Теоретический удельный вес квадратных профильных труб (ГОСТ 8639-82)
Размеры профильной трубы, мм
Толщина стенки профильной трубы, S, мм
Вес 1 метра погонного профильной трубы, кг
Метров в тонне
10
1
0,269
3717,5
15
1
0,426
2347,4
1,5
0,605
1652,9
20
1
0,583
1715,3
1,5
0,841
1189,1
2
1,075
930,2
25
1
0,74
1351,4
1,5
1,07
934,6
2
1,39
719,4
2,5
1,68
595,2
3
1,95
512,8
30
2
1,7
588,2
2,5
2,07
483,1
3
2,42
413,2
3,5
2,75
363,6
4
3,04
328,9
32*
4
3,3
303
35
2
2,02
495
2,5
2,46
406,5
3
2,89
346
3,5
3,3
303
4
3,67
272,5
5
4,37
228,8
36*
4
3,8
262,2
40*
2
2,33
429,2
40
2
2,33
429,2
2,5
2,85
350,9
3
3,36
297,6
3,5
3,85
259,7
4
4,3
232,6
5
5,16
193,8
6
5,92
168,9
42
3
3,55
281,7
3,5
4,07
245,7
4
4,56
219,3
5
5,47
182,8
6
6,3
158,7
45
3
3,83
261,1
3,5
4,4
227,3
4
4,93
202,8
5
5,94
168,4
6
6,86
145,8
7
7,69
130
8
8,43
118,6
50
3 / 3*
4,31
232
3,5
4,94
202,4
4 / 4*
5,56
179,9
5
6,73
148,6
6
7,8
128,2
7
8,79
113,8
8
9,69
103,2
60
3,5
6,04
165,6
4 / 5
8,3
120,5
6
9,69
103,2
7
11
90,9
8
12,2
82
65*
6
10,63
94,1
70
4
8,07
123,9
5
9,87
101,3
6
11,57
86,4
7
13,19
75,8
8
14,71
68
80
4 / 4*
9,33
107,2
5
11,44
87,4
6
13,46
74,3
7
15,38
65
8
17,22
58,1
90
5
13
76,9
6
15,34
65,2
7
17,58
56,9
8
19,73
50,7
100
6
17,22
58,1
7
19,78
50,6
8
22,25
44,9
9
24,62
40,6
110
6
19,11
52,3
7
21,98
45,5
8
24,76
40,4
9
27,45
36,4
120
6
20,99
47,6
7
24,18
41,4
8
27,27
36,7
9
30,28
33
140
6
24,76
40,4
7
28,57
35
8
32,29
31
9
35,93
27,8
150
7
30,77
32,5
8
34,81
28,7
9
38,75
25,8
10
42,61
23,5
180
8
42,34
23,6
9
47,23
21,2
10
52,03
19,2
12
61,36
16,3
14
70,33
14,2
Теоретический удельный вес прямоугольных профильных труб (ГОСТ 8645-68)
Размеры профильной трубы a / h, мм
Толщина стенки профильной трубы, S, мм
Вес 1 метра погонного профильной трубы, кг
Метров в тонне
15/10
1
0,348
2873,6
1,5
0,488
2049,2
2
0,605
1652,9
20/10
1
0,426
2347,4
1,5
0,605
1652,9
2
0,762
1312,3
20/15
1
0,505
1980,2
1,5
0,723
1383,1
2
0,919
1088,1
2,5
1,09
917,4
25/10
1
0,505
1980,2
1,5
0,723
1383,1
2
0,919
1088,1
2,5
1,09
917,4
25/15
1
0,583
1715,3
1,5
0,841
1189,1
2
1,08
925,9
2,5
1,29
775,2
30/10
1
0,583
1715,3
1,5
0,841
1189,1
2
1,08
925,9
2,5
1,29
775,2
3
1,48
675,7
30/15
1
0,661
1512,9
1,5
0,959
1042,8
2
1,23
813
2,5
1,48
675,7
3
1,71
584,8
30/20
1
0,74
1351,4
1,5
1,08
925,9
2
1,39
719,4
2,5
1,68
595,2
3
1,95
512,8
35/15
1,5
1,08
925,9
2
1,39
719,4
2,5
1,68
595,2
3
1,95
572,8
3,5
2,2
454,5
35/20
1,5
1,19
840,3
2
1,55
645,2
2,5
1,88
531,9
3
2,19
456,6
3,5
2,47
404,9
35/25
1,5
1,31
763,4
2
1,7
588,2
2,5
2,07
483,1
3
2,42
413,2
3,5
2,75
363,6
40/15
2
1,55
645,2
2,5
1,88
531,9
3
2,19
456,6
3,5
2,47
404,9
4
2,73
336,3
40/20
2
1,7
588,2
2,5
2,07
483,1
3
2,42
413,2
3,5
2,75
363,6
4
3,05
327,9
40/25
2
1,86
537,6
2,5
2,27
440,5
3
2,66
375,9
3,5
3,02
331,1
4
3,36
297,6
40/30
2
2,02
495
2,5
2,47
404,9
3
2,89
346
3,5
3,3
303
4
3,68
271,7
(42)/20
2
1,77
565
2,5
2,15
465,1
3
2,52
396,8
3,5
2,86
349,6
4
3,17
315,4
(42)/30
2
2,08
480,8
2,5
2,54
393,7
3
2,99
334,4
3,5
3,41
293,3
4
3,8
263,2
45/20
2
1,86
537,6
2,5
2,27
440,5
3
2,66
375,9
3,5
3,02
331,1
4
3,36
297,6
45/30
2
2,17
460,8
2,5
2,66
375,9
3
3,13
319,5
3,5
3,57
280,1
4
3,99
250,6
50/25
2
2,17
460,8
2,5
2,66
375,9
3
3,13
319,5
3,5
3,57
280,1
4
3,99
250,6
50/30
2
2,32
431
2,5
2,86
349,6
3
3,36
297,6
3,5
3,85
259,7
4
4,3
232,5
50/35
2
2,49
401,6
2,5
3,09
323,6
3
3,6
277,8
3,5
4,12
242,7
4
4,62
216,4
50/40
2
2,65
377,3
2,5
3,25
307,7
3
3,83
261
3,5
4,39
227,8
4
4,93
202,8
60/25
2,5
3,05
327,9
3
3,6
277,8
3,5
4,12
242,7
4
4,62
216,4
5
5,55
180,1
60/30
2,5
3,25
307,7
3
3,83
261
3,5
4,39
227,8
4
4,93
202,8
5
5,94
168,3
60/40
3 / 3*
4,3
232,5
3,5
4,94
202,4
4 / 4*
5,56
179,9
5
6,73
148,6
70/30
3
4,3
232,5
3,5
4,94
202,4
4
5,56
179,9
5
6,73
148,6
6
7,8
128,2
70/40
3
4,78
209,2
3,5
5,49
182,1
4
6,19
161,6
5
7,51
133,1
6
8,75
114,2
70/50
3
5,25
190,5
3,5
6,04
165,6
4
6,82
146,6
5
8,3
120,5
6
9,69
103,2
80/40
3
5,25
190,5
3,5
6,04
165,6
4
6,82
146,6
5
8,3
120,5
6
9,69
103,1
7
10,99
91
80/50
3
5,72
174,8
3,5
6,59
151,7
4
7,44
134,4
80/60
3,5
7,14
140
4
8,07
123,9
5
9,87
101,3
6
11,57
86,4
7
13,19
75,8
90/40
3,5
6,59
151,7
4
7,44
134,4
5
9,08
110,1
6
10,63
94,1
7
12,09
82,7
90/60
4
8,7
114,9
5
10,65
93,9
6
12,51
79,9
7
14,29
70
100/40
4
8,07
123,9
5
9,87
101,3
6
11,57
86,4
7
13,19
75,8
100/50
4
8,7
114,9
5
10,65
93,9
6
12,51
79,9
7
14,29
70
100/70
4
9,96
100,4
5
12,22
81,8
6
14,4
69,4
7
16,48
60,7
110/40
4
8,7
114,9
5
10,65
93,9
6
12,51
79,9
7
14,29
70
110/50
4
9,33
107,1
5
11,44
87,4
6
13,46
74,3
7
15,38
65
110/60
4
9,96
100,4
5
12,22
81,8
6
14,4
69,4
7
16,48
60,7
120/40
5
11,44
87,4
6
13,46
74,3
7
15,38
65
8
17,22
58,1
120/60
5
13
76,9
6
15,34
65,2
7
17,58
56,9
8
19,73
50,7
120/80
5
14,58
68,6
6
17,22
58
7
19,78
50,5
8
22,25
45
140/60
5
14,58
68,6
6
17,22
58
7
19,78
50,5
8
22,25
44,9
140/80
5
16,15
61,9
6
19,11
52,3
7
21,98
45,5
8
24,76
40,3
140/120
6
22,88
43,7
7
26,37
37,9
8
29,78
33,6
9
33,1
30,2
150/80
6
20,05
49,9
7
23,08
43,3
8
26,01
38,4
9
28,86
34,6
10
31,62
31,6
150/100
6
21,93
45,6
7
25,28
39,6
8
28,53
35
9
31,69
31,6
10
34,76
28,8
180/80
7
26,37
37,9
8
29,78
33,6
9
33,1
30,2
10
36,33
27,5
12
42,52
23,5
180/100
8
32,29
31
9
35,93
27,8
10
39,47
25,3
12
46,29
21,6
180/150
8
38,57
25,9
9
42,99
23,3
10
47,32
21,1
12
55,71
17,9
Трубные калькуляторы | Профтруба.
бел
С 01.04 по 31.10 работаем по субботам!
Прайс для юр. лиц
Выберите калькулятор
Прямоугольная труба
Профильная прямоугольная труба
Квадратная труба
Профильная квадратная труба
Круглая труба
Круглая труба ЭСВ
Прямоугольная труба
Сторона A, мм.:
Сторона B, мм.:
Толщина стенки S, мм:
Плотность углеродистой стали Ro, кг/м³:
Длина трубы L, м:
Результат
Вес трубы:
Введите все данные
Квадратная труба
Сторона A, мм. :
Толщина стенки S, мм:
Плотность углеродистой стали Ro, кг/м³:
Длина трубы L, м:
Результат
Вес трубы:
Введите все данные
Круглая труба
Диаметр трубы D, мм.:
Толщина стенки S, мм:
Плотность углеродистой стали Ro, кг/м³:
Длина трубы L, м:
Результат
Вес трубы:
Введите все данные
Чертеж
Вес трубы стальной
(круглой, профильной квадратной и прямоугольной)
Иногда необходимо быстро рассчитать вес погонного метра стальной трубы для того чтобы определить примерный вес трубы или заготовки, изготовленной из нее. Произвести расчет веса трубы можно вручную с помощью достаточно сложной формулы, а можно это дело автоматизировать, воспользовавшись нашим трубным онлайн калькулятором.
Трубный калькулятор расчитывает веса погонного метра профильной трубы, квадратной, прямоугольной и круглой электросварной трубы стальной. Также можно задать длину трубы в метрах.
Расчет ведется по формуле: M = Ro / 7850 * 0.0157 * S * (A * B — 2.86 * S) * L, где M — вес трубы, Ro — плотность материала (углеродистая сталь — 7850 кг/м³).
Расчет ведется по формуле: M = Ro / 7850 * 0.0157 * S * (2 * A — 2.86 * S) * L, где M — вес трубы, Ro — плотность материала (углеродистая сталь — 7850 кг/м³).
Расчет ведется по формуле: M = Pi * Ro * S * (D — S) * L, где m — вес трубы, Ro — плотность материала (углеродистая сталь — 7850 кг/м³), Pi = 3.14.
Каталог товаров
Полезная информация
Как рассчитать вес алюминиевого профиля?
Как определить вес алюминиевого профиля?
Магическое число, которое вам нужно, это теоретический вес на метр. Обычно выражается в килограммах на метр (кг/м). Получив это, вы можете рассчитать вес любой длины рассматриваемого профиля.
Основная формула для определения веса метра алюминиевого профиля:
Площадь поперечного сечения (мм 2 ) x Плотность (кг/см 3 ) = Теоретический вес на метр (кг/м)
Но откуда берутся эти цифры? Давайте разобьем его на 3 простых шага…
Расчет площади поперечного сечения (CSA)
Площадь поперечного сечения — это просто площадь среза вашего профиля. Если вы можете вспомнить свое школьное время, это просто обычный расчет площади, то есть длина x ширина (или, по крайней мере, для простой формы, такой как квадрат).
Важно, чтобы вы использовали миллиметры, чтобы решить это, если вы собираетесь следовать всем шагам в этом руководстве.
Итак, представьте себе простую квадратную полосу, как показано справа. Если бы высота была 30 мм, а ширина – 30 мм, это был бы простой расчет : сложные формы, работающие над CSA, могут быть сложными.
Если ваш профиль состоит из множества меньших квадратов, прямоугольников и треугольников, вы можете определить площадь каждого из них, а затем сложить их, чтобы получить площадь поперечного сечения.
Если ваша форма более сложная, вам, вероятно, потребуется использовать программу автоматизированного проектирования (САПР) для расчета площади. В большинстве пакетов есть простые инструменты, позволяющие получить этот номер. Если вы не уверены, вы всегда можете отправить эскиз нашему штатному дизайнеру, и мы нарисуем его и проработаем для вас.
Плотность сплава
Это простая часть, просто выберите плотность сплава из списка ниже. Если вы не можете найти сплав, который ищете, или не знаете, какой выбрать, посетите нашу страницу алюминиевого сплава для получения дополнительной информации.
Для широкого спектра коммерческих применений, таких как декоративная отделка, мебель, машиностроение, строительство, окна, наружные конструкции и т. д., наиболее распространенными являются сплавы 6060 и 6063. будет:
900 мм 2 x 0,0027 кг/см 3 = 2,43 кг/м
N.B. Если вы исследуете плотности на других веб-сайтах, вы обычно найдете их в г/см в кубе, чтобы упростить наши расчеты, мы использовали кг/см в кубе. Все, что вам нужно сделать, это разделить число, т. е. 2,7 для 6063, на 1000, чтобы получить 0,0027.
Сплав
Типичное конечное использование
Плотность (кг/см 3 )
2024
Высокопрочный аэрокосмический
0,00278
3003
Формованные теплообменники
0,00273
5083
Морское использование
0,00266
6060
Общее коммерческое использование
0,00270
6061
Коммерческое использование высокой/средней прочности
0,00270
6063
Общее коммерческое использование
0,00270
6063А
Последовательная формовка
0,00270
6082
Коммерческое использование высокой прочности
0,00270
6463
Высокий уровень полировки, коммерческое использование
0,00269
7075
Детали конструкции, подвергающиеся высоким нагрузкам
0,00281
Источник данных: Алюминиевая ассоциация — Международные обозначения сплавов (стр. 12–22). В этом удобном документе можно найти полные химические составы и свойства многих сотен сплавов.
Чтобы все упаковать
Теперь у вас есть все необходимое для расчета веса на метр. Чтобы узнать общий вес единицы вашего алюминиевого профиля, просто умножьте кг/м на длину готового изделия.
т.е. для нашего квадратного стержня, если бы я заказал длину 6,3 метра, вес блока был бы:
2,43 кг/м x 6,3 м = 15,309 кг
Если вы нашли эту статью полезной, добавьте эту страницу в закладки, поделитесь или оставьте комментарий ниже.
Спасибо за внимание.
Высота трубы Изменения и влияние на потерю давления
Когда жидкость течет по системе трубопроводов, где трубы поднимаются и опускаются, изменяя высоту, давление в конкретной точке трубы также зависит от произошедших изменений высоты жидкости.
Например, рассмотрим одну вертикальную трубу, по которой жидкость течет вверх, набирая высоту по мере продвижения. Вес жидкости, действующей «поверх» жидкости в точке трубы, уменьшается по мере того, как мы рассматриваем точки выше по трубе, поскольку над ней меньше жидкости. Следовательно, при подъеме жидкости в трубе происходит потеря давления.
Наоборот, в нижней части вертикальной трубы вся масса жидкости в трубе «давит» на эту точку, и за счет этого давление в этой точке увеличивается (по сравнению с давлением на жидкость в точке верх трубы). Следовательно, при падении жидкости давление в трубе увеличивается.
Поток при множественных изменениях высоты
Как описано выше, давление на жидкость в точке участка трубопровода изменяется с высотой жидкости. Когда жидкость поднимается, происходит потеря давления, а когда она падает, возникает эквивалентный прирост давления (для одного и того же изменения высоты). Поэтому нам нужно только учитывать чистое изменение высоты жидкости между начальной и конечной точкой потока, чтобы рассчитать потерю/прирост давления из-за изменения высоты.
Если жидкость входит в отрезок трубы с начальной высотой, скажем, 2 м (относительно некоторой нулевой точки), а затем течет по системе труб, много раз поднимаясь и опускаясь, прежде чем, наконец, выйдет на высоте, скажем, 5 м, то сеть изменение высоты составляет 3 м (5 м — 2 м), и результатом будет потеря давления из-за изменения высоты напора жидкости на 3 м (которое при необходимости может быть преобразовано в бары или фунты на квадратный дюйм).
Конечно, также будут потери давления из-за трения в трубе, и на приведенной выше диаграмме насос должен создать достаточный дополнительный напор (давление), чтобы компенсировать как потерю давления из-за изменения высоты, так и потерю давления из-за трение трубы.
Линия энергетического класса
Линия уровня энергии, также называемая линией энергии (EL), представляет собой график уравнения Бернулли или сумму трех членов уравнения работа-энергия. EL равен сумме скоростного напора жидкости, давления и напора по высоте.
EL = (V²/2g) + (p/γ) + h
где
В = скорость
г = ускорение свободного падения
p = статическое давление (относительно движущейся жидкости)
γ = удельный вес
h = высота возвышения
Трубка Пито может быть вставлена в трубу таким образом, что жидкость сначала течет в конец трубки, пока высота жидкости в трубке не уравновешивает поступающую энергию, после чего поток в трубку прекращается и скорость жидкости на самом конце трубки Пито становится равным нулю. Давление и скоростной напор жидкости фактически преобразуются в эквивалентный напор по высоте жидкости (т. е. жидкость поднимется на высоту EL для этой конкретной точки потока).
Гидравлическая нивелирная линия
Гидравлическая линия уклона (HGL) представляет собой сумму напора и высоты подъема. Эта сумма известна как пьезометрический напор, и ее можно измерить, вставив трубку пьезометра в трубу так, чтобы она находилась на одном уровне с краем трубы.
Какой насос лучше для скважины погружной или поверхностный, разновидности, какой выбрать насос
24 Марта 2022
Просмотров: 218113
Время чтения: 8 минут
Содержание
Производительность
Для чего нужен гидроаккумулятор
Потребляемая мощность
Шум
Надежность
Удобство использования и проведения ремонта
Безопасность от воровства
Цена
Наиболее проверенный способ выбора
Коротко о главном
Любой хозяин дачи или частного дома задумывается какой насос лучше для скважины погружной или поверхностный. Чтобы разобраться в особенностях выбора определенного насоса для своего участка, нужно знать особенности их применения и выбора.
Производительность
Часто используют погружные бытовые устройства для скважин и колодцев, способные поставлять 0,5-16 м³/ч воды, на расстояние до 200 метров. К примеру, насос Водолей может подавать до 9 м³/ч, на расстояние до 150 метров.
С поверхностными насосами сложнее, установки со встроенным эжектором поднимают жидкость с глубины до 8 метров. Фактически 8 метров — не только глубина всасывания, это значение содержит потери напора по трубопроводу, разницу высот между зеркалом воды и установленным насосом и остальные сопутствующие потери давления. В результате если установка расположена в 40 м от источника воды, в котором жидкость находится на глубине 8 метров. То откачивать воду установка не сможет. Станет работать «на себя», причина в том, что общие потери на забор воды и доставку по всасывающему трубопроводы составит примерно 9,5 метров (на эту цифру влияет диаметр трубопровода).
Центробежный поверхностный насос может поднять воду на высоту не более 10 метров. На практике на жидкость влияют потери на трение, снижение давления в приемном клапане, на задвижках и поворотах трубопровода. Влияет на способность всасывания и температура. Большинство поверхностных бытовых насосов создает давление в пределах 2,0-5,0 бар. Его хватает для большинства задач, возникающих в частных хозяйствах.
С глубины доходящей до 40 метров выкачивать жидкость может один вид насосов. Это устройства с погружным эжектором (учтите, что правильное название не «инжектор», а правильно говорить «эжектор»). В этом случае от насоса опускают 2 трубы в скважину, на них и установлен «эжектор».
Центробежный насос внешний вид
Для чего нужен гидроаккумулятор
Технически погружной или поверхностный насос для скважины работает и без гидроаккумулятора. Но специалисты советуют использовать это устройство. Их еще называют мембранными емкостями, потому что внутри гидроаккумулятора устанавливается резиновая мембрана. С ее помощью бак делится на 2 отсека. С одной стороны, от этой перемычки накапливается вода, второй отсек занят воздухом. Кроме того, в гидробаке предусмотрено отверстие для установки манометра и конечно для закачивания и отбора воды.
Вода насосом закачивается в емкость, постепенно давление повышается. При достижении определенного значения срабатывает автоматика и насос отключается. При опорожнении гидроаккумулятора давление снижается, и автоматика снова запускает насос.
Его наличие в системе дает возможность:
Увеличить срок службы установки;
Снизить возможность образования в системе гидроударов;
Вода в трубопроводе постоянно находится под требуемом давлении;
Снизить риск поломок сантехнических приборов и элементов водоснабжения.
При использовании этого элемента насос работает только если нужно наполнить емкость.
Потребляемая мощность
Каждая насосная станция, расположенная на поверхности, при всасывании воды с глубины до 5 метров, потребляет мощность в среднем 0,9 кВт. Погружной насос с такой же производительностью расходует меньше энергии — до 0,75 кВт.
Причина в том, что погружной насос электроэнергию на всасывание не расходует, вся мощность повышает давление в магистрали. У насосов с эжектором затраты энергии еще больше.
При равных условиях для работы погружного насоса расходуется меньше электроэнергии.
Электродвигатель остывает в результате действия потока воздуха, часто это и приводит к появлению шума. При размещении насосной станции возле жилища это нужно учитывать. Создаваемый двигателем шум отличается в зависимости от изготовителя оборудования. У погружного насоса электродвигатель остывает под влиянием перекачиваемой воды. Шум появляется только в результате контакта рабочих деталей устройства с протекающей жидкостью. Но так как погружной насос находится полностью в воде, шума от него практически не слышно.
Поэтому погружной насос создает в несколько раз меньше шума, чем механизм, расположенный на поверхности. Если у вашего источника воды есть закрытый колодец или кессон, то шума практически не слышно.
Надежность
Точно сказать, какой насос лучше для колодца погружной или поверхностный нельзя, любые изготовители собирают рабочие элементы из износостойких материалов. Если в воде не содержится много загрязнений, то детали любого насоса прослужат 7-9 лет. Если говорят, что насос изготовлен из нержавеющей стали, то нужно помнить, что изделия из этого материала стоят дорого иначе это детали из тонкой низкокачественной нержавейки, которые долго не прослужат.
Большая часть любых насосов страдают от дефектов электродвигателя. Проверить его качество по внешнему виду невозможно. Но при покупке поинтересуйтесь имеет ли электронасос устройство тепловой защиты. При перебоях напряжения электроэнергии нужно воспользоваться помощью стабилизатора.
Удобство использования и проведения ремонта
Переносной механизм, упрощает работы с насосом — все части постоянно под рукой. Можно всего лишь достать всасывающий шланг и переложить его куда необходимо (из колодца в озеро или бассейн, даже в бочку), сама насосная станция при достаточной длине шланга и магистрали будет стоять на своем месте.
Разобранный насос
При использовании погружного насоса, его нужно доставать из скважины даже для мелкого обслуживания. Работу поверхностного насоса можно контролировать визуально (если у вас есть опыт, то можно даже по звуку определить поломку). Насос придется доставать из воды чтобы проверить его состояние.
При проведении ремонтных работ самостоятельно. Установку, стоящую на поверхности почвы разобрать и устранить проблему проще чем доставать и опускать после работы скважинный насос.
Без сомнений обслуживать поверхностный насос намного легче.
Безопасность от воровства
На эту проблему нельзя не обращать внимания. Маленький погружной насос легко достать из колодца, даже замок на нем не помешает. Насосная станция, нередко размещается в расположенном рядом помещении. Его украсть намного сложнее. Нередко источник воды расположен на приличном расстоянии, иногда даже за территорией участка. В этом случае контролировать сохранность погружного насоса невозможно. Поможет поверхностный насос с установленным на нем погружным эжектором. Сама установка будет находится в доме, к источнику водоснабжения протянут трубопровод с эжектором.
Эжектор внешний вид
Этот элемент воровать почти нет смысла, его можно использовать исключительно по прямому назначению.
Важный критерий чтобы выбрать погружной или поверхностный насос для колодца, иногда он становится решающим. Стоимость служит как опосредованный индикатор качества устройства, но выбирать только, учитывая цену глупо. В любом случае, поверхностный насос потребует меньших затрат чем погружной насос.
Конечно, насос, опускаемый в скважину сложнее и технологичное поверхностного, нередко с ним в комплекте идет длинный силовой кабель что повышает стоимость. Низкая стоимость сделала насосные станции востребованными в нашей стране.
Наиболее проверенный способ выбора
Большинство людей доверяет мнению коллег, знакомых, родственников и соседей. Чем больше мнений о каком-либо оборудовании, тем больше вы ему доверяете. Но нужно понимать, один и тот же насос, прослужит разное время в различных условиях. Причины бывают всякие — разница в напряжении, емкость гидроаккумулятора, режимы работы, сечение силового провода, состав воды.
Коротко о главном
Какой вид насосного оборудования выбрать сможет решить только будущий хозяин. Явного фаворита между погружным и поверхностным насосом при работе в разных условиях не существует. На практике, акцент делается на одном из критериев.
Использовали ли вы один из этих насосов, как делали выбор и что получилось в результате, поделитесь пожалуйста с читателями.
Автор
Поляков Сергей
Специальность: Инженер
Все статьи
Поделиться
Поделиться
Как выбрать насос для колодца?
Есть вещи, которые значительно упрощают жизнь владельца загородного дома. Одна из них – насос для колодца. Приобретение его изменит качество жизни, подняв его на порядок. Существует множество насосов для колодца, так что необходимо знать как выбрать оптимальный вариант.
Для того чтобы определиться, какое оборудование подойдет лучше всего, важно понять особенности его будущего применения. Предварительно необходимо измерить глубину колодца. От этого зависят не только требуемые характеристики насоса, но и его тип.
Не стоит игнорировать бренд, равно как и всецело на него полагаться. Не всегда одна и та же фирма производит качетсвенные товары разных категорий. Так что хороший насос помогут выбрать отзывы о конкретной модели.
Разновидности насосов для колодца
Существует два типа этих приспособлений – глубинные и поверхностные. Первые также называют погружными. Они опускаются прямо в колодец и подсоединяются при этом либо к крепежному тросу, либо к подающему шлангу. Они подходят для колодцев глубиной от 9 м. Оптимальны для круглогодичного применения.
Поверхностные насосы хороши в том случае, если глубина колодца не превышает 9 м. Это оборудование устанавливается либо возле колодца, либо в доме. Пожалуй, это лучший вариант для тех, кто приезжает на свой загородный участок только летом.
Насосы различаются по методам формирования вакуума и бывают:
электромагнитными;
вихревыми;
центробежными.
Электромагнитные насосы также называют вибрационными. Они втягивают воду диафрагмой. Последняя работает за счет электромагнитного поля. Все эти насосы являются глубинными. Они хорошо приспособлены к относительно загрязненной воде.
В вихревом наосе вакуум создается вихревым колесом. За счет его вращения попавшие туда частицы воды дополнительно ускоряются, и получается довольно сильный напор. Не следует использовать это оборудование в грязной воде.
Центробежный насос – довольно слабый вариант. Он работает за счет центробежной силы. Последняя возникает из-за движения центробежного колеса. Значительная часть поверхностных насосов для колодца относится именно к этой категории. Загрязнения им не так страшны, как вихревым, однако ограничения по содержанию в воде различных механических частиц имеются.
О характеристиках наосов для колодца
Насосы различаются не только по типам и принципу работы, но и по свойствам. Вот основные характеристики, которые стоит учесть при выборе насоса:
глубина всасывания;
максимальная производительность;
максимальный напор.
Глубина всасывания – параметр, говорящий о том, какова максимальная глубина, на которой может работать насос. Ее необходимо сравнивать с глубиной конкретного колодца и с динамическим уровнем.
Максимальная производительность говорит о количестве литров, которое насос забирает и поставляет за 1 мин. На этот параметр влияет пропускная способность транспортирующей трубы и мощность насоса. Необходимо сравнить показатель с реальной потребностью в воде.
Максимальный напор отмечает самое большое расстояние между наивысшей точкой разбора воды и точкой водозабора. Для конкретных условий рассчитывается нужная величина гидронапора, и с этим показателем и нужно сравнить максимальный напор.
Если учесть все эти параметры, то можно подобрать отличный насос для своего колодца, который повысит уровень жизни в загородном доме. Главное, произвести предварительное измерение глубины колодца, выяснить, какая разновидность насоса лучше всего подойдет, и какие именно характеристики оборудования необходимы.
Скважинные насосы. Часто задаваемые вопросы
Какие решения нужно принять во внимание, чтобы быть уверенным, что мы выберем устройство, которое будет работать без сбоев долгие годы?
Сломался скважинный погружной насос, что делать?
Повреждение погружного насоса может произойти из-за использования агрегата с нарушением рекомендаций производителя, из-за неиспользования рекомендованной или требуемой защиты, а та…
WIKI — > Насосы скважинные типа ЭЦВ
Центробежные скважинные одноступенчатые или многоступенчатые насосы с вертикальным расположением вала, жестко соединенного с валом погружного электродвигателя типа ПЭДВ
Какие насосы лучше для скважины винтовые или центробежные?
Организация водоснабжения на загородном или частном участке без централизованных магистралей всегда упирается в вопрос о том, какие насосы лучше для скважины винтовые или центро. ..
Какие бывают погружные насосы для скважины?
Добыча воды, необходимой для нормальной жизнедеятельности, осуществляется при использовании специализированного оборудования. Для водозабора из скважины требуются погружной (глубин…
Какие бывают глубинные насосы?
Подбирая необходимое устройство для работы, рекомендуется изучить технические характеристики глубинного механизма. От правильного выбора подходящей модели будет зависеть произво…
Подача воды из скважин
Если решено автономно обеспечить себя водой на загородном участке, встает вопрос подобрать оборудование для скважин или колодцев. Сердцем такой системы является насос. Как выбра…
Лучший насос для вашей скважины
Содержание
Проблема подбора насоса, который лучше всего подходит для установки в вашей скважине, не является распространенной в большинстве областей. Однако, когда неправильный выбор сделан в другой области, это становится большой проблемой.
Есть два типа насосов, которые вы можете использовать в своей скважине: либо вы устанавливаете поверхностный насос, установленный непосредственно над скважиной, либо вы устанавливаете погружной насос, известный как сумо. Комбинация этих двух способов может быть необходима для строительства резервуаров с водой больших размеров или высоты, которые необходимо заполнить водой за короткое время.
Понимание принципа работы каждого насоса, преимуществ и недостатков каждого насоса, а также общее знание обоих насосов поможет вам принять решение о покупке.
ПОГРУЖНОЙ НАСОС ПРОТИВ ПОВЕРХНОСТНОГО НАСОСА
ПРИНЦИП РАБОТЫ SUMO (погружной насос)
Погружные насосы, используемые в буровых скважинах, мало чем отличаются от обычных погружных насосов, используемых в промышленности и других целях. Погружной насос — это насос, который можно погружать в воду.
Насос обычно имеет корпус из нержавеющей стали и хорошо герметизирован от проникновения воды во внутренние части. Кабель, подающий к нему ток, обычно изолируют слоями толстых и гибких полимерных изделий.
При погружении в воду насос всасывает воду непосредственно из своей головки и выпускает воду через выходное отверстие сзади или сбоку насоса. Погружной насос может быть одноступенчатым, двухступенчатым или многоступенчатым погружным насосом. Количество ступеней погружного насоса определяет напор воды и напор (высоту), на который насос мог бы подать воду.
Погружные насосы бывают разных типов, однако те, которые используются для бурения скважин в зданиях, широко известны как дренажные насосы. Дренажный насос обычно имеет большую длину и небольшой диаметр. Некоторые из них могут иметь диаметр всего 300 мм, а длина может достигать 1000 мм и более.
Всасывающее рабочее колесо расположено в концевой части насоса, а нагнетательное – в верхней части насоса рядом с кабелем, подающим к нему ток. В погруженном состоянии сторона всасывания обращена вниз, а сторона нагнетания – вверх.
ПРЕИМУЩЕСТВА И НЕДОСТАТКИ SUMO
Насосы Sumo имеют множество преимуществ и недостатков. Ниже приведены некоторые из его преимуществ:
Насос Sumo подает воду без заливки
Бесшумный при работе
Доступен в различных размерах, вы можете выбрать любой размер для вашей скважины
Корпус из нержавеющей стали делает невозможным корродирует внутри скважины в течение всего срока службы
Обеспечивает быструю подачу воды после подачи тока
Некоторые сумо могут перекачивать воду даже при низком напряжении.
Срок службы больше, чем у поверхностного насоса.
Очень применим в скважинах с большой глубиной или напором, другими словами, в глубоких скважинах.
Тем не менее, ниже приведены некоторые из его недостатков:
При слишком глубоком погружении может выкачивать песок
Трудно удалить при необходимости ремонта по сравнению с поверхностным насосом
Дороже, чем поверхностные насосы
ПРИНЦИП РАБОТЫ ПОВЕРХНОСТНОГО НАСОСА
Поверхностный насос, используемый в скважине, представляет собой простой центробежный насос, который имеет всасывание в осевом положении и нагнетание в радиальном положении. Насос имеет отверстия для заливки на случай затруднения всасывания. Этот тип насоса очень применим в скважинах с небольшой глубиной, другими словами, в скважинах с глубиной в несколько метров ниже поверхности земли.
Поверхностный насос обычно устанавливается непосредственно на поверхности грунта скважины, труба из ПВХ вставляется в скважину и закрепляется на всасывающем патрубке насоса в осевом положении, а другая труба из ПВХ закрепляется на радиальном патрубке насоса, где он подает воду, которую он всасывает из скважины. Насос работает с простой настройкой установки.
ПРЕИМУЩЕСТВА И НЕДОСТАТКИ ПОВЕРХНОСТНОГО НАСОСА
Ниже приведены преимущества поверхностного насоса:
Более простая процедура монтажа
Легко демонтируется при ремонте
Дешевле насоса Sumo
звук, который он издает, поможет вам узнать, работает он или нет
Ниже приведены некоторые из его недостатков:
Звук может быть источником помех
Иногда протечки воды на концах труб, закрепленных на насосе, могут пропитывать землю с водой
Это плохо для очень глубокой скважины.
Иногда насос может не всасывать воду из скважины, если он залит или если всасывающая труба немного трясется.
СРАВНЕНИЕ НАСОСА SUMO И ПОВЕРХНОСТНОГО НАСОСА
В сравнении, кажется, что эти два насоса имеют наилучшую область применения, поэтому ни один из них не может быть поставлен выше другого. Тем не менее, насос сумо, по-видимому, имеет более широкую область применения, чем поверхностный насос, поскольку он может эффективно работать в любой скважине, независимо от глубины скважины. Это преимущество сделало сумо лучшим выбором для тех, кто хочет обеспечить отсутствие технических проблем при перекачивании воды.
Тем не менее, если вы можете позволить себе два насоса, их установка не только обеспечит эффективную подачу воды, но и продлит срок службы обоих насосов по следующим причинам:
Сумо потребляет меньше энергии для перекачки до поверхности земли, в то время как поверхностный насос будет использовать меньше энергии для подачи воды в резервуар для воды. Следовательно, два насоса будут работать эффективно.
Использование двух насосов увеличит напор воды. Это означает, что для заполнения резервуаров для воды потребуется меньше времени.
Более короткое время наполнения резервуаров для воды помогает предотвратить повышение температуры электродвигателей насосов, тем самым продлевая срок службы.
Филип Н. @ EngineeringAll.com
Филип имеет высшее образование в области машиностроения и инспектор по неразрушающему контролю с обширными практическими знаниями в других областях техники и программного обеспечения.
Он любит писать и делиться информацией, касающейся инженерных и технологических областей, науки и окружающей среды, а также технических постов. Его сообщения основаны на личных идеях, изученных знаниях и открытиях из инженерных, научных и инвестиционных областей и т. д.
Пожалуйста, подпишитесь на нашу рассылку и следите за нашими страницами в социальных сетях, чтобы получать регулярные и своевременные обновления.
Вы можете подписаться на страницы EngineeringAll в социальных сетях, набрав «@ EngineeringAlls» в любой форме поиска в социальных сетях (Facebook, Twitter, Linkedin, Pinterest, Tumblr и т. д.).
Вы можете отправить свою статью для бесплатного просмотра и публикации, используя страницу «ПУБЛИКАЦИЯ ВАШЕЙ СТАТЬИ» в кнопках МЕНЮ.
Если вам понравился этот пост, поделитесь им с друзьями, используя кнопки социальных сетей.
НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ ПОДПИСАТЬСЯ НА НАШИ ОБНОВЛЕНИЯ ПО ЭЛЕКТРОННОЙ ПОЧТЕ
Какой из них лучше для вас?
При поиске хорошего скважинного насоса вы, вероятно, чувствуете себя подавленным выбором. Одним из них является выбор «погружной насос против струйного насоса» — какой выбрать?
Выбор правильного продукта может сильно повлиять на то, как будет работать ваш колодец и водопровод. Если вы допустите ошибку, это может плохо отразиться на качестве напора воды в вашем доме.
Но как сделать правильный выбор, если речь идет о погружном или струйном насосе? Мы постараемся помочь вам в этом.
Погружной насос и струйный насос – общее сравнение
Струйный насос более доступен по цене и обладает большей универсальностью при ограниченном расходе, в то время как погружной насос более энергоэффективен и быстрее настраивается.
Прежде чем мы начнем больше говорить о том, что выбрать, погружной насос или струйный насос, есть некоторые вещи, которые вы должны знать. Вот некоторые основные характеристики обоих насосов и то, для чего они используются.
Как работает струйный насос?
Для начала нужно знать, что такое струйный насос и как он работает. Струйный насос представляет собой насос, который стоит над землей. Он не выталкивает воду из насоса, а всасывает ее. Если вам интересно, для чего используется струйный насос, мы объясним через секунду.
Red Lion RJS-100-PREM 602208 Чугунный мелководный струйный насос премиум-класса для скважин до 25 футов, 9,1 x 17,8 x. .. ..
СОЗДАНО НА ДОЛГОВЕЧНОСТЬ: прочный чугунный корпус и улитка для долгого срока службы и высокой эффективности;…
МОЩНЫЙ ДВИГАТЕЛЬ: работает от 115 или 230 вольт; напряжение должно быть выбрано в соответствии…
Люди используют струйные насосы для получения воды из колодцев глубиной от 25 до 50 футов. [1]
Они эффективно работают благодаря своему методу работы. Однако они могут делать больше, в зависимости от их типа. Существует два типа струйных насосов:
Однолинейный струйный насос
Двухмагистральный струйный насос
Однолинейный струйный насос подает воду с помощью одной водопроводной линии. Он может поднять воду на высоту до 24 футов ниже места расположения насоса. Эти насосы не очень мощные, и они будут генерировать примерно 50 фунтов на квадратный дюйм. Точное количество зависит от уровня воды. Кроме того, они могут быть шумными, если расположены прямо под домом.
Двухлинейный струйный насос, как вы уже догадались, имеет две линии подачи воды, соединяющие насос и колодец. Набирая воду, она одновременно возвращает небольшую ее часть обратно в колодец и внутрь «струи». «Струя» стоит глубоко в колодце. Благодаря этому вода делает разворот до того, как насос ее поднимет. Таким образом, вы можете добраться до воды, которая находится довольно глубоко.
Как работает погружной насос?
Мы не можем обсуждать погружной насос в сравнении со струйным насосом, не говоря о том, что такое погружной насос. Погружной насос толкает воду, а не всасывает ее. Он расположен под землей, в отличие от струйного насоса.
Мощность насоса зависит от его мощности, а также от конфигурации потока. С ними вы можете выбрать насос соответствующего размера, который будет соответствовать вашим потребностям. В целом, погружной насос не требует заливки. Он может обеспечить лучший объем и лучшее давление, оставаясь при этом бесшумным.
На самом деле, вы можете использовать двухмагистральный струйный насос для питания погружного насоса. Что вы можете сделать, так это подключить одну из его водопроводных линий к погружному насосу, используя его в качестве источника питания. Это хороший и эффективный способ заставить насосы «сотрудничать».
С помощью этого метода можно также устранить изменение цвета труб, например, позеленение медных труб. Если двухлинейный струйный насос недоступен, вы можете просто использовать новую электрическую линию и подключить погружной насос.
WAYNE — Погружной дренажный насос из чугуна и нержавеющей стали мощностью 1 л.с. со встроенным вертикальным…
ВЫСОКОПРОИЗВОДИТЕЛЬНОЕ СНЯТИЕ — Этот подвальный дренажный насос WAYNE мощностью 1 л. конструкция исключает воздушную пробку и сводит к минимуму засорение…
Какой из них лучше?
Когда речь идет о погружном или струйном насосе, сделать правильный выбор непросто. Это зависит от многих факторов, включая ваши предпочтения и тип скважины. [2]
Преимущества погружного насоса
Вот некоторые плюсы выбора погружного насоса вместо струйного:
Это может сэкономить ваше время на подготовку
Это экономит энергию
Это экономит ваши деньги
8 Это хорошо для водонагревателей с повышенным потреблением
Если вы хотите узнать больше, мы объясним это ниже.
Это может сэкономить ваше время при подготовке
Погружной насос экономит время, так как он самовсасывающий, в то время как вам придется заливать струйный насос. Вы должны заправить струйный насос, что сложно. Не говоря уже о том, что вы должны делать это независимо от того, насколько мелкая или глубокая у вас скважина.
Если в насос попал воздух, возможно, вы его испортили. Если это произойдет, вам, скорее всего, придется сначала брать воду из какого-то другого источника, например, у соседей. Не говоря уже о том, что вам, вероятно, придется купить новые клапаны!
Струйные насосы не могут обеспечить заливку, если что-либо блокирует сопло или имеется утечка. В погружных насосах вода находится непосредственно у насоса. Он может начать работать сразу после установки. Это означает, что вы сэкономите много времени при подготовке и ремонте.
Экономит энергию
Погружной насос создает давление примерно на 30 % быстрее, чем струйный насос. Это означает, что он экономит энергию, которую вы обычно тратите на его включение. В то же время ему не приходится бороться с атмосферным давлением и гравитацией, как струйному насосу.
В струйных насосах это может создать очень большую высоту между поверхностью воды и насосом. В результате у вас может возникнуть кавитация в насосе. Струйные насосы также могут перегреваться по той же причине. По этой же причине погружные насосы потребляют меньше энергии.
Это экономит ваши деньги
Струйные насосы поставляются с открытым двигателем и насосом. Вода может вызвать коррозию этих двух компонентов, поэтому вы будете нести ответственность за дорогостоящий ремонт, который может не покрываться вашей страховкой. Это также может вызвать утечки рядом с вращающимся валом. Взвешенные твердые частицы также могут влиять на износ рабочего колеса. Распространенная проблема заключается в том, что струйный насос не отключается. Это может привести к ремонту и техническому обслуживанию, еще раз. Все эти проблемы могут стоить вам очень дорого.
В отличие от струйного насоса погружной насос имеет герметичный насос и двигатель. Это делает его свободным от большинства обслуживания. В то же время, поскольку погружной насос потребляет не так много энергии, вы не будете платить столько за коммунальные услуги. Не говоря уже о том, что погружные насосы обычно служат дольше, чем струйные насосы, поскольку они не так сильно повреждаются.
Подходит для установок с повышенным потреблением воды
Струйные насосы имеют ограниченный расход воды. Обычно они не могут работать более чем на 1½ лошадиных силы для заданной лошадиной силы. Кроме того, если скважина имеет глубину около 50 футов, струйные насосы имеют скорость потока не выше 10 галлонов в минуту.
Напротив, погружные насосы не имеют многих ограничений. Они будут удовлетворять ваши потребности в воде независимо от того, насколько большой у вас колодец. Это делает их лучшим выбором для таких вещей, как:
Garden Ponds
Sprinkler Systems
Промышленная насос
Бизнес -насос
Гортикультуру насос
. не обязательно означает, что у нас уже есть победитель в битве между погружным насосом и струйным насосом. Вот некоторые плюсы струйного насоса, которых нет в погружном насосе:
Простая установка
Лучше удаляет нежелательную воду
Доступно по цене
Вот дополнительная информация обо всех этих преимуществах.
Простая установка
Струйные насосы устанавливаются на землю, а не в колодец. Вам не нужно погружать его в воду. Это означает, что процесс установки намного проще по сравнению с погружными насосами.
Погружные насосы необходимо опускать глубоко под землю и внутрь колодца. Зачастую это непросто и требует времени. Не говоря уже о том, что для этого нужен профильный специалист! Хотя вам также нужен профессионал для установки струйного насоса, этот процесс обычно дешевле.
Лучше для удаления ненужной воды
В отличие от большинства погружных насосов, вы можете использовать струйный насос для удаления нежелательных водоемов. Если у вас есть пруд или болото, которое вам больше не нужно, вы можете осушить его с помощью струйного насоса.
Процесс быстрый и легкий. На самом деле, вы можете сделать то же самое, если у вас в доме произошло наводнение. Если ваши подвалы склонны к затоплению, хорошей идеей будет иметь под рукой струйный насос. Это то, что вы вряд ли сможете сделать с погружным насосом, который более стационарен.
Поскольку струйные насосы работают с водопроводом, вы можете просто переместить его к воде, которую хотите слить. Просто будьте осторожны и не позволяйте насосу всасывать воздух. Это может привести к его неисправности, и, как мы уже упоминали, ремонт не является бесплатным.
Это доступно
Погружные насосы, как правило, дороги. Они обойдутся вам в два раза дороже, чем большинство струйных насосов, а их установка недешева. Струйные насосы гораздо более экономичны, и большинство домовладельцев могут их себе позволить.
Это главная причина, по которой они являются выбором номер один для большинства людей. При правильном уходе они могут прослужить вам очень долго, а любой ремонт обходится не так дорого, как с погружными насосами. Если у вас нет столько денег для инвестиций, вам следует выбрать струйный насос.
Погружной насос и струйный насос — быстрое сравнение
Приняв во внимание все приведенные выше утверждения, мы можем провести сравнение характеристик:
Погружные струйные насосы устанавливаются внутри скважины, а струйные — над землей. Это означает, что проще и дешевле установить струйный насос, чем погружной.
Однако струйные насосы требуют некоторой подготовки, прежде чем они смогут работать. Вы можете использовать погружной насос сразу после его установки.
Погружные насосы лучше подходят для водонапорных установок с более высоким спросом. Однако струйные насосы лучше подходят для осушения ненужных прудов или водоемов.
Погружные насосы помогут вам сэкономить энергию, так как им не требуется столько энергии, как струйным насосам для работы.
Струйные насосы требуют немного больше обслуживания, чем погружные насосы. Кроме того, вы должны быть более осторожны при их использовании, так как воздух не должен засасываться внутрь. Однако ремонт струйных насосов обходится дешевле, чем погружных.
Хотя оба насоса долговечны, более высокие эксплуатационные расходы означают, что погружные насосы обычно служат гораздо дольше, чем струйные насосы. Однако, если вы позаботитесь о них, оба прослужат вам очень долго.
Струйные насосы намного доступнее, чем погружные насосы.
Bottom Line
Итак, есть ли победитель в битве между погружным насосом и струйным насосом? Трудно сказать. Оба насоса имеют свои преимущества и свои преимущества. В то же время ни один из них не идеален, а также имеет некоторые недостатки. Струйный насос доступен по цене и универсален, но вы должны быть осторожны при его использовании.
С другой стороны, погружные насосы могут сэкономить ваши деньги в долгосрочной перспективе.
Аббревиатура СТА, произносится [ситиэй], пришла к нам из западных материалов по улучшению конверсии и означает «призыв к действию» (от «call to action»). Под словом «СТА-кнопка» подразумевают ту кнопку на странице сайта или интернет-магазина, которую пользователь должен нажать по мнению создателей страницы. Обычно это такие кнопки как «купить», «заказать» и так далее.
Словом «СТА-элементы» обозначают сопутствующие элементы, если желаемое действие на сайте состоит не только из нажатия кнопки, а из выполнения и каких-то других действий – например, ввода своего email-адреса, выбора нужного размера, и т. д. Такие поля для ввода, выбора значения и сама форма сбора контактных данных обычно совокупно называются «СТА-элементы».
Но не все СТА-кнопки одинаково хороши! Предлагаем вашему вниманию несколько правил, как повысить конверсию вашего сайта с помощью «правильных» СТА-кнопок.
СТА-кнопка должна резко контрастировать с цветовой схемой страницы
Казалось бы, это очевидно. Если вы создаете страницу сайта и хотите, чтобы пользователь после ее просмотра нажал определенную кнопку, то, наверное, ее стоит сделать, яркой и контрастной к остальному содержимому, чтобы она была хорошо заметна? Это кажется очень логичным, но зачастую эта логика «разбивается о быт» брендбуков, где большое внимание уделяется визуальной эстетичности, а высокий контраст и бросающиеся в глаза элементы считаются дурным вкусом и несоблюдением фирменного стиля.
Однако представим себе среднестатистического посетителя сайта. Он ищет решение какой-то проблемы и уже исследовал несколько сайтов в поисках идеального предложения в удовлетворении его потребности. Он уже достаточно устал от поиска информации, ему надо решить свою проблему, желательно – поскорее. Не надо заставлять его разгадывать ментальные ребусы вроде «а куда же нажать-то надо?»
Поэтому кнопка должна максимально контрастировать и быть заметной на фоне сайта. Посетитель должен ее заметить, даже если у него серьезные проблемы со зрением! Серые кнопки на сером фоне серого сайта – это может и выглядит стильно, но совершенно не конверсионно.
Вот хороший пример. Согласитесь, на таком сайте вам не пришлось бы ломать голову, какая кнопка является целевой.
А вот гораздо менее удачный пример — страница всем известного интернет-магазина. Вроде бы она должна побуждать нас купить рекламируемый товар. Но что это? Кнопка «Купить» просто незаметна на этой странице. Зато яркие лого и кнопка «Акции», словно созданы для того, чтобы увести нас с этой страницы.
Создавайте кликабельные кнопки
Современный тренд в сторону так называемого «плоского дизайна», словно заставляет веб-дизайнеров соревноваться, кто сделает кнопку менее похожей на кнопку.
Запомните, кнопка должна выглядеть как кнопка (не как ссылка, не как какой-то непонятный элемент интерфейса). Желательно, объемной и визуально похожей на кнопку, а не как рамка со скругленными краями. Рассмотрим несколько примеров.
Что от нас хотят здесь? Надо полагать, чтобы мы нажали ссылку «стать клиентом». А вы попробуйте для начала ее найти на экране?
Эта ссылка не только не сделана в форме кнопки, она даже не подчеркнута, чтобы показать, что это ссылка, и ее можно кликнуть!
Разве было бы плохо, если бы эта ссылка была оформлена в виде кнопки, которая просто просится, чтобы ее нажали? Например, вот так:
Ниже показан удачный пример: согласитесь, такую кнопку сложно не заметить. Она объемна, она похожа на кнопку. К тому же ее форма в виде стрелки решает еще одну интерфейсную проблему – она указывает пользователю, что перед тем, как «купить», неплохо бы выбрать нужную разновидность товара.
Тщательно подбирайте слова
Это касается не только самой СТА-кнопки, но и других СТА-элементов, формы, текста в ней, если такие есть.
Старайтесь избегать слов в СТА-элементах, которые связаны с какими-то сложностями, нежелательными действиями.
Типичный пример СТА-кнопки на карточке товара в интернет-магазине: «купить». Что это подразумевает? Расстаться с деньгами. Ой! Может быть лучше использовать слова «в корзину»? Ведь ничего страшного не случится, если я положу товар в корзину, не правда ли? Я потом могу и не покупать, если не захочу.
Вот совсем неудачный пример. Что нам здесь обещают? «Новинки, скидки, предложения» легко транслируются в мозгу потребителя в «поток рекламы на мой email». Вот уж спасибо, такого счастья не надо!
Старайтесь избегать слов, которые не дают конкретики о том, что будет дальше. Это касается таких слов, как «отправить заявку» или «отправить» (подразумевается – форму). «Ок!», — думает посетитель: «Я отправлю заявку, а дальше-то, что будет?»
Попробуйте использовать слова, которые не несут в себе стойкой ассоциации с чем-то негативным – с расставанием с деньгами, с потоком нежелательной рекламы.
Наиболее выигрышные слова — это «получить» и «узнать». Они изначально обещают некую пользу. И они отлично подходят для тех случаев, когда производится сбор заявок, но только не в форме «подпишись на нашу рассылку», а с предложением действительно получить что-то полезное, как в примере ниже:
Попробуйте привнести больше личного, отказаться от банальных кнопок в одно слово.
Вот хороший пример. СТА-кнопка обещает получение информации, полезной для тех, кто попал на эту страницу.
Располагайте СТА-элементы в самом начале
Или по крайней мере – дублируйте их внизу страницы для тех, кто долистал до конца и может полениться прокручивать страницу обратно вверх.
Но никогда не делайте так, как на примере ниже, здесь плохо всё. Форма в самом конце страницы, излишнее поле «сообщение» в форме, скучный серый цвет и сливающаяся с зеленым цветом футера СТА-кнопка в форме.
Не мучайте пользователя выбором
В идеале CTA-кнопка должна быть одна. Ок, в некоторых случаях их может быть две, например, «в корзину» или «в избранное». «Попробовать бесплатно» или «войти». В таких случаях еще есть какая-то очевидность, в каком случае и куда нажимать пользователю.
Но посмотрите на этот пример ниже. Куда тут нажимать? Желтую кнопку «Заказать»? А что я закажу? Тут и разные виды хостинга, и домены, и конструктор сайтов. А еще тут, кажется, можно «проверить» домен, ок. А что делает зеленая кнопка «Заказать»? Она заказывает что-то другое? А еще тут есть кнопки «Подробнее», и онлайн-консультант приглашает написать ему. Господи, куда нажимать-то?
В заключение хотим предложить еще одно правило: «обязательно тестируйте».
Чем хорош интернет-маркетинг – тем, что он опирается на факты и цифры.
Аудитории у всех сайтов разные, и ведут себя по-разному, и в каких-то случаях определенная аудитория может давать больше конверсии и при нарушении казалось бы очевидных правил.
Поэтому крайне желательно проводить так называемое «А/В-тестирование», то есть показывать разным пользователям сайта два варианта страниц, вариант А и вариант В. Делается это с целью замерить конверсию от разных вариантов, чтобы выбрать наиболее подходящий результат.
Пробуйте, экспериментируйте, и хорошей вам конверсии!
ID: 909
Название: Как правильно оформлять СТА-кнопки
Картинка для анонса:
Детальное описание:
Словом «СТА-элементы» обозначают сопутствующие элементы, если желаемое действие на сайте состоит не только из нажатия кнопки, а из выполнения и каких-то других действий – например, ввода своего email-адреса, выбора нужного размера, и т. д. Такие поля для ввода, выбора значения и сама форма сбора контактных данных обычно совокупно называются «СТА-элементы».
Но не все СТА-кнопки одинаково хороши! Предлагаем вашему вниманию несколько правил, как повысить конверсию вашего сайта с помощью «правильных» СТА-кнопок.
СТА-кнопка должна резко контрастировать с цветовой схемой страницы
Казалось бы, это очевидно. Если вы создаете страницу сайта и хотите, чтобы пользователь после ее просмотра нажал определенную кнопку, то, наверное, ее стоит сделать, яркой и контрастной к остальному содержимому, чтобы она была хорошо заметна? Это кажется очень логичным, но зачастую эта логика «разбивается о быт» брендбуков, где большое внимание уделяется визуальной эстетичности, а высокий контраст и бросающиеся в глаза элементы считаются дурным вкусом и несоблюдением фирменного стиля.
Однако представим себе среднестатистического посетителя сайта. Он ищет решение какой-то проблемы и уже исследовал несколько сайтов в поисках идеального предложения в удовлетворении его потребности. Он уже достаточно устал от поиска информации, ему надо решить свою проблему, желательно – поскорее. Не надо заставлять его разгадывать ментальные ребусы вроде «а куда же нажать-то надо?»
Поэтому кнопка должна максимально контрастировать и быть заметной на фоне сайта. Посетитель должен ее заметить, даже если у него серьезные проблемы со зрением! Серые кнопки на сером фоне серого сайта – это может и выглядит стильно, но совершенно не конверсионно.
Вот хороший пример. Согласитесь, на таком сайте вам не пришлось бы ломать голову, какая кнопка является целевой.
А вот гораздо менее удачный пример — страница всем известного интернет-магазина. Вроде бы она должна побуждать нас купить рекламируемый товар. Но что это? Кнопка «Купить» просто незаметна на этой странице. Зато яркие лого и кнопка «Акции», словно созданы для того, чтобы увести нас с этой страницы.
Создавайте кликабельные кнопки
Современный тренд в сторону так называемого «плоского дизайна», словно заставляет веб-дизайнеров соревноваться, кто сделает кнопку менее похожей на кнопку.
Запомните, кнопка должна выглядеть как кнопка (не как ссылка, не как какой-то непонятный элемент интерфейса). Желательно, объемной и визуально похожей на кнопку, а не как рамка со скругленными краями. Рассмотрим несколько примеров.
Что от нас хотят здесь? Надо полагать, чтобы мы нажали ссылку «стать клиентом». А вы попробуйте для начала ее найти на экране?
Эта ссылка не только не сделана в форме кнопки, она даже не подчеркнута, чтобы показать, что это ссылка, и ее можно кликнуть!
Разве было бы плохо, если бы эта ссылка была оформлена в виде кнопки, которая просто просится, чтобы ее нажали? Например, вот так:
Ниже показан удачный пример: согласитесь, такую кнопку сложно не заметить. Она объемна, она похожа на кнопку. К тому же ее форма в виде стрелки решает еще одну интерфейсную проблему – она указывает пользователю, что перед тем, как «купить», неплохо бы выбрать нужную разновидность товара.
Тщательно подбирайте слова
Это касается не только самой СТА-кнопки, но и других СТА-элементов, формы, текста в ней, если такие есть.
Старайтесь избегать слов в СТА-элементах, которые связаны с какими-то сложностями, нежелательными действиями.
Типичный пример СТА-кнопки на карточке товара в интернет-магазине: «купить». Что это подразумевает? Расстаться с деньгами. Ой! Может быть лучше использовать слова «в корзину»? Ведь ничего страшного не случится, если я положу товар в корзину, не правда ли? Я потом могу и не покупать, если не захочу.
Вот совсем неудачный пример. Что нам здесь обещают? «Новинки, скидки, предложения» легко транслируются в мозгу потребителя в «поток рекламы на мой email». Вот уж спасибо, такого счастья не надо!
Старайтесь избегать слов, которые не дают конкретики о том, что будет дальше. Это касается таких слов, как «отправить заявку» или «отправить» (подразумевается – форму). «Ок!», — думает посетитель: «Я отправлю заявку, а дальше-то, что будет?»
Попробуйте использовать слова, которые не несут в себе стойкой ассоциации с чем-то негативным – с расставанием с деньгами, с потоком нежелательной рекламы.
Наиболее выигрышные слова — это «получить» и «узнать». Они изначально обещают некую пользу. И они отлично подходят для тех случаев, когда производится сбор заявок, но только не в форме «подпишись на нашу рассылку», а с предложением действительно получить что-то полезное, как в примере ниже:
Попробуйте привнести больше личного, отказаться от банальных кнопок в одно слово.
Вот хороший пример. СТА-кнопка обещает получение информации, полезной для тех, кто попал на эту страницу.
Располагайте СТА-элементы в самом начале
Или по крайней мере – дублируйте их внизу страницы для тех, кто долистал до конца и может полениться прокручивать страницу обратно вверх.
Но никогда не делайте так, как на примере ниже, здесь плохо всё. Форма в самом конце страницы, излишнее поле «сообщение» в форме, скучный серый цвет и сливающаяся с зеленым цветом футера СТА-кнопка в форме.
Не мучайте пользователя выбором
В идеале CTA-кнопка должна быть одна. Ок, в некоторых случаях их может быть две, например, «в корзину» или «в избранное». «Попробовать бесплатно» или «войти». В таких случаях еще есть какая-то очевидность, в каком случае и куда нажимать пользователю.
Но посмотрите на этот пример ниже. Куда тут нажимать? Желтую кнопку «Заказать»? А что я закажу? Тут и разные виды хостинга, и домены, и конструктор сайтов. А еще тут, кажется, можно «проверить» домен, ок. А что делает зеленая кнопка «Заказать»? Она заказывает что-то другое? А еще тут есть кнопки «Подробнее», и онлайн-консультант приглашает написать ему. Господи, куда нажимать-то?
В заключение хотим предложить еще одно правило: «обязательно тестируйте».
Чем хорош интернет-маркетинг – тем, что он опирается на факты и цифры.
Аудитории у всех сайтов разные, и ведут себя по-разному, и в каких-то случаях определенная аудитория может давать больше конверсии и при нарушении казалось бы очевидных правил.
Поэтому крайне желательно проводить так называемое «А/В-тестирование», то есть показывать разным пользователям сайта два варианта страниц, вариант А и вариант В. Делается это с целью замерить конверсию от разных вариантов, чтобы выбрать наиболее подходящий результат.
Пробуйте, экспериментируйте, и хорошей вам конверсии!
Детальная картинка:
Количество показов: 17564
TIlda скрипты:
Tilda стили:
СТА | это… Что такое СТА?
ТолкованиеПеревод
СТА
СТА
средний торпедный аппарат
СТА
стенд [моделирования] тяжёлых аварий
НИТИ им. А. П. Александрова
СТА
стартстопный телеграфный аппарат
в маркировке, истор., связь
Пример использования
СТА-2М
СТА
Северное телеграфное агентство
дорев.
истор., связь
СТА
Светотехническая торговая ассоциация
http://www.lta.ru
организация, техн.
СТА
Сибирское транспортное агентство
ООО
г. Тюмень, организация, транспорт
СТА
стандартный телеграфный аппарат
связь
Словарь: С. Фадеев. Словарь сокращений современного русского языка. — С.-Пб.: Политехника, 1997. — 527 с.
СТА
стыковочный агрегат
Словарь: С. Фадеев. Словарь сокращений современного русского языка. — С.-Пб.: Политехника, 1997. — 527 с.
Портрет Алана Мура в «Прометее № 30» — искусство Дж. Х. Williams III
Я большой поклонник Алана Мура. Если читатели не знакомы с ним, Мур — автор комиксов, который, по сути, заново изобрел то, чем могут быть комиксы.
Я писал о своем фэндоме Мура здесь в 2011 году. По сути, я думаю, что он одной ногой занимается комиксами о супергероях, на которых я вырос, а другой — гораздо более сложной литературой комиксов, которая интересует меня сегодня. Муру более или менее надоела индустрия комиксов, и он в значительной степени ушел из комиксов примерно в 2006 году. Это заставило ярых фанатов, таких как я, перечитывать его старые вещи… что полезно, потому что, как и многие отличные произведения искусства, он хорошо выдерживает повторные чтения. Я часто замечаю более тонкие детали и ссылки, которые я пропустил в предыдущих чтениях.
В этом месяце работа Алана Мура вернулась на полки новых комиксов с первым выпуском Crossed Plus One Hundred . Судя только по первому из шести запланированных выпусков, я скажу, что CPOH, похоже, не самая лучшая работа Мура. По сути, это история о зомби, действие которой происходит в постапокалиптическом будущем Безумного Макса.
Пока что самое интересное в CPOH — это игривый взгляд Алана Мура на то, как будет звучать язык в 2108 году. Мур уже играл с будущим. Вот несколько диалогов из научно-фантастического романа Мура Баллада о Ореоле Джонсе , которая начала публиковаться в 1984 году:
Вы оба окажетесь скрюченными в боковой артерии! (Страница 3, панель 3 из первого эпизода Halo Jones)
И из Spawn/WildC.A.T.S. team-up, опубликованном в 1996 году, вот диалог из будущей версии персонажа по имени Зилот, который вернулся в наши дни:
Ух ты! Я не могу загрузить это. Мы действительно находимся в Halo Building, и все это единое целое. Это вообще невыразимо! (Страница 21 панель 1 из коллекции Wild Worlds)
Назад к Перечеркнутый плюс сто Мур утверждает, что человеческий язык в 2108 году будет так же отличаться от современного английского, как современный английский отличается от английского Шекспира. Да, вы все еще можете разобрать, что говорят люди, но иногда это сбивает с толку и дезориентирует. Некоторым рецензентам, в том числе моей жене Кэрри, было трудно понять некоторые фразы из будущего. Некоторые рецензенты хвалили это. Некоторые из них кажутся непонятными при первом чтении. Вот один неясный пример: (Извините, что вырван из контекста, я еще больше запутался) 9.0003
А ты на меня обижаешься, так что я Джексона не опси. Crunk caspers вас, может быть.
Crossed Plus One Hundred No.1 Стр. 14 панель 4. Написано Аланом Муром, нарисовано Габриэлем Андраде.
Я просто ненадолго оставлю этот вариант (возможно, используйте мой глоссарий, если вы хотите расшифровать). -традиционные имена, напоминающие о том, как первые американские протестанты называли своих детей Молчанием и Благоразумием.)
Осторожно: Нет. Логика ну-восемь. Мы потеряли всю нашу информацию. Какая мать так делает?
Будущее: Осторожно, ты бензин.
Что все это значит? Перевод после прыжка.
Вот моя расшифровка этого разговора между Осторожным и Фьючем:
Мир Скрещенных был опустошен эпидемией зомби, начавшейся в 2008 году. В этом году вышел первый комикс Гарта Энниса « Скрещенные ». Так что все, что ’08 (« ой-восемь «) действительно плохо, в основном « облажался » или «неправильно».
В постиндустриальном мире CPOH достать нефть довольно сложно (возвращается использование угля), поэтому найти « бензин » было бы довольно круто .
Вдобавок к этому у Мура есть много смешений похожих по звучанию слов — « потерянный » становится « потерянный ».
Я начал делать некоторые заметки о словах на языке 2108, и это превратилось в полноценную страницу блога с моим глоссарием 9 Алана Мура.0009 Скрещенные плюс сто язык.
Работы Алана Мура очень похожи на другие комиксы, рассказы, книги, искусство и т. д. Существуют целые веб-сайты, посвященные комментированию комиксов Алана Мура. Будучи поклонником Алана Мура, я уже публиковал свои аннотации к рассказам Мура о Всплеске Браннигана. Итак, я вскочил и начал аннотации для Crossed Plus One Hundred . Аннотации по каждой проблеме будут доступны на этой индексной странице. Я закончил аннотации для Crossed Plus One Hundred No.1, страница глоссария, и я начал справочную страницу, которая объясняет темы, влияния и персонажей.
Это будет не так уж интересно, если у вас нет комикса для чтения вместе с аннотациями (и если вы не увлекаетесь этими комиксами, как я).
На момент написания этой статьи вышел только один выпуск из шести вышел, так что, надеюсь, я смогу не отставать, добавляя все эти страницы по мере развития серии. Эти страницы CPOH находятся в стадии разработки прямо сейчас. Есть много вещей, которые я не мог понять, но я хотел бы, чтобы читатели прокомментировали их.
Нравится:
Нравится Загрузка…
Теги: Alan_Moore, комиксы, Crossed, Crossed_Plus_One_Hundred, Gabriel_Andrade, язык, научная_фантастика
Эта запись была опубликована 17 декабря 2014 года в 16:21 и находится в разделе Книги. Вы можете следить за любыми ответами на эту запись через ленту RSS 2.0. Вы можете оставить отзыв или вернуться со своего сайта.
Расшифровка 100 наиболее часто встречающихся слов — Блог грамотности
Без категории
Джон
Ниже приведены «100 самых частотных слов», перечисленных в списке «Буквы и звуки» .
звучит
вариантов написания
/th/ /schwa/ или /ee/,
в зависимости от контекста
[й] [е]
/а/ /н/ /д/
[а] [н] [г]
/а/ /аэ/ или /шва/,
в зависимости от контекста
/ae/ — это звук, который вы слышите в словах «дождь», «говорить» и «сделано».
/т/ /оо/
[т] [о]
/с/ /д/ /д/
[ с ] [ ай ] [ д ]
[ai] — очень редко встречающееся написание звука /e/ в очень часто встречающемся слове.
/и/ /н/
[и] [н]
/h/ /ee/
[ ч ] [ д ]
/т. е./ (как «галстук»)
/о/ /о/
[о] [ж]
/и/ /т/
[я] [т]
/ж/ /о/ /з/
[ ш ] [ а ] [ с ]
Написание [ a ], обозначающее звук /o/, часто встречается в словах, следующих за звуком /w/.
/г/ /оо/
[у] [оу]
/th/ (озвучено) /ae/
[й] [эй]
/о/ /н/
[о] [н]
/ш/ /ээ/
[ ш ] [ д ]
/я/ /я/
[и] [с]
/ф/ /или/
[ж] [или]
/а/ /т/
[а] [т]
/ч/ /и/ /з/
[ч] [и] [с]
/б/ /у/ /т/
[б] [и] [т]
/й/ (озвученный) /а/ /т/
[й] [а] [т]
/w/ /i/ /th/ (озвученный)
[ ш ] [ я ] [ ч ]
/или/ /л/
[ а ] [ 11 ]
/в/ /ee/
[ш] [д]
/к/ /а/ /н/
[с] [а] [н]
[ есть ]
/у/ /п/
[у] [п]
/ч/ /а/ /г/
[ч] [а] [г]
/м/ /т. е./ (как в слове «галстук»)
[м] [г]
/ч/ /эр/
[ч] [эр]
/в/ /о/ /т/
[белый] [а] [т]
/й/ (озвучена) /эфир/
[й] [эрэ]
/вл/ /т/
[оу] [т]
/th/ (озвучено) /i/ /s/
[й] [и] [с]
/ч/ /а/ /в/
[ ч ] [ а ] [ ве ]
/ж/ /д/ /н/ /т/
[ш] [е] [н] [т]
/b/ /ee/
[б] [д]
/l/ /ie/ (как в слове «галстук») /k/
[л] [я-е] [к]
Раздельное написание
/с/ /у/ /м/
[ с ] [ о ] [ я ]
/s/ /oe/ (как в ‘пальце ноги’)
[ с ] [ о ]
/н /о/ /т/
[н] [о] [т]
/th/ (озвучено) /e/ /n/
[й] [е] [н]
/в/ /в/
[ ш ] [ здесь ]
/g /oe/ (как в ‘пальце ноги’)
[ г ] [ о ]
маленький
/л/ /я/ | /т/ /л/
[л] [я] | [тт] [ле]
/а/ /я/
[а] [с]
/n/ /oe/ (как в ‘пальце ноги’)
[н] [о]
/м/ /у/ /м/
[м] [у] [м]
/б/ /н/ /н/
[о] [нэ]
/й/ (озвучена) /э/ /м/
[й] [е] [м]
/д/ /оо/
[ д ] [ о ]
/м/ /э/
[м] [э]
/д/ /вл/ /н/
[ д ] [ вл ] [ п ]
/д/ /а/ /д/
[д] [а] [д]
/б/ /и/ /г/
[б] [и] [г]
/ж/ /д/ /н/
[белый] [д] [н]
/и/ /т/’ /с/
[и] [т]’ [с]
Следует преподавать как сокращение от «это есть».
/s/ /ee/
[ с ] [ ее ]
посмотрел
/л/ /оо/ /к/ /т/
[л] [оо] [к] [ред]
[oo] может произноситься как /oo/ в слове «could» или как /oo/ в слове «moon».
/d/ /oe/ (как в «пальце ноги») /n/’ /t/
[ д ] [ о ] [ п ]’[ т ]
/к/ /у/ /м/
[с] [о] [я]
/ж/ /и/ /л/
[ш] [я] [лл]
/я/ /н/ | /т/ /оо/
[ я ] [ п ] | [ т ] [ о ]
/б/ /а/ /к/
[б] [а] [ск]
/ф/ /р/ /о/ /м/
[ж] [р] [о] [м]
детей
/ч/ /и/ /л/ | /d/ /r/ /schwa/ или /e/ /n/
[ ч ] [ я ] [ л ] | [д] [р] [д] [н]
/ч/ /и/ /м/
[ч] [я] [м]
Мистер (господин)
/м/ /и/ /с/ | /т/ /шва/
[ м ] [ я ] [ с ] | [т] [эр]
/г/ /д/ /т/
[г] [д] [т]
/к/ /у/ /с/ /т/
[ й ] [ ю ] [ с ] [ т ]
/н/ /вл/
[н] [вл]
/k/ /ae/ /me/
[с] [а-е] [м]
Раздельное написание. /ae/ — это звук, который вы слышите в словах «дождь», «говорить» и «сделано».
/oe/ (как в «носок»)
[белый] [а] [т]
/шва/ | /б/ /вл/ /т/
[а] | [б] [оу] [т]
/г/ /о/ /т/
[г] [о] [т]
/й/ (озвучена) /эфир/
[й] [эйр]
человек
/p/ /ee/ | /п/ /л/
[п] [эо] [п] [ле]
/г/ /или/
[у] [или]
/п/ /у/ /т/
[п] [и] [т]
В зависимости от акцента [u] может произноситься как
/ ʊ / как в «может» или как /u/ в «но»
/к/ /у/ /г/
[к] [оул] [д]
[ оул ] произносится как
/ ʊ / как «куст»
/ч/ /вл/ /с/
[ч] [оу] [с]
/э/ /л/ /д/
[о] [л] [г]
/т/ /оо/
[ т ] [ оо ]
/b/ /ie/ (как в слове «галстук»)
[б] [у]
/d/ /ae/
[ д ] [ ау ]
/ae/ — это звук, который вы слышите в словах «дождь», «говорить» и «сделано».
/м/ /аэ/ /г/
[м] [а-е] [г]
Раздельное написание. /ae/ — это звук, который вы слышите в словах «дождь», «говорить» и «выпекать».
/т/ /т.е./ (как «галстук») /м/
[ т ] [ то есть ] [ м ]
Раздельное написание
/т.е./ (как в слове «галстук») /м/
[I]’ [м]
Следует преподавать как сокращение от «Я есть».
/и/ /ф/
[я] [ж]
/ч/ /д/ /л/ /п/
[ч] [е] [л] [п]
/м/ /я/ | /с/ /шва/ /з/
[м] [и] [сс] [и]
[ с ] или [ м ] [ я ] [сс ]
[и] [с]
Шва звучит как /i/ или /uh/, в зависимости от акцента.
позвонил
/к/ /или/ /л/ /д/
[с] [а] [ll] [ред]
/h/ /eer/ или /h/ /ee/ | /шва/
[h] [ere] или [h] [e] | [ пере ]
То, как мы произносим это слово, во многом зависит от акцента.
/о/ /ф/
[ о ] [ фф ]
/ар/ /с/ к/ /т/ или /а/ /с/ /к/ /т/
[а] [с] [к] [ред]
/с/ /или/
[с] [ав]
/м/ /аэ/ /к/
[м [а-е] [к]
Раздельное написание. /ae/ — это звук, который вы слышите в словах «дождь», «говорить» и «сделано».
/а/ /н/
[а] [н]
*звуки указаны в косой черте; варианты написания обозначаются скобками [ ]. Многосложные слова разбиваются с помощью | .
Как я уже говорил ранее, из этого списка из ста слов тридцать два учить очень просто. Это:
2 и VCC 6 в VC 10 IT VC 14 на VC
18 AT VC 20 , но CVC 21755. CVC 27 UP VC 28 имел CVC 34 Это CVC
36 Прошел CVCC 41 НЕ CVC 42 THE .0756 CVC 48 mum CVC
50 them CVC 54 dad CVC 55 big CVC 56 when CVC
57 it’s VCC 64 will CVC 66 back CVC 67 from CCVC
69 HIS CVC 71 GET CVC 72 Только CVCC 77 получил CVC
91 , если VC 92
Если VC 92
Если VC 92
. 0755 помощь CVCC 96 от VC 100 и VC.
Все остальные следует отсортировать по звукам и выучить как варианты написания этих звуков. Например, слова «они», «день», «сделал» и «делать» можно выучить как варианты написания звука /ae/: [ey], [ay] или [a-e].
Почему это имеет смысл? Потому что все дети естественным образом усваивают звуки своего языка, и учить детей тому, что они изучают естественным путем, т. е. без обучения, — пустая трата времени — и их, и учителя. Детей действительно нужно учить письменному сценарию, потому что ни один неграмотный младенец не узнает, как звуки языка соотносятся со способами написания этих звуков.
Единственным действительно трудным для обучения словом в этом списке является слово «one», которое в современном произношении звучит как /w/ /o/ /n/. Это слово когда-то произносилось как «ане», и хотя то, как мы его произносим, изменилось, написание осталось прежним. Как вы должны этому учить? Возможно, лучше учить его как слово, которое учащиеся должны запомнить, потому что обучение правописанию [o] как двух звуков /w/ и /o/, вероятно, более сложно, хотя у детей, похоже, не возникает проблем с распознаванием что написание [ x ] представляет звуки / k / и / s /. Кроме того,
«Мистер» и «миссис» являются аббревиатурами и могут быть изучены, как указано.
Само собой разумеется, что никакая высококачественная фонетическая программа не вызовет ни малейших затруднений при обучении любому из вышеперечисленных слов или вообще любых слов!
Привет, меня зовут Джон Уокер, я директор Sounds-Write. Указав свой адрес электронной почты и нажав на ссылку, которую вы получите в своем электронном письме, вы получите бесплатный образец нашей рабочей тетради «Помогите своему ребенку читать и писать» и наш ежемесячный информационный бюллетень. Мы никому не передаем ваш адрес электронной почты, и вы можете отказаться от подписки в любое время.
Вертикально-фрезерные станки: устройство, описание, видео
Процесс фрезерования позволяет получать детали различной формы и размеров. Наиболее распространенным вариантом фрезерного станка по металлу можно назвать вариант исполнения, когда шпиндель расположен вертикально. Подобное оборудование стали называть вертикально-фрезерными станками.
Консольные вертикально-фрезерные станки изготавливают на базе горизонтально-фрезерных с небольшим изменением коробки скоростей и станины.
Вертикально-фрезерный станок
Содержание
Этап развития станков до появления ЧПУ
Все станки можно разделить на две группы:
Группа, в которой установка режимов работы, подача и другие действия проводятся человеком.
Группа обрабатывающих станков по металлу, работа которых полностью или частично автоматизирована при помощи блока с числовым программным управлением.
Фрезерный станок с вертикально расположенным шпинделем без ЧПУ используются уже на протяжении нескольких десятилетий. Наиболее популярными стали следующие модели: 6Т12, 6М12П, 6Р12, 6Р12Б. Эти представители группы фрезерных станков были очень распространены в бывшем СССР. Только после того, как было доказано расчетами и на практике превосходство ЧПУ с экономической точки зрения и другим характеристикам, эти станки по металлу стали заменять новыми. Тем не менее, 6Р12 можно встретить практически на всех крупных машиностроительных заводах.
Если провести краткое описание характеристик этого оборудования, то можно выделить следующие их особенности:
проводят обработку практически всех металлов и сплавов, в том числе и чугуна. по этому показателю ограничением является устойчивость используемого режущего инструмента к стиранию, разрушению при обработке с указанными режимами работы определенного типа материала.
схожая конструкция: наличие фрезерной бабки, стола, салазок, шпинделя, станины.
надежность и неприхотливость – качества, которые обусловили популярность указанных выше станков. на момент производства эти станки экспортировались во многие страны мира.
при помощи них можно проводить фрезерование, сверление, растачивание. Кроме этого отметим появление механизма поворота головки на угол 45° относительно стола. Эта особенность позволила создавать элементы, которые расположены относительно плоскости основания под определенным углом.
Отличительной особенностью оборудования можно назвать возможность использования определенных показателей характеристик обработки: величину подачи, скорость вращения инструмента и т.д. Кроме этого все модели отличаются размером стола. Этот показатель определяет возможность обработки заготовок определенных размеров и веса.
В расшифровке первая цифра означает группу фрезерных станков, следующая буква обозначает модернизацию основной модели, вторая по счету цифра подгруппу вертикально-фрезерных станков, последняя цифра размер стола. Остальные характеристики можно найти в спецификации.
Консольные и бесконсольные модели
Основным отличием всех вертикально-фрезерных станков по металлу можно назвать наличие или отсутствие консоли. Практически все современные варианты исполнения с ЧПУ относятся к консольному типу. Однако ранее довольно популярными были бесконсольные станки по следующим причинам:
Отсутствие консоли обуславливало то, что основанием для стола становился пол завода или бетонная плита.
Использование в качестве основания для салазок пола или бетонной плиты приводило к значительному повышению жесткости конструкции, к ее удешевлению.
Повышение жесткости конструкции обуславливало возможность обработки больших и тяжелых деталей.
Фрезерный станок консольного типа
Бесконсольный фрезерный станок
Однако по причине того, что основание стола не может учитываться в создаваемых программах обработки, точность обработки была значительно меньше, чем у моделей с консолями. Именно поэтому числовое программное управление крайне редко устанавливают на подобного типа станки.
Вертикально-фрезерные станки в эпохе информационных технологий
Принцип работы рассматриваемых фрезерных станков по металлу обуславливал малую подвижность шпиндельной бабки (это проводилось только в наладочных целях). Фрезерование плоских поверхностей проводится путем изменения положения стола с жестко закрепленной заготовкой относительно первоначальной координаты. Именно подобная особенность обуславливает малую точность обработки.
Всеми процессами, от установки режимов резания, до управления положения стола руководит фрезеровщик. Человеческий фактор определяет высокий процент брака по современным меркам, а также ухудшение производительности.
Затронув показатель производительности, отметим, что при конструировании станков несколько десятков лет назад не учитывалась возможность использования режущего инструмента, изготовленного из сверхтвердого материала, а также многие модели не имеют системы подачи СОЖ (смазывающе-охлаждающей жидкости). Поэтому при использовании подобных станков также нельзя повысить производительность.
Вертикально-фрезерные станки 6Т12, 6М12П, 6Р12, 6Р12Б изготавливались на заводах СССР. Уже на протяжении многих лет эти заводы прекратили свое существование, и рассматриваемые модели другие представители сферы станкостроения не выпускают из-за экономической невыгодности.
Современные вертикально-фрезерные станки
Несмотря на неоспоримое преимущество внедрения ЧПУ все же производят вертикально-фрезерные станки с механическим управлением, к примеру, JET JVM-836 TS. При их проектировании и производстве используется современное оборудование, что позволило добиться высокой точности позирования всех элементов конструкции, ее жесткости, а это благоприятно повлияло на показатель возможной точности, достигаемой при фрезеровании. Кроме этого практически все элементы конструкции стали работать от электрических приводов. Исключением можно назвать приводы подачи стола и шпинделя, которые ставят механического типа (однако проводится их дублирование электрическим приводом для возможности задания постоянной величины подачи).
Отдельное внимание заслуживают варианты исполнения с ЧПУ, к примеру, станок Haas TM-2. Применение современных технологий позволило сделать практически весь процесс автоматизированным (после ввода программы и закрепления заготовки, до ее снятия не требуется вмешательство оператора). Описание подобных фрезерных комплексов включает следующие характеристики:
Работа на высоких скоростях вращения шпинделя, использование больших показателей подачи, движение шпинделя в двух плоскостях, высокая скорость позиционирования вместе с автоматизацией процесса позволяют получить высокоточные детали за минимальное время.
Сложная система подачи СОЖ и удаление стружки из зоны резания.
Максимальная защита окружающих.
Возможность фрезерования по сложным траекториям.
Если рассматривать вопрос достоинств и недостатков, характеристики современных фрезерных станков по металлу при вертикальном расположении шпинделя, стоит указывать определенные модели, так как у них много различий и описание имеет различное содержание. Единственными их общими недостатками, которые присущи практически всем вариантам исполнения, можно считать высокую стоимость и малый гарантируемый срок эксплуатации, а при возникновении неполадок найти специалиста крайне сложно (при этом стоимость ремонта также может быть высокой).
В заключение отметим, что приведенный фрезерный станок по металлу в этом пункте, несмотря на свою сложную конструкцию, относится к вертикально-фрезерной группе, так шпиндель расположен в вертикальной плоскости. Стоимость этой модели около 50 000 $, она способно создавать готовые детали с одним перебазированием, то есть заготовка один раз должна быть перестановлена так, чтобы можно было обработать поверхность, которая при предыдущем этапе фрезерования была основанием.
Вертикальные фрезерные станки по металлу
Оборудование / Фрезерные станки с ЧПУ /Вертикальные по металлу
ГоризонтальныеВертикальные с ЧПУВертикальные по металлуПо металлуПо алюминиюГоризонтальные с ЧПУКонсольно-фрезерныеВертикально-фрезерныеФрезерно-расточные
Узнать цену
Фрезерный вертикальный обрабатывающий центр с ЧПУi-CUT400T (iTROL)Размер стола 650×400 мм, частота вращения 12000 об/мин
Узнать цену
Фрезерный обрабатывающий станок вертикальный с ЧПУi-CUT400T (FANUC)Размер стола 650×400 мм, частота вращения 12000 об/мин
Узнать цену
Станок фрезерный обрабатывающий вертикальный с ЧПУi-CUT400MРазмер стола 650×400 мм, частота вращения 24000 об/мин
Узнать цену
Обрабатывающий вертикальный фрезерный центр с ЧПУi-CUT400TD (iTROL)Размер стола 2 — 650×400 мм, частота вращения 12000 об/мин
Узнать цену
Фрезерный станок обрабатывающий вертикальный с ЧПУi-CUT400TD (FANUC)Размер стола 2 — 650×400 мм, частота вращения 12000 об/мин
Обрабатывающий фрезерный центр вертикальныйF750BРазмер стола 1800×700 мм, частота вращения 4500 об/мин
Показать еще
Получить консультацию по выбору оборудования
Вертикальные консольно-фрезерные станки по металлу – один из самых распространенных вариантов производственного оборудования; шпиндель при этом расположен в вертикальном положении. Как правило, такие станки производятся на основе горизонтальных, но с внесением корректировок в станину и коробку скоростей.
Отличительные характеристики вертикально-фрезерных станков:
Работа практически с любыми металлами или сплавами, включая чугун. Режущий инструмент максимально устойчив к стиранию и не разрушается, если в процессе эксплуатации надлежащим образом соблюдать рекомендуемые производителем режимы для каждого материала.
Универсальность – с помощью такого оборудования можно осуществлять фрезерование, растачивание и сверление. Головка можно поворачиваться под углом 45 градусов к столу, что дает возможность изготовления деталей, размещенных под конкретным углом к плоскости основания.
Возможность регулирования большинства важных производственных показателей – скорости вращения, объемов подачи и пр.
Высокая надежность и простое обслуживание. Это те качества, по которым механизмы активно приобретаются как российскими предприятиями, так и экспортируются в другие страны.
Привычная конструкция – есть станина, шпиндель, стол и фрезерная бабка.
Представленное в нашем магазине высокоточное оборудование подходит для изготовления деталей любой сложности.
Оснащение вертикальных фрезерных станков по металлу
Задействование инновационных технологий с числовым программным управлением помогает автоматизировать практически все процессы, которые входят в цикл работы. Начиная с момента фиксирования заготовки и запуска программы, и до момента окончания обработки, участие человека не требуется.
Помимо этого, современное программируемое станочное оборудование отличается:
Высоким уровнем безопасности – приняты все меры для защиты оператора и окружающих.
Возможностью обработки металла по самым сложным траекториям.
Простором для управления шпинделем – доступны методы работы на повышенных скоростях, шпиндель может передвигаться в двух плоскостях, установка в нужной позиции осуществляется максимально быстро.
Наличием системы удаления стружки, пыли и других отходов, подачи смазочно-охлаждающей жидкости (СОЖ).
Приобрести вертикальный фрезерный станок по металлу по разумной цене можно при участии нашего интернет-магазина. Филиалы офисов есть в Москве, Санкт-Петербурге и других крупных городах России.
Запрос предложения
Отправить сообщение
Вертикальные фрезерные станки с ЧПУ | Ardel Engineering
Вертикально-фрезерный станок с ЧПУ имеет цилиндрические фрезы, ориентированные вертикально по оси шпинделя. Это особенно полезно для погружных пропилов и сверления; эти инструменты считаются лучшими для погружения. Благодаря технологии ЧПУ инструменты в некоторых вертикальных обрабатывающих центрах могут перемещаться по пяти осям для изготовления нестандартных форм, пазов, отверстий и деталей в трехмерных деталях.
Что такое вертикальное фрезерование с ЧПУ?
Вертикальное фрезерование с ЧПУ относится к фрезерным операциям с ЧПУ, в которых используются вертикальные фрезерные станки. Как следует из названия, станки имеют вертикально ориентированную оснастку. Такая конструкция делает их пригодными для использования в операциях концевого фрезерования, в которых используются инструменты с зубьями на периферии и торце.
По сравнению с горизонтальными фрезерными станками с ЧПУ вертикальные фрезерные станки с ЧПУ обладают следующими преимуществами :
Доступны по более низкой цене (до четырех-пяти раз дешевле).
Их проще использовать, так как их конструкция позволяет лучше видеть, что происходит с инструментом и заготовкой.
Они меньше по размеру, а значит, занимают меньше места в механическом цехе.
Простой процесс настройки и программирования вертикального оборудования с ЧПУ обеспечивает простую работу и удержание заготовки, что делает его идеальным решением для мелких деталей и небольших тиражей.
Вертикальное фрезерование может использоваться для производства высококачественных прецизионных деталей в различных отраслях промышленности, включая аэрокосмическую, электронную, медицинскую, автомобильную и индустриальные проекты. Простота настройки также делает вертикальную обработку с ЧПУ отличным выбором для создания прототипов. Они идеально подходят для создания следующего:
Детали коробчатого типа, такие как блоки цилиндров, редукторы, шпиндельные коробки и корпуса шестеренчатых насосов
Сложные криволинейные детали, такие как кулачки, крыльчатки двигателей, гребные винты и полости литейных форм
Специальные или нестандартные детали, такие как кронштейны и основания
Вертикальные инструменты с ЧПУ и варианты обработки
Вертикально ориентированные инструменты с ЧПУ эффективны для широкого спектра операций. Хотя вертикальные фрезерные станки являются наиболее распространенным типом оборудования с ЧПУ, к другим полезным инструментам относятся:
Вертикальные токарные станки с ЧПУ — Доступные в широком диапазоне размеров, эти инструменты могут выполнять быстрые и точные разрезы с чрезвычайно жесткими допусками. Их можно найти в сочетании с обрабатывающими центрами для фрезерной и токарной обработки с одной установкой.
Вертикальные обрабатывающие центры с ЧПУ — наиболее распространенное оборудование с ЧПУ, эти сложные инструменты представляют собой простейшие для программирования фрезерные станки с ЧПУ и являются ключевым компонентом многих механических мастерских. Эти системы лучше всего подходят для коротких тиражей и небольших размеров, они могут быть полностью оснащены набором инструментов и устройств смены инструмента, магазинов и каруселей. Они также предлагают охлаждающие и жидкостные системы и специальные корпуса.
5-осевые станки с ЧПУ — среди самых передовых фрезерных обрабатывающих центров эти инструменты можно манипулировать по пяти осям для производства трехмерных деталей с высоким уровнем сложности, точности и скорости даже для самых сложных конструкций.
Свяжитесь с командой Ardel сегодня для получения дополнительной информации о вертикальном фрезеровании с ЧПУ. Чтобы сотрудничать с Ardel Engineering в вашем следующем проекте по механической обработке, запросите предложение.
Для получения дополнительной информации о прецизионном фрезеровании посетите следующие страницы:
Покупка нового станка — это большое обязательство. Вы собираетесь жить с выбором мельницы долгие годы, так почему бы не начать с самого лучшего.
Wells-Index производит линейку качественных коленчатых фрезерных станков. Имея за плечами более 80 лет опыта, мы можем заверить вас, что каждая мельница, которую мы строим, является лучшей и на 100% произведена в США.
Фрезерный станок Wells-Index требует вашего внимания. Прочтите приведенный ниже список стандартных функций и дополнительного оборудования Wells-Index, и вы поймете, почему.
On average, weighs 1,000 lbs more than competitor models
All castings made in the USA
Baldor drive motor, made in the USA
3hp continuous duty двигатель уравновешивает конкурентов 5 л.с. пиковая мощность
СПОСКОЛЬНАЯ СПОСОБА
Наиболее долговечная конструкция головки шпинделя в отрасли
. выбор для компаний из списка Fortune 500 и военных США
Сделано в США, конкуренты используют детали и компоненты более низкого качества, импортированные из Тайваня и Китая
Полностью настраивается в соответствии с вашими требованиями
Модель 747-2, 747-2B (с ШВП на осях X и Y)
Модель 747-2B, с шариковыми винтами на осях X и Y
Характеристики:
Головка с регулируемой скоростью и эксклюзивным прямым рычажным управлением для быстрой работы. легкая регулировка скорости.
Прецизионный нониус для быстрой установки глубины.
Жесткая перекладина на широких ласточкиных хвостах.
Шпиндель поддерживается четырьмя (4) радиально-упорными подшипниками для дополнительной жесткости и точности.
Более сильный зажим головки, чем обычно.
Цилиндр 3 3/8 дюйма с конусом шпинделя #30 MMT или R-8 на выбор. Доступен в ручном режиме или с дополнительной скоростью мощности.
Система одноразовой смазки.
Прочное седло.
Полноразмерные маховики с большими циферблатами с делениями на 0,001
Механическая подача пиноли, доступная при всех скоростях вращения шпинделя и рассчитанная на сверло диаметром 5/8 дюйма. На 60 % больше, чем у большинства коленчатых фрезы
Большое ребристое колено с широкими направляющими
Крышки направляющих
Массивная колонна и основание для максимальной жесткости машины
Дополнительное оборудование:
30 MMT и другие варианты конуса шпинделя.
Продольная, поперечная или коленная подача.
Заливные системы СОЖ.
Угловая фрезерная головка.
Силовое дышло.
Системы цифрового считывания.
Подступенки.
Светильник на колонне.
Модель 747-2B Спецификация
Модель 847 с дополнительным оборудованием
Модель 847
Особенности нашей вертикальной фрезерной машины:
Hard Chrome Ways
Way Covers
Двойные замки на таблице, Saddle и колено
One Shot Lobs Libs Libs Libs. Прецизионные ходовые винты диаметром 1/8 дюйма
Размер таблицы В целом — 10 «x 48»
Двигатель шпинделя (непрерывная обязанность) 3 HP
Дополнительные функции:
. »
Поперечный диапазон — 14″
Вертикальный диапазон колена — 16-1/2″
Вращение шпинделя — вперед и назад
Скорость вращения шпинделя бесступенчатая
Задняя передачи — от 50 до 525 об / мин
Прямой привод — от 400 до 4200 об / мин
ДЛЯ ИНСТРУКЦИИ
плюс больше
460
плюс больше
460
595959595959559
46014
4 46014
.
860 со специальной электрикой 4 оси Acurite DRO
Две машины в одной! Станок 860C менее чем за 5 минут выполняет преобразование из горизонтального режима в вертикальный (или наоборот) и одновременно выполняет вертикальное и горизонтальное фрезерование. Мощный горизонтальный двигатель с полноприводным принудительным приводом, с высокоинерционным маховиком мощностью 3 л.
У нас вы можете купить трубу нержавеющую 108 мм. бесшовную изготовленную из различных марок нержавеющей стали. Сортамент, вес и размеры соответствуют ГОСТ 9940-81 (для горячедеформированных труб) или ГОСТ 9941-81 (для холодно- и теплодеформированных труб).
Популярные размеры:
108х3 мм. 108х3.5 мм. 108х4 мм. 108х4.5 мм. 108х5 мм. 108х6 мм. 108х7 мм. 108х8 мм. 108х10 мм. 108х11 мм. 108х12 мм. 108х18 мм.
Популярные толщины:
3 мм. 3.5 мм. 4 мм. 4.5 мм. 5 мм. 6 мм. 7 мм. 8 мм. 10 мм. 11 мм. 12 мм. 18 мм.
В таблице ниже представлен сортамент товаров, указан вес метра каждой трубы, а так же количество погонных метров в тонне.
Наименование
Размер
Толщина
Вес 1 метра
Метров в тонне
Труба бесшовная 108×3 12Х18Н10Т
108×3
3 мм.
7.834 кг.
127.6
Труба бесшовная 108×3.5 12Х18Н10Т
108×3.5
3.5 мм.
9.096 кг.
109.9
Труба бесшовная 108×4 12Х18Н10Т
108×4
4 мм.
10.345 кг.
96.7
Труба бесшовная 108×4.5 12Х18Н10Т
108×4.5
4.5 мм.
11.583 кг.
86.3
Труба бесшовная 108×5 12Х18Н10Т
108×5
5 мм.
12.807 кг.
78.1
Труба бесшовная 108×6 12Х18Н10Т
108×6
6 мм.
15.22 кг.
65.7
Труба бесшовная 108×7 12Х18Н10Т
108×7
7 мм.
17.582 кг.
56.9
Труба бесшовная 108×8 12Х18Н10Т
108×8
8 мм.
19.895 кг.
50.3
Труба бесшовная 108×10 12Х18Н10Т
108×10
10 мм.
24.371 кг.
41
Труба бесшовная 108×11 12Х18Н10Т
108×11
11 мм.
26.535 кг.
37.7
Труба бесшовная 108×12 12Х18Н10Т
108×12
12 мм.
28.649 кг.
34.9
Труба бесшовная 108×18 12Х18Н10Т
108×18
18 мм.
40.287 кг.
24.8
Труба бесшовная 108×5 08Х22Н6Т
108×5
5 мм.
12.452 кг.
80.3
Труба бесшовная 108×3 10Х17Н13М2Т
108×3
3 мм.
7.863 кг.
127.2
Труба бесшовная 108×4 10Х17Н13М2Т
108×4
4 мм.
10.385 кг.
96.3
Труба бесшовная 108×4.5 10Х17Н13М2Т
108×4.5
4.5 мм.
11.627 кг.
86
Труба бесшовная 108×5 10Х17Н13М2Т
108×5
5 мм.
12.856 кг.
77.8
Труба бесшовная 108×5.5 10Х17Н13М2Т
108×5.5
5.5 мм.
14.073 кг.
71.1
Труба бесшовная 108×6 10Х17Н13М2Т
108×6
6 мм.
15.277 кг.
65.5
Труба бесшовная 108×8 10Х17Н13М2Т
108×8
8 мм.
19.97 кг.
50.1
Труба бесшовная 108×10 10Х17Н13М2Т
108×10
10 мм.
24.464 кг.
40.9
Труба бесшовная 108×4 06ХН28МДТ
108×4
4 мм.
10.398 кг.
96.2
Труба бесшовная 108×8 06ХН28МДТ
108×8
8 мм.
19.996 кг.
50
Труба бесшовная 108×3.5 06ХН28МДТ
108×3.5
3.5 мм.
9.142 кг.
109.4
Труба бесшовная 108×3 10Х23Н18
108×3
3 мм.
7.863 кг.
126.7
Труба бесшовная 108×3.5 10Х23Н18
108×3.5
3.5 мм.
9.13 кг.
109.1
Труба бесшовная 108×4 10Х23Н18
108×4
4 мм.
10.385 кг.
95.9
Труба бесшовная 108×4.5 10Х23Н18
108×4.5
4.5 мм.
11.627 кг.
85.7
Труба бесшовная 108×5 10Х23Н18
108×5
5 мм.
12.856 кг.
77.5
Труба бесшовная 108×6 10Х23Н18
108×6
6 мм.
15.277 кг.
65.2
Труба бесшовная 108×7 10Х23Н18
108×7
7 мм.
17.649 кг.
56.4
Труба бесшовная 108×8 10Х23Н18
108×8
8 мм.
19.97 кг.
49.9
Труба бесшовная 108×10 10Х23Н18
108×10
10 мм.
24.464 кг.
40.7
Труба бесшовная 108×11 10Х23Н18
108×11
11 мм.
26.636 кг.
37.4
Труба бесшовная 108×12 10Х23Н18
108×12
12 мм.
28.757 кг.
34.6
Труба бесшовная 108×18 10Х23Н18
108×18
18 мм.
40.44 кг.
24.6
Труба бесшовная 108×3 20Х23Н18
108×3
3 мм.
7.814 кг.
128
Труба бесшовная 108×3.5 20Х23Н18
108×3.5
3.5 мм.
9.073 кг.
110.2
Труба бесшовная 108×4 20Х23Н18
108×4
4 мм.
10.319 кг.
96.9
Труба бесшовная 108×4.5 20Х23Н18
108×4.5
4.5 мм.
11.553 кг.
86.6
Труба бесшовная 108×5 20Х23Н18
108×5
5 мм.
12.775 кг.
78.3
Труба бесшовная 108×6 20Х23Н18
108×6
6 мм.
15.181 кг.
65.9
Труба бесшовная 108×7 20Х23Н18
108×7
7 мм.
17.538 кг.
57
Труба бесшовная 108×8 20Х23Н18
108×8
8 мм.
19.845 кг.
50.4
Труба бесшовная 108×10 20Х23Н18
108×10
10 мм.
24.31 кг.
41.1
Труба бесшовная 108×11 20Х23Н18
108×11
11 мм.
26.468 кг.
37.8
Труба бесшовная 108×12 20Х23Н18
108×12
12 мм.
28.577 кг.
35
Труба бесшовная 108×18 20Х23Н18
108×18
18 мм.
40.186 кг.
24.9
Не нашли нужный товар на странице? Это не значит, что его нет в наличии! Позвоните нам или закажите обратный звонок для уточнения. Наш специалист перезвонит и проконсультирует Вас.
Толщина
Расчетный вес метра в зависимости от стали
AISI 201 / 12X15Г9НД
AISI 304 / 08Х18Н10
AISI 316 / 08Х17Н13М2
AISI 321 / 12Х18Н10Т
AISI 430 / 20Х13
AISI 431 / 14Х17Н2
3 мм
7.72 кг
7.81 кг
7.91 кг
7.83 кг
7.64 кг
7.83 кг
3.5 мм
8.96 кг
9.07 кг
9.19 кг
9.1 кг
8.87 кг
9.1 кг
4 мм
10.19 кг
10.32 кг
10.45 кг
10.35 кг
10.08 кг
10.35 кг
4.5 мм
11.41 кг
11.55 кг
11.7 кг
11.58 кг
11.29 кг
11.58 кг
5 мм
12.61 кг
12.78 кг
12.94 кг
12.81 кг
12.48 кг
12.81 кг
6 мм
14. 99 кг
15.18 кг
15.37 кг
15.22 кг
14.84 кг
15.22 кг
7 мм
17.32 кг
17.54 кг
17.76 кг
17.58 кг
17.14 кг
17.58 кг
8 мм
19.59 кг
19.84 кг
20.1 кг
19.9 кг
19.39 кг
19.9 кг
10 мм
24 кг
24.31 кг
24.62 кг
24.37 кг
23.76 кг
24.37 кг
11 мм
26.13 кг
26.47 кг
26.8 кг
26.54 кг
25.86 кг
26.54 кг
12 мм
28.21 кг
28.58 кг
28.94 кг
28.65 кг
27.93 кг
28.65 кг
18 мм
39.68 кг
40.19 кг
40.69 кг
40.29 кг
39.27 кг
40.29 кг
Внимание! Вес погонного метра трубы рассчитан с учетом плотности стали, которая используется для производства конкретного изделия. Допустимые отклонения по диаметру при этом не учитывались. Все данные в таблице носят информационный характер.
Труба стальная электросварная диаметром 108(мм) по ГОСТ 10704-91
Содержание
1 Труба стальная электросварная диаметром Ø108(мм) по ГОСТ 10704-91
2 Сортамент трубы стальной электросварной диаметром 108х1,8(мм)
3 Сортамент трубы стальной электросварной диаметром 108х2,0(мм)
4 Сортамент трубы стальной электросварной диаметром 108х2,2(мм)
5 Сортамент трубы стальной электросварной диаметром 108х2,5(мм)
6 Сортамент трубы стальной электросварной диаметром 108х2,8(мм)
7 Сортамент трубы стальной электросварной диаметром 108х3,0(мм)
8 Сортамент трубы стальной электросварной диаметром 108х3,2(мм)
9 Сортамент трубы стальной электросварной диаметром 108х3,5(мм)
10 Сортамент трубы стальной электросварной диаметром 108х3,8(мм)
11 Сортамент трубы стальной электросварной диаметром 108х4,0(мм)
12 Сортамент трубы стальной электросварной диаметром 108х4,5(мм)
13 Сортамент трубы стальной электросварной диаметром 108х5,0(мм)
14 Сортамент трубы стальной электросварной диаметром 108х5,5(мм)
15 ГОСТ электросварных труб
Труба стальная электросварная диаметром Ø108(мм) по ГОСТ 10704-91
Труба стальная электросварная по ГОСТ 10704-91, диаметром Ø108 (мм). Труба имеет толщину стенки от 1,8 до 5,5 (мм), весом от 4,71 до 13,9 кг за 1 пог.м
Труба стальная электросварная диаметром Ø108(мм) по ГОСТ 10704-91
Сортамент трубы стальной электросварной диаметром 108х1,8(мм)
Труба стальная электросварная по ГОСТ 10704-91
№ п/п
Параметр
Ед. Изм
Описание параметра
Значение
1
D
мм
Наружный диаметр трубы
108
2
dвн.
мм
Внутрениий диаметр трубы
104,4
3
s
мм
Толщина стенки
1,8
4
F(см²)
см²
Площадь поперечного сечения
6,005
5
M (кг/м)
кг/м
Номинальная масса 1 м трубы
4,71
6
Ix,y
см⁴
Момент инерции
84,68972
7
Wx,y
см³
Момент сопротивления
15,68328
8
iix,y
п. м/т
Радиус инерции
3,755276
9
Ip
см⁴
Полярный момент инерции
169,3794
10
Wp
см³
Полярный момент сопротивления
31,36656
11
U(см)
см
Периметр трубы
33,9292
12
Føвн. (мм²)
мм²
Внутренняя площадь трубы
8560,337
13
Føвн. (см²)
см²
Внутренняя площадь трубы
85,60337
14
Fødвн. (м²)
м²
Внутренняя площадь трубы
0,00856
15
P (max) на ось
т
Осевая нагрузка
9,61
16
V
м³
Объем трубы на 1 пог.м
0,00856
Сортамент трубы стальной электросварной диаметром 108х2,0(мм)
Труба стальная электросварная по ГОСТ 10704-91
№ п/п
Параметр
Ед. Изм
Описание параметра
Значение
1
D
мм
Наружный диаметр трубы
108
2
dвн.
мм
Внутрениий диаметр трубы
104
3
s
мм
Толщина стенки
2
4
F(см²)
см²
Площадь поперечного сечения
6,66
5
M (кг/м)
кг/м
Номинальная масса 1 м трубы
5,23
6
Ix,y
см⁴
Момент инерции
93,57548
7
Wx,y
см³
Момент сопротивления
17,32879
8
iix,y
п.м/т
Радиус инерции
3,748333
9
Ip
см⁴
Полярный момент инерции
187,151
10
Wp
см³
Полярный момент сопротивления
34,65758
11
U(см)
см
Периметр трубы
33,9292
12
Føвн. (мм²)
мм²
Внутренняя площадь трубы
8494,867
13
Føвн. (см²)
см²
Внутренняя площадь трубы
84,94867
14
Fødвн. (м²)
м²
Внутренняя площадь трубы
0,008495
15
P (max) на ось
т
Осевая нагрузка
10,66
16
V
м³
Объем трубы на 1 пог.м
0,008495
Сортамент трубы стальной электросварной диаметром 108х2,2(мм)
Труба стальная электросварная по ГОСТ 10704-91
№ п/п
Параметр
Ед. Изм
Описание параметра
Значение
1
D
мм
Наружный диаметр трубы
108
2
dвн.
мм
Внутрениий диаметр трубы
103,6
3
s
мм
Толщина стенки
2,2
4
F(см²)
см²
Площадь поперечного сечения
7,312
5
M (кг/м)
кг/м
Номинальная масса 1 м трубы
5,74
6
Ix,y
см⁴
Момент инерции
102,3593
7
Wx,y
см³
Момент сопротивления
18,95543
8
iix,y
п. м/т
Радиус инерции
3,741403
9
Ip
см⁴
Полярный момент инерции
204,7186
10
Wp
см³
Полярный момент сопротивления
37,91085
11
U(см)
см
Периметр трубы
33,9292
12
Føвн. (мм²)
мм²
Внутренняя площадь трубы
8429,647
13
Føвн. (см²)
см²
Внутренняя площадь трубы
84,29647
14
Fødвн. (м²)
м²
Внутренняя площадь трубы
0,00843
15
P (max) на ось
т
Осевая нагрузка
11,7
16
V
м³
Объем трубы на 1 пог.м
0,00843
Сортамент трубы стальной электросварной диаметром 108х2,5(мм)
Труба стальная электросварная по ГОСТ 10704-91
№ п/п
Параметр
Ед. Изм
Описание параметра
Значение
1
D
мм
Наружный диаметр трубы
108
2
dвн.
мм
Внутрениий диаметр трубы
103
3
s
мм
Толщина стенки
2,5
4
F(см²)
см²
Площадь поперечного сечения
8,286
5
M (кг/м)
кг/м
Номинальная масса 1 м трубы
6,5
6
Ix,y
см⁴
Момент инерции
115,3456
7
Wx,y
см³
Момент сопротивления
21,3603
8
iix,y
п.м/т
Радиус инерции
3,731035
9
Ip
см⁴
Полярный момент инерции
230,6912
10
Wp
см³
Полярный момент сопротивления
42,7206
11
U(см)
см
Периметр трубы
33,9292
12
Føвн. (мм²)
мм²
Внутренняя площадь трубы
8332,289
13
Føвн. (см²)
см²
Внутренняя площадь трубы
83,32289
14
Fødвн. (м²)
м²
Внутренняя площадь трубы
0,008332
15
P (max) на ось
т
Осевая нагрузка
13,26
16
V
м³
Объем трубы на 1 пог.м
0,008332
Сортамент трубы стальной электросварной диаметром 108х2,8(мм)
Труба стальная электросварная по ГОСТ 10704-91
№ п/п
Параметр
Ед. Изм
Описание параметра
Значение
1
D
мм
Наружный диаметр трубы
108
2
dвн.
мм
Внутрениий диаметр трубы
102,4
3
s
мм
Толщина стенки
2,8
4
F(см²)
см²
Площадь поперечного сечения
9,254
5
M (кг/м)
кг/м
Номинальная масса 1 м трубы
7,26
6
Ix,y
см⁴
Момент инерции
128,1069
7
Wx,y
см³
Момент сопротивления
23,72351
8
iix,y
п. м/т
Радиус инерции
3,720699
9
Ip
см⁴
Полярный момент инерции
256,2139
10
Wp
см³
Полярный момент сопротивления
47,44702
11
U(см)
см
Периметр трубы
33,9292
12
Føвн. (мм²)
мм²
Внутренняя площадь трубы
8235,497
13
Føвн. (см²)
см²
Внутренняя площадь трубы
82,35497
14
Fødвн. (м²)
м²
Внутренняя площадь трубы
0,008236
15
P (max) на ось
т
Осевая нагрузка
14,81
16
V
м³
Объем трубы на 1 пог.м
0,008236
Сортамент трубы стальной электросварной диаметром 108х3,0(мм)
Труба стальная электросварная по ГОСТ 10704-91
№ п/п
Параметр
Ед. Изм
Описание параметра
Значение
1
D
мм
Наружный диаметр трубы
108
2
dвн.
мм
Внутрениий диаметр трубы
102
3
s
мм
Толщина стенки
3
4
F(см²)
см²
Площадь поперечного сечения
9,896
5
M (кг/м)
кг/м
Номинальная масса 1 м трубы
7,77
6
Ix,y
см⁴
Момент инерции
136,4908
7
Wx,y
см³
Момент сопротивления
25,27608
8
iix,y
п.м/т
Радиус инерции
3,713826
9
Ip
см⁴
Полярный момент инерции
272,9816
10
Wp
см³
Полярный момент сопротивления
50,55215
11
U(см)
см
Периметр трубы
33,9292
12
Føвн. (мм²)
мм²
Внутренняя площадь трубы
8171,282
13
Føвн. (см²)
см²
Внутренняя площадь трубы
81,71282
14
Fødвн. (м²)
м²
Внутренняя площадь трубы
0,008171
15
P (max) на ось
т
Осевая нагрузка
15,83
16
V
м³
Объем трубы на 1 пог.м
0,008171
Сортамент трубы стальной электросварной диаметром 108х3,2(мм)
Труба стальная электросварная по ГОСТ 10704-91
№ п/п
Параметр
Ед. Изм
Описание параметра
Значение
1
D
мм
Наружный диаметр трубы
108
2
dвн.
мм
Внутрениий диаметр трубы
101,6
3
s
мм
Толщина стенки
3,2
4
F(см²)
см²
Площадь поперечного сечения
10,536
5
M (кг/м)
кг/м
Номинальная масса 1 м трубы
8,27
6
Ix,y
см⁴
Момент инерции
144,7766
7
Wx,y
см³
Момент сопротивления
26,81049
8
iix,y
п. м/т
Радиус инерции
3,706966
9
Ip
см⁴
Полярный момент инерции
289,5532
10
Wp
см³
Полярный момент сопротивления
53,62097
11
U(см)
см
Периметр трубы
33,9292
12
Føвн. (мм²)
мм²
Внутренняя площадь трубы
8107,32
13
Føвн. (см²)
см²
Внутренняя площадь трубы
81,0732
14
Fødвн. (м²)
м²
Внутренняя площадь трубы
0,008107
15
P (max) на ось
т
Осевая нагрузка
16,86
16
V
м³
Объем трубы на 1 пог.м
0,008107
Сортамент трубы стальной электросварной диаметром 108х3,5(мм)
Труба стальная электросварная по ГОСТ 10704-91
№ п/п
Параметр
Ед. Изм
Описание параметра
Значение
1
D
мм
Наружный диаметр трубы
108
2
dвн.
мм
Внутрениий диаметр трубы
101
3
s
мм
Толщина стенки
3,5
4
F(см²)
см²
Площадь поперечного сечения
11,49
5
M (кг/м)
кг/м
Номинальная масса 1 м трубы
9,02
6
Ix,y
см⁴
Момент инерции
157,0232
7
Wx,y
см³
Момент сопротивления
29,07836
8
iix,y
п.м/т
Радиус инерции
3,696705
9
Ip
см⁴
Полярный момент инерции
314,0463
10
Wp
см³
Полярный момент сопротивления
58,15673
11
U(см)
см
Периметр трубы
33,9292
12
Føвн. (мм²)
мм²
Внутренняя площадь трубы
8011,847
13
Føвн. (см²)
см²
Внутренняя площадь трубы
80,11847
14
Fødвн. (м²)
м²
Внутренняя площадь трубы
0,008012
15
P (max) на ось
т
Осевая нагрузка
18,38
16
V
м³
Объем трубы на 1 пог.м
0,008012
Сортамент трубы стальной электросварной диаметром 108х3,8(мм)
Труба стальная электросварная по ГОСТ 10704-91
№ п/п
Параметр
Ед. Изм
Описание параметра
Значение
1
D
мм
Наружный диаметр трубы
108
2
dвн.
мм
Внутрениий диаметр трубы
100,4
3
s
мм
Толщина стенки
3,8
4
F(см²)
см²
Площадь поперечного сечения
12,439
5
M (кг/м)
кг/м
Номинальная масса 1 м трубы
9,76
6
Ix,y
см⁴
Момент инерции
169,0534
7
Wx,y
см³
Момент сопротивления
31,30618
8
iix,y
п. м/т
Радиус инерции
3,686475
9
Ip
см⁴
Полярный момент инерции
338,1067
10
Wp
см³
Полярный момент сопротивления
62,61236
11
U(см)
см
Периметр трубы
33,9292
12
Føвн. (мм²)
мм²
Внутренняя площадь трубы
7916,939
13
Føвн. (см²)
см²
Внутренняя площадь трубы
79,16939
14
Fødвн. (м²)
м²
Внутренняя площадь трубы
0,007917
15
P (max) на ось
т
Осевая нагрузка
19,9
16
V
м³
Объем трубы на 1 пог.м
0,007917
Сортамент трубы стальной электросварной диаметром 108х4,0(мм)
Труба стальная электросварная по ГОСТ 10704-91
№ п/п
Параметр
Ед. Изм
Описание параметра
Значение
1
D
мм
Наружный диаметр трубы
108
2
dвн.
мм
Внутрениий диаметр трубы
100
3
s
мм
Толщина стенки
4
4
F(см²)
см²
Площадь поперечного сечения
13,069
5
M (кг/м)
кг/м
Номинальная масса 1 м трубы
10,26
6
Ix,y
см⁴
Момент инерции
176,9546
7
Wx,y
см³
Момент сопротивления
32,76937
8
iix,y
п.м/т
Радиус инерции
3,679674
9
Ip
см⁴
Полярный момент инерции
353,9092
10
Wp
см³
Полярный момент сопротивления
65,53874
11
U(см)
см
Периметр трубы
33,9292
12
Føвн. (мм²)
мм²
Внутренняя площадь трубы
7853,982
13
Føвн. (см²)
см²
Внутренняя площадь трубы
78,53982
14
Fødвн. (м²)
м²
Внутренняя площадь трубы
0,007854
15
P (max) на ось
т
Осевая нагрузка
20,91
16
V
м³
Объем трубы на 1 пог.м
0,007854
Сортамент трубы стальной электросварной диаметром 108х4,5(мм)
Труба стальная электросварная по ГОСТ 10704-91
№ п/п
Параметр
Ед. Изм
Описание параметра
Значение
1
D
мм
Наружный диаметр трубы
108
2
dвн.
мм
Внутрениий диаметр трубы
99
3
s
мм
Толщина стенки
4,5
4
F(см²)
см²
Площадь поперечного сечения
14,632
5
M (кг/м)
кг/м
Номинальная масса 1 м трубы
11,49
6
Ix,y
см⁴
Момент инерции
196,297
7
Wx,y
см³
Момент сопротивления
36,35129
8
iix,y
п. м/т
Радиус инерции
3,662735
9
Ip
см⁴
Полярный момент инерции
392,594
10
Wp
см³
Полярный момент сопротивления
72,70259
11
U(см)
см
Периметр трубы
33,9292
12
Føвн. (мм²)
мм²
Внутренняя площадь трубы
7697,687
13
Føвн. (см²)
см²
Внутренняя площадь трубы
76,97687
14
Fødвн. (м²)
м²
Внутренняя площадь трубы
0,007698
15
P (max) на ось
т
Осевая нагрузка
23,41
16
V
м³
Объем трубы на 1 пог.м
0,007698
Сортамент трубы стальной электросварной диаметром 108х5,0(мм)
Труба стальная электросварная по ГОСТ 10704-91
№ п/п
Параметр
Ед. Изм
Описание параметра
Значение
1
D
мм
Наружный диаметр трубы
108
2
dвн.
мм
Внутрениий диаметр трубы
98
3
s
мм
Толщина стенки
5
4
F(см²)
см²
Площадь поперечного сечения
16,179
5
M (кг/м)
кг/м
Номинальная масса 1 м трубы
12,7
6
Ix,y
см⁴
Момент инерции
215,062
7
Wx,y
см³
Момент сопротивления
39,8263
8
iix,y
п.м/т
Радиус инерции
3,645888
9
Ip
см⁴
Полярный момент инерции
430,1241
10
Wp
см³
Полярный момент сопротивления
79,65261
11
U(см)
см
Периметр трубы
33,9292
12
Føвн. (мм²)
мм²
Внутренняя площадь трубы
7542,964
13
Føвн. (см²)
см²
Внутренняя площадь трубы
75,42964
14
Fødвн. (м²)
м²
Внутренняя площадь трубы
0,007543
15
P (max) на ось
т
Осевая нагрузка
25,89
16
V
м³
Объем трубы на 1 пог.м
0,007543
Сортамент трубы стальной электросварной диаметром 108х5,5(мм)
Труба стальная электросварная по ГОСТ 10704-91
№ п/п
Параметр
Ед. Изм
Описание параметра
Значение
1
D
мм
Наружный диаметр трубы
108
2
dвн.
мм
Внутрениий диаметр трубы
97
3
s
мм
Толщина стенки
5,5
4
F(см²)
см²
Площадь поперечного сечения
17,711
5
M (кг/м)
кг/м
Номинальная масса 1 м трубы
13,9
6
Ix,y
см⁴
Момент инерции
233,2614
7
Wx,y
см³
Момент сопротивления
43,19655
8
iix,y
п. м/т
Радиус инерции
3,629136
9
Ip
см⁴
Полярный момент инерции
466,5227
10
Wp
см³
Полярный момент сопротивления
86,3931
11
U(см)
см
Периметр трубы
33,9292
12
Føвн. (мм²)
мм²
Внутренняя площадь трубы
7389,811
13
Føвн. (см²)
см²
Внутренняя площадь трубы
73,89811
14
Fødвн. (м²)
м²
Внутренняя площадь трубы
0,00739
15
P (max) на ось
т
Осевая нагрузка
28,34
16
V
м³
Объем трубы на 1 пог.м
0,00739
ГОСТ электросварных труб
ГОСТ 10704-91
Поделиться:
Предыдущая записьТруба стальная электросварная диаметром 102(мм) по ГОСТ 10704-91
Следующая записьТруба стальная электросварная диаметром 114(мм) по ГОСТ 10704-91
×
Рекомендуем посмотреть
железобетонная труба — компания Turner Company
Соотношение
Расчетный вес (фунты/PR)
Номер суставов
15 -дюймовая бетонная труба | Конечные секции наклона с оценкой
3:1
1,032
1 x 8 футов.
4:1
1,032
1 x 8 футов
6:1
1,548
2 x 6 футов
18-дюймовая железобетонная труба | Scored Slope End Sections
3:1
1,360
1 x 8 ft.
4:1
1,360
1 x 8 ft.
6:1
2,040
2 x 6 футов
21-дюймовая железобетонная труба | Зачетные конечные участки склона
3:1
1,736
1 x 8 ft.
4:1
2,604
2 x 6 ft.
6:1
4,288
2 x 6 ft.
24 дюймовая железобетонная труба | Scored Slope End Sections
3:1
2,144
1 x 8 ft.
4:1
3,216
2 x 6 ft.
6:1
4,288
2 x 6 футов
27-дюймовая железобетонная труба | Забитый наклонный конец секции
3: 1
3936
2 x 6 футов.
4: 1
5 248
2 x 8:
9008
2 x 8:
2 x 8:
8
2 x 8:
11111118
. 2 x 8 футов
30-дюймовая железобетонная труба | Зачетные конечные участки склона
3:1
4,668
2 x 6 ft.
4:1
6,224
2 X 8 ft.
6:1
7,002
3 x 6 ft.
33- дюймовая железобетонная труба | Scored Slope End Sections
3:1
5,496
2 x 6 ft.
4:1
7,328
2 x 8 ft.
6:1
10 992
3 x 8 футов
36-дюймовая железобетонная труба | Забитый наклонный конец секции
3: 1
6 396
2 x 6 футов. 3 x 8 футов
42-дюймовая железобетонная труба | Зачетные конечные участки склона
3:1
11,152
2 x 8 футов.
4: 1
11, 152
2 x 8 футов. 48-дюймовая железобетонная труба | Секции на склоне склона
3: 1
14,128
2 x 8 футов.0018
28 256
4 x 8 футов
54-дюймовая железобетонная труба | Scored Slope End Sections
3:1
17,824
2 x 8 ft.
4:1
26,736
3 x 8 ft.
6:1
35,648
4 x 8 футов
60-дюймовая железобетонная труба | Конечные секции наклона с насечками
3:1
24,282
3 x 6 ft.
4:1
32,376
3 x 8 ft.
6:1
43,168
4 x 8 ft.
Стандартные размеры труб с наружным диаметром 38”-144” — Alpha Pipe Company
Мы рады предоставить вам следующие таблицы стальных труб для справки:
Регламентная труба — размеры от 2 до 36 дюймов, наружный диаметр
Посмотреть онлайн
Регламентная труба — размеры от 38 до 144 дюймов НД
Посмотреть онлайн
Нестандартная труба — размеры от 2 до 36 дюймов НД
Посмотреть онлайн
Нестандартная труба — размеры от 38 до 144 дюймов OD
Посмотреть онлайн
Позвоните нам сегодня по бесплатному номеру 800-860-0599, чтобы начать свой следующий проект стальных труб!
Главная / Труба Водогазопроводная ( Труба ВГП) ГОСТ 3262-75
Труба водогазопроводная стальная (ГОСТ 3262-75)
К данной группе относятся неоцинкованные и оцинкованные трубы стальные сварные, применяемые для водопроводов и газопроводов, а также для системы отопления и деталей конструкций. По длине трубы водогазопроводные изготавливают от 4 до 12 м: а) мерной или кратной мерной длины с припуском на каждый рез по 5 мм и продольным отклонением на всю длину плюс 10 мм; б)немерной длины.
По согласованию изготовителя с потребителем в партии немерных водогазопроводных труб допускается до 5 % труб длиной от 1,5 до 4 м.
Для резьбы, изготовленной методом накатки, на трубе допускается уменьшение ее внутреннего диаметра до 10% по всей длине резьбы. Масса 1 м водогазопроводной трубы подсчитана при плотности стали, равной 7,85 г/см.Оцинкованные водогазопроводные трубы тяжелее неоцинкованных на 3%.
Примечание:Предельное отклонение в плюсовую сторону по толщине стенки ограничивается предельными отклонениями по массе водогазопроводных труб. Водогазопроводные трубы обычной точности изготовления применяют для водопроводов, газопроводов и систем отопления.
Водогазопроводные трубы повышенной точности изготовления применяют для деталей водопроводных и газопроводных конструкций.
Предельные отклонения по массе труб не должны превышать +8%. По требованию потребителя предельные отклонения по массе не должны превышать: +7,5% — для партии; + 10% — для отдельной трубы. Кривизна водогазопроводных труб на 1 м длины не должна превышать: 2 мм — с условным проходом до 20 мм включительно; 1,5 мм — с условным проходом свыше 20 мм.
Водогазопроводные трубы с условным проходом 6, 8,10,15 и 20 мм по требованию потребителя сматывают в бухты. Примеры условных обозначений:
Труба обыкновенная, неоцинкованная, обычной точности изготовления, немерной длины, с условным проходом 20 мм, толщиной стенки 2,8 мм, без резьбы и без муфты: труба 20×2,8 ГОСТ 3262-75. То же, с муфтой: труба М-20х2,8 ГОСТ 3262-75. То же, мерной длины, с резьбой: труба Р-20х2, 8-4000 ГОСТ 3262-75.
Для водогазопроводных труб под накатку резьбы в условном обозначении после слова «труба» указывается буква Н.
Для водогазопроводных труб с длинной резьбой в условном обозначении после слова «труба» указывается буква Д.
Для водогазопроводных труб повышенной точности изготовления в условном обозначении после размера условного прохода указывается буква П.
Параметры водогазопроводных труб (ГОСТ 3262-75)
ДУ Условное обознач.
Наружный диаметр, мм
Легкие
Обычные
Усиленные
Толщина стенки, мм
Масса 1м, кг
Метров в тонне
Толщина стенки, мм
Масса 1м, кг
Метров в тонне
Толщина стенки, мм
Масса 1м, кг
Метров в тонне
6
10,2
1,8
0,37
2681,8
2,0
0,40
2472,5
2,5
0,47
2106,4
8
13,5
2,0
0,57
1763,0
2,2
0,61
1631,1
2,8
0,74
1353,4
10
17,0
2,0
0,74
1351,6
2,8
0,98
1019,8
2,8
0,98
1019,8
15
21,3
2,5
1,16
862,7
2,8
1,28
782,8
3,2
1,43
700,1
20
26,8
2,5
1,50
667,5
2,8
1,66
603,4
3,2
1,86
536,9
25
33,5
2,8
2,12
471,7
3,2
2,39
418,2
4,0
2,91
343,6
32
42,3
2,8
2,73
366,6
3,2
3,09
324,1
4,0
3,78
264,7
40
48,0
3,0
3,33
300,4
3,5
3,84
260,3
4,0
4,34
230,4
50
60,0
3,0
4,22
237,1
3,5
4,88
205,1
4,5
6,16
162,4
65
75,5
3,2
5,71
175,3
4,0
7,05
141,8
4,5
7,88
126,9
80
88,5
3,5
7,34
136,3
4,0
8,34
120,0
4,5
9,32
107,3
90
101,3
3,5
8,44
118,5
4,0
9,60
104,2
4,5
10,74
93,1
100
114,0
4,0
10,85
92,2
4,5
12,15
82,3
5,0
13,44
74,4
125
140,0
4,0
13,42
74,5
4,5
15,04
66,5
5,5
18,24
54,8
150
165,0
4,0
15,88
63,0
4,5
17,81
56,1
5,5
21,63
46,2
Трубы стальные водогазопроводные оцинкованные и неоцинкованные (черные) с нарезанной или накатанной цилиндрической резьбой и без резьбы изготовляются по условному проходу (ДУ)и толщине стенки согласно ГОСТ 3262-75 .
Сортамент труб должен соответствовать ГОСТ 3262-75 .
По длине трубы изготовляют:
мерной длины — от 4 до 12м;
немерной длины, в пределах мерной.
По группе точности изготовления водогазопроводные трубы подразделяются на:
обычной точности;
повышенной точности.
Стальные водогазопроводные трубы обычной точности изготовляют из сталей по ГОСТ 380 и ГОСТ 1050 , повышенной точности — из сталей по ГОСТ 1050 .
Электросварные трубы.
К данной группе металлопродукции относятся:
трубы электросварные прямошовные круглые, изготовляемые в зависимости от диаметра: от 10 до 530мм поГОСТ 10705-91 от 478 до 1420мм по ГОСТ 10706-76 длиной в пределах от 2 до 12м.
Сортамент электросварных прямошовных круглых труб соответствует ГОСТ 10704-91 .
трубы электросварные профильные (квадратные, прямоугольные, овальные), изготовляемые согласно ГОСТ 13663-86 и профили стальные гнутые замкнутые сварные (квадратные и прямоугольные), изготовляемые согласно ГОСТ 30245-2003 .
Электросварные профильные трубы изготовляют наружными размерами от10 до 100мм толщиной стенки от 1,0 до 5ммнемерной длины, мерной длины в пределах от 1,5 до 9м.
Профили стальные замкнутые изготовляют согласно ГОСТ 30245-2003 размером от 80 до 300мм немерной, мерной, кратной мерной длиной в пределах от 6 до 12м.
Электросварные трубы поставляют из стали марок с химическим составом согласно ГОСТ 380 , ГОСТ 1050 , ГОСТ 19281-89 .
ГОСТ 3262-75 — трубы стальные сварные водогазопроводные. Справочная информация
К данной группе относятся неоцинкованные и оцинкованные стальные сварные трубы, применяемые для водопроводов и газопроводов, а также системы отопления и деталей конструкций
По длине трубы изготовляют от 4 до 12 м:
мерной или кратной мерной длины с приспуском на каждый рез по 5 мм и продольным отклонением на всю длину +10 мм;
немерной длины.
Примечание.
По согласованию изготовителя с потребителем в партии немерных труб допускается до 5% труб длиной от 1,5 до 4 м.
Кривизна труб на 1 м длины не должна превышать:
2 мм — с условным проходом до 20 мм включительно;
1,5 мм — с условным проходом свыше 20 мм.
Примечание.
Трубы с условным проходом 6, 8, 10, 15 и 20 мм по требованию потребителя сматывают в бухты.
Труба обыкновенная, неоцинкованная, обычной точности изготовления, немерной длины, с условным проходом 20 мм, толщиной стенки 2,8 мм, без резьбы и без муфты:
Труба 20×2,8 ГОСТ 3262-75
Труба обыкновенная, неоцинкованная, обычной точности изготовления, немерной длины, с условным проходом 20 мм, толщиной стенки 2,8 мм, без резьбы и с муфтой:
Труба М-20×2,8 ГОСТ 3262-75
Труба обыкновенная, неоцинкованная, обычной точности изготовления, мерной длины, с условным проходом 20 мм, толщиной стенки 2,8 мм, с резьбой и без муфты:
Труба Р-20×2,8-4000 ГОСТ 3262-75
Примечания.
Для труб под накатку резьбы в условном обозначении после слова «труба» указывается буква Н.
Для труб с длинной резьбой в условном обозначении после слова «труба» указывается буква Д.
Для труб повышенной точности изготовления в условном обозначении после размера условного прохода указывается буква П.
Китай Производитель бесшовных стальных труб, Бесшовные стальные трубы, Поставщик труб из нержавеющей стали
Компания Torich Interational Steel Tube Co., Ltd является профессиональным производителем и экспортером материалов для стальных труб. Это международная маркетинговая и торговая компания, специализирующаяся на стальных трубах, которая владеет заводами по производству бесшовных стальных труб из углеродистой и легированной стали, сварных прецизионных стальных труб, стальных труб DOM, бесшовных и сварных труб из нержавеющей стали с никелем и легированной сталью. …
Компания Torich Interational Steel Tube Co., Ltd является профессиональным производителем и экспортером материалов для стальных труб. Это международная маркетинговая и торговая компания, специализирующаяся на стальных трубах, которая владеет заводами по производству бесшовных стальных труб из углеродистой и легированной стали, сварных прецизионных стальных труб, стальных труб DOM, бесшовных и сварных труб из нержавеющей стали с никелем и легированной сталью.
Наши стальные трубы охватывают следующие диапазоны:
Бесшовные прецизионные стальные трубы
Сварные прецизионные стальные трубы производства DOM
Стальная круглая труба Изделия из металла TPC Avon, Indiana
Стальная труба для воды и газа ASME/ANSI B36.10
Водогазопроводные трубы ASME/ANSI B36.10 широко используются для создания систем водоснабжения, отопления, газопроводов и других коммуникаций. Длина трубы варьируется от 4 до 12 м. Стенки трубы могут быть разной толщины – от 2,5 мм до 4,5 мм (есть легкие, обычные и усиленные трубы). Это высокопрочные электросварные, армированные, антикоррозийные (оцинкованные и утяжеленные для дополнительной прочности) трубы. Их вес колеблется от 1,16 до 12,15 кг/м. Они сделаны из черной стали. Резьба может быть катаной или цилиндрической.
ВОДО- И ГАЗОПРОВОД
ТОЛЩИНА СТЕНКИ,ММ
ДЛИНА, М
ВЕС, 1 Л.М., КГ
ЦЕНА, 1 Л.М.,
$
ЦЕНА, 1 ТОННА, 9$0125
водогазопроводная труба ∅15
2,8
9,0
1,31
1,06
583,17
водопроводная и газовая труба ∅20
2,8
9,0
1,66
1,29
582,42
водопроводная и газовая труба ∅25
3,2
10,5
m., kg»> 2,39
1,54
592,16
водогазопроводная труба ∅32
3,2
10,5
3,09
2,07
581,67
водопроводная и газовая труба ∅40
3,5
10,5
3,84
2,32
584,67
водопроводная и газовая труба ∅50
3,5
6,0
4,88
m., $»> 3,52
584,67
Продольная сварная стальная труба ASTM A252
Трубы стальные прямошовные сварные ASTM A252 используются для трубопроводов, возможны и другие применения. Их изготавливают на электросварочном аппарате из листового проката, поэтому их называют электросварными. Они прочны и надежны, выпускаются различной длины. Диаметр порогов 30 мм, 70 мм, 152 мм. Чем больше диаметр, тем длиннее труба: Если диаметр менее 30 мм – трубы от 2 м; свыше 30 мм, но до 70 мм – не менее 3 м; от 70 до 152 мм – от 4 м; более 152 мм – от 5 м.
ТРУБА LSAW
ТОЛЩИНА СТЕНКИ,ММ
ДЛИНА, М
ВЕС, 1 Л.М., КГ
ЦЕНА, 1 Л.М.,
$
ЦЕНА, 1 ТОННА, $
Труба LSAW ∅57
3,5
10,4
m., kg»> 4,62
2,77
524,70
Труба LSAW ∅76
3,5
10,4
6,26
3,57
524,70
Труба LSAW ∅89
3,5
11,4
7,38
4,50
538,19
Труба LSAW ∅108
3,5
11,4
9.02
m., $»> 5,47
533,70
Труба LSAW ∅133
3,5
11,4
14,27
9.14
536,70
Труба LSAW ∅159
3,5
11,4
17,46
11.17
563,68
Труба LSAW ∅219
3,5
11,7
26.40
19,49
553,19
Бесшовная стальная труба ASTM A106
Трубы стальные бесшовные ASTM A106 изготавливаются специальным методом прокатки, без сварки. Чугунная заготовка, поступающая в прокатный стан, протягивается через отверстие до фиксированной длины (1,5–12 м) и толщины стенки (2,5–75 мм). Эти трубы очень прочные, так как в них отсутствуют сварные соединения, неизбежно ослабляющие конструкцию. Их используют при чрезвычайно сильных перегрузках, когда нет возможности использовать другие трубы. Диаметр горячедеформированных труб от 25 до 700 мм.
БЕСШОВНАЯ ТРУБА
ТОЛЩИНА СТЕНКИ,ММ
ДЛИНА, М
ВЕС, 1 Л.М., КГ
ЦЕНА, 1 Л.М.,
$
ЦЕНА, 1 ТОННА, $
Бесшовная труба ∅89
5,0
7,80
10,35
5,17
538.19
Бесшовная труба ∅114
5,0
8. 20
13,43
6,15
517,21
Бесшовная труба ∅219
8,0
7,80
41,60
20,84
521,69
Трубы для воды и газа из оцинкованной стали ASME/ANSI B36.10
Трубы стальные оцинкованные водогазопроводные ГОСТ 3262-75 обеспечивают бесперебойную работу водопроводных и газовых сетей, их отдельных конструкций, систем отопления. Цинковое заполнение всей площади изделия толщиной более 30 микрон, не покрывающее резьбу и торцы, определяет уникальные качества изделия. К его оцинкованному слою предъявляются жесткие требования ГОСТ. Такие трубы чрезвычайно устойчивы к повышенному давлению и выдерживают: до 3,1 МПа (армированная труба) и до 2,4 МПа (легкие и обычные трубы). Длина от 4 до 12 метров.
ГлавнаяСтатьиКак правильно расшифровать условное обозначение швеллера
Статьи
Цены на стальной швеллер и балку
Швеллер П ГОСТ 8240
Швеллер У ГОСТ 8240
Швеллер оцинкованный
Швеллер гнутый ГОСТ 8278
Балка ГОСТ 26020
Балка ГОСТ 8239
Маркировка и обозначение швеллера в соответствии с ГОСТ 8240
Высота профиля швеллера примерно в 1,5-3,5 раза больше ширины. Форма его сечения обеспечивает ему высокие показатели жесткости. Это позволяет использовать данный вид проката в тяжелом машиностроении и строительстве, в основном, для изготовления ответственных металлоконструкций, в качестве несущих элементов перекрытия, каркасов зданий и сооружений. Кроме того, многие марки швеллеров применяют в автомобилестроении, вагоностроении, для изготовления опор, ограждений, ворот, в декоративных целях.
Геометрические параметры и размеры швеллеров серии П (с параллельными гранями) и серии У (с уклоном внутренних граней) совпадают, основное отличие только в радиусах закругления полок.
Ключевой параметр в маркировке и обозначении — высота. Номер швеллера = Высота в мм / 10, или, по-другому, равен высоте швеллера в см.
Номер швеллера
Высота швеллера
Ширина полки
Толщина стенки
Толщина полки
5П, 5У
50
32
4,4
7,0
6,5П, 6,5У
65
36
4,4
7,2
8П, 8У
80
40
4,5
7,4
10П, 10У
100
46
4,5
7,6
12П, 12У
120
52
4,8
7,8
14П, 14У
140
58
4,9
8,1
16П, 16У
160
64
5,0
8,4
18П, 18У
180
70
5,1
8,7
20П, 20У
200
76
5,2
9,0
22П, 22У
220
82
5,4
9,5
24П, 24У
240
90
5,6
10,0
27П, 27У
270
95
6,0
10,5
30П, 30У
300
100
6,5
11,0
40П, 40У
400
115
8,0
13,5
Виды швеллеров – классификация, стандарты
По способу производства швеллер подразделяется на гнутый и горячекатаный профиль. Гнутый профиль получается методом холодного профилирования из стальной листовой заготовки (штрипса). В свою очередь гнутый швеллер может быть равнополочным и неравнополочным.
ГОСТ 8278-83 регламентирует сортамент и предельные отклонения гнутого стального равнополочного швеллера. По требованиям данного документа размеры швеллера могут находиться в интервале от 25х26 до 410х65 толщиной от 2 до 20 мм. Длина гнутого профиля, который изготавливается из углеродистых, низколегированных сталей, может иметь значение от 3 до 12 м.
ГОСТ 8281-80 содержит сортамент и величину предельных отклонений гнутого стального неравнополочного швеллера, который изготавливается из марок обыкновенного качества и качественных углеродистых сталей, а также низколегированных марок. Размеры профиля согласно данному документу лежат в диапазоне от 32х22х12 до 300х80х40, толщиной от 2 до 10 мм. Мерная длина данного профиля имеет значение 4-11,8 метров.
ГОСТ 8240-97 содержит сортамент, классификацию и предельные отклонения размеров горячекатаного швеллера общего и специального назначения. Профиль данной групп может быть высотой 50 — 400 мм. Номер швеллера отражает высоту сечения, выраженную в сантиметрах. Согласно указанному стандарту поперечное сечение швеллера может иметь 2 типа профиля: 1) с уклоном граней (серии У и С), 2) с параллельными гранями (серии П, Э и Л). Ширина профиля соответствует ширине полки и может принимать значение 32-115 мм. Маркировка швеллера, например 10П, отражает его высоту и тип профиля.
Также существуют и узкоспециализированные виды швеллеров. Их форма и размеры регулируются соответствующими стандартами.
ГОСТ 21026-75 стандартизирует прокат с отогнутой полкой, которые используются для производства вагонеток. Они имеют всего 2 типоразмера СП-10 и СП-12. ГОСТ 5267.1-90 содержит размеры и справочные характеристики швеллеров горячекатаных для вагоностроения. Номер швеллера по требованиям данного стандарта может принимать значения от 8В до 30В-2. ГОСТ 5422-73 содержит размеры профилей горячекатаных, предназначенных для тракторов. Согласно стандарту профиль №5 – соответствует швеллеру 24Т, а профиль №6 – 18Т.
Как правильно расшифровать условное обозначение швеллера
Вид условного обозначения швеллера зависит от его типа (ГОСТ) и материала из которого он изготовлен. К примеру, швеллер 30П обычной точности прокатки В, выполненный из стали Ст3, четвертой категории, первой группы имеет следующее обозначение:
Швеллер 30П-В ГОСТ 8240-97/Ст3сп4-1 ГОСТ 535-88
Тот же профиль из стали 09Г2С повышенной точности прокатки, класса прочности 345 обозначается:
Швеллер 30П-Б ГОСТ 8240-97/345 ГОСТ 19281-89
Гнутый равнополочный швеллер размером 300х80х6 точности профилирования А (высокой), из штрипса повышенной Б точности прокатки, второй категории из стали Ст3сп обозначается:
Швеллер А 300х80х6 Б ГОСТ 8278-83/2-Ст3сп ГОСТ 11474-76
Профиль квадратный
Прайс-лист на профильную трубу квадратного сечения оцинкованную и черную по ГОСТ 8639, 30245, сталь 09Г2С и ст. 3…
Уголок металлический
Цены на стальной уголок равнополочный, оцинкованный, неравнополочный с шириной полки от 20 мм до 200 мм, стенка от 3 мм до 20 мм …
Швеллер — это один из видов фасонного стального проката. В поперечном сечении он имеет форму буквы «П». Такая форма обеспечивает швеллеру такие показатели жесткости, которые делают возможным его употребление в самых разных отраслях — от тяжелого машиностроения до строительства дачных домиков. Швеллеры применяются в автомобиле- и вагоностроении, из них делают различные опоры и ограждения, ими укрепляют входные ворота и оконные проемы.
Номера, литеры и ГОСТы
По способу производства швеллер бывает гнутый и горячекатаный профиль. Различить их легко даже не специалисту — горячекатанный швеллер имеет четко выраженное ребро, а гнутого швеллера оно будет несколько закругленным. Прочие особенности различных видов швеллера определяются уже по их маркировке.
В частности, литеры А,Б и В в отношении партий горячекатанных швеллеров будут обозначать, что прокатка производилась с высокой (А), повышенной (Б) или обычной точностью (В).
Номер швеллера обозначает высоту его сечения, выраженную в сантиметрах.
Ширина профиля соответствует ширине полки и может колебаться в промежутке от 32 до 115 мм. Маркировка швеллера, например 10П, отражает его высоту и тип профиля. Высота сечения швеллера — это вообще главный параметр в его маркировке. Номер швеллера — это его высота с сантиметрах, а соседствующие с ним буквы обозначают, что сечение швеллера может быть:
1) с уклоном граней (серии У и С), где У — это уклон, а С или Сб — специальные серии. 2) с параллельными гранями (серии П, Э и Л), где Э означает экономичную серию, а Л — легкую. Литеры С (например — 18С, 20С и т.д.), можно встретить в изделиях, предназначенных для автомобильной промышленности или для строительства железнодорожных вагонов (ГОСТ 5267.1-90). Встречаются еще иногда и экзотические виды швеллеров. Например, ГОСТ 21026-75 определяют параметры швеллеров с отогнутой полкой (их используют при производстве вагонеток для шахт и рудников).
Самые востребованные размеры швеллеров
Наибольшей популярностью у потребителей пользуются швеллеры с номерами от 8 до 20 Их геометрические параметры в категориях П (то есть с параллельными гранями) и сериях У (с уклоном внутренних граней) совпадают, разница наблюдается только в радиусах закругления и углах наклона полок.
Швеллер 8 применяется в основном для укрепления конструкций внутри зданий бытового и производственного назначения. При его производстве используются полуспокойные (3ПС) и спокойные (3СП) углеродистые стали, для которой характерна отличная свариваемость.
Швеллер 10 широко используется в машиностроении, станкостроении и в других областях промышленности. Он также успешно используется при возведении мостов, стен и несущих опор при строительстве корпусов производственных зданий.
Швеллер 12 очень схож со швеллером «восьмеркой», но имеет более высокие прочностные характеристики и несущую способность, что позволяет снижать металлоемкость конструкций, возводимых с его участием.
Швеллер 14 — один из наиболее востребованных типов швеллеров. используется в строительных конструкциях для жесткого армирования несущих деталей, придавая им металлоконструкции особую прочность и жесткость. Швеллер 14 бывает обычной точности и повышенной.
Швеллер 20 выступает как несущий элемент при усилении мостов, при армировании перекрытий (в том числе и сложном) многоэтажных домов, в кровельных прогонах.
Благодаря высоким эксплуатационным качествам, «двадцатка» часто применяется в конструкциях с высокими нагрузками — как динамическими, так и статическими.
Встречаются и нестандартные применения швеллеров. Перфорированный (то есть «дырчатый») швеллер позволяет, к примеру, монтировать металлические конструкции без проведения сварочных работ, что значительно сокращает время монтажа. Для перфорации лучше всего подходят швеллеры с большой высотой полок и широким расстоянием между ними. Такие изделия обозначаются буквами ШП — «Швеллер Перфорированный» и чаще всего применяются при строительстве временных конструкций (например — строительных лесов) или складских стеллажей.
Для создания таких сооружений лучше подходят швеллеры с малыми номерами, поскольку вес стеллажа (а значит и швеллера, из которого он собран) не должен быть слишком большим.
При внутренней отделке помещений швеллеры используются в качестве «охранного» каркаса при прокладке проводов электросетей высокого напряжения.
Иногда швеллеры используют еще в качестве направляющего грузоподъемного устройства, в том числе, как пандусы для колясок и тележек.
В общем, применение швеллеров может быть разнообразным, но все-таки главное их назначение — это укрепление конструкций и способность выдерживать длительные нагрузки.
Сколько может весить швеллер
Номер швеллера
Масса 1 метра в кг
Метров в тонне
5
4,84
206,6
6,5
5,9
169,5
8
7,05
141,8
10
8,59
116,4
12
10,4
96,2
14
12,3
81,3
16
14,2
70,4
18
16,3
61,3
20
18,4
54,3
22
21
47,6
24
24
41,7
30
31,8
31,4
Условные обозначения в маркировке швеллера — как в них разобраться?
А поскольку главное назначение швеллера состоит в том, чтобы выдерживать нагрузки, то из его маркировки прежде всего требуется узнать параметры, которые позволят эту нагрузку рассчитать, а именно — состав стали, ее прочность, качество прокатки и так далее.
Что же можно узнать из маркировки?
К примеру, перед нами упаковка горячекатанных швеллеров, на которой написано: 30П-В ГОСТ 8240-97/Ст3сп4-1 ГОСТ 535-88
Это значит, что перед нами швеллер 30П — то есть с параллельными гранями и высотой сечения 30 см. Буква В указывает на обычную точности прокатки В, выполненный из стали Ст3, четвертой категории, первой группы.
Тот же швеллер, но только из стали 09Г2С повышенной точности прокатки получит обозначение 30П-Б ГОСТ 8240-97/345 ГОСТ 19281-89, в котором 345 будет означать прочность стали, соответствующую сорту 09Г2С.
А вот в маркировке А 300х80х6 Б ГОСТ 8278-83/2-Ст3сп ГОСТ 11474-76 буква А будет обозначать высокую точность профилирования стальной заготовки (штрипсы) из второй категории стали Ст3сп, из которой изготовлен гнутый равнополочный швеллер размерами 300х80х6 (где 300 мм — высота сечения изделия, 80 мм — ширина полок, а 6 мм — толщина полок и стенок)
Виды нагрузок и швеллеров
Вид А. «Козырек над подъездом». К такому типу относятся балки, где имеются жесткие заделки. Нагрузка обычно поступает равномерно. Это могут быть козырьки над подъездами. Для их изготовления применяют сварку. Делают из двух швеллеров, присоединенных к стене, а пространство заполняется железобетоном.
Вид B. «Межэтажные перекрытия»Жестко закрепленные однопролетные балки, нагрузка на которые распределена равномерно. Обычно это балки перекрытий между этажами.
Вид C. «Шарнирная балконная опора». Балки имеют две опоры с консолью, нагрузка между ними распределяется равномерно, но они выпущены за пределы наружных стен. Это необходимо для создания опоры балконных плит.
Вид D. «Под две перемычки». Это однопролетные шарнирно-опертые балки, на которых действуют две сосредоточенные силы. Обычно это перемычки, на которые опирается другая пара балок-перекрытий.
Вид E. «Под одну перемычку». Это однопролетные шарнирно-опертые балки, где сосредоточена одна сила. Обычно это перемычки, на которые опирается одна балки другого перекрытия.
После того как будет уточнено к какому виду относится данный швеллер и куда будет идти основная нагрузка подбирается формула расчета.
Прикидочный способ расчета нагрузки на швеллер
Чтобы произвести расчет надо сделать следующее:
-Сперва определить полную нагрузку, которая будет действовать на балку – и умножить ее на нормативный коэффициент надежности по нагрузкам.
-Полученный результат умножить на шаг балок (в данном случае это касается швеллеров).
Далее необходимо сделать расчет максимально изгибающегося момента.
Все данные для швеллера берутся по ГОСТу.
Формула такова: изгибающий момент Мmax будет равен расчетной нагрузке умноженной на длину швеллера в квадрате. Единица измерения — килоНютоны на метр. ( 1 кНм = 102 кгсм)
Затем перейти к вычислению нужного момента сопротивления балки.
Формула такова: момент сопротивления Wтр будет равен Мmax, который умножен на коэффициенты условий работы и поделен на 1,12 (это коэффициент для учета пластически деформаций).
Таким образом получим требуемое сечение. Но при этом нужно помнить, что номер швеллера должен быть больше требуемого момента сечения.
Видео по теме:
Популярные статьи
Сравнение стальной и композитной арматуры
С появлением более современных синтетических материалов металлическ…
ЧИТАТЬ ДАЛЕЕ
Сортамент гладкой арматуры и ее применение
Сталь…
ЧИТАТЬ ДАЛЕЕ
Выбор профнастила для кровли
В одной из предыдущих публикации мы детально рассказали о том, как …
ЧИТАТЬ ДАЛЕЕ
Виды и использование сварной сетки
Сварная сетка – это «полотно», сформированное из …
ЧИТАТЬ ДАЛЕЕ
Расчет веса стального шестигранника
Стальной шестигранник – одна из разновидностей сортового прок…
ЧИТАТЬ ДАЛЕЕ
Виды труб для водопровода. Какие выбрать? Что учесть при монтаже?
Широкий ассортимент – палка о двух концах. С одной стороны он…
ЧИТАТЬ ДАЛЕЕ
Сталь профнастила и варианты защитных покрытий
Профнастил, он же профлист, пользуется достаточно высоким спросом в…
ЧИТАТЬ ДАЛЕЕ
Правильное крепление профлиста на крышу
Профлист, он же профилированный лист или профнастил, в последние го…
ЧИТАТЬ ДАЛЕЕ
Что лучше, швеллер или двутавр? Какой прокат прочнее?
Двутавр и швеллер можно считать одними из самых популярных разновид…
ЧИТАТЬ ДАЛЕЕ
Стальная полоса как элемент заземляющего контура
С ростом количества разнообразной потребительской электроники в каж…
ЧИТАТЬ ДАЛЕЕ
Метизы на все случаи жизни
Строго говоря, термин «метизы» (аббревиатура от «…
ЧИТАТЬ ДАЛЕЕ
Расчет веса вязальной проволоки
Расчет веса проволоки, в основном, может потребоваться в двух ситуа. ..
ЧИТАТЬ ДАЛЕЕ
Проверка качества и герметичности сварного шва труб и конструкций
К монтажу металлопроката предъявляются достаточно жесткие требовани…
ЧИТАТЬ ДАЛЕЕ
Особенности использования швеллера при обвязке фундамента
Швеллер – это одна из разновидностей фасонного проката, отлич…
ЧИТАТЬ ДАЛЕЕ
Гнутый стальной уголок: ГОСТ, виды, применение
Гнутый стальной уголок – не самый популярный, но все же доста…
ЧИТАТЬ ДАЛЕЕ
Коррозия металла
Коррозия металла, в простонародье называемая ржавчиной, – это распа…
ЧИТАТЬ ДАЛЕЕ
Когда и зачем нужно использовать металлические трубы для прокладки кабелей и проводов
Трубный прокат имеет достаточно обширное применение, в том числе ис…
ЧИТАТЬ ДАЛЕЕ
Доставка, приемка и правильное хранение арматуры
Стальная арматура является незаменимым атрибутом практически любого…
ЧИТАТЬ ДАЛЕЕ
Профнастил для всех
Профнастил. ..
ЧИТАТЬ ДАЛЕЕ
Технология резки металла лазером
…
ЧИТАТЬ ДАЛЕЕ
Инструкция о порядке приемки продукции по количеству П-6
Утверждена постановлением Госарбитража при Совете Министров СССР от…
ЧИТАТЬ ДАЛЕЕ
Колючая проволока для войны и мира
Для современного человека колючая проволока — предмет накрепко ассо…
ЧИТАТЬ ДАЛЕЕ
Металлоконструкции
Современный индустриальный пейзаж нево…
ЧИТАТЬ ДАЛЕЕ
Стальной рифленый лист: стандарты, виды, размеры, вес, использование
ХХI век – это век трубопроводов. Труб для нефте- и газотранспортных…
ЧИТАТЬ ДАЛЕЕ
Сортамент металлопроката: основные виды, определения и ГОСТы
Сортамент металлопроката, выпускаемого современной промышленностью …
ЧИТАТЬ ДАЛЕЕ
Швеллер — использование и нагрузка
Швеллер — это один из видов фасонного стального проката. В поперечн…
ЧИТАТЬ ДАЛЕЕ
Назад
Вперёд
Недостаточно прав для комментирования
Спасибо за обращение! Заявка отправлена.
Различия между размером 16 Plus и Reg 16
Автор Joey Liam
BananaStock/BananaStock/Getty Images
Чуть большие общие пропорции — это разница между платьем 16 размера стандартного и 16 размера плюс. Модный внешний вид вполне достижим при наличии модных линий одежды, предназначенных для женщин миниатюрного, обычного и крупного телосложения. Точный дизайн и фасон подчеркнут контуры вашего тела и сделают вас сексуальнее вне зависимости от размера платья. В конце концов, эти два различных размера различаются всего одним дюймом.
Доступность
В прошлом дизайнеры не фокусировались на моде больших размеров, потому что считали, что это отнимает много времени и не стоит затраченных усилий, но это уже не так в современном модном поколении. Женщины обычных и больших размеров теперь могут найти модные линии одежды в различных розничных магазинах и в Интернете. Независимо от того, носите ли вы платье 16-го размера или платье 16-го размера плюс, ваши шансы найти модную одежду просто безграничны.
Большой «W»
Одежда больших размеров для женщин начинается с 16-го размера. Эту линию одежды легко узнать по букве «W» после размера. Например, 16 Вт, 18 Вт или 20 Вт. Буква «W» говорит о том, что платье подходит женщинам с более полной фигурой. Платье 16-го стандартного размера не будет иметь эту букву, поэтому, если вы носите платье миниатюрного размера или не соответствуете размеру, избегайте сладострастной буквы «W».
Женские размеры в сравнении с размерами для женщин
Одежда обычного размера считается нестандартной, а одежда для невысоких женщин считается миниатюрной, а одежда больших размеров относится к категории полных женских размеров. Основное различие между обычным платьем 16 лет и женским платьем 16+ составляет всего один дюйм. 16 обычное платье измеряется в 39от полутора до 41 дюйма в груди, от 32 до 33 с половиной дюймов в талии и от 42 до 43 с половиной дюймов в бедрах; в то время как платье 16+ рассчитано на бюст от 40 с половиной до 42 дюймов, талию от 33 до 34 с половиной дюймов и бедра от 43 до 44 с половиной дюймов.
Стоимость
Обычная одежда 16 размера дешевле, чем одежда размера plus 16. В первую очередь это связано с тем, что дизайнерам требуется больше времени для создания платьев больших размеров, а для производства этой линии одежды требуется дополнительный материал. Эксперты в области моды подсчитали, что большие размеры на 10 процентов дороже, чем одежда стандартных или обычных размеров, потому что дизайнерам требуются дополнительные ткани и выкройки, чтобы придумать подходящие модели, подходящие для женщин больших размеров и пышных форм.
Каталожные номера
Blair: таблица размеров женской одежды
Crain’s New York Business; Большие размеры — жертва моды; Эдрианн Паскарелли; Май 2009 г.
Писатель Биография
Джоуи Лиам — независимый писатель, специализирующийся на спорте, политике, развлечениях и технологиях. Он начал свою профессиональную писательскую карьеру в 2001 году. В настоящее время Лиам публикует статьи для UNTV 37, Student Operated Press и нескольких онлайн-изданий. Лиам изучал информационные системы в Национальном университете.
ВАМ ТАКЖЕ МОЖЕТ ПОНРАВИТЬСЯ
размеры поперечного сечения, вес 1 метр. 16П, 16У и другие типы. Размер полки и другие характеристики. Сколько весит линейный канал?
Особенности
Ассортимент
Размеры и вес
Заявление
Швеллер 16 — это вид стального проката, отличительной чертой которого является П-образное сечение . Данный вид металлопродукции изготавливается по технологии гибки или горячей прокатки. Обо всех особенностях этого канала, его разновидностях и сферах использования мы и поговорим в нашей статье.
Особенности
Швеллер №16 изготавливается в строгом соответствии с действующими нормами ГОСТ 8240-97. Данный металлический продукт входит в группу Швеллеры горячекатаные. Ни по внешнему виду, ни по маркировке его нельзя спутать со всеми остальными вариантами проката с гнутыми профилями. Конечно, между ними есть отдаленное визуальное сходство, но если вы внимательно присмотритесь к таким изделиям, то сразу заметите существенную разницу в размерах сечения, а также в его конфигурации. Профиль №16 имеет уникальную маркировку. Число не только соответствует определенному типоразмеру, но и равнозначно параметрам высоты металлического профиля – то есть ширине стены, которая измеряется между парой внешних краев полок. Принятая маркировка обозначает число, которое в 10 раз меньше принятого показателя.
Таким образом, по маркировке канала можно установить его высоту, соответственно для профиля №. 16 соответствует 160 мм. Для справки: что касается гнутых швеллеров, то для них предусмотрено иное обозначение. Они содержат расширенный номер, состоящий из ряда цифровых значений — его расшифровку следует найти в регламентах и стандартах. Для всех остальных обозначения указываются в маркировке, например, швеллер 120х60х4. Швеллер 16, как и любой другой подвид горячекатаного металлопроката, изготавливается из конструкционной углеродистой стали. Чаще всего основу составляют марки Ст3, С245 или С255 – такие сплавы содержат много железа, его доля достигает 99,4%. Для изготовления металлоизделий, которые будут эксплуатироваться во влажной среде, применяется металл 09Г2С. Что касается 16 швеллера, то продукция из низколегированной стали востребована в строительной сфере. Применяется для усиления и усиления несущих конструкций при строительстве мостов, дорог и опорных конструкций.
Нашел свое применение в вагоностроительной и машиностроительной отраслях. Кроме того, 9Швеллер 0053 16 широко применяется при возведении металлоконструкций, эксплуатация которых связана с воздействием вибрации. Часто используется в районах с повышенной сейсмической активностью. Метод горячей прокатки предполагает воздействие температур, превышающих уровень рекристаллизации стального сплава. На выходе готовые изделия отличаются особой прочностью.
Отличительной чертой любого горячекатаного профильного проката являются четко выраженные внешние углы, они слегка закруглены в швеллере 16 гнутого типа.
Ассортимент
Установленный ГОСТ содержит подробное описание основных физико-химических и технических и эксплуатационных свойств швеллера 16. Так, вид стали, уровень твердости, прочности, а также длина и толщина швеллера полки, уточняются степень упрочнения сплава, шероховатость поверхности и масса металлического изделия.
В зависимости от функционального назначения материала, кроме основного стандарта, могут применяться и другие стандарты — они содержат регламенты производства металлических изделий, предназначенных для эксплуатации в определенных условиях. Например, ГОСТ 529 Р27-2014 регламентирует требования к швеллерам, применяемым в судостроении.
В строительной отрасли применяют швеллеры нескольких типов:
16П — с параллельными полками;
16У — прокат с наклонными полками;
16аП/16аУ — модели усиленного типа.
Кроме того максимально четко указаны размерные характеристики изделия:
высота — 160 мм;
толщина
— 8,4 см;
ширина полки — 6,4 см;
Р 8,5;
р — 3,5.
Типичная измеренная длина варьируется в диапазоне 4-12 м. На договорных условиях швеллер №16 может быть продан заказчику отрезками необходимого размера.
Различные типы каналов могут отличаться по своей конфигурации. Например, в некоторых районах востребованы модели с загнутыми внутрь полками. В зависимости от этого на металлопрофиль устанавливаются следующие виды маркировки:
профиль с простыми полками 1 или 2 типа — У или П;
с легкими полками — L;
экономичный — Е;
специализированный — С.
Толщина металлических стенок легкой и эконом категории чуть меньше спец … Так, для группы каналов типа Е она соответствует 4,7 мм при длине полок на уровне 8,4 мм. Напротив, для светлого проката эти характеристики составляют 3,4 и 5,3 мм. Это основные виды каналов с номером 16. Помимо них существуют всевозможные подвиды — они ничем не отличаются по своим физико-химическим характеристикам, но в зависимости от рабочей модификации могут иметь несколько больший или, наоборот, несколько меньшая толщина стенки.
Кроме того, их можно отличить по ширине металлического изделия и его полочек, а также переменному радиусу закругления. Всего различают несколько разновидностей этого вида металлопрофиля – это модификации 16У, 16аУ, 16П, 16аП, 16Е, 16Л, а также 16С и 16Са.
Для оценки качества профилей 16 и проведения технологических расчетов собираемых из них металлоконструкций рассчитывают справочную массу 1 п.м. м продукта. Если в процессе производства полностью соблюдались основные технологические нормы, то масса каждого п.м. м будет соответствовать значению, указанному в стандарте. В соответствии с регламентом предусмотрено отклонение в пределах 5%. Например, для 16 канала группы П этот параметр соответствует 4, 84 кг/м.
Гнутые модификации представляют собой отдельный вид швеллера №16. Изготавливаются из холоднокатаных и горячекатаных полос на гибочных станках. Для их изготовления используется одна из двух техник:
непрерывный метод — в этом случае нарезка на куски необходимого размера производится автоматически на рабочей линии;
поштучно – при таком подходе профилирование осуществляется на заранее вырезанных металлических заготовках.
Криволинейные модели имеют свои особенности по сравнению с типовыми горячекатаными швеллерами:
более низкий уровень прочности;
более широкий ассортимент — наличие как равновеликих, так и неравнополочных каналов;
закругленные внешние углы;
повышенная точность размеров за счет исправления незначительных дефектов при гибке.
Размеры и вес
Для металлических изделий, длина стенки которых соответствует 16 см, а ширина полки 6,4 см, масса 1 погонного метра составит примерно 14,2 кг. С увеличенной до 6,8 см шириной полки — 15,3 кг. Масса 1 погонного метра каналов эконом и легкой категории будет определяться 7,1 кг. Для других профилей 16 этот параметр рассчитывается как:
16С — 17,53 кг;
16Ca — 19,74 кг.
В данном случае показатель массы 1 м или параметр площади сечения является теоретической величиной. Рассчитывается по утвержденным формулам взятых металлических профилей с номинальными размерами, плотность стали принимается равной 7850 кг/м3. В соответствии с указанным стандартом, на самом деле, эти характеристики могут незначительно отличаться.
Швеллеры 16 в соответствии с регламентом могут иметь длину в коридоре от 2 до 12 м. Действующий стандарт допускает изготовление профилей большей длины в ситуациях, когда это согласовано производителем и заказчиком. Как правило, швеллеры №16 выпускаются партиями профилей и имеют одну из следующих длин:
мерная — соответствующая ГОСТу и заранее прописанная в договоре поставки;
кратно размерному — увеличенному в 2 и более раза относительно измеренного;
немерная — при этом длина швеллера может быть в пределах, установленных стандартом, или быть не менее указанной в договоре;
немерный с бордюром;
мерные с включением немерных изделий — при этом их количество в общей партии должно быть не более 5 %;
кратно мерному немерному брусу — так же, как и в предыдущем случае, включение немерной продукции не может превышать 5% от общего объема поставляемого проката.
Применение
Основные области применения металлического швеллера №16 – каркасное домостроение. Здесь он востребован как базовый элемент для возведения каркасов небольших сооружений; при возведении габаритных конструкций он выполняет функцию дополнительного. Прокат востребован в следующих ситуациях:
изготовление винтовых/маршевых лестничных маршей;
армирование фундаментов;
устройство ростверка свайного фундамента;
Строительство конструкций для рекламных объектов.
Геометрические особенности площади поперечного сечения швеллера 16 позволяют использовать его в строительстве:
мощных стержневых металлоконструкций;
столбцов;
кровельные фермы;
опорные консоли;
лестниц;
стяжки в шпунтах;
пандусов.
При невозможности использования швеллера по каким-либо причинам его можно заменить стальным двутавром или другим аналогом металлического профиля .
А какие бывают виды упаковочной ленты ГОСТ 3560-73
Лента стальная упаковочная является одним из видов металлопроката, который относится к метизной продукции. Согласно соответствующему стандарту по состоянию материала ленту подразделяют на мягкую (М), полунагартованную (ПН) и нагартованную (Н). Наибольшей прочностью обладает нагартованная продукция, потому как она дополнительно подвергается такому виду термической обработки, как закалка.
По точности изготовления лента упаковочная стальная бывает следующих видов: нормальной точности по ширине и толщине и повышенной точности либо по ширине (Ш), либо по толщине (Т).
В чем заключаются особенности производства упаковочной ленты
Технологический процесс производства стальной упаковочной ленты реализуется на современном высокотехнологичном оборудовании. В качестве исходного сырья применяется холоднокатаный тонколистовой прокат из низкоуглеродистых марок сталей. При этом, рулонная листовая сталь разматывается и подается в правильную клеть, где лист правится. После этого он поступает в агрегат продольной резки, где осуществляется порезка рулонной листовой стали на ленту заданной ширины. Лента упаковочная оцинкованная может изготавливаться из х/к листа с цинковым покрытием или без покрытия.
Во втором случае, оцинкование может осуществляться в технологической линии по производству ленты горячим или электролитическим способом, а также термодиффузионным способом вне производственной линии. Кроме того для защиты ленты металлической упаковочной от коррозии ее поверхность может покрываться лакокрасочными материалами или воском.
Каким инструментом лучше работать с упаковочной лентой
Стальная лента упаковочная – это один из первых материалов, которые начали использовать для обвязки крупногабаритной и тяжелой продукции. Ее применяют для пакетирования, обвязки и крепления грузов при транспортировке. Она получила такую популярность благодаря тому, что стальная лента обладает высокими показателями прочности, наличием защитных покрытий, которые позволяют защитить ее от воздействия агрессивных сред, а также широкий сортамент продукции, который позволяет подобрать необходимый типоразмер ленты в зависимости от обвязываемого груза. Достоинство ленты упаковочной – цена, которая при достаточно больших прочностных характеристиках материала позволяет минимизировать затраты на обвязку грузов.
Для упаковки товаров и грузов с использованием стальной ленты применяются специальный инструмент и оборудование. Инструмент может быть ручным и пневматическим. Автоматическое оборудование для обвязки используется крупными специализированными предприятиями и разрабатывается под определенный вид продукции: трубы, стальной лист, штрипс, коробки, книги, пиломатериалы, грузы на паллетах. Обвязка может осуществляться замковым и беззамковым соединением.
Еще металл по минимальным ценам
Лента нержавеющая (08/12Х18Н10Т)
Минимальные цены
Открыть
Лист ГОСТ 14918 оцинкованный
Минимальные цены
Открыть
Лист ГОСТ 19904 холоднокатаный
Минимальные цены
Открыть
Труба ГОСТ 3262 водогазопроводная
Минимальные цены
Открыть
Металлическая упаковочная лента, машинка для упаковки металлической лентой, 0.
5Х20
Главная Металлическая лента
Центр Упаковки КОВЧЕГ занимается поставками стальной ленты для упаковки.
Лента произведена по ГОСТ 3560-73, ГОСТ 503-81. Сталь марок 08ПС, 08КП, 08Ю.
Металлическая лента предназанчена для стяжки «пакетов» крупногабаритных предметов для защиты их от рассыпания. Чаще всего ее применяют при транспортировке кирпича, древесины, пиломатериалов, арматуры, стальных труб, профилей и т.д., поскольку лента совмещает в себе два важных свойства: прочность и гибкость, — и при не равномерных и увеличенных нагрузках показывает себя с наилучшей стороны.
Кроме того, металлическая лента имеет достаточный показатель стягивания и термоустойчивости, и после воздействия на нее нагрузок возвращает прежнюю форму.
В целях защиты стальной ленты от коррозии и ржавчины, ее покрывают слоем цинка, что увеличивает ее долговечность.
Все стальные упаковочные ленты можно классифицировать по состоянию их материала:
М — мягкие;
Н — нагартованные;
ПН — полунагартованные.
Самой прочной является нагартованная лента.
Размеры ленты, мм
Масса одного погонного метра, г
Разрывное усилие, кг
Примерная масса одного кольца, кг
0,3х20
48
200
60-80
0,35х20
56
240
60-80
0,4х20
64
270
60-80
0,45х20
72
300
60-80
0,5х13
2
220
20
0,5х13 (Н)
52
490
20
0,5х15
60
250
20
0,5х16
64
270
20
0,5х16 (Н)
64
610
20
0,5х16 оцинк.
64
270
20
0,5х19
76
320
20
0,5х19 (Н)
76
730
20
0,5х19 оцинк.
76
320
20
0,5х20
80
340
60-80
0,5х20 (Н)
80
765
60-80
0,5х20 оцинк.
80
340
60-80
0,5х28
112
470
30
0,5х28 оцинк.
112
470
30
0,5х36
144
600
40
0,5х36 оцинк.
144
600
40
0,7х20
112
470
60-80
0,7х20 (Н)
112
1070
60-80
0,7х30
168
707
80-100
0,8х30
192
805
90-110
1,0х30
240
1010
110-120
1,2х30
288
1210
120-140
1,5х30
360
1515
120-140
При желании Заказчика возможно изготовление ленты нестандартыных размеров (с минимальной шириной от 10 мм).
Купить металлическую (стальную) упаковочную ленту, узнать цены, получить дополнительную консультацию Вы можете, оставив заявку ниже.
Металлическая упаковочная лента 0.5 х20 – одно из самых лучших средств, когда требуется надежность обвязки любых, даже самых очень тяжелых грузов. За счет высокого качества исполнения она способна выдерживать огромные нагрузки – кроме того, она защищает упаковываемый груз от таких внешних воздействий, как высокая температура.
За счет своей универсальности металлическая упаковочная лента нашла свое применение в самых разных отраслях промышленности. Она используется для упаковки строительных изделий (кирпича, камня, гипсокартона), бумажных и картонных изделий, одежды, тканей, кабелей, катанок и т.д.
Такая лента прекрасно подходит для товаров, отправляемых за границу, и перевозимых грузовым автотранспортом, поскольку она соответствует всем международным стандартам. Благодаря лакокрасочному покрытию достигается ещё большая защита груза, а чтобы упаковочная машинка прослужила дольше, поверхность металлической ленты покрывается воском.
Вы можете купить упаковочную ленту по самым выгодным центам в нашей компании. Вы убедитесь, что она, как и другие упаковочные материалы от ТД «Ковчег» – например, пленка для термоусадочной машины, отличается высочайшей прочностью.
официальный интернет -магазин Staples®
Staples® Официальный интернет -магазин
Skip к основному контенту
Skip To Coneер
30%Back in All Ink и тонер
Staples Business Advantage
Стейплс. идеальные отпечатки каждый раз
Независимо от того, работаете ли вы дома или в офисе, убедитесь, что каждый отпечаток идеален, выбрав правильный принтер и чернила для задания. Для частой печати или печати больших объемов выберите сверхемкий принтер или картриджи повышенной емкости, чтобы сэкономить время и деньги. У Staples есть лучшие бренды, технологии и чернильные картриджи, которые вам нужны:
У нас есть широкий выбор принтеров HP, включая фотопринтеры HP, струйные принтеры HP и лазерные принтеры HP. У вас уже есть принтер HP? Не забудьте запастись самыми популярными струйными картриджами HP, включая HP 952, HP 63 и HP 902.
Просмотрите наш выбор принтеров Brother, включая лазерные принтеры Brother, струйные принтеры Brother и фотопринтеры Brother. Если вам нужны чернила, запаситесь самыми популярными чернильными картриджами Brother, включая тонер Brother LC103, Brother LC201 и Brother TN350.
Staples предлагает принтеры Epson, которые вам нужны, в том числе струйные принтеры Epson, фотопринтеры Epson и матричные принтеры Epson. Если у вас уже есть принтер Epson, не забудьте приобрести самые популярные картриджи Epson, включая Epson 252, Epson 127 и Epson 220.
Если вы ищете принтер Canon, у нас есть полный выбор, включая лазерные принтеры Canon, фотопринтеры Canon и струйные принтеры Canon. Не нужен новый принтер Canon? Обязательно поймайте чернила, которые вам нужны; наши самые популярные чернильные картриджи Canon включают Canon 245, Canon 240 и Canon CLI-251.
Независимо от ваших потребностей в печати, у нас есть подходящие принтеры, чернила и тонер для работы.
Подходящая бумага для любой работы
Куда бы ни привел вас ваш бизнес, мы предоставим вам подходящую бумагу для работы. Для меню, вывесок, приглашений или поделок выбирайте картон. Сделайте свои презентации уникальными или сохраните воспоминания с помощью качественной фотобумаги для вашего принтера. Для всех ваших потребностей в ведении заметок у нас есть блокноты, папка-наполнитель и многое другое. Не знаете, что взять? Подберите универсальную бумагу, которую можно использовать для копирования, печати или быстрого написания письма.
Наведите порядок с помощью папок с файлами
Папки Manila являются классическим офисным продуктом по той причине, что у них так много применений, от медицинских кабинетов до школ и повседневного ведения домашнего хозяйства. Держите все свои документы наготове и сделайте их еще более удобными, используя систему подвесных папок. Не забывайте, что из папок получаются отличные пакеты для презентаций; используйте карманную папку для включения дополнительных материалов или создайте профессиональное портфолио с помощью папки или папки для презентаций.
Отправляйте с осторожностью
Управляйте повседневной офисной корреспонденцией с помощью широкого выбора деловых конвертов, конвертов для внутренних документов и конвертов для каталогов. Прочные манильские конверты — идеальный выбор для предотвращения повреждения обычных документов или выберите жесткий почтовый конверт для сертификатов для еще большего спокойствия. Для деловых или светских торжеств рассмотрите пригласительные конверты и красные конверты.
JavaScript отключен
Извините, для правильной работы этой веб-страницы требуется JavaScript.
Пожалуйста, включите JavaScript в вашем браузере и перезагрузите страницу.
Диспенсеры для упаковочной ленты — Лента для упаковки и диспенсеры
Диспенсеры для упаковочной ленты — Лента для упаковки и диспенсеры | Зоро
Перейти к основному содержанию
Включите JavaScript в своем браузере, чтобы продолжить использование нашего сайта.
ЗОРО ВЫБРАТЬ Ручной диспенсер для ленты, 2 дюйма.
Производитель № 3JXW7
СКОТЧ Ручной диспенсер для ленты, 2 дюйма.
Производитель # h290
$11,75
3М Ручной 2-дюймовый диспенсер для ленты
Производитель # HB903
$12,09
СТАРТ МЕЖДУНАРОДНЫЙ Диспенсер ленты с 3 предустановленными длинами
Производитель # ZCM0800-WT
$106,87
БИС Ручной дозатор ленты, пистолет, 2 дюйма
Производитель № EP-685-2
$19,61
ЛУЧШИЙ ПАКЕТ Электрический диспенсер для гуммированной ленты, лента 3 дюйма
Производитель # BP555es
1 217,99 $
МАРШ Ручной дозатор ленты, 2 дюйма. Ленты
№ производителя 922
$27,05
СТАРТ МЕЖДУНАРОДНЫЙ Диспенсер с автоматической подачей и обрезкой ленты
Производитель # ZCM1000
$598.00
МАРШ Диспенсер для ленты, Ручной, Металл, Синий
№ производителя 933
$25,78
3М Диспенсер для ленты Pull/Cut
Производитель # M73
$31,15
СКОТЧ Ручной диспенсер для ленты, 2 дюйма.
№ производителя h292
$57,91
ЛУЧШИЙ ПАКЕТ Ручной диспенсер для клейкой ленты, ширина 3 дюйма
Производитель # BP333Plus
489,28 $
БИС Ручной диспенсер для ленты, пистолет, 3 дюйма.
Производитель № EP-695-3
$18,58
СТАРТ МЕЖДУНАРОДНЫЙ Ручной диспенсер для ленты, 1 дюйм Вт
Производитель # ZCM0300
$77,65
СКОТЧ Ручной дозатор ленты, 2 дюйма. Ленты
Производитель # M920
$500,80
ЛЕНТА Диспенсер для ленты, 3 дюйма, серый, 9-3/4 дюйма, л
Производитель # SD 935
$15,88
УПЛОТНЕНИЕ СЕЙФ Ручной диспенсер для ленты, 3 дюйма.
Производитель # QPC-3398
$34,99
СКОТЧ Ручной диспенсер для ленты с низким уровнем шума, 3 дюйма.
Производитель # h253
$54,34
СКОТЧ Диспенсер для картонной герметизирующей ленты, Pstl, 3 дюйма
Производитель № HR83
$59,46
УПЛОТНЕНИЕ СЕЙФ Диспенсер для ленты повышенной прочности, 2 дюйма
Производитель # QPC-2398
$25,19
СКОТЧ Настольный диспенсер, ширина ленты 1 дюйм
Производитель # C25
$52,50
ЛЕНТА Диспенсер для ленты, 2 дюйма, синий, 11-3/4 дюйма, л
Рабочая поверхность валов, 1270 мм. Толщина прокатываемой стали, 6 м. Диаметр валов, 130x130x130 мм.
Подробное описание и цена >>>
Люнет подвижный для станка ДИП-300
Состояние: Новый Год выпуска: 2016 Производитель: ООО ТД (Россия)
В наличии
Продаю люнет подвижный для станка ДИП-300Люнет подвижный для станка ДИП 300 — является технологической оснасткой для токарных станков. Применяется в качестве дополнительной опоры при…
03.08.2016
Рязань (Россия)
18 000
Люнет подвижный для станка ДИП-300
Состояние: Новый Год выпуска: 2016 Производитель: ООО «Металлообработка» (Россия)
В наличии
Люнет подвижный для станка ДИП 300 — является технологической оснасткой для токарных станков.Люнет подвижный для станка ДИП 300 — является технологической оснасткой для токарных станков. …
10.01.2017
Москва (Россия)
Люнет подвижный для станка ДИП-300
Состояние: Новый Год выпуска: 2016 Производитель: ООО «Металлообработка» (Россия)
В наличии
ООО «Металлообработка» предлагает к реализации люнет подвижный для станка ДИП-300 от производителяЛюнет подвижный для станка ДИП 300 — является технологической оснасткой для токарных…
30.01.2017
Киров (Россия)
станок ДИП-300
Состояние: Б/У Производитель: Россия
Куплю станок ДИП-300.Куплю станок ДИП 300. Желательно с удлиненной станиной и люнетом.
26.09.2016
Нижний Новгород (Россия)
Станки ДИП 300 ДИП500 и 1К62
Состояние: Б/У Производитель: СССР (Россия)
Продам станки ДИП 300, ДИП 500 и 1К62 в рабочем состоянии. Станки находятся в г. Барнаул. Фото по запросу. ДешевоПродам станки ДИП 300, ДИП 500 и 1К62 в рабочем состоянии.Станки находятся в г….
21.12.2016
Барнаул (Россия)
Люнет подвижный для станка ДИП 300
Состояние: Новый Год выпуска: 2017 Производитель: ООО Металлообработка (Россия)
В наличии
Люнет подвижный для станка ДИП 300 — является технологической оснасткой для токарных станков. Применяется в качестве дополнительной опоры при обработке длинных нежестких деталей. В…
23.01.2017
Саратов (Россия)
18 900
Запчасти к станкам ДИП 300, 163, 1М63
Состояние: Новый
В наличии
Производство и снабжение предприятий без посредников, предлагаем Вашему вниманию запчасти к станкам ДИП 300, 163, 1М63 в наличии, ниже указаны цены на самые ходовые позиции, по ценам остальных. ..
04.02.2020
Энгельс (Россия)
токарный станок ДИП-300
Состояние: Б/У Год выпуска: 1960
Продаю токарный станок ДИП-300. Станок предназначен для выполнения широкого спектра технологических операций.
Состояние: Б/У Год выпуска: 1977 Производитель: Россия
Токарно-винторезный станок ДИП-300 принадлежит к группе средних токарных станков, точность обработки которого соответствует классу «Н», что означает «нормальная точность», т. е. допускаемая величина…
Куплю станок Дип 300 рмц длина 5 метров. В хорошем состоянии.
26.11.2019
Москва (Россия)
Станок Дип 300 рмц 5 м
Состояние: Б/У Год выпуска: 1979
Куплю станок Дип 300 рмц 5 метров.
26.11.2019
Брянск (Россия)
Станок Дип 300 рмц 5 м
Состояние: Б/У Год выпуска: 1980
Куплю станок Дип 300 рмц 5 метров.
26.11.2019
Калуга (Россия)
Лимб на станок ДИП-300
Лимб продольной подачи на станок ДИП-300 1М63 (Тбилиси), шкала на 300 мм., посадочный ф50 мм. под шпонку 6 мм.
06.02.2020
Санкт-Петербург (Россия)
Токарный станок ДИП 300 1М63 с системой ЧПУ Балтсистем
Состояние: Б/У
Просим Вас выставить коммерческое предложение на станки после капитального ремонта или в хорошем рабочем состоянии. В коммерческом предложении просьба указать место расположения станка, возможность. ..
Услуги токарные и фрезерные работы по металлу, Токарная обработка, Механическая обработка металла
Услуга
от 300 грн/час
Производственное предприятие HOMEPRO
Выполним токарные, фрезерные, сверлильные, сварочные работы
Услуга
от 80 грн
ФЛП Бакро Я. Е.
Ролики к люнету 1М63(ДИП300)
Доставка по Украине
5 250 грн/комплект
Купить
ООО «Импульспром»
Муфта У4184, У4284
Доставка по Украине
8 000 грн
Купить
ООО «Импульспром»
Пиноль ремонтная 1М63(ДИП300)
Доставка по Украине
5 700 грн
Купить
ООО «Импульспром»
Токарные работы
Услуга
от 50 грн/услуга
ООО «ПМУ «Сахавтомат»
Токарный станок С10Т, С10ТМ, С10ТН (аналог 1М63)
Под заказ
Доставка по Украине
1 451 609.20 грн
Купить
ТОВ «Ф.Технолоджи»
Патрон токарный 7100-0043 (Ф=400)
Под заказ
Доставка по Украине
39 000 грн
Купить
ООО «АСПЕКТМАШ»
Токарно-винторезный станок 1М63БФ101 (ВМЦ 1500, 2800), после капремонта
Доставка по Украине
Цену уточняйте
ТОВ «СТАНКІН» (послідовник ТОВ «Київський верстатобудівний завод» — Завод верстатів-авт. ім.Горького)
DIPSEAL DS-300G Прозрачное покрытие для защиты от парафина
Нажмите на изображение, чтобы увеличить
Технические характеристики Подробности Отзывы
Дополнительная информация
Торговая марка
УПЛОТНИТЕЛЬ
Цвет
Зеленый
Тип
Прозрачное покрытие
Модель №
ДС-300Г
Приложение
Тип 1
Размер
10 фунтов.
Точка плавления
350 градусов
Стойка 65
65″> Да
Страна происхождения
СОЕДИНЕННЫЕ ШТАТЫ АМЕРИКИ
Многие продукты для металлообработки содержат металлы, на которые распространяется последнее предупреждение в соответствии с Предложением 65. Воздействие элементов может быть вредным. Может вызвать рак и нанести вред репродуктивной системе.
Детали
Покрытия типа 1 с плавильными ваннами для долговременной защиты от ржавчины. Покрытия Dip Seal типа 1 являются наиболее эффективным решением для предотвращения коррозии инструментов и деталей машин. Эти покрытия погружением оставляют прозрачную масляную пленку на обрабатываемой детали, защищая ее от ржавчины и грубого обращения. Прозрачность позволяет видеть и распознавать номер детали, номер UPC и другие данные, указанные на деталях, даже после нанесения. Dip Seals также предлагает вам плавильные ванны с равномерным нагревом, чтобы вы могли расплавить покрытие надлежащим образом. Эти плавильные котлы предлагают термостатическое управление для предварительно заданной температуры. Резервуары изготавливаются из нержавеющей стали или литого алюминия. Они бывают круглых или прямоугольных моделей емкостью от 1 кварты до 5 галлонов. Вы также можете настроить резервуары в соответствии с вашими потребностями. Кроме того, вы получаете термометры и запасные части. Покрытия Dip Seal типа 1 изготавливаются на основе целлюлозы, и их рекомендуемая температура погружения составляет 350°F. При погружении вы получаете пленку толщиной около 1/16 дюйма на ваших инструментах или деталях, которая защищает их от зазубрин, коррозии, влаги и т. д. Эти погружные уплотнения также помогают вам покрывать острые края или углы инструментов. Покрытия типа 1 от Dip Seals доступны в зеленом, синем, оранжевом и красном цветах или в водопрозрачном варианте. Уплотнения обладают отличными непроводящими электрическими свойствами. Они нетоксичны и могут наноситься на такие материалы, как металлы, стекло, дерево и керамика. Провалы могут быть использованы в механической обработке, производстве инструментов, машиностроении, металлообработке, медицинском оборудовании и других отраслях. Однако при их плавлении и работе с ними необходимо обеспечить надлежащую вентиляцию и использовать термостойкие перчатки, средства защиты глаз и маски для лица OSHA. Кроме того, вам следует избегать смешивания покрытий Dip Seal. Кроме того, эти покрытия поставляются в упаковках по 10 фунтов. пакеты.
Преимущества
Покрытия Dip Seal оставляют тонкую пленку на деталях, на которые они наносятся, защищая их от ржавчины.
Вы можете видеть сквозь прозрачную пленку и читать номера деталей, UPC и т. д.
Покрытия могут защитить ваши инструменты от порезов, влаги, грубого обращения и т. д.
Они также помогают скрыть острые края или углы ваших инструменты, что исключает возможность получения травм на работе.
Плавильные ванны Dip Seal обеспечивают равномерный нагрев для надлежащего плавления покрытий.
Применение
Чаще всего используется для защиты от коррозии.
Оставляет масляную пленку на защищаемой части.
Относительно твердое покрытие, которое отлично подходит для длительного хранения и защиты от грубого обращения.
Номера деталей, коды UPC и т. д. можно легко увидеть через любой из прозрачных цветов типа 1.
Рекомендуемая температура погружения для всех покрытий типа 1 составляет 350°F.
Характеристики
Покрытия Dip Seal типа 1 поставляются в упаковках по 10 фунтов. пакеты с различными вариантами плавильных котлов, которые вы можете выбрать.
Нетоксичные уплотнители на основе целлюлозы имеют рекомендуемую температуру погружения 350°F.
Покрытия доступны в водопрозрачном варианте или в зеленом, синем, оранжевом и красном цветах.
Плавильные котлы изготавливаются из нержавеющей стали или литого алюминия с термостатическим управлением.
Цистерны круглой или прямоугольной модели вместимостью от 1 кварты до 5 галлонов.
14 способов избежать вырывания зерна с помощью деревянной чаши
Как избежать вырывания зерна из деревянной чаши и получить хорошую гладкую конечную поверхность?
Вырывание зерна из деревянной миски может вызвать разочарование. Есть много способов решить эту проблему, включая использование острых инструментов, резку с поддерживаемым зерном, ускорение токарного станка, изменение углов и даже обработку поверхности.
В этой статье подробно рассматриваются многочисленные подходы к решению проблем, связанных с разрывом зерна деревянной чаши, которые могут вас беспокоить.
Что такое отрыв зерна?
Когда мы точим деревянную чашу с боковыми волокнами, мы, по сути, точим пучок линейных древесных волокон, что-то вроде соломинки. Эти «соломинки» проходят по поверхности деревянной заготовки чаши.
При каждом обороте токарного станка торец или концы этих «соломинок» будут проходить дважды, по одному разу для каждого конца труб. Эти концы труб или волокон известны как торцевые волокна.
Именно это торцевое волокно может порваться, сломаться или просто сломаться, что приводит к разрыву зерен.
Как правило, боковые волокна или более длинные части древесных волокон режут гладко и не изгибаются и не ломаются так быстро, как торцевые волокна.
Проблема лежит глубже
Когда происходит разрыв зерна, на первый взгляд может показаться, что это всего лишь несколько небольших вмятин на поверхности деревянной чаши.
Первой мыслью может быть: «Может быть, небольшая шлифовка решит проблему?» Не совсем, этих ям больше, чем кажется.
При ближайшем рассмотрении обнаруживаются повреждения. Торцевые зерна были сломаны, отломаны и толкались. Оспины представляют собой зазоры или отверстия, в которых полностью вырваны некоторые торцевые волокна.
Чтобы зафиксировать и выровнять поверхность, необходимо сделать чистые пропилы до самых глубоких участков этих пустот. Я видел, что в некоторых случаях они достигают глубины от одной восьмой до четверти дюйма.
До тех пор, пока с помощью точных надрезов не будет удалена вся область вырыва зерна, вырыв останется, и шлифовка мало что решит.
Моя история об отрыве зерна
Когда я впервые начал точить, можно сказать, мне повезло. В то время я понятия не имел, и я думаю, мне повезло, что я не знал, что мне повезло.
Поясню.
Люблю дерево и деревообработку. Было вполне естественно, что мое внимание привлекла просьба друга друга в Facebook о помощи с упавшей конечностью.
Ветка упала ночью и едва не задела край их дома. Старая, мертвая и гниющая древесина все еще должна быть для чего-то годной, подумал я.
Я не видел древесину мертвой и гниющей, я видел расщепленный орех пекан! Неважно, что я никогда раньше не работал с таким деревом, я знал, что оно должно быть хорошим.
Мысль о фрезеровании его на доски исчезла, когда стало очевидно, что у нас нет возможности вытащить массивные секции из крошечного огороженного заднего двора. Логи это были. Итак, мы разобрали ветку на удобные куски и загрузили ее в мой трейлер.
Хорошо, что я получил это дерево, когда я это сделал. Многочисленные соседи останавливались и стремились использовать эссенцию этого прекрасного ореха пекан для копчения туш различных животных. Это до сих пор заставляет меня качать головой.
Бревна были сложены в сухом месте и стояли ждать своей участи. Примерно в это же время я решил присоединиться к местной токарной группе.
Эй! У меня есть собственные дрова, я принесу их и сделаю из них миски. Так я и сделал. Бревно за бревном производили чашу за чашей.
Чего я не знал, потому что я не точил никакую другую древесину, так это того, что орех пекан общеизвестно гнилой и проблематичным для образования разрывов зерна.
Невежество — это блаженство
Я вертелся и вертелся, или вместо этого рвал и рвал этот орех пекан снова и снова. Все и их брат из токарной группы давали мне советы и рекомендации о том, как уменьшить выкрашивание зерна.
К счастью, никто не сказал «перевернуть другое дерево».
Будучи новичком, я думал, что шероховатая поверхность просто из-за моей неопытности. Откуда мне было знать? LOL
Со временем мои миски стали более гладкими, а разрыв зерна уменьшился. Я научился использовать различные техники для работы с проблемными зонами.
Только когда мой тайник с орехами пекан был почти исчерпан, я переделал древесину другого типа.
Однажды, с заготовкой чаши платана, установленной и несколькими оборотами токарного станка, я остановился, и мой рот открылся. Платан режется, как кусок мыла.
О. Мой. Добро. Зачем я все это время крутил этот грубый гнилой орех пекан?
Что ж, вот что я вам скажу: мне повезло, что я первым перевернул орех пекан. Мне посчастливилось получить наилучшие уроки того, как в первую очередь бороться с разрывом зерна.
Оглядываясь назад, я так рад, что у меня получилось это красивое, но сложное точение дерева, прежде чем точить более легкое дерево.
Я узнал гораздо больше, чем мог себе представить, благодаря этим привередливым ореховым волокнам. А теперь позвольте мне поделиться с вами своими знаниями.
14 способов избежать вырывания зерна деревянной чаши
1. Начните с острой выемки чаши
Острая выемка чаши может показаться очевидным, но это единственный наиболее важный фактор в уменьшении вырывания зерна.
Представьте себе концевые волокна в виде маленьких волосков. Если эти волосы ударить тупым краем выдолбленной чаши, они упадут и согнутся. Вместо этого нам нужно сбрить древесные волокна, как бритвой.
Как можно чаще возвращайте острую кромку в долото чаши. И помните, если вам интересно, нужна ли вам заточка, ответ ДА и сейчас.
Для получения дополнительной информации о заточке деревянного долота для чаши см. мою статью о заточке долота для чаши.
2. Древесина с опорой
Резка «по волокну» сбивает с толку, как я подробно описал в статье о выполнении пропилов с опорой по волокну.
Ничто так не способствует уменьшению вырывания зерна после заточки бороздок, как резание в правильном направлении с опорными резами.
Этот метод настолько важен, что моя статья об поддерживаемых долблениях зернового барабана действительно должна стать следующей статьей, которую вы прочитаете, если вы ее еще не читали.
3. Используйте долото с чашеобразным шлифованием
Заточка ногтем — это долбление с чашеобразным шлифованием, которое я предпочитаю для большинства токарных работ.
Тем не менее, с учетом сказанного, более традиционный стандартный помол дает лучшие результаты при столкновении с проблемным торцевым зерном.
Точно не могу сказать почему, но просто работает лучше. Возможно, это более крутой угол скоса или более скошенная поверхность.
Какой бы ни была причина, традиционная стамеска для шлифовальной чаши отлично подходит для нескольких последних проходов, особенно на внутренней части чаши.
Вот статья, посвященная углам скоса выемки чаши, это важно прочитать.
4. Точная настройка кривых с помощью скребка с отрицательным передним углом.
Агрессивное соскабливание, как правило, не лучшая идея при работе с выдиранием зерна.
Тем не менее, точную настройку областей со следами инструментов или холмами и впадинами можно выполнить легкими сфокусированными проходами острого скребка с отрицательной кромкой.
Еще один отличный вариант — использовать скребок с круглым носом и «резать» поверхность вместо того, чтобы счищать ее. Вот ссылка на все подробности о резке круглым скребком.
5. Увеличьте скорость вращения станка по мере необходимости, но в разумных пределах.
Можно подумать, что от 300 до 500 об/мин. работает очень быстро, но меня всегда поражало, как я могу чувствовать, как канавки чаши погружаются и выходят из канавок следов инструмента на этих «более медленных» скоростях.
Увеличение скорости токарного станка затрудняет повторение неправильного поведения инструмента, и вместо этого он начинает создавать новые чистые проходы.
В общем, Никогда не кручусь быстрее 1000 об/мин. и намного медленнее, чем для деталей диаметром более 12 дюймов.
Есть много информации о скорости токарного станка, прочтите следующую статью, посвященную этому вопросу.
6. Уменьшите скорость инструмента.
Представьте, что вы проводите острым ножом по листу бумаги. Если лезвие тянуть медленно и устойчиво, разрез будет ровным. Если тот же нож быстро проткнуть бумагу, скорее всего, образуются разрывы.
Перемещение долбяка по древесным волокнам очень похоже. Не торопитесь и дайте острой кромке выемки чаши сделать ровный срез.
Быстрое продавливание чаши по поверхности обычно приводит к отрыву зерна.
7. Делайте более легкие преднамеренные скашивания
Тяжелые, агрессивные скашивания обычно приводят к разрыву зерна. Будьте осмотрительны и делайте более контролируемые менее глубокие надрезы.
Глубина каждого резания не имеет решающего значения при работе с отрывом зерна. Нас больше всего интересуют чистые волокна при каждом проходе.
Несколько чистых проходов намного ценнее, чем один глубокий проход с повреждениями.
Легкие и медленные резы являются отличительной чертой отличной чистовой обработки. Хотите узнать все о чистовой отделке? Прочтите эту статью дальше.
8. Оставайтесь на фаске.
Прохождение этого скоса имеет решающее значение. Настолько критично, что у меня есть статья, посвященная исключительно пониманию и обучению катанию на скосе долота.
Если кончик долота чаши не опирается на фаску долота, следы инструмента и рваное зерно обязательно образуют . Думайте о фаске как о направляющей, которая управляет режущей кромкой выемки чаши.
9. Наклоните режущую кромку
При резке чашеобразным долото или скребком с отрицательным передним углом наклоните режущую кромку инструмента, чтобы уменьшить усилие. Поэкспериментируйте с немного разными углами.
При наклоне режущей кромки инструмента сила трения металла о древесину уменьшается, и рез получается более чистым.
Представьте себе канцелярский резак для бумаги. Лезвие опускается под углом и делает чистый срез. Если бы то же самое лезвие было опущено параллельно поверхности стола, бумага, вероятно, сложилась бы и порвалась. Это также происходит с концами древесных волокон.
Срез под углом особенно важен при использовании скребка с отрицательным передним углом. Выполняется более мягкий и чистый срез, чем скребок, встречающийся с поверхностью чаши под прямым углом 90 градусов.
Эта техника подробно описана в моей статье о скребке с круглым носом, посмотрите ее.
10. Соскабливание со сдвигом
Соскабливание со сдвигом – это техника долбления чашей, которая поначалу кажется странной и странной, но невероятно ценна для создания гладкой поверхности.
Включая в себя плавный подход к крутому углу резания, как описано выше, этот метод отделки с чашеобразным долото может дать результаты, которые могут конкурировать с прекрасно отшлифованной отделкой.
Соскабливание ножницами позволяет аккуратно срезать торцевые волокна деревянной чаши, не допуская отрыва волокон.
Я призываю вас узнать больше о шабрении ножницами, прочитав эту статью о совершенствовании шабрения долблением чаши.
11. Смачивание волокон
Иногда, в зависимости от вида и возраста деревянной заготовки чаши, смачивание поверхности может способствовать поднятию волокон.
Подобно маленьким волоскам на конечностях, некоторые торцевые волокна древесины нуждаются в усилении, чтобы расположить их для чистого среза. Смачивание деревянной поверхности может привести к поднятию волокон и позволит острой канавке сделать чистый проход.
12. Шеллак
Когда я работал с проблемным орехом пекан, о котором я упоминал выше, я часто сталкивался с мягкими и губчатыми участками.
Что бы я ни делал, пытаясь добиться чистых срезов, всегда оставались места, которые рвались и вырывались.
На этом этапе, если никакие другие советы не работают, попробуйте нанести слой шеллака на всю чашу или только на проблемные участки.
Я смешиваю свой собственный шеллак, используя хлопья шеллака и денатурированный спирт. Смешивание собственного шеллака намного лучше, чем любой продукт «шеллак» в магазине.
Шеллак укрепит мягкие рыхлые волокна и сделает их более удобными для выдалбливания. Когда разрезы сделаны, вместо того, чтобы падать или ломаться, древесные волокна стоят высоко и срезаются чисто.
Хотите узнать все шаги по созданию наилучшего шеллака, читайте дальше.
13. Проблемные участки с ХА
Как и описанный выше метод шеллака, ХА можно использовать на определенных участках для укрепления древесных волокон и облегчения их резки.
CA отлично подходит для определенных проблемных областей, таких как сучки или области включения коры.
Хотя CA можно использовать на всей поверхности чаши, я считаю, что для этой цели лучше подходит шеллак.
14. Специальное шлифование
Сосредоточенно отшлифуйте оставшиеся проблемные участки. Не шлифуйте при включенном токарном станке, так как это только увеличит холмы и впадины следов от инструмента. Вместо этого найдите проблемную зону, обычно вдоль торцевых волокон, и отшлифуйте вместе с волокнами, чтобы удалить контрольные следы.
Шлифование путем сочетания вращения токарного станка и тщательного шлифования по зерну (без токарного станка) — идеальный способ добиться гладкой окончательной отделки деревянных чаш. У меня есть статья о том, как я шлифую свои деревянные чаши. Проверьте это.
Заключение
Вырывание зерна может быть обескураживающим, но при настойчивости и терпении вырывание зерна может остаться в прошлом.
Не торопитесь и поэкспериментируйте с одним или комбинацией вышеперечисленных советов, чтобы устранить разрыв на точеной деревянной миске.
А если ничего не помогает, попробуй выточить более щадящую древесину. Ха!
С другой стороны, если вы действительно хотите учиться (или мучить себя), найдите для обработки старый гнилой орех пекан (или подобное дерево).
Виды покрытий, достоинства и недостатки различных покрытий, рекомендации по выбору вида покрытия для крепежа.
В настоящее время крепежные изделия без покрытий применяются все меньше и меньше, т.к. кроме механического воздействия, могущего вызвать разрушение крепежа, металлы, из которых изготовлены крепежные детали, разрушаются при взаимодействии с окружающей средой — этот процесс называется коррозией. В зависимости от окружающих металл условий (температура, влажность, химический состав окружающей среды и т.д.) условия эксплуатации по подразделяются на легкие, средние, жесткие и очень жесткие.
Для защиты металлов от коррозии на них наносят различные покрытия. Кроме того, покрытия наносят для придания изделиям декоративного вида или создания специальных поверхностных свойств. Покрытия могут быть:
металлическими,
неметаллическими,
неорганическими,
порошковыми,
лакокрасочными,
пластмассовыми,
резиновыми.
Защитные свойства покрытий зависят от возможности взаимодействия материалов покрытий и детали.
Различаются две разновидности способов защиты – механический и электрохимический.
Механическая защита достигается за счет изолирования материала от внешней среды и эффективна только при отсутствии пор, задиров и др. повреждений покрытия.
Электрохимическая защита обеспечивается в том случае, если материал покрытия является анодным по отношению к защищаемому материалу и не зависит от пористости.
Основным видом коррозии металлов является электрохимическая, возникающая в зоне контакта двух металлов, имеющих разный электрохимический потенциал. Возникающая при наличии влаги гальваническая пара приводит к постепенному растворению металла имеющего меньший потенциал. Покрытия, выполненные из материала, потенциал которого в данных условиях более отрицателен чем потенциал защищаемого металла, называются анодными. Анодными покрытиями для железа и его сплавов (сталь, чугун) являются покрытия из магния, алюминия, цинка, хрома. Такие покрытия при наличии пор и задиров разрушаются сами, а защищаемый металл нет. Катодными называются покрытия, у которых потенциал более положителен, чем у защищаемого металла, для стали такими покрытиями будут: медное, никелевое, оловянное, свинцовое, серебряное, золотое. Понятно, что анодные покрытия обеспечивают как механическую, так и электрохимическую защиту, а катодные только механическую.
Цинк – самое распространенное антикоррозионное покрытие хорошо анодно защищает сталь в атмосферных условиях и в пресной воде при нормальных и низких температурах, но при высоких температурах, в агрессивных средах его потенциал меняется в сторону увеличения и может превысить потенциал железа.
Черный цинк и Желтый цинк — это цинковое покрытие с определенной пассивацией. У черного цинка коррозионная стойкость, чуть меньше чем у желтого цинка. По сложившейся практике, можно уверенно сказать. что коррозионная стойкость желтого цинка несущественно выше чем у черного и выбор покупателя чаще зависит от необходимости использовать крепеж определенного цвета, нежели от его антикоррозионных свойств.
Заказать оцинкованные изделия вы можете тут:
Гайка с цинковым покрытием;
Болт с цинковым покрытием;
Шайба с цинковым покрытием;
Шпилька с цинковым покрытием.
Цинковые покрытия с желтым хроматированием
Защитные свойства цинковых покрытий значительно усиливаются при обработке оцинкованных изделий в пассивирующих растворах. Практически весь гальванический цинк проходит такую обработку. Существует большое разнообразие конверсионных пленок на цинковых покрытиях: бесцветные, радужные (жёлтые), оливковые, черные, которые отличаются не только внешним видом, но и коррозионной стойкостью.
Обработка цинковых покрытий в растворах, содержащих соединения хрома (VI) получила название хроматной пассивации или т.н. жёлтого хроматирования., т.к. в состав образующихся конверсионных слоев входят хроматы — соли хромовой кислоты. Толщина конверсионного слоя составляет порядка 0,5 мкм.
К достоинствам жёлтого хроматирования следует отнести высокую коррозионную стойкость конверсионных слоев и способность к «самозалечиванию» плёнки после механических повреждений.
Гальванические цинковые покрытия с жёлтым хроматированием, изготовленные в соответствии с требованиями стандарта ISO 4042, при жёстких климатических испытаниях в морском соляном тумане (по стандарту ISO 9227) выдерживают 72 часа до наступления коррозии цинка и 120 часов до наступления коррозии стали. В сравнении с этим гальванические цинковые покрытия без пассивации или с бесцветной пассивацией выдерживают всего 24 часа до наступления коррозии цинка и 72 часа до наступления коррозии стали.
Таким образом, у гальванических цинковых покрытий с жёлтым хроматированием коррозионная стойкость и долговечность в 2,5 – 3 раза выше, чем у гальванических цинковых покрытий без пассивации или с бесцветной пассивацией.
Кадмий — образует катодное покрытие по отношению к железу в атмосфере или в пресной воде, но в морской воде кадмиевое покрытие является анодным.
Следует помнить, что не всякое анодное покрытие и не во всех случаях оказывается удовлетворительным, т.к. оно само также не должно слишком быстро разрушаться. Так, например, цинковое покрытие, широко применяемое для защиты от коррозии в средних географических широтах, оказывается нестойким в тропическом климате. Причиной этого служит интенсивное растворение и смывание водой и влагой воздуха слоя солей цинка, образующегося на поверхности при коррозии. В результате этого происходит обнажение глубинных слоев металла, и скорость коррозии не замедляется.
Рассмотрим особенности и способы применения наиболее распространенных видов покрытий крепежных изделий. Для крепежных изделий применяются:
металлические (цинковые, кадмиевые, медные и т.д.),
Из металлических покрытий в мировой практике наиболее широко в мировой практике применяются цинковые. Их широкое применение для защиты стальных и чугунных изделий обусловлено в основном двумя причинами. Первая – высокая природная стойкость самого цинка вследствие образования на цинке в коррозионной среде защитных пленок из продуктов коррозии, вторая – высокая анодность защиты при температуре до 70°С. При более высоких температурах цинк защищает сталь только механически. Защитные свойства цинковых покрытий определяется как их толщиной, так методом их нанесения.
Цинковые покрытия, полученные различными методами, отличаются по равномерности, строению, плотности, составу и т.п. Горячий способ позволяет получить покрытие большой толщины (50…150 мкм), но эта толщина колеблется в значительных пределах и точная регулировка его невозможна. Отсюда высокие потери металла, порой недостаточное качество покрытия. На параметры основного металла (самой крепежной детали) горячая оцинковка практически не влияет, но размеры детали могут заметно измениться.
Экономия металла при электролитическом методе покрытия составляет до 50%, при этом повышается твердость покрытия (500. ..600 Н/мм2) и его однородность, обеспечивается высокая степень чистоты осажденного цинка и повышенная химическая стойкость, но толщина покрытия невелика (5…35 мкм).
Кроме того, при электролитическом цинковании происходит наводороживание и как следствие охрупчивание основного защищаемого металла.
Оба метода являются экологически вредными, и перед производителями постоянно стоит проблема утилизации отходов. Всех недостатков лишен метод — шерердизации, применяемый, к сожалению, производителями крепежа пока достаточно редко.
Для повышения коррозионной и механической стойкости цинковые покрытия часто подвергают хроматированию (пассивированию) или фосфатированию. Для желтого (хроматного) пассивирования оцинкованные изделия погружают в растворы хромовой кислоты или ее солей. Образующаяся хроматная пленка представляет собой соединения хрома и цинка, защитные свойства которой практически не изменяются даже при наличии на ней механических повреждений (царапин, рисок и т. п.). После хроматного пассивирования покрытия приобретает желтую или зеленовато-желтую окраску с радужным оттенком. Фосфатирование цинковых покрытий применяется на крепежных изделиях редко в основном при необходимости их последующего окрашивания.
Крепежные изделия с цинковым покрытием полученным горячим или электролитическим способом без хроматирования или фосфатирования пригодны для использования в легких или средних условиях эксплуатации, с дополнительной обработкой или окрашенные – в любых. Шерардированные крепежные изделия работают в любых условиях.
Кадмирование крепежных изделий производится редко. Кадмий и его соединения очень токсичны, и во многих странах кадмирование запрещено. Цвет, механическая прочность и ряд других показателей кадмиевых покрытий близки к цинковым. Покрытия кадмием также могут подвергаться хроматированию и фосфатированию. Защитные свойства кадмиевых покрытий в обычных условия ниже цинковых, но в морских условиях и при сильной конденсации водяного пара такие покрытия применяются и поныне.
Никелевое покрытие является катодным по отношению к стали и защищает ее только механически. Для никелирования крепежных деталей применяют колокольные ванны или ванны с вращающимися барабанами с электролитом, основным компонентом которого является сернокислый никель. Никелевые покрытия имеют привлекательный декоративный вид (хотя со временем тускнеют), но снижают механические свойства стали и имеют малую коррозионную стойкость. В этой связи никелированные крепежные изделия – редкость, хотя и используется например в мебельной промышленности.
Так же крайне редко применяется для крепежных изделий хромирование, которое, имея высоэстетичный вид, почти вдвое снижает предел выносливости покрытой им стали без специальных операций предварительной подготовки металла. Хроматирование применяется либо как декоративное, либо как износостойкое, в связи с низким коэффициентом трения хрома. Для декоративных целей также может применяться на крепежных изделиях латунирование, в частности для деталей мебельного крепежа (шурупы, винтовые стяжки и др. ), антикоррозионные свойства которого крайне низки.
Среди неметаллических покрытий для крепежных изделий (в том числе стальных шурупов) широко применяются оксидирование и фосфатирование.
Фосфатирование используется для стальных изделий, не требующих декоративного вида, и заключается в обработке последних специальным химическим составом (соль Мажеф), в результате которой на поверхности стали образуется фосфатная пленка (фосфат железа) с высокими защитными свойствами. В зависимости от качества подготовки поверхности детали пленка может иметь разную кристаллическую структуру. Наиболее высокими защитными свойствами обладают мелкокристаллические пленки. Фосфатная пленка очень хорошо связана с основным защищаемым металлом (на молекулярном уровне), обладаем отличной адгезией лакокрасочных и др. покрытий (хорошо окрашивается), имеет высокую маслоемкость.
Дополнительная обработка повышает защитные свойства фосфатных пленок. Такая обработка производится в растворах хрома, промасливанием, гидрофобизированием или окраской. Промасливание обычно производится веретенным или авиационным маслом при температуре 100 °С, при этом существенно повышаются антикоррозионные и антифрикционные свойства детали.
Гидрофобизирование заключается в создании дополнительно на поверхности деталей тонкой водоотталкивающей (гидрофобной) пленки. В зависимости от технологии подготовки поверхностей деталей, подвергаемых фосфатированию, и технологии самого процесса толщина покрытия может быть 2…15 мкм, а цвет детали – от светло-серого до черного.
Оксидирование заключается в формировании на поверхности изделия или детали пленки окислов. Оксидное покрытия по многим свойствам (антикоррозионным, адгезионным, мослоемким) близко к фосфатному. Цвет стального изделия после оксидирования в зависимости от режима процесса меняется от темно-серого до блестяще-черного.
Считается, что по собственной антикоррозионной стойкости фосфатные покрытия превышают оксидные. Фосфатированные или оксидированные изделия могут применяться только в легких условиях эксплуатации, если эти покрытия подвергнуты промасливанию или гидрофобизированию – в средних и жестких. Для использования их в любых условия эксплуатации необходимо окрашивание.
Окрашивание -практически все крепежные изделия могут окрашиваться всеми распространенными красками, хотя качество адгезии может оказаться различным в зависимости от типа покрытия крепежа, вида краски, степени загрязненности окрашиваемого изделия и т.д.
Среди шурупов, которые изготавливаются и предлагаются потребителю в окрашенном виде следует выделить кровельные саморезы, окраска которых должна сочетаться с цветом кровли и отвечать условиям высокой атмосферостойкости. Для окрашивания кровельных саморезов в настоящее время используются порошковые краски, которые наилучшим образом отвечают предъявляемым к окраске требованиям.
Порошковая окраска – экологически чистая, безотходная технология получения высококачественных декоративных и декоративно-защитных полимерных покрытий. Покрытие формируют из полимерных порошков, которые наносят на окрашиваемую поверхность изделия. Затем изделие нагревают и выдерживают при заданной температуре несколько минут. Из-за относительно высокой температуры полимеризации окрашивают в основном металл и стекло. Последнее десятилетие происходит быстрое проникновение технологии порошкового окрашивания в сферы традиционных способов нанесения лакокрасочных покрытий. В мире сегодня окрашивают с использованием этой технологии примерно 15 % всех изделий подлежащих окраске, и это число увеличивается.
Для удобства производителей и потребителей цвета саморезов кодируются по одной из существующих систем обозначения цвета.
В мире существует несколько систем обозначения цветовых оттенков. Одной из распространенный в России систем является система цветов финской фирмы Rannila (RR), специализирующейся на производстве металлочерепицы и других кровельных материалов.
В связи со специализацией фирмы номенклатура известной системы RR сравнительно невелика. Более мощной и универсальной системой обозначений цветовых оттенков является система RAL. Ее разработал Немецкий Институт Гарантий Качества и Сертификации RAL. В 1927 году институт установил стандарт на цветовое пространство, разделив его на диапазоны и обозначив каждый цвет четырехзначным цифровым индексом, понятным разным областям промышленности. С тех пор по мере появления новых красителей стандарт неоднократно расширялся.
Покрытие Dacromet.
Цинконаполненные покрытия под названием «Dacromet 320» (Дакромет 320) были разработаны фирмой «Diamond Shamrock Corp.» (США), как способ защиты от коррозии стальных деталей, в основном крепежа. Покрытие наносится методом погружения деталей в суспензию цинковых частиц в водном растворе органических и неорганических компонентов. После удаления излишков суспензии центрифугированием для окончательного формирования покрытия детали подвергаются ступенчатому нагреву, начиная с 80°С и до завершающей температуры 300°С.
Особенность покрытия «Дакромет 320» заключается в наличии цинковых частичек микронных размеров в виде хлопьев, предварительно обработанных в хроматном растворе и плотно связанных между собой неорганическим связующим. Толщина сухого покрытия составляет 8-10 мкм. Покрытие имеет серебристо-серый вид и, благодаря наличию в системе хроматов, обладает высокой коррозионной стойкостью — порядка 500 в нейтральном соляном тумане.
Известны и другие модификации покрытия «Дакромет», например, для покрытия листовой стали. Покрытия типа «Дакромет» известны также под названиями «Dacral», «Geomet» и другими – от производителя.
Дальнейшим развитием цинкнаполненных покрытий явились так называемые «цинкламельные покрытия», не содержащие шестивалентного хрома. Система ламельного цинкового покрытия включает в себя базовый слой, состоящий из тонких алюминиевых и цинковых чешуек (ламелей) и, при необходимости, один или несколько дополнительных слоев, придающих покрытию специальные свойства: фрикционные, коррозионную и химическую стойкость, цвет и другие. Цинкламельные покрытия известны по названиям их разработчиков «Delta», «Geomet» и др.
Цинкламельное покрытие наносят на предварительно подготовленную поверхность деталей путем окунания в высокодисперсную суспензию цинкового и алюминиевого порошков, имеющих форму чешуек, в связующем материале или ее напыления с последующим нагревом деталей до 240°С для сушки и отверждения. Сформировавшееся базовое покрытие содержит более 70 % цинкового и до 10 % алюминиевого порошка, а также связующий органический материал. Оно состоит из множества слоев алюминиевых и цинковых частиц толщиной менее микрометра и шириной около 10 мкм, расположенных параллельно друг другу и покрываемой поверхности, соединенных связующим компонентом. Малый размер частиц делает возможным наносить цинкламельные покрытия толщиной 4 – 8 мкм, которые применяют в автомобилестроении. Коррозионная стойкость покрытий свыше 700 часов в нейтральном соляном тумане. Более толстые покрытия применяют для нанесения на детали и элементы строительных конструкций.
Покрытие обладает электропроводящими свойствами, его более электроотрицательный потенциал по отношению к стали создает электрохимическую защиту в дополнение к барьерной.
Применение цинконаполненных покрытий не приводит к возникновению водородной хрупкости покрываемых сталей. Толщина покрытий на стали, как и в случае обычных цинковых покрытий, определяется любыми магнитными, магнитно-индукционными и другими подобными толщиномерами.
Особенности покрытия крепежных изделий | ГК ЕВРАЗИЯ
Крепежные изделия, изготавливаемые серийно в промышленных масштабах, практически всегда имеют поверхностные покрытия, которые необходимы как для их защиты от различного рода неблагоприятных воздействий (электрохимической коррозии, механических повреждений и т. п.), так и для улучшения эстетических свойств.
Существует немало разновидностей покрытий крепежных изделий, каждое из которых играет ту или иную роль.
Разновидности покрытий крепежных изделий
Специалисты подразделяют все покрытия крепежных изделий на две основные группы:
Металлические.
Неметаллические.
По способу защиты, перечисленные группы классифицируются на:
Механические.
Электрохимические.
Принято также деление покрытий крепежных изделий по виду материалов, с помощью которых они производятся, и именно их краткие характеристики и описания приводятся ниже.
Цинкование
Цинковые покрытия крепежных изделий являются одними из наиболее распространенных, поскольку они хорошо защищают их как от электрохимической коррозии, так и от механических повреждений.
Наносятся они двумя способами: горячим и электролитическим.
Первый предполагает погружение крепежа на короткое время в расплав цинка, имеющий температуру около +480 °С, а второй — осаждение защитного слоя на поверхность в гальванической ванне.
Преимуществом горячего способа, является высокая коррозионная стойкость и самовосстанавливающиеся свойства.
Также возможность получения защитного покрытия большей толщины (до 150 мкм), а гальванического — его повышенная химическая стойкость и экономичность.
Никелирование
Покрытие крепежных изделий слоем никеля применяется в целях их защиты от механических воздействий и улучшения внешнего вида.
Осуществляется оно гальваническим способом в так называемых колокольных ваннах, наполненных сернокислым никелем. Стальной крепеж, подвергшийся никелированию, имеет великолепный внешний вид, а вот его устойчивость к электрохимической коррозии достаточно слаба.
Чаще всего он применяется для декоративных элементов.
Латунирование
Покрытие слоем латуни крепежных изделий производится в гальванических ваннах для придания им хороших антикоррозионных свойств и более эстетичного внешнего вида.
Кроме того, этот процесс часто предшествует обрезиниванию, поскольку на латунь это покрытие ложится намного лучше, чем на сталь.
Электролиты, используемые при латунировании, содержат комплексные соли цинка и меди, что позволяет осуществить покрытие комбинацией этих двух металлов, из которых, собственно говоря, и состоит этот сплав.
Кадмирование
Поскольку кадмий и его соединения достаточно токсичны, то крепежные изделия покрываются им довольно редко.
Тем не менее, иногда кадмирование используется, особенно для крепежа, применяемого в судостроении: дело в том, что оно создает защитный слой, хорошо противостоящий воздействию соленой воды и водяных паров.
Что касается антикоррозионных свойств кадмиевых покрытий, то они близки к тем, которые имеют покрытия из горячего цинка.
Хромирование
Хромирование крепежных изделий также используется нечасто, причем по той простой причине, что оно существенно снижает прочностные характеристики поверхностного слоя стали.
Однако в тех случаях, когда необходимо добиться низкого коэффициента трения крепежа или его превосходных декоративных свойств, покрытие хромом является одним из наиболее оптимальных.
Хромирование производится в гальванических ваннах, наполненных смешанными в определенных пропорциях хромовой и серной кислотами.
Оксидирование
Как нетрудно догадаться из самого названия, оксидирование представляет собой процесс формирования на поверхности крепежного изделия пленки, состоящей из окислов, которые не вступают во взаимодействие с водой, и, следовательно, предотвращают коррозию.
Интересно, что некоторые металлы и сплавы (например, на основе алюминия или магния) практически невозможно защитить от нее иным способом, чем оксидированием.
Производится оно химическим или электрохимическом методом и заключается в том, что изделия погружаются в ванны, содержащие растворы кислоты или щелочи (электрохимический предполагает также прохождение через него электрического тока).
Пассивация
Пассивации подлежат только те крепежные изделия, которые изготовлены из нержавеющей стали. Поверхность предварительно подвергается оцинковке, а затем детали помещаются в гальванические ванны, содержащие растворы различных солей и кислот.
Защитные покрытия, образующиеся в результате такой обработки, отличаются высокой устойчивостью не только к коррозии, но и к механическим повреждениям.
Фосфатирование
Этот метод используется тогда, когда эстетические характеристики крепежа не играют большой роли, а на первый план выходят такие его свойства, как коррозионная стойкость, антифрикционные свойства, электроизоляционные качества, а также адгезионная стойкость. Фосфатирование производится погружением стального крепежа в ванну со специальным химическим составом, в результате чего на его поверхности образуется фосфатная пленка.
Окрашивание
Одним из наиболее традиционных способов покрытия различных крепежных изделий является их окрашивание. Для этих целей используются самые различные виды красителей и лаков, в том числе и такие их разновидности, как порошковые.
Виды болтов
О шурупах и саморезах
Монтаж анкеров
Виды саморезов
Прочность болтов
В чем разница между цинкованием, кадмированием, хромированием и никелированием
Гальваника — это процесс использования принципа электролиза для нанесения тонкого слоя других металлов или сплавов на поверхность определенных металлов. Это процесс использования электролиза для прикрепления металлической пленки к поверхности металла или другого материала для предотвращения окисления металла (например, ржавчины), улучшения износостойкости, электропроводности, отражательной способности, коррозионной стойкости (сульфат меди и т. д.) и повысить эстетичность.
Гальваническое покрытие подразделяется на определенные процессы, такие как меднение, золочение, серебрение, хромирование, кадмирование, никелирование и цинкование. В обрабатывающей промышленности наиболее широко используются цинкование, кадмирование, хромирование и никелирование. И какая должна быть разница между этими четырьмя?
Цинковое покрытие:
Особенности:
Цинк относительно стабилен в сухом воздухе и не может легко изменить цвет. В воде и влажной атмосфере он вступает в реакцию с кислородом или углекислым газом с образованием пленки оксида или щелочного карбоната цинка, которая может предотвратить дальнейшее осаждение и окисление цинка и играть защитную роль.
Цинк легко подвергается коррозии в кислотах, щелочах и сульфидах. Оцинкованный слой обычно должен быть пассивирован. После пассивации в хромовой кислоте или в растворе хромата образующаяся пассивирующая пленка не легко взаимодействует с влажным воздухом, а антикоррозионная способность значительно повышается. Для пружинных деталей, тонкостенных деталей (толщина стенки <0,5 м) и стальных деталей, требующих высокой механической прочности, необходимо удалить водород, а детали из меди и медных сплавов нельзя наводороживать.
Цинкование имеет низкую стоимость, удобную обработку и хороший эффект. Стандартный потенциал цинка относительно отрицателен, поэтому цинковые покрытия являются анодными покрытиями для многих металлов.
Применение:
Цинкование широко используется в атмосферных условиях и других благоприятных условиях, но не подходит для трущихся деталей.
Кадмий P покрытие
Особенности:
Для деталей, контактирующих с морской атмосферой или морской водой, а также с горячей водой выше 70 ℃, кадмиевое покрытие является относительно стабильным, обладает высокой коррозионной стойкостью и хорошей смазывающей способностью. Медленно растворяется в разбавленной соляной кислоте, но чрезвычайно растворяется в азотной кислоте. Легко растворим, нерастворим в щелочи, а его оксид также нерастворим в воде.
Кадмиевое покрытие мягче, чем цинковое, покрытие имеет меньшее водородное охрупчивание и сильную адгезию, а при определенных электролитических условиях получаемое кадмиевое покрытие более красивое, чем цинковое. Но газ, образующийся при плавлении кадмия, ядовит, ядовиты и растворимые соли кадмия. В нормальных условиях кадмий представляет собой катодное покрытие стали и анодное покрытие в морской и высокотемпературной атмосфере.
Применение:
В основном используется для защиты деталей от атмосферной коррозии морской воды или аналогичных солевых растворов и насыщенных паров морской воды. Многие детали авиационной, морской и электронной промышленности, пружины и детали с резьбой используют кадмирование. Его можно полировать, фосфатировать и использовать в качестве нижнего слоя краски, но нельзя использовать как посуду.
Хром Покрытие
Характеристики:
Хром очень устойчив во влажной атмосфере, растворах щелочей, азотной кислоты, сульфидов, карбонатов и органических кислот, легко растворим в соляной кислоте и горячей концентрированной серной кислоте. Под действием постоянного тока, если в качестве анода используется слой хрома, он растворяется в растворе едкого натра. Слой хрома имеет сильную адгезию, высокую твердость, 800 ~ 1000 В, хорошую износостойкость, сильную светоотражающую способность и высокую термостойкость. Он не меняет цвет при температуре ниже 480 ℃, начинает окисляться при температуре выше 500 ℃ и имеет значительно сниженную твердость при 700 ℃.
Недостаток его в том, что хром твердый, ломкий и легко отваливается, что более очевидно при воздействии знакопеременных ударных нагрузок. И имеет пористость. Металлический хром легко пассивируется на воздухе с образованием пассивирующей пленки, что приводит к изменению потенциала хрома. Поэтому хром становится катодным покрытием на железе.
Применение:
Непосредственное хромирование поверхности стальных деталей в качестве антикоррозионного слоя не является идеальным. Как правило, многослойное гальванопокрытие (т. е. меднение → никель → хромирование) может обеспечить защиту от ржавчины и декоративное покрытие.
В настоящее время он широко используется для повышения износостойкости деталей, ремонтного размера, отражения света и декоративного освещения.
Nickel P LAT ING
Особенности:
Никель. . Он будет окисляться только при температуре выше 600°C. Медленно растворяется в серной и соляной кислотах, но легко растворяется в разбавленной азотной кислоте. Он легко пассивируется в концентрированной азотной кислоте и поэтому обладает хорошей коррозионной стойкостью. Никелевое покрытие имеет высокую твердость, легко полируется, обладает высокой светоотражающей способностью и может улучшить внешний вид.
Недостатком является пористость. Чтобы преодолеть этот недостаток, можно использовать многослойное металлическое покрытие, промежуточным слоем которого является никель. Никель представляет собой катодное покрытие железа и анодное покрытие меди.
Применение:
Обычно для предотвращения коррозии и повышения эстетичности обычно используется для защиты декоративных покрытий. Никелирование медных изделий идеально подходит для защиты от коррозии, но поскольку никель дороже, вместо никелирования часто используется покрытие сплавом меди и олова.
Кадмирование — New Method Plating Company, Inc.
Кадмирование, также известное как кадмирование гальванопокрытием, представляет собой тип металлического покрытия, обладающего особыми полезными свойствами. Кадмирование обычно используется в аэрокосмической промышленности и других средах, подверженных воздействию высоких концентраций солей, и обычно сочетается с материалами подложки, такими как сталь, медь, различные виды железа и порошковые металлы.
New Method Plating — это семейный бизнес с почти 80-летним опытом предоставления высококачественных услуг по нанесению покрытий. Являясь лидером отрасли, мы предлагаем высочайший уровень знаний и поддерживаем все важные отраслевые стандартные сертификаты, в том числе:
ISO 9001:2008
AS9100
Nadcap AS7108
Mil-Specs:
AMS QQ-P-416
AMS 2400
ASTM B766
MIL-STD-171
ASTM F1914
ISO 4042
ASTM B850
Запрос ценового предложения
Преимущества покрытия кадмием
Кадмий является очень желательным материалом из-за его ряда полезных свойств. Кадмирование — это то, что известно как жертвенное покрытие, то есть оно подвергается коррозии и разрушается раньше основного материала, добавляя слой защиты металлу под ним.
Кадмий обладает рядом свойств, которые выделяют его в качестве материала покрытия. К этим свойствам относятся:
Высокая стойкость к коррозии в соленой воде
Обеспечивает исключительную адгезионную поверхность клея
Служит отличным проводником электричества
Обладает высокой способностью к пайке
Обладает встроенной смазывающей способностью, которая предотвращает истирание и обеспечивает поверхность с низким коэффициентом трения
Естественная устойчивость к плесени и бактериям
Может легко покрывать разнородные материалы, сложные формы и труднодоступные контуры
Может наноситься ультратонким легким слоем
Отрасли и области применения
Кадмирование гальванопокрытием используется в различных отраслях промышленности , в том числе:
Военные и аэрокосмические. Кадмий с гальваническим покрытием обладает антикоррозионными свойствами в сочетании с естественной смазывающей способностью, что делает его идеальным для использования в полете. Его адгезионные свойства делают его особенно полезным для склеивания материалов с алюминиевыми рамами самолетов.
Транспорт . Кадмирование часто встречается в дисковых тормозах и шлангах высокопроизводительных потребительских автомобилей, тракторных прицепов и других транспортных средств из-за его устойчивости к коррозии.
морской . Кадмирование обеспечивает защиту от коррозии в соленой воде, что делает его очень ценным в морских условиях.
Бытовая электроника. Электропроводность гальванического покрытия кадмием делает его идеальным для использования в разъемах и реле в электронике. Он также используется для изготовления аккумуляторов для мобильных телефонов и ноутбуков.
Строительство и производство. Многие типичные компоненты, используемые в промышленном строительстве, покрыты кадмием, например, скобяные изделия и промышленные крепежные детали. Его также можно найти в готовых изделиях, используемых в различных производственных условиях.
Типы кадмиевого покрытия
Тип покрытия относится к окрашиванию кадмиевого покрытия после обработки. Существует три различных типа и уровня классификации кадмирования, в том числе:
Тип I. Этот тип покрытия, также называемый «покрытием», служит цветовой схемой по умолчанию для гальванического покрытия кадмием, что означает, что дополнительная цветовая обработка не применяется.
Тип II . Этот тип кадмирования имеет радужно-желтый цвет. Качество обработки типа II проверяется с помощью соляного тумана на наружной поверхности компонента с покрытием, а затем проверяется на наличие признаков коррозии после 96-часового периода ожидания.
 бел
бел :
: Произвести расчет веса трубы можно вручную с помощью достаточно сложной формулы, а можно это дело автоматизировать, воспользовавшись нашим трубным онлайн калькулятором.
Произвести расчет веса трубы можно вручную с помощью достаточно сложной формулы, а можно это дело автоматизировать, воспользовавшись нашим трубным онлайн калькулятором. Обычно выражается в килограммах на метр (кг/м). Получив это, вы можете рассчитать вес любой длины рассматриваемого профиля.
Обычно выражается в килограммах на метр (кг/м). Получив это, вы можете рассчитать вес любой длины рассматриваемого профиля.
 д., наиболее распространенными являются сплавы 6060 и 6063. будет:
д., наиболее распространенными являются сплавы 6060 и 6063. будет: 12–22). В этом удобном документе можно найти полные химические составы и свойства многих сотен сплавов.
12–22). В этом удобном документе можно найти полные химические составы и свойства многих сотен сплавов. 


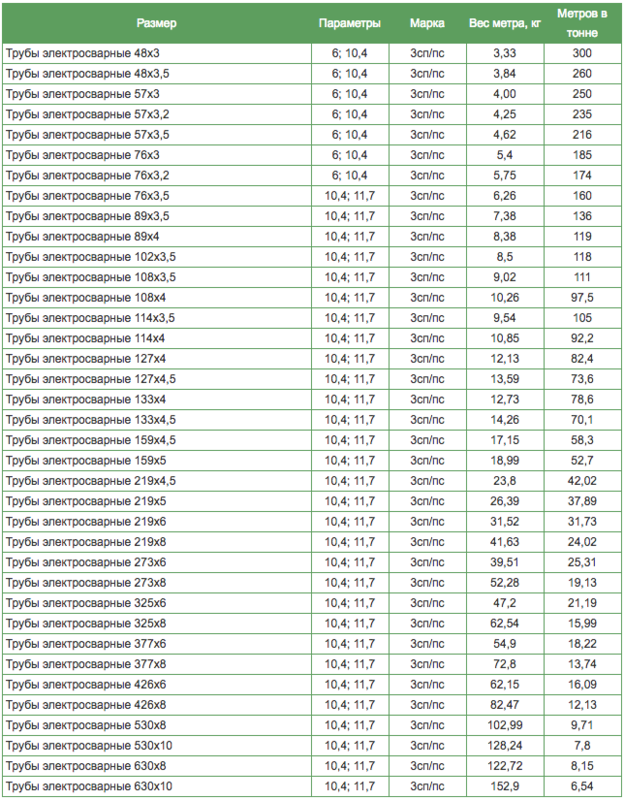
 Большинство поверхностных бытовых насосов создает давление в пределах 2,0-5,0 бар. Его хватает для большинства задач, возникающих в частных хозяйствах.
Большинство поверхностных бытовых насосов создает давление в пределах 2,0-5,0 бар. Его хватает для большинства задач, возникающих в частных хозяйствах.


 Можно всего лишь достать всасывающий шланг и переложить его куда необходимо (из колодца в озеро или бассейн, даже в бочку), сама насосная станция при достаточной длине шланга и магистрали будет стоять на своем месте.
Можно всего лишь достать всасывающий шланг и переложить его куда необходимо (из колодца в озеро или бассейн, даже в бочку), сама насосная станция при достаточной длине шланга и магистрали будет стоять на своем месте.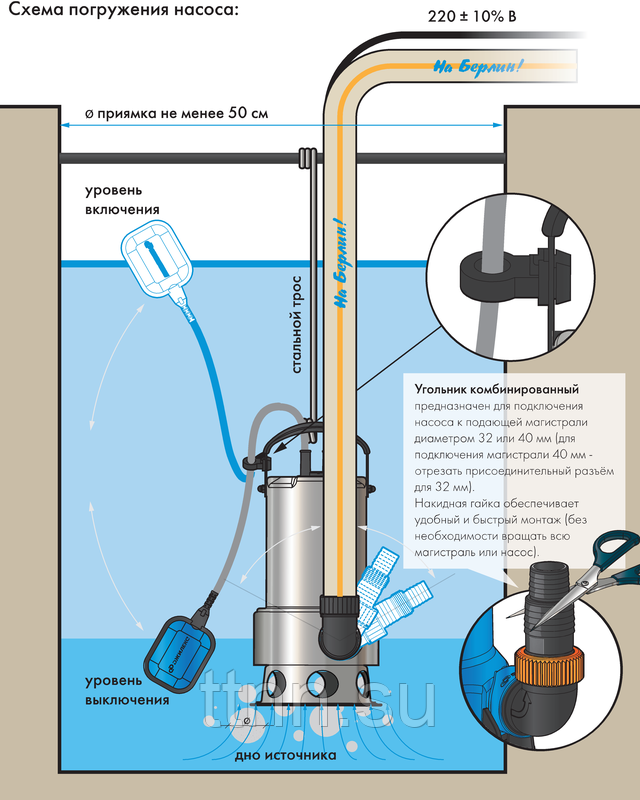 Насосная станция, нередко размещается в расположенном рядом помещении. Его украсть намного сложнее. Нередко источник воды расположен на приличном расстоянии, иногда даже за территорией участка. В этом случае контролировать сохранность погружного насоса невозможно. Поможет поверхностный насос с установленным на нем погружным эжектором. Сама установка будет находится в доме, к источнику водоснабжения протянут трубопровод с эжектором.
Насосная станция, нередко размещается в расположенном рядом помещении. Его украсть намного сложнее. Нередко источник воды расположен на приличном расстоянии, иногда даже за территорией участка. В этом случае контролировать сохранность погружного насоса невозможно. Поможет поверхностный насос с установленным на нем погружным эжектором. Сама установка будет находится в доме, к источнику водоснабжения протянут трубопровод с эжектором.  Низкая стоимость сделала насосные станции востребованными в нашей стране.
Низкая стоимость сделала насосные станции востребованными в нашей стране.
 Предварительно необходимо измерить глубину колодца. От этого зависят не только требуемые характеристики насоса, но и его тип.
Предварительно необходимо измерить глубину колодца. От этого зависят не только требуемые характеристики насоса, но и его тип.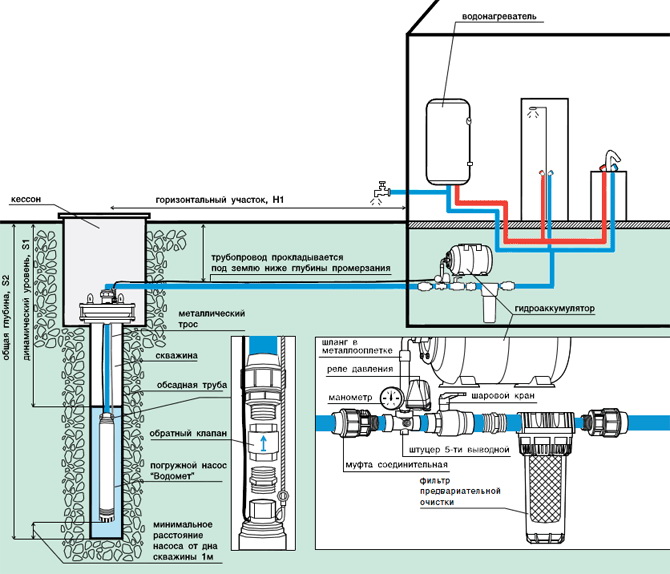


 ..
.. Однако, когда неправильный выбор сделан в другой области, это становится большой проблемой.
Однако, когда неправильный выбор сделан в другой области, это становится большой проблемой. Кабель, подающий к нему ток, обычно изолируют слоями толстых и гибких полимерных изделий.
Кабель, подающий к нему ток, обычно изолируют слоями толстых и гибких полимерных изделий.
 Насос имеет отверстия для заливки на случай затруднения всасывания. Этот тип насоса очень применим в скважинах с небольшой глубиной, другими словами, в скважинах с глубиной в несколько метров ниже поверхности земли.
Насос имеет отверстия для заливки на случай затруднения всасывания. Этот тип насоса очень применим в скважинах с небольшой глубиной, другими словами, в скважинах с глубиной в несколько метров ниже поверхности земли.
 Следовательно, два насоса будут работать эффективно.
Следовательно, два насоса будут работать эффективно.
 .. ..
.. .. Набирая воду, она одновременно возвращает небольшую ее часть обратно в колодец и внутрь «струи». «Струя» стоит глубоко в колодце. Благодаря этому вода делает разворот до того, как насос ее поднимет. Таким образом, вы можете добраться до воды, которая находится довольно глубоко.
Набирая воду, она одновременно возвращает небольшую ее часть обратно в колодец и внутрь «струи». «Струя» стоит глубоко в колодце. Благодаря этому вода делает разворот до того, как насос ее поднимет. Таким образом, вы можете добраться до воды, которая находится довольно глубоко. Что вы можете сделать, так это подключить одну из его водопроводных линий к погружному насосу, используя его в качестве источника питания. Это хороший и эффективный способ заставить насосы «сотрудничать».
Что вы можете сделать, так это подключить одну из его водопроводных линий к погружному насосу, используя его в качестве источника питания. Это хороший и эффективный способ заставить насосы «сотрудничать».
 Это означает, что он экономит энергию, которую вы обычно тратите на его включение. В то же время ему не приходится бороться с атмосферным давлением и гравитацией, как струйному насосу.
Это означает, что он экономит энергию, которую вы обычно тратите на его включение. В то же время ему не приходится бороться с атмосферным давлением и гравитацией, как струйному насосу. Все эти проблемы могут стоить вам очень дорого.
Все эти проблемы могут стоить вам очень дорого. не обязательно означает, что у нас уже есть победитель в битве между погружным насосом и струйным насосом. Вот некоторые плюсы струйного насоса, которых нет в погружном насосе:
не обязательно означает, что у нас уже есть победитель в битве между погружным насосом и струйным насосом. Вот некоторые плюсы струйного насоса, которых нет в погружном насосе: Если у вас есть пруд или болото, которое вам больше не нужно, вы можете осушить его с помощью струйного насоса.
Если у вас есть пруд или болото, которое вам больше не нужно, вы можете осушить его с помощью струйного насоса. При правильном уходе они могут прослужить вам очень долго, а любой ремонт обходится не так дорого, как с погружными насосами. Если у вас нет столько денег для инвестиций, вам следует выбрать струйный насос.
При правильном уходе они могут прослужить вам очень долго, а любой ремонт обходится не так дорого, как с погружными насосами. Если у вас нет столько денег для инвестиций, вам следует выбрать струйный насос.

 Посетитель должен ее заметить, даже если у него серьезные проблемы со зрением! Серые кнопки на сером фоне серого сайта – это может и выглядит стильно, но совершенно не конверсионно.
Посетитель должен ее заметить, даже если у него серьезные проблемы со зрением! Серые кнопки на сером фоне серого сайта – это может и выглядит стильно, но совершенно не конверсионно.

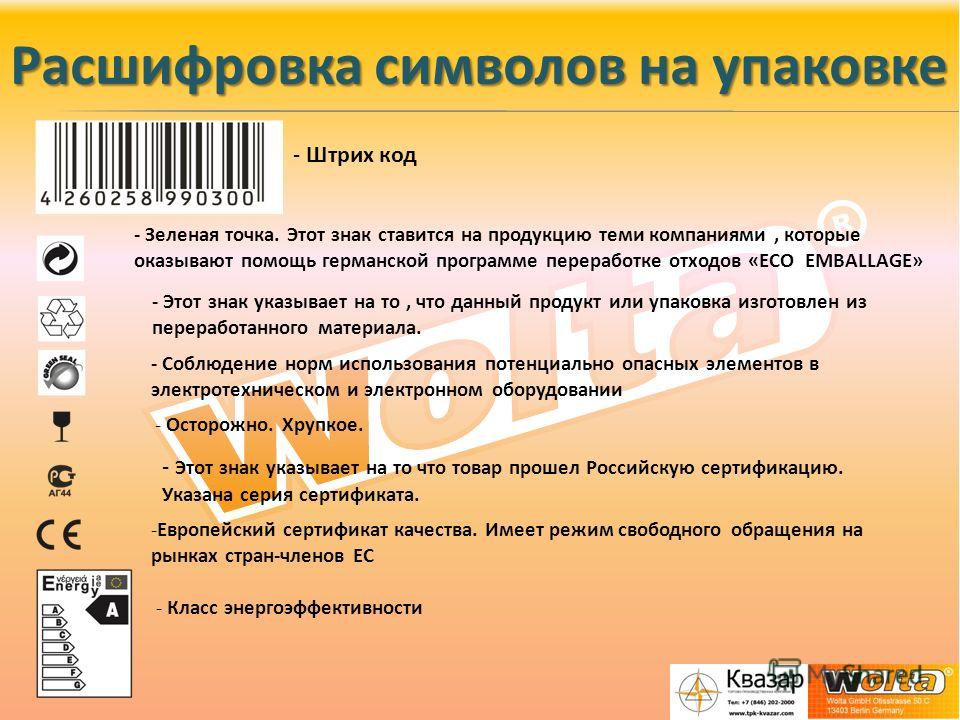

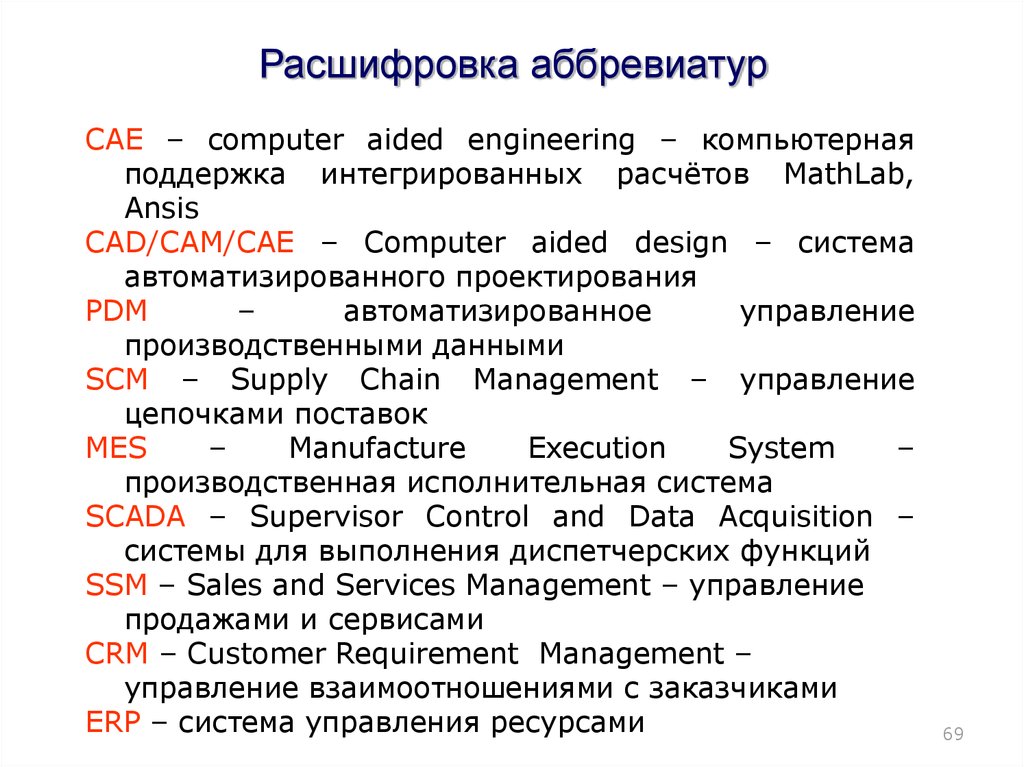 Посетитель должен ее заметить, даже если у него серьезные проблемы со зрением! Серые кнопки на сером фоне серого сайта – это может и выглядит стильно, но совершенно не конверсионно.
Посетитель должен ее заметить, даже если у него серьезные проблемы со зрением! Серые кнопки на сером фоне серого сайта – это может и выглядит стильно, но совершенно не конверсионно.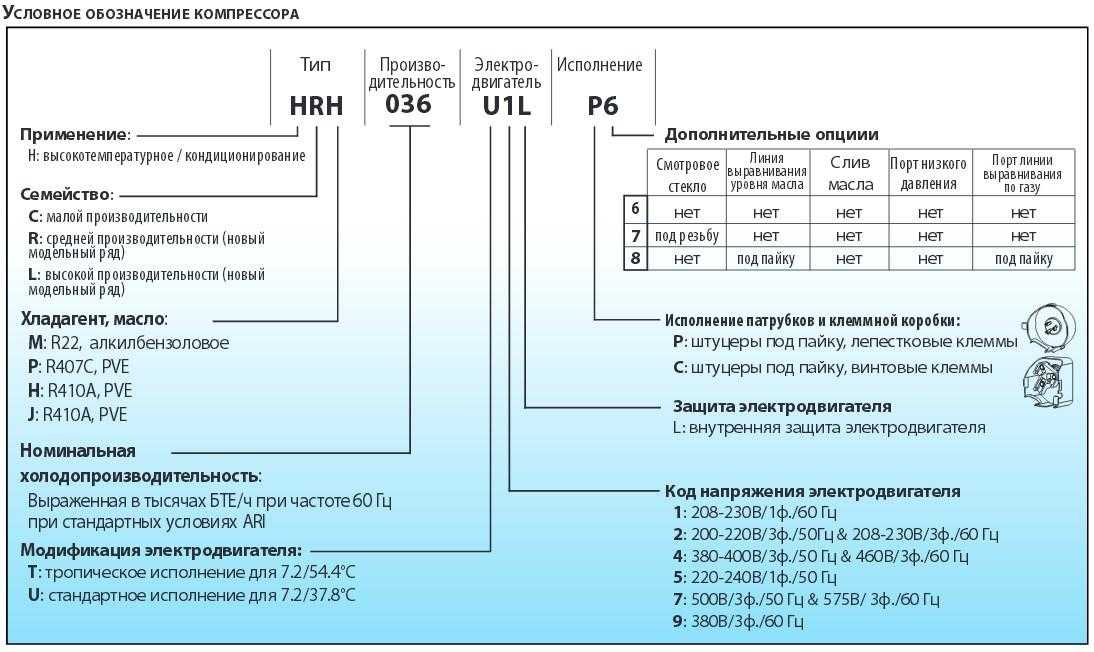 Желательно, объемной и визуально похожей на кнопку, а не как рамка со скругленными краями. Рассмотрим несколько примеров.
Желательно, объемной и визуально похожей на кнопку, а не как рамка со скругленными краями. Рассмотрим несколько примеров.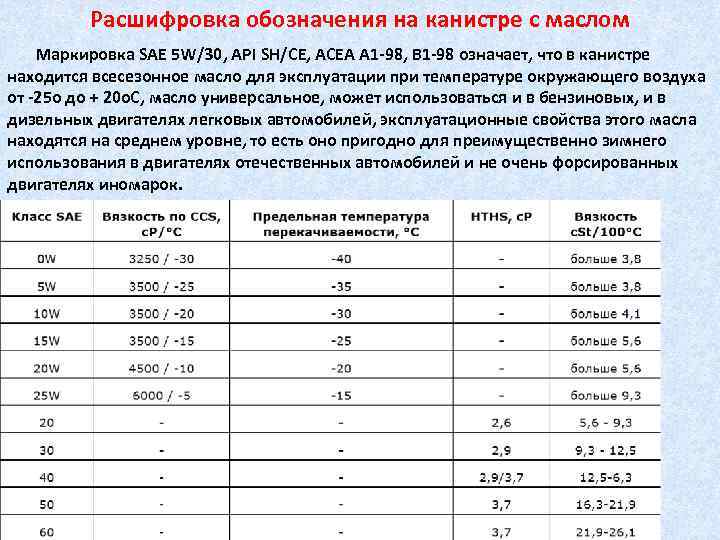
 А. П. Александрова
А. П. Александрова Фадеев. Словарь сокращений современного русского языка. — С.-Пб.: Политехника, 1997. — 527 с.
Фадеев. Словарь сокращений современного русского языка. — С.-Пб.: Политехника, 1997. — 527 с.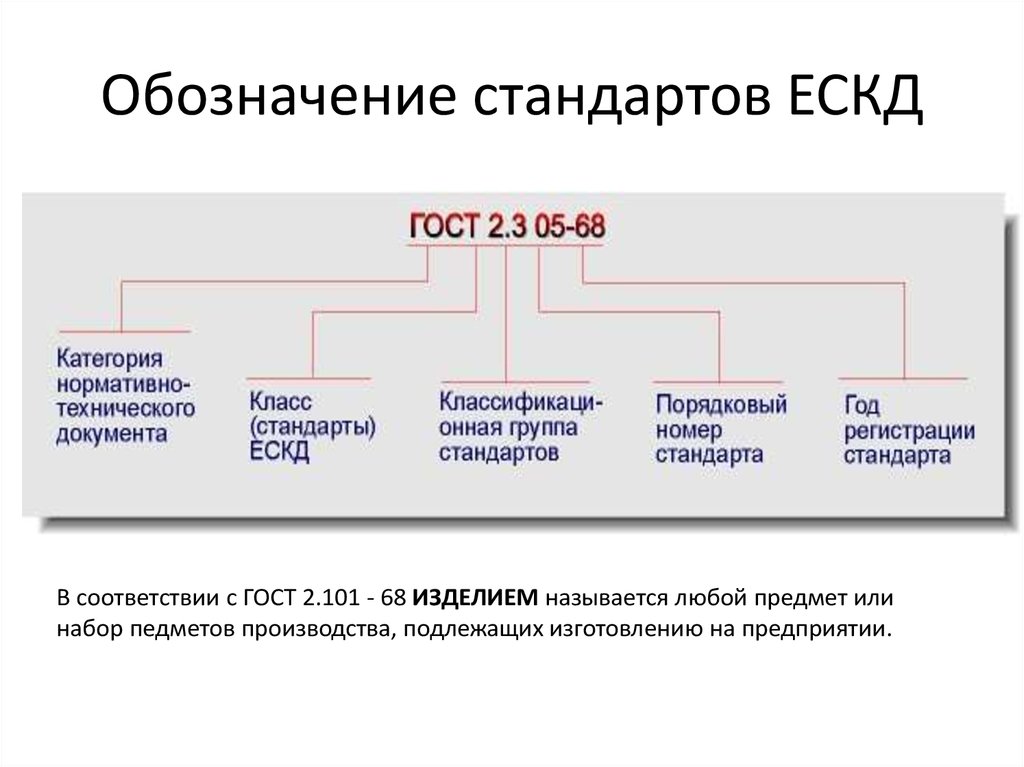 cta.ru/
cta.ru/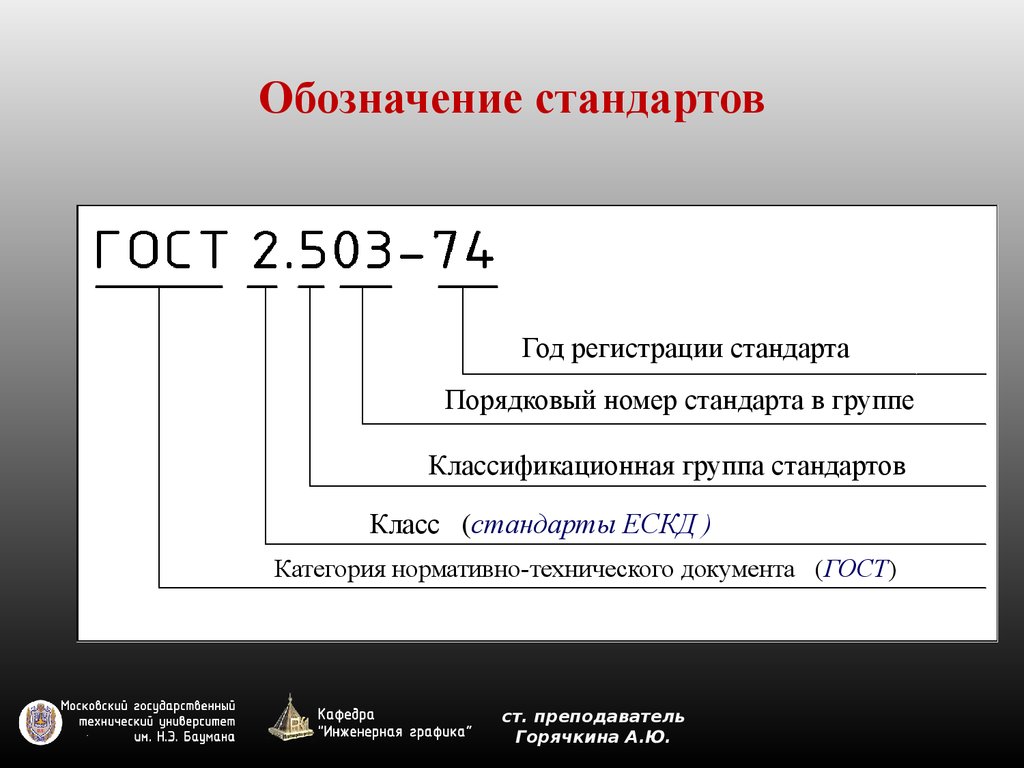 Я часто замечаю более тонкие детали и ссылки, которые я пропустил в предыдущих чтениях.
Я часто замечаю более тонкие детали и ссылки, которые я пропустил в предыдущих чтениях. Мы действительно находимся в Halo Building, и все это единое целое. Это вообще невыразимо! (Страница 21 панель 1 из коллекции Wild Worlds)
Мы действительно находимся в Halo Building, и все это единое целое. Это вообще невыразимо! (Страница 21 панель 1 из коллекции Wild Worlds) -традиционные имена, напоминающие о том, как первые американские протестанты называли своих детей Молчанием и Благоразумием.)
-традиционные имена, напоминающие о том, как первые американские протестанты называли своих детей Молчанием и Благоразумием.)
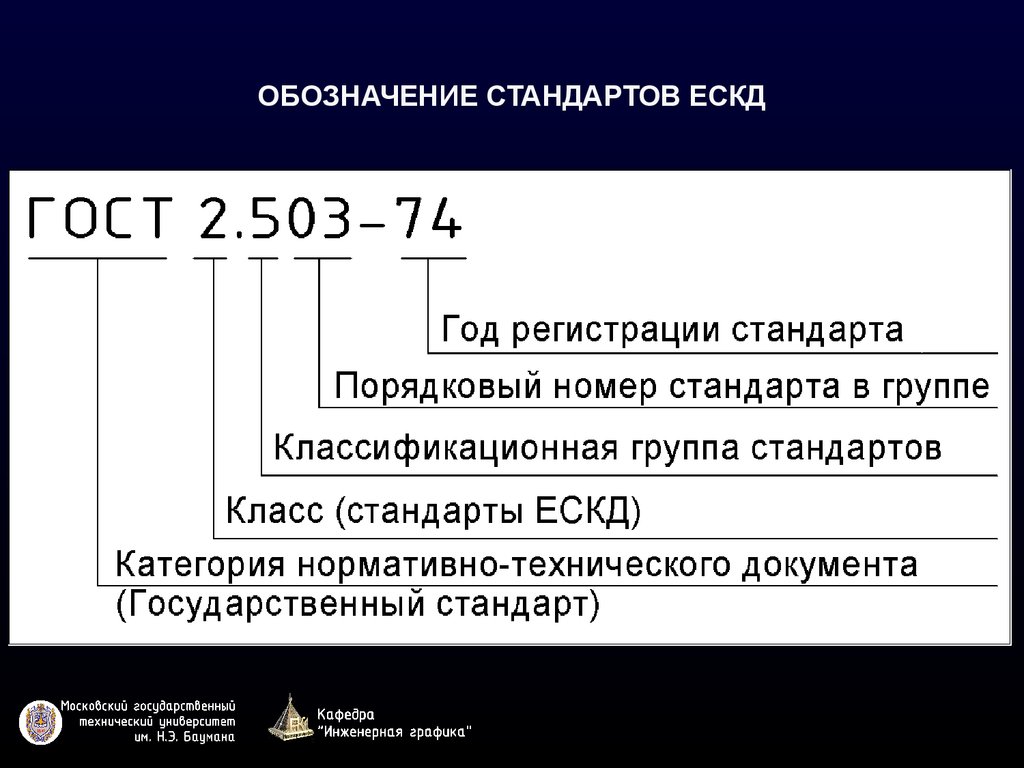 Эти страницы CPOH находятся в стадии разработки прямо сейчас. Есть много вещей, которые я не мог понять, но я хотел бы, чтобы читатели прокомментировали их.
Эти страницы CPOH находятся в стадии разработки прямо сейчас. Есть много вещей, которые я не мог понять, но я хотел бы, чтобы читатели прокомментировали их.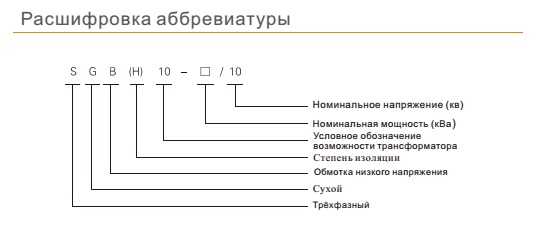
 е./ (как «галстук»)
е./ (как «галстук») е./ (как в слове «галстук»)
е./ (как в слове «галстук»)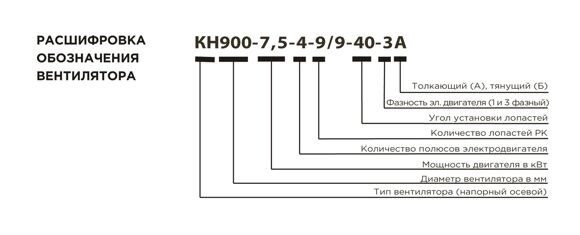
 /ae/ — это звук, который вы слышите в словах «дождь», «говорить» и «сделано».
/ae/ — это звук, который вы слышите в словах «дождь», «говорить» и «сделано».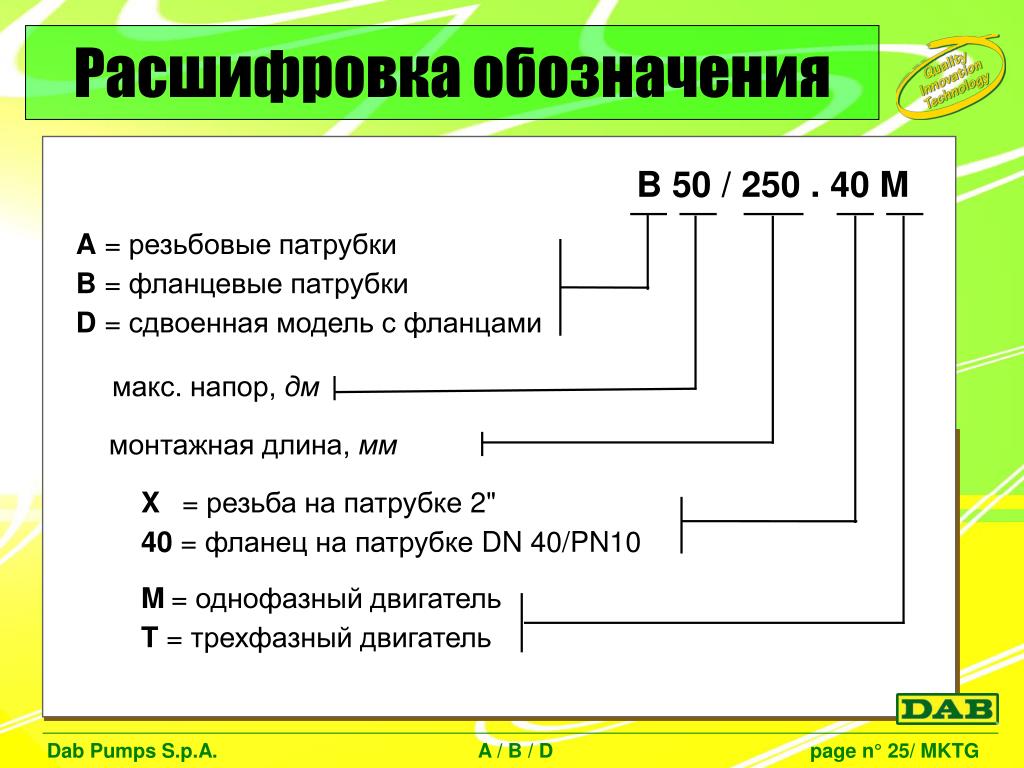


 0755 помощь CVCC 96 от VC 100 и VC.
0755 помощь CVCC 96 от VC 100 и VC. Как вы должны этому учить? Возможно, лучше учить его как слово, которое учащиеся должны запомнить, потому что обучение правописанию [o] как двух звуков /w/ и /o/, вероятно, более сложно, хотя у детей, похоже, не возникает проблем с распознаванием что написание [ x ] представляет звуки / k / и / s /. Кроме того,
Как вы должны этому учить? Возможно, лучше учить его как слово, которое учащиеся должны запомнить, потому что обучение правописанию [o] как двух звуков /w/ и /o/, вероятно, более сложно, хотя у детей, похоже, не возникает проблем с распознаванием что написание [ x ] представляет звуки / k / и / s /. Кроме того,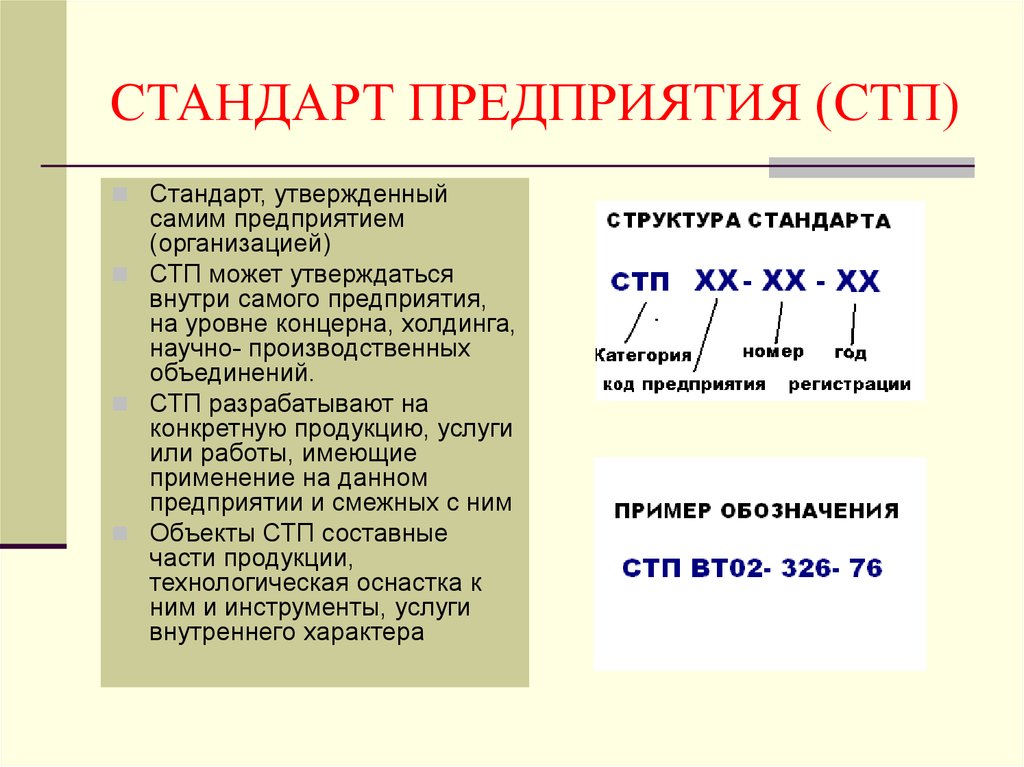
 на момент производства эти станки экспортировались во многие страны мира.
на момент производства эти станки экспортировались во многие страны мира.
 Именно поэтому числовое программное управление крайне редко устанавливают на подобного типа станки.
Именно поэтому числовое программное управление крайне редко устанавливают на подобного типа станки. Поэтому при использовании подобных станков также нельзя повысить производительность.
Поэтому при использовании подобных станков также нельзя повысить производительность.
 Единственными их общими недостатками, которые присущи практически всем вариантам исполнения, можно считать высокую стоимость и малый гарантируемый срок эксплуатации, а при возникновении неполадок найти специалиста крайне сложно (при этом стоимость ремонта также может быть высокой).
Единственными их общими недостатками, которые присущи практически всем вариантам исполнения, можно считать высокую стоимость и малый гарантируемый срок эксплуатации, а при возникновении неполадок найти специалиста крайне сложно (при этом стоимость ремонта также может быть высокой). Как правило, такие станки производятся на основе горизонтальных, но с внесением корректировок в станину и коробку скоростей.
Как правило, такие станки производятся на основе горизонтальных, но с внесением корректировок в станину и коробку скоростей.

 Как следует из названия, станки имеют вертикально ориентированную оснастку. Такая конструкция делает их пригодными для использования в операциях концевого фрезерования, в которых используются инструменты с зубьями на периферии и торце.
Как следует из названия, станки имеют вертикально ориентированную оснастку. Такая конструкция делает их пригодными для использования в операциях концевого фрезерования, в которых используются инструменты с зубьями на периферии и торце. Простота настройки также делает вертикальную обработку с ЧПУ отличным выбором для создания прототипов. Они идеально подходят для создания следующего:
Простота настройки также делает вертикальную обработку с ЧПУ отличным выбором для создания прототипов. Они идеально подходят для создания следующего: Их можно найти в сочетании с обрабатывающими центрами для фрезерной и токарной обработки с одной установкой.
Их можно найти в сочетании с обрабатывающими центрами для фрезерной и токарной обработки с одной установкой. Чтобы сотрудничать с Ardel Engineering в вашем следующем проекте по механической обработке, запросите предложение.
Чтобы сотрудничать с Ardel Engineering в вашем следующем проекте по механической обработке, запросите предложение.
 легкая регулировка скорости.
легкая регулировка скорости.
 »
»

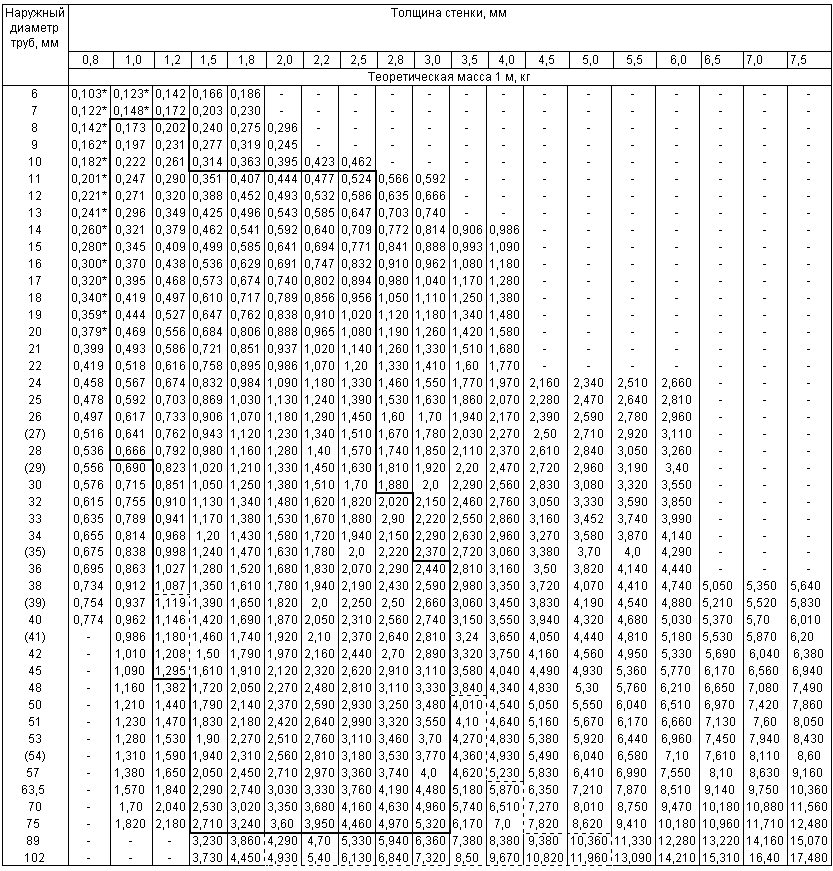
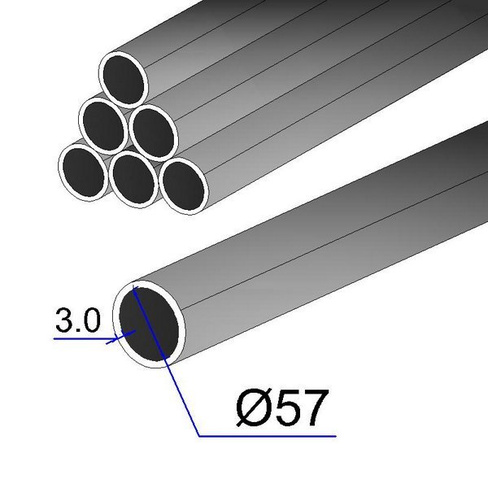


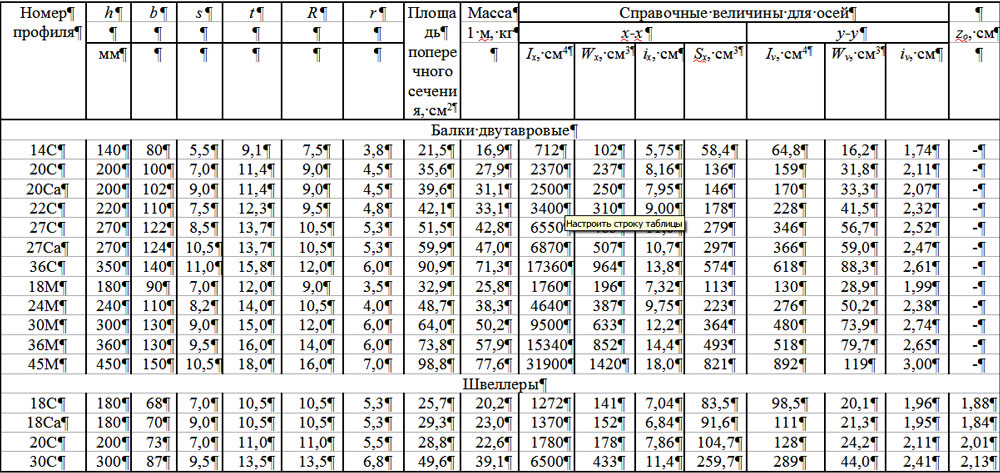 Наш специалист перезвонит и проконсультирует Вас.
Наш специалист перезвонит и проконсультирует Вас.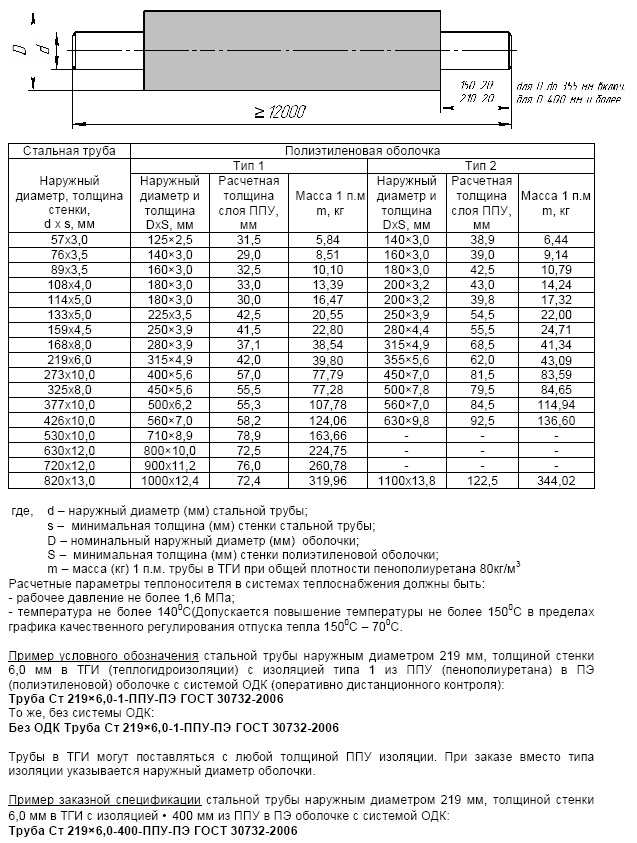 99 кг
99 кг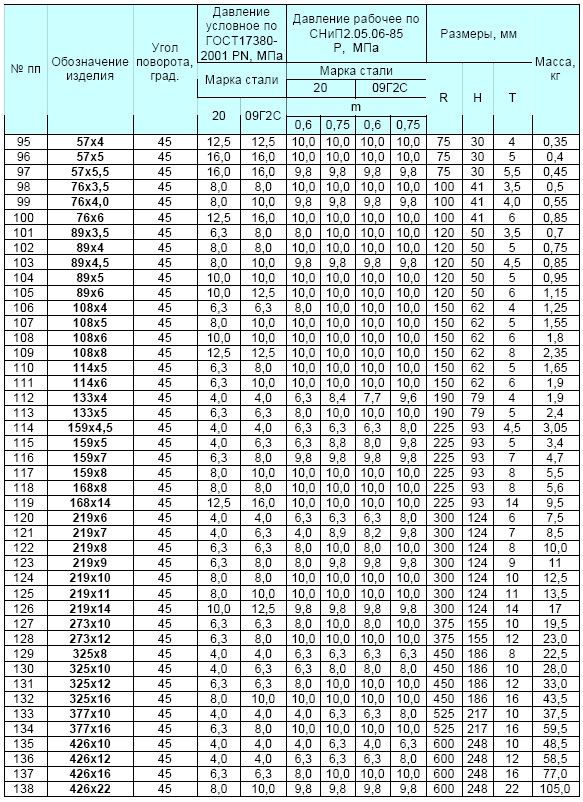 Допустимые отклонения по диаметру при этом не учитывались. Все данные в таблице носят информационный характер.
Допустимые отклонения по диаметру при этом не учитывались. Все данные в таблице носят информационный характер.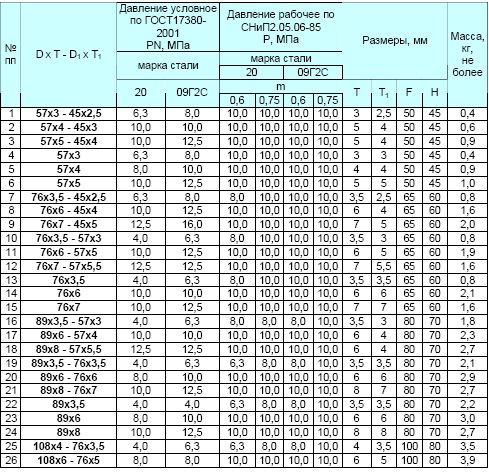 Труба имеет толщину стенки от 1,8 до 5,5 (мм), весом от 4,71 до 13,9 кг за 1 пог.м
Труба имеет толщину стенки от 1,8 до 5,5 (мм), весом от 4,71 до 13,9 кг за 1 пог.м м/т
м/т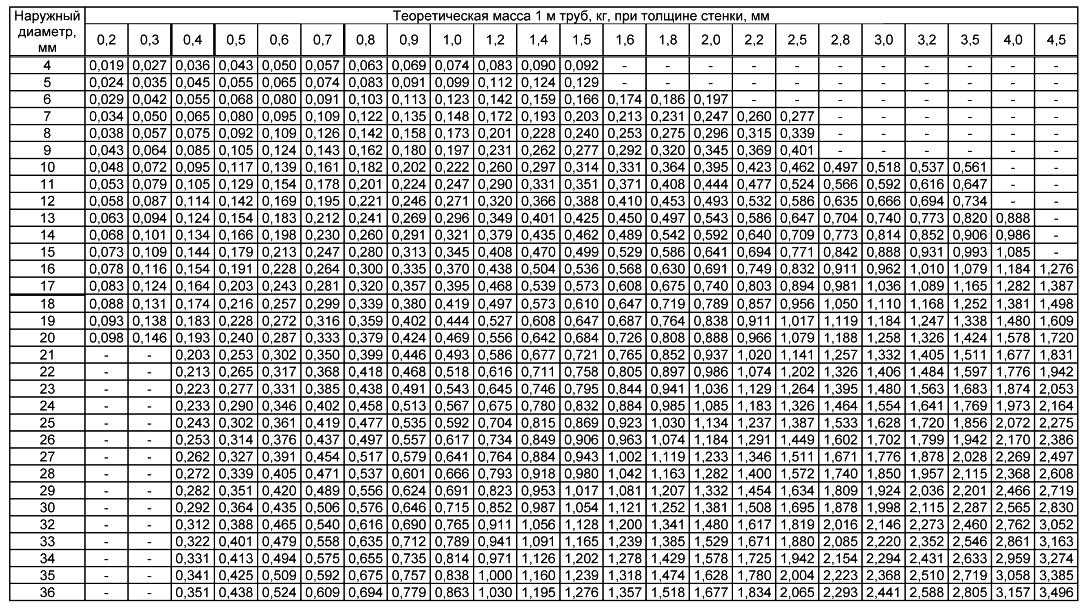 Изм
Изм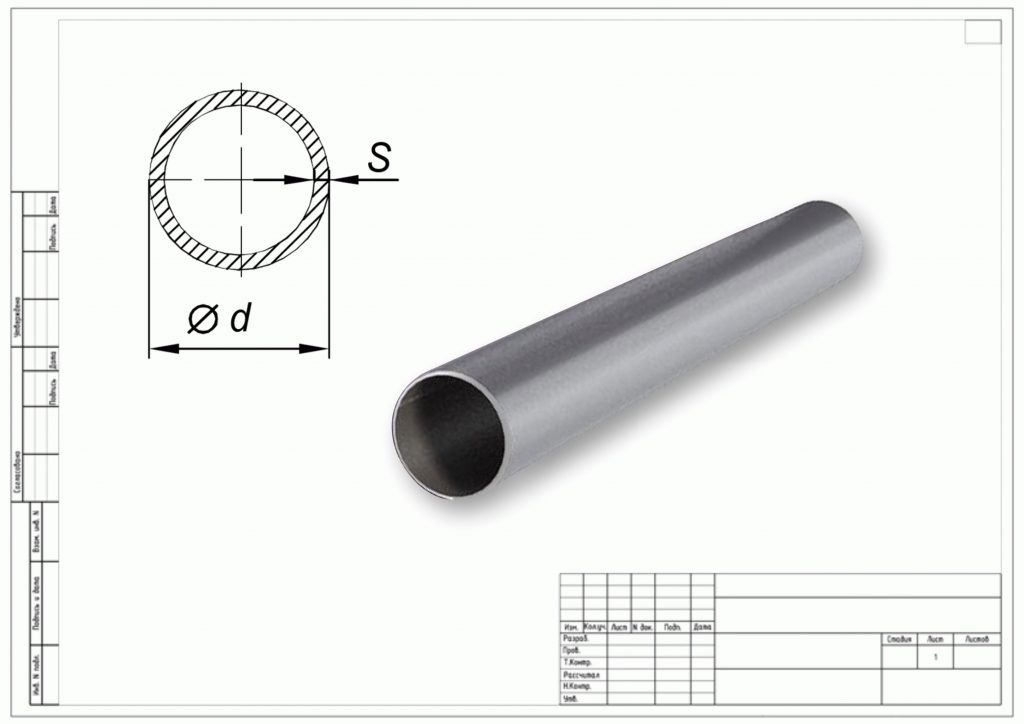 (мм²)
(мм²)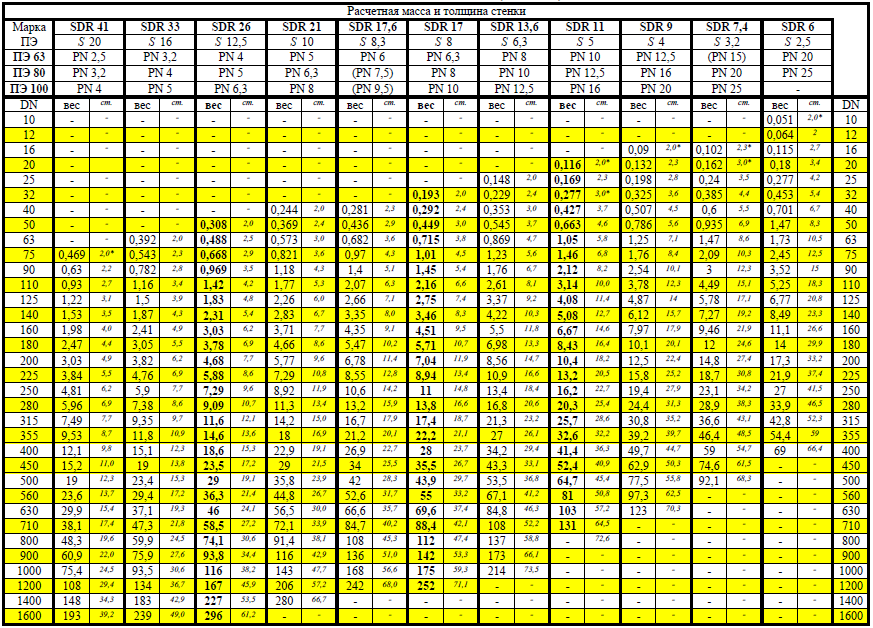 м/т
м/т Изм
Изм (мм²)
(мм²)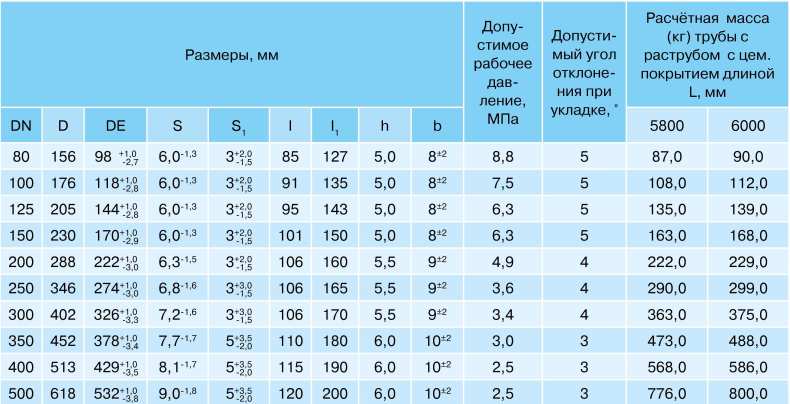 Изм
Изм (мм²)
(мм²) м/т
м/т Изм
Изм (мм²)
(мм²) м/т
м/т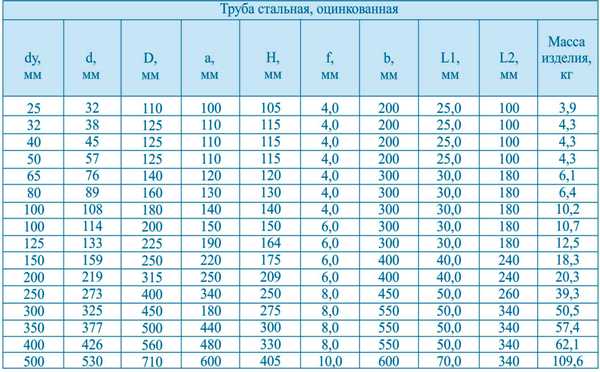 Изм
Изм (мм²)
(мм²) м/т
м/т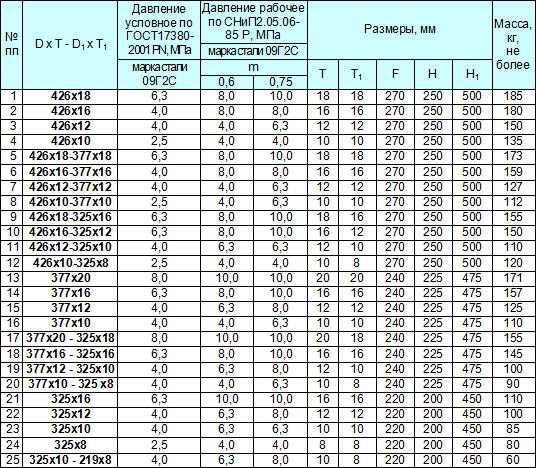 Изм
Изм (мм²)
(мм²)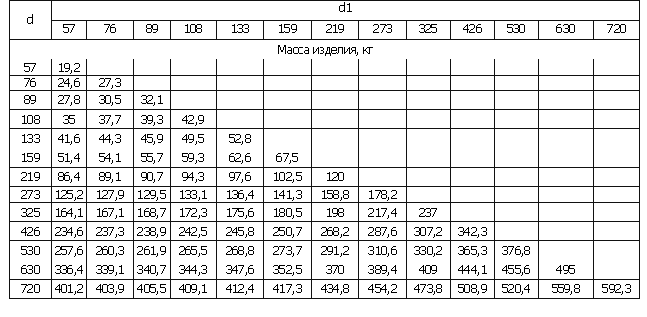 м/т
м/т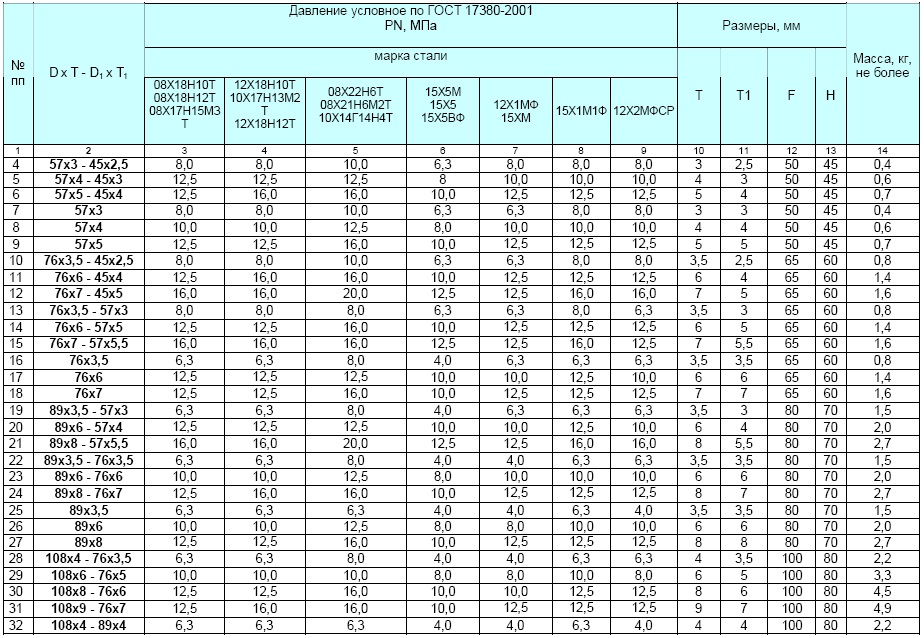

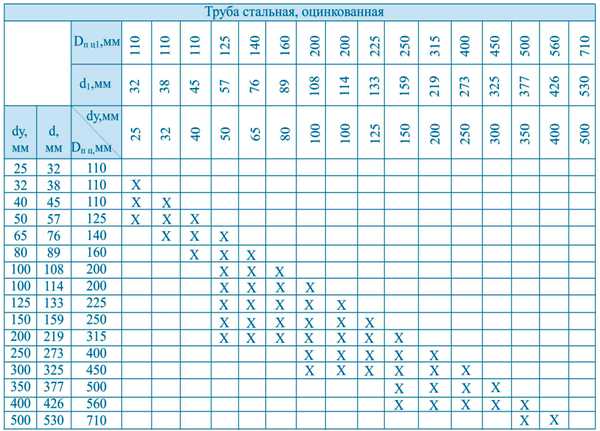

 3 x 8 футов
3 x 8 футов

 Д. в дюймах
Д. в дюймах 




 3.
3. 3.
3.

 T. 0,5-30 мм,
T. 0,5-30 мм, Д.
Д. Резьба может быть катаной или цилиндрической.
Резьба может быть катаной или цилиндрической. m., kg»> 2,39
m., kg»> 2,39 m., $»> 3,52
m., $»> 3,52 m., kg»> 4,62
m., kg»> 4,62 m., $»> 5,47
m., $»> 5,47
 20
20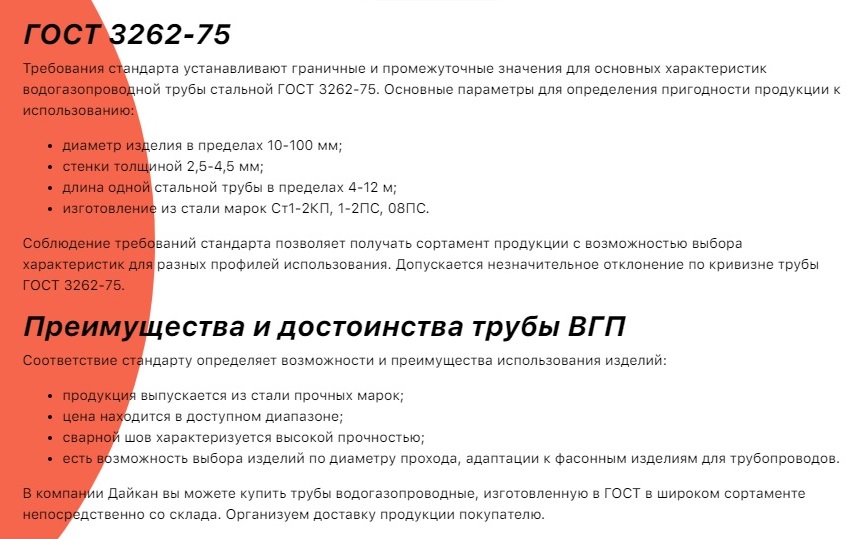
 m., kg»> 2,39
m., kg»> 2,39
 Гнутый профиль получается методом холодного профилирования из стальной листовой заготовки (штрипса). В свою очередь гнутый швеллер может быть равнополочным и неравнополочным.
Гнутый профиль получается методом холодного профилирования из стальной листовой заготовки (штрипса). В свою очередь гнутый швеллер может быть равнополочным и неравнополочным.
 Профиль данной групп может быть высотой 50 — 400 мм. Номер швеллера отражает высоту сечения, выраженную в сантиметрах. Согласно указанному стандарту поперечное сечение швеллера может иметь 2 типа профиля: 1) с уклоном граней (серии У и С), 2) с параллельными гранями (серии П, Э и Л). Ширина профиля соответствует ширине полки и может принимать значение 32-115 мм. Маркировка швеллера, например 10П, отражает его высоту и тип профиля.
Профиль данной групп может быть высотой 50 — 400 мм. Номер швеллера отражает высоту сечения, выраженную в сантиметрах. Согласно указанному стандарту поперечное сечение швеллера может иметь 2 типа профиля: 1) с уклоном граней (серии У и С), 2) с параллельными гранями (серии П, Э и Л). Ширина профиля соответствует ширине полки и может принимать значение 32-115 мм. Маркировка швеллера, например 10П, отражает его высоту и тип профиля.
 Согласно стандарту профиль №5 – соответствует швеллеру 24Т, а профиль №6 – 18Т.
Согласно стандарту профиль №5 – соответствует швеллеру 24Т, а профиль №6 – 18Т.
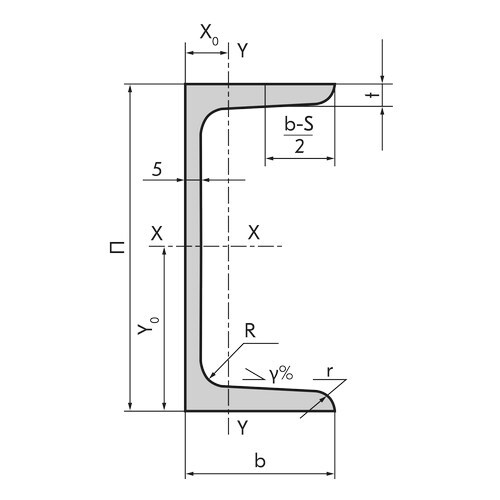 3…
3…

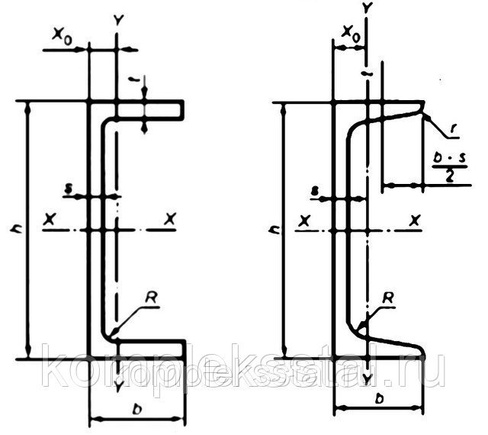 2) с параллельными гранями (серии П, Э и Л), где Э означает экономичную серию, а Л — легкую. Литеры С (например — 18С, 20С и т.д.), можно встретить в изделиях, предназначенных для автомобильной промышленности или для строительства железнодорожных вагонов (ГОСТ 5267.1-90). Встречаются еще иногда и экзотические виды швеллеров. Например, ГОСТ 21026-75 определяют параметры швеллеров с отогнутой полкой (их используют при производстве вагонеток для шахт и рудников).
2) с параллельными гранями (серии П, Э и Л), где Э означает экономичную серию, а Л — легкую. Литеры С (например — 18С, 20С и т.д.), можно встретить в изделиях, предназначенных для автомобильной промышленности или для строительства железнодорожных вагонов (ГОСТ 5267.1-90). Встречаются еще иногда и экзотические виды швеллеров. Например, ГОСТ 21026-75 определяют параметры швеллеров с отогнутой полкой (их используют при производстве вагонеток для шахт и рудников).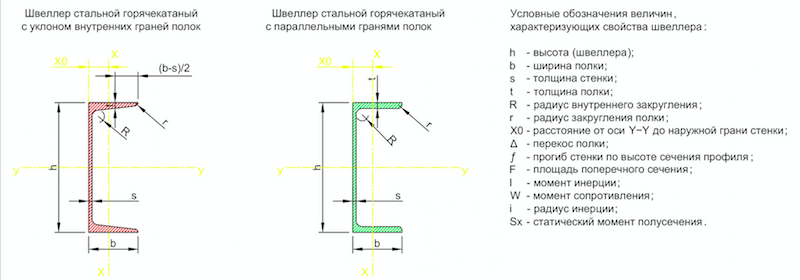
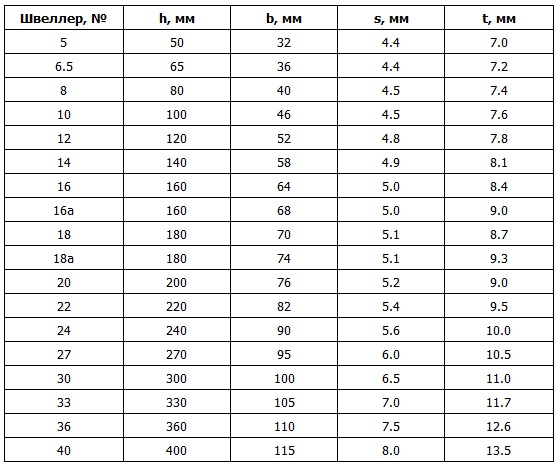
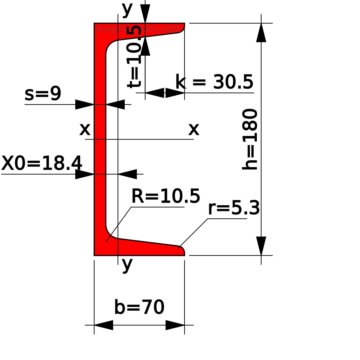
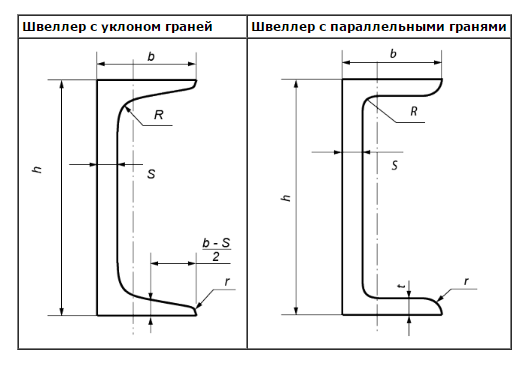
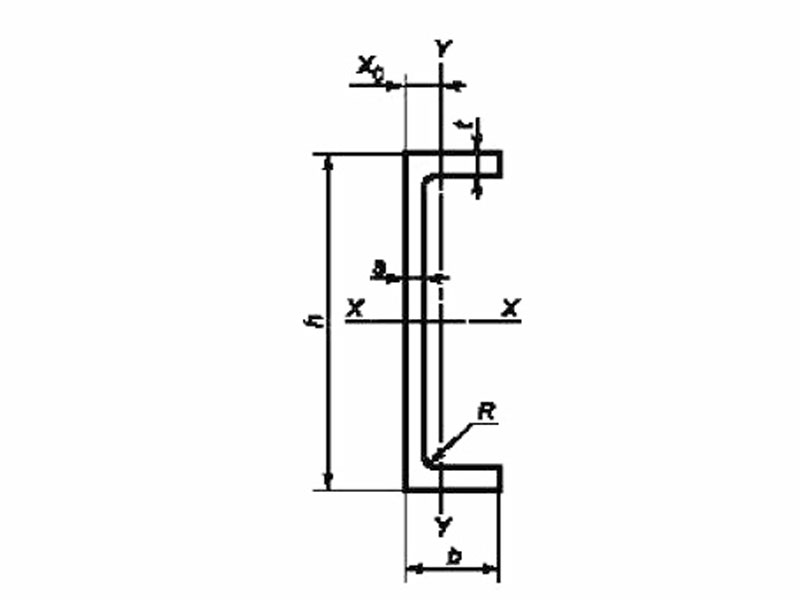 «Козырек над подъездом». К такому типу относятся балки, где имеются жесткие заделки. Нагрузка обычно поступает равномерно. Это могут быть козырьки над подъездами. Для их изготовления применяют сварку. Делают из двух швеллеров, присоединенных к стене, а пространство заполняется железобетоном.
«Козырек над подъездом». К такому типу относятся балки, где имеются жесткие заделки. Нагрузка обычно поступает равномерно. Это могут быть козырьки над подъездами. Для их изготовления применяют сварку. Делают из двух швеллеров, присоединенных к стене, а пространство заполняется железобетоном. Обычно это перемычки, на которые опирается одна балки другого перекрытия.
Обычно это перемычки, на которые опирается одна балки другого перекрытия.
 Какие выбрать? Что учесть при монтаже?
Какие выбрать? Что учесть при монтаже? ..
.. ..
..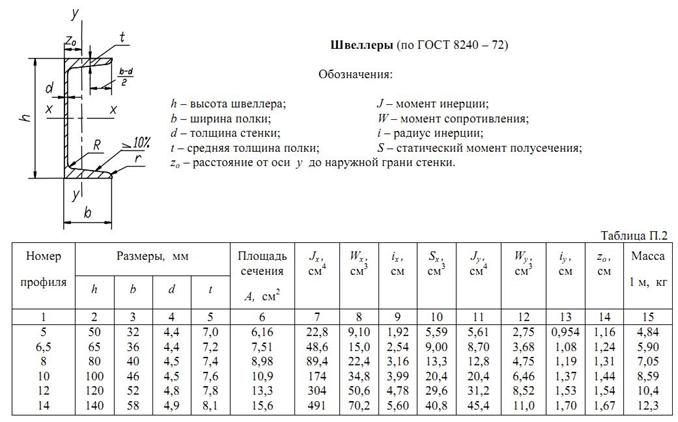 ..
..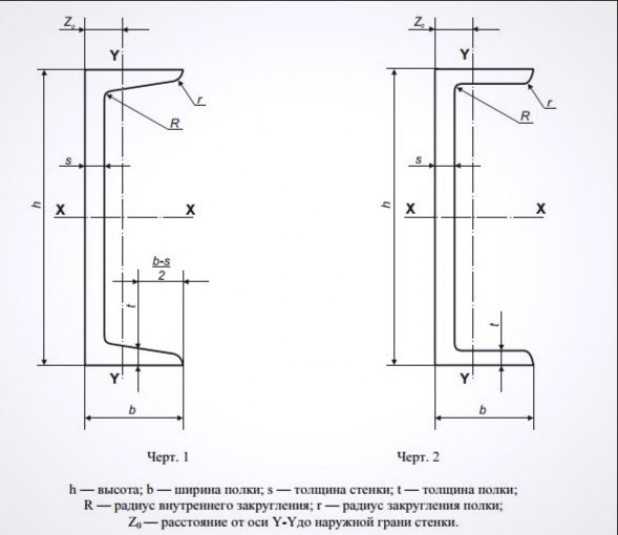 ..
.. ..
.. В поперечн…
В поперечн…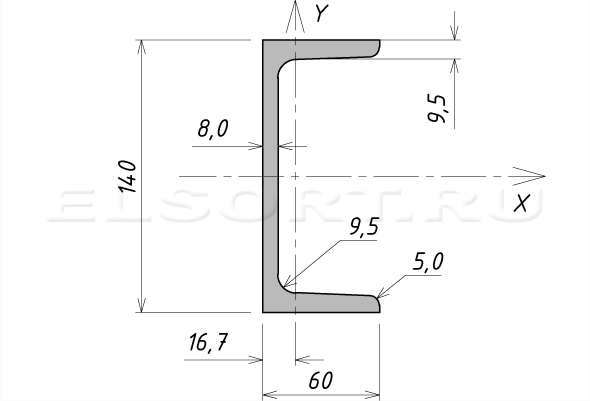 Независимо от того, носите ли вы платье 16-го размера или платье 16-го размера плюс, ваши шансы найти модную одежду просто безграничны.
Независимо от того, носите ли вы платье 16-го размера или платье 16-го размера плюс, ваши шансы найти модную одежду просто безграничны.
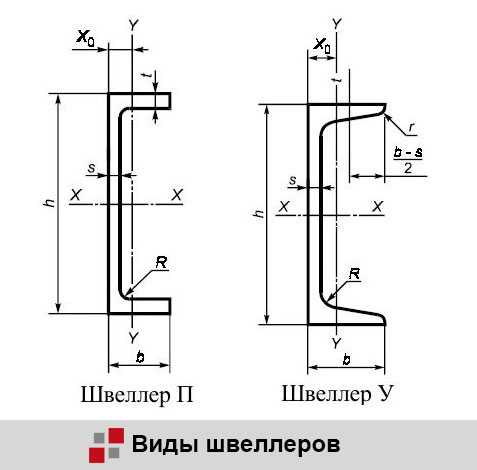 Лиам изучал информационные системы в Национальном университете.
Лиам изучал информационные системы в Национальном университете. Ни по внешнему виду, ни по маркировке его нельзя спутать со всеми остальными вариантами проката с гнутыми профилями. Конечно, между ними есть отдаленное визуальное сходство, но если вы внимательно присмотритесь к таким изделиям, то сразу заметите существенную разницу в размерах сечения, а также в его конфигурации. Профиль №16 имеет уникальную маркировку. Число не только соответствует определенному типоразмеру, но и равнозначно параметрам высоты металлического профиля – то есть ширине стены, которая измеряется между парой внешних краев полок. Принятая маркировка обозначает число, которое в 10 раз меньше принятого показателя.
Ни по внешнему виду, ни по маркировке его нельзя спутать со всеми остальными вариантами проката с гнутыми профилями. Конечно, между ними есть отдаленное визуальное сходство, но если вы внимательно присмотритесь к таким изделиям, то сразу заметите существенную разницу в размерах сечения, а также в его конфигурации. Профиль №16 имеет уникальную маркировку. Число не только соответствует определенному типоразмеру, но и равнозначно параметрам высоты металлического профиля – то есть ширине стены, которая измеряется между парой внешних краев полок. Принятая маркировка обозначает число, которое в 10 раз меньше принятого показателя. Швеллер 16, как и любой другой подвид горячекатаного металлопроката, изготавливается из конструкционной углеродистой стали. Чаще всего основу составляют марки Ст3, С245 или С255 – такие сплавы содержат много железа, его доля достигает 99,4%. Для изготовления металлоизделий, которые будут эксплуатироваться во влажной среде, применяется металл 09Г2С. Что касается 16 швеллера, то продукция из низколегированной стали востребована в строительной сфере. Применяется для усиления и усиления несущих конструкций при строительстве мостов, дорог и опорных конструкций.
Швеллер 16, как и любой другой подвид горячекатаного металлопроката, изготавливается из конструкционной углеродистой стали. Чаще всего основу составляют марки Ст3, С245 или С255 – такие сплавы содержат много железа, его доля достигает 99,4%. Для изготовления металлоизделий, которые будут эксплуатироваться во влажной среде, применяется металл 09Г2С. Что касается 16 швеллера, то продукция из низколегированной стали востребована в строительной сфере. Применяется для усиления и усиления несущих конструкций при строительстве мостов, дорог и опорных конструкций. 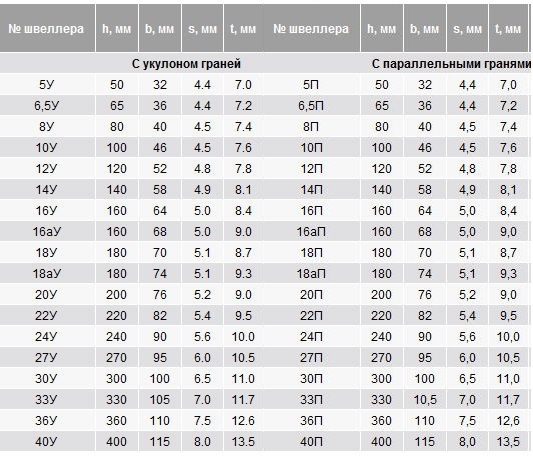 На выходе готовые изделия отличаются особой прочностью.
На выходе готовые изделия отличаются особой прочностью.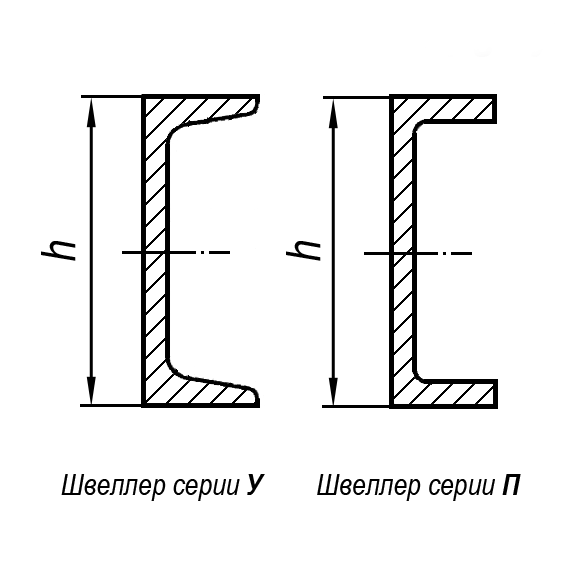
 Напротив, для светлого проката эти характеристики составляют 3,4 и 5,3 мм. Это основные виды каналов с номером 16. Помимо них существуют всевозможные подвиды — они ничем не отличаются по своим физико-химическим характеристикам, но в зависимости от рабочей модификации могут иметь несколько больший или, наоборот, несколько меньшая толщина стенки.
Напротив, для светлого проката эти характеристики составляют 3,4 и 5,3 мм. Это основные виды каналов с номером 16. Помимо них существуют всевозможные подвиды — они ничем не отличаются по своим физико-химическим характеристикам, но в зависимости от рабочей модификации могут иметь несколько больший или, наоборот, несколько меньшая толщина стенки.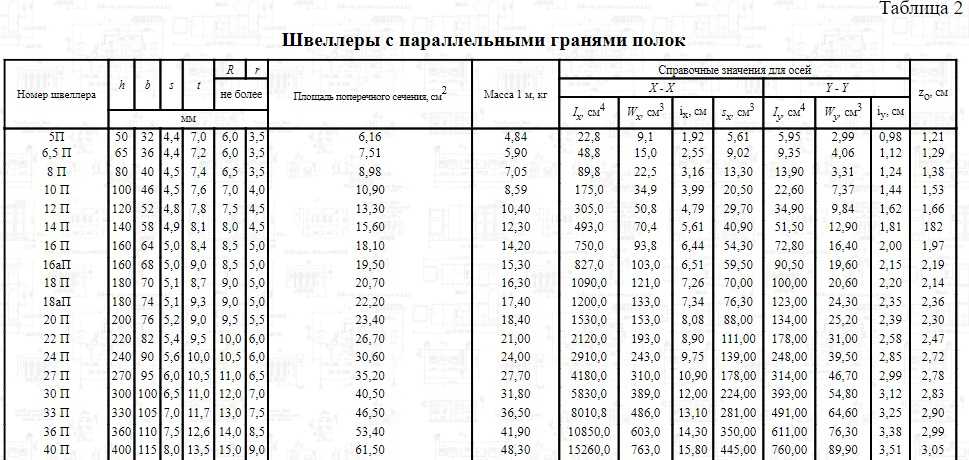 Например, для 16 канала группы П этот параметр соответствует 4, 84 кг/м.
Например, для 16 канала группы П этот параметр соответствует 4, 84 кг/м.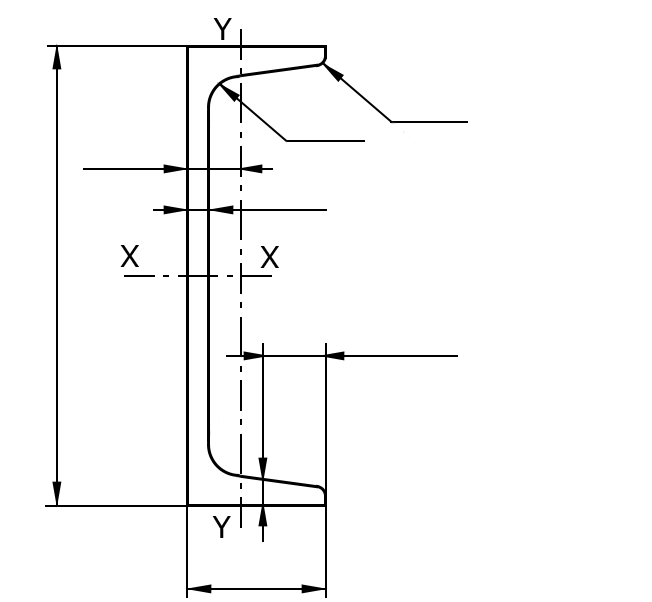 С увеличенной до 6,8 см шириной полки — 15,3 кг. Масса 1 погонного метра каналов эконом и легкой категории будет определяться 7,1 кг. Для других профилей 16 этот параметр рассчитывается как:
С увеличенной до 6,8 см шириной полки — 15,3 кг. Масса 1 погонного метра каналов эконом и легкой категории будет определяться 7,1 кг. Для других профилей 16 этот параметр рассчитывается как: 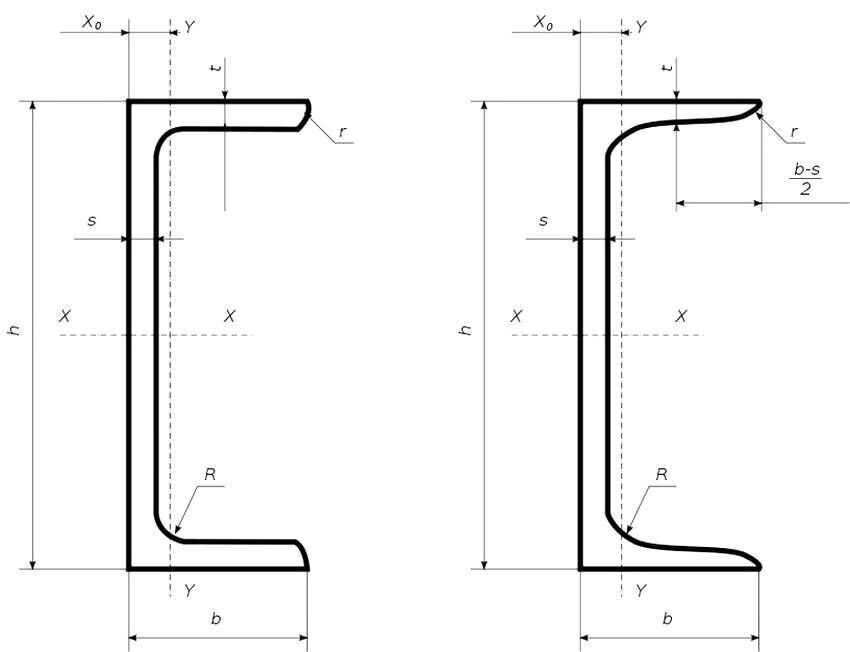
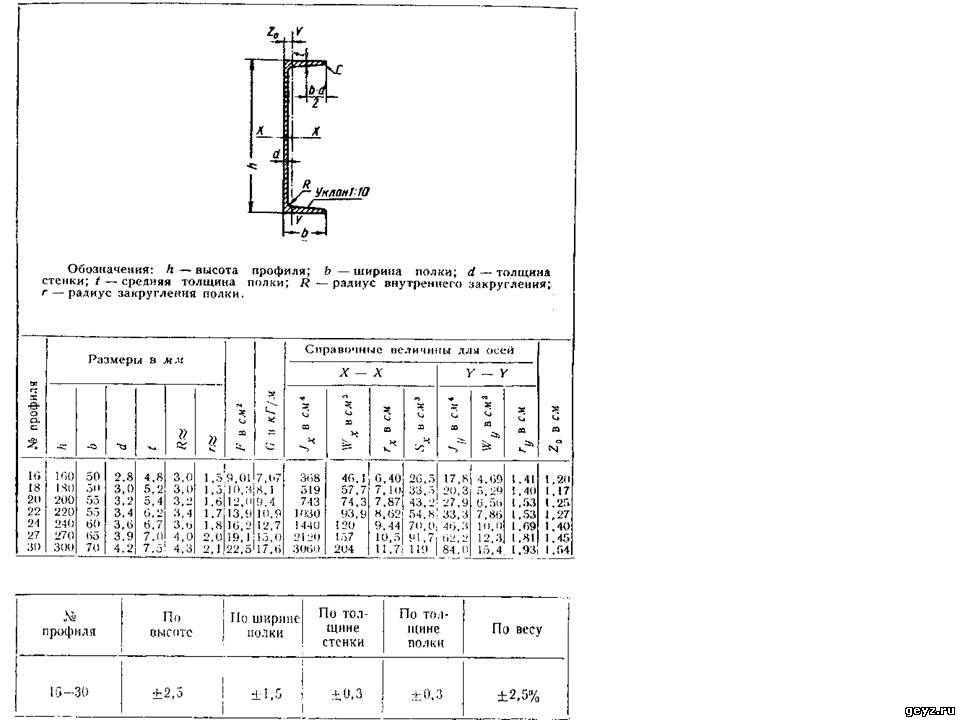
 Достоинство ленты упаковочной – цена, которая при достаточно больших прочностных характеристиках материала позволяет минимизировать затраты на обвязку грузов.
Достоинство ленты упаковочной – цена, которая при достаточно больших прочностных характеристиках материала позволяет минимизировать затраты на обвязку грузов.
 5Х20
5Х20




 У вас уже есть принтер HP? Не забудьте запастись самыми популярными струйными картриджами HP, включая HP 952, HP 63 и HP 902.
У вас уже есть принтер HP? Не забудьте запастись самыми популярными струйными картриджами HP, включая HP 952, HP 63 и HP 902.
 Держите все свои документы наготове и сделайте их еще более удобными, используя систему подвесных папок. Не забывайте, что из папок получаются отличные пакеты для презентаций; используйте карманную папку для включения дополнительных материалов или создайте профессиональное портфолио с помощью папки или папки для презентаций.
Держите все свои документы наготове и сделайте их еще более удобными, используя систему подвесных папок. Не забывайте, что из папок получаются отличные пакеты для презентаций; используйте карманную папку для включения дополнительных материалов или создайте профессиональное портфолио с помощью папки или папки для презентаций.
 Ленты
Ленты


 …
… Станки находятся в г. Барнаул. Фото по запросу. ДешевоПродам станки ДИП 300, ДИП 500 и 1К62 в рабочем состоянии.Станки находятся в г….
Станки находятся в г. Барнаул. Фото по запросу. ДешевоПродам станки ДИП 300, ДИП 500 и 1К62 в рабочем состоянии.Станки находятся в г…. ..
.. е. допускаемая величина…
е. допускаемая величина…
 ..
.. 80 грн
80 грн Е.
Е. ім.Горького)
ім.Горького) 65″> Да
65″> Да Dip Seals также предлагает вам плавильные ванны с равномерным нагревом, чтобы вы могли расплавить покрытие надлежащим образом. Эти плавильные котлы предлагают термостатическое управление для предварительно заданной температуры. Резервуары изготавливаются из нержавеющей стали или литого алюминия. Они бывают круглых или прямоугольных моделей емкостью от 1 кварты до 5 галлонов. Вы также можете настроить резервуары в соответствии с вашими потребностями. Кроме того, вы получаете термометры и запасные части. Покрытия Dip Seal типа 1 изготавливаются на основе целлюлозы, и их рекомендуемая температура погружения составляет 350°F. При погружении вы получаете пленку толщиной около 1/16 дюйма на ваших инструментах или деталях, которая защищает их от зазубрин, коррозии, влаги и т. д. Эти погружные уплотнения также помогают вам покрывать острые края или углы инструментов. Покрытия типа 1 от Dip Seals доступны в зеленом, синем, оранжевом и красном цветах или в водопрозрачном варианте. Уплотнения обладают отличными непроводящими электрическими свойствами.
Dip Seals также предлагает вам плавильные ванны с равномерным нагревом, чтобы вы могли расплавить покрытие надлежащим образом. Эти плавильные котлы предлагают термостатическое управление для предварительно заданной температуры. Резервуары изготавливаются из нержавеющей стали или литого алюминия. Они бывают круглых или прямоугольных моделей емкостью от 1 кварты до 5 галлонов. Вы также можете настроить резервуары в соответствии с вашими потребностями. Кроме того, вы получаете термометры и запасные части. Покрытия Dip Seal типа 1 изготавливаются на основе целлюлозы, и их рекомендуемая температура погружения составляет 350°F. При погружении вы получаете пленку толщиной около 1/16 дюйма на ваших инструментах или деталях, которая защищает их от зазубрин, коррозии, влаги и т. д. Эти погружные уплотнения также помогают вам покрывать острые края или углы инструментов. Покрытия типа 1 от Dip Seals доступны в зеленом, синем, оранжевом и красном цветах или в водопрозрачном варианте. Уплотнения обладают отличными непроводящими электрическими свойствами. Они нетоксичны и могут наноситься на такие материалы, как металлы, стекло, дерево и керамика. Провалы могут быть использованы в механической обработке, производстве инструментов, машиностроении, металлообработке, медицинском оборудовании и других отраслях. Однако при их плавлении и работе с ними необходимо обеспечить надлежащую вентиляцию и использовать термостойкие перчатки, средства защиты глаз и маски для лица OSHA. Кроме того, вам следует избегать смешивания покрытий Dip Seal. Кроме того, эти покрытия поставляются в упаковках по 10 фунтов. пакеты.
Они нетоксичны и могут наноситься на такие материалы, как металлы, стекло, дерево и керамика. Провалы могут быть использованы в механической обработке, производстве инструментов, машиностроении, металлообработке, медицинском оборудовании и других отраслях. Однако при их плавлении и работе с ними необходимо обеспечить надлежащую вентиляцию и использовать термостойкие перчатки, средства защиты глаз и маски для лица OSHA. Кроме того, вам следует избегать смешивания покрытий Dip Seal. Кроме того, эти покрытия поставляются в упаковках по 10 фунтов. пакеты.

 Эти концы труб или волокон известны как торцевые волокна.
Эти концы труб или волокон известны как торцевые волокна. Я видел, что в некоторых случаях они достигают глубины от одной восьмой до четверти дюйма.
Я видел, что в некоторых случаях они достигают глубины от одной восьмой до четверти дюйма. Логи это были. Итак, мы разобрали ветку на удобные куски и загрузили ее в мой трейлер.
Логи это были. Итак, мы разобрали ветку на удобные куски и загрузили ее в мой трейлер.

.jpg)

 Смешивание собственного шеллака намного лучше, чем любой продукт «шеллак» в магазине.
Смешивание собственного шеллака намного лучше, чем любой продукт «шеллак» в магазине.

 Такие покрытия при наличии пор и задиров разрушаются сами, а защищаемый металл нет. Катодными называются покрытия, у которых потенциал более положителен, чем у защищаемого металла, для стали такими покрытиями будут: медное, никелевое, оловянное, свинцовое, серебряное, золотое. Понятно, что анодные покрытия обеспечивают как механическую, так и электрохимическую защиту, а катодные только механическую.
Такие покрытия при наличии пор и задиров разрушаются сами, а защищаемый металл нет. Катодными называются покрытия, у которых потенциал более положителен, чем у защищаемого металла, для стали такими покрытиями будут: медное, никелевое, оловянное, свинцовое, серебряное, золотое. Понятно, что анодные покрытия обеспечивают как механическую, так и электрохимическую защиту, а катодные только механическую.
 Толщина конверсионного слоя составляет порядка 0,5 мкм.
Толщина конверсионного слоя составляет порядка 0,5 мкм.
 Их широкое применение для защиты стальных и чугунных изделий обусловлено в основном двумя причинами. Первая – высокая природная стойкость самого цинка вследствие образования на цинке в коррозионной среде защитных пленок из продуктов коррозии, вторая – высокая анодность защиты при температуре до 70°С. При более высоких температурах цинк защищает сталь только механически. Защитные свойства цинковых покрытий определяется как их толщиной, так методом их нанесения.
Их широкое применение для защиты стальных и чугунных изделий обусловлено в основном двумя причинами. Первая – высокая природная стойкость самого цинка вследствие образования на цинке в коррозионной среде защитных пленок из продуктов коррозии, вторая – высокая анодность защиты при температуре до 70°С. При более высоких температурах цинк защищает сталь только механически. Защитные свойства цинковых покрытий определяется как их толщиной, так методом их нанесения. ..600 Н/мм2) и его однородность, обеспечивается высокая степень чистоты осажденного цинка и повышенная химическая стойкость, но толщина покрытия невелика (5…35 мкм).
..600 Н/мм2) и его однородность, обеспечивается высокая степень чистоты осажденного цинка и повышенная химическая стойкость, но толщина покрытия невелика (5…35 мкм). п.). После хроматного пассивирования покрытия приобретает желтую или зеленовато-желтую окраску с радужным оттенком. Фосфатирование цинковых покрытий применяется на крепежных изделиях редко в основном при необходимости их последующего окрашивания.
п.). После хроматного пассивирования покрытия приобретает желтую или зеленовато-желтую окраску с радужным оттенком. Фосфатирование цинковых покрытий применяется на крепежных изделиях редко в основном при необходимости их последующего окрашивания.
 ), антикоррозионные свойства которого крайне низки.
), антикоррозионные свойства которого крайне низки..jpg) Промасливание обычно производится веретенным или авиационным маслом при температуре 100 °С, при этом существенно повышаются антикоррозионные и антифрикционные свойства детали.
Промасливание обычно производится веретенным или авиационным маслом при температуре 100 °С, при этом существенно повышаются антикоррозионные и антифрикционные свойства детали. Для использования их в любых условия эксплуатации необходимо окрашивание.
Для использования их в любых условия эксплуатации необходимо окрашивание. Затем изделие нагревают и выдерживают при заданной температуре несколько минут. Из-за относительно высокой температуры полимеризации окрашивают в основном металл и стекло. Последнее десятилетие происходит быстрое проникновение технологии порошкового окрашивания в сферы традиционных способов нанесения лакокрасочных покрытий. В мире сегодня окрашивают с использованием этой технологии примерно 15 % всех изделий подлежащих окраске, и это число увеличивается.
Затем изделие нагревают и выдерживают при заданной температуре несколько минут. Из-за относительно высокой температуры полимеризации окрашивают в основном металл и стекло. Последнее десятилетие происходит быстрое проникновение технологии порошкового окрашивания в сферы традиционных способов нанесения лакокрасочных покрытий. В мире сегодня окрашивают с использованием этой технологии примерно 15 % всех изделий подлежащих окраске, и это число увеличивается. Ее разработал Немецкий Институт Гарантий Качества и Сертификации RAL. В 1927 году институт установил стандарт на цветовое пространство, разделив его на диапазоны и обозначив каждый цвет четырехзначным цифровым индексом, понятным разным областям промышленности. С тех пор по мере появления новых красителей стандарт неоднократно расширялся.
Ее разработал Немецкий Институт Гарантий Качества и Сертификации RAL. В 1927 году институт установил стандарт на цветовое пространство, разделив его на диапазоны и обозначив каждый цвет четырехзначным цифровым индексом, понятным разным областям промышленности. С тех пор по мере появления новых красителей стандарт неоднократно расширялся. Толщина сухого покрытия составляет 8-10 мкм. Покрытие имеет серебристо-серый вид и, благодаря наличию в системе хроматов, обладает высокой коррозионной стойкостью — порядка 500 в нейтральном соляном тумане.
Толщина сухого покрытия составляет 8-10 мкм. Покрытие имеет серебристо-серый вид и, благодаря наличию в системе хроматов, обладает высокой коррозионной стойкостью — порядка 500 в нейтральном соляном тумане. Сформировавшееся базовое покрытие содержит более 70 % цинкового и до 10 % алюминиевого порошка, а также связующий органический материал. Оно состоит из множества слоев алюминиевых и цинковых частиц толщиной менее микрометра и шириной около 10 мкм, расположенных параллельно друг другу и покрываемой поверхности, соединенных связующим компонентом. Малый размер частиц делает возможным наносить цинкламельные покрытия толщиной 4 – 8 мкм, которые применяют в автомобилестроении. Коррозионная стойкость покрытий свыше 700 часов в нейтральном соляном тумане. Более толстые покрытия применяют для нанесения на детали и элементы строительных конструкций.
Сформировавшееся базовое покрытие содержит более 70 % цинкового и до 10 % алюминиевого порошка, а также связующий органический материал. Оно состоит из множества слоев алюминиевых и цинковых частиц толщиной менее микрометра и шириной около 10 мкм, расположенных параллельно друг другу и покрываемой поверхности, соединенных связующим компонентом. Малый размер частиц делает возможным наносить цинкламельные покрытия толщиной 4 – 8 мкм, которые применяют в автомобилестроении. Коррозионная стойкость покрытий свыше 700 часов в нейтральном соляном тумане. Более толстые покрытия применяют для нанесения на детали и элементы строительных конструкций.

 Стальной крепеж, подвергшийся никелированию, имеет великолепный внешний вид, а вот его устойчивость к электрохимической коррозии достаточно слаба.
Стальной крепеж, подвергшийся никелированию, имеет великолепный внешний вид, а вот его устойчивость к электрохимической коррозии достаточно слаба.


 В обрабатывающей промышленности наиболее широко используются цинкование, кадмирование, хромирование и никелирование. И какая должна быть разница между этими четырьмя?
В обрабатывающей промышленности наиболее широко используются цинкование, кадмирование, хромирование и никелирование. И какая должна быть разница между этими четырьмя?
 Но газ, образующийся при плавлении кадмия, ядовит, ядовиты и растворимые соли кадмия. В нормальных условиях кадмий представляет собой катодное покрытие стали и анодное покрытие в морской и высокотемпературной атмосфере.
Но газ, образующийся при плавлении кадмия, ядовит, ядовиты и растворимые соли кадмия. В нормальных условиях кадмий представляет собой катодное покрытие стали и анодное покрытие в морской и высокотемпературной атмосфере. Под действием постоянного тока, если в качестве анода используется слой хрома, он растворяется в растворе едкого натра. Слой хрома имеет сильную адгезию, высокую твердость, 800 ~ 1000 В, хорошую износостойкость, сильную светоотражающую способность и высокую термостойкость. Он не меняет цвет при температуре ниже 480 ℃, начинает окисляться при температуре выше 500 ℃ и имеет значительно сниженную твердость при 700 ℃.
Под действием постоянного тока, если в качестве анода используется слой хрома, он растворяется в растворе едкого натра. Слой хрома имеет сильную адгезию, высокую твердость, 800 ~ 1000 В, хорошую износостойкость, сильную светоотражающую способность и высокую термостойкость. Он не меняет цвет при температуре ниже 480 ℃, начинает окисляться при температуре выше 500 ℃ и имеет значительно сниженную твердость при 700 ℃.

 Кадмирование — это то, что известно как жертвенное покрытие, то есть оно подвергается коррозии и разрушается раньше основного материала, добавляя слой защиты металлу под ним.
Кадмирование — это то, что известно как жертвенное покрытие, то есть оно подвергается коррозии и разрушается раньше основного материала, добавляя слой защиты металлу под ним. Кадмий с гальваническим покрытием обладает антикоррозионными свойствами в сочетании с естественной смазывающей способностью, что делает его идеальным для использования в полете. Его адгезионные свойства делают его особенно полезным для склеивания материалов с алюминиевыми рамами самолетов.
Кадмий с гальваническим покрытием обладает антикоррозионными свойствами в сочетании с естественной смазывающей способностью, что делает его идеальным для использования в полете. Его адгезионные свойства делают его особенно полезным для склеивания материалов с алюминиевыми рамами самолетов. Многие типичные компоненты, используемые в промышленном строительстве, покрыты кадмием, например, скобяные изделия и промышленные крепежные детали. Его также можно найти в готовых изделиях, используемых в различных производственных условиях.
Многие типичные компоненты, используемые в промышленном строительстве, покрыты кадмием, например, скобяные изделия и промышленные крепежные детали. Его также можно найти в готовых изделиях, используемых в различных производственных условиях.