сравнение стран производителей, топ в бытовой категории
Использование сварки порой необходимо при различных строительных работах. Изобретение инверторных источников питания позволило сделать сварочные аппараты доступными, уменьшив их габариты и увеличив качество сварного шва. В торговых точках можно встретить большое количество предложений по таким устройствам. Рейтинг надёжности сварочных инверторов, составленный специалистами в области сварки, поможет определиться с выбором и подобрать для себя идеальное устройство.
История развития сварочной техники
Сварочный аппарат представляет собой источник питания, обеспечивающий цепь, в которую он включён, током большой величины. Ток, возникающий при сварке, достигает 12 кА. Первыми разработками управляемых источников питания занимался учёный Розенберг, сконструировавший в 1905 году первый прототип устройства. В 1907 году американская компания Lincoln Electric наладила серийные выпуски генератора с регулируемым напряжением.
Открытие селеновых диодов в 50-х годах позволило создать мощные выпрямители для сварки.
В середине 70-х годов финский производитель Kemppi наладил выпуск устройства использующего в работе тиристорный выпрямительный узел. Его конструкция содержала тиристоры, преобразующие ток постоянной величины в переменный. Серия получила название Hilark и работала на частоте 3 кГц. Дальнейшее развитие полупроводниковых элементов позволило усовершенствовать устройства и для сварки. Так, изобретение транзисторов с изолированным затвором IGBT позволило повысить частоту преобразования до 20 кГц. Такие приборы в 1991 году под названием Master начала выпускать компания Kemppi.
На сегодняшнее время актуальными моделями являются устройства, работающие на MOSFET транзисторах. За счёт применения таких транзисторов частота преобразования повысилась в несколько раз. Преимуществом инверторного преобразования стало снижение массы сварочных аппаратов, повышение КПД, снижение разбрызгивания при сварке, при этом позволило увеличить плавность регулировки.
Принцип действия
Сварочные инверторы устроены так, что напряжение на выходе не зависит от напряжения на входе. А значит, выставленный ток сварки не зависит от напряжения сети. Использование инверторов удобно при создании дуги, так как прилипание электрода практически отсутствует.
Принцип работы заключается в следующем. Переменное напряжение из промышленной сети частотой 50 Гц поступает на выпрямительный блок. Преобразуюсь в постоянное значение, сигнал попадает на силовой блок, состоящий из IGBT транзисторов. В результате из-за их ключевого режима работы, на выходе с блока образуется импульсный сигнал с большей частотой, около 20−60 кГц. Далее, поступая на блок преобразователей, величина напряжения понижается, а сила тока соответственно увеличивается.
Таким образом, требуемая величина тока достигается путём изменения сигнала высокой частоты. Это и обеспечивается преимущество над другими видами источников питания сварочной дуги.
Критерии отбора
Выбрать оптимальный сварочный инвертор непросто, учитывая разнообразие моделей, предлагаемых в торговых точках. Очень часто устройства с лучшими техническими характеристиками стоят дешевле, чем инверторы с худшими параметрами. В первую очередь такое положение вещей связано с именем производителя, но это не значит, что китайские сварочные инверторы плохие. Хотя профессиональные сварщики отдают предпочтения серьёзным производителям. В зависимости от интенсивности использования сварочного аппарата и требованиям к виду работ вполне возможно приобрести оборудование по низкой цене, полностью отвечающее потребностям.
Громоздкие и тяжёлые сварочные устройства были заменены на мобильные устройства, насыщенные электроникой, которая не всегда может похвастаться своей надёжностью. Преимуществом зарекомендовавших себя брендов в первую очередь является то, что такие компании обеспечивают соответствие заявленных характеристик прибора действительным. Часто они гарантируют работоспособность аппарата на протяжении длительного времени, при этом осуществляя беспроблемное гарантийное и послегарантийное обслуживания.
Ведущими производителями сварочных устройств являются следующие страны:
Франция.
Германия.
Италия.
Китай.
Наряду с этим, стоит учитывать, что производители из России и Украины в последнее время достигли также хорошего качества выпускаемой техники. Такие компании не являются лидерами в Европейских странах из-за высокой внешней конкуренции, но вполне могут противопоставить свою продукцию на внутреннем рынке. Продукция этих стран-производителей отличается друг от друга, имея как свои достоинства, так и недостатки.
В любом случае от устройств требуется практичность и эффективность в работе. Рейтинги лучших сварочных инверторов построены именно на продукции из этих стран.
Инверторы, произведённые во Франции
Из французских компаний, производящих инверторы, в первую очередь выделяется компания SAS Gys, основанная в 1964 году, имеет свои филиалы в Германии и Китае. Выпускает продукцию бытового, полупрофессионального и профессионального назначения. Модели, выпускаемые под именем Gys, характеризуются, по мнению пользователей, продолжительным периодом эксплуатации. Инверторные устройства, произведённые во Франции, используют в работе все новаторства в области сварочных работ. Это позволяет французам оставаться одними из самых высокотехнологичных производителей оборудования.
Немецкие сварочные аппараты
Немецкие инверторы отличаются безупречным качеством сборки. На рынке Германии существуют сразу несколько производителей, конкуренция между которыми заставляет их постоянно совершенствовать выпускаемую продукцию. Такими фирмами являются: Stark, EUROLUX, Craft-tec, BauMaster. Любой сварочник, выпускаемый в этой стране, имеет защиту от перепадов входного сигнала, перегрузок, перегрева. Как правило, все заводы расположены на территории страны, используют современные технологии и, по отзывам пользователей, являются надёжными устройствами в любом выпускаемом классе.
Итальянские устройства для сварки
Инверторы, выпускаемые итальянскими производителями, отличаются привлекательным дизайном. Наиболее популярными представителями являются: L’Awelco, Ergus, TELWIN, Fimer, Deca, Cebora. Продукция итальянских производителей направлена на занятие средней ниши, они отлично сочетают в себе качество и недорогую стоимость.
Такие инверторы уступают в надёжности немецким и французским изделиям, но выигрывают по качеству у российских или украинских фирм. Это обусловлено тем, что компании из Италии часто сотрудничают с известными немецкими корпорациями. Итальянская инверторная сварка популярна как среди европейского, так и отечественного потребителя. Этому способствуют невысокая стоимость, хорошая сборка, развитая сеть сервисных центров.
Производители из Китая, России, Украины
Китайские модели представлены большим количеством компаний. К лидерам относят: Sturm, Gerrard. Далеко не все китайские компании, выпускающие инверторы, производят низкого качества продукцию.
Некоторые аппараты действительно выпускаются качественными, но в большей мере это относится к производствам перенесённых из других стран в Китай. Например, латвийская компания «Ресанта» очень популярна на территории бывших стран СССР, для удешевления себестоимости перенесла все свои мощности в Китай. Или компания «Сварог», которая поступила аналогично. Основные преимущества аппаратов в низкой цене, хороших заявленных параметрах, а также наличие дополнительных возможностей.
При определении, какой инверторный сварочный аппарат лучше, в рейтинге часто оказывается продукция российских и украинских производителей. В эти списки попадают следующие марки: Интерскол, Зубр, Сварог, Днипро-М, Форсаж-161. Некоторые эти компании перенесли своё производство на территорию Китая. Пользуются они заслуженной популярностью из-за хорошего запаса по прочности при относительно недорогой цене. Такие устройства более адаптированы к совместному использованию с отечественными линиями электропередач, например, при низких напряжениях. При этом сервисный ремонт практически не вызывает трудностей.
Рейтинг сварочных инверторов
При сравнении наиболее качественных приборов бралось во внимание мнения авторитетных сайтов и специализированных форумов, на которых обсуждаются достоинства и недостатки продукции. В первую очередь учитывался рейтинг сварочных инверторов для дома среди сварщиков.
Инверторы-полуавтоматы для сварки
Aurora OVERMAN 180. Характеризуются невысокой ценой и высокой надёжностью. Номинальный ток достигает 180 ампер. Потребление энергии составляет не более 4,7 кВт. В конструкции предусмотрена ручка выставления жёсткости ВАХ и ускоренная протяжка. Недостаток в отсутствии ручного режима подачи проволоки.
Сварог EASY MIG 160 (N219). Рассчитан на использование с проволокой 0,8 мм. Имеет надёжный протяжный механизм, схема управления идеально подстраивается под входное напряжение. Недостаток в немного завышенной цене.
Elitech ИС 190П. Имея КПД, равный 80 процентам, практически не перегревается, работая при токе 150 ампер. Минимально необходимое напряжение для работы составляет 160 вольт. Отличительная черта удобство в управлении. К недостаткам относят невозможность работать с проволокой один миллиметр и короткий рукав.
Как показывает практика, при одинаковых характеристиках затруднительно выбрать инверторный аппарат для дома или дачи.
Топ для каждой категории формировался не только по отношению цена и качество, но и по техническим характеристикам.
Инверторы ручной дуговой сварки
FUBAG IR 200. Такое устройство обладает высоким значением тока в 200 ампер. Благодаря чему даёт возможность осуществлять резку и сварку металлов электродами до пяти миллиметров. Их особенность, в способности работать даже при напряжении в сети равным 150 В. С таким аппаратом справиться с любым видом сварки сможет даже начинающий сварщик из-за наличия следующих функций: антизалипание и форсаж ведения дуги. К недостаткам можно отнести длительность работы без перерыва, связанным с низким КПД, составляющим 40 процентов.
Сварог ARC 205 (J96). Надёжное устройство, имеющее высокую мобильность из-за своего веса. Применяя электроды с диаметром три миллиметра, практически невозможно перегреть устройство. Может использоваться также и для сварки аргоном. Наибольший ток сварки достигает 180 ампер, что не позволяет использовать электроды диаметром более четырёх миллиметров. Имеет КПД 60 процентов. Аналогично предыдущей модели имеет следующие функции: антизалипание и атематической системы регулирования дуги. Диапазон нижнего рабочего напряжения составляет 185 вольт.
Ресанта САИ-220. Рабочий ток достигает 220 ампер, что позволяет работать с электродами диаметром пять миллиметров. Уверенно работает при низком входном напряжении. Прибор снабжён защитой на входе, позволяющей избежать возгорания проводки. КПД достигает 70 процентов. Корпус выполнен полностью из металла. Отличное соотношение цены и качества. Из недостатков выделяют слишком лёгкое вращение рукоятки регулировки силы тока и слабо выполненную систему вентиляции.
При выборе устройства необходимо учесть не только рейтинг, но и желательно сравнить отзывы на форумах. Благодаря таким отзывам и обзорам формируется реальное представление о выбранном устройстве. Вот некоторые из них:
Купил FUBAG IR 200 для небольших работ в гараже. Хорошо поджигает дугу, удобный дисплей. Резал четвёркой в течение 20 минут, не перегрелся. Плохо, что короткие провода, но это мелочь по сравнению с его надёжностью.
Илья Севидов, Москва
Работаю профессиональным сварщиком, для себя выбрал Сварог ARC 205 (J96). Сварог — это чистейший китаец, но в работе полностью устраивает. В течение года проблем не обнаружено. Удобно, что имеет маленькие размеры.
Андрей Маяковский, Харьков
Выбирал себе инвертор на дачу. Выбор остановил на Aurora OVERMAN 180 из-за того, что работает при просадках напряжения до 140 вольт. Через месяц использования сломался. Поменяли по гарантии, оказался заводской брак. Заменённый прибор отработал уже более года без нареканий.
Дмитрий Алексеевич, Луцк
Прислушавшись к советам, взял Сварог EASY MIG 160. Включив аппарат, я почувствовал себя профессионалом. Идеальная сварка алюминия, экономичный расход и при этом сам аппарат недорогой. Не понравилось, что в комплекте отсутствовал держатель для MMA, а так доволен.
Сергей Демидов, Саратов
Автор: admin
Распечатать
Оцените статью:
(0 голосов, среднее: 0 из 5)
Поделитесь с друзьями!
9 лучших инверторных сварочных аппаратов
Лучшие сварочные инверторы
1
DEKO DKWM200A LCD Advanced
Сварочный ток MMA 20 — 200 A
Входное напряжение 200 — 230 В
Плюсы
В сварочном инверторе есть возможность работы с различными по составу и толщине металлами.
Работать с ним совершенно безопасно, благодаря специальным технологиям в конструкции.
Хорошее качество и производительность по невысокой цене.
Минусы
Не подходит для профессиональных работ.
Сварочное оборудование от этого производителя отличается своей надёжностью, а также безопасностью. Оно подходит для ручной сварки типа MMA, что позволяет его применять даже не имея навыков в этой сфере. В качестве электродов можно выбирать любые плавкие от 1,6 мм до 4 мм. Соответственно, им можно работать с любым видом металлов. На передней панели размещён блок управления и дисплей. Благодаря своим компактным размерам его удобно брать с собой.
В инверторах данного типа применяется постоянный ток. А сила пикового тока имеет величину от 20 А до 200. Так как здесь есть микропроцессор, настройка показателей плавнее, а работа эффективнее. Помимо этого, здесь предусмотрен горячий старт, форсаж дуги. Также немаловажным преимуществом считается функция антиприлипания.
DEKO DKWM200A LCD Advanced
2
Eurolux IWM-205
Сварочный ток MMA 10 — 205 A
Входное напряжение 160 — 260 В
Плюсы
Благодаря наличию точного регулятора обеспечивается ровный шов с первого прохода.
Специальная конструкция рассчитана на перегрев и перегрузки, поэтому долгое время не выходит из стро
Способен образовать стабильную дугу без разрывов.
Минусы
Короткие провода в комплекте.
С этим инвертором можно с первого раза получить ровный и аккуратный шов, даже если прибор держать впервые в руках. Его особая конструкция оснащена вентиляцией и системой охлаждения, которая эффективно защищает его от перегрузки и перегрева. В критические моменты он автоматически отключается. На передней панели расположен регулятор силы пикового тока, который позволяет точно выставить значение для хорошего результата. Также есть специальный функционал для стабильной дуги, что гарантирует шов без изъяна.
Ещё одним преимуществом этой модели считается доступность и низкая цена на расходные материалы. А её конструкция из нескольких модулей предполагает хорошую надёжность и качество, а также гарантию большого срока службы.
Eurolux IWM-205
3
Quattro Elementi A 190
Сварочный ток MMA 10 — 190 A
Входное напряжение198 — 242 В
Плюсы
Можно соединять различные разнородные металлы без потери производительности.
Функция антиприлипания самостоятельно регулирует силу сварочного тока, а также напряжение.
Хорошее качество сборки и материалов для прибора.
Минусы
В комплекте нет переносного кейса.
Данная модель подходит для сварки разнородного металла с помощью ручного электродугового механизма. Преимущество такого вида аппаратов заключается в бюджетных и доступных электродах. Как правило, такие модели применяют для различных сварочных работ в бытовых условиях. Они не требуют особых навыков, а их особая конструкция продлевает срок службы, так как они применяются кратковременно и нечасто. Для того чтобы сварочный шов получился аккуратным, здесь применяются функции горячего старта, антиприлипания, а также форсаж дуги.
Этот прибор относится к классу полупрофессиональных, поэтому пользуется популярностью у мастеров для работ выездного характера. Для того чтобы его удобно переносить, есть плечевой ремень, а сама модель имеет легкий вес.
Quattro Elementi A 190
4
Сварог REAL ARC 200 (Z238N)
Сварочный ток MMA 15 — 200 A
Входное напряжение 160 — 270 В
Плюсы
Благодаря наличию плавного переключателя и дисплея, можно выставить максимально точные параметры.
Имеет расширенный функционал, способен работать с разной полярностью.
Можно использовать электроды до 5 мм.
Минусы
Некоторые покупатели отмечают не удобную ручку и нехватку плечевого ремня.
Многие покупатели приобретают сварочный прибор исходя из узнаваемости бренда. Именно поэтому модель от фирмы Сварог пользуется большой популярностью. При производстве оборудование проходит тщательную проверку и экспертизу, а также они имеют увеличенный гарантийный срок. Корпус этого прибора изготовлен из металла, что увеличивает срок службы и минимизирует повреждения или попадание влаги. Помимо этого, технические характеристики данного аппарата лучше, чем у аналогичных. Например, коэффициент полезного действия составляет 60%, что гарантирует хороший результат при любых сварочных работах.
Благодаря его компактным размерам им можно пользоваться как дома, так и на улице. Большой срок службы обусловлен применением SMT-технологий, помимо этого плата покрыта специальным защитным слоем.
Сварог REAL ARC 200 (Z238N)
5
РЕСАНТА САИ-190К
Сварочный ток MMA 10 — 190 A
Входное напряжение 140 — 240 В
Плюсы
Обеспечивает надёжную работу при любых условиях, благодаря особенностям конструкции.
Популярная модель в компактном корпусе.
Удобное расположение блока управление позволяет быстро и точно настроить аппарат.
Минусы
Нет дисплея для отображения значений силы сварочного тока.
Ресанта является ведущим производителем сварочных приборов. Модель САИ-190К отличается своей компактностью и функциональностью. В ее конструкции используется транзистор IGBT, что гарантирует комфортное применение при любых условиях. Помимо этого, здесь есть возможность работать электродами 5 мм. А также можно качественно соединять металлы толщиной до 14 мм. При этом шов будет ровный и аккуратный, даже у новичков. Прибор достаточно устойчив к перепадам напряжения. Поэтому его можно взять с собой на дачу или в гараж. Он эффективно выполняет свою работу даже при пониженном напряжении.
Безопасность самого прибора обеспечивает система вентиляции и металлический корпус. А также автоматический режим охлаждения при критических показателях.
РЕСАНТА САИ-190К
6
Aurora ВЕКТОР 2000
Сварочный ток MMA 20 — 200 A
Диаметр электрода 1.60 — 5 мм
Плюсы
Легко настроить, используя при этом специальные пиктограммы.
Подходит для новичков, которые знакомятся со сварочным оборудованием.
Хорошее качество и длина проводов и зажимов.
Минусы
Поддерживает только ручную дуговую сварку.
Эту модель особенно полюбили новички в сварочном деле, так как ее можно достаточно быстро настроить и приступить к работе. Нет подходящего помещения? С этим прибором эта не проблема. Можно выполнять работу даже в доме. Он не занимает много места и работает даже в нестабильных сетях. Поэтому запитать его можно от генератора. Для качественного процесса здесь доступна регулировка по пиктограммам. Ручная дуговая сварка покрытым электродом способна соединить не только чистые металлы, но и сплавы. Увеличенная мощность этого прибора способствует образованию более стабильной дуги без разрывов.
Дополнительно есть функция форсаж дуги, которая самостоятельно отрегулирует силу пикового тока. Есть специальная защита от перенапряжения и перегрева. Она увеличивает срок службы.
Aurora ВЕКТОР 2000
7
Fubag IR 200 31403
Сварочный ток MMA 30 — 200 A
Входное напряжение 150 — 240 В
Плюсы
Несмотря на малые размеры, имеет высокий коэффициент полезного действия.
Способен работать при любых температурах, а также при пониженном напряжении.
Форсаж дуги обеспечивает стабильную и качественную работу.
Минусы
екоторые покупатели отмечают, что провода в комплекте, короткие.
Эта модель привлекла наше внимание своим увеличенным коэффициентом полезного действия. Здесь он достигает 85%. Ей удобно пользоваться дома, а также при строительных работах. Она хорошо выдерживает перепады напряжения и поддерживает стабильную работу при пониженном. Для точной настройки здесь есть информативный дисплей, а также специальный регулятор. Электроды долго не портятся, так как здесь активно используется система антиприлипание. Горячий старт обеспечивает мгновенный поджиг дуги. Расход энергии минимальный, что является одним из преимуществ такого прибора.
Воздушный тип охлаждения представлен принудительной системой, которая срабатывает автоматически в критических ситуациях. Это гарантирует безопасность применение и защиту устройства.
Fubag IR 200 31403
8
КАЛИБР СВИ-280
Постоянный ток от 20 до 280А
Напряжение сети 230 В
Плюсы
Имеет хорошую степень защиты от попадания влаги.
На передней панели расположены электронное табло для точной настройки.
Разнообразный функционал для хорошего результата.
Минусы
Нет отзывов.
Для этого прибора подойдут различные виды электродов, а работать им можно в бытовых условиях. Он максимально адаптирован к скачкам напряжения и защищён от перегрузки и перегрева. Помимо этого, сзади расположена специальная система охлаждения. Она состоит из нескольких радиаторов и вентилятора. В зависимости от металла и диаметра электрода можно регулировать пиковый ток. Для этого на блоке управления расположен специальный регулятор. С помощью ручной дуговой сварки можно выполнить ряд задач по соединению металлов разной толщины или разного состава.
Электронное табло позволяет максимально точно выставить значение тока, что гарантирует безопасность и эффективность процесса. Коэффициент полезного действия здесь достаточно большой, достигает 85%. Благодаря широкому функционалу показатели сварочной дуги стали лучше.
КАЛИБР СВИ-280
Сравнительная таблица
Постоянный ток
Напряжение сети
Стоимость ₽
DEKO DKWM200A LCD Advanced
20 — 200 A
200 — 230 В
3840
Eurolux IWM-205
10 — 205 A
160 — 260 В
3900
Quattro Elementi A 190
10 — 190 A
198 — 242 В
4285
Сварог REAL ARC 200 (Z238N)
15 — 200 A
160 — 270 В
9000
РЕСАНТА САИ-190К
10 — 190 A
140 — 240 В
4920
Aurora ВЕКТОР 2000
20 — 200 A
1. 60 — 5 мм
6100
Fubag IR 200 31403
30 — 200 A
150 — 240 В
5760
КАЛИБР СВИ-280
от 20 до 280А
230 В
5280
Лучшие варианты сварщика 2022 года
BobVila.com и его партнеры могут получать комиссию, если вы покупаете продукт по одной из наших ссылок.
Фото: amazon.com
Сварка известна тем, что требует дорогого оборудования, высокого уровня навыков и обучения. Хотя исторически это могло быть правдой, многие современные сварочные аппараты MIG вполне доступны и просты в использовании, чем когда-либо. Новички могут не получить идеальных сварных швов с первого раза, но опытные сварщики могут помочь новичкам научиться удивительно быстро.
Собрать сварочный цех проще, чем можно подумать. Эффективные рабочие фонари недороги, как и места для хранения инструментов и расходных материалов. Имея правильный сварочный аппарат и инструменты, сварщики-любители могут начать заниматься такими проектами, как ремонт кузовов автомобилей или трейлеров, или они могут направить свое творчество на изготовление декоративных ворот или скульптурных фигур. А с практикой сварка может даже стать прибыльной подработкой.
Это руководство посвящено лучшим сварщикам для начинающих, а также сварщикам TIG и электродуговым сварщикам для тех, кто хочет улучшить свои навыки или планирует карьеру в области сварки.
Лучший в целом: Weldpro 200 Amp Inverter Multi Process Welder
Лучший бюджет: Forne Easy Weld 261, 140 FC-I Welder, 120 В
Лучший для Pros: 2018 AHP ALPHATIG 200 AMPIG 200 AMPIG 200 AMPIG 200 AMPIG 200 AMPIG 200 AMPIG 200. DC Tig/Stick
BEST PORTABLE: DEKOPRO 110/220V MMA сварочный аппарат, 160A ARC сварочный аппарат
BEST PLASMA COMBO: LOTOS LTPDC2000D Non-Touch Pilot Arc Plasma Cutter:
32 Photo.0ama
6 Фото.0003
На что обратить внимание при выборе лучшего сварочного аппарата
Существуют три основных типа сварочных аппаратов: MIG, TIG и электродуговая сварка. В этих категориях есть огромный, а иногда и сбивающий с толку выбор с точки зрения спецификаций, производительности и цены. При рассмотрении вопроса о том, какой сварочный аппарат лучше всего подходит для ваших нужд, вам следует внимательно изучить следующие ключевые особенности.
Тип
Сварочные аппараты MIG (металлический инертный газ), TIG (вольфрамовый инертный газ) и электродуговая сварка (также называемая дуговой) используют электрический ток для создания достаточного количества тепла для плавления металла и, таким образом, для создания сварного шва. Ток проходит по электроду, сделанному либо из гибкой проволоки, либо из жесткой палочки (отсюда и общее название). При сварке MIG и дуговой сварке электрод вплавляется в сварной шов. При сварке TIG это не так; отдельная присадочная проволока производит сварку. Это немного медленнее, но в умелых руках сварка TIG дает более аккуратные и точные сварные швы, которые практически не требуют очистки.
Чтобы предотвратить попадание загрязнений в сварной шов и ослабление его фиксации, сварщик создает газовый пузырь, называемый защитным экраном. Сварочные аппараты MIG и TIG подают газ из отдельного баллона. К сожалению, это делает их непрактичными на открытом воздухе, так как любой ветер разрушает экран.
Есть два способа решить эту проблему. Первый заключается в использовании сварочного аппарата MIG с электродом с флюсовым сердечником. Этот сердечник создает свой собственный экран, когда электрод плавится, поэтому сварщику не требуется газ. Сварка стержнем создает защитный экран почти таким же образом. Однако при сварке флюсом и электродами образуется больше «шлака» — брызг расплавленного металла, что требует дополнительных работ по очистке.
Задания мастерской
Мягкая сталь, пожалуй, самый популярный металл, используемый в сварке, и многие задачи мастерской связаны с этим материалом. Нержавеющая сталь, которая содержит хром для предотвращения ржавчины, может работать при сварке, хотя требует большей осторожности из-за того, как нержавеющая сталь удерживает тепло. Оба этих металла прекрасно работают при сварке MIG, TIG или стержнем.
Алюминий — еще один популярный материал для мастерских. Он редко бывает чистым, обычно это сплав цинка или меди. Его температура плавления ниже, чем у стали, поэтому, хотя многие сварщики MIG могут работать с алюминием, рекомендуется сварка TIG, поскольку она обеспечивает больший контроль.
Специальные алюминиевые электроды доступны для сварки электродами, хотя использование этого типа с алюминием не является обычной практикой. TIG также рекомендуется как лучший сварочный аппарат для меди и медных сплавов, а также для более экзотических материалов, таких как титан.
Требования к электропитанию
Сварщики имеют различные требования к электропитанию. Чем толще материал, тем больший ток нужен инструменту. Однако требования сварщиков часто понимают неправильно.
Напряжение обычно указывается в заголовках. Многие работают от 110 до 120 вольт, что означает, что их можно подключить дома. Высокопроизводительным машинам может потребоваться от 220 до 240 вольт. Некоторые из них являются переключаемыми, что дает большую универсальность, хотя полная производительность обычно недоступна при настройке 110 В.
Хотя напряжение влияет на форму сварного шва, сила тока определяет глубину проникновения сварного шва и, следовательно, толщину материала, с которым может справиться машина. Машина на 110 В может работать от стандартного бытового выключателя на 15 или 20 ампер, но другим может потребоваться 50 или 60 ампер. Обновить схему несложно, но важно знать это перед покупкой сварочного аппарата, чтобы подготовить мастерскую. Обязательно проверяйте входные усилители, а не выходные усилители. Последнее относится к тому, что может произвести сварщик, а не к тому, что ему требуется для работы.
Рабочий цикл
Неудивительно, что сварщики сильно нагреваются. На практике это часто ограничивает продолжительность непрерывной работы машины; им нужны регулярные перерывы, чтобы они могли остыть. Продолжительность времени, в течение которого они могут работать без перерыва, называется рабочим циклом, который варьируется в зависимости от выходных требований. При сварке тонкого металла аппарату требуется меньшая мощность, поэтому рабочий цикл больше, чем при сварке толстого металла.
Это может сбивать с толку. Чтобы дать стандартную точку отсчета: рабочий цикл обычно дается для 10-минутного периода (иногда для 5-минутных периодов, так что хорошо проверить). Цифра представляет собой процент выхода при данной силе тока. Так, например, сварщик-любитель может иметь рабочий цикл 30 процентов при 90 ампер. Сварщик, работающий в тяжелых условиях, может указать 60 процентов при 200 ампер. Последний не только работает дольше, но и вырабатывает значительно больше энергии.
Требования к сжатому газу
Для создания экрана, необходимого при сварке MIG и TIG, требуется подача газа. Бутылки варьируются от 20 кубических футов (CF) до 300 CF и могут быть куплены или взяты напрокат. Бутыли большего размера обычно более экономичны для тех, кто часто занимается сваркой.
Реальные газы, используемые сварщиками, могут значительно различаться. Углекислый газ популярен для сварки MIG и часто лучше всего подходит для начинающих. Сварщики TIG часто используют аргон. Кислород, гелий и азот также могут быть добавлены. Химический состав может повлиять на сварной шов. Углекислый газ, например, относительно дешев и обеспечивает хорошее проникновение. Аргон может улучшить внешний вид сварного шва и часто смешивается с углекислым газом. Энтузиасты сварки могут захотеть поэкспериментировать с несколькими различными смесями, чтобы лучше понять их свойства.
Как упоминалось выше, при сварке флюсом и стержнем создается защитный экран из присадочного материала по мере его плавления, поэтому подача газа не требуется.
Простота использования
Использование расходуемого проволочного электрода, который подается автоматически с заданной скоростью, делает сварку MIG максимально простой в освоении. Оператору нужна только одна рука, и он может лучше сосредоточить внимание на сварке.
Для сварки TIG требуются обе руки: одна вручную подает проволоку, а другой управляет горелкой. Для сварки стержнем, как и для сварки MIG, требуется только одна рука, но жесткий стержень означает, что рукоятка находится дальше от сварного шва. Точно расположить его непросто, и это может привести к неаккуратным сварным швам при обучении.
Портативность
Для различных проектов полезно иметь возможность перемещать сварочный аппарат по мастерской, и большинство из них снабжены какой-либо ручкой для переноски. Однако вес может быть проблемой при использовании сварочного аппарата в разных местах или на рабочих площадках. Сварочные аппараты, предназначенные для переноски, могут весить всего 20 фунтов, но другие сварщики в мастерских могут весить 60 или 70 фунтов.
Для сварки MIG и TIG также необходимо носить с собой газовый баллон. Стандартные баллоны высокого давления варьируются от 11 фунтов до почти 139 фунтов.фунты. Портативные сварочные аппараты могут весить менее 20 фунтов и, конечно же, не требуют газа. Они также являются самым простым типом для сварки на открытом воздухе.
Наш лучший выбор
Теперь, когда мы познакомились с основными функциями, пришло время сосредоточиться на лучшем сварочном аппарате по категориям. Эти выборы должным образом учитывают важные элементы, рассмотренные до сих пор, а также учитывают надежность, стоимость и репутацию производителя.
Фото: amazon.com
Проверить последнюю цену
Этот многопроцессорный сварочный аппарат на 200 А от Weldpro предлагает сварку MIG (включая флюсовую сердцевину), TIG и электродуговую сварку в одном аппарате, что обеспечивает превосходную универсальность. Для начинающих он предлагает возможность изучить практически все виды сварки за одну покупку. Это также позволяет подрядчикам предлагать решения для различных требований клиентов. Учитывая сравнительно скромные требуемые инвестиции, это сильная ценность.
С максимальной выходной мощностью 200 А Weldpro обладает достаточной мощностью и может сваривать низкоуглеродистую сталь толщиной от 24 до ¼ дюйма. Он может работать от сети 110 или 220 вольт. В комплект входят горелки MIG и TIG, а также газовый регулятор MIG (хотя версия TIG является дополнительной). Прочный блок также имеет двойной цифровой дисплей для удобства.
Product Specs
Output: 200A
Weight: 30.4 pounds
Price: $$$
Pros
Versatile
Beginner-friendly
Clear digital дисплей
Минусы
Дорого
Фото: amazon.com
Проверить последнюю цену
Проблема с малобюджетными сварщиками заключается в том, чтобы найти такой, который не может ограничивать разнообразие работ. Это не проблема с моделью Forney Easy Weld 261. Он может сваривать мягкую сталь толщиной до ¼ дюйма, поэтому подходит для многих более крупных и дорогих моделей. Простые в использовании регуляторы напряжения и скорости подачи проволоки обеспечивают хороший контроль глубины сварки.
Физически компактный сварочный аппарат весит всего 19 фунтов. Сварщик может работать только с флюсовой сердцевиной, а не с газовой сваркой MIG, но это мало ограничивает выполнение общих задач по ремонту и изготовлению. Это также означает, что он может работать в помещении или на улице, имея доступ к обычной бытовой розетке.
Спецификации продукта
Выход: 140A
Вес: 19 фунтов
Цена: $
Pros
.0013 Доступный
Впечатляющий контроль глубины
Компактный и легкий блок
CONS
Скорость провода может быть медленной
Фотография: Amazon. com
Проверка последняя цена
TIG — из-за его чистых, точных сварных швов. Эта универсальная машина на 200 ампер от AHP также предлагает функцию сварки электродами для использования вне помещений. Возможность сварки низкоуглеродистой стали толщиной до ⅜ дюйма предполагает высокие требования к мощности, но переключаемое напряжение — от 110 до 220 вольт — позволяет использовать стандартную розетку. Впечатляющий контроль снижает риск прожигания более тонкого материала.
Эта модель весит 69 фунтов, так что это не самый портативный сварочный аппарат. Но максимальный выходной ток 200 ампер и рабочий цикл 100 процентов при 150 А обеспечивают производительность, необходимую для коммерческого использования. У него также есть ножная педаль для управления силой тока, ценная функция профессионального уровня, которая редко встречается на машинах этого ценового диапазона.
Характеристики продукта
Мощность: 200A
Вес: 69 фунтов
Цена: $$$
PROS
Несколько аксессуаров включены
Идеально для коммерческого использования
Чистая и точная сварка
Cons
Excending
CONS
. Цена
С удивительно низкой ценой билета и весом всего 12 фунтов, на первый взгляд может показаться, что DEKOPRO 110/120V MMA Welder мало что может предложить серьезному сварщику. Тем не менее, выходной диапазон от 10 до 160 ампер будет работать с мягкой сталью толщиной до ¼ дюйма. С правильным сварочным электродом можно работать и с алюминием, и с чугуном. Устройство работает от сети 110 или 220 вольт и, как и все сварочные аппараты, работает как в помещении, так и на улице.
Вентилятор, входящий в комплект поставки, охлаждает сварочный аппарат и предотвращает попадание грязи и мусора, что полезно при транспортировке аппарата или сварке на открытом воздухе. Благодаря своей простой функции нет необходимости устанавливать газ, только один диск для регулировки тока. Это может быть не сварочный аппарат для деликатной или точной работы, но его трудно превзойти в портативности и для базового использования дома, в сельском хозяйстве или на строительной площадке.
Характеристики продукта
Выход: 160 А
Вес: 9 шт. 0015 12.1 pounds
Price: $
Pros
Very light and portable
Budget-friendly
Easy to use
Cooling fan included
Cons
Not ideal for тонкая или точная работа
Фото: amazon.com
Проверить последнюю цену
В большинстве случаев сварщики соединяют металлы. Но иногда операторы хотят разрезать их на части или, возможно, вырезать отверстие или рисунок. Плазменный резак, пожалуй, самый эффективный способ сделать это. Обычно это означает покупку отдельного аппарата, но с этим необычным сварочным аппаратом LOTOS он входит в комплект. Таким образом, в дополнение к сварке TIG и дуговой сварке материалов толщиной до ¼ дюйма, сварщик может разрезать мягкую сталь толщиной до впечатляющих ¾ дюймов.
Функция сварки обеспечивает хорошую гибкость при силе тока от 15 до 200 ампер. Хотя этот сварочный аппарат можно переключать со 110 на 220 вольт, ему требуется мощность 50 ампер, поэтому он не будет работать от стандартной бытовой розетки без модернизации. Приобретение дополнительной ножной педали (не входит в комплект) может помочь обеспечить больший контроль.
Характеристики продукта
Мощность: 200A
Вес: 39,95 фунтов
Цена: $$
PROS
Несколько инструментов в одном
Способны толстым порезам
Отлично для домашних проектов
CONS
ПЛАСМА. Сварочный аппарат Weldpro является бесспорным лидером, когда речь идет о производительности, надежности и портативности. Тем, кто ищет более экономичный вариант для нерегулярных домашних проектов, следует рассмотреть Forney Easy Weld.
Как мы выбирали лучших сварочных аппаратов
Наш список рекомендаций охватывает широкий диапазон цен, чтобы удовлетворить покупателей, ищущих инструмент коммерческого класса для профессиональной работы, а также домашних мастеров, ищущих сварочный аппарат по более доступной цене. цена. Все наши лучшие модели имеют впечатляющие номинальные значения силы тока для обеспечения первоклассных сварочных работ. Мы позаботились о том, чтобы включить несколько вариантов, которые поставляются с несколькими аксессуарами, такими как зажимы, адаптеры питания, шланги, расходомеры, контактные наконечники и ножные педали.
При исследовании продуктов для наших самых популярных продуктов мы удостоверились, что все претенденты были от известных брендов, которые используют высококачественные материалы и процессы в своем производстве.
Часто задаваемые вопросы
Советы и рекомендации в этом руководстве, вероятно, расширили ваши знания о том, как работают различные сварочные аппараты. Это также должно было дать ценную информацию о выборе лучшего сварочного аппарата для задач, которые вам нужно выполнить. Тем не менее, у вас все еще могут быть некоторые вопросы. В следующем разделе рассматриваются те из них, которые возникают чаще всего.
В: В чем разница между сваркой, пайкой и пайкой?
Сварка использует высокие температуры, чтобы фактически расплавить металл соединяемых деталей, создавая максимально прочное соединение. Пайка использует более низкие температуры и мягкий металл — обычно бронзу или латунь — в качестве расплавленного наполнителя, почти как клей. Он часто используется для таких материалов, как титан, которые трудно сваривать. Пайка использует сплавы с низкой температурой плавления, обычно в качестве постоянного крепления для электрических соединений.
В: Какой тип сварочного аппарата мне нужен?
Сварка MIG является самой простой в освоении и позволяет выполнять широкий спектр задач; это то, с чего начинает большинство людей. Сварка TIG обеспечивает большую точность и контроль, а дуга лучше всего подходит для использования на открытом воздухе. Несколько многопроцессорных сварщиков предлагают все три.
В: Сварочный аппарат какого размера мне следует купить?
Как обсуждалось выше, тип задачи и рабочий цикл будут основными соображениями при определении требований к мощности. Будьте осторожны, чтобы не недооценить. Операторы могут отказаться от более мощного сварочного аппарата, но модель с недостаточной мощностью приведет к получению некачественных сварных швов.
В: Можно ли подключить сварочный аппарат к обычной розетке?
Сварочные аппараты, предназначенные для любительской и легкой промышленной сварки, могут работать от обычных бытовых розеток. Сварщикам высокого напряжения (от 220 до 240 вольт) потребуется модернизированный выключатель и, возможно, кабель большего диаметра. В случае сомнений обратитесь к квалифицированному электрику.
В: Законно ли сваривать дома?
Абсолютно, если то, над чем вы работаете, предназначено для вашего собственного использования. Не забывайте об общей безопасности мастерской. Если вы начнете взимать плату за сварку, вы все равно сможете работать из дома, но вам нужно будет проверить правила зонирования.
В: Какое дополнительное оборудование мне понадобится для сварки?
Сварочная маска необходима для защиты глаз и лица. Никогда не сваривайте без него. Защитные очки отлично подходят для многих работ в мастерской, но их недостаточно для сварки. Вам также понадобится сварочный фартук и подходящие сварочные перчатки.
Fronius Welder Цены: стоит каждого пенни?
22 марта 2019 г. админ
За последние десятилетия сварочные технологии значительно продвинулись благодаря Fronius 9.0015 занимает лидирующие позиции на мировом рынке, создавая продукты, которые делают сварку комфортной, удобной и, что самое главное, простой в использовании. От компактных сварочных аппаратов до первоклассных автоматизированных систем компания Fronius постоянно инвестирует в разработку новых продуктов и технологий для сварки.
Fronius Welder — это первый выбор многих сварщиков и один из ведущих мировых брендов. Как и следовало ожидать, это связано с более высокой ценой, что заставляет многих задаться вопросом, действительно ли стоимость оправдана. В этой статье мы собираемся исследовать, стоит ли это каждой копейки.
Почему машины Fronius стоят так дорого?
Качество сварного шва
В диапазоне от нескольких сотен до десятков тысяч фунтов стерлингов в сварочном сообществе не секрет, что Fronius являются одними из самых дорогих сварочных аппаратов на рынке. Проще говоря, основная причина их высокой цены заключается в выдающемся качестве машин и ресурсах, которые они вложили в разработку новых технологий сварки.
Источники питания
Fronius оснащены цифровым управлением с сигнальным процессором, который обрабатывает все данные с максимальной точностью. В результате получается идеальная дуга, обеспечивающая оптимальное качество сварного шва и 100% воспроизводимые результаты сварки.
Дизайн и надежность
Продукты Fronius протестированы в соответствии с чрезвычайно высокими стандартами, чтобы гарантировать, что они могут выдерживать даже самые суровые условия и гарантировать надежный срок службы. Все внешние воздействия, которым могут подвергаться эти продукты, моделируются в лаборатории, включая тепло, холод, влажность и удары.
Действительно, модель TransSteel 2200 недавно была отмечена премией двух экспертных жюри и признана лучшим продуктом 2018 года. Во многом это произошло благодаря компактному дизайну, многофункциональности и надежности продукта.
Высокие характеристики
Одно из самых важных решений, которое вам нужно будет принять в отношении сварочного оборудования, заключается в том, требуется ли вам блок 230 В , работающий от настенной розетки, он идеально подходит для небольших домашних сварочных проектов или блок, который будет работать от 400 В. 3-фазный , который лучше подходит для тяжелых проектов . Новая линейка также предлагает вариант с двойным напряжением для MIG , TIG и Сварочные источники питания MMA , позволяющие работать от источников питания на строительной площадке 110 В.
Важно отметить, что компания Fronius разработала свою сварочную продукцию в соответствии с высочайшей спецификацией , , что означает, что эта продукция хорошо подходит для большинства проектов, особенно тех, которые требуют высокого уровня мощности.
Время
Мало того, что эти сварочные аппараты предназначены для чрезвычайно эффективной укладки проволоки, что экономит значительное количество времени, но также позволяет сэкономить деньги на сварочные материалы , такие как сварочная проволока .
Некоторые сварочные аппараты будут использовать больше сварочной проволоки, чем требуется, в основном для образования сварочных брызг, что означает ненужную потерю денег при покупке большего количества расходных материалов. С другой стороны, сварочные аппараты Fronius рассчитаны на то, чтобы использовать только то количество проволоки, которое абсолютно необходимо, и делать это быстро.
Рабочий цикл также следует учитывать, и это очень важно. Чем дольше может работать сварщик в течение 10-минутного цикла, тем дольше вы сможете работать и тем быстрее будет выполнена работа. Эта скорость усугубляется при сварке в промышленных масштабах. Машины Fronius являются одними из самых экономичных машин на рынке.
Мобильность
Fronius предлагает ряд источников питания, которые хорошо подходят для мобильных приложений, таких как строительные площадки. Это связано с небольшими и легкими характеристиками, которые делают его очень портативным. В некоторых случаях возможна гибкая сварка без подключения к сети.
Варианты ценообразования
В PWP Industrial имеется широкий выбор сварочных аппаратов Fronius, отвечающих вашим потребностям. Нужен ли вам сварочный аппарат MIG like the Fronius TPS500i Pulse MIG SWF Package , a TIG welding machine like the Fronius TT230i DC Inverter TIG Package , or an MMA welding machine like the Fronius TP150 MMA Inverter Welder Package – у нас есть все, и у каждого есть свои преимущества и особенности.
Однако, если вам нужен экспертный совет по выбору лучшего сварочного аппарата для вас и вашей работы, наша опытная команда всегда готова предоставить вам необходимые знания. На самом деле, мы делаем все возможное, чтобы найти продукт, который вы ищете, и даже можем изменить существующие продукты, если это необходимо, вам просто нужно связаться с .
Другие функции/преимущества
В наши дни пользователи обеспокоены энергопотреблением своих сварочных аппаратов и ожидают, что их ручные источники питания будут работать с низким энергопотреблением. Это то, что было рассмотрено компанией Fronius и реализовано в сварочном оборудовании Fronius.
Сварочные аппараты Fronius невероятно просты в использовании и запрограммированы на широкий спектр специализированных сварочных аппаратов для быстрой и эффективной доставки профессиональных продуктов. Кроме того, эти сварочные аппараты были разработаны для очень быстрой укладки проволоки, и вместо того, чтобы просто использовать больше проволоки, сварочные аппараты Fronius гарантируют, что они не используют больше, чем это абсолютно необходимо.
Надежность также является важным фактором, когда речь идет о цене вашего сварочного аппарата. Хотя первоначальная стоимость может показаться высокой, если вы суммируете эксплуатационные расходы и сравните их с экономией, которую вы можете получить благодаря долговечному, более надежному и высококачественному сварочному аппарату, вы увидите, что экономия может быстро перевесить затраты. расходы.
Мы предлагаем широкий ассортимент продукции для металлообрабатывающей промышленности. Что бы вам ни понадобилось от PWP Industrial , вы можете рассчитывать на нашу поставку.
Имея обширный складской ассортимент, мы можем осуществлять доставку в регионы по всей Великобритании. Мы также неустанно работаем над тем, чтобы продукты были доступны нашим клиентам в кратчайшие сроки .
Заказать сварочные изделия продукты с нашим новым веб-сайтом стало очень просто, это может сделать каждый! Просто добавьте товар в корзину для запросов и отправьте его нам — член нашей команды свяжется с вами, чтобы обсудить ваши требования и предоставить вам лучшую цену.
Припой и флюс для пайки, назначение, химсостав, приготовление
Для пайки паяльником применяется припой, а чтобы припой хорошо растекался по поверхности соединяемых пайкой деталей, используют вещество, которое называется флюс. В зависимости от металла деталей и их размеров, крепости и герметичности пайки необходимо выбирать определенную марку припоя и флюса. Информация в таблицах поможет Вам подобрать необходимый припой и флюс для пайки.
Марки мягких припоев для пайки паяльником
Основным компонентом при пайке электрическим паяльником является оловянно-свинцовый припой. Он выпускается в виде проволоки или трубки разных диаметров. Трубчатый припой внутри заполняется канифолью. Такой припой очень удобен при работе, так как не требует дополнительного брать на жало паяльника флюс.
Припой представляет собой сплав легкоплавких металлов. Как правило, в состав припоя входит олово. Можно паять и чистым оловом, но оно дорогое и поэтому в олово добавляют дешевый свинец. Олово является экологически чистым металлом и его можно применять в качестве припоя для пайки в чистом виде пищевой посуды и медицинских инструментов. Если согнуть или сжать трубочку из чистого олова, то она хрустит. Чем больше в составе припоя свинца, тем темнее поверхность припоя.
Припои маркируются буквами и цифрами. Например ПОС-61, что обозначает П – припой, О – оловянный, С – свинцовый, 61 – % содержания олова. ПОС-61 является самым распространенным, так как подходит для пайки в большинстве случаев. В народе ПОС-61 часто называют третник , так как в его составе третья часть свинца (Pb).
Припои бывают мягкие и твердые. Температура плавления мягких припоев ниже 450˚С. Твердые припои плавятся при нагреве свыше 450˚С и для пайки электрическим паяльником не используются.
Основные технические характеристики мягких припоев
Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей, токсичен
Сплав д Арсе
Олово — 6,9 Свинец — 45,1 Висмут — 45,3
79
–
Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей
ПОСВ-50 Сплав Розе
Олово — 25 Свинец — 25 Висмут — 50
94
–
Для пайки и лужения деталей, чувствительных к перегреву
ПОСВ-33
Олово — 33,4 Свинец — 33,3 Висмут — 33,3
130
–
Для пайки деталей из меди, латуни, константана с герметичным швом
ПОС-61 (третник)
Олово — 61 Свинец — 39
190
4,3
Для пайки и лужения токоведущих частей из меди, латуни и бронзы с герметичным швом
ПОС-61М
Олово — 61 Свинец — 37 Медь — 2
192
4,5
Для лужения и пайки тонких медных проводов и печатных проводников
ПОС-90
Олово — 90 Свинец — 10
220
4,9
Для лужения и пайки посуды для пищи и медицинских инструментов
ПОС-40
Олово — 40 Свинец — 60
238
3,8
Для лужения и пайки контактных поверхностей в радиоаппаратуре и деталей из оцинкованной стали
ПОС-30
Олово — 30 Свинец — 70
266
3,2
Для лужения и пайки деталей из меди, ее сплавов и стали
ПОС-10
Олово — 10 Свинец — 90
299
3,2
Для лужения и пайки контактных поверхностей в радиоаппаратуре
Авиа — 1
Олово — 55 Цинк — 25 Кадмий — 20
200
–
Для пайки тонкостенных деталей из алюминия и его сплавов, токсичен
Авиа — 2
Олово — 40 Цинк — 25 Кадмий — 20 Алюминий — 15
250
–
Для пайки тонкостенных деталей из алюминия и его сплавов, токсичен
Удельное электрическое сопротивление оловянно-свинцового припоя (проводимость) составляет 0,1-0,2 Ом/метр, алюминия 0,0271, а меди 0,0175. Как видите, припой проводит ток в десять раз хуже, чем медь или алюминий.
Наиболее распространенным припоем является ПОС-61, его еще называют третник. Он отлично подходит для пайки и лужения токоведущих частей из меди, латуни и бронзы с герметичным швом и не дорогой. Подходит практически для всех случаев пайки в быту.
Флюс для пайки паяльником
Флюс это вспомогательное вещество, необходимое для освобождения поверхностей спаиваемых деталей от окислов и лучшему растеканию припоя по поверхности металла при пайке. Без применения флюса выполнить паяльником качественную пайку практически не возможно.
При приготовлении наиболее популярных флюсов для пайки электрическим паяльником, применяется канифоль. Ее получают из древесины деревьев хвойных пород, в основном сосны. При температуре около 50 °С канифоль размягчается, а при 250 °С начинает кипеть.
Канифоль не устойчива к воздействию атмосферной влаги – гидролизуется. Она состоит на 85-90% из абиетиновой кислоты. Если не удалить остатки канифоли после пайки то происходит окисление места пайки. Многие этого не знают и считают, что канифоль для металла безвредна. Кроме того, впитывая воду из атмосферы, канифоль увеличивает свою проводимость и может нарушать работу электронных устройств, особенно высоковольтных их цепей.
Популярные флюсы для пайки электрическим паяльником
Наименование флюса
Состав % от общего объема
Область применения флюса
Способ приготовления флюса
Удаление остатков флюса
Канифольные не активные флюсы
Канифоль светлая
Канифоль светлая — 100
Пайка меди и ее сплавов легкоплавкими припоями
Готов к использованию
Спиртом или ацетоном, кистью
Спирто-канифольный
Канифоль — 20 Спирт — 80
Пайка меди и ее сплавов легкоплавкими припоями в труднодоступных местах
Растворить в этиловом спирте порошок канифоли
Глицерино-канифольный
Канифоль — 6 Глицерин -14 Спирт — 80
Герметичная пайка меди и ее сплавов легкоплавкими припоями в труднодоступных местах
Растворить в этиловом спирте порошок канифоли, затем добавить глицерин
Канифольные активные флюсы
Канифольный хлористо-цинковый
Канифоль — 24 Хлористый цинк — 1 Спирт — 75
Пайка цветных и драгоценных металлов, ответственных деталей из чёрных металлов
Растворить в этиловом спирте смешанные порошки канифоли и хлористого цинка
Ацетоном, кистью
Канифольный хлористо-цинковый (флюс паста)
Канифоль — 16 Хлористый цинк — 4 Вазелин — 80
Пайка повышенной прочности цветных и драгоценных металлов, ответственных деталей из чёрных металлов
Смешать порошки канифоли и хлористого цинка с техническим вазелином
Кислотные активные флюсы.
Хлористо-цинковый
Хлористый цинк — 25 Соляная кислота — 1 Вода — 75
Пайка деталей из чёрных и цветных металлов
Кислоту медленно вливают в посуду до ¾ ее высоты с кусочками цинка, когда перестанут выделения пузырьки водорода, флюс готов
Промывка водой или раствором питьевой соды в воде, кистью
Канифоль — 16 Хлористый цинк — 4 Вазелин — 80
Флюс паста. Пайка повышенной прочности цветных и драгоценных металлов, ответственных деталей из чёрных металлов
Смешать порошки канифоли и хлористого цинка с техническим вазелином
Канифоль — 24 Хлористый цинк — 1 Спирт — 75
Пайка цветных и драгоценных металлов, ответственных деталей из чёрных металлов
Растворить в этиловом спирте смешанные порошки канифоли и хлористого цинка
Пайка меди, серебра, константана, платины, нержавеющей стали, черных и других металлов
Кислоту медленно вливают в посуду и затем добавляют спирт
Промывка водой, кистью
Флюс на основе спирта и растворителей требуется хранить в герметичной таре, иначе жидкость быстро испарится. Очень удобна для этих целей бутылочка от маникюрного лака. Всегда и кисточка под рукой, которой удобно наносить флюс на место пайки. Такую бутылочку практически в любом доме можно найти. Еще ее достоинство, кисточка и закрутка не растворяются спиртом и растворителем. Перед наполнением флюсом обязательно нужно тщательно вымыть бутылочку и кисточку от лака. Если лак сильно застыл, то налить ацетона и оставить. Через время лак растворится.
В бутылочке я и приготавливаю спирто-канифольный флюс. Сначала через воронку из бумаги насыпаю порошок канифоли и затем заливаю спиртом. Легко налить спирт в узкое горлышко бутылочки, если прикоснуться горлышком бутылки со спиртом к кисточке, предварительно смоченной в спирте. Лить нужно очень медленно и ни одной капли не прольете. Со временем спирт испаряется и флюс становится густым. Тогда нужно его разбавить спиртом до требуемой консистенции.
В качестве флюса я часто использую не документированный флюс аспирин (ацетил салициловая кислота), который применяют в качестве лекарства. С помощью его, можно без предварительной подготовки, залудить медные и стальные поверхности. На основе аспирина легко готовится и жидкий флюс для пайки паяльником, достаточно таблетку растворить в небольшом количестве спирта, ацетона или воды.
Паяльные пасты (тиноль) для пайки
Паяльная паста (тиноль) представляет собой композицию из припоя и флюса. Паста не заменима при пайке паяльником в труднодоступных местах, и при монтаже бескорпусных радиодеталей. Паста наносится лопаткой в нужном количестве на место пайки и затем прогревается электрическим паяльником. Получается красивая и качественная пайка. Особенно удобно ее применение при отсутствии опыта работы с паяльником.
Пасту можно изготовить самостоятельно. Для этого нужно выбрать марку припоя, подходящего для пайки требуемого металла. Далее напильником с крупной насечкой напилить из прутка опилок. Затем в подобранный из таблицы жидкий флюс для пайки добавлять, перемешивая опилки до получения состава пастообразного состояния. Хранить пасту нужно в герметичной упаковке. Срок хранения пасты не более полгода, так как опилки припоя со временем окисляются.
Какой флюс использовать для пайки микросхем
Содержание:
Какой флюс использовать для пайки микросхем
Каким флюсом нужно паять микросхемы? Какой флюс для пайки выбрать? Этими непростыми вопросами задаётся каждый начинающий пайщик.
Флюс предназначен для того, чтобы припой равномерно растекался по поверхности металла. Флюс служит для удаления оксидной пленки, он также обеспечивает хорошее сцепление припоя.
Флюсы бывают активные и нейтральные, а также безотмывочные, которые не проводят электрический ток. В этой статье мы рассмотрим, какие бывают флюсы, и какой флюс лучше использовать для пайки микросхем.
Основные виды флюсов
Итак, сегодня применяются в основном такие виды флюсов:
Активные флюсы — в их основе лежат агрессивные кислоты. Такие флюсы хорошо удаляют оксиды с поверхности различных металлов, а все благодаря бурной реакции, которая протекает при их использовании.
Нейтральные флюсы — в их составе нет агрессивных кислот.
Безотмывочные флюсы — как указывалось выше, такой тип флюса не проводит электрический ток.
Рассмотрим по порядку каждый из всех вышеперечисленных флюсов, чтобы знать, что они собой представляют.
Где применяются активные флюсы
Паять микросхемы активными флюсами не рекомендуется, так как микросхема может прийти от этого в негодность. Флюсы с агрессивными кислотами в основном применяют для пайки проводов и металлических изделий, которые сильно повреждены коррозией. Само собой разумеется, что перед пайкой деталей нужно обязательно избавиться от следов коррозии на металле.
Яркими представителями активных флюсов являются: флюс SF-OR/LF-3.5, флюс SFL-RO/NC-800, кислота для пайки ZN 85%, флюс ЛТИ 120 и другие. При использовании активного флюса, после завершения пайки его нужно обязательно смыть, можно обычной водой.
Нейтральные флюсы
Так называемые «нейтральные флюсы» не содержат в своём составе агрессивных кислот. Чаще всего это флюсы в виде пасты, которая наносится на заранее подготовленное место пайки: хорошо очищенное от окислов и загрязнений.
Нейтральные флюсы подходят для пайки радиокомпонентов на платах. При пайке микросхем нейтральным флюсом, исключено повреждение последних, однако не исключено замыкание контактов при неправильном использовании флюса. По этой причине рекомендуется все же смывать нейтральные флюсы с плат после окончания работ связанных с пайкой микросхем.
Примерами нейтральных флюсов могут служить: флюс-гель AMTECH RMA-223, флюс-паста BAKU BK-150, флюс-паста LUKEY L-2011.
Что представляет собой безотмывочный флюс
Как становится понятным из названия, безотмывочный флюс не требует смывки. По этой причине безотмывочные флюсы широко используются для пайки микросхем, различных SMD компонентов и радиодеталей. Там, где возможности смыть флюс, нет, то есть, в труднодоступных местах, лучше всего применять именно безотмывочные флюсы.
Такой тип флюса не приводит к повреждению микросхем и других компонентов платы, поскольку он не проводит электричество. К безотмывочным флюсам относятся флюсы: BAKU RMA-225-LO, KINGBO RMA-218, AMTECH NC-559-ASM.
Флюсы могут быть жидкими, в виде пасты или геля. Пайка микросхем жидким флюсом опасна тем, что гель может затечь под микросхему, что тем самым выведет её из строя. Поэтому рекомендуется паять микросхемы гелевым флюсом, который никуда не затекает и очень удобно наносится на место пайки.
Типы флюсов для пайки
Если вы имеете дело с электрическими цепями и печатными платами, вы должны знать о процессе пайки. Это процесс, который помогает соединить два материала путем расплавления присадочного металла между ними. Это сложный процесс, и прежде чем вы сможете приступить к нему, вам потребуется некоторое время.
Вы знаете, что такое флюс для пайки? Ну, а если нет, вы можете найти это ниже. В этой статье вы узнаете, что такое паяльный флюс и каковы его распространенные виды. Итак, приступим.
Схема
Что такое флюс?
Паяльный флюс можно рассматривать как химическое вещество, используемое при ручной пайке или сборке печатных плат. Это скорее чистящее средство, которое помогает удалить оксиды и загрязнения с поверхностей. В целом, это помогает эффективно спаять соединения, очищая поверхность.
Одним из ключевых моментов прочного паяного соединения является чистая металлическая поверхность, свободная от окислов, грязи и пыли. Именно для этого и используется паяльный флюс.
Типы флюса для пайки
Вот некоторые распространенные типы флюса для пайки, которые вы найдете: –
Флюс канифоли
Этот тип флюса обычно изготавливается из экстрактов живицы сосновых деревьев. Существует 3 различных категории:
Активированная канифоль или RA Flux : Это наиболее активный тип канифольного флюса, который оставляет наибольшее количество остатков после процесса пайки.
Слегка активированная канифоль : Этот флюс можно использовать для очистки контактов с металлизированными контактами или выводов, покрытых припоем.
Канифольный флюс : Этот тип канифольного флюса вообще не активен; Применяется для поверхностей, которые уже чистые и ничего не оставляет после пайки.
Водорастворимый флюс
Также известен как флюс на основе органических кислот. Он сделан из органических веществ, отличных от канифоли. Этот тип флюса превосходен, так как обладает отличной флюсовой активностью. Кроме того, такие флюсы обладают отличной способностью очищать или удалять оксиды при пайке.
Однако при очистке печатных плат этим флюсом нужно соблюдать осторожность. Иногда это может привести к загрязнению флюса.
Флюс без очистки
В отличие от других типов флюса, этот флюс не требует очистки после завершения пайки.
ОБЗОР ЗА И ПРОТИВ
В этом разделе вы найдете краткий обзор плюсов и минусов различных типов флюсов. Обычно качество флюса зависит от его активности и способности образовывать прочный шов. Итак, начнем: —
Водорастворимый флюс
Плюсы:
Когда дело доходит до пайки, лучше всего подходит водорастворимый флюс. Этот тип флюса обладает высокой активностью, эффективно очищает металл перед пайкой. Также этот тип флюса никогда не пригорает в процессе пайки.
Минусы:
Но недостатком этого типа флюса является агрессивный характер. Такие типы флюсов могут вызывать коррозию и вступать в реакцию с металлом даже после пайки. По этой причине рекомендуется счищать его с поверхности после процесса пайки.
После завершения пайки необходимо осмотреть поверхность, чтобы обнаружить признаки ионного загрязнения. А это совсем хлопотно.
Водорастворимый флюс также может вызывать рост дендритов. Это волосовидная структура, которая может появиться между дорожками проводников. В общем, водорастворимые флюсы содержат агрессивную химию, использование которой может стоить вам немалых денег. Этот тип потока использовался в прошлом, но теперь вы должны избегать его, если это возможно.
Канифольный флюс
Плюсы:
Полностью канифольный флюс обеспечивает превосходную пайку. Он может очистить металлы, которые вы хотите припаять, и может оставаться там, пока процесс не закончится. Канифольный флюс так же полезен, как и водорастворимый флюс, но не имеет недостатков. Это означает, что канифольный флюс не повредит и не разъест поверхность.
Канифольный флюс может действовать как барьер после завершения процесса пайки. Он улавливает ионные остатки, не давая им двигаться повсюду и реагировать.
Минусы:
Недостатком канифольного флюса является то, что он оставляет следы на печатной плате. Канифольный флюс также может загрязнять производственное оборудование. Также в суровых условиях канифольный флюс работает неэффективно.
Очистка канифольного флюса тоже может быть довольно дорогой. Однако, если вы используете растворитель, то можете забыть о его минусе. В целом, канифоль является отличным и многоразовым типом флюса.
Флюсы с низким содержанием твердых частиц/без очистки
Плюсы:
Этот тип флюса отличается наименьшей активностью и химическим составом. Он был разработан, чтобы исключить необходимость очистки остатков. И делает это именно из-за низкой активности. Он никогда не реагирует после завершения процесса пайки. Кроме того, вам не нужно чистить, так как не остается следов.
Однако существуют различные типы не требующих очистки флюсов с различным составом. И его состав может определить, насколько хорошо он будет работать.
Минусы:
Теперь для хорошей пайки флюс должен быть достаточно активным. И это то, чего не хватает в этом типе флюса. Безостаточный флюс имеет низкий химический состав и активность, что делает его менее эффективным для пайки.
Выбор наилучшего флюса для пайки
Когда дело доходит до поиска наилучшего флюса для пайки, он выливается именно для той цели, для которой он вам нужен. Кроме того, есть определенные факторы, которые вы можете рассмотреть, прежде чем принимать решение. Вот факторы, которые вы можете учитывать: –
Тип платы, с которой вы работаете. Есть три типа: –
Многослойный
двусторонний
Односторонний
Тип и плотность электронных компонентов, которые вы хотите припаять
Процесс пайки, который вы хотите использовать. Есть три стандартных процесса:
Пайка волной припоя
Пайка
и СМТ
Пайка металлов, которые необходимо соединить
Заключение
Водорастворимый флюс может быть агрессивным или сверхреактивным по своей природе, и никакой остаточный флюс не может быть неактивным. Итак, когда вы ищете подходящий тип флюса для пайки для электрических целей, вы можете предпочесть канифольный флюс. Иногда он может оставить после себя след, но он очень эффективен.
Однако, если вы занимаетесь сантехническими работами, вы можете выбрать кислотный или водорастворимый флюс. Поэтому перед выбором типа флюса обязательно определите цель пайки. Таким образом, вы, несомненно, найдете правильный вид флюса без каких-либо осложнений.
Лучший флюс для пайки ювелирных изделий: как правильно выбрать
Ганоксин может получать рекомендательные вознаграждения от компаний, перечисленных на этой странице. Учить больше.
Technical Briefs посвящен техническим проблемам, представляющим интерес для широкой аудитории, и затрагивает такие разнообразные темы, как передовые технологии и древнее искусство. Он также ответит на вопросы читателей и ответит на предложения, всегда пытаясь простыми словами объяснить магию и чудо работы с металлом. В этой статье Тим рассказывает о потоках.
~~~~~~~~~~~~~~~~~~~~~~~
Уважаемый Тим,
У меня вопрос о флюсах. Я прочитал большинство стандартных учебников и, хотя я нахожу те же самые потоки, упомянутые в большинстве, я не могу найти четкого первого выбора. Который лучший?
– Отчаянно ищу флюсы
Я сочувствую вашему замешательству, но я также не могу порекомендовать лучший флюс. Нет ни одного. Выбор флюса зависит от нескольких факторов, связанных с типом работы, ее масштабом и личностью мастера.
Ганоксин спонсируется
«Я тоже не могу порекомендовать лучший флюс. Нет ни одного. Выбор флюса зависит от нескольких факторов»
Флюс предназначен для предотвращения образования оксидов, обеспечивая при этом поверхность, по которой может течь припой. Это достигается за счет поглощения кислорода до того, как он достигнет металла с образованием оксидов и оставаясь жидким при высоких температурах. Эти два качества, впитывающая способность и его липкость, — вот что нужно искать во флюсе.
Лучшие флюсы для пайки ювелирных изделий
Фото
Тип продукта
Товар
Бюджет
Где найти
HandyFlux
Handy Flux, банка на 7 унций с кисточкой | СОЛ-950. 01
Как партнер Amazon, мы зарабатываем на соответствующих покупках, сделанных по ссылкам с нашего сайта.
Флюсы для легких условий эксплуатации (самопротравливающие)
.Нажмите, чтобы узнать цену
Как партнер Amazon, мы зарабатываем на соответствующих покупках, сделанных по ссылкам с нашего сайта.
«В ситуациях, когда небольшое количество тепла применяется в течение короткого периода времени… подойдет флюс для легких режимов работы».
В ситуациях, когда небольшое количество тепла применяется в течение короткого периода времени и когда соединяемый металл имеет лишь небольшую склонность к соединению с кислородом (например, серебро или золото), легко- поток пошлин будет делать. В эту категорию входят желтые или зеленоватые жидкости на основе фтора, о которых вы, вероятно, читали. Они особенно подходят для простых работ, таких как определение размеров колец, простая конструкция проволоки и т. д.
«В ситуациях, когда требуется скорость или когда маринад недоступен, можно использовать эти флюсы».
Преимущество этих флюсов в том, что они не образуют флюсового стекла, прочного эмалевого остатка флюсов на основе буры. Они называются самопротравливающими, то есть их не нужно зачищать в протравке после пайки. В ситуациях, требующих скорости, или когда кастрюля с рассолом недоступна, следует использовать эти флюсы. Другим, менее важным преимуществом этих флюсов является то, что они представляют собой водянистую жидкость. Это облегчает их нанесение кистью и позволяет распылять на заготовку распылителем. Если вы сделаете это, избегайте вдыхания образующегося тумана и пара.
Ганоксин спонсируется
HandyFlux
Нажмите, чтобы узнать цену
Как партнер Amazon, мы зарабатываем на соответствующих покупках, сделанных по ссылкам с нашего сайта.
Популярным и знакомым продуктом является белая паста под названием Handy Flux. Самым большим преимуществом этого флюса является его гораздо большая способность поглощать кислород. Он предпочтителен для операций, связанных с образованием оксидов основных металлов, таких как медь и латунь, а также для ситуаций, требующих большого количества тепла. Даже в этом случае поглощающая способность потока может быть исчерпана.
Чтобы убедиться в этом, проведите следующий эксперимент:
Отрежьте кусок меди размером в пару квадратных дюймов, очистите его и покройте флюсом. Установите его на паяльный блок и нагрейте пятно в центре.
Сначала вода из флюса выкипит, оставив белую корку. Флюс расплавится, приобретет красновато-коричневый цвет и провиснет наружу. Затем цвет выгорит, оставив флюс прозрачным, а медь ярко-оранжевой. В зависимости от толщины слоя флюса это состояние будет длиться минуту или две. Затем по краю пластины вы увидите, как медь начинает темнеть.
Ганоксин спонсируется
Удерживая пламя неподвижно в центре листа, вы увидите кольцо темно-зеленой окисленной меди, подползающее к пламени. Так образуются оксиды меди. В течение пары минут круг чистой меди в центре сожмется в точку, а затем исчезнет. Это иллюстрирует поглощающую способность потока и результат насыщения потока.
«В теплом Sparex большинство отложений флюсового стекла удаляются примерно через пять минут».
Если дать меди остыть на воздухе, осмотрите флюсовое стекло, и вы увидите, насколько прочным оно может быть. Удаление его с помощью истирания сложно и рискованно, так как напильник или наждачная бумага имеют свойство соскальзывать со стекла и изнашивать металл вокруг него. Решение состоит в том, чтобы растворить флюс в рассоле. В теплом Sparex большинство отложений флюсового стекла удаляются примерно через пять минут. Для особо толстых покрытий может потребоваться больше времени. Остатки можно смыть горячей водой, но это займет больше времени.
Помимо способности поглощать кислород, флюс на основе буры обладает и другими свойствами. Во-первых, он всегда становится прозрачным при температуре 1100°F, что делает его надежным индикатором температуры. Еще одно качество, которое любят и ненавидят, — это то, как он действует как клей. Handy Flux может помочь удержать чип припоя на месте при уважительном использовании, но будет безжалостно прилипать к блоку припоя в незнакомых руках. Опыт — единственный помощник в управлении этим качеством.
Ганоксин спонсируется
Prip’s Flux
Нажмите, чтобы узнать цену
Как партнер Amazon, мы зарабатываем на соответствующих покупках, сделанных по ссылкам с нашего сайта.
Третий вариант флюсов называется Prip’s Flux. Это смесь, которую вы можете сделать сами (я уверен, что вы видели рецепт в своем чтении). Это жидкость, похожая на флюс для легких работ, но обладающая высокой прочностью для защиты металла от оксидов. Prip не обладает такой смачивающей способностью, как два других, поэтому создать полное покрытие сложнее. Рекомендуемый метод — нагреть металл, нанести флюс кистью или распылить, затем снова нагреть металл и повторить процесс. Это необходимо сделать несколько раз, чтобы установить воздухонепроницаемый экран против окисления. Положительным моментом является то, что Prip не растворяется в воде, поэтому, если вы охлаждаете деталь в воде, а не протравливаете, слой флюса остается относительно нетронутым.
Флюсы для домашних мастеров
Другой раствор, о котором вы, возможно, читали, представляет собой смесь спирта и борной кислоты. Перед пайкой ювелирное изделие погружают в концентрированный раствор этих двух ингредиентов, устанавливают на паяльную колодку и поджигают. Спирт сгорает, оставляя тонкий белый слой буры. Это хорошее покрытие для легких условий эксплуатации, предотвращающее образование накипи, но не сильно способствующее фактическому растеканию припоя. Многие люди используют этот метод, а затем наносят небольшое количество разбавленного Handy Flux на область сустава.
верхнее отклонение, нижнее отклонение, допуск. Нарисовать схему расположения поля допуска.
Действительный размер — размер, установленный измерением с допускаемой погрешностью. Этот термин введен, потому что невозможно изготовить деталь с абсолютно точными требуемыми размерами и измерить их без внесения погрешности. Действительный размер детали в работающей машине вследствие ее износа, упругой, остаточной, тепловой деформаций и других причин отличается от размера, определенного в статическом состоянии или при сборке. Это обстоятельство необходимо учитывать при точностном анализе механизма в целом. Мы уже знаем, что номинальным размером называют размер, который служит началом отсчета отклонения и относительно которого определяют предельные размеры.
Предельные размеры — два предельно допустимых размера, между которыми должен находиться или которым может быть равен действительный размер.
Наибольший предельный размер — больший из двух предельных размеров.
Наименьший предельный размер — меньший из двух предельных размеров.
Нулевая линия — линия, соответствующая номинальному размеру, от которой откладываются отклонения размеров при графическом изображении допусков и посадок.
Допуск — разность между наибольшим и наименьшим предельными размерами или абсолютная величина алгебраической разности между верхним и нижним отклонениями. Допуск размера отверстия ТD = Dmах – Dmin или ТD = ЕS – ЕI; допуск размера вала Тd = dmах – dmin или Тd = еs – еi.
Поле допуска — поле, ограниченное верхним и нижним отклонениями. Положение поля допуска относительно нулевой линии, зависящее от номинального размера, обозначают буквами латинского алфавита, а в некоторых случаях — двумя буквами: прописными для отверстия и строчными для вала (рис. 1.2). Верхнее или нижнее отклонение, используемое для определения поля допуска относительно нулевой линии, называют основным отклонением. С целью ограничения номенклатуры средств измерения, режущего инструмента вводятся ограничения на применение основных отклонений деталей. Для вала эти ограничения представлены в таблице 1.2.
Рисунок 1.2 — Примеры обозначения полей допусков и
посадок на чертежах
Признаки, характеризующие системы допусков и посадок объединяются едиными принципами построения. Это:
— принцип физически обоснованного изменения зазора в зависимости от размера соединения, заключающийся в том, что зазоры и натяги изменяются в зависимости от размера соединения по законам, отвечающим физическим условиям применения посадок;
— принцип применения упрощающих способов построения посадок, заключающийся в том, что поле допуска основной детали остается неизменным, а посадку обеспечивают смещением поля допуска сопрягаемой детали;
— принцип экономии металла при установлении поля допуска основной детали «в тело»;
— принцип применения рядов предпочтительных чисел, заключающийся в том, что числовые ряды интервалов размеров, градаций точности и других показателей строятся по одному из основных или производных рядов предпочтительных чисел;
— принцип масштабных коэффициентов: величина допуска прямо пропорциональна размеру и связана с ним расчетным коэффициентом — единицей допуска;
— принцип применения коэффициентов точности, состоящий в том, что числовые значения допусков размеров получаются умножением единицы допуска на зависящий от квалитета коэффициент точности;
— принцип унификации полей допусков, предусматривающий выделение из общего числа стандартизованных полей допусков полей допусков предпочтительного применения;
— принцип приведения норм точности к определенному температурному режиму, заключающийся в необходимости отнесения стандартизуемых предельных отклонений к определенной температуре (293,15К = 20°С).
Кроме того, мы знаем, что 1) посадки с нужными зазорами или натягами получают сочетанием полей допусков соединяемых деталей — отверстия и вала; 2) поля допусков определяются значениями допуска и основного отклонения; 3) для получения различных посадок в системах допусков и посадок должно содержаться достаточное разнообразие полей допусков. Посадки можно получить двумя способами: или стандартизировать ряды посадок в системах вала и отверстия, или стандартизировать те параметры, из которых образуются поля допусков, т. е. ряды допусков в разных квалитетах и ряды основных отклонений валов и отверстий, не зависящие от допусков. В системе ИСО принят второй способ.
Отклонения и допуски на размеры деталей.
6. Отклонения и допуски на размеры деталей.
Соединяемые
между собой детали, например вал и отверстие (рис. 16), должны иметь
определенные размеры. Однако ни одну деталь не возможно
изготовить с абсолютно точным размером. Поэтому и в чертежах размеры деталей
указываются с отклонениями, которые проставляют вверху и внизу рядом с
номинальным размером. Номинальным размером называют общий для соединяемого вала
и отверстия размер, например 20 мм.
Стандартом установлены
обозначения валов – d, отверстий — D , номинального размера для вала и
отверстия – также D.
Допустим, что необходимо изготовить вал
с наибольшим допустимым размером dmax = 20,5 мм (20+0,5)
и наименьшим допустимым размером dmin = 19,8 мм (20-0,2 )
Размеры 20+0,5 и 20-0,2 — это номинальный размер 20 с верхним +0,5 и нижним -0,2 предельными отклонениями. Отклонения могут быть
положительными и отрицательными.
Отсчитывают отклонения от номинального
размера.
Верхнее отклонение равно
алгебраической (с учетом знака) разности между наибольшим допустимым размером и
номинальным:
для валов es = dmax — D (рис. 16, а),
для отверстий ES = Dmax — D
(рис. 16, б).
В нашем примере es = dmax — D = 20,5 — 20 = 0,5(мм).
Нижнее отклонение равно
алгебраической разности между наименьшим допустимым размером и номинальным.
Нижнее отклонение обозначают и вычисляют:
для валов ei = dmin — D (рис. 16, а),
для отверстий EI = Dmin — D
(рис. 16, б).
В нашем примере ei = dmin — D = 19,8 — 20 = — 0,2 (мм).
Верхнее
отклонение вала +0,5 мм означает, что наибольший размер вала должен быть 20 +
0,5 = 20,5 мм. Нижнее отклонение вала —0,2 мм означает, что наименьший размер
вала должен быть 20 мм — 0,2 мм = 19,8 мм.
Разность между
наибольшим и наименьшим допустимыми (предельными) размерами называют допуском.
Для вала допуск обозначают Td, а для
отверстия TD (рис. 16):
Td= dmax – dmin;
TD = Dmax — Dmin.
Эти допуски
можно вычислить и через отклонения, определив разность между верхним и нижним
отклонениями:
Td = es — ei;
TD = ES — EI
В нашем примере
допуск на размер вала равен Td = dmax — dmin = 20,5 — 19,8 =
0,7 (мм).
Этот допуск
можно рассчитать и через отклонения. Достаточно из верхнего отклонения +0,5
вычесть нижнее отклонение —0,2. Тогда получим:
Td = 0,5 — (-0,2)
= 0,5 + 0,2 = 0,7 (мм).
Допустим, что
необходимо изготовить отверстие с наибольшим допустимым размером Dmax = 20,8 мм (20+0,8)
и наименьшим допустимым размером Dmin = 20,6 мм (20+0,6). Тогда верхнее
отклонение отверстия равно:
ES = Dmax — D
=
20,8 — 20 = 0,8 мм. В нашем примере допуск на размер
отверстия равен:
TD = Dmax — Dmin = 20,8
— 20,6 = 0,2 (мм). Или через отклонения:
TD = ES — EI = 0,8 — 0,6 = 0,2 (мм).
Действительный dr размер вала в
пределах допуска может быть любым. Его можно измерить штангенциркулем или
микрометром. И если этот действительный размер вала будет находиться между его
допустимыми предельными размерами dmax и dmin, то этот вал будет годным. А если действительный размер вала окажется
больше dmax или меньше dmjn, то вал будет
бракованным.
Аналогично можно
сказать и об отверстии.
Отклонения и
допуски в деревообработке проставляют в миллиметрах, а в металлообработке и
обработке пластмасс — в микрометрах (1мм = 1 000 мкм).
Соединение
(посадка) вала
с отверстием может быть подвижным (с зазором) и неподвижным (с
натягом).
Чтобы соединение
вала и отверстия было подвижным, нужно, чтобы диаметр отверстия в пределах
допуска всегда был больше диаметра вала. Для этого конструктор на чертеже может
задать, например, диаметр отверстия Ø20+0,5 мм, а диаметр
вала
Чтобы соединение
вала и отверстия было неподвижным, нужно, чтобы диаметр отверстия всегда был
меньше диаметра вала. Такое соединение можно получить, например, при диаметре
отверстия Ø20+0,5 мм и при диаметре вала .
В рассмотренном
нами примере при размере вала и размере отверстия посадка
будет с зазором, так как размер отверстия всегда будет больше размера вала.
Практическая работа
Расчет отклонений и допусков на размеры вала и отверстия
1. Получите
задание у учителя на номинальный размер вала и отверстия, а также на их
наибольшие и наименьшие допустимые размеры.
2. Рассчитайте
верхние и нижние отклонения и допуски для вала и отверстия.
3. Запишите
полученные размеры вала и отверстия с отклонениями, как их проставляют на
чертежах.
4.Определите,
подвижным или неподвижным будет соединение вала с отверстием.
Новые термины:Номинальный
размер, допустимые размеры (наибольший, наименьший), предельные отклонения
(верхнее, нижнее), допуск, соединение подвижное и неподвижное.
Вопросы
и задания
1. Какой размер
называют номинальным?
2. Что называют
верхним и нижним отклонением?
3. Что называют
допуском?
4. Как
проставляют размеры вала и отверстия на чертежах?
Принципы толерантности | Технический проект
Допуск — это общая величина, на которую размер может варьироваться, и это разница между верхним (максимальным) и нижним (минимальным) пределами. Поскольку невозможно сделать все точно по размеру, на производственных чертежах используются допуски для контроля деталей .
Когда нужны допуски?
В частности, назначаются допуски к сопрягаемым частям в сборе. Например, в случае, когда прорезь в детали должна вместить другую деталь. Одним из больших преимуществ использования допусков является то, что он допускает взаимозаменяемых частей, , что позволяет заменять отдельные детали.
Допуски могут быть выражены несколькими способами:
1. Прямые пределы или как значения допуска , примененные непосредственно к размеру.
3. Примечания , относящиеся к особым условиям , обычно помещаются рядом с соответствующими размерами.
Пример: однопредельный допуск , который ограничивает максимальный или минимальный размер элемента или пространства, оставляя другой предел размера неуказанным.
4. Примечание общего допуска в основной надписи.
Общие допуски указаны в примечании или в основной надписи. Общее примечание о допуске будет выглядеть так:
Сохраняются все десятичные размеры
до ± 0,002 дюйма
нижний предел 0,498
Для метрических размеров примечание будет аналогичным:
Сохранение всех метрических размеров
до ± 0,05
Это означает, что такому размеру, как 65,00, будет присвоен допуск ± 0,05, в результате чего верхний предел составит 65,05, а нижний предел — 64,95.
Если используются дробные размеры, общее примечание может быть:
Все дробные размеры ± 1/64 дюйма
Если не указано иное
Угловые размеры могут быть допущены с помощью примечания, например:
Все угловые допуски ± 1 градус
Другой общий метод допусков определяет допуски на размеры с точки зрения числа знаков после запятой в размерах следующим образом:
, если не указано иное,
Допуски следующие:
Десятичные дюймы:
x = ± .200
x = ± .200
.
или
, если не указано иное,
1 Decimals +/- .1
2 Десятиц места +/-.
Millimeters:
x = ± 0.5
x.x = ± 0.3
x.xx = ± 0.1
x. xxx = ± 0.05
In this method, the dimension applied к каждой функции автоматически определяет требуемый допуск. Фактические допуски могут варьироваться от одной компании к другой, но приведенные здесь являются общими допусками для обрабатываемых деталей.
Общие допуски могут содержать только один набор цифр, если все размеры имеют одинаковое количество знаков после запятой.
Если размер имеет допуск, добавленный непосредственно к нему, этот допуск заменяет общее примечание о допуске. Допуск, добавленный к размеру, всегда заменяет стандартный допуск , даже если добавленный допуск больше стандартного допуска.
Прямые ограничения
Допуски можно применять непосредственно к элементам с размерами, используя определение размеров. Это предпочтительный метод ASME; максимальный и минимальный размеры указаны как часть размера.
или
Либо верхний предел помещается над нижним пределом, либо, когда размер написан в одну строку, нижний предел предшествует верхнему пределу, и они разделяются тире или косой чертой :
3. 49 — 3.53 3.49/3.53
Допуски плюс и минус
Толерантность может быть односторонней или двусторонней. Односторонний допуск изменяется только в одном направлении, тогда как двусторонний допуск отличается от основного размера в обоих направлениях.
Если отклонение равно в обоих направлениях, то отклонению предшествует символ + . Метод «плюс-минус» можно использовать только в том случае, если оба варианта равны.
Важные термины
На рисунке показана система из двух деталей – обработанной детали с прорезью и сопряженной детали – с допусками на размеры. Эти две части используются в качестве примера в стандарте ASME/ANSI для определения важных терминов.
Размер номинала – общий размер, обыкновенная дробь.
Базовый размер – теоретический размер, используемый в качестве эталона для применения допусков. Этот размер показан на чертежах в прямоугольной рамке.
Фактический размер – фактический измеренный размер готовой детали после механической обработки.
Пределы размера – максимальный и минимальный допустимые размеры, между которыми должен находиться фактический размер. Большее значение для каждой части — верхний предел , а меньшее значение нижний предел .
Припуск — это минимальный зазор или максимальный натяг между деталями или максимальное натяжение между двумя сопрягаемыми деталями.
Пример . Паз и сопрягаемые детали имеют основные размеры 0,500 дюйма. Нижний и верхний пределы слота составляют 0,498 и 0,502 дюйма соответственно; нижний и верхний пределы сопрягаемых частей 0,495 и 0,497 дюйма.
На рисунке припуск равен 0,001, что означает, что наибольшая посадка достигается, когда паз обрабатывается до наименьшего допустимого размера 0,498, а сопрягаемая деталь обрабатывается до наибольшего допустимого размера 0,497. Разница между 0,498 и 0,497, или 0,001, является допуском.
Допуск — это общее допустимое отклонение размера, т. е. разница между верхним и нижним пределами. Допуск паза в примере составляет 0,004 дюйма (0,502–0,49 дюйма).8 = 0,004), а допуск сопрягаемой детали составляет 0,002 дюйма (0,497 — 0,495 = 0,002). происходит, когда две сопрягаемые детали с допуском всегда оставляют пространство или зазор при сборке.На приведенном выше рисунке максимальное значение вала А, которое может быть изготовлено, равно 2,999, а наименьшее отверстие может быть равно 3,000. Вал всегда будет меньше отверстия , в результате минимальный зазор +0,001, также называемый допуском . Максимальный зазор возникает, когда наименьший вал (2,998) соединяется с самым большим отверстием (3,001), что дает разницу +0,003.
Посадка с натягом происходит, когда две сопрягаемые детали с допуском всегда будут мешать при сборке. Посадка с натягом фиксирует или анкеровки одной детали в другой, как если бы эти две детали были одним целым. На рисунке наименьший размер вала B, который можно изготовить, равен 3,002, а самый большой размер отверстия, который можно изготовить, равен 3,001. Это означает, что вал всегда будет больше отверстия, а минимальный натяг равен -0,001.
Максимальный натяг возникает, когда самое маленькое отверстие (3,000) соединяется с самым большим валом (3,003), что приводит к натягу -0,003.
Чтобы собрать детали в таком состоянии, необходимо растянуть отверстие или сжать вал или применить силу, чтобы вдавить вал в отверстие. Этот вид посадки можно использовать для скрепления двух деталей без использования механических застежек или клея.
Переходник возникает, когда две сопрягаемые детали с допуском иногда будут посажены с натягом, а иногда с зазором при сборке.
На рисунке наименьший размер вала, который можно изготовить, равен 2,998, а самый большой размер отверстия, который можно изготовить, равен 3,001, что дает максимальный зазор +0,003. Самый большой вал, который можно изготовить, равен 3,003, а наименьшее отверстие, которое может быть, равно 3,000, что приводит к максимальному натягу -0,003.
Самая свободная посадка – это разница между наименьшим валом и наибольшим отверстием. самая плотная посадка это разница между самым большим валом и самым маленьким отверстием.
Посадки для отверстий и валов
Аддитивное правило для допусков состоит в том, что допуски, взятые в одном направлении из одной точки отсчета, являются аддитивными. Следствием этого является то, что допуски на одну и ту же точку, взятые с разных направлений, становятся аддитивными. Это может произойти при сборке двух деталей, когда также суммируются накопленные допуски положений точек сопряжения обеих деталей. Эффект называется Набор допусков .
Метрические ограничения и посадки
Стандарты, используемые для метрических измерений, рекомендованы Международной организацией по стандартизации (ISO). Термины, используемые в метрических допусках:
Базовый размер – точный теоретический размер, которому назначены пределы отклонения и одинаковы для обеих деталей.
Отклонение – разница между размером детали и базовым размером.
Верхнее отклонение – разница между максимальным предельным размером и базовым размером.
Нижнее отклонение – это разница между минимальным пределом размера и базовым размером.
Основное отклонение – это отклонение, ближайшее к основному размеру (для обеих деталей). Обозначается буквой.
Допуск — это разница между максимальным и минимальным размерами детали.
Зона допуска представляет допуск и его положение относительно основного размера.
Международная степень допуска (IT) – система классификации, представляющая группы допусков, которые различаются в зависимости от основного размера, но имеют одинаковый уровень точности с данной степенью точности. Он обозначается комбинациями IT0, IT1 и IT01–IT16 — всего 18 классов IT.
Например, на следующем рисунке с обозначениями отверстия, вала и их свободной посадки число 9является ИТ-классом.
База отверстий — система посадок, где минимальный размер отверстия является базовым размером. В примере основное отклонение для системы с отверстием обозначено заглавной буквой «H».
Основа вала — система посадок, в которой максимальный размер вала является основным размером. В примере фундаментальное отклонение для системы с основанием вала обозначено строчной буквой «d».
Символы метрических допусков
Сочетание номера класса IT и буквы положения допуска создает символ допуска, который определяет фактические верхний и нижний пределы детали.
Размер допуска детали определяется базовым размером, за которым следуют буква и число, например 60H9 или 60d9.
Например, обозначение метрической посадки будет выглядеть как 60H9 , где:
60 Базовый размер 60 миллиметров.
H Основное отклонение внутреннего элемента (отверстия).
9 Свободная посадка с зазором.
Вот три способа обозначения метрических допусков на чертежах:
Типы посадок с соответствующими буквенными и цифровыми обозначениями, а также с верхними и нижними пределами допусков можно взять из таблиц, имеющихся в справочниках по машиностроению.
Это базовый стол с отверстиями . Базовая система отверстий для посадок с зазором, натягом и переходной посадкой означает, что фундаментальное отклонение отверстия (т. е. разница между минимальным предельным размером и базовым размером) равно нулю.
Здесь показана система посадок на основе отверстия:
Если используется система посадок на основе вала для посадок с зазором, натягом и переходных посадок, это означает, что основное отклонение для вала равно нулю. Метрическая предпочтительная система посадок на основе вала в этом случае:
Описание и применение системы на основе отверстий и системы на основе вала приведены в следующей таблице:
Посадка подшипников (пример
)
Большинство промышленных подшипников выпускаются до метрических размеров → посадки указаны в соответствии с системой допусков ISO.
Рекомендуемые оценок толерантности для сидений на валах и корпус прилегают к внешней гонке (для подшипников с умеренными или тяжелыми нагрузками):
.0060
20–100 мм k5
105–140 мм m5
150–200 мм m6
Отверстие корпуса (любое) H8
Из букв j , k , m и H видно, что для подшипников используется система отверстий.
Отверстие и наружный диаметр подшипника указаны производителем подшипника.
Необходимо контролировать диаметр вала и отверстие корпуса до указанных минимальных и максимальных размеров.
Посадка отверстия подшипника/вала в основном представляет собой переходную посадку для точного расположения (компромисс между зазором и натягом или большим натягом) – j , k , m .
Посадка корпуса/внешней обоймы представляет собой посадку с зазором (плотная посадка для точного определения местоположения при средних скоростях и умеренной нагрузке) – Н .
Как можно закрепить/поместить подшипники на вал или в отверстие?
Самый простой способ запрессовка .
Вместо запрессовки (особенно при посадке с натягом) можно и иногда нужно использовать средства осевой фиксации: стопорные кольца , хомуты , буртики , распорки или контргайки .
Стопорные кольца – размещаются на валу, в канавках вала или в корпусе для предотвращения осевого перемещения элемента машины.
Типы стопорных колец
Заплечик – вертикальная поверхность, образующаяся при изменении диаметра вала.
Распорка – кольцо, надетое на вал напротив определяемого элемента машины, т. е. расположенное между двумя элементами и таким образом контролирующее только взаимное положение между ними.
Контргайка – может использоваться, когда элемент расположен на конце вала. Нужна резьба на валу и стопорное устройство.
Стопорная шайба может быть добавлена для фиксации контргайки.
Манжета – кольцо, похожее на прокладку, надеваемое на вал, но расположенное рядом с элементом машины с целью осевого расположения. Он удерживается на месте, как правило, с помощью установочных винтов, а осевое положение может быть установлено практически в любом месте вдоль вала.
Переходная втулка – аналогична втулке, но с конической внешней поверхностью и прорезью, устанавливается между подшипником и валом. Контргайки используются для зажима втулки.
Английская единица соответствует
Подобно метрической системе, была разработана специальная группа отношений английской единицы допуска, называемая предпочтительной точностью посадки . Стандарт ANSI B4.1 определяет серию стандартных посадок между цилиндрическими деталями на основе базовой системы отверстий. Различают следующие классы посадки:
Подвижная и скользящая fi t (RC) – самый свободный из классов посадки, когда вал должен свободно перемещаться внутри подшипника или отверстия, а положение вала не имеет критического значения. .
Посадка с зазором (LC) – плотнее, чем посадки класса RC, но вал и отверстие могут иметь одинаковый размер, что называется посадкой между линиями . Вал расположен более точно, но все же может болтаться.
Место перехода подходит (LT) – переход между LC и LN подходит.
Место пересечения подходит (LN) – здесь вал может быть ряд к ряду с отверстием, но он почти всегда больше отверстия. Используется там, где часть должна быть положительно расположена относительно другой детали.
Силовая и термоусадочная посадка (FN) – чистая посадка с натягом , где вал всегда считается больше отверстия. Используется для передачи крутящего момента; закрепить подшипник или шкив на валу, даже если есть скручивающая сила; или для закрепления деталей, которые могут скользить по валу.
Кроме того, как и в метрической системе, существуют основные системы отверстий и основных валов для применения к деталям английских допусков единиц. Это зависит от того, относится ли базовый размер к размеру наибольшего вала или к наименьшему отверстию:
Расчет основного отклонения, нижнее отклонение, верхнее отклонение, Es, es, Ei, ei, основное отклонение, IT, таблица, диаграмма
ESPANOL
Дом
Машиностроение
Робот
Аэрокосмическая отрасль
Строительная инженерия
Видео
Наука и технологии
Контакт
Top Adv
Расчет верхнего (es) и нижнего (ei) отклонения для вала:
Отклонения и основные допуски, предусмотренные системой ISO. Пределы допуска для отверстий или валов обозначаются соответствующую букву, указывающую на основное отклонение. И класс допуска преобладает, за которым следует число суффикса. Например, если отклонение отверстия «Н» и класс допуска ИТ7,; обозначение будет H7, если отклонение вала «k» и класс точности IT6; обозначение будет к6. Если базовый размер 50мм, то обозначение допуска будет 50Х7 и 50к6.
Верхнее и Нижнее отклонения для вала предоставлены «es» и «ei». Верхнее и нижнее отклонения для отверстия предоставлены «ES» и «EI». Основные отклонения могут быть рассчитаны с помощью некоторых формул приведен ниже.
Расчет основного верхнего и нижнего отклонения вала:
es=ei+IT, ei=es-IT
Расчет основного верхнего и нижнего отклонения:0002 ES = EI+IT, EI = ES-IT
Таблица ниже: Фундаментальное верхнее отклонение для вала «A» TO «JS» (от 0 мм до 500 мм)
888888888
99999999999999998888888
.
До Вкл.
ФУНДАМЕНТАЛЬНОЕ ВЕРХНЕЕ ОТКЛОНЕНИЕ (es) IT01 до IT16
Автоматические разматывающие и подающие устройства для катанки большого диаметра
Многократные волочильные станы непрерывного волочения ВЕРТИКАЛЬНЫЙ ВОЛОЧИЛЬНЫЙ СТАН ОДНОКРАТНОГО ВОЛОЧЕНИЯ
ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА КАЛИБРОВАННОЙ ПРОВОЛОКИ И ПРУТКОВ ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА АРМАТУРНОЙ ПРОВОЛОКИ ВЫПРЯМЛЕНИЕ И РЕЗКА ПРОВОЛОКИ ОБОРУДОВАНИЕ ДЛЯ СНЯТИЯ ФАСКИ ГИБКА ПРОВОЛОКИ И ПРУТКОВ УСТРОЙСТВА АВТОМАТИЧЕСКОЙ ПОДАЧИ КАТАНКИ НАМОТОЧНЫЕ УСТРОЙСТВА для ПРОВОЛОКИ ВСПОМОГАТЕЛЬНОЕ ОБОРУДОВАНИЕ
Устройство автоматической размотки и подачи катанки большого диаметра RGO/RGV
Оборудование специально разработано для сокращения времени простоя при подаче катанки больших диаметров. В состав оборудования входят автоматический размотчик катанки с правильным механизмом и узел заточки переднего конца бунта катанки (узел скальпирования). Это оборудование может работать в составе одной линии волочения совместно с вертикальным волочильным станом однократного волочения.
Автоматический размотчик катанки большого диаметра RGOУзел заточки конца катанки (скальпирующее устройство) RGV
Область применения и преимущества автоматического подающего устройства
Это оборудование специально разработано для сокращения времени простоя при подаче катанки больших диаметров. Основные преимущества устройств серии RGO / RGV:
На стандартном оборудовании время загрузки катанки большого диаметра вместе с заточкой составляет около 30 минут, однако при использовании этого автоматического оборудования время загрузки и подготовки катанки сокращается до 4 минут.
От автоматической подачи до прижима и захвата, выпрямления, обточки катанки, а затем и до подачи катанки на выводной волокодержатель или на другое последующее оборудование — вся утомительная работа выполняется в полуавтоматическом режиме.
Моторизованное вращающееся основание обеспечивает непрерывную подачу катанки для повышения эффективности производства. Одна штанга для поддержания автоматической подачи и альтернативная штанга для подготовки катанки, находящейся в режиме ожидания для подачи.
Увеличение эффективности операций до 7 раз при подаче и обточке.
Спецификация устройства автоматической размотки и подачи катанки большого диаметра RGO/RGV
Модель оборудования
RGO/RGV-20
RGO/RGV-30
RGO/RGV-36
RGO/RGV-45
Диапазон диаметров подаваемой катанки
Ø22 мм ~ 9 мм
Ø32 мм ~ 10 мм
Ø36 мм ~ 25 мм
Ø45 мм ~ 37 мм
Источник питания
380 В / 50 Гц / 3 фазы переменного тока (по согласованию с Покупателем)
Устройство размотки
инверторный двигатель мощностью 7.5 л.с.;
Устройство скальпирования
инверторные двигатели мощностью 3 л.с. и 1 л.с.
Мотор подачи смазки
1/2 л. с.
Насос гидравлического привода
5 л.с.
Вес бунта катанки
до 3000 кг
arw-black-uarw-black-darw-black-larw-black-r
Последовательность операций
Подача конца катанки Прижим гидравлическим прижимным роликом Выпрямление катанки
Заточка конца катанки
Подача на выводной волокодержатель
Состав оборудования
Узел подачи катанки:
Автоматическая подача.
Педаль управления для ручного режима подачи / постоянной подачи вперед / постоянной реверсной подачи.
Ролики подачи катанки контролируются автоматически с помощью гидравлических цилиндров.
Управляется с помощью портативного пульта дистанционного управления.
Узел прижима конца катанки: 3 комплекта гидравлической системы.
Узел правления катанки: правильные ролики по направлению осей «X», «Y». Гидравлический контроллер цилиндра включает 2 комплекта правильных роликов
Устройство скальпирования катанки (обточки конца катанки): Особенности:
Высокая скорость съема стружки: за 1 минуту обтачивает 1 м катанки.
Формирует ровный гладкий закругленный конец катанки для ввода в канал оправки.
Цифровая настройка диаметра катанки и глубины съёма стружки. Система управления автоматически регулирует скорость вращения и подачи.
Устройство скальпирования катанки включает в себя:
Сегментное поперечное зажимное устройство для фиксирования катанки (1 комплект).
Комплект из 3 направляющих колес: на зажимном устройстве, на передней и задней сторонах токарного (поворотного) инструмента.
Левая и правая сторона имеют по одному комплекту гидравлических цилиндров для центрирования. Это значительно повышает скорость обточки и улучшает округлость конца катанки.
В токарном (поворотном) инструменте уникальной конструкции используется редукторный электродвигатель, увеличивающий скорость инструмента и подающего лезвия.
Четыре лезвия токарного инструмента регулируются одновременно.
Гидравлическая система автоматически перемещает лезвия во время обточки катанки.
Гидравлический насос: 5 л.с. Устройство скальпирования катанки имеет гидравлический привод.
Штанги подготовки и подачи катанки: грузоподъёмность до 3000 кг (каждой штанги).
Система управления и контроля: ПЛК Mitsubishi (Япония).
Дополнительная информация о устройстве острения катанки (обточки конца катанки) серии RGV размещена на странице.
Устройство автоматической размотки и подачи катанки большого диаметра серии RGO/RGV может работать в составе одной линии волочения совместно с вертикальным волочильным станом однократного волочения.
Видео работы устройства автоматической подачи катанки больших диаметров
Размоточно-подающее устройство для подачи катанки с манипулятором для отгибания конца катанки
С комбинированной линией волочения и калибровки опционально поставляются моторизированные размотчики катанки трех типов:
Размотчик катанки наклонного типа, способный наклоняться на угол 90 градусов;
Размотчик катанки с круговым вращением на 360 градусов.
Размотчик катанки комбинированный, способный наклоняться на угол 90 градусов и поворачиваться на 360 градусов.
Размотчики катанки оснащаются направляющей и датчиком. При сбое подачи катанки и размотчик и комбинированная волочильная линия будут останавлены автоматически.
Размотчики могут работать с бунтами катанки весом до 3 тонн.
Размотчик способен поворачиваться на 360 градусов / наклоняться на 90 градусов.
Двигатель с масляным баком и панелью управления.
При помощи роботизированной руки механизм затягивает начало бунта катанки большого диаметра в правильные ролики. Проходя через комплект правильных роликов, искривлённая часть катанки выпрямляется.
Рабочий диаметр катанки по требованию Заказчика.
Робот-манипулятор (мощность 3.7 кВт / передаточное отношение 1:100): 1 шт.
Правильные ролики с приводом (мощность 7.5 кВт / передаточное отношение 1:60): 5 шт.
Пассивные ролики: 2 шт.
Техническая спецификация размоточно-подающего устройство
Диапазон рабочих диаметров катанки
Ø16 ~ Ø20 мм
Мощность манипулятора
3.7 кВт
Передаточное отношение манипулятора
1:100
Мощность привода правильных роликов
7.5 кВт×5 шт
Передаточное отношение привода правильных роликов
1:100
Количество пассивных роликов
2 шт
Напряжение питания
3-х фазное 380В 50Гц
Устройства подачи проволоки ABIDRIVE V2
Описание
Технические характеристики
Видео
Документация
Новое устройство подачи проволоки ABIDRIVE V2 от ABICOR BINZEL, оснащенное специальным 4-роликовым приводом, может обеспечить стабильную и точную подачу проволоки для ручной и автоматической TIG сварки. С простыми и понятными индивидуальными настройками подачи проволоки. Грамотная настройка для каждой сварочной задачи позволяет достичь оптимального результата.
Вместе с ручными TIG-сварочными горелками с воздушным охлаждением ABITIG® GRIP 200, ручными TIG-горелками с жидкостным охлаждением ABITIG® GRIP 260 Вт / 450 Вт и сварочными горелками TIG с жидкостным охлаждением ABITIG® 260 Вт / 400 Вт / 500 Вт, устройство для подачи проволоки ABIDRIVE V2 образует идеальную систему для сварки длинных TIG швов позволяющую экономить время, удобным и безопасным способом.
Система подачи проволоки может быть легко адаптирована для различных сварочных аппаратов TIG с помощью специальных промежуточных кабельных сборок.
Краткий обзор преимуществ компактного и надежного ABIDRIVE V2:
Скорость подачи проволоки регулируется от 0,2 до 8,0 м / мин.
Точная регулировка скорости проволоки с шагом 0,02 м / мин.
2 приводных ролика подачи проволоки для минимального проскальзывания и максимальной стабильности подачи
Возможность интеграции в системы с горячей проволокой
Индивидуально настраиваемый отвод проволоки
Точно регулируемая функция интервала для определения формы шва и оптики
Дополнительные пульты дистанционного управления (потенциометр или увеличение/уменьшение) — для автоматической сварки TIG
Стандартные соединения / быстрые соединения
Технические характеристики
Тип:
ABIDRIVE V2 (230 В)
ABIDRIVE V2 (115 В)
Напряжение подключения:
230 V / 50 Hz ± 10%
115 V / 50 Hz ± 10%
Сварочный ток:
300 A (100 % рабочий цикл и прямая связь)
300 A (100 % рабочий цикл и прямая связь)
Предохранитель (временная задержка):
2 AT
2 AT
Скорость проволоки:
0. 2 – 8 м/мин
0.2 – 8 м/мин
Диаметр проволоки:
0.8 – 1.6 мм
0.8 – 1.6 мм
Класс защиты:
IP21s
IP21s
Вес:
17 кг
17 кг
Размеры Д x Ш x В (мм):
674 x 260 x 408
674 x 260 x 408
Документация
TIG catalogue
Operating instructions DE / EN / FR / ES
Автоматический механизм подачи проволоки | Машина для резки проволоки
Ваша инженерная проблема — наша забота
Устройство подачи проволоки PIC-123 поможет вам отрезать проволоку одинаковой длины для вашего производства. Этот модуль подачи может быть дополнительно интегрирован с модулем обрезки проволоки, чтобы стать автоматической машиной для резки проволоки для производства проволоки стандартной длины.
Нажатие кнопки для подачи заданной стандартной длины. Простой в использовании. Подходит для недорогого и мелкосерийного производства резки проволоки.
Характеристики
Подача проволоки стандартной длины нажатием одной кнопки.
3 предустановленных кнопки памяти (M1, M2, M3) для часто используемой длины провода.
Кнопка «Влево/Вправо» помогает отрегулировать длину (в единицах 1 мм), прежде чем применять ее к пресету памяти.
Легкий подпружиненный подъем для введения свежей проволоки.
Монтажные отверстия для установки удерживающего стержня катушки с проволокой.
Монтажные отверстия для установки на кронштейн или шасси.
Триггер внешнего входа для активации подачи. (аналогично памяти M1)
Запуск внешнего выхода (например, модуля обрезки проволоки) после завершения операции
Светодиодный индикатор операции подачи.
Выбор включения звукового сигнала обратной связи.
Блок питания 12 В для управления модулем подачи биполярного шагового двигателя.
Для проволоки диаметром от ø1,2 мм до ø1,5 мм
Механизм подачи проволоки, вид спереди.
Механизм подачи проволоки.
Настройка подачи проволоки
Установите катушку с проволокой, готовую к подаче.
Потяните защелку пружинного рычага и вставьте провод через отверстие и модуль защелки.
Включите модуль механизма подачи проволоки. Вы должны услышать звуковой сигнал после включения питания в течение 2 секунд, указывающий, что устройство подачи готово.
Отрегулируйте начальную позицию с помощью кнопки Слева или Справа .
Тарируйте (обнулите) этот механизм подачи проволоки, нажав и отпустив обе кнопки «Влево» и «Вправо» . (или выключить, а затем включить)
Начните регулировку требуемого расстояния подачи проволоки с помощью кнопки Левая или Правая .
После определения расстояния подачи нажмите и удерживайте обе кнопки влево + вправо , а затем нажмите и удерживайте кнопку предустановки памяти M1 .
Раздастся двойной звуковой сигнал, указывающий, что длина подачи зарегистрирована в памяти М1 .
Механизм подачи проволоки перезагрузится, после чего раздастся звуковой сигнал, указывающий на то, что он готов к использованию.
Нажмите кнопку M1, M2 или M3 для подачи проволоки на заданную длину.
Свяжитесь с PIC-CONTROL для получения дополнительной информации об этом модуле подачи проволоки PIC-123.
Другая конструкция контроллера двигателя по индивидуальному заказу
Также доступна конструкция контроллера двигателя по индивидуальному заказу для автоматизации и управления движением. Мы можем помочь разработать специальный контроллер двигателя для вашего приложения.
Индивидуальные типы контроллеров двигателя
Контроллер двигателя постоянного тока
Контроллер шагового двигателя (биполярный)
Контроллер шагового двигателя (униполярный)
Контроллер двигателя BLDC (бессенсорный)
Контроллер двигателя BLDC (датчик Холла)
Напишите нам по электронной почте, чтобы поделиться с нами более подробной информацией о заявке и требованиях вашего проекта.
Механизмы подачи проволоки — Miller
Наличие подходящего механизма подачи проволоки может сыграть важную роль в сокращении ненужных простоев для решения проблем, связанных с плохой подачей проволоки.
Переносные механизмы подачи проволоки
Переносные механизмы подачи проволоки или устройства подачи проволоки «чемоданного типа» предназначены для операторов, работающих в тяжелых условиях, которым требуется механизм подачи, устойчивый к непогоде и способный входить и выходить из ограниченного пространства. С этой целью кормушки для чемоданов оснащены прочными, огнестойкими корпусами, которые защищают внутренние компоненты от грязи, влаги и загрязняющих веществ.
SuitCase® 12RC
Переносной фидер со стандартным дистанционным управлением напряжением для приложений, где фидер находится в пределах 30 метров от источника питания и допустимы кабели управления.
ArcReach® SuitCase® 8
Дистанционное управление напряжением на механизме подачи проволоки. Электронный регулятор скорости подачи проволоки со встроенным тахометром обеспечивает точность и постоянство скорости подачи проволоки, которые могут конкурировать с лучшими настольными механизмами подачи, что упрощает выполнение качественных сварных швов.
ArcReach® SuitCase® 12
Портативное устройство подачи, предназначенное для работы от напряжения дуги. В сочетании с источником питания ArcReach® обеспечивает дистанционное управление источником питания без кабеля управления, что экономит время и деньги.
ArcReach® Smart Feeder
Система ArcReach® Smart Feeder обеспечивает превосходную сварку RMD® и Pulse MIG, MIG и порошковой проволокой на расстоянии до 60 метров от источника питания без кабелей управления. Эта система автоматически переносит все элементы управления на Smart Feeder, включая выбор процесса сварки, тип материала и диаметр проволоки, тип газа, скорость подачи проволоки и напряжение.
Эти мощные механизмы подачи проволоки оснащены уникальным механизмом полного привода Miller, обеспечивающим превосходную подачу проволоки в самых сложных условиях.
ST-24w
Простой и экономичный механизм подачи проволоки с четырьмя роликами для промышленного производства.
ST-24wD
Простой и экономичный механизм подачи проволоки с четырьмя приводными роликами и регулятором напряжения для промышленного производства.
S-74D (одиночный)
Стандартный, простой механизм подачи для большинства тяжелых промышленных применений, обеспечивающий повышенную точность и контроль наиболее распространенных параметров сварки.
MigMatic® Feed
MigMatic® Feed оснащен уникальной системой полного привода Miller с приводными роликами диаметром 37 мм. Питатель может быть оснащен колесами или подвешен к крану с помощью соединительных кабелей длиной до 30 метров. Компенсатор натяжения и система управления кабелем (часть тележки) защищают соединительный кабель.
S-74 MPa Plus (Single)
Расширенные возможности по сравнению с 74D, добавлены двухтактные алюминиевые возможности.
D-74 МПа Plus (двойной)
Расширенные возможности по сравнению с 74D, добавлены двухтактные алюминиевые возможности. Двойной механизм подачи проволоки.
Питатели специального назначения и автоматизации
Эти питатели предназначены для источников питания Continuum или PipeWorx и содержат расширенные настройки прикладного процесса.
Механизм подачи проволоки Continuum™ (одинарный)
Усовершенствованный промышленный механизм подачи проволоки с технологией Tru-Feed™ повышает производительность за счет качества сварки, простоты использования и гибкости системы. Предназначен для использования с источником питания Continuum.
Механизм подачи проволоки Continuum™ (двойной)
Усовершенствованный промышленный механизм подачи проволоки с технологией Tru-Feed™ повышает производительность за счет качества сварки, простоты использования и гибкости системы.
Как согнуть профильную трубу: все возможные способы
Изготовление металлоконструкций своими руками в домашних условиях или на производстве часто не обходится без применения изогнутых элементов. Округлая форма каркасов из труб в частном строительстве встречается повсеместно: навесы, ангары, теплицы, садовые арки, скамейки, качели и многое другое. Все это выглядит эстетично, легковесно. Самым популярным материалом для таких сооружений является профильная труба, она прочна, мало весит, проста в монтаже, устойчива на излом и изгиб. Тогда возникает вопрос: как согнуть профильную трубу?
Гибка профильной трубы: как это сделать правильно?
Процесс гнутья профильной трубы и круглой не всегда осуществляется одинаковыми способами, в итоге можно получить результат отличный от ожидаемого. Квадратное (прямоугольное) сечение трудно поддается сгибанию, возникают складки, трещины, надломы, сплющивание, выкручивание по оси и прочие дефекты. Чтобы этого избежать рассмотрим все тонкости вопроса: как выгнуть профильную трубу в домашних условиях?
Перед тем, как приступить к сгибанию, следует измерить внутреннюю высоту и толщину стенки профильной трубы. В связи с тем, что допустимый радиус гиба данного сортамента изделий не регламентирован, в основном берется величина равная высоте внутренней стенки профиля за вычетом удвоенного показателя толщины стенки. Данные замеры также необходимы для определения наименьшей допустимой длины гнущегося участка трубы:
Если высота профиля (А) до 20 мм, минимальный участок сгибания должен быть 2,5*A мм;
Если высота профиля (А) более 20 мм, минимальный участок сгибания должен быть 3,5*A мм.
Гибка профильной трубы по радиусу проводится с учетом особенностей материала и толщины стенки. Трубные изделия с большим просветом при толщине стенки до 2 мм сгибать не рекомендуется, здесь не избежать сплющивания, заломов, разрыва шва и других деформаций. В домашних условиях лучше применить сварку для формирования изгиба.
В процессе сгибания трубы квадратного (прямоугольного) сечения своими руками, шов изделия необходимо расположить сбоку или на выпуклой стороне (только не вогнутая сторона), так, чтобы сила сжатия не воздействовала прямо на шов.
Способы согнуть профильную трубу своими руками
С обустройством территории вокруг частного дома хозяева чаще всего справляются самостоятельно, строят теплицы, ограждения, беседки, навесы, монтируя каркасы и конструкции из профильного трубопроката. Такие конструкции могут состоять из большого количества изогнутых частей. Услугу по формированию необходимого изгиба деталей можно заказать на предприятии, где с помощью специального трубогиба (профилегиба) все выполнят быстро и качественно. Однако у многих гибка профильной трубы своими руками получается не менее качественной и даже без трубогиба, который дорого стоит и в дальнейшем не понадобится. Есть несколько способов, которые позволят это сделать в домашних условиях.
Как гнуть профильную трубу при помощи сварки
Трубные изделия квадратного или прямоугольного сечения, высота стенки которых 30 – 40 мм и более, с трудом поддаются сгибанию, особенно при малых радиусах. Чтобы сформировать своими руками из такого материала красивый отвод в 90 градусов, без болгарки и сварочного аппарата не обойтись.
Порядок действий:
Сделать шаблон изгиба, по которому проще изготовить несколько одинаковых деталей;
Вдоль трубы болгаркой сделать надсечки трех стенок, оставив одну цельной. Чем больше надсечек, тем округлей будет изгиб;
Один конец профиля надежно зафиксировать;
Применив усилие, взявшись за второй конец постепенно согнуть трубу по шаблону так, чтобы пропилы образовали вогнутую часть изгиба. Плоскость сгибания не должна нарушиться, можно применить киянку;
Пропилы заварить, места сварки отшлифовать.
Как согнуть профильную трубу при помощи наполнителей
Наполнитель используется для получения равномерных изгибов без сплющиваний и складок (гофры на вогнутой части), заполняя внутреннее пространство он распределяет силу сжатия и растяжения по всей поверхности сгибаемого участка профиля. Самым испытанным наполнителем считается мелкий, сухой, хорошо просеянный песок.
Этот способ может сопровождаться нагреванием трубы паяльной лампой либо накаливанием на древесных углях, при нагревании металл приобретет пластичность, что облегчает гибку. Горячим способом гнут трубные изделия с высотой стенки от 30мм и более.
Трубопрокат с высотой стенки до 20мм гнется без нагревания, а при радиусе изгиба менее 50мм можно не применять наполнитель.
Порядок действий горячего способа:
Отжечь участок сгиба заготовленной трубы;
Изготовить деревянные заглушки в виде пирамид длиной в 10 оснований, которые в 2 раза больше просвета, на одной сделать 4 продольных паза для отвода газа во время нагревания;
Заглушить один конец трубы, постепенно засыпать до краев просеянный и прокаленный песок, уплотняя его постукиванием. Заглушить второй конец чопом с пазами;
Разметить участок нагревания мелом, зажать профиль, расположив шов не по вогнутой стороне касательно шаблона;
Разогреть трубу докрасна, сгибать поступательными движениями в один подход (повторный разогрев не желателен) соблюдая плоскость сгиба по шаблону. Соблюдайте меры безопасности;
После остывания заглушки выбить или выжечь.
С высотой стенки до 10мм смело гнем профильную трубу своими руками без нагревания и наполнителя. В остальных случаях вместо песка можно применить стальную пружину с плотными квадратными или прямоугольными витками. По величине она должна быть чуть меньше внутренних размеров трубы, так, чтобы плотно пройти к месту сгиба. Пружина также не даст образоваться нежелательным деформациям при холодном сгибании. Вытаскивают ее за привязанную к конечным виткам проволоку, выходящую наружу.
Как согнуть профильную трубу в домашних условиях на гибочной плите
Это еще один вариант как согнуть профильную трубу без трубогиба, используя приспособления, изготовленные самостоятельно. К ним относятся горизонтальная металлическая или бетонная плита с отверстиями, стационарный плоский шаблон с элементом фиксации, верстак с оправкой. Данные конструкции хороши для холодной гибки тонких трубных изделий. Принцип действия прост: один конец профиля зажимается, а другой под действием силы прижимается, огибая приготовленную форму. Ручная гибка требует значительных усилий и не гарантирует точности.
Следует помнить, что стальной трубопрокат обладает пластическим моментом сопротивления (пружинящий эффект), поэтому изгиб приходится подгонять несколько раз под шаблон.
Как согнуть профильную трубу своими руками, так и привести ее в первоначальную форму, дело трудное. Чтобы все получилось, как задумано с первой попытки без специального станка не обойтись.
Трубогиб для изделий с квадратным и прямоугольным сечениями
Профилегибочный станок – устройство с валами, один из которых со свободным ходом под давлением равномерно выгибает трубу нужной формы по всей длине. Валы выточены под определенное сечение. Давление происходит постепенно, пока не будет достигнут нужный изгиб. Усилие придается вручную или с помощью электропривода, гидравлики. Домашний трубогиб рассчитан на небольшое количество сгибаемых изделий, профессиональный можно применять для серийной гибки гарантированной точности.
Благодаря особенностям конструкции профилегиб качественно сгибает стальной трубопрокат без нагревания как в отдельном участке, так и по всей длине под различным углом, в различных плоскостях.
Изготовить гибочное устройство своими руками также возможно, на это уйдет много усилий, времени и средств, однако процесс выгибания труб станет легче. Ручной станок для гибки профиля прост в эксплуатации, имеет небольшие габариты, его можно установить в гараже или небольшой мастерской. Трубогибу следует обеспечить надежное устойчивое положение, работу следует выполнять не спеша, постоянно проверяя соответствие шаблону. Наиболее простой вариант, подходящий для тонких труб — роликовый станок Вольнова. В определенном месте зажатой в тисках заготовки посредством ролика формируется изгиб, но требуется хорошая физическая сила.
Как гнуть профильную трубу в домашних условиях, вопрос непростой. Следует учесть много нюансов и сделать все правильно, дабы не испортить материал. Большое внимание уделяется размерам сечения, толщине стенки, расчету радиуса изгиба, также стоит решить — применять нагрев, наполнитель или нет.
Источник: http://trubamaster.ru
Как согнуть профильную трубу в домашних условиях без трубогиба
При строительстве малых архитектурных форм, изготовлении козырьков, навесов, или монтаже систем отопления (водоснабжения), домашние мастера сталкиваются с необходимостью согнуть профтрубу.
При массовом производстве металлоконструкций, особенно в профильных мастерских, используют трубогибы промышленного изготовления.
Такие приспособления позволяют быстро и без дефектов загнуть профтрубу размером от 20 до 40 мм. Однако покупка трубогибочного оборудования для разового применения нерентабельна, в ряде случаев дешевле обратиться в мастерскую и оплатить работу по формовке профиля. Если такой вариант вас не устраивает, рассмотрим способы, как согнуть профильную трубу в домашних условиях.
Особенности формовки труб с квадратным (прямоугольным) сечением
В отличие от круглой трубы, в которой натяжение материала происходит относительно равномерно, профиль имеет углы 90°. Внутренняя часть профиля не может гнуться без деформации боковых стенок. В результате формируются складки на внутреннем радиусе, и возможны разрывы снаружи.
Не вдаваясь в технологию, как согнуть трубу без трубогиба, многие мастера «самоделкины» портят заготовки, либо нарушают прочностную структуру материала.
Основное правило – не допускать критических изгибов, либо принудительно (запрограммировано) деформировать материал.
В промышленных трубогибах, для равномерного распределения нагрузки, формируется выштамповка на внутренней стороне радиуса. Для этого на роликах, либо оправке (в зависимости от конструкции трубогиба), предусмотрен специальный прилив-бортик.
Весь «лишний» металл загибается вовнутрь, не образуя складок. В результате нагрузка распределяется равномерно, и согнуть квадратную трубу можно на достаточно малом радиусе.
Правильно гнем профилированные трубы без дополнительных затрат
Существует множество способов, как согнуть профильную трубу в домашних условиях без использования промышленного трубогиба.
Секторная сварка
Этот способ доступен при наличии сварочного аппарата. Еще понадобится болгарка, но можно обойтись и ножовкой по металлу. Суть метода заключается в проделывании равномерно распределенных секторных разрезов по внутренней стороне.
Количество материала уменьшается, и можно не переживать за образование складок и разрывов металла. После выпиливания секторов, профиль легко принимает заданную форму, а образовавшиеся распилы завариваются любым доступным способом.
Способ трудоемкий, зато можно согнуть трубу на любой радиус, в том числе с переменным значением. Если вы опытный сварщик, герметичность и прочностные характеристики заготовки не ухудшаются.
Единственный недостаток – готовое изделие выглядит не слишком эстетично. Для декоративного козырька над крыльцом методика не подходит, но согнуть профильную трубу для теплицы, построенной своими руками можно. Опять же, требуется наличие сварочного аппарата.
Горячая формовка как способ согнуть трубу без трубогиба
В этом случае потребуется газовая горелка или паяльная лампа. При нагреве металл становится мягким и податливым на растяжение или сжатие. Вероятность образования складок и разрывов практически сводится к нулю.
Как работает метод: Основа технологии – локальный нагрев места сгиба с помощью горелки.
Если радиус изгиба небольшой, дополнительных приспособлений и материалов не понадобится, разве что направляющий шаблон. Такой способ подойдет для заготовок небольшой длины.
Для габаритных изделий, особенно с тонкими стенками, потребуются подготовительные операции:
Полость профтрубы необходимо заполнить песком. Материал предварительно просеивается и прокаливается (например, на стальном листе) при температуре 100°С — 150°С. Если этого не сделать, при нагреве образуется пар и уплотнение песка будет неравномерным. Один конец трубы заглушается герметичной пробкой из дерева, и в полость засыпается подготовленный песок.
Обратите внимание
Заготовку надо держать вертикально, постукивая по металлу, для равномерного заполнения.
Пробка для второго конца выполняется с отверстиями для выхода горячего воздуха. В противном случае, при нагреве пробка будет выдавлена.
Подготовленная труба закрепляется в тисках, или с помощью струбцин, место сгиба прогревается до малинового цвета металла. После чего производится изгиб. Трубу гнем плавным усилием, без резких движений. Самому такую операцию провести тяжело, лучше работать с помощником.
Обратите внимание
Главный принцип, как правильно согнуть профиль горячим способом – непрерывность процесса на каждом участке.
То есть, помощник постоянно греет участок сгиба, работа не прерывается до получения окончательного результата. Подобный способ позволяет на месте исправлять ошибки, не начиная работу заново.
Затем обработанное место можно облить водой для закаливания. Если нагрузка не заготовку небольшая – можно этого не делать. По окончании формовки, пробки извлекаются с помощью мощного шурупа, либо просто выжигаются газовой горелкой.
Производная от этого способа – изготовление заготовок, которые затем привариваются к длинным пролетам. Этот способ хорош, когда профильная труба слишком габаритная, и заносить свободные концы не позволяет пространство рабочего места.
Да и песка для таких заготовок потребуется немало, не говоря о весе заполненной конструкции. Труба нарезается на куски нужной длины, они сгибаются по одному шаблону, затем конструкция собирается с помощью сварки.
Важно! Общее правило работ с нагревом: сварной шов профильной трубы (при его наличии) должен оставаться сбоку. В противном случае, при нагреве и приложенном усилии, шов может разойтись.
Несмотря на кажущуюся сложность, это самый популярный способ согнуть профильную трубу своими руками. Сварочный аппарат (и опытный сварщик) не требуется, паяльная лампа или газовая горелка есть у многих мастеров, песок и вовсе не дефицитный материал.
Сгибаем профтрубу «на холодную»
Такой способ подходит лишь для профиля небольшого размера, и при работе с большими радиусами. Преимущество – не требуются дополнительные материалы и оборудование. Чтобы согнуть профильную трубу без трубогиба холодным способом, потребуется изготовить шаблон. Он делается своими руками буквально из подножных материалов.
Главное условие – достаточная прочность шаблона, усилие при работе нешуточное. Если вам необходимо согнуть целую серию одинаковых заготовок, лучше приспособить для этого домкрат либо ручную лебедку.
В зависимости от размещения рабочей зоны, шаблон можно расположить не горизонтально, а вертикально, например, на стене сарая. Так проще контролировать процесс и закреплять механические приспособления.
Если на изготовленном шаблоне имеется надежный фиксатор заготовки, работы можно проводить «в одни руки», без помощника. Кстати, подобные приспособления применяются не только домашними мастерами.
Сменные шаблоны, изготовленные из металла, распространены в мастерских, занятых серийным производством металлических заготовок, так что оборудование можно отнести к разряду полупрофессиональных.
Если у вас нет свободного материала для изготовления полномасштабной формы, можно изготовить шаблон с помощью точечных фиксаторов точек изгиба. Подойдут мощные болты, саморезы, или крюки. Опоры располагаются по начерченному радиусу изгиба на минимально возможном расстоянии друг от друга.
Разумеется, точки крепления должны быть прочными, им придется выдерживать немалую нагрузку. Преимущество способа: используя одну макетную плоскость (как правило, это многослойная фанера толщиной не менее 12 мм), можно изгибать различные формы заготовки. Достаточно лишь переставить опоры.
При наличии сварочного аппарата, шаблон изготавливается из стального листа (4-6 мм). Такое приспособление пригодится для массового выпуска однотипных деталей. Шаблон более трудоемкий в плане изготовления, зато его прочность и качество выполнения работ позволяет гнуть профтрубу не хуже, чем на промышленных трубогибах.
Кондуктор для изгиба профтрубы
Если вам приходится гнуть заготовки с разным радиусом, нет смысла всякий раз изготавливать шаблоны для одноразового использования. Можно взять прочную и толстую поверхность (сталь от 10 мм, или текстолит), и насверлить в ней отверстия с одинаковым шагом.
Устанавливая в отверстия втулки (или болты), вы сможете оперативно сконфигурировать шаблон для любого радиуса.
Неоспоримое преимущество – универсальность. Недостаток конструкции – качество изгиба значительно хуже, в сравнение с полноформатными шаблонами. Кроме того, изготовление такой конструкции потребует больших усилий и затрат.
Самый простой способ: использование рычага с насадкой
Качество обработки оставляет желать лучшего, зато оперативность и универсальность на высоте.
Чем длиннее рычаг – тем более массивную трубу можно согнуть.
Итог: Оценив объемы работ по изготовлению заготовок из профильной трубы, мастер имеет возможность выбора: приобретать промышленное оборудование, обратиться в профильную мастерскую, либо создать приспособление самостоятельно.
Последний вариант мы рассмотрели в статье. Это не исчерпывающий список, вы можете самостоятельно разработать станок для сгибания профтрубы под определенные задачи.
Как сгибать трубки и когда это делать
Майк Гейгель, специалист по стратегическим услугам, Swagelok Pittsburgh и инструктор, Advanced Tube Bending, Swagelok Company
При проектировании и сборке новой гидравлической системы или при замене компонентов в существующем. Одно из первых решений, которое необходимо принять, заключается в том, должна ли система быть построена из труб из нержавеющей стали или трубы.
Хотя резьбовая труба исторически была надежным выбором в жидкостных системах, трубка является выгодной альтернативой по целому ряду причин. Одной из таких причин является возможность легкого изгиба и прокладки трубок, что может помочь операторам создать более сложную и эффективную конструкцию жидкостной системы с меньшим количеством точек соединения.
Запросить дополнительную информацию об обучении гибке труб
Краткий обзор между трубами и трубами
Изогнутые трубки могут обеспечить некоторые значительные преимущества по сравнению с традиционными трубами в различных промышленных жидкостных системах, в том числе:
Меньшее количество соединений. Меньшее количество отдельных компонентов означает меньшее количество потенциальных мест утечки, что может повысить эффективность и уменьшить разливы и неорганизованные выбросы.
Экономия времени. Трубные системы не только обеспечивают более простую установку, но и изгибы труб могут сэкономить время операторов, устраняя необходимость резать, удалять заусенцы и устанавливать новый фитинг для каждого простого изменения направления.
Меньше турбулентности. Изгибы позволяют жидкости течь легче, чем через серию нескольких фитингов.
Меньшая занимаемая площадь. Изгибы труб и низкопрофильные трубки обеспечивают более компактную площадь основания системы и облегчают доступ к находящемуся рядом оборудованию для обслуживания.
Передовой опыт в области гибки труб
Чтобы максимально использовать преимущества гибки труб, важно быть уверенным, что вы понимаете, как определить, где изгибы труб наиболее применимы в ваших системах, передовые методы изготовления высококачественных изгибов и как используйте правильное оборудование. Ниже приведены рекомендации по принятию решения о том, когда следует сгибать трубы и как обеспечить безопасность и эффективность системы.
1.) Определите, будет ли трубка предпочтительнее трубы. Здесь необходимо сделать несколько замечаний. Чтобы выполнить желаемый участок с использованием трубы, трубу необходимо разрезать, очистить от заусенцев и нарезать резьбу. Вся наружная резьба должна быть обмотана лентой из ПТФЭ или покрыта герметиком. Затем фитинги затягиваются гаечным ключом. Хорошо построенная система может обеспечить высокую надежность, но процесс сборки может занимать значительное количество рабочего времени, особенно для сложного системного приложения. Кроме того, каждое новое введенное фитинговое соединение является потенциальной точкой утечки, даже если оно было собрано опытным сборщиком, а дополнительные точки утечки могут привести к увеличению выбросов.
Здесь трубка может дать некоторые преимущества. Его также необходимо обрезать и удалить заусенцы, но большинство изменений направления можно выполнить с помощью изгиба вместо нового фитинга. Одна изогнутая труба может выполнять несколько изменений направления, в отличие от трубы, где требуется много различных участков и фитинговых соединений. Кроме того, по сравнению с отводом трубы, изгиб трубы создает меньшую турбулентность при протекании через него системной среды. Трубка также легче трубы и не требует большого количества дополнительных опор.
2.) Определите, как вы будете выполнять изменения направления . Изменение направления будет осуществляться за счет изгибов или соединения отдельных отрезков труб с помощью высококачественных трубных фитингов. Изгибы применимы для многих изменений направления, но ваш выбор между изгибом или фитингом во многом зависит от ситуации.
Простые изменения направления на 90 градусов (как показано здесь), которые полезны для любых необходимых смещений в вашей линии, часто могут быть наиболее эффективно выполнены с помощью изгибов. Например, если трубопровод должен проходить через панель, не препятствуя легкому доступу (как показано здесь), серия из 9Изгибы под углом 0 градусов могут быть эффективными. Изгиб также удобен в ограниченных пространствах, где несколько отрезков трубы должны менять направление в непосредственной близости друг от друга. Также могут применяться более сложные методы, такие как прокатка со смещением, параллельные, сложные и сегментированные изгибы, которые могут потребовать продвинутых навыков и опыта в области гибки.
Изгибы применимы не везде. Требуется минимальная длина трубки, чтобы согнуть ее, но при этом обеспечить безопасную установку трубки в трубный фитинг. Если вы имеете дело с несколькими короткими отрезками труб, более целесообразно использовать фитинговые соединения для изменения направления. Кроме того, если определенное требуемое изменение направления потребует более сложного изгиба, чем вам удобно делать, может быть полезно использовать фитинг. Эта ситуация показывает, почему следование передовым методам так важно для создания безопасных, эффективных и экономичных систем с изогнутыми трубками.
3.) Убедитесь, что у вас есть необходимые навыки для гибки труб. Гибка труб — это не только мастерство, но и искусство, требующее от техников мыслить в трех измерениях, чтобы превратить проекты на бумаге в физические системы.
Операторы также должны знать, как использовать трубогиб и другое оборудование для выполнения точных и качественных изгибов. Есть два распространенных вида оборудования, которые применимы во многих случаях гибки: ручной трубогиб и настольный трубогиб. В следующих видеороликах вы можете найти практические инструкции по использованию каждого типа трубогиба:
Как пользоваться ручным трубогибом:
Из этого видео вы узнаете, как использовать ручной трубогиб для точного и эффективного изгиба труб на 90° и 180°. Ручные трубогибы Swagelok ® обеспечивают стабильные высококачественные изгибы труб, изготовленных из большинства материалов, используемых с трубными обжимными фитингами Swagelok.
Как пользоваться настольным трубогибом:
Из этого пошагового обучающего видео вы узнаете, как использовать настольный трубогиб Swagelok ® для получения точных, воспроизводимых и высококачественных изгибов труб. изготовлен из большинства материалов.
Следуя рекомендациям, изложенным в этих видеороликах, можно помочь техническим специалистам избежать множества распространенных дефектов, которые могут поставить под угрозу целостность даже самых простых изгибов, что приведет к пустой трате времени, труда и денег.
Учебные курсы могут иметь неоценимое значение для обучения техников практическим знаниям, необходимым для создания безопасных и эффективных жидкостных систем с изогнутыми трубками. Вот почему компания Swagelok разработала учебные курсы по гибке труб — от основ до более продвинутых методов — чтобы помочь специалистам по жидкостным системам освоить практические навыки, которые они могут применять на своих предприятиях. Если вы хотите узнать больше о том, как мы можем помочь вам улучшить ваши навыки гибки труб, свяжитесь с нашей командой сегодня.
Запросить дополнительную информацию об обучении гибке труб
Robitec | Гибочные станки для промышленного строительства, судостроения и оффшорной промышленности
Гибочные станки для малых линий и одиночных гибов
Автоматический гибочный станок с ЧПУ с большим запасом мощности
Гибочные станки с многоярусными гибочными инструментами 2 Станки для гибки твердых материалов
Многие километры труб встраиваются в корабли и морские установки. Сложные химические предприятия, нефтеперерабатывающие заводы и электростанции также имеют такие же длинные сети трубопроводов. Учитывая эти количества, ясно одно: обработка труб играет важную роль. Его производство должно быть очень эффективным. Все трубопроводные системы должны быть изготовлены максимально быстро и точно. При этом должны быть соблюдены как экономические, так и экологические требования.
Требования к технологии гибки
В соответствии с постоянно растущими требованиями к технологии гибки мы разработали станки для холодной гибки тяжелых труб. Чтобы удовлетворить эти требования, необходимо гарантировать эффективную и точную обработку высокопрочных материалов и очень больших толстостенных/тонкостенных труб. В зависимости от поставленной задачи также используются специальные трубы, такие как трубы с двойными стенками или фланцевые трубы, готовые к интеграции в существующие системы.
Различные радиусы изгиба
Наши машины для холодной гибки труб Heavy Duty производят широкий диапазон радиусов изгиба, даже радиусы, которые меньше диаметра самой трубы. Они также разработаны, чтобы выдерживать постоянное использование при больших нагрузках и имеют самое сильное усилие на изгиб. Это связано с тем, что технология, которую мы разрабатываем, всегда основана на очень стабильной базовой машине. Это основание надежно поглощает огромные силы, возникающие при изгибе, и имеет достаточный запас энергии в области зажимных функций.
Кроме того, наша система Heavy Duty также позволяет сгибать двустенные и фланцевые трубы, которые можно интегрировать непосредственно в существующие системы. Чтобы предотвратить остаточную длину труб во время производства, мы включили оптимизацию остаточной длины труб и измерение длины в наши машинные системы. Эти универсальные и мощные опции доступны для труб диаметром до 419 x 21,4 мм и позволяют значительно повысить производительность.
Всесторонний опыт
Мы разрабатываем подходящие решения для самых сложных производственных задач. Неважно, нужны ли вам машины с длиной расширения труб более 40 метров или полный цех труб со встроенным магазином труб и автоматическим устройством подачи труб: максимальная производительность, высочайшая степень готовности и перспективная технология производства — наши гарантии для вашего производства. успех. Это включает в себя постоянное наличие запасных частей и изготовление отдельных компонентов на собственном заводе без задержек. Вы получаете выгоду не только от быстрого реагирования, но и от минимального времени простоя в критических случаях. Наряду с этими выдающимися характеристиками, наши системы просты и интуитивно понятны в эксплуатации. Они также могут быть легко подключены ко всем соответствующим сетям и программам.
Наша опытная команда с радостью поможет вам в планировании и внедрении системы, разработанной с учетом ваших потребностей.
Массивная модель станка
Машины серии HD предназначены для непрерывной работы при больших нагрузках. Их особенно высокий уровень жесткости предотвращает скручивание корпуса станка при воздействии высоких зажимных усилий, что обеспечивает высокое качество гибки. Эти удобные в использовании машины также могут быть легко подключены ко всем соответствующим сетям и программам. Точно так же высокая степень автоматизации позволяет оптимизировать серийное и/или единичное производство.
Обзор отдельных трубогибочных станков серии Heavy Duty
СР 60
Электрогидравлический станок для холодной гибки труб
СР 80
Полуавтоматическая электрогидравлическая машина для холодной гибки труб
100 СР
Полуавтоматическая электрогидравлическая машина для холодной гибки труб с управлением SPS
СР 165
Полуавтоматическая электрогидравлическая машина для холодной гибки труб с управлением SPS
220 СР
Электрогидравлический станок для холодной гибки труб
265 СР
Полуавтоматическая электрогидравлическая машина для холодной гибки труб с управлением SPS
320 СР
Электрогидравлический станок для холодной гибки труб
350 сомони
Полуавтоматическая электрогидравлическая машина для холодной гибки труб с управлением SPS
СР 420
Полуавтоматическая электрогидравлическая машина для холодной гибки труб с SPS-управлением
ЧПУ 60 HD
Автоматический электрогидравлический станок для холодной гибки труб с устройством позиционирования труб и ЧПУ.
Укладка плит перекрытия на кирпичную стену: расчет параметров
Содержание
1 Виды изделия
1.1 Круглопустотные опалубные
1.2 Непрерывного изготовления
2 Рекомендации по монтажу
3 Расчет параметров опирания
4 Особенности кладки плиты
4.1 Треснувшей
4.2 Недостаточной ширины
5 Заделка швов
Наиболее быстрым и экономным способом организации межэтажного разделения и отделения жилой части дома от чердака и подвала является укладка плит перекрытия на кирпичную стену. Монолитным конструкциям отдают предпочтение редко, когда по каким-то причинам невозможно использовать готовые плиты, например, дорога не позволяет подъемному крану подъехать к объекту.
Виды изделия
К монтажу перекрытия нужно подходить ответственно. От этого зависит прочность конструкции.
Плиты бывают плоские или ребристые (ПКЖ). Плита крупнопанельная железобетонная имеет П-образное сечение. Используются при строительстве промышленных и технических объектов, в условиях повышенных нагрузок и большой длины пролетов. Ребра жесткости увеличивают несущую способность. В жилом строительстве используются для отделения первого этажа от подвала, поскольку сечение такого вида не позволяет получить ровный потолок.
Плоские плиты выпускают с пустотами или со сплошной заливкой (ПТ). Плита техподполья используется в общественных зданиях для перекрытия каналов под полом. При строительстве частных домов может использоваться как доборный элемент для настила над небольшими пролетами коридоров, санузлов. В жилом строительстве применяются круглопустотные изделия. Они дешевле, меньше весят и установка их проще. Пустоты с воздухом помогают лучше сохранять тепло и увеличивают звукоизоляцию. В зависимости от способа производства они делятся на 2 вида.
Вернуться к оглавлению
Круглопустотные опалубные
Круглопустотный материал чаще всего используется для таких работ.
ПК применяют в частном строительстве более 20 лет. При изготовлении используют многоразовые формы размеров (опалубку). Для удешевления продукции используется опалубка стандартных параметров. Цена изделия по индивидуальным размерам будет намного дороже. Толщина плиты 220 мм, В зависимости от ширины и длины предусмотрены варианты, что представлены в таблице:
Параметр
Показатель
Ширина, м
1,0
1,2
1,5
1,8
Длина, м
От 2,7 до 9 с шагом 0,3
Вернуться к оглавлению
Непрерывного изготовления
ПБ — изготавливают по новой технологии на непрерывном конвейере, потом режут. Они имеют более гладкую поверхность, что существенно упрощает дальнейшую отделку. Изготавливаются из более крепкого бетона. По заказу клиента длина может быть любой, с точностью до 10 мм. Возможен распил торцевой стороны изделия под углом. Единственным недостатком является ширина, она стандартная — 1,2 м.
Вернуться к оглавлению
Рекомендации по монтажу
Верхний ряд кладки стены нужно положить тычковой стороной.
Плиты должны укладываться на стены без разрывов по ширине. Особенно внимательно нужно отнестись к верхнему ряду кладки из кирпича. Его нужно хорошо выровнять и внутреннюю часть класть тычковой стороной. Еще до укладки ПК или ПБ на стену необходимо заделать пустоты вкладышами или куском кирпича с раствором. Узел опирания плиты формируется с таким условием, что между ее торцом и местом примыкания в камню должно оставаться расстояние 1—2 см. Раствор для крепления перекрытия и кладки нужно использовать тот же.
Вернуться к оглавлению
Расчет параметров опирания
Величина нахлеста на стену зависит от назначения здания, ширины стены, толщины и веса перекрытия, сейсмической активности территории строительства, и от длины перекрываемого пролета. Конкретная величина опирания рассчитывается инженерами при проектировании. Как правило, для гарантии надежности, с учетом отклонений при установке, выбирается максимальная по СНиП величина 120 мм. Укладка плит перекрытия ПБ и ПК в кирпичном доме производится с опорой по двум коротким сторонам. Наименьшее опирание представлено в таблице:
Длина изделия, м
Минимальный нахлест, мм
До 4
70
Более 4
90
Вернуться к оглавлению
Особенности кладки плиты
Для выполнения монтажа плиты понадобится три человека.
Установка перекрытия выполняется с помощью подъемного крана. Кроме крановщика, нужно 3 рабочих. Один зацепляет стропы к крепежным петлям плиты, а 2-мя осуществляется установка на стену. Если между монтажниками и машинистом крана отсутствует видимость, необходим еще человек. ПК нужно укладывать жестко, сверху и снизу плиты — кирпичи. При укладке ПБ используют шарнирное закрепление.
Следует учитывать что в опалубных плитах запрещено делать технологические отверстия и укорачивать их. Это снижает прочность существующей конструкции, поскольку в опорных зонах у них усиленное армирование. Возможность опирания пустотных изделий на третью сторону следует выяснять у производителя. Это может привести к растрескиванию. Не стоит перекрывать одной ПК или ПБ два пролета.
Вернуться к оглавлению
Треснувшей
Иногда из-за неправильной транспортировки или хранения происходит растрескивание изделия. Если трещины 4—10 мм и их много, лучше отрезать поврежденную часть и не использовать ее. Если брак небольшой, изделие пустить в ход можно с соблюдением следующих правил установки:
Использовать в месте, где будет наименьшая нагрузка, например, для чердачного перекрытия.
Монтировать между двумя целыми ПК или ПБ, тщательно скрепив их.
Вернуться к оглавлению
Недостаточной ширины
Недостающий фрагмент плиты можно восполнить с помощью арматурной сетки и бетона.
Если при проектировании здания не учитывались существующие стандарты, случается что ширина перекрытия не совпадает с размерами помещения. Используют 4 способа заделки недостающего пространства:
Отрезать от ПК или ПБ полосу необходимой ширины.
Промежутки заложить провисающими сетками, которые опираются на верх перекрытий или перекрытия и стены. Заполнить бетоном.
Когда ширина небольшая, монолитному способу иногда предпочитают заделку кирпичом. «Дырки» оставляют у стен, камни кладут тычком таким способом, чтобы одним краем они лежали на кладке, а другим упирались в плиту. Для усиления, перед стяжкой пола можно проложить это место сеткой или тонкой арматурой (6 мм).
Вернуться к оглавлению
Заделка швов
После укладки всех плит, выполняют анкеровку. Анкера делают в виде П- образной скобы, концы загибают в петлю, заводят в проушины, цепляют к монтажным петлям, натягивают как можно сильнее и приваривают. После этого производится заделка рустов (швы между плитами) и отверстий с петлями раствором. Важно делать это быстро, пока не попал строительный мусор.
виды (ж/б, монолитные, пустотные), узел опирания, минимальные размеры, требования ГОСТ и СНиП, как укладывать кладку из кирпича
В строительстве построек, сделанных из кирпича, конструктивным решением считают использование перекрытий, выполняющих несущую и ограждающую функции.
Перекрытия бывают разных типов и обустраиваются по нормативным требованиям. Конструкции считают эффективным и экономичным способом разделения этажей, площадок, прочной основой кровли.
Какие разновидности плит перекрытия на кирпичную стену бывают, каковы особенности их монтажа и подбора, можно узнать из предложенной статьи.
Содержание
1 Виды и особенности
1. 1 Узел опирания
2 Требования ГОСТ и СНиП
3 Расчет параметров
4 Как укладывать плиты?
5 Укладка стен из кирпича поверх плиты
5.1 Правильная кладка
6 Расчеты
7 Заключение
Виды и особенности
Плиточные изделия, которые используют в качестве перекрытий – это армированные железобетонные (ЖБ) конструкции. Они бывают сплошными или имеют пустоты. Отверстия в виде пустот представлены различными формами и размерами. Такая задумка конструкторов облегчает вес плиточного элемента.
Различают 3 основных вида перекрытий, которые используют на стенах из кирпича, в зависимости от способа опирания:
Железобетонные. Имеют крупную панель, с П-образным сечением. Монтажируют в зданиях с предполагаемой высокой нагрузкой и большой длиной пролетов. Делятся на:
плоские – имеют пустоты либо сплошную заливку, хорошо сохраняют тепло и звукоизоляцию;
ребристые – дают возможность создавать большие пролеты, выдерживают огромный вес, внутренняя часть имеет вид трапеции.
Монолитные. Делают путем бетонной заливки в опалубку на объектах, к которым затруднен подъезд техники. Считается более затратным способом по средствам и времени, которое тратится на создание конструкции. Используется в крайнем случае. Имеет повышенную прочность за счет армировки, жесткость, участвует в создании колонн, равномерно распределяет нагрузки, делается своими руками. Делится на:
безбалочные – гладкие, подходят в качестве потолочных;
кесонные – ячеистые, применяются в промышленности;
ребристые – имеют выемку и ребра, подходят для высотного строительства.
Пустотные. Имеют сквозные пустотные воздушные камеры и наружные петли, обладают высокой прочностью за счет армирования и бетонного состава, способствуют тепло- и звукоизоляции, и возможности беспроблемной прокладки различных коммуникаций. Делятся на такие виды:
ПК (круглопустотные) с толщиной 220 мм;
ПБ (без-опалубочные, беспрерывные), со стандартной шириной – 1,2 м, создаются конвейерным способом;
ПНО (облегченные, без-опалубочные), с толщиной 0,16 м;
НВ (внутренние, с использованием ЖБ класса В 40), с армированием только в один ряд:
НВК (внутренние с напряженным двухрядным армированием), с толщиной 26,5 см.
Особенности любого вида плит перекрытия состоят в следующем:
Способны выдерживать внушительные нагрузки.
Делаются из высокопрочного бетона по новейшим современным разработкам.
Морозоустойчивый и противопожарный материал.
Обеспечивает водонепроницаемость и ряд звукоизоляционных задач.
Обладает прочностью и долговечностью.
Создает горизонтальную плоскость для корректировки опор и дальнейшего строительства.
Пористые материалы создают дополнительный барьер при перепадах температур.
Равномерно распределяют нагрузки от вышестоящих строительных конструкций.
Служит межэтажным перекрытием.
Все виды перекрытий соответствуют ГОСТу и имеют собственную маркировку. Производители ЖБ конструкций оставляют буквенно-цифровую маркировку на своих изделиях, с указанием некоторых габаритных размеров.
Для обустройства кирпичных стен используют разные ЖБ-плиты, в зависимости от плана (схемы) постройки.
Узел опирания
Так называют центр распределения плиточной нагрузки. Для перекрытий узел опирания определяют на основании длины железобетонных изделий. Например, если длина плитки до 4 м – ее минимальное опирание составит 70 мм, а изделия, с длиной, большей 4 м будет 90 мм.
Специалисты на практике принимают величину опирания, в виде оптимального показателя – 120 мм. Данное значение всегда гарантирует надежность установки плит перекрытия при любых отклонениях от нормы.
Требования ГОСТ и СНиП
В качестве регламентированных правил и стандартов, при возведении построек для плит перекрытия стен из кирпича, используют следующую нормативную документацию:
ГОСТ 26434-2015 – О ЖБ-плитах перекрытий для зданий.
СП 70.13330.2012, СНиП 3.03.01-87 – О несущих конструкциях.
ГОСТ 9561-91 – О плитах перекрытий многопустотных.
СНиП 2.08.01-85 – О строительных нормах и размерах опирания (минимум и максимум показателей).
ГОСТ 12767-94 – О сплошных ЖБ-плитах перекрытий.
ГОСТ 21506-2013 – О ребристых перекрытиях.
Нормативные требования к плитам перекрытий, содержащиеся в ГОСТах и СНиПах, касаются всех вопросов, связанных с изготовлением, использованием, маркировкой, технологией рабочего процесса. Поэтому качество подбора, установки и расчета установленного узла опирания напрямую зависят от использования правил и показателей стандартов в таблицах.
Расчет параметров
Согласно нормативной документации, глубина опирания плит перекрытия для кирпичных опор находится в пределах 9-12 см. При этом опирание по минимуму зависит от:
длины готового ЖБ-изделия,
массы пролета,
присутствия теплоизоляции,
толщины стены,
облицовки,
действующей или предположительной нагрузки,
сейсмостойкости постройки.
В качестве основного показателя берут минимально допустимый показатель. Так, например, наименьшее опирание для изделий по длине составляет:
до 4 м – 71 мм;
больше, чем 4 м – 91 мм.
В расчете учитывают фактор длительности нагрузки, ее характер – постоянная или временная. Лучше всего, чтобы расчеты проводился квалифицированным строителем или инженером.
Как укладывать плиты?
Особенностью процесса монтажных работ с плитами перекрытия на кирпичные стены всех типов является их укладка. Она должна проводиться без разрывов по ширине. Еще одна особенность, которую следует соблюдать – верхний ряд кирпичей нужно обязательно выровнять. При этом внутреннюю часть укладывают только тычком.
Пустоты перед монтажом плит нужно заделать. Для этого берут кирпичные куски с бетонным составом или устанавливают вкладыши. Между торцом плиты и местом присоединения оставляют 2 см – это нужно для формирования главной точки опирания.
Все виды ЖБ плит желательно монтировать на кирпичи, с усилением армопояса. Для уменьшения длины стандартной панели используют строительный инструмент (болгарку), алмазным кругом, лом и кувалду.
Монтаж всегда начинается с подготовительных работ:
Делают разметку требуемой панели.
Подкладывают подложку, которая защитит бетон от сколов.
Нарезают ЖБ по меловой черте, одновременно нанося удары кувалдой по верху и торцам.
Пробивают ломом часть плиточной конструкции снизу.
Перерезают арматуру диском по металлу.
Делают пропил болгаркой по разметке.
Затем делают резку панелей по продольной оси и сетке (если она есть), и выполняют укладочные работы с помощью подъемных механизмов. Поверхность, принимающая плиту должна быть ровной, целой, с нанесенным составом цемента.
При выполнении работ проверяют ширину опорной поверхности – по своему показателю она равномерно распределяет нагрузку на стены (несущие), и делает панель устойчивой.
В монтаже плит понадобятся:
крепежные анкера,
лом,
кувалда,
болгарка с разными дисками,
строительный уровень,
отвес,
сантиметр,
крепкие веревки (такелаж),
мастерки (кельма),
забутовочные кирпичи,
приспособления для опалубки (монолитные плиты),
раствор бетона,
ведра,
перфоратор,
гипсовый состав,
теплоизолятор,
уголки,
швеллеры,
арматура,
автомобильный кран.
Проводить монтажные работы нужно ответственно, по четкому, намеченному алгоритму, ведь от этого зависит устойчивость и прочность всей постройки. В работе желательно участие 4-х рабочих.
Монтаж плит перекрытия на кирпичную стену — в видео:
Укладка стен из кирпича поверх плиты
Можно ли класть кирпичную стену на плиту перекрытия? Проводить укладочные работы с кирпичом поверх плит перекрытий допустимо для всех типах ЖБ-плит.
Работы проводят как вдоль, так и поперек плит, с учетом разработанного плана постройки. Например, стены перегородки можно выкладывать в целый кирпич, половину или четверть – это зависит от толщины стены и рассчитанной массы.
Одновременно учитываются высота помещения, масса и характеристика рабочего кирпича (пустотелый материал весит меньше полнотелого). Имеют значение длина и ширина плит, вид армирования, допустимый уровень нагрузки. Поэтому в каждом случае постройки – укладка проводится индивидуально, в соответствии со сделанными расчетами.
Опытные строители обращают внимание на маркировку плит, делают их полную расшифровку, поэтому расчет всех участвующих величин важен для осуществления проекта.
На сборные плиты несущие стены изнутри выкладывают прямо по стыку. Сам стык заливают готовым бетонным составом. Между плитой перекрытия и кирпичом накладывают основу из цемента.
Особое внимание уделяется местам, отвечающим за устойчивость стен снаружи и изнутри. Плиты, имеющие петли, крепят друг к другу с помощью предусмотренных монтажных петель (делают надежное сцепление).
При кирпичной укладке по плитам нужно в обязательном порядке придерживаться общих нормативных строительных правил, и использовать анкеры для скрепления плит друг с другом.
Правильная кладка
Технология укладки стен на плиты перекрытия состоит из таких шагов:
Проверить положение уложенной плиты. Она должна шершавой стороной смотреть вверх, а гладкой вниз.
Подогнать изделие по нижней стороне с помощью специального оборудования и инструмента.
Плиты должны опираться на 2 короткие стороны (несущие стены). Проверить, чтобы между ними не было зазоров.
Приготовить бетонный раствор.
Внутренние стены укладываются только после того, как готовы несущие стены, с уложенными плитами (если дом многоэтажный).
Укладку нужно проводить слаженным коллективом – это экономит время и делает процесс более эффективным, особенно, когда в процессе участвует строительный кран, услуги за использование которого начисляются почасово.
Выкладка кирпича проводится на подушку цемента, с обязательным соблюдением правила перевязки и простукивания.
Если обнаружится, что куска плиты не достает, то фрагмент можно сделать самостоятельно, с помощью опалубки, подпорки, армированного материала и бетонного состава.
Заделывать швы и использовать анкеры нужно после укладки плит, до того, как выполнена кладка из кирпича.
В процессе пользуются схемой расчета по плитам, и стараются делать качественную и ровную кладку. Последний ряд кирпичей (верхний), изнутри делают тычковым. Кладка кирпича осуществляется по полной толщине, до проектного потолочного низа.
Расчеты
В работе нужно правильно рассчитывать нагрузку на стены от плит перекрытий и наоборот, так как пренебрежение данными показателями способно привести к необратимым последствиям – обрушению постройки.
Согласно нормативным правилам, для дома, относящегося к типовому применяют плиты перекрытия с общей нагрузкой – до 400 кг/ м², а для крупнопанельных домов – 600 кг/ м².
В жилом доме расчет проводится на распределение нагрузки, которая определяется с помощью формулы: q1=400 кг/м². К данному показателю прибавляют массу плиты (примерно, 250 кг/м²), стяжку из бетона и полы (около 100 кг/м²). Поэтому, в данном примере нагрузка равна 750 кг/м².
В расчете всегда учитывают также изгибающее напряжение плиты, класс цемента и сечение армированных стержней.
Заключение
Чтобы перекрыть стены из кирпича, используют различные виды плит из железобетона, ставить которые необходимо по проектно-технической документации, соблюдении ГОСТов и СНиПов. Схема проекта должна учитывать глубину опирания, чтобы можно было определить нагрузку на плиты и стены, во избежание разрывов и разрушений.
Для узлов опирания соблюдают определенные условия. Торцевые плиточные концы не должны упираться в кирпичную кладку, нужно использовать нахлест в 12 см с установленной шириной ниши от 13 см. При укладке плиточных конструкций используют такой же бетонный состав, что и для кладки (одинаковый). Если ЖБ-плиты с пустотами, то их заделывают с помощью вкладышей и цементного состава.
При покупке материалов для монтажа (плиты, кирпичи, щебень, песок, цемент и др. расходники), обязательно проверяют наличие заводской маркировки. Монтаж выполняют так, чтобы уложенная выше плиты кирпичная кладка не опиралась на пустоту, при этом нагрузка должна соответствовать минимальным значениям.
Важно правильно рассчитывать нагрузку на плиты и стены из кирпича. Для этого проводятся расчеты, которые лучше доверить квалифицированным строителям и инженерам.
Можно ли положить кирпич на бетон?
Бетон прочен, долговечен и невероятно универсален, когда дело доходит до места его установки, однако бетону не хватает визуальной привлекательности, которую некоторые люди желают для своего пространства. Если у вас есть пространство с бетоном, можете ли вы положить сверху кирпич?
Вы можете легко уложить кирпич на бетон, но вы должны быть уверены, что бетонное основание под кирпичом структурно прочно и не имеет крупных трещин или проблем с выравниванием. После того, как они отремонтированы, кирпич можно установить либо с помощью раствора, либо с помощью слоя песка, чтобы удерживать кирпич на месте.
Бетон можно использовать практически в любом месте практически для любых целей, но бетон не всегда является самым эстетичным материалом. К счастью, кирпич столь же универсален, но этот материал предлагает людям характер, который они хотят для пространства, без необходимости жертвовать дизайном. Если у вас есть участок с бетонной стеной, полом или даже столешницей, продолжайте читать, чтобы узнать, как можно установить кирпич прямо поверх него и что для этого потребуется.
Можно ли положить кирпич на бетон?
Когда дело доходит до выполнения проектов самостоятельно или даже для найма кого-то, кто поможет довести процесс до конца, одна из первых мыслей, которая приходит в голову людям, это то, как они могут выполнить задачу наиболее эффективным способом, а также получить результат. самые надежные результаты. Когда дело доходит до укладки полов, многие могут быть склонны вырвать или разорвать существующий пол, прежде чем положить новый, но когда дело доходит до укладки кирпича на бетон, в этом нет необходимости.
Если у вас есть бетонный пол, стена, столешница или другая бетонная поверхность, вы можете легко установить поверх нее кирпич. Бетон на самом деле работает как очень поддерживающая основа под кирпичом и может использоваться в качестве фундамента вашего кирпича за счет использования раствора или крупнозернистого песка в качестве засыпки.
Особенно когда речь идет об укладке кирпича в качестве пола, дорожки или террасы на открытом воздухе, одной из самых больших жалоб и проблем со стороны людей является то, что кирпич со временем начинает двигаться. Это происходит из-за дождевой эрозии вокруг и под кирпичом, а также из-за естественного движения земли под ним в сочетании с движением транспорта над ним. Поэтому, когда прочное бетонное основание уже имеется, это может предотвратить смещение или расслоение кирпича с течением времени.
Стоит ли класть кирпич на бетон
Зная, что можно класть кирпич на бетон, возникает следующий вопрос: следует ли вам доводить дело до конца с этим типом укладки или перед укладкой кирпича следует убрать бетон? Укладка любой твердой поверхности в вашем доме или на улице, как правило, является довольно постоянным шагом, поэтому вы хотите быть уверены, что делаете правильный выбор, устанавливая кирпич на любую бетонную поверхность.
Пока бетонное пространство является прочным и не имеет серьезных структурных проблем, таких как большие выпуклые трещины или проблемы с его ровностью, нет никаких причин, по которым вы не должны класть кирпич на бетон. На самом деле, если бетон прочный, он обеспечивает более прочную основу под кирпичом.
Никто не хочет терпеть больше неприятностей, когда дело доходит до больших проектов, таких как укладка кирпича на бетон, поэтому было бы разумно избегать необходимости вынимать большие участки бетона, чтобы просто уложить вниз кирпич. До тех пор, пока бетон отремонтирован от любых повреждений и является прочным, кладка кирпича на него может быть сделана и должна быть сделана, чтобы избежать лишней работы, которая, откровенно говоря, совершенно не нужна.
Как класть кирпич на бетон
Установка кирпича может быть сложной задачей, так как основание для вашего кирпича должно быть прочным и ровным, чего может быть трудно достичь, когда вы работаете с землей. Однако, если у вас есть бетонная плита в качестве наружного внутреннего дворика, стены или внутри помещения, вы сможете легко приступить к установке. Для начала установки необходимо очистить поверхность бетона и убедиться в отсутствии мусора.
Авторские права на эту статью принадлежат ReadyToDiy.com. Этот пост был впервые опубликован 2021-07-04.
После очистки начните с укладки кирпичей вокруг внешних краев бетонной плиты, называемых солдатскими рядами. После укладки этих внешних краевых рядов возьмите один кирпич в начале одного ряда и нанесите четыре небольших слоя кладочного клея на нижнюю часть. Аккуратно поместите кирпич обратно и лишь слегка прижмите его к поверхности бетона, чтобы вы могли при необходимости допустить расширение влаги, а затем продолжите со всеми другими рядами солдат.
Затем вы адаптируете кусочки войлока, чтобы они помещались внутри рядов солдат, и положите войлок горизонтально, избегая наложения швов. Внутри кирпичной рамы поместите вертикальный второй слой, а затем начните свой узор в самом видном углу рамки, которую вы только что уложили. Оставьте зазор в ⅛ дюйма на всех четырех сторонах каждого отдельного кирпича, выполняя тот же процесс. установки кирпича здесь, как и в солдатских рядах.
После того, как вы уложите все кирпичи, насыпьте бетонный песок на поверхность брусчатки и заметайте песок в щели, оставленные между каждым кирпичом. Это поможет стабилизировать кирпич и предотвратит его смещение со временем. После того, как песок окажется между каждой трещиной, вы можете смести весь оставшийся песок с поверхности и аккуратно обрызгать участок водой, чтобы очистить кирпич, а также немного уплотнить песок для завершения.
Инструменты, необходимые для укладки кирпича на бетон
Инструменты, необходимые для этого проекта, будут различаться в зависимости от области, на которой вы кладете кирпич, типа кирпича, который вы используете, и толщины кирпича, который вы устанавливаете. Несмотря на это, потребуется несколько инструментов, необходимых для того, чтобы этот процесс установки не только прошел гладко, но и был сделан хорошо. Поэтому, прежде чем приступить к работе, убедитесь, что у вас есть все необходимое для создания идеального пространства.
Инструменты, необходимые для укладки кирпича на бетон, включают пистолет для герметика, меловую леску, виброплиту (при необходимости можно взять напрокат), щетку с ручкой, лопату, рулетку, метлу, универсальный нож и тачка. Это будут инструменты, которые вам понадобятся для укладки кирпича на бетон.
ReadyToDIY является владельцем этой статьи. Этот пост был опубликован 2021-07-04.
Когда у вас есть все инструменты, вам также необходимо подумать о материалах, которые вам потребуются для проекта, так как этот список так же важен, как и ваш список инструментов. Материалы, необходимые для установки кирпича на бетон, включают в себя ландшафтную ткань или войлок, брусчатку, строительный клей, песок и, конечно же, ваш кирпич. В сочетании с вашими инструментами, наличие этих предметов, подготовленных и находящихся под рукой перед началом, сделает ваш проект намного более эффективным из-за отсутствия перерывов.
Монтаж тонкой кирпичной стены | Royal Thin Brick
1 — Выберите место для установки
Начните с выбора места, где вы собираетесь установить тонкий кирпич. Royal Thin Brick® укладывается так же, как плитка. Всегда сверяйтесь с местными строительными нормами, чтобы убедиться, что все материалы соответствуют нормам и требованиям. Обратитесь к производителю материалов для укладки и в Справочник по плитке Совета Северной Америки по плитке для получения подробной информации об укладке.
Влажные помещения и участки на открытом воздухе потребуют дополнительной подготовки к установке. Некоторые области укладки лучше оставить профессиональным укладчикам плитки.
2 — Определите, сколько кирпичей вам понадобится
Определите, сколько кирпичей вам понадобится для вашего проекта. Каждая коробка Royal Thin Brick® содержит примерно 6,5 кв. футов кирпичей.
Для установки кирпичей вам потребуется следующее:
2 x 4 дюйма и шурупы для подвешивания
уровень
меловая веревка
мешок для раствора
”)
сверхмощная дрель (для смешивания материала)
насадка для смешивания дрели
зубчатый шпатель (3/8 дюйма)
губки для плитки
щетка с жесткой щетиной (не проволочная)
растворитель или клей
раствор
ведро(я)
столярный инструмент или большой стержень для дюбеля
малый шпатель
Мокрая пила или мощный плиткорез
Резиновые перчатки
инструмент.
3 — Подготовка
Установите 2”x4”(s) по всей длине нижней части стены, используя уровень, чтобы убедиться, что стена ровная. Вы можете решить использовать 2”x2”(s), если хотите, чтобы ваша стена начиналась ближе к полу. Убедитесь, что доска или доски, которые вы используете, прямые. Это будет отправной точкой для вашей стены и будет удерживать вес кирпичей, пока клей не высохнет, поэтому вставьте шуруп в каждую стойку. Как только ваша стена будет завершена, вы удалите этот выступ. и прикрепите отделку для вашей комнаты.
Поместите винт на каждую стойку
4 — Подготовка направляющих
Отмерьте один фут от выступа и проведите горизонтальную линию мелом. Продолжайте работать вдоль стены, делая отметки на каждом футе. Убедитесь, что эти линии параллельны нижнему выступу. Эти линии будут ориентиром, позволяющим вам знать, что все ровно, когда вы кирпичите стену.
Обработайте стену через каждый фут, размечая линии по ходу движения.
5 — Меловые линии
Защелкивание меловых линий.
6 — Резка кирпичей
Вам нужно будет вырезать кирпичи для левого и правого концов стены, начиная с половин (прорезей), с которых начинается второй ряд кирпичей.
Примечание: при выполнении пропилов учитывайте затирку швов. Это не просто кирпичи, разрезанные пополам. Размер пропила для тонкого кирпича Versa Tile составляет 2 ¾” x 3 5/8”.
Вы можете либо рассчитать и сделать все разрезы заранее, либо вы можете разрезать кирпичи по мере продвижения вверх по стене. Часто стены не квадратные, поэтому лучше резать по ходу дела.
Вы должны начать обкладывать стену кирпичом с того конца, который будет центром внимания, потому что на этом конце будут целые куски и настоящие (прорези) половинки.
Когда вы подойдете к другому концу стены, вы сможете определить разрезы, которые нужно там сделать.
7 — Mix Thinset
При укладке с мешком, замешайте раствор в соответствии с инструкциями производителя. Использование смесителя для раствора и мощной дрели значительно облегчит эту работу. Смешайте только достаточное количество разбавителя, которое вы можете легко использовать, прежде чем оно начнет затвердевать. Сначала смешивайте небольшие порции, пока не увидите, сколько можно использовать за один раз.
8 — Установка кирпича
Выберите нижний угол стены у установленного вами деревянного выступа, чтобы начать нанесение клея шпателем. Нанесите мастерком ровно столько клея, сколько вы можете легко нанести на него кирпичи, прежде чем он начнет схватываться.
Держите зубчатый шпатель под углом 45°, чтобы создать глубокие канавки для удержания кирпича.
9 — Укладка кирпичей
Начните заталкивать кирпичи в клей. Вы можете выбрать обратную сторону масляных кирпичей, чтобы помочь с адгезией. При нанесении масла на кирпичи используйте маленькую кельму, чтобы разгладить тонкий слой раствора на кирпичах, не используйте слишком много.
10 — Горизонтальный интервал
Вам необходимо плотно вдавить кирпичи в клей с некоторым усилием, чтобы обеспечить хорошее сцепление.
Вы можете проткнуть вертикальный зазор между кирпичами стержнем диаметром 3/8″ или прокладкой для плитки, чтобы обеспечить правильное расстояние.
11 — Расстояние по вертикали
Использование 3/8-дюймовых дюбелей, уложенных поверх ряда, создает правильное расстояние для кирпичей и поддерживает следующий ряд. Вы также можете использовать прокладки для плитки размером 3/8″.
Примечание. При использовании стержней для дюбелей. После затвердевания клея стержни для дюбелей могут быть затруднены из-за веса кирпичей и из-за того, что они могут прилипнуть к излишкам клея. Особенно это касается нижней части стены. Чтобы исправить это, мы рекомендуем размещать дюбельные стержни не в задней части соединения, а ближе к его передней части.
12 — Использование дюбелей
На этом рисунке показано, как размещать дюбели, чтобы свести к минимуму трудности при снятии. На торцах стен можно увидеть обрезанный кирпич.
13
Этот вид показывает, как должна выглядеть ваша стена, пока вы поднимаетесь по ней.
Продолжайте наносить тонкий слой, добавляя ряды кирпичей, пока не дойдете до верха стены. Оказавшись наверху, вам, возможно, придется обрезать последний ряд, чтобы он подходил. Один из вариантов, который вы можете попробовать, — установить ряд солдат (вертикальный ряд кирпичей) в верхней части вашей стены. Это может быть особенно желательно, если ваш последний ряд будет тонкой полосой кирпичей.
Пример солдатского курса
14 — Удаление дюбелей и распорок
После того, как клей схватится до такой степени, что он выдержит вес кирпичей (обычно на следующий день), осторожно снимите дюбели и распорки.
15 — Вакуумная стена
После того, как стена установлена и удалены дюбели и распорки, рекомендуется пропылесосить всю пыль и мусор перед затиркой. Поскольку Royal Thin Bricks подвергаются галтовке, они выходят из картонных коробок пыльными. Пропылесосить кирпичи поможет предотвратить попадание любых загрязнений в цементный раствор.
16 — Затирка швов
На этом этапе процесса пора залить швом стены Royal Thin Brick с помощью пескоструйной затирки. У вас есть два варианта на выбор для затирки стен.
Вы можете использовать затирочный инструмент, чтобы заполнить швы раствором так же, как при укладке плитки. Этот метод заключается в проталкивании затирки в швы путем «плавания» затирки по поверхности стены и удаления излишков затирки многократным протиранием губкой. Опять же, этот метод используется при затирке плитки.
Другой метод заполнения швов затиркой заключается в использовании мешка для затирки. Поскольку это менее знакомое из двух приложений, именно его мы собираемся показать в оставшейся части этого руководства. №
Примечание: затирка швов с помощью терки для плитки и губки выглядит иначе, чем с помощью мешка для затирки. То, как вы хотите, чтобы ваша стена выглядела, поможет определить метод, который вы выберете. Также помните, что цвет затирки играет гораздо большую роль во внешнем виде кирпичей, когда они залиты, так как остатки затирки остаются в щелях на поверхности кирпичей.
17 — Затирка против мешка с раствором
На изображениях выше показан участок стены, залитый раствором с помощью терки для плитки слева и мешка с раствором справа.
Остатки цементного раствора на поверхности и почти заподлицо с поверхностью швы, показанные в методе заливки раствора — слева, создают другой вид, чем мешок с раствором и выбитые швы стены, показанные справа.
18 — Затирка раствором с помощью мешка для затирки
Смешайте затирку с песком по вашему выбору. Вы также можете использовать точечный раствор. Смешайте затирку немного жиже (что-то вроде глазури для торта) при использовании мешка для затирки. Не смешивайте больше затирки, чем вы можете легко использовать с несколькими заполнениями мешка для затирки, так как она затвердеет. Всегда следуйте инструкциям производителя при замешивании раствора.
Примечание. Тщательно выбирайте цвет затирки, поскольку разные цвета затирки могут изменить внешний вид стены.
19 — Использование мешка с раствором
Смочите внутреннюю часть мешка с раствором, чтобы облегчить начало процесса. Зачерпните затирку в мешок с помощью небольшого шпателя. Начните с небольшого количества, двух-трех мерных ложек, пока не узнаете, какое количество лучше всего подходит для вас.
Скрутите пакет так же, как вы делаете это с глазурью для торта. Сожмите пакет в ведро с раствором, чтобы выпустить воздух и запустить раствор.
Если подагра забивает пакет, добавьте немного воды в ведро, чтобы получить нужную консистенцию.
Когда вы работаете со стеной, время от времени вам может понадобиться промыть затвердевающий раствор из мешка, чтобы он не засорился.
Примечание. Некоторые мешки с раствором сконструированы так, что вы можете отрезать большую часть мешка, чтобы увеличить поток раствора. Однако слишком большая обрезка может привести к неправильному заполнению швов и усложнению очистки.
20 — Заполните швы
Поместите конец мешка с раствором в шов. Начните вдавливать раствор в швы между кирпичами. Начните с верхней части стены и двигайтесь вниз. Сначала заполните вертикальные швы, возвращаясь к горизонтальным швам. Проведите мешком по швам, пока вы скручиваете мешок, чтобы выдавить затирку. Заполните швы как можно аккуратнее и полностью (но не переполняйте) швы. Это значительно облегчит уборку.
21 — Удары по суставам
Используйте фуганок (вы также можете использовать большой стержень для дюбелей), чтобы ударить по стыкам, как показано слева. Если вы делаете большую стену, вы сделаете секцию, а затем вернетесь и ударите по ней. Подождите, пока поверхность затирки слегка затвердеет, прежде чем наносить удары, затирка будет больше комковаться и меньше размазываться.
Примечание. Внимательно следите за инструкциями производителя затирки в отношении времени отверждения, поскольку оно может различаться.
Необходимое усилие — прессование — Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Штамп для скрепления штампованных пластин Е — образно-го магнитопровода посредством заклепок или развальцованных шли.
[1]
Необходимое усилие прессования складывается из двух составляющих — усилия для прессования пакета стали и усилия для образования головок заклепок.
[2]
Величина необходимого усилия прессования при таблетировании зависит от природы пресс-материала, его влажности и температуры, при которой происходит прессование.
[3]
Многогнездная пресс-форма со сменными пуансонами и матрицами ( h — глубина погружения пуансона, равная 1 — 2 мм.
[4]
При определении необходимого усилия прессования или удельного давления прессования необходимо учитывать не только площадь проекции изделий на плоскость разъема пресс-форм, но и площадь поверхности горизонтального грата, так как последняя также воспринимает усилие прессования. Обеспечение минимальной толщины грата требует приложения определенного усилия прессования.
[5]
Расчет начинают с определения площади прессования и необходимого усилия прессования, после чего переходят к определению количества гнезд.
[6]
Машина для инжекционного прессования пластмасс.
[7]
Механизм запирания машины состоит из подвижной плиты с пуансоном 5, промежуточной плиты 9 с закрепленным на ней гидроцилиндром смыкания 11 и гидроцилиндра дожатия 12, обеспечивающего создание необходимого усилия прессования.
[8]
Таким образом, установлено, что, осуществив фазовое превращение содержащейся в шихте СК на стадии таблетиро-вания, можно примерно на 10 — 15 % повысить прочность таблеток катализатора и одновременно снизить необходимое усилие прессования.
[9]
Конвейерный пресс. [10]
Над нижней ветвью верхнего пластинчатого конвейера установлены три граненых валка 5, которые во время работы надавливают на пластины конвейера своими гранями. Необходимое усилие прессования регулируется винтами и рессорами, установленными на станине и передающими давление на граненые валки.
[11]
Резьбовые изделия свинчиваются с оформляющих знаков пуансонов резиновыми дисками 14, которые при вращении прижимаются к отпрессованным изделиям специальным устройством. Во время выдержки электродвигатель останавливается и необходимое усилие прессования поддерживается тарельчатыми пружинами.
[12]
Электрическая схема нагревательной установки пресса модели ПА803.
[13]
На нижнюю контактную плиту 5 устанавливается заранее собранная графитовая пресс-форма 4 с прессуемым порошком. После этого включается электрический ток, который, проходя через прессуемый порошок, нагревает его вместе с прессформой до температуры 2400 С. Тепловой режим и необходимое усилие прессования устанавливаются в зависимости от формы изделия, состава и свойств прессуемого материала.
[14]
После этого крышки кассет закрываются при помощи гидроцилиндров. Кассеты автоматически вдвигаются в пресс, и нажатием на конечные выключатели дается сигнал на смыкание пресса. После поступления сигнала на закрывание пресса со стороны второй кассеты ( вдвигаемой в пресс с другой стороны) гидравлическая жидкость низкого давления подается в гидроцилиндр стола пресса, и плунжер поднимается и замыкает пресс-формы. Затем отключается низкое давление в гидросистеме и включается подача гидравлической жидкости высокого давления для обеспечения необходимого усилия прессования в течение всего цикла вулканизации. По окончании вулканизации срабатывает реле времени и переключает пресс на открывание. Плунжер пресса опускается и в нижнем положении включает толкатели механизмов перезарядчика, которые автоматически выдвигают формы из пресса и открывают их для перезарядки. Схема автоматики пресса предусматривает возможность осуществления двух промежуточных подпрессовок для удаления воздуха из пресс-форм.
[15]
Страницы:
1
Общие закономерности процесса прессования | Металлургический портал MetalSpace.ru
При формовании в собранную и установленную на плиту пресса прессформу засыпается порция порошковой смеси и устанавливается пуансон, через который от пресса на порошковую смесь передается соответствующее давление и под действием усилия начальный объём сыпучей порошковой смеси уменьшается, происходит деформирование её и формируется брикет, называемый прессовкой, заданной формы и размеров. После выдержки при заданном давлении нагрузка снимается и спрессованная заготовка выталкивается из пресс-формы. Прессование в закрытых пресс-формах может быть односторонним, когда усилие прессования прикладывается к одной из торцовых поверхностей будущей прессовки или двухсторонним – при приложении усилия прессования с двух сторон.
Изменение объёма порошковой массы происходит в результате смещения и деформации отдельных частиц и связано с заполнением пустот, образовавшихся при свободной насыпке порошка, при которой частицы в полости пресс-формы располагаются хаотически, образуя так называемые мостики или арки.
Для пластичных металлов деформация вначале ограниченна приконтактными участками малой площади, а затем распространяется в глубь частиц. В случае хрупких материалов деформация проявляется в разрушении и дроблении выступов на поверхности частиц.
При прессовании увеличение плотности прессуемого порошка происходит неравномерно. Кривая процесса уплотнения порошка имеет несколько характерных участков. На первом этапе прессования наибольшее повышение усилия прессования вызывает значительное увеличения плотности прессуемого порошка. При дальнейшем повышении усилия прессования значительного увеличения плотности заготовки не происходит. Это объясняется тем, что в начальной стадии прессования плотность засыпанного порошка равна его насыпной массе, и при приложении даже незначительного усилия прессования приводит к резкому повышению плотности. По мере увеличения плотности и усилия прессования происходит разрушение мостиков и арок, проникновение частиц в поры, перемещение неблагоприятно расположенных частиц в более благоприятные места. Большая часть усилия прессования на этом участке затрачивается на преодоление трения частиц порошка о стенки пресс-формы. По мере увеличения усилия прессования происходит качественное и количественное изменение границ между частицами. За счет трения между частицами при их смещении относительно друг друга контактные поверхности несколько сглаживаются, окисные пленки снимаются, контакты между частицами в этих местах из неметаллических переходят в металлические. Сближение частиц, а также качественное изменение контактных поверхностей приводит к появлению сил межатомного взаимодействия, в результате чего сопротивляемость порошка внешнему воздействию увеличиваются и повышение плотности прессовок затормаживается.
Прессование при очень больших усилиях вызывает хрупкое разрушение частиц порошков из твердых материалов и пластическую деформацию частиц из мягких металлов. Работа прессования на этом этапе в основном затрачивается на деформацию и разрушение частиц. Нарастание уплотнения прессовок с увеличением давления происходит медленно и постепенно прекращается.
При прессовании различных материалов величина давления, необходимого для достижения определенной плотности прессовок, будет различной. Чем пластичнее материал порошка, тем при более низких давлениях начинается уплотнение порошков за счет деформации частиц.
В реальных условиях в процессе прессования происходит наложение указанных стадий уплотнения, протекающих практически одновременно. Так, деформация некоторых частиц начинается уже при малых давлениях и в то же время движение отдельных частиц имеет место при значительных нагрузках.
Перемещение частиц порошка, происходящее при прессовании, приводит к возникновению давления на стенки пресс-формы называемом боковым. Оно значительно меньше приложенного к порошку давления из-за трения между частицами и других факторов, затрудняющих смещение частиц. Между боковым давлением и давлением прессования существует прямая пропорциональная зависимость. Показатель, соответствующий их отношению, называется коэффициентом бокового давления, величина которого может составлять 25 – 40%. Величина его зависит от плотности прессовки, а также физических характеристик порошка (пластичность, дисперсность и форма зерен). Боковое давление изменяется по высоте прессуемых брикетов из-за сил трения, возникающих между движущимися частицами порошка и стенками пресс-формы. Это явление называется внешним трением. Часть давления прессования тратится на его преодоление, происходит уменьшение усилия прессования по высоте брикета. Следовательно, уменьшается и боковое давление. Потери усилия прессования на внешнее трение зависит от коэффициента трения в паре материал порошка – материал пресс-формы, качества обработки стенок пресс-формы, наличия смазки, высоты засыпки порошка и размера поперечного сечения пресс-формы. С наличием внешнего трения связано неравномерное распределение плотности в объёме прессовки. Плотность падает по высоте брикета в направлении прессования по мере уменьшения усилия из-за потерь на преодоление внешнего трения.
Одним из способов уменьшения внешнего трения и повышения плотности брикета является применение смазки при прессовании. Используемые смазки могут быть активными и инертными.
Активные смазки изменяют физико-механические свойства порошковых частиц, понижают прочность поверхностных слоев частиц, что облегчает их деформирование и способствует уплотнению. Инертные смазки не оказывают какого-либо воздействия на материал порошка, но способствуют уменьшению сил трения.
В качестве смазок чаще всего используют стеариновую кислоту и её соли, парафин, олеиновую кислоту, глицерин, камфору и другие вещества.
После прессования для удаления брикета из прессформ необходимо приложить некоторое усилие, которое называется давлением выталкивания. Оно пропорционально давлению прессования и упругих свойств материала порошка. Возникновение его связано с самопроизвольным увеличением размеров прессовки при снятии с неё давления в результате действия внутренних напряжений, возникающих в процессе уплотнения порошка. Это явление носит название упругого последействия и имеет место и после выпрессовки брикета из прессформ даже в течение некоторого времени.
Величина упругого последействия зависит от дисперсности порошка, формы и состояния поверхности частиц, механических свойств материала, давления прессования, смазки, упругих свойств пресс-формы и других факторов. В направлении прессования упругое последействие всегда больше, чем в поперечном направлении, так как усилие прессование всегда больше бокового давления.
Упругое последействие у брикетов из порошков хрупких и твердых металлов больше, чем у брикетов из мягких и пластичных порошков. Это объясняется тем, что при одном и том же давлении прессования прочность прессовки из более твердых материалов меньше и роль упругой деформации для них возрастает по сравнению с пластической.
ПОДЕЛИСЬ ИНТЕРЕСНОЙ ИНФОРМАЦИЕЙ
Сила прессования — WOOD TEC PEDIA
Для прессов: сила, с которой усилие прессования воздействует на заготовку.
Единицы
Обычно усилие прессования указывается в тоннах. Хотя это физически неверно, на практике этого вполне достаточно, поскольку одна тонна соответствует силе веса около 100 кН. Сила нажатия не зависит от поверхности. Таким образом, всегда действует одна и та же сила независимо от нагрузки пресса. Однако удельная сила прессования на заготовку уменьшается по мере того, как больше нагружается пресс. Это играет ключевую роль, особенно для прессов для шпона.
Другие термины
Рабочее давление (макс.) в барах: Общее рабочее давление гидравлической системы. Без дополнительной информации эту информацию нельзя использовать для определения силы нажатия или силы нажатия.
Мощность прессования кг/см², удельная мощность прессования в кг/см².
Создание давления
Для прессов в деревообработке используются следующие возможности создания давления:
Вручную
Создание давления с помощью зубчатой рейки, которая зажимается рукояткой и фиксируется зажимным устройством
Преимущества:
низкие затраты на приобретение, отсутствие затрат на обслуживание
не зависит от энергосистемы и подачи сжатого воздуха компании, что позволяет быстро перемещаться в пределах цеха
Недостатки:
давление должно создаваться вручную и в каждом прессующем элементе отдельно, поэтому время цикла увеличивается с увеличением количества цилиндров
Пневматический
Создание давления с помощью пневматического цилиндра
Пневмобаллон снабжается сжатым воздухом от сети сжатого воздуха предприятия
Преимущества:
относительно недорогое производство прессов
использование воздушных шлангов позволяет изготавливать заготовки с криволинейным контуром, например ступени
5 (Футбол) тактика попытки держаться очень близко к сопернику, когда он владеет мячом ♦ настойчиво нареч ♦ давление н
Английский словарь Коллинза — определение английского языка и тезаурус  
Смотрите также:
настойчиво, настойчиво, предполагая, нажимать
Collaborative Dictionary Определение английского языка
нареч.
Сверхъестественно совершается по привычке или неосознанно; слово-портмоне, образованное от «автоматически» и «волшебно»
Куда бы он ни пошел, цветы автоматически материализовались в руках всех женщин поблизости.
соединение
хотя, даже если, хотя, несмотря на это, хотя’ (американское или поэтическое) хотя <Вы используете хотя бы для введения факта или комментария, который уменьшает силу или значение того, что вы только что сказали. FORMAL adv ADV с cl/group (=хотя)
Письмо Чарльза действительно было опубликовано, хотя и в несколько сокращенном виде.
Какие самые новые технологии применяются в плазменной резке?
31 янв 2022
Гибка металла – это один из способов изменения формы заготовки. Процесс не требует резки или электросварки материала. Необходимого результата достигают путем деформации металла: сжимают внутренний слой и растягивают наружный.
Гибочные станки: виды и конструкция
Для гибки листового металла используют специализированное оборудование — листогибы. В зависимости от принципа действия они подразделяются на:
Универсальные
Специалист укладывает металлический лист в закрепленную матрицу: чаще всего ее паз имеет форму угла. Затем с помощью пуансона придает листу нужную форму. Пуансоны бывают разных форм и размеров. Например, некоторые из них отличаются друг от друга углом.
Поворотные
Станок имеет траверсу (гибочную балку) и задний упор. Гибочная балка – это главный рабочий элемент оборудования, его используют для сгибания металлического листа. С помощью прижимной балки лист фиксируют на станине.
Ротационные
У такого станка может быть несколько валов (валков), они вращаются вокруг своей оси и перемещаются в вертикальной плоскости. Чтобы согнуть металлический лист, его помещают между валами. Затем их передвигают по вертикали, регулируя тем самым будущий радиус гибки. Лист проходит между вращающимися валками и приобретает нужную форму.
Тонкие металлические листы гнут на фальцегибочных или фальцепрокатных станках. Оборудование используется при работе с кровельными листами, при изготовлении вентиляционных коробов и т.д.
Преимущества и недостатки гибочных станков
С помощью оборудования для гибки получают прочные, качественные металлические изделия. Процесс не требует применения сварки и резки. Следовательно, в месте сгиба маловероятна коррозия. При помощи гибочных станков создают цельные конструкции, получают разнообразные сгибы и углы.
Однако станки для гибки – оборудование дорогостоящие. Сам процесс сгибания металлических листов достаточно трудоемкий. Особенно если делать это на оборудовании, которое предназначено для выполнения ручных работ. Однако эти минусы компенсируются высоким качеством получаемой продукции.
Гибка металла на станках с ЧПУ: преимущества
Использование оборудования с числовым программным управлением (ЧПУ) позволяет:
повысить качество готовой продукции, так как станки с ЧПУ полностью исключают человеческий фактор.
получить изделия, размеры и форма которых будут полностью соответствовать требованиям технической документации.
Кроме того, станки с ЧПУ работают в режиме 24/7 и не требуют постоянного присутствия человека.
Процесс гибки металла
Металлический лист раскраивают, полученные заготовки обрабатывают с помощью гибочного оборудования.
Обработанные заготовки передают оператору. Специалист имеет на руках всю необходимую рабочую документацию и выполняет соответствующие операции. В результате получаются готовые детали.
Все полученные изделия проверяют контрольно-измерительными приборами. Это работа сменного мастера или сотрудника отдела технического контроля. Если в ходе проверки обнаруживаются дефекты, в настройки станка или в текст управляющей программы вносят изменения. В производстве можно использовать только те детали, которые прошли технический контроль.
Финишная обработка
Гибка — это промежуточная операция при изготовлении определенных элементов, например, частей металлических лестниц. Детали, полученные таким способом, передают на сборочное производство. Там их монтируют в соответствии с рабочей документацией.
Поверхность деталей, которые будут использоваться как самостоятельные изделия, обрабатывают защитными коррозионно-стойкими веществами: грунтовкой типа ГФ 21 или порошковой краской. Чтобы выбрать покрытие, нужно ответить на 2 вопроса: для чего предназначено готовое изделие и в каких условиях оно будет эксплуатироваться.
Возможно, вас заинтересует
Машина термической резки MURENA STANDART
Машина термической резки MURENA HYPER
Машина термической резки MURENA с труборезом
Труборез
Машина плазменной резки PIRANHA
Металлообработка
Модернизация и ремонт МТР
Токарные работы
Читайте также
Станки с ЧПУ
Особенности дробеструйной обработки металла
Пескоструйная обработка
Назад к списку
Чего вы не знали о гибке металла?
8 (804) 333-68-30Задать вопрос
Какие условия мы предлагаем по гибке металла?
Что такое гибка?
Услуги по гибке — это намеренная деформация листа металла под нагрузкой в результате чего заготовка принимает новую форму без разрывов материала. Самый простой вид гибки металла — это прямолинейный гиб по линии сгиба под принудительным давлением.
Виды гибки металла
Профилирование или формовка.
Такая технология гибки металла выполняется на специальных профилегибочных станках, когда лист прокатывается между вращающимися валами. Контур этих валов определяет форму конечного изделия. Это способ массового изготовления однотипных изделий крупными партиями. При этом сам лист должен быть тонким — до 1,5 миллиметров. Это могут быть какие‑то штампованные детали, профнастил и тому подобное.
Чеканка или гибка листа в штампах.
Выполняется на листогибочном (штамповочном) прессе. Лист здесь зажимается между пуансоном и матрицей (это гибочные инструменты станка) и под давлением пресса принимает форму этих инструментов. По аналогии с предыдущим способом — это для изготовления штамповок крупносерийного производства.
Свободная гибка листов металла.
Выполняется на листогибочном станке. Лист под давлением пуансона (верхнего гибочного инструмента) вдавливается в «ручей» матрицы, имеющий V-форму. Фактически гибка при данном способе выполняется по трём точкам, когда лист соприкасается с пуансоном, формирующим линию сгиба, и с краями «ручья» нижнего инструмента — матрицы. Между листом и дном «ручья» остаётся воздушное пространство, поэтому такой вид гибки называют ещё «гибкой в воздухе».
Как правило, такая гибка металла прессом применяется при выполнении заказов на мелкие и средние серии поскольку предыдущие два метода требуют большого времени для переналадки линии, что сокращает возможность работы с большим разнообразием деталей и увеличивает вероятные сроки перехода от выпуска одной детали к другой.
Соответственно, более лёгкая пусконаладка между разными деталями производится, если это гибка тонколистового металла по третьему методу — листовая гибка «в воздухе». В данном случае оборудование для гибки металла — это станок с числовым программным управлением. Смена инструментов для гибки (пуансонов или матриц), а также загрузка новых программ гибки может занимать считанные минуты, что позволяет практически мгновенно переходить от одного изделия к совершенно другому, причём не только по геометрической форме, но также и по толщине металла.
Кроме того в таких станках возможно изготовление непростых деталей с гибами, направленными в разные стороны, стыкующимися или плотно прилегающими деталями. Тут уже приходится применять мастерство и различные ухищрения типа предварительных гибов, догибов, разгибов и так далее.
В качестве дополнительного сравнения приведём простой пример.
По третьей технологии станки могут гнуть пятимиллиметровый лист, прессовое усилие при этом сто тридцать пять тонн. Профилегибочный станок металл такой толщины не возьмёт. Гибка в штамповочном станке потребует в пять раз большего прессового усилия, а значит энерго‑затрат.
Гибочные работы по методу «гибка в воздухе» ведутся таким образом, что сам угол гиба определяется глубиной погружения пуансона в «ручей» матрицы. В станок заранее заносятся необходимые данные (вид металла, его толщины, ширина ручья матрицы, требуемый угол сгиба). Возможна корректировка дожима в автоматическом режиме, поскольку на точность работ может сказываться качество самого листа, например разность его толщины, полученная при металлопрокате.
Точность гибки может поддерживаться также «бомбированием» — функцией компенсации прогиба стола и стоящей на нём матрицы.
Если гиб длинный (более метра), то вполне естественен прогиб стола листогиба в центральной части. Естественен, но ненужен. Из‑за прогиба стола наблюдается такое явление: сегменты матрицы, находящиеся посередине, будут ниже тех сегментов матрицы, которые находятся с краёв линии сгиба.
Последствие такого эффекта — недогиб в центральной части линии сгиба, «сабельность» длинных изделий (угол гиба посередине детали становится больше угла по краям).
За исправление данного эффекта отвечает функция «бомбирования», то есть автоматической компенсации прогиба стола, то есть центральная часть стола приподнимается относительно краёв на определённую высоту и в итоге угол гиба остаётся одинаков по всей длине детали.
За точность гибки листов металла отвечает функция не только угловые показатели, но также и точность размеров отгибаемых полок, которая обеспечивается правильностью позиционирования задних упоров станка, в которые упирается деталь при работе.
При необходимости после каждого гиба задние упоры могут автоматически занимать необходимое положение для следующего гиба.
Гибочный инструмент также важен для качественной работы станка. Матрицы определяются шириной ручья, ширина его должны быть равна восьмикратной толщине металла.
Геометрические параметры в большей степени и определяют функциональность станка и возможности решения задач заказчика.
Кроме того и для пуансонов, и для матрицы существенным показателем является максимально возможное прессовое усилие, которое уже является одним из ключевых показателей самого станка.
Если вас интересуют услуги гибки металла или цена гибки листового металла, как в частности, так и в совокупности с иными работами по металлообработке, то звоните нам по телефону 8 (804) 333‑68‑30 или оставьте заявку на сайте.
Специалисты «Металл‑Кейс» свяжутся с вами и ответят на любые вопросы. Мы сможем предложить вам выгодные условия сотрудничества.
Срок действия коммерческих предложений, представляющихся по расчётам на основе ТЗ заказчиков — 3 дня с момента выставления (отправки на электронную почту заказчика), если в КП не указано иное. Срок действия счета, выставленного заказчику — 3 дня с момента выставления (отправки скана на электронную почту заказчика), если в счёте не указано иное.
Вы получите:
Расчет точной стоимости и сроков выполнения интересующего вас заказа.
Информацию о похожих заказах, которые мы уже выполнили.
Консультацию по возможностям нашего производства.
Ответы на другие интересующие вас вопросы.
Свяжитесь с нами сейчас:
Сайт использует cookie-файлы. Продолжая использовать сайт, вы соглашаетесь с этим. Что такое cookie?
Bendit Inc — Услуги по гибке металла в короткие сроки Хьюстон, Техас
Быстрое выполнение работ
Зарегистрируйтесь, чтобы получить оперативный ответ от одного из наших представителей
Подробнее Наши представители
Подробнее
Свяжитесь с нами
Компания Bend-It, Inc. работает со всеми формами конструкций, такими как уголки, швеллеры, балки и плоские стержни, чтобы обеспечить вам высочайшее качество изготовления.
Подробнее
Компания Bend-It., Inc. специализируется на услугах по намотке труб, включая спиральные катушки, змеевики, плоские спирали и многое другое.
Подробнее
Компания Bend-It, Inc. предоставляет превосходные услуги по гибке труб, такие как 5D/R отводы, 3D/R отводы, стрелы шлюпбалки и многое другое.
Подробнее
КОНСТРУКЦИОННЫЕ ФОРМЫ
Компания Bend-It, Inc. работает со всеми конструктивными формами, такими как уголки, швеллеры, балки и плоские стержни, чтобы обеспечить вам высочайшее качество изготовления.
НАМОТКА ТРУБ
Компания Bend-It., Inc. специализируется на услугах по намотке труб, включая спиральные, змеевидные, плоские спирали и т.д.
ГИБКА ТРУБ И ТРУБ
Компания Bend-It, Inc. предоставляет превосходные услуги по гибке труб и труб, такие как гибка 5D/R, гибка 3D/R, гибка шлюпбалок и многое другое.
ДОБРО ПОЖАЛОВАТЬ В BEND-IT, INC.
Если вам нужны качественные услуги по гибке металла — и вам нужно это сделать прямо сейчас — лучше всего отправить их в Bend-It, Inc. На протяжении десятилетий наша компания обеспечивая быстрое время выполнения работ для нефтехимической и нефтяной промышленности, а также для многих других промышленных и коммерческих клиентов. Мы работаем со всеми конструктивными формами, такими как уголки, швеллеры, балки, плоские стержни, трубы квадратного, прямоугольного и круглого сечения.
Подробнее
ОТЗЫВЫ
ЧТО НАШИ КЛИЕНТЫ ГОВОРЯТ О НАС
Том, я работал с вами и несколькими вашими сотрудниками, и я знаю, что вы все были очень полезны. С Фрэнком было приятно работать, он очень полезен и действительно выходит за рамки своей повседневной рутины.
-Элеонора
Bend-It, Inc.
2016-03-11T23:03:53-06:00
-Элеонора
Том, я работал с вами и несколькими вашими сотрудниками, и я знаю, что вы все мне очень помогли. В последнее время моя переписка велась исключительно с Фрэнком, и с ним было приятно работать, он очень полезен и действительно делает все возможное. и помимо его повседневной жизни.
https://benditinc.com/testimonials/945/
Том, я работал с вами и несколькими вашими сотрудниками, и я знаю, что вы все мне очень помогли. с ним было приятно работать, он очень полезен и действительно выходит за рамки своей повседневной рутины.
-Элеонора
Bend-It, Inc.
2016-02-26T12:39:10-06:00
-Элеонора
Том, я работал с вами и несколькими вашими сотрудниками, и я знаю, что вы все было очень полезно. В последнее время моя переписка была строго с Фрэнком, и с ним было приятно работать, он очень полезен и действительно выходит за рамки своей повседневной рутины.
https://benditinc.com/testimonials/703/
Bend-It, Inc.
Посмотреть другие отзывы
НОВОСТИ
Прочтите наши последние записи в блоге
Просмотреть другие записи в блоге
Bend It Better™ – инструмент, который поможет вам согнуть гармонику в тон!
Готовы начать осваивать повороты? Попробуйте бесплатное веб-приложение Bend It Better™ от Harmonica.com ниже. Обязательно посмотрите видео и прочитайте все советы, приведенные ниже на странице, чтобы узнать, как его использовать. Посмотрим, сможешь ли ты подняться по лестнице с уровня 1 на уровень 7!
Веб-приложение Bend It Better™
Что мне нравится в этом новом инструменте для гибки, так это то, что он очень прост. Некоторые из других инструментов для гибки губной гармошки классные, но они могут быть немного сложными для начинающих. Кроме того, большинство других инструментов для гибки являются платными телефонными приложениями, но указанный выше инструмент можно использовать бесплатно в любое время на этой веб-странице . (Bend It Better™ пока не доступен в виде приложения для планшета или телефона).
Я разработал это веб-приложение, основываясь на многолетнем обучении начинающих и продолжающих играть на губной гармошке. Учащиеся обычно не уверены, сгибаются ли они. Некоторые ученики думают, что они сгибаются, но это не так, а некоторые ученики на самом деле сгибаются, но не знают, что сгибаются. Увидев это неоднократно, я, наконец, попытался решить проблему.
Чем отличается бесплатный инструмент для гибки от Harmonica.com?
Это единственный известный мне инструмент для игры на губной гармошке, который на самом деле воспроизводит звук согнутой ноты, которую вы пытаетесь взять, прежде чем начать играть. Затем, как только вы начнете играть, он сообщит вам, правильно ли вы играете. Это важно, потому что, если вы хотите сыграть ноту в бенде, будет очень полезно, если вы знаете, как эта нота звучит (до того, как попытаетесь попасть в бенд).
youtube.com/embed/SkX6oZUNpt8?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Bend It Better™ Пошаговое видео
К вашему сведению: я также составил для вас список Уровней 1 – Уровней 7 в разделе «Организованный путь к мастерству» ниже.
Технические советы и рекомендации
-> Не забудьте включить функцию Bend It Better, нажав круглую кнопку «ВЫКЛ». -> Разрешить доступ к вашему микрофону, если этого требует ваш браузер. -> Использование наушников может повысить производительность приложений на некоторых компьютерах и устройствах. -> Убедитесь, что ваши динамики включены и не отключены, чтобы слышать тон-генератор. Включите громкость динамиков, если это необходимо, хотя лучше всего установить громкость на выходе такой же или ниже, чем громкость на входе губной гармошки. -> Для вашего интернет-браузера или телефона/планшета могут потребоваться последние обновления операционной системы и браузера (приложение может не работать на некоторых старых устройствах… извините, но оно бесплатное, верно!)
Простота дизайна и назначения
Хотя на рынке есть несколько других приложений для гибки, многие из которых доступны только за плату и увязли в гаммах, теории музыки или деталях. Это может отпугнуть многих начинающих игроков на губной гармошке. Хотя эти навыки имеют решающее значение для того, чтобы стать полноценным музыкантом, многим ученикам гармоники в первую очередь нужен простой и доступный инструмент, который позволит им научиться играть музыку, которую они слышат, и развиваться как музыканты.
Bend It Better имеет минимальное количество функций, предназначенных для отличной работы. Он специально разработан, чтобы помочь вам научиться сгибаться.
Один из способов сделать это — через генератор тона. Когда вы нажимаете ноту в приложении, вы слышите высоту тона. Хотя это может показаться простым, об этом часто забывают, и игрокам или учителям нужна отдельная клавиатура для воспроизведения ноты. Это упрощает процесс: вы слышите высоту тона, затем играете ее.
К сожалению, если вы не знаете, как звучит нота, вы будете угадывать (и очень маловероятно, что вы сможете постоянно подстраивать тон).
Начало работы:
Прежде чем мы перейдем к тому, как работает Bend It Better, несколько советов, которые помогут вам в пути:
Приобретите качественную губную гармошку: Я рекомендую вам иметь хотя бы одну профессиональную губную гармошку высокого уровня. . Мой личный фаворит — Hohner Special 20, но вы можете ознакомиться со всеми моими любимыми губными гармошками здесь.
Владение одиночными нотами: Перед тем, как приступить к освоению бендов, вам необходимо освоить твердые, уверенные, четкие одиночные ноты. Здесь вы найдете советы по игре отдельных нот.
Организованный путь к мастерству
Если вы серьезно относитесь к изучению игры на губной гармошке, вы, вероятно, обнаружили, что способность изменять высоту тона и точно брать нужные ноты является неотъемлемой частью вашего прогресса. Играете ли вы блюз, госпел, рок, кантри или даже поп, вы должны достичь мастерства в своих бендах. Чем был бы Whammer Jammer без культового изгиба 10 двойных ударов в начале?
Никто не учится сгибаться за одну ночь. Даже лучшие профессиональные игроки неустанно работают над изгибом поля. Однако, когда вы только начинаете, вам может быть сложно работать над достижением мастерства.
Что мы сделали в рамках приложения, так это предоставили систему, с помощью которой вы можете научиться бендингу с нуля, от простого выполнения бендов до исполнения всех доступных бендов на инструменте в высоте тона, включая сложные полушаги.
К вашему сведению: когда вы видите серую линию, это означает, что вы находитесь в идеальной зоне настройки, а синяя линия означает, что вы обладаете лазерной точностью!
Уровень 1: Согните 1 или 4 нити . (какой из них вам удобнее). Для уровней 1, 2 и 3 вам не нужно подстраиваться под тон.
Уровень 2: подтяните все ноты от 1 до 6. Опять же, вам пока не нужно подстраиваться под строй.
Уровень 3: наклон 8, 9 или 10 ударов. (Просто согните их. Не беспокойтесь о том, чтобы играть их в мелодии, пока позже.)
Уровень 4: Согните 1, 4 или 6 ничьих, согнутых на полшага В НАСТРОЙКЕ. (из этих трех вариантов выберите наиболее легкую для вас заметку и сосредоточьтесь на ней)
Уровень 5: Поднимите все три ноты уровня 4 IN TUNE .
Уровень 6: играйте либо -2″ (2 ничьих, двойное сгибание), либо -3 ′ (3 вытягивания, одинарное сгибание) В НАСТРОЙКЕ. (я также называю эти ноты 2 дро бендом на целый шаг и 3 дро бендом на полшага)
Уровень 7: Сыграйте все ваши ударные бенды и все ваши дро бенд В НАСТРОЙКЕ.
Наслаждайтесь путешествием
Потребуется время и терпение, чтобы добиться нужного тона. Одна только 3-я тяга имеет три отдельных изгиба. Приобретение навыков последовательного сгибания всех из них требует специальной практики. С Bend It Better теперь есть способ наметить свой прогресс с течением времени.
Если у вас возникли проблемы с созданием «Четких сплошных одиночных нот», я рекомендую пройти уроки игры на губной гармошке от новичка до босса.
Почему я пытаюсь облегчить вам задачу? Основная причина — мой личный опыт и разочарование, которое я испытывал, когда учился сгибаться. Примерно в то же время я взял в руки гитару и губную гармошку. У меня был гитарный тюнер, и я заметил, что тюнер улавливает ноты губной гармошки. Когда я попытался подстроиться под мелодию, я не смог этого сделать.
Я начал расстраиваться. Но я продолжал играть на губной гармошке около года и смог начать более точно брать ноты. Я не хочу, чтобы вы застряли в том положении, в котором был я, когда вы начинаете чувствовать разочарование и, возможно, даже бросаете инструмент, прежде чем отправитесь в путешествие с губной гармошкой.
Если вы хотите, чтобы ваша игра на блюзовой губной гармошке взлетела до небес, я рекомендую пройти уроки игры на губной гармошке Breakthrough Blues.
Поделитесь своим опытом
Я рад услышать о вашем опыте с Bend It Better, поэтому, пожалуйста, поделитесь им со мной в поле для комментариев ниже. Когда вы начнете работать с приложением, я также хотел бы знать, как оно работает, и есть ли что-то, что мы можем улучшить.
Изделия изготавливаемое методом прессования. Имеет длину 400мм и круглое сечение от 7 до 10мм. ГОСТ 21931-76.
Цена от 427,00 руб/кг* *Цена указана при покупке партии не менее 50кг диаметром 8 мм. Чтобы узнать подробную информацию или купить пруток ПОС-10 нажмите кнопку «ЗАКАЗАТЬ»
Проволока
Тонкий вид изделия припоя в види нити. Диаметр от 0,5 до 6мм. Производится по ГОСТ 21931-76.
Цена от 437,00 руб/кг* *Цена указана при покупке партии не менее 50кг диаметром от 1.5 до 6.0 мм Чтобы узнать подробную информацию или купить проволоку ПОС-10 нажмите кнопку «ЗАКАЗАТЬ»
Чушка
Чушка – большой слиток весом 20-30кг. Размер и формы отгрузки соответствуют ГОСТ 21930-76.
Цена от 427,00 руб/кг* *Цена указана при покупке партии не менее 150кг. Чтобы узнать подробную информацию или купить чушку ПОС-10 нажмите кнопку «ЗАКАЗАТЬ»
Анод
Прямоугольная форма выпуска припоя используемая в гальванических целях. Изготавливается отливанием в формы различных размеров.
Цена от 437,00 руб/кг* *Цена указана при покупке партии не менее 50кг. Чтобы узнать подробную информацию или купить анод ПОС-10 нажмите кнопку «ЗАКАЗАТЬ»
Трубка с канифолью
Трубка — это проволока с наполнителем. Роль наполнителя играет сосновая канифоль, очищающая поверхность паяемого материала.
Цена договорная* *Цена формируется в зависимости от размера и объема. Чтобы узнать подробную информацию или купить трубку с канифолью ПОС-10 нажмите кнопку «ЗАКАЗАТЬ»
Порошок
Рассыпчетое мелкодисперсное вещество. Используется для распыления и покрытия поверхностей.
Цена договорная* *Цена формируется в зависимости от объема. Чтобы узнать подробную информацию или купить порошок ПОС-10 нажмите кнопку «ЗАКАЗАТЬ»
Лента
Изготавливается из любых видов припоя на специализируемом оборудовании. Размеры и предельные отклонения в ГОСТ 21931-76.
Цена договорная* *Цена формируется в зависимости от объема. Чтобы узнать подробную информацию или купить ленту ПОС-10 нажмите кнопку «ЗАКАЗАТЬ»
Фольга
Сплав прокатанный до тончайшего слоя не превышающего 1мм. Форма листов прямоугольная или квадратная.
Цена договорная* *Цена формируется в зависимости от размера и объема. Чтобы узнать подробную информацию или купить фольгу ПОС-10 нажмите кнопку «ЗАКАЗАТЬ»
Химический состав и температура плавления
В процессе сварки или пайки детали соединяются между собой посредством использования специализированных материалов, которые называются припоями. Одним из таких является ПОС-10, данная аббревиатура расшифровывается как «припой оловянно-свинцовый». Число в маркировке обозначает процентное содержание олова в составе. Соответственно, можно понять, что описываемое изделие состоит из олова (10%) и свинца (90%). Начальная температура плавления (солидус) составляет 268 градусов по Цельсию. Основная (ликвидус) – 299. Рекомендуемая температура для работы со сплавом — 350°С.
Технические характеристики
Наличие свинца в припое диктует определенные характеристики. Так ПОС-10 отличается высокой плотностью — 10,8г/см3, а также самым низким показателем сопротивления на разрыв. Если у основной группы оловянно-свинцовых припоев температура плавления редко превышает 200°С, то данный сплав отличается повышенными показателями, ликвидус почти 300°С. При должном использовании данных технических характеристик, припою находятся множество применений в любой отрасли.
Области применения
В большинстве случаев ПОС-10 используется в процессе работы с разнообразными металлами, из которых сделаны контактные поверхности изделий, основное функциональное назначение которых связано с электричеством. К таковым относятся детали из: бронзы, латуни, меди, различных сплавов и сталей. Также ПОС-10 используют как начинку контрольных приборов парового котла. Изготавливается в соответствии с принятым государственным стандартом качества под номером ГОСТ 21931-76.
Заказ и доставка
Для удобства использования припоя ПОС-10 на предприятии производится до 10 различных форм выпуска. Одним из популярных является пруток и проволока, но есть и уникальные возможности изготовления фольги и порошка. Срок производства изделий в среднем занимает 5 дней. Готовый продукт отгружается в офисе компании или отправляется ТК в любую точку Российской Федерации.
Припои для пайки. | МеханикИнфо
Припои для пайки. Твердые и мягкие припои.
Оцените запись
Припои — это сплавы способные соединять две разные металлические детали с помощью пайки. Это происходит в расплавленном состоянии, когда сплав припоя заполняет все зазоры между деталями и при остывании образуется твердое, прочное соединение.
Возможно вам будет интересная другая моя статья припой ПОС 40 Технические характеристики.
Таблица 1.
Основные применения припоев.
Марка припоя
Область применения
ПОС 90
Пайка и лужение приборов и аппаратов в медицинской промышленности, а также в пищевом хозяйстве.
ПОС 61М
Пайка и лужение радиоэлектронной техники, тонкой медной проволоки, фольги (толщина менее 0.2 мм).
ПОС 61
Пайка и лужение радиоаппаратуры, схем, где недопустим перегрев.
ПОС 40
Пайка и лужение электроаппаратуры и деталей из латуни, железа и оцинкованного железа с герметичными швами.
ПОС 30
Пайка и лужение деталей машиностроения
ПОС 10
Пайка и лужение электрических аппаратов, реле и контактных поверхностей.
Сурьмянистые
ПОССу 95-5
Пайка трубопроводов в электропромышленности, работающих при повышенных температурах.
ПОССу 40-2
Пайка и лужение тонколистовых упаковок, холодильников. Припой широкого применения.
ПОССу 30-2
Пайка и лужение в холодильном аппаратостроении, электроламповом производстве, автомобилестроении, для абразивной пайки.
ПОССу 8-3
Пайка и лужение в электроламповом производстве.
ПОССу 5-1
Пайка и лужение деталей, работающих при высоких температурах (трубчатые радиаторы).
ПОССу 4-6
Пайка и лужение деталей с клепанными и закатанными швами из меди и латуни. Пайка белой жести, шпатлевка кузовов автомобилей.
Пайка и лужение электроаппаратуры, пайки элементов печатных плат, обмоток электрических машин, оцинкованных радиодеталей при жестких требованиях к температуре.
ПОССу 50-0,5
Пайка и лужение авиационных радиаторов, для пайки пищевой посуды.
ПОССу 40-0,5
Пайка и лужение жести, обмоток электрических машин, для пайки монтажных элементов, моточных и кабельных изделий, радиаторных трубок, оцинкованных деталей холодильных агрегатов.
ПОССу 40-2 – припой оловянно-свинцовый с добавлением в сплав сурьмы (Sb) 1.5-2.0 %. Такие сплавы называют «сурьмянистые».
ПОССу 40-0,5 – припой оловянно-свинцовый с добавлением в сплав сурьмы (Sb) 0. 05-0.5 %. Такие сплавы называют «малосурьмянистые».
С добавлением в сплав олово-свинец присадки сурьмы (Sb), увеличивается прочность припоя. Висмут (Bi) понижает температуру плавления припоя.
Ниже Вы можете ознакомиться с таблицей массовой долей примесей, содержащихся в разных припоях.
Таблица 2.
Таблица примесей в оловянно-свинцовых припоях по ГОСТ 21931-76.
Марка припоя
Не более %
Сурьма (Sb)
Медь (Cu)
Висмут (Bi)
Мышьяк (As)
Железо (Fe)
Никель (Ni)
Сера (S)
Цинк (Zn)
Алюминий (Al)
Свинец (Pb)
Бессурьмянистые
ПОС 90
0,10
0,05
0,1
0,01
0,02
0,02
0,02
0,002
0,002
—
ПОС 63
0,05
0,05
0,02
ПОС 61
0,10
0,05
0,20
0,02
ПОС 40
0,10
0,05
0,02
ПОС 30
0,10
0,05
0,02
ПОС 10
0,10
0,05
0,02
ПОС 61М
0,20
—
0,01
ПОСК 50-18
0,20
0,08
0,03
ПОСК 2-18
0,05
0,05
0,01
Сурьмянистые
ПОСу 95-5
—
0,05
0,1
0,04
0,02
0,02
0,02
0,002
0,002
0,07
ПОССу 40-2
0,08
0,2
0,02
0,08
—
ПОССу 35-2
0,08
0,02
ПОССу 30-2
0,08
0,02
ПОССу 25-2
0,08
0,02
ПОССу 18-2
0,08
0,02
ПОССу 15-2
0,08
0,02
ПОССу 10-2
0,08
0,02
ПОССу 8-3
0,1
0,05
ПОССу 5-1
0,08
0,02
ПОССу 4-6
0,1
0,05
ПОССу 4-4
0,1
0,05
Малосурьмянистые
ПОССу 61-0,5
—
0,05
0,20
0,02
0,02
0,02
0,02
0,02
0,02
—
ПОССу 50-0,5
0,05
0,10
0,02
ПОССу 40-0,5
0,05
0,20
0,02
ПОССу 35-0,5
0,05
0,02
ПОССу 30-0,5
0,05
0,02
ПОССу 25-0,5
0,05
0,02
ПОССу 18-0,5
0,05
0,02
Припои для пайки.
Твердые и мягкие припои.
Припои бывают двух видов: твердый и мягкий. У мягкого припоя температура плавления до 400 ºС, а у твердого температура плавления выше 400 ºС.
Какие же отличаются у этих припоев кроме температурных режимов?
По физическому характеру твердые припои ничем не отличаются от мягких. Различия есть по химическому составу, прочности соединения и термоустойчивости.
По прочности соединения мягкие припои уступают твердым. Твердые припои выдерживают более высокие нагрузки чем мягкие. Прочность при растяжении твердых припоев составляет 100-500 МПа, а у мягких – 16-100 МПа. В свою очередь мягкие припои отличаются простотой процесса пайки. Для их разогрева подойдут обычные, удобные паяльники, с температурой плавления от 183 °C, чем не могут похвастаться твердые припои. Из-за своих высоких температур плавления приходится использовать более дорогие и неудобные паяльники. Чем больше содержание олова в мягкой смеси, тем меньше температура плавления припоя.
ПОС 90 — от 183°C до 220°C
ПОС 61 — от 183°C до 190°C
ПОС 40 — от 183°C до 238°C
ПОС 10 — от 268°C до 299°C
К мягким припоям относят:
Сурьмянистые припои (ПОССу) – используют для пайки оцинкованных изделий;
Оловянно-свинцово-кадмиевые (ПОСК) – используют для пайки чувствительных к перегреву деталей;
Оловянно-цинковые (ОЦ) – используют для пайки алюминия:
Бессвинцовые – обладает высокой электропроводностью и используют для пайки радиоэлектронной аппаратуры.
Твердые припои используют для пайки металлорежущих инструментов, систем трубопроводов, работающих под высоким давлением, в автомобилестроении, судостроении, тонкостенных деталей и т.д. Твердые припои играют огромную роль в промышленности. Без них был бы невозможен мелкий ремонт или изготовление различных металлических деталей.
Твердые припои подойдут для пайки медных, латунных, нержавеющих сплавов.
К твердым припоям относят:
Медно-цинковые (ПМЦ) – используются для пайки деталей с высокими внутренними давлениями. Ими паяют медь, латунь, бронзу.
Серебряные (ПСр) – данные припои подойдут для пайки черных и цветных металлов.
Медно-фосфорные (ПМФ) – используют для пайки деталей из меди и ее сплавов. Пайка такими припоями возможна без использования флюсов.
Таблица 3.
Физико-механические свойства припоев.
Маркаприпоя
t, оС
P, г/см3
ρ, Ом мм2/м
λ, ккал/см с град
σ, кгс/мм2
Относительное удлинение, %
КС, кгс/см2
Твердость по Бриннелю
Солидус
Ликвидус
ПОС 90
183
220
7,6
0,120
0,130
4,9
40
4,2
15,4
ПОС 61
183
190
8,5
0,139
0,120
4,3
46
3,9
14,0
ПОС 40
183
238
9,3
0,159
0,100
3,9
52
4,0
12,5
ПОС 10
268
299
10,8
0,200
0,084
3,2
44
3,2
12,5
ПОС 61М
183
192
8,5
0,143
0,117
4,5
40
1,1
14,9
ПОСК 50-18
142
145
8,8
0,133
0,130
4,0
40
4,9
14,0
ПОССу 61-0,5
183
189
8,5
0,140
0,120
4,5
35
3,7
13,5
ПОССу 50-0,5
183
216
8,9
0,149
0,112
3,8
62
4,4
13,2
ПОССу 40-0,5
183
235
9,3
0,169
0,100
4,0
50
4,0
13,0
ПОССу 35-0,5
183
245
9,5
0,172
0,100
3,8
47
3,9
13,3
ПОССу 30-0,5
183
255
8,7
0,179
0,090
3,6
45
3,9
13,2
ПОССу 25-0,5
183
266
10,0
0,182
0,090
3,6
45
3,9
13,6
ПОССу 18-0,5
183
277
10,2
0,198
0,084
3,6
50
3,6
—
ПОСу 95-5
234
240
7,3
0,145
0,110
4,0
46
5,5
18,0
ПОССу 40-2
185
229
9,2
0,172
0,100
4,3
48
2,8
14,2
ПОССу 35-2
185
243
9,4
0,179
0,090
4,0
40
2,6
—
ПОССу 30-2
185
250
9,6
0,182
0,090
4,0
40
2,5
—
ПОССу 25-2
185
260
9,8
0,185
0,090
3,8
35
2,4
—
ПОССу 18-2
186
270
10,1
0,206
0,081
3,6
35
1,9
11,7
ПОССу 15-2
184
275
10,3
0,208
0,080
3,6
35
1,9
12,0
ПОССу 10-2
268
285
10,7
0,208
0,080
3,5
30
1,9
10,8
ПОССу 8-3
240
290
10,5
0,207
0,081
4,0
43
1. 7
12,8
ПОССу 5-1
275
308
11,2
0,200
0,084
3,3
40
2,8
10,7
ПОССу 4-6
244
270
10,7
0,208
0,080
6,5
15
0,8
17,3
t – Температура плавления, оС;
P — Плотность,г/см3;
ρ — Удельное электросопротивлениеОм мм2/м;
λ — Теплопроводность, ккал/см с град;
σ — Временное сопротивление разрыву, кгс/мм2;
КС — Ударная вязкость, кгс/см2.
ЧИТАЙТЕ ТАКЖЕ:
Свинец, свойство металла. Пункт приема свинца.
Мягкие припои виды. Мягкие припои состав.
Припой ПОС61. Купи сегодня. Лучшая цена от продавца. / Auremo
Припой ПОС30 Припой ПОС40 Припой ПОС61
Применение
Применяется для лужения и пайки радиоаппаратуры, печатных плат, прецизионных приборов с высокогерметичными швами, не допускающих перегрева деталей, например, при компаундировании достаточно тонких проводов. Высокое содержание олова в ПОС61 снижает температуру плавления припоя.
Форма выпуска
Проволока диаметром 1-1,4, диаметром 1,5-5, чушка, пруток диаметром 8-15*
Достоинство
t° плавки
Оптимальная t° Магазин
UD.вес (г/см 3 )
Электр.сопр. в мк0м * м
σ дюймов МПа
Солидус 183 °C, Ликвидус 190°C
240°С
8,5
0,139
4,3
Среди всех оловянно-свинцовых припоев марок 61М ПОС, ПОС 61, ПОС 40 обеспечивают повышенный уровень чистоты пайки и предназначены для пайки наиболее ответственных деталей.
Процентный состав ГОСТ 21930-76)
Zn
Сб
Ni
Fe
Медь
Би
Ал
Как
С
Пб
Сн
0,002
0,1
0,02
0,02
0,05
0,2
0,002
0,02
0,02
38,766 — 41
59 — 61
Сравнительная характеристика припоев
Марка ПОС
Поставка
t° плавления
Применение
30
Слитки, проволока Ø 1−4 мм, пруток
183-255°С
Лужение и пайка радиаторов, латуни и листового цинка
40
Слитки, проволока Ø 1−4 мм, пруток
183-238°С
Пайка электрооборудования, деталей из оцинкованного железа, создание герметичных швов.
Поставщик «Ауремо» предлагает купить припои любой марки оптом или в рассрочку. Большой выбор на складе. Соответствие ГОСТу и международным стандартам качества. Всегда в наличии припой ПОС61 цена — оптимальная от поставщика.
Купить по лучшей цене
Поставщик «Ауремо» предлагает купить припои любой марки с доставкой в любой регион Восточной и Центральной Европы. В каталоге предоставлен неограниченный выбор товаров. Опыт нашей компании позволит Вам легко приобрести припой ПОС61, цена лучшая в данном сегменте проката. Качество соответствует ГОСТу и международным стандартам. Подключены опытные менеджеры. Всегда в наличии припой ПОС61, цена зависит от объема заказа и дополнительных условий поставки. Оптовым покупателям — цена льготная. Мы приглашаем вас к партнерству.
Высокое качество с возвратом 100% денег в течение 30 дней;
От оригинальной фабрики OEM, такое же качество по гораздо лучшей цене.
Электрические характеристики
Удар: 490 м/с2
Относительная скромность: 95+-4% при 40℃
Сопротивление изоляции: минимум 5000 МОм (при 25°C)
Диапазон частот: 10–2000 Гц/147 м/с2
Номинальное напряжение: 500 В перем. тока 700 В пост. тока
Механические характеристики
Тип соединения: резьбовое соединение
Завершение: пайка
Долговечность (сопряжение) ≧ 500 циклов
Характеристики окружающей среды
Диапазон температур: от -55°C до +125°C
Материал:
Часть
Материал
Отделка
Корпус
Алюминиевый сплав
Оливково-серый хромат
Центральный контактный штифт
Латунь
Золото
Изолятор
Синтетический каучук
—
Где находится ваша продукция? Они сертифицированы?
Компания Elecbee имеет долгосрочные соглашения о сотрудничестве со многими заводами OEM в Китае, чтобы снизить стоимость промежуточного канала и помочь вам сэкономить деньги. Все наши продукты производятся строго в соответствии с относительными мировыми стандартами, чтобы обеспечить хорошую совместимость продуктов и отличное качество.
Какие формы оплаты вы принимаете?
Наш основной способ оплаты включает Paypal, кредитную карту, банковский перевод и так далее. Вы можете выбрать кого угодно
Когда вы организуете доставку?
После подтверждения получения вашего платежа мы организуем отправку как можно скорее и загрузим номер курьера на веб-сайт для вашего удобства отслеживания.
При нормальных обстоятельствах товар будет отправлен в течение 48 часов, если посылка не может быть отправлена своевременно из-за особых обстоятельств, мы свяжемся с вами заранее и сообщим конкретные причины.
Что такое гриндер для травы и как его использовать
Хочешь получать максимальную отдачу от своей любимой курительной субстанции? Или мечтаешь выглядеть как крутой стоунер и производить неизгладимое впечатление на своих друзей? Тогда тебе просто необходимо иметь в своем арсенале такой волшебный инструмент, как гриндер!
Что же такое гриндер? Это специальное устройство с режущими элементами (зубцами), который используется для измельчения курительной субстанции.
Гриндер, или как его еще называют крешер, является важным аксессуаром для курильщика, так как это один из самых простых способов помола стаффа, его сортировки и получения заветного киффа. Этот агрегат идеально переработает стафф не потеряв ни грамма, а ты не испачкаешь свои руки и не поранишься. В наши дни гриндеры для измельчения могут похвастаться беспрецедентным разнообразием. Они имеют различные габариты и конструктивные особенности, могут изготавливаться из разных материалов и иметь множество дополнительных опций.
Что такое гриндер
Преимущества профессионального прибора перед кустарными подсобными средствами очевидны. Вот лишь некоторые из достоинств гриндера:
Эффективность. Когда курительная субстанция измельчается, она на самом деле становится более эффективной. Это не магия, это наука! С помощью гриндера частицы исходной субстанции становятся одинакового, желаемого размера, а стафф – однородной массой. Это увеличивает площадь поверхности соприкосновения стаффа и курительного девайса и облегчает его сжигание. Сгорание такой субстанции становится более равномерным.
Экономия времени. На перемалывание курительных веществ с помощью гриндера понадобится на порядок меньше времени, чем на аналогичный процесс с приминением подручных режущих инструментов. Это означает, что ты можешь начать свой курительный сеанс гораздо раньше!
Кифф. Ловушка для кифа, в которой собирается вся пыльца, сбитая с курительной субстанции в процессе измельчения – отличное дополнение конструкции гриндера. Она поможет собрать те частицы стаффа, которые при ручном измельчении попросту были бы потеряны. Поэтому, если ты планируешь приобрести свой первый гриндер, мы настоятельно рекомендуем выбрать девайс с отсеком для киффа. Возможно, тебе придется заплатить немного больше, но вознаграждение того стоит!
Легкая транспортировка. Конечно, ты все еще можешь перевозить свой стафф в газетке или пакетике. Но ведь сейчас 21 век! Транспортировка курительных субстанций в гриндере выглядит намного круче. И, кроме того, стафф будет надежно защищен от влаги и посторонних запахов стенками девайса. И так, чего же ты ждешь? Беги (серьезно, беги!) И приобрети себе гриндер, если до сих пор еще не имеешь такого. А когда вернешься мы расскажем тебе, как его использовать!
Читайте также:
Что нужно знать о гриндерах?
Как использовать гриндер для травы
Вот пошаговое руководство по использованию гриндера для травы. Не благодарите!
1) Загрузка курительной субстанции. Сними крышку девайса. Вдави стафф между зубцами или, разделив его на более мелкие куски, помести в рабочую часть гриндера. Старайся не размещать большое количество субстанции в центре агрегата, так как там находится магнитный замок, препятствующий произвольному открыванию гриндера, и измельчение в этой части происходит плохо.
Загрузка курительной субстанции в гриндер
2) Измельчение. Закрой крышку гриндера. Одной рукой удерживай нижнюю часть устройства, а другой рукой вращай крышку. Сначала будет чувствоваться некое сопротивление, поэтому придется приложить немного усилий. Вращай мельницу до тех пор, пока сопротивление не исчезнет.
3) Сбор измельченной субстанции. Открой крышку верхней камеры гриндера. Весь свежемолотый стафф будет находиться в камере сбора под зубцами. Осторожно собери курительную субстанцию, готовую к дальнейшим манипуляциям.
Измельчение курительной субстанции в гриндере
4) Кифф. После того, как процедура помола повторится несколько раз, в самой нижней камере гриндера соберется некоторое количество киффа. Собрать его можно с помощью специальной лопаточки, которая, как правило, поставляется в комплекте с девайсом.
Как собрать киф с помощью лопатки
5) Наслаждайся плодами своего труда.
После нескольких использований ты получишь полное представление о своем гриндере и выяснишь, как правильно его использовать для получения готового продукта необходимой тебе консистенции.
Кстати, в том случае, если тебя перестал удовлетворять твой гриндер крешер, – у нас всегда найдется лучший вариант! Мы поможем подобрать девайс на любой вкус и кошелёк. Например, ручной гриндер из четырех частей «Rainbow ХХL» не оставит равнодушным даже самого избалованного пользователя.
Читайте также:
Гриндеры для измельчения стаффа
Гриндер из четырех частей «Rainbow ХХL
Как использовать гриндер для табака
Гриндеры для табака в различных вариациях уже давно используются серьезными людьми, которые курят трубку. Изначально крешеры предназначались именно для трубочного табака. Однако, приверженцы растакультуры осознав всю пользу сего чудесного аксессуара моментально взяли его в оборот.
Гриндер для измельчения табака позволяет значительно сократить количество табачной смеси, необходимой для полноценного курительного сеанса. А прогрев измельченного табака происходит более равномерно. В общем, преимуществ множество! Это означает что нужно хорошенько разобраться в разновидностях и технологиях данного устройства.
Производством этих замечательных аксессуаров занимаются практически все именитые в раста-теме бренды. А именно Black Leaf, Blaze Glass, Grace Glass, V syndicate и другие. Крешеры изготавливаются из металла, камня, дерева, акрила, пластика. Если создать некий рейтинг функциональности и работоспособности девайсов для измельчения стаффа, то первое место в нём займёт алюминиевый гриндер. С обязанностями металлические модели справляются на отлично, к тому же они фактически не убиваемы. Следующее место в рейтинге занимают устройства сделанные из пластика, и только потом идут деревянные экземпляры.
Лучшие производители гриндеров
В зависимости от вида режущего элемента существуют гриндеры с ромбовидными лезвиями, пирамидовидными и лезвиями-гвоздиками. Гриндеры с ромбовидными зубьями справляются с задачей измельчения лучше всего. Далее идут пирамидовидные, и наименее эффективными считаются гвоздики.
Согласно особенностям конструкции гриндеры бывают простыми и сложными. Простой девайс имеет один отсек, в котором располагаются режущие зубья и в него же закладывается табак. Сложная конструкция – это несколько отсеков (от 2 до 6), в которых растительная субстанция поддаётся разным манипуляциям: измельчению, просеиванию, превращению в пыль.
Существуют гриндеры, которые совмещает в себе несколько полезных опций. Например, гриндер многосекционный «The Dreamer» — это настоящая мини-фабрика, которая произведет помол, сортировку стаффа и поможет загрузить измельченную курительную смесь в устройство для курения или папиросную бумагу.
Гриндер многосекционный «The Dreamer»
Наличие бокса для хранения в гриндере является очень удобной опцией. Тебе не нужно будет думать, куда пересыпать переработанную субстанцию, если планируешь воспользоваться ею позже. Еще одним нужным и полезным дополнением является магнитный замок, который надежно соединит части гриндера и предотвратит рассыпание стаффа. А для тех, кто хочет всецело контролировать процесс и следить за его течением рекомендуем выбрать устройство с прозрачной верхней крышкой.
Особой оригинальностью отличаются гриндеры с ручкой для вращения. Секций в нем может быть различное количество, а вот помол происходит не путем прокручивания крышки, а путем вращения небольшой ручки. Под крышкой такого гриндера — зубья и небольшие лопасти, которые участвуют в помоле субстанции. Это очень удобный в эксплуатации девайс!
Отдельного внимания заслуживают гриндеры-карты. Это приспособления для измельчения стаффа, выполненные в виде стандартной кредитной карты. Такие аксессуары мобильны и компактны, их можно положить и в сумку, и в карман, и в картхолдер. Гриндер-карта всегда будет у вас под рукой! Она без труда справится с измельчением как твердых, так и мягких материалов. Материалом изготовления гриндер-карт является высококачественная медицинская сталь. Наиболее популярными и качественными считаются гриндер-карты от американского бренда V syndicate, они не только максимально функциональны, но и имеют оригинальный дизайн.
Гриндер карта V-Syndicate
Инновацией на рынке также стали электронные гриндеры для табака. Они идеальны для тех, кто идет в ногу с техническим прогрессом. Действительно, зачем вращать руками, если за вас всю работу может сделать моторчик. Главное подобрать девайс помощнее, с хорошей формой ножей и сильным моторчиком! Широкий ассортимент измельчителей дает возможность приобрести интересный и полезный девайс для всех любителей табака!
Электронные гриндеры для табака
Как правильно чистить гриндер?
Однажды, после длительного использования, твой гриндер станет липким от смол и загрязнений. А загрязненная в местах соединения отсеков резьба затруднит (или сделает невозможным) откручивание. Избежать такие неприятные моменты поможет постоянное поддержание аксессуара в чистоте. Вот несколько советов как чистить гриндер, чтобы твое устройство работало четко и качественно.
Протрите липкие части измельчителя изопропиловым спиртом и солью. Это метод очистки трубок и бонгов, но и с гриндерами он работает так же хорошо.
Используйте маленькую щеточку (например, кисть с жесткой щетиной или зубную щетку), чтобы очистить остатки стафа с сетки и поверхности гриндера.
Если смол накопилось очень много, то имеет смысл подержать гриндер в морозилке. Под воздействием низких температур смолы затвердеют и станут легче очищатся.
Но все же самую качественную очистку гриндера может провести только специальное моющее средство. Например, очиститель для гриндеров «Чистая мельница» или «Bio Grinder Cleaner». Благодаря натуральному составу их можно использовать для металлических девайсов, а также для изделий из дерева, стекла и пластика. Такие средства помогут очистить зубья, устранить неприятный запах, убрать со стенок прилипшую грязь, прочистят засорившуюся сетку и т.д.
Средство для очистки гриндера «Bio Grinder Cleaner»
Постоянная забота о чистоте девайса, поможет сохранить гриндер в состоянии всегда готовом к помолу, как в первый раз после покупки!
Как измельчить траву без гриндера?
А эта теоретическая часть для любителей заморачиваться и тех, кого не убедили наши доводы. Мы собрали специально для вас лайфхаки, как измельчить траву без гриндера. Нож и разделочная доска. Это один из самых простых методов. Просто положите стафф на разделочную доску и измельчайте его до тех пор, пока вы не получите необходимую консистенцию. В идеале нужно использовать лезвие без зазубрин, тем не менее, почти любой нож подойдет, если у него острое лезвие. В нашем расташопе ты можешь приобрести специальные изогнутые ножи в комплекте с доской, предназначенный исключительно для измельчения курительных материалов. Например, нож «Камикадзе» или «Дамаск».
Нож изогнутый «Камикадзе»
Гриндер-карта. Возьмите емкость, в которую будете собирать стафф и подготовьте гриндер-карту. Процесс измельчения с ее помощью может занять некоторое время, но ты получишь хороший результат. Гриндер-карта с меньшими отверстиями обеспечит лучший помол.
Кофемолка и блендер. Они могут стать отличной заменой гриндеру, так как тоже измельчают! Просто помести свои травы в чашу устройства и размельчи их до того состояния, которое необходимо.
Ножницы. Хоть этот процесс и длителен, но результативен. И, если под рукой нет гриндера, то тоже имеет место быть. Просто возьмите субстанцию и начните аккуратно ее измельчать. Повторяйте этот процесс, пока стафф не будет достаточно измельчен.
Откровенно говоря, ты можешь использовать для измельчения своих веществ абсолютно любые приспособления: ножи, лезвия или ножницы, рвать и мять их руками, не зная или считая совершенно бесполезным такой девайс, как гриндер. Но, однажды попробовав этот удивительный инструмент, ты больше не сможешь отказаться от его использования.
Гриндер навсегда избавит тебя от долгого процесса помола стаффа вручную, позволив потратить сэкономленное время и силы на более важные и приятные вещи. С ним ты будешь уверен, что твой курительный агрегат в любой момент может быть наполнен курительной субстанцией идеальной консистенции!
Резюмируя все вышеизложенное, можно стопроцентно утверждать, что гриндер — вещь не просто полезная, а необходимая для любого уважающего себя курильщика, который сталкивается с измельчением растительного курительного материала! А вот какой из представленных вариантов выбрать для использования – дело за тобой!
Автор статьи:
Елена Севрюкова
Еще статьи по теме:
Что нужно знать о гриндерах?
Гриндеры для измельчения стаффа
Лучшие гриндеры в 2019 году
Гриндер: Ленточно-шлифовальный станок / Хабр
В последнее время в сети Интернет появилось достаточно много самодельных конструкций ленточно-шлифовальных станков, называемых в простонародье «гриндер». Вот и я решил не отклоняться от тенденции и сделать себе в мастерскую подобный станок. После изготовления этого станка он превзошел все мои ожидания.
Про превзошедшие ожидания, конечно, громко сказано, но получившийся станок действительно показал хорошие результаты, хоть и сравнить особо было не с чем, разве что с теми, которые самоделки показывали на YouTube.
Сам по себе станок довольно универсальный и может обрабатывать различные материалы (дерево, пластик, металл) с очень хорошей скоростью и поверхностной чистотой.
В основе станка лежит шлифовальная лента, в моем случае она имеет размеры 50х900-1300 мм. Лента приводится в движение через шкив диаметром 128мм, установленный на вал асинхронного двигателя мощностью 1,1 кВт и максимальной частотой вращения 2980 об/мин. Исходя из этих данных можно рассчитать максимальную линейную скорость движения ленты, которая составит 1200 м/мин. Она ограничивается при помощи частотного преобразователя, подключенного к двигателю.
Конструкция
Конструкция станка довольно простая, и при этом очень жесткая за счет своей массивности, так как в ее основу заложен лист толщиной 12 мм. Из него выполнено основание под асинхронный двигатель, к фланцу которого в свою очередь прикручена плита, образующая несущую раму всего станка. Чтобы хоть немного разгрузить фланец электродвигателя, основание и несущая рама связаны друг с другом через деталь — направляющую штанги. Далее в нее вставляется сама штанга, на один из концов которой крепится пластина, несущая на себе деталь в виде «полумесяца», а также направляющую для механизма установки рабочего столика. На концах «полумесяца» имеются два ролика, а через центр проходит ось, позволяющая поворачивать эту сборочную единицу под разными углами. Еще в состав сборочной единицы – «полумесяца», входит направляющий упор для шлифовальной ленты.
На несущей раме через ось закреплен рычаг с роликом для центрирования шлифовальной ленты. Этот рычаг так же играет роль натяжителя, в виду того, что между ним и рамой установлен газлифт.
Рабочие поверхности ведущего шкива и натяжного ролика имеют полукруглый усеченный профиль для лучшего удержания ленты на их поверхности.
Механизм крепления рабочего столика имеет несколько степеней свободы, это делает его позиционирование очень удобным для последующей работы.
Изготовление и сборка
Проектирование этого станка продолжалось довольно долгое время. Все как я люблю – смоделировал в CAD программе, и раскидал деталировку с чертежами. Механической обработки получилось много, ее отдал другу – он занимается металлообработкой. Кроме токарных и фрезерных работ, требовалось изготовить еще ряд деталей из листового железа. Как вы уже, наверное, догадались, эти детали заказал на лазерной резке. В итоге, через некоторое время у меня в мастерской появился увесистый ящик с железом. И тут я смекнул: — «Если толком ничего не заработает, то при нынешних ценах на металл, сдам все в чермет и выйду в нули» (шутка конечно). Некоторые детали дорабатывал сам: сверлил отверстия, нарезал резьбы, сваривал, даже немного фрезеровал на своем СФ – 16 (но это отдельная история, так как опыта и знаний маловато). В общем, всю слесарную работу делал сам. Двигатель был куплен заранее.
Началась сборка. Так как все было сделано по чертежам, то в целом собиралось хорошо — кайфанул. Но и без проблемных мест не обошлось, я все же человек, а людям, как известно, свойственно ошибаться. В паре деталях ошибся с размерами, в моделях, конечно, сразу все поправил, а вот с железом пришлось немного потрудиться, но и с ним все решилось.
После предварительной сборки и пробного пуска, последовала разборка и покраска. Красить сам не стал, отдал «специалистам», все детали были отпескоструены и разделены на те, которые надо покрасить и на те, которые надо покрыть хим. оксидом. Покрасил уже традиционно в синий глянец, полимерной порошковой краской.
Работа и настройка
Так как у меня имелся частотный преобразователь на 1,5 кВт, то настройка упростилась. Вся настройка сводится к тому, чтобы при раскручивании ленты она не слетала с роликов и находилась всегда в одном и том же положении при прикладывании к ленте обрабатываемой детали.
Для того чтобы ленту отцентровать, запустил вращение на малых оборотах и установочным винтом отрегулировал положение натяжного ролика. Далее постепенно увеличивал скорость вращения, чтобы убедиться, что лента отцентрована во всем диапазоне скоростей.
Приступил к испытаниям. После прикладывания обрабатываемой детали к ленте, она начала смещаться в сторону. Отрегулировал положение направляющего упора между двумя роликами, расположенными на детали в виде «полумесяца». Ролики и направляющий упор должны находиться в одной плоскости, для этого даже пришлось отфрезеровать упор в угол, так как после сварки его немного повело.
На этом основная настройка закончена, и можно приступать к работе. Тут многое зависит от обрабатываемого материала и требуемой шероховатости, которую необходимо получить, а, следовательно, для этого надо подбирать зернистость ленты и скорость ее вращения.
Работать на этом станке еще только предстоит учиться, но уже кое-какой опыт получен.
Выводы и рекомендации
В ходе эксплуатации также обнаружился пока один, но довольно весомый недостаток конструкции: не хватает мощности. Решения два: поставить мотор мощнее или уменьшить диаметр ведущего шкива. Второй вариант пока более предпочтителен, но с диаметром еще не определился.
Возможно, в будущем переделаю немного основание для того чтобы была возможность поворачивать рабочую часть в горизонтальное положение. А в остальном пока все устраивает. Вариантов доработки конечно много, это и магнитный столик на каретке для шлифовки плоскости и всевозможные приспособы для удержания заготовок, установка дополнительных роликов и колёс различного диаметра и т.д.
Вопрос цены
Гриндер получился не из бюджетной категории. Подобного по качеству изготовления из того, что продается в Интернет-магазинах, я не видел. Местами можно конструкцию немного облегчить и тем самым удешевить, но не вижу особого смысла, так как станок изначально делался для себя. То, что продается в основном слеплено из листа заниженной толщины, нарезанного чпу лазером, все рассчитано на низкую себестоимость. Но самое главное то, что все они работоспособные и не важно, сколько металла в них заложено.
Что такое шлифовальный станок и для чего он нужен?
Что такое гриндер для марихуаны и для чего он нужен? Это может показаться глупым вопросом, но некоторые люди на самом деле не знают, что такое гриндер. Многие люди, читающие это, вероятно, знают, кто они, хотя у них много разных имен по всему миру.
Измельчители — это предметы, которые используются для измельчения травы в вещество, похожее на силу, что облегчает ее скатывание в суставы. Базовые модели состоят из двух половинок с металлическими шипами или «зубцами», но они могут быть изготовлены из разных материалов из-за большого количества доступных моделей. Эти зубья переплетаются и проходят мимо друг друга, когда вы поворачиваете обе стороны измельчителя друг против друга, , который, в свою очередь, измельчает сорняки внутри, облегчая скатывание в суставы.
Чтобы скрутить косяк, вам придется разрезать шишку, а иногда шишки могут быть твердыми и смолистыми; Вы всегда можете использовать свои руки или ножницы, но если травка твердая и смолистая, это может занять очень много времени, и у вас останутся очень липкие пальцы. шлифовальные машины просты в использовании, их использование занимает считанные секунды, , и вы даже можете получить модели со вторым отсеком для хранения смолы, которая падает с сорняков, что делает его идеальным для тех, кто любит экстракции.
Когда вы измельчаете шишки в кофемолке, они получаются красивыми и ровными, без больших кусков в середине, которые могут испортить косяк. Если вы попробуете скрутить косяк с травкой, которую разорвали руками, и травкой, измельченной в кофемолке, вы заметите, что косяк, приготовленный с помощью мясорубки, имеет более приятный вкус, а травка более равномерно распределяется, делая дым более приятным. Тот, который был отделен вручную, будет содержать большие количества сорняков здесь и там, а некоторые части даже не будут содержать сорняков. Если вы курите чистые косяки, вы заметите, что ваша травка хранится намного дольше, если ее измельчить с помощью кофемолки .
Каждый день на рынке кофемолок появляются новые товары; Первые шлифовальные машины представляли собой два куска дерева с застрявшими в них гвоздями. В настоящее время вы можете купить электрические шлифовальные машины , которые работают , просто нажав кнопку, и они распыляют сорняки для вас , так что вам не нужно находить общий язык Таблица.
Здесь, в GB, вы можете найти широкий ассортимент старых и новых кофемолок , в зависимости от того, что вам больше всего подходит!
Переводчик: Сиара Мерфи
Нажмите, чтобы оценить этот пост!
[Всего: 2 Среднее: 3,5]
Эрик Колладо
Обладая более чем 10-летним опытом работы в секторе каннабиса, его опыт и знания являются основой успеха GB The Green Brand
Только точные совпадения
Только точные совпадения
Поиск по заголовку
Поиск по заголовку
Поиск по содержанию
Поиск по содержимому
Поиск по выписке
Скрытый
Скрытый
Информационный бюллетень
Подпишитесь на лучшие предложения, вы будете получать новости, акции, советы и многое другое.
Этот веб-сайт использует файлы cookie для улучшения вашего опыта. Мы предполагаем, что вы согласны с этим, но вы можете отказаться, если хотите. ПРИНЯТЬ Подробнее
Grinder Определение и значение | Dictionary.com
Лучшие определения
Викторина
Похожие материалы
Примеры
Британский
Показывает уровень сложности слова.
[ grahyn-der ]
/ ˈgraɪn dər /
Сохранить это слово!
См. синонимы: шлифовщик / шлифовщики на сайте Thesaurus.com
Показывает уровень оценки в зависимости от сложности слова.
существительное
человек или предмет, который перемалывает.
Кухонное устройство или приспособление для измельчения пищи.
Точилка для инструментов.
коренной зуб.
В основном Новая Англия и внутренний Север. бутерброд с героем.
шлифовальные машины, Неформ. зубы.
ВИКТОРИНА
Сыграем ли мы «ДОЛЖЕН» ПРОТИВ. «ДОЛЖЕН» ВЫЗОВ?
Следует ли вам пройти этот тест на «должен» или «должен»? Это должно оказаться быстрым вызовом!
Вопрос 1 из 6
Какая форма обычно используется с другими глаголами для выражения намерения?
Баристы и любители кофе соглашаются, что один из ключей к идеальной чашке джо — это использование свежих, равномерно помолотых зерен, а чтобы получить их, вам нужна лучшая кофемолка.
Лучшая кофемолка: начните утро с чашечки лучшего кофе|Карла Сосенко|26 августа 2021 г.|Popular-Science
Циркулярные пилы и угловые шлифовальные машины могут быть громоздкими, и их трудно спрятать в ящике для мусора.
Лучшие комбинированные наборы инструментов: возьмитесь за любой проект с этими наборами электроинструментов|Флори Корани|14 августа 2021 г.|Популярная наука
Если вам нужна дробилка для гравия, следуйте по Готье-Трейс-роуд от государственного парка Бастроп, затем поверните на Антиох-роуд в сторону города Пейдж.
Лучшая езда в Техасе для любого велосипедиста|elessard|27 июля 2021 г.|Outside Online
Этот инструмент может изменить правила игры, но покупка небольшого воздушного компрессора, который слишком слаб для вашей угловой шлифовальной машины или краски распылитель вызовет больше раздражения, чем восторга.
Лучший воздушный компрессор: простой и незаменимый инструмент для домашнего магазина или гаража|Ирена Коллаку|7 июля 2021 г. |Популярная наука
Поскольку ее колледж был закрыт, Дьяр обратилась к отставному сборщику полезных ископаемых, у которого в подвале были специальные пилы и шлифовальные машины, чтобы выполнить эту работу.
Эти ученые десятилетиями убеждали НАСА вернуться на Венеру. Теперь у них успешная полоса.|Коринн Иоззио|29 июня 2021|Популярная наука
Самая большая афера: Вашингтон — безжалостная мясорубка места, которое заканчивает столько же политических карьер, сколько и начинает.
С Джулианом Кастро, вступившим во владение HUD, создается новая политическая династия|Рубен Наварретт-младший|23 мая 2014 г.|DAILY BEAST
Элизабет становится школьницей, Марианна — тусовщицей, а Говард — хулиганом.
«Моби Дик» из мемуаров: «Хроника Ривер Бенд»|Том Леклер|2 июня 2013 г.|DAILY BEAST
И, конечно же, если у вас есть артрит или другие мясорубка, это огромная помощь.
Путеводитель по подаркам на праздничную кухню 2012|Меган МакАрдл|13 декабря 2012 г. |DAILY BEAST
Даже если у вас есть мельница с жерновами, они отлично подходят для измельчения специй.
Путеводитель по подаркам на праздничную кухню 2012|Меган МакАрдл|13 декабря 2012|DAILY BEAST
Я не рекомендую мясорубку, которую мы пробовали, с ужасным, ужасным эффектом.
Путеводитель по подаркам на праздничную кухню 2012|Меган МакАрдл|13 декабря 2012|DAILY BEAST
— Это акцент шарманщика, ладно, — сказал Гатти еле слышным голосом.
Детектив в капюшоне, том III № 2, январь 1942 г.|Разное
Далекий визг дробилки был приглушенным и не неприятным.
Прихожане|Деймон Фрэнсис Найт
Измельчитель оставил эту бумагу своей матери, и она писала ему письма с нее.
Старые идиллии Лихта|Дж. М. Барри
Ганс некоторое время стоял, наблюдая, и наконец сказал: «Должно быть, вы богаты, мастер-шлифовщик!
Сказки братьев Гримм|Братья Гримм
Могу сказать, что я делаю хорошие успехи; но трудность достаточно велика, чтобы отбить охоту к такой работе у любого, кроме настоящего «шлифовальщика».



 Часто они гарантируют работоспособность аппарата на протяжении длительного времени, при этом осуществляя беспроблемное гарантийное и послегарантийное обслуживания.
Часто они гарантируют работоспособность аппарата на протяжении длительного времени, при этом осуществляя беспроблемное гарантийное и послегарантийное обслуживания. Выпускает продукцию бытового, полупрофессионального и профессионального назначения. Модели, выпускаемые под именем Gys, характеризуются, по мнению пользователей, продолжительным периодом эксплуатации. Инверторные устройства, произведённые во Франции, используют в работе все новаторства в области сварочных работ. Это позволяет французам оставаться одними из самых высокотехнологичных производителей оборудования.
Выпускает продукцию бытового, полупрофессионального и профессионального назначения. Модели, выпускаемые под именем Gys, характеризуются, по мнению пользователей, продолжительным периодом эксплуатации. Инверторные устройства, произведённые во Франции, используют в работе все новаторства в области сварочных работ. Это позволяет французам оставаться одними из самых высокотехнологичных производителей оборудования.
 К лидерам относят: Sturm, Gerrard. Далеко не все китайские компании, выпускающие инверторы, производят низкого качества продукцию.
К лидерам относят: Sturm, Gerrard. Далеко не все китайские компании, выпускающие инверторы, производят низкого качества продукцию. Такие устройства более адаптированы к совместному использованию с отечественными линиями электропередач, например, при низких напряжениях. При этом сервисный ремонт практически не вызывает трудностей.
Такие устройства более адаптированы к совместному использованию с отечественными линиями электропередач, например, при низких напряжениях. При этом сервисный ремонт практически не вызывает трудностей. Имеет надёжный протяжный механизм, схема управления идеально подстраивается под входное напряжение. Недостаток в немного завышенной цене.
Имеет надёжный протяжный механизм, схема управления идеально подстраивается под входное напряжение. Недостаток в немного завышенной цене. Имеет надёжный протяжный механизм, схема управления идеально подстраивается под входное напряжение. Недостаток в немного завышенной цене.
Имеет надёжный протяжный механизм, схема управления идеально подстраивается под входное напряжение. Недостаток в немного завышенной цене. С таким аппаратом справиться с любым видом сварки сможет даже начинающий сварщик из-за наличия следующих функций: антизалипание и форсаж ведения дуги. К недостаткам можно отнести длительность работы без перерыва, связанным с низким КПД, составляющим 40 процентов.
С таким аппаратом справиться с любым видом сварки сможет даже начинающий сварщик из-за наличия следующих функций: антизалипание и форсаж ведения дуги. К недостаткам можно отнести длительность работы без перерыва, связанным с низким КПД, составляющим 40 процентов. КПД достигает 70 процентов. Корпус выполнен полностью из металла. Отличное соотношение цены и качества. Из недостатков выделяют слишком лёгкое вращение рукоятки регулировки силы тока и слабо выполненную систему вентиляции.
КПД достигает 70 процентов. Корпус выполнен полностью из металла. Отличное соотношение цены и качества. Из недостатков выделяют слишком лёгкое вращение рукоятки регулировки силы тока и слабо выполненную систему вентиляции.





 Он эффективно выполняет свою работу даже при пониженном напряжении.
Он эффективно выполняет свою работу даже при пониженном напряжении. Ручная дуговая сварка покрытым электродом способна соединить не только чистые металлы, но и сплавы. Увеличенная мощность этого прибора способствует образованию более стабильной дуги без разрывов.
Ручная дуговая сварка покрытым электродом способна соединить не только чистые металлы, но и сплавы. Увеличенная мощность этого прибора способствует образованию более стабильной дуги без разрывов. Она хорошо выдерживает перепады напряжения и поддерживает стабильную работу при пониженном. Для точной настройки здесь есть информативный дисплей, а также специальный регулятор. Электроды долго не портятся, так как здесь активно используется система антиприлипание. Горячий старт обеспечивает мгновенный поджиг дуги. Расход энергии минимальный, что является одним из преимуществ такого прибора.
Она хорошо выдерживает перепады напряжения и поддерживает стабильную работу при пониженном. Для точной настройки здесь есть информативный дисплей, а также специальный регулятор. Электроды долго не портятся, так как здесь активно используется система антиприлипание. Горячий старт обеспечивает мгновенный поджиг дуги. Расход энергии минимальный, что является одним из преимуществ такого прибора. Он максимально адаптирован к скачкам напряжения и защищён от перегрузки и перегрева. Помимо этого, сзади расположена специальная система охлаждения. Она состоит из нескольких радиаторов и вентилятора. В зависимости от металла и диаметра электрода можно регулировать пиковый ток. Для этого на блоке управления расположен специальный регулятор. С помощью ручной дуговой сварки можно выполнить ряд задач по соединению металлов разной толщины или разного состава.
Он максимально адаптирован к скачкам напряжения и защищён от перегрузки и перегрева. Помимо этого, сзади расположена специальная система охлаждения. Она состоит из нескольких радиаторов и вентилятора. В зависимости от металла и диаметра электрода можно регулировать пиковый ток. Для этого на блоке управления расположен специальный регулятор. С помощью ручной дуговой сварки можно выполнить ряд задач по соединению металлов разной толщины или разного состава. 60 — 5 мм
60 — 5 мм А с практикой сварка может даже стать прибыльной подработкой.
А с практикой сварка может даже стать прибыльной подработкой. В этих категориях есть огромный, а иногда и сбивающий с толку выбор с точки зрения спецификаций, производительности и цены. При рассмотрении вопроса о том, какой сварочный аппарат лучше всего подходит для ваших нужд, вам следует внимательно изучить следующие ключевые особенности.
В этих категориях есть огромный, а иногда и сбивающий с толку выбор с точки зрения спецификаций, производительности и цены. При рассмотрении вопроса о том, какой сварочный аппарат лучше всего подходит для ваших нужд, вам следует внимательно изучить следующие ключевые особенности. Сварочные аппараты MIG и TIG подают газ из отдельного баллона. К сожалению, это делает их непрактичными на открытом воздухе, так как любой ветер разрушает экран.
Сварочные аппараты MIG и TIG подают газ из отдельного баллона. К сожалению, это делает их непрактичными на открытом воздухе, так как любой ветер разрушает экран.
 Некоторые из них являются переключаемыми, что дает большую универсальность, хотя полная производительность обычно недоступна при настройке 110 В.
Некоторые из них являются переключаемыми, что дает большую универсальность, хотя полная производительность обычно недоступна при настройке 110 В. Углекислый газ популярен для сварки MIG и часто лучше всего подходит для начинающих. Сварщики TIG часто используют аргон. Кислород, гелий и азот также могут быть добавлены. Химический состав может повлиять на сварной шов. Углекислый газ, например, относительно дешев и обеспечивает хорошее проникновение. Аргон может улучшить внешний вид сварного шва и часто смешивается с углекислым газом. Энтузиасты сварки могут захотеть поэкспериментировать с несколькими различными смесями, чтобы лучше понять их свойства.
Углекислый газ популярен для сварки MIG и часто лучше всего подходит для начинающих. Сварщики TIG часто используют аргон. Кислород, гелий и азот также могут быть добавлены. Химический состав может повлиять на сварной шов. Углекислый газ, например, относительно дешев и обеспечивает хорошее проникновение. Аргон может улучшить внешний вид сварного шва и часто смешивается с углекислым газом. Энтузиасты сварки могут захотеть поэкспериментировать с несколькими различными смесями, чтобы лучше понять их свойства. Для сварки стержнем, как и для сварки MIG, требуется только одна рука, но жесткий стержень означает, что рукоятка находится дальше от сварного шва. Точно расположить его непросто, и это может привести к неаккуратным сварным швам при обучении.
Для сварки стержнем, как и для сварки MIG, требуется только одна рука, но жесткий стержень означает, что рукоятка находится дальше от сварного шва. Точно расположить его непросто, и это может привести к неаккуратным сварным швам при обучении.
 Он может работать от сети 110 или 220 вольт. В комплект входят горелки MIG и TIG, а также газовый регулятор MIG (хотя версия TIG является дополнительной). Прочный блок также имеет двойной цифровой дисплей для удобства.
Он может работать от сети 110 или 220 вольт. В комплект входят горелки MIG и TIG, а также газовый регулятор MIG (хотя версия TIG является дополнительной). Прочный блок также имеет двойной цифровой дисплей для удобства.
 com
com Приобретение дополнительной ножной педали (не входит в комплект) может помочь обеспечить больший контроль.
Приобретение дополнительной ножной педали (не входит в комплект) может помочь обеспечить больший контроль. цена. Все наши лучшие модели имеют впечатляющие номинальные значения силы тока для обеспечения первоклассных сварочных работ. Мы позаботились о том, чтобы включить несколько вариантов, которые поставляются с несколькими аксессуарами, такими как зажимы, адаптеры питания, шланги, расходомеры, контактные наконечники и ножные педали.
цена. Все наши лучшие модели имеют впечатляющие номинальные значения силы тока для обеспечения первоклассных сварочных работ. Мы позаботились о том, чтобы включить несколько вариантов, которые поставляются с несколькими аксессуарами, такими как зажимы, адаптеры питания, шланги, расходомеры, контактные наконечники и ножные педали. Пайка использует более низкие температуры и мягкий металл — обычно бронзу или латунь — в качестве расплавленного наполнителя, почти как клей. Он часто используется для таких материалов, как титан, которые трудно сваривать. Пайка использует сплавы с низкой температурой плавления, обычно в качестве постоянного крепления для электрических соединений.
Пайка использует более низкие температуры и мягкий металл — обычно бронзу или латунь — в качестве расплавленного наполнителя, почти как клей. Он часто используется для таких материалов, как титан, которые трудно сваривать. Пайка использует сплавы с низкой температурой плавления, обычно в качестве постоянного крепления для электрических соединений. Операторы могут отказаться от более мощного сварочного аппарата, но модель с недостаточной мощностью приведет к получению некачественных сварных швов.
Операторы могут отказаться от более мощного сварочного аппарата, но модель с недостаточной мощностью приведет к получению некачественных сварных швов. Никогда не сваривайте без него. Защитные очки отлично подходят для многих работ в мастерской, но их недостаточно для сварки. Вам также понадобится сварочный фартук и подходящие сварочные перчатки.
Никогда не сваривайте без него. Защитные очки отлично подходят для многих работ в мастерской, но их недостаточно для сварки. Вам также понадобится сварочный фартук и подходящие сварочные перчатки. В этой статье мы собираемся исследовать, стоит ли это каждой копейки.
В этой статье мы собираемся исследовать, стоит ли это каждой копейки. Все внешние воздействия, которым могут подвергаться эти продукты, моделируются в лаборатории, включая тепло, холод, влажность и удары.
Все внешние воздействия, которым могут подвергаться эти продукты, моделируются в лаборатории, включая тепло, холод, влажность и удары.



 Цена
Цена 0015 12.1 pounds
0015 12.1 pounds
 Как видите, припой проводит ток в десять раз хуже, чем медь или алюминий.
Как видите, припой проводит ток в десять раз хуже, чем медь или алюминий. Если не удалить остатки канифоли после пайки то происходит окисление места пайки. Многие этого не знают и считают, что канифоль для металла безвредна. Кроме того, впитывая воду из атмосферы, канифоль увеличивает свою проводимость и может нарушать работу электронных устройств, особенно высоковольтных их цепей.
Если не удалить остатки канифоли после пайки то происходит окисление места пайки. Многие этого не знают и считают, что канифоль для металла безвредна. Кроме того, впитывая воду из атмосферы, канифоль увеличивает свою проводимость и может нарушать работу электронных устройств, особенно высоковольтных их цепей.
 Очень удобна для этих целей бутылочка от маникюрного лака. Всегда и кисточка под рукой, которой удобно наносить флюс на место пайки. Такую бутылочку практически в любом доме можно найти. Еще ее достоинство, кисточка и закрутка не растворяются спиртом и растворителем. Перед наполнением флюсом обязательно нужно тщательно вымыть бутылочку и кисточку от лака. Если лак сильно застыл, то налить ацетона и оставить. Через время лак растворится.
Очень удобна для этих целей бутылочка от маникюрного лака. Всегда и кисточка под рукой, которой удобно наносить флюс на место пайки. Такую бутылочку практически в любом доме можно найти. Еще ее достоинство, кисточка и закрутка не растворяются спиртом и растворителем. Перед наполнением флюсом обязательно нужно тщательно вымыть бутылочку и кисточку от лака. Если лак сильно застыл, то налить ацетона и оставить. Через время лак растворится. С помощью его, можно без предварительной подготовки, залудить медные и стальные поверхности. На основе аспирина легко готовится и жидкий флюс для пайки паяльником, достаточно таблетку растворить в небольшом количестве спирта, ацетона или воды.
С помощью его, можно без предварительной подготовки, залудить медные и стальные поверхности. На основе аспирина легко готовится и жидкий флюс для пайки паяльником, достаточно таблетку растворить в небольшом количестве спирта, ацетона или воды. Хранить пасту нужно в герметичной упаковке. Срок хранения пасты не более полгода, так как опилки припоя со временем окисляются.
Хранить пасту нужно в герметичной упаковке. Срок хранения пасты не более полгода, так как опилки припоя со временем окисляются.
 Чаще всего это флюсы в виде пасты, которая наносится на заранее подготовленное место пайки: хорошо очищенное от окислов и загрязнений.
Чаще всего это флюсы в виде пасты, которая наносится на заранее подготовленное место пайки: хорошо очищенное от окислов и загрязнений. К безотмывочным флюсам относятся флюсы: BAKU RMA-225-LO, KINGBO RMA-218, AMTECH NC-559-ASM.
К безотмывочным флюсам относятся флюсы: BAKU RMA-225-LO, KINGBO RMA-218, AMTECH NC-559-ASM. Это скорее чистящее средство, которое помогает удалить оксиды и загрязнения с поверхностей. В целом, это помогает эффективно спаять соединения, очищая поверхность.
Это скорее чистящее средство, которое помогает удалить оксиды и загрязнения с поверхностей. В целом, это помогает эффективно спаять соединения, очищая поверхность.
 Итак, начнем: —
Итак, начнем: — Этот тип потока использовался в прошлом, но теперь вы должны избегать его, если это возможно.
Этот тип потока использовался в прошлом, но теперь вы должны избегать его, если это возможно. Однако, если вы используете растворитель, то можете забыть о его минусе. В целом, канифоль является отличным и многоразовым типом флюса.
Однако, если вы используете растворитель, то можете забыть о его минусе. В целом, канифоль является отличным и многоразовым типом флюса. Кроме того, есть определенные факторы, которые вы можете рассмотреть, прежде чем принимать решение. Вот факторы, которые вы можете учитывать: –
Кроме того, есть определенные факторы, которые вы можете рассмотреть, прежде чем принимать решение. Вот факторы, которые вы можете учитывать: – Поэтому перед выбором типа флюса обязательно определите цель пайки. Таким образом, вы, несомненно, найдете правильный вид флюса без каких-либо осложнений.
Поэтому перед выбором типа флюса обязательно определите цель пайки. Таким образом, вы, несомненно, найдете правильный вид флюса без каких-либо осложнений. Нет ни одного. Выбор флюса зависит от нескольких факторов, связанных с типом работы, ее масштабом и личностью мастера.
Нет ни одного. Выбор флюса зависит от нескольких факторов, связанных с типом работы, ее масштабом и личностью мастера. 01
01
 В эту категорию входят желтые или зеленоватые жидкости на основе фтора, о которых вы, вероятно, читали. Они особенно подходят для простых работ, таких как определение размеров колец, простая конструкция проволоки и т. д.
В эту категорию входят желтые или зеленоватые жидкости на основе фтора, о которых вы, вероятно, читали. Они особенно подходят для простых работ, таких как определение размеров колец, простая конструкция проволоки и т. д.

 Остатки можно смыть горячей водой, но это займет больше времени.
Остатки можно смыть горячей водой, но это займет больше времени. Prip не обладает такой смачивающей способностью, как два других, поэтому создать полное покрытие сложнее. Рекомендуемый метод — нагреть металл, нанести флюс кистью или распылить, затем снова нагреть металл и повторить процесс. Это необходимо сделать несколько раз, чтобы установить воздухонепроницаемый экран против окисления. Положительным моментом является то, что Prip не растворяется в воде, поэтому, если вы охлаждаете деталь в воде, а не протравливаете, слой флюса остается относительно нетронутым.
Prip не обладает такой смачивающей способностью, как два других, поэтому создать полное покрытие сложнее. Рекомендуемый метод — нагреть металл, нанести флюс кистью или распылить, затем снова нагреть металл и повторить процесс. Это необходимо сделать несколько раз, чтобы установить воздухонепроницаемый экран против окисления. Положительным моментом является то, что Prip не растворяется в воде, поэтому, если вы охлаждаете деталь в воде, а не протравливаете, слой флюса остается относительно нетронутым.
 С целью
С целью
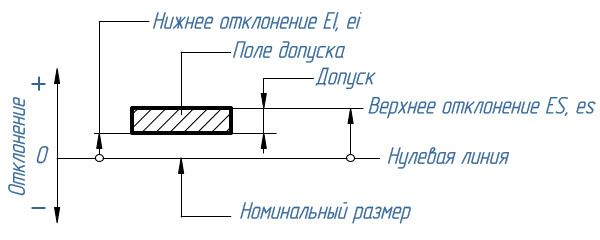 Поэтому и в чертежах размеры деталей
Поэтому и в чертежах размеры деталей
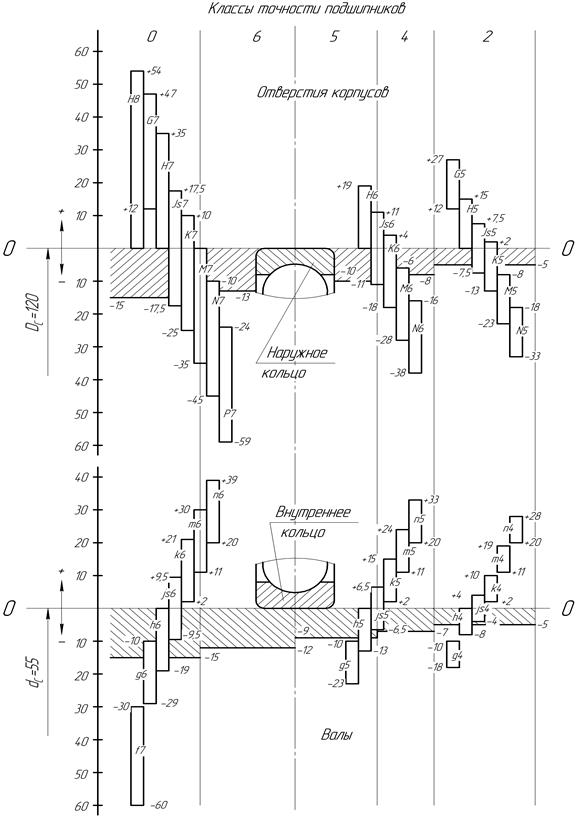 16, а),
16, а),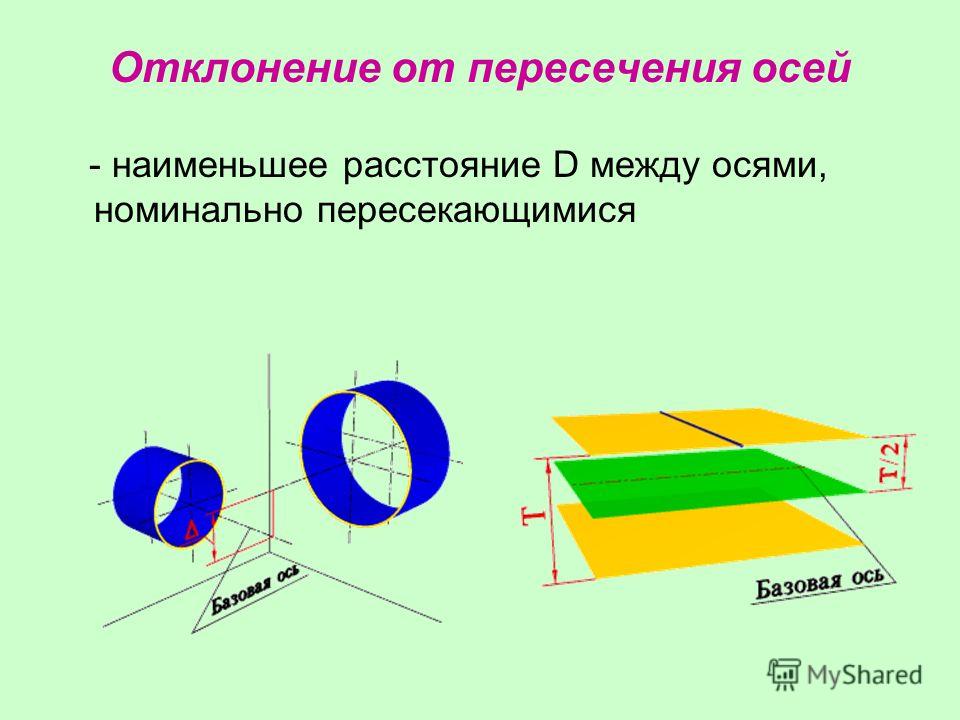
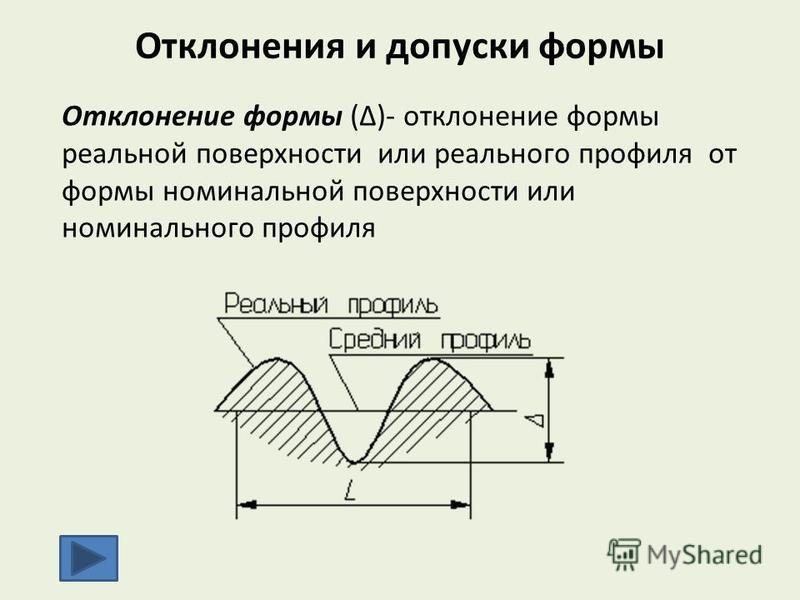
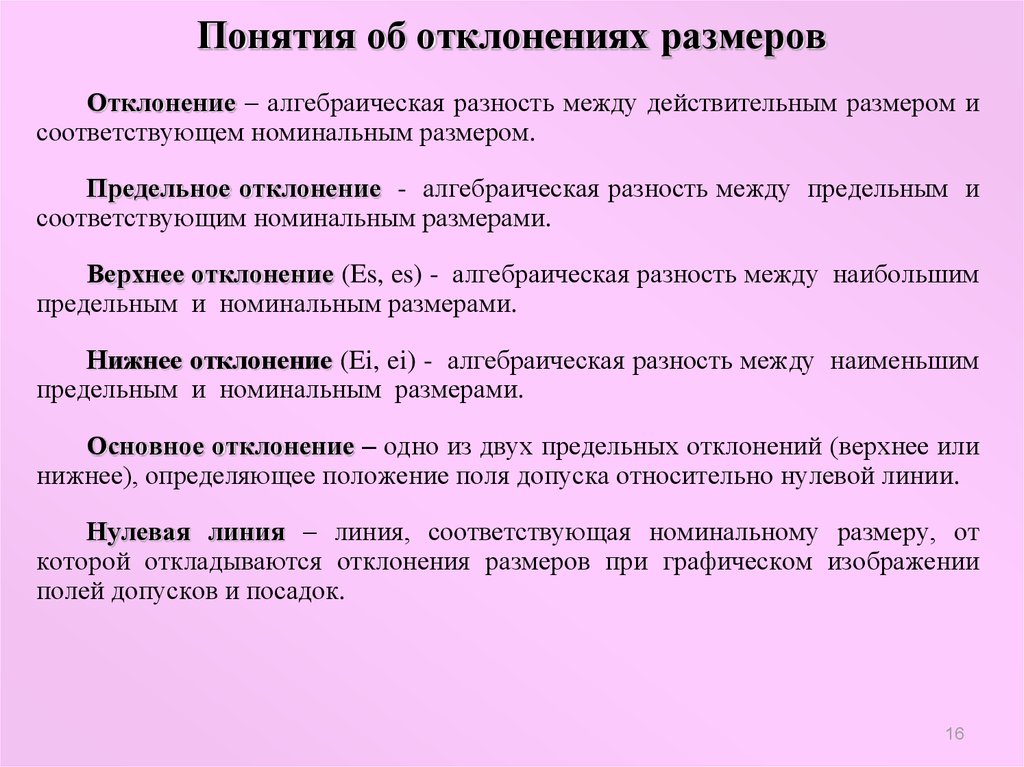 Такое соединение можно получить, например, при диаметре
Такое соединение можно получить, например, при диаметре
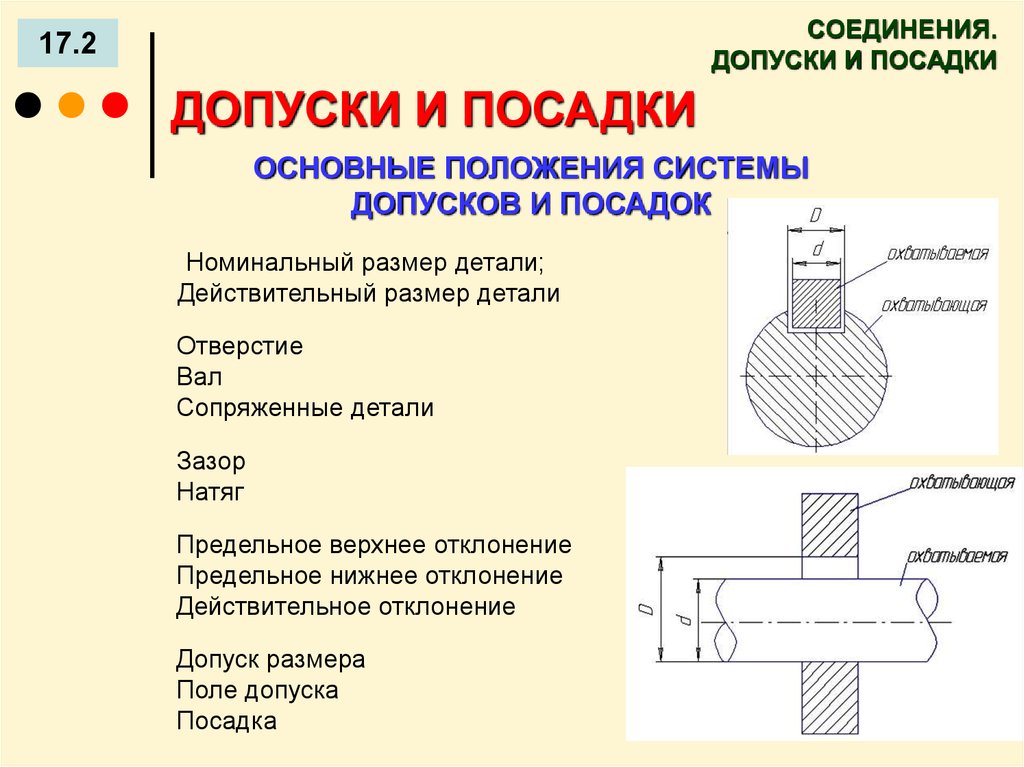

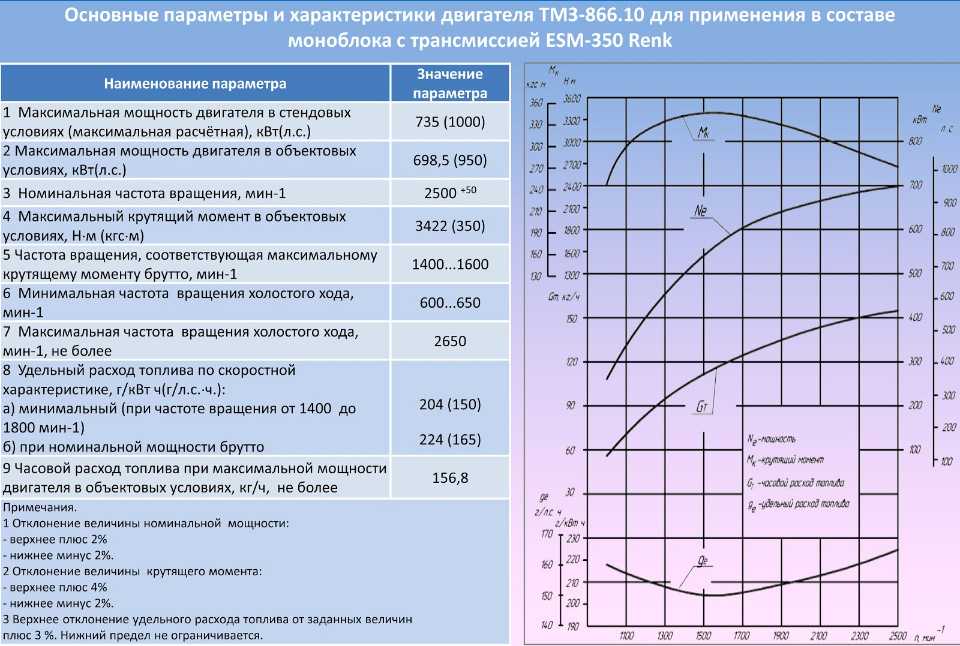 xxx = ± 0.05
xxx = ± 0.05  49 — 3.53 3.49/3.53
49 — 3.53 3.49/3.53 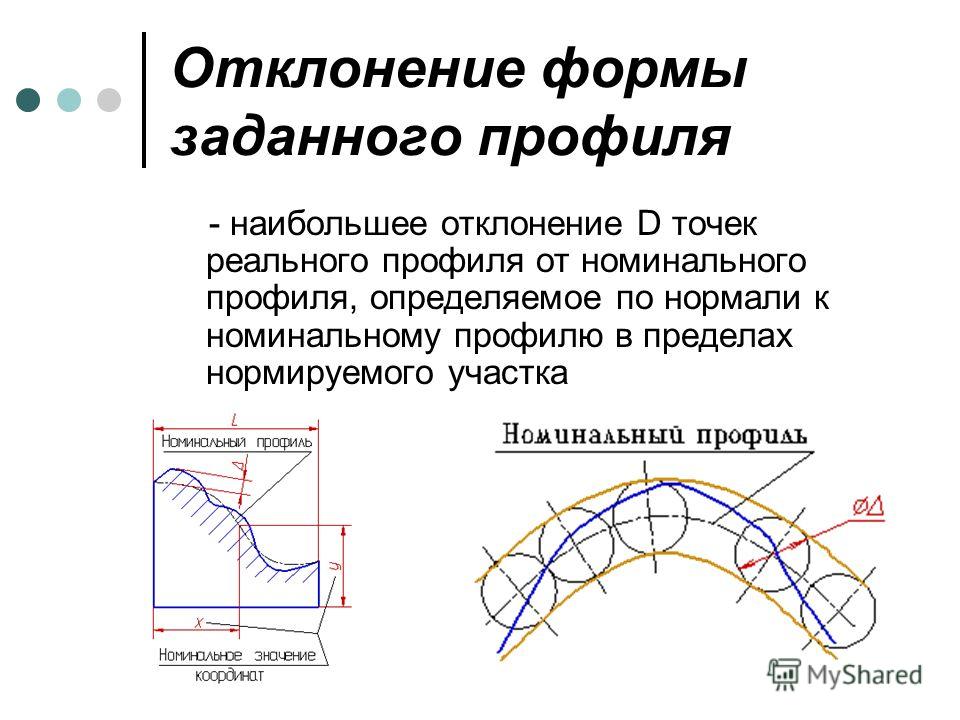
 Разница между 0,498 и 0,497, или 0,001, является допуском.
Разница между 0,498 и 0,497, или 0,001, является допуском.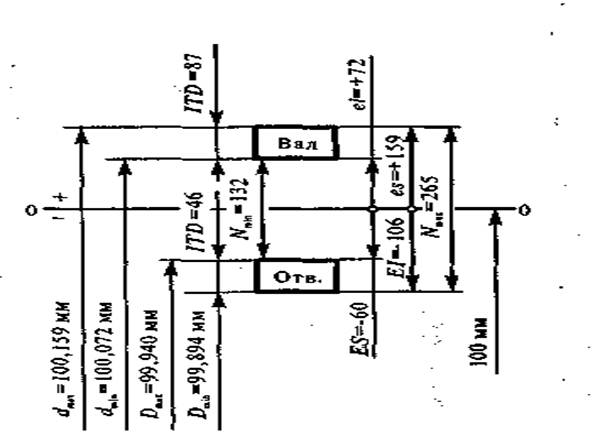 На рисунке наименьший размер вала B, который можно изготовить, равен 3,002, а самый большой размер отверстия, который можно изготовить, равен 3,001. Это означает, что вал всегда будет больше отверстия, а минимальный натяг равен -0,001.
На рисунке наименьший размер вала B, который можно изготовить, равен 3,002, а самый большой размер отверстия, который можно изготовить, равен 3,001. Это означает, что вал всегда будет больше отверстия, а минимальный натяг равен -0,001.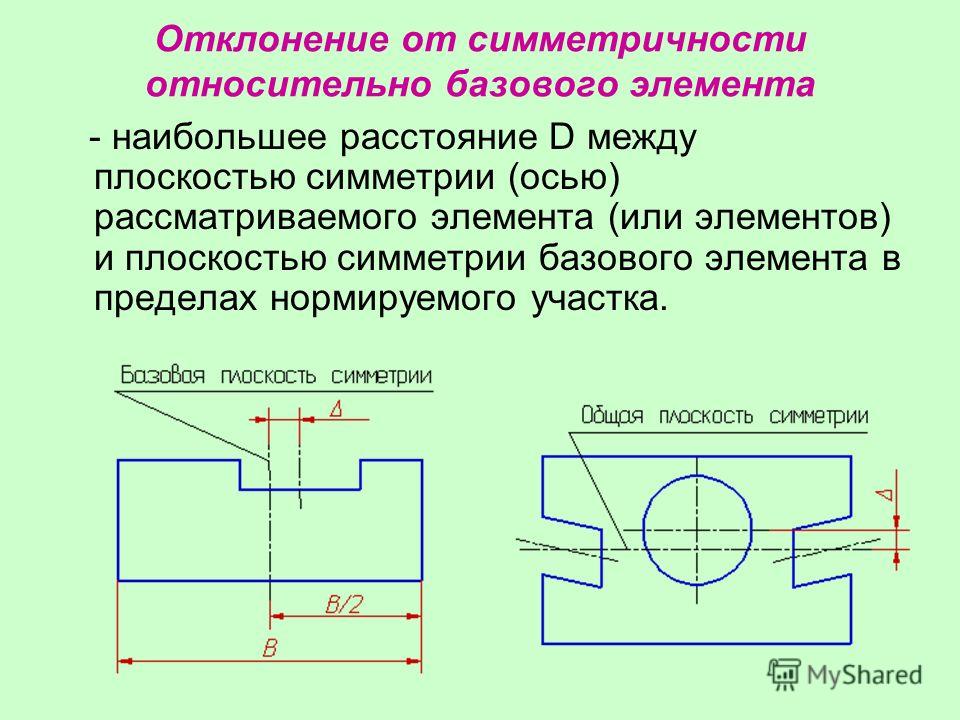 Самый большой вал, который можно изготовить, равен 3,003, а наименьшее отверстие, которое может быть, равно 3,000, что приводит к максимальному натягу -0,003.
Самый большой вал, который можно изготовить, равен 3,003, а наименьшее отверстие, которое может быть, равно 3,000, что приводит к максимальному натягу -0,003. Термины, используемые в метрических допусках:
Термины, используемые в метрических допусках: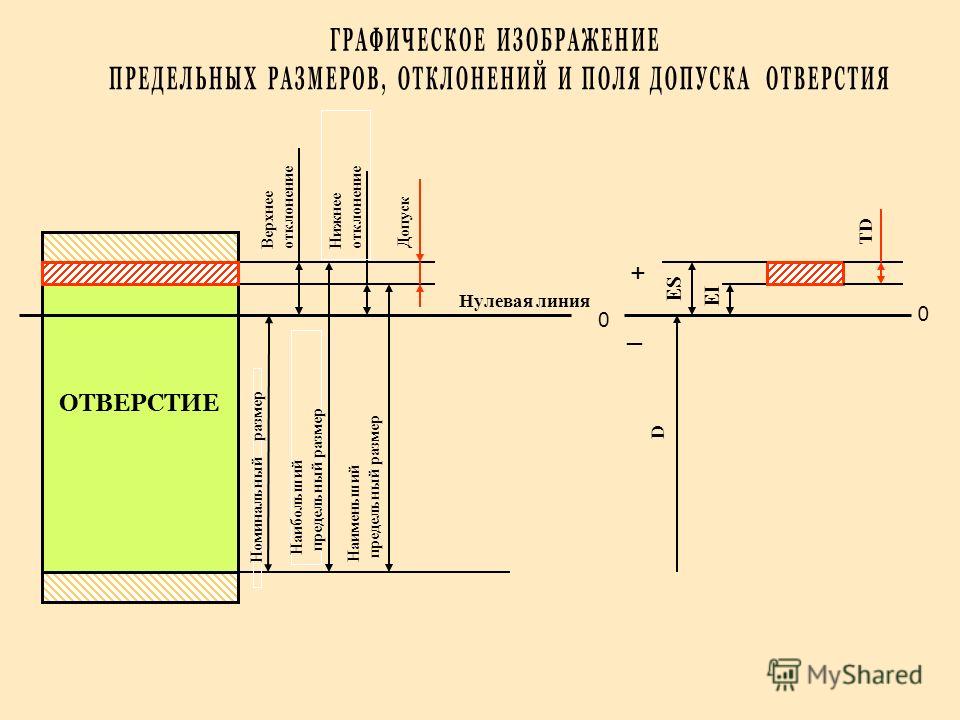 Он обозначается комбинациями IT0, IT1 и IT01–IT16 — всего 18 классов IT.
Он обозначается комбинациями IT0, IT1 и IT01–IT16 — всего 18 классов IT.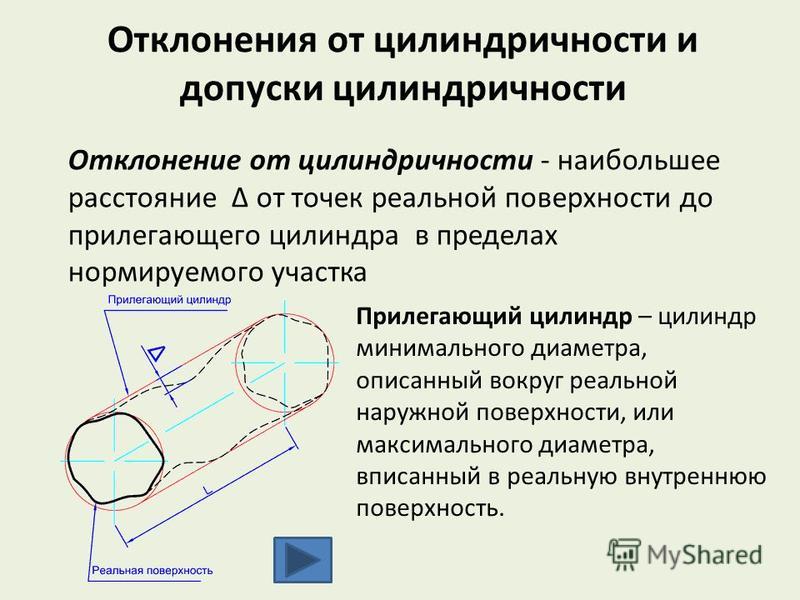

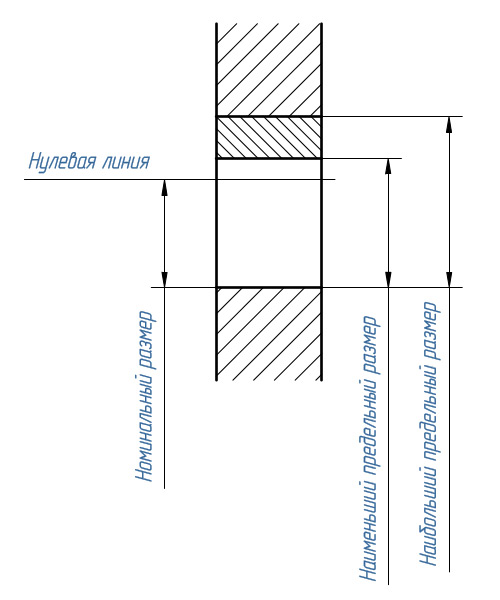
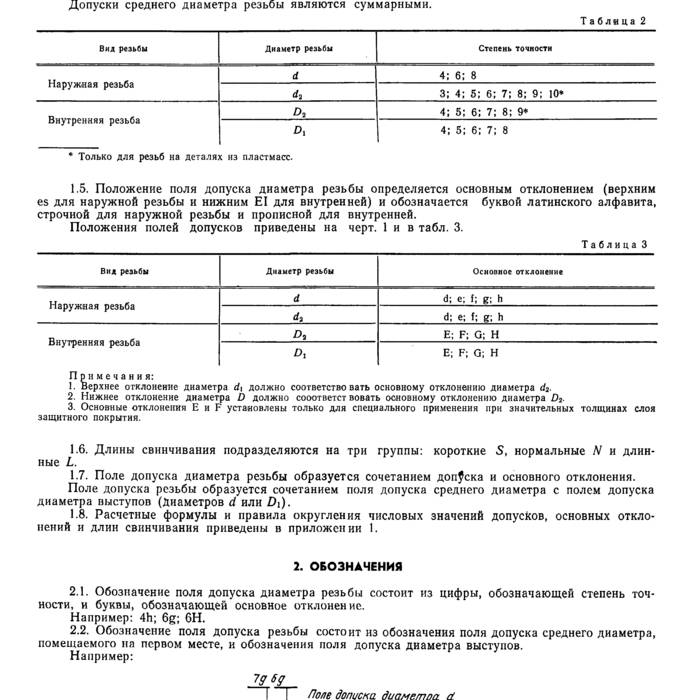 е. расположенное между двумя элементами и таким образом контролирующее только взаимное положение между ними.
е. расположенное между двумя элементами и таким образом контролирующее только взаимное положение между ними.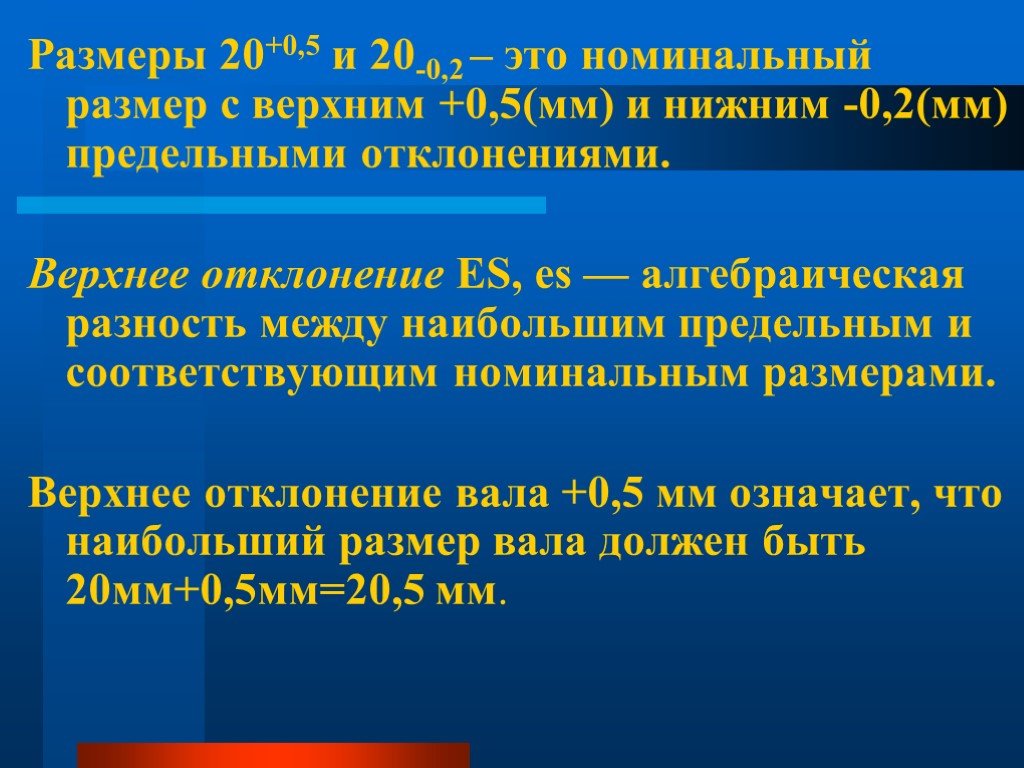 Стандарт ANSI B4.1 определяет серию стандартных посадок между цилиндрическими деталями на основе базовой системы отверстий. Различают следующие классы посадки:
Стандарт ANSI B4.1 определяет серию стандартных посадок между цилиндрическими деталями на основе базовой системы отверстий. Различают следующие классы посадки: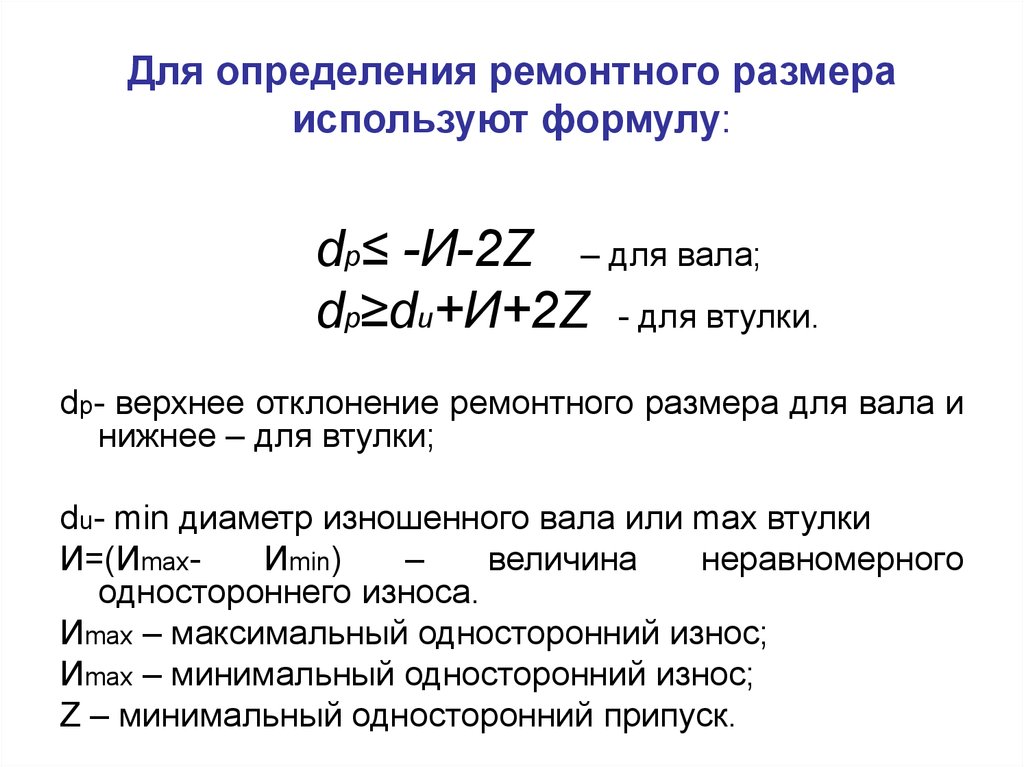 Используется для передачи крутящего момента; закрепить подшипник или шкив на валу, даже если есть скручивающая сила; или для закрепления деталей, которые могут скользить по валу.
Используется для передачи крутящего момента; закрепить подшипник или шкив на валу, даже если есть скручивающая сила; или для закрепления деталей, которые могут скользить по валу.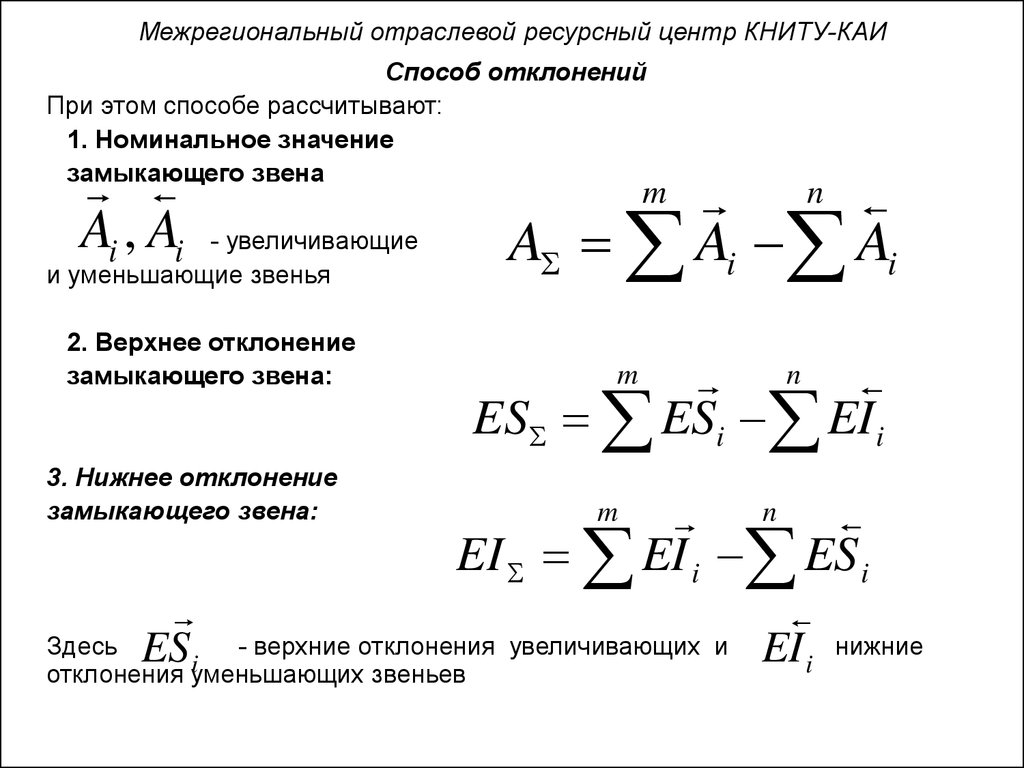 Пределы допуска для отверстий или валов обозначаются
Пределы допуска для отверстий или валов обозначаются
 0686
0686 
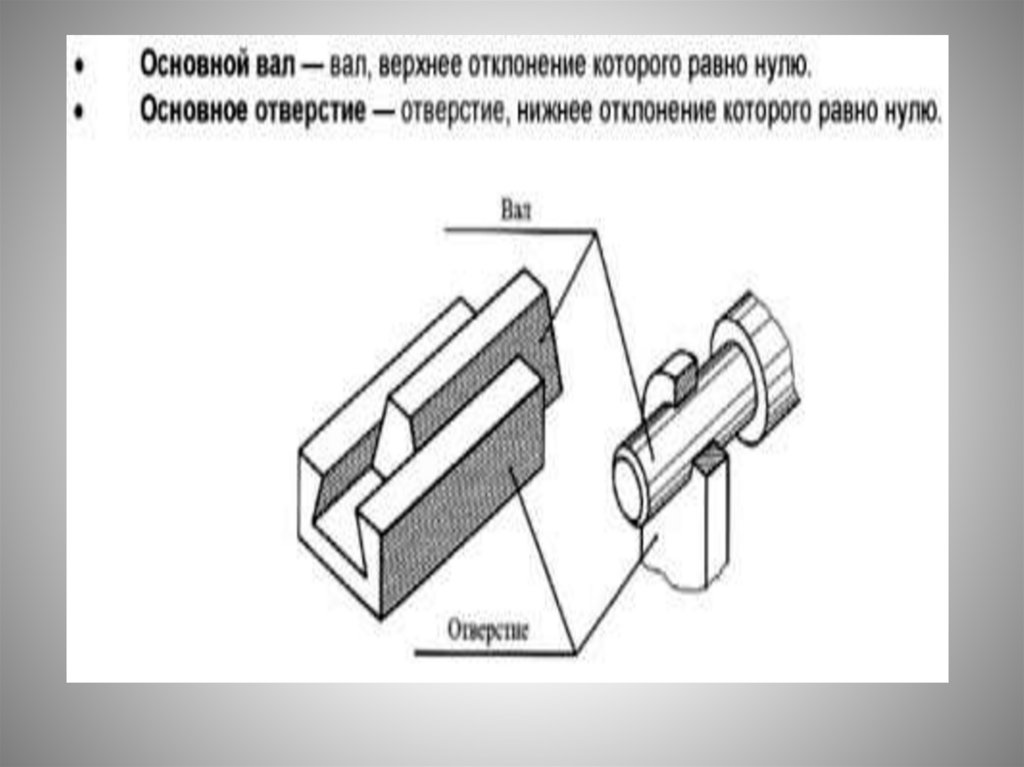
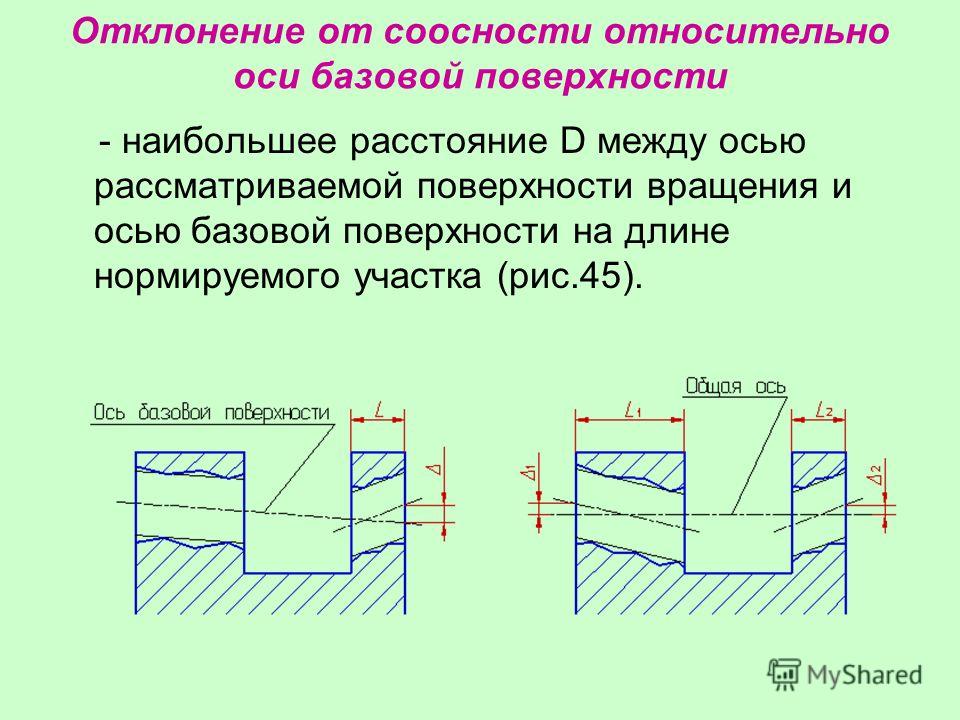

 с.
с.
 Это значительно повышает скорость обточки и улучшает округлость конца катанки.
Это значительно повышает скорость обточки и улучшает округлость конца катанки.
 Проходя через комплект правильных роликов, искривлённая часть катанки выпрямляется.
Проходя через комплект правильных роликов, искривлённая часть катанки выпрямляется. С простыми и понятными индивидуальными настройками подачи проволоки. Грамотная настройка для каждой сварочной задачи позволяет достичь оптимального результата.
С простыми и понятными индивидуальными настройками подачи проволоки. Грамотная настройка для каждой сварочной задачи позволяет достичь оптимального результата. 2 – 8 м/мин
2 – 8 м/мин Этот модуль подачи может быть дополнительно интегрирован с модулем обрезки проволоки, чтобы стать автоматической машиной для резки проволоки для производства проволоки стандартной длины.
Этот модуль подачи может быть дополнительно интегрирован с модулем обрезки проволоки, чтобы стать автоматической машиной для резки проволоки для производства проволоки стандартной длины.


 Электронный регулятор скорости подачи проволоки со встроенным тахометром обеспечивает точность и постоянство скорости подачи проволоки, которые могут конкурировать с лучшими настольными механизмами подачи, что упрощает выполнение качественных сварных швов.
Электронный регулятор скорости подачи проволоки со встроенным тахометром обеспечивает точность и постоянство скорости подачи проволоки, которые могут конкурировать с лучшими настольными механизмами подачи, что упрощает выполнение качественных сварных швов.




 Горячим способом гнут трубные изделия с высотой стенки от 30мм и более.
Горячим способом гнут трубные изделия с высотой стенки от 30мм и более.
 Ручная гибка требует значительных усилий и не гарантирует точности.
Ручная гибка требует значительных усилий и не гарантирует точности.



 После чего производится изгиб. Трубу гнем плавным усилием, без резких движений. Самому такую операцию провести тяжело, лучше работать с помощником.
После чего производится изгиб. Трубу гнем плавным усилием, без резких движений. Самому такую операцию провести тяжело, лучше работать с помощником. Труба нарезается на куски нужной длины, они сгибаются по одному шаблону, затем конструкция собирается с помощью сварки.
Труба нарезается на куски нужной длины, они сгибаются по одному шаблону, затем конструкция собирается с помощью сварки. Если вам необходимо согнуть целую серию одинаковых заготовок, лучше приспособить для этого домкрат либо ручную лебедку.
Если вам необходимо согнуть целую серию одинаковых заготовок, лучше приспособить для этого домкрат либо ручную лебедку.

 Одно из первых решений, которое необходимо принять, заключается в том, должна ли система быть построена из труб из нержавеющей стали или трубы.
Одно из первых решений, которое необходимо принять, заключается в том, должна ли система быть построена из труб из нержавеющей стали или трубы.

 Кроме того, по сравнению с отводом трубы, изгиб трубы создает меньшую турбулентность при протекании через него системной среды. Трубка также легче трубы и не требует большого количества дополнительных опор.
Кроме того, по сравнению с отводом трубы, изгиб трубы создает меньшую турбулентность при протекании через него системной среды. Трубка также легче трубы и не требует большого количества дополнительных опор. Также могут применяться более сложные методы, такие как прокатка со смещением, параллельные, сложные и сегментированные изгибы, которые могут потребовать продвинутых навыков и опыта в области гибки.
Также могут применяться более сложные методы, такие как прокатка со смещением, параллельные, сложные и сегментированные изгибы, которые могут потребовать продвинутых навыков и опыта в области гибки.
 изготовлен из большинства материалов.
изготовлен из большинства материалов. Сложные химические предприятия, нефтеперерабатывающие заводы и электростанции также имеют такие же длинные сети трубопроводов. Учитывая эти количества, ясно одно: обработка труб играет важную роль. Его производство должно быть очень эффективным. Все трубопроводные системы должны быть изготовлены максимально быстро и точно. При этом должны быть соблюдены как экономические, так и экологические требования.
Сложные химические предприятия, нефтеперерабатывающие заводы и электростанции также имеют такие же длинные сети трубопроводов. Учитывая эти количества, ясно одно: обработка труб играет важную роль. Его производство должно быть очень эффективным. Все трубопроводные системы должны быть изготовлены максимально быстро и точно. При этом должны быть соблюдены как экономические, так и экологические требования. Они также разработаны, чтобы выдерживать постоянное использование при больших нагрузках и имеют самое сильное усилие на изгиб. Это связано с тем, что технология, которую мы разрабатываем, всегда основана на очень стабильной базовой машине. Это основание надежно поглощает огромные силы, возникающие при изгибе, и имеет достаточный запас энергии в области зажимных функций.
Они также разработаны, чтобы выдерживать постоянное использование при больших нагрузках и имеют самое сильное усилие на изгиб. Это связано с тем, что технология, которую мы разрабатываем, всегда основана на очень стабильной базовой машине. Это основание надежно поглощает огромные силы, возникающие при изгибе, и имеет достаточный запас энергии в области зажимных функций. успех. Это включает в себя постоянное наличие запасных частей и изготовление отдельных компонентов на собственном заводе без задержек. Вы получаете выгоду не только от быстрого реагирования, но и от минимального времени простоя в критических случаях. Наряду с этими выдающимися характеристиками, наши системы просты и интуитивно понятны в эксплуатации. Они также могут быть легко подключены ко всем соответствующим сетям и программам.
успех. Это включает в себя постоянное наличие запасных частей и изготовление отдельных компонентов на собственном заводе без задержек. Вы получаете выгоду не только от быстрого реагирования, но и от минимального времени простоя в критических случаях. Наряду с этими выдающимися характеристиками, наши системы просты и интуитивно понятны в эксплуатации. Они также могут быть легко подключены ко всем соответствующим сетям и программам.

 Возможен распил торцевой стороны изделия под углом. Единственным недостатком является ширина, она стандартная — 1,2 м.
Возможен распил торцевой стороны изделия под углом. Единственным недостатком является ширина, она стандартная — 1,2 м. Конкретная величина опирания рассчитывается инженерами при проектировании. Как правило, для гарантии надежности, с учетом отклонений при установке, выбирается максимальная по СНиП величина 120 мм. Укладка плит перекрытия ПБ и ПК в кирпичном доме производится с опорой по двум коротким сторонам. Наименьшее опирание представлено в таблице:
Конкретная величина опирания рассчитывается инженерами при проектировании. Как правило, для гарантии надежности, с учетом отклонений при установке, выбирается максимальная по СНиП величина 120 мм. Укладка плит перекрытия ПБ и ПК в кирпичном доме производится с опорой по двум коротким сторонам. Наименьшее опирание представлено в таблице: При укладке ПБ используют шарнирное закрепление.
При укладке ПБ используют шарнирное закрепление.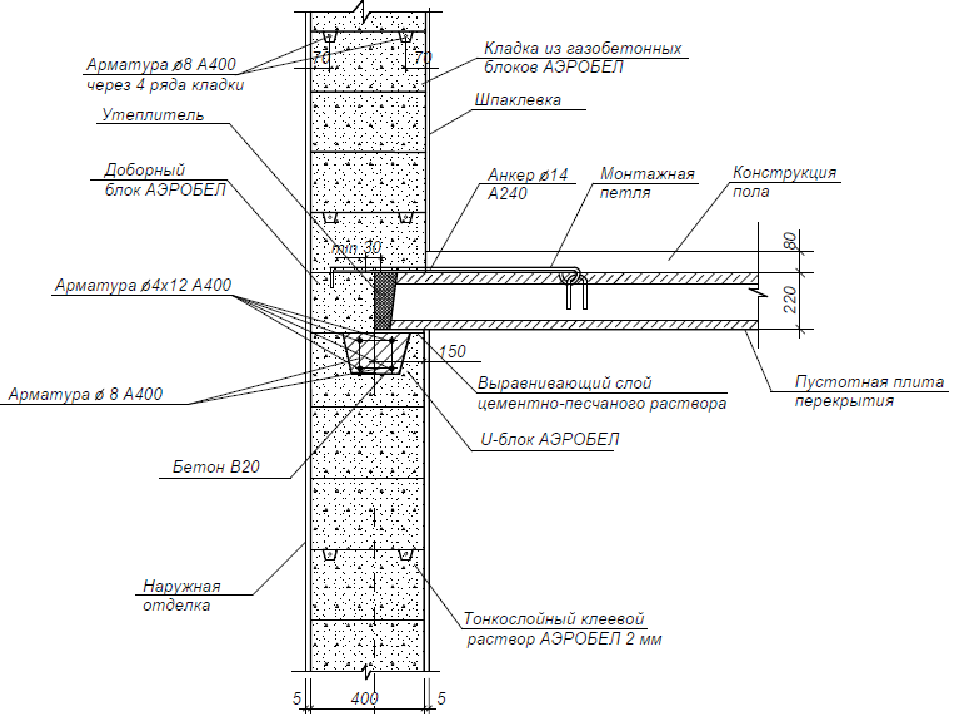
 После этого производится заделка рустов (швы между плитами) и отверстий с петлями раствором. Важно делать это быстро, пока не попал строительный мусор.
После этого производится заделка рустов (швы между плитами) и отверстий с петлями раствором. Важно делать это быстро, пока не попал строительный мусор.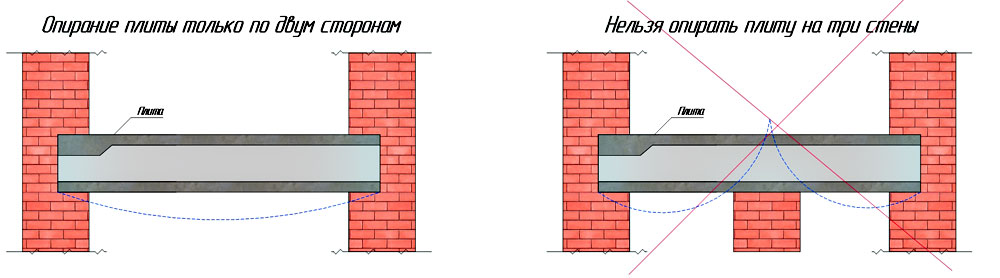 1 Узел опирания
1 Узел опирания






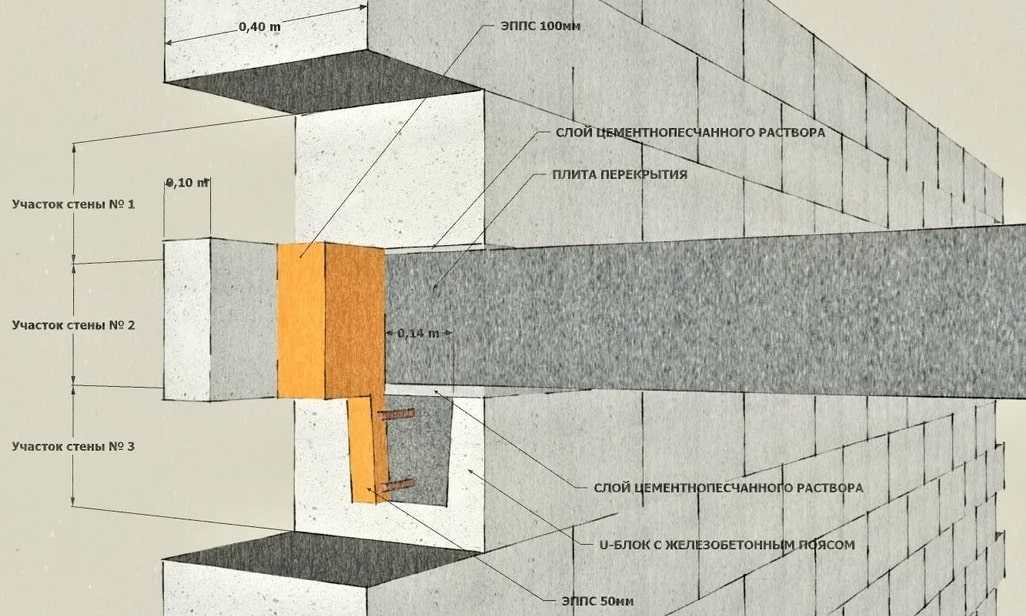

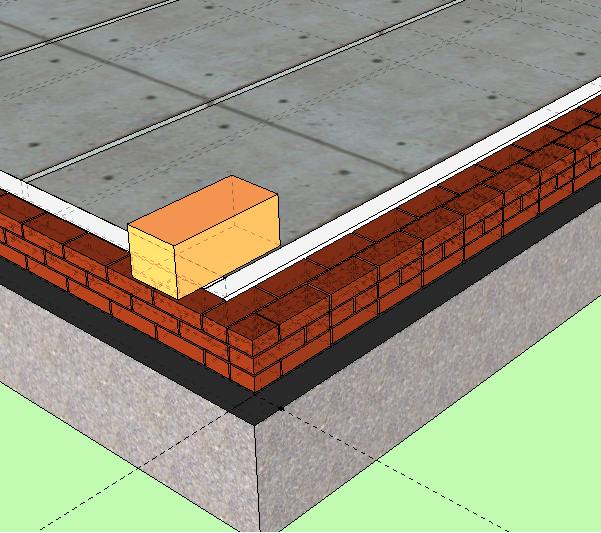
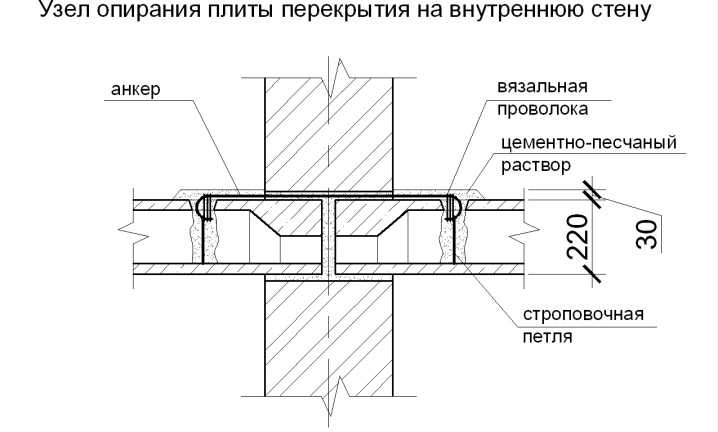 Поэтому, в данном примере нагрузка равна 750 кг/м².
Поэтому, в данном примере нагрузка равна 750 кг/м². расходники), обязательно проверяют наличие заводской маркировки. Монтаж выполняют так, чтобы уложенная выше плиты кирпичная кладка не опиралась на пустоту, при этом нагрузка должна соответствовать минимальным значениям.
расходники), обязательно проверяют наличие заводской маркировки. Монтаж выполняют так, чтобы уложенная выше плиты кирпичная кладка не опиралась на пустоту, при этом нагрузка должна соответствовать минимальным значениям.
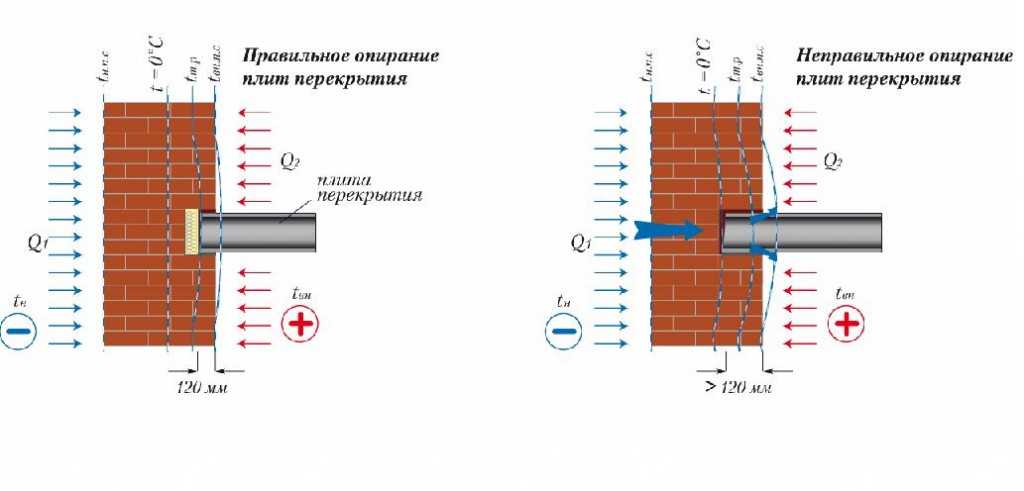

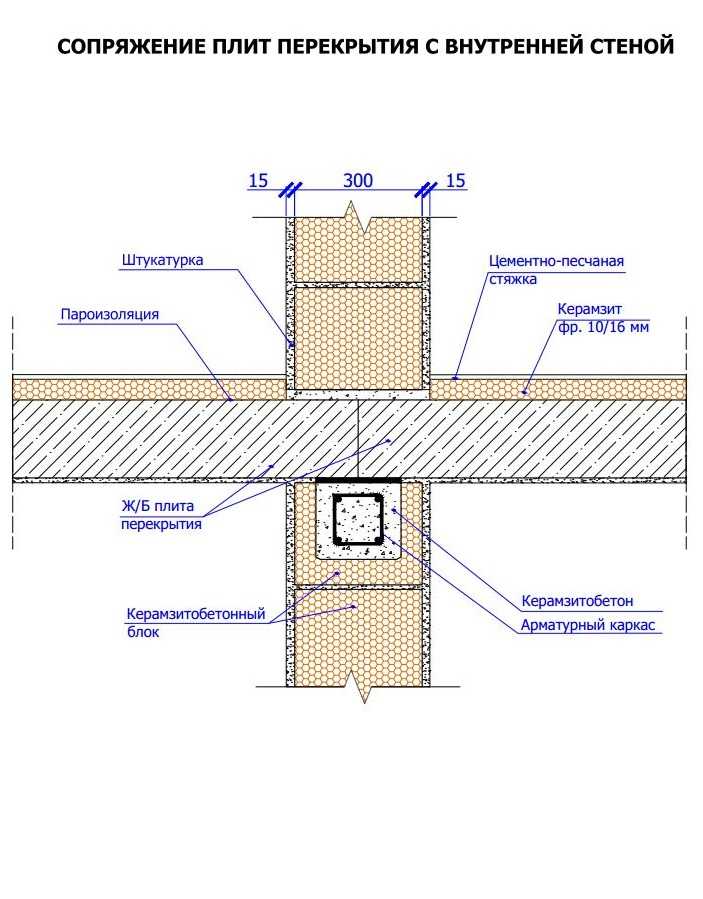 Однако, если у вас есть бетонная плита в качестве наружного внутреннего дворика, стены или внутри помещения, вы сможете легко приступить к установке. Для начала установки необходимо очистить поверхность бетона и убедиться в отсутствии мусора.
Однако, если у вас есть бетонная плита в качестве наружного внутреннего дворика, стены или внутри помещения, вы сможете легко приступить к установке. Для начала установки необходимо очистить поверхность бетона и убедиться в отсутствии мусора.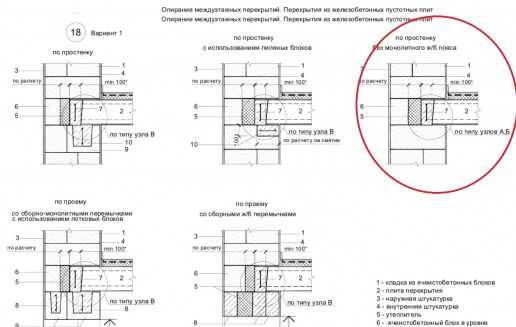 Оставьте зазор в ⅛ дюйма на всех четырех сторонах каждого отдельного кирпича, выполняя тот же процесс. установки кирпича здесь, как и в солдатских рядах.
Оставьте зазор в ⅛ дюйма на всех четырех сторонах каждого отдельного кирпича, выполняя тот же процесс. установки кирпича здесь, как и в солдатских рядах. Поэтому, прежде чем приступить к работе, убедитесь, что у вас есть все необходимое для создания идеального пространства.
Поэтому, прежде чем приступить к работе, убедитесь, что у вас есть все необходимое для создания идеального пространства.
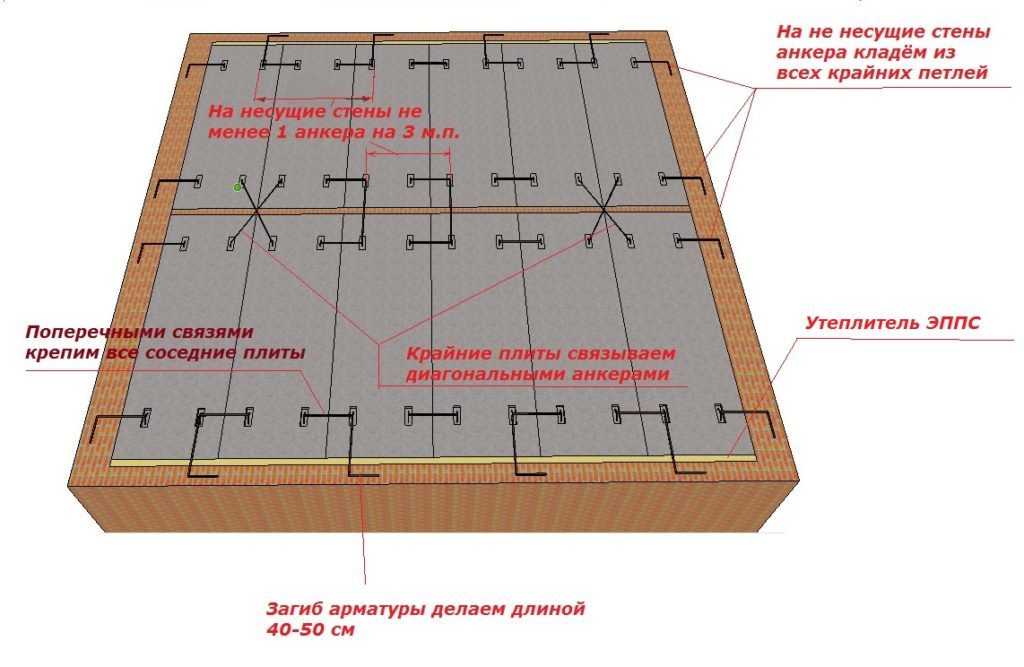

 Использование смесителя для раствора и мощной дрели значительно облегчит эту работу. Смешайте только достаточное количество разбавителя, которое вы можете легко использовать, прежде чем оно начнет затвердевать. Сначала смешивайте небольшие порции, пока не увидите, сколько можно использовать за один раз.
Использование смесителя для раствора и мощной дрели значительно облегчит эту работу. Смешайте только достаточное количество разбавителя, которое вы можете легко использовать, прежде чем оно начнет затвердевать. Сначала смешивайте небольшие порции, пока не увидите, сколько можно использовать за один раз.
 Пропылесосить кирпичи поможет предотвратить попадание любых загрязнений в цементный раствор.
Пропылесосить кирпичи поможет предотвратить попадание любых загрязнений в цементный раствор. Также помните, что цвет затирки играет гораздо большую роль во внешнем виде кирпичей, когда они залиты, так как остатки затирки остаются в щелях на поверхности кирпичей.
Также помните, что цвет затирки играет гораздо большую роль во внешнем виде кирпичей, когда они залиты, так как остатки затирки остаются в щелях на поверхности кирпичей. 
 Однако слишком большая обрезка может привести к неправильному заполнению швов и усложнению очистки.
Однако слишком большая обрезка может привести к неправильному заполнению швов и усложнению очистки. 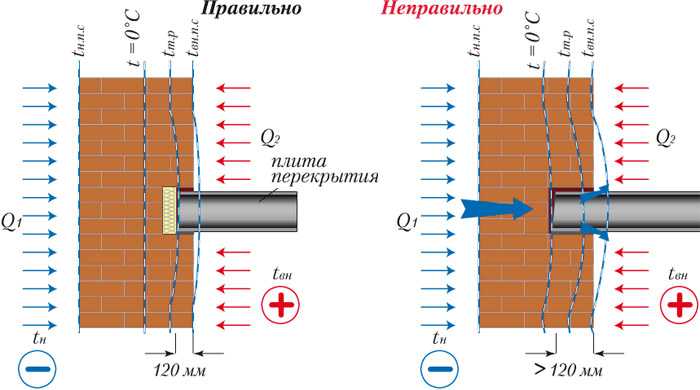

 Тепловой режим и необходимое усилие прессования устанавливаются в зависимости от формы изделия, состава и свойств прессуемого материала.
Тепловой режим и необходимое усилие прессования устанавливаются в зависимости от формы изделия, состава и свойств прессуемого материала.
 Схема автоматики пресса предусматривает возможность осуществления двух промежуточных подпрессовок для удаления воздуха из пресс-форм.
Схема автоматики пресса предусматривает возможность осуществления двух промежуточных подпрессовок для удаления воздуха из пресс-форм.

 По мере увеличения плотности и усилия прессования происходит разрушение мостиков и арок, проникновение частиц в поры, перемещение неблагоприятно расположенных частиц в более благоприятные места. Большая часть усилия прессования на этом участке затрачивается на преодоление трения частиц порошка о стенки пресс-формы.
По мере увеличения плотности и усилия прессования происходит разрушение мостиков и арок, проникновение частиц в поры, перемещение неблагоприятно расположенных частиц в более благоприятные места. Большая часть усилия прессования на этом участке затрачивается на преодоление трения частиц порошка о стенки пресс-формы. Работа прессования на этом этапе в основном затрачивается на деформацию и разрушение частиц. Нарастание уплотнения прессовок с увеличением давления происходит медленно и постепенно прекращается.
Работа прессования на этом этапе в основном затрачивается на деформацию и разрушение частиц. Нарастание уплотнения прессовок с увеличением давления происходит медленно и постепенно прекращается. Между боковым давлением и давлением прессования существует прямая пропорциональная зависимость. Показатель, соответствующий их отношению, называется коэффициентом бокового давления, величина которого может составлять 25 – 40%. Величина его зависит от плотности прессовки, а также физических характеристик порошка (пластичность, дисперсность и форма зерен). Боковое давление изменяется по высоте прессуемых брикетов из-за сил трения, возникающих между движущимися частицами порошка и стенками пресс-формы. Это явление называется внешним трением. Часть давления прессования тратится на его преодоление, происходит уменьшение усилия прессования по высоте брикета. Следовательно, уменьшается и боковое давление. Потери усилия прессования на внешнее трение зависит от коэффициента трения в паре материал порошка – материал пресс-формы, качества обработки стенок пресс-формы, наличия смазки, высоты засыпки порошка и размера поперечного сечения пресс-формы. С наличием внешнего трения связано неравномерное распределение плотности в объёме прессовки.
Между боковым давлением и давлением прессования существует прямая пропорциональная зависимость. Показатель, соответствующий их отношению, называется коэффициентом бокового давления, величина которого может составлять 25 – 40%. Величина его зависит от плотности прессовки, а также физических характеристик порошка (пластичность, дисперсность и форма зерен). Боковое давление изменяется по высоте прессуемых брикетов из-за сил трения, возникающих между движущимися частицами порошка и стенками пресс-формы. Это явление называется внешним трением. Часть давления прессования тратится на его преодоление, происходит уменьшение усилия прессования по высоте брикета. Следовательно, уменьшается и боковое давление. Потери усилия прессования на внешнее трение зависит от коэффициента трения в паре материал порошка – материал пресс-формы, качества обработки стенок пресс-формы, наличия смазки, высоты засыпки порошка и размера поперечного сечения пресс-формы. С наличием внешнего трения связано неравномерное распределение плотности в объёме прессовки. Плотность падает по высоте брикета в направлении прессования по мере уменьшения усилия из-за потерь на преодоление внешнего трения.
Плотность падает по высоте брикета в направлении прессования по мере уменьшения усилия из-за потерь на преодоление внешнего трения. Это явление носит название упругого последействия и имеет место и после выпрессовки брикета из прессформ даже в течение некоторого времени.
Это явление носит название упругого последействия и имеет место и после выпрессовки брикета из прессформ даже в течение некоторого времени.

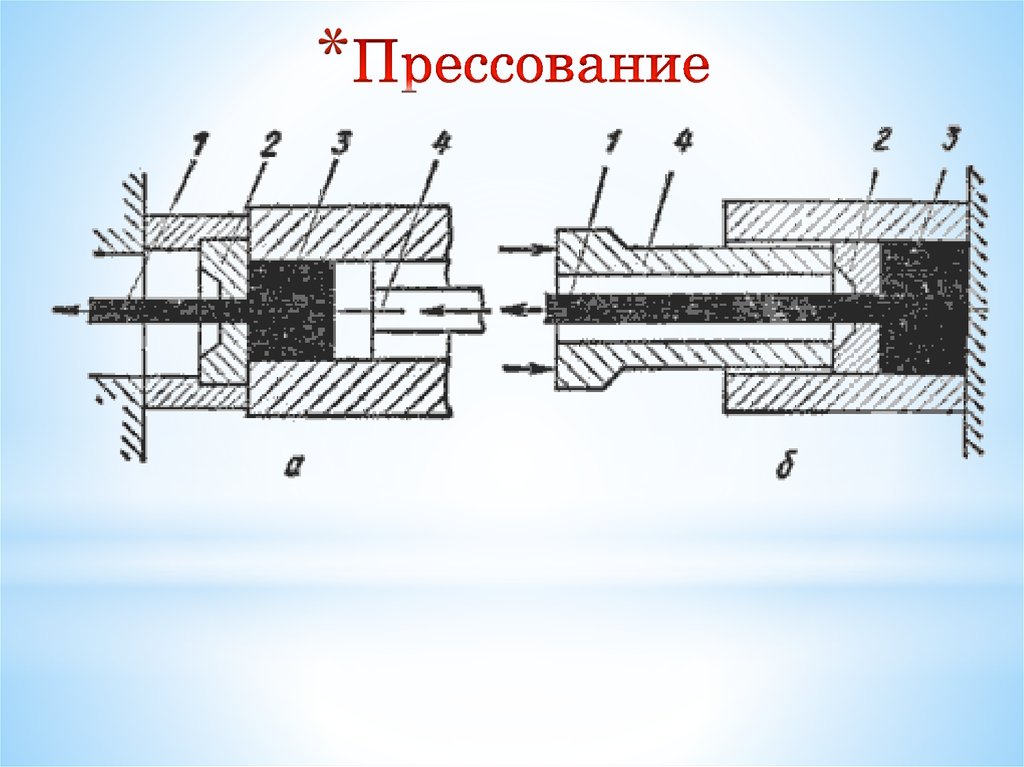

 Процесс не требует резки или электросварки материала. Необходимого результата достигают путем деформации металла: сжимают внутренний слой и растягивают наружный.
Процесс не требует резки или электросварки материала. Необходимого результата достигают путем деформации металла: сжимают внутренний слой и растягивают наружный. Чтобы согнуть металлический лист, его помещают между валами. Затем их передвигают по вертикали, регулируя тем самым будущий радиус гибки. Лист проходит между вращающимися валками и приобретает нужную форму.
Чтобы согнуть металлический лист, его помещают между валами. Затем их передвигают по вертикали, регулируя тем самым будущий радиус гибки. Лист проходит между вращающимися валками и приобретает нужную форму.

 В производстве можно использовать только те детали, которые прошли технический контроль.
В производстве можно использовать только те детали, которые прошли технический контроль.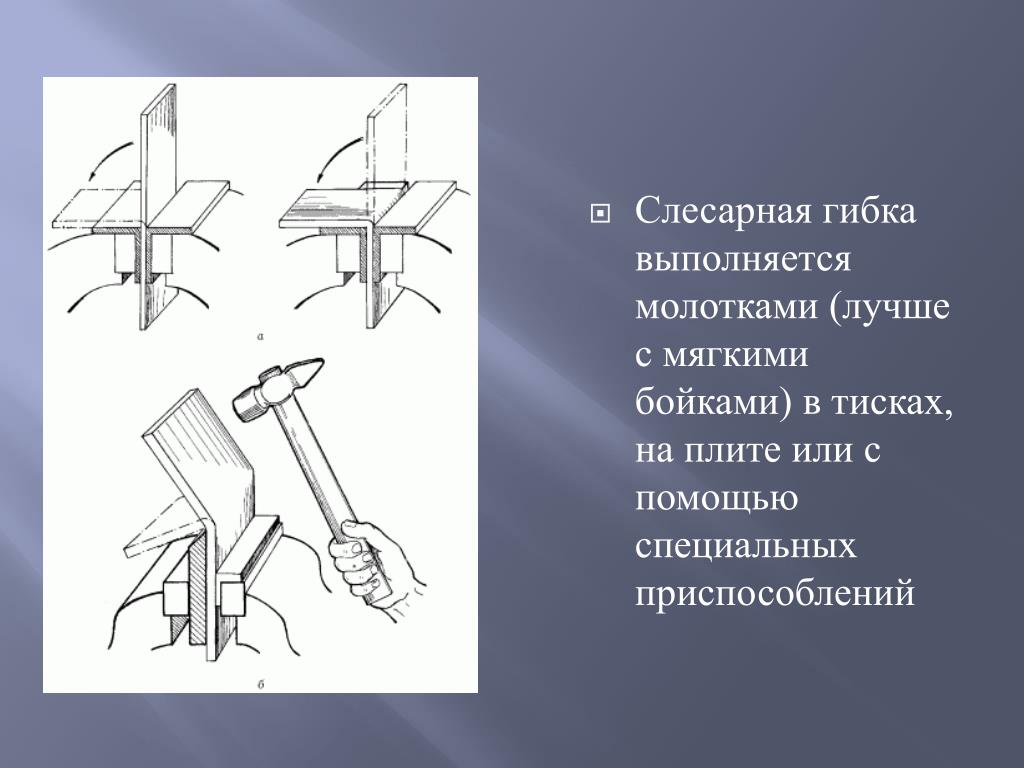 Самый простой вид гибки металла — это прямолинейный гиб по линии сгиба под принудительным давлением.
Самый простой вид гибки металла — это прямолинейный гиб по линии сгиба под принудительным давлением. Фактически гибка при данном способе выполняется по трём точкам, когда лист соприкасается с пуансоном, формирующим линию сгиба, и с краями «ручья» нижнего инструмента — матрицы. Между листом и дном «ручья» остаётся воздушное пространство, поэтому такой вид гибки называют ещё «гибкой в воздухе».
Фактически гибка при данном способе выполняется по трём точкам, когда лист соприкасается с пуансоном, формирующим линию сгиба, и с краями «ручья» нижнего инструмента — матрицы. Между листом и дном «ручья» остаётся воздушное пространство, поэтому такой вид гибки называют ещё «гибкой в воздухе».
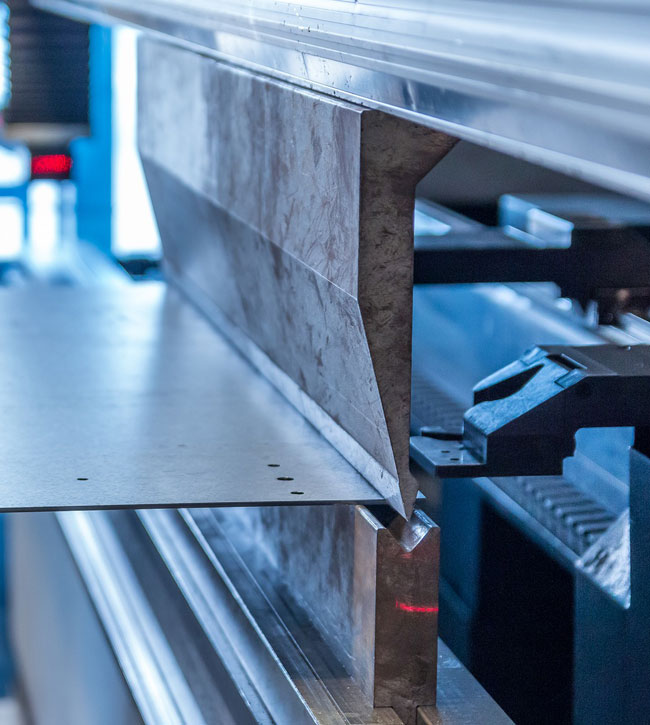

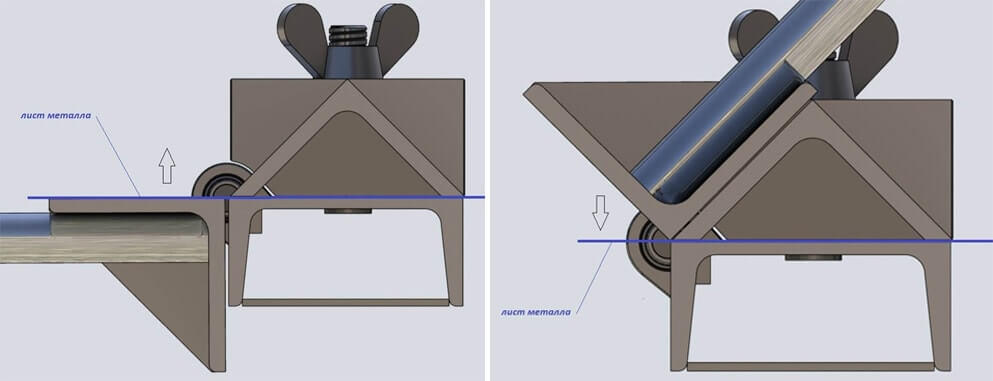 Производство корпусов. ИНН 7811249792. КПП 781101001. ОГРН 1157847382021
Производство корпусов. ИНН 7811249792. КПП 781101001. ОГРН 1157847382021
 работает со всеми формами конструкций, такими как уголки, швеллеры, балки и плоские стержни, чтобы обеспечить вам высочайшее качество изготовления.
работает со всеми формами конструкций, такими как уголки, швеллеры, балки и плоские стержни, чтобы обеспечить вам высочайшее качество изготовления. предоставляет превосходные услуги по гибке труб и труб, такие как гибка 5D/R, гибка 3D/R, гибка шлюпбалок и многое другое.
предоставляет превосходные услуги по гибке труб и труб, такие как гибка 5D/R, гибка 3D/R, гибка шлюпбалок и многое другое.

 (Bend It Better™ пока не доступен в виде приложения для планшета или телефона).
(Bend It Better™ пока не доступен в виде приложения для планшета или телефона). youtube.com/embed/SkX6oZUNpt8?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Bend It Better™ Пошаговое видео
youtube.com/embed/SkX6oZUNpt8?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Bend It Better™ Пошаговое видео  Это может отпугнуть многих начинающих игроков на губной гармошке. Хотя эти навыки имеют решающее значение для того, чтобы стать полноценным музыкантом, многим ученикам гармоники в первую очередь нужен простой и доступный инструмент, который позволит им научиться играть музыку, которую они слышат, и развиваться как музыканты.
Это может отпугнуть многих начинающих игроков на губной гармошке. Хотя эти навыки имеют решающее значение для того, чтобы стать полноценным музыкантом, многим ученикам гармоники в первую очередь нужен простой и доступный инструмент, который позволит им научиться играть музыку, которую они слышат, и развиваться как музыканты.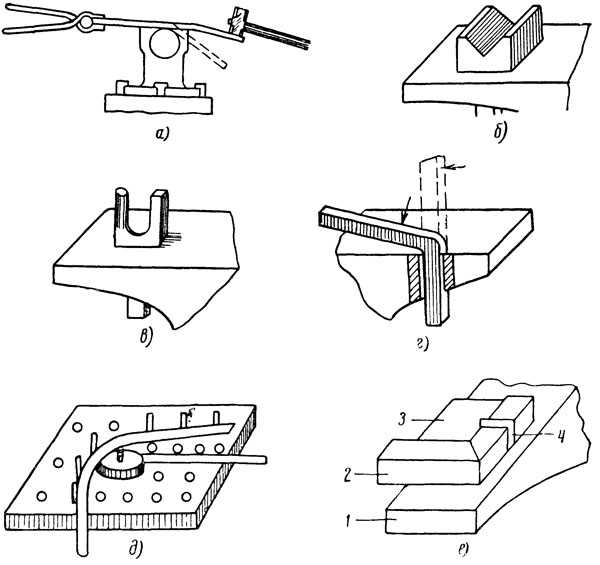 . Мой личный фаворит — Hohner Special 20, но вы можете ознакомиться со всеми моими любимыми губными гармошками здесь.
. Мой личный фаворит — Hohner Special 20, но вы можете ознакомиться со всеми моими любимыми губными гармошками здесь.
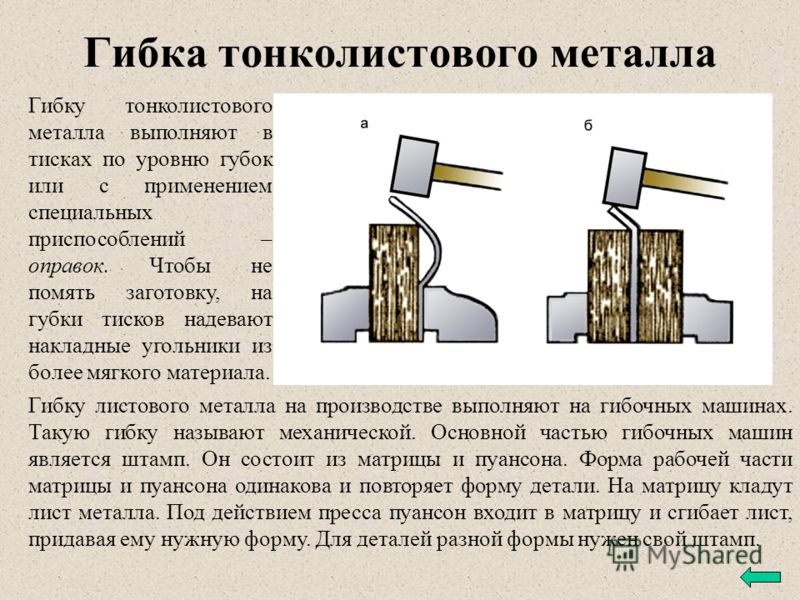
 Примерно в то же время я взял в руки гитару и губную гармошку. У меня был гитарный тюнер, и я заметил, что тюнер улавливает ноты губной гармошки. Когда я попытался подстроиться под мелодию, я не смог этого сделать.
Примерно в то же время я взял в руки гитару и губную гармошку. У меня был гитарный тюнер, и я заметил, что тюнер улавливает ноты губной гармошки. Когда я попытался подстроиться под мелодию, я не смог этого сделать.




 Припой широкого применения.
Припой широкого применения.
 05-0.5 %. Такие сплавы называют «малосурьмянистые».
05-0.5 %. Такие сплавы называют «малосурьмянистые». Твердые и мягкие припои.
Твердые и мягкие припои.
 Ими паяют медь, латунь, бронзу.
Ими паяют медь, латунь, бронзу. 7
7


 Оптовым покупателям — цена льготная. Мы приглашаем вас к партнерству.
Оптовым покупателям — цена льготная. Мы приглашаем вас к партнерству. Все наши продукты производятся строго в соответствии с относительными мировыми стандартами, чтобы обеспечить хорошую совместимость продуктов и отличное качество.
Все наши продукты производятся строго в соответствии с относительными мировыми стандартами, чтобы обеспечить хорошую совместимость продуктов и отличное качество.
 Она поможет собрать те частицы стаффа, которые при ручном измельчении попросту были бы потеряны. Поэтому, если ты планируешь приобрести свой первый гриндер, мы настоятельно рекомендуем выбрать девайс с отсеком для киффа. Возможно, тебе придется заплатить немного больше, но вознаграждение того стоит!
Она поможет собрать те частицы стаффа, которые при ручном измельчении попросту были бы потеряны. Поэтому, если ты планируешь приобрести свой первый гриндер, мы настоятельно рекомендуем выбрать девайс с отсеком для киффа. Возможно, тебе придется заплатить немного больше, но вознаграждение того стоит! Сними крышку девайса. Вдави стафф между зубцами или, разделив его на более мелкие куски, помести в рабочую часть гриндера. Старайся не размещать большое количество субстанции в центре агрегата, так как там находится магнитный замок, препятствующий произвольному открыванию гриндера, и измельчение в этой части происходит плохо.
Сними крышку девайса. Вдави стафф между зубцами или, разделив его на более мелкие куски, помести в рабочую часть гриндера. Старайся не размещать большое количество субстанции в центре агрегата, так как там находится магнитный замок, препятствующий произвольному открыванию гриндера, и измельчение в этой части происходит плохо. Собрать его можно с помощью специальной лопаточки, которая, как правило, поставляется в комплекте с девайсом.
Собрать его можно с помощью специальной лопаточки, которая, как правило, поставляется в комплекте с девайсом. Однако, приверженцы растакультуры осознав всю пользу сего чудесного аксессуара моментально взяли его в оборот.
Однако, приверженцы растакультуры осознав всю пользу сего чудесного аксессуара моментально взяли его в оборот.
 Тебе не нужно будет думать, куда пересыпать переработанную субстанцию, если планируешь воспользоваться ею позже. Еще одним нужным и полезным дополнением является магнитный замок, который надежно соединит части гриндера и предотвратит рассыпание стаффа. А для тех, кто хочет всецело контролировать процесс и следить за его течением рекомендуем выбрать устройство с прозрачной верхней крышкой.
Тебе не нужно будет думать, куда пересыпать переработанную субстанцию, если планируешь воспользоваться ею позже. Еще одним нужным и полезным дополнением является магнитный замок, который надежно соединит части гриндера и предотвратит рассыпание стаффа. А для тех, кто хочет всецело контролировать процесс и следить за его течением рекомендуем выбрать устройство с прозрачной верхней крышкой. Избежать такие неприятные моменты поможет постоянное поддержание аксессуара в чистоте. Вот несколько советов как чистить гриндер, чтобы твое устройство работало четко и качественно.
Избежать такие неприятные моменты поможет постоянное поддержание аксессуара в чистоте. Вот несколько советов как чистить гриндер, чтобы твое устройство работало четко и качественно. Такие средства помогут очистить зубья, устранить неприятный запах, убрать со стенок прилипшую грязь, прочистят засорившуюся сетку и т.д.
Такие средства помогут очистить зубья, устранить неприятный запах, убрать со стенок прилипшую грязь, прочистят засорившуюся сетку и т.д. Например, нож «Камикадзе» или «Дамаск».
Например, нож «Камикадзе» или «Дамаск». Но, однажды попробовав этот удивительный инструмент, ты больше не сможешь отказаться от его использования.
Но, однажды попробовав этот удивительный инструмент, ты больше не сможешь отказаться от его использования. Вот и я решил не отклоняться от тенденции и сделать себе в мастерскую подобный станок. После изготовления этого станка он превзошел все мои ожидания.
Вот и я решил не отклоняться от тенденции и сделать себе в мастерскую подобный станок. После изготовления этого станка он превзошел все мои ожидания.

 В общем, всю слесарную работу делал сам. Двигатель был куплен заранее.
В общем, всю слесарную работу делал сам. Двигатель был куплен заранее.
 Решения два: поставить мотор мощнее или уменьшить диаметр ведущего шкива. Второй вариант пока более предпочтителен, но с диаметром еще не определился.
Решения два: поставить мотор мощнее или уменьшить диаметр ведущего шкива. Второй вариант пока более предпочтителен, но с диаметром еще не определился.
 шлифовальные машины просты в использовании, их использование занимает считанные секунды, , и вы даже можете получить модели со вторым отсеком для хранения смолы, которая падает с сорняков, что делает его идеальным для тех, кто любит экстракции.
шлифовальные машины просты в использовании, их использование занимает считанные секунды, , и вы даже можете получить модели со вторым отсеком для хранения смолы, которая падает с сорняков, что делает его идеальным для тех, кто любит экстракции. В настоящее время вы можете купить электрические шлифовальные машины , которые работают , просто нажав кнопку, и они распыляют сорняки для вас , так что вам не нужно находить общий язык Таблица.
В настоящее время вы можете купить электрические шлифовальные машины , которые работают , просто нажав кнопку, и они распыляют сорняки для вас , так что вам не нужно находить общий язык Таблица.
 |DAILY BEAST
|DAILY BEAST