Бетонные лотки для кабеля в категории «Строительство»
Крепеж ЛВ-10.4.3,5- к лотку водоотводному бетонному
Доставка из г. Киев
96 грн
Купить
ООО «Импекс-Груп Украина»
Комплект: лоток водоотводный Super ЛВ-15.25.13 бетонный с чугунной решеткой, класс Е
Доставка из г. Киев
3 840 грн
Купить
ООО «Импекс-Груп Украина»
Металлические лотки для прокладки кабеля
Доставка по Украине
от 48 грн/м
Купить
ООО «ЭЛМАКСЕЛ»
Лоток кабельный УБК-1А
Доставка по Украине
965 грн
Бетонные технологии Украины
Лоток кабельный УБК-2А
Доставка по Украине
748 грн
Бетонные технологии Украины
Плита перекрытия лотка УБК-9А
Доставка по Украине
4 790 грн
Бетонные технологии Украины
Плита перекрытия лотка УБК-5
Доставка по Украине
362 грн
Бетонные технологии Украины
Лотки,плиты УБК
Доставка по Украине
870 грн
Бетонные технологии Украины
Крепление к бетонным лоткам Standartpark ЛВ-Б-10. 04.04-ОС (6102)
04.04-ОС (6102)
Доставка по Украине
113 грн
Купить
Будівельня інтернет-магазин
Заглушка к бетонному лотку Standartpark ЗЛВ-10.14.13-Б-П (6701-Б)
Доставка по Украине
172 грн
Купить
Будівельня інтернет-магазин
Бетонный держатель для кабельных лотков
Под заказ
Доставка по Украине
304.88 грн
Купить
УКРБУДСТАНДАРТ
Лоток бетонный SUPER ЛВ DN 100 с решеткой чугунной
Доставка по Украине
2 100 грн
Купить
ООО Ристеил +
Лоток бетонный 1000х163х210 с решеткой чугунной
Доставка по Украине
2 100 грн
Купить
ООО Ристеил +
Бетонный лоток SUPER 1000х163х210 с решеткой чугунной
Доставка по Украине
2 100 грн
Купить
ООО Ристеил +
Лоток бетонный 1000х160х160 с решеткой чугунной
Доставка по Украине
1 900 грн
Купить
ООО Ристеил +
Смотрите также
Универсальный лоток с забетонированной насадкой — DN 100
Доставка по Украине
1 900 грн
Купить
ООО Ристеил +
Лоток кабельный УБК-1А
Доставка по Украине
от 1 300 грн
ТОВ МеталБудАльянс
Лоток кабельный УБК-2А
Доставка по Украине
от 840 грн
ТОВ МеталБудАльянс
Плита перекрытия лотка УБК-9А
Доставка по Украине
от 6 513 грн
ТОВ МеталБудАльянс
Плита перекрытия лотка УБК-5
Доставка по Украине
от 497 грн
ТОВ МеталБудАльянс
Лотки,плиты УБК
Доставка по Украине
от 870 грн
ТОВ МеталБудАльянс
Комплект бетонных лотков с чугунными решетками 6000х160х160 Drive для заезда DN100 h260, 6м.
Доставка по Украине
20 025 грн
Купить
ООО «ДнепрМеталлАльянс»
Кабель-канал 20х10 ECOLINE IEK, короб для кабеля, лоток
На складе в г. Львов
Доставка по Украине
по 31.52 грн
от 2 продавцов
39.40 грн/пог.м
31.52 грн/пог.м
Купить
Семерочка
Кабель-канал 25х16 ECOLINE IEK, короб для кабеля, лоток
На складе в г. Львов
Доставка по Украине
по 42.05 грн
от 2 продавцов
52.56 грн/пог.м
42.05 грн/пог.м
Купить
Семерочка
Кабель-канал 25х25 ECOLINE IEK, короб для кабеля, лоток
На складе в г. Львов
Доставка по Украине
по 52.59 грн
от 2 продавцов
65.74 грн/пог.м
52.59 грн/пог.м
Купить
Семерочка
Кабель-канал 40х16 ECOLINE IEK, короб для кабеля, лоток
На складе в г. Львов
Доставка по Украине
по 68. 27 грн
27 грн
от 2 продавцов
85.34 грн/пог.м
68.27 грн/пог.м
Купить
Семерочка
Кабель-канал 40х25 ECOLINE IEK, короб для кабеля, лоток
На складе в г. Львов
Доставка по Украине
по 79.02 грн
от 2 продавцов
98.78 грн/пог.м
79.02 грн/пог.м
Купить
Семерочка
Гибкий кабель-канал полузакрытый 18х25, кабелеукладчик с секциями для крепления на каждый метр
На складе в г. Ровно
Доставка по Украине
324 грн/м
Купить
CNCPROM
Гибкий кабель-канал открытый 25х75, кабелеукладчик с секциями для крепления на каждый метр
На складе в г. Ровно
Доставка по Украине
810 грн/м
Купить
CNCPROM
Технология и правила монтажа кабельных лотков
Кабельными лотками называют изделия из бетона или железобетона, используемые в электромонтажных работах. В такие лотки закладывают кабельные трассы, причем двумя способами – под землей и над. Функция изделия – обеспечение защиты проложенных кабелей от внешних воздействий. Через специальный лоток легче следить за их состоянием и, если нужно, сделать замену. С помощью бетонных кабельных лотков организуют электроснабжение для разных объектов: производств, складов, магазинов, зданий администрации и т.д.
Функция изделия – обеспечение защиты проложенных кабелей от внешних воздействий. Через специальный лоток легче следить за их состоянием и, если нужно, сделать замену. С помощью бетонных кабельных лотков организуют электроснабжение для разных объектов: производств, складов, магазинов, зданий администрации и т.д.
Оглавление
Разновидности
Монтажные работы
Выбор схемы
Подготовительные работы
Монтаж кабельных лотков
Разновидности
Наиболее востребованные типы:
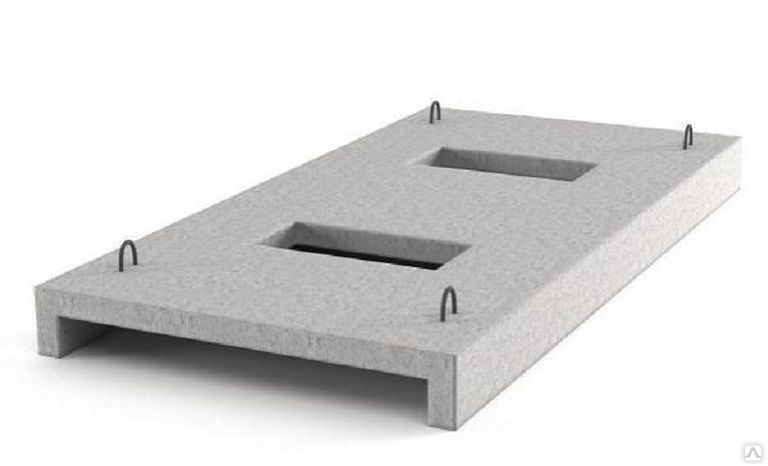
- УБК-1А, 2А. Имеют П-образную форму и отверстия для естественного или искусственного удаления воды;
- УБК-5А. Изделия прямоугольной формы, которыми накрывают лотки. Если с кабельной продукцией что-либо случилось, появилась необходимость в ремонте, крышка легко снимается обеспечивая тем самым доступ;
- УБК-9А. Особенность этого вида сводится к наличию трех отверстий;
- БК-11А, 12А. Это бруски, имеющие форму трапеций, используемые в качестве основы для быстрого монтажа кабельных лотков.

Сырьем для изготовления изделий служит тяжелый бетон, обеспечивающий прочность, надежность и долговечность конструкции.
Монтажные работы
На объект доставляют основание из бетона и крышку – комплект. В лотки, сделанные из железобетона, укладывают кабели, напряжение которых не превышает отметку в 1000 В. В ходе установочных работ обязательно придерживаются ПУЭ и СНиП 3.05.06-85. Тонкости монтажа:
- лотки закладывают на глубину не более двух метров от уровня поверхности;
- бывает, кабельные линии пересекаются с другими коммуникациями инженерного типа. В таких ситуациях обязательно соблюдение дистанций;
- основание не заполняют более чем на 50% от всего объема. Это необходимо, чтобы кабели не перегревались во время работы;
- нередко кабельные линии укладывают пучками, но здесь есть пару ограничений – в пучке должно быть не больше 12 проводов, а его предельный диаметр – до 100 мм;
- если участок прямой и горизонтальный, фиксация кабелей к лотку необязательна.

На какие этапы делятся работы:
- выбирают предпочтительную схему установки;
- подготовительные работы;
- непосредственно монтаж.
Выбор схемы
Подходящая схема зависит от того, на каком покрытии будут выполняться работы:
- асфальт. Под лотком формируют бетонную стяжку толщиной от 150 мм;
- бетон. Аналогично, как и в случае с асфальтным покрытием;
- плитка. Стяжка должна быть толщиной минимум 100 мм.
Подготовительные работы
Это ряд мероприятий, в ходе которых:
- разрабатывают проектную документацию, в которую закладывают все данные касаемо конструкции объекта и месте его нахождения;
- разбивают местность, опираясь на сведения из проектной документации;
- подготавливают элементы системы. В некоторых случаях может быть необходимость в применении спецтехники.
Монтаж кабельных лотков
Кабельные лотки устанавливают в несколько этапов:
- Для начала определяют, где будет размещен лотковый канал (геодезические работы).
- Сверяют план на местности с подготовленными чертежами, проверяют пересечения с прочими коммуникациями.
- Подготавливают траншеи, куда будут укладываться изделия.
- Монтируют основания и крышки.
- Обрабатывают бетонные поверхности составами, уберегающими от воздействия влаги.
- Засыпают котлован.

Кабельный желоб | Безопасная и надежная защита кабелей
Для управления и защиты кабелей и коммуникаций
Свяжитесь с нами, чтобы обсудить требования вашего проекта
Свяжитесь с HAURATON
Управление кабелями является важным фактором для многочисленных инфраструктурных проектов. Спрос на облегчение прокладки кабелей и коммунальных услуг растет из-за более широкого использования технологий внутри зданий и на внешних поверхностях.
Без специальной системы управления кабелями кабели и инженерные коммуникации, проложенные на поверхности, часто представляют повышенную опасность, связанную с высокоуровневыми работами, плохой эстетикой, опасностью спотыкания, риском утечки и другими структурными требованиями.
Кабельные желоба представляют собой удобные системы, обеспечивающие безопасное, надежное и практичное управление электрическими кабелями, трубами и другими инженерными коммуникациями. Они могут выступать в качестве постоянного или временного решения для прокладки кабелей в приложениях, где требуется быстрая адаптация кабелей.
Кабели и инженерные коммуникации, проложенные в системах кабельных желобов, могут иметь множество преимуществ, таких как:
Барьер для долговременной защиты от случайного повреждения
Избегайте опасности споткнуться, когда требуется временная/постоянная прокладка кабелей
Невидимая прокладка кабеля для повышения безопасности и эстетики
Более быстрая и безопасная среда для кабелей и коммуникаций с точки зрения установки, обслуживания или проверки
Обеспечивает защиту кабеля с максимальной универсальностью и гибкостью для управления кабелями и коммунальные услуги
СЛУЖЕБНЫЕ КАНАЛЫ: системы кабельных желобов от HAURATON
Дренажные каналы HAURATON были искусно адаптированы с включением сплошных крышек и кабельных лотков в качестве напольной системы прокладки кабеля для прокладки кабелей, трубопроводов, инженерных коммуникаций, вещания.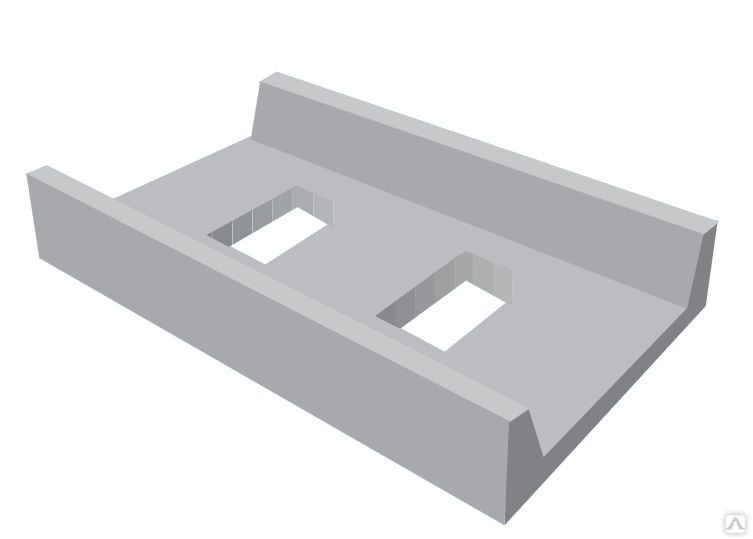 и системы связи безопасно и надежно.
и системы связи безопасно и надежно.
СЕРВИСНЫЕ КАНАЛЫ, доступные в различных размерах и ширине, поставляются в сборной бетонной кабельной системе или на 100 % переработанном композитном материале, чтобы соответствовать различным нагрузкам и конкретным требованиям проекта. Узнать больше Информация о продукте .
Средство поиска продукции HAURATON
Найдите подходящий продукт для вашего проекта, информацию для планирования, тексты тендеров, иллюстрации продуктов, технические чертежи, данные САПР и т. д.
Фильтр
Класс нагрузки Пожалуйста, выберите A 15 B 125 C 250 D 400 Э 600 Ж 900
Номинальная ширина | Размер системы Выберите 100 150 200 300 500
Тип покрытия Выберите Решетка из ковкого чугуна Сплошное покрытие
Строительная длина Выберите 152 мм 500 мм 1000 мм
Монтажная высота Выберите 20 мм 26 мм 27 мм 35 мм 38 мм 46 мм 48 мм 49 мм 55 мм 58 мм 160 мм 200 мм 214 мм 217 мм 255 мм 265 мм 274 мм 305 мм 315 мм 320 мм 340 мм 350 мм 360 мм 370 мм 400 мм 415 мм
Материал Пожалуйста, выберите Ковкий чугун GJS 500- 7 Ковкий чугун GJS 500-7 с КТЛ-покрытием FASERFIX фибробетон, полосовая оцинкованная сталь, переработанная, модифицированная Полипропиленовая полоса, оцинкованная сталь
Поиск
Поиск
Вы находитесь в категории
„“ .
Здесь нет товаров, соответствующих вашему выбору. Вы можете найти подходящие продукты для вашего конкретного поиска в другой категории .
Нет подходящих продуктов для вашего выбора. Пожалуйста, выберите другие фильтры в поиске продуктов.
Канал со сплошными крышками
Прочные нескользящие крышки из ковкого чугуна (быстро и легко снимаются и устанавливаются на место) были разработаны с предварительно установленными съемными стальными крышками для обеспечения точек ввода кабеля/трубы в гибких местах вдоль воздуховода. система.
Доступность с помощью SIDE-LOCK
Запатентованная безболтовая система блокировки, которая позволяет быстро снимать крышки и легко устанавливать их снова при прокладке и удалении кабеля. Как только крышка расположена над каналом, просто прикладывается давление ногой. Затем громкий щелчок подтверждает, что крышка надежно зафиксирована.
HAURATON SERVICE CHANNELS можно использовать в самых различных областях, включая спортивные стадионы, выставочные залы, склады, промышленные здания, аэропорты, контейнерные терминалы, железнодорожные проекты и многое другое.
FASERFIX SUPER установлен в Крикетном клубе графства Йоркшир КАНАЛ СЕРВИСНОЙ СЛУЖБЫ RECYFIX установлен в логистическом центре Giottiline
Обсудите ваш проект по прокладке кабелей с нашей командой из-за их очень толстого основания канала и боковых стенок. FASERFIX SUPER имеет оцинкованный угловой корпус глубиной 40 мм, а FASERFIX KS — 20 мм.
Выдерживает экстремальные нагрузки и динамические нагрузки до класса нагрузки E 600
Прочное нескользящее покрытие из прочного ковкого чугуна с катодным покрытием KTL; доступны с кабельными вводами для гибкого управления
Класс огнестойкости A1 (негорючий) в соответствии с DIN 4102
Кабельный лоток из оцинкованной стали для практичного компактного хранения кабелей и других коммуникаций
Быстро и просто доступ с запатентованной безболтовой системой блокировки SIDE-LOCK
Подходит для внутреннего и наружного применения
Видеодемонстрация системы управления кабелями FASERFIX
Кабельный канал изготовлен из 100 % переработанного композита (полипропилена) с прочным нескользящим покрытием из ковкого чугуна с покрытием KTL (с или без кабельных вводов).
Выдерживает движение до класса нагрузки C 250: ситуации средней нагрузки при умеренном движении
Высокая коррозионная стойкость
Экологичность
Легкий и простой в обращении на месте
Кабельный лоток из оцинкованной стали для практичного компактного хранения кабелей и других коммуникаций на месте без проблем
Видеодемонстрация системы управления кабелями RECYFIX
Эти темы также могут вас заинтересовать
Свяжитесь с нами
Вам нужна помощь наших специалистов по дренажу? Свяжитесь с нами! Мы рады помочь.
- Ваше имя*
Первый Последний
Как с вами лучше всего связаться?
- Электронная почта*
- Телефон
Дополнительная информация, которая поможет нам дать вам лучший совет:
- Компания
- Должность
- Место работы
У вас уже есть проект дренажа?
- Дополнительная информация о вашем запросе или проекте:
- Загрузите документы о вашем проекте дренажа
Перетащите файлы сюда или
Макс.
размер файла: 32 МБ. - Согласие*Я ознакомился с политикой конфиденциальности.
- Имя
Это поле предназначено для проверки и должно быть оставлено без изменений.
 размер файла: 32 МБ.
размер файла: 32 МБ.Типы кабелей, обычно используемых в кабельных лотках
Система кабельных лотков предназначена для поддержки, прокладки и защиты кабеля как части системы управления кабелями. Через NEMA и Институт кабельных лотков можно найти множество статей, стандартов и других общих руководств по правильному использованию и установке систем кабельных лотков.
Система кабельных лотков является лишь одним из компонентов системы управления кабелями. Другим важным компонентом, очевидно, является кабель. Поэтому также важно понимать, как правильно проложить и проложить кабели в системе кабельных лотков. С этой целью в данном бюллетене обсуждаются типы кабелей, наиболее часто используемые в кабельных лотках, и методы прокладки кабелей, разрешенные в кабельных лотках в соответствии с Национальным электротехническим кодексом (NEC) NFPA 70.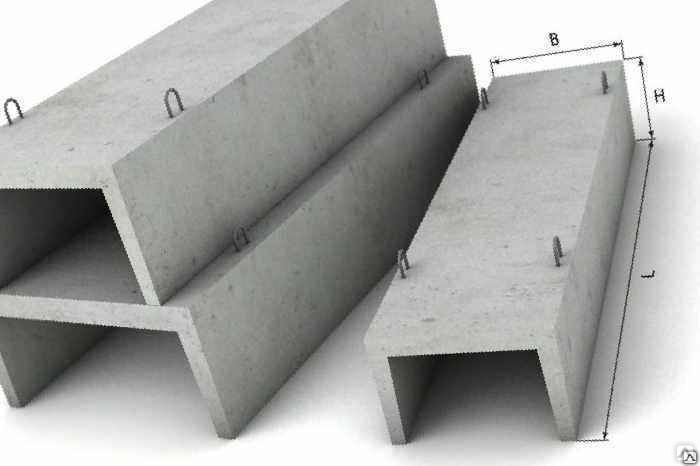 были испытаны, чтобы выдерживать суровые условия окружающей среды. Они защищены либо пластиковой оболочкой, либо металлической броней поверх изоляции отдельных проводников. Они могут быть рассчитаны на использование вне помещений, внутри помещений, в зонах с коррозией, в опасных зонах или в зонах с высоким электрическим шумом. Они должны быть внесены в список UL, что указывает на то, что они были протестированы на рейтинги, связанные с устойчивостью к воспламенению, механической стойкостью и температурными ограничениями. Многие кабели, рассчитанные на кабельные лотки, включают испытания на раздавливание и удар как часть списка и имеют рейтинг воздействия (ER). Кабель ER может выходить из кабельного лотка на расстояние до шести футов, если он поддерживается и закрепляется.
были испытаны, чтобы выдерживать суровые условия окружающей среды. Они защищены либо пластиковой оболочкой, либо металлической броней поверх изоляции отдельных проводников. Они могут быть рассчитаны на использование вне помещений, внутри помещений, в зонах с коррозией, в опасных зонах или в зонах с высоким электрическим шумом. Они должны быть внесены в список UL, что указывает на то, что они были протестированы на рейтинги, связанные с устойчивостью к воспламенению, механической стойкостью и температурными ограничениями. Многие кабели, рассчитанные на кабельные лотки, включают испытания на раздавливание и удар как часть списка и имеют рейтинг воздействия (ER). Кабель ER может выходить из кабельного лотка на расстояние до шести футов, если он поддерживается и закрепляется.
Во многих случаях существует более одного типа кабеля для конкретного применения, например, как кабель для лотка (TC), так и кабель с металлической оболочкой (MC) могут использоваться для силовых кабелей двигателя на 600 вольт. Во всех случаях кабели, используемые в системе кабельных лотков, должны быть внесены в список UL и маркированы как сертифицированные кабельные лотки.
Во всех случаях кабели, используемые в системе кабельных лотков, должны быть внесены в список UL и маркированы как сертифицированные кабельные лотки.
Типы кабелей, разрешенных в кабельных лотках, и методы разводки, разрешенные в кабельных лотках, указаны в разделе NEC 392.10 (A). В этом разделе также перечислены различные соответствующие статьи NEC, в которых описаны условия использования и требования к установке для определенного класса или типа кабеля. Дополнительные соображения, такие как заполняющая способность, допустимая нагрузка, сращивание кабелей внутри лотков, а также крепление и поддержка кабелей, рассматриваются в статье 39.2. Пользователи должны ознакомиться со всеми этими статьями и ознакомиться со спецификациями производителя, чтобы убедиться, что выбранные кабели соответствуют всем требованиям применения и требованиям NEC.
Наиболее часто используемые кабели для лотков:
- Кабель для лотков — тип TC
- Кабель в лотке с ограниченной мощностью — тип PLTC
- Кабель инструментального лотка — тип ITC
- Кабели в металлической оболочке — тип MC
- Кабели с минеральной изоляцией и металлической оболочкой — тип MI
- Волоконно-оптические кабели — типы от OFC до OFN
- Кабели связи – типы CMP, CMR, CMG, CM, CMX
- Кабели пожарной сигнализации – тип NPLF – NPLFP, FPL-FPLP (CI)
Тип TC — кабель в лотке — (Статья 336 NEC) — кабель питания и управления в лотке типа TC представляет собой заводскую сборку из двух или более изолированных проводников, с соответствующими неизолированными или покрытыми заземляющими проводниками или без них, под неметаллической оболочкой. . Кабели TC рассчитаны на 600 вольт и могут использоваться в промышленных цепях питания или управления, где желательны огнестойкие кабели.
. Кабели TC рассчитаны на 600 вольт и могут использоваться в промышленных цепях питания или управления, где желательны огнестойкие кабели.
К разрешенным установкам относятся кабельные лотки, кабельные каналы и места вне помещений, где поддерживается несущим проводом. Кабель типа TC внесен в список UL для использования в опасных зонах Класса 1, Раздела 2 и в цепях управления Класса 1. Кабели ТП, если они определены для такого использования, также могут использоваться для непосредственного заглубления.
На промышленных предприятиях, где условия технического обслуживания и надзора гарантируют, что установку будут обслуживать только квалифицированные специалисты, кабель постоянно поддерживается и защищен от физического повреждения, лотковый кабель типа TC, соответствующий требованиям к сдавливанию и ударам (тип TC-ER кабели) допускаются между кабельным лотком и утилизирующим оборудованием или устройством. Кабель должен быть закреплен с интервалами, не превышающими шести футов.
Кабели TC не разрешается прокладывать за пределами системы кабельных лотков или кабельных каналов, за исключением двух случаев (1) на открытом воздухе, поддерживаемых несущим проводом. (2) Если кабель типа TC-ER не подвержен физическому повреждению, допускается свободный переход между кабельными лотками и между кабельными лотками и оборудованием на расстояние до шести футов без постоянной поддержки.
Тип PLTC — Кабель лотка ограничения мощности — (Статья 725 NEC)
Тип ITC — Кабель лотка для приборов — (Статья 727 NEC) — Эти типы кабелей являются инструментальными кабелями и доступны в экранированных или неэкранированных конструкциях, состоящих из нескольких одиночных проводников, неэкранированных или экранированных витых пар, с металлической броней или без нее. Они имеют номинал изоляции 300 вольт и доступны в размерах от 22 AWG до 12 AWG. Кабели PLTC предназначены для цепей класса 3 и класса 2 без натяжения и без стояка. Они специально разработаны для использования с цепями ограничения мощности.![]() Применение кабелей PLTC требует соблюдения требований статьи 725 к перечню источников питания.
Применение кабелей PLTC требует соблюдения требований статьи 725 к перечню источников питания.
Чтобы избежать этого осложнения, в NFPA 70 – 1996 был добавлен альтернативный класс кабеля, кабель инструментального лотка (ITC). кабель можно прокладывать только в цепях КИПиА, работающих при напряжении не более 150 вольт и не более 5 ампер.
Сегодня многие производители удваивают рейтинг этих кабелей как PLTC/ITC. Кабели любого класса или кабели двойного номинала также доступны с рейтингом ER и, как таковые, могут быть установлены, как описано ранее в разделе «Кабели TC-ER», за исключением того, что PLTC-ER и ITC-ER должны постоянно поддерживаться с использованием механической защиты, такой как распорки, углы или каналы и закреплены через каждые шесть футов.
Кабели ITC можно прокладывать на промышленных предприятиях, где условия технического обслуживания и надзора гарантируют, что установку обслуживает только квалифицированный персонал. Они могут быть установлены либо в кабельных лотках, кабелепроводах, опасных местах, в качестве антенного кабеля на несущей, непосредственно в земле, если это разрешено для использования, под фальшполами в помещениях с промышленным оборудованием, под фальшполами в помещениях с оборудованием информационных технологий.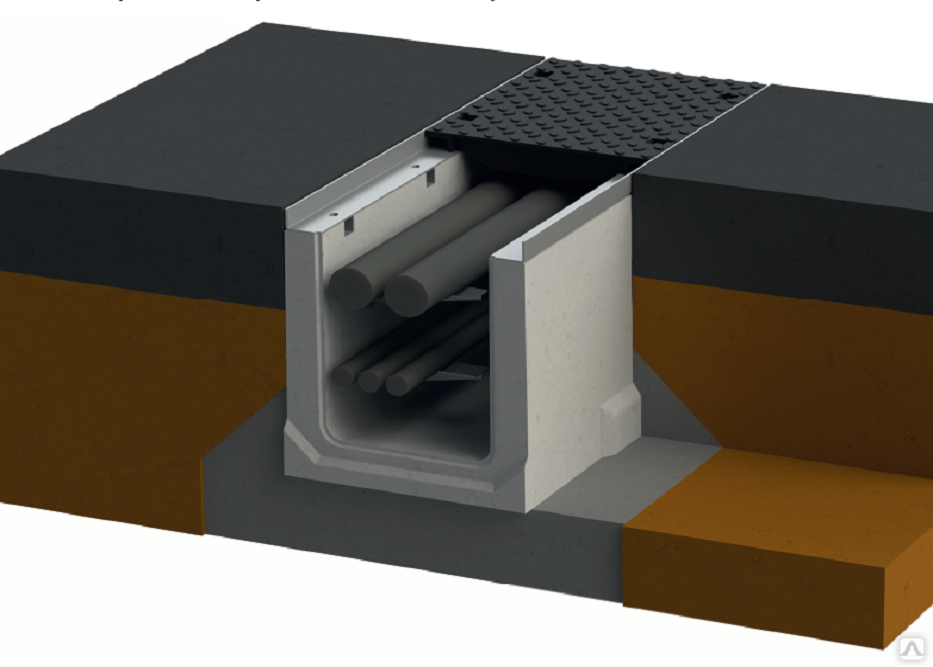
Кабели ITC не могут быть проложены с силовыми цепями, осветительными цепями, цепями класса 1, которые не имеют ограничения мощности, или цепями без ограничения мощности, если они не имеют металлической оболочки и/или не заканчиваются внутри оборудования или распределительных коробок, или разделения не поддерживаются изолирующими барьерами .
Кабели PLTC и ITC, даже если они экранированы, должны быть отделены от кабелей питания на 600 В во избежание помех или перекрестных помех. Обычно это достигается с помощью барьерной полосы внутри кабельного лотка. По возможности рекомендуется прокладывать кабели питания и контрольно-измерительные кабели в отдельных лотках.
Кабели с металлической оболочкой типа MC — (Статья 330 NEC) — Кабели с металлической оболочкой представляют собой сборки из одного или нескольких изолированных проводников цепи с элементами оптического волокна или без них, заключенные в броню из блокирующей металлической ленты или в гладкую гофрированную оболочку. Также может быть предусмотрен пластиковый комбинезон.
Также может быть предусмотрен пластиковый комбинезон.
По внешнему виду кабели типа MC очень похожи на армированные кабели типа AC. Важно различать их, поскольку их не следует путать. Кабели типа MC содержат заземляющий провод оборудования, а кабели типа AC имеют внутреннюю соединительную полосу, контактирующую с броней. Что еще более важно, кабели типа MC подходят для использования вне помещений, в то время как кабели типа AC не разрешены для использования вне помещений (во влажных или влажных местах).
Кабели типа MC широко используются в силовых, осветительных и управляющих устройствах напряжением 600 В и СН. Они разрешены для использования в сетях, фидерах и ответвлениях силовых, осветительных, цепей управления и сигнализации в соответствии со статьями 330 и 725 NEC. Кабели типа MC можно прокладывать в помещении или на открытом воздухе, во влажных или сухих местах, в опасных зонах (Класс I, Раздел I), в кабельных лотках, в качестве воздушного кабеля на несущей несущей, в любом одобренном кабелепроводе, прямо под землей (где указано) или залит бетоном (где указано). Кабели MC не разрешается прокладывать в местах, подверженных физическому повреждению. Кабели MC должны поддерживаться и закрепляться с интервалами, не превышающими шести футов.
Кабели MC не разрешается прокладывать в местах, подверженных физическому повреждению. Кабели MC должны поддерживаться и закрепляться с интервалами, не превышающими шести футов.
Во многих промышленных применениях кабели типа MC, проложенные в кабельных лотках, зарекомендовали себя как отличная экономичная альтернатива проводке в кабелепроводе.
Тип MI — с минеральной изоляцией и металлической оболочкой — (Статья 332 NEC) — кабели с минеральной изоляцией представляют собой заводскую сборку из одного или нескольких проводников, изолированных сильно сжатой огнеупорной минеральной изоляцией, обычно оксидом магния, и заключенных в непроницаемый для жидкости и газа герметичная сплошная оболочка из меди или легированной стали. Они также могут быть снабжены общей пластиковой оболочкой для дополнительной защиты от коррозии. Разработан в конце 1920-х годов французского флота для систем электропроводки подводных лодок правильно установленный кабель с минеральной изоляцией обычно считается самой безопасной из доступных систем электропроводки.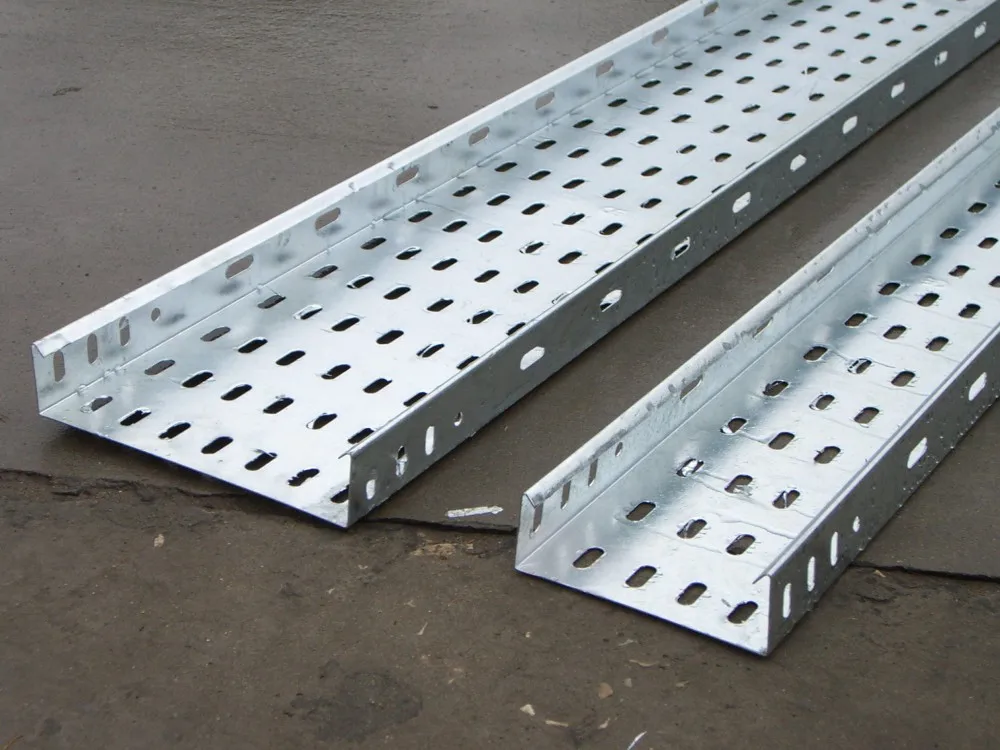
Поскольку в качестве изоляции кабелей с минеральной изоляцией не используется органический материал (за исключением концов), они более устойчивы к возгоранию, чем кабели с пластиковой изоляцией. Кабели с минеральной изоляцией используются в приложениях с очень высокими температурами и/или в критических приложениях противопожарной защиты, таких как цепи сигнализации, пожарные насосы и системы дымоудаления. Кабели с минеральной изоляцией имеют двухчасовую огнестойкость для критических аварийных служб и могут использоваться в качестве кабелей для камер без общей неметаллической оболочки. Кабель с минеральной изоляцией также используется в перерабатывающих производствах, работающих с легковоспламеняющимися жидкостями, где небольшие пожары в противном случае могут привести к повреждению кабелей управления или силовых кабелей. Кабели с минеральной изоляцией также обладают высокой устойчивостью к ионизирующему излучению и используются в приложениях на объектах атомной энергетики и в аппаратах ядерной физики. 9Кабели 0003
9Кабели 0003
MI подходят для приложений на 300 В и 600 В и разрешены для обслуживания, фидеров и ответвлений для силовых, осветительных, управляющих и сигнальных цепей. Они могут быть установлены в сухих, влажных или постоянно влажных местах, в помещении или на открытом воздухе, на открытом воздухе или скрыто, встраиваются в штукатурку, бетон или другую каменную кладку, в опасные места, где подвергаются воздействию масла или бензина, в подземных трассах или в кабелях. лотки.
Кабели с минеральной изоляцией
не разрешается прокладывать под землей, если это необходимо, если они не защищены от физического повреждения. Кабели с минеральной изоляцией также не допускаются, если внешние условия разрушают и вызывают коррозию металлической оболочки, если не обеспечена дополнительная защита.
При установке в кабельных лотках кабель с минеральной изоляцией должен соответствовать требованиям статьи 392.30(A) NEC, обеспечивая поддержку кабельного лотка с интервалами в соответствии с инструкцией по установке.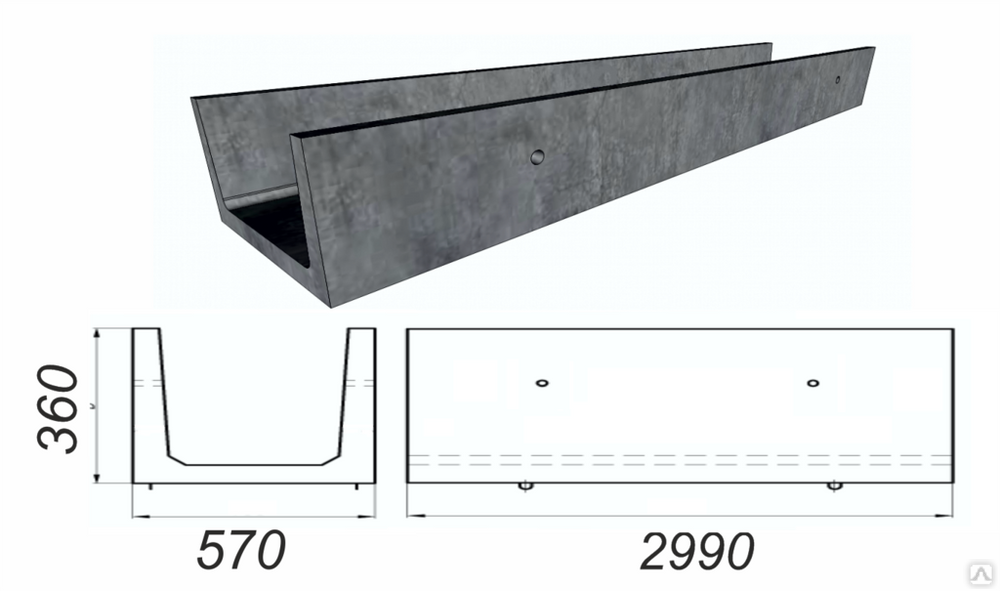
Тип OFN-OPC- Оптическое волокно – (Статья 770 NEC) – Оптоволокно (или «оптическое волокно») относится к среде и технологии, связанной с передачей информации в виде световых импульсов по стеклянному или пластиковому проводу или волокно. Волоконно-оптический провод несет гораздо больше информации, чем обычный медный провод, и гораздо меньше подвержен электромагнитным помехам.
Волоконно-оптический кабель — это кабель, содержащий одно или несколько оптических волокон, которые используются для передачи света. Элементы оптического волокна обычно по отдельности покрыты пластиковыми слоями и заключены в защитную трубку, подходящую для среды, в которой будет проложен кабель. Различные типы кабелей используются для различных приложений, например, для передачи данных на большие расстояния или для обеспечения высокоскоростной передачи данных между различными частями здания.
Волоконно-оптические кабели (ОВ) классифицируются как проводящие и непроводящие. Кабели OF, классифицируемые как проводящие, содержат элементы, не несущие ток, такие как металлическая оболочка или броня. Кабели OF, классифицированные как непроводящие, не содержат электропроводящих материалов. Они также оцениваются на основе U.L. испытание(я) на пламя и маркируются соответствующей классификацией огнестойкости здания NEC.
Кабели OF, классифицируемые как проводящие, содержат элементы, не несущие ток, такие как металлическая оболочка или броня. Кабели OF, классифицированные как непроводящие, не содержат электропроводящих материалов. Они также оцениваются на основе U.L. испытание(я) на пламя и маркируются соответствующей классификацией огнестойкости здания NEC.
NEC Статья 770.113 (H) Разрешает прокладывать следующие типы оптоволоконных кабелей в кабельных лотках.
- OFC: оптическое волокно, токопроводящее
- OFN: оптическое волокно, непроводящее
- OFCG: Оптическое волокно, проводящее, общего назначения
- OFNG: Оптическое волокно, непроводящее, общего назначения
- OFCP: Оптическое волокно, токопроводящее, пленум
- OFNP: оптическое волокно, непроводящее, пленум
- OFCR: Оптическое волокно, токопроводящее, стояк
- OFNR: оптическое волокно, непроводящее, стояк
Таблица NEC 770.154(a) Применение перечисленных волоконно-оптических кабелей подробно описывает, где эти типы кабелей и кабельных лотков могут использоваться внутри зданий, и какой тип кабеля может использоваться в кабельных лотках. Вкратце:
Вкратце:
* Пример – Пространство над подвесным потолком, используемое для обработки окружающей среды.
Примечание. Там, где это разрешено, кабели и кабельные лотки должны быть установлены в соответствии со способами установки, описанными в 770.110 и 770.113.
Кабели OFN (непроводящие) разрешается прокладывать в одном и том же кабельном лотке с проводниками для электрического освещения, класса 1, пожарной сигнализации без ограничения мощности, типа ITC или сетей широкополосной связи средней мощности, работающих на 1000 вольт. или менее. Кабели OFC (проводящие) должны быть отделены от этих других типов кабелей.
Вместимость кабельных лотков для оптоволоконных кабелей не рассматривается в статьях NEC 770 и 392. Проектировщики и монтажники должны обращаться за рекомендациями к изготовителю кабеля.
Кабели связи типа CMP — CMX — (Статья 800 NEC) Как и оптическое волокно, кабели связи используются для передачи информационных сигналов. Это может быть выполнено с помощью коаксиальных проводников, медных проводников или пар витых проводов. Эти кабели используются в самых разных приложениях, включая студии звукозаписи, передачу данных, радиопередатчики, внутреннюю связь, электронные схемы и приложения, где требуется радиочастотное экранирование. NEC определяет кабели связи как заводскую сборку из двух или более проводников, имеющих общее покрытие. Покрытие узла проводника может включать один или несколько металлических элементов, силовых элементов или кожухов. Кабели Ethernet являются распространенным типом коммуникационных кабелей, и их часто перечисляют и устанавливают в соответствии со статьей 800 NEC.
Это может быть выполнено с помощью коаксиальных проводников, медных проводников или пар витых проводов. Эти кабели используются в самых разных приложениях, включая студии звукозаписи, передачу данных, радиопередатчики, внутреннюю связь, электронные схемы и приложения, где требуется радиочастотное экранирование. NEC определяет кабели связи как заводскую сборку из двух или более проводников, имеющих общее покрытие. Покрытие узла проводника может включать один или несколько металлических элементов, силовых элементов или кожухов. Кабели Ethernet являются распространенным типом коммуникационных кабелей, и их часто перечисляют и устанавливают в соответствии со статьей 800 NEC.
Поскольку кабели связи часто прокладываются через помещения с циркуляцией воздуха, в которых зачастую очень мало противопожарных барьеров, они должны быть покрыты материалом, который не будет способствовать распространению пламени. Кабели связи проходят испытания UL и маркируются (классифицируются) на основе их свойств распространения огня и, как таковых, их пригодности для применения в определенных зонах здания (окружающие помещения для кондиционирования воздуха).
Статья 800 NEC определяет эти маркировки, области разрешенного использования и обеспечивает иерархию кабельных подстанций.
NEC, таблица 800.154 (d), таблица 800.179
NEC, таблица 800.154(a) Применение перечисленных проводов и кабелей связи в зданияхДополнительная информация о применении для каждого типа кабеля связи, включая области применения, в которых кабельные лотки могут использоваться внутри зданий и какой тип кабеля можно использовать в кабельных лотках. Вкратце:
* Пример – Пространство над подвесным потолком, используемое для обработки окружающей среды.
Примечание. Там, где это разрешено, кабели и кабельные лотки должны быть установлены в соответствии со способами установки, описанными в 800.113.
Тип FPL-FPLP (CI), NPLF – NPLFP (CI) Кабели пожарной сигнализации – (Статья 760 NEC) Цепи и кабели пожарной сигнализации классифицируются как с ограничением мощности или без ограничения мощности. Кабели для цепей любого типа могут быть дополнительно классифицированы как (CI), что указывает на то, что они соответствуют требованиям для обеспечения непрерывной работы критических цепей в течение определенного времени в условиях пожара. Цепи пожарной сигнализации с ограниченной мощностью (PLFA) — это цепи пожарной сигнализации, питаемые от источника, соответствующего стандарту 760.121 (перечисленный трансформатор PLFA или класса 3, источник питания перечисленного PLFA или класса 3, перечисленное оборудование, маркированное для идентификации источника питания PLFA.)
Кабели для цепей любого типа могут быть дополнительно классифицированы как (CI), что указывает на то, что они соответствуют требованиям для обеспечения непрерывной работы критических цепей в течение определенного времени в условиях пожара. Цепи пожарной сигнализации с ограниченной мощностью (PLFA) — это цепи пожарной сигнализации, питаемые от источника, соответствующего стандарту 760.121 (перечисленный трансформатор PLFA или класса 3, источник питания перечисленного PLFA или класса 3, перечисленное оборудование, маркированное для идентификации источника питания PLFA.)
Как и кабели связи и волоконно-оптические кабели, кабели пожарной сигнализации PLFA дополнительно маркируются в зависимости от их потенциала распространения огня с указанием разрешенных областей использования. Существует также иерархия разрешенной замены кабелей, используемых в цепях с ограниченной мощностью, включая кабели связи.
Кабели пожарной сигнализации с ограниченной мощностью (FPL-FPLP) выполнены из цельной или многопроволочной меди. Многожильные провода не могут быть меньше 26 AWG. Одиночные жилы не могут быть меньше 18 AWG. Кабели FPL должны иметь номинальное напряжение изоляции не менее 300 вольт. Кабели пожарной сигнализации с ограниченной мощностью не разрешается размещать в кабельных лотках с электрическими, силовыми, классом 1, неограниченными по мощности цепями пожарной сигнализации и сетями широкополосной связи средней мощности, если они не разделены перегородкой. Вы не можете установить цепи аудиосистемы [760.139(D), 640.9(C)] (с использованием методов проводки класса 2 или класса 3) в одном кабеле или кабелепроводе с проводниками или кабелями из PLFA.
Многожильные провода не могут быть меньше 26 AWG. Одиночные жилы не могут быть меньше 18 AWG. Кабели FPL должны иметь номинальное напряжение изоляции не менее 300 вольт. Кабели пожарной сигнализации с ограниченной мощностью не разрешается размещать в кабельных лотках с электрическими, силовыми, классом 1, неограниченными по мощности цепями пожарной сигнализации и сетями широкополосной связи средней мощности, если они не разделены перегородкой. Вы не можете установить цепи аудиосистемы [760.139(D), 640.9(C)] (с использованием методов проводки класса 2 или класса 3) в одном кабеле или кабелепроводе с проводниками или кабелями из PLFA.
Таблица NEC 760.154 «Применение перечисленных кабелей PLFA в зданиях» — подробно описано применение каждого типа кабеля PFLA, включая области применения, в которых кабельные лотки могут использоваться внутри зданий, и типы кабелей, которые можно использовать в кабельных лотках. Вкратце:
* Пример – Пространство над подвесным потолком, используемое для обработки окружающей среды.
Примечание. Там, где это разрешено, кабели и кабельные лотки должны быть установлены в соответствии со способами установки, описанными в 760.130 и 760.145. Цепи
без питания — ограниченная пожарная сигнализация (NPLFA) — это цепи пожарной сигнализации с питанием от источника, соответствующего требованиям NEC 760.41 и 760.43 (источник питания не должен превышать 600 вольт и должен содержать устройства защиты от перегрузки по току (OCPD). OCPD не должен превышать 7 А). для проводников 18 AWG или 10 А для проводников 16 AWG.Вы должны располагать OCPD в точке, где проводник получает питание.)
Как и в случае кабелей связи, волоконно-оптических кабелей и кабелей PLFA, кабели пожарной сигнализации NPLFA дополнительно маркируются в соответствии с их потенциалом распространения огня, что указывает на разрешенные области использования.
Таблица 760.176(G) Маркировка кабелей NPLFA
Обратите внимание, что многожильные кабели цепей пожарной сигнализации без ограничения мощности типов NPLFP, NPLFR и NPLF не должны прокладываться в открытых воздуховодах.
Кабели пожарной сигнализации без ограничения мощности также изготавливаются из цельной или многопроволочной меди. Разрешается использовать проводники размером 18 AWG и 16 AWG при условии, что они обеспечивают нагрузку, не превышающую 6 ампер для проводов 18 AWG и 8 ампер для проводов 16 AWG. Проводники сечением более 16 AWG не должны обеспечивать нагрузку, превышающую допустимую нагрузку, указанную в NEC 310.15, если это применимо.
Цепи пожарной сигнализации NPLFA и класса 1 могут располагаться в одном кабеле, корпусе или кабельном канале при условии, что все проводники изолированы для максимального напряжения любого проводника в корпусе или кабельном канале. При подключении к одному и тому же оборудованию цепи источника питания и NPFLA разрешается использовать в одном кабеле, корпусе или кабелепроводе.
При прокладке в кабельных лотках проводники цепи пожарной сигнализации, а также любой кабель в лотке должны соответствовать статье 392 NEC «Кабельные лотки». В частности разделы 392.
 Киев
Киев 58 грн
58 грн 70 грн
70 грн 15 грн
15 грн
 By means of anonymized data of website users we can optimize the user flow. This enables us to improve ads and website content.
By means of anonymized data of website users we can optimize the user flow. This enables us to improve ads and website content.
 YouTube.desc
YouTube.desc Если вы решите бурить рядом с водой или с насадками под водой, подключенными к вашей дрели, вы делаете это на свой страх и риск. Имейте в виду, что смешивание электричества и воды может быть очень опасным.
Если вы решите бурить рядом с водой или с насадками под водой, подключенными к вашей дрели, вы делаете это на свой страх и риск. Имейте в виду, что смешивание электричества и воды может быть очень опасным.  При сверлении отверстий в мягких металлах, пластике и дереве используйте сверла из быстрорежущей стали (HSS), а для сверления отверстий в твердых металлах используйте сверла из твердого сплава
При сверлении отверстий в мягких металлах, пластике и дереве используйте сверла из быстрорежущей стали (HSS), а для сверления отверстий в твердых металлах используйте сверла из твердого сплава


 Это называется «глухое отверстие»
Это называется «глухое отверстие» заусенцы?
заусенцы? 


 Ваше сверло никогда не должно быть горячим на ощупь, даже теплым.
Ваше сверло никогда не должно быть горячим на ощупь, даже теплым. Хвостовики изготовлены из закаленной стали и могут сломаться или сломаться только при слишком сильном давлении.
Хвостовики изготовлены из закаленной стали и могут сломаться или сломаться только при слишком сильном давлении. Корыто представляет собой пластиковый поднос для еды на вынос, а материал, на котором держится глиняная посуда, представляет собой абразивный шлифовальный блок, сделанный своими руками. Затем мы наполнили желоб так, чтобы вода только покрывала просверливаемый кусок фарфора и кончик сверла.
Корыто представляет собой пластиковый поднос для еды на вынос, а материал, на котором держится глиняная посуда, представляет собой абразивный шлифовальный блок, сделанный своими руками. Затем мы наполнили желоб так, чтобы вода только покрывала просверливаемый кусок фарфора и кончик сверла.

 Пожалуйста, не пытайтесь сверлить закаленное стекло алмазными сверлами, иначе стекло треснет.
Пожалуйста, не пытайтесь сверлить закаленное стекло алмазными сверлами, иначе стекло треснет. техническую информацию на страницу продукта для этих спецификаций.
техническую информацию на страницу продукта для этих спецификаций. Это предотвратит любые поломки вашего материала и поможет продлить срок службы вашего сверла.
Это предотвратит любые поломки вашего материала и поможет продлить срок службы вашего сверла.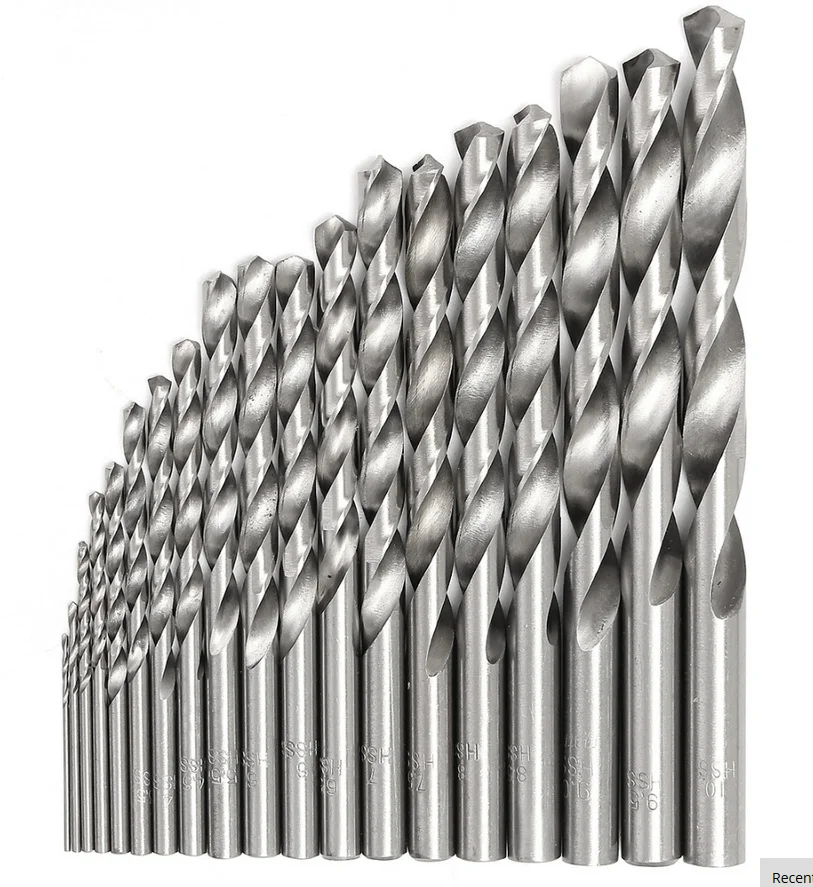
 4
4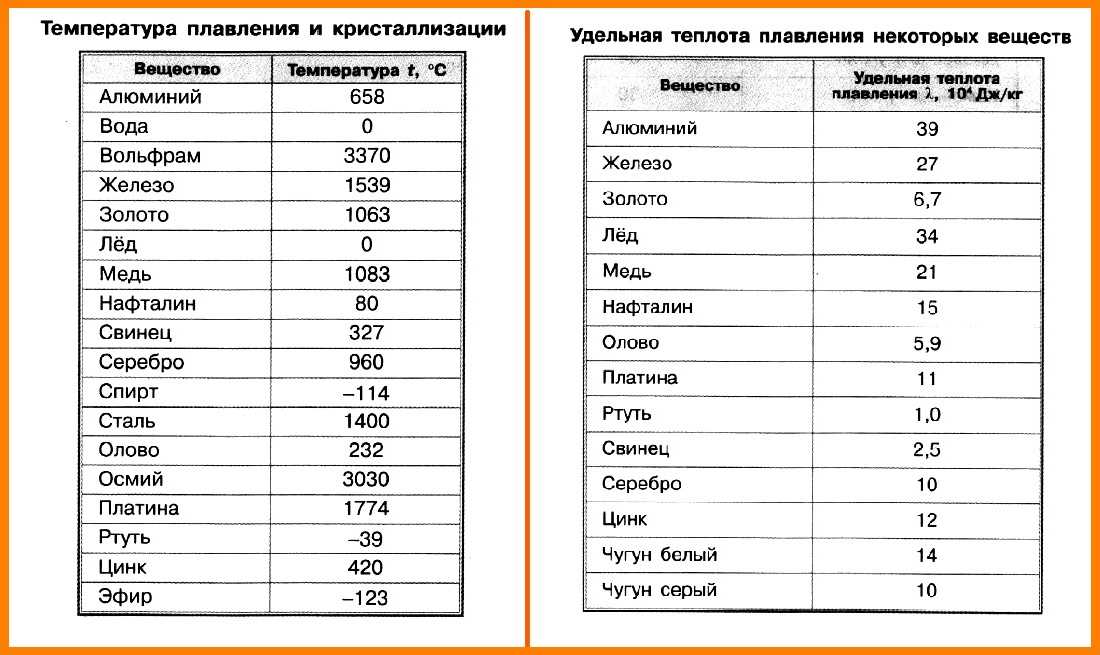 83
83 5
5 5
5
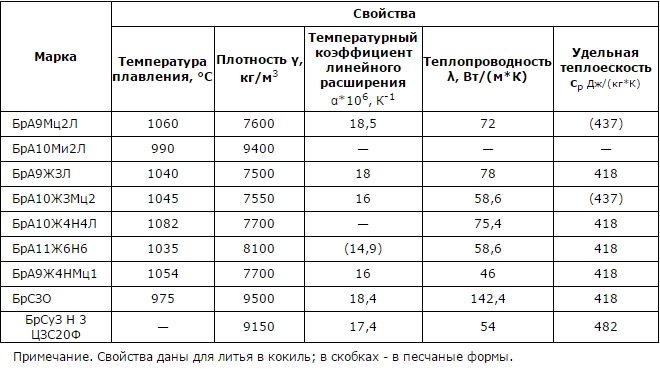 Выплавляя сырье, специалисты учитывают и другие физические и химические свойства руды и металла.
Выплавляя сырье, специалисты учитывают и другие физические и химические свойства руды и металла.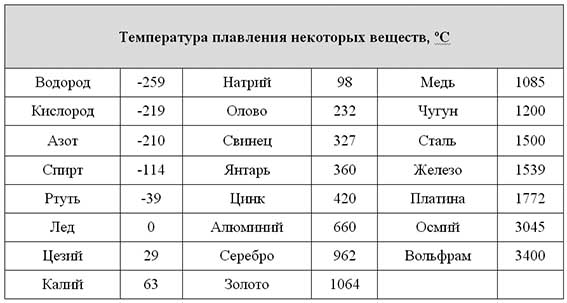
 Его используют преимущественно в фармацевтической промышленности. Из себя он представляет зелёного цвета хрупкие кристаллы, в которых присутствует стеклянный блеск. Из него производят лекарственные препараты, в составе которых имеется ферум.
Его используют преимущественно в фармацевтической промышленности. Из себя он представляет зелёного цвета хрупкие кристаллы, в которых присутствует стеклянный блеск. Из него производят лекарственные препараты, в составе которых имеется ферум. Для технически чистого элемента она составляет +1539 °C. В этом веществе присутствует примесь — Сера, которую можно извлечь лишь в жидком виде. Без примесей чистый материал получают при электролизе солей металла.
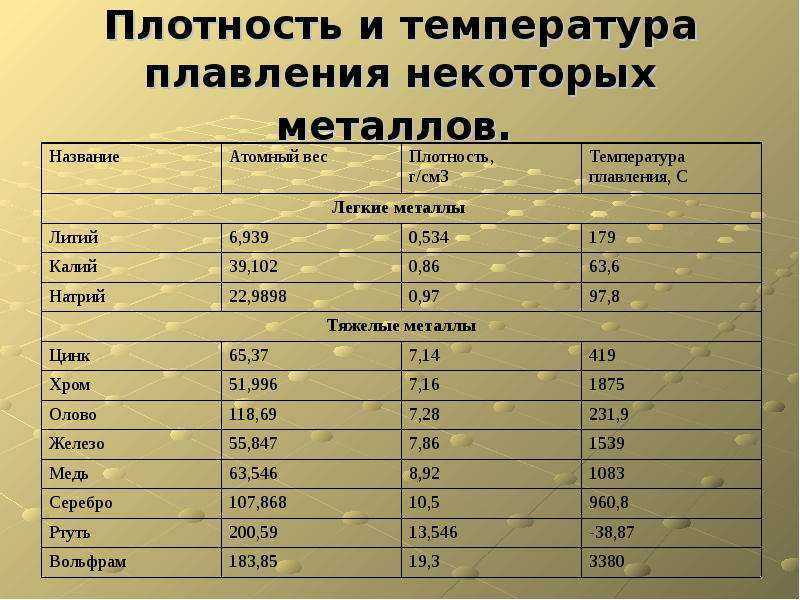
Для технически чистого элемента она составляет +1539 °C. В этом веществе присутствует примесь — Сера, которую можно извлечь лишь в жидком виде. Без примесей чистый материал получают при электролизе солей металла. Эти элементы используют по большей части для строительных элементов и металлоконструкций, то есть при создании арматур, плит и строительных блоков. В эту группу входят: железо, медь, алюминий. Температура плавления алюминия сравнительно низка и составляет 660 градусов. А вот железо начинает переходить в жидкое состояние лишь при температуре 1539 градусов. Это один из самых распространенных металлов, используемых в промышленности, особенно в автомобильной. Однако железо подвержено коррозии, то есть ржавчине, поэтому ему требуется специальная поверхностная обработка. Его необходимо покрывать краской или олифой, и не допускать попадание влаги.
Эти элементы используют по большей части для строительных элементов и металлоконструкций, то есть при создании арматур, плит и строительных блоков. В эту группу входят: железо, медь, алюминий. Температура плавления алюминия сравнительно низка и составляет 660 градусов. А вот железо начинает переходить в жидкое состояние лишь при температуре 1539 градусов. Это один из самых распространенных металлов, используемых в промышленности, особенно в автомобильной. Однако железо подвержено коррозии, то есть ржавчине, поэтому ему требуется специальная поверхностная обработка. Его необходимо покрывать краской или олифой, и не допускать попадание влаги. Платину можно расплавить при 1769 градусах, а вольфрам — при 3420 °C.
Платину можно расплавить при 1769 градусах, а вольфрам — при 3420 °C. Чтобы расплавить металл, его нужно нагреть до необходимой температуры – этот процесс называется
Чтобы расплавить металл, его нужно нагреть до необходимой температуры – этот процесс называется
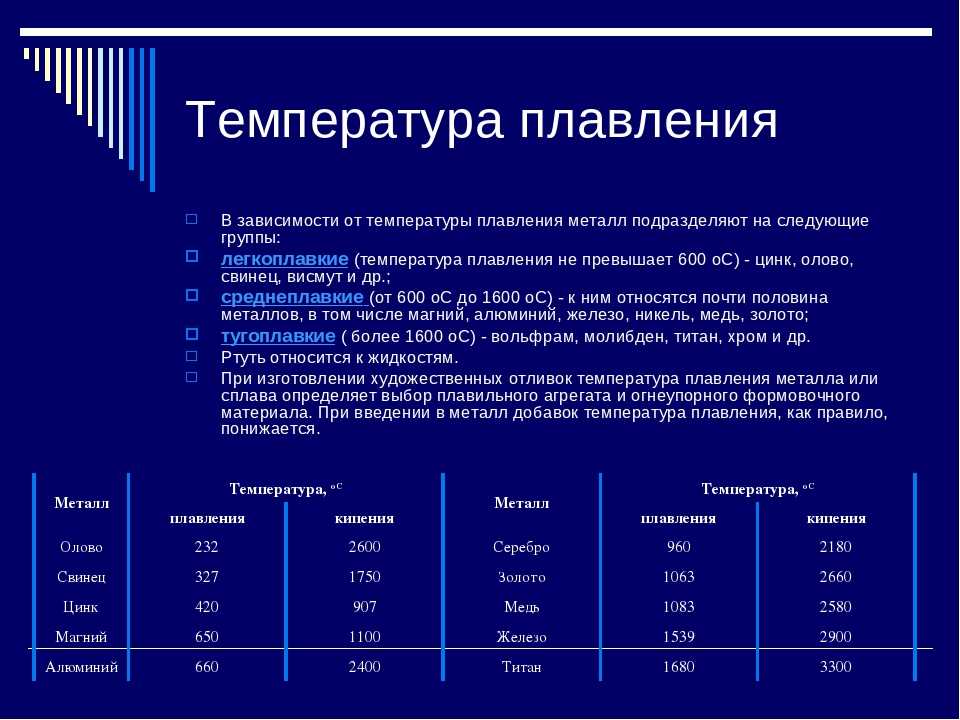 Теоретически металлы делятся на:
Теоретически металлы делятся на: 114
114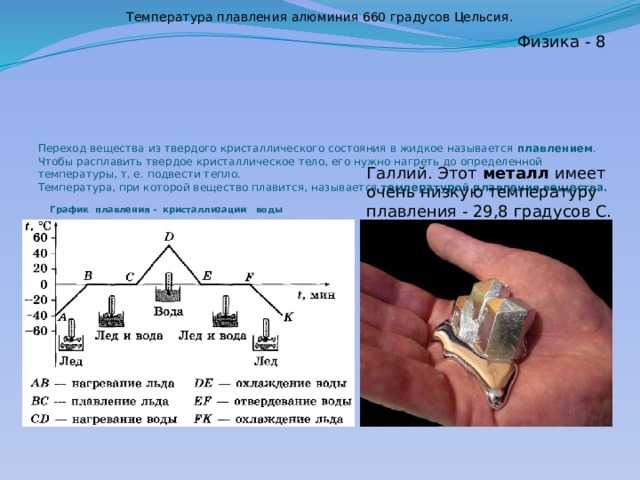 2
2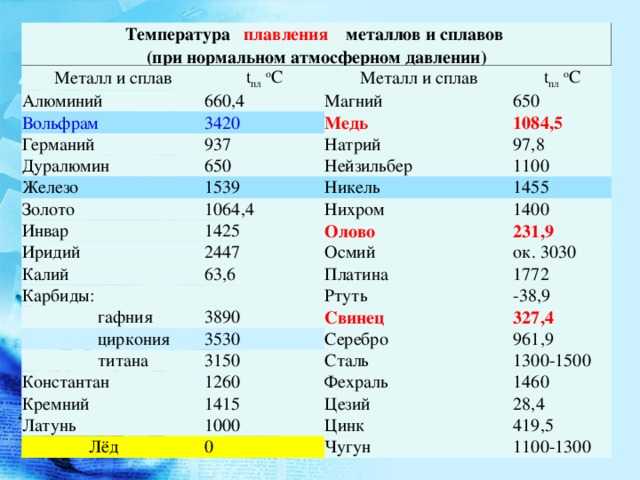 07
07 4
4 2
2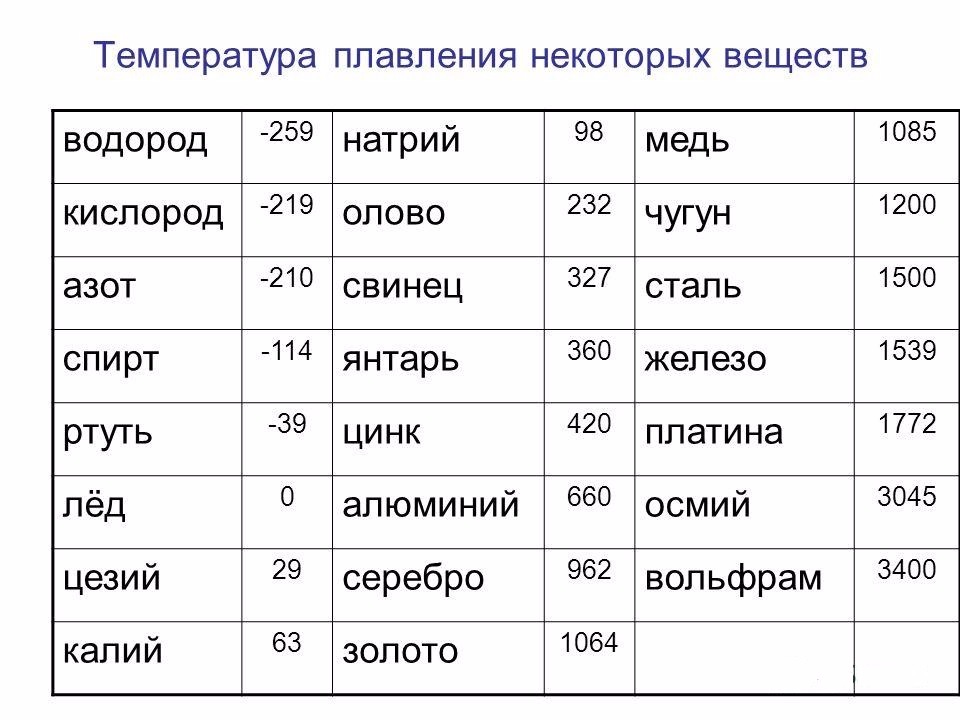 2
2 4
4 8
8 6
6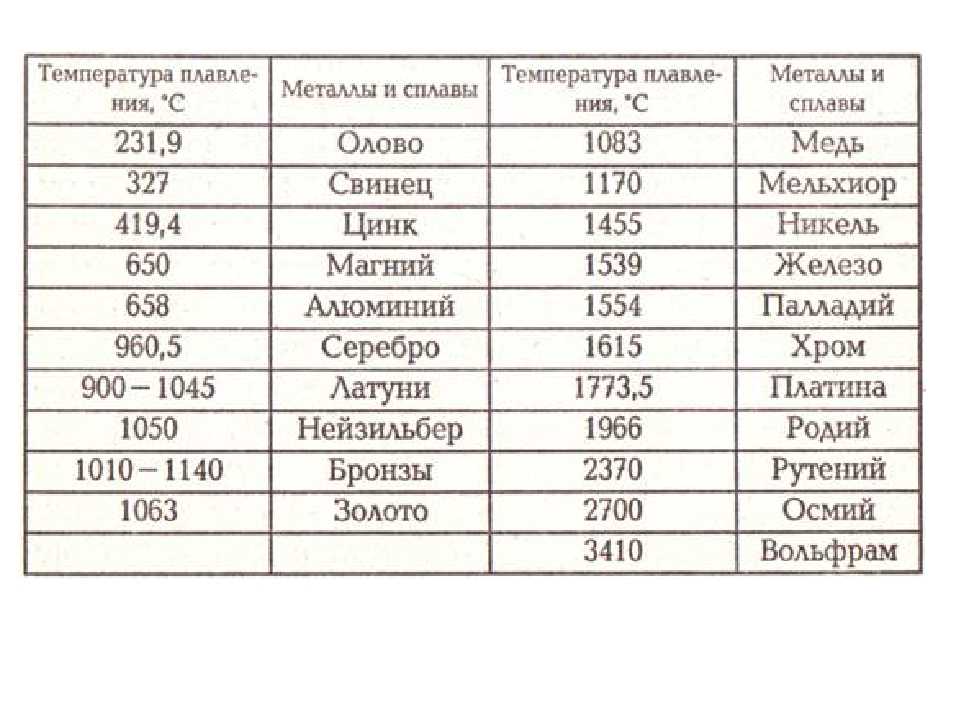 4
4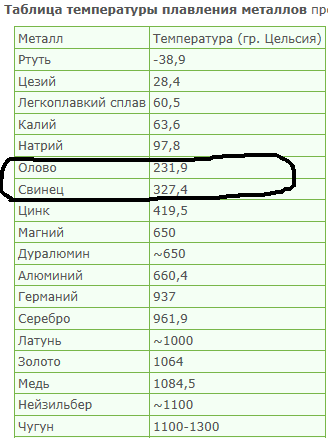 6
6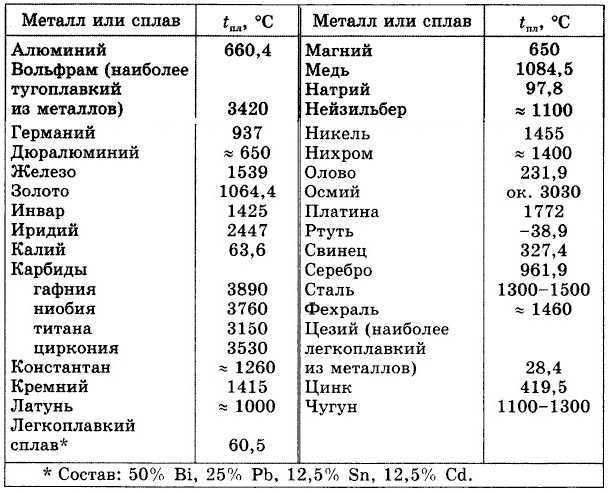 4
4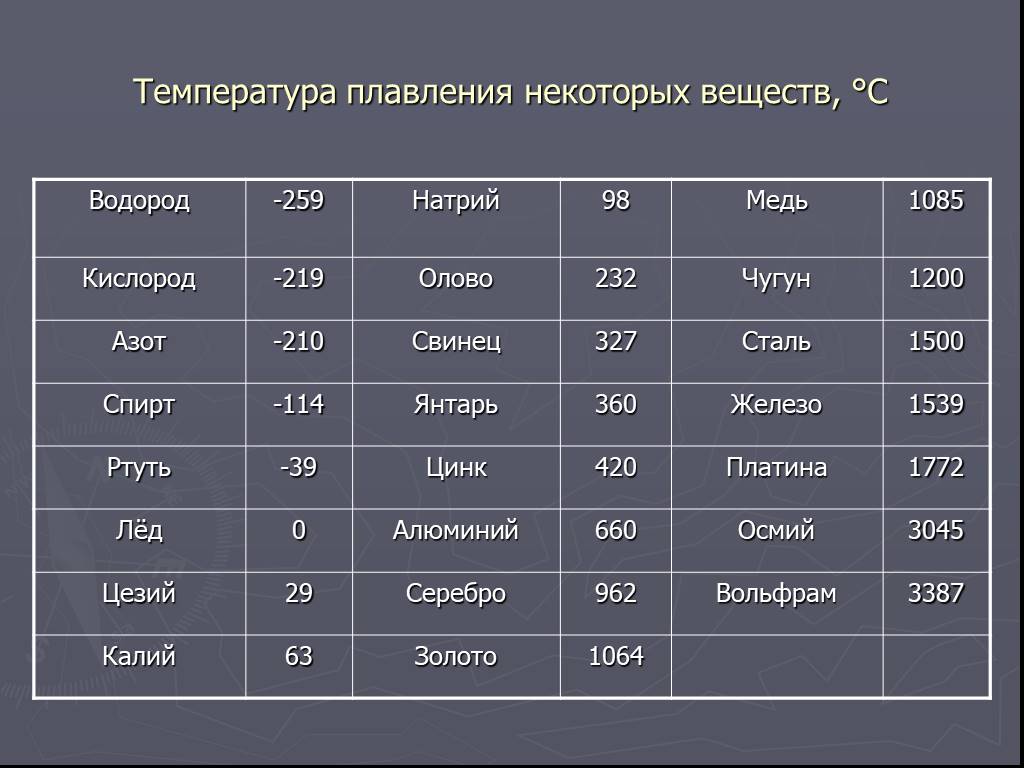 6
6 Когда температура становится достаточно высокой, ионы, из которых состоит металл, вибрируют все сильнее и сильнее, в конечном итоге разрывая связи, которые имеют его ионы, и позволяя им двигаться свободно.
Когда температура становится достаточно высокой, ионы, из которых состоит металл, вибрируют все сильнее и сильнее, в конечном итоге разрывая связи, которые имеют его ионы, и позволяя им двигаться свободно. 95
95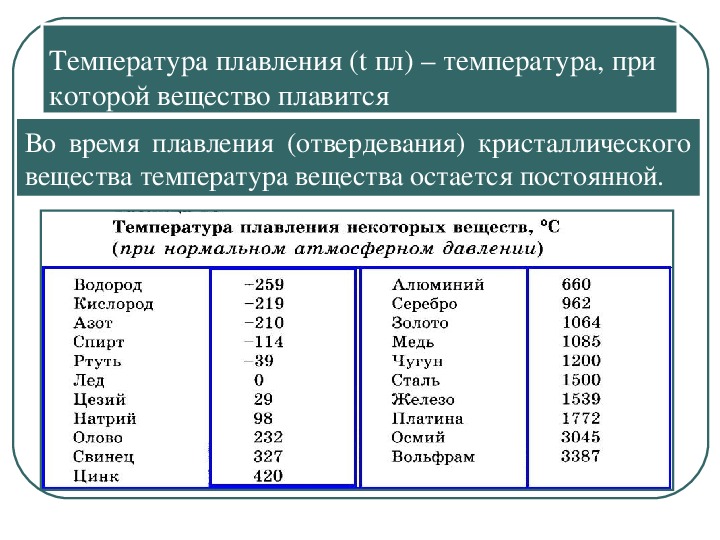 4
4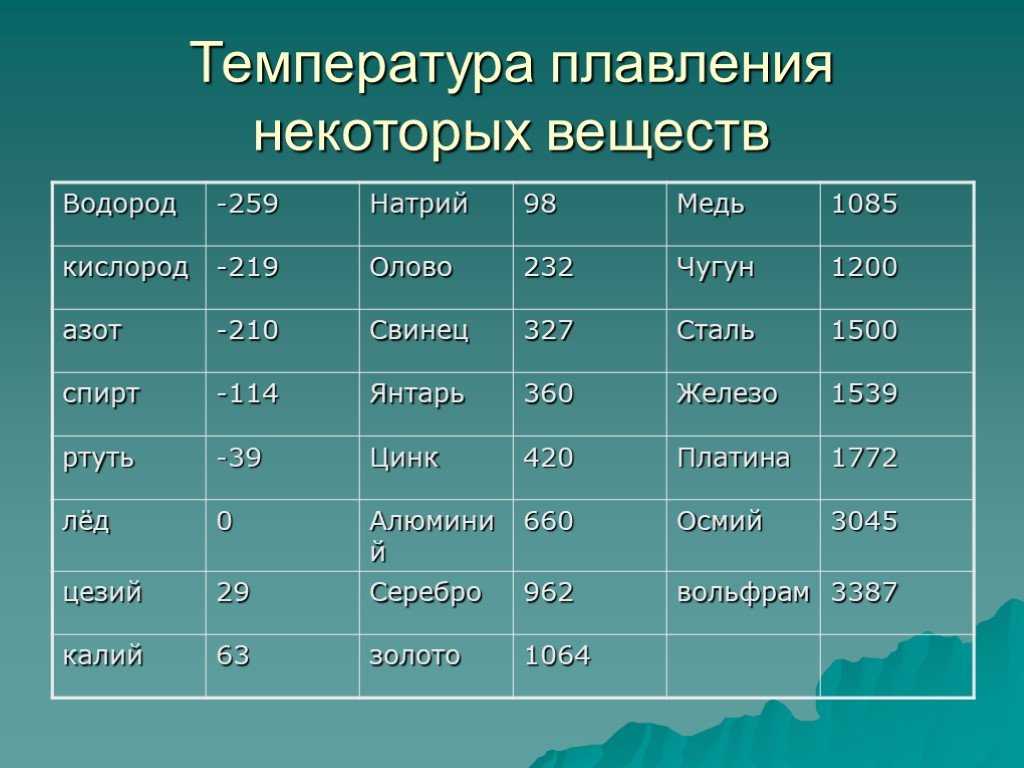
 Ровно
Ровно Харьков
Харьков FIT.
FIT. Николаев
Николаев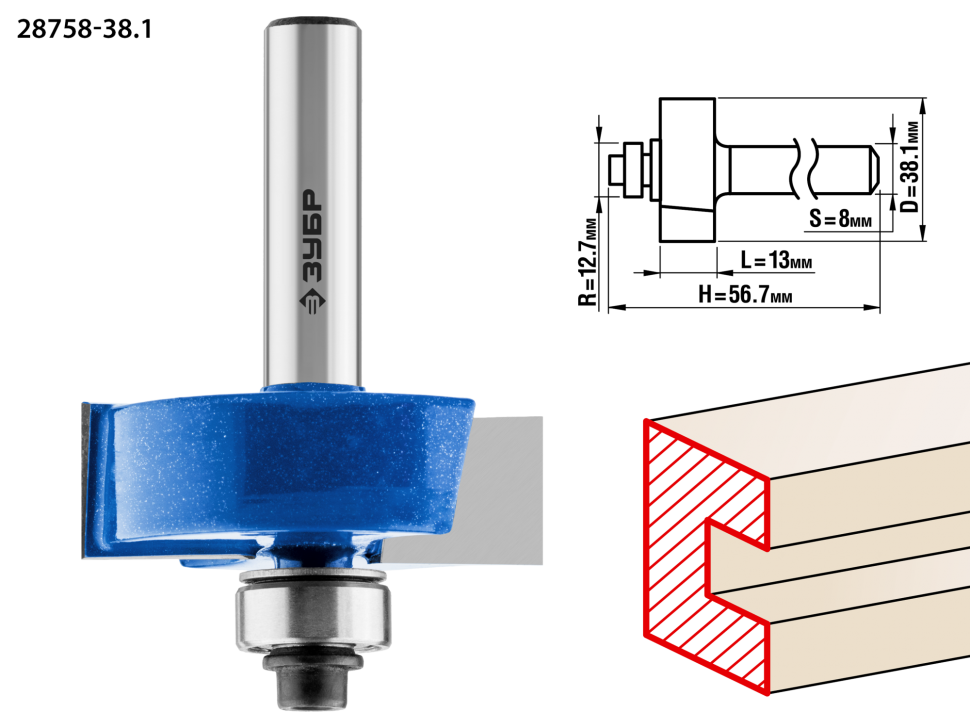 Я люблю работать с самыми разнообразными породами дерева и опробовал фрезы на таких прочных породах как дуб, ясень, акация. С ними конечно нужно быть поаккуратнее и не торопиться при подаче. А такие породы как липа, ива, сосна идут как по маслу.
Я люблю работать с самыми разнообразными породами дерева и опробовал фрезы на таких прочных породах как дуб, ясень, акация. С ними конечно нужно быть поаккуратнее и не торопиться при подаче. А такие породы как липа, ива, сосна идут как по маслу.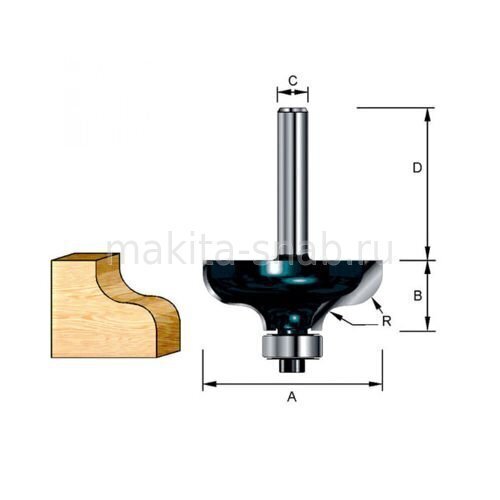
 .. Но если вы работаете без фуганка или в тесном четверти с большими листовыми материалами, использование маршрутизатора и направляющей края или шаблона линейки, возможно, лучший способ пойти. Эта довольно простая процедура практикуется в небольших магазинах повсеместно. Вы просто грубо распиливаете большой, громоздкий материал по размеру с помощью циркулярной пилы, а затем используете прямую фрезу, чтобы обрезать его (или грубо распиленный пиломатериал) до гладкого, прямого края.
.. Но если вы работаете без фуганка или в тесном четверти с большими листовыми материалами, использование маршрутизатора и направляющей края или шаблона линейки, возможно, лучший способ пойти. Эта довольно простая процедура практикуется в небольших магазинах повсеместно. Вы просто грубо распиливаете большой, громоздкий материал по размеру с помощью циркулярной пилы, а затем используете прямую фрезу, чтобы обрезать его (или грубо распиленный пиломатериал) до гладкого, прямого края.
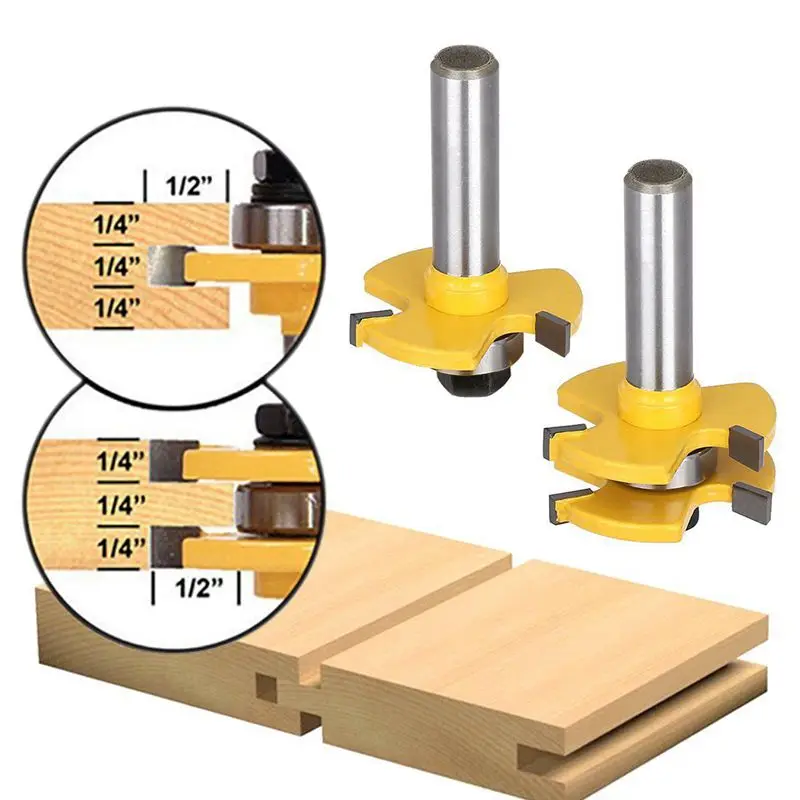 С системой One Plate вы можете быстро переключаться с бит малого диаметра на биты большого диаметра и фрезерование по шаблону с помощью направляющей втулки, при этом используя наилучший размер отверстия для работы без необходимости останавливаться, чтобы сменить опорную пластину или подняться. со своим «нестандартным» решением.
С системой One Plate вы можете быстро переключаться с бит малого диаметра на биты большого диаметра и фрезерование по шаблону с помощью направляющей втулки, при этом используя наилучший размер отверстия для работы без необходимости останавливаться, чтобы сменить опорную пластину или подняться. со своим «нестандартным» решением. Используя ножницы или спиральную фрезу, вы можете практически исключить расщепление и «ворсование» на одном или обоих краях материала. Вместо того, чтобы идти параллельно корпусу и хвостовику долота, канавки режущих и спиральных фрез расположены под углом — простое отличие, которое может существенно повлиять на работу долота. Как правило, ножницы и спиральные насадки режут поверхность ложи режущим движением, а не врезаются прямо в ложу. Результатом является меньшее потребление энергии, меньшая вибрация и более чистый срез.
Используя ножницы или спиральную фрезу, вы можете практически исключить расщепление и «ворсование» на одном или обоих краях материала. Вместо того, чтобы идти параллельно корпусу и хвостовику долота, канавки режущих и спиральных фрез расположены под углом — простое отличие, которое может существенно повлиять на работу долота. Как правило, ножницы и спиральные насадки режут поверхность ложи режущим движением, а не врезаются прямо в ложу. Результатом является меньшее потребление энергии, меньшая вибрация и более чистый срез.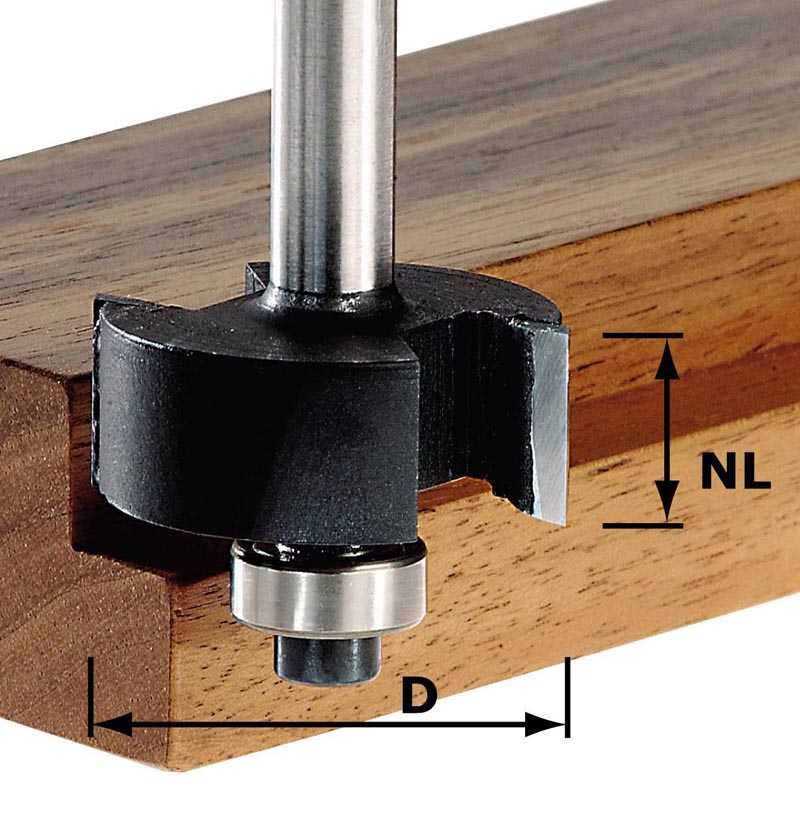 0003
0003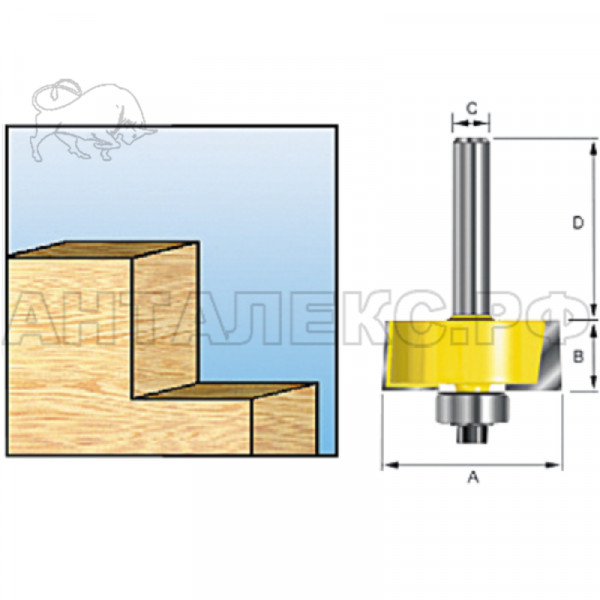 )
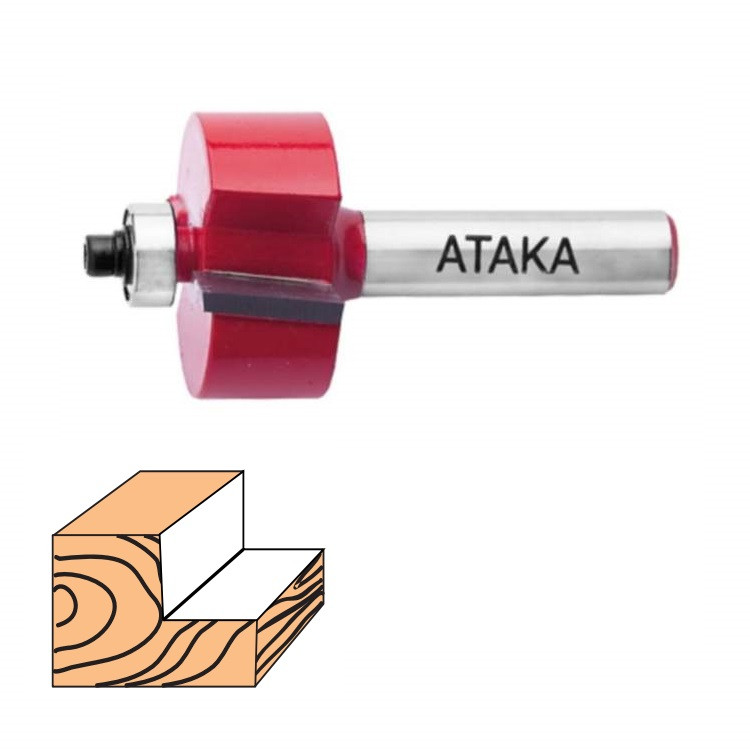
) с направляющим подшипником. (Помните, что насадка с двойным сжатием позволяет за один проход обработать верхнюю кромку и поднять нижнюю кромку, и это лучший способ обеспечить чистую кромку с обеих сторон материала.)
с направляющим подшипником. (Помните, что насадка с двойным сжатием позволяет за один проход обработать верхнюю кромку и поднять нижнюю кромку, и это лучший способ обеспечить чистую кромку с обеих сторон материала.)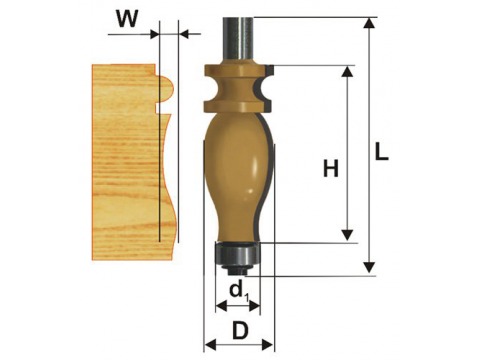 0008
0008 Эл. адрес. Как только ваш заказ будет отправлен, вам будет отправлена электронная почта с информацией об отслеживании доставки вашего заказа. Вы можете выбрать предпочтительный способ доставки на странице корзины в процессе оформления заказа. Мы предлагаем 3 международных способа доставки:
Эл. адрес. Как только ваш заказ будет отправлен, вам будет отправлена электронная почта с информацией об отслеживании доставки вашего заказа. Вы можете выбрать предпочтительный способ доставки на странице корзины в процессе оформления заказа. Мы предлагаем 3 международных способа доставки:
 com, чтобы получить номер разрешения на возврат товара (RMA). После получения номера RMA надежно поместите товар в оригинальную упаковку и отправьте возврат по следующему адресу:
com, чтобы получить номер разрешения на возврат товара (RMA). После получения номера RMA надежно поместите товар в оригинальную упаковку и отправьте возврат по следующему адресу:
 Доставимо металовироби максимально швидко і за вигідною ціною. Працюємо з компаніями на всій території України.
Доставимо металовироби максимально швидко і за вигідною ціною. Працюємо з компаніями на всій території України. 0, клас міцності 8.0 а також гайки нержавіючі зі сталей класу А2 та А4
0, клас міцності 8.0 а також гайки нержавіючі зі сталей класу А2 та А4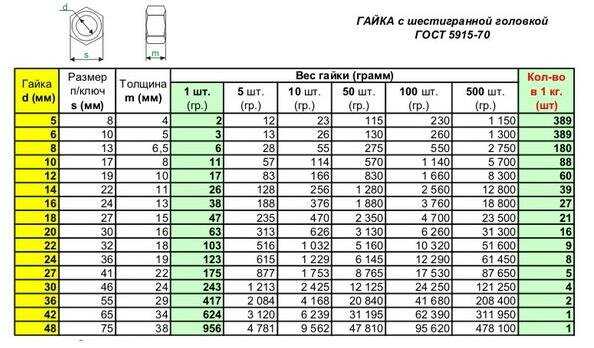 № 4.
№ 4.
 7Н.25 ОСТ
7Н.25 ОСТ

 00
00 00
00


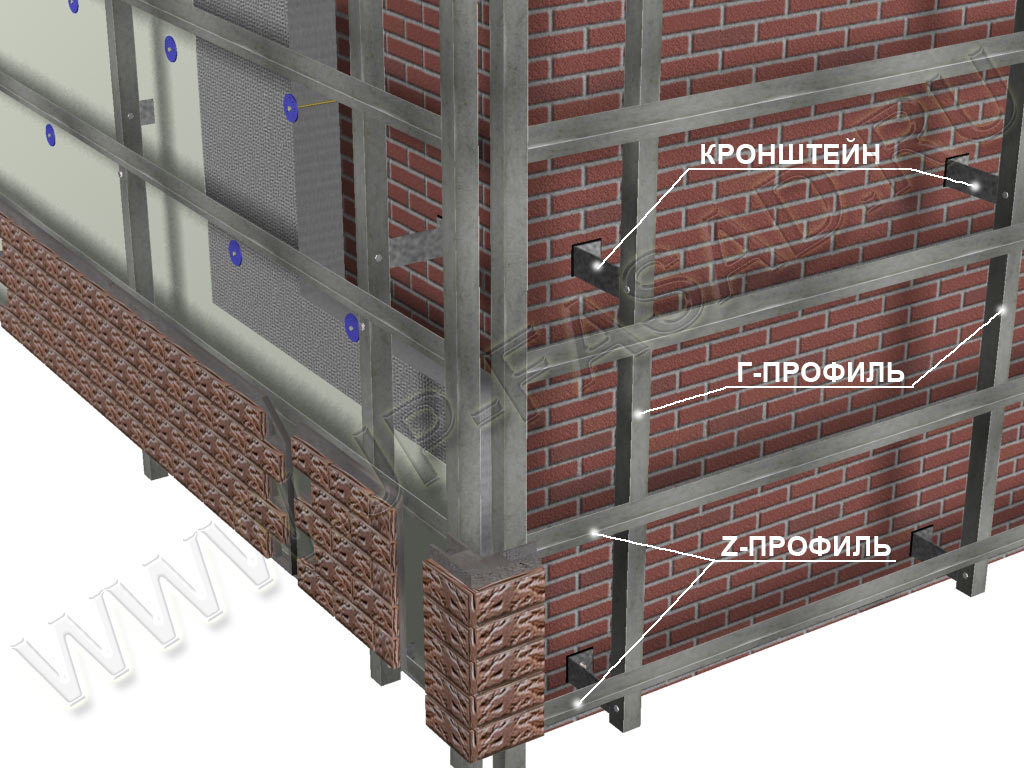
 Его аналоги применяют для крепления других материалов на стены дома, к примеру, гипсокартонных панелей. Есть профили и с другим сечением, 0,5*0,5 и меньше.
Его аналоги применяют для крепления других материалов на стены дома, к примеру, гипсокартонных панелей. Есть профили и с другим сечением, 0,5*0,5 и меньше. Это обусловлено тем, что поверхность почвы находится в непосредственной близости к цоколю, такая близость воды будет плохо влиять на каркас обрешетки, если сделать его из дерева.
Это обусловлено тем, что поверхность почвы находится в непосредственной близости к цоколю, такая близость воды будет плохо влиять на каркас обрешетки, если сделать его из дерева. Если в отделку будет добавлена теплоизоляция, то необходимо её уложить прямо на кронштейны.
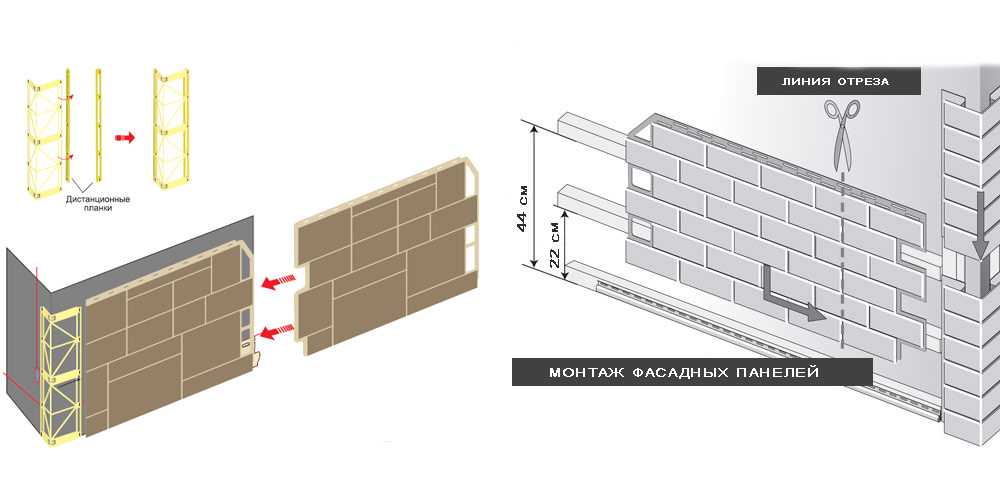
Если в отделку будет добавлена теплоизоляция, то необходимо её уложить прямо на кронштейны. Если используют металлические элементы, то шаг необходим в 40 сантиметров максимум. Если панели отделки будут установлены по горизонтали, тогда рейки каркаса делают вертикальными, и наоборот.
Если используют металлические элементы, то шаг необходим в 40 сантиметров максимум. Если панели отделки будут установлены по горизонтали, тогда рейки каркаса делают вертикальными, и наоборот.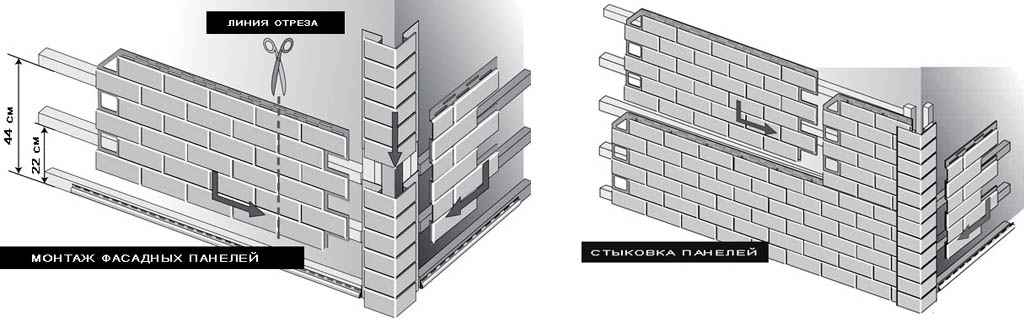 Поверхности обрабатывают антисептиками против плесени;
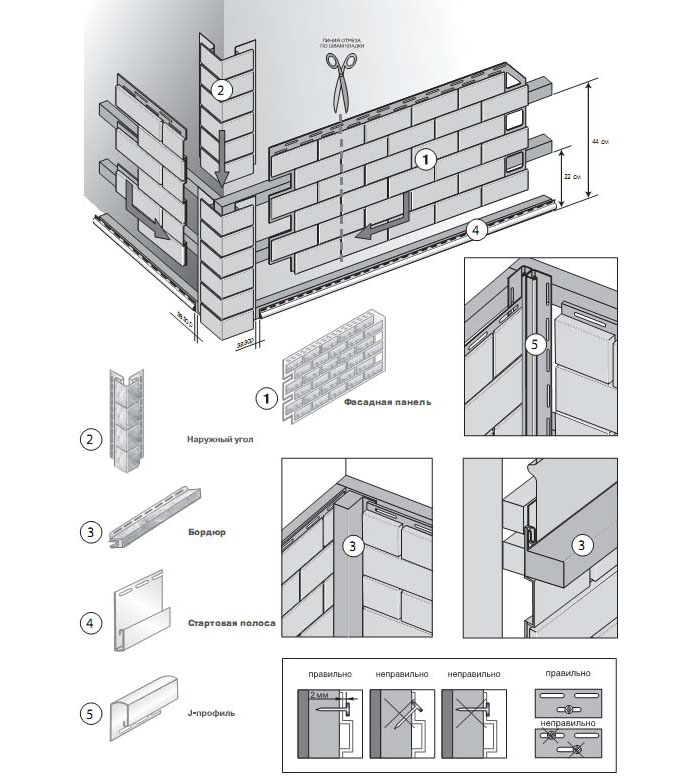
Поверхности обрабатывают антисептиками против плесени; Внутренние же углы выполняются J-профильными элементами.
Внутренние же углы выполняются J-профильными элементами. Для того чтобы конструкция перемещалась свободно, нужно закрепить её на 5 фиксирующих элементах в расчете на одну панель;
Для того чтобы конструкция перемещалась свободно, нужно закрепить её на 5 фиксирующих элементах в расчете на одну панель;
 Вентиляция между ними необходима, даже если не планируется утеплитель.
Вентиляция между ними необходима, даже если не планируется утеплитель.

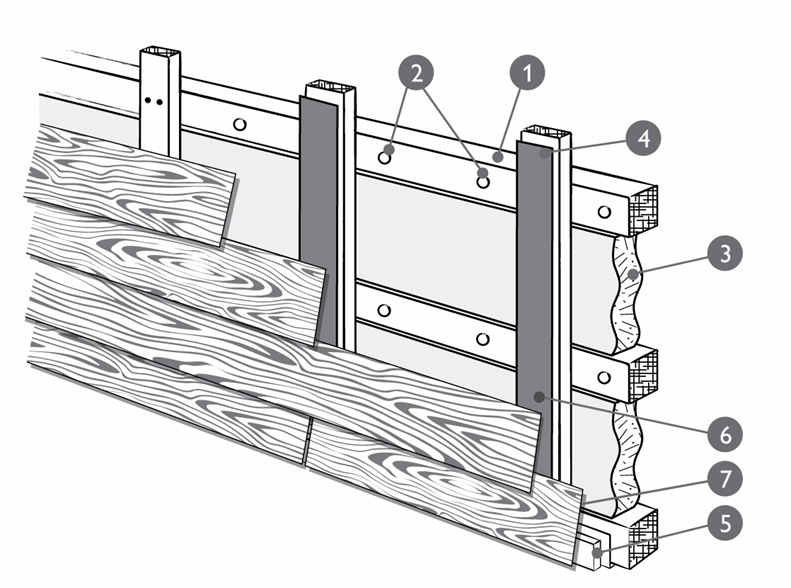
 Обрешетка для сайдинга выравнивает плоскости и служит основанием для установки планок. В результате получается вентилируемый фасад, где между элементами каркаса крепятся утеплитель, пароизоляция и защитная пленка от влаги.
Обрешетка для сайдинга выравнивает плоскости и служит основанием для установки планок. В результате получается вентилируемый фасад, где между элементами каркаса крепятся утеплитель, пароизоляция и защитная пленка от влаги.
 Для хранения рейки раскладывают ровным слоем под навесом и прижимают с грузом по всей плоскости.
Для хранения рейки раскладывают ровным слоем под навесом и прижимают с грузом по всей плоскости.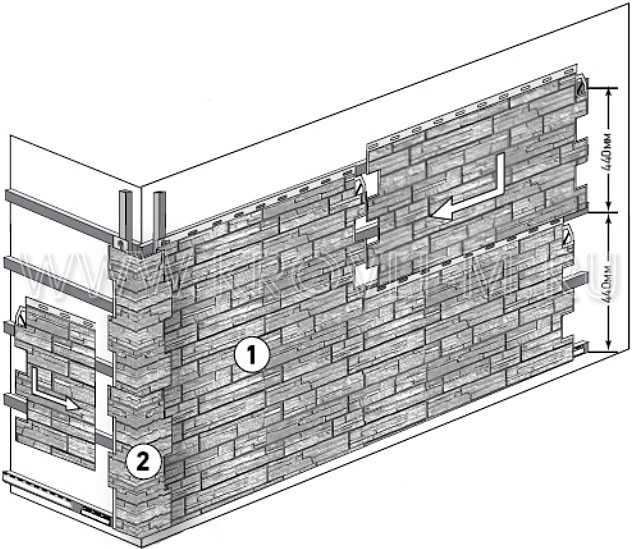 Толщина прогона колеблется от 0,45 до 0,5 мм.
Толщина прогона колеблется от 0,45 до 0,5 мм.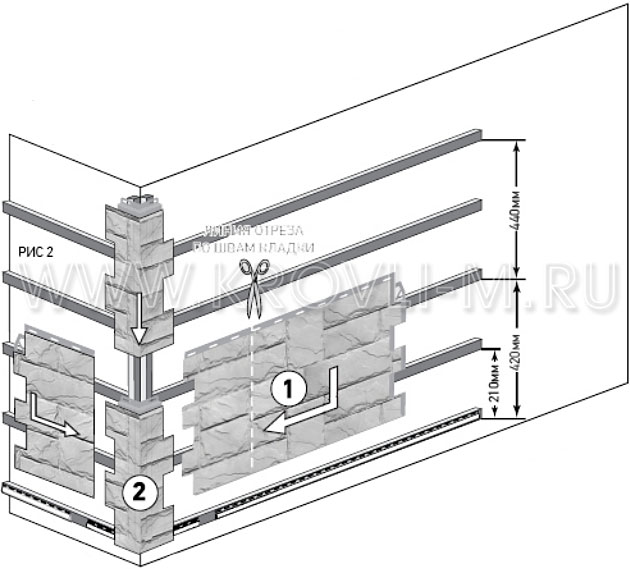 Профили устанавливаются так, чтобы они располагались в плоскости по своей ширине (60 мм) и не выворачивались при креплении в скобу. Для этого натяните нить и убедитесь, что профиль касается ее обоими краями.
Профили устанавливаются так, чтобы они располагались в плоскости по своей ширине (60 мм) и не выворачивались при креплении в скобу. Для этого натяните нить и убедитесь, что профиль касается ее обоими краями. Из металлического профиля вокруг окна под сайдинг делается обрешетка, также обрамляются дверные проемы. Профиль UD монтируется по длине стен вверху и внизу.
Из металлического профиля вокруг окна под сайдинг делается обрешетка, также обрамляются дверные проемы. Профиль UD монтируется по длине стен вверху и внизу.
 В местах вокруг окон делается сплошная обрешетка из панелей ДСП или влагостойкой фанеры по аналогии с каркасом для профлиста кровли. Не допускается маркировка держателей так, чтобы крепежная фурнитура попала в кладочный раствор (шов).
В местах вокруг окон делается сплошная обрешетка из панелей ДСП или влагостойкой фанеры по аналогии с каркасом для профлиста кровли. Не допускается маркировка держателей так, чтобы крепежная фурнитура попала в кладочный раствор (шов). Обычно этого достаточно для крепления поворотных элементов сайдинга, но необходимо учитывать их размеры, чтобы саморезы не попали в пустоту.
Обычно этого достаточно для крепления поворотных элементов сайдинга, но необходимо учитывать их размеры, чтобы саморезы не попали в пустоту. С деревом, винилом, камнем, кирпичом или штукатуркой вы можете получить только два или три из них. Но с фиброцементным сайдингом, упругой смесью древесной массы и портландцемента, вы получаете все четыре.
С деревом, винилом, камнем, кирпичом или штукатуркой вы можете получить только два или три из них. Но с фиброцементным сайдингом, упругой смесью древесной массы и портландцемента, вы получаете все четыре.
 На заводскую отделку предоставляется 15-летняя гарантия от отслаивания и выцветания.
На заводскую отделку предоставляется 15-летняя гарантия от отслаивания и выцветания. Производители берут около 1 доллара за квадратный фут и предлагают 15-летнюю гарантию, но выбор цвета ограничен, и вы получаете только один слой.
Производители берут около 1 доллара за квадратный фут и предлагают 15-летнюю гарантию, но выбор цвета ограничен, и вы получаете только один слой. В случае вагонки и черепицы каждый ряд перекрывает следующий не менее чем на 1¼ дюйма.
В случае вагонки и черепицы каждый ряд перекрывает следующий не менее чем на 1¼ дюйма.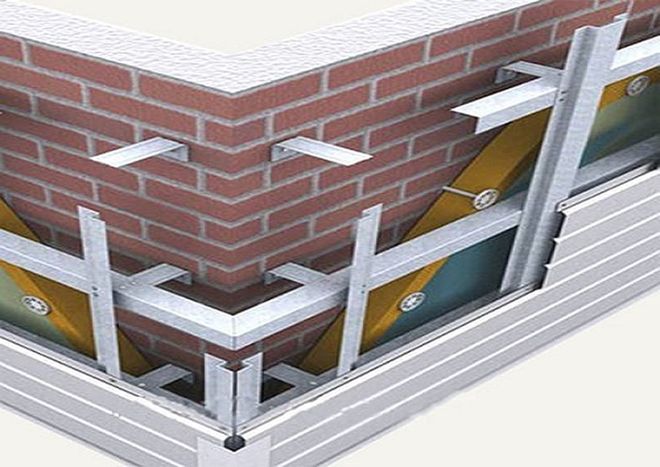

 США
США
 Длина стандартная: 12 футов.
Длина стандартная: 12 футов. 9№ 0003
9№ 0003

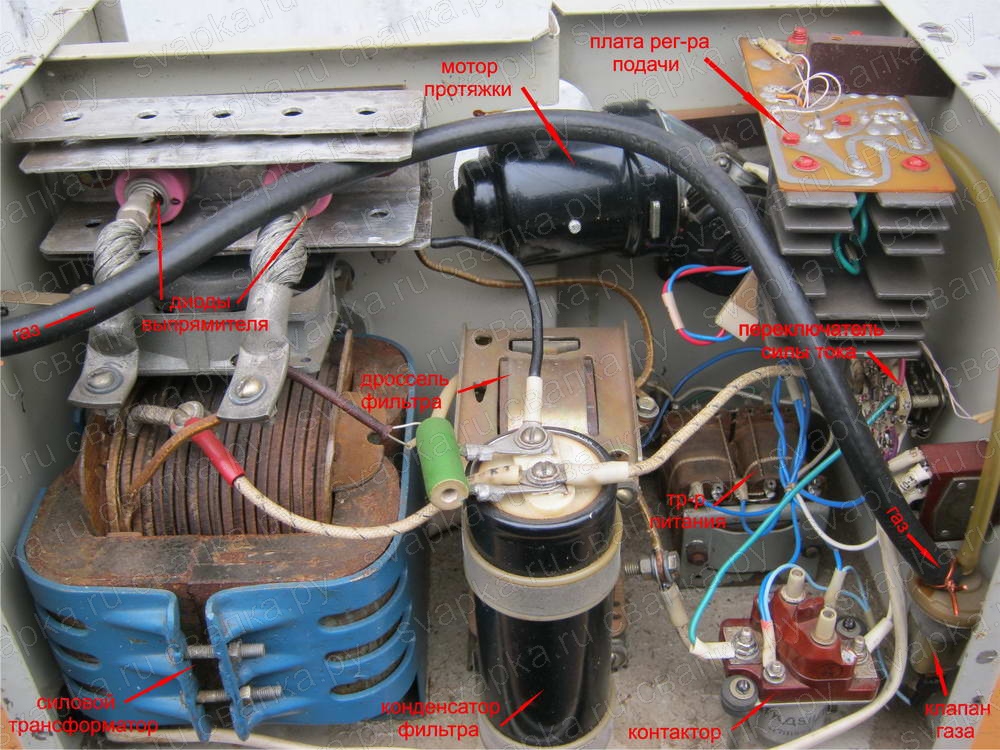
 Альтернативный вариант предотвращения подобных неприятностей – эксплуатация стабилизатора напряжения.
Альтернативный вариант предотвращения подобных неприятностей – эксплуатация стабилизатора напряжения. Проверяйте провода, зачищайте контакты и плотно крепите их к клеммам.
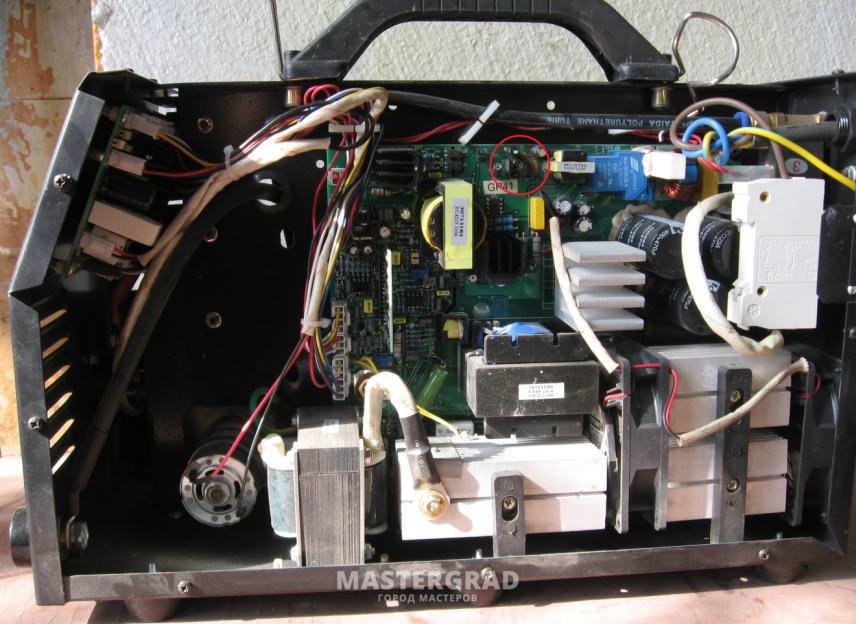
Проверяйте провода, зачищайте контакты и плотно крепите их к клеммам. Многие проблемы связаны непосредственно с электрической частью агрегата. Достаточно знаний электрика на начальном уровне, чтобы самостоятельно найти причину сбоя и отремонтировать полуавтомат.
Многие проблемы связаны непосредственно с электрической частью агрегата. Достаточно знаний электрика на начальном уровне, чтобы самостоятельно найти причину сбоя и отремонтировать полуавтомат.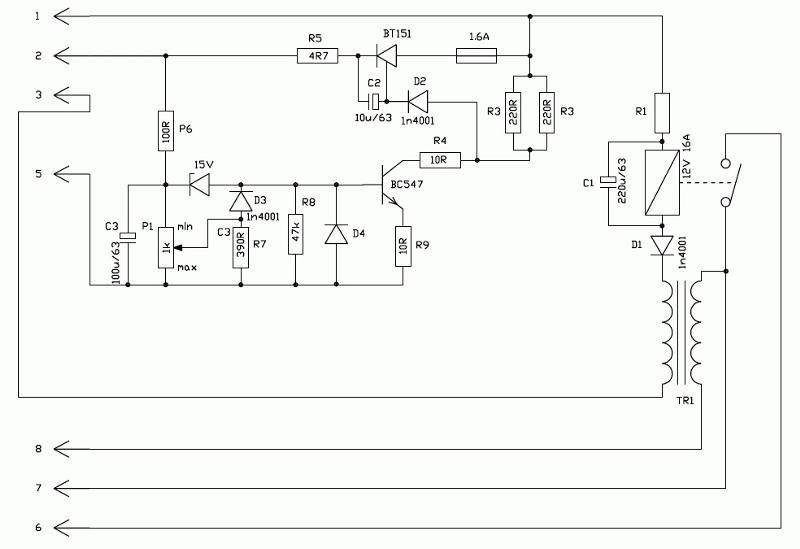

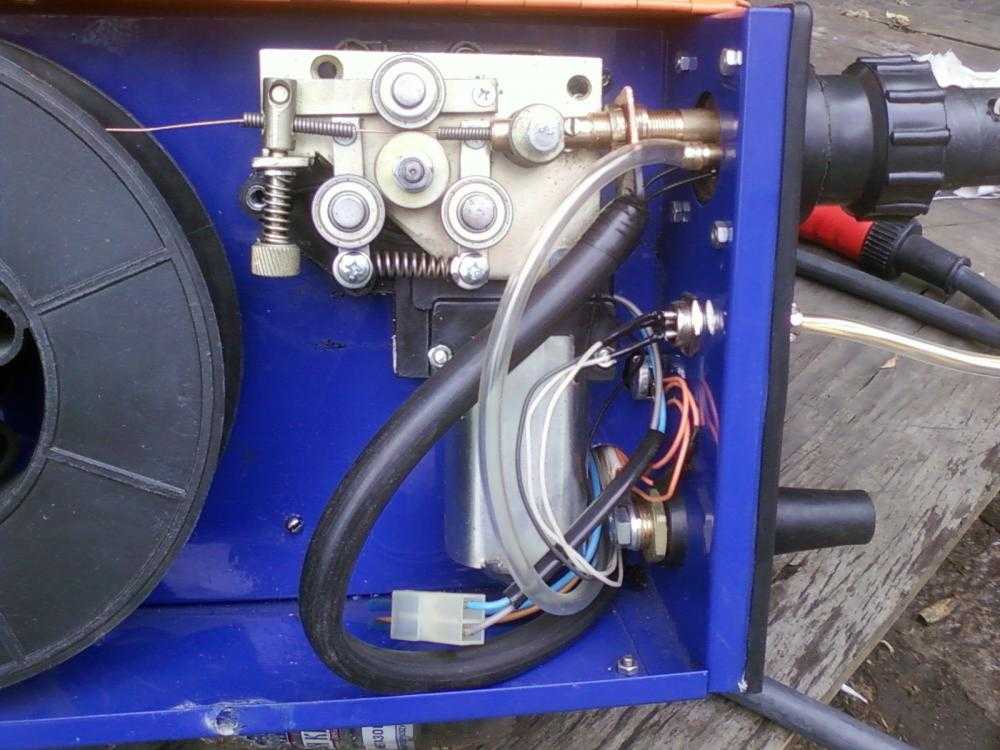
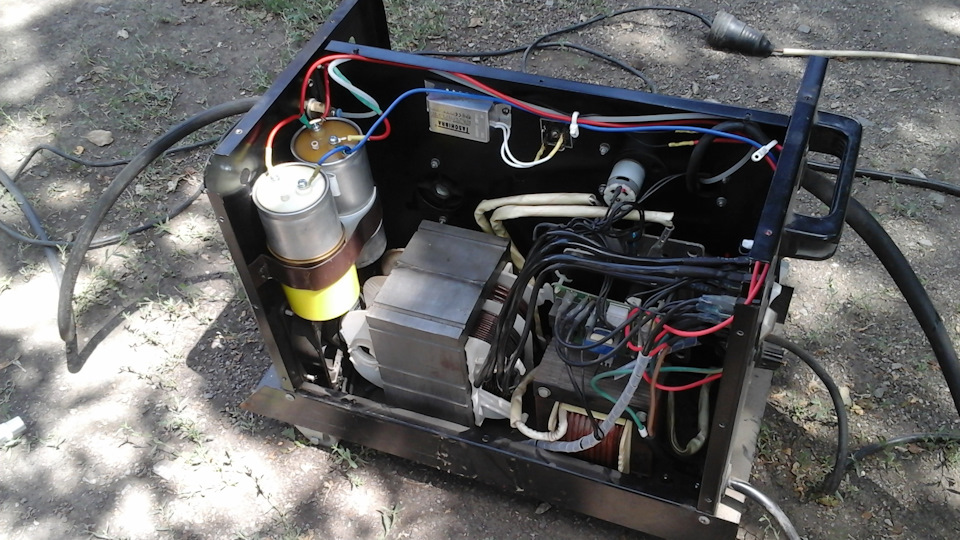
 Возможно, потребуется диэлектрическая вставка между катушками, чтобы они гарантированно не соприкасались и не замыкали.
Возможно, потребуется диэлектрическая вставка между катушками, чтобы они гарантированно не соприкасались и не замыкали. Если на ребрах холодильников и платах осела пыль, оборудование будет греться.
Если на ребрах холодильников и платах осела пыль, оборудование будет греться. После этого проверяется целостность кабелей, шлангов, изоляции.
После этого проверяется целостность кабелей, шлангов, изоляции. [/stextbox]
[/stextbox]

 Обучение операторов также имеет решающее значение для предотвращения распространенных сбоев при роботизированной сварке.
Обучение операторов также имеет решающее значение для предотвращения распространенных сбоев при роботизированной сварке. Слишком натянутые приводные ролики также могут вызвать проблемы с литьем проволоки, что приведет к более быстрому износу контактного наконечника.
Слишком натянутые приводные ролики также могут вызвать проблемы с литьем проволоки, что приведет к более быстрому износу контактного наконечника. Кроме того, убедитесь, что глубина вставки сопла выходит за пределы газовых отверстий на диффузоре. Следы перетаскивания на диффузоре или контактном наконечнике являются признаками износа, которые означают, что сопло не концентрично лезвию расширителя. Правильная установка и расположение также помогают обеспечить равномерное покрытие спрея против брызг на сопле.
Кроме того, убедитесь, что глубина вставки сопла выходит за пределы газовых отверстий на диффузоре. Следы перетаскивания на диффузоре или контактном наконечнике являются признаками износа, которые означают, что сопло не концентрично лезвию расширителя. Правильная установка и расположение также помогают обеспечить равномерное покрытие спрея против брызг на сопле. Чтобы предотвратить это, убедитесь, что сопло перпендикулярно режущему диску.
Чтобы предотвратить это, убедитесь, что сопло перпендикулярно режущему диску. После неоднократных инцидентов муфта может допускать движение на несколько градусов в любом направлении, что приводит к выходу TCP из строя.
После неоднократных инцидентов муфта может допускать движение на несколько градусов в любом направлении, что приводит к выходу TCP из строя. Главной причиной возгорания является неправильно обрезанная гильза. Система QUICK LOAD® лайнера AutoLength™ от Tregaskiss допускает прощение до 1 дюйма, если лайнер обрезан слишком коротко.
Главной причиной возгорания является неправильно обрезанная гильза. Система QUICK LOAD® лайнера AutoLength™ от Tregaskiss допускает прощение до 1 дюйма, если лайнер обрезан слишком коротко.

 Или еще лучше, понять, как предотвратить их в первую очередь.
Или еще лучше, понять, как предотвратить их в первую очередь. Медные сопла также препятствуют накоплению брызг. Для приложений с более высокой силой тока (более 300 ампер) лучшим выбором является латунное сварочное сопло. Латунь не отжигается так быстро, как медь, поэтому сварочное сопло будет дольше сохранять свою твердость при более высоких температурах.
Медные сопла также препятствуют накоплению брызг. Для приложений с более высокой силой тока (более 300 ампер) лучшим выбором является латунное сварочное сопло. Латунь не отжигается так быстро, как медь, поэтому сварочное сопло будет дольше сохранять свою твердость при более высоких температурах.

 Они предназначены для импульсной сварки, сварки струйным переносом или сварки CV MIG.
Они предназначены для импульсной сварки, сварки струйным переносом или сварки CV MIG.
 Имеются также расходные системы, обеспечивающие безошибочную установку футеровки и не требующие измерения футеровки. Газовый диффузор фиксирует вкладыш на месте, концентрически совмещая его с силовым штифтом и контактным наконечником, чтобы устранить любые зазоры. Сварщик или обслуживающий персонал пропускает втулку через горловину горелки, фиксирует ее на месте и отрезает втулку заподлицо с тыльной стороной силового штифта.
Имеются также расходные системы, обеспечивающие безошибочную установку футеровки и не требующие измерения футеровки. Газовый диффузор фиксирует вкладыш на месте, концентрически совмещая его с силовым штифтом и контактным наконечником, чтобы устранить любые зазоры. Сварщик или обслуживающий персонал пропускает втулку через горловину горелки, фиксирует ее на месте и отрезает втулку заподлицо с тыльной стороной силового штифта.
 Преобразование:
Преобразование: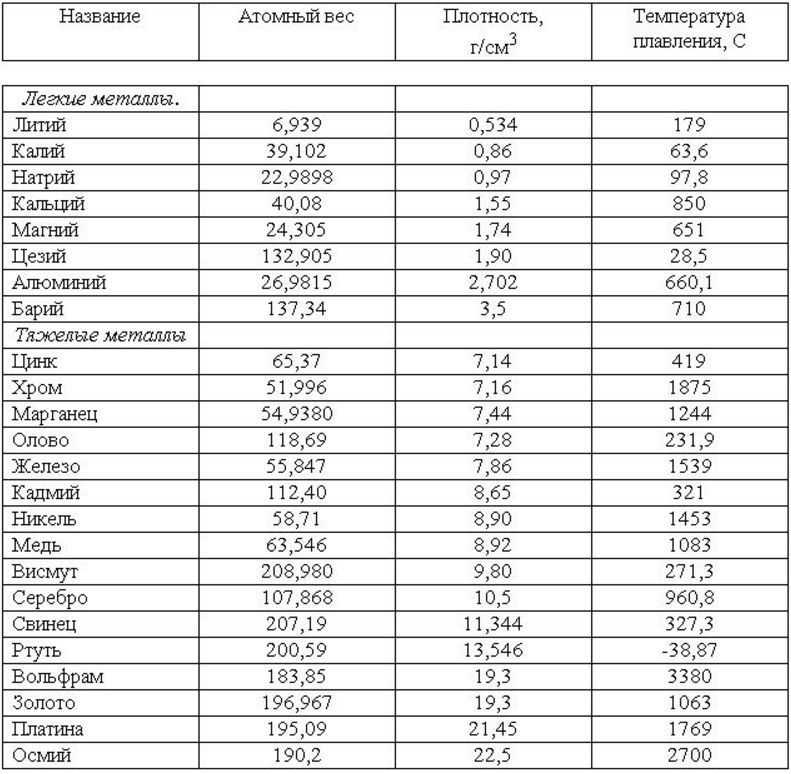 07
07 01
01 20
20 14
14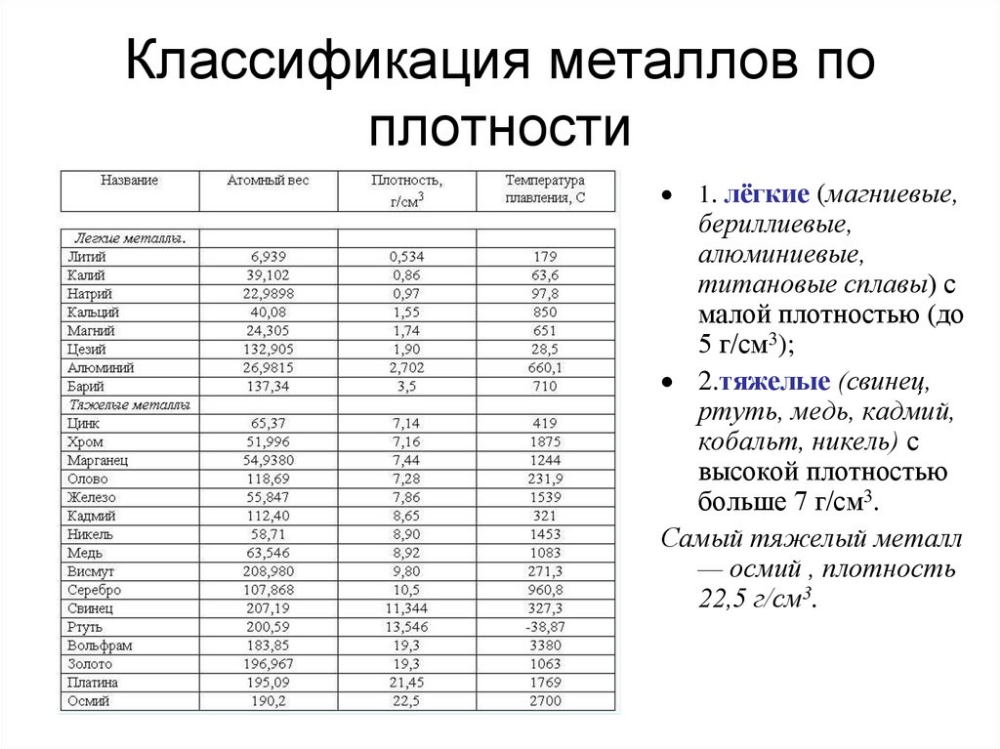
 50-8.80
50-8.80 31
31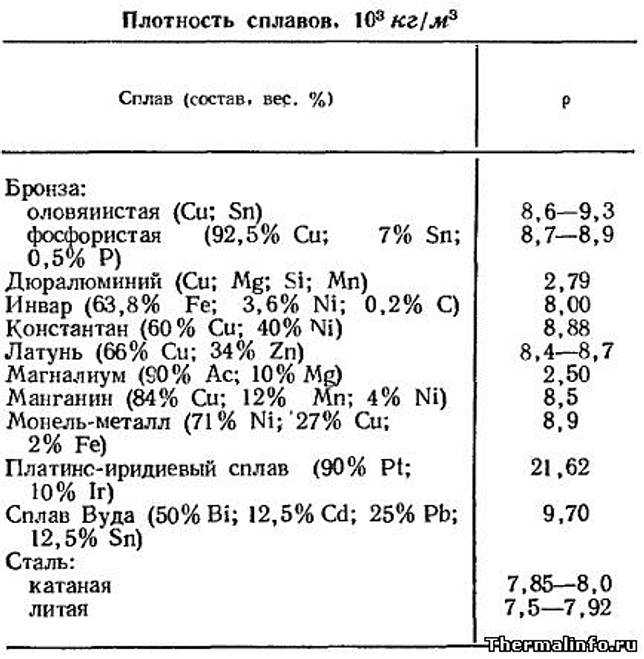 01
01 02
02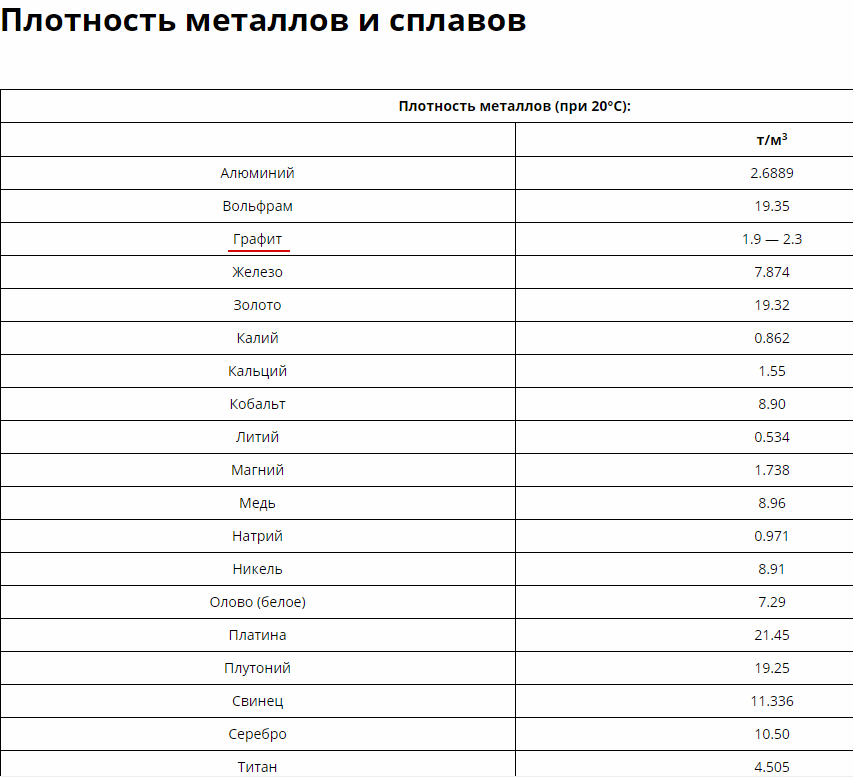
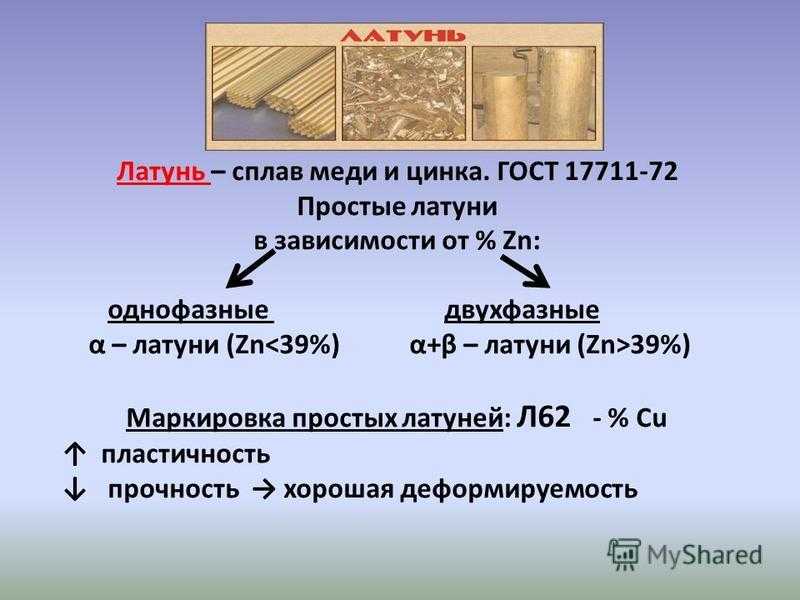
 Содержание цинка не указывается, оно определяется разницей между 100% и суммарным содержанием всех прочих элементов.
Содержание цинка не указывается, оно определяется разницей между 100% и суммарным содержанием всех прочих элементов. 5-3
5-3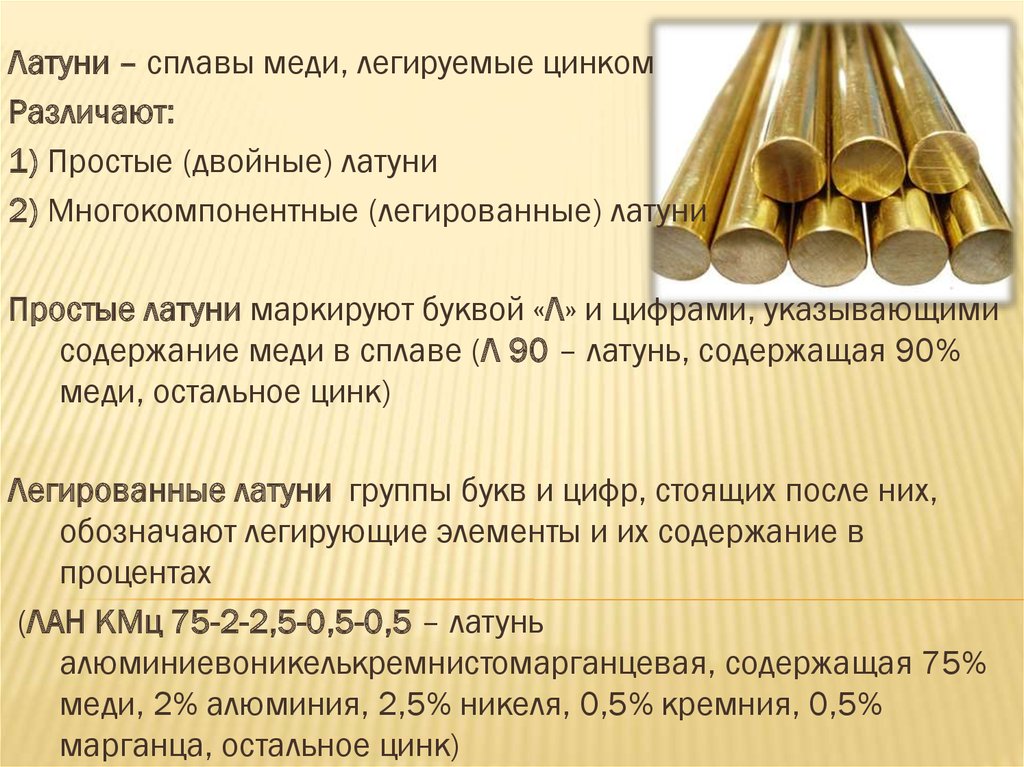 Однофазные латуни более пластичны, с увеличением же добавок возрастает прочность латуни, но существенно снижается ее пластичность.
Однофазные латуни более пластичны, с увеличением же добавок возрастает прочность латуни, но существенно снижается ее пластичность.


 Латунный сплав обладает повышенной устойчивостью к коррозии и морской воде за счет добавления легирующих компонентов, что позволяет использовать его в участках постоянного воздействия агрессивных сред.
Латунный сплав обладает повышенной устойчивостью к коррозии и морской воде за счет добавления легирующих компонентов, что позволяет использовать его в участках постоянного воздействия агрессивных сред. В этот состав могут добавлять свинец, олово, алюминий, никель, марганец, а также железо и прочие металлы. Латунь — это вещество, напоминающее золото, однако его стоимость намного ниже драгоценного металла. От процентного содержания входящих компонентов напрямую зависит цвет и ее свойства. При этом она не относится по металлургической классификации к бронзе.
В этот состав могут добавлять свинец, олово, алюминий, никель, марганец, а также железо и прочие металлы. Латунь — это вещество, напоминающее золото, однако его стоимость намного ниже драгоценного металла. От процентного содержания входящих компонентов напрямую зависит цвет и ее свойства. При этом она не относится по металлургической классификации к бронзе.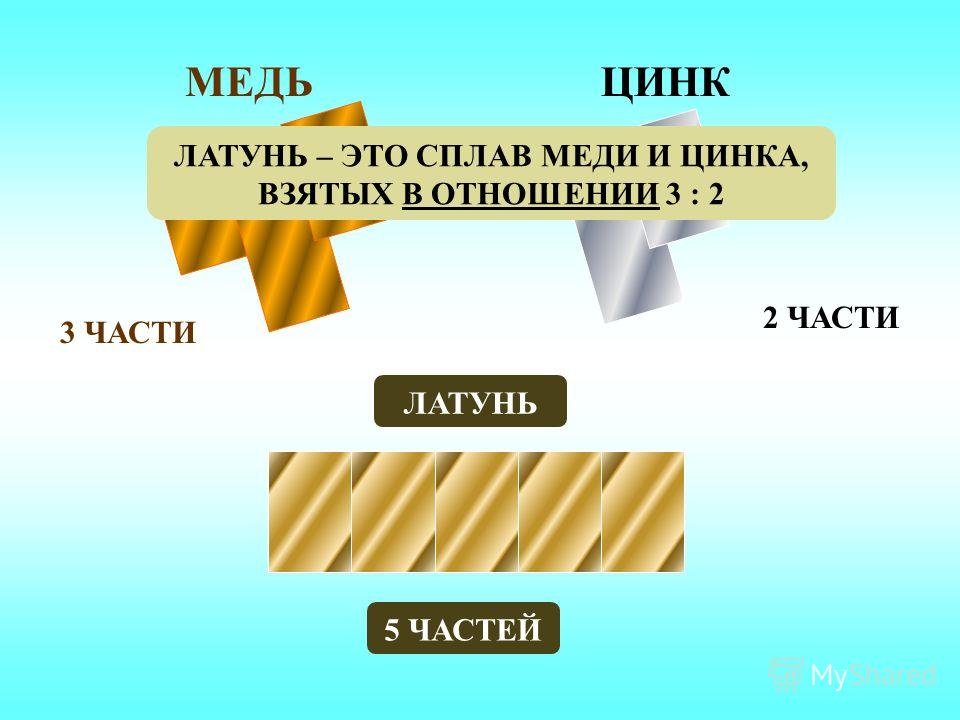 Для марки Л63 медная составляющая будет иметь 63 %, а цинковая – 37 %.
Для марки Л63 медная составляющая будет иметь 63 %, а цинковая – 37 %. Он практически не подвержен износу. Двухкомпонентный медно-цинковый сплав с цинковой составляющей не более 20 % отлично подходит для изготовления тепловых аппаратов, автозапчастей, сантехнического оборудования. Материалы с цинковой частью до 40 % используются для создания штампованных деталей, фурнитуры. Многокомпонентные латунные сплавы применяются намного шире двухкомпонентных. Они встречаются в воздушных аппаратах, кораблях, трубах, часах и прочей технике.
Он практически не подвержен износу. Двухкомпонентный медно-цинковый сплав с цинковой составляющей не более 20 % отлично подходит для изготовления тепловых аппаратов, автозапчастей, сантехнического оборудования. Материалы с цинковой частью до 40 % используются для создания штампованных деталей, фурнитуры. Многокомпонентные латунные сплавы применяются намного шире двухкомпонентных. Они встречаются в воздушных аппаратах, кораблях, трубах, часах и прочей технике. Очищение таких ювелирных шедевров выполняется щавелевой кислотой. На материалах с маркировкой Л62, Л68 проходят обучение молодые ювелиры, так как эти составы наиболее похожи по качествам на золото.
Очищение таких ювелирных шедевров выполняется щавелевой кислотой. На материалах с маркировкой Л62, Л68 проходят обучение молодые ювелиры, так как эти составы наиболее похожи по качествам на золото. Литейный материал не ржавеет, имеет превосходные механические параметры, устойчив к трению и удобен в обращении. Его используют при производстве подшипников, элементов литой арматуры, втулок, сепараторов, автомобильных штуцеров и многих других элементов.
Литейный материал не ржавеет, имеет превосходные механические параметры, устойчив к трению и удобен в обращении. Его используют при производстве подшипников, элементов литой арматуры, втулок, сепараторов, автомобильных штуцеров и многих других элементов.
 Помимо этого, различают латунный материал по сфере основного применения. Это может быть «часовая», «морская» или же другая специфическая латунь. Широко используются томпаки (с цинком до 10 %), а также полутомпаки, где цинковая доля находится в пределах от 10 до 20 %.
Помимо этого, различают латунный материал по сфере основного применения. Это может быть «часовая», «морская» или же другая специфическая латунь. Широко используются томпаки (с цинком до 10 %), а также полутомпаки, где цинковая доля находится в пределах от 10 до 20 %. С понижением температуры среды латунные изделия не теряют свои пластичные свойства, что привлекательно для изготовления конструкционных материалов. Со временем поверхность состава может слегка потемнеть, однако это никак не влияет на характеристики материала. Чем больше содержание медной доли в латунном сплаве, тем выше его электро- и теплопроводность. Для предотвращения коррозии латунные детали обжигаются после обработки при пониженных температурах.
С понижением температуры среды латунные изделия не теряют свои пластичные свойства, что привлекательно для изготовления конструкционных материалов. Со временем поверхность состава может слегка потемнеть, однако это никак не влияет на характеристики материала. Чем больше содержание медной доли в латунном сплаве, тем выше его электро- и теплопроводность. Для предотвращения коррозии латунные детали обжигаются после обработки при пониженных температурах. Но отличить их не всегда просто. Вот посмотрите, из чего сделаны латунь и бронза, и их свойства.
Но отличить их не всегда просто. Вот посмотрите, из чего сделаны латунь и бронза, и их свойства. Это происходит даже тогда, когда сплав содержит низкую концентрацию свинца.
Это происходит даже тогда, когда сплав содержит низкую концентрацию свинца.
 Промойте металл теплой водой и дайте ему высохнуть.
Промойте металл теплой водой и дайте ему высохнуть. Название сплава начинается с буквы «С», что указывает на то, что это медный сплав. За буквой следуют пять цифр. Кованые латуни, подходящие для механической формовки, начинаются с цифр от 1 до 7. Литые латуни, полученные путем формования расплавленного металла, содержат цифры 8 или 9..
Название сплава начинается с буквы «С», что указывает на то, что это медный сплав. За буквой следуют пять цифр. Кованые латуни, подходящие для механической формовки, начинаются с цифр от 1 до 7. Литые латуни, полученные путем формования расплавленного металла, содержат цифры 8 или 9..
 Одним из украшений цвета золотой рыбки является Everdur Silicon Bronze. Этот сплав обеспечивает широкий спектр преимуществ для отливок. Что такое Everdur Silicon…
Одним из украшений цвета золотой рыбки является Everdur Silicon Bronze. Этот сплав обеспечивает широкий спектр преимуществ для отливок. Что такое Everdur Silicon… Гальваника изменяет свойства поверхности предмета, обеспечивая защиту, улучшая его внешний вид или, очень часто, и то, и другое. Помимо создания защитного покрытия для металлического предмета, производители также могут использовать гальваническое покрытие для увеличения его толщины или…
Гальваника изменяет свойства поверхности предмета, обеспечивая защиту, улучшая его внешний вид или, очень часто, и то, и другое. Помимо создания защитного покрытия для металлического предмета, производители также могут использовать гальваническое покрытие для увеличения его толщины или…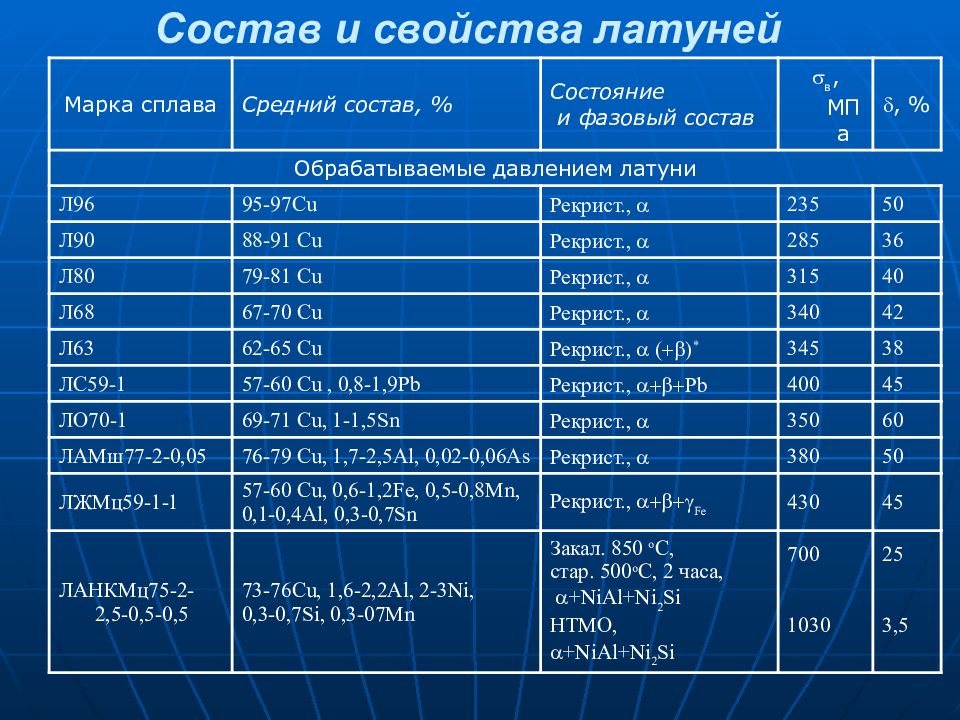 Латунные сплавы обладают отличной текучестью и ковкостью, а бронзовые сплавы очень твердые и хрупкие с низкой температурой плавления. Хотя мы часто думаем, что эти сплавы имеют цвета от коричневого до золотого или красного, бывают и белые…
Латунные сплавы обладают отличной текучестью и ковкостью, а бронзовые сплавы очень твердые и хрупкие с низкой температурой плавления. Хотя мы часто думаем, что эти сплавы имеют цвета от коричневого до золотого или красного, бывают и белые… От вашего автомобиля, когда вы едете на работу, до украшений, которые носят в особых случаях, коммерческие производственные процессы полагаются на этот процесс для защиты металлов, а также пластмасс, покрывая их внешним слоем металла. Хотя самая известная причина…
От вашего автомобиля, когда вы едете на работу, до украшений, которые носят в особых случаях, коммерческие производственные процессы полагаются на этот процесс для защиты металлов, а также пластмасс, покрывая их внешним слоем металла. Хотя самая известная причина… Здесь, в Belmont Metals, у нас есть как белая бронза, так и олово, которые идеально подходят для всех ваших…
Здесь, в Belmont Metals, у нас есть как белая бронза, так и олово, которые идеально подходят для всех ваших… Домашняя фурнитура включает в себя широкий спектр приложений, включая дверные молотки, ручки, ручки, петли, ручки для шкафов и даже крышки воздуховодов. Эти предметы обычно изготавливаются из твердого металла, такого как латунь и…
Домашняя фурнитура включает в себя широкий спектр приложений, включая дверные молотки, ручки, ручки, петли, ручки для шкафов и даже крышки воздуховодов. Эти предметы обычно изготавливаются из твердого металла, такого как латунь и… Тем не менее, художники сегодня по-прежнему любят создавать различные украшения, статуи, фигурки, украшения и другие художественные произведения, используя этот процесс. Процедура предполагает использование расплавленных металлов, которые заливают в…
Тем не менее, художники сегодня по-прежнему любят создавать различные украшения, статуи, фигурки, украшения и другие художественные произведения, используя этот процесс. Процедура предполагает использование расплавленных металлов, которые заливают в… Латунные сплавы состоят из основного металла меди с добавлением различного количества цинка, в то время как бронза содержит медь с алюминием, оловом, магнием и другими материалами. Но как…
Латунные сплавы состоят из основного металла меди с добавлением различного количества цинка, в то время как бронза содержит медь с алюминием, оловом, магнием и другими материалами. Но как…
 Также на них оказывают воздействие перепады температур. Чтобы обеспечить высокую эксплуатационную надежность, необходимо упрочнить структуру материала. Для этого используют термообработку.
Также на них оказывают воздействие перепады температур. Чтобы обеспечить высокую эксплуатационную надежность, необходимо упрочнить структуру материала. Для этого используют термообработку.



 05 мм
05 мм 2 кВт
2 кВт
 Гарантируем лучшую стоимость доставки по всей РФ и СНГ!
Гарантируем лучшую стоимость доставки по всей РФ и СНГ! Если на примере углеродистой, то можно снимать по 0,1 мм и это займет много времени.
Если на примере углеродистой, то можно снимать по 0,1 мм и это займет много времени. org/Question»>
org/Question»> 2 кВт
2 кВт
 Также ускоряет монтаж заготовок применение вакуумного стола. Это, в свою очередь, влияет на производительность станка и мастерской».
Также ускоряет монтаж заготовок применение вакуумного стола. Это, в свою очередь, влияет на производительность станка и мастерской».

 Благодаря размещению подшипников, между рельсами и кареткой достигается предельно точное линейное перемещение.
Благодаря размещению подшипников, между рельсами и кареткой достигается предельно точное линейное перемещение. Можно установить шпиндель
Можно установить шпиндель 05 мм
05 мм 2 кВт
2 кВт
 Гарантируем лучшую стоимость доставки по всей РФ и СНГ!
Гарантируем лучшую стоимость доставки по всей РФ и СНГ! Если на примере углеродистой, то можно снимать по 0,1 мм и это займет много времени.
Если на примере углеродистой, то можно снимать по 0,1 мм и это займет много времени. org/Question»>
org/Question»> Финансирование доступно через Geneva Capital.
Финансирование доступно через Geneva Capital.  Поставляется с фрезерным станком, станиной, инструментами и контроллером PathPilot, рычагом управления, монитором, клавиатурой, мышью и контроллером джойстика.
Поставляется с фрезерным станком, станиной, инструментами и контроллером PathPilot, рычагом управления, монитором, клавиатурой, мышью и контроллером джойстика. ..
..
 Владельцы Tormach избегают значительных дополнительных расходов, связанных с услугами сторонних специалистов по обслуживанию. Но если вы застряли и вам нужна помощь, наша команда технической поддержки в США укомплектована опытными машинистами и электриками, которые помогут вам.
Владельцы Tormach избегают значительных дополнительных расходов, связанных с услугами сторонних специалистов по обслуживанию. Но если вы застряли и вам нужна помощь, наша команда технической поддержки в США укомплектована опытными машинистами и электриками, которые помогут вам.
 с. / 1,5 кВт
с. / 1,5 кВт тока, 50/60 Гц, выключатель 20 А, розетка NEMA 6-20R
тока, 50/60 Гц, выключатель 20 А, розетка NEMA 6-20R Доступна расширенная гарантия.
Доступна расширенная гарантия.
 от $144/мес. с Женевским капиталом
от $144/мес. с Женевским капиталом  Требуется некоторая сборка.
Требуется некоторая сборка. 
 youtube.com/embed/eemWhUKpQ68″ title=»YouTube video player» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/eemWhUKpQ68″ title=»YouTube video player» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 
