычислительных машин и технологий, что позволило сократить объем памяти и повысить портативность.
В этом определении…
Что такое 5 поколений компьютеров?
В этом учебном пособии Webopedia вы узнаете больше о каждом из пяти поколений компьютеров и достижениях в области технологий, которые привели к разработке многих вычислительных устройств, которые мы используем сегодня.
Наше путешествие по пяти поколениям компьютеров начинается в 1940 году со схем электронных ламп и продолжается до наших дней и далее с системами и устройствами искусственного интеллекта (ИИ).
Давайте посмотрим…
Контрольный список 5 поколений компьютеров
Начало работы: основные термины, которые необходимо знать
Первое поколение: вакуумные лампы
Второе поколение: Транзисторы
Третье поколение: интегральные схемы
Четвертое поколение: микропроцессоры
Пятое поколение: искусственный интеллект
Начало работы: ключевые термины, которые необходимо знать
Следующие определения технологий помогут вам лучше понять пять поколений вычислительной техники:
Компьютер
Микропроцессор
Магнитные барабаны
Двоичный
Интегральная схема
Полупроводник
Нанотехнологии
Машинный язык
Язык ассемблера
Искусственный интеллект
Первое поколение: электронные лампы (1940–1956)
Первые компьютерные системы использовали электронные лампы для схем и магнитные барабаны для основной памяти, и они часто были огромными, занимая целые комнаты. Эти компьютеры были очень дорогими в эксплуатации, и в дополнение к потреблению большого количества электроэнергии первые компьютеры выделяли много тепла, что часто было причиной сбоев в работе. Максимальная емкость внутренней памяти составляла 20 000 символов.
Компьютеры первого поколения полагались на машинный язык, язык программирования самого низкого уровня, понятный компьютерам, для выполнения операций, и они могли решать только одну проблему за раз. Операторам требовалось несколько дней или даже недель, чтобы установить новую проблему. Ввод был основан на перфокартах и бумажной ленте, а вывод отображался на распечатках.
Именно в этом поколении была представлена архитектура фон Неймана, которая отображает архитектуру дизайна электронного цифрового компьютера. Позже образцами вычислительной техники первого поколения стали компьютеры UNIVAC и ENIAC, изобретенные Дж. Преспером Эккертом. UNIVAC был первым коммерческим компьютером, поставленным бизнес-клиенту, Бюро переписи населения США, в 1919 году. 51.
Рекомендуемое чтение: Определение ENIAC в Webopedia
Второе поколение: транзисторы (1956–1963)
Мир увидит, как транзисторы заменят электронные лампы во втором поколении компьютеров. Транзистор был изобретен в Bell Labs в 1947 году, но не нашел широкого применения в компьютерах до конца 1950-х годов. Это поколение компьютеров также включало аппаратные усовершенствования, такие как память на магнитных сердечниках, магнитная лента и магнитный диск.
Транзистор намного превосходил вакуумную лампу, что позволило компьютерам стать меньше, быстрее, дешевле, энергоэффективнее и надежнее, чем их предшественники первого поколения. Хотя транзистор по-прежнему выделял много тепла, что приводило к повреждению компьютера, это был значительный шаг вперед по сравнению с электронной лампой. Компьютер второго поколения по-прежнему полагался на перфокарты для ввода и распечатки для вывода.
Когда компьютеры начали использовать языки ассемблера?
Компьютеры второго поколения перешли от загадочного двоичного языка к символическим языкам или языкам ассемблера, которые позволяли программистам задавать инструкции словами. В то время также разрабатывались языки программирования высокого уровня, такие как ранние версии COBOL и FORTRAN. Это были также первые компьютеры, которые хранили свои инструкции в своей памяти, которые перешли от магнитного барабана к технологии магнитного сердечника.
Первые компьютеры этого поколения были разработаны для атомной энергетики.
Третье поколение: интегральные схемы (1964–1971)
Разработка интегральных схем стала отличительной чертой третьего поколения компьютеров. Транзисторы были миниатюризированы и размещены на кремниевых чипах, называемых полупроводниками, что резко увеличило скорость и эффективность компьютеров.
Вместо перфокарт и распечаток пользователи будут взаимодействовать с компьютером третьего поколения через клавиатуру, мониторы и интерфейсы с операционной системой, что позволит устройству одновременно запускать множество различных приложений с помощью центральной программы, контролирующей память . Компьютеры впервые стали доступны для массовой аудитории, потому что они были меньше и дешевле, чем их предшественники.
Знаете ли вы… ? Интегральные схемы (ИС) — это небольшие электронные устройства, изготовленные из полупроводникового материала. Первая интегральная схема была разработана в 1950-х годах Джеком Килби из Texas Instruments и Робертом Нойсом из Fairchild Semiconductor.
Четвертое поколение: микропроцессоры (с 1971 г. по настоящее время)
Микропроцессор положил начало четвертому поколению компьютеров, поскольку тысячи интегральных схем были построены на одном кремниевом чипе. Технологии первого поколения, заполнявшие всю комнату, теперь могли умещаться на ладони. Чип Intel 4004, разработанный в 1971, объединил все компоненты компьютера, от центрального процессора и памяти до элементов управления вводом/выводом, на одном кристалле.
В 1981 году IBM представила свой первый персональный компьютер для домашнего пользователя, а в 1984 году Apple представила Macintosh. Микропроцессоры также переместились из области настольных компьютеров во многие сферы жизни, поскольку все больше и больше повседневных продуктов начали использовать микропроцессорный чип.
По мере того, как эти маленькие компьютеры становились все более мощными, их можно было объединять в сети, что в конечном итоге привело к развитию Интернета. На каждом компьютере четвертого поколения также разрабатывались графические интерфейсы пользователя, мышь и портативные технологии.
Пятое поколение: искусственный интеллект (настоящее и будущее)
Компьютерные технологии пятого поколения, основанные на искусственном интеллекте, все еще находятся в разработке, хотя некоторые приложения, такие как распознавание голоса, используются и сегодня. Использование параллельной обработки и сверхпроводников помогает сделать искусственный интеллект реальностью. Это также лучшее поколение для упаковки большого объема памяти в компактное и портативное устройство.
Квантовые вычисления, молекулярные и нанотехнологии радикально изменят облик компьютеров в ближайшие годы. Целью вычислений пятого поколения является разработка устройств, которые будут реагировать на ввод на естественном языке и способны к обучению и самоорганизации.
Швеллер — один из весьма распространенных и узнаваемых вариантов профиля металлопроката. Почему он так называется? Название его происходит от фамилии немецкого инженера, который впервые использовал его в строительстве.
Сечение швеллера — широкая буква “П”: состоит из двух “полок” и одной стенки. Швеллер, как и многие другие виды металлопроката специализирован в своем направлении: используется в основном в строительстве и машиностроении. Он востребован из-за сечения, которое позволяет нести высокие нагрузки, и с которым можно добиться плотного прилегания.
Какой бывает швеллер?
Швеллер классифицируют согласно следующим критериям:
Способ изготовления
Швеллер горячекатаный (по ГОСТ 8240-97)
Этот вариант производится при помощи прокатки заготовки при температуре ~1200 градусов по Цельсию.
Швеллер гнутый равнополочный (по ГОСТ 8278-83)
Производится на трубных станах из рулонной стали различного качества и свойств.
Швеллер горячекатаный превосходит гнутый по прочностным характеристикам (при равной толщине стенки), поэтому чаще применяется именно он.
Форма
Швеллер горячекатаный (по ГОСТ 8240-97) подразделяется следующим образом:
С уклоном внутренних граней полок (маркируются литерой У).
Полки этого варианта имеют уклон с внутренней стороны, что позволяет лучше сопротивляться изгибающим деформациям. Такой швеллер на изгиб более жёсткий.
С параллельными гранями полок (маркируются литерой П).
Как можно понять из названия, полки этого проката параллельны друг другу.
Экономичный (маркируются литерой Э)
Лёгкой серии (маркируются литерой Л)
Последние два варианта применяются довольно редко.
Материал
Углеродистая сталь
Низколегированная сталь
По спецзаказу, высоколегированная (нержавеющая, термоустойчивая и т. д.) сталь.
Основной объем швеллера изготавливается из углеродистой стали. Швеллер из низколегированной стали встречается гораздо реже.
Марка швеллера
Начнем с разбора маркировки горячекатаного швеллера №20У. Маркировка проста: “20” в данном случае обозначает наружный габарит, то есть размер от одной полки до другой (размер измеряется по наружным граням полок) в сантиметрах. То есть, это 20 сантиметров. “У” — это швеллер с уклоном внутренних граней полок. Также на этом месте может быть литера “П” — с параллельными гранями полок; “Э” — экономичные; и “Л” — легкой серии.
Маркировку швеллера гнутого также несложно прочитать. Например: швеллер гнутый 100х50х4. Так, как этот вариант производится из рулонной стали, то конечный продукт, как и заготовка для него, имеет одну и ту же толщину металла на всем протяжении сечения профиля. В данном случае это будет “4”. Величина указывается в миллиметрах. 100 в данном случае — размер “стенки”, а 50 — размер “полок”.
Для чего нужен швеллер?
Швеллер — весьма распространенный и востребованный вид металлопроката, и применяется часто и много. Поэтому, сферы его использования весьма обширны. Перечислим основные из них:
Строительство. Можно перечислить следующие примеры: армировка элементов конструкций, опорная функция в конструкциях, ниши для различных коммуникаций (получается полноценный канал, так как швеллер полый внутри).
Машиностроение. Опорные и фиксирующие детали (помним о плоской удобной “стенке”), крепежные детали, каркасы, оснастка для сборки-сварки изделий, и т. д.
Автомобилестроение. По аналогии с машиностроением.
Какой выбрать швеллер?
К этому вопросу стоит подойти комплексно — в зависимости от ваших задач. Если конструкция из швеллера будет нести ответственные нагрузки, стоит привлечь специалистов, произвести необходимые расчеты.
Если швеллер будет компонентом не ответственных конструкций, можно воспользоваться интернетом — поискать статьи на профильных форумах, реализованные проекты, похожие на ваш. Изучить отзывы тех, кто уже построил похожий проект, и повторить этот опыт, принимая всю полноту ответственности за самостоятельный выбор. Детали для проектов, и, соответственно, размер и сечение швеллера, будут уже рекомендованы.
Вес швеллера можно рассчитать по специальным стандартным таблицам.
Металлопрокат выпускается разнообразных конфигураций, и в каждой конкретной ситуации оптимально подойдет свой профиль, будь то швеллер, профильная труба, или любой другой профиль. В компании “Первая Металлобаза” в Санкт-Петербурге вы найдете большое разнообразие черного металла. Если в наличии нет того изделия, которое вам необходимо, мы сможем привезти его под заказ.
Швеллер — классификация и область применения
Помните: для этого контента требуется JavaScript.
Помните: для этого контента требуется JavaScript.
Помните: для этого контента требуется JavaScript.
Помните: для этого контента требуется JavaScript.
Швеллер — это металлическое изделие, в поперечном сечении образующее букву «П». У швеллера различают стенки и полку. На поперечном срезе стенкой называют «перемычку», а полками — ножки буквы «П». Важнейшими характеристиками полок и стенки являются типоразмеры. Так под высотой швеллера понимают высоту его полок.
Стальной швеллер изготавливают из стального проката способом горячей прокатки заготовок на сортовых станах. Швеллер изготавливают с уклоном внутренних граней полок и с параллельными полками. Номер швеллера указывает его высоту.
Характеристика сортамента и классификация швеллера
Швеллер гнутый изготавливается из рулонной горячекатаной и холоднокатаной углеродистой стали обыкновенного качества, качественной углеродистой и низколегированной стали.
По способу изготовления швеллеры делятся на следующие виды:
Швеллеры стальные горячекатаные;
Швеллеры стальные специальные;
Швеллеры стальные гнутые равнополочные;
Швеллеры стальные гнутые неравнополочные.
В соответствие со своим назначением швеллер подразделяется на:
Обычный, швеллер широкого применения, сортаментом регламентируемым требованиями ГОСТ 8240-89;
Специальный, предназначенный для автомобильной промышленности, сортамент по ГОСТ 19425-74;
Специальный для вагоностроения сортамент ГОСТ 5267.1-90.
Горячекатаный швеллер — производится путем горячего проката металла. Горячекатаный швеллер специального назначения изготавливается согласно ГОСТ 19425-74 и специально разработан по отраслевым запросам. Чаще всего такой швеллер востребован в вагоностроении, так как обладает необходимыми измененными геометрическими характеристиками.
Например, стальной горячекатаный швеллер с отогнутой полкой для вагонеток (производится по ГОСТ 21026-75), отогнутая вверх полка которого имеет отклонение от ширины полки 6-10%. Достоинство такого швеллера в том, что изготавливаясь из легированной стали, он не имеет ограничений по свариванию.
Швеллер стальной горячекатаный
изготавливается согласно ГОСТ 535-88 в двух видах:
Швеллер с уклоном граней — изготавливается швеллер горячекатаный с уклоном граней согласно ГОСТ 8240-97 и имеет уклон противоположных полок от 4% до 10%. Маркируется такой швеллер буквой «У» и цифрой перед ней, определяющей расстояние между полками в сантиметрах.
Швеллер с параллельными гранями — отличается такой швеллер от горячекатаного с уклоном граней полок тем, что имеет параллельные грани. Изготавливается так же по ГОСТ 8240-97. Маркируется такой швеллер буквой по типу («П» — с параллельными гранями, «Э» — экономичный, «Л» — лёгкий) и цифрой, определяющей расстояние между полками в сантиметрах.
Швеллер с уклоном граней
Швеллер с параллельными гранями
В зависимости от точности прокатки, швеллер горячекатаный подразделяют:
Высокой точности — «А»;
Обычной точности — «В».
Швеллер специальный предназначен для применения в автомобильной промышленности (ГОСТ 19425-74) и в вагоностроении (ГОСТ 5267.1-90).
В зависимости от точности прокатки, специальный швеллер подразделяется:
Высокой прочности — «А»;
Обычной прочности — «В».
Стальной гнутый швеллер подразделяется на:
Гнутый равнополочный швеллер;
Гнутый неравнополочный швеллер.
Стальные гнутые равнополочные швеллера согласно ГОСТу 8278-93 изготавливаются на трубных станах из рулонной стали обыкновенного качества и углеродистой качественной конструкционной стали. Высота равнополочного составляет от 50 до 400 мм, ширина от 32 до 115 мм.
Стальные гнутые неравнополочные швеллера изготавливаются на профилегибочных станах из рулонной холоднокатаной и горячекатаной стали обыкновенного качества, углеродистой качественной конструкционной и низколегированной стали по ГОСТу 8281-80. Они также подразделяются по номерам, которые обозначают расстояние между полками (в мм). Разновидности длины такие же, как и у равнополочных швеллеров.
Высшей категории качества гнутого неравнополочного и равнополочного швеллера соответствуют категории А и Б.
В зависимости от точности прокатки гнутые швеллеры подразделяются:
Высокой точности — «А»;
Повышенной точности — «Б»;
Обычной точности — «В».
Гнутый равнополочный швеллер
Гнутый неравнополочный швеллер
Формы гнутого швеллера:
«У» — швеллер с уклоном внутренних граней полок;
«П» — швеллер с параллельными гранями полок;
«Л» — швеллер легкой серии с параллельными гранями полок;
«С» — швеллер специальный.
В связи с широтой ассортимента швеллера на него было разработано много ГОСТов и технических регламентов. Соответствие швеллера этим ГОСТам, является залогом качества продукции.
Применение швеллера стального
Благодаря своей высокой осевой прочности на изгиб, относительно невысокой массе и металлоемкости, швеллер горячекатаный и швеллер гнутый находят широкое применение практически во всех отраслях экономики.
Кроме специальных швеллеров, используемых в автомобильной и вагоностроительной промышленностях, в качестве рам, каркасов и прочих несущих конструкций, это основной материал, используемый в строительстве.
Швеллер используется как для армирования железобетонных конструкций, так и в качестве самостоятельного материала для изготовления каркасов строений, перекрытий, пандусов.
Швеллер применяется при строительстве перекрытий больших пролетов и многоэтажных каркасных сооружений. Зачастую он используется в качестве арматуры для стен, кровли, а так же для усиления бетона. Швеллер прекрасно выдерживает нагрузки как осевые, так и несущие.
Прайс-лист — швеллер
Компания «МИНПРОМ ГРУПП», предлагает широкий ассортимент стального швеллера по приемлемым ценам, с которыми можно ознакомиться в прайс-листе.
Посмотрите цену в прайсе на швеллер в Днепре и Киеве.
Наши менеджеры, помогут рассчитать стоимость катанки, также проинформируют о скидках, действующих сейчас в нашей компании на необходимый тоннаж и вид швеллера — звоните. Компания «МИНПРОМ ГРУПП» придерживается доступной ценовой политики, поэтому стоимость швеллера достаточно низкая.
Посетители которые хотят купить швеллер, часто ищут его так: швелер, швеллєр, швеллер горячекатанный, швелер гнутый, швелер гнутий, швеллер гнутый, швеллер гнутий, швелер стальной, швелер стальний, швелер сталевий.
Возникли вопросы? С радостью ответим на них, свяжитесь с нами.
Похожие записи:
Подпишитесь на рассылку прайс-листов
При обновлении стоимости металлопроката, на вашу почту будут отправлены актуальные прайс-листы. Рассылка происходит не чаще 1 раза в месяц.
Подписаться
Днепр +38 (067) 560-53-80, +38 (056) 788-45-88
Киев +38 (098) 151-66-88, +38 (044) 353-20-02
Оставить заявку — Швеллер — классификация и область применения:
Помните: для этого контента требуется JavaScript.
Днепр +38 (067) 560-53-80, +38 (056) 788-45-88
Киев +38 (098) 151-66-88, +38 (044) 353-20-02
Заказать обратный звонок:
Помните: для этого контента требуется JavaScript.
Днепр +38 (067) 560-53-80, +38 (056) 788-45-88
Киев +38 (098) 151-66-88, +38 (044) 353-20-02
Заказать обратный звонок:
Помните: для этого контента требуется JavaScript.
Днепр +38 (067) 560-53-80, +38 (056) 788-45-88
Киев +38 (098) 151-66-88, +38 (044) 353-20-02
Заказать обратный звонок:
Помните: для этого контента требуется JavaScript.
Канал связи – Профессиональная связь
Перейти к содержимому
Цели обучения
По завершении этой главы вы должны уметь:
классифицировать определенные элементы данного сценария общения как вербальные, невербальные, письменные и/или цифровые;
определить, на основе разнообразия связи, был ли реализован соответствующий канал связи для данного сценария связи;
рекомендуют наиболее подходящий канал(ы) для данного сценария связи.
Введение
Канал или носитель, используемый для передачи сообщения, влияет на то, как аудитория воспримет это сообщение. Каналы связи могут относиться к методам, которые мы используем для общения, а также к конкретным инструментам, которые мы используем в процессе общения. В этой главе мы определим каналы связи как средство коммуникации или передачи информации. В этой главе мы обсудим основные каналы коммуникации, а также инструменты, обычно используемые в профессиональной коммуникации. Мы обсудим плюсы, минусы и варианты использования каждого инструмента и канала, потому что в профессиональном контексте решение о том, какой канал использовать, может быть критическим.
Каналы коммуникации можно разделить на три основных канала: (1) вербальные, (2) письменные и (3) невербальные. Каждый из этих каналов связи имеет свои сильные и слабые стороны, и часто мы можем использовать более одного канала одновременно.
Устное общение
Чаще всего, когда мы думаем об общении, мы можем представить двух или более людей, разговаривающих друг с другом. Это самый большой аспект вербального общения: говорение и слушание. Источник использует слова для кодирования информации и говорит с получателем, который затем расшифровывает слова для понимания и значения. Одним из примеров помех в этом канале является выбор слов. Если источник использует слова, которые незнакомы получателю, есть шанс, что он неправильно передаст сообщение или вообще не будет общаться. Формальность выбора словарного запаса — еще один аспект вербального канала. Например, в ситуациях с друзьями или близкими коллегами вы можете выбрать более случайные слова, в отличие от слов, которые вы бы выбрали для презентации, которую вы делаете своим руководителям. На рабочем месте основным каналом общения является словесный, большая часть этого общения используется для координации с другими, решения проблем и создания коллегиальности.
Тон
Одним из элементов вербального общения является тон. Другой тон может изменить воспринимаемый смысл сообщения. Таблица 1.3.1, «Не используй этот тон со мной!» демонстрирует, насколько это верно. Если бы мы просто прочитали эти слова без дополнительного ударения, мы бы удивились, но ударение показывает нам, как интонация передает большое количество информации. Теперь вы видите, как изменение тона голоса может спровоцировать или устранить непонимание.
Акцент
Значение
Я не сказал Джону, что ты опоздал.
Кто-то еще сказал Джону, что вы опоздали.
Я не не сказал Джону, что ты опоздал.
Этого не произошло.
Я не сказал Джон, что ты опоздал.
Возможно, я подразумевал это.
Я не сказал Джон ты опоздал.
Но, может быть, я сказал Шэрон и Хосе.
Я не сказал Джону что ты опоздал.
Я говорил о другом.
Я не сказал Джону, что ты опоздал.
Я сказал ему, что вы все еще опаздываете.
Я не говорил Джону, что ты опоздал .
Я сказал ему, что ты идешь на другое собрание.
Не говори со мной таким тоном! На основе Kiely, M. (1993)
Невербальное общение
То, что вы говорите, является жизненно важной частью любого общения, но то, что вы не говорите, может быть еще более важным. Исследования также показывают, что 55 процентов личного общения происходит с помощью невербальных сигналов, таких как выражение лица, положение тела и запах. Согласно одному исследованию, только 7 процентов понимания сообщения получателем основано на реальных словах отправителя; 38 процентов основаны на параязыке (тон, темп и громкость речи), а 55 процентов основаны на невербальных сигналах, таких как язык тела (Мехрабян, 19 лет).81).
Исследования показывают, что невербальные сигналы также могут повлиять на то, получите ли вы предложение о работе. Судьи, изучавшие видеозаписи реальных соискателей, смогли оценить социальные навыки кандидатов на работу с выключенным звуком. Они наблюдали за скоростью жестикулирования, временем, потраченным на разговоры, и формальностью в одежде, чтобы определить, какие кандидаты будут наиболее успешными в социальном отношении на работе (Gifford, Ng, and Wilkinson, 1985). По этой причине важно учитывать, как мы выглядим в профессиональной среде, а также что мы говорим. Мышцы лица передают наши эмоции. Мы можем отправить молчаливое сообщение, не говоря ни слова. Изменение выражения лица может изменить наше эмоциональное состояние. Например, перед собеседованием, если мы сосредоточимся на том, чтобы чувствовать себя уверенно, наше лицо передаст эту уверенность интервьюеру. Улыбка (даже если мы чувствуем стресс) может снизить уровень стресса в организме.
Язык тела
Вообще говоря, простота, прямота и теплота выражают искренность, а искренность является ключом к эффективному общению. Крепкое рукопожатие теплой сухой рукой — отличный способ установить доверительные отношения. Слабое липкое рукопожатие свидетельствует об отсутствии доверия. Закусывание губ говорит о неуверенности. Прямая улыбка выражает уверенность. Все это верно для всей Северной Америки. Однако в других культурах такое же крепкое рукопожатие может считаться агрессивным и ненадежным. Это помогает помнить о культурном контексте при интерпретации или использовании языка тела.
Запах
Запах — это часто упускаемый из виду, но мощный метод невербального общения. Возьмем, к примеру, агента по недвижимости, который посыпает корицей кипяток, чтобы имитировать запах выпечки в ее доме. Она стремится увеличить свои продажи, используя запах для создания положительного эмоционального отклика, который вызывает у ее клиентов теплую, домашнюю атмосферу. Так же легко, как запах заставляет кого-то чувствовать себя желанным гостем, тот же самый запах может полностью оттолкнуть кого-то другого. В некоторых офисах и на рабочих местах в Северной Америке запрещено использование одеколонов, парфюмерии или других ароматов, чтобы рабочая среда не содержала запахов (у некоторых людей аллергия на такие ароматы). Важно помнить, что использование сильного запаха любого рода может иметь неопределенный эффект, в зависимости от людей, культуры и других экологических норм.
Контакт с глазами
В бизнесе стиль и продолжительность зрительного контакта, которые люди считают уместными, сильно различаются в разных культурах. В канадской культуре смотреть кому-то в глаза (около секунды) считается признаком доверия. Однако в других странах глаз воспринимается иначе. Например, в азиатской культуре зрительный контакт может рассматриваться как нарушение субординации, например, между учеником и учителем.
Выражение лица
Человеческое лицо может отображать тысячи различных выражений. Эксперты расшифровали эти выражения как соответствующие сотням различных эмоциональных состояний (Ekman, Friesen, and Hager, 2008). Наши лица передают основную информацию внешнему миру. Счастье ассоциируется с вздернутым ртом и слегка прикрытыми глазами; страха, с открытым ртом и широко раскрытыми глазами. Порхающие («бегущие») глаза и поджатые губы говорят об отсутствии доверия. Влияние выражения лица на разговор мгновенно. Наш мозг может зарегистрировать их как «чувство» по поводу чьего-то характера.
Поза
Положение нашего тела по отношению к стулу или другому человеку — еще один мощный безмолвный вестник, передающий заинтересованность, отстраненность, профессионализм — или их отсутствие. Голова вверх, спина прямая (но не жесткая) предполагает прямоходящий характер. В ситуациях интервью эксперты советуют отражать тенденцию интервьюера наклоняться и откидываться на спинку кресла. Тонкое повторение позы другого человека показывает, что мы слушаем и отвечаем.
Написано
В отличие от устного общения, письменное профессиональное общение представляет собой текстовые сообщения. Примеры письменных сообщений включают служебные записки, предложения, электронные письма, письма, учебные пособия и правила эксплуатации. Они могут быть напечатаны на бумаге, написаны от руки или отображены на экране. Как правило, вербальное общение происходит в режиме реального времени. Письменное общение, напротив, может быть построено в течение более длительного периода времени. Письменное общение часто асинхронно (происходит в разное время). То есть отправитель может написать сообщение, которое получатель сможет прочитать в любое время, в отличие от разговора, который происходит в режиме реального времени. Однако есть исключения; например, голосовая почта — это устное сообщение, которое является асинхронным. Многие работы предполагают некоторую степень письма. К счастью, можно научиться писать четко (подробнее об этом в главе «Простой язык» и модуле «Письмо»).
Цифровые каналы связи
Три основных канала связи могут использоваться «во плоти» и в цифровом формате. Цифровые каналы простираются от личных встреч до видеоконференций, от письменных заметок до электронных писем и от личных разговоров до использования телефонов. Цифровые каналы сохраняют многие характеристики основных каналов, но по-новому влияют на различные аспекты каждого канала. Выбор между аналоговым и цифровым может повлиять на окружающую среду, контекст и факторы помех в процессе коммуникации.
Проверьте свое понимание
Информационная насыщенность относится к количеству сенсорной информации, доступной во время общения. Например, разговор с коллегой монотонным голосом без изменения темпа или жестов не дает очень богатого опыта. С другой стороны, если вы используете жесты, тон голоса, темп речи и т. д. для передачи значения помимо самих слов, вы способствуете более богатому общению. Каналы различаются по своей информационной насыщенности. Информационно-насыщенные каналы передают больше невербальной информации. Например, разговор с глазу на глаз полезнее, чем телефонный звонок, но телефонный звонок полезнее, чем электронное письмо. Исследования показывают, что эффективные менеджеры, как правило, используют более богатые информацией каналы связи, чем менее эффективные менеджеры (Аллен и Гриффет, 19).97; Фулк и Боди, 1991; Йейтс и Орликовски, 1992). На рисунке ниже показано информационное богатство различных информационных каналов.
Канал
Богатство информации
Личный разговор
Высокий
Видеоконференцсвязь
Высокий
Телефон
Высокий
Электронная почта
Средний
Мобильные устройства
Средний
Блоги
Средний
Письмо
Средний
Письменные документы
Низкий
Электронные таблицы
Низкий
Адаптировано из Daft and Lenge, 1984; Ленгель и Дафт, 1988
Подобно личным и телефонным разговорам, видеоконференции содержат большое количество информации, поскольку получатели и отправители могут видеть или слышать не только слова — они могут видеть язык тела отправителя или слышать тон его голоса. Мобильные устройства, блоги, письма и заметки предлагают каналы средней насыщенности, потому что они передают слова и изображения. Официальные письменные документы, такие как юридические документы и электронные таблицы (например, бюджет отдела), представляют наименьшую ценность, поскольку их формат часто является жестким и стандартизированным. В результате теряется нюанс.
Решая, общаться ли устно или письменно, спросите себя: хочу ли я передать факты или чувства? Устные сообщения — лучший способ передать чувства, в то время как письменные сообщения лучше передают факты.
Представьте себе менеджера, выступающего с речью перед командой из 20 сотрудников. Менеджер говорит в обычном темпе. Сотрудники проявляют заинтересованность. Но сколько информации передает менеджер? Не так много, как считает спикер! Люди слушают гораздо быстрее, чем говорят.
Средний оратор общается со скоростью около 125 слов в минуту. Такой темп звучит хорошо для аудитории, но более быстрая речь прозвучала бы странно. Чтобы представить эту цифру в перспективе, человек, ведущий оживленную беседу, говорит со скоростью около 150 слов в минуту. Основываясь на этих цифрах, мы можем предположить, что у сотрудников более чем достаточно времени, чтобы вникнуть в каждое слово, сказанное менеджером. Но в этом проблема. В среднем человек в аудитории может слышать 400–500 слов в минуту (Leed and Hatesohl, 2008). У зрителей больше времени, чем им нужно. В результате каждый из них будет обрабатывать множество собственных мыслей на совершенно разные темы, пока менеджер говорит. Как показывает этот пример, вербальная коммуникация по своей сути является несовершенным средством передачи конкретных фактов. Мысли слушателей блуждают. Как только мы поймем этот факт, мы сможем сделать более разумный коммуникативный выбор в зависимости от того, какую информацию мы хотим передать.
Ключом к эффективному общению является соответствие канала связи цели сообщения (Барри и Фулмер, 2004). Письменные носители являются лучшим выбором, когда отправитель хочет получить запись содержания, имеет меньшую срочность для ответа, физически отделен от получателя, не требует обратной связи от получателя или когда сообщение сложное и может занять некоторое время. чтобы понять.
Устное общение имеет больше смысла, когда отправитель передает деликатное или эмоциональное сообщение, нуждается в немедленной обратной связи и не нуждается в постоянной записи разговора. Используйте предоставленное руководство, чтобы решить, когда использовать письменное или устное общение.
Письменное использование
Использовать устно
для передачи фактов
для передачи эмоций
для обеспечения постоянной записи
когда не нужна постоянная запись
когда не требуется своевременный ответ
если дело срочное
если вам не нужна немедленная обратная связь
когда вам нужна немедленная обратная связь
для объяснения сложных идей
для простых и понятных идей
Письменное и устное общение
Информация может перемещаться вбок, от отправителя к получателю, например, от вас к вашему коллеге. Он также может двигаться вверх, например, к вышестоящему; или вниз, например, от руководства к подчиненным.
Статус отправителя может повлиять на внимательность получателя к сообщению. Например, старший менеджер отправляет служебную записку начальнику производства. Руководитель, имеющий более низкий статус в организации, скорее всего, обратит пристальное внимание на сообщение. Но та же самая информация, переданная в противоположном направлении, может не привлечь такого же внимания. Сообщение будет фильтроваться восприятием приоритетов и неотложных вопросов со стороны старшего менеджера.
Запросы — это всего лишь один из видов общения в профессиональной среде. Другие сообщения, как устные, так и письменные, могут запрашивать, предоставлять или обмениваться информацией. Исследования показывают, что частое общение с руководителем связано с лучшими оценками производительности труда и общей эффективностью организации (Снайдер и Моррис, 1984; Качмар, Витт, Зивнуска и Гули, 2003). Исследования также показывают, что боковое общение между коллегами может влиять на важные организационные результаты, такие как текучесть кадров (Krackhardt and Porter, 19).86).
Л. Андервуд, с кем менеджеры общаются на работе. Адаптировано из Luthans and Larsen, 1986
Внешние коммуникации
Внешние коммуникации доставляют сообщения лицам за пределами организации. Они могут объявлять акционерам об изменениях в составе, стратегии или доходах; или это могут быть, например, служебные объявления или реклама для широкой публики. Цель внешней коммуникации — создать конкретное сообщение, которое получатель поймет и/или поделится с другими. Примеры внешних коммуникаций включают следующее:
Пресс-релизы
Специалисты по связям с общественностью создают внешние сообщения о продуктах, услугах или практиках клиента для конкретных получателей. Есть надежда, что эти получатели поделятся сообщением с другими. Со временем, когда сообщение передается, оно должно казаться независимым от отправителя, создавая иллюзию самостоятельно сгенерированного потребительского тренда или общественного мнения.
Сообщение усилий по связям с общественностью может быть связано с B2B (бизнес для бизнеса), B2C (бизнес для потребителя) или СМИ. Сообщение может принимать различные формы. Пресс-релизы пытаются передать заслуживающее внимания сообщение, реальное или сфабрикованное. Оно может быть построено как сообщение новостей, предлагая редакторам или репортерам перепечатать сообщение частично или полностью, с указанием или без указания личности отправителя. Кампании по связям с общественностью создают сообщения с течением времени посредством конкурсов, специальных мероприятий, торговых выставок и интервью в СМИ в дополнение к пресс-релизам.
Рекламные объявления
Рекламные объявления представляют внешние бизнес-сообщения целевым получателям. Рекламодатели платят телевизионной сети, веб-сайту или журналу за рекламу в эфире, на сайте или в публикации. Плата основана на воспринимаемой ценности аудитории, которая смотрит, читает или часто посещает место, где будет отображаться реклама.
В последние годы получатели (аудитория) начали фильтровать сообщения рекламодателей с помощью таких технологий, как блокировщики рекламы, возможность быстрой перемотки прямых или записанных телепередач через PVR, платные подписки на интернет-СМИ и так далее. Эта тенденция выросла в результате большого количества рекламы, которую средний человек видит каждый день, и растущего уровня потребительской усталости от платных сообщений. Рекламодатели, в свою очередь, пытаются создать альтернативные формы рекламы, которые получатели не будут фильтровать. Например, рекламное объявление является одним из примеров внешней коммуникации, в которой внешний вид статьи сочетается с целенаправленным сообщением рекламы. Продакт-плейсмент в видеороликах, фильмах и играх — это еще один способ, с помощью которого рекламодатели стремятся донести до получателей коммерческие сообщения.
Веб-сайты
Веб-сайт может сочетать элементы связей с общественностью, рекламы и редакционного контента, достигая получателей на нескольких уровнях и различными способами. Баннерная реклама и блоги — это лишь некоторые из элементов, которые позволяют бизнесу доставлять сообщения получателям в Интернете. Онлайн-сообщения часто менее формальны и более доступны, особенно если они предназначены для широкой публики. Сообщение, переданное в ежедневном сообщении в блоге, дойдет до получателя иначе, чем, например, в годовом отчете.
Популярность и мощь блогов растут. Фактически, блоги стали настолько важными для некоторых компаний, как Coca-Cola, Kodak и Marriott, что они учредили в своих организациях официальные должности под названием «Главный специалист по ведению блогов» (Workforce Management, 2008). Качество веб-коммуникаций в режиме реального времени может понравиться получателям, которые отфильтровывают традиционную рекламу и сообщения по связям с общественностью из-за их предварительно сфабрикованного качества.
Общение с клиентами
Общение с клиентами может включать письма, каталоги, прямую почтовую рассылку, электронную почту, текстовые сообщения и сообщения телемаркетинга. Некоторые получатели автоматически фильтруют подобные массовые сообщения; другие будут восприимчивы. Ключом к успешному внешнему общению с клиентами является передача бизнес-сообщения в личностно убедительной форме — драматические новости, купон для экономии денег и т. д. Клиенты будут думать, что в этом для меня? при принятии решения о том, как реагировать на эти сообщения, поэтому очевидные преимущества имеют важное значение.
Заключение
Различные каналы связи более или менее эффективны при передаче различной информации. Некоторые типы коммуникации варьируются от высокой информативности до средней и низкой насыщенности. Кроме того, коммуникации внутри организаций протекают по разным направлениям. Основным внутренним каналом связи является электронная почта, которая удобна, но требует осторожности. Внешние каналы связи включают PR/пресс-релизы, рекламу, веб-сайты и средства связи с клиентами, такие как письма и каталоги.
Основные моменты обучения
Чтобы эффективно общаться, нам необходимо привести язык тела, внешний вид и тон в соответствие со словами, которые мы пытаемся передать.
Различные каналы связи более или менее эффективны при передаче разной информации. Некоторые виды коммуникации являются информационными, а другие — средними.
Коммуникации текут в разных направлениях внутри организаций.
Основным каналом внутренней связи является электронная почта, которая удобна, но требует осторожности.
Внешние каналы связи включают PR/пресс-релизы, рекламу, веб-сайты и средства связи с клиентами, такие как письма и каталоги.
Регистрация
Вы должны ответить на 100% на эти пять вопросов, чтобы убедиться, что вы понимаете ключевые понятия.
Лицензия
Профессиональные коммуникации Olds College находятся под лицензией Creative Commons Attribution 4.0 International License, если не указано иное.
Поделитесь этой книгой
Поделиться в Твиттере
Каналы коммуникации для бизнеса: 5 примеров + 3 инструмента
Легко понять, что эффективное общение лежит в основе любого успешного бизнеса. Что не так просто понять в наши дни, так это решить , на каких каналах связи следует сосредоточиться.
Например, вы можете предпочесть использовать электронную почту в качестве средства передачи стратегических решений. Но что, если такую информацию легче усвоить во время личных встреч?
Вам необходимо определить каналы, подходящие для вашего сообщения. Хорошая новость заключается в том, что как только вы решите, что вы хотите сказать своей команде, вы сможете определить лучшие каналы для этих коммуникаций за несколько простых шагов.
В этом посте мы рассмотрим:
Какие каналы связи бывают
Как правильно выбрать каналы коммуникации
5 примеров каналов связи
3 лучших инструмента коммуникации для малого бизнеса
🔍 Нужно быстро приступить к созданию плана коммуникации? Загрузите этот бесплатный шаблон плана коммуникации .
👀 Скачайте шаблон плана коммуникации.
Наслаждайтесь!
Что такое «каналы связи»?
В двух словах, каналы связи — это средства, с помощью которых вы можете отправить сообщение целевой аудитории. Например, телефонные звонки, текстовые сообщения, электронная почта, видео, радио и социальные сети — все это типы каналов связи.
В компании каналы связи обеспечивают эффективный поток информации. Сбой в любом канале, например, отключение телефонных линий, может привести к тому, что ваши сотрудники и клиенты будут серьезно дезинформированы или оставлены в неведении. С другой стороны, эффективные каналы связи могут повысить производительность и помочь вам принимать лучшие решения в команде.
Вот еще несколько способов использования каналов связи:
Получение и отправка важных сообщений
Отвечайте на вопросы вашей команды в режиме реального времени
Оперативные обсуждения, побуждающие товарищей по команде общаться друг с другом
Быстро делитесь материалами, такими как файлы презентаций и важные документы
Каналы коммуникации обычно классифицируются как устные и письменные. В рамках этих категорий каналы коммуникации могут быть формальными, неформальными или неофициальными.
Примером официального канала связи является слайд-презентация, которая используется во время общего собрания, что дает сотрудникам четкое представление о целях компании. С другой стороны, неформальное общение может включать групповые чаты для решения рабочих вопросов. Наконец, неофициальными каналами связи могут быть любые средства, которые члены команды используют в нерабочее время для обсуждения случайных тем (например, командный чат Warriors с коллегами).
Как правильно выбрать каналы связи
Хотя может показаться заманчивым использовать как можно больше каналов связи, большинству предприятий будет полезен более расчетливый и осознанный подход. Ниже приведены несколько моментов, о которых следует подумать, прежде чем выбрать канал для своих деловых сообщений.
1. Познакомьтесь со своей командой
Это может показаться очевидным, но выбор каналов связи во многом зависит от предпочтений вашей команды. Кто они и какими каналами занимаются? Предпочитают ли они телефонные звонки, текстовые сообщения или другие формы общения?
Вы можете узнать это, проведя опрос вовлеченности сотрудников или используя приложения для вовлечения сотрудников. Знание того, где тусуется ваша команда, поможет вам убедиться, что вы используете правильные каналы связи для общения с ними.
2. Рассмотрите ваше сообщение
Тип сообщения — это еще одна вещь, которую вы должны принять во внимание.
Спросите себя:
Является ли информация официальной или неформальной?
Включает ли он изображения или текст?
Является ли сообщение чувствительным ко времени или тривиальным?
Нужно ли, чтобы его потом было легко найти?
Затем определите, какие каналы связи использовать. Если, например, вы проводите презентацию, вы можете воспользоваться программным обеспечением для видеоконференций, которое имеет функцию совместного использования экрана, чтобы вы могли делиться различными типами справочных материалов:
.
Например, RingCentral Video позволяет вам поделиться своим рабочим столом (или любым экраном) во время видеовстречи.
3. Взгляните на свой бюджет
Ваш бюджет также повлияет на выбор каналов связи, потому что вам придется вложить немного денег, чтобы донести свое сообщение. Спросите себя: доступен ли канал с учетом общего бюджета вашей компании? Какие инструменты доступны для каждого канала? Если вы собираетесь использовать несколько средств для делового общения, сколько денег вы готовы инвестировать в каждое из них?
5 примеров каналов связи
1. Электронная почта
Среди письменных каналов связи для компаний наиболее популярным вариантом является электронная почта. Вы можете составить электронное письмо и мгновенно передать свое сообщение. Если вы отправляете что-то, что вы хотели бы отследить или сослаться на него позже, электронные письма — хороший вариант, поскольку их можно хранить в папке «Входящие». Единственное, что сотрудники каждый день завалены электронными письмами, поэтому они могут легко пропустить важные сообщения.
Итак, попробуйте более гибкий подход:
Когда использовать электронную почту: Когда вам нужно переслать конфиденциальный документ или вести постоянную запись сообщений.
💡 Совет:
Электронная почта — это здорово, но будьте осторожны и не слишком полагайтесь на общение по электронной почте — почтовые ящики, как правило, переполнены мусором, поэтому это может быть не лучший способ связаться с кем-то. Всегда имейте наготове резервную альтернативу (как и другие варианты в этом списке)!
2. Видеоконференции
Когда-то из области научной фантастики (помните Джетсонов?), программное обеспечение для видеоконференций стало почти неотъемлемой частью современного бизнеса:
Люди могут присоединяться к собраниям из разных мест по всему миру, от индивидуальных встреч до общих собраний с сотнями людей.
Этот канал также выходит на передний план в некоторых отраслях, таких как здравоохранение, когда медицинские работники используют видеоконференции, чтобы видеть пациентов и предлагать дистанционное лечение. Это может занять некоторое время, особенно если ваши сотрудники никогда раньше не участвовали в сеансе видеоконференцсвязи, но, как правило, это довольно легко освоить.
Когда использовать видеоконференцсвязь: Когда вы хотите сообщить о стратегических решениях или провести обсуждения с вашей удаленной командой.
💡 Профессиональный совет:
Используйте интуитивно понятное решение для видеоконференций (например, RingCentral Video — посмотрите демонстрацию того, как оно работает!), Которое упрощает участие в виртуальных встречах.
3. Телефонные звонки
Помимо видеоконференций, телефонный звонок является отличным способом сообщить о срочных проблемах и быстро получить ответы. Если вам не нужны визуальные эффекты для передачи вашего сообщения, голосовой вызов будет немного удобнее. Кроме того, если человек, которому вы звонили, недоступен, вы можете оставить голосовое сообщение, не ограничиваясь определенным количеством текстовых символов.
При этом телефонные звонки могут повлечь за собой огромные первоначальные затраты, особенно если вы используете традиционные телефонные линии или системы, такие как АТС общего пользования (PBX), для переадресации звонков другим членам вашей команды.
Если вы думаете, что будете совершать много международных звонков, обратите внимание на облачную телефонную систему, которая позволяет совершать звонки через Интернет. Опять же, RingCentral — хороший вариант здесь (тем более, что в приложении есть телефонные звонки, видеоконференции и даже обмен сообщениями в команде):
Когда использовать телефонные звонки: Когда вам нужно срочно что-то сообщить, но вам не нужно давать наглядную демонстрацию.
💡 Совет:
Используйте приложение для звонков по интернет-протоколу (VoIP). Это позволяет совершать звонки через Интернет (здесь не используются дорогие телефонные линии) и избавляет от необходимости покупать дорогое оборудование.
4. Обмен мгновенными сообщениями (IM)
IM, или командный обмен сообщениями, отлично подходит для простого и прямого общения между командами. Если кто-то отправляет вам сообщение, вы сразу же получаете пинг, и вы можете напечатать ответ за считанные секунды. Некоторые платформы обмена сообщениями даже позволяют вам обмениваться файлами и создавать задачи в цепочках сообщений:
Хотя все это звучит великолепно, каналы обмена мгновенными сообщениями могут стать «шумными», если уведомления включены весь день. Может быть много специальных групп, комментариев и обсуждений на разные темы в зависимости от того, как ваша команда их использует, поэтому обязательно настройте свои уведомления или статус доступности, чтобы вас не отвлекали слишком часто:
Когда использовать обмен сообщениями: Когда вы хотите быстро сотрудничать в проекте или получить неформальное мнение.
💡 Совет:
Используйте инструмент командного обмена сообщениями, который позволяет легко сортировать обсуждения по темам или группам.
5. Отправка СМС
Если ваши товарищи по команде часто находятся вдали от своего рабочего места, то деловые SMS-сообщения могут быть наиболее эффективным способом сообщить что-то срочное. Вам не нужно подключение к Интернету для отправки и получения сообщений, а журналы SMS также можно хранить и ссылаться на них, чтобы убедиться, что все подотчетны.
Кроме того, вы можете донести свое сообщение, не отвлекая внимание пользователя, поскольку ему не нужно открывать браузер или входить в приложение. Но мобильные телефоны остаются личным пространством для большинства людей, поэтому, вероятно, следует избегать SMS-сообщений, если это не что-то действительно важное.
Когда использовать: Когда вы хотите проверить статус проекта или сообщить последние запросы.
💡 Совет:
Используйте простой, понятный и прямой язык, чтобы донести свою точку зрения. (Помните, что у некоторых провайдеров вы можете использовать только 160 символов в одном тексте.)
3 лучших инструмента делового общения для малого бизнеса
Определение правильных каналов — хороший первый шаг, но вам также потребуются правильные средства связи для передачи вашего сообщения через различные средства массовой информации. Вот три варианта, на которые следует обратить внимание:
1. RingCentral
Как мы упоминали ранее, если вы ищете универсальное коммуникационное приложение, которое не сломит банк, RingCentral может стать для вас идеальным вариантом. Видео-конференция. VoIP звонки. Обмен мгновенными сообщениями. СМС. Вы получаете все это и многое другое без телефонной системы или необходимости загружать тонны различного программного обеспечения.
Еще одним преимуществом является то, что вы можете легко переключаться с телефонного звонка на видеозвонок в приложении, просто нажав кнопку:
Являясь платформой UCaaS (унифицированные коммуникации как услуга), RingCentral обеспечивает согласованную унифицированную работу на нескольких устройствах, независимо от того, какой канал связи вы выберете для использования в определенное время. Что хорошего в том, чтобы иметь все эти каналы связи в одном приложении? Вам не нужно ежемесячно платить несколько абонентских плат за разные приложения.
Цены : от 19,99 долл. США за пользователя в месяц до 49,99 долл. США за пользователя в месяц
🤯 Вдобавок ко всему, RingCentral может сэкономить до 400 долларов в час на ИТ-расходах.
Ознакомьтесь с преимуществами RingCentral для малого бизнеса:
💰 Вы также можете использовать этот калькулятор , чтобы приблизительно оценить, сколько ваш бизнес может сэкономить, используя RingCentral для поддержки связи вашей команды с клиентами или клиентами и друг с другом.
2. Сленке
Slenke сочетает деловое общение с управлением задачами и временем. С точки зрения общения, вы можете иметь как командные, так и индивидуальные чаты, и вы даже можете создавать доски сообщений для участников. Все сообщения и файлы, которыми обмениваются с помощью этого инструмента, имеют первоклассное шифрование для максимальной безопасности вашей информации.
Обратите внимание: в Slenke нет встроенной функции видеоконференций или демонстрации экрана. Вам нужно будет инвестировать в автономный инструмент для видеоконференций, а затем интегрировать его со Slenke для унифицированного взаимодействия.
Цена: $18/пользователь/месяц
[ebook-download title=»Узнайте больше об управлении своими финансами в качестве удаленной команды» src=»» link=»https://www.ringcentral.com/remote-work-finance-playbook.html»]
3. Внутренние коммуникации ContactMonkey
Не все прыгают с поезда электронной почты. Посмотрим правде в глаза, иногда электронная почта по-прежнему остается лучшим способом общения с вашей командой.
Здесь на помощь приходит ContactMonkey. Он идеально подходит для внутренней переписки по электронной почте и легко интегрируется с Outlook или Gmail. Это означает, что вы можете отслеживать каждое открытое электронное письмо и знать, какие сообщения читаются.
Хотите знать, как работают отдельные сотрудники или кампании? Для этого есть расширенная аналитика. Изучите данные, чтобы определить наиболее вовлеченных сотрудников или измерить количество кликов по ссылкам, открытие электронной почты, устройства и отзывы.
Внутренние коммуникации часто упускают из виду, потому что основное внимание уделяется (часто и справедливо) клиентам. Но если вам нужно активизировать свою внутреннюю игру с электронной почтой, у ContactMonkey есть все, что вам нужно, чтобы проанализировать эффективность ваших электронных писем и сделать логические выводы на основе новых тенденций.
Габариты изделий приведены без учета габаритов выступающих деталей (замков, и т.п.)
Допустимое отклонение +/-10 % от веса изделия.
Цвет изделия может отличаться от представленного на фотографии.
Описание
Описание
Аксессуар для верстачного экрана WS 120/140/160/180
Практик
ВНИМАНИЕ!
Производитель оставляет за собой право, без предварительного уведомления, вносить изменения в конструкцию, комплектацию или технологию изготовления изделия, не ухудшающие его потребительских свойств, с целью улучшения его технических характеристик.
Другая продукция Промет
Сейфы
Медицинская
мебель и изделия
Металлическая
мебель
Металлические
стеллажи
Мобильный
архив
Производственная
мебель
Автоматические
системы хранения
Другая
продукция
Металлические
двери
Офисная
мебель
Торговые
марки
Консультация по вопросам корпоративных закупок
Оставьте заявку. Наши менеджеры свяжутся с вами в ближайшее время.
Телефон
Спасибо! Ваша завка принята.
Ваша заявка успешно отправлена. Наши менеджеры свяжутся с вами в ближайшее время.
Бесплатный STL файл Держатель сверла・Идея 3D-печати для скачивания・Cults
Snapmaker 2.0 A350 Защитный кожух для кабелей и кабелей кровати с подогревом
Бесплатно
CalDigit Вертикальная подставка для ноутбука
Бесплатно
Держатель Snapmaker 2.0 ToolHead
Бесплатно
Snapmaker 2.0 Bowden tube mod и руководство по филаменту
Бесплатно
Коробка для сверл для ЧПУ, цанга ER11, аксессуары для ЧПУ
Бесплатно
Крепление для монитора StreamCam
Бесплатно
Держатель для очков Snapmaker 2.
0
Бесплатно
Крышка батарейного терминала DJI Mavic Pro для TPU
Бесплатно
Лучшие файлы для 3D-принтеров в категории Инструменты
Sample Filament Spool Holder for small and medium winding
Бесплатно
NeoTrellis Sound Board
Бесплатно
Combination Spanner Set 12pcs metric 6-22mm Wall Holder 056 I for screws or peg board
Бесплатно
Geartar
Бесплатно
Paracord Spool
1,64 €
MOUSQUETON
Бесплатно
Overhang Test Print (Customizable)
Бесплатно
Бестселлеры категории Инструменты
Держатель инструментов для 3D принтера V3.
0
1,12 €
PET-Machine, сделайте свою собственную нить из пластиковых бутылок в домашних условиях!
50 €
-70%
15 €
Система охлаждения Minimus Hotend
2,53 €
Ender 3, 3 V2, 3 pro, 3 max, двойной 40 мм осевой вентилятор hot end duct / fang. CR-10, прямой привод Micro Swiss и совместимость с боуденом. Для печати не требуется поддержка
1,67 €
Версия 2 Alligator 2 || Повторяющийся арбалет || 3d напечатанный магазин || Вдохновленный Joerg Sprave
1,50 €
Быстрая печать штабелируемых контейнеров для деталей / ящиков для хранения
2,90 €
Подставка для краски с ножницами
5,62 €
Armadillo — гибкий проволочный кабелепровод
1,81 €
Ender 3 Briss fang Gen2, красная ящерица, паук, nf crazy, стрекоза и т.
д.
1,86 €
ИНДИКАТОР ДЛЯ ЛУЧШЕГО ВЫРАВНИВАНИЯ СТАНИНЫ ДЛЯ ENDER 3 PRO
3,05 €
держатель телефонного кольца
0,90 €
хорошо спроектирован: Воздуховод вентилятора Hemera
2,50 €
Ящики для принтера для стола Ikea Lack Table
1,99 €
ENDER 3 S1/PRO SPRITE, 4020 FAN CR TOUCH NO Y OFFSET
1,95 €
-15%
1,66 €
УНИВЕРСАЛЬНЫЙ ИНДИКАТОР ДЛЯ ВЫРАВНИВАНИЯ ЛОЖА ПРАКТИЧЕСКИ ДЛЯ ВСЕХ ПРИНТЕРОВ
3,05 €
Подставка для бутылок с краской с быстрой печатью (6 размеров)
2,90 €
Вы хотите поддержать Cults?
Вам нравятся Cults и вы хотите помочь нам продолжить наш путь самостоятельно? Обратите внимание, что мы — маленькая команда из 3 человек, поэтому поддержать нас в поддержании деятельности и создании будущих разработок очень просто. Вот 4 решения, доступные для всех:
РЕКЛАМА: Отключайте блокировщик баннеров AdBlock и кликайте на наши рекламные баннеры.
АФФИЛИАЦИЯ: Совершайте покупки онлайн, переходя по нашим партнерским ссылкам здесь Amazon.
ДОНАТЫ: Если хотите, то можно сделать пожертвование через PayPal здесь.
*ПРИГЛАШЕНИЕ ДРУЗЕЙ: * Приглашайте своих друзей, откройте для себя платформу и великолепные 3D-файлы, которыми делится сообщество!
Держатель сверла — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
(847 релевантных результатов)
Держатель для дрелей «Сделай сам» (планы стеллажей для хранения аккумуляторных дрелей)
С помощью этого держателя для сверл «Сделай сам» ваши инструменты будут организованы. Этот стеллаж для хранения аккумуляторных дрелей легко сделать из нескольких деревянных деталей и этих простых чертежей.
Держатель сверла «Сделай сам»
Ваши сверла беспорядочны? Приручите свои электроинструменты с помощью этого держателя дрели, сделанного своими руками. Это идеальный способ организовать как сетевые, так и аккумуляторные дрели.
Этот стеллаж для хранения сверл легко сделать с помощью нескольких простых резов и нескольких обычных инструментов для деревообработки .
Бесплатный план включает в себя все измерений и подробные пошаговые инструкции . Получите бесплатный план сейчас и создайте его сегодня.
Первоначально опубликовано 23 апреля 2019 г., обновлено 23 марта 2021 г.
Это руководство содержит партнерские ссылки на расходные материалы и инструменты. Покупки, сделанные по этим ссылкам, помогают поддерживать веб-сайт Saws on Skates и позволяют мне делиться с вами новыми проектами и советами. Вы не платите за использование этих ссылок. Посетите мою политику сайта для получения дополнительной информации.
Прежде чем мы перейдем к тому, как сделать держатель для дрели своими руками , не забудьте нажать кнопку подписки внизу этой страницы, чтобы подписаться на мои БЕСПЛАТНЫЙ еженедельный информационный бюллетень с полезными хитростями с отверстиями для карманов , компактными идеями для мастерских , умными советами по самоделкам и многим другим!
Содержание
Вдохновение для этого проекта
Какие инструменты потребуются для изготовления держателя дрели своими руками?
Какую древесину следует использовать?
Как обработать держатель сверла?
Как сделать держатель для дрели своими руками
Учебник
Видео
Получите бесплатный печатный план
Вдохновение для этого проекта
В течение многих лет мои инструменты были разбросаны по моей маленькой мастерской. Я постоянно перемещал их с одной плоской поверхности на другую.
Связанный: Моя маленькая столярная мастерская размером 12×13
Затем я установил эти самодельные шкафы для хранения инструментов. Эти компактные шкафы почти втрое увеличили пространство для хранения в моем магазине. Было здорово наконец-то найти постоянный дом для моих инструментов.
Связанный: 9 умных способов сделать вашу маленькую мастерскую больше
Инструменты были с моего верстака, настольная пила и откидной верстак, но внутри шкафов было не так организовано, как я надеялся.
Место, которое можно было бы лучше организовать, было местом для моих упражнений. Мои сетевые и аккумуляторные дрели занимали слишком много места на полке.
Связанный: Как организовать инструменты в небольшой мастерской
Итак, я немного изменил дизайн своих шкафов для хранения. Во-первых, я добавил разделитель в центре шкафа. Затем я сделал полку меньшего размера и спроектировал несколько вешалок, которые будут служить стеллажом для хранения дрели. Это простое изменение позволило бы мне хранить четыре электроинструмента, таких как дрели, ударные инструменты и т. д.
Связанный: Ударный шуруповерт и дрель: в чем разница?
Что мне нравится в конструкции этого стеллажа для хранения дрели, так это то, что он опирается на шпильки. Таким образом, я могу легко перемещать стойку вверх или вниз внутри шкафа или даже в другой шкаф.
Рядом со шкафами нет розетки. Но если у вас есть розетка, то полку можно использовать и как зарядную станцию .
Связанный: Как сделать регулируемые полки
Вернуться к оглавлению
Какие инструменты потребуются для изготовления держателя дрели своими руками?
Этот стеллаж для хранения дрели представляет собой проект для быстрой работы во второй половине дня . Его можно сделать, используя базовые навыки работы с деревом и всего несколько обычных инструментов для работы с деревом .
Инструменты, такие как торцовочная пила, приспособление для карманных отверстий и дрель. Нам также понадобится дополнительная пила, чтобы распилить полку и нижнюю часть внутренних держателей по ширине.
Торцовочная пила
Я использовал торцовочную пилу, чтобы вырезать почти все детали для этого проекта.
Связанный : 7 приемов торцовочной пилы, которые должен знать каждый мастер
Приспособление для отверстий под карманы
Для этого проекта мы можем использовать любое приспособление для отверстий под карманы. Я использовал Kreg Jig 720PRO, чтобы просверлить карманные отверстия для держателя дрели. Недорогой, удобный Kreg Jig 320 также является отличным выбором для сверления карманных отверстий.
Связанные: 9 Ошибки при отверстии кармана, которые вы не должны совершать
Сверло
Сверло использовалось для сверления отверстий под карман, а с зенковкой — для зенкерования. Сверло также использовалось для закручивания винтов, соединяющих детали.
Связанный: Как использовать зенковку
Дополнительная пила
Нам понадобится дополнительная пила, чтобы вырезать полку и дно внутренних держателей. Я использовал настольную пилу, чтобы вырезать эти части. Если вам неудобно пользоваться настольной пилой, вместо нее можно использовать циркулярную пилу.
Для распила деталей по ширине можно использовать циркулярную пилу и Kreg Rip-Cut или Kreg Accu-Cut.
Связанный: 4 способа делать прямые пропилы с помощью циркулярной пилы
Вернуться к оглавлению
Какую древесину следует использовать?
Этот держатель для сверла своими руками можно изготовить практически из любого дерева. Я использовал обыкновенную сосну, чтобы построить свой. С сосной легко работать, и она относительно недорогая по сравнению с другими породами дерева. Вы также можете построить эту стойку для хранения сверл из фанеры.
Я купил сосновые фигурки 1×2, 1×3 и 1×4 в местном магазине товаров для дома.
Связанный: Руководство по размерам древесины для начинающих
Вернуться к оглавлению
Как обработать держатель сверла?
Этот держатель сверла может быть обработан различными способами. Его можно оставить естественным, покрасить и т. д.
Я нанес на стойку три слоя шеллака и шлифовал наждачной бумагой с зернистостью 220 между слоями.
9
Вернуться к оглавлению
Самодельный держатель для сверла
Печатный план
Нажмите здесь, чтобы получить БЕСПЛАТНЫЙ подробный план замеры и бонусные советы)
Расходные материалы
Древесина (по распечатанному плану)
Винты с карманом 1-¼”
Шурупы для дерева 1-¼”
Клей для дерева
Инструменты
Рулетка
Дрель
Крег Джиг
Мультимаркировка Kreg
Торцовочная пила
Настольная пила или циркулярная пила
Kreg Rip-Cut (с циркулярной пилой)
Kreg Accu-Cut (с дисковой пилой)
Электролобзик
Набор зенкерных сверл
📝 ПРИМЕЧАНИЕ: Этот держатель дрели был разработан для этих шкафов для хранения инструментов. Мне нужно было установить центральную перегородку в шкафу, чтобы я мог установить держатель дрели. Инструкции по изготовлению центрального разделителя приведены в конце распечатанного плана. Возможно, вам придется отрегулировать размеры держателя дрели, если вы не используете его со шкафами для хранения инструментов своими руками.
Шаг 1. Изготовление полки
Отрежьте 4 деревянных бруска по длине для полки. Нанесите клей и зажмите, чтобы сформировать панель.
Когда клей высох, я использовал настольную пилу, чтобы распилить полку по ширине. Если вам неудобно пользоваться настольной пилой, вы можете использовать циркулярную пилу и самодельный шаблон для поперечной резки, Kreg Rip-Cut или Kreg Accu-Cut, чтобы сделать этот разрез.
Связанный: 4 способа сделать прямые пропилы с помощью циркулярной пилы
Получить бесплатный печатный план
Затем я использовал электролобзик, чтобы вырезать выемку для задней распорки.
Используйте схему на распечатанном плане, чтобы указать места для зенкерных отверстий. Используйте шило на каждой отметке, чтобы сделать начальную точку для сверла.
Связанный: Что такое шило? (и как им пользоваться)
Затем с помощью сверла с зенковкой просверлите отверстие с зенковкой в каждой отметке.
Связанный: Как использовать зенковку
Шаг 2. Сборка держателей сверл
Отрежьте 5 деревянных брусков нужной длины для стоек.
Внешние держатели
Отрежьте 2 деревянных бруска по длине для нижней части держателей. Используйте диаграмму на распечатанном плане, чтобы расположить места для зенкерных отверстий. Используйте шило на каждой отметке, чтобы сделать начальную точку для сверла. Затем используйте сверло с зенковкой, чтобы просверлить отверстие с зенковкой в каждой отметке.
Нанесите клей на стойку, установите нижнюю часть и зажмите. Прикрепите с помощью шурупов по дереву 1-¼ дюйма. Повторите для оставшегося внешнего держателя.
Внутренние держатели
Отрежьте 3 деревянных бруска по длине для нижней части держателей. Я использовал свою настольную пилу, чтобы разорвать дно по ширине. Если вам неудобно пользоваться настольной пилой, вы можете использовать циркулярную пилу и Kreg Rip-Cut или Kreg Accu-Cut, чтобы сделать эти разрезы.
Используйте схему на распечатанном плане, чтобы указать места для зенкерных отверстий. Используйте шило на каждой отметке, чтобы сделать начальную точку для сверла. Затем используйте сверло с зенковкой, чтобы просверлить отверстие с зенковкой в каждой отметке.
Получите бесплатный печатный план
Нанесите клей на стойку, установите нижнюю часть и зажмите. Прикрепите с помощью шурупов по дереву 1-¼ дюйма. Повторите для оставшихся внутренних держателей.
Чтобы разместить держатели, я вырезал 4 деревянных бруска по длине. Эти части позже будут использоваться в качестве задней части держателя дрели. Я временно поместил эти части между держателями.
Закрепите держатели на полке и прикрепите их через отверстия с потайной головкой с помощью шурупов по дереву 1 ¼ дюйма.
Используйте схему на распечатанном плане, чтобы просверлить карманные отверстия в деталях, которые использовались в качестве прокладок.
Расположите детали сзади держателей.
Прикрепите винтами с потайной головкой 1-¼ дюйма.
Шаг 3. Обработка держателя сверла
См. Как обработать держатель сверла? Чтобы получить больше информации.
Шаг 4. Установите держатель сверла
Вставьте штифты в отверстия для штифтов и вставьте держатель сверла в корпус.
Видео: Как сделать держатель для дрели своими руками
Посмотрите, как я сделал подставку для хранения дрели!
Вернуться к оглавлению
Заключительные мысли
Приручите свои электроинструменты с помощью этого держателя для сверла, сделанного своими руками.
Латунь ЛС59-1 – это сплав меди на 57-60%, цинка на 37,05-42,2%, свинца на 0,8-1,9% и примесей до 0,75%. Цинк и свинец в сплаве являются легирующими элементами, улучшающими и до неузнаваемости изменяющими свойства меди, позволяют снизить стоимость сплава и облегчить механическую обработку деталей из него. Ввиду очень хорошей обрабатываемости особым спросом пользуются прутки из ЛС59-1 для автоматических станков.
Химический состав ЛС59-1 по ГОСТ 15527- 2004
Fe
P
Cu
Pb
Zn
Sb
Bi
Sn
Примесей
—
до 0.5
до; 0.02
57 — 60
0.8 — 1.9
37.05 — 42.2
до 0.01
до 0.003
до 0.3
всего 0.75
Si + Sn < 0.5 %
Химический состав ЛС59-1 указан в ГОСТ 15527- 2004, ГОСТ 2208-2007, ГОСТ 2060-2006, ГОСТ 31366-2008, ГОСТ Р 52597-2006.
Из-за свинца латунь ЛС 59-1 является хрупкой, ломкой при высоком давлении и не выдерживает ударные нагрузки, поэтому совершенно не поддаётся ковке. Сплав ЛС59-1 относится к латуням обрабатываемым давлением, однако прутки из этой латуни чаще обрабатывают на скоростных металлорежущих станках и, соответственно ЛС59-1 причисляют к категории автоматных материалов. ГОСТ на латунные прутки — ГОСТ 2060-90, а на те же прутки для автоматов — ГОСТ Р 52597- 2006. Благодаря наличию свинца в составе латуни ЛС59-1 при обработке изделий из нее резанием образуется мелкая стружка, что позволяет выполнять такую обработку на высоких скоростях. Поэтому латунь ЛС59-1 называют сыпучкой.
Свойства ЛС59-1
Механические свойства отличаются для разных полуфабрикатов из-за метода производства латуни ЛС59-1.
Механические свойства ЛС59-1 при Т=20oС
Сортамент
sв — Предел кратковременной прочности
d5 — Относительное удлинение при разрыве
МПа
%
Трубы прессованные, ГОСТ 494-90
390
Пруток прессованный, ГОСТ 2060-2006
360
22
Пруток твердый, ГОСТ 31366-2008
490
7
Пруток мягкий, ГОСТ 31366-2008
330
25
Проволока мягкая, ГОСТ 1066-90
340
25-30
Проволока твердая, ГОСТ 1066-90
440-640
1-8
Полоса холоднокатаная твердая, ГОСТ 931-90
460-610
5
Полоса холоднокатаная мягкая, ГОСТ 931-90
340-470
25
Полоса горячекатаная, ГОСТ 931-90
360-490
18
Реально пруток латунный ЛС59-1 производится полутвердым по автоматному ГОСТу. Проволока латунная ЛС59-1 производится как твердая, так и мягкая, её — в отличии от прутков часто можно заменить на латунь Л63.
Мех свойства латунных прутков ЛС59-1
Способ изготовления
Состояние поставки прутков
Диаметр, № ключа или сторона квадрата, мм
Временное сопротивление σв, Мпа (кгс/мм2)
Относительное удлинение после разрыва % δ5
Относительное удлинение после разрыва % δ10
Твердость НВ — по Бринеллю
Твердость HV — по Виккерсу
прутки мягкие
От 3 до 50 мм
330 (34)
25
22
80
80
Полутвердые
От 3 до 12 мм
410 (42)
10
8
100
121
Тянутые
Полутвердые
От 13 до 20 мм
390 (40)
15
12
100
121
Полутвердые
От 21 до 40 мм
390 (40)
18
15
100
121
Твердые прутки
От 3 до 12 мм
490 (50)
7
5
130
171
Прессованные
От 10 до 50 мм
360 (37)
22
18
—
80
прессованные
От 55 до 180 мм
360 (37)
22
18
—
70
Литейные и технологические св-ва ЛС59-1
Температура плавления ЛС59-1
900 °C
Температура горячей обработки ЛС59-1
780 — 820 °C
Температура отжига ЛС59-1
600 — 650 °C
Применение ЛС59-1
Благодаря хорошей обрабатываемости резанием, в том числе на высоких скоростях, мелкой стружке и чистоте обрабатываемой поверхности из ЛС 59-1 возможно массовое изготовление очень точных мелких деталей, что делает эту латунь незаменимой во многих областях. Больше всего производят пруток латунный ЛС59-1 для автоматной обработки. Однако, одним из важных недостатков этого сплава является резкое увеличение хрупкости уже при средних температурах, начиная от 200 °С. Поэтому во вращающихся деталях трения скольжения, где возможен сильный нагрев, использовать ЛС59-1 нельзя и вместо неё применяется бронза БрАЖ9-4. Заказчикам деталей вращения и втулок нужно внимательно проверять из какого материала сделан их заказ, так как по внешнему виду бронза БрАЖ и латунь ЛС59-1 неотличимы — желтый, блестящий, золотистый сплав. Сплав ЛС59-1 обладает антифрикционными свойствами и, поэтому, его можно применять для изготовления различных деталей для работы при высоком трении, например, подшипников скольжения для изготовления которых используют латунные прутки. Так как этот сплав обладает более высокой твёрдостью, чем другие латунные (медь-цинк) сплавы, и имеет стойкость к истиранию, листы из него возможно применять для изготовления направляющих элементов буровых установок, различных станков (направляющие для движения кареток), канатов мостов.
Химсостав латуни ЛС59-1 в сертификате на латунный пруток:
Автоматная многокомпонентная латунь ЛС59-1 имеет химический состав по ГОСТ 15527. ЛС59-1 на 57-60 % состоит из меди, 37,05-42,2 % цинка, 0,8-1,9 свинца и до 0,75 % примесей. Наряду со сплавом Л63 — ЛС59-1 обрёл наиболее широкое применение среди латуней обрабатываемых давлением. Согласно классификации, наш многокомпонентный сплав — обрабатываемый давлением, но на практике он применяется чаще в качестве автоматного сплава. Оба указанных материала обладают одинаковой тепло и электропроводностью, но легирование сплава ЛС59-1 свинцом позволяет применять его в качестве автоматного, и более эффективно обрабатывать резанием, с получением мелкой стружки.
Механические свойства сплава ЛС59-1
Фазовое состояние сплава имеет малое количество вещества в b-фазе, а свинец составляет в нём отдельную фазу, поэтому он хорошо обрабатывается давлением и резанием. Тем не менее, по пластичность ЛС59-1 значительно уступает двусоставным сплавам и рекомендуется для обработки резанием. Из него выпускают:
прутки из латуни,
круги латунные,
ленты, полосы и листы из латуни,
профили,
латунные плиты,
проволоку латунную,
трубы из латуни.
Данный сплав обладает антифрикционными свойствами и может применяться при изготовлении мелких деталей, рассчитанных для работы при высоком трении, например, подшипников скольжения. Так как он обладает более высокой твёрдостью, чем простые сплавы, и стоек к истиранию, листовые заготовки из него возможно применять для изготовления направляющих элементов различных станков. Купить латунь ЛС59-1 можно в соответствующем разделе здесь.
Беда всех многокомпонентных латуней заключается в излишней хрупкости, которая проявляется в особых условиях в виду многофазовой структуры материала. В рассматриваемом нами материале свинец образует отдельную фазу, что положительно сказывается на обрабатываемости деталей из него на станках, но так же делает материал более хрупким. Детали из ЛС59-1 с надрезами имеют склонность к надлому при высоком давлении, поэтому не могут быть использованы в качестве несущих элементов. А при высокой ударной нагрузке на заготовки из Л63, материал может покрыться трещинами, в виду его низкой ударной вязкости, поэтому он не подходит для ковки.
Коррозионная стойкость материала ЛС59-1
После обработки заготовок из латуни ЛС59-1, материал не испытывает сильного напряжения, свинец образует отдельную фазу, по этой причине, он более устойчив к сезонным растрескиваниям, проявляющимся при повышении влажности и температуры окружающей среды, в чём превосходит Л68 и Л63.
В целом же наш многокомпонентный сплав устойчив к коррозии, при тех же условиях, как и большинство латуней. Его не следует применять в контакте с Fe, Al, Zn. Также он плохо проявляет себя:
в насыщенном влажными парами воздухе, при высоком давлении,
при контакте с жирными кислотами,
в сероводороде,
рудничных водах,
минеральных кислотах,
а также в окисленных растворах,
и с хлоридами.
Устойчивость же к коррозии проявляется:
в воздушной среде и при морском климате,
в сухих парах,
пресных водах,
фреонах, спиртах, антифризах,
солёной морской воде в малоподвижном состоянии.
А наличие в парах или воде избытка кислорода, аммиака или углекислоты негативно сказываются на коррозионной стойкости этого материала.
Металлопрокат
Трубы по ГОСТ 494 из ЛС59-1 производятся прессованием. Кроме того широкий ассортимент продукции из этого материала производится по ГОСТ. Так как сплав имеет невысокие механические показатели для обработки давлением, хотя его и принято считать обрабатываемым давлением, из него изготавливают трубы по методы непрерывного литья. И стоимость их значительно ниже прессованных.
Холодно деформированная проволока общего назначения выпускается по ГОСТ 1066, и имеет квадратное, круглое или шестигранное сечение.
Нагартованные листы ЛС59-1 имеют высокую твёрдость и износостойкость, и как было сказано выше, применяются в станкостроении. Это один из наиболее популярных видов листового проката из латуни. Кроме того из ЛС59-1 выпускают листы в мягком, полутвёрдом, твёрдом состоянии.
Наибольшее применение обрели прутки ЛС59-1 шестигранной и квадратной формы. Это очень недорогой вид проката, который легко резать, и кроме того он имеет прочные рёбра. Благодаря этому, при минимальных затратах из прутков можно производить всевозможные мелкие и крупные детали с хорошими антифрикционными свойствами. Из этого сплава выпускаются тянутые и прессованные прутки в твёрдом, мягком или полутвёрдом состояниях.
Применение
Благодаря невысокой стоимости, высокой твёрдости, хорошей обрабатываемости на станках, антифрикционным свойствам и коррозионной стойкости ЛС59-1 широко применяется во всех видах производства. Из этого сплава массово выпускаются различные заготовки. Из него изготавливают шестерни, втулки, зубчатые колёса, поковки, крепёж, трубы. Массовость такого производства обеспечивает хорошая обрабатываемость на станках.
Кроме того, что из ЛС59-1 изготавливают детали на станках, из него изготавливают и элементы конструкций самих станков, в частности направляющие для движения кареток станков. Такие направляющие не деформируются и не истираются с течением времени. При этом стоимость таких изделий невелика.
Картридж HP 59 с серыми чернилами HP C9359AN по цене $14,99
Будет ли этот продукт работать с моим принтером?
Сменные черные чернила HP 56
Розничная цена: 39,99 долларов США.
11,99 $
Сохранить 28,00 $ (71% от розничной цены)
Замена трехцветных чернил HP 57
Розничная цена: 67,99 долларов США.
15,99 $
Сохранить 52,00 $ (77% от розничной цены)
Сменные цветные фоточернила HP 58
Розничная цена: 23,95 доллара США.
16,99 $
Сохранить 6,96 $ (30% от розничной цены)
28 AWG USB 2.0 Hi-Speed A to Mini B Device Cable 6ft. / AM на Mini BM (5 контактов)
Розничная цена: 9,99 долларов США.
Сохранить 7,00 $ (Скидка 71 % от розничной цены)
О струйном картридже HP 59 — фотосерый
Запасной струйный картридж HP 59 — C9359AN — Фото серый
CompAndSave предлагает фото серый HP 59чернильный картридж с подлинным качеством и удовлетворением. Этот картридж будет работать как замена оригинальному картриджу HP C9359AN (59 фото серых), но по очень доступной цене!
Доказано и протестировано, что он работает как OEM-картридж. Наш картридж HP 59 с серыми фоточернилами профессионально разработан с использованием новых деталей на производственном предприятии, которое использует самые современные процессы, чтобы гарантировать, что вы получите такое же качество печати и производительность.
Нужно напечатать тонны документов? Больше не беспокойтесь, поскольку наш фотосерый картридж HP 59 рассчитан на то же количество отпечатков, что и оригинальные картриджи для принтеров HP, без ущерба для качества печати и со сроком годности 20 месяцев. Расскажите о том, как получить максимальную отдачу от ваших денег!
Хотите получать качественные распечатки? Попробуйте наш фотосерый картридж HP C9359AN, созданный для обеспечения высокого качества печати и большей экономии.
Подкрепленный годовой гарантией 100% удовлетворения, мы уверены в наших чернильных картриджах для принтеров HP.
Наслаждайтесь еще большими скидками, если вы приобретете наш единый пакет для серого фотокартриджа HP 59, черного чернильного картриджа HP 56 (C6656AN), цветного чернильного картриджа HP 57 (C6657AN) и цветного чернильного картриджа HP 58 (C6658AN) оптом.
БЕСПЛАТНАЯ доставка заказов на сумму более 50 долларов США в любое время и в любую точку США! Закажите наш фотосерый картридж HP C9359AN до 14:00 по тихоокеанскому времени, и он будет отправлен в тот же день.
Просто найдите свой принтер в списке совместимых принтеров, представленном ниже, и воспользуйтесь нашими выгодными ценами на серые фотокартриджи HP уже сегодня. Сохрани теперь!
ВАЖНО: Обратите внимание, что использование сменных, совместимых или восстановленных картриджей никогда не приведет к аннулированию гарантии на принтер. Пожалуйста, свяжитесь с нами для любых дальнейших вопросов.
Все чернила и тонер поставляются со 100% гарантией качества на один год.
Наши продукты никогда не аннулируют гарантию на ваш принтер.
Чернильный картридж HP 59 Photo Grey Технические характеристики продукта
Артикул
ЧЕРНИЛА-HP-C9359AN
Тип продукта
ЧЕРНИЛА
Заменяет OEM #
К9359АН
Цвет
Фотосерый
Тип чернил
Краситель
Вместимость продукта
Стандартный
Чернила Том
17 мл
Приблизительный ресурс страницы
100
org/PropertyValue»>
Цена за страницу
14,99 цента
Количество штук
1
Срок годности продукта
18-24 месяца
Принтеры, совместимые с картриджем HP 59 — фотосерый
Замена струйного картриджа HP 59 Photo Grey Отзывы
Как исправить ошибку принтера HP 59.F0 (исправлено) +1 (866) 496-0452
Ошибка принтера HP 59.F0 может быть вызвана сбоем при переносе отчуждения. Отчуждение переноса — это ситуация, при которой промежуточный ремень переноса (ITB) застревает и не вращается полностью. Еще одной возможной причиной ошибка 59.F0 в принтере HP может быть проблема с датчиком SR9. Датчик SR9 играет ключевую роль в датчике расцепления ролика переноса, который также можно назвать датчиком K. 59.F0 Ошибка может быть устранена путем сброса тонера и узла фьюзера. Вы также можете попробовать оживить свое устройство HP. Кроме того, вы можете проверить наличие проблем в двигателе фьюзера, а также во внутреннем двигателе.
Далее мы перечислили все возможные причины и способы устранения ошибки принтера HP 59.F0. Мы рекомендуем вам читать больше вместе с нами.
Потенциальной причиной появления ошибки 59.F0 на вашем принтере HP может быть то, что ITB застрял и не может свободно вращаться. В дополнение к этому, могут быть некоторые проблемы с SR9.датчик. Оба этих компонента играют важную роль в функционировании принтера.
Вот список других причин этой ошибки:
Может возникнуть ситуация, когда передача отчуждения не удалась. Это может указывать на то, что ITB не может полностью вращаться.
Также может быть проблема с датчиком SR9, которую необходимо устранить.
Возможно, проблема связана с внутренним двигателем вашего принтера.
Исправления для кода ошибки 59.F0 на вашем принтере HP
Исправления этой ошибки включают сброс блока фьюзера и сброс тонера. Вы также можете попытаться правильно настроить ITB. Наряду с этим вы можете проверить правильность работы датчика. Эти простые действия помогут вам лучше всего устранить ошибку с вашего печатающего устройства.
Если вы хотите узнать больше об этих исправлениях, читайте дальше.
Исправление 1:
Сброс узла фьюзера
Одним из простых способов устранения этой ошибки является сброс узла фьюзера. Вы можете сбросить блок фьюзера и тонера, выключив принтер HP. Если вы подключили какой-либо сетевой фильтр, обязательно снимите его перед включением принтера.
Мы перечислили пошаговые инструкции, чтобы вы могли легко выполнить этот метод. Вы можете найти их ниже:
Выключите устройство HP на несколько минут.
Если к принтеру подключен какой-либо сетевой фильтр, снимите его.
Через некоторое время включите принтер.
После восстановления работоспособности принтера HP перезагрузите блок фьюзера, переустановив его.
Запустите проверку датчика в режиме контроля датчика, чтобы убедиться, что отключение первичной передачи работает правильно.
Выполнить отчуждение.
После выполнения всех действий сделайте пробную печать, чтобы проверить качество печати. Ошибка была бы устранена с помощью этого исправления.
Исправить 2:
Сброс ITB
Чтобы исправить ошибку 59.F0 принтера HP M477, проверьте все внутренние соединения ITB, такие как соединение и датчик. Кроме того, необходимо убедиться, что ITB и PCA контроллера постоянного тока правильно подключены. Если все соединения стабильны, сбросьте ITB.
Для сброса ITB можно выполнить следующие шаги:
Откройте правую дверцу принтера.
Возьмитесь за синие рычаги и потяните узел ремня переноса на себя под углом вниз.
Продолжайте вытягивать ремень, пока не высвободятся две большие ручки.
Теперь возьмитесь за большие ручки на узле ленты переноса и продолжайте тянуть ленту переноса, пока она не будет полностью удалена.
Установите новую ленту переноса в обратном порядке.
Не прикасайтесь к поверхности ремня переноса во время его установки.
Для сброса «Настройка нового комплекта переноса» перейдите в «Панель управления» и нажмите кнопку «Домой».
Откройте меню «Администрирование» и нажмите «Управление расходными материалами».
Выберите опцию «Остальные расходные материалы», а затем выберите «Новый набор для переноса».
Выделите слово «Да» с помощью клавиш со стрелками, а затем нажмите «ОК».
После успешной замены ремня переноса можно выполнить полную калибровку. Это помогает правильно настроить цветовые тона, барабаны и цветовую плоскость.
Исправление 3:
Проверка ITB
Вы можете проверить ITB и флажок вручную, повернув шестерню ITB, чтобы исправить ошибку принтера HP 59. F0. Проверьте наличие каких-либо колебаний при вращении белой шестерни ITB. Если шестерня и флажок работают нормально, проверьте датчик SR9. Вы найдете датчик в полости ITB на панели управления. Нажмите кнопку «Домой» и проведите вниз, чтобы выделить меню «Диагностика», чтобы продолжить.
Мы написали все инструкции, связанные с этим методом ниже:
Вращение шестерни «ITB».
Проверьте наличие колебаний флажка во время вращения белой шестерни.
Если есть какие-либо повреждения флага, вы можете заменить «ITB».
Если «ITB» не поврежден, проверьте «Датчик SR9».
«Датчик SR9» будет расположен внутри «полости ITB» в «панели управления». Нажмите кнопку «Домой» и перемещайтесь вниз, чтобы выделить меню «Диагностика» с помощью клавиш со стрелками.
Нажмите кнопку «ОК».
Выберите опцию «Ручной тест датчика» и нажмите «ОК».
Отпустите флаг SR9, который должен находиться внутри полости ITB. Проверьте дисплей, и вы получите ответ датчика, когда вы нажмете флажок. Датчик будет переключаться между 0 и 1. Если этого не произойдет, вам может потребоваться заменить датчик.
Исправление 4:
Сброс настроек принтера HP
Если ошибка принтера HP 59.F0 по-прежнему не устранена, то вы можете попробовать сбросить настройки вашего устройства по умолчанию. Восстановление их до состояния по умолчанию сделает ваше устройство таким же хорошим, как новое. Затем возьмите образец печати, чтобы убедиться, что проблема устранена.
Резюме
Внимательно прочитав эту статью, вы узнали о различных причинах появления ошибки принтера HP 59.F0. Причиной возникновения этой ошибки может быть проблема с внутренним двигателем. Другой вероятной причиной возникновения этой проблемы может быть неудачное отчуждение передачи из-за неполной ротации ITB и флага. Также может быть проблема с датчиком. Исправления для этой проблемы включают сброс настроек принтера до значений по умолчанию. Сброс узла фьюзера и ITB также является одним из исправлений для устранения этой ошибки.
Керамогранит – очень популярный строительный материал. Его основные преимущества – твёрдость и выдающаяся износостойкость, из-за которой его очень любят использовать как напольное покрытие в местах с высокой посещаемостью. В таких популярных местах, как торговые центры, даже керамическая напольная плитка со временем истирается, и её приходится менять. Керамогранит служит гораздо дольше. Также он используется для отделки фасадов – да, тяжеловат, но зато выглядит красиво, и к тому же капризы погоды ему не страшны. Влагу он практически не впитывает, и служит десятилетиями.
Столкнуться с этим материалом можно на многочисленных городских лестницах – наверное, сейчас это самый массовый вариант отделочного материала для ступеней. Правда, «столкнуться» можно и в буквальном смысле – наиболее распространенные сорта керамогранита под дождем или снегом становятся скользкими, как лёд. Это характерный пример неправильного выбора материала: существуют более подходящие для такого применения сорта материала, но рабочие при выборе обычно такими тонкостями не заморачиваются. Им потом по этой лестнице не ходить. А вот посетители магазинов или, например, банков вынуждены ступать как по тонкому льду, держась за поручень. Проблема решается простым путём: нужно прикрепить к краям ступеней специальные резиновые полоски или коврики, не позволяющие обуви скользить. Это простое и эффективное решение, но чтобы выполнить эту задачу, керамогранит придётся просверлить. И вот здесь всплывает вторая его особенность – он крайне плохо поддаётся обработке.
Керамогранит – материал очень твёрдый и потому хрупкий. Ударь его посильнее молотком – разлетится на куски, как и всякая керамическая плитка или стекло. Но если со стеклом и плиткой достаточно легко справляются каплевидные свёрла с твердосплавными наконечниками, то перед керамогранитом они бессильны. Только алмаз, только хардкор!
Существуют специальные свёрла (часто их называют коронками) по керамограниту. Принципиально они схожи: как правило, это нечто вроде трубки, на один из краёв которой тем или иным способом (гальваническим, или вакуумной пайкой) нанесён алмазный слой. Изредка встречаются коронки с алмазосодержащими сегментами, конструктивно они не отличаются от «больших» алмазных коронок, предназначенных для установок алмазного сверления. Но суть от этого не меняется, применяют их так же, как и «обычные». Принято также различать два вида свёрл (коронок) – для сухого и мокрого сверления.
Нюансы «мокрого» сверления
Мокрое сверление предполагает постоянное наличие воды в зоне контакта сверла и обрабатываемого материала. Большой поток не нужен, достаточно очень тонкой струйки, а то и отдельных капель. Многие производители сверл предлагают также и специальные устройства для подачи воды. Они необходимы, когда нужно сверлить плитку, уже наклеенную на стену. Если же плитка лежит горизонтально, то в крайнем случае можно обойтись подручными средствами, даже медицинским шприцем. Буквально – сверлить нужно в луже. Контроль осуществляется визуально, причём он очень прост: если из-под сверла идёт тонкий поток мутной воды с взвесью керамогранитной пыли – всё в порядке. Если пошла полусухая пыль – немедленно останавливаем работу и подливаем воду. Чтобы угробить «мокрое» сверло работой в сухом режиме, достаточно нескольких секунд.
Комментарий о технике безопасности
Работа с водой накладывает ограничения на выбор подходящего инструмента. Известные мировые бренды (Bosch, DeWALT, Hilti, Metabo и т.д.) прямо указывают на упаковках, что работать можно только аккумуляторным инструментом, применение сетевого запрещено из-за ненулевой вероятности поражения электрическим током.
Особенности процесса
Тестирование рабочего инструмента
Коронка отличается от обычного спирального сверла тем, что «не умеет» центрироваться. Если её просто приставить к поверхности плитки, как мы делаем при сверлении древесины или металла, и включить дрель, то наше алмазное сверло будет елозить туда-сюда, но заглубляться в выбранной точке мы его не заставим. Зато поверхность материала поцарапаем до потери товарного вида. Не правда ли, веселенькая перспектива? Особенно если вас наняли повесить полочку в пафосной ванной, отделанной дорогущим коллекционным материалом, где каждая плитка подбирается индивидуально и едва ли не доставляется клиенту в отдельной шкатулке из ценных пород дерева курьером в белых перчатках? Чтобы не «попасть», нужно подходить к работе очень аккуратно. На самом деле сложного ничего нет. Итак, вот схема действий:
Организуем подачу воды в зону сверления. Если сверлим стену – используем специальные устройства для подачи и задержки воды в нужной точке. Если пол – те же устройства или помощника, льющего воду. Если вдруг, храни Вас небо, потолок (случаи, как известно, бывают разные) – берём специальное сверло для сухого сверления (о них ниже).
Устанавливаем сверло в аккумуляторный шуруповерт, ставим рекомендованную производителем сверла скорость вращения патрона. Рекомендации обычно приведены на упаковке. Они могут быть разными. Например, Bosch указывает «до 1500 об/мин», а Hilti – 1500-2200 об\мин.
Подносим вращающееся сверло под острым углом к поверхности заготовки. Ни в коем случае не прямо! То есть начинаем засверливаться не всей рабочей поверхностью сверла сразу, а узким «серпиком». При таком режиме на поверхности материала появляется сначала узкая дуговидная царапина, наподобие молодого месяца, но никак не полное кольцо. Этот режим позволяет засверливаться очень аккуратно. Исключая царапины. Важно также, чтобы сверло не было сильно изношенным. Первый признак износа – это неожиданный «увод» сверла в сторону при засверливании под углом. Такой оснасткой ещё можно работать долго, но там, где внешний вид поверхности после сверления не имеет решающего значения. «Там, где не видно» — запросто, а вот для дизайнерской ванной рекомендуем всегда держать в запасе новенькое высококачественное сверло.
Когда «полумесяц» уже достаточно заметен, начинаем потихоньку «раскачивать» дрель, сохраняя прежний острый угол. То есть задняя часть инструмента описывает окружность, как будто продольная ось движется по поверхности конуса, направленного вершиной вниз. Это называется «сверление с раскачкой». На этом этапе мы превращаем «полумесяц» в кольцо. Работать нужно очень аккуратно. С новыми сверлами проблем обычно не возникает, особенно если они высококачественные. А вот изношенное может подкинуть сюрприз, особенно в тот момент, когда вы пытаетесь прорезать перемычку и замкнуть кольцо.
Кольцо замкнуто, поверхность вокруг не повреждена? Отлично – можно считать, что полдела сделано. Теперь продолжаете сверлить под углом, с раскачкой, без сильного давления на инструмент. Для хорошего сверла достаточно небольшого давления руками, дополнительно к весу инструмента. На финальном этапе нужно быть особенно аккуратным – если давить чрезмерно, то есть риск расколоть плитку. Поэтому ещё раз: НЕ ДАВИТЬ!
Дальнейший процесс обычно проходит вполне предсказуемо. Когда кольцо замкнуто, то даже сильно изношенное сверло уже никуда из него не денется. При этом продолжаем «раскачку», переходить к давлению всей рабочей поверхностью сверла одновременно не стоит. Досверливаем до конца, вытаскиваем сверло, вынимаем из него керн. Можно переходить к следующему отверстию.
Почему раскачку нужно сохранять на всём этапе сверления? Это очень просто. При таком положении сверла на керамогранит давит только небольшая часть сверла, и удельное давление в точке контакта гораздо выше, чем если бы была задействована вся рабочую поверхность. То есть при такой технологии работа идёт эффективно и без сильного давления. Попробуете сверлить прямо – усилие нужно будет гораздо больше, можно расколоть плитку. Кроме того, сверление с раскачкой – это ещё и оптимальный тепловой режим. Для алмаза самое опасное – это перегрев. Он нагревается при контакте с керамогранитом, но когда сверло наклонено под острым углом, быстро выходит из контакта, и пока несётся по своей «карусели» на следующий оборот, успевает охладиться – ведь он фактически движется в ванной с водой. А если вся кромка сверла постоянно прижата к материалу, то охлаждения не происходит, идёт постоянный нагрев, и ресурс сверла резко сокращается. Так что раскачка – это не только снижение производственных рисков и повышение эффективности работы, но ещё и значительная экономия!
Для сухого сверления отлично подойдёт Bosch easyDry
Нюансы «сухого» сверления
При отделке фасадов керамогранитом приходится сверлить огромное количество отверстий. Здесь важна скорость, и возиться с подачей воды обычно некогда. Поэтому используют специальные сверла, предназначенные для сухого сверления. Это в первую очередь Bosch easyDry, аналогичного назначения продукты есть у Messer.
Сверла Bosch easyDry отличается от прочих предельно толстым хвостовиком – зафиксировать его можно только в патроне с максимальным диаметром зажима 13 мм. Хвостовик полый, внутрь залито обычное оливковое масло. Торцы заткнуты съёмными колпачками. Вода такому сверлу не нужна, охлаждение осуществляется маслом. Именно оливковым, потому что у него температура кипения выше, чем у подсолнечного.
Технология работы таким сверлом проста. Зажимаем сверло в патроне, снимаем нижний колпачок, засверливаемся под углом и сверлим с раскачкой, как и «мокрыми» сверлами. При этом следим за цветом шлама – он должен быть серым, а не белым. То есть более тёмным, чем сам керамогранит (это верно для светлой плитки). Это означает, что масло поступает, и тепловой режим сверла оптимальный. Если вдруг в процессе работы замечаете, что шлам поменял цвет и резко посветлел – немедленно останавливайтесь. Масло или закончилось, или перестало поступать в зону сверления из-за того, что канал забило шламом. Необходимо или долить масло, или прочистить канал, это может увеличить ресурс сверла в несколько раз. Вообще в процессе работы имеет смысл периодически проверять уровень масла (забавно звучит, не правда ли – уровень масла в сверле), при необходимости доливать. Благо что менять его не надо.
Как сверлить керамогранит? Советы от эксперта
Сегодня керамогранит укладывают не только на пол, но и на стены, используют для отделки интерьеров и экстерьеров, и даже изготавливают из него мебель. Такая популярность обусловлена его уникальными техническими характеристиками: минимальное водопоглащение, высокая износостойкость, морозостойкость и особая прочность.
Описанные выше свойства влияют на специфику работы с материалом и требуют от мастера использование правильного инструмента. Если с резкой керамогранита справится практически каждый, то просверлить в нем отверстие с такой же легкостью, как в керамической плитке, получится не сразу.
Совместно с мастером по укладке плитки Максимом Неклюдовым мы подготовили для вас несколько рекомендаций по сверлению керамогранита, которые помогут облегчить рабочий процесс и получить качественный результат. Сверлить керамогранит станет проще!
ЧЕМ СВЕРЛИТЬ КЕРАМОГРАНИТ
Чаще всего сверление керамогранита осуществляется с помощью алмазных коронок с гальваническим напылением и спеченных кольцевых алмазных сверл.
Существует два вида алмазных коронок: для сухого реза (без подачи воды) и для мокрого реза (с подачей воды).
Особенности коронок для мокрого реза: такие коронки используются с шуруповертом и с одновременной подачей воды в область сверления. Особенность таких коронок в том, что алмаз имеет гораздо меньший сегмент, который необходимо охлаждать при помощи воды (вода имеет не только функцию охлаждения, но и вывода шлама из отверстия). Меньший сегмент алмаза дает более аккуратный чистовой рез, практически без сколов.
Для сверления необходимо использовать электродрель с регулировкой оборотов или шуроповет. Начинать и завершать сверление нужно на минимальных оборотах. А вот основной процесс выполняется на средних оборотах. Главное не спешить.
View this post on Instagram
Отверстие 20мм в керамограните . #укладка_плитки_в_деталях #отверстия_в_плитке
A post shared by Dmitriy Drozdov (@instabur.pro) on
Особенности коронок для сухого реза: обычно такие коронки используются с УШМ (угловая шлифовальная машина, в народе «болгарка») и имеют большой сегмент алмазов. С их помощью можно достаточно быстро проделать отверстия в керамограните, но из-за большого сегмента алмаза на кромке могут образоваться небольшие сколы. Это не является проблемой, поскольку подобные отверстия, как правило, перекрываются заглушками или декоративными чашками.
Важно знать, что ресурс такой коронки меньше по сравнению с коронками для мокрого реза, поэтому рекомендуем использовать УШМ (она же болгарка) с регулировкой оборотов. Это позволить избежать перегрева и сгорания алмазов, а соответственно, коронка не выйдет из строя раньше времени.
СОВЕТЫ ПО СВЕРЛEНИЮ КЕРАМОГРАНИТА
1. Отверстия в керамограните лучше делать с лицевой стороны, чтобы не допустить сколов кромки.
2.Для удобства можно работать со специальной дрельной стойкой, потому что тогда отверстие получится ровным, или можно воспользоваться специальным кондуктором.
3.Сверление следует производить на ровном, стабильном основании, не допуская вибрации плитки. Она должна плотно прилегать к основанию (фанера, плотный пенопласт, гипсокартон).
4.Не рекомендуется сверлить ударной дрелью, поскольку она способна повредить материал. Не допускать чрезмерного нажима, коронка должна равномерно и плавно стачивать керамогранит.
5.Сверло следует направлять только вертикально и на низких оборотах.
6.Сверление необходимо производить исключительно во влажной среде, с постоянным охлаждением коронки. Для этого необходимо использовать пульвилезатор, или в месте сверления сформировать ванночку из пластилина постоянно добавляя в неё воду.
Сверление керамогранита не представляет особых сложностей, если использовать правильные инструменты и соблюдать несложные правила работы.
Поделиться:
Как сверлить керамогранит
Независимо от того, являетесь ли вы профессиональным установщиком ванных комнат или увлеченным мастером, устанавливающим новую вешалку для полотенец на стену, знание того, как сверлить керамогранит, — это вызов, который вам придется решать. встретится в какой-то момент. Если вы только что закончили новую облицовку ванной или кухни, следующая задача — повесить новую ванную или кухонную утварь. Последнее, что вы хотите сделать, это повредить или треснуть плитку или неаккуратно просверлить отверстие, которое не совпадает с оборудованием должным образом. Еще одним важным фактором в наши дни, когда очень твердый керамический керамогранит становится все более и более популярным, является выбор сверла, которое действительно успешно просверлит плитку.
Цель этого блога — дать небольшое представление о том, как сверлить керамогранит и другие типы плитки, успешно и точно просверливая аккуратное отверстие во всех типах напольной и настенной плитки, не вызывая повреждений.
Следуйте пяти приведенным ниже правилам, чтобы получить пошаговое руководство по сверлению плитки:
Медленно и уверенно выигрывает гонку.
Убедитесь, что сверло не изношено и не затупилось.
Никогда не давите слишком сильно; пусть сверло сделает свою работу.
Никогда не используйте ударную или перфораторную дрель – только плоскую вращающуюся.
Используйте направляющую или шаблон для максимальной точности.
Использование правильного типа сверла является очевидным требованием; Есть три основных типа на выбор: наконечник со стрелой, многоцелевое или алмазное сверло.
Стреловидные сверла и универсальные сверла — отличный недорогой вариант, если вы сверлите только более мягкую плитку. Сравнение двух; разница в производительности очень мала. Для разовых работ я бы порекомендовал многоцелевое сверло, так как после завершения задачи вы сможете использовать сверло для обработки широкого спектра других материалов позднее. Многоцелевые сверла также хорошо работают с кирпичом, блоками, деревом, пластиком и даже листовой сталью, тогда как сверла со стрелой можно использовать только для плитки и стекла. Для действительно прочной плитки есть только один вариант – алмаз. На видео ниже показано сравнение трех вариантов сверления отверстия диаметром 6 мм в плитке из стеклокерамического керамогранита.
Если вы внимательно посмотрите на два сверла, которые не справились со своей задачей, то увидите, что воронение произошло из-за значительного накопления тепла. Оператор мог бы продолжать бурение еще много минут или даже часов, и задача так и не была бы выполнена. Жизненно важно, чтобы наконечник сверла оставался холодным, но как это сделать? Использование воды является очевидным решением, но поддерживать влажность вертикального участка не так просто. Вы можете попробовать иметь миску с холодной водой, чтобы время от времени окунать биту в нее, но это может быть настоящей болью, а также дает «жидкий раствор», который может окрасить затирку для плитки — не идеальный вариант! Снижение скорости сверления помогает свести к минимуму накопление тепла, но ключом к впечатляющим характеристикам сверла Maxitek Dry Diamond является не только высокая концентрация очень абразивных алмазных частиц, но и инновационное использование сухого парафина, который заполняет сверло. полый центр сверла. Этот воск затем диспергируется в процессе бурения, образуя сухую смазку и эффективную охлаждающую жидкость, что позволяет использовать алмазные коронки на более высоких скоростях бурения. Сухие алмазные сверла Maxitek можно использовать не только для сверления керамической и керамогранитной плитки, но и для гранита, мрамора и камня.
Последней ключевой областью, которую необходимо охватить, является точность отверстия. Последнее, что вам нужно, это то, что отверстия для крепления не совпадают должным образом. Старый трюк, чтобы остановить «блуждание» при использовании наконечника стрелы или многоцелевого сверла, — это наклеить малярную ленту на поверхность плитки. Это может решить проблему до некоторой степени, но не всегда устраняет несоосность. Идеальное решение — использовать направляющую для сверления; либо подходящую направляющую для всасывания, либо просто сделайте свою собственную! Если вы регулярно сверлите плитку, имеет смысл инвестировать в подходящую направляющую для всасывающего сверления — она довольно недорогая и прослужит вам долгие годы. В качестве альтернативы можно сделать свой собственный из старого обрезка дерева, но это требует особой осторожности при надежном и точном удерживании на месте. На сравнительном видео вы увидите, что алмазные сверла можно использовать без направляющей, начав процесс сверления под углом, а затем выпрямив его, чтобы завершить отверстие. После большой практики это, безусловно, вариант, но для оптимальной точности я всегда рекомендую использовать направляющую.
После того, как вы выполнили задачу по сверлению чистого и аккуратного отверстия в плитке, последним моментом, который следует рассмотреть, является использование подходящего сверла и крепления для завершения работы в основании за плиткой. Обычно это обычные строительные материалы, такие как кирпич, блоки или гипсокартон. В большинстве случаев обычно используются обычные пластиковые заглушки или легкие крепления для полостей, но не перетягивайте крепление — это еще одна потенциальная причина повреждения или растрескивания плитки.
ФИНАНСИРОВАНИЕ ДО 3 ЛЕТ ДОСТУПНО
Распределите стоимость с помощью финансирования от Klarna при заказе на сумму более 99 фунтов стерлингов с НДС.
Узнайте больше
Пакет поддержки электроинструментов
Дополнительная гарантия в качестве стандартной для некоторых электроинструментов.
Узнайте больше
Ремонт инструмента
Мы соберем, отремонтируем и вернем вам его как новый. Узнать больше
Открыть торговый счет
Получите доступ к эксклюзивным торговым ценам и многому другому, подав заявку сегодня. Узнайте больше
Подпишитесь на уведомления о предложениях и обновлениях, которые будут приходить прямо на ваш почтовый ящик
Синхронизация сведений о клиенте
Как просверлить отверстие в плитке за 4 простых шага
Как просверлить отверстие в плитке за 4 простых шага
Angi
Solution Center
Remodeling
By YinYang via iStock / Getty Images
Сверление керамогранита — это простой проект «сделай сам», который можно выполнить за пару часов, выполнив четыре простых шага
Получите предложения от трех профессионалов!
Введите почтовый индекс ниже и найдите лучших профессионалов рядом с вами.
Попытка выяснить, как просверлить плитку, может показаться пугающей, если вы никогда не делали этого раньше, но на самом деле это довольно простой проект «сделай сам». Если у вас есть пара свободных часов, несколько простых инструментов и желание прочитать эти простые шаги, вы сможете просверлить чистое красивое отверстие в кратчайшие сроки.
Сложность проекта: 3/5
Необходимое время: 1-2 часа
Необходимые инструменты: Электродрель, уровень, рулетка, карандаш или маркер, губка и ведро с водой, силиконовый герметик, алмазный наконечник сверло, шурупы, искатель шпилек
Стоимость самостоятельного сверления отверстия в керамограните по сравнению с наймом профессионала
Средние цены на разнорабочих варьируются от 60 до 120 долларов в час , что не включает транспортные расходы и расходы на материалы . Если вы выполняете сверление самостоятельно, все, за что вам нужно заплатить, — это стоимость инструментов, многие из которых у вас, вероятно, уже есть.
Самым дорогим инструментом, необходимым для проекта, является дрель, стоимость которой обычно начинается от $40 . Также полезен искатель стад, который вы можете купить по цене от до 15 долларов. Вам также понадобятся сверла с алмазными наконечниками для проекта, которые обычно стоят от 7 до 10 долларов США .
Остальные необходимые инструменты не должны стоить вам больше, чем 10 долларов , но есть вероятность, что у вас уже есть некоторые из них, такие как ведро, губка и карандаш. Независимо от того, решите ли вы сделать это своими руками или нанять профессионала по ремонту ванной комнаты, все зависит от вашего уровня комфорта с домашними проектами и электроинструментами.
1. Используйте сверло с алмазным наконечником
Керамогранит должен быть прочным и долговечным, и это здорово, но это также означает, что для него не следует использовать стандартное сверло. Даже если на упаковке вашего стандартного сверла указано, что его можно использовать для твердых материалов, таких как кирпич, вам все равно не следует использовать его для керамогранита. Это связано с тем, что биту легко поскользнуться и повредить плитку, что может означать дорогостоящий ремонт плитки в ванной комнате.
Вместо этого используйте сверло с алмазным наконечником, которое можно найти в любом хозяйственном магазине. Правильно названные биты с алмазным наконечником имеют наконечник, покрытый алмазами, которые могут безопасно отшлифовать вашу керамогранитную плитку, чтобы создать аккуратное и чистое отверстие. Эти биты выделяют много тепла, поэтому они поставляются с влагозащитными элементами, которые помогают сохранять биту прохладной.
2. Измерьте и отметьте керамогранит
smuay — stock.adobe.com
Измерьте область, в которой вы сверлите, с помощью маркера или карандаша, чтобы отметить точные места, где вы планируете сверлить. Использование уровня при измерении поможет убедиться, что ваши отверстия ровные.
Если вы устанавливаете что-то, что должно быть достаточно прочным, например, поручни для душа, вам следует просверлить деревянные балки, также известные как шпильки, за стеной, иначе поручни могут выпасть при использовании. Вы можете использовать искатель шпилек, чтобы найти эти балки.
При сверлении керамогранита сверло может легко соскользнуть, но вы можете использовать клейкую ленту. Отметив области, где вы планируете сверлить, наклейте на отметку кусок малярной ленты. Эта лента обеспечит дополнительное трение, которое поможет предотвратить скольжение сверла.
3. Просверлите отверстие в керамограните
После разметки мест для сверления самое время приступить к сверлению плитки. Во-первых, заполните водоудерживающую часть биты, чтобы она оставалась прохладной. Но имейте в виду, что этого кусочка часто недостаточно для полного охлаждения биты, поэтому полезно также иметь под рукой губку и ведро с прохладной водой.
Если во время сверления вы заметили, что из сверла поднимается пар, намочите губку и промокните кончик сверла, чтобы охладить его. Только следите за тем, чтобы вода не попала на моторизованную часть сверла.
Когда у вас есть губка и вода, вы можете начать сверлить плитку с легким, но постоянным давлением. При бурении важно не торопиться. Запустите дрель на низкой скорости и наберитесь терпения. Чтобы пробить глазурованную поверхность керамогранита, может потребоваться довольно много времени, но если вы попытаетесь поторопиться, вы рискуете создать вибрации, которые повредят плитку.
4. Высушите и заклейте отверстия в плитке
После сверления отверстий вы должны высушить всю поверхность. Затем возьмите силиконовый герметик и распылите его на отверстия, чтобы сделать их водонепроницаемыми. Силикон не растворяется в воде, поэтому он может помочь предотвратить попадание воды туда, где этого быть не должно.
Теперь, когда отверстия водонепроницаемы силиконом, вы можете взять шурупы и все, что вы устанавливаете, и прикрутить их к стене. Только будьте осторожны, чтобы не перетянуть винты, так как это может привести к растрескиванию плитки. После того, как вы прикрепите что-либо к стене, подождите около 24 часов, прежде чем использовать его, чтобы у силикона было достаточно времени для затвердевания.
 Вы можете видеть, в каких сферах применяется арматура пластиковая видео Вы можете просмотреть на нашем сайте. Стеклопластиковая арматура отзывы имеет не только от строителей, занятых в промышленном строительстве, но и от тех, кто занимается малоэтажным, коттеджным строительством. Качество арматуры таково, что она позволяет провести армирование постройки любой сложности. Хотя, в коттеджном строительстве арматура композитная стеклопластиковая отзывы стала получать сравнительно недавно.
Вы можете видеть, в каких сферах применяется арматура пластиковая видео Вы можете просмотреть на нашем сайте. Стеклопластиковая арматура отзывы имеет не только от строителей, занятых в промышленном строительстве, но и от тех, кто занимается малоэтажным, коттеджным строительством. Качество арматуры таково, что она позволяет провести армирование постройки любой сложности. Хотя, в коттеджном строительстве арматура композитная стеклопластиковая отзывы стала получать сравнительно недавно.

 Появляются новые рецептуры строительного камня, специальные марки бетонов, фундаментных составов, облицовочных и теплоизоляционных материалов. Параллельно на рынке, ранее традиционном для металлической арматуры и специальных конструкций, активно пытаются завоевать «место под солнцем» производители разнообразных композитных изделий. Чаще всего это неметаллические силовые элементы и стеклопластиковая арматура.
Появляются новые рецептуры строительного камня, специальные марки бетонов, фундаментных составов, облицовочных и теплоизоляционных материалов. Параллельно на рынке, ранее традиционном для металлической арматуры и специальных конструкций, активно пытаются завоевать «место под солнцем» производители разнообразных композитных изделий. Чаще всего это неметаллические силовые элементы и стеклопластиковая арматура. И все же, если сравнить стоимость стеклопластикового и стального прутка одного диаметра, металлическая арматура имеет складскую цену на 10-20% меньше, а это очень большая разница для такой сферы, как строительство.
И все же, если сравнить стоимость стеклопластикового и стального прутка одного диаметра, металлическая арматура имеет складскую цену на 10-20% меньше, а это очень большая разница для такой сферы, как строительство. Огромное количество предложений, грамотная политика продаж и скрытая реклама позволяют диверсифицировать рынок;
Огромное количество предложений, грамотная политика продаж и скрытая реклама позволяют диверсифицировать рынок; Их мнение и отзывы, как правило, отражаются в оценках и заказных расчетах конкретных строительных проектов, стоят немалых денег и на суд общественности не выносятся.
Их мнение и отзывы, как правило, отражаются в оценках и заказных расчетах конкретных строительных проектов, стоят немалых денег и на суд общественности не выносятся.



 Зачастую в условиях применения в фундаменте специальных добавок, усиливающих морозостойкость или водонепроницаемость, стальная арматура начинает интенсивно коррозировать. Особенно в фундаментах на грунтах с высоким содержанием солей или в непосредственной близости к трансформаторным подстанциям.
Зачастую в условиях применения в фундаменте специальных добавок, усиливающих морозостойкость или водонепроницаемость, стальная арматура начинает интенсивно коррозировать. Особенно в фундаментах на грунтах с высоким содержанием солей или в непосредственной близости к трансформаторным подстанциям. Это низкое качество самой стеклопластиковой арматуры отечественного производителя. Практически каждая бухта с арматурой имеет дефекты излома.
Это низкое качество самой стеклопластиковой арматуры отечественного производителя. Практически каждая бухта с арматурой имеет дефекты излома.
 dd
dd
 Как и у большинства вещей, у каждого материала есть свои плюсы и минусы. С введением фитингов PEX из нержавеющей стали разговор меняется, поскольку нержавеющая сталь решает многие проблемы с традиционными латунными и пластиковыми обжимными фитингами PEX.
Как и у большинства вещей, у каждого материала есть свои плюсы и минусы. С введением фитингов PEX из нержавеющей стали разговор меняется, поскольку нержавеющая сталь решает многие проблемы с традиционными латунными и пластиковыми обжимными фитингами PEX. Металлические (из латуни и нержавеющей стали) обжимные фитинги, изготовленные в соответствии с ASTM F1807, с большими проходными сечениями. Если вы используете пластиковые обжимные фитинги по всему дому, это может привести к значительному ограничению потока.
Металлические (из латуни и нержавеющей стали) обжимные фитинги, изготовленные в соответствии с ASTM F1807, с большими проходными сечениями. Если вы используете пластиковые обжимные фитинги по всему дому, это может привести к значительному ограничению потока. При этом обжимные фитинги из нержавеющей стали PEX сочетают в себе все положительные свойства пластика и латуни, обеспечивая высокую прочность и большие проходные сечения.
При этом обжимные фитинги из нержавеющей стали PEX сочетают в себе все положительные свойства пластика и латуни, обеспечивая высокую прочность и большие проходные сечения. Это стало еще большей проблемой с системами PEX.
Это стало еще большей проблемой с системами PEX. Превосходная коррозионная стойкость нержавеющей стали превосходит латунь, особенно из-за очень тонкой структуры стенок металлических обжимных фитингов PEX.
Превосходная коррозионная стойкость нержавеющей стали превосходит латунь, особенно из-за очень тонкой структуры стенок металлических обжимных фитингов PEX. Колено PEX из нержавеющей стали Boshart было разработано таким образом, чтобы значительно уменьшить эти эффекты.
Колено PEX из нержавеющей стали Boshart было разработано таким образом, чтобы значительно уменьшить эти эффекты.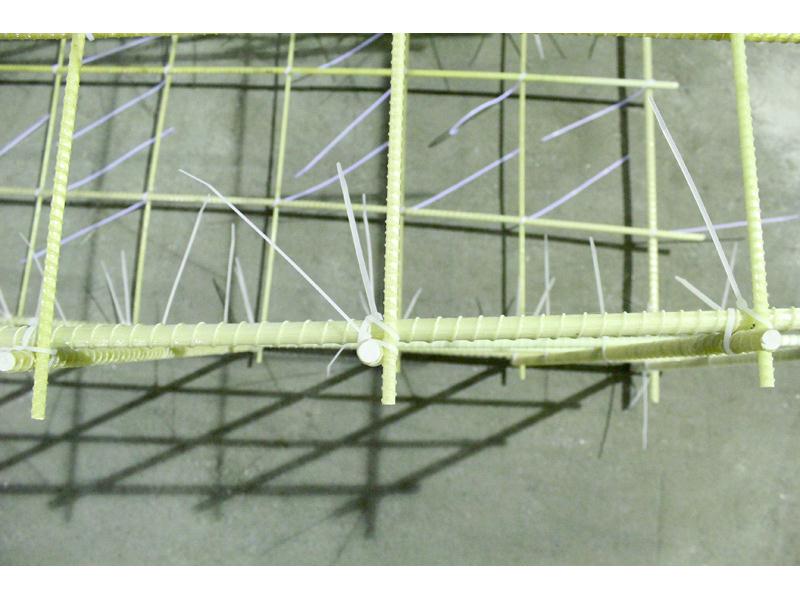
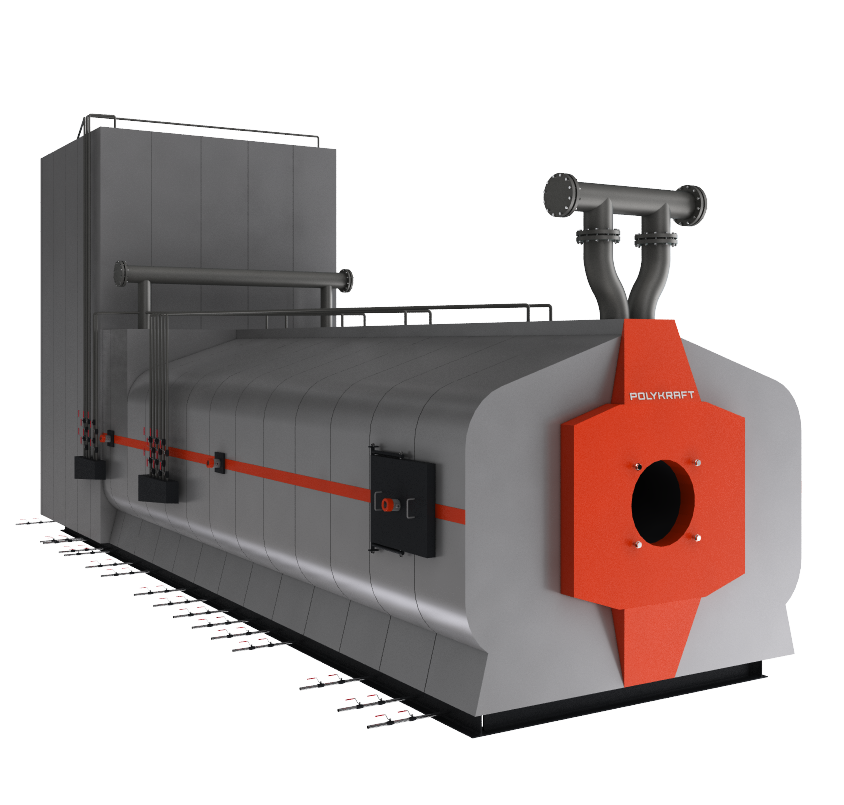

 Нормативный срок эксплуатации котла установлен в соответствии с “ГОСТ 21563-93. Котлы водогрейные. Основные параметры и технические требования” и составляет не менее 20 лет. Гарантийный срок при соблюдении условий транспортировки, хранения, монтажа и эксплуатации составляет 2 года со дня ввода в эксплуатацию.
Нормативный срок эксплуатации котла установлен в соответствии с “ГОСТ 21563-93. Котлы водогрейные. Основные параметры и технические требования” и составляет не менее 20 лет. Гарантийный срок при соблюдении условий транспортировки, хранения, монтажа и эксплуатации составляет 2 года со дня ввода в эксплуатацию.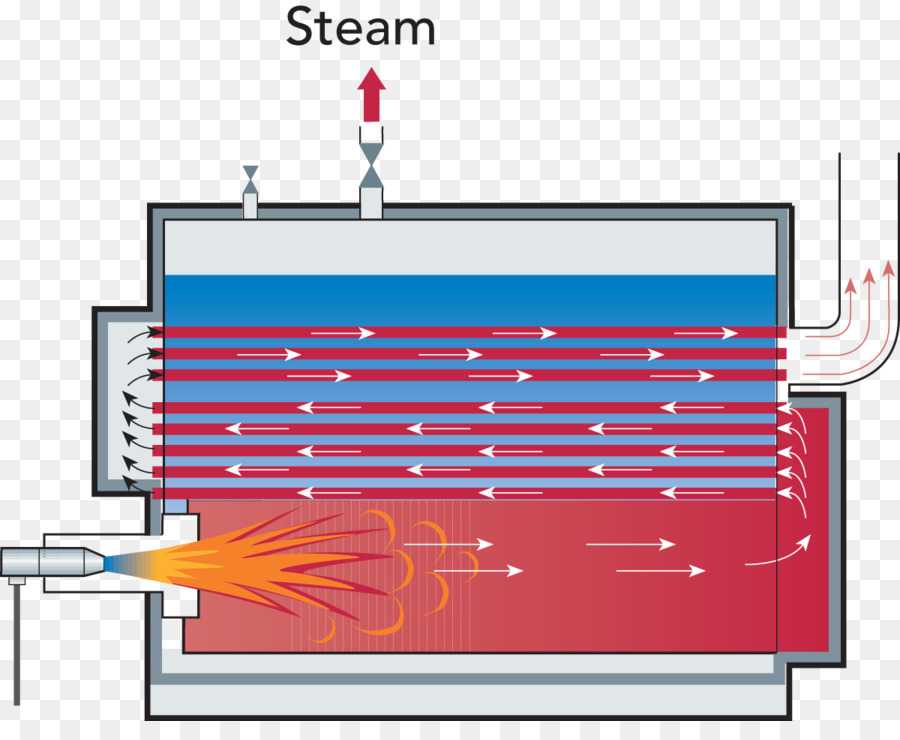
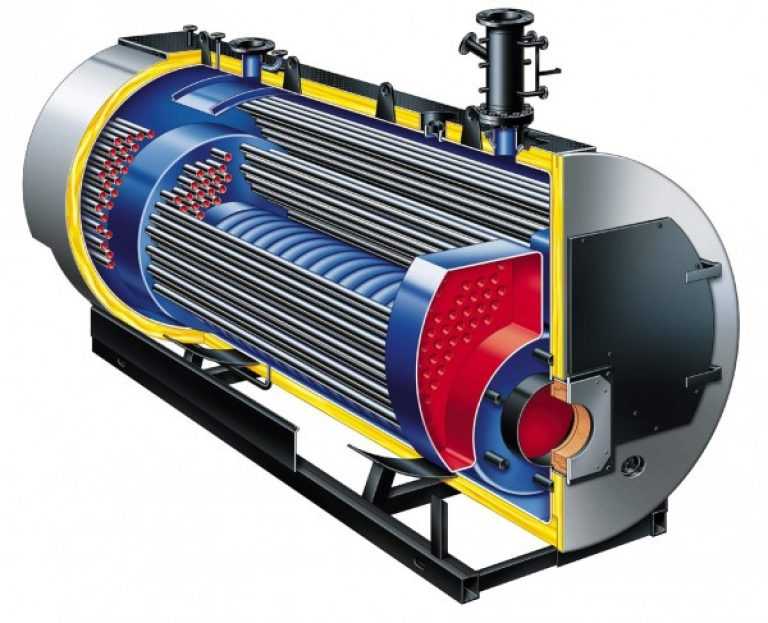 Поставка котла потребителю осуществляется либо целым изделием, либо с разбивкой на удобные для транспортировки части.
Поставка котла потребителю осуществляется либо целым изделием, либо с разбивкой на удобные для транспортировки части.
 Это тема, которую стоит осветить, прежде чем рассматривать различные типы доступных водотрубных котлов. Рисунок 3.3.2 помогает объяснить этот принцип:
Это тема, которую стоит осветить, прежде чем рассматривать различные типы доступных водотрубных котлов. Рисунок 3.3.2 помогает объяснить этот принцип: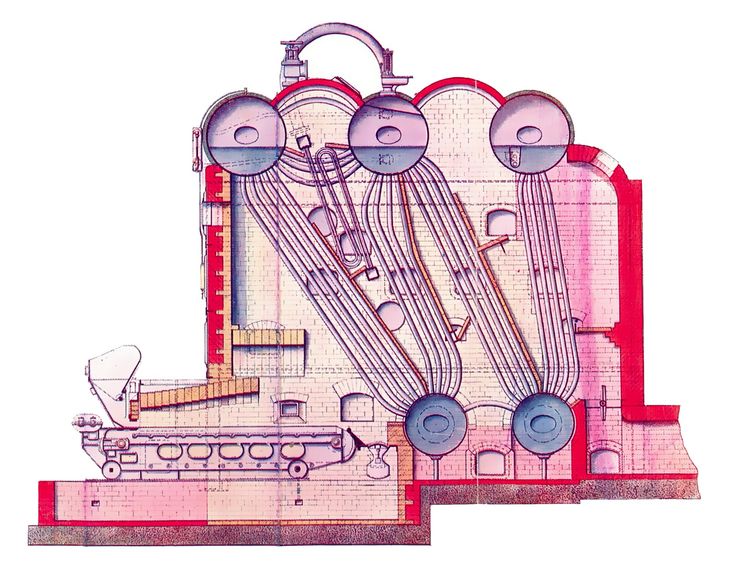

 3.3.6. Поперечный барабан работает по тому же принципу, что и продольный барабан, за исключением того, что он обеспечивает более равномерную температуру по всему барабану. Однако существует риск повреждения из-за неправильной циркуляции при высоких паровых нагрузках; если верхние трубки станут сухими, они могут перегреться и в конечном итоге выйти из строя.
3.3.6. Поперечный барабан работает по тому же принципу, что и продольный барабан, за исключением того, что он обеспечивает более равномерную температуру по всему барабану. Однако существует риск повреждения из-за неправильной циркуляции при высоких паровых нагрузках; если верхние трубки станут сухими, они могут перегреться и в конечном итоге выйти из строя. Вода в водяном барабане и соединительные трубы к двум другим верхним барабанам нагреваются, и образовавшиеся пузырьки пара поднимаются в верхние барабаны, где пар затем отводится.
Вода в водяном барабане и соединительные трубы к двум другим верхним барабанам нагреваются, и образовавшиеся пузырьки пара поднимаются в верхние барабаны, где пар затем отводится.

 Также нет необходимости предусматривать размещение горелок. По этим причинам водотрубные котлы, как правило, представляют собой лучшее и более компактное решение. Поскольку эффективность является основным фактором для лиц, принимающих решения по ТЭЦ, конструкция этих котлов вполне может включать экономайзер (нагреватель питательной воды).
Также нет необходимости предусматривать размещение горелок. По этим причинам водотрубные котлы, как правило, представляют собой лучшее и более компактное решение. Поскольку эффективность является основным фактором для лиц, принимающих решения по ТЭЦ, конструкция этих котлов вполне может включать экономайзер (нагреватель питательной воды).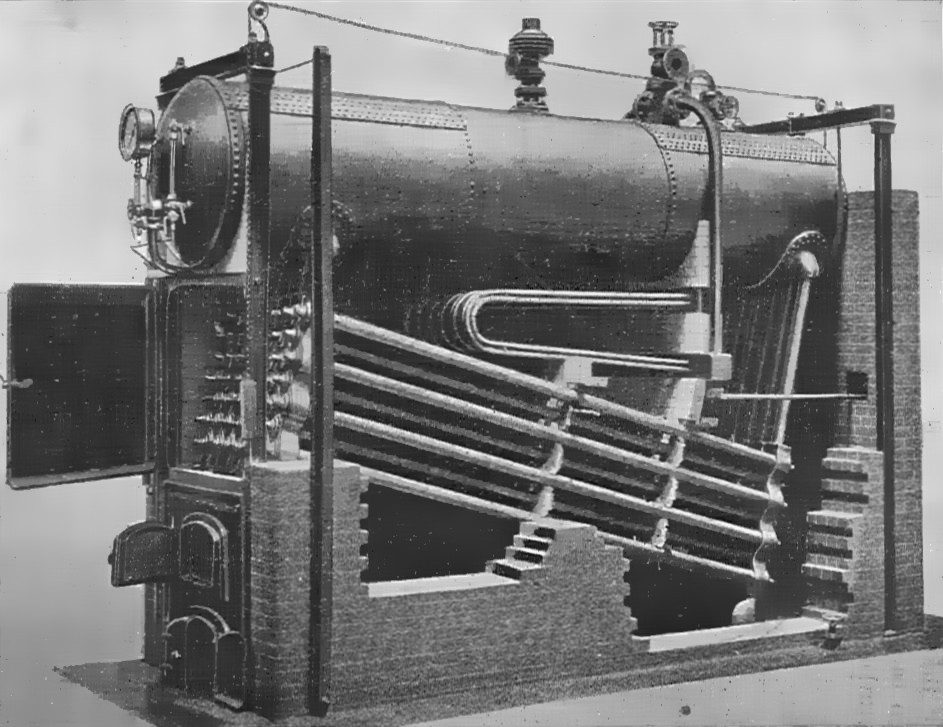 Этот тип котла отличается от обычных котлов, в которых используется жаротрубная система. Водотрубные котлы более эффективны, чем жаротрубные, они производят больше пара, но потребляют меньше топлива. Они также намного безопаснее, чем жаротрубные котлы, и ими легче управлять, когда речь идет о плановых проверках и техническом обслуживании. Так как же именно работают эти водотрубные котлы?
Этот тип котла отличается от обычных котлов, в которых используется жаротрубная система. Водотрубные котлы более эффективны, чем жаротрубные, они производят больше пара, но потребляют меньше топлива. Они также намного безопаснее, чем жаротрубные котлы, и ими легче управлять, когда речь идет о плановых проверках и техническом обслуживании. Так как же именно работают эти водотрубные котлы?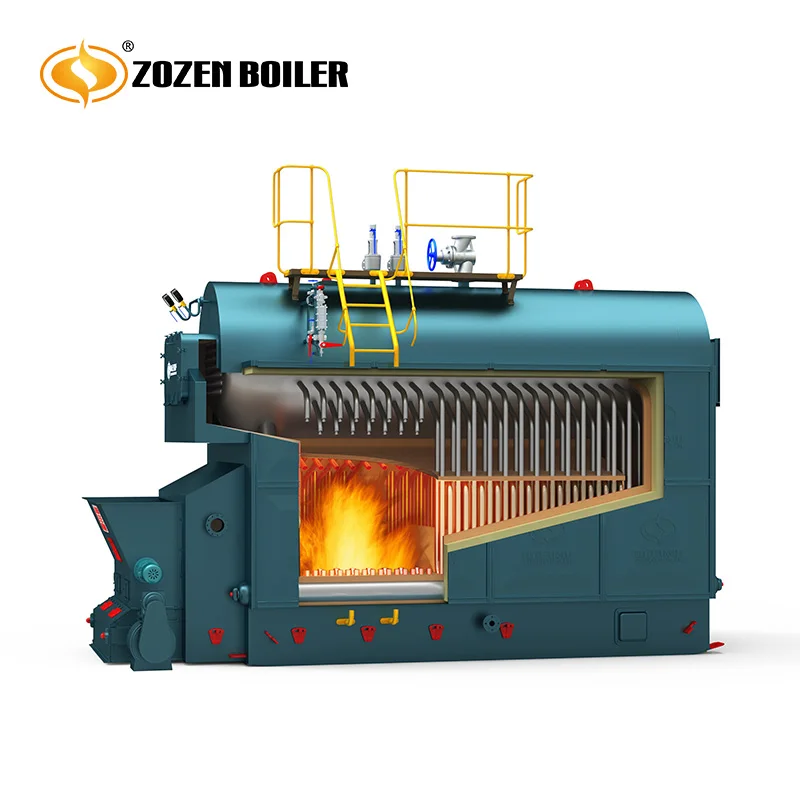 По мере того как стенки трубок нагреваются газом, тепло передается воде, в конечном итоге превращая горячую воду в пар.
По мере того как стенки трубок нагреваются газом, тепло передается воде, в конечном итоге превращая горячую воду в пар.
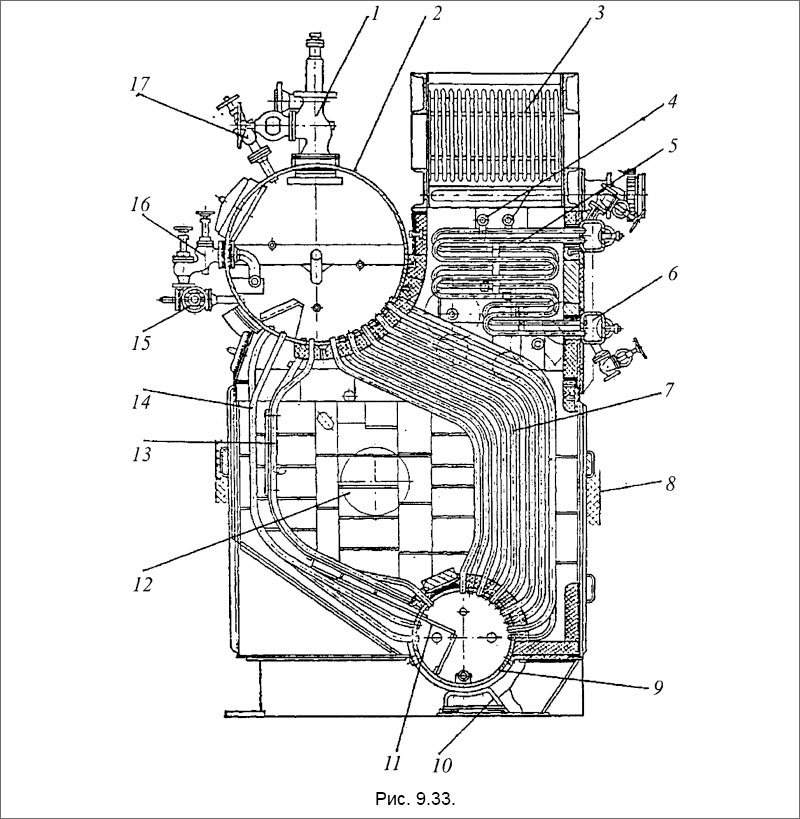 Это заметное отличие от жаротрубных котлов, в которых вода, используемая для создания пара, будет окружать источник тепла.
Это заметное отличие от жаротрубных котлов, в которых вода, используемая для создания пара, будет окружать источник тепла.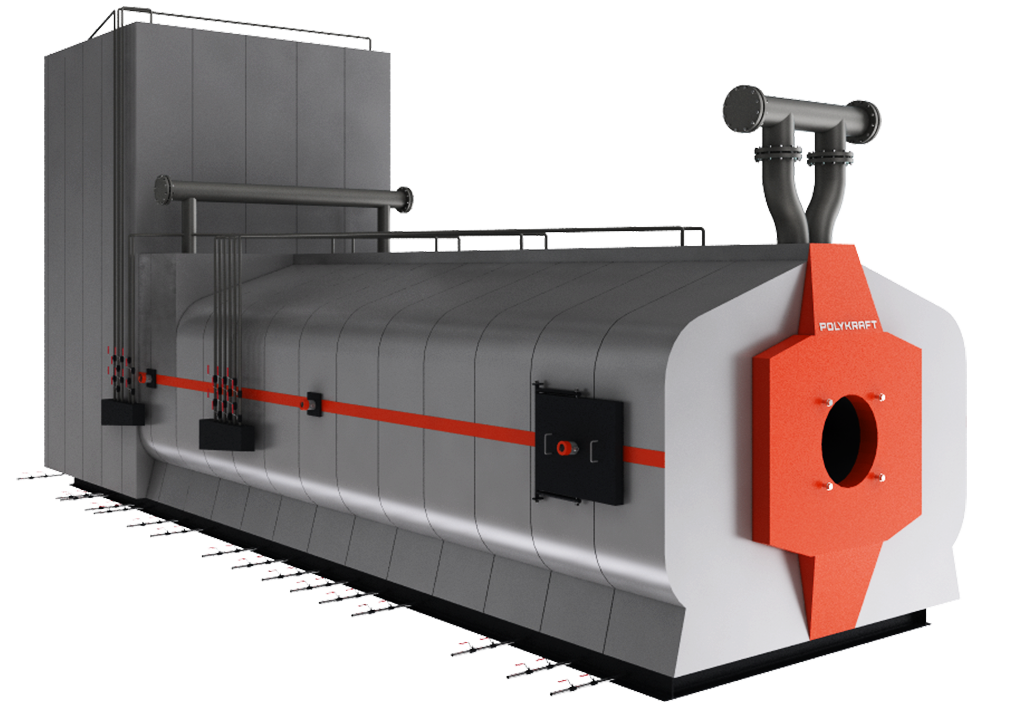
 youtube.com/embed/jlfTIYhe864″ frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/jlfTIYhe864″ frameborder=»0″ allowfullscreen=»allowfullscreen»> 
 к. отсутствуют «ударные» нагрузки.
к. отсутствуют «ударные» нагрузки. На базе сенсорной панели оператора расширяются возможности интерфейсного меню:
На базе сенсорной панели оператора расширяются возможности интерфейсного меню: ИВ3430 предназначен дл, станок ив 3430 Станок трубогибочный (трубогиб) ИВ3430 трубогиб ив3430 полуавтомат. ив 3430, трубогибочный станок ив 3430 с механическим приводом цена завод производитель трубогиба ИВ3430 трубогиб ИВ 3430 завод.
ИВ3430 предназначен дл, станок ив 3430 Станок трубогибочный (трубогиб) ИВ3430 трубогиб ив3430 полуавтомат. ив 3430, трубогибочный станок ив 3430 с механическим приводом цена завод производитель трубогиба ИВ3430 трубогиб ИВ 3430 завод.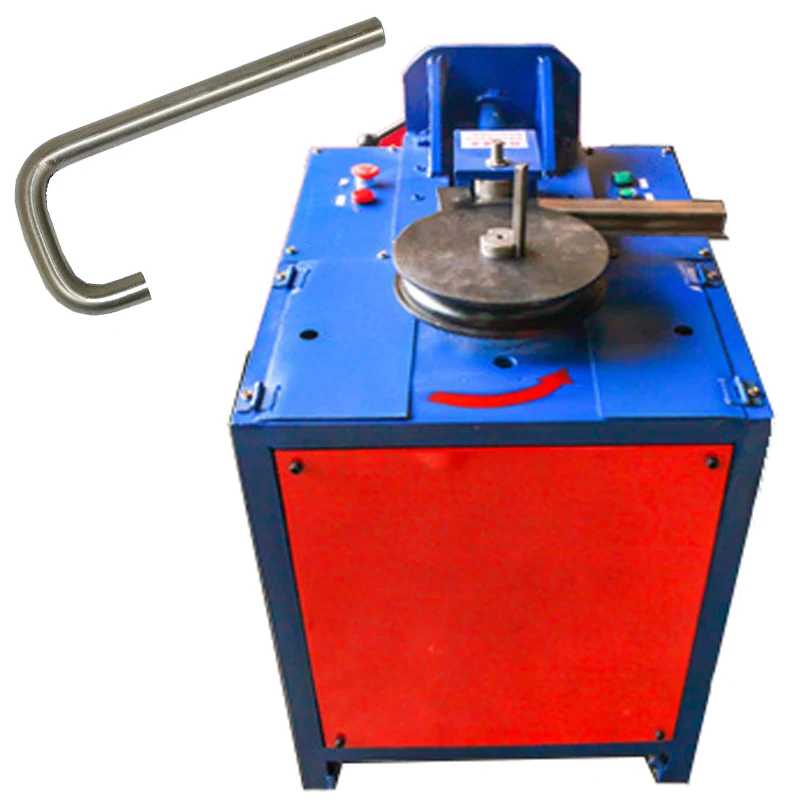
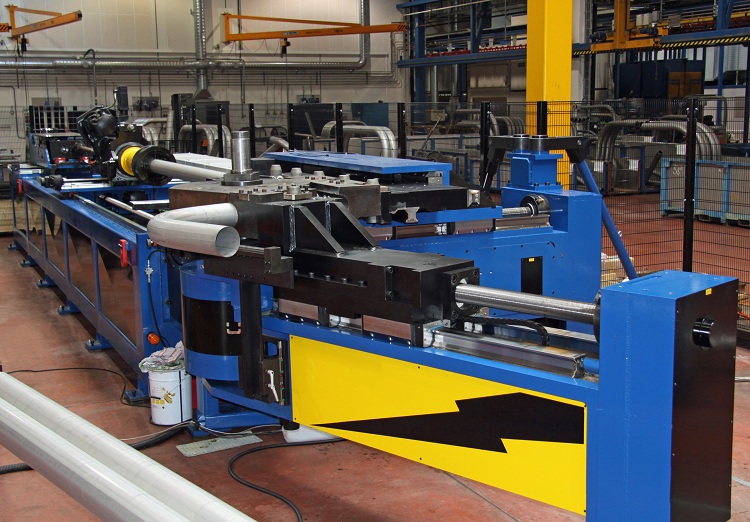
 Возможны изменения технических характеристик товара в зависимости от модификации. Информация на данном сайте носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 ГК РФ.
Возможны изменения технических характеристик товара в зависимости от модификации. Информация на данном сайте носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 ГК РФ.
 Каждый новый трубогиб основывается на успехе своего предшественника, обеспечивая повторяющиеся поколения совершенства гибки труб.
Каждый новый трубогиб основывается на успехе своего предшественника, обеспечивая повторяющиеся поколения совершенства гибки труб. Включает набор штампов и двухфункциональное устройство для финишной обработки концов для прецизионного расширения и развальцовки оригинального оборудования.
Включает набор штампов и двухфункциональное устройство для финишной обработки концов для прецизионного расширения и развальцовки оригинального оборудования. В очень загруженных цехах автоматический трубогиб сэкономит время и упростит дублирование результатов.
В очень загруженных цехах автоматический трубогиб сэкономит время и упростит дублирование результатов.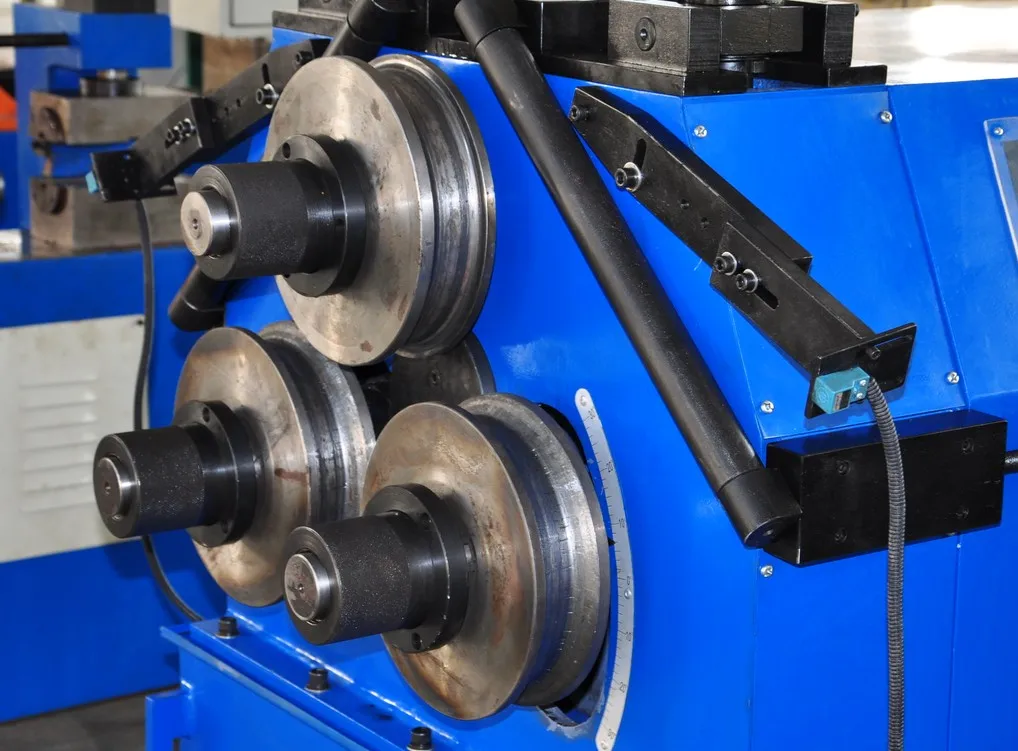 Вот почему мы предлагаем полный спектр моделей гибочных станков с различной архитектурой, чтобы удовлетворить ваш личный стиль гибки. Наша классическая серия ручных гибочных станков Blue Bullet идеально подходит для производителей, которые любят работать руками. Мы также предлагаем многофункциональные автоматические и полуавтоматические гибочные станки с цифровым управлением для тех, кому нужна максимальная точность станка. Или, если вы работаете спиной к стене, обратите внимание на модели с боковой загрузкой. Комплекты штампов BendPak Standard и Deluxe гарантируют, что какой бы специальный изгиб вы ни выбрали, вы сможете получить его на своем Бендере BendPak. Мы производим гибочные станки дольше, чем большинство компаний, поэтому можно с уверенностью называть нас настоящим авторитетом в области гибки.
Вот почему мы предлагаем полный спектр моделей гибочных станков с различной архитектурой, чтобы удовлетворить ваш личный стиль гибки. Наша классическая серия ручных гибочных станков Blue Bullet идеально подходит для производителей, которые любят работать руками. Мы также предлагаем многофункциональные автоматические и полуавтоматические гибочные станки с цифровым управлением для тех, кому нужна максимальная точность станка. Или, если вы работаете спиной к стене, обратите внимание на модели с боковой загрузкой. Комплекты штампов BendPak Standard и Deluxe гарантируют, что какой бы специальный изгиб вы ни выбрали, вы сможете получить его на своем Бендере BendPak. Мы производим гибочные станки дольше, чем большинство компаний, поэтому можно с уверенностью называть нас настоящим авторитетом в области гибки. и сменные ленты, которые полностью устраняют перепуск жидкости. Микрогладкий хромированный стержень изготовлен из высокопрочной, шлифованной и полированной микролегированной стали C-1045/50 и имеет покрытие диаметром не менее 0,001 дюйма, чтобы обеспечить превосходную работу и срок службы цилиндра. механически нагруженные уплотнения штока делают утечку штока делом прошлого, в то время как специально разработанный устойчивый к истиранию уретановый грязесъемник штока обеспечивает защиту от закупоривания.Сварной корпус цилиндра изготовлен из прочной стальной трубы, изготовленной в соответствии со спецификациями ASTM.Эта комбинация превосходного основного материала и превосходная обработка гарантирует, что цилиндры останутся прямыми, гладкими и прослужат очень долго Встроенный ограничитель потока обеспечивает контролируемый спуск в случае неожиданного разрыва шланга.
и сменные ленты, которые полностью устраняют перепуск жидкости. Микрогладкий хромированный стержень изготовлен из высокопрочной, шлифованной и полированной микролегированной стали C-1045/50 и имеет покрытие диаметром не менее 0,001 дюйма, чтобы обеспечить превосходную работу и срок службы цилиндра. механически нагруженные уплотнения штока делают утечку штока делом прошлого, в то время как специально разработанный устойчивый к истиранию уретановый грязесъемник штока обеспечивает защиту от закупоривания.Сварной корпус цилиндра изготовлен из прочной стальной трубы, изготовленной в соответствии со спецификациями ASTM.Эта комбинация превосходного основного материала и превосходная обработка гарантирует, что цилиндры останутся прямыми, гладкими и прослужат очень долго Встроенный ограничитель потока обеспечивает контролируемый спуск в случае неожиданного разрыва шланга. )
) дюйм изб.
дюйм изб. 838
838 58
58
 Он устроен очень просто и может приводиться в действие как вручную, так и электроникой. В настоящее время наиболее популярными и надёжными считаются шаровой, где основным элементом является шарик со сквозным отверстием, закрываемым стенками при повороте шарика ручкой на 90 градусов;
Он устроен очень просто и может приводиться в действие как вручную, так и электроникой. В настоящее время наиболее популярными и надёжными считаются шаровой, где основным элементом является шарик со сквозным отверстием, закрываемым стенками при повороте шарика ручкой на 90 градусов; Однако, это лишь по заверениям разработчиков и при идеальных условиях эксплуатации. Но это не мешает пластиковым трубам для воды служить гораздо дольше металлических;
Однако, это лишь по заверениям разработчиков и при идеальных условиях эксплуатации. Но это не мешает пластиковым трубам для воды служить гораздо дольше металлических; Изготавливается арматура в больших объемах и предназначена для трубопроводов воды, пара, газа, а также других сред со стандартными (условными) значениями технических параметров. Трубопроводная арматура общего назначения подлежит обязательной сертификации.
Изготавливается арматура в больших объемах и предназначена для трубопроводов воды, пара, газа, а также других сред со стандартными (условными) значениями технических параметров. Трубопроводная арматура общего назначения подлежит обязательной сертификации. Требуется разрешение Госатомнадзора России.
Требуется разрешение Госатомнадзора России. Классы и нормы герметичности затворов». К запорной арматуре относятся: задвижки стальные и чугунные, затворы дисковые, краны шаровые, клапаны (вентили). Недопустимо использовать запорную арматуру в качестве дросселирующих устройств (регулирование потока среды).
Классы и нормы герметичности затворов». К запорной арматуре относятся: задвижки стальные и чугунные, затворы дисковые, краны шаровые, клапаны (вентили). Недопустимо использовать запорную арматуру в качестве дросселирующих устройств (регулирование потока среды). Сюда входят смесительные и распределительные клапаны, сильфонные регуляторы температуры ТРЖ, РТЕ-21М, ТРТС и др.
Сюда входят смесительные и распределительные клапаны, сильфонные регуляторы температуры ТРЖ, РТЕ-21М, ТРТС и др.
 Задвижки чугунные или стальные, в которых запорный орган выполнен в виде клина называются клиновыми. Различают так же шланговые задвижки, конструкция которых предусматривает эластичный шланг, который пережимаясь, обеспечивает перекрытие транспортируемой среды. А также шиберные ножевые задвижки, предназначенные для установки на вязких и пульпообразных средах.
Задвижки чугунные или стальные, в которых запорный орган выполнен в виде клина называются клиновыми. Различают так же шланговые задвижки, конструкция которых предусматривает эластичный шланг, который пережимаясь, обеспечивает перекрытие транспортируемой среды. А также шиберные ножевые задвижки, предназначенные для установки на вязких и пульпообразных средах. Мембрана в таких клапанах выполняет функцию запорного органа, уплотнения запорного органа и уплотненного корпусного кольца. Регулятор (клапан регулирующий) по конструкции, представляет собой клапан, с установленным на него регулирующим устройством (приводом).
Мембрана в таких клапанах выполняет функцию запорного органа, уплотнения запорного органа и уплотненного корпусного кольца. Регулятор (клапан регулирующий) по конструкции, представляет собой клапан, с установленным на него регулирующим устройством (приводом). )
) д. Например, регулирующие клапаны с позиционером, регуляторы давления Danfoss, РДС, регуляторы температуры РТ-ДО (ДЗ).
д. Например, регулирующие клапаны с позиционером, регуляторы давления Danfoss, РДС, регуляторы температуры РТ-ДО (ДЗ). )
)

 Под действием нагрузки сильфон деформируется, но сохраняет свои свойства, обеспечивая герметичность и в затворе, и по отношению к внешней среде. Сильфонные узлы применяются в запорных клапанах, в регуляторах давления РДС, в предохранительных клапанах СППК и другой арматуре.
Под действием нагрузки сильфон деформируется, но сохраняет свои свойства, обеспечивая герметичность и в затворе, и по отношению к внешней среде. Сильфонные узлы применяются в запорных клапанах, в регуляторах давления РДС, в предохранительных клапанах СППК и другой арматуре. к. имеют отличную герметичность и нулевое гидравлическое сопротивление.
к. имеют отличную герметичность и нулевое гидравлическое сопротивление. Министерство или агентство …
Министерство или агентство …

 Это обязательное условие для любой сделки с ZRA, касающейся налогов. Все владельцы банковских счетов также обязаны получить TPIN.
Это обязательное условие для любой сделки с ZRA, касающейся налогов. Все владельцы банковских счетов также обязаны получить TPIN. Это обязательное условие для любой сделки с ZRA, касающейся налогов. Все владельцы банковских счетов также обязаны получить TPIN.
Это обязательное условие для любой сделки с ZRA, касающейся налогов. Все владельцы банковских счетов также обязаны получить TPIN. Все зарегистрированные агенты также должны иметь PTIN.
Все зарегистрированные агенты также должны иметь PTIN. … 3 Просмотрите свой \u201cМой профиль соответствия требованиям\u201d … 4 Запросите PIN-код в электронном архиве.
… 3 Просмотрите свой \u201cМой профиль соответствия требованиям\u201d … 4 Запросите PIN-код в электронном архиве.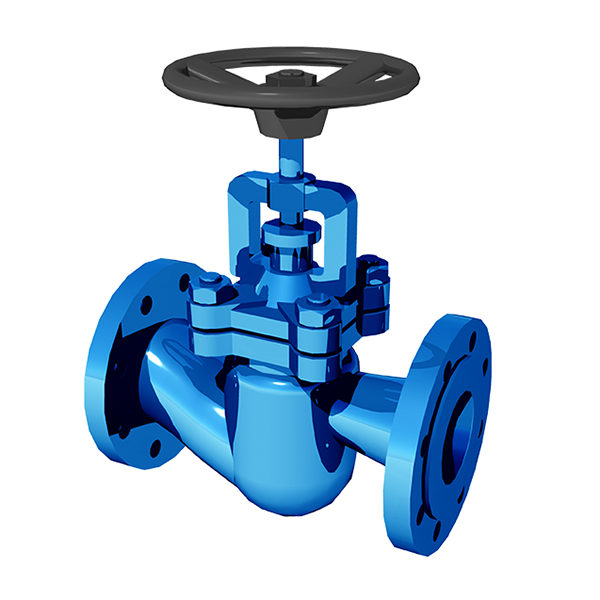 Введите свой OTP. Создайте свой собственный TPIN и нажмите «Отправить».
Введите свой OTP. Создайте свой собственный TPIN и нажмите «Отправить». по настоящее время, заархивированные здесь для исторической справки. Чтобы ознакомиться с текущими поправками к Положениям о зонировании, нажмите здесь.
по настоящее время, заархивированные здесь для исторической справки. Чтобы ознакомиться с текущими поправками к Положениям о зонировании, нажмите здесь.
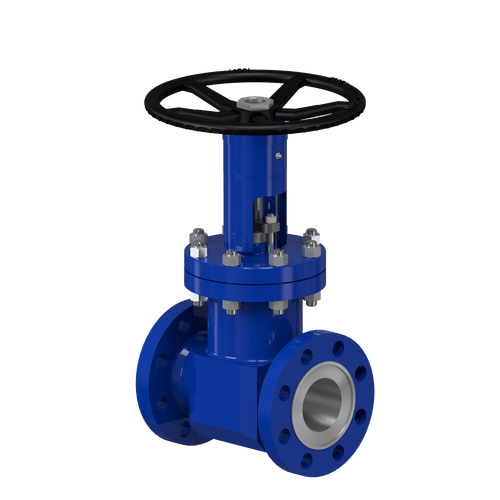


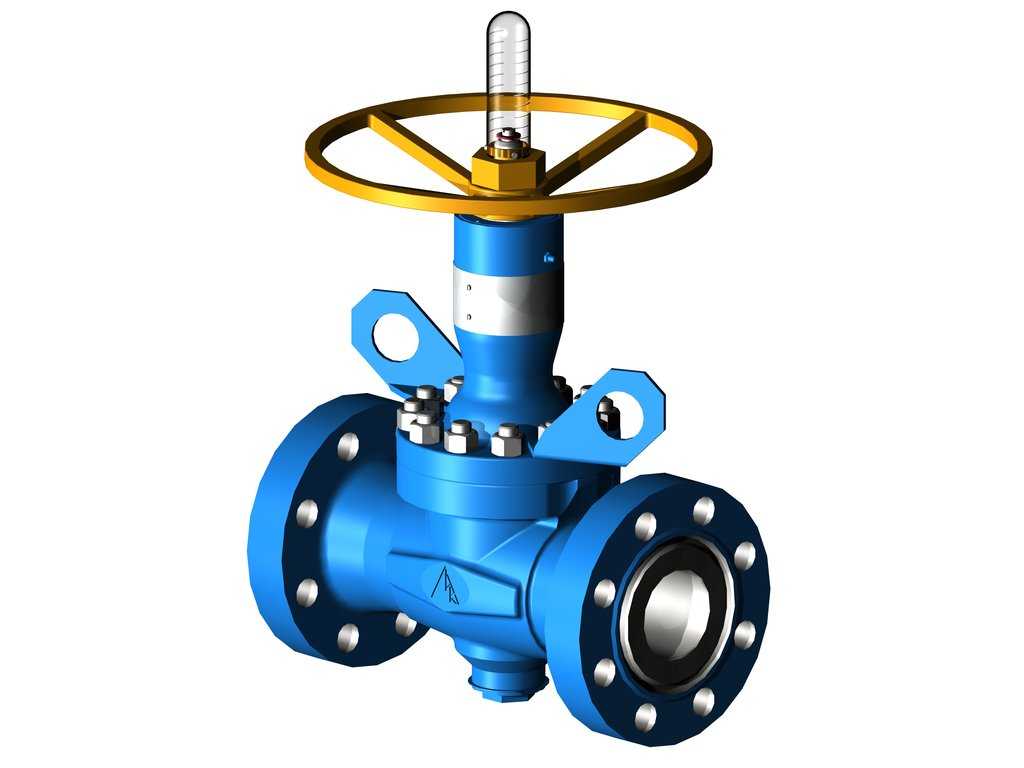
 A.1.j Дополнительных правил массовых грузов, чтобы исправить упущение в поправках ZRA 137.
A.1.j Дополнительных правил массовых грузов, чтобы исправить упущение в поправках ZRA 137.


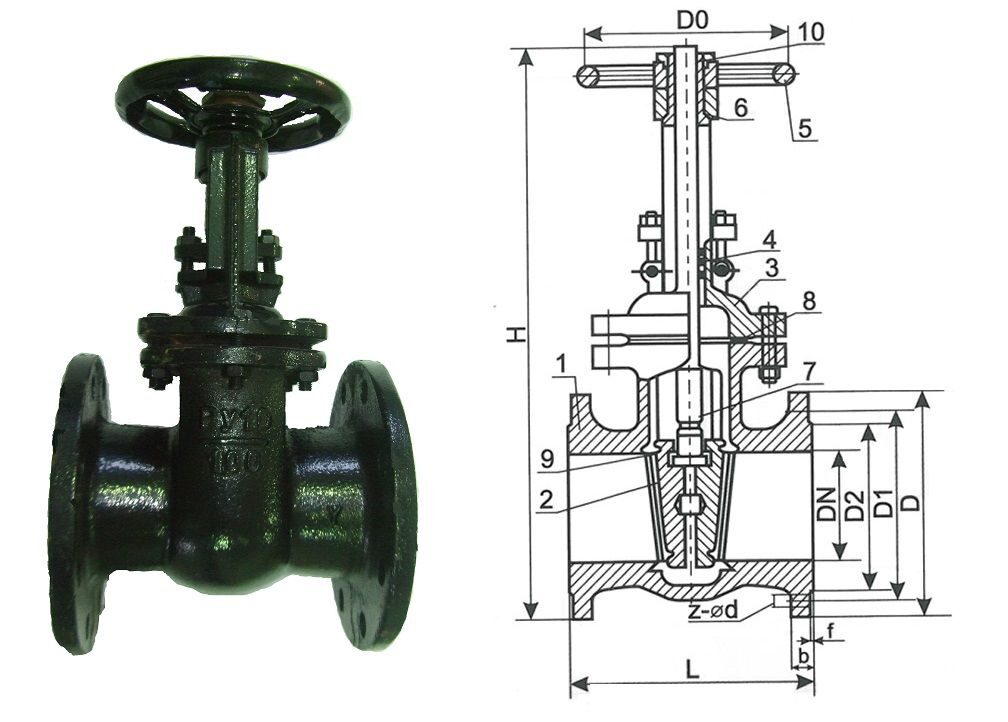
 Утверждено с изменениями
Утверждено с изменениями  1 (BR) или объекты RR в районе Marriottsville, чтобы иметь право на плавающую зону BR.
1 (BR) или объекты RR в районе Marriottsville, чтобы иметь право на плавающую зону BR.
 Утверждено с изменениями
Утверждено с изменениями Отказано
Отказано — продолжение 13 ноября 2008 г.
— продолжение 13 ноября 2008 г.

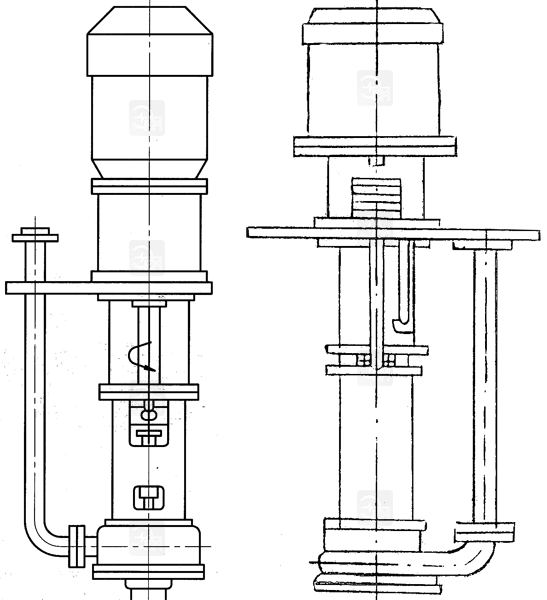 Выпускаемые насосы применяются на предприятиях химической промышленности, на нефтеперерабатывающих предприятиях, в металлургической промышленности и в других отраслях.
Выпускаемые насосы применяются на предприятиях химической промышленности, на нефтеперерабатывающих предприятиях, в металлургической промышленности и в других отраслях. Компанией налажен полный цикл собственного производства насосов, от проектирования, литья, механической обработки, до сборки и поставки его потребителю. Наличие собственной лаборатории позволяет контролировать и гарантировать качество изделий.
Компанией налажен полный цикл собственного производства насосов, от проектирования, литья, механической обработки, до сборки и поставки его потребителю. Наличие собственной лаборатории позволяет контролировать и гарантировать качество изделий.

 куб.;
куб.; Если насос устанавливается на плиту-основание, она должна быть изготовлена по стандартной схеме с канавками и поддоном для сбора стоков. Вибрация не должна превышать 3 мм/с.
Если насос устанавливается на плиту-основание, она должна быть изготовлена по стандартной схеме с канавками и поддоном для сбора стоков. Вибрация не должна превышать 3 мм/с. (Этот тип насосов не удовлетворяет всем требованиям этого Международного стандарта).
(Этот тип насосов не удовлетворяет всем требованиям этого Международного стандарта). (Этот тип насосов не удовлетворяет всем требованиям этого Международного стандарта).
(Этот тип насосов не удовлетворяет всем требованиям этого Международного стандарта).


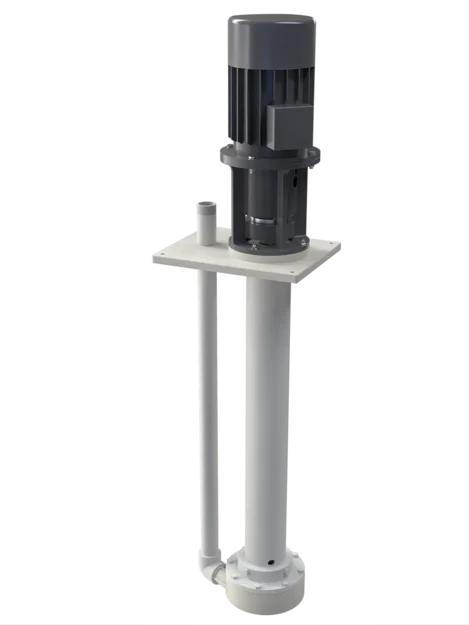 10
10 15 Полупогружные центробежные насосы Италия
15 Полупогружные центробежные насосы Италия 25
25 м/ч.
м/ч.
.jpg)
 Наш ассортимент химических насосов NR насчитывает более 17 различных типов насосов с широким выбором высококачественных химически стойких конструкционных материалов, таких как PP, PVDF, AISI. и ASTM 316 Нержавеющая сталь и ТИТАН.
Наш ассортимент химических насосов NR насчитывает более 17 различных типов насосов с широким выбором высококачественных химически стойких конструкционных материалов, таких как PP, PVDF, AISI. и ASTM 316 Нержавеющая сталь и ТИТАН. Эти насосы не имеют уплотнений, т. е. не имеют механического уплотнения, жидкость находится внутри соединительной камеры. и, как следствие, предотвращение выброса жидкости и утечки жидкости, кроме того, что она невероятно безопасна, маг. Приводные насосы также являются безотходными, что означает нулевые потери перекачиваемого продукта, поскольку жидкость всегда находится внутри насоса, поэтому эти насосы являются идеальным решением для перекачивания дорогих, легковоспламеняющихся и токсичных химикатов.
Эти насосы не имеют уплотнений, т. е. не имеют механического уплотнения, жидкость находится внутри соединительной камеры. и, как следствие, предотвращение выброса жидкости и утечки жидкости, кроме того, что она невероятно безопасна, маг. Приводные насосы также являются безотходными, что означает нулевые потери перекачиваемого продукта, поскольку жидкость всегда находится внутри насоса, поэтому эти насосы являются идеальным решением для перекачивания дорогих, легковоспламеняющихся и токсичных химикатов.
 д.) сталь.
д.) сталь.



 Достоинство такого швеллера в том, что изготавливаясь из легированной стали, он не имеет ограничений по свариванию.
Достоинство такого швеллера в том, что изготавливаясь из легированной стали, он не имеет ограничений по свариванию.
 Высота равнополочного составляет от 50 до 400 мм, ширина от 32 до 115 мм.
Высота равнополочного составляет от 50 до 400 мм, ширина от 32 до 115 мм.
 Швеллер прекрасно выдерживает нагрузки как осевые, так и несущие.
Швеллер прекрасно выдерживает нагрузки как осевые, так и несущие. Рассылка происходит не чаще 1 раза в месяц.
Рассылка происходит не чаще 1 раза в месяц.
 Мы обсудим плюсы, минусы и варианты использования каждого инструмента и канала, потому что в профессиональном контексте решение о том, какой канал использовать, может быть критическим.
Мы обсудим плюсы, минусы и варианты использования каждого инструмента и канала, потому что в профессиональном контексте решение о том, какой канал использовать, может быть критическим.  Формальность выбора словарного запаса — еще один аспект вербального канала. Например, в ситуациях с друзьями или близкими коллегами вы можете выбрать более случайные слова, в отличие от слов, которые вы бы выбрали для презентации, которую вы делаете своим руководителям. На рабочем месте основным каналом общения является словесный, большая часть этого общения используется для координации с другими, решения проблем и создания коллегиальности.
Формальность выбора словарного запаса — еще один аспект вербального канала. Например, в ситуациях с друзьями или близкими коллегами вы можете выбрать более случайные слова, в отличие от слов, которые вы бы выбрали для презентации, которую вы делаете своим руководителям. На рабочем месте основным каналом общения является словесный, большая часть этого общения используется для координации с другими, решения проблем и создания коллегиальности.
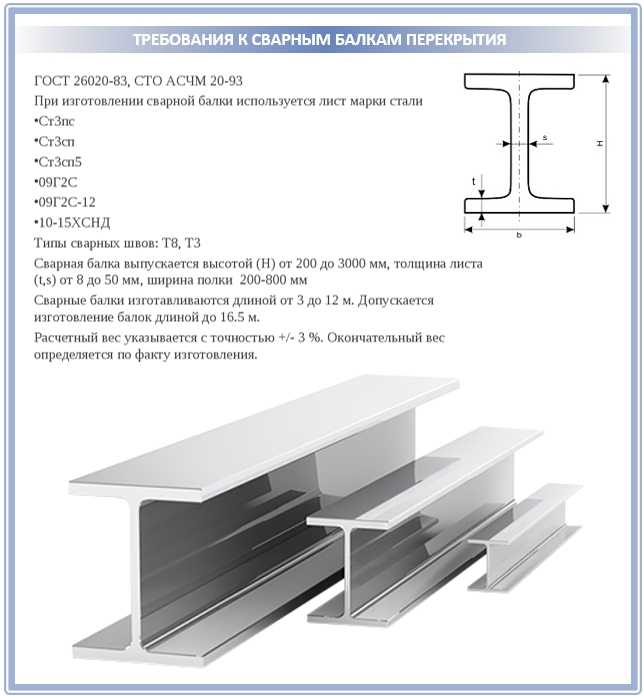 Исследования также показывают, что 55 процентов личного общения происходит с помощью невербальных сигналов, таких как выражение лица, положение тела и запах. Согласно одному исследованию, только 7 процентов понимания сообщения получателем основано на реальных словах отправителя; 38 процентов основаны на параязыке (тон, темп и громкость речи), а 55 процентов основаны на невербальных сигналах, таких как язык тела (Мехрабян, 19 лет).81).
Исследования также показывают, что 55 процентов личного общения происходит с помощью невербальных сигналов, таких как выражение лица, положение тела и запах. Согласно одному исследованию, только 7 процентов понимания сообщения получателем основано на реальных словах отправителя; 38 процентов основаны на параязыке (тон, темп и громкость речи), а 55 процентов основаны на невербальных сигналах, таких как язык тела (Мехрабян, 19 лет).81). Мышцы лица передают наши эмоции. Мы можем отправить молчаливое сообщение, не говоря ни слова. Изменение выражения лица может изменить наше эмоциональное состояние. Например, перед собеседованием, если мы сосредоточимся на том, чтобы чувствовать себя уверенно, наше лицо передаст эту уверенность интервьюеру. Улыбка (даже если мы чувствуем стресс) может снизить уровень стресса в организме.
Мышцы лица передают наши эмоции. Мы можем отправить молчаливое сообщение, не говоря ни слова. Изменение выражения лица может изменить наше эмоциональное состояние. Например, перед собеседованием, если мы сосредоточимся на том, чтобы чувствовать себя уверенно, наше лицо передаст эту уверенность интервьюеру. Улыбка (даже если мы чувствуем стресс) может снизить уровень стресса в организме.
 В канадской культуре смотреть кому-то в глаза (около секунды) считается признаком доверия. Однако в других странах глаз воспринимается иначе. Например, в азиатской культуре зрительный контакт может рассматриваться как нарушение субординации, например, между учеником и учителем.
В канадской культуре смотреть кому-то в глаза (около секунды) считается признаком доверия. Однако в других странах глаз воспринимается иначе. Например, в азиатской культуре зрительный контакт может рассматриваться как нарушение субординации, например, между учеником и учителем. Голова вверх, спина прямая (но не жесткая) предполагает прямоходящий характер. В ситуациях интервью эксперты советуют отражать тенденцию интервьюера наклоняться и откидываться на спинку кресла. Тонкое повторение позы другого человека показывает, что мы слушаем и отвечаем.
Голова вверх, спина прямая (но не жесткая) предполагает прямоходящий характер. В ситуациях интервью эксперты советуют отражать тенденцию интервьюера наклоняться и откидываться на спинку кресла. Тонкое повторение позы другого человека показывает, что мы слушаем и отвечаем. Однако есть исключения; например, голосовая почта — это устное сообщение, которое является асинхронным. Многие работы предполагают некоторую степень письма. К счастью, можно научиться писать четко (подробнее об этом в главе «Простой язык» и модуле «Письмо»).
Однако есть исключения; например, голосовая почта — это устное сообщение, которое является асинхронным. Многие работы предполагают некоторую степень письма. К счастью, можно научиться писать четко (подробнее об этом в главе «Простой язык» и модуле «Письмо»). С другой стороны, если вы используете жесты, тон голоса, темп речи и т. д. для передачи значения помимо самих слов, вы способствуете более богатому общению. Каналы различаются по своей информационной насыщенности. Информационно-насыщенные каналы передают больше невербальной информации. Например, разговор с глазу на глаз полезнее, чем телефонный звонок, но телефонный звонок полезнее, чем электронное письмо. Исследования показывают, что эффективные менеджеры, как правило, используют более богатые информацией каналы связи, чем менее эффективные менеджеры (Аллен и Гриффет, 19).97; Фулк и Боди, 1991; Йейтс и Орликовски, 1992). На рисунке ниже показано информационное богатство различных информационных каналов.
С другой стороны, если вы используете жесты, тон голоса, темп речи и т. д. для передачи значения помимо самих слов, вы способствуете более богатому общению. Каналы различаются по своей информационной насыщенности. Информационно-насыщенные каналы передают больше невербальной информации. Например, разговор с глазу на глаз полезнее, чем телефонный звонок, но телефонный звонок полезнее, чем электронное письмо. Исследования показывают, что эффективные менеджеры, как правило, используют более богатые информацией каналы связи, чем менее эффективные менеджеры (Аллен и Гриффет, 19).97; Фулк и Боди, 1991; Йейтс и Орликовски, 1992). На рисунке ниже показано информационное богатство различных информационных каналов..jpg) Мобильные устройства, блоги, письма и заметки предлагают каналы средней насыщенности, потому что они передают слова и изображения. Официальные письменные документы, такие как юридические документы и электронные таблицы (например, бюджет отдела), представляют наименьшую ценность, поскольку их формат часто является жестким и стандартизированным. В результате теряется нюанс.
Мобильные устройства, блоги, письма и заметки предлагают каналы средней насыщенности, потому что они передают слова и изображения. Официальные письменные документы, такие как юридические документы и электронные таблицы (например, бюджет отдела), представляют наименьшую ценность, поскольку их формат часто является жестким и стандартизированным. В результате теряется нюанс. Чтобы представить эту цифру в перспективе, человек, ведущий оживленную беседу, говорит со скоростью около 150 слов в минуту. Основываясь на этих цифрах, мы можем предположить, что у сотрудников более чем достаточно времени, чтобы вникнуть в каждое слово, сказанное менеджером. Но в этом проблема. В среднем человек в аудитории может слышать 400–500 слов в минуту (Leed and Hatesohl, 2008). У зрителей больше времени, чем им нужно. В результате каждый из них будет обрабатывать множество собственных мыслей на совершенно разные темы, пока менеджер говорит. Как показывает этот пример, вербальная коммуникация по своей сути является несовершенным средством передачи конкретных фактов. Мысли слушателей блуждают. Как только мы поймем этот факт, мы сможем сделать более разумный коммуникативный выбор в зависимости от того, какую информацию мы хотим передать.
Чтобы представить эту цифру в перспективе, человек, ведущий оживленную беседу, говорит со скоростью около 150 слов в минуту. Основываясь на этих цифрах, мы можем предположить, что у сотрудников более чем достаточно времени, чтобы вникнуть в каждое слово, сказанное менеджером. Но в этом проблема. В среднем человек в аудитории может слышать 400–500 слов в минуту (Leed and Hatesohl, 2008). У зрителей больше времени, чем им нужно. В результате каждый из них будет обрабатывать множество собственных мыслей на совершенно разные темы, пока менеджер говорит. Как показывает этот пример, вербальная коммуникация по своей сути является несовершенным средством передачи конкретных фактов. Мысли слушателей блуждают. Как только мы поймем этот факт, мы сможем сделать более разумный коммуникативный выбор в зависимости от того, какую информацию мы хотим передать. чтобы понять.
чтобы понять. Он также может двигаться вверх, например, к вышестоящему; или вниз, например, от руководства к подчиненным.
Он также может двигаться вверх, например, к вышестоящему; или вниз, например, от руководства к подчиненным. Исследования также показывают, что боковое общение между коллегами может влиять на важные организационные результаты, такие как текучесть кадров (Krackhardt and Porter, 19).86).
Исследования также показывают, что боковое общение между коллегами может влиять на важные организационные результаты, такие как текучесть кадров (Krackhardt and Porter, 19).86).

 Баннерная реклама и блоги — это лишь некоторые из элементов, которые позволяют бизнесу доставлять сообщения получателям в Интернете. Онлайн-сообщения часто менее формальны и более доступны, особенно если они предназначены для широкой публики. Сообщение, переданное в ежедневном сообщении в блоге, дойдет до получателя иначе, чем, например, в годовом отчете.
Баннерная реклама и блоги — это лишь некоторые из элементов, которые позволяют бизнесу доставлять сообщения получателям в Интернете. Онлайн-сообщения часто менее формальны и более доступны, особенно если они предназначены для широкой публики. Сообщение, переданное в ежедневном сообщении в блоге, дойдет до получателя иначе, чем, например, в годовом отчете. Некоторые получатели автоматически фильтруют подобные массовые сообщения; другие будут восприимчивы. Ключом к успешному внешнему общению с клиентами является передача бизнес-сообщения в личностно убедительной форме — драматические новости, купон для экономии денег и т. д. Клиенты будут думать, что в этом для меня? при принятии решения о том, как реагировать на эти сообщения, поэтому очевидные преимущества имеют важное значение.
Некоторые получатели автоматически фильтруют подобные массовые сообщения; другие будут восприимчивы. Ключом к успешному внешнему общению с клиентами является передача бизнес-сообщения в личностно убедительной форме — драматические новости, купон для экономии денег и т. д. Клиенты будут думать, что в этом для меня? при принятии решения о том, как реагировать на эти сообщения, поэтому очевидные преимущества имеют важное значение.
 Что не так просто понять в наши дни, так это решить , на каких каналах связи следует сосредоточиться.
Что не так просто понять в наши дни, так это решить , на каких каналах связи следует сосредоточиться. Кто они и какими каналами занимаются? Предпочитают ли они телефонные звонки, текстовые сообщения или другие формы общения?
Кто они и какими каналами занимаются? Предпочитают ли они телефонные звонки, текстовые сообщения или другие формы общения?
 Единственное, что сотрудники каждый день завалены электронными письмами, поэтому они могут легко пропустить важные сообщения.
Единственное, что сотрудники каждый день завалены электронными письмами, поэтому они могут легко пропустить важные сообщения. com/embed/9xaL89hYeFs?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
com/embed/9xaL89hYeFs?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 
 Video. Phone.» src=»https://www.youtube.com/embed/EbIAZJd9rCU?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
Video. Phone.» src=»https://www.youtube.com/embed/EbIAZJd9rCU?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  Может быть много специальных групп, комментариев и обсуждений на разные темы в зависимости от того, как ваша команда их использует, поэтому обязательно настройте свои уведомления или статус доступности, чтобы вас не отвлекали слишком часто:
Может быть много специальных групп, комментариев и обсуждений на разные темы в зависимости от того, как ваша команда их использует, поэтому обязательно настройте свои уведомления или статус доступности, чтобы вас не отвлекали слишком часто: Но мобильные телефоны остаются личным пространством для большинства людей, поэтому, вероятно, следует избегать SMS-сообщений, если это не что-то действительно важное.
Но мобильные телефоны остаются личным пространством для большинства людей, поэтому, вероятно, следует избегать SMS-сообщений, если это не что-то действительно важное. Видео-конференция. VoIP звонки. Обмен мгновенными сообщениями. СМС. Вы получаете все это и многое другое без телефонной системы или необходимости загружать тонны различного программного обеспечения.
Видео-конференция. VoIP звонки. Обмен мгновенными сообщениями. СМС. Вы получаете все это и многое другое без телефонной системы или необходимости загружать тонны различного программного обеспечения.
 Посмотрим правде в глаза, иногда электронная почта по-прежнему остается лучшим способом общения с вашей командой.
Посмотрим правде в глаза, иногда электронная почта по-прежнему остается лучшим способом общения с вашей командой.
 Наши менеджеры свяжутся с вами в ближайшее время.
Наши менеджеры свяжутся с вами в ближайшее время.
 0
0 0
0 д.
д. Вот 4 решения, доступные для всех:
Вот 4 решения, доступные для всех: Этот стеллаж для хранения аккумуляторных дрелей легко сделать из нескольких деревянных деталей и этих простых чертежей.
Этот стеллаж для хранения аккумуляторных дрелей легко сделать из нескольких деревянных деталей и этих простых чертежей. Вы не платите за использование этих ссылок. Посетите мою политику сайта для получения дополнительной информации.
Вы не платите за использование этих ссылок. Посетите мою политику сайта для получения дополнительной информации.  Я постоянно перемещал их с одной плоской поверхности на другую.
Я постоянно перемещал их с одной плоской поверхности на другую. Это простое изменение позволило бы мне хранить четыре электроинструмента, таких как дрели, ударные инструменты и т. д.
Это простое изменение позволило бы мне хранить четыре электроинструмента, таких как дрели, ударные инструменты и т. д.
 Сверло также использовалось для закручивания винтов, соединяющих детали.
Сверло также использовалось для закручивания винтов, соединяющих детали. Вы также можете построить эту стойку для хранения сверл из фанеры.
Вы также можете построить эту стойку для хранения сверл из фанеры. Мне нужно было установить центральную перегородку в шкафу, чтобы я мог установить держатель дрели. Инструкции по изготовлению центрального разделителя приведены в конце распечатанного плана. Возможно, вам придется отрегулировать размеры держателя дрели, если вы не используете его со шкафами для хранения инструментов своими руками.
Мне нужно было установить центральную перегородку в шкафу, чтобы я мог установить держатель дрели. Инструкции по изготовлению центрального разделителя приведены в конце распечатанного плана. Возможно, вам придется отрегулировать размеры держателя дрели, если вы не используете его со шкафами для хранения инструментов своими руками.
 Прикрепите с помощью шурупов по дереву 1-¼ дюйма. Повторите для оставшегося внешнего держателя.
Прикрепите с помощью шурупов по дереву 1-¼ дюйма. Повторите для оставшегося внешнего держателя. Я временно поместил эти части между держателями.
Я временно поместил эти части между держателями.
 Проволока латунная ЛС59-1 производится как твердая, так и мягкая, её — в отличии от прутков часто можно заменить на латунь Л63.
Проволока латунная ЛС59-1 производится как твердая, так и мягкая, её — в отличии от прутков часто можно заменить на латунь Л63. Больше всего производят пруток латунный ЛС59-1 для автоматной обработки.
Больше всего производят пруток латунный ЛС59-1 для автоматной обработки.
 Согласно классификации, наш многокомпонентный сплав — обрабатываемый давлением, но на практике он применяется чаще в качестве автоматного сплава. Оба указанных материала обладают одинаковой тепло и электропроводностью, но легирование сплава ЛС59-1 свинцом позволяет применять его в качестве автоматного, и более эффективно обрабатывать резанием, с получением мелкой стружки.
Согласно классификации, наш многокомпонентный сплав — обрабатываемый давлением, но на практике он применяется чаще в качестве автоматного сплава. Оба указанных материала обладают одинаковой тепло и электропроводностью, но легирование сплава ЛС59-1 свинцом позволяет применять его в качестве автоматного, и более эффективно обрабатывать резанием, с получением мелкой стружки.


 Это очень недорогой вид проката, который легко резать, и кроме того он имеет прочные рёбра. Благодаря этому, при минимальных затратах из прутков можно производить всевозможные мелкие и крупные детали с хорошими антифрикционными свойствами. Из этого сплава выпускаются тянутые и прессованные прутки в твёрдом, мягком или полутвёрдом состояниях.
Это очень недорогой вид проката, который легко резать, и кроме того он имеет прочные рёбра. Благодаря этому, при минимальных затратах из прутков можно производить всевозможные мелкие и крупные детали с хорошими антифрикционными свойствами. Из этого сплава выпускаются тянутые и прессованные прутки в твёрдом, мягком или полутвёрдом состояниях. При этом стоимость таких изделий невелика.
При этом стоимость таких изделий невелика.



 org/PropertyValue»>
org/PropertyValue»> 59.F0 Ошибка может быть устранена путем сброса тонера и узла фьюзера. Вы также можете попробовать оживить свое устройство HP. Кроме того, вы можете проверить наличие проблем в двигателе фьюзера, а также во внутреннем двигателе.
59.F0 Ошибка может быть устранена путем сброса тонера и узла фьюзера. Вы также можете попробовать оживить свое устройство HP. Кроме того, вы можете проверить наличие проблем в двигателе фьюзера, а также во внутреннем двигателе.


 F0. Проверьте наличие каких-либо колебаний при вращении белой шестерни ITB. Если шестерня и флажок работают нормально, проверьте датчик SR9. Вы найдете датчик в полости ITB на панели управления. Нажмите кнопку «Домой» и проведите вниз, чтобы выделить меню «Диагностика», чтобы продолжить.
F0. Проверьте наличие каких-либо колебаний при вращении белой шестерни ITB. Если шестерня и флажок работают нормально, проверьте датчик SR9. Вы найдете датчик в полости ITB на панели управления. Нажмите кнопку «Домой» и проведите вниз, чтобы выделить меню «Диагностика», чтобы продолжить. Датчик будет переключаться между 0 и 1. Если этого не произойдет, вам может потребоваться заменить датчик.
Датчик будет переключаться между 0 и 1. Если этого не произойдет, вам может потребоваться заменить датчик.
 Принципиально они схожи: как правило, это нечто вроде трубки, на один из краёв которой тем или иным способом (гальваническим, или вакуумной пайкой) нанесён алмазный слой. Изредка встречаются коронки с алмазосодержащими сегментами, конструктивно они не отличаются от «больших» алмазных коронок, предназначенных для установок алмазного сверления. Но суть от этого не меняется, применяют их так же, как и «обычные». Принято также различать два вида свёрл (коронок) – для сухого и мокрого сверления.
Принципиально они схожи: как правило, это нечто вроде трубки, на один из краёв которой тем или иным способом (гальваническим, или вакуумной пайкой) нанесён алмазный слой. Изредка встречаются коронки с алмазосодержащими сегментами, конструктивно они не отличаются от «больших» алмазных коронок, предназначенных для установок алмазного сверления. Но суть от этого не меняется, применяют их так же, как и «обычные». Принято также различать два вида свёрл (коронок) – для сухого и мокрого сверления.
 Буквально – сверлить нужно в луже. Контроль осуществляется визуально, причём он очень прост: если из-под сверла идёт тонкий поток мутной воды с взвесью керамогранитной пыли – всё в порядке. Если пошла полусухая пыль – немедленно останавливаем работу и подливаем воду. Чтобы угробить «мокрое» сверло работой в сухом режиме, достаточно нескольких секунд.
Буквально – сверлить нужно в луже. Контроль осуществляется визуально, причём он очень прост: если из-под сверла идёт тонкий поток мутной воды с взвесью керамогранитной пыли – всё в порядке. Если пошла полусухая пыль – немедленно останавливаем работу и подливаем воду. Чтобы угробить «мокрое» сверло работой в сухом режиме, достаточно нескольких секунд.
 Зато поверхность материала поцарапаем до потери товарного вида. Не правда ли, веселенькая перспектива? Особенно если вас наняли повесить полочку в пафосной ванной, отделанной дорогущим коллекционным материалом, где каждая плитка подбирается индивидуально и едва ли не доставляется клиенту в отдельной шкатулке из ценных пород дерева курьером в белых перчатках? Чтобы не «попасть», нужно подходить к работе очень аккуратно. На самом деле сложного ничего нет. Итак, вот схема действий:
Зато поверхность материала поцарапаем до потери товарного вида. Не правда ли, веселенькая перспектива? Особенно если вас наняли повесить полочку в пафосной ванной, отделанной дорогущим коллекционным материалом, где каждая плитка подбирается индивидуально и едва ли не доставляется клиенту в отдельной шкатулке из ценных пород дерева курьером в белых перчатках? Чтобы не «попасть», нужно подходить к работе очень аккуратно. На самом деле сложного ничего нет. Итак, вот схема действий:
 Они могут быть разными. Например, Bosch указывает «до 1500 об/мин», а Hilti – 1500-2200 об\мин.
Они могут быть разными. Например, Bosch указывает «до 1500 об/мин», а Hilti – 1500-2200 об\мин. То есть задняя часть инструмента описывает окружность, как будто продольная ось движется по поверхности конуса, направленного вершиной вниз. Это называется «сверление с раскачкой». На этом этапе мы превращаем «полумесяц» в кольцо. Работать нужно очень аккуратно. С новыми сверлами проблем обычно не возникает, особенно если они высококачественные. А вот изношенное может подкинуть сюрприз, особенно в тот момент, когда вы пытаетесь прорезать перемычку и замкнуть кольцо.
То есть задняя часть инструмента описывает окружность, как будто продольная ось движется по поверхности конуса, направленного вершиной вниз. Это называется «сверление с раскачкой». На этом этапе мы превращаем «полумесяц» в кольцо. Работать нужно очень аккуратно. С новыми сверлами проблем обычно не возникает, особенно если они высококачественные. А вот изношенное может подкинуть сюрприз, особенно в тот момент, когда вы пытаетесь прорезать перемычку и замкнуть кольцо. При этом продолжаем «раскачку», переходить к давлению всей рабочей поверхностью сверла одновременно не стоит. Досверливаем до конца, вытаскиваем сверло, вынимаем из него керн. Можно переходить к следующему отверстию.
При этом продолжаем «раскачку», переходить к давлению всей рабочей поверхностью сверла одновременно не стоит. Досверливаем до конца, вытаскиваем сверло, вынимаем из него керн. Можно переходить к следующему отверстию. А если вся кромка сверла постоянно прижата к материалу, то охлаждения не происходит, идёт постоянный нагрев, и ресурс сверла резко сокращается. Так что раскачка – это не только снижение производственных рисков и повышение эффективности работы, но ещё и значительная экономия!
А если вся кромка сверла постоянно прижата к материалу, то охлаждения не происходит, идёт постоянный нагрев, и ресурс сверла резко сокращается. Так что раскачка – это не только снижение производственных рисков и повышение эффективности работы, но ещё и значительная экономия!
 Торцы заткнуты съёмными колпачками. Вода такому сверлу не нужна, охлаждение осуществляется маслом. Именно оливковым, потому что у него температура кипения выше, чем у подсолнечного.
Торцы заткнуты съёмными колпачками. Вода такому сверлу не нужна, охлаждение осуществляется маслом. Именно оливковым, потому что у него температура кипения выше, чем у подсолнечного.
 Благо что менять его не надо.
Благо что менять его не надо.

 #укладка_плитки_в_деталях #отверстия_в_плитке
#укладка_плитки_в_деталях #отверстия_в_плитке Отверстия в керамограните лучше делать с лицевой стороны, чтобы не допустить сколов кромки.
Отверстия в керамограните лучше делать с лицевой стороны, чтобы не допустить сколов кромки.

 Многоцелевые сверла также хорошо работают с кирпичом, блоками, деревом, пластиком и даже листовой сталью, тогда как сверла со стрелой можно использовать только для плитки и стекла. Для действительно прочной плитки есть только один вариант – алмаз. На видео ниже показано сравнение трех вариантов сверления отверстия диаметром 6 мм в плитке из стеклокерамического керамогранита.
Многоцелевые сверла также хорошо работают с кирпичом, блоками, деревом, пластиком и даже листовой сталью, тогда как сверла со стрелой можно использовать только для плитки и стекла. Для действительно прочной плитки есть только один вариант – алмаз. На видео ниже показано сравнение трех вариантов сверления отверстия диаметром 6 мм в плитке из стеклокерамического керамогранита. полый центр сверла. Этот воск затем диспергируется в процессе бурения, образуя сухую смазку и эффективную охлаждающую жидкость, что позволяет использовать алмазные коронки на более высоких скоростях бурения. Сухие алмазные сверла Maxitek можно использовать не только для сверления керамической и керамогранитной плитки, но и для гранита, мрамора и камня.
полый центр сверла. Этот воск затем диспергируется в процессе бурения, образуя сухую смазку и эффективную охлаждающую жидкость, что позволяет использовать алмазные коронки на более высоких скоростях бурения. Сухие алмазные сверла Maxitek можно использовать не только для сверления керамической и керамогранитной плитки, но и для гранита, мрамора и камня. В качестве альтернативы можно сделать свой собственный из старого обрезка дерева, но это требует особой осторожности при надежном и точном удерживании на месте. На сравнительном видео вы увидите, что алмазные сверла можно использовать без направляющей, начав процесс сверления под углом, а затем выпрямив его, чтобы завершить отверстие. После большой практики это, безусловно, вариант, но для оптимальной точности я всегда рекомендую использовать направляющую.
В качестве альтернативы можно сделать свой собственный из старого обрезка дерева, но это требует особой осторожности при надежном и точном удерживании на месте. На сравнительном видео вы увидите, что алмазные сверла можно использовать без направляющей, начав процесс сверления под углом, а затем выпрямив его, чтобы завершить отверстие. После большой практики это, безусловно, вариант, но для оптимальной точности я всегда рекомендую использовать направляющую.


 Это связано с тем, что биту легко поскользнуться и повредить плитку, что может означать дорогостоящий ремонт плитки в ванной комнате.
Это связано с тем, что биту легко поскользнуться и повредить плитку, что может означать дорогостоящий ремонт плитки в ванной комнате. Вы можете использовать искатель шпилек, чтобы найти эти балки.
Вы можете использовать искатель шпилек, чтобы найти эти балки. При бурении важно не торопиться. Запустите дрель на низкой скорости и наберитесь терпения. Чтобы пробить глазурованную поверхность керамогранита, может потребоваться довольно много времени, но если вы попытаетесь поторопиться, вы рискуете создать вибрации, которые повредят плитку.
При бурении важно не торопиться. Запустите дрель на низкой скорости и наберитесь терпения. Чтобы пробить глазурованную поверхность керамогранита, может потребоваться довольно много времени, но если вы попытаетесь поторопиться, вы рискуете создать вибрации, которые повредят плитку.