Медь или Алюминий? — Кабель-провод
Кабель медный или алюминиевый?
Кабели из какого материала лучше подойдут для проведения электричества?
На данный момент большинство электриков отдают предпочтение медной проводке вместо алюминиевой. Почему? В чем плюсы меди и недостатки алюминия?
Со времен Советского Союза вся электро-проводка была алюминиевая, а в современном строительстве таковую уже не встретить. Но чем причина глобальных перемен?
Преимущества медной проводки над алюминиевой
1. Электропроводность
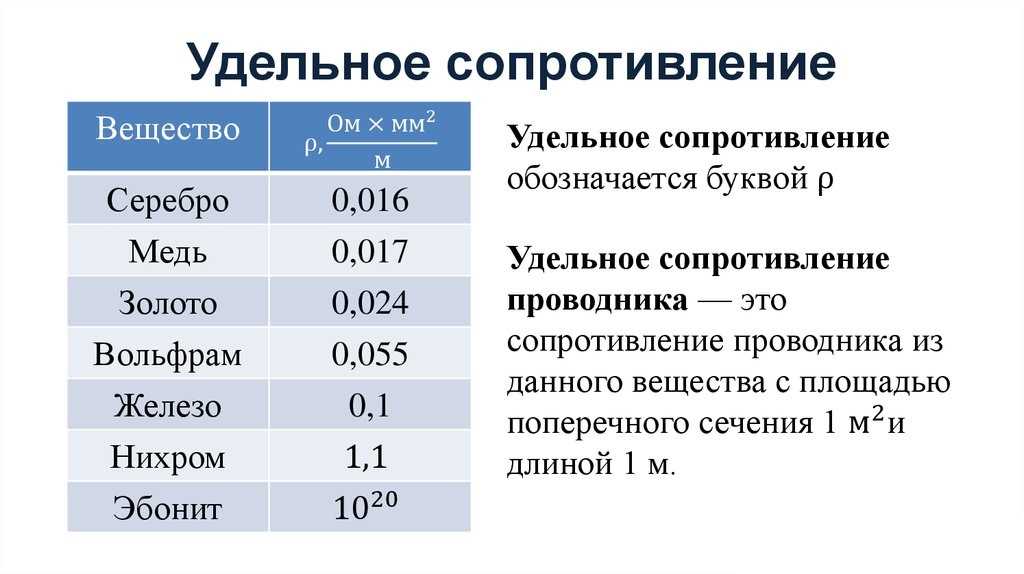
Медь превосходит алюминий по электропроводности. Удельное электрическое сопротивление меди составляет 0,017 Ом*мм2/м в то время, как у алюминия 0,028 Ом*мм2/м. То есть электропроводность алюминия составляет 65% электропроводности меди, поэтому для одной и той же нагрузки алюминиевый провод придется брать сечением на «ступень» выше меди.
Например, необходимо запитать нагрузку в 5 кВт. Для нее нужно будет взять или медный провод сечением 2,5 мм2, например, NYM 3х2,5, или алюминиевый сечением 4 мм2. Так как алюминиевый провод более объемный, то он будет занимать больше места в кабель-каналах, для него потребуется клеммы для розеточных групп крупнее по размеру, чем для медных. Учитывая это, медь удобнее использовать для проводки в доме.
Для нее нужно будет взять или медный провод сечением 2,5 мм2, например, NYM 3х2,5, или алюминиевый сечением 4 мм2. Так как алюминиевый провод более объемный, то он будет занимать больше места в кабель-каналах, для него потребуется клеммы для розеточных групп крупнее по размеру, чем для медных. Учитывая это, медь удобнее использовать для проводки в доме.
2. Окисление
И медь, и алюминий окисляются в процессе эксплуатации под действием воздуха. Однако у меди окисление происходит значительно медленней, и сама по себе пленка (зеленоватый налет) довольно легко разрушается, поэтому неплохо проводит ток (хотя проходимость немного ухудшается).
У алюминия же окисление происходит гораздо быстрее, а сама оксидная пленка очень плотная и плохо проводит ток. Окисленные соединения на скрутках, сжимах или клеммах чаще всего становятся причиной горения контакта. Удалить оксидную пленку можно кварцево-вазелиновой смазкой, но найти ее в магазинах не так-то просто, да и это дополнительные расходы и время на обслуживание.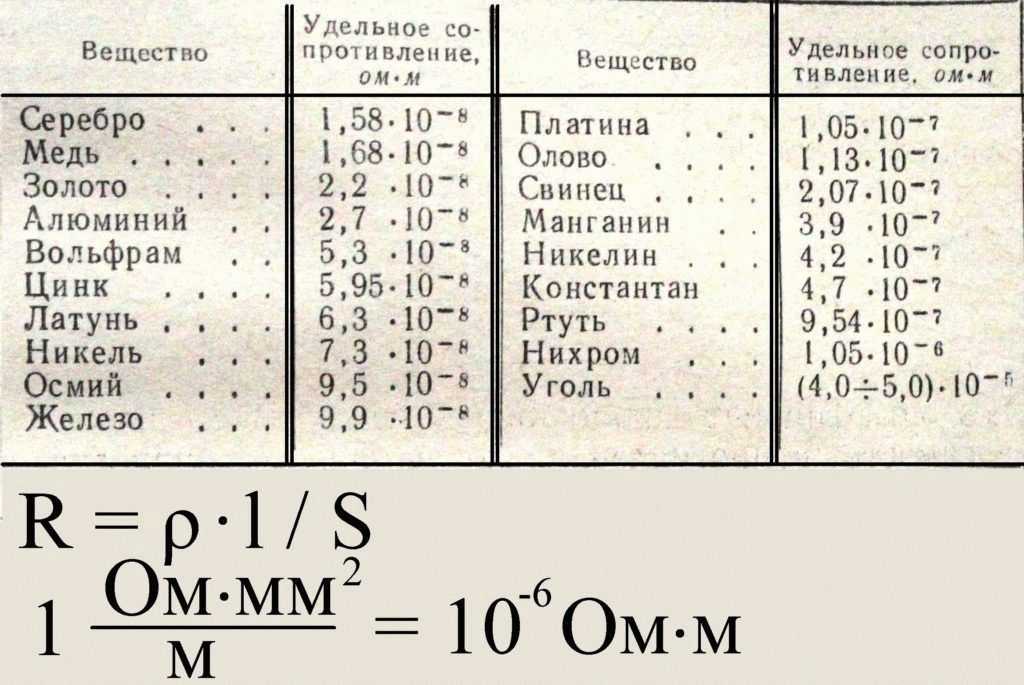
3. Механическая прочность
Медный провод более гибкий и прочный, чем алюминиевый. В процессе монтажа жилы приходится изгибать, например, для соединения в распредкоробках и розетках. Медные жилы могут выдержать многоразовое изгибание без повреждения, а вот алюминиевые лишь 5 — 10 изгибаний, а дальше ломаются.
Особые проблемы алюминиевая проводка создает, когда нужно ремонтировать соединения в распредкоробках — старый алюминий уже имеет микротрещины, поэтому при одном неверном движении жила может обломаться и придется снимать часть штукатурки, чтобы вытащить хоть немного провода.
4. Теплопроводность
Данный параметр характеризует способность проводника рассеивать тепло. Чем выше коэффициент теплопроводности, тем лучше металл рассеивает тепло. У меди коэффициент теплопроводности составляет 389,6 Вт/м* °С, а у алюминия 209,3 Вт/м* °С. То есть медь почти в два раза лучше рассеивает тепло, чем алюминий. Особенно это важно в местах соединений, где провод греется сильнее всего.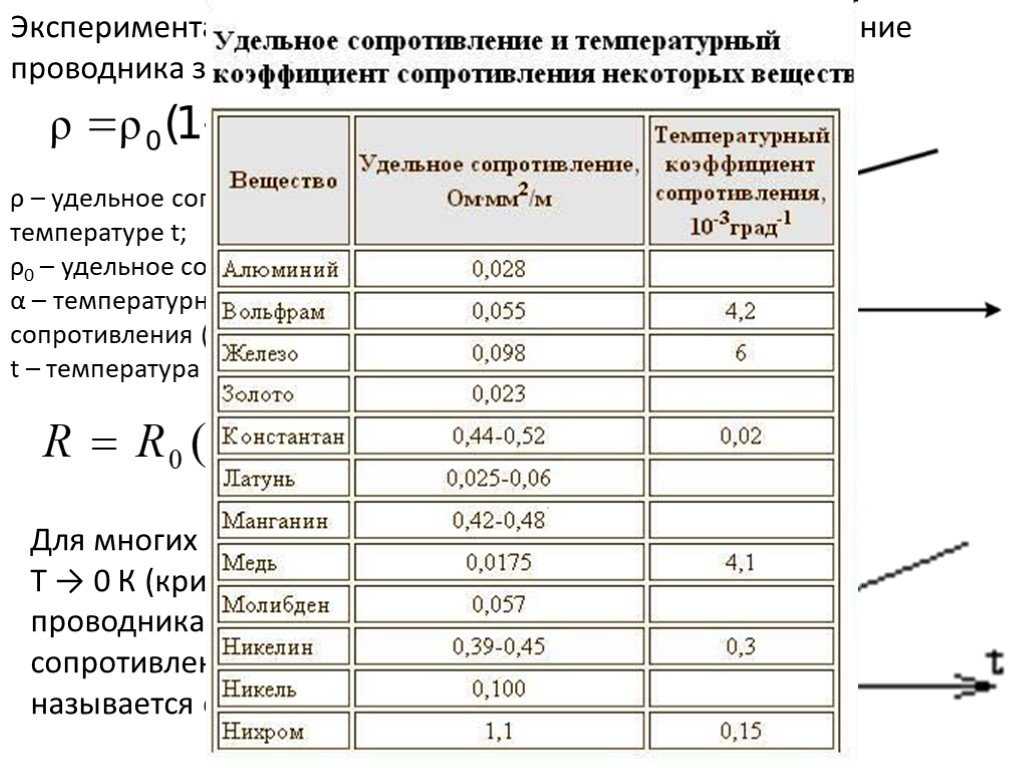 При одной и той же нагрузке медь в два раза быстрее будет отводить тепло (точнее не нагреваться).
При одной и той же нагрузке медь в два раза быстрее будет отводить тепло (точнее не нагреваться).
Превосходство алюминия над медью для ЛЭП
Но алюминий вовсе не отправлен на пенсию: воздушные линии электропередач по-прежнему выполняют из этого металла. Стало быть, и у него есть преимущества? Конечно!
1. Вес
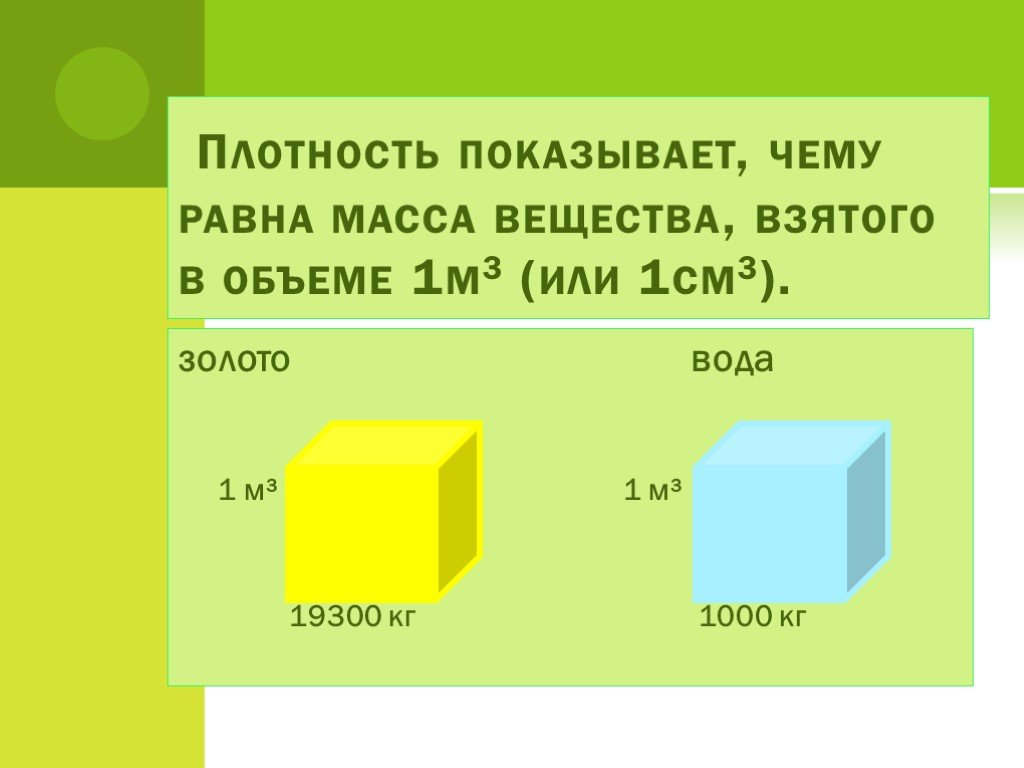
Вес во многом определяется исходя из плотности металла. Чем выше плотность, тем тяжелее проводник. Плотность меди составляет 8900 кг/м3, а алюминия 2700 кг/м3. То есть при равном объеме медный провод будет весить в 3,3 раза больше алюминиевого. Для домашней проводки это не критично, так как провод лежит в штробах, а для воздушной линии электропередач это важный показатель. Именно поэтому для ВЛЭП используют алюминиевый провод.
2. Цена
Здесь алюминий явный победитель. Все минусы алюминия сказались на относительно невысокой цене, которая примерно в 4 раза ниже цены на медь, поэтому воздушные линии, а также вводы в дом выполняют исключительно алюминиевым проводом.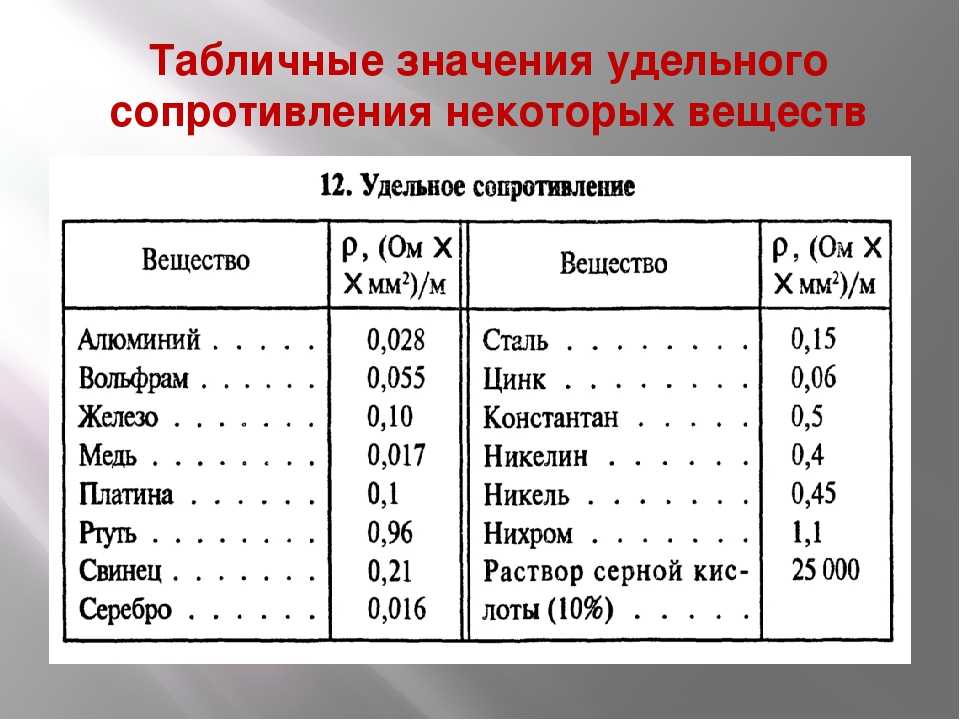
Медь, ее основные свойства и применение
23.09.2020
Медь — один из первых металлов, которые освоил человек. Она входит в структуру всех животных и растений. Как природный минерал, является представителем класса самородных элементов. Чаще встречается с примесью As, Au, Ag, Fe и других элементов, реже — в твердом с ними соединении. Как химическое вещество представляет собой металл повышенной пластичности, быстро покрывающийся оксидной пленкой, приобретая характерный желтовато-красный цвет. При отсутствии такого налета поверхность имеет розовый оттенок. Широкую популярность медь получила благодаря относительно простой технологии производства при небольшой температуре плавления.
Структура, свойства
Минерал в природе встречается в виде всевозможных соединений или самородков. Это могут быть пластинки, нити, сплошные массы, кристаллы, сгустки дендритов, другие соединения. В большинстве случаев ископаемые формирования покрыты тонким слоем малахита (зеленью), азурита (синевой), других элементов, образовавшихся в результате вторичных изменений. Структура кристаллов меди представляет собой кубическую центрированную по граням решетку с координационным числом 12для каждого из шести атомов, расположенных в центре каждой из плоскостей.
Структура кристаллов меди представляет собой кубическую центрированную по граням решетку с координационным числом 12для каждого из шести атомов, расположенных в центре каждой из плоскостей.
Основные свойства
- Цвет. Медь входит в четверку металлов, которые выделяются на фоне других «собратьев» характерным оттенком. Вместо серой либо серебристой поверхности ее фактура отличается желтовато-красным цветом. Он формируется в результате электронных переходов между полуопустошенными четвертыми и наполненными третьими орбитами атомов. Такая энергетическая разница характерна для волн оранжевых оттенков.
- Тепло- и электропроводность. Медь характеризуется повышенными параметрами тепло- и электропроводности, уступив первую позицию лишь серебру. Величина удельной электропроводности колеблется от 55,5 до 58 МСм/м при температуре +20 0С и стандартной влажности.
- Температурное сопротивление. Являясь диамагнетиком, желто-красный металл имеет сравнительно большой коэффициент сопротивления температуре, равный 0,4 %/0С.
 При этом, он мало изменяется при перепадах в довольно широком диапазоне.
При этом, он мало изменяется при перепадах в довольно широком диапазоне.
 При этом, он мало изменяется при перепадах в довольно широком диапазоне.
При этом, он мало изменяется при перепадах в довольно широком диапазоне.
Физико-механические особенности
Медь легко поддается всевозможным методам обработки, хорошо сплавляясь с всевозможными металлами. Наиболее популярными из них являются: мельхиор (с никелем), бронза (с оловом), и латунь (с цинком).
Химические особенности
Важной особенностью меди считается стойкость к коррозии. При стандартных условиях влажности она не окисляется. В то же время избыток влаги приводит к образованию карбоната меди. Хорошо взаимодействуя с серой, селеном и галогенами, пластичный металл не поддается воздействию кислоты.
Технология производства
Чаще всего медь производят из медного колчедана или медного блеска. Эти сульфидные руды являются наиболее распространенными в природе. Производство металла реализуется с использованием двух технологий: пирометаллургической — 90% или гидрометаллургической — 10%.
Пирометаллургическая
Производство меди с использованием пирометаллургического способа предполагает следующие процессы:
- Обогащение. Руда обогащается путем флотации (обработка водой) или окислительного обжига. В первом случае на выходе получают сырье с содержанием нужного элемента 10–35%. Второй вариант применяется, когда в рудном концентрате много серы, но мало меди (до 8–25%). Если минерал содержит 25–35% нужно элемента, его сразу плавят без предварительного обжига.
- Плавка. В зависимости от вида сырья (кусковое или порошкообразное) выполняется плавка в шахтной либо в отражательной печи при +1450 0С.
- Продувка. Чтобы активировать окисление и феррум, выполняется продувка штейна сжатым воздухом. Окислы переводятся в шлак, а сера — в оксид. На выходе получается черновой металл с содержанием до 1,6–0,6% примесей. Для их снижения проводится огневое рафинирование. В результате доля сторонних включений уменьшается до 0,5%.
 Руда обогащается путем флотации (обработка водой) или окислительного обжига. В первом случае на выходе получают сырье с содержанием нужного элемента 10–35%. Второй вариант применяется, когда в рудном концентрате много серы, но мало меди (до 8–25%). Если минерал содержит 25–35% нужно элемента, его сразу плавят без предварительного обжига.
Руда обогащается путем флотации (обработка водой) или окислительного обжига. В первом случае на выходе получают сырье с содержанием нужного элемента 10–35%. Второй вариант применяется, когда в рудном концентрате много серы, но мало меди (до 8–25%). Если минерал содержит 25–35% нужно элемента, его сразу плавят без предварительного обжига.
Гидрометаллургическая
Суть гидрометаллургического способа состоит в обработке сырья слабым раствором серной кислоты. Такая технология применяется для производства меди из бедных руд. Преимуществом этого варианта является возможность получения металла без совместного извлечения из минерала драгоценных элементов.
Преимуществом этого варианта является возможность получения металла без совместного извлечения из минерала драгоценных элементов.
Медный прокат и его применение
Медный прокат широко востребован в разных сферах, включая электротехнику, машиностроение, строительство, радиоэлектронику, другие отрасли. Основными его видами являются:
- Прутки — длинные изделия, изготовленные в результате холодного деформирования или прессования.
- Листы — плоские заготовки сечением 0,2–25 мм, полученные путем холодного либо горячего катания.
- Шины — разновидность листового проката в виде длинных полос.
- Трубы — полые профили, изготовленные с использованием технологии прессования или холодного деформирования.
- Проволока — тонкие и длинные изделия, полученные в результате многократного волочения прутков.
В качестве сырья для производства проката используются слитки (заготовки) из сплава марок М1, М2 или М3. Они отличаются в основном долей примесей.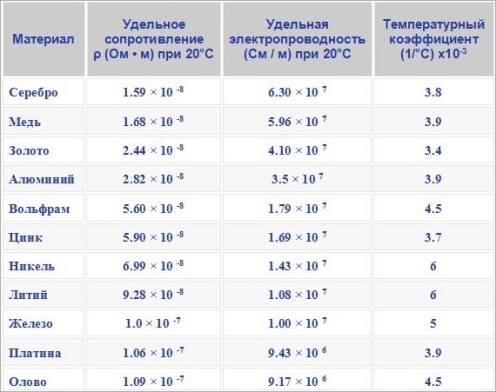 Соответственно, часть чистой меди в их структуре занимает не менее 99,9%(М1), 99,7%(М2) либо 99,5%(М3).
Соответственно, часть чистой меди в их структуре занимает не менее 99,9%(М1), 99,7%(М2) либо 99,5%(М3).
← Назад к списку новостей
Оставить заявку
Наша продукция
Медный
прокат
Шина
из меди
Медный
профиль
Медная
пластина
Наши сертификаты
Электропроводность – элементы и другие материалы
- Проводники представляют собой материалы со слабо присоединенными валентными электронами – электроны могут свободно дрейфовать между атомами
- Изоляторы имеют структуры, в которых электроны связаны с атомами ионными или ковалентными связями – почти никакой ток не может поток
- Полупроводники представляют собой изоляционные материалы, связи в которых могут быть разорваны под действием приложенного напряжения — электроны могут высвобождаться и перемещаться из одного освободившегося валентного центра в другой.
Электропроводность
Электропроводность или удельная проводимость — это мера способности материала проводить электрический ток. Проводимость обратна (обратна) удельному электрическому сопротивлению.
Электропроводность определяется как отношение плотности тока к напряженности электрического поля и может быть выражено как
σ = J / E 0018 σ = электропроводность (1/Ом·м, 1/ Ом м, Сименс/м, См/м, мОм/м)
Дж = плотность тока (амперы/м 2 ) E = напряженность электрического поля (Вольт/м)
Электропроводность некоторых обычных материалов
Material Electrical Conductivity
— σ —
(1/Ω m, S/m, mho/m)Aluminum 37.7 10 6 Beryllium 31.3 10 6 Cadmium 13. Calcium 29.8 10 6 Chromium 7.74 10 6 Cobalt 17.2 10 6 Copper 59.6 10 6 Copper — annealed 58.0 10 6 Gallium 6.78 10 6 Gold 45.2 10 6 Iridium 19.7 10 6 Iron 9.93 10 6 Indium 11.6 10 6 Lithium 10.8 10 6 Magnesium 22.6 10 6 Molybdenum 18.7 10 6 Никель 14,3 10 6 Niobium 6,93 10 6 96666 70038
966666777
9666667777
9669676
. Palladium 9.5 10 6 Platinum 9.66 10 6 Potassium 13.9 10 6 Rhenium 5.42 10 6 Rhodium 21.1 10 6 Рубидий 7,79 10 6 966666 10
966666669
966666666
966666666
0077
13.7 10 6 Silver 63 10 6 Sodium 21 10 6 Strontium 7.62 10 6 Tantalum 7. Technetium 6.7 10 6 Thallium 6.17 10 6 666. 6 66666.0077 6.53 10 6 Tin 9.17 10 6 Tungsten 18.9 10 6 Zinc 16.6 10 6 Seawater 4,5 — 5,5 Вода — питье 0,0005 — 0,05 Вода — деионизированная 5,5 10 -6
0010 Electrical Conductivity of Elements relative to Silver
Element Electrical Conductivity relative to Silver Silver 100. Copper 94.6 Gold 71.7 Алюминий 59,8 Бериллий 49,7 Кальций 47,3 Magnesium 35.9 Rhodium 33.5 Sodium 33.0 Barium 30.6 Tungsten 30.0 Molybdenum 29.7 Кобальт 27,3 Цинк 26,3 Никель 22,6 Cadmium 21.9 Ruthenium 21.7 Cesium 20.0 Indium 18.4 Osmium 17.3 Lithium 17. Уран 16,5 Марганец 15,8 Железо 15,8 0076 Platinum 15.3 Palladium 15.1 Tin 14.6 Titanium 13.7 Iridium 13.5 Rubidium 12.4 Chromium 12,3 Тантал 12,1 Сталь 12,0 Таллий0077 9.8 Lead 8.4 Columbium 5.1 Vanadium 5.0 Arsenic 4.9 Antimony 3.6 Mercury 1,8 Висмут 1,4 Теллур 0,0 Электропроводность высокоочищенной воды
Удельное электрическое сопротивление
Электропроводность является обратной (обратной) величиной удельного электрического сопротивления.
ρ = 1 / σ (2)
where
ρ = electrical resistivity (ohm m 2 /m, ohm m)
Сопротивление проводника
Сопротивление проводника можно выразить как
r = ρ l / a (3)
, где
R = сопротивление (Ом, ω)
L = длина проводника (M)
L = Длина проводника (M)
L = CORSE DESTROAD DESTRAION. проводника (м 2 )
Пример — Сопротивление провода
Сопротивление 1000 м калибра медного провода #10 с площадью поперечного сечения 5,26 мм 2 можно рассчитать как 20013
r = (1,724 x 10 -8 Ом M 2 /M) (1000 м) /( 5,26 мм 2 ) (10 -6 M 2 /MM 27 27 27 2777 M 2 /M 27 27 27 27 27 27 277 -6 M 2 /M 27 27 27 27 ))
= 3.
Resistivity and Conductivity Conversion
Grains/gal
as CaCO 3ppm
as CaCO 3ppm
NaClConductivity
мкмо/смУдельное сопротивление
MΩ/cm99.3 1700 2000 3860 0.00026 74.5 1275 1500 2930 0.00034 49.6 850 1000 1990 0.00050 24.8 425 500 1020 0.00099 9.93 170 200 415 0.0024 7.45 127 150 315 0.0032 4.96 85. 100 210 0.0048 2.48 42.5 50 105 0.0095 0.992 17.0 20 42.7 0.023 0.742 12.7 15 32.1 0.031 0.496 8.50 10 21.4 0.047 0.248 4.25 5.0 10.8 0.093 0.099 1.70 2.0 4.35 0.23 0.074 1.27 1.5 3.28 0.30 0.048 0.85 1.00 2.21 0.45 0.025 0.42 0.50 1.13 0.88 0. 0.17 0,20 0,49 2,05 0,0076 0,13 0,15 0,38 2,65 1 2,65 1 2,65 1 2,65 1 2,65 0.0050 0.085 0.10 0.27 3.70 0.0025 0.042 0.05 0.16 6.15 0.00099 0.017 0.02 0.098 10.2 0,00070 0,012 0,015 0,087 11,5 0,00047 0,008 0,010 0,008 0,010 0,008 0,010 0077 0.076 13.1 0.00023 0.004 0.005 0.066 15.2 0. 0.002 0.002 0.059 16.9
- grains/gal = 17,1 ppm CaCO 3
Электропроводность водных растворов
Электропроводность водных растворов, подобных
- NaOH 4 — Caustic soda
- NH 4 Cl — Ammonium chloride, Sal ammoniac
- NaCl 2 — Common salt
- NaNO 3 — Sodium nitrate, Chilean saltpetre
- CaCl 2 — Calcium chloride
- Zncl 2 — Хлорид цинка
- NAHCO 3 — Бикарнат натрия, пищевая сода
- NA 2 CO 3 — Карбонат наде.0004
Инновации: знакомство с медью: информационные бюллетени
Вин Калькатт
Таблица 5 . Физические свойства меди Свойство Значение Единицы Значение Единицы Атомный номер 29 Атомный вес 63,54 Решетчатая структура: гранецентрированная кубическая Плотность Стандартное значение МЭК
(1913)8,89 г/см 3 0,321 фунтов/дюйм 3 Типичное значение при 20°C 8,92 г/см 3 0,322 фунтов/дюйм 3 при 1083°C (твердый) 8,32 г/см 3 0,300 фунтов/дюйм 3 в 1083 (жидкость) 7,99 г/см 3 0,288 фунтов/дюйм 3 Температура плавления 1083 °С 1981 °F Температура кипения 2595 °С 4703 °F Коэффициент линейного теплового расширения при: -253°C, -423°F 0,3 x 10 -6 °С 0,17 х 10 -6 °F -183°C, -297°F 9,5 х 10 -6 °С 5,28 x 10 -6 °F -191°C до 16°C,
-312-61°F14,1 х 10 -6 °С 7,83 х 10 °F от 25°C до 100°C,
77-212 °F16,8 x 10 -6 °С 9,33 x 10 -6 °F от 20°C до 200°C,
68-392 °F17,3 х 10-6 °С 9,61 x 10 -6 °F от 20°C до 300°C,
68-572 °F17,7 x 10 -6 °С 9,83 x 10 -6 °F Удельная теплоемкость (теплоемкость) при: -253°C. 0,013 Дж/г°С 0,0031 БТЕ/фунт°F -150°C, -238°F 0,282 Дж/г°С 0,0674 БТЕ/фунт°F -50°C, -58°F 0,361 Дж/г°С 0,0862 БТЕ/фунт°F 20°С, 68°F 0,386 Дж/г°С 0,0921 БТЕ/фунт°F 100°С, 212°F 0,393 Дж/г°С 0,0939 БТЕ/фунт°F 200°С, 392°F 0,403 Дж/г°С 0,0963 БТЕ/фунт°F Теплопроводность при: -253°C, -425°F 12,98 Вт-см/см 2 ·°C 750 БТЕ/фут/фут 2 ч°F -200°C, -328°F 5,74 Вт-см/см 2 ·°C 330 БТЕ/фут/фут 2 ч°F -183°C, -297°F 4,73 Вт-см/см 2 ·°C 270 БТЕ/фут/фут 2 ч°F -100°С, -148°F 4,35 Вт-см/см 2 ·°C 252 БТЕ/фут/фут 2 ч°F 20°C, 68°F 3,94 Вт-см/см 2 ·°C 227 БТЕ/фут/фут 2 ч°F 100°C, 212°F 3,85 Вт-см/см 2 ·°C 223 БТЕ/фут/фут 2 ч°F 200°C, 392°F 3,81 Вт-см/см 2 ·°C 220 БТЕ/фут/фут 2 ч°F 300°C, 572°F 3,77 Вт-см/см 2 ·°C 217 БТЕ/фут/фут 2 ч°F Электропроводность (объемная) при: 20°C, 68 °F
(отожженный)58,0-58,9 Мвыб/м (мОммм 2 ) 100,0-101,5 % МАКО 20°C, 68°F
(полностью холодная обработка)56,3 МС/м (мОм·мм 2 ) 97,0 % МАКО Удельное электрическое сопротивление (объемное) при: 20°C, 68 °F
(отожженный)0,017241-0,0170 Ом·мм 2 /м 10. Ом (окрмил/фут) 20°C, 68°F
(отожженный)1,7241-1,70 мкОм·см 0,6788-0,669 мкОм-в 20°C, 68°F
(полностью холодная обработка)0,0178 Ом·мм 2 /м 10,7 Ом (окрмил/фут) 20°C, 68°F
(полностью холодная обработка)1,78 мкОм·см 0,700 мкОм-in Удельное электрическое сопротивление (масса) при 20°C, 68°F (отожженный) Обязательный максимум 0,15328 Ом·г/м 2 875,4 Ом·фунт/миля 2 Температурный коэффициент
электрического сопротивления
(a) при 20°C °F: Отожженная медь
из 100% IACS
(применимо от
-100°C до 200°C,
от 212°F до 392°F)0,00393 °С 0,00218 °F Полностью холодная обработка
медь 97% IACS
(применимо от 0°C
до 100°C, 68-212°F)0,00381 °С 0,00238 °F Модуль упругости (растяжение) при 20°C:, 68 °F Отожженный 118 000 МПа 17 х 103 КСи Холодная обработка 118 000–132 000 МПа 17-19 х 10 3 КСи Модуль жесткости (кручение) при 20°C, 68°F Отожженный 44 000 МПа 6,4 x 10 3 КСи Холодная обработка 44 000–49 000 МПа 6,4-7 х 10 3 КСи Скрытая теплота плавления 205 Дж/г Электрохимический эквивалент для: Cu ++ 0,329 Мг/Кл Медь + 0,659 Мг/Кл Нормальный электродный потенциал (водородный электрод) для: Cu ++ -0,344 В Медь + -0,470 В
Таблица 6 . Свойство Единицы Медь
(высокая проводимость)Алюминий (1350) Электропроводность (отожженная) %IACS 101 61 Удельное электрическое сопротивление (отожженный) мкОм-см 1,72 2,83 Теплопроводность при 20°C Вт/м·К 397 230 Коэффициент расширения °С
°F17 x 10 -6
9,4 x 10 -623 x 10 -6
12,8 x 10 -6Прочность на растяжение
(отожженный)KSi
МПа29,0-36,2
200-2507,2-8,7
50-60Прочность на растяжение
(полутвердый)KSi
МПа37,7-43,5
260-30012,3-14,5
85-100предел текучести 0,2 % (отожженный) KSi
МПа7,25-7,98
50-552,9–4,3
20–300,2% предела текучести (полутвердый) KSi
МПа24,6-29,0
170-2008,7–9,4
60–65Модуль упругости KSi
МПа16,8-18,8
116-13010,1
70Усталостная прочность (отожженный) KSi
МПа9,0
625,07
35Усталостная прочность (полутвердый) KSi
МПа16,9
1177,25
50Удельная теплоемкость БТЕ/фунт 0 F
Дж/кг·K0,092
3850,215
900Плотность г/см 3
фунт/дюйм 38,91
0,3222,70
0,0975Точка плавления °С
°F1083
1981660
1220Примечание : Указанные значения являются типичными для электролитической меди с высокой проводимостью (ETP).
- Введение в медь: применение
- Введение в медь: типы меди
- Введение в медь: добыча и добыча
- Введение в медь: информационные бюллетени
- Phelps Dodge Morenci перевела все производство меди на добычу для выщелачивания
- Как гидрометаллургия и процесс SX/EW сделали медь «зеленым» металлом
- Введение в медь: горячие ссылки и дополнительная литература
2007 г.
 8 10 6
8 10 6  0076 10.9 10 6
0076 10.9 10 6 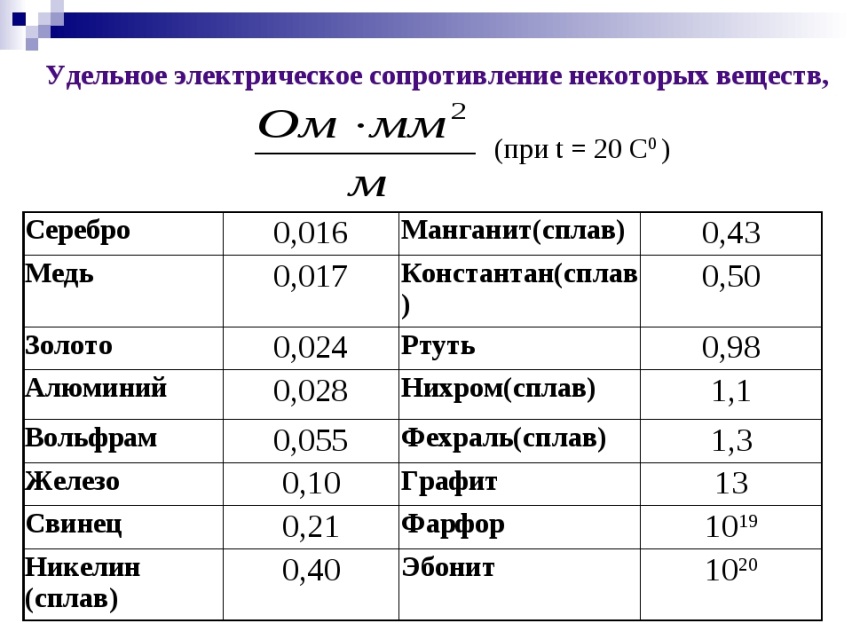 61 10 6
61 10 6  0
0 1
1 Electrical resistivity can be expressed as
Electrical resistivity can be expressed as 2 ohm
2 ohm  0
0 0099
0099 00012
00012 -425°F
-425°F 371-10.2
371-10.2 Физические и механические свойства электрических сортов меди и алюминия (тип 1350) по сравнению с
Физические и механические свойства электрических сортов меди и алюминия (тип 1350) по сравнению с Значения для других марок могут отличаться от указанных (см. «Медь с высокой проводимостью — Технические данные». Полный и доступный для поиска список физических и механических свойств кованой и литой меди и медных сплавов можно найти в разделе «Свойства кованой и литой меди»). Поиск сплавов)
Значения для других марок могут отличаться от указанных (см. «Медь с высокой проводимостью — Технические данные». Полный и доступный для поиска список физических и механических свойств кованой и литой меди и медных сплавов можно найти в разделе «Свойства кованой и литой меди»). Поиск сплавов)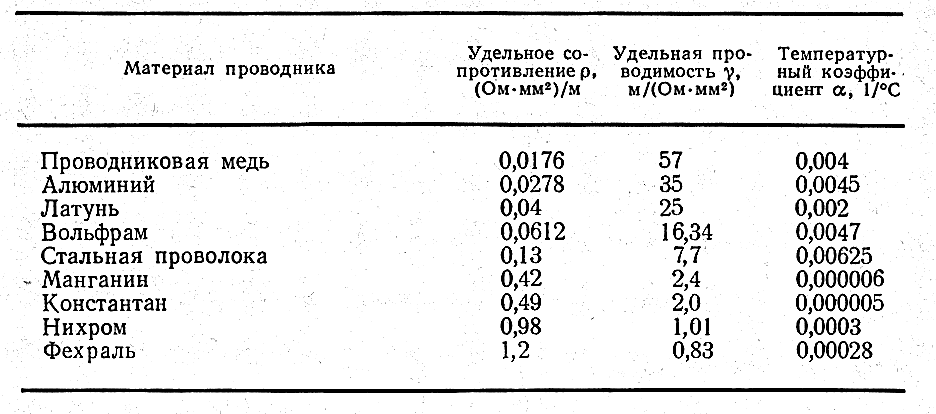
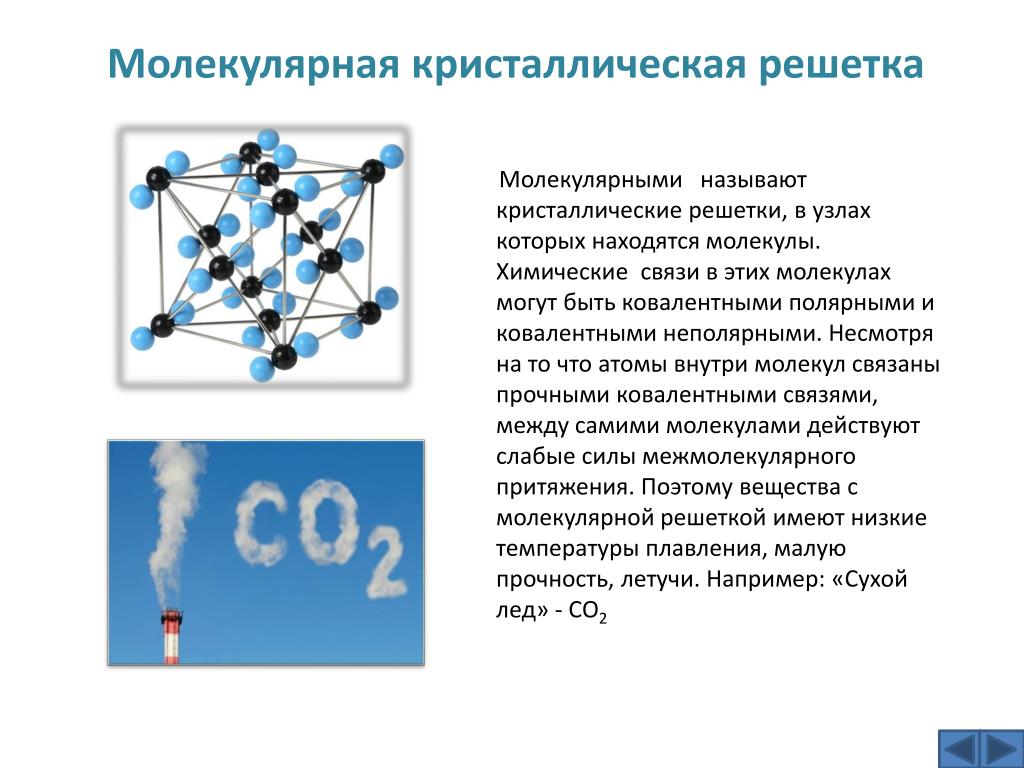
 Молекулярную кристаллическую решетку имеет
Молекулярную кристаллическую решетку имеет Металлическую кристаллическую решетку имеет
Металлическую кристаллическую решетку имеет Ионы являются структурной единицей для каждого из двух веществ:
Ионы являются структурной единицей для каждого из двух веществ: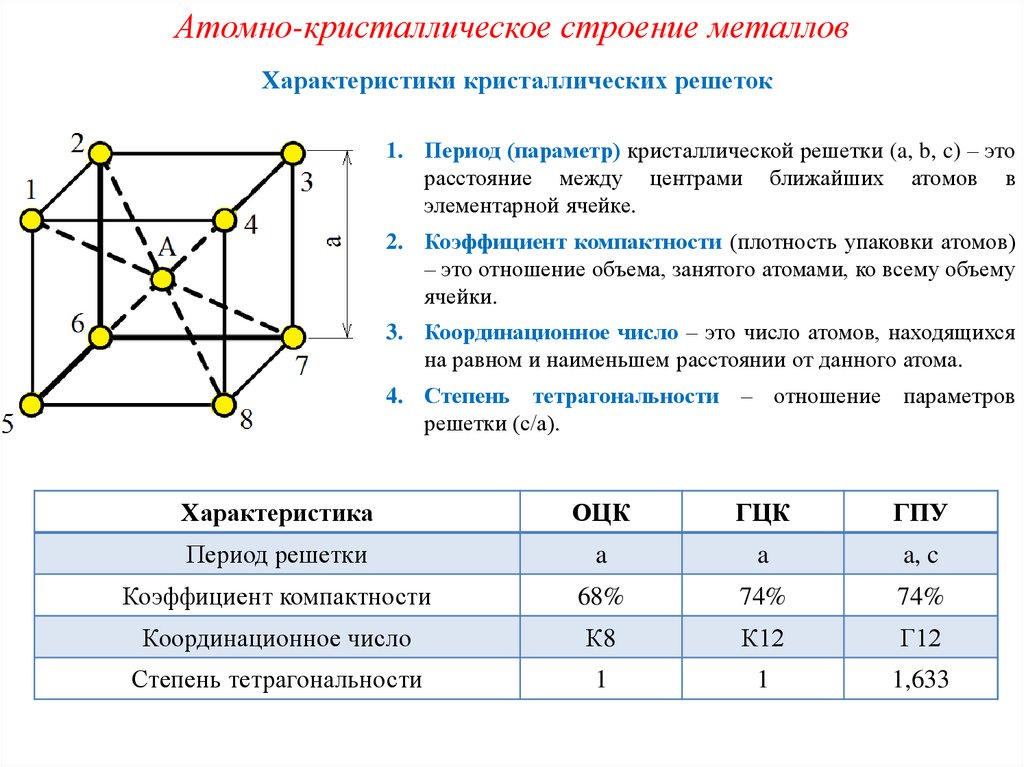 Утверждение о том, что структурной частицей данного вещества является молекула, справедливо только для
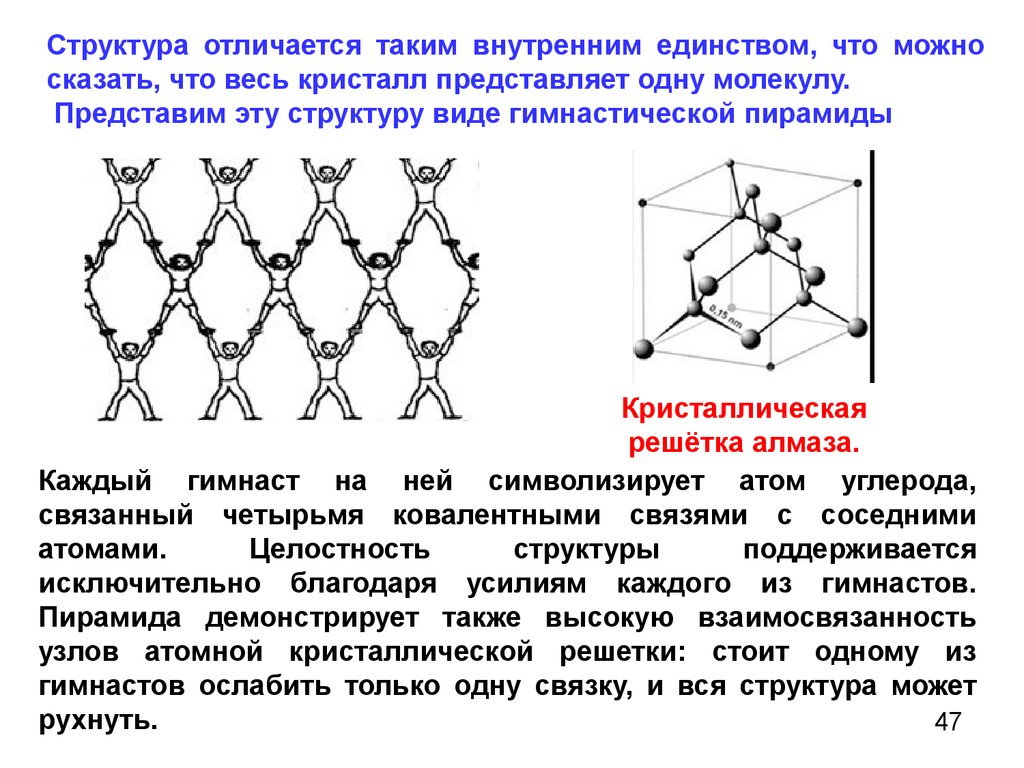
Утверждение о том, что структурной частицей данного вещества является молекула, справедливо только для Кристаллическая решетка льда
Кристаллическая решетка льда Простые вещества, имеющие одинаковый тип кристаллической решетки, образованы элементами
Простые вещества, имеющие одинаковый тип кристаллической решетки, образованы элементами У аморфных веществ частицы расположены беспорядочно, а у кристаллических они образуют определенную структуру. Эта структура называется кристаллической решеткой. Она определяет такие характеристики вещества, как твердость, хрупкость, температура кипения и/или плавления, пластичность, растворимость, электропроводность и т. д.
У аморфных веществ частицы расположены беспорядочно, а у кристаллических они образуют определенную структуру. Эта структура называется кристаллической решеткой. Она определяет такие характеристики вещества, как твердость, хрупкость, температура кипения и/или плавления, пластичность, растворимость, электропроводность и т. д.
 При комнатной температуре это жидкость, но стоит нагреть ее до температуры кипения (которая сравнительно низка), как она тут же начинает превращаться в пар, т. е. переходит в газообразное состояние.
При комнатной температуре это жидкость, но стоит нагреть ее до температуры кипения (которая сравнительно низка), как она тут же начинает превращаться в пар, т. е. переходит в газообразное состояние. В итоге появляются разноименно заряженные ионы, из которых и состоит структура кристалла.
В итоге появляются разноименно заряженные ионы, из которых и состоит структура кристалла. В молекуле металла свободные отрицательно заряженные электроны перемещаются от одного иона к другому и соединяются с некоторыми из них, а после отрываются и мигрируют дальше. В результате получается кристалл, в котором ионы превращаются в атомы и наоборот.
В молекуле металла свободные отрицательно заряженные электроны перемещаются от одного иона к другому и соединяются с некоторыми из них, а после отрываются и мигрируют дальше. В результате получается кристалл, в котором ионы превращаются в атомы и наоборот.
 Из-за сложности приготовления монокристаллов пришлось использовать сдвоенный кристалл, и, как следствие, структура была решена лишь частично. В настоящем исследовании удалось вырезать фрагменты монокристаллов из крупных кристаллов, отобранных из образца фосфорного шлака 2 .
Из-за сложности приготовления монокристаллов пришлось использовать сдвоенный кристалл, и, как следствие, структура была решена лишь частично. В настоящем исследовании удалось вырезать фрагменты монокристаллов из крупных кристаллов, отобранных из образца фосфорного шлака 2 . , 747016 Спецификация патента: Brit. Патент (1956 г.).
, 747016 Спецификация патента: Brit. Патент (1956 г.).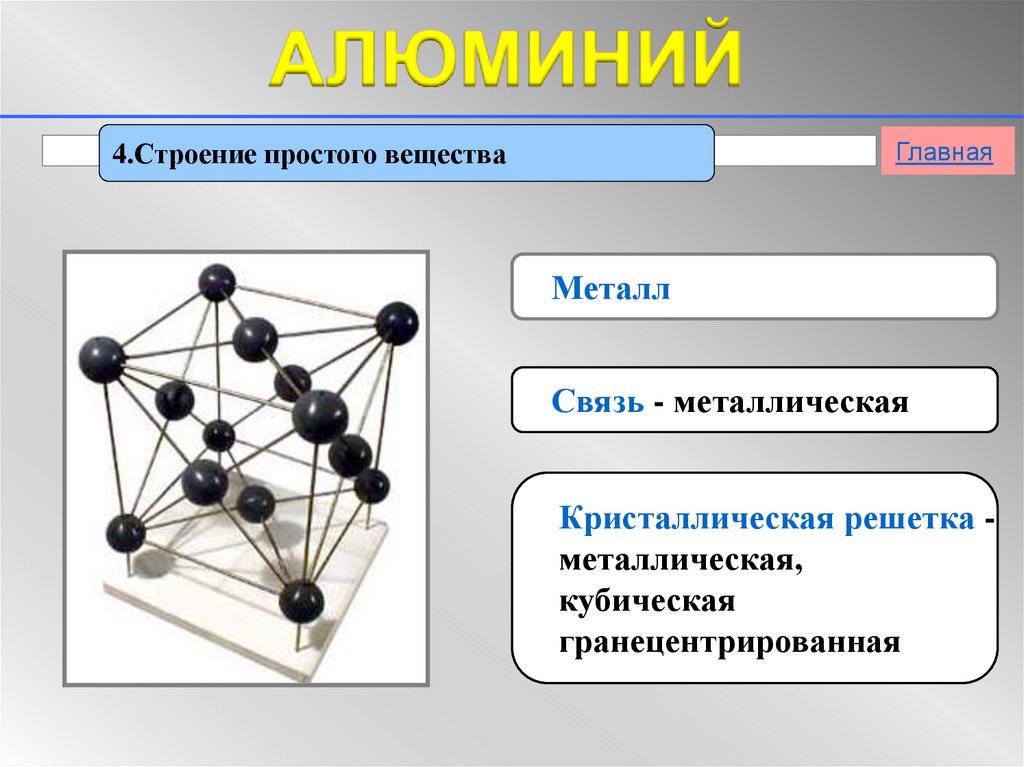 DOUGILL
DOUGILL К. Болл
К. Болл Е.
Е.
 Но карбонат кальция встречается и в живой природе, например, в раковинах мидий, некоторых водорослях и скелетах морских ежей.
Но карбонат кальция встречается и в живой природе, например, в раковинах мидий, некоторых водорослях и скелетах морских ежей. «Сначала мы подумали, что это результат загрязнения», — вспоминает Питер Фрацл, директор Института коллоидов и интерфейсов им. Макса Планка. Тем не менее, дальнейшие эксперименты, повторенные в тех же условиях, всегда давали одинаковые результаты. Не загрязнение Исследователи, очевидно, открыли новую, ранее неизвестную фазу карбоната кальция.
«Сначала мы подумали, что это результат загрязнения», — вспоминает Питер Фрацл, директор Института коллоидов и интерфейсов им. Макса Планка. Тем не менее, дальнейшие эксперименты, повторенные в тех же условиях, всегда давали одинаковые результаты. Не загрязнение Исследователи, очевидно, открыли новую, ранее неизвестную фазу карбоната кальция. и Университет Иоганна Гутенберга в Майнце с использованием различных технологий.
и Университет Иоганна Гутенберга в Майнце с использованием различных технологий.
 Как результат – металл служит намного дольше.
Как результат – металл служит намного дольше. В принципе, он и не нужен, так как края в большинстве случаев перекрываются либо другим листом металла, либо специальными элементами. Если очень постараться и придумать какую-либо направляющую, то эту проблему можно решить.
В принципе, он и не нужен, так как края в большинстве случаев перекрываются либо другим листом металла, либо специальными элементами. Если очень постараться и придумать какую-либо направляющую, то эту проблему можно решить. Защитить дрель можно только одним способом – упаковать ее в сетчатый материал (например, капроновые колготки).
Защитить дрель можно только одним способом – упаковать ее в сетчатый материал (например, капроновые колготки). По большому счету, речь идет не о таких уж и больших деньгах – профессиональную насадку можно приобрести примерно за 30-50 долларов.
По большому счету, речь идет не о таких уж и больших деньгах – профессиональную насадку можно приобрести примерно за 30-50 долларов. 35 грн
35 грн Ровно
Ровно Ровно
Ровно Ровно
Ровно 18 грн
18 грн Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Учить больше.
Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Учить больше.
 Любое широкое проникновение, а не только дымоход, которое мешает стоку, — это то место, куда вы поместите сверчка».
Любое широкое проникновение, а не только дымоход, которое мешает стоку, — это то место, куда вы поместите сверчка». «А седло — это всего лишь два сверчка, поставленные спиной к спине, или сооружение, похожее на пирамиду».
«А седло — это всего лишь два сверчка, поставленные спиной к спине, или сооружение, похожее на пирамиду». 20 Сверчки дымохода). Как правило, чем круче скат крыши, тем шире должен быть сверчок. Крыша с уклоном 12:12 должна иметь сверчок высотой не менее половины ширины дымохода или другого выступа. Для уклона крыши 3:12 сверчок должен составлять 1/8 ширины выступа.
20 Сверчки дымохода). Как правило, чем круче скат крыши, тем шире должен быть сверчок. Крыша с уклоном 12:12 должна иметь сверчок высотой не менее половины ширины дымохода или другого выступа. Для уклона крыши 3:12 сверчок должен составлять 1/8 ширины выступа. У вас есть слепая долина, где панели сливаются со стеной. Там вам, возможно, придется подумать о том, чтобы поставить сверчок у парапета и увеличить уклон, в зависимости от размера и количества воды, которое вы ожидаете спустить с этой крыши, чтобы весь этот сток просто не стекал в стену. и вызвать другие проблемы. Чем больший сток вы ожидаете, тем больше уклон, как правило».
У вас есть слепая долина, где панели сливаются со стеной. Там вам, возможно, придется подумать о том, чтобы поставить сверчок у парапета и увеличить уклон, в зависимости от размера и количества воды, которое вы ожидаете спустить с этой крыши, чтобы весь этот сток просто не стекал в стену. и вызвать другие проблемы. Чем больший сток вы ожидаете, тем больше уклон, как правило». Это объясняется несколькими факторами. Помимо того, что это является мерой экономии, использование одних и тех же металлических материалов может предотвратить гальваническую коррозию. Например, Чесни говорит: «Всегда нужно сочетать материалы; никогда не смешивайте алюминий и сталь. Сталь фактически съест алюминий».
Это объясняется несколькими факторами. Помимо того, что это является мерой экономии, использование одних и тех же металлических материалов может предотвратить гальваническую коррозию. Например, Чесни говорит: «Всегда нужно сочетать материалы; никогда не смешивайте алюминий и сталь. Сталь фактически съест алюминий».

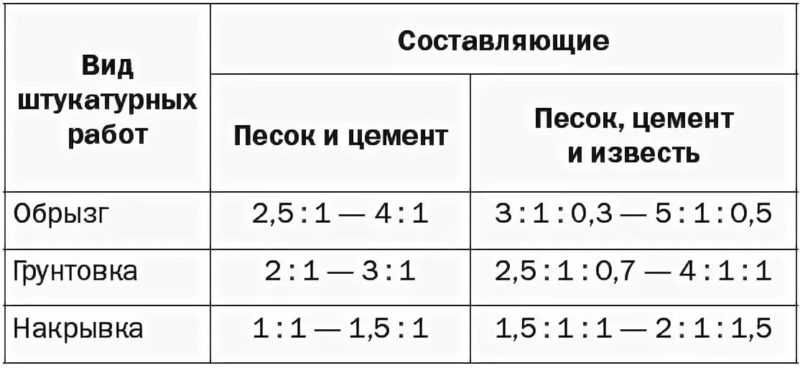
 Помните, что наличие комков недопустимо, а количество жидкости в образованном растворе не должно быть более 15%.Если жидкости много вливайте воду до тех пор, пока визуально она не будет напоминать мороженое. Возможно, это и не совсем строительное строение. Но как показывает практика, именно консистенция мороженного — эталон цементно-песчаной смеси.
Помните, что наличие комков недопустимо, а количество жидкости в образованном растворе не должно быть более 15%.Если жидкости много вливайте воду до тех пор, пока визуально она не будет напоминать мороженое. Возможно, это и не совсем строительное строение. Но как показывает практика, именно консистенция мороженного — эталон цементно-песчаной смеси. Они достаточно доступны по стоимости, при этом способны эффективно стабилизировать все (даже самые микроскопические) пузырьки воды. А для смешивания компонентов можно использовать традиционную садовую лопату. Но если запланированы большие объёмы работ, целесообразно использовать такой инструмент как бетономешалка либо перфоратор-миксер.
Они достаточно доступны по стоимости, при этом способны эффективно стабилизировать все (даже самые микроскопические) пузырьки воды. А для смешивания компонентов можно использовать традиционную садовую лопату. Но если запланированы большие объёмы работ, целесообразно использовать такой инструмент как бетономешалка либо перфоратор-миксер. Возникает резонный вопрос: но если есть строгие пропорции для щебня, песка, то для воды они также должны существовать? На самом деле, это не верно. Недаром выше присутствовал пример ориентации на консистенцию. Именно она, а не строгое число здесь влиять на технику смешивания. И объём воды, в зависимости от особенностей обрабатываемых материалов, может понадобиться очень разный. И важно проявить к работе внимательность, вливать воду постепенно, не торопиться. Опыт при работе с цементом приходит с годами. С ними же приходит и практическое осознание того, сколько воды может пригодиться.
Возникает резонный вопрос: но если есть строгие пропорции для щебня, песка, то для воды они также должны существовать? На самом деле, это не верно. Недаром выше присутствовал пример ориентации на консистенцию. Именно она, а не строгое число здесь влиять на технику смешивания. И объём воды, в зависимости от особенностей обрабатываемых материалов, может понадобиться очень разный. И важно проявить к работе внимательность, вливать воду постепенно, не торопиться. Опыт при работе с цементом приходит с годами. С ними же приходит и практическое осознание того, сколько воды может пригодиться. С ценами на цемент и бетон в Минске вам поможет ознакомиться каталог нашего сайта. Убедитесь, цены на продукцию вас приятно порадуют!
С ценами на цемент и бетон в Минске вам поможет ознакомиться каталог нашего сайта. Убедитесь, цены на продукцию вас приятно порадуют! Смешивать свежий и скомковавшийся или промокший цемент не рекомендуется.
Смешивать свежий и скомковавшийся или промокший цемент не рекомендуется. При ручном замесе все ингредиенты сначала перемешиваются в емкости в сухом виде, затем их следует развести водой – тщательно, малыми порциями, в пределах выбранного соотношения В/Ц.
При ручном замесе все ингредиенты сначала перемешиваются в емкости в сухом виде, затем их следует развести водой – тщательно, малыми порциями, в пределах выбранного соотношения В/Ц.
 Разводить компоненты водой нужно после подготовки всех рабочих поверхностей, полученные смеси расходуются в течение часа.
Разводить компоненты водой нужно после подготовки всех рабочих поверхностей, полученные смеси расходуются в течение часа. Компоненты и их соотношения подбираются с учетом не только ожидаемого класса прочности, но и требуемых морозо- и влагостойкости, при необходимости вводят воздухововлекающие добавки.
Компоненты и их соотношения подбираются с учетом не только ожидаемого класса прочности, но и требуемых морозо- и влагостойкости, при необходимости вводят воздухововлекающие добавки. При ручном замесе цемент и песок советуют просеять вместе и только потом – развести водой или известковым молочком.
При ручном замесе цемент и песок советуют просеять вместе и только потом – развести водой или известковым молочком.

 com
com

 com
com Естественно, его добывают из глубоких ям, отсюда и его название.
Естественно, его добывают из глубоких ям, отсюда и его название.



 В противном случае инструменты будут испорчены.
В противном случае инструменты будут испорчены. Но насколько я знаю, каменный песок также используется в цементе. Полагаю, это только придаст бетону более законченный вид.
Но насколько я знаю, каменный песок также используется в цементе. Полагаю, это только придаст бетону более законченный вид. Сухой раствор используется в строительстве, например, для соединения кирпичей для получения прочной стены. Влажные строительные растворы готовы к использованию, и их нужно только смешать, но это руководство поможет вам сделать сухую растворную смесь своими руками.
Сухой раствор используется в строительстве, например, для соединения кирпичей для получения прочной стены. Влажные строительные растворы готовы к использованию, и их нужно только смешать, но это руководство поможет вам сделать сухую растворную смесь своими руками. Это облегчит работу, не беспокоясь о разливах. Поместите доску для смешивания поверх брезента, смочите ее водой, чтобы убедиться, что она чистая.
Это облегчит работу, не беспокоясь о разливах. Поместите доску для смешивания поверх брезента, смочите ее водой, чтобы убедиться, что она чистая.



 К сожалению, этот самодельный вентилятор не сохранился, поэтому я его предъявить не могу.
К сожалению, этот самодельный вентилятор не сохранился, поэтому я его предъявить не могу.


 При малом избыточном давлении в вентиляционной шахте, мятая плёнка будет «сифонить» и пропускать миазмы в квартиру.
При малом избыточном давлении в вентиляционной шахте, мятая плёнка будет «сифонить» и пропускать миазмы в квартиру. Регулятор позволяет уменьшить число оборотов двигателя и соответственно снизить шум. Конструкция этого самодельного регулятора мощности подробно описана здесь.
Регулятор позволяет уменьшить число оборотов двигателя и соответственно снизить шум. Конструкция этого самодельного регулятора мощности подробно описана здесь.


 Тогда насекомые не смогут попасть внутрь дома. Такая сетка, со временем будет забиваться пылью и прочими мелкими частицами. Ее следует заменять или чистить от грязи.
Тогда насекомые не смогут попасть внутрь дома. Такая сетка, со временем будет забиваться пылью и прочими мелкими частицами. Ее следует заменять или чистить от грязи. Сделать незаметной конструкцию помогут вентиляционные решетки.
Сделать незаметной конструкцию помогут вентиляционные решетки.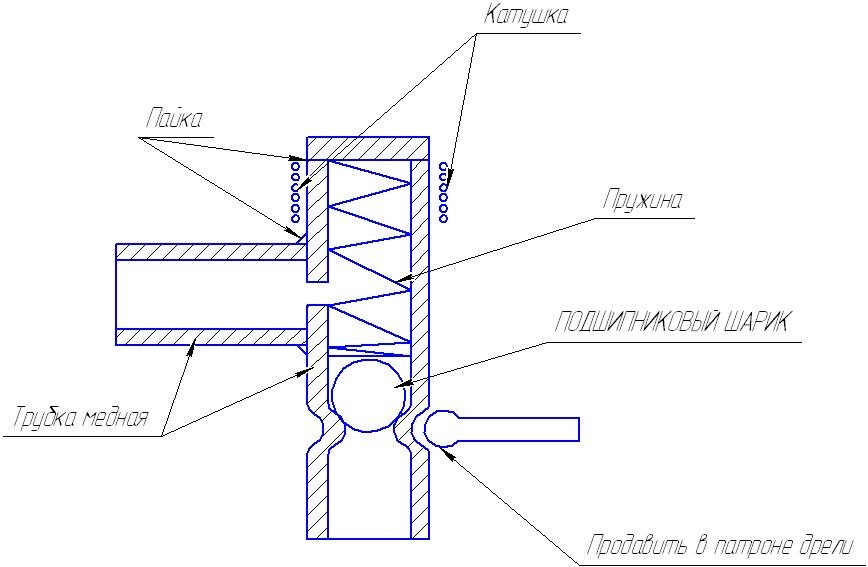 org/Person»> Автор Король случайностей
org/Person»> Автор Король случайностей  Один из них легкий (простой, но только для приложений с низким давлением), а другой немного сложнее (примерно до 50-60 фунтов на квадратный дюйм).
Один из них легкий (простой, но только для приложений с низким давлением), а другой немного сложнее (примерно до 50-60 фунтов на квадратный дюйм).




 Bat
Bat
 Bat
Bat
 instructables.com/
instructables.com/ Высокое давление также может привести к блокировке шара, препятствуя нормальной работе клапана или, возможно, даже к полному выходу из строя конструкции клапана. Эти клапаны не предназначены и не заявлены для использования в тяжелых условиях эксплуатации. Вы используете этот контент на свой страх и риск.
Высокое давление также может привести к блокировке шара, препятствуя нормальной работе клапана или, возможно, даже к полному выходу из строя конструкции клапана. Эти клапаны не предназначены и не заявлены для использования в тяжелых условиях эксплуатации. Вы используете этот контент на свой страх и риск.
 Загрунтуйте внутренние стенки адаптера, а также ту часть трубки, которая будет входить в него.
Загрунтуйте внутренние стенки адаптера, а также ту часть трубки, которая будет входить в него. 
 Соль, сода и уксус – ответ на вопрос чем отчистить бронзовые изделия в домашних условиях.
Соль, сода и уксус – ответ на вопрос чем отчистить бронзовые изделия в домашних условиях.
 Вытрите насухо со всех сторон.
Вытрите насухо со всех сторон. При помощи кисточки нанесите состав на поверхность, после чего высушите под солнечными лучами или у источника тепла.
При помощи кисточки нанесите состав на поверхность, после чего высушите под солнечными лучами или у источника тепла. Советуем также почитать наши статьи про химчистку ковров в домашних условиях и сухую чистку мягкой мебели.
Советуем также почитать наши статьи про химчистку ковров в домашних условиях и сухую чистку мягкой мебели. Однако без должного ухода, со временем поверхность этого металла начинает тускнеть. Чтобы изделия сохраняли изначальный внешний вид длительное время, нужно знать, как чистить бронзу.
Однако без должного ухода, со временем поверхность этого металла начинает тускнеть. Чтобы изделия сохраняли изначальный внешний вид длительное время, нужно знать, как чистить бронзу.

 Тщательно перемешать.
Тщательно перемешать.
 Требуется вскипятить воду. Вспенить мыло. Положить изделия в получившуюся пену, протереть фланелью.
Требуется вскипятить воду. Вспенить мыло. Положить изделия в получившуюся пену, протереть фланелью.





 , колокольчики, лампы, украшения и даже музыкальные инструменты. Поддерживать эти предметы в чистоте может быть сложно, поскольку бронза предъявляет очень специфические требования, когда речь идет об уходе и обслуживании. Мы поговорили с Тедом Робертсом, владельцем Art Recovery Technologies of Greater Kentucky, бренда Prism Specialties, чтобы точно узнать, что вам следует знать, прежде чем приступить к очистке металла.
, колокольчики, лампы, украшения и даже музыкальные инструменты. Поддерживать эти предметы в чистоте может быть сложно, поскольку бронза предъявляет очень специфические требования, когда речь идет об уходе и обслуживании. Мы поговорили с Тедом Робертсом, владельцем Art Recovery Technologies of Greater Kentucky, бренда Prism Specialties, чтобы точно узнать, что вам следует знать, прежде чем приступить к очистке металла. «Темная или зеленовато-коричневая патина, которая образуется на бронзе, очень желательна и должна быть сохранена», — объясняет он. «Никогда не используйте полироль для металлов или растворители на любой бронзе. Для бронзы в помещении достаточно только пыли».
«Темная или зеленовато-коричневая патина, которая образуется на бронзе, очень желательна и должна быть сохранена», — объясняет он. «Никогда не используйте полироль для металлов или растворители на любой бронзе. Для бронзы в помещении достаточно только пыли».

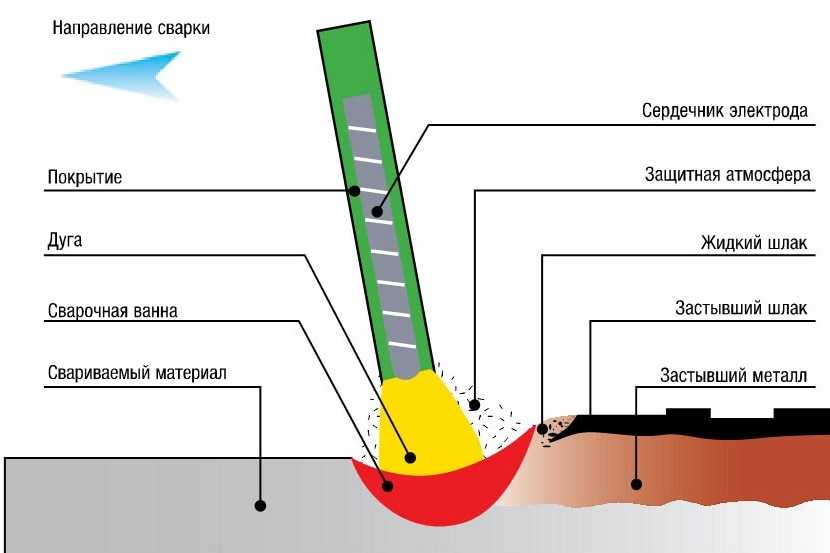
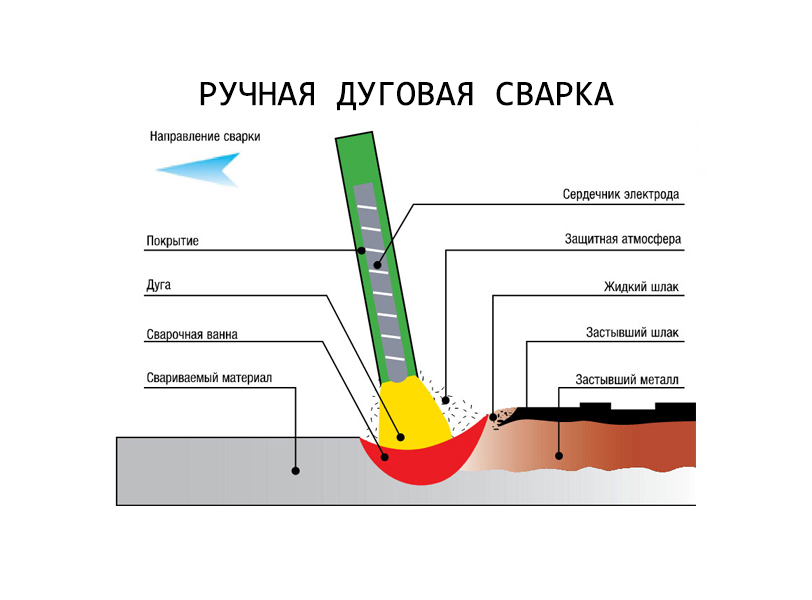
 После того, как электрод переместится дальше, кратер застынет и образует сварочное соединение.
После того, как электрод переместится дальше, кратер застынет и образует сварочное соединение. 2. Защита сварочной ванны с помощью покрытия электрода и слоя флюса на наплавлении.
2. Защита сварочной ванны с помощью покрытия электрода и слоя флюса на наплавлении. Существует несколько технологий переноса металла. Например, среди них можно отметить:
Существует несколько технологий переноса металла. Например, среди них можно отметить: Это позволяет обеспечить более высокую термическую эффективность и сконцентрировать зону термического воздействия.
Это позволяет обеспечить более высокую термическую эффективность и сконцентрировать зону термического воздействия. Температура электрической дуги (до 7000 °С) превосходит температуры плавления всех существующих металлов.
Температура электрической дуги (до 7000 °С) превосходит температуры плавления всех существующих металлов. (Смотрите режимы для сварочных агрегатов DGW310, DGW400, DGW500).
(Смотрите режимы для сварочных агрегатов DGW310, DGW400, DGW500). Н. Бенардос в 1882 году, которое запатентовал в Германии, Франции, России, Италии, Англии, США и других странах, назвав свой метод «электрогефестом».
Н. Бенардос в 1882 году, которое запатентовал в Германии, Франции, России, Италии, Англии, США и других странах, назвав свой метод «электрогефестом».

 Это вызывает такие проблемы, как пористые и слабые сварные швы, чрезмерное разбрызгивание и снижение производительности.
Это вызывает такие проблемы, как пористые и слабые сварные швы, чрезмерное разбрызгивание и снижение производительности.


 Они приведены ниже:
Они приведены ниже:
 Но в отличие от GMAW или FCAW здесь нет автоматической подачи электродов. Таким образом, стержневые электроды должны быть заменены вручную, когда они израсходованы.
Но в отличие от GMAW или FCAW здесь нет автоматической подачи электродов. Таким образом, стержневые электроды должны быть заменены вручную, когда они израсходованы. В качестве электрода выступает проволока, которая непрерывно подается к пистолету машиной. Проволока расходуется во время сварки, но это также позволяет ей служить присадочным материалом.
В качестве электрода выступает проволока, которая непрерывно подается к пистолету машиной. Проволока расходуется во время сварки, но это также позволяет ей служить присадочным материалом.
 Но как только флюс расплавится, электрическое сопротивление расплавляющего флюса выделяет тепло сварного шва, около 3500°F.
Но как только флюс расплавится, электрическое сопротивление расплавляющего флюса выделяет тепло сварного шва, около 3500°F.

 1 Газовая сварка с металлической вставкой (MIG) и сварка в активном газе (MAG)
1 Газовая сварка с металлической вставкой (MIG) и сварка в активном газе (MAG) Источник питания создает электрическую дугу между плавящимся или неплавящимся электродом и основным металлом. Дуговые сварщики могут использовать как постоянный ток (DC), так и переменный ток (AC).
Источник питания создает электрическую дугу между плавящимся или неплавящимся электродом и основным металлом. Дуговые сварщики могут использовать как постоянный ток (DC), так и переменный ток (AC). Это создает оксиды и нитриды, которые разрушают прочность сварного шва. Следовательно, необходимо использовать защитный защитный газ, шлак или пар, чтобы уменьшить контакт расплавленного металла с воздухом. После того, как деталь остынет, расплавленный металл может затвердеть, чтобы создать металлургическую связь.
Это создает оксиды и нитриды, которые разрушают прочность сварного шва. Следовательно, необходимо использовать защитный защитный газ, шлак или пар, чтобы уменьшить контакт расплавленного металла с воздухом. После того, как деталь остынет, расплавленный металл может затвердеть, чтобы создать металлургическую связь. В этом процессе дуга помещается между металлическим стержнем, покрытым электродным флюсом, и рабочим сегментом, чтобы расплавить его и сформировать сварочную ванну. Флюсовое покрытие электрода на металлическом стержне расплавляется с образованием газа, который защищает сварочную ванну от воздуха. В этом процессе не используется давление, и присадочный металл формируется электродом. Этот процесс лучше всего подходит для черных металлов, поскольку их можно сваривать во всех положениях. Черные металлы — это сплавы, состоящие в основном из железа и содержащие углерод.
В этом процессе дуга помещается между металлическим стержнем, покрытым электродным флюсом, и рабочим сегментом, чтобы расплавить его и сформировать сварочную ванну. Флюсовое покрытие электрода на металлическом стержне расплавляется с образованием газа, который защищает сварочную ванну от воздуха. В этом процессе не используется давление, и присадочный металл формируется электродом. Этот процесс лучше всего подходит для черных металлов, поскольку их можно сваривать во всех положениях. Черные металлы — это сплавы, состоящие в основном из железа и содержащие углерод. Эта форма сварки отлично подходит для общего ремонта и судостроения, потому что она хорошо работает с более толстыми соединениями.
Эта форма сварки отлично подходит для общего ремонта и судостроения, потому что она хорошо работает с более толстыми соединениями. Металл затвердевает при контакте с водой. Это вертикальный процесс, который используется для сварки толстых листов толщиной более 25 мм за один проход.
Металл затвердевает при контакте с водой. Это вертикальный процесс, который используется для сварки толстых листов толщиной более 25 мм за один проход.
 Стержень может либо расплавиться, чтобы стать частью сварного шва, известным как плавящиеся электроды, либо не плавиться, известными как неплавящиеся электроды.
Стержень может либо расплавиться, чтобы стать частью сварного шва, известным как плавящиеся электроды, либо не плавиться, известными как неплавящиеся электроды.


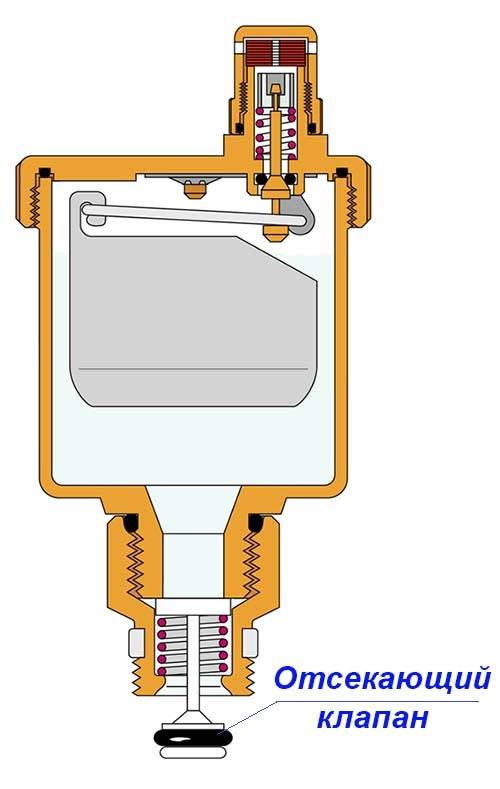
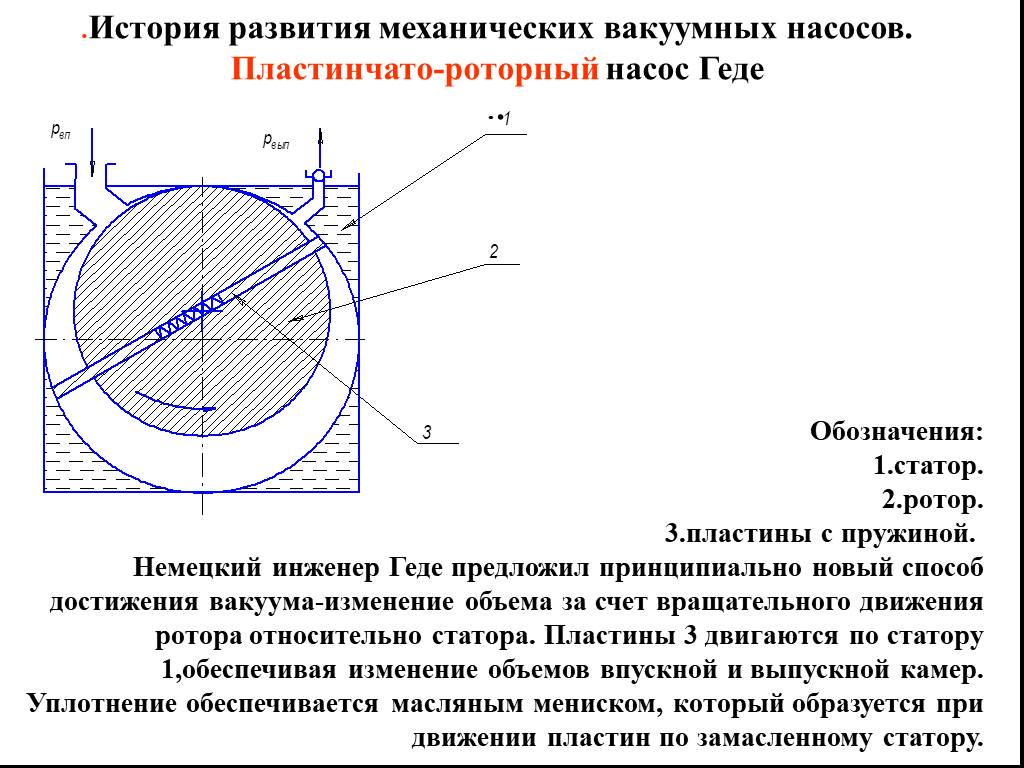 В конструкции насоса используются следующие составляющие элементы:
В конструкции насоса используются следующие составляющие элементы: Основное различие между этими видами агрегатов состоит в конфигурации внутренней плоскости статора. Она и служит ограничителем для перемещения пластин.
Основное различие между этими видами агрегатов состоит в конфигурации внутренней плоскости статора. Она и служит ограничителем для перемещения пластин.
 Иногда может возникать нарушение масляной плёнки между статором и пластинчатым элементом. Такое возможно в условиях определённого давления, которое зависит от смазывающих качеств транспортируемой среды. Такая ситуация может приводить к ускоренному износу механических деталей насоса.
Иногда может возникать нарушение масляной плёнки между статором и пластинчатым элементом. Такое возможно в условиях определённого давления, которое зависит от смазывающих качеств транспортируемой среды. Такая ситуация может приводить к ускоренному износу механических деталей насоса.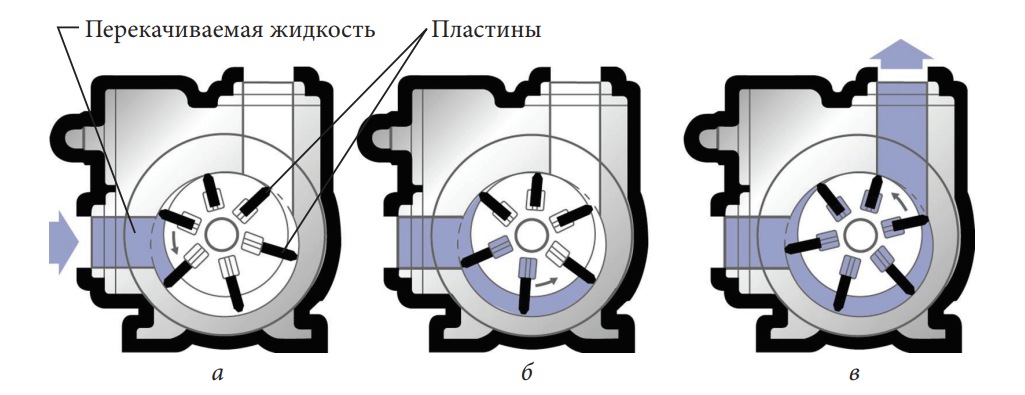


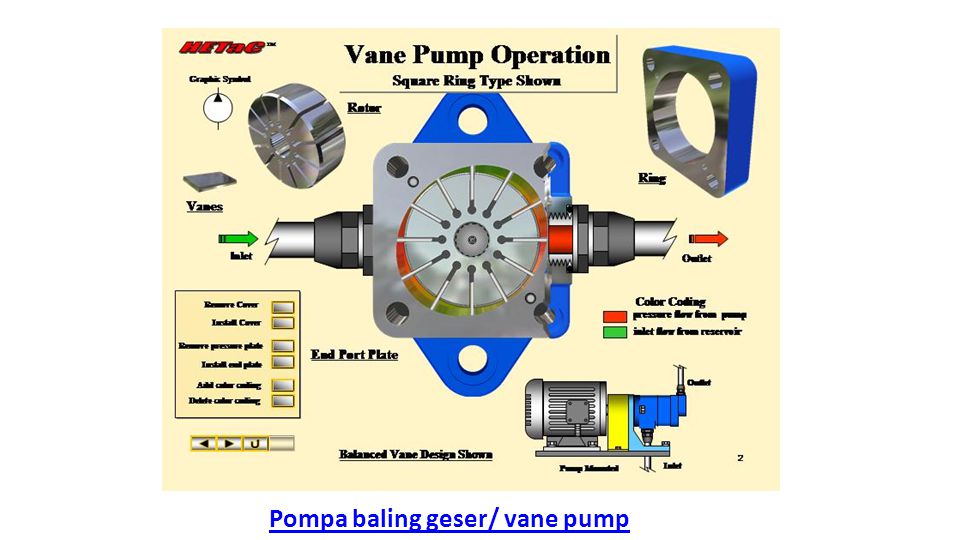
 Лопасти обеспечивают плотное прилегание к стенке насосной камеры, предотвращая утечку жидкости обратно через насос. Лопастные насосы особенно полезны для перекачивания жидких жидкостей при высоком давлении. Насосы обеспечивают низкую пульсацию, точные потоки и имеют закаленные компоненты, устойчивые к износу и увеличивающие срок службы насоса.
Лопасти обеспечивают плотное прилегание к стенке насосной камеры, предотвращая утечку жидкости обратно через насос. Лопастные насосы особенно полезны для перекачивания жидких жидкостей при высоком давлении. Насосы обеспечивают низкую пульсацию, точные потоки и имеют закаленные компоненты, устойчивые к износу и увеличивающие срок службы насоса. Лопасти также могут быть подпружинены, чтобы обеспечить контакт даже при остановленном насосе. Любой износ, возникающий на кромке лопастей, компенсируется дополнительным удлинением.
Лопасти также могут быть подпружинены, чтобы обеспечить контакт даже при остановленном насосе. Любой износ, возникающий на кромке лопастей, компенсируется дополнительным удлинением.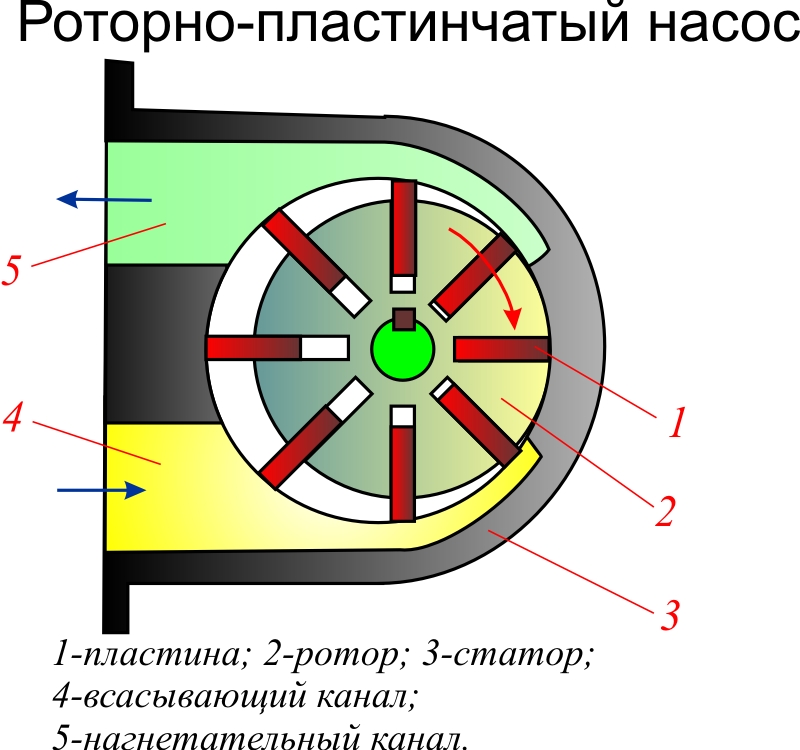 Разность давлений между входом и выходом может вызвать вибрации и повышенный износ подшипников приводного вала. В сбалансированной конструкции центр корпуса насоса и ротора совпадают (см. рис. 2). Чтобы достичь этого и при этом сохранить ту же функциональность, полость насоса имеет эллиптическую, а не круглую форму. Пары впускных и выпускных отверстий на противоположных сторонах насоса также компенсируют любой дисбаланс давления. В изменяемой конструкции размеры насосной камеры могут варьироваться. Эта функция позволяет регулировать скорость нагнетания насоса.
Разность давлений между входом и выходом может вызвать вибрации и повышенный износ подшипников приводного вала. В сбалансированной конструкции центр корпуса насоса и ротора совпадают (см. рис. 2). Чтобы достичь этого и при этом сохранить ту же функциональность, полость насоса имеет эллиптическую, а не круглую форму. Пары впускных и выпускных отверстий на противоположных сторонах насоса также компенсируют любой дисбаланс давления. В изменяемой конструкции размеры насосной камеры могут варьироваться. Эта функция позволяет регулировать скорость нагнетания насоса. При изменении давления подачи лопастной насос будет продолжать обеспечивать постоянный расход. Они особенно известны своей сухой заливкой, простотой обслуживания и хорошими характеристиками всасывания в течение всего срока службы насоса. Внутренний контакт металла с металлом отсутствует, и насосы самокомпенсируют износ за счет удлинения лопастей. Лопастные насосы могут работать с жидкими жидкостями при относительно высоком давлении и могут работать всухую в течение коротких периодов времени. Они также являются реверсивными, поэтому их можно использовать для загрузки и разгрузки судов, а также для обеспечения полного извлечения жидкости из напорных шлангов.
При изменении давления подачи лопастной насос будет продолжать обеспечивать постоянный расход. Они особенно известны своей сухой заливкой, простотой обслуживания и хорошими характеристиками всасывания в течение всего срока службы насоса. Внутренний контакт металла с металлом отсутствует, и насосы самокомпенсируют износ за счет удлинения лопастей. Лопастные насосы могут работать с жидкими жидкостями при относительно высоком давлении и могут работать всухую в течение коротких периодов времени. Они также являются реверсивными, поэтому их можно использовать для загрузки и разгрузки судов, а также для обеспечения полного извлечения жидкости из напорных шлангов. Насосы с гибкими лопастями можно использовать с шламами, но может потребоваться ограничение скорости насоса для уменьшения износа. Пластинчатые насосы подвержены разрушительному износу при использовании сырья, содержащего абразивы, и обычно требуют защиты с помощью фильтра на стороне всасывания.
Насосы с гибкими лопастями можно использовать с шламами, но может потребоваться ограничение скорости насоса для уменьшения износа. Пластинчатые насосы подвержены разрушительному износу при использовании сырья, содержащего абразивы, и обычно требуют защиты с помощью фильтра на стороне всасывания.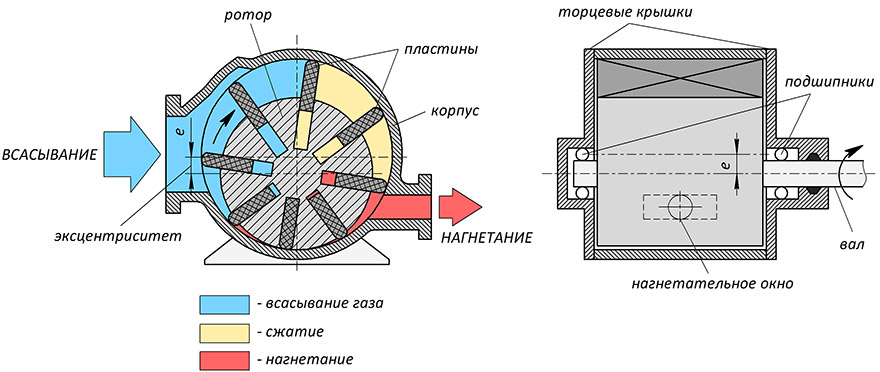 Они доступны из углерода, полиэфирэфиркетона для химической стойкости, армированного стекловолокном ПТФЭ или бронзы.
Они доступны из углерода, полиэфирэфиркетона для химической стойкости, армированного стекловолокном ПТФЭ или бронзы. Он состоит из лопаток, установленных радиально на цилиндрическом роторе, эксцентрично расположенном в корпусе насоса. Лопасти плотно прилегают к стенке корпуса. Во время цикла вращения объем между соседними лопастями изменяется из-за эксцентричного монтажного положения, создавая всасывание и всасывание жидкости на входе в насос, а также сжатие и нагнетание заключенной жидкости на выходе.
Он состоит из лопаток, установленных радиально на цилиндрическом роторе, эксцентрично расположенном в корпусе насоса. Лопасти плотно прилегают к стенке корпуса. Во время цикла вращения объем между соседними лопастями изменяется из-за эксцентричного монтажного положения, создавая всасывание и всасывание жидкости на входе в насос, а также сжатие и нагнетание заключенной жидкости на выходе.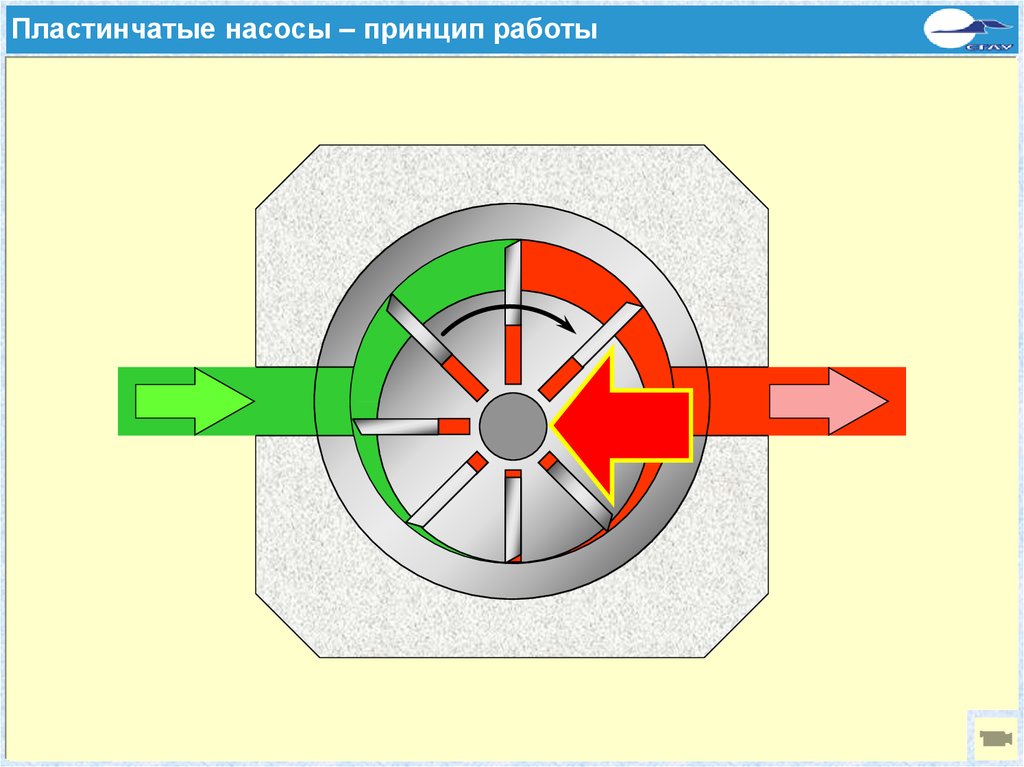 Скорость и эффективность откачки снижаются с увеличением вязкости жидкости. Лопастные насосы могут использоваться для перекачивания жидкостей, содержащих твердые частицы. Может потребоваться ограничение скорости насоса для уменьшения износа, хотя лопастные насосы могут допустить и компенсировать это в некоторой степени за счет выдвижения лопастей. Смачиваемые компоненты доступны в широком диапазоне материалов для химической совместимости с перекачиваемыми жидкостями.
Скорость и эффективность откачки снижаются с увеличением вязкости жидкости. Лопастные насосы могут использоваться для перекачивания жидкостей, содержащих твердые частицы. Может потребоваться ограничение скорости насоса для уменьшения износа, хотя лопастные насосы могут допустить и компенсировать это в некоторой степени за счет выдвижения лопастей. Смачиваемые компоненты доступны в широком диапазоне материалов для химической совместимости с перекачиваемыми жидкостями. Когда ротор вращается, асимметричная форма корпуса заставляет лопасти входить и выходить из прорезей, касаясь стенок корпуса и задерживая жидкость между ним и ротором. Этот механизм втягивает жидкость до тех пор, пока она не вытеснится из выпускного отверстия.
Когда ротор вращается, асимметричная форма корпуса заставляет лопасти входить и выходить из прорезей, касаясь стенок корпуса и задерживая жидкость между ним и ротором. Этот механизм втягивает жидкость до тех пор, пока она не вытеснится из выпускного отверстия. к металлическому контакту.
к металлическому контакту.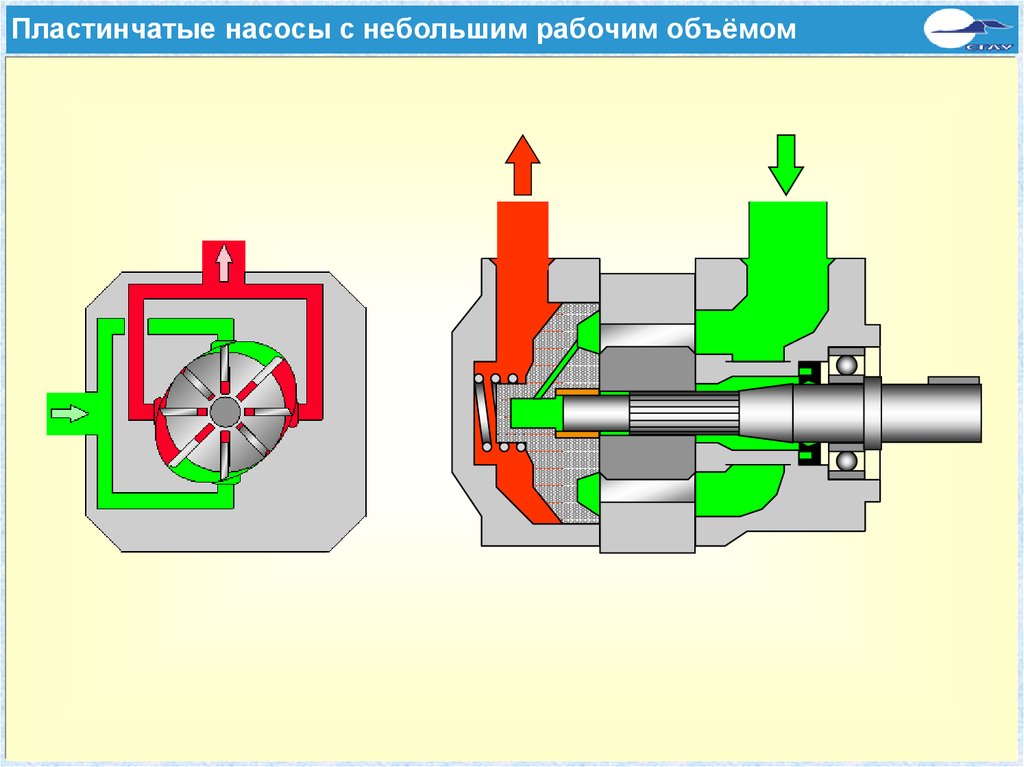 Это делает лопастной насос особенно подходящим для приложений, где давление всасывания может изменяться. например, перекачка из бака в бак.
Это делает лопастной насос особенно подходящим для приложений, где давление всасывания может изменяться. например, перекачка из бака в бак.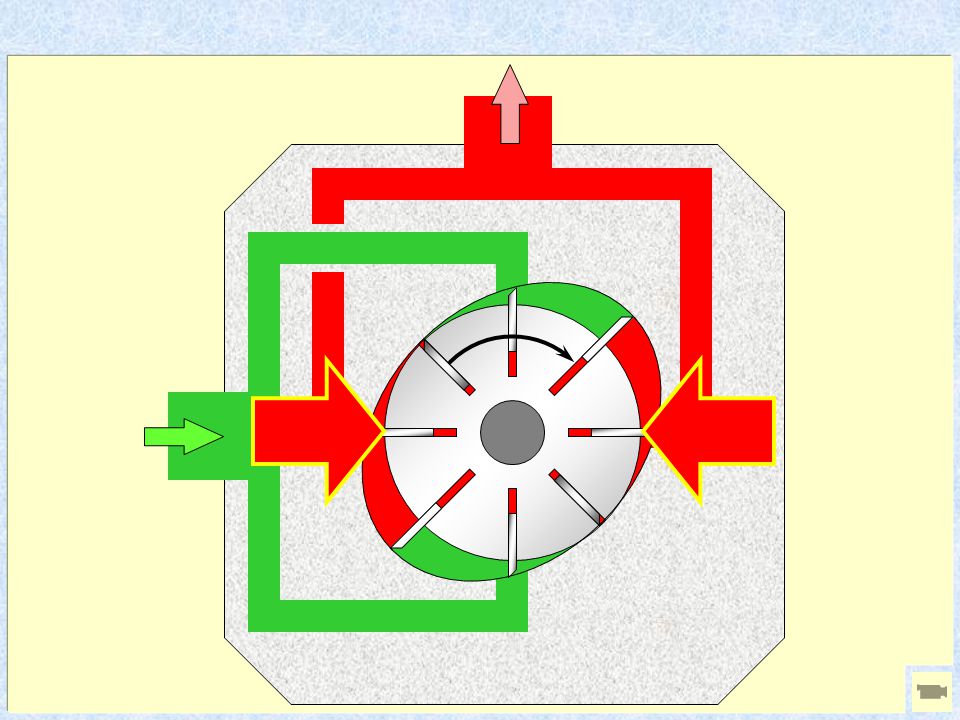
 Но они зеркально повторяют друг друга, поэтому можно говорить о характеристиках, которые подходят для обеих деталей:
Но они зеркально повторяют друг друга, поэтому можно говорить о характеристиках, которые подходят для обеих деталей: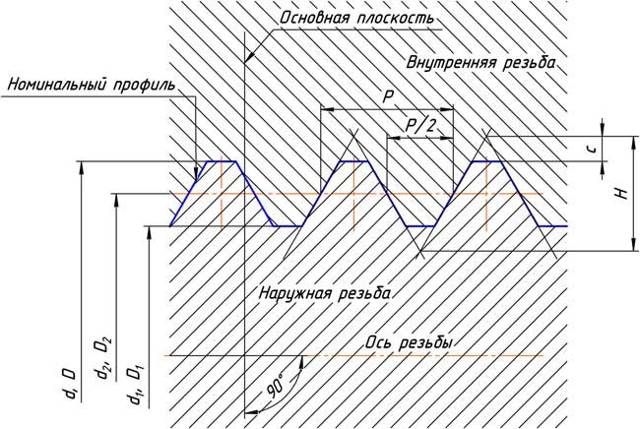
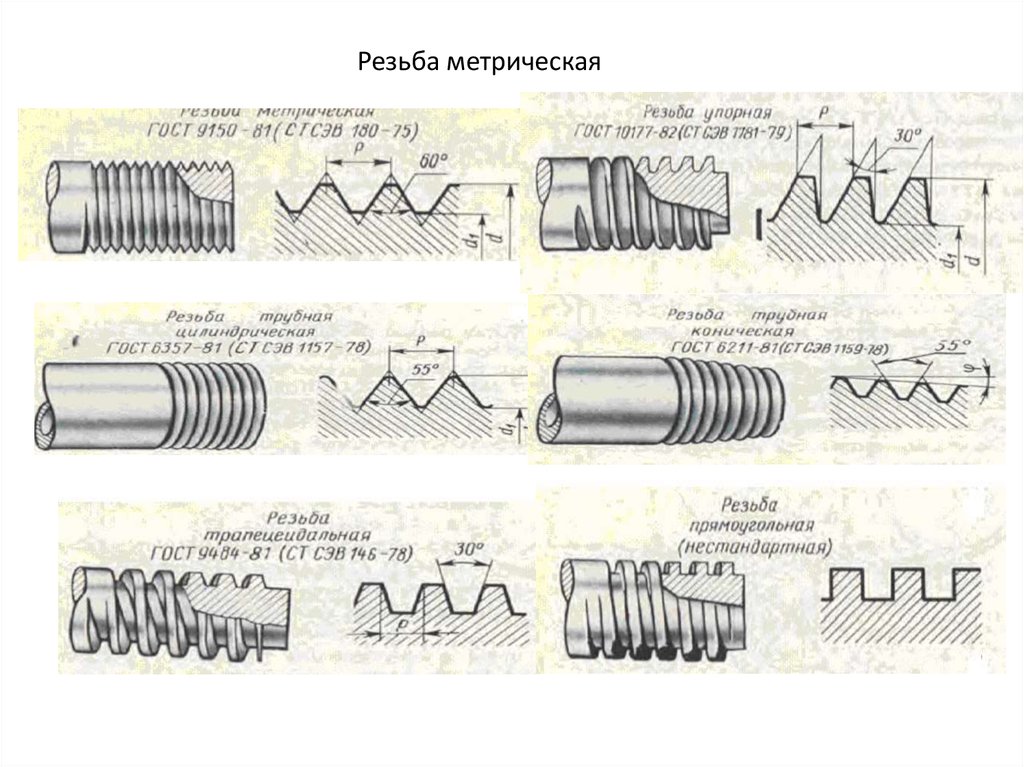
 От того, насколько глубокие канавки, зависит прочность соединения. Здесь тоже есть ограничения. Если болтик будет выполнен в миниатюре, то слишком сильный перепад между углублениями и гребнями делать нельзя, это повышает хрупкость. Угол профиля, высота и глубина метрической резьбы определяет то, насколько хорошо будет входить передняя часть метчика в материал. Ведь не так просто начать вращения, к тому же сделать это достаточно ровно, без перекосов. Чем мягче материал (например, медь или алюминий), тем лучше происходит вкручивание. Очень важна соразмерность двух элементов, которые приходят во взаимодействие.
От того, насколько глубокие канавки, зависит прочность соединения. Здесь тоже есть ограничения. Если болтик будет выполнен в миниатюре, то слишком сильный перепад между углублениями и гребнями делать нельзя, это повышает хрупкость. Угол профиля, высота и глубина метрической резьбы определяет то, насколько хорошо будет входить передняя часть метчика в материал. Ведь не так просто начать вращения, к тому же сделать это достаточно ровно, без перекосов. Чем мягче материал (например, медь или алюминий), тем лучше происходит вкручивание. Очень важна соразмерность двух элементов, которые приходят во взаимодействие.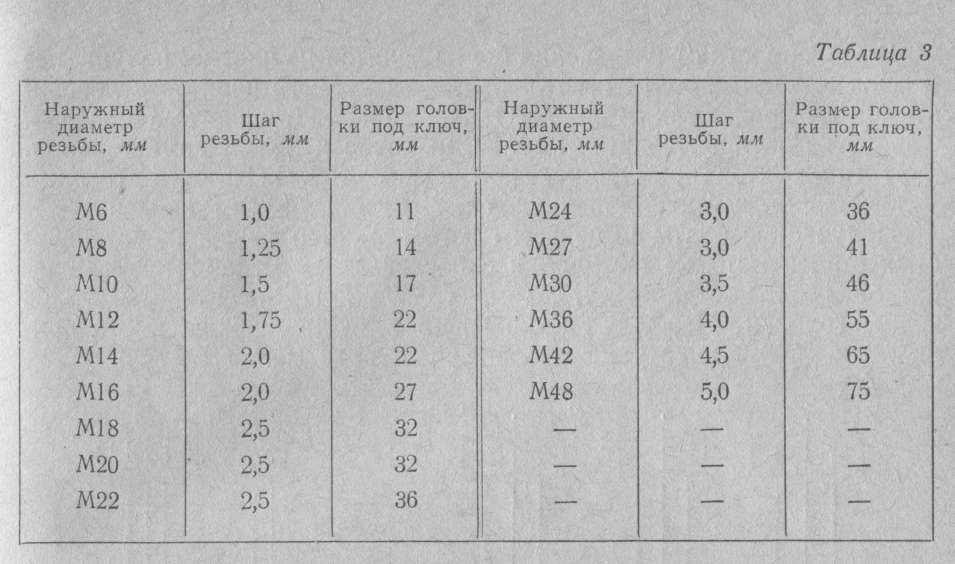 В 2004 году был проверен на соответствие международной системе. Оказалось, что наши рамки значительно шире, мы рассматриваем как миниатюрные детали от 0,25 мм, так и большие – до 60 см. В то время как зарубежная номенклатура типизированных размеров варьируется в рамках от 1 до 300 мм.
В 2004 году был проверен на соответствие международной системе. Оказалось, что наши рамки значительно шире, мы рассматриваем как миниатюрные детали от 0,25 мм, так и большие – до 60 см. В то время как зарубежная номенклатура типизированных размеров варьируется в рамках от 1 до 300 мм. Что обозначается:
Что обозначается:
 Для последних используют специальные параметры, чтобы создать пару. Предлагаем табличные данные:
Для последних используют специальные параметры, чтобы создать пару. Предлагаем табличные данные: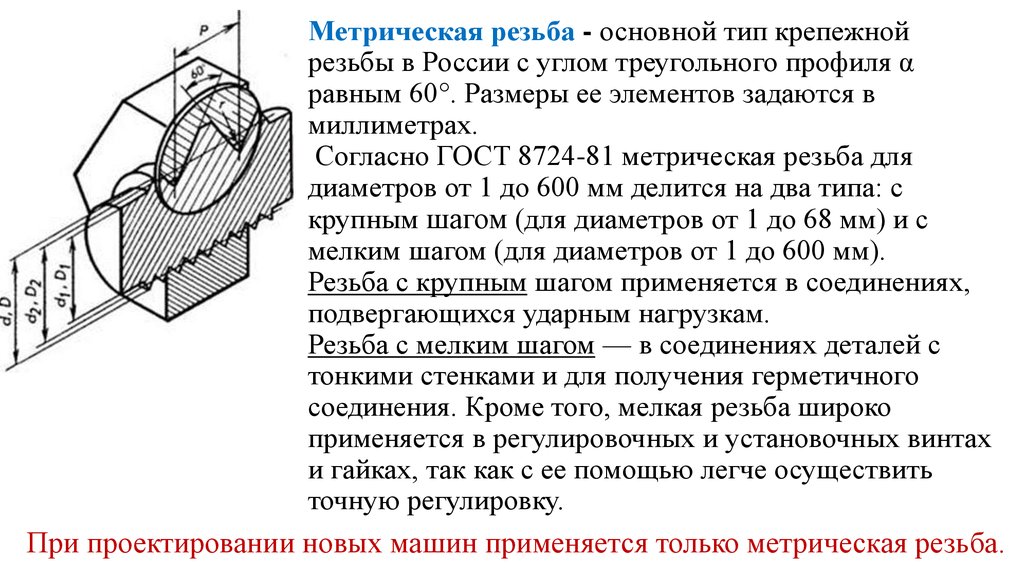 Например, для шага в 2 мм есть не одно, а целых 37 значений. Это обусловлено тем, что именно столько различных поперечных сечений гаек может иметь витки, которые разнесены друг между другом на расстоянии 2 мм. В приведенной выше сводке занесены только самые минимальные диаметры.
Например, для шага в 2 мм есть не одно, а целых 37 значений. Это обусловлено тем, что именно столько различных поперечных сечений гаек может иметь витки, которые разнесены друг между другом на расстоянии 2 мм. В приведенной выше сводке занесены только самые минимальные диаметры. В качестве завершения статьи посмотрим несколько видео:
В качестве завершения статьи посмотрим несколько видео: Единственная разница между резьбами. Фитинги BSPT очень похожи на фитинги с метрической конусностью, хотя метрическая конусность встречается гораздо реже. Существуют также вариации уплотняющих поверхностей между различными типами метрических фитингов, которые могут создать трудности при попытке идентификации.
Единственная разница между резьбами. Фитинги BSPT очень похожи на фитинги с метрической конусностью, хотя метрическая конусность встречается гораздо реже. Существуют также вариации уплотняющих поверхностей между различными типами метрических фитингов, которые могут создать трудности при попытке идентификации. Поэтому вместо количества резьб, как это принято в дюймовых, вычисляют именно его. Под шагом резьбы понимают расстояние между нитями, выраженное в мм (определяется по длине стержня крепежа). К примеру, шаг резьбы 1,5 означает, что промежуток между соседними нитями составляет 1,5 мм. Как правило, меньшие крепежные изделия обладают более тонкой резьбой, поэтому они имеют уменьшенный шаг резьбы.
Поэтому вместо количества резьб, как это принято в дюймовых, вычисляют именно его. Под шагом резьбы понимают расстояние между нитями, выраженное в мм (определяется по длине стержня крепежа). К примеру, шаг резьбы 1,5 означает, что промежуток между соседними нитями составляет 1,5 мм. Как правило, меньшие крепежные изделия обладают более тонкой резьбой, поэтому они имеют уменьшенный шаг резьбы. Для измерения диаметра резьбы в отверстиях используют штангенциркуль. [32]
Для измерения диаметра резьбы в отверстиях используют штангенциркуль. [32]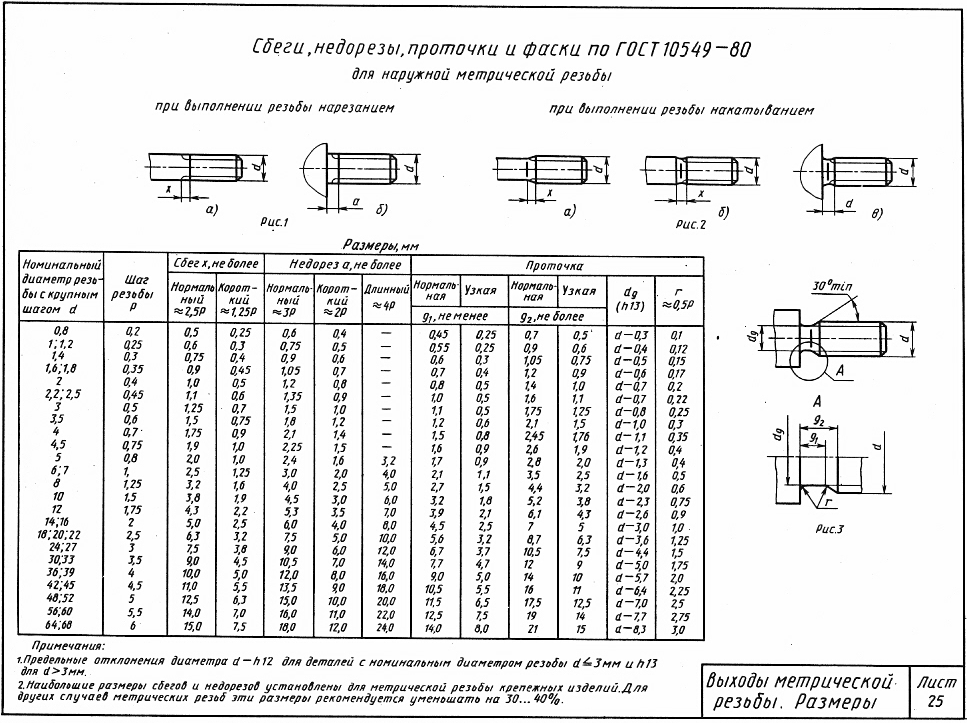 Обозначение расшифровывается так: резьба трехзаходная, шаг 2 мм, 6 — числовое значение хода. В табл. 6 даны выборочно размеры наружного диаметра и шага метрической резьбы . [36]
Обозначение расшифровывается так: резьба трехзаходная, шаг 2 мм, 6 — числовое значение хода. В табл. 6 даны выборочно размеры наружного диаметра и шага метрической резьбы . [36] В каких случаях указывается шаг метрической резьбы . [40]
В каких случаях указывается шаг метрической резьбы . [40] Резьба является главным элементом во всех резьбовых соединениях. Основными положительными качествами резьбовых соединений являются относительная простота изготовления, удобство в использовании, способность выдерживать высокие нагрузки, универсальность и надежность. Все резьбовые соединения по назначению и характеру использования подразделяются на подвижные (кинематические) и неподвижные.
Резьба является главным элементом во всех резьбовых соединениях. Основными положительными качествами резьбовых соединений являются относительная простота изготовления, удобство в использовании, способность выдерживать высокие нагрузки, универсальность и надежность. Все резьбовые соединения по назначению и характеру использования подразделяются на подвижные (кинематические) и неподвижные. Поскольку нарезание резьбы резцами имеет относительно невысокую производительность, то этот метод сейчас используется преимущественно для изготовления штучных или мелкосерийных деталей, а также в процессе выпуска ходовых винтов, точных винтов и калибров.
Поскольку нарезание резьбы резцами имеет относительно невысокую производительность, то этот метод сейчас используется преимущественно для изготовления штучных или мелкосерийных деталей, а также в процессе выпуска ходовых винтов, точных винтов и калибров.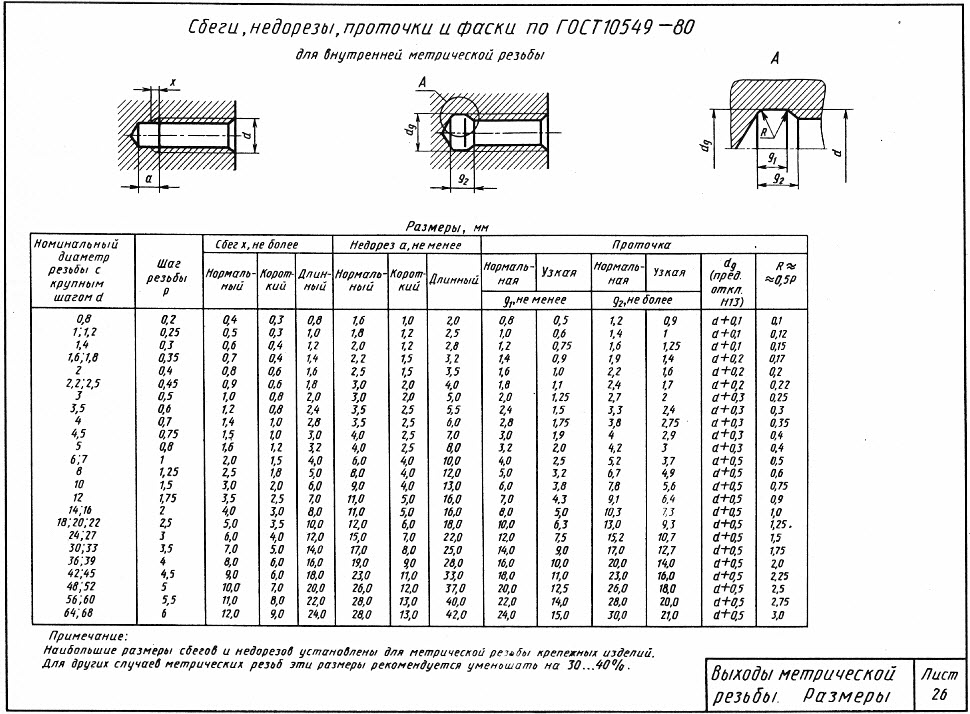 п. изготавливаются чаще всего с помощью такого метода, как шлифование. Для этого также используется специализированное оборудование.
п. изготавливаются чаще всего с помощью такого метода, как шлифование. Для этого также используется специализированное оборудование.

 В бытовой технике также часто используется нестандартный шаг резьбы.
В бытовой технике также часто используется нестандартный шаг резьбы.
 Поле допуска резьбы образуется сочетанием полей допусков среднего диаметра и диаметра выступов.
Поле допуска резьбы образуется сочетанием полей допусков среднего диаметра и диаметра выступов. Если это не подходит из-за толщины стенки и ограниченного пространства, доступен вариант с мелким шагом резьбы.
Если это не подходит из-за толщины стенки и ограниченного пространства, доступен вариант с мелким шагом резьбы.  00
00 00
00 20
20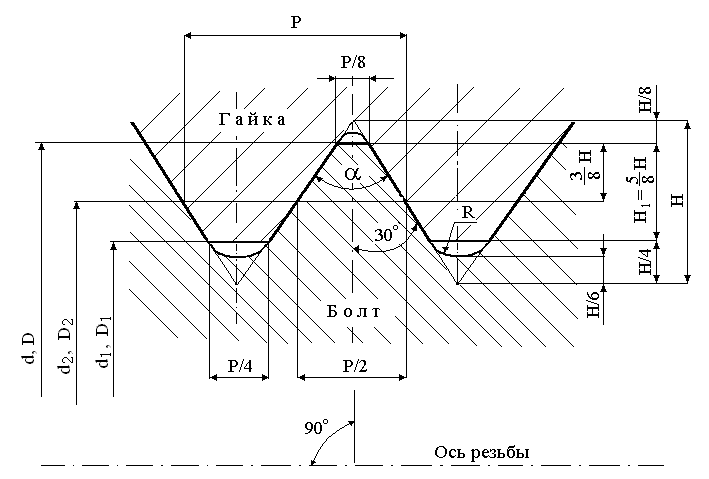 10
10 00
00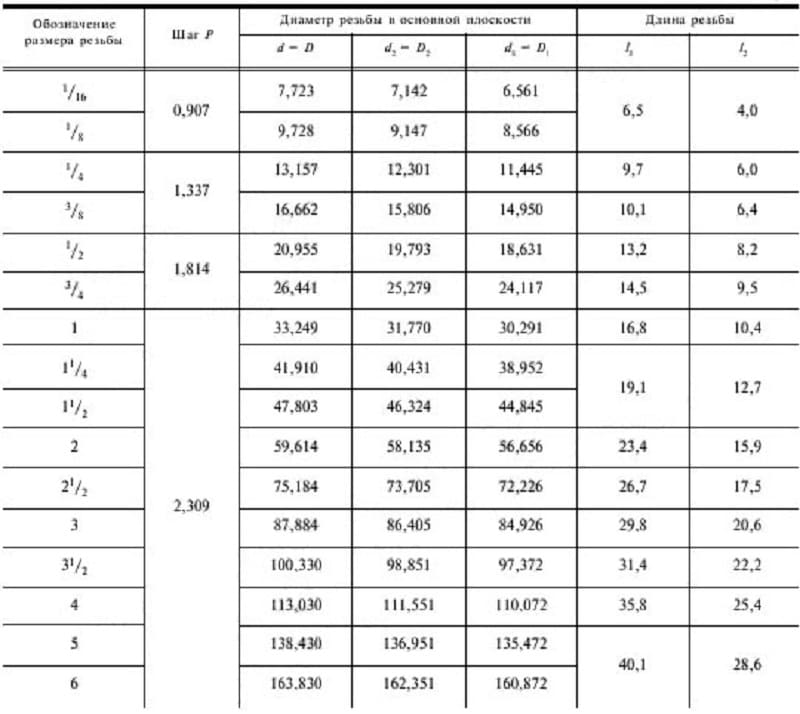 20
20 30
30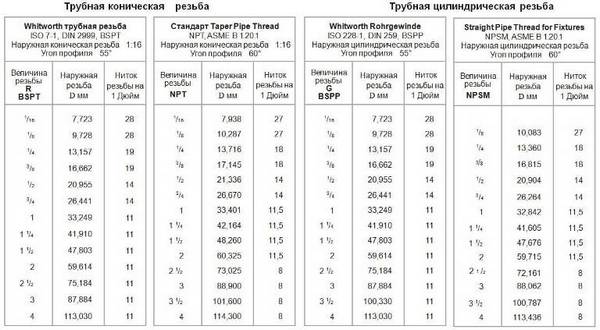 10
10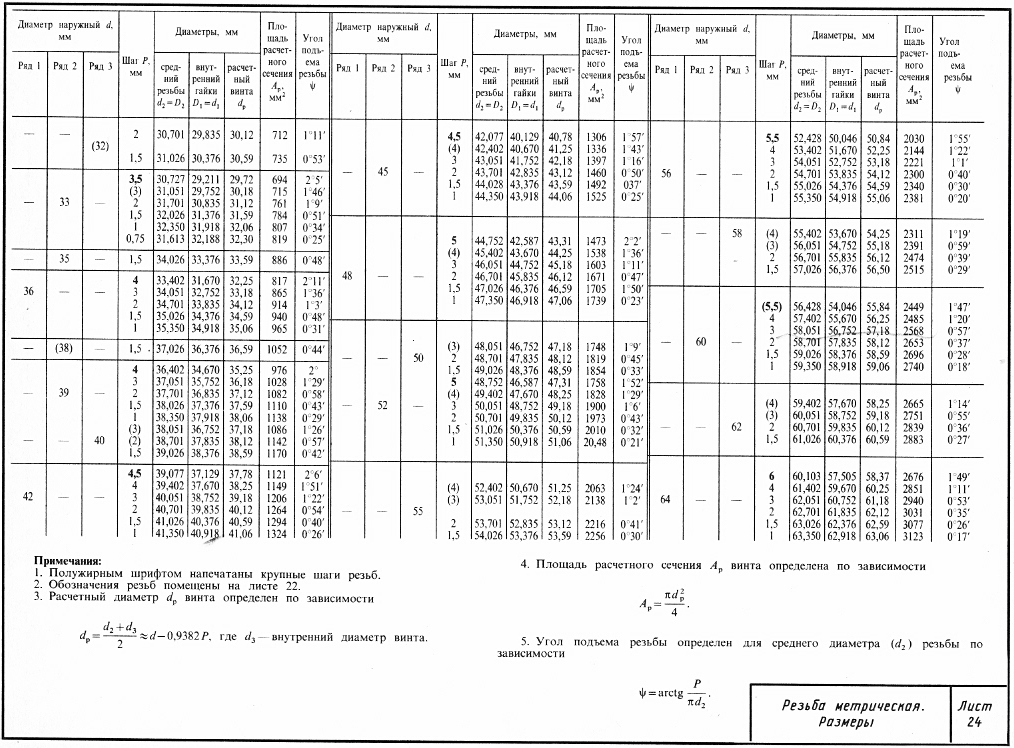

 т.)
т.) 5 m
5 m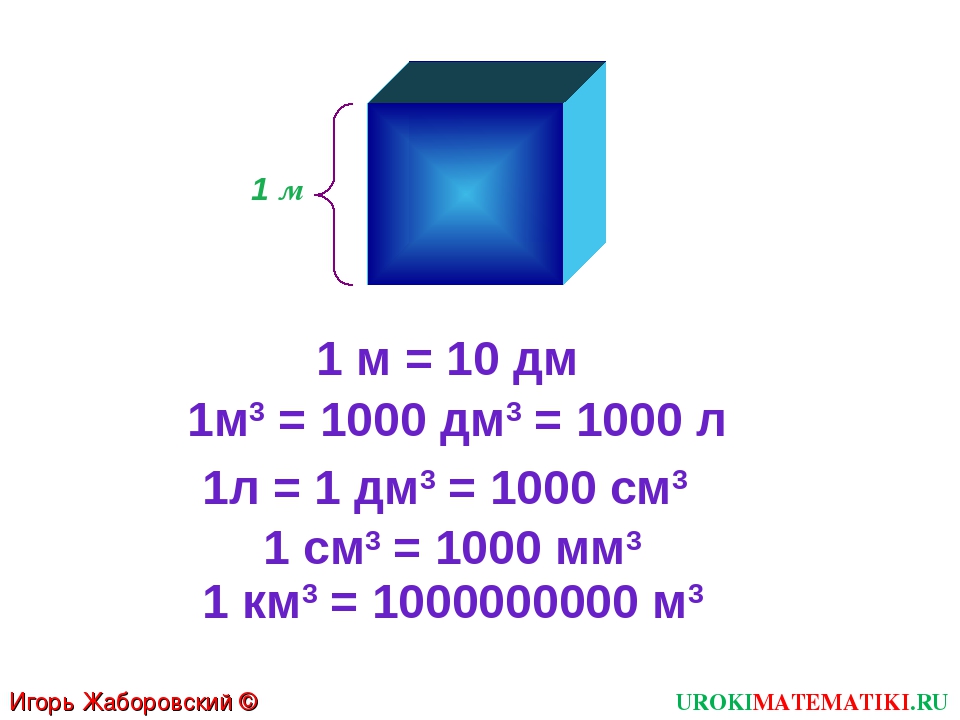 5 M
5 M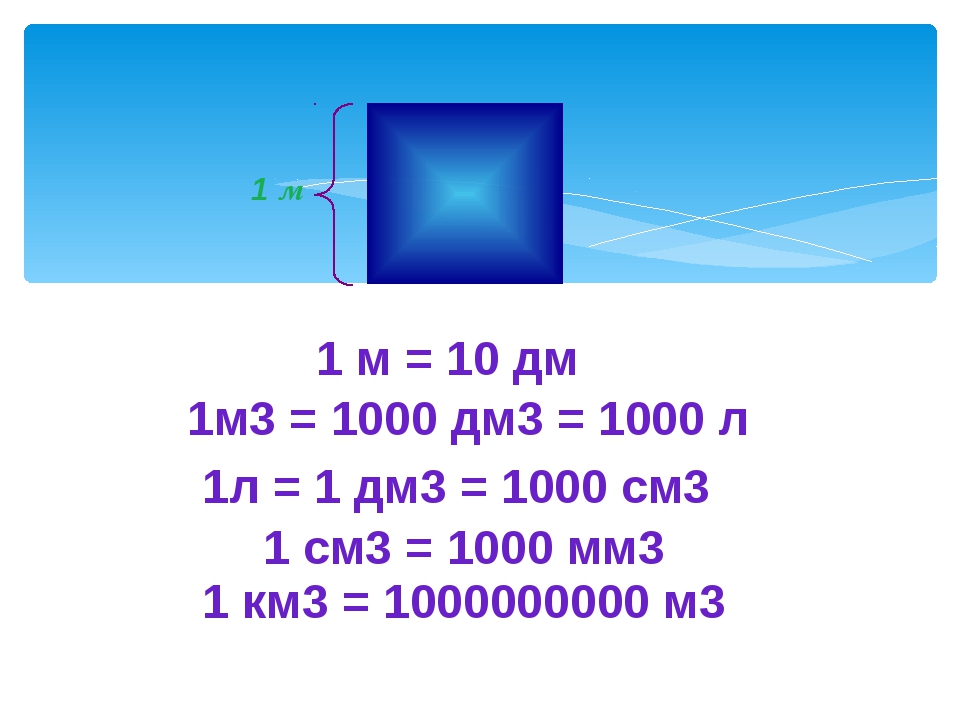 5 m
5 m 5 m
5 m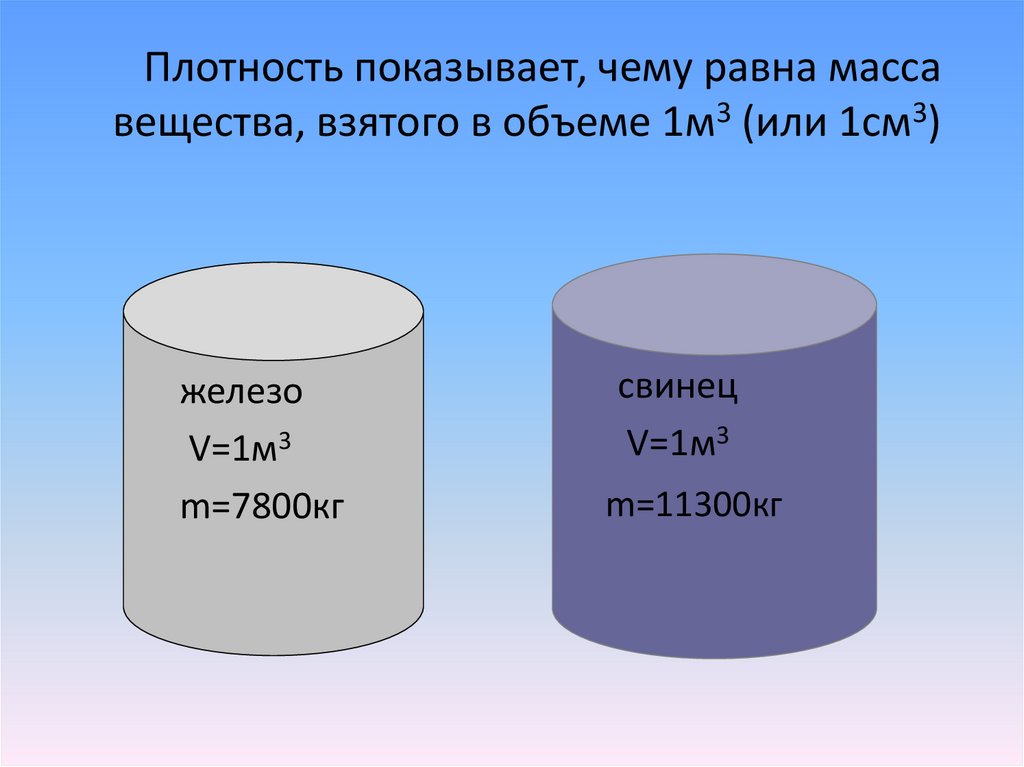 4.0030 3
4.0030 3  5 m 3
5 m 3  913 m
913 m 224 m
224 m 596 m
596 m 037 m
037 m 503 m
503 m 397 m
397 m