Клапан обратный пружинный латунный STI Ру16 предназначен для установки на трубопроводах различного назначения и пропуска транспортируемой среды в одном направлении (указано стрелкой на корпусе клапана).
В качестве транспортируемой среды может использоваться сжатый воздух, холодная и горячая вода, и другие жидкости неагрессивные к материалам клапана.
Параметры клапана обратного пружинного латунного STI Ду15 Ру16 с пластиковым штоком:
Тип клапана — пружинный
Диаметр номинальный DN — 15 мм
Давление номинальное PN — 16 бар
Температура — 80 С°
Температура окружающей среды — от -15 до 40 °C
Материал корпуса — латунь
Материал запорного органа — Пластик PA (Nylon)
Тип уплотнения — Пластик
Тип присоединения — резьбовой
Присоединение — внутренняя / внутренняя резьба
Вес — 0.11 кг
Страна производитель — Китай
Среда — неагрессивная среда, сжатый воздух, холодная вода, горячая вода
Клапан обратный пружинный STI Ду15 Ру16 латунный с пластиковым штоком
Габаритные и установочные размеры клапана обратного пружинного латунного STI Ду15 Ру16 с пластиковым штоком:
DN — 15 мм
G — 1/2 ″
A — 33 мм
B — 46 мм
Эскиз клапана обратного пружинного латунного STI Ду15 Ру16 с пластиковым штоком:
Материалы деталей клапана обратного пружинного латунного STI Ду15 Ру16 с пластиковым штоком:
№
Наименование
Материал
1, 2
Корпус, Крышка корпуса
латунь
3
Шток
Пластик PA (Nylon)
4
Шайба
Сталь 20х13
№
Наименование
Материал
5
Шайба прижимная
сталь 20х13
6
Уплотнение
пластик
7
Пружина
сталь 20х13
Клапаны обратные подъемные муфтовые в Иркутске: 27-товаров: бесплатная доставка [перейти]
Партнерская программаПомощь
Иркутск
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Здоровье и красота
Здоровье и красота
Текстиль и кожа
Текстиль и кожа
Детские товары
Детские товары
Продукты и напитки
Продукты и напитки
Электротехника
Электротехника
Дом и сад
Дом и сад
Промышленность
Промышленность
Мебель и интерьер
Мебель и интерьер
Вода, газ и тепло
Вода, газ и тепло
Все категории
ВходИзбранное
Вода, газ и теплоАрматура промышленная трубопроводнаяКлапаныКлапаны обратные подъемныеКлапаны обратные подъемные муфтовые
Подъемный обратный клапан – латунь, резьбовые торцевые соединения
Исследовать
0/5 (0)
В сантехнических и промышленных применениях подъемный обратный клапан – используется латунь. Они бывают с корпусом из латуни с торцевым соединением с внутренней резьбой и упором обратного хода. Они имеют бесшумную работу с очень низким давлением открытия и очень низким перепадом давления. Они могут быть установлены в вертикальном или горизонтальном положении. Конструкция обратных клапанов предназначена для предотвращения реверсирования потока внутри трубопроводной системы. Эти клапаны активируются с помощью материала, протекающего внутри трубопровода. Давление жидкости, проходящей через систему, может открыть клапан, а поток в обратном направлении закроет его.
Под весом запорного механизма закрытие осуществляется за счет противодавления, комбинации пружины или противодавления. Наиболее распространенными типами обратных клапанов являются поворотный, поршневой, поворотный диск, запорный и дроссельный. Обычно подъемный обратный клапан из латуни используется внутри трубопроводных систем, в которых шаровые клапаны используются в качестве регулирующего клапана. У них очень похожее расположение посадочных мест, как у шаровых клапанов. Эти клапаны подходят для установки в вертикальных или горизонтальных линиях с восходящим потоком. Эти клапаны рекомендуются для использования с линиями воздуха, газа, пара, пара и воды, имеющими очень высокую скорость. Всегда под седлом должен проходить поток для подъема обратного клапана – латунь должна поступать. В то время как поток входит, шар или диск поднимаются в направляющих от седла за счет восходящего давления потока. Когда поток меняется на противоположный или останавливается, диск или шар перемещаются по седлу клапана под действием как силы тяжести, так и обратного потока. Некоторые подъемные обратные клапаны могут быть установлены горизонтально. Эти конструкции клапанов в основном используются в пластиковых вариантах. Обратные клапаны подъема седла с металлическим корпусом либо встроены в корпус, либо имеют заменяемые кольца седла. Конструкция диска очень похожа на конструкцию диска шаровых кранов, которые имеют либо композитные, либо металлические диски.
Обратный клапан подъема – латунный, который может предотвратить опорожнение всасывающей линии в основном после остановки насоса. Таким образом, больше нет необходимости заливать насос перед перезапуском. Если вы ищете самую передовую линейку подъемных обратных клапанов из латуни на Ближнем Востоке, то Dutco Tennant LLC — это то место, где их можно найти.
Бирки
Подъемный обратный клапан — латунь
Особенности
Параллельный с резьбой BSP
Латунь, корпус крышки
Резиновый диск
Латунный держатель пружины и держатель диска
Технические данные
Максимальное давление
20 бар
Рабочая температура
от 0°C до +100°C
Отправить запрос
—Select Country—AfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua and BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia and HerzegowinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongoCongo, the Democratic Republic of theCook IslandsCosta RicaCote d’IvoireCroatia (Hrvatska)CubaCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEast TimorEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland Islands (Malvinas )Фарерские островаФиджиФинляндияФранцияФранция, митрополияФранцузская ГвианаФранцузская ПолинезияФранцузские южные территорииГабонГамбияГрузияГерманияГанаГибралтарГрецияГренландияГренадаГваделупаГуамГватемалаГвинеяГвинея-БисауГайанаГаитиОстрова Херд и МакдональдсХо ly See (Vatican City State)HondurasHong KongHungaryIcelandIndiaIndonesiaIran (Islamic Republic of)IraqIrelandIsraelItalyJamaicaJapanJordanKazakhstanKenyaKiribatiKorea, Democratic People’s Republic ofKorea, Republic ofKuwaitKyrgyzstanLao People’s Democratic RepublicLatviaLebanonLesothoLiberiaLibyan Arab JamahiriyaLiechtensteinLithuaniaLuxembourgMacauMacedonia, The Former Yugoslav Republic ofMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia, Federated States ofMoldova, Republic ofMonacoMongoliaMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana IslandsNorwayOmanPakistanPalauPanamaPapua New GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto РикоКатарРеюньонРумынияРоссийская ФедерацияРуандаСент-Китс и НевисСент-ЛЮСИЯСент-Винсент и ГренадиныСамоаСан-МариноСан-Томе и ПринсипиСаудовская АравияСенегалСейшельские острова ierra LeoneСингапурСловакия (Словацкая Республика)СловенияСоломоновы островаСомалиЮжная АфрикаЮжная Джорджия и Южные Сандвичевы островаИспанияШри-ЛанкаSt. ЕленаСв. Pierre and MiquelonSudanSurinameSvalbard and Jan Mayen IslandsSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwan, Province of ChinaTajikistanTanzania, United Republic ofThailandTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTurks and Caicos IslandsTuvaluUgandaUkraineUnited Arab EmiratesUnited KingdomUnited StatesUnited States Minor Outlying IslandsUruguayUzbekistanVanuatuVenezuelaViet NamVirgin Islands (British)Virgin Islands (U.S.)Wallis and Futuna IslandsWestern SaharaYemenYugoslaviaZambiaZimbabwe
Рейтинг успешно проставлен….
Поле рейтинга обязательно для заполнения
Неверная капча! Попробуйте позже.
Бронзовый обратный клапан горизонтального подъема
Ваше имя
Ваш адрес электронной почты
Я прочитал и согласен с Условия и положения и Политика конфиденциальности.
Установите этот флажок, чтобы продолжить.
Описание
Габаритные размеры
Строительство
Функции
Отзывы
Обратный клапан с горизонтальным подъемом из бронзы представляет собой возобновляемое седло и седло корпуса из нержавеющей стали, запорный диск типа Gilde. Увеличенная подъемная сила для обеспечения полного проходного сечения. Подходит для паропроводов. СЕРТИФИКАТ IBR
Размеры
Номинальный размер
А
л
Х
Дюйм
ММ
1/2 дюйма
15
1/2″ BSP
83
55
3/4 дюйма
20
3/4″ BSP
95
55
1″
25
1″ BSP
11
64
1-1/4 дюйма
32
1-1/4″ BSP
133
74
1-1/2 дюйма
40
1-1/2″ BSP
150
80
2 дюйма
50
2 дюйма BSP
178
90
Материал
Наименование детали
Материал
Спецификация
Корпус
Бронза
IBR 282 (a) (iv) GR. B
Крышка
Бронза
IBR 282 (a) (iv) GR.B
Кольцо седла корпуса
Нержавеющая сталь
АИСИ-410
Диск
Нержавеющая сталь
АИСИ-410
Размер от 15 до 50 мм Рабочее давление пара 250 PSI Температура 225°C
Эта политика конфиденциальности определяет, как мы используем и защищаем любую информацию, которую вы предоставляете нам при использовании этого веб-сайта.
Мы стремимся обеспечить защиту вашей конфиденциальности. Если мы попросим вас предоставить определенную информацию, по которой вас можно идентифицировать при использовании этого веб-сайта, вы можете быть уверены, что она будет использоваться только в соответствии с настоящим заявлением о конфиденциальности.
Время от времени мы можем изменять эту политику, обновляя эту страницу. Вам следует время от времени проверять эту страницу, чтобы убедиться, что вы довольны любыми изменениями.
Что мы собираем
Мы можем собирать следующую информацию:
имя и должность
контактная информация, включая адрес электронной почты
демографическая информация, такая как почтовый индекс, предпочтения и интересы
прочая информация, относящаяся к опросам клиентов и/или предложениям
Что мы делаем с собранной информацией
Нам нужна эта информация, чтобы понять ваши потребности и предоставить вам более качественные услуги, в частности, по следующим причинам:
Ведение внутренней документации.
Мы можем использовать эту информацию для улучшения наших продуктов и услуг.
Мы можем периодически отправлять рекламные электронные письма о новых продуктах, специальных предложениях или другую информацию, которая, по нашему мнению, может показаться вам интересной, используя предоставленный вами адрес электронной почты.
Безопасность
Мы стремимся обеспечить безопасность вашей информации. Чтобы предотвратить несанкционированный доступ или раскрытие информации, мы внедрили подходящие физические, электронные и управленческие процедуры для защиты и защиты информации, которую мы собираем в Интернете.
Как мы используем файлы cookie
Файл cookie — это небольшой файл, который запрашивает разрешение на размещение на жестком диске вашего компьютера. Как только вы соглашаетесь, файл добавляется, и файл cookie помогает анализировать веб-трафик или сообщает вам, когда вы посещаете определенный сайт. Файлы cookie позволяют веб-приложениям реагировать на вас как на личность. Веб-приложение может адаптировать свои операции к вашим потребностям, симпатиям и антипатиям, собирая и запоминая информацию о ваших предпочтениях.
Мы используем файлы cookie журнала трафика, чтобы определить, какие страницы используются. Это помогает нам анализировать данные о трафике веб-страницы и улучшать наш веб-сайт, чтобы адаптировать его к потребностям клиентов. Мы используем эту информацию только для целей статистического анализа, после чего данные удаляются из системы. В целом файлы cookie помогают нам сделать веб-сайт лучше, позволяя нам отслеживать, какие страницы вы считаете полезными, а какие нет. Файл cookie никоим образом не дает нам доступа к вашему компьютеру или какой-либо информации о вас, кроме данных, которыми вы решили поделиться с нами. Вы можете принять или отклонить файлы cookie. Большинство веб-браузеров автоматически принимают файлы cookie, но обычно вы можете изменить настройки своего браузера, чтобы отказаться от файлов cookie, если хотите. Это может помешать вам воспользоваться всеми преимуществами веб-сайта.
Ссылки на другие сайты
Наш сайт может содержать ссылки на другие интересующие вас сайты. Однако, как только вы использовали эти ссылки, чтобы покинуть наш сайт, вы должны помнить, что мы не имеем никакого контроля над этим другим сайтом. Поэтому мы не можем нести ответственность за защиту и конфиденциальность любой информации, которую вы предоставляете во время посещения таких сайтов, и такие сайты не регулируются настоящим заявлением о конфиденциальности. Вам следует проявлять осторожность и ознакомиться с заявлением о конфиденциальности, применимым к рассматриваемому веб-сайту.
Управление вашей личной информацией
Вы можете ограничить сбор или использование вашей личной информации следующими способами: можете щелкнуть, чтобы указать, что вы не хотите, чтобы информация использовалась кем-либо в целях прямого маркетинга
, если вы ранее давали согласие на использование нами вашей личной информации в целях прямого маркетинга, вы можете изменить свое решение в любое время, написав нам или отправив электронное письмо.
Мы не будем продавать, распространять или сдавать в аренду вашу личную информацию третьим сторонам, если у нас нет вашего разрешения или это требуется по закону. Мы можем использовать вашу личную информацию для отправки вам рекламной информации о третьих лицах, которая, по нашему мнению, может вас заинтересовать, если вы сообщите нам, что хотите, чтобы это произошло.
В процессе ремонта мастеру могут потребоваться различные работы по металлу: гибка, рубка, сверление, опиливание, нарезание резьбы. Решение перечисленных задач возможно с использованием специализированного слесарного инструмента, который всегда под рукой. По назначению его можно разделить на несколько основных групп. Ниже мы рассмотрим, где применяется каждое устройство.
Ударный и разметочный инструмент:
Слесарные молотки, кузнечные кувалды применяются во многих технологических операциях: рубке, гибке, правке.
Кернерами выполняют разметку металлических, а также неметаллических материалов.
Зубила используют для рубки металла.
Крейцмейсели позволяют вырубать шпоночные пазы, канавки. От зубил они отличаются более узкой режущей кромкой.
С помощью чертилок и циркулей проводят точные разметочные работы.
Бородки предназначены для пробивания отверстий в листовом металле.
Зажимной инструмент:
В процессе выполнения слесарно-сборочных операций применяют различный шарнирно-губцевый инструмент. К нему относят пассатижи, плоскогубцы, круглогубцы, щипцы, клещи. Слесарными тисками фиксируют детали с целью их последующей обработки.
Инструмент для нарезания резьбы:
Наружную резьбу нарезают плашками, внутреннюю – метчиками. Плашкодержатели и воротки – это приспособления для вращения ручного резьбонарезного инструмента.
Устройства для резки и механической обработки металла:
Напильники и надфили служат для опиливания деталей, заготовок. Ножовками режут листовой, профильный металл, а также выполняют другие виды работ. Ручные ножницы предназначены для резки листового металла. Шаберами с деталей снимают тонкие слои материала. В результате шабрения сопрягаемых поверхностей обеспечивается их плотное прилегание и герметичность.
Инструмент для обработки отверстий:
В обрабатываемых изделиях отверстия получают при помощи сверл. Их изготавливают из легированных, углеродистых сталей.
Развертки позволяют выполнять высокоточную обработку цилиндрических и конических отверстий.
Зенковки служат для обработки углублений и фасок просверленных отверстий под головки винтов, болтов, заклепок. С помощью цековок выполняют зачистку торцовых поверхностей.
Зенкеры применяются для увеличения диаметров просверленных отверстий, улучшения их точности и качества.
Инструмент для сборки резьбовых соединений:
Гаечные ключи. По конструкции они могут быть рожковыми или накидными, торцовыми, шарнирными, разводными, трещоточными. Выбор подходящего исполнения обеспечивает удобство работы в труднодоступных местах.
Регулировать усилие затяжки крепежа позволяют динамометрические ключи.
Слесарно-монтажные отвертки для винтов и шурупов с прямыми или крестообразными шлицами незаменимы в производстве, строительстве, ремонте.
К измерительным устройствам относят:
Линейки, рулетки.
Штангенинструмент. К нему относятся штангенциркули, штангенрейсмасы и штангенглубиномеры.
Микрометрические приборы, нутромеры.
Меры длины: плоскопараллельные концевые, угловые призматические, штриховые.
Приборы для измерения углов: угломеры, уровни, синусные линейки.
Индикаторные устройства.
Таким образом, ручной инструмент позволяет решать большинство задач при работе с металлом.
ПОДЕЛИТЬСЯ
Слесарные инструменты — Инструменты
Слесарные инструменты
Для слесарных работ в городских квартирах отводится уголок в одном из помещений подсобного назначения или на балконе. Однако уголок слесаря (как и столяра) можно устроить и в жилом помещении. В приусадебном доме можно оборудовать небольшую мастерскую в отдельном помещении или совместить функции столярной и слесарной мастерской в одном месте. Домашнюю мастерскую рекомендуется оборудовать так, чтобы она имела привлекательный вид и могла быть использована детьми для занятий техническим творчеством.
Несложные слесарные работы в домашних условиях выполняют на рабочем столе или доске. Если домашнему мастеру выделен уголок в одном из помещений квартиры, то для выполнения работ рекомендуется воспользоваться небольшой рабочей доской. Если же под домашнюю мастерскую отведено отдельное помещение, то для слесарных работ желательно смастерить рабочий стол.
Рабочий стол оборудуют крышкой размерами 1500…2000×600…700×40 мм. Высоту стола принимают с учетом роста работающего мастера. При росте 1580—1800 мм высота крышки стола рекомендуется 980 мм. Если столом будут пользоваться несколько человек разного роста, то его высоту принимают по росту самого высокого работающего, а остальные должны пользоваться подставками, соответственно своему росту.
Хорошим рабочим столом для слесарных работ может быть старый кухонный стол-шкафчик. Для этого на его крышке следует укрепить прочный щит из фугованных досок толщиной 30—40 мм и на щите закрепить тиски. В столе-шкафу следует предусмотреть полочки и ящики для инструмента и материалов. Для слесарных работ необходимы инструменты, показанные на рис. 6.
Стальной линейкой измеряют размеры деталей и инструментов.
Чертилку — стальной прутик диаметром 2,5—3 мм с острым закаленным концом — используют для обозначения контуров деталей на металле.
Настольные тиски, которые можно привинтить к краю стола или табурета, служат для закрепления в них предметов во время обработки. Ручные тиски применяют при обработке напильником мелких деталей.
Напильники нужны разной формы — плоские, квадратные, трехгранные, ромбические, полукруглые и круглые, а также разной крупности — драчевые, лицевые и бархатные. При выполнении слесарных работ в домашних условиях можно обойтись только лицевыми напильниками. Желательно также иметь набор надфилей-напильников небольших размеров с мелкой насечкой, применяемых для обработки тонких и мелких деталей.
При покупке напильника необходимо помнить, что он должен быть светло-серого цвета. Темный цвет свидетельствует о том, что напильник покрыт окалиной или плохо закален.
Во время работы нельзя ударять напильником по твердым предметам, так как это приводит к повреждению зубьев и его поломке. Следует беречь напильники от попадания на них жира, грязи и пыли, потому что это снижает их режущую способность. Напильники следует периодически чистить стальной щеткой или лопаткой из древесины твердой породы.
Ручными ножницами режут листовой металл толщиной 0,5—1 мм.
Ножовка для металла состоит из станочка (рамки) и сменного ножовочного полотна. Полотна с мелкими зубьями используют для резания твердых металлов, с крупными — мягких металлов и пластмасс.
Разводные ключи служат для завинчивания и отвинчивания болтов, гаек и элементов водопроводной сети.
Плоскогубцы бывают с плоскими и круглыми (круглогубцы) захватами, а также универсальные. Ими придерживают детали, изгибают проволоку, жесть и выполняют другие операции.
Зубило служит для рубки металлических листов, обрубы-вания болванок, заготовок и т.п. Желательно иметь зубила нескольких размеров с шириной режущей кромки 5—20 мм.
Пробойник служит для пробивания отверстий в листовом металле. Необходимо иметь три-четыре пробойника разных размеров.
Кернером обозначают центры отверстий в металле перед их сверлением.
Паяльники бывают электрические и обычные. Для домашнего употребления нужен паяльник мощностью 65—100 Вт.
Настольная наковальня применяется в качестве подставки при рубке металла, клепании, выгибании деталей и др.
Отвертки должны быть шириной 3—8 мм.
Настольное точило используют для затачивания инструмента, зачистки деталей и т.д.
Срок службы каждого инструмента значительно сокращается, если его использовать не по назначению. Например, нельзя бить молотком по кусачкам, стремясь быстрее перекусить толстую проволоку, так как это может привести к выкрашиванию рабочей кромки кусачек или поломки губок.
Если гайка или болт не отвинчиваются, не следует бить по ключу молотком или удлинять рукоятку ключа при помощи трубы, так как это может привести к разгибанию губок ключа или его поломке. При заржавевшей детали или гайке необходимо смочить керосином болтовое соединение и оставить на некоторое время. Если после этого гайка не будет отвинчиваться, можно постучать по ее грани молотком.
Читать далее: Инструменты для плотничных и столярных работ Инструменты для облицовки стены деревом Cтолярные инструменты мастера Инструменты, необходимые для ремонта Инструменты для столярно-плотничных работ Рабочий стол Шаблоны Стусло Организация рабочего места Материалы и инструменты
Слесарные инструменты и оборудование | LockPicks.com
Большой выбор слесарного инструмента и оборудования по доступным ценам. Мы специализируемся на предоставлении самых современных профессиональных слесарных инструментов. У нас есть большинство производителей, и мы отправляем в тот же день или на следующий день.
188 Предмет(ы)
Сортировать по
Должность Имя Установить цену по возрастанию
Показать
6 12 30 60 120 240 Всего на странице
Посмотреть, как: Сетка Список
ПУНКТ
: SDK1
Ваша цена: $159,95
НАИМЕНОВАНИЕ: SB01
Ваша цена: 8,06 $
НАИМЕНОВАНИЕ: SB02
Ваша цена: 8,55 $
НАИМЕНОВАНИЕ: SB05
Ваша цена: 9,86 $
НАИМЕНОВАНИЕ: SB06
Ваша цена: 10,13 $
НАИМЕНОВАНИЕ: SB11
Ваша цена: $12,38
НАИМЕНОВАНИЕ: SB12
Ваша цена: $13,28
НАИМЕНОВАНИЕ: SB15
Ваша цена: $14,63
НАИМЕНОВАНИЕ: SB16
Ваша цена: 16,16 $
НАИМЕНОВАНИЕ: SB17
Ваша цена: $21,83
НАИМЕНОВАНИЕ: SB20
Ваша цена: $18,86
НАИМЕНОВАНИЕ: SB21
Ваша цена: 24,26 $
НАИМЕНОВАНИЕ: ШРП-1
Ваша цена: $17,61
НАИМЕНОВАНИЕ: ШРП-1Б
Ваша цена: $14,24
НАИМЕНОВАНИЕ: Q8015
1 отзыв(ы)
Обычно: $350. 00
Ваша цена: $297.00
НАИМЕНОВАНИЕ: К-6
Ваша цена: $24,77
ПУНКТ: К-6-КОР
Ваша цена: $100,91
НАИМЕНОВАНИЕ: LT350-12
Ваша цена: 94,95 $
ПУНКТ
: EZLOADER
5 отзывов
Ваша цена: $58,90
НАИМЕНОВАНИЕ: LPT-255
Ваша цена: $385.00
ПУНКТ: ВИ-Ш-1
Ваша цена: $34,95
ПУНКТ
: ЛТКСД
Ваша цена: $345.00
НАИМЕНОВАНИЕ: LT340
Ваша цена: $123,75
ПРЕДМЕТ: МАРКЕР-2000
Обычно: $7750,97
Ваша цена: 7 436,54 долл. США
НАИМЕНОВАНИЕ: LT1240
1 отзыв(ы)
Ваша цена: $35,06
НАИМЕНОВАНИЕ: LT-2610
Ваша цена: $39,95
ПРЕДМЕТ: FI-РУЧКА
Ваша цена: $3,99
НАИМЕНОВАНИЕ: ES-2000
Ваша цена: $35,47
НАИМЕНОВАНИЕ: ESS-DT
Ваша цена: $70.00
НАИМЕНОВАНИЕ: 2PE-LM
Ваша цена: $24.00
НАИМЕНОВАНИЕ: PM-НОЖ-C
Ваша цена: $21.00
НАИМЕНОВАНИЕ: SAW-LBT
Ваша цена: $30. 00
НАИМЕНОВАНИЕ: SAW-RBT
Ваша цена: $30.00
НАИМЕНОВАНИЕ: TZ-2
1 отзыв(ы)
Ваша цена: $12,95
НАИМЕНОВАНИЕ: MW053B
4 отзыва(ов)
Ваша цена: 24,95 $
ПУНКТ
: IMMS001
Обычно: $82,95
Ваша цена: $74,65
НАИМЕНОВАНИЕ: KFD29J-PC
Обычно: $148,44
Ваша цена: 67,99 $
НАИМЕНОВАНИЕ: DA29J-CO-PC
Обычно: $276,28
Ваша цена: $139.00
НАИМЕНОВАНИЕ: ВИС-350
1 отзыв(ы)
Обычно: $120,99
Ваша цена: $109,75
НАИМЕНОВАНИЕ: ВИС-396
Обычно: $82,99
Ваша цена: 66,39 $
НАИМЕНОВАНИЕ: ВИС-301
Ваша цена: 61,99 $
НАИМЕНОВАНИЕ: ВИС-312
Обычно: $30,99
Ваша цена: 24,79 $
НАИМЕНОВАНИЕ: ВИС-308
Обычно: $38,99
Ваша цена: $34,99
НАИМЕНОВАНИЕ: ВИС-400
Ваша цена: 24,99 $
НАИМЕНОВАНИЕ: CGA-5
Ваша цена: 24,25 $
ПУНКТ
: CG-3
Ваша цена: $15,50
ПУНКТ: CGD-5
Ваша цена: 24,25 $
ПУНКТ: 4-ГОРОДА-GSP
Ваша цена: $33,00
ПРЕДМЕТ: ДОПОЛНИТЕЛЬНАЯ КНИГА
Ваша цена: $100. 00
ПУНКТ: ECPD-1
Ваша цена: $26.00
ПУНКТ: GSP-BM5-015-PS-NC
Ваша цена: $80.00
ПУНКТ
: GSP-BM5-018-PS-NC
Ваша цена: $80.00
ПУНКТ
: GSP-BM5-025-PS-NC
Ваша цена: $80.00
ПУНКТ
: GSP-HH-PS-NC
Ваша цена: $173,00
ПУНКТ
: GSP-LC-HH-PS
Ваша цена: $180.00
ПУНКТ: GSP-TAL-PS
Ваша цена: $73,00
НАИМЕНОВАНИЕ: HH-EU-PS
Ваша цена: $160. 00
НАИМЕНОВАНИЕ: HH-LC-EU-PS
Ваша цена: $170.00
НАИМЕНОВАНИЕ: 2PE-МИНИ
Ваша цена: $24.00
НАИМЕНОВАНИЕ: COL3-26D
Ваша цена: $1,88
НАИМЕНОВАНИЕ: COL3-10B
Ваша цена: $1,88
НАИМЕНОВАНИЕ: COL2-3
Ваша цена: $7,46
НАИМЕНОВАНИЕ: COL2-26D
Ваша цена: $7,46
НАИМЕНОВАНИЕ: COL2-10B
Ваша цена: $7,46
НАИМЕНОВАНИЕ: COL5
Ваша цена: $14,79
НАИМЕНОВАНИЕ: COL10-3
Ваша цена: 11,61 $
НАИМЕНОВАНИЕ: COL10-26D
Ваша цена: 11,61 $
НАИМЕНОВАНИЕ: COL10-10B
Ваша цена: 11,61 $
НАИМЕНОВАНИЕ: COL11-3
Ваша цена: 11,61 $
НАИМЕНОВАНИЕ: COL11-26D
Ваша цена: 11,61 $
НАИМЕНОВАНИЕ: COL12-3
Ваша цена: $13,70
НАИМЕНОВАНИЕ: COL12-26D
Ваша цена: $13,70
НАИМЕНОВАНИЕ: COL12-10B
Ваша цена: $13,70
НАИМЕНОВАНИЕ: COL13-3
Ваша цена: $13,70
НАИМЕНОВАНИЕ: COL13-26D
Ваша цена: $13,70
НАИМЕНОВАНИЕ: COL13-10B
Ваша цена: $13,70
НАИМЕНОВАНИЕ: CP-02
Обычно: $268,75
Ваша цена: $111,55
ПУНКТ: ЛИШИ-BE2-6
Ваша цена: $85. 00
ПУНКТ: ЛИШИ-BE2-7
Ваша цена: $85.00
НАИМЕНОВАНИЕ: ATA-18267
Обычно: 99,90 $
Ваша цена: $74,99
НАИМЕНОВАНИЕ: ATA-12384
Ваша цена: $21,82
НАИМЕНОВАНИЕ: ATA-12385
Ваша цена: $21,82
НАИМЕНОВАНИЕ: ATA-12387
Ваша цена: 21,12 $
НАИМЕНОВАНИЕ: ATA-12391
Ваша цена: $17,60
НАИМЕНОВАНИЕ: ATA-12399
Ваша цена: 21,02 $
НАИМЕНОВАНИЕ: TZ-1
Обычно: 7,99 $
Ваша цена: 6,39 $
НАИМЕНОВАНИЕ: CPB1
Ваша цена: $89,95
НАИМЕНОВАНИЕ: MRPK10
Ваша цена: $40,34
НАИМЕНОВАНИЕ: RY36
Ваша цена: $35,14
НАИМЕНОВАНИЕ: ПЭК-1
Ваша цена: $108,00
НАИМЕНОВАНИЕ: БРОМАТ
Обычно: 23,9 доллара США9
Ваша цена: $19,18
НАИМЕНОВАНИЕ: LPPMAT
Обычно: $19,95
Ваша цена: $16,95
ПУНКТ: CO-RRC-SL
Ваша цена: $42. 00
НАИМЕНОВАНИЕ: PEK-WT
Ваша цена: $70.00
ПРЕДМЕТ: LMB-01
Ваша цена: 8,90 $
НАИМЕНОВАНИЕ: USB-SV
Обычно: $352,01
Ваша цена: $199,00
НАИМЕНОВАНИЕ: УТЛ-Т
Ваша цена: $66.00
НАИМЕНОВАНИЕ: 1200PCH
Ваша цена: $2096,85
НАИМЕНОВАНИЕ: 3PE-B
Ваша цена: $29.00
НАИМЕНОВАНИЕ: 6PE-B
Ваша цена: $53,00
ПУНКТ
: BDB-E
Ваша цена: $42. 00
НАИМЕНОВАНИЕ: BDB-UW
Ваша цена: $46.00
НАИМЕНОВАНИЕ: BFK108
Ваша цена: $125.00
НАИМЕНОВАНИЕ: BHS-6
Обычно: $69,95
Ваша цена: $58,50
НАИМЕНОВАНИЕ: BLH-6
Ваша цена: $19,95
НАИМЕНОВАНИЕ: BLS-1200
Ваша цена: $37,95
НАИМЕНОВАНИЕ: BP201IC
Ваша цена: $1092,45
НАИМЕНОВАНИЕ: BPH-1
1 отзыв(ы)
Ваша цена: $14,95
НАИМЕНОВАНИЕ: BTB-1000
1 отзыв(ы)
Обычно: $39,95
Ваша цена: 29,50 $
НАИМЕНОВАНИЕ: BX-100
Ваша цена: $39,95
НАИМЕНОВАНИЕ: CAK-15
Ваша цена: $115. 00
ПУНКТ
: CDJ-3
Обычно: $38,12
Ваша цена: $32,40
ПУНКТ: CGIT-10
1 отзыв(ы)
Ваша цена: 105,29 $
ПУНКТ: CLTD-5
1 отзыв(ы)
Ваша цена: $225,73
НАИМЕНОВАНИЕ: CMP-101
Ваша цена: $130.00
НАИМЕНОВАНИЕ: CPH-10
Ваша цена: 21,92 $
НАИМЕНОВАНИЕ: CPH-5
Ваша цена: $57,22
ПУНКТ
: CPR-4D
Ваша цена: 24,95 $
НАИМЕНОВАНИЕ: CR-DJ
Ваша цена: $195. 00
ПУНКТ
: CW-90MC
Ваша цена: $140,31
ПУНКТ: D-211
Ваша цена: $139,95
НАИМЕНОВАНИЕ: DP-7B
Ваша цена: $392,44
ПУНКТ
: ESS-B
Ваша цена: $92.00
НАИМЕНОВАНИЕ: EZ-1
Ваша цена: $3,33
ПУНКТ
: FCP0042C
Ваша цена: $199,95
НАИМЕНОВАНИЕ: FI-12
Ваша цена: $12,95
НАИМЕНОВАНИЕ: FI-6
Обычно: 22,75 $
Ваша цена: $13,99
НАИМЕНОВАНИЕ: FI-P-2
1 отзыв(ы)
Ваша цена: $71,40
НАИМЕНОВАНИЕ: FI-P-4
1 отзыв(ы)
Ваша цена: 91,50 $
НАИМЕНОВАНИЕ: FI-R-2
Ваша цена: 22,90 $
НАИМЕНОВАНИЕ: FI-R-4
Ваша цена: 26,85 $
НАИМЕНОВАНИЕ: FI-SET-1
2 отзыв(а)
Ваша цена: $169. 00
НАИМЕНОВАНИЕ: FI-W-2
Ваша цена: $31,30
НАИМЕНОВАНИЕ: FI-W-4
Ваша цена: $31,45
ПУНКТ: ФРС-4
Ваша цена: $76,19
НАИМЕНОВАНИЕ: HDPS-4
Ваша цена: $184,36
ПУНКТ
: HKD-75
Ваша цена: $266,68
ПУНКТ: IC-DJ
Ваша цена: $310.00
НАИМЕНОВАНИЕ: IC-GS2
Ваша цена: $58.00
НАИМЕНОВАНИЕ: IC-SH
Ваша цена: $65.00
ПУНКТ: ИКТ-2
Ваша цена: 25,75 $
НАИМЕНОВАНИЕ: K-18
Ваша цена: $134,38
НАИМЕНОВАНИЕ: К-8
Обычно: $31,99
Ваша цена: $18,99
НАИМЕНОВАНИЕ: KE7
1 отзыв(ы)
Ваша цена: $32,95
НАИМЕНОВАНИЕ: K-GSA
Ваша цена: $134,38
НАИМЕНОВАНИЕ: K-SPIN
Ваша цена: $119,81
НАИМЕНОВАНИЕ: KWIK-KEE
Ваша цена: 268,79 $
НАИМЕНОВАНИЕ: ЛАБМАТ
1 отзыв(ы)
Ваша цена: $34,95
НАИМЕНОВАНИЕ: LC-5
Ваша цена: $45,56
НАИМЕНОВАНИЕ: LDB-E
Ваша цена: $55. 00
ПУНКТ
: LICCB
1 отзыв(ы)
Ваша цена: $170,95
НАИМЕНОВАНИЕ: ЛИТ-М
Обычно: $50,83
Ваша цена: 29,99 $
ПУНКТ
: LKGIC
Ваша цена: $12,50
ПУНКТ
: LMDICC
Ваша цена: $55,41
НАИМЕНОВАНИЕ: LPB001
Обычно: 29,95 $
Ваша цена: 24,71 $
ПУНКТ: LSA-1
Ваша цена: $51,35
ПУНКТ
: ЛСА-3
Ваша цена: $72,25
НАИМЕНОВАНИЕ: LT700
Ваша цена: $43,65
НАИМЕНОВАНИЕ: LT705
Ваша цена: $38,66
НАИМЕНОВАНИЕ: LT705F
Ваша цена: 21,38 $
НАИМЕНОВАНИЕ: MAG-200
1 отзыв(ы)
Ваша цена: $38,12
ПУНКТ
: MCRT-2
Ваша цена: 11,15 $
НАИМЕНОВАНИЕ: МДЛТ-1
Ваша цена: $205,50
НАИМЕНОВАНИЕ: МДПС-6
Ваша цена: $169,25
НАИМЕНОВАНИЕ: MEX-4
Ваша цена: 24,95 $
ПУНКТ
: MK-CD
Ваша цена: 447,49 $
НАИМЕНОВАНИЕ: NP-4B
Ваша цена: $142,03
НАИМЕНОВАНИЕ: UPH
Ваша цена: $17. 00
ПУНКТ
: UTL
Ваша цена: $90.00
НАИМЕНОВАНИЕ: RD-1
Ваша цена: $17,64
НАИМЕНОВАНИЕ: SAR-DJ
Ваша цена: $170.00
ПУНКТ
: SCT-1
2 отзыв(а)
Ваша цена: $39,50
НАИМЕНОВАНИЕ: СКМ-1
Ваша цена: $228,82
НАИМЕНОВАНИЕ: SUT-600
Ваша цена: $109,15
НАИМЕНОВАНИЕ: TP-62
Ваша цена: $39,95
НАИМЕНОВАНИЕ: ТРУ-55
Ваша цена: $37,53
НАИМЕНОВАНИЕ: ТРУ-99
Ваша цена: $37,99
ПУНКТ: ВИС-000
1 отзыв(ы)
Ваша цена: $34,95
НАИМЕНОВАНИЕ: ВИС-200
1 отзыв(ы)
Ваша цена: $34,95
НАИМЕНОВАНИЕ: VL-DVM850BL
Ваша цена: 24,95 $
НАИМЕНОВАНИЕ: VL-VT5021
Ваша цена: $11,95
НАИМЕНОВАНИЕ: WC-3300
Ваша цена: $55,50
НАИМЕНОВАНИЕ: WC-5500
1 отзыв(ы)
Ваша цена: 92,40 $
НАИМЕНОВАНИЕ: WC-7000
Ваша цена: $3,50
НАИМЕНОВАНИЕ: WH-104
Ваша цена: $65. 00
НАИМЕНОВАНИЕ: WH-107
Ваша цена: $65.00
ПУНКТ
: WP045B
Ваша цена: $39,95
НАИМЕНОВАНИЕ: TZ-LED-SET
Обычно: $49,95
Ваша цена: $39,95
Безопасные буровые инструменты | Безопасные сверла и наконечники
Сейфы по своей природе очень трудно открыть без правильного ключа или комбинации. Слесари и специалисты по сейфам считают жизненно важным иметь под рукой лучшие безопасные сверла для открытия таких сейфов. Для открытия сейфов и хранилищ часто требуется просверлить отверстие или несколько отверстий, но это еще не все. Специальные фонари, бороскопы, экстракторы сверл, окуляр и широкий ассортимент безопасных сверл и наконечников — все это необходимо. Точно так же, открывая сейф, вам понадобится съемник дверного носа, специально созданный для сейфов. Вам не нужно быть специалистом по безопасности, чтобы работать с сейфами. Вот почему мы предлагаем DVD с базовым курсом безопасных комбинаций, который охватывает все тонкости этой сложной задачи. Этот DVD рассказывает о том, как и почему нужно менять безопасные комбинации. Держите этот DVD под рукой для переподготовки или обучения новых сотрудников.
Оборудование рабочего места для ручной обработки древесины.
Технология (мальчики) 5 класс. ФГОС
Тема урока: Обработка рабочего места для ручной обработки древесины.
Цель урока: Дать понятие учащимся о том, что представляет собой рабочее место в столярной мастерской. Познакомить со столярным верстаком, его устройстве и безопасной работе на нем.
Инструменты и оборудование: Столярный верстак для обработки древесины. Комплект инструментов. Плакат с инструктажем по технике безопасности.
Ход урока:
Вводная часть
1.1.Ознакомление учеников с правилами поведения в мастерской.
1.2.Рассказать о режиме работы на уроках технологии.
1.3. Ознакомить с техникой безопасности в столярной мастерской.
2. Объяснение нового материала.
Работа с древесиной производится в столярной мастерской. У каждого учащегося будет свое постоянное место работы. Рабочее место для работы с древесиной должно быть оборудовано столярным верстаком.
Слово «верстак» в переводе с немецкого обозначает «мастерская».
Профессия рабочего, занятого ручной обработкой древесины, называется столяр.
Верстаки бывает двух видов: столярный и универсальный (комбинированный).
Устройство столярного верстака.
Верстак состоит из основания 1,крышки 2, отверстий для клиньев 3, лотка для инструментов 4, переднего зажима 5, заднего зажима 6, подвижных пальцев 7.
Отверстия с клиньями нужны для закрепления или упора длинных заготовок.
Передний и задний зажимы служат для закрепления заготовок, которые надо обработать.
Лоток служит для размещения инструмента, который нужен для работы.
Выдвижные пальцы служат для опоры длинномерных заготовок, например при строгании.
Под верстаком размещают заготовки и изделия, хранят инструменты и приспособления.
Вопросы ученикам:
Какие вы знаете режущие инструменты? Стамески, ножовки, долото, сверла и т. д.
Какие бывают измерительные инструменты? Линейки, циркули, угольники, транспортиры и т.д.
Правила работы в столярной мастерской.
Работать у верстака чаще всего необходимо стоя, лишь некоторые работы удобнее производить сидя на стуле 2, например, выжигание или выпиливание.
Высота верстака должна соответствовать росту ученика. Проверить это не сложно.
Нужно встать прямо у верстака, опустить руки вниз и положить на крышку ладони.
Если при этом не требуется наклоняться или сгибать руки, значит, высота верстака
правильная.
Техника безопасности при работе в слесарной мастерской.
1.Работу следует выполнять в спецодежде (фартуке или халате).
2.Крепление заготовок должно быть надежным.
3.Инструмент, должен аккуратно сложен в лотке.
4.Каждый работает только на своем рабочем месте.
5.Инструмент должен быть исправным.
При работе соблюдается правила ухода за верстаком.
Беречь крышку верстака от повреждении.
Клинья забивать и выбивать только киянкой.
3. На рабочем месте должны находиться только необходимые инстументы и приспособления.
4. После работы верстак необходимо очистить с помощью щетки.
3. Практическая работа.
3.1.Назовите основные части столярного верстака.
3.2.Проверьте соответствует ли верстак в мастерской вашему росту.
3.3.Потренируитесь в закреплении заготовок в зажимах.
4.Заключительная часть.
Проверка выполненных работ и указание на ошибки.
Поведение итогов урока.
Просмотр содержимого документа
«Оборудование рабочего места для ручной обработки древесины. »
Технология (мальчики) 5 класс. ФГОС
Тема урока: Обработка рабочего места для ручной обработки древесины.
Цель урока: Дать понятие учащимся о том, что представляет собой рабочее место в столярной мастерской. Познакомить со столярным верстаком, его устройстве и безопасной работе на нем.
Инструменты и оборудование: Столярный верстак для обработки древесины. Комплект инструментов. Плакат с инструктажем по технике безопасности.
Ход урока:
Вводная часть
1.1.Ознакомление учеников с правилами поведения в мастерской.
1.2.Рассказать о режиме работы на уроках технологии.
1.3. Ознакомить с техникой безопасности в столярной мастерской.
2. Объяснение нового материала.
Работа с древесиной производится в столярной мастерской. У каждого учащегося будет свое постоянное место работы. Рабочее место для работы с древесиной должно быть оборудовано столярным верстаком.
Слово «верстак» в переводе с немецкого обозначает «мастерская».
Профессия рабочего, занятого ручной обработкой древесины, называется столяр.
Верстаки бывает двух видов: столярный и универсальный (комбинированный).
Устройство столярного верстака.
Верстак состоит из основания 1,крышки 2, отверстий для клиньев 3, лотка для инструментов 4, переднего зажима 5, заднего зажима 6, подвижных пальцев 7.
Отверстия с клиньями нужны для закрепления или упора длинных заготовок.
Передний и задний зажимы служат для закрепления заготовок, которые надо обработать.
Лоток служит для размещения инструмента, который нужен для работы.
Выдвижные пальцы служат для опоры длинномерных заготовок, например при строгании.
Под верстаком размещают заготовки и изделия, хранят инструменты и приспособления.
Вопросы ученикам:
Какие вы знаете режущие инструменты? Стамески, ножовки, долото, сверла и т.д.
Какие бывают измерительные инструменты? Линейки, циркули, угольники, транспортиры и т.д.
Правила работы в столярной мастерской.
Работать у верстака чаще всего необходимо стоя, лишь некоторые работы удобнее производить сидя на стуле 2, например, выжигание или выпиливание.
Высота верстака должна соответствовать росту ученика. Проверить это не сложно.
Нужно встать прямо у верстака, опустить руки вниз и положить на крышку ладони.
Если при этом не требуется наклоняться или сгибать руки, значит, высота верстака
правильная.
Техника безопасности при работе в слесарной мастерской.
1.Работу следует выполнять в спецодежде (фартуке или халате).
2.Крепление заготовок должно быть надежным.
3.Инструмент, должен аккуратно сложен в лотке.
4.Каждый работает только на своем рабочем месте.
5.Инструмент должен быть исправным.
При работе соблюдается правила ухода за верстаком.
Беречь крышку верстака от повреждении.
Клинья забивать и выбивать только киянкой.
3. На рабочем месте должны находиться только необходимые инстументы и приспособления.
4. После работы верстак необходимо очистить с помощью щетки.
3. Практическая работа.
3. 1.Назовите основные части столярного верстака.
3.2.Проверьте соответствует ли верстак в мастерской вашему росту.
3.3.Потренируитесь в закреплении заготовок в зажимах.
4.Заключительная часть.
Проверка выполненных работ и указание на ошибки.
Поведение итогов урока.
Рабочее место столяра при обработке древесины вручную
Категория: Столярные работы
Основным оборудованием рабочего местл при ручной обработке древесины служит столярный верстак (рис. 1, а).
Верстак состоит из подверстачья и крышки. Подверстачье обычно делают сосновое, а крышку изготовляют из твердой, хорошо просушенной древесины дуба, бука, березы, реже граба или ильма. Крышка верстака состоит из доски толщиной 60—80 мм, обвязанной брусками, переднего зажимного винта и задней зажимной коробки.
В крышке верстака, включая заднюю зажимную коробку, параллельно передней кромке устроены сквозные гнезда, в которые вставляются деревянные или металлические верстачные клинки (рис. 1) или гребенки (рис. 1, в). Благодаря наличию плоских пружин их можно установить в гнезде на любую высоту. Клинки и гребенки служат для зажима обрабатываемого на верстаке материала в горизонтальном положении.
Рис. 1. Столярный верстак: а — общий вид, б — верстачный клинок, в — гребенка
При обработке материала в вертикальном положении его можно зажимать передним зажимным винтом или задней зажимной коробкой. При обработке досок в горизонтальном положении «на ребро» их зажимают передним винтом.
В крышке верстака с нерабочей стороны устраивается лоток 5, или, как его часто называют, инструментальная доска, в котором во время работы держат мелкий инструмент.
При обработке длинных досок для поддержания свободного конца доски пользуются специальной подставкой. Подставка имеет высоту 90 см и состоит из вертикального бруска прямоугольного сечения, на одной стороне которого сделаны запилы (Зазубрины) с переставной седелкой.
На рабочем месте в непосредственной близости к верстаку должен находиться шкафчик для хранения инструментов, вспомогательных материалов, чертежей. Инструмент следует хранить в строго определенном порядке.
Рабочее место должно быть правильно организовано. Это поможет достичь высокой производительности труда.
Основные требования к организации рабочего места следующие. 1. На рабочем месте должно быть все только необходимое для работы. 2. Площадь рабочего места должна быть такой, чтобы рабочий при нормальном процессе не делал лишних движений, но и не был стеснен в необходимых производственных движениях. 3. Каждый предмет должен иметь постоянное место. 4. Рабочее место должно быть благоустроено: обеспечено хорошей вентиляцией, достаточно освещено и отеплено.
Необходимая для работы площадь, помимо верстака, а также расположение на рабочем месте необходимых инструментов и приспособлений зависят в каждом отдельном случае от характера выполняемой работы.
В настоящее время, когда заготовка деталей во многих столярных производствах почти полностью механизирована, а с повышением точности обработки значительно сокращаются подгоночные работы и большая часть операций по сборке изделий (например в производстве столярно-строительных деталей) успешно выполняется механизированно, верстак применяется все реже.
При выполнении столярных работ применяются различные инструменты. Их подразделяют на основные и вспомогательные. К основным инструментам относятся пилы, рубанки, сверла, долота и др.1, к вспомогательным — молотки, киянки, клещи, кусачки, отвертки, напильники и др.
Молоток столярный (рис. 2, а) должен быть призматической формы с ровной ударной поверхностью бойка. У столяра должно быть два-три молотка различного веса: 200, 400 и 600 г. Молоток весом 400 г имеет длину 110 мм, а поперечное сечение бойка 20 X 20 мм.
Ручки к молоткам делают из вязкой древесины кизила, березы, граба и др.
Киянка (рис. 2,б)—деревянный молоток, применяемый для ударов по ручке долота или стамески. Головка киянки может быть плоской или круглой (бочкообразной). Киянка изготовляется из вяза, карагача, граба или свилеватой березы. Бочкообразная киянка делается с наибольшим диаметром 120 мм, диаметром торцов 80 мм, высотой 180 мм, с ручкой длиной 390 мм.
Отвертка (рис. 2, в) служит для завинчивания шурупов. В зависимости от размера шурупов она имеет различную ширину заостренного конца. Железка отвертки может быть односторонней или двухсторонней (переставной). В этом случае концы железки имеют различную ширину.
Железка отвертки, вставленная в коловорот, значительно облегчает труд и позволяет работать более производительно.
Напильники применяют для зачистки деталей в местах, недоступных для других инструментов. Существуют напильники прямоугольные, треугольные, круглые и полукруглые. По крупности насечки напильники подразделяются на рашпили (рис. 2, г), личные (рис. 2, д) и бархатные. Самую крупную насечку в виде пирамидальных, расположенных в шахматном порядке зубчиков-резцов имеют рашпили. У личных и бархатных напильников насечка мелкая линейная однорядная и двухрядная.
Рис. 2. Вспомогательный столярный инструмент: а — молоток, б —киянка, в — отвертка, г — рашпили, д — личные напильники, е — клещи, ж — кусачки
Перед употреблением напильники рекомендуется протирать мелом или древесным углем. Это предохраняет насечку от загрязнения. В случае загрязнения рашпили прочищают стальной щеткой. Простейшим и безвредным способом чистки напильников является погружение их на несколько мгновений в кипящую воду.
Клещи (рис. 2, е) употребляют при вытаскивании гвоздей или шпилек. Губки их должны плотно сходиться и быть прочными.
Кусачки (рис. 2, ж) применяют для откусывания головок гвоздей, чтобы получить шпильку, необходимую для скрытого соединения различных частей изделия.
Столярные работы — Рабочее место столяра при обработке древесины вручную
Деревообрабатывающие станки — Общие советы по безопасности: Ответы по охране труда
Ответы по охране труда Информационные бюллетени
Легко читаемые информационные бюллетени с вопросами и ответами, охватывающие широкий спектр тем по охране труда и технике безопасности на рабочем месте, от опасностей до болезней и эргономики на рабочем месте продвижение. ПОДРОБНЕЕ >
Загрузите бесплатное приложение OSH Answers
Поиск по всем информационным бюллетеням:
Поиск
Введите слово, фразу или задайте вопрос
ПОМОЩЬ
Что нужно сделать перед использованием деревообрабатывающих станков?
Инструменты для деревообработки могут быть опасны при неправильном использовании.
Используйте только те деревообрабатывающие станки, которые прошли обучение правильному и безопасному использованию.
Внимательно прочтите руководство пользователя.
Прежде чем пытаться использовать какой-либо инструмент или машину, убедитесь, что вы понимаете инструкции. Задавайте вопросы, если у вас есть какие-либо сомнения относительно безопасного выполнения работы.
Какие меры безопасности следует соблюдать при использовании деревообрабатывающих станков?
Всегда надевайте защитные очки или защитные очки, либо лицевой щиток (с защитными очками или защитными очками).
При необходимости надевайте пылезащитные маски.
Носите средства защиты органов слуха, соответствующие уровню и частоте шума, которому вы подвергаетесь в зоне деревообработки. Если вы плохо слышите, как кто-то говорит на расстоянии трех футов, уровень шума от машины слишком высок. Может произойти повреждение слуха.
Используйте перчатки для защиты рук от осколков при работе с древесиной, но не носите их вблизи вращающихся лезвий и других частей машин, за которые перчатки могут зацепиться.
При необходимости носить защитную обувь.
Прежде чем приступить к работе с любым оборудованием или машиной, убедитесь, что ограждение установлено на место, находится в хорошем рабочем состоянии и надлежащим образом защищает машину. Проверьте и отрегулируйте все другие предохранительные устройства.
Перед использованием убедитесь, что оборудование правильно заземлено.
Перед включением питания убедитесь, что ключи и регулировочные ключи извлечены из машины.
Перед резкой, строганием, фрезерованием или выполнением подобных действий осмотрите заготовки на наличие гвоздей, скоб, незакрепленных сучков или других дефектов.
Убедитесь, что все машины имеют кнопки пуска и останова в пределах легкой и удобной досягаемости оператора. Кнопки запуска должны быть защищены, чтобы случайное прикосновение не привело к запуску машины. Рекомендуется наличие воротника вокруг пуговицы на расстоянии от 3 до 6 мм (от 1/8 до 1/4 дюйма) над пуговицей.
Убедитесь, что все режущие инструменты и лезвия чистые, острые и находятся в хорошем рабочем состоянии, чтобы они могли резать свободно, а не принудительно.
Перед осмотром, заменой, очисткой, регулировкой или ремонтом ножа или машины выключите питание и отсоедините кабель питания (или заблокируйте источник питания). Также отключайте питание при обсуждении работы.
Используйте «толкатель», чтобы протолкнуть материал в зону резки. Кондукторы также полезны для защиты рук во время резки. Держите руки подальше от линии режущего лезвия.
Зажимайте и закрепляйте все заготовки при сверлении, шлифовании, резке или фрезеровании.
Используйте хорошее освещение, чтобы заготовка, режущие лезвия и органы управления машины были хорошо видны. Расположите или затените источники света, чтобы они не светили в глаза оператору и не вызывали бликов и отражений.
Убедитесь, что площади вокруг оборудования достаточно, чтобы вы могли безопасно обрабатывать обрабатываемую заготовку, не натыкаясь на других рабочих или оборудование.
Используйте удлинительные столы или роликовые опоры для больших заготовок. Опоры должны быть размещены с обеих сторон (на входе и выходе).
Деревообрабатывающие станки должны быть оборудованы эффективными и исправными местными вытяжными системами вентиляции для удаления образующихся опилок или стружки.
Шнуры электропитания должны находиться выше уровня головы или в полу таким образом, чтобы о них нельзя было споткнуться.
Следите за тем, чтобы на рабочем месте не было беспорядка, оно было чистым, хорошо подметенным и хорошо освещенным. Разливы следует немедленно убирать. Полы должны быть ровными и нескользкими. Надлежащая практика ведения домашнего хозяйства и организация рабочего места снизят количество травм и несчастных случаев в результате поскальзываний, спотыканий и падений.
Оберегайте место от воды и влаги. Не используйте электрооборудование на открытом воздухе под дождем.
Всегда концентрируйтесь на работе. Например, если вам нужно поговорить с другим человеком, сначала выключите оборудование.
Чего следует избегать при работе с деревообрабатывающими станками?
Не носите свободную одежду, рабочие перчатки, галстуки, кольца, браслеты или другие украшения, которые могут зацепиться за движущиеся части.
Избегайте неудобных операций и положения рук, когда внезапное соскальзывание может привести к тому, что ваша рука попадет в режущий инструмент или лезвие.
Не стойте прямо за заготовкой, которую разрезают, строгают или соединяют, чтобы избежать травм от отдачи.
Не удаляйте вручную опилки или стружку с режущей головки во время работы машины. Используйте палку или щетку, когда машина остановится.
Не используйте сжатый воздух для удаления опилок, стружки и т. д. с машин или одежды.
Не оставляйте работающие машины без присмотра (за исключением случаев, когда они спроектированы и предназначены для работы без присмотра). Не оставляйте машину до тех пор, пока не будет отключено питание и машина полностью не остановится.
Не пытайтесь освободить застрявшее лезвие до отключения питания.
Не отвлекайте и не пугайте оператора, когда он работает с деревообрабатывающим оборудованием.
Верховая езда должна быть запрещена. Это может привести к травмам.
Последнее обновление документа: 4 июня 2019 г.
Добавьте значок на свой веб-сайт или в интранет, чтобы ваши сотрудники могли быстро найти ответы на свои вопросы по охране труда и технике безопасности.
Что нового
Ознакомьтесь с нашим списком «Что нового», чтобы узнать, что было добавлено или изменено.
Нужна дополнительная помощь?
Свяжитесь с нашей информационной линией безопасности
905-572-2981
Бесплатный номер 1-800-668-4284 (в Канаде и США)
Расскажите нам, что вы думаете
Как мы можем сделать наши услуги более полезными для вас? Свяжитесь с нами, чтобы сообщить нам.
Отказ от ответственности
Несмотря на то, что предпринимаются все усилия для обеспечения точности, актуальности и полноты информации, CCOHS не гарантирует, не гарантирует, не заявляет и не ручается за правильность, точность или актуальность предоставленной информации. CCOHS не несет ответственности за любые убытки, претензии или требования, возникающие прямо или косвенно в результате любого использования или доверия к информации.
Прежде чем уйти, не могли бы вы ответить на семь вопросов о вашем опыте на веб-сайте CCOHS?
Бюро трудовой статистики США
ПОДХОДИТ ДЛЯ ПЕЧАТИ
Резюме
Что они делают
Рабочая среда
Как стать единым целым
Платить
Перспектива работы
Данные штата и района
Сходные профессии
Подробнее
Резюме
Пожалуйста, включите JavaScript для воспроизведения этого видео.
Стенограмма видео доступна по адресу https://www.youtube.com/watch?v=Avn11IVTieY.
Краткая информация: Столяры
Медианная заработная плата 2021 г.
36 710 долларов в год
17,65 $ в час
Стандартное начальное образование
Диплом средней школы или эквивалент
Опыт работы по родственной профессии
Нет
Обучение на рабочем месте
См. Как стать единым целым
Количество рабочих мест, 2021 г.
238 000
Перспективы работы, 2021-31
3% (медленнее среднего)
Изменение занятости, 2021-31
8 200
Что делают столяры
Столяры производят различные изделия, такие как шкафы и мебель, из древесины, шпона и ламината.
Рабочая среда
Большинство столяров занято в обрабатывающей промышленности. Несмотря на то, что условия их работы различаются, столяры могут столкнуться с шумом машин и древесной пылью.
Как стать плотником
Обычно для того, чтобы стать плотником, требуется диплом средней школы или его эквивалент. Хотя некоторым профессиям начального уровня можно научиться за 1 месяц или меньше, для того, чтобы стать профессионалом, обычно требуется от нескольких месяцев до более года обучения на рабочем месте. Также важна возможность использования машин с компьютерным управлением.
Оплата
Средняя годовая заработная плата столяров в мае 2021 года составляла 36 710 долларов.
Несмотря на ограниченный рост занятости, прогнозируется открытие около 27 200 вакансий для столяров каждый год, в среднем, в течение десятилетия.
Ожидается, что большинство этих вакансий возникнет в связи с необходимостью замены работников, которые переходят на другую профессию или выходят из состава рабочей силы, например, в связи с выходом на пенсию.
Данные по штатам и районам
Исследуйте ресурсы для трудоустройства и заработной платы по штатам и районам для плотников.
Похожие занятия
Сравните рабочие обязанности, образование, карьерный рост и заработную плату плотников с аналогичными занятиями.
Дополнительная информация, включая ссылки на O*NET
Узнайте больше о плотниках, посетив дополнительные ресурсы, в том числе O*NET, источник основных характеристик рабочих и профессий.
Плотники обеспечивают соответствие продукции отраслевым стандартам и спецификациям проекта.
Деревообработчики производят различные изделия, такие как шкафы и мебель, из древесины, шпона и ламината. Они часто комбинируют и включают в древесину различные материалы.
Обязанности
Плотники обычно делают следующее:
Чтение подробных архитектурных чертежей, схем, рабочих чертежей и чертежей
Подготовка и настройка станков и инструментов для производства изделий из дерева
Подъем деревянных деталей на машины вручную или с помощью лебедки
Работа на деревообрабатывающих станках, включая пилы, фрезерные и шлифовальные станки
Прислушивайтесь к необычным звукам и следите за чрезмерной вибрацией в механизмах
Убедитесь, что продукция соответствует отраслевым стандартам и спецификациям проекта, внося коррективы по мере необходимости
Выберите подходящие режущие, фрезерные, расточные и шлифовальные инструменты для выполнения работы
Использование ручных инструментов для обрезки деталей или сборки изделий
Техническое обслуживание машин, например, их очистка и смазка или замена изношенных лезвий
Мастера по дереву производят изделия из пиломатериалов и синтетических древесных материалов. Многие из этих продуктов, в том числе большая часть мебели, кухонных шкафов и музыкальных инструментов, производятся серийно. Другие изделия изготавливаются на заказ по архитектурным проектам и чертежам.
Современная деревообработка высокотехнологична. Квалифицированные операторы используют автоматизированное оборудование, такое как станки с числовым программным управлением (ЧПУ), чтобы обеспечить точность на всех этапах своей работы. Столяры выполняют многие свои задачи на сборочной линии, но некоторые индивидуальные работы приходится выполнять вручную.
Плотники устанавливают, эксплуатируют и обслуживают все типы деревообрабатывающих станков, таких как пилы, фрезерные станки, сверлильные станки, шлифовальные станки и станки для скрепления древесины. Операторы используют оборудование для резки и придания формы деревянным деталям, а также для проверки размеров с помощью шаблона, штангенциркуля и линейки. Столяры добавляют крепеж и клей и соединяют детали, чтобы сформировать собранное целое. Они также устанавливают фурнитуру, такую как ручки и направляющие для ящиков, и подбирают специальные изделия для стекла, металлических деталей, электрических компонентов и камня. Наконец, рабочие шлифуют, морят и, при необходимости, покрывают изделие из дерева герметиком или верхним покрытием, таким как лак или политура.
Ниже приведены примеры типов столярных станков:
Краснодеревщики и плотники вырезают, формируют и собирают детали для деревянных изделий. Они часто проектируют и создают наборы шкафов по индивидуальному заказу, иногда наблюдая за проектом вплоть до установки.
Отделщики мебели придание формы, отделка и повторная отделка поврежденной и изношенной мебели. Они могут работать с антиквариатом и должны решать, как его сохранить и отремонтировать. Они также выполняют окрашивание, герметизацию и нанесение верхнего покрытия в конце производственного процесса.
Наладчики, операторы и поставщики деревообрабатывающих станков используют ленточные пилы, циркулярные пилы, ножовки или другое оборудование для резки древесины. Они также используют сверлильные станки, токарные станки, шлифовальные машины и другое деревообрабатывающее оборудование для сглаживания и придания формы древесине.
Мастера по дереву производят изделия из пиломатериалов и синтетических древесных материалов.
В 2021 году у столяров было около 238 000 рабочих мест. Занятость по подробным профессиям, из которых состоят деревообработчики, распределилась следующим образом:
Краснодеревщики и плотники
102 900
Наладчики, операторы и операторы деревообрабатывающих станков, кроме распиловки
69 400
Наладчики лесопильных станков, операторы и тендерщики по дереву
47 100
Мебельные отделочные материалы
18 700
Крупнейшими работодателями столяров были:
Производство мебели и сопутствующих товаров
40%
Производство изделий из дерева
38
Самозанятые работники
5
Подрядчики специализированной торговли
4
Условия работы различаются. Иногда столяры работают с тяжелыми и громоздкими материалами и могут столкнуться с шумом и пылью. В результате они регулярно носят средства защиты органов слуха, защитные очки и респираторы или маски.
Травмы и болезни
Наладчики лесопильных станков, операторы и тендерщики имеют один из самых высоких показателей травм и заболеваний среди всех профессий. Эти рабочие используют пилы и другие инструменты и оборудование, которые могут быть опасными и могут вызвать порезы или рваные раны. Рабочие должны носить защитное снаряжение и помнить об окружающей среде, чтобы избежать травм.
Плотники подвергаются воздействию таких опасностей, как вредная пыль, химикаты или пары, и часто носят респиратор или маску. Другие могут подвергаться воздействию чрезмерного шума и носить средства защиты органов слуха.
Большинство травм связано с растяжениями, болями в спине, синдромом запястного канала и грыжами. Эти травмы происходят из-за неловкого наклона, тянущегося или скручивания и перенапряжения или повторения.
Графики работы
Большинство плотников работают полный рабочий день в обычные рабочие часы. График работы у некоторых столяров разный.
После окончания средней школы большинство столяров обучаются на рабочем месте, учась у более опытных рабочих.
Чтобы стать плотником, обычно требуется диплом средней школы или его эквивалент. Хотя некоторым профессиям начального уровня можно научиться за 1 месяц или меньше, для полного овладения ими может потребоваться от нескольких месяцев до более чем года обучения на рабочем месте. Столяры также должны уметь пользоваться машинами с компьютерным управлением.
Образование
Обычно для работы требуется аттестат о среднем образовании. Обучение компьютерным приложениям и математике может улучшить перспективы трудоустройства.
На работу в деревообрабатывающем производстве работодатели могут предпочесть нанимать кандидатов, прошедших некоторые профессионально-технические курсы или курсы колледжа.
Обучение
Как правило, столяры начального уровня обучаются на рабочем месте, изучая свои навыки у опытных рабочих. Начинающие рабочие выполняют основные задачи, такие как подача куска дерева через машину и укладка готовой продукции в конце процесса. По мере накопления опыта столяры выполняют более сложные задачи с меньшим контролем.
Чтобы стать квалифицированным столяром, часто требуется несколько месяцев или лет. Квалифицированные столяры читают чертежи, настраивают машины и планируют последовательность работ.
Некоторые работники также проходят обучение в рамках программ ученичества, предлагаемых работодателями или профсоюзами.
Лицензии, сертификаты и регистрации
Хотя это и не требуется, учетные данные часто демонстрируют компетентность и профессионализм. Они также могут помочь кандидату продвинуться по профессии.
Североамериканский альянс специалистов по работе с деревообработкой предлагает национальную программу сертификации с пятью прогрессивными полномочиями.
Из-за того, что в производстве преобладают станки с ЧПУ, работники также могут получить сертификацию станков с ЧПУ. Сертификация предлагается общественными колледжами и производителями станков с ЧПУ.
Развитие
Опытные столяры могут перейти на другие должности, требующие большей ответственности. Например, они могут быть повышены до должности руководителя группы или начальника цеха, на которых они помогают контролировать работу других столяров.
Важные качества
Ориентирован на детали. Столяры должны обращать внимание на детали, чтобы соответствовать спецификациям и обезопасить себя.
Ловкость . Столяры должны выполнять точные пропилы с помощью различных ручных и электроинструментов, поэтому им необходима хорошая зрительно-моторная координация.
Математические навыки . Столяры должны понимать основы геометрии, чтобы визуализировать, как трехмерный деревянный объект, такой как шкаф или предмет мебели, будет сочетаться друг с другом.
Механические навыки . Использование ручных инструментов, таких как отвертки и гаечные ключи, требуется для настройки, регулировки и калибровки машин. Эти автоматизированные системы также требуют, чтобы столяры использовали компьютеры и другие программируемые устройства.
Физическая выносливость . Плотники часто стоят в течение длительного времени, выполняя одни и те же функции.
Физическая сила . Столяры должны уметь поднимать громоздкие и тяжелые куски дерева.
Технические навыки . Столяры должны уметь интерпретировать конструкторские чертежи и технические руководства для ряда продуктов и машин. Они также должны иметь возможность устранять проблемы по мере их возникновения.
Плотники
Median annual wages, May 2021
Total, all occupations
$45,760
Production occupations
$37,710
Woodworkers
$36,710
Средняя годовая заработная плата столяров в мае 2021 года составляла 36 710 долларов. Медианная заработная плата — это заработная плата, при которой половина работающих по профессии зарабатывает больше этой суммы, а половина — меньше. Самые низкие 10 процентов заработали менее 24 610 долларов, а самые высокие 10 процентов заработали более 48,9 долларов.20.
Средняя годовая заработная плата столяров в мае 2021 года была следующей:
Краснодеревщики и плотники
37 540 долларов США
Мебельные отделочные материалы
36 580
Наладчики, операторы и операторы деревообрабатывающих станков, кроме распиловки
36 090
Наладчики лесопильных станков, операторы и тендерщики по дереву
35 340
В мае 2021 года средняя годовая заработная плата столяров в ведущих отраслях промышленности, в которых они работали, была следующей:
Специализированные торговые подрядчики
37 760 долларов США
Производство мебели и сопутствующих товаров
37 270
Производство изделий из дерева
35 620
Большинство плотников работают полный рабочий день в обычные рабочие часы.
Столяры
Процентное изменение занятости, прогнозируемое на 2021–2031 годы
Итого, все профессии
Столяры
Производственные профессии
Прогнозируется, что общая занятость столяров вырастет на 3 процента с 2021 по 2031 год, что медленнее, чем в среднем по всем профессиям.
Несмотря на ограниченный рост занятости, прогнозируется открытие около 27 200 вакансий для столяров каждый год, в среднем, в течение десятилетия.
Ожидается, что большинство этих вакансий возникнет в связи с необходимостью замены работников, которые переходят на другую профессию или выходят из состава рабочей силы, например, в связи с выходом на пенсию.
Занятость
Рост занятости столяров будет связан со спросом на изделия из дерева. Эти продукты включают в себя мебель для проектов по ремонту дома и наружные конструкции для ресторанов и других предприятий. Однако автоматизация, особенно использование станков с числовым программным управлением (ЧПУ) в производстве изделий из дерева, может ограничить общую потребность в некоторых из этих рабочих в течение прогнозируемого десятилетия.
Данные о прогнозах занятости столяров, 2021–2031 годы
Должность
SOC-код
Занятость, 2021
Прогнозируемая занятость, 2031
Изменение, 2021-31
Занятость по отраслям
Процент
Цифровой
ИСТОЧНИК: Бюро статистики труда США, Программа прогнозов занятости
Плотники
—
238 000
246 300
3
8 200
—
Краснодеревщики и плотники
51-7011
102 900
106 500
4
3 600
Получить данные
Отделщики мебели
51-7021
18 700
19 100
2
400
Получить данные
Наладчики лесопильных станков, операторы и тендерщики по дереву
51-7041
47 100
49 000
4
1 900
Получить данные
Наладчики, операторы и операторы деревообрабатывающих станков, кроме распиловки
51-7042
69 400
71 700
3
2 200
Получить данные
Статистика профессиональной занятости и заработной платы (OEWS)
Программа статистики занятости и заработной платы (OEWS) ежегодно производит оценки занятости и заработной платы для более чем 800 профессий. Эти оценки доступны для страны в целом, для отдельных штатов, а также для столичных и неметропольных территорий. Ссылки ниже ведут на карты данных OEWS по занятости и заработной плате по штатам и районам.
Краснодеревщики и плотники
Отделочные материалы для мебели
Наладчики лесопильных станков, операторы и тендерщики по дереву
Наладчики, операторы и тендерщики деревообрабатывающих станков, кроме пиления
Центральный выступ
Прогнозы профессиональной занятости разрабатываются для всех штатов Информацией о рынке труда (LMI) или отделами прогнозов занятости отдельных штатов. Все данные прогнозов штата доступны на сайте www.projectionscentral.com. Информация на этом сайте позволяет сравнивать прогнозируемый рост занятости по профессии между штатами или в пределах одного штата. Кроме того, штаты могут составлять прогнозы по районам; есть ссылки на веб-сайты каждого штата, где эти данные могут быть получены.
CareerOneStop
CareerOneStop включает в себя сотни профессиональных профилей с данными, доступными по штатам и городам. В левом боковом меню есть ссылки для сравнения профессиональной занятости по штатам и профессиональной заработной платы по местности или городскому району. Существует также инструмент информации о зарплате для поиска заработной платы по почтовому индексу.
В этой таблице приведен список профессий, обязанности которых аналогичны обязанностям столяра.
Род занятий
Должностные обязанности
НАЧАЛЬНОЕ ОБРАЗОВАНИЕ
СРЕДНЯЯ ЗАРПЛАТА 2021
Плотники
Плотники строят, ремонтируют и устанавливают каркасы и конструкции зданий из дерева и других материалов.
Диплом средней школы или эквивалент
48 260 долларов США
Программисты
Компьютерные программисты пишут, модифицируют и тестируют код и сценарии, которые обеспечивают правильную работу программного обеспечения и приложений.
Степень бакалавра
93000 долларов
Ремесленные и изобразительные художники
Ремесленники и художники используют различные материалы и техники для создания произведений искусства для продажи и выставки.
Посмотрите, как стать одним из них
49 960 долларов США
Ювелиры и производители драгоценных камней и металлов
Ювелиры и мастера по обработке драгоценных камней и металлов проектируют, изготавливают, регулируют, ремонтируют, оценивают и продают ювелирные изделия.
Диплом средней школы или эквивалент
46 640 долларов США
Машинисты и производители инструментов и штампов
Машинисты и производители инструментов и штампов настраивают и эксплуатируют оборудование для производства прецизионных металлических деталей, инструментов и инструментов.
Посмотрите, как стать одним из них
47 940 долларов США
Обработчики листового металла
Работники листового металла изготавливают или устанавливают изделия из тонких металлических листов.
Диплом средней школы или эквивалент
53 440 долларов США
Металлурги
Металлурги устанавливают конструкционное и арматурное железо и сталь для формирования и поддержки зданий, мостов и дорог.
Ключевое предназначение арматуры состоит в усилении бетона. Этот материал при эксплуатации разрушается от нагрузок изгибающего типа. В ЖБ конструкциях и сооружениях сжимающие, а также растягивающие усилия «берут на себя» именно прутки, выполненные из металла. При устройстве фундамента сооружения или другой постройки неминуемо возникает необходимость в армировании углов, а также примыканий. И важно помнить, что в такой ситуации недопустимо перекрестие прямых металлических прутьев, это является серьезным нарушением технологического процесса, которое ведет к ослаблению конструкции. В угловых связках необходимо укладывать изогнутые прутки, при этом нахлест на каждую из сторон должен составлять не менее 80 сантиметров. Также они требуются для создания различных соединительных деталей и элементов, которые работают на растяжение: крюков, лапок и других.
Неминуемо возникает вопрос о том, как правильно гнуть арматуру своими руками, как сделать это проще всего и достаточно быстро. Первое, о чем стоит помнить: существует несколько разновидностей прутков. Многих интересует, как согнуть стеклопластиковую арматуру. Ответ на этот вопрос прост и однозначен: никак. Подобному методу обработки можно подвергать только стальные прутки. При этом их гибка должна производиться исключительно механическим способом.
Удобнее всего применять для этого специализированное оборудование и инструменты. Все станки и устройства функционируют по единому принципу. Конструкция инструмента состоит из трех валов. Первый отвечает за закрепление прутка под заданным углом, второй обеспечивает изгибание арматуры вокруг третьего (также его называют центральным или основным) вала. В результате обработки осуществляется деформация прутка под требующимся углом.
Наиболее востребованными являются инструменты следующих типов:
Ручные станки для гибки арматуры. Востребованы не только в бытовых условиях, но и в мастерских, небольших строительных и ремонтных организациях. Обеспечивают загиб за счет физической силы. Отличительные особенности инструмента – компактность, сравнительно низкая цена, удобство и простота эксплуатации.
Электрические станки для гибки арматуры. Такие инструменты считаются профессиональными. Их целесообразно использовать для выполнения значительных объемов работ. Традиционно они устанавливаются на предприятиях, специализирующихся на выпуске ЖБ конструкций. Подходят для гибки прутьев, диаметр которых – до 40 миллиметров.
Отдельно следует сказать, что ручные инструменты могут иметь:
Простой рычаг. В таких модификациях изгиб выполняется вокруг ролика, расположенного вертикально. Оперативность и простота обработки зависят от размеров рукоятки. Чем она длиннее, тем меньше сил нужно прикладывать для загиба.
Систему рычагов. В инструменте есть сектор зубчатого типа и шестеренка, которые вместе образуют редуктор. Такая конструктивная особенность существенно упрощает процесс загиба.
Современные производители выпускают станки с расширенным функционалом, которые, помимо гибки, способны осуществлять операции по рубке прутков, а также изготовлению спиралей. Как правило, они эксплуатируются в профессиональной сфере. Можно сделать приспособление для гибки арматуры своими руками, но намного безопаснее использовать фирменное оборудование и инструменты, ведь цены на них вполне доступны.
Как сделать металл прочнее
Предыдущая новость
28.07.2021
Cледующая новость
Покупая изделия из металла мы рассчитываем на то, что они прослужат нам долго. Но к сожалению, качество металла нашим ожиданиям соответствует далеко не всегда. Недозакаленная сталь будет гнуться, перезакаленная — крошиться. Плохая новость: в магазине этого узнать не получится. Хорошая новость в том, что все можно поправить в домашних условиях.
Проверка металла на качество
Но сначала нужно понять, стоит ли закаливать сталь вообще. Например, вы купили набор ножей. Они могут быть недостаточно закалены или наоборот, при закалке произошли нарушения и сталь перезакалили. Значит нож будет либо гнуться, либо крошиться
Для проверки нам понадобится самый обычный напильник или любой железный предмет, схожий по форме и функциям (рашпиль, пилка, небольшая пила). Просто проведите напильником по металлическому изделию.
Если они как бы липнут друг к другу — купленное изделие недостаточно закалено и будет гнуться.
Если наоборот, как бы отскакивают друг от друга — значит купленая вещь хрупкая, перезакалена и в процессе пользования будет крошиться (и гнуть ее не рекомендуется, сломается).
Закалка металла в домашних условиях
При этом вещь совсем необязательно возвращать в магазин, все можно поправить самостоятельно.
Закалка металла состоит из двух этапов:
нагрев;
охлаждение.
Чтобы сделать металл прочнее в домашних условиях, необходимо не только соблюдать меры по технике безопасности. Самое главное — не перегреть металл, потому что сине-черный цвет невозможно будет сточить наждачкой. Чтобы разогреть сталь для закалки достаточно довести ее до красного цвета.
Нагрев металла
В зависимости от размера изделия для закалки можно использовать :
паяльник;
резак по металлу;
газовую или электрическую плиту;
костер.
Но у костра есть свои нюансы — энергии тепла может не хватить для закалки некоторых видов стали.
Охлаждение
Чаще всего металл после закалки охлаждается водой. Если закалялось изделие целиком, его нужно поместить в воду полностью. Если, к примеру, у ножа нагревалось только лезвие, его достаточно промыть некоторое время под проточной водой.
Для закалки легированных и углеродистых сталей ипользуются не только вода, но и масло. Процесс происходит следующим образом:
нагрейте изделие до необходимой температуры;
горячий металл опустите в воду для быстрого охлаждения;
перенесите в масло и оставьте до полного охлаждения.
Сразу после нагрева металл нельзя опускать в масло — оно может воспламениться. Масло позволяет свести образование трещин на металле при охлаждении к минимуму, что обеспечивает сохранность сложных по форме деталей.
Вернуться к списку новостей
Читайте также
17.10.2022
Чем отличается труба ВГП от электросварной трубы
Читать далее
03. 10.2022
Какие металлы относятся к цветным?
Читать далее
26.09.2022
Профнастил: крашеный или оцинкованный
Читать далее
Как согнуть листовой металл с помощью обычных инструментов
Если у вас есть лом листового металла, вы можете использовать его в проектах, чтобы сэкономить материальные затраты. Вот классный трюк для гибки тонколистового металла без использования тормоза.
На нашей ферме есть старая постройка и мечта построить амбар для вечеринок. Прогресс идет хорошо. Мы с нетерпением ждем появления на ферме места для собраний, которое избавит от дополнительного пешеходного движения или вместит его.
В рамках проекта устанавливаю самодельную вытяжку. Мне очень хотелось использовать материалы, найденные во время уборки дома, поэтому я собрал их вместе из найденных частей. В том числе и металлолом, который я нашел на ферме.
Но это включает в себя сгибание кусков амбарной жести в форму капота, что напомнило мне об одном распространенном вопросе: как согнуть листовой металл без гибочного пресса?
У меня есть простой способ сгибать тонкие детали из листового металла и выполнять работу.
Подробнее: Научитесь сваривать, чтобы самостоятельно ремонтировать сельскохозяйственное оборудование!
Что вам нужно
К счастью, этот метод гибки деталей из листового металла не требует большого количества инструментов. На самом деле, у вас, вероятно, есть необходимые предметы.
два уголка, чтобы сделать «бутерброд»
плоская отвертка для надрезания металла
пара хомутов
козлы
Подробнее: У вас есть металлоискатель? Обдумать эту покупку должен каждый фермер.
Указания
Во-первых, приложите кусок уголка к козлам. Это будет нижняя часть вашего «бутерброда».
Затем положите кусок жести на уголок в том месте, где вы хотите сделать изгиб. Поместите второй кусок углового железа поверх этого, затем зажмите все. Удостоверьтесь, что ваше длинное лезвие снаружи, когда вы делаете это, чтобы вы могли использовать вес от более длинного лезвия для своего механического преимущества. (Большую длину легче согнуть.)
Когда все будет закреплено на месте, используйте лезвие отвертки, чтобы надрезать металлолом вдоль края уголка. Проведите лезвием по этой дорожке несколько раз, чтобы получилась видимая линия. (Вы можете посмотреть, как я это делаю, на видео выше.)
После того, как вы сделали надрезы на металле, вы можете просто согнуть металл вдоль линии надрезов, чтобы сделать изгиб. Пока вы хорошо закрепите детали, изгиб должен быть довольно легким. Если вам нужен жесткий край, вы можете использовать молоток, чтобы создать его.
Снимите зажимы и верхнюю угловую кромку. Затем вы можете завершить изгиб вручную, чтобы края были чистыми.
Посмотрите видео выше, чтобы увидеть, как я согнул найденный металлолом для самодельной вытяжки.
Изгиб металла для самостоятельного изготовления с достаточной точностью – механические элементы
Есть куча способов согнуть металл для кронштейна. Выполните поиск на YouTube, и вы, вероятно, найдете несколько методов. Что ж, мы не хотим отказываться ни от одного из них, потому что у них у всех есть место. Тем не менее, мы добавим еще один — тот, который особенно удобен, если вам нужно более одного похожего изгиба.
Я люблю промышленные детали с идеальными изгибами даже из толстого материала. Я люблю смотреть видео о прогрессивных штампах, штампующих идеальные детали. О, но в этих машинах так много NRE (невозмещаемых расходов)! Собственно, в больших объемах штамповка является одним из самых дешевых способов производства деталей. Тем не менее, DIY не является большим объемом.
Парадигма производства не работает, когда вам нужно всего несколько штук. Хотя существуют изящные механические гибочные станки для изготовления всего одного (или нескольких) чего-то, они, как правило, большие и дорогие. Ну, у меня много инструментов, но, как и у большинства мастеров, у меня нет места (или денег) для больших специальных инструментов, собирающих пыль. Это означает, что DIY должен стать творческим! Это Решения! мы ищем.
Видео о гибке металла своими руками
Как упоминалось выше, существует множество способов гибки металла своими руками. Толстый и тонкий. Это еще один, чтобы иметь в виду. Когда это соответствует вашим потребностям, это может быть довольно удобно. Это не производство, и это не очень высокое качество, но это довольно быстро (после того, как вы его настроите) и отлично подходит для DIY (особенно когда вам нужно сделать более одного). Наслаждайтесь видео.
Видео объясняет несколько попыток с использованием других техник, таких как тиски и молоток. Я даже попробовал метод «Разрез/Изгиб/Сварка» — (см. фото ниже), что довольно неплохо получается. Объяснение в видео также объясняет, почему эти другие методы гибки металла на самом деле не работали для этой работы.
Разумная попытка использования техники Half Cut/Bend/Weld Fill для брекета.
Это приложение для гибки металла немного отличается, поэтому требования также немного отличаются. Хотя эта техника не уникальна, она, вероятно, не первая, которая приходит на ум. О, и вам нужен пресс, чтобы заставить его работать. Здесь используется гидравлический пресс, но (в зависимости от вашего кронштейна) может работать и прочный оправочный пресс.
Более глубокий взгляд
Обратите внимание на пару моментов, касающихся конкретных скобок в видео:
Металл, который нужно согнуть, — нержавеющая сталь 304. Это довольно распространенный материал в листовом прокате, но его трудно обрабатывать и трудно сгибать.
Эти детали вырезаны струей воды в местной мастерской Precision Waterjet, но они не гнутся. Есть и другие магазины, которые делают все это, но они намного дороже с более длительным временем ожидания. Я сделал несколько дополнительных для экспериментов с изгибом. Хотя это хороший метод, на самом деле не имеет значения, как режется металл.
В окончательной установке кронштейны будут удерживать значительное усилие вокруг изгиба, поэтому они не могут быть слабыми (например, прорезаться наполовину, а затем сгибаться). Прочность важна, и именно поэтому они достаточно толстые.
Все детали для «матрицы» — просто кусочки из мусорного бака. Единственные детали, обработанные при помощи технологического процесса, — это те две, которые свариваются прихваточным швом. Пока это работало с моими записками, вы можете сделать это по-другому.
Это пресса в ролике, а это домкрат для мотивирующей силы.
Некоторым может показаться излишним сгибать металлический кронштейн. Я понимаю. Для других об этом не может быть и речи, потому что у них нет доступа к прессе. Тоже норм. Я не очень часто делаю брекеты таким образом, потому что большинству моих брекетов не нужна такая повторяемость. В данном случае мне нужно согнуть 4 металлические скобы, все одинаковые и полупрофессионально выглядящие.
Соображения
Для этого метода есть несколько соображений.
Во-первых, убедитесь, что у вас достаточно сил для выполнения задачи. (Нажмите достаточно сильно, чтобы согнуть металл.)
Во-вторых, установите пространство для изгиба как минимум в 3 раза больше толщины материала — больше для больших изгибов. (Другими словами, для изгиба под углом 45 градусов места меньше, чем для изгиба под углом 120 градусов.) Метод проб и ошибок подскажет, что идеально.
В-третьих, используйте центральную пресс-деталь с более закругленным краем. Острая, прямоугольная кромка прижимной детали вызовет царапины и странности в изгибе.
В-четвертых, убедитесь, что имеется достаточно места для изгиба. Что ничего не мешает, когда происходит изгиб.
В-пятых, найдите способ выровнять вещи так, чтобы они изгибались так, как вы хотите. На одном из фрагментов видео видно, что один из кронштейнов был согнут под углом. Если не обращать внимания, то согнешь металл во что угодно, только не так, как тебе хочется.
В-шестых, немного перегните металл, потому что он немного прогнется, когда вы ослабите давление. Степень расслабления зависит от материала, который вы используете, поэтому разные материалы будут изгибаться немного по-разному.
В задачи наших кронштейнов входит удержание сил реакции пневматических цилиндров. Ничего страшного, но достаточно, чтобы проект стоил того, чтобы его делать правильно. На видео видно, что есть место для изгиба и много возни, чтобы сделать изгибы прямыми. Гораздо лучше сделать брекеты, которые красиво выглядят и обладают хорошей прочностью. Вот фото конечного результата, все установлено и готово к работе. Вы также можете увидеть некоторые резьбовые стержни для нестандартных болтов в сборке. Все работает чудесно.
Удачи в гибке металла
Мы нашли это для вас. . .
Продукт
Артикул
Оси прицепа 101 – Что вам нужно знать
Я просто зайду в магазин запчастей и возьму ось. . . . Что ж, оси для прицепов не так уж и просты, но, зная несколько важных деталей, мы наверняка сможем подобрать нужную. Вот краткое руководство…
Прочитать статью
Продукт
6′ x 16′ x 12 000# – Схемы грузовых прицепов
Длина шестнадцать футов при грузоподъемности 6 тонн – это хороший размер для перевозки тяжелых вещей – от нескольких квадроциклов до UTV, больших партий строительных материалов или товаров для ландшафтного дизайна. Полностью спроектирован, чтобы выдержать все это.
ПодробнееДобавить в корзину
Артикул
Spiraling Up
7 января 2016 г. Механические элементы снова в сети с новым внешним видом, новым логотипом, новыми функциями и более удобными покупками. — С — расширенным предложением тех же отличных планов проектов «Сделай сам» и многим другим.
Прочитать статью
Статья
Как мы составляем планы?
Что входит в разработку планов «Сделай сам»? Как мы их делаем? Когда вы покупаете и загружаете планы проектов из Mechanical Elements, вы получаете ТОННУ работы и информации, гораздо больше, чем кажется на первый взгляд.
Прочтите статью
Статья
Планы прицепа-самосвала и видео по сборке
Нужны планы по созданию лучшего прицепа-самосвала? Как насчет самосвала размером 7 x 14 футов с прицепом грузоподъемностью 14 000 фунтов? Я могу сказать вам, где их взять, и мы знаем, что у нас большие планы, потому что Synthesis Engineering…
Прочитать статью
Статья
Раскачивание прицепа – Видеообзор и обсуждение
Понимание динамики прицепа, такой как Раскачивание, очень важно.
Подводка для воды из нержавеющей стали HydroSta (Ю. Корея)
№ пп
Наименование
диаметр
Цена в руб
1
Подводка для воды 1/2″ Г-Г 500мм
1/2″
230
2
Подводка для воды 1/2″ Г-Г 1000мм
1/2″
280
3
Подводка для воды 1/2″ Г-Г 1500мм
1/2″
350
4
Подводка для воды 3/4″ Г-Г 500мм
3/4″
340
5
Подводка для воды 3/4″ Г-Г 1000мм
3/4″
420
6
Подводка для воды 3/4″ Г-Г 1500мм
3/4″
520
Подводка для Газа из нержавеющей стали HydroSta (Ю. Корея)
№ пп
Наименование
диаметр, мм
Цена в руб
1
Подводка для Газа 1/2″ Г-Г 1,0метр
1/2″
300
2
Подводка для Газа 1/2″ Г-Г 2,0метр
1/2″
450
3
Подводка для Газа 1/2″ Г-Г 5,0метров
1/2″
980
4
Подводка для Газа 1/2″ Г-Ш 1,0метр
1/2″
400
5
Подводка для Газа 1/2″ Г-Ш 2,0метр
1/2″
550
6
Подводка для Газа 1/2″ Г-Ш 5,0метров
1/2″
1150
Гибкая труба из нержавеющей стали в категории «Материалы для ремонта»
Гибкая труба из нержавеющей стали Alsi 321, ip67, d12, 8 мм, Octopus, дкс [607x-12]
Под заказ
Доставка по Украине
177. 63 грн/пог.м
Купить
Elnik.Shop: Оптово-розничная компания
Гибкая труба из нержавеющей стали Alsi 321, ip67, d16, 7 мм, Octopus, дкс [607x-16]
Доставка по Украине
262.90 грн/пог.м
Купить
Elnik.Shop: Оптово-розничная компания
Гибкая труба из нержавеющей стали Alsi 321, ip67, d20,7 мм, Octopus, дкс [607x-22]
Доставка по Украине
332.30 грн/пог.м
Купить
Elnik.Shop: Оптово-розничная компания
Гибкая труба из нержавеющей стали Alsi 321, ip67, d25, 6 мм, Octopus, дкс [607x-32]
Под заказ
Доставка по Украине
703.42 грн/пог.м
Купить
Elnik.Shop: Оптово-розничная компания
Гибкая труба из нержавеющей стали Alsi 321, ip67, d32, 6 мм, Octopus, дкс [607x-38]
Под заказ
Доставка по Украине
846.93 грн/пог.м
Купить
Elnik.Shop: Оптово-розничная компания
Гофрированная труба из нержавеющей стали ø 25мм отожженная
На складе в г. Павлоград
Доставка по Украине
390 грн/м
Купить
Zakyp.com.ua: Гофрована труба з нержавіючої сталі
Телескопическая труба THOMAS из нержавеющей стали с кольцом 139792
На складе в г. Александрия
Доставка по Украине
854 грн
Купить
Thomas-shop.prom.ua
Телескопическая труба из нержавеющей стали с кольцом (139570)
На складе в г. Александрия
Доставка по Украине
853 грн
Купить
Thomas-shop.prom.ua
Труба из нержавеющей стали 8*1 мм AISI 304
На складе
Доставка по Украине
90 грн/м
Купить
AISI304 — Трубопроводная арматура и фитинг из нержавеющей стали
Гофрированная труба из нержавеющей стали EASYFLEX (Kofulso, Ю.Корея), отоженная, диаметр 1/2″
На складе в г. Киев
Доставка по Украине
119.10 грн/м
Купить
АДЕКСІМ-ТРЕЙД
Гофрированная труба из нержавеющей стали ø 32мм неотожженная
На складе
Доставка по Украине
460 грн/м
Купить
Zakyp. com.ua: Гофрована труба з нержавіючої сталі
Труба ретардера 5010418732 Renault из нержавеющей стали
На складе
Доставка по Украине
2 500 грн
Купить
ACS — Advanced Cooling Systems
Труба ретардера 5010491156 Renault из нержавеющей стали
На складе
Доставка по Украине
2 500 грн
Купить
ACS — Advanced Cooling Systems
Труба ретардера 7420710746 Renault из нержавеющей стали
На складе
Доставка по Украине
2 400 грн
Купить
ACS — Advanced Cooling Systems
Труба ретардера 7420710745 Renault из нержавеющей стали
На складе
Доставка по Украине
2 500 грн
Купить
ACS — Advanced Cooling Systems
Смотрите также
Труба ретардера 5010619044 Renault из нержавеющей стали
На складе
Доставка по Украине
2 500 грн
Купить
ACS — Advanced Cooling Systems
Труба гофрированная из нержавеющей стали SS304 STAHLMANN 25А, отожженная, 10м
Доставка по Украине
3 150 грн
Купить
ФОП Питлюк Руслан Ярославович
Труба гофрированная ø 32мм из нержавеющей стали неотожженная
На складе
Доставка по Украине
460 грн/м
Купить
Zakyp. com.ua: Гофрована труба з нержавіючої сталі
Труба гофрированная из нержавеющей стали
На складе
Доставка по Украине
165 грн/м
Купить
Zakyp.com.ua: Гофрована труба з нержавіючої сталі
Труба одностенная для дымохода из нержавейки ø100-ø500 (AISI-201) 1м
На складе
Доставка по Украине
от 362 грн
Купить
Юни-Опт
Труба из нержавеющей стали 22*1,5 мм AISI 304
На складе
Доставка по Украине
235 грн/м
Купить
AISI304 — Трубопроводная арматура и фитинг из нержавеющей стали
Труба из нержавеющей стали 34*1,5 мм AISI 304
На складе
Доставка по Украине
395 грн/м
Купить
AISI304 — Трубопроводная арматура и фитинг из нержавеющей стали
Труба из нержавеющей стали 40*1,5 мм AISI 304
На складе
Доставка по Украине
505 грн/м
Купить
AISI304 — Трубопроводная арматура и фитинг из нержавеющей стали
Труба из нержавеющей стали 52*1,5 мм AISI 304
На складе
Доставка по Украине
595 грн/м
Купить
AISI304 — Трубопроводная арматура и фитинг из нержавеющей стали
Труба одностенная для дымохода из нержавейки ø100-ø500 (AISI-201) 0,5м
На складе
Доставка по Украине
от 190 грн
Купить
Юни-Опт
25 Гофрированная труба из нержавеющей стали DISPIPE 25HFP, отожженная, в белой оболочке, 1м.
Доставка по Украине
по 433 грн
от 2 продавцов
433 грн/м
Купить
Дилер №1
20 Гофрированная труба из нержавеющей стали DISPIPE 20HF, отожженная, 1м.
Под заказ
Доставка по Украине
по 232 грн
от 2 продавцов
232 грн
Купить
Дилер №1
25 Гофрированная труба из нержавеющей стали DISPIPE 25HF, отожженная, 1м.
Доставка по Украине
по 283 грн
от 2 продавцов
283 грн
Купить
Дилер №1
Труба гофрированная из нержавеющей стали Neptun IWS 20А, неотожженная, 1м.
Недоступен
по 212 грн
от 2 продавцов
189.70 грн
Смотреть
инженерка
Гибкий металлический шланг от Metraflex – нержавеющая сталь, бронза и др.
Можно ли использовать прямой шланг для сейсморазведки?
Нет, прямой шланг не сможет обеспечить градусы перемещения в плоскостях X, Y и Z. См. иллюстрацию ниже. Один отрезок шланга может двигаться в поперечном направлении, если один его конец может быть втянут внутрь. Единичный отрезок шланга не может выдерживать осевое движение без повреждения шланга.
Для нормально функционирующего сейсмического соединения требуется, чтобы две секции шланга работали вместе. Эти две секции могут быть параллельны, как в Metraloop, или перпендикулярны, как в Dog Leg, или под прямым углом, как в V-образной петле.
Нужны ли мне регулирующие стержни на шланге и соединителе насоса с оплеткой?
Нет, оплетка действует как управляющие стержни. Стержни были бы излишними и могли бы ограничить виброизоляционную способность шланга и соединителя насоса с оплеткой.
Нужно ли мне беспокоиться о тепловом расширении газопроводов?
Да.
Если газопровод проходит по крыше здания, он будет подвергаться термическим нагрузкам из-за нагрева и охлаждения, происходящих между днем и ночью, а также смены времен года. В зависимости от места установки вы можете увидеть существенное изменение температуры, которое потребует дополнительной гибкости. Идеальным продуктом для этого является газ Metraloop, внесенный в список CSA/AGA.
В чем разница между компенсаторами, соответствующими требованиям ASTM F-1120 и ASTM F-2934.
ASTM F-1120 часто используется для обозначения компенсаторов, поскольку в течение многих лет это был единственный стандарт ASTM, касающийся металлических компенсаторов. Спецификация ASTM F-1120 была разработана техническим комитетом ASTM «Судно и морские технологии». Настоящая спецификация предназначена для применения к компенсаторам, устанавливаемым на кораблях ВМФ. В F-1120 есть несколько требований, которые не являются обязательными для типичной системы HVAC, например, 100% рентгенографический контроль и изготовление со штампом ASME Section VIII. (Раздел VIII (8) ASME устанавливает правила безопасности, регулирующие проектирование, изготовление и проверку котлов и сосудов под давлением, а также компонентов атомной электростанции во время строительства). Это было бы то, что вы хотели бы, если бы вы строили авианосец.
ASTM F-2934 , который был разработан для продуктов, предназначенных для систем отопления, вентиляции и кондиционирования воздуха.
Metraflex предлагает компенсаторы, отвечающие требованиям ASTM F-2934 или ASTM F-1120.
Что делать, если мои требования к давлению превышают рейтинг гибкого соединителя?
Для приложений с более высоким давлением мы можем добавить второй слой оплетки (двойной оплетки) к гибкому соединителю. Этот второй слой оплетки добавляет соединителю дополнительную прочность на растяжение, позволяя ему выдерживать более высокое давление, чем стандартный вариант. Существуют также шланги высокого давления.
Для работы с высоким давлением обращайтесь в компанию Metraflex.
Когда мне нужно добавить вкладыш в шланг или компенсатор?
Есть три причины, по которым вы хотели бы указать, включая вкладыш для надежд или компенсаторов.
1. Для сильфонов с внутренним давлением требования по необходимости футеровки изложены в EJMA (Ассоциация производителей компенсаторов) в соответствии с таблицей ниже.
Для шланга потребность в футеровке более очевидна. Любое применение жидкости со скоростью 25 футов в секунду или применение газа со скоростью более 75 футов в секунду должно иметь вкладыш.
2. Любые применения, вызывающие эрозию или содержащие твердые частицы, которые могут повредить шланг.
3. Для сантехнических применений, где может потребоваться просверливание трубы для устранения препятствия. Примером этого может быть DWV Metroloop.
Обратите внимание: компенсаторы с внешним давлением по своей конструкции имеют встроенную футеровку. Примеры компенсаторов с внешним давлением включают Metragator, HP и HPFF.
Какой вкладыш следует использовать?
Это зависит от типа продукта.
Для соединений с внутренним давлением используется сплошная футеровка, которая не будет мешать сильфону, как показано ниже. Этот тип вкладыша может быть либо приварен на место, либо вставлен на место.
Примечание. Вкладыши для сильфонов с внутренним давлением зависят от расхода.
Для шланговых изделий используется интерлок-шланг. Это будет соответствовать радиусу изгиба гофрированного шланга.
Гибкие выхлопные трубы — материал гибкой трубы из нержавеющей стали
Балка 20Б1 — вес, характеристики, размеры » Металлобазы.ру
Выбор металлопрокатаАрматураБалка двутавроваяКатанкаКвадратКругЛентаЛистПолосаПроволокаСеткаТруба профильнаяТруба круглаяТруба чугуннаяУголокШвеллерШестигранникШпунтТипРазмер
По всей РоссииСанкт-Петербург
Двутавровая балка 20Б1 входит в серию балочных нормальных двутавров, горячекатаной группы — двутавровых профилей.
Стандарт: ГОСТ Р 57837;
Теоретический вес погонного метра: 21,30 кг;
Площадь поперечного сечения (Fn): 27,16 cm2;
Ближайшие балочные двутавры по параметрам: 20Б0, 20Б2
Размеры профиля
Участок профиля
Значение
Высота двутавра (h):
200,0 mm
Ширина полки (b):
100,0 mm
Толщина стенки (s):
5,5 mm
Толщина полки (t):
8,0 mm
Высота стенки двутавра (hw):
184,0 mm
Свес полки (bw):
47,25 mm
Радиус сопряжения (r):
11,0 mm
Величины и значения в осях
Величины профиля в оси X
Значение
Момент инерции (Ix):
1 844,26 cm4
Момент сопротивления (Wx):
184,40 cm3
Статический момент полусечения (Sx):
104,73 cm3
Радиус инерции (ix):
82,41 mm
Величины профиля в оси Y
Значение
Момент инерции (Iy):
133,91 cm4
Момент сопротивления (Wy):
26,78 cm3
Статический момент полусечения (Sy):
20,97 cm3
Радиус инерции (iy):
22,21 mm
Название серии: Балочные двутавры нормальные. Принадлежность профиля к балочной серии отражается в номере профиля буквой Б.
Двутавровые профили серии Б (по ГОСТ Р 57837) состоят из 50-ти типоразмеров, разделенных на 15 размерных рядов. Двутавровая балка 20Б1 является одиннадцатым типоразмером всей серии Б (по ГОСТ Р 57837), и вторым типоразмером 20-го размерного ряда.
Кроме двутавров серии Б, в государственном стандарте качества ГОСТ Р 57837 присутствуют следующие серии:
Тип К — Колонные двутавры
Тип Ш — Балочные широкополочные двутавры;
Тип С — Свайные двутавры;
Тип ДБ — Дополнительные балочные двутавры;
Тип ДК — Дополнительные колонные двутавры.
Указанные данные двутавра 20Б1 соответствуют регламентирующему стандарту качества ГОСТ Р 57837 Двутавры стальные горячекатаные с параллельными гранями полок.
Двутавр 20Б1 нормальный (балочный) по СТО АСЧМ 20-93. Размеры и геометрические характеристики
Время выполнения заказа (возможны изменения, позвоните для уточнения): обычно отгружается в течение 10-13 рабочих дней 4 Конд. Кабель и 4 тележки [+$460,77]Электричество — 25 футов. Раунд 4, проводник. Кабель и 4 тележки [+$460,77]Электричество — 25 футов. Плоские 4 и 8 проводников. Кабель и 4 тележки [+$562,41]Пневматический — 25 футов воздушного шланга 3/8 дюйма и 4 тележки [+$460,77]Пневматический — 25 футов воздушного шланга 1/2 дюйма и 4 тележки [+$494.65]
Аксессуары для крана
Дополнительная краска для прикосновения [+14,91 долл. США]
Остановки ротации (Рек. Полевая сварка) [+59,63 долл. Технические характеристики
Имя атрибута
Значение атрибута
Характеристики
SPAN: 20 футов.
Размер луча: W10
Размер фитинга: B1
. 5,3 тысяч фунтов
Опрокидывающий момент: 31,8 килофутов
Осевая нагрузка: 1,85 тысяч фунтов
Допуск на подъем: 150 фунтов.
Покрытие: Полукруглое вращение на 200°
Вес в упаковке (общий вес): 803 фунта. №
Идеально подходит для индивидуального использования в нишах, вдоль стен или колонн растений или в качестве дополнения к мостовому крану или монорельсовой системе.
Преимущество стрелы состоит в том, что она обеспечивает максимальный подъем подъемника, поскольку ее можно установить очень близко к нижней стороне самого нижнего потолочного препятствия.
Если размер центра кронштейна составляет 6 футов или менее, соединение мачты и стрелы сварное. Это обеспечивает наиболее экономичный способ установки.
Когда центр кронштейна превышает 6 футов, используется болтовое соединение мачты со стрелой, что позволяет транспортировать более крупные краны в разобранном виде для удобства обращения во время транспортировки и установки.
Пресс-масленки обеспечивают простоту смазки в полевых условиях.
Предназначен для поддержки балансировочных станков, пневматических балансировочных станков, вакуумных подъемников и лебедок.
Все отверстия в стали с несущей нагрузкой либо пробиты, либо просверлены. Отверстия, вырезанные пламенем, не допускаются в этих приложениях.
Все стреловые краны Gorbel имеют конструктивный коэффициент 15 % от допустимой грузоподъемности для подъемного веса и 25 % от допустимой грузоподъемности для удара.
Гарантия
10-летняя гарантия производителя. (Гарантия производителя не распространяется на ремонт на месте. Детали должны быть доставлены в ремонтную мастерскую EP с предоплатой.)0036
Джиб-краны (293)
,
Настенный монтированный (215)
,
Contilever (42)
,
I-Beam (102)
,
I-Beam (102)
,
I-Beam.
Рабочий пример конструкции стальной балки [Универсальная балка]
Рабочий пример конструкции стальной балки разрабатывает конструкцию свободно опертой балки с равномерно распределенной нагрузкой. Балка считается свободно опертой, расчетные данные для расчета изгибающего момента и поперечных сил приведены ниже.
Кроме того, свойства раздела, которые необходимо учитывать, также указываются на каждом этапе проверки раздела.
Теоретические аспекты и процедуры проектирования кодов обсуждаются в статье о конструкции стальной балки в соответствии с BS 5950 .
Кроме того, d/t < 70ε = 70 – Следовательно, нет необходимости проверять коробление при сдвиге
Следовательно, сечение пластиковое
Расчет на сдвиг
Расчетное усилие сдвига, F v = 60 кН
P v = 0,6 P Y A V = 0,6 P Y TD = 0,6 x 275 x 10 x 500 x 10 -3 = 825 кН
F V
V См. сила сдвига, решается, подвергается ли сечение низкому или высокому сдвигу в конструкции стальной балки.
Расчет на изгиб
Проверить, подвергается ли сечение воздействию малых или больших сдвиговых усилий
60% x P v = 0,6 x 825 = 495 кН
F v < 0,6 P v Секция, подвергающаяся малому сдвигу
M c должна быть меньше 1,2P y Z x или P y S x по кл. 4.2.5.1 и кл. 4.2.5.2
M c ≤ 1.2P y Z x = 1.2 x 275 x 1914 x10 3 x 10 -6 = 613.62 kNm
M c = P y S х = 275 х 2175 х 10 3 х 10 -6 = 598,125 кНм
Следовательно,
M C = 598,125 КНМ> 90 КНМ
Bending OK
Проверьте боковую кругоскую штуку
M x B / M LT
in in that intrommemme.
м LT = 0,925, Таблица 18, БС 5950
М б = П б S х Кл. 4.3.6.4
Существует два метода проверки продольного изгиба при кручении, как описано в статье 9.Конструкция стальной балки 0165 согласно BS 5950 . Это строгий метод и упрощенный метод.
В этом примере конструкции стальной балки мы обсудили оба метода для уточнения процедур, которым необходимо следовать при использовании любого метода.
Кроме того, основное различие между этими двумя методами заключается в оценке прочности на изгиб .
Строгий метод
M b = P b S x
P b is depending on the λ LT and P y
λ LT = uvλ√(β w )
λ = L E / r y
L Е – брать из таблицы 13 по кл. 4.3.5.1 и учтите L LT = L – пролет
L E = 1,0 L LT = 1 x 6 = 6 м
λ = L E / r
3 = 4,00 /
3 y 138. 568
Для двутаврового и двутаврового проката кл. 4.3.6.8
x = D / T используется с u = 0,9
x = D / T = 500 / 10 = 50
β w следует получить из Cl 4.3.6.9
β w = 1 для класса пластик или Класс 2 Компактные секции
v – коэффициент гибкости, полученный из таблицы 19 на основе λ / x и η
λ / x = 138,568 / 50 = 2,771
η = 0,5 для равнополочных фланцев
v = 0,919 из таблицы 19
λ LT = uvλ√(β w ) = 0,9x 0,919 x 138,568 x √(1) = 114,6
λ LO можно получить из таблицы 16 (см. конец таблицы)
Если λ LO ≥ 3 λ 4 LT
; P b = P y или в противном случае P b следует принимать по таблице 16 для сортового проката.
Если λ LO ≥ λ LT , не нужно делать допуск на потерю устойчивости при поперечном кручении, в противном случае необходимо проверить коробление при поперечном кручении.
P y = 275 Н/мм 2 ; λ LO = 37,3
λ LO < λ LT Следовательно, проверьте боковую потерю устойчивости при кручении
Из таблицы 16 для λ LT = 114,6 ; P b = 102 N/mm 2
M b = P b S x = 102 x 2175 x 10 3 x 10 -6 = 221.85 kNm
M b / м LT = 221,85 / 0,925 = 239,838 кНм
Таким образом, M x = 90 кНм < M b / m LT = 239,838 кНм
Сечение соответствует .
Упрощенный метод
Примечание. При проектировании балки не обязательно использовать оба метода. Следование либо упрощенному методу, либо строгому методу является адекватным.
M b = P b S x : Кл. 4.3.7
В этом методе определение P b отличается по сравнению с предыдущим методом. Этот метод дает консервативные ответы. P b можно получить из таблицы 20 BS 5950 на основе √(β w ) (L E /r y ) и D/T
β w = 1; предыдущий расчет
L E / r y = 138,568 ; предыдущий расчет
√(β w ) (L E / r y ) = 1 0,5 x 135,568 = 138,568
D / T = 500/16 = 31,25
P B = 116,646 Н / мм 2 Из таблицы 20
M B = P B S X = 116,646 x 21755. 3. . x 10 -6 = 253.705 kNm
M b / m LT = 253.705 / 0.925 = 274.3 kNm
Therefore, M x = 90 kNm < M b / m LT = 274,3 кНм
Сечение подходит
Прогиб
Максимальный прогиб ( δ ) для свободно опертой балки, имеющей равномерное распределение, можно оценить по следующему уравнению.
δ = 5W e L 4 / (384EI)
Это уравнение можно дополнительно упростить следующим образом.
δ = 0,104M max L 2 / (EI)
Поскольку мы оцениваем отклонение из-за приложенных нагрузок, в этом расчете примем приложенную нагрузку как 10 кН/м.
δ = 0,104 х 90 x 10 6 6000 2 / (205 x 10 3 x 478 x 10 6 ) = 1,7 мм
Предполагая, что Бридость
SPAN / 360 = 6000 /360 = 16,7 М 9000 3
9
3.
3.
3.
3.
3.
.
3.
3.
3.
3.
3.
3.
3.
3.
.
3.
.
.
.
.
.
.
.
.
δ < Span / 360, Следовательно, прогиб в норме
Различные методы расчета прогибов обсуждаются в статье Википедии прогиб (технический) .
Несущая способность стенки
Необходимо проверить несущую способность стенки стальной балки. В этой категории выполняются подшипник и изгиб паутины.
P BW = (B 1 + NK) TP YW
Рисунок 01: Расположение веб -подшипника — извлечено из кода
T = 10 мм
T = 10 мм
R = 10 мм
G. = 5 мм
b e = 5 мм
b 1 = t + T + 0,8r – g = 10 + 10 + 0,8 x 10 – 5 = 23 мм
k = T + r = 16 + 20 = 36 мм (для катаного профиля)
на конце,
n = (2 + 0,6b e /k), но ≤ 5
n = (2 + 0,6 x 5/36) = 2,083 < 5 P yw = 275 Н/мм 2 из таблицы 9
P bw = (b 1 + nk) tP yw = (23 +2,083 x 0 7 x 0 1 x 10 3 3 ) = 269,5 кН
Опорная нагрузка 60 кН.
Опора перемычки в порядке, ребра жесткости не требуются.
Когда F x > P bw , нам необходимо предусмотреть ребра жесткости, чтобы компенсировать усилие (F x – P bw ). Несущая способность ребер жесткости должна быть получена из P s = A s.
Дюбель для кирпича ▶ Виды дюбелей для кирпича и бетона
📅 08.06.2021 | 👁 792
Для прикрепления к кирпичной стене картины, полки, зеркала или другого предмета интерьера чаще всего используют пару резьбовой крепеж + дюбель. Чтобы конструкция прочно держалась, нужно правильно подобрать и установить крепежный комплект. Сегодня мы выясним, какой дюбель лучше для кирпича и чем он отличается от крепежей, предназначенных для монтажа в бетонное основание. Это поможет получить прочное и безопасное крепление, зафиксировать тяжелые предметы.
Виды дюбелей для кирпича
Дюбель представляет собой пустотелый цилиндр. При закручивании винта, его стенки расширяются и плотно прилегают к стенкам отверстия. Чаще всего используют детали из нейлона или полиэтилена. Они имеют специальную манжету, равную диаметру винта, чтобы он не провалился внутрь.
Какие дюбеля использовать, зависит от габаритов и веса конструкции, которую нужно закрепить. Производители выпускают следующие виды изделий:
Дюбель-гвоздь. Стандартный крепеж, который применяется для монтажа в полнотелый кирпич.
Анкерный для фасадных работ. Основное назначение – крепление конструкций к пустотелому стройматериалу. Но его можно использовать и для классической кирпичной кладки.
Тарельчатый. Применяется для прикрепления теплоизоляционного материала. Имеет длинный корпус, распорная часть находится на конце.
Металлический крепеж – прочный, надежный, выдерживает повышенные нагрузки, представляет собой цилиндр с резьбой и прорезями на конце. Его используют для фиксации тяжелых конструкций – отопительных котлов, оборудования, бытовой техники, тренажеров.
В процессе установки его вводят в подготовленное отверстие, вкручивают шпильку с наружной резьбой, которая распирает дюбельную деталь и лепестки прочно ее удерживают. К разновидности метизов относится рамный крепеж, с помощью которого производят монтаж оконных блоков в домах с кирпичными стенами.
Пластиковые детали имеют много разновидностей и используются в обширной сфере – от прикрепления картин до монтажа оборудования и бытовой техники. Стоят они дешевле металлических, работают по такому же принципу. Усиленные модификации по прочности не уступают моделям из металла.
Для щелевого и пустотелого кирпича предназначены специальные пластиковые детали, который сворачиваются в узел или металлические, упирающиеся в стенки изнутри.
Для поризованного стройматериала, который используется для отделочных работ, лучше использовать длинные пластиковые изделия. При установке они образуют сложные узлы, которые хорошо удерживают прикрепляемые к пустотелым стенам конструкции.
Отличие дюбелей для кирпича и бетона
Прочность фиксации с применением дюбельных изделий будет достигнута только при условии их правильного подбора с учетом типоразмера и материала стены, к которой нужно прикрепить конструкцию.
Крепеж для кирпичной стены имеет удлиненный корпус и устройство двойного распора. Он может быть изготовлен из пластика или металла. При установке втулка разжимается под воздействием шурупа или шпильки.
Модификации для бетона работают по другому принципу, они могут применяться только на прочных и твердых основаниях без пустот. Чтобы установить такой крепеж, его нужно забить с небольшим усилием.
Как закрепить дюбель в кирпичной стене?
При проведении монтажных работ, независимо от того какой дюбель будет использоваться, нужно строго соблюдать технологию, чтобы крепление было безопасным и выдерживала нагрузки. Нельзя сверлить и монтировать крепежи между кирпичами. При этом будет разрушена прослойка цемента, и фиксация окажется ненадежной.
Сверлить отверстия следует электродрелью, поскольку перфоратор может разрушить стройматериал, который является более хрупким по сравнению с бетоном. Также нельзя обрабатывать ударным способом и пустотелый материал.
Монтаж крепежных элементов в кирпичную поверхность производится в таком порядке:
на основании делается разметка с отметками точек для сверления;
с помощью керна в точках проделывается небольшое углубление, что позволит аккуратно и точно начать сверление;
диаметр отверстия должен быть таким, чтобы деталь входила в него с небольшим усилием и не выпадала;
электроинструмент устанавливают перпендикулярно поверхности и начинают сверлить на небольших оборотах;
при достижении глубины в 10 мм увеличивают обороты и высверливают отверстие нужного размера;
если дрель не имеет ограничителя, на сверле ставят отметку, чтобы не сделать слишком глубокую полость;
готовое отверстие тщательно очищают от пыли и остатков стройматериала с помощью ершика или пылесоса;
на основе сухого клея для плитки готовят раствор, которым заполняют подготовленное отверстие;
в полость помещают дюбель и оставляют на сутки, чтобы клеевой раствор затвердел;
вкручивают шуруп или шпильку, при этом нужно прилагать усилие, что указывает на то, что дюбельная часть прочно сидит.
Если нужно прикрепить полку или навесной шкаф на петлях, то винт закручивают не до конца, оставляют 2,0 мм. Для фиксации обрешетки, каркаса – забивают до упора.
Значительно упростить и ускорить работу, особенно при установке значительного количества крепежей, поможет специальный строительный пистолет. Он применяется, если используют дюбель-гвоздь с перемещающейся шайбой. В таком случае, не понадобится сверлить отверстия.
Пистолет выстреливает с достаточной силой, чтобы внедрить деталь в толщу стройматериала. Глубину можно отрегулировать. На конце детали есть шайба, которая при забивании передвигается к головке. Поэтому крепеж усаживается прочно и надежно.
С помощью пистолета прикрепляют деревянные и металлические конструкции к прочному основанию. Применять такой инструмент можно для полнотелого и пустотелого кирпича.
В интернет-магазине КрепМетиз представлен большой выбор высококачественных крепежных элементов для строительно-монтажных работ и применения на основаниях из различных материалов.
➜ Предыдущая статья
Следующая статья ➜
Как забить дюбель в кирпичную стену?
Кирпич – это материал с плотной текстурой. Кирпичные стены отличаются высокой твердостью, поэтому для установки дюбеля вам понадобятся определенные знания. Кирпич достаточно популярен в строительстве и ремонтных работах. В данном обзоре мы разберемся, как установить дюбель в кирпич, как выбрать крепеж, каких правил придерживаться в работе.
Какие дюбеля для кирпича?
Закрепление приборов и элементов мебельных принадлежностей на кирпичных стенах нуждается в качественном крепеже. Дюбель для кирпича используют в тех случаях, когда крепится что-то массивное и тяжелое. Анкера служат гарантом крепкой сцепки материалов, уменьшая тем самым вероятность выпадения. Особенность такого крепежа в том, что, попадая в материал, при зажиме наконечник закручивается в особое положение так, что такой скреп практически невозможно разъединить.
Виды анкеров, используемых для работы с кирпичными конструкциями
При работе с кирпичом применяют анкера механического и химического типа. Наиболее популярными являются метизы, использующие механические способы фиксации в стене. Для стен из кирпича наиболее востребованными являются такие виды изделий:
Забивные анкера, идеальные для применения с полнотелым силикатным кирпичом или шлакоблоками;
Клиновые анкера, применяемые для монтажа фасадных навесных систем и наружного остекления на кирпичных стенах разного типа;
Двухраспорные, предназначенные для монтажа ответственных массивных конструкций и предметов к стенам из полнотелого кирпича;
Анкерные системы MSA для фиксации легких деталей к кирпичным конструкциям любого вида;
Анкер-болты с шестигранной головкой. Подходят для любых стен из штучных элементов.
Также производители выпускают и другие виды метизной продукции, распространенные не слишком широко и применяемые, в основном, для специальных видов работ, связанных с монтажом оборудования или элементов отделки.
Разновидность дюбелей
Дюбелей существует множество видов. Для каждого конкретного случая подбираются разные – все зависит от поставленной задачи. Все дюбели разделяются на две большие группы: универсальные и распорные.
Распорный К распорным дюбелям относятся крепежные детали, корпус которых при монтаже подвергается расширению. Верхняя часть детали, как правило, производится из плотной пластмассы, в то время как сердечник, который вкручивается во втулку, изготовляется из пластика или металла. Такие дюбели преимущественно забиваются в твердые стены со сплошным наполнителем.
Универсальный Универсальные дюбели можно закрепить в стене, которая отличается пустотелостью. Материал верхней части такого дюбеля под действием вращающейся силы сердечника скручивается и образует нейлоновую поверхность, которая плотно прилегает к поверхности отверстия, проделанного в стене. Для фиксации утеплителей применяют дюбели с широкими шляпками.
Тарельчатый
Длина дюбелей колеблется в широких пределах – от 20 до 120 мм. Это же касается и диаметра деталей – от 4 до 20 мм.
Одними из наиболее популярных крепежных изделий являются пластиковые распорные дюбеля. Корпус в таких деталях производится из нейлона, полипропилена или других идентичных материалов. Втулка такого дюбеля выглядит фигурно – на ней просматриваются множество острых выступов и усиков, благодаря которым деталь крепко «сидит» в стене. Распорный пластиковый дюбель оснащен металлическим сердечником, который длиннее внешнего основания. На сердечнике нарезана резьба или имеются конусообразные образования. Благодаря им внутренняя часть дюбеля при вкрученном состоянии крепко удерживается в пластиковой втулке и, соответственно, в стене.
Классические дюбеля для бетона и область их применения
Крепление различных бытовых приборов и мебельных принадлежностей, прежде всего, требует применения качественного крепежа. Если рассматривать твердые строительные материалы, то, конечно, самыми оптимальными крепежными элементами можно смело считать дюбеля для бетона. Хотя по своим технологическим свойствам они рассчитаны на применение и в других полнотелых материалах. Крепления данной категории сегодня выпускают в основном из металла, нейлона и пластмассы, каждый такой крепеж обладает определенными свойствами и рассчитан для использования в определенной среде.
Также такие крепежи принято делить по способу монтажа, первым методом считается химический способ крепления, вторым – механический. Оба эти варианта абсолютно разные и имеют различные удерживающие характеристики. Что касается строения такого крепежного изделия, классический вариант – это обычно пластмассовая втулка с насечками по всей длине, для того чтобы избежать проворачивания крепления в отверстии, на ней имеются «усы», работают которые по принципу зажима.
На втулке в обязательном порядке по всей длине имеются прорези, которые позволяют креплению использовать в работе технологию «распора». Основным элементом является сам гвоздь, точнее стержень с резьбовыми насечками, при его монтаже втулка расширяется в монтажном отверстии, и крепеж прочно держится в стене. В случае если возникает необходимость демонтировать такое крепление, за счет насечек на стержне его можно просто выкрутить отвёрткой и после установить, обратно закрутив его на старое место.
Область применения такого крепежа до такой степени обширна, что легче найти сферу, где использование крепления будет нецелесообразным, нежели наоборот. При монтаже различных каркасов из профиля крепеж является незаменимой деталью всех конструкций. Установка кухонной мебели, подвесные шкафы, вытяжки: все эти бытовые приборы прочно держатся за счет применения в монтаже такого крепежного элемента.
Какие виды дюбелей больше всего подходят для кирпичных стен?
Поскольку существует изобилие дюбелей, постараемся рассказать о группах расходников, которые лучше всего подойдут для монтажа в кирпичные стены:
универсальные дюбель-гвозди. Это крепеж стандартного вида и конфигурации, который предназначен для полнотелого кирпича. В ходе работы убедитесь, что вы не попадаете в пустоты между кирпичами. В таком случае сложно будет произвести монтаж;
анкерные фасадные. Эта группа дюбелей лучше всего подходит для пустотелых кирпичей, но может применяться и для полнотелых материалов. В продаже можно найти пластиковые и металлические модификации;
тарельчатые. Дюбель удлиненной формы предназначен для фиксации утепляющий материалов. Конструкцией предусмотрено наличие фиксаторов, которые позволяют крепить дюбелями материалы без деформации. Распорная часть располагается на конце изделия.
Для фиксации в кирпичной стене вы можете выбрать металлические крепежи и дюбели из прочного пластика. Металлический превосходит по прочности, предельно допустимым нагрузкам, долговечности пластиковые аналоги. При выборе обратите внимание на наличие антикоррозийного покрытия и его толщину.
Требования, общие для всех анкеров
Перечислять нюансы использования всех видов анкерных крепежей, существующих в наши дни, бессмысленно – каждый производитель предоставляет подробные рекомендации к своим метизам, в соответствии с их устройством и назначением. Но есть ряд требований, общих для всех изделий, которые предназначены для установки в кирпичные стены:
Отверстия для монтажа любых видов анкеров сверлятся исключительно в теле кирпича. Сверление межкладочных стыков запрещено, так как они, чаще всего, не способны удержать крепеж. Кроме этого, разрушение части шва приводит к ослаблению несущей способности стены в этом месте.
Любой анкер устанавливается строго перпендикулярно кирпичной конструкции. Даже небольшой уклон является грубым нарушением строительной технологии и приводит к ослаблению крепления.
При расчете глубины отверстия и сверлении обязательно учитывается толщина отделочного слоя – штукатурки или шпаклевки. Нужно учитывать, что анкер фиксируется в толще стены, а не в ее облицовке. Ошибки глубины заложения крепежа могут привести к самым неприятным последствиям.
Отверстие в кирпиче, перед установкой анкера, обязательно нужно очистить от пыли и мусора, попавших в него при сверлении. Это можно сделать при помощи специальной щетки, промышленного пылесоса или подручных средств.
Эти требования обязательны для выполнения, так как от их соблюдения напрямую зависит качество установки анкерного крепежа.
Материалы
Какой же материал предпочтительнее? Казалось бы, что может быть надежнее металла? Достоинства этого материала очевидны: прочность, долговечность, способность выдерживать большие нагрузки. Однако есть и у металлического распорного крепежа минусы. Прежде всего, их высокая цена и, как ни странно, неуниверсальность использования. Как правило, такие дюбели применяют для монтажа каких-либо конструкций к кирпичным стенам. Прекрасно подойдет он для навешивания различного габаритного оборудования: газовый котел, водонагреватель, элементы системы отопления, спортивные тренажеры, решетки, навесы и т. п. Особую разновидность металлических расходников представляют рамные крепежные элементы, предназначенные для крепежа оконных и дверных рам к кирпичным стенам.
В общих чертах устройство металлического дюбеля довольно просто, по сути, это трубка с внутренней резьбой, на рабочем конце которой произведены прорези, а ее толщина становится больше.
В процессе монтажа дюбель вводится в подготовленное отверстие соответствующего диаметра, а далее в него закручивается шпилька с внешней резьбой. Шпилька распирает лепестки дюбеля, и они надежно фиксируются в отверстии.
Значительно дешевле изготовление дюбелей из пластика. Это стало причиной огромного разнообразия пластиковых распорных дюбелей. Наиболее простые из них имеют тот же принцип, что был описан выше для металлических собратьев.
В пластиковую втулку вкручивается шуруп или саморез, может также вбиваться специальный гвоздь с резьбовой насечкой. Внедрение металлического стержня приводит к распиранию лепестков конструкции, надежно фиксирующих дюбель в материале. Особую конструкцию имеют пластиковые дюбели для пустотелого кирпича.
Чем отличается дюбель для бетона от дюбеля для кирпича
Высокая надежность крепления, полученного при помощи изделий дюбельного типа, будет достигнута только в том случае, если они правильно подобраны не только с учетом их размеров, но и материала конструкции, в которой они будут монтироваться.
Специалисты не рекомендуют использование дюбеля по бетону для монтажа в строительных конструкциях из кирпича. Такая рекомендация особенно актуальна в том случае, если речь идет о пустотелом кирпиче. В этом случае для монтажа применяют специальные крепежные элементы, отличающиеся от обычного дюбеля-гвоздя как устройством, так и особенностями использования.
Удлиненный дюбель для пустотелого кирпича отличается определенными особенностями конструкции
Крепежные изделия для кирпичной кладки имеют удлиненные размеры и механизм двойного распора. Как и дюбель, предназначенный для работ по бетону, такое крепежное изделие может быть пластиковым или металлическим. Надежность крепления дюбеля для кирпича обеспечивается за счет того, что хотя бы один из его распорных элементов попадет не в полость в кирпичной кладке, а в ее твердую часть, именно он и обеспечивает требуемую фиксацию анкера в стене или любой другой строительной конструкции. Разжимание распорной втулки дюбеля происходит при вкручивании в него резьбовой шпильки или шурупа, диаметр которых должен быть подобран правильно.
Испытываем современные технологии
Закрепить подвесные шкафы кухонного гарнитура, установить радиаторы или перила для лестницы… Для таких задач нужно выбрать правильный крепеж в зависимости от материала, в который вы будете его устанавливать. Ведь выпавший дюбель доставит массу проблем при фиксации ответственных конструкций и изменяемой нагрузки. Шкафы могут повредиться, радиатор потечь, а еще вместе с крепежом может отвалиться значительный кусок стены вокруг отверстия! Перечислим основные решения для наиболее распространенных рыхлых материалов.
Дюбели для газо- и пенобетона
Например, вы хотите установить кондиционер в частном доме из пеноблоков. Какой крепеж выбрать? Самая распространенная ошибка – использование дюбелей для бетона. Они не будут держаться в рыхлой стене! Причем чем тоньше элемент, тем больше вероятность выпадения. Пытаться укрепить дюбель народными методами не стоит: ведь есть специальный крепеж.
Дюбели для газобетона и пенобетона бывают из разных материалов. Пластиковые подходят для крепления легковесных предметов, например, картин, светильников, полок и зеркал. Металлические способны выдерживать большие нагрузки и предназначены для монтажа техники, перегородок, сантехники и т.д.
Важно знать: пеноблок имеет ячеистую структуру и довольно хрупкий. Поэтому для крепежа тяжеловесных предметов лучше использовать дюбели большого диаметра, например, 10 – 14 мм. Стоит учесть и форму элемента. Если он имеет продольные ребра – есть риск, что от изменяемых нагрузок крепеж расшатается и вылетит из стены. Поперечные ребра лучше зацепляются внутри отверстия за материал, поэтому им не страшны динамические нагрузки. Они отлично подходят, к примеру, для вешалок или полок.
Расскажем, как закрепить дюбель в пенобетоне. Сверлим отверстие, вкручиваем с помощью шестигранного ключа пластиковый элемент, а затем фиксируем подвешиваемый предмет шурупом или саморезом. Понадобится отвертка, а лучше – шуруповерт.
Дюбели для гипсокартона
Перегородки, ниши, подвесные потолки… Все чаще их выполняют из ГКЛ – гипсокартонных листов. Это в прямом смысле два картонных листа, между которыми находится спрессованный гипс. Структура материала очень рыхлая, поэтому к нему не крепят тяжелые полки или блоки кондиционеров. Однако приходится фиксировать светильники, фоторамки, плинтуса или кабель-каналы. Для таких целей есть специальный крепеж – дюбели для гипсокартона.
На заметку: сейчас есть элементы, которые не требуют предварительного засверливания стены. Такое решение снижает риск расшатывания отверстия. Вы можете взять так называемые самозасверливающиеся дюбели с наконечником в виде сверла. Также бывают классические, но требующие специальной насадки на дрель. Дюбель-бабочка подойдет для конструкций с изменяемой нагрузкой, так как имеет распорки и надежно фиксируется в стене без риска прокручивания.
Химический анкер
Практически беспроигрышный способ укрепить дюбель в рыхлой стене. Подходит для кирпича, толстого слоя штукатурки, пено- и газобетона. Фиксация происходит за счет распорки оболочки в основании, а сцепление создает химический состав, которым крепится шпилька или арматура. Доказано, что химический анкер выдерживает в 2,5 раза большую нагрузку, чем стандартный резьбовой крепеж. Подходит даже для установки оборудования. Подробно о процессе монтажа вы можете прочитать в отдельной статье.
Саморезы по дереву в рыхлые основания не из древесины
Есть такая шутливая поговорка «шуруп, забитый молотком, держится лучше, чем гвоздь, закрученный отверткой». И в этом что-то есть. На самом деле саморезы — даже без использования какого-либо дюбеля — зачастую реально выручают мастера при необходимости закрепиться в пористых стенах. Они отлично держатся в ячеистом бетоне, в гипсовых плитах и штукатурках, в блоках из ракушечника. Саморезы просто незаменимы при монтаже предметов и кронштейнов на саманные стены.
Лучше всего использовать винты по дереву с редкой резьбой. Чем длиннее используемый крепеж, тем лучше, так как больше витков будет цепляться в рыхлом материале. Да и сам стержень у саморезов длиной 90 мм будет толще, чем, например, у 40 мм.
Кстати, идея крепления саморезами в минеральных основаниях поддерживается разработчиками строительных систем уже довольно давно. Для примера можно привести так называемый «турбовинт» или «механический анкер», «шуруп по бетону». Работают они просто. Для самореза диаметром 7,5 мм дрелью сверлится отверстие диаметром 6 мм, потом при помощи специальной биты — чаще всего используется «звездочка» Т30 — крепеж вкручивают в бетон или полнотелый кирпич.
Устройство настенного крепежа
Есть много способов восстановления настенного крепления. Выбор оптимального варианта зависит от материала стены, тяжести повешенного предмета, от умения мастера и наличия у него нужных материалов. Обычно в стене сверлится отверстие с расчётом на будущий гвоздь или саморез, в отверстие плотно забивается дюбель, а в него – выбранный гвоздь или саморез.
Дюбель – это пластмассовая пробка сложной конфигурации, которая плотно забивается молотком в заготовленное отверстие в стене. А в центральное отверстие дюбеля плотно завинчивается саморез или забивается гвоздь. Вот на его шляпку навешивается крючок или петля нужного предмета. К сожалению, очень часто плотно забитый дюбель начинает болтаться в своём гнезде. На рисунке ниже представлены дюбели для простейших случаев крепежа
Для специальных случаев существуют и специальные дюбели. Их установка даёт более надёжный результат, чем «народные методы».
Дюбели для газо- и пенобетона бывают пластмассовые для малых нагрузок и металлические для больших нагрузок, например для подвески кондиционера. В рыхлой стене следует ставить дюбели большого диаметра с поперечными рёбрами. Дюбель с продольными рёбрами может вылезти из гнезда.
ФОТО: vseinstrumenti.ru Дюбели для пено- и газобетона
Гипсокартон часто применяется при изготовлении межкомнатных перегородок. Но он очень непрочный. Дюбели для гипсокартона имеют свою резьбу. Их можно сразу вкручивать в гипсокартон. Чем выше планируется нагрузка, тем больше должен быть диаметр дюбеля.
ФОТО: vseinstrumenti.ru Существует несколько видов дюбелей, которые используются вместе с гипсокартоном
Общий порядок установки дюбелей всех типов:
Сначала нужно просверлить в стене отверстие сверлом с диаметром на 1-2 мм меньше диаметра дюбеля (сверлить не перфоратором).
Пропылесосить и прочистить от пыли отверстие.
Загнать в отверстие клейкую массу (клей, эпоксидку, жидкие гвозди).
Забить туда дюбель.
Выдержать нужное время для застывания клейкого состава.
В дюбель ввинтить саморез.
Дюбель для кирпича пустотелого
Визуально имеет цилиндрическую форму, напоминая пробку с отверстием. Его корпус расширяется при вкручивании винта в поверхность.
Это приводит к его надёжному закреплению в стенках отверстия. Оснащён специальной манжеткой, соответствующей винтовой шляпке, не позволяет гвоздю или шурупу провалиться внутрь дюбеля.
Разновидность дюбелей
Анкерный крепёж используют для пустотелых или пористых кирпичных стен. Завинчивание в кладку кирпича происходит в виде узла, с расширением конца. Внутри пустот, образовавшаяся гайка надёжно закрепляет любой предмет.
Гвоздевые дюбеля небольших размеров используются под обшивкой финишного материала для закрепления реек.
Дюбеля-зонтики применяются для крепления теплоизоляции. Металлический или пластиковый гвоздь вбивают в предварительно установленный зонт в утеплитель. Дюбеля для кирпича и бетона используют при нагрузках в несколько тонн.
Крепеж из металла используются для монтажа подвесных потолков. Поскольку пластиковые, во время пожара, могут расплавиться и привести к обрушению потолка.
Достоинства дюбелей
Поскольку их конструкция оснащена усами и шипами, которые не позволяют им прокручиваться:
Очень практичны в использовании.
Выдерживают большие нагрузки.
Применяются снаружи и внутри здания.
Особенности и советы
Перед сверлением необходимо точно установить материал стены. Для этого в безударном режиме, победитовым сверлом, в стене медленно делают пробное отверстие.
Важно удержать дрель строго перпендикулярно. Мягкость материала определяется затраченными усилиями. Если сверление происходит с попеременным усилием: то легко, то туго, то вы имеете дело с пустотелым кирпичом.
Дополнительно материал можно установить по цвету пылевого отверстия:
Красная – кирпич.
Мукообразная, крупнозернистая и мягкая свидетельствует о пенобетоне.
Пескообразная белого цвета признак силикатного кирпича.
Мукообразная, белая или светло-серая указывает на бетон.
Обязательный параметр при подборке дюбелей – прогнозируемая нагрузка. Крепежи с глубиной минимум 85 мм используют при установке тренажёров. Поэтому учитывая размер отверстия, подбирают такого же размера дюбеля.
Монтажная инструкция
Механические воздействия на швы между кирпичами могут вызвать крошение стены, поэтому лучше вместо перфоратора использовать дрель.
Удары перфоратора приводят к разрушению кирпича. Повреждённое место усложняет дальнейший монтаж дюбеля. Нужно проявить максимальную аккуратность, для создания отверстия нужного размера и ровной формы, в крошащейся стене. Чтобы не вызвать растрескивание пустотелого строительного материала, необходимо полностью отказаться от сверления ударным методом.
О дюбелях
Дюбель – крепежный элемент, предназначенный для крепления различных строительных конструкций, утеплителей, облицовочных материалов к поверхности стен различного типа. Используются дюбели в случае, когда свободный конец стержня (шурупа, анкера) недоступен для монтажного инструмента. Дюбель вбивается в стену или основную деталь, в него ввинчивается шуруп, при этом дюбель расширяется, и вынуть его невозможно. На сегодняшний день дюбель универсальное и популярное крепежное изделие.
Дюбели бывают различной конструкции и изготавливаются из различных материалов.
Все дюбели условно можно разделить на две группы:
1. Дюбели для монолитных (без пустот) оснований – имеют распорный принцип действия.
2. Дюбели для пустотных оснований – имеют анкерный принцип действия.
Классификация дюбелей:
Стандартные нейлоновые дюбели: дюбели годятся для любой стены и используются с шурупами диаметром от 2 до 16 мм.
В стене сверлят отверстие, соответствующее диаметру дюбеля, в котором он удерживается направленными назад усиками, а при расклинивании шурупом «намертво» вдавливается в стенки отверстия своими крупными зубьями.
Дюбели для газобетона: Под такой дюбель сверлят отверстие, соответствующее диаметру его сердцевины. В отверстие его загоняют ударами молотка, а в основе он держится за счет спиралевидных ребер и расклинивания под действием шурупа.
Рамные дюбели: длиной от 60 до 360 мм. Бывают двух основных видов — для твердых сплошных основ и для мягких и пустотелых (щелевых) материалов. Удлиненная распорная часть обеспечивает зацепление дюбеля сразу за несколько перемычек в основе с пустотами. Применяются при креплении оконных и дверных коробок, а также элементов обшивки через слой штукатурки, теплоизоляции.
Дистанционные дюбели (юстировочные): закрепляют рейки обрешетки под обшивку на некотором расстоянии от стены. Позволяют регулировать в пределах от 0 до 30 мм положение реек обрешетки относительно основы в процессе их монтажа за счет разделяемого на две части (одна — для основы, другая — для рейки) дюбеля и шурупа специальной конструкции.
Универсальные: при креплении предметов к пустотелой основе они «определяют» наличие полого пространства. В полости дюбель выпучивается и таким образом фиксируется в ней. При креплении к сплошной основе из кирпича или бетона он, разжимаясь, входит в плотный контакт со стенками отверстия. Дюбели с подпружиненными откидными планками: предназначены для крепления предметов к пустотелым перегородкам и подшивным потолкам, например, для подвески люстр. Планки дюбеля, пройдя сквозь отверстие в полость за обшивкой, под действием пружины раскрываются и упираются во внутреннюю поверхность обшивки.
Металлические: для пустотелых тонкостенных конструкций способны выдерживать довольно большие нагрузки.
При вкручивании винта пластинки дюбеля выпучиваются во все стороны и прижимаются к внутренней опорной поверхности.
Гвоздевые дюбели: предназначены для быстрого крепления плинтусов, реек обрешетки под обшивку, когда нужно установить большое их количество. Комплектуются гвоздем, имеющим «заершение» (накатку в виде обратных конусов). Дюбель с гвоздем вставляют в отверстие в стене сквозь закрепляемую рейку. Гвоздь забивают молотком.
Утеплителедержатели: для крепления утеплителя из минеральной ваты или твердого пеноматериала. В отверстие в бетонной или кирпичной стене забивают без гвоздя или шурупа.
Дюбели для бетона и полнотелого кирпича: рассчитаны на большие (до нескольких тонн) нагрузки, делаются из металла и комплектуют резьбовыми шпильками или болтами. Годятся для крепления солнцезащитной маркизы, гаражных ворот или грузоподъемной тали. Пластмассовые и металлические: для мягких материалов (гипсокартона и пористого бетона).
Химические
Химический дюбель для пустотелого кирпича – это продукт современных технологий. В нем применяются специальные вещества, которые нужно вводить в крепежное отверстие. Соединение будет набирать крепость по мере застывания этого состава.
Химические соединения работают на базе сил когезии и адгезии. Применяют этот крепеж для соединения и фиксации различных строительных материалов, а также конструкций и изделий из разных материалов. Что касается прочности соединения, которое можно получить, то оно обладает высокой надежностью. Она значительно превышает характеристики любых фрикционных анкеров, распорных дюбелей и других видов крепежных элементов. Химический дюбель для пустотелого кирпича создает соединения, где усилие на отрыв в 2,5 раза превышает любое традиционное.
Крепёж для пустотелого кирпича
Работа стандартного крепежа основана на распоре базовой конструкции крепежа называемой дюбель, вворачивающим в него шурупом или болтом. Для пустотелого кирпича это не работает, так как стенки его слишком тонки, чтобы создать удерживающую поверхность для дюбеля.
Решают эту проблему, стальные дюбеля для пустотелых материалов, пластиковые дюбеля бабочки и химические анкеры. Каждый из перечисленных типов крепежа может использоваться, как крепёж для пустотелого кирпича, но для разных нагрузок.
Крепление дюбеля для кирпичной стены – практический рецепт
Какой бы ни был универсальный крепеж, на практике домашний мастер, столкнувшись впервые с таким устройством, нередко делает ошибки, и крепление попросту получается непрочным. Мы же, в свою очередь, хотим раскрыть вам один очень эффективный метод монтажа дюбеля для кирпичной стены, основанный на практическом применении. Таким способом пользуются монтажники тяжеловесных конструкций, поэтому он более чем эффективен.
Перед началом работ приготовьте весь инструмент и материал, который нам понадобится в работе, а это: перфоратор, сверло для перфоратора нужного диаметра, плиточный клей в виде сухой смеси, сам дюбель. Также вам пригодится набор резиновых шпателей, и не исключено, что электрическая дрель, для того чтобы высверлить аккуратное посадочное отверстие и не разбить его при этом.
Дюбель-гвозди: какие бывают и как применять | С вашими руками
Содержание ✓
✓ Преимущества любого обнаженного налога
✓ Строительство дубля
✓ Деревянные отрицания
✓ Металлические отрицания
✓ Пластиковые дуля
✓ Типы дуплексов
✓ Пластиковые дуля
✓ Типы дуплексов
✓ Пластиковые дупле
✓ Типы вежливых вежливых. : ВИДЕО
Мир железа огромен и разнообразен, перечислить их все могут себе позволить только всеобъемлющие энциклопедии. Поэтому мы решили остановиться на таком популярном виде креплений, как дюбель-гвозди. Как они выглядят, наверное, все знают. Но об их разновидностях мы расскажем вам в этой статье.
ПРЕИМУЩЕСТВА ЛЮБЫХ ГВОЗДЕЙ
Отдельно следует сказать о преимуществах данного вида крепежа, так как многие используют дюбели для фиксации тяжелых (а иногда и не очень) конструкций.
ВСЕ НЕОБХОДИМОЕ ДЛЯ ЭТОЙ СТАТЬИ ЗДЕСЬ >>>
Причин популярности дюбель-гвоздей несколько. Эта фурнитура используется в основном с целью крепления различных по своим свойствам материалов («кирпич + дерево», «бетон + пластик», другие комбинации). В основном это достаточно твердые поверхности, такие как кирпич или бетон, в которые довольно сложно вбить гвоздь или шуруп.
Простота монтажа, пожалуй, один из весомых аргументов в пользу использования этого вида крепежных изделий. С дюбелем справится даже новичок: достаточно просверлить отверстие дрелью или перфоратором, вставить дюбель и прикрутить (закрутить) изделие.
Важным показателем является и высокая надежность такого крепления. Дюбели выдержали испытание временем и подтвердили свою прочность.
И, наконец, по соотношению «цена-качество» это один из лучших элементов крепления на рынке. Стоимость дюбель-гвоздей весьма демократична – всегда можно подобрать метизы по карману.
Ссылка по теме: Шурупы — зачем?
СТРОИТЕЛЬСТВО ДУБЛЯЖА
ЕСТЬ ЛИ НА СТЕНЕ УКРЫТИЕ?
Люстра упадет с потолка? Часто это зависит от одной маленькой детали – дюбеля. Именно он помогает шурупу или крюку настолько плотно «прижиться» в кирпиче или бетоне, что даже большой вес не сможет выдернуть крепеж из стены.
Как известно, дюбель-гвоздь представляет собой набор, состоящий из крепежа и дюбеля. Крепеж может быть обычным гвоздем, если дюбель без резьбы, или шурупом, если дюбель резьбовой.
Сам дюбель может быть пластиковым (самый распространенный вариант на сегодняшний день), деревянным или металлическим.
ДЕРЕВЯННЫЕ ДЕНИ
Когда пластиковые дюбели еще не получили широкого распространения, в домашних условиях вместо них использовались деревянные дюбели-чопики. Эти чопики можно назвать первыми дюбелями.
Использование деревянных дюбелей требует больших усилий и времени, дюбель часто колется и разваливается, после чего его уже нельзя использовать. А если не расколотый, то вытащить из него гвоздь или шуруп проблематично: отбивная выскакивает из отверстия в стене вместе с гвоздем. Разумеется, такая конструкция требовала доработки.
МЕТАЛЛИЧЕСКИЕ ОТВЕРСТИЯ
Этот вид крепления появился относительно недавно и имеет определенные конструктивные особенности. На металлическом стержне нет насечек резьбы, то есть дюбель просто гладкий. Второй элемент — втулка, в которую вставляется гвоздь: она тоже металлическая и при забивании гвоздя ломается и прочно фиксируется в отверстии. Этот крепеж считается несъемным, после установки его просто не демонтируют.
Такие дюбеля рекомендуются для крепления изделий средней тяжести. Область применения практически такая же, как и у пластиковых дюбелей.
ПЛАСТИКОВЫЕ ДУПЛИ
В категории пластиковых дюбелей мы решили объединить все разновидности этих креплений, изготовленных не из дерева или металла, а из полипропилена, полиэтилена, полиамида или нейлона.
ЭТО ИНТЕРЕСНО!
Первый запатентованный дюбель появился в Великобритании в 1913 году. Тогда инженер Джон Джозеф Роулингс придумал способ надежно зафиксировать шуруп в кирпичной кладке. В цилиндр из джутового волокна был вкручен шуруп, который раздвигал стенки цилиндра, препятствуя выпадению крепежного элемента из отверстия. С тех пор прошло более ста лет. Идея не сильно изменилась, не так ли?
Этот наиболее распространенный вид дюбелей представляет собой пластиковый элемент со специальной структурой, позволяющей надежно закрепить его внутри материала. Пластиковый дюбель делится на две основные части: бесспорную часть и распорную рабочую часть. Последняя расширяется и меняет свои размеры при попадании внутрь элемента крепления.
Также дюбель может иметь манжету — найм вокруг отверстия, не допускающий проваливания крепления в просверленное основание или в закрепляемый материал. Дюбель-гвозди применяются для крепления изделий к бетону, кирпичу, камню, другим твердым твердым материалам. Также есть крепеж, предназначенный для работы с пустотелыми материалами, ДСП и гипсокартоном.
ВИДЫ ДУПЛЕКСОВ
УНИВЕРСАЛЬНЫЙ ДУБЕЛЬ
Нейлоновые дюбели подходят для всех строительных материалов. Универсальный принцип действия (завязывание узлом или разворотом) позволяет использовать дюбель как в полнотелых, так и в пустотелых и листовых строительных материалах. Завинчивание шурупов обеспечивает расширение дюбеля в строительном материале и сцепление с пустотелыми материалами. Подходит для шурупов по дереву, шурупов для ДСП и шурупов. Для обеспечения оптимального направления винта дюбель имеет надрез под углом. Зубчатые запорные элементы предотвращают прокручивание дюбеля в отверстие.
Это обеспечивает максимально возможную надежность установки.
Этот дюбель можно использовать для подвешивания картин, светильников, шкафов, карнизов, для крепления плинтусов и т.д.
Смотрите также: Вагонка: категории и виды четырехсторонний шаг, обеспечивающий оптимальное распределение усилий в материале и высокую несущую способность в полнотелых и пустотелых строительных материалах.
При завинчивании шурупа дюбель SX расширяется в четырех направлениях, обеспечивая надежную фиксацию в материале. Шейка дюбеля не создает упора, тем самым предотвращается действие распорных сил на поверхность материала при завинчивании шурупа. Это исключает повреждение плитки и штукатурки. Выступающий край защищает дюбель от соскальзывания в отверстие, обеспечивая простоту установки. Этот тип дюбеля подходит для шурупов по дереву, для ДСП и для дистанционных шурупов.
Применяется для установки осветительных приборов, навесных шкафов, платяных шкафов, кронштейнов для телевизоров, отлично подходит для сантехнических инсталляций (ванны и туалеты). Также подходит для наружных работ: крепления почтовых ящиков, ставней и поручней.
РАЗБОРКА ДУБЛИРОВАНИЯ S
Простой в установке нейлоновый дюбель с двусторонними проставками выгодно отличается от других моделей. Благодаря отсутствию кромки распорный дюбель S может быть установлен так глубоко под слоем штукатурки, что он достигает опорного основания и обеспечивает максимальную анкеровку. Геометрия дюбеля позволяет легко установить его в просверленное отверстие. Это способствует быстрой и легкой установке.
При использовании данного типа дюбелей есть одна особенность: их не рекомендуется устанавливать очень близко к краю (в идеале расстояние от края должно быть не менее одной длины дюбеля). Поскольку он расширяется только в двух направлениях, можно направить силы расширения таким образом, чтобы они действовали параллельно краю строительного материала. Для этого достаточно повернуть заглушку в отверстии соответствующим образом. Это позволяет уменьшить давление на края материала. Стопорный элемент предотвращает вращение дюбеля в просверленном отверстии.
Используется для установки датчиков движения, плинтусов, подвесных шкафов, картин, светильников, полок, карнизов и почтовых ящиков.
БРЫЗГАЮЩАЯ MS DUBE
В целом выполняет те же функции, что и дюбель S, с той лишь разницей, что внутренняя геометрия дюбеля MS позволяет использовать стандартные болты или шпильки с метрической резьбой для различных условий монтажа. Также, как и заглушка S, заглушка MS может быть забита глубоко в отверстие — чтобы достать ее до несущего основания и обеспечить максимальную надежность крепления. Компактная геометрия облегчает установку, что способствует быстрой и легкой установке.
СОВЕТ Если вы используете шуруп или болт без фаски (например, короткий болт укоротили болгаркой), снимите фаску на резьбе, чтобы облегчить вкручивание шурупов и шпилек с резьбой.
ДУБЕЛЬ НЕЙЛОНОВЫЙ
Мощная нейлоновая прокладка с латунным конусом предназначена для болтов и винтов с метрической резьбой. Большой внешний диаметр анкера позволяет выдерживать значительные прилагаемые нагрузки в строительном материале. Это обеспечивает максимальную несущую способность. Высокое расширение анкера делает его нечувствительным к допускам строительных материалов. Это обеспечивает простой и надежный монтаж. Внутренняя резьба позволяет использовать стандартные метрические винты или резьбовые шпильки, а также повторно использовать точки крепления. Отлично себя проявляет в бетоне и натуральном камне с плотной структурой.
Структура поверхности дюбеля предотвращает его вращение в отверстии, что повышает надежность монтажа.
Внутренняя резьба позволяет использовать стандартные метрические винты или резьбовые шпильки. Завинчивание метрического винта вызывает расширение передней части латунного дюбеля, обеспечивая его надежную фиксацию.
Применяется для крепления деревянных и металлических оснований к бетону, кирпичу, твердым породам. Его также используют для крепления полок в подвалах, поручней, стеновых панелей и даже для подвесных котлов.
СОВЕТ
Если перед монтажом нужно немного удлинить латунный дюбель, в него можно вкрутить метрический винт.
METAL SPLASH DUPLEX FMD
Металлический распорный дюбель FMD специально разработан для саморезов по дереву и ДСП. Ввинчивание скребка вызывает расширение наружных металлических зубьев дюбеля, обеспечивая его фиксацию в материале и высокую несущую способность. Область применения – монтаж газовых и водопроводных труб, а также кабельных и трубных хомутов. Ребристая внутренняя поверхность анкера FMD обеспечивает оптимальное направление шурупа и позволяет использовать при монтаже один из самых распространенных саморезов — по дереву и ДСП.
СОВЕТ При установке дюбелей размером 6 х 32 и 8 38 в пористый материал (например, газобетон) их можно забить прямо в сам материал, без предварительного засверливания.
ДЮБЕЛЬ ДЛЯ ГАЗОБЕТОНА GB
Заглушка для газобетона GB допущена к применению в газобетоне с пределом прочности на сжатие от 2 до 4 Н/мм 2 , а также в газобетонных стеновых плитах и плитах с пределом прочности на сжатие от 3,3 до 4,4 Н/мм2. Это гарантирует надежность при монтаже подвесных потолков, кабельных лотков, различных трубопроводов, ограждений, фасадных элементов и кровельных конструкций из дерева и металла. Преимуществом таких дюбелей является возможность их использования не только внутри помещения, но и снаружи. Для этого нужно использовать саморез из нержавеющей стали. Наружные ребра спиралевидной формы обеспечивают плотную посадку мягкого строительного материала с оптимальным распределением давления и высокой несущей способностью.
ТУРБОДЫБЕЛЬ ДЛЯ ГАЗОБЕТОНА ФТП ТО И ФТП М
Дюбель нейлоновый универсальный для газобетона ФТП К отличается от других видов тем, что подходит как для шурупов по дереву, так и для шурупов с метрической резьбой. Наружная резьба специальной формы обеспечивает практически неразборную анкеровку и, как следствие, надежную фиксацию в газобетоне за счет плотной посадки. Это обеспечивает малые межосевые и краевые расстояния в оштукатуренных поверхностях.
Можно использовать для установки радиаторов, наружного освещения, датчиков движения, почтовых ящиков, а также картин, полок и шкафов.
Металлический вариант этого дюбеля предназначен для метрических болтов для газобетона. Он имеет маркировку FTP M и крепится стандартным шестигранником, поэтому нет необходимости использовать биты FTP EK.
ПРИМЕЧАНИЕ! Для установки дюбеля достаточно иметь молоток – специальный инструмент не требуется. Это значительно экономит время. Если все же используется инструмент (перфоратор), используйте режим сверления с выключенным ударом.
ЛАТУННЫЕ ДУБЕЛЬ РАД
Анкеры латунные для тонких плит и твердых строительных материалов предназначены для крепления ручек, мебельных щитов и кронштейнов.
Для короткого латунного дюбеля RA 4 требуется очень маленькая глубина отверстия, что делает его пригодным для тонкой ДСП. Специальная структура поверхности предотвращает вращение дюбеля в просверленном отверстии. Внутренняя резьба позволяет использовать стандартные болты с метрической резьбой, обеспечивая идеальную адаптацию к любым условиям монтажа.
ПРИМЕЧАНИЕ! Единственное, что следует учитывать, это то, что эти дюбели устанавливаются с помощью шестигранной металлической насадки FTP EK. Поэтому перед покупкой и установкой дюбелей проверьте наличие такой биты в своем наборе инструментов.
Ссылка по теме: Какие бывают уплотнители и что лучше выбрать
ДЮБЕЛЬ ДЛЯ КРЕПЛЕНИЯ СТУПЕНИ ТВ/ТБВ
Дюбель ТВ/ТВВ специально предназначены для крепления деревянных ступеней к бетонному или стальному несущему основанию.
Геометрия упругого элемента позволяет поглощать вибрации, предотвращая появление царапин.
Дюбель распорный пластмассовый подходит для крепления деревянных ступеней и деревянных панелей толщиной менее 30 мм в пустотелый стальной профиль (для этого используйте дюбель) или в сплошные строительные материалы (здесь пригодится дюбель TVB) .
Для дюбеля TV требуется очень маленькая полость благодаря короткому v-образному распорному элементу, что позволяет использовать его даже с узким стальным профилем.
Крепеж мебельный
Посмотреть это видео на YouTube
ИНСТРУМЕНТ ДЛЯ СБОРКИ МЕБЕЛИ
Сборка мебели — будь то купленный в магазине комплект или самодельный предмет мебели — невозможна без крепежа. Мы расскажем, какое оборудование рекомендуется для использования в каждом конкретном случае.
Саморезы
Сегодня практически не используются такие виды крепежа, как гвозди и шурупы, однако наиболее распространенным крепежом для мебели по-прежнему являются так называемые саморезы. Главное их отличие от шурупов в том, что они сделаны из закаленной стали, шаг резьбы больше, а гребень выше. Кроме того, кончик шурупа заточен, что во многих случаях позволяет не засверливать предварительно.
Однако при изготовлении мебели следует учитывать, что без сверления шуруп может отклониться от нужного направления и выскочить в самом неудобном месте или даже привести к растрескиванию или отслоению крепления, тем самым испортив деталь. Поэтому лучше предварительно просверлить отверстие под метизы. Да и само сиденье под голову желательно углубить или разозлить. Это можно сделать сверлом большего, чем головка шурупа, диаметра.
Для зенкерования существует специальное приспособление, называемое зенкером. Это может быть отдельный инструмент или дополнительный элемент, который надевается на сверло нужного диаметра и закрепляется на нем. При этом операции сверления и зенкерования совмещаются, что позволяет экономить время и силы, тем самым упрощая и ускоряя сам процесс сборки.
С небольшой натяжкой разновидностью саморезов можно назвать евровинт, широко применяемый в мебели, или, как его чаще называют, конфирмат. Это элемент специфической формы, с утолщением ближе к головке винта. Эта функция позволяет быстро и надежно соединить детали мебели. Головка евровинта может иметь крестообразную прорезь или углубление под шестигранный ключ. Поэтому при покупке следует обратить на это внимание и при необходимости приобрести набор шестигранных ключей или биту для отвертки нужного размера.
Используя еврошурупы, необходимо просверлить отверстия специальным инструментом — дрелью, совмещенной с фрезой. Это так и называется — сверло для подтверждения. Купить его можно в любом магазине, где продаются скобяные изделия и инструменты. Без этого простого приспособления крепить детали мебели к евровинту просто невозможно. В дальнейшем головки еврошурупов и саморезов закрываются самоклеящимися заглушками из ламината соответствующего цвета или заглушками из пластика.
Стяжка поперечного сечения
Часто готовые тумбы и тумбы устанавливают вдоль одной стены, образуя тем самым единый гарнитур. В этих случаях для соединения готовых изделий друг с другом используется специфический элемент крепления, который называется перекрестной стяжкой. Представляет собой соединение двух частей: одна часть представляет собой полую трубку с резьбой внутри, вторая — винт с такой же резьбой снаружи. Длина такой стяжки соответствует двойной толщине стенки шкафа. Головки выполнены в виде полукруглых элементов, наподобие головок винтов, с крестообразными прорезями под отвертку или соответствующую биту отвертки.
Эксцентриковая стяжка
В случаях, когда необходимо сделать соединение скрытым или незаметным снаружи, применяют более сложные крепления. Одним из них является эксцентриковая муфта. Он представляет собой сразу три детали. Одна часть – это сам эксцентрик, который устанавливается в высверленное в первой детали углубление. Второй – шпилька со специальной головкой. Шпилька вкручивается в третью деталь – сиденье, которое ставится в отверстие, выбранное в ответной части второй детали шкафа. Головка штифта входит в приемное отверстие эксцентрика, сам эксцентрик проворачивается простой, но достаточно большой и прочной шлицевой отверткой по часовой стрелке до упора.
Для эксцентриковых стяжек необходимы специальные сверла. Их называют сверлами Форстнера. Их особенность в том, что поверхность просверливаемого отверстия остается ровной, а не конической, как у обычного сверла.
Диаметр таких сверл должен соответствовать диаметру эксцентрика и посадочного гнезда. Такие скрытые соединения требуют особой точности при сверлении углублений и отверстий. В домашних условиях выполнить такую работу не всегда возможно. А на фабриках, производящих мебель для таких работ, используют специальные шаблоны – кондукторы.
Уголки мебельные
Уголки мебельные, широко используемые для соединения мебельных щитов, не потеряли своей популярности. Существует множество видов крепежа как в металлическом, так и в пластиковом исполнении. Уголки представлены в разных цветах, так что можно достаточно точно подобрать цвет панели.
Для стекол и зеркал
Популярные сегодня стекла или зеркала фиксируются на деталях с помощью специальных клеевых составов, фигурных зажимов с резиновыми вставками или путем сверления отверстий непосредственно в стекле. Выбирая этот тип крепежа, следует обратить внимание на вес, который он способен выдержать. Этот параметр должен быть указан в инструкции по применению данного типа арматуры.
Внимание!
Для того, чтобы просверлить отверстия в стекле или зеркале, необходимо использовать специальные сверла.
Во время работы важно охлаждать обрабатываемую область водой. Закаленное и армированное стекло нельзя сверлить самостоятельно. Такую работу придется доверить профессионалам.
ИНСТРУМЕНТЫ ДЛЯ МАСТЕРОВ И ТОВАРЫ ДЛЯ ДОМА ОЧЕНЬ ДЕШЕВО. БЕСПЛАТНАЯ ДОСТАВКА. ЕСТЬ ОТЗЫВЫ.
Ниже другие записи по теме «Как сделать своими руками — домохозяин!»
Подписывайтесь на обновления в наших группах и делитесь.
Давайте дружить!
как закрепить химический дюбель-гвоздь для кирпича с пустотами? Обзор видов
Особенности
Кто они такие?
Дюбель для пустотелого кирпича обеспечивает надежное соединение с основным материалом навесных фасадных конструкций и предметов интерьера. Обзор видов специального крепежа позволяет подобрать подходящий вариант практически для любых целей. Но перед началом работы стоит более подробно изучить, как крепить дюбель-гвоздь, «бабочку» или химический вариант в кирпиче с пустотами.
Особенности
Основная задача, которую должен решать пустотелый кирпичный дюбель – надежная фиксация в материале. Наличие воздушных полостей позволяет увеличить теплоемкость таких конструкций. А вот кирпич с пустотами более хрупок внутри, перегородки между ними имеют тонкие стенки, при неправильной установке креплений их можно легко сломать или раскрошить. Установить в него анкерный болт с гайкой не получится — метизы просто повернутся, но не зафиксируются внутри.
Необходимо использовать специальные дюбели, которые длиннее, но не превышают ширину строительного блока.
Еще одной отличительной чертой таких креплений является увеличенный размер распорной площадки. Обеспечивает достаточный упор на стены из кирпича, исключает проворачивание в отверстии при установке болта или самореза. Диапазон размеров варьируется от 6×60 мм до 14×90 мм. Производители рекомендуют использовать в таком соединении исключительно универсальные или саморезы по дереву.
Что это такое?
Существует несколько основных типов дюбелей, используемых при работе с пустотелым кирпичом. Наиболее распространенные варианты следует рассмотреть подробнее.
Химический
Тип дюбеля, в котором традиционная распорная конструкция дополнена быстросхватывающимся заполнителем. Масса вещества, введенного в соединение, препятствует вращению крепежа в отверстии, создает универсальный прочный крепеж, способный успешно выдерживать самые интенсивные нагрузки. В состав химического дюбеля входят компоненты, использующие силы сцепления, когезии, повышающие прочность соединения в 2,5 раза по сравнению с обычным.
Анкеры химические представляют собой многокомпонентное соединение в виде металлической втулки с резьбой внутри.
А В состав входят арматурный стержень и шпилька соответствующего диаметра с нержавеющей или оцинкованной наружной поверхностью. Клей находится внутри специальной капсулы, которая срабатывает под давлением, либо выдавливается отдельно в просверленное в стене отверстие. Этот компонент заполняет пустоты внутри кирпича, быстро полимеризуется, по прочности не уступает бетону.
Дюбель-гвоздь
Самое простое решение, известное каждому строителю. В случае с пустотелым кирпичом дюбель-гвоздь можно использовать для крепления легких конструкций, не подвергающихся значительным нагрузкам. Профессиональные строители не используют такие крепления, потому что они ненадежно фиксируются в пустотелых конструкциях. Гораздо эффективнее будет использовать другие виды дюбелей.
Фасад
Тип крепления, используемого на наружных стенах зданий из пустотелого кирпича. Фасадный дюбель применяется для крепления звукоизоляции, гидроизоляции. Есть анкерные и дисковые разновидности. Первый используется при креплении кронштейнов, на которые затем навешивается вентилируемая обшивка. Дюбеля помогают надежно закрепить минеральную вату и другие материалы для формирования утепления фасада.
Стальная «бабочка»
Тип дюбеля, специально предназначенный для крепления предметов к поверхности с пустотами внутри. При вкручивании шурупа или самореза в полый цилиндр корпус расширяется, надежно заклинивая крепеж внутри кирпича.
В конструкции предусмотрена защитная манжета, которая не позволяет колпачку входить слишком глубоко.
Этот дюбель подходит для крепления предметов, создающих средние нагрузки на поверхность стены. При подборе крепежа важно учитывать соотношение размеров полости и толщины отверстия бабочки.
Нейлон
Аналогичен предыдущей версии, но предназначен для меньших нагрузок. Изготовлен из полимерных материалов и универсален. С помощью нейлоновых дюбелей к пустотелому кирпичу крепится брус, фасадная облицовка, ставные системы и рамы. У таких креплений резьба ориентируется в сторону шурупов по дереву или метрических шурупов, шпилек. При ввинчивании шурупа удлиненный кончик хвоста закручивается, образуя узел, препятствующий перемещению крепежа в отверстии.
Как исправить?
Крепление дюбелей в пустотелый кирпич имеет свои особенности. Вариант распорки-бабочки из металла или нейлона прост в установке и включает в себя несколько шагов.
Маркировка поверхности. Выполняется простым карандашом, можно сделать небольшое углубление гвоздем для облегчения позиционирования сверла.
Подготовка отверстий. Безударным способом, дрелью с победитовым сверлом аккуратно оформляется место будущего крепления. Важно, чтобы инструмент располагался строго перпендикулярно стене; стоп-стоп используется для поддержания желаемой глубины. Размер сверла должен полностью соответствовать диаметру дюбеля, чтобы он входил с небольшим усилием. Достигнув глубины 1 см, можно увеличить скорость сверла.
Очистка. Из просверленного отверстия удаляются следы кирпичной крошки; лучше использовать пылесос.
Фиксирующий дюбель. Его конец помещают в отверстие, затем тщательно забивают молотком с резиновым наконечником весь корпус цилиндра. Саморез или другой крепеж вкручивается до конца или с зазором 2-3 мм, если предполагается использование подвесных петель.
Если дюбели были подобраны правильно, они предназначены именно для кирпичей с полыми отверстиями в конструкции, при вкручивании шурупов они не провернутся.
Крепление химических дюбелей имеет свои особенности. Здесь используется пластиковая или металлическая резьбовая втулка, в которую устанавливаются крепежные детали – такая конструкция мало чем отличается от своих классических собратьев. Кроме того, используется химический клей, преимущественно с наполнителем в виде цемента. Он чаще всего двухкомпонентный, бывает в ампулах, картриджах, тубах. В упаковке 2 отделения: с клеем и отвердителем.
Упрощенная установка выглядит так: ампула помещается в подготовленное отверстие, затем в него вставляется стержень. Под давлением ввинчиваемых креплений оболочка разрывается. Клей и отвердитель смешиваются, и начинается полимеризация.
Иловый насос. Применение иловых и вакуумных насосов
5 мин. на чтение
22.03.2022
Содержание
Насосы для откачки ила
Виды насосов для перекачки ила
Виды вакуумных насосов
Коротко о главном
Иловые и вакуумные насосы применяются для откачки жидкости с фракциями ила, песка, грязи и частиц. Для работы в агрессивной среде они изготавливаются из усиленных и износостойких материалов. В зависимости от предназначения, конструкции и производительности их разделяют на виды.
Внешний вид илового насоса с агитатором
Насосы для откачки ила
Иловый (шламовый) насос – эти установка для перекачки жидкостей загрязнённых твердыми частицами. Применяют их в строительной, металлургической, горнодобывательной промышленности и бытовых целях. Применяют иловые насосы для откачки:
вязких жидкостей с примесями ила, песка, глины и т.д.;
траншей, каналов, подвалов, кессонов;
строительные работы;
стоков предприятий;
чистки водоемов от ила и мелкой растительности;
извлечения песка из водоема;
перекачивания канализационных вод;
очистки дна колодцев
Для эксплуатации в тяжелых условиях детали и комплектующие насоса усиливаются. Для производства используют чугун, сталь с добавлением хрома. Дополнительно части оборудования покрывают резиновым защитным слоем. Все направленно на повышение прочности и износостойкости. Основные эксплуатационные характеристики:
перекачка твердых фракций от 0 до 12 мм;
общая доля примесей не должна превышать 70 процентов;
температура перекачиваемых веществ от 5 °C до 60 °C;
плотность жидкости не более 2500 кг/м³
Схема принципа работы илового насоса
Виды насосов для перекачки ила
Насосы классифицируют в зависимости от их конструкции. Основа, это одноступенчатый центробежный насос с мощным рабочим колесом. В конструкцию входят такие элементы: ротор, статор, система охлаждения, сетка для фильтрации крупных частиц, электромотор. В зависимости от расположения рабочего вала: горизонтальные и вертикальные. Горизонтальный насос для откачки ила и грязи предназначен для широкого спектра задач. Он перекачивает жидкость, в которой есть частицы размером до2 см. Вертикальное оборудование используют во время бурений скважин. В конструкцию входит отстойник, который предотвращает появление воздушных пробок. Виды насосов в зависимости от условий работы: погружные, поверхностные. Поверхностные установки применяют на глубине до 10 м. На них устанавливают ротор. Сферы применения: очистные работы в прибрежных зонах, коммунальных хозяйствах и промышленности.
Внешний вид промышленного илового насоса
Погружное оборудование используют на глубинах от 10 до 50 м. Насос не полностью опускается в воду, а труба погружается к точке забора. Установки имеют большую производительность и поэтому на них монтируют дополнительно охладительные элементы. Сферы применения: металлургические заводы, строительные работы, коммунальные предприятия, откачка канализационных вод, бумажное производство. Плюсы и минусы оборудования.
Погружной иловый насос
Данные для сравнения
Поверхностный иловый насос
до 50 м
глубина
до 10 м
средний, 50-70 дБ
уровень шума
высокий, больше 70 дБ
небольшие габариты, зашита от сухого хода, производительность, опция автоматического режима как дренажное оборудование
Иловый насос подбирают под поставленные задачи и определённую глубину забор. Винтовой скважинный насос – это еще дин вид очистных насосов. Шнек в его конструкции является главной рабочей частью. Такие установки предназначены для глубины и справляются с большими массами песка на дне скважины.
Внешний вид вакуумного насоса
Главная особенность ускорения ротора и увеличение производительности при постоянном уровне напора.
Виды вакуумных насосов
Вакуумные насосы устанавливают на илососные автомобили. В их функции входит выкачивание биотуалетов, выгребных ям, котлованов, подвалов, канализации и производственных и бытовых стоков. Вакуумный насос для откачки ила подбирается в соответствии с двигателем автомобиля. В дизельных двигателях ротор мотора должен вращается вправо (по часовой стрелке). Для бензиновых силовых установок ротор вращается влево (против часовой стрелки). В конструкцию входит цистерна, заборный патрубок и измельчитель для крупных фракций. Принцип действия основан на движении пластинчато-роторных насосов центробежного типа. Вращение ротора создает разрежение на входе в патрубок, а в цистерне давление. Во время работы установки, оператор контролирует количество жидкости в цистерне и двигатель автомобиля. Для выкачки жидкости насос нагнетает давление в емкости автомобиля.
Погружной насос
В этом случае он переходит в режим компрессора. Разделяют вакуумные насосы в зависимости от показаний давления при максимальной произвольности. Классификация вакуумного оборудования:
сверхвысоковакуумные;
высоковакуумные;
средневакуумные;
низковакуумные.
Виды вакуумных насосов для ила по принципу действия: механические и физико-химические. Принцип работы вакуумного насоса
Коротко о главном
Иловый насос – это устройство для перекачивания загрязненной жидкости. Принцип действия аналогичный работе центробежных насосов. Выделяют такие виды установок: погружные, поверхностные, вертикальные, горизонтальные и винтовые скважинные. В задачи илового насосного оборудования входит откачка жидкости с траншей, котлованов, кессонов, подвалов, прибережных зон. Применяют их в коммунально-хозяйственной отрасли, металлургической, нефтяной и шахтной промышленности. Вакуумные насосы – это установка, выполняющая перекачивание веществ за счет разницы давления. Монтируют их на специальные илососные машины. Применяют для выкачивания биотуалетов, канализации, отстойников, сточных и выгребных ям.
Как вы считаете, работы связанные с использованием иловых насосных установок лучше выполнять самостоятельно или доверить эту задачу профессионалам и их оборудованию?
Автор статьи
Богомолов Макар
5 мин. на чтение
22.03.2022
Добавить комментарий
Ваш адрес email не будет опубликован. Обязательные поля помечены *
Погружной шламовый насос ХJS 110
Беспроблемная эксплуатация
Погружные шламовые насосы XJS 110 прекрасно подходят для перекачивания шлама и воды с твердыми включениями. Рабочие колеса насосов со встроенным устройством AquaTronic всегда вращаются в правильном направлении, позволяя достичь максимальной производительности и снизить износ. 50 Гц: напор до 36 м, расход до 31 л/с 60 Гц: напор до 40 м, расход до 30 л/с
Основные преимущества
Простота установки без риска перегрева.
Насосы со встроенным устройством AquaTronic способны саморегулироваться в случае неверного чередования фаз, что обеспечивает правильное направление вращения рабочего колеса.
Широкий выбор насосов мощностью до 11 кВт упрощает поиск решения для любых условий эксплуатации.
Эксплуатация без засорения с помощью насосов, предназначенных для перекачивания шлама и воды с твердыми включениями.
Эксплуатация без перегрузки благодаря двум разным рабочим колесам в каждой модели насоса. Малый размер рабочего колеса позволяет эксплуатировать насос при низких уровнях жидкости.
Ремонтопригодность благодаря модульной конструкции. Состояние насоса со встроенным устройством AquaTronic можно проверить без его разборки, с помощью служебного ПО.
Модели
XJS 110 D-170, 3 фазы, 50 Гц
XJS 110 D -170 AT*, 3 фазы, 50 Гц
XJS 110 D — 195, 3 фазы, 50 Гц
XJS 110 D -195 AT*, 3 фазы, 50 Гц
XJS 110 D — 155, 3 фазы, 60 Гц
XJS 110 D -155 AT*, 3 фазы, 60 Гц
XJS 110 D — 166, 3 фазы, 60 Гц
XJS 110 D -166 AT*, 3 фазы, 60 Гц
Вес: 80 кг
*AquaTronic: Встроенная электронная система управления насосом.
Рабочее поле — тип XJS 110 — 50 Гц Рабочее поле — тип XJS 110 — 60 Гц Рабочее поле — тип XJS 110 — 60 Гц, для рынка США
Встроенный электронный контроль AquaTronic
Устройство AquaTronic
Устройство AquaTronic (AT) заменяет встроенный контактор в базовой конфигурации насоса и обеспечивает правильное вращение двигателя, независимо от того, как подключаются фазы. Преимущества устройства AquaTronic включают:
корректировку вращения двигателя, если фазы подключены неправильно
рабочий режим (без панели управления)
встроенное пусковое оборудование (прямой или плавный пуск в зависимости от модели насоса)
защиту двигателя от высокой температуры, высокого тока и в случае пропуска фазы
защиту от засоров
Если насос также оснащен дополнительным датчиком уровня, AquaTronic обеспечивает:
точный контроль уровня
защиту от эксплуатации на сухом ходу
режим энергосбережения (энергия экономится за счет отключения на сухом ходу и запуска датчиком уровня)
Программа сервисной диагностики AquaTronic
Подключение ПК к устройству AquaTronic через USB-кабель обеспечивает доступ к программе сервисной диагностики, включая следующее:
данные о состоянии насоса, история эксплуатации насоса, история отказов насоса, данные о ремонте/техобслуживании насоса, руководство в электронном виде и документация запасных частей
Устройства AquaPlug и AquaTronic
Устройства AquaPlug и AquaTronic — это варианты, сочетающиеся с AquaTronic для создания дополнительных функций сигнализации и запуска/остановки, а также индикации важных параметров.
Метод запуска и защита двигателя
Метод запуска и защита двигателя
XJS110 AT: Прямой пуск двигателя от сети (DOL 500–550 В 50 Гц / 575 В 60 Гц) с помощью встроенного устройства AquaTronic, которое автоматически регулирует чередование фаз с помощью двойных контакторов, что обеспечивает правильное вращение двигателя. Плавный пуск (400 В, 50 Гц / 380–460 В, 60 Гц) является встроенной функцией устройства AquaTronic. Наличие в нем трех тиристоров снижает силу тока при пуске до трех раз по отношению к номинальной. Два реле обеспечивают правильное вращение двигателя. Устройство AquaTronic отслеживает температуру двигателя с помощью встроенных в обмотку статора терморезисторов с отрицательным температурным коэффициентом и останавливает двигатель при высокой температуре. Кроме того, оно останавливает двигатель при высоком токе или в случае пропуска фазы.
XJS110: Прямой пуск двигателя от сети с помощью встроенного контактора. Насосы, рассчитанные на эксплуатацию с частотно-регулируемым приводом или от 1 000 В, должны быть оснащены клеммной колодкой вместо контактора. Встроенные в обмотку статора термовыключатели (140°C, °5) подключены к контактору и останавливают насос при высокой температуре.
Напорные соединения
Муфты для соединения шлангов 2 1/2 дюйма, 3 дюйма (стандарт), 4 дюйма
Резьбовые соединения с британской трубной конической резьбой 2 1/2, 3 дюйма, 4 дюйма
Резьбовые соединения NPT 2 1/2, 3 дюйма, 4 дюйма
Преимущества
Простота установки
Работа без риска перегрева. Встроенный пускатель и термодатчики обеспечивают защиту двигателя от перегрева. Насосы со встроенным устройством AquaTronic регулируются электроникой для предотвращения неверного чередования фаз, что обеспечивает правильное направление вращения рабочего колеса.
Надежная и бесперебойная эксплуатация
Благодаря вихревому рабочему колесу и улитке насоса XJS обеспечивает идеальные возможности для перекачивания шлама и воды с твердыми включениями. Прочная конструкция насоса и высококачественные материалы обеспечивают высокую износоустойчивость. Доступны разные размеры рабочего колеса для удовлетворения ваших конкретных потребностей.
Ремонтопригодность
Модульная конструкция насосов обеспечивает снижение затрат благодаря максимальной доступности насосов с меньшим ассортиментом запчастей. Состояние насоса со встроенным устройством AquaTronic можно быстро проверить без его разборки, с помощью служебного ПО.
Энергоэффективность и безвредность для окружающей среды
Высокоэффективные двигатель и гидравлика в сочетании с подшипниками с низким коэффициентом трения позволяют снизить энергозатраты. Это позволит вам снизить общие затраты на электроэнергию и уменьшить углеродный след. Для облегчения проверки состояния уплотнений в масляной камере применяется экологически безопасное белое масло.
Размерный чертеж
50 Гц
Электрический погружной насос
XJS 110
Максимальная глубина погружения
20 м
Класс защиты
IP 68
Макс. температура перекачиваемой рабочей среды при максимальной потребляемой мощности и длительном режиме работы
40 ºC
Макс. плотность жидкости
1100 кг/м3
pH перекачиваемой рабочей среды
5–8
Свободный проход частиц диаметром до
48 x 60 мм
Макс. количество пусков
30/час
Номинальная мощность двигателя P2
11,8 кВт
Число оборотов
2920 об/мин
Кабель электропитания
20 м, тип H07RN8-F
60 Гц
Электрический погружной насос
XJS 110
Максимальная глубина погружения
20 м
Класс защиты
IP 68
Макс. температура перекачиваемой рабочей среды при максимальной потребляемой мощности и длительном режиме работы
40 ºC
Макс. плотность жидкости
1100 кг/м3
pH перекачиваемой рабочей среды
5–8
Свободный проход частиц диаметром до
48 x 60 мм
Макс. количество пусков
30/час
Номинальная мощность двигателя P2
13,5 кВт
Число оборотов
3500 об/мин
Кабель электропитания
20 м, тип H07RN8-F
60 Гц, для рынка США
Электрический погружной насос
XJS 110
Максимальная глубина погружения
65 футов
Класс защиты
IP 68
Макс. температура перекачиваемой рабочей среды при максимальной потребляемой мощности и длительном режиме работы
104 ºF
Макс. плотность жидкости
0,0397 фунта/дюйм3
pH перекачиваемой рабочей среды
5–8
Свободный проход частиц диаметром до
1 7/8 x 2 3/8 дюйма
Макс. количество пусков
30/час
Номинальная мощность двигателя P2
18 л. с.
Число оборотов
3500 об/мин
Кабель электропитания
Длина 65 футов, тип AWG
Примеры применения
Примеры применения (EN)
Мы работаем везде, где необходимо перекачивать, перемешивать, контролировать или использовать жидкости. Посмотрите, как наши решения помогают нашим клиентам. И узнайте, как мы можем помочь вам сделать технологические процессы перекачивания и перемешивания более эффективными и рентабельными, защищая ваше производство и обеспечивая его долгосрочную надежность.
Документы
Брошюры
Submersible Dewatering Pumps
pdf
Языки:
DE ES FR SV EN IT
Submersible dewatering pumps — 60 Hz
pdf
Языки:
PT EN
Submersible Dewatering Pumps — Imperial Units
pdf
Языки:
EN
Примеры применения
Case Study — Sulzer Dewatering Pumps Acclaimed by Pump Renter Neptune
Assembly Instructions — Zinc anode belt — XJ/XJC/XJS (Multilingual)
pdf
Языки:
EN
Перечень запасных частей
Spare Parts — XJS 50, XJS 80, XJS 110 (Multilingual)
pdf
Языки:
EN
Repair Kit — XJ/XJC/XJS 50-110
pdf
Языки:
EN
O-Ring Kit — XJ/XJC/XJS 50-110 (Multilingual)
pdf
Языки:
EN
Применение
Осушение в строительстве
Строительство дорог, мостов, карьеров или плотин представляет определенные сложности. Управляющему персоналу строительных площадок нужны веские экономические преимущества для приобретения оборудования. Наши погружные дренажные насосы предоставят их.
Осушение при строительстве туннелей
Строительство туннелей требует организации сложных строительных площадок с учетом множества различных факторов, один из которых — опасность затопления. Наши дренажные и шламовые погружные насосы имеют небольшую массу, портативны и запускаются сразу же после подключения.
Как мы можем вам помочь?
Позвоните или напишите нашим экспертам, чтобы найти оптимальное для вас решение.
Вас также может заинтересовать
Водные документы (EN)
Шламовые насосы | Зульцер
Металлы
Добыча
Нефть, газ и химия
вверх по течению
Мидстрим
вниз по течению
Химическая обработка
Переработка
полимер
Полистирол (ПС)
Пенополистирол (EPS)
Полимолочная кислота (PLA)
Охладитель полимерного расплава
Рециклинг полимеров
Вспененный полипропилен на основе экструзии (ePP)
Технология экструзии пенопласта XPET
Выработка энергии
Улавливание, утилизация и хранение углерода
Ископаемое
Атомная энергетика
Возобновляемые источники
Целлюлоза, бумага и картон
Лесной двор
Линия по производству целлюлозно-бумажного волокна
Химическое восстановление
Машина для сушки целлюлозы
Линия механической массы
Линия вторичного волокна
Бумагоделательные и картоноделательные машины и системы
Покрытие и отделка
Химикаты
Водоснабжение
Очистка промышленных вод и стоков
Электростанции
Транспорт (автомобильный, морской, железнодорожный и воздушный)
Вода и сточные воды
Опреснение
Водозабор, транспортировка и орошение
Муниципальная чистая вода
Борьба с наводнениями
Промышленная очистка воды
Бытовые и коммерческие сточные воды
Муниципальные сточные воды
Обезвоживание
Услуги по водоотведению и обезвоживанию продуктов
Услуги и поддержка
Наши услуги и поддержка
Услуги вращающегося оборудования
Компрессоры
Электродвигатели и приводы
Выездные услуги
Газовые турбины
Общие механические услуги
Услуги генератора
Насосные услуги
Паровые турбины
Услуги статического оборудования
Автоматизированные услуги по наплавке сварных швов
Ремонтные работы
Оффшорные услуги
Проекты масштаба завода
Услуги башни
Оборотные услуги
Безопасность
Глобальные ресурсы и возможности
Лицензирование технологии Sulzer GTC
Технологии очистки промышленных сточных вод
Технологические услуги
Проверка процесса
Исследования и концептуальные проекты
Испытательные установки
Запасные части
Баланс завода
Разобрать механизм с целью понять, как это работает
Производство катушек
Онлайн заказ катушки
Детали газовых турбин
Части паровой турбины
Детали компрессора
Оригинальные запчасти
Сервисные комплекты для насосов и мешалок
Запчасти для мешалок SALOMIX™
Сервисные центры
Услуги по воде, сточным водам и продуктам обезвоживания
Сервисные центры водоснабжения, водоотведения и водоотведения
Сервис насосов для воды и сточных вод
Тестирование воды и сточных вод
Сервис для миксеров и мешалок
Сервис турбокомпрессоров и аэраторов
Услуга по обезвоживанию в строительстве
Запасные части и комплекты для сточных вод и продуктов обезвоживания
Подготовка
АБСЕЛЬ обучение
Sulzer Academy для насосов и систем
Тестирование
Цифровые решения
СИНЯЯ КОРОБКА™
Онлайн-сервисы Sulzer Sense
Решение для мониторинга состояния Sulzer Sense
Программные решения для управления и мониторинга
Инструменты выбора Sulzer
Онлайн-инструмент для настройки насосов Sulzer Select
Инструмент выбора насосов для воды и сточных вод ABSEL
Карьера
Погружные шламовые насосы JS и XJS отлично подходят для перекачивания грязной воды и воды с примесями. Благодаря тонкой конструкции насос легко перемещается и им легко управлять. Насосы со встроенным блоком AquaTronic всегда будут иметь правильное направление вращения рабочего колеса, обеспечивая максимальную производительность и меньший износ.
Погружные шламовые насосы JS 4, JS 7, JS 8
Надежные погружные шламовые насосы JS 4, JS 7 и JS 8 в стандартной комплектации оснащены поплавковым выключателем для контроля уровня. Максимальный напор 16 метров, максимальный расход 5 л/с.
Погружной шламовый насос JS 12
Погружной шламовый насос JS 12 отлично подходит для перекачки ила и воды, смешанной с твердыми частицами. 50 Гц: 0,9 кВт. Максимальный напор 13 метров, максимальный расход 7,5 л/с. 60 Гц: 1,1 кВт (1,5 л.с.). Максимальный напор 17 метров (56 футов), максимальный расход 8 л/с (127 галлонов в минуту).
Погружной шламовый насос JS 15
Погружной шламовый насос JS 15 отлично подходит для перекачки ила и воды, смешанной с твердыми частицами. 50 Гц: 1,4 кВт. Максимальный напор 16 метров, максимальный расход 7,5 л/с. 60 Гц: 1,7 кВт (2,3 л.с.). Голова макс 19метров (62 фута), максимальный расход 9,5 л/с (151 гал/мин).
Погружной шламовый насос XJS 25
Погружной шламовый насос XJS 25 идеально подходит для перекачки ила и воды, смешанной с твердыми частицами. 50 Гц: 2,5 кВт. Максимальный напор 18 метров, максимальный расход 16 л/с. 60 Гц: 2,9 кВт (4 л.с.). Максимальный напор 20 метров (66 футов), максимальный расход 16 л/с (254 галлона в минуту).
Погружной шламовый насос XJS 40
Погружной шламовый насос XJS 40 идеально подходит для перекачивания ила и воды, смешанной с твердыми частицами. 50 Гц: 3,7 кВт. Максимальный напор 24 метра, максимальный расход 20 л/с. 60 Гц: 4,3 кВт (6 л.с.). Максимальный напор 27 метров (89 футов), максимальный расход 20 л/с (317 галлонов в минуту).
Погружной шламовый насос XJS 50
Погружной шламовый насос XJS 50 идеально подходит для перекачки ила и воды, смешанной с твердыми частицами. 50 Гц: 5,6 кВт. Максимальный напор 28 метров, максимальный расход 25 л/с. 60 Гц: 6,7 кВт (9 л.с.). Максимальный напор 31 метр (102 фута), максимальный расход 26 л/с (413 галлонов в минуту).
Погружной шламовый насос XJS 80
Погружной шламовый насос XJS 80 идеально подходит для перекачивания ила и воды, смешанной с твердыми частицами. 50 Гц: 8,3 кВт. Максимальный напор 35 метров, максимальный расход 29л/с. 60 Гц: 9,8 кВт (13 л.с.). Максимальный напор 38 метров (125 футов), максимальный расход 28,5 л/с (452 галлона в минуту).
Погружной шламовый насос XJS 110
Погружной шламовый насос XJS 110 идеально подходит для перекачки ила и воды, смешанной с твердыми частицами. 50 Гц: 11,8 кВт. Максимальный напор 36 метров, максимальный расход 31 л/с. 60 Гц: 13,5 кВт (18 л.с.). Максимальный напор 40 метров (131 фут), максимальный расход 30 л/с (476 галлонов в минуту).
Как мы можем вам помочь?
Поговорите или напишите нашим специалистам, чтобы найти лучшее решение.
Водоотведение в строительстве
Обезвоживание при проходке тоннелей
Добыча
Центры обслуживания воды, сточных вод и продуктов обезвоживания
События
Добавьте ключевые слова
Свяжитесь с нами
Что такое шламовый насос и как он работает?
Что такое шлам?
Термин «шлам» на промышленном и горнодобывающем уровне сильно отличается от водянистой грязи, которую мы привыкли видеть. Шлам, встречающийся в промышленных процессах, может быть очень вязким, абразивным, коррозионно-активным или сочетать в себе все три свойства. Кроме того, промышленные шламы необходимо удалять, транспортировать и безопасно перерабатывать, поскольку эти шламы могут быть токсичными для окружающей среды. Традиционные центробежные насосы, такие как те, которые вы использовали бы для перекачивания воды, плохо подходят для тяжелого ила и не прослужат долго по сравнению с насосом, предназначенным для эффективного перекачивания ила и шлама.
Шлам определяется как любая смесь пылевидных твердых веществ, более плотных, чем вода, взвешенных в жидкости. Смешивание твердых частиц с илом или шламом является эффективным способом обработки и транспортировки очень больших количеств твердых материалов с помощью шламового насоса. Шламовые насосы можно найти во многих различных отраслях, включая горнодобывающую промышленность, обработку стали, производство электроэнергии, производство, сточные воды и фрекинг. Шлам может быть разного вкуса, поэтому очень важно использовать промышленный насос для тяжелых условий эксплуатации, способный выдерживать широкий спектр агрессивных и коррозионно-активных материалов без проблем с техническим обслуживанием. Важно, чтобы операторы насосов понимали как насос, так и материал или ил, которые они перекачивают. Это необходимо для обеспечения долговечности насоса, поддержания скорости потока и достижения оптимальной производительности материала. Шламовые насосы работают почти так же, как шламовые насосы, настолько, что эти два термина используются взаимозаменяемо.
Что такое шламовый насос?
Конструкция шламового насоса имеет решающее значение для обеспечения того, чтобы абразивные характеристики шлама не разрушали насос. Кроме того, шлам может содержать более крупные твердые частицы, которые неизбежно приведут к засорению или закупорке насосов многих типов. Большинство центробежных насосов имеют рабочее колесо с малым допуском к улитке, что означает, что твердые частицы размером более дюйма или около того не будут проходить через насос. Кроме того, абразивный, а иногда и коррозионный характер суспензии быстро изнашивает улитку и нарушает допуск. Эти проблемы приведут к тому, что насос потеряет свою всасывающую способность и потребует более частого обслуживания. Это приводит к массовым простоям при перекачке шлама, а также к дорогостоящему техническому обслуживанию и запасным частям.
Шлам, наряду с шламом, можно разделить на две категории: одна категория представляет собой шлам, который содержит твердые частицы, которые со временем оседают, и другая категория, в которой твердые частицы остаются во взвешенном состоянии.
Шлам, который содержит частицы в постоянном взвешенном состоянии, обычно состоит из очень мелких, малоударных частиц, которые могут быть абразивными для насоса, но в основном ведут себя как вода. Шлам, который содержит частицы, которые в конечном итоге осядут, представляет собой более нестабильную суспензию, которая ведет себя не так, как традиционные жидкости. При выборе шламового насоса следует обращать внимание на скорость потока и мощность в лошадиных силах. В большинстве случаев перекачка навозной жижи или шлама производится из крупных частиц, поэтому шламовые насосы обладают ударопрочными и износостойкими характеристиками.
Проблемы с шламовым насосом
Транспортировка жидкого шлама или шлама сопряжена с различными проблемами для разных материалов и совсем не проста, в основном потому, что жидкий шлам очень трудно перекачивать и перемещать в зависимости от его толщины. Обычно они вызывают износ используемых буровых насосов, и мы должны следить за тем, чтобы не возникало препятствий и чтобы нагнетательные линии в буровых насосах текли должным образом, чтобы мы могли сделать работу по перемещению твердых частиц более эффективной с помощью буровых насосов.
Наиболее распространенными проблемами буровых насосов в зависимости от условий являются:
Обычные препятствия Быстрый износ Часто случаются отказы Время без перемещения твердых частиц — это время, когда производство останавливается, а стоимость увеличивается.
Вопрос, для чего нужен обратный клапан канализации, волнует многих начинающих мастеров. Для получения полноценного ответа нужно разобраться с особенностями изделия и сферой его применения.
Обратный клапан представляет собой запорное устройство, блокирующее обратный ход канализационных стоков. Оборудование используется в многоквартирных и частных домах, востребовано в офисных центрах.
В спокойном состоянии клапан перекрывает пропускное отверстие. При сливе воды проем освобождается, опорожняя канализационную систему.
Какой обратный клапан поставить на канализацию?
Производители предлагают множество канализационных клапанов. Изделия различаются исполнением, спецификой монтажа, параметрами эксплуатации. Внешний вид обратного клапана зависит от модели.
Выделяют несколько типов запорных канализационных устройств.
Поворотные. Лепестковые модули, оснащенные гибкой мембраной. Она пропускает отходящие стоки, предотвращает обратный ход нечистот. Допускается наличие ручного затвора, полностью перекрывающего трубопровод.
Подъемные. Приспособления с верхним расположением блокирующего механизма. Элемент имеет пружинный привод. При движении воды в правильном направлении он поднимается, при обратном ходе — опускается.
Шаровые. Установки, оснащенные полимерными шарами. В спокойном положении они перекрывают канализацию, при сбросе воды — разблокируют ее. Изделия наиболее просты и доступны.
Межфланцевые. Компактные решения, оптимальные для квартир и коттеджей. Блокировку обратного потока осуществляет поворотная заслонка. При ее изготовлении используется бронза или чугун. Возможно применение полимерных материалов.
Клапаны имеют горизонтальную и вертикальную ориентацию. Параметр определяет, какое пространственное положение может принять изделие.
Проверка качества клапанов
Перед установкой необходимо произвести осмотр устройства. Оно не должно иметь следующих дефектов:
трещины и сколы;
отсутствие уплотнительных элементов в надлежащих местах;
некорректная геометрия.
Посредством клапана соединяются соосные участки трубы. Объединение частей системы, находящихся в различных плоскостях, негативно скажется на эффективности работы оборудования.
Как установить обратный клапан на канализацию?
Не каждый сантехник знает, как правильно установить обратный клапан на канализацию. Для обеспечения корректной работы оборудования необходимо:
подготовить место для размещения устройства;
подвести магистральные линии;
разместить клапан в надлежащем положении;
зафиксировать изделие посредством штатных креплений.
Перед тем, как установить обратный клапан на канализацию, проверьте его работоспособность! Это исключит временные и финансовые потери.
Подбор оборудования для установки
Изначально стоит определиться, нужен ли обратный клапан в канализации? Изделие не стоит устанавливать на объектах, расположенных на высоких этажах. Они защищены от обратного хода стоков в силу естественных причин.
Второй шаг — узнать, какой обратный клапан поставить на канализацию. При подборе оборудования учитываются:
диаметр магистрали;
особенности приборов, подключенных к сети;
тип стоков, отведение которых планируется осуществлять;
параметры эксплуатации линии.
Правильный подбор клапана — залог беспроблемной работы канализации.
Для приобретения запорных устройств обратитесь в компанию «ЭкоМонтаж». Предприятие предлагает сертифицированное оборудование отечественного и зарубежного производства. В ассортименте решения для промышленных и частных сетей. Товар отгружается со склада организации, всегда есть в наличии.
Заказать консультацию
Ваше имя*
Ваш телефон*
Зачем нужен обратный клапан на водонагревателе – sdmclimate.ru
Обратный клапан для бойлера ещё иногда называют предохранительным. Ошибки в этом нет. Конструктивной особенностью запорной арматуры для водонагревателя, является то, что она состоит из двух перпендикулярно расположенных по отношению друг к другу клапанов. Один из них, расположенный в трубке большего диаметра, обратный. Другой, расположенный в трубке меньшего диаметра, предохранительный.
Обратный клапан служит для предотвращения вытекания жидкости из бойлера в водопроводную сеть при превышении напора в баке над давлением в сети холодного водоснабжения (ХВС).
Предохранительный клапан, по сути, является сбросным, автоматическим устройством, срабатывающим под воздействием избыточного давления на входе перед клапаном.
Оба устройства имеют одинаковую конструкцию тарельчатого типа. Различаются, пропускной способностью и давлением настройки. Говоря проще, диаметром труб и жёсткостью прижимных пружин.
Предохранительный клапан для водонагревателя корректнее было бы назвать системой клапанов, так как их в устройстве два.
Расположены они в латунном или никелированном корпусе. В нижней части корпуса стоит обратный клапан, предотвращающий отток воды из водонагревателя при понижении давления в системе. В перпендикулярном ответвлении имеется другой клапан, который при превышении давления позволяет выпускать часть воды через штуцер.
Пока давление в бойлере меньше чем то, которое в водопроводе (при заполнении или при открытом кране), тарельчатая пластина обратного клапана отжата потоком воды. Как только давление выравнивается, пружина поджимает пластину к выступам корпуса, перекрывая поток воды.
При включенном нагреве происходит постепенное увеличение температуры воды, а вместе с ней растет и давление. Пока оно не превышает предельное, ничего не происходит.
При достижении порогового уровня давление сжимает пружину предохранительного клапана, открывается выход к штуцеру. Некоторая часть воды из бойлера стравливается через штуцер. При понижении давления до нормального пружина запирает проход, вода перестает стекать.
По принципу работы понятно, что вода из штуцера будет постоянно подкапывать. Это происходит при нагреве воды, при понижении давления в водопроводе. Если вы периодически видите на штуцере воду, значит все работает нормально. Но сливающуюся жидкость надо отводить. Для этого на патрубок надевают трубку подходящего диаметра, обязательно закрепляют ее хомутом. Нормальное рабочее давление бойлера — от 6 Бар до 10 Бар. Без механического крепления трубку сорвет в два счета, так что хомут подбираем качественный, затягиваем хорошо. Выводят трубку в ближайший канализационный слив.
Еще один момент: трубка на штуцер нужна прозрачная и желательно армированная (так называемая «елочка»). Почему армированная понятно — из-за давления, а прозрачная — для возможности контроля работоспособности устройства.
Когда следует использовать обратные клапаны?
Мэри Гэннон
Джош Косфорд, ответственный редактор
Обратные клапаны являются самой простой формой направляющих клапанов. В своей простейшей форме обратный клапан имеет единственную задачу — пропускать поток в одном направлении и блокировать его возврат в противоположном направлении. Эти клапаны не только просты в эксплуатации, но и просты в конструкции. Недорогая версия требует чуть больше, чем стальной шарик внутри корпуса.
Обратные клапаны Sun Hydraulics обладают высокой пропускной способностью по сравнению с их небольшими физическими размерами. Обратные клапаны Sun доступны с пропускной способностью до 160 галлонов в минуту (600 л/мин) и могут работать при давлении до 5000 фунтов на кв. дюйм (350 бар).
С точки зрения применения обратный клапан выполняет три основные функции: управление направлением, защита и пилотное управление. В качестве компонента управления направлением обратный клапан может использоваться в контуре с двумя отдельными подконтурами, например, в разгрузочном контуре. Насос с фиксированным рабочим объемом может использоваться для управления клапанами с закрытым центром, и в этот момент используется разгрузочный клапан для предотвращения потерь энергии, когда поток выходит через предохранительный клапан. Обратный клапан устанавливается между пилотным предохранительным клапаном и контуром ниже по потоку. Пилот предохранительного клапана поднимается после обратного клапана, так что, когда направляющий клапан закрывается, повышение давления разгружает предохранительный клапан при низком давлении.
В качестве предохранительного устройства обратный клапан важен, когда есть разделение между областью высокого давления и областью низкого давления. Одной из таких схем является аккумулятор, в котором часто используются два обратных клапана. Поскольку гидравлическая энергия накапливается с чрезвычайно высоким потенциалом внезапного высвобождения, проектировщики должны быть уверены, что энергия не может проявиться быстро или в областях, наносящих ущерб производительности машины. Аккумуляторы лучше всего работают с клапанами управления потоком, в которых используется обратный клапан, чтобы гарантировать, что поток должен проходить через игольчатый клапан с уменьшенной скоростью, но при этом он может быстро заряжаться после обратного клапана. Обратные клапаны также защищают насосы от повреждений или утечек, поэтому рекомендуется устанавливать обратные клапаны после насоса, чтобы предотвратить обратный поток.
В современных гидравлических системах используются насосы с регулированием по нагрузке, способные обеспечивать расход и давление, близкие к фактическим требованиям машины, с небольшими затратами энергии в виде перепада давления. Однако для их сложной работы требуется сигнал от рабочих портов, ближайших к исполнительным механизмам, поэтому контроллеры измерения нагрузки измеряют разницу между давлением нагрузки и падением давления. Обратные клапаны используются в сети, поэтому их пилотные сигналы идут параллельно, и только самый высокий сигнал проходит к контроллеру, который принудительно закрывает оставшиеся обратные клапаны в сети.
Хотя в простейшем обратном клапане используется шар и пружина, которые прижимаются к седлу корпуса с двумя отверстиями, тарельчатые клапаны являются наиболее эффективными и надежными конструкциями. Считающиеся «герметичными», эти конструкции используют преимущества большой металлической уплотнительной поверхности конического тарельчатого клапана и седла и обеспечивают надежную работу даже при высоком давлении.
Обратные клапаны изготавливаются для встроенных сантехнических систем, в качестве картриджных клапанов для нестандартных коллекторов и даже в виде гигантских скользящих картриджных клапанов, способных снижать расход на тысячи галлонов в минуту. Кроме того, картриджные клапаны могут использоваться в различных формах, например, в промышленных сэндвич-клапанах.
Рубрики: Компоненты, Основы проектирования, Рекомендуемые, Клапаны / коллекторы
Роль обратных клапанов в водопроводных линиях
01 Что такое обратные клапаны?
02 Применение обратных клапанов
03 Как работают обратные клапаны?
04 Типы обратных клапанов
05 Критерии выбора обратного клапана
Что такое обратные клапаны?
Обратные клапаны представляют собой устройства для регулирования потока, которые ограничивают поток среды в системе трубопроводов в одном направлении. Эта широко определенная функция обратного клапана играет разные роли в различных отраслях промышленности. Обратные клапаны, также известные как обратные клапаны, односторонние клапаны или устройства предотвращения обратного потока, предотвращают обратный поток проточной среды вверх по течению.
Применение обратных клапанов
Ниже приведены некоторые области применения обратных клапанов:
Защита вышестоящего оборудования
Обратный поток может легко повредить расходомеры, компрессоры, фильтры, насосы и другие устройства, рассчитанные на однонаправленный поток. Гидравлический удар – еще одно потенциально опасное явление. Обратные клапаны могут помочь уменьшить эффект гидравлических ударов, особенно когда клапан оснащен демпфером конечной ступени.
Предотвращение загрязнения или смешивания сред
Предотвращая обратный поток, обратные клапаны предотвращают смешивание разных сред между двумя резервуарами. Например, на водоочистных сооружениях обратные клапаны предотвращают попадание очищенной воды обратно в резервуар с неочищенной водой.
Предотвращение дренажа
Когда среда перекачивается из всасывающего резервуара в нагнетательный резервуар, при остановке насоса высока вероятность возникновения обратного потока. Для предотвращения этого используются обратные клапаны. Тип клапана, обычно используемый для этого, является донным клапаном.
Как работают обратные клапаны?
Обратный клапан состоит из двух портов — впускного и выпускного — и запорно-запорного механизма. Уникальная характеристика обратных клапанов, которая отличает их от других типов клапанов, таких как шаровые и дисковые затворы, заключается в том, что, в отличие от этих клапанов, для работы которых требуется какая-либо форма приведения в действие, обратные клапаны являются самодействующими. Обратные клапаны работают автоматически, полагаясь на перепад давления для управления. В положении по умолчанию обратные клапаны закрыты. Когда среда поступает из впускного отверстия, ее давление открывает закрывающий механизм. Когда давление на входе падает ниже давления на выходе из-за перекрытия потока или когда давление на стороне выхода по какой-либо причине возрастает, запорный механизм немедленно закрывает клапан.
Запорный механизм обратных клапанов обычно удерживается на месте сжатой пружиной, противовесом или силой тяжести. Чтобы клапан открылся, среда должна преодолеть силу пружины или закрывающего механизма.
Обратные клапаны не работают только на основе перепада давления. Если бы это было так, струйки было бы достаточно, чтобы открыть клапан. Следовательно, для открытия обратного клапана требуется определенное минимальное давление. Это известно как давление открытия. Давление срабатывания обратного клапана — это заданное минимальное давление на входе, необходимое для открытия обратного клапана, достаточное для обнаружения потока.
Поворотный обратный клапан
Типы обратных клапанов
Различные типы обратных клапанов классифицируются по различным характеристикам, таким как конструкция, режим работы, материал клапана и размер, при этом наиболее популярной характеристикой для классификации обратных клапанов является конструкция/конструкция. Ниже приведены наиболее часто используемые типы обратных клапанов.
Поворотные обратные клапаны
Поворотный обратный клапан состоит из диска, шарнирно прикрепленного одним краем к корпусу клапана. Когда жидкость поступает в клапан под достаточным давлением, она открывает диск, открывая поток. Диск отключается, когда есть обратный поток или когда давление на входе становится недостаточным. Эти клапаны подходят в качестве обратных клапанов для воды и широко используются в системах распределения воды.
Обратные клапаны с наклонным диском
Эти клапаны имеют диск с двойным эксцентриситетом и обычно предназначены для установки между двумя фланцами. Они подходят для потока большого диаметра и требуют относительно высокого давления для открытия. Обратные клапаны с наклонным диском не подходят в качестве обратных клапанов для сточных вод, поскольку мусор может застрять в частях клапана, которые находятся на пути потока.
Обратный клапан с наклонным седлом
Шаровые обратные клапаны
Шаровые обратные клапаны оснащены шаром в качестве закрывающего механизма. Давление притока поднимает шар со своего места в специальную камеру. Когда давление на входе падает, шар возвращается на свое место, перекрывая поток и предотвращая обратный поток. Шаровой обратный клапан отлично работает в качестве обратного клапана для сточных вод, потому что закрывающий механизм не мешает потоку в открытом положении.
Донные клапаны
Донные клапаны обычно используются в водонапорных линиях для предотвращения слива воды в случае остановки насоса. Они устанавливаются на всасывающей линии насоса и обычно имеют сетку, которая отфильтровывает мусор из резервуара. Эта особенность делает донный клапан подходящим обратным клапаном для насосов. Так как этот тип клапана работает под действием силы тяжести, установка должна быть вертикальной в трубопроводе.
Осевые бесшумные обратные клапаны
Эти клапаны закрываются с помощью пружины. Осевые бесшумные обратные клапаны представляют собой быстро закрывающиеся клапаны и предотвращают вращение насосов в обратном направлении при возникновении обратного потока, так как это может привести к повреждению насоса.
Шаровой обратный клапан
Критерии выбора обратного клапана
Обратные клапаны необходимы для обеспечения безопасности оборудования трубопроводных систем. Они практичны, просты в установке, экономичны и могут использоваться в различных приложениях и условиях работы. Однако все эти преимущества будут недоступны, если для применения будет выбран неправильный обратный клапан. Правильный выбор также имеет решающее значение для экономии средств. Перед выбором обратного клапана необходимо учитывать следующие факторы.
Применение Обратный клапан может использоваться в качестве обратного клапана для сточных вод или сточных вод, химического обратного клапана или обратного клапана для воды, среди прочего. Приложение определяет конструкцию и режим работы выбранного клапана. Например, шаровые краны подходят для очистки сточных вод, поскольку они не мешают потоку. Однако они плохо работают при смешивании химических веществ из-за низкой скорости отключения.
Давление открытия или минимальное рабочее давление Крайне важно установить обратный клапан соответствующего размера с соответствующим давлением открытия. Если давление срабатывания клапана слишком велико, протекающая среда может не открыть его. С другой стороны, обратный клапан не будет работать, если давление срабатывания недостаточно.
Размер Доступны клапаны различных размеров. Разумеется, размер выбранного обратного клапана должен соответствовать размерам труб и другого сопутствующего оборудования.
Клапан осевой бесшумный обратный
Ориентация Обратные клапаны предназначены для вертикальной или горизонтальной установки и не могут устанавливаться в положении, отличном от предусмотренного. Прежде чем выбрать клапан, обратите внимание на установку, которая требуется для вашей системы трубопроводов.
Материал Материал обратного клапана, как корпуса клапана, так и седла, должен быть совместим с протекающей средой. Обратные клапаны могут быть изготовлены из ковкого чугуна, нержавеющей стали, латуни, полипропилена, поливинилхлорида и т. д., и совместимость материалов имеет жизненно важное значение. Обратные клапаны Hawle изготовлены из ковкого чугуна и имеют сертифицированное GSK высококачественное эпоксидное покрытие, обеспечивающее коррозионную стойкость.
Условия эксплуатации (температура, давление, влажность и т. д.) Различные конструкции обратных клапанов и материалы предназначены для различных уровней рабочего давления, температуры и скорости потока. Тщательное рассмотрение этих факторов имеет решающее значение для выбора правильного типа клапана.
Затраты Перед выбором обратного клапана необходимо учитывать первоначальную покупку, сборку, техническое обслуживание и эксплуатационные расходы. Стоимость обычно является важным фактором, стоящим сразу после качества и функциональности. Обратите внимание, однако, что низкие затраты на покупку могут привести к высоким затратам на эксплуатацию/обслуживание. Также дешевый обратный клапан, не справляющийся со своими обязанностями, может стать причиной серьезных проблем на насосной станции.
Для некоторых обратных клапанов может потребоваться дорогостоящая модификация трубопровода, что увеличивает затраты на сборку. Что касается затрат на техническое обслуживание, чем сложнее клапан, тем дороже будет его обслуживание и ремонт. Некоторые сложные решения требуют профессиональной помощи поставщика. Профессиональная техническая поддержка Hawle всегда готова помочь в решении любых проблем, с которыми вы можете столкнуться.
Hawle и Özkan производят обратные клапаны высочайшего качества, соответствующие строгим стандартам международных сертификационных агентств. На наши обратные клапаны для воды предоставляется 10-летняя гарантия, а на их аналоги для сточных вод — 5-летняя гарантия.
Изготовление штампов для холодной штамповки металла
Холодная штамповка на сегодняшний день одна из самых передовых высокотехнологичных обработок металла. Применение такой технологии позволяет получать металлические изделия самых разнообразных форм и размеров. Вся продукция, изготовленная таким способом, имеет точные геометрические параметры, качественные поверхностные слои и не нуждается в дополнительной обработке. В штампованных изделиях отсутствуют дефекты в виде горячих трещин изделия, царапин на поверхности, заусенец, рисок, участков с усадкой металла и прочих повреждений. Огромную роль в производстве качественных изделий путем холодной штамповки играет современное оборудование и применение высокоточных форм и штампов. Заказывать разработку и изготовление штампов для холодной штамповки металла лучше у проверенного производителя, с большим опытом работы. Таким образом, Вы заплатите деньги за качественную продукцию, изготовленную по всем установленным правилам и требованиям качества. Компания Zubix предоставляет услугу холодного штампования, а также перечень других услуг, связанных с металлообработкой и не только. В галерее сайта Вы можете ознакомиться с готовыми работами фирмы. В разделе «Услуги» предлагаем уточнить более подробную информацию о деятельности компании. Вы можете узнать более подробно о всех существующих предложениях и условиях сотрудничества уже сейчас.
Отметим все тонкости представленной технологии. Штампование (или проще говоря штамповка) – это непростой процесс, из-за которого металлическая заготовка под влиянием давления переносит пластическую деформацию. Результатом процесса, которое требует полноценное вмешательство специализированных станков, из обычной заготовки получается запрашиваемое металлическое изделие заданными заказчиком формы и масштабов. Деформирование будущего элемента выполняется двумя способами:
При помощи предварительного нагрева.
Без термического вмешательства.
При выполнении холодного штампования применяется особая технологическая оснастка. В то же время металл для заготовки подвергается дополнительному упрочнению. Из-за упрочнения холодная штамповка делает изделие не совсем пластичным. Чтобы готовое изделие обладало всеми положительными качествами, используют такую обработку как рекристаллизационный отжиг. Благодаря всем перечисленным операциям получаются не только пластичные, но и довольно прочные изделия.
Рабочие инструменты на штамповочных прессах – штампы для холодной штамповки металла, изготавливаются в основном по индивидуальным эскизам в следующем порядке:
Составляется предварительный эскиз изделия, которое нужно получить на выходе;
Подбирается оптимальная схема раскройки металла;
В эскиз вносятся необходимые коррективы;
Обозначаются места и размеры отверстий для штампов;
Подбираются необходимые для изготовления прессы;
Производится пробный выпуск продукции.
В основном изготовление штампов для холодной штамповки металла производится из легированной или высокоуглеродистой стали. Так же возможно использование сплавов алюминия и меди. С помощью изготовленных штампов можно выполнять следующие виды операций:
Разделительные операции по штамповке металла:
Разрезка.
Проколка.
Пробивка.
Отрезка.
Обрезка.
Нарезка.
Зачистка.
Вырубка.
Формоизменяющие операции по штамповке металла:
Скручивание.
Рельефная чеканка.
Рельефная формовка.
Раздача.
Правка.
Отбортовка.
Обжим.
Керновка.
Закатка.
Гибка.
Вытяжка.
Вытяжка с утончением.
Для изготовления изделий может применяться как один вид штамповки, так и комплекс из нескольких дополняющих друг друга обработок. После процесса холодной штамповки готовые изделия могут подвергаться дополнительной обработке для улучшения качеств готового изделия. Например, для улучшения механических характеристик применяются отжиг и травление. Для повышения износостойкости готовой продукции, на поверхность изделий наносятся разного вида износостойкие покрытия. Теперь, когда Вы знаете основы, этапы и тонкости данного вида работ, предлагаем Вам оформить заказ на требуемую услугу в надежной компании Zubix.
Механическая обработка металлов необходима, если у Вас есть задача изменить конфигурацию будущих деталей, а также увеличить или уменьшить их размеры. Для того чтобы осуществитесь одну из этих задач необходимо высококлассное, новое оборудование, квалифицированная команда специалистов и т.д. В компании Zubix имеется все необходимое для грамотного выполнения работ! Именно здесь Вы можете оформить заказ на штампы для холодной штамповки металла очень быстро. Специалисты фирмы оперативно обрабатывают все заказы, поступающие от новых и постоянных клиентов. Рекомендуем присмотреться к предложениям более подробно. Если Вас интересуют точные расценки на спектр предоставляемых услуг, то предлагаем обратиться к специалисту фирмы. На основе Ваших эскизов и чертежей менеджер даст Вам точную информацию об условиях дальнейшего сотрудничества.
Изготовление штампов для металла
Описание штампов
Собственный конструкторский отдел и девятилетний опыт работы позволяют изготовить штамп любой сложности в сжатые сроки. Штамп — это оснастка для прессов, при помощи которой и изготавливается сама деталь. Принцип действия штампов заключается в пластической деформации деталей с помощью штамповой оснастки. Штамповая оснастка состоит из матрицы и пуансона, которые изготавливаются из износостойкого и твердого материала. Заготовки из металла помещают между матрицей и пуансоном. С помощью пресса заготовке придается необходимая форма. Таким образом, заготовка деформируется по форме матрицы. Штамповая оснастка включает в себя специальные прессы и молоты, которые и приводят в действие весь механизм.
Предлагаем изготовление штампов:
Многооперационные штампы последовательного и совмещенного действия
Разработка конструкторской документации – этап, где нельзя торопиться. Обычный срок от недели до трех.
Заготовительный процесс. Мы подбираем заготовки, нормализуем их в печах, придаем нужные габариты, формы. Мы всякий раз проводим перепроверку химического состава заготовки. Отдаем образцы металла на химический анализ, иногда на ультразвуковой контроль, позволяющий выявить в металле неоднородности, трещины, раковины. Заготовительный процесс – это срок до 25 дней. Т.е. 3 недели будет идти этот важный этап
Механическая обработка заготовок. Имея на руках чертежную документацию и заготовки мы приступаем к изготовлению деталей, из которых позже соберется оснастка. Электроэрозия, Токарные, фрезерные, долбежные, расточные работы – все, что необходимо будет сделано качественно и в срок. От одной до двух недель уйдет на этот процесс.
Термическая обработка рабочих частей штампа, съемников, направляющих, прижимов. И снова важный этап. Небольшая неточность в параметрах обработки в подборе режимов закалки и отпуска может свести на нет всю предыдущую работу. Термообработка – это, по нашему опыту, этап сроком до одной недели.
Сборка и испытание. А это самый интересный момент в процессе создания штампа. Работа шлифовщиков, слесарей и наладчиков. От недели до двух.
Итак, можно суммировать продолжительности этапов и мы получим среднестатистический срок: 60 дней. Т.е. планируя инвестиции в оснастку, знайте, что средний срок ее изготовления порядка 2…3 месяцев
Что такое штамповка металла? Руководство по процессам, этапам и типам прессов
Штамповка металла — это процесс холодной штамповки, в котором используются штампы и штамповочные прессы для придания листовому металлу различных форм. Куски плоского листового металла, обычно называемые заготовками, подаются в штамповочный пресс для листового металла, который использует инструмент и поверхность штампа для придания металлу новой формы. Производственные предприятия и производители металла, предлагающие услуги штамповки, помещают материал, подлежащий штамповке, между секциями штампа, где с помощью давления материал придается желаемой окончательной форме для продукта или компонента.
Штамповка металла используется для автомобильных деталей.
Изображение предоставлено: DRN Studio/Shutterstock.com
В этой статье описывается процесс и этапы штамповки металла, представлены типы обычно используемых штамповочных прессов, рассматриваются преимущества штамповки по сравнению с другими производственными процессами, а также объясняются различные типы операций штамповки и их применение.
Основные понятия штамповки металлов
Штамповка металла, также называемая штамповкой, представляет собой недорогой высокоскоростной производственный процесс, позволяющий производить большое количество идентичных металлических компонентов. Операции штамповки подходят как для коротких, так и для длинных производственных циклов и могут проводиться вместе с другими операциями по обработке металлов давлением и могут состоять из одного или нескольких из ряда более конкретных процессов или методов, таких как:
Штамповка
Заглушка
Тиснение
Чеканка
Гибка
Отбортовка
Штамповка и вырубка относятся к использованию штампа для резки материала в определенные формы. В операциях пробивки обрезки материала удаляются, когда пуансон входит в матрицу, фактически оставляя отверстие в заготовке. Вырубка, с другой стороны, удаляет заготовку из первичного материала, превращая этот удаленный компонент в желаемую заготовку или заготовку.
Тиснение — это процесс создания выпуклого или углубленного рисунка на листовом металле путем прижатия необработанной заготовки к штампу, имеющему желаемую форму, или путем пропускания заготовки через роликовый штамп.
Чеканка — это метод гибки, при котором заготовка штампуется, когда ее помещают между штампом и пуансоном или прессом. Это действие приводит к тому, что кончик пуансона проникает в металл, что приводит к точным повторяемым изгибам. Глубокое проникновение также снимает внутренние напряжения в металлической заготовке, что приводит к отсутствию пружинящего эффекта.
Гибка относится к общей технике придания металлу желаемой формы, такой как L-, U- или V-образные профили. Процесс гибки металла приводит к пластической деформации, при которой напряжения выше предела текучести, но ниже предела прочности при растяжении. Изгиб обычно происходит вокруг одной оси.
Отбортовка — это процесс установки развальцовки или фланца на металлическую заготовку с помощью штампов, прессов или специального оборудования для отбортовки.
Машины для штамповки металла могут делать больше, чем просто штамповка; они могут отливать, штамповать, резать и формовать металлические листы. Станки могут быть запрограммированы или иметь компьютерное числовое управление (ЧПУ), чтобы обеспечить высокую точность и повторяемость для каждой штампованной детали. Электроэрозионная обработка (EDM) и программы автоматизированного проектирования (CAD) обеспечивают точность. Доступны различные инструментальные станки для штампов, используемых при штамповке. Прогрессивная, формовочная, компаундная и твердосплавная оснастка удовлетворяет особые потребности в штамповке. Прогрессивные штампы можно использовать для одновременного создания нескольких деталей на одной детали.
Различные типы прессов: Гидравлический штамповочный пресс.
Изображение предоставлено: Romul014/Shutterstock.com
Типы штамповочных операций
Прогрессивная штамповка
В прогрессивной штамповке используется последовательность штамповочных станций. Рулон металла подается в возвратно-поступательный штамповочный пресс с прогрессивными штампами. Матрица движется вместе с прессом, и когда пресс движется вниз, матрица закрывается, штампуя металл и формируя деталь. Когда пресс движется вверх, металл перемещается горизонтально к следующей станции. Эти движения должны быть точно выровнены, так как деталь все еще соединена с металлической полосой. Конечная станция отделяет только что изготовленную деталь от остального металла. Прогрессивная штамповка идеальна для больших тиражей, потому что штампы служат долгое время, не повреждаясь, а процесс легко воспроизводим. На каждом этапе процесса на металле выполняются различные операции по резке, изгибу или штамповке, что позволяет постепенно достигать желаемой формы и дизайна конечного продукта. Это также более быстрый процесс с ограниченным количеством отходов.
Штамповка трансферной штамповки
Штамповка с переносом аналогична прогрессивной штамповке, но деталь отделяется от металлического стержня на ранней стадии процесса и перемещается от одной штамповочной станции к другой с помощью другой механической транспортной системы, такой как конвейерная лента. Этот процесс обычно используется для более крупных деталей, которые необходимо перенести на другие прессы.
Штамповка с четырьмя слайдами
Четырёхходовое тиснение также называют многоползунковым или четырёхходовым тиснением. Этот метод лучше всего подходит для создания сложных компонентов с многочисленными изгибами или изгибами. Он использует четыре скользящих инструмента вместо одного вертикального ползуна, чтобы формировать заготовку посредством множественных деформаций. Два ползуна или ползуна ударяют по заготовке горизонтально, чтобы придать ей форму, и штампы не используются. Штамповка с несколькими слайдами также может иметь более четырех движущихся слайдов.
Штамповка с четырьмя слайдами является очень универсальным типом штамповки, так как к каждому слайду можно прикрепить разные инструменты. Он также имеет относительно низкую стоимость и быстрое производство.
Тонкое гашение
Прецизионная вырубка, также известная как вырубка тонких кромок, ценна тем, что обеспечивает высокую точность и гладкие края. Обычно выполняемые на гидравлическом или механическом прессе или их комбинации, операции точной вырубки состоят из трех отдельных движений:
Зажим заготовки или рабочего материала на месте
Выполнение операции гашения
Выброс готовой детали
Прессы для чистовой вырубки работают при более высоких давлениях, чем те, которые используются в обычных штамповочных операциях, поэтому инструменты и оборудование необходимо проектировать с учетом этих более высоких рабочих давлений.
Кромки, изготовленные методом тонкой штамповки, избегают трещин, поскольку они производятся с использованием обычных инструментов, а плоскостность поверхности может превышать плоскостность, получаемую при других методах штамповки. Поскольку это метод холодной экструзии, тонкая вырубка представляет собой одноэтапный процесс, что снижает общие затраты на производство.
Типы штамповочных прессов
Три распространенных типа штамповочных прессов включают в себя механические, гидравлические и механические сервоприводы. Обычно прессы связаны с автоматическим податчиком, который пропускает листовой металл через пресс либо в рулонах, либо в виде заготовок.
Механический
Механические прессы используют двигатель, соединенный с механическим маховиком, для передачи и хранения энергии. Их пуансоны могут иметь размер от 5 мм до 500 мм, в зависимости от конкретного пресса. Скорость механического прессования также варьируется, обычно от двадцати до 1500 ударов в минуту, но они, как правило, быстрее, чем гидравлические прессы. Эти прессы бывают самых разных размеров, от двадцати до 6000 тонн. Они хорошо подходят для создания более мелких и простых деталей из рулонов листового металла. Они обычно используются для прогрессивной и трансферной штамповки с большими тиражами.
Гидравлический
Гидравлические прессы используют гидравлическую жидкость под давлением для приложения силы к материалу. Гидравлические поршни вытесняют жидкость с уровнем силы, пропорциональным диаметру головки поршня, что позволяет лучше контролировать величину давления и более стабильное давление, чем механический пресс. Кроме того, они имеют регулируемый ход и скорость и обычно могут обеспечивать полную мощность в любой точке хода. Эти прессы обычно различаются по размеру от двадцати до 10 000 тонн и предлагают размеры хода от 10 мм до 800 мм.
Гидравлические прессы обычно используются для небольших производственных циклов для создания более сложных и глубоких штамповок, чем механические прессы. Они обеспечивают большую гибкость благодаря регулируемой длине хода и контролируемому давлению.
Механический сервопривод
Механические сервопрессы используют двигатели большой мощности вместо маховиков. Они используются для создания более сложных штамповок с большей скоростью, чем гидравлические прессы. Ход, положение слайда и движение, а также скорость контролируются и программируются. Они приводятся в действие либо системой привода с линковым приводом, либо системой прямого привода. Эти прессы являются самыми дорогими из трех обсуждаемых типов.
Типы штампов
Штамповочный пресс с ЧПУ
Изображение предоставлено: DRN Studio/Shutterstock.com
Матрицы, которые используются в операциях штамповки металлов, могут быть охарактеризованы как однопозиционные или многостанционные.
Однопозиционные штампы включают как составные, так и комбинированные штампы. Составные штампы выполняют более одной операции резки в одном прессе, например, в случае нескольких разрезов, необходимых для создания простой шайбы из стали.
Комбинированные штампы — это штампы, в которых как режущие, так и нережущие операции выполняются за один ход пресса. Примером может быть матрица, которая производит разрез, а также фланец для данной металлической заготовки.
Многопозиционные штампы включают в себя как прогрессивные штампы, так и передаточные штампы, в которых операции надрезания, пробивки и резки выполняются последовательно с одного и того же набора штампов.
Стальные линейки, также называемые ножевыми штампами, изначально использовались с более мягкими материалами, такими как кожа, бумага или картон, но также нашли применение при резке и формовании металлов, включая алюминий, медь и латунь. Материал стальной полосы, используемый для режущей поверхности, спроектирован так, чтобы соответствовать желаемой форме, а в башмаке штампа вырезается прорезь для удержания материала стальной линейки. Характеристики разрезаемого материала, такие как его толщина и твердость, помогают установить толщину стальной линейки, которая будет использоваться в режущем лезвии.
Вопросы материалов
Кольца Рашида
Изображение предоставлено Wisconsin Stamping
Выбор используемых металлических штамповочных материалов зависит от желаемых свойств готового изделия. Штамповка не ограничивается как производственный процесс только металлами — существует множество металлических материалов для штамповки, которые можно обрабатывать с помощью методов штамповки, таких как бумага, кожа или резина, но металлы, безусловно, используются чаще всего.
Обычно металлы сохраняют свою ковкость и пластичность после штамповки. Те, которые используются для точной штамповки, обычно варьируются от мягкой до средней твердости и имеют низкий коэффициент текучести. Некоторые из обычных металлов и типов металлов, изготовленных штамповкой, включают:
Драгоценные металлы, такие как серебро, золото и платина
Черные металлы, особенно сплавы на основе железа, такие как нержавеющая сталь
Цветные металлы, такие как бронза, латунь и цинк
Нестандартные сплавы, такие как бериллиевый никель и бериллиевая медь
Черные металлы обычно используются в операциях штамповки, поскольку их низкое содержание углерода означает, что они являются одними из наименее дорогих доступных вариантов, что приводит к низким затратам на единицу продукции.
При выполнении операций штамповки металла необходимо учитывать несколько важных факторов и конструктивных соображений.
Отделочные операции
Производственные операции после штамповки могут включать удаление заусенцев с штампованного изделия, нарезание резьбы, развертывание и раззенковку. Они позволяют добавлять другие детали к штампованной детали или исправлять дефекты отделки или удалять острые кромки, которые могут повлиять на безопасность.
Удаление заусенцев включает удаление осколков отрезанного материала, оставшихся на заготовке после завершения операции штамповки. Острые кромки могут потребовать шлифовки для удаления заусенцев или, возможно, потребуется отшлифовать их, чтобы получить сглаженную кромку и направить заусенец во внутренний сгиб, где он не вызовет травм и не будет замечен косметически.
Концепции дизайна
Как правило, в штампованных изделиях следует избегать чрезмерно узких выступов, поскольку они могут легче искажаться и влиять на восприятие качества готового изделия.
По возможности конструкции должны основываться на использовании существующих штампов для стандартных форм и изгибов. Необходимость создания специальной матрицы для штамповки увеличит первоначальные затраты на инструменты.
Избегание острых внутренних и внешних углов в конструкциях штампованных изделий может помочь снизить вероятность образования более крупных заусенцев в этих областях и острых краев, для удаления которых требуется вторичная обработка. Кроме того, в острых углах существует большая вероятность концентрации напряжений, что может привести к растрескиванию или последующему выходу из строя детали при длительном использовании.
Габаритные размеры готового изделия будут ограничены доступными размерами листов или заготовок из листового металла, и эти ограничения необходимо учитывать для материала, израсходованного в складках на краях или фланцах, а также для любого дополнительного удаления или использования материала. Очень большие продукты могут быть созданы в несколько этапов и механически соединены друг с другом на втором этапе производственного процесса.
При выполнении перфорации учитывайте как направление перфорации, так и размер перфорируемого элемента. Как правило, лучше всего делать штамповку в одном направлении, чтобы все острые края, создаваемые пуансоном, находились на одной стороне заготовки. Затем эти края можно скрыть для внешнего вида и убрать из общего доступа рабочих или конечных пользователей продукта, где они могут представлять опасность. Перфорированные элементы должны отражать толщину исходного материала. Общее правило заключается в том, что перфорированные элементы должны быть как минимум в два раза больше толщины материала.
Для изгибов минимальный радиус изгиба листового металла примерно равен толщине материала. Меньшие изгибы более трудны для достижения и могут привести к точкам концентрации напряжения в готовой детали, что впоследствии может вызвать проблемы с качеством продукта.
При сверлении или пробивке отверстий выполнение этих операций на одном этапе поможет обеспечить их позиционирование, допуски и повторяемость. Как правило, диаметр отверстий не должен быть меньше толщины материала, а минимальное расстояние между отверстиями должно быть не менее чем в два раза больше толщины материала.
Операции по гибке следует выполнять с осознанием риска деформации материала, так как материал на внутренней и внешней поверхностях точки изгиба сжимается и растягивается соответственно. Минимальный радиус изгиба должен быть примерно равен толщине заготовки, опять же во избежание накопления концентрации напряжений. Рекомендуется, чтобы длина фланца в три раза превышала толщину заготовки.
Преимущества и недостатки штамповки
Некоторые из преимуществ штамповки включают более низкую стоимость матрицы, более низкие вторичные затраты и высокий уровень автоматизации по сравнению с другими процессами. Металлические штампы для штамповки, как правило, относительно дешевле в производстве и обслуживании, чем штампы, используемые в других распространенных процессах. Вторичные затраты, такие как очистка и нанесение покрытия, также дешевле, чем аналогичная обработка для других процессов изготовления металла. Штамповочные машины относительно легко автоматизировать, и в них можно использовать высокотехнологичные программы компьютерного управления, которые обеспечивают большую точность, более быстрое производство и более короткие сроки выполнения работ. Высокий уровень автоматизации также снижает стоимость рабочей силы.
Одним из недостатков штамповки является более высокая стоимость прессов. Штампы также должны быть приобретены или созданы, а изготовление штампов для штамповки металла на заказ — более длительный подготовительный процесс. Матрицы также бывает трудно заменить, если дизайн необходимо изменить во время производства.
Приложения
Штамповка
используется в различных приложениях, особенно в том, что касается трехмерных рисунков, надписей или других элементов гравировки на поверхности. Такие штампованные изделия обычно производятся для производителей бытовой техники, автомобильных компаний, светотехнической промышленности, телекоммуникационных услуг, военной и оборонной промышленности, аэрокосмической промышленности, производителей медицинского оборудования и компаний, производящих электронику. Скорее всего, у вас дома есть продукт, детали которого изготовлены методом штамповки металла, потому что этот процесс используется во всем, от бытовой техники до автомобилей.
Конкретные продукты и компоненты могут варьироваться от простых штампованных элементов, таких как металлические зажимы, пружины, грузы, шайбы и кронштейны, до более сложных конструкций, таких как те, что используются в основаниях двигателей или фрикционных дисках. Этот процесс используется для производства как деталей для крупного оборудования, так и невероятно детализированных мелких деталей. Штамповка с микроточной точностью позволяет создавать детали диаметром до 0,002 дюйма.
Электронные штамповки — это электронные компоненты, изготовленные методом штамповки металла. Они используются в самых разных отраслях, от бытовой электроники и бытовой техники до телекоммуникаций и аэрокосмической отрасли. Электронные штамповки доступны для ряда металлов, включая медь, медные сплавы, алюминий и сталь, а также более дорогие металлы, такие как платина и золото. К электронным компонентам, изготовленным методом штамповки металла, относятся клеммы, контакты, выводные рамки, пружины и штифты. Они могут быть созданы из черных или цветных материалов. Металлические штамповки находят широкое применение в компьютерах, электронном оборудовании и медицинских приборах. Из-за особых форм, которые могут быть получены с помощью различных процессов штамповки, многие электронные устройства изготавливаются с помощью этого процесса холодной штамповки.
Резюме
В этой статье представлены сведения об операциях штамповки металлов и машинных прессах. Для получения дополнительной информации о сопутствующих услугах обратитесь к другим нашим руководствам или посетите платформу поиска поставщиков Thomas, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах.
Как предотвратить образование складок во время глубокой вытяжки
Травмы, характерные для металлообработки
Основное сырье, используемое при изготовлении металла
Процессы изготовления нержавеющей стали
Готовые изделия из нержавеющей стали
Производство сварных и бесшовных труб из нержавеющей стали
Металлообработка на токарном станке
Как глубоко вытянуть латунь
История металлического прядения
Алюминиевый профиль в строительстве
Как работают станки для отделки металла
Взрывной гидроформинг
Технология гидроформовки металлов
Применение ротационной штамповки в профилегибочном производстве
Пластик против. Изготовление металла – преимущества и недостатки
Материалы, используемые при профилировании
Гидроформинг в автомобильной промышленности
Процесс экструзии алюминия и его применение
Конструкционные алюминиевые профили
Наплавка нержавеющей сталью
Ведущие компании по производству штамповок глубокой вытяжки в США
О формовке металлов — Краткое руководство
Обзор процессов изготовления металлов
Что такое ковка?
Инструменты и оборудование для ковки металла, а также запасные части
Металлическая отделка – какие виды отделки существуют?
Что такое глубокое рисование? Углубленный взгляд на формирование глубокой вытяжки
Справочник по видам ковки — холодная и горячая ковка
Что такое прецизионная штамповка? Взгляд на машину для штамповки металла
Профилегибочная машина и процесс профилирования
Ведущие компании по производству и обработке металлов в США
Еще от Изготовление и изготовление на заказ
типов металлических штампов для штамповки
Опубликовано Premier Products of Racine на | Комментарии к записи Типы металлических штампов
отключены
Штамповка металла — это производственный процесс холодной штамповки, в котором используются специальные инструменты (например, штампы) и оборудование (например, прессы) для формирования и резки листового металла различных форм и размеров. В начале операции штамповки штамп(ы) устанавливается(ются) внутри пресса(ов), которые обеспечивают усилие, необходимое для превращения материала в желаемый компонент. Хотя штампы для штамповки могут варьироваться от проекта к проекту в зависимости от детали и производственных потребностей, их можно разделить на две основные группы: штампы с одной станцией и штампы с несколькими станциями. Ниже мы более подробно рассмотрим уникальные характеристики каждого типа металлических штампов для штамповки.
Многопозиционные штампы для штамповки
Штамповочные штампы с несколькими станциями используются в операциях штамповки, в которых деталь изготавливается путем перемещения материала через различные станции. Эти штампы идут сериями; каждая матрица в серии вносит небольшие изменения в заготовку, которая постепенно формирует и разрезает ее до нужной формы и размера.
Типы многопозиционных штампов
Двумя основными типами многопозиционных штампов для тиснения являются штампы для прогрессивного тиснения и штампы для трансферного тиснения.
Матрицы для прогрессивной штамповки
В операциях прогрессивной штамповки каждая станция матрицы выполняет определенную задачу внутри пресса. После выполнения задачи заготовка автоматически перемещается на следующую станцию. Этот процесс постепенно формирует и режет материал, пока он не превратится в желаемый компонент. На последней стадии деталь отделяется от большего куска материала.
Штамповочные штампы для переноса
Процесс штамповки с переносом очень похож на процесс прогрессивной штамповки; Компоненты изготавливаются путем пропускания заготовки через ряд последовательных станций внутри одной матрицы. Основное различие между этими двумя процессами заключается в том, что деталь вырезается из листового металла в начале, а не в конце. Затем детали перемещаются через станции вручную, роботизированно или с помощью каких-либо механических средств.
Типичные области применения многопозиционных штамповочных штампов
Как прогрессивные штампы, так и трансферные штампы широко используются для штамповки. Однако, учитывая разницу в их процессах, они используются для разных типов проектов. Штамповочные штампы с прогрессивным тиснением лучше подходят для небольших и простых компонентов, в то время как штампы для трансферного тиснения лучше подходят для крупных и сложных компонентов (например, рам, корпусов, труб и других структурных компонентов и систем). Первые матрицы также обычно используются для деталей, требующих одновременного выполнения нескольких операций формования и/или резки, в то время как вторые матрицы часто используются для деталей, которые необходимо перемещать между несколькими прессами.
Однопозиционные штампы для штамповки
Штамповочные штампы с одной станцией — также называемые одностадийными или однооперационными штампами — используются в операциях штамповки, в которых создается один элемент или выполняется одна операция на каждом штамповочном прессе. Если для производства готового компонента требуется несколько элементов и/или операций, заготовку необходимо перемещать от пресса к прессу до тех пор, пока она не будет завершена, что может занять много времени. Вот почему эти штампы обычно используются для простых деталей и изделий, а также для мелкосерийного производства.
Типы штампов с одной станцией
Одними из наиболее часто используемых штампов с одной станцией являются простые штампы, составные штампы и комбинированные штампы.
Простые штампы для штамповки
Штамповочные штампы простые предназначены для выполнения одной операции за ход пресса. Они идеально подходят для базовых работ, таких как вырубка или пробивка, но не подходят для более крупных задач.
Составные штампы для штамповки
Штамповочные штампы
предназначены для выполнения нескольких операций за ход пресса. Они лучше подходят для сложных или ответственных работ, чем простые штампы для штамповки, поскольку они могут выполнять работу быстрее. Однако, несмотря на то, что они могут выполнять операции резки (например, вырубки и пробивки), они не идеальны для операций формовки (например, гибки).
Комбинированные штампы для штамповки
Комбинированные штампы аналогичны составным штампам. Они могут выполнять несколько операций за ход пресса. Однако они подходят как для резки, так и для формовки, то есть их можно использовать для вырубки, пробивки, гибки и формовки.
Типичные области применения штамповочных штампов с одной станцией
Матрицы с одной станцией могут использоваться для различных операций штамповки, в том числе:
Вырубка: Этот процесс штамповки включает в себя вырезание детали из листового материала. Отрезанный кусок — это искомый компонент, а оставшийся материал — лом.
Пробивка: Этот процесс штамповки аналогичен вырубке. Основное различие между процессами заключается в том, что вырезанная деталь является ломом, а материал, из которого вырезана деталь, является искомым компонентом.
Чертеж: В этом процессе штамповки на листовой металл воздействуют сжимающие и растягивающие силы, которые втягивают его в штамп и/или в него, что приводит к получению полого компонента.
Узнайте больше о штампах для штамповки металла от Premier Products of Racine
Хотите получить дополнительную информацию о различных типах металлических штампов? Спросите экспертов Premier Products of Racine. Обладая обширным опытом штамповки металла на заказ, мы можем ответить на любые вопросы и решить любые проблемы, которые могут возникнуть у вас по поводу этих компонентов. Кроме того, если вам нужен партнер для вашего следующего проекта по штамповке металла, мы вам поможем.

 Тип: подъемный,
Тип: подъемный, Тип: подъемный,
Тип: подъемный, Они бывают с корпусом из латуни с торцевым соединением с внутренней резьбой и упором обратного хода. Они имеют бесшумную работу с очень низким давлением открытия и очень низким перепадом давления. Они могут быть установлены в вертикальном или горизонтальном положении. Конструкция обратных клапанов предназначена для предотвращения реверсирования потока внутри трубопроводной системы. Эти клапаны активируются с помощью материала, протекающего внутри трубопровода. Давление жидкости, проходящей через систему, может открыть клапан, а поток в обратном направлении закроет его.
Они бывают с корпусом из латуни с торцевым соединением с внутренней резьбой и упором обратного хода. Они имеют бесшумную работу с очень низким давлением открытия и очень низким перепадом давления. Они могут быть установлены в вертикальном или горизонтальном положении. Конструкция обратных клапанов предназначена для предотвращения реверсирования потока внутри трубопроводной системы. Эти клапаны активируются с помощью материала, протекающего внутри трубопровода. Давление жидкости, проходящей через систему, может открыть клапан, а поток в обратном направлении закроет его. Эти клапаны подходят для установки в вертикальных или горизонтальных линиях с восходящим потоком. Эти клапаны рекомендуются для использования с линиями воздуха, газа, пара, пара и воды, имеющими очень высокую скорость. Всегда под седлом должен проходить поток для подъема обратного клапана – латунь должна поступать. В то время как поток входит, шар или диск поднимаются в направляющих от седла за счет восходящего давления потока. Когда поток меняется на противоположный или останавливается, диск или шар перемещаются по седлу клапана под действием как силы тяжести, так и обратного потока. Некоторые подъемные обратные клапаны могут быть установлены горизонтально. Эти конструкции клапанов в основном используются в пластиковых вариантах. Обратные клапаны подъема седла с металлическим корпусом либо встроены в корпус, либо имеют заменяемые кольца седла. Конструкция диска очень похожа на конструкцию диска шаровых кранов, которые имеют либо композитные, либо металлические диски.
Эти клапаны подходят для установки в вертикальных или горизонтальных линиях с восходящим потоком. Эти клапаны рекомендуются для использования с линиями воздуха, газа, пара, пара и воды, имеющими очень высокую скорость. Всегда под седлом должен проходить поток для подъема обратного клапана – латунь должна поступать. В то время как поток входит, шар или диск поднимаются в направляющих от седла за счет восходящего давления потока. Когда поток меняется на противоположный или останавливается, диск или шар перемещаются по седлу клапана под действием как силы тяжести, так и обратного потока. Некоторые подъемные обратные клапаны могут быть установлены горизонтально. Эти конструкции клапанов в основном используются в пластиковых вариантах. Обратные клапаны подъема седла с металлическим корпусом либо встроены в корпус, либо имеют заменяемые кольца седла. Конструкция диска очень похожа на конструкцию диска шаровых кранов, которые имеют либо композитные, либо металлические диски. Таким образом, больше нет необходимости заливать насос перед перезапуском. Если вы ищете самую передовую линейку подъемных обратных клапанов из латуни на Ближнем Востоке, то Dutco Tennant LLC — это то место, где их можно найти.
Таким образом, больше нет необходимости заливать насос перед перезапуском. Если вы ищете самую передовую линейку подъемных обратных клапанов из латуни на Ближнем Востоке, то Dutco Tennant LLC — это то место, где их можно найти. ЕленаСв. Pierre and MiquelonSudanSurinameSvalbard and Jan Mayen IslandsSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwan, Province of ChinaTajikistanTanzania, United Republic ofThailandTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTurks and Caicos IslandsTuvaluUgandaUkraineUnited Arab EmiratesUnited KingdomUnited StatesUnited States Minor Outlying IslandsUruguayUzbekistanVanuatuVenezuelaViet NamVirgin Islands (British)Virgin Islands (U.S.)Wallis and Futuna IslandsWestern SaharaYemenYugoslaviaZambiaZimbabwe
ЕленаСв. Pierre and MiquelonSudanSurinameSvalbard and Jan Mayen IslandsSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwan, Province of ChinaTajikistanTanzania, United Republic ofThailandTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkmenistanTurks and Caicos IslandsTuvaluUgandaUkraineUnited Arab EmiratesUnited KingdomUnited StatesUnited States Minor Outlying IslandsUruguayUzbekistanVanuatuVenezuelaViet NamVirgin Islands (British)Virgin Islands (U.S.)Wallis and Futuna IslandsWestern SaharaYemenYugoslaviaZambiaZimbabwe Увеличенная подъемная сила для обеспечения полного проходного сечения.
Увеличенная подъемная сила для обеспечения полного проходного сечения.  B
B
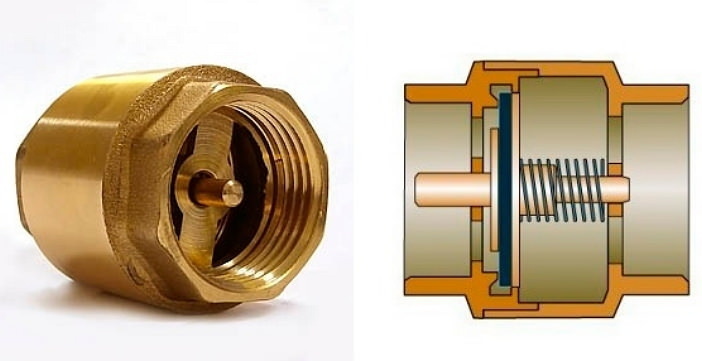 Чтобы предотвратить несанкционированный доступ или раскрытие информации, мы внедрили подходящие физические, электронные и управленческие процедуры для защиты и защиты информации, которую мы собираем в Интернете.
Чтобы предотвратить несанкционированный доступ или раскрытие информации, мы внедрили подходящие физические, электронные и управленческие процедуры для защиты и защиты информации, которую мы собираем в Интернете. Мы используем эту информацию только для целей статистического анализа, после чего данные удаляются из системы.
Мы используем эту информацию только для целей статистического анализа, после чего данные удаляются из системы.  Вам следует проявлять осторожность и ознакомиться с заявлением о конфиденциальности, применимым к рассматриваемому веб-сайту.
Вам следует проявлять осторожность и ознакомиться с заявлением о конфиденциальности, применимым к рассматриваемому веб-сайту.


 Однако уголок слесаря (как и столяра) можно устроить и в жилом помещении. В приусадебном доме можно оборудовать небольшую мастерскую в отдельном помещении или совместить функции столярной и слесарной мастерской в одном месте. Домашнюю мастерскую рекомендуется оборудовать так, чтобы она имела привлекательный вид и могла быть использована детьми для занятий техническим творчеством.
Однако уголок слесаря (как и столяра) можно устроить и в жилом помещении. В приусадебном доме можно оборудовать небольшую мастерскую в отдельном помещении или совместить функции столярной и слесарной мастерской в одном месте. Домашнюю мастерскую рекомендуется оборудовать так, чтобы она имела привлекательный вид и могла быть использована детьми для занятий техническим творчеством.
 Желательно также иметь набор надфилей-напильников небольших размеров с мелкой насечкой, применяемых для обработки тонких и мелких деталей.
Желательно также иметь набор надфилей-напильников небольших размеров с мелкой насечкой, применяемых для обработки тонких и мелких деталей.
 Например, нельзя бить молотком по кусачкам, стремясь быстрее перекусить толстую проволоку, так как это может привести к выкрашиванию рабочей кромки кусачек или поломки губок.
Например, нельзя бить молотком по кусачкам, стремясь быстрее перекусить толстую проволоку, так как это может привести к выкрашиванию рабочей кромки кусачек или поломки губок. ру». — информационная система по ремонту и строительству.
ру». — информационная система по ремонту и строительству. 00
00 США
США 00
00 00
00 00
00 00
00 00
00 00
00 00
00 00
00 00
00 00
00 00
00 00
00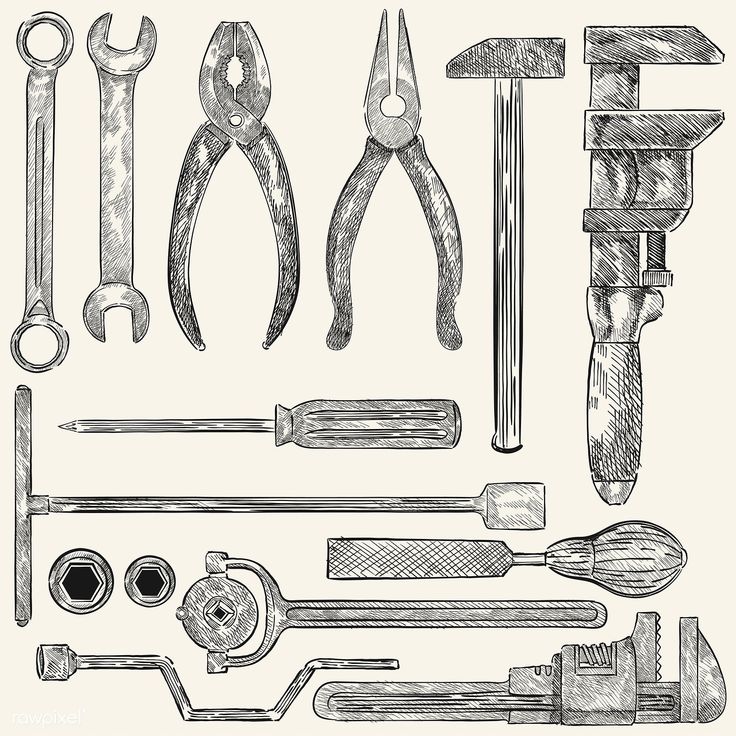

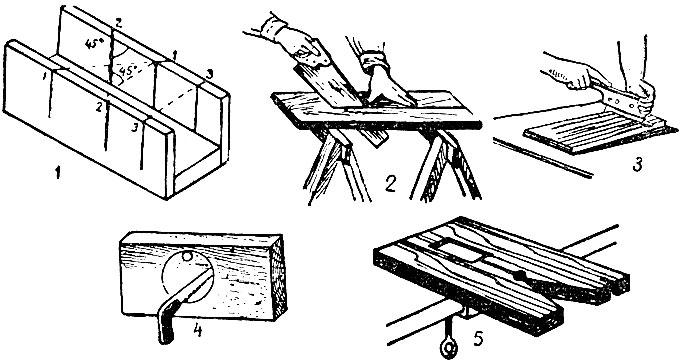 д.
д.
 Познакомить со столярным верстаком, его устройстве и безопасной работе на нем.
Познакомить со столярным верстаком, его устройстве и безопасной работе на нем.

 1.Назовите основные части столярного верстака.
1.Назовите основные части столярного верстака. 1) или гребенки (рис. 1, в). Благодаря наличию плоских пружин их можно установить в гнезде на любую высоту. Клинки и гребенки служат для зажима обрабатываемого на верстаке материала в горизонтальном положении.
1) или гребенки (рис. 1, в). Благодаря наличию плоских пружин их можно установить в гнезде на любую высоту. Клинки и гребенки служат для зажима обрабатываемого на верстаке материала в горизонтальном положении.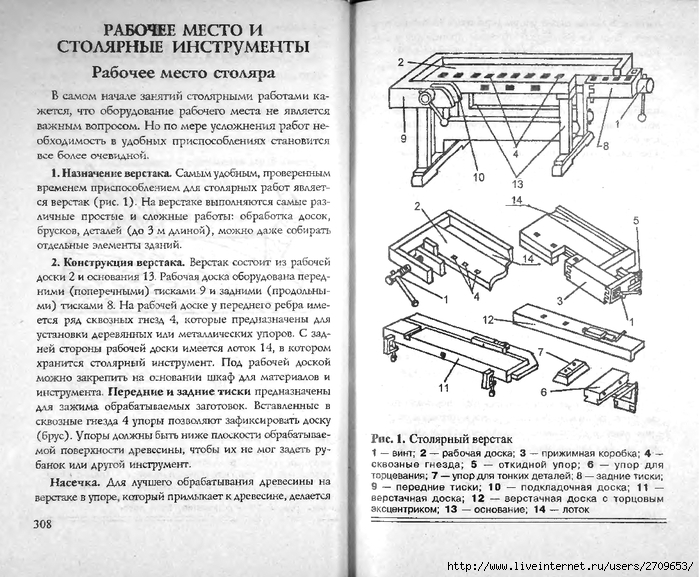 Инструмент следует хранить в строго определенном порядке.
Инструмент следует хранить в строго определенном порядке.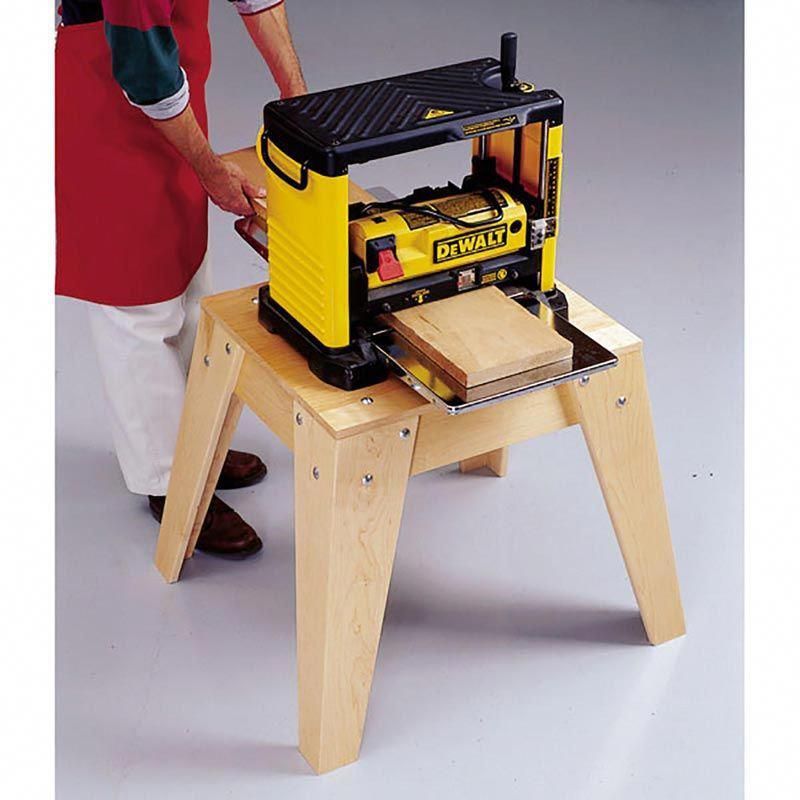
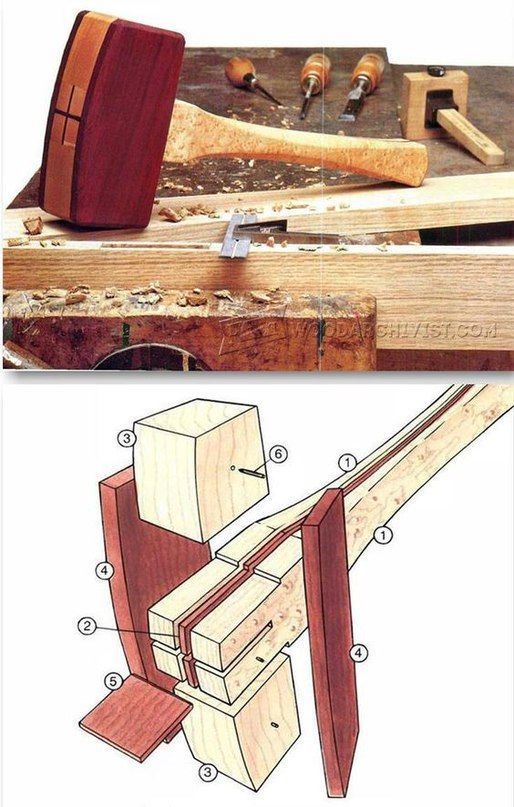 В зависимости от размера шурупов она имеет различную ширину заостренного конца. Железка отвертки может быть односторонней или двухсторонней (переставной). В этом случае концы железки имеют различную ширину.
В зависимости от размера шурупов она имеет различную ширину заостренного конца. Железка отвертки может быть односторонней или двухсторонней (переставной). В этом случае концы железки имеют различную ширину.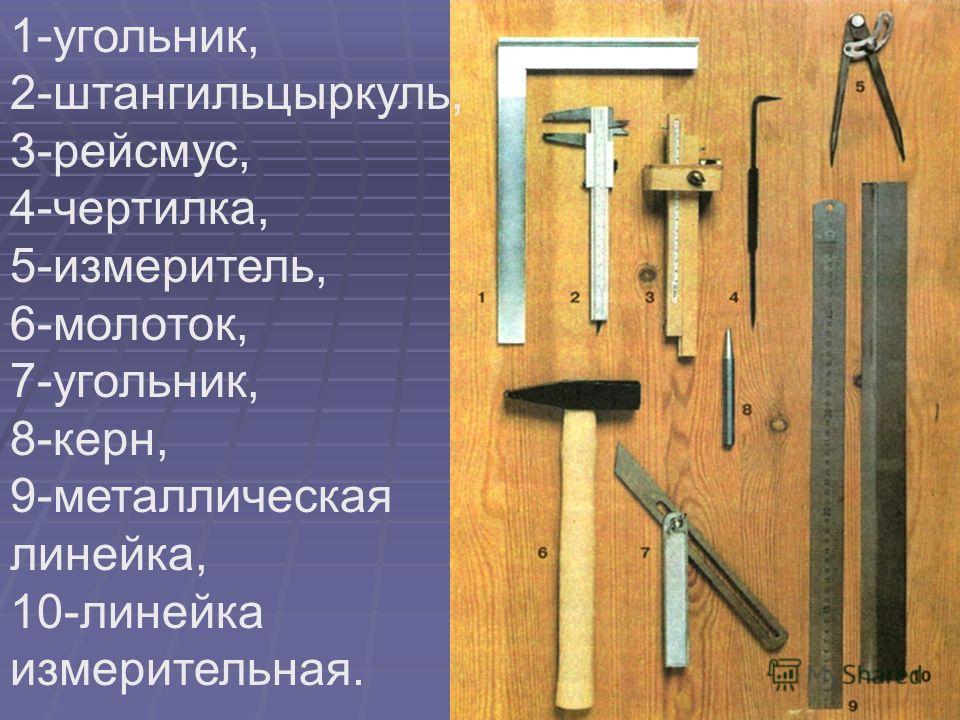 Это предохраняет насечку от загрязнения. В случае загрязнения рашпили прочищают стальной щеткой. Простейшим и безвредным способом чистки напильников является погружение их на несколько мгновений в кипящую воду.
Это предохраняет насечку от загрязнения. В случае загрязнения рашпили прочищают стальной щеткой. Простейшим и безвредным способом чистки напильников является погружение их на несколько мгновений в кипящую воду. ПОДРОБНЕЕ >
ПОДРОБНЕЕ >
 Держите руки подальше от линии режущего лезвия.
Держите руки подальше от линии режущего лезвия.


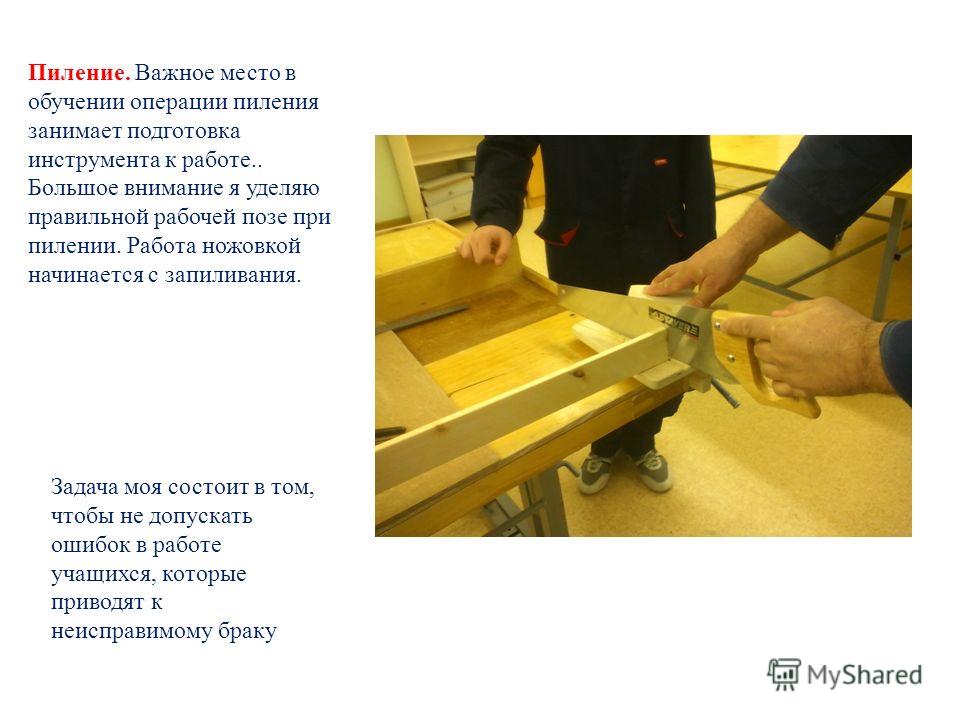

 Также важна возможность использования машин с компьютерным управлением.
Также важна возможность использования машин с компьютерным управлением.
 Многие из этих продуктов, в том числе большая часть мебели, кухонных шкафов и музыкальных инструментов, производятся серийно. Другие изделия изготавливаются на заказ по архитектурным проектам и чертежам.
Многие из этих продуктов, в том числе большая часть мебели, кухонных шкафов и музыкальных инструментов, производятся серийно. Другие изделия изготавливаются на заказ по архитектурным проектам и чертежам.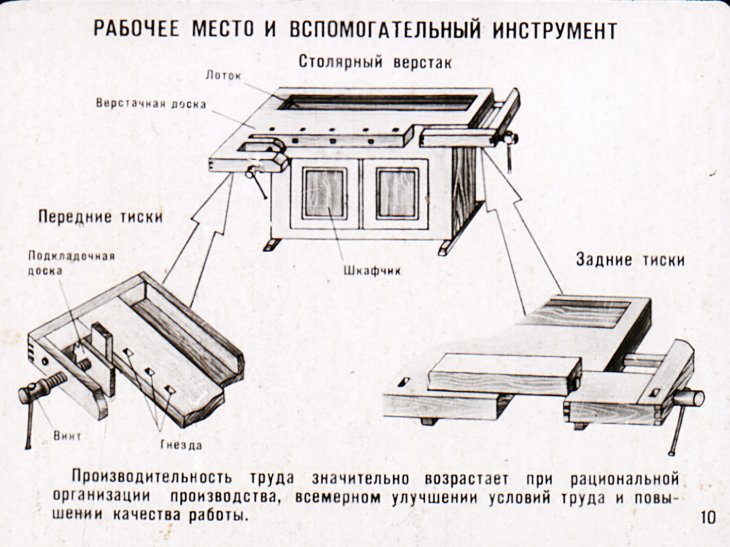 Они также устанавливают фурнитуру, такую как ручки и направляющие для ящиков, и подбирают специальные изделия для стекла, металлических деталей, электрических компонентов и камня. Наконец, рабочие шлифуют, морят и, при необходимости, покрывают изделие из дерева герметиком или верхним покрытием, таким как лак или политура.
Они также устанавливают фурнитуру, такую как ручки и направляющие для ящиков, и подбирают специальные изделия для стекла, металлических деталей, электрических компонентов и камня. Наконец, рабочие шлифуют, морят и, при необходимости, покрывают изделие из дерева герметиком или верхним покрытием, таким как лак или политура.
 Иногда столяры работают с тяжелыми и громоздкими материалами и могут столкнуться с шумом и пылью. В результате они регулярно носят средства защиты органов слуха, защитные очки и респираторы или маски.
Иногда столяры работают с тяжелыми и громоздкими материалами и могут столкнуться с шумом и пылью. В результате они регулярно носят средства защиты органов слуха, защитные очки и респираторы или маски.


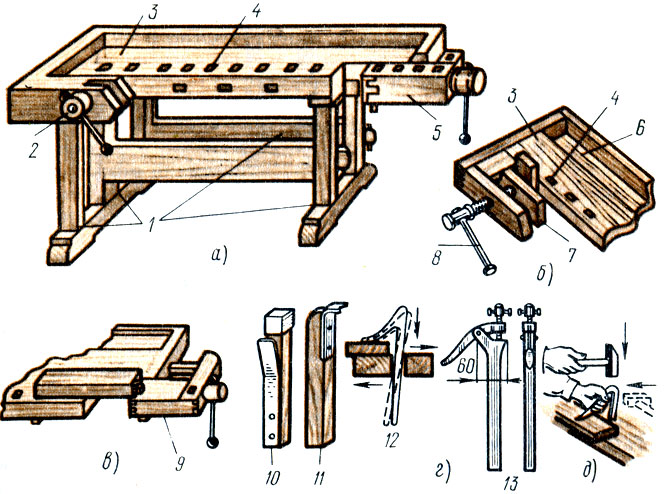

 Эти продукты включают в себя мебель для проектов по ремонту дома и наружные конструкции для ресторанов и других предприятий. Однако автоматизация, особенно использование станков с числовым программным управлением (ЧПУ) в производстве изделий из дерева, может ограничить общую потребность в некоторых из этих рабочих в течение прогнозируемого десятилетия.
Эти продукты включают в себя мебель для проектов по ремонту дома и наружные конструкции для ресторанов и других предприятий. Однако автоматизация, особенно использование станков с числовым программным управлением (ЧПУ) в производстве изделий из дерева, может ограничить общую потребность в некоторых из этих рабочих в течение прогнозируемого десятилетия. Эти оценки доступны для страны в целом, для отдельных штатов, а также для столичных и неметропольных территорий. Ссылки ниже ведут на карты данных OEWS по занятости и заработной плате по штатам и районам.
Эти оценки доступны для страны в целом, для отдельных штатов, а также для столичных и неметропольных территорий. Ссылки ниже ведут на карты данных OEWS по занятости и заработной плате по штатам и районам.



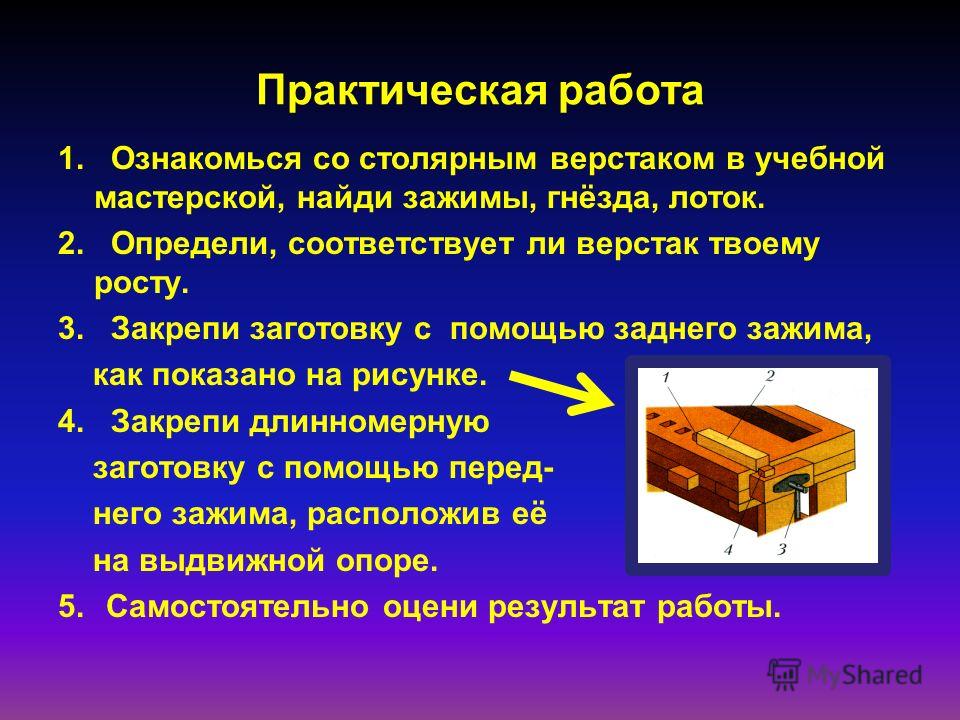
 Отличительные особенности инструмента – компактность, сравнительно низкая цена, удобство и простота эксплуатации.
Отличительные особенности инструмента – компактность, сравнительно низкая цена, удобство и простота эксплуатации. Как правило, они эксплуатируются в профессиональной сфере. Можно сделать приспособление для гибки арматуры своими руками, но намного безопаснее использовать фирменное оборудование и инструменты, ведь цены на них вполне доступны.
Как правило, они эксплуатируются в профессиональной сфере. Можно сделать приспособление для гибки арматуры своими руками, но намного безопаснее использовать фирменное оборудование и инструменты, ведь цены на них вполне доступны. Просто проведите напильником по металлическому изделию.
Просто проведите напильником по металлическому изделию.
 10.2022
10.2022 Мне очень хотелось использовать материалы, найденные во время уборки дома, поэтому я собрал их вместе из найденных частей. В том числе и металлолом, который я нашел на ферме.
Мне очень хотелось использовать материалы, найденные во время уборки дома, поэтому я собрал их вместе из найденных частей. В том числе и металлолом, который я нашел на ферме.

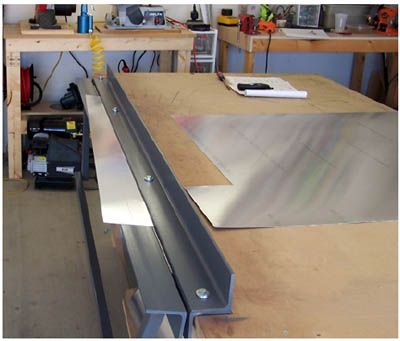 О, но в этих машинах так много NRE (невозмещаемых расходов)! Собственно, в больших объемах штамповка является одним из самых дешевых способов производства деталей. Тем не менее, DIY не является большим объемом.
О, но в этих машинах так много NRE (невозмещаемых расходов)! Собственно, в больших объемах штамповка является одним из самых дешевых способов производства деталей. Тем не менее, DIY не является большим объемом. Наслаждайтесь видео.
Наслаждайтесь видео.
 Пока это работало с моими записками, вы можете сделать это по-другому.
Пока это работало с моими записками, вы можете сделать это по-другому.
 Гораздо лучше сделать брекеты, которые красиво выглядят и обладают хорошей прочностью. Вот фото конечного результата, все установлено и готово к работе. Вы также можете увидеть некоторые резьбовые стержни для нестандартных болтов в сборке. Все работает чудесно.
Гораздо лучше сделать брекеты, которые красиво выглядят и обладают хорошей прочностью. Вот фото конечного результата, все установлено и готово к работе. Вы также можете увидеть некоторые резьбовые стержни для нестандартных болтов в сборке. Все работает чудесно.
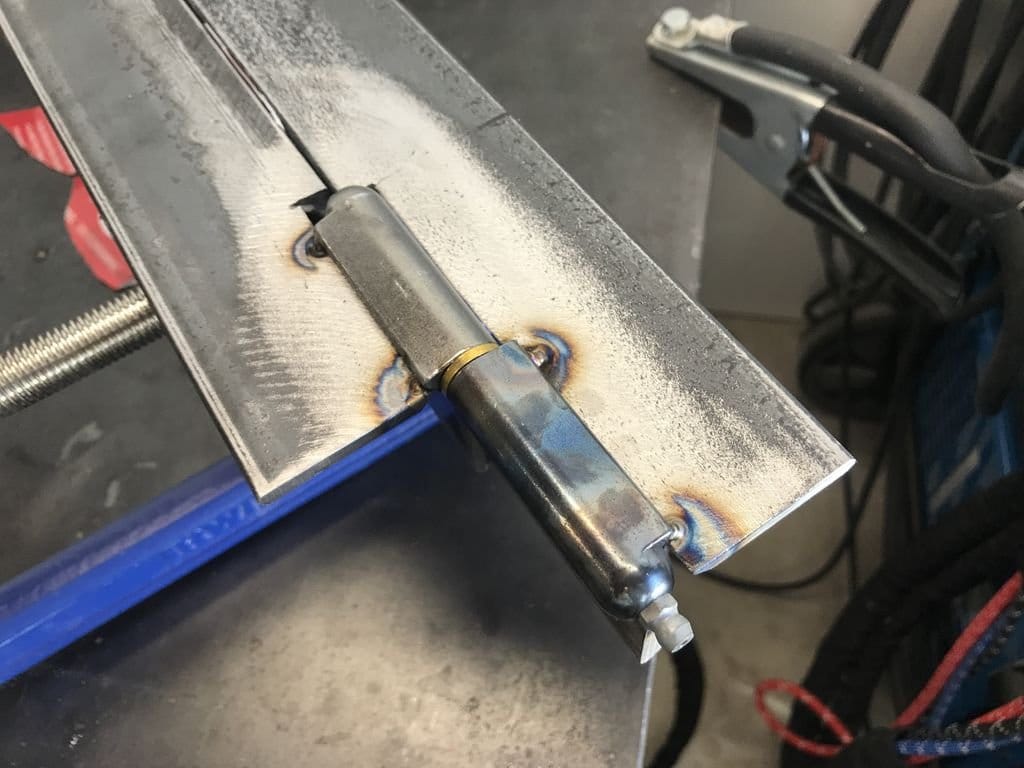
 Корея)
Корея) Корея)
Корея) Корея)
Корея) 63 грн/пог.м
63 грн/пог.м Павлоград
Павлоград com.ua: Гофрована труба з нержавіючої сталі
com.ua: Гофрована труба з нержавіючої сталі com.ua: Гофрована труба з нержавіючої сталі
com.ua: Гофрована труба з нержавіючої сталі
 Один отрезок шланга может двигаться в поперечном направлении, если один его конец может быть втянут внутрь. Единичный отрезок шланга не может выдерживать осевое движение без повреждения шланга.
Один отрезок шланга может двигаться в поперечном направлении, если один его конец может быть втянут внутрь. Единичный отрезок шланга не может выдерживать осевое движение без повреждения шланга. В зависимости от места установки вы можете увидеть существенное изменение температуры, которое потребует дополнительной гибкости. Идеальным продуктом для этого является газ Metraloop, внесенный в список CSA/AGA.
В зависимости от места установки вы можете увидеть существенное изменение температуры, которое потребует дополнительной гибкости. Идеальным продуктом для этого является газ Metraloop, внесенный в список CSA/AGA. Это было бы то, что вы хотели бы, если бы вы строили авианосец.
Это было бы то, что вы хотели бы, если бы вы строили авианосец.














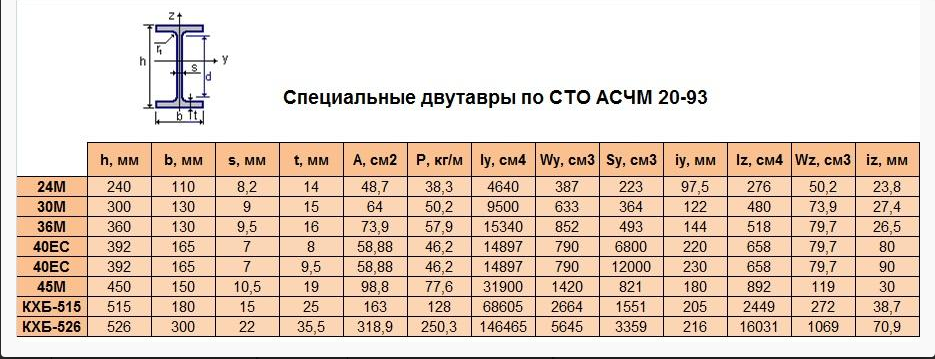 Кабель и 4 тележки [+$460,77]Электричество — 25 футов. Раунд 4, проводник. Кабель и 4 тележки [+$460,77]Электричество — 25 футов. Плоские 4 и 8 проводников. Кабель и 4 тележки [+$562,41]Пневматический — 25 футов воздушного шланга 3/8 дюйма и 4 тележки [+$460,77]Пневматический — 25 футов воздушного шланга 1/2 дюйма и 4 тележки [+$494.65]
Кабель и 4 тележки [+$460,77]Электричество — 25 футов. Раунд 4, проводник. Кабель и 4 тележки [+$460,77]Электричество — 25 футов. Плоские 4 и 8 проводников. Кабель и 4 тележки [+$562,41]Пневматический — 25 футов воздушного шланга 3/8 дюйма и 4 тележки [+$460,77]Пневматический — 25 футов воздушного шланга 1/2 дюйма и 4 тележки [+$494.65]

 Балка считается свободно опертой, расчетные данные для расчета изгибающего момента и поперечных сил приведены ниже.
Балка считается свободно опертой, расчетные данные для расчета изгибающего момента и поперечных сил приведены ниже.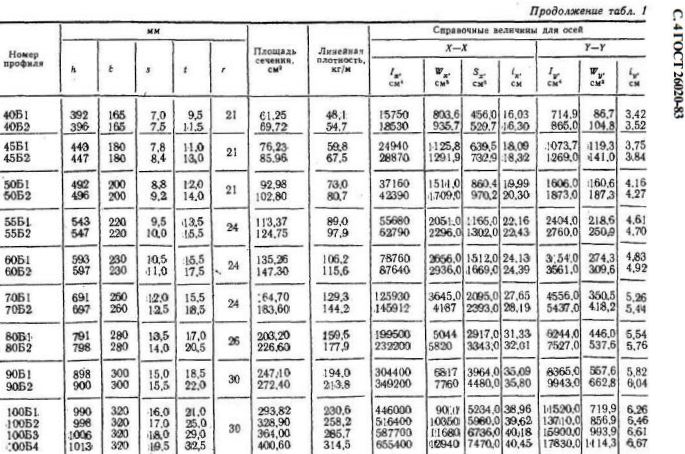
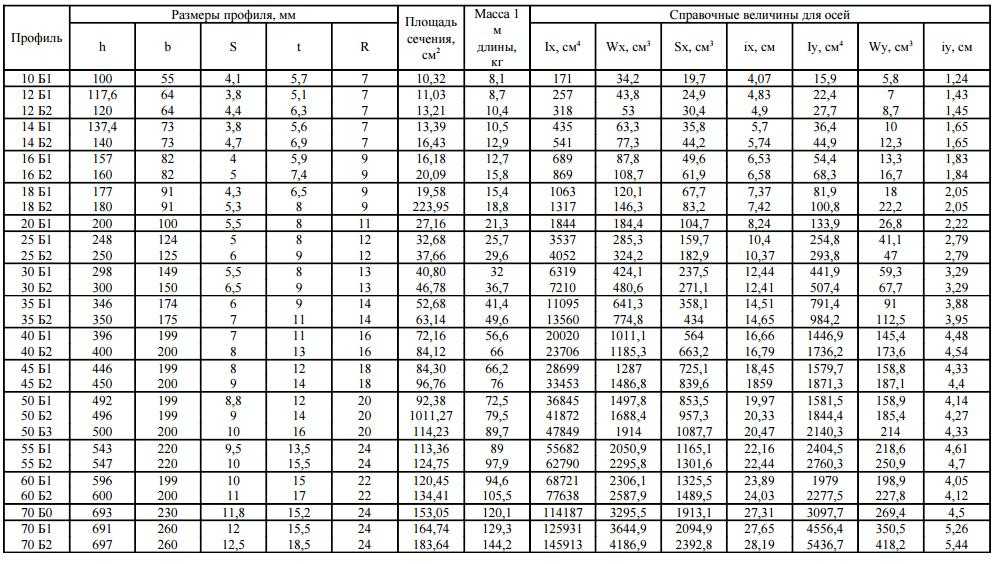 сила сдвига, решается, подвергается ли сечение низкому или высокому сдвигу в конструкции стальной балки.
сила сдвига, решается, подвергается ли сечение низкому или высокому сдвигу в конструкции стальной балки.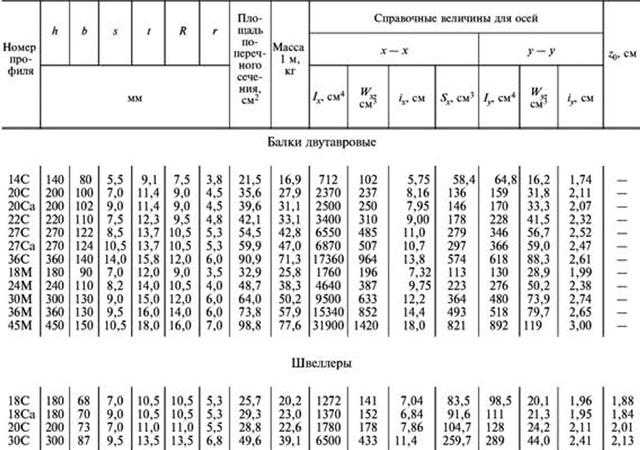
 568
568
 4.3.7
4.3.7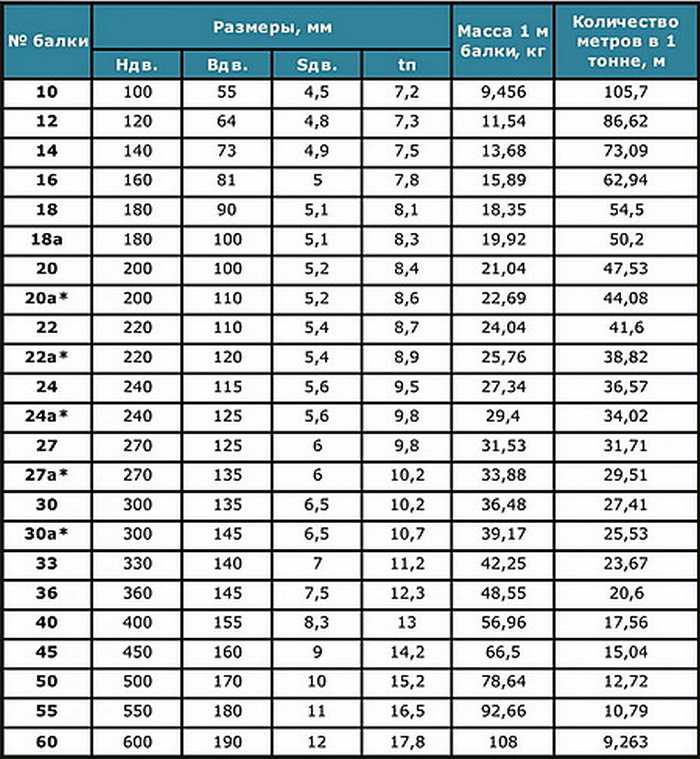

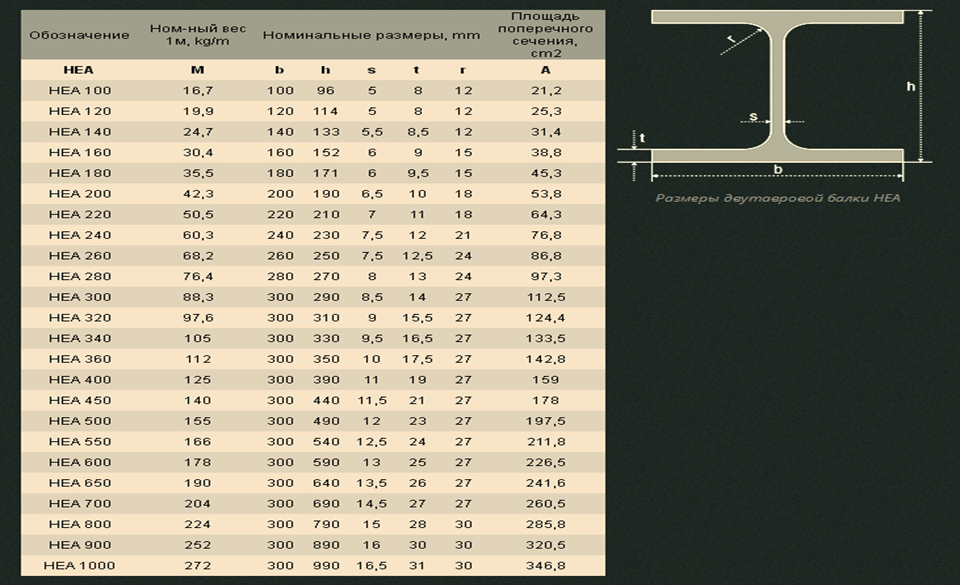
 К разновидности метизов относится рамный крепеж, с помощью которого производят монтаж оконных блоков в домах с кирпичными стенами.
К разновидности метизов относится рамный крепеж, с помощью которого производят монтаж оконных блоков в домах с кирпичными стенами.


 Дюбель для кирпича используют в тех случаях, когда крепится что-то массивное и тяжелое. Анкера служат гарантом крепкой сцепки материалов, уменьшая тем самым вероятность выпадения. Особенность такого крепежа в том, что, попадая в материал, при зажиме наконечник закручивается в особое положение так, что такой скреп практически невозможно разъединить.
Дюбель для кирпича используют в тех случаях, когда крепится что-то массивное и тяжелое. Анкера служат гарантом крепкой сцепки материалов, уменьшая тем самым вероятность выпадения. Особенность такого крепежа в том, что, попадая в материал, при зажиме наконечник закручивается в особое положение так, что такой скреп практически невозможно разъединить. Подходят для любых стен из штучных элементов.
Подходят для любых стен из штучных элементов. Материал верхней части такого дюбеля под действием вращающейся силы сердечника скручивается и образует нейлоновую поверхность, которая плотно прилегает к поверхности отверстия, проделанного в стене. Для фиксации утеплителей применяют дюбели с широкими шляпками.
Материал верхней части такого дюбеля под действием вращающейся силы сердечника скручивается и образует нейлоновую поверхность, которая плотно прилегает к поверхности отверстия, проделанного в стене. Для фиксации утеплителей применяют дюбели с широкими шляпками.

 Это крепеж стандартного вида и конфигурации, который предназначен для полнотелого кирпича. В ходе работы убедитесь, что вы не попадаете в пустоты между кирпичами. В таком случае сложно будет произвести монтаж;
Это крепеж стандартного вида и конфигурации, который предназначен для полнотелого кирпича. В ходе работы убедитесь, что вы не попадаете в пустоты между кирпичами. В таком случае сложно будет произвести монтаж; Но есть ряд требований, общих для всех изделий, которые предназначены для установки в кирпичные стены:
Но есть ряд требований, общих для всех изделий, которые предназначены для установки в кирпичные стены: Это можно сделать при помощи специальной щетки, промышленного пылесоса или подручных средств.
Это можно сделать при помощи специальной щетки, промышленного пылесоса или подручных средств.

 Разжимание распорной втулки дюбеля происходит при вкручивании в него резьбовой шпильки или шурупа, диаметр которых должен быть подобран правильно.
Разжимание распорной втулки дюбеля происходит при вкручивании в него резьбовой шпильки или шурупа, диаметр которых должен быть подобран правильно. Пытаться укрепить дюбель народными методами не стоит: ведь есть специальный крепеж.
Пытаться укрепить дюбель народными методами не стоит: ведь есть специальный крепеж. Сверлим отверстие, вкручиваем с помощью шестигранного ключа пластиковый элемент, а затем фиксируем подвешиваемый предмет шурупом или саморезом. Понадобится отвертка, а лучше – шуруповерт.
Сверлим отверстие, вкручиваем с помощью шестигранного ключа пластиковый элемент, а затем фиксируем подвешиваемый предмет шурупом или саморезом. Понадобится отвертка, а лучше – шуруповерт. Дюбель-бабочка подойдет для конструкций с изменяемой нагрузкой, так как имеет распорки и надежно фиксируется в стене без риска прокручивания.
Дюбель-бабочка подойдет для конструкций с изменяемой нагрузкой, так как имеет распорки и надежно фиксируется в стене без риска прокручивания. Они отлично держатся в ячеистом бетоне, в гипсовых плитах и штукатурках, в блоках из ракушечника. Саморезы просто незаменимы при монтаже предметов и кронштейнов на саманные стены.
Они отлично держатся в ячеистом бетоне, в гипсовых плитах и штукатурках, в блоках из ракушечника. Саморезы просто незаменимы при монтаже предметов и кронштейнов на саманные стены. Выбор оптимального варианта зависит от материала стены, тяжести повешенного предмета, от умения мастера и наличия у него нужных материалов. Обычно в стене сверлится отверстие с расчётом на будущий гвоздь или саморез, в отверстие плотно забивается дюбель, а в него – выбранный гвоздь или саморез.
Выбор оптимального варианта зависит от материала стены, тяжести повешенного предмета, от умения мастера и наличия у него нужных материалов. Обычно в стене сверлится отверстие с расчётом на будущий гвоздь или саморез, в отверстие плотно забивается дюбель, а в него – выбранный гвоздь или саморез. В рыхлой стене следует ставить дюбели большого диаметра с поперечными рёбрами. Дюбель с продольными рёбрами может вылезти из гнезда.
В рыхлой стене следует ставить дюбели большого диаметра с поперечными рёбрами. Дюбель с продольными рёбрами может вылезти из гнезда.
 Поскольку пластиковые, во время пожара, могут расплавиться и привести к обрушению потолка.
Поскольку пластиковые, во время пожара, могут расплавиться и привести к обрушению потолка.
 Используются дюбели в случае, когда свободный конец стержня (шурупа, анкера) недоступен для монтажного инструмента. Дюбель вбивается в стену или основную деталь, в него ввинчивается шуруп, при этом дюбель расширяется, и вынуть его невозможно. На сегодняшний день дюбель универсальное и популярное крепежное изделие.
Используются дюбели в случае, когда свободный конец стержня (шурупа, анкера) недоступен для монтажного инструмента. Дюбель вбивается в стену или основную деталь, в него ввинчивается шуруп, при этом дюбель расширяется, и вынуть его невозможно. На сегодняшний день дюбель универсальное и популярное крепежное изделие.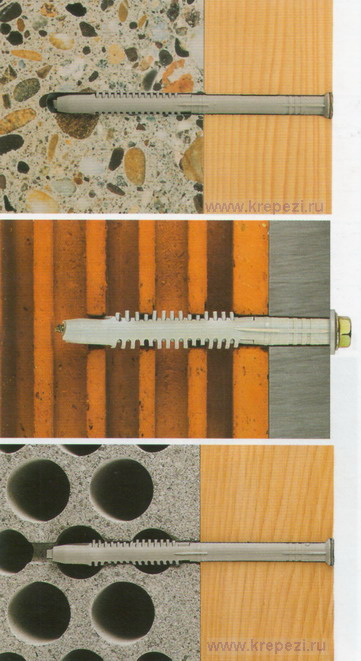 В отверстие его загоняют ударами молотка, а в основе он держится за счет спиралевидных ребер и расклинивания под действием шурупа.
В отверстие его загоняют ударами молотка, а в основе он держится за счет спиралевидных ребер и расклинивания под действием шурупа. При креплении к сплошной основе из кирпича или бетона он, разжимаясь, входит в плотный контакт со стенками отверстия. Дюбели с подпружиненными откидными планками: предназначены для крепления предметов к пустотелым перегородкам и подшивным потолкам, например, для подвески люстр. Планки дюбеля, пройдя сквозь отверстие в полость за обшивкой, под действием пружины раскрываются и упираются во внутреннюю поверхность обшивки.
При креплении к сплошной основе из кирпича или бетона он, разжимаясь, входит в плотный контакт со стенками отверстия. Дюбели с подпружиненными откидными планками: предназначены для крепления предметов к пустотелым перегородкам и подшивным потолкам, например, для подвески люстр. Планки дюбеля, пройдя сквозь отверстие в полость за обшивкой, под действием пружины раскрываются и упираются во внутреннюю поверхность обшивки. В отверстие в бетонной или кирпичной стене забивают без гвоздя или шурупа.
В отверстие в бетонной или кирпичной стене забивают без гвоздя или шурупа. Химический дюбель для пустотелого кирпича создает соединения, где усилие на отрыв в 2,5 раза превышает любое традиционное.
Химический дюбель для пустотелого кирпича создает соединения, где усилие на отрыв в 2,5 раза превышает любое традиционное. Таким способом пользуются монтажники тяжеловесных конструкций, поэтому он более чем эффективен.
Таким способом пользуются монтажники тяжеловесных конструкций, поэтому он более чем эффективен. Поэтому мы решили остановиться на таком популярном виде креплений, как дюбель-гвозди. Как они выглядят, наверное, все знают. Но об их разновидностях мы расскажем вам в этой статье.
Поэтому мы решили остановиться на таком популярном виде креплений, как дюбель-гвозди. Как они выглядят, наверное, все знают. Но об их разновидностях мы расскажем вам в этой статье.


 Последняя расширяется и меняет свои размеры при попадании внутрь элемента крепления.
Последняя расширяется и меняет свои размеры при попадании внутрь элемента крепления.
 Также подходит для наружных работ: крепления почтовых ящиков, ставней и поручней.
Также подходит для наружных работ: крепления почтовых ящиков, ставней и поручней. Стопорный элемент предотвращает вращение дюбеля в просверленном отверстии.
Стопорный элемент предотвращает вращение дюбеля в просверленном отверстии. Большой внешний диаметр анкера позволяет выдерживать значительные прилагаемые нагрузки в строительном материале. Это обеспечивает максимальную несущую способность. Высокое расширение анкера делает его нечувствительным к допускам строительных материалов. Это обеспечивает простой и надежный монтаж. Внутренняя резьба позволяет использовать стандартные метрические винты или резьбовые шпильки, а также повторно использовать точки крепления. Отлично себя проявляет в бетоне и натуральном камне с плотной структурой.
Большой внешний диаметр анкера позволяет выдерживать значительные прилагаемые нагрузки в строительном материале. Это обеспечивает максимальную несущую способность. Высокое расширение анкера делает его нечувствительным к допускам строительных материалов. Это обеспечивает простой и надежный монтаж. Внутренняя резьба позволяет использовать стандартные метрические винты или резьбовые шпильки, а также повторно использовать точки крепления. Отлично себя проявляет в бетоне и натуральном камне с плотной структурой.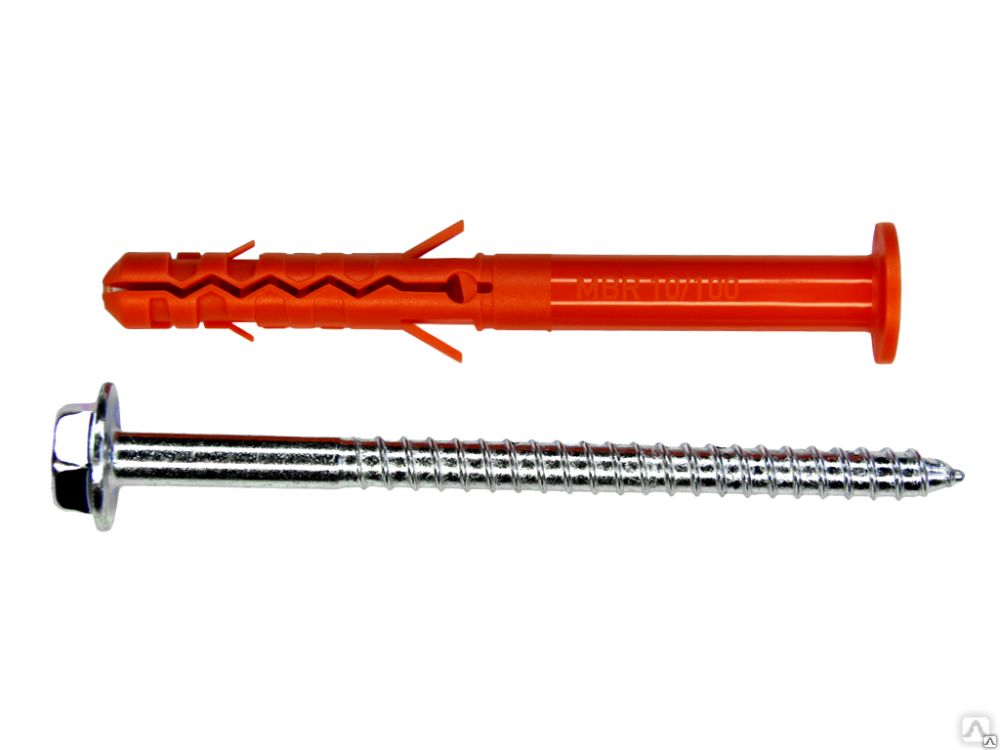 Его также используют для крепления полок в подвалах, поручней, стеновых панелей и даже для подвесных котлов.
Его также используют для крепления полок в подвалах, поручней, стеновых панелей и даже для подвесных котлов.
 Наружная резьба специальной формы обеспечивает практически неразборную анкеровку и, как следствие, надежную фиксацию в газобетоне за счет плотной посадки. Это обеспечивает малые межосевые и краевые расстояния в оштукатуренных поверхностях.
Наружная резьба специальной формы обеспечивает практически неразборную анкеровку и, как следствие, надежную фиксацию в газобетоне за счет плотной посадки. Это обеспечивает малые межосевые и краевые расстояния в оштукатуренных поверхностях.

 Поэтому лучше предварительно просверлить отверстие под метизы. Да и само сиденье под голову желательно углубить или разозлить. Это можно сделать сверлом большего, чем головка шурупа, диаметра.
Поэтому лучше предварительно просверлить отверстие под метизы. Да и само сиденье под голову желательно углубить или разозлить. Это можно сделать сверлом большего, чем головка шурупа, диаметра.
 Головки выполнены в виде полукруглых элементов, наподобие головок винтов, с крестообразными прорезями под отвертку или соответствующую биту отвертки.
Головки выполнены в виде полукруглых элементов, наподобие головок винтов, с крестообразными прорезями под отвертку или соответствующую биту отвертки.
 Этот параметр должен быть указан в инструкции по применению данного типа арматуры.
Этот параметр должен быть указан в инструкции по применению данного типа арматуры. ТОП 10. Мебель своими руками.
ТОП 10. Мебель своими руками. Основа, это одноступенчатый центробежный насос с мощным рабочим колесом. В конструкцию входят такие элементы: ротор, статор, система охлаждения, сетка для фильтрации крупных частиц, электромотор.
Основа, это одноступенчатый центробежный насос с мощным рабочим колесом. В конструкцию входят такие элементы: ротор, статор, система охлаждения, сетка для фильтрации крупных частиц, электромотор. Установки имеют большую производительность и поэтому на них монтируют дополнительно охладительные элементы. Сферы применения: металлургические заводы, строительные работы, коммунальные предприятия, откачка канализационных вод, бумажное производство.
Установки имеют большую производительность и поэтому на них монтируют дополнительно охладительные элементы. Сферы применения: металлургические заводы, строительные работы, коммунальные предприятия, откачка канализационных вод, бумажное производство. Такие установки предназначены для глубины и справляются с большими массами песка на дне скважины.
Такие установки предназначены для глубины и справляются с большими массами песка на дне скважины. Для выкачки жидкости насос нагнетает давление в емкости автомобиля.
Для выкачки жидкости насос нагнетает давление в емкости автомобиля. Применяют их в коммунально-хозяйственной отрасли, металлургической, нефтяной и шахтной промышленности.
Применяют их в коммунально-хозяйственной отрасли, металлургической, нефтяной и шахтной промышленности.



 Встроенные в обмотку статора термовыключатели (140°C, °5) подключены к контактору и останавливают насос при высокой температуре.
Встроенные в обмотку статора термовыключатели (140°C, °5) подключены к контактору и останавливают насос при высокой температуре. Прочная конструкция насоса и высококачественные материалы обеспечивают высокую износоустойчивость. Доступны разные размеры рабочего колеса для удовлетворения ваших конкретных потребностей.
Прочная конструкция насоса и высококачественные материалы обеспечивают высокую износоустойчивость. Доступны разные размеры рабочего колеса для удовлетворения ваших конкретных потребностей. температура перекачиваемой рабочей среды при максимальной потребляемой мощности и длительном режиме работы
температура перекачиваемой рабочей среды при максимальной потребляемой мощности и длительном режиме работы температура перекачиваемой рабочей среды при максимальной потребляемой мощности и длительном режиме работы
температура перекачиваемой рабочей среды при максимальной потребляемой мощности и длительном режиме работы температура перекачиваемой рабочей среды при максимальной потребляемой мощности и длительном режиме работы
температура перекачиваемой рабочей среды при максимальной потребляемой мощности и длительном режиме работы Посмотрите, как наши решения помогают нашим клиентам. И узнайте, как мы можем помочь вам сделать технологические процессы перекачивания и перемешивания более эффективными и рентабельными, защищая ваше производство и обеспечивая его долгосрочную надежность.
Посмотрите, как наши решения помогают нашим клиентам. И узнайте, как мы можем помочь вам сделать технологические процессы перекачивания и перемешивания более эффективными и рентабельными, защищая ваше производство и обеспечивая его долгосрочную надежность. Управляющему персоналу строительных площадок нужны веские экономические преимущества для приобретения оборудования. Наши погружные дренажные насосы предоставят их.
Управляющему персоналу строительных площадок нужны веские экономические преимущества для приобретения оборудования. Наши погружные дренажные насосы предоставят их. Благодаря тонкой конструкции насос легко перемещается и им легко управлять. Насосы со встроенным блоком AquaTronic всегда будут иметь правильное направление вращения рабочего колеса, обеспечивая максимальную производительность и меньший износ.
Благодаря тонкой конструкции насос легко перемещается и им легко управлять. Насосы со встроенным блоком AquaTronic всегда будут иметь правильное направление вращения рабочего колеса, обеспечивая максимальную производительность и меньший износ. 50 Гц: 0,9 кВт. Максимальный напор 13 метров, максимальный расход 7,5 л/с. 60 Гц: 1,1 кВт (1,5 л.с.). Максимальный напор 17 метров (56 футов), максимальный расход 8 л/с (127 галлонов в минуту).
50 Гц: 0,9 кВт. Максимальный напор 13 метров, максимальный расход 7,5 л/с. 60 Гц: 1,1 кВт (1,5 л.с.). Максимальный напор 17 метров (56 футов), максимальный расход 8 л/с (127 галлонов в минуту). 50 Гц: 2,5 кВт. Максимальный напор 18 метров, максимальный расход 16 л/с. 60 Гц: 2,9 кВт (4 л.с.). Максимальный напор 20 метров (66 футов), максимальный расход 16 л/с (254 галлона в минуту).
50 Гц: 2,5 кВт. Максимальный напор 18 метров, максимальный расход 16 л/с. 60 Гц: 2,9 кВт (4 л.с.). Максимальный напор 20 метров (66 футов), максимальный расход 16 л/с (254 галлона в минуту). 50 Гц: 5,6 кВт. Максимальный напор 28 метров, максимальный расход 25 л/с. 60 Гц: 6,7 кВт (9 л.с.). Максимальный напор 31 метр (102 фута), максимальный расход 26 л/с (413 галлонов в минуту).
50 Гц: 5,6 кВт. Максимальный напор 28 метров, максимальный расход 25 л/с. 60 Гц: 6,7 кВт (9 л.с.). Максимальный напор 31 метр (102 фута), максимальный расход 26 л/с (413 галлонов в минуту). 50 Гц: 11,8 кВт. Максимальный напор 36 метров, максимальный расход 31 л/с. 60 Гц: 13,5 кВт (18 л.с.). Максимальный напор 40 метров (131 фут), максимальный расход 30 л/с (476 галлонов в минуту).
50 Гц: 11,8 кВт. Максимальный напор 36 метров, максимальный расход 31 л/с. 60 Гц: 13,5 кВт (18 л.с.). Максимальный напор 40 метров (131 фут), максимальный расход 30 л/с (476 галлонов в минуту). Шлам, встречающийся в промышленных процессах, может быть очень вязким, абразивным, коррозионно-активным или сочетать в себе все три свойства. Кроме того, промышленные шламы необходимо удалять, транспортировать и безопасно перерабатывать, поскольку эти шламы могут быть токсичными для окружающей среды. Традиционные центробежные насосы, такие как те, которые вы использовали бы для перекачивания воды, плохо подходят для тяжелого ила и не прослужат долго по сравнению с насосом, предназначенным для эффективного перекачивания ила и шлама.
Шлам, встречающийся в промышленных процессах, может быть очень вязким, абразивным, коррозионно-активным или сочетать в себе все три свойства. Кроме того, промышленные шламы необходимо удалять, транспортировать и безопасно перерабатывать, поскольку эти шламы могут быть токсичными для окружающей среды. Традиционные центробежные насосы, такие как те, которые вы использовали бы для перекачивания воды, плохо подходят для тяжелого ила и не прослужат долго по сравнению с насосом, предназначенным для эффективного перекачивания ила и шлама. Шлам может быть разного вкуса, поэтому очень важно использовать промышленный насос для тяжелых условий эксплуатации, способный выдерживать широкий спектр агрессивных и коррозионно-активных материалов без проблем с техническим обслуживанием. Важно, чтобы операторы насосов понимали как насос, так и материал или ил, которые они перекачивают. Это необходимо для обеспечения долговечности насоса, поддержания скорости потока и достижения оптимальной производительности материала. Шламовые насосы работают почти так же, как шламовые насосы, настолько, что эти два термина используются взаимозаменяемо.
Шлам может быть разного вкуса, поэтому очень важно использовать промышленный насос для тяжелых условий эксплуатации, способный выдерживать широкий спектр агрессивных и коррозионно-активных материалов без проблем с техническим обслуживанием. Важно, чтобы операторы насосов понимали как насос, так и материал или ил, которые они перекачивают. Это необходимо для обеспечения долговечности насоса, поддержания скорости потока и достижения оптимальной производительности материала. Шламовые насосы работают почти так же, как шламовые насосы, настолько, что эти два термина используются взаимозаменяемо. Кроме того, абразивный, а иногда и коррозионный характер суспензии быстро изнашивает улитку и нарушает допуск. Эти проблемы приведут к тому, что насос потеряет свою всасывающую способность и потребует более частого обслуживания. Это приводит к массовым простоям при перекачке шлама, а также к дорогостоящему техническому обслуживанию и запасным частям.
Кроме того, абразивный, а иногда и коррозионный характер суспензии быстро изнашивает улитку и нарушает допуск. Эти проблемы приведут к тому, что насос потеряет свою всасывающую способность и потребует более частого обслуживания. Это приводит к массовым простоям при перекачке шлама, а также к дорогостоящему техническому обслуживанию и запасным частям. В большинстве случаев перекачка навозной жижи или шлама производится из крупных частиц, поэтому шламовые насосы обладают ударопрочными и износостойкими характеристиками.
В большинстве случаев перекачка навозной жижи или шлама производится из крупных частиц, поэтому шламовые насосы обладают ударопрочными и износостойкими характеристиками.


 Ошибки в этом нет. Конструктивной особенностью запорной арматуры для водонагревателя, является то, что она состоит из двух перпендикулярно расположенных по отношению друг к другу клапанов. Один из них, расположенный в трубке большего диаметра, обратный. Другой, расположенный в трубке меньшего диаметра, предохранительный.
Ошибки в этом нет. Конструктивной особенностью запорной арматуры для водонагревателя, является то, что она состоит из двух перпендикулярно расположенных по отношению друг к другу клапанов. Один из них, расположенный в трубке большего диаметра, обратный. Другой, расположенный в трубке меньшего диаметра, предохранительный. В нижней части корпуса стоит обратный клапан, предотвращающий отток воды из водонагревателя при понижении давления в системе. В перпендикулярном ответвлении имеется другой клапан, который при превышении давления позволяет выпускать часть воды через штуцер.
В нижней части корпуса стоит обратный клапан, предотвращающий отток воды из водонагревателя при понижении давления в системе. В перпендикулярном ответвлении имеется другой клапан, который при превышении давления позволяет выпускать часть воды через штуцер.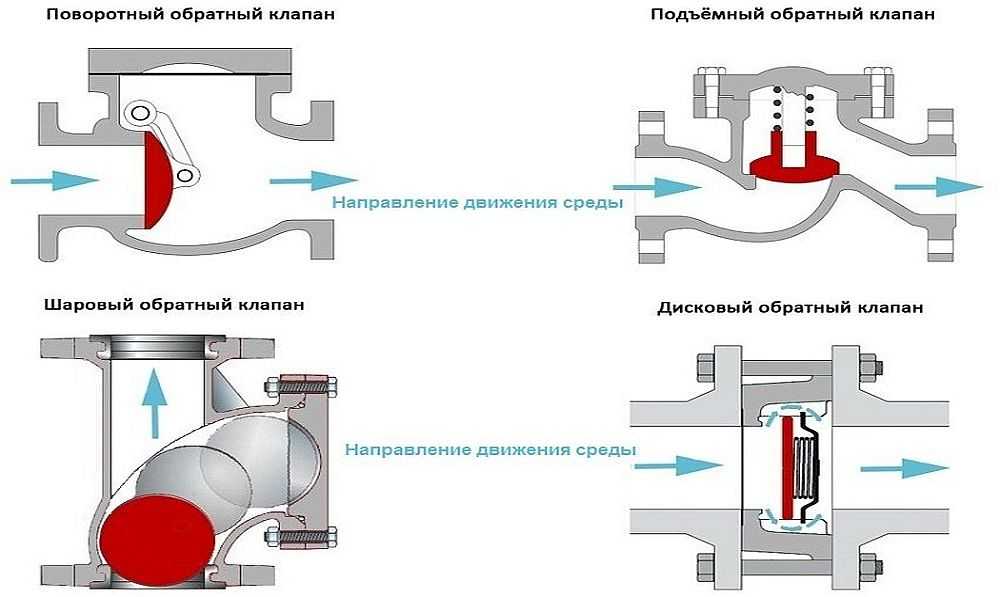 Это происходит при нагреве воды, при понижении давления в водопроводе. Если вы периодически видите на штуцере воду, значит все работает нормально. Но сливающуюся жидкость надо отводить. Для этого на патрубок надевают трубку подходящего диаметра, обязательно закрепляют ее хомутом. Нормальное рабочее давление бойлера — от 6 Бар до 10 Бар. Без механического крепления трубку сорвет в два счета, так что хомут подбираем качественный, затягиваем хорошо. Выводят трубку в ближайший канализационный слив.
Это происходит при нагреве воды, при понижении давления в водопроводе. Если вы периодически видите на штуцере воду, значит все работает нормально. Но сливающуюся жидкость надо отводить. Для этого на патрубок надевают трубку подходящего диаметра, обязательно закрепляют ее хомутом. Нормальное рабочее давление бойлера — от 6 Бар до 10 Бар. Без механического крепления трубку сорвет в два счета, так что хомут подбираем качественный, затягиваем хорошо. Выводят трубку в ближайший канализационный слив. Эти клапаны не только просты в эксплуатации, но и просты в конструкции. Недорогая версия требует чуть больше, чем стальной шарик внутри корпуса.
Эти клапаны не только просты в эксплуатации, но и просты в конструкции. Недорогая версия требует чуть больше, чем стальной шарик внутри корпуса.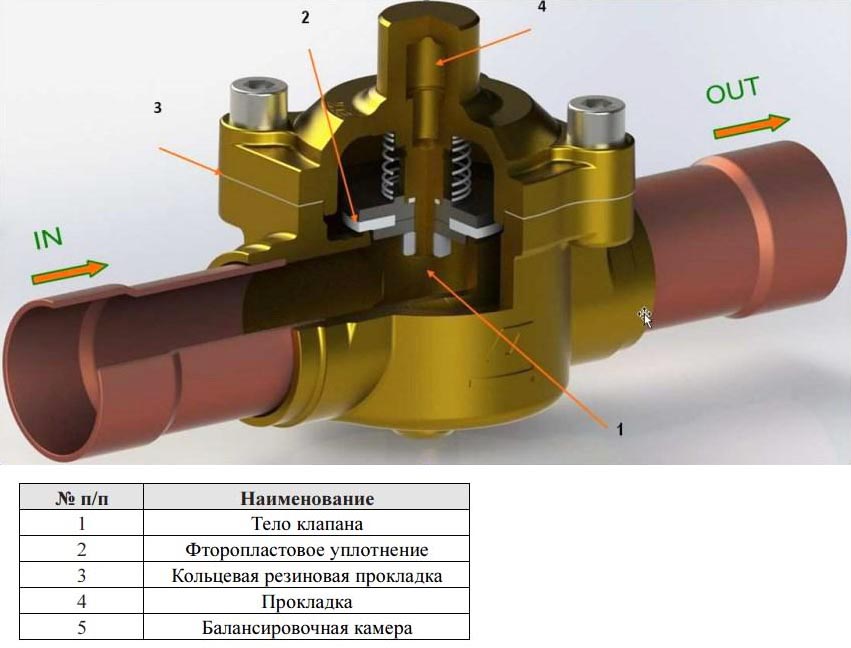 Пилот предохранительного клапана поднимается после обратного клапана, так что, когда направляющий клапан закрывается, повышение давления разгружает предохранительный клапан при низком давлении.
Пилот предохранительного клапана поднимается после обратного клапана, так что, когда направляющий клапан закрывается, повышение давления разгружает предохранительный клапан при низком давлении.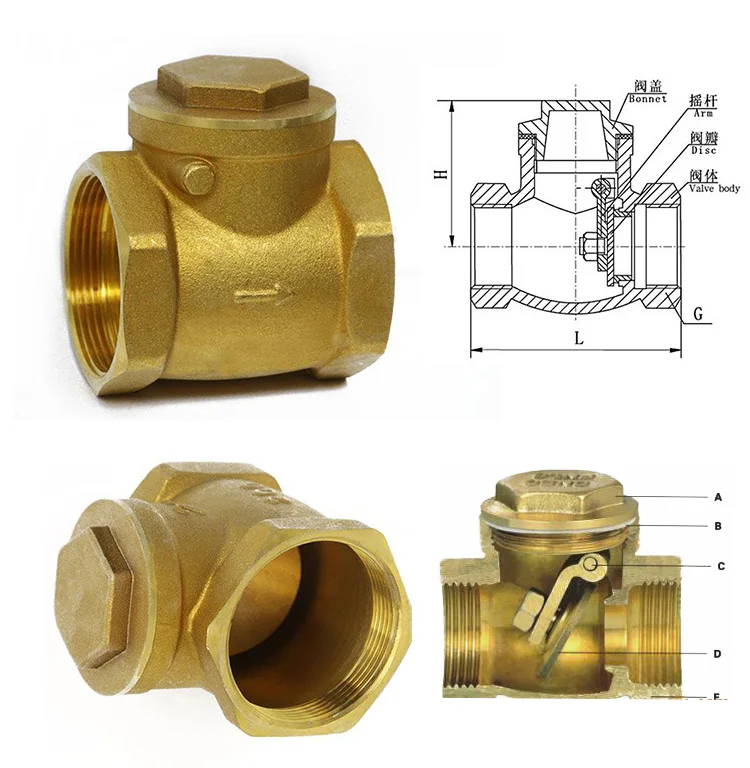

 Эта широко определенная функция обратного клапана играет разные роли в различных отраслях промышленности. Обратные клапаны, также известные как обратные клапаны, односторонние клапаны или устройства предотвращения обратного потока, предотвращают обратный поток проточной среды вверх по течению.
Эта широко определенная функция обратного клапана играет разные роли в различных отраслях промышленности. Обратные клапаны, также известные как обратные клапаны, односторонние клапаны или устройства предотвращения обратного потока, предотвращают обратный поток проточной среды вверх по течению.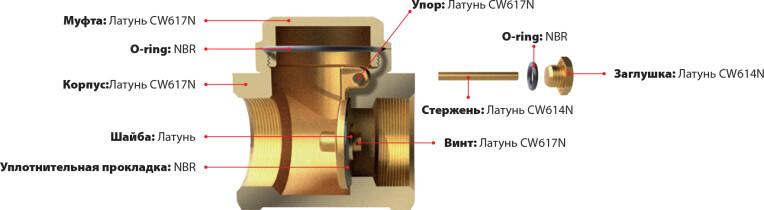 Например, на водоочистных сооружениях обратные клапаны предотвращают попадание очищенной воды обратно в резервуар с неочищенной водой.
Например, на водоочистных сооружениях обратные клапаны предотвращают попадание очищенной воды обратно в резервуар с неочищенной водой.  В положении по умолчанию обратные клапаны закрыты. Когда среда поступает из впускного отверстия, ее давление открывает закрывающий механизм. Когда давление на входе падает ниже давления на выходе из-за перекрытия потока или когда давление на стороне выхода по какой-либо причине возрастает, запорный механизм немедленно закрывает клапан.
В положении по умолчанию обратные клапаны закрыты. Когда среда поступает из впускного отверстия, ее давление открывает закрывающий механизм. Когда давление на входе падает ниже давления на выходе из-за перекрытия потока или когда давление на стороне выхода по какой-либо причине возрастает, запорный механизм немедленно закрывает клапан. Ниже приведены наиболее часто используемые типы обратных клапанов.
Ниже приведены наиболее часто используемые типы обратных клапанов. 

 Приложение определяет конструкцию и режим работы выбранного клапана. Например, шаровые краны подходят для очистки сточных вод, поскольку они не мешают потоку. Однако они плохо работают при смешивании химических веществ из-за низкой скорости отключения.
Приложение определяет конструкцию и режим работы выбранного клапана. Например, шаровые краны подходят для очистки сточных вод, поскольку они не мешают потоку. Однако они плохо работают при смешивании химических веществ из-за низкой скорости отключения.  Прежде чем выбрать клапан, обратите внимание на установку, которая требуется для вашей системы трубопроводов.
Прежде чем выбрать клапан, обратите внимание на установку, которая требуется для вашей системы трубопроводов.  Стоимость обычно является важным фактором, стоящим сразу после качества и функциональности. Обратите внимание, однако, что низкие затраты на покупку могут привести к высоким затратам на эксплуатацию/обслуживание. Также дешевый обратный клапан, не справляющийся со своими обязанностями, может стать причиной серьезных проблем на насосной станции.
Стоимость обычно является важным фактором, стоящим сразу после качества и функциональности. Обратите внимание, однако, что низкие затраты на покупку могут привести к высоким затратам на эксплуатацию/обслуживание. Также дешевый обратный клапан, не справляющийся со своими обязанностями, может стать причиной серьезных проблем на насосной станции.
 В то же время металл для заготовки подвергается дополнительному упрочнению. Из-за упрочнения холодная штамповка делает изделие не совсем пластичным. Чтобы готовое изделие обладало всеми положительными качествами, используют такую обработку как рекристаллизационный отжиг. Благодаря всем перечисленным операциям получаются не только пластичные, но и довольно прочные изделия.
В то же время металл для заготовки подвергается дополнительному упрочнению. Из-за упрочнения холодная штамповка делает изделие не совсем пластичным. Чтобы готовое изделие обладало всеми положительными качествами, используют такую обработку как рекристаллизационный отжиг. Благодаря всем перечисленным операциям получаются не только пластичные, но и довольно прочные изделия. Так же возможно использование сплавов алюминия и меди. С помощью изготовленных штампов можно выполнять следующие виды операций:
Так же возможно использование сплавов алюминия и меди. С помощью изготовленных штампов можно выполнять следующие виды операций: Для повышения износостойкости готовой продукции, на поверхность изделий наносятся разного вида износостойкие покрытия. Теперь, когда Вы знаете основы, этапы и тонкости данного вида работ, предлагаем Вам оформить заказ на требуемую услугу в надежной компании Zubix.
Для повышения износостойкости готовой продукции, на поверхность изделий наносятся разного вида износостойкие покрытия. Теперь, когда Вы знаете основы, этапы и тонкости данного вида работ, предлагаем Вам оформить заказ на требуемую услугу в надежной компании Zubix.
 задания. 2…3 дня работы.
задания. 2…3 дня работы. Небольшая неточность в параметрах обработки в подборе режимов закалки и отпуска может свести на нет всю предыдущую работу. Термообработка – это, по нашему опыту, этап сроком до одной недели.
Небольшая неточность в параметрах обработки в подборе режимов закалки и отпуска может свести на нет всю предыдущую работу. Термообработка – это, по нашему опыту, этап сроком до одной недели. Производственные предприятия и производители металла, предлагающие услуги штамповки, помещают материал, подлежащий штамповке, между секциями штампа, где с помощью давления материал придается желаемой окончательной форме для продукта или компонента.
Производственные предприятия и производители металла, предлагающие услуги штамповки, помещают материал, подлежащий штамповке, между секциями штампа, где с помощью давления материал придается желаемой окончательной форме для продукта или компонента. В операциях пробивки обрезки материала удаляются, когда пуансон входит в матрицу, фактически оставляя отверстие в заготовке. Вырубка, с другой стороны, удаляет заготовку из первичного материала, превращая этот удаленный компонент в желаемую заготовку или заготовку.
В операциях пробивки обрезки материала удаляются, когда пуансон входит в матрицу, фактически оставляя отверстие в заготовке. Вырубка, с другой стороны, удаляет заготовку из первичного материала, превращая этот удаленный компонент в желаемую заготовку или заготовку. Изгиб обычно происходит вокруг одной оси.
Изгиб обычно происходит вокруг одной оси.
 Это также более быстрый процесс с ограниченным количеством отходов.
Это также более быстрый процесс с ограниченным количеством отходов.
 Поскольку это метод холодной экструзии, тонкая вырубка представляет собой одноэтапный процесс, что снижает общие затраты на производство.
Поскольку это метод холодной экструзии, тонкая вырубка представляет собой одноэтапный процесс, что снижает общие затраты на производство.
 Ход, положение слайда и движение, а также скорость контролируются и программируются. Они приводятся в действие либо системой привода с линковым приводом, либо системой прямого привода. Эти прессы являются самыми дорогими из трех обсуждаемых типов.
Ход, положение слайда и движение, а также скорость контролируются и программируются. Они приводятся в действие либо системой привода с линковым приводом, либо системой прямого привода. Эти прессы являются самыми дорогими из трех обсуждаемых типов.
 Штамповка не ограничивается как производственный процесс только металлами — существует множество металлических материалов для штамповки, которые можно обрабатывать с помощью методов штамповки, таких как бумага, кожа или резина, но металлы, безусловно, используются чаще всего.
Штамповка не ограничивается как производственный процесс только металлами — существует множество металлических материалов для штамповки, которые можно обрабатывать с помощью методов штамповки, таких как бумага, кожа или резина, но металлы, безусловно, используются чаще всего.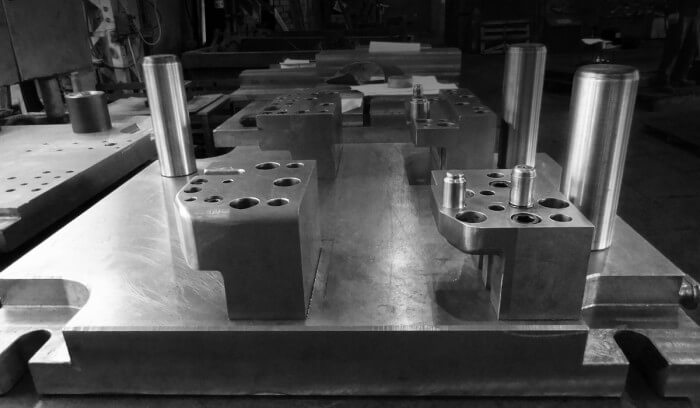

 Как правило, диаметр отверстий не должен быть меньше толщины материала, а минимальное расстояние между отверстиями должно быть не менее чем в два раза больше толщины материала.
Как правило, диаметр отверстий не должен быть меньше толщины материала, а минимальное расстояние между отверстиями должно быть не менее чем в два раза больше толщины материала. Штамповочные машины относительно легко автоматизировать, и в них можно использовать высокотехнологичные программы компьютерного управления, которые обеспечивают большую точность, более быстрое производство и более короткие сроки выполнения работ. Высокий уровень автоматизации также снижает стоимость рабочей силы.
Штамповочные машины относительно легко автоматизировать, и в них можно использовать высокотехнологичные программы компьютерного управления, которые обеспечивают большую точность, более быстрое производство и более короткие сроки выполнения работ. Высокий уровень автоматизации также снижает стоимость рабочей силы.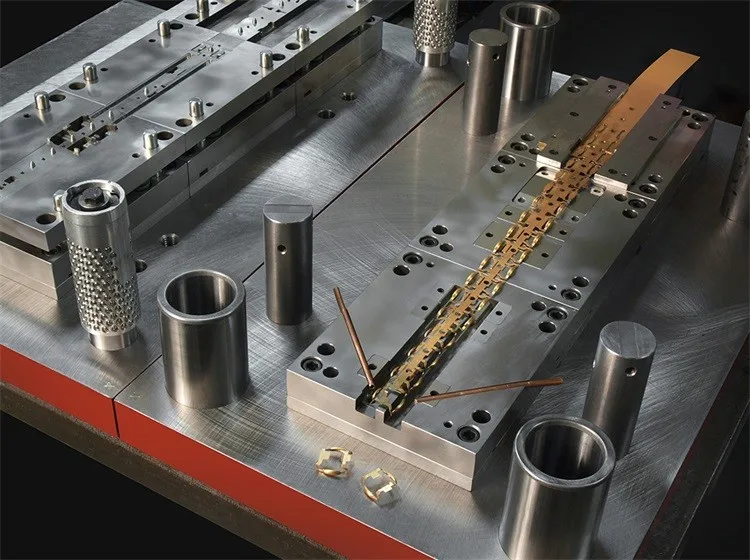 Скорее всего, у вас дома есть продукт, детали которого изготовлены методом штамповки металла, потому что этот процесс используется во всем, от бытовой техники до автомобилей.
Скорее всего, у вас дома есть продукт, детали которого изготовлены методом штамповки металла, потому что этот процесс используется во всем, от бытовой техники до автомобилей. К электронным компонентам, изготовленным методом штамповки металла, относятся клеммы, контакты, выводные рамки, пружины и штифты. Они могут быть созданы из черных или цветных материалов. Металлические штамповки находят широкое применение в компьютерах, электронном оборудовании и медицинских приборах. Из-за особых форм, которые могут быть получены с помощью различных процессов штамповки, многие электронные устройства изготавливаются с помощью этого процесса холодной штамповки.
К электронным компонентам, изготовленным методом штамповки металла, относятся клеммы, контакты, выводные рамки, пружины и штифты. Они могут быть созданы из черных или цветных материалов. Металлические штамповки находят широкое применение в компьютерах, электронном оборудовании и медицинских приборах. Из-за особых форм, которые могут быть получены с помощью различных процессов штамповки, многие электронные устройства изготавливаются с помощью этого процесса холодной штамповки. thefabricator.com/article/stamping/stamping-101-anatomy-of-a-mechanical-press
thefabricator.com/article/stamping/stamping-101-anatomy-of-a-mechanical-press metalcraftspinning.com/blog/aluminum-vs-steel/
metalcraftspinning.com/blog/aluminum-vs-steel/ Изготовление металла – преимущества и недостатки
Изготовление металла – преимущества и недостатки Эти штампы идут сериями; каждая матрица в серии вносит небольшие изменения в заготовку, которая постепенно формирует и разрезает ее до нужной формы и размера.
Эти штампы идут сериями; каждая матрица в серии вносит небольшие изменения в заготовку, которая постепенно формирует и разрезает ее до нужной формы и размера. Основное различие между этими двумя процессами заключается в том, что деталь вырезается из листового металла в начале, а не в конце. Затем детали перемещаются через станции вручную, роботизированно или с помощью каких-либо механических средств.
Основное различие между этими двумя процессами заключается в том, что деталь вырезается из листового металла в начале, а не в конце. Затем детали перемещаются через станции вручную, роботизированно или с помощью каких-либо механических средств.

 Отрезанный кусок — это искомый компонент, а оставшийся материал — лом.
Отрезанный кусок — это искомый компонент, а оставшийся материал — лом.