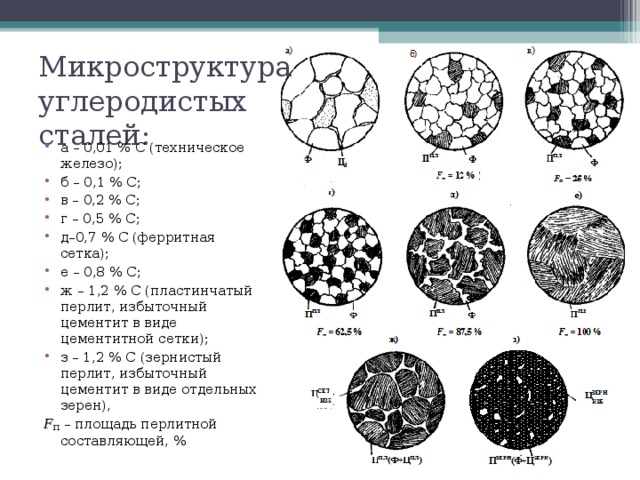
Лазерная резка часы в Москве — выгодные цены и оригинальный дизайн на зааказ
Компания «Новола» предлагает всем заинтересованным лицам и организациям заказать эксклюзивные часы, изготовленные методом лазерной резки. Ознакомиться с предлагаемым ассортиментом продукции можно в каталоге на сайте.
Лазерная резка часы фото:
На свадьбу
Монохромные
Любовь
Учителю
Футбол
Часы из фанеры лазерная резка
Современная технология, которой в совершенстве владеют наши специалисты, дает возможность создания четко очерченных предметов со сложными контурами, нанесения орнаментов. Даже небольшие модели выглядят оригинально, не теряя индивидуальности выбранного дизайна.
Цена лазерной резки на часы
Материал
Стоимость
Оргстекло
от 15 руб/м. п.
Полистирол, АБС
от 18 руб/м.п.
ПЭТ
от 18 руб/м.п.
Дерево, фанера, ДСП, МДФ
от 20 руб/м.п.
Для основания можно выбрать любые материалы:
прочная влагостойкая фанера;
органическое стекло;
двухсторонняя пластмасса;
акрил и пр.
Изделия могут быть различной формы и назначения, отражать профессиональную деятельность заказчика с фирменным логотипом, подарочные, тематические, для детей. Яркий и оригинальный аксессуар станет хорошим дополнением к любому интерьеру. Мы готовы разработать эскиз в соответствии с вашими пожеланиями и по разумным ценам.
Почему стоит заказать лазерную резку часов в компании Новола
Высокотехнологичное оборудование, которым оснащено наше производство, позволяет с максимальной точностью выпускать значительное количество идентичной продукции. Высокое качество работы при достаточно бюджетной стоимости делает услугу весьма популярной.
Мы производим деревянные часы подсолнух, лазерная резка, индивидуальные брендированные подарки, гравируем большие партии.
Постоянные и крупные клиенты могут рассчитывать на приличные скидки, рассрочки платежа до двух месяцев за поставленный товар и прочие преференции.
Качество тщательно контролируется на каждом этапе изготовления. У нас в штате — только квалифицированные специалисты, уровень профессионализма которых подтвержден сертификатами.
Сделать заказ просто, нужно отправить эскиз, согласовать макет и тираж. Возможна курьерская доставка. Оплачиваете после приема удобным способом. С прайс-листом каждой услуги можно ознакомится на сайте в соответствующих разделах.
Для консультаций по приобретению готовой продукции или размещения заявки, свяжитесь с нашими менеджерами.
ЛАЗЕРНАЯ РЕЗКА ФАНЕРЫ в Екатеринбурге
Лазерная резка фанеры
Лазерная резка фанеры – способ обработки материала для создания необычных конструкций. Готовый продукт привлекает красотой, причудливыми узорами, эксклюзивностью. При незначительном расходе сырья можно получить сложные формы с ювелирной детализацией.
В нашем центре в Екатеринбурге установлено современное оборудование, обеспечивающее точный раскрой. Обработка разных пород дерева отличается степенью поддува и температурой луча. В отличие от работы лобзиком расход сырья при таком способе минимален.
Наши услуги лазерной резки включают изготовление
подарков и сувениров;
декора интерьеров и фасадов;
рекламной и презентационной продукции;
шаблонов и лекал.
Для резки лазером больше подходит фанера ФК с карбамидной смолой вместо клея. Другие марки склеиваются фенольной смолой, имеют пропитку бакелитовым лаком. Это затрудняет раскрой.
Фрезеровка пластика
Пластмасса – самый распространенный материал. Это объясняется легким весом, долговечностью, простотой обработки, низкой себестоимостью. Пластик требует осторожного обращения: он деформируется даже при незначительном повышении температуры. Мы используем станки с высокоточными фрезами, практикуем прямолинейные и фигурные способы обработки, работаем с разными видами: ПВХ, полиамид, акрил, поликарбонат. Для каждого экземпляра используются новые фрезы. Это сводит риск появления дефектов к нулю. А минимизация отходов, благодаря правильному раскрою, уменьшает оплату.
Достоинства лазерной резки и фрезеровки
Современные способы получили широкое распространение из-за многих положительных моментов:
Точная детализация узоров, форм. Это возможно, благодаря небольшой толщине луча в несколько миллиметров.
Аккуратные края разрезов. Актуально при вырезании ажурных деталей.
Высокая скорость обработки: сокращает время, нужное для производства.
Разнообразный дизайн рисунков и гравировок. Достаточно иметь эскиз в цифровом виде. Наши сотрудники могут предложить собственный вариант или воспользоваться изображением клиента.
Эстетичный вид без дополнительного декора. Из-за высокотемпературного воздействия края разрезов получаются несколько темнее. На интенсивность цвета влияет сорт фанеры.
Легкость, простота выполнения. Не нужно прилагать физические усилия. Особенно при работе с материалом из обессмоленных хвойных пород деревьев.
Цена на лазерную резку фанеры складывается из разных показателей: тиража, вида реза (прямой или фигурный), срочности заказа.
Не отказывайтесь от красоты, изящества, эксклюзива, которые можно получить при работе с лазером. Звоните в «Александр Фото». Мы выполним заказы любой сложности качественно, быстро, в указанный срок.
Часовая компания Celeste — Epilog Laser Spot Customer Spot
Взгляните на любое творение часовой компании Celeste, и вы легко увидите креативность и точность, присущие каждому изделию. Читайте дальше, чтобы узнать, как Селеста создает эти удивительные вставки, вырезанные лазером.
Владелица Селеста Вонг тратит много времени и энергии на проектирование и создание каждой части своих часов с лазерной гравировкой, и одним из основных инструментов, который помогает ей в этом, является ее лазер Epilog.
После почти двухлетнего роста компания Celeste Watch Company официально открылась в 2015 году. В течение последних двух лет Селеста использует лазерные технологии для воплощения своих творческих замыслов; «Я хотела производить часы, не похожие ни на какие другие, которые я когда-либо видела», — сказала Селеста. «Часы — это точный инструмент, поэтому все, что я выбрал для создания своих циферблатов, должно было создавать сверхтонкие линии и быть воспроизводимыми». Лазер был очевидным выбором, но на самом деле она начала свой бизнес не с Эпилога.
«Сначала я хотел делать деревянные механические часы и начал с небольшого китайского гравера с водяным охлаждением», — рассказала нам Селеста. «Лазер был ужасен. Я целыми днями пытался сфокусировать его на всей кровати. Мои проекты не срабатывали, и я знала, что могу добиться большего», — сказала она. «Я начал изучать других производителей из-за полного разочарования в машине».
«Работа с китайской системой, безусловно, разочаровывала, но она открыла мне глаза на то, на что способен более качественный лазер, — сказала Селеста. объективы короче и длиннее для типов проектов, за которые я хотел взяться. Мне также нужен был лазер, который не сжигал бы материалы, которые я хотел разрезать, а также лазер, который мог бы гравировать на разных высотах».
Селеста рассказала нам, что ее друг недавно купил Эпилог и был в восторге от него. Это, в дополнение к упомянутым выше функциям, сделало Epilog очевидным выбором для нее.
Мы спросили Селесту о кривой обучения, которую она испытала, получив машину. «Машина проста в использовании и эксплуатации, но потребовался почти год, чтобы освоиться с ней и не беспокоиться о повреждении системы», — сказала она.
Изучив возможности машины, Селеста говорит нам, что ей стало комфортно браться за новые и еще более сложные проекты. «Проекты, которыми я занимаюсь сейчас, становятся все более сложными, — сказала она. «Например, в недавнем проекте использовалась 31 часть раковины морского ушка на 1,25-дюймовом пространстве. Это было бы невозможно без более короткого объектива и большого терпения. Чем больше я работаю с лазером, тем лучше у меня получается».
Теперь Селеста использует лазер для некоторых из наиболее важных применений в своем бизнесе — создания часовых циферблатов, дисплеев для часов (как акриловых, так и деревянных), коробок для часов, кожаных ремешков и рекламных материалов для компании.
Что касается материалов, Селеста сказала, что она режет много раковин морского ушка, перламутра, дерева и кожи. «В последнее время я также вырезаю много дерева и акрила для дисплеев», — сказала она нам.
С тех пор, как Селеста стала лучше разбираться в системе и привыкла к различным приложениям, Эпилог действительно позволил ей развить свой бизнес, который сейчас процветает.
«Без моей системы Epilog я бы никогда не смогла создать такое удивительное искусство на циферблатах часов», — сказала она. «Еще одна вещь, которая мне нравится в моем лазере, это то, что он стал моим незаменимым помощником — всякий раз, когда мне нужно что-то сделать для моей компании лучше, я в первую очередь думаю о лазере. Например, это позволило мне создавать показы часов для фестивалей, которых я никогда раньше не видел». она сказала.
«Это также помогло сэкономить деньги — стоимость покупки дисплеев для часов составила более 1000 долларов, но, используя мой лазер вместе с акриловым гибочным станком, я сделал дисплеи менее чем за 200 долларов. Я делаю все свои собственные вывески и почти все остальное, что мне нужно для саморекламы».
Чтобы узнать больше историй от клиентов Epilog, ознакомьтесь с остальными нашими обзорами клиентов. И не забудьте заглянуть в наш клуб примеров, где полно бесплатных идей для проектов и файлов дизайна, готовых к отправке на лазер!
Лазер True Cut
Лазер True Cut
стрелка
TruLaser 1030
Наш Trumpf TruLaser 1030 — это твердотельный волоконный лазер мощностью 3000 Вт с лазерной станиной размером 5 x 10 футов. Волоконные лазеры находятся на переднем крае современных лазеров для резки металла, и компания Trumpf семейство твердотельных волоконных лазеров является лучшим в мире.
Обозначение «волоконный» лазер связано с тем, что лазерный луч проходит через через передовой волоконно-оптический кабель, обеспечивающий почти нулевые потери сила. Эта конструкция обеспечивает самую высокую скорость резки листового металла на рынке. без потери качества. Мы можем резать пластины толщиной от 0,004 дюйма до Пластина из мягкой стали 3/4 дюйма. Мы также можем резать самый широкий спектр металлов, включая нержавеющую сталь. Сталь, алюминий, латунь, медь, бронза, цинк и даже никель. Лазеры Trumpf единственный класс лазеров, способных травить материалы с высокой отражающей способностью без повреждения машина. Мы можем травить нержавеющую сталь #8 с зеркальной полировкой, а также многие другие металлы.
Фотогалерея Запросить цену Вернуться к услугам
TruBend 3100
Наш листогибочный пресс TruBend 3100 представляет собой 100-тонный 10-футовый пресс с ЧПУ, в котором используется процесс воздушной гибки. Воздушный изгиб отличается от нижнего изгиба двумя способами. Он использует более низкое давление, что позволяет нам для гибки более толстого материала с помощью машины меньшего тоннажа. Наша машина может сгибаться до полный 10-футовый кусок мягкой стали толщиной 3/16 дюйма и более короткие куски материала толщиной до ¼ дюйма из мягкой стали. Воздушная гибка также позволяет изготавливать более широкий набор углов на одном и том же инструменте, что дает нам очень широкий диапазон углов изгиба и геометрии деталей, которые мы можем создавать.
TruBend 3100 использует самые современные системы ЧПУ. Мы можем точно согнуть в пределах +/- 1° и 1/32” с задними упорами и параметрами изгиба, управляемыми компьютером, а также генерируемыми в автономном режиме 3D-модели CAD для осмысления гибки. Мы раздвигаем границы возможного!
Фотогалерея Узнать цену Вернуться к услугам
Высококачественная прецизионная лазерная резка
Наш высокоскоростной волоконный лазер Trumpf мощностью 3000 Вт размером 5 x 10 футов обеспечивает самую эффективную и точную лазерную резку в мире. Этот волоконный лазер чрезвычайно универсален: от резки самого тонкого материала до стали толщиной 3/4 дюйма до лазерной резки нержавеющей стали, алюминия, бронзы, меди и латуни. Мы предлагаем услуги по травлению различных металлов и сплавов, в том числе зеркальной нержавеющей стали #8.
Листогибочный пресс TruBend с ЧПУ компании Trumpf обеспечивает неизменно высокое качество формованных деталей с длиной гибки 10 футов. От простого изгиба под углом 90° до сложной конструкции с несколькими углами и несколькими изгибами — True Cut Laser поможет вам!
Фотогалерея Узнать цену Вернуться к услугам
Изготовление и монтаж
True Cut Laser укомплектован высококвалифицированными сварщиками и мастерами по изготовлению. Владеет сваркой TIG, MIG, аргонодуговой и дуговой сваркой, а также механической обработкой и фрезерованием стали. частей, наши сотрудники готовы выполнить любой проект от самой детализированной художественной части или архитектурный элемент к структурной опоре или детализированному приспособлению.
True Cut также предлагает профессиональный монтаж самых сложных узлов, предметы декоративно-прикладного искусства или структурные элементы. Наши опытные бригады могут отправить, установить и соберите свою работу в любом месте в нижних 48 штатах.
Фотогалерея Узнать цену Вернуться к услугам
Finish-paint-patina-powdercoat
True Cut Laser имеет современную окрасочную камеру для запекания и предлагает все виды окраски, прозрачного покрытия и порошкового покрытия.
Являясь подразделением Brandner Design, True Cut может предоставить опыт самых талантливых и способных специалистов по отделке и техников.
Brandner Design является лидером в производстве красок кислотной патины и покрытий для стали, меди, бронзы, цинка и алюминия. Взгляните на варианты отделки на BrandnerDesign.com/patina.
Фотогалерея Узнать цену Вернуться к услугам
Контрактное массовое производство
True Cut Laser может помочь вам спроектировать и воплотить вашу замечательную идею, а также произвести ее массовое производство для распространения.
True Cut проведет исследования, спроектирует и создаст прототип вашего продукта для массового производства или поможет вам создать единственную в своем роде нестандартную деталь.
Благодаря нашим передовым станкам и технологиям проектирования мы можем производить ваши детали эффективно и по доступной цене.
Фотогалерея Узнать цену Вернуться к услугам
Доставка и отправка
True Cut Laser понимает важность своевременного получения вашего продукта в целости и сохранности.
Мы предлагаем услуги по доставке на дом в пределах 200 миль от нашего завода в Бозмане, штат Монтана, а также услуги по доставке/упаковке заказов по всей стране и Канаде.
Мы сделаем все возможное, чтобы ваш заказ был доставлен вовремя, если не раньше.
Фотогалерея Узнать цену Вернуться к услугам
Получить быстрое и простое предложение
Запросите предложение, и Аманда свяжется с вами. Есть вопрос? Просто позвоните нам по телефону 406-586-3302 или напишите нам по адресу [email protected]
.
Наши услуги
Резка и формовка
Дизайн и макет
Изготовление и Установка
Финишная окраска-патина- Порошковое покрытие
Контрактная масса Производство
0 Доставка и доставка
00002 Наше современное оборудование
TruLaser 1030
TruBend 3100
Избранный проект
Когда Norm Asbojornson Hall Университета штата Монтана решил установить мозаичный талисман Bobcat площадью 800 кв. футов, сделанный из 28 полных листов холоднокатаной стали 18G , они обратились к True Cut Laser of Bozeman.
Это красивое изображение с замысловатым дизайном состоит из 280 000 крошечных треугольников, вырезанных с помощью прецизионного волоконного лазера Trumpf мощностью 3000 Вт. Проект, в котором точность и креативность сливаются воедино, чтобы создать образ, отражающий мужество, силу и решимость, присущие духу МГУ
Посмотреть фотогалерею
Часто задаваемые вопросы
Q
Какие материалы можно резать волоконным лазером?
A
Только металлы и сплавы. Мы не можем резать дерево, пластмассу или металл, смешанный с другими компонентами, с помощью волоконного лазера.
Q
Какие типы файлов необходимы для резки волоконным лазером?
A
Файлы DXF или DWG с указанными размерами необходимы для резки волоконным лазером. Мы также можем начать с ваших эскизов, образцов или идей и создать готовые к производству файлы.
Q
Какие типы файлов необходимы для формирования сервисов?
A
Для услуг формирования требуется файл STEP с отмеченными критическими размерами OD или ID.
Q
Предлагаете ли вы услуги травления волоконным лазером?
A
Мы можем травить только металлы и сплавы. Пожалуйста, позвоните по номеру 406-586-3302 для получения подробной информации о ваших конкретных потребностях.
Q
Какие услуги по изготовлению вы предлагаете?
A
Мы предлагаем удаление заусенцев, зенкерование, нарезание резьбы и сварку (MIG и ТИГ). Пожалуйста, позвоните по телефону 406-586-3302, если ваш проект требует изготовления нет в списке.
Q
Какое у вас время выполнения заказа?
A
Время выполнения зависит от того, какие услуги требуются; мы стремимся удовлетворить потребности вашего проекта. Пожалуйста, позвоните нам по телефону 406-586-3302, чтобы обсудить ваши сроки.
О True Cut Laser
True Cut Laser — это продукт необходимости — необходимость производить точные и согласованные детали, элементы и элементы для строительной и архитектурной промышленности.
Работая на энтузиазме своей материнской компании Brandner Design, компания True Cut Laser укомплектована командой преданных своему делу и талантливых дизайнеров, техников и мастеров, готовых помочь выполнить ваши потребности в лазерной резке, формовке и производстве.
True Cut Laser обладает опытом производства стальных стеновых панелей на заказ, сложных декоративных форм и вывесок или структурных компонентов.
Монтаж труб ППУ.Монтаж труб в ППУ изоляции с полиэтиленовой (ПЭ) оболочкой. -Монтаж -Справочник
Инструкция по монтажу муфтовых соединений на стыках труб с ППУ изоляцией в ПЭ оболочке (трубы ППУ-ПЭ)
Подготовительные работы к монтажу
Муфта соединительная устанавливается на трубу ППУ в ПЭ оболочке перед сваркой стыкового соединения стальных труб теплотрассы. Упаковочная пленка не должна сниматься вплоть до начала процесса изоляции стыка ! Обязательно проверить, чтобы маркировка используемой муфты соответствовала диаметру оболочки изолируемого трубопровода. Концы стальных труб свободные от пенополиуретановой изоляции в стыковом месте должны составлять в сумме:
не более 300 мм для стальных труб ППУ-ПЭ с диаметром от 57 мм до 273 мм;
не более 500 мм для стальных труб ППУ-ПЭ с диаметром свыше 273 мм.
Необходимые условия проведения работ
К изоляции стыков необходимо приступать только после технического освидетельствования сварных швов труб стальных. Работы должны производиться при температуре воздуха не ниже -10 С0, а также при наличии специальных технологических приямков не менее 1,4 м (0,7 м в каждую сторону от стыка) и глубиной 400 мм.
Во время выпадения осадков работы по монтажу производятся только под временным укрытием, которое полностью исключает попадание влаги на монтируемые элементы.
При монтаже теплотрассы из труб ППУ-ПЭ, которая оборудована системой оперативного дистанционного контроля состояния изоляции (СОДК), нужно непосредственно перед началом работ по изоляции стыка соединить сигнальные проводники, затем провести соответствующие измерения (сопротивления изоляции, целостности проводников). Работы по соединению сигнальных проводников на стыках выполняются с помощью комплекта «МРК-05».
Технология термоусадки соединительной муфты
Тщательно очистить зону стыка от пыли, грязи и влаги. Внешняя полиэтиленовая оболочка трубы чистится на расстояние, которого будет достаточно для перемещения монтируемой муфты по очищенной поверхности, но не менее длины самой муфты. Саму стальную трубу надо чистить кордщеткой до появления металлического блеска.
На торцах труб необходимо удалить слой пенополиуретановой теплоизоляции на глубину 15-20 мм. В случае намокании теплоизоляции ППУ на торцах стальных труб, удаляется вся увлажненная изоляция.
С обеих сторон стыка трубную П/Э оболочку на расстояние 150-200 мм, обязательно обезжирить растворителем, потом тщательно зачистить наждачной бумагой, затем повторно обработать растворителем.
Используя обычную рулетку, отцентровать положение муфты относительно оси стыка, затем нанести маркером риски (использовать мел для разметки запрещено), которые должны соответствовать предполагаемым торцам муфты. При этом ранее подготовленные поверхности оболочек с обеих сторон должны на 20-50 мм выходить за габариты муфты.
Далее подготовленные поверхности ПЭ оболочек с обеих сторон от стыка прогреть мягким пламенем до температуры 120°С , с помощью пропановой горелки. После прогревания на теплую поверхность внешних оболочек по периметру наклеить специализированную адгезивную ленту, армирующим слоем наружу, с соблюдением следующих условий: нахлест на риски 5-10 мм, нахлест адгезива в месте соединения 10-30 мм.
Распаковать применяемую муфту таким образом, чтобы наружная поверхность упаковочной пленки находилась на полиэтиленовой оболочке трубы, но вне зоны ранее подготовленных и очищенных поверхностей оболочек, а перемещение самой муфты могло происходить по чистой внутренней поверхности упаковки.
После остывания адгезива, необходимо надвинуть муфту на стык, расположив ее в соответствии с нанесенными ранее рисками. Надо следить, чтобы внутренняя поверхность надеваемой муфты была сухой и чистой. При несоблюдении данного условия места усадки муфты с обоих торцов муфты по 150 мм необходимо обезжирить, затем зачистить наждачной бумагой и еще раз обезжирить. Нельзя допускать попадание на поверхность адгезивной ленты пыли, грязи и влаги.
Муфты, имеющие диаметр более 400 мм, нужно отцентровать при помощи клиньев добиваясь при этом равного расстояния между ПЭ оболочкой и муфтой по верхнему и нижнему срезу.
На расстоянии 150 мм от торцов муфты сверху надо просверлить два отверстия D = 25мм. Для муфт, имеющих диаметр менее 315 мм можно сверлить одно отверстие по центру.
Усадить края муфты. Для того чтобы не повредить используемую муфту, прогревать её следует круговыми непрерывными движениями равномерно по окружности муфты, при этом пламя пропановой горелки, должно быть мягким желтого цвета. Нагрев необходимо проводить до тех пор, пока поверхность края муфты не станет мягкой на ощупь (проверку твердости поверхности края муфты обязательно проводить в перчатках). После того как, нагреваемый край муфты размягчился, нужно приостановить прогрев и перейти непосредственно к усадке другого края муфты (нельзя допускать усадку пятнами и перегрев муфты и оболочки). Таким образом, переходя с одного края муфты на другой, постепенно, добиться полной усадки.
При термоусадке муфт, имеющих диаметры более 400 мм клинья удаляются после уменьшения зазора между муфтой и ПЭ оболочкой до 5-7 мм в нижней ее части. После удаления клиньев процесс прогрева муфты надо продолжать. После завершении усадки края муфты примут форму оболочки, и из-под них должен выступить адгезив. Если муфты имеют толщину стенки более 7 мм, то при их при усадке необходим дополнительный прогрев мест усадки в течение 15 минут (поддержание температуры 120°С). При этом должно контролироваться плотное прилегание поверхностей, без смятия и задиров краев муфты.
После остывания монтируемой муфты до 60 °С, нужно провести повторный прогрев. После завершения усадки муфта, будет иметь бочкообразную форму.
Для муфт, которые имеют диаметры 400мм и более, после усадки края муфты необходимо стягивать бандажными ремнями, имеющими ширину не менее 50 мм, при этом температура муфты должна быть не менее 110 °С. Ремни снимаются после остывания муфты иполиэтиленовой оболочки до +40 °С.
Контроль герметичности муфтового соединения производится опрессовкой, после остывания муфты до температуры 40°С. В просверленные отверстия вставляются специальное устройство для опрессовки, через него прямо в муфту накачивается воздух под давлением 0,3 бар. Муфта должна выдерживаться под испытательным давлением в течение 5 минут.
В случае падения давления, нужно с помощью опрыскивателя нанести мыльный раствор по периметрам стыков муфта-оболочка. Дефектные места определяются по образовавшимся пузырькам мыльного раствора. В случае их обнаружения дефектные места необходимо повторно прогреть мягким пламенем пропановой горелки и повторить испытания. При достижении удовлетворительного результата испытания, из отверстий можно извлечь устройство для опрессовки.
Работы по теплоизоляции стыка
В чистую емкость надо положить необходимое по объему заливаемого стыка количество компонентов А и В, в соответствии с пропорциями по технологическим инструкциям фирм-поставщиков. Затем тщательно перемешать все компоненты, с использованием дрели со специальной насадкой-мешалкой.
После перемешивания, через отверстия залить в стык смесь готовых компонентов ППУ. После заливки плотно закрыть отверстия дренажными пробками. В процессе вспенивания незначительное количество пены может вытекать через дренажные отверстия пробок, это будет свидетельствовать о полном заполнении объема стыка.
После затвердения пены нужно удалить дренажные пробки, и очистить поверхность муфты, которая примыкает к заливочным отверстиям от излишков пены, после этого обработать отверстия конической фрезой или другим режущим инструментом.
Особое внимание!
Используемый компонент В относится ко II классу опасности, обладает вредным общетоксичным действием и вызывает раздражение верхних дыхательных путей. При работе с ним необходимо исключить попадание компонента на открытые участки тела. При заливке, надо обязательно находится вне зоны возможного выплеска пены. При работе в закрытых помещениях, надо обеспечить принудительную вентиляцию в зоне ведения работ.
Заварить отверстия полиэтиленовыми (ПЭ) пробками. Для этого необходимо нагреть инструмент для заварки пробок (либо электрический аппарат либо специальное металлическое приспособление) до температуры не более 240 °С , при этом полиэтилен не должен дымиться. Вставить полиэтиленовую пробку во внутренний конус инструмента, наружный конус вставить в заливочное отверстие и, нажимая на пробку с усилием вдавливать инструмент в отверстие муфты. Когда ПЭ пробка углубится на 2 мм в конус, нужно вынуть инструмент и вдавить в отверстие муфты оплавленную пробку. После этого нужно удерживать пробку под давлением в течение 20 секунд.
Соблюдение мер безопасности
К проведению работ по теплогидроизоляции стыков труб с ППУ изоляцией допускаются лица, изучившие настоящую инструкцию и сдавшие по ней экзамен, прошедшие обучение, инструктаж и проверку знаний по выполнению работ безопасными методами, прошедшие инструктаж по противопожарной безопасности, имеющие допуск к обслуживанию газовых баллонов, при работе электроинструментом имеющие группу по электробезопасности не ниже 2.
Все работы по монтажу труб ППУ должны осуществляться в полном соответствии с требованиями безопасности согласно СНиП 12-03-99 «Безопасность труда в строительстве», «Правилами пожарной безопасности», «Правилами безопасности в газовом хозяйстве».
Рабочее место до проведения монтажных работ по соединению труб в пенополиуретановой изоляции в полиэтиленовой оболочке должно быть очищено от горючих материалов. Для защиты конструкций из горючих материалов должны применяться защитные экраны. Место выполнения работ, обязательно должно быть оборудовано средствами пожаротушения.
Инструмент и приспособления, которые будут использоваться для выполнения монтажных работ должны быть исправны, осматриваться не реже 1 раза в 10 дней, и обязательно непосредственно перед применением.
Категорически запрещено использовать неисправный инструмент, который не соответствует требованиям безопасности.
Все работы по заливке пенополиуретана, должны производиться в спецодежде с применением индивидуальных средств защиты, которые включают в себя резиновые перчатки, противогаз марки БКФ или респиратор РУ-60.
В случае отравлении парами изоционата или продуктами его горения, необходимо немедленно удалить пострадавшего из опасной зоны и отправить его в медицинский пункт для оказания первой квалифицированной медицинской помощи.
Обязательно надо иметь вблизи рабочего места средства, необходимые для дегазации применяемых химических веществ (5-10%-ный раствор аммиака, 5%-ный раствор соляной кислоты), а также медицинскую аптечку с дополнительными лекарственными средствами : 1,3%-ный раствор поваренной соли, 5%-ный раствор борной кислоты, этиловый спирт, 2%-ный раствор питьевой соды.
В случае разлива полиизоцианата, сразу же необходимо засыпать его сухим песком или опилками, нейтрализовать 5-10%-ным раствором аммиака (выдержать не менее 2 часов), затем собрать и закопать в землю. Сжигание опилок с полиизоцианатом полностью запрещается.
При попадании полиизоцианата (компонент В) на кожу человека, пораженное место необходимо сразу протереть тампоном, смоченным в этиловом спирте, потом тщательно промыть чистой водой. В случае поражения больших участков кожного покрова необходимо сразу принять теплый душ с мылом и затем обратиться в медпункт.
При попадании полиола (компонент А) на кожу человека, пораженное место необходимо немедленно тщательно промыть теплой водой с мылом.
При попадании брызг полиизоцианата (компонент В) в глаза человеку, необходимо немедленно промыть их 1,3%-ным раствором поваренной соли, затем чистой водой и потом обязательно обратиться в медпункт.
При попадании полиола (компонент А) в глаза человеку, необходимо немедленно промыть их 1,3%-ным раствором поваренной соли, затем большим количеством чистой воды.
При попадании полиизоцианата (компонент В) в рот человека, необходимо немедленно тщательно прополоскать рот водой и потом обратиться в медпункт.
При загрязнении одежды полиизоцианатом (компонент В) нужно снять ее, вынести из помещения , затем подвергнуть загрязненные части одежды дегазации и стирке. Дегазация производится 5-10%-ным раствором аммиака (выдерживают в течение суток) с последующей стиркой в мыльной воде и полосканием в чистой воде.
При загрязнении одежды полиолом (компонент А) нужно снять ее и выстирать чистящими средствами.
Полученные отходы производства после проведения монтажных работ, в виде пенополиуретана следует уничтожать путем зарывания их в землю на свалке на глубину не менее 2 метров. При наличии крупных кусков, их желательно перед закапыванием предварительно измельчить.
Монтаж труб ППУ. Монтаж СОДК на трубопроводах в ППУ-изоляции в Москве
ЖК Cloud Nine (компания Vesper)
ППУ трубопроводы, трубопроводная арматура, Москва
Новодевичий монастырь
ППУ трубопроводы, Москва
Северо-западная хорда
ППУ трубопроводы, Москва
Усадьба “Архангельское”
ППУ трубопроводы, Московская область
ЖК “Серебряный фонтан” (Группа Эталон)
Трубопроводная арматура, ПЭ трубы, Москва
Транспортная развязка МКАД – Бесединское шоссе (ГК “Гера”)
ППУ трубопроводы, Москва
Станции метро “Лефортово” и “Стромынка” (АО “Мосметрострой”)
ППУ трубопроводы, ТПА, Москва
Стадион “Динамо” (ВТБ Арена парк, УК “Динамо”)
ППУ трубопроводы, Москва
ЖК “Счастье на Дмитровке” (ЗАО “Лидер-Инвест”)
Опоры освещения, Москва
ЖК GRAND DELUXE на Плющихе (ГК “Донстрой”)
ППУ трубопроводы, Москва
Вестибюль станции метро “Ленинский проспект”
ППУ трубопроводы, Москва
Инженерные коммуникации Северо-Западной хорды
ППУ трубопроводы, Москва
Дорожная развязка МКАД – Бесединское шоссе
ППУ трубопроводы, Москва
Теплосети Северо-Восточной хорды
ППУ трубопроводы, Москва
Школа на ул.
Исаковского в Москве
Опоры освещения, Москва
Станция метро “Боровское шоссе”
Трубопроводная арматура, Москва
ТПУ “Волоколамская”
ППУ трубопроводы, Москва
ЖК “Садовые кварталы” (ГК “ИНТЕКО”)
Трубопроводная арматура, Москва
ЖК “Влюберцы” (Строительная компания “САС”)
ППУ трубопроводы, Люберцы, МО
Дом-призер Архсовета Москвы в районе Очаково-Матвеевское
Опоры освещения, Москва
ЖК “Академика Павлова” (ГК “ПИК”)
ППУ трубопроводы, Москва
ТПК метро (ст. Электрозаводская- ст. Авиамоторная)
Как герметизировать сантехнические отверстия – Изоляция из напыляемой пены
Как герметизировать сантехнические отверстия – Изоляция из напыляемой пены | Отличные вещи™
Дом
Как создавать проекты
Уплотнение сантехнических проходок
Герметизация, изоляция и снижение затрат на электроэнергию
КАК ЗАГЕРМЕТИРОВАТЬ ОТВЕРСТИЯ САНТЕХНИКИ
Распечатать
Каждый проход трубы является отверстием для проникновения наружного воздуха, влаги и вредителей в дом. Вот почему наше семейство продуктов специально разработано для герметизации, изоляции и блокировки нежелательных гостей.
Посмотреть все проекты
ПОШАГОВАЯ ИНСТРУКЦИЯ :
Подготовьте участок, удалив пыль и мусор.
Встряхивайте банку в течение 60 секунд.
Установите дозатор на продукт, как указано на этикетке.
Практика с пробным прогоном.
Переверните банку и вставьте ее в зазор между стеной и трубой.
Активируйте банку, нажав на курок.
Удалите дефекты тканью, смоченной в пенном очистителе Great Stuff™.
Пена должна стать нелипкой через 10-15 минут. Если нет, сбрызните водой.
После отверждения срежьте излишки пены зубчатым ножом по желанию.
Храните или утилизируйте продукт в соответствии с указаниями на этикетке.
Полезные советы:
Smart Dispenser™ позволяет снова и снова использовать Great Stuff™ в других проектах.
Имейте в виду, что большая часть Great Stuff™ расширяется, закрывая до 1 дюйма, однако Great Stuff™ Big Gap Filler может расширяться до 3 дюймов.
При использовании Great Stuff Pro™ с пистолетом-дозатором для пены выполните следующие дополнительные действия перед нанесением: регулируется от 1/8″-3″). Затем нажмите на спусковой крючок, чтобы заполнить пистолет пеной, сбрасывая излишки пены в соответствующий контейнер для отходов. Наконец, проверьте размер бисера перед нанесением.
Энергично встряхивать не менее 60 секунд. Если банка брызгает, просто встряхните банку, удерживая ее вверх дном.
Любой незатвердевший продукт, попавший на кожу, можно удалить ацетоном.
Наилучшие результаты при использовании при температуре продукта в диапазоне 60-90°F (15-32°C). Банка не должна подвергаться воздействию температур выше 120°F. Затвердевшая пена не должна подвергаться воздействию температур выше 240°F.
Плотно привинтите соломинку к клапану и МЕДЛЕННО дозируйте.
Сбрызните водой для ускорения отверждения.
Триммер из отвержденной пены с зубчатым лезвием.
При наружном применении обязательно покройте краской или покройте пеной, чтобы предотвратить обесцвечивание и повреждение УФ-излучением.
банки Great Stuff™ с трубчатым аппликатором-соломиной запечатываются, если оставить их на более чем 2 часа после последнего использования.
Баночки Great Stuff™
с устройством Smart Dispenser™ можно использовать повторно в течение 30 дней, при этом соломинка должна быть прикреплена к канистре. Просто очистите наконечник после первого использования. Для лучших результатов:
Навинтите Smart Dispenser™ на клапан до упора, убедившись, что между дозатором и клапаном нет зазора.
Не раскручивайте дозатор после начала его использования.
Медленно отпускайте курок, чтобы сбросить давление в соломинке и предотвратить рывки во время следующего использования, а также добиться наиболее равномерного наслаивания.
Затяните винт управления потоком до полного закрытия для хранения. Использовать можно в течение 30 дней с момента первоначального использования.
Хранить в вертикальном положении с присоединенным пистолетом для подачи пены.
Заполнить промежутки <50%
Всегда оставляйте баллончик с пеной прикрепленным к пистолету с закрытым винтом управления потоком.
Когда будете готовы сменить баллончик, встряхните новый баллончик с пеной не менее 60 секунд.
НИКОГДА не оставляйте пистолет без баллончика с клеем и без прикрепленного баллончика с Great Stuff Pro™, если только пистолет не был тщательно очищен с помощью пенного очистителя Great Stuff™
Материалы
Защита глаз
Перчатки
Ткань
Распылитель с водой
Пенный очиститель Great Stuff™
Продукт Great Stuff™ на выбор
Зубчатый нож
Решения для продуктов
ЗАЗОРЫ И ТРЕЩИНЫ
Расширяется для заполнения зазоров и трещин размером до 1 дюйма. Используется внутри или снаружи для заполнения зазоров и трещин вокруг водопроводных труб и краевых балок, на чердаках и подвалах и т. д.
Расширяется для заполнения зазоров до 3 дюймов. Используется внутри или снаружи для заполнения больших зазоров и трещин вокруг водопроводных труб и краевых балок, на чердаках и подвалах и т. д.
Посмотреть все решения для продуктов
как воздух, влага и вредители могут проникнуть в дом. Узнайте, как заблокировать их источник, одновременно повышая энергоэффективность дома.
Просмотреть все Как сделать проекты
Вредители блочных подвалов
Электрические розетки
Наружные зазоры
GREAT STUFF™ CUSTOMER
Лучший пистолет для пены на рынке. Я работаю установщиком изоляции уже 13 лет, и этот пистолет великолепен! Особенно с удлинителями наконечников. и попасть в эти узкие места.
Аарон С.
Самое время… Вы не представляете, сколько банок я потерял из-за плохого дозирования
Mark L.
НАША ПРОДУКЦИЯ
Для каждого уплотнения найдется решение. Посмотрите всю нашу линейку продуктов, чтобы найти именно то, что вам нужно для вашего следующего проекта.
Посмотреть наши продукты
Можете ли вы использовать монтажную пену вокруг труб с горячей водой
Домовладельцам доступно так много продуктов, вы хоть понимаете, какие материалы используются для какого проекта? Кроме того, большинство домовладельцев могут прогуляться по местному строительному магазину и часто даже не понимают, для чего используется каждый предмет. Всегда читайте этикетки производителя перед покупкой любых продуктов. Если вы взяли на себя задачу распылить пену на любые зазоры вокруг вашего дома, вам следует прочитать о том, для чего ее можно использовать. Часто производители создают разные продукты, предназначенные для одного и того же, но для разных областей дома. Можно ли распылять пену вокруг труб с горячей водой? Да, напыляемая пена является отличным изолятором и может выдерживать тепло от ваших труб с горячей водой.
Давайте рассмотрим ниже некоторые области, где используется распыляемая пена, и прочитаем некоторые основные инструкции по нанесению.
Что такое распыляемая пена
Распыляемая пена представляет собой химическую формулу, состоящую из полиуретана. Кроме того, это расширяющаяся пена, которая расширяется до 60 раз по сравнению с объемом жидкости при распылении в определенной области. Это расширение позволяет ему заполнить трещины и щели, которые расположены по всему дому. Утепление пенопластом также можно использовать в домах. Вы также заметите, что распыляемая пена используется в климате с высокой влажностью и имеет большое значение при использовании в вашей системе HVAC.
Почему я должен использовать его
Хотите верьте, хотите нет, но существует множество применений пены для распыления. Имейте в виду, что распыляемая пена используется не только вокруг медных труб с горячей водой или труб с холодной водой. Давайте посмотрим ниже на некоторые из рекомендуемых способов использования пены для распыления.
Шумоподавление — использование распыляемой пены вокруг сантехники поможет уменьшить любые шумы в стенах вашего дома. Являясь естественным изолятором, напыляемая пена предохраняет ваши трубы от ударов или даже контролирует шум вибрации, создаваемый потоком воды через ваши медные или ПВХ трубы.
Поддерживает зазоры в настенной трубе душевой лейки — если ваша настенная труба душевой лейки ослаблена, вы можете использовать монтажную пену для изоляции зазора вокруг сантехники. Это зафиксирует трубу на месте и предотвратит ее свободное перемещение.
Заполнитель зазоров – распыляемая пена может использоваться для заполнения зазоров в дверях, окнах, чердачных помещениях, сантехнике кондиционеров, щелях в стенах и любых других видимых отверстиях.
Защита — вы можете использовать пенопласт для поддержки любых предметов, которые вы упаковываете в коробку. Напыляемая пена защитит ваши вещи от поломки.
Не пускайте грызунов – поместите стальную вату или чистящую щетку в любую щель, достаточно большую для доступа грызунов. Затем заполните щель монтажной пеной. Хотя грызуны могут прогрызть пенопласт, они не смогут прогрызть стальную вату.
Опора для раковины – из-за того, что раковина представляет собой форму, между пространствами под раковиной остается много зазоров. Используйте монтажную пену, чтобы укрепить эти зазоры. Вы будете наслаждаться более долговечной и надежной мойкой.
Распылите пену вокруг трубы в стене.
Как наносить спрей-пену
Как и во всех проектах в доме, рекомендуется поэтапный процесс. Всегда читайте этикетку производителя на банке с продуктом, который вы покупаете. Кроме того, в местном хозяйственном магазине есть множество вариантов распыляемой пены. Итак, убедитесь, что вы приобрели правильный продукт, который соответствует потребностям вашего проекта. Давайте посмотрим на некоторые основные инструкции.
Очистите область, которую вы собираетесь распылять. Удерживание пыли и мусора позволяет аэрозольной пене быстрее склеиваться.
Всегда встряхивайте баллончик с пеной не менее 1 минуты.
Поместите длинную трубку или «дозатор» в выходное отверстие аэрозольной пены, как указано на баллончике.
Распылите немного пены на кусок картона, чтобы посмотреть, как она выходит из банки.
При распылении в зазоры или между стеной и трубой переверните баллон, чтобы получить правильный угол распыления.
Нажмите на спусковой крючок распылителя пены и начните заполнять щели.
Если вы довольны начинкой, сотрите излишки пены.
Обычно пена затвердевает примерно через 15 минут.
Срежьте канцелярским ножом или вырежьте излишки затвердевшей пены.
Прочее рекомендуемое техническое обслуживание
Теперь, когда у вас есть представление об использовании распыляемой пены вокруг труб, вы также можете взглянуть на некоторые другие области. Одним из них является проверка, чтобы убедиться, что у вас нет утечки воды внутри стены. Иногда это происходит из-за того, что водосточные желоба забиваются или даже из-за протечки на крыше. Вы захотите нанять профессионала, чтобы использовать тепловизионное изображение, чтобы найти, где находится влага. Кроме того, вы можете использовать влагомер, чтобы определить, где находится эта область, чтобы ее можно было изолировать.
Если вы живете в доме, построенном в 1900-х годах, вам следует следить за проблемами с сантехникой в вашем старом доме. Это связано с тем, что в домах использовались свинцовые, оцинкованные и полибутиленовые трубы, которые могут быть опасными или ломаться. Если вы не уверены в типе ваших труб, вам может потребоваться обратиться к профессионалу, который поможет вам и выяснит, что нужно заменить.
Наконец, если вы обнаружите, что ваш унитаз постоянно засоряется, возможно, корни деревьев прорастают в канализационные трубы. Они могут расти так быстро, как 30 дней из-за влаги и пищи в трубах. Вы можете использовать медный купорос или каменную соль, чтобы позаботиться об этом. Другими вариантами являются гидроструйная очистка, корчеватель или шнек, изменение маршрута или ремонт.
Утепление пенопластом в доме.
Когда я должен позвонить специалисту
Вызов профессионального подрядчика для использования распыляемой пены в вашем доме, вероятно, не является необходимым. Кроме того, этот тип проекта обычно может быть завершен домовладельцем. Однако, если вы обнаружите, что вам не хватает времени и терпения, чтобы выполнить все шаги для успешной герметизации распыляемой пеной, обратитесь к местному подрядчику. Герметизация зазоров вокруг водопроводных труб поможет изолировать их и уменьшить образование конденсата и другие проблемы. Имейте в виду, что если вы не знаете, к какому местному подрядчику обратиться, вы можете позвонить в местную группу инспекции домов. Они не только могут осмотреть ваш дом на наличие каждой открытой щели в вашем доме, но также могут направить вас к уважаемому подрядчику.
жидкий и сухой варианты, инструкция по применению и советы
Когда человек впервые слышит о необычайных возможностях холодной сварки, его реакция почти по Станиславскому — «не верю!», и в принципе, это объяснимо. Отчасти подобное восприятие — следствие самого названия, которое является довольно удачным маркетинговым решением. Как происходит соединение стальных труб, видели все: слепящие, завораживающие искры разлетались в разные стороны, а мама ещё в детстве строго запрещала смотреть туда: «Глаза заболят!»
Виды холодной сварки
Свойства и возможности метода
Советы специалистов
Виды холодной сварки
Давайте уясним, что ничего общего с традиционными сварочными работами в этом процессе нет, скорее подходит термин «склеивание». Базируется это утверждение на том, что основа состава — эпоксидная смола. Для придания необходимых качеств в неё добавляются различные компоненты. Информацию о наиболее важных ингредиентах производители сохраняют в секрете — конкуренция на рынке вынуждает.
Чтобы увеличить прочность соединения деталей, применяются разные наполнители. В зависимости от характеристик свариваемых поверхностей используются мелкие металлические опилки, измельчённая до состояния пыли керамика и целлюлоза. Информация о количественном содержании стального или чугунного наполнителя позволяет косвенно судить о термостойкости продукта: чем больше, тем она будет выше.
По консистенции различают:
Жидкую сварку для металла — когда эпоксидная смола и отвердитель находятся в отдельных тюбиках. При необходимости содержимое в нужном количестве используется, а остаток ещё послужит — без потери качества, но с учётом требований к условиям хранения и срока годности. Повышает прочность соединения использование армирующей сетки.
Пластичную или сухую сварку для металла — когда в фирменной упаковке находится стержень из двух слоёв разного цвета. Отрезается нужное количество, и полученный «пенёк» разминается в руках подобно пластилину, а после этого наносится на подготовленную поверхность. Остаток стержня необходимо предохранить от контакта с воздухом и теплом, в противном случае он утратит ценные качества.
Внимание!
В обоих вариантах имеет значение скорость использования подготовленной смеси. Она начинает застывать уже через три, или самое большее — через десять минут, так что все подготовительные работы выполняйте заранее! Важно обеспечить плотное, герметичное прилегание массы к поверхности. У каждой марки — индивидуальный срок высыхания, указанный в инструкции.
Свойства и возможности метода
Специалисты утверждают, что полученное соединение не такое прочное, как классическая сварка, но крепче, чем-то, которое формируется при употреблении эпоксидки для склеивания. Эта особенность обуславливает сферу применения холодной сварки и в определённой степени сдерживает энтузиазм её сторонников. Дело в том, что реконструировать таким способом можно те детали и элементы конструкции, которые не подвергаются силовому воздействию, то есть не являются несущими. Ещё один нюанс, который тоже приходится учитывать — шов, выполненный из весьма пластичного материала, после окончательного высыхания становится жёстким.
Изначально разрабатывался способ быстрого и одновременно надёжного ремонта машин. Теперь область применения нового метода существенно расширилась:
автомобили: для восстановления треснувших кузовов, бензобаков, глушителей, радиаторов — и в мастерской, и в пути;
сантехника: для ремонта труб, насосов, фитингов и так далее, серийно выпускается и специальный состав для работы под водой;
для герметизации металлопластиковых окон;
для соединения разных металлов между собой, например, алюминия с медью или латунью;
используется при ремонте газотехнического оборудования;
годится для реставрации керамических изделий непищевого назначения;
подходит для склеивания половых покрытий внахлёст, встык, к бетону.
Особенности каждого конкретного случая поломки требуют индивидуального подхода. Для выполнения поставленной задачи используются разные виды сварки: шовная, точечная, стыковая, тавровая, со сдвигом.
Порой звучат негативные отзывы: пробовали, ничего не получилось. Если детально разобраться в причинах подобных высказываний, чаще всего выясняется, что исполнитель допустил нарушения: решил воспользоваться холодной сваркой для металла, инструкцию по применению не читал. Или поспешил и проигнорировал, счёл излишней принципиально важную рекомендацию.
Советы специалистов
Применяйте приобретённую профильную сварку строго по назначению. То, что прекрасно соединяет металл, может не сработать, если вы захотите склеить дерево или пластик. Водостойкий или высокотемпературный варианты также ничем полноценно заменить не удастся.
Универсальная сварка выручит во многих случаях, но по свойствам уступает специализированным составам.
Чтобы гарантировать качество ремонта, обязательно подготовьте участок, куда будете наносить клейкую смесь: тщательно очистите металл от краски, ржавчины, жира и влаги.
Точно и последовательно придерживайтесь инструкции.
Вы уже использовали это удивительное изобретение? Поздравляем, есть причина с чистой совестью в последнее воскресенье мая праздновать День сварщика!
Холодная сварка для металла термостойкая:инструкция,характеристики
Современный клей повышенной прочности, к которым относится холодная сварка для металла, нашел свое применение во многих сферах. Несмотря на более низкие качества соединения, в сравнение с обыкновенной сваркой, здесь получается достаточно качественный и надежный результат. Это позволяет использовать его как в частной сфере, так и в промышленной. Активное применение ведется при ремонте автомобилей, в сантехнической сфере, при ремонте труб, восстановлении резьбы, заделке трещин и дыр. Иными словами, везде, где могла бы пригодиться настоящая сварка, но по тем или иным причинам она примениться не может.
Холодная сварка для металла
Холодная сварка для металла производится согласно ГОСТ 2601-74. При монтаже следует придерживаться СНиП 3-42-80. Различные виды могут иметь разные составы и пребывать в твердом или жидком состоянии до подготовки субстанции. Но при непосредственном использовании они уже должны принять пластичную форму, благодаря которой можно заделать любое отверстие или трещину, а также восстановить утраченную деталь, что очень актуально, если в веществе имеется металлический наполнитель с теми же свойствами, что и на самой детали.
Преимущества холодной сварки по металлу
Клей холодная сварка для металла является доступным, так как встретить его можно во многих магазинах;
Для его использования не требуется специальная подготовка и практические умения;
Заделывать трещины и дыры на отдельных деталях можно без их демонтажа;
Процесс не оказывает температурного воздействия на металл, что очень хорошо для теплочувствительных веществ;
Время высыхания, а соответственно и весь процесс обработки, занимает не так уж много времени;
Свойства крепости некоторых составов получаются более высокими, чем на металле из обрабатываемой детали;
Для подготовки не требуется каких-либо специальных инструментов и все можно сделать с помощью подручных средств;
Состав образует очень сильное неразъемное соединение;
Возможность использования высокотемпературных разновидностей клея, которые могут эксплуатироваться при температуре выше 1 000 градусов Цельсия.
Недостатки холодной сваки
Крепость соединения уступает настоящей сварке и для промышленных масштабов не всегда годится;
Нельзя использовать для заделки крупных неполадок;
При выкладывании нескольких слоев материала общий срок ремонта заметно увеличивается;
Требует тщательной очистки поверхности, так как без этого качества сцепления заметно ухудшается.
Разновидности
Холодная сварка для металла имеет несколько разновидностей, которые могут иметь принципиальные отличия в особенностях применения.
Самым распространенным является универсальный состав, который может использоваться не только для склеивания металла, но и для других веществ, причем не обязательно однородных;
Автомобильный применяется для ремонта небольших трещин и дыр в металлических частях автомобиля, таких как бак, радиатор, проводящие трубки и прочее;
С металлическим наполнителем, который может быть из стали, чугуна, алюминия и прочих разновидностей, которые служат для усиления свойств состава и повышения возможности к сопротивлению температурному и механическому воздействию;
Водостойкая холодная сварка двухкомпонентная для металла, которая применяется в сантехнике для ремонта труб;
Высокотемпературная холодная сварка для металла, которая может примениться в температурном диапазоне от -60 до +1500 градусов Цельсия.
Состав холодной сварки
Все основные свойства определяются составом материала, а также его соотношением. Для склейки металлов требуются особые вещества, которые входят в большинство марок современного производства:
Эпоксидная смола – основной элемент, который служит для связывания различных материалов. Именно благодаря ей появляется возможность связывать между собой различные вещества, в том числе и металл.
Металлический наполнитель, который выступает в качестве главного элемента, добавляющего прочности всей конструкции, а также придающий температурную стойкость и надежность;
Также имеется ряд дополнительных элементов, таких как сера и прочие, наличие которых зависит от конкретного состава. Каждый добавочный элемент вносит свои особенности к свойствам.
Состав холодной сварки
Благодаря всем этим компонентам холодная сварка для металла заметно отличается от остальных большей надежностью и крепостью.
Технические характеристики различных производителей холодной сварки
Производитель
Первичное высыхание, м
Окончательное высыхание, ч
Температура, градусы Цельсия
Максимальная температура эксплуатации, градусы Цельсия
Алмаз
20
3
18
1316
Penosil
5
1
17
120
Alteco
20
2,5
18
260
Zollex
60
18
20
260
Nowax
15-20
3
18-20
180
Poxipol
30
3
16-18
260
Выбор холодной сварки для металла
У многих людей, которые собираются подобрать себе такой клей, возникает вопрос, какая холодная сварка лучше для металла. На этот вопрос однозначного ответа нет, так как для каждой из процедур существуют свою важные параметры, на которые стоит обращать внимание. Конечно же, лучше отдавать предпочтение качественным проверенным производителям, но здесь не всегда будет выгодно по стоимости.
Одним из первых факторов, на который стоит обратить внимание,является наличие и разновидность наполнителя. Для операций с металлом, даже если это простое склеивание, оказывается достаточно важным, чтобы все было максимально однородным. В данном случае наполнитель должен максимально соответствовать тому металлу, с которым идет работа, или быть хотя бы не менее прочным.
Также важным фактором является максимальная и минимальная температура, при которой холодная сварка для металла сохраняет технические характеристики. Многие металлические детали могут использоваться при непосредственном контакте с источниками открытого огня или в просто в среде с повышенной температурой.
«Обратите внимание! При этом не стоит забывать о нижнем пределе, так как он оказывается не столь высоким и сильно низкая температура также может оказать негативное влияние. »
Время засыхания имеет значение, если ремонт нужно проводить как можно быстрее. В таком случае желательно иметь два варианта холодной сварки, для быстрого ремонта, которая сохнет за час, и стандартную, время застывания которой может достигать около суток. Второй вариант, в большинстве случаев, оказывается более прочным и надежным.
Инструкция применения холодной сварки для металла
Подобрать качественный вариант – это только начало дела, так как далее следует его правильно применить. Все начинается с подготовки деталей. Их поверхность нужно очистить и обезжирить. Некоторые составы могут работать с влажными и жирными поверхностями другие же теряют качества сцепления от посторонних налетов, грязи и ржавчины. В любом случае, лучше позаботиться о том, чтобы сцепляемые поверхности были максимально чистыми.
Применение холодной сварки для металла
Сначала нужно достать нужное количество материала из упаковки.
«Важно! Не стоит готовить массу с запасом, так как лишний материал потом невозможно будет использовать повторно. »
При подготовке, будь то жидкая двухкомпонентная холодная сварка или пластилинообразный брусок, следует тщательно перемешать все. В итоге должна получиться однородная масса, которая имеет пластичные свойства и может применяться для заделки трещин, принимая любую заданную форму. «Обратите внимание! Срок действия такой массы составляет до 10 минут, за которые нужно успеть применить ее, пока не начнется затвердевание, в ином случае она окажется попросту негодной к дальнейшему использованию.»
Далее следует размятый материал нанести на место, где требуется ремонт или склейка. Здесь образуется аналог сварочного шва, который и будет скрепляющим элементом, поэтому, все должно прилегать максимально плотно и быть герметичным. Для усиления эффекта, особенно для труб, желательно использовать обтягивающие жгуты, которые должны находиться до первичного высыхания.
После выжидания времени которое написано в инструкции для каждой марки, следует проверить качество соединения. Для этого требуется подогреть место шва, и если на нем появились вздутия, пузыри и другая деформация, то холодная сварка для металла взялась некачественно и требуется все переделать заново.
Меры безопасности
В целом, холодная сварка для металла является достаточно безопасной, если правильно соблюдать меры безопасности. Основным положением здесь является уберечь себя от непосредственного контакта с материалом. Не стоит допускать его попадания на кожу, а тем более на слизистую оболочку. Если это все же случилось, то следует как можно быстрее промыть данное место и обратиться к врачу. В составе имеется много химических веществ, которые в засохшем виде не несут ни какого вреда, но если контактировать с ними, то это может оказаться вредно для здоровья.
Такое же положение относится и к посуде, в которой идет подготовка. Она не должна потом использоваться для каких-либо целей, предполагающих контакт с человеком, приготовление ищи и так далее. Лучшим решением будет устранить от смеси все вещи, которые к ней не относятся. Ведь если как пользоваться холодной сваркой достаточно ясно, то о мерах безопасности знают не все.
Особенности применения
Двухкомпонентная холодная сварка требует перемешивания, поэтому, работать с ней требуется только в специальных перчатках. Посуду и инструменты для перемешивания желательно выбирать неметаллические, чтобы исключить преждевременное схватывание с поверхностью. Время высыхания является самым уязвимым для смеси, поэтому, нужно обеспечить изоляцию от воздействия посторонних факторов. После проведения всех процедур зачастую остаются различные мелкие части материала, которые следует сразу убрать, так как после засыхания это будет сложно сделать. Если нужно сделать несколько слоев замазки, то следует выжидать полного круга прохождения процедуры с высыханием, и только тогда наносить второй слой. Также не рекомендуется превышать толщину в 5 мм.
Производители и популярные марки
Mastix;
Алмаз
Weicon;
Момент;
Permatex;
ABRO;
Loctite;
Poxipol;
Hi-Gear;
Devcon.
Что такое холодная сварка и как она работает?
Последнее обновление
Сварка должна быть горячей, верно? Много искр, может загореться тряпка или штанина — вот что мы думаем, когда слышим «сварка». Так как же сварка может быть холодной? Холодная сварка, или контактная сварка, представляет собой процесс сварки в твердом состоянии. Обычно мы не думаем о сварке таким образом, но технически процессы дуговой сварки находятся в жидком состоянии. То есть дуга разжижает металл, чтобы он мог плавиться.
Как металл может плавиться по-другому? Один из способов – холодная сварка. Холодная сварка заключается в удалении оксидного слоя на кусках металла путем удаления смазки и очистки металла проволочной щеткой. Затем металл прижимают друг к другу достаточно сильно, чтобы он соединился.
Существует некоторая путаница с терминологией, которую мы рассмотрим. Часто сварщики, когда слышат термин «холодная сварка», думают либо о сварке холодным переносом металла, либо о сварке JB. Частично это происходит из-за разрыва между тем, что делают инженеры «наверху», и тем, что делают сварщики и изготовители на уровне земли цеха. Итак, давайте попробуем объединить оба мира и получить целостное представление о том, что может означать «холодная сварка».
Как это работает?
Когда металл формируется на сталелитейном заводе, окисление не обязательно является частью производственного плана. Вместо этого после охлаждения начинает происходить окисление (воздействие кислорода). Это происходит с разной скоростью в зависимости от типа металла. Например, калий, который является чрезвычайно мягким металлом (вы можете разрезать его ножом для очистки овощей), окисляется в течение нескольких секунд на воздухе. Другие черные (с высоким содержанием железа) металлы окисляются медленнее.
В любом случае перед холодной сваркой необходимо удалить этот оксидный слой с любого типа металла, поскольку он препятствует склеиванию. Почему? Когда обнажается голый, неокисленный металл, два соединительных элемента могут соединиться под достаточным давлением. Это связано с тем, что общая кристаллическая форма металлов имеет молекулярную структуру, имеющую решетчатую структуру. Между атомами решеток находятся электроны, которые, если они не охвачены окислением, могут свободно течь, вызывая соединение обоих элементов соединения на поверхности. Все это делается без тепла или электричества любого рода, индуцированного в материале.
Какие бывают виды холодной сварки?
Как мы уже упоминали, когда люди слышат «холодную сварку», они обычно думают о вещах, отличных от того, о чем мы говорили до сих пор, имея в виду контактную сварку. Итак, мы рассмотрим еще пару видов «холодной сварки».
О холодной сварке мы говорили как о контактной сварке. Оксидный слой металлов удаляется, так что электроны в молекулярной структуре каждого металла могут свободно течь к другому соединительному элементу. Но как это делается? Склеивание можно даже начать нажатием вручную. Но обычно используются разнообразные прессы, чаще всего аппараты для сварки давлением. Они специально разработаны для создания силы, достаточной для соединения кристаллических зерен материала.
Когда люди слышат «холодную сварку», они часто думают о процессе сварки плавлением, в котором используется электрическая дуга. В данном случае холод – гораздо более относительное понятие. Холодный перенос металла (CMT) — это процесс сварки MIG, при котором выделяется примерно на 90 % меньше тепла, чем при обычной сварке MIG. Существенное различие между этим процессом и контактной сваркой заключается в том, что это процесс дуговой сварки, тогда как контактная сварка использует давление. Поскольку CMT представляет собой процесс дуговой сварки, в нем используется электродная проволока, подаваемая в расплавленную сварочную ванну. Это контролируется электроникой, которая регистрирует короткое замыкание дуги, чтобы провод втягивался. Это приводит к тому, что тепловложение намного меньше, чем при стандартной сварке MIG.
Существует также процесс сварки TIG, также известный как холодная сварка. Иногда аппарат для сварки ТИГ, который включает в себя постоянный и переменный ток, имеет настройку, называемую «холодной». Это ручной процесс, при котором каждый раз, когда дуга зажигается с помощью горелки ТИГ, возникает эффект «защелки». То есть он вводится только на долю секунды. Этого времени вряд ли хватит, чтобы расплавить любой присадочный металл, но если вы это сделаете, предпочтительнее использовать более мягкие металлы, такие как алюминий. Холодная установка обычно используется для сплавления двух кусков металла, которые могут окислиться или расплавиться при слишком сильном нагреве.
JB Weld
JB Weld — торговая марка эпоксидной связующей системы. Это рекламируется как «оригинальная холодная сварка». Собственно говоря, это вообще не сварка. Нет расплавленной сварочной ванны, так как не используется электричество, а также нет молекулярного контакта между свариваемыми деталями. Вместо этого это смесь двух компонентов: активатора и основы. Вы смешиваете оба из них и наносите их на склеиваемую область. Затем детали закрепляются зажимами или чем-то еще, что будет стабилизировать их, пока эпоксидная смола затвердевает.
Где используется?
Контактная сварка
Вряд ли вы увидите его в обычном цехе по производству стали. Это для очень специфических приложений, которые должны быть предварительно одобрены инженером. Инженер может назначить контактную сварку, потому что слишком много тепла, введенного в материал, может привести к деформации или ослаблению материала. Контактная сварка чаще всего используется для сварки проволокой, которая должна быть пригодной для сварки сплавов. Например, никелевая проволока и проволока из мягкой стали могут быть сварены в холодном состоянии.
Холодный перенос металла
CMT часто используется в тех случаях, когда металл не может деформироваться, как при контактной сварке. Автомобильная промышленность и производство листового металла широко используют CMT.
JB Weld
JB Weld десятилетиями пользуется популярностью у профессионалов и домашних мастеров. При отверждении соединение может быть таким же прочным, как сталь. Его можно использовать на чем угодно, от сцепки прицепа до старых барных стульев. Это очень удобно.
Преимущества холодной сварки
Очевидным преимуществом холодной сварки является то, что тепло не передается материалу. Это снижает вероятность деформации или ослабления материала. Он также позволяет соединять металлы разных типов, не обладая такими же навыками или ловкостью, как дуговая сварка.
Недостатки холодной сварки
Конечно, сварка JB и некоторые «холодные» настройки аппаратов для сварки TIG широко доступны даже для домашнего использования. Но контактная сварка — это отдельная ниша. Аппараты для сварки давлением могут быть дорогими и труднодоступными.
Часто задаваемые вопросы (FAQ)
Что такое холодная сварка?
И снова в дело вмешивается другое понимание термина «холодная сварка». Холодный сварной шов – это дефект сварного шва при дуговой сварке. Это также описывается как отсутствие слияния. Здесь скорость перемещения электрода слишком мала. Сварной шов начинает накапливаться и не плавится должным образом. Металл сварного шва также может попасть перед дугой во время движения. Это не связано с процессом контактной сварки.
Вам нужен газ для холодной сварки?
Для контактной сварки защитный газ не требуется, так как используется давление только после удаления оксидного слоя металлов. Однако для CMT требуется защитный газ, поскольку это процесс сварки MIG.
Прочна ли холодная сварка?
Хотя для соединения двух соединительных элементов не используется плавление или нагрев, холодная сварка может быть чрезвычайно прочной. По сути, происходит создание нового куска металла. В этом смысле это не сустав как таковой. Связь будет иметь ту же прочность, что и исходный материал, поскольку она связана на молекулярном уровне.
Заключение
Термин «холодный» сбивает с толку, когда речь идет о сварке. Частично это связано с отсутствием связи между инженерами. Люди на первом этаже производственного цеха вряд ли сталкивались с контактной сваркой. Но они хорошо знакомы с машиной, работающей в холодном состоянии, или JB Weld. Все эти процессы имеют огромное значение. Вопрос лишь в том, что больше подходит для проекта.
Избранное изображение предоставлено: Мануэль Тринидад Меса, Shutterstock
Как это работает?
Какие бывают виды холодной сварки?
Где используется?
Преимущества холодной сварки
Недостатки холодной сварки
Часто задаваемые вопросы (FAQ)
Что такое холодная сварка?
Вам нужен газ для холодной сварки?
Прочна ли холодная сварка?
Заключение
Наука холодной сварки: соединение металлов без нагрева
Наука холодной сварки: соединение металлов без нагрева
Опубликовано 3 марта 2020 г.
Что такое холодная сварка?
Как вы могли догадаться по термину «холодная сварка», никакого нагревания не происходит. Холодная сварка — это процесс соединения двух металлов или материалов без использования тепла.
Теперь это может показаться невозможным и противоречит всему, что вы раньше думали, что знаете о сварке. Но металлы можно соединять без нагрева, и холодная сварка на самом деле является одним из самых популярных методов сварки. Наряду с этим наиболее общепризнанными и известными являются: дуговая сварка, сварка трением, лазерная сварка и ультразвуковая сварка.
Холодная сварка, также известная как холодная сварка давлением или контактная сварка, представляет собой процесс сварки в твердом состоянии, при котором соединение двух металлов происходит без плавления или нагрева на границе раздела двух свариваемых частей. Это означает, что в процессе соединения и соединения не присутствует жидкая или расплавленная фаза. Этот метод был впервые признан в 1940-х годах, его использование и популярность росли в эпоху и достижения космических путешествий и исследований.
Как работает холодная сварка? Как можно соединять металлы без нагревания?
Процесс холодной сварки с использованием давления для соединения двух металлов или материалов. Вообще говоря, когда два металла прижимаются друг к другу, они не свариваются друг с другом. Это в основном связано с наличием оксидного слоя или тонкого барьера на поверхности двух материалов, который предотвращает их совместную диффузию.
Тем не менее, холодная сварка решает эту проблему за счет предварительной подготовки металлов. Эта подготовка включает очистку и чистку металлов щеткой до такой степени, что этот верхний барьер или оксидный слой удаляется.
Благодаря обезжириванию и очистке металла проволочной щеткой перед сваркой можно получить желательную чистую поверхность, на которой металлы могут быть спрессованы вместе с нужным усилием и, таким образом, сварены вместе.
Наконечники для материалов для холодной сварки: материалы не должны подвергаться сильной закалке и должны быть пластичными.
На складе в наличии заводские трубы из бронзы под Вашу обработку в точный размер. Посмотреть наличие втулок бронзовых на складе
Расчет веса втулки, трубы бронзовой. При вводе дробных значений используйте точку. Например 0.5 а не 0,5
Внешний диаметр (мм)
Толщина стенки (мм)
Длина (мм)
Вес втулки, трубы БрАЖ (кг)
Нет данных
Поступила на склад бронзовая труба БрАЖМц10-3-1,5 тянутая с РТ-Техприемкой.
Марка бронзы
размер, мм
длина, мм
кол-во, кг
цена, руб/кг
Бронзовая труба БрАЖМц10-3-1,5
60*15
2000-3500
338
889
Бронзовая втулка БрАЖМц10-3-1,5
80*20
2300-3000
250
889
Бронзовая втулка БрАЖМц10-3-1,5
120*30
100-3100
850
889
Бронзовая втулка БрАЖМц10-3-1,5
175*37,5
2200
264
889
При заказе указывайте, пожалуйста, внешний диаметр и толщину стенки (или внутренний диаметр) втулок, а также длину необходимой заготовки, Если изготавливается несколько втулок, то скажите сколько и какой длины, чтобы мы могли подобрать бронзовую заготовку с учётом кратности. Имеем возможность отпиливать от длинных труб заготовки длиной от 100 мм. Внутренний диаметр получаем вычитанием из внешнего двух толщин стенки бронзовой втулки.
Производство втулок
Возможно изготовление бронзовых втулок на заказ из любой марки бронзы. Для производства бронзовых втулок используем круг бронзовый или трубную заготовку с нашего склада. Цена на производство втулок зависит кроме объема ещё и от сложности выполняемых работ, поэтому обговаривается отдельно для каждого заказа.
На фото втулочки небольших диаметров наточенные из прутков и полученные из заготовок наружней обточкой.
Бронза для втулок скольжения должна быть достаточно прочной и составлять хорошую пару трения с вращающейся деталью, обычно стальной — втулки из БрАЖ 9-4 и БрАЖМц 9-3-1,5 соответствуют этим критериям.
Бронзовые втулки БрАЖ9-4
Предлагаем купить втулки из бронзы БрАЖ9-4 изготовленные на ГЗОЦМ. Отливки изготовленные методом центробежного литья обработаны на токарном станке под дальнейшую чистовую обточку в размер. Указан внешний диаметр втулки и толщина стенки, длину заготовок уточняйте, внутренний диаметр бронзовой заготовки равен внешнему минус две стенки. У обточенных втулок внешний диаметр не меньше, а внутренний не больше указанного номинала.
Марка бронзы
размер, мм
цена, руб/кг
Бронзовая втулка БрАЖ 9-4
100*20
828
Бронзовая втулка БрАЖ 9-4
110*20
828
Бронзовая втулка БрАЖ 9-4
115*20
828
Втулка бронзовая БрАЖ 9-4
120*20
828
Втулка бронзовая БрАЖ 9-4
130*40
828
Втулка бронзовая БрАЖ 9-4
140*30
828
Втулка бронзовая БрАЖ 9-4
160*30
828
Втулка бронзовая БрАЖ 9-4
200*20
828
Втулка бронзовая БрАЖ 9-4
220*30
828
Втулка бронзовая БрАЖ 9-4
350*50
828
Втулка бронзовая БрАЖ 9-4
405*50
828
Поступила на склад бронзовая труба БрАЖМц 85*7,5*70 мм, длина труб 2,5 метра, общее количество 2тн, цена 588 руб/кг с НДС, пр-во Кольчугинский завод ОЦМ
Отливки из бронзы. Бронзовая труба, втулка. Продажа из наличия со склада в Москве. Низкая цена на бронзовые втулки. Если вы ищите втулку БрАЖ9-4, то вам подойдёт втулка БрАЖМЦ.
Втулка бронзовая, труба бронзовая БрАЖМЦ 10-3-1,5
Прайс-лист на втулку из бронзы. Цена на втулку бронзовую от 648 руб/кг.
Марка бронзы
Размеры, мм
Цена, руб/кг
Бронзовая втулка БрАЖМЦ труба
55*10*35
888
Втулка бронзовая БрАЖМЦ труба
60*8*44
888
Втулка бронзовая БрАЖМЦ труба
70*15*40
888
Бронзовая втулка БрАЖМЦ труба
85*7,5*70
888
Бронзовая втулка БрАЖМЦ труба
105*12,5*80
888
Бронзовая втулка БрАЖМЦ труба
110*12,5*85
888
Втулка бронзовая БрАЖМЦ труба
174*50*74
888
Втулка бронзовая БрАЖМЦ труба
195*149
888
Бронзовая втулка БрАЖМЦ труба
200*50*100
688
Бронзовая втулка БрАЖМЦ труба
205*22,5*160
888
Бронзовая втулка БрАЖМЦ труба
250*50*150
888
Втулка бронзовая БрАЖМЦ 10-3-1,5
50*37
888
Втулка бронзовая БрАЖМЦ 10-3-1,5
60*35
688
Втулка бронзовая БрАЖМЦ 10-3-1,5
65*40
888
Втулка бронзовая БрАЖМЦ 10-3-1,5
65*50
888
Втулка бронзовая БрАЖМЦ 10-3-1,5
70*45
888
Втулка бронзовая БрАЖМЦ 10-3-1,5
85*45
688
Бронзовая втулка БрАЖМЦ 10-3-1,5
85*50
888
Бронзовая втулка БрАЖМЦ 10-3-1,5
85*60
888
Бронзовая втулка БрАЖМЦ 10-3-1,5
90*60
888
Бронзовая втулка БрАЖМЦ 10-3-1,5
100*65
888
Бронзовая втулка БрАЖМЦ 10-3-1,5
100*80
888
Бронзовая втулка БрАЖМЦ 10-3-1,5
100*85
888
Бронзовая втулка БрАЖМЦ 10-3-1,5
105*70
888
Втулка бронзовая БрАЖМЦ 10-3-1,5
105*75
888
Втулка бронзовая БрАЖМЦ 10-3-1,5
110*90
888
Втулка бронзовая БрАЖМЦ 10-3-1,5
115*90
888
Бронзовая втулка БрАЖМЦ 10-3-1,5
120*80
688
Бронзовая втулка БрАЖМЦ труба
140*110
888
Бронзовая втулка БрАЖМЦ труба
155*120
688
Бронзовая втулка БрАЖМЦ труба
155*130
888
Бронзовая втулка БрАЖМЦ труба
160*75
888
Втулка бронзовая БрАЖМЦ труба
200*150
888
Втулка бронзовая БрАЖМЦ труба
204*23,5*157
888
Втулка бронзовая БрАЖМЦ труба
315*27,5*260
888
Втулка бронзовая БрАЖМЦ труба
380*75*230
888
Втулка бронзовая БрАЖМЦ труба
405*27,5*350
888
При небольшом заказе цена на трубу 888 руб/кг. За отпил цена 1000 руб, отпиливаем от 100 мм. Цена действительна на материал в наличии на складе. При заказе цена договорная. Срок изготовления 10-30 дней.
Втулка, труба БрОЦС, БрАЖН 9-4-4
Марка бронзы
размер, мм
цена, руб/кг
Бронзовая втулка БрАЖН 9-4-4 труба
65*45
888
Бронзовая втулка БрОЦС труба
55*35
888
Бронзовая втулка БрОЦС труба
60*40
888
Втулка бронзовая БрОЦС труба
60*43
888
Втулка бронзовая БрОЦС труба
65*40
888
Втулка бронзовая БрОЦС труба
65*45
888
БРОНЗА
БРОНЗА ПРОКАТ
СВОЙСТВА БРОНЗЫ
ГОСТы на БРОНЗУ
Контакты и реквизиты
РАСЧЁТ ВЕСА МЕТАЛЛА
МЕТАЛЛОПРОКАТ
ЛАТУНЬ
МЕДЬ
БРОНЗА
АЛЮМИНИЙ
ТИТАН
ОЛОВО
НИКЕЛЬ
ЦИНК
РАСЧЁТ ВЕСА МЕТАЛЛА
+7(495)988-30-04
Дополнительные мобильные телефоны —
+7(915)332-61-30 +7(916)328-86-67
Втулки бронзовые – изготовление втулок скольжения из бронзы
Бронзовые втулки или подшипники скольжения востребованы во всех сферах деятельности, где есть агрегаты и машины с трущимися подвижными узлами.
Бронзовый сплав сбалансирован по жесткости и прочности, поэтому такие втулки закупают предприятия горнодобывающей, турбиностроительной, гидроэнергетической, тяжелой отраслей промышленности, а также компании из сферы железнодорожного и автомобильного транспорта. Применяются небольшие втулки из бронзы при разработке электромоторов, сервоприводов, в робототехнике.
Бронзовые втулки: применение, марки сплавов
Характеристики сплава бронзовой трубы для втулок обеспечивают готовым изделиям те или иные свойства, востребованные в специфических областях. В таблице приведены основные сплавы бронзы, участвующие в производстве втулок.
Оловянные бронзы
БрОЦС5-5-5
БрОЦ10-2
БрОЦС6-6-3
БрОС10-10
БрОЦ8-4
БрОС8-12
БрОФ10-1
БрОС10-10
БрОЦ8-4
БрОЦСН 3-7-5-1
БрОФ 7-0,2
БрОС 5-25
Алюминиевые бронзы
БрАЖ9-3Л
БрАЖМц10-3-2
БрАЖН10-4-4
БрАМц9-2
БрАЖМц10-3-1. 5
БрАЖ9-4
Кремнистые бронзы
БрКМц 3-1
БрКН 1-3
Бронзовые втулки менее твердые, чем стальные и железные, но прочнее медных и латунных. По мере истирания бронза обеспечивает хорошее скольжение, что увеличивает срок эксплуатации втулок.
К преимуществам втулок из бронзы относят:
прочность и твердость;
пластичность;
минимальное трение;
простоту обработки;
стойкость к коррозии, агрессивной среде и внешнему воздействию;
длительный срок эксплуатации.
Производство бронзовых втулок
ООО «Калужский опытно-механический завод» выпускает данные металлоизделия в широком ассортименте. Заказывая изготовление втулок из бронзы на нашем заводе, вы получаете гарантию качества, соблюдение сроков и оптимальные цены за штуку (и за 1 кг).
Бронзовые втулки изготавливаются методами центробежного литья и литья в кокиль. Первый способ позволяет выпускать заготовки диаметром 60–1200 мм. Если необходимы бронзовые втулки большего размера, сплав заливают в кокиль — форму из тугоплавкого материала. Такой способ дает возможность отлить деталь массой до 1,5 т. Вне зависимости от способа производства, готовые изделия соответствуют актуальным нормативам ГОСТа.
Современное оснащение ООО «Калужского опытно-механического завода» позволяет оперативно изготовить и отгрузить партию втулок из бронзы нужного размера. Продукция проходит контроль на соответствие механическим свойствам и химическому составу. Есть возможность заказать бронзовые втулки с предварительной либо полной обработкой по чертежам, предоставленным заказчиком.
Наш завод предлагает выгодные условия сотрудничества и полный комплекс услуг по металлообработке и литью. При необходимости наши инженеры разработают чертежи и другие технические документы, требуемые на производстве.
Как купить бронзовые втулки в Москве
Если Вы заинтересованы в услугах по изготовлению бронзовых втулок в Москве, Калуге или других городах, можете связаться с нами, используя контактный номер телефона, указанный на сайте, или написав нам по электронной почте. Также Вы можете заполнить форму онлайн-заявки. Эти же средства для связи можно использовать при возникновении вопросов.
Пишите, звоните! Наши сотрудники проконсультируют по всей продукции, изготовляемой на заводе механической обработки деталей «КОМЗ».
Бронзовая втулка
с фланцем 0,25 «X 0,375» X 0,25 дюйма из масляной бронзы Деталь № FFB46-2
Bunting Масляные бронзовые подшипники — Стандартные подшипники — Bunting Bearings предлагает полную линейку стандартных подшипников скольжения, фланцевых подшипников и шайб из бронзы P/M. Подшипники Bunting из спеченной бронзы уже давно соответствуют химическим и физическим свойствам ASTM и являются первыми, в которых все стандартные размеры ASTM соответствуют рекомендуемым ASTM размерам и допускам. После формовки, спекания и калибровки подшипники пропитываются в вакууме маслом SAE 30, которое обеспечивает смазку, которая дозируется от подшипника к валу во время вращения. Стандартные бронзовые подшипники, пропитанные маслом, должны удовлетворительно работать в диапазоне температур от 10°F до 220°F.
Номинальный размер Внутренний диаметр
1/4 дюйма
Номинальный размер Н.Д.
3/8 дюйма
И.Д. Мин.
0,2510 в
org/PropertyValue»>
И.Д. Макс.
0,2520 в
Н.Д. Мин.
0,3760 в
Н.Д. Макс.
0,3770 в
Длина
1/4 дюйма
Допуск по длине
+/-0,005 в
org/PropertyValue»>
Внешний диаметр фланца
1/2 дюйма
Внешний диаметр фланца Допуск
+/-0,005 в
Толщина фланца
3/64 дюйма
Допуск толщины фланца
+/-0,005 в
org/PropertyValue»>
Мин. Температура
10 ºF
Макс. Температура
220 ºF
Значение P (макс.)
2000
Значение В (макс.)
1200
Значение PV (макс.)
50000
Фланцевая втулка 0,50″ X.
625″ X 0,375″ Втулка из масляной бронзы Деталь № EF081006
Главная >
Товары
> 0,50″X0,625″X0,375″ Фланцевая пропитанная маслом бронзовая втулка Часть #EF081006
Количество
Bunting Oil-Filled Bronze Bearings- Stock Bearings- Bunting Bearings предлагает полную линейку стандартных подшипников скольжения, фланцевых подшипников и шайб из бронзы P/M. Подшипники Bunting из спеченной бронзы уже давно соответствуют химическим и физическим свойствам ASTM и являются первыми, в которых все стандартные размеры ASTM соответствуют рекомендуемым ASTM размерам и допускам. После формовки, спекания и калибровки подшипники пропитываются в вакууме маслом SAE 30, которое обеспечивает смазку, которая дозируется от подшипника к валу во время вращения. Стандартные бронзовые подшипники, пропитанные маслом, должны удовлетворительно работать в диапазоне температур от 10°F до 220°F.
Защитный слой бетона для арматуры: минимальная и максимальная толщина
Защитным в железобетонных строительных элементах называют слой бетона, толщина которого равна расстоянию от края армирующего каркаса до поверхности монолита. Его минимальная величина определяется нормативными документами и должна обеспечить надежную защиту металла от коррозии в случае возможного механического повреждения края.
Содержание
Показатели для определения размеров
Нормативные показатели
Применение готовых фиксирующих деталей
Ремонт при образовании повреждений
Краткие выводы
Неправильно уложенная сетка или арматурный каркас влекут за собой уменьшение толщины защиты и активное воздействие химической и электрохимической коррозии. В самых сложных случаях наличие оголенной стальной арматуры может повлечь за собой нарушение целостности ЖБК и их последующее разрушение.
Точное соблюдение технологии монтажа армирующих элементов позволяет:
обеспечить надежное закрепление стальных прутов в теле бетона;
равномерно распределять принимаемые нагрузки по всей конструкции монолита;
защитить металл от неблагоприятных внешних факторов.
Поэтому правильная установка арматуры является одним из важнейших вопросов при изготовлении железобетонных изделий и заливки монолитов на стройплощадке.
Показатели для определения размеров
Нормативная толщина защитного слоя бетона для арматуры приводится в СНиП 52-01-2003. В этом документе ее определяют исходя из следующих исходных данных:
марка и расчетный диаметр прутов;
типа железобетонных изделий;
расчетных механических нагрузок;
геометрических размеров Ж/Б элементов;
ожидаемых эксплуатационных условий.
Там же сказано, что покрытие должно соответствовать оптимальной нормативной величине. Тонкое не сможет обеспечить сохранность, а слишком толстое приведет к увеличению расходов и потере требуемой прочности.
Нормативные показатели
Строительные Нормы и Правила (СНиП) определяют следующие условия к устройству защитного слоя бетона для арматуры в фундаменте, которые обеспечат:
совместную работу стальных и бетонных материалов с равномерным распределением нагрузок;
устройство стыков арматурных элементов без уменьшения толщины покрытия;
возможность анкерного закрепления деталей;
надежную защиту металла от всех видов коррозии;
устойчивость к воздействую высокой температуры.
Толщина слоя бетонной защиты принимается с учетом типа элементов, марки и диаметра арматуры, технической роли армирующего материала.
При любой ситуации толщина покрытия не должна быть менее 10 мм. В случаях, когда крупная фракция щебня не допускает зазоров 10-20 мм, допускается увеличение размера до необходимой величины.
Для систем, не имеющих предварительного напряжения, минимальный покрывающий слой, в зависимости от условий эксплуатации и окружающей среды, приводится в таблице:
в сухих закрытых помещениях – 20 мм;
во внутренних помещениях с повышенной влажностью – 25 мм;
на открытом воздухе – 30 мм;
в грунте и на его поверхности – 40 мм.
Для сборных железобетонных элементов, изготовленных в заводских условиях, эти размеры допускается делать меньше на 5 мм. Однако, во всех случаях толщина не должна быть меньше диаметра арматуры.
В техническом руководстве по проектированию железобетонных изделий приведены дополнительные условия:
для изделий из тяжелого бетона марки М250 и выше толщина слоя может быть на 5 мм меньше диаметра металлического стержня;
то же относится ко всем ЖБК, изготовленным в заводских условиях;
для предварительно растянутой арматуры, максимальный защитный слой бетона не превышает 50 мм.
При этом шаг поперечных арматурных прутов не должен превышать высоту сечения готового бетонного монолита, а для продольных — не менее 0,1 F, где F – площадь поверхности элемента.
В зависимости от типа строительных изделий, минимальная толщина бетона следующая:
плиты и стенки толщиной до 100 мм – 10 мм, все остальные – 15 мм;
балки, перемычки и ребра плит до 250 мм – 15 мм, для более толстых – 20 мм;
колонны и стойки – 20 мм;
сборный железобетон для фундаментов – 30 мм;
фундаментный монолит, при наличии бетонной подготовки, – 35 мм, без подготовки – 70 мм.
Поперечные распределительные элементы всех видов изделий покрываются защитой 10-15 мм. Условия изготовления бетонных монолитов, работающих в условиях агрессивной среды, определяются СП и СНиП II-А.5-73.
Контроль минимального защитного слоя бетона для арматуры производится неразрушающими методами при помощи специального магнитного оборудования.
Применение готовых фиксирующих деталей
Для быстрого и точного монтажа арматуры внутри опалубки изготовители строительных материалов выпускают недорогие пластиковые фиксаторы. Можно увидеть несколько видов таких изделий. Но, по сути, их только два – вертикальные стойки (опоры, «стульчики») и круглые («звездочки»). Все остальные модели — производные от этих двух типов.
Вертикальные стойки используют для установки арматурной сетки или пространственной конструкции в приподнятом над опорой положении. Их высота и опорная выемка могут быть различны в зависимости от диаметра арматуры и проектной высоты установки.
Круглые «звездочки» одеваются с помощью особой защелки-замка на верхние горизонтальные ряды и вертикальные. Расчетный радиус не дает прутам приблизиться к опалубке и обеспечивает необходимую толщину защитного слоя. Выпускаются с различным наружным и внутренним диаметром.
Применение пластиковых фиксаторов для монтажа стальной арматуры позволяет:
обеспечить высокую точность толщины защитного слоя;
сократить сроки выполнения работ при обеспечении высокого качества конструкций;
уменьшить расходы на изготовление железобетонных элементов зданий и сооружений.
Определяющим фактором для использования является простая конструкция фиксаторов и их невысокая стоимость.
Ремонт при образовании повреждений
В ходе эксплуатации железобетонных элементов на их поверхности могут появиться трещины, сколы и другие дефекты, нарушающие целостность защитного слоя. Причинами таких образований могут служить:
нагрузки на конструкции, превышающие расчетную величину;
непродуманное применение специальной строительной техники;
возведение дополнительных этажей без изменения конструкции фундамента;
давление пучинистых и подвижных грунтов.
Нарушение правил и технологий строительства почти всегда приводит к повреждениям. Восстановление целостности защиты возможно, но потребует дополнительных затрат.
Полный комплекс ремонтных работ должен включать:
усиление бетонной конструкции;
установку дополнительных поперечных элементов;
заделку всех имеющихся трещин;
реставрацию оббитых и раскрошившихся участков.
Работы производятся с использованием бетонных смесей и цементного раствора высоких марок. Для усиления устанавливается опалубка и доливается армируемый бетон С предварительной забивкой стальных анкеров в старую конструкцию.
Восстановление не должно производиться более чем 2-3 раза. В этих случаях требуется не ремонт отдельных элементов, а полная реставрация здания.
Краткие выводы
Наличие защитного бетонного слоя в ЖБК — важный технологический момент, который обеспечивает долговечность конструкции и ее целостность. Это особенно важно при возведении ленточных и плитных фундаментов. Обеспечить необходимую защиту не сложно, но обязательно нужно выдерживать необходимую толщину. Для этого требуется просто соблюдать нормативные требования и учитывать условия эксплуатации.
Защитный слой бетона для арматуры: минимальная толщина
Защитным слоем бетона называется слой смеси от арматуры до поверхности. Для нормального взаимодействия арматуры с бетоном и корректного функционирования железобетонных блоков необходимо правильно рассчитать толщину защитного слоя. Он защищает арматуру от коррозии и нагрева.
От чего зависит толщина?
В соответствии с типом железобетонных конструкций и диаметром стержней арматуры определяют минимальную толщину слоя. Для конструкций разных типов и диаметров стержней приняты нормы, различающиеся для поперечной и продольной арматуры.
Минимальная толщина защитного слоя бетона, используемая для продольной арматуры (напрягаемой и ненапрягаемой), ограничена диаметром стержня и размером железобетонной конструкции, данная зависимость приводится в таблице. Толщина слоя для продольной арматуры не должна быть меньше диаметра стержня. При этом существуют требования для различных фундаментов:
для сборных фундаментов и балок – не менее 30 мм;
для фундаментов монолитного типа с бетонной подготовкой – не менее 35 мм;
для фундаментов монолитного типа без применения бетонной подготовки – не менее 70 мм.
Допустимые снижения толщины слоя (но не менее диаметра стержня):
если используется бетонная подготовка или конструкция устанавливается на скальном грунте, толщина слоя снижается до 40 мм;
для сборных элементов толщина слоя уменьшается на 5 мм;
для арматуры конструктивного типа минимальное значение толщины слоя бетонной смеси на 5 мм меньше величины, требуемой для рабочей арматуры.
При толщине слоя более 50 мм необходимо установить арматуру в виде сеток. Толщина согласно СНИП принимается не менее диаметра рабочей арматуры. В зависимости от эксплуатационных условий определяют следующую толщину защитного слоя бетонной смеси:
20 мм – при нормальной и повышенной влажности в закрытых помещениях;
25 мм – при повышенном уровне влажности и отсутствии дополнительной защиты в закрытых помещениях;
30 мм – на открытом воздухе без дополнительной защиты;
40 мм – для фундаментов при наличии бетонной подготовки, в грунте без дополнительной защиты.
Минимальные расстояния между стержнями
Расстояния по высоте и ширине между стержнями должны обеспечивать взаимодействие рабочей арматуры и бетона. Минимальный защитный слой бетона указывают с учетом удобства уплотнения смеси, ее укладки. В случае использования предварительно напряженных конструкций необходимо учитывать степень обжатия и габариты зажимов и домкратов, обеспечивающих натяжение арматуры.
За минимальное расстояние между стержнями продольно растянутой и продольно сжатой арматуры принимается размер не менее 50 мм.
В случае ограничений стержни допускается размещать попарно без зазора. С условием, чтобы в процессе бетонирования спаренные стержни, расположенные горизонтально, находились друг над другом.
При необходимости в восстановлении защитного слоя бетона применяют специальные растворы для выравнивания поверхности. Также для укрепления используют армирующую сетку.
Слой защитный бетонный к арматурному стержню
Требования к слою защитному бетонному для защиты арматуры приведены в п. 3.5 и п.10.3 СП 63.13330.2012 (СП 63.13330.2018) Бетонные и железобетонные конструкции. Основные положения. Обновленная редакция СНиП 52-01-2003.
Защитный слой бетона — толщина слоя бетона от лицевой стороны элемента до ближайшей поверхности арматурного стержня.
Зачем нужен защитный слой бетона:
обеспечение совместной работы арматуры с бетоном;
обеспечение возможности соединения арматурных элементов и анкеровки арматуры в бетоне;
безопасность арматуры от воздействия окружающей среды, в том числе агрессивного воздействия;
обеспечение огнестойкости конструкций.
Согласно п. 10.3.2 и табл. 10.1 (СП 63.13330.2012, СП 63.13330.2018) толщина минимального защитного слоя бетона должна быть:
В помещении с нормальной и пониженной влажностью не менее 20 мм.
В помещении с повышенной влажностью (при отсутствии дополнительных мер защиты) не менее 25 мм.
На открытом воздухе (при отсутствии дополнительных мер защиты) не менее 30 мм.
В грунте (при отсутствии дополнительных защитных мероприятий), в фундаментах при наличии бетонной подготовки не менее 40 мм.
Важные указания!
1. Толщину защитного слоя бетона следует принимать не менее диаметра арматурного стержня и не менее 10 мм.
2. Для конструктивной арматуры (нерабочей) допускается уменьшение толщины защитного слоя бетона на 5 мм (по сравнению с требуемыми для рабочей арматуры).
3. Для сборных элементов (сборные плиты перекрытия и покрытия, балки и др.) толщина защитного бетонного слоя рабочей арматуры уменьшается на 5 мм.
4. В однослойных конструкциях из ячеистого бетона толщина защитного слоя во всех случаях принимается не менее 25 мм.
5. В однослойных конструкциях из легких и пористых бетонов классов В7,5 и ниже толщина защитного слоя должна быть не менее 20 мм, а для панелей наружных стен (без фактурного слоя) не менее 25 мм.
6. Толщина бетонного защитного слоя на торцах предварительно напряженных элементов по длине зоны передачи напряжений должна быть не менее 3d и не менее 40 мм для стержневой арматуры и не менее 20 мм для арматурных канатов.
7. Допускается защитный слой бетона сечения по опоре для предварительно напряженной арматуры с анкерами и без анкеров принимать таким же, как для сечения в пролете для предварительно напряженных элементов с сосредоточенной передачей опорных усилий при наличии стальная несущая часть и косвенное армирование (сварные поперечные сетки или охватывающие хомуты продольной арматуры).
8. В элементах с растянутой продольной арматурой, натянутых на бетон и расположенных в швеллерах, расстояние от поверхности элемента до поверхности швеллера следует принимать не менее 40 мм и ширину (диаметр) швеллера не менее, и до боковых граней не менее половины высоты (диаметра) швеллера.
9. При расположении предварительно напряженной арматуры в пазах или вне сечения элемента толщину бетонного защитного слоя, образованного последующим торкретированием или любым другим способом, следует принимать не менее 20 мм.
Как армировать бетонную плиту на земле, чтобы предотвратить растрескивание
Стальная арматура и арматура из сварной проволоки обеспечивают контроль ширины трещин в ненесущих плитах на грунте.
21 мая 2020 г.
Kim Basham, PhD PE FACI
KB Engineering LLC
Вверху и внизу: Правильно расположенная/поддерживаемая арматура обеспечивает правильное расположение арматуры в плите. Обратитесь к документации производителей, чтобы узнать максимальное расстояние между стульями и другими опорами, и используйте минимальное расстояние между арматурами 12 дюймов, чтобы работники могли не ходить по арматуре.
Большинство плит на грунте не армированы или номинально армированы для контроля ширины трещин. При расположении в верхней или верхней части толщины плиты стальная арматура ограничивает ширину случайных трещин, которые могут возникнуть из-за усадки бетона и температурных ограничений, осадки подстилающего слоя, приложенных нагрузок или других факторов.
Этот тип армирования обычно называют усадочным и температурным армированием.
Усадочное и температурное армирование отличается от структурного армирования. Структурная арматура обычно размещается в нижней части толщины плиты для увеличения несущей способности плиты. Большинство конструкционных плит на земле имеют как верхний, так и нижний слои армирования для контроля ширины трещин и увеличения несущей способности. Из-за проблем конструктивности и затрат, связанных с двумя слоями армирования, конструкционные плиты на земле не так распространены, как ненесущие плиты.
Несмотря на то, что существует несколько вариантов армирования ненесущих плит на грунте, в этой статье основное внимание уделяется стальным арматурным стержням и арматуре из сварной проволоки для ограничения ширины трещин.
Неограниченный рост ширины трещины приводит к выкрашиванию краев вдоль внестыковых трещин при воздействии колесного транспорта, особенно погрузчиков с жесткими колесами.
Основы
Стальная арматура и арматура из сварной проволоки не предотвратят растрескивание. Армирование в основном бездействует, пока бетон не треснет. После растрескивания он становится активным и контролирует ширину трещин, ограничивая их рост.
Если плиты укладываются на высококачественное основание с равномерной опорой и состоят из бетона с низкой усадкой, а швы должным образом установлены на расстоянии 15 футов или менее, армирование обычно не требуется. Скорее всего, случайных или внезапных трещин будет немного. Если случайные трещины все-таки возникают, они должны оставаться достаточно плотными из-за ограниченного расстояния между швами и низкой усадки бетона, что ограничивает возможность эксплуатации или проблемы с техническим обслуживанием в будущем.
Когда плиты укладываются на проблемное основание с риском неравномерной поддержки или состоят из бетона с умеренной или высокой усадкой, или расстояние между швами превышает 15 футов, тогда необходимо усиление для ограничения ширины трещин в случае их возникновения. По мере того, как ширина трещины увеличивается и приближается к 35 милам (0,035 дюйма), эффективность передачи нагрузки через блокировку заполнителя снижается, и могут возникать дифференциальные вертикальные перемещения через трещины или «раскачивание» плиты. Когда это происходит, обнажаются края трещины и, вероятно, происходит растрескивание краев, особенно если плита подвергается воздействию колесного транспорта и особенно погрузчиков с жесткими колесами. Как только начинается выкрашивание, ширина трещин на поверхности становится больше, а износ плиты вдоль трещин значительно увеличивается.
Если деформационные швы недопустимы и не устанавливаются, требуется термоусадочное и температурное армирование. Этот подход к проектированию иногда называют непрерывно армированными или бесстыковыми плитами, и он допускает появление многочисленных, близко расположенных (от 3 до 6 футов) мелких трещин по всей плите.
Неограниченный рост ширины трещины приводит к выкрашиванию краев вдоль внестыковых трещин при воздействии колесного транспорта, особенно погрузчиков с жесткими колесами.
Варианты контроля трещин
Как правило, существует два варианта борьбы с трещинами в плитах на грунте: 1) контролировать расположение трещин путем установки компенсационных швов (не контролирует ширину трещины) или 2) контролировать ширину трещин путем установки арматуры (не контролировать место трещины).
В варианте 1 мы сообщаем плите, где трескаться, а ширина деформационных швов или трещин в швах в значительной степени определяется расстоянием между швами и усадкой бетона. По мере увеличения расстояния между швами и усадки бетона ширина швов увеличивается. Подобно трещинам, если ширина шва приближается к 35 милам, эффективность блокировки заполнителя для передачи нагрузок и предотвращения дифференциальных вертикальных перемещений по швам может быть значительно снижена. По этой причине многие проектировщики используют устройства для передачи нагрузки, включая стальные дюбели, пластины или непрерывную арматуру через деформационные швы, чтобы обеспечить положительную передачу нагрузки и ограничить дифференциальные вертикальные перемещения по швам.
В варианте 2 мы позволяем плитам растрескиваться случайным образом, но контролируем ширину трещин с помощью стальных арматурных стержней или арматуры из сварной проволоки. Обычно при таком варианте компенсационные швы не устанавливаются. Вместо этого растрескивание происходит хаотично, образуя многочисленные, плотно скрепленные между собой трещины. Из-за внешнего вида этот вариант борьбы с трещинами всегда следует обсуждать с владельцем.
Резка арматуры в местах стыков
Соблюдайте осторожность при использовании обоих способов борьбы с трещинами в одной и той же плите. Если через усадочные швы проходит слишком много арматуры, швы становятся слишком жесткими и могут не растрескиваться и не раскрываться, как предполагалось. Когда деформационные швы не активируются (т. е. трескаются и открываются) из-за армирования, обычно возникает внешовное или случайное растрескивание. Если используются оба варианта, необходимо ограничить количество арматуры, проходящей через стыки, чтобы обеспечить правильную активацию.
Некоторые проектировщики предписывают резать всю арматуру в деформационных швах, в то время как другие могут указывать резать каждый второй стержень или проволоку. Если обрезать каждый второй стержень или проволоку, оставшаяся арматура поможет обеспечить передачу нагрузки и сведет к минимуму дифференциальные перемещения панелей, но не будет препятствовать активации соединений. Если в спецификациях и строительных чертежах не указано, что делать с температурно-усадочной арматурой в местах стыков, подрядчики должны подать запрос на получение информации. Много раз подрядчиков необоснованно обвиняют в растрескивании вне швов, связанном с этой проблемой проектирования.
Метод перемещения арматуры из сварной проволоки в указанное место методом «зацепи и потяни» является неэффективным методом, которого следует избегать подрядчикам.
Расположение арматуры
Стальная арматура и арматура из сварной проволоки должны располагаться в верхней трети толщины плиты, поскольку усадочные и температурные трещины возникают на поверхности плиты. Трещины шире у поверхности и сужаются с глубиной. Таким образом, арматура для контроля трещин никогда не должна располагаться ниже середины глубины плиты. Арматура также должна располагаться достаточно низко, чтобы пила не разрезала арматуру. Для армирования сварной проволокой Институт армирования проволоки рекомендует размещение стали на 2 дюйма ниже поверхности или в пределах верхней трети толщины плиты, в зависимости от того, что ближе к поверхности. Конструкторы обычно определяют положение армирования, указывая защитный слой бетона (от 1 1/2 до 2 дюймов) для армирования.
Размещение одного слоя арматуры в центре или на середине глубины плиты не рекомендуется (за исключением плит толщиной 4 дюйма). Это универсальное место, где проектировщик надеется увеличить несущую способность плиты, а также обеспечить контроль ширины трещины. Однако размещение арматуры посередине плиты не позволит эффективно решить ни одну из этих задач.
Стальная арматура и арматура из сварной проволоки должны поддерживаться и достаточно связываться вместе, чтобы свести к минимуму перемещения во время укладки бетона и отделочных работ. В противном случае арматура может неправильно расположиться в плите. Поддержите арматуру стульями или опорами из сборных железобетонных стержней. Стулья должны иметь песчаные или опорные плиты, а перекладины должны иметь квадратное основание размером не менее 4 дюймов, чтобы гарантировать, что они не утонут в основании. Используйте расстояние между опорами, которое гарантирует, что арматура не провиснет между опорами или не будет продавлена пешеходным движением или свежим бетоном. Гибкая арматура, включая арматуру из сварной проволоки, требует меньшего расстояния между опорами. В дополнение к указанию типа и количества арматуры проектировщики должны указать тип и расстояние между опорами, чтобы обеспечить правильное расположение арматуры.
Арматура из сварной проволоки никогда не должна размещаться на земле и тянуться на место после укладки бетона. Техника «зацепи и потяни» всегда приводит к неправильному расположению арматуры. Как рабочие могут равномерно «зацепить и потянуть» сварную проволочную арматуру в указанном месте, стоя на арматуре?
Армирование, частично заглубленное в основание, не обеспечивает контроля ширины трещины. Без опорных стульев или сборных железобетонных блоков арматура обычно оказывается в нижней части плиты или заглубляется в основание.
Допуски на размещение
Допуск вертикального размещения арматуры в плитах на грунте составляет ± 3/4 дюйма от указанного места. Для плиты толщиной 12 дюймов или менее допуск защитного слоя бетона составляет — 3/8 дюйма, измеренный перпендикулярно бетонной поверхности, и уменьшение защитного слоя не может превышать одной трети указанного защитного слоя. Во многих случаях допуск покрытия переопределяет допуск вертикального размещения. Правильное размещение и поддержка арматуры поможет обеспечить соблюдение этих допусков вертикального размещения.
Первоначально эта статья была опубликована 25 февраля 2013 г.
Ссылки:
ACI 117-06. «Спецификация допусков для бетонных конструкций и материалов»
ACI 302.1R-04. «Руководство по устройству бетонных полов и плит»
ACI 360R-06. «Проектирование плит на грунте»
Заявление о позиции ASCC № 2. «Расположение рулонной сварной сетки в бетоне»
Технические факты WRI. «Опоры необходимы для долговременной работы арматуры из сварной проволоки в плите на уровне грунта» (TF 702-R-08)
Технические факты WRI. «Как определить, заказать и использовать армирование сварной проволокой» (TF 202-R-03)
10 вещей, которые нужно знать о волокнистом армировании бетона
Hillman представляет системы крепления бетона для средних нагрузок на WOC
2 90 10 лучших статей о строительстве на этой неделе: забудьте о заводской табличке, если хотите самый американский пикап
10 самых читаемых статей о строительстве: за неделю от 24 августа
Экологически чистая микрофибра PSI Fiberstrand REPREVE 225 для армирования бетона
Выбор и определение правильных бетонных форм
Этот подрядчик полагается на роботизированную вязку арматуры
Руководство по фибробетону: советы по проектированию, спецификации и применению , включая его дизайн, технические характеристики, применение и способы правильной отделки продукта.
Как изготовить и вылечить стандартные испытательные цилиндры в полевых условиях
Выполните следующие семь шагов, чтобы изготовить и вылечить стандартный цилиндр для испытаний бетона в полевых условиях.
6 научно доказанных способов сохранять прохладу во время работы в жару
Эти научно обоснованные советы помогут вам сохранить прохладу в любую жару
CRSI: Арматурный стержень с маркировкой W Now Dual Grade
Изменения 2020 г. к ASTM A615 соответствуют требования к арматуре как A706. Материал A706 теперь соответствует или превосходит все химические и механические требования для соответствующего размера и сорта A615.
GatorBar Одобрен Департаментом транспорта штата Вирджиния
Композитная арматура, армированная стекловолокном, GatorBar была включена в Оценочный список новых продуктов Департаментом транспорта штата Вирджиния.
Diablo бурит арматуру прямо насквозь с помощью сверла Rebar Demon SDS в World of Concrete 2022
Передовой опыт работы с георадаром: экономьте время, деньги и головные боли подрядчиков по бетону для соблюдения правил техники безопасности и передового опыта георадар становится все более распространенной технологией, используемой на стройплощадке.
Благодаря новым батареям инструменты MAX USA получили больше стяжек и отрезков
Предлагая на одну зарядку тысячи стяжек и сотни дополнительных разрезов, ваши устройства MAX USA TWINTIER, ярусы для арматуры и устройства для резки арматуры PJRC160 только что были обновлены.
Макроволокна и Суперкубок — внутри бетона самого большого стадиона НФЛ
Использование синтетического волокна позволило сэкономить затраты, время и трудозатраты на строительство стадиона SoFi за счет использования армированного волокном бетона на верхних палубах.
Исследовательская группа изучает арматуру на основе конопли
Группа исследователей из Политехнического института Ренсселера нацелилась на разработку арматуры для бетона, изготовленной из конопли. Исследования продолжаются.
3D-печать бетона, армированного графеном, и его преимущества
Поскольку в процессе 3D-печати бетона не используются бетонные формы, обычные средства армирования, такие как арматура и проволочная сетка, не могут использоваться — графен оказался одной из наиболее перспективных добавок для печатный бетон.
Верстак своими руками — 80 фото руководства по постройке
Хороший верстак в гараже позволяет сделать различные виды работ по металлу и дереву за короткий промежуток времени. Здесь хранятся различные инструменты и мелкие детали. Простым языком, он представляет собой специальный стол, на котором можно делать токарные и слесарные изделия.
Помимо столешницы, здесь могут присутствовать многослойные конструкции полок и подвесных емкостей для хранения гвоздей, шурупов и гаек.
Сделать универсальный верстак достаточно просто. Главное в этом деле, подготовить проект и подробные чертежи будущего изделия. В процессе создания необходимо соблюдать очередность каждого действия.
Самостоятельное изготовление подобного сооружения позволит сэкономить приличную сумму. Помимо этого, индивидуальный проект помогает сделать конструкцию исходя из параметров вашего помещения.
Разновидности верстака
Существует несколько видов верстака. Каждый из них имеет некоторые характерные особенности. В свою очередь они делятся на:
Слесарный. Он предназначается для работ по металлу. Столешница такого изделия сделана из высокопрочного металлического сплава. Это необходимо для безопасности. В процессе работы по железу могут присутствовать искры.
Помимо этого, использование смазочных материалов может оставить следы на деревянной поверхности. Железное основание не требует особого ухода.
Столярный. Его поверхность оформлена из деревянного массива. Столярный верстак используют для работы по дереву. Эти изделия не обладают высокой прочностью и многофункциональностью в отличие от слесарного.
Универсальный стол имеет в своей конструкции металлическую и деревянную столешницу. На чертеже верстака изображено устройство столярной рабочей зоны.
Что входит в конструкцию верстака?
Если изделие изготовляется самостоятельно, то здесь важно продумать каждую мелочь. Дополнительные полки и вместительные подвесные емкости помогут рационально использовать данное изделие. Стандартная модель содержит в себе множество выдвижных ящиков для хранения крупных инструментов.
Самодельный стол может иметь как металлическую, так и деревянную систему хранения. Дополнительный металлический щит позволяет хранить здесь мелкий подвесной инструмент. Теперь ножовки и молотки будут располагаться в одном месте.
Как сделать верстак своими руками?
Предлагаем вашему вниманию подробную инструкцию как сделать верстак. Изготовление столярного стола проходит в несколько этапов. Первым делом, необходимо подготовить все инструменты и материалы.
Для этого понадобятся:
ножовка;
шуруповёрт или набор отверток разного диаметра;
столярный угольник;
уровень;
болты;
гайки;
саморезы;
подробный чертеж изделия;
гаечный ключ.
Из материалов необходимо подготовить:
бруски для опоры. Размер каждого элемента должен составлять 110 х 110 мм. В процессе выбора, необходимо уделить особое внимание состоянию древесины. Здесь не должны присутствовать трещины и сучки;
листы фанеры толщиной 30 мм;
доски для каркаса.
Когда все необходимые предметы подготовлены, можно переходить к рабочему процессу. Он включает в себя следующие этапы:
Первоначальным действием будет сооружение нижней рамы, в которой будут располагаться инструменты и слесарный станок. Для этого доски отпиливают до нужного уровня. Далее их соединяют между собой при помощи саморезов. В итоге должна получиться прямоугольная форма.
Посередине устанавливают распорную планку. В дальнейшем она сократит сопротивление готового изделия в ходе рабочего процесса понадобится небольшая деревянная доска.
Опорные ножки стола фиксируют при помощи болтов. Для этого в плоскости рамы делают сквозные отверстия. Для надежности рекомендуется сделать от 6 до 8 ножек по всему периметру.
Для придания жесткости изделию необходимо сделать нижнюю полку. В нижней части каждой ножки отмечают по 25 см. Далее здесь крепят длинные деревянные планки. В дальнейшем на их поверхности зафиксируют ДСП панель. Она будет выступать в качестве основания.
Когда основная часть каркаса выполнена приступают к установке верхней столешницы. Здесь понадобится ножовка. Она удаляет лишние части доски.
Защитить поверхность деревянной столешницы поможет оргалит. Это прочный материал, который предназначен для рабочей зоны.
Увеличить систему хранения, можно при помощи дополнительного металлического щита, который крепят к задней части столярного стола. В опорных досках делают сквозные отверстия. После этого болтами фиксируют металлическое основание. На фото верстака своими руками, запечатлена очередность каждого действия.
каковы стандартные размеры и чертеж, стоит ли делать из дерева, какие требования к универсальной модели
Наверняка, каждому мужчине в юношестве на уроках труда не раз приходилось мастерить некий предмет из дерева, простаивая не один час за подобным устройством.
Вот и сейчас, став взрослым, и создавая прекрасные и практичные работы из дерева, вы задумались над приобретением собственного столярного верстака. Мой вам совет, не стоит тратить деньги, лучше потратьте немного личного времени, получив взамен качественное «рабочее место».
Итак, что же такое «столярный верстак»? Это устойчивый, добротный стол (зачастую выполнен из дерева), предназначение которого кроется в обработке всевозможных изделий при помощи ручного и механизированного инструмента.
Если вы всерьез задумались над изготовлением верстака, стоит обратить внимание, что их бывает несколько видов:
Дерево или металл?
Прежде всего, перед тем, как приступить к созданию собственного верстака, следует задуматься, из какого материала он будет изготовлен. Деревянная основа будет уместна, если предполагаемая рабочая зона не будет занимать много места.
Идеальным вариантом для столешницы будет ламинированное ДСП или прессованная фанера. Для стационарного образца подойдет комбинация оструганных деревянных досок и металла.
Совет: для основы хорошо подойдет и старый ненужный стол, либо качественная дверь, выполненная из цельного полотна.
Нежелательно делать верстак из металла, приемлемым компромиссом будет деревянные крышка и каркас с металлической обшивкой.
Лучше всего использовать не один и двое тисков, а как можно больше. С помощью одних закрепите без особых усилий длинные доски, а другие подойдут для крепления мелких деталей.
Размеры и чертеж
Прежде чем мы приступим к изготовлению, необходимо продумать его дизайн и размеры, назначение. Для изготовления деталей и сборки стола потребуется сделать чертеж. На нем с точностью до миллиметра указываем все данные. Далее вам часто придется пользоваться чертежом в процессе изготовления отдельных элементов и при сборке изделия.
Совет: при составлении чертежа ориентируйтесь на размер столешницы в 1600х800 и высоту в 870 мм.
Инструменты
Какой набор инструментов будет необходим мастеру:
металлический уголок;
саморезы по металлу;
анкерные болты;
шурупы;
рулетка;
дрель;
пила;
наждак;
болгарка;
ручная ножовка;
молоток;
набор отверток;
столярный клей;
краска.
Конечно же, перечень может изменяться в зависимости от того, какой материал вы решили выбрать под основу верстака, и какой конструкции он будет.
Справка: крайне важно в самом начале определиться с высотой верстака. Опытному мастеру под силу будет сделать устройство с регулируемой высотой, остальным рекомендуется ориентироваться на расстояние от крайней точки согнутой в локте руки до пола.
Как сделать?
Изготовление
Данный процесс происходит в несколько этапов, первым из которых является сборка основания. После следует установка столешницы и установка всего необходимого оборудования.
Подготавливаем вертикальные опоры и перемычки, сверлим сквозное отверстие в горизонтально расположенном бруске. После накручиваем гайку с шайбой на болт со стороны паза. В средине столешницы устанавливаем перемычки (между ними будут находиться ящики), к ним крепятся рейки. Крышка верстака на болтах будет закреплена.
Основание верстака – деревянная рама (рекомендуется применять для их изготовления мягкое дерево: липу или сосну), крепления которой должны соответствовать всем требованиям жесткости и устойчивости. Именно поэтому, между ножками вашего рабочего стола в горизонтальном виде следует расположить перемычку, а по всей длине установить царгу. Закреплять их необходимо на безопасном расстоянии от пола (50 см). Такой запас места может пригодиться в дальнейшем, и вы с легкостью сможете разместить внизу верстака небольшие полочки или выдвижные ящики.
Затем переходим к этапу сооружения столешницы. Это можно сделать с помощью нескольких досок, но в таком случае их необходимо тщательно обработать, очистив от мусора и опилок. Ее размеры должны превышать ширину и длину основания. Такое решение необходимо для вашего удобства. Так рабочую зону можно будет без труда очистить. Столешницу закрепляют к доскам, находящимся с противоположной стороны создаваемого верстака. Монтаж брусков просто невозможен без нескольких пазов (щелей, стыков), расположенных в основании.
Созданную нами рабочую поверхность покрываем тисками. Для этого сооружаем фанерную прокладку с изнаночной стороны, отмечаем карандашом или ручкой, где будут будущие отверстия. Сверлим их, прикрепляем тиски с помощью гаек.
Когда создаем упоры, отрегулируйте их по высоте, расположите их на достаточно большом расстоянии от тисков. Такая осторожность обеспечит гарантированную надежность, и вы будете уверены, что заготовки останутся на поверхности, не упав на пол.
Также сооружаем полки, их можно закрепить на опоре подверстаточного пространства.
Приступаем к созданию направляющих ящиков, которые впоследствии послужат хранилищем для всех инструментов и крупных предметов. Для них отводим заднюю часть верстака, проделываем углубления.
Прибиваем пару-тройку поперечных брусков к основанию столешницы, для них преждевременно нужно оставить пазы. К перемычкам горизонтальным образом прикрепляем рейки, они послужат для процесса скольжения ящиков.
Столешницу прикрепляем к основанию болтами. Стамеской проделываем углубления, сверлим указанные места, после там очутятся болты. Нужно, чтобы их головки не стали причиной травматизма, поэтому их надежно скрывают в столешнице.
Сборка
К конструкции нужно будет прикрепить определенное количество тисков. Под них заблаговременно заготавливаются проемы, под которыми впоследствии закрепляются небольшого размера прокладки из фанеры.
Будьте внимательны, тиски размещайте на одном уровне, чтобы не допустить деструкции верстака.
Размещаем точки крепления, после чего можем заняться крепежом инструментов. Для этого отлично подойдут метизы.
Важно: тиски ни в коем случае не рекомендуется размещать близко к углам вашего стола, в противном случае есть риск срыва инструмента.
Опорные элементы сделать легко своими руками. Для этого просто зафиксируйте готовые упоры, или просверлите небольшие проемы определенного размера.
Внимание: не желательно использовать в качестве упоров болты, они могут повредить детали, а нагели ненадежны. Создайте прямоугольники, они послужат идеальным и надежным крепежом. Закрепите брусок с торцевой части верстака.
Учитывайте и тот факт, что на столешнице впоследствии будут располагаться довольно тяжелые и массивные вещи, такие как:
деревянные зажимы;
токарное оборудование;
фрезеровочный элемент;
дрель (стационарная).
Поэтому столь важно убедиться в надежности креплений и продумать все варианты удобства, чтобы не пришлось в дальнейшем сожалеть о расположении тех или иных приспособлений.
Финишная обработка
Готовое изделие можно привести в порядок с помощью шлифмашины. После этого, покрываем всю поверхность рабочего стола олифой как защитный и грунтовочный слой под краску. Так вы убережете себя от получения заноз, снизите риск травматизма.
В конечном итоге, у основания прикручиваете уголки (болтами).
Устанавливать такую конструкцию будет правильнее в зоне естественного света, то есть у окна. Позаботьтесь о дополнительном освещении рабочего места, также не забудьте, что по соседству с верстаком должны быть розетки, в такой ситуации вас сможет «спасти» удлинитель. Наиболее комфортным времяпрепровождение за верстаком будет в случае, если стол не будет слишком высок, а свет будет падать слева или сверху.
Совет: в мастерской также могут пригодиться стол для циркулярки, фрезерный, сварочный или откидной стол, простой стол из досок или поддонов, и, конечно же, личный шкаф для инструментов.
Фото
Создание мебели — процесс индивидуальный. У вас вполне может получиться что-то красивое и удобное:
Полезное видео
Пошаговый процесс изготовления детально описан на следующем видео:
Заключение
Появившись в хозяйстве, он станет незаменимым помощником и со временем, вы сами в этом убедитесь. Во-первых, верстак своими руками – это существенная экономия денежных средств. Во-вторых, вы, как специалист, приобретаете практические навыки. В-третьих, у вас всегда «под рукой» будет удобный стол, на котором можно создавать интересные и полезные в быту предметы.
Как построить верстак – Чертежи и размеры (часть 7)
ПРИМЕЧАНИЕ: Просто чтобы вы знали, это более старая серия верстаков. У Пола более новая серия Workbench. Если вас интересует обновленная версия верстака Пола, нажмите кнопку внизу. Эта страница содержит ссылки на список резки, список инструментов, часто задаваемые вопросы и многое другое.
Нажмите здесь, чтобы перейти на страницу верстака
Ведите журнал.
Я писал об этом раньше. Ведите дневник своей работы, особенно тех из вас, кто плохо знаком с деревообработкой (менее десяти лет в ней). Удивительно, как улучшатся ваши навыки рисования, но более того, у вас есть запись о вашей работе, измерения, которые вы иначе потеряли бы, и так далее. Я веду дневник уже много лет и могу вернуться к важным фрагментам, которые я сделал. Делал вместе с ним виолончель для моего сына, создавал украшения Белого дома для инаугурации президента Обамы. Так много вещей. И я знаю, ты не умеешь рисовать и не любишь писать. Что ж, даже простая и плохо нарисованная рука в виде палочки, держащая шиповидную пилу, обладает силой и динамикой, чтобы записывать и проецировать образ, который у вас есть, и журнал предназначен не для других, а для вас, чтобы использовать его в качестве вспомогательного средства памяти, которое вы можете активировать каждый раз. время, когда вы ссылаетесь на него.
Вот несколько рисунков из моего журнала, касающихся деталей верстака. Размеры могут потребоваться изменить в зависимости от ресурса ваших материалов, а также вы можете изменить размер в соответствии с вашим творческим рабочим пространством и так далее. Это не столько окончательный, сколько пластилин на колесе, с которым вы можете работать по мере необходимости, формировать и лепить по мере необходимости.
На этом чертеже показан базовый вид скамьи с торца основного использования тисков. Под столешницей находится опора размером 1 1/4″ x 4″, которая фиксирует столешницу и колодец снизу. Это предотвращает использование металла на столешнице.
Вот основная сборка рамы для ног, показывающая детали шипов, которые я использовал. Возможно, вы захотите изменить детали выступающего шипа, но я предпочитаю закругление «Искусство и ремесла». чего легко и быстро добиться с помощью скамьи №4. Остальные мы покажем вам, как сформировать видео на Youtube в ближайшее время.
Это эскиз основной опорной рамы в перспективе, показывающий также два типа шипов, используемых на скамье.
Спецификации для шипов верхней и нижней направляющих на основной раме опоры.
Нижний рельс Tenons
Top Rail (Heached) Tenons
Альтернативные треновые варианты. Вы можете пожелать.
Узлы рамы с двумя опорами обычно изготавливаются одинаково, на этом чертеже показан альтернативный вариант, поэтому обратите внимание, что я предусмотрел возможность установки хвостовых тисков сейчас или позже, и вы можете рассмотреть это как стандартное дополнение. Добавление задних тисков означало опускание верхней направляющей на 2″ для размещения механизма винтовой нарезки и параллельных направляющих планок тисков под столешницей. Этого 2-дюймового припуска может быть слишком много или недостаточно, в зависимости от того, какие тиски у вас есть или какие вы покупаете. Я думаю, что до сих пор этого было достаточно для ряда тисков, но вы можете проверить, покупаете ли вы тиски для проекта.
Мастерские Верстаки и рабочие столы
Верстаки и рабочие столы для мастерских
В этой категории проектов «Сделай сам» представлена коллекция бесплатных чертежей DIY для создания различных типов верстаков и рабочих столов с веб-сайтов, посвященных деревообработке. Информация о строительстве плотников, найденная на этих сайтах, варьируется по количеству и качеству.
Рекламная реклама
Токарный станок
Это ссылка на рисунок Google 3D SketchUp для напольного деревянного станка для токарного станка. Вам понадобится программное обеспечение SketchUp, чтобы загрузить этот чертеж, и он находится в свободном доступе в Интернете. Мы не предоставляем поддержку для этого программного обеспечения. Не на всех чертежах отображаются размеры, но вы можете использовать инструмент измерения в SketchUp, чтобы легко и точно определить размеры каждой детали пиломатериала. Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.
Сообщить о неработающей ссылке
Сборочный стол цеха
Этот прочный передвижной рабочий стол предлагает достаточно места для хранения зажимов и расходных материалов в пределах легкой досягаемости, а также обеспечивает подачу электроэнергии для инструментов.
Сообщить о неработающей ссылке
Стол для сборки торсионной коробки
Это ссылка на чертеж Google 3D SketchUp для мертвой плоской торсионной коробки. Модель включает в себя отдельные слои для фасадов (дверей и ящиков), ящиков, направляющих ящиков и столешницы. Вам понадобится программное обеспечение SketchUp, чтобы загрузить этот чертеж, и он находится в свободном доступе в Интернете. Мы не предоставляем поддержку для этого программного обеспечения. Не на всех чертежах отображаются размеры, но вы можете использовать инструмент измерения в SketchUp, чтобы легко и точно определить размеры каждой детали пиломатериала. Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.
Сообщить о неработающей ссылке
Мобильная база инструментов, заводская сборка
Моя мастерская маленькая, поэтому мне нужно иметь возможность легко перемещать свои электроинструменты. Но изготовленных инструментальных баз немного больше, чем позволяет мой бюджет. Так что я построил мобильную базу инструментов из какого-то металлолома.
Сообщить о неработающей ссылке
Сборочный стол цеха
Это ссылка на чертеж Google 3D SketchUp для мобильного сборочного стола со встроенными розетками, ящиками для деталей, выдвижными ящиками для зажимов и большими ящиками для другого хранения. Вам понадобится программное обеспечение SketchUp, чтобы загрузить этот чертеж, и он находится в свободном доступе в Интернете. Мы не предоставляем поддержку для этого программного обеспечения. Не на всех чертежах отображаются размеры, но вы можете использовать инструмент измерения в SketchUp, чтобы легко и точно определить размеры каждой детали пиломатериала. Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.
Сообщить о неработающей ссылке
Скамейка, Утилита
Этот устойчивый верстак отвечает всем требованиям для настольных инструментов, а его просторная рабочая поверхность обеспечивает идеальную компоновку и рабочий стол.
Сообщить о неработающей ссылке
Простой столярный станок
Это ссылка на 3D-чертеж Google SketchUp простого столярного станка, изготовленного из сосны 2X4, фанеры толщиной 3/4 дюйма и оснащенного сменной столешницей из твердого картона. Общая стоимость материалов около 70 долларов и легко построить за один день. Вам понадобится программное обеспечение SketchUp, чтобы загрузить этот чертеж, и он находится в свободном доступе в Интернете. Мы не предоставляем поддержку для этого программного обеспечения. Не на всех чертежах отображаются размеры, но вы можете использовать инструмент измерения в SketchUp, чтобы легко и точно определить размеры каждой детали пиломатериала. Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.
Сообщить о неработающей ссылке
Рабочий стол, многоуровневый
Работая над проектами в своем магазине, я обнаружил, что один размер не подходит всем, когда речь идет о столах для склейки и сборки проектов. Поэтому я придумал этот крепкий трансформируемый рабочий стол.
Сообщить о неработающей ссылке
Нижние полки шкафа (PDF)
Если вы хотите добавить еще больше места в шкафчик для инструментов, то эти полки — то, что вам нужно. Лучше всего то, что они нашли хорошее применение открытому пространству в базе. Этот альтернативный вариант дизайна доступен для загрузки в этом онлайн-дополнении.
Сообщить о неработающей ссылке
Складной верстак
Это ссылка на чертеж Google 3D SketchUp складного верстака, задняя часть которого представляет собой перфорированную доску, на которую можно повесить инструменты. Вам понадобится программное обеспечение SketchUp, чтобы загрузить этот чертеж, и он находится в свободном доступе в Интернете. Мы не предоставляем поддержку для этого программного обеспечения. Не на всех чертежах отображаются размеры, но вы можете использовать инструмент измерения в SketchUp, чтобы легко и точно определить размеры каждой детали пиломатериала. Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.
Сообщить о неработающей ссылке
Рекламная реклама
Столярный верстак
Один из первых инструментов, который понадобится начинающему столяру, — это хороший прочный верстак с настоящими столярными тисками. Эта скамейка не обязательно должна быть причудливой, сделанной из дорогих пород дерева в каком-то классическом стиле. Первая скамья должна быть дешевой, простой в изготовлении и прочной. Следующая конструкция отвечает этой потребности.
Сообщить о неработающей ссылке
Верстак
Это ссылка на чертеж Google 3D SketchUp для верстака Klausz со сплошной крышкой. Вам понадобится программное обеспечение SketchUp, чтобы загрузить этот чертеж, и он находится в свободном доступе в Интернете. Мы не предоставляем поддержку для этого программного обеспечения. Не на всех чертежах отображаются размеры, но вы можете использовать инструмент измерения в SketchUp, чтобы легко и точно определить размеры каждой детали пиломатериала. Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.
Сообщить о неработающей ссылке
Верстак с хранилищем
Это ссылка на чертеж Google 3D SketchUp для верстака с местом для хранения листовых материалов. Вам понадобится программное обеспечение SketchUp, чтобы загрузить этот чертеж, и он находится в свободном доступе в Интернете. Мы не предоставляем поддержку для этого программного обеспечения. Не на всех чертежах отображаются размеры, но вы можете использовать инструмент измерения в SketchUp, чтобы легко и точно определить размеры каждой детали пиломатериала. Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.
Сообщить о неработающей ссылке
Подставка для торцовочной пилы
Это ссылка на чертеж Google 3D SketchUp стойки для торцовочной пилы для вашей мастерской. Вам понадобится программное обеспечение SketchUp, чтобы загрузить этот чертеж, и он находится в свободном доступе в Интернете. Мы не предоставляем поддержку для этого программного обеспечения. Не на всех чертежах отображаются размеры, но вы можете использовать инструмент измерения в SketchUp, чтобы легко и точно определить размеры каждой детали пиломатериала. Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.
Сообщить о неработающей ссылке
Маленький верстак
Это ссылка на чертеж Google 3D SketchUp для небольшого верстака 4 на 2 с выдвижными ящиками и тисками для выкройки. Вам понадобится программное обеспечение SketchUp, чтобы загрузить этот чертеж, и он находится в свободном доступе в Интернете. Мы не предоставляем поддержку для этого программного обеспечения. Не на всех чертежах отображаются размеры, но вы можете использовать инструмент измерения в SketchUp, чтобы легко и точно определить размеры каждой детали пиломатериала. Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.
Сообщить о неработающей ссылке
Подставка для хранения инструментов PDF
Этот небольшой верстак имеет полки внизу для хранения, которые слегка утоплены, чтобы вы могли стоять ближе к тому, над чем работаете. По ссылке вы можете бесплатно скачать чертежи деревообработки.
Сообщить о неработающей ссылке
Станция торцовочной пилы
Это ссылка на чертеж Google 3D SketchUp для торцовочной пилы и зарядной станции с колпаком для сбора пыли и настенными шкафами. Вам понадобится программное обеспечение SketchUp, чтобы загрузить этот чертеж, и он находится в свободном доступе в Интернете. Мы не предоставляем поддержку для этого программного обеспечения. Не на всех чертежах отображаются размеры, но вы можете использовать инструмент измерения в SketchUp, чтобы легко и точно определить размеры каждой детали пиломатериала. Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.
Сообщить о неработающей ссылке
Сборочный стол
Это ссылка на чертеж Google 3D SketchUp для мобильного сборочного стола для деревообработки. Вам понадобится программное обеспечение SketchUp, чтобы загрузить этот чертеж, и он находится в свободном доступе в Интернете. Мы не предоставляем поддержку для этого программного обеспечения. Не на всех чертежах отображаются размеры, но вы можете использовать инструмент измерения в SketchUp, чтобы легко и точно определить размеры каждой детали пиломатериала. Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.
Сообщить о неработающей ссылке
База рабочего стола
Это ссылка на чертеж Google 3D SketchUp для основы для рабочего стола. Вам понадобится программное обеспечение SketchUp, чтобы загрузить этот чертеж, и он находится в свободном доступе в Интернете. Мы не предоставляем поддержку для этого программного обеспечения. Не на всех чертежах отображаются размеры, но вы можете использовать инструмент измерения в SketchUp, чтобы легко и точно определить размеры каждой детали пиломатериала. Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.
Сообщить о неработающей ссылке
Верстак
Это ссылка на чертеж Google 3D SketchUp для верстака с хранилищем для вашей мастерской. Вам понадобится программное обеспечение SketchUp, чтобы загрузить этот чертеж, и он находится в свободном доступе в Интернете. Мы не предоставляем поддержку для этого программного обеспечения. Не на всех чертежах отображаются размеры, но вы можете использовать инструмент измерения в SketchUp, чтобы легко и точно определить размеры каждой детали пиломатериала. Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.
Сообщить о неработающей ссылке
Рекламная реклама
Торцовочная скамейка
Это ссылка на чертеж Google 3D SketchUp для полной торцовочной пилы. Вам понадобится программное обеспечение SketchUp, чтобы загрузить этот чертеж, и он находится в свободном доступе в Интернете. Мы не предоставляем поддержку для этого программного обеспечения. Не на всех чертежах отображаются размеры, но вы можете использовать инструмент измерения в SketchUp, чтобы легко и точно определить размеры каждой детали пиломатериала. Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.
Сообщить о неработающей ссылке
Верстак, Многозадачность
Целью этого проекта было постоянное крепление нескольких стационарных инструментов на минимальном пространстве. Доступная область под верстаком была второстепенной целью. Мне нравится гибкость открытого пола для уборки и хранения.
Сообщить о неработающей ссылке
Средний рабочий стол
Это ссылка на чертеж Google 3D SketchUp для рабочего/подсобного стола среднего размера для использования в гараже или мастерской. Вам понадобится программное обеспечение SketchUp, чтобы загрузить этот чертеж, и он находится в свободном доступе в Интернете. Мы не предоставляем поддержку для этого программного обеспечения. Не на всех чертежах отображаются размеры, но вы можете использовать инструмент измерения в SketchUp, чтобы легко и точно определить размеры каждой детали пиломатериала. Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.
Сообщить о неработающей ссылке
Верстак, Энтони Сеос
При изучении традиционной (или старого инструмента) деревообработки верстак является очень простым, но необходимым инструментом. Он служит не только для поддержки работы, но и действует как зажимная система. Следующие области посвящены скамейке, которую я построил, которая основана на нескольких старинных скамьях 1700-х годов, которые я видел.
Сообщить о неработающей ссылке
Подставка для торцовочной пилы
Это ссылка на 3D-чертеж Google 3D SketchUp для стойки для торцовочной пилы с несколькими ящиками и местом для хранения торцовочной пилы, когда она не используется, а также способ преобразования верхней части в полезное плоское пространство. Вам понадобится программное обеспечение SketchUp, чтобы загрузить этот чертеж, и он находится в свободном доступе в Интернете. Мы не предоставляем поддержку для этого программного обеспечения. Не на всех чертежах отображаются размеры, но вы можете использовать инструмент измерения в SketchUp, чтобы легко и точно определить размеры каждой детали пиломатериала. Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.
Сообщить о неработающей ссылке
Базовый переносной верстак
Это ссылка на чертеж Google 3D SketchUp для простого в сборке переносного верстака. Вам понадобится программное обеспечение SketchUp, чтобы загрузить этот чертеж, и он находится в свободном доступе в Интернете. Мы не предоставляем поддержку для этого программного обеспечения. Не на всех чертежах отображаются размеры, но вы можете использовать инструмент измерения в SketchUp, чтобы легко и точно определить размеры каждой детали пиломатериала. Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.
Сообщить о неработающей ссылке
Ящики верстака
Верстаков, наверное, столько же, сколько столяров. Однако, когда дело доходит до основания, кажется, есть два типа плотников: те, кто оставляет основание пустым, и те, кто встраивает ящики или шкафы.
На этой странице Вы можете купить кран гусеничный Fuwa, 2019 года выпуска, Цена по запросу
Добавлено: 12 ноя 2019, Просмотров: 155
Цена по запросу
Торговая марка:
Fuwa
Год выпуска:
2019 г.
Цена:
По запросу
Описание:
Цена договорная Производитель: Fuwa Страна производства: Китай Год производства: 2019 Описание и характеристики Гусеничный кран Fuwa QUY55 Цена: кит. дв. Dongfeng Cummins 132KW — 253000$ + утиль 3312000р американский. дв. Cummins 142KW — 332500$ + утиль 3312000р Максимальная грузоподъемность т 55 Длина основной стрелы м 13-52 Длина неподвижного гуська м 9, 15-15, 25 Основная стрела + гусек (максимальная длина) м 43+15, 25=58, 25 Угол изменения вылета основной стрелы град. 30-80° Крюковые обоймы т 5/15/55 Максимальный преодолеваемый подъем (с базовой стрелой, кабина машиниста сзади) % 40 Мощность двигателя/скорость вращения кВТ/об/мин 128/2000 Масса крана т 49, 5 (с базовой стрелой и крюковой обоймой 55т) Давление на грунт кгс/см2 0, 69 Масса противовеса т 16, 5 Основная лебедка (диаметр каната 20) м/мин 99 Подъем и опускание вспомогательной лебедки (диаметр каната 20) м/мин 99 Подъем стрелы (диаметр каната 14) м/мин 51 Опускание стрелы (диаметр каната 14) м/мин 51 Скорость поворота об/мин 2, 8 Скорость передвижения км/ч 1, 37
Местоположение:
Россия / Амурская область / Благовещенск
Фотографии
Контактная информация
Контактная информация:
Благовещенск 675000, Амурская обл., г. Благовещенск, ул. Калинина 126, офис 50 Телефон: 89145560367 Контактное лицо: Татьяна Х Сайт: www.top-stm.ru Контактный E-mail: [email protected]
Компания:
ООО «СпецТехМастер»
Источник:
tech5stroy.ru
Поделиться:
Смотрите также в продаже
1.
Кран гусеничный Fuwa QUY55
Кран гусеничный
2017 г.
27.03.2018
1000машин
г. Китай
12 050 400
2.
Кран гусеничный FUWA QUY150А
Кран гусеничный
2020 г.
27.02.2020
ООО СТМ-ДВ
г. Благовещенск
62 700 439
3.
Кран гусеничный FUWA QUY55
Кран гусеничный
2020 г.
27.02.2020
ООО СТМ-ДВ
г. Благовещенск
16 575 978
4.
Кран манипулятор без шасси XCMG SQ6.3SK3Q
Кран гусеничный
2019 г.
12.11.2019
ООО «СпецТехМастер»
г. Благовещенск
цена по запросу
5.
Гусеничный кран Vigrus XGC55
Кран гусеничный
2019 г.
13.11.2019
ООО «СпецТехМастер»
г. Благовещенск
цена по запросу
6.
Гусеничный кран SANY SCC2000A
Кран гусеничный
2020 г.
10.01.2020
ООО «СТМ-ДВ»
г. Благовещенск
цена по запросу
7.
Гусеничный кран SANY SCC750
Кран гусеничный
2020 г.
17.01.2020
ООО «СТМ-ДВ»
г. Благовещенск
цена по запросу
8.
Гусеничный кран SANY SCC1100
Кран гусеничный
2020 г.
20.01.2020
ООО «СТМ-ДВ»
г. Благовещенск
цена по запросу
9.
Гусеничный кран SANY SCC550TB
Кран гусеничный
2020 г.
06.02.2020
ООО «СТМ-ДВ»
г. Благовещенск
цена по запросу
10.
Кран гусеничный SANY SCC2000A
Кран гусеничный
2020 г.
27.02.2020
ООО СТМ-ДВ
г. Благовещенск
68 924 620
Автокран Машека кс 35-79 | Festima.
Ru
Автозапчасти
Таблица
Список
Лента
Автокран Машека КС 35-79,1999г.17тонн,стрела 21метр.,двиг.ЯМЗ-236.в рабочем сост.целиком,на запчасти! ОБМЕН ! Сруб(брус или каркасн.дом) и т.д.
Мы нашли это объявление 3 года назад
Нажмите Следить и система автоматически будет уведомлять Вас о новых предложениях со всех досок объявлений
Перейти к объявлению
Тип жалобы ДругоеНарушение авторских правЗапрещенная информацияОбъявление неактульноПорнографияСпам
Комментарий
Показать оригинал
Адрес (Кликните по адресу для показа карты)
Россия, Санкт-Петербург, Зеленогорск
Еще объявления
автокран Машека-1 в хорошем состоянии
Автозапчасти
год назад
Источник
Рама КС 45717 новая и другие запчасти на автокраны отечественного производства Ивановец, Галичанин, Клинцы, Машека. Находимся в Иваново. оплата нал, безнал. Отправка транспортными компаниями. Звоните.
Автозапчасти
2 года назад
Источник
Внимание! Festima.Ru является поисковиком по объявлениям с популярных площадок. Мы не производим реализацию товара, не храним изображения и персональные данные. Все изображения принадлежат их авторам Отказ от ответственности
Гидрораспределитель на автокран Машека КС-55727, КС-5571BY и другие запчасти. Отправка из Москва через транспортную компанию.
Автозапчасти
Новосибирск
2 года назад
Источник
Стекло боковое на автокран Машека КС 55727-А.
Автозапчасти
Республика Татарстан, Казань, Учительская ул., 2
2 года назад
Источник
Гидрораспределитель на автокран Машека КС-55727, КС-5571BY и другие запчасти. Отправка из Москва через транспортную компанию.
Автозапчасти
2 года назад
Источник
Соединение вращающийся КС-55727. 83.06.000 автокрана Машека КС-55727
Автозапчасти
6 месяцев назад
Источник
Продам диски тормоза на автокран Машека КС-55727, и другие запчасти. Склад в Москве. Возможна отправка транспортной компанией.
Автозапчасти
Ростов-на-Дону
2 года назад
Источник
Продам диски тормоза на автокран Машека КС-55727, и другие запчасти. Склад в Москве. Возможна отправка транспортной компанией.
Автозапчасти
2 года назад
Источник
Продам клапан тормозной КТ16Ф6М и КТ25Ф6М на автокран Машека КС-55727, и другие запчасти. Находятся в Москве, возможна отправка транспортной в ваш город.
Автозапчасти
2 года назад
Источник
Продам клапан обратно управляемый на автокран Машека Кс 55727-7. Состояние гидрозамка как новое! Небольшой торг!
Автозапчасти
11 месяцев назад
Источник
Плиты скольжения (скользуны) на автокран Машека КС-55727, КС-5571BY. И другие запчасти продам. Отправка экспрессом в ваш город из Москвы.
Автозапчасти
Челябинск
2 года назад
Источник
Плиты скольжения (скользуны) на автокран Машека КС-55727, КС-5571BY. И другие запчасти продам. Отправка экспрессом в ваш город из Москвы.
Автозапчасти
2 года назад
Источник
В продаже 11 канат задвижения 4 Секции со стальным сердечником, оцинкованный на автокран Машека 28 метров. Длина каната 14 м.
Автозапчасти
11 месяцев назад
Источник
Краны трехходовые, клапана на автокран Машека КС-55727, КС-5571BY и другие запчасти. Находимся в Москве. Отправляем через транспортную компанию Деловые Линии и другие
Автозапчасти
Челябинск
2 года назад
Источник
Стекло двери кабины крановщика и другие на автокран Машека КС-55727, КС-5571BY. Отправка из Москвы.
Автозапчасти
2 года назад
Источник
Стекло двери кабины крановщика и другие на автокран Машека КС-55727, КС-5571BY. Отправка из Москвы.
Автозапчасти
Челябинск
2 года назад
Источник
14. Лошадь тэ 14 40 м, по веревке длиной 14 м, На сколько стоят?
Шолр
Поделитесь этим вопросом
1 ответ
Балачандрав Балай
11 класс
Площадь поля = 60 X 40 = 2400 м² Лошадь привязана в одном углу поля, поэтому площади, на которой лошадь может пастись, = ¼ площади круга радиусом, равным длине веревки, к которой привязана лошадь. Площадь, на которой лошадь может пастись, = 22/7 X 14 X 14 = 616 X 14 = 154 м²
0
Поделитесь этим ответом
500000+ вопросов ответов 😊
Похожие вопросы
На данном рисунке дан круг диаметром 21 см.
Внутри этого круга два круга с диаметрами и диаметром большого круга имеют рисуется, как показано на данном рисунке. Найдите площадь заштрихованного 15. 2 1 3 3 область, край 22, 21 21(22 Намекать. Требуемая площадь-e 22 х 21 ×ан )-(,7×7)+(,h21-m2 (22 7 7 смотри
…
в гвен фигура, а круг диаметром 21 см. Внутри этого круга 2 1 ro drcdes с диаметрами 2 и диаметром большого круга ha 3 3 en нарисовано, как показано на данном рисунке.
Найдите площадь шада на. Требуемая площадь = 11-ㄨㄧㄨㄧ (22 21 21) ((22 22 7 7 ㄧㄨㄧㄧㄨ- 2 см
…
16. На данном рисунке прямоугольный участок земли имеет размеры 8 м на р2м. 6 м. В каждом из углов есть клумба в виде квадрант окружности радиусом 2 м. Так же есть цветочная клумба в виде круга радиусом 2 м посередине участка. Находить площадь оставшегося участка.
Е Намекать. Требуемая площадь-I(8×6)-(4×4×22×2×2)-(큭x2x2h2м еN (8×6-t4 x 4x7x2x2)+げx22/ Намекать. Требуемая площадь 2 м м-
…
16. На данном рисунке дан круг диаметром 21 см. Вместо этого круга. две окружности с диаметрами 2 и диаметром большого круга имеют 2 3 3 s показано на приведенном рисунке. Найдите площадь заштрихованного область, край.
Намекать. Требуемая площадь 211 (22 21,2122 х7 х7 Намекать. Требуемая площадь-l(22x2x2)-(7x7x7)-(, смотри см (722
…
На данном рисунке дан круг диаметром 21 см. Внутри этого ci два круга с диаметрами и диаметром большого круга имеют нарисовано, как показано на приведенном рисунке. Найдите площадь заштрихованного область, край Намекать.
Сколько кирпичей нужно для изготовления стены размеры 44 м в длину, 1,5 м в высоту и 85 см широкий. Если размер 1 кирпича 22 см х 10 см х
.
..
Перила длиной 288 м необходимы для ограждение полукруглого парка. Найди площадь парка. (возьмите 22 / 7) Ssc Многозадачность 2014]
…
Сколько кирпичей потребуется для возведения стены размерами 44 м длиной 1,5 м высота и ширина 85 см.
Если размер 1 кирпича 22 см x 10 см.
…
достаточно 10 Решать: — 22 Решение LCM 4 и 6 = 12. Следовательно, умножьте обе части уравнения У нас есть 2x3x 12** — 22×12 = 9х + 2х = 264 = 11 х=000 = 24. Проверить: Левая сторона — 3* 24 + 24 = 18 + 4 = 22 = правая сторона. Самостоятельная практика 6Б Решите каждое уравнение и проверьте свой ответ.
+ 18 = -24 6.1 5 7,61 + 1 — 11 — 2х) = — 42+3 я 32-1 10. — (8-61) = ПРОБЛЕМЫ, ОСНОВАННЫЕ НА СИТУАЦИЯХ РЕАЛЬНОЙ ЖИЗНИ Чтобы решить текстовые задачи, мы сначала переводим их в уравнения. Затем мы решаем Уравнения, которые мы составим в этой книге, подобны тем, которые вы только что составили. показать, как превратить текстовые задачи в уравнения. Sople in Если к числу прибавить 14, сумма будет 35. Найдите Решение Пусть искомое число равно х. Когда к нему прибавляется 14. утверждает, что эта сумма равна 35. х + 14 = 35 х = 35 — 14 х = 21 Необходимое число 21. Число умножается на 5 и вычитается 8
…
Sholr — крупнейшая в Индии платформа для обмена знаниями. Отправляйте свои вопросы на Эксперты.
Tethers 2000: Достижения в технологии оффшорных Tether | Конференция и выставка SPE Offshore Europe
Skip Nav Destination
Цитировать
Посмотреть эту цитату
Добавить в менеджер цитирования
Делиться
Фейсбук
Твиттер
LinkedIn
MailTo
Получить разрешения
Поиск по сайту
Citation
Кейси, Н. Ф. и Р. Холмс. «Tethers 2000: Достижения в технологии оффшорных Tether». Статья представлена на конференции SPE Offshore Europe, Абердин, Великобритания, сентябрь 1991 г.
Менеджер ссылок
EasyBib
Подставки для книг
Менделей
Бумаги
Конечная примечание
RefWorks
Бибтекс
Расширенный поиск
Abstract
В этом документе демонстрируется работа, которая приведет к усовершенствованию технологии оффшорных привязных изделий; стальной трос, трос из синтетического волокна, цепь и сварные трубчатые изделия. Эта работа будет иметь серьезные последствия для повышения эксплуатационной безопасности и критериев отказа от швартовных тросов. Цель документа была достигнута путем обсуждения текущего участия NEL в нескольких крупных исследованиях и представления обзора проведенных исследований. Это исследование позволило провести испытания самого высокого качества благодаря разработке критериев оценки испытаний и получить представление об усталостных характеристиках тросовых изделий благодаря широкому использованию методов мониторинга состояния.
Введение
Развитие технологии троса имеет решающее значение для морского строительства, поскольку инженеры принимают новые вызовы, связанные с открытием углеводородов на постоянно увеличивающихся глубинах и очень большими инженерными сооружениями 21 века. Это и последствия для требований безопасности были признаны NEL, и была представлена концепция Tethers 2000.
Tethers 2000 — это программа исследований, изучающая выносливость, усталостное поведение, выбрасывание, масштабирование, влияние материала и конструкции привязных изделий. В настоящее время под эгидой продуктов. В настоящее время под эгидой Tethers 2000 осуществляются четыре совместных отраслевых исследования, охватывающих стальной трос, синтетическое волокно, охватывающее стальной трос, синтетическое волокно и цепи, а также один клиентский проект по сварным трубчатым конструкциям.
Документ состоит из двух основных разделов. В первом представлены предыстория, цели и участие NEL в каждом из исследований. Второй – участие в каждом из исследований. Второй представляет собой обзор исследований, проводимых NEL. Поскольку конфиденциальность не позволяет получить подробную информацию обо всех работах, графики, показывающие информацию о выносливости под нагрузкой, представлены с безразмерными осями. Обзор дает представление о характере и качестве исследований, проводимых для решения проблем глубоководных районов будущего.
ТЕКУЩИЕ ИССЛЕДОВАНИЯ
Как уже упоминалось во введении, четыре совместных отраслевых исследования и одно индивидуальное клиентское исследование соответствуют концепции Tethers 2000. В этих исследованиях исследуются усталостные характеристики и поведение четырех основных типов тросов. Чтобы обсудить происхождение, цели и участие NEL в каждом из исследований, необходимо рассмотреть условия усталостной нагрузки, которым подвергаются швартовные тросы.
1 Характеристики и виды дюбельного крепежа для бетона
2 Выбор дюбеля
3 Нюансы монтажа и удаления
3.1 Алгоритм установки
3.2 Демонтаж дюбеля
Дюбель является оптимальным типом крепления различных конструкций к базовому основанию из бетона или кирпича. Дюбель для бетона способен выдержать значительную нагрузку, но для этого его необходимо грамотно выбрать и смонтировать.
Дюбели для бетона стандартного типа с гвоздем
Характеристики и виды дюбельного крепежа для бетона
Классическим типом дюбеля для бетона является пластмассовая втулка цилиндрической формы с насечками по всей длине и выступами, предотвращающими проворачивание и выпадение крепежа. Дополняет ее, как правило, саморез или гвоздь.
Конструкция стандартного дюбеля для бетона
Помимо стандартных дюбелей на строительном рынке сейчас можно найти специальные химические крепежи для пористого бетона. Они фиксируются в готовом отверстии путем применения клеевого состава, который заполняет собой все поры. Для окончательной их фиксации необходимо дождаться застывания состава. На это уходит от двух часов до суток.
Также можно выделить еще некоторые разновидности дюбельных элементов для бетона:
Распорный. От остальных его отличают размеры шурупов и выполнение последних в форме шифера.
Дюбель-гвоздь из металла, вбиваемый в бетон молотком или специальным пистолетом.
Фасадный — дюбель, применяемый для монтажа каркаса на бетонные стены. Такой крепеж чуть длиннее распорного, а шуруп его обладает большей шляпкой. Устойчив к ударам материала.
КВТ – дюбель с широкой резьбой, позволяющей максимально надежно закрепить его в стене из газобетона.
GB – крепеж для стен из полистиролбетона. Его гильза похожа на распорную, но обладает спиралевидным строением. Такой крепеж выдержит максимальные нагрузки.
Разнообразие ассортимента дюбелей для бетона
У дюбеля для бетона есть масса отличий от аналогичного для кирпича. Стоит правильно выбирать крепеж, так как это влияет на результат монтажа. В большинстве случаев для бетона применяется дюбель-гвоздь. Здесь не являются подходящими саморезы или шпильки, как при работе с кирпичной кладкой. Благодаря возможности беспрепятственно забить гвоздь в бетонное основание можно быстро и качественно выполнить работу.
Дюбельное крепление для бетона является настолько универсальным вариантом, что порой сложно описать все сферы его применения. Применяется он во время ремонта для прикрепления навесных шкафчиков, вытяжек, карнизов, кронштейнов для телевизора, бытовой техники и для решения других задач.
Выбор дюбеля
Как и любой другой крепеж, дюбель для бетона нужно правильно выбрать. Главной характеристикой является та конструкция, для которой будет использоваться этот элемент:
Для закрепления конструкций, имеющих значительный вес, применяются дюбели с длиной не менее 85 мм.
Для горизонтальной фиксации в стену из бетона подбирают дюбели с длиной не менее 30 мм. Диаметр крепления в этом случае должен составлять от 7 до 11 мм.
Для тех работ по монтажу, где нагрузка предполагается снизу, например установки подвесного потолка или светильников, применяют дюбели с распорными механизмами.
В быту лучше всего использовать дюбели из нейлона, способные выдержать до 75 кг нагрузки. Металлические чаще всего монтируют на промышленных объектах.
Конструкция строительного пистолета для крепления дюбелей
Нюансы монтажа и удаления
При тщательном изучении технологии установки можно самостоятельно выполнить качественный крепеж в домашних условиях. Для проведения работ необходимо подготовить те инструменты, которые понадобятся в работе. Это:
ударная дрель или перфоратор с победитовым сверлом;
дюбель-гвоздь;
изолента;
молоток.
Для фиксации дюбеля в стене не требуется много инструментов
Алгоритм установки
После подготовки всего необходимо можно приступать к работе по следующему алгоритму:
Наметка места установки дюбеля на стене при помощи ручки или карандаша.
Создание небольшого углубления гвоздем, чтобы впоследствии была возможность качественно выставить сверло.
Выполнение на сверле отметки для контроля глубины отверстия. Для этого к сверлу прикладывается дюбель и в нужном месте наматывается изолента. Стоит помнить, что отверстие всегда чуть глубже, чем сама длина дюбеля.
Расположение дрели строго перпендикулярно базовой поверхности и сверление.
Удаление цементной крошки и пыли из проделанного отверстия. Удобно это делать при помощи пылесоса.
Вбивание дюбеля в отверстие при помощи молотка до упора. Делается это аккуратно.
Ввинчивание шурупа в дюбель или забивание гвоздя, если он предусмотрен.
Процесс монтажа дюбеля в бетонное основание
Демонтаж дюбеля
Нередко случаются ситуации, когда уже имеющийся дюбель необходимо удалить из стены. Чаще всего такое случается при необходимости выравнивания стен перед оклейкой или другой декоративной обработкой. Вынуть дюбель из бетонной стены не так сложно.
Для этого понадобятся нож, штопор, пробойник, молоток, саморез, шило, паяльник, болгарка, гвоздодер. Не все перечисленные инструменты будут нужны, как правило, используется один или несколько.
Вот способы удаления:
Для того чтобы убрать пластиковый дюбель, в него вкручивают на 2/3 шуруп подходящего размера. После этого головка шурупа надежно фиксируется плоскогубцами и вытягивается вместе с дюбелем. Шляпку можно зацепить и гвоздодером. Этот способ еще эффективней, чем предыдущий.
Если дюбель для бетона «сидит» в стене максимально плотно, то не всегда есть необходимость его вытаскивать. Можно просто срезать выступающие края и заделать отверстие шпаклевкой.
Снятие дюбеля из стены плоскогубцами
Для удаления дюбеля, в котором наблюдается металлический обломок самореза или шурупа, необходимо расплавить основу крепления из пластика, подцепить элемент плоскогубцами или кусачками и вытащить из гнезда.
Дюбель-гвоздь, для монтажа которого необходим пистолет, вытащить можно если с разных сторон обработать его частыми и сильными ударами молотка. Так он расшатается и быстро снимется гвоздодером. Если он не расшатывается, то рядом с ним необходимо проделать отверстие сверлом, имеющим твердосплавный наконечник. Это значительно уменьшит сцепление крепежа с основой и дюбель лучше выйдет.
Чтобы быть уверенным в качестве крепления для бетона, важно грамотно подобрать дюбель и смонтировать его в основание. Только при четком следовании инструкции получится желаемый результат.
Дюбель для бетона: нюансы выбора и монтажа.
Дюбеля для бетона – оптимальный вариант крепления разнообразных конструкций к основанию, характеризующийся прочностью, надежностью, способностью выдерживать значительные нагрузки. Чтобы такой крепеж обеспечил качественное и долговечное крепление, дюбель нужно правильно выбрать среди большого разнообразия конструкций, а также верно смонтировать.
Классический дюбель-гвоздь для бетона представляет собой пластмассовую втулку в виде цилиндра с расположенными по всему корпусу насечками и выступами (они предотвращают выпадение и расшатывание, проворачивание крепежа), в которую вставляется гвоздь или саморез из металла.
Но сегодня на рынке можно найти очень много разновидностей данного типа крепежа, выполненных из тех или иных материалов, предназначенных для определенных поверхностей, нагрузок.
Дюбель по бетону может быть выполнен с манжетой из металла и его сплавов, разных видов пластмассы (нейлон самый прочный, также используются полиэтилен, полиамид), с защитными покрытиями. Пластмассовые крепежи не боятся коррозии, выступают в роли диэлектриков, но обеспечивают менее надежное и прочное крепление, чем металлические аналоги.
Состав бетона и его свойства
Если вы намерены закрепить конструкцию в бетон, важно понимать, с каким материалом вы будете иметь дело. Бетон может быть разного качества, состава, прочности. Это влияет на показатели нагрузок, которые может выдержать поверхность.
Бетон представляет собой стройматериал на основе цемента, песка, щебня и воды. После укладки раствор застывает, становясь прочным и надежным основанием. В составе бетона могут присутствовать не только вышеописанные компоненты. С целью изменения свойств материала в состав добавляют различные вяжущие компоненты. Например, портландцемент, летучая зола, шлак и другие.
Количество воды – до 16% от всего объема смеси гидратирует цемент. При разведении концентрации специалисты рекомендуют использовать очищенную воду. В производстве бывают случаи, когда вода из непитьевых источников снижала прочность бетона.
В составе бетона могут встречаться химические примеси следующих видов:
воздухововлекающие средства используются для стабилизации воздуха: хороший вариант для улучшения оттаивания бетона после замораживания, за счет чего увеличивается срок эксплуатации бетона;
редукторы воды уменьшают количество добавленной воды, что также улучшает качество стройматериала;
замедлители схватывания способствуют замедлению процесса гидратации. Это удобно в тех случаях, когда готовую бетонную смесь нужно транспортировать.
Соответственно, в процессе приготовления бетонной смеси вы можете использовать компоненты, улучшающие ее свойства. Также не исключены ошибки, из-за которых материал становится пористым и менее прочным. При создании крепления для бетона важно убедиться, что он выдержит предполагаемые нагрузки.
Крепежный анкер и способ установки будет зависеть от будущей нагрузки
При необходимости установить тяжелое оборудование или входную дверь имеет смысл воспользоваться химическим крепежом. Для фиксации подвесных потолков, труб, кухонной мебели, вентиляционных систем подходят забивные с антикоррозийным покрытием. Они создают долговечное и эффективное крепление с прочностью 2-7 H/mm.
Анкер механический
Такой элемент имеет форму стержня, который вворачивают или забивают в рабочую поверхность. В этом случае нагрузка равномерно распределяется по всей площади крепления. При вкручивании шурупа кромочные участки расщепляются и анкер приобретает форму бабочки.
Архивы дюбелей
— SureBuilt Concrete Forms & Accessories
Сообщения
Последние новости
Ромбовидный конический дюбель представляет собой специально разработанную систему передачи нагрузки для горизонтального перемещения в бетонных полах.
Набор конусных дюбелей включает пластиковую пустотелую втулку и дюбельную пластину. Гильзу прибивают к краевой опалубке перед заливкой бетоном. После снятия опалубки в каждую втулку вставляется дюбельная пластина для подготовки к соседней плите.
admin2022-04-07 14:38:482022-04-07 14:42:27Новый конический дюбель для плит!
Последние новости
Корзины с дюбелями после наступления темноты!
Эти корзины для дюбелей являются частью нового коммерческого парка Лейкленд Драгстрип во Флориде. Корзина обеспечивает передачу нагрузки и плавный переход плиты к плите , необходимые для этого проекта площадью 700 000 квадратных футов.
Участок, который сейчас находится в стадии строительства, получил свое название от старой полосы, которая располагалась на территории.
Запатентованная пластиковая втулка допускает движение, а стальная пластина обеспечивает несущую способность без риска блокировки и растрескивания плиты, что обеспечивает высокое качество плиты.
Быстрая доступность продукции SureBuilt в необходимом размере имела решающее значение для T&T Construction , подрядчика по этому быстро развивающемуся проекту.
SureBuilt имеет дюбелей , подходящих для всех видов бетона на уровне земли, включая полы, плиты и тротуары.
Ваши клиенты будут в восторге от новых дюбелей и систем стыков для бетонных плит и тротуаров. Хватит искать поставщиков и позвоните в SureBuilt прямо сейчас!
Конические дюбели
Конические дюбели ромбовидной формы обеспечивают стабильность бетонных швов, надежную передачу нагрузки и плавный переход от плиты к плите, не ограничивая движение пола. Пластиковая втулка прибивается к деревянным опалубкам перед заливкой бетона, а стальная пластина вставляется в втулку после снятия опалубки.
Корзины для дюбелей
Корзина для дюбелей представляет собой экономичный узел для больших полов и тротуаров. Каждая двенадцатифутовая сборка изготавливается в соответствии с расстоянием между дюбелями, указанным в спецификациях проекта. Пластиковая втулка допускает движение, а плоская пластина обеспечивает максимальную опору и плавный переход от плиты к плите.
Стальная кромка
Промышленные полы и тротуары с интенсивным движением требуют точного распределения нагрузки, стабильности и защиты швов. Этим требованиям отвечает сборка, включающая стальную кромку, шпильки, дюбели и швеллер на всю глубину. Несъемная конструкция устраняет традиционные затраты на формирование кромок плит.
Втулки для дюбелей – конструкционное соединение (CJ)
Установка дюбелей в деревянные кромки упрощается с помощью пластиковой втулки для дюбелей и пластины для гвоздей. Пластина просто прибивается к форме и на пластину надевается втулка. Когда кромки пиломатериала удалены, в открытую втулку для примыкающей бетонной плиты вставляется гладкий стальной дюбель.
Втулки для дюбелей – Компенсационный шов (EJ)
С помощью этой втулки для дюбелей легко размещать дюбели с несъемной расширительной пластиной, такой как кедр или полипропилен. Платы расширения предварительно просверлены для правильного расстояния, а втулки защелкнуты на место. Встроенные язычки воротника удерживают каждую втулку на месте и перпендикулярно поверхности доски.
Загрузить брошюру о дюбелях и системах соединения полов (PDF)
Размер и ромбовидная форма конусного дюбеля обеспечивают стабильность соединения, передачу нагрузки и плавный переход от плиты к плите, не ограничивая движения пола.
В комплект входят пустая втулка, гвозди и дюбель. Гильзу прибивают к кромке пиломатериала перед бетонированием. После удаления формы в каждую втулку вставляется дюбельная пластина для подготовки к соседней плите.
Конический дюбель рекомендуется для швов шириной до 0,20 дюйма и подходит для всех типов бетонных полов, плит или тротуаров. Правильно установленный конусный дюбель сводит к минимуму растрескивание шва, устраняет опасность споткнуться и улучшает внешний вид заполнителя шва.
Конический дюбель соответствует Руководству ACI 302.1R по строительству бетонных полов и плит и ACI 360 Design of Flabs-on-Ground.
Свяжитесь с представителем SureBuilt для получения дополнительной информации о конусном дюбеле и других напольных дюбелях и соединительных системах .
Мы умеем их делать… и делаем их много… искры летят!
Новая корзина для дюбелей обеспечивает стабильность соединения, передачу нагрузки и переход плиты в едином экономичном узле. Вы будете удивлены, увидев все возможности продаж, скрытые в бетонных полах и тротуарах.
Корзины для дюбелей рекомендуются для швов шириной до 0,20 дюйма и подходят для всех типов бетонных полов, плит или тротуаров на уровне земли:
Уникальная пластиковая втулка высокой плотности и стальная пластина с заданным интервалом оптимизируют сталь и геометрию для эффективной передачи нагрузки.
Плита обеспечивает максимальное сопротивление смятию, изгибу и продавливанию, а также предотвращает типичное скручивание и усадку бетона.
Считается приемлемым методом в соответствии с Руководством ACI 302.1R по устройству бетонных полов и плит и ACI 360 «Проектирование плит на грунте».
Нажмите здесь, чтобы увидеть все Напольные дюбели и системы соединений доступны на сайте SureBuilt.
Нажмите здесь, чтобы просмотреть или загрузить брошюру «Напольные дюбели и соединительные системы» (PDF) на Вимео.
Компания SureBuilt входит в новый сектор индустрии бетонных конструкций, внедряя инженерные системы стабилизации швов для бетонных полов. Новые продукты для дюбелей от SureBuilt включают конусный дюбель ромбовидной формы, корзинку для дюбеля и стальную кромку. Бетонные полы и тротуары с высокой проходимостью требуют точного распределения нагрузки, плавного перехода и защиты швов. Эти новые требования могут быть удовлетворены с помощью этих новых систем стабилизации суставов. 9№ 0005
Конический дюбель представляет собой ромбовидную специально разработанную систему передачи нагрузки для горизонтального перемещения в швах бетонного пола. Корзина для дюбелей представляет собой сборку дюбелей из проволоки и пластин для эффективной передачи нагрузки в деформационных швах бетонного пола и дорожного покрытия. Steel Edge Nosing — это свободный подвижный шов с прочной стальной кромкой для защиты деформационных швов в полах с высокой проходимостью.
В промышленных и коммерческих зданиях важнейшим компонентом конструкции является долговечность бетонной плиты перекрытия. Быстрый переход в логистической отрасли от более крупных амортизированных колес к более жестким колесам меньшего размера на погрузчиках значительно увеличил проблему растрескивания швов на складах, в розничной торговле и на производственных объектах. Расколотые стыки или трещины могут значительно снизить производительность, потребовать дорогостоящего ремонта и сделать помещения менее привлекательными для потенциальных новых владельцев или арендаторов. Конструкция, обеспечивающая надлежащую стабильность и поддержку соединения, является ключом к минимизации выкрашивания и растрескивания бетонного пола, подверженного колесному движению. Во всех отраслевых руководствах рекомендуется использовать устройства для передачи нагрузки, такие как дюбели, в бетонных полах с движением погрузчиков.
admin2018-12-27 08:58:102021-03-08 09:40:43Новый конический дюбель для перекрытий!
Конический дюбель SureBuilt 3/8″ (втулка и пластина)
SureBuilt
(пока отзывов нет)
Написать рецензию
SureBuilt
Конический дюбель SureBuilt 3/8 дюйма (втулка и пластина)
Рейтинг Обязательно
Выберите Рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя
Тема отзыва Обязательно
комментариев Обязательно
Артикул:
И036700
MPN:
СБТД38С
Наличие:
Обычно отгружается в течение 24 часов
Текущий запас:
Часто покупают вместе:
Описание
Дополнительная информация
Описание
Конические дюбели представляют собой ромбовидную систему передачи нагрузки для бетонных швов. Примечательно, что размер и ромбовидная форма конусного дюбеля обеспечивают стабильность бетонного шва, передачу нагрузки и плавный переход от плиты к плите, не ограничивая движение пола.
Пластиковая втулка прибивается к деревянным опалубкам перед укладкой бетона, а стальная пластина вставляется в втулку после снятия опалубки для подготовки к соседней плите.
Конический дюбель упрощает установку дюбеля, устраняет необходимость сверления краев плиты и снижает трудозатраты для всех типов бетонных плит на уровне земли, включая полы, плоские поверхности и тротуары.
Пластиковая втулка допускает движение, а стальная пластина обеспечивает максимальное сопротивление скольжению, изгибу и продавливанию без риска блокировки плиты, характерного для других методов.
Правильно установленный конический дюбель рекомендуется для швов шириной до 0,20 дюйма и подходит для всех типов бетонных плит на уровне земли, таких как шовные полы, плоские покрытия и тротуары.
Установка конусного дюбеля соответствует требованиям ACI 302.
Припой с канифолью, D 1 мм, 10 г, POS61, в пластмассовой тубе Сибртех
Главная
Каталог
Прочий инструмент
Инструмент для пайки
Материалы и принадлежности для пайки
Артикул:
913361
Скачать фото
Скачать все архивом
Группа товаров
Ручной инструмент
Бренд
СИБРТЕХ
Диаметр, мм
1
Состав
Sn61Pb39
Температура пайки, °С
182
Станьте нашим партнером и получите уникальные условия сотрудничества
Стать партнеромВойти в аккаунт
С этим товаром покупают
913034
Паяльник, пластик ABS с пониженной теплопроводностью, медный наконечник с долговечным покрытием, 220 В, 40 W Matrix
Паяльник, пластик ABS с пониженной теплопроводностью, медный наконечник с долговечным покрытием, 220 В, 40 W Matrix
914845
Набор пинцетов из нержавеющей стали, 4 шт, Sparta
Набор пинцетов из нержавеющей стали, 4 шт, Sparta
914605
Зажим для пайки «Третья рука» с лупой Sparta
Зажим для пайки «Третья рука» с лупой Sparta
Похожие товары
913387
Припой с канифолью, D 2 мм, 100 г, POS61, на пластмассовой катушке Сибртех
Припой с канифолью, D 2 мм, 100 г, POS61, на пластмассовой катушке Сибртех
913385
Припой с канифолью, D 2 мм, 50 г, POS61, на пластмассовой катушке Сибртех
Припой с канифолью, D 2 мм, 50 г, POS61, на пластмассовой катушке Сибртех
913381
Припой с канифолью, D 2 мм, 15 г, POS61, в пластмассовой тубе Сибртех
Припой с канифолью, D 2 мм, 15 г, POS61, в пластмассовой тубе Сибртех
913377
Припой с канифолью, D 1. 5 мм, 100 г, POS61, на пластмассовой катушке Сибртех
Припой с канифолью, D 1.5 мм, 100 г, POS61, на пластмассовой катушке Сибртех
913375
Припой с канифолью, D 1.5 мм, 50 г, POS61, на пластмассовой катушке Сибртех
Припой с канифолью, D 1.5 мм, 50 г, POS61, на пластмассовой катушке Сибртех
913372
Припой с канифолью, D 1.5 мм, 25 г, POS61, на пластмассовой катушке Сибртех
Припой с канифолью, D 1.5 мм, 25 г, POS61, на пластмассовой катушке Сибртех
913371
Припой с канифолью, D 1.5 мм, 10 г, POS61, в пластмассовой тубе Сибртех
Припой с канифолью, D 1. 5 мм, 10 г, POS61, в пластмассовой тубе Сибртех
913367
Припой с канифолью, D 1 мм, 100 г, POS61, на пластмассовой катушке Сибртех Новинка
Припой с канифолью, D 1 мм, 100 г, POS61, на пластмассовой катушке Сибртех
913365
Припой с канифолью, D 1 мм, 50 г, POS61, на пластмассовой катушке Сибртех
Припой с канифолью, D 1 мм, 50 г, POS61, на пластмассовой катушке Сибртех
913362
Припой с канифолью, D 1 мм, 25 г, POS61, на пластмассовой катушке Сибртех
Припой с канифолью, D 1 мм, 25 г, POS61, на пластмассовой катушке Сибртех
Припой с канифолью в категории «Промышленное оборудование и станки»
Припой с канифолью 0. 8 мм (Олово для пайки 60/40 ПОС 61)
На складе в г. Вознесенск
Доставка по Украине
43 грн
Купить
ArduinoKit обучающие наборы
Припой с канифолью D 2 мм 100 г POS61 на пластмассовой катушке Сибртех 913387
На складе в г. Каменское
Доставка по Украине
252 грн
234.36 грн
Купить
Интернет-магазин инструментов «R-Tools»
Припой с канифолью D 2 мм 25 г POS61 на пластмассовой катушке Сибртех 913382
На складе в г. Каменское
Доставка по Украине
73 грн
67.89 грн
Купить
Интернет-магазин инструментов «R-Tools»
Припой с канифолью D 1 мм 25 г POS61 на пластмассовой катушке Сибртех 913362
На складе в г. Каменское
Доставка по Украине
67 грн
62.31 грн
Купить
Интернет-магазин инструментов «R-Tools»
Припой с канифолью D 1,5 мм 25 г POS61 на пластмассовой катушке Сибртех 913372
На складе в г. Каменское
Доставка по Украине
68 грн
63.24 грн
Купить
Интернет-магазин инструментов «R-Tools»
Припой с канифолью, D 2 мм, 50 г, POS61, на пластмассовой катушке Сибртех 913385
На складе в г. Каменское
Доставка по Украине
134 грн
124.62 грн
Купить
Интернет-магазин инструментов «R-Tools»
Проволока паяльная оловянная d1мм (100 г.) в катушке. Оловянный припой (сердечник из канифоли). Припой с
На складе в г. Киев
Доставка по Украине
399 — 454.26 грн
от 2 продавцов
399 грн
Купить
Retail Store Equipment
Проволока из олова для пайки! Припой олова с канифолью внутри!
На складе в г. Белая Церковь
Доставка по Украине
80 грн
72 грн
Купить
Интернет-магазин «ВТренде»
Припой с канифолью 15 г Cynel LC60-SW26 1мм (Польша)
На складе
Доставка по Украине
124 грн
Купить
INTERPARTS
Припой с канифолью в колбе JF- Sn63Pb37 [1мм, 8 г] RMA слабоактив. флюс 2% R101
На складе в г. Днепр
Доставка по Украине
54.38 — 59.53 грн
от 2 продавцов
59.53 грн
Купить
AleMax
Припой ПОС 61 с (канифолью) проволока диам 3мм (бухты от 1 кг)
Доставка по Украине
1 000 грн/кг
Купить
OOO «УКРСПЛАВ»
Припой 1 мм, 14 г , Припой в колбе из канифоллю
На складе
Доставка по Украине
38 грн
35.72 грн
Купить
ГОРИЗОНТ gorizont-el.com.ua
Комплект для пайки (паяльник с регулятором температуры 60Вт + припой + канифоль)
На складе
Доставка по Украине
394 грн
370.36 грн
Купить
ГОРИЗОНТ gorizont-el.com.ua
Комплект для пайки (паяльник с регулятором температуры 60Вт + припой + канифоль)
На складе
Доставка по Украине
340 грн
319.60 грн
Купить
ГОРИЗОНТ gorizont-el. com.ua
Припой с канифолью, D 1 мм, 100 г, POS61, на пластмассовой катушке Сибртех
Доставка по Украине
229 грн
Купить
KRAFTEX — инструмент созданный творить
Смотрите также
Припой с канифолью, D 1,5 мм, 100 г, POS61, на пластмассовой катушке Сибртех
Доставка по Украине
240 грн
Купить
KRAFTEX — инструмент созданный творить
Припой с канифолью, D 2 мм, 100 г, POS61, на пластмассовой катушке Сибртех
Доставка из г. Днепр
243 грн
Купить
KRAFTEX — инструмент созданный творить
Припой ПОС 61 оловянно-свинцовый с канифолью, припой с флюсом (20шт) 1142
Доставка по Украине
190 грн/упаковка
Купить
интернет-магазин ЖАС
Припой ПОС 61 оловянно-свинцовый с канифолью, припой с флюсом (20 шт) 1143
Доставка по Украине
195 грн/упаковка
Купить
интернет-магазин ЖАС
Припой 3 метра ПОС 61- Sn60Pb40 диаметр 0,7 мм с канифолью [9 грамм]
На складе в г. Днепр
Доставка по Украине
27.06 — 27.6 грн
от 2 продавцов
27.60 грн
Купить
AleMax
Припой 1 метр ПОС 61- Sn60Pb40 диаметр 1мм с канифолью [5 грамм]
На складе
Доставка по Украине
15.82 — 17.86 грн
от 2 продавцов
17.86 грн
Купить
AleMax
Припой с канифолью и флюсом (60% Sn/40% Pb) в бобине d1мм 100 гр «Алмаз» TDM
Доставка по Украине
381.98 грн
Купить
TDM Electric
Припой с канифолью и флюсом (60% Sn/40% Pb) в бобине d1мм 250 гр «Алмаз» TDM
Доставка по Украине
773.39 грн
Купить
TDM Electric
Припой с канифолью д.2 мм
Доставка по Украине
90 грн
Купить
Шинторг
Припой с канифолью д.1 мм дл 5 м
Доставка по Украине
20.48 грн
Купить
Шинторг
Припой оловянно свинцовый с канифолью ПОС 61 2мм, 5 грамм
На складе
Доставка по Украине
50 грн
Купить
Припой Турция 170 гр 1,6 мм с канифолью
Доставка по Украине
343 грн
Купить
Интернет-магазин InstrumentPro. com.ua
CИБРТЕХ Припій з каніфоллю, D 1,5 мм, 10 г, POS61, в пластмасовій тубі // СИБРТЕХ
Доставка по Украине
28.57 грн
Купить
STRONG TOOLS
CИБРТЕХ Припій з каніфоллю, D 1 мм, 10 г, POS61, в пластмасовій тубі // СИБРТЕХ
Доставка по Украине
27.25 грн
Купить
STRONG TOOLS
RadioShack Канифольный флюс для пайки, непроливающая паста
RadioShack.com Политика возврата в Интернете | Поврежденные или дефектные товары | Политика возврата покупок в магазине | Гарантия на продукт
RadioShack.com Политика онлайн-возврата
Из-за COVID-19 время обработки возвратов может занять больше времени, чем обычно. Подождите от 14 до 21 дня, прежде чем обращаться в службу поддержки клиентов по поводу статуса вашего возврата. Спасибо за терпеливость.
На RadioShack.com мы хотим, чтобы вы были полностью удовлетворены каждым приобретенным товаром. Если вы не удовлетворены своей покупкой на RadioShack. com, вы можете вернуть большинство товаров в течение 30 дней с полным возмещением стоимости покупки за вычетом стоимости доставки, обработки или других дополнительных расходов. См. раздел «Исключения» для продуктов, на которые не распространяется наша политика возврата.
ВАЖНО: За некоторыми исключениями возврат средств осуществляется в виде кредита в интернет-магазине, который можно использовать на RadioShack.com. RadioShack не возмещает стоимость доставки. За некоторыми исключениями, мы не предоставляем предоплаченные этикетки для возврата; вы несете ответственность за покрытие любых расходов по доставке, чтобы вернуть ваш товар (ы).
Обязательно отправьте товар(ы) обратно в полном соответствии с нашей Политикой онлайн-возврата:
Товар должен быть отправлен обратно в течение 30 дней с даты доставки.
Предметы должны быть неиспользованными и находиться в состоянии как новые.
Все товары должны быть возвращены в оригинальной упаковке, со всеми включенными аксессуарами и документами.
За возврат, отправленный обратно на наш склад без разрешения на возврат, полученного через наш Центр возврата или путем обращения в нашу службу поддержки клиентов, будет взиматься плата за ручную обработку в размере 10 долларов США.
Исключения: RadioShack.com не принимает возврат определенных товаров. Товары, не подлежащие возврату, отмечаются онлайн. К невозвратным товарам относятся:
Товары, которые были перепроданы или изменены (или помечены) для перепродажи, не принимаются.
Открытое программное обеспечение или наборы.
Электронные носители, не имеющие дефектов (например, флэш-накопители USB и карты памяти).
Средства личной гигиены (такие как маски для лица, щитки для лица).
Товары, перечисленные как окончательная продажа или не подлежащие возврату.
Товары, приобретенные не на RadioShack.com.
Внутренний возврат (США)
Чтобы вернуть или обменять ваши товары:
Начните с посещения нашего центра возврата по адресу radioshack. com/returns и введите адрес электронной почты, указанный при размещении заказа.
Ваш запрос на возврат вашего товара должен быть в течение 30 дней с даты доставки или иным образом в рамках нашей Политики возврата.
За некоторыми исключениями мы не предоставляем предоплаченные этикетки для возврата; вы несете ответственность за покрытие расходов на обратную доставку. Стоимость этикетки для обратной доставки будет вычтена из суммы возврата.
Вы получите электронное письмо с инструкциями по возврату. Выберите «Начать возврат» и выберите товары, которые вы хотите вернуть. Следуйте инструкциям, чтобы напечатать этикетку для возврата.
Пожалуйста, используйте выданную транспортную этикетку, чтобы обеспечить надлежащую обработку вашего возврата. Сохраните номер отслеживания возврата возвращаемой посылки, чтобы убедиться, что посылка будет возвращена на наш склад.
Вы можете вернуть посылку в любое почтовое отделение США. Подтверждение по электронной почте будет отправлено вам после того, как ваш возврат будет получен и обработан нашим складом.
Международный возврат
Если вы решите вернуть свой товар (-ы), RadioShack не предоставляет предоплаченные этикетки для возврата, и вы будете нести ответственность за покрытие расходов по доставке. Кроме того, клиенты за пределами США не смогут использовать наш онлайн-центр возврата. Вместо этого, пожалуйста, следуйте приведенным ниже инструкциям, чтобы вернуть товар в соответствии с нашей Политикой онлайн-возврата.
Чтобы вернуть товар по почте, свяжитесь с нашей службой поддержки клиентов по адресу [email protected]. Мы предоставим вам этикетку для возврата, которую вы можете отнести к любому из ваших местных перевозчиков. Отправьте возвращаемые товары в наш отдел возврата по адресу, указанному ниже:
Если вы получили поврежденный или дефектный товар от RadioShack. com, немедленно свяжитесь с представителем службы поддержки.
● Пожалуйста, сообщите представителю номер вашего заказа, номер товара и номер для отслеживания из исходного электронного письма с подтверждением. Представителю также потребуется ваш адрес электронной почты и номер телефона.
● RadioShack.com приложит все разумные усилия, чтобы помочь вам с возвращением.
● Дефектный элемент может быть заменен в течение 30 дней с даты покупки в соответствии с нашей Гарантийной политикой или в течение гарантийного срока производителя, в зависимости от того, что дольше. Обратитесь за помощью к представителю отдела обслуживания клиентов.
● По возможности предоставьте фотографии повреждения или дефекта, чтобы ускорить помощь.
● Поврежденные или неисправные элементы будут заменены, если таковые имеются, или будет выдан кредит магазина RadioShack.com.
Утерянные в пути предметы
Если ваш номер для отслеживания показывает, что заказ был доставлен, но вы так и не получили его от RadioShack. com, немедленно свяжитесь с представителем службы поддержки клиентов.
● Свяжитесь с перевозчиком и подайте претензию в отношении утерянных в пути предметов. Сообщите представителю номер вашего заказа, номер товара, номер для отслеживания из исходного электронного письма с подтверждением и номер претензии. Представителю также потребуется ваш адрес электронной почты и номер телефона. ● RadioShack.com приложит все разумные усилия, чтобы помочь вам с заменой, если таковая имеется, или будет выдан кредит магазина.
Отмена заказа
Мы стремимся к тому, чтобы все заказы комплектовались, упаковывались и отправлялись как можно быстрее, потому что мы знаем, что вам не терпится получить их! Имея это в виду, как только ваш заказ будет размещен, мы не сможем отменить ваш заказ. Пожалуйста, ознакомьтесь с политикой возврата для получения дополнительной информации, если возврат все еще необходим.
Политика возврата покупок в магазине
Магазины RadioShack находятся в независимом владении и управлении и могут различаться в зависимости от местоположения. Обратитесь в местный магазин за копией их политики возврата. RadioShack.com не может осуществлять возврат товаров, приобретенных в магазинах RadioShack.
Гарантия на продукцию
Нажмите здесь , чтобы ознакомиться с Условиями использования для всех штатов.
На многие товары, продаваемые на RadioShack.com, распространяется гарантия производителя. Информацию о применимой гарантии обычно можно найти внутри коробки или упаковки. Для получения дополнительной информации о гарантии производителя на конкретный продукт обращайтесь непосредственно к производителю.
На наши продукты под собственной торговой маркой RadioShack предоставляется 90-дневная или 1-летняя гарантия, в зависимости от продукта. Вы можете прочитать условия этих ограниченных гарантий ниже.
Условия гарантии
За исключением Калифорнии, RadioShack не дает никаких дополнительных гарантий, явных или подразумеваемых, для любого продукта, произведенного стороной, отличной от RadioShack.
ЗА ИСКЛЮЧЕНИЕМ СЛУЧАЕВ, ЗАПРЕЩЕННЫХ ЗАКОНОМ, ПОДРАЗУМЕВАЕМЫЕ ГАРАНТИИ КОММЕРЧЕСКОЙ ПРИГОДНОСТИ И ПРИГОДНОСТИ ДЛЯ ОПРЕДЕЛЕННОЙ ЦЕЛИ СПЕЦИАЛЬНО ОТКАЗЫВАЮТСЯ: (1) ДЛЯ ВСЕХ ПРОДАЖ «КАК ЕСТЬ»; И (2) ПОСЛЕ НАЧАЛА: [A] Истечения срока действия ЛЮБОЙ ПРИМЕНИМОЙ ЯВНОЙ ГАРАНТИИ ИЛИ [B] 90 ДНЕЙ С ДАТЫ ПРИОБРЕТЕНИЯ.
RadioShack не несет ответственности за какие-либо убытки или ущерб (включая косвенные, специальные, случайные или косвенные убытки), прямо или косвенно вызванные продуктами, перечисленными в этом чеке. В некоторых штатах не допускаются ограничения подразумеваемых гарантий (таких как гарантии товарного состояния или пригодности для определенной цели) или исключение случайных или косвенных убытков, поэтому вышеуказанные ограничения или исключения могут не применяться к вам. Кроме того, у вас могут быть другие права, которые варьируются от штата к штату.
РадиоШак.
Продукты, которые мы продаем, не разрешены для использования в качестве важнейших компонентов имплантируемых человеку устройств или устройств или систем жизнеобеспечения. Критический компонент — это любой компонент имплантируемого человеку устройства, устройства или системы жизнеобеспечения, неисправность которого, как можно обоснованно ожидать, вызовет отказ имплантата, устройства или системы жизнеобеспечения или повлияет на их безопасность или эффективность.
На многие другие продукты, предлагаемые на этом веб-сайте, распространяется гарантия производителя. Копия конкретной гарантии, если таковая предлагается гарантом, будет доступна для проверки перед продажей по специальному запросу по нашему каталожному номеру.
Мы поставляем множество продуктов, которые соответствуют военным спецификациям, представленным производителем. Мы не отслеживаем эти продукты; поэтому мы поставляем их только как коммерческие детали.
Информация для международных клиентов или клиентов, путешествующих за границу: продукты, приобретенные на сайте RadioShack.com или в наших торговых точках в США, не могут быть возвращены для гарантийного обслуживания ни в одном из наших международных офисов.
90-дневная ограниченная гарантия
RadioShack Online OpCo LLC (далее «RadioShack») гарантирует отсутствие дефектов материалов и изготовления данного продукта при нормальном использовании первоначальным покупателем в течение девяноста (90) дней после даты покупки в магазине, принадлежащем RadioShack, RadioShack.com , либо авторизованным франчайзи или дилером RadioShack. RADIOSHACK НЕ ПРЕДОСТАВЛЯЕТ ДРУГИХ ЯВНЫХ ГАРАНТИЙ.
Настоящая гарантия не распространяется на: (a) повреждение или неисправность, вызванные или связанные с неправильным использованием, неправильным использованием, несоблюдением инструкций, неправильной установкой или обслуживанием, модификацией, аварией, стихийными бедствиями (например, наводнением или молнией) или чрезмерным напряжением. или текущий; (b) ненадлежащий или неправильно выполненный ремонт лицами, не являющимися авторизованным сервисным центром RadioShack; (c) расходные материалы, такие как предохранители или батареи; (d) обычный износ или косметическое повреждение; (e) транспортные, транспортные или страховые расходы; (f) расходы на демонтаж, установку, настройку, регулировку или переустановку продукта; и (g) требования лиц, не являющихся первоначальным покупателем.
В случае возникновения проблемы, на которую распространяется настоящая гарантия, отнесите продукт и товарный чек RadioShack в качестве подтверждения даты покупки по месту первоначальной покупки или посетите сайт www.radioshack.com/warranty. RadioShack по своему усмотрению, если иное не предусмотрено законом, (а) заменит продукт таким же или сопоставимым продуктом или (б) возместит стоимость покупки. Все замененные продукты, а также продукты, за которые произведен возврат средств, становятся собственностью RadioShack.
RADIOSHACK ЯВНО ОТКАЗЫВАЕТСЯ ОТ ВСЕХ ГАРАНТИЙ И УСЛОВИЙ, НЕ УКАЗАННЫХ В ДАННОЙ ОГРАНИЧЕННОЙ ГАРАНТИИ. ЛЮБЫЕ ПОДРАЗУМЕВАЕМЫЕ ГАРАНТИИ, КОТОРЫЕ МОГУТ ПРЕДОСТАВЛЯТЬСЯ ПО ЗАКОНУ, ВКЛЮЧАЯ ПОДРАЗУМЕВАЕМУЮ ГАРАНТИЮ КОММЕРЧЕСКОЙ ПРИГОДНОСТИ И, ЕСЛИ ПРИМЕНИМО, ПОДРАЗУМЕВАЕМУЮ ГАРАНТИЮ ПРИГОДНОСТИ ДЛЯ ОПРЕДЕЛЕННОЙ ЦЕЛИ, ИСЧЕЗАЮТ ПО ИСТЕЧЕНИИ ЗАЯВЛЕННОГО ГАРАНТИЙНОГО ПЕРИОДА.
ЗА ИСКЛЮЧЕНИЕМ ОПИСАННОГО ВЫШЕ, КОМПАНИЯ RADIOSHACK НЕ НЕСЕТ НИКАКОЙ ОТВЕТСТВЕННОСТИ ПЕРЕД ПОКУПАТЕЛЕМ ПРОДУКТА ИЛИ ЛЮБЫМИ ДРУГИМИ ЛИЦАМИ ИЛИ ОРГАНИЗАЦИЯМИ В ОТНОШЕНИИ КАКОЙ-ЛИБО ОТВЕТСТВЕННОСТИ, ПОТЕРИ ИЛИ УЩЕРБА, ВЫЗВАННЫХ ПРЯМО ИЛИ КОСВЕННО ИЗ-ЗА ИСПОЛЬЗОВАНИЯ ИЛИ РАБОТЫ ПРОДУКТА ИЛИ ВОЗНИКШЕГО НАРУШЕНИЕ НАСТОЯЩЕЙ ГАРАНТИИ, ВКЛЮЧАЯ, НО НЕ ОГРАНИЧИВАЯСЬ, ЛЮБЫЕ УЩЕРБЫ, СВЯЗАННЫЕ С НЕУДОБСТВАМИ И ЛЮБОЙ ПОТЕРЕЙ ВРЕМЕНИ, ДАННЫХ, ИМУЩЕСТВА, ДОХОДА ИЛИ ПРИБЫЛИ, А ТАКЖЕ ЛЮБЫЕ КОСВЕННЫЕ, ОСОБЫЕ, СЛУЧАЙНЫЕ ИЛИ ПОСЛЕДУЮЩИЕ УБЫТКИ, ДАЖЕ ЕСЛИ RADIOSHACK БЫЛ ПРЕДУПРЕЖДЕН ВОЗМОЖНОСТЬ ТАКИХ ПОВРЕЖДЕНИЙ.
В некоторых штатах не допускаются ограничения срока действия подразумеваемой гарантии или исключения или ограничения случайных или косвенных убытков, поэтому вышеуказанные ограничения или исключения могут не применяться к вам. Эта гарантия дает вам определенные юридические права, и вы также можете иметь другие права, которые различаются в зависимости от штата.
RadioShack Online OpCo LLC (далее «RadioShack») гарантирует отсутствие дефектов материалов и изготовления данного продукта при нормальном использовании первоначальным покупателем в течение одного (1) года после даты покупки в магазине, принадлежащем RadioShack, RadioShack.com , либо авторизованным франчайзи или дилером RadioShack. RADIOSHACK НЕ ПРЕДОСТАВЛЯЕТ ДРУГИХ ЯВНЫХ ГАРАНТИЙ.
Настоящая гарантия не распространяется на: (a) повреждение или неисправность, вызванные или связанные с неправильным использованием, неправильным использованием, несоблюдением инструкций, неправильной установкой или обслуживанием, модификацией, аварией, стихийными бедствиями (например, наводнением или молнией) или чрезмерным напряжением. или текущий; (b) ненадлежащий или неправильно выполненный ремонт лицами, не являющимися авторизованным сервисным центром RadioShack; (c) расходные материалы, такие как предохранители или батареи; (d) обычный износ или косметическое повреждение; (e) транспортные, транспортные или страховые расходы; (f) расходы на демонтаж, установку, настройку, регулировку или переустановку продукта; и (g) требования лиц, не являющихся первоначальным покупателем.
В случае возникновения проблемы, на которую распространяется настоящая гарантия, отнесите продукт и товарный чек RadioShack в качестве подтверждения даты покупки в место первоначальной покупки или посетите сайт www. radioshack.com/warranty. RadioShack по своему усмотрению, если иное не предусмотрено законом, (а) заменит продукт таким же или сопоставимым продуктом или (б) возместит стоимость покупки. Все замененные продукты, а также продукты, за которые произведен возврат средств, становятся собственностью RadioShack.
RADIOSHACK ЯВНО ОТКАЗЫВАЕТСЯ ОТ ВСЕХ ГАРАНТИЙ И УСЛОВИЙ, НЕ УКАЗАННЫХ В ДАННОЙ ОГРАНИЧЕННОЙ ГАРАНТИИ. ЛЮБЫЕ ПОДРАЗУМЕВАЕМЫЕ ГАРАНТИИ, КОТОРЫЕ МОГУТ ПРЕДОСТАВЛЯТЬСЯ ПО ЗАКОНУ, ВКЛЮЧАЯ ПОДРАЗУМЕВАЕМУЮ ГАРАНТИЮ КОММЕРЧЕСКОЙ ПРИГОДНОСТИ И, ЕСЛИ ПРИМЕНИМО, ПОДРАЗУМЕВАЕМУЮ ГАРАНТИЮ ПРИГОДНОСТИ ДЛЯ ОПРЕДЕЛЕННОЙ ЦЕЛИ, ИСЧЕЗАЮТ ПО ИСТЕЧЕНИИ ЗАЯВЛЕННОГО ГАРАНТИЙНОГО ПЕРИОДА.
ЗА ИСКЛЮЧЕНИЕМ ОПИСАННОГО ВЫШЕ, КОМПАНИЯ RADIOSHACK НЕ НЕСЕТ НИКАКОЙ ОТВЕТСТВЕННОСТИ ПЕРЕД ПОКУПАТЕЛЕМ ПРОДУКТА ИЛИ ЛЮБЫМИ ДРУГИМИ ЛИЦАМИ ИЛИ ОРГАНИЗАЦИЯМИ В ОТНОШЕНИИ КАКОЙ-ЛИБО ОТВЕТСТВЕННОСТИ, ПОТЕРИ ИЛИ УЩЕРБА, ВЫЗВАННЫХ ПРЯМО ИЛИ КОСВЕННО ИЗ-ЗА ИСПОЛЬЗОВАНИЯ ИЛИ РАБОТЫ ПРОДУКТА ИЛИ ВОЗНИКШЕГО НАРУШЕНИЕ НАСТОЯЩЕЙ ГАРАНТИИ, ВКЛЮЧАЯ, НО НЕ ОГРАНИЧИВАЯСЬ, ЛЮБЫЕ УЩЕРБЫ, СВЯЗАННЫЕ С НЕУДОБСТВАМИ И ЛЮБОЙ ПОТЕРЕЙ ВРЕМЕНИ, ДАННЫХ, ИМУЩЕСТВА, ДОХОДА ИЛИ ПРИБЫЛИ, А ТАКЖЕ ЛЮБЫЕ КОСВЕННЫЕ, ОСОБЫЕ, СЛУЧАЙНЫЕ ИЛИ ПОСЛЕДУЮЩИЕ УБЫТКИ, ДАЖЕ ЕСЛИ RADIOSHACK БЫЛ ПРЕДУПРЕЖДЕН ВОЗМОЖНОСТЬ ТАКИХ ПОВРЕЖДЕНИЙ.
В некоторых штатах не допускаются ограничения срока действия подразумеваемой гарантии или исключения или ограничения случайных или косвенных убытков, поэтому вышеуказанные ограничения или исключения могут не применяться к вам. Эта гарантия дает вам определенные юридические права, и вы также можете иметь другие права, которые различаются в зависимости от штата.
CDC — Карманный справочник NIOSH по химическим опасностям
Синонимы и торговые названия
Продукты пиролиза паяльных флюсов на канифоли, продукты пиролиза канифольных флюсов
CAS №
RTECS №
DOT ID & Guide
Formula
Преобразование
IDLH
ND См.: ИНДЕКС IDLH
Пределы воздействия
НИОСХ РЕЛ
TWA 0,1 мг/м 3 [*Примечание: «Са» в присутствии формальдегида, ацетальдегида или малонового альдегида. См. Приложения А и С (альдегиды).]
OSHA PEL
нет См. Приложение G
Методы измерения
НИОСХ 2541, 3500
См.: Методы NMAM или OSHA.
Физическое описание
Продукты пиролиза канифольного припоя включают ацетон, алифатические альдегиды, метиловый спирт, метан, этан, различные абиетиновые кислоты (основные компоненты канифоли), CO и CO 2 .
Молекулярный вес
Свойства варьируются в зависимости от конкретного используемого припоя на основе канифоли.
Несовместимости и реакции
Варьируется
Пути воздействия
вдох
Симптомы
раздражение глаз, носа, горла, верхних дыхательных путей [потенциальный профессиональный канцероген (в присутствии формальдегида, ацетальдегида или малонового альдегида)]
Целевые органы
Глаза, дыхательная система
Раковый участок
[рак носа; опухоли щитовидной железы у животных (в присутствии формальдегида, ацетальдегида или малонового альдегида)]
Средства индивидуальной защиты/санитарии
(См. коды защиты) Кожа: Нет рекомендаций
Глаза: Нет рекомендаций
Мытье кожи: Нет рекомендаций
Удалить: Нет рекомендаций
Изменение: Нет рекомендации
Первая помощь
(См. процедуры) Глаза: Немедленно промыть
Дыхание: Респираторная поддержка
Рекомендации по использованию респираторов
Нет в наличии.
В присутствии формальдеида, ацетальдегида или малонового альдегида: NIOSH
При концентрациях выше ПДН NIOSH или при отсутствии ПДК, при любой поддающейся обнаружению концентрации: (APF = 10 000) Любой автономный дыхательный аппарат с полнолицевой маской, работающий в режиме «давление-требование» или в другом режим положительного давления (APF = 10 000) Любой респиратор с подачей воздуха, который имеет полную лицевую часть и работает в режиме давления-требования или другом режиме положительного давления в сочетании со вспомогательным автономным дыхательным аппаратом положительного давления
Побег: (APF = 50) Любой очищающий воздух полнолицевой респиратор (противогаз) с подбородочным, передним или задним бачком для органических паров с фильтром N100, R100 или P100.
Сталь 12Х1МФ — расшифровка марки стали, ГОСТ, характеристика материала
Нелегированные стали
Легированные стали
Нержавеющие стали
65Г
ШХ15
Р18
Р6М5
9ХС
ХВГ
09Г2С
Х12МФ
12Х1МФ
12ХН3А
20Х
30ХМА
30ХГСА
40Х
40ХН
45Х
Марка стали — 12Х1МФ
Стандарт — ГОСТ 20072
Сталь 12Х1МФ содержит в среднем 0,12% углерода, Х1 — указывает содержание хрома в стали примерно 1%, буквы М и Ф указывают наличие в стали легирующих элементов (молибден и ванадий).
Теплоустойчивая сталь 12Х1МФ применяется для изготовления деталей, работающих в нагруженном состоянии при температуре до 600°С в течении длительного времени. Рекомендуемая температура применения 570-585°С.
Из стали 12Х1МФ изготовляют трубы пароперегревателей, трубопроводов и коллекторных установок высокого давления, поковки для паровых котлов и паропроводов, детали цилиндров газовых турбин и другие детали.
Массовая доля основных химических элементов, %
C — углерода
Si — кремния
Mn — марганца
Cr — хрома
Ni — никеля
Mo — молибдена
V — ванадия
0,10-0,15
0,17-0,37
0,40-0,70
0,90-1,20
Не более 0,30
0,25-0,35
0,15-0,30
Температура критических точек, °С
Ac1
Ac3
Ar1
Ar3
760
890
730
825
Технологические свойства
Ковка
Температура ковки, °С: начала 1240, конца 780. Сечения до 50 мм охлаждаются в штабелях, сечения 51-100 мм — в ящиках, 500-600 мм подвергаются низкотемпературному отжигу.
Свариваемость
Ограниченно свариваемая. Способы сварки: ручная дуговая сварка, автоматическая дуговая сварка, контактная сварка. Рекомендуется подогрев и последующая термообработка.
Обрабатываемость резанием
В нормализованном и отпущенном состоянии при HB 138 и σв = 460 МПа: Kv твердый сплав = 1,5 Kv быстрорежущая сталь = 1,35
Физические свойства
Температура испытаний, °С
20
100
200
300
400
500
600
700
800
900
Модуль нормальной упругости E, ГПа
198
193
188
183
175
167
157
151
—
—
Модуль упругости при сдвиге кручением G, ГПа
—
—
—
—
—
—
—
—
—
—
Плотность ρn, кг/м3
7800
7780
7750
7720
7680
7640
7600
7570
7540
7560
Коэффициент теплопроводности λ, Вт/(м*К)
—
44
44
42
40
37
35
32
28
28
Удельное электросопротивление ρ, нОм*м
230
278
343
430
532
647
775
926
1087
1130
20-100
20-200
20-300
20-400
20-500
20-600
20-700
20-800
20-900
20-1000
Коэффициент линейного расширения α*106, K-1
12,4
13,0
13,6
14,0
14,4
14,7
14,9
14,8
12,0
—
Удельная теплоемкость c, Дж/(кг*К)
—
—
—
—
—
—
—
—
—
—
Марка стали 12Х1МФ: характеристики, ГОСТ, расшифровка | Справочник
Наверх
Справочник
Характеристики материалов (стали)
Лист нержавеющий
Нержавеющий сортовой прокат
Сорт теплоустойчивый
Труба нержавеющая
Характеристики стали AISI 409 (08Х13)
Характеристики стали 08Х17Н5М3 (ЭИ 925)
Характеристики стали 08Х18Н10Т
Характеристики стали 10Х11Н23Т3МР
Характеристики стали 12Х18Н10Т
Характеристики стали 14Х17Н2 ЭИ268
Сталь 13X11Н2В2МФ (ЭИ-961-Ш МАП)
Сталь 12Х1МФ
Сталь 15Х1М1Ф
Сталь 20Х13
Сталь 30Х13
Титановый сплав 3М
Сталь AISI 420, 420J2
Сталь AISI (Аиси) 430
Сталь AISI 316, 316L, 316Ti
Сталь AISI 321
Сталь AISI 201
Назначение изделий из нержавеющей стали
Особенности выбора
26 Сентября 2022 Скидки на нержавеющий лист ! Лист 304Н 75 х 2500 х 7150 !!!
30 Августа 2022 Скидки на шестигранник нержавеющий 304 и 321 !!! ООО «ТМ Пассат» предлагает приобрести Шестигранник нержавеющий в Санкт-Петербурге и МСК. области по специальной цене!
10 Ноября 2022 Поступление круга по 25Х2М1Ф, 20Х1М1Ф1ТР, 25Х1МФ !!!
02 Ноября 2022 Лист 201 2В 0.5 х 1000 х 2000 по цене 192 руб/ кг с НДС!!!
Главная
/
Справочник
/
Характеристики материалов (стали)
/
Сталь 12Х1МФ
Круг теплоустойчивый
Марка: 12Х1МФ (другое обозначение 12ХМФ).
Вид поставки: сортовой прокат, в том числе фасонный: ГОСТ 20072-74, ГОСТ 2590-2006, ГОСТ 2591-2006.
Использование в промышленности: для изготовления деталей, работающих при температуре 540-580 °С.
Сталь 12Х1МФ применяется:
для изготовления труб пароперегревателей, трубопроводов и коллекторных установок высокого давления;
для изготовления поковок для паровых котлов и паропроводов;
для изготовления деталей цилиндров газовых турбин;
для изготовления различных деталей, работающих при температуре до 570-585 °С;
для изготовления деталей трубопроводов и трубопроводной арматуры с закалкой на воздухе или в масло и отпуском на воздухе;
для изготовления деталей типа донышек, воротниковых фланцев, штуцеров, колец, патрубков, тройников и деталей прямоугольной формы для энергооборудования и трубопроводов с абсолютным давлением свыше 3,9 МПа тепловых электростанций.
ГОСТ 20072 – 74.
C
Si
Mn
Ni
S
P
Cr
Mo
V
Cu
0.1 — 0.15
0.17 — 0.37
0.4 — 0.7
до 0.3
до 0.025
до 0.03
0.9 — 1.2
0.25 — 0.35
0.15 — 0.3
до 0.2
Примечание: Также хим. состав указан в ГОСТ 5520 — 79
Сталь 12Х2МФ применяется: для изготовления оребренных холоднокатаных труб наружным диаметром 32, 38 и 50 мм, предназначенных для паровых котлов со сверхкритическими параметрами пара; трубы пароперегревателей, трубы и коллекторы высокого давления, поковки для паровых котлов и паропроводов; детали, цилиндры газовых турбин; различные детали, работающие при температуре до +570-585 °С; детали труб и арматуры с закалкой на воздухе или в масле и оставлением на воздухе; детали типа днищ, фланцев воротниковых, арматуры, колец, патрубков, тройников и деталей прямоугольной формы для энергетического оборудования и трубопроводов с абсолютным давлением более 3,9МПа и тепловые электростанции; заготовок, предназначенных для изготовления бесшовных холодно-, тепло-, горячедеформированных, в том числе горячепрессованных и горячепрессованных редуцированных труб для паровых котлов и трубопроводов, установок с высокими и сверхкритическими параметрами пара; трубы диаметром от 57 до 168 мм для использования в системе газопроводов, нефте- и газопроводов, технологических трубопроводов, транспортирующих нефть и нефтепродукты, а также в системах поддержания пластового давления в условиях климатических зон с температурой транспортируемого среда от +5°С до +40°С.
Примечание
Микролегированная сталь класса парлинго повышенной коррозионной стойкости и хладостойкости. Труба из стали марки 12ХМФА отличается от стандартных нефтегазовых труб повышенной хладостойкостью, повышенной стойкостью к общей и питтинговой коррозии, стойкостью к сульфидно-коррозионному растрескиванию и водородному растрескиванию. Температура интенсивного образования накипи +600 °C.
Стандарты
Наименование
Код
Стандарты
Прокат сортовой и фасонный
В22
ГОСТ 1133-71, ГОСТ 2590-2006, ГОСТ 2591-2006
Листы и полосы
В33
ГОСТ 4405-75, ТУ 108.1273-84, ТУ 14-1-1584-75, ТУ 14-1-687-73
Листы и полосы
В23
ГОСТ 5520-79, ГОСТ 103-2006
Прокат сортовой и фасонный
В32
ГОСТ 7417-75, ГОСТ 8559-75, ГОСТ 8560-78, ГОСТ 14955-77, ГОСТ 20072-74, ТУ 14-1-1397-75, ТУ 14-1-3987-85, ТУ 14-11-245-88, ТУ 14-1-1529-2003
Быки. Бланки. Плиты
В21
ОСТ 14-13-75
Формовка металлов. Поковки
В03
ОСТ 5Р.9125-84, ОСТ 108.030.113-87, ТУ 0306.018-80, СТ ЦКБА 010-2004
Термическая и термохимическая обработка металлов
В04
СТ ЦКБА 026-2005
Быки. Бланки. Плиты
В31
ТУ 108-938-80, ТУ 14-1-4992-91
Ленты
В34
ТУ 14-175-90-89
Трубы стальные и соединительные детали к ним
В62
ТУ 14-3-341-75, ТУ 14-3-463-2005, ТУ 14-3-460-2009, ТУ 1310-030-00212179-2007, ТУ 14-3Р-55-2001, ТУ 14-3 -460-2003, ТУ 1308-226-0147016-02
Химический состав
Стандарт
С
С
Р
Мн
Кр
Си
Ni
Фе
Медь
Н
Ал
В
Ти
Пн
Вт
ТУ 14-1-3987-85
0,1-0,15
≤0,025
≤0,025
0,4-0,7
0,9-1,2
0,17-0,37
≤0,3
Остальные
≤0,3
—
—
0,15-0,3
—
0,25-0,35
—
ТУ 108. 1273-84
0,08-0,15
≤0,02
≤0,02
0,4-0,7
0,9-1,2
0,17-0,37
≤0,3
Остальные
≤0,35
—
—
0,15-0,3
—
0,25-0,35
—
ГОСТ 5520-79
0,08-0,15
≤0,025
≤0,025
0,4-0,7
0,9-1,2
0,17-0,37
≤0,3
Остальные
≤0,2
—
≤0,02
0,15-0,3
—
0,25-0,35
—
ГОСТ 20072-74
0,1-0,15
≤0,025
≤0,03
0,4-0,7
0,9-1,2
0,17-0,37
≤0,3
Остальные
≤0,2
—
—
0,15-0,3
≤0,03
0,25-0,35
≤0,2
ТУ 14-3-460-2003
0,1-0,15
≤0,025
≤0,025
0,4-0,7
0,9-1,2
0,17-0,37
≤0,25
Остальные
≤0,2
—
—
0,15-0,3
—
0,25-0,35
—
ТУ 14-3-341-75
0,08-0,15
≤0,025
≤0,025
0,4-0,7
0,9-1,2
0,17-0,37
≤0,25
Остальные
≤0,2
—
—
0,15-0,3
—
0,25-0,35
—
ТУ 1308-226-0147016-02
0,09-0,13
≤0,01
≤0,015
0,35-0,65
0,8-1,1
0,17-0,37
≤0,25
Остальные
≤0,25
≤0,008
0,02-0,05
0,03-0,08
—
0,15-0,3
—
Fe является основой. По ГОСТ 5520-79 при производстве стального лома технологическая массовая доля меди не должна быть более 0,30%. По ГОСТ 20072-74 при ломовой обработке стали содержание Cu ≤ 0,30%. Вольфрама допускается до 0,20%, титана до 0,030%. При выплавке стали методом электрошлакового переплава массовая доля серы не должна быть более 0,015 %. По ТУ 14-1-1529-2003, ТУ 14-3-460-2003 и ТУ 14-3-341-75 для стали, выплавленной ломовым способом или из медистых руд, допускается массовая доля остаточной меди и никеля до 0,30 % каждого. Допускается технологическая добавка редкоземельных элементов для улучшения качества металла. По ТУ 14-3Р-55-2001 химический состав приведен для стали марки 12Х1МФ; Для стали, изготовленной ломовым способом или из медистых руд, допускается содержание меди и никеля не более 0,30 % каждого. Для стали марки 12Х1МФ-ПВ массовая доля углерода составляет 0,11-0,15 %, никеля, меди, серы и фосфора ≤ 0,15 % каждого, массовая доля остальных элементов идентична стали 12Х1МФ. Допускается наличие редкоземельных элементов, вводимых в качестве технологических добавок. По ТУ 1308-226-0147016-02 химический состав приведен для стали марки 12ХМФА. Трубы должны быть изготовлены из стали, модифицированной кальцием и его сплавами. Допускаемые отклонения по содержанию химических элементов в готовом прокате по ГОСТ 4543. Содержание металлургического водорода в стали не более 2 ppm. По ТУ 108.1273-84 химический состав приведен для стали марки 12Х1МФ-ВД. Допускаются отклонения по химическому составу: по углероду +0,010 %, по кремнию +0,050/-0,020 %, по марганцу +0,050/-0,10 % (для стали, выплавленной методом ВДП) и -0,10 % (для стали, выплавленной в электролизе). дуговая печь), в никеле + 0,10%.
Механические характеристики
Сечение, мм
t отпускания, °С
с Т |с 0,2 , МПа
σ B , МПа
д 5 , %
г, %
кДж/м 2 , кДж/м 2
Число твердости по Бринеллю, МПа
ХРБ
Листы в состоянии поставки на др. 108.1273-84
—
—
≥294
≥441
≥20
≥60
≥1176
—
—
—
—
≥196
≥352,8
≥16
≥60
—
—
—
Поковки. Нормализация
100-300
—
≥215
≥430
≥20
≥48
≥481
123-167
—
300-500
—
≥215
≥430
≥18
≥40
≥432
123-167
—
500-800
—
≥215
≥430
≥16
≥35
≥383
123-167
—
100
—
≥215
≥430
≥24
≥53
≥530
123-167
—
100-300
—
≥245
≥470
≥19
≥42
≥383
143-179
—
300-500
—
≥245
≥470
≥17
≥35
≥334
143-179
—
Труба бесшовная горячедеформированная термически обработанная в состоянии поставки по ТУ 1308-226-0147016-02 (при условии прочности образцов по Шарпи при -60 °С, доли вязкой составляющей при -60°С ≥70%)
—
—
386-512
≥512
≥25
—
≥1274
—
≤93
Заготовки трубной арматуры. Закалка на воздухе или в масле с 930-950 °С (выдержка 2,5-4,5 часа в зависимости от толщины и массы заготовки) с последующим отпуском и охлаждением на воздухе
≤250
740-760
≥255
≥470
≥20
≥50
≥589
131-170
—
Нормализация при 950-1030 °С + Отпуск при 680-760 °С
—
—
320-450
510-580
25-33
67-77
—
—
—
Лист 2, 3, 16, 18-20 категории, обработанный в состоянии поставки
≤5
—
≥295
440-590
≥21
—
—
—
—
Нормализация при 950-1030 °С + Отпуск при 680-760 °С
—
—
330
480-490
22
75
—
—
—
Лист 2, 3, 16, 18-20 категории, обработанный в состоянии поставки
≤5
—
≥295
470-640
≥21
—
—
—
—
Нормализация при 950-1030 °С + Отпуск при 680-760 °С
—
—
315-325
435-470
18-20
67-74
—
—
—
Лист 2, 3, 16, 18-20 категории, обработанный в состоянии поставки
5-40
—
≥295
470-590
≥21
—
≥784
—
—
Нормализация при 950-1030 °С + Отпуск при 680-760 °С
—
—
315-325
430-450
21-24
75
—
—
—
Лист 2, 3, 16, 18-20 категории, обработанный в состоянии поставки
5-40
—
≥295
470-640
≥21
—
≥784
—
—
Нормализация при 950-1030 °С + Отпуск при 680-760 °С
—
—
215-315
305-500
20-26
78-84
—
—
—
Лист стальной горячекатаный по прочему 14-1-687-73. Нормализация + Высокие праздники
1,4; 2,0; 3.0
—
≥294
≥490
≥21
—
—
—
—
Нормализация при 950-1030 °С + Отпуск при 680-760 °С
—
—
205-245
295-440
22-28
66-84
—
—
—
Поковки для деталей, устойчивых к ICC. Нормализация 960-980°С, охлаждение на воздухе + Отпуск 740-760°С на воздухе
≤250
—
≥255
≥470
≥20
≥50
≥589
131-167
—
Нормализация при 950-1030 °С + Отпуск при 680-760 °С
—
—
185-265
225-440
23-38
74-85
—
—
—
Продольный образец (из трубы) диаметром 6 мм, длиной 30 мм. Скорость деформации 16 мм/мин Скорость деформации 0,009 1/с
—
—
≥73
≥82
≥36
≥85
—
—
—
—
—
≥51
≥66
≥44
≥97
—
—
—
—
—
≥44
≥60
≥54
≥98
—
—
—
—
—
≥35
≥50
≥60
≥100
—
—
—
—
—
≥30
≥42
≥56
≥100
—
—
—
—
—
≥23
≥31
≥58
≥100
—
—
—
Прокат стальной. Нормализация при 910-930°С, охлаждение на воздухе + Отпуск при 670-690°С, охлаждение на воздухе
—
—
≥235
≥410
≥21
≥45
≥579
—
—
Образец продольный (из трубы) диаметром 6 мм, длиной 30 мм. Скорость деформации 16 мм/мин Скорость деформации 0,0091/с
—
—
≥14
≥18
≥55
≥100
—
—
—
Прокат стальной. Нормализация при 960-980°С, охлаждение на воздухе + Отпуск при 700-750°С, охлаждение на воздухе
90
—
≥255
≥470
≥21
≥55
≥961
—
—
Труба диаметром 273 мм с толщиной стенки 29мм. Нормализация при 980-1000°С + Отпуск при 740-760°С
—
—
≥305
≥490
23-33
71-74
—
—
—
Заготовка трубная + Трубы горячедеформированные (DH=57-465 мм) ТУ 14-3-460-2003. Нормализация при 950-980 °С + Отпуск при 720-750 °С (выдержка не менее 1 ч), охлаждение на воздухе
20-25
—
≥255
440-640
≥18
≥45
≥490
—
—
Труба диаметром 273 мм с толщиной стенки 29 мм. Нормализация при 980-1000°С + Отпуск при 740-760°С
—
—
≥225
≥355
≥28
≥83
—
—
—
Заготовка трубная + Трубы горячедеформированные (DH=57-465 мм) ТУ 14-3-460-2003. Нормализация в 950-980 °С + Отпуск при 720-750 °С (выдержка не менее 1 ч), охлаждение на воздухе
20-25
—
≥255
470-640
≥21
≥55
≥590
—
—
Труба диаметром 273 мм с толщиной стенки 29 мм. Нормализация при 980-1000°С + Отпуск при 740-760°С
—
—
≥205
≥345
≥25
≥81
—
—
—
—
—
≥225
≥410
≥28
≥78
—
—
—
Трубы бесшовные для паровых котлов и трубопроводов из стали марок 12Х2МФ и 12Х2МФ-ПВ по ТУ 14-3П-55-2001. Нормализация при 950-980 °С + Отпуск при 720-750 (выдержка 1-3 часа), охлаждение на воздухе
—
—
≥274
441-637
≥19
≥50
≥490
—
—
Труба диаметром 273 мм с толщиной стенки 29 мм. Нормализация при 980-1000°С + Отпуск при 740-760°С
—
—
≥205
≥390
≥25
≥80
—
—
—
Трубы бесшовные для паровых котлов и трубопроводов из стали марок 12Х2МФ и 12Х2МФ-ПВ по ТУ 14-3П-55-2001. Нормализация в 950-980 °С + Отпуск при 720-750 (выдержка 1-3 часа), охлаждение на воздухе
—
—
≥274
441-637
≥21
≥55
≥590
—
—
Труба диаметром 273 мм с толщиной стенки 29 мм. Нормализация при 980-1000°С + Отпуск при 740-760°С
—
—
≥215
≥430
≥24
≥73
—
—
—
Труба холоднокатаная ребристая по прочему 14-3-341-75. Нормализация при 960-990 °С (выдержка не менее 10 мин) + Отпуск при 720-750 °С (выдержка 1-3 ч), охлаждение на воздухе
32, 38, 50
—
≥275
442-638
≥21
—
—
—
—
Труба диаметром 273 мм с толщиной стенки 29 мм. Нормализация в 980-1000 °С + Отпуск при 740-760 °С
—
—
≥225
≥480
≥19
≥66
—
—
—
—
—
≥255
≥450
≥23
≥71
—
—
—
—
—
≥285
≥450
≥27
≥73
—
—
—
—
—
≥175
≥215
≥25
≥87
—
—
—
Трубы бесшовные для паровых котлов и трубопроводов из стали марок 12Х2МФ и 12Х2МФ-ПВ по ТУ 14-3П-55-2001. Нормализация при 950-980 °С + Отпуск при 720-750 (выдержка 1-3 часа), охлаждение на воздухе
—
≥216
—
—
—
—
—
—
—
≥206
—
—
—
—
—
—
Описание механических меток
Наименование
Описание
Раздел
Секция
с Т | с 0,2
Предел текучести или предел пропорциональности с допуском на остаточную деформацию 0,2%
о В
Предел кратковременной прочности
г 5
Удлинение после разрыва
у
Относительное сужение
кДж/м 2
Прочность
ХРБ
Твердость по Роквеллу (индентор стальной, сферический)
 п.
п.
 Готовый продукт привлекает красотой, причудливыми узорами, эксклюзивностью. При незначительном расходе сырья можно получить сложные формы с ювелирной детализацией.
Готовый продукт привлекает красотой, причудливыми узорами, эксклюзивностью. При незначительном расходе сырья можно получить сложные формы с ювелирной детализацией. Пластик требует осторожного обращения: он деформируется даже при незначительном повышении температуры. Мы используем станки с высокоточными фрезами, практикуем прямолинейные и фигурные способы обработки, работаем с разными видами: ПВХ, полиамид, акрил, поликарбонат. Для каждого экземпляра используются новые фрезы. Это сводит риск появления дефектов к нулю. А минимизация отходов, благодаря правильному раскрою, уменьшает оплату.
Пластик требует осторожного обращения: он деформируется даже при незначительном повышении температуры. Мы используем станки с высокоточными фрезами, практикуем прямолинейные и фигурные способы обработки, работаем с разными видами: ПВХ, полиамид, акрил, поликарбонат. Для каждого экземпляра используются новые фрезы. Это сводит риск появления дефектов к нулю. А минимизация отходов, благодаря правильному раскрою, уменьшает оплату. Наши сотрудники могут предложить собственный вариант или воспользоваться изображением клиента.
Наши сотрудники могут предложить собственный вариант или воспользоваться изображением клиента. Наши сотрудники могут предложить собственный вариант или воспользоваться изображением клиента.
Наши сотрудники могут предложить собственный вариант или воспользоваться изображением клиента. Читайте дальше, чтобы узнать, как Селеста создает эти удивительные вставки, вырезанные лазером.
Читайте дальше, чтобы узнать, как Селеста создает эти удивительные вставки, вырезанные лазером.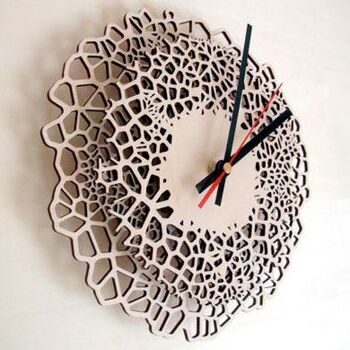 «Лазер был ужасен. Я целыми днями пытался сфокусировать его на всей кровати. Мои проекты не срабатывали, и я знала, что могу добиться большего», — сказала она. «Я начал изучать других производителей из-за полного разочарования в машине».
«Лазер был ужасен. Я целыми днями пытался сфокусировать его на всей кровати. Мои проекты не срабатывали, и я знала, что могу добиться большего», — сказала она. «Я начал изучать других производителей из-за полного разочарования в машине».



 Этот волоконный лазер чрезвычайно универсален: от резки самого тонкого материала до стали толщиной 3/4 дюйма до лазерной резки нержавеющей стали, алюминия, бронзы, меди и латуни. Мы предлагаем услуги по травлению различных металлов и сплавов, в том числе зеркальной нержавеющей стали #8.
Этот волоконный лазер чрезвычайно универсален: от резки самого тонкого материала до стали толщиной 3/4 дюйма до лазерной резки нержавеющей стали, алюминия, бронзы, меди и латуни. Мы предлагаем услуги по травлению различных металлов и сплавов, в том числе зеркальной нержавеющей стали #8.

 Есть вопрос? Просто позвоните нам по телефону 406-586-3302 или напишите нам по адресу [email protected]
Есть вопрос? Просто позвоните нам по телефону 406-586-3302 или напишите нам по адресу [email protected] Мы не можем резать дерево, пластмассу или металл, смешанный с другими компонентами, с помощью волоконного лазера.
Мы не можем резать дерево, пластмассу или металл, смешанный с другими компонентами, с помощью волоконного лазера. Пожалуйста, позвоните по телефону 406-586-3302, если ваш проект требует изготовления
Пожалуйста, позвоните по телефону 406-586-3302, если ваш проект требует изготовления
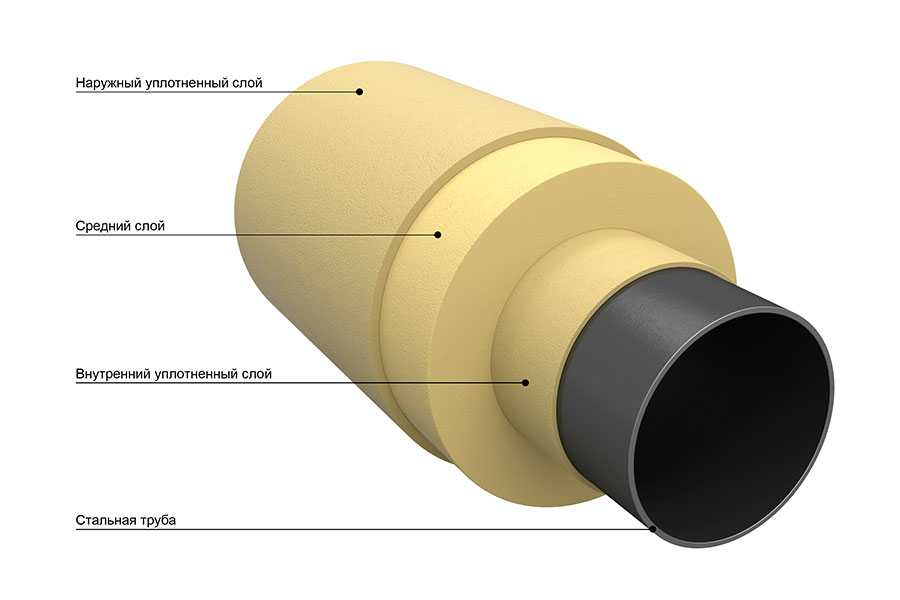 Саму стальную трубу надо чистить кордщеткой до появления металлического блеска.
Саму стальную трубу надо чистить кордщеткой до появления металлического блеска. После прогревания на теплую поверхность внешних оболочек по периметру наклеить специализированную адгезивную ленту, армирующим слоем наружу, с соблюдением следующих условий: нахлест на риски 5-10 мм, нахлест адгезива в месте соединения 10-30 мм.
После прогревания на теплую поверхность внешних оболочек по периметру наклеить специализированную адгезивную ленту, армирующим слоем наружу, с соблюдением следующих условий: нахлест на риски 5-10 мм, нахлест адгезива в месте соединения 10-30 мм.


 Затем тщательно перемешать все компоненты, с использованием дрели со специальной насадкой-мешалкой.
Затем тщательно перемешать все компоненты, с использованием дрели со специальной насадкой-мешалкой. При работе в закрытых помещениях, надо обеспечить принудительную вентиляцию в зоне ведения работ.
При работе в закрытых помещениях, надо обеспечить принудительную вентиляцию в зоне ведения работ.

 В случае поражения больших участков кожного покрова необходимо сразу принять теплый душ с мылом и затем обратиться в медпункт.
В случае поражения больших участков кожного покрова необходимо сразу принять теплый душ с мылом и затем обратиться в медпункт.
 Исаковского в Москве
Исаковского в Москве Черноголовка
Черноголовка Каховская”
Каховская” Брянска
Брянска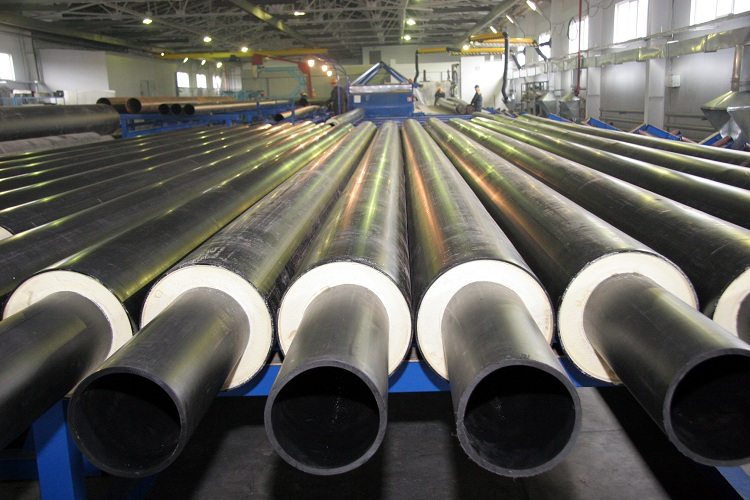 -Зап.хорда, ул.Народного Ополчения
-Зап.хорда, ул.Народного Ополчения 5 (СК “Горизонт”)
5 (СК “Горизонт”) Вот почему наше семейство продуктов специально разработано для герметизации, изоляции и блокировки нежелательных гостей.
Вот почему наше семейство продуктов специально разработано для герметизации, изоляции и блокировки нежелательных гостей.


 Используется внутри или снаружи для заполнения зазоров и трещин вокруг водопроводных труб и краевых балок, на чердаках и подвалах и т. д.
Используется внутри или снаружи для заполнения зазоров и трещин вокруг водопроводных труб и краевых балок, на чердаках и подвалах и т. д.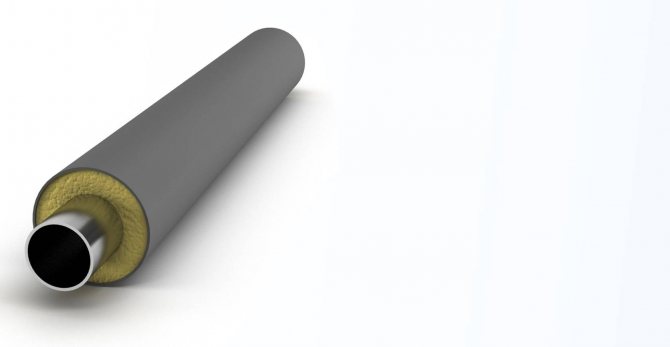
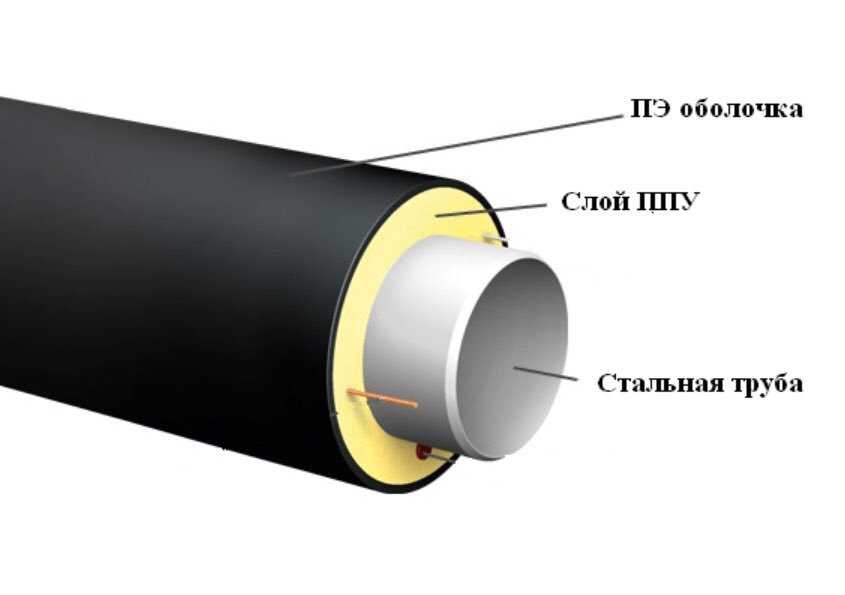

 Затем заполните щель монтажной пеной. Хотя грызуны могут прогрызть пенопласт, они не смогут прогрызть стальную вату.
Затем заполните щель монтажной пеной. Хотя грызуны могут прогрызть пенопласт, они не смогут прогрызть стальную вату.
 Одним из них является проверка, чтобы убедиться, что у вас нет утечки воды внутри стены. Иногда это происходит из-за того, что водосточные желоба забиваются или даже из-за протечки на крыше. Вы захотите нанять профессионала, чтобы использовать тепловизионное изображение, чтобы найти, где находится влага. Кроме того, вы можете использовать влагомер, чтобы определить, где находится эта область, чтобы ее можно было изолировать.
Одним из них является проверка, чтобы убедиться, что у вас нет утечки воды внутри стены. Иногда это происходит из-за того, что водосточные желоба забиваются или даже из-за протечки на крыше. Вы захотите нанять профессионала, чтобы использовать тепловизионное изображение, чтобы найти, где находится влага. Кроме того, вы можете использовать влагомер, чтобы определить, где находится эта область, чтобы ее можно было изолировать. Вы можете использовать медный купорос или каменную соль, чтобы позаботиться об этом. Другими вариантами являются гидроструйная очистка, корчеватель или шнек, изменение маршрута или ремонт.
Вы можете использовать медный купорос или каменную соль, чтобы позаботиться об этом. Другими вариантами являются гидроструйная очистка, корчеватель или шнек, изменение маршрута или ремонт.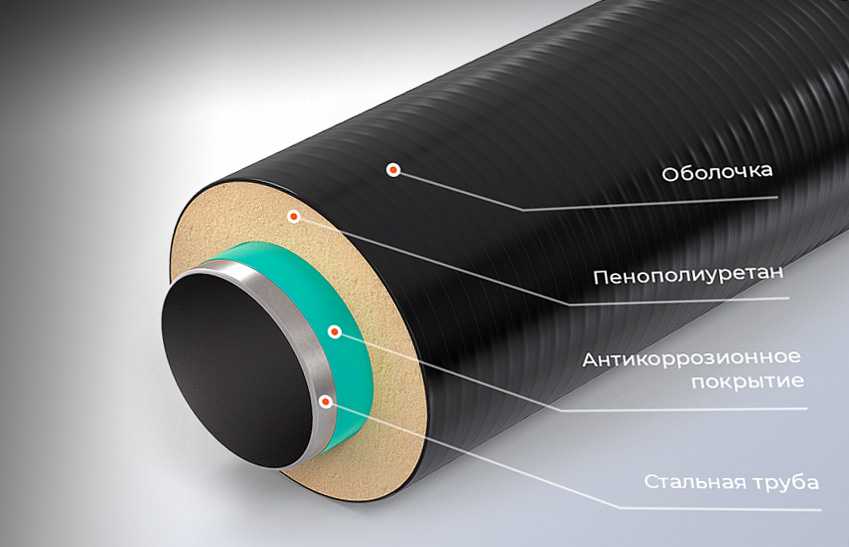
 Остаток стержня необходимо предохранить от контакта с воздухом и теплом, в противном случае он утратит ценные качества.
Остаток стержня необходимо предохранить от контакта с воздухом и теплом, в противном случае он утратит ценные качества. Ещё один нюанс, который тоже приходится учитывать — шов, выполненный из весьма пластичного материала, после окончательного высыхания становится жёстким.
Ещё один нюанс, который тоже приходится учитывать — шов, выполненный из весьма пластичного материала, после окончательного высыхания становится жёстким. Для выполнения поставленной задачи используются разные виды сварки: шовная, точечная, стыковая, тавровая, со сдвигом.
Для выполнения поставленной задачи используются разные виды сварки: шовная, точечная, стыковая, тавровая, со сдвигом.
 При монтаже следует придерживаться СНиП 3-42-80. Различные виды могут иметь разные составы и пребывать в твердом или жидком состоянии до подготовки субстанции. Но при непосредственном использовании они уже должны принять пластичную форму, благодаря которой можно заделать любое отверстие или трещину, а также восстановить утраченную деталь, что очень актуально, если в веществе имеется металлический наполнитель с теми же свойствами, что и на самой детали.
При монтаже следует придерживаться СНиП 3-42-80. Различные виды могут иметь разные составы и пребывать в твердом или жидком состоянии до подготовки субстанции. Но при непосредственном использовании они уже должны принять пластичную форму, благодаря которой можно заделать любое отверстие или трещину, а также восстановить утраченную деталь, что очень актуально, если в веществе имеется металлический наполнитель с теми же свойствами, что и на самой детали.

 На этот вопрос однозначного ответа нет, так как для каждой из процедур существуют свою важные параметры, на которые стоит обращать внимание. Конечно же, лучше отдавать предпочтение качественным проверенным производителям, но здесь не всегда будет выгодно по стоимости.
На этот вопрос однозначного ответа нет, так как для каждой из процедур существуют свою важные параметры, на которые стоит обращать внимание. Конечно же, лучше отдавать предпочтение качественным проверенным производителям, но здесь не всегда будет выгодно по стоимости. »
» »
» Для этого требуется подогреть место шва, и если на нем появились вздутия, пузыри и другая деформация, то холодная сварка для металла взялась некачественно и требуется все переделать заново.
Для этого требуется подогреть место шва, и если на нем появились вздутия, пузыри и другая деформация, то холодная сварка для металла взялась некачественно и требуется все переделать заново. Ведь если как пользоваться холодной сваркой достаточно ясно, то о мерах безопасности знают не все.
Ведь если как пользоваться холодной сваркой достаточно ясно, то о мерах безопасности знают не все.


 Но как это делается? Склеивание можно даже начать нажатием вручную. Но обычно используются разнообразные прессы, чаще всего аппараты для сварки давлением. Они специально разработаны для создания силы, достаточной для соединения кристаллических зерен материала.
Но как это делается? Склеивание можно даже начать нажатием вручную. Но обычно используются разнообразные прессы, чаще всего аппараты для сварки давлением. Они специально разработаны для создания силы, достаточной для соединения кристаллических зерен материала. Это приводит к тому, что тепловложение намного меньше, чем при стандартной сварке MIG.
Это приводит к тому, что тепловложение намного меньше, чем при стандартной сварке MIG. Вместо этого это смесь двух компонентов: активатора и основы. Вы смешиваете оба из них и наносите их на склеиваемую область. Затем детали закрепляются зажимами или чем-то еще, что будет стабилизировать их, пока эпоксидная смола затвердевает.
Вместо этого это смесь двух компонентов: активатора и основы. Вы смешиваете оба из них и наносите их на склеиваемую область. Затем детали закрепляются зажимами или чем-то еще, что будет стабилизировать их, пока эпоксидная смола затвердевает. Автомобильная промышленность и производство листового металла широко используют CMT.
Автомобильная промышленность и производство листового металла широко используют CMT.
 По сути, происходит создание нового куска металла. В этом смысле это не сустав как таковой. Связь будет иметь ту же прочность, что и исходный материал, поскольку она связана на молекулярном уровне.
По сути, происходит создание нового куска металла. В этом смысле это не сустав как таковой. Связь будет иметь ту же прочность, что и исходный материал, поскольку она связана на молекулярном уровне.


 Имеем возможность отпиливать от длинных труб заготовки длиной от 100 мм. Внутренний диаметр получаем вычитанием из внешнего двух толщин стенки бронзовой втулки.
Имеем возможность отпиливать от длинных труб заготовки длиной от 100 мм. Внутренний диаметр получаем вычитанием из внешнего двух толщин стенки бронзовой втулки. Указан внешний диаметр втулки и толщина стенки, длину заготовок уточняйте, внутренний диаметр бронзовой заготовки равен внешнему минус две стенки. У обточенных втулок внешний диаметр не меньше, а внутренний не больше указанного номинала.
Указан внешний диаметр втулки и толщина стенки, длину заготовок уточняйте, внутренний диаметр бронзовой заготовки равен внешнему минус две стенки. У обточенных втулок внешний диаметр не меньше, а внутренний не больше указанного номинала. Бронзовая труба, втулка. Продажа из наличия со склада в Москве. Низкая цена на бронзовые втулки. Если вы ищите втулку БрАЖ9-4, то вам подойдёт втулка БрАЖМЦ.
Бронзовая труба, втулка. Продажа из наличия со склада в Москве. Низкая цена на бронзовые втулки. Если вы ищите втулку БрАЖ9-4, то вам подойдёт втулка БрАЖМЦ.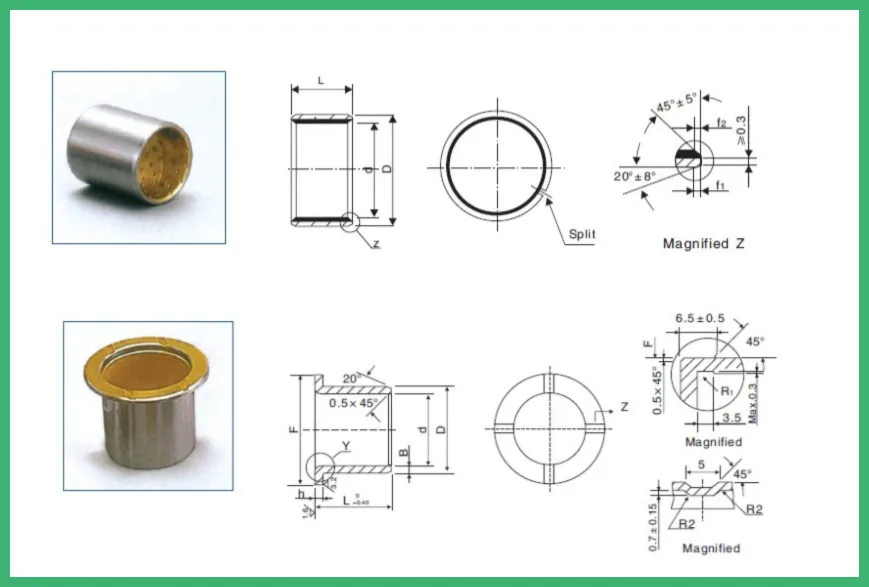 За отпил цена 1000 руб, отпиливаем от 100 мм. Цена действительна на материал в наличии на складе. При заказе цена договорная. Срок изготовления 10-30 дней.
За отпил цена 1000 руб, отпиливаем от 100 мм. Цена действительна на материал в наличии на складе. При заказе цена договорная. Срок изготовления 10-30 дней.
 5
5 Первый способ позволяет выпускать заготовки диаметром 60–1200 мм. Если необходимы бронзовые втулки большего размера, сплав заливают в кокиль — форму из тугоплавкого материала. Такой способ дает возможность отлить деталь массой до 1,5 т. Вне зависимости от способа производства, готовые изделия соответствуют актуальным нормативам ГОСТа.
Первый способ позволяет выпускать заготовки диаметром 60–1200 мм. Если необходимы бронзовые втулки большего размера, сплав заливают в кокиль — форму из тугоплавкого материала. Такой способ дает возможность отлить деталь массой до 1,5 т. Вне зависимости от способа производства, готовые изделия соответствуют актуальным нормативам ГОСТа. Также Вы можете заполнить форму онлайн-заявки. Эти же средства для связи можно использовать при возникновении вопросов.
Также Вы можете заполнить форму онлайн-заявки. Эти же средства для связи можно использовать при возникновении вопросов. После формовки, спекания и калибровки подшипники пропитываются в вакууме маслом SAE 30, которое обеспечивает смазку, которая дозируется от подшипника к валу во время вращения. Стандартные бронзовые подшипники, пропитанные маслом, должны удовлетворительно работать в диапазоне температур от 10°F до 220°F.
После формовки, спекания и калибровки подшипники пропитываются в вакууме маслом SAE 30, которое обеспечивает смазку, которая дозируется от подшипника к валу во время вращения. Стандартные бронзовые подшипники, пропитанные маслом, должны удовлетворительно работать в диапазоне температур от 10°F до 220°F. org/PropertyValue»>
org/PropertyValue»> org/PropertyValue»>
org/PropertyValue»> org/PropertyValue»>
org/PropertyValue»> 625″ X 0,375″ Втулка из масляной бронзы Деталь № EF081006
625″ X 0,375″ Втулка из масляной бронзы Деталь № EF081006
 Д. Мин.
Д. Мин.  JPG» data-url=»/Asset/Flange-O-D—Tolerance.JPG»>
JPG» data-url=»/Asset/Flange-O-D—Tolerance.JPG»> 

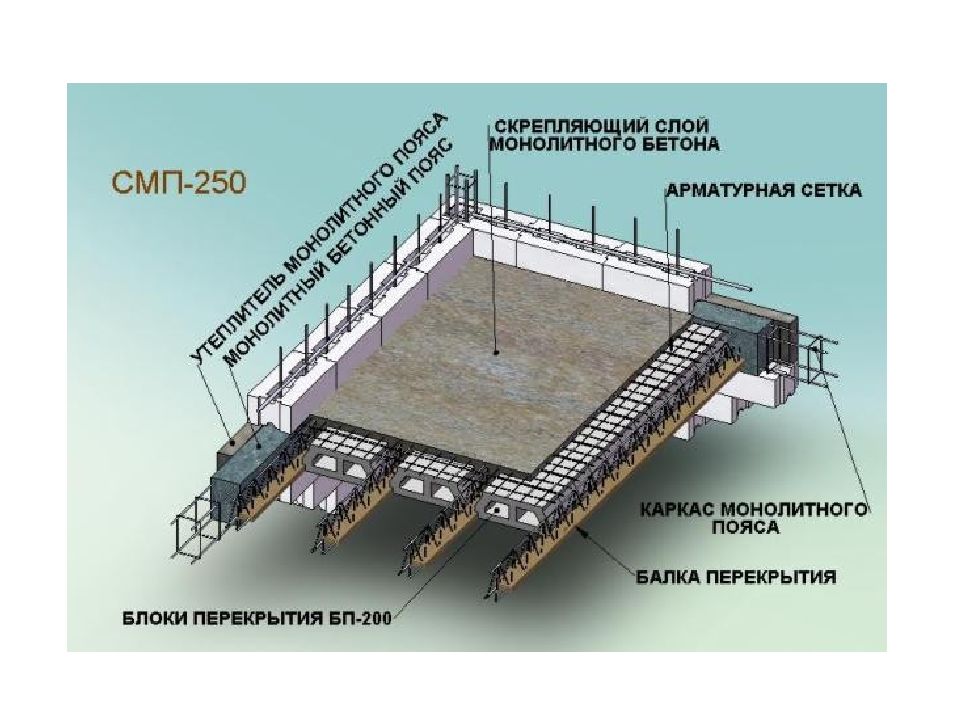
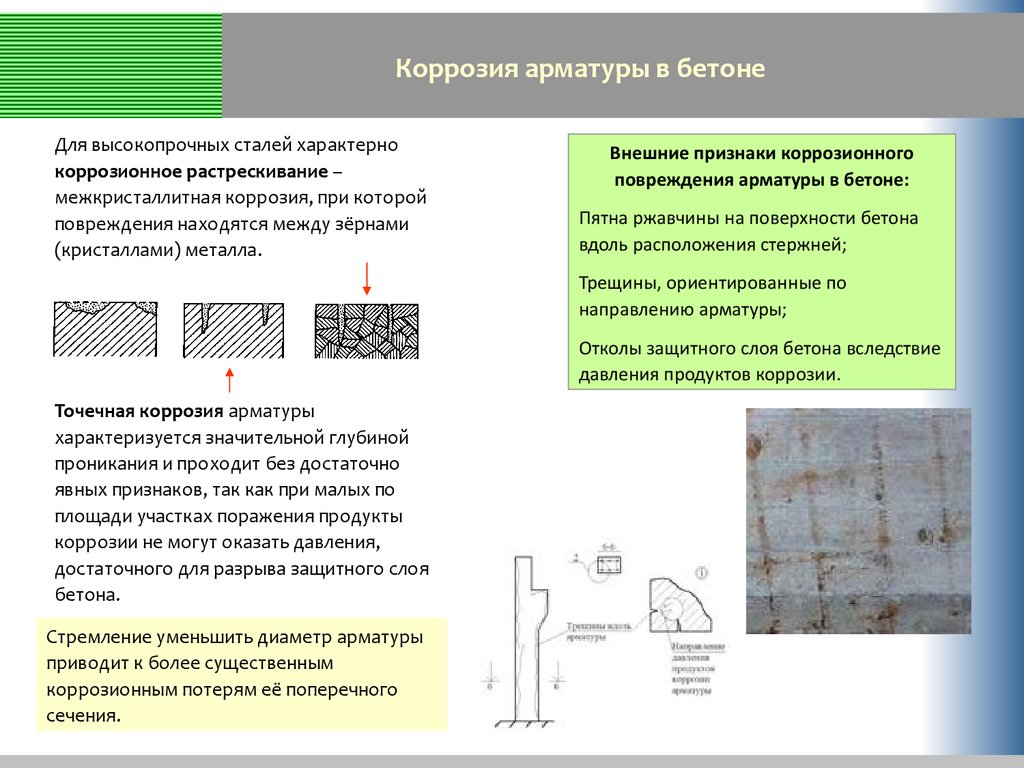 Можно увидеть несколько видов таких изделий. Но, по сути, их только два – вертикальные стойки (опоры, «стульчики») и круглые («звездочки»). Все остальные модели — производные от этих двух типов.
Можно увидеть несколько видов таких изделий. Но, по сути, их только два – вертикальные стойки (опоры, «стульчики») и круглые («звездочки»). Все остальные модели — производные от этих двух типов.
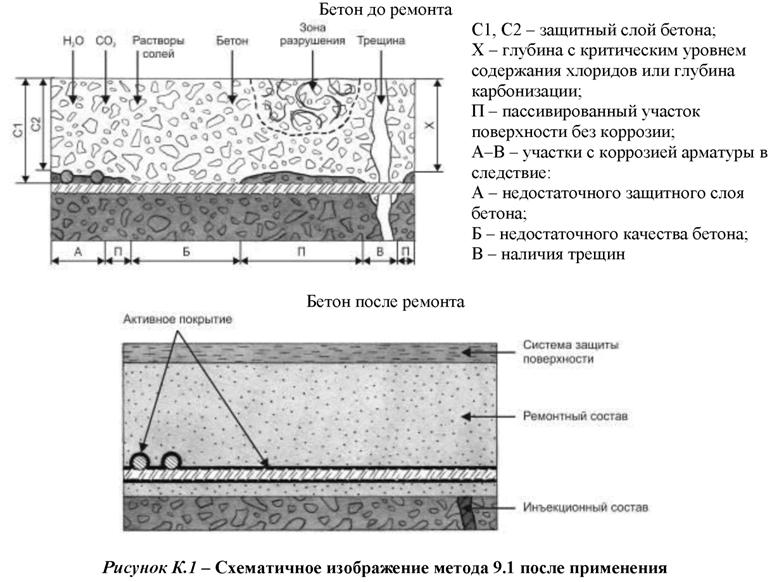
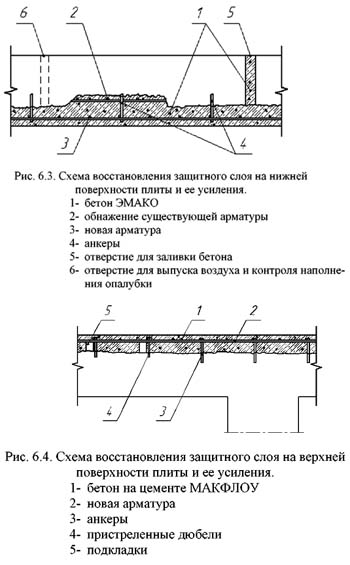 Толщина слоя для продольной арматуры не должна быть меньше диаметра стержня. При этом существуют требования для различных фундаментов:
Толщина слоя для продольной арматуры не должна быть меньше диаметра стержня. При этом существуют требования для различных фундаментов:
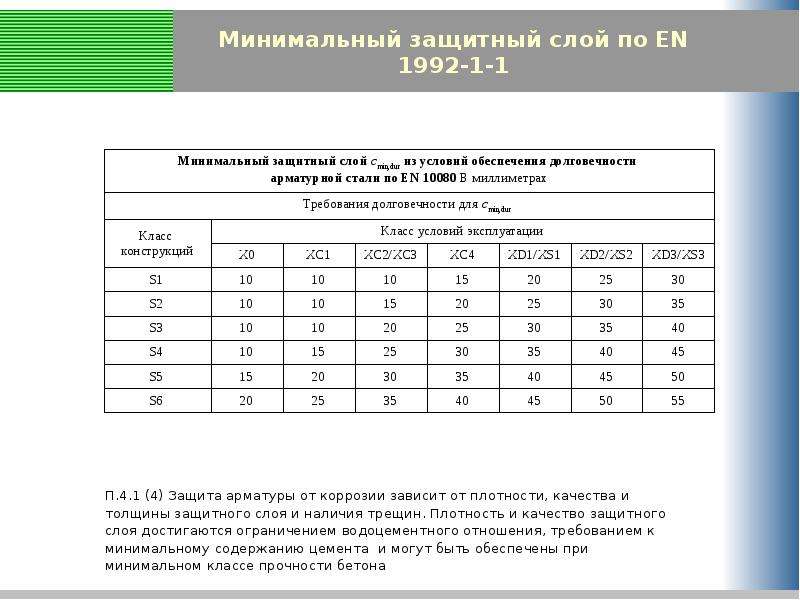 3.5 и п.10.3 СП 63.13330.2012 (СП 63.13330.2018) Бетонные и железобетонные конструкции. Основные положения. Обновленная редакция СНиП 52-01-2003.
3.5 и п.10.3 СП 63.13330.2012 (СП 63.13330.2018) Бетонные и железобетонные конструкции. Основные положения. Обновленная редакция СНиП 52-01-2003.

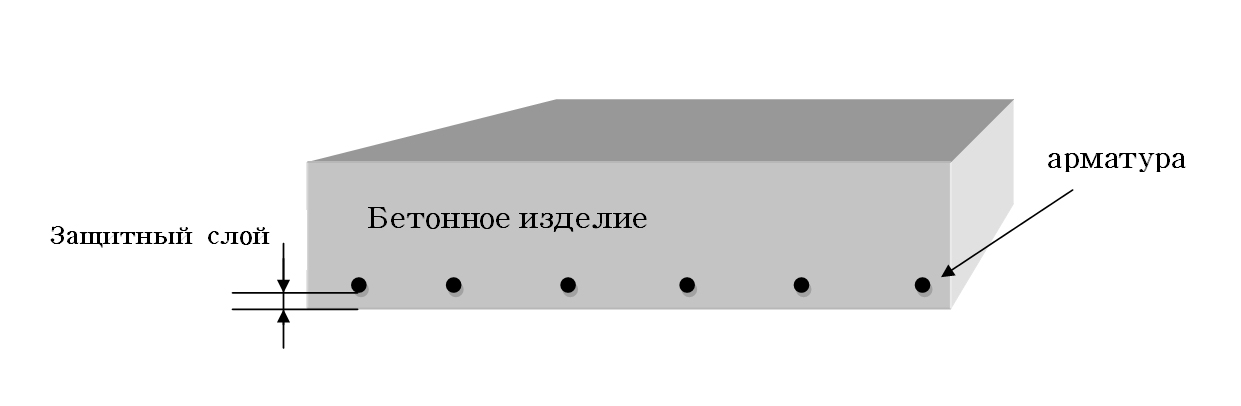
 Большинство конструкционных плит на земле имеют как верхний, так и нижний слои армирования для контроля ширины трещин и увеличения несущей способности. Из-за проблем конструктивности и затрат, связанных с двумя слоями армирования, конструкционные плиты на земле не так распространены, как ненесущие плиты.
Большинство конструкционных плит на земле имеют как верхний, так и нижний слои армирования для контроля ширины трещин и увеличения несущей способности. Из-за проблем конструктивности и затрат, связанных с двумя слоями армирования, конструкционные плиты на земле не так распространены, как ненесущие плиты. Скорее всего, случайных или внезапных трещин будет немного. Если случайные трещины все-таки возникают, они должны оставаться достаточно плотными из-за ограниченного расстояния между швами и низкой усадки бетона, что ограничивает возможность эксплуатации или проблемы с техническим обслуживанием в будущем.
Скорее всего, случайных или внезапных трещин будет немного. Если случайные трещины все-таки возникают, они должны оставаться достаточно плотными из-за ограниченного расстояния между швами и низкой усадки бетона, что ограничивает возможность эксплуатации или проблемы с техническим обслуживанием в будущем. Как только начинается выкрашивание, ширина трещин на поверхности становится больше, а износ плиты вдоль трещин значительно увеличивается.
Как только начинается выкрашивание, ширина трещин на поверхности становится больше, а износ плиты вдоль трещин значительно увеличивается.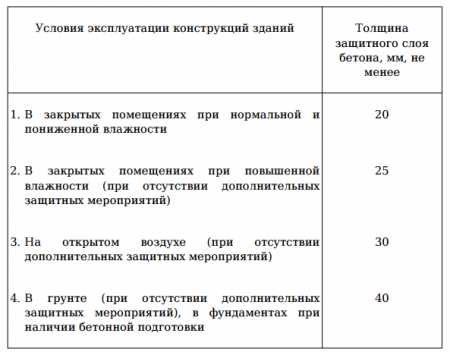 По мере увеличения расстояния между швами и усадки бетона ширина швов увеличивается. Подобно трещинам, если ширина шва приближается к 35 милам, эффективность блокировки заполнителя для передачи нагрузок и предотвращения дифференциальных вертикальных перемещений по швам может быть значительно снижена. По этой причине многие проектировщики используют устройства для передачи нагрузки, включая стальные дюбели, пластины или непрерывную арматуру через деформационные швы, чтобы обеспечить положительную передачу нагрузки и ограничить дифференциальные вертикальные перемещения по швам.
По мере увеличения расстояния между швами и усадки бетона ширина швов увеличивается. Подобно трещинам, если ширина шва приближается к 35 милам, эффективность блокировки заполнителя для передачи нагрузок и предотвращения дифференциальных вертикальных перемещений по швам может быть значительно снижена. По этой причине многие проектировщики используют устройства для передачи нагрузки, включая стальные дюбели, пластины или непрерывную арматуру через деформационные швы, чтобы обеспечить положительную передачу нагрузки и ограничить дифференциальные вертикальные перемещения по швам.
 Много раз подрядчиков необоснованно обвиняют в растрескивании вне швов, связанном с этой проблемой проектирования.
Много раз подрядчиков необоснованно обвиняют в растрескивании вне швов, связанном с этой проблемой проектирования.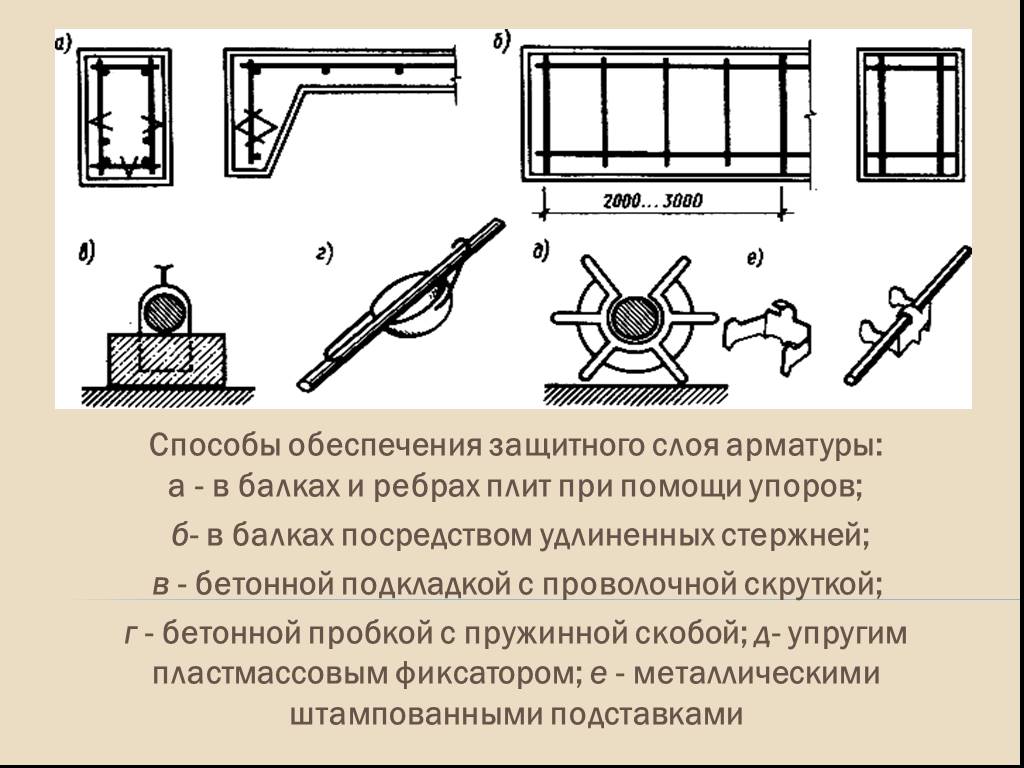
 Гибкая арматура, включая арматуру из сварной проволоки, требует меньшего расстояния между опорами. В дополнение к указанию типа и количества арматуры проектировщики должны указать тип и расстояние между опорами, чтобы обеспечить правильное расположение арматуры.
Гибкая арматура, включая арматуру из сварной проволоки, требует меньшего расстояния между опорами. В дополнение к указанию типа и количества арматуры проектировщики должны указать тип и расстояние между опорами, чтобы обеспечить правильное расположение арматуры. Во многих случаях допуск покрытия переопределяет допуск вертикального размещения. Правильное размещение и поддержка арматуры поможет обеспечить соблюдение этих допусков вертикального размещения.
Во многих случаях допуск покрытия переопределяет допуск вертикального размещения. Правильное размещение и поддержка арматуры поможет обеспечить соблюдение этих допусков вертикального размещения.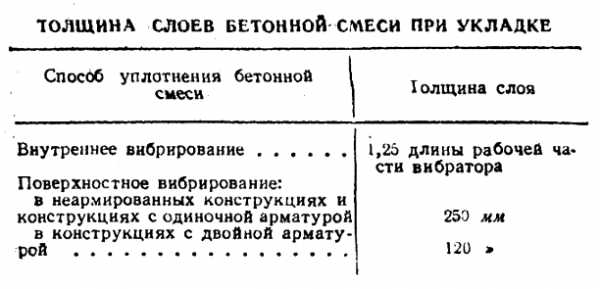
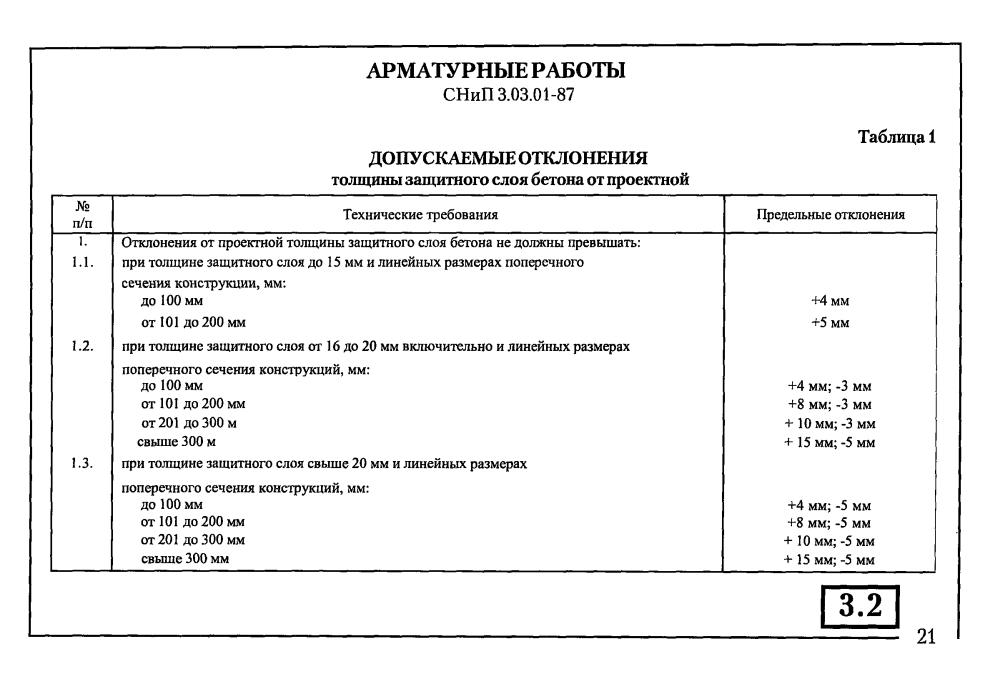
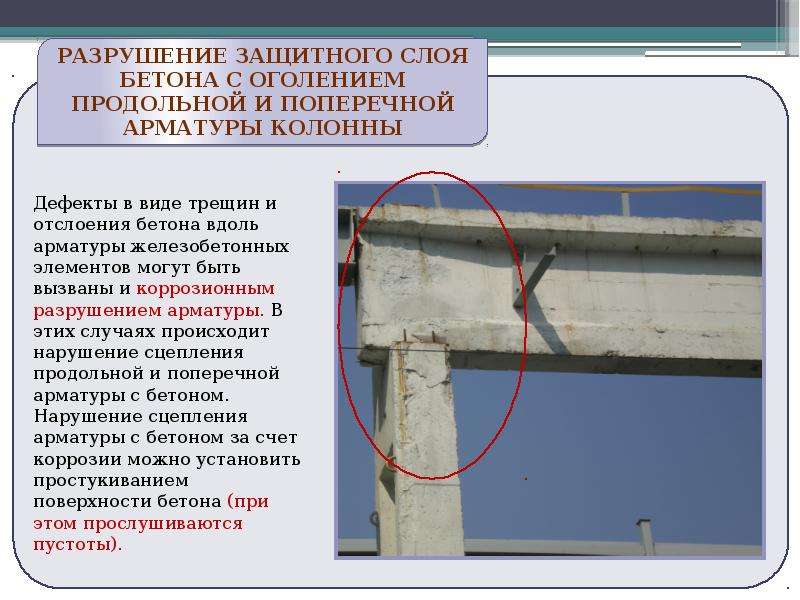
 Стандартная модель содержит в себе множество выдвижных ящиков для хранения крупных инструментов.
Стандартная модель содержит в себе множество выдвижных ящиков для хранения крупных инструментов. Здесь не должны присутствовать трещины и сучки;
Здесь не должны присутствовать трещины и сучки;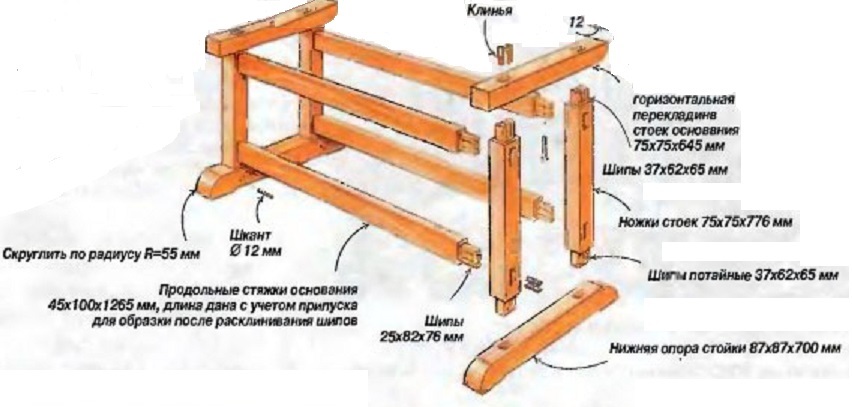 Далее здесь крепят длинные деревянные планки. В дальнейшем на их поверхности зафиксируют ДСП панель. Она будет выступать в качестве основания.
Далее здесь крепят длинные деревянные планки. В дальнейшем на их поверхности зафиксируют ДСП панель. Она будет выступать в качестве основания. youtube.com/embed/Svu9sgulsQk?rel=0&controls=0&showinfo=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/Svu9sgulsQk?rel=0&controls=0&showinfo=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»> 
 Деревянная основа будет уместна, если предполагаемая рабочая зона не будет занимать много места.
Деревянная основа будет уместна, если предполагаемая рабочая зона не будет занимать много места.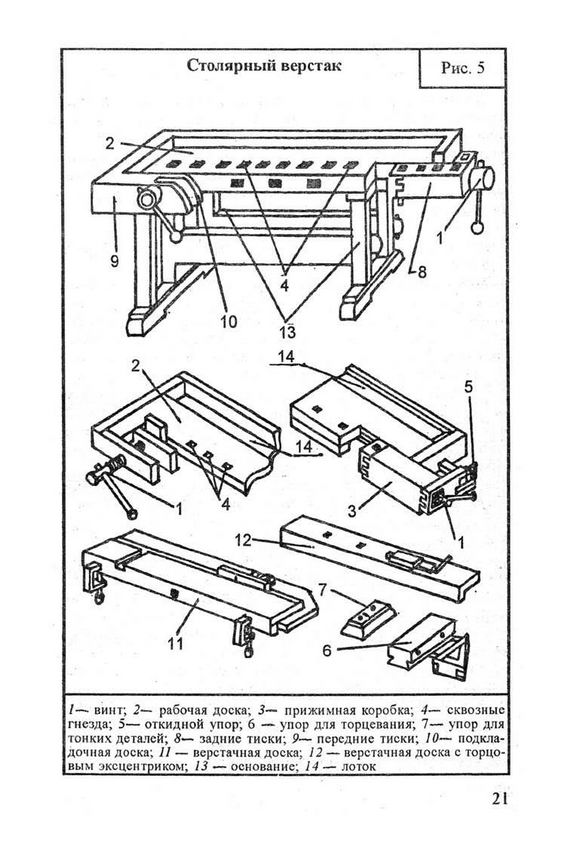 Далее вам часто придется пользоваться чертежом в процессе изготовления отдельных элементов и при сборке изделия.
Далее вам часто придется пользоваться чертежом в процессе изготовления отдельных элементов и при сборке изделия.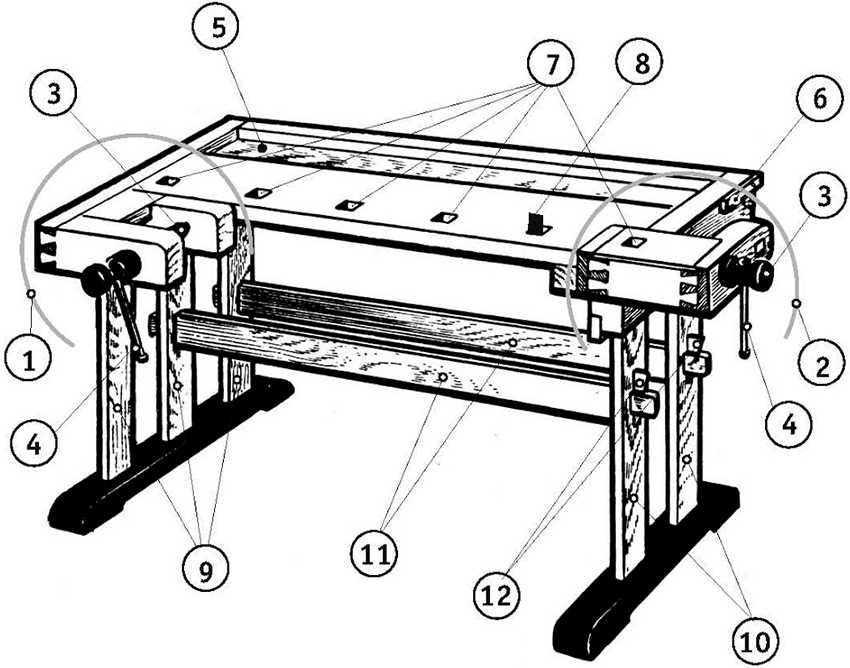
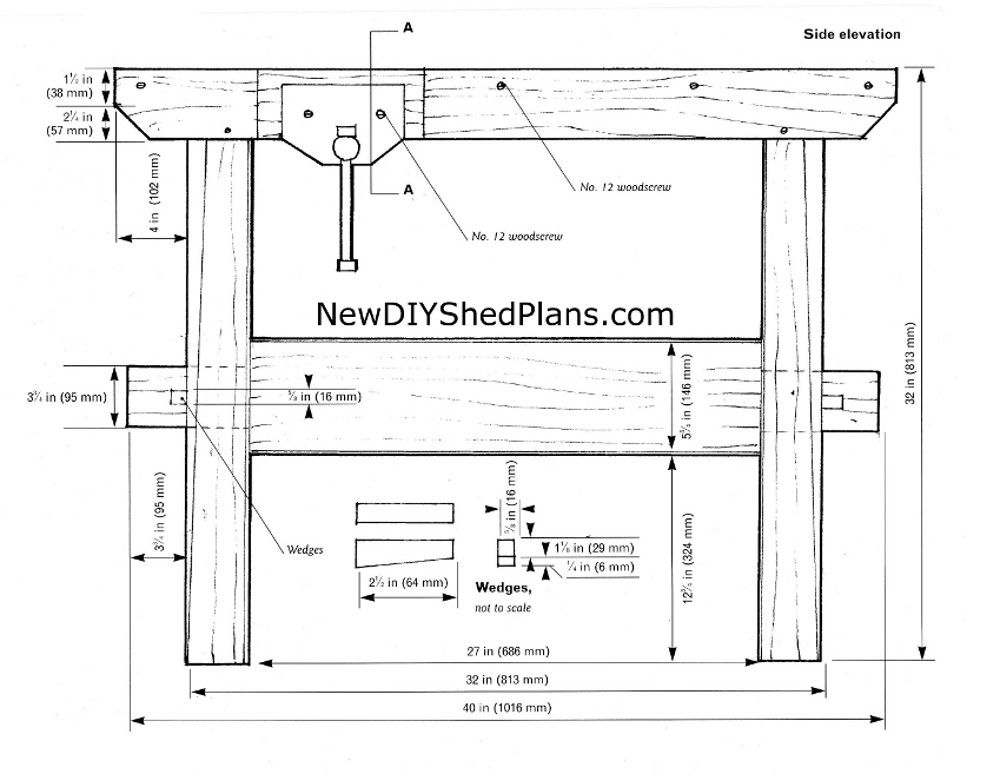
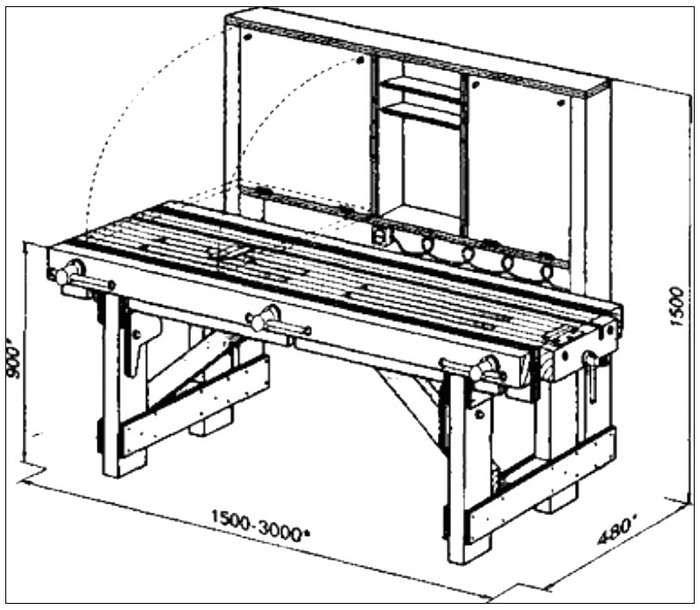
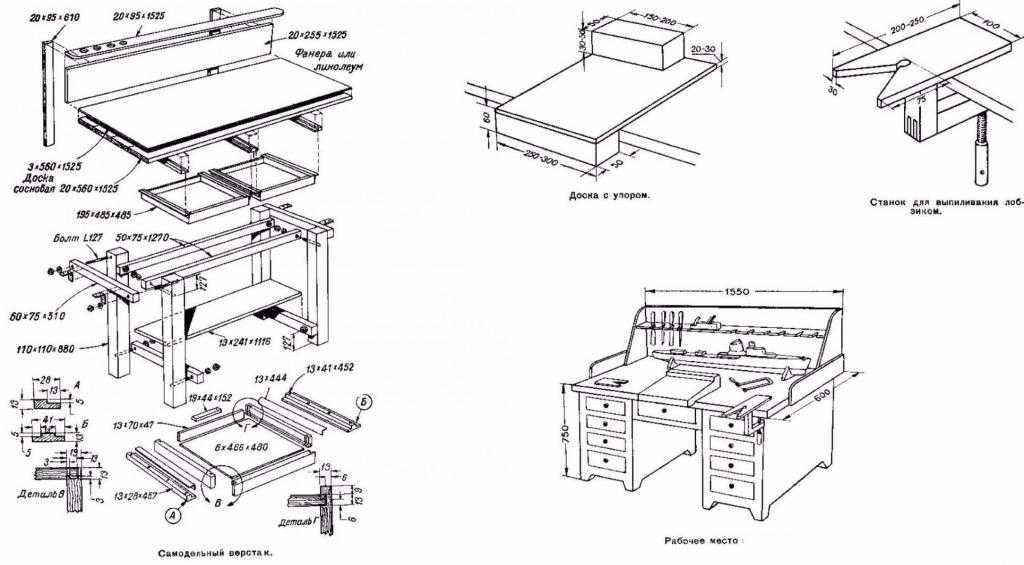

 У вас вполне может получиться что-то красивое и удобное:
У вас вполне может получиться что-то красивое и удобное: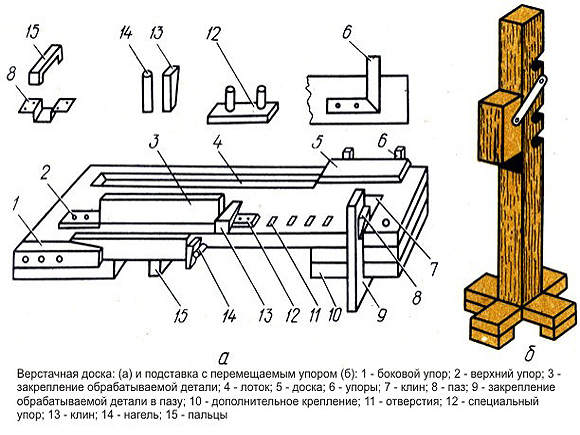

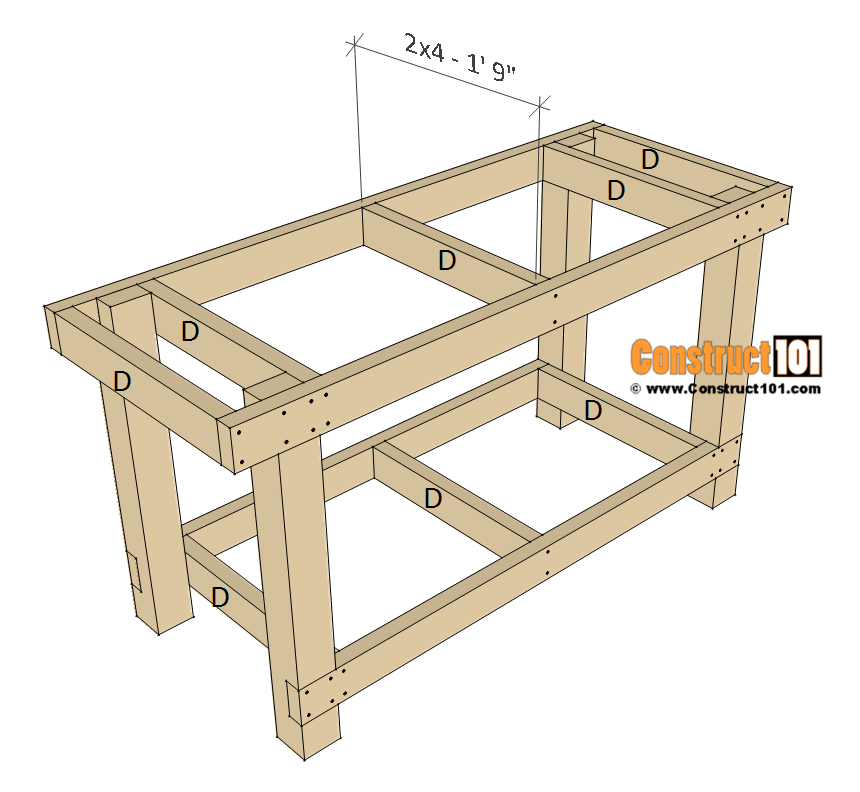
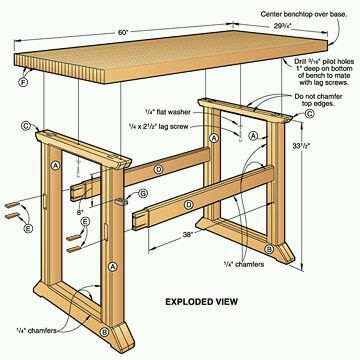 Я думаю, что до сих пор этого было достаточно для ряда тисков, но вы можете проверить, покупаете ли вы тиски для проекта.
Я думаю, что до сих пор этого было достаточно для ряда тисков, но вы можете проверить, покупаете ли вы тиски для проекта. Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.
Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.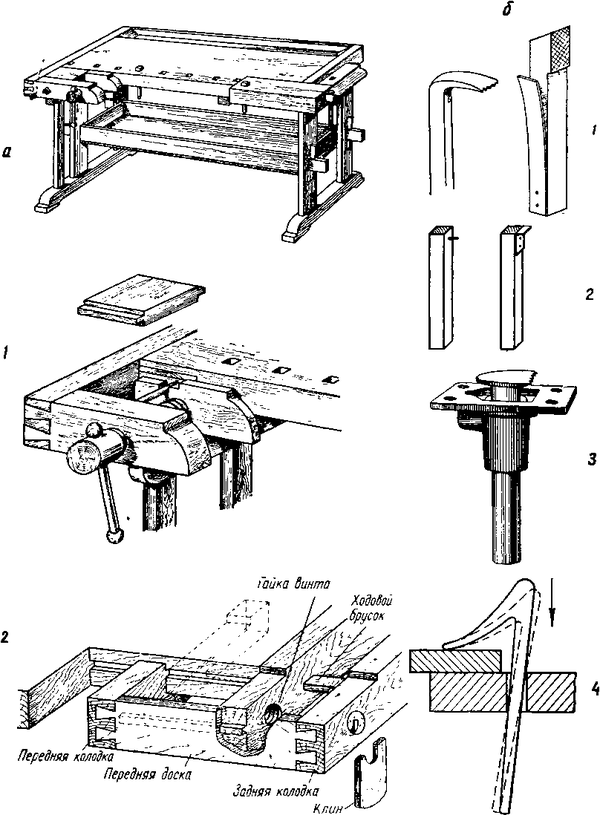 Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.
Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа. Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.
Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.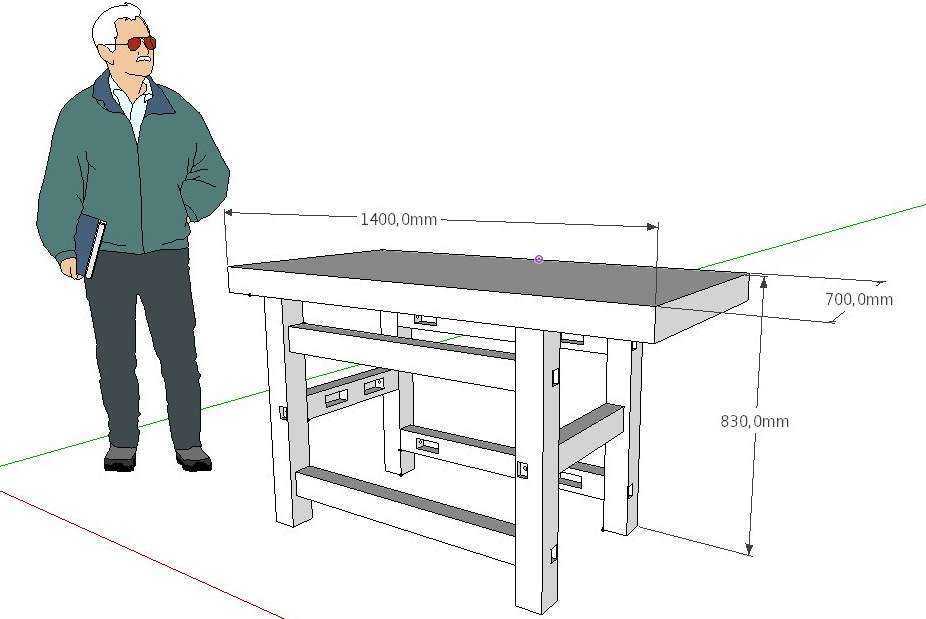 Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.
Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.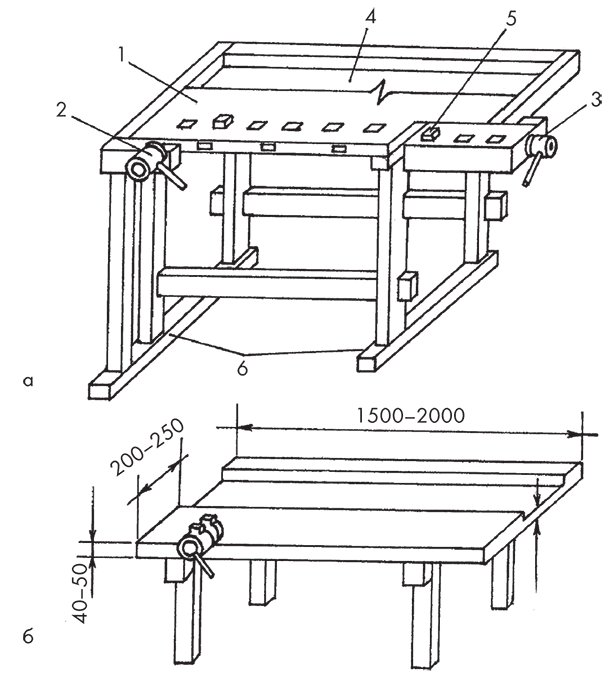 Вам понадобится программное обеспечение SketchUp, чтобы загрузить этот чертеж, и он находится в свободном доступе в Интернете. Мы не предоставляем поддержку для этого программного обеспечения. Не на всех чертежах отображаются размеры, но вы можете использовать инструмент измерения в SketchUp, чтобы легко и точно определить размеры каждой детали пиломатериала. Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.
Вам понадобится программное обеспечение SketchUp, чтобы загрузить этот чертеж, и он находится в свободном доступе в Интернете. Мы не предоставляем поддержку для этого программного обеспечения. Не на всех чертежах отображаются размеры, но вы можете использовать инструмент измерения в SketchUp, чтобы легко и точно определить размеры каждой детали пиломатериала. Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.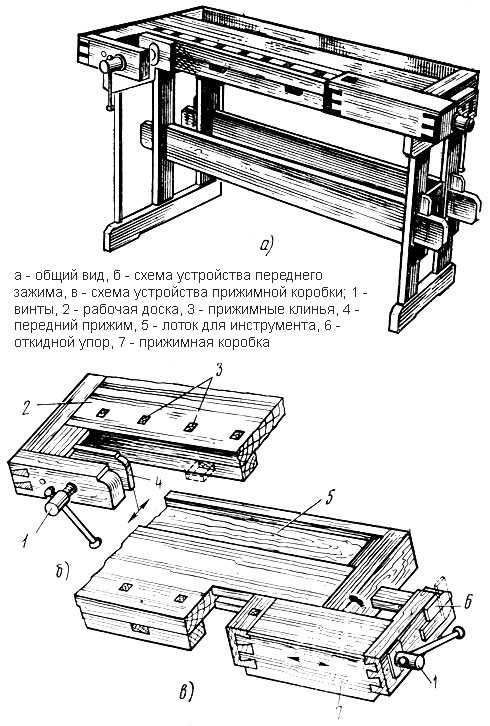 Вам понадобится программное обеспечение SketchUp, чтобы загрузить этот чертеж, и он находится в свободном доступе в Интернете. Мы не предоставляем поддержку для этого программного обеспечения. Не на всех чертежах отображаются размеры, но вы можете использовать инструмент измерения в SketchUp, чтобы легко и точно определить размеры каждой детали пиломатериала. Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.
Вам понадобится программное обеспечение SketchUp, чтобы загрузить этот чертеж, и он находится в свободном доступе в Интернете. Мы не предоставляем поддержку для этого программного обеспечения. Не на всех чертежах отображаются размеры, но вы можете использовать инструмент измерения в SketchUp, чтобы легко и точно определить размеры каждой детали пиломатериала. Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.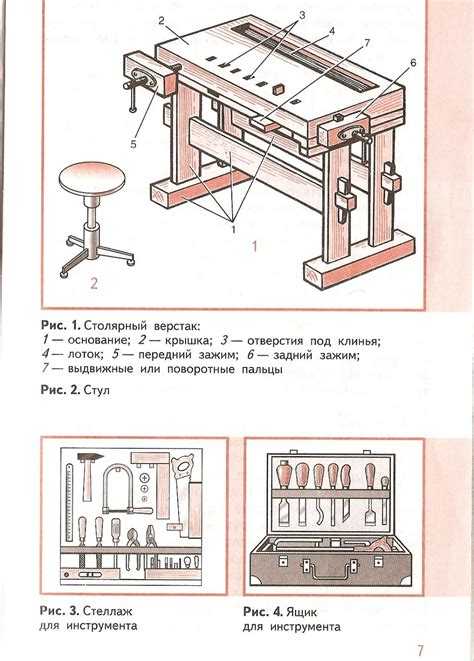 Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.
Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.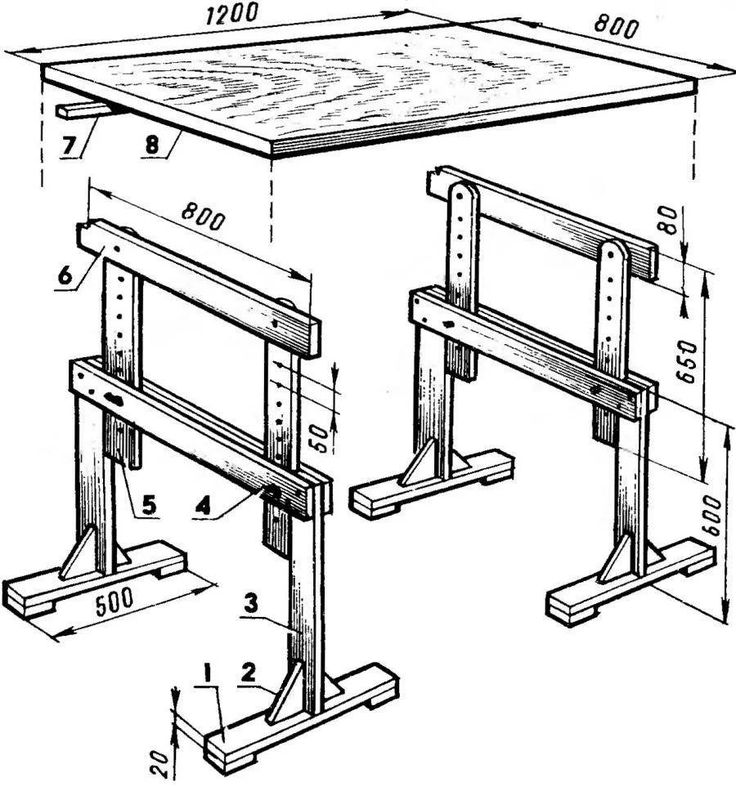 Вам понадобится программное обеспечение SketchUp, чтобы загрузить этот чертеж, и он находится в свободном доступе в Интернете. Мы не предоставляем поддержку для этого программного обеспечения. Не на всех чертежах отображаются размеры, но вы можете использовать инструмент измерения в SketchUp, чтобы легко и точно определить размеры каждой детали пиломатериала. Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.
Вам понадобится программное обеспечение SketchUp, чтобы загрузить этот чертеж, и он находится в свободном доступе в Интернете. Мы не предоставляем поддержку для этого программного обеспечения. Не на всех чертежах отображаются размеры, но вы можете использовать инструмент измерения в SketchUp, чтобы легко и точно определить размеры каждой детали пиломатериала. Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.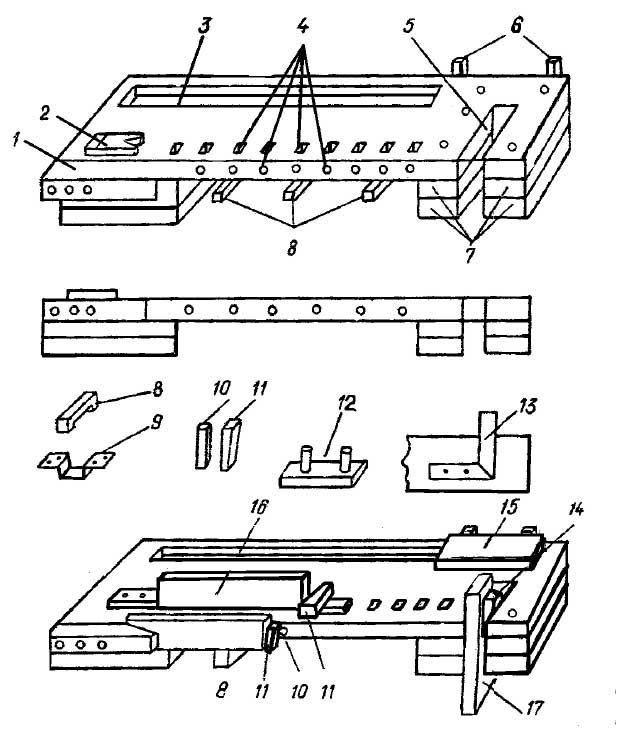 Вам понадобится программное обеспечение SketchUp, чтобы загрузить этот чертеж, и он находится в свободном доступе в Интернете. Мы не предоставляем поддержку для этого программного обеспечения. Не на всех чертежах отображаются размеры, но вы можете использовать инструмент измерения в SketchUp, чтобы легко и точно определить размеры каждой детали пиломатериала. Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.
Вам понадобится программное обеспечение SketchUp, чтобы загрузить этот чертеж, и он находится в свободном доступе в Интернете. Мы не предоставляем поддержку для этого программного обеспечения. Не на всех чертежах отображаются размеры, но вы можете использовать инструмент измерения в SketchUp, чтобы легко и точно определить размеры каждой детали пиломатериала. Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.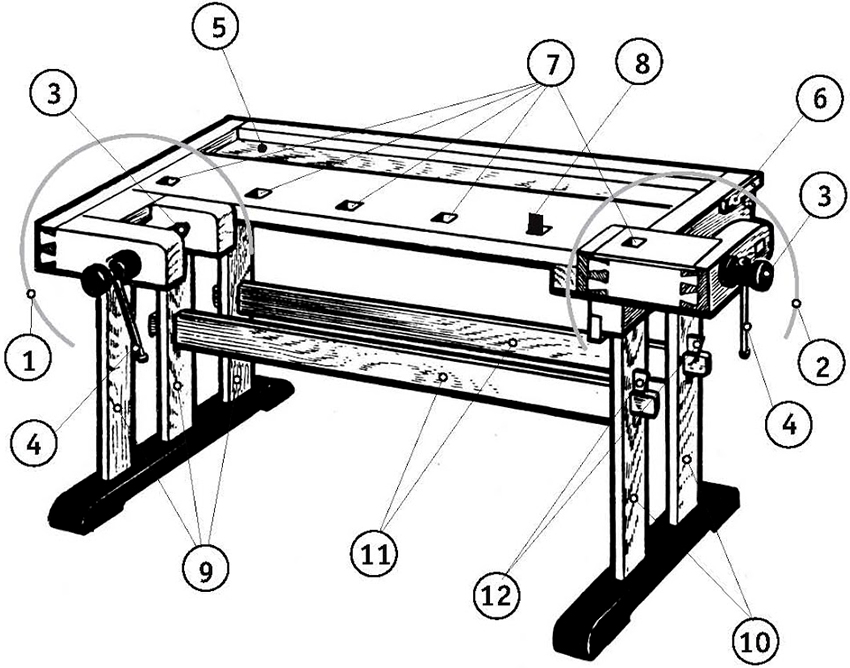 Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.
Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.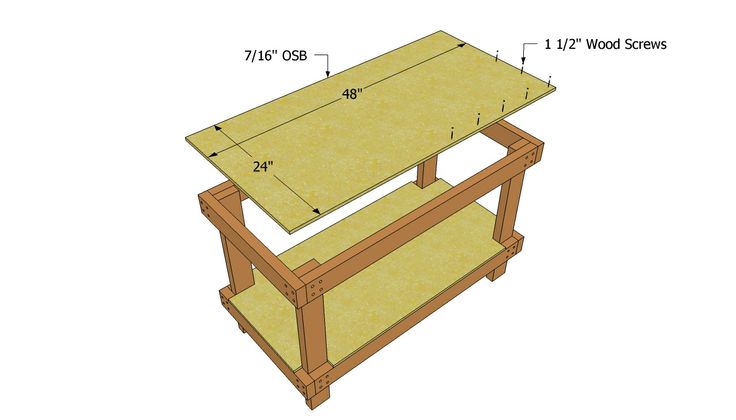 Мы не предоставляем поддержку для этого программного обеспечения. Не на всех чертежах отображаются размеры, но вы можете использовать инструмент измерения в SketchUp, чтобы легко и точно определить размеры каждой детали пиломатериала. Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.
Мы не предоставляем поддержку для этого программного обеспечения. Не на всех чертежах отображаются размеры, но вы можете использовать инструмент измерения в SketchUp, чтобы легко и точно определить размеры каждой детали пиломатериала. Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.
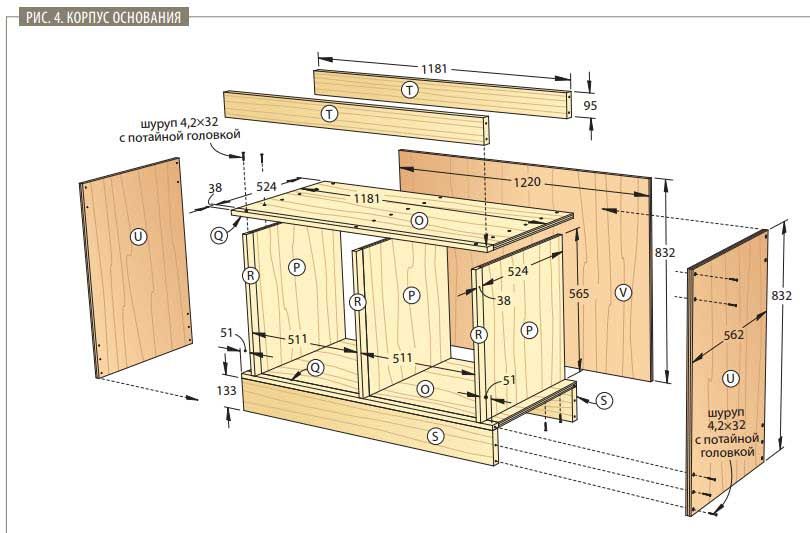
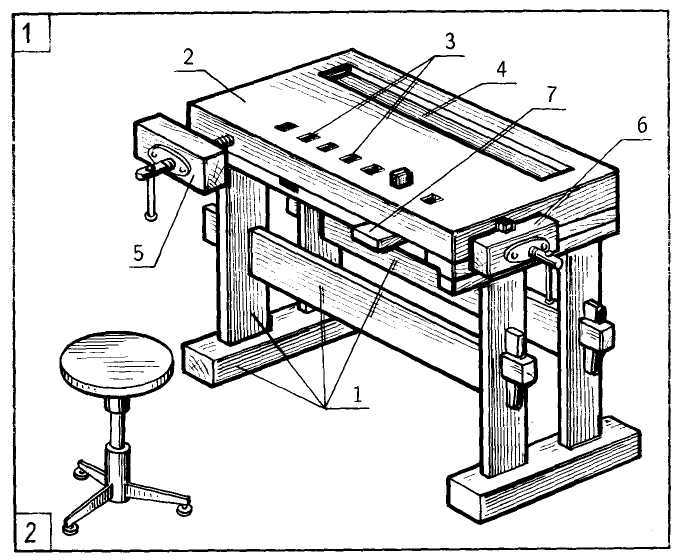 Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.
Большинство чертежей не имеют инструкций, предполагается, что вы можете построить их на основе предоставленного завершенного чертежа.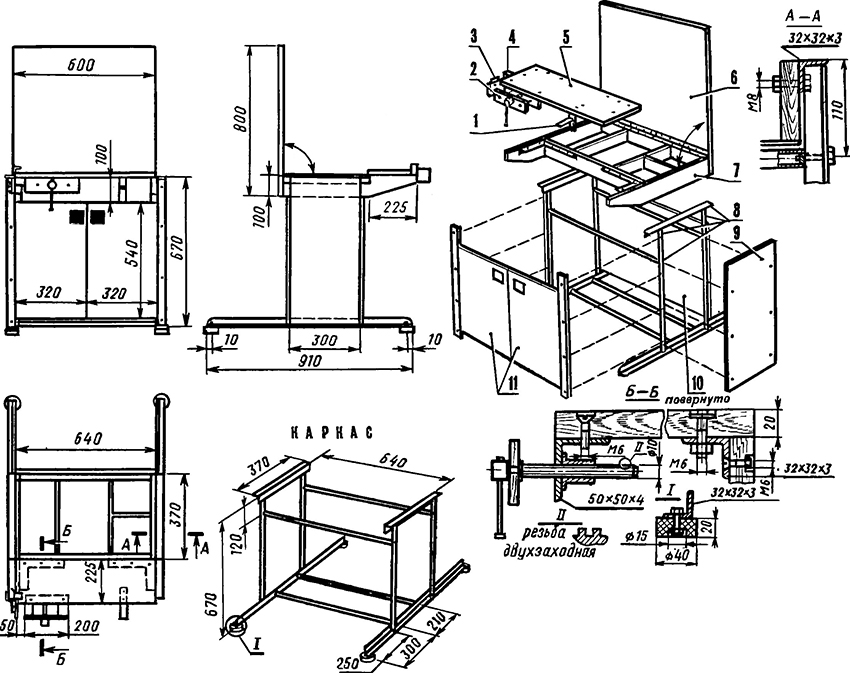
 Калинина 126, офис 50
Калинина 126, офис 50 
 Благовещенск
Благовещенск


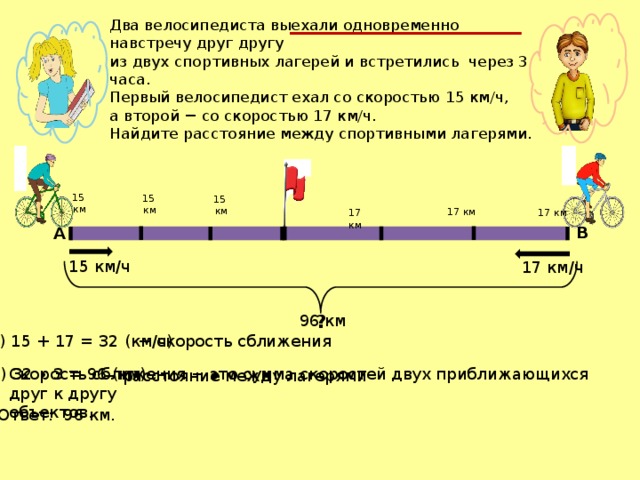 Ru
Ru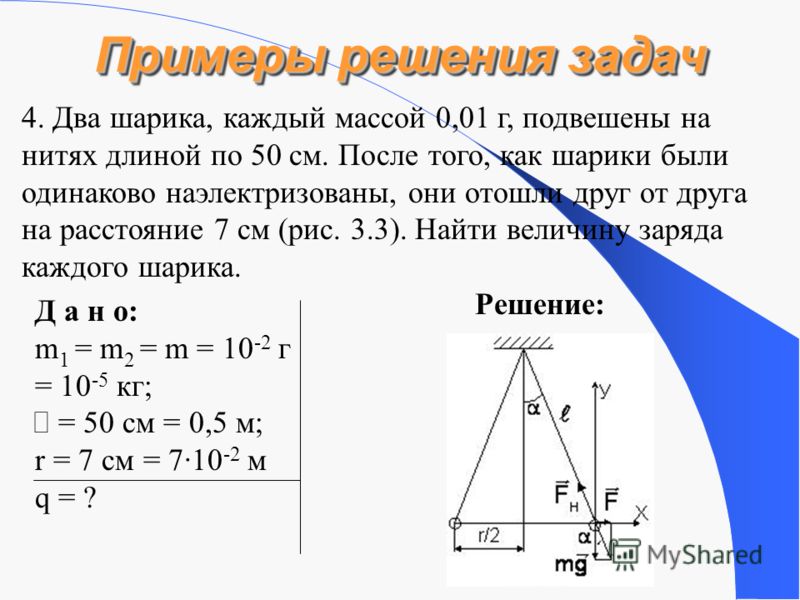 Находимся в Иваново. оплата нал, безнал. Отправка транспортными компаниями. Звоните.
Находимся в Иваново. оплата нал, безнал. Отправка транспортными компаниями. Звоните.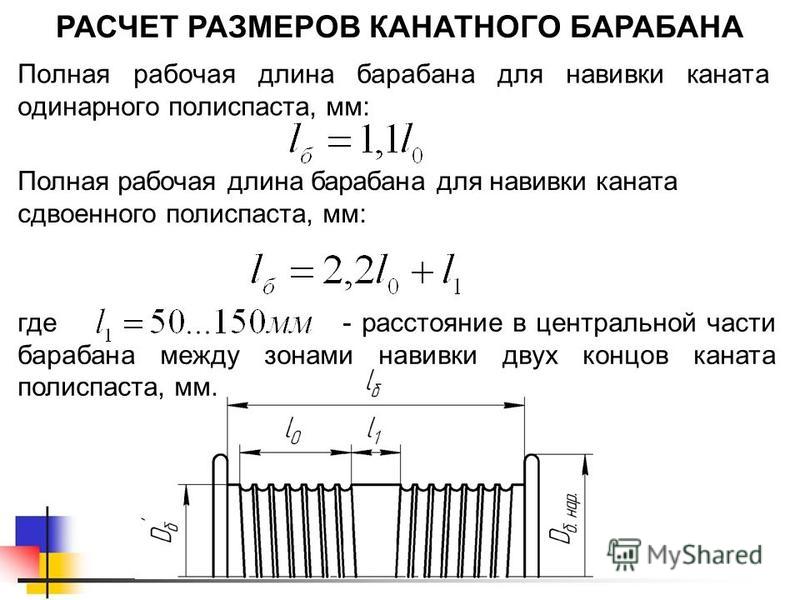
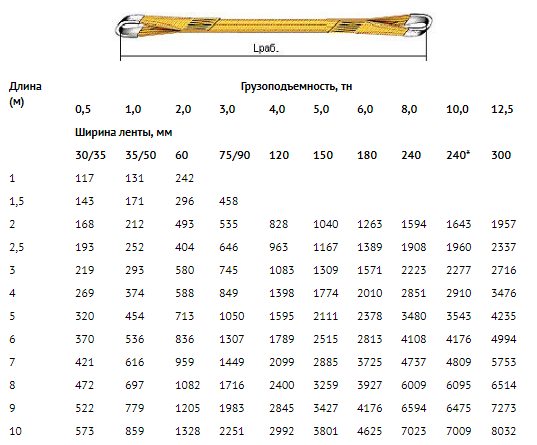 83.06.000 автокрана Машека КС-55727
83.06.000 автокрана Машека КС-55727 И другие запчасти продам. Отправка экспрессом в ваш город из Москвы.
И другие запчасти продам. Отправка экспрессом в ваш город из Москвы. Отправка из Москвы.
Отправка из Москвы.
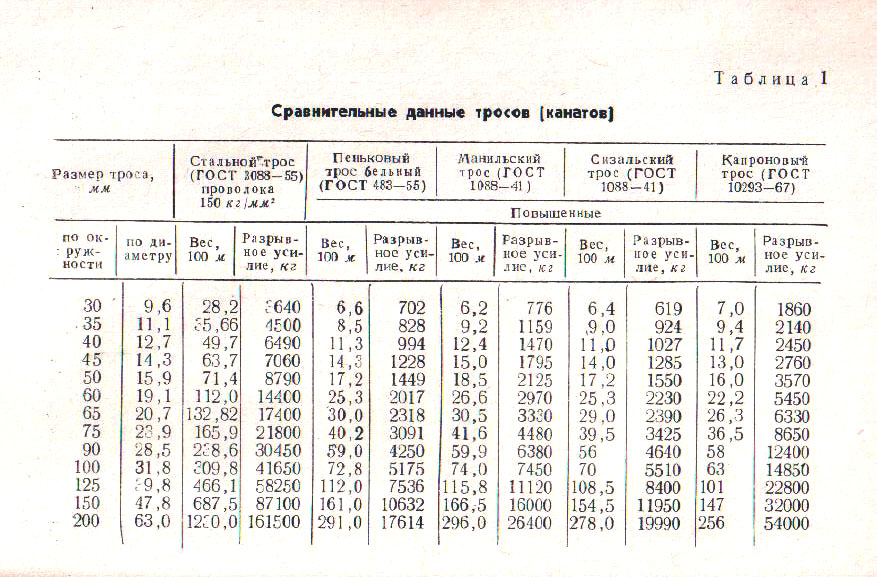 Внутри этого круга
Внутри этого круга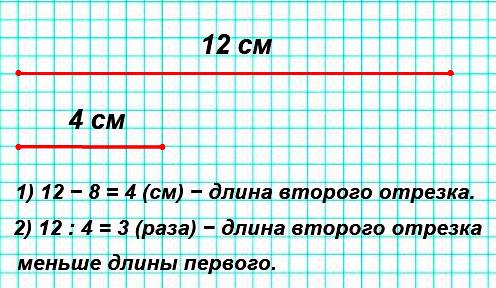 Найдите площадь шада
Найдите площадь шада
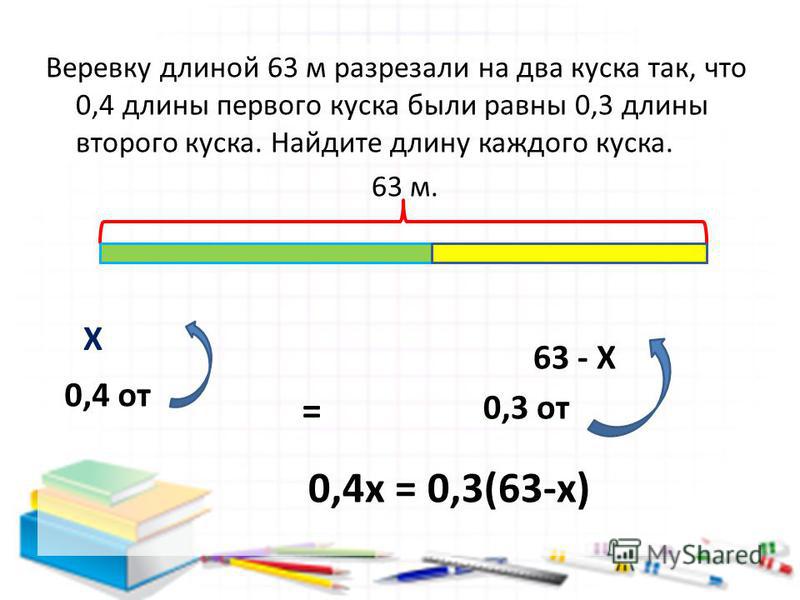
 Требуемая площадьx
Требуемая площадьx ..
.. Если размер 1 кирпича 22 см x 10 см.
Если размер 1 кирпича 22 см x 10 см.
 Отправляйте свои вопросы на
Отправляйте свои вопросы на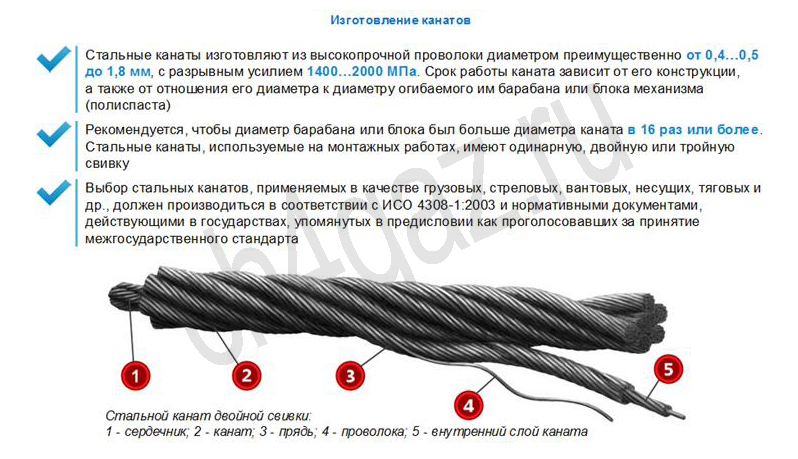 Ф. и Р. Холмс. «Tethers 2000: Достижения в технологии оффшорных Tether». Статья представлена на конференции SPE Offshore Europe, Абердин, Великобритания, сентябрь 1991 г.
Ф. и Р. Холмс. «Tethers 2000: Достижения в технологии оффшорных Tether». Статья представлена на конференции SPE Offshore Europe, Абердин, Великобритания, сентябрь 1991 г. Это исследование позволило провести испытания самого высокого качества благодаря разработке критериев оценки испытаний и получить представление об усталостных характеристиках тросовых изделий благодаря широкому использованию методов мониторинга состояния.
Это исследование позволило провести испытания самого высокого качества благодаря разработке критериев оценки испытаний и получить представление об усталостных характеристиках тросовых изделий благодаря широкому использованию методов мониторинга состояния.
 Стоит правильно выбирать крепеж, так как это влияет на результат монтажа. В большинстве случаев для бетона применяется дюбель-гвоздь. Здесь не являются подходящими саморезы или шпильки, как при работе с кирпичной кладкой. Благодаря возможности беспрепятственно забить гвоздь в бетонное основание можно быстро и качественно выполнить работу.
Стоит правильно выбирать крепеж, так как это влияет на результат монтажа. В большинстве случаев для бетона применяется дюбель-гвоздь. Здесь не являются подходящими саморезы или шпильки, как при работе с кирпичной кладкой. Благодаря возможности беспрепятственно забить гвоздь в бетонное основание можно быстро и качественно выполнить работу. Диаметр крепления в этом случае должен составлять от 7 до 11 мм.
Диаметр крепления в этом случае должен составлять от 7 до 11 мм.

 Так он расшатается и быстро снимется гвоздодером. Если он не расшатывается, то рядом с ним необходимо проделать отверстие сверлом, имеющим твердосплавный наконечник. Это значительно уменьшит сцепление крепежа с основой и дюбель лучше выйдет.
Так он расшатается и быстро снимется гвоздодером. Если он не расшатывается, то рядом с ним необходимо проделать отверстие сверлом, имеющим твердосплавный наконечник. Это значительно уменьшит сцепление крепежа с основой и дюбель лучше выйдет.
 Это влияет на показатели нагрузок, которые может выдержать поверхность.
Это влияет на показатели нагрузок, которые может выдержать поверхность. Это удобно в тех случаях, когда готовую бетонную смесь нужно транспортировать.
Это удобно в тех случаях, когда готовую бетонную смесь нужно транспортировать. Для фиксации подвесных потолков, труб, кухонной мебели, вентиляционных систем подходят забивные с антикоррозийным покрытием. Они создают долговечное и эффективное крепление с прочностью 2-7 H/mm.
Для фиксации подвесных потолков, труб, кухонной мебели, вентиляционных систем подходят забивные с антикоррозийным покрытием. Они создают долговечное и эффективное крепление с прочностью 2-7 H/mm. Гильзу прибивают к краевой опалубке перед заливкой бетоном. После снятия опалубки в каждую втулку вставляется дюбельная пластина для подготовки к соседней плите.
Гильзу прибивают к краевой опалубке перед заливкой бетоном. После снятия опалубки в каждую втулку вставляется дюбельная пластина для подготовки к соседней плите.
 png
png
 Встроенные язычки воротника удерживают каждую втулку на месте и перпендикулярно поверхности доски.
Встроенные язычки воротника удерживают каждую втулку на месте и перпендикулярно поверхности доски.
 png
png
 Эти новые требования могут быть удовлетворены с помощью этих новых систем стабилизации суставов. 9№ 0005
Эти новые требования могут быть удовлетворены с помощью этих новых систем стабилизации суставов. 9№ 0005 Конструкция, обеспечивающая надлежащую стабильность и поддержку соединения, является ключом к минимизации выкрашивания и растрескивания бетонного пола, подверженного колесному движению. Во всех отраслевых руководствах рекомендуется использовать устройства для передачи нагрузки, такие как дюбели, в бетонных полах с движением погрузчиков.
Конструкция, обеспечивающая надлежащую стабильность и поддержку соединения, является ключом к минимизации выкрашивания и растрескивания бетонного пола, подверженного колесному движению. Во всех отраслевых руководствах рекомендуется использовать устройства для передачи нагрузки, такие как дюбели, в бетонных полах с движением погрузчиков.
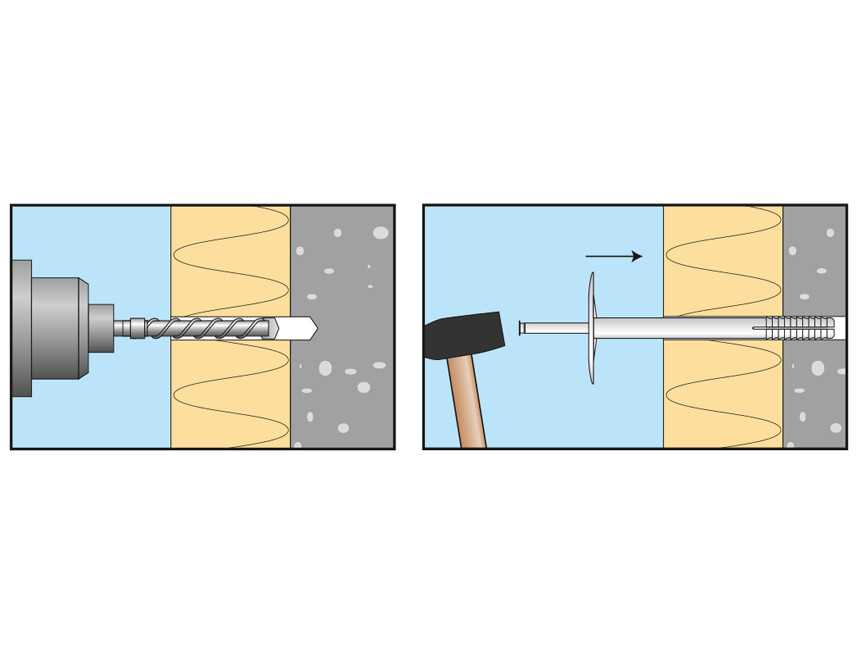 com/wp-content/uploads/2018/12/Taper-Dowel-Void-and-dowel-top-view.jpg
com/wp-content/uploads/2018/12/Taper-Dowel-Void-and-dowel-top-view.jpg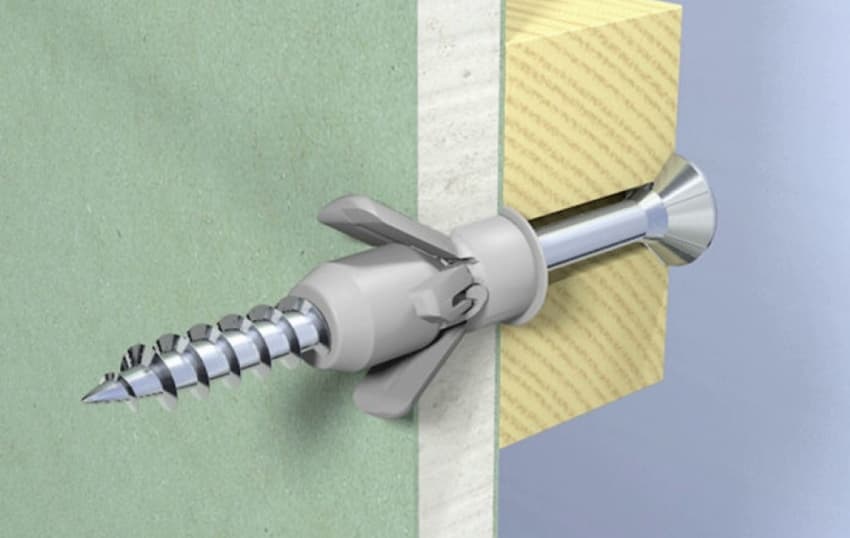 Примечательно, что размер и ромбовидная форма конусного дюбеля обеспечивают стабильность бетонного шва, передачу нагрузки и плавный переход от плиты к плите, не ограничивая движение пола.
Примечательно, что размер и ромбовидная форма конусного дюбеля обеспечивают стабильность бетонного шва, передачу нагрузки и плавный переход от плиты к плите, не ограничивая движение пола.
 5 мм, 10 г, POS61, в пластмассовой тубе Сибртех
5 мм, 10 г, POS61, в пластмассовой тубе Сибртех 8 мм (Олово для пайки 60/40 ПОС 61)
8 мм (Олово для пайки 60/40 ПОС 61) Каменское
Каменское флюс 2% R101
флюс 2% R101 com.ua
com.ua Днепр
Днепр com.ua
com.ua com, вы можете вернуть большинство товаров в течение 30 дней с полным возмещением стоимости покупки за вычетом стоимости доставки, обработки или других дополнительных расходов. См. раздел «Исключения» для продуктов, на которые не распространяется наша политика возврата.
com, вы можете вернуть большинство товаров в течение 30 дней с полным возмещением стоимости покупки за вычетом стоимости доставки, обработки или других дополнительных расходов. См. раздел «Исключения» для продуктов, на которые не распространяется наша политика возврата.
 com/returns и введите адрес электронной почты, указанный при размещении заказа.
com/returns и введите адрес электронной почты, указанный при размещении заказа.
 com, немедленно свяжитесь с представителем службы поддержки.
com, немедленно свяжитесь с представителем службы поддержки. com, немедленно свяжитесь с представителем службы поддержки клиентов.
com, немедленно свяжитесь с представителем службы поддержки клиентов. Обратитесь в местный магазин за копией их политики возврата. RadioShack.com не может осуществлять возврат товаров, приобретенных в магазинах RadioShack.
Обратитесь в местный магазин за копией их политики возврата. RadioShack.com не может осуществлять возврат товаров, приобретенных в магазинах RadioShack.
 Критический компонент — это любой компонент имплантируемого человеку устройства, устройства или системы жизнеобеспечения, неисправность которого, как можно обоснованно ожидать, вызовет отказ имплантата, устройства или системы жизнеобеспечения или повлияет на их безопасность или эффективность.
Критический компонент — это любой компонент имплантируемого человеку устройства, устройства или системы жизнеобеспечения, неисправность которого, как можно обоснованно ожидать, вызовет отказ имплантата, устройства или системы жизнеобеспечения или повлияет на их безопасность или эффективность. 



 radioshack.com/warranty. RadioShack по своему усмотрению, если иное не предусмотрено законом, (а) заменит продукт таким же или сопоставимым продуктом или (б) возместит стоимость покупки. Все замененные продукты, а также продукты, за которые произведен возврат средств, становятся собственностью RadioShack.
radioshack.com/warranty. RadioShack по своему усмотрению, если иное не предусмотрено законом, (а) заменит продукт таким же или сопоставимым продуктом или (б) возместит стоимость покупки. Все замененные продукты, а также продукты, за которые произведен возврат средств, становятся собственностью RadioShack.
 См. Приложения А и С (альдегиды).]
См. Приложения А и С (альдегиды).] коды защиты)
коды защиты) 
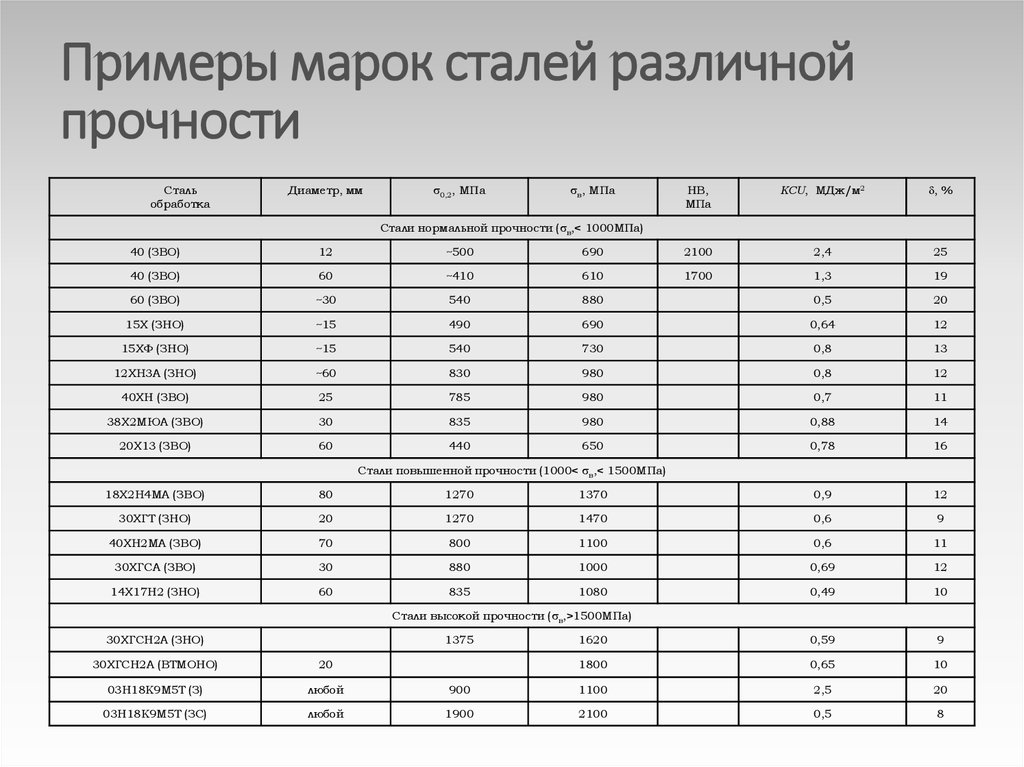
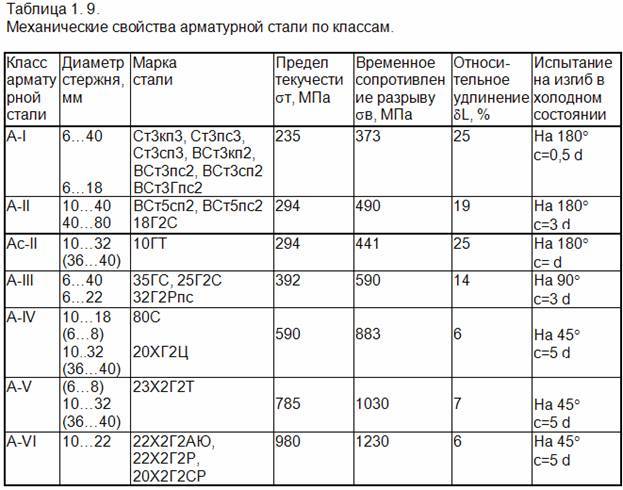 области по специальной цене!
области по специальной цене!


 Бланки. Плиты
Бланки. Плиты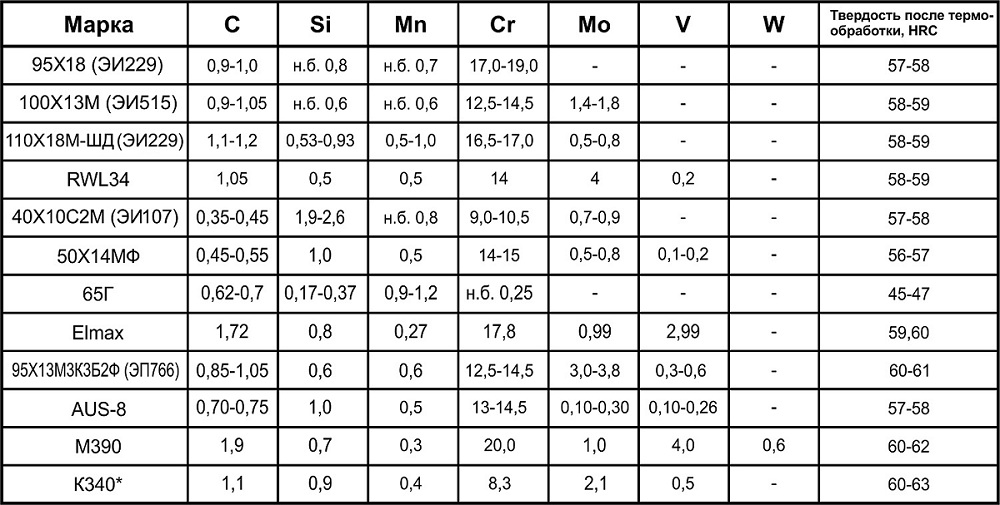 1273-84
1273-84
 Допускается наличие редкоземельных элементов, вводимых в качестве технологических добавок.
Допускается наличие редкоземельных элементов, вводимых в качестве технологических добавок.  108.1273-84
108.1273-84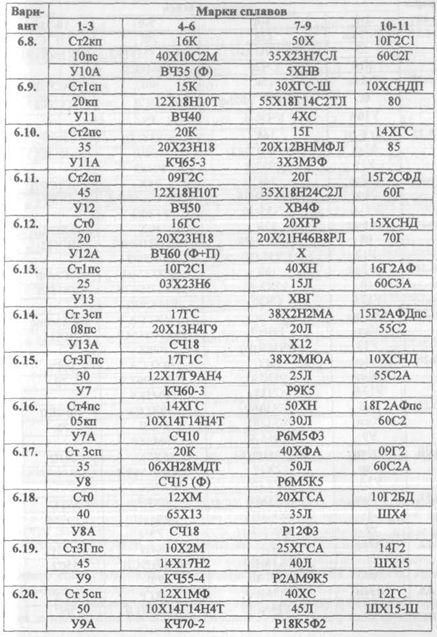 Закалка на воздухе или в масле с 930-950 °С (выдержка 2,5-4,5 часа в зависимости от толщины и массы заготовки) с последующим отпуском и охлаждением на воздухе
Закалка на воздухе или в масле с 930-950 °С (выдержка 2,5-4,5 часа в зависимости от толщины и массы заготовки) с последующим отпуском и охлаждением на воздухе Нормализация + Высокие праздники
Нормализация + Высокие праздники Скорость деформации 16 мм/мин Скорость деформации 0,009 1/с
Скорость деформации 16 мм/мин Скорость деформации 0,009 1/с Нормализация при 910-930°С, охлаждение на воздухе + Отпуск при 670-690°С, охлаждение на воздухе
Нормализация при 910-930°С, охлаждение на воздухе + Отпуск при 670-690°С, охлаждение на воздухе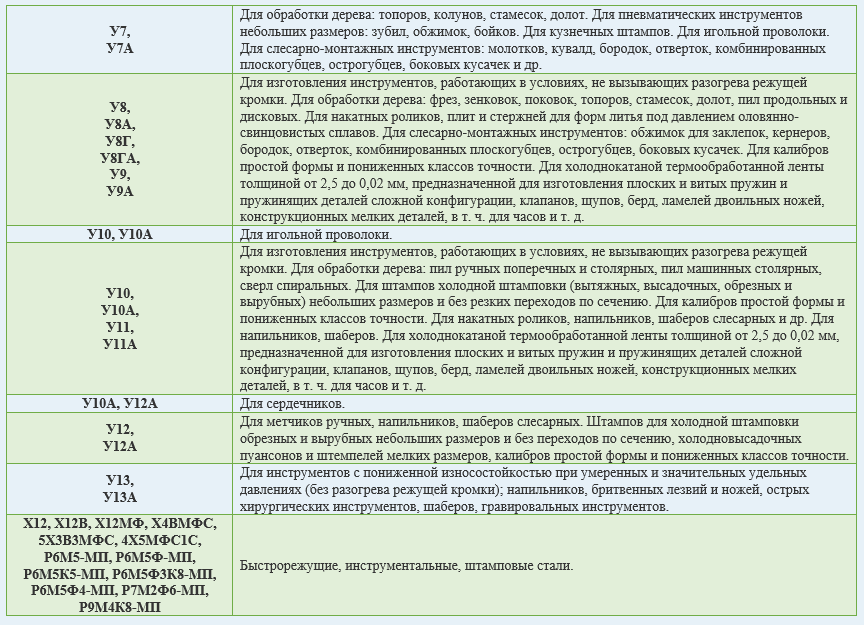 Нормализация при 950-980 °С + Отпуск при 720-750 °С (выдержка не менее 1 ч), охлаждение на воздухе
Нормализация при 950-980 °С + Отпуск при 720-750 °С (выдержка не менее 1 ч), охлаждение на воздухе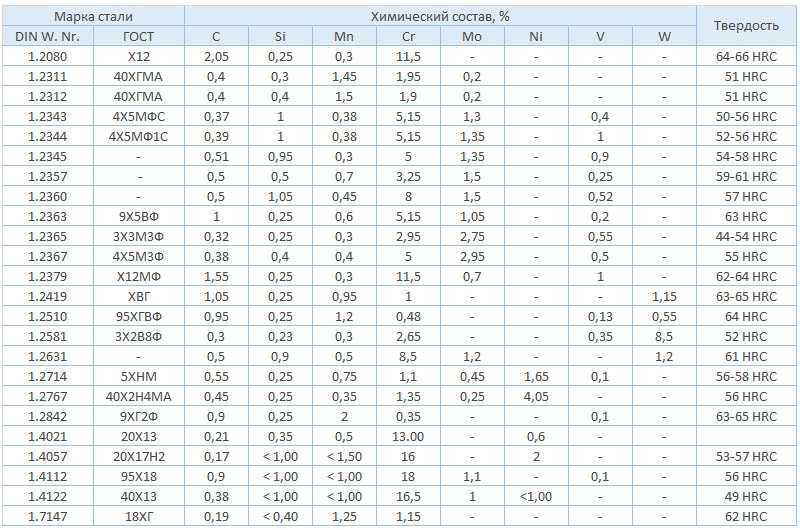 Нормализация при 980-1000°С + Отпуск при 740-760°С
Нормализация при 980-1000°С + Отпуск при 740-760°С Нормализация в 950-980 °С + Отпуск при 720-750 (выдержка 1-3 часа), охлаждение на воздухе
Нормализация в 950-980 °С + Отпуск при 720-750 (выдержка 1-3 часа), охлаждение на воздухе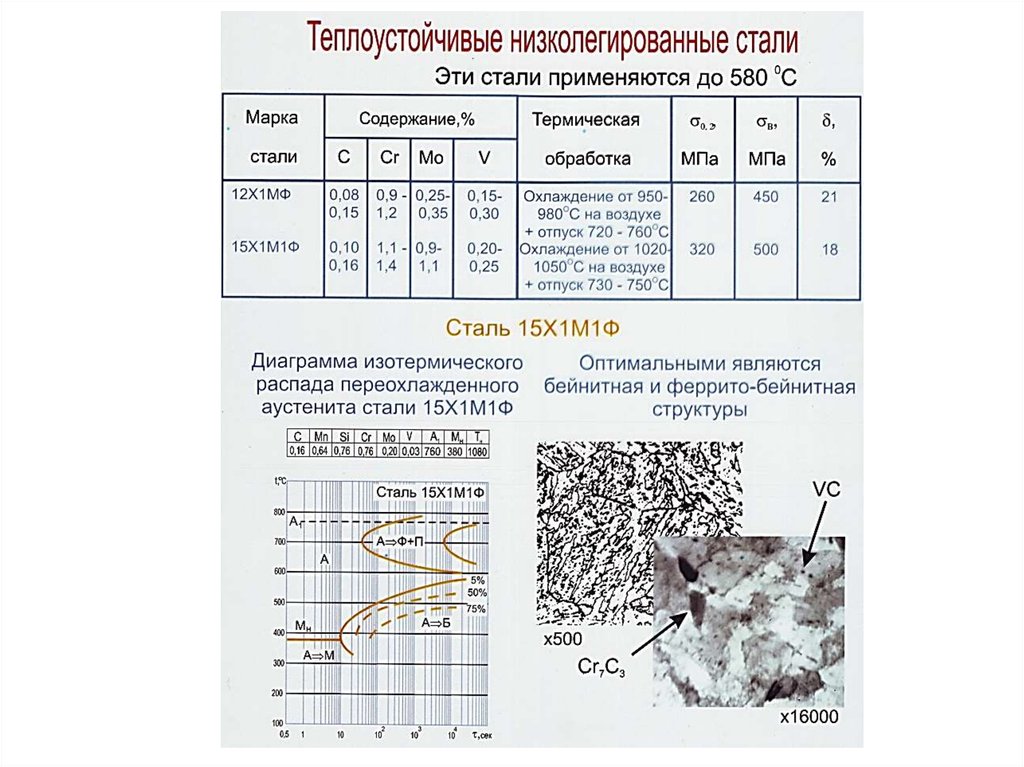 Нормализация в 980-1000 °С + Отпуск при 740-760 °С
Нормализация в 980-1000 °С + Отпуск при 740-760 °С