как своими руками согнуть профильную трубу своими руками (видео)
Если вы заняты тем, что решили обустроить дачный домик или участок, вам хотя бы раз приходилось сталкиваться с необходимостью придавать трубам нужный изгиб для постройки, например, теплицы или ограды. Своими руками такое сделать под силу с применением особого оборудования после изучения несложной теоретической части.
Профильные трубы для теплицы выглядят намного выигрышнее и практичнее, если сравнить с другими подобными конструкциями. Они прочнее, функциональнее и, конечно же, красивее. Но если круглую трубу можно согнуть трубогибом, то хорошую теплицу из профильной трубы с применением такого инструмента не сделаешь.
Методы изменения формы профильных труб
Самым первым методом в данном случае является использование специальных машин и механизмов для изменения формы трубы. Такие машины называются трубогибами и применяют для изготовления опор теплиц. Однако, стоимость такого станка дне назовешь низкой, поэтому его можно взять в аренду или отнести материал в мастерскую.
Если же у вас время от времени возникает потребность делать детали теплиц или прочие округлые конструкции, можно найти ручные трубогибы, которые стоят дешевле и подойдут как для профильных, так и для труб с круглым сечением. Минус такого инструмента в том, что для его применения понадобятся усилия.
Такой инвентарь поможет избежать:
получения окружности неподходящего радиуса;
повреждения трубы;
нанесения порчи своему имуществу;
нанесения вреда самому «мастеру», который не знает как согнуть трубу в домашних условиях.
Учитывайте, что без применения особого оборудования не получится согнуть металлическую трубу в конструкцию большого радиуса, что и нужно для изготовления теплицы.
Как согнуть трубу с применением трубогибов
Перед тем, как начинать гнуть, нужно выяснить следующее:
площадь сечения;
плотность стенок;
особенности материала;
радиус;
точность результатов изгиба;
качество работы.
Не всякую трубу можно изогнуть в изделие определенного радиуса. Он будет зависеть от плотности стенок и площади сечения. Если не учесть эти параметры, то труба может сплющиваться и заламываться, а это отрицательно влияет на прочность конструкции. С квадратной трубой ситуация обстоит сложнее: по малому радиусу стоит производить сгиб ближе к концам, так как в средней это будет сделать сложнее.
Как выполнить изгиб трубы своими руками
Самый простой способ – применить трубогиб. Он поможет избежать таких неприятностей как искривление и появление волны на сгибе. Происходит это из-за того, что труба изгибается по изначально спроектированному шаблону, а растяжение происходит равномерно.
Вся процедура занимает несколько этапов:
Деталь зажимают в специальных зажимах (разные машины применяются для трубы как с круглым, так и с квадратным сечением)
На края трубы надевают пробки, делая пространство внутри герметичным
Труба заполняется жидкостью
Выполняют изгиб с помощью специального шаблона
Эта работа производится под внутренним гидростатическим давлением, поэтому деталь теплицы не повреждается. В одиночку произвести все манипуляции довольно сложно. Однако вы можете работать в паре.
Как согнуть профильную трубу с применением болгарки и сварки
Если у вас нет дорогостоящего оборудования или вам нужно выполнить разовую работу по монтажу теплицы, воспользуйтесь подручными материалами. Гибка вполне возможна, если есть болгарка и сварочный аппарат.
Последовательность действий при гибке такая:
Рассчитать радиус, каким будет закругляться труба
По длине участка, который нужно изогнуть, выполнить поперечные надрезы с трех сторон
Гнуть трубу, не применяя особой физической силы
Сварить места пропилов
Шлифовать место сварки
Если все сделано правильно, швы после шлифовки и покраски будут незаметными. Посмотрите видео с подробным описанием этого простого, но действенного метода.
Как согнуть трубу с использованием средств внутреннего противодействия
Одним из средств, позволяющих гнуть профильную трубу, является специально изготовленная пружина. Она применяется в тех случаях, когда сохранение целостности стенок конструкции является принципиальным.
Для работы берут стальную проволоку с радиусом 0,2 сантиметра. Чем плотнее стенки, тем толще должна быть применяемая проволока
При помощи полнотелого эталона навить пружину с квадратом в поперечном сечении. Площадь сечения зависит от размера профилированной трубы: она должна свободно помещаться в трубу
Пружину помещают вовнутрь трубы в ту область, где предполагается изгиб
Деталь прогревается специальной паяльной лампой.
В это время нужно деформировать дугу нужного радиуса, а пружина, находящаяся внутри, сохранит профильную трубу от излома
Эта методика трудоемка, зато изготовленная раз пружина будет служить многократно. Весь технологический процесс можно увидеть на видео, которых достаточно много в сети (по запросу «как согнуть профильную трубу в домашних условиях», например). Если же вы не уверены, что сможете правильно согнуть металлическую профильную трубу для теплицы своими руками, то лучше обратиться за помощью специалистов. Найти опытного мастера можно на сайте YouDo – здесь зарегистрированы высококлассные специалисты, которые легко решают такие задачи.
Как согнуть профильную трубу в домашних условиях без трубогиба
С необходимостью выполнять изгиб труб сталкивается абсолютно каждый застройщик при наличии и самостоятельном обустройстве своего жилья или даче.
При сооружении арочных конструкций для орошения сада или теплицы, и прочих приспособлений подобного типа, многие задумываются о том, как сделать это своими силами.
И это не вызывает удивлений, если учитывать, что профильные трубы намного легче поддаются воздействию, если сравнить их с другими изделиями круглого сечения.
Содержание статьи:
Способы изменения геометрии
Как согнуть в домашних условиях
Пошаговая инструкция
Гибка трубы своими руками
Манипуляции и их характеристики
Определение места изгиба
Используем болгарку и сварку
Средства внутреннего противодействия
Способы изменения геометрии
Труба с круглым сечением сгибается классическим трубогибом.
Но на профильную — воздействовать так, не получится.
Все потому, что у классического гидравлического трубогиба ролик и башмак имеет округлый сгиб, что при попытке ее сгиба приведет к образованию трещинок, заломов или потери товарного вид.
Как самостоятельно согнуть профиль и при этом, не допустив его поломки?
Для этой цели используется несколько методов, один из которых:
работа на специальном станке, что используется не только в мастерских, но и в домашних условиях.
Такой агрегат называется профилегибом. Но цена его заоблачная, и приобретать такую дорогостоящую технику исключительно для домашнего пользования не рационально.
Если сгибать трубу вы будете время от времени (например, при разводке труб водоснабжения в квартире), то можно приобрести в интернете ручной трубогиб, что воздействует, как на профильную, так и на обычную ПВХ трубу.
Такое оборудование стоит в разы дешевле профессионального аналога — примерно до 100 долларов.
[note]При этом стоит обратить внимание, что для достижения необходимых результатов стоит приложить значительную физическую силу.[/note]
При единичной необходимости согнуть профильную трубу приобретать ручной трубогиб будет нецелесообразно, в этом случае лучше попросить помощи в мастерской или в цехе соответствующего направления за определенную плату.
Там вам смогут продать уже готовые согнутые изделия.
Вы существенно сэкономите и драгоценные минуты, и средства, при этом получите изогнутый материал с необходимым радиусом.
А знаете ли вы расценки на сантехнические работы с полипропиленом? Что объединяет понятие сантехработы и примерный прейскурант — с этим можно ознакомиться в полезной статье.
Про устройство шаровых смесителей написано на этой странице. Прочитайте, как просто его разобрать.
Еще один способ, что часто применяют в подобных случаях – сгибают профильную трубу собственноручно с использованием «народной техники».
Но, такой способ можно использовать для изгиба пустотелых предметов небольшого сечения – сделанных из стали, меди, полимера.
Как согнуть в домашних условиях
Как сделать это собственными силами? Первоначально необходимо учитывать:
величину сечения,
толщину стенки,
материал изготовления,
радиус изгиба.
Потом стоит учесть производственные условия, предполагаемый сгиб и качество изделия, которое вы получите в результате манипуляций.
Изгиб профильной трубы проводится в границе технического допуска толщины стенок и величины сечения. Необходимо избегать нежелательных последствий, таких как излом на внутренней стороне и сплющивание поперек сечения.
ВАЖНО. Если вы хотите согнуть квадратную трубу по незначительному радиусу, стоит обратить внимание, что манипуляции лучше проводить ближе к концу, ведь сделать сгиб по центру будет труднее.
Пошаговая инструкция
Чтобы согнуть трубу, вам необходимо воспользоваться трубогибом с использованием растяжения, которое, в итоге, сместит нейтральную ось по заданному направлению.
Такие действия снизят возможность получить гофрированную поверхность после проведения всех действий (при разводке труб в ванной и туалете).
Находясь в станке, трубу стоит обхватить по краям и растягивать, при этом, в одно и то же время она деформируется и обретает необходимую форму по движению гибочного шаблона.
Как согнуть трубу из нержавеющей стали при этом не потерять ее качество? Все манипуляции стоит проводить под внутренним гидростатическим давлением:
на концы пустотелого предмета наденьте заглушки,
подайте внутрь жидкость,
подведите гибочный шаблон к центру трубы, благодаря которому и выполняется изгиб,
изделие обретает необходимую форму.
Гибка трубы своими руками
Профильная труба может обрести необходимую форму и без использования специального станка и приспособлений.
При этом во многих случаях работа получается действительно хорошего качества.
А вы знаете, как положить своими руками теплый водяной пол под плитку? Советы по выбору труб и схемы расположения описаны в полезной статье.
Как подключается обогревающий провод для водопровода написано здесь.
На странице: https://ru-canalizator.com/vodosnabzhenie/truby-i-furnitura/kak-gnut.html написано, как согнуть хромированную трубу в домашних условиях.
Манипуляции и их характеристики
Профильный трубопровод может сгибаться, как в холодном, так и в горячем виде.
Значительно увеличивается пластичность, если нагреть трубу газовой горелкой.
Но материал небольшого сечения можно согнуть и без воздействия повышенной температуры, все потому, что тонкая труба достаточно пластична, и без проблем поддается сгибанию.
Точного указания по поводу применения нагрева профильной трубы не существует.
Нормативами обозначаются исключительно размеры круглого проката.
Согласно им, проводить воздействие пламенем на обрабатываемую зону, необходимо при радиусе 10 см и больше.
С трубами квадратной и прямоугольной формы все происходит совершенно по-другому.
Основываясь на опыт народных знатоков:
с профильной высотой до 1 см заготовку стоит гнуть холодным способом;
если профильная высота 4 см и больше труба гнется с предварительным нагревом.
Чтобы просто и легко согнуть в домашних условиях трубу с профильной высотой от 1 до 4 см, вам придется самим экспериментировать.
Если вы вооружились профилегибом, им создается арочное закругление без предварительного нагревания.
Если нет необходимого оборудования, лучше предварительно рассчитать собственные силы.
Зажмите в тисках один сторону материала, на второй конец наденьте трубу на размер больше высоты профиля и согните увеличенную «зону».
Если вы добились желаемого результата, греть металлические изделия нецелесообразно.
Определение места изгиба
Профильную трубу из алюминия или нержавейки небольшого размера можно согнуть в холодном состоянии, используя классические ручные приспособления.
Чтобы получить заготовки с небольшим радиусом изгиба, используйте неподвижную плиту с упорными штырями, тиски, роликовое устройство.
Заготовку с большим радиусом воздействия можно изготовить с неподвижной оправки или плоско-параллельной пластины с крепежным хомутом.
Использование наполнителя будет напрямую зависеть от изгибаемого радиуса.
Если он меньше 5 см то трубу с профильной высотой до 2 см можно гнуть, не используя наполнитель (в холодном состоянии).
Сгибать трубы в горячем состоянии целесообразно при профильной высоте 4 см. Изделие изначально отжигается, размечается, а концы закрываются пробками.
Чтобы предотвратить смятие, выпучивание и появление трещин, во время манипуляций его наполняют мелким просушенным песком.
Потом труба нагревается паяльной лампой, в горне или газовой горелкой — до того момента, пока вы не увидите вишнево-красный цвет на длине, что равна шести диаметрам.
В горне можно использовать древесный уголь или дрова. Первое топливо не содержит в себе вредных примесей и проводит более равномерный нагрев.
Используем болгарку и сварку
Для того чтобы профильная труба согнулась, вооружитесь болгаркой и простым сварочным оборудованием.
Манипуляции стоит проводить в такой последовательности:
Рассчитайте радиус закругления трубы.
По длине участка, который будет изгибаться, выполните равномерные поперечные трехсторонние пропилы.
После этого изделие можно легко согнуть.
Сварите пропиленные участки.
Обработайте и зашлифуйте сварочную зону.
Так вы достигните впечатляющих внешних результатов при необходимом радиусе изгиба трубы.
Средства внутреннего противодействия
Пружина может стать одним из таких средств.
Перед изгибом профильной трубы, навейте пружину квадратного сечения, которая должна быть сделана из стальной проволоки толщиной в 0,1-0,4 см (этот показатель зависит от толщины трубы, что будет изгибаться).
Величина каждой стороны пружинного сегмента должна быть на 0,1-0,2 см меньше внутренней величины сечения трубы, пружина должна без проблем внедриться в трубу.
После того, как вы установите трубу в месте желаемого сгиба, за несколько минут перед сгибанием, разогрейте выбранный участок лампой для паяния.
Затем на болванке проведите все действия.
Для сгиба медной профильной трубы (водопроводная или отопительная) в зимние месяцы, можете вооружиться таким оригинальным способом.
Итак:
Заполните медную трубу водой, закройте ее концы пробками.
Выставьте ее на улицу, чтобы жидкость полностью замерзла.
Согнуть трубу (компрессионные фитинги для медных труб) можно по шаблону подходящего радиуса абсолютно без потери сечения и без лишних хлопот.
ВАЖНО. Труба дюралевая и латунная может изгибаться таким же образом.
Как согнуть профильную трубу без специального приспособления? Для этого вам необходимо подготовить пару ведер с сухим и чистым песком. Если чистый песок достать не получилось, можете просеять тот, что полежал во дворе.
После просеивания, его стоит вымыть и высушить.
Прокалите потом песок на костре или воспользуйтесь газовой горелой до того момента, пока с него не перестанет выходить пар и дым.
После обработки и остывания песок необходимо пересыпать в тару, она должны быть сухой и предварительно очищенной.
Перед сгибом квадратной трубы, в нее с правой стороны необходимо забить клин из дерева на глубину 100-200 мм, а потом насыпать с левой стороны предварительно подготовленный, очищенный и высушенный песок до момента полного заполнения.
Потом забить такой же клин из дерева с левой стороны и начать, непосредственно, процесс сгибания.
Операцию, как и в случаях указанных выше, стоит проводить, используя болванку диаметром, который соответствует необходимому внутреннему радиусу изгиба.
При слишком крутом изгибе (с малым радиусом), предполагаемую зону сгиба нагревают горелкой. Песок, который плотно забит в трубу, не позволит ей деформировать целостность либо сильно повредиться.
После окончания процесса на костре выжигается одна пробка, удаляется весь оставшиеся песок и выбивается либо выжигается из трубы вторая пробка.
Если учитывать время, что вы потратите на сгиб таким способом, то он будет равноценный тому, что вы потратите при работе с профессиональным оборудованием.
Те методы гибки профильной трубы, что представлены в этот статье, принесут желаемый эффект, если четко выполнять все перечисленные условия, но высококачественный изгиб во всех смыслах слова достигается, только при использовании профессиональной аппаратуры.
Учитывая то, что на ней будут работать только опытные мастера.
[note]Если вы решили справиться самостоятельно, подойдите к этой работе со всей ответственностью, и только так вы достигните желаемых результатов, потратив минимальное количество денег и усилий.[/note]
Основное руководство по гибочному станку
Что такое гибочный станок?
Гибочный станок — это машина, используемая для гибки и формовки заготовок.
Существует множество типов и функций гибочных станков, которые можно использовать в качестве пресса или гибочного станка.
Некоторые гибочные станки могут напрямую обрабатывать листовой металл без зажимных приспособлений.
Для некоторых гибочных станков требуются зажимные приспособления для помощи при гибке.
Металлический лист фиксируется зажимным устройством и не смещается в течение всего процесса обработки.
Гибочный станок использует гибочный инструмент для обработки металлической пластины и изготовления профиля.
Для корпуса станка и инструментов гибочного станка должны использоваться специальные материалы.
Это может гарантировать, что корпус машины и инструменты не будут повреждены давлением во время обработки.
Типы гибочных станков
Существует множество типов гибочных станков, в том числе трубогибочные станки, листогибочные станки, листогибочные станки, гидравлические гибочные станки, механические гибочные станки, электрические гибочные станки с сервоприводом, электрические трубогибочные станки, резка и пробивной станок и др.
Трубогибочный станок
Что такое трубогиб
Трубогиб — это машина, используемая для прокатки и гибки металлических труб и профилей.
Профиль квадратный или прямоугольный из толстого длинномерного металла.
Изгиб — это процесс растяжения, и между инструментами и трубами возникает трение.
Для продления срока службы оснастки и трубогиба.
Масло для волочения можно использовать для уменьшения сопротивления между трубой и гибочным инструментом.
Трубогибочное и производственное оборудование используется для выполнения операций гибки, обжатия, развальцовки и опрессовки.
Трубогибом можно гнуть нержавеющую сталь, железо, медь, алюминий, титан и углеродистую сталь.
Металлические материалы обладают пластичностью и малой упругой деформацией, что может поддерживать структуру изгибаемой секции.
Труба, обработанная трубогибом, имеет плавный изгиб, снаружи нет смятия, внутри нет складок.
Труба представляет собой полую емкость, которая используется для транспортировки газов, твердых и жидких веществ в промышленном, медицинском и другом оборудовании.
Трубогиб в основном используется для прокладки труб в зданиях, автомагистралях, железных дорогах, мостах и т. д.
Структура трубогибочного станка шайба стеклоочистителя и оправка.
Матрица трубогиба обычно изготавливается из закаленной стали для предотвращения повреждений.
Однако формы, такие как скребковые формы, изготавливаются из алюминия или латуни, чтобы предотвратить повреждение труб.
Гибкая матрица
Гибочный штамп является важной частью процесса ротационного волочения, также называемого радиусным штампом.
Потому что гибочная матрица определяет внутренний радиус трубы, а она круглая.
Плашка для гибки удерживает трубу и изгибает ее в процессе волочения.
Зажимная матрица
Зажимная матрица используется, чтобы помочь гибочной матрице прижать трубу к гибочной матрице.
Зажимная матрица может предотвратить скольжение трубы при вращении гибочной матрицы.
Матрица скребка
Зачистная матрица предназначена для предотвращения изгиба внутреннего радиуса трубы и повреждения наружной поверхности.
После обработки гибочного штампа труба пластически деформируется и может сморщиться.
По этой причине зачистная матрица используется для сглаживания поверхности трубы.
Для предотвращения повреждения трубы гребенка изготавливается из более мягкого сплава, такого как алюминий или латунь.
Пресс-матрица
Пресс-матрица используется для приложения давления к трубе для обеспечения криволинейного профиля трубы.
Оправка
Оправка используется для поддержки гибки малых радиусов, тонких труб и твердых материалов.
Когда эти трубы сгибаются, они могут сморщиться внутри и сломаться снаружи.
Этого можно избежать, если оправка работает с зачистной матрицей.
Как работает трубогибочный станок?
При гибке трубы необходимо протолкнуть трубу в трубогибочный станок под давлением.
Привод трубогибочного станка может быть гидравлическим, сервоприводным, пневматическим или ручным.
Зажимной блок и формовочные инструменты зажимают трубу на месте и подгоняют ее под форму штампа.
После того, как труба зажата, она фиксируется на месте, когда ее конец вращается и катится вокруг матрицы.
Существуют также некоторые методы обработки, такие как гибка труб для формирования профилей с помощью роликов.
При изгибе трубы оправка помещается внутрь трубы, чтобы предотвратить складывание и разрушение внутренней части заготовки.
Зачистная матрица трубогиба поддерживает натяжение трубы и предотвращает ее повреждение при воздействии на трубу силы.
Матрица стеклоочистителя обычно изготавливается из алюминия или латуни, чтобы предотвратить появление царапин на сырье.
Методы гибки трубогибочных машин включают гибку с прессованием, гибку с вращающимся вытягиванием, гибку сжатием, гибку вальцами, гибку труб на оправке, гибку с зачистной матрицей, гибку с индукцией тепла, набивку песком и формование горячих плит, а также гибку с помощью поршня.
Станок для гибки листового металла
Станок для гибки листового металла используется для обработки листового металла в профили.
Металлический лист сначала укладывается на нижнюю матрицу верстака.
Затем пуансоны вдавливаются в нижнюю матрицу для выполнения гибочного хода.
Энергетическая система приводит в движение ползунок, а ползунок приводит в действие пуансон, который движется вниз.
Фальцевальная машина может сгибать металлические листы или трубы под любым углом.
Машина, предназначенная для гибки труб, представляет собой трубогибочную машину.
Фальцевальный станок подходит для обработки некоторых крупных заготовок, которые трудно обработать на других станках.
Силовая система приводит в действие зажимной вал для фиксации заготовки в определенном положении.
После фиксации заготовки складной рычаг поворотной балки будет двигаться по дуге, чтобы согнуть фланец под требуемым углом.
Листогибочный станок
Механический листогибочный станок пирамидального типа используется для гибки и формовки металлических листов.
Его дно приводится в движение двигателем и редуктором и может катиться.
Верхний ролик имеет требуемый радиус изгиба, регулируемый вручную вверх и вниз.
Станок для гибки стальных листов имеет двустороннее предварительное зажимное устройство.
Его уникальная конструкция позволяет двум нижним роликам заранее зажимать заготовку.
Верхний ролик представляет собой ролик, закрепленный и предварительно зажатый двумя нижними роликами через гидроцилиндры.
Листогибочный пресс
Листогибочный пресс представляет собой разновидность гибочного станка, используемого для гибки металлических листов.
Существует множество видов листогибочных прессов с различными системами питания.
Не менее трех валов на заднем упоре листогибочного пресса.
Таким образом, можно контролировать точность, скорость и ход листогибочного пресса.
Листогибочный пресс прост в эксплуатации и может обрабатывать заготовки партиями.
Заключение
Существует множество видов гибочных станков, включая трубогибочные станки, станки для гибки металлических листов и листогибочные станки.
Каждый тип гибочного станка имеет определенные преимущества и недостатки, и вы можете выбрать подходящий станок в соответствии с производственными потребностями.
Гибочный станок можно выбрать в зависимости от требуемого производственного процесса, производительности, бюджета и других факторов.
Наша компания предлагает полный спектр решений для обработки металла, включая ножницы, станки для лазерной резки, листогибочные прессы, долбежные станки и т.д.
Применение для гибки труб | Ercolina Bending Applications
Гибка труб необходима в самых разных отраслях промышленности. Трубогибочные станки Ercolina используются во всем, от автомобильной промышленности до судостроения, авиации, аэрокосмической промышленности и многих других. Автомобильная промышленность использует станки для гибки на оправке, чтобы свести к минимуму овальность, возникающую при изгибе тонкостенных труб. Наши гибочные машины также помогают устранить морщины на внутреннем радиусе изгиба.
Две другие отрасли промышленности, которые в значительной степени зависят от высококачественной гибки труб, — это авиационная и аэрокосмическая отрасли. В этих отраслях изгибы должны быть точными, и здесь нет права на ошибку. Наши трубогибочные станки Ercolina помогают этим отраслям добиться чрезвычайно точных изгибов. В аэрокосмической отрасли особенно важно производить изгибы с высочайшей точностью. Наши гибочные станки идеально подходят для промышленной гибки труб, квадратных и прямоугольных профилей. Наши станки для гибки на оправке могут даже сгибать профили с радиусом центральной линии всего в 1,5 раза больше диаметра.
Просмотрите эти рекомендуемые приложения для гибки.
Пришлите нам ваши заявки на гибку труб и труб
Мы призываем наших нынешних клиентов Ercolina предоставлять нам информацию о приложениях для изготовления металлов и использовании их машин Ercolina. Если мы используем ваше приложение на нашем веб-сайте, CML USA, Inc.
Сталь Р18 — расшифровка маркировки быстрорежущего сплава, характеристики и применение
Сплав Р18 относится к категории инструментальных быстрорежущих сталей. Калиброванные прутки Р18 еще называют серебрянкой. Характеризуется содержанием ванадия менее 2%. Хорошо подвергается обработке сваркой и шлифовке. Материал применяется для изготовления инструмента для металлорежущих станков: фрезы, сверла, резцы, протяжки, шеверы, долбяки и прочие. Высокие эксплуатационные характеристики инструменту придают карбидообразующие элементы, вводимые в сплав в качестве легирующих элементов.
Р18, расшифровка маркировки стали
Характеристики и применение
Свойства материала
Область применения
Из быстрорежущей стали изготавливаются инструменты, работающие с большой производительностью и сопротивлением. При этом сохраняют свои режущие свойства при нагреве до 700 °C.
Р18, расшифровка маркировки стали
Обозначение марки сплава понятно просвященным. Оно расшифровывается следующим образом:
Р — сталь быстрорежущая;
18 — содержание вольфрама.
Кроме вольфрама в сплаве, также содержатся:
Fe (железо) — 73%;
Cr (хром) — 4%;
V (ванадий) — не более 1,4%;
Мо (молибден) — менее 1%;
С (углерод) — 0,8%
Si (кремний) — 0,5%;
Mn (марганец) — 0,5%;
Со (кобальт) — 0,5%;
Ni (никель) — 0,4%;
S (сера) — 0,03%;
Р (фосфор) — 0,03%.
Характеристики и применение
Говоря о стали р18, характеристиках и применении, нужно отметить, что изготовленные из нее инструменты после термической обработки обладают твердостью HRC 62…65 единиц и высокой прочностью. Этого вполне достаточно для обработки конструкционных сталей обыкновенного качества. Длительная красностойкость без потери прочности позволяет производить длительную обработку деталей.
Но большим недостатком сплава считается карбидная неоднородность. Особенно это заметно в заготовках большого диаметра. В крупном инструменте данный недостаток проявляет себя снижением стойкости и выкрашиванием режущих элементов.
Проблему решают увеличением избыточного количества карбидной фазы. Термообработка делает внутреннюю структуру стали мелкозернистой.
Свойства материала
У стали р18 есть следующие физические свойства
Параметр
Единица измерения
Плотность,
8800 кг/см3
Модуль упругости, Е
220 ГПа
Модуль сдвига при кручении, G
83 ГПа
Теплопроводность
28 Вт/(м·градус)
Удельное электрическое сопротивление зависит от температуры нагрева металла
Удельное электрическое сопротивление
Температура, град
Количество
20
420
100
470
200
545
300
630
400
720
500
815
600
920
700
1035
800
1150
900
1175
Механические свойства выделяют от завода производителя и после термообработки
От завода-производителя
Предел прочности при растяжении, Ϭ В
830 МПа
Максимум текучести, Ϭ Т
450 МПа
Линейное удлинение, δ 5
13%
Предел сужения, ψ
22%
Предел прочности при сжатии, Ϭ СЖ
1050 МПа
Твердость, НВ
227
Ударная вязкость, KCU
100 кДж/м2
После термообработки
Параметр
Значение, МПа
Ϭ В
2150
Ϭ Т
2480
Ϭ СЖ0,2
3060
Ϭ СЖ
3820
Ϭ ИЗГ
3000
Тк
1880
Теплостойкость (красностойкость). При температуре 610 °C твердость составляет HRC 59 на протяжении 4 часов.
Технологические свойства
Температурный режим ковки
900 °C — 1200°С
Охлаждение после ковки
750 °C — 800 °C, колодец
Свариваемость
Хорошая, без ограничений
Обработка резанием
НВ до 228, К v = 0.3−0.6
Обработка шлифованием
Повышенная
Флокеночувствительность
Отрицательная
Область применения
Использование быстрорежущей стали Р18 характерно для режущих лезвийных инструментов, которые предназначены для обработки металлов с различной твердостью, в том числе нержавеющих и жаропрочных сталей.
Их твердость достигает HRC 70. Отличаются повышенной стойкостью к пластическим деформациям и износостойкостью при нагревании. В отличие от инструментальных сталей инструментами из Р18 скорость обработки повышается до 4 раз.
Улучшение эксплуатационных свойств достигается термической обработкой. Нагрев под закалку производится до температуры 1300 °C. Введенный в состав кобальт повышает температуру превращения внутренней структуры карбидов. Основным карбидом считается Fe3W3С. При нагревании и выдержке значительная часть карбида переходит в твердый раствор мартенсита ли аустенита.
Для получения мелкозернистой внутренней структуры используется низкий отпуск. Температура проведения 550 °C — 560 °C. В данной фазе происходит распад остаточного аустенита и выделение дисперсных карбидов.
Для предотвращения образования трещин нагрев под закалку производят ступенчато. Сначала подогревают до 500 °C, затем до 850 °C. Выдержка при температуре 1300 °C проводится в зависимости от толщины обрабатываемой детали. Время не более 15 секунд на 1 мм размера при диаметре не более 30 мм. Например, диаметр фрезы 10 мм. Время выдержки не должно превышать 150 секунд (2,5 минуты).
Время подогрева вдвое больше времени выдержки заготовки. Из-за избыточного количества карбидов остаточный аустенит не может полностью преобразоваться. Поэтому применяется многократный отпуск.
Режущий инструмент из быстрорежущей стали подвергается дополнительной обработке для повышения коррозионностойкости и изностойкости режущей кромки. В зависимости от типа обрабатываемого материала используется:
Данные операции производятся после термической обработки, заточки и шлифовки. Это помогает придать готовому инструменту большую прочность
Сталь Р18: Расшифровка марки | ООО «Сталь-Максимум»
Сталь Р18: Расшифровка марки | ООО «Сталь-Максимум»
org/ListItem»>
Главная
Справочник
Марки сталей
Р18
Все профилиКруг
Все размеры807030323640451012162255605010014025110170150
Фото
Профиль
Марка стали
Размер, мм
Наличие, тн
Цена, ₽
Заказ
Круг
Р18
10
По запросу
По запросу
Заказать
Круг
Р18
12
По запросу
По запросу
Заказать
Круг
Р18
16
По запросу
По запросу
Заказать
Круг
Р18
22
По запросу
По запросу
Заказать
Круг
Р18
25
По запросу
По запросу
Заказать
Круг
Р18
30
По запросу
По запросу
Заказать
Круг
Р18
32
По запросу
По запросу
Заказать
Круг
Р18
36
По запросу
По запросу
Заказать
Круг
Р18
40
По запросу
По запросу
Заказать
Круг
Р18
45
По запросу
По запросу
Заказать
Круг
Р18
50
По запросу
По запросу
Заказать
Круг
Р18
55
По запросу
По запросу
Заказать
Круг
Р18
60
По запросу
По запросу
Заказать
Круг
Р18
70
По запросу
По запросу
Заказать
Круг
Р18
80
По запросу
По запросу
Заказать
Круг
Р18
100
По запросу
По запросу
Заказать
Круг
Р18
110
По запросу
По запросу
Заказать
Круг
Р18
140
По запросу
По запросу
Заказать
Круг
Р18
150
По запросу
По запросу
Заказать
Круг
Р18
170
По запросу
По запросу
Заказать
Характеристики марки стали Р18
Марка стали
Вид поставки
Прутки и полосы – ГОСТ 19265–73.
Р18
Массовая доля элементов, %, по ГОСТ 19265–73
Температура критических
точек, ºС
C
Si
Mn
S
P
Cr
Ni
Mo
V
Cu
W
Co
Ас1
Ас3
Аr1
Аr3
0,73–0,83
0,20–0,50
0,20–0,50
≤
0,030
≤
0,030
3,80–
4,40
≤
0,60
≤
1,00
1,00–1,40
≤
0,25
17,0–18,5
≤
0,50
820
860
725
770
Механические свойства при комнатной температуре
НД
Режим термообработки
Сечение,
мм
σн,
Н/мм2
Кр1, 58 HRC, ºС
HRC
НВ
Операция
t, ºС
Охлаждающая
среда
ГОСТ
19265–73
Отжиг
–
–
–
–
–
–
≤
255
Закалка
Отпуск (2-3-х
кратный по
1 ч)
1260–1280
550–570
Масло, расплав
солей или щелочей
Воздух
От 80 до
200
–
620
≥ 62
–
ДЦ
Закалка
Отпуск (3-х
кратный по
1 ч)
1270–1290
560–570
Масло
Воздух
–
2600–
3000
620
63–64
–
1 Красностойкость стали определялась после 4-х часового отпуска при температуре 620 ºС.
Назначение. Все виды режущего инструмента при обработке обычных конструкционных материалов.
Предел
выносливости,
Н/мм2
Термообработка
Ударная вязкость, KCU, Дж/см2,
при t, ºС
Термообработка
σ-1
τ-1
+ 20
0
– 20
– 40
– 60
– 80
Теплостойкость
Шлифуемость
Критический диаметр, мм, при закалке
В воде
В масле
В селитре
На воздухе
Повышенная
Технологические характеристики
Ковка
Охлаждение поковок, изготовленных
Вид полуфабриката
Температурный
интервал ковки, ºС
из слитков
из заготовок
Размер сечения, мм
Условия охлаждения
Размер сечения, мм
Условия охлаждения
Слиток
1220–850
Замедленное в колодце при 750–800 ºС
Заготовка
Свариваемость
Обрабатываемость резанием
Флокеночувствительность
Не применяется для сварных
конструкций.
В отожженном состоянии при 212–228 НВ и
σВ = 800 Н/мм2
К√ = 0,6 (твердый сплав),
К√ = 0,3 (быстрорежущая сталь)
Не чувствительна
Склонность к отпускной хрупкости
–
Другие стали быстрорежущие
Продукция на сайте по марке Р18
Оставьте заявку и получите актуальные цены и сроки поставки Ответим в течение 15 минут. Предложение будет у вас в течение 24 часов
Отправляя форму, я соглашаюсь с политикой о персональных данных
Оставьте заявку и получите актуальные цены и сроки поставки Ответим в течение 15 минут. Предложение будет у вас в течение 24 часов
Отправляя форму, я соглашаюсь с политикой о персональных данных
Рассчитать стоимость резки металла Ответим в течение 15 минут. Предложение будет у вас в течение 24 часов
Отправляя форму, я соглашаюсь с политикой о персональных данных
Марки стали
ОТКРЫТЬ ВИДЕО
ПРОКРУТИТЬ ВНИЗ
Улучшенные характеристики
Мы предлагаем полный ассортимент запатентованных марок стали со специфическими характеристиками, улучшающими характеристики и свойства труб. Наши заводы оснащены самыми современными производственными линиями и испытательным оборудованием. Мы помогаем нашим клиентам в разработке конструкции струн и выборе материалов, чтобы найти наилучшее сочетание продуктов для каждой скважины.
Предоставляем
Марки API, охватывающие все уровни спецификации продукта
Запатентованные марки для повышения механических характеристик
Запатентованные марки для кислых и агрессивных сред
Кислый сервис
ТН 80SSTN 80HSTN 80S
ТН 90SSTN 90S
ТН 95SSTN 95HSTN 95S
ТН 100SSTN 100HS
ТН 110SSTN 110HS
ТН 125SSTN 125HS
Кислый
П110-СТН 110С
Критическая служба
ТН 80Cr3
ТН 95Cr3
ТН 110Cr3
Высокий развал
ТН 80ХК
ТН 95ХК
ТН 110ХК
ТН 125HCTN 110HCY
ТН 125HCY
ТН 140ХКТН 140ХК-РИ
Улучшенный свертывание
К55-ИК
Л80-ИК
L80-ледяной
Т95-IC
Т95-ледяной
P110-IC
Q125-ICP110-ICY
Q125-ICY
Контролируемый выход
P110-CYP110-CYE
ТН 130CY
ТН 140CY
Увеличенный выход
Л80-ЭЙ
ТН 80ЭЙТН 80ЭЙ-ХК
Т95-ЭЙ
П110-ЭЙ
К125-ЭЙ
Глубокая скважина
ТН 135ДВ
ТН 140ДВ
ТН 150ДВ
Другое Собственное
ТН 35ХДТН 45ХД
ТН 55LTTN 55TLTN 55TH
ТН 60ХДТН 70ХД
ТН 80LTTN 80TLTN 80TH
ТН 95LT
ТН 110LT
ТН 125LT
МАРТЕНСИТОВЫЙ
ТН 80Cr13
ТН 85Cr13
ТН 95Cr13
МАРТЕНСИТОВЫЙ МОДИФИЦИРОВАННЫЙ
ТН 95Cr13M
ТН 110Cr13M
СУПЕР МАРТЕНСИТОВЫЙ
ТН 95Cr13S
ТН 110Cr13S
ТН 125Кр13СТН 125Кр13У
ДУПЛЕКС 22CR
2;22-5-3
С31803
65140
259
2638
СУПЕР ДУПЛЕКС 25CR
2;25-7-4
С32750
80125140
105150160
110130145
20109
283738
СПЛАВ 28
3;27-31-4
Н08028
110125
140150
115130
1110
3537
Г-3
4;22-50-7
N06985
110125
140150
115130
1110
3537
СПЛАВ 29
Аналогично 3; 27-31-4
нет данных
110125
140150
115130
1110
3537
С-276
4;15-60-16
Н10276
110125
140150
115130
1110
3537
СПЛАВ 825
4;21-42-3
Н08825
110125
140150
115130
1110
3537
Марка стали
х50
ДЖ55К55
Н80. 1Н80.КЛ80.1Л80 Кр13
С90.1
Р95Т95
P110C110
К125
Марки для любой конструкции скважины
Кислый сервис
Неблагоприятное сочетание растворенного в воде h3S, низкого pH, восприимчивой структуры и высоких растягивающих нагрузок может привести к возникновению трещин в стальных трубах, которые будут распространяться вплоть до разрушения.
Наши марки для работы в кислых средах (SS) предназначены для предотвращения отказов от сульфидного растрескивания под напряжением (SSC) при использовании в соответствующей области.
Повышенная стойкость к SSC достигается за счет особой конструкции химического состава стали и жесткого контроля микроструктуры и механических свойств. Такого результата можно достичь только с помощью современного оборудования.
Наши марки стали SS доступны с минимальным пределом текучести в диапазоне от 80 до 125 тысяч фунтов на квадратный дюйм, благодаря нашей серии с высокой разрушающей и сероводородной стойкостью (HS), добавляющей повышенную устойчивость к разрушению.
Свяжитесь с нами
Марки для любой конструкции скважины
Кислый
Слабокислые марки стали специально разработаны для удовлетворения потребностей клиентов в кислых средах ограниченной жесткости.
Для скважинных сред со средней жесткостью в сочетании с низким pH и содержанием h3S может потребоваться повышенная устойчивость к SSC вместе с высокой механической устойчивостью.
Когда рентабельность является важным фактором, слабокислые сорта являются устойчивой альтернативой.
Свяжитесь с нами
Марки для каждой конструкции скважины
Критическая служба
Наши марки стали с микролегированием 3% Cr для критических условий эксплуатации (CS) содержат хром в твердом растворе для повышения прочности и механических характеристик.
Используемые отдельно или в сочетании с надлежащей программой ингибирования, марки CS являются улучшенным решением в средах с малой коррозией (CO2), а также для закачки воды на зрелых месторождениях, выдерживая ограниченное количество CO2 в более мягких условиях, чем те, для которых требуются мартенситные нержавеющие стали. (Кр13).
Свяжитесь с нами
Марки для любой конструкции скважины
Высокий коллапс
В дополнение к равномерному внешнему давлению резервуар может оказывать высокое давление из-за движения грунта или засоленных пластов, подвергая трубы экстремальному локализованному внешнему давлению.
Высокие характеристики разрушения достигаются за счет индивидуального производственного процесса с особым вниманием как к геометрическим параметрам, так и к механическим свойствам (предел текучести и предел прочности при растяжении).
Кроме того, мы разработали собственную запатентованную модель для прогнозирования скорости обрушения на основе большого количества испытаний на обрушение.
Наша серия HC доступна с минимальным пределом текучести в диапазоне от 80 до 140 тысяч фунтов на квадратный дюйм с более высоким гарантированным давлением разрушения, чем определено API 5CT/ISO 119.60 эквивалентного класса.
Свяжитесь с нами
Марки для любой конструкции скважины
Улучшенный крах
Марки стали
с улучшенным разрушением разработаны на основе марок стали API с улучшенными характеристиками разрушения.
Они доступны с минимальным пределом текучести 110 и 125 тысяч фунтов/кв. дюйм. Для повышения характеристик внутреннего давления текучести эти марки могут изготавливаться с контролируемым пределом текучести (марки ICY).
Свяжитесь с нами
Марки для любой конструкции скважины
Контролируемая доходность
По мере увеличения глубины скважин сочетание высоких давлений и повышенных температур определяет использование высокопрочных материалов. Мы предлагаем не только очень высокую прочность материала с хорошей вязкостью разрушения, но и умеренную кислотостойкость, достигаемую за счет контролируемого предела текучести и ограниченной максимальной твердости.
Очень строгий контроль печи для термообработки гарантирует хорошее распределение пластичности, улучшенную вязкость разрушения и однородный выход для достижения ограниченной максимальной твердости. Кроме того, по запросу мы можем применить индивидуальный технологический маршрут для повышения прочности на разрушение для этих марок стали.
Свяжитесь с нами
Марки для любой конструкции скважины
Глубокий колодец
По мере увеличения предела текучести углеродистая сталь становится более хрупкой: она может выйти из строя при нагрузках даже ниже минимального предела текучести.
Мы разработали состав стали и термообработку сортов глубокой скважины (DW) с целью оптимального соотношения предела текучести и ударной вязкости: обеспечивается высокий предел текучести и хорошая пластичность, а также вязкость разрушения, подтвержденная испытаниями по Шарпи при определенных температурах.
Наши марки для глубоких скважин доступны с минимальным пределом текучести в диапазоне от 135 до 150 тысяч фунтов на квадратный дюйм.
Свяжитесь с нами
Марки для любой конструкции скважины
Мартенситные нержавеющие стали
Условия высокого парциального давления CO2 в сочетании с критическими сочетаниями температуры, присутствия хлоридов и сероводорода вызывают высокую скорость коррозии стали и склонность к растрескиванию. Мы производим сплавы 13% Cr, мартенситные нержавеющие стали для нефтегазовых операций в высокоагрессивных средах, в том числе с присутствием h3S, где нельзя использовать трубы из углеродистой стали.
Супермартенситные нержавеющие стали подходят для применений, требующих более высоких характеристик, чем стали 13Cr, с точки зрения коррозионной стойкости и сочетания свойств, требуемых в конкретных условиях: разработаны в соответствии с рекомендациями NACE MR075 / ISO 15156 с точным выбором материала, они изготовлены в соответствии с тем же спецификациям других коррозионно-стойких сплавов.
Свяжитесь с нами
Марки для любой конструкции скважины
Сплавы коррозионностойкие
Коррозионностойкие сплавы (CRA) с высоким содержанием хрома (Cr), молибдена (Mo) и никеля (Ni) необходимы для агрессивных сред.
Мы предлагаем дуплексные, супердуплексные и аустенитные нержавеющие стали для защиты от коррозии в различных критических зонах, определяемых сочетанием следующих факторов: наличие агрессивных газов CO2 и h3S, высокие температуры в скважине, низкий pH и хлориды.
Благодаря нашему союзу с Sandvik и поддержке других квалифицированных поставщиков мы можем предоставить весь диапазон размеров наших соединений из материалов CRA в соответствии с международными стандартами API 5CRA и ISO 13680.
Свяжитесь с нами
Тематические исследования
Уровни концентрации CO
2 в бассейне Неукина означали прекрасную возможность доказать эффективность CRA Tenaris в агрессивной среде.
Бассейн Неукина в западно-центральной части Аргентины является одним из самых продуктивных месторождений с точки зрения добычи углеводородов. В 2010 г. компания Petrobras столкнулась с серьезными трудностями при работе с этими резервуарами из-за высокого содержания углекислого газа (CO 2 ). В таких условиях выбор материала стал решающим. Задача была успешно решена с использованием марок Tenaris CRA, демонстрирующих отличные характеристики при работе в коррозионной среде CO 2 .
Скачать кейс
Тематические исследования
Cobalt Internation Energy выбрала мартенситную нержавеющую суперсталь 13Cr Blue
® Производственный футеровочный слой ® без присадок, устойчивый к агрессивным средам.
Сложная нефтяная скважина была обнаружена в подсолевом бассейне Кванза в сверхглубоких водах Анголы. Cobalt International Energy приняла решение о спуске эксплуатационной колонны хвостовика TN 110Cr13S диаметром 9 7/8 дюйма. Используя мартенситную нержавеющую сталь 13Cr, заказчик смог преодолеть коррозионные условия сверхглубокой воды и успешно выполнить операции на скважине.
Скачать кейс
Тематические исследования
Высокое разрушение и классы эксплуатации в сероводороде сыграли ключевую роль во Вьетнаме во время операций в экстремальных условиях.
Бурение первой глубоководной скважины во Вьетнаме стало сложной задачей для нефтегазовой компании «Вьетгазпром». Неблагоприятные условия, такие как присутствие H 2 S в воде, низкий PH и высокие нагрузки , представляли собой серьезную проблему для оператора, которому удалось преодолеть эксплуатационные проблемы, доверившись в качестве решения стали Tenaris для использования в высокоразрушаемых и сероводородных сталях.
Скачать кейс
НУЖНА ПОМОЩЬ?
Связаться с нами
Исследовать
ДОПОЛНИТЕЛЬНАЯ ИНФОРМАЦИЯ?
Листы данных
Исследовать
|
Расшифровка решения флота | Уменьшить порядок истребителя |
Расшифровка решения ВМФ о сокращении заказа палубных истребителей с 57 до 36
– Кунал Варшней
Буквально несколько дней назад ВМФ принял решение сократить заказ на свои палубные истребители с 57 до 36 единиц. Это значительное сокращение примерно на 37% (не хватает одной целой эскадрильи). Основной причиной этого сокращения, несомненно, являются бюджетные ограничения части ВМС Индии. Смета оборонного бюджета Индии на 2020–2021 финансовый год составляет рупий. 4 71 378 крор, однако доля военно-морского флота в этом бюджете составляет всего рупий. 49623 крор. Из них только рупий. 26 688 крор — это капиталовложения, которые примерно переводятся в 3,56 миллиарда долларов в год (примерно 23,5% от общего объема капиталовложений).
Военно-морской флот ведет так много различных проектов, что текущих ассигнований недостаточно даже для финансирования текущих проектов, не говоря уже о запуске новых. Это означает, что, как и другим службам, им не хватает средств для удовлетворения своих потребностей, и эта сделка с 57 истребителями, а также связанные с ней расходы могут легко стоить ВМФ в общей сложности 15 миллиардов долларов в следующие 4-5 лет, что является серьезным обязательством и съест его. почти все капитальные ассигнования ВМС Индии на следующие несколько лет.
В настоящее время INS Vikrant готовится к ходовым испытаниям и вводу в эксплуатацию к 2022-2023 годам, в то время как ВМС Индии осталось всего 43 МиГ 29К, наиболее продвинутого варианта МиГ 29, но испытывающего проблемы с доступностью. Даже после сделки с Россией по запчастям доступность этого самолета в настоящее время составляет в среднем около 60-65%, что означает, что в данный момент времени доступно только 26-28 самолетов, что почти равно 24 самолетам, необходимым для INS Vikramaditya. Это приведет либо к тому, что наш 2-й авианосец останется без истребителей, либо оба авианосца будут использовать имеющиеся самолеты и будут работать ниже оптимальной мощности до тех пор, пока HAL не предложит TEDBF 9.0635 (см. информацию о TEDBF на https://www.youtube.com/watch?v=BdZNZmDGLqI) появится к 2032 году, если все пойдет по плану, что маловероятно, учитывая историю HAL на предмет перерасхода средств и задержек по времени.
Передача Alpha-Defense
Целое десятилетие без достаточного количества истребителей для обоих авианосцев в то время, когда оба ваших крупнейших соседа настроены враждебно, может нанести ущерб нашему территориальному суверенитету. Пакистан и Китай становятся все более агрессивными по отношению к Индии, каждый год создавая почти несколько военных ситуаций и в то же время быстро модернизируя свой флот новыми кораблями и подводными лодками. Военно-морские планировщики понимают важность авианосцев в доминировании на всем театре военных действий, поэтому они разработали план сокращения закупок готовых истребителей до тех пор, пока TEDBF не сможет сформироваться. Закупка 36 истребителей со средней готовностью около 70-75% будет означать 25-27 истребителей, что достаточно для дополнения INS Vikrant, для которой требуется 24 самолета.
Весьма интересно, что первоначальная потребность в 57 истребителях предназначалась для будущего третьего авианосца, INS Vishal, поскольку комбинация МиГ 29К и NLCA должна была вооружить первые два авианосца, но у МиГ 29К были проблемы с эксплуатационной надежностью.
Каждая машина состоит из деталей, число которых зависит от сложности и размеров машины. Так автомобиль содержит около 16 000 деталей (включая двигатель), крупный карусельный станок имеет более 20 000 деталей и т.д.
Чтобы выполнять свои функции в машине детали соединяются между собой определенным образом, образуя подвижные и неподвижные соединения. Например, соединение коленчатого вала двигателя с шатуном, поршня с гильзой цилиндра (подвижные соединения). Соединение штока гидроцилиндра с поршнем, крышки разъемного подшипника с корпусом (неподвижное соединение).
Подвижные соединения определяют кинематику машины, а неподвижные – позволяют расчленить машину на отдельные блоки, элементы, детали.
Соединения состоят из соединительных деталей и прилегающих частей соединяемых деталей, форма которых подчинена задаче соединения. В отдельных конструкциях специальные соединительные детали могут отсутствовать.
С точки зрения общности расчетов все соединения делят на две большие группы: неразъемные и разъемные соединения.
Неразъемными называют соединения, которые невозможно разобрать без разрушения или повреждения деталей. К ним относятся заклепочные (клепаные), сварные, клеевые соединения, а также соединения с гарантированным натягом. Неразъемные соединения осуществляются силами молекулярного сцепления (сварка, пайка, склеивание) или механическими средствами (клепка, вальцевание, прессование).
Разъемными называют соединения, которые можно многократно собирать и разбирать без повреждения деталей. К разъемным относятся резьбовые, шпоночные и шлицевые соединения, штифтовые и клиновые соединения.
По форме сопрягаемых поверхностей соединения делят на плоское, цилиндрическое, коническое, сферическое, винтовое и т.д.
Выбор типа и вида соединения определяется условиями взаимодействия деталей, требованиями к прочности соединения, условиями работы, требованиями к надежности, долговечности и др.
***
Область применения различных соединений
Как уже указывалось выше, подвижные и неподвижные соединения деталей машин для различых узлов, агрегатов и механизмов подбираются с учетом наибольшей целесообразности — прочностных характеристик, особенностей монтажа, экономичности (стоимости изготовления и эксплуатации) и т. д.
Сварные соединения применяются обычно для соединения деталей, испытывающих значительные по мощности, но постоянные по направлению нагрузки. Получают сварные соединения при помощи сварочных аппаратов различных типов (электродуговая сварка, газосварка и т.д.). Сварные швы могут быть сплошными, прерывистыми, круговыми.
Бывает так же точечная сварка; применяются т.н. «электрозаклепки», представляющие собой сварные швы, уложенные внутри отверстия одной из соединяемых деталей на поверхность другой детали.
Пайка, в общем, по технологии и характеристикам сходна со сваркой, но отличается тем, что для пайки применяются специальные составы (припои), как правило на основе олова, свинца и флюсовых добавок. Наиболее широко пайка применяется в радиотехнике, электронике, при соединении деталей гидравлических систем (пайка трубок и штуцеров) и т.д.
Заклепочное (клепаное) соединение применяется в случаях, когда соединяемые детали испытывают знакопеременные нагрузки малой и средней мощности (в том числе вибрации), или знакопеременные нагрузки большой мощности, исключающие работу на срез. Пример: рамы, корпуса, крепление несъемных облицовок и т.п.
Резьбовые соединения применяются повсеместно и являются наиболее распространенным видом соединения в технике. Суть резьбового соединения в применении пары дополнительных деталей, соединяющихся посредством вворачивания одной детали в другую по резьбе, и тем самым соединяющих основные детали.
Надежность резьбового соединения обеспечивается за счет силы трения в витках резьбы. Коэффициент трения в правильно соединенных деталях должен превышать коэффициент сдвига основных деталей. Величина коэффициента трения зависит от момента затяжки резьбового соединения, размеров и свойств резьбовой пары.
Наиболее распространенными элементами резьбовых соединений являются болты, винты, шпильки, гайки.
Шпоночные и шлицевые соединения применяются при соединении деталей совместного вращения. Чаще всего это валы и зубчатые колеса, валы и шкивы, валы и муфты, а так же валы и всевозможные рукоятки, толкатели и т.п. Шлицевое соединение обеспечивает передачу значительно большего момента, чем шпоночное и применяется в более нагруженных узлах.
Штифтовое соединение обеспечивает неподвижность и точную ориентацию деталей относительно друг друга и применяется, например, для обеспечения соосности отверстий в деталях разъемных корпусов (корпуса редукторов, коробок перемены передач и т.д.).
***
Требования к соединениям деталей машин
Проектирование соединений является очень ответственной задачей, поскольку большинство разрушений в машинах происходит именно в местах соединений.
К соединениям в зависимости от их назначения предъявляются требования прочности, плотности (герметичности) и жесткости.
При оценке прочности соединения стремятся приблизить его прочность к прочности соединяемых элементов, т. е. стремятся обеспечить равнопрочность конструкции.
Требование плотности является основным для сосудов и аппаратов, работающих под давлением. Уплотнение разъемного соединения достигается за счет:
сильного сжатия достаточно качественно обработанных поверхностей;
введения прокладок из легко деформируемого материала.
При этом рабочее удельное давление q в плоскости стыка должно лежать в пределах q = (1,5…4)p, где: p – внутренне давление жидкости в сосуде.
Экспериментальные исследования показали, что жесткость соединения во много раз меньше жесткости соединяемых элементов, а поскольку жесткость системы всегда меньше жесткости наименее жесткого элемента, то именно жесткость соединения определяет жесткость системы.
***
Классификация неразъемных соединений
Главная страница
Страничка абитуриента
Дистанционное образование
Группа ТО-81
Группа М-81
Группа ТО-71
Специальности
Ветеринария
Механизация сельского хозяйства
Коммерция
Техническое обслуживание и ремонт автотранспорта
Учебные дисциплины
Инженерная графика
МДК. 01.01. «Устройство автомобилей»
Карта раздела
Общее устройство автомобиля
Автомобильный двигатель
Трансмиссия автомобиля
Рулевое управление
Тормозная система
Подвеска
Колеса
Кузов
Электрооборудование автомобиля
Основы теории автомобиля
Основы технической диагностики
Основы гидравлики и теплотехники
Метрология и стандартизация
Сельскохозяйственные машины
Основы агрономии
Перевозка опасных грузов
Материаловедение
Менеджмент
Техническая механика
Советы дипломнику
Олимпиады и тесты
«Инженерная графика»
«Техническая механика»
«Двигатель и его системы»
«Шасси автомобиля»
«Электрооборудование автомобиля»
Соединения деталей машин | PRO-TechInfo
Главная › Конструкции деталей машин онлайн › Соединения деталей машин
Опубликовано Автор: Cutter — Нет комментариев ↓
Все детали машин для выполнения своих функций соединяются между собой соответствующим образом. Соединения деталей, применяемые в машино- и приборостроении, делят на подвижные (обеспечивающие перемещение одной детали относительно другой) и неподвижные (в которых две или несколько деталей жестко скреплены друг с другом без возможности перемещения относительно друг друга). Наличие подвижных соединений в машине обеспечивает относительное перемещение деталей, предусмотренное её кинематической схемой, таким образом, взаимное положение между соединяемыми деталями может изменяться во время работы. При неподвижных соединениях взаимное расположение соединяемых деталей и узлов остается неизменным.Неподвижные соединения позволяют расчленить машину на узлы и детали для того, чтобы упростить производство, облегчить сборку, ремонт, транспортировку и т.п.
Каждый из этих двух типов соединений подразделяют на две основные группы: разъемные и неразъемные.
Разъемными называются такие соединения, которые позволяют осуществляьть многократную сборку и разборку сборочной единицы без повреждения деталей. К разъемным неподвижным соединениям относятся резьбовые, штифтовые, шпоночные, шлицевые, а также соединения, осуществляемые переходными посадками. Разъемные подвижные соединения имеют подвижные посадки (посадки с зазором) по цилиндрическим, коническим, винтовым и плоским поверхностям.
Неразъемными называются такие соединения, которые могут быть разобраны только путем разрушения или недопустимых остаточных деформаций одного из элементов конструкции. Неразъемные неподвижные соединения осуществляются механическим путем (запрессовкой, склепыванием, загибкой, кернением и чеканкой), с помощью сил физико-химического сцепления (сваркой, пайкой и склеиванием) и путем погружения деталей в расплавленный материал (заформовка в литейные формы, в пресс-формы и т. п.)
Подвижные неразъемные соединения собирают с применением развальцовки, свободной обжимки. В основном это соединения, заменяющие целую деталь, если изготовление ее из одной заготовки технологически невозможно или затруднительно и неэкономично.
Заклепочные соединения
Типы и размеры стандартных заклепок
Заклепки пустотелые и полупустотелые. Специальные заклепки.
Пустотелые заклепки. Болты-заклепки
Заклепки с сердечником
Плотно-прочные заклепочные швы
Соединение деталей машин заклепками
Сварные соединения
Соединения с натягом
Резьбовые соединения
Резьбы цилиндрические
Резьбы конические
Резьба метрическая
Сбеги, недорезы, проточки и фаски по ГОСТ 10549
Резьба упорная
Резьба трапецеидальная
Механические свойства болтов, винтов, шпилек, гаек.
Условные обозначения крепежных изделий по ГОСТ 1759.0 (СТ СЭВ 4203)
Болты общего назначения с шестигранными головками
Винты общего назначения
Винты невыпадающие
Винты установочные
Болты и винты специального назначения
Винты самонарезающие для металла и пластмасс
Стопорение гайки относительно болта дополнительными элементами
Стопорение гаек относительно корпуса
Стопорение гайки относительно болта за счет дополнительного трения, сварки и пластического деформирования
Стопорение болтов. Предохранение винтов и гаек от потери
Стопорение винтов
Фланцевые соединения деталей
Фланцевые соединения труб и крышек цилиндров
Фланцевые соединения труб металлоконструкций
Примеры применения установочных винтов
Клеммовые соединения
Фрикционно-винтовые зажимы
Стяжки и упоры
Крепление машин к основаниям
Шпоночные соединения
Стандартные ненапряженные шпоночные соединения
Стандартные напряженные шпоночные соединения
Примеры шпоночных соединений
Штифтовые соединения
Шлицевые и бесшпоночные соединения
Шлицевые прямобочные соединения
Шлицевые эвольвентные соединения
Шлицевое соединение с треугольным профилем, бесшпоночное соединение.
Примеры шлицевых соединений
Кольца упругие конические
Кольца конические разрезные
Втулки конические разрезные с фланцем
Подвижные части — Etsy.
de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
( 303 релевантных результата,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Учить больше.
)
определение подвижных частей
| Словарь определений английского языка
, передвижной прил
1 можно перемещать или переставлять; не фиксированный
2 (особенно религиозные праздники, такие как Пасха) дата меняется от года к году
3 обычно пишется движимое (Закон) обозначает или относится к личному имуществу, а не к недвижимости ( 9011 9 4
3 Печать) (типа) отлиты отдельно, так что каждый символ находится на отдельном фрагменте шрифта, подходящего для набора вручную, как шрифт основателя n
5 часто pl движимый предмет, особ. предмет мебели ♦ подвижность, подвижность n ♦ подвижно нареч
Английский словарь Коллинза — определение английского языка и тезаурус  
Collaborative Dictionary Определение английского языка
н.
точка в системе, изолированная от других частей архитектуры
[Тех. ]
нпл.
яички; гениталии; гонады; орехи; рядовые; половые органы; камни; яички; интимные части тела ; семейные драгоценности; чушь; яйца ; кулионы; горные породы ; мальчики; вишни; кошелек для монет ; кохоны; дез ; механизм ; голубика; виноград; живодеры; самородки; сливы; мешок
[Сленг]; [Великобритания] Пример: Убирайся нахуй отсюда, пока я не разорвал твоих дураков, ублюдок!
прил.
[филос.] доктрины холизма или относящейся к ней; характеризуется подходом, согласно которому части чего-либо тесно связаны между собой и могут быть объяснены только применительно к целому
Пример: Лектор подчеркнул необходимость целостного подхода к рыболовству.
н.
одна из частей, из которых состоит вся машина, система и т.
н.
это процесс тестирования, который выполняется после изменения программного обеспечения, чтобы проверить, не повлияли ли изменения на другие части программного обеспечения.
н.
Пресс-масленка или пресс-масленка, обычно устанавливаемая на подшипники или другие механические детали, которые необходимо регулярно смазывать. Назван в честь американского изобретателя австрийского происхождения Оскара У. Зерка.
[Тех. ]
н.
часть тела — это часть человеческого тела, обычно та, которая была отрезана или оторвана от тела в результате насильственного инцидента (например, аварии, взрыва и т. д.)
н.
большее число или часть чего-либо
«большинство» может относиться только к ряду вещей или людей. Говоря о сумме, следует использовать «большую часть». Пример: большая часть (не большая часть) урожая была спасена.
н.
самая важная или центральная часть чего-либо
[США] Основная часть книги посвящена периоду между 1660 и 1857 годами.
н.
теория, являющаяся частью более крупной теории
н.
часть философии, изучающая знания
о.
Обозначить пространство или часть пространства в киберпространстве
[Техн.]; [Лег.] обозначают пространство в киберпространстве
в.
Культура работы только в Интернете породила фразу Wirk. Wirk просто означает работу в Интернете. Работа в Интернете определяется возможностями трудоустройства, которых не существовало до появления Интернета, и, кроме того, работа, вероятно, будет выполняться через Интернет, а оплата за работу, выполненная через Интернет, будет получена. Вирк описывает работу в Интернете как полный, так и неполный рабочий день. Из-за характера Wirk и способности любого, у кого есть подключение к Интернету, зарабатывать деньги на Wirk, в настоящее время это, скорее всего, будет занятием неполный рабочий день, а не полный рабочий день. Платные онлайн-анкеты, написание контента, поисковый маркетинг — все это примеры Wirk.
Это термин, набирающий популярность
н.
штифт или болт, обычно вставляемый в поршень, который используется как часть шарнира или шарнира
н.
мясистая часть косточковых плодов (яйцо. персики, сливы)
протеаза
н.
задняя часть здания, здание за главным зданием
я бы.
фраза произносится в попытке оправдать пользователя ненормативной лексикой или ругательствами в присутствии тех, кого она оскорбляет, под предлогом того, что слова являются частью иностранного языка.
Син.: извините за мой французский
» Просмотреть все результаты
Вы хотите отклонить эту запись: дайте нам свои комментарии (неправильный перевод/определение, повторяющиеся записи.
Мойки бывают разных видов. В некоторых из них уже есть отверстие под смеситель, в других оно только намечено, а в третьих его вовсе нет. Иногда кран устанавливают не на раковину, а на столешницу, поэтому продажа моек без отверстий оправдана.
Поэтому в большинстве случаев приходится сверлить отверстие в искусственном камне, чтобы установить смеситель. Также может понадобиться сверление дополнительного отверстия, например, при установке отдельного краника для питьевой воды, идущей из фильтра.
Можно ли сверлить искусственный камень? Да. Несмотря на то, что это очень твердый и плотный материал, он поддается обработке, его можно сверлить, чтобы сделать отверстие.
Также можно, например, вырезать фрезой отверстие под мойку из искусственного камня в столешнице, если два этих изделия приобретаются и устанавливаются отдельно, а не интегрированы.
Стандартные ошибки: как их избежать?
Что нужно помнить, если вы решили просверлить раковину из искусственного камня:
работать нужно строго на малых оборотах дрели;
участок сверления желательно охлаждать;
При работе с акриловым или кварцевым камнем желательно пользоваться защитной маской, респиратором. При сверлении образуется очень много стружки, выделяется неприятный запах. Работать нужно в проветриваемом помещении. Температура изделия должна быть комнатной. Нельзя сверлить холодный искусственный камень.
Чем сверлить искусственный камень? Для акрила подойдут свёрла для работы по дереву, можно взять сверла по металлу, для кварцевого камня нужны более твердые, с алмазным напылением. Сверлить можно перьевыми сверлами или фрезой Форстнера.
Для отверстия под кран нужна фреза диаметром 35 мм. Но размер отверстия может быть и другим. Обязательно уточните это до начала работ. Информация о размере должна быть указана в сопроводительных документах к сантехнике.
Разницу в несколько миллиметров можно закрыть декоративной накладкой, которая обычно идет в комплекте с краном. Но если она будет больше, это будет заметно, а также при слишком большом диаметре установить кран будет невозможно.
Как сверлить мойку из акрилового камня
Технология сверления раковин из акрилового или кварцевого агломерата, других видов искусственного камня на основе акриловых смол одинакова. Очень важно определить место, где сделать сверление.
Нужно разметить место сверления, приложив к нему нижнюю гайку от смесителя и определив центр отверстия. Отверстие под кран располагается не ближе 50 мм, от раковины и края столешницы.
Сверлить искусственный камень нужно строго перпендикулярно. Чтобы сверло не смещалось, можно наклеить на поверхность малярный скотч – так она будет менее гладкой и скользкой. На дрели нужно отключить ударный режим. Фрезу можно смочить водой. Работать нужно на средних и малых оборотах. На первых оборотах фрезу может повести, так что важно следить за точностью её расположения.
Сверлить отверстие желательно за один подход. При работе будет отходить много стружки. По завершении сверления должно получиться ровное отверстие, допускаются сколы размером до 2 мм. При установке крана они не будут заметны и закроются декоративной накладкой. При желании можно дополнительно зашлифовать и отполировать края отверстия. Акриловый камень – материал, который легко шлифуется для удаления дефектов.
Кварцевый агломерат
Кварцевый камень считается более твердым и прочным, чем акриловый. Чем просверлить искусственный камень повышенной прочности? Коронкой с алмазным напылением. И если для акриловой мойки подойдут сверла для дерева, то для кварцевой может понадобиться более прочное сверло. Нужно быть готовым к тому, что после сверления кварцевой раковины коронка будет непригодна для дальнейшего использования, её придется выкинуть.
Работать нужно так же, как и с акриловым агломератом: медленно, аккуратно, на малых оборотах. Желательно не допускать появления сколов, так как кварцевый камень подлежит шлифовке в бытовых условиях.
Делаем отверстие в мойке из искусственного камня
Делаем отверстие в мойке из искусственного камня https://litstone.ru/wp-content/uploads/2019/02/53.jpg 744 396 ЛитСтоун ЛитСтоун https://litstone. ru/wp-content/uploads/2019/02/53.jpg
Декорирование раковин сегодня бывает самым разнообразным. К примеру, бывают модели, реализованные как единое целое со столешницей. В этом случае используется специальный акриловый камень. Он обладает небольшой плотностью, что позволяет сделать работу с ним более легкой и простой. Если мойка создана из искусственного вида камня, то многие задаются вопросом, как высверлить под нее отверстие. Для этого используются традиционные сверла, специально созданные для работ с металлом, иди деревом.
Чтобы поставить водопроводный кран чаще стандартно вырезают отверстие не более 35 миллиметров. Если изделие изготовлено из искусственного камня, то для работы можно использовать перьевое свело или фрезу форстнера такого же диаметра. Обороты при этом должны быть невысокими и усреднёнными. В процессе работы будет выделяться большое количество стружки. Искусственный камень имеет в своем составе пластик, имеющий неприятный запах. Поэтому лучше использовать защитные маски.
Такой вид материала отличается мягкостью, поэтому отлично подходит для создания раковин. Нужно быть максимально осторожными в процессе работы с таким материалом. Соотношение смолы и крошки камня может быть различной. Сверлить такой материал проще, чем обычный камень. Но нужно даже в этом случае быть максимально внимательными и осторожными. Нельзя проводить никакие работы с таким материалом, пока его температура не выровняется с комнатной.
Стандартные ошибки
Нужно быть внимательным при создании отверстия при использовании дрели с фрезой. Многие специалисты стараются сделать отверстие в тот момент, когда столешница уже установлена. Преимущества такого способа тоже есть. К примеру, край лицевой части можно сделать максимально ровным. Но недостатков у такого способа намного больше. В этом случае можно повредить не только камень, но и раковину, могут отколоться края, появиться царапины и многое другое.
Надежнее и безопаснее всего проводить все работы с тыльных сторон. Безусловно, отверстие, выходящее наружу, может обладать неровным видом. Зато вся конструкция останется целой и невредимой. Также в этом отверстии будет остановлен смеситель, способный закрыть любые неровности. Лицевая часть мойки будет в целости и сохранности. Можно работать двумя способами: с помощью дрели, либо выбивать ослабленные литые пробки.
Метод сверления дрелью отверстий
Изначально для работы нужна дрель с диаметром 35 миллиметров. Мойка располагается тыльной стороной, при этом лучше под нее положить бумагу или доску.
После отмечается расположение смесителя, для того чтобы не сделать ошибок в процессе работы.
Для этого отмечается центр гайки смесителя. Это точка будет центром отверстия. Лучше отверстие сделать дальше от центра, но не задевая при этом чашу.
В процессе работы удар для дрели должен быть отключенным. Работа выполняется на средних оборотах. Это нужно для того, чтобы фрезу повело в другую сторону.
Изначально лучше подготовить специальную коробку для стружки, которая будет собираться в процессе работы. При нагревании пластика из-за фрезы, появляется неприятных запах. Поэтому можно надеть защитную маску, чтобы не стало плохо.
После отверстие нужно очистить от стружки, грязи и пыли. Неровности должно быть небольшими, размером в несколько миллиметров. Тогда можно сказать, что работа сделана правильно.
Как пробить отверстие в раковине для смесителя
Есть такие виды моек, обладающие специальным искусственным камнем. Он обладает литыми пробками, их можно выбивать в процессе монтажных работ. Если посмотреть с лицевой стороны, то они чаще всего помечены. Изначально мойка должна быть установлена на столешницу, но не должна быть зафиксирована.
После этого подбирается нужный инструмент и начинают отбиваться пробки. При этом используют удары молотка. Можно также использовать пробойники, имеющие диаметр в восемь миллиметров. Отвертку при этом занятии лучше не использовать. Выбивается пробка сверху, с лицевой стороны. Далее используется рашпиль, с помощью которого можно сгладить края. Такой способ подходит не для всех видов раковин, но является более простым. С ним может справиться даже новичок, ни разу не державший в руках инструмент.
Как сверлить бетон, кирпич и камень: самоучитель для новичков!
Этот обзор инструментов Bosch BlueGranite Hammer Bits представлен вам The Home Depot.
Вам когда-нибудь приходилось сверлить бетон или кирпич? Что ж, если у вас есть дом, я гарантирую, что наступит день, когда вам нужно будет либо повесить что-нибудь над каменным камином, либо прикрепить что-то к внешней стороне облицованного кирпичом фасада.
Я так долго избегал сверления кирпича и бетона, потому что это была одна из тех задач, которые казались «слишком сложными» или требовали от меня множества сложных инструментов. Однако в последнее время я уже не мог этого избежать.
В нашем доме пластиковые ставни, и сломался один из гвоздей, которыми ставни крепились к внешней кирпичной кладке. Ставня висела на одном гвозде из-за урагана и качалась горизонтально перед нашим окном. (Я уверен, что соседям было любопытно, почему мы оставили его там висеть почти неделю).
Муженек, который тоже считал, что сверлить кирпичную облицовку будет слишком сложно, предложил (благослови его сердце) просто «приклеить» ее на место. Как будто приклеивание ставня на сломанный гвоздь, торчащий из кирпича, было бы долговечным решением. ХА!
Хотя я никогда раньше не занимался сверлением каменной кладки, после того, как я получил в руки набор этих перфораторов Bosch BlueGranite, когда The Home Depot прислал их мне для проверки, я понял, что сверлить кирпичную или бетонную кладку довольно сложно. простой и не требовал ничего «изысканного» в моем наборе инструментов, кроме правильных бит и электроинструмента. Нечего бояться и, конечно же, нечего избегать, как мы с мужем!
Как сверлить кирпич или бетон с помощью твердосплавных перфораторов Bosch BlueGranite
Если вы очень мало знаете о сверлении каменной кладки, первый вопрос, который вы можете задать: «Можно ли использовать обычную дрель для сверления бетона или кирпича?»
Технически да и нет.
Всякий раз, когда вы просверливаете отверстие (обычно в дереве или гипсокартоне, если вы типичный домовладелец), вам понадобятся две вещи: дрель и сверла. Дрель просто вращает сверло, и с небольшим усилием при нажатии на сверло вращающееся сверло просверливает отверстие в древесине, гипсокартоне, пластике или любых других материалах, которые вы можете сверлить.
Однако при сверлении в бетоне или кирпиче меняются как сверла типа , так и сверла типа . Вместо этого вы обычно используете дрель, называемую ударной дрелью . Он не только вращает сверло, позволяя сверлить отверстие в каменной кладке, но и имеет встроенное ударное движение, которое позволяет сверлу вонзаться в него.
Во-вторых, сверла, которые вы используете для сверления кирпича. , камень или бетон, должны быть сверла по каменной кладке, как эти сверла по бетону и кирпичной кладке от Bosch, называемые сверла BlueGranite Turbo Carbide.
Эти сверла отличаются тем, что они специально разработаны для сверления этих прочных материалов.
Наконечники стреловидные, затупленные.
Они прочнее, и эти сверла Bosch BlueGranite прослужат в 5 раз дольше, чем обычные сверла по камню.
Эти сверла позволяют сверлить быстрее (чем стандартные сверла по камню).
Давайте посмотрим, как легко мне было начать сверлить каменную кладку!
Как сверлить бетон или кирпич
Если вы похожи на меня и новичок в сверлении бетона или кирпича, самый простой способ освоить это — попрактиковаться. Но прежде чем вы сможете это сделать, вам понадобятся все эти материалы.
Материалы для сверления бетона или кирпича
Перфоратор, ударный шуруповерт или обычная дрель.
Сверла по камню Bosch BlueGranite.
Практический кирпич или бетон.
Шурупы для кладки (обычно они синего цвета и бывают разных размеров).
Электродрель
Насадки (которые позволят вам вкручивать шурупы по камню).
Малярная лента (по желанию).
ШАГ 1.
Вставьте сверло в дрель
Как я уже упоминал ранее, для сверления кирпича или бетона обычно требуется использовать ударную дрель или ударный инструмент. Но если вы похожи на большинство домовладельцев, у вас, скорее всего, будет только обычная дрель. Многие бренды инструментов продают обычную дрель и ударный шуруповерт, что снижает затраты по сравнению с покупкой их по отдельности. Ищите предложения во время праздников, чтобы получить набор!
Если у вас нет ударного шуруповерта, попробуйте просверлить кирпич или бетон обычной дрелью. Хотя это не идеально, может работать и с , особенно если вы просверливаете только одно или два небольших отверстия.
Если вы выполняете большую работу, требующую большого количества сверлений в бетоне или кирпиче или более толстых отверстий, обязательно приобретите перфоратор, чтобы сделать работу проще и быстрее. Я удивлен, что у меня еще нет перфоратора! Я определенно планирую добавить один в свою коллекцию в ближайшее время!
ШАГ 2.
Закрепите кирпич или бетон
Я взял бетоноукладчик из своего сада, чтобы потренироваться в сверлении. Если у вас его нет, отправляйтесь в Home Depot и возьмите тренировочный кирпич. Обычно они составляют около 1-2 долларов. Вам нужно сначала потренироваться в сверлении бетона или кирпича, прежде чем пытаться сверлить бетон и кирпич вокруг вашего дома! По крайней мере, если вы «испортите» кирпич, не все потеряно. 😉 Вы также должны убедиться, что кирпич или бетон надежны. Используйте зажим или нескользящий коврик, чтобы во время сверления кладка не шаталась и не смещалась.
ШАГ 3. Сверление кирпича или бетона
Прежде чем говорить о размере сверла по каменной кладке, давайте поговорим о пилотном отверстии: зачем оно вам нужно и как его просверлить.
При сверлении дерева, особенно кедра (например, как я построил эти приподнятые грядки, ниже), рекомендуется просверлить отверстие немного меньше, чем шуруп, который вы используете. Это направляющее отверстие позволяет винту входить легче, сохраняя при этом достаточное сопротивление. Пилотное отверстие также защищает окружающее пространство. Кедр, например, треснет и расколется, если вы попытаетесь вкрутить шурупы без направляющего отверстия.
И хотя каменная кладка не расколется и не треснет без направляющего отверстия, удачи вам в попытках вставить туда шуруп. Вы создадите пилотное отверстие таким же образом: используйте сверло по каменной кладке, которое меньше, чем шуруп, который вы будете использовать.
Хорошее эмпирическое правило: держите сверло и винт вместе, которые вы будете использовать, и убедитесь, что винт толще сверла. Иногда на упаковке винта указано, какой размер сверла использовать. Но если это не так, поднимите их так, чтобы они перекрывали друг друга, убедившись, что сверло немного меньше. При необходимости (и возможности) сделать пробную лунку:
Если отверстие слишком узкое, вам будет трудно вкрутить винт, и он может не ввернуться до конца.
Если отверстие выполнено правильно, винт войдет с идеальным сопротивлением, затянется и не будет болтаться.
Если отверстие слишком большое, винт будет болтаться, и вы не сможете затянуть его полностью.
Ниже вы увидите, как я просверлил тестовое отверстие в кирпиче, используя размер, который, по моему мнению, идеально подходит для шурупа, который я использую. Позже я понял, что мне нужно сверло меньшего размера, потому что винт слишком шевелился внутри отверстия.
Если вы используете обычную дрель, как я, вы заметите, что вам нужно немного надавить на дрель. Начните медленно. Вы заметите, что твердосплавный наконечник вонзается в кирпич или бетон, втягивая каменную пыль, чтобы очистить отверстие во время сверления.
Насколько глубоко сверлить бетон или кирпич?
Хороший вопрос. Вам нужно будет сверлить только настолько глубоко, насколько вам нужно, чтобы винт подходил. Дерево немного отличается тем, что вы можете просверлить 3/4 длины шурупа. Но с шурупами для каменной кладки вам нужно просверлить всю длину шурупа.
Я медленно и осторожно проверял эти наконечники для кладки BlueGranite. Это был буквально мой первый опыт сверления кирпича! То, что когда-то казалось таким пугающим, вдруг перестало казаться таким уж большим делом. Всегда все бывает в первый раз, верно? 🙂
ШАГ 3: Вставьте шуруп для кладки и затяните
Винты для кладки обычно синего цвета. Хотя я знал, что это такое, я никогда не вкручивал шурупы в кирпич или бетон, поэтому я никогда не покупал их до тех пор, пока этот ставень не упал с кирпичной облицовки моего дома. Я не был уверен, какой размер купить, поэтому купил шурупы для каменной кладки 1-1/4″ и 2″.
Слева вы заметите мое маленькое тестовое отверстие. Это тот, который был слишком большим. Я просверлил еще одно отверстие в кирпиче, став меньше. Кладочный винт идеально вошел в отверстие! Используйте обычную дрель с насадкой, чтобы затянуть ее.
Что было удивительно, так это то, что ввинтить шуруп в кирпич было так же просто, как вбить шуруп в дерево. Он вошёл легко, без особого сопротивления, как я предполагал.
И, как бы глупо это ни звучало, я почувствовал себя таким успешным после того, как вкрутил свой первый строительный шуруп в этот кирпич! ХА! Он надежно затянулся. Я знал, что после успешного сверления этого кирпича я был готов взяться за висящие пластиковые жалюзи в моем доме.
Когда я почувствовал себя достаточно комфортно, сверля кирпич, пришло время сверлить кирпичную облицовку моего дома. Предыдущий гвоздь был в растворе, и это было нормально, так как затвор был не очень тяжелым. Но, как правило, сверлить лицевую сторону кирпича намного прочнее, чем сверлить раствор. Вот где я хотел углубиться.
Вы заметите, что я заклеил битой кладки BlueGranite лентой. Лента помогает мне узнать, насколько глубоко мне нужно сверлить, и напоминает мне, когда мне нужно прекратить сверление. (Не обращайте внимания на все неприятные паутинные колодцы и мусор, которые были за моим ставнем!).
Просверлив пилотное отверстие в облицовке кирпича, я вбил в ставень и в кирпич строительный шуруп. Он вошел гладко и хорошо затянулся! Говорите о чувстве завершенности. Это мелочи, я вам скажу. 🙂
Где купить биты для каменной кладки Bosch BlueGranite
Чтобы купить биты для каменной кладки, например, для сверления кирпича, камня и бетона, вы можете найти их в The Home Depot.
Нравится этот пост? Нажмите здесь, чтобы сохранить его на Pinterest!
Сверлить кирпичи, камень и бетон легко
Я смеюсь над собой, думая о том, как нервничал, когда врезался в каменную кладку. Теперь, когда я это сделал, я думаю о других проектах, в которых я мог бы использовать эти биты каменной кладки: добавление перил на моей лестнице в подвал (что требует, чтобы я просверлил бетон, создание знака «Добро пожаловать», чтобы повесить его на кирпичную стену рядом с домом). мою входную дверь и многое другое
Вы когда-нибудь сверлили бетон, камень или кирпич?0001
Главная » Информация о материалах » Что такое шпон из искусственного камня?
Существует больше способов придать дому роскошный вид камня, чем когда-либо прежде. У вас есть варианты от традиционной кладки до современного искусственного камня. Однако, поскольку он довольно новый, многие домовладельцы и профессионалы задаются вопросом: «Что такое шпон из искусственного камня?» Искусственный камень — это название любого искусственного продукта, который имитирует внешний вид камня и часто имеет сравнительные практические преимущества.
Компания Affinity Stone известна созданием линии искусственного камня, который выглядит красиво и очень прост в установке! Хотя мы не часто используем термин «фанерный шпон из искусственного камня», наша продукция определенно соответствует этому условию. Узнайте больше о различных типах искусственного камня и откройте для себя разницу в Affinity!
Виды искусственного камня
Когда люди спрашивают: «Что такое шпон из искусственного камня?» обычно они хотят знать, как он сделан, выглядит ли он убедительно и какие преимущества он имеет перед натуральным камнем. Так как видов искусственного камня много, то и ответы разные. Вот наиболее распространенные материалы, из которых изготавливается искусственный камень:
Легкий цветной бетон — После тщательного рассмотрения мы решили сделать бетон основой искусственного камня Affinity. Как с визуальной, так и с текстурной точки зрения, он наиболее близок к натуральному камню. Создавая панели из цветного бетона, мы можем создавать красивые и однородные цветовые оттенки, которые отражают (и даже превосходят) натуральный камень. Кроме того, узоры нашего искусственного камня разрабатываются вручную, чтобы выглядеть так же реалистично, как куски камня, найденные в карьере. На самом деле, даже опытным подрядчикам может быть трудно отличить этот тип облицовки из искусственного камня от настоящего камня! Кроме того, цветной бетон легче по весу и с ним легче работать, чем с настоящим камнем.
Узнайте больше о натуральном и искусственном камне!
Полиуретан и Пластик – И полиуретан, и пластик часто используются для имитации камня, и оба они довольно похожи. Главным преимуществом обоих этих материалов является огромный выбор цветовых решений – сотни различных оттенков на выбор! Опять же, оба этих типа искусственного камня очень легкие и часто просты в установке, но с ними есть некоторые проблемы . Во-первых, эти легкие пластиковые материалы не очень похожи на камень вблизи, и они, конечно же, не могут соответствовать отчетливой текстуре камня. Вдобавок ко всему, сами материалы хрупкие, и было показано, что они трескаются и откалываются в элементах — чего не делают бетон и камень!
Итог : Хотя есть несколько ответов на вопрос «Из чего сделан искусственный камень?», лучший искусственный камень почти всегда бетон. Внешний вид, ощущение и преимущества делают бетон единственным выбором для роскошного камня!
Отличие Affinity Stone
Превосходный продукт, который вам понравится для внутренних и наружных пространств, всегда был нашей основной философией. Внешний вид, преимущества и простота использования делают Affinity Stone на голову выше остальных. Вот что подрядчики и домовладельцы ценят в наших линиях искусственного камня:
Внешний вид . Внешний вид Affinity Stone просто непревзойденный, от естественных, но интересных цветов до реалистичных узоров! Мы рекомендуем вам ознакомиться с нашей галереей проектов, чтобы увидеть больше.
Шаблон для прямоугольной фигуры можно сделать легко, используя широкие рейки из МДФ и фрезерный станок на котором установлена копировальная втулка и прямая фреза. На фото показан пример по которому можно изготовить шаблон для фоторамки. Размеры рамки будут зависеть от размера напечатанной фотографии, для которой делается шаблон.
Копировальная втулка в прямоугольных шаблонах.
Проверьте какого диаметра установлена копировальная втулка, диаметр фрезы и вычислите смещение. Теперь нанесите линии первого прямоугольника, по размеру фотографии. Вокруг этого первого прямоугольника нарисуйте второй побольше, создав со всех сторон направляющей втулки/фрезы смещение. Формула расчета представлена ниже в статье, в нашем случае если вы используете копировальную втулку 30 мм с фрезой 10 мм, смещение будет 10 мм. Далее рисуем третий прямоугольник, вокруг второго прямоугольника, и опять создаем смещение. При фрезеровании, используются рейки такой же толщины, как ДСП и они закреплены на заготовке, что предотвратит от наклона фрезер. Шурупами или двухсторонним скотчем закрепите четыре рейки создав внешний прямоугольник и вырезайте по часовой стрелке внутри прямоугольника. Снаружи форма шаблона может быть выполнена аналогичным образом, но легче просто отрезать края циркулярной пилой и скруглив наждачной бумагой углы. На диаграмме справа показан макет из прямоугольников.
Копировальная втулка и смещение фрезы, простая формула.
Главное на что обращает внимание копировальная втулка это, что рез фрезой проходит на определенном расстоянии от внешнего края копировальной втулки. Это расстояние зависит от диаметра втулки и диаметра фрезы и называется «смещение». С некоторыми стандартными панелями, например узор на кухонных рабочих поверхностях, вам не придется беспокоиться о расчете смещения; вы просто используете приспособление с готовыми размерами для фрезера, фрезы и копировальной втулки. При использовании собственных шаблонов, смещение должно быть рассчитано и учтено в конструкции. Рассмотрим простую формулу для расчета смещения, если своими словами, то: (наружный диаметр направляющей втулки — диаметр фрезы)/2. Например, копировальная втулка имеет диаметр 30 мм, а фреза диаметр 10 мм, тогда получаем смещение по формуле (30-10)/2 = 10 мм. Если вы до сих пор не поняли, то самый простой способ понять это, установите фрезу и копировальную втулку на ваш фрезер, сделайте прямолинейный рез по прямолинейному краю рейки и измерьте расстояние от края реза до прямолинейного края рейки. На рисунке показана Диаграмма, иллюстрирующая приведенный расчет выше.
Метки: втулка, копировальная, копировальные кольца для фрезера, смещение, фрезы. Закладка Постоянная ссылка.
Найти:
Сайт https://200rf.com/ для родственников российских солдат и офицеров, создан представителями МВД Украины, но заблокирован в РФ на основании решения Генпрокуратуры РФ. Если ваши близкие в последние месяцы отправились на учения и с ними нет связи, скорее всего они участвуют в нападении на Украину с 24.02.2022. Украинскими войсками убито большое количество российских солдат, более 200 захвачено в плен. Горячие телефонные линии о том, живы ли ваши родные:
+380 (89) 420 18 60,
+380 (89) 420 18 61,
+380 (89) 420 18 62
Основной Телеграм канал: https://t.me/rf200_now/79
Сайт Украины:
https://war.ukraine.ua/
Рубрики
Двери и филенки
Маленикие хитрости столярного дела
Отделка дерева
Приспособления к фрезеру
Приспособления к фуганку
Приспособления к циркулярке
Приспособления разные
Столярные поделки из дерева
Струбцины и тиски
Свежие записи
Сверлильный станок — устройства безопасности для станка
Направляющее приспособление для ручной циркулярной пилы
Молдинг фрезером, приспособление в помощь столяру
Ножки для стола, стульев, тумбочек и другой мебели
Пила циркулярная, вместо фуганка
Кондукторы для сверления
Сборка рамок, филенок
Зажим струбцина своими руками
Направляющая шина для дисковой пилы
Фрезерование шипа и паза
Столярная струбцина своими руками
Свежие комментарии
Найти:
Для чего нужна копировальная втулка и кольцо для фрезера
Содержание
1 Для чего нужна копировальная втулка
2 Копировальные втулки для фрезера
2. 1 Копировальное кольцо для фрезера Фиолент
3 Копировальные втулки для фрезера своими руками
Так как фрезерный станок является широко распространенным инструментом среди столяров-любителей и профессионалов, такие дополнительные инструменты к нему, как копировальные втулки и кольца, будут незаменимы при работе.
В этой статье мы расскажем, как самостоятельно изготовить копировальное кольцо для фрезера, разберемся, для чего предназначены копировальные втулки, и как с ними обращаться в работе.
Для чего нужна копировальная втулка
Она помогает осуществлять уверенное ведение режущих элементов фрезера по сложной траектории, сохраняя расстояние между лезвием резца и кромкой шаблона. Как правило, она используется совместно с различными шаблонами и правилами, вести которые следует по кромке детали. Внешние края данного инструмента обязательно выходят за границы подошвы инструмента.
Копировальные втулки для фрезера
Установку следует производить с помощью двух болтов крепления. Монтируются они в отверстия с резьбой на подошве фрезера, которые там имеются. Есть отдельный класс втулок, они имеют регулировку по высоте. Их необходимо использовать там, где требуется плотное прилегание самой втулки к шаблону или правилу на предельно большой площади. Фиксируются они с помощью зажимного винта или же ввинчиваются снизу плиты. Производитель изготавливает диаметры направляющей поверхности втулки разными по величине и делает это для того, чтобы была возможность работать с различными по диаметрам фрезами, а также создавать сочетания фрез со втулками. Длина отрезка, ограниченного кромкой шаблона и линией разреза, определяется разницей диаметров направляющей плоскости копировальной втулки и цилиндра. При работе с шаблоном следует учитывать этот параметр. Длина отрезка от втулки до фрезы примерно равна 3–4 мм. Это делается для того, чтобы обеспечить свободный выход стружки, возникающей в процессе работы. Для защиты обрабатываемой детали важно, чтобы фланец и головки крепящих винтов втулки не выходили за плоскость подошвы фрезерного аппарата. Фланец втулки обязательно должен быть плоским, плотно входить в предназначенный для него паз. Перед установкой втулки необходимо очистить этот паз от стружки и смолы. Величина толщины шаблона играет важную роль в процессе работы. При этом она должна быть такой толщины, чтобы втулка не упиралась в заготовку. Это нужно для того, чтобы она выступом не портила деталь. С ее помощью можно заниматься фрезеровкой вкладышей, углублений, а также вырезать различные декоративные элементы.
Копировальное кольцо для фрезера Фиолент
Копировальное кольцо представляет собой круглую пластину с выступающим буртиком, скользящим при работе вокруг шаблона. Таким способом обеспечивается требуемая траектория движения режущего элемента фрезера. Крепится кольцо с помощью винтов на подошве фрезерного аппарата. В процессе работы кольцо защищает шаблон от режущего воздействия зубцов фрезы. Для копировального кольца характерны такие свойства, как прочность, надежность, долговечность, устойчивость к износу.
На российском рынке вы сможете приобрести эти изделия фирмы Фиолент по невысокой цене – около 10–20 у. е. Продукция фирмы Фиолент является бюджетной и рассчитана на массовый сегмент потребителей.
Копировальные втулки для фрезера своими руками
В некоторых случаях производитель не комплектует фрезерный аппарат таким важным инструментом. Чтобы изготовить самому это нужное приспособление, вам понадобятся шайба из дюралюминия или листового металла, сантехнический удлинитель из металла с резьбой. Процесс изготовления выглядит следующим образом:
Выбирается соответствующая резьбе вашего удлинителя гайка и разрезается таким образом, чтобы в процессе получилось кольцо.
Затем его следует проточить.
Круглая площадка вырезается из металлического листа или алюминия толщиной 2 мм. На ней необходимо срезать некоторое количество материала с боков, сделав это на точильном станке, и разместить на подошве.
Устанавливаем ваш инструмент вертикально и отмечаем места для фиксации через отверстия в подошве.
Отверстия сверлятся с помощью сверла малого диаметра, а затем таким сверлом, которое соответствует диаметру крепежного болта.
Одеваем шайбу и закручиваем гайку. Зажимаем деталь в тисках и обрезаем УШМ миллиметры резьбы так, чтобы она оказалась на одном уровне с гайкой.
Зажимаем тисками деталь и укорачиваем ее.
После этого выравниваем на шлифовальном круге деталь, вставляем и закрепляем в подошве инструмента.
В этой статье мы постарались кратко осветить ключевые моменты, касающиеся втулок, рассказали о способе их изготовления, немного поговорили о таком полезном инструменте, как копировальное кольцо.
Копирующее кольцо для шаблона фрезерования граблин
Чтобы использовать sautershop. com в полном объеме, мы рекомендуем активировать Javascript в вашем браузере.
НОВЫЙ. ИННОВАЦИОННЫЙ. ПРОФЕССИОНАЛЬНО.
ГОРЯЧАЯ ЛИНИЯ ДЛЯ ПРОФЕССИОНАЛЬНОЙ КОНСУЛЬТАЦИИ +49 (0) 8143 99129-0
MO. — Фр. 08:30 — 12:30 / 14:00 — 17:30
Закрыть меню
Вид вблизи
Копировальная втулка D 15,8 мм для шаблона FD3130/6130
Пайка металлов довольно широко используется в быту и производстве, особенно там, где не требуется особая прочность соединения или есть необходимость в последующем разъединении деталей. Процесс пайки несложен, но имеет свои особенности, без учета которых невозможно получить качественный стык.
Пайка металлов выполняется разными способами, не только паяльником (как часто происходит в быту). В нашей статье мы расскажем о плюсах и минусах этой процедуры, рассмотрим ее варианты и опишем технологию пайки металлов.
Пайка металлов — это технологическая операция, в результате проведения которой образуется неразъемное соединение металлов, находящихся в твердом состоянии. Проводится эта операция с помощью специального присадочного материала — припоя, температура плавления которого ниже, чем температура плавления материалов, подлежащих обработке. Процесс пайки имеет некоторые общие черты с процессом сварки методом плавления, но в данном случае растворение и диффузия наблюдаются не только у припоя, но и у спаиваемого металла.
Соединение, образовавшееся в процессе пайки металлов, должно соответствовать служебным свойствам изделия и условиям его эксплуатации. Исходя из этого, особые требования могут предъявляться к степени герметичности, коррозионной стойкости, вакуум-плотности, способности противостоять перегрузкам и термоударам, уровню электросопротивления и т. д.
В процессе пайки основной материал растворяется в жидком припое. Образуются эвтектик и твердые растворы. Между припоем и металлом возникает взаимная диффузия компонентов, завершающаяся кристаллизацией жидкой прослойки.
Степень прочности соединения, образовавшегося в процессе пайки, зависит от нескольких факторов. Прежде всего, это химический состав материалов, находящихся в работе. Он определяет выбор температуры и времени продолжительности пайки, характер физико-химических и диффузионных процессов, протекающих между основным материалом и припоем.
Читайте также: «Уровень качества сварного шва: методы контроля»
Показатели механической прочности будут тем выше, чем больше степень взаимной диффузии между расплавленным припоем и металлом. Повлиять на прочность пайки может и величина зазора. Его минимальные размеры обеспечат возможность качественного и быстрого затекания припоя в имеющиеся полости, в результате чего значение временного сопротивления паяного соединения окажется больше значения временного сопротивления самого припоя.
Плюсы и минусы пайки металлов
Способ соединения металлических заготовок с помощью пайки позволяет:
соединять материалы с отличающимися химическими и физическими свойствами;
проводить работы в труднодоступных местах, где применить сварку невозможно;
работать с изделиями любого размера и формы;
выполнять обработку всех плоскостей касания;
добиваться качества соединений за счет отсутствия внутреннего напряжения;
справляться с поставленными задачами на основе имеющихся базовых знаний о процессе пайки металлов и наличии минимальных навыков.
К минусам пайки можно отнести:
Невысокую, в сопоставлении со сварочным швом, прочность соединения. Это обусловлено свойствами материала, применяемого в качестве припоя.
Низкую термостойкость, исключающую возможность применять пайку в отношении конструкций, эксплуатируемых в условиях высоких температур.
Низкий уровень производительности труда. Пайка представляет собой процесс точечного воздействия на поверхность обрабатываемого материала, поэтому в массовом производстве практически не применяется.
Виды пайки металла
Из-за существенного количества классифицируемых параметров выделяется достаточно много видов пайки. Определяются они в соответствии с технологической классификацией, прописанной в ГОСТ 17349-79. По этому документу, виды пайки различаются по способу получения припоя, по источнику нагрева, по характеру заполнения зазора припоем, по типу кристаллизации шва, по способу удаления оксидной пленки, по характеристикам давления в стыке, по одновременности выполнения соединений.
Одним из основных параметров классификации пайки металлов является температура плавления припоя. Пайка считается высокотемпературной, если процесс плавки начинается при значениях, превышающих 450 °C, и низкотемпературной, если плавление возможно при меньших показателях.
Низкотемпературная пайка имеет ряд преимуществ. Это несложный в исполнении процесс, который осуществляется с минимальными затратами. Применять данный вид пайки можно в отношении тонких пленок и миниатюрных изделий. За счет хорошей электропроводности и теплопроводности припоев возникают условия для соединения разнородных материалов. Поэтому низкотемпературная пайка активно используется в области электроники и микроэлектроники.
Высокотемпературная пайка имеет свои достоинства. С ее помощью можно изготовить герметичные, вакуумно-прочные соединения, которые позволят конструкции функционировать в условиях высокого давления. Они способны выдержать существенную нагрузку и обладают ударопрочными качествами. Высокая температура возникает в результате нагрева материала с помощью газовых горелок и среднечастотных или высокочастотных индукционных токов.
Читайте также: «Сварка нержавейки электродом»
Обработка изделия с неравномерными или некапиллярными зазорами происходит в процессе композиционной пайки. В этом случае используются специальные композиционные припои, в состав которых входит легкоплавкая составляющая и наполнитель с температурой плавления выше, чем температура пайки. Благодаря этому он остается нерасплавленным и заполняет имеющиеся между частями изделия зазоры. Его задача — создать среду для распространения легкоплавкой составляющей.
Классификация видов пайки, исходя из характера получения припоя для пайки металлов, представлена в двух вариантах:
Пайка готовым припоем. Плавление припоя происходит в результате нагрева. Он заполняет зазор между деталями и за счет действия капиллярных сил удерживается в нем. Роль, которую играют капиллярные силы в данном процессе, очень значительна. Они обеспечивают максимальную возможность проникновения припоя в имеющиеся полости, благодаря чему обеспечивается высокий уровень прочности.
Реакционно-флюсовая пайка. В данном случае процесс обеспечивается за счет реакции вытеснения, происходящей между основным материалом и флюсом для пайки металла. Итогом этого процесса является образование припоя. Описать этот процесс можно следующим образом: 3ZnCl2 (флюс) + 2Al (металл, с которым происходит соединение) = 2AlCl3 + Zn (образовавшийся припой).
Для того чтобы осуществить процесс пайки, необходимо произвести соответствующую подготовку изделий и обеспечить наличие флюса, припоя и источников тепла.
Источники тепла
Среди многочисленных способов нагрева деталей, подлежащих пайке, в домашних условиях самым распространенным является нагрев паяльником или строительным феном.
Электрический или газовый паяльник может использоваться при низкотемпературной пайке. Благодаря тепловой энергии, которая аккумулируется в массе его металлического наконечника, он нагревает металл и припой, обеспечивая возможность соединения деталей.
Если рассматривать нагревательное оборудование с точки зрения его универсальности, стоит обратить внимание на газовые горелки и заправляемые бензином или керосином паяльные лампы. Их использование обеспечивает возможность проведения не только высокотемпературной, но и низкотемпературной пайки, требующейся в процессе соединения массивных деталей.
Читайте также: «Дуговая сварка в защитном газе: суть процесса»
В процессе соединения металлов пайкой могут использоваться и другие методы нагрева:
Индукционный метод. Нагрев происходит в катушке-индикаторе, через которую пропускается электрический ток. Использование данного метода позволяет создать условия для быстрого нагрева толстостенных деталей, что является бесспорным преимуществом в процессе припаивания твердосплавных резцов к режущему инструменту.
Пайка электросопротивлением. Паяемые изделия в данном случае рассматриваются как части единой электрической цепи. Теплота выделяется в результате прохождения через детали тока.
Пайка методом погружения. Происходит в расплавленных припоях и солях.
Электролитная, дуговая, экзотермическая пайка.
Пайка лучами, нагревательными матами и штампами.
Припой и флюс
Припои
Степень важности использования в процессе работы качественных припоев трудно переоценить. Они должны быть изготовлены из чистых металлов или их сплавов в виде порошка, пасты, стержня, таблетки, тонкой фольги или гранул. Основными характеристиками припоев являются их температура плавления и смачиваемость. Прочность соединения молекул припоя с заготовкой должна быть выше прочности соединения молекул самого припойного материала.
Температура плавления припоя должна быть ниже, чем температура плавления заготовок. Величина данного показателя лежит в основе деления припойных материалов на тугоплавкие и легкоплавкие.
К легкоплавким относятся припои, созданные основе олова и свинца, которые могут применяться как в чистом виде, так и с добавлением всевозможных компонентов. Основу тугоплавких припоев для плавки металла составляют серебро и медь. К ним относятся медно-цинковые припои, используемые в процессе пайки стальных заготовок, а также изделия из меди и бронзы.
Пайка черных металлов медно-фосфорными припоями не допускается.
Хорошими показателями прочности отличаются серебряные припои. Их используют при необходимости пайки деталей, в процесс эксплуатации которых присутствует вибрация или удары.
Читайте также: «Сварка медных проводов: разбираемся в технологии»
Никелевые припои обеспечивают качественное соединение частей конструкции, работающих в условиях высоких температур.
Золотые припои необходимы для того, чтобы спаять золотые ювелирные изделия или трубки, которым предстоит работать в вакууме.
При спаивании магниевых заготовок или деталей, изготовленных из сплавов данного металла, применяются магниевые припои.
Флюсы
Задача флюсов – удалить уже имеющуюся оксидную пленку и не допустить образования новой. Каждый из них имеет собственный состав и обладает определенными свойствами.
В соответствии с существующей классификацией флюсы делят на:
активные и нейтральные;
жидкие, твердые, пастообразные и гелеобразные;
флюсы с низкой и высокой температурой;
водные и безводные.
Читайте также: «Технология сварки сталей»
Самыми распространенными флюсами, применяемыми в процессе пайки металлов, являются канифоль, хлористый цинк, ортофосфорная кислота, борная кислота и ее натриевая соль (бура).
Технология пайки металлов
Технологический процесс пайки металлов осуществляется в следующем порядке:
Предназначенные для соединения поверхности зачищаются. С них снимается фаска.
Тонким слоем наносится подобранный в соответствии с характеристиками обрабатываемого материала флюс. Для того чтобы он лучше распределился, поверхность деталей предварительно лудят.
Заготовка разогревается с помощью горелки в определенном радиусе от места соединения. Область стыка прогревается до температуры, существенно превышающей температуру плавления припоя.
На разогретый участок соединения помещают припой, который начинает плавиться и заполнять имеющийся зазор.
Процесс остывания спаянной детали должен быть естественным. В противном случае гарантировать качество соединения будет невозможно.
В процессе соединения меди и титана может применяться технология пайки без припоя. В ее основе лежит принцип контактного плавления. При нагреве материалов до необходимой температуры в месте контакта образуется расплав. Он заполняет имеющийся зазор, и в результате диффузии происходит процесс соединения частей конструкции.
Читайте также: «Шлифовка металла»
Применять пайку можно в качестве способа соединения труб теплообменников, в холодильных установках, системах, передающих жидкости и газы.
Процесс пайки металлов может обеспечить возможность соединения частей конструкций, состав которых неодинаков. Для того чтобы выполнить эту задачу, требуется правильно выбрать припой и учесть разницу температуры его плавления с температурой плавления материалов, подлежащих обработке.
Пайка металлов
Оцените, пожалуйста, статью
12345
Всего оценок: 1, Средняя: 5
Газопламенная пайка металлов | Сварка и сварщик
Пайка металлов
технологический процесс получения неразъемных соединений металлов нагревом до расплавления более легкоплавкого присадочного металла — припоя, заполняющего зазор между соединяемыми деталями. Основной металл при пайке не плавится, а нагревается до температуры расплавления припоя.
В качестве источников теплоты при пайке используют газокислородное и газовоздушное пламя, электронагрев, индукционный нагрев, паяльники. К преимуществам пайки относятся отсутствие расплавления и незначительный нагрев основного металла. Эти преимущества позволяют получать высококачественные соединения не только однородных металлов, но и разнородных металлов и сплавов.
Согласно ГОСТ 17325-79, различают две основных вида пайки:
высокотемпературную
низкотемпературную
Температура плавления припоев для высокотемпературной — свыше 550°С, а для низкотемпературной — ниже 550°С. В основу высокотемпературных припоев входят медь (Сu), цинк (Zn), серебро (Ag), а низкотемпературных — свинец (Pb), олово (Sn), сурьма (Sb). Пайке поддаются чугун, низкоуглеродистая и легированная сталь, медь , никель, алюминий и их сплавы и др.
Источником нагрева при газопламенной пайке является сварочное пламя. В качестве основного инструмента используют сварочную горелку. При пайке крупногабаритных изделий применяют многопламенные горелки. Припои выпускают в виде проволоки, прутков, полос, порошковой проволоки, порошков и пасты. Для получения надежного паяного соединения припои должны удовлетворять следующим требованиям:
температура плавления припоя должна быть ниже температуры плавления основного металла;
расплавленный припой в сочетании с флюсом должен быть жидкотекуч, хорошо растекаться, проникая в щели зазора, и хорошо смачивать металл;
припой и металл должны взаимно диффундировать и образовывать сплав;
припой должен обладать одинаковой или более высокой, чем основной металл, коррозионной стойкостью;
припой должен удовлетворять требованиям, предъявляемым к внешнему виду изделий, и не содержать дорогих и дефицитных компонентов.
Все припои для высокотемпературной пайки можно разбить на следующие группы:
медные;
медно-цинковые;
серебряные;
медно-фосфористые.
Медные припои применяют для пайки стали преимущественно в печах с защитной атмосферой.
Медно-цинковые — при пайке стали, чугуна, меди, бронзы и никеля. Лучшие результаты дает припой марки ЛОК 62-06-04, содержащий 60-63% Сu; 0,3-0,4% Sn; 0,4-0,6% Si, остальное — цинк (Zn). Температура плавления припоя 905°С, предел прочности 450 МПа.
Серебряные припои можно применять при пайке всех черных и цветных металлов, кроме алюминия и цинка, имеющих более низкую температуру плавления, чем припой. Температура плавления серебряных припоев 720- 870°С. В зависимости от содержания серебра серебряные припои выпускаются марок от ПСр10 до ПСр70.
Медно-фосфористые припои находят широкое применение в электропромышленности. Их используют только для пайки меди и латуни. Припои для низкотемпературной пайки готовят на основе оловянно-свинцовых сплавов различного состава. В зависимости от содержания Sn используют припои марок от ПОС 90 (89-90% Sn) до ПОС 18 (17-18% Sn). Для низкотемпературной пайки применяют также сурьмянистые припои марки ПОСС-4-6. Для пайки алюминия в качестве низкотемпературных припоев рекомендуются сплавы: 50% Zn, 45% Sn, 5% Аl и 25% Zn, 70% Sn, 5% Al. Паяные низкотемпературными припоями соединения обладают низкой коррозионной стойкостью, что ограничивает их применение для деталей, работающих в воде или влажном воздухе.
Для высокотемпературной пайки алюминия и его сплавов рекомендуются припои с температурой плавления 577°С, содержащие 10-12% Si, 0,7% Fe, остальное — Al, и припой с температурой плавления 525°С состава 28% Cu, 6% Si, 66% Al. При газопламенной пайке применяются флюсы в виде порошков, пасты и газа. Основой большинства флюсов при твердой пайке является бура Na2B4O7. Для усиления действия флюса к буре часто добавляют борную кислоту, благодаря которой флюс становится более густым и вязким, требующим повышения рабочей температуры. Для понижения рабочей температуры флюса, что особенно важно для легкоплавких припоев, вводят хлористый цинк ZnCl2, фтористый калий KF и другие щелочные металлы.
Перед пайкой соединяемые детали тщательно очищают от загрязнений, окалины, оксидов, жира и др. Порошкообразные флюсы насыпают тонким слоем на очищенные кромки, причем часто применяют предварительный подогрев кромок, с тем чтобы частицы флюса плавились, прилипали к металлу и не сдувались пламенем горелки при пайке. Порошкообразный флюс наносят также па конец прутка припоя. Пасты и жидкие растворы наносят на поверхность соединяемых деталей кистью или обмакивают в них припой. При пайке наибольшее применение получили нахлесточные соединения. Зазор между соединяемыми поверхностями должен быть минимальным, а при пайке серебряными припоями — 0,05-0,03 мм. Техника пайки подготовленного соединения сводится к нагреву их до температуры плавления припоя, введения и расплавления припоя. Обычно пайку выполняют нормальным пламенем.
При пайке медно-цинковыми припоями рекомендуется применять пламя с избытком кислорода. Нагрев ведут широкой частью пламени. Для равномерного прогрева горелкой совершают колебательные движения вдоль шва. После того как флюс, предварительно нанесенный на кромки, расплавится и заполнит зазоры, а изделие прогреется до необходимой температуры, начинают вводить припой. Для гарантии полного заполнения зазора припоем горелкой еще некоторое время подогревают место спая после прекращения подачи припоя. После окончания пайки спай должен медленно остывать, остатки флюса после пайки необходимо тщательно удалять. Для полного удаления флюсов изделие погружают в 10%-ный раствор серной кислоты с последующей промывкой водой. Брак, возникший при пайке, может быть исправлен. Для этого необходимо нагреть деталь до температуры плавления припоя, разъединить спаянные элементы, после чего заново зачистить соединяемые поверхности и повторно произвести пайку.
Соединение металлов: пайка и пайка
Соединение металлов: пайка и пайка
Соединение металлов: пайка и пайка
Существует несколько методов соединения металлов, включая пайку и пайку. В чем разница между пайкой и пайкой? Давайте рассмотрим различия, сравнительные преимущества, а также общие области применения. Это обсуждение углубит ваше понимание соединения металлов и поможет определить оптимальный подход для вашего приложения.
Как выполняется пайка и пайка
Пайка и пайка соединяют материалы, обычно металлы, путем заливки присадочного металла в соединение. В обоих случаях присадочный металл имеет более низкую температуру плавления, чем соединяемые основные металлы. И для обоих процессов соединения металлов движущей силой является капиллярность, или способность жидкости проходить через узкую щель. Зазоры могут быть разными, но обычно они находятся в диапазоне 0,002–0,005 дюйма для достижения наилучших результатов.
В чем же разница между пайкой и пайкой? Американское общество сварщиков (AWS) определяет пайку как группу процессы соединения, которые вызывают коалесценцию материалов путем нагревания их до температуры пайки и с использованием припоя (припоя), имеющего температуру ликвидуса выше 840°F (450°C) и ниже солидуса основных металлов. 0003
Пайка имеет то же определение AWS, что и пайка, за исключением того, что используемый присадочный металл имеет ликвидус ниже 840°F (450°C) и ниже солидуса основных металлов. Пайку можно считать низкотемпературным родственником пайки.
Сравнительные преимущества. Несмотря на то, что между пайкой и пайкой есть сходство, разница температур между процессами приводит к различному поведению. Основные металлы, участвующие в пайке, обычно прочнее самого припоя; под нагрузкой и усталостью службы может произойти отказ через паяное соединение. Это означает, что паяный узел может иметь меньшую прочность соединения и более низкую усталостную прочность, чем паяный узел 9.0003
Паять или припаивать?
Существует множество факторов, влияющих на это решение, включая загрузку службы и температуру и другие. Многие хрупкие подложки повреждаются высокими температурами, необходимыми для пайки, и лучше работают в сочетании с более низкими температурами материалов для пайки. Смачиваемость подложки припоем или припоем является еще одним ключевым фактором при выборе соответствующего процесса. Способность удалять остатки флюса может быть важным фактором, например, в некоторых системах HVAC и других системах транспортировки жидкости; системы с замкнутым контуром, которые нельзя легко очистить после соединения, часто приходится паять или паять в вакууме или в защитной атмосфере или с самофлюсующимся присадочным металлом, таким как сплавы Lucas Milhaupt Sil-Fos (BCuP-5) в сборках на основе меди. необходимо использовать.
А как насчет других вариантов? Соединения с механическим креплением (резьбовые, клиновые или заклепочные) обычно не идут ни в какое сравнение с паяными соединениями по прочности, устойчивости к ударам и вибрации или герметичности. Клеевое соединение и пайка обеспечивают прочное соединение, но, как правило, ни один из них не может обеспечить прочность паяного соединения, равную или превышающую прочность самих основных металлов. Они также, как правило, не могут производить соединения, устойчивые к температурам выше 200°F (93°C). Когда вам нужны прочные, прочные соединения металла с металлом, пайка является сильным соперником.
В чем разница между пайкой, сваркой и пайкой? — Australian General Engineering Vietnam
В чем разница между сваркой, пайкой и пайкой?
Сварка, пайка и пайка — все это методы соединения двух или более кусков металла, а в некоторых случаях и других материалов. Это также методы заполнения зазоров в металлических деталях. Так как же определить, какую технику использовать? Это решение зависит от материала, желаемой прочности и области применения.
Основное отличие между сваркой и пайкой заключается в плавке . При пайке производители металла нагревают соединяемый металл, но никогда не размягчают его. При сварке производители металлов плавят основной металл.
Пайка очень похожа на пайку , так как при этом используется капиллярный эффект для подачи металла в соединение до тех пор, пока он не остынет и не затвердеет.
Сварка
Целью сварки является создание очень прочного соединения между двумя металлическими частями, способными выдерживать все виды напряжений и деформаций, например корпус автомобиля или фюзеляж самолета. Что входит в сварку?
Два металла должны быть похожи: Для сварки двух металлов они должны быть похожи. Например, нельзя сваривать медь со сталью.
Высокая температура: Температура, необходимая для сварки двух металлов, должна быть очень высокой, чтобы они расплавились и соединились.
Присадочные материалы: При сварке часто используется присадочный материал, который представляет собой дополнительный кусок металла, закрывающий любые зазоры.
Прочность : Если сварка была выполнена правильно, сварной шов должен быть таким же прочным, как окружающий «несварной» металл. Например, слишком большое количество тепла может изменить характеристики металла и ослабить сварной шов.
Различные методы сварки: Существуют различные методы сварки, в зависимости от того, с каким металлом вы работаете. В программе сварки вы можете узнать, какую технику использовать с каким металлом. Различные методы сварки имеют разные источники тепла, такие как газообразный кислород, электроды, лазеры или ультразвук.
Сварка алюминия представляет гораздо больше проблем, чем сварка стали или других металлов, при обучении сварке алюминия. Вы можете найти руководство по сварке алюминия или сварке труб, когда это обязательные навыки для всех, кто серьезно относится к сварке.
Пайка
Пайка может быть похожа на сварку, но у нее совершенно другая цель. Припой довольно мягкий и обычно поставляется в тюбиках и катушках. Припой используется в электронных устройствах, где он позволяет компонентам соединяться друг с другом электронным способом. Что входит в пайку?
Низкая температура: В отличие от сварки, при пайке для соединения металлов используется низкая температура.
Присадочные материалы: Пайка выполняется с использованием наполнителей, которые плавятся при температуре ниже 840 °F (450 °C).
Можно паять различные металлы: Металлы, которые можно паять, включают золото, серебро, медь, латунь и железо. Связь создается, когда расплавленный припой затвердевает.
Не такой прочный, как сварка или пайка . Пайка не такая прочная, как сварка или пайка, потому что это не механическое соединение. Если пайка не была выполнена должным образом, детали не будут должным образом проводить электричество.
Флюс используется: Как и при сварке и пайке, флюс используется для очистки металлических поверхностей, чтобы припой мог течь по соединяемым деталям.
Если вы хотите четко понять, что такое изготовление листового металла , вы можете прочитать нашу статью: » Краткое описание и история изготовления листового металла »
Пайка
Пайка похожа на пайку тем, что при этом также используется наполнитель для соединения двух металлов, хотя и высокотемпературный. Подобно сварке, пайка создает механическое соединение между металлическими частями. Что входит в пайку?
Соединение металлов путем плавления присадочного материала: Пайка заключается в нагревании и плавлении присадочного сплава. Когда наполнитель затвердеет, металлические детали соединяются.
Присадочные материалы: Присадочный сплав должен иметь более низкую температуру плавления, чем металлические детали.
Разнородные металлы: Пайка позволяет соединять различные металлы, такие как алюминий, серебро, медь, золото и никель.
Часто используется флюс : Жидкий флюс способствует смачиванию металлических деталей, что позволяет наполнителю течь по ним, что облегчает их соединение.
Прочность : Хотя правильно спаянные соединения могут быть прочнее отдельных деталей, они не такие прочные, как сварные соединения.
Резюме
Сварка, пайка и пайка используются для различных работ. В зависимости от работы, которую вы выполняете, вы должны учитывать такие факторы, как тип металла, желаемая прочность и конечная цель, чтобы определить, как соединить два или более куска металла. При достаточной практике вы сможете хорошо освоить каждую технику.
1. Прочность
Сварные соединения являются самыми прочными соединениями, используемыми для восприятия нагрузки. Прочность сварного участка соединения обычно больше прочности основного металла.
Пайка соединений являются самыми слабыми соединениями из трех. Не предназначен для того, чтобы нести нагрузку. Обычно используется для создания электрических контактов.
Пайка Соединения слабее сварных соединений, но прочнее пайки. Это может быть использовано, чтобы нести нагрузку до некоторой степени.
2. Температура
Сварка: Требуемая температура 3800°C в сварных швах.
Пайка: Требуемая температура до 450°C в местах пайки.
Пайка: Температура в местах пайки может достигать 600°C.
3. Нагрев заготовок
Сварка: Для соединения заготовок необходимо нагреть их до точки плавления.
Пайка: Нагрев заготовок не требуется.
Пайка: Заготовки нагреваются, но ниже их точки плавления.
4. Изменение механических свойств
Сварка: Механические свойства основного металла могут изменяться в месте соединения из-за нагрева и охлаждения.
Пайка: Отсутствие изменений механических свойств после соединения.
Для наплавки деталь должна быть тщательно очищена в месте наплавки от грязи, ржавчины и масла и подогрета пламенем газовой горелки до температуры 700—800° С. Основной металл не должен расплавляться. Ядро пламени горелки в момент подогрева детали должно быть на расстоянии 10—15 мм.
После подогрева детали расплавляют присадочный пруток так, чтобы металл растекался равномерно по наплавляемой поверхности.
Если требуется большая высота наплавленного слоя, то наплавку ведут в несколько слоев. Ядро пламени в процессе наплавки должно быть от поверхности на расстоянии 20—40 мм, чтобы меньше выгорало цинка.
Мощность пламени выбирают в зависимости от размеров детали (чаще наконечник № 4 и № 5). Пламя берут с небольшим избытком кислорода. При многослойной наплавке пламя для наплавки первого слоя может быть взято нормальным.
Флюсы применяют такие же, как и при сварке латуни. Лучше всего применять газообразный флюс БМ-1.
Присадочный пруток должен быть латунным (латунь марки Л62). Если наплавляется несколько слоев, то первый слой наплавляется латунью Л62, а остальные латунью ЛК62-05. Наплавлять первый слой латунью ЛК62-0,5 нельзя из-за образования хрупкой прослойки на границе латунь—сталь.
Аналогично производится наплавка меди. Пламя горелки — нормальное, флюс — как при сварке меди.
Контрольные вопросы
1. Каковы основные виды сварочного пламени?
2. Какое строение имеет нормальное кислородно-ацетиленовое пламя?
3. Как производится регулирование сварочного пламени?
4. Какое действие оказывают газы пламени и окружающий воздух на расплавленный металл шва?
5. Какое тепловое действие оказывает сварочное пламя на наплавленный и основной металл?
6. Что называется зоной термического влияния и из каких участков она состоит?
7. Чем вызывается возникновение деформаций и напряжений в металле при сварке?
8. Что называется усадкой металла шва и какое действие она оказывает на свариваемую деталь?
9. Какие существуют способы уменьшения деформаций металла при сварке и в чем сущность каждого способа?»
10. Каково назначение термической обработки изделий, применяемой после сварки и какие виды термической обработки вы знаете?
11. Какие виды сварных швов и типы сварных соединений применяются при газовой сварке?
12. Как производится подготовка кромок под сварку?
13. Как произвести выбор наконечника горелки для сварки?
14. Какое положение может занимать горелка и ее мундштук при сварке.
15. Как перемещают конец мундштука горелки и конец присадочной проволоки при сварке?
16. Какой способ газовой сварки называется левым и какой правым?
17. Когда применяется правый способ сварки?
18. Как производится многослойная сварка?
19. Как производится сварка изделий из листового металла?
20. Какой порядок сварки швов применяют при сварке коробчатых конструкций?
21. Какие приемы применяют при сварке труб?
22. Как производится сварка поворотного и неповоротного стыков труб?
23. Какие применяются способы приварки фланцев к трубам?
24. Какую присадочную проволоку применяют при сварке стали?
25. В чем особенности сварки низколегированных сталей?
26. Какова технология сварки хромомолибденовой стали?
27. Какова технология сварки стали «хромансиль»?
28. Каковы особенности сварки нержавеющих хромоникелевых сталей?
29. Как производится горячая сварка чугуна?
30. Как производится холодная сварка чугуна?
31. Как производится сварка чугуна латунью?
32. Как производится сварка меди, латуни, бронзы?
33. Как производится сварка алюминия?
34. Расскажите о процессе наплавки твердых сплавов.
17. Когда применяется правый способ сварки?
Читайте также
Добавить комментарий
Технологии наплавки бронзы и латуни на сталь Наплавка цветных металлов
Рубрика: Технология наплавки
Одним из существующих способов экономии меди и ее сплавов является изготовление биметаллических изделий – сталь + медные сплавы (медь, бронза, латунь и др).
Изготовление биметаллических деталей, в зависимости от площади поверхности под наплавку и свойств наплавочного материала, наряду с другими способами, может выполняться газовым ацетиленовым пламенем, ручной аргонодуговой или автоматической наплавкой под флюсом.
При этом одним из основных требований к качеству наплавленной поверхности является отсутствие газовых раковин и вкраплений железа (фото), переходящего из основного металла в наплавленный слой вследствие перемешивания.
По заказу машиностроительных предприятий группой WTC были выполнены работы по отработке режимов и разработке технологий наплавки бронзы на углеродистые стали способами ручной аргонодуговой наплавки неплавящимся электродом, автоматической наплавки под флюсом и газовой наплавки в среде ацетилена латуни Л62 на сталь 40Х после окончательной термической обработки.
По разработанной группой WTC методике производственных испытаний были изготовлены образцы из стали 35 для электродуговой наплавки бронзы проволокой БрКМЦ 3-1 Ø 5 мм, и стали 40 Х (термически обработанной на твердость 286 НВ) для газовой наплавки латуни в среде ацетилена проволокой марки Л62 Ø 5 мм. Наплавку образцов из стали осуществляли при различных параметрах сварочной дуги и режимах предварительного подогрева.
В результате макроанализа шлифов, вырезанных из образцов, наплавленных дуговыми способами, установлено, что в зоне перемешивания наплавленного и основного металла наблюдается неоднородность макроструктуры в виде темных фаз внедрения железа в структуре наплавленного бронзового металла. От линии сплавления со стороны основного металла наблюдаются мелкие вкрапления меди на глубину от 0,15 до 0,7 мм.
С увеличением тепловой мощности сварочной дуги зона перемешивания увеличивается. При этом установлено, что предварительный подогрев основного металла позволяет снижать в определенном диапазоне тепловую мощность сварочной дуги и получить качественный наплавленный металл при минимальной высоте наплавленного слоя.
Наплавку латуни на сталь 40 Х газовой ацетиленовой сваркой выполняли при расходе ацетилена от 400 до 1100 л/час при угле наклона наконечника мундштука горелки к наплавляемой поверхности от 20 до 30°. В результате работ установлено, что при газовой наплавке наблюдается более однородная узкая зона перемешивания латуни со сталью (фото), а наилучшее качество наплавленной поверхности достигается при наплавке короткими участками с предварительным подогревом поверхности и присадкой буры.
Для сохранения свойств и показателей твердости основного металла в процессе наплавки рекомендовано принудительное охлаждение прилегающих к наплавке поверхностей продувкой углекислым газом.
В результате работ группой WTC были определены оптимальные параметры режимов наплавки бронзы и латуни, обеспечивающие требуемые свойства поверхностей поршней и штоков гидроцилиндров при минимально необходимой высоте наплавленного слоя. Указанные данные были отражены в технологической карте на наплавку бронзы и латуни по которой выполняется упрочнение на производственных предприятиях.
При разработке технологических карт, в том числе и на ремонт деталей, специалисты WTC учитывают специфику свариваемого и наплавляемого материалов, технические возможности производственных мощностей. Практика работы с медью и ее сплавами свидетельствует, что разработанная технологическая карта или инструкция позволяет выполнить качественно сварку, наплавку или ремонт.
Если возникла необходимость в ремонте детали из меди, бронзы или латуни, то к процедуре ремонта сварочными технологиями необходимо тщательно подготовиться, так как при неправильно выполненном ремонте медных сплавов зачастую возникают трудно исправимые дефекты, при образовании которых требуется полное удаление наплавленного металла и около шовной зоны металла детали, что делает ремонт экономически нецелесообразным.
В этом случае для ремонта важна технологическая карта, разработанная к конкретной ремонтной детали. В технологической карте будет указан способ ремонта дефектов, как осуществить разделку дефекта – механической обработкой, зубилом или воздушно-дуговой строжкой, форму разделки под сварку или наплавку, наплавочный материал и последовательность выполнения ремонта.
Технологическая карта содержит методы контроля качества сварки, наплавки или ремонта меди, бронзы и латуни. В результате разработки технологической карты вы получите необходимую конкретную информацию по ремонту, сварке и наплавке меди и ее сплавов.
Эту работу необходимо поручить компетентным специалистам, знающим особенности сварки меди, бронз и латуней, а так же способы ремонта их дефектов.
Вследствие высокой теплопроводности меди, бронзы или латуни необходимо применять мощные источники нагрева и сварочный процесс с повышенной погонной энергией. Так при необходимости сварки меди или бронзы покрытым электродом ее ведут постоянным током обратной полярности с применением предварительного и сопутствующего подогрева или без него (в зависимости от конфигурации детали).
Покрытыми электродами можно варить латунь толщиной от 4 мм, при этом интенсивные выделения цинка затрудняют работу сварщика латуни.
Оловянистые бронзы имеют невысокую прочность и пластичность при температуре 400 С. Резкие изменения температуры ведут к образованию термических напряжений, которые складываются с остаточными сварочными и вызывают образование трещин в шве или околошовной зоне. Поэтому для оловянистых бронз необходимо до предела уменьшить зону разогрева посредством плавного понижения температуры от шва.
При многослойной сварке или наплавке оловянистых бронз рекомендуется выполнять проковку каждого валика при температуре не выше 200C. Алюминиевые бронзы обладают повышенной теплопроводимостью. Поэтому при наплавке изделий с толщиной стенки более 16 мм необходим сопутствующий подогрев.
При многослойной сварке или наплавке короткими валиками подогрев осуществляется перед наложением первого валика, а последующие без подогрева. Сварку алюминиевых бронз неплавящимся электродом в среде инертных газов обычно выполняют на переменном токе, поскольку наличие окисной пленки алюминия затрудняет сварку на постоянном токе прямой полярности.
Полуавтоматическую сварку бронз выполняют на постоянном токе обратной полярности. В качестве защитного газа используется аргон и гелий. Применение гелия обеспечивает сварку бронз до толщины 12 мм без предварительного подогрева длинной дугой при напряжении на 25% большем чем в среде аргона. Для сварки и наплавки меди и ее сплавов применяют сварочные материалы идентичного химического состава, при этом для сварки бронз не содержащих свинец рекомендуются проволоки из фосфористой бронзы с 4,5-7,5 % олова.
Фото Наплавка под флюсом бронзы на сталь.
Широкое применение находит автоматическая сварка и наплавка под слоем флюса меди, алюминиевых и кремнемарганцевых бронз. Для сварки и наплавки применяются флюсы типа АН-20С, АН-60, АН-348А, ОСЦ-45. Во избежание перегрева медного сплава и его стекания, сварку и наплавку ведут с перерывами для охлаждения детали до температуры 200 C. Пример разработанной группой WTC технологической карты автоматической дуговой сварки под слоем флюса узлов из меди токоподвода электродуговой сталеплавильной печи представлен ниже.
Заказать разработку технологической карты на сварку/наплавку/ резку/строжку/правку группы WTC
khabrat_SH/ автор статьи
Понравилась статья? Поделиться с друзьями:
Трение — коэффициенты трения и калькулятор
Сила трения — это сила, действующая на поверхность, когда объект движется по ней или пытается двигаться по ней.
Сила трения может быть выражена как
F F = μ n (1)
, где
F F = Frictional Force (N, LB)
μ = статический (μ с ) или кинетический (μ k ) коэффициент трения
Н = нормальная сила между поверхностями (Н, фунт)
Существует как минимум два типа сил трения
кинетическая (скользящая) сила трения — при движении объекта
сила трения покоя — когда объект пытается двигаться
Для объекта, который тянут или толкают горизонтально, нормальная сила — Н — это просто сила тяжести — или вес:
n = F G
= M A G (2)
Где
F G = Сила гравита M = масса объекта (кг, слизняки)
A G = ускорение гравитации (9,81 м/с 2 , 32 FT/S 2 )
Фут/с 2 )
Фут/с 2 )
Фут/с 2 ) 9000 3
Фут/с 2 ). сила трения под действием силы тяжести (1) CAN с (2) быть изменено до
A G — Ускорение OG GRAITITY (9,81 м/с 2 , 32 FT/S 2 )
μ -Soeffiф
9003
μ -Soeffiф
9003
μ -Seeffious
9999002 .
Weight vs mass — the difference
Friction Coefficients for some Common Materials and Materials Combinations
Materials and Material Combinations
Surface Conditions
Frictional Coefficient
Static — µ статический —
Кинетический (скользящий) — µ скользящий —
Aluminum
Aluminum
Clean and Dry
1. 05 — 1.35
1.4
Aluminum
Aluminum
Lubricated and Greasy
0.3
Aluminum-bronze
Steel
Clean Сухой
0,45
Алюминий
Мягкая сталь
Чистый и сухой
0,61
0,47
Aluminum
Snow
Wet 0 o C
0.4
Aluminum
Snow
Dry 0 o C
0.35
Brake material 2)
Чугун
Чистый и сухой
0,4
Тормозной материал 2)
Чугун (мокрый)
Чистый и сухой
8 0
0178
Brass
Steel
Clean and Dry
0.51
0.44
Brass
Steel
Lubricated and Greasy
0. 19
Brass
Steel
Castor oil
0,11
Латунь
Чугун
Чистый и сухой
0,3
Латунь
0177 Ice
Clean 0 o C
0.02
Brass
Ice
Clean -80 o C
0.15
Brick
Wood
Clean and Dry
0.6
Bronze
Steel
Lubricated and Greasy
0.16
Bronze
Cast Iron
Clean and Dry
0.22
Bronze — sintered
Steel
Lubricated and Greasy
0.13
Cadmium
Cadmium
Clean and Dry
0.5
Cadmium
Cadmium
Смазанный и жирный
0,05
Кадмий
Хром
Чистый и сухой
0,41
Cadmium
Chromium
Lubricated and Greasy
0. 34
Cadmium
Mild Steel
Clean and Dry
0.46
Cast Iron
Cast Iron
Clean and Dry
1.1
0,15
Чугун
Чугун
Чистый и сухой
0,15
7
7
70177 Cast Iron
Cast Iron
Lubricated and Greasy
0.07
Cast Iron
Oak
Clean and Dry
0.49
Cast Iron
Oak
Lubricated and Greasy
0,075
Чугун
Мягкая сталь
Чистый и сухой
0,4
Чугун
Мягкая сталь 178
Clean and Dry
0.23
Cast iron
Mild Steel
Lubricated and Greasy
0.21
0. 133
Car tire
Asphalt
Clean and Dry
0.72
Автомобильная шина
Трава
Чистый и сухой
0,35
Углерод (твердый)
Углерод
Чистый и сухой
0.16
Carbon (hard)
Carbon
Lubricated and Greasy
0.12 — 0.14
Carbon
Steel
Clean and Dry
0.14
Carbon
Сталь
Смазанный и жирный
0,11 — 0,14
Хром
Хром
Чистый и сухой
0,41
Chromium
Chromium
Lubricated and Greasy
0.34
Copper-Lead alloy
Steel
Clean and Dry
0.22
Copper
Copper
Clean and Сухой
1,6
Медный
Медный
Смазанный и жирный
0,08
Copper
Cast Iron
Clean and Dry
1. 05
0.29
Copper
Mild Steel
Clean and Dry
0.53
0.36
Copper
Mild Steel
Lubricated and Жирный
0,18
Медь
Мягкая сталь
Олеиновая кислота
0,18
917 Медь
5
0177 Glass
Clean and Dry
0.68
0.53
Cotton
Cotton
Threads
0.3
Diamond
Diamond
Clean and Dry
0.1
Diamond
Алмазный
Смазанный и жирный
0,05 — 0,1
Алмазный
Металлы
Чистый и сухой
0.1 — 0.15
Diamond
Metal
Lubricated and Greasy
0.1
Garnet
Steel
Clean and Dry
0. 39
Glass
Glass
Чистый и сухой
0,9–1,0
0,4
Стекло
Стекло
Смазанный и жирный
0,1–0,6
0.09 — 0.12
Glass
Metal
Clean and Dry
0.5 — 0.7
Glass
Metal
Lubricated and Greasy
0.2 — 0.3
Glass
Nickel
Чистый и сухой
0,78
Стекло
Никель
Смазанный и замасленный
0,56 9017 9
70177 Graphite
Steel
Clean and Dry
0.1
Graphite
Steel
Lubricated and Greasy
0.1
Graphite
Graphite (in vacuum)
Clean and Dry
0,5–0,8
Графит
Графит
Чистый и сухой
0,1
Графит
80178
Lubricated and Greasy
0. 1
Hemp rope
Timber
Clean and Dry
0.5
Horseshoe
Rubber
Clean and Dry
0.68
Horseshoe
Бетон
Чистый и сухой
0,58
Лед
Лед
Чистый 0 o C
0.1
0.02
Ice
Ice
Clean -12 o C
0.3
0.035
Ice
Ice
Clean -80 o C
0.5
0,09
ICE
Древесина
Чистый и сухой
0,05
ICE
ICE
ICE
.0157
Iron
Iron
Clean and Dry
1.0
Iron
Iron
Lubricated and Greasy
0. 15 — 0.20
Lead
Cast Iron
Clean and Dry
0,43
Кожа
Дуб
Параллельно волокнам
0,61
0,52
9017 9 Кожа
Clean and Dry
0.4
Leather
Metal
Lubricated and Greasy
0.2
Leather
Wood
Clean and Dry
0.3 — 0.4
Leather
Чистый металл
Чистый и сухой
0,6
Кожа
Чугун
Чистый и сухой
0,6
0.56
Leather fiber
Cast iron
Clean and Dry
0.31
Leather fiber
Aluminum
Clean and Dry
0.30
Magnesium
Magnesium
Чистый и сухой
0,6
Магний
Магний
Смазанный и жирный
0,08
Magnesium
Steel
Clean and Dry
0. 42
Magnesium
Cast Iron
Clean and Dry
0.25
Masonry
Brick
Clean and Dry
0,6 — 0,7
Слюда
Слюда
Свежесколотая
1,0
Никель
80178
Clean and Dry
0.7 — 1.1
0.53
Nickel
Nickel
Lubricated and Greasy
0.28
0.12
Nickel
Mild Steel
Clean and Dry
0.64
Никель
Мягкая сталь
Смазанный и замасленный
0,178
Нейлон
Нейлон
Clean and Dry
0.15 — 0.25
Nylon
Steel
Clean and Dry
0.4
Nylon
Snow
Wet 0 o C
0. 4
Нейлон
Снег
Сухой -10 O C
0,3
Дуб
Дуб (параллельный зерно)
.0178
0.48
Oak
Oak (cross grain)
Clean and Dry
0.54
0.32
Oak
Oak (cross grain)
Lubricated and Greasy
0.072
Бумага
Чугун
Чистый и сухой
0,20
Фосфор-бронза
Сталь
Чистый и сухой
0,3177
0178
Platinum
Platinum
Clean and Dry
1.2
Platinum
Platinum
Lubricated and Greasy
0.25
Plexiglas
Plexiglas
Clean and Dry
0,8
Оргстекло
Оргстекло
Смазанный и жирный
0,8
Plexiglas
Steel
Clean and Dry
0. 4 — 0.5
Plexiglas
Steel
Lubricated and Greasy
0.4 — 0.5
Polystyrene
Polystyrene
Clean and Dry
0,5
Полистирол
Полистирол
Смазанный и жирный
0,5
Полистирол0178
Steel
Clean and Dry
0.3 — 0.35
Polystyrene
Steel
Lubricated and Greasy
0.3 — 0.35
Polyethylene
Polytehylene
Clean and Dry
0.2
Полиэтилен
Сталь
Чистый и сухой
0,2
Полиэтилен
Сталь
Lubricated and Greasy
0.2
Rubber
Rubber
Clean and Dry
1. 16
Rubber
Cardboard
Clean and Dry
0.5 — 0.8
Rubber
Сухой асфальт
Чистый и сухой
0,9
0,5–0,8
Резина
Мокрый асфальт
Чистый и сухой
0.25 — 0.75
Rubber
Dry Concrete
Clean and Dry
0.6 — 0.85
Rubber
Wet Concrete
Clean and Dry
0.45 — 0.75
Шелк
Шелк
Чистый
0,25
Серебристый
Серебряный
Чистый и сухой
1,4
7 9
Silver
Silver
Lubricated and Greasy
0.55
Sapphire
Sapphire
Clean and Dry
0.2
Sapphire
Sapphire
Lubricated and Greasy
0. 2
Серебристый
Серебристый
Чистый и сухой
1,4
Серебристый
Серебристый
Lubricated and Greasy
0.55
Skin
Metals
Clean and Dry
0.8 — 1.0
Steel
Steel
Clean and Dry
0.5 — 0.8
0.42
Сталь
Сталь
Смазанный и жирный
0,16
Сталь
Сталь
7 Касторовое масло0177 0.15
0.081
Steel
Steel
Stearic Acid
0.15
Steel
Steel
Light mineral oil
0.23
Steel
Steel
Lard
0,11
0,084
Сталь
Сталь
Графит
0,058
Сталь
8
Graphite
Clean and Dry
0. 21
Straw Fiber
Cast Iron
Clean and Dry
0.26
Straw Fiber
Aluminum
Clean and Dry
0.27
Осмоленное волокно
Чугун
Чистый и сухой
0,15
Осмоленное волокно
Алюминий
Clean and Dry
0.18
Polytetrafluoroethylene (PTFE) (Teflon)
Polytetrafluoroethylene (PTFE)
Clean and Dry
0.04
0.04
Polytetrafluoroethylene (PTFE)
Polytetrafluoroethylene (PTFE)
Смазанный и жирный
0,04
Политетрафторэтилен (ПТФЭ)
Сталь
Чистый и сухой
0.05 — 0.2
Polytetrafluoroethylene (PTFE)
Snow
Wet 0 o C
0. 05
Polytetrafluoroethylene (PTFE)
Snow
Dry 0 o C
0.02
Карбид вольфрама
Сталь
Чистый и сухой
0,4–0,6
Карбид вольфрама 8
Сталь
0177 Lubricated and Greasy
0.1 — 0.2
Tungsten Carbide
Tungsten Carbide
Clean and Dry
0.2 — 0.25
Tungsten Carbide
Tungsten Carbide
Lubricated and Greasy
0.12
Карбид вольфрама
Медь
Чистый и сухой
0,35
Карбид вольфрама
Iron
Clean and Dry
0.8
Tin
Cast Iron
Clean and Dry
0.32
Tire, dry
Road, dry
Clean and Dry
1
Tire, wet
Road, wet
Clean and Dry
0. 2
Wax, ski
Snow
Wet 0 o C
0.1
Wax, ski
Snow
Dry 0 o C
0.04
Wax, ski
Snow
Dry -10 o C
0.2
Wood
Clean Wood
Clean and Dry
0.25 — 0.5
Wood
Wet Wood
Clean and Dry
0.2
Wood
Clean Metal
Clean and Dry
0.2 — 0.6
Wood
Wet Metals
Clean and Dry
0.2
Wood
Stone
Clean and Dry
0.2 — 0.4
Wood
Concrete
Clean and Dry
0.62
Wood
Brick
Clean and Dry
0. 6
Wood — waxed
Wet snow
Clean and Dry
0.14
0.1
Wood — waxed
Dry snow
Clean and Dry
0.04
Zinc
Cast Iron
Clean and Dry
0.85
0.21
Zinc
Zinc
Clean and Dry
0,6
Цинк
Цинк
Смажные и жирные
0,04
.
Внимание! Обычно считается, что статические коэффициенты трения выше, чем динамические или кинетические значения. Это очень упрощенное утверждение, которое вводит в заблуждение в отношении тормозных материалов. Для многих тормозных материалов указанный динамический коэффициент трения является «средним» значением, когда материал подвергается воздействию различных скоростей скольжения, давления на поверхность и, что наиболее важно, рабочих температур. Если рассматривать статическую ситуацию при том же давлении, но при температуре окружающей среды, то статический коэффициент трения часто бывает значительно НИЖЕ среднего приведенного динамического значения. Он может составлять всего 40-50% от котируемого динамического значения.
Кинетические (скольжение) и статические коэффициенты трения
Кинетические или скользящие коэффициенты трения используются при относительном движении между объектами. Статические коэффициенты трения используются для объектов без относительного движения. Обратите внимание, что статические коэффициенты несколько выше, чем кинетические или коэффициенты скольжения. Для начала движения требуется больше силы
Пример — Сила трения
Деревянный ящик 100 фунтов толкают по бетонному полу. Коэффициент трения между объектом и поверхностью равен 9.0008 0,62 . Сила трения может быть рассчитана как
F F = 0,62 (100 фунтов)
= 62 (LB)
1 фунт = 0,4536 KG
Пример.
, Сила трения и необходимое расстояние до остановки
Автомобиль массой 2000 кг движется со скоростью 100 км/ч по мокрой дороге с коэффициентом трения 0,2 .
Внимание! — Работа трения, необходимая для остановки автомобиля, равна кинетической энергии автомобиля.
Кинетическая энергия автомобиля составляет
E Kinetic = 1/2 M V 2 (4)
, где
E Kinetic = Kinetic Energy of Moving Car (J) E Kinetic = кинетическая энергия движущейся каре (J) E Kinetic = кинетическая энергия
Работа трения (энергия) Чтобы остановить автомобиль, может быть выражен как
W Фрикция = F F D (5)
, где
W Friction = Торжественные работы, чтобы остановить автомобиль (J) .
F f = сила трения (Н)
d = тормозной (остановочный) путь (м)
Так как кинетическая энергия автомобиля преобразуется в энергию трения (работу) — имеем выражение (6)
The friction force F f can be calculated from (3)
F f = μ m g
= 0,2 (2000 кг) (9,81 м/с 2 )
= 3924 n
Дистанционное расстояние для автомобиля может быть вычислена на модификацию (5) 9996
d = W friction / F f
= (771605 J) / (3924 N)
= 197 m
Note! — так как масса автомобиля присутствует с обеих сторон экв. 6 он отменяется. Тормозной путь не зависит от массы автомобиля.
«Законы трения»
Несмазанные сухие поверхности
при низком давлении трение пропорционально нормальной силе между поверхностями. С ростом давления трение не будет увеличиваться пропорционально. При экстремальном давлении трение возрастает, и поверхности заедают.
при умеренном давлении сила трения и коэффициент не зависят от площади соприкасающихся поверхностей, если нормальная сила одинакова. При сильном трении с давлением рис и поверхности заедают.
при очень низкой скорости между поверхностями трение не зависит от скорости трения. С увеличением скорости трение уменьшается.
Смазанные поверхности
сила трения почти не зависит от давления — нормальная сила — если поверхности залиты смазкой
трение зависит от скорости при низком давлении. При более высоком давлении минимальное трение достигается при скорости 2 фута / с (0,7 м / с), а затем трение увеличивается примерно на квадратный корень из скорости.
трение зависит от температуры
для хорошо смазанных поверхностей трение почти не зависит от материала поверхности
Обычно сталь по стали в сухом состоянии статическое трение 0,8 снижается до 0,4 при начале скольжения — и сталь по стали со смазкой статическое коэффициент трения 0,16 падает до 0,04, когда начинается скольжение.
Отделка и покрытие Сталь, латунь и медь
Посещая наш сайт, вы соглашаетесь с нашей политикой конфиденциальности в отношении файлов cookie, статистики отслеживания и т. д. Подробнее
Покрытие стали, меди и латуни с жесткими допусками — наша специализация. Независимо от того, является ли работа военной спецификацией или спецификацией, ориентированной на клиента, мы выполняем работу профессионально, профессионально и в соответствии со стандартами качества, которые вы требуете. Обладая более чем 40-летним опытом, уделяя особое внимание деталям и стремясь к качеству, наша команда имеет опыт, чтобы закончить ваши детали в точном соответствии со спецификацией. Работы с жесткими допусками выполняются с первого раза.
Покрытие стали, меди или латуни и выбор правильного процесса
Различные процессы отделки используются для достижения разных результатов, но обычно существуют дополнительные соображения.
Время обработки часто является проблемой. Некоторые варианты отделки металла занимают больше времени, чем другие, поэтому скорость производства является важным фактором, если вам нужно уложиться в сжатые сроки. Твердость основания может иметь значение. Более мягкий процесс может не дать желаемого результата на более твердых металлах, а агрессивный процесс может повредить детали из более мягких материалов. Стоимость часто является ключевым моментом. Оценка альтернативных процессов может помочь сэкономить деньги вашей компании. В некоторых случаях вы можете достичь сравнимых результатов, используя процесс с более низкой стоимостью.
Не все варианты отделки металла подходят для каждого проекта. Мы предоставляем индивидуальные консультации, когда вам это нужно. Свяжитесь с нами для консультации или индивидуального предложения.
Сульфамат никеля – QQ-N-290 Класс 2
Сульфамат никеля – это процесс электролитического покрытия, который защищает от коррозии и позволяет экономично восстановить исходные характеристики. Поскольку покрытие на 99,9% состоит из никеля, оно невероятно плотное и обладает исключительной коррозионной стойкостью. Он также повышает износостойкость, прочность на растяжение и термостойкость.
Блестящий никель -QQ-N-290 Класс 1
Блестящее никелирование можно использовать для покрытия различных металлических подложек, включая латунь, медные сплавы, сталь и другие металлы, для получения чистой яркой декоративной отделки. Яркая отражающая поверхность является результатом повышенного содержания серы. Блестящий никель обеспечивает хорошую коррозионную стойкость и увеличивает твердость поверхности и проводимость.
Электрополировка – ASTM B-912
Электрополировка удаляет дефекты и загрязнения с металлических поверхностей с помощью комбинации химикатов и электрического тока. Процесс аналогичен пассивации с использованием химической ванны для удаления поверхностных загрязнений и защиты от коррозии. Электрополировка идет еще дальше, используя электрический ток, который удаляет микроскопические поверхностные слои материала для достижения гладкой поверхности. Он удаляет всего от 0,0001″ до 0,0015″ (с поверхности) для получения желаемого результата.
Химическое никелирование – MIL-C-26074
Спецификация MIL-C-26074 на химическое никелирование используется для нанесения прецизионных покрытий. Это обычная спецификация, используемая в аэрокосмической, автомобильной, электронной и фармацевтической промышленности. Химический никель — это покрытие, используемое в самых сложных условиях. Благодаря своему последовательному химическому составу химический никель может равномерно покрывать детали различных размеров и самых сложных форм. Он способствует коррозионным и износостойким свойствам металлических поверхностей, таких как сталь, медь и латунь.
Цинк – QQ-Z-325B Тип I, II, III
Цинковое покрытие обеспечивает отличную коррозионную стойкость. Он предотвращает коррозию, образуя барьер, служащий расходуемым анодом для защиты металлической подложки катода. Защитный барьер препятствует образованию ржавчины, предотвращая попадание влаги на нижнюю часть. Оцинкованная сталь предлагает дополнительные преимущества, в том числе легкий вес, прочность, пластичность, низкую стоимость и возможность вторичной переработки.
Black Oxide — MIL-C-13924B
Black Oxide — это отделка, обеспечивающая сочетание характеристик, которые невозможно получить другими способами. Это конверсионное покрытие, полученное в результате химической реакции с металлом для формирования отделки, которая является неотъемлемой частью поверхности детали. Черный оксид устойчив к истиранию, но в основном используется из-за его эстетических свойств.
Сверла с коническим хвостовиком ГОСТ 10903-77, свёрла по металлу диаметры, длинные с коническим хвостовиком
d
L
l
Конус Морзе
5,00
133
52
1
5,20
133
52
1
5,50
138
57
1
5,80
138
57
1
6,00
138
57
1
6,20
144
63
1
6,40
144
63
1
6,50
144
63
1
6,60
144
63
1
6,80
150
69
1
7,00
150
69
1
7,20
150
69
1
7,40
150
69
1
7,50
150
69
1
7,60
156
75
1
7,80
156
75
1
8,00
156
75
1
8,20
156
75
1
8,40
156
75
1
8,50
156
75
1
8,80
162
81
1
9,00
162
81
1
9,20
162
81
1
9,50
162
81
1
9,80
168
87
1
10,00
168
87
1
10,20
168
87
1
10,50
168
87
1
10,75
175
94
1
11,00
175
94
1
11,20
175
94
1
11,50
175
94
1
11,75
175
94
1
12,00
182
101
1
12,20
182
101
1
12,50
182
101
1
12,75
182
101
1
13,00
182
101
1
13,20
182
101
1
13,50
189
108
1
13,80
189
108
1
14,00
189
108
1
14,25
212
114
2
14,50
212
114
2
14,75
212
114
2
15,00
212
114
2
15,25
218
120
2
15,40
218
120
2
15,50
218
120
2
15,75
218
120
2
16,00
218
120
2
16,25
223
125
2
16,50
223
125
2
16,75
223
125
2
17,00
223
125
2
17,25
228
130
2
17,40
228
130
2
17,50
228
130
2
17,75
228
130
2
18,00
228
130
2
18,25
233
135
2
18,50
233
135
2
18,75
233
135
2
19,00
233
135
2
19,25
238
140
2
19,40
238
140
2
19,50
238
140
2
19,75
238
140
2
20,00
238
140
2
20,25
243
145
2
20,50
243
145
2
20,75
243
145
2
21,00
243
145
2
21,25
248
150
2
21,50
248
150
2
21,75
248
150
2
22,00
248
150
2
22,25
248
150
2
22,50
253
155
2
22,75
253
155
2
23,00
253
155
2
23,25
276
155
2
23,50
276
155
2
23,75
281
160
3
24,00
281
160
3
24,25
281
160
3
24,50
281
160
3
24,75
281
160
3
25,00
281
160
3
25,25
286
165
3
25,50
286
165
3
26,00
286
165
3
26,25
286
165
3
26,50
286
165
3
26,75
291
170
3
27,00
291
170
3
d
L
l
Конус Морзе
27,25
291
170
3
27,50
291
170
3
27,75
291
170
3
28,00
291
170
3
28,25
296
175
3
28,50
296
175
3
28,75
296
175
3
29,00
296
175
3
29,25
296
175
3
29,50
296
175
3
29,75
296
175
3
30,00
296
175
3
30,25
301
180
3
30,50
301
180
3
30,75
301
180
3
31,00
301
180
3
31,25
301
180
3
31,50
301
180
3
31,75
305
185
3
32,00
334
185
4
32,25
334
185
4
32,50
334
185
4
33,00
334
185
4
33,50
334
185
4
34,00
339
190
4
34,50
339
190
4
35,00
339
190
4
35,25
339
190
4
35,50
339
190
4
36,00
344
195
4
36,25
344
195
4
36,50
344
195
4
37,00
344
195
4
37,50
344
195
4
38,00
349
200
4
38,25
349
200
4
38,50
349
200
4
39,00
349
200
4
39,25
349
200
4
39,50
349
200
4
40,00
349
200
4
40,50
354
205
4
41,00
354
205
4
41,25
354
205
4
41,50
354
205
4
42,00
354
205
4
42,50
354
205
4
43,00
359
210
4
43,25
359
210
4
43,50
359
210
4
44,00
359
210
4
44,50
359
210
4
45,00
359
210
4
45,25
364
215
4
45,50
364
215
4
46,00
364
215
4
46,50
364
215
4
47,00
364
215
4
47,50
364
215
4
48,00
364
215
4
48,50
364
215
4
49,00
369
220
4
49,50
369
220
4
50,00
369
220
4
50,50
374
225
4
51,00
412
225
5
51,50
412
225
5
52,00
412
225
5
53,00
412
225
5
54,00
417
230
5
55,00
417
230
5
56,00
417
230
5
57,00
422
235
5
58,00
422
235
5
59,00
422
235
5
60,00
427
240
5
61,00
427
240
5
62,00
427
240
5
63,00
427
240
5
64,00
432
245
5
65,00
432
245
5
66,00
432
245
5
67,00
432
245
5
68,00
437
250
5
69,00
437
250
5
70,00
437
250
5
71,00
437
250
5
72,00
442
255
5
73,00
442
255
5
74,00
442
255
5
75,00
442
255
5
76,00
447
260
5
77,00
514
260
5
78,00
514
260
5
79,00
514
260
5
80,00
514
260
5
Сверла с цилиндрическим хвостовиком средней серии р6м5 класс точности а1 гост 10902-77 Резолюкс
По данной группе товаров действует спецпредложение! Подробности уточняйте у наших менеджеров.
Арт:
30230
Наименование:
Сверло с цилиндрическим хвостовиком 0,3 Р6М5 А1 2300-8001
Цена:
5.50 ₽
На складе:
2 532 шт.
Арт:
30240
Наименование:
Сверло с цилиндрическим хвостовиком 0,4 Р6М5 А1 2300-8011
Цена:
5.50 ₽
На складе:
14 680 шт.
Арт:
30250
Наименование:
Сверло с цилиндрическим хвостовиком 0,5 Р6М5 А1 2300-8021
Цена:
5.50 ₽
На складе:
8 934 шт.
Арт:
30255
Наименование:
Сверло с цилиндрическим хвостовиком 0,55 Р6М5 А1 2300-8025
Цена:
5.50 ₽
На складе:
2 390 шт.
Арт:
30260
Наименование:
Сверло с цилиндрическим хвостовиком 0,6 Р6М5 А1 2300-8031
Цена:
5.50 ₽
На складе:
9 665 шт.
Арт:
30265
Наименование:
Сверло с цилиндрическим хвостовиком 0,65 Р6М5 А1 2300-8035
Цена:
5.50 ₽
На складе:
4 200 шт.
Арт:
30270
Наименование:
Сверло с цилиндрическим хвостовиком 0,7 Р6М5 А1 2300-8041
Цена:
5.50 ₽
На складе:
1 455 шт.
Арт:
30275
Наименование:
Сверло с цилиндрическим хвостовиком 0,75 Р6М5 А1 2300-8045
Цена:
5.50 ₽
На складе:
1 910 шт.
Арт:
30280
Наименование:
Сверло с цилиндрическим хвостовиком 0,8 Р6М5 А1 2300-8051
Цена:
5.50 ₽
На складе:
8 801 шт.
Арт:
30285
Наименование:
Сверло с цилиндрическим хвостовиком 0,85 Р6М5 А1 2300-8055
Цена:
5.50 ₽
На складе:
11 270 шт.
Арт:
30290
Наименование:
Сверло с цилиндрическим хвостовиком 0,9 Р6М5 А1 2300-8061
Цена:
5.50 ₽
На складе:
2 395 шт.
Арт:
30295
Наименование:
Сверло с цилиндрическим хвостовиком 0,95 Р6М5 А1 2300-8065
Цена:
5.50 ₽
На складе:
1 570 шт.
Арт:
30310
Наименование:
Сверло с цилиндрическим хвостовиком 1,0 Р6М5 А1 2300-8071
Цена:
3.00 ₽
На складе:
32 125 шт.
Арт:
30312
Наименование:
Сверло с цилиндрическим хвостовиком 1,2 Р6М5 А1 2300-8081
Цена:
3.50 ₽
На складе:
35 677 шт.
Арт:
30313
Наименование:
Сверло с цилиндрическим хвостовиком 1,3 Р6М5 А1 2300-8085
Цена:
4.40 ₽
На складе:
458 шт.
Арт:
30314
Наименование:
Сверло с цилиндрическим хвостовиком 1,4 Р6М5 А1 2300-8091
Цена:
3.50 ₽
На складе:
58 802 шт.
Арт:
30315
Наименование:
Сверло с цилиндрическим хвостовиком 1,5 Р6М5 А1 2300-8095
Цена:
4.40 ₽
На складе:
1 250 шт.
Арт:
30316
Наименование:
Сверло с цилиндрическим хвостовиком 1,6 Р6М5 А1 2300-8101
Цена:
5.00 ₽
На складе:
53 152 шт.
Арт:
30317
Наименование:
Сверло с цилиндрическим хвостовиком 1,7 Р6М5 А1 2300-8105
Цена:
6.40 ₽
На складе:
2 574 шт.
Арт:
30318
Наименование:
Сверло с цилиндрическим хвостовиком 1,8 Р6М5 А1 2300-8111
Цена:
5.00 ₽
На складе:
57 788 шт.
Арт:
30320
Наименование:
Сверло с цилиндрическим хвостовиком 2,0 Р6М5 А1 2300-8121
Цена:
6.40 ₽
На складе:
71 918 шт.
Арт:
30321
Наименование:
Сверло с цилиндрическим хвостовиком 2,1 Р6М5 А1 2300-8125
Цена:
8.30 ₽
На складе:
1 930 шт.
Арт:
30322
Наименование:
Сверло с цилиндрическим хвостовиком 2,2 Р6М5 А1 2300-8131
Цена:
8.30 ₽
На складе:
2 050 шт.
Арт:
30323
Наименование:
Сверло с цилиндрическим хвостовиком 2,3 Р6М5 А1 2300-8135
Цена:
8.30 ₽
На складе:
1 060 шт.
Арт:
30324
Наименование:
Сверло с цилиндрическим хвостовиком 2,4 Р6М5 А1 2300-8141
Цена:
6.60 ₽
На складе:
58 411 шт.
Арт:
30325
Наименование:
Сверло с цилиндрическим хвостовиком 2,5 Р6М5 А1 2300-8145
Цена:
8.30 ₽
На складе:
5 447 шт.
Арт:
30326
Наименование:
Сверло с цилиндрическим хвостовиком 2,6 Р6М5 А1 2300-8151
Цена:
7.70 ₽
На складе:
57 531 шт.
Арт:
30327
Наименование:
Сверло с цилиндрическим хвостовиком 2,7 Р6М5 А1 2300-8155
Цена:
9.50 ₽
На складе:
1 234 шт.
Арт:
30328
Наименование:
Сверло с цилиндрическим хвостовиком 2,8 Р6М5 А1 2300-8161
Цена:
7.60 ₽
На складе:
56 907 шт.
Арт:
30330
Наименование:
Сверло с цилиндрическим хвостовиком 3,0 Р6М5 А1 2300-0155
Цена:
9.50 ₽
На складе:
19 447 шт.
выбираем коническое универсальное сверло, ГОСТ сверла под конус
Особенности и область применения
Кто они такие?
Популярные производители
Как выбрать?
Как использовать?
Советы по уходу
Конусные сверла
считаются профессиональным инструментом с длительным сроком службы, универсальностью и простотой конструкции. Внешне сверло похоже на конус, отсюда и его название – конус. Такой тип конструкции позволяет делать круглые отверстия, на которых нет заусенцев и шероховатостей.
Абсолютно гладкое отверстие можно использовать при строительно-монтажных работах, при обработке металлических поверхностей. Чтобы правильно подобрать рабочую дрель, нужно внимательно изучить ее свойства и характеристики.
Особенности и область применения
Коническое сверло имеет вид ступенчатого ряда переходов кольцевых спиралей … Спирали заточены и расположены продольно, от более широкой части сужаются к более узкой под конус. В некоторых вариантах имеется канавка, расположенная продольно – именно эта канавка образует режущую поверхность инструмента. Конусное сверло по металлу изготавливается по ГОСТу. Купив одно конусообразное изделие, вы сможете использовать его для проделывания отверстий различного диаметра. Эта универсальность способствует экономии и простоте установки.
Этот сверлильный инструмент хорошо зарекомендовал себя в применении на высоких скоростях вращения электродрели — в результате выполненных работ получаются ровные отверстия с высоким качеством кромочной части. Сверло можно использовать для листового металла различной толщины, и оно отлично работает даже с самыми тонкими деталями.
Конструкция режущих поверхностей, характерная для этого инструмента, позволяет работать со стальными заготовками, сплавами цветных металлов, пластмассой и пластмассовыми изделиями, с деревянными и гипсовыми поверхностями.
Рабочая часть сверла оснащена заточенным наконечником, что гарантирует точное расположение инструмента в точке работы. Сверла конические могут использоваться не только в электродрелях или шуруповертах, но и устанавливаться на обрабатывающие станки стационарного типа. Если использовать специальный переходник, то дрель можно закрепить на болгарке или в патроне перфоратора.
Помимо выполнения отверстий, конический инструмент используется также для исправления дефектов, образующихся после сверления дрелью. Коническое сверло помогает в чистовых операциях, удаляя заусенцы и исправляя последствия смещения во время сверления. Этот инструмент часто используется в процессе ремонта автотранспорта, при выполнении сантехнических работ, при отделке и строительстве зданий и сооружений.
Что это?
Универсальная коническая дрель представляет собой специальную насадку для электроинструментов вращающегося типа. Сверло имеет конусообразный рабочий наконечник и корпус хвостовика, конец которого обработан в виде шестигранника или цилиндра.
Конические сверла делятся на 2 типа.
Гладкая — имеют гладкую поверхность рабочей части, с помощью которой можно сверлить даже прочную сталь, увеличивая диаметр отверстия в зависимости от степени заглубления сверла. Для получения точного диаметра отверстия процесс сверления необходимо периодически останавливать для проведения замеров. Для удобства измерений многие производители наносят на свои изделия специальные отметки, указывающие размер диаметра отверстия.
Ступенчатый — эта конструкция, благодаря своим ступеням, помогает точнее и проще отслеживать проход сверла, формирующего нужный диаметр отверстия. Сам процесс сверления ступенчатой дрелью выполняется более плавно и аккуратно.
Опытные специалисты считают, что при выполнении больших объемов работ, связанных со сверлением отверстий, удобнее использовать конусные сверла, особенно если работы требуется выполнять на тонких листах заготовок.
Популярные производители
Стоимость конического инструмента зависит от качества материала, из которого он изготовлен, а также от марки производителя. Если говорить о российских сверлах, то они значительно дешевле своих европейских аналогов, хотя оба продукта могут быть абсолютно одинаковыми по качеству. Наиболее популярными конусными сверлами являются инструменты нескольких известных производителей, таких как:
Российские марки Зубр и Атака;
Украинская марка «Глобус»;
Японская марка Makita;
Немецкие бренды RUKO, Bosch (профессиональный сегмент) и Geko (бытовой сегмент).
Стоимость инструментов этих производителей высока, но она оправдана безупречным качеством изделий и их долгим сроком службы.
Как выбрать?
Чтобы выбрать качественную дрель, специалисты рекомендуют обращать внимание на несколько нюансов.
Скорость сверления, а также качество результата зависит от количества ступеней, расположенных на конусообразной рабочей части. Кроме того, важны диаметр, высота и шаг этих ступеней. Некоторые профессиональные модели имеют до 12 ступеней.
Диаметр конуса зависит от размера отверстия.
Срок использования сверла и его стоимость зависят от того, из какого материала оно изготовлено, а также от обработки его поверхности.
В России удобнее использовать сверла, имеющие размеры в миллиметрах по ГОСТу. Модели американских производителей имеют маркировку в дюймах, что занимает слишком много времени для перевода их значений в миллиметры.
Качественное сверло не требует длительной заточки, но такую возможность ему необходимо предоставить.
Часто одним из критериев выбора инструмента является его стоимость. Например, продукция российского или украинского производителя будет стоить порядка 500-600 рублей. на изделие максимальным диаметром 20 мм, а если брать вариант с максимальным диаметром не менее 30 мм, то его цена будет уже 1000-1200 руб. Те же образцы европейского бренда будут стоить 3000-7000 рублей. Исходя из стоимости, некоторые мастера считают целесообразнее купить несколько изделий отечественного производителя, чем платить за 1 сверло европейского бренда.
Решая, нужен ли вам набор инструментов, или просто купить 1 дрель, следует решать исходя из объема выполненных работ. Если вы часто выполняете большие объемы работ, желательно покупать сверла хорошего качества и тех диаметров, которые вам нужны. Для выполнения разовых задач достаточно купить модель необходимого диаметра из недорогого ценового сегмента.
Маркировка
Конусный инструмент маркируется буквами и цифрами. Цифровая маркировка указывает диаметр конуса от минимального до максимального, а также шаг его ступеней. Буквы обозначают марку стального сплава, из которого изготовлена насадка. Самые последние цифры в маркировке указывают на прибор по системе Роквелла.
Буквенно-цифровая маркировка выполнена на внешней стороне сверла заводским методом с помощью гравировки. Порядок букв и цифр начинается с буквенного обозначения стали. Большинство моделей изготавливаются из режущей стали, поэтому первая буква «П», если сплав содержит молибден, буквенное обозначение будет «МЗ». Далее идет числовое обозначение диаметров и шага.
Примечательно, что сверла российского производства диаметром не более 2 мм маркировке не подлежат.
Размер
Диаметр конуса доступен в 2 размерах. Первый индикатор дает информацию о минимальном диаметре сверла, а второй о максимальном. Шаг, с которым изменяются диаметры, также указывается в маркировке. Например, маркировка 4-10/2 будет означать, что минимальный размер, который можно сделать этим сверлом, составляет 4 мм, максимальное отверстие можно сделать 10 мм, а шаг различных диаметров равен 2 мм, т. е. сверла будут иметь диаметры 4, 6, 8 и 10 мм.
Покрытие
Цвет металла, из которого изготовлено сверло, является показателем качества инструмента. Если сверло имеет серый стальной оттенок, значит, сплав, из которого оно изготовлено, не подвергался высокотемпературной обработке, поэтому такое изделие не будет прочным и долговечным … Сверла, которые черного цвета , обработаны горячим паром, и их прочность выше, чем у их серебряных аналогов. Если инструмент имеет золотистый блеск, значит, его поверхность покрыта слоем титана – такое изделие самое прочное и долговечное.
Возможность заточки
Сверло при эксплуатации со временем теряет остроту, его кромки затупляются, и для повышения эффективности работы инструмент необходимо затачивать. Выполнить эту процедуру можно в мастерской, специализирующейся на заточке инструментов, а можно заточить сверло своими руками. Заточка инструмента на профессиональном оборудовании предпочтительнее ручного варианта этой процедуры. Выбор в пользу профессиональной обработки обусловлен следующими причинами:
будут сохранены диаметр и геометрическая форма каждой ступени конусности;
сохраняется правильный угол кромки на режущей поверхности;
соблюдается правильный технологический процесс заточки, что предохраняет инструмент от перегрева.
Если нет возможности заточить инструмент в мастерской, вам придется выполнить эту задачу самостоятельно. В процессе работы необходимо придерживаться следующих правил:
режущие части кромок сверла должны быть одного размера, стачивать только минимальную часть металла;
угол режущей кромки изменить нельзя;
шаг между степенями конуса должен быть одинаковым и равномерным на всех оборотах сверла;
от режущей кромки до боковой поверхности верхнего или нижнего витка должно быть одинаковое расстояние , сохраняемое на каждом диаметре конусной ступени;
выполняется заточка инструмента при условии его жесткой фиксации;
процесс запущен приспособления с мелким абразивом;
заточка инструмента должна максимально сохранять все его геометрические пропорции и режущие кромки.
Самый простой способ заточки сверла – это использование специального станка, который обклеивается мелкозернистой наждачной бумагой. Насколько хорошо и качественно заточено сверло, можно определить по характеру стружки, которая получается, если вы используете ее в своей работе.
Если заточка сделана правильно, стружка будет одинаковой не только по форме, но и по размеру.
Как пользоваться?
Для использования конического инструмента необходима электродрель или шуруповерт, в патроне которого закрепляется сверло. Выбор сверла зависит от желаемого диаметра сверления в заготовке. Лучше всего выбирать электродрель с возможностью регулирования скорости; для работы используется скорость 3000-5000 об/мин.
Сверление отверстий производится в 3 этапа.
Сверло надежно фиксируется в патроне электродрели . Затем на заготовке отмечается место для сверления отверстия.
Разместив сверло под углом 90 градусов к заготовке, приступают к сверлению отверстия. При этом положение сверла не должно меняться до конца работы.
Сверление начинают на малых оборотах, постепенно увеличивая их скорость. … Когда отверстие достигает необходимого диаметра, процесс сверления останавливается.
Результатом работы будет отверстие нужного размера с ровными краями, без шероховатостей и заусенцев.
Советы по уходу
Современные конические ступенчатые сверла можно использовать для сверления отверстий в древесине, металле, пластике и других материалах. После использования инструмент необходимо обработать специальным защитным составом, предназначенным для ухода за режущим инструментом. Если такого состава нет под рукой, его можно сделать самостоятельно, взяв для смазывания машинное масло или густое жидкое мыло.
Если регулярно обрабатывать конусную рабочую часть этим составом, то можно продлить срок службы режущих поверхностей, так как вышеперечисленные компоненты смогут защитить их от затупления при механических повреждениях, возникающих при хранении.
В следующем видео вас ждет обзор и тест ступенчатого сверла GRAFF по металлу.
Комментарий успешно отправлен.
Рекомендуется прочитать
Сверло с уменьшенным хвостовиком | Буровое долото HSS большого размера по металлу
Описание продукта
Больше вариантов для вас: Главная > Сверло из быстрорежущей стали
Название продукта
Сверло из быстрорежущей стали с уменьшенным хвостовиком по металлу Лучшая цена
Материал
Быстрорежущая сталь
Процесс
Полностью шлифованный (также есть прокатанный и полированный, прокатанный, фрезерованный)
Размер
1–20 мм
Тип наконечника
Точка разделения 135/118 градусов
Тип хвостовика
1/2″ Уменьшенный хвостовик
Угол спирали
Обычная спираль типа N (также есть медленная спираль типа H, быстрая спираль типа W, левосторонняя спираль)
Отделка поверхности
Bright (также есть янтарный цвет, черный оксид, черный и золотой, титановый, черный и яркий)
Пакет
Как требуется
Размер продукта
Хвостовик переходника Black Smith 10 мм, 13 мм
Диаметр (мм)
Длина канавки (мм)
Общая длина (мм)
Диаметр хвостовика (мм)
Диаметр (мм)
Длина канавки (мм)
Общая длина (мм)
Диаметр хвостовика (мм)
10,5
87
133
10,0
20
140
205
10,0
11,0
94
142
10,0
13,5
108
160
13,0
11,5
94
142
10,0
14,0
108
160
13,0
12,0
101
151
10,0
14,5
114
169
13,0
12,5
101
151
10,0
15,0
114
169
13,0
13,0
101
151
10,0
15,5
120
178
13,0
13,5
108
160
10,0
16,0
120
178
13,0
14,0
108
160
10,0
16,5
125
184
13,0
14,5
114
169
10,0
17,0
125
184
13,0
15,0
114
169
10,0
17,5
130
191
13,0
15,5
120
178
10,0
18,0
130
191
13,0
16,0
120
178
10,0
18,5
135
198
13,0
16,5
125
184
10,0
19,0
135
198
13,0
17,0
125
184
10,0
19,5
140
205
13,0
18,0
130
191
10,0
20
140
205
13,0
Silver & Deming 1/2″ Уменьшенный хвостовик
Диаметр (дюймы)
Длина канавки (дюймы)
Общая длина (дюймы)
Диаметр (дюйм)
Длина канавки (дюймы)
Общая длина (дюймы)
33/64″
3″
6″
55/64″
3″
6″
17/32″
3″
6″
7/8″
3″
6″
35/64″
3″
6″
57/64″
3″
6″
9/16″
3″
6″
29/32″
3″
6″
37/64″
3″
6″
59/64″
3″
6″
19/32″
3″
6″
15/16″
3″
6″
39/64″
3″
6″
61/64″
3″
6″
5/8″
3″
6″
31/32″
3″
6″
41/64″
3″
6″
63/64″
3″
6″
21/32″
3″
6″
1″
3″
6″
43/64″
3″
6″
1-1/64″
3″
6″
11/16″
3″
6″
1-1/32″
3″
6″
45/64″
3″
6″
1-1/16″
3″
6″
23/32″
3″
6″
1-3/32″
3″
6″
47/64″
3″
6″
1-1/8″
3″
6″
3/4″
3″
6″
1-5/32″
3″
6″
49/64″
3″
6″
1-3/16″
3″
6″
25/32″
3″
6″
1-1/4″
3″
6″
51/64″
3″
6″
1-5/16″
3″
6″
13/16″
3″
6″
1-3/8″
3″
6″
53/64″
3″
6″
1-7/16″
3″
6″
27/32″
3″
6″
1-1/2″
3″
6″
* Возможно изготовление по индивидуальному заказу в соответствии с требованиями заказчика
1. Расширенные сегменты зубьев для быстрого удаления материала 2. Оптимизированная связка и формула для увеличения срока службы 3. Оптимизированная высота сегментов сводит к минимуму количество пыли и мусора 4. Обработка поверхности бетона, стяжки и природного камня
1. Точные размеры, долгий срок службы и высокая эффективность.
2. Быстрорежущая сталь (HSS) обеспечивает твердость для износостойкости.
3. HSS Cobalt: Чрезвычайно твердый и быстро рассеивает тепло. Они чаще всего используются для сверления нержавеющей стали и других металлов.
4. Самоцентрирующееся зубчатое острие с углом 118 градусов проникает в материал без направляющего отверстия легче, чем обычное острие, и сохраняет острую режущую кромку.
5. Хвостовик с конусом Морзе позволяет вставлять инструмент непосредственно в шпиндель станка, что облегчает работу с высоким крутящим моментом, например, резку больших диаметров.
6. При движении против часовой стрелки (правостороннее резание) инструменты со спиральными канавками удаляют стружку вверх и из резания, чтобы уменьшить засорение.
Как расплавить медь в домашних условиях: температура, сосуд
Медь считается одним из самых распространенных сплавов на сегодняшний день. Довольно распространенным вопросом можно назвать то, как расплавить медь в домашних условиях. Высокие литейные свойства позволяют получать качественные и точные изделия, использовать сплав в качестве покрытия. Литье меди может проводится при отсутствии специального оборудования. Процесс характеризуется большим количеством различных особенностей, которые будут рассмотрены ниже.
Как расплавить медь в домашних условиях
Содержание
Температура плавления
Одним из наиболее важных параметров каждого сплава можно назвать температуру плавления. Она может зависеть от концентрации легирующих элементов в составе. Литье меди в чистом виде проводится при температуре 1080 °C, при которой кристаллическая решетка перестраивается и сплав становится жидким. Расплавлять медь можно даже в случае наличия примеси в виде олова, но при этом температура плавления может варьировать в пределе от 930 до 1140 °C.
В состав могут добавлять цинк, за счет чего получается латунь. От концентрации этого легирующего элемента плавка может проводится при 900 ⁰C.
При рассмотрении особенностей плавки меди учитывается температура кипения. Этот показатель составляет 2 560 °C. В домашних условиях достигнуть подобной температуры практически невозможно. На процесс кипения указывает появление пузырьков газа.
Нельзя доводить сплав до состояния кипения. Это связано с тем, что после выделения газов структура становится пористой. За счет этого снижаются не только декоративные, но и механические качества.
Последовательность действий
При необходимости в домашних условиях можно получить изделия декоративного характера или практического назначения. Плавка меди в домашних условиях пошаговая инструкция выглядит следующим образом:
Сырье измельчается, после чего помещается в тигель. Стоит учитывать, что при уменьшении размеров кусочков металла существенно ускоряется процесс плавки.
После заполнения тигеля, он помещается в печь, которая заранее разогревается.
Расплавленный сплав нужно извлечь из печи при помощи специальных клещей. Из-за активного процесса окисления на поверхности может образовываться однородная пленка. Перед тем как проводить литье из меди ее нужно убрать.
Металл аккуратно заливают в подготовленную емкость. Стоит учитывать, что при попадании расправленного сплава на открытые участки тела могут появится серьезные травмы. Кроме этого, некоторые материалы при контакте возгораются. Поэтому нужно соблюдать крайнюю осторожность.
При рассмотрении того, как плавить медь в домашних условиях стоит учитывать, что можно использовать не только печи. В некоторых случаях применяется газовая горелка, которой нагревается дно тигля. Процесс менее продуктивный, но при этом на подготовку уходит мало времени.
В качестве нагревательного оборудования может использоваться обычная паяльная лампа. При применении этой технологии стоит учитывать, что контакт меди с воздухом приводит к быстрому появлению окиси. В некоторых случаях для уменьшения интенсивности окисления поверхность покрывается измельченным древесным углом.
Оборудование для плавки меди
Подготовительный этап предусматривает приобретение специального оборудования. Расплавить медь в домашних условиях можно при наличии:
Муфельной печи. Современные варианты исполнения позволяют контролировать мощность нагрева с высокой точностью, за счет чего существенно упрощается процесс плавки и можно достигнуть более качественного результата.
Тигель, предназначенный для размещения шихты и ее плавки.
Щипцы, при помощи которых тигель вытягивается с печи. Стоит учитывать, что поверхность будет накалятся, поэтому нужно использовать специальный механизм из жаростойкого сплава.
Крюк и бытовой пылесос.
Древесный уголь для покрытия поверхности.
Форма из жаропрочного материала, по которой будет проводится литье.
Газовая горелка или горн для повышения пластичности сплава.
Плавка газовой горелкой
Приобретают профессиональное оборудование только в том случае, когда литье меди проводится периодически. Оно характеризуется высокой стоимостью, а также эффективностью в применении.
Муфельная печь
Проще всего проводить переплавку меди в домашних условиях при установке муфельной печи. Среди ее особенностей отметим:
Можно нагревать шихту до более высоких температур, за счет чего повышается текучесть. Это связано с высоким КПД, так как стенки конструкции отражают и аккумулируют тепло.
Ускоряется процесс плавки.
Высокая производительность. Равномерное распределение тепла позволяет одновременно плавить большое количеств меди.
Плавление меди в самодельной печи
Кроме этого, муфельная печь довольно проста в установке если соблюдать все правила безопасности. Проблемы по установке подобного оборудования в домашних условиях зачастую возникают по причине больших размеров конструкции.
Газовая горелка
Литье из меди в домашних условиях при применении газовой горелки часто проводится в случае, если медные изделия изготавливают крайне редко. Подобные процесс характеризуется небольшими финансовыми затратами. При выборе подобной технологии учитывается:
Малый показатель КПД.
На момент плавки возникают трудности с равномерным распределением тепла.
Проводить работу следует на открытом пространстве с соблюдением правил пожарной безопасности.
Газовая горелка может разогреть тигель в течение нескольких минут. Стоит учитывать, что медь будет быстро окисляться.
Паяльная лампа
Плавление при применении паяльных ламп проводится крайне редко. Это связано с невысокой эффективностью подобного метода. Как и в предыдущем случае, при использовании паяльной лампы происходит активное окисление поверхности.
Плавка меди в самодельной печи при помощи паяльной лампы
При применении паяльной лампы учитывается тот момент, что для разогрева металла требуется довольно много времени. При этом нагрев должен проходить без перерыва, так как металл остывает быстро, после чего начинает кристаллизоваться.
Горн
В домашних условиях отливка медных заготовок может проводится в горне. Подобная печь характеризуется следующими особенностями:
Она часто используется в кузнечном деле.
Стоит учитывать низкий показатель КПД, за счет которого на плавку меди уходит намного больше времени.
Различают две конструкции: открытого и закрытого типа.
Устройство горна
Горн для плавки меди
Температура плавки при применении горна относительно низкая. Поэтому не вся медь может плавится рассматриваемым способом.
Плавление с помощью самодельных приспособлений
Плавку можно проводить при применении самодельных конструкций. Зачастую они представлены сочетанием источника тепла и корпуса из теплоотражающего материала. Переплавить медь в домашних условиях можно при использовании подобных устройств.
Как правило, за счет создания специальной отражающей конструкции повышается КПД и ускоряется процесс нагрева шихты. Сделать отражающий корпус для тигля можно при использовании жаропрочного кирпича.
Как расплавить медь в домашних условиях — температура, сосуд
Медь – пластичный материал, не подверженный окислению. Из него делают небольшие детали, используют в ремонтных работах. Переплавить лом можно самостоятельно в гараже, хозяйственной постройке или на собственной кухне. Специалисты подскажут, как расплавить медь в кустарных условиях. Технология несложная, главное при расплавлении учитывать физические свойства меди и сплавов.
Методы, используемые для плавления меди дома
Плавка меди в домашних условиях возможна несколькими способами. Для этого понадобятся определенные инструменты:
сырье;
жаропрочный тигель;
огнеупорная подставка;
проволочный крюк;
щипцы для извлечения горячего тигля;
средства защиты: очки, костюм, перчатки.
Плавление меди дома и на производстве происходит одинаково. Этого добиваются следующими методами:
с помощью муфельной печи;
с использованием кислородного пламени;
горном;
паяльной лампой;
плавлением в микроволновой печи.
Процесс плавления меди в домашних условиях
С помощью муфельной печи
Литье меди с помощью муфельной печи — довольно простой и удобный метод. Медное сырье измельчают на части, чтобы они быстрее расплавились. Готовый материал кладут в графитовый тигель и помещают в разогретую печь. Форма для литья должна иметь большую температуру плавления, чем цветмет.
Когда сырье станет жидким, тигель с помощью щипцов извлекают из печи. Крюком с поверхности металла убирают оксидную пленку. Затем жидкость наливают в заранее подготовленную форму.
Из чего состоит муфельная печь
Газовая горелка или паяльная лампа
Плавление меди горелкой
Специальную печь может заменить газовая горелка или паяльная лампа. Ее размещают под дном емкости с металлом и следят, чтобы пламя охватывало днище полностью.
При использовании данного метода материал быстро окисляется, поэтому, чтобы не образовалась толстая оксидная пленка, сверху сырье присыпают частицами древесного угля.
Для плавления легкоплавких сплавов из латуни или бронзы вполне достаточно газовой горелки или паяльной лампы.
Горн
Расплавить медь можно с помощью горна. Для этого тигель с измельченным сырьем размещают на раскаленном древесном угле. Чтобы ускорить плавление, используют домашний пылесос, включенный в режиме выдувания. Труба должна иметь металлический зауженный наконечник, так как под воздействием высокой температуры пластик расплавится. Такой метод подойдет для тех, кто регулярно занимается плавлением меди дома.
Чтобы повысить температуру, следует вдувать в горн больше воздуха.
Чертеж передвижного горна
Микроволновая печь
Поможет расплавить медь в домашних условиях мощная микроволновая печь. Для этого убирают вращающуюся тарелку. Чтобы сохранить работоспособность внутренних деталей техники, необходимо поместить тигель в жаропрочный материал, например, обложить огнеупорными кирпичами.
Плавка металлов в микроволновке
Видео по теме: Плавка меди в микроволновке
Это интересно: Аргоновая сварка своими руками — технология процесса
Правила самостоятельной переплавки
Чтобы процесс доставлял удовольствие, а результат радовал, начинающим ювелирам стоит соблюдать все правила и не пренебрегать мерами предосторожности. Обязательно использование жаропрочных перчаток, защитных очков, фартука из плотной ткани.
Мнение эксперта
Всеволод Козловский
6 лет в ювелирном деле. Знает все о пробах и может определить подделку за 12 секунд
Процесс лучше вести в пустом гараже или на открытом пространстве, вдали от легковоспламеняющихся предметов. Стол для такой операции должен быть покрыт листом стали или керамической плиткой.
Как плавить чистое золото
Чистое золото – мягкий металл благородного желтого цвета. Хоть он и имеет самую высокую температуру плавления, плавится достаточно легко. Плюс оно не требует предварительной очистки. Достаточно положить кусочек металла в тигель, и можно начинать плавление.
Как плавить золотой лом
Если у вас есть несколько некондиционных украшений, лом или золотой песок, нетрудно будет переплавить их в более привлекательную форму.
Золотой песок нужно предварительно очистить кислотами, промыть и высушить. Затем его заворачивают в папиросную бумагу, смачивают раствором тетрабората натрия, помещают в тигель и начинают нагревание.
Золотой лом сортируют по пробам (или хотя бы по цвету), очищают и помещают в тигель, предварительно насыпав на дно тонкий слой флюса (буры и борной кислоты). По мере плавления флюс можно досыпать. На одну унцию драгметалла требуется обычно две-три щепотки тетрабората натрия.
Расплавленный металл переливают в форму и закаливают. Соблюдайте осторожность! Используйте только жаропрочные материалы. Элементарные средства защиты смогут предотвратить серьезные ожоги и сохранить от пожара.
Каким образом наши предки плавили медь
Это древнейший металл, который освоили люди. Удивительная пластичность стала ее главным достоинством. Именно благодаря ему даже при наличии примитивных орудий труда можно обрабатывать металл, изготавливая из него предметы обихода и разнообразные орудия труда.
Обрабатывать первый металл наши предки научились примерно в 4 тысячелетии до нашей эры. Находя необычные по цвету булыжники, люди пытались обрабатывать их, привычно ударяя тяжелыми камнями. Однако самородки не раскалывались, а лишь деформировались. Таким образом первобытные мастера получили возможность изготовить первые орудия труда.
Этим и был обусловлен переход от каменного века к медному. На изготовление металлического оружия уходило не больше сил, чем на каменное. Зато оно служило значительно дольше, а при повреждении медный топор или нож можно было отремонтировать – каменные аналоги приходилось делать заново. При скольких градусах плавится медь? На сегодняшний день эта температура не кажется специалистам большой – всего 1083 градуса по Цельсию.
Однако для древних металлургов она была недостижимой, так что плавить материал для полноценной обработки научились значительно позже – только в 3 тысячелетии до нашей эры, когда появились необходимые технологии. Однако и до этого во многих поселениях мастера нагревали медные самородки на кострах, замечая, что горячий металл поддается обработке значительно легче.
Что изменилось со временем
Конечно, современные медные изделия не идут ни в какое сравнение с теми, которые изготавливались пять тысячелетий назад. Вместо грубых медных ножей, топоров и наконечников для стрел и копий сегодня выпускаются сложнейшие детали для электроники. А ведь все свойства металла остались неизменными. При какой температуре плавится медь сегодня, при такой плавилась и тысячи лет назад. Зато значительно улучшились технологии.
Например, раньше чистый (сравнительно чистый, конечно) металл из руды добывали самыми примитивными способами. Например, в глиняный кувшин складывали руду и уголь. Сосуд устанавливали в яму, смесь поджигали, а яму засыпали. При горении угля выделялся угарный газ. Контактируя с рудой, он запускал реакцию, в результате которой выделялся металл и небольшое количество воды.
Сегодня, как уже говорилось выше, для удаления примесей из руды применяют разные методы. Используя специальный график плавления меди и различные методы обработки, специалисты могут получить практически абсолютно чистый металл. Рассмотрим для примера гидрометаллургический как самый простой для понимания.
Медная руда заливается серной кислотой. Медь как сравнительно активный металл вступает в реакцию, превращаясь в сульфат меди. Железо при контакте с ним вытесняет медь. В результате реакции получается сульфат железа и медь.
Что такое лэмпворк?
В переводе с английского lampwork, lamp – лампа, горелка и work – работа. Дословно “работа с лампой”.
В конце XI века стекло и стеклянные изделия прочно вошли в обиход европейских жителей. Родиной стекольного ремесла считается остров Мурано (Италия). А лэмпворк родился и начал развиваться в прекрасной, неподражаемой и утонченной Венеции.
Сейчас миниатюрные изделия лэмпворк находятся на пике популярности. Каждый из нас был бы не против украсить свой образ уникальными украшениями, которые поражают своей необычностью.
Физические свойства
Обладает редким цветом – золотисто-розовым, что весьма необычно для металлов. Сравнительно легко вступает в реакцию, а также соединяется с другими металлами, значительно изменяя их свойства. Демонстрацией этого является процесс горения – достаточно смешать чистый металл с серой и нагреть смесь.
Востребованным ее делает прекрасная электропроводность – лучшими показателями обладает только серебро.
Кроме того, она может похвастать хорошей теплопроводностью, что делает незаменимым материалом при производстве тепловых трубок и радиаторов охлаждения. Температура кипения меди довольно велика – 2567 градусов по Цельсию.
Плавка металла в домашних условиях или промышленных проходит одинаково. Температура повышается постепенно и постоянно. Однако при получении достаточного количества тепла кристаллическая решетка разрушается. В этот момент температура прекращает подниматься, несмотря на то, что нагрев не прекращается. Температура плавления меди, как говорилось выше, составляет 1085 градусов по Цельсию.
Только после того, как металл полностью расплавится, будет продолжаться повышение температуры. Кипит он при 2567 градусов по Цельсию.
При охлаждении кристаллическая решетка восстанавливается и металл затвердевает. Температура кристаллизации – 1085 градусов, а при понижении она становится еще более плотной.
Сплавы могут иметь сильно отличную температуру плавления. Например, температура плавления алюминия и меди – 1040 градусов по Цельсию.
Последовательность действий
При необходимости в домашних условиях можно получить изделия декоративного характера или практического назначения. Плавка меди в домашних условиях пошаговая инструкция выглядит следующим образом:
Сырье измельчается, после чего помещается в тигель. Стоит учитывать, что при уменьшении размеров кусочков металла существенно ускоряется процесс плавки.
После заполнения тигеля, он помещается в печь, которая заранее разогревается.
Расплавленный сплав нужно извлечь из печи при помощи специальных клещей. Из-за активного процесса окисления на поверхности может образовываться однородная пленка. Перед тем как проводить литье из меди ее нужно убрать.
Металл аккуратно заливают в подготовленную емкость. Стоит учитывать, что при попадании расправленного сплава на открытые участки тела могут появится серьезные травмы. Кроме этого, некоторые материалы при контакте возгораются. Поэтому нужно соблюдать крайнюю осторожность.
При рассмотрении того, как плавить медь в домашних условиях стоит учитывать, что можно использовать не только печи. В некоторых случаях применяется газовая горелка, которой нагревается дно тигля. Процесс менее продуктивный, но при этом на подготовку уходит мало времени.
В качестве нагревательного оборудования может использоваться обычная паяльная лампа. При применении этой технологии стоит учитывать, что контакт меди с воздухом приводит к быстрому появлению окиси. В некоторых случаях для уменьшения интенсивности окисления поверхность покрывается измельченным древесным углом.
Это интересно: Пайка алюминия в домашних условиях газовой горелкой
Температура плавки серебра
Чтобы узнать, как плавить серебро на уровне специалистов, нужно заранее ознакомиться со значениями необходимой для этого температуры. В этом может помочь следующая таблица:
Температура плавления серебра в градусах Цельсия, в зависимости от пробы
Проба серебра
Температура плавления, °С
750
770
800
770
875
770
916
889
925
889
962
889
Чистое серебро (999-й пробы) очень редко используется специалистами, из-за слишком мягкой текстуры
График плавления
График плавления металла состоит из пяти ступеней:
Температура плавления разных веществ
Первая ступень – при t = 20–100°C материал сохраняет твердое состояние. Следующее нагревание способствует удалению оксидной пленки, и медь изменяет свой цвет.
Вторая ступень – при t = 1082°C металл переходит в жидкое состояние, его цвет становится белым. В этот период разрушается кристаллическая решетка материала.
Третья ступень – при t = 2595°C цветмет начинает кипеть, выделяя углерод.
Четвертая ступень – нагревание прекращается, металл остывает, а пиковая температура постепенно снижается.
Пятая ступень – материал возвращается в твердое состояние, и металл остывает окончательно.
Выбирая лом для вторичной переработки, необходимо учесть, что чистая медь применяется в электротехнических приборах. Бронзовые или латунные сплавы, из которых сделаны многие старинные вещи, зачастую содержат в себе ядовитые вещества. Поэтому работая с ними, следует соблюдать меры предосторожности.
При какой температуре плавится золото
Температура плавления 79-го элемента периодической системы в чистом виде составляет 1064,18 °C. Различная лигатура может изменить этот показатель. Так, серебро и никель значительно понизят температуру плавления, палладий повысит. А вот с лигатурой меди температура плавления не изменится.
585 и старая советская 583 проба (сплав золота с серебром и медью) плавится при температуре 840 °С. Такая добавка позволяет повысить прочность золота, сохраняя его пластичность и эстетичный вид. Поэтому именно эта проба столь популярна у ювелиров и обывателей. Ювелирный сплав золота 375 пробы плавится при 770 °С. Следует помнить, что расплавленное золото быстро испаряется.
Плавление с помощью самодельных приспособлений
Расплавить медь можно с помощью газовой горелки
У некоторых автолюбителей в гаражах имеются самодельные горны, с помощью которых можно плавить металлы. Если горн найти не удалось, его можно сделать своими руками.
На земле устанавливают опоры, например, силикатные кирпичи, на них кладут стальную сетку с мелкими ячейками.
На сетку насыпают слой древесного угля и поджигают его. Чтобы получить высокую температуру, нужно увеличить приток воздуха. Проще всего это сделать с помощью пылесоса, работающего «на выдув», направив струю воздуха в место горения угля.
Остается поставить на горящие угли тигель и дождаться, когда медь расплавится. Расплав контактирует с атмосферным кислородом, поэтому активно образуется оксидная пленка, которую постоянно следует убирать. Можно присыпать поверхность расплава мелкими углями или пеплом от них. Образуется шлак, который потом легко отделяется.
Медные сплавы бронзу и латунь можно расплавить с помощью газовой горелки автогенной сварки или паяльной лампой с насадкой для поворота пламени. Пламя должно нагревать тигель равномерно снизу.
Плавим алюминий в цветочном горшке
Температура, при которой начинает плавиться алюминий, составляет около +660 градусов. Конечно, обычная газовая или электрическая плита такой нагрев не обеспечивает, зато самостоятельно сделанная мини-плавильня с задачей справится успешно.
Печь для плавки алюминия из цветочного горшка
Кроме того, можно несколько уменьшить температуру плавления при использовании готового порошкового алюминия. Но это довольно дорогой продукт, и его домашнее применение невыгодно.
Сырье и приспособления
Для работы нужно приготовить алюминиевый лом – это может быть проволока, нарезанная на кусочки, любые изделия из металла или специально приобретенная алюминиевая чушка.
В ходе расплавления алюминия понадобятся:
газовая горелка;
горшок глиняный цветочный с поддоном;
банка из жести;
3-4 кирпича;
дрель со сверлами;
отвертка;
стальная форма для отливки металла;
дремель с насадками;
пассатижи;
пылесос;
маркер.
Горелка пропановая ГЗУ-3-23
Самостоятельная выплавка меди
Для многих людей плавка меди и изготовление из нее всевозможных изделий является увлекательным хобби. Тем, кто мечтает посвятить плавлению металла свободное время, нужно приготовить для работы такие приспособления:
муфельная печка;
чистое сырье;
жаропрочный тигель;
огнеупорная подставка;
крюк из стальной проволоки;
щипцы для извлечения тигля из печки;
средства индивидуальной защиты: костюм, очки, перчатки.
Действия выполняют согласно инструкции:
Надевают специальный костюм.
Исходное сырье измельчают, кладут в тигель.
Помещают в печь, устанавливают нужный температурный режим. Нельзя допускать, чтобы металл закипал.
При достижении заданной температуры открывают дверцу, захватывают тигель щипцами, достают из печи, ставят на огнеупорную подставку.
Стальным крюком к краям емкости сдвигают, образовавшуюся в результате плавления, окисную пленку.
Жидкую медную массу заливают в специальную емкость, охлаждают.
В мощных муфельных печах можно подвергать плавлению красную медь и всевозможные сплавы.
Плавление горелкой
Следует помнить, что при плавлении важна азотная среда. Под легкоплавкие медные сплавы, латунь или некоторые марки бронзы можно использовать обычную газовую горелку. Для этого понадобится:
исходное сырье;
специальные формы;
щипцы для извлечения металла с раскаленной рабочей поверхности;
горелка высокого давления, работающая на газе;
средства защиты: костюм, очки, перчатки.
Технология плавления сплавов следующая:
Сырье сильно измельчают. Сделать это можно при помощи напильника, превратив материал в опилки.
Кладут в специальную форму, сделанную из термостойкого материала.
Надевают защитный костюм, очки, толстые перчатки.
Зажигают горелку.
Нагревательное устройство направляют свободными движениями по корпусу емкости. Для достижения быстрого результата пламя должно касаться поверхности кончиком синего цвета. В этом месте факела – наибольшая температура.
После того как твердое тело расплавится, тигель захватывают щипцами.
Жидкую массу выливают в нужную форму.
Если нет газовой горелки, можно использовать обыкновенную паяльную лампу.
Выполняя литье цветных сплавов, каждый мастер должен помнить о технике безопасности:
В помещении, где ведутся работы, должна быть хорошая вентиляция.
Во избежание получения ожогов необходимо работать в средствах индивидуальной защиты.
Оптимальная температура воздуха, допустимая влажность воздуха, чистота рабочего места, низкая концентрация вредных веществ атмосферы, хорошая освещенность пространства – факторы, помогающие избежать травматизма.
Видео по теме: Проба плавки меди в домашних условиях
Плавление меди
Технология плавления меди получила широкое применение с древних времен, когда люди с помощью костра расплавляли металл для изготовления стрел, наконечников и другого оружия, и предметов быта.
Плавка меди в домашних условиях также возможна. Для этого понадобятся:
Тигель, где будет плавиться медь, и щипцы, необходимые для того, чтобы извлечь тигель из печи или снять его с огня.
Древесный уголь.
Муфельная печь (лучше, если в ней будет регулироваться температура нагрева).
Горн.
Обычный пылесос.
Форма, в которую выливается расплавленная жидкость.
Крюк, изготовленный из стальной проволоки.
Газовая горелка, если нет муфельной печи.
Алгоритм плавления включает несколько поэтапных шагов:
Металл измельчить и пересыпать в тигель. Причем чем более мелкие фрагменты будут, тем скорее он достигнет расплавленного состояния. Тигель поставить в печь, раскаленную до максимально высокой температуры, необходимой для начала процесса плавления (здесь кстати придется регулятор температур). Во многих муфельных печах на двери вырезано окошко. Через него можно безопасно осуществлять наблюдение за процессом.
По достижении медью жидкого окончательно расплавленного состояния, тигель с помощью щипцов нужно постараться как можно аккуратнее и скорее вынуть из печи. На поверхности жидкого вещества будет образована пленка, ее подвинуть к краю тигля, используя крюк из проволоки. Очищенный от пленки металл максимально быстро перелить в заранее подготовленную форму.
Если муфельная печь отсутствует, осуществить плавку меди можно с применением обычной газовой горелки. Но тогда медь будет находиться в тесном контакте с воздухом, а сам процесс окисления пройдет значительно быстрее. Поэтому для предотвращения образования толстой пленки на поверхности металла, медь, когда она достигнет жидкого состояния, присыпают растолченным древесным углем.
Расплавить медь и ее сплавы можно также с помощью горна. Для этого древесный уголь нужно хорошо раскалить и поместить на него тигель с металлом (предварительно измельчить медь). Для ускорения нагревательного процесса на уголь направить пылесос, включенный на режиме выдувания. Особое внимание стоит уделить наконечнику трубы. Она должна быть металлической, поскольку пластик расплавится под воздействием высокой температуры.
У чистой меди, в состав которой не входят другие соединения, достаточно плохая текучесть. Поэтому делать из нее сложное литье или мелкие детали не рекомендуется.
Тогда стоит использовать сплавы. Например, латунь, оттенок которой светлее остальных. Это говорит о том, что для ее плавления нужны менее высокие температуры.
Вас может заинтересовать: 999 проба серебра – сколько стоит 1 килограмм
Похожие статьи
3 рубля Георгий Победоносец из серебра – цена монеты
Палладий – драгоценный ли это металл
Иридий – цена за 1 грамм металла в рублях
999 проба серебра – сколько стоит 1 килограмм
Подготовка к плавке серебра
Плавление серебра стоит начинать с подготовки плавильни. Для этого:
Вырежьте 4 прямоугольника из азбестового листа. Первый из них должен быть немного больше ложки. Второй – как раз точного ее размера. Третий – в 2 раза меньше второго. Четвертый – самый маленький.
Намочите листы водой. Влажную основу оставьте до полного размягчения. Самый меньший обязательно должен находиться на дне ложки. На него поместите кусок чуть больше по размеру – и так все, по возрастанию. Каждый слой стоит хорошо разровнять пальцами. Последний, и самый большой лист, будет оборачивать ложку со всех сторон, вместе с ручкой.
В итоге, у Вас должно получится что-то вроде небольшого тигля. Дополнительно можно также сделать жолоб для уже расплавленного металла
Оставьте плавильню подсыхать. Готовой она будет считаться, когда окончательно затвердеет.
Следующим подготовительным этапом того, как расплавить серебро является приготовление шихты. Желательно на ювелирных весах, Вам понадобится отмерить 20 грамм лома. После чего, применяя магнита, убрать лишние частицы железа либо стали.
Далее необходимо обработать плавильню флюсом. В этом деле, Вам пригодится бура. Подобный флюс эффективно очищает серебро от различных окислов и предотвращает попадание кислорода в состав расплава.
Как плавить медь на плите
Автор: Мишель Майли Обновлено 1 октября 2019 г. , вы можете задаться вопросом, можно ли плавить медь самостоятельно в домашних условиях. Вы можете плавить медь на печи, но делать это нужно правильно и соблюдать необходимые меры предосторожности. Бессистемный подход к плавке меди может вызвать неприятные ожоги и даже заболевание легких. Готовясь к этой задаче, всегда следите за тем, чтобы дети или домашние животные не были под ногами, пока вы работаете, и не забывайте ставить безопасность на первое место.
Точка плавления меди
Прежде чем плавить медь в домашних условиях, ознакомьтесь с руководством пользователя вашей печи или проконсультируйтесь с производителем, чтобы убедиться, что ваша печь подходит для этой задачи. Температура плавления меди составляет невероятно высокие 1981 градус по Фаренгейту. Это делает медь более сложной для плавления, чем другие металлы, с которыми вы, возможно, работали в прошлом. Температура плавления алюминия, например, составляет всего 1218 градусов по Фаренгейту, а у серебра — 1761 градус по Фаренгейту.
Если ваша плита может разогреться настолько, что расплавит медь, вам нужно найти подходящую кастрюлю. Выберите не тот, и ваша кастрюля расплавится раньше, чем медь, и вы можете оказаться на рынке для новой плиты. Поэтому всегда плавите медь в чугунной кастрюле. Чугун не расплавится, пока не достигнет 2200 градусов по Фаренгейту.
Процесс плавки меди
Чтобы расплавить медь, поставьте чугунную кастрюлю на плиту и бросьте в нее медь. Убедитесь, что медь входит в кастрюлю и не торчит по бокам. Медь является отличным проводником тепла, поэтому любые провода, свисающие с края кастрюли, могут легко обжечь вас. Как только котел будет правильно расположен в кастрюле, накройте кастрюлю крышкой и включите горелку плиты на максимальную мощность.
Никогда не оставляйте плавку меди без присмотра. Держитесь поближе к плите и каждые несколько минут проверяйте работу котла, подняв крышку и взглянув на нее.
К сожалению, не существует волшебной формулы для расчета времени плавки меди. Он плавится быстрее, когда состоит из более мелких кусочков, но время, необходимое для плавления, также зависит от чистоты металла. Время, за которое печь нагревается, также влияет на время таяния.
Важные правила техники безопасности
Всегда надевайте перчатки и защитные очки при плавке меди и других металлов. Это поможет предотвратить ожоги, так как медь иногда может плеваться при нагревании. Работайте в хорошо проветриваемом помещении при плавке меди и избегайте вдыхания паров при проверке ее состояния и заливке в форму. Пары меди могут вызвать серьезные заболевания легких, поэтому соблюдайте крайнюю осторожность.
Если медь, которую вы плавите, представляет собой обрезки электрических проводов или кабелепроводов, полностью снимите с проводов все покрытие, прежде чем плавить его. Эти пластиковые покрытия могут содержать химические вещества, токсичные при нагревании. Когда вы закончите свой проект, переместите кастрюлю подальше от вашей повседневной посуды и больше не используйте ее для приготовления пищи.
Когда вы окажетесь в настроении таять, помните, что нельзя таять копейки. Пенни, изготовленные после 1982 года, на 97,5% состоят из цинка и только на 2,5% из меди, поэтому плавить их не стоит усилий. Пенни, сделанные до 19 лет82 были сделаны из 95-процентной меди и теперь стоят примерно вдвое больше своей номинальной стоимости. Однако эти монеты по-прежнему являются законным платежным средством, и их уничтожение является нарушением закона.
Ссылки
Наука: простые способы плавления меди
Ассоциация развития меди, Inc.: факты о меди
Металлы в Интернете: точки плавления
В поисках сокровищ: как плавить медь: самостоятельные занятия
6 : Простые способы плавки медного лома
Silver Recyclers: руководство Copper Penny
Writer Bio
Профессионально пишет с 2008 года. Мишель Майли специализируется на темах для дома и сада, но часто пишет статьи о карьере, стиле и маркетинге. Ее эссе использовались на вступительных экзаменах в колледж, и у нее более 4000 наград за публикации. Она имеет степень младшего специалиста по прикладным наукам в области бухгалтерского учета, получив диплом с отличием.
Статьи по теме
Как плавить металл в домашних условиях
Безопасность превыше всего! Очень важно помнить, когда вы учитесь плавить металл в домашних условиях, это опасный и потенциально разрушительный процесс, к которому нельзя относиться легкомысленно. Ваша безопасность должна стоять на первом месте, поэтому убедитесь, что вы провели достаточно исследований и хорошо подготовились, прежде чем начать. Защитные очки, теплозащитная одежда, включая перчатки, и исправный огнетушитель — отличные способы убедиться, что вы защищены от любых случайностей.
Выбор металла
После того, как ваша плавильная печь настроена, у вас есть подача воздуха и приняты все меры предосторожности, вам нужно решить, какой металл вы хотите начать плавить. Один из самых дешевых способов научиться плавить металл в домашних условиях — это использовать материалы, которые у вас уже есть. Алюминиевые банки, медные провода или старые латунные трубы — отличные материалы, которые можно найти дома или на свалке.
Тип проекта, который вы планируете, поможет определить, какой материал вы хотите использовать. Подумайте, если вы делаете долговечный инструмент, вам понадобится более твердый металл, который выдержит испытание временем. Латунь — самая твердая из трех, которые я уже предложил, и, вероятно, она будет лучшей для изготовления инструмента. Если вы делаете чисто декоративный предмет, более мягкие металлы прекрасно подойдут. В этом руководстве я сосредоточусь в основном на том, как плавить медь и алюминий.
Соберите припасы
Как только вы запустите плавильную печь, вы не захотите оставлять ее надолго без присмотра, на всякий случай, если возникнет непредвиденная проблема. Вот почему вам нужно иметь все необходимое под рукой , прежде чем вы начнете огонь. При обучении плавке металла в домашних условиях вам, вероятно, понадобятся:
Комплект печи для плавки металла
Металлолом
Дополнительное топливо
Защитное снаряжение
Ведро для обливания с водой
Стальные щипцы
Стальная ложка с прорезями
Бура
Подготовленная форма
Стул – чтобы не уставать от стояния!
Не стесняйтесь проверить мой пост об основных инструментах и оборудовании, прежде чем начать. Этот список может начать меняться, когда вы узнаете больше о том, как плавить алюминий и медь. Это должно помочь вам понять, как плавить металл в домашних условиях, и познакомить вас с комплектом печи для плавки металла. Наконец, вы готовы начать!
Разогрейте тигель
Запустите плавильную печь, использующую древесный уголь или пропан, чтобы разогреть тигель достаточно, чтобы расплавить алюминиевые банки или медный лом. В комплекте с печью для плавки металла должна быть крышка, которая удерживает тепло в печи и ускоряет весь процесс. Как только тигель раскалится докрасна, он готов начать плавку.
Некоторые кузнецы начинают топить плавильную печь с металлоломом, уже находящимся в тигле. Это работает, но немного замедляет процесс нагрева. Если вы работаете с алюминиевыми банками, это не сработает, потому что они слишком большие, чтобы вместить все сразу! Раздавливание банок сначала поможет ускорить процесс плавления алюминия, но тигель не сможет удержать их все, пока они не станут жидкими.
Добавить металл
Частью обучения плавке металла в домашних условиях является обучение безопасному и эффективному добавлению металлолома или банок в тигель. Вы всегда должны использовать свои защитные перчатки, а также необходимы щипцы, засовывающиеся внутрь тигля по любой причине. Если ваш комплект плавильной печи для металла спроектирован правильно, вы должны быть в состоянии держать крышку закрытой, пока вы бросаете металл. Если нет, используйте щипцы и перчатки, чтобы удалить его в первую очередь.
Бросайте отходы в горячий тигель по одному, пока он не заполнится доверху. Когда у вас будет немного жидкого металла, добавьте буру, чтобы облегчить окисление и очистить металл. Два металла плавятся очень быстро, поэтому вы должны были расплавить алюминий и медь в кратчайшие сроки! Используйте стальную ложку, чтобы перемешать жидкость, но избегайте попадания твердых отходов в тигель. Это может привести к образованию воздушных карманов, которые могут быть опасны, если они вызовут взрыв.
После расплавления
С медью и алюминием очень легко работать, и для их полного расплавления в горячем тигле требуется около 20 минут. Убедитесь, что он полностью жидкий, используя стальную ложку, чтобы выловить любые нерасплавленные кусочки. Научиться плавить металл в домашних условиях означает также научиться обращаться с металлическими отходами. В алюминиевых банках вы обнаружите, что остался шлак, который можно удалить шумовкой.
Аккуратно щипцами снимите крышку и вытащите тигель из плавильной печи. Ваш комплект может быть разработан с учетом особого способа извлечения тигля, но вы также можете использовать для этого шага щипцы и ложку. Крепко держите тигель щипцами и используйте ложку, чтобы наклонять и направлять тигель, пока вы заливаете непосредственно в форму. Сейчас высока вероятность возгорания, так что надевайте перчатки! Положите пустой тигель на кирпич или камень, чтобы он остыл, и подождите, пока металл затвердеет внутри формы.
Когда изделие достаточно остынет, чтобы его можно было извлечь из формы, снова используйте щипцы, чтобы вытащить изделие. Он все равно будет очень горячим, поэтому сразу же положите его в ведро с водой.
У вас упал шланг в скважину и у вас не получается его вытащить из нее? Конечно сразу возникают мысли“ Как вытащить шланг из скважины”? К сожалению данная проблема является довольно распространенной и серьезной. Чтобы справится с этим ненастьем важно соблюдать технику и аккуратность, иначе можно значительно навредить и шланг и даже скважину.
Прежде, чем начать действовать самостоятельно, важно получить консультацию у специалиста, иначе последствия могут быть печальны. Специалисты знают точно, как поднять шланг и не повредить ваше оборудование.
Когда пытаетесь достать из скважины шланг важно помнить, что нельзя прилагать больших усилий, иначе вы легко порвете шланг. Никаких домкратов, лома, палок и прочего не предназначенных для этого устройств самостоятельно применять нельзя. Если возникла такая проблема, то в первую очередь важно не навредить, поскольку перейти границу очень легко. Даже, если вы проконсультировались как вытащить шланг из скважины, у знакомого, который уже сталкивался с такой проблемой и советует применить различные самодельные устройства. Дело в том, что в зависимости от внешних причин, методы извлечения шланга так же разнятся.
Квалифицированный специалист всегда знает о том, что без предварительной диагностики и без не необходимого оборудования приступать к такой работе нельзя, сначала важно разобраться почему не удается поднять шланг.
Существует несколько основных случаев, когда необходимо достать шланг из скважины:
— При проведении ремонта;
— При замене насоса.
Если вы задались вопросом, как вытащить шланг из скважины, то скорее всего вы уже столкнулись с одной из проблем, по которым не получается извлечь шланг из шахты.
Чаще всего шланг обрывается во время подъема насоса и они вместе падают вниз. Шланг возможно вернуть только используя специальные крюки. Многие владельцы автономных скважин не задумываются о том, как вытащить шланг из скважины аккуратно, а зря. Зачастую именно из-за невнимательности и неаккуратности происходит повреждение шланга при извлечении его из проблемного участка.
Есть пять распространенных ситуаций из-за которых не получается вытащить шланг из скважины:
— Трос сильно провисает;
— Сильное заиливание скважины имеющая песчаное дно;
— Известняковые отложения;
— Помеха со стороны посторонних предметов в скважине;
— Обрыв троса.
С первой причиной, провисанием троса справиться довольно просто. В этой ситуации достаточно лишь предотвратить проблемы. Для предотвращения провисания нужно подвязывать трос при спуске в скважину, Подвязка осуществляется каждые два-три метра.
Вторая причина связанная с заиливанием связана с нерегулярной работой водяной скважины. В таком случае шланг может застрять в иле.
Третья причина это отложения известняка. Известняк может нарастать, как на стенках скважины, так и на насосе и на шланге. Наросты бывает доходят до пяти сантиметров и тем самым мешают достать шланг из скважины и тем самым становится не понятно как вытащить шланг из скважины. При такой проблеме можно промыть скважину под сильным напором воды. Если это не помогло, то применяются специальные химические средства или хотя бы народные средства против накипи.
Четвертая причина является довольно сложной при решении сложившейся проблемы. Но к счастью легко предотвратима. Зачастую в обсадную трубу могут попасть различные детали или даже мусор, но чтобы этого избежать достаточно провести тщательную подготовку к подъему оборудования, не держите посторонние предметы рядом с проведением работ. Если же вы не уследили и в шахту попал инородный предмет, то безопаснее всего вызвать бригаду специалистов, они знают точно, как вытащить шланг из скважины.
Но самый тяжелый случай развития событий, это пятая причина, если обрывается подъемный трос и насос вместе со шлангом падает на дно скважины. В таком случае медлить нельзя, необходимо взять в руки прут из металла нужной длины, который дотянется до агрегата. На прут закрепляется специально предназначенная для таких ситуаций насадка в форме штопора. На другой конец прикрепляется штанга из металла, которая дает возможность вращать конструкцию. Затем прут опускается с насадкой в шахту скважины. С применение металлической штанги пытаемся вкрутить штопор в корпус насоса со шлангом. Если это действие привело к успеху, то поднимаем насос с шлангом и тросом.
Такой способ достаточно сложно реализовать без профессиональной подготовки и подходит для скважин имеющих не большую глубину. С глубокими скважинами данный метод не эффективен. К сожаление даже, если вы смогли достать насос со шлангом из скважины таким способом, то он больше не будет в рабочем состоянии и подлежит полной замене. Возникает логичный вопрос “Как вытащить шланг из скважины вместе с насосом так, чтобы не повредить оборудование?”. На этот вопрос может ответить специалист только после осмотра скважины. Бывают случаи, когда невозможно достать насос со шлангом без повреждений и в таких ситуациях есть два выхода:
— Бурение новой скважины и произвести консервацию старой скважины;
— Извлечь насос со шлангом по частям, предварительно раздробив его специальной бурильной машиной.
Как вытащить шланг из скважины в таком тяжелом случае решать только хозяину. Всё зависит от скважины. Иногда легче пробурить новую скважину, чем решать проблемы старой.
Рекомендации для предотвращения падения и застревания шланга:
— Всегда используйте качественный и крепкий трос;
— Используйте цельный шланг, не берите шланг состоящий из нескольких частей;
— Выбирайте насос исходя из габаритов обсадной трубы, он должен быть меньше на две трети;
— Устанавливайте оголовок, он защитит от попадания инородных предметов в скважину.
Надеемся с вами не случится подобных неприятностей и не придется задаваться вопросом о том, как поднять шланг из шахты скважины. Но если такая неприятная ситуация все таки возникла, то лучшее решение будет обратиться к специалистам своего дела.
С вопросом: «Как достать оборвавшийся шланг из скважины?» — в нашу компанию обращается множество клиентов. К сожалению, но справиться с этой задачей самостоятельно, не повредив насосное оборудование, практически невозможно. Многие люди, решив испробовать свои силы, предпринимают несколько попыток, однако добиться положительного результата им не удается. Тогда, так или иначе, приходится прибегнуть к вызову специализированной компании, которая и поможет вам извлечь из скважины оборвавшийся шланг и насосное оборудование.
Причиной обрывания шланга может служить множество факторов:
Провисание троса;
Заиливание скважины;
Отсутствие технического ухода;
Износ шланга;
Несоответствие характеристик насоса мощности шланга;
Попадание посторонних предметов.
У каждой проблемы есть свой способ решения. Наша компания разработала систему подходов к выполнению работы в зависимости от причины возникновения проблемы. Так при провисании троса, мы используем специальные устройства, которые позволяют медленно и аккуратно извлечь оборвавшийся шланг, никак не задев насосное устройство.
Заиливание скважины — довольно распространенная причина. По статистике она и является одной из самых главных, приводящих к обрыву шланга. В случае заиливание шланг и насос оказываются в песчаной смеси, из которой их тяжело извлечь. Для того чтобы уменьшить объем давления песка на доставаемые элементы, следует избавиться от иловых отложений. Сделать это можно с помощью их предварительной размывки пожарным шлангом. После того, как специалисты избавились от всех загрязнений, используя специальную технику, мы постепенно извлекаем оборвавшийся шланг.
Попадание посторонних предметов считается самой опасной, но, в свою очередь, и самой легко решаемой проблемой. Очень часто в обсадную трубу попадают различный мусор: бутылки, крепежи, обрезки, камни, которые в ходе падения наносят вред шлангу и обрывают его. При извлечении оборвавшегося шланга из скважины для начала стоит достать посторонние предметы. Сделать это можно как самостоятельно, так и с помощью профессионалов. Затем стоит преступить к процедуре изъятия шланга, при производстве которой без помощи специалистов не обойтись.
Этапы извлечения шланга
Еще одним вариантом, как достать оборвавшийся шланг из скважины на воду, может послужить использование электрокабеля. В данном случае процедура извлечения шланга имеет следующий алгоритм:
Необходимо взять прут, изготовленный из металла, длинной, соответствующей глубине скважины.
На прут следует прикрепить специальную насадку в виде штопора. Стоит отметить, что насадка должна быть меньше диаметра трубы, т.к. должна без препятствий проходить в скважину.
Следует опустить прут в скважину и постепенно вкрутить «штопор» в оборвавшийся шланг.
Этот метод изъятия шланга можно попробовать сделать своими руками. Но поиск специального «штопора» займет время и оставит ваш дом без воды на некоторое время. Это принесет не удобства как вам, так и всей вашей семье. Чтобы избежать данной ситуации и неприятных эмоций, мы рекомендуем обратиться в нашу компанию.
Окуратно с самоделкой
Так же многие владельцы частных домов пытаются извлечь оборвавшийся шланг с помощью крюков. У многих это получается, однако в процессе того, когда они пытались поймать шланг в скважине, был нанесен вред насосному оборудованию. Подручное устройство насквозь пробивает насос. Это приводит к тому, что без помощи специализированной компании не обойтись.
О нашей компании
Наша компания предоставляет огромный спектр услуг:
Замена насосного оборудования в скважине;
Чистка скважины;
Ремонт скважины;
Проведение технического обслуживания скважины;
Профилактические работы.
Наша компания занимается данными видами деятельности в течение нескольких лет.Специалисты нашей компании имеют высокую квалификацию и богатый опыт, что позволяет им выполнять работу на высшем уровне. За период нахождения на отечественном рынке мы смогли выработать четкую тактику работы и проверить ее на практике. Сотрудники нашей компании постоянно получают новые знания в сфере обслуживания скважин и усовершенствуют старые навыки. Так же стоит отметить, что в настоящее время фирма имеет в наличии большой арсенал современной техники, необходимой для проведения эффективной работы.
Видеодиагностика скважины
Перед началом работ мы проводим диагностику скважины и даем рекомендации по ее правильной эксплуатации!
Задача — как достать оборвавшийся шланг из скважины – довольно распространена. Как известно, легче предотвратить появление проблемы, чем решать пути и методы ее решения. Специалисты нашей компании разработали список рекомендаций, которые позволят увеличить срок эксплуатации скважины:
Выбирайте насосное оборудование, габариты которого будут соответствовать мощности шланга;
Проводите своевременно техническое обслуживание;
Не жалейте средств на профилактические работы в скважине и вызов специализированной компании;
Не используйте шланг из нескольких кусков, так как он с легкостью может порваться на одном из стыков.
Ремонт и профилактика вовремя
Придерживаясь довольно простых правил можно значительно продлить срок эксплуатации скважины. Стоит уточнить, что жертвуя обслуживанием одного элемента системы водоснабжения, вы приносите вред другому.
Наша компания является одной из ведущих в Московской области. За нашими плечами сотни качественно выполненных работ и довольных заказчиков. Мы сформировали постоянную базу клиентов, которые обращаются к нам за услугами технического обслуживания. Мы разработали уникальную стоимость наших услуг, которой нет ни у одной компании, работающей в этой сфере. Так же наши менеджеры постоянно придумывают различные бонусы и проводят бесплатные консультации о причинах возникновения проблем в скважине и путях их решения.
Ситуация, когда погружное оборудование стопорится в скважине, не редкая. И причины этому могут быть разные. Рассмотрим, как достать насос из скважины в любом из случаев самостоятельно, не прибегая к услугам специалистов. А также разберем распространенные ошибки, которые совершаются по неграмотности.
Источники проблем застревания при подъеме
Вариант, когда погружное оборудование может заклинится в скважине из-за своих габаритов, попросту невозможен. Ведь модель насоса (с нужными размерами) подбирается еще до спуска в обсадную трубу. Поэтому проблемы возникают, как правило, при вынужденном подъеме уже работающего агрегата.
Погружная помпа поднимается на поверхность:
в случае поломки, для устранения неисправностей;
для плановых профилактических работ;
в случае замены на новое оборудование;
когда нужно поменять промывочный агрегат на постоянный.
Как достать насос из скважины, если он застрял там, хорошо знает специалист. Профессионалы регулярно занимаются подъемом заклинившего оборудования, поэтому решают подобные проблемы быстро и качественно. Но и стоимость их услуг довольно высока. Рассмотрим, как можно сэкономить семейные средства и вытащить насос самостоятельно.
При подъеме провис кабель
Многие владельцы забывают синхронизировать стальной трос, шланг и электрический кабель между собой. Поэтому при вытягивании насоса из скважины за строп, провод питания может провиснуть, если его также одновременно не подтягивать. И часто создается ситуация, когда на кабеле образуется петля, в которую и попадает корпус помпы.
Для устранения проблемы необходимо:
Снова погрузить помпу на самое дно.
Выровнять петлю. Для этого нужно раскачивать трос, одновременно подтягивая кабель.
Аккуратно возобновить подъем, отслеживая, чтобы провода и шланги также равномерно покидали обсадную трубу.
Для избегания возникновения подобной проблемы в будущем, необходимо синхронизировать электрокабель и трос между собой. Легче всего применить хомуты, связывая строп и провод на протяжении всей длины с шагом в 1-1,5 метра. А если необходимо, то таким же способом присоединить к ним и водопроводный шланг.
Заиливание скважины
Если у колодца песчаное дно, то со временем происходит заиливание оборудования. Это чаще всего случается, когда много лет пренебрегают выполнением профилактических работ. Ведь гидротехническое сооружение необходимо ежегодно чистить.
Если по этой причине застрял насос в скважине, вытащить его может быть очень трудно. Потому что иловые наносы имеют свойство с годами превращаться в камень. А когда затвердело уже давно и крепко, придется потратить немало времени, чтобы вырвать оборудование из плена.
Для начала нужно попробовать вытащить помпу из ловушки, применяя небольшие усилия. Необходимо попеременно натягивать трос и снова отпускать его. При этом пытаться еще и раскачивать его из стороны в сторону.
Если попытки окончились неудачей, то придется размывать илистый капкан. Для этого в обсадную трубу подается поток воды под давлением. А попросту, на дно опускается шланг и включается вода. Размокать отложения могут от 2 часов до 2 суток.
Периодически нужно пытаться вытащить застрявший насос, применяя вышеописанный метод. Не забывая раскачивать трос. А для эффективного и быстрого размытия иловых наносов поможет дополнительный насос, установленный на поверхности. Он создаст необходимое давление, которое поможет разрушить твердые отложения.
Если скважина в известняке
Самый проблемный случай, поскольку порода содержит много солей, которые при взаимодействии с кислородом, дают твердый осадок. Причем эти отложения скапливаются не только на стенах скважины, они покрывают корпус погружного насоса. А толщина наслоений нередко достигает нескольких сантиметров.
Увеличение габаритов помпы приводит к тому, что ее заклинивает в обсадной трубе. И пока эти отложения не удалить, сдвинуть помпу с места не представляется возможности. Механическим путем это сделать нельзя. И если насос застрял в скважине, как достать его подскажет бытовая химия.
Возможные действия:
Направить на корпус погружной помпы сильный поток воды, созданный дополнительным поверхностным насосом. Это поможет при минимальных отложениях.
Залить скважину водой, в которой предварительно растворить уксусную или лимонную кислоту. Способ подойдет только при полной замене помпы на новую. Потому что вместе с известковыми отложениями, кислота повредит внутренности насоса.
Растворить в горячей воде средства от накипи и вылить полученную жидкость в скважину. При этом эксперты рекомендуют включить насос и закольцевать поток.
Следует сказать, что с одного раза может и не получиться. Иногда нужно пару раз повторить все действия. А это будет очень накладно. Например, для одного промывания с помощью средств от накипи, последних нужно не меньше 20 пачек.
Повреждение стенок скважины
Стенки обсадной трубы могут иметь дефекты. Такие, как вмятины или грубые внутренние сварочные швы. Помпа при подъеме может зацепиться за такое препятствие. Рассмотрим, как вытащить насос из скважины в этом случае.
Необходимо изменить положение оборудования внутри трубы. Для этого начинают вращать трос в любую из сторон. При этом нужно немного стравить последний, а затем пробовать пройти проблемный участок.
Следует сказать, что при сильной деформации трубы, когда ее внутренний диаметр оказывается меньше габаритов насоса, с ситуацией не справится даже профессионал. В этом случае поможет только полная замена всей конструкции обсадной колонны с выполнением рекомендуемых технологических норм.
Инородные тела
Если упавший предмет расклинил насос в трубе, то стоит всеми способами аккуратно пошевелить помпу. Возможно, что инородное тело проскользнет вниз и достать насос из скважины будет уже несложно. Если оборудование не может двигаться, то следует попробовать осторожно сдвинуть его при помощи жесткого троса.
Когда инородный предмет расклинило в трубе и это мешает вытащить насос, то не стоит пытаться сдвигать преграду, из-за всех сил натягивая трос. Лучше опустить оборудование на дно. А затем попробовать вытащить застрявший предмет с помощью проволочного крюка или веревочной петли.
Когда все способы будут перепробованы и это не принесет результатов, следует прекратить самостоятельные действия. Необходимо вызвать специалистов и быть готовым к том, что в худшем случае придется менять обсадную колонну.
Оборудование перекосило
Бывает так, что застрял насос в скважине из-за элементарного перекоса. Причиной последнего может быть резкое натяжение троса. Или провисание кабеля, если он не синхронизирован со стропом. Еще такое возможно, если подъем оборудования выполняется электрическим проводом в виду отсутствия страховочного линя.
В этом случае необходимо сразу же оставить попытки вытянуть насос наверх. Нужно ослабить натяжение и постараться вернуть оборудование в первоначальное положение. Для этого можно выполнить вращение или раскачку в разные стороны.
Оборвался трос
Самый простой способ, это попробовать вытащить насос, потянув за электрический кабель. За шланг тащить бесполезно, потому его крепление к штуцеру не такое мощное, как у проводов. Для последних нередко предусмотрена подстраховка. Кабель фиксируется к корпусу помпы специальным хомутом. И в этом случае это может позволить вытащить оборудование наверх, если его не расклинит в трубе из-за перекоса.
Но если провода тоже оборвались и при этом упал насос в скважину на самое дно, можно попробовать еще два способа. Самостоятельно зацепить его крюком, привязанным к веревке. Или вызывать профессионалов со специальным инструментом.
Он представляет собой импровизированный штопор на конце длинного металлического прутка. Такое приспособление, при соответствующем опыте и сноровке, позволит достать оборудование со дна скважины. Но нужно быть готовым, что оно будут безнадежно испорчено.
А еще существует вероятность, что попытки ни к чему не приведут. Тогда будет предложено доставать насос по частям. Предварительно разбив его бурением. А стоимость такого решения ненамного меньше, чем пробить новую скважину. И выбор остается за владельцем участка.
Распространенные ошибки при самостоятельном доставании
Краткий список того, чего делать нельзя ни в коем случае:
Прилагать значительные усилия, если оборудование застряло. Это приведет к еще большему заклиниванию. Или к обрыву троса со всеми неприятными последствиями, что описывались ранее.
Использовать штурмовые кошки. Обычно это приводит к тому, что в обсадной трубе остается, как застрявший насос, так и приспособление, которым его пытались зацепить.
Привязывать к веревке лом и им пытаться пробить затор. Когда этот кусок железяки упадет в скважину, на дальнейшее использование последней уже можно не надеяться.
Коротко о главном
Главное при такой неприятности сохранить полное спокойствие и не делать резких движений. Последние вообще должны быть плавными и без чрезмерных усилий. Иначе можно еще больше заклинить оборудование в обсадной колонне.
Необходимо ослабить натяжение, немного опустить насос в трубе и всеми способами заставить его поменять положение. Возможно его перекосило или он зацепился за какой-нибудь дефект внутри скважины. А вот, если все попытки ни к чему не приводят, то придется обращаться к профессионалам.
автор
Фомина Виктория
скважинный насос — Случайно оставил шланг и теперь нет давления
спросил
Изменено 2 года, 6 месяцев назад
Просмотрено 19 тысяч раз
Вчера я включил шланг, чтобы наполнить бассейн. Мы запускаем его около часа через день.
Я отвлекся и совсем забыл о воде, и она оставалась включенной примерно 5 часов.
У нас есть артезианская скважина с погружным насосом. Мы перестали использовать воду в доме на 24 часа, и я вижу воду в скважине, которую мы не могли видеть вчера, но вода в доме выходит, но без давления.
У нас всегда была городская вода, пока мы не переехали сюда 4 года назад и понятия не имеем, что это может быть.
скважинный насос
12
Пришел мой сосед, и мы обнаружили, что фильтр забит.
Когда мы установили новый фильтр, вода заработала.
4
Подводя итог всему этому… Вы обнаружили забитый фильтр, который вызывал проблему. Поздравляем!
Мы все должны быть осторожны, давая советы в подобных ситуациях, не зная больше. Существует много типов систем водоснабжения: старые, вырытые вручную колодцы; Цистерны; Скважины поверхностные; буровые скважины со стальной обсадной трубой; Пружины, питающие сборную емкость, из которой откачивается; и кто знает что еще. Мы узнали, что это был погружной насос, но на самом деле мало что знали о скважине. Пожалуйста, не ругайте меня за это предложение. Мы полезные люди, иначе нас бы здесь не было. Тем не менее, совет должен быть твердым.
У всех колодцев есть свои особенности, основанные на географии подземной части. Это влияет на скорость, с которой скважина может «производить» воду. Акк прав, он перезарядится. Произведенная перекачка могла вызвать взбалтывание осадка на дне колодца, для очистки которого может потребоваться некоторое время. Оператору, возможно, придется некоторое время неоднократно очищать фильтр.
Я бы также предложил ОП, чтобы они лучше ознакомились со своей системой. Может быть, попросите авторитетного специалиста по колодцам/насосам оценить их систему и узнать, как управлять системой водоснабжения на месте.
2
Возможно, забит фильтр на входе в насос. В начале проходит достаточно воды, но перекачка приводит к тому, что мусор быстро забивает фильтр, снижая давление.
Вода в отливке на дне теперь могла иметь много мусора, забивающего фильтр на входе водопровода на дне колодца.
У нас есть скважина с низкой производительностью, и я установил электронное устройство «Pump Saver», которое определяет, когда насос не работает (всасывает воздух или нет подачи), и отключает его. Он остается выключенным в течение регулируемого периода времени. Эти устройства стоят около 200 долларов, но они действительно могут окупиться за счет сэкономленных насосных двигателей.
2
Вода может течь так быстро под землей только потому, что она течет через почву. Это отличается от надземного, где поток может продолжать увеличиваться, становясь быстрее, глубже или шире.
Возможно, вы забрали больше воды, чем колодец может дать за указанное время. Для его восстановления требуется время, потому что почва и профиль воды вокруг вашего колодца подвергаются воздействию на некотором расстоянии от колодца. Чтобы визуализировать, представьте, что пылесос всасывает воду с пола, он всасывает часть в общей области, не затрагивая весь пол, а затем требуется время, чтобы окружающая вода стекла в теперь безводную область. Во время восстановительного периода воду еще можно вывести, или увидеть, но она будет не в полном объеме и истощится совсем быстрее.
Ваш колодец скоро восстановится, просто дайте ему время. Тогда не злоупотребляйте им. На самом деле, похоже, что он уже восстановился
Если у вас в доме есть вода, но нет напора, похоже, что ваш насос был поврежден, когда колодец высох. Закрытая артезианская скважина представляет собой систему под давлением, поэтому у вас есть некоторый поток воды. Ваш насос обеспечивает остальную часть давления и расхода.
Когда скважинный насос выходит из строя, он может быть поврежден. Есть его части, которые нуждаются в смазке, и смазкой является вода. Если вода уходит, уходит и смазка.
Вам нужно снять насос, проверить и, возможно, отремонтировать
2
Зарегистрируйтесь или войдите в систему
Зарегистрируйтесь с помощью Google
Зарегистрироваться через Facebook
Зарегистрируйтесь, используя электронную почту и пароль
Опубликовать как гость
Электронная почта
Требуется, но не отображается
Опубликовать как гость
Электронная почта
Требуется, но не отображается
Нажимая «Опубликовать свой ответ», вы соглашаетесь с нашими условиями обслуживания, политикой конфиденциальности и политикой использования файлов cookie
.
Какие шланги для мелкого точечного колодца?
У меня есть неглубокий точечный колодец с насосом, где вышла из строя трубка (какой-то твердый пластик) от насоса к колодцу. Образовалась точечная утечка. Вопрос, что нужно для замены? Существует ли определенный тип трубки/шланга? Я рассматривал возможность временного соединения с запасным шлангом системы охлаждения автомобиля, который у меня есть, но когда я заливаю систему, она видит полное давление воды (не уверен, что это такое, но я уверен, что предполагаю, что это может быть 60 фунтов на квадратный дюйм и Я не уверен, что шланги системы охлаждения подходят для давления больше 2,0 бар). Советы или хитрости?
скважинный насос
2
Обычно используется полиэтилен на 100 фунтов на квадратный дюйм (это черная гибкая труба с синей полосой). Вы должны использовать латунные или полиэтиленовые фитинги. Я лично избегаю нейлона только потому, что резьбовые детали изнашивают рукоятку инструмента — это особенно неприятно, когда вы собираетесь снимать его спустя годы после того, как он был надет, и вам нужно приложить большой крутящий момент: это стремится разорвать фитинг, а не ослабить его. Опять же, убедитесь, что используемый вами фитинг рассчитан на давление не менее 100 фунтов на квадратный дюйм.
Когда вы подсоедините эту трубу к фитингам, вам нужно будет нагреть ее (я предпочитаю газ MEP, но пропан тоже подойдет) настолько, чтобы она могла продолжаться (вам все равно нужно приложить немного силы). Если вы нагреете его слишком сильно до такой степени, что он растянется, вы ослабите трубу и, вероятно, вызовете утечку — если вы это сделаете, отрежьте конец и начните сначала. Используйте два зубчатых хомута из нержавеющей стали, чтобы обеспечить надежное соединение (обычно вы можете обойтись одним, но на открытом воздухе, например, в колодце, дополнительная пара зубчатых хомутов, вероятно, дешевле, чем боль, связанная с повторным ремонтом).
После этого обмотайте зажимы шестерни черной изолентой, особенно если поблизости есть провода. Это снижает вероятность того, что острые края зажимов будут тереться о провода и в конечном итоге вызывать короткое замыкание (я видел, как это случалось — помните, эти трубы будут перемещаться каждый раз, когда включается насос). Это также облегчает последующее снятие хомутов, так как они не будут заполнены грязью, насекомыми и чем-то еще. Внутри, если рядом с трубами нет проводов, в этом, как правило, нет необходимости.
Большинство систем давления отрегулированы таким образом, что они включаются при давлении 40 фунтов на квадратный дюйм и выключаются при давлении 60 фунтов на квадратный дюйм. Резервуар под давлением в вашем доме буферизует это, поэтому насос не работает постоянно (что тяжело для насосов). Вы хотите использовать трубы и фитинги с более высокими характеристиками, потому что иногда реле давления может выйти из строя и привести к тому, что насос останется включенным.



 В одиночку произвести все манипуляции довольно сложно. Однако вы можете работать в паре.
В одиночку произвести все манипуляции довольно сложно. Однако вы можете работать в паре. Она применяется в тех случаях, когда сохранение целостности стенок конструкции является принципиальным.
Она применяется в тех случаях, когда сохранение целостности стенок конструкции является принципиальным. Найти опытного мастера можно на сайте YouDo – здесь зарегистрированы высококлассные специалисты, которые легко решают такие задачи.
Найти опытного мастера можно на сайте YouDo – здесь зарегистрированы высококлассные специалисты, которые легко решают такие задачи.







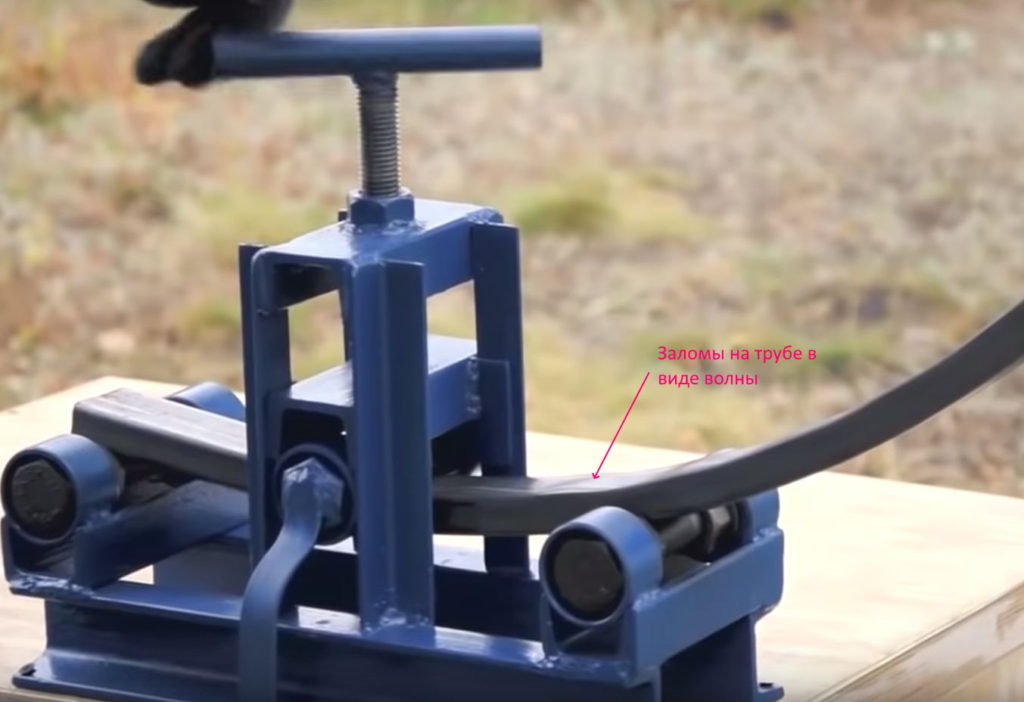




 д.
д.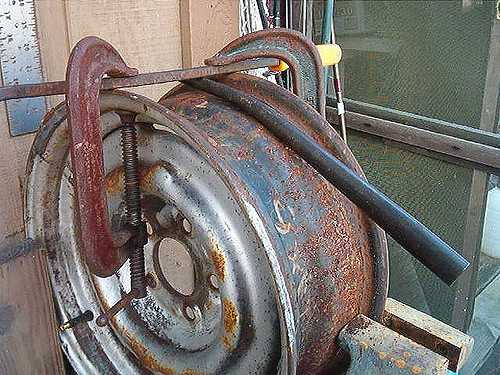




 Особенно это заметно в заготовках большого диаметра. В крупном инструменте данный недостаток проявляет себя снижением стойкости и выкрашиванием режущих элементов.
Особенно это заметно в заготовках большого диаметра. В крупном инструменте данный недостаток проявляет себя снижением стойкости и выкрашиванием режущих элементов.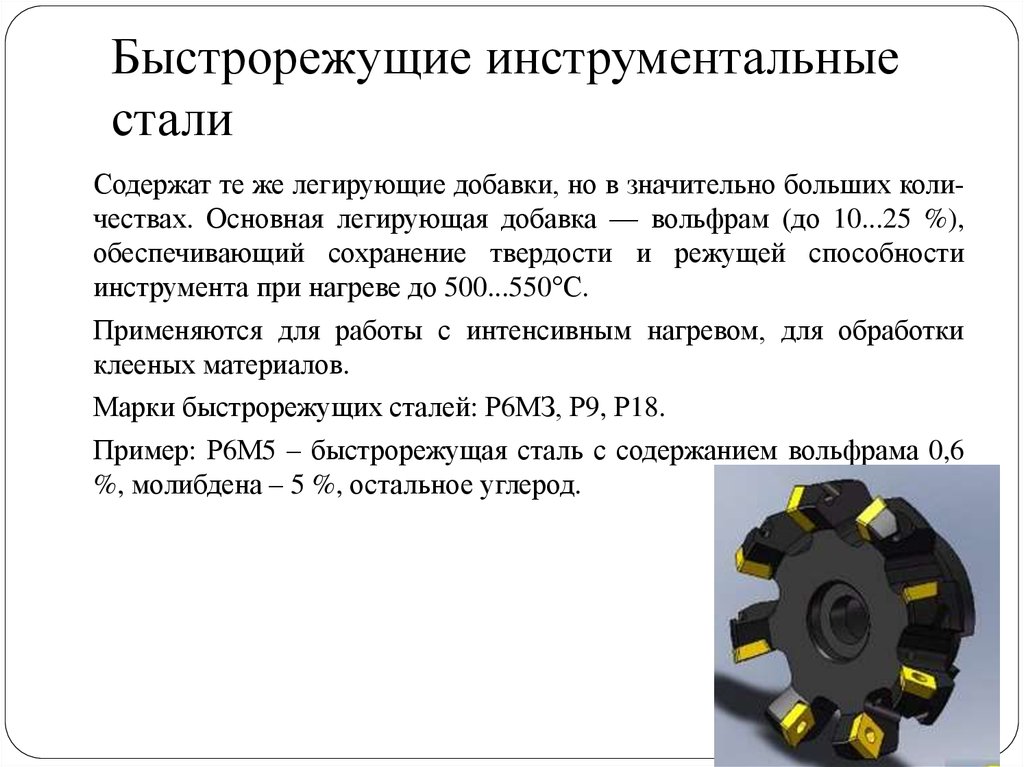 При температуре 610 °C твердость составляет HRC 59 на протяжении 4 часов.
При температуре 610 °C твердость составляет HRC 59 на протяжении 4 часов.
 Из-за избыточного количества карбидов остаточный аустенит не может полностью преобразоваться. Поэтому применяется многократный отпуск.
Из-за избыточного количества карбидов остаточный аустенит не может полностью преобразоваться. Поэтому применяется многократный отпуск.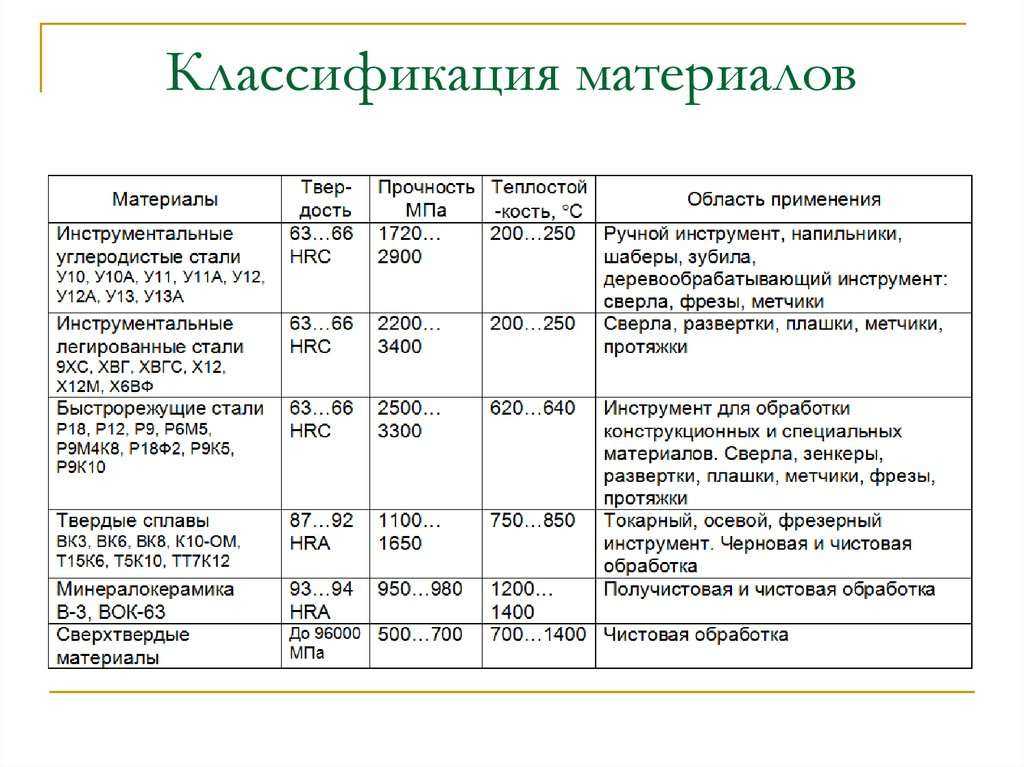 org/ListItem»>
org/ListItem»>

 Предложение будет у вас в течение 24 часов
Предложение будет у вас в течение 24 часов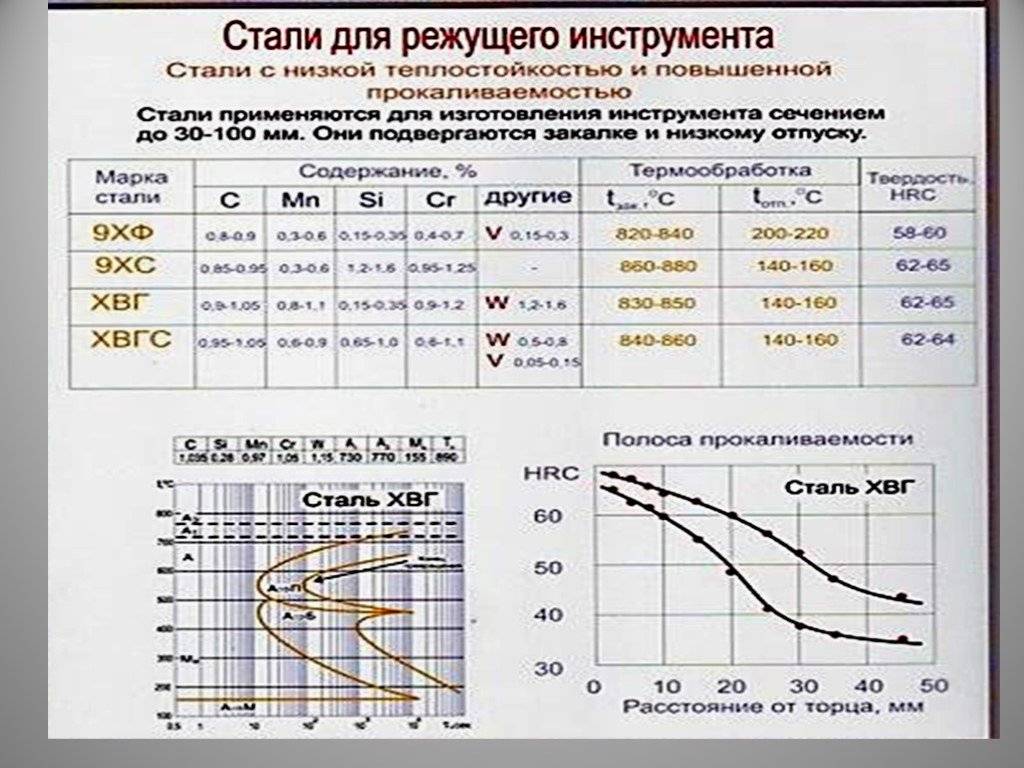 Мы помогаем нашим клиентам в разработке конструкции струн и выборе материалов, чтобы найти наилучшее сочетание продуктов для каждой скважины.
Мы помогаем нашим клиентам в разработке конструкции струн и выборе материалов, чтобы найти наилучшее сочетание продуктов для каждой скважины.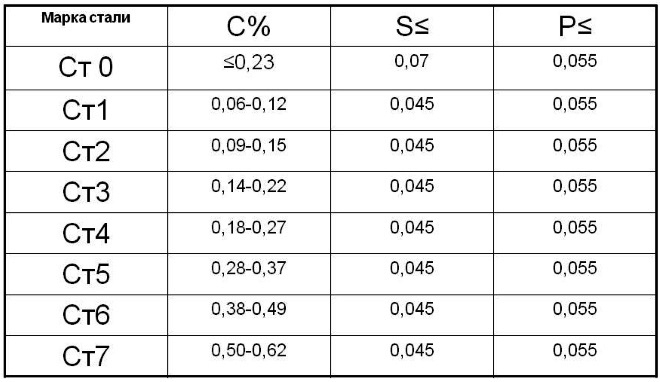 1Н80.КЛ80.1Л80 Кр13
1Н80.КЛ80.1Л80 Кр13
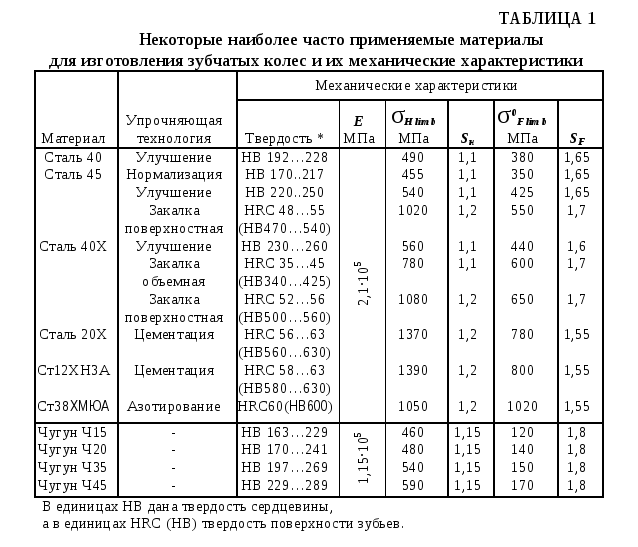


 Кроме того, по запросу мы можем применить индивидуальный технологический маршрут для повышения прочности на разрушение для этих марок стали.
Кроме того, по запросу мы можем применить индивидуальный технологический маршрут для повышения прочности на разрушение для этих марок стали.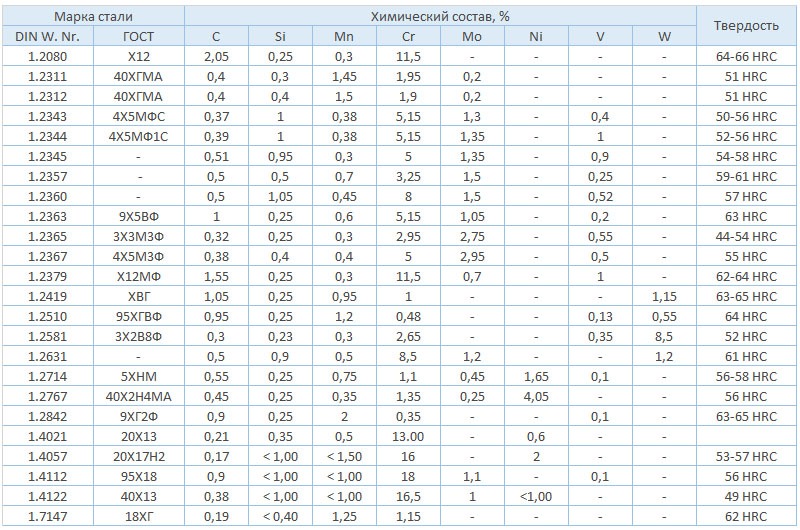




 Это значительное сокращение примерно на 37% (не хватает одной целой эскадрильи). Основной причиной этого сокращения, несомненно, являются бюджетные ограничения части ВМС Индии. Смета оборонного бюджета Индии на 2020–2021 финансовый год составляет рупий. 4 71 378 крор, однако доля военно-морского флота в этом бюджете составляет всего рупий. 49623 крор. Из них только рупий. 26 688 крор — это капиталовложения, которые примерно переводятся в 3,56 миллиарда долларов в год (примерно 23,5% от общего объема капиталовложений).
Это значительное сокращение примерно на 37% (не хватает одной целой эскадрильи). Основной причиной этого сокращения, несомненно, являются бюджетные ограничения части ВМС Индии. Смета оборонного бюджета Индии на 2020–2021 финансовый год составляет рупий. 4 71 378 крор, однако доля военно-морского флота в этом бюджете составляет всего рупий. 49623 крор. Из них только рупий. 26 688 крор — это капиталовложения, которые примерно переводятся в 3,56 миллиарда долларов в год (примерно 23,5% от общего объема капиталовложений). почти все капитальные ассигнования ВМС Индии на следующие несколько лет.
почти все капитальные ассигнования ВМС Индии на следующие несколько лет.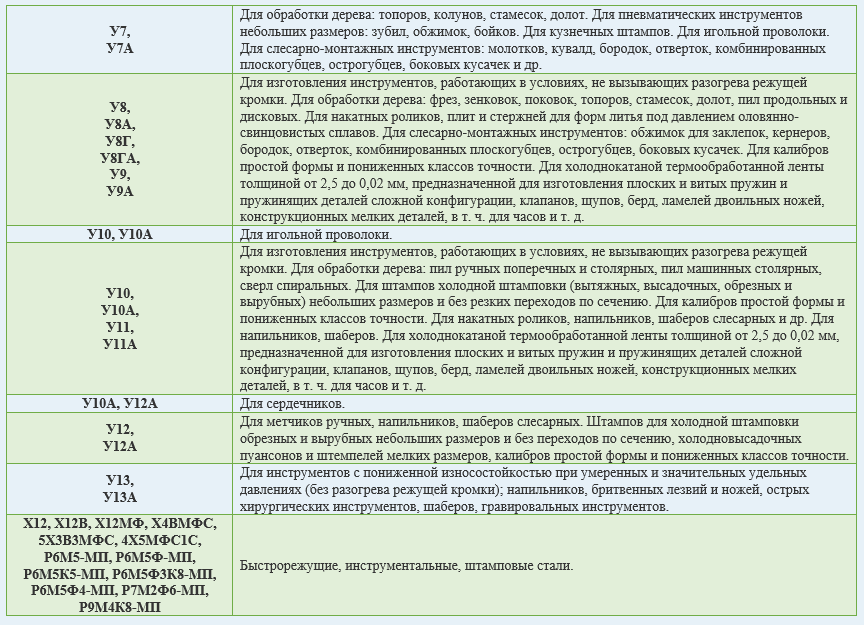


 Наиболее широко пайка применяется в радиотехнике, электронике, при соединении деталей гидравлических систем (пайка трубок и штуцеров) и т.д.
Наиболее широко пайка применяется в радиотехнике, электронике, при соединении деталей гидравлических систем (пайка трубок и штуцеров) и т.д.

 01.01. «Устройство автомобилей»
01.01. «Устройство автомобилей»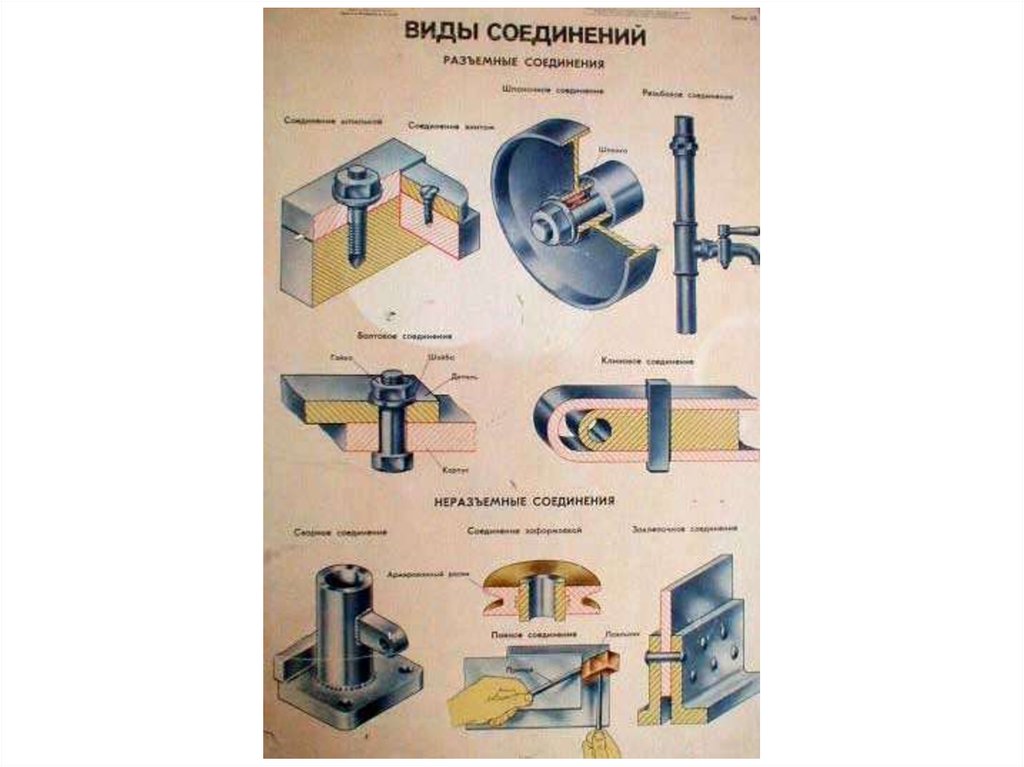 Соединения деталей, применяемые в машино- и приборостроении, делят на подвижные (обеспечивающие перемещение одной детали относительно другой) и неподвижные (в которых две или несколько деталей жестко скреплены друг с другом без возможности перемещения относительно друг друга). Наличие подвижных соединений в машине обеспечивает относительное перемещение деталей, предусмотренное её кинематической схемой, таким образом, взаимное положение между соединяемыми деталями может изменяться во время работы. При неподвижных соединениях взаимное расположение соединяемых деталей и узлов остается неизменным.Неподвижные соединения позволяют расчленить машину на узлы и детали для того, чтобы упростить производство, облегчить сборку, ремонт, транспортировку и т.п.
Соединения деталей, применяемые в машино- и приборостроении, делят на подвижные (обеспечивающие перемещение одной детали относительно другой) и неподвижные (в которых две или несколько деталей жестко скреплены друг с другом без возможности перемещения относительно друг друга). Наличие подвижных соединений в машине обеспечивает относительное перемещение деталей, предусмотренное её кинематической схемой, таким образом, взаимное положение между соединяемыми деталями может изменяться во время работы. При неподвижных соединениях взаимное расположение соединяемых деталей и узлов остается неизменным.Неподвижные соединения позволяют расчленить машину на узлы и детали для того, чтобы упростить производство, облегчить сборку, ремонт, транспортировку и т.п. К разъемным неподвижным соединениям относятся резьбовые, штифтовые, шпоночные, шлицевые, а также соединения, осуществляемые переходными посадками. Разъемные подвижные соединения имеют подвижные посадки (посадки с зазором) по цилиндрическим, коническим, винтовым и плоским поверхностям.
К разъемным неподвижным соединениям относятся резьбовые, штифтовые, шпоночные, шлицевые, а также соединения, осуществляемые переходными посадками. Разъемные подвижные соединения имеют подвижные посадки (посадки с зазором) по цилиндрическим, коническим, винтовым и плоским поверхностям.
 Предохранение винтов и гаек от потери
Предохранение винтов и гаек от потери de
de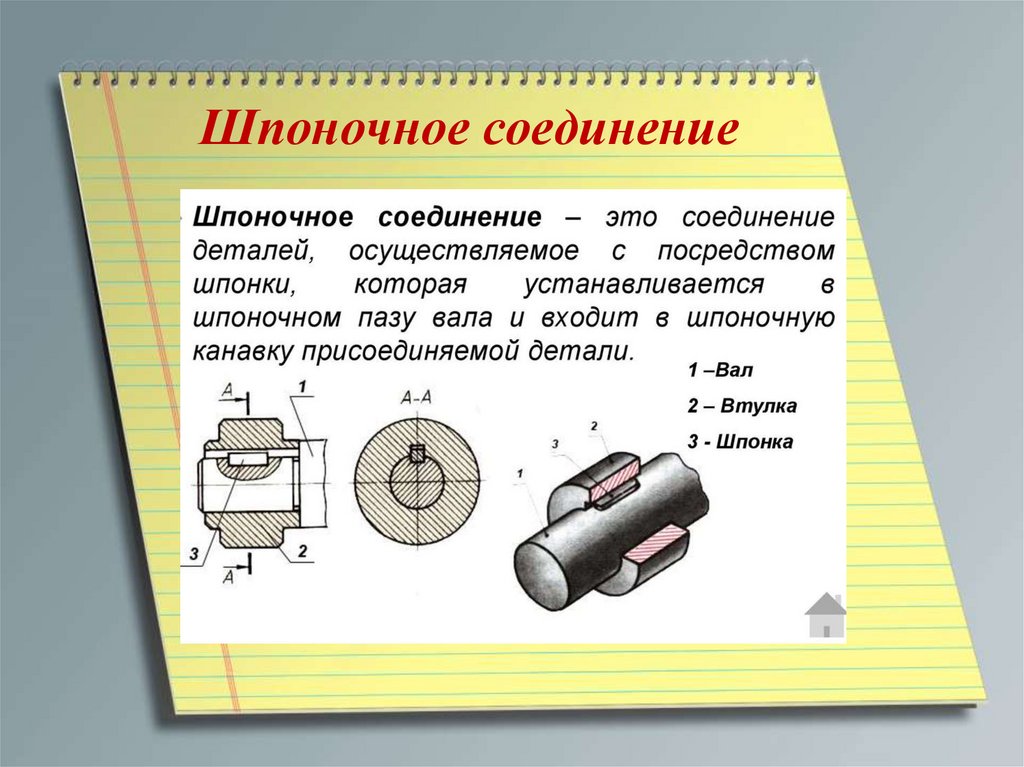 предмет мебели
предмет мебели  ]
]

 ]
] Говоря о сумме, следует использовать «большую часть». Пример: большая часть (не большая часть) урожая была спасена.
Говоря о сумме, следует использовать «большую часть». Пример: большая часть (не большая часть) урожая была спасена.




 Очень важно определить место, где сделать сверление.
Очень важно определить место, где сделать сверление.
 Акриловый камень – материал, который легко шлифуется для удаления дефектов.
Акриловый камень – материал, который легко шлифуется для удаления дефектов.
 ru/wp-content/uploads/2019/02/53.jpg
ru/wp-content/uploads/2019/02/53.jpg  В процессе работы будет выделяться большое количество стружки. Искусственный камень имеет в своем составе пластик, имеющий неприятный запах. Поэтому лучше использовать защитные маски.
В процессе работы будет выделяться большое количество стружки. Искусственный камень имеет в своем составе пластик, имеющий неприятный запах. Поэтому лучше использовать защитные маски.

 Выбивается пробка сверху, с лицевой стороны. Далее используется рашпиль, с помощью которого можно сгладить края. Такой способ подходит не для всех видов раковин, но является более простым. С ним может справиться даже новичок, ни разу не державший в руках инструмент.
Выбивается пробка сверху, с лицевой стороны. Далее используется рашпиль, с помощью которого можно сгладить края. Такой способ подходит не для всех видов раковин, но является более простым. С ним может справиться даже новичок, ни разу не державший в руках инструмент. Ставня висела на одном гвозде из-за урагана и качалась горизонтально перед нашим окном. (Я уверен, что соседям было любопытно, почему мы оставили его там висеть почти неделю).
Ставня висела на одном гвозде из-за урагана и качалась горизонтально перед нашим окном. (Я уверен, что соседям было любопытно, почему мы оставили его там висеть почти неделю).

 Вставьте сверло в дрель
Вставьте сверло в дрель Закрепите кирпич или бетон
Закрепите кирпич или бетон Пилотное отверстие также защищает окружающее пространство. Кедр, например, треснет и расколется, если вы попытаетесь вкрутить шурупы без направляющего отверстия.
Пилотное отверстие также защищает окружающее пространство. Кедр, например, треснет и расколется, если вы попытаетесь вкрутить шурупы без направляющего отверстия.
 Это был буквально мой первый опыт сверления кирпича! То, что когда-то казалось таким пугающим, вдруг перестало казаться таким уж большим делом. Всегда все бывает в первый раз, верно? 🙂
Это был буквально мой первый опыт сверления кирпича! То, что когда-то казалось таким пугающим, вдруг перестало казаться таким уж большим делом. Всегда все бывает в первый раз, верно? 🙂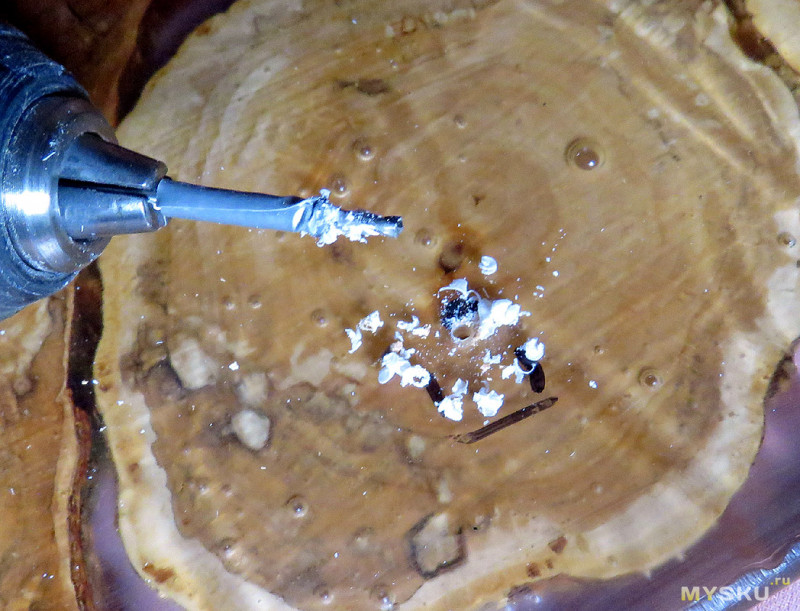 Я знал, что после успешного сверления этого кирпича я был готов взяться за висящие пластиковые жалюзи в моем доме.
Я знал, что после успешного сверления этого кирпича я был готов взяться за висящие пластиковые жалюзи в моем доме.

 Создавая панели из цветного бетона, мы можем создавать красивые и однородные цветовые оттенки, которые отражают (и даже превосходят) натуральный камень. Кроме того, узоры нашего искусственного камня разрабатываются вручную, чтобы выглядеть так же реалистично, как куски камня, найденные в карьере. На самом деле, даже опытным подрядчикам может быть трудно отличить этот тип облицовки из искусственного камня от настоящего камня! Кроме того, цветной бетон легче по весу и с ним легче работать, чем с настоящим камнем.
Создавая панели из цветного бетона, мы можем создавать красивые и однородные цветовые оттенки, которые отражают (и даже превосходят) натуральный камень. Кроме того, узоры нашего искусственного камня разрабатываются вручную, чтобы выглядеть так же реалистично, как куски камня, найденные в карьере. На самом деле, даже опытным подрядчикам может быть трудно отличить этот тип облицовки из искусственного камня от настоящего камня! Кроме того, цветной бетон легче по весу и с ним легче работать, чем с настоящим камнем. Во-первых, эти легкие пластиковые материалы не очень похожи на камень вблизи, и они, конечно же, не могут соответствовать отчетливой текстуре камня. Вдобавок ко всему, сами материалы хрупкие, и было показано, что они трескаются и откалываются в элементах — чего не делают бетон и камень!
Во-первых, эти легкие пластиковые материалы не очень похожи на камень вблизи, и они, конечно же, не могут соответствовать отчетливой текстуре камня. Вдобавок ко всему, сами материалы хрупкие, и было показано, что они трескаются и откалываются в элементах — чего не делают бетон и камень!
 При использовании собственных шаблонов, смещение должно быть рассчитано и учтено в конструкции. Рассмотрим простую формулу для расчета смещения, если своими словами, то: (наружный диаметр направляющей втулки — диаметр фрезы)/2. Например, копировальная втулка имеет диаметр 30 мм, а фреза диаметр 10 мм, тогда получаем смещение по формуле (30-10)/2 = 10 мм. Если вы до сих пор не поняли, то самый простой способ понять это, установите фрезу и копировальную втулку на ваш фрезер, сделайте прямолинейный рез по прямолинейному краю рейки и измерьте расстояние от края реза до прямолинейного края рейки. На рисунке показана Диаграмма, иллюстрирующая приведенный расчет выше.
При использовании собственных шаблонов, смещение должно быть рассчитано и учтено в конструкции. Рассмотрим простую формулу для расчета смещения, если своими словами, то: (наружный диаметр направляющей втулки — диаметр фрезы)/2. Например, копировальная втулка имеет диаметр 30 мм, а фреза диаметр 10 мм, тогда получаем смещение по формуле (30-10)/2 = 10 мм. Если вы до сих пор не поняли, то самый простой способ понять это, установите фрезу и копировальную втулку на ваш фрезер, сделайте прямолинейный рез по прямолинейному краю рейки и измерьте расстояние от края реза до прямолинейного края рейки. На рисунке показана Диаграмма, иллюстрирующая приведенный расчет выше. Если ваши близкие в последние месяцы отправились на учения и с ними нет связи, скорее всего они участвуют в нападении на Украину с 24.02.2022. Украинскими войсками убито большое количество российских солдат, более 200 захвачено в плен. Горячие телефонные линии о том, живы ли ваши родные:
Если ваши близкие в последние месяцы отправились на учения и с ними нет связи, скорее всего они участвуют в нападении на Украину с 24.02.2022. Украинскими войсками убито большое количество российских солдат, более 200 захвачено в плен. Горячие телефонные линии о том, живы ли ваши родные: 1 Копировальное кольцо для фрезера Фиолент
1 Копировальное кольцо для фрезера Фиолент Монтируются они в отверстия с резьбой на подошве фрезера, которые там имеются. Есть отдельный класс втулок, они имеют регулировку по высоте. Их необходимо использовать там, где требуется плотное прилегание самой втулки к шаблону или правилу на предельно большой площади. Фиксируются они с помощью зажимного винта или же ввинчиваются снизу плиты. Производитель изготавливает диаметры направляющей поверхности втулки разными по величине и делает это для того, чтобы была возможность работать с различными по диаметрам фрезами, а также создавать сочетания фрез со втулками. Длина отрезка, ограниченного кромкой шаблона и линией разреза, определяется разницей диаметров направляющей плоскости копировальной втулки и цилиндра. При работе с шаблоном следует учитывать этот параметр. Длина отрезка от втулки до фрезы примерно равна 3–4 мм. Это делается для того, чтобы обеспечить свободный выход стружки, возникающей в процессе работы. Для защиты обрабатываемой детали важно, чтобы фланец и головки крепящих винтов втулки не выходили за плоскость подошвы фрезерного аппарата.
Монтируются они в отверстия с резьбой на подошве фрезера, которые там имеются. Есть отдельный класс втулок, они имеют регулировку по высоте. Их необходимо использовать там, где требуется плотное прилегание самой втулки к шаблону или правилу на предельно большой площади. Фиксируются они с помощью зажимного винта или же ввинчиваются снизу плиты. Производитель изготавливает диаметры направляющей поверхности втулки разными по величине и делает это для того, чтобы была возможность работать с различными по диаметрам фрезами, а также создавать сочетания фрез со втулками. Длина отрезка, ограниченного кромкой шаблона и линией разреза, определяется разницей диаметров направляющей плоскости копировальной втулки и цилиндра. При работе с шаблоном следует учитывать этот параметр. Длина отрезка от втулки до фрезы примерно равна 3–4 мм. Это делается для того, чтобы обеспечить свободный выход стружки, возникающей в процессе работы. Для защиты обрабатываемой детали важно, чтобы фланец и головки крепящих винтов втулки не выходили за плоскость подошвы фрезерного аппарата. Фланец втулки обязательно должен быть плоским, плотно входить в предназначенный для него паз. Перед установкой втулки необходимо очистить этот паз от стружки и смолы. Величина толщины шаблона играет важную роль в процессе работы. При этом она должна быть такой толщины, чтобы втулка не упиралась в заготовку. Это нужно для того, чтобы она выступом не портила деталь. С ее помощью можно заниматься фрезеровкой вкладышей, углублений, а также вырезать различные декоративные элементы.
Фланец втулки обязательно должен быть плоским, плотно входить в предназначенный для него паз. Перед установкой втулки необходимо очистить этот паз от стружки и смолы. Величина толщины шаблона играет важную роль в процессе работы. При этом она должна быть такой толщины, чтобы втулка не упиралась в заготовку. Это нужно для того, чтобы она выступом не портила деталь. С ее помощью можно заниматься фрезеровкой вкладышей, углублений, а также вырезать различные декоративные элементы. Для копировального кольца характерны такие свойства, как прочность, надежность, долговечность, устойчивость к износу.
Для копировального кольца характерны такие свойства, как прочность, надежность, долговечность, устойчивость к износу.
 com в полном объеме, мы рекомендуем активировать Javascript в вашем браузере.
com в полном объеме, мы рекомендуем активировать Javascript в вашем браузере. 81 шт.82 шт.83 шт.84 шт.85 шт. 86 шт.87 шт.88 шт.89 шт.90 шт.91 шт.92 шт.93 шт.94 шт.95 шт.96 шт.97 шт.98 шт.99 шт.100 шт.101 шт.102 шт 103 шт.104 шт.105 шт.106 шт.107 шт.108 шт.109 шт.110 шт.111 шт.112 шт.113 шт.114 шт.115 шт.116 шт.117 шт.118 шт.119 120 шт.121 шт.122 шт.123 шт.124 шт.125 шт.126 шт.127 шт.128 шт.129 шт.130 шт.131 шт.132 шт.133 шт.134 шт.135 шт. 136 шт.137 шт.138 шт.139140 шт.141 шт.142 шт.143 шт.144 шт.145 шт.146 шт.147 шт.148 шт.149 шт.150 шт.151 шт.152 шт.153 шт.154 шт.155 шт. 156 шт.157 шт.158 шт.159 шт.160 шт.161 шт.162 шт.163 шт.164 шт.165 шт.166 шт.167 шт.168 шт.169 шт.170 шт.171 шт.172 шт 173 шт.174 шт.175 шт.176 шт.177 шт.178 шт.179 шт.180 шт.181 шт.182 шт.183 шт.184 шт.185 шт.186 шт.187 шт.188 шт.189 190 шт.191 шт.192 шт.193 шт.194 шт.195 шт.196 шт.197 шт.198 шт.199 шт.200 шт.201 шт.202 шт.203 шт.204 шт.205 шт. 206 шт.207 шт.208 шт.209210 шт.211 шт.212 шт.213 шт.214 шт.215 шт.216 шт.217 шт.218 шт.219 шт.220 шт.221 шт.222 шт.223 шт.224 шт.225 шт. 226 шт.227 шт.
81 шт.82 шт.83 шт.84 шт.85 шт. 86 шт.87 шт.88 шт.89 шт.90 шт.91 шт.92 шт.93 шт.94 шт.95 шт.96 шт.97 шт.98 шт.99 шт.100 шт.101 шт.102 шт 103 шт.104 шт.105 шт.106 шт.107 шт.108 шт.109 шт.110 шт.111 шт.112 шт.113 шт.114 шт.115 шт.116 шт.117 шт.118 шт.119 120 шт.121 шт.122 шт.123 шт.124 шт.125 шт.126 шт.127 шт.128 шт.129 шт.130 шт.131 шт.132 шт.133 шт.134 шт.135 шт. 136 шт.137 шт.138 шт.139140 шт.141 шт.142 шт.143 шт.144 шт.145 шт.146 шт.147 шт.148 шт.149 шт.150 шт.151 шт.152 шт.153 шт.154 шт.155 шт. 156 шт.157 шт.158 шт.159 шт.160 шт.161 шт.162 шт.163 шт.164 шт.165 шт.166 шт.167 шт.168 шт.169 шт.170 шт.171 шт.172 шт 173 шт.174 шт.175 шт.176 шт.177 шт.178 шт.179 шт.180 шт.181 шт.182 шт.183 шт.184 шт.185 шт.186 шт.187 шт.188 шт.189 190 шт.191 шт.192 шт.193 шт.194 шт.195 шт.196 шт.197 шт.198 шт.199 шт.200 шт.201 шт.202 шт.203 шт.204 шт.205 шт. 206 шт.207 шт.208 шт.209210 шт.211 шт.212 шт.213 шт.214 шт.215 шт.216 шт.217 шт.218 шт.219 шт.220 шт.221 шт.222 шт.223 шт.224 шт.225 шт. 226 шт.227 шт. 228 шт.229 шт.230 шт.231 шт.232 шт.233 шт.234 шт.235 шт.236 шт.237 шт.238 шт.239 шт.240 шт.241 шт.242 шт. 243 шт.244 шт.245 шт.246 шт.247 шт.248 шт.249 шт.250 шт.251 шт.252 шт.253 шт.254 шт.255 шт.256 шт.257 шт.258 шт.259 260 шт.261 шт.262 шт.263 шт.264 шт.265 шт.266 шт.267 шт.268 шт.269 шт.270 шт.271 шт.272 шт.273 шт.274 шт.275 шт. 276 шт.277 шт.278 шт.279280 шт.281 шт.282 шт.283 шт.284 шт.285 шт.286 шт.287 шт.288 шт.289 шт.290 шт.291 шт.292 шт.293 шт.294 шт.295 шт. 296 шт.297 шт.298 шт.299 шт.300 шт.301 шт.302 шт.303 шт.304 шт.305 шт.306 шт.307 шт.308 шт.309 шт.310 шт.311 шт.312 шт. 313 шт.314 шт.315 шт.316 шт.317 шт.318 шт.319 шт.320 шт.321 шт.322 шт.323 шт.324 шт.325 шт.326 шт.327 шт.328 шт.329 330 шт.331 шт.332 шт.333 шт.334 шт.335 шт.336 шт.337 шт.338 шт.339 шт.340 шт.341 шт.342 шт.343 шт.344 шт.345 шт. 346 шт.347 шт.348 шт.349350 шт.351 шт.352 шт.353 шт.354 шт.355 шт.356 шт.357 шт.358 шт.359 шт.360 шт.361 шт.362 шт.363 шт.364 шт.365 шт. 366 шт.367 шт.368 шт.369 шт.370 шт.371 шт.372 шт.
228 шт.229 шт.230 шт.231 шт.232 шт.233 шт.234 шт.235 шт.236 шт.237 шт.238 шт.239 шт.240 шт.241 шт.242 шт. 243 шт.244 шт.245 шт.246 шт.247 шт.248 шт.249 шт.250 шт.251 шт.252 шт.253 шт.254 шт.255 шт.256 шт.257 шт.258 шт.259 260 шт.261 шт.262 шт.263 шт.264 шт.265 шт.266 шт.267 шт.268 шт.269 шт.270 шт.271 шт.272 шт.273 шт.274 шт.275 шт. 276 шт.277 шт.278 шт.279280 шт.281 шт.282 шт.283 шт.284 шт.285 шт.286 шт.287 шт.288 шт.289 шт.290 шт.291 шт.292 шт.293 шт.294 шт.295 шт. 296 шт.297 шт.298 шт.299 шт.300 шт.301 шт.302 шт.303 шт.304 шт.305 шт.306 шт.307 шт.308 шт.309 шт.310 шт.311 шт.312 шт. 313 шт.314 шт.315 шт.316 шт.317 шт.318 шт.319 шт.320 шт.321 шт.322 шт.323 шт.324 шт.325 шт.326 шт.327 шт.328 шт.329 330 шт.331 шт.332 шт.333 шт.334 шт.335 шт.336 шт.337 шт.338 шт.339 шт.340 шт.341 шт.342 шт.343 шт.344 шт.345 шт. 346 шт.347 шт.348 шт.349350 шт.351 шт.352 шт.353 шт.354 шт.355 шт.356 шт.357 шт.358 шт.359 шт.360 шт.361 шт.362 шт.363 шт.364 шт.365 шт. 366 шт.367 шт.368 шт.369 шт.370 шт.371 шт.372 шт. 373 шт.374 шт.375 шт.376 шт.377 шт.378 шт.379 шт.380 шт.381 шт.382 шт. 383 шт.384 шт.385 шт.386 шт.387 шт.388 шт.389 шт.390 шт.391 шт.392 шт.393 шт.394 шт.395 шт.396 шт.397 шт.398 шт.399 400 шт.401 шт.402 шт.403 шт.404 шт.405 шт.406 шт.407 шт.408 шт.409 шт.410 шт.411 шт.412 шт.413 шт.414 шт.415 шт. 416 шт.417 шт.418 шт.419420 шт.421 шт.422 шт.423 шт.424 шт.425 шт.426 шт.427 шт.428 шт.429 шт.430 шт.431 шт.432 шт.433 шт.434 шт.435 шт. 436 шт.437 шт.438 шт.439 шт.440 шт.441 шт.442 шт.443 шт.444 шт.445 шт.446 шт.447 шт.448 шт.449 шт.450 шт.451 шт.452 шт. 453 шт.454 шт.455 шт.456 шт.457 шт.458 шт.459 шт.460 шт.461 шт.462 шт.463 шт.464 шт.465 шт.466 шт.467 шт.468 шт.469 470 шт.471 шт.472 шт.473 шт.474 шт.475 шт.476 шт.477 шт.478 шт.479 шт.480 шт.481 шт.482 шт.483 шт.484 шт.485 шт. 486 шт.487 шт.488 шт.489490 шт.491 шт.492 шт.493 шт.494 шт.495 шт.496 шт.497 шт.498 шт.499 шт.500 шт.
373 шт.374 шт.375 шт.376 шт.377 шт.378 шт.379 шт.380 шт.381 шт.382 шт. 383 шт.384 шт.385 шт.386 шт.387 шт.388 шт.389 шт.390 шт.391 шт.392 шт.393 шт.394 шт.395 шт.396 шт.397 шт.398 шт.399 400 шт.401 шт.402 шт.403 шт.404 шт.405 шт.406 шт.407 шт.408 шт.409 шт.410 шт.411 шт.412 шт.413 шт.414 шт.415 шт. 416 шт.417 шт.418 шт.419420 шт.421 шт.422 шт.423 шт.424 шт.425 шт.426 шт.427 шт.428 шт.429 шт.430 шт.431 шт.432 шт.433 шт.434 шт.435 шт. 436 шт.437 шт.438 шт.439 шт.440 шт.441 шт.442 шт.443 шт.444 шт.445 шт.446 шт.447 шт.448 шт.449 шт.450 шт.451 шт.452 шт. 453 шт.454 шт.455 шт.456 шт.457 шт.458 шт.459 шт.460 шт.461 шт.462 шт.463 шт.464 шт.465 шт.466 шт.467 шт.468 шт.469 470 шт.471 шт.472 шт.473 шт.474 шт.475 шт.476 шт.477 шт.478 шт.479 шт.480 шт.481 шт.482 шт.483 шт.484 шт.485 шт. 486 шт.487 шт.488 шт.489490 шт.491 шт.492 шт.493 шт.494 шт.495 шт.496 шт.497 шт.498 шт.499 шт.500 шт. 000 Статьи
000 Статьи 

 Прежде всего, это химический состав материалов, находящихся в работе. Он определяет выбор температуры и времени продолжительности пайки, характер физико-химических и диффузионных процессов, протекающих между основным материалом и припоем.
Прежде всего, это химический состав материалов, находящихся в работе. Он определяет выбор температуры и времени продолжительности пайки, характер физико-химических и диффузионных процессов, протекающих между основным материалом и припоем.

 Высокая температура возникает в результате нагрева материала с помощью газовых горелок и среднечастотных или высокочастотных индукционных токов.
Высокая температура возникает в результате нагрева материала с помощью газовых горелок и среднечастотных или высокочастотных индукционных токов. Они обеспечивают максимальную возможность проникновения припоя в имеющиеся полости, благодаря чему обеспечивается высокий уровень прочности.
Они обеспечивают максимальную возможность проникновения припоя в имеющиеся полости, благодаря чему обеспечивается высокий уровень прочности.
 Теплота выделяется в результате прохождения через детали тока.
Теплота выделяется в результате прохождения через детали тока.
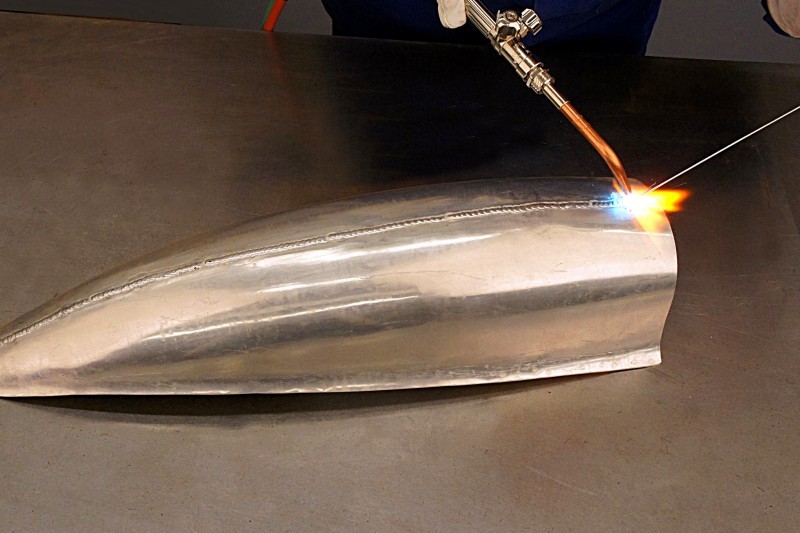
 Для того чтобы он лучше распределился, поверхность деталей предварительно лудят.
Для того чтобы он лучше распределился, поверхность деталей предварительно лудят.
 Эти преимущества позволяют получать высококачественные соединения не только однородных металлов, но и разнородных металлов и сплавов.
Эти преимущества позволяют получать высококачественные соединения не только однородных металлов, но и разнородных металлов и сплавов.
 Припои для низкотемпературной пайки готовят на основе оловянно-свинцовых сплавов различного состава. В зависимости от содержания Sn используют припои марок от ПОС 90 (89-90% Sn) до ПОС 18 (17-18% Sn). Для низкотемпературной пайки применяют также сурьмянистые припои марки ПОСС-4-6. Для пайки алюминия в качестве низкотемпературных припоев рекомендуются сплавы: 50% Zn, 45% Sn, 5% Аl и 25% Zn, 70% Sn, 5% Al. Паяные низкотемпературными припоями соединения обладают низкой коррозионной стойкостью, что ограничивает их применение для деталей, работающих в воде или влажном воздухе.
Припои для низкотемпературной пайки готовят на основе оловянно-свинцовых сплавов различного состава. В зависимости от содержания Sn используют припои марок от ПОС 90 (89-90% Sn) до ПОС 18 (17-18% Sn). Для низкотемпературной пайки применяют также сурьмянистые припои марки ПОСС-4-6. Для пайки алюминия в качестве низкотемпературных припоев рекомендуются сплавы: 50% Zn, 45% Sn, 5% Аl и 25% Zn, 70% Sn, 5% Al. Паяные низкотемпературными припоями соединения обладают низкой коррозионной стойкостью, что ограничивает их применение для деталей, работающих в воде или влажном воздухе. Для понижения рабочей температуры флюса, что особенно важно для легкоплавких припоев, вводят хлористый цинк ZnCl2, фтористый калий KF и другие щелочные металлы.
Для понижения рабочей температуры флюса, что особенно важно для легкоплавких припоев, вводят хлористый цинк ZnCl2, фтористый калий KF и другие щелочные металлы.
 В чем разница между пайкой и пайкой? Давайте рассмотрим различия, сравнительные преимущества, а также общие области применения. Это обсуждение углубит ваше понимание соединения металлов и поможет определить оптимальный подход для вашего приложения.
В чем разница между пайкой и пайкой? Давайте рассмотрим различия, сравнительные преимущества, а также общие области применения. Это обсуждение углубит ваше понимание соединения металлов и поможет определить оптимальный подход для вашего приложения. 0003
0003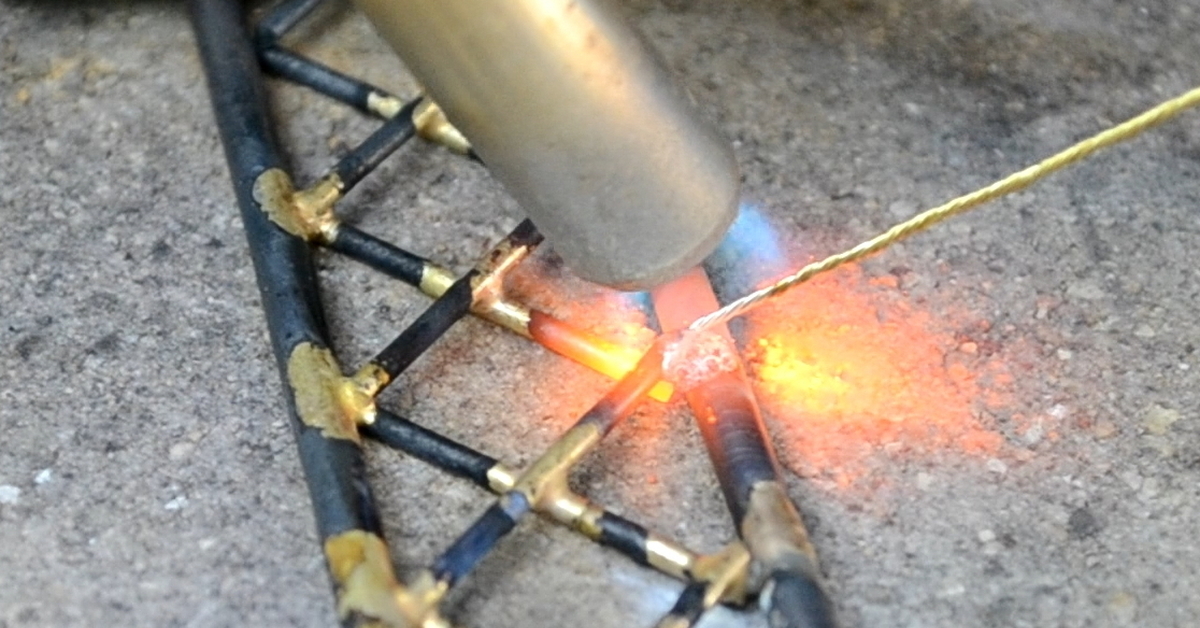 Смачиваемость подложки припоем или припоем является еще одним ключевым фактором при выборе соответствующего процесса. Способность удалять остатки флюса может быть важным фактором, например, в некоторых системах HVAC и других системах транспортировки жидкости; системы с замкнутым контуром, которые нельзя легко очистить после соединения, часто приходится паять или паять в вакууме или в защитной атмосфере или с самофлюсующимся присадочным металлом, таким как сплавы Lucas Milhaupt Sil-Fos (BCuP-5) в сборках на основе меди. необходимо использовать.
Смачиваемость подложки припоем или припоем является еще одним ключевым фактором при выборе соответствующего процесса. Способность удалять остатки флюса может быть важным фактором, например, в некоторых системах HVAC и других системах транспортировки жидкости; системы с замкнутым контуром, которые нельзя легко очистить после соединения, часто приходится паять или паять в вакууме или в защитной атмосфере или с самофлюсующимся присадочным металлом, таким как сплавы Lucas Milhaupt Sil-Fos (BCuP-5) в сборках на основе меди. необходимо использовать. Когда вам нужны прочные, прочные соединения металла с металлом, пайка является сильным соперником.
Когда вам нужны прочные, прочные соединения металла с металлом, пайка является сильным соперником.

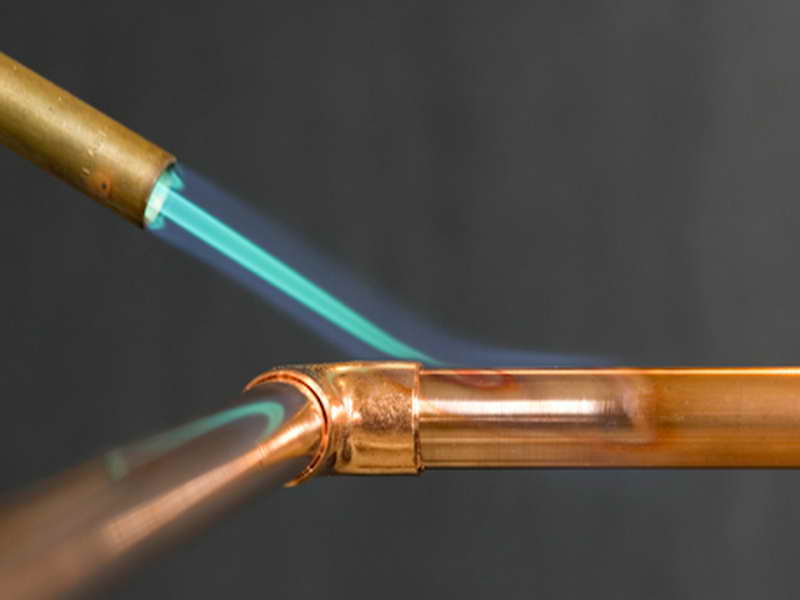
 Подобно сварке, пайка создает механическое соединение между металлическими частями. Что входит в пайку?
Подобно сварке, пайка создает механическое соединение между металлическими частями. Что входит в пайку?

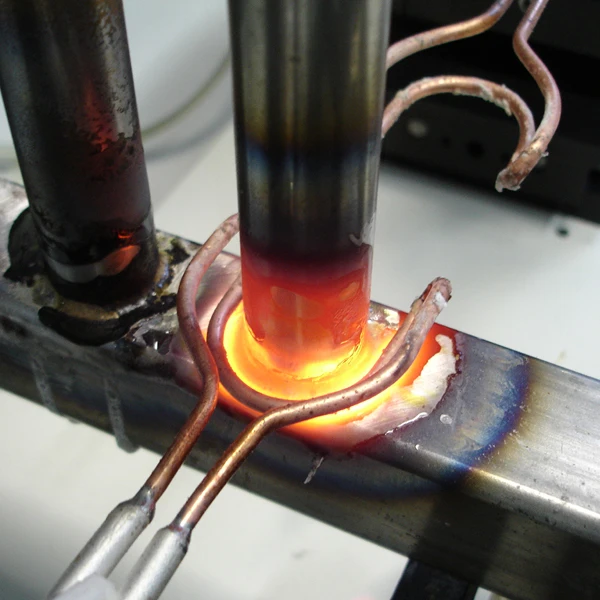
 Чем вызывается возникновение деформаций и напряжений в металле при сварке?
Чем вызывается возникновение деформаций и напряжений в металле при сварке? Как производится многослойная сварка?
Как производится многослойная сварка? Как производится сварка алюминия?
Как производится сварка алюминия?
 От линии сплавления со стороны основного металла наблюдаются мелкие вкрапления меди на глубину от 0,15 до 0,7 мм.
От линии сплавления со стороны основного металла наблюдаются мелкие вкрапления меди на глубину от 0,15 до 0,7 мм.

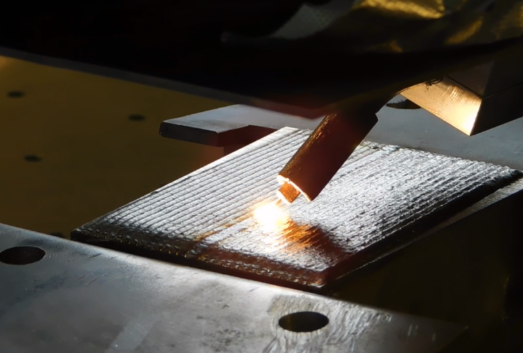


 сила трения под действием силы тяжести (1) CAN с (2) быть изменено до
сила трения под действием силы тяжести (1) CAN с (2) быть изменено до 05 — 1.35
05 — 1.35 19
19 34
34 133
133 05
05 39
39 1
1 15 — 0.20
15 — 0.20 4
4 4 — 0.5
4 — 0.5 16
16 2
2 21
21 2
2 6
6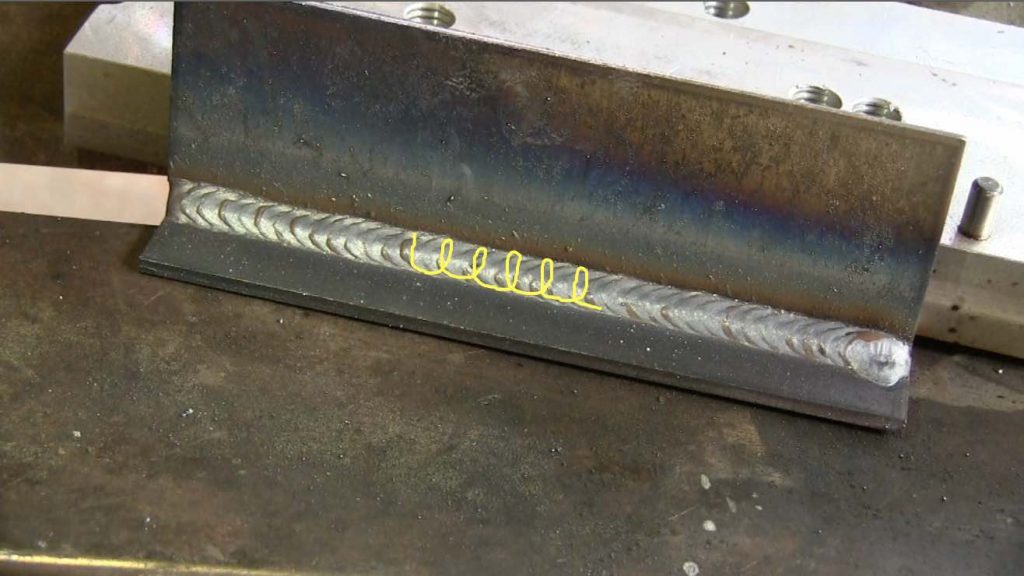 Если рассматривать статическую ситуацию при том же давлении, но при температуре окружающей среды, то статический коэффициент трения часто бывает значительно НИЖЕ среднего приведенного динамического значения. Он может составлять всего 40-50% от котируемого динамического значения.
Если рассматривать статическую ситуацию при том же давлении, но при температуре окружающей среды, то статический коэффициент трения часто бывает значительно НИЖЕ среднего приведенного динамического значения. Он может составлять всего 40-50% от котируемого динамического значения. , Сила трения и необходимое расстояние до остановки
, Сила трения и необходимое расстояние до остановки
 Тормозной путь не зависит от массы автомобиля.
Тормозной путь не зависит от массы автомобиля.
 Работы с жесткими допусками выполняются с первого раза.
Работы с жесткими допусками выполняются с первого раза. Свяжитесь с нами для консультации или индивидуального предложения.
Свяжитесь с нами для консультации или индивидуального предложения. Процесс аналогичен пассивации с использованием химической ванны для удаления поверхностных загрязнений и защиты от коррозии. Электрополировка идет еще дальше, используя электрический ток, который удаляет микроскопические поверхностные слои материала для достижения гладкой поверхности. Он удаляет всего от 0,0001″ до 0,0015″ (с поверхности) для получения желаемого результата.
Процесс аналогичен пассивации с использованием химической ванны для удаления поверхностных загрязнений и защиты от коррозии. Электрополировка идет еще дальше, используя электрический ток, который удаляет микроскопические поверхностные слои материала для достижения гладкой поверхности. Он удаляет всего от 0,0001″ до 0,0015″ (с поверхности) для получения желаемого результата.



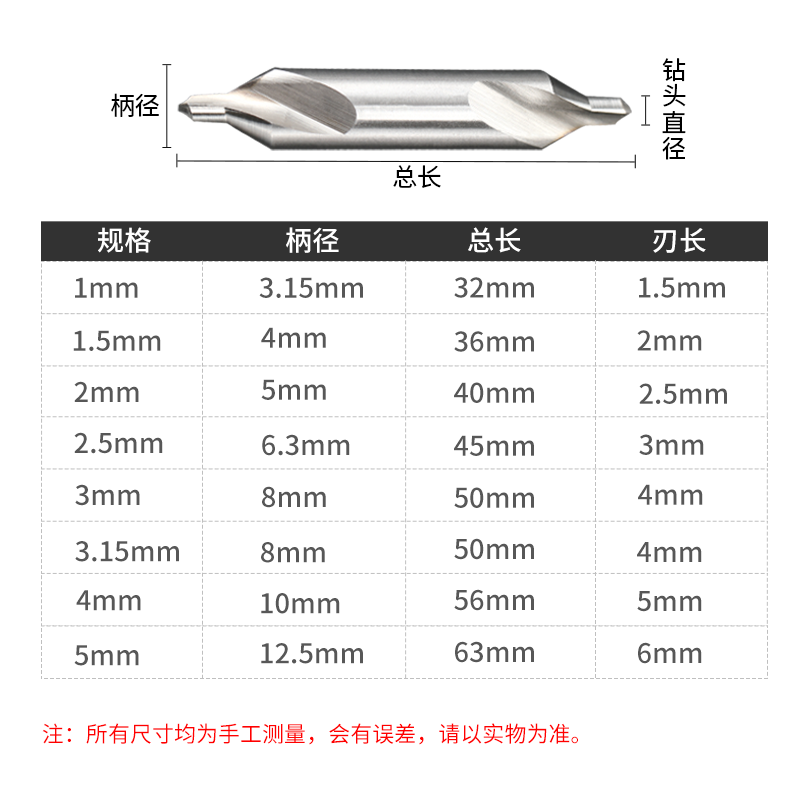
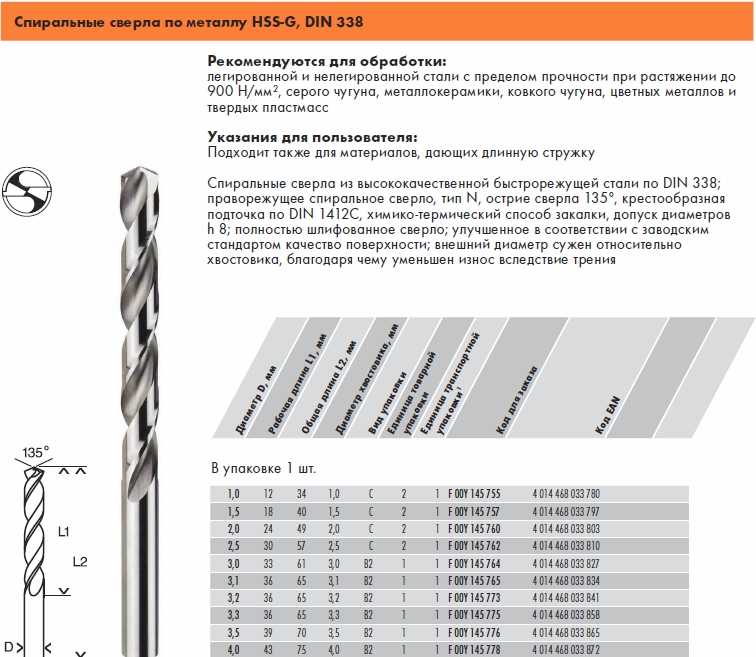
 Внешне сверло похоже на конус, отсюда и его название – конус. Такой тип конструкции позволяет делать круглые отверстия, на которых нет заусенцев и шероховатостей.
Внешне сверло похоже на конус, отсюда и его название – конус. Такой тип конструкции позволяет делать круглые отверстия, на которых нет заусенцев и шероховатостей.
 Для удобства измерений многие производители наносят на свои изделия специальные отметки, указывающие размер диаметра отверстия.
Для удобства измерений многие производители наносят на свои изделия специальные отметки, указывающие размер диаметра отверстия.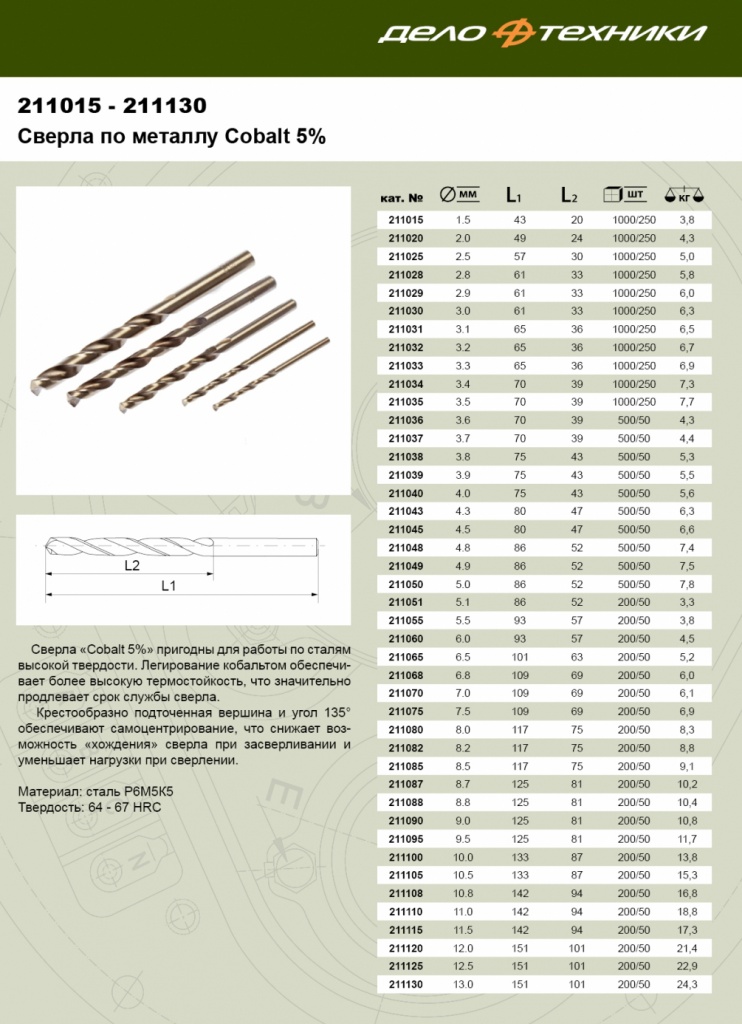

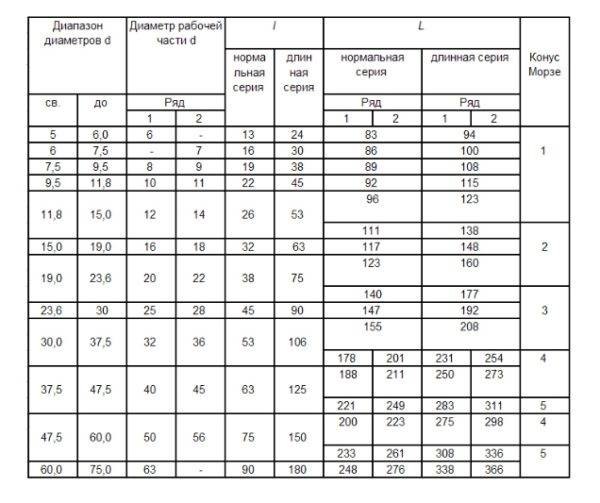
 Выполнить эту процедуру можно в мастерской, специализирующейся на заточке инструментов, а можно заточить сверло своими руками. Заточка инструмента на профессиональном оборудовании предпочтительнее ручного варианта этой процедуры. Выбор в пользу профессиональной обработки обусловлен следующими причинами:
Выполнить эту процедуру можно в мастерской, специализирующейся на заточке инструментов, а можно заточить сверло своими руками. Заточка инструмента на профессиональном оборудовании предпочтительнее ручного варианта этой процедуры. Выбор в пользу профессиональной обработки обусловлен следующими причинами: 
 Расширенные сегменты зубьев для быстрого удаления материала
Расширенные сегменты зубьев для быстрого удаления материала 
 Стоит учитывать, что при уменьшении размеров кусочков металла существенно ускоряется процесс плавки.
Стоит учитывать, что при уменьшении размеров кусочков металла существенно ускоряется процесс плавки. youtube.com/embed/nUyDQkrAzmA?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»>
youtube.com/embed/nUyDQkrAzmA?feature=oembed» frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»> 
 Проблемы по установке подобного оборудования в домашних условиях зачастую возникают по причине больших размеров конструкции.
Проблемы по установке подобного оборудования в домашних условиях зачастую возникают по причине больших размеров конструкции.
 Зачастую они представлены сочетанием источника тепла и корпуса из теплоотражающего материала. Переплавить медь в домашних условиях можно при использовании подобных устройств.
Зачастую они представлены сочетанием источника тепла и корпуса из теплоотражающего материала. Переплавить медь в домашних условиях можно при использовании подобных устройств.

 Такой метод подойдет для тех, кто регулярно занимается плавлением меди дома.
Такой метод подойдет для тех, кто регулярно занимается плавлением меди дома. Знает все о пробах и может определить подделку за 12 секунд
Знает все о пробах и может определить подделку за 12 секунд По мере плавления флюс можно досыпать. На одну унцию драгметалла требуется обычно две-три щепотки тетрабората натрия.
По мере плавления флюс можно досыпать. На одну унцию драгметалла требуется обычно две-три щепотки тетрабората натрия.
 Вместо грубых медных ножей, топоров и наконечников для стрел и копий сегодня выпускаются сложнейшие детали для электроники. А ведь все свойства металла остались неизменными. При какой температуре плавится медь сегодня, при такой плавилась и тысячи лет назад. Зато значительно улучшились технологии.
Вместо грубых медных ножей, топоров и наконечников для стрел и копий сегодня выпускаются сложнейшие детали для электроники. А ведь все свойства металла остались неизменными. При какой температуре плавится медь сегодня, при такой плавилась и тысячи лет назад. Зато значительно улучшились технологии.
 Демонстрацией этого является процесс горения – достаточно смешать чистый металл с серой и нагреть смесь.
Демонстрацией этого является процесс горения – достаточно смешать чистый металл с серой и нагреть смесь. Кипит он при 2567 градусов по Цельсию.
Кипит он при 2567 градусов по Цельсию. Перед тем как проводить литье из меди ее нужно убрать.
Перед тем как проводить литье из меди ее нужно убрать. В этом может помочь следующая таблица:
В этом может помочь следующая таблица:





 Но тогда медь будет находиться в тесном контакте с воздухом, а сам процесс окисления пройдет значительно быстрее. Поэтому для предотвращения образования толстой пленки на поверхности металла, медь, когда она достигнет жидкого состояния, присыпают растолченным древесным углем.
Но тогда медь будет находиться в тесном контакте с воздухом, а сам процесс окисления пройдет значительно быстрее. Поэтому для предотвращения образования толстой пленки на поверхности металла, медь, когда она достигнет жидкого состояния, присыпают растолченным древесным углем.

 Бессистемный подход к плавке меди может вызвать неприятные ожоги и даже заболевание легких. Готовясь к этой задаче, всегда следите за тем, чтобы дети или домашние животные не были под ногами, пока вы работаете, и не забывайте ставить безопасность на первое место.
Бессистемный подход к плавке меди может вызвать неприятные ожоги и даже заболевание легких. Готовясь к этой задаче, всегда следите за тем, чтобы дети или домашние животные не были под ногами, пока вы работаете, и не забывайте ставить безопасность на первое место. Поэтому всегда плавите медь в чугунной кастрюле. Чугун не расплавится, пока не достигнет 2200 градусов по Фаренгейту.
Поэтому всегда плавите медь в чугунной кастрюле. Чугун не расплавится, пока не достигнет 2200 градусов по Фаренгейту.
 Пенни, сделанные до 19 лет82 были сделаны из 95-процентной меди и теперь стоят примерно вдвое больше своей номинальной стоимости. Однако эти монеты по-прежнему являются законным платежным средством, и их уничтожение является нарушением закона.
Пенни, сделанные до 19 лет82 были сделаны из 95-процентной меди и теперь стоят примерно вдвое больше своей номинальной стоимости. Однако эти монеты по-прежнему являются законным платежным средством, и их уничтожение является нарушением закона. Ваша безопасность должна стоять на первом месте, поэтому убедитесь, что вы провели достаточно исследований и хорошо подготовились, прежде чем начать. Защитные очки, теплозащитная одежда, включая перчатки, и исправный огнетушитель — отличные способы убедиться, что вы защищены от любых случайностей.
Ваша безопасность должна стоять на первом месте, поэтому убедитесь, что вы провели достаточно исследований и хорошо подготовились, прежде чем начать. Защитные очки, теплозащитная одежда, включая перчатки, и исправный огнетушитель — отличные способы убедиться, что вы защищены от любых случайностей. Если вы делаете чисто декоративный предмет, более мягкие металлы прекрасно подойдут. В этом руководстве я сосредоточусь в основном на том, как плавить медь и алюминий.
Если вы делаете чисто декоративный предмет, более мягкие металлы прекрасно подойдут. В этом руководстве я сосредоточусь в основном на том, как плавить медь и алюминий. Это должно помочь вам понять, как плавить металл в домашних условиях, и познакомить вас с комплектом печи для плавки металла. Наконец, вы готовы начать!
Это должно помочь вам понять, как плавить металл в домашних условиях, и познакомить вас с комплектом печи для плавки металла. Наконец, вы готовы начать! Убедитесь, что он полностью жидкий, используя стальную ложку, чтобы выловить любые нерасплавленные кусочки. Научиться плавить металл в домашних условиях означает также научиться обращаться с металлическими отходами. В алюминиевых банках вы обнаружите, что остался шлак, который можно удалить шумовкой.
Убедитесь, что он полностью жидкий, используя стальную ложку, чтобы выловить любые нерасплавленные кусочки. Научиться плавить металл в домашних условиях означает также научиться обращаться с металлическими отходами. В алюминиевых банках вы обнаружите, что остался шлак, который можно удалить шумовкой.

 При такой проблеме можно промыть скважину под сильным напором воды. Если это не помогло, то применяются специальные химические средства или хотя бы народные средства против накипи.
При такой проблеме можно промыть скважину под сильным напором воды. Если это не помогло, то применяются специальные химические средства или хотя бы народные средства против накипи. На другой конец прикрепляется штанга из металла, которая дает возможность вращать конструкцию. Затем прут опускается с насадкой в шахту скважины. С применение металлической штанги пытаемся вкрутить штопор в корпус насоса со шлангом. Если это действие привело к успеху, то поднимаем насос с шлангом и тросом.
На другой конец прикрепляется штанга из металла, которая дает возможность вращать конструкцию. Затем прут опускается с насадкой в шахту скважины. С применение металлической штанги пытаемся вкрутить штопор в корпус насоса со шлангом. Если это действие привело к успеху, то поднимаем насос с шлангом и тросом.
 К сожалению, но справиться с этой задачей самостоятельно, не повредив насосное оборудование, практически невозможно. Многие люди, решив испробовать свои силы, предпринимают несколько попыток, однако добиться положительного результата им не удается. Тогда, так или иначе, приходится прибегнуть к вызову специализированной компании, которая и поможет вам извлечь из скважины оборвавшийся шланг и насосное оборудование.
К сожалению, но справиться с этой задачей самостоятельно, не повредив насосное оборудование, практически невозможно. Многие люди, решив испробовать свои силы, предпринимают несколько попыток, однако добиться положительного результата им не удается. Тогда, так или иначе, приходится прибегнуть к вызову специализированной компании, которая и поможет вам извлечь из скважины оборвавшийся шланг и насосное оборудование.
 Затем стоит преступить к процедуре изъятия шланга, при производстве которой без помощи специалистов не обойтись.
Затем стоит преступить к процедуре изъятия шланга, при производстве которой без помощи специалистов не обойтись. Это принесет не удобства как вам, так и всей вашей семье. Чтобы избежать данной ситуации и неприятных эмоций, мы рекомендуем обратиться в нашу компанию.
Это принесет не удобства как вам, так и всей вашей семье. Чтобы избежать данной ситуации и неприятных эмоций, мы рекомендуем обратиться в нашу компанию. За период нахождения на отечественном рынке мы смогли выработать четкую тактику работы и проверить ее на практике. Сотрудники нашей компании постоянно получают новые знания в сфере обслуживания скважин и усовершенствуют старые навыки. Так же стоит отметить, что в настоящее время фирма имеет в наличии большой арсенал современной техники, необходимой для проведения эффективной работы.
За период нахождения на отечественном рынке мы смогли выработать четкую тактику работы и проверить ее на практике. Сотрудники нашей компании постоянно получают новые знания в сфере обслуживания скважин и усовершенствуют старые навыки. Так же стоит отметить, что в настоящее время фирма имеет в наличии большой арсенал современной техники, необходимой для проведения эффективной работы.
 Рассмотрим, как достать насос из скважины в любом из случаев самостоятельно, не прибегая к услугам специалистов. А также разберем распространенные ошибки, которые совершаются по неграмотности.
Рассмотрим, как достать насос из скважины в любом из случаев самостоятельно, не прибегая к услугам специалистов. А также разберем распространенные ошибки, которые совершаются по неграмотности. Но и стоимость их услуг довольно высока. Рассмотрим, как можно сэкономить семейные средства и вытащить насос самостоятельно.
Но и стоимость их услуг довольно высока. Рассмотрим, как можно сэкономить семейные средства и вытащить насос самостоятельно. А если необходимо, то таким же способом присоединить к ним и водопроводный шланг.
А если необходимо, то таким же способом присоединить к ним и водопроводный шланг. А попросту, на дно опускается шланг и включается вода. Размокать отложения могут от 2 часов до 2 суток.
А попросту, на дно опускается шланг и включается вода. Размокать отложения могут от 2 часов до 2 суток.
 Помпа при подъеме может зацепиться за такое препятствие. Рассмотрим, как вытащить насос из скважины в этом случае.
Помпа при подъеме может зацепиться за такое препятствие. Рассмотрим, как вытащить насос из скважины в этом случае. Лучше опустить оборудование на дно. А затем попробовать вытащить застрявший предмет с помощью проволочного крюка или веревочной петли.
Лучше опустить оборудование на дно. А затем попробовать вытащить застрявший предмет с помощью проволочного крюка или веревочной петли. За шланг тащить бесполезно, потому его крепление к штуцеру не такое мощное, как у проводов. Для последних нередко предусмотрена подстраховка. Кабель фиксируется к корпусу помпы специальным хомутом. И в этом случае это может позволить вытащить оборудование наверх, если его не расклинит в трубе из-за перекоса.
За шланг тащить бесполезно, потому его крепление к штуцеру не такое мощное, как у проводов. Для последних нередко предусмотрена подстраховка. Кабель фиксируется к корпусу помпы специальным хомутом. И в этом случае это может позволить вытащить оборудование наверх, если его не расклинит в трубе из-за перекоса. И выбор остается за владельцем участка.
И выбор остается за владельцем участка.

%20(1).png) Мы узнали, что это был погружной насос, но на самом деле мало что знали о скважине. Пожалуйста, не ругайте меня за это предложение. Мы полезные люди, иначе нас бы здесь не было. Тем не менее, совет должен быть твердым.
Мы узнали, что это был погружной насос, но на самом деле мало что знали о скважине. Пожалуйста, не ругайте меня за это предложение. Мы полезные люди, иначе нас бы здесь не было. Тем не менее, совет должен быть твердым.
 Чтобы визуализировать, представьте, что пылесос всасывает воду с пола, он всасывает часть в общей области, не затрагивая весь пол, а затем требуется время, чтобы окружающая вода стекла в теперь безводную область. Во время восстановительного периода воду еще можно вывести, или увидеть, но она будет не в полном объеме и истощится совсем быстрее.
Чтобы визуализировать, представьте, что пылесос всасывает воду с пола, он всасывает часть в общей области, не затрагивая весь пол, а затем требуется время, чтобы окружающая вода стекла в теперь безводную область. Во время восстановительного периода воду еще можно вывести, или увидеть, но она будет не в полном объеме и истощится совсем быстрее.
 Я лично избегаю нейлона только потому, что резьбовые детали изнашивают рукоятку инструмента — это особенно неприятно, когда вы собираетесь снимать его спустя годы после того, как он был надет, и вам нужно приложить большой крутящий момент: это стремится разорвать фитинг, а не ослабить его. Опять же, убедитесь, что используемый вами фитинг рассчитан на давление не менее 100 фунтов на квадратный дюйм.
Я лично избегаю нейлона только потому, что резьбовые детали изнашивают рукоятку инструмента — это особенно неприятно, когда вы собираетесь снимать его спустя годы после того, как он был надет, и вам нужно приложить большой крутящий момент: это стремится разорвать фитинг, а не ослабить его. Опять же, убедитесь, что используемый вами фитинг рассчитан на давление не менее 100 фунтов на квадратный дюйм.
