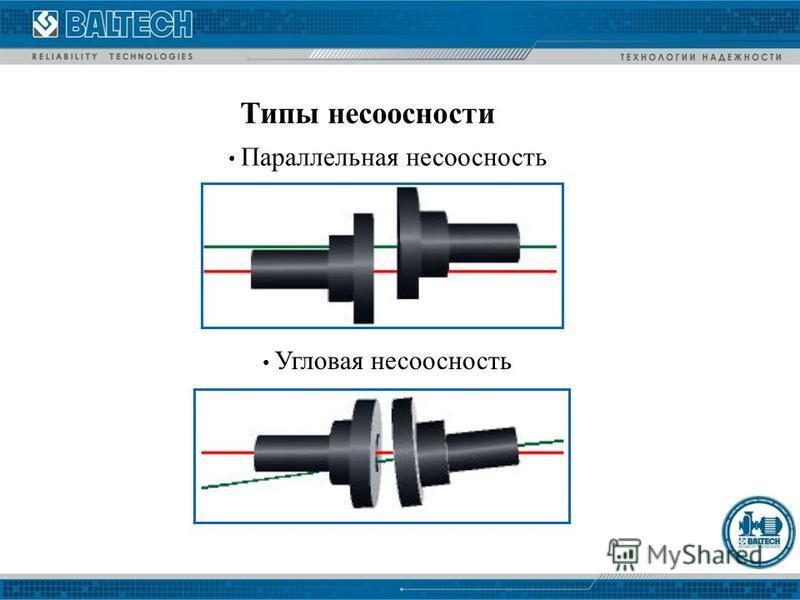
Трубогиб своими руками, схемы, чертежи для трубогиба профильной трубы
Трубы, имеющие квадратное, прямоугольное или овальное сечение – называют профильными. Чтобы собрать трубогиб своими руками необходимо выяснить с какой трубой вы собираетесь работать и уже отталкиваясь от профиля трубы собирать трубогиб.
теплица из гнутых труб
При строительстве навесов, малых архитектурных форм, теплиц – такой материал используется ничуть не реже, чем традиционная труба. Строители отдают предпочтение такому сечению по причине плоских поверхностей, на которые удобно крепить кровельный материал. Да и внешний вид такой трубы гораздо респектабельнее.
В обработке профтруба не сложнее, чем круглая, однако при ее сгибании надо учитывать некоторые особенности.
Как согнуть профильную трубу — простейший трубогиб
Необязательно мастерить сложное устройство из валков, рычагов и станины. Для сгибания профильных труб небольшого сечения достаточно простого способа например:
Заполнение песком
Во внутреннюю полость заготовки засыпается песок, предпочтительно мелкий речной. Песок предварительно просеивается и сушится. Отверстия с торцов заглушаются пробками. Далее профильная труба гнется вокруг шаблона требуемой формы.
Песок предварительно просеивается и сушится. Отверстия с торцов заглушаются пробками. Далее профильная труба гнется вокруг шаблона требуемой формы.
Вместо дорна песок
При необходимости место сгиба можно предварительно прогреть паяльной лампой или газовой горелкой. ВАЖНО! При таком способе необходимо контролировать боковые стенки заготовки. Если превысить критический радиус – труба сложится, как карточный домик.
Заполнение водой
На самом деле, гнуть профиль с водой бессмысленно. Поэтому сначала ее надо заморозить. Для этого трубу затыкают с одной стороны пробкой (можно использовать обычный пластилин), заполняют водой и выставляют на мороз.
Важно! Второй конец заготовки оставляют открытым, чтобы не «порвать» трубу при расширении льда.
Замерзшую профтрубу гнут на шаблоне. Разумеется, использовать горелку или паяльную лампу нельзя, иначе пропадет весь смысл заполнения льдом. Таким способом хорошо гнуть тонкостенные медные или алюминиевые трубы.
Пружина (самодельный дорн)
Предварительно из стальной проволоки вьется пружина, габариты которой на 3-5% меньше внутреннего сечения профиля. Готовая оснастка помещается вовнутрь, и профтрубу можно гнуть традиционным способом вокруг шаблона. После окончания работ пружина извлекается, выравнивается и ее можно использовать повторно.
Резка и сварка
Следующий способ применим в случае, когда радиус загиба мал, а профиль толстостенный и прочный. С внутренней части предполагаемого загиба болгаркой выпиливаются сегменты, геометрия которых рассчитывается перед началом работ.
Труба гнется до необходимого радиуса, а сомкнутые края вырезов завариваются любым способом. Для эстетики, места сварки шлифуются болгаркой.
Важно! Перечисленные способы «работают» на мускульной силе, поэтому применяются лишь для тонкостенного профиля небольшой прочности.
Для работы с более серьезными размерами и характеристиками профиля требуется специальный инструмент.
Изгиб профильной трубы
В промышленных масштабах профилированный погонаж гнут с помощью специальных станков, многие их которых оснащены ЧПУ. Это вовсе не означает, процесс нельзя повторить в домашних условиях.
Это вовсе не означает, процесс нельзя повторить в домашних условиях.
Как минимум, существуют ручные трубогибы для профильной трубы, которые справляются с довольно большим сечением и малыми радиусами изгиба.
ручной трубогиб
Профильный трубогиб своими руками вальцовочного типа
Установка может быть как переносной, так и стационарной. Привод обеспечивается мускульной силой или при помощи электродвигателя с редуктором.
Самодельный трубогиб
Принцип действия ручного трубогиба один – профтруба опирается на разнесенные упоры-катки, между ними находится упорный ролик, который давит на заготовку.
Профиль протягивается по горизонтали, попутно изгибаясь по заданному радиусу. Схема раскрывает конструкцию и основные узлы приспособления.
Ролики для трубогиба могут быть цилиндрическими или с проточкой, это зависит от размера и характеристик заготовки. Плоский и широкий профиль удобно прокатывать по ровным каткам, узкий и высокий требует направляющих проточек.
Наиболее популярны универсальные ролики. На цилиндрическое основание при необходимости можно надеть направляющие бортики-шайбы.
Самодельные трубогибы чаще всего изготавливают именно на базе этой конструкции. Они подходят для профтрубы практически любого размера и не требуют дорогостоящих элементов при сборке.
Все детали, за исключением вальцов, можно найти в своих запасниках. Чертеж ручного трубогиба наглядно демонстрирует простоту конструкции.
Большинство домашних мастеров пользуются ручным приводом, поскольку скорость при таких работах не нужна. Однако если нужно изготовить большой погонаж гнутой профтрубы – используется механизация.
Применив простой цепной редуктор и мощную дрель, можно выйти на промышленный уровень производства гнутого профиля.
Работа с трубогибом
Пусть вас не пугает сложность изготовления и поиски необходимых комплектующих. Стоимость услуг по изготовлению заготовок из профтрубы настолько высока, что изготовление самодельного устройства ощутимо сэкономит ваши средства. Обилие самодельных вариантов станков профилегибов лишь подтверждает эти слова.
Обилие самодельных вариантов станков профилегибов лишь подтверждает эти слова.
Трубогиб сделанный своими руками легко сгибает квадратную трубу
Например, вот конструкция, изготовленная из списанного и выброшенного промышленного электрооборудования. Двухвальный редуктор распилен пополам, и послужил в роли опорных роликов.
Понижающая часть соединена с трехфазным электродвигателем, на котором переделан пусковой механизм под однофазное питание.
Оба вала синхронизированы мотоциклетной цепью и шестернями от того же байка. Упорный ролик приводится в действие с помощью обычного «жигулевского» ромбовидного домкрата. Станок получился настолько удачным, что обгоняет по производительности заводские аналоги. А затраты – пару поллитровок за работу сварщика.
На видео мастер рассказывает о размерах самодельного трубогиба для профильной трубы. Ручной трубогиб сделан своими руками из подручного материала, что найден был в сарае и получился достаточно качественно. в процессе работы труба получается ровно по дуге и ее не ведет «винтом».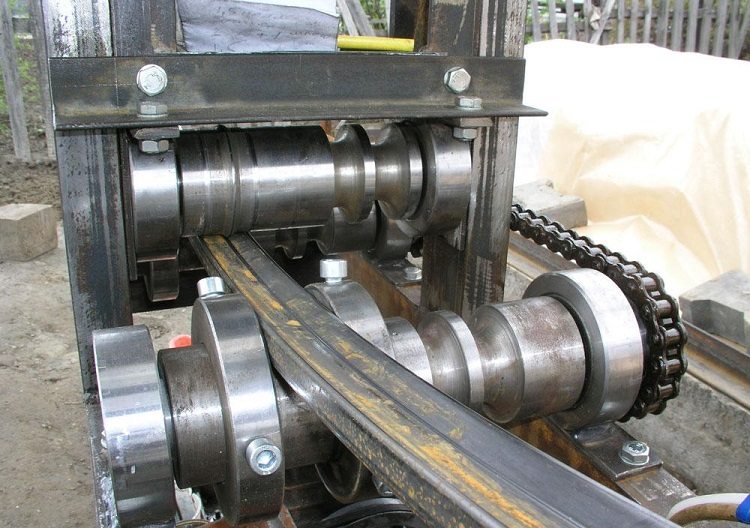
Рычажный трубогиб для профиля
Гнуть профильную трубу на малых радиусах не так просто, как круглую. Не помогут даже прогрев или заполнение полости песком. Это связано с особенностью геометрии.
Плоским боковым стенкам невозможно согнуться, не образовывая разрывов, а внутренняя плоскость внутреннего радиуса складывается гармошкой, распирая профиль по сторонам.
Поэтому радиус изгиба профиля значительно больше, чем простой трубы.
Однако и для таких заготовок существуют рычажные трубогибы малого радиуса, работающие по принципу обкатки. Профиль как бы наматывается на шаблон заданного радиуса, прижимаясь при помощи направляющего ролика, установленного на рычаге. Хитрость в профиле ролика-шаблона.
В середине выемки находится выступающая часть, которая вдавливает плоскость внутреннего радиуса в полость профиля.
заводской рычажный трубогиб
За счет этого снимается напряжение на стенках, а весь «лишний» металл уходит вовнутрь, не портя внешний вид заготовки. Тоже самое происходит и с плоскостью внешнего радиуса, только для этого не нужны специальные ролики. Вступает в силу геометрия профиля.
схема обкатки профильной трубы
Еще один способ гнуть профиль с малым радиусом – обкаточный трубогиб с направляющей.
Шаблон как бы прокатывается вдоль ответной части станка, постоянно контролируя состояние профиля. При таком способе геометрия заготовки максимально сохраняется. Если процесс сопровождать интенсивным нагревом – качество сгиба существенно возрастет.
Однако такой способ применим лишь в промышленных условиях с применением мощных редукторов или гидравлических приводов.
ВАЖНО! Сгибание профтрубы на малый радиус, возможно или на квадратном профиле или на широкой стороне прямоугольного сечения. Вертикально расположенную профтрубу на такие радиусы гнуть не допускается.
Если возникнет необходимость закругления по узкой стороне – тогда придется вырезать сектора болгаркой и затем варить швы (см. начало статьи).
На самом деле, сгибать профильную трубу на маленькие радиусы приходится не часто. Необходимо помнить, что профиль теряет прочностные качества в месте сгиба. Поэтому при создании конструкций, в которых применяются углы, близкие к 90 градусам – лучше разрезать заготовку и сварить ее под нужным углом.
Холодная ковка
Еще одна область применения малых радиусов – изготовление фигурных украшений.
козырек из согнутых на трубогибе труб
Технология носит название «холодная ковка». Приспособления для этого вида работ можно приобрести в магазине или также изготовить самому. Широкого применения таким устройствам нет, однако если вы освоите технологию – можно украсить свой загородный дом оригинальными элементами из банального квадратного профиля.
Воспользовавшись советами из настоящей статьи – вы расширите свой мастеровой диапазон и сэкономите денежные средства.
Примеры из жизни на тему: как я сделал трубогиб собственными руками
Простой трубогиб подробно с размерами и по шагамДелаем Трубогиб для Профильной Трубы Своими Руками (20 фото)
Работая в гараже, домашней мастерской или на даче, весьма часто приходится решать вопрос сгибания труб по определенной окружности, или превращения ровных стальных полос с полукруглые. Это легко делается с помощью такого устройства как трубогиб, однако покупка заводской модели для домашних нужд может стать недешевым удовольствием. Гораздо выгоднее сделать трубогиб своими руками, с которым вы сможете сгибать трубы до нужных параметров. Самые простые и популярные варианты данного приспособления мы и рассмотрим в этой статье.
Это легко делается с помощью такого устройства как трубогиб, однако покупка заводской модели для домашних нужд может стать недешевым удовольствием. Гораздо выгоднее сделать трубогиб своими руками, с которым вы сможете сгибать трубы до нужных параметров. Самые простые и популярные варианты данного приспособления мы и рассмотрим в этой статье.
Что делают трубогибами
Сегодня профильная труба, которая доступна с различными видами сечений, является одним из наиболее востребованных металлических изделий. Она служит для сооружения самых различны конструкций – таких как теплицы, навесы, гаражи, ограждения, для прокладки трубных коммуникаций. И во время работы часто трубу необходимо сгибать – ровно и под определенным углом. И в этом может помочь только специально предназначенное для таких задач оборудование.
Описание работ
Чтобы изготовить станок для радиусной гибки профиля (трубогиб), нужны такие материалы: подшипники – 6 шт. , двутавровая балка, крепежи, полоса.
, двутавровая балка, крепежи, полоса.
Берем болгарку и пилим, чтобы получить необходимые детали.
Нужно убрать ребро, чтобы подшипники встали в таком виде, при котором с одной стороны можно было вставить вращающийся вал.
Затем нужно все зашлифовать.
После этого нужно просверлить отверстия с шагом в 40 мм, с расстоянием между крепежными отверстиями подшипников составляло 80 мм.
Теперь следует приварить полосу десятку – мы получим подошву.
Далее нужно приварить один двутавр на основание, чтобы он получился неподвижен. На него приваривается гаражная петля, а на петлю – второй двутавр.
Делается площадка под домкрат. Нужно вырезать петлю и приварить к площадке.
Перевернув конструкцию, нужно сделать ответные петли под домкрат, внизу под платформой и на основании. Где уже вынута внутренняя часть двутавра, мы посмотрим дальше.
Где уже вынута внутренняя часть двутавра, мы посмотрим дальше.
По бокам приваривается полоска, в которой делаются два отверстия. Мы получаем посадочное место под третий вал, с регулировкой.
После сборки переходим к тестированию.
Убедившись, что все функционирует, зашлифовываем.
Покрываем краской.
Сборка.
Обзор самых популярных вариантов самодельных трубогибов
Наиболее технологичные и универсальные трубогибы – это модели, которые работают по принципу прокатки.
Именно устройствами такого типа – они зачастую оснащаются электроприводом – пользуются профессионалы, которым постоянно требуется сгибать трубы из материалов разного рода, в частности из нержавеющей стали.
Конструкция такого приспособления основана на трех вращающихся роликах, один из них – прижимной. Поскольку давление прижимного ролика постепенно увеличивается, а для каждого нового положения ролика прокатка повторяется, то труба сгибается максимально аккуратно, с очень равномерным растягиванием стенок.
Поскольку давление прижимного ролика постепенно увеличивается, а для каждого нового положения ролика прокатка повторяется, то труба сгибается максимально аккуратно, с очень равномерным растягиванием стенок.
Выше мы увидели, как работают тубогибы, где материал протягивается благодаря вращению прижимного ролика. Однако различают устройства другого типа – в них труба двигается за счет того, что вращаются опорные ролики.
Здесь установлен винтовой домкрат
Трубогиб электрического или ручного типа с передачей вращения одному ролику имеет ограниченный возможности. Трубогибы с вращающимися обоими опорными роликами отличаются более сложной конструкцией, поскольку вращение передается одновременно на два элемента.
Более удобный вариант, как отмечают многие специалисты, – это трубогиб с нижним расположением прижимного ролика. По отзывам следить за сгибанием труб на такой конструкции существенно проще, трубы на загораживает верхняя несущая конструкция.
Трубогиб, в котором установлен электромотор и привод через две цепи
При рассмотрении любого из устройств для гибки труб можно отметить его довольно простую конструкцию, для работы которого использованы расчеты элементарных законов механики. Если нержавеющие, металлопластиковые и другие трубы часто сгибать не нужно, тогда вполне подойдет и устройство с ручным приводом.
Как сделать трубогиб для профильной трубы своими руками
Тот, кто любит самостоятельно мастерить различные изделия и конструкции, часто сталкивается с необходимостью согнуть профильную трубу в дугу. Сделать это ровно и аккуратно без специальных приспособлений невозможно, поэтому возникает необходимость изготовить трубогиб для профильной трубы своими руками. Умельцы придумали множество конструкций для этого устройства. Многие из них можно выполнить самостоятельно. При этом они не требуют больших средств и просты в изготовлении и использовании.
Трубогиб — это устройство, с помощью которого можно согнуть трубу под нужным углом.
Основные сведения о трубогибах
Прежде чем начать рассказ о вариантах и способах изготовления трубогибов, необходимо определиться, что это такое и для чего используется. Итак, трубогиб – это ручное устройство или стационарный станок, позволяющий сгибать трубу из любого материала под произвольным углом.
Труба может быть стальной, медной, алюминиевой или пластмассовой диаметром от 5 до 1220 мм или профильной любого сечения. Угол изгиба от 0 до 180 градусов. В данной статье вашему вниманию предлагается технология изготовления нескольких видов этого незамысловатого приспособления, изучив которые, за несколько часов вы сможете изготовить любой понравившийся экземпляр.
Трубогибочное устройство с башмаками для различных углов гибки труб
Как сделать трубогиб круглого сечения с гидравлическим приводом
Если речь идет о выполнении не просто каких-то домашних ремонтных работ, а о профессиональной деятельности, то стоит задуматься о изготовление более сложного гидравлического трубогиба. С его помощью при гибке труб удастся снизить затраты физических сил, ведь нагрузка будет приходиться на гидравлический домкрат.
С его помощью при гибке труб удастся снизить затраты физических сил, ведь нагрузка будет приходиться на гидравлический домкрат.
На этапе составления чертежа устройства необходимо предусмотреть, из какого материала будут изготовлены боковины. Оптимально для этого подойдет прут арматуры сечением 18-20 мм, а также уголки со стороной 25 мм. Кроме того, для боковин понадобится листовой металл толщиной 10 мм с просверленными отверстиями для крепления опор.
В качестве опоры используется труба соответствующего диаметра, в которую нужно будет вварить болт сечением 18 мм. В центре опоры будет располагаться полукруглое отверстие, которое также нужно отразить на чертеже. В это углубление должна будет упираться заготовка, которая будет загибаться на гидравлическом ручном трубогибе.
Для изготовления пуансона понадобится листовой металл толщиной 4 мм, из которого нужно будет вырезать полукруглые заготовки. Радиус этих частей должен соответствовать планируемому радиусу изгиба трубы. На следующем этапе берут трубу сечением 32 мм и разрезают ее на две части. Одна из частей сгибается по форме пластин-заготовок, а затем все части свариваются. Для дополнительной прочности пуансона в гидравлическом трубогибе внутри него вварены перемычки, обеспечивающие ребра жесткости.
На следующем этапе берут трубу сечением 32 мм и разрезают ее на две части. Одна из частей сгибается по форме пластин-заготовок, а затем все части свариваются. Для дополнительной прочности пуансона в гидравлическом трубогибе внутри него вварены перемычки, обеспечивающие ребра жесткости.
В центральной части платформы вварена труба. Его назначение – упор для гидропривода, выполняющего роль домкрата. Все это необходимо проработать и предусмотреть в чертеже, по которому будет собираться гидравлический трубогиб. Кроме того, такая схема позволит подготовить перечень материалов и комплектующих с требуемыми параметрами. В этом случае ряд элементов для инструмента нужно будет предварительно заказать у токаря.
Таким образом, собрать тот или иной вид ручного трубогиба не так уж и сложно. Тем более, что существует масса вариантов и чертежей готовых изделий, которые можно взять на вооружение для того, чтобы сделать необходимый в хозяйстве инструмент самостоятельно .
Самодельное трубогибочное устройство Самодельный трубогиб для профильных труб Трубогиб гидравлический с электроприводом Гибка труб без использования трубогиба
При работе с трубами часто возникает необходимость изменить форму трубы, другими словами , чтобы согнуть его.
Это можно сделать на специальном оборудовании или даже купить готовое изделие. Но гораздо проще и дешевле сделать простой трубогиб своими руками. Использование такого простого инструмента значительно облегчит и ускорит работу.
Какие бывают трубогибы
Если речь идет о промышленных устройствах, то они делятся на несколько видов по способу реализации привода, а также по типу гибки.
Классификация типов привода
Машины бывают: гидравлические, электромеханические и ручные. Машины с гидравлическим приводом бывают ручными и стационарными. Их мощности достаточно, чтобы согнуть трубы даже диаметром 3 дюйма. Гидравлические трубогибы используются в профессиональной деятельности на специализированных производствах и способны выполнять очень большой объем работ.
Гидравлический трубогиб для гибки водопроводных и газовых труб до 90°
Электромеханическими устройствами можно согнуть практически любую трубу, даже с очень тонкими стенками, что не под силу гидравлике. Ведь электроника позволяет очень точно рассчитать усилие и угол изгиба, что не дает материалу сломаться. Трубы, согнутые такими приспособлениями, не имеют ни малейших признаков деформации.
Ведь электроника позволяет очень точно рассчитать усилие и угол изгиба, что не дает материалу сломаться. Трубы, согнутые такими приспособлениями, не имеют ни малейших признаков деформации.
Электромеханический трубогиб для труб PEX/AL/PEX и углы изгиба до 180°
Трубогибы ручные применяются только для гибки труб малого диаметра из полимеров, нержавеющей стали или цветных металлов. Работают в основном от сети. Они просты в использовании и не требуют большой физической силы для работы. Сделать такие трубогибы для профильной трубы своими руками вполне реально.
Ручной инструмент для гибки прямоугольных профилей и стальных труб
Классификация по способу гибки труб
С помощью устройства можно гнуть трубу различными способами. В зависимости от этого можно выделить следующие виды трубогибов: арбалетные, пружинные, сегментные, оправочные.
Арбалетные устройства снабжены специальной формой, представляющей собой изгибающийся элемент. Он рассчитан на один диаметр или сечение трубы. Чтобы согнуть трубу другого диаметра, необходимо заменить пресс-форму. Пружинные устройства снабжены упругими пружинами, позволяющими сгибать пластиковые трубы без деформации. Сегментные оснащены специальным сегментом, который тянет трубу вокруг себя, изгибая ее под нужным углом.
Он рассчитан на один диаметр или сечение трубы. Чтобы согнуть трубу другого диаметра, необходимо заменить пресс-форму. Пружинные устройства снабжены упругими пружинами, позволяющими сгибать пластиковые трубы без деформации. Сегментные оснащены специальным сегментом, который тянет трубу вокруг себя, изгибая ее под нужным углом.
Принцип гибки профильной трубы самодельным инструментом
Следует понимать, что способ и величина угла изгиба трубы зависят от ее характеристик. Существует даже такое значение, как минимальный радиус изгиба, при дальнейшем уменьшении которого труба деформируется или просто ломается. Этот показатель зависит от толщины стенки, материала и сечения трубы.
Один из вариантов использования гнутого профиля — обустройство теплицы
Зачем нужен трубогиб?
Чтобы понять, зачем все-таки нужен в хозяйстве ручной трубогиб и в какой работе он может пригодиться, выделим лишь несколько самых популярных вариантов из всех возможных сфер применения гнутых труб – это:
Как сделать простейший ручной трубогиб для профильной трубы своими руками
Теперь рассмотрим некоторые самодельные трубогибы. Самый простой вариант предусматривает возможность изгиба трубы с помощью шаблона до заданного радиуса. Эта технология также вполне подходит для гибки стальных труб, а не только алюминиевых. Шаблон просто вырезается из досок, толщина которых чуть больше диаметра или сечения трубы, которую нужно согнуть.
Самый простой вариант предусматривает возможность изгиба трубы с помощью шаблона до заданного радиуса. Эта технология также вполне подходит для гибки стальных труб, а не только алюминиевых. Шаблон просто вырезается из досок, толщина которых чуть больше диаметра или сечения трубы, которую нужно согнуть.
Эти доски надежно крепятся друг к другу, чтобы труба не могла выскочить из них в процессе гибки. Для формирования желоба скрепляемые доски просто обрезаются под наклоном под круглую трубу. Затем готовый деревянный шаблон крепится к столу или другому подобному основанию. Рядом с шаблоном крепится упор для фиксации трубы.
Трубогиб своими руками для профильной трубы такого типа способен сгибать даже толстостенные трубы, если использовать лебедку. Если труба профилированная, то скосы при резке досок не делаются. Вместо этого труба фиксируется несколькими стопорами.
Чертеж с размерами для изготовления трубогиба своими руками
Из дерева можно построить даже прокатный трубогиб, если обточить деревянные ролики. Они также могут быть изготовлены из подшипников или полиуретана. Вообще сложность изготовления самодельных трубогибов определенным образом зависит от гибкости трубы. Податливые варианты можно без особого труда согнуть на деревянной арматуре просто вручную, а вот для жестких труб потребуются более сложные приспособления с металлическими деталями.
Они также могут быть изготовлены из подшипников или полиуретана. Вообще сложность изготовления самодельных трубогибов определенным образом зависит от гибкости трубы. Податливые варианты можно без особого труда согнуть на деревянной арматуре просто вручную, а вот для жестких труб потребуются более сложные приспособления с металлическими деталями.
Из чего состоит обычный ручной трубогиб?
Полный комплект ручного трубогиба зависит от конкретного типа инструмента. Но при этом у любого самодельного ручного трубогиба обязательно будут:
Изготовление самодельного гидравлического трубогиба
Если вы решили сделать настоящий гидравлический трубогиб, вам необходимо обзавестись гидравлическим домкратом, швеллером, двумя роликами и обувь. Кроме того, вам понадобится несколько металлических пластин из стали толщиной более 3 мм.
Схема и принцип работы самодельного гидравлического трубогиба с использованием домкрата
Из швеллера с помощью сварочного аппарата создается прямоугольная конструкция, высота которой совпадает с высотой полностью выдвинутого домкрата. Он устанавливается на жесткое основание и надежно фиксируется металлическими пластинами.
Он устанавливается на жесткое основание и надежно фиксируется металлическими пластинами.
Домкрат необходимо выбирать грузоподъемностью не менее 5 тонн. Он предназначен для работы в качестве толкателя. Основная задача здесь – найти наиболее подходящие ролики. Сложность в том, что только при максимально точном обхвате трубы роликами можно получить действительно качественный изгиб. Если найти разные ролики и сделать их съемными, то можно гнуть трубы разного сечения и диаметра.
Пример приспособления для гибки металлических труб своими руками
Преимуществами гидравлического трубогиба своими руками для профильной трубы являются: простота изготовления, доступность и дешевизна домкрата и деталей. Такое приспособление позволяет качественно гнуть любые фасонные и круглые трубы в холодном состоянии.
Разновидности трубогибочных станков
Трубогиб ручной с усиленной конструкцией.
С помощью ручного трубогибочного станка можно выполнять такие операции, как гибка дуг и изготовление колец. Масса профильного трубогиба своими руками составляет в зависимости от конструкции от 25 до 65 кг. Такая масса оборудования позволяет довольно комфортно транспортировать устройство к месту работы.
Масса профильного трубогиба своими руками составляет в зависимости от конструкции от 25 до 65 кг. Такая масса оборудования позволяет довольно комфортно транспортировать устройство к месту работы.
С помощью ручного приспособления можно обрабатывать круглые трубы диаметром до 30 мм, квадратные трубы размером 40х40 мм, металлические полосы размером 40х10 мм, кроме того, с помощью ручное гибочное устройство, можно гнуть квадратные металлические изделия диаметром 16х16 мм и металлический пруток диаметром 16 мм…
С помощью специальных оправок простой ручной трубогиб можно превратить в профильогиб.
Модернизированный вариант ручного трубогиба — ручное гидравлическое устройство. Это устройство позволяет получить большее усилие, действующее на изогнутую трубу в месте удара. Облегчение работы достигается за счет использования гидроцилиндра в приводе оборудования.
Устройства электрические трубогибочные предназначены для гибки труб различного сечения. Чаще всего такое оборудование используется в промышленных масштабах, так как такое оборудование имеет высокую производительность.
Роликовая схема для трубогиба.
Высокая производительность трубогибов электрических обеспечивается дополнительными функциями, например, возможностью вращения роликов как по часовой, так и против часовой стрелки. Управление таким оборудованием осуществляется с помощью кнопок, расположенных на панели управления. Электрические трубогибочные станки оснащены сменными оправками.
Кроме того, существует еще несколько специфических видов оборудования, которые используются для выполнения определенных специфических операций.
В зависимости от условий использования специалисты делят все трубогибы на 2 группы: стационарные и ручные. Стационарные установки используются на производстве, а ручные легко можно использовать в личном хозяйстве.
Как самому сделать вальцовочный трубогиб
Процесс гибки труб в вальцовочном станке выглядит следующим образом. Труба укладывается на боковые ролики, а сверху на нее опускается третий, фиксирующий изделие в заданном положении. Когда мы начинаем вращать ручку, цепь приводит во вращательное движение валы, и профильная или круглая труба изгибается под необходимым углом.
Когда мы начинаем вращать ручку, цепь приводит во вращательное движение валы, и профильная или круглая труба изгибается под необходимым углом.
Шаг 1: создание основы трубогиба из стального швеллера 80х80х4
Для изготовления такого приспособления необходимо:
- отшлифовать ролики и обоймы подшипников. Эту задачу можно доверить токарю, который по чертежам выполнит работу в лучшем виде. Устройство будет иметь три вала, один из которых подвешен на пружинах, а два других закреплены в боках рамы;
Шаг 2: изготовление корпуса винта
- подготовьте полку из швеллера 50 мм. Он выглядит как прямоугольник со сторонами 100х30 см. В нем делаются отверстия для крепления валов и нарезается резьба для регулировки положения напорного вала;
Шаг 3: создайте стандартный винт с резьбой
- скрепите все детали между собой сварочным аппаратом;
- полка с напорным валом подвешена на пружинах, а боковые валы соединены через звездочки с цепью.
 На один из валов приварена ручка для вращения;
На один из валов приварена ручка для вращения;
 На один из валов приварена ручка для вращения;
На один из валов приварена ручка для вращения;Этап 4: создание поворотной рукоятки центрального ведущего ролика
- Установите домкрат так, чтобы с его помощью можно было легко регулировать прижимную силу.
Шаг 5: сборка всех частей самодельного прокатного трубогиба
Трубогиб для профильной трубы своими руками можно сделать. Его сложность зависит от цели, для которой он вам нужен. Если это только разовые действия, то достаточно деревянных конструкций. Если вы занимаетесь изготовлением изделий из трубы на постоянной основе, то вам понадобится более сложный агрегат.
Виды заводских гибочных приспособлений
Модельный ряд различается наличием элементов и назначением:
- Ручные приспособления;
- Электрооборудование;
- Машины гидравлические.
Каждый из них имеет свои особенности.
Трубогиб ручной
Станок, на котором вручную производится гибка трубопроката. Иногда это может быть обычная ручка гидронасоса. Если посмотреть на фото станков, то можно увидеть, что это крайне простые виды оборудования, которые не работают с крупными элементами. Но даже самодельный ручной трубогиб прекрасно справляется с трубами из металла, полимера или нержавеющей стали.
Иногда это может быть обычная ручка гидронасоса. Если посмотреть на фото станков, то можно увидеть, что это крайне простые виды оборудования, которые не работают с крупными элементами. Но даже самодельный ручной трубогиб прекрасно справляется с трубами из металла, полимера или нержавеющей стали.
Плюсы:
- Доступная цена, если машинка самодельная, то экономия налицо;
- Опыт работы не требуется в связи с примитивностью устройства;
- Компактные размеры облегчают транспортировку и размещение.
Недостатки:
Типы электротрубогибов
- Снижение скорости работы;
- Функциональность более заметна на мягких металлах;
- Не подходит для гибки массивных труб с увеличенной толщиной стенки;
- 100% точность гибки достигается не всегда;
- Невозможность сделать несколько изгибов на маленьком отрезке.
Как правило, в домашних условиях используется трубогиб, где работать нужно только своими руками, применяя мышечную силу. Он очень хорошо работает с медью, алюминием и мягкой сталью. Но трубопрокат должен быть небольшого диаметра. При всех недостатках самодельный прибор сегодня наиболее популярен, благодаря экономии финансов и простоте изготовления.
Он очень хорошо работает с медью, алюминием и мягкой сталью. Но трубопрокат должен быть небольшого диаметра. При всех недостатках самодельный прибор сегодня наиболее популярен, благодаря экономии финансов и простоте изготовления.
Гидравлический гибочный станок
Это оборудование, работающее в сети. Он может быть как самодельным, так и фабричным. Использование оборудования позволяет работать с большими объемами. Технология проста: с помощью зажимов рулонные трубы помещаются в станок, где происходит гибка без приложения усилий. Работать можно только своими руками без посторонней помощи, а наличие дополнительных роликов помогает обрабатывать трубы различного диаметра.
Преимущества оборудования:
- От вас не требуется большого опыта, и даже если пользователь берется за оборудование впервые, он прекрасно справится с поставленной задачей;
- Оперативность обработки обусловлена тем, что не нужно гнуть трубы своими руками, все делает гидравлика;
- Достаточно толстые трубы можно сгибать.

Минусы:
- Простота использования устройства привела к повышению спроса и цены;
- Тонкостенные трубы гнуть нельзя, оборудование ломает элементы.
Стоит помнить, что для изготовления гидравлического устройства своими руками потребуются хотя бы минимальные знания в области сварки и некоторое количество оборудования и материалов. Но если предстоит большой объем работ, лучше всего просмотреть фото, определиться с типом оборудования и изготовить именно такой трубогибочный станок.
Трубогиб электрический
Это громоздкая конструкция, являющаяся высокоточным инструментом для выполнения больших объемов работ. Оборудование отличается от других технологией обработки, принципом гибки, способом управления. Для достижения цели необходимо намотать необходимый радиус и поместить элемент в станок, все действия происходят в автоматическом режиме, а степень гибки полностью соответствует заданной. предварительные чертежи.
Важно! Сделать такое устройство своими руками практически невозможно, так как требуется высокая точность расчетов и заводское оборудование.
Преимущества:
Типы трубогибов для гибки круглых труб
- Высокая точность работы;
- Возможность гибки заготовок любого диаметра;
- Показан для работы с круглыми тонкостенными трубами и для толстостенных изделий различного сечения.
Минусов:
- Дорогая стоимость;
- Большие размеры;
- Стационарность машины.
Трубогибочные станки | Качественное оборудование для гибки труб
Ротационно-вытяжные станки Ercolina для гибки труб идеально подходят для большинства операций гибки.
Ротационная гибка на сегодняшний день является основным методом высококачественной гибки труб. Изгибы формируются путем вытягивания материала вокруг вращающегося формирователя гибочного штампа. В частности, прямая касательная трубы удерживается захватным рычагом гибочной матрицы Ercolina по мере того, как труба протягивается вокруг и в канавку гибочной матрицы.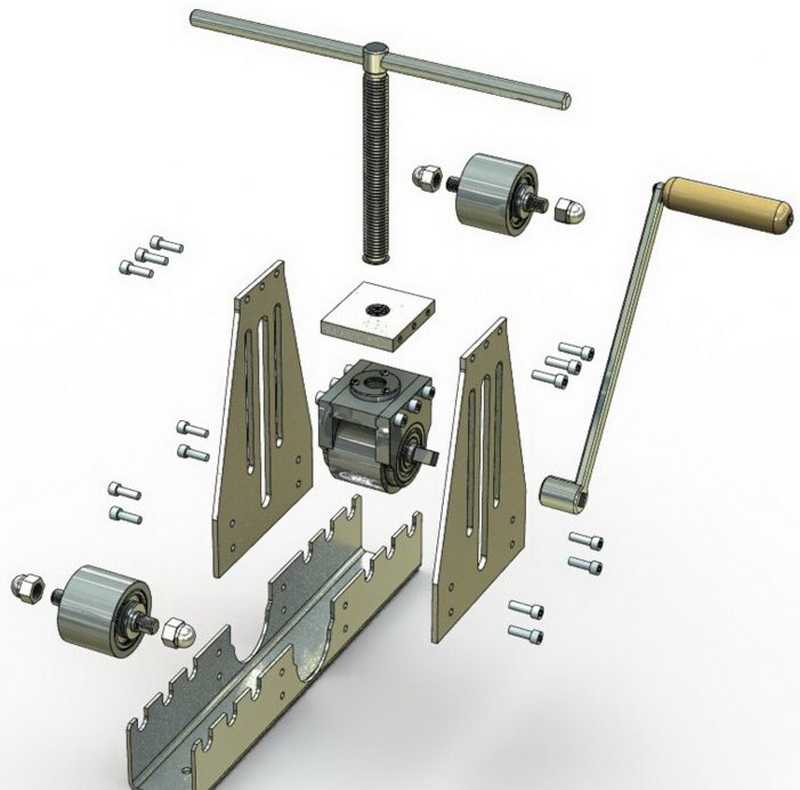 Матрица для встречного изгиба или пресс-матрица прикладывает к трубе противодействующее усилие, обеспечивая высокое качество гибки. Область контакта между вращающимся гибочным штампом и встречным гибочным штампом называется линией касания. Что отличает гибку с вращающейся вытяжкой от других методов, так это то, что линия касания фиксируется в точке изгиба, чтобы полностью контролировать поток материала. Этот контроль помогает производить гибы труб высшего качества.
Матрица для встречного изгиба или пресс-матрица прикладывает к трубе противодействующее усилие, обеспечивая высокое качество гибки. Область контакта между вращающимся гибочным штампом и встречным гибочным штампом называется линией касания. Что отличает гибку с вращающейся вытяжкой от других методов, так это то, что линия касания фиксируется в точке изгиба, чтобы полностью контролировать поток материала. Этот контроль помогает производить гибы труб высшего качества.
Подробнее о ротационных гибочных станках Ercolina
Ротационные гибочные станки являются наиболее популярными машинами для использования при гибке труб, труб и твердых тел для таких применений, как: поручни, колена поручней и возврат стен, поручни для инвалидов, мебель и рамы для вывесок, нестандартные автомобили детали, такие как каркасы безопасности, щетки, нерф-бары, световые стойки, подножки и многое другое. Ротационно-гибочные станки Ercolina создают эстетически привлекательные изгибы, когда правильный инструмент соответствует области применения. Кроме того, во многих случаях стандартные стандартные инструменты Ercolina предлагаются с различными радиусами изгиба осевой линии, чтобы быстро адаптироваться к вашим задачам гибки. Стандартный инструмент для гибки часто можно слегка модифицировать, если это необходимо, чтобы удовлетворить особые требования к гибке; или специальные инструменты для гибки труб могут быть изготовлены в соответствии с конкретными требованиями гибки.
Кроме того, во многих случаях стандартные стандартные инструменты Ercolina предлагаются с различными радиусами изгиба осевой линии, чтобы быстро адаптироваться к вашим задачам гибки. Стандартный инструмент для гибки часто можно слегка модифицировать, если это необходимо, чтобы удовлетворить особые требования к гибке; или специальные инструменты для гибки труб могут быть изготовлены в соответствии с конкретными требованиями гибки.
Клиенты часто спрашивают, можно ли использовать станки и инструменты Ercolina для гибки алюминиевых и нержавеющих труб и труб. Ответ: «Да». и с отличными результатами. Гибочные матрицы Ercolina могут быть модифицированы для соответствия наиболее часто используемым материалам стальных, алюминиевых и нержавеющих труб.
Трубогибы Ercolina надежны
Нашим клиентам требуются надежные гибочные станки, способные выполнять высококачественные гибки, потому что нет ничего важнее гибки с точностью и эффективностью. Машины Ercolina используются нашими клиентами во многих отраслях промышленности и настоятельно рекомендуются для гибки с вращающейся вытяжкой. С нашими моделями гибочных станков Super и Top вы можете точно контролировать процесс гибки труб от начала до конца. Ercolina предлагает модели станков для всех уровней производительности цеховой гибки от прототипа до серийного производства с ЧПУ или ЧПУ.
С нашими моделями гибочных станков Super и Top вы можете точно контролировать процесс гибки труб от начала до конца. Ercolina предлагает модели станков для всех уровней производительности цеховой гибки от прототипа до серийного производства с ЧПУ или ЧПУ.
Быстрая и воспроизводимая качественная гибка
Конструкция трубогибочного станка с вращающейся вытяжкой Ercolina внесла новшества и изменила рынок, предлагая быструю воспроизводимую качественную гибку по разумной цене. Наша компактная мощная конструкция обеспечивает большую производительность при изгибе и требует ограниченного пространства в цеху. Станки Ercolina изготавливаются из самых современных компонентов и доказали свою надежность, обеспечивая клиентам уверенность в течение многих лет гибочного производства. Для клиентов Ercolina это означает высококачественный продукт, дающий невероятные результаты. Станки Ercolina превосходят так называемые гибочные станки конкурентов, в которых используется устаревшая гидравлика и концевые выключатели для управления углами изгиба. Никаких медленных храповых движений, до середины изгиба требуется трудоемкая регулировка инструмента. Все гибочные станки Ercolina программируются на угол изгиба с компенсацией пружинения и полным изгибом до 180 градусов за один быстрый цикл.
Никаких медленных храповых движений, до середины изгиба требуется трудоемкая регулировка инструмента. Все гибочные станки Ercolina программируются на угол изгиба с компенсацией пружинения и полным изгибом до 180 градусов за один быстрый цикл.
Почему сейчас самое подходящее время для модернизации цехового трубогибочного оборудования?
Сегодняшнему производителю нужны экономичные решения, чтобы конкурировать на существующих рынках, расширяя и улучшая свои текущие возможности. Производители, предлагающие услуги по гибке труб, часто увеличивают свою долю рынка и значимость для своих нынешних клиентов. С помощью трубогибочных станков Ercolina вы можете быстро производить гибку в своем цеху и экономить время и трудозатраты.
Цены на изделия и гибочные станки Ercolina вполне соответствуют бюджету большинства клиентов. Хотя финансирование оборудования может быть сложной задачей, клиенты с правом кредита находят более конкурентоспособные арендные ставки и общую более низкую стоимость аренды.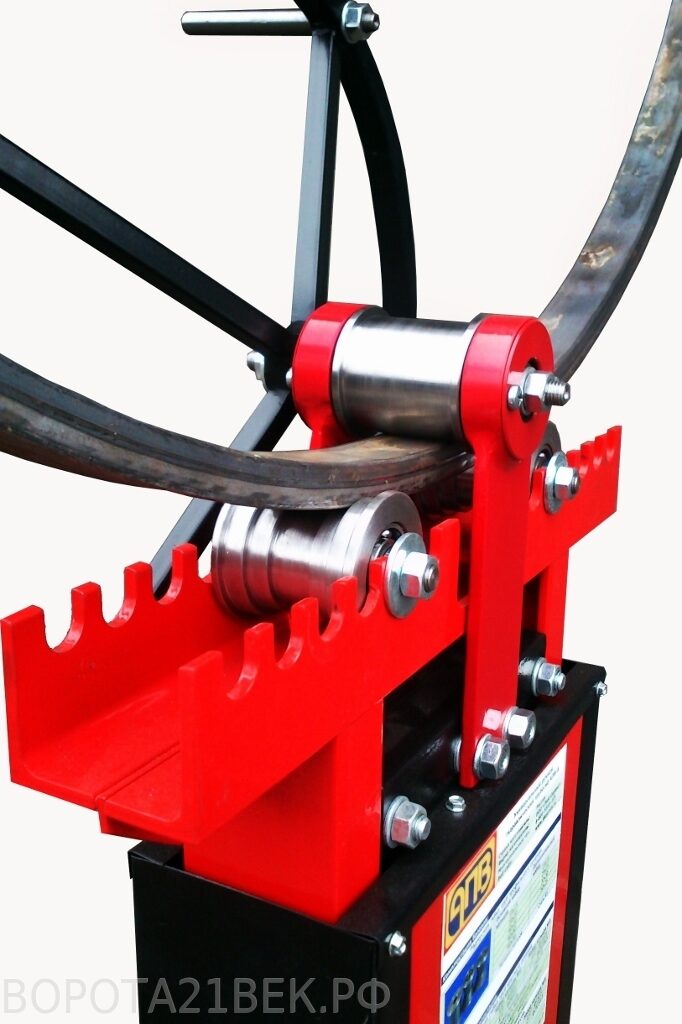
 В качестве сеток и стержней в конструкциях.
В качестве сеток и стержней в конструкциях.

 Это преимущество позволяет перевозить арматуру не только в виде стержней определенного размера, но и смотанную в бухты. Поставка арматуры в бухтах выгодна тем, что экономит ваши денежные средства при доставке. Не нужно заказывать большие грузовые машины для доставки арматуры к месту разгрузки и нанимать грузчиков.
Это преимущество позволяет перевозить арматуру не только в виде стержней определенного размера, но и смотанную в бухты. Поставка арматуры в бухтах выгодна тем, что экономит ваши денежные средства при доставке. Не нужно заказывать большие грузовые машины для доставки арматуры к месту разгрузки и нанимать грузчиков. Пластиковые стяжки Вы вместе с композитной арматурой можете приобрести в компании «Версия-Центр».
Пластиковые стяжки Вы вместе с композитной арматурой можете приобрести в компании «Версия-Центр».
 Ее активно используют при создании бетонных конструкций, выполнении ремонтных работ, при реставрации кирпичных и железобетонных поверхностей, для выполнения кирпичной кладки, создания трехслойных стен с укреплением гиб-кой связью, при сооружении наливных полов… Арматура из композита экономически выгоднее, чем из металла, при сооружении дорожного полотна, где высоки динамические нагрузки. В ряде случаев композитная арматура является единственным вариантом: когда требуется непроницаемость для магнитных волн и, при этом – радиопрозрачность (в военных объектах и медицинских центрах), при соприкосновении с веществами, стимулирующими ускоренную коррозию (мосты и постоянно «влажный» бетон с высоким содержанием щелочи, пирсы, волнорезы, портовые сооружения и морская вода; парковки и противогололедные реагенты; площадки и здания химпроизводств и выпускаемые здесь агрессивные вещества). Интерес к данному материалу несомненен, а информации о нем недостаточно, что всегда порождает домыслы. ООО «ПолиКомпозит» предлагает разобраться, что здесь правда, а что не соответствует действительности.
Ее активно используют при создании бетонных конструкций, выполнении ремонтных работ, при реставрации кирпичных и железобетонных поверхностей, для выполнения кирпичной кладки, создания трехслойных стен с укреплением гиб-кой связью, при сооружении наливных полов… Арматура из композита экономически выгоднее, чем из металла, при сооружении дорожного полотна, где высоки динамические нагрузки. В ряде случаев композитная арматура является единственным вариантом: когда требуется непроницаемость для магнитных волн и, при этом – радиопрозрачность (в военных объектах и медицинских центрах), при соприкосновении с веществами, стимулирующими ускоренную коррозию (мосты и постоянно «влажный» бетон с высоким содержанием щелочи, пирсы, волнорезы, портовые сооружения и морская вода; парковки и противогололедные реагенты; площадки и здания химпроизводств и выпускаемые здесь агрессивные вещества). Интерес к данному материалу несомненен, а информации о нем недостаточно, что всегда порождает домыслы. ООО «ПолиКомпозит» предлагает разобраться, что здесь правда, а что не соответствует действительности.
 Серийное производство композитов в СССР оказалось экономически не выгодно. Однако исследование сооруженных тогда с применением композитной арматуры объектов через четыре и даже пять десятилетий их эксплуатации доказывает, что показатели материала остались неизмененными. В Европе же и Америке за эти годы накоплен огромный опыт, который снимает опасения скептиков, утверждающих, что инновации – это всегда «кот в мешке». Не так уж новы, с этой точки зрения, композитные новации.
Серийное производство композитов в СССР оказалось экономически не выгодно. Однако исследование сооруженных тогда с применением композитной арматуры объектов через четыре и даже пять десятилетий их эксплуатации доказывает, что показатели материала остались неизмененными. В Европе же и Америке за эти годы накоплен огромный опыт, который снимает опасения скептиков, утверждающих, что инновации – это всегда «кот в мешке». Не так уж новы, с этой точки зрения, композитные новации.


 Здесь же приведем только один пример: для замены стальной арматуры класса A-III (А400) с диаметром 14 мм. нужно брать композитную арматуру, внутренний диаметр (измеренный по телу прутка) которой должен быть не менее 8,34 мм, то есть, так называемую, «девятку», а ее цена существенно ниже металлической арматуры с диаметром 14 мм. ООО «ПолиКомпозит» постоянно отслеживает цены на металлическую арматуру. Результаты мониторинга лета 2016 г. – ниже.
Здесь же приведем только один пример: для замены стальной арматуры класса A-III (А400) с диаметром 14 мм. нужно брать композитную арматуру, внутренний диаметр (измеренный по телу прутка) которой должен быть не менее 8,34 мм, то есть, так называемую, «девятку», а ее цена существенно ниже металлической арматуры с диаметром 14 мм. ООО «ПолиКомпозит» постоянно отслеживает цены на металлическую арматуру. Результаты мониторинга лета 2016 г. – ниже.

 к. само основание не дает конструкции прогнуться, обеспечивая равно-мерную поддержку. В данном случае расчет ведется по основному показателю – предел прочности на растяжение, который у композитной арматуры в 2,5 раза выше, чем у металлической, поэтому использование композитной арматуры в таких конструкциях будет экономически выгоднее, а надежность конструкций значительно выше, по сравнению с армированием стандартной железной арматурой. Это, прежде всего, все фундаменты и их отдельные части (блоки, плиты) и другие.
к. само основание не дает конструкции прогнуться, обеспечивая равно-мерную поддержку. В данном случае расчет ведется по основному показателю – предел прочности на растяжение, который у композитной арматуры в 2,5 раза выше, чем у металлической, поэтому использование композитной арматуры в таких конструкциях будет экономически выгоднее, а надежность конструкций значительно выше, по сравнению с армированием стандартной железной арматурой. Это, прежде всего, все фундаменты и их отдельные части (блоки, плиты) и другие. В остальных же случаях использование такой арматуры выгодно повышает характеристики надежности изделия.
В остальных же случаях использование такой арматуры выгодно повышает характеристики надежности изделия. Показатели пожарной опасности». В настоящих нормах приведены противопожарные требования, подлежащие обязательному соблюдению.
Показатели пожарной опасности». В настоящих нормах приведены противопожарные требования, подлежащие обязательному соблюдению. Композитную арматуру сваривать нельзя, но и не требуется. В статье «Вязка композитной арматуры» (ссылка) уже сообщалось о множестве других методов скрепления арматуры.
Композитную арматуру сваривать нельзя, но и не требуется. В статье «Вязка композитной арматуры» (ссылка) уже сообщалось о множестве других методов скрепления арматуры. Данное армирование значительно упрощает и удешевляет строительство без снижения прочностных характеристик) или заказывать изготовление гнутых элементов производителю. Утверждение № 10: «Для применения композитной арматуры нормативная база недостаточна».
Данное армирование значительно упрощает и удешевляет строительство без снижения прочностных характеристик) или заказывать изготовление гнутых элементов производителю. Утверждение № 10: «Для применения композитной арматуры нормативная база недостаточна». А вот программ и готовых моделей расчета конструкций с применением не металлической, а композитной арматуры, на самом деле, пока недостаточно, но тем интереснее задача для проектировщиков, смотрящих в будущее.
А вот программ и готовых моделей расчета конструкций с применением не металлической, а композитной арматуры, на самом деле, пока недостаточно, но тем интереснее задача для проектировщиков, смотрящих в будущее. Они используются в первую очередь потому, что они предлагают легкое структурное преимущество, но теперь и декоративную привлекательность. Они стали модным заявлением! Прозрачная смола, налитая на волокна черного графита или золотистого кевлара™, придает уникально привлекательный высокотехнологичный вид. Шлемы, защитные очки, кошельки и детали для мотоциклов — вот примеры, когда «внешний вид» увеличивает ценность продукта.
Они используются в первую очередь потому, что они предлагают легкое структурное преимущество, но теперь и декоративную привлекательность. Они стали модным заявлением! Прозрачная смола, налитая на волокна черного графита или золотистого кевлара™, придает уникально привлекательный высокотехнологичный вид. Шлемы, защитные очки, кошельки и детали для мотоциклов — вот примеры, когда «внешний вид» увеличивает ценность продукта. Они очень жесткие, стабильные по размерам и устойчивы к коррозии. Им можно придать практически любую форму, и их легко ремонтировать. Стоимость их производства со временем продолжает снижаться. Однако им может не хватать твердости и их можно поцарапать. Они не всегда лучший выбор, когда ожидается много истирания.
Они очень жесткие, стабильные по размерам и устойчивы к коррозии. Им можно придать практически любую форму, и их легко ремонтировать. Стоимость их производства со временем продолжает снижаться. Однако им может не хватать твердости и их можно поцарапать. Они не всегда лучший выбор, когда ожидается много истирания.
 Его тонкие волокна обладают высоким модулем упругости при растяжении и сжатии. Углеродное волокно используется там, где наиболее важны жесткость, прочность и легкий вес. Однако ламинаты из углеродного волокна имеют низкую ударопрочность.
Его тонкие волокна обладают высоким модулем упругости при растяжении и сжатии. Углеродное волокно используется там, где наиболее важны жесткость, прочность и легкий вес. Однако ламинаты из углеродного волокна имеют низкую ударопрочность.
 Различные смолы предлагают компромиссы в эксплуатационных характеристиках.
Различные смолы предлагают компромиссы в эксплуатационных характеристиках. Физические свойства некоторых эпоксидных смол улучшаются при постотверждении — процессе повышения температуры ламината после первоначального отверждения при комнатной температуре.
Физические свойства некоторых эпоксидных смол улучшаются при постотверждении — процессе повышения температуры ламината после первоначального отверждения при комнатной температуре.
 Обычно сердцевина намного легче, чем материал кожи. Как и у большинства материалов, у разных сердечников есть свои преимущества и недостатки.
Обычно сердцевина намного легче, чем материал кожи. Как и у большинства материалов, у разных сердечников есть свои преимущества и недостатки.
 Их высокая прочность и легкий вес полезны как в коммерческих, так и в инженерных приложениях. Они все чаще используются для замены традиционных материалов, таких как дерево, и металлов, таких как сталь, железо и алюминий.
Их высокая прочность и легкий вес полезны как в коммерческих, так и в инженерных приложениях. Они все чаще используются для замены традиционных материалов, таких как дерево, и металлов, таких как сталь, железо и алюминий.
 Исторически типы смол, которые использовались в пултрузии стекловолокна, включают:
Исторически типы смол, которые использовались в пултрузии стекловолокна, включают: Тем не менее, эпоксидная смола требует более сложной обработки, а также имеет более высокую стоимость материала.
Тем не менее, эпоксидная смола требует более сложной обработки, а также имеет более высокую стоимость материала. Проще говоря, любой магнитный или электропроводящий материал блокирует или искажает значительную часть встречаемых им беспроводных сигналов.
Проще говоря, любой магнитный или электропроводящий материал блокирует или искажает значительную часть встречаемых им беспроводных сигналов. В качестве примера можно привести резервуары для хранения, которые должны находиться в контакте с различными видами жидкостей и хранить огромные объемы без трещин или утечек.
В качестве примера можно привести резервуары для хранения, которые должны находиться в контакте с различными видами жидкостей и хранить огромные объемы без трещин или утечек.

 elektrosvarka-blog.ru/chto-skryvayut-proizvoditeli-svarochnyx-invertorov/
elektrosvarka-blog.ru/chto-skryvayut-proizvoditeli-svarochnyx-invertorov/
 ), требуются специальные инструменты. Однако не все владеют необходимыми навыками сварки, а аткже подходящим оборудованием. Поэтому ситуацию может исправить сварочный инвертор, отзывы о котором носят положительный характер, и аппарат не требует специальной квалификации, чтобы научиться работать с ним.
), требуются специальные инструменты. Однако не все владеют необходимыми навыками сварки, а аткже подходящим оборудованием. Поэтому ситуацию может исправить сварочный инвертор, отзывы о котором носят положительный характер, и аппарат не требует специальной квалификации, чтобы научиться работать с ним. Ведь аппарат имеет небольшие габариты, делает качественный шов, им можно производить сварку в любых положениях и разбрызгивание металла при работе инвертором минимальное. К тому же, сварочный инвертор способен сваривать металлы и сплавы, которые недоступны для иных видов сварки. Аппарат обладает высоким КПД, потребляет немного электроэнергии при высоком коэффициенте мощности. Одним из недостатков сварочного инвертора является высокая цена, от чего он становится не таким уж доступным инструментом для применения его в домашних условиях.
Ведь аппарат имеет небольшие габариты, делает качественный шов, им можно производить сварку в любых положениях и разбрызгивание металла при работе инвертором минимальное. К тому же, сварочный инвертор способен сваривать металлы и сплавы, которые недоступны для иных видов сварки. Аппарат обладает высоким КПД, потребляет немного электроэнергии при высоком коэффициенте мощности. Одним из недостатков сварочного инвертора является высокая цена, от чего он становится не таким уж доступным инструментом для применения его в домашних условиях.
 Стандартными для любого сварочного оборудования инверторного типа являются следующие опции: горячий старт, антиприлипание, формированная дуга.
Стандартными для любого сварочного оборудования инверторного типа являются следующие опции: горячий старт, антиприлипание, формированная дуга.
 ..
.. «>
«> ..
.. «> 6
«> 6 ..
.. «> 9
«> 9 ..
.. Встроенная защита от прилипания, горячий старт и превосходная стабильность дуги.
Встроенная защита от прилипания, горячий старт и превосходная стабильность дуги. Входной ток 120 В / 230 В при номинальном токе 200A/250A. 250Amp IGBT Двойное напряжение, Мощный сварочный аппарат, способный сваривать мягкую сталь, сварную сталь, нержавеющую сталь и чугун. Устройство питания IGBT с уникальным режимом управления повышает надежность сварочного аппарата
Входной ток 120 В / 230 В при номинальном токе 200A/250A. 250Amp IGBT Двойное напряжение, Мощный сварочный аппарат, способный сваривать мягкую сталь, сварную сталь, нержавеющую сталь и чугун. Устройство питания IGBT с уникальным режимом управления повышает надежность сварочного аппарата
 Неважно, мужчина или женщина сварщик.
Неважно, мужчина или женщина сварщик.



 д. Для обеспечения безопасной работы
д. Для обеспечения безопасной работы


 Это необходимо, потому что конкретный интересующий вас товар может отличаться от других аналогичных товаров, доступных на рынке, или еще что-то. Вам необходимо собрать всю необходимую информацию о инверторном сварочном аппарате, который вы хотите купить, а затем сравнить ее с продуктами по вашему выбору.
Это необходимо, потому что конкретный интересующий вас товар может отличаться от других аналогичных товаров, доступных на рынке, или еще что-то. Вам необходимо собрать всю необходимую информацию о инверторном сварочном аппарате, который вы хотите купить, а затем сравнить ее с продуктами по вашему выбору. Его можно измерить по удовлетворенности потребителя продуктом или по рыночной цене продукта. Качественный продукт может стоить дороже некачественного аналога, но он прослужит дольше и будет работать лучше.
Его можно измерить по удовлетворенности потребителя продуктом или по рыночной цене продукта. Качественный продукт может стоить дороже некачественного аналога, но он прослужит дольше и будет работать лучше. Особенности важны, потому что они могут привести к большей удовлетворенности клиентов, предоставляя преимущества, которые клиенты ценят.
Особенности важны, потому что они могут привести к большей удовлетворенности клиентов, предоставляя преимущества, которые клиенты ценят.
 Вы никогда не должны покупать что-то только потому, что это дешево. Лучший способ убедиться, что вы получите максимальное соотношение цены и качества, — это сравнить различные продукты. Вы должны изучить каждый инверторный сварочный аппарат, прежде чем выбирать и сравнивать его характеристики с другими аналогичными продуктами. Это поможет вам выбрать тот, который предлагает лучшее соотношение цены и качества.
Вы никогда не должны покупать что-то только потому, что это дешево. Лучший способ убедиться, что вы получите максимальное соотношение цены и качества, — это сравнить различные продукты. Вы должны изучить каждый инверторный сварочный аппарат, прежде чем выбирать и сравнивать его характеристики с другими аналогичными продуктами. Это поможет вам выбрать тот, который предлагает лучшее соотношение цены и качества. Чем проще его использовать, тем больше вероятность, что вы действительно будете его использовать. Вы также должны учитывать, удобен ли продукт для людей, не разбирающихся в технологиях. Чем проще продукт в использовании, тем больше вероятность, что вы будете использовать его регулярно. Если пользовательский интерфейс сбивает с толку, им может быть сложно или неудобно пользоваться.
Чем проще его использовать, тем больше вероятность, что вы действительно будете его использовать. Вы также должны учитывать, удобен ли продукт для людей, не разбирающихся в технологиях. Чем проще продукт в использовании, тем больше вероятность, что вы будете использовать его регулярно. Если пользовательский интерфейс сбивает с толку, им может быть сложно или неудобно пользоваться.




 Эти транзисторы в машине на основе инвертора управляются микроконтроллерами, так что электрические характеристики мощности сварки могут изменяться программным обеспечением в режиме реального времени, даже цикл за циклом, а не медленно, в течение сотен, если не тысяч циклов. Это дает инверторным сварщикам высокую частоту коммутации, до 10 кГц и выше.
Эти транзисторы в машине на основе инвертора управляются микроконтроллерами, так что электрические характеристики мощности сварки могут изменяться программным обеспечением в режиме реального времени, даже цикл за циклом, а не медленно, в течение сотен, если не тысяч циклов. Это дает инверторным сварщикам высокую частоту коммутации, до 10 кГц и выше. Это связано с тем, что более крупные трансформаторы в обычных машинах имеют большее сопротивление и, следовательно, теряют значительное количество мощности (или энергии) за счет рассеивания тепла.
Это связано с тем, что более крупные трансформаторы в обычных машинах имеют большее сопротивление и, следовательно, теряют значительное количество мощности (или энергии) за счет рассеивания тепла.
 Ярким примером этого является сварка тонких материалов: с помощью обычного сварочного аппарата это, как известно, сложно, если не невозможно, но с инверторными аппаратами, такими как диапазон силы сварки, которые имеют бесконечную регулировку силы тока и очень стабильную дугу, мощность может быть изменена. вниз очень низко, так что он будет сваривать, скажем, 1,6 мм листовой металл или трубу с относительной легкостью и контролем.
Ярким примером этого является сварка тонких материалов: с помощью обычного сварочного аппарата это, как известно, сложно, если не невозможно, но с инверторными аппаратами, такими как диапазон силы сварки, которые имеют бесконечную регулировку силы тока и очень стабильную дугу, мощность может быть изменена. вниз очень низко, так что он будет сваривать, скажем, 1,6 мм листовой металл или трубу с относительной легкостью и контролем.
 :6.3
:6.3





 тока, режим работы *, от 80 до 23,2 В пост. тока, 100 % режим работы * Входная мощность: 4,97 кВА
тока, режим работы *, от 80 до 23,2 В пост. тока, 100 % режим работы * Входная мощность: 4,97 кВА

 Сварная факел
Сварная факел

 Независимо от того, нужна ли вам сварка электродом, сварка MIG или TIG, один аппарат можно откалибровать для различных стилей сварки. Они также могут сваривать различные металлы, включая нержавеющую сталь и углеродистую сталь. Так что да, они хороши!
Независимо от того, нужна ли вам сварка электродом, сварка MIG или TIG, один аппарат можно откалибровать для различных стилей сварки. Они также могут сваривать различные металлы, включая нержавеющую сталь и углеродистую сталь. Так что да, они хороши!


 Материалы для снижения износа соединений
Материалы для снижения износа соединений


 Однако даже при самой эффективной обработке не исключается растрескивание краски. Обычно этот метод используется в декоративных целях и материал наносится на детали, уже защищенные другим покрытием.
Однако даже при самой эффективной обработке не исключается растрескивание краски. Обычно этот метод используется в декоративных целях и материал наносится на детали, уже защищенные другим покрытием.
 51 $
51 $  Фильтруйте по событию, категории или цвету, если вам нужно что-то конкретное — например, наряды для выходных или рубашки с узорами. Пройди тест на стиль и получи бесплатные персонализированные наряды специально для тебя.
Фильтруйте по событию, категории или цвету, если вам нужно что-то конкретное — например, наряды для выходных или рубашки с узорами. Пройди тест на стиль и получи бесплатные персонализированные наряды специально для тебя. 116 $ 58 $
116 $ 58 $ 
 Контраст между джинсовой тканью и шерстяным бушлатом создает столь необходимую глубину.
Контраст между джинсовой тканью и шерстяным бушлатом создает столь необходимую глубину.
 0007
0007


 Возможна работа на давальческом сырье.
Возможна работа на давальческом сырье.
 Исходным материалом всегда является горячая стальная заготовка. В первом случае горячую заготовку обрабатывают штамповкой, горячей прокаткой и редукционной прокаткой в бесшовную трубу. Во втором случае горячую заготовку формуют в лист или полосу методом горячей и холодной прокатки; Затем пластина или полоса сгибаются, а края свариваются.
Исходным материалом всегда является горячая стальная заготовка. В первом случае горячую заготовку обрабатывают штамповкой, горячей прокаткой и редукционной прокаткой в бесшовную трубу. Во втором случае горячую заготовку формуют в лист или полосу методом горячей и холодной прокатки; Затем пластина или полоса сгибаются, а края свариваются.
 В результате сильного растягивающего напряжения ось заготовки разрывается. Одновременно заготовка прошивается вдоль ее оси инструментом с водяным охлаждением. Таким образом формируется полая оболочка трубы. Далее оболочка трубы должна быть передана в плавучий оправочный стан, состоящий из нескольких прокатных клетей и пар валков, а также комплекта оправочных стержней. Стержни оправки вставляются в прошитую оболочку трубы, которая транспортируется на прокатную станцию. Стержни оправки действуют как механизм управления, создавая промежуточный стандартный внешний диаметр (НД) и контролируемую толщину стенки. После прохождения оправочного стана стержни оправки должны быть удалены из трубной оболочки, охлаждены и возвращены на станцию подачи, готовые к другой оправке. Затем трубу повторно нагревают и дополнительно уменьшают до определенных размеров на растяжном стане. Готовая труба затем охлаждается, разрезается, выпрямляется и подвергается отделке и проверке перед отправкой.
В результате сильного растягивающего напряжения ось заготовки разрывается. Одновременно заготовка прошивается вдоль ее оси инструментом с водяным охлаждением. Таким образом формируется полая оболочка трубы. Далее оболочка трубы должна быть передана в плавучий оправочный стан, состоящий из нескольких прокатных клетей и пар валков, а также комплекта оправочных стержней. Стержни оправки вставляются в прошитую оболочку трубы, которая транспортируется на прокатную станцию. Стержни оправки действуют как механизм управления, создавая промежуточный стандартный внешний диаметр (НД) и контролируемую толщину стенки. После прохождения оправочного стана стержни оправки должны быть удалены из трубной оболочки, охлаждены и возвращены на станцию подачи, готовые к другой оправке. Затем трубу повторно нагревают и дополнительно уменьшают до определенных размеров на растяжном стане. Готовая труба затем охлаждается, разрезается, выпрямляется и подвергается отделке и проверке перед отправкой.
 Наиболее распространенными методами сварки давлением являются процесс Фреца-Муна, сварка электрическим сопротивлением на постоянном токе (ERW), низкочастотная (LF) электрическая контактная сварка, высокочастотная (HF) индукционная сварка и высокочастотная (HF) контактная сварка.
Наиболее распространенными методами сварки давлением являются процесс Фреца-Муна, сварка электрическим сопротивлением на постоянном токе (ERW), низкочастотная (LF) электрическая контактная сварка, высокочастотная (HF) индукционная сварка и высокочастотная (HF) контактная сварка.  В этом процессе трубы или трубки покрывают раствором щавелевой кислоты и мыла, чтобы уменьшить трение во время волочения. Труба или труба протягивается через чертежный стол с помощью заглушек. В результате получается высококачественная труба с точными размерами, хорошей обработкой поверхности и повышенной прочностью. По этим причинам этот процесс широко используется в металлообрабатывающей промышленности. Существуют различные технологии волочения труб. Во многих случаях оправка используется для предотвращения коробления или образования складок на трубе.
В этом процессе трубы или трубки покрывают раствором щавелевой кислоты и мыла, чтобы уменьшить трение во время волочения. Труба или труба протягивается через чертежный стол с помощью заглушек. В результате получается высококачественная труба с точными размерами, хорошей обработкой поверхности и повышенной прочностью. По этим причинам этот процесс широко используется в металлообрабатывающей промышленности. Существуют различные технологии волочения труб. Во многих случаях оправка используется для предотвращения коробления или образования складок на трубе. После ряда испытаний и проверок качества тубы, наконец, готовы к упаковке и отправке.
После ряда испытаний и проверок качества тубы, наконец, готовы к упаковке и отправке. Дополнительный отчет
Дополнительный отчет
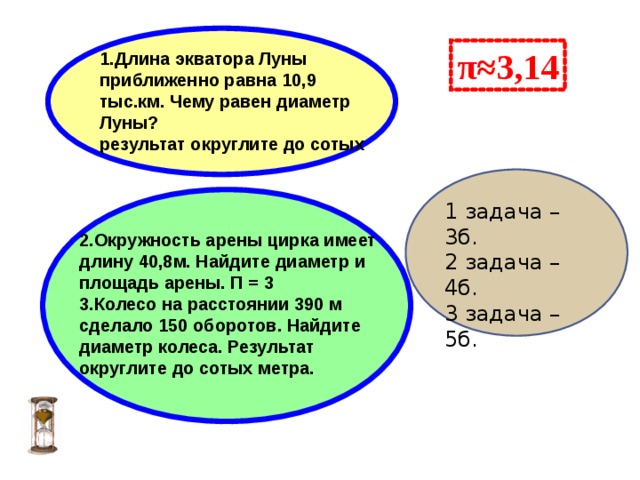
 При выборе каждого следующего «камня» нужно учитывать, что можно выбирать лишь тот, который непостредственно прилегает к предыдущему.
При выборе каждого следующего «камня» нужно учитывать, что можно выбирать лишь тот, который непостредственно прилегает к предыдущему.
 999
999 982
982 098
098 938
938 723
723 798
798 224
224 (RU)
(RU)  76
76 33
33 00
00 50
50 97
97 22
22 2
2



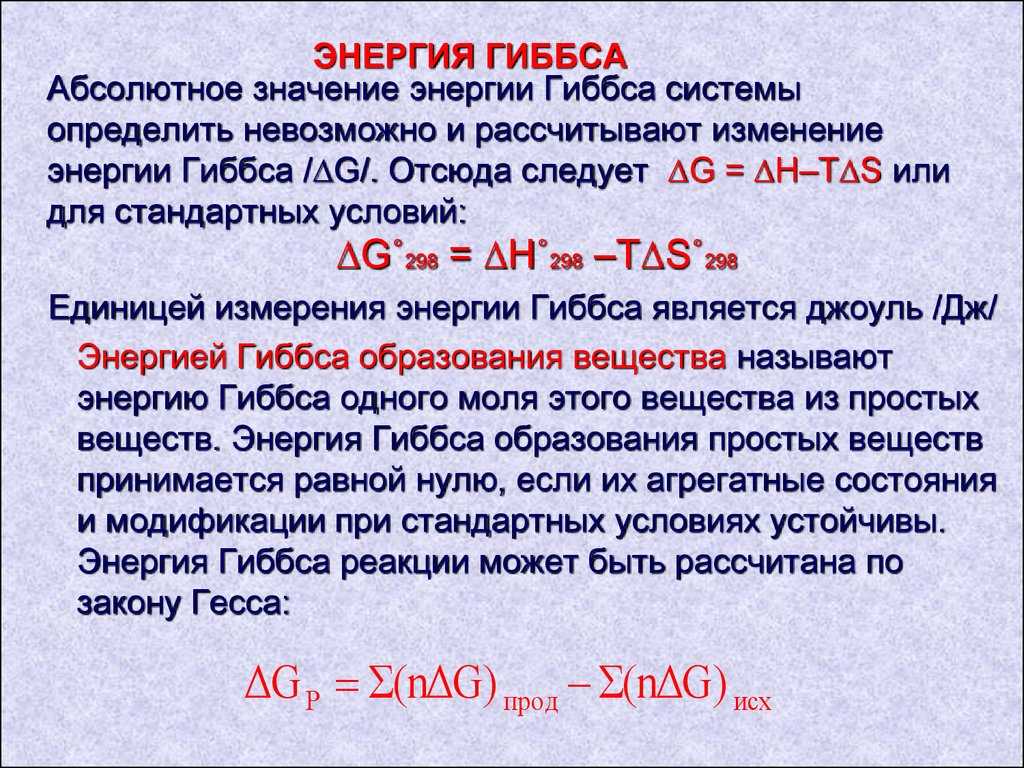
 Эти значения отличаются почти ровно на 0,01, что трудно объяснить экспериментальной ошибкой. Почему эти значения отличаются значащей цифрой, но имеют одинаковые младшие цифры? Является ли один из них опечаткой другого? Каково правильное значение? Каково происхождение обоих этих значений?
Эти значения отличаются почти ровно на 0,01, что трудно объяснить экспериментальной ошибкой. Почему эти значения отличаются значащей цифрой, но имеют одинаковые младшие цифры? Является ли один из них опечаткой другого? Каково правильное значение? Каково происхождение обоих этих значений?
 😉
😉
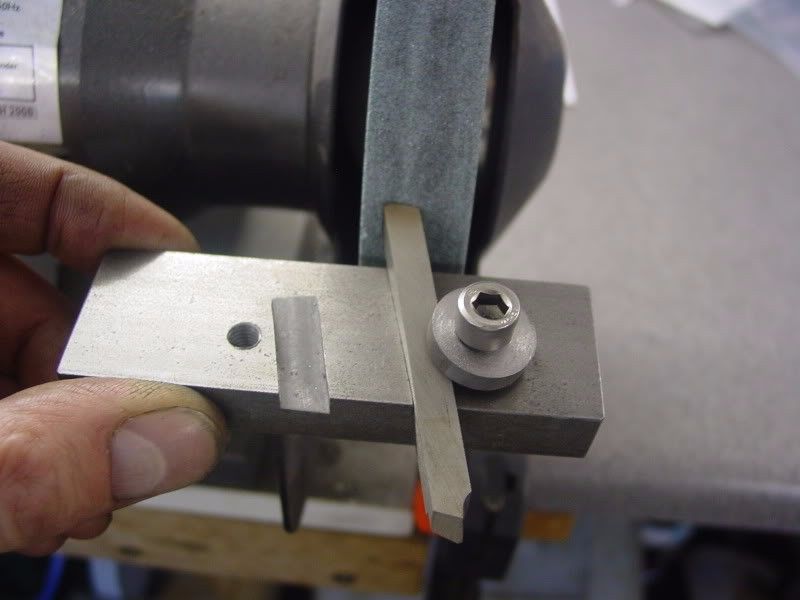
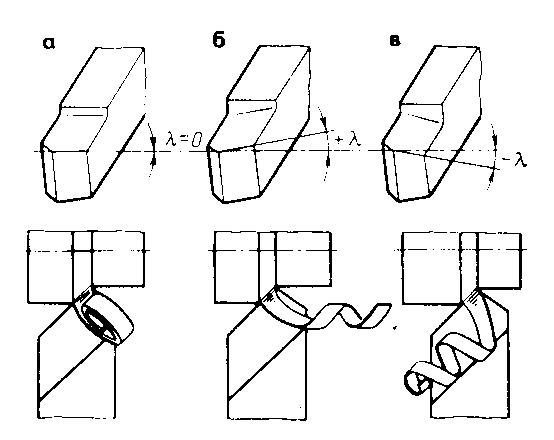
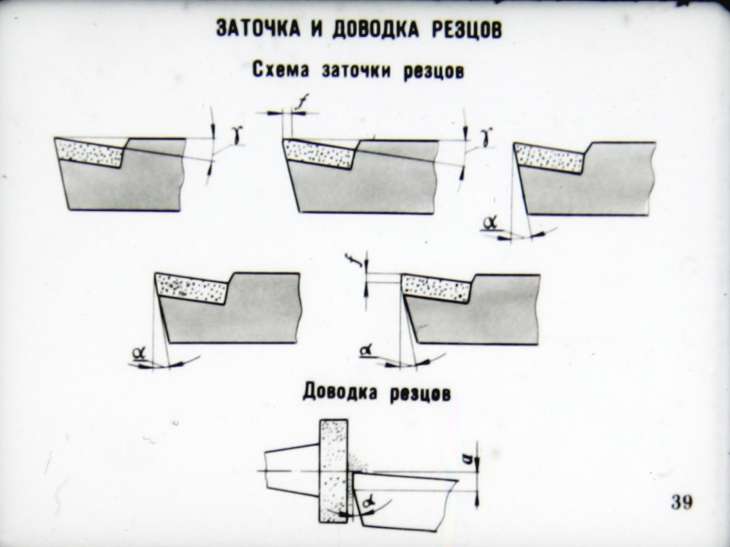
 Стоит принимать во внимание, в каком направлении вращается точило. Так вы сведете к минимуму шанс того, что режущая пластинка оторвётся от резцовой державки. При вращении точила пластинка должна быть прижата к державке, а не оторвана от нее.
Стоит принимать во внимание, в каком направлении вращается точило. Так вы сведете к минимуму шанс того, что режущая пластинка оторвётся от резцовой державки. При вращении точила пластинка должна быть прижата к державке, а не оторвана от нее. Для инструментов из иных металлов применяют оселки с малым уровнем абразивности. Их смачивают автомобильным маслом либо керосином.
Для инструментов из иных металлов применяют оселки с малым уровнем абразивности. Их смачивают автомобильным маслом либо керосином.
 Кроме того, резец прижимается к абразиву (150 г на кв. см).
Кроме того, резец прижимается к абразиву (150 г на кв. см).
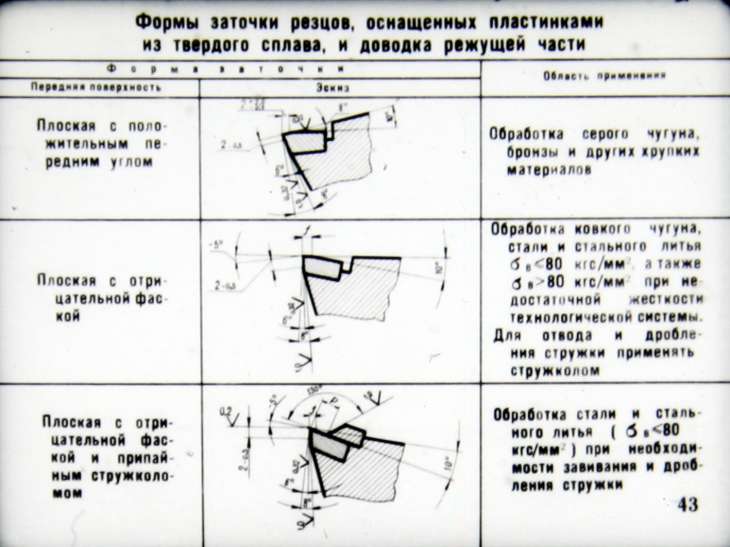
 В особенности это актуально для пластин из твердых сплавов. Окружная скорость круга при подготовительном/финальном затачивании не должна превышать двенадцать — пятнадцать метров в секунду.
В особенности это актуально для пластин из твердых сплавов. Окружная скорость круга при подготовительном/финальном затачивании не должна превышать двенадцать — пятнадцать метров в секунду. Нанесите на него пасту (зигзагообразно), поднесите инструмент к диску. При использовании керосина можете применять пасту ГОИ. В случае если вы применяете современную пасту, смачивать диск керосином необязательно.
Нанесите на него пасту (зигзагообразно), поднесите инструмент к диску. При использовании керосина можете применять пасту ГОИ. В случае если вы применяете современную пасту, смачивать диск керосином необязательно. Каждый мастер должен знать нюансы этого процесса, которые зависят от материала резца, а также его предназначения.
Каждый мастер должен знать нюансы этого процесса, которые зависят от материала резца, а также его предназначения. 1 Технологический процесс
1 Технологический процесс Обработка ведется при помощи рукоятки.
Обработка ведется при помощи рукоятки. Процесс можно проводить по передней, задней или обоим поверхностям. Для стандартных резцов следует выбрать заточку по всем режущим поверхностям. Если износ небольшой, то достаточно восстановить геометрию только задней поверхности.
Процесс можно проводить по передней, задней или обоим поверхностям. Для стандартных резцов следует выбрать заточку по всем режущим поверхностям. Если износ небольшой, то достаточно восстановить геометрию только задней поверхности. Ширина лезвия у плоских прямых резцов колеблется в пределах 4-40 мм.
Ширина лезвия у плоских прямых резцов колеблется в пределах 4-40 мм. Заточка этого инструментария производится только с одной стороны. Отрезные резцы применяются для черновой отделки изделий по металлу или дереву в зависимости от вида токарного станка. Алгоритм заточки:
Заточка этого инструментария производится только с одной стороны. Отрезные резцы применяются для черновой отделки изделий по металлу или дереву в зависимости от вида токарного станка. Алгоритм заточки: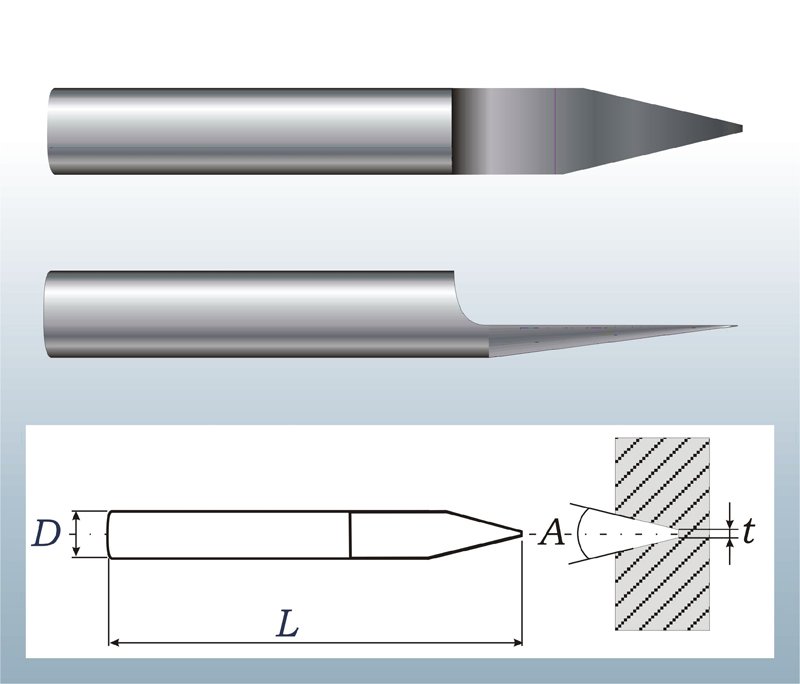
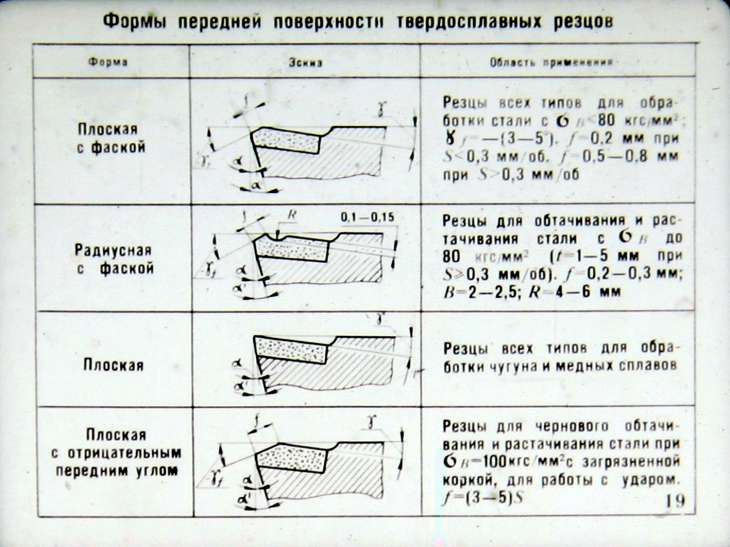
 Передний определяет качество работы и сколько в итоге получится стружки. Если угол заточки выбран неправильно, то будет возникать значительная деформация изделия. В итоге это приводит к увеличению амплитуды колебаний и отрицательному воздействию на держатель.
Передний определяет качество работы и сколько в итоге получится стружки. Если угол заточки выбран неправильно, то будет возникать значительная деформация изделия. В итоге это приводит к увеличению амплитуды колебаний и отрицательному воздействию на держатель. Схема измерений:
Схема измерений:
 Для этого необходимо использовать защитное оборудование для лица. Прикасаться к станку, резцу разрешено только после полного остывания.
Для этого необходимо использовать защитное оборудование для лица. Прикасаться к станку, резцу разрешено только после полного остывания. Они также бывают разных видов, включая прямые, левые и правые. 9
Они также бывают разных видов, включая прямые, левые и правые. 9


 Это точильный камень с двумя видами зернистости, предпочтительно со средней и мелкой зернистостью. Начните заточку с грубой или средней зернистости, потому что она абразивная, а затем закончите мелкой зернистостью, чтобы заточить кромку.
Это точильный камень с двумя видами зернистости, предпочтительно со средней и мелкой зернистостью. Начните заточку с грубой или средней зернистости, потому что она абразивная, а затем закончите мелкой зернистостью, чтобы заточить кромку.
 Именно поэтому необходимо пройти лезвия на мелкозернистом бруске (не менее 4000), чтобы отшлифовать грубую фаску и обработать кромку, удалив заусенцы.
Именно поэтому необходимо пройти лезвия на мелкозернистом бруске (не менее 4000), чтобы отшлифовать грубую фаску и обработать кромку, удалив заусенцы. Если ни один из них не работает, рассмотрите возможность замены инструмента. И помните, если держать ножницы в чистоте и резать ими то, на что они рассчитаны, они дольше останутся острыми.
Если ни один из них не работает, рассмотрите возможность замены инструмента. И помните, если держать ножницы в чистоте и резать ими то, на что они рассчитаны, они дольше останутся острыми.
 Настройка приспособления требует измерения точных углов, но после установки у вас будет готовое руководство для быстрой заточки.
Настройка приспособления требует измерения точных углов, но после установки у вас будет готовое руководство для быстрой заточки.
 06.2022
06.2022
 Передвигаю бетономешалку по стройплощадке на колесах.
Передвигаю бетономешалку по стройплощадке на колесах.
 , 09.07.2020
, 09.07.2020

 Промешивает хорошо. Мощности двигателя хватает.
Промешивает хорошо. Мощности двигателя хватает. Здорово экономит время. Раствор получается отличный, без комков. Рекомендую одназначно
Здорово экономит время. Раствор получается отличный, без комков. Рекомендую одназначно
 06.2019
06.2019
 А вообще выглядит весьма надежно, надеюсь хватит ее надолго.
А вообще выглядит весьма надежно, надеюсь хватит ее надолго.
 resanta_74x1x4
resanta_74x1x4
 Футов. Пристроенный, отдельно стоящий, основной уровень, вход сбоку/сзади
Футов. Пристроенный, отдельно стоящий, основной уровень, вход сбоку/сзади
 Сборы
Сборы Чтобы проверить право на зачисление в школу, свяжитесь напрямую со школьным округом.
Чтобы проверить право на зачисление в школу, свяжитесь напрямую со школьным округом. г/г | Сентябрь 2022 г.
г/г | Сентябрь 2022 г.
 футов
футов м. футов
м. футов Если вы собираетесь использовать бетономешалку, нужно позаботиться о том, чтобы рабочее место было освещено и тщательно очищено от мусора и различных загрязнений. Рабочая поверхность должна быть ровной и выдерживать вес загруженного устройства.
Если вы собираетесь использовать бетономешалку, нужно позаботиться о том, чтобы рабочее место было освещено и тщательно очищено от мусора и различных загрязнений. Рабочая поверхность должна быть ровной и выдерживать вес загруженного устройства.


 5 мм ГОСТ 8639-82
5 мм ГОСТ 8639-82 5
5 59
59 02
02 69
69 Наружный диаметр (т.е. наружный диаметр) прямошовных сварных труб может быть от 10 мм до 1420 мм, а толщина стенки от 1 мм до 32 мм. Размеры изделий этих групп регламентируются ГОСТ. Трубы стальные прямошовные сварные могут иметь длину 2 метра и более. Сортамент труб стальных сварных прямошовных регламентируется в том числе ГОСТ 10705.
Наружный диаметр (т.е. наружный диаметр) прямошовных сварных труб может быть от 10 мм до 1420 мм, а толщина стенки от 1 мм до 32 мм. Размеры изделий этих групп регламентируются ГОСТ. Трубы стальные прямошовные сварные могут иметь длину 2 метра и более. Сортамент труб стальных сварных прямошовных регламентируется в том числе ГОСТ 10705. B,X42-X52, S355 K2, S355JOH, S355JR, ST52, гр.2, гр.3, 16мн
B,X42-X52, S355 K2, S355JOH, S355JR, ST52, гр.2, гр.3, 16мн  3 СП 5, 09 Г2С)
3 СП 5, 09 Г2С) 09Г2С-12), ГОСТ 1577-81 (Ст.20, Ст.45)
09Г2С-12), ГОСТ 1577-81 (Ст.20, Ст.45) 3СП/ПС-5, 09Г2С-12)
3СП/ПС-5, 09Г2С-12)

 ГОСТ 633-80 D (Обсадные и НКТ) = API 5CT J-55
ГОСТ 633-80 D (Обсадные и НКТ) = API 5CT J-55



 5. Резьба типа НКБ.
5. Резьба типа НКБ.
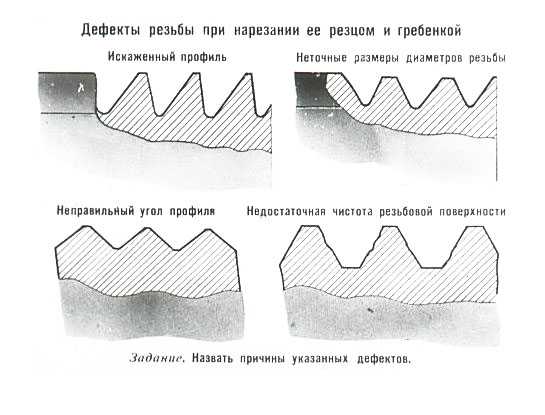
 Критерием работоспособности узлов и соединений является качество изготовляемых деталей согласно указанным допускам и техническим требованиям.
Критерием работоспособности узлов и соединений является качество изготовляемых деталей согласно указанным допускам и техническим требованиям.




 Их базируют по поверхности измеряемых отверстий, прижимают эти ролики к поверхностям отверстий с заданным усилием.
Их базируют по поверхности измеряемых отверстий, прижимают эти ролики к поверхностям отверстий с заданным усилием. При обкатывании стрелка каждого датчика 2-9 раздвигается флажки, и после завершения процесса обкатывания флажки показывают координаты экстремальных отклонений, а расстояние между ними в единицах шкалы датчика дает размах биений измерительных роликов 10, 11. Координаты положения самих датчиков 2-9 известны из их установки.
При обкатывании стрелка каждого датчика 2-9 раздвигается флажки, и после завершения процесса обкатывания флажки показывают координаты экстремальных отклонений, а расстояние между ними в единицах шкалы датчика дает размах биений измерительных роликов 10, 11. Координаты положения самих датчиков 2-9 известны из их установки.
 Корн, Т.Корн. Справочник по математике. М. Наука, 1968, с.81-83).
Корн, Т.Корн. Справочник по математике. М. Наука, 1968, с.81-83).


 Нейтрино — это субатомные частицы, похожие на электроны, но с гораздо меньшей массой.
Нейтрино — это субатомные частицы, похожие на электроны, но с гораздо меньшей массой.
 Если другие рентгеновские двойные системы имеют такие же большие рассогласования, это приведет к смещению измерений масс и спинов черных дыр с использованием рентгеновских наблюдений.
Если другие рентгеновские двойные системы имеют такие же большие рассогласования, это приведет к смещению измерений масс и спинов черных дыр с использованием рентгеновских наблюдений.
 Различные линии на верхней панели показывают эффект различных начальных вращений черных дыр. [Фишбах и др. 2022]
Различные линии на верхней панели показывают эффект различных начальных вращений черных дыр. [Фишбах и др. 2022] каталог событий гравитационных волн, обнаруженных LIGO и Virgo. В зависимости от модели, используемой для анализа данных, команда обнаружила, что максимальная доля двойных систем с χ эфф меньше -0,3 составляет 4,2%.
каталог событий гравитационных волн, обнаруженных LIGO и Virgo. В зависимости от модели, используемой для анализа данных, команда обнаружила, что максимальная доля двойных систем с χ эфф меньше -0,3 составляет 4,2%.