Перечень основных видов металлических труб
1. ТРУБЫ ОБЩЕГО И СПЕЦИАЛЬНОГО НАЗНАЧЕНИЯ
1.1. ГОРЯЧЕДЕФОРМИРОВАННЫЕ
1.1.1. ГОРЯЧЕДЕФОРМИРОВАННЫЕ ОБЩЕГО НАЗНАЧЕНИЯ
Сортамент производимых труб по заводам и странам
ГОСТ 8732-78. Трубы стальные бесшовные горячедеформированные
API SPEC 5L Нефтепроводные трубы магистральных трубопроводов
Трубы горячекатаные общего назначения по ТУ
1.1.2. ГОРЯЧЕДЕФОРМИРОВАННЫЕ КОРРОЗИОННОСТОЙКИЕ
Сортамент производимых труб по заводам и станам
ГОСТ 9940-81. Трубы бесшовные горячедеформированные из коррозионностойкой стали
Трубы горячекатаные коррозионностойкие по ТУ
1.1.3. ГОРЯЧЕДЕФОРМИРОВАННЫЕ СПЕЦИАЛЬНЫЕ И ПРОЧИЕ
Сортамент производимых труб по заводам и станам
ГОСТ 550-75. Трубы стальные бесшовные для нефтеперерабатывающей и нефтехимической промышленности
ГОСТ 5654-76. Трубы стальные бесшовные горячедеформированные для судостроения
ГОСТ 9567-75. Трубы стальные прецизионные
Трубы стальные прецизионные
ГОСТ 23270-89. Трубы-заготовки для механической обработки
Трубы горячекатаные специальные по ТУ
1.2. ТРУБЫ ОБЩЕГО И СПЕЦИАЛЬНОГО НАЗНАЧЕНИЯ СВАРНЫЕ
ГОСТ 10704-91 Сортамент сварных труб
ГОСТ 10707-80 Сортамент труб стальных электросварных холоднодеформированных
ГОСТ 11068-64. Сортамент электросварных труб из нержавеющей стали
ГОСТ 3262-75. Сортамент водогазопроводных труб
1.2.1. СВАРНЫЕ МАЛЫХ ДИАМЕТРОВ
1.2.1.1. СВАРНЫЕ МАЛЫХ ДИАМЕТРОВ ИЗ УГЛЕРОДИСТЫХ И ЛЕГИРОВАННЫХ СТАЛЕЙ
ГОСТ 10704-91. Трубы стальные электросварные прямошовные
ГОСТ 5005-82. Трубы стальные электросварные для карданных валов
ГОСТ 12132-66. Трубы стальные электросварные и бесшовные для мотовело- промышленности
Трубы сварные из углеродистых и легированных сталей по ТУ
1.2.1.2. СВАРНЫЕ МАЛЫХ ДИАМЕТРОВ ИЗ КОРРОЗИОННОСТОЙКИХ СТАЛЕЙ И СПЛАВОВ
ГОСТ 11068-81. Трубы электросварные из коррозионностойкой стали
Трубы электросварные из коррозионностойкой стали
Трубы сварные из коррозионностойких сталей по ТУ
1.2.1.3. СВАРНЫЕ МАЛЫХ ДИАМЕТРОВ ХОЛОДНОДЕФОРМИРОВАННЫЕ
ГОСТ 10707-80. Трубы стальные электросварные холоднодеформированные
Трубы сварные холоднодеформированные по ТУ
1.2.1.4. СВАРНЫЕ МАЛЫХ ДИАМЕТРОВ ВОДОГАЗОПРОВОДНЫЕ
ГОСТ 3262-75. Трубы стальные водогазопроводные
DIN 2440. Трубы стальные. Резьбовые трубы обыкновенные
DIN 2441. Трубы стальные. Утяжеленные трубы с резьбой
Трубы сварные водогазопроводные по ТУ
1.2.1.5. МАЛЫХ ДИАМЕТРОВ СВЕРТНЫЕ ПАЯНЫЕ
ГОСТ 11249-80. Трубы стальные свертные паяные двухслойные
Трубы сварные свертные паяные по ТУ
1.2.2. СВАРНЫЕ СРЕДНИХ ДИАМЕТРОВ
1.2.2.1. СРЕДНИХ ДИАМЕТРОВ ПРЯМОШОВНЫЕ
ГОСТ 10704-91. Трубы стальные электросварные прямошовные
ГОСТ 20295-74. Трубы стальные сварные для магистральных газонефтепроводов
Трубы прямошовные по ТУ
1. 2.2.2. СВАРНЫЕ СРЕДНИХ ДИАМЕТРОВ СПИРАЛЬНОШОВНЫЕ
2.2.2. СВАРНЫЕ СРЕДНИХ ДИАМЕТРОВ СПИРАЛЬНОШОВНЫЕ
ГОСТ 8696-74. Трубы стальные электросварные со спиральным швом общего назначения
Трубы спиральношовные по ТУ
1.2.3. СВАРНЫЕ БОЛЬШИХ ДИАМЕТРОВ
1.2.3.1. СВАРНЫЕ БОЛЬШИХ ДИАМЕТРОВ ДЛЯ ТРУБОПРОВОДОВ, РАБОТАЮЩИХ ПОД ДАВЛЕНИЕМ МЕНЕЕ 5,5 МПа
ГОСТ 10704-91. Трубы стальные электросварные прямошовные
ГОСТ 8696-74. Трубы стальные электросварные со спиральным швом общего назначения
ГОСТ 20295-85. Трубы стальные сварные для магистральных газонефтепроводов
Трубы для трубопроводов, работающие под давлением менее 5,5 МПа по ТУ
1.2.3.2. СВАРНЫЕ БОЛЬШИХ ДИАМЕТРОВ ДЛЯ МАГИСТРАЛЬНЫХ ГАЗОПРОВОДОВ И НЕФТЕПРОВОДОВ, РАБОТАЮЩИХ ПОД ДАВЛЕНИЕМ 5,5 МПа И БОЛЕЕ
Трубы изготовляются по ТУ
1.3. ТРУБЫ ОБЩЕГО И СПЕЦИАЛЬНОГО НАЗНАЧЕНИЯ ХОЛОДНОДЕФОРМИРОВАННЫЕ
ГОСТ 9941-81. Трубы бесшовные холодно- и теплодеформированные из коррозионностойкой стали
1. 3.1. ХОЛОДНОДЕФОРМИРОВАННЫЕ ОБЩЕГО НАЗНАЧЕНИЯ
3.1. ХОЛОДНОДЕФОРМИРОВАННЫЕ ОБЩЕГО НАЗНАЧЕНИЯ
ГОСТ 8734-75. Трубы стальные бесшовные холоднодеформированные и теплодеформированные
ГОСТ 9567-75. Трубы стальные прецизионные
ГОСТ 1060-83. Трубы стальные бесшовные холоднодеформированные для судостроения
ГОСТ 12132-66. Трубы стальные электросварные и бесшовные для мотовело-промышленности
DIN 1629. Трубы бесшовные круглые из нелегированной стали специальных требований
DIN 1630. Трубы бесшовные круглые из нелегированной стали особо высоких требований
DIN 17121. Трубы круглого сечения бесшовные из конструкционных сталей общего назначения для металлоконструкций
DIN 17173. Бесшовные трубы круглого сечения из вязких в холодном состоянии сталей
Трубы холоднодеформированные общего назначения по ТУ
1.3.2. ХОЛОДНОДЕФОРМИРОВАННЫЕ КОРРОЗИОННОСТОЙКИЕ
ГОСТ 9941-81. Трубы бесшовные холодно- и теплодеформированные из коррозионностойкой стали
ГОСТ 10498-82. Трубы бесшовные особотонкостенные из коррозионностойкой нержавеющей) стали
ГОСТ 24030-80. Трубы бесшовные из коррозионностойкой стали для энергомашиностроения
Трубы бесшовные из коррозионностойкой стали для энергомашиностроения
Трубы коррозионностойкие по ТУ
1.3.3. ХОЛОДНОДЕФОРМИРОВАННЫЕ ДЛЯ ВЫСОКОГО ДАВЛЕНИЯ, МАСЛОПРОВОДОВ И ТОПЛИВОПРОВОДОВ
ГОСТ 11017-80. Трубы стальные бесшовные высокого давления
Трубы для высокого давления, маслопроводов и топливопроводов по ТУ
1.3.4. ХОЛОДНОДЕФОРМИРОВАННЫЕ КАПИЛЛЯРНЫЕ
ГОСТ 14162-79. Трубы стальные малых размеров (капиллярные)
Трубы капиллярные изготовляются по ТУ
1.3.5. ХОЛОДНОДЕФОРМИРОВАННЫЕ КОНСТРУКЦИОННЫЕ ИЗ УГЛЕРОДИСТЫХ И ЛЕГИРОВАННЫХ СТАЛЕЙ
ГОСТ 21729-76. Трубы конструкционные холоднодеформированные и теплодеформированные из углеродистых и легированных сталей
Трубы конструкционные изготовляются по ТУ
1.3.6. ХОЛОДНОДЕФОРМИРОВАННЫЕ БИМЕТАЛЛИЧЕСКИЕ, МНОГОСЛОЙНЫЕ
ГОСТ 22786-77. Трубы биметаллические бесшовные для судостроения
Трубы биметаллические, многослойные по ТУ
1. 3.7. ХОЛОДНОДЕФОРМИРОВАННЫЕ КРЕКИНГОВЫЕ
3.7. ХОЛОДНОДЕФОРМИРОВАННЫЕ КРЕКИНГОВЫЕ
ГОСТ 550-75. Трубы стальные бесшовные для нефтеперерабатывающей и нефтехимической промышленности
Полезные материалы и ссылки — Фирма Скат в Екатеринбурге
Как выбрать профильную трубу?
Профилированная труба незаменима в каркасном строительстве, и ещё не скоро появится материал, который смог бы сравниться с ней по соотношению качества и стоимости. Главные преимущества этого стройматериала – это удобство эксплуатации, универсальность и долговечность. И при соответствующем уходе конструкции на его основе прослужат владельцу не один десяток лет.
ТУ 14-162-68-2000
Настоящие технические условия распространяются на трубы электросварные прямошовные и с поперечными стыками, из углеродистой или низколегированной сталей, предназначенные для изделий неответственного назначения
ГОСТ 8240-97, Швеллеры стальные горячекатаные (сортамент).
Принцип работы плазменной резки
Плазменная резка относится к одному из самых востребованных способов раскройки металла максимально быстро и с высоким уровнем точности.
Марочник сталей
В марочнике сталей перечислены свойства основных марок сталей и сплавов.
Труба цельногнутая, труба бесшовная: особенности и применение
Основная цель производства цельногнутых труб и других разновидностей бесшовных труб – получить монолитные изделия с однородной структурой. Изделие подобной структуры отличается надежностью, высокой устойчивостью к коррозии и высокому давлению.
ГОСТ 8240-89, сортамент швеллеров
Настоящий стандарт устанавливает сортамент швеллеров с уклоном внутренних граней полок и швеллеров с параллельными гранями полок.
ГОСТ 8639-82, сортамент стальных квадратных труб
Настоящий стандарт распространяется на трубы стальные бесшовные горячедеформированные и холоднодеформированные, трубы электросварные, электросварные холоднодеформированные, электросварные горячекалиброванные, а также трубы, изготовленные методом печной сварки
ГОСТ 13663-86, технические требования к профильным трубам
Настоящий стандарт распространяется на профильные бесшовные и сварные трубы общего назначения из углеродистой и легированной стали
ГОСТ 8645-68, сортамент стальных прямоугольных труб
Настоящий стандарт распространяется на стальные бесшовные горячекатанные, холоднотянутые и электросварные прямоугольные трубы
ГОСТ 30245-2003, технические условия стальных квадратных и прямоугольных профилей
Настоящий стандарт распространяется на стальные гнутые замкнутые сварные квадратные и прямоугольные профили, предназначенные для строительных стальных конструкций.
ГОСТ 8734-75, сортамент труб бесшовных холоднодеформированных
Настоящий стандарт распространяется на трубы стальные бесшовные холоднодеформированные.
ГОСТ 10704-91, сортамент труб электросварных
Настоящий стандарт распространяется на стальные электросварные прямошовные трубы.
ГОСТ 10705-80, технические условия труб электросварных
Настоящий стандарт распространяется на стальные электросварные прямошовные трубы диаметром от 10 до 530 мм из углеродистой и низколегированной стали, применяемые для трубопроводов и конструкций различного назначения.
ГОСТ 3262-75, технические условия водогазопроводных труб
Настоящий стандарт распространяется на неоцинкованные и оцинкованные стальные сварные трубы с нарезанной или накатанной цилиндрической резьбой и без резьбы, применяемые для водопроводов и газопроводов, систем отопления, а также для деталей водопроводных и газопроводных конструкций.
ГОСТ 8732-78, сортамент горячедеформированных труб
Настоящий стандарт распространяется на горячедеформированные бесшовные стальные трубы общего назначения, изготовляемые по наружному диаметру, толщине стенки и длине.
ГОСТ 550-75, технические условия стальных бесшовных труб
Настоящий стандарт распространяется на стальные трубы, предназначенные для нефтеперерабатывающей и нефтехимической промышленности.
ГОСТ 8568-77, технические условия стальных листов с рифлением
Настоящий стандарт распространяется на стальные горячекатаные с односторонним ромбическим и чечевичным рифлением листы общего назначения.
ГОСТ 14918-80, технические условия стальных оцинкованных листов
Настоящий стандарт распространяется на листовую и рулонную холоднокатаную сталь, оцинкованную горячим способом в агрегатах непрерывного цинкования, предназначенную для холодного профилирования, под окраску, изготовления штампованных деталей, посуды, тары и других металлических изделий.
ГОСТ 19904-90, сортамент листа холоднокатаного
Настоящий стандарт распространяется на листовой холоднокатаный прокат шириной 500 мм и более, изготовляемый в листах толщиной от 0,35 до 5,00 мм, рулонах толщиной от 0,35 до 3,5 мм.
ГОСТ 9045-93, технические характеристики проката тонколистового холоднокатаного
Настоящий стандарт распространяется на тонколистовой холоднокатаный прокат из низкоуглеродистой качественной стали толщиной до 3,9 мм, предназначенный для холодной штамповки.
ГОСТ 19903-74, сортамент проката листового горячекатаного
Настоящий стандарт распространяется на листовой горячекатаный прокат шириной 500 мм и более, изготовляемый в листах толщиной от 0,40 до 160 мм и рулонах толщиной от 1,2 до 12 мм.
ГОСТ 5781-82, технические условия стали горячекатаной для армирования железобетонных конструкций
Настоящий стандарт распространяется на горячекатаную круглую сталь гладкого и периодического профиля, предназначенную для армирования обычных и предварительно напряженных железобетонных конструкций (арматурная сталь)
ГОСТ 2590-2006, сортамент проката сортового стального горячекатаного круглого
Настоящий стандарт распространяется на сортовой стальной горячекатаный прокат круглого сечения диаметром от 5 до 270 мм
ГОСТ Р 57837-2017, технические условия двутавров стальных горячекатаных с параллельными гранями полок
Настоящий стандарт распространяется на стальные горячекатаные двутавровые профили с параллельными гранями полок из нелегированной и легированной стали
ГОСТ 27772-2015, общие технические условия проката для строительных стальных конструкций
Настоящий стандарт распространяется на горячекатаный листовой, широкополосный универсальный, фасонный прокат и гнутые профили, изготовленные из горячекатаного листового проката
ГОСТ 8278-83, сортамент швеллеров стальных гнутых равнополочных
Настоящий стандарт распространяется на стальные гнутые равнополочные швеллеры, изготовляемые на профилегибочных станах из холоднокатаной и горячекатаной рулонной стали обыкновенного качества, углеродистой качественной конструкционной и низколегированной
ГОСТ 8509-93, сортамент уголков стальных горячекатаных равнополочных
Настоящий стандарт распространяется на уголки стальные горячекатаные равнополочные
ГОСТ 8510-86, сортамент уголков стальных горячекатаных неравнополочных
Настоящий стандарт распространяется на стальные горячекатаные неравнополочные уголки
ГОСТ 2591-2006, сортамент проката сортового стального горячекатаного квадратного
Настоящий стандарт распространяется на сортовой стальной горячекатаный прокат квадратного сечения с размерами сторон от 6 до 200 мм включительно.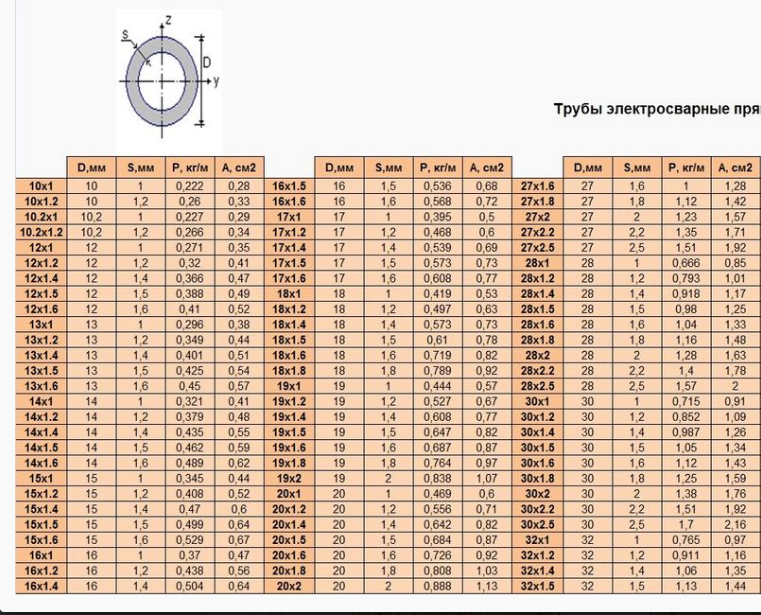
ГОСТ 1050-88, общие технические условия проката сортового, калиброванного, со специальной отделкой поверхности из углеродистой качественной конструкционной стали
Настоящий стандарт устанавливает общие технические условия для горячекатаного и кованого сортового проката из углеродистой качественной конструкционной стали марок 08, 10, 15, 20, 25,30, 35, 40, 45, 50, 55, 58 (55пп) и 60 диаметром или толщиной до 250 мм, а также прокатакалиброванного и со специальной отделкой поверхности всех марок.
ГОСТ 2879-2006, сортамент проката сортового стального горячекатаного шестигранного
Настоящий стандарт распространяется на сортовой стальной горячекатаный прокат шестигранного сечения диаметром вписанного круга d от 8 до 103 мм включительно.
ГОСТ 103-2006, сортамент проката сортового стального горячекатаного полосового
Настоящий стандарт распространяется на сортовой стальной горячекатаный полосовой прокат общего назначения и стальной полосовой прокат для гаек толщиной от 4 до 80 мм включительно и шириной от 10 до 200 мм включительно.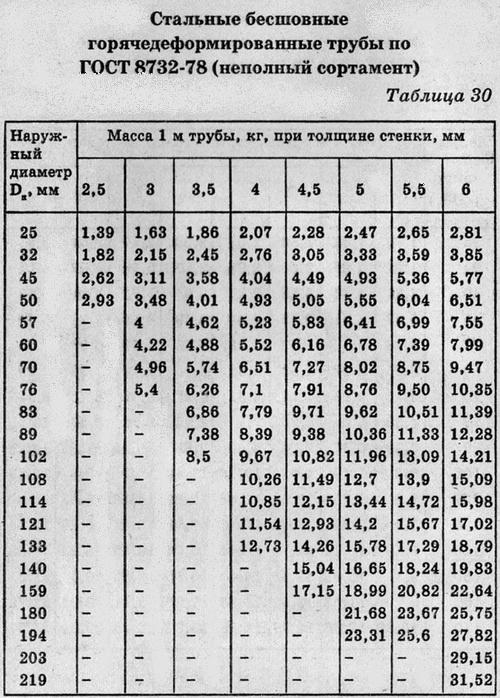
ГОСТ 3282-74, технические условия проволоки стальной низкоуглеродистой общего назначения
Настоящий стандарт распространяется на круглую низкоуглеродистую стальную проволоку, предназначенную для изготовления гвоздей, увязки, ограждений и других целей.
ГОСТ 17375-2001, конструкция деталей трубопроводов бесшовных приварных из углеродистой и низколегированной стали, отводов крутоизогнутых типа 3D (R~1,5DN).
Настоящий стандарт распространяется на бесшовные приварные отводы из углеродистой и низколегированной стали типа 3D (R ≈ 1,5 DN) и θ = 45°, θ = 60°, θ = 90° и θ = 180°, изготавливаемые из труб методами штамповки или протяжки по рогообразному сердечнику.
Metal Pipes — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное,
присоединяйтесь к сообществу, делающему добро.
(более 1000 релевантных результатов)
Структурный диапазон (круглая труба) – мягкая сталь | Сталь и трубы для Африки — Ограждение | Трубка | Автоматизация двигателей ворот | Сталь | Лист | Кровля | Армирование | Поручни | Ограждение частоколом | Болты и гайки | Замки | Оцинкованная сталь | Сварочные материалы | Краска | Электроинструменты
Steel & Pipes для Африки является крупнейшим поставщиком Robor Steel Tubing (ISO & SABS SEABS), а также широкий ассортимент стальных и высококачественных аппаратных продуктов
Steel & Pipes Round Tube
Steel & Pipes.
| КРУГЛАЯ ТРУБА | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Наружный диаметр (мм) | Толщина стенки | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 1,6 | 2,0 | 3,0 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 12,70 | 0,44 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 15,88 | 0,56 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 19.05 | 0,69 | 0,84 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
21. 40 40 | 959.00 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 25,40 | 0,94 | 1,15 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 26,90 | 1,23 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 32,00 | 1,19 | 1,47 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 34.10 | 1,59 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
38. 10 10 | 1,44 | 1,78 | 2,60 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 42,86 | 2,02 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 48,50 | 1,85 | 2,29 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 50,80 | 1,91 | 2,37 | 3,48 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 57,15 | 2,72 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
60. 33 33 | 2,88 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 63,50 | 3,03 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 76,20 | 3,66 | 5,42 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 101,60 | 4,91 | 7,30 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| 139,70 | 10. Марки сталей: Популярные марки стали и их применениеМарки сталей и сплавов. Основные марки сталей стран СНГ, Европы и АмерикиТермин «марки стали» знаком практически каждому человеку, ведь изделия из различных сталей имеются практически в каждом доме. Но для специалистов обозначение марок стали – не просто буквенно-цифровой код. Профессионалам он дает понимание о химическом составе материала, его физико-механических характеристиках и возможном применении. Кстати, разобраться в маркировках, используемых отдельными группами стандартов, не так сложно, как может показаться – просто необходимо понять принцип их составления. Классификация марок сталиНапомним, что сталь – это сплав железа с углеродом, содержание которого не должно превышать 2,14%. Именно благодаря углероду сталь обладает твердостью и прочностью, но избыток этого компонента приводит к хрупкости. Марочник сталей – справочник, который должен быть в арсенале любого инженера. В нем содержится комплекс сведений о классификации, химическом составе и физических качествах, критических температурных точках, механических и литейных свойствах. Пример маркировки нержавеющей стали по стандартам СНГ (основной химический состав) – 12Х18Н10Т. Это указывает на присутствие в сплаве углерода – около 0,12%, хрома – 17-19%, никеля – порядка 10% и до 1% титана. Кстати, если приведенный пример характеризовать далее, то этот сплав подходит для изготовления изделий, подвергающихся взаимодействию с химически агрессивными средами – щелочными и кислотными растворами, солями. Также обращаем внимание на то, что в работе специалисту может потребоваться марочник сталей и сплавов по зарубежным стандартам и сравнение зарубежных аналогов марок сталей с отечественной маркировкой. Основные марки сталиВиды и марки стали классифицируются в зависимости от химического состава, технологии производства и предназначения. Так, на нашем рынке сейчас присутствуют основные группы такой продукции:
По причине такого разнообразия сталей и возникла необходимость в их маркировке. Тут стоит обратить внимание, что марочник сталей и сплавов у нас в стране отличается от зарубежных классификаторов. Мировая промышленная индустрия не выработала единых стандартов в маркировке металлопродукции и имеют место разночтения. Например, стали с одинаковым обозначением по разным стандартам могут иметь абсолютно разные химический состав и комплекс механических характеристик, что иногда приводит к путанице при поставках потребителям металлопроката. В связи с этим еще раз делаем акцент на актуальности важного документа, который необходим специалистам – марочник иностранных сталей и сплавов. Он содержит полную информацию о ключевых свойствах различных марок, в том числе о наличии аналагов по другими группам стандартов. Такой справочник поможет сопоставить маркировки аналогичных по параметрам сплавов с учетом обозначений, принятых в разных странах. Во многих стандартах Украины, как и в документации других стран СНГ, используется система обозначения марок сталей с помощью букв (названия химических элементов) и цифр (их процентное содержание в сплаве). Также с помощью букв указывается способ раскисления стали:
Спокойные сплавы имеют максимальные показатели однородности структуры и химического состава по сечению отливки. Обращаем внимание, что существует марочник литейных сталей – металлопродукция в конце маркировки содержит букву «Л». В целом, такие материалы предназначены для изготовления отливок различной формы и обладают хорошей жидкотекучестью и заполняемостью форм. Конструкционные сталиПрименяемые для изготовления конструкций и деталей в строительстве и машиностроении стали называются конструкционными. Качество таких материалов определяется количеством вредных примесей серы (S) и фосфора (P), наличием легирующих элементов, комплексом механических и технологических свойств. С учетом количества серы и фосфора в стандартах ДСТУ и ГОСТ выделяют сталь конструкционную:
Марки стали конструкционной углеродистой обыкновенного качества, не включающие большого количества легирующих элементов, обозначаются буквосочетанием «Ст». Далее идет цифра, указывающая на условный номер в зависимости от химического состава, а затем – степень раскисления (кп – кипящая, пс – полуспокойная, сп – спокойная). Например, Ст3пс. Сталь конструкционная углеродистая обыкновенного качества общего назначенияОтличается широтой сфер применения при производстве:
Также, этот материал используется в промышленном машиностроении и изготовлении металлоконструкций для строительной отрасли. Марки сталей и сплавов позволяют специалистам максимально точно подбирать химический состав материалов с учетом тех эксплуатационных нагрузок, которым им придется противостоять. Сталь конструкционная углеродистая качественнаяЗдесь определяющим показателем является содержание углерода в компонентой формуле:
Углеродистые стали не содержат значительных легирующих включений. При этом в них присутствуют в небольших количествах марганец – до 1% и кремний – до 0,8%, но в такой концентрации они не оказывают большого легирующего влияния. Сталь конструкционная повышенной обрабатываемостиУ такого типа легированных марок стали расшифровка содержит букву «А», что значит автоматная. Если для улучшения эксплуатационных характеристик сплава используется свинец, то буквенная комбинация имеет вид – «АС». Также, с целью профилактики проявлений красноломкости в материалы этой группы добавляют повышенное количество марганца. Кроме того, наличие селена и теллура, обеспечивает 2-3 кратное сокращение расхода режущего инструмента. Сталь конструкционная легированнаяСамая многочисленная по марочному сортаменту группа сталей. Отличительной особенностью марок данной категории является наличие в их составе значительного количества модифицирующих добавок – вплоть до 50%. Марки конструкционных сталей этой группы классифицируются в зависимсти от содержания легирующих элементов в составе сплава:
Из конструкционных легированных сплавов выпускают большой ассортимент металлопродукции, например:
Пример маркировки легированных сталей: 09Г2ФБ, 25Х2Н4М(В)А, 20ХН4ФА, 30Х2Н2ВА. Сталь конструкционная низколегированная для сварных конструкцийРечь идет о сплавах, содержащих такие компоненты:
Содержание легирующих добавок может достигать 2,5%. Марки стали и их характеристики также отображаются в виде буквенно-цифрового кода – 09Г2, 09Г2С, 14Г2, 10ХНДП, 15ХСНД и пр. Листовая сталь этой категории или сортовой и фасонный прокат широко используются в строительстве, мостостроении и машиностроении для изготовления сварных конструкций повышенной прочности. Конкурентным преимуществом таких материалов является хорошая свариваемость. Например, марка 17ГС применяется в трубной промышленности – из нее выпускают трубы среднего и большого диаметра. Кроме того, некоторые разновидности низколегированных сплавов для сварных конструкций используются в судостроении, вагоностроении, мостостроении. Границы температурного режима, в котором допускается их эксплуатация от -40 до +450°С. Сталь конструкционная теплоустойчиваяК этой группе металлопродукции относятся стали, имеющие достаточный ресурс для работы при повышенных температурах. Порог теплоустойчивости находится в пределах 600-650°С. Рабочий ресурс деталей из материалов с такими характеристиками определяется 10000-20000 часами. Сфера применения – энергетическое машиностроение, производство котельных агрегатов, конструктивных элементов паропроводов, паронагревателей, сосудов, др. Термообработка таких сталей – это закалка с высоким отпуском, нормализация, нормализующая прокатка, отжиг и пр. Сталь конструкционная подшипниковаяМарки легированных сталей, из которых изготавливаются подшипники, отличаются специальной микроструктурой. Также к ним предъявляются особые требования касательно количества и вида неметаллических включений, твердости и глубины обезуглероженного слоя. В готовых изделиях этот слой не допускается, поскольку наличие хотя бы частичной обезуглероженности поверхности шарика приводит к сминанию, увеличению трения в подшипниках и, как следствие, выхода детали из строя. Для подшипников качения, которые предназначены для эксплуатации в нормальных условиях, используются стали ШХ15 и ШХ15СГ, а также их аналоги. Сталь конструкционная рессорно-пружиннаяХарактеризуется содержанием углерода на уровне 0,5-0,75%. В качестве легирующих элементов часто используются:
В процессе изготовления материала выполняется измельчение зерна, что способствует увеличению релаксационной стойкости стали. Сталь инструментальнаяЭто группа марок сталей, приобретающих при термообработке повышенную твердость, прочность и износостойкость. Эти качества необходимы для обработки металлопродукции резаньем или давлением. Инструментальная углеродистая стальМатериал с содержанием углерода от 0,7%. Также в химической формуле присутствуют марганец, кремний, сера и фосфор.
Сталь имеет ряд недостатков: малая износостойкость и низкая теплостойкость в режимах нагрева режущей кромки инструмента выше температуры в 250-300°С. При перегреве имеет место отпуск, сопровождающийся утратой твердости. Инструментальная углеродистая сталь выпускается в виде прутков различной формы сечения – круг, квадрат, шестигранник, а также проволоки, листов, полос. Сталь инструментальная легированнаяЛегированная инструментальная сталь, кроме углерода, включает компоненты улучшающие ее функциональные характеристики – марганец, медь, никель, вольфрам, молибден, ванадий и пр. Их присутствие обозначается в маркировке соответствующими буквами, например:
При отсутствии в коде цифры количество легирующего элемента считается примерно равным 1%. Сталь инструментальная штамповаяИз этих сталей изготавливается металлопродукция, применяемая для изготовления инструментов для сферы обработки металлов давлением. То есть речь идет о штампах, валиках, роликах, пуансонах и пр. Стали этой группы подразделяются на 2 категории:
При использовании стали в легких эксплуатационных условиях показано применение материала с содержанием углерода в пределах 0,6-1,0%, без значительного количества легирующих в составе. Наиболее востребованная для таких штампов сталь – У7. В более тяжелых условиях показано применение легированных сталей. Самая популярная марка – 5ХНМ. Жаростойкие и жаропрочные сталиМарки жаропрочных сталей 12Х1МФ, 12Х1МФ-ПВ, 13Х1МФ, 15Х1М1Ф и др. Потребителям стоит учитывать, что марки жаростойких сталей приобретают наилучшие механические параметры в процессе термической обработки. При этом у таких сплавов, вследствие высокой степени легирования, есть склонность к растрескиванию при закалке с высокой скоростью. Поэтому для них нужно тщательно подбирать режимы термической обработки и среды охлаждения. Максимальная температура нагрева деталей из большинства сталей этой группы находится в пределах 550-585°С. Однако есть высоколегированные сплавы, способные выдерживать гораздо более высокий нагрев. Расшифровка марок сталей — примерыМарки быстрорежущих сталей включают в обозначении букву Р. Она указывает на содержание вольфрама. Иностранные марки сталей (импортный металлопрокат из Европы)1. Маркировка углеродистых импортных сталей
2. Зарубежная маркировка конструкционных сталей
3.
4. Инструментальные углеродистые стали — иностранная маркировка
5. Инструментальные легированные стали
6. Рессорно-пружинные стали
7. Подшипниковые стали
8. Быстрорежущие стали
9. Коррозионностойкие нержавеющие стали
10. Теплоустойчивые стали
Знакомство с марками стали — Matmatch Стали представляют собой нечистые железоуглеродистые сплавы с низким содержанием углерода, обычно 0,1–1,5% углерода по весу. Количество углерода и уровень примесей и дополнительных элементов, как металлических, так и неметаллических, определяют свойства каждой стали марки [1]. Различные типы стали производятся в зависимости от свойств, необходимых для их применения, и используются различные системы классификации для дифференциации сталей на основе этих свойств. По данным Всемирной ассоциации производителей стали, существует более 3500 марок стали с различными химическими, экологическими и физическими свойствами [2]. Здесь вы узнаете:
Химический составНиже перечислены некоторые химические элементы, влияющие на механические свойства марок стали [3]:
Другие легирующие элементы, такие как титан, азот и бор, также используются в небольших количествах в некоторых марках стали. Эти химические элементы комбинируются с основными компонентами для дальнейшего улучшения характеристик материала [3]. Стали можно разделить на основные категории в зависимости от их химического состава: легированная сталь, углеродистая сталь и нержавеющая сталь. Механические свойстваКаждая марка стали в соответствии с международными стандартами отражает измеренные механические свойства материала [4]:
Система нумерации марок сталиМарка стали сообщает о химическом составе, свойствах, процессах изготовления, термической обработке и формах стали. Классификация очень важна для производителей, инженеров и потребителей, поскольку она дает стандартный язык для эффективного определения свойств стали [4]. Ниже перечислены некоторые из наиболее распространенных международных организаций по стандартизации, каждая из которых имеет свою систему нумерации марок стали. Американский институт чугуна и стали (AISI) AISI — самая популярная и старейшая система нумерации всех сталей в США. В нем указывается химический состав сплава на основе ковшового анализа, но не указываются другие свойства. AISI использует четырехзначную систему нумерации для углеродистых сталей и трехзначную систему нумерации для нержавеющих сталей с префиксом «тип» для идентификации. Международное общество инженеров-автомобилестроителей (SAE)Аналогично для SAE легированной и углеродистой стали присваивается четырехзначный номер, где первая цифра обозначает основной легирующий элемент. Вторая цифра указывает на высший сорт элемента, а две последние цифры указывают на углеродный состав стали (в сотых долях процента по массе) [6]. В таблице ниже показаны различные классификации стали и соответствующие обозначения по SAE [7]: Для нержавеющей стали SAE использует пятизначную систему нумерации, последние три цифры которой соответствуют обозначениям стандартов сплавов AISI [5]. В основном он описывает стандарты и методы, которые могут лежать в основе проектирования, конструирования и определения характеристик автомобильных компонентов. Унифицированная система нумерации (UNS)UNS использует префиксную букву и пятизначную систему нумерации, предназначенную для сопоставления различных систем нумерации сплавов и металлов, которые коммерчески используются различными странами и организациями по стандартизации [5]. Ниже представлена таблица различных категорий UNS [8]:
Американское общество испытаний и материалов (ASTM) Система марок стали ASTM обеспечивает требования к химическому составу и рабочим характеристикам материала. Другие организации, использующие свои собственные системы нумерации, включают Американский национальный институт стандартов (ANSI), Американское общество инженеров-механиков (ASME), Американское общество основателей стали и Американское общество сварщиков (AWS) [9].]. [1] W. Hume-Rothery, Структура сплавов железа: элементарное введение, H.M. Финнистон, Д.В. Хопкинс, В.С. Owen (Ed.s), Elsevier, 2016. [2] «Наиболее распространенные типы стали в промышленности технологических трубопроводов», n.d. [Онлайн]. Доступно: https://www.theprocesspiping.com/common-types-steel-process-piping-industry/ [3] «Химический состав конструкционных сталей», н.д. [Онлайн]. Доступно: http://web.mit.edu/1.51/www/pdf/chemical.pdf [4] «Сортировка стали: химия и свойства», 2018 г. [5] Э. Клар, П.К. Samal, Нержавеющая сталь порошковой металлургии: обработка, микроструктура и свойства , OH: ASM International, 2007. [6] E.P. Дегармо, Дж.Т. Блэк, Р.А. Kohser, Материалы и процессы в производстве (9-е изд.). Wiley, 2003. [7] L.F. Jeffus, Сварка: принципы и применение . Cengage Learning, 2016. [8] Э. Оберг, Х.Л. Хортон, Ф.Д. Джонс, Х. Х. Райфелл и К. Дж. Макколи, Machinery’s Handbook (29-е изд.). Industrial Press Inc., 2012. [9] «Инженерный справочник, техническая информация», без даты. [Онлайн]. Доступно: https://www.isibang.ac.in/~library/onlinerz/resources/Enghandbook.pdf Типы стали | В чем разница?Чтобы ознакомиться с нашим последним руководством по новым сталям для лезвий, ознакомьтесь с приведенной выше ссылкой Ultimate Knife Steel Guide. Если вы давно собираете ножи, или даже если вы новичок в ножах, скорее всего, вы задавались вопросом, в чем разница между всеми типами стали в ножевых лезвиях. Все, что необходимо для изготовления базовой стали, — это комбинация железа и углерода. Однако со временем было обнаружено, что добавление различных элементов к этому основному стальному веществу может повысить ее ударную вязкость или твердость. Эти дополнительные элементы объясняют основное отличие большинства типов стали в лезвиях. Было быстро обнаружено, что у каждого добавленного элемента есть свои преимущества и недостатки. Например, определенный сплав может сделать лезвие более твердым. Чем тверже сталь, тем дольше она будет держать заточку (а это значит, что придется реже затачивать), и это здорово! Однако, если вы укрепите лезвие, вы также сделаете его менее прочным, что означает, что лезвие менее устойчиво к ударам и ударам (что не очень хорошо). Компоненты сталиСначала я познакомлю вас с основными компонентами стали и их применением.
Типы сталиСуществуют буквально тысячи типов стали. Среди них наиболее распространены углеродистые стали, легированные стали, инструментальные стали и нержавеющие стали. Каждый из этих типов стали имеет систему обозначений, которая дает им определенный номер. Приведу один пример: в системе обозначений SAE (Общество автомобильных инженеров) углеродистая и легированная стали обозначаются четырехзначным числом, где первая цифра обозначает основной элемент, вторая цифра обозначает второстепенный элемент, а последние две цифры указывают количество углерода в сотых долях процента по массе. Итак, это означает, что 1095 стали бы 0,95% углерода. Кроме того, в системе SAE любая сталь, начинающаяся с буквы, классифицируется как инструментальная сталь. Простые углеродистые стали — это стали, содержащие железо, углерод и небольшое количество марганца. Напротив, легированные стали имеют определенный состав и содержат определенное процентное содержание ванадия или молибдена, а также обычно содержат большее количество марганца. I. Простые углеродистые сталиСтали 10XX (1045, 1095) Стали –1095 являются наиболее распространенной сталью 10XX (или «высокоуглеродистой» сталью), используемой для лезвий ножей. Сталь в диапазоне 1045-1095 используется для лезвий ножей, хотя 1050 чаще встречается в мечах. В стали 1045 меньше углерода (0,45%), а в 1095 больше (0,95%), наоборот, в 1095 меньше марганца, а в 1045 больше. Так что, по сути, сталь 1095 будет иметь большую износостойкость, но при этом будет менее прочной. 1045 хорошо держит заточку, сталь 1095 отлично держит заточку. Основным недостатком этого типа стали является то, что она легко ржавеет. Из-за этой проблемы вы часто будете видеть 1095 лезвий с покрытием для защиты от ржавчины. Если вы покупаете нож с таким типом лезвия, обязательно хорошо его храните, и у вас не должно возникнуть проблем. Популярные ножи из высокоуглеродистой стали:
II.
5160 Сталь — это простая углеродистая сталь (1060), смешанная с небольшим количеством хрома. Недостаточно хрома, чтобы сделать его нержавеющей сталью, но хром был добавлен для усиления материала. Этот тип стали известен своей выдающейся ударной вязкостью. Этот тип стали обычно содержит 0,56-0,64% углерода. Популярные стальные ножи 5160:
III. Инструментальные стали 52100 Сталь — это высокоуглеродистая инструментальная сталь. Обычно он содержит 0,98-1,10% углерода. Эта сталь тверже многих других и, следовательно, хорошо держит заточку. Это одна из лучших сталей, которую можно использовать, если вы беспокоитесь о том, чтобы она держалась остро. Этот материал часто используется для охотничьих ножей. Основным недостатком этой стали является то, что она содержит меньше хрома, чем другие стали, и, следовательно, может ржаветь. Сталь A2 — очень прочная сталь. Однако он имеет меньшую износостойкость, чем другие инструментальные стали. Эта сталь часто используется для изготовления боевых ножей на заказ из-за ее прочности. Он имеет диапазон содержания углерода 0,95-1,05%. Эта сталь не содержит большого количества хрома (обычно около 5%), и за ней нужно тщательно ухаживать, чтобы избежать ржавчины. Его часто наносят на лезвие ножа, чтобы избежать этой проблемы. Популярные стальные ножи A2:
CPM 10V Steel — CPM расшифровывается как Crucible Particle Metallurgy, что является торговой маркой. Это одна из самых износостойких инструментальных сталей. Он также имеет достойную прочность для инструментальной стали. Это отличный выбор, если вы ищете что-то с высокой износостойкостью, но не очень прочный материал. СРМ 3V Сталь Популярные стальные ножи CPM-3V:
Сталь CPM M4 — Эта сталь обладает отличной износостойкостью и ударной вязкостью. Содержит около 1,42% углерода. Популярные ножи M4:
Сталь D2 — Эта сталь имеет высокое содержание хрома, чуть меньшее, чем то, что позволяет классифицировать ее как нержавеющую сталь. Благодаря этому он обладает хорошей устойчивостью к ржавчине. Он намного прочнее большинства нержавеющих сталей, но не такой прочный, как большинство других инструментальных сталей. Эта сталь обладает отличной износостойкостью. Он отлично удерживает режущую кромку, но его очень трудно заточить. Это также жесткий материал для зеркальной полировки, поэтому вы почти никогда не увидите его таким. Содержание углерода в нем составляет 1,50-1,60%. Популярные ножи D2:
Сталь L6 — прочная сталь, хорошо держит заточку. М2 Сталь — Эта сталь чрезвычайно термостойкая. Он содержит около 0,85% углерода. Он очень хорошо держит заточку, но может быть хрупким на больших ножах. O1 Сталь — Этот материал хорошо удерживает края, поскольку является твердым материалом. Его главная проблема в том, что он довольно быстро ржавеет, если за ним не ухаживать. Он имеет диапазон содержания углерода 0,85-1,00%. Популярные ножи O1:
Сталь O6 — это гораздо более прочный металл, чем 0-1. Это одна из самых лучших сталей, удерживающих режущую кромку. W2 Сталь . IV. Нержавеющая стальКак обсуждалось выше, ножи из нержавеющей стали содержат хром в качестве основного ингредиента, обычно не менее 12%. СЕРИЯ 400: 420 Сталь — содержит около 0,38% углерода. Низкое содержание углерода означает, что эта сталь очень мягкая и плохо держит заточку. Это низкокачественный и недорогой материал. Многие дешевые ножи, как правило, изготавливаются из этого материала из-за его стоимости. Лезвия из этого материала необходимо часто затачивать, и они часто скалываются. С другой стороны, вся нержавеющая сталь 420 чрезвычайно устойчива к ржавчине. Это означает, что одним из лучших применений этого материала является изготовление ножей для дайвинга из-за их постоянного контакта с соленой водой. Иногда вы также увидите 420J. 420J — сталь 420 самого низкого качества, но она также наиболее устойчива к ржавчине. 440 Сталь — Существует три различных типа стали 440, самая трудная часть отличить их друг от друга заключается в том, что часто производители стали маркируют 440 на хвостовике лезвия, а не на буквенном обозначении. Это особенно верно, когда это один из младших классов. Это привело к тому, что некоторые производители ножей переименовали 440C в другие вещи, чтобы выделить качество продукта. Популярные 440 ножей:
Сталь 440A — Имеет диапазон содержания углерода от 0,65 до 0,75%. Это недорогая нержавеющая сталь. Это наиболее устойчивая к ржавчине сталь 440, а 440C — наименее устойчивая к ржавчине из трех. Тем не менее, серия 400 — одни из самых устойчивых к ржавчине ножей. Популярные ножи 440A:
Сталь 440B — очень похожа на 440A, но имеет более высокий диапазон содержания углерода (0,75–0,95%). Сталь 440C – имеет диапазон содержания углерода от 0,95 до 1,20%. Это считается высококачественной нержавеющей сталью. Этот сплав является одним из самых распространенных в ножах. Это износостойкая и твердая сталь. Популярные ножи 440C:
425M Сталь — это материал, похожий на серию 400, который содержит 0,5% углерода и используется в ножах Buck. 154 СМ Сталь — Это высококачественная сталь. Он имеет содержание углерода 1,05%. Он хорошо держит заточку и является твердой сталью. На самом деле у него довольно хорошая прочность для такой твердости стали. Это жестче, чем 440 C. Некоторые доходят до того, что называют эту сталь суперсталью. Эту сталь часто сравнивают с ATS 34, потому что они очень похожи. Некоторые люди предпочитают эту сталь ATS 34, потому что она производится американской компанией Crucible. Сталь 8Cr14MoV — Эта сталь очень похожа на AUS-8. 9Cr13CoMoV Сталь — это сталь 440 с добавлением кобальта для усиления лезвия. Содержит около 0,85% углерода. AEBL Сталь — Эта сталь похожа на 440 B. Серия ATS: ATS 34 Сталь — Эта сталь очень похожа на 154 CM. Он имеет 1,05% углерода. Это также один из тех, которые классифицируются в супер-категории. Есть много высококачественных нестандартных ножей, в которых используется эта сталь. ATS 55 Сталь — В этой стали нет ванадия, который присутствует как в АТС-34, так и в 154-СМ. Это означает, что он также держит лезвие и, как сообщается, менее устойчив к ржавчине, чем ATS-34. Он имеет содержание углерода 1,00%. Серия AUS (японская нержавеющая сталь): Самым большим улучшением серии AUS по сравнению с серией 400 является добавление ванадия, который повышает износостойкость и придает хорошую ударную вязкость. Сталь AUS-6 — Содержит 0,65% углерода. Это сталь низкого качества, сравнимая с 420. Сталь AUS-8 — содержит 0,75% углерода. Компания Cold Steel широко использовала эту сталь. Это прочная сталь, хорошо держит заточку. Сталь AUS-10 — Содержит 1,1% углерода. Эта сталь сравнима с 440С. В нем больше ванадия и меньше хрома, чем в стали 440C, поэтому он немного прочнее, но и менее устойчив к ржавчине. BG 42 Сталь – это относительно новая нержавеющая сталь с отличной устойчивостью к ржавчине. Она набирает популярность, поскольку производители ножей на заказ начинают использовать эту сталь. Сталь Bohler M390 — содержит 1,9% углерода. Этот материал очень устойчив к загрязнениям и обладает отличной износостойкостью. Он содержит ванадий в качестве добавки, поэтому это популярная твердая сталь. Этот тип стали также чаще всего используется в хирургии. Сталь Bohler N680 — Содержит 0,54% углерода. Это еще одна очень твердая сталь с высокой устойчивостью к пятнам, поэтому она хорошо подходит для применения в соленой воде. Сталь N690 — Содержит 1,07% углерода. Эта сталь производится в Австрии и очень похожа на 440С. Gingami 1 Steel (GIN 1) – Это замечательная нержавеющая сталь. Он имеет 0,80-0,90% углерода. Имеет хорошее удержание края. Серия SXXV (CPM): Эта серия становится довольно популярной благодаря своей прочности, способности противостоять ржавчине и тому, насколько хорошо она держит заточку. Однако эти стали трудно затачивать, если вам нужно придать им остроту. Все эти ножи очень износостойкие. Этот тип стали также очень трудно полировать до зеркального блеска, поэтому вы почти никогда его не увидите. 30, 60 и 90 в этой серии означают 3%, 6% и 9% ванадия в сплаве соответственно. Сталь S30V – Эта сталь предназначена для изготовления ножей. S60V(CPM T440V) Сталь — Эта нержавеющая сталь обладает высокой износостойкостью. В нем много ванадия, а также содержание углерода 2,15%. Это всего лишь ступенька выше S30V. В настоящее время эта сталь широко не используется. S90V (CPM T420V) Сталь — эта сталь имеет превосходное удержание кромки. Однако заточить его практически невозможно. В настоящее время производители на заказ — единственные, кто использует этот тип стали. Его содержание углерода составляет около 2,30%. Сталь VG 10 — это еще один тип стали, который называют суперсталью. Это очень высококачественная нержавеющая сталь. Он содержит ванадий, который придает ему дополнительную прочность. Сталь X15 — Содержит 0,40% углерода. Это французская сталь, разработанная для авиационной промышленности. Он был разработан, чтобы противостоять коррозии в самых неблагоприятных условиях. Это самая устойчивая к пятнам сталь на рынке и твердый материал. Он не очень прочный, но особенно хорош для изготовления водолазных ножей. Z60CDV14 Сталь — Эта сталь похожа на 440А. Предполагается, что она держит заточку немного лучше, чем сталь 440. Он содержит около 0,40% углерода. В. Дамасская сталь Если вы когда-нибудь смотрели сериал «Горец», то наверняка слышали о дамасской стали. Этот тип стали называется Дамаск, потому что европейцы впервые столкнулись с этим типом стали во время крестовых походов в городе Дамаск и его окрестностях. Есть некоторые сообщения о том, что когда была обнаружена первая дамасская сталь, она прорезала лезвия мечей, которые использовали европейцы. Аносов павел петрович биография: Недопустимое название — MiningWiki — шахтёрская энциклопедияПавел Петрович Аносов — краткая биография
Содержание:
Детство и юностьПавел Аносов родился в Твери 10 июля 1796 года. У него был старший брат Василий и 2 младшие сестры – Мария и Александра. Отец его, Петр Васильевич Аносов, был чиновником горного ведомства, а мать, Анна Львовна (в девичестве – Сабакина), – домохозяйкой. Вскоре родители умерли, и внуков воспитывал дед по матери Лев Федорович, тоже горный чиновник. В 1805 году его пригласили в Воткинск на железоделательный завод, где вскоре он ушел в отставку, но продолжал изобретать и совершенствовать станки и другое оборудование. После окончания гимназии в 1810 году Павла приняли с Санкт-Петербургский кадетский горный корпус. Мальчик проявил незаурядные способности, за которые получил эстампы, книги, серебряную и золотую медаль. События биографии
Личная жизньСупругой Павла Петровича стала Анна Кононовна, дочь маркшейдера К.Я. Нестеровского. У них родилось 5 дочерей и 5 сыновей, из которых одна дочь умерла во младенчестве. При жизни отца успела получить образование в Смольном монастыре только старшая дочь Мария. После смерти главы семейства вдова получала пенсию, а дети были устроены в разные учебные заведения Петербурга. Самым известным из наследников был Николай, который участвовал в открытии первой золотой россыпи в Амурской области в 1859 году, а потом служил у генерал-губернатора Восточной Сибири Н.Н. Муравьева-Амурского чиновником по особым поручениям. Николай стал соучредителем Средне-Амурской и Верхне-Амурской золоторудных компаний. Достижения и памятьПавел Аносов был горнозаводским инженером и руководителем-инноватором, превратившим Златоустовский завод в Центр качественной отечественной металлургии. В течение 20 лет он последовательно преодолел все ступени служебной лестницы от практиканта до главного заводского начальника. Всемирно известный ученый-металлург известен также как геогностик Южного Урала и губернатор. Не имея недвижимости, генерал-майор существовал только с заработка со службы, и порученное ему дело всегда процветало. Памятник Павлу Аносову на площади III Интернационала в Златоусте Награжден:
Имя выдающегося россиянина увековечено в:
Павел Петрович Аносов — биография, фото и видеоНастоящую революцию в металлургии совершил выдающийся горный инженер, гениальный ученый-металлург П.П. Аносов. Родился один из основоположников новой науки — металлографии 29.06.1796 года, в Твери. Кроме Павла в семье коллежского асессора П. Аносова росло еще трое детей. В 28-летнем возрасте (1824 г.) его назначают на должность управляющего оружейной фабрики, где он проявляет себя талантливым инженером и умелым организатором, за что и получил в 1824 г. свой первый Орден св. Анны 3-й степени из рук самого Александра I. С 1828 г. он начинает заниматься вопросами улучшения качества стали, разрабатывает оригинальные способы получения литой стали. Одним из величайших достижений великого мастера стало получение в начале 1840-х русского булата — высококачественной, необыкновенно твердой и острой стали, по своим характеристикам не уступавшей дамасской стали, секреты которой считались утерянными навеки. За выдающие достижения Павел Петрович был удостоен нескольких орденов, Золотой медали и денежной премии Московского общества сельского хозяйства, других государственных и общественных наград и премий. В 1847 г. он становится начальником Алтайских горных заводов и исполняет обязанности гражданского губернатора Томска. За свою многолетнюю службу во славу Отечества Аносов дослужился до генерал-майора. Память о нем живет в сердцах благодарных потомков и сегодня. Имя великого металлурга носят улицы российской столицы, Златоуста, Мариуполя, Липецка, его труды напечатаны отдельным сборником. В Златоусте, которому выдающийся металлург отдал более тридцати лет жизни, сооружен памятник Аносову, его имя присвоено техникуму города Златоуст. Пол | Биография и фактыПол Смотреть все СМИ
Просмотреть все связанные материалы → Павел , русский полностью Павел Петрович , (род. 1 октября [20 сентября по старому стилю] 1754, Санкт-Петербург, Россия — умер 23 марта [11 марта] 1801, Санкт-Петербург Петербург), император России с 179 г.6 по 1801 г. Сын Петра III (годы правления 1762) и Екатерины Великой (годы правления 1762–1796), Павел был воспитан теткой отца, императрицей Елизаветой (годы правления 1741–61). Викторина «Британника» История: правда или вымысел? Прикоснитесь к истории, поскольку эта викторина выясняет прошлое. Узнайте, кто на самом деле изобрел подвижную литеру, кого Уинстон Черчилль называл «мама», и когда раздался первый звуковой удар. Женившись на Софье Доротее Вюртембергской (русское имя Мария Федоровна) в 1776 году, вскоре после смерти своей первой жены, Вильгельмины Дармштадтской (русское имя Наталья Алексеевна), Павел с женой поселились Екатериной в имении в Гатчине (1783), где Павел, удаленный из центра управления в Санкт-Петербурге, держал свой собственный небольшой двор и занимался управлением своим имением, обучением своего личного армейского корпуса и обдумыванием правительственных реформ. Несмотря на очевидное намерение Екатерины назвать сына Павла Александра своим наследником, Павел сменил ее после ее смерти (17 ноября [6 ноября] 1796 г.) и немедленно отменил указ Петра I Великого 1722 г., давший каждому монарху право выбрать его преемника; вместо него Павел установил в 1797 г. определенный порядок престолонаследия по мужской линии рода Романовых. Павел также, стремясь укрепить самодержавие, отменил многие действия Екатерины; он восстановил централизованные административные органы, которые она упразднила в 1775 году, усилил бюрократический контроль в местных органах власти и стремился ограничить власть дворян. При этом он вызывал враждебность дворянства, а когда он ввел суровые дисциплинарные меры в армии и выказал заметное предпочтение своим гатчинским войскам, военные, особенно престижные гвардейские части, также отвернулись от него. Уверенность в его способностях упала даже среди его доверенных сторонников из-за ряда действий. Он демонстрировал непоследовательную политику в отношении крестьянства и быстро перешел от миролюбивой внешней политики (1796 г. В результате его непоследовательной политики, а также его тиранической и капризной манеры ее проведения группа высокопоставленных гражданских и военных чиновников во главе с графом Петром фон Паленом, генерал-губернатором Санкт-Петербурга, и генералом Леонтием Леонтьевич, граф фон Беннигсен, добился одобрения Александра, наследника престола, на низложение своего отца. 23 марта (11 марта) 1801 года они проникли в Михайловский дворец и убили Павла в его спальне. Оформите подписку Britannica Premium и получите доступ к эксклюзивному контенту. Редакторы Британской энциклопедии 29 Выдающиеся выпускники Санкт-Петербургского горного университетаСанкт-Петербургский горный университет занимает 1220-е место в мире, 420-е место в Европе и 39-е место в России по известности выпускников. Ниже приведен список 29 известных выпускников Санкт-Петербургского горного университета, отсортированный по популярности их вики-страниц. Справочник включает известных выпускников и бывших студентов, а также научных и академических сотрудников.
Стол для циркулярки и фрезера своими руками с чертежами: Стол для циркулярной пилы своими рукамиСтол для дисковой пилы: дизайн, чертежи, процесс изготовленияДисковая пила применяется, чтобы распиливать древесину. Использование ручной пилы является не всегда комфортным, использование стола позволяет сделать процесс распиливания более ровным и точным Режущая основа имеет плоскость, напоминающую диск, оснащенный внешним краем с зубцами. Существуют модели не только ручного типа, но и с возможностью фиксации на столе. Работать с большими объемами древесины обычной циркуляркой сложно, поэтому ее лучше установить на стол Есть несколько способов обзавестись последним для удобства выполнения манипуляций. Стол для дисковой пилы можно соорудить самостоятельно, точно придерживаясь определенной схемы. Устройство стола для циркулярной пилы Материалы При сборке стола для распила из ДСП своими руками следует соблюдать оптимальный баланс между функциональностью, безопасностью, затратами времени и средств. СтолешницаГлавные требования к пильному столу — устойчивость к сильной нагрузке, ударам и вибрации. Столешница должна быть достаточно гладкой для перемещения, не прогибаться под весом от 50 кг. Подходящими вариантами могут стать:
Не рекомендуются в качестве материала для столешницы пластик, древесно-стружечная плита или ОСП. Конструкция, изготовленная из этого сырья, будет неустойчивой к вибрации от пилы. Делать стол полностью из натурального дерева можно — но слишком дорого. Металл ЛДСП Текстолит СтанинаВ основании стола для распиловки досок могут стоять деревянные брусья, закрепляемые под крышкой для повышения жесткости. Элементы с сечением не меньше 5 х 5 см размещают, отступая на 50–90 мм от края столешницы. Для распиловочного стола рекомендуется выбирать бруски из твердых пород дерева — бука, граба, дуба. Преимущества дерева — невысокая стоимость, простой монтаж с помощью саморезов. Недостатки — меньшие прочность и срок службы, высокая вероятность возгорания. Верхнюю часть каркаса стола для распила ДСП и других материалов часто делают своими руками из тех же листов, которые выбрали для столешницы. Для ножек деревянной конструкции рекомендуется использовать брус, закрепив его с помощью металлических уголков. Основой стола для раскроя и распиловки досок может стать металл. Устойчивость повышается при выборе металлических уголков или швеллеров со сторонами 25–50 мм. Для экономии их покупают в пунктах приема металлолома или заменяют профильными трубами. Детали каркаса соединяются сваркой. Использование болтовых соединений не рекомендуется из-за возможности раскручивания под действием вибрации. Причины выбора металлической станины — максимальная прочность, надежность, простой уход. Минусы — высокая стоимость, необходимость использования сварочного аппарата. Металл Деревянные брусья Фанера ЛДСП Этапы работыЦиркулярная пила довольно опасный инструмент. Распиловочный стол должен иметь такое расположение, чтобы пила находилась ровно по центру, без смещения центра тяжести. Исходя из составленных схем на доске делается разметка карандашом, а затем лобзиком выпиливается основание. После проделанных работ столешница переворачивается и на внутренней стороне наносится разметка для углубления под подошву циркулярки. Фрезером создают углубления. Пила устанавливается в самодельный стол, тщательно крепится и проверяется на прочность.
Ножки для ручной циркулярки крепятся в последнюю очередь. Размеры, так же как и высота, зависят от мастера, главное их качественно закрепить на болты и саморезы. Ставить их нужно слегка враспор, а контролировать прочность с помощью все тех же ребер жесткости. Особенности циркулярной пилыЗнания этих особенностей крайне важны, вы должны учитывать режимы функционирования пилы, знать тип нагрузок и принимать все возможные меры по усилению наиболее важных узлов. Какие общие особенности деревообрабатывающих механизмов? Высокая скорость движения зубьев пилы. Так обеспечивается качество распиливания. Но большие обороты диска пилы становятся причиной серьезных травм, во время изготовления станка надо уделять очень большое внимание технике безопасности. В обязательном порядке должны быть установлены все устройства, имеющиеся на промышленных экземплярах Не стоит думать, что некоторые из них лишние, и вы сможете в лучшую сторону модернизировать заводские образцы. Все пункты правил техники безопасности написаны кровью травмированных людей, не повторяйте трагические ошибки. Прочность всех узлов Имеется в виду не способность выдерживать значительные статические нагрузки, хотя и это очень важно. Стол может без проблем воспринимать большие усилия такого вида, но в то же время вибрировать от воздействия даже относительно незначительных динамических разнонаправленных нагрузок. На поверхности пиломатериалов заметны следы зубьев, сложно выдерживать заданные линейные размеры и т. д. Противопожарная и электрическая безопасность. Абсолютно все электрические приборы, двигатели, пускатели и прочую специальную арматуру необходимо монтировать в строгом соответствии с требованиями ПУЭ. Надо знать, что сухие опилки не только отлично горят, но и при определенной концентрации в воздухе образуют взрывоопасную смесь. Кстати, горящие опилки трудно погасить, они плавают по воде и продолжают гореть. Не надо делать самый простой станок за счет устройств по технике безопасности, строго выполняйте рекомендации конструкторов. Определитесь что вам нужно, деревообрабатывающий станок или свежие проблемы? Расширение функционалаВ заключение коснёмся темы расширения функциональных возможностей изготавливаемой вами рабочей конструкции. При наличии свободного места на операционной поверхности может быть смонтировано дополнительное деревообрабатывающее оборудование (электрический рубанок или фрезер, например). В дополнение к этому, такой фрезер может быть оснащён специальным механизмом регулировки положения его рабочей части, изменяемой в заданных пределах (так называемым лифтом). Советы
Преимущества создания своими рукамиСтол изготавливают с учетом того, что ручной инструмент будет установлен и закреплён на столе, превратившись при этом в стационарное оборудование Сооружение собственными руками элемента позволяет сделать пилу максимально подходящей под индивидуальные условия. Сложностей в процессе не возникнет, если тщательно изучить вопрос. Можно подогнать изделие по нужному размеру, распределить все так, чтобы удобно было именно вам. Сделать стол для циркулярной пилы вполне по силам каждому мастеру Собственноручно созданная модель будет единственной в своем роде, что делает ее уникальной. Небольшая настольная подставка для циркулярки Циркулярная пила настольнаяПри выборе циркулярной пилы нужно руководствоваться такими характеристиками:
Чертежи с размерами для самоделкиВ сети есть десятки чертежей и примеров самых разных конструкций. Выбор габаритовВыбирать размеры распиловочного стола стоит в зависимости от квадратуры мастерской. Небольшая площадь помещения позволяет использовать столешницу 50 х 50 см. Делать распиловочный стол меньше не имеет смысла — пользоваться им будет затруднительно при обработке длинных заготовок. Универсальный размер, обеспечивающий удобное пиление ЛДСП, — 80 х 80 см. Для соблюдения требований безопасности пилу рекомендуется размещать посередине столешницы на расстоянии не менее 25 см от края — именно этот показатель и приводит к минимальной ширине в 500 мм. Расположение распиловочного диска также зависит от того, как именно его будут использовать. Всего существует три разновидности конструкции:
Глубина и расположение установки диска зависят от обрабатываемых на станке заготовок. Для досок и фанеры он должен выступать над столешницей на 50–80 мм, для бревен — на 110–125 мм. Высота верхней части каркаса из листов фанеры или ЛДСП может быть в пределах 35–40 см. Если делать станину только из бруса, этот параметр зависит от сечения. Оставшуюся часть конструкции представляют деревянные ножки, размер которых мастера обычно выбирают под свой рост. Общая высота распиловочного стола составляет около 1,0–1,1 м, но может уменьшаться до 900 мм. Устройство рабочего столаКонструкция стола для циркулярки ручного типа настолько элементарна, что большая часть специалистов производит его без подготовительных чертежей и методик. Это плотный верстак, который создается из дерева и фанеры. Наиболее прочные основания для стола производят из сплава. Они же наиболее тяжёлые и требуют присутствия навыков сварщика. Поэтому зачастую подставки выполняют из остатков пиломатериалов. Столешница «поглощает» часть рабочей плоскости диска, глубина пропила снизится на толщину столешницы. По этой причине предпочтительно выбирать циркулярку с наибольшим диаметром диска, а крышку стола тонкую, но жёсткую. Если электропила ещё не приобретена, выбирайте модификации с высокой мощностью (от 1200 Вт). Они управятся с распилом древесины крупных размеров. Для крепления основания будут просверлены отверстия. Цельнолитое основание может лопнуть. По этой причине желательно подбирать механизм другого типа. Требования по безопасностиОдной из часто встречающихся причин травматизма при использовании циркулярной пилы считается захламлённость рабочего места Кроме того, немаловажно наблюдать за стабильностью, крепостью абсолютно всех компонентов системы, а при разбалансировке — использовать мероприятия к устранению трудностей. Непременно нужно надевать очки перед работой и одежду с рукавами. Самостоятельное изготовление стола под пилу — не такая уже непростая задача, как может показаться. В случае если под рукой имеется хороший материал, его характеристики выбраны верно, а мощность прибора колеблется от 500 до 1000 Вт, вышеописанная инструкция будет основой работы. Не нужно выпускать из виду, что на любом этапе производства стола следует контролировать точность собственных операций. По-другому, при появлении отклонений в размерах или деформации ножек при стяжке рёбер возобновить стабильность будет весьма трудно. Тем не менее производство стола для циркулярки собственными руками — абсолютно реальная задача на несколько часов. Процесс изготовления: пошаговая инструкцияРазметка места крепления пилы к столу Разметка и крепление ребер жесткости Столешница под циркулярную пилу в готовом виде Чтобы сделать качественное сооружение необходимо соблюдать некоторые советы. Процесс состоит из нескольких шагов, представленных в таблице.
Крепление ножек к столу Крепление пилы к столешнице Фиксирование пусковой кнопки Конструкция выполнена и готова к использованию. Регулярно проверяйте положение стола и его крепость. Конструкция должна быть устойчивой, без расшатывания. Пример изготовленного рабочего стола для циркулярной пилы Вариант стола для ручной циркулярной пилы с механизмом подъема Сначала убедитесь в надежном закреплении пилы, только потом включайте ее. Нельзя держать материал распила руками. Это поможет избежать попадания древесины в лицо, когда начнут отскакивать сучки. Дополнительно рекомендуется при работе использовать специальные защитные очки. Для безопасности обязательно используйте защитные очки Указанные простые советы помогут избежать травматизма на рабочем месте. чертеж и особенности :: SYL.ruЦиркулярная пила, которая в простонародье называется циркуляркой, является производительным и удобным инструментом. Его можно использовать для выполнения огромного количества задач. Ручная пила при этом располагается снизу рабочей поверхности, а вот ее рабочий диск находится в прорези. После включения оборудования диск вращаться, а при подаче пиломатериала начинается процесс раскроя. Максимальная толщина обрабатываемых заготовок будет зависеть от мощности пилы и размера диска. При выборе инструмента следует учитывать толщину столешницы, на которой он будет укреплен. Подготовка материаловЕсли вы решили изготовить стол для циркулярной пилы своими руками, то для начала необходимо позаботиться о наличии некоторых материалов и инструментов, среди них следует выделить:
Если вы решили заняться изготовлением стола самостоятельно, то должны обладать навыками раскроя древесины. Что касается фанеры, то ее толщина должна составить 20 мм или больше. Подыскивая доску, следует обратить внимание на ту, размеры которой равны 50 x 100 мм. А вот брусок должен иметь квадратное сечение со стороной 50 мм. Он понадобится для ножек. Следует запастись ещё и электрическим лобзиком, шуруповертом и ручным фрезером. В качестве крепежа выступят саморезы. Конструкцию после изготовления нужно будет покрыть лаком, чтобы продлить срок ее эксплуатации. Прежде чем изготовить стол для циркулярной пилы своими руками, вы должны определиться с его размерами, которые будут зависеть от длины обрабатываемых заготовок. Срез будет получаться ровнее и точнее, если заготовка будет опираться на всю плоскость стола. Однако слишком большими параметры рабочей поверхности быть не должны, так как конструкция загромоздит пространство. Нужно прийти к среднему значению, а вот высота стола обычно подбирается индивидуально, она зависит от роста оператора. Дополнительные рекомендацииВыполнив чертеж стола для циркулярной пилы, вы сможете избежать множества ошибок. Если вы всё ещё не можете определиться с размерами рабочей поверхности, то можете взять за основу следующие параметры: 50х50х25 см. Они подойдут для маленькой мастерской. Возможно, в работе понадобится выключатель и розетка, а также отрезок электрического кабеля. Однако это верно в том случае, если вы планируете заниматься модернизацией электрического оборудования. Технология изготовленияИспользуя 20-мм фанеру, вы должны выполнить заготовку для столешницы, руководствоваться при этом необходимо выбранными размерами. Полотно размечается с помощью маркера и линейки, а после распиливается электрическим лобзиком. Кромки необходимо обработать фрезером. Материал зашкуривается. С нижней стороны столешницы необходимо выполнить разметку для пилы. Для этого полотно переворачивается, а пилу следует установить без диска на предполагаемое место размещения. Так вы сможете разметить параметры подошвы. Методика проведения работИзготавливая стол для циркулярной пилы своими руками, на следующем этапе можно примерить пилу и скорректировать ее положение при необходимости. Затем места крепления размечаются, как и прорезь для зубчатого диска. Если распил материала будет выполняться под разным углом, то при разметке прорези этот момент необходимо учесть. В этом случае отверстие будет иметь трапециевидное сечение, фигура при этом должна располагаться вершиной вниз. Внизу рабочей поверхности с помощью линейки и карандаша необходимо выполнить разметку для ребер жесткости. К ним позже будут фиксироваться ножки стола. Рёбра следует изготовить из доски, размеры которого равны 50 x 100 мм. Эти элементы располагаются по периметру, однако от краев стола их необходимо удалить на 10 см. Доску следует приложить к поверхности и обвести с обеих сторон, затем по линейке размечается центральная линия, на которой будут располагаться саморезы. Для продольных ребер жесткости следует выполнить разметку, распилив доски. Их фиксируют к столешнице на столярный клей, а после поджимают струбцинами. По месту боковые ребра жесткости размечаются, их необходимо распилить и приклеить. Конструкцию следует дополнительно затянуть саморезами, не снимая струбцин. Для них подготавливаются отверстия с внешней стороны, чтобы шляпки оказались полностью утоплены. Ребра жесткости стягиваются между собой с помощью саморезов, устанавливаемых с каждой стороны. Струбцину можно снять, что позволит понять, как будет выглядеть столешница. Изготовление ножекВыполняя стол для ручной циркулярной пилы, на следующем этапе вы можете приступить к изготовлению ножек, для этого используются доски с размерами, равными 50 x 100 мм. Ножки нужно изготовить с учетом того, чтобы работать было удобно. Заготовка примеряется к рабочей поверхности, чтобы при монтаже она стояла немного враспор. Ножки фиксируются с внешней стороны элементов для придания жесткости, использовать для этого следует болты. Для того чтобы добиться устойчивости, вы можете использовать стяжки, они изготавливаются из бруса квадратного сечения со стороной 50 мм. Установка пилыЦиркулярные пилы с креплением к столу очень удобны в эксплуатации. На следующем этапе можно заняться фиксацией инструмента. Для этого подошва фиксируется на болты, а рабочий диск при этом должен выглядывать в прорезь. На стол наносится разметка, это позволит облегчить распил. Стол для защиты от влаги и облегчения скольжения заготовок следует покрыть лаком, наносимым в несколько слоев. Включение и отключение пилыКогда кто-то будет готов, вы можете решить вопрос с тем, как будет включаться и отключаться оборудование. Если вы изготовили стол для ручной циркулярной пилы своими руками, но автоматизация работы электрического оборудования для вас слишком сложная задача, то клавишу можно стянуть с помощью проволоки, а само устройство включать и отключать с помощью сетевого шнура. Вышеописанная конструкция стола довольно проста. С задачей по изготовлению может справиться любой домашний мастер. При желании расширить функционал можно позаботиться о безопасности, сделав конструкцию более сложной. ЗаключениеРучная циркулярная пила с креплением к столу может стать отличным подспорьем для тех, кто любит работать с древесиной. Если пиломатериал вам приходится раскраивать довольно часто, то стоит потратить один день на изготовление такой конструкции, которая прослужит долго и позволит повысить производительность труда. 9 Самодельные чертежи стола для циркулярной пилы, которые можно сделать своими руками домаДля любого серьезного столяра настольная пила является неотъемлемой частью набора инструментов. Они позволяют быстро, точно и многократно резать древесину и бесценны для целого ряда применений. Однако самая большая проблема — и это особенно актуально для обычного домашнего пользователя — заключается в том, что они недешевы. Однако, если вам нужна настольная пила, но у вас нет денег на ее покупку, к счастью, есть другое решение. Здесь мы предлагаем вам девять самодельных чертежей стола для циркулярной пилы, которые вы можете сделать своими руками дома, чтобы повысить свои навыки деревообработки, а также потенциально сэкономить много денег. Содержание 1. Базовая дисковая пила Настольная пила Когда дело доходит до планирования ряда высококачественных проектов «сделай сам», которые вы можете попробовать, веб-сайт Instructables всегда является бесценным ресурсом — и надежным. Инструкции начинаются со списка всех материалов и инструментов, необходимых для проекта, а затем переходят к пошаговому руководству по сборке настольной пилы. Есть также много четких и полезных фотографий, которые точно покажут вам, что вы должны делать на каждом этапе, чтобы сделать этот план как можно более простым, а также есть сопровождающее видео, которое можно посмотреть. Конечным результатом стала очень простая, но очень эффективная настольная пила, созданная с использованием обычной циркулярной пилы — отличный проект для любителей делать что-то своими руками, чтобы попробовать дома. Узнать подробности 2. Как сделать «хорошую» настольную пилу своими рукамимножество простых идей, которые в основном включают в себя прикручивание перевернутой циркулярной пилы к листу фанеры. Хотя это может сработать, это довольно грубое решение, поэтому этот мастер решил сделать что-то более сложное и более похожее на настольную пилу, которую вы можете купить. Для своего экспериментального проекта он приступил к превращению своей циркулярной пилы Makita в настольную пилу с регулируемой глубиной. С серией информативных фотографий и полезных комментариев он проведет вас через процесс создания инструмента. Нам нравится, как он проводит вас через каждый шаг своего мышления и вопросы, которые он задавал себе на каждом этапе, а также его решения и то, как он пытался их реализовать. В конце видео — а дальше ссылка на вторую часть проекта. Это захватывающая история DIY, и мы уверены, что вам понравится узнать, чем все это закончится! Узнать подробности 3. Преобразование циркулярной пилы в настольную пилу Этот план предназначен только для видео, но его стоит проверить. Этот ютубер решил исправить эти проблемы, сделав недорогую настольную пилу своими руками, которая также безопасна в использовании. Как и в предыдущем плане, который мы рассмотрели, он также хочет пойти немного дальше, чем просто прикрепить перевернутую циркулярную пилу к листу дерева — его цель — сделать что-то более продвинутое. Новшеством здесь является наличие упора, который крепится к столу с помощью выдвижных направляющих из ламината для регулировки. Это короткий и простой видео-план, который может воспроизвести дома любой неопытный домашний мастер. Так что, если вы амбициозны, почему бы не попробовать? 4. Более профессиональная настольная пила своими руками Этот домашний мастер начинает с объяснения проблемы, связанной с необходимостью иногда использовать настольную пилу на улице и с возможностью выбора: отнести пиломатериалы обратно в мастерскую или соорудить импровизированную — и не особенно безопасную — перевернутую циркулярную пилу. Несколько раз сталкиваясь с этой старой дилеммой, он, наконец, решил сделать что-то более «профессиональное», чем традиционное сборное решение. Как и во всех лучших планах, вы найдете четкие пояснения, полезные фотографии и множество идей о творческом процессе, стоящем за этой настольной пилой. Есть несколько заметок о проблемах, с которыми он столкнулся, и о том, как он их решил, и как только все это начинает обретать форму, это выглядит очень впечатляюще. Внизу вы также найдете видео, содержащее несколько дополнительных советов, и, наконец, то, что нам очень нравится, фотографию всего устройства, сложенного для хранения, когда оно не используется. Нам понравился этот план, и мы уверены, что найдется много людей, которые тоже захотят попробовать его дома. Проверьте детали 5. Многоцелевой верстак «три в одном» Этот сайт называется «Герой творчества», и эта дама именно такая. Вся рабочая станция полностью подключена и питается от встроенных выключателей для каждой пилы, и даже эстетика устройства не забыта, с разделом по окрашиванию дерева, чтобы он выглядел более профессионально и привлекательно. Мы в восторге от этого проекта. Видение создания чего-то подобного замечательно, а исполнение и внимание к деталям этого мастера-сделай сам являются образцовыми. Это один из наших любимых планов «сделай сам», который мы когда-либо видели, поэтому, если вы ищете что-то, чем можно застрять, это, возможно, стоит проверить. Узнать подробности 6. План высококачественной настольной пилы своими руками часть стоимости покупки в магазине, это может быть больше похоже на то, что вам нужно. Есть много хороших фотографий, показывающих, как должен выглядеть конечный результат. К сожалению, объяснений немного не хватает — однако, если вы считаете себя адептом DIY, вы все равно сможете заполнить пробелы. Если вам нравится вызов, это может быть проект, который вам понравится. Узнать подробности 7. Самодельная настольная пила с расклинивающим ножом Смотреть этот видеоплан интересно. Это довольно долго и пояснений нет, нужно просто смотреть, что он делает на каждом шагу. Тем не менее, нам нравится смотреть подобные видеоролики — это почти гипнотическое зрелище, когда наблюдаешь за работой DIYer, а настольная пила обретает форму по ходу видео. Некоторые комментаторы жалуются на музыку в этом видео, но мы не возражаем. В любом случае, это вопрос вкуса, и парень, смонтировавший это отличное видео, имеет полное право выбирать любую музыку, какую захочет. Хороший план и еще одно решение для недорогой самодельной настольной пилы. 8. Настольная пила за 10 минутДля тех, кто ищет быструю и простую настольную пилу без возни, этот план, который можно выполнить всего за десять минут, может быть именно тем, что вы ищете. Несмотря на то, что некоторые планы, которые мы рассмотрели здесь, сложны и амбициозны, если все, что вам нужно, это функциональная настольная пила, которую вы сможете использовать для точных распилов, то это именно тот план, который вам нужен. Нам нравится это видео — у ведущего много харизмы, а также очевидная страсть к тому, что он делает. Кроме того, настольная пила, которую он создает, — это серьезный инструмент, который выполняет работу, для которой он предназначен. Что нам больше всего нравится в этом видео, так это хороший баланс между демонстрацией и комментариями. Когда все ясно из простого наблюдения, он просто показывает вам, но когда вам нужно знать, что он делает, он не торопится, чтобы ясно объяснить это. Это отличный план, который показывает, как можно сделать вещи простыми, но при этом очень эффективными. Еще один отличный план. 9. Настольная пила без средств безопасности Мы чувствовали, что должны включить этот план, но мы не уверены, что рекомендуем вам попробовать его дома. План поставляется с заявлением об отказе от ответственности, в котором говорится, что он «невероятно опасен», что он включает в себя высокоскоростные вращающиеся циркулярные пилы и что он использует оборудование способами, для которых оно не предназначено. План включает в себя разборку пилы, в данном случае 35-летней Makita, и прикрепление того, что осталось, к нижней стороне деревянного листа. Нам не нужно объяснять все, но это стоит проверить, даже если это просто посмотреть, как , а не собрать настольную пилу своими руками. Мы не говорим, что это неэффективно — мы просто говорим, что это не особенно безопасно — поэтому, если вы хотите попробовать повторить это дома, будьте предельно осторожны! Проверьте детали Несколько очень креативных идейНам нравится искать эти схемы «сделай сам», потому что среди них есть действительно творческие и талантливые люди. Хотите ли вы амбициозный и сложный проект, такой как рабочая станция «три в одном», или что-то простое и функциональное, например, 10-минутный пильный стол, мы надеемся, что здесь есть что-то интересное. Но если вы попробуете № 9, просто убедитесь, что вы не навредите себе! Не забудьте закрепить! Самодельный фрезерный станок и стол для пилы — Блог Paoson Универсальный, простой в изготовлении фрезерный станок и стол для пилы для небольших мастерских. Это 3D-модель SketchUp, включенная в планы, которые вы найдете на моем сайте. Если вы заинтересованы в сотрудничестве с моим веб-сайтом или создании собственного маршрутизатора и стола для пилы, здесь вы найдете планы: Чертежи настольной пилы
Технические характеристики фрезерного станка и пильного стола: Станок изготовлен из березы и фанеры окуме. Береза предназначена для частей, которые должны быть устойчивыми, а окуме — для остальных, что облегчает общий вес. Как видите, обложка изготовлена из березовой фанеры с меламиновым покрытием с обеих сторон, хотя возможен и другой аналогичный материал. Он имеет канавки, которые действуют как направляющие для резки, с алюминиевым U-образным профилем для улучшения скольжения. Кузов изготовлен из фанеры ocume, соединенной винтами и дюбелями. Я не использовал клей на случай, если однажды мне придется его разбирать или переделывать. Для соединения кузова я использовал винты 4×50. Кузов усилен двумя планками из твердых пород дерева, к которым я прикрутил регулируемые ножки. Я нанес два слоя лака, чтобы защитить его и придать ему долговечность; все зависит от материала, который используется. Что касается удаления пыли, то идеально подойдет мешок-пылесос с трубкой 100 мм. Прикрепляем трубку к боковой части машины. Затем он разветвляется на две 50-миллиметровые трубки, одна из которых идет непосредственно к выходному отверстию циркулярной пилы , а другая — к пустому пространству станка. Вы также можете отправить список раскроя, включенный в планы, на столярный склад. Они вырежут и сопоставят все части, так что вам останется только обработать меньшие разрезы и соединить части вместе. Эти конструкции предназначены для моего оригинального стола для пилы и фрезера, для фрезеров с 43 мм 9зажимное кольцо 0017 и циркулярная пила Makita 5903R. Для других инструментов вы, скорее всего, немного измените планы. Приблизительный вес: 45 кг Общие размеры: 900 мм в высоту, 1260 мм в ширину и 1000 мм в длину.
Как это работает 1 – Крышка и корпус:
Как видно из видео, крышка, которая также служит столом, изготовлена из березового дерева толщиной 20 мм с добавлением фанеры . лица. Я нашел это в столярной мастерской, но не помню, для чего оно первоначально использовалось. Однако, когда я увидел его, я без колебаний купил его, так как их трудно найти для мелкосерийного производства. Обычный, лакированный береза отлично справятся с этой задачей, и это была моя первая идея. Он ввинчивается под основной корпус и имеет углубления для пилы и фрезерного станка, одни сверху для облегчения замены дисков и фрез, другие снизу для крепления пилы к столу и достижения более глубокий разрез. Я обработал все эти углубления с помощью 9Маршрутизатор 0017 и направляющие. Эта часть очень важна для достижения идеальных разрезов. Все шаблоны для этого фрезерования должны быть размещены прямо и идеально соосно. Вы также можете использовать Т-образный профиль , как я делал в своей переносной мастерской. Мой профиль имеет ширину 15 мм и глубину 10 мм, но можно использовать и другие размеры, но только до 10 мм в глубину, чтобы не ставить под угрозу устойчивость стола. Профиль должен плотно прилегать, но не настолько, чтобы его приходилось вдавливать.
Как это работает 2 – Горизонтальный фрезер:
Опора горизонтального фрезера изготовлена из березовой фанеры и должна быть твердой и устойчивой, чтобы выдержать вес самого фрезера. Часть, контактирующая с фрезером – 20 мм, остальная часть – 12 мм. Предназначен для фрезеров с зажимным кольцом 43 мм , делайте это отверстие очень аккуратно. Если вы переусердствуете, маршрутизатор будет ослаблен, что, безусловно, опасно! Для этого я использовал регулируемую дрель . Также у меня есть метрические болты ud¡sed 8 мм с резьбовыми вставками.
Как это работает 3 – Вертикальный маршрутизатор:
Вертикальная опора маршрутизатора сделана из березы и окумена, хотя вы можете сделать ее и из березы. Опять же, я использовал зажимное кольцо 43 мм для большей универсальности. Также здесь я использовал регулируемую дрель. Ручки затяжки сделаны из березовой фанеры и я использовал метрическую 8 с соответствующей резьбовые вставки . Проверьте длину маршрутизатора, если конструкция слишком короткая и вам нужно ее немного удлинить.
Как это работает 4 – Приспособление для соединения ящиков:
Я разработал этот шаблон для более легкого и удобного соединения ящиков и ящиков. Сделайте шаблон МДФ с выходами и входами через каждые 10 мм. Я сделал их на своем самодельном фрезерном станке с ЧПУ, но если у вас его нет, вы должны заказать эти шаблоны у того, у кого он есть. Очень важно, чтобы они были идеальными, чтобы система работала правильно. Вы также можете сделать его без ЧПУ, как тот, который я использовал в своей переносной мастерской, здесь вы можете увидеть его в действии. Чтобы использовать его, как видно из видео, вы должны поместить каждую заготовку, касающуюся каждого конца, с одним началом на входе, а другим на выходе с такими же размерами, как зазоры каждого углубления.
Изготовление 3D-маршрутизатора:
В этом видео можно увидеть, как работают фрезерный стол и настольная пила. я начинаю 3D-маршрутизатор с помощью моей циркулярной пилы. Сборка этого инструмента требует предельной точности и большого опыта столярных работ. Срезы должны быть идеально прямыми, оси должны быть идеально параллельны, чтобы шарикоподшипники не имели люфта и были правильно выровнены, в противном случае возникнут вибрации , которые будут передаваться на выход. Зажимное кольцо диаметром 43 мм делает его очень универсальным, и вы можете очень быстро менять фрезерный инструмент для сверления.
Подключение пылесборника:
Обновление (22.12.2015). Домашний пылесос, который я использовал, был недостаточно мощным, чтобы собрать всю пыль и стружку, поэтому я решил подсоединить всасывающую трубу от стола для пилы к своему новому пылесборнику. Очистка от ржавчины: КАК УБРАТЬ РЖАВЧИНУ С МЕТАЛЛАОчистка металла от ржавчины — в промышленных и домашних условияхКак удалить ржавчину с металлаПоявление ржавчины на металлических изделиях, деталях — это естественный и неизбежный процесс. Все, что может сделать человек против ржавчины — это защитить металл, а в случае образования коррозии – предпочтительнее удалить ее, чем предотвратить дальнейшее развитие. По своей сути, ржавчина, если не остановить ее распространение дальше, приводит к полному разрушению металла. Это повсеместно серьезная проблема — по некоторым статистическим данным потери от коррозии металлов могут «съедать» до 20 процентов мировой добычи железа. Вопрос, как удалить ржавчину с металла, стоит перед человеком со времени появления первых металлических изделий. За тысячелетний период человеком придумано множество средств и способов, призванных защитить металл от коррозии и предупредить его разрушение. Как образуется коррозия на металлеРжавчина появляется в результате воздействия на металл кислорода, влаги и других химических элементов. Защитные покрытия металла для предотвращения коррозии
Чтобы избежать этого, необходимо исключить прямой контакт поверхности металла и тех элементов, которые вступая с ним в химическую реакцию, образуют оксиды. Для этого на металлическую поверхность наносится тонкий слой защиты. В качестве защиты используются следующие методы:
Но если в каком-либо месте защитного покрытия образуется нарушение целостности: повреждения, сколы, трещины, то со временем на поверхности образуются ржавые пятна, которые показывают, что в этом месте идет коррозия металла. В этом случае необходимо провести следующие действия:
При очистке поверхности металла основным требованием является полное удаление продуктов окисления. Чем очистить ржавчину с металла, чтобы исключить дальнейшее ее образование? Способов много, назовем самые эффективные. Удаление ржавчины с металла в промышленных условияхВопросом как избавиться от ржавчины, озабочены не только простые обыватели, но и промышленные, строительные, сельскохозяйственные предприятия, имеющие большое количество металлического оборудования, конструкций, инструментов, машин и так далее. Нет такой сферы жизнедеятельности человека, где бы ни использовался металл. Очистка механическая Это самый древний и до нашего времени самый востребованный способ очищения от ржавчины, то есть разрушения элементов коррозии при помощи подручных средств. Он применяется для ликвидации целостности окисленного слоя и удаления образовавшихся частиц и фрагментов с поверхности металлического изделия. Проводится как вручную при помощи абразивных средств, так и при помощи механизмов. При большой поверхности металла, поврежденного коррозией, целесообразно применять пескоструйную очистку, которая производится с применением специального аппарата. Принцип ее действия заключается в следующем. Разрушается окисленный слой металла путем подачи под высоким давлением смеси песка и воды (или воздуха). Как известно, слой ржавчины по сравнению с металлом имеет меньшую плотность, его прочность намного ниже, чем у металлического слоя, поэтому он быстрее и легче удаляется и смывается (сдувается) с поверхности металла. Скорость обработки пескоструем высокая и за короткий промежуток времени можно обработать большую поверхность. При применении этого метода нужно учитывать определенные факторы:
Химическая очистка Главный компонент средств для удаления ржавчины с металла при этом методе — слабо растворенные кислоты.
Проведя вышеперечисленные процедуры, очищаемый предмет погружают в ванную содержащую раствор едкого натра, в который добавлены ингибиторы ЧМ, ПБ-5 или их аналоги. Время погружения вычисляется в зависимости от степени поражения ржавчиной, толщины металлической стенки и степени необходимой очистки. Термическая обработка Этот способ позволяет быстро и полностью избавиться от коррозии. Но его применяют только для крупных изделий, так как высокая температура может деформировать его и уменьшить толщину поверхности. Как удалить ржавчину с металла в домашних условияхСнять коррозийный слой в домашних условиях можно применяя вышеуказанные способы. Правда, для небольших предметов вряд ли подойдет пескоструйный аппарат, но химическая очистка будет вполне уместна. При очистке кузовных элементов автомобилей можно использовать пескоструйку. Как говорилось выше, методов очистки много. Прежде всего, промышленность предлагает потребителю большой выбор препаратов, которые легко могут справиться с проблемой. Имеются и народные способы, при помощи которых можно хорошо очистить ржавчину. Покупные средства для очистки ржавчины на металле Большинство средств для очистки ржавчины токсичны и могут оставить ожоги. При их применении необходимо соблюдать меры предосторожности. Резиновые перчатки — это первое средство защиты, которое необходимо для удаления коррозии. Нелишней будет и респираторная маска или марлевая повязка. Растворители ржавчины Современный рынок предлагает большое количество специальных средств, чтобы почистить металлический предмет от ржавчины. Они помогают убрать коррозию с автомобиля, предметов домашнего обихода, инструментов, различной домашней утвари. Большинство растворителей ржавчины имеют в своем составе сильнодействующие кислоты, разрушающие ржавый налет, и ингибиторы, которые защищают металл. Интересный факт, ингибитором может служить простая картофельная ботва, замачиваемая в кислоте, которой обрабатывается пораженная поверхность. На сегодня самым действенным препаратом является средство для удаления ржавчины с металла спрей WD-40. Состав препарата производители не озвучивают, но изучение его показало, что он содержит уайт-спирит, углекислый газ и углеводы. Использование спрея WD-40 довольно простое, для его проведения необходимо распылить его на заржавленное место и продержать 15 секунд. После этого оттереть изделие от коррозии с помощью тряпки или ветоши. При этом необходимо учесть следующие моменты:
Хорошо себя зарекомендовали и другие средства от коррозии для использования в быту. Это дорогостоящие вещества и их целесообразно применять для небольших поверхностей, пятен. Многие химические очистители просто растворяют коррозийный налет и имеют в своем составе щавелевую и фосфорную кислоту. Применяя их, нужно следовать инструкции, где указан порядок проведения обработки и время воздействия, за которое ржавчина размягчится, и убрать ее при помощи ветоши или тряпки будет удобно. Преобразователи (размягчители) коррозийного слоя Хорошо зарекомендовали себя и очистители в виде специальных паст, способные размягчить слой ржавчины. Они останавливают развитие и проникновение ржавчины вглубь поверхности металла. По сравнению с результатами применения растворителей, они малоэффективны. Не следует их применять и на видных местах обработанных изделий, так как дальнейшая покраска придаст им неэстетический вид. Их можно использовать как средство защиты перед окраской автомобиля. Механическая обработка поверхности при помощи абразивных средств В хозяйственных магазинах можно купить специальные приспособления и механизмы, при помощи которых можно удалить ржавый налет. Для этого подойдут металлические щетки и скребки. С их помощью удаляется ржавый слой, но для этого следует приложить определенные усилия. Облегчить работу при обработке больших поверхностей поможет шлифовальная машинка, которая хорошо снимет налет. Как вывести ржавчину при помощи народных методовВ быту удаление ржавчины с предметов домашнего обихода при помощи агрессивных химических препаратов не совсем целесообразно. Для этого могут подойти простые средства, которые могут найтись в доме или в гараже. Это могут быть: — Лимонная кислота. Ее можно купить в любом продуктовом магазине. Придя домой, высыпьте упаковку кислоты в пластиковую емкость, залейте ее водой. Воды потребуется столько, чтобы заржавленный предмет полностью был покрыт раствором. Оставьте на ночь. Утром промойте его водой и хорошо протрите. — Паста из буры и лимонного сока — средство от ржавчины на металле, керамике и фарфоре. Если нет буры возьмите чайную соду. В буру налейте лимонный сок или концентрированный раствор лимонной кислоты, размешайте до образования негустой пасты. — Солярка, отлично очистит ржавчину с металлического инструмента. Для этого налейте в пластмассовую емкость солярки и погрузите туда ржавый инструмент. Оставьте на сутки. После этого достаньте инструмент, очистите при помощи металлической щетки, хорошо протрите. Инструмент будет как новый. Чтобы не ломать голову, как очистить металлические предметы от ржавчины, необходимо хранить их в сухом месте, регулярно осматривать и обрабатывать от ржавчины. Вовремя очищать от ржавых подтеков ванную, керамическую плитку. Если приготовили для покраски металлическое изделие, нанесите на него слой специальной грунтовки. Это поможет лучшему сцеплению краски с металлической поверхностью и убережет в дальнейшем изделие от коррозии. Очистка ржавчины в домашних условиях – ЭРСИЭМРжавчина – назойливый гость в каждом доме.
06.12.2018 Ремонт без ошибок Возникновение коррозии
Способы борьбы с ржавчиной дома
РЕКОМЕНДУЕМАЯ ПРОДУКЦИЯ КОМПАНИИ Как подготовить металл к покраске Снятие ржавчины: выбираем универсальное средство Удаление ржавчины с автомобилей | Удаление ржавчины с автомобиля Ржавчина является одной из распространенных проблем при ремонте и техническом обслуживании автомобилей, с которыми часто сталкиваются владельцы автомобилей. 1 Можно ли удалить ржавчину с автомобиля? 2 Как нейтрализовать ржавчину на автомобиле? 3 Какое средство для удаления автомобильной ржавчины лучше всего? 4 Удаляет ли уксус ржавчину на автомобилях? 5 Стоит ли устранять ржавчину на автомобиле? 6 Удаляет ли WD 40 ржавчину? 7 Действительно ли работают преобразователи ржавчины? 8 В чем разница между средством для удаления ржавчины и преобразователем ржавчины? 9 Как долго я должен замачивать металл в уксусе, чтобы удалить ржавчину? 10 Действительно ли уксус удаляет ржавчину? 11 Какое средство для удаления ржавчины с металла лучше всего? 12 Сколько времени нужно уксусу для удаления ржавчины? Можно ли удалить ржавчину с автомобиля? Ржавчина также известна как гниль, что также объясняет, как сильная ржавчина может разъедать металлические части автомобиля прямо на ваших глазах. Как нейтрализовать ржавчину на автомобиле?Нейтрализация ржавчины — это метод, применяемый автомобильными мастерами и экспертами по ремонту автомобилей перед покраской и вощением автомобиля. Нейтрализация ржавчины на вашем автомобиле в основном означает удаление коррозии с автомобиля. Абразивное средство, такое как абразивный круг или наждачная бумага различной зернистости, обычно используется для прорезания поверхности коррозионного участка и металла автомобиля до тех пор, пока не станет видна чистая металлическая поверхность. Следующим шагом является окончательное грунтование металлической поверхности автомобиля, нанесение автомобильной краски, добавление прозрачного слоя, нанесение воска и полировка, чтобы устранить любые дефекты. Какое средство для удаления автомобильной ржавчины лучше всего? На рынке доступны различные средства для удаления ржавчины.
0041 Сода Убивает ли уксус ржавчину на автомобилях?Да, это так. Для удаления ржавчины на автомобилях от слабой до средней степени можно использовать дистиллированный белый уксус, чтобы очистить металлическую поверхность от ржавчины. Прежде чем замочить пораженный участок в уксусе, используйте наждачную бумагу, чтобы ослабить ржавчину с пораженного участка, чтобы уксус мог активно разрушать связи между металлической поверхностью и молекулами ржавчины. Весь процесс займет некоторое время. Вы можете использовать полотенце из микрофибры, чтобы очистить область через 4-5 часов, в зависимости от серьезности повреждения ржавчиной. Стоит ли устранять ржавчину на машине?Это зависит от различных факторов, таких как возраст автомобиля, его пробег и цена перепродажи. Некоторыми другими важными факторами, влияющими на качество и жизнеспособность удаления ржавчины, являются степень, местоположение и тип ржавчины, присутствующей на поверхности автомобиля. Поверхностную ржавчину можно легко удалить, и это доступно по цене. Масштабная ржавчина требует полной новой покраски, но ее можно починить. Однако проникающая ржавчина уже начала окислять металл и требуется большая работа по восстановлению автомобиля. Это очень дорого и не рекомендуется для старых автомобилей, на которых образовалась проникающая ржавчина в нескольких местах. Здесь следует помнить о важном практическом правиле: для надлежащего удаления, ремонта и восстановления площади автомобиля размером с монетку, пораженной ржавчиной, потребуется площадь размером почти с бейсбольный мяч. Удаляет ли WD 40 ржавчину? WD-49 — одно из самых популярных и широко используемых средств для удаления ржавчины. Действительно ли работают преобразователи ржавчины?Преобразователи ржавчины являются одним из передовых решений для борьбы с обширной ржавчиной на транспортных средствах. Превращает коррозионный слой в защитное полимерное покрытие на поверхности автомобиля. Преобразователи ржавчины очень сложны в использовании, и для их правильного применения необходима правильная подготовка поверхности автомобиля, следуя инструкциям. Преобразователи ржавчины хорошо подходят для удаления как средней, так и сильной чешуйчатой ржавчины. В чем разница между средством для удаления ржавчины и преобразователем ржавчины? В автомобильном мире преобразователь ржавчины часто неправильно используется вместе со средством для удаления ржавчины. С другой стороны, средством для удаления ржавчины может быть что угодно, что может удалить ржавчину. Средства для удаления ржавчины обычно имеют больше рисков, связанных с ними, поскольку они очень агрессивны и опасны по своей природе. Средства для удаления ржавчины очень кислые, и для обеспечения всего процесса требуется много времени, осторожности и правильного применения. Как долго я должен вымачивать металл в уксусе, чтобы удалить ржавчину? Дистиллированный уксус является мягким средством для удаления ржавчины. Время, в течение которого вам нужно замочить металл в уксусе, зависит от размера объекта, а также от степени ржавчины. Для объектов большего размера, таких как металлические поверхности автомобилей, требуется замачивание от 5 часов до нескольких дней, прежде чем уксус сможет действительно воздействовать на ржавчину. Действительно ли уксус удаляет ржавчину?Белый уксус — это экологически безопасное средство для удаления ржавчины с поверхностей автомобилей и других металлических предметов. Однако уксус действует медленно и потребует много времени и многократных замачиваний, чтобы полностью удалить ржавчину. Какое средство для удаления ржавчины с металла лучше всего?WD-40 и другие химические спреи и смазки для удаления ржавчины прекрасно удаляют ржавчину с металлических поверхностей. Если вы хотите удалить ржавчину с металлических предметов, также хорошо подойдет метод дистиллированного белого уксуса и лимонной воды. Сколько времени нужно уксусу для удаления ржавчины? Жидкий уксус удаляет ржавчину с любой металлической поверхности в течение от 12 часов до нескольких дней. Продолжительность в основном зависит от степени ржавчины. Рекомендуется повторно замочить объект через определенный период времени, а не оставлять его на несколько часов в одном и том же растворе. Средство для удаления ржавчины Magica | Лучшие продукты для удаления ржавчиныБлокатор ржавчины Новинка 2022 года! Средство против ржавчины Magica — отличное решение проблем с ржавым металлом. Он отлично подходит для автомобилей и жилых автофургонов, лодочных прицепов, листового металла, железных перил, сельскохозяйственного оборудования, металлических резервуаров, заборов и многого другого. Magica Rust Blocker имеет так много удобных применений для предотвращения ржавчины на черных металлах, как по волшебству! Проверьте это сегодня! Средство для удаления ржавчины Ржавчина не спит! В отличие от аналогичных продуктов, средство для удаления пятен от ржавчины Magica не содержит агрессивных или абразивных химикатов. Magica экологически безопасна и биоразлагаема. Вы можете заказать через Интернет или купить у наших розничных дистрибьюторов по всему миру. Проверьте это сегодня! Ржавчина никогда не спит! Зачем позволять пятнам ржавчины портить ваши любимые вещи, если их так легко удалить с помощью средства для удаления пятен от ржавчины Magica. Использование Magica — это самый быстрый и простой способ заставить эти пятна ржавчины Magica Rust Remover — это запатентованная формула, которая быстро и безопасно удаляет пятна ржавчины, поэтому их можно смыть водой! Он безопасен для использования практически на любом материале и не оставляет следов окисления. Закажите бутылку сегодня! Запросить паспорт безопасности (SDS) Появилась ржавчина?Ржавчина возникает в результате постоянного воздействия на сплавы железа кислорода и влаги. Когда окисление контактирует с другими материалами, оно может окрасить их. Использование Magica — это самый быстрый и безопасный способ избавиться от этих пятен без трения или скребка, как с помощью Magic! Он поставляется в трех размерах в виде спрея и в виде геля объемом 8 унций. бутылки. *Отказ от ответственности: перед использованием наших продуктов защитите кожу и глаза. Сначала проверьте цветостойкость на небольшом незаметном участке, чтобы определить, подходит ли он для работы. Избегайте распыления на полированные поверхности, такие как мрамор, гранит, стекло или анодированные металлы, такие как алюминий. Безопасное и эффективное удаление пятен ржавчиныВ то время как другие средства для удаления ржавчины могут содержать агрессивные химические вещества , такие как фосфорная, плавиковая или соляная кислоты; Средство для удаления ржавчины Magica отличается. Наша уникальная формула действует лучше, чем эти абразивные чистящие средства, но при этом достаточно щадящая, чтобы ее можно было использовать практически на любой поверхности.* Небольшого количества достаточно. Просто нанесите Magica на пятна ржавчины, и всего за несколько минут пятно ржавчины исчезнет. Просто промойте пресной водой, и все готово!
Исчезновение пятен ржавчиныС помощью нашего нейтрализатора окисления пятна удаляются быстро и легко. Свяжитесь с нами сегодня, чтобы попробовать наш продукт и лично убедиться, почему он используется в различных отраслях промышленности по всему миру. Покупайте сегодня! Нет слишком больших или маленьких проектов для средства для удаления ржавчины Magica Компания Magica Inc. Перенесемся в сегодняшний день, и мы увидим, что крупные компании используют наш растворитель пятен ржавчины для коммерческих проектов. От сборных железобетонных конструкций до производителей металлоконструкций, которым требуется чистый продукт без пятен для передачи заказчику. *Информация о пригодности и безопасности: Мы рекомендуем сначала протестировать наши продукты на незаметном месте на пригодность и цветостойкость. Не используйте на стекле или сильно застекленных поверхностях, таких как мрамор, гранит, анодированный алюминий, так как это может повредить отделку. Избегайте контакта с кожей и глазами и не храните рядом с едой или напитками. Храните в недоступном для детей месте. Содержит щавелевую кислоту. По вопросам применения, на которые здесь нет ответа, звоните непосредственно на завод по телефону: 920-236-4233 . Крепление к мауэрлату: опирание, как правильно крепить стропильную ногу, уголки для крепежа, кронштейн, узлыопирание, как правильно крепить стропильную ногу, уголки для крепежа, кронштейн, узлы
Элементы для крепления стропил к мауэрлату
Как правильно и чем лучше крепить
Когда нужен мауэрлат
Монтаж стропил к мауэрлату
Опирание стропильных ног — основные правила
Использование уголка
Рекомендации по крепежу
основные варианты с запилом и без
Важным элементом кровельной конструкции считается мауэрлат, поскольку крыша фактически опирается именно на опорный брус. Крепление стропил к мауэрлату – значимый этап при возведении крыши. Прочность и безопасность кровли зависит во многом от качества монтажа стропильной системы, в частности, от правильного выбора крепежных элементов и грамотного соединения узлов несущей конструкции. Узлы крепления стропил к мауэрлату ↑Способов крепления стропил к мауэрлату – два:
Очевидно, что от технологии крепления стропильной ноги к опорному брусу будет зависеть ее «поведение» в различных погодных условиях. К примеру, при перепадах температур, снежных завалах несущая конструкция не может быть статичной. Действительно, в условиях повышенной влажности древесина расширяется, а высокая температура вызывает сжатие. Если использовать жесткую фиксацию, то возникает риск смещения, нельзя исключать даже разрывов. Из-за неграмотного монтажа может появиться распорное усилие, представляющее опасность для стен. Различают следующие узлы опирания:
Варианты крепления стропильной ноги ↑Для выполнения нижнего узла опирания стропильной ноги на опорный брус в основном выбирают один из следующих способов:
Оба эти варианта имеют одинаковое право на жизнь и используются с учетом формы крыши, особенностей стропильной системы. Способы крепления с запилом и без ↑Сразу отметим, что крепление стропил к мауэрлату без запила используют исключительно в случае скользящего соединения. Для удержания свободно лежащей на мауэрлате нижней кромки стропильных ног, как правило, используют уголки. Очевидно, что подобная фиксация может не выдержать существенных нагрузок, поэтому его рекомендуется использовать преимущественно при перекрытии сравнительно небольших пролетов. Значительно надежнее считается устройство нижнего узла сопряжения, в котором используется крепеж с запилом, блокирующим зубом. Его выпиливают в стропильной доске. Как правило, он занимает не более четверти балки. Выполнить его можно по-разному:
Рекомендуем Запил рекомендуется выполнять на стропилинах, а не на опорном брусе, чтобы не ослабить или деформировать мауэрлат. Крепеж для стропил и правила работы с ними ↑Современный строительный рынок предлагает широкий ассортимент элементов крепежа. Внимание! В процессе соединения деталей из дерева при помощи шурупов (болтов) под ними обязательно используют металлические шайбы. Этот нехитрый прием поможет избежать утапливания крепежей в древесине. Работы по выполнению крепления осуществляют в определенном порядке. Предлагаем вашему вниманию несколько самых простых методов распиловки и последующей подгонки стропил.
Стропильные ноги фиксируют одним из вариантов крепежа. Следует учесть, что каждый из них имеет свои тонкости. В основе выбора лежат такие параметры, как угол наклона скатов и оптимальный узел опирания.
На заметку Уголки можно заменить на специальные пластины, концы которых под прямым углом.
После устройства нижнего узла стропил переходят к его соединению с коньковым брусом. © 2022 stylekrov.ru способы крепления стропильных ног к мауэрлату Благодаря развитию технологий и изобретению новых укрывных материалов, современное частное строительство имеет возможность выполнять самые сложные проекты по возведению жилых домов. Дома со скатной крышей остаются приоритетом для большинства владельцев недвижимости. Практически во всех случаях застройщикам приходится сталкиваться с усадкой деревянных построек. Содержание
Функции и характеристики скользящей опоры для стропилПлавающая крыша полностью исключает кривизну каркаса; используется в бревенчатых домах Раздвижные стропила используются при строительстве домов из массива дерева. Конструкции этого типа после возведения дают усадку до 15% от своих первоначальных параметров. Подвижное соединение стропил и мауэрлата позволяет полностью нейтрализовать кривизну каркаса, продлевает межремонтные сроки, что касается жестких каркасов крыш. Назначение изделия:
Плавающее соединение стропил показало свою эффективность в сотнях зданий, возведенных на основе этого метода. Вне зависимости от изменения параметров здания его крыша сохраняет форму, прочность и устойчивость. Скользящие опоры позволяют менять положение стропил при изменении влажности и температуры Основные преимущества данной технологии:
Область примененияПлавающая технология, подходящая для всех типов крыш Наибольшая усадка деревянных конструкций наблюдается в первые 2-3 года после их возведения. Изменения размеров происходят под воздействием таких факторов, как давление и колебания уровня влажности стенового материала. Уменьшается высота каждого элемента в отдельности и всей конструкции. Торцевые стены, на которых стоит конек, подвергаются большей нагрузке, так как к нему крепятся тяжелые стропильные ноги, иногда усиленные подкосами и ригелями. Все это приводит к неравномерной деформации здания на начальном этапе эксплуатации. Плавающие крепления для стропильной системы позволяют безболезненно решить эту проблему. Системы нашли применение в сооружениях такого типа:
Способы крепления и технология устройства стропильной системыСкользящая опора для стропил с врезкой в мауэрлат При планировании строительства дома следует учитывать, что свободный ход каждой балки может составлять 5-15 см в зависимости от размеров здания. Кроме того, способ крепления определяется выбранным типом стропильной системы. Исходя из особенностей строительного проекта, используются следующие крепления:
Благодаря использованию таких систем стропильные ноги адаптируются к размерам и геометрии здания, компенсируя распирающие нагрузки, которым подвергаются несущие стены. Разновидности опор скользящего типаНеразборный способ монтажа стропильной системы Использование подвижных креплений каркаса крыши — единственный способ, предотвращающий его деформацию в период усадки здания. Крепить стропила можно как к мауэрлату, так и к перекрытию, если оно выполнено из массивного бруса. Сами зажимы имеют достаточно простое устройство и вполне доступную стоимость. Замки состоят из направляющей планки и уголка с петлей. При строительстве используются соединения такого типа:
Крепление стропильных ног к мауэрлатуСпособы крепления стропильных ног к мауэрлату Для надежного крепления стропильной ноги к мауэрлату используются два замка, устанавливаемые с обеих сторон балки. Этот прием исключает возможность искривления балки в процессе изменения влажности и температуры. Крепление стропила должно быть таким, чтобы была обеспечена максимальная дальность его свободного хода. Можно ограничиться одним крепежом при строительстве кровли с пологим уклоном или небольшого размера, где вероятность изгиба древесины минимальна. При использовании плавающего типа соединения опорный брус затачивается на глубину не более чем половина его сечения. Особое внимание следует уделить качеству подшипников скольжения. После монтажа изделия будут подвергаться значительным механическим воздействиям и повышенной влажности. Нужно брать самые дорогие и качественные детали из оцинкованной легированной стали. Сами деревянные фрагменты перед строительством необходимо дважды обработать антисептиком и пропиткой. В процессе эксплуатации эту процедуру следует проводить ежегодно после полного высыхания каркаса. Особенности монтажа скользящей опоры для стропилСкользящая опора для стропильных ног Процесс возведения стропильной системы скользящего типа практически не отличается от технологии возведения стандартного каркаса. Размеры и углы наклона фрагментов конструкции должны соблюдаться особенно точно. Необходимо учитывать следующие особенности установки:
ПРАВАЯ ферменная конструкция | Своими рукамиСодержание ✓
Стропильная система – важнейший элемент здания, от которого зависит как надежность и долговечность дома, так и его архитектурный вид. Задача стропил – выдержать нагрузку от кровельного материала, снега, ветра и передать ее на стены и внутренние опоры конструкции. Справиться с этой задачей может только правильно спроектированная и смонтированная стропильная конструкция. Стропильная система является атрибутом скатной крыши, как утепленной (с холодным чердаком), так и утепленной (мансардной). Стропила являются несущей конструкцией, и поэтому так важно предотвратить их деформацию или разрушение в процессе эксплуатации. Принципиальным условием их надежности является монтаж по проекту, выполненному квалифицированным инженером-проектировщиком. ВСЕ, ЧТО ВАМ НЕОБХОДИМО ДЛЯ ЭТОЙ СТАТЬИ, ЗДЕСЬ >>> В проекте учитываются все возможные нагрузки на систему (собственный вес кровли, снег и ветер, характерные для той климатической зоны, где ведется строительство), а также ряд других факторов: геометрия, размеры, уклон кровли; размер безопорных пролетов стропил; возможность установки внутренних опор и т. См. Также: Стропильная система крыши. ПОЛОСАТЫЕ НОЖКИВ большинстве случаев стропильная система выполняется из дерева, с использованием пиломатериалов хвойных пород не ниже 2 сорта, без дефектов, влажностью 18-22%. Древесину обязательно обрабатывают био- и огнезащитными составами, по возможности дважды – до и после установки стропил. Вторая обработка нужна для того, чтобы не осталось незащищенных участков в результате срезов, забоин и т. д. Когда проектом крыши предусмотрены безопорные пролеты значительной длины, стропильная система может быть выполнена полностью или частично из стальных элементов ( двутавры, швеллеры, уголки и др.), соединенные сваркой. Чаще всего поверх металлического каркаса устанавливаются деревянные стропила, между которыми прокладывается теплоизоляция, предотвращающая промерзание металлической конструкции. Еще один вариант устройства длинных безопорных пролетов – с помощью клееного бруса, ЛВЛ-балки и других пиломатериалов, обладающих высокой несущей способностью. Их минус – немалая цена. Рассмотрим подробнее традиционную стропильную систему – из обычного дерева. Основным элементом системы являются стропила (стропила), устанавливаемые вдоль ската. Нижняя часть ноги опирается на мауэрлат – деревянный брус (или бревно в случае сруба), который устанавливается поверх наружной стены здания. Верхняя часть стропил опирается либо на коньковый прогон (балку), либо на конец стропильной ноги с противоположного ската. Стропильные системы бывают висячими или наслонными. В первом случае конструкция поддерживается только двумя внешними стенами, без промежуточных опор. В этом случае на стены возникает значительное распирающее давление, для снижения которого обычно предусматривают горизонтальные затяжки (ригели) – деревянные балки, соединяющие стропила с соседних скатов. Затяжки устанавливаются на расчетную высоту. Висячие стропила довольно сложно монтировать, поэтому проектировщики по возможности предусматривают наслонные системы. Для их устройства требуется одна или несколько внутренних несущих стен или опор. Тогда нижние концы стропил опираются на наружные стены, а в средней части — на внутренние стены или опоры, за счет чего снижается распирающее давление на наружные стены. Для укрепления стратифицированной системы также может использоваться горизонтальная затяжка. Наиболее распространенным материалом для изготовления стропил длиной до 4 м является доска сечением 50×200 мм. Высота 200 мм выбрана во многом из соображений удобства устройства мансардной крыши, так как в средней полосе России необходимая толщина теплоизоляционного слоя, укладываемого в пространство между стропилами, составляет как раз 200 мм. Стропильная нога длиной более 4 м, как правило, выполняется из доски сечением 100×200 мм. В ендах и коньках, где происходит схождение двух скатов, устанавливается диагональная (накатная) стропильная нога (к которой под углом будут стыковаться основные стропила). Носовая ножка должна выдерживать серьезную нагрузку, поэтому ее обычно делают из доски увеличенного сечения (например, 150×250 мм), а также предусматривают под ней опорную стойку. Есть разные способы сделать это. Часто практикуется метод «косого среза»: торцы соединяемых досок обрезаются под определенным углом, затем укладываются одна на другую и прочно скрепляются болтом (обычно диаметром 12 мм) или деревянным планки по бокам стропил, которые фиксируются гвоздями и 2-4 болтами (в итоге каждый болт стягивает три элемента: две доски и находящуюся между ними ножку). Стропила монтируются с расчетным шагом. Обычно это 580-590 мм, что обусловлено не только несущей способностью такой конструкции крыши, но и необходимостью жесткого закрепления между стропилами плит теплоизоляции, стандартная ширина которых составляет 600 мм. Чтобы плиты держались крепко, шаг стропил должен быть чуть меньше их ширины. Чем запугал Пилат? Чаще всего деревянные элементы стропильной системы распиливают бензопилой, бензиновой или электрической. В то же время электрические цепные пилы менее шумны и вибрируют, поэтому с успехом используются на объектах, где есть возможность их подключения к электросети. Недостаточная точность реза цепной пилы, что является минусом этого инструмента, в данном случае не играет большой роли, так как зазор между элементами стропильной системы может достигать 3-5 мм (в зависимости от конструктивного узла). Тем не менее, оператору необходимо иметь серьезный опыт работы с пилой, так как некоторые узлы стропильной системы все же требуют очень точной подгонки элементов. В первую очередь это касается мест, где стропила упираются в балку ендовы или конька. Ссылка по теме: Устройство стропил, кровли и кровли СБОРКА ПОЛОСНОЙ СИСТЕМЫ В ЕДИНОЕ ЦЕЛОЕ Для соединения деревянных элементов стропил используют различные металлические крепления. Первоначально конструкция закрепляется («наживляется») гвоздями длиной 100-200 мм. Однако жесткое соединение несущих элементов крыши осуществляется с помощью шпилек (болтов) в сочетании с гайками и широкими шайбами. для обычных хвостовиков установлен патрон: у сверл по дереву нет хвостовиков для системы SDS. Отверстия выполняются спиральными (винтовыми) сверлами большого диаметра (для 12-й шпильки — диаметром соответственно 12 мм) с шестигранными хвостовиками во избежание их проворачивания в патроне. Длина буров, необходимых для монтажа стропильной системы, обычно составляет от 100 до 250 мм, но может потребоваться и более длинное оборудование. После затяжки болтов с гайками выступающие части шпилек срезают, как правило, болгаркой с металлическим диском. Еще одним крепежным элементом являются фасонные детали (пластины, уголки и т.п.) из листовой оцинкованной стали, обычно толщиной 2 мм. Так, для некоторых соединений деревянных балок под углом 90° друг к другу, используются Т-образные пластины. Скрепить две детали в одной плоскости (например, брус, уложенный на край стойки ребром) можно с помощью прямых пластин. Крепление самих металлических деталей к дереву производят гвоздями или саморезами (длиной обычно 40-50 мм), в последнем случае используют шуруповерт (саморезы трудно аккуратно закрутить с высокоскоростная дрель). Поскольку вкручивать саморезы приходится как на большой высоте, так и в труднодоступных местах, работать с аккумуляторными моделями инструмента гораздо удобнее. Количество гвоздей/шурупов на пластину зависит от ее размера и формы. Например, уголок прикручивается 10-14 шурупами, по 5-7 с каждой стороны. Некоторые специалисты не рекомендуют использовать саморезы с конусной потайной головкой, так как они имеют сравнительно небольшую площадь основания и недостаточно надежен крепеж. По мнению этих специалистов, лучше использовать саморезы с пресс-шайбой (то есть с полусферической головкой, под которой находится пресс-шайба). Мауэрлат. КОНЕК, КАРНИЗНЫЙ СВИЕСНижний конец стропильных ног опирается на мауэрлат, уложенный поверх ограждающей стены. Его сечение определяется на основе расчета, но чаще всего используется брус сечением 100×150 или 150×150 мм. Основание под мауэрлат должно иметь высокую прочность. Если стены здания выполнены из материалов с относительно низкой несущей способностью (блоки из пено- или газобетона, поризованная керамика), их необходимо укрепить железобетонным поясом (армопоясом). Между поясом и мауэрлатом обычно предусматривают отсечную гидроизоляцию — обычно рулонную битумную или полимербитумную: это защита от проникновения влаги в древесину из стеновой конструкции. Технология крепления мауэрлата к стене бывает разной. Иногда ее закрепляют анкерными болтами (шпильками) диаметром 12-18 мм, которые закладывают в армопояс при заливке бетоном. Затем в мауэрлате просверливают отверстия, надевают его на шпильки, притягивая к основанию гайками с широкими шайбами. Шаг шкворней, анкерных болтов или бобышек определяется расчетом, но обычно он составляет 60-100 см. Отличается и технология опирания стропил на мауэрлат. Часто в стропильной ноге вырезают так называемую «пятку» (не более 1/3 от высоты ноги), за счет которой стропило крепится на мауэрлат. Можно сделать в самом мауэрлате паз и установить в него стропило. Есть и другие способы. Чтобы прочно притянуть стропила к мауэрлату, обычно используют металлические уголки, закрепляемые гвоздями или саморезами. Специалисты рекомендуют крепить уголок к стропильной ноге рваными гвоздями, а к мауэрлату – болтами с шестигранной головкой, имеющими резьбу по дереву. Кроме того, стропильные ноги необходимо дополнительно «привязать» к конструкции здания. Для этого предусматривают обвязку проволокой: под мауэрлат в стене сверлят перфоратором отверстие, кувалдой пробивают арматуру диаметром 12-14 мм, привязывая к ней стропила проволочной скруткой. Добавим, что дома из бревен и брусов используют в качестве мауэрлата, служащего балками или бревнами верхнего венца. Учитывая осадку бревенчатых конструкций, к мауэрлату крепится «стропильная» часть стропил: они соединяются при помощи специальных металлических пластин, способных перемещаться относительно друг друга в плоскости ската. Верхний конец стропильных ног чаще всего опирается на коньковый прогон – это очень мощный брус (или две парные доски), сечение которых достигает 200×250 мм. Если же такой балке не хватает расчетной прочности, то прогон выполняют из клееного бруса или металлической балки. Прогон устанавливается на фронтон и, по возможности, на внутренние несущие стены здания. Стропила крепятся к поясу механическим способом (причем часто в ноге вырезается небольшой угол, высотой не более 50 мм, для более жесткой опоры). Важной частью крыши является карнизный свес, защищающий фасад здания от атмосферных осадков. Стандартное значение его вылета за наружную стену составляет 600 мм. Свес предпочтительнее устроить за счет выпуска стропильных ног. Это позволит сохранить целостность стропил и тем самым не снизить несущую способность конструкции. Однако такое решение часто невозможно: например, при большом уклоне крыши, толстых наружных стенах и т. д. Тогда стропила монтируются встык на мауэрлат, а свес устраивают с помощью кобылок сечением, обычно 50×100 мм, прибитые к верху стропила — с одной или с обеих сторон от него (второй вариант предпочтительнее). Ссылка по теме: Скатные крыши – формы и конструкции КОММЕНТАРИЙ СПЕЦИАЛИСТА-КРОВЕЛЬЩИКА Чем сложнее форма мансардной крыши, тем больше трудностей возникает при проектировании и монтаже стропильной конструкции для нее. Как следствие, дополнительные затраты на строительство. Ведь сооружение такой кровли предполагает либо использование очень мощных, дорогих и трудно переносимых несущих элементов (например, длинных безопорных балок из клееного дерева или металла). Или установка большого количества стоек и других опор, а это затрудняет размещение под крышей полноценного жилого помещения. Поэтому предпочтительнее, чтобы мансардная крыша имела простую форму. Формула вычисления кубатуры: Сколько досок в кубе вы можете рассчитать на нашем сайте.формула для определения объема бревнаПри покупке необработанного леса каждый кубический дециметр для нас очень важен. Особенно если мы точно рассчитали количество необходимого леса для последующего распила либо оцилиндрованных бревен. Поэтому очень важно знать точный объем поставляемого леса-кругляка. Обмер и учет лесных материалов. Так как пиломатериалы и поставляемый вес при расчетах учитывают в кубических метрах, то стоимость леса измеряется в денежных единицах за кубический м. Поэтому нужно знать фактический объем древесины, которую вы заказываете или покупаете. Этот объем, выраженный в кубических метрах, и будет кубатурой леса. Произведение расчета кубатуры леса по кубатурникуПример расчет кубатуры бревна с помощью он-лаин программы. Наиболее распространенным методом определения объема круглого бревна является использование кубатурника. Это специальная таблица расчета кубатуры. Кубатурник позволяет по длине бревна с шагом 0,5 метра и диаметру хлыста (более тонкой части бревна) определить объем данного бревна в кубических метрах с точностью до тысячных. При необходимости вычисления объема древесины в складометрах нужно вычислить объем каждого бревна и их сложить. Если длина бревна намного больше, чем есть в кубатурнике, то вычисление кубатуры бревна производят путем сложения кубатуры двух его составляющих. Однако этот метод вычисления довольно неточен и может привести к большой переплате за поставленный лес. Поэтому приходится искать более точные методы вычисления объема круглого леса. Вернуться к оглавлению Расчет кубатуры оцилиндрованного бревнаРасчет кубатуры оцилиндрованного бревна и профилированного бруса. Если бревна оцилиндрованные, то точный объем этого бревна можно рассчитать по формуле вычисления объема цилиндра: V = π*D2*L/4, где
Но мы стремимся узнать более точный объем необработанного круглого леса, бревна которого имеют сбежистость.
Вернуться к оглавлению Формула расчета кубатуры лесаТаблица расчета кубатуры бревен. В стандартном кубатурнике предусматривается некоторая сбежистость, и поэтому все данные в нем вычислены по диаметру хлыстов вершины. Но сбежистость у разных деревьев бывают разная. Нормальная сбежистость принимается только для хвойных деревьев, и то лишь при укрупненных расчетах. Для насаждений ІІ и ІІІ бонитетов среднее значение сбежистости в промежутке диаметров бревна от 14 до 60 см колеблется от 0,8% до 1,8%. Поэтому предлагается следующий способ более точного определения фактического объема бревна необработанного леса. Для начала измеряется диаметр бревна на вершине и его длина, а затем измеряется диаметр комля одного из наиболее характерных по сбегу бревен. На следующем этапе вычисляется сбежистость бревен – разница диаметров комля и хлыста делится на длину бревна. Например, если бревно длиной 8 м имеет диаметр на вершине в двух перпендикулярных направлениях 14 и 16 см, а диаметр среза в комлевой части 22 и 24 см, то сбежистость бревна вычисляем по формуле: С=(D1+D2-d1- d2) / 2L, где
В нашем случае С = (22+24-16-14) см²* 8 м=1,0 см/м. То есть для данной древесины на одном метре длины ствола его диаметр уменьшается от комля до хлыста на 1,0 см (нормальная). При правильной окружности срезов, когда d1=d2 и D1=D2; С=(D-d) /L Зная длину бревна и диаметр одного конца (нижнего или верхнего) по формуле вычисления, которая выведена из геометрической формулы объема усеченного конуса, определяем объем любого бревна: V =π * (D2+D*d + d2) *L/120000, где
В приведенном выше случае V = 3,14* (232+ 23* 15+152)* 8/12000=0,23 м3 , хотя таблица расчета по кубатурнику дает объем 0,199 м3. Поэтому, если лес покупать, лучше измерять по ГОСТу, а если продавать, то по приведенной формуле. Как рассчитать кубатуру бетона: простая формула расчета
В этой статье мы расскажем, как рассчитать количество бетона для трех основных видов фундамента, монтажа свай, заливки пола, а также перечислим главные инструменты, которые в этом помогут. Расчет под фундаментЕсть три основных виды оснований под строения: плитные, столбчатые и ленточные. Если вам нужно рассчитать куб бетона для фундамента, ниже приводим инструкции. Плитный фундаментЗдесь значение высчитывается проще всего. Единственной проблемой здесь может стать учет ребер жесткости. Их нужно закладывать в объеме в том случае, если нужно дополнительное усиление. Ребра жесткости считаются отдельно, а полученные значения складываются с кубатурой, вычисленной при первоначальном расчете плит. Столбчатый фундаментТакой тип основания базируется на сваях. Следовательно, будем отталкиваться от размера одного такого бетонного столба. Формула выглядит так: S = 3,14 х R2. В этой формуле R — радиус одной сваи. Это значение умножается на количество используемых столбов на площади под основание. Его можно узнать из проекта. Ленточный фундаментСтартовой точкой в расчете станет определение площади, высоты и ширины ленты. Сначала умножаем ширину на высоту, а потом определяем полный объем, умножая площадь сечения на длину ленты. Так как геометрия может быть разной, отдельно выясняется количество сырья для каждого элемента, а потом эти показатели складываются. Так мы получаем объем, который заказывается при проведении работ. Расчет кубатуры бетона для заливки полаЕще одной популярной областью применения бетона является заливка пола в помещениях. Чтобы точно рассчитать количество, нужно использовать формулу: V = S x H Где:
Умножаем одно на другое и получаем количество материала. Инструменты, необходимые для подсчетаКлассический подход: взять измерительный инструмент, ручку с бумагой и посчитать все от руки, но в этом случае возможны ошибки, а каждая неточность стоит денег. Потому лучше использовать специальную программу. Онлайн-калькуляторы можно без труда найти в интернете. Это, пожалуй, самый простой способ правильно посчитать кубатуру бетона. При возникновении сложностей вам помогут наши специалисты. $$ \тег{2} Существование интегралов (2) равносильно существованию моментов весовой функции, $ p _ {i} = I ( \phi _ {i} ) $, Естественно требовать, чтобы количество неизвестных совпадало с количеством уравнений: $N ( n + 1) = \mu $. Пример. Пусть $ \Omega = K _ {2} = \{ — 1 \leq x _ {1} , x _ {2} \leq 1 \} $, Теорема 1) Кубатурная формула, инвариантная относительно $ G $ Для простых областей интегрирования, таких как куб, симплекс, шар или сфера, и для веса $ p (x) = 1 $, $$ В дальнейшем предполагается, что весовая функция имеет фиксированный знак, скажем $$ \тег{4} Тот факт, что коэффициенты кубатурной формулы с такой весовой функцией положительны, является ценным свойством формулы. Теорема 2) Если область интегрирования $ \Omega $ Теорема 3) Если кубатурная формула с весом, удовлетворяющим (4), имеет вещественные узлы и коэффициенты и обладает $m$-свойством, то не менее $\lambda = M(n,l)$ Что касается кубатурных формул со свойством $ m $, то особенно интересны те, которые имеют минимальное количество узлов. При $ м = 1, 2 $ В силу (4), $$ \тег{5} — скалярное произведение в пространстве многочленов. Пусть $ {\ mathcal P} _ {k} $ Литература
Комментарии Многочлен «m-свойство» также известно в западной литературе как степень точности; кубатурная формула обладает $m$-свойством, если она имеет степень точности $m$. Справочник [a1] является одновременно прекрасным введением и углубленным изучением кубатурных формул. Литература
Как процитировать эту запись: Эта статья адаптирована из оригинальной статьи И.П. Мысовских (создатель), которая появилась в Математической энциклопедии — ISBN 1402006098. См. Оригинальную статью Численное интегрирование (квадратура и кубатура)Определения исчисления > Численное интегрирование — это способ найти приближенное численное решение определенного интеграла. Содержимое:
Для функции одной независимой переменной (например, x ) в квадратуре определенный интеграл заменяется суммированием, что позволяет интегрировать многие «хитрые» задачи интегрирования, в том числе со сложными границами в многомерных пространствах. Этот метод также является строительным блоком для численной обработки дифференциальных уравнений. Как работает числовая квадратураОбычно в числовой квадратуре для аппроксимации интеграла используются средневзвешенные значения. Общая идея состоит в том, что вы заменяете определенный интеграл Со взвешенной суммой конечного числа значений подынтегральной функции В общем случае a = x 0 и b = x n . Это приводит к приблизительному ответу. Насколько точен ответ, зависит от того, сколько точек выборки выбрано и как взвешены эти вклады. Числовые квадратурные правила Правило трапеций. Правило трапеций усредняет левые и правые значения из сумм Римана. Правило Симпсона — чрезвычайно точный метод аппроксимации (вероятно, самый точный из вариантов сумм Римана). Вместо прямоугольников или трапеций в этом числовом квадратурном методе используется парабола. Вариантом является Правило 3/8 Симпсона , в котором используется немного другая формула. Правило средней точки использует среднюю точку левого и правого прямоугольников. Открытые формулы Ньютона-Котеса полезны, когда значения подынтегральной функции даны для равноотстоящих точек. Однако в целом этот метод менее точен, чем другие методы (например, квадратуры Гаусса).
Формулы Ньютона-Котеса могут быть закрытыми (используются все точки) или открытыми (все точки, кроме значений в конечных точках). На следующем изображении показаны замкнутые формулы Ньютона-Котеса. степень точности — наибольшее положительное целое число, которое дает точное значение x k , для каждого значения k: Простое численное интегрирование с фигурами Очень простая форма численного интегрирования включает использование квадрата сетка , чтобы найти площадь. Просто наложите квадратную сетку под кривую, затем посчитайте количество квадратов. Если вы используете относительно небольшие квадраты, вы можете получить очень хорошее приближение для многих функций. Существует множество вариаций основного метода. Например, вы можете подсчитывать только полные квадраты или аппроксимировать площади частично заполненных квадратов, возможно, считая каждый частично заполненный квадрат за половину полного квадрата. Суммы Римана, правила середины, Симпсона и правила трапеций Суммы Римана (включая правило середины, правило Симпсона и правила трапеций) аналогичны методу «квадратов», описанному выше, за исключением того, что они используют прямоугольники вместо квадратов. Из этого конкретного набора процедур правило Симпсона является достаточно точным и даже дает точную площадь для любого многочлена третьей степени или меньше. Более подробное объяснение этих методов, включая пошаговые примеры, см. Квадратура Гаусса Квадратура Гаусса дает точные решения для многочлена степени не выше 2n – 1. Основная идея заключается в том, что вы используете кривую Гаусса в качестве накладывающейся формы вместо прямоугольников или трапеций. Квадратура: ссылки Абрамовиц, М. и Стегун, И. А. (ред.). «Интеграция». §25.4 в Справочнике по математическим функциям с формулами, графиками и математическими таблицами, 9-е издание. Нью-Йорк: Довер, стр. 885-887, 1972. В общем смысле слова « кубатура » процесс нахождения объема твердого тела. В исчислении кубатура определяется как численный метод вычисления нескольких интегралов, в том числе в более высоких измерениях. Например, на трехмерных телах или четырехмерных гиперкубах, где пределы интегрирования — векторы. Это по сравнению с квадратурой, которая представляет собой численное вычисление для одного интеграла [1]. Где найти кубатурную формулу Как вы, наверное, понимаете, количество способов выполнения кубатуры огромно.
Веб-сайт Encyclopaedia of Cubature Formulas , разработанный в Бельгии на кафедре компьютерных наук Katholieke Universiteit Leuven, содержит множество кубатурных таблиц. Например, здесь можно найти формулы для куба (включая n-куб) и сферы (включая n-сферу). К сожалению, это старый сайт, и на нем не очень легко ориентироваться или получить к нему доступ (некоторые части сайта предлагают вам войти в систему без дальнейших инструкций). Лучшим решением является использование формул, найденных в некоторых статистических программах. Например, этот пакет R предназначен для адаптивной многомерной интеграции по гиперкубам. Кубатура: ссылки [1] Кроммер, А. Р. и Уберхубер, К. В. «Построение кубатурных формул». §6.1 в вычислительной интеграции. Филадельфия, Пенсильвания: SIAM, стр. 155-165, 1998. УКАЗЫВАЙТЕ ЭТО КАК: ————————————————— ————————- Нужна помощь с домашним заданием или контрольным вопросом? С Chegg Study вы можете получить пошаговые ответы на свои вопросы от эксперта в данной области. Арматура композитная что это такое: Что такое композитная арматура?Композитная арматура: виды, химический состав, свойстваКомпозитная арматура из полимерных материалов – материал, предназначенный для замены металлических аналогов в местах с высокой вероятностью воздействия агрессивных сред. Полимерные изделия эффективны во влажных средах, особенно в местах контакта с морской водой. Виды композитной арматуры в зависимости от исходного материалаЭта продукция состоит из волокон различного происхождения и полимерной связующей пропитки. Для производства этих изделий используется несколько видов сырья, состав которого определяет свойства материала:
Поверхность стержней может быть двух типов:
Примерный состав композитной полимерной арматуры и базовые механические свойства стеклопластиковых изделий регламентируются ГОСТом 31938-2012. Производители самостоятельно подбирают точную рецептуру, а проектировщики делают расчеты в соответствии с их рекомендациями. Особенности использования полимерной арматурыИспользование металлических усиливающих элементов – классическая строительная технология, для которой характерен ряд серьезных недостатков.
Минусы использования полимерной арматуры
Области применения неметаллических усиливающих элементовКомпозитная арматура востребована:
Стоит ли доверять композитной арматуреКомпозитная арматура – сравнительно молодой в строительстве материал, который, несмотря на свой возраст, успел себя положительно зарекомендовать среди сообщества строителей, и прочно обосноваться на стройплощадке, потеснив стальную арматуру. Это – материал, состоящий из нескольких компонентов.
Диаметр арматуры, согласно нормативному документу ГОСТ 31938-2012, устанавливается и используется следующий: 4, 6, 8, 10, 12, 14, 16, 18, 20, 22, 25, 28 и 32 мм. Из них диаметры от 4 до 8 производятся и продаются в скрученном виде (мотках, барабанах), что облегчает транспортировку. Остальные диаметры производятся и продаются в прутках со стандартной длиной 6 – 12 метров. Состав композитной арматуры бывает различный, и, в зависимости от компонентов, меняются свойства и себестоимость готового продукта. Какая бывает композитная арматураКлассификация композитной арматуры в соответствии с составом волокон, несущих основную нагрузку, следующая:
В последнем варианте разные волокна комбинируются в необходимой пропорции. Оптимальный вариант по себестоимости и свойствам – стеклопластиковая арматура, которая и получила наибольшее распространение. На наружную оболочку композитной арматуры следует обратить особое внимание. Арматура (и композитная, и стальная) должна как можно плотнее сцепляться с бетоном, который она армирует, и эту задачу решает именно наружная поверхность. У разных производителей оболочка выполнена по-разному; например, где-то – это выступы волокон определённой формы, где-то – песок крупной фракции, и т.д. Как правильно укладывать композитную арматуруПеред заливкой бетонного элемента композитная арматура укладывается и вяжется в виде пространственного жесткого каркаса. Если вы покупали материал в бухте, её необходимо размотать, разрезать на нужные отрезки, и дать ей распрямиться, отлежаться, вернуть свою форму. Далее, мы определяем необходимую для нашего бетонного изделия форму каркаса (или прибегая к помощи квалифицированных специалистов, или ищем информацию в интернете, и на свой страх и риск сами проектируем каркас). В местах пересечения прутков их необходимо зафиксировать. Фиксация выполняется либо при помощи специальных кляймеров (это идеальный вариант), либо при помощи пластиковых хомутов, если нет специализированного крепежа. Угловые пересечения прутков могут быть выполнены либо в металле (комбинируем композитный каркас и стальную арматуру), либо могут быть изготовлены на заводе-производителе цельнолитым элементом. Так, как композитный каркас имеет малую жесткость и меняет свои размеры от малейших наружных воздействий, его необходимо закрепить. Идеальным решением будет применение стальных элементов каркаса, которые увеличат жесткость и позволят композитным пруткам не сдвинуться с места при заливке бетоном. Что лучше: композитная или стальная арматура?Поскольку до композитной арматуры свойства бетона улучшали исключительно стальной арматурой, и композитная арматура является прямым конкурентом стальной, повсеместно принято сравнивать два вида арматуры. Сравним и мы. Итак, плюсы композитной арматуры:
Минусы композитной арматуры:
Вывод: Композитная арматура имеет как плюсы, так и минусы. Поэтому, в каждом конкретном случае нужно тщательно взвесить все качества стальной и композитной арматуры, и выбрать для себя нужный вариант в соответствии с конкретной ситуацией. Что такое армирование и матрица в композитах?Слово «составной» означает «состоящий из двух или более отдельных частей». Таким образом, материал, состоящий из двух или более отдельных составляющих материалов или фаз, может считаться композитным материалом . Армирование и матрица являются двумя фазами композиционного материала. Однако мы признаем материалы композитами только тогда, когда составляющие фазы не растворяются друг в друге и имеют существенно разные физические свойства, и, таким образом, свойства композита заметно отличаются от свойств составляющих. Материал считается композиционным, если
Один компонент называется усиливающей фазой , а тот, в который он встроен, называется матрицей. Материал армирующей фазы может быть в форме волокон, частиц или хлопьев. Армирование в композитахАрмирование может представлять собой волокна, частицы ткани или усы. эти усиления в основном используются для повышения механических свойств композита. Основной целью армирования является
Матричный материал в композитахМатричный материал представляет собой однородный и монолитный материал, в который встроена и полностью непрерывна система армирования композита. Как производится бетон? Пожалуйста, включите JavaScript Основное назначение Матрицы
ЗаключениеМы обсудили основное назначение армирования и матрицы в композиционных материалах. Если у вас все еще есть какие-либо мысли по этой теме, сообщите нам об этом в разделе комментариев ниже. Арматура — композитные материалы | CompositesLab
Арматура может быть ориентирована для обеспечения заданных свойств в направлении нагрузок, действующих на конечный продукт. Многие материалы способны усиливать полимеры. Некоторые материалы, такие как целлюлоза в древесине, являются природными продуктами. Однако большинство коммерческих подкреплений созданы руками человека. Хотя многие виды волокон используются в качестве армирования в композитных ламинатах, стекловолокна составляют более 90 процентов волокон, используемых в армированных пластмассах, поскольку они недороги в производстве и имеют относительно хорошее соотношение прочности и веса.
Независимо от материала арматура доступна в формах, подходящих для широкого спектра процессов и требований к конечному продукту. Материалы, поставляемые в качестве армирующих материалов, включают ровинг, измельченное волокно, рубленые нити, непрерывный, рубленый или термоформуемый мат. Армирующие материалы могут быть разработаны с уникальной архитектурой волокна и предварительно отформованы (формованы) в зависимости от требований к продукту и производственного процесса.
Сталь углеродистая применение: Углеродистая сталь – свойства и сферы примененияУглеродистая сталь: состав, свойства, применение, ГОСТ
Углеродистая сталь благодаря доступной стоимости и высоким прочностным характеристикам относится к широко распространенным сплавам. Из таких сталей, состоящих из железа и углерода и минимума других примесей, изготавливают различную машиностроительную продукцию, детали колов и трубопроводов, инструменты. Широкое применение эти сплавы находят и в строительной сфере.
Калиброванный круг из углеродистой стали чаще всего используется в судостроении и машиностроении
Что собой представляют углеродистые стали
Углеродистые стали, которые в зависимости от основной сферы применения подразделяются на конструкционные и инструментальные, практически не содержат в своем составе легирующих добавок.
Содержание основного элемента – углерода – в сталях данной категории может варьироваться в достаточно широких пределах. Так, высокоуглеродистая сталь содержит в своем составе 0,6–2% углерода, среднеуглеродистые стали – 0,3–0,6%, низкоуглеродистые – до 0,25%. Данный элемент определяет не только свойства углеродистых сталей, но и их структуру. Так, внутренняя структура стальных сплавов, содержащих в своем составе менее 0,8% углерода, состоит преимущественно из феррита и перлита, при увеличении концентрации углерода начинает формироваться вторичный цементит.
Нормы содержания химических элементов в углеродистых сталях
Углеродистые стали с преобладающей ферритной структурой отличаются высокой пластичностью и низкой прочностью. Если же в структуре стали преобладает цементит, то она характеризуется высокой прочностью, но вместе с этим является и очень хрупкой.
Количественное содержание углерода также оказывает серьезное влияние на технологические характеристики металла, в частности на его свариваемость, легкость обработки давлением и резанием. Из сталей, относящихся к категории низкоуглеродистых, изготавливают детали и конструкции, которые не будут подвергаться значительным нагрузкам в процессе эксплуатации. Характеристики, которыми обладают среднеуглеродистые стали, делают их основным конструкционным материалом, используемым в производстве конструкций и деталей для нужд общего и транспортного машиностроения. Высокоуглеродистые стальные сплавы благодаря своим характеристикам оптимально подходят для изготовления деталей, к которым предъявляются повышенные требования по износостойкости, для производства ударно-штампового и измерительного инструмента.
Химический состав углеродистых сталей обыкновенного качества
Углеродистая сталь, как и стальной сплав любой другой категории, содержит в своем составе различные примеси: кремний, марганец, фосфор, серу, азот, кислород и водород.
Хотя считается, что углеродистые и легированные стали несовместимы, для улучшения их физико-механических и технологических характеристик может выполняться микролегирование. Для этого в углеродистую сталь вводятся различные добавки: бор, титан, цирконий, редкоземельные элементы. Конечно, при помощи таких добавок не получится сделать из углеродистой стали нержавейку, но заметно улучшить свойства металла они вполне могут.
Классификация по степени раскисления
На разделение углеродистых сталей на различные типы оказывает влияние в том числе такой параметр, как степень раскисления.
Более однородной внутренней структурой отличаются спокойные стали, раскисление которых осуществляют, добавляя в расплавленный металл ферросилиций, ферромарганец и алюминий. За счет того, что сплавы данной категории были полностью раскислены в печи, в их составе не содержится закиси железа. Остаточный алюминий, который препятствует росту зерна, наделяет такие стали мелкозернистой структурой. Сочетание мелкозернистой структуры и практически полное отсутствие растворенных газов позволяет формировать качественный металл, из которого можно изготавливать наиболее ответственные детали и конструкции. Наряду со всеми своими достоинствами углеродистые стальные сплавы спокойной категории имеют и один существенный недостаток – их выплавка обходится достаточно дорого.
Строение стального слитка зависит от степени раскисленности стали
Более дешевыми, но и менее качественными являются кипящие углеродистые сплавы, при выплавке которых используется минимальное количество специальных добавок.
Промежуточное положение и по своим свойствам, и по степени раскисления занимают полуспокойные стали. Перед заливкой в изложницы в их состав вводят небольшое количество раскислитилей, благодаря чему металл затвердевает практически без кипения, но процесс выделения газов в нем продолжается. В итоге формируется отливка, в структуре которой содержится меньше газовых пузырей, чем в кипящих сталях. Такие внутренние поры в процессе последующей прокатки металла практически полностью завариваются.
Скачать ГОСТ 380-2005 Сталь углеродистая обыкновенного качества. Марки
Методы производства и разделение по качеству
Для производства углеродистых сталей используются различные технологии, что сказывается на их разделении не только по способу производства, но и по качественным характеристикам. Так, различают:
Классификация углеродистых сталей
Стальные сплавы, обладающие обыкновенным качеством, выплавляются в мартеновских печах, после чего из них формируют слитки больших размеров.
Сформированные и полностью застывшие слитки металла подвергают дальнейшей прокатке, которая может выполняться в горячем или холодном состоянии. Методом горячей прокатки производят фасонные и сортовые изделия, толстолистовой и тонколистовой металл, металлические полосы большой ширины. При помощи прокатки, выполняемой в холодном состоянии, получают тонколистовой металл.
На современных предприятиях для производства высококачественных сплавов используются электрические дуговые печи
Для производства углеродистых сталей качественной и высококачественной категорий могут использоваться как конвертеры и мартеновские печи, так и более современное оборудование – плавильные печи, работающие на электричестве.
Область применения
Как уже говорилось выше, углеродистые стальные сплавы по основному назначению делят на две большие категории: инструментальные и конструкционные. Инструментальные стальные сплавы, содержащие 0,65–1,32% углерода, используются в полном соответствии со своим названием – для производства инструмента различного назначения. Для того чтобы улучшить механические свойства инструментов, обращаются к такой технологической операции, как закалка углеродистой стали, которая выполняется без особых сложностей.
Сферы применения углеродистых инструментальных сталей
Конструкционные стальные сплавы применяются в современной промышленности очень широко. Из них делают детали для оборудования различного назначения, элементы конструкций машиностроительного и строительного назначения, крепежные детали и многое другое. В частности, такое популярное изделие, как проволока углеродистая, производится именно из стали конструкционного типа.
Используется проволока углеродистая не только в бытовых целях, для производства крепежа и в строительной сфере, но и для изготовления таких ответственных деталей, как пружины. После выполнения цементации конструкционные углеродистые сплавы можно успешно использовать для производства деталей, которые в процессе эксплуатации подвергаются серьезному поверхностному износу и испытывают значительные динамические нагрузки.
Особенности маркировки
Маркировка углеродистых сталей, правила составления которой строго оговорены пунктами соответствующего ГОСТа, позволяет узнать не только химический состав представленного сплава, но и то, к какой категории он относится. В обозначении углеродистой стали, обладающей обыкновенным качеством, присутствуют буквы «СТ». Пунктами ГОСТа оговаривается семь условных номеров марок таких сталей (от 0 до 6), которые также указываются в их обозначении. Узнать, какой степени раскисления соответствует та или иная марка, можно по буквам «кп», «пс», «сп», которые проставляются в самом конце маркировки.
Цветовая маркировка наносится по требованию потребителя несмываемой краской
Марки углеродистых сталей по ГОСТу и по международным стандартам ИСО
Марки качественных и высококачественных углеродистых сталей обозначаются просто цифрами, указывающими на содержание в сплаве углерода в сотых долях процента.
Узнать о том, что перед вами инструментальная сталь, можно по букве «У», стоящей в самом начале ее маркировки. Цифра, следующая за такой буквой, указывает на содержание углерода, но уже в десятых долях процента. Буква «А», если она есть в обозначении инструментальной стали, говорит о том, что данный сплав отличается улучшенными качественными характеристиками.
Углеродистая сталь. Виды и применениеСодержание:
Сталь занимает центральное место в промышленности. Классификация сталиТолько промышленные уникальные материалы имеют собственное имя, остальные обозначаются маркой, в которой зашифрованы ее основные параметры. Углеродистые стали разделены по группам, исходя из двух критериев: хим.состав и область использования. При разделении по хим.составу учитывают содержание углерода. По этому показателю существуют три типа:
По сфере использования, стали также разделены на три группы:
Основные свойстваКаждая марка стали имеет свой уникальный состав и неповторимые характеристики, определяющие в дальнейшем область ее применения.
Для улучшения коррозийных свойств используют хром, основной легирующий элемент. Его доля, превышающая 10%, начинает активно бороться с окислением железа. В качестве вспомогательных элементов могут присутствовать никель, медь, молибден или титан. Есть ряд популярных методов, позволяющих повысить сопротивляемость углеродистой стали. К основным относят:
Большинство задач в промышленности, при выборе материала, решается использованием именно углеродистой стали, что подтверждает ее технологичность. Там где она уже не справляется, начинают применять легированные марки. Использование в производствеРазделение по областям дает лишь поверхностное знание о назначении сплава. 1. Детали машин и механизмов Недостаточная твердость сталей с низким содержанием углерода, ограничивает область их использования в секторах, связанных с сильными приложенными нагрузками, ударами и вибрациями. Из нее производят:
Отдельно можно выделить сварные конструкции и корпуса. В них прочность уходит на второй план в сравнении с увеличением технологичности, благодаря отличной свариваемости материала. К деталям с более серьезной нагрузкой, подразумевающей применение сталей после закалки или цементации, относят:
Изготовление этих элементов подразумевает мех.обработку и термообработку заготовки, полученной при помощи штамповки или ковки. Высокоуглеродистые стали, обладающие твердостью и упругостью, обрабатывать сложно, поэтому они используются гораздо реже. 2. Создание инструментов Инструментальные стали получили всеобщее признание при изготовлении:
Ограничивающим фактором применения является не соответствующая рабочая температура для углеродистых сталей. Проигрывая по прочности легированным маркам, углеродистые ограничены областью использования. Так они применяются в основном для создания ручного инструмента, взаимодействующего с более мягкими материалами, например деревом или пластиком.
3. Изготовление крепежных элементов Резьбовой крепеж производится по ГОСТу 1759.4-87. Регламентирует он следующее использование сталей по классам прочности:
Метизы производятся методом штамповки с дальнейшим нанесением резьбы. Часто применяются углеродистые стали повышенной обрабатываемости, отличительной чертой которых является однородность структуры и хим.состава по всему прокату. ЗаключениеУниверсальность и низкая стоимость углеродистых сталей сделали их самыми доступными и широко используемыми. Купить металлопрокат, произведенный из этих марок, можно повсеместно. Участие в решении самых разных технологических задач предопределено отличными свойствами и характеристиками. Отличить тип стали и правильно применить его, очень легко — нужно руководствоваться количеством углерода в составе. Об углеродистой стали и ее примененииПочему производители металлов добавляют углерод в железо? Этот процесс фактически затвердевает внутренние структуры металла, что укрепляет его. Углерод также является одним из самых дешевых сплавов, широко доступных. Чем больше углерода в стали, тем тверже и прочнее она становится при термообработке. Но он также становится менее пластичным, что означает, что он теряет прочность при деформации и не такой податливый. С термической обработкой или без нее более высокое содержание углерода в стали делает металл менее свариваемым, а чем больше углерода, тем ниже температура плавления. 1. Углеродистая сталь часто представляет собой просто стальной сплав, содержащий от 0,12% до 2% углерода Сколько углерода содержится в стали? 1. Низкоуглеродистая сталь содержит максимум 0,3% углерода Низкоуглеродистая сталь прочная и жесткая, но плохо поддается отпуску. Это самый популярный тип, который мы продаем, с относительно низкой ценой и множеством приложений. Он одновременно податлив и пластичен, имеет сравнительно низкую прочность на растяжение, а твердость поверхности металла можно улучшить путем науглероживания, процесса термической обработки. Высокоуглеродистые стали хорошо поддаются термообработке. Но они не любят следовые примеси, которые могут резко сказаться на качестве металла. Сера является самым большим виновником, делая сталь хрупкой и рассыпчатой при обработке. Свойства углеродистых сталей• Низкоуглеродистая сталь также называется мягкой сталью и имеет самый широкий выбор форм, от плоских листов до конструкционных балок. • Среднеуглеродистая сталь прочнее низкоуглеродистой и сложнее формовать, сваривать и резать. Его часто закаляют и отпускают термической обработкой. • Высокоуглеродистая сталь также называется углеродистой инструментальной сталью, и ее очень трудно резать, гнуть и сваривать. При термической обработке он становится очень твердым и чрезвычайно хрупким. Применение для углеродистых сталей Низкоуглеродистая сталь обычно изготавливается из плоских листов и полос, используемых в судостроении, производстве проволоки, кузовов транспортных средств и бытовых приборов. Среднеуглеродистая сталь намного легче обрабатывается, а добавление небольшого количества кремния и марганца улучшает качество. Также называемая мягкой сталью, она обычно используется в конструкции зданий и мостов, осей, шестерен, валов, рельсов, трубопроводов и муфт, автомобилей, холодильников и стиральных машин. Высокоуглеродистая сталь имеет гораздо лучшую прочность на растяжение, используется для изготовления режущих инструментов, лезвий, пуансонов, штампов, пружин и высокопрочной проволоки. Сверхвысокоуглеродистая сталь хрупкая и очень твердая, не поддается холодной обработке. Он используется для изготовления чрезвычайно твердых компонентов, таких как лезвия, режущие инструменты и крупные детали машин, радиаторы горячей воды, промышленное литье и металлические фонарные столбы. Купите углеродистую сталь по выгодным ценам, свяжитесь с Metalex сейчас. Пожалуйста, заполните форму запроса, расположенную на этой странице, позвоните по телефону +44 (0) 330 223 2653 или напишите нам, чтобы узнать, как Metalex может поставлять вам металлопродукцию премиум-класса и профессиональные услуги по металлообработке. ПОСЛЕДНИЕ ИЗ БЛОГА В чем разница между углеродистой и нержавеющей сталью? Сталь, термин, который на самом деле описывает целое семейство металлических сплавов, является универсальным и распространенным типом металла с широким спектром применения и использования. Существует много марок, но большинство типов стали делятся на две широкие категории: углеродистые стали и нержавеющие стали. Хотя они имеют одинаковый базовый состав железа и углерода, типы стали, как правило, содержат различные легирующие элементы. Углеродистая сталь, как правило, имеет содержание хрома менее 10,5%, но сталь должна содержать не менее 10,5% хрома, чтобы считаться нержавеющей. Нержавеющая стальНержавеющая сталь относится к типу стали, которая определяется добавлением хрома и некоторых других легирующих элементов, таких как никель. Иногда ее называют нержавеющей сталью, поскольку она предназначена для защиты от окисления и поэтому является «неокисляемой». При воздействии кислорода железо окисляется, вызывая ржавчину, однако хром может подвергаться воздействию кислорода, не подвергаясь этому процессу. Поэтому нержавеющая сталь покрывается защитным слоем хрома, чтобы создать барьер между кислородом окружающей среды и железом, содержащимся в металле. Это позволяет ему противостоять коррозии или ржавчине и делает его «нержавеющим». Типы нержавеющей сталиРазличное содержание хрома в нержавеющей стали придает ей разные свойства, при более низком содержании хрома обычно получается более дешевая, но менее прочная сталь. Существуют различные типы нержавеющей стали, в том числе:
Преимущества
Недостатки
Области применения Нержавеющая сталь имеет широкий спектр применения и промышленного применения в зависимости от типа используемой стали. Прочность, стойкость и гибкость некоторых нержавеющих сталей делают их широко используемыми в архитектуре, чему способствуют их эстетические характеристики и привлекательная отделка. Например, нержавеющая сталь часто используется в терминале Eurostar в Лондоне и на мосту Helix в Сингапуре. Одним из наиболее распространенных повседневных применений нержавеющей стали является производство продуктов питания и общественного питания, где из нее изготавливают посуду, столовые приборы, кухонные принадлежности и бытовую технику. Углеродистая стальУглеродистая сталь, с другой стороны, имеет гораздо более низкий уровень хрома и вместо этого представляет собой углеродисто-железный сплав с несколькими другими материалами, если таковые имеются, как часть его состава. В результате ее можно отнести к «низколегированной» стали. И нержавеющая сталь, и углеродистая сталь имеют этот базовый состав, но углеродистую сталь можно определить по содержанию углерода. Обычно это около 2-2,5%, однако это часто варьируется. Хотя углеродистая сталь подвержена ржавчине, в отличие от нержавеющей стали, она часто дешевле и имеет свои собственные различные механические свойства в зависимости от содержания углерода. Низкоуглеродистые стали слабее и мягче, но легко поддаются механической обработке и сварке; в то время как высокоуглеродистая сталь прочнее, но значительно сложнее в обработке. Типы углеродистой сталиОпределяющим элементом любого сплава углеродистой стали является содержание углерода, поэтому различные типы углеродистой стали упорядочиваются и классифицируются.
Преимущества
Недостатки
Области применения Различные типы углеродистой стали применимы в самых разных отраслях и секторах. Можно ли сваривать нержавеющую сталь с углеродистой сталью? Хотя технически возможно сварить вместе эти разные типы металлов, общепринятое мнение состоит в том, что делать это нецелесообразно. Сварка углеродистой и нержавеющей стали обычно не выполняется, поскольку они имеют разные уровни электропроводности. Углеродистая сталь обычно предварительно нагревается во время контактной сварки, потому что она более электропроводна и не нагревается так быстро, как нержавеющая сталь. Поэтому достичь нужной температуры сварки часто бывает чрезвычайно сложно. Штамповочный гидравлический пресс: описание с техническими характеристиками гидравлические штамповочные пресса hidroliksan. ИнтервеспШтамповочные прессы в России — Биржа оборудования ProСтанки
Вы можете очень быстро сравнить цены штамповочного пресса и подобрать оптимальные варианты из более чем 17377 предложений Реклама Листогибочный гидравлический пресс HPB-K 30/1600 Механическая синхронизация цилиндров Подробное описание и цена >>> Реклама Гидравлический листогибочный пресс HPB-K 80/3200 Механическая синхронизация цилиндров Подробное описание и цена >>> Реклама Пресс гидравлический гибочный HPB-K 100/2500 Механическая синхронизация цилиндров Подробное описание и цена >>> Координатно-пробивной штамповочный пресс Finn-Power F5 Состояние: Б/У Год выпуска: 2000 Производитель: Finn Power Координатно-пробивной штамповочный пресс Finn-Power F5с системой управления ЧПУ SIEMENS. 08.04.2019 Санкт-Петербург (Россия) 3 800 000 Гидравлический штамповочный пресс 650 т Состояние: Новый Предлагаем гидравлический штамповочный пресс со следующими характеристиками:Номинальное усилие — 6500 тМакс. рабочее давление — 25 мПаХод главного цилиндра — 6500 кНМакс. ход поршня — 800 ммМакс…. 13.01.2022 Москва (Россия) 236 158 кузнечно-прессовое оборудование отечественного к8340, кб8344, к8544 Состояние: Б/У Производитель: Россия Купим кузнечно-прессовое оборудование отечественного и импортного производства, такое как горяче-штамповочные пресса усилием от 1000тн, модели К8540, К8042 производства Воронеж Тяжмехпрес;. 25.05.2016 Санкт-Петербург (Россия) 1 200 000 Координатно-пробивной пресс MURATEC Magnum M5000 Состояние: Новый Производитель: Murata (Япония) Усилие пробивки 45 тонн. M5000 является символом новаторского и многолетнего технологического совершенства MURATEC с высокой надежностью при проектировании и производстве штамповочных прессов с… 30.07.2020 Москва (Россия) Оборудование для изготовления профнастила С18 волна Состояние: Новый В наличии Состав оборудования:Разматыватель(механический или автоматический -по желанию Заказчика)плита введения металластан профилегибочныйУстройство штамповочное (пресс)отрезное устройство… 22.01.2020 Бийск (Россия) Радиально-поршневой насос Bieri BRK11 700BAR Состояние: Новый Производитель: Bieri (Швейцария) В наличии Продам Сверхэффективный насос швейцарской фирмы фирмы Bieri, модель brk-11-3. 06.10.2020 Пенза (Россия) 19 550 Станок продольной и ручной поперчной резки металла модель 1300А,Китай Состояние: Новый Китайская компания ООО“Цзинь Бинь” занимается поставкой станков для профнастила и металлочерепицы уже много лет. У нас качественная продукция и хорошее обслуживание.Мы продаем много машин.Линия… 28.09.2020 Екатеринбург (Россия) 50 000 Оборудование для производства профнастила из Китая Состояние: Новый Производитель: ООО « Цзинь Бинь» (Китай) Чэндуская компания ООО « Цзинь Бинь» это компания с богатым опытом производства оборудования. 28.09.2020 Екатеринбург (Россия) 50 000 Оборудование для производства модульной металлочерепицы Dachpol Egeria Состояние: Новый Производитель: ООО « Цзинь Бинь» (Россия) Состав оборудования:Разматыватель консольный гидравлическийплита введения металластан профилегибочныйУстройство штамповочное (пресс)отрезное устройство (автоматическое)система автоматического… 02.08.2021 Екатеринбург (Россия) 60 000 Линию для производства фланцев воздуховода 200-2000 Состояние: Новый Производитель: Китай В наличии Характеристики: Станок для гибки круглых фланцев: Модель: CFAH-2000 Мощность гидравлического двигателя: 11 кВтПитание: 380 В/ 50 ГцСкорость подачи материала: <10 м/минДиаметр фланца: 200-2000. 24.11.2021 Москва (Россия) 53 671 Линию для производства штукатурного сетчатого профиля FX-20 Состояние: Новый Производитель: Китай Характеристики линии:Общая мощность: 10,2 кВтПитание: 380 В / 50 ГцСкорость проката: 10-20 м/минТолщина материала: 0,3-0,5 ммГабаритные размеры: 15000 x 2000 x 1500 ммВес: 4000 кгХарактеристики… 27.01.2022 Москва (Россия) Линию для производства DIN-рейки Состояние: Новый Производитель: Китай Характеристики линии:Мощность: 6 кВтПитание: 380 В / 50 ГцСкорость проката: < 13 м/минМатериал: Оцинкованная стальТолщина материала: < 1 ммТребование к помещению: 9000 x 1000 x 1000 ммОбщий… 02. Москва (Россия) Листогиб И-1232 (бульдозер) Состояние: Б/У Год выпуска: 1986 Предприятие реализует пресс гибочный И-1232 (горизонтальный гибочно-штамповочный пресс).По всем интересующим Вас вопросам — обращайтесь по телефону! 21.10.2022 Ростов-на-Дону (Россия) Пресс гибочно-штамповочный горизонтальный (бульдозер) И1230 Состояние: Б/У Пресс гибочно-штамповочный горизонтальный (бульдозер) И1230 Предназначен для гибки деталей с обжатием (правкой) в простых или многоручьевых штампах из различных профилей в холодном или горячем… 29.08.2013 Курск (Россия) 450 000 Пресса штамповочные КД 2328К и КД2128К Состояние: Б/У Год выпуска: 1992 ПАО «Таганрогский металлургический завод» продает станки и оборудование б/у в том числе и пресса штамповочные КД 2328К и КД2128К 1992г. 12.04.2017 Таганрог (Россия) пресс П3845А калибровочно-штамповочный усилием 3150 тс Состояние: Б/У Год выпуска: 1980 куплю пресс пресс П3845А калибровочно-штамповочный усилием 3150 тс Б/У.прошу фото и цену 01.11.2022 Москва (Россия) штамповочную линию на пресса АВ6228 и ВРА90 Состояние: Б/У Год выпуска: 2020 Производитель: Таганрог (Россия) продам штамповочную линию на пресса АВ6228 и ВРА 90 проверка в работе 21.07.2020 Старый Оскол (Россия) 100 Пресс штамповочно-пробивной MWM-1000/10001 Состояние: Новый Производитель: BMA (Россия) Штамповочно-пробивной пресс MWM-1000/10001 разработан и произведен на производстве BMA. 08.04.2021 Екатеринбург (Россия) пресс горяче-штамповочный Состояние: Б/У Год выпуска: 1967 Куплю пресс горяче-штамповочный усилием от 1000т, производства СССР или иностранного производства. 17.05.2022 Самара (Россия) Популярные категорииДа кстати, на портале ProСтанки выбор предложений по штамповочному прессу почти как на Авито и TIU Видео штамповочного прессаSAHINLER HPS 40 Пресс гидравлический штамповочный C-образныйПресс гидравлический штамповочный C-образный HPS 40 предназначен для штамповки и правки до формовки и протяжки.
Россия, Казахстан, Белоруссия, Узбекистан, Армения, Киргизия, Таджикистан — доставка в любой город и другие страны ЕАЭС и мира. Имя должно быть не менее :error символов. Не правильный E-mail. Название должно быть не менее :error символов. Обязательное поле Защита от спама reCAPTCHA Конфиденциальность и Условия использования Сообщение отправлено Пожалуйста, заполните форму правильно. Отправка… Капча недействительна. Повторите попытку позже.
Имя должно быть не менее :error символов. Не правильный E-mail. Название должно быть не менее :error символов. Обязательное поле Защита от спама reCAPTCHA Конфиденциальность и Условия использования Сообщение отправлено Пожалуйста, заполните форму правильно. Отправка… Капча недействительна. Повторите попытку позже. адрес для заявок: [email protected]
Задайте вопрос прямо сейчас: Извините, сервис временно недоступен. Некорректный номер. Ожидайте звонка на введенный номер. front/header.call_free_error Заказать обратный звонок мы перезвоним Вам в рабочее время Настоящее соглашение является официальным документом OOO «Новые Технологии», ОГРН 1131690023178, ИНН 1656069657 (далее – Администратор) и определяют порядок использования посетителями (далее — Посетитель) сайта Администратора и обработки информации, получаемой Администратором от Посетителя.
Штамповочные прессы для металла | Металлообрабатывающий прессГидравлические и сервомашины для высокоточной штамповки Металлоштамповочные прессы, также известные как металлообрабатывающие прессы или прессы для металлообработки, используют сопряженные наборы штампов для формирования, придания формы, маркировки и резки металла. Штамповка — это универсальный термин в области металлообработки, который охватывает такие области применения, как штамповка и вырубка, тиснение, перфорация, чеканка и чеканка и даже общее формование. Гидравлические прессы и прессы с линейным сервоприводом идеально подходят для штамповки металлов, поскольку они работают с полной нагрузкой на протяжении всего хода, а не только в нижней мертвой точке (НМТ). Такая гибкость формования особенно важна при штамповке высокопрочных металлических сплавов. Кроме того, такие технологии, как клапаны предварительного заполнения и короткий ход, могут использоваться на гидравлических прессах для обработки металлов давлением для увеличения скорости во время цикла. Точность и программируемость жизненно важны для создания наиболее эффективной операции штамповки и защиты ваших инструментов и оборудования от ненужного износа. Проблемы штамповочных прессов для металлаТри основные проблемы, связанные с прессами, используемыми для штамповки, — ударная нагрузка, точность и эффективность. Удар прорыва — это внезапное высвобождение силы в нижней части хода, когда матрица пробивает материал. Он часто характеризуется громким гулом и/или вибрацией и может вызвать чрезмерную нагрузку на пресс и инструменты. Технология Active Leveling Control компании Beckwood нейтрализует эффекты резкого удара и пружинения, продлевая срок службы инструмента и защищая раму пресса. Точность и эффективность часто являются распространенными проблемами, поскольку штамповка металла в основном выполняется на механических прессах, которые достигают полного тоннажа только в нижней точке хода (НМТ). Вот почему Beckwood предлагает прессы для обработки металлов давлением с сервоэлектрическим приводом. Сервоэлектрические прессы исключают коленчатый вал и маховик и используют электричество по требованию для создания усилия в любой точке хода. Альтернативы механическим штамповочным прессамХотя механические штамповочные прессы обеспечивают самые высокие скорости среди всех методов прессования, они несколько ограничены с точки зрения гибкости формования и склонны к двойному удару и залипанию в нижней мертвой точке (НМТ). Чтобы справиться с этими проблемами, Beckwood разработала новую линейку линейных сервопрессов, которые достигают полного тоннажа в любом месте на протяжении всего хода. Это устраняет BDC и обеспечивает непревзойденную гибкость формовки на скоростях производственного уровня. Узнайте больше о штамповочных прессах с линейным сервоприводом… Узнайте о горячем тиснении в этой статье Stamping Journal . Узнайте больше о преимуществах сервопрессов
Устройство гидравлического пресса Изучение технологии гидравлического пресса и анатомии пресса, а также его преимуществ, ограничений, конструкции, типов рам, сроков, советов по выбору, вариантов автоматизации и лучших применений может принести максимальную пользу от пресса. Прессы всех типов — механические, пневматические, сервоприводные и гидравлические — имеют свое место и обладают уникальными преимуществами. Однако за последние 50 лет гидравлические прессы стали более полезными. Современные гидравлические прессы быстрее и надежнее, чем когда-либо, а технология претерпела значительные изменения и усовершенствования. Улучшения в уплотнениях, насосах, шлангах и муфтах почти устранили утечки и свели к минимуму техническое обслуживание. Изучение технологии гидравлического пресса и устройства пресса, а также его преимуществ, ограничений, советов по выбору и вариантов автоматизации может принести наибольшую пользу от пресса. Анатомия гидравлического пресса, типыСтруктура пресса. Основные компоненты и особенности конструкции гидравлического пресса: 1. Цилиндр. Цилиндр в сборе состоит из цилиндра, поршня, плунжера, набивки и уплотнений. Диаметр поршня и давление масла определяют усилие (тоннаж), которое может создать пресс. 2. Рамка. Рама является основной конструкцией пресса, содержащей цилиндры и рабочие поверхности. 3. Контроль хода. Длина хода может быть установлена для любого расстояния в пределах хода цилиндра в управлении ходом. Регулировки включают верхнюю часть хода, точку предварительного замедления и нижнюю часть хода. 4. Зазор горловины. Расстояние от вертикальной осевой линии домкрата до элемента рамы за станиной называется зазором горловины. Это расстояние определяет максимальный размер детали, которая может быть расположена так, чтобы центральная линия детали находилась под центром плунжера. 5. Дневной свет. Это вертикальный зазор от верха надрессорной балки до нижней части домкрата в его максимально поднятом положении. Этот термин иногда путают с термином «высота закрытия механического пресса». Высота закрытия — это зазор над станиной при полностью опущенном плунжере. Исследование анатомии гидравлического пресса: 1) цилиндр, 2) рама, 3) управление ходом, 4) зазор в горловине, 5) дневной свет, 6) станина, 7) валик, 8) управление двумя ладонными кнопками и 9) рабочая высота — позволяет понять его форму и функции. Это С-образный пресс. 6. Кровать. Станина — это плоская стационарная обработанная поверхность, которая поддерживает валик и штампы. 7. Больстер. Это пластина или конструкция, установленная на станине, к которой крепится инструмент. Большинство гидравлических прессов сконструированы таким образом, что валик является съемным. 8. Управление двумя кнопками на ладони. Это распространенный метод приведения в действие гидравлических прессов. Обе кнопки должны быть нажаты одновременно, чтобы опустить плунжер, что требует от оператора использования обеих рук. 9. Рабочая высота. Расстояние от пола до верха валика является рабочей высотой. Тип рамы. Многие из этих типов гидравлических рам аналогичны рамам механических прессов:
Гидравлические прессы могут быть изготовлены с большей площадью стола и станинами или с меньшими станинами, чем стандартные. Этот 900-тонный четырехстоечный гидравлический пресс двойного действия оснащен главным ползунком с 700-тонным амортизирующим ползунком и 60-дюймовым прессом. на 60 дюймов. кровать.
Общие термины, функции для прессыЗнакомство с этими терминами улучшит ваше понимание гидравлического пресса:
Этот пресс с прямой стороной имеет направляющую стрелу для противодействия эффектам нецентральной нагрузки.
Преимущества гидравлического пресса
Кроме того, программируемые логические контроллеры (ПЛК) и другие электронные элементы управления повысили скорость и гибкость гидравлического пресса.
Встроенная защита от перегрузки распространяется и на инструменты. Если они сконструированы таким образом, чтобы выдерживать определенную нагрузку, нет опасности повредить их из-за перегрузки. Размеры инструментов могут быть рассчитаны на то, чтобы выдерживать нагрузку конкретной работы, а не конкретного пресса. Давление пресса может быть установлено в соответствии с работой. Отсутствие ударов, ударов и вибрации способствует увеличению срока службы инструмента.
Эта передаточная линия с тремя станциями для вытягивания, перетягивания и штамповки была построена для автомобильной компании.
Ограничения гидравлического пресса
Какой тип гидравлического пресса лучше всего подходит для моего применения? Прессы с открытым зазором обеспечивают легкий доступ с трех сторон. Этот специализированный сложный гидравлический пресс глубокой вытяжки с двумя подвижными плитами был интегрирован с двумя 6-осевыми роботами, которые не только загружают и разгружают, но и побуждают пресс выполнять несколько операций — вытягивание, несколько повторных вытяжек и глажение. эксплуатация — требуется для производства мощного баллона высокого давления. Чтобы извлечь только что вытянутую деталь из пресса, робот FANUC перемещается между двойными плитами и, находясь в нужном положении, дает указание прессу, когда и с какой скоростью извлекать деталь. После определения основ следующим вопросом является выбор опций.
Обратите внимание, что гидравлический контур пресса определяется в основном его применением. В приложениях с длинным ходом, таких как глубокая вытяжка, типична схема с двумя насосами с регенерацией. Это позволяет прессующему поршню быстро двигаться вниз к работе и обратно, обеспечивая при этом плавную скорость вытягивания. Однако при штамповке на гидравлическом прессе лучше свести к минимуму количество клапанов, используемых во время, как правило, очень короткого хода. В большинстве прессов, используемых для штамповки, используется только один гидравлический насос из-за необходимого короткого хода. Эта настройка позволяет меньше «перемещать клапан», что сокращает время цикла для полного хода и позволяет выполнять гораздо больше ходов в минуту. Качество может сильно различаться от пресса к прессу. Некоторые легкие прессы способны мгновенно «шлепать» работу и реверсировать, а есть мощные машины, предназначенные для металлообработки общего назначения. Для сравнения одной машины с другой можно использовать несколько конструктивных пунктов: Рама: Обратите внимание на конструкцию рамы — жесткость, толщину надрессорной балки, грузоподъемность и другие факторы. Цилиндр: какого диаметра? Как он устроен? Кто делает это? Насколько он исправен? Максимальное давление в системе: при каком давлении пресс развивает полную грузоподъемность? Наиболее распространенный диапазон для промышленных прессов составляет от 1000 до 3000 фунтов на квадратный дюйм. Скорость: Определите скорость, которую предлагает каждый гидравлический пресс. Проектирование пресса: советы по выборуТоннаж пресса. Тоннаж, необходимый для выполнения работы, и формулы для его определения одинаковы для гидравлических прессов и механических прессов. Инструменты обычно взаимозаменяемы. Могут быть определенные приложения, такие как глубокая вытяжка, в которых характеристика полного рабочего хода гидравлического пресса снижает тоннаж, но нет известных примеров гидравлического пресса, требующего большего тоннажа. Пресс типа «воздух-над-маслом» подходит для применений, требующих приложения усилия к заготовке в течение длительного периода времени. Выбор тоннажа прессы в типичных печатных цехах часто не более чем догадки. Например, если успешно выполняется работа на 100-тонном механическом прессе, тоннаж, как правило, остается неизменным в течение всего срока службы. Работа, возможно, никогда не пробовалась на 75 или 50 тонн. Однако с помощью гидравлического пресса вы можете быстро и легко регулировать тоннаж, настраивая пресс точно на правильный тоннаж для каждой конкретной работы. Как пресса влияет на работу. В большинстве случаев влияние хода одинаково как на гидравлические, так и на механические прессы. Тем не менее, отбойные молотки и некоторые механические прессы, по-видимому, лучше справляются с мягкими ювелирными изделиями и ударными работами. Действие чеканки кажется более резким, если есть удар. Однако при глубокой вытяжке полный рабочий ход гидравлического пресса дает значительно лучшие результаты. Вопросы автоматизации Существует множество способов и причин для автоматизации гидравлического пресса, от простых до очень сложных. Автоматизация может быть интегрирована во время первоначальной установки пресса или может быть добавлена к существующей установке пресса. Для последних большая часть времени автоматизация добавляется не потому, что пресс работает медленно, а в результате многих других факторов, некоторые из которых неожиданны: вверх.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
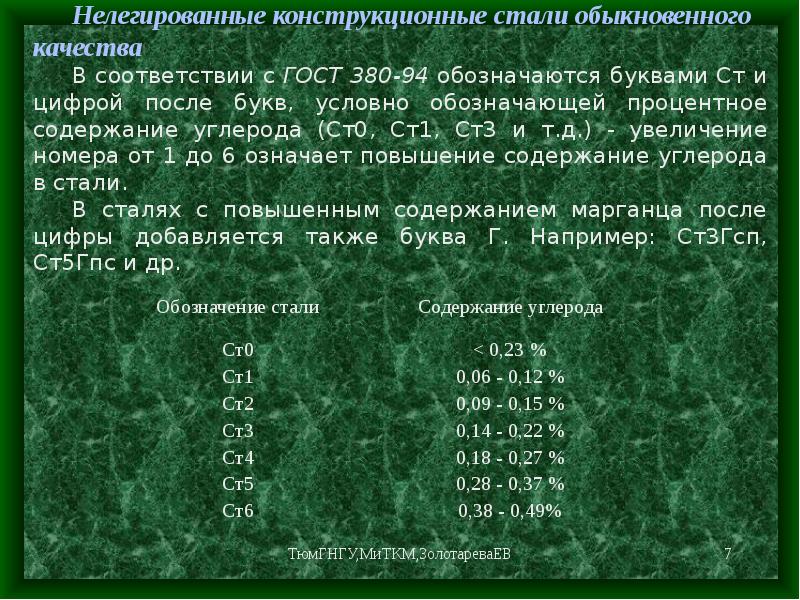 ).
). 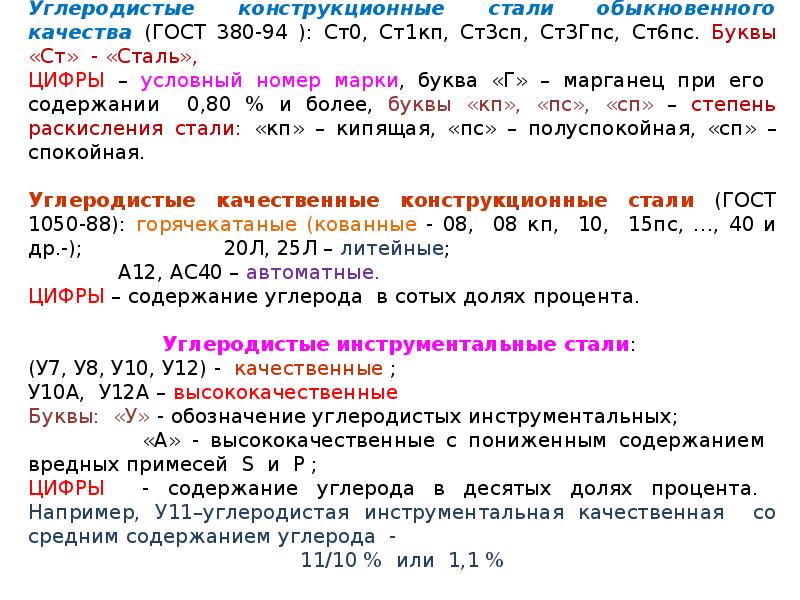 Например, Х – хром, С – кремний, К – кобальт, В – вольфрам, Д – медь, Ч – включение редкоземельных металлов и т. д.
Например, Х – хром, С – кремний, К – кобальт, В – вольфрам, Д – медь, Ч – включение редкоземельных металлов и т. д.

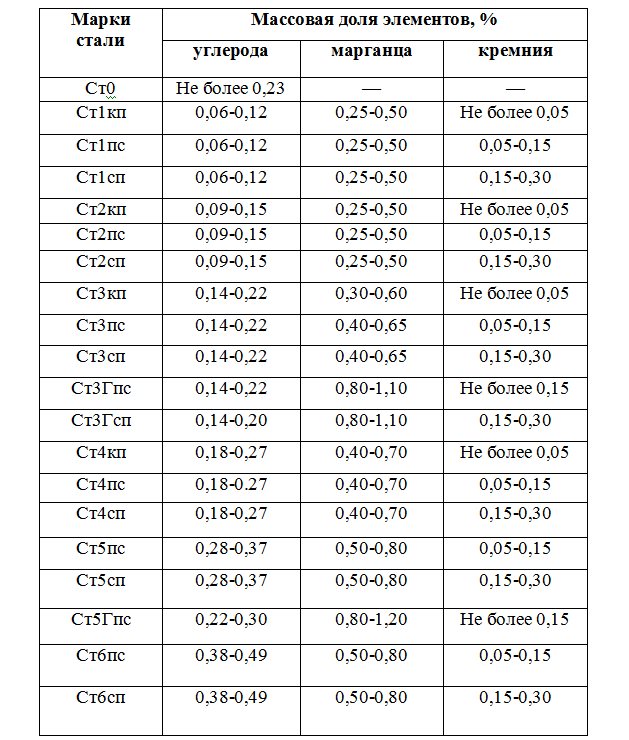
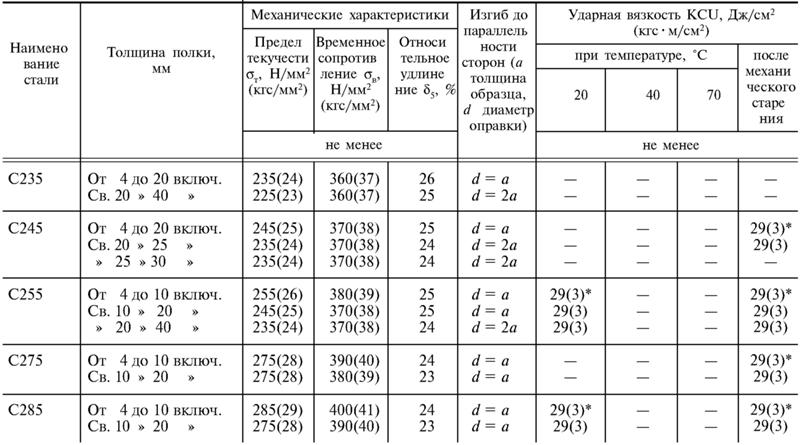


 Стали этой группы делятся на:
Стали этой группы делятся на: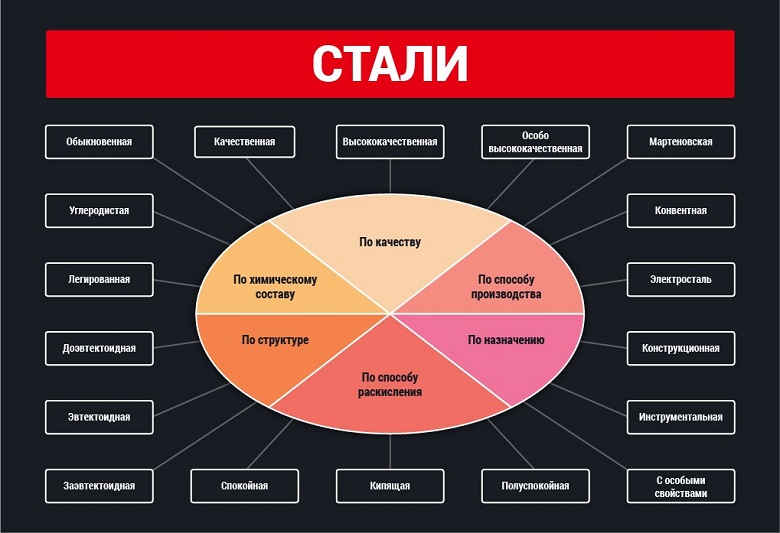 Основное применение сталей этой группы – изготовление разнообразных инструментов повышенной эксплуатационной стойкости.
Основное применение сталей этой группы – изготовление разнообразных инструментов повышенной эксплуатационной стойкости.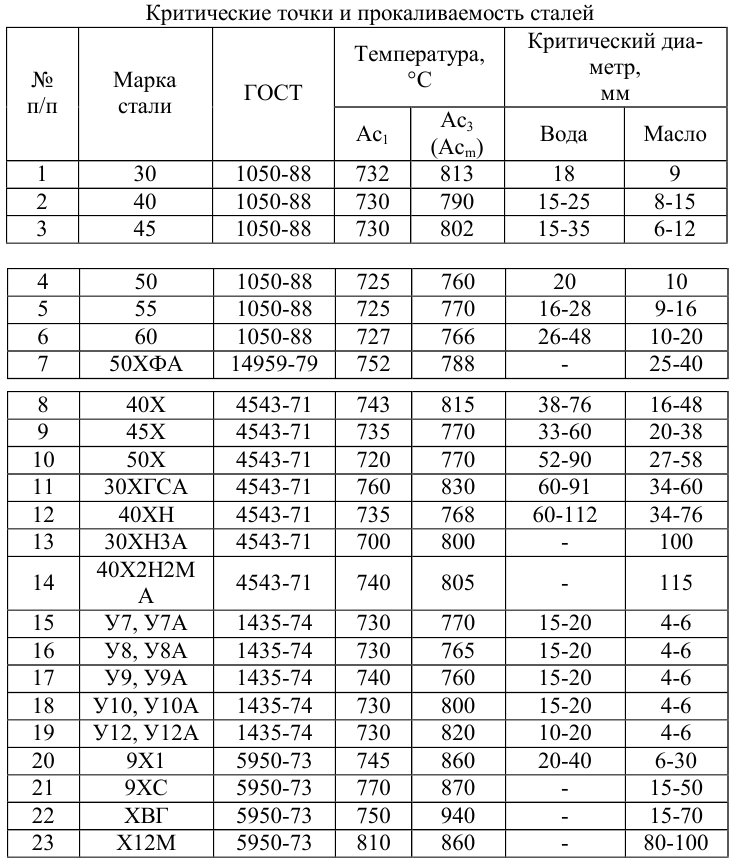 отличаются высокой прочностью при высоких температурах эксплуатации. Эти свойства делают их актуальными для изготовления деталей авиационных газовых турбин, судовых газотурбинных установок, газовых турбин в узлах систем перекачки нефти и нефтепродуктов, в нагревательных металлургических печах, др.
отличаются высокой прочностью при высоких температурах эксплуатации. Эти свойства делают их актуальными для изготовления деталей авиационных газовых турбин, судовых газотурбинных установок, газовых турбин в узлах систем перекачки нефти и нефтепродуктов, в нагревательных металлургических печах, др. Пример маркировки – Р9, Р18, Р12. Марки нержавеющих сталей отличаются более сложной кодировкой, например, 10Х13Н17М3Т. Тут указано, что в составе имеется хром, никель, молибден, титан, а цифры – это их процентное содержание в сплаве.
Пример маркировки – Р9, Р18, Р12. Марки нержавеющих сталей отличаются более сложной кодировкой, например, 10Х13Н17М3Т. Тут указано, что в составе имеется хром, никель, молибден, титан, а цифры – это их процентное содержание в сплаве. 1
1 1
1 3пс
3пс 8159
8159 7033
7033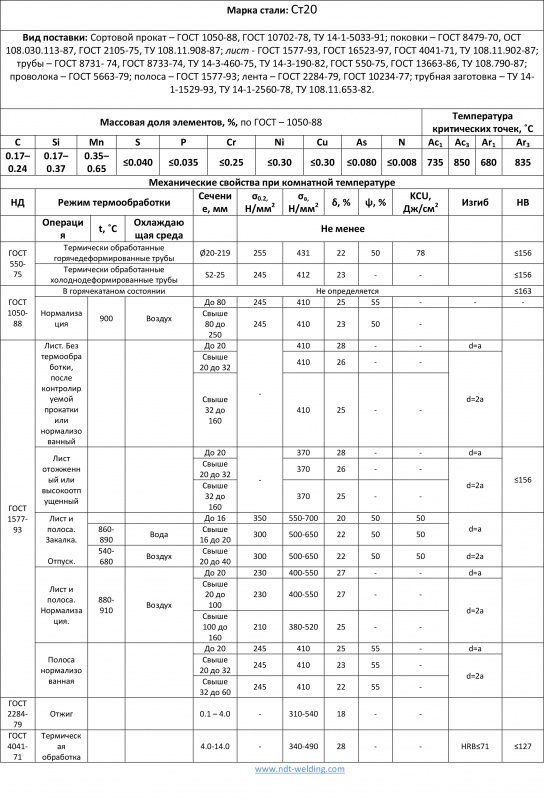 5752
5752 Маркировка импортных конструкционных легированных сталей
Маркировка импортных конструкционных легированных сталей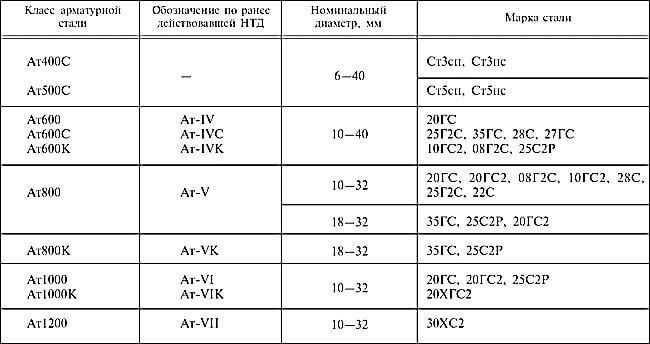 6580
6580 1кп
1кп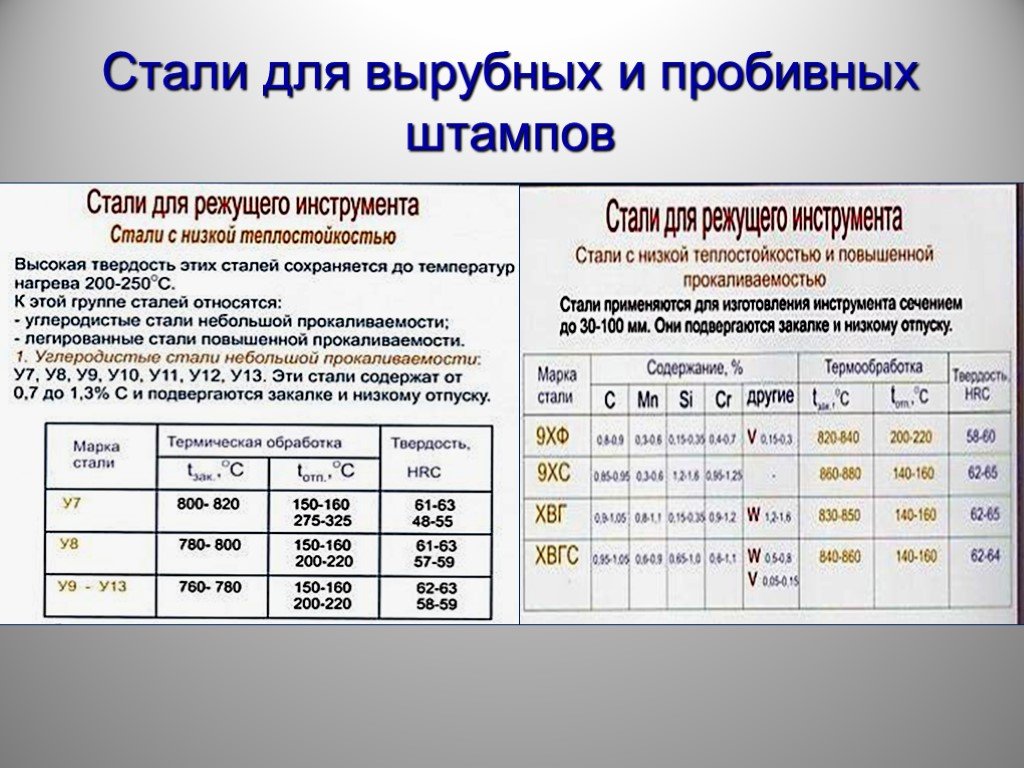 5сп
5сп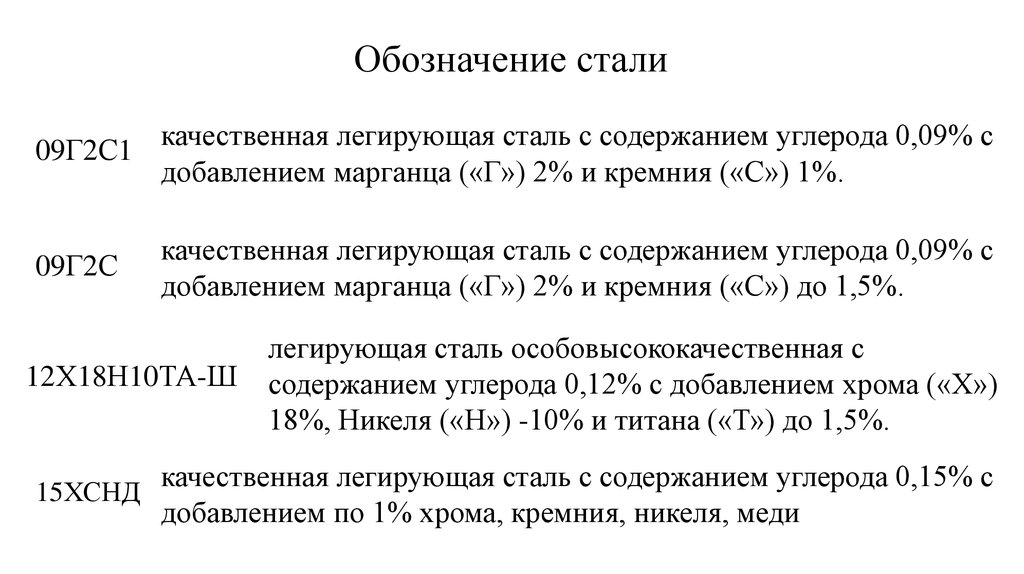 1
1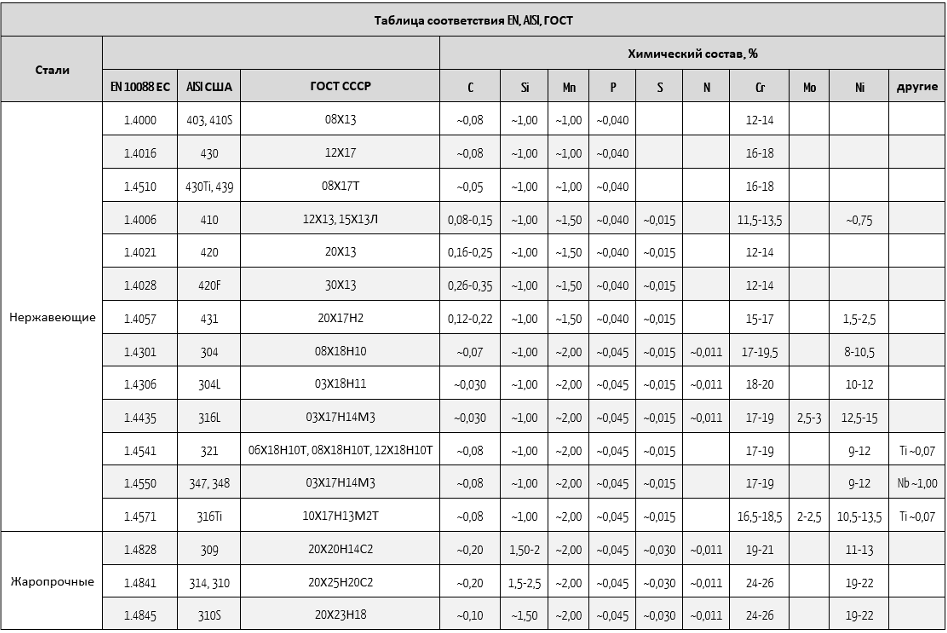 2380
2380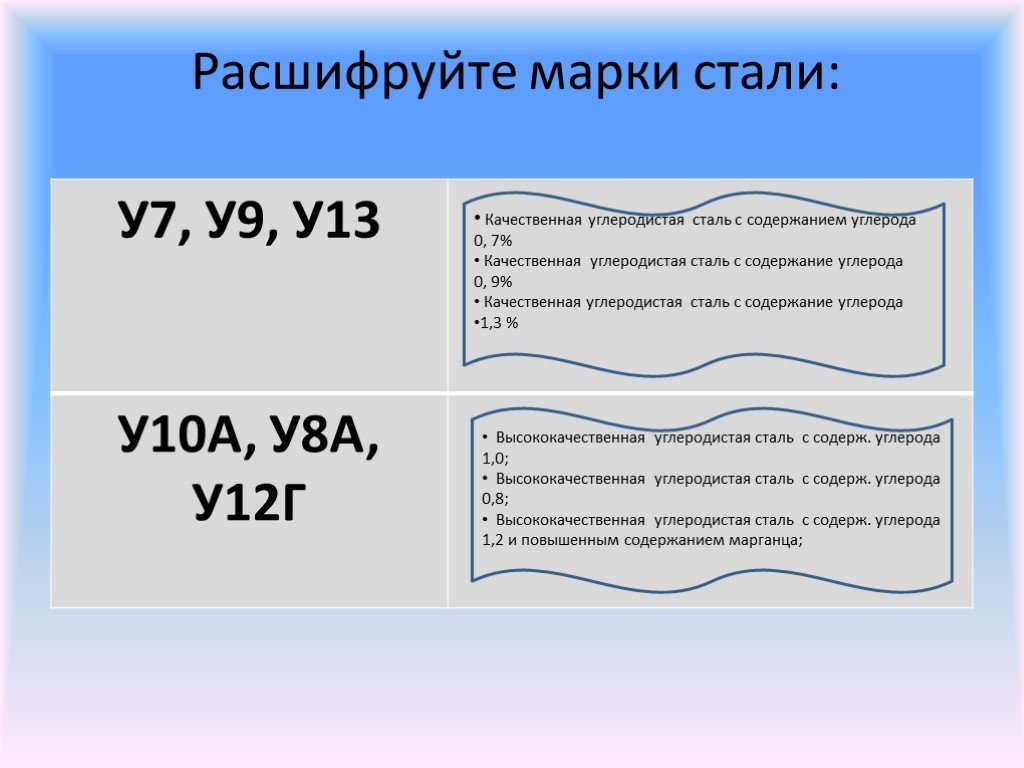 2343
2343 5027
5027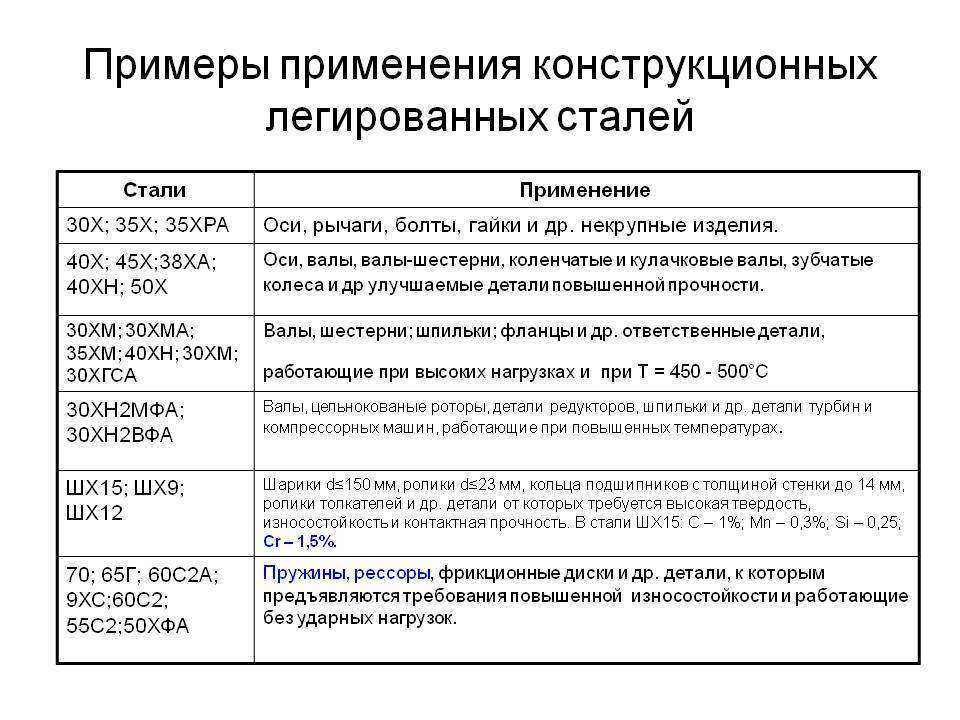 3355
3355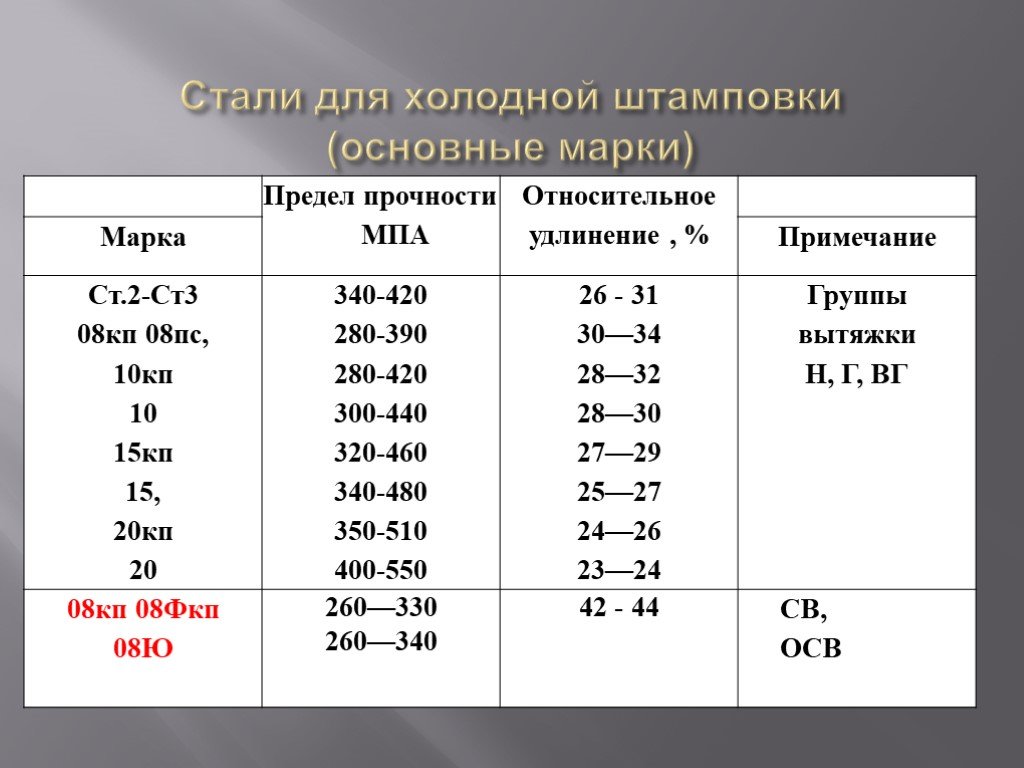 3247
3247 4512
4512 7362
7362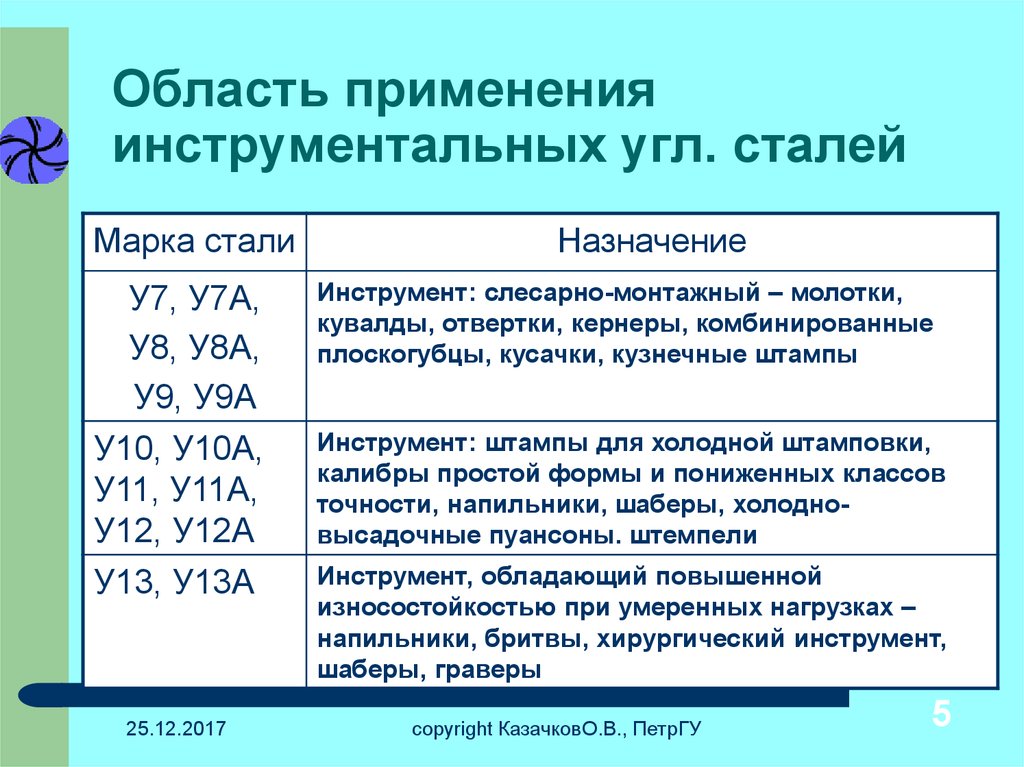 4521
4521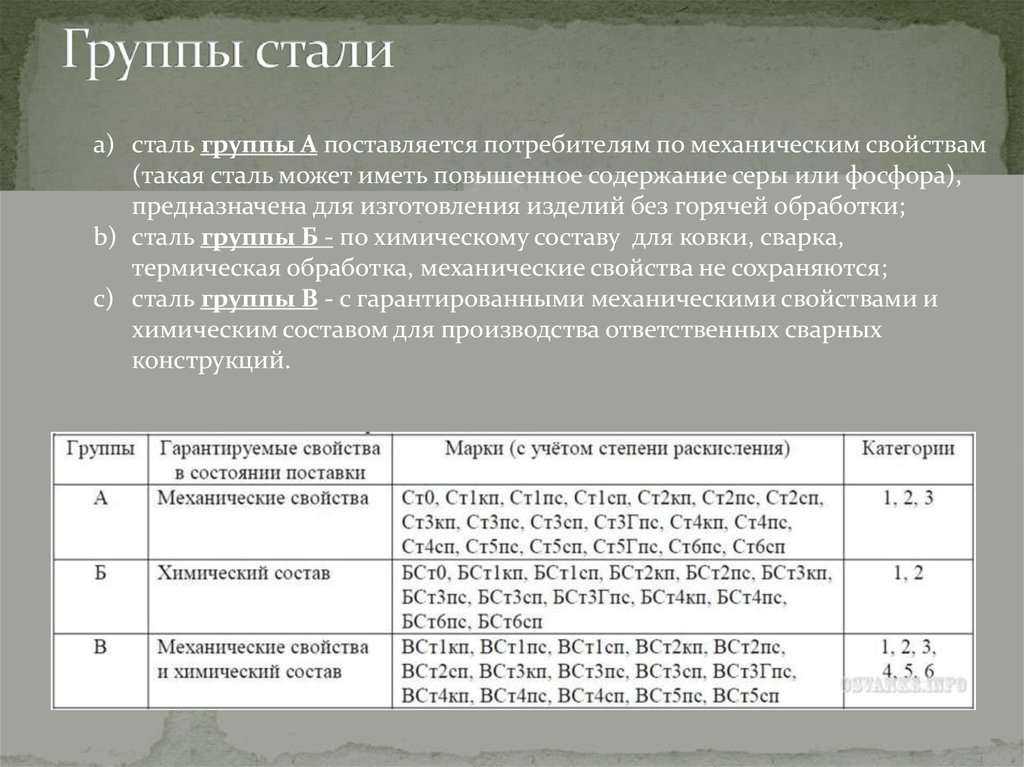 4449
4449 4113
4113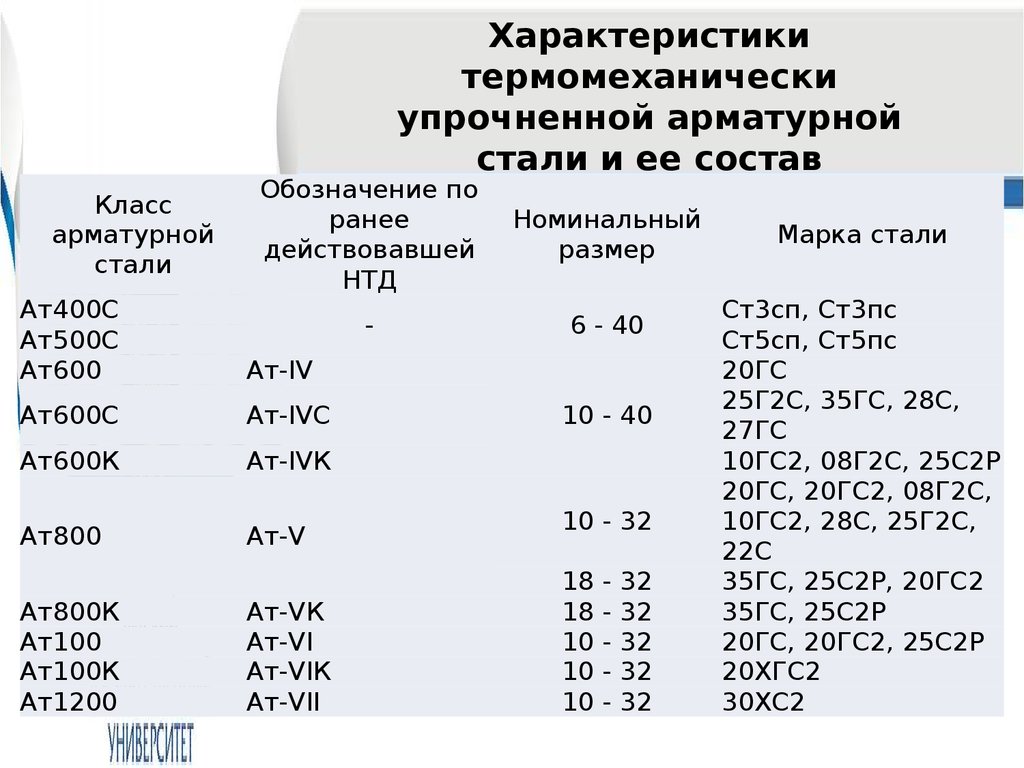 7380
7380
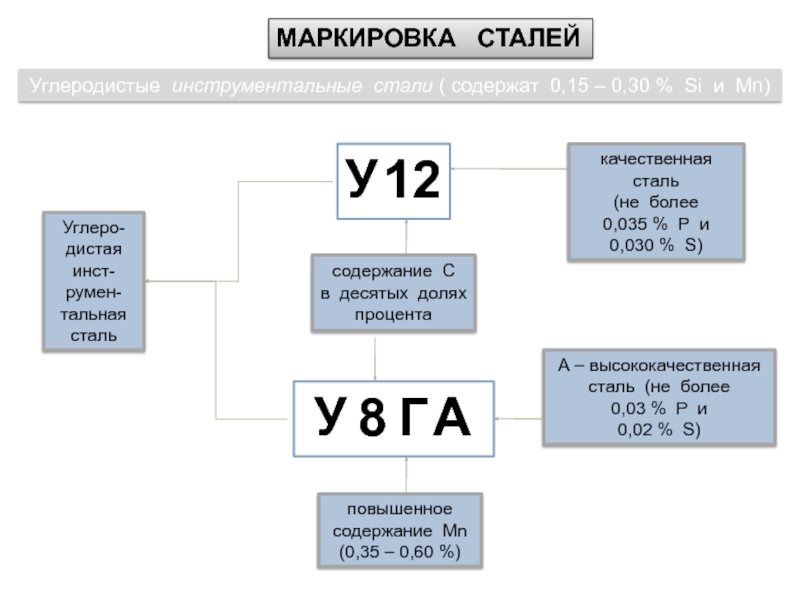
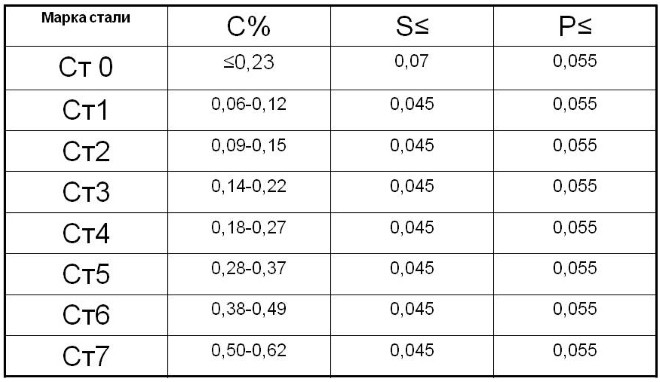
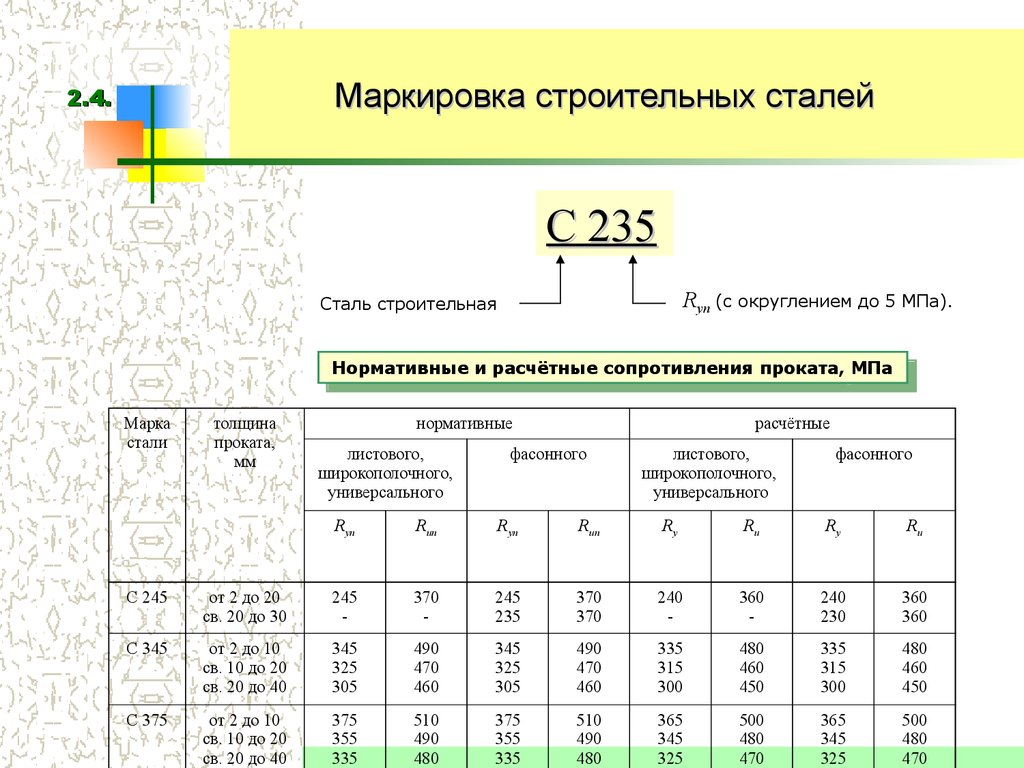
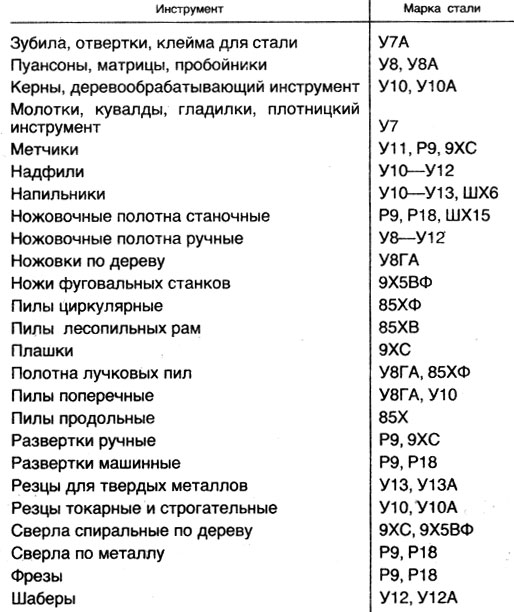 Однако это в основном зависит от используемой термической обработки и химического состава материала.
Однако это в основном зависит от используемой термической обработки и химического состава материала.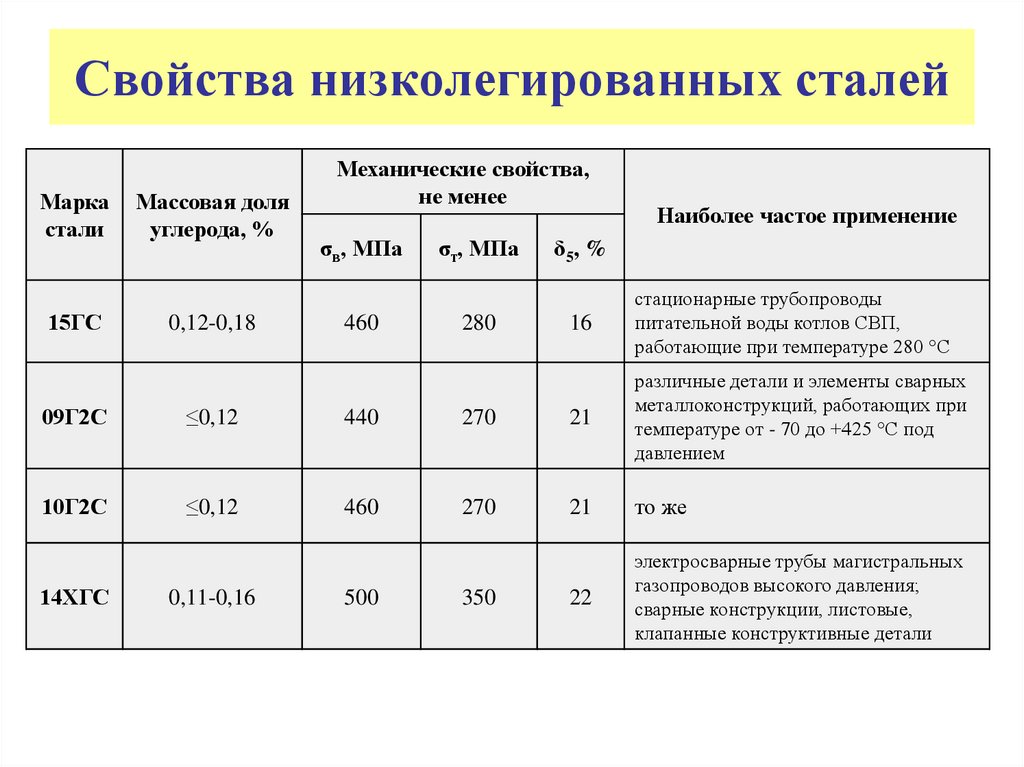 Некоторые марки стали содержат суффиксы, указывающие на модификации в составе, например тип 303Se, указывающие на добавление селена в состав. Составы и обозначения AISI действуют как первичные стандарты для широкого круга отраслей промышленности [5].
Некоторые марки стали содержат суффиксы, указывающие на модификации в составе, например тип 303Se, указывающие на добавление селена в состав. Составы и обозначения AISI действуют как первичные стандарты для широкого круга отраслей промышленности [5].
 Он также содержит стандарты методов испытаний, а также минимальные и общепринятые значения различных физических и механических свойств [5]. Примеры включают ASTM 36 и ASTM A53.
Он также содержит стандарты методов испытаний, а также минимальные и общепринятые значения различных физических и механических свойств [5]. Примеры включают ASTM 36 и ASTM A53. , из: https://www.reliance-foundry.com/blog/steel-grades
, из: https://www.reliance-foundry.com/blog/steel-grades Существует множество различных типов стали, и, несомненно, вы задавались вопросом, какая сталь самая лучшая. Этот ресурс должен помочь вам понять, какие типы стали следует использовать для каких целей, и, надеюсь, поможет вам принять более взвешенное решение о том, какую сталь использовать.
Существует множество различных типов стали, и, несомненно, вы задавались вопросом, какая сталь самая лучшая. Этот ресурс должен помочь вам понять, какие типы стали следует использовать для каких целей, и, надеюсь, поможет вам принять более взвешенное решение о том, какую сталь использовать. К сожалению, клинок не может быть одновременно тверже и жестче; увеличивая прочность, вы делаете лезвие менее твердым, и наоборот. Поскольку не все из нас имеют базовую подготовку материаловеда, вот несколько ключевых различий в типах стали, которые помогут вам решить, какой тип лезвия лучше всего подходит для вас.
К сожалению, клинок не может быть одновременно тверже и жестче; увеличивая прочность, вы делаете лезвие менее твердым, и наоборот. Поскольку не все из нас имеют базовую подготовку материаловеда, вот несколько ключевых различий в типах стали, которые помогут вам решить, какой тип лезвия лучше всего подходит для вас.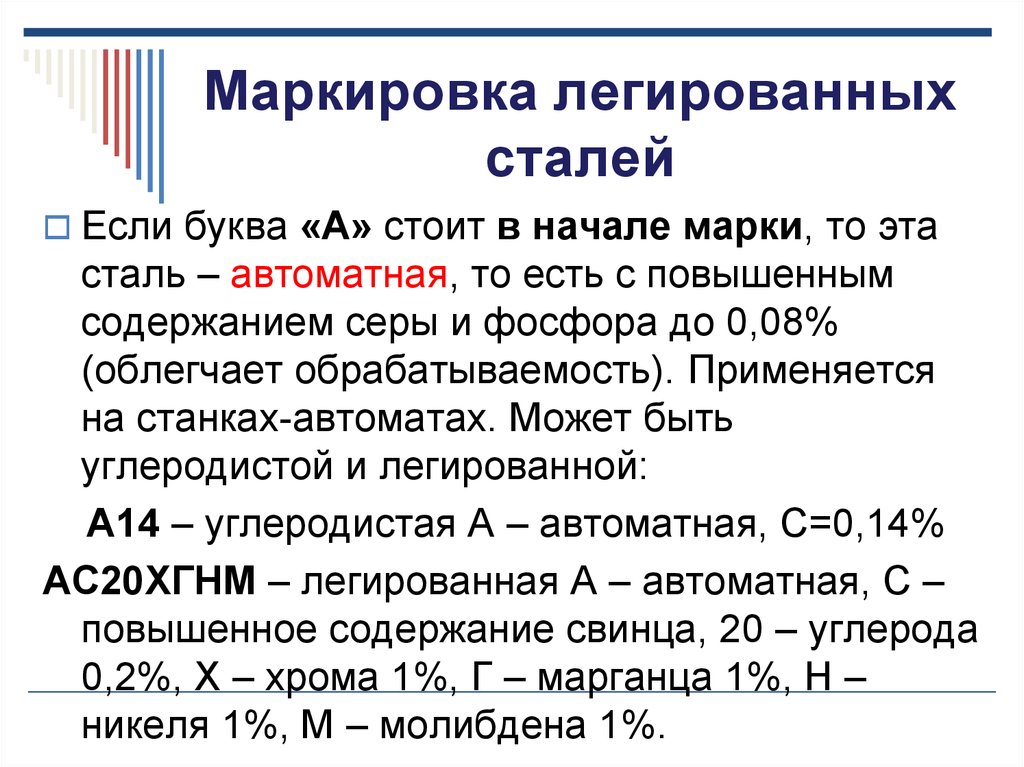 Хром также увеличивает прочность ножа, но добавление хрома в больших количествах снижает прочность.
Хром также увеличивает прочность ножа, но добавление хрома в больших количествах снижает прочность.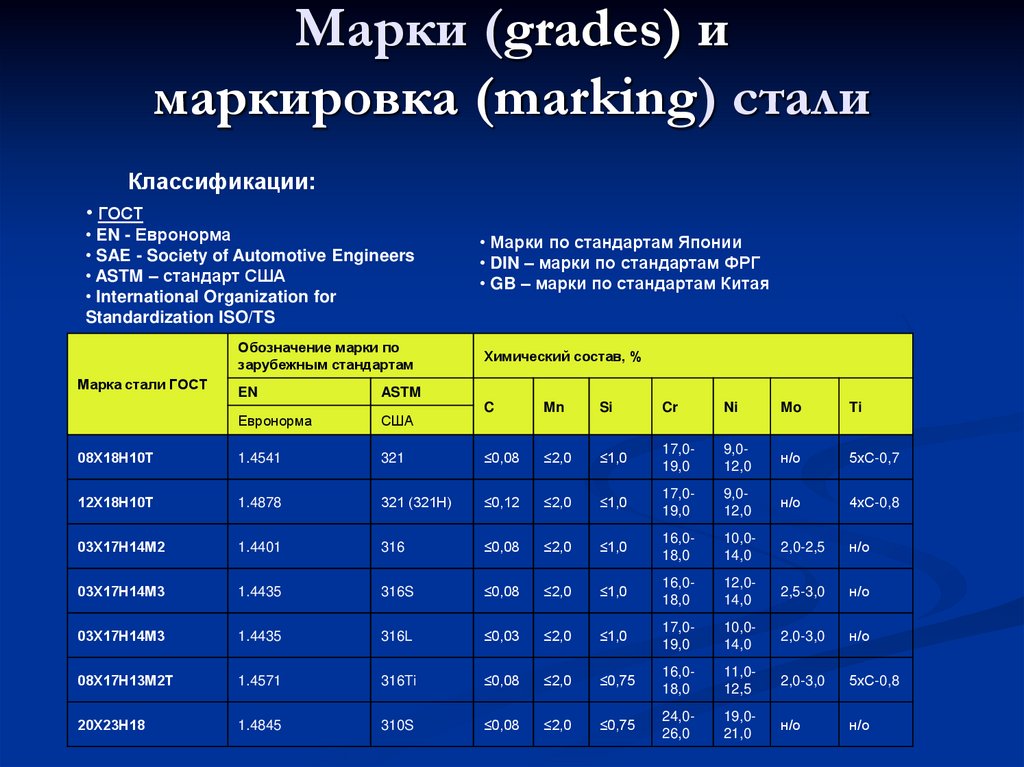
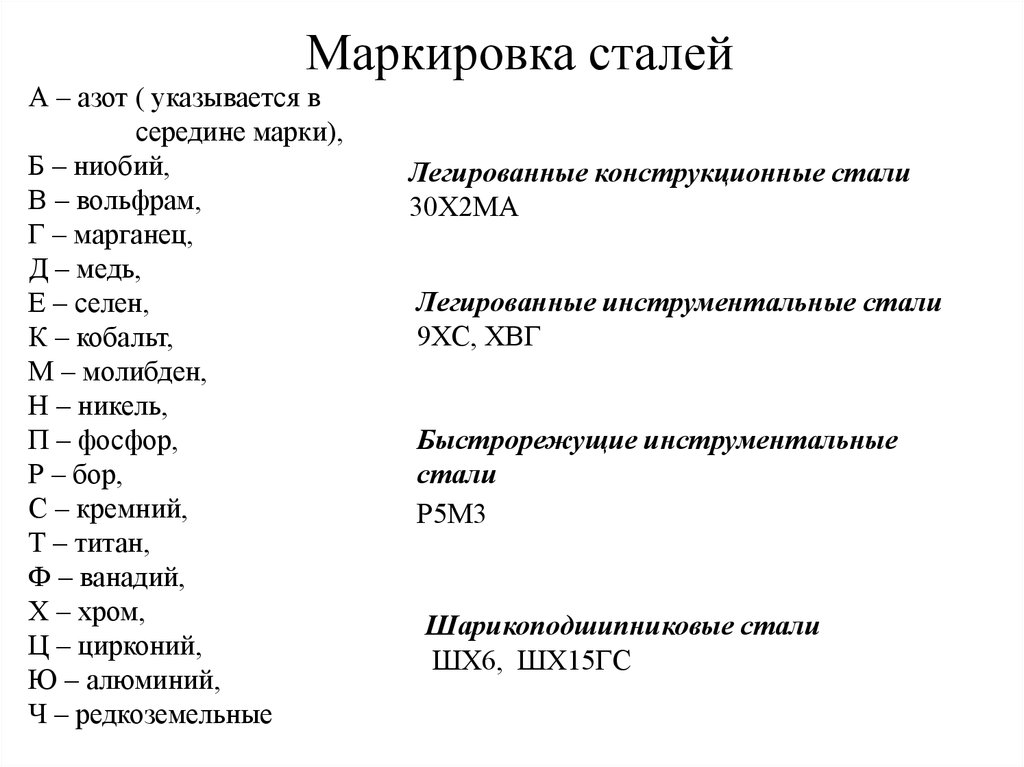 Инструментальная сталь содержит вольфрам, молибден и другие легирующие элементы.
Инструментальная сталь содержит вольфрам, молибден и другие легирующие элементы.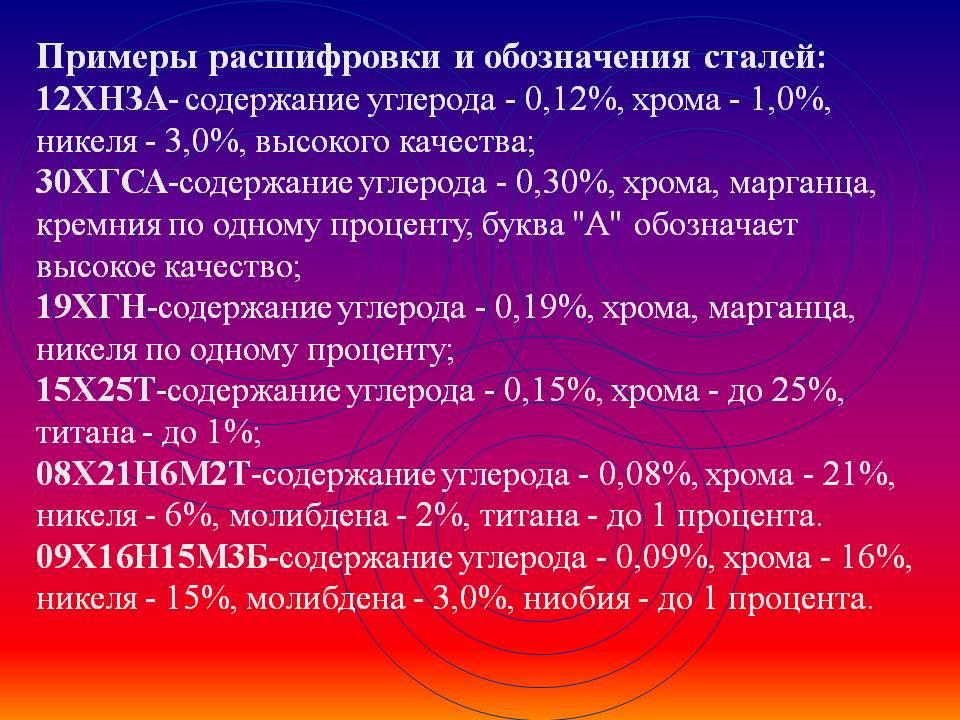 Легированная сталь
Легированная сталь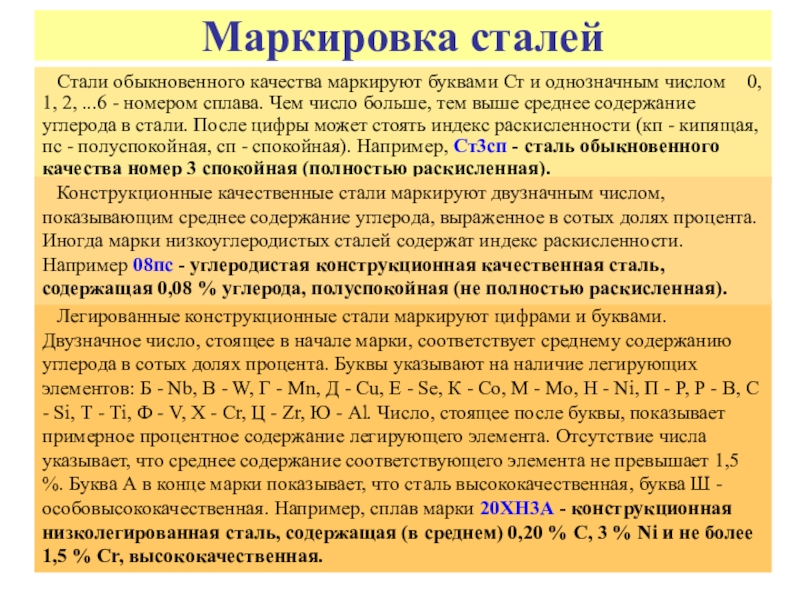
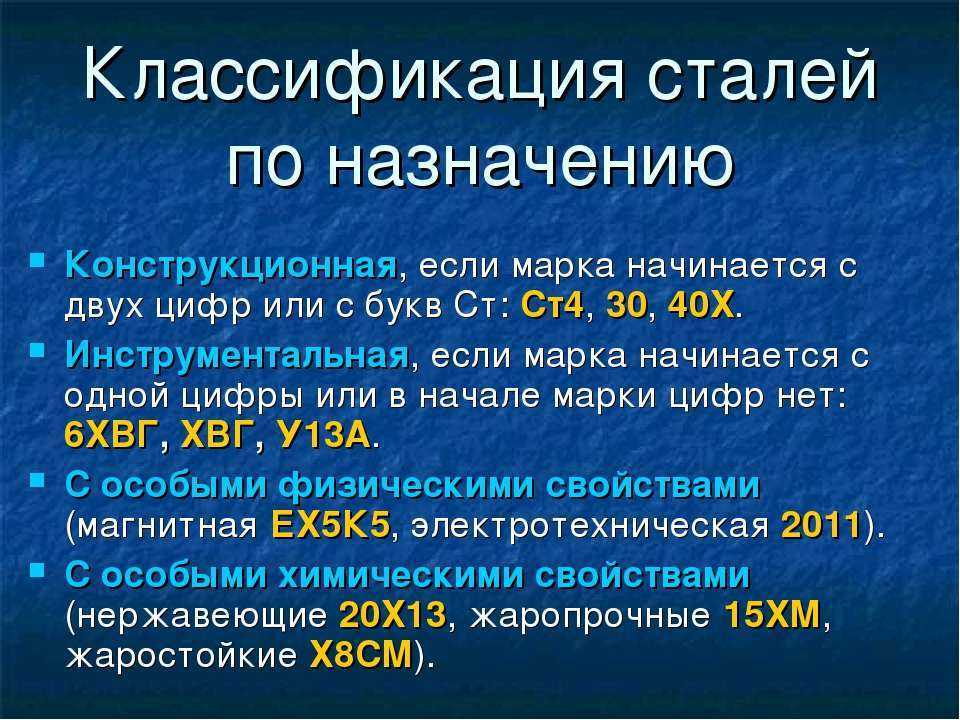
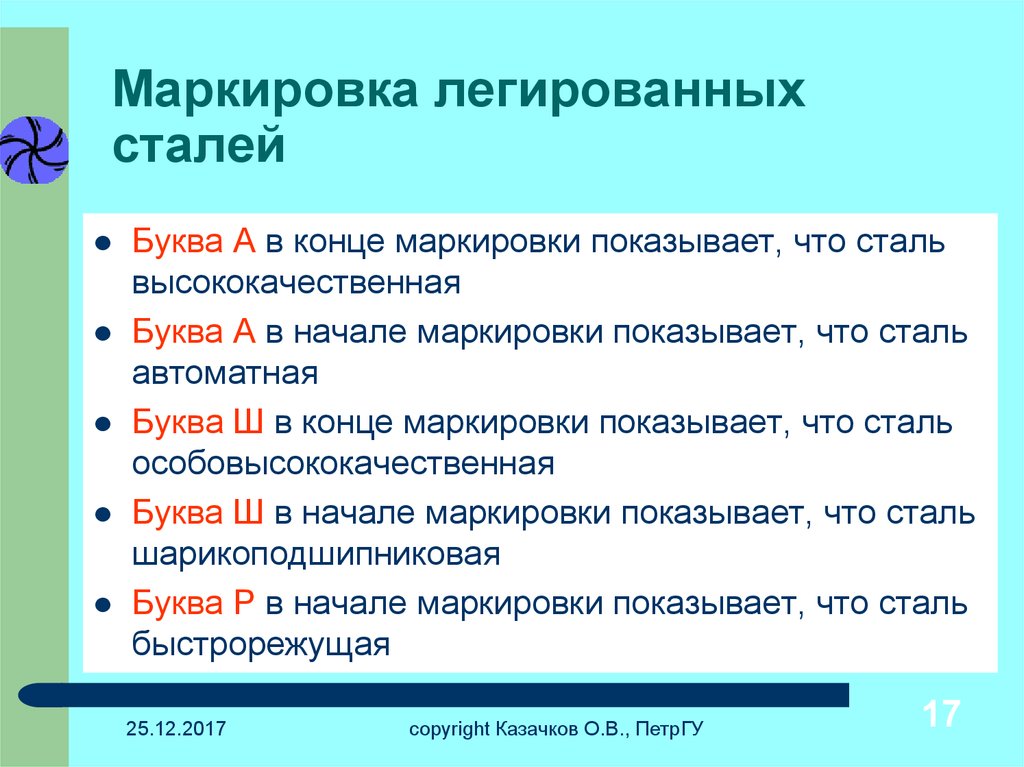 Однако, как и другая не нержавеющая сталь, она легко ржавеет. Некоторые считают, что это одна из лучших сталей для столовых приборов. Он также часто используется в пильных полотнах, но любой нож, изготовленный из этого материала, требует постоянного ухода.
Однако, как и другая не нержавеющая сталь, она легко ржавеет. Некоторые считают, что это одна из лучших сталей для столовых приборов. Он также часто используется в пильных полотнах, но любой нож, изготовленный из этого материала, требует постоянного ухода. Эта сталь в основном представляет собой простую углеродистую сталь с дополнительным содержанием углерода. Он очень твердый и хорошо держит заточку.
Эта сталь в основном представляет собой простую углеродистую сталь с дополнительным содержанием углерода. Он очень твердый и хорошо держит заточку.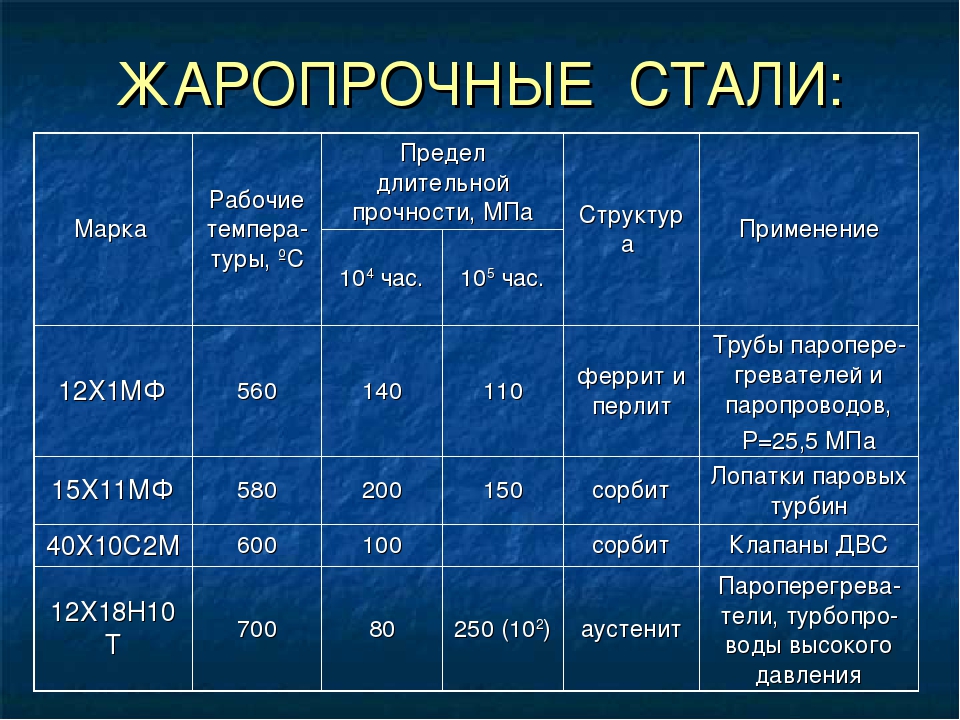

 Он производится в Китае и содержит около 0,75% углерода.
Он производится в Китае и содержит около 0,75% углерода.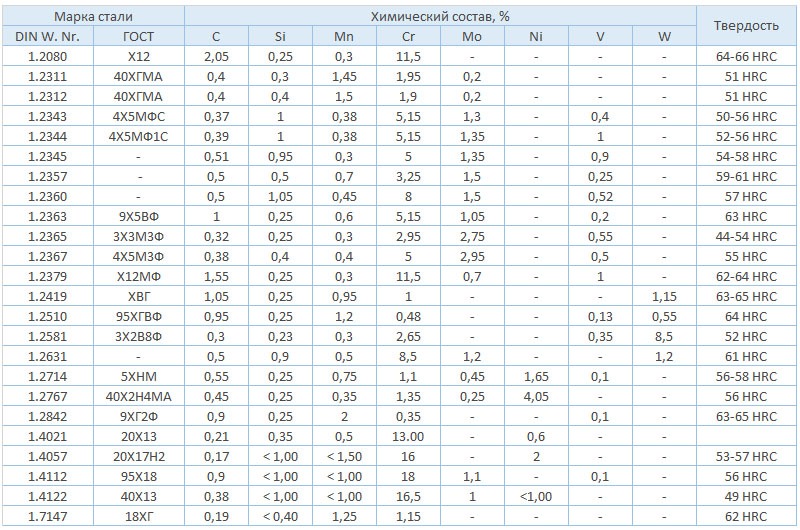 Сообщается также, что сталь легче затачивать.
Сообщается также, что сталь легче затачивать.
 Эта сталь очень прочная, но при этом обладает высокой износостойкостью. Несмотря на то, насколько прочна сталь, она на самом деле также имеет очень хорошую твердость, поэтому многие считают ее одним из лучших вариантов для изготовления ножей. Он имеет содержание углерода 1,45%.
Эта сталь очень прочная, но при этом обладает высокой износостойкостью. Несмотря на то, насколько прочна сталь, она на самом деле также имеет очень хорошую твердость, поэтому многие считают ее одним из лучших вариантов для изготовления ножей. Он имеет содержание углерода 1,45%.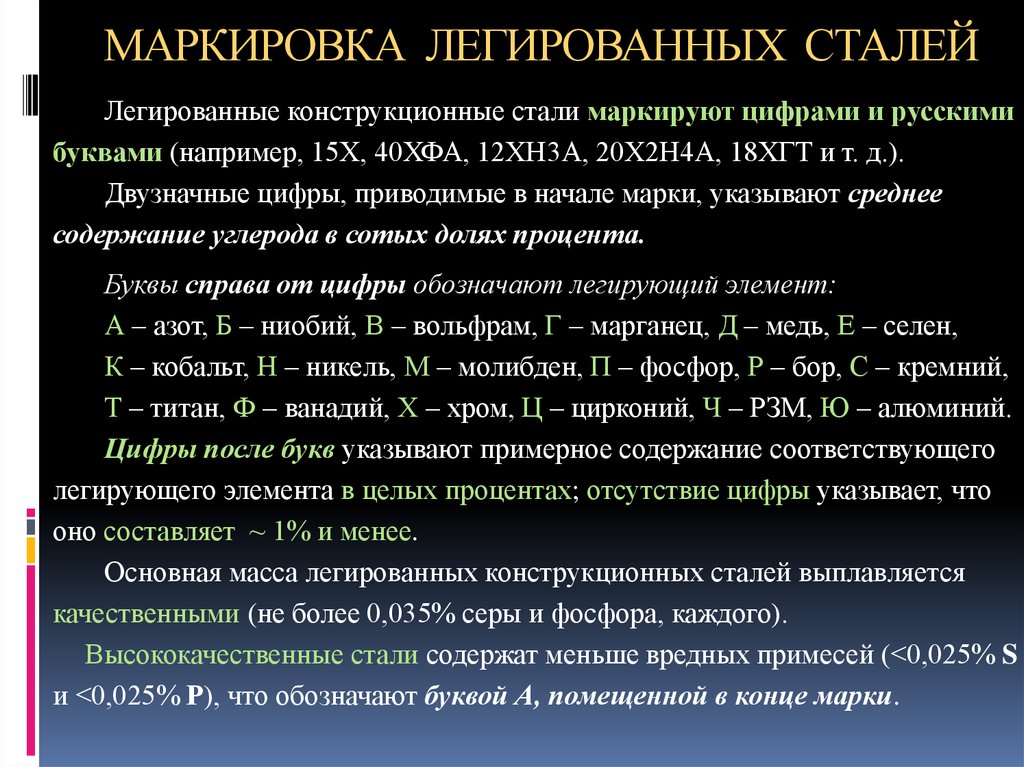 Эта сталь очень хорошо держит заточку. Он также очень устойчив к ржавчине. Он имеет содержание углерода 0,95-1,05%.
Эта сталь очень хорошо держит заточку. Он также очень устойчив к ржавчине. Он имеет содержание углерода 0,95-1,05%. Сообщается, что это потому, что материал представлял собой идеальную смесь прочной и твердой стали. На Ближнем Востоке этот тип стали производился тысячи лет, но в какой-то момент знания о том, как обрабатывать этот металл, были утеряны. Следовательно, тип Дамаска, производимый сегодня, производится не так, как в древности. Сегодня сварная сталь по образцу изготавливается для воспроизведения внешнего вида древней дамасской стали. Этот тип стали изготавливается из двух (или более) слоев различных типов стали и складывания их вместе. В качестве примера того, как это может работать, подумайте о пластилине Play-doh, с которым вы играли в детстве. Если вы возьмете два разных куска пластилина и сложите их вместе снова и снова, вы поймете, как делается этот тип стали. После того, как две разные стали сложены вместе, сталь травится кислотой. Цветовой контраст и узоры на лезвии обусловлены тем, что два типа стали по-разному протравливаются. Дамасская сталь считается драгоценным металлом, потому что ее трудно изготовить, и из нее могут получиться очень красивые лезвия ножей.
Сообщается, что это потому, что материал представлял собой идеальную смесь прочной и твердой стали. На Ближнем Востоке этот тип стали производился тысячи лет, но в какой-то момент знания о том, как обрабатывать этот металл, были утеряны. Следовательно, тип Дамаска, производимый сегодня, производится не так, как в древности. Сегодня сварная сталь по образцу изготавливается для воспроизведения внешнего вида древней дамасской стали. Этот тип стали изготавливается из двух (или более) слоев различных типов стали и складывания их вместе. В качестве примера того, как это может работать, подумайте о пластилине Play-doh, с которым вы играли в детстве. Если вы возьмете два разных куска пластилина и сложите их вместе снова и снова, вы поймете, как делается этот тип стали. После того, как две разные стали сложены вместе, сталь травится кислотой. Цветовой контраст и узоры на лезвии обусловлены тем, что два типа стали по-разному протравливаются. Дамасская сталь считается драгоценным металлом, потому что ее трудно изготовить, и из нее могут получиться очень красивые лезвия ножей.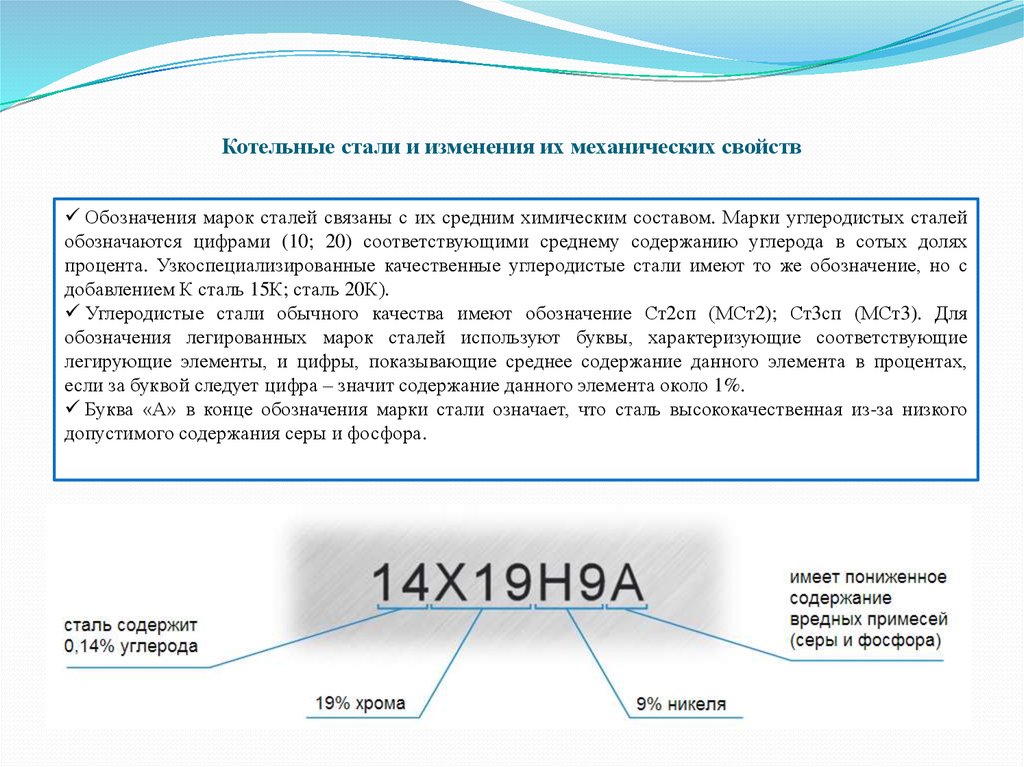
 Подробно описывал оборудование, технологию выплавки чугуна, сырцовой стали и железа, процессы производства и горнодобывающих работ.
Подробно описывал оборудование, технологию выплавки чугуна, сырцовой стали и железа, процессы производства и горнодобывающих работ. Там он публиковал свои научные труды
Там он публиковал свои научные труды
 Классифицировал булаты по форме рисунка на 5 сортов. Лучшие по свойствам оказались коленчатые и сетчатые. Так ученый обнаружил, что узор клинка, определяемый характером строения кристалла, влиял на его свойства. В ходе испытаний образцов дамасского и златоустовского оружия установил зависимость упругости и остроты дамасского клинка от способа закалки и разных добавок.
Классифицировал булаты по форме рисунка на 5 сортов. Лучшие по свойствам оказались коленчатые и сетчатые. Так ученый обнаружил, что узор клинка, определяемый характером строения кристалла, влиял на его свойства. В ходе испытаний образцов дамасского и златоустовского оружия установил зависимость упругости и остроты дамасского клинка от способа закалки и разных добавок. Губернатор упал в сугроб, а на него свалился адъютант и чемоданы. Им пришлось пролежать под тяжестью свалившегося на них груза несколько часов до прибытия подмоги. Несмотря на травмы, губернатор сопровождал сенатора в поездке и на обратном пути до Омска.
Губернатор упал в сугроб, а на него свалился адъютант и чемоданы. Им пришлось пролежать под тяжестью свалившегося на них груза несколько часов до прибытия подмоги. Несмотря на травмы, губернатор сопровождал сенатора в поездке и на обратном пути до Омска. Трое мальчиков учились в горном институте.
Трое мальчиков учились в горном институте.
 После ранней кончины родителей детей опекал Л.Ф.Сабакин — дед со стороны матери. Именно он сыграл важнейшую роль в дальнейшей судьбе подростка, определив в 1810 г. Павла с братом в петербургский Горный кадетский корпус. Павел заметно выделялся из среды учащихся с самых первых лет обучения благодаря поразительным способностям в области математики и других точных наук. В 1817 году, закончив с отличием учебу, унтер-офицер Аносов был направлен практикантом в действующую Горную службу на Южный Урал. Почти тридцать лет прослужит П.П. Аносов на Златоустовских казенных заводах, стремительно поднимаясь по служебной лестнице.
После ранней кончины родителей детей опекал Л.Ф.Сабакин — дед со стороны матери. Именно он сыграл важнейшую роль в дальнейшей судьбе подростка, определив в 1810 г. Павла с братом в петербургский Горный кадетский корпус. Павел заметно выделялся из среды учащихся с самых первых лет обучения благодаря поразительным способностям в области математики и других точных наук. В 1817 году, закончив с отличием учебу, унтер-офицер Аносов был направлен практикантом в действующую Горную службу на Южный Урал. Почти тридцать лет прослужит П.П. Аносов на Златоустовских казенных заводах, стремительно поднимаясь по служебной лестнице. В результате многочисленных опытов и исследований Аносову удалось впервые в мире получить качественную литую сталь. С 1830 г. в стране начинается массовое производство литой стали, нисколько не уступавшей по качеству английской. В 1831 г. для подробного изучения структуры стали Аносов первым использовал микроскоп. Он был первым ученым-металлургом, детально изучившим и экспериментально доказавшим, что от содержания в стали золота, марганца, алюминия или другого химического элемента существенно изменяются физико-химические характеристики сплава. Он заложил фундамент металлургии легированных сталей. В ХХ столетии наука о металлах шагнула далеко вперед, благодаря современной технике лучше изучаются строение, свойства металлов, которые находят огромное применение как в производстве, так и быту. Готовый металл, используемый в разных сферах человеческой деятельности, называется металлопрокатом. На сайте asiametallgroup.kz можно узнать как выбрать арматуру высокого качества по доступным ценам.
В результате многочисленных опытов и исследований Аносову удалось впервые в мире получить качественную литую сталь. С 1830 г. в стране начинается массовое производство литой стали, нисколько не уступавшей по качеству английской. В 1831 г. для подробного изучения структуры стали Аносов первым использовал микроскоп. Он был первым ученым-металлургом, детально изучившим и экспериментально доказавшим, что от содержания в стали золота, марганца, алюминия или другого химического элемента существенно изменяются физико-химические характеристики сплава. Он заложил фундамент металлургии легированных сталей. В ХХ столетии наука о металлах шагнула далеко вперед, благодаря современной технике лучше изучаются строение, свойства металлов, которые находят огромное применение как в производстве, так и быту. Готовый металл, используемый в разных сферах человеческой деятельности, называется металлопрокатом. На сайте asiametallgroup.kz можно узнать как выбрать арматуру высокого качества по доступным ценам. С 1831 по 1847 годы Аносов успешно справляется с обязанностями горного начальника. Одновременно он занимает должность директора оружейной фабрики. Изобретенный Аносовым способ закалки «в сгущенном воздухе» лег в основу технологий производства и обработки булатной и литой тигельной стали. В 1835 г. впервые в мире под руководством Аносова были изготовлены экспериментальные литые 667-килограммовые пушки.
С 1831 по 1847 годы Аносов успешно справляется с обязанностями горного начальника. Одновременно он занимает должность директора оружейной фабрики. Изобретенный Аносовым способ закалки «в сгущенном воздухе» лег в основу технологий производства и обработки булатной и литой тигельной стали. В 1835 г. впервые в мире под руководством Аносова были изготовлены экспериментальные литые 667-килограммовые пушки. В 1851 г. в Сибири побывал сенатор Анненков с инспекцией Алтайских горных заводов. Павел Петрович решил лично сопровождать высокого гостя. С этой целью он вместе с адъютантом выехал из Томска в Омск, но в пути их застигла снежная буря. Экипаж, в котором они ехали, перевернулся, находившиеся в нем люди оказались на снегу, придавленные грузом. Через несколько часов на их поиски из Омска были направлены люди с лошадьми. После освобождения из снежного плена Павел Петрович чувствовал сильное недомогание, однако решил сопровождать Анненкова во время его ревизии по заводам. После того, как гость уехал в Омск, Аносов окончательно слег и вскоре умер из-за жутких нарывов в горле.
В 1851 г. в Сибири побывал сенатор Анненков с инспекцией Алтайских горных заводов. Павел Петрович решил лично сопровождать высокого гостя. С этой целью он вместе с адъютантом выехал из Томска в Омск, но в пути их застигла снежная буря. Экипаж, в котором они ехали, перевернулся, находившиеся в нем люди оказались на снегу, придавленные грузом. Через несколько часов на их поиски из Омска были направлены люди с лошадьми. После освобождения из снежного плена Павел Петрович чувствовал сильное недомогание, однако решил сопровождать Анненкова во время его ревизии по заводам. После того, как гость уехал в Омск, Аносов окончательно слег и вскоре умер из-за жутких нарывов в горле.
 После 1760 года его воспитывал близкий советник Екатерины, ученый дипломат Никита Иванович Панин, но у мальчика так и не сложились хорошие отношения с матерью, которая в 1762 году отобрала императорскую корону у своего слабоумного мужа и впоследствии упорно отказывалась отпускать Павла к активно участвовать в государственных делах.
После 1760 года его воспитывал близкий советник Екатерины, ученый дипломат Никита Иванович Панин, но у мальчика так и не сложились хорошие отношения с матерью, которая в 1762 году отобрала императорскую корону у своего слабоумного мужа и впоследствии упорно отказывалась отпускать Павла к активно участвовать в государственных делах.
 ) к участию во второй коалиции против Наполеона (1798 г.) к антианглийской политике (1800 г.). К концу 1800 года он поставил Россию в невыгодное положение: официально она находилась в состоянии войны с Францией, неофициально — с Великобританией, не имела дипломатических отношений с Австрией и находилась на грани отправки армии через не нанесенные на карту ханства в Средней Азии. вторгнуться в контролируемую Великобританией Индию.
) к участию во второй коалиции против Наполеона (1798 г.) к антианглийской политике (1800 г.). К концу 1800 года он поставил Россию в невыгодное положение: официально она находилась в состоянии войны с Францией, неофициально — с Великобританией, не имела дипломатических отношений с Австрией и находилась на грани отправки армии через не нанесенные на карту ханства в Средней Азии. вторгнуться в контролируемую Великобританией Индию.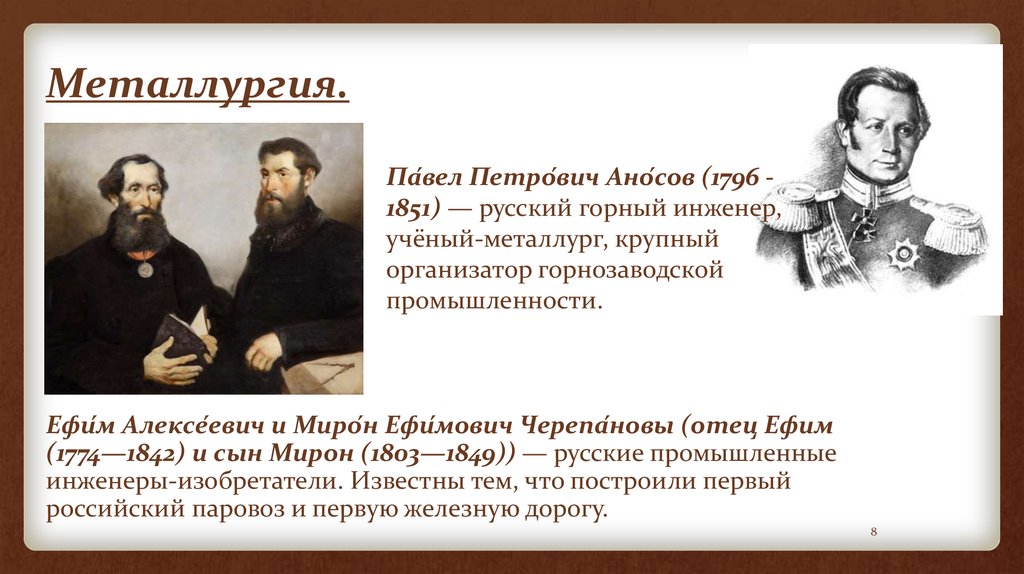
 . (69 лет)
. (69 лет) . (age 80)
. (age 80) -Петербургский горный университет
-Петербургский горный университет
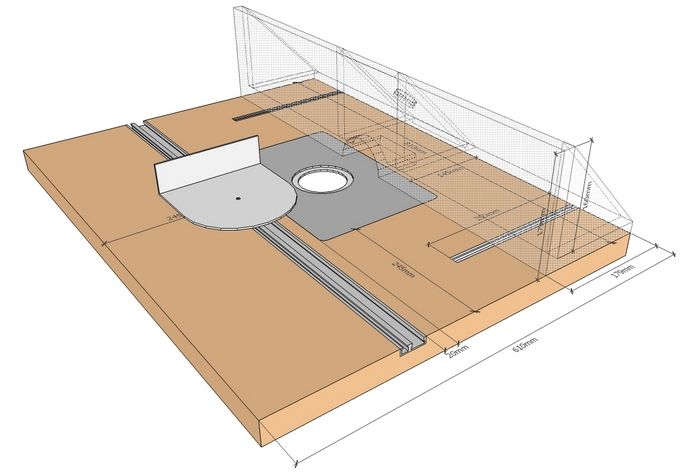
 Плюсы и минусы опор из дерева аналогичны особенностям сделанной из того же материала станины.
Плюсы и минусы опор из дерева аналогичны особенностям сделанной из того же материала станины.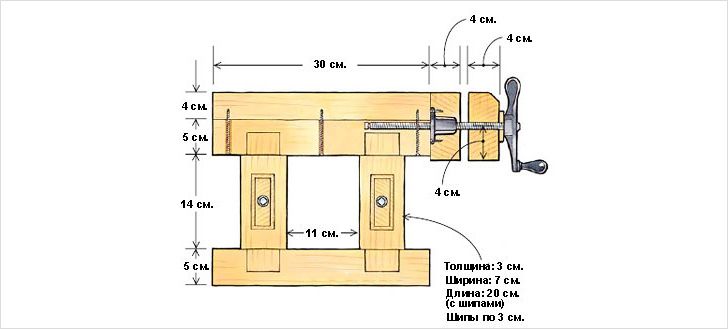 После этого полученную столешницу нужно тщательно прошлифовать для придания гладкости.
После этого полученную столешницу нужно тщательно прошлифовать для придания гладкости.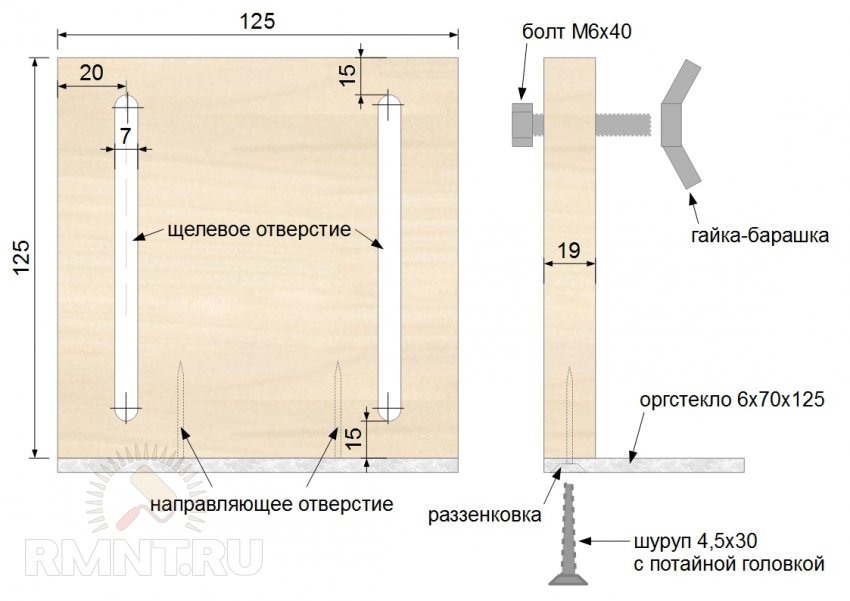 Только при таком подходе можно добиться длительной и безопасной работы самодельного станка.
Только при таком подходе можно добиться длительной и безопасной работы самодельного станка. Такое состояние не оказывает негативного влияния на технику безопасности, но заметно ухудшает качество распила
Такое состояние не оказывает негативного влияния на технику безопасности, но заметно ухудшает качество распила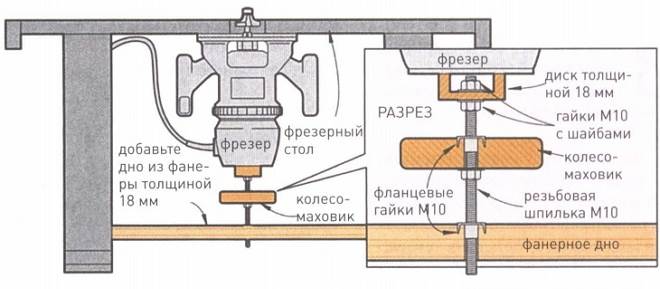 Наличие рубанка и фрезера по дереву позволит вам расширить функциональные возможности станка и превратить его в полноценный деревообрабатывающий центр.
Наличие рубанка и фрезера по дереву позволит вам расширить функциональные возможности станка и превратить его в полноценный деревообрабатывающий центр.

 Однако, двух одинаковых самодельных станков не бывает. Даже если они делаются по одному чертежу, какие-либо отличия по материалам, сечениям, крепежу, размерам все равно будут. Хотя никто не запрещает мастеру точно скопировать какой-либо станок. Как пример, приводим чертежи простейшей станины для циркулярки.
Однако, двух одинаковых самодельных станков не бывает. Даже если они делаются по одному чертежу, какие-либо отличия по материалам, сечениям, крепежу, размерам все равно будут. Хотя никто не запрещает мастеру точно скопировать какой-либо станок. Как пример, приводим чертежи простейшей станины для циркулярки.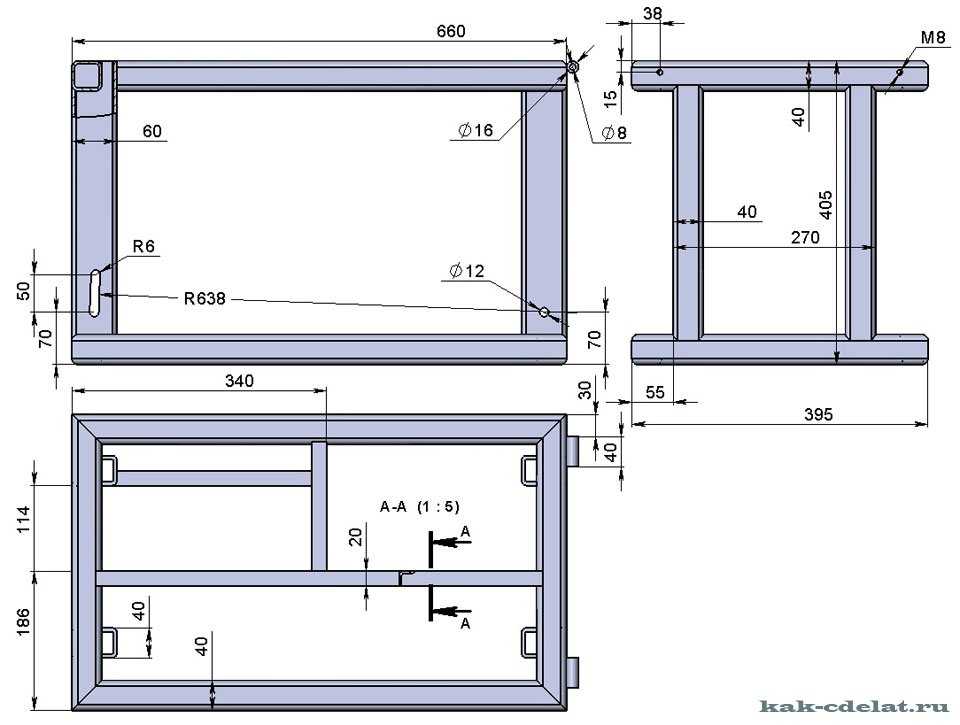
 Под столешницей прикрепляется круговая пила, накопитель выступает над ней посредством специально проведённой прорези. Пиломатериал продвигают по крышке стола и распиливают диском. Для удобства и правильности работы столик оборудуют дополнительными устройствами: угловым и продольным упором.
Под столешницей прикрепляется круговая пила, накопитель выступает над ней посредством специально проведённой прорези. Пиломатериал продвигают по крышке стола и распиливают диском. Для удобства и правильности работы столик оборудуют дополнительными устройствами: угловым и продольным упором.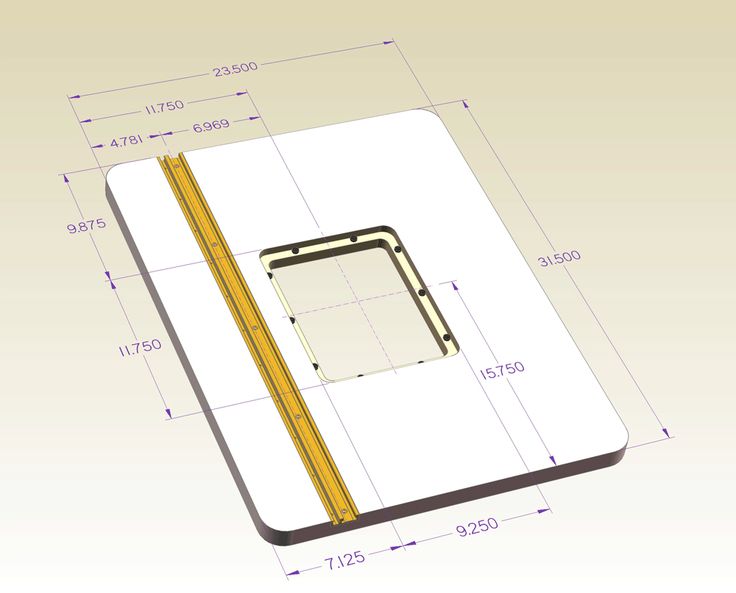 Перед подключением пилы необходимо удостовериться, что она хорошо зафиксирована. При потребности — подтянуть саморезы/болты. Категорически запрещается придерживать материал близко к месту распила! Это опасно отскакиванием сучков, стружки в глаза или на открытые части тела
Перед подключением пилы необходимо удостовериться, что она хорошо зафиксирована. При потребности — подтянуть саморезы/болты. Категорически запрещается придерживать материал близко к месту распила! Это опасно отскакиванием сучков, стружки в глаза или на открытые части тела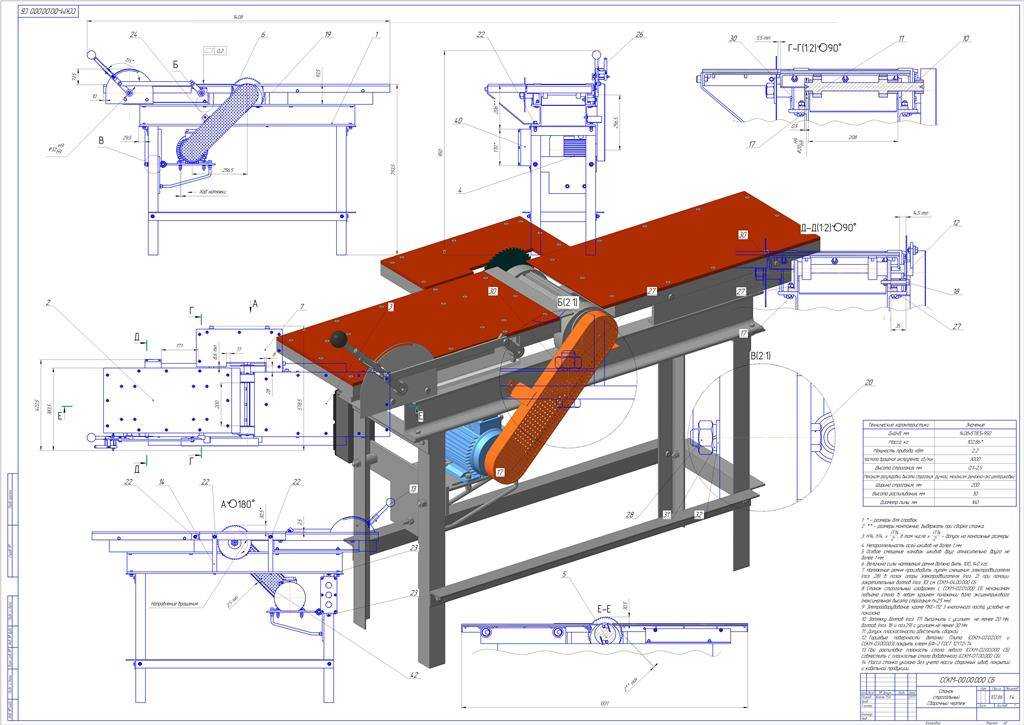
 Когда клей полностью просохнет нужно скрепить царги и ножки, используя специальные крепежи из металла. Дополнительно следует стянуть саморезами. Добавить сооружению надежности и прочности можно, воспользовавшись уголками. Они станут элементом дополнительного крепления, придадут изделию устойчивости. Для короткой стороны достаточно 2 штук, а для длинной подойдут 3.
Когда клей полностью просохнет нужно скрепить царги и ножки, используя специальные крепежи из металла. Дополнительно следует стянуть саморезами. Добавить сооружению надежности и прочности можно, воспользовавшись уголками. Они станут элементом дополнительного крепления, придадут изделию устойчивости. Для короткой стороны достаточно 2 штук, а для длинной подойдут 3.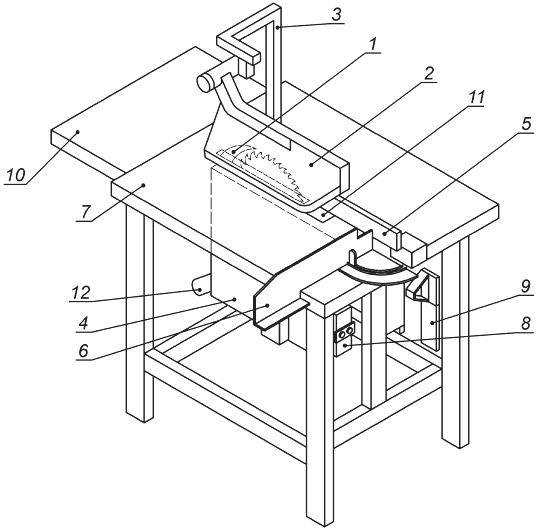 Прикручивание осуществляется на отметках, сделанных при выставлении платформы в ровное положение. Указанные манипуляции помогут, снимая пилу, возвращать ее обычно быстро без поиска разметок
Прикручивание осуществляется на отметках, сделанных при выставлении платформы в ровное положение. Указанные манипуляции помогут, снимая пилу, возвращать ее обычно быстро без поиска разметок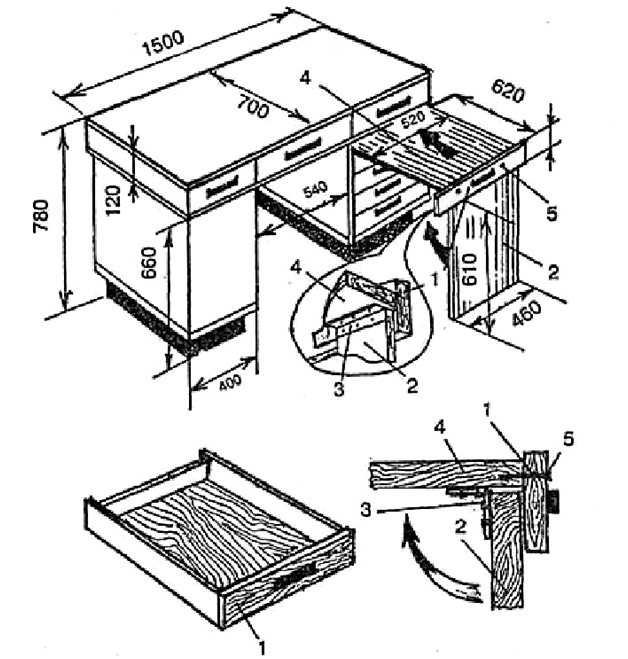 При выполнении описанных манипуляций важно помнить о соблюдении мер безопасности. Касается и любых манипуляций с дисковой пилой.
При выполнении описанных манипуляций важно помнить о соблюдении мер безопасности. Касается и любых манипуляций с дисковой пилой.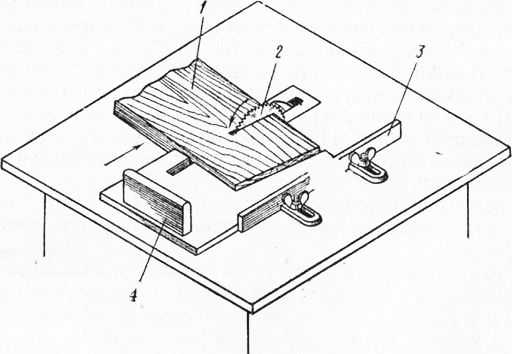 Возможно, и вы являетесь его обладателем или только планируете его приобрести. Однако при распиле больших партий материала работать с подобным приспособлением довольно тяжело. Облегчить этот процесс можно с помощью стола, изготовить который вы можете самостоятельно. Эта идея проста в реализации, а подготовить перед началом работ необходимо доски и фанеру.
Возможно, и вы являетесь его обладателем или только планируете его приобрести. Однако при распиле больших партий материала работать с подобным приспособлением довольно тяжело. Облегчить этот процесс можно с помощью стола, изготовить который вы можете самостоятельно. Эта идея проста в реализации, а подготовить перед началом работ необходимо доски и фанеру.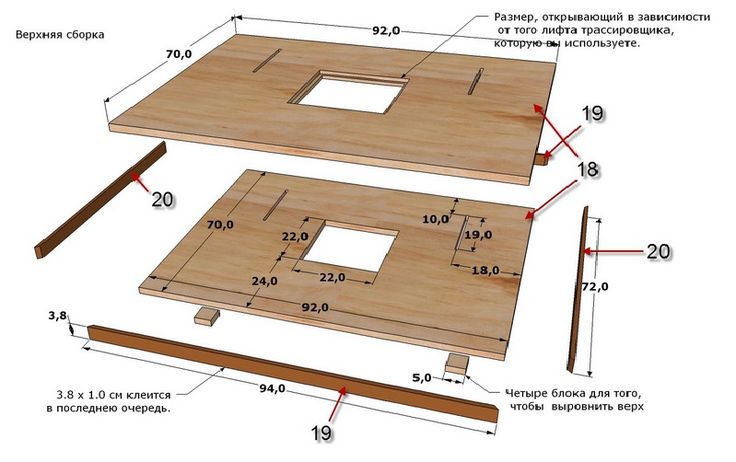
 С помощью фрезера в столешнице делается углубление в пределах от 8 до 10 мм, при этом необходимо следовать посадочному месту, которое было размечено заранее.
С помощью фрезера в столешнице делается углубление в пределах от 8 до 10 мм, при этом необходимо следовать посадочному месту, которое было размечено заранее. От каждого края ребра их необходимо удалить на 5 см, расположив с шагом в 20 см по всей длине. Изготавливая в стол для циркулярной пилы своими руками, по разметке необходимо просверлить отверстие насквозь.
От каждого края ребра их необходимо удалить на 5 см, расположив с шагом в 20 см по всей длине. Изготавливая в стол для циркулярной пилы своими руками, по разметке необходимо просверлить отверстие насквозь.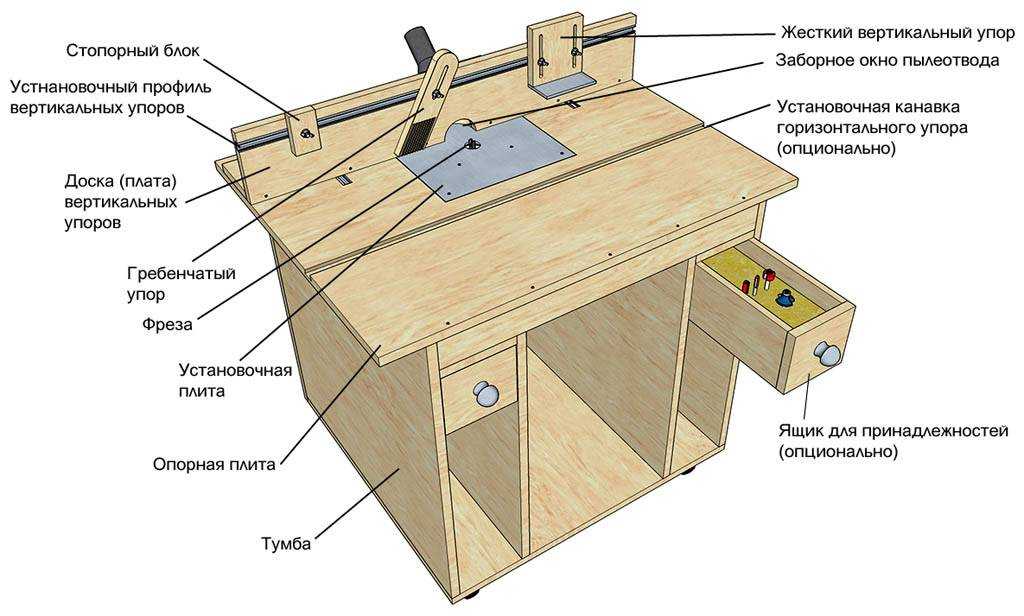 В среднем этот параметр достигает 110 см. Доску необходимо срезать вдоль продольной оси, обеспечив небольшой угол с одной стороны.
В среднем этот параметр достигает 110 см. Доску необходимо срезать вдоль продольной оси, обеспечив небольшой угол с одной стороны. Если у вас есть соответствующие знания в области электротехники, то клавиша включения вами может быть зашунтирована. Кнопка управления при этом выносится на внешнюю поверхность ребра.
Если у вас есть соответствующие знания в области электротехники, то клавиша включения вами может быть зашунтирована. Кнопка управления при этом выносится на внешнюю поверхность ребра.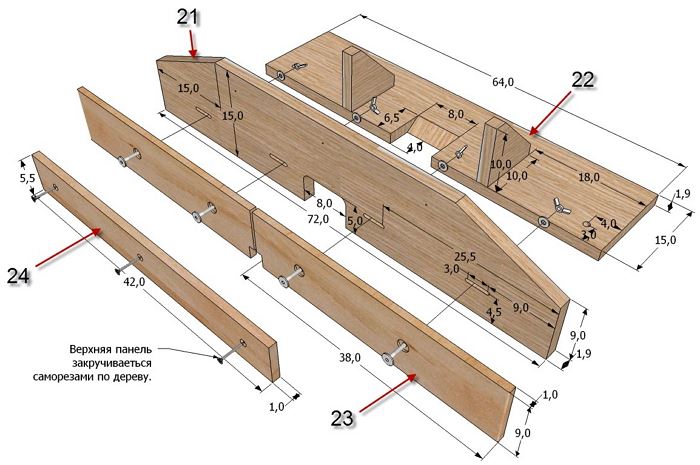
 как всегда, вот отличный план настольной пилы можно легко собрать дома.
как всегда, вот отличный план настольной пилы можно легко собрать дома.
 Купленные настольные пилы стоят дорого, особенно качественные, а еще они могут быть чрезвычайно опасны. С настольной пилой можно запросто потерять пару пальцев всего за минуту невнимательности.
Купленные настольные пилы стоят дорого, особенно качественные, а еще они могут быть чрезвычайно опасны. С настольной пилой можно запросто потерять пару пальцев всего за минуту невнимательности.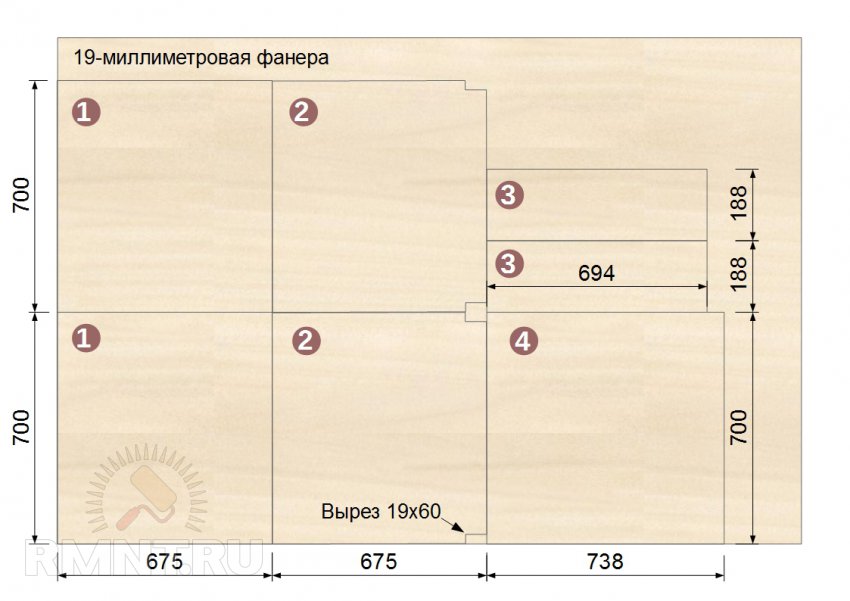 тип оснастки.
тип оснастки. Она не хотела останавливаться на том, чтобы сделать что-то настолько простое, как настольную пилу из своей циркулярной пилы. В этом плане «Сделай сам» показано, как сделать целую рабочую станцию, которая включает в себя настольную пилу, фрезерный стол и перевернутый лобзик.
Она не хотела останавливаться на том, чтобы сделать что-то настолько простое, как настольную пилу из своей циркулярной пилы. В этом плане «Сделай сам» показано, как сделать целую рабочую станцию, которая включает в себя настольную пилу, фрезерный стол и перевернутый лобзик.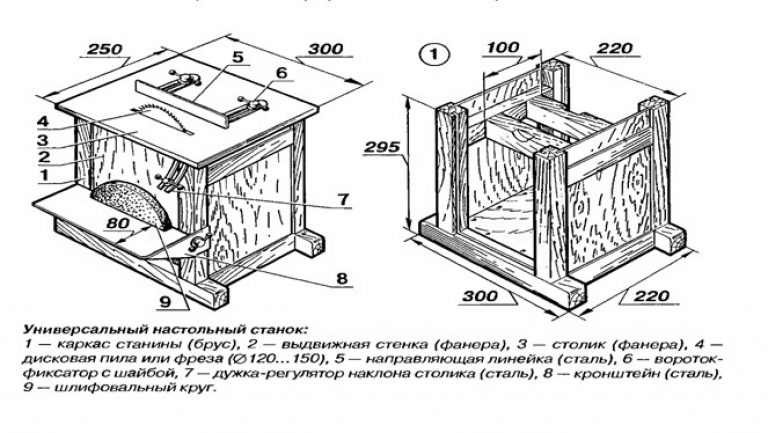



 Он включает в себя все виды нестандартных аксессуаров, облегчающих работу. В нем также есть место для удобного хранения всех этих аксессуаров.
Он включает в себя все виды нестандартных аксессуаров, облегчающих работу. В нем также есть место для удобного хранения всех этих аксессуаров.
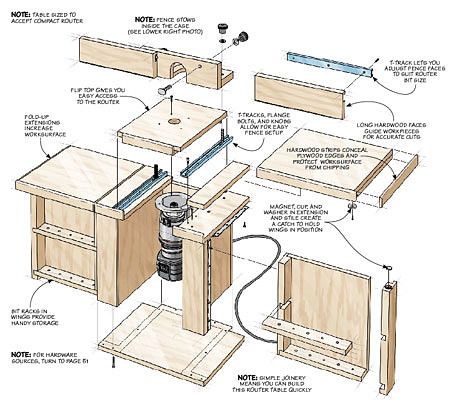
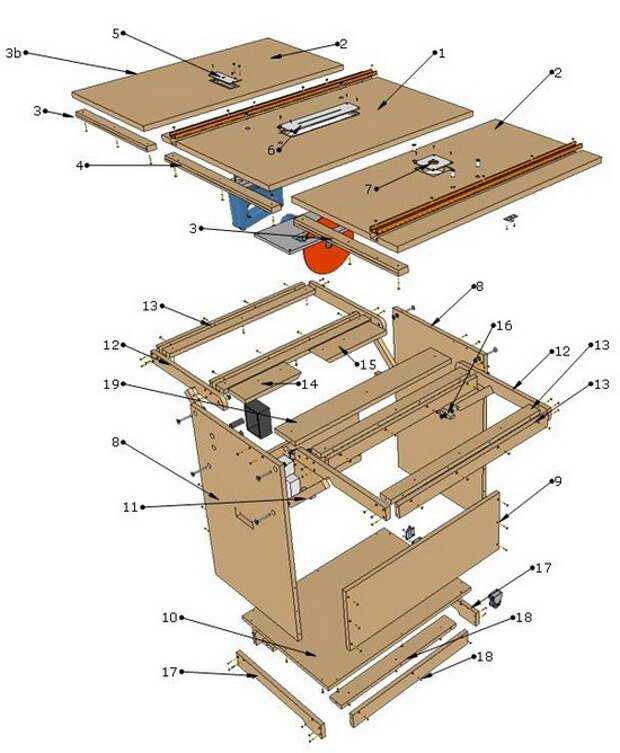 В верхней части есть другие углубления для вставки алюминиевого профиля, который будет служить направляющей.
В верхней части есть другие углубления для вставки алюминиевого профиля, который будет служить направляющей. Вы должны убедиться, что все заготовки идеально выровнены, когда вы их режете, если вы хотите, чтобы фрезер правильно отрезал.
Вы должны убедиться, что все заготовки идеально выровнены, когда вы их режете, если вы хотите, чтобы фрезер правильно отрезал. Петли позволяют поворачивать фрезер и максимально использовать его возможности для выполнения молдингов или вырезов. Используйте клей и длинные винты, чтобы сделать опору более прочной.
Петли позволяют поворачивать фрезер и максимально использовать его возможности для выполнения молдингов или вырезов. Используйте клей и длинные винты, чтобы сделать опору более прочной.
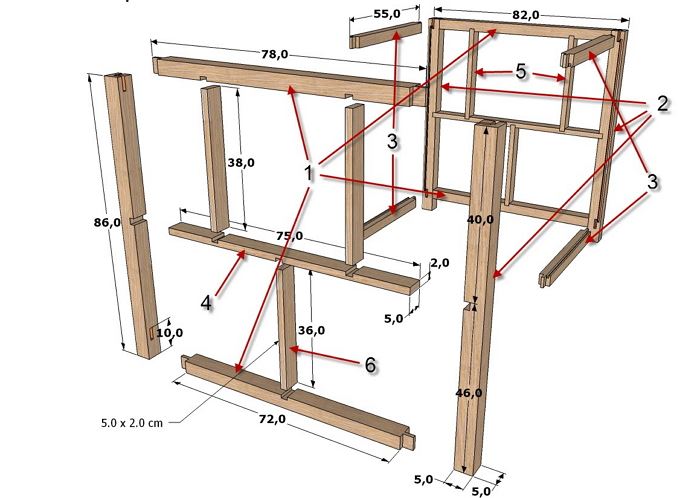
 К их числу относятся цинк, хром
К их числу относятся цинк, хром Поэтому проблема удаления продуктов окисления и защиты металла остается актуальной.
Поэтому проблема удаления продуктов окисления и защиты металла остается актуальной. Данный способ очистки используют и при восстановительных работах на станочном оборудовании. С помощью пескоструйных агрегатов во время капитальных ремонтов и при глубокой реновации и модернизации станков их корпусные детали очищают от старой краски и ржавчины. В нашем каталоге имеется подобное оборудование — это токарные станки 16К20, 1М63, 1М65, фрезерные станки 6Т82Ш, 6Т12, сверлильный станок 2С132 и другие модели.
Данный способ очистки используют и при восстановительных работах на станочном оборудовании. С помощью пескоструйных агрегатов во время капитальных ремонтов и при глубокой реновации и модернизации станков их корпусные детали очищают от старой краски и ржавчины. В нашем каталоге имеется подобное оборудование — это токарные станки 16К20, 1М63, 1М65, фрезерные станки 6Т82Ш, 6Т12, сверлильный станок 2С132 и другие модели. Химическая чистка хорошо подойдет для снятия ржавчины с труднодоступных участков. Для применения этого способа необходимо выполнить определенные действия:
Химическая чистка хорошо подойдет для снятия ржавчины с труднодоступных участков. Для применения этого способа необходимо выполнить определенные действия: Этот метод часто применяется для очистки металла от ржавчины.
Этот метод часто применяется для очистки металла от ржавчины. При удалении ржавчины металлическим способом необходимо защитить глаза, чтобы обезопасить их от попадания частиц металла.
При удалении ржавчины металлическим способом необходимо защитить глаза, чтобы обезопасить их от попадания частиц металла.
 После этого поверхность отмыть от остатков образованного налета.
После этого поверхность отмыть от остатков образованного налета. При небольшой поверхности поврежденного металла можно применить подручные средства шпатель или широкую отвертку. После удаления ржавчины, обработать поверхность наждачной бумагой.
При небольшой поверхности поврежденного металла можно применить подручные средства шпатель или широкую отвертку. После удаления ржавчины, обработать поверхность наждачной бумагой. Нанесите ее на ржавые пятна. Дайте немного постоять. Почистите поверхность при помощи щетки или жесткой губки для чистки посуды и промойте водой.
Нанесите ее на ржавые пятна. Дайте немного постоять. Почистите поверхность при помощи щетки или жесткой губки для чистки посуды и промойте водой.
 Затем смазать получившимся составом ржавчину. Удаление ржавчины с металла таким образом займет не меньше двух часов.
Затем смазать получившимся составом ржавчину. Удаление ржавчины с металла таким образом займет не меньше двух часов.
 Эта химия для удаления ржавчины вступает в реакцию с коррозией и преобразовывает ее в защитную пленку белесого цвета.
Эта химия для удаления ржавчины вступает в реакцию с коррозией и преобразовывает ее в защитную пленку белесого цвета.
 Даже новый автомобиль подвержен развитию ржавчины, если вы часто ездите на нем во влажном климате. От дождевой воды, снегопада, вмятин до сколов камней и пятен — ржавчине автомобилей способствует ряд факторов.
Даже новый автомобиль подвержен развитию ржавчины, если вы часто ездите на нем во влажном климате. От дождевой воды, снегопада, вмятин до сколов камней и пятен — ржавчине автомобилей способствует ряд факторов. К счастью, мелкую и среднюю ржавчину с автомобиля можно удалить. Теоретически ржавчина не удаляется. Тем не менее, пораженный участок можно лечить и восстановить, чтобы он выглядел почти как новый.
К счастью, мелкую и среднюю ржавчину с автомобиля можно удалить. Теоретически ржавчина не удаляется. Тем не менее, пораженный участок можно лечить и восстановить, чтобы он выглядел почти как новый. От высококачественных смазочных материалов, спреев и химикатов до самодельных средств для удаления ржавчины — для удаления ржавчины с автомобиля применяется ряд способов. Следующие типы являются одними из лучших средств для удаления ржавчины с автомобилей:
От высококачественных смазочных материалов, спреев и химикатов до самодельных средств для удаления ржавчины — для удаления ржавчины с автомобиля применяется ряд способов. Следующие типы являются одними из лучших средств для удаления ржавчины с автомобилей:
 Разрывает связи между коррозией и металлической поверхностью. Он проникает в пористый слой ржавчины, прилипает к металлической поверхности и защищает ее, смазывает отслоившуюся ржавчину и облегчает и ускоряет удаление ржавчины. Все, что вам нужно сделать, это распылить WD-40 на пораженный участок, подождать несколько часов, а затем легко стереть химикат.
Разрывает связи между коррозией и металлической поверхностью. Он проникает в пористый слой ржавчины, прилипает к металлической поверхности и защищает ее, смазывает отслоившуюся ржавчину и облегчает и ускоряет удаление ржавчины. Все, что вам нужно сделать, это распылить WD-40 на пораженный участок, подождать несколько часов, а затем легко стереть химикат. Однако оба эти термина очень разные. Преобразователь ржавчины имеет фосфорный состав, который улавливает ржавчину (оксид железа) и преобразуется в фосфат железа. Слой фосфата железа имеет черный цвет и образует полимерный защитный слой на поверхности автомобиля.
Однако оба эти термина очень разные. Преобразователь ржавчины имеет фосфорный состав, который улавливает ржавчину (оксид железа) и преобразуется в фосфат железа. Слой фосфата железа имеет черный цвет и образует полимерный защитный слой на поверхности автомобиля.

 Не тереть, не тереть! Попробуйте его на лодках, одежде, холсте, бетоне, виниловом сайдинге, инструментах, спортивном инвентаре, антиквариате, садовой мебели — что угодно! 9№ 0003
Не тереть, не тереть! Попробуйте его на лодках, одежде, холсте, бетоне, виниловом сайдинге, инструментах, спортивном инвентаре, антиквариате, садовой мебели — что угодно! 9№ 0003 Отрасли промышленности по всему миру полагаются на возможности нашей продукции, включая строительство, автомобилестроение, судостроение, производство, восстановление и многое другое! Попробуйте наш продукт сегодня, без риска.
Отрасли промышленности по всему миру полагаются на возможности нашей продукции, включая строительство, автомобилестроение, судостроение, производство, восстановление и многое другое! Попробуйте наш продукт сегодня, без риска. Распылите небольшое количество жидкости на высохшее пятно окисления, подождите 5-10 минут, затем смойте водой. Если это пятно окисления, наш продукт заставит его исчезнуть, как по волшебству!
Распылите небольшое количество жидкости на высохшее пятно окисления, подождите 5-10 минут, затем смойте водой. Если это пятно окисления, наш продукт заставит его исчезнуть, как по волшебству! Мы гордимся тем, что создаем продукт, который может помочь многим людям в самых разных отраслях.
Мы гордимся тем, что создаем продукт, который может помочь многим людям в самых разных отраслях. была основана более 35 лет назад как средство для удаления пятен ржавчины с одежды и деликатных тканей. Небольшой тюбик Magica был частью арсенала уборщиков прачечных по всей стране.
была основана более 35 лет назад как средство для удаления пятен ржавчины с одежды и деликатных тканей. Небольшой тюбик Magica был частью арсенала уборщиков прачечных по всей стране.
 Его использование позволит сделать узлы соединения более прочными. Такие детали дают конструкции дополнительной надежности, препятствуют смещением стропилин. Монтаж уголка возможен на саморезы или ершенные гвозди, в которых имеются выступы.
Его использование позволит сделать узлы соединения более прочными. Такие детали дают конструкции дополнительной надежности, препятствуют смещением стропилин. Монтаж уголка возможен на саморезы или ершенные гвозди, в которых имеются выступы.
 Необходимость появляется ввиду того, что стены таких сооружений неспособны выдержать точечные нагрузки. А у пенобетонных блоков недостаточная прочность для поддержки стропильной системы, высокая нагрузка просто вырвет крепеж. Теперь разберемся, как правильно крепить стропила к мауэрлату.
Необходимость появляется ввиду того, что стены таких сооружений неспособны выдержать точечные нагрузки. А у пенобетонных блоков недостаточная прочность для поддержки стропильной системы, высокая нагрузка просто вырвет крепеж. Теперь разберемся, как правильно крепить стропила к мауэрлату.
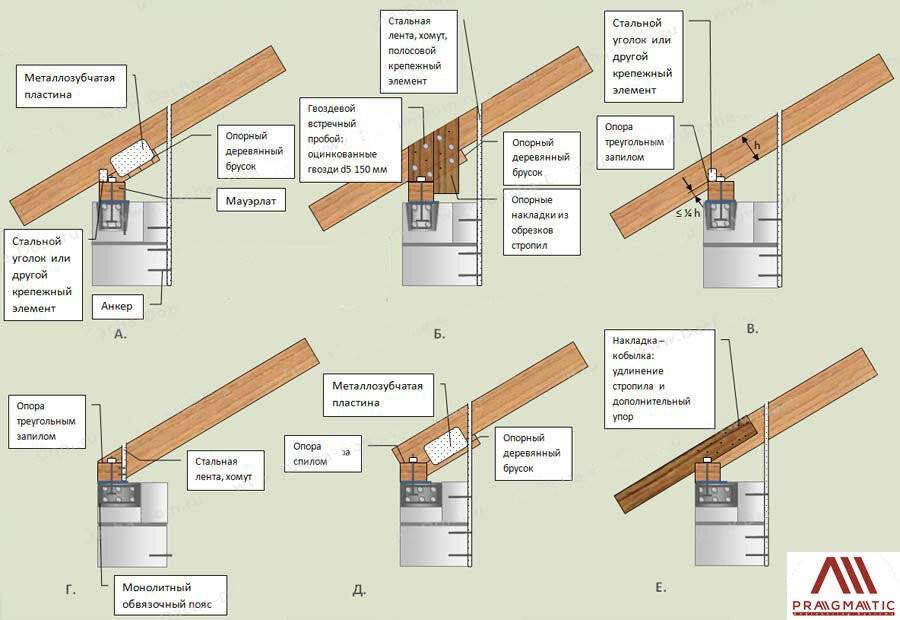 5 м.
5 м.
 Альтернативный вариант — сделать вырез «седло» в стропилине. Он дополнительно закрепляется с помощью гвоздей, резьбовых крепежных изделий и болт. Помимо этого, еще потребуется проволочная скрутка, чтобы соединить узел крепления, и анкер в стене.
Альтернативный вариант — сделать вырез «седло» в стропилине. Он дополнительно закрепляется с помощью гвоздей, резьбовых крепежных изделий и болт. Помимо этого, еще потребуется проволочная скрутка, чтобы соединить узел крепления, и анкер в стене.
 Его нужно сделать таким образом, чтобы получилось поставить стропилину на брус. Нельзя забывать, что угол ее наклона должен соответствовать наклону крыши.
Его нужно сделать таким образом, чтобы получилось поставить стропилину на брус. Нельзя забывать, что угол ее наклона должен соответствовать наклону крыши. В таком случае исключено смещение стропильной ноги при распорных нагрузках.
В таком случае исключено смещение стропильной ноги при распорных нагрузках.

 Он помогает равномерно и рационально распределить его крыши. К нему же присоединяют стропила.
Он помогает равномерно и рационально распределить его крыши. К нему же присоединяют стропила. Поэтому грамотное крепление стропил к мауэрлату – определенный гарант безопасности.
Поэтому грамотное крепление стропил к мауэрлату – определенный гарант безопасности.

 Помимо классических вариантов – скоб, крученых гвоздей или проволоки-катанки, которую складывают в несколько рядов, здесь можно найти специальные комплекты, предназначенные для работ со стропилами.
Помимо классических вариантов – скоб, крученых гвоздей или проволоки-катанки, которую складывают в несколько рядов, здесь можно найти специальные комплекты, предназначенные для работ со стропилами.

 Это приводит к необходимости использовать такой элемент каркаса, который компенсировал бы его деформацию. Скользящая опора для стропил — балка, закрепленная на опорном брусе с подвижным соединением на мауэрлате. Благодаря таким деталям можно собрать сбалансированный и прочный каркас, отвечающий всем строительным нормам.
Это приводит к необходимости использовать такой элемент каркаса, который компенсировал бы его деформацию. Скользящая опора для стропил — балка, закрепленная на опорном брусе с подвижным соединением на мауэрлате. Благодаря таким деталям можно собрать сбалансированный и прочный каркас, отвечающий всем строительным нормам. Изменения происходят неравномерно, в зависимости от факторов, воздействующих на те или иные структуры.
Изменения происходят неравномерно, в зависимости от факторов, воздействующих на те или иные структуры. Слой утеплителя должен быть выполнен очень качественно, иначе на каркасе может появиться конденсат, из-за которого металл начнет ржаветь. Во избежание тех же проблем нежелательно устанавливать металлический элемент так, чтобы он проходил из теплого жилого помещения на улицу. К недостаткам металлической стропильной системы можно отнести серьезный вес и сложность монтажа.
Слой утеплителя должен быть выполнен очень качественно, иначе на каркасе может появиться конденсат, из-за которого металл начнет ржаветь. Во избежание тех же проблем нежелательно устанавливать металлический элемент так, чтобы он проходил из теплого жилого помещения на улицу. К недостаткам металлической стропильной системы можно отнести серьезный вес и сложность монтажа. Если крыша не утеплена, поверх стропил набивается сплошная или ступенчатая обрешетка, а на нее крепится рубероид. Если крыша утепленная, то к стропилам сначала крепится контробрешетка, и только потом обрешетка.
Если крыша не утеплена, поверх стропил набивается сплошная или ступенчатая обрешетка, а на нее крепится рубероид. Если крыша утепленная, то к стропилам сначала крепится контробрешетка, и только потом обрешетка. Нагрузка от средней части стропил передается на основание за счет вертикальных стоек и наклонных балок (подкосов), установленных поверх мощной горизонтальной балки, называемой наслонной.
Нагрузка от средней части стропил передается на основание за счет вертикальных стоек и наклонных балок (подкосов), установленных поверх мощной горизонтальной балки, называемой наслонной. На рынке встречаются доски длиной до 6 м. Если нужны стропила большей длины, то чаще всего приходится сращивать две доски в единый брус.
На рынке встречаются доски длиной до 6 м. Если нужны стропила большей длины, то чаще всего приходится сращивать две доски в единый брус.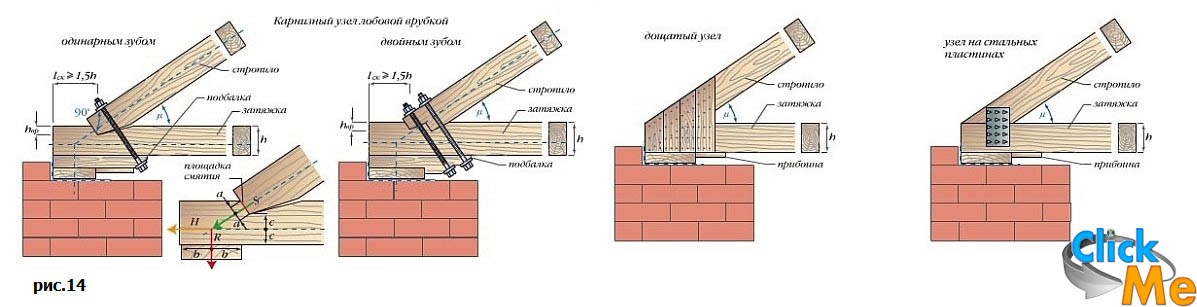 Бензин более востребован кровельщиками из-за его независимости от электросети. Ведь зачастую стропильная система возводится на этапе, когда электричество к дому еще не подведено. Кроме того, бензиновые пилы более мощные (например, модель Redverg RD-GC38-14), а потому распиливать толстые балки проще и быстрее (бывает, что сечение стропил достигает 200×200 мм).
Бензин более востребован кровельщиками из-за его независимости от электросети. Ведь зачастую стропильная система возводится на этапе, когда электричество к дому еще не подведено. Кроме того, бензиновые пилы более мощные (например, модель Redverg RD-GC38-14), а потому распиливать толстые балки проще и быстрее (бывает, что сечение стропил достигает 200×200 мм).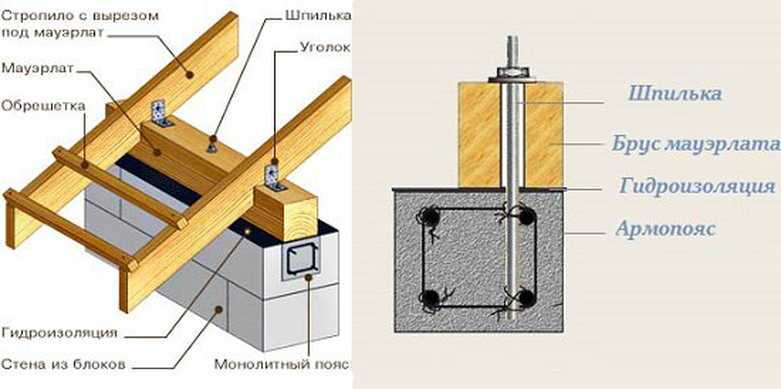 Вам нужно будет делать косые пропилы, а оператор должен иметь навыки качественного выполнения этой работы. Для косых резов рекомендуется использовать только новую или хорошо заточенную цепь, иначе она будет отходить от нужной траектории, и рез будет неаккуратным. По словам кровельщика, в среднем одной цепи хватает не более чем на одну крышу средней площади. Тогда его нужно либо поменять на новый, либо заточить. Добавим, что альтернативой электрической цепной пиле может стать двойная столярная пила (пила-аллигатор), но это менее распространенный инструмент.
Вам нужно будет делать косые пропилы, а оператор должен иметь навыки качественного выполнения этой работы. Для косых резов рекомендуется использовать только новую или хорошо заточенную цепь, иначе она будет отходить от нужной траектории, и рез будет неаккуратным. По словам кровельщика, в среднем одной цепи хватает не более чем на одну крышу средней площади. Тогда его нужно либо поменять на новый, либо заточить. Добавим, что альтернативой электрической цепной пиле может стать двойная столярная пила (пила-аллигатор), но это менее распространенный инструмент. Чаще всего используются шпильки диаметром 12 мм. Для установки шпильки необходимо просверлить отверстие в деревянных балках. Обычно сверлится мощной дрелью или легким перфоратором, который в патроне СДС-плюс через переходник
Чаще всего используются шпильки диаметром 12 мм. Для установки шпильки необходимо просверлить отверстие в деревянных балках. Обычно сверлится мощной дрелью или легким перфоратором, который в патроне СДС-плюс через переходник Еще один вариант таких соединений – уголки.
Еще один вариант таких соединений – уголки.
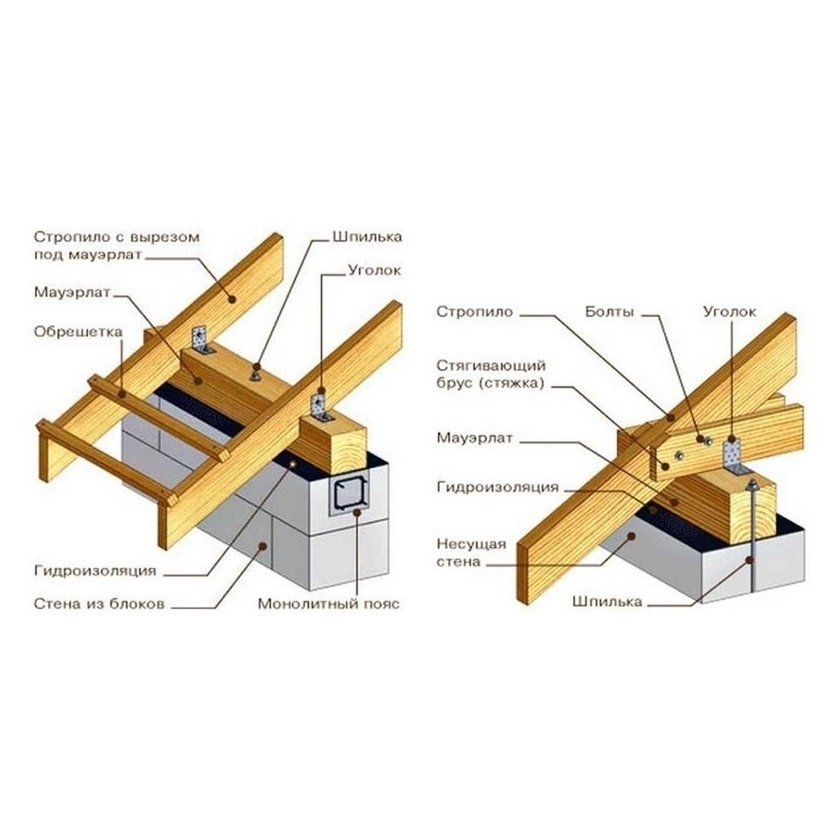 Но чаще всего при креплении мауэрлата не имеют закладных частей, делая крепление на месте. Для этого в каменной (кирпичной, пенопластовой, газобетонной) стене перфоратором со сверлом по бетону просверливают отверстие, куда либо сдвоенный анкерный болт (диаметром 14-18 мм), либо цанговый (16-18 мм) с нажимается булавка. На них нанизывают мауэрлат с заранее проделанными отверстиями и притягивают к стене с помощью гаек и шайб.
Но чаще всего при креплении мауэрлата не имеют закладных частей, делая крепление на месте. Для этого в каменной (кирпичной, пенопластовой, газобетонной) стене перфоратором со сверлом по бетону просверливают отверстие, куда либо сдвоенный анкерный болт (диаметром 14-18 мм), либо цанговый (16-18 мм) с нажимается булавка. На них нанизывают мауэрлат с заранее проделанными отверстиями и притягивают к стене с помощью гаек и шайб.
 В некоторых случаях верхний конец стропил соединяют с верхним концом стропил с противоположного ската (например, если крыша имеет вальмовую форму, т. е. фронтоны отсутствуют). При этом для усиления конструкции оба стропила тем или иным способом дополнительно соединяются, в частности, горизонтальными деревянными накладками, закрепляемыми шпильками.
В некоторых случаях верхний конец стропил соединяют с верхним концом стропил с противоположного ската (например, если крыша имеет вальмовую форму, т. е. фронтоны отсутствуют). При этом для усиления конструкции оба стропила тем или иным способом дополнительно соединяются, в частности, горизонтальными деревянными накладками, закрепляемыми шпильками. Обычно к каждой кобылке прикрепляют еще две доски — горизонтальную и вертикальную, упирающиеся в переднюю стенку (все вместе они образуют треугольник), а к концам кобылки прибивают лобовое стекло, жестко связывающее их в единую конструкцию — все это обеспечивает жесткость конструкции.
Обычно к каждой кобылке прикрепляют еще две доски — горизонтальную и вертикальную, упирающиеся в переднюю стенку (все вместе они образуют треугольник), а к концам кобылки прибивают лобовое стекло, жестко связывающее их в единую конструкцию — все это обеспечивает жесткость конструкции.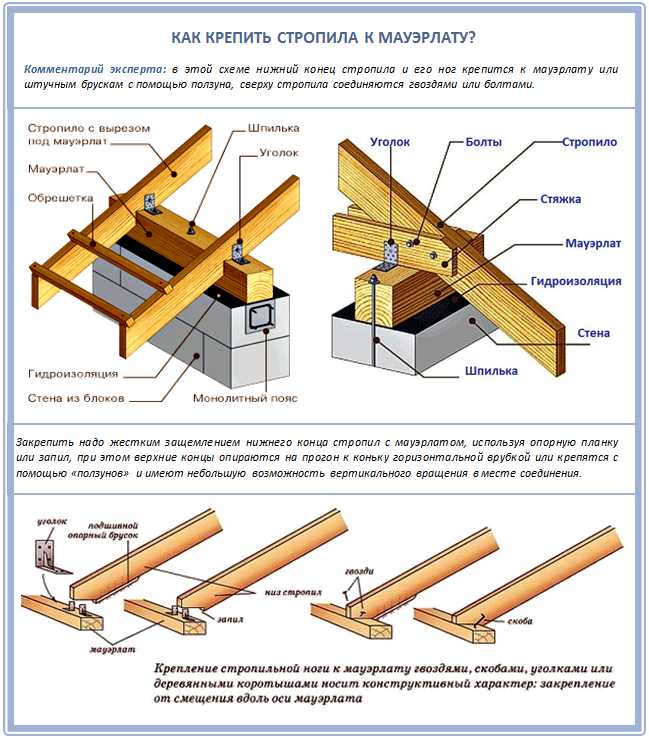



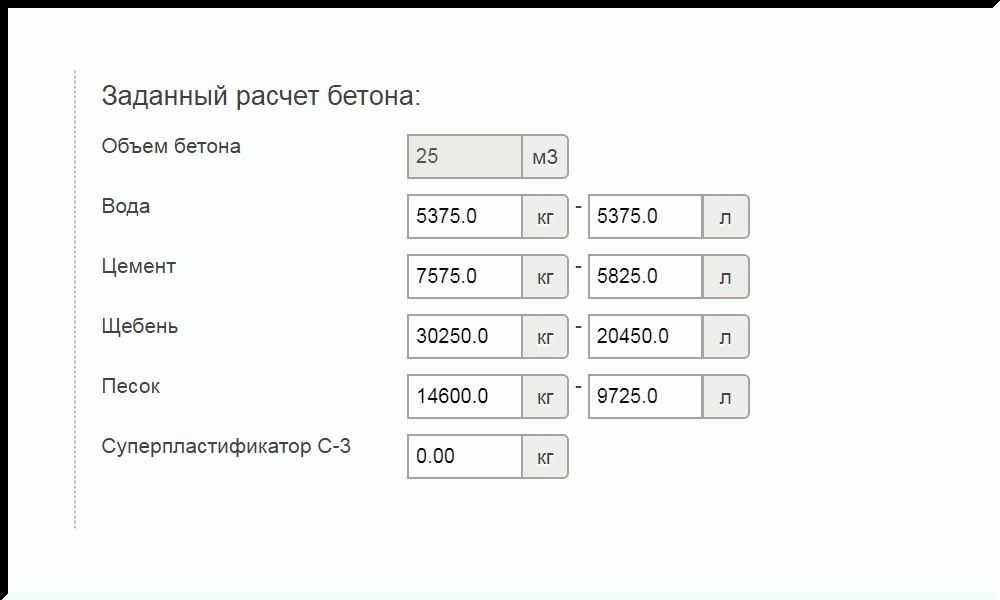 Результат очевиден.
Результат очевиден. Измерьте основные габариты плит: высоту, ширину и длину. После того как эти параметры получены, достаточно будет перемножить цифры.
Измерьте основные габариты плит: высоту, ширину и длину. После того как эти параметры получены, достаточно будет перемножить цифры.
 {n} $
{n} $ Кубатурная формула (1) с $ N \leq \mu $
Кубатурная формула (1) с $ N \leq \mu $ Положения узлов берутся совместимыми с симметрией $\Omega$
Положения узлов берутся совместимыми с симметрией $\Omega$ {2} $.
{2} $.

 {n} ) $,
{n} ) $, {(j)}$).
{(j)}$).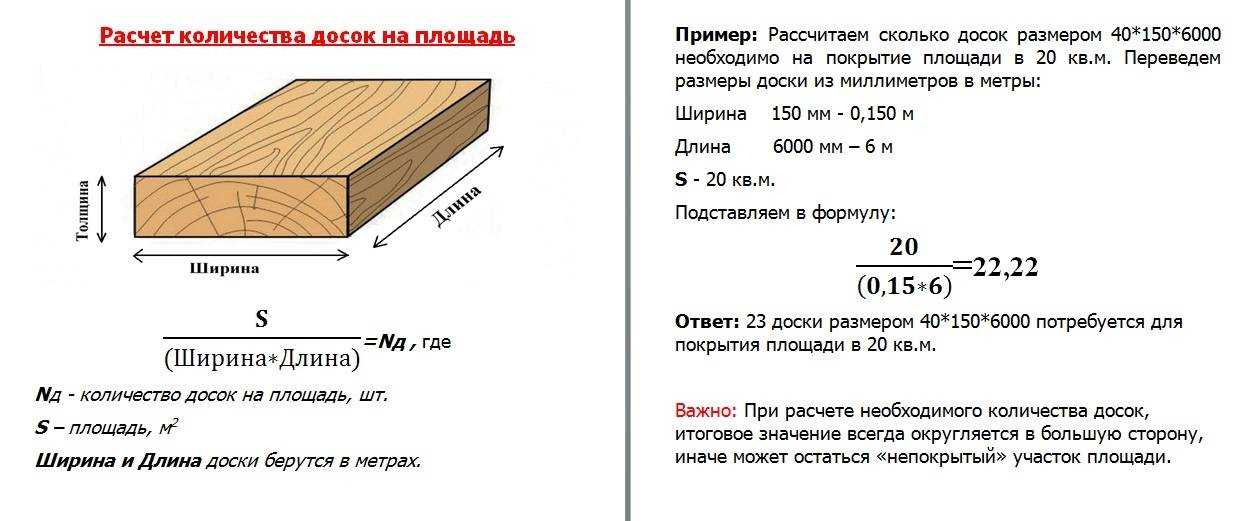 Вы используете этот метод, когда аналитическое решение невозможно или неосуществимо, или при работе с данными из таблиц (в отличие от функций). Другими словами, вы используете его для вычисления интегралов, которые не могут быть точно проинтегрированы. Цель числовой квадратуры состоит в том, чтобы точно аппроксимировать функцию с минимальным количеством оценок.
Вы используете этот метод, когда аналитическое решение невозможно или неосуществимо, или при работе с данными из таблиц (в отличие от функций). Другими словами, вы используете его для вычисления интегралов, которые не могут быть точно проинтегрированы. Цель числовой квадратуры состоит в том, чтобы точно аппроксимировать функцию с минимальным количеством оценок.
 Основные шаги:
Основные шаги: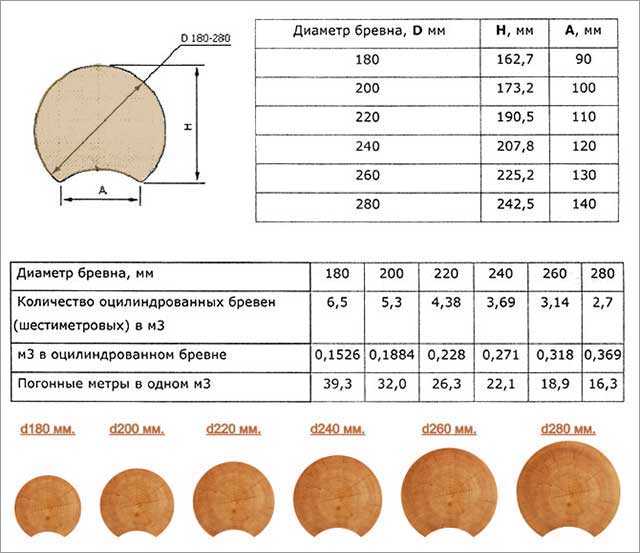 Если вам нужно только приблизительное приближение и вы не беспокоитесь о получении точного ответа, этот простой метод может подойти.
Если вам нужно только приблизительное приближение и вы не беспокоитесь о получении точного ответа, этот простой метод может подойти. в основной статье о суммах Римана.
в основной статье о суммах Римана.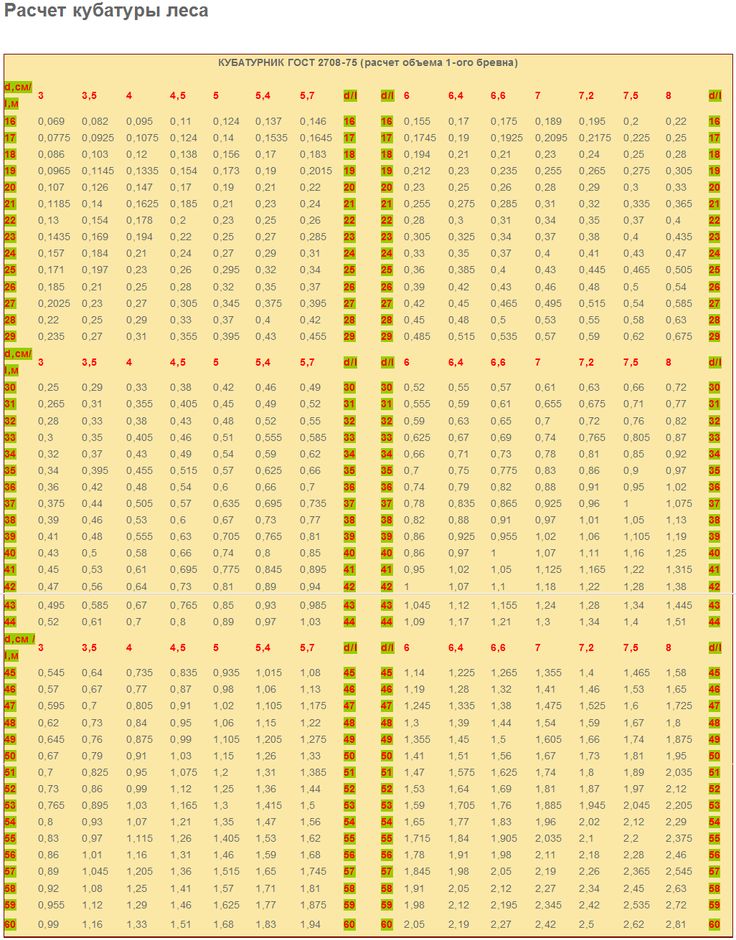
 На самом деле их так много, что им посвящены целые энциклопедии. Большинство академических работ по множественному численному интегрированию относятся к одной из двух книг:
На самом деле их так много, что им посвящены целые энциклопедии. Большинство академических работ по множественному численному интегрированию относятся к одной из двух книг:



 Точнее, основных компонентов два:
Точнее, основных компонентов два:
 К сожалению, каждое изделие индивидуально, и в каждом конкретном случае правильный путь – это работа инженера-проектировщика, который в составе проекта дома, опираясь на расчетные данные проекта дома, предоставит дополнительно формы и размеры каркасов для армирования, а также диаметр арматуры и другие данные.
К сожалению, каждое изделие индивидуально, и в каждом конкретном случае правильный путь – это работа инженера-проектировщика, который в составе проекта дома, опираясь на расчетные данные проекта дома, предоставит дополнительно формы и размеры каркасов для армирования, а также диаметр арматуры и другие данные.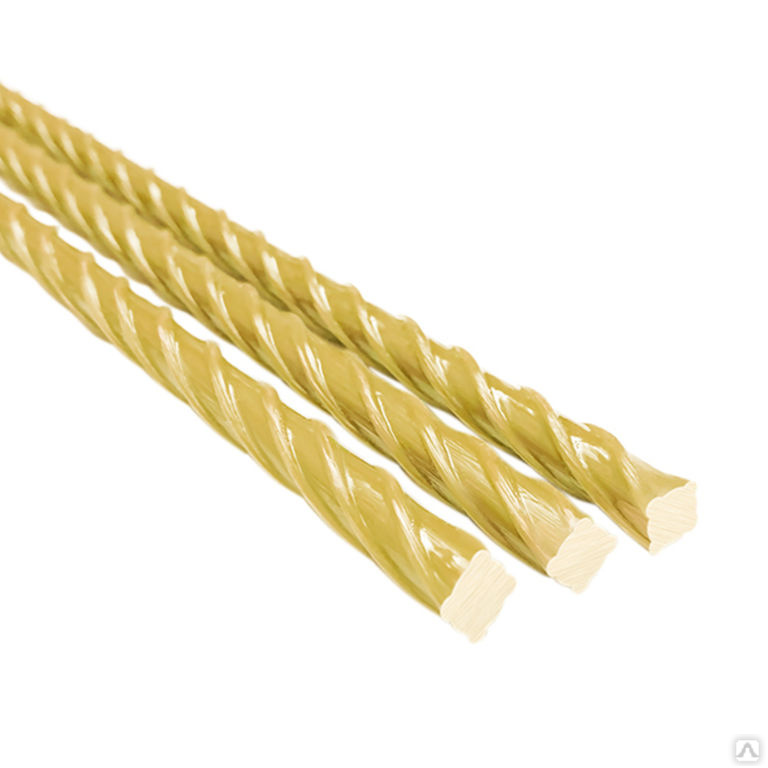
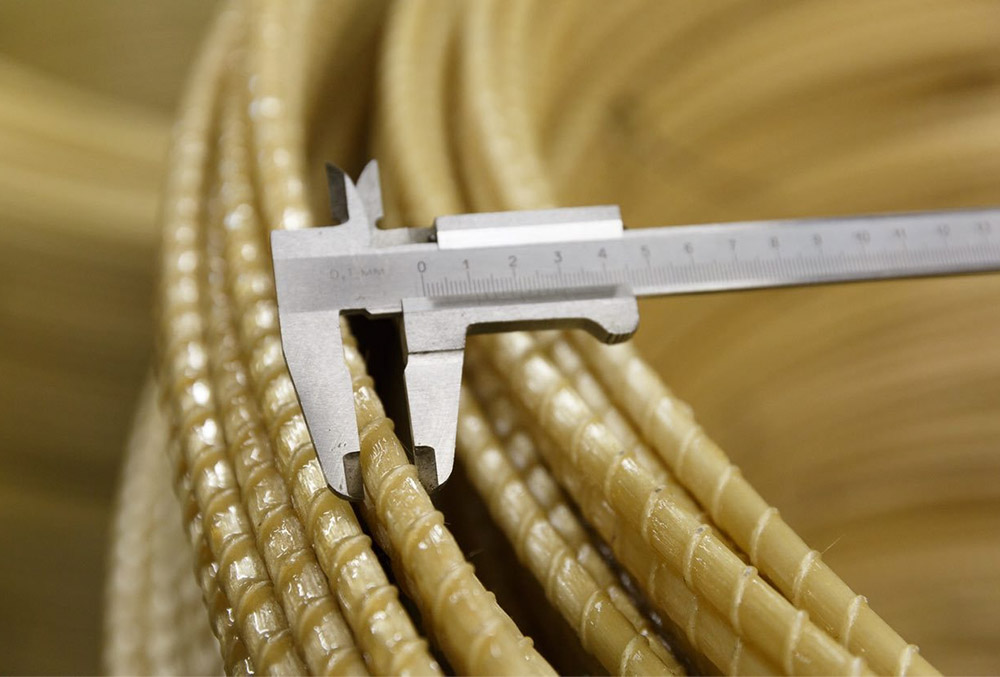


 Материалы матричной фазы обычно являются непрерывными.
Материалы матричной фазы обычно являются непрерывными.

 Существует множество коммерчески доступных форм армирования, отвечающих конструктивным требованиям пользователя. Возможность адаптировать архитектуру волокна позволяет оптимизировать производительность продукта, что приводит к снижению веса и стоимости.
Существует множество коммерчески доступных форм армирования, отвечающих конструктивным требованиям пользователя. Возможность адаптировать архитектуру волокна позволяет оптимизировать производительность продукта, что приводит к снижению веса и стоимости. Стекло, как правило, является хорошим ударопрочным волокном, но весит больше, чем углерод или арамид. Стекловолокно обладает превосходными механическими характеристиками, в некоторых формах прочнее стали. Более низкий модуль требует специальной обработки конструкции, где жесткость имеет решающее значение. Стеклянные волокна прозрачны для радиочастотного излучения и используются в радиолокационных антеннах.
Стекло, как правило, является хорошим ударопрочным волокном, но весит больше, чем углерод или арамид. Стекловолокно обладает превосходными механическими характеристиками, в некоторых формах прочнее стали. Более низкий модуль требует специальной обработки конструкции, где жесткость имеет решающее значение. Стеклянные волокна прозрачны для радиочастотного излучения и используются в радиолокационных антеннах. Основным недостатком волокон на основе ПАН является их высокая относительная стоимость, которая является результатом стоимости основного материала и энергоемкости производственного процесса. Композиты из углеродного волокна более хрупкие, чем стекло или арамид. Углеродные волокна могут вызвать гальваническую коррозию при использовании рядом с металлами. Для предотвращения этого используется барьерный материал, такой как стекло и смола.
Основным недостатком волокон на основе ПАН является их высокая относительная стоимость, которая является результатом стоимости основного материала и энергоемкости производственного процесса. Композиты из углеродного волокна более хрупкие, чем стекло или арамид. Углеродные волокна могут вызвать гальваническую коррозию при использовании рядом с металлами. Для предотвращения этого используется барьерный материал, такой как стекло и смола. Арамидные волокна являются изоляторами электричества и тепла и повышают ударопрочность композитов. Они устойчивы к органическим растворителям, горюче-смазочным материалам. Арамидные композиты не так хороши по прочности на сжатие, как стеклянные или углеродные композиты. Сухие арамидные волокна прочны и используются в качестве тросов или канатов, а также часто используются в баллистических целях. Кевлар®, пожалуй, самый известный пример арамидного волокна. Арамид является преобладающей заменой органического армирующего волокна для стальных брекеров в шинах.
Арамидные волокна являются изоляторами электричества и тепла и повышают ударопрочность композитов. Они устойчивы к органическим растворителям, горюче-смазочным материалам. Арамидные композиты не так хороши по прочности на сжатие, как стеклянные или углеродные композиты. Сухие арамидные волокна прочны и используются в качестве тросов или канатов, а также часто используются в баллистических целях. Кевлар®, пожалуй, самый известный пример арамидного волокна. Арамид является преобладающей заменой органического армирующего волокна для стальных брекеров в шинах.
 Ровница с одним концом состоит из множества отдельных нитей, намотанных в одну прядь. Продукт обычно используется в процессах, использующих однонаправленное армирование, таких как намотка волокна или пултрузия.
Ровница с одним концом состоит из множества отдельных нитей, намотанных в одну прядь. Продукт обычно используется в процессах, использующих однонаправленное армирование, таких как намотка волокна или пултрузия. Разнонаправленное армирование получают путем переплетения, вязания, сшивания или плетения непрерывных волокон в ткань из крученой и крученой пряжи. Ткани могут быть изготовлены с использованием практически любого армирующего волокна. Наиболее распространенные ткани изготавливаются из стекловолокна, углерода или арамида. Ткани обладают направленной прочностью и высокими нагрузками армирования, которые часто встречаются в высокопроизводительных приложениях. Ткани позволяют точно разместить армирование. Это невозможно сделать с размолотыми волокнами или рублеными нитями, а возможно только с непрерывными нитями с использованием относительно дорогого оборудования для укладки волокон. Из-за непрерывной природы волокон в большинстве тканей отношение прочности к весу намного выше, чем у версий с разрезанными или рублеными волокнами. Сшитые ткани позволяют настроить ориентацию волокон в структуре ткани. Это может иметь большое преимущество при проектировании с учетом устойчивости к сдвигу или кручению.
Разнонаправленное армирование получают путем переплетения, вязания, сшивания или плетения непрерывных волокон в ткань из крученой и крученой пряжи. Ткани могут быть изготовлены с использованием практически любого армирующего волокна. Наиболее распространенные ткани изготавливаются из стекловолокна, углерода или арамида. Ткани обладают направленной прочностью и высокими нагрузками армирования, которые часто встречаются в высокопроизводительных приложениях. Ткани позволяют точно разместить армирование. Это невозможно сделать с размолотыми волокнами или рублеными нитями, а возможно только с непрерывными нитями с использованием относительно дорогого оборудования для укладки волокон. Из-за непрерывной природы волокон в большинстве тканей отношение прочности к весу намного выше, чем у версий с разрезанными или рублеными волокнами. Сшитые ткани позволяют настроить ориентацию волокон в структуре ткани. Это может иметь большое преимущество при проектировании с учетом устойчивости к сдвигу или кручению.

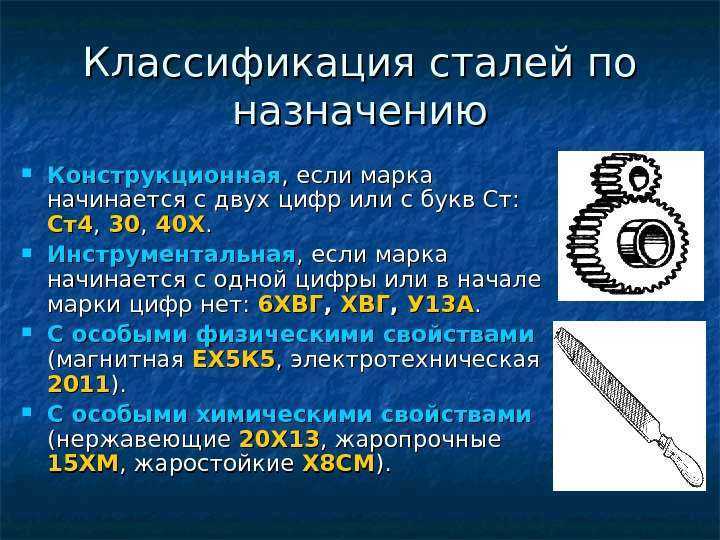 При увеличении количества углерода до 0,8–1% прочностные характеристики и твердость углеродистой стали возрастают, но значительно ухудшаются ее пластичность и вязкость.
При увеличении количества углерода до 0,8–1% прочностные характеристики и твердость углеродистой стали возрастают, но значительно ухудшаются ее пластичность и вязкость. Часть этих примесей, такие как марганец и кремний, являются полезными, их вводят в состав стали на стадии ее выплавки для того, чтобы обеспечить ее раскисление. Сера и фосфор – это вредные примеси, которые ухудшают качественные характеристики стального сплава.
Часть этих примесей, такие как марганец и кремний, являются полезными, их вводят в состав стали на стадии ее выплавки для того, чтобы обеспечить ее раскисление. Сера и фосфор – это вредные примеси, которые ухудшают качественные характеристики стального сплава.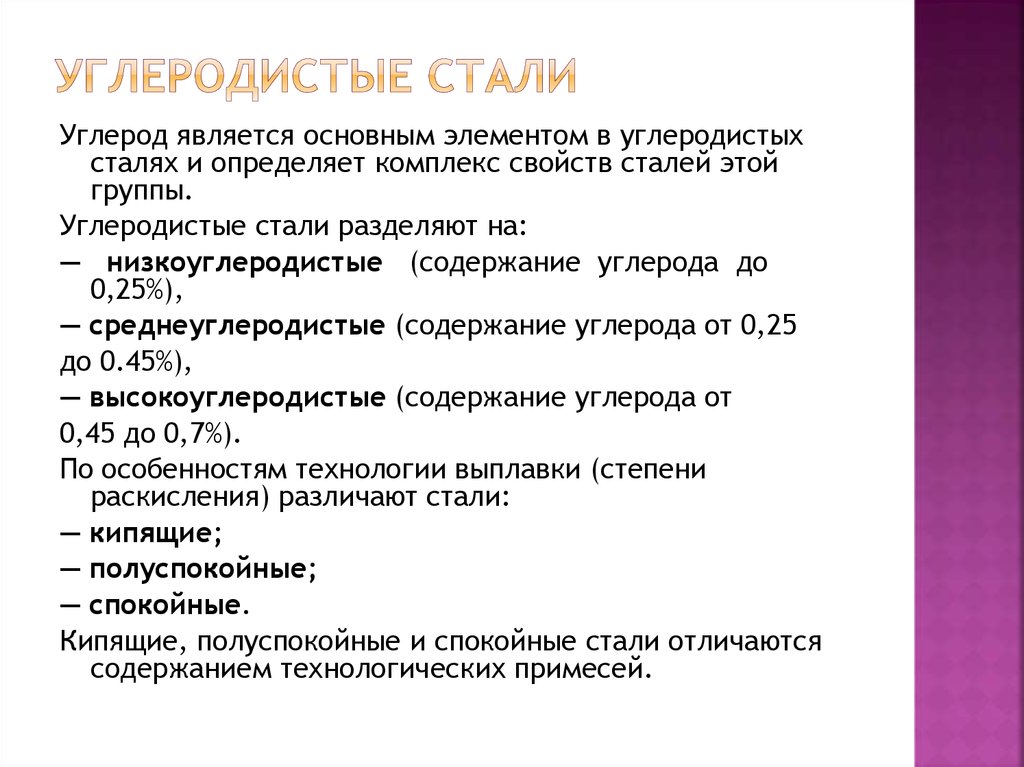 В зависимости от данного параметра углеродистые стальные сплавы делятся на спокойные, полуспокойные и кипящие.
В зависимости от данного параметра углеродистые стальные сплавы делятся на спокойные, полуспокойные и кипящие. Во внутренней структуре такой стали из-за того, что процесс ее раскисления в печи не был доведен до конца, присутствуют растворенные газы, которые негативно отражаются на характеристиках металла. Так, азот, содержащийся в составе таких сталей, плохо влияет на их свариваемость, провоцируя образование трещин в области сварного шва. Развитая ликвация в структуре этих стальных сплавов приводит к тому, что металлический прокат, который из них изготовлен, имеет неоднородность как по своей структуре, так и по механическим характеристикам.
Во внутренней структуре такой стали из-за того, что процесс ее раскисления в печи не был доведен до конца, присутствуют растворенные газы, которые негативно отражаются на характеристиках металла. Так, азот, содержащийся в составе таких сталей, плохо влияет на их свариваемость, провоцируя образование трещин в области сварного шва. Развитая ликвация в структуре этих стальных сплавов приводит к тому, что металлический прокат, который из них изготовлен, имеет неоднородность как по своей структуре, так и по механическим характеристикам. Большая часть полуспокойных углеродистых сталей используется в качестве конструкционных материалов.
Большая часть полуспокойных углеродистых сталей используется в качестве конструкционных материалов. К плавильному оборудованию, которое используется для получения таких сталей, относятся также кислородные конвертеры. По сравнению с качественными стальными сплавами, рассматриваемые стали могут иметь большее содержание вредных примесей, что сказывается на стоимости их производства, а также на их характеристиках.
К плавильному оборудованию, которое используется для получения таких сталей, относятся также кислородные конвертеры. По сравнению с качественными стальными сплавами, рассматриваемые стали могут иметь большее содержание вредных примесей, что сказывается на стоимости их производства, а также на их характеристиках.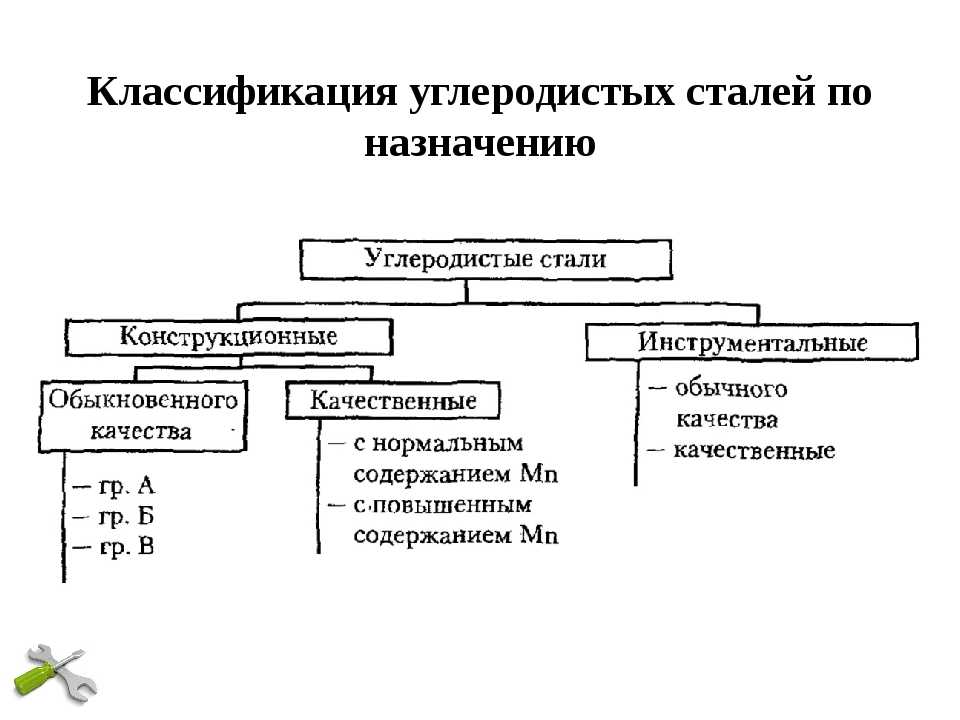 К химическому составу таких сталей, наличию в их структуре вредных и неметаллических примесей соответствующий ГОСТ предъявляет очень жесткие требования. Например, в сталях, которые относятся к категории высококачественных, должно содержаться не более 0,04% серы и не больше 0,035% фосфора. Качественные и высококачественные стальные сплавы благодаря строгим требованиям к способу их производства и к характеристикам отличаются повышенной чистотой структуры.
К химическому составу таких сталей, наличию в их структуре вредных и неметаллических примесей соответствующий ГОСТ предъявляет очень жесткие требования. Например, в сталях, которые относятся к категории высококачественных, должно содержаться не более 0,04% серы и не больше 0,035% фосфора. Качественные и высококачественные стальные сплавы благодаря строгим требованиям к способу их производства и к характеристикам отличаются повышенной чистотой структуры.

 В конце обозначения некоторых марок можно встретить букву «А». Это значит, что сталь обладает улучшенным металлургическим качеством.
В конце обозначения некоторых марок можно встретить букву «А». Это значит, что сталь обладает улучшенным металлургическим качеством. Львиную долю технических задач решают с ее использованием. На сегодняшний день известно множество марок и сплавов, от самых простых до используемых в космической отрасли. Но самой популярной остается углеродистая сталь, структура которой состоит всего из двух компонентов: железа и углерода. Рассмотрим этот продукт черной металлургии подробнее.
Львиную долю технических задач решают с ее использованием. На сегодняшний день известно множество марок и сплавов, от самых простых до используемых в космической отрасли. Но самой популярной остается углеродистая сталь, структура которой состоит всего из двух компонентов: железа и углерода. Рассмотрим этот продукт черной металлургии подробнее.

 Присутствие кремния и марганца наделяет их вязкостью, стойкостью и хорошей свариваемостью. Из нее делают фасонный металлопрокат: швеллера, двутавровые балки и уголки;
Присутствие кремния и марганца наделяет их вязкостью, стойкостью и хорошей свариваемостью. Из нее делают фасонный металлопрокат: швеллера, двутавровые балки и уголки; Механические параметры, такие как твердость и предел прочности, увеличиваются, как и процент углерода, и являются основными. Изначальные характеристики могут быть изменены при помощи термической обработки. Ударная вязкость показывает склонность к появлению трещин при приложении определенной нагрузки и привязана к структуре марки. Самый высокий показатель 160 Дж/см2.
Механические параметры, такие как твердость и предел прочности, увеличиваются, как и процент углерода, и являются основными. Изначальные характеристики могут быть изменены при помощи термической обработки. Ударная вязкость показывает склонность к появлению трещин при приложении определенной нагрузки и привязана к структуре марки. Самый высокий показатель 160 Дж/см2.
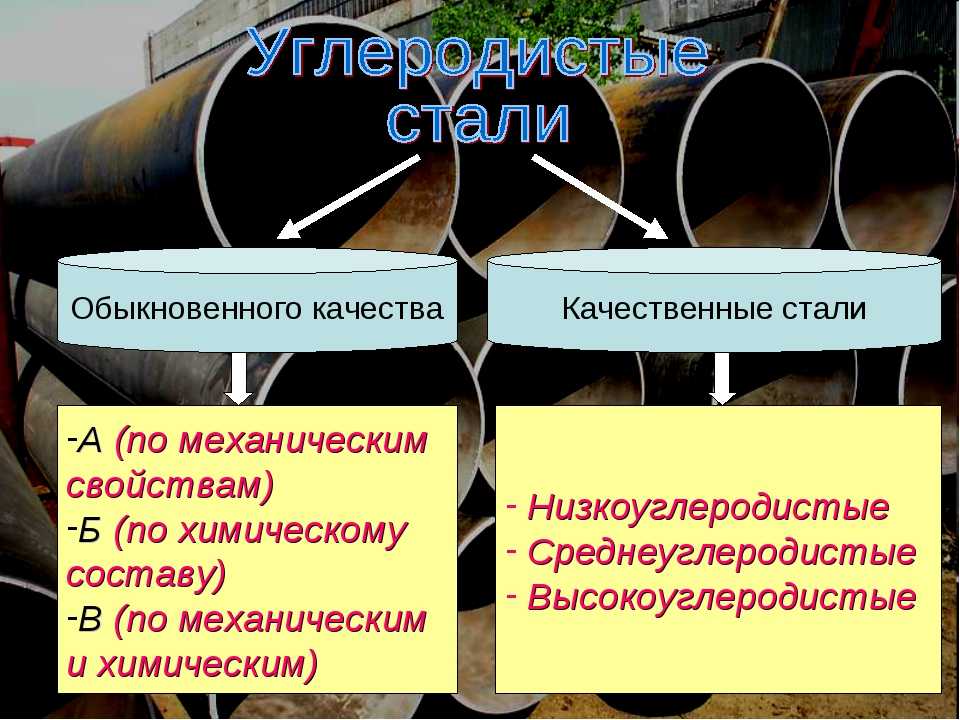 Изучим вопрос глубже.
Изучим вопрос глубже.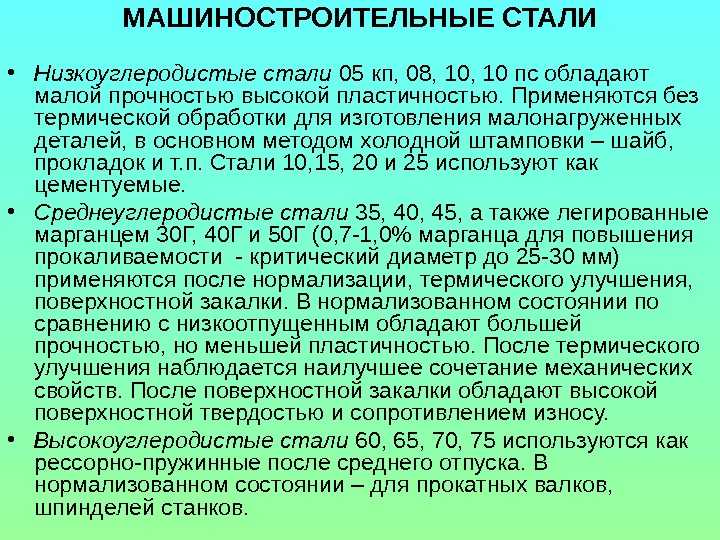 Также возможны такие операции как шлифовка или притирка, подразумевающие применение абразивных материалов.
Также возможны такие операции как шлифовка или притирка, подразумевающие применение абразивных материалов. Только наличие агрессивных сред заставит специалиста отказаться от них в пользу легированных сталей.
Только наличие агрессивных сред заставит специалиста отказаться от них в пользу легированных сталей. , титан, вольфрам, ванадий, цирконий или любой другой сплав
, титан, вольфрам, ванадий, цирконий или любой другой сплав 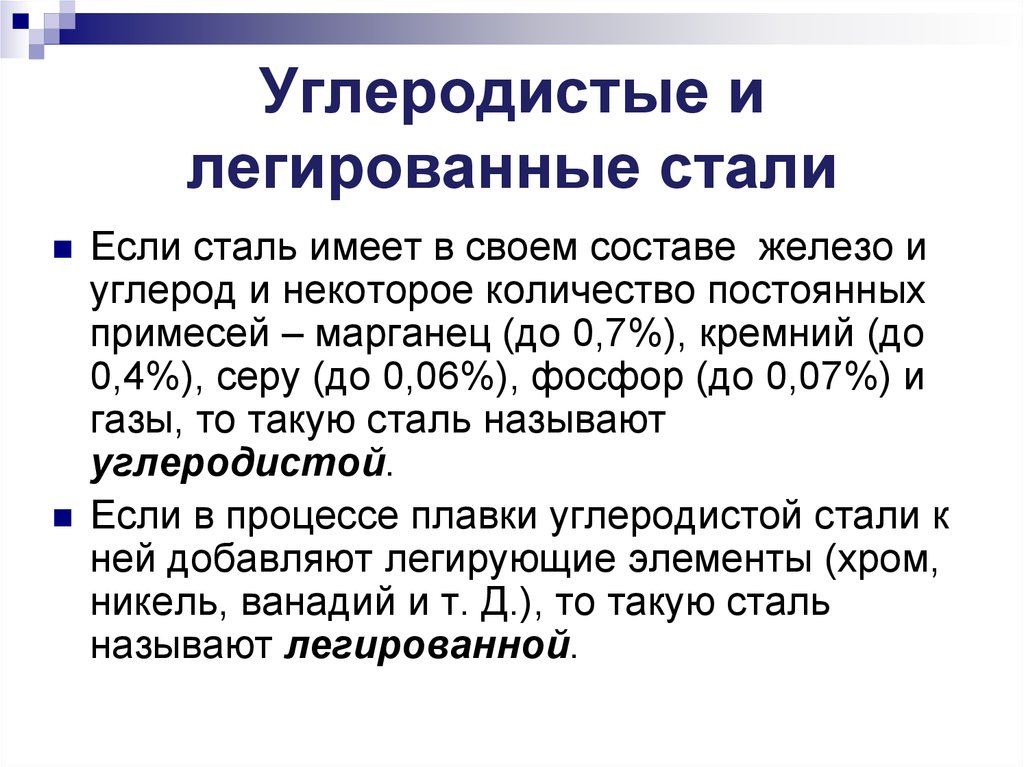 Его легче формовать в холодном состоянии и обрабатывать, чем другие сорта.
Его легче формовать в холодном состоянии и обрабатывать, чем другие сорта.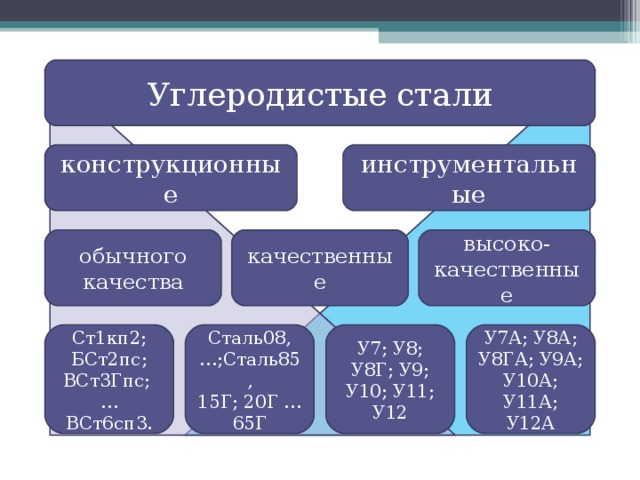 Его также называют «чугун», и это материал, используемый для изготовления старинных кастрюль.
Его также называют «чугун», и это материал, используемый для изготовления старинных кастрюль. Эти различия придают каждому типу стали свои свойства.
Эти различия придают каждому типу стали свои свойства.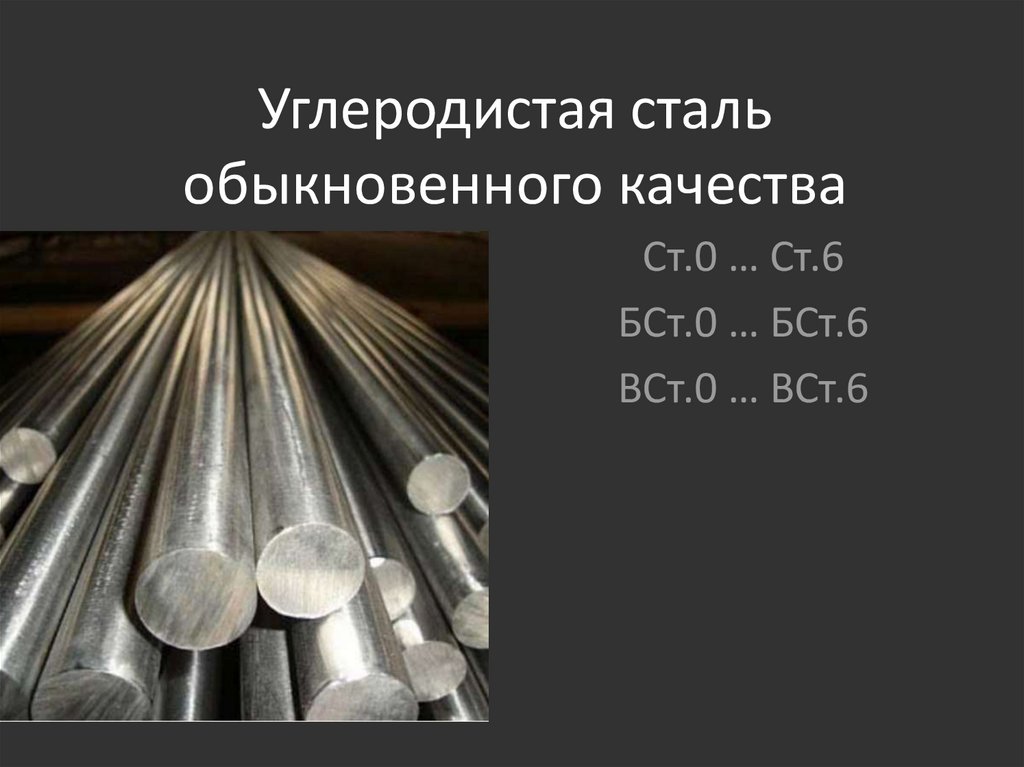 Эти материалы очень твердые и прочные и используются для изготовления ножей и лопаток турбин
Эти материалы очень твердые и прочные и используются для изготовления ножей и лопаток турбин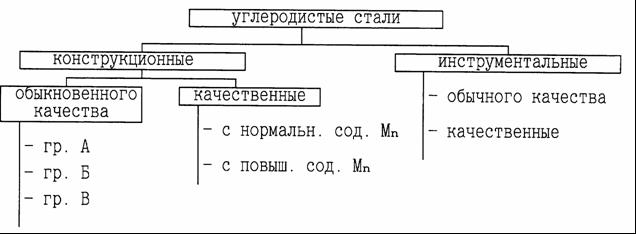 Нержавеющая сталь была впервые использована в автомобильной промышленности Фордом в 19 веке.30-х годов от Ford, и с тех пор используется в автомобилях для выхлопных систем, решеток, отделки и структурных компонентов. Это распространяется на авиастроение, где он используется в корпусах самолетов, реактивных двигателях и шасси. Его устойчивость к коррозии, низкие эксплуатационные расходы и простота очистки делают его полезным для транспортировки и взаимодействия с химическими веществами, и его часто используют в чистых и стерильных средах. Таким образом, медицинские технологии также довольно распространены.
Нержавеющая сталь была впервые использована в автомобильной промышленности Фордом в 19 веке.30-х годов от Ford, и с тех пор используется в автомобилях для выхлопных систем, решеток, отделки и структурных компонентов. Это распространяется на авиастроение, где он используется в корпусах самолетов, реактивных двигателях и шасси. Его устойчивость к коррозии, низкие эксплуатационные расходы и простота очистки делают его полезным для транспортировки и взаимодействия с химическими веществами, и его часто используют в чистых и стерильных средах. Таким образом, медицинские технологии также довольно распространены. Посуда, такая как ножи, изготавливается из менее пластичных сортов нержавеющей стали, в то время как более пластичные сорта используются для грилей, духовок, кастрюль и раковин.
Посуда, такая как ножи, изготавливается из менее пластичных сортов нержавеющей стали, в то время как более пластичные сорта используются для грилей, духовок, кастрюль и раковин.
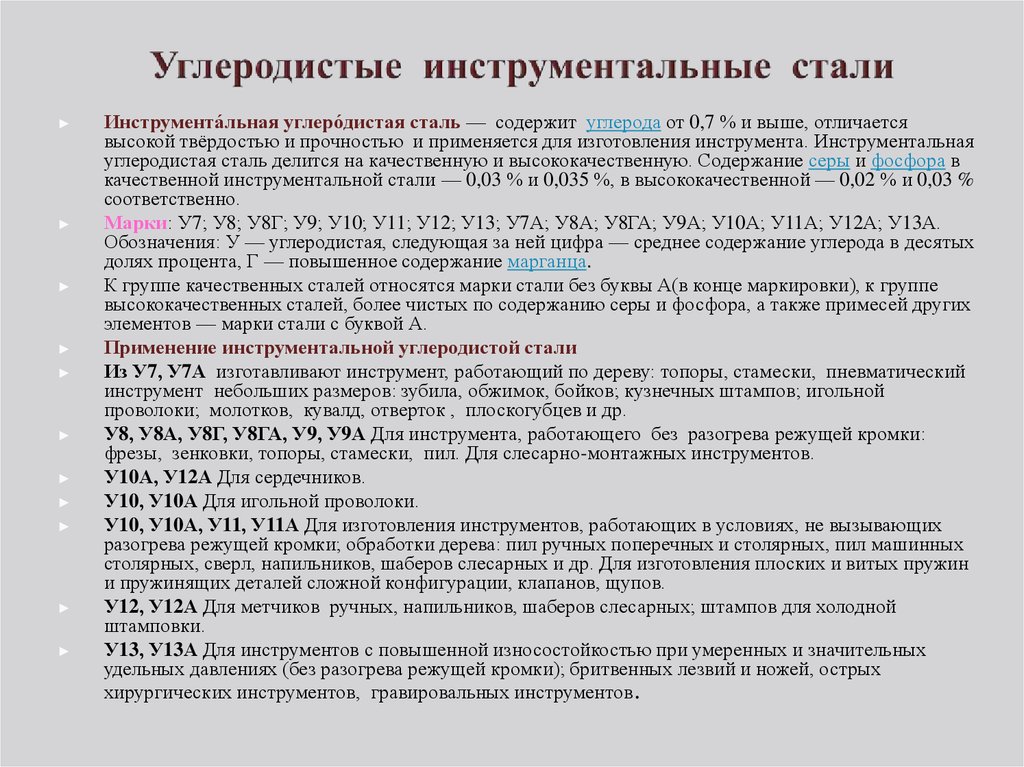 Низкоуглеродистые стали могут использоваться в компонентах автомобильных кузовов, трубах, компонентах конструкций и мостов, пищевых банках. Среднеуглеродистая сталь используется для железнодорожных путей, колес поездов, коленчатых валов, зубчатых колес и деталей машин, требующих ее более высокой прочности и ударной вязкости, и аналогичным образом высокоуглеродистая сталь используется в режущих инструментах, пружинах, высокопрочной проволоке и штампах из-за ее твердости.
Низкоуглеродистые стали могут использоваться в компонентах автомобильных кузовов, трубах, компонентах конструкций и мостов, пищевых банках. Среднеуглеродистая сталь используется для железнодорожных путей, колес поездов, коленчатых валов, зубчатых колес и деталей машин, требующих ее более высокой прочности и ударной вязкости, и аналогичным образом высокоуглеродистая сталь используется в режущих инструментах, пружинах, высокопрочной проволоке и штампах из-за ее твердости.
 ..
.. 14-700-P-A600.Рабочий объем 3.14 куб.см. Скорость до 2000 оборотов. Идеально подойдёт для мощных прессовых…
14-700-P-A600.Рабочий объем 3.14 куб.см. Скорость до 2000 оборотов. Идеально подойдёт для мощных прессовых… Мы продаем много машин.Линия для производства профильной трубы,Оборудование для производства…
Мы продаем много машин.Линия для производства профильной трубы,Оборудование для производства… ..
.. 02.2022
02.2022 выпуска, в рабочем состоянии по цене 250…
выпуска, в рабочем состоянии по цене 250… Успешно применяется для обработки погонажных изделий, обеспечивает пробивку отверстий любой формы.Максимальное…
Успешно применяется для обработки погонажных изделий, обеспечивает пробивку отверстий любой формы.Максимальное…





 В отношении всех сообщаемых Персональных данных Посетитель дает Администратору согласие на их обработку. Администратор обрабатывает персональные данные Посетителя исключительно в целях предоставления Посетителю функций Сайта, размещенного на нем контента, маркетинговой, рекламной, иной информации, в целях получения Посетителем персонализированной (таргетированной) рекламы, исследования и анализа данных Посетителя, а также в целях предложения Посетителю своих товаров и услуг. В отношении всех сообщенных Администратору Посетителем своих персональных данных Администратор вправе осуществлять сбор, систематизацию, накопление, хранение, уточнение (обновление, изменение), использование, распространение (в том числе передача любым третьим лицам, включая передачу персональных данных третьим лицам на хранение или в случае поручения обработки персональных данных третьим лицам), обезличивание, блокирование, уничтожение, трансграничную передачу, обработку с применением основных способов такой обработки (хранение, запись на электронных носителях и их хранение, составление перечней, маркировка) и иные действия в соответствии со статьей 3 Федерального закона от 27.
В отношении всех сообщаемых Персональных данных Посетитель дает Администратору согласие на их обработку. Администратор обрабатывает персональные данные Посетителя исключительно в целях предоставления Посетителю функций Сайта, размещенного на нем контента, маркетинговой, рекламной, иной информации, в целях получения Посетителем персонализированной (таргетированной) рекламы, исследования и анализа данных Посетителя, а также в целях предложения Посетителю своих товаров и услуг. В отношении всех сообщенных Администратору Посетителем своих персональных данных Администратор вправе осуществлять сбор, систематизацию, накопление, хранение, уточнение (обновление, изменение), использование, распространение (в том числе передача любым третьим лицам, включая передачу персональных данных третьим лицам на хранение или в случае поручения обработки персональных данных третьим лицам), обезличивание, блокирование, уничтожение, трансграничную передачу, обработку с применением основных способов такой обработки (хранение, запись на электронных носителях и их хранение, составление перечней, маркировка) и иные действия в соответствии со статьей 3 Федерального закона от 27. 07.2006 № 152-ФЗ «О персональных данных».
07.2006 № 152-ФЗ «О персональных данных».
 3 к.4 п.1026.
3 к.4 п.1026. Прессы, используемые для формовки металла, часто имеют плиты с подогревом для повышения пластичности формируемых материалов. Добавление тепла к операции штамповки металла также снижает усилие, необходимое прессу для создания готовой детали. Это приводит к экономии затрат в процессе проектирования, а также к увеличению срока службы матрицы.
Прессы, используемые для формовки металла, часто имеют плиты с подогревом для повышения пластичности формируемых материалов. Добавление тепла к операции штамповки металла также снижает усилие, необходимое прессу для создания готовой детали. Это приводит к экономии затрат в процессе проектирования, а также к увеличению срока службы матрицы.
 Эта дополнительная точность приводит к меньшему количеству брака, экономии энергии и повышению качества деталей.
Эта дополнительная точность приводит к меньшему количеству брака, экономии энергии и повышению качества деталей. Изображения: Greenerd
Изображения: Greenerd 
 Дневной свет описывает максимальную производительность пресса по вертикали.
Дневной свет описывает максимальную производительность пресса по вертикали. Цепи управления включают функции неповторения и защиты от привязки.
Цепи управления включают функции неповторения и защиты от привязки. ведущее изображение ).
ведущее изображение ). В отличие от конструкции с четырьмя стойками, в которой рама полностью состоит из четырех колонн, пресс с прямой стороной поддерживается двумя боковыми пластинами из стальных плит и стяжками, чтобы уменьшить степень растяжения рамы под нагрузкой. Для вырубки в тяжелых условиях обычно требуется, чтобы конструкция со стяжками выдерживала сильный удар при прорыве материала. Пресс может работать на высоких скоростях и способен производить миллионы циклов в год.
В отличие от конструкции с четырьмя стойками, в которой рама полностью состоит из четырех колонн, пресс с прямой стороной поддерживается двумя боковыми пластинами из стальных плит и стяжками, чтобы уменьшить степень растяжения рамы под нагрузкой. Для вырубки в тяжелых условиях обычно требуется, чтобы конструкция со стяжками выдерживала сильный удар при прорыве материала. Пресс может работать на высоких скоростях и способен производить миллионы циклов в год. 9).0023 Рисунок 3 ). Используется в основном для ламинирования. Он также подходит для применений, требующих воздействия на продукт в течение длительного времени. Он не подходит для типичных операций штамповки, так как имеет цилиндр одностороннего действия и не подходит для операций, требующих выдвижения/зачистки. Кроме того, он является обратным, что обычно не очень полезно для большинства обычных приложений. При низкой первоначальной цене и минимальных эксплуатационных расходах этот пресс обладает мощностью обычного гидравлического пресса за небольшую часть стоимости.
9).0023 Рисунок 3 ). Используется в основном для ламинирования. Он также подходит для применений, требующих воздействия на продукт в течение длительного времени. Он не подходит для типичных операций штамповки, так как имеет цилиндр одностороннего действия и не подходит для операций, требующих выдвижения/зачистки. Кроме того, он является обратным, что обычно не очень полезно для большинства обычных приложений. При низкой первоначальной цене и минимальных эксплуатационных расходах этот пресс обладает мощностью обычного гидравлического пресса за небольшую часть стоимости. Если стандартная конструкция пресса не соответствует вашим потребностям, может потребоваться пресс, адаптированный для вашего применения.
Если стандартная конструкция пресса не соответствует вашим потребностям, может потребоваться пресс, адаптированный для вашего применения. Таймер может использоваться для других функций, таких как синхронизация последовательности движений пресса.
Таймер может использоваться для других функций, таких как синхронизация последовательности движений пресса.
 Благодаря новым компьютерным интерфейсам и системам мониторинга гидравлические прессы можно использовать в передовых компьютерно-интегрированных производственных системах.
Благодаря новым компьютерным интерфейсам и системам мониторинга гидравлические прессы можно использовать в передовых компьютерно-интегрированных производственных системах. Гидравлические прессы относительно просты, имеют всего несколько движущихся частей и полностью смазываются потоком масла под давлением. Поломки случаются нечасто, но если и случаются, то обычно незначительные. Типичные элементы планового технического обслуживания включают замену набивки, электромагнитных катушек и иногда клапана. Эти детали не только недороги, но и легко заменяются без разборки всей машины.
Гидравлические прессы относительно просты, имеют всего несколько движущихся частей и полностью смазываются потоком масла под давлением. Поломки случаются нечасто, но если и случаются, то обычно незначительные. Типичные элементы планового технического обслуживания включают замену набивки, электромагнитных катушек и иногда клапана. Эти детали не только недороги, но и легко заменяются без разборки всей машины.
 Блокировка ограждений, а также других предохранительных устройств относительно проста из-за характера системы управления гидравлическим прессом.
Блокировка ограждений, а также других предохранительных устройств относительно проста из-за характера системы управления гидравлическим прессом. Новые замкнутые сервогидравлические системы значительно улучшают контроль глубины хода, гарантируя стабильные и воспроизводимые результаты. Во многих приложениях эта система устраняет необходимость в блоках поцелуев 9.0092
Новые замкнутые сервогидравлические системы значительно улучшают контроль глубины хода, гарантируя стабильные и воспроизводимые результаты. Во многих приложениях эта система устраняет необходимость в блоках поцелуев 9.0092 Четырехколонные прессы обеспечивают равномерное распределение давления. Прессы с прямой стороной обеспечивают жесткость, необходимую для загрузки со смещением от центра в прогрессивных штампах. Следует помнить одну важную вещь: чем более критична работа и чем более требовательны допуски, тем больше должен быть запас грузоподъемности.
Четырехколонные прессы обеспечивают равномерное распределение давления. Прессы с прямой стороной обеспечивают жесткость, необходимую для загрузки со смещением от центра в прогрессивных штампах. Следует помнить одну важную вещь: чем более критична работа и чем более требовательны допуски, тем больше должен быть запас грузоподъемности. Большинство производителей гидравлических прессов предлагают множество аксессуаров, таких как:
Большинство производителей гидравлических прессов предлагают множество аксессуаров, таких как:
 Мощность в лошадиных силах: продолжительность, длина и скорость хода прессования определяют требуемую мощность в лошадиных силах. Сравните мощность в лошадиных силах.
Мощность в лошадиных силах: продолжительность, длина и скорость хода прессования определяют требуемую мощность в лошадиных силах. Сравните мощность в лошадиных силах.
 Поскольку функциональность печатной машины лежит в основе автоматизации, выгодно сотрудничать с производителем печатной машины, который также является авторизованным системным интегратором и имеет долгую историю предоставления интегрированных систем автоматизации печатной машины для целого ряда приложений.
Поскольку функциональность печатной машины лежит в основе автоматизации, выгодно сотрудничать с производителем печатной машины, который также является авторизованным системным интегратором и имеет долгую историю предоставления интегрированных систем автоматизации печатной машины для целого ряда приложений.