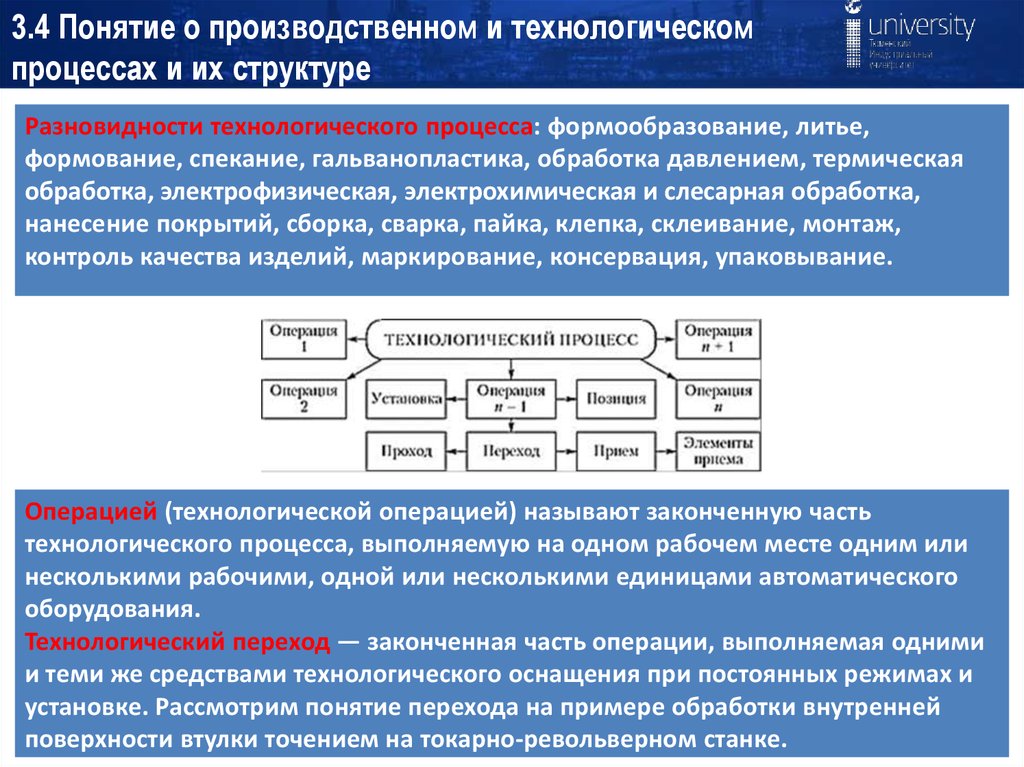
Классы сварки
Главная » Статьи » Классы сварки
Sv6.ru – портал о сварке
На практике сварку разделяют по виду применяемой энергии на особые классы.
1 класс – термический. Вид сварки, при котором соединяемые части в рабочей зоне плавятся при воздействии тепловой энергии. Такие процессы происходят во время дуговой, газовой, электрошлаковой, электронно-лучевой, плазменной, лазерной сварке. 2 класс – термомеханический. Вид сварки с использованием давления совместно с тепловой энергией. Это электрическая контактная сварка, диффузионная, газопрессовая. Например, электрическая контактная сварка использует давление и електронагрев. При этом ток проходит в зоне контакта деталей, мощным кратковременным импульсом разогревается металл до состояния местного расплавления и при давлении происходит сварка. Диффузионная сварка характеризируется взаимной диффузии атомов контактирующих частей при длительном воздействии больших температур и незначительной пластической деформации.
3 класс – механический. Вид сварки с использованием механических усилий и давления (холодная сварка, взрывная, ультразвуковая сварка).
www.sv6.ru
Классификация сварки | Сварка металлов
Классификация сварки согласно ГОСТ 19521 — 74 предусматривает три класса сварки: термический, термомеханический и механический.
Термический класс
Термический класс объединяет виды сварки, осуществляемые местным плавлением металла. К термическому классу относят дуговую, газовую, термитную, электро- шлаковую, электронно-лучевую, плазменно-лучевую, лазерную и другие виды сварки.
Рисунок — Термический класс сварки
Термомеханический класс
Термомеханический класс объединяет виды сварки, осуществляемые давлением (механической энергией) с использованием тепловой энергии общего или местного характера.
К этому классу относят печную (кузнечную, прокаткой, выдавливанием — у этих видов сварки общий нагрев свариваемых частей), контактную, термитно-прессовую, индукционно-прессовую, газопрессовую, диффузионную и дугопрессовую (эти виды сварки выполняют с местным нагревом свариваемых частей).
Каждый вид сварки термомеханического класса выполняется по схеме сварки давлением без оплавления или с оплавлением металла кромок деталей.
Механический класс
Механический класс сварки объединяет виды сварки, выполняемые давлением (механической энергией). К этому классу относят холодную, трением, ультразвуковую, взрывом и магнитно-импульсную сварки.
www.svarkametallov.ru
Каталог статей
Виды механического класса сварки
| Механический класс сварки объединяет виды сварки, выполняемые давлением (механической энергией). Сущность сварки давлением заключается в пластическом деформировании кромок свариваемых деталей под действием нагрузки: давления взрывной волны, кувалды и т. д. Сварку можно выполнять как в холодном, так и в нагретом виде. Благодаря пластической деформации происходит процесс установления межатомных связей между соединяемыми частями. В результате образуется сварное соединение. К этому классу относятся: холодная сварка, сварка трением, ультразвуковая, взрывом и т. |
 д
д| Рис.91 — детонатор; 2 — взрывчатое вещество; 3, 4 — пластины; 5 — основание. | Сварка взрывом основана на воздействии направленных кратковременных сверхвысоких давлений энергии взрыва на свариваемые детали.На основание устанавливают свариваемую пластину (рис. 9). Вторую свариваемую пластину помещают над первой на некотором расстоянии. На вторую пластину укладывают слоем одинаковой толщины заряд взрывчатого вещества. Заряд взрывают с помощью детонатора. Под воздействием взрывной волны верхняя пластина с большой скоростью ударяется в нижнюю пластину и сваривается с ней, образуя монолитное соединение. Сварное соединение является результатом диффузии. Сварку взрывом используют при изготовлении заготовок биметалла , при плакировке (покрытии) поверхности конструкционных сталей металлами и сплавами с особыми физическими и химическими свойствами, а также при сварке деталей из разнородных металлов и сплавов. Сварка взрывом — самая быстрая сварка. |
| Рис.101, 2 — свариваемые детали; Р — сила. | Сварка трением выполняется в твердом состоянии под воздействием тепла, возникающего при трении вращающихся поверхностей свариваемых деталей, с последующим их сжатием (рис. 10). Прочное сварное соединение образуется в результате возникновения металлических связей между контактирующими поверхностями свариваемых деталей. Образованию этих связей препятствуют различные включения и пленки, покрывающие металлические поверхности. Они разрушаются при трении и вследствие значительной пластической деформации трущихся
|
| Рис.111 — соединяемые детали; 2 — кувалда. | Холодная сварка металлов (ковка).Сущность этого вида сварки заключается в том, что при приложении большого давления к соединяемым элементам вместе их контакта происходит пластическая деформация, способствующая возникновению межатомных сил сцепления и приводящая к образованию металлических связей. Сварка производится кувалдой (молотком) без нагрева (рис. 11). Поверхности, подлежащие сварке, предварительно очищают от загрязнений: обезжиривают, обрабатывают вращающейся проволочной щеткой или применяют шабрение. Соединения выполняют в виде отдельных точек или непрерывного шва. Сварка производится кувалдой (молотком) без нагрева (рис. 11). Поверхности, подлежащие сварке, предварительно очищают от загрязнений: обезжиривают, обрабатывают вращающейся проволочной щеткой или применяют шабрение. Соединения выполняют в виде отдельных точек или непрерывного шва.Холодной сваркой сваривают пластичные металлы: медь, алюминий и его сплавы,свинец, олово, кадмий, титан. |
ковка, сварка взрывом, холодная сварка, сварка трением, сварка
www.sibelektrod.ru
Виды сварки
ВИДЫ СВАРКИ
Введение
Технологический процесс получения неразъемных соединений материалов называется сваркой. Этот процесс осуществляется благодаря появлению межатомных связей между свариваемыми частями при их местном или пластическом деформировании, или совместным действием того и другого.
В процессе сварки между атомами и молекулами на соединяемых поверхностях заготовок образуются прочные связи. В этом и заключается физическая сущность сварки. Возможность образования соединений зависит от нескольких факторов: энергетической активации поверхностных атомов, облегчающей их взаимодействие друг с другом; освобождения свариваемых поверхностей от загрязнений, оксидов и адсорбированных на них инородных атомов; сближения свариваемых поверхностей на расстояния, сопоставимые с межатомным расстоянием в свариваемых заготовках.
Возможность образования соединений зависит от нескольких факторов: энергетической активации поверхностных атомов, облегчающей их взаимодействие друг с другом; освобождения свариваемых поверхностей от загрязнений, оксидов и адсорбированных на них инородных атомов; сближения свариваемых поверхностей на расстояния, сопоставимые с межатомным расстоянием в свариваемых заготовках.
Сварка широко применяется практически во всех отраслях машиностроения. Это связано с высокой рентабельностью, производительностью и механизацией данного технологического процесса.
Различные типы материалов можно соединять сваркой. Среди них однородные и разнородные металлы и их сплавы, металлы с некоторыми неметаллическими материалами (керамикой, графитом, стеклом и др.), а также пластмассы.
Существует три класса сварки: механический, термический и термомеханический. Они различаются между собой формой энергии, которая используется для образования сварного соединения.
Виды сварки, осуществляемые с использованием механической энергии и давления (холодная, взрывом, ультразвуковая, трением и др. ) относятся к механическому классу.
) относятся к механическому классу.
Термический класс включает в себя виды сварки, осуществляемые плавлением с использованием тепловой энергии (газовая, дуговая, лазерная, плазменная, электрошлаковая, электронно-лучевая и др.).
В термомеханический класс входят виды сварки, осуществляемые с использованием тепловой энергии и давления (контактная, диффузионная и др.).
Способность металла или сочетания металлов образовывать при установленной технологии сварки соединение называется свариваемостью. Полученное соединение должно удовлетворять требованиям, накладываемым конструкцией и эксплуатацией производимого изделия.
Контактная сварка
Контактная сварка характеризуется кратковременным нагревом места соединения и следующей за ним пластической деформацией, в результате которой формируется сварное соединение. В ходе нагрева места соединения может происходить оплавление, а затем – осадка разогретых заготовок.
Электрический ток, проходящий по металлу, разогревает место соединения.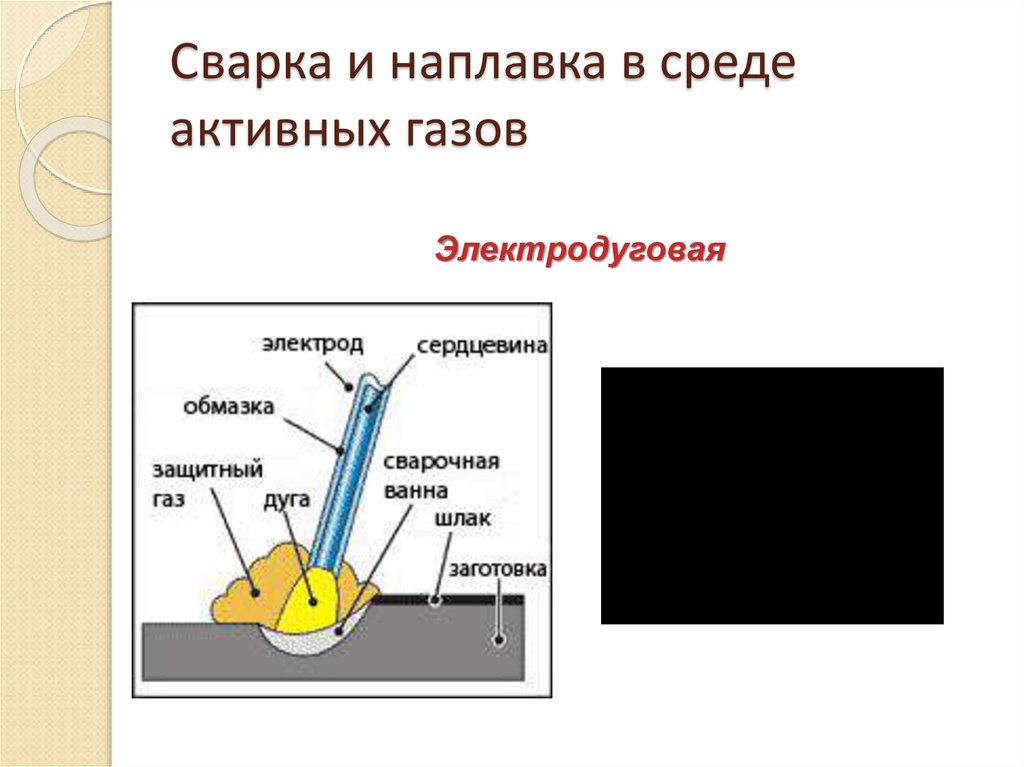 При этом в месте сварочного контакта выделяется наибольшее количество теплоты.
При этом в месте сварочного контакта выделяется наибольшее количество теплоты.
Электрическое сопротивление контакта может возрастать при появлении на поверхности свариваемого металла загрязнения с малой электропроводимостью, либо пленки оксидов. Благодаря этому металл в местах соприкосновения нагревается до термопластического состояния или до оплавления. Если при этом осуществлять постоянное сближение нагретых заготовок, то будут образовываться новые точки соприкосновения В результате происходит абсолютное сближение двух заготовок до расстояний, близких к межатомным, или сварка поверхностей.
Существуют два критерия классификации контактной сварки. Это род тока, питающего сварочный трансформатор, а также вид сварного соединения, определяющего вид сварочной машины. В зависимости от вида сварного соединения сварка может быть точечной, шовной и стыковой.
Точечная сварка
Точечной сваркой называется разновидность контактной сварки, при которой заготовки соединяются в отдельных точках. Заготовки при точечной сварке собираются внахлестку и зажимаются между электродами, которые подводят ток к месту сварки.
Заготовки при точечной сварке собираются внахлестку и зажимаются между электродами, которые подводят ток к месту сварки.
Поверхности свариваемых заготовок, которые находятся в непосредственном соприкосновении с медным электродами, нагреваются медленнее чем их внутренние слои. Нагрев продолжается до пластического состояния внешних слоев и до расплавления внутренних слоев. В результате, после отключения тока и снятия давления, образуется литая сварная точка.
В зависимости от расположения электродов по отношению к свариваемым заготовкам существует два вида точечной сварки: односторонняя и двусторонняя.
Разновидность контактной сварки, при которой за один цикл свариваются несколько точек называется многоточечной контактной сваркой. Её выполняют по принципу односторонней точечной сварки. Многоточечные машины могут иметь от одной пары до 100 пар электродов, соответственно сваривать 2 –200 точек одновременно. Многоточечной сваркой сваривают двумя способами: одновременно и последовательно.
При одновременной сварке к изделию прижимаются сразу все электроды. Это обеспечивает большую точность сборки и меньшую повреждаемость. Специальный распределитель тока делит ток между прижатыми электродами и включает электроды попарно.
В случае последовательной сварки пары электродов опускаются поочередно или одновременно, в то время как ток подключается поочередно к каждой паре электродов от сварочного трансформатора.
Многоточечная сварка нашла свое применение в массовом производстве, поскольку там требуется большое число сварных точек на заготовке.
Шовная сварка
При шовной сварке образуется прочное и плотное соединение между свариваемыми заготовками. Шовная сварка является разновидностью контактной сварки. В этом случае электроды представляют собой плоские ролики. Между ними пропускаются свариваемые заготовки.
Листовые заготовки в процессе шовной сварки соединяют внахлестку, затем зажимают между электродами и пропускают ток. В результате движении роликов по заготовкам образуются перекрывающие друг друга сварные точки. Поэтому получается сплошной геометрически шов. Как двустороннее, так и одностороннее расположение электродов позволяет выполнить шовную точку.
Поэтому получается сплошной геометрически шов. Как двустороннее, так и одностороннее расположение электродов позволяет выполнить шовную точку.
Шовную сварку используют в массовом производстве для получения герметичного шва, например при изготовлении различных сосудов. Свариваемые листы должны иметь толщину в пределах 0,3 – 3 мм.
Стыковая сварка
При стыковой сварке заготовки свариваются по всей поверхности соприкосновения. Стыковая машина служит для фиксации свариваемых заготовок в двух зажимах. Один зажим укреплен на неподвижной плите, а другой установлен на подвижной плите, которая передвигается в направляющих. Перемещение плиты и сжатие заготовки производится под действием усилия, которое реализуется механизмом осадки. Плиты и сварочный трансформатор соединены между собой гибкими шинами и питается от сети через включающее устройство.
Ещё один вид сварки – оплавление. Оплавление представляет собой стыковую сварку с разогревом стыка до пластического состояния и последующей осадкой.
Сварка оплавлением лучше сварки сопротивлением тем, что в процессе оплавления выравниваются все неровности стыка и удаляются оксиды загрязнения. Поэтому место соединения не требует особой подготовки. Эта сварка хорошо показала себя в случаях заготовки с сечением, разнородных металлов (быстрорежущую и углеродистую стали, медь и алюминий и т.д.).
Стыковая сварка употребляется при изготовлении изделий, которые служат элементами трубчатых конструкций, колес и колец, инструмента, рельсы, железобетонная арматура.
Сварочные дефекты
Могут возникнуть два типа дефектов в соединениях: внутренние и внешние.
К внешним дефектам относятся наплывы, подрезы, поверхностные трещины и поры, наружные непровары и несплавления.
Внутренние – это скрытые трещины и поры, внутренние непровары и несплавления, шлаковые включения и др..
Для обеспечения качества сварных соединений применяются такие виды контроля: предварительный контроль материалов и заготовок, текущий контроль за процессом сварки и пайки и приемочный контроль готовых сварных соединений.
studyport.ru
классификация, их краткая характеристика и область применения
Сварка — процесс соединения металлов при установлении межатомных связей. В зависимости от формы энергии различают следующие виды сварки.
Содержание
- 1 Термический класс сварки
- 2 Электродуговая
- 3 Электронно-лучевая (ГОСТ Р 57550)
- 4 Термитная (ГОСТ Р 57181-2016)
- 5 Электрошлаковая (ГОСТ 15164-78)
- 6 Газопламенная (ГОСТ 12.
 3.036-84)
3.036-84) - 7 Лазерная (ГОСТ 28915-91)
- 8 Термомеханический класс сварки
- 9 Кузнечная (ГОСТ 2601 84)
- 10 Контактная электрическая (ГОСТ 15878-79)
- 11 Диффузионная (ГОСТ 20549-75)
- 12 Механический класс сварки
- 13 Сварка трением (ГОСТ Р ИСО 4063-42)
- 14 Холодная (ГОСТ 2601-74)
- 15 Сварка взрывом (ГОСТ Р ИСО 857-1-2009)
- 16 Ультразвуковая (ГОСТ Р 55724-2013)
 3.036-84)
3.036-84)Термический класс сварки
Термический класс сварки включает в себя разновидности сварочных работ, для которых требуется тепловая энергия. Если охарактеризовать весь процесс в нескольких словах: в результате правления на краю изделия образуется расплавленная субстанция, которая после стыковки остывает и кристаллизуется, в результате чего образуется сварочный шов.
Электродуговая
Самый популярный вид сварочных работ в наши дни осуществляется, благодаря сварочному току, возникающего при соприкосновении электрода и свариваемого изделия. В процессе работы электрод расплавляется и выходит наружу, образуя тем самым защитную пленку.
Процесс электродуговой сварки подразделяют на три группы в зависимости от того, как выполняется зажигание и манипуляции.
- При ручной (ГОСТ 5264-80) все действия выполняются человеком без помощи каких-либо механизмов.
- При полуавтоматической (ГОСТ 11533-75), или как ее еще называют, механизированной, автоматизируется подача электродной проволоки, а весь остальной процесс производится человеком.
- Автоматическая же полностью исключает участие людей. Все процессы полностью автоматизированы и характеризуются большой точностью до сотых миллиметра.
Электронно-лучевая (ГОСТ Р 57550)
Скоростные электроны, излучаемые мощным источником тепла, отдают энергию атомам веществам, вследствие чего происходит плавление материала.
Для этого процесса необходимо соблюсти важное условие: вакуум для достижения максимально прочного шва.
Благодаря возможности фокусировать луч до нужных размеров этот тип нашел широкое применение в производстве микродеталей.
Термитная (ГОСТ Р 57181-2016)
Представить, как происходит процесс сварки с высокотехнологичным оборудованием, достаточно просто, но как быть, если работы необходимо осуществить в полевых условиях, например, соединить рельсы?
Это метод основан на применении термита – порошкообразной смеси, в состав которой входит алюминий и оксиды металлов.
Суть процедуры заключается в том, что концам соединяемых элементов придают нужную форму за счет использования термостойких материалов, а затем нагревают их, заливая место соединения предварительно зажженной термитной смесью. В итоге раскаленное железо сваривается с металлом самих деталей, что приводит к образованию прочного, надежного и долговечного соединения, обладающего высокими техническими характеристиками.
Электрошлаковая (ГОСТ 15164-78)
Принципиально новый вид соединения металлов. Особенность состоит в подборе шлака, температура плавления которого превышает температуру основного сырья и проволоки электрода. Первая стадия ничем не отличается от дуговой сварки. Отличия становятся заметными после образования ванны, когда горение дуги останавливается и оплавление кромок осуществляется за счет проходящего тока через сплав.
Этот способ позволяет работать с конструкциями большой толщины, в результате чего обеспечивается большая производительность.
Газопламенная (ГОСТ 12.3.036-84)
Вся процедура происходит в пламени открытой горелки. Поддержание пламени происходит, благодаря постоянной подаче горючего газа в смеси с кислородом. Металл при контакте с пламенем начинает меняться в зависимости от его качеств, в результате чего образуется ванна для сплавления.
Лазерная (ГОСТ 28915-91)
LWM (сокращение в международной номенклатуре) – сварка с использованием лазерного луча. Весь процесс сварки металлов производится лазерным лучом, сгенерированным квантовым генератором.
Одними из главных преимуществ этого типа является тонкий шов, образующийся благодаря направленности луча, и быстрота процесса, из-за чего такая сварка нашла широкое применение на автозаводах.
Термомеханический класс сварки
Особенность этого класса сварки заключается в использовании тепла и давления. Весь процесс очень напоминает механический, однако, есть одно отличие: нагрев происходит извне.
Кузнечная (ГОСТ 2601 84)
Определенно, это самый древний и, можно сказать, проверенный временем способ сварки. Заключается в сплавлении нескольких заготовок, нагретых до определенной температуры при помощи ударов. Как правило, таким способом привариваются материалы, содержащие менее 0,3% углерода.
Принцип заключается в нагреве концов заготовок до температуры белого каления. Затем заготовку посыпают поваренной солью или кварцевым песком для уменьшения количества окалины. Когда металл нагреется до нужной температуры, сбивают «посыпку» и начитают наносить удары по нарастанию силы.
Затем заготовку посыпают поваренной солью или кварцевым песком для уменьшения количества окалины. Когда металл нагреется до нужной температуры, сбивают «посыпку» и начитают наносить удары по нарастанию силы.
Сварку можно осуществить несколькими способами встык, в расщеп, вразруб, внахлест.
Контактная электрическая (ГОСТ 15878-79)
Принцип электрической сварки, или, как её еще называют, сварки сопротивлением, заключается в нагреве места сопротивления через искру, сквозь которую пропускается электрический ток.
Стоит учесть, что этот тип сварки требует механических усилий, так как после расплавления детали необходимо сдавить или «посадить» друг на друга, это объясняется химическим контактом атомов материалов.
Сварка подобного механизма нашла широкое применение в промышленности из-за удобства эксплуатирования и возможности автоматизации процесса. По результатам её подразделяют на три группы: шовную, точечную и стыковую.
По результатам её подразделяют на три группы: шовную, точечную и стыковую.
Диффузионная (ГОСТ 20549-75)
При вакууме происходит диффузия атомов в поверхностных слоях контактирующих материалов. Это происходит, благодаря нагреву материалов до температуры плавления. А вакуум служит защитой от возникновения оксидной пленки, которая может прервать процесс. Чтобы увеличить площадь контакта, необходимо работать при сжимающих усилиях (10-20) МПа.
Сам процесс происходит в три этапа. Детали, которые необходимо скрепить, помещают в камеру с вакуумом и придавливают небольшим усилием. Затем нагревают при помощи тока и удерживают определенное время при нужной температуре.
Такой вид сварки используют для соединения материалов, которые плохо совмещаются друг с другом, таких, как сталь и чугун.
Механический класс сварки
Этот класс вмещает в себя сварку, для которой необходимы механическая энергия и давление. Простота оборудования и достойное качество позволили найти широкое применение в различных отраслях.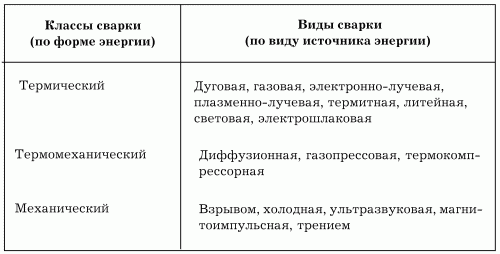
По типу сварки группу можно разделить на три подгруппы.
Сварка трением (ГОСТ Р ИСО 4063-42)
Осуществляется за счет вращения одной из деталей. Процесс состоит из следующих шагов:
- Из-за силы трения происходит оксид оксидных пленок.
- Нагреваются кромки металлов до пластичного состояния.
- Более пластичный металл выходит из шва.
Холодная (ГОСТ 2601-74)
Подобный тип сварки выполняют без нагрева. Методика осуществляется за счет деформации, при помощи которой разрушается окисная пленка на привариваемых поверхностях, и сдавливания до образования контакта. Прочность обуславливается усилием, с которым происходит сжатие. Чем оно сильнее, тем больше разрушается оксидная пленка.
Холодную сварку применяют для металлов, обладающих высокой пластичностью.
Сварка взрывом (ГОСТ Р ИСО 857-1-2009)
Относительной новый вид, позволяющий получать сплав неограниченных размеров. Это достигается под действием энергии, высвобождающейся при взрыве взрывчатого вещества.
Из-за большой опасности, а именно высвобождению ударной волны на большие расстояния, ее осуществляют на специализированных полигонах.
Взрыв позволяет соединить практически все виды металлов, однако, во избежание чрезмерного разрушения между деталями делают прослойку из другого металла.
Ультразвуковая (ГОСТ Р 55724-2013)
Для ультразвуковой сварки применяют высокочастотные ультразвуковые колебания, воздействующие на сплавляемые детали, прижатые вместе под небольшим давлением. Этот метод сварки наиболее часто используется для соединения термопластов и в тех случаях, когда неприменимы болтовые соединения, пайка или склеивание. Процесс полностью автоматизирован и осуществляется на специальных установках.
 youtube.com/embed/Z6JgQxG120A» frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/Z6JgQxG120A» frameborder=»0″ allowfullscreen=»allowfullscreen»>
классов сварки | Класс сварки залива
перейти к содержанию
Welding2022-08-24T17:21:43-07:00
Классы сварки
Соединение металлов с помощью тепла — это производственный процесс, используемый с бронзового века, и новые технологии постоянно развиваются. В Crucible начальные и продвинутые классы обучаются четырем различным видам сварки: кислородно-ацетиленовой газовой сварке, дуговой или электродуговой сварке, сварке в среде инертного газа (MIG) и сварке вольфрамовым электродом в среде инертного газа (TIG). Начните с начального класса по одному типу сварки или попробуйте все четыре типа на нашем курсе «Изучение сварки».
Познакомьтесь с начальником отдела сварки
Марк Мец
Марк начал заниматься сваркой в 1986 году и впервые начал работать в The Crucible в 2001 году в качестве менеджера студии. Марк привносит ценности твердого мастерства и структурной целостности в свои занятия и работу, веря в то, что хорошо сделанный объект должен пережить своего создателя на несколько поколений.
Марк привносит ценности твердого мастерства и структурной целостности в свои занятия и работу, веря в то, что хорошо сделанный объект должен пережить своего создателя на несколько поколений.
Подробнее
Сварка и металлообработка Занятия для взрослых
Crucible предлагает широкий выбор занятий для взрослых по обучению сварке. Если вы хотите изучить основы производства или что-то более сложное, The Crucible поможет вам. Полный список классов сварки, предлагаемых в ARC, MIG и TIG, см. ниже.
Примечание. Из-за COVID-19 в настоящее время мы не можем предложить все классы, перечисленные ниже. Вы можете зарегистрироваться, чтобы получать уведомления о предлагаемых занятиях, или просмотреть список предстоящих занятий здесь.
3-часовой дегустатор: дуговая сварка
3-часовой дегустатор — отличный способ изучить новую форму искусства без более глубокого изучения полного курса. После базового ознакомления со сваркой палочкой попробуйте создать сварное геометрическое пресс-папье, которое можно взять домой или подарить. Возьмите Дегустатор и познакомьтесь с новыми друзьями или подарите творческий дар кому-то особенному.
Возьмите Дегустатор и познакомьтесь с новыми друзьями или подарите творческий дар кому-то особенному.
Магазин
Сообщить мне
3-часовой дегустационный курс: сварка MIG
3-часовой дегустационный курс — это отличный способ изучить новый вид искусства без более глубокого изучения полного курса. После базового ознакомления со сваркой металлов в среде инертного газа (MIG), плазменной резкой и производственными процессами создайте небольшую металлическую скульптуру, которую можно забрать домой. Возьмите Дегустатор и познакомьтесь с новыми друзьями или подарите творческий дар кому-то особенному.
Магазин
Уведомить меня
Дуговая сварка I
Научитесь соединять куски металла с помощью дуговой сварки, также известной как дуговая сварка. Инструкторы научат вас резать металл горячим пламенем кислородно-ацетиленовой горелки, а также использовать электрические и ручные инструменты для завершения работы. Вы сделаете небольшую скульптуру, чтобы забрать ее домой.
Магазин
Сообщить мне
Дуговая сварка II
В этом курсе студенты изучат сложные соединения, положения сварки и методы дуговой сварки и кислородно-ацетиленовой резки, чтобы поднять свои скульптурные идеи на новый уровень. Студенты также познакомятся с новыми инструментами для изготовления и методами отделки, чтобы придать скульптуре более безупречный и профессиональный вид.
ПРЕДВАРИТЕЛЬНОЕ ТРЕБОВАНИЕ: Дуговая сварка I
Магазин
Сообщить мне
Креативные холодные соединения
Исследуйте творческие альтернативы соединению металлов без сварки! Студенты сосредоточатся на холодных и механических соединениях во многих их формах, перенимая методы из других областей, таких как деревообработка и ювелирные изделия. Идеально подходит для скульпторов, ремесленников, мебельщиков и всех, кто интересуется экспериментами с новыми и творческими методами изготовления металла.
Магазин
Сообщить мне
Изучение сварки
Не можете решить, какой тип сварки выбрать? Исследуйте различные возможности кислородно-ацетиленовой сварки, электродуговой сварки, инертного газа с металлом (MIG) и инертного газа с вольфрамом (TIG). У вас будет возможность попробовать все четыре, чтобы понять, какой тип сварки наиболее подходит для проектов, которые вы хотите выполнить.
Магазин
Уведомить меня
Friday Flame: сварка MIG
Завершите рабочую неделю огнем, друзьями и тостом. Присоединяйтесь к нам на Friday Flame, уникальном вечере, посвященном промышленному искусству и хорошей компании. Ознакомьтесь со сварочным оборудованием и базовыми навыками, а затем «нарисуйте» сварные швы, чтобы создать письменные слова или простые изображения на стали. После занятий насладитесь вином, пивом или безалкогольным напитком и полюбуйтесь своим новым шедевром!
Магазин
Сообщить мне
Производство металлической мебели
Изготовьте единственную в своем роде металлическую мебель для вашего дома! Помимо базовой сварки MIG, этот курс посвящен проектированию и изготовлению функциональных и эстетически интересных скамеек, журнальных столиков, подставок для цветов, шкафов, мебели на колесиках, полок, вешалок и практически любого другого предмета мебели, который вы хотели бы изготовить. Проекты будут оцениваться на предмет осуществимости и стоимости с учетом временных рамок. В Crucible имеется ограниченный материал, доступный для учащихся, и учащиеся несут ответственность за приобретение дополнительных материалов, если этого требует их проект. После регистрации The Crucible предоставит список приемлемых материалов, источников и поставщиков. Будьте готовы сваривать и резать в первый день в качестве обзора.
ПРЕДВАРИТЕЛЬНОЕ ТРЕБОВАНИЕ: Сварка MIG I
Магазин
Сообщить мне
Лаборатория сварки MIG и TIG
Лабораторные занятия — это большое преимущество, исключительно для участников Crucible! Практикуйте навыки, которые вы изучаете в классе, и открывайте новые возможности в своем ремесле. Во время лабораторных занятий инструкции не предоставляются, но будет присутствовать лаборант, который будет отвечать на вопросы, обеспечивать безопасность и оказывать общую поддержку. Вы можете свободно приходить и уходить в часы работы лаборатории, однако вы должны предоставить свои собственные материалы.
ПРЕДВАРИТЕЛЬНОЕ ТРЕБОВАНИЕ: Сварка МИГ или Сварка ТИГ I и членство в тигле
Магазин
Сообщите мне
Сварка МИГ
Сварка МИГ (металлический тип сварки в среде инертного газа) является наиболее распространенным видом современной сварки. Это процесс, при котором сварочный аппарат фокусирует электричество вдоль движущейся металлической проволоки, которая по шлангу подается к ручной горелке. Студенты-сварщики манипулируют этой горелкой, пока электричество плавит проволоку и создает сварной шов. Вы узнаете об основах сварки MIG, таких как металлургия, подготовка, соединения, техника и безопасность. Мы также рассмотрим плазменную резку. Занятие начинается с базового технического упражнения по сварке, а затем переходит в небольшой творческий проект.
Магазин
Сообщить мне
Кислородно-ацетиленовая сварка
Сварка с использованием тепла, выделяемого горящими газами, является одним из старейших методов сварки, восходящим к Древней Греции. В этом курсе студенты познакомятся с газовой горелкой, научатся управлять газами и использовать тепло для резки, пайки и сварки стали. Занятие начинается с набора технических упражнений и заканчивается небольшим творческим проектом из мягкой стали.
Магазин
Сообщите мне
Скульптура из стали
Узнайте, как сваривать стальные скульптуры, на этом уроке развития творческих навыков и создания проектов. Используя сварочный аппарат MIG, плазменный резак и кислородно-ацетиленовую горелку, вы оживите металлолом (прилагается). Создавайте садовые украшения, настенные ковры, отдельно стоящие произведения искусства или ту скульптуру щенка, которую вы всегда хотели. Узнайте, как легко сгибать, резать, складывать или прокатывать сталь с помощью нашего производственного оборудования начального уровня, и развивайте свое чувство стали, обучаясь практическим приемам и инструментам для механической шлифовки и чистовой обработки. Три недели обучения инструментам и навыкам, а затем пять недель разработки проекта.
В магазине
Сообщить мне
Сварка ВИГ I
ВИГ (вольфрам в инертном газе) или GTAW (дуговая сварка вольфрамовым электродом в газе) — это тип сварки, обычно используемый для тонких работ и цветных металлов. Он использует источник питания переменного/постоянного тока, нерасходуемый вольфрамовый электрод и инертный газ для формирования дуги и создания сварного шва. Этот курс с использованием холоднокатаной стали начинается с серии небольших упражнений и переходит в сложный технический проект, который дает учащимся основы металлургии, подготовки, соединений, техники и безопасности.
Магазин
Уведомить меня
Сварка ВИГ II
Этот курс расширяет базовые навыки, которым обучают в Сварке ВИГ I. Учащимся будет предложен ряд технических упражнений, предназначенных для улучшения их внимания и контроля, изучения типов соединений, позиции и бусины, а также познакомить их с новыми советами и методами изготовления. Студенты будут заниматься сваркой TIG других типов металлов, уделяя особое внимание алюминию и нержавеющей стали. Этот класс подготовит вас к самостоятельной работе.
ПРЕДВАРИТЕЛЬНОЕ ТРЕБОВАНИЕ: сварка TIG I
Магазин
Сообщить мне
Музыка ветра
Создайте свою собственную сварку музыки ветра! Студенты сварят металлический прямоугольный короб для колокольчиков, вырежут плазмой свой уникальный дизайн по бокам и повесят стальную цепь, крючки и нарезанные металлические детали, чтобы создать уникальный и привлекательный колокольчик. Тогда все, что вам нужно, это ветер для великолепного визуального и тонального произведения искусства.
Магазин
Уведомить меня
Сварка MIG для женщин
Научитесь сварке, которую преподают женщины, для женщин! Мы научим вас основам сварки MIG и резки плазменной горелкой, включая металлургию, подготовку, соединения, технику и безопасность — все те же навыки и методы, что и MIG Welding I, но в исключительно женской среде. Приходите с идеями для простого проекта.
Магазин
Сообщить мне
Сварка TIG для женщин I
Научитесь сварке, которую преподают женщины и для женщин! TIG (вольфрамовый инертный газ) или GTAW (дуговая сварка вольфрамовым электродом) — это тип сварки, обычно используемый для тонких работ и цветных металлов. Он использует источник питания переменного/постоянного тока, нерасходуемый вольфрамовый электрод и инертный газ для формирования дуги и создания сварного шва. Этот курс с использованием холоднокатаной стали начинается с серии небольших упражнений и переходит в сложный технический проект, который дает учащимся основы металлургии, подготовки, соединений, техники и безопасности. Этот класс представляет собой инклюзивную, гостеприимную среду для женщин и людей с широким гендерным диапазоном.
Магазин
Сообщить мне
Дерево + металл
Узнайте об основных свойствах дерева и металла, двух титанов художественных материалов. Студенты создают индивидуальный предмет мебели, который включает в себя деревянную столешницу с металлической основой, подчеркивая, как каждый из них дополняет другой. Выберите из множества настраиваемых проектов, включая небольшой стол, стул или книжный шкаф.
ПРЕДВАРИТЕЛЬНОЕ ТРЕБОВАНИЕ: Сварка MIG I
Магазин
Сообщить мне
Молодежные занятия по сварке и металлообработке
В отделении сварки мы предлагаем занятия для молодежи в возрасте от 12 до 18 лет. На этих занятиях The Crucible предоставляет молодежи уникальную возможность познакомиться с металлом, изучить их творческие голоса и усвоить уроки из реальной жизни в области науки, технологий, инженерии и математики. Вы можете увидеть все предложения The Crucible для молодежи здесь.
Дуговая сварка для молодежи I (возраст 12–18 лет)
Научитесь плавить, резать, гнуть и придавать форму металлу. Это интенсивное введение в дуговую сварку, также известную как дуговая сварка, и резка кислородно-ацетиленовой горелкой проводится техническим специалистом. Будут даны подробные демонстрации и рекомендации по безопасной и эффективной эксплуатации сварочного оборудования, поскольку инструкторы помогут вам создать небольшую сварную скульптуру или проект.
Магазин
Сообщить мне
Молодёжь ARC Welding II (12-18 лет)
Погрузитесь глубже в этот молодежный семинар продолжающегося уровня. Студенты делают захватывающий шаг в недельном обучении, становясь по пути молодыми ремесленниками. Научитесь плавить, резать, сгибать и придавать форму металлу в этом интенсивном введении в дуговую сварку, также известную как дуговая сварка, и резка кислородно-ацетиленовой горелкой. Будет дано руководство по безопасной и эффективной эксплуатации сварочного оборудования. Вы также познакомитесь с теорией, принципами и обширными методами, которые позволят вам разрабатывать и создавать свои собственные независимые проекты.
ПРЕДВАРИТЕЛЬНОЕ ТРЕБОВАНИЕ: Молодежный курс ARC Welding I (ранее назывался Молодежный курс сварки)
Магазин
Сообщить мне
Молодежный курс сварки (три вида сварки для детей от 12 до 14 лет): 900: 900 металлический инертный газ (MIG), электродуговая сварка (ARC) и кислородно-ацетиленовая сварка. Во время этого введения учащиеся получат представление о том, какой тип сварки наиболее подходит для проектов, которые они хотят выполнить.
Магазин
Сообщить мне
Сварка MIG для молодежи (возраст 12–18 лет)
MIG (металл в среде инертного газа) — наиболее распространенный современный вид сварки. Это процесс, при котором сварочный аппарат фокусирует электричество вдоль движущейся металлической проволоки, которая по шлангу подается к ручной горелке. Студенты-сварщики манипулируют этой горелкой, пока электричество плавит проволоку и создает сварной шов. Вы узнаете об основах сварки MIG, таких как металлургия, подготовка, соединения, техника и безопасность. Мы также рассмотрим плазменную резку. Занятие начинается с базового технического упражнения по сварке и переходит в небольшой творческий проект.
В магазине
Сообщить мне
Сварка ВИГ для молодежи I (возраст 14–18 лет)
Сварка ВИГ (вольфрам в среде инертного газа) — это высокоточный метод сварки, при котором получаются четкие и целенаправленные сварные швы любых материалов, от сверхтонких до очень толстые материалы. Вы изучите основы сварки TIG, работая с мягкой сталью. Вы будете создавать скульптуры, которые позволят вам использовать свои творческие способности и навыки сварки!
Магазин
Сообщить мне
Сварка TIG для молодежи II (12-18 лет)
Погрузитесь глубже в этот молодежный семинар продолжающегося уровня. Студенты делают захватывающий шаг в недельном обучении, становясь по пути молодыми ремесленниками. Сварка ВИГ (вольфрамовым электродом в среде инертного газа) — это высокоточный метод сварки, который обеспечивает чистые и целенаправленные сварные швы на любых материалах, от сверхтонких до очень толстых. Вы продолжите разработку методов сварки TIG, работая с мягкой сталью. Вы также познакомитесь с теорией, принципами и обширными методами, которые позволят вам разрабатывать и создавать свои собственные независимые проекты.
Магазин
Уведомить меня
Подготовка к уроку сварки
Занятия сваркой проходят на первом этаже нашего здания. Пожалуйста, свяжитесь с нами, если у вас есть какие-либо вопросы о доступности, и мы будем рады их удовлетворить.
Учащиеся должны приходить на занятия в одежде из натуральных волокон, длинных штанах и туфлях с закрытым носком и каблуком, а также в носках, защищающих до щиколотки. Длинные волосы должны быть собраны сзади. Не допускается использование нейлона, полиэстера, спандекса или других синтетических материалов рядом с машинами, оборудованием или процессами, которые могут привести к возникновению горячих осколков, искр или пламени.
The Crucible требует, чтобы студенты всегда приходили в студию в безопасной одежде во время работы. Слои поощряются, так как в студии может быть очень холодно или очень жарко. Крусибл предоставит вам сварочную куртку, пару перчаток и сварочный капюшон, когда вы зарегистрируетесь на уроке в инструментальной комнате. Вы также можете принести из дома свои средства индивидуальной защиты. Узнайте больше о сварке из нашего онлайн-руководства.
Получить карту
УЗНАТЬ РУКОВОДСТВА
Готовы получить практические навыки сварки?
Каждый месяц в Горниле проходят занятия по сварке
ПОСМОТРЕТЬ ДАЛЬНЕЙШЕЕ
Ссылка для загрузки страницы
Перейти к началу
Сварка — Общественный колледж Энн Арундел
Подготовьтесь к работе всего за пять недель!
В Техническом центре Earlbeck открыты и проводятся занятия по сварке в адаптированном формате. Соблюдаются правила и протоколы социального дистанцирования. Зарегистрируйтесь сегодня!
AACC в партнерстве с Earlbeck Gases and Technologies может помочь вам стать сварщиком благодаря современному обучению сварке STICK, MIG и TIG. Помогите удовлетворить спрос на квалифицированных, сертифицированных сварщиков в районе Балтимора/Вашингтона и подготовьтесь к немедленному трудоустройству.
Обзор обучения
Студенты проходят аудиторные и практические занятия с использованием новейшего сварочного оборудования, доступного в отрасли. Мы будем предлагать занятия в Центре инноваций и ремесел Клаусона в AACC в Арнольде.
Дневные и вечерние занятия также будут предлагаться в учебном центре Earlbeck Gases and Technologies в течение всего года. Earlbeck является испытательным предприятием, аккредитованным Американским обществом сварщиков.
Центр инноваций и квалифицированных профессий Клаусона (CCIT)
Arnold
Карта кампуса AACC Arnold
Earlbeck Gases and Technologies
8204 Pulaski Highway
Baltimore, MD 21237
Экскурсии проводятся по предварительной записи. Позвоните учебному персоналу Earlbeck по телефону 410-687-8400.
Требования
- Должен быть старше 18 лет
- Хлопковые брюки, хлопковая рубашка и туфли с закрытыми носками
Стоимость
Эти цены представляют собой стоимость для жителей округа Энн Арундел, включая обучение и сборы.
- Основы сварки: $192
- Базовый курс: 1870 долларов США
- Средний и продвинутый курсы: 2750 долларов США
- Специальное предложение GMAW: 1717 долларов США
- Курсы «Сварка для работы»: 4 251 долл. США
Узнайте о некредитных стипендиях.
Перспективы работы
Заработная плата очень конкурентоспособна. По данным Бюро статистики труда США, сварщики начального уровня могут зарабатывать 18 долларов в час, в то время как опытные сварщики с несколькими сертификатами Американского общества сварщиков (AWS) могут удвоить или утроить свою заработную плату.
Курсы
Вводные курсы по сварке
Приведенные ниже вводные курсы являются отправной точкой для новичков в профессии сварщика.
- Основы сварки (OCA-565 или CIT-333)
Введение в сварку для тех, кто хотел бы попробовать ее, прежде чем инвестировать в более подробное обучение. - Сертифицированное обучение основам сварки (OPT-394 или CIT-325)
Изучите основы профессиональной сварки, включая процесс сварки, основы металлургии, коды сварки, контроль деформации и символы сварки. - Сварка для работы STICK (OCC-344 или CIT-334)
- Сварка для работы MIG (OCC-345 или CIT-335)
- Сварка TIG для работы (OCC-346 или CIT-336)
- Основы сварки (OCA-565 или CIT-333)
Сертификаты сварки конструкций
Приведенные ниже промежуточные курсы сварки основаны на фундаментальном курсе, специализируются на одном сварочном процессе и завершаются сертификацией сварщика конструкций Американского общества сварщиков: AWS D1.1. Все курсы по сварке конструкций требуют знаний из курсов «Основы сварки» или «Сварка для работы». Опытные профессиональные сварщики могут напрямую записаться на эти курсы.
- Сертифицированное обучение сварке среднего уровня STICK (OPT-395 или CIT-326)
- Сертифицированное обучение сварке MIG среднего уровня (OPT-396 или CIT-327)
- Сертифицированное обучение сварке TIG среднего уровня (OPT-397 или CIT-328)
Специализированное обучение сварке
Специализированные курсы по сварке, представленные ниже, основаны на курсах по основам сварки и курсах по конструкции для повышения квалификации сварщика в специализированных сварочных работах. Все специализированные курсы по сварке требуют прохождения промежуточного уровня сварки. Опытные профессиональные сварщики могут напрямую записаться на эти курсы.
- Усовершенствованная дуговая сварка труб защитным металлом (STICK) (OPT-374 или CIT-329)
- Усовершенствованная дуговая сварка вольфрамовым электродом в среде защитного газа: трубы (TIG) (OPT-376 или CIT-330)
- INT GMAW Самоэкранированный FCAW (OPA-366 или CIT-337)
- INT GMAW Сварка алюминия (OPA-367 или CIT-338)
- INT GMAW для сварки нержавеющей стали (OPA-368 или CIT-339)
Полученные сертификаты
- Получены единицы непрерывного образования.

 5
5 2
2 5
5
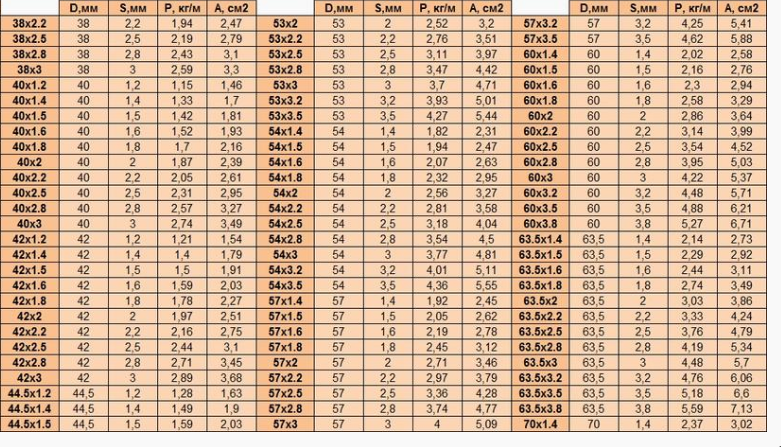
 A500 является стандартной спецификацией для конструкционных труб из углеродистой стали холодной штамповки и обычно используется в строительных проектах и конструкционных опорах. Механические трубки A-513 используются во многих отраслях промышленности, включая автомобилестроение, производство бытовой техники и мебели.
A500 является стандартной спецификацией для конструкционных труб из углеродистой стали холодной штамповки и обычно используется в строительных проектах и конструкционных опорах. Механические трубки A-513 используются во многих отраслях промышленности, включая автомобилестроение, производство бытовой техники и мебели. в фунтах
в фунтах 065
065 065
065 083
083 065
065 120
120 049
049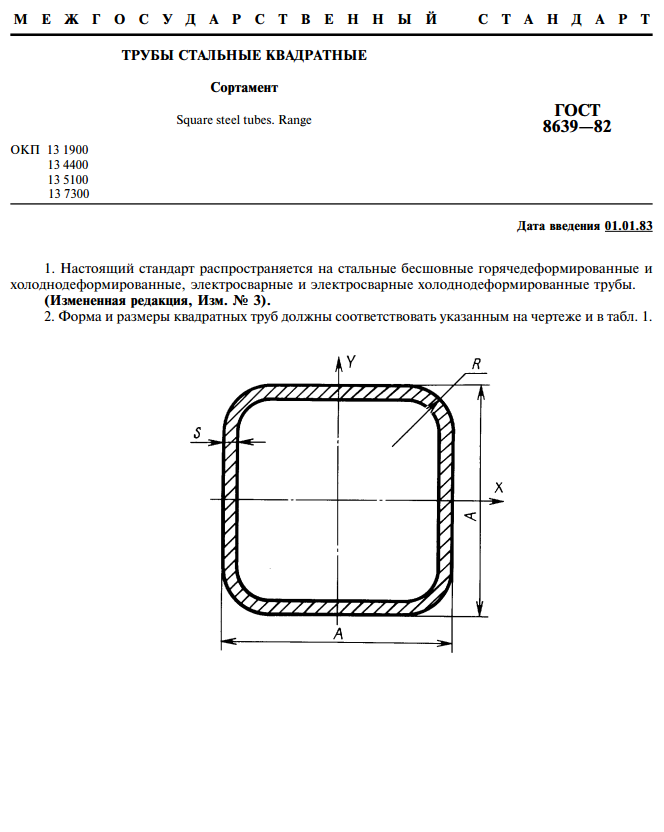 072
072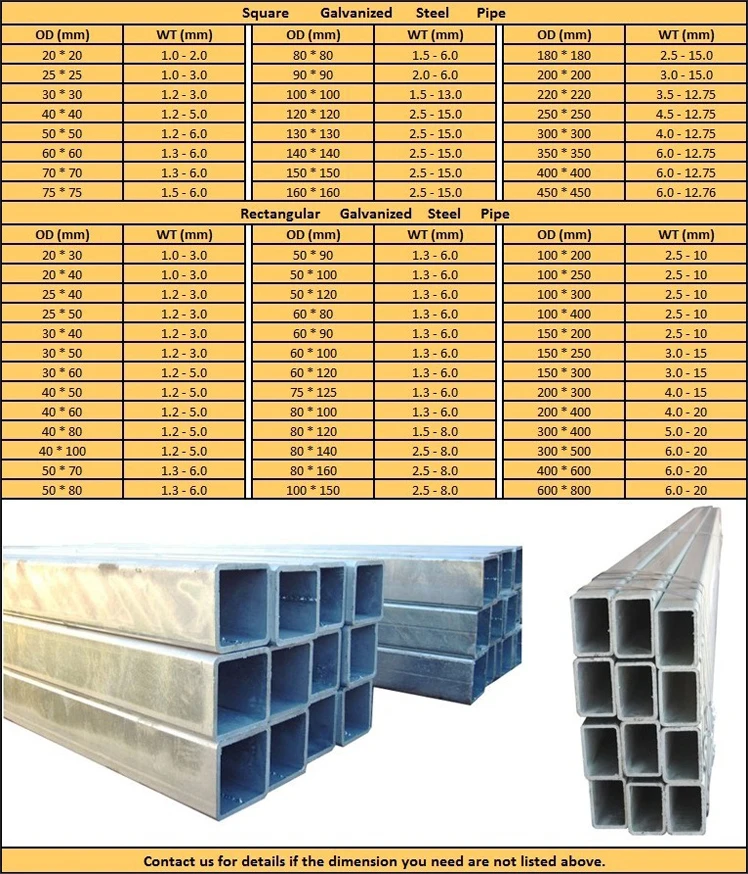 109
109 083
083 120
120 083
083 120
120 083
083 083
083 109
109 065
065 120
120
 Этот инструмент НЕ заменяет профессиональные инженерные или консультационные услуги. Многие люди звонят нам с вопросами о стальных или алюминиевых балках, проектировании зданий, несущих нагрузках на людей, максимальных пролетах для труб и т. д. Мы не отвечаем ни на один из этих вопросов и не даем никаких советов по проектированию любого рода по телефону. Мы являемся производителем инструментов, а не независимой консалтинговой фирмой по дизайну.
Этот инструмент НЕ заменяет профессиональные инженерные или консультационные услуги. Многие люди звонят нам с вопросами о стальных или алюминиевых балках, проектировании зданий, несущих нагрузках на людей, максимальных пролетах для труб и т. д. Мы не отвечаем ни на один из этих вопросов и не даем никаких советов по проектированию любого рода по телефону. Мы являемся производителем инструментов, а не независимой консалтинговой фирмой по дизайну.
 095 на самом деле прочнее для изгибающих нагрузок! Вы также можете посмотреть на отдельные части каркаса безопасности под нагрузкой, но, пожалуйста, поймите, что оценка каркасов безопасности выполняется обученными профессионалами, и любая оценка, которую вы проводите на отдельных частях, не указывает на общую безопасность конструкции.
095 на самом деле прочнее для изгибающих нагрузок! Вы также можете посмотреть на отдельные части каркаса безопасности под нагрузкой, но, пожалуйста, поймите, что оценка каркасов безопасности выполняется обученными профессионалами, и любая оценка, которую вы проводите на отдельных частях, не указывает на общую безопасность конструкции.
 Если ничего не сгибается и транспортное средство оказывается на крыше, оно не может оставаться сбалансированным только на одной трубе, поэтому у него все равно будет более одной трубы, разделяющей нагрузку, когда он, наконец, перестанет двигаться. Земля также может двигаться, чтобы изменить распределение нагрузки, например, перемещение камней и изменение формы грязи/песка. Все эти рассуждения о более чем одной трубе, разделяющей нагрузку, призваны проиллюстрировать тот факт, что анализ напряжения каркаса безопасности представляет собой нечто большее, чем просто просмотр одной трубы за раз. Мы надеемся, что вы сможете использовать этот инструмент для изучения и оценки частей вашего дизайна. 93)
Если ничего не сгибается и транспортное средство оказывается на крыше, оно не может оставаться сбалансированным только на одной трубе, поэтому у него все равно будет более одной трубы, разделяющей нагрузку, когда он, наконец, перестанет двигаться. Земля также может двигаться, чтобы изменить распределение нагрузки, например, перемещение камней и изменение формы грязи/песка. Все эти рассуждения о более чем одной трубе, разделяющей нагрузку, призваны проиллюстрировать тот факт, что анализ напряжения каркаса безопасности представляет собой нечто большее, чем просто просмотр одной трубы за раз. Мы надеемся, что вы сможете использовать этот инструмент для изучения и оценки частей вашего дизайна. 93) 
 T означает термически обработанный, что делается для улучшения его физических свойств. 6 — тип термической обработки, в данном случае термообработка на раствор, а затем искусственное старение. Это один из самых прочных алюминиевых сплавов, он плохо поддается сварке и его очень трудно согнуть.
T означает термически обработанный, что делается для улучшения его физических свойств. 6 — тип термической обработки, в данном случае термообработка на раствор, а затем искусственное старение. Это один из самых прочных алюминиевых сплавов, он плохо поддается сварке и его очень трудно согнуть. Виден шов, обычно сине-серая полоса. Стали серии 1000 известны как простые углеродистые стали и имеют максимальное содержание марганца 1%. Последние две цифры — номинальное содержание углерода в сотых долях процента. 1015 содержит 0,15% углерода и 0,45% марганца. Он очень хорошо поддается сварке и легко формуется/изгибается.
Виден шов, обычно сине-серая полоса. Стали серии 1000 известны как простые углеродистые стали и имеют максимальное содержание марганца 1%. Последние две цифры — номинальное содержание углерода в сотых долях процента. 1015 содержит 0,15% углерода и 0,45% марганца. Он очень хорошо поддается сварке и легко формуется/изгибается. 4130 известен своим высоким пределом прочности и ударной вязкостью, а также приемлемым изгибом и сваркой. TIG является предпочтительным процессом сварки для этого сплава. После сварки его необходимо подвергнуть термической обработке, чтобы вернуть его к указанным здесь спецификациям. Он также может подвергаться термообработке и отпуску/закалке для увеличения предела текучести более 100 тысяч фунтов на квадратный дюйм (1).
4130 известен своим высоким пределом прочности и ударной вязкостью, а также приемлемым изгибом и сваркой. TIG является предпочтительным процессом сварки для этого сплава. После сварки его необходимо подвергнуть термической обработке, чтобы вернуть его к указанным здесь спецификациям. Он также может подвергаться термообработке и отпуску/закалке для увеличения предела текучести более 100 тысяч фунтов на квадратный дюйм (1). TIG почти обязателен для сварки этого материала. Его очень трудно обрабатывать, и документально подтверждено, что его использование в фигурных изгибах ограничено. Мы успешно согнули 3Al-2,5V и титан Grade 9 на трубогибочном станке M600. Обе рассматриваемые здесь марки доступны в круглой трубе.
TIG почти обязателен для сварки этого материала. Его очень трудно обрабатывать, и документально подтверждено, что его использование в фигурных изгибах ограничено. Мы успешно согнули 3Al-2,5V и титан Grade 9 на трубогибочном станке M600. Обе рассматриваемые здесь марки доступны в круглой трубе.
 Такая скорость высыхания возможна только на специальном оборудовании, которое обеспечивает герметизацию изделия, нужную температуру, указанную марку прочности и некоторые другие условия. Точная дозировка состава, вибрационная обработка, прогрев изделия паром, исключение потерь влаги — непременные условия изготовления изделий ЖБИ.
Такая скорость высыхания возможна только на специальном оборудовании, которое обеспечивает герметизацию изделия, нужную температуру, указанную марку прочности и некоторые другие условия. Точная дозировка состава, вибрационная обработка, прогрев изделия паром, исключение потерь влаги — непременные условия изготовления изделий ЖБИ.
 Мощные фундаменты, при возможности, лучше заливать за год до начала основного строительства. За это время происходят практически все процессы изменения структуры. Значимых изменений геометрии конструкции не будет. Точное время полного застывания конкретного цементного раствора определить сложно. Длиться он может годами, но через 12 месяцев эти изменения не сказываются на качестве здания.
Мощные фундаменты, при возможности, лучше заливать за год до начала основного строительства. За это время происходят практически все процессы изменения структуры. Значимых изменений геометрии конструкции не будет. Точное время полного застывания конкретного цементного раствора определить сложно. Длиться он может годами, но через 12 месяцев эти изменения не сказываются на качестве здания.
 При этом нельзя допускать обезвоживания смеси. Цемент имеет склонность к самовысыханию. Недостаток влаги не дает возможности проходить реакции гидратации, отчего качества материала ухудшаются. Решить эту проблему можно принудительным увлажнением, укрытием поверхности пленкой, опилками, тканью. Установка обогревательного оборудования заметно ускорит процесс высыхания, но и увеличивает риски потерь влаги смесью.
При этом нельзя допускать обезвоживания смеси. Цемент имеет склонность к самовысыханию. Недостаток влаги не дает возможности проходить реакции гидратации, отчего качества материала ухудшаются. Решить эту проблему можно принудительным увлажнением, укрытием поверхности пленкой, опилками, тканью. Установка обогревательного оборудования заметно ускорит процесс высыхания, но и увеличивает риски потерь влаги смесью.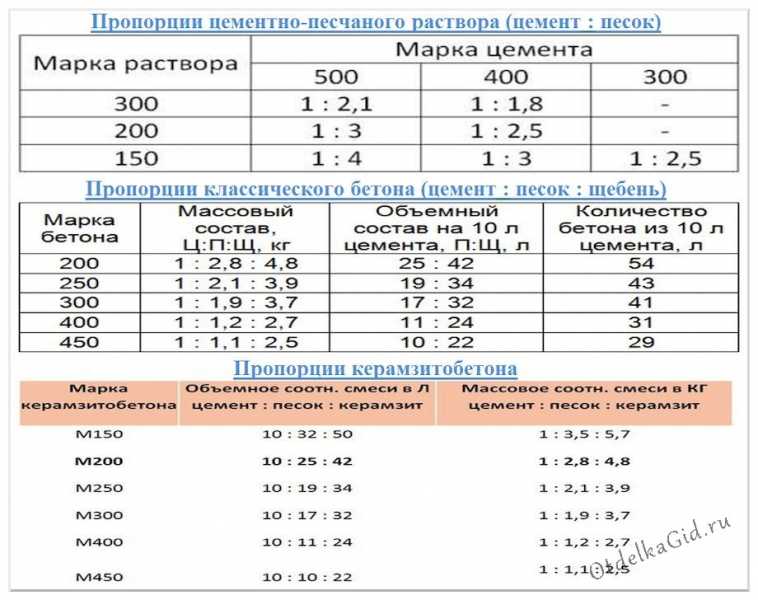 Необходимо определить среднесуточное значение, которое и станет основным критерием при определении времени затвердевания цементного раствора на улице. При этом показатель влажности воздуха в помещении, как правило, ниже, значит процесс испарения идет активнее, особенно, если здание оборудовано системой отопления. Пересушивание смеси приведет к ухудшению качеств. Если при оштукатуривании стен это не может являться критическим дефектом, то стяжке необходима прочность, поэтому нужно защитить поверхность от пересыхания.
Необходимо определить среднесуточное значение, которое и станет основным критерием при определении времени затвердевания цементного раствора на улице. При этом показатель влажности воздуха в помещении, как правило, ниже, значит процесс испарения идет активнее, особенно, если здание оборудовано системой отопления. Пересушивание смеси приведет к ухудшению качеств. Если при оштукатуривании стен это не может являться критическим дефектом, то стяжке необходима прочность, поэтому нужно защитить поверхность от пересыхания.

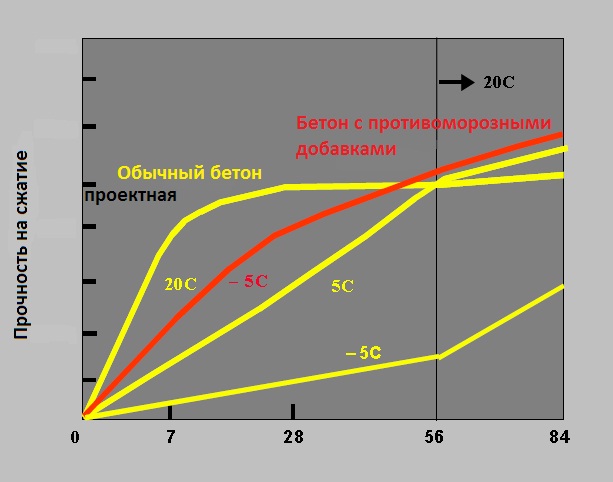 Чем ниже температура, тем больше времени требуется раствору для схватывания, но и жаркая погода (от 30 C) негативно сказывается на процессе застывания и качестве итоговой конструкции. Это нужно учитывать при доставке цемента прямо на стройплощадку.
Чем ниже температура, тем больше времени требуется раствору для схватывания, но и жаркая погода (от 30 C) негативно сказывается на процессе застывания и качестве итоговой конструкции. Это нужно учитывать при доставке цемента прямо на стройплощадку.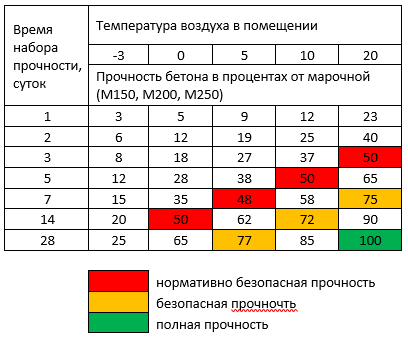 Без этого невозможно гарантировать требуемые показатели прочности. По прошествии 1 ч. после заливки свойства смеси начинают меняться. Уже через 24 часа она твердеет достаточно, чтобы выдерживать человеческий вес. Но это лишь 1-я стадия, именуемая схватыванием, а отверждение является 2-й стадией. В теплую погоду через 48 часов залитая масса набирает примерно половину заявленной прочности.
Без этого невозможно гарантировать требуемые показатели прочности. По прошествии 1 ч. после заливки свойства смеси начинают меняться. Уже через 24 часа она твердеет достаточно, чтобы выдерживать человеческий вес. Но это лишь 1-я стадия, именуемая схватыванием, а отверждение является 2-й стадией. В теплую погоду через 48 часов залитая масса набирает примерно половину заявленной прочности.
 Для аналогичных вычислений при отверждении под открытым небом в течение 24 часов следует выполнить серию температурных замеров, делая промежутки в несколько часов.
Для аналогичных вычислений при отверждении под открытым небом в течение 24 часов следует выполнить серию температурных замеров, делая промежутки в несколько часов. В цементе марок высокой прочности, начиная с M400 и выше, низкое содержание примесей, что обеспечивает ускоренное схватывание раствора.
В цементе марок высокой прочности, начиная с M400 и выше, низкое содержание примесей, что обеспечивает ускоренное схватывание раствора.

 Никогда не пытайтесь делать это самостоятельно, так как это подходит не для каждого применения, а неправильное ускорение может привести к повреждению бетона и перерасходу материалов.
Никогда не пытайтесь делать это самостоятельно, так как это подходит не для каждого применения, а неправильное ускорение может привести к повреждению бетона и перерасходу материалов. Например, как скоро вы сможете пройти по нему, не оставляя следов, проехать или припарковаться на нем, не утонув в нем, и т. д.
Например, как скоро вы сможете пройти по нему, не оставляя следов, проехать или припарковаться на нем, не утонув в нем, и т. д. Без него не могут происходить химические реакции, необходимые для образования твердых кристаллов, которые придают бетону прочность. Слишком малое количество воды приводит к структурной слабости бетона, а слишком большое количество нарушит эффективное отверждение и вызовет отслаивание, усадку, выбоины или трещины.
Без него не могут происходить химические реакции, необходимые для образования твердых кристаллов, которые придают бетону прочность. Слишком малое количество воды приводит к структурной слабости бетона, а слишком большое количество нарушит эффективное отверждение и вызовет отслаивание, усадку, выбоины или трещины. Тем не менее, чрезмерно высокие температуры небезопасны для работы, особенно если вы заливаете большие площади бетона за раз. Слишком высокая влажность также может нарушить влажность.
Тем не менее, чрезмерно высокие температуры небезопасны для работы, особенно если вы заливаете большие площади бетона за раз. Слишком высокая влажность также может нарушить влажность.


 По мере охлаждения свежего бетона реакция гидратации замедляется. Здесь важна температура бетона, а не обязательно температура воздуха. При температуре ниже 50 F гидратация сильно замедляется; ниже примерно 40 F он практически прекращается.
По мере охлаждения свежего бетона реакция гидратации замедляется. Здесь важна температура бетона, а не обязательно температура воздуха. При температуре ниже 50 F гидратация сильно замедляется; ниже примерно 40 F он практически прекращается.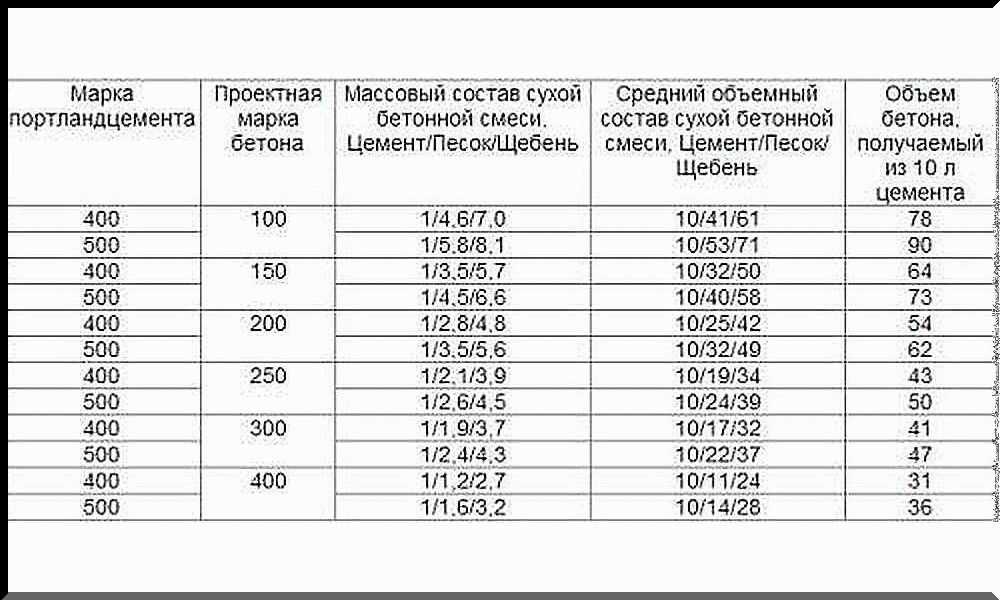 Не желтеет
Не желтеет Наиболее часто упускаемым из виду аспектом отверждения является поддержание влажности открытых бетонных поверхностей во время их гидратации. Большинство бетонов, особенно декоративных, изначально содержат много воды, чтобы полностью гидратировать цемент. Проблема в том, что если открытые поверхности высыхают, то бетон не может увлажняться, и наш молодой бетон становится очень чувствительной кожей — легко царапается, а иногда и покрывается пылью.
Наиболее часто упускаемым из виду аспектом отверждения является поддержание влажности открытых бетонных поверхностей во время их гидратации. Большинство бетонов, особенно декоративных, изначально содержат много воды, чтобы полностью гидратировать цемент. Проблема в том, что если открытые поверхности высыхают, то бетон не может увлажняться, и наш молодой бетон становится очень чувствительной кожей — легко царапается, а иногда и покрывается пылью. Чтобы узнать, необходимо ли это, вам нужно знать скорость испарения (см. ниже).
Чтобы узнать, необходимо ли это, вам нужно знать скорость испарения (см. ниже).
 Мы определим это как любой цветной бетон, цельный или сухой, будет ли он штамповаться или нет. Во-первых, и это самое главное, цветной бетон на самом деле не отличается от любого другого бетона, он требует точно такой же обработки, чтобы получить качественный бетон. Однако некоторые методы должны немного отличаться, поскольку внешний вид гораздо важнее, чем для промышленной плиты.
Мы определим это как любой цветной бетон, цельный или сухой, будет ли он штамповаться или нет. Во-первых, и это самое главное, цветной бетон на самом деле не отличается от любого другого бетона, он требует точно такой же обработки, чтобы получить качественный бетон. Однако некоторые методы должны немного отличаться, поскольку внешний вид гораздо важнее, чем для промышленной плиты. Традиционно это было указано на уровне более 0,2 фунта на квадратный фут в час. Многие смеси сегодня выделяются с гораздо меньшими скоростями, чем это, поэтому, если есть меньше сбрасываемой воды, то предел испарения должен быть установлен ниже, например, от 0,05 до 0,1 фунта на квадратный фут в час. Наилучший подход к декоративному бетону — попытаться изменить условия, чтобы вам не нужно было проводить первоначальную обработку: блокировать ветер, защищать бетон от солнца, получать более прохладный бетон. Если это невозможно, возможно запотевание, достаточное для того, чтобы поверхность оставалась влажной, но самый простой подход — использовать замедлитель испарения. Это химическое вещество можно распылять, чтобы образовать на поверхности тонкую пленку, препятствующую испарению воды. Он полностью рассеивается во время отделочных операций. Держите некоторые из них поблизости для сухих ветреных условий.
Традиционно это было указано на уровне более 0,2 фунта на квадратный фут в час. Многие смеси сегодня выделяются с гораздо меньшими скоростями, чем это, поэтому, если есть меньше сбрасываемой воды, то предел испарения должен быть установлен ниже, например, от 0,05 до 0,1 фунта на квадратный фут в час. Наилучший подход к декоративному бетону — попытаться изменить условия, чтобы вам не нужно было проводить первоначальную обработку: блокировать ветер, защищать бетон от солнца, получать более прохладный бетон. Если это невозможно, возможно запотевание, достаточное для того, чтобы поверхность оставалась влажной, но самый простой подход — использовать замедлитель испарения. Это химическое вещество можно распылять, чтобы образовать на поверхности тонкую пленку, препятствующую испарению воды. Он полностью рассеивается во время отделочных операций. Держите некоторые из них поблизости для сухих ветреных условий.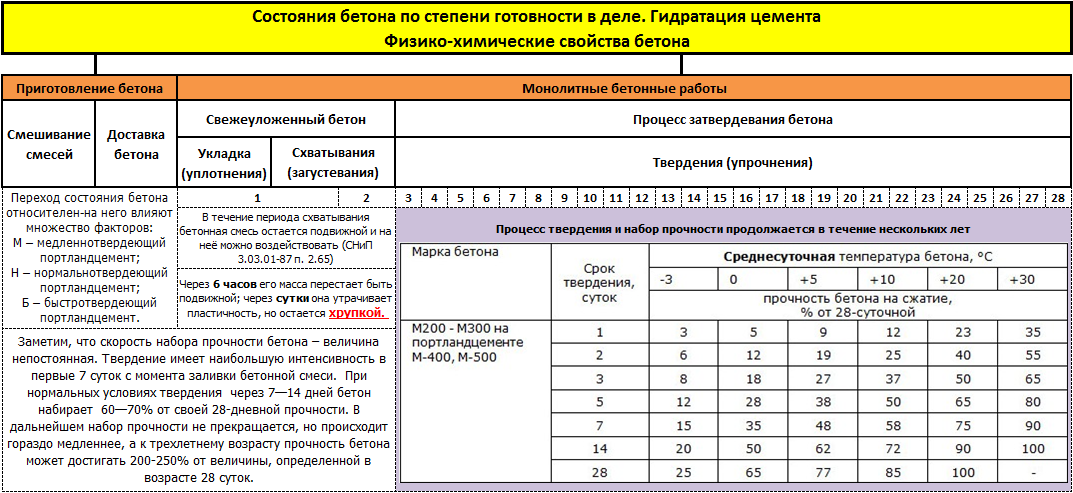 Это наиболее эффективный метод отверждения для предотвращения испарения воды из смеси.
Это наиболее эффективный метод отверждения для предотвращения испарения воды из смеси.
 1109).
1109).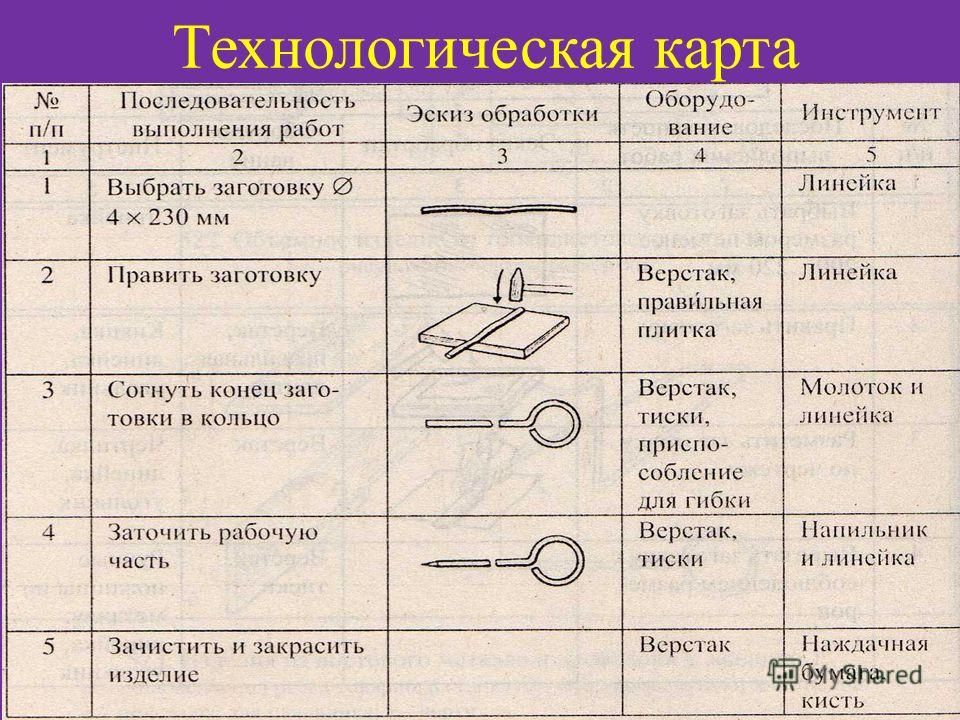 02-2000: Технологические правила проектирования. Методическое руководство
02-2000: Технологические правила проектирования. Методическое руководство Транспортные и операционные роторы находятся между собой в жесткой связи. Количество рабочих роторов равно числу технологических операций. Обработка деталей или сборка изделий производится без остановки, они непрерывно передаются с операции на операцию. На линиях с жесткой связью отсутствуют межоперационные заделы. При остановке одного автомата останавливаются и все остальные агрегаты поточной линии.
[c.140]
Транспортные и операционные роторы находятся между собой в жесткой связи. Количество рабочих роторов равно числу технологических операций. Обработка деталей или сборка изделий производится без остановки, они непрерывно передаются с операции на операцию. На линиях с жесткой связью отсутствуют межоперационные заделы. При остановке одного автомата останавливаются и все остальные агрегаты поточной линии.
[c.140]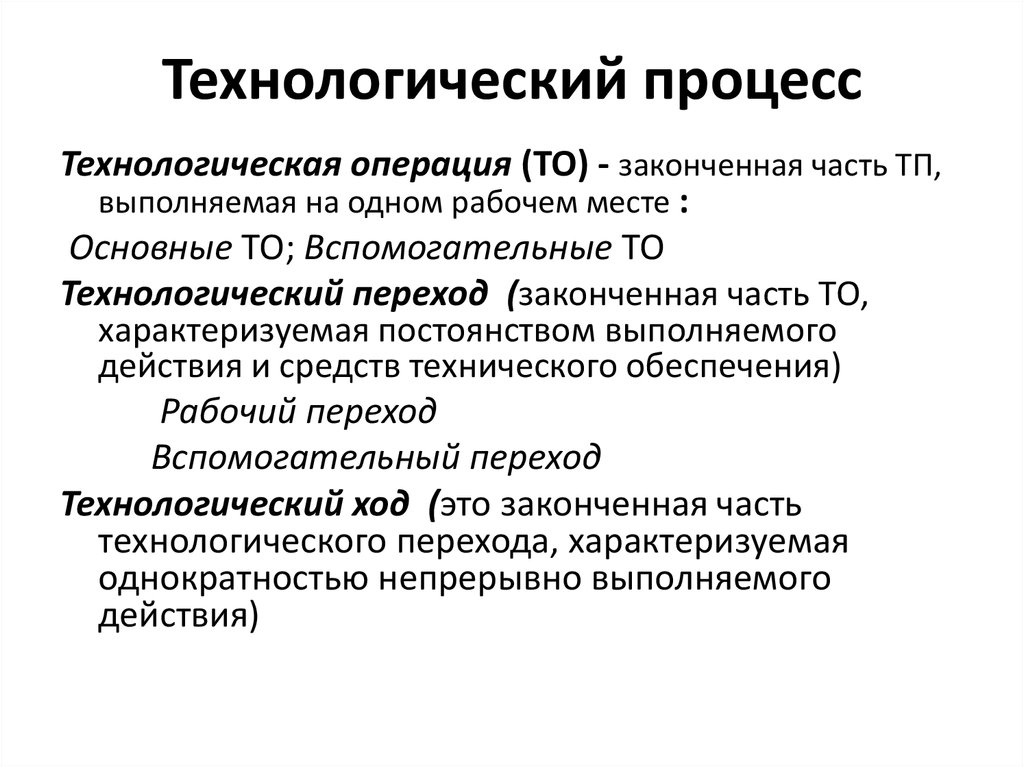 [c.162]
[c.162] В различных технологических цепочках обработки документа одна из главных функций оператора как раз состоит в том, чтобы идентифицировать объект документа и применить к нему предопределенную технологическую операцию. Невозможность автоматической идентификации объектов приводит к тому, что значительная часть технологических операций обработки документов выполняется вручную, а одна и та же подоперация — идентификация объекта — выполняется человеком практически во всех технологических операциях, а значит, многократно для одного и того же документа.
[c.279]
В различных технологических цепочках обработки документа одна из главных функций оператора как раз состоит в том, чтобы идентифицировать объект документа и применить к нему предопределенную технологическую операцию. Невозможность автоматической идентификации объектов приводит к тому, что значительная часть технологических операций обработки документов выполняется вручную, а одна и та же подоперация — идентификация объекта — выполняется человеком практически во всех технологических операциях, а значит, многократно для одного и того же документа.
[c.279] [c.127]
[c.127] 4.2) сбор и регистрация, перенос на машинные носители, ввод, компоновка и контроль, накопление, сортировка, обработка, корректировка, вывод, реструктуризация.
[c.68]
4.2) сбор и регистрация, перенос на машинные носители, ввод, компоновка и контроль, накопление, сортировка, обработка, корректировка, вывод, реструктуризация.
[c.68] [c.82]
[c.82] [c.85]
[c.85] Информация оперативного учета (ОУ) характеризует состояние управляемого объекта (например, нефтебазы) в текущий момент времени и обеспечивает нормальный режим его эксплуатации хранения, отпуска, приема и перекачки нефтепродуктов. Информация ОУ требует высокой скорости получения и обработки значений измеряемых величин при невысоких требованиях к их точности и достоверности.
[c.411]
Информация оперативного учета (ОУ) характеризует состояние управляемого объекта (например, нефтебазы) в текущий момент времени и обеспечивает нормальный режим его эксплуатации хранения, отпуска, приема и перекачки нефтепродуктов. Информация ОУ требует высокой скорости получения и обработки значений измеряемых величин при невысоких требованиях к их точности и достоверности.
[c.411] Технологические операции располагают одна за другой р наиболее рациональной последовательности из условия выполнения требований чертежа наиболее экономичным способом. Среди множества вариантов расположения операций один из них наиболее верный, оптимальный. Это в равной степени относится и к составным частям технологической операции переходами, проходами и отдельным приемам. Решающими факторами при выборе последовательности в обработке предметов производства или их сборке являются анализ их служебного назначения и себестоимость.
[c.64]
Технологические операции располагают одна за другой р наиболее рациональной последовательности из условия выполнения требований чертежа наиболее экономичным способом. Среди множества вариантов расположения операций один из них наиболее верный, оптимальный. Это в равной степени относится и к составным частям технологической операции переходами, проходами и отдельным приемам. Решающими факторами при выборе последовательности в обработке предметов производства или их сборке являются анализ их служебного назначения и себестоимость.
[c.64] д. В начале технологической карты должно быть указано, откуда (из какого цеха) поступает заготовка или материал, а в конце — куда (в какой цех) заготовка направляется.
[c.66]
д. В начале технологической карты должно быть указано, откуда (из какого цеха) поступает заготовка или материал, а в конце — куда (в какой цех) заготовка направляется.
[c.66] Технолог, проектируя технологический процесс, обязан особое внимание уделять требованиям, исключающим возможные случаи нанесения травм рабочему или ущерба его здоровью. Выполнение этих требований должно гарантировать безопасность выполнения любой технологической операции.
[c.69]
Технолог, проектируя технологический процесс, обязан особое внимание уделять требованиям, исключающим возможные случаи нанесения травм рабочему или ущерба его здоровью. Выполнение этих требований должно гарантировать безопасность выполнения любой технологической операции.
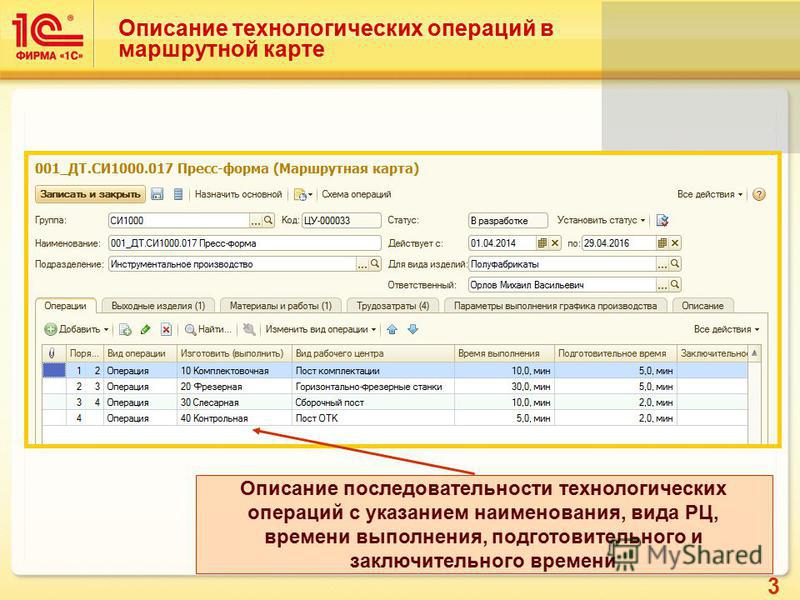
[c.69] Операционную карту размещают в том же комплекте документов, как дополнение к маршрутной карте.
[c.75]
Операционную карту размещают в том же комплекте документов, как дополнение к маршрутной карте.
[c.75] Однако справедливо утверждение, что результатом некоторой технологической сети проектирования является технологическая сеть обработки данных.
[c.68]
Однако справедливо утверждение, что результатом некоторой технологической сети проектирования является технологическая сеть обработки данных.
[c.68] Применение таких установок позволит значительно улучшить технико-экономические показатели бурения.
[c.85]
Применение таких установок позволит значительно улучшить технико-экономические показатели бурения.
[c.85]
 кумуляции и доставки Сырой Нефти и/или Газа в Пункте Сдачи, а также в том числе сопутствующие операции, не упомянутые конкретно в настоящем документе, но необходимые для наиболее эффективной и экономичной разработки и добычи указанных нефтяных залежей в соответствии с современными нефтепромыслами и нефтяной промышленностью практики.
кумуляции и доставки Сырой Нефти и/или Газа в Пункте Сдачи, а также в том числе сопутствующие операции, не упомянутые конкретно в настоящем документе, но необходимые для наиболее эффективной и экономичной разработки и добычи указанных нефтяных залежей в соответствии с современными нефтепромыслами и нефтяной промышленностью практики.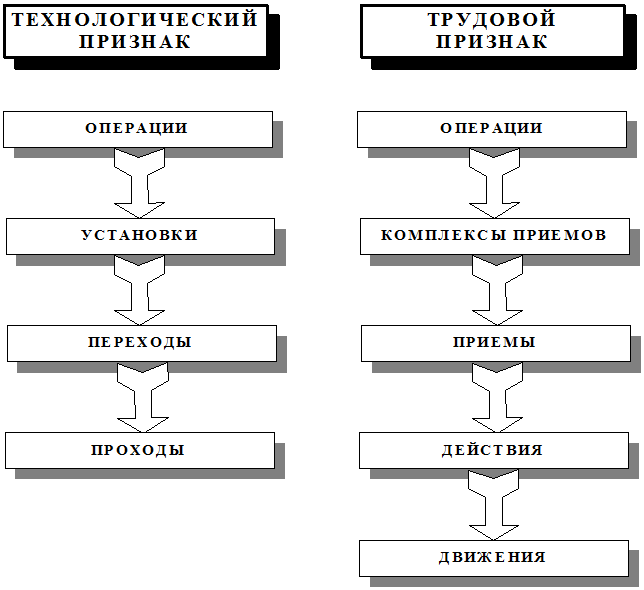
 L. 110-174). Ограниченные деловые операции не включают деловые операции, которые может продемонстрировать лицо (согласно определению этого термина в Разделе 2 Суданского закона об ответственности и отчуждении инвестиций), ведущее бизнес.0004
L. 110-174). Ограниченные деловые операции не включают деловые операции, которые может продемонстрировать лицо (согласно определению этого термина в Разделе 2 Суданского закона об ответственности и отчуждении инвестиций), ведущее бизнес.0004

 Одной из таких категорий является 9.0109 «Операционные бизнес-процессы ».
Одной из таких категорий является 9.0109 «Операционные бизнес-процессы ». После создания операционных бизнес-процессов можно добавить дополнительные элементы для улучшения результатов, оптимизации и улучшения процессов и, наконец, для достижения операционного совершенства.
После создания операционных бизнес-процессов можно добавить дополнительные элементы для улучшения результатов, оптимизации и улучшения процессов и, наконец, для достижения операционного совершенства. С другой стороны, стоимость продукции снижается, когда увеличивается ее использование.
С другой стороны, стоимость продукции снижается, когда увеличивается ее использование. Вы достаточно довольны результатами? Если ответ «Да», то начните применять свои процессы и установите его как ручной.
Вы достаточно довольны результатами? Если ответ «Да», то начните применять свои процессы и установите его как ручной.
 Инверторы имеют следующие возможности, это:
Инверторы имеют следующие возможности, это:
 Сварка этим способом проста и не требует применения дополнительных инструментов и оборудования. В этом ряду компанией выпускаются аппараты с максимальным значением сварочного тока в 160А, 180А, 200А и 225А. Модели оснащены современными функциями:
Сварка этим способом проста и не требует применения дополнительных инструментов и оборудования. В этом ряду компанией выпускаются аппараты с максимальным значением сварочного тока в 160А, 180А, 200А и 225А. Модели оснащены современными функциями: Кроме того, работа с инверторами под силу даже неопытному человеку благодаря наличию современных функций, существенно облегчающих работу.
Кроме того, работа с инверторами под силу даже неопытному человеку благодаря наличию современных функций, существенно облегчающих работу. Среди положительных качеств этой модели пользователям нравится то, что аппарат способен равномерно держать напряжение при низком напряжении. Кроме того, он отлично справляется с непродолжительными работами бытового характера.
Среди положительных качеств этой модели пользователям нравится то, что аппарат способен равномерно держать напряжение при низком напряжении. Кроме того, он отлично справляется с непродолжительными работами бытового характера.



 marketintellix.com/buyReport?report=161882&format=1
marketintellix.com/buyReport?report=161882&format=1

 com
com









 Отпуск при 400 °С (образцы гладкие диаметром 6,3 мм)
Отпуск при 400 °С (образцы гладкие диаметром 6,3 мм)
 Скорость деформации 0,007 1/с
Скорость деформации 0,007 1/с

 В частности, изменение оптимальной температуры закаливания на несколько градусов, приводит к снижению механических свойств, а именно прочности и вязкости.
В частности, изменение оптимальной температуры закаливания на несколько градусов, приводит к снижению механических свойств, а именно прочности и вязкости. В качестве заготовок применяют прутки и полосы из сталей У8А.
В качестве заготовок применяют прутки и полосы из сталей У8А. Острие клинка можно относительно легко заправить, то есть для этого можно использовать обыкновенные абразивные бруски. Такой нож сложно сломать при ударе.
Острие клинка можно относительно легко заправить, то есть для этого можно использовать обыкновенные абразивные бруски. Такой нож сложно сломать при ударе. Возможно, вы ищете новый нож и пытаетесь выяснить, какая сталь лучше. Скорее всего, вы столкнулись с массой информации, которую трудно пробраться, чтобы получить нужный вам ответ.
Возможно, вы ищете новый нож и пытаетесь выяснить, какая сталь лучше. Скорее всего, вы столкнулись с массой информации, которую трудно пробраться, чтобы получить нужный вам ответ. DJ Brelje, кузнец и владелец Maë Knives в Оушенсайде, Калифорния. Брелье всю свою жизнь работал со сталью. Прежде чем стать кузнецом, он проработал сварщиком более 20 лет. Вы можете читать обзоры и узнавать о стали из форумов, блогов и онлайн-руководств в течение всего дня (что мы и сделали). Или вы можете просто спросить профессионала (что мы и сделали).
DJ Brelje, кузнец и владелец Maë Knives в Оушенсайде, Калифорния. Брелье всю свою жизнь работал со сталью. Прежде чем стать кузнецом, он проработал сварщиком более 20 лет. Вы можете читать обзоры и узнавать о стали из форумов, блогов и онлайн-руководств в течение всего дня (что мы и сделали). Или вы можете просто спросить профессионала (что мы и сделали). Низкоуглеродистый означает, что в сплаве содержится 0,3% или менее углерода. Средний углерод обычно составляет от 0,4% до 0,7%, а высокий углерод обычно считается 0,8% и выше.
Низкоуглеродистый означает, что в сплаве содержится 0,3% или менее углерода. Средний углерод обычно составляет от 0,4% до 0,7%, а высокий углерод обычно считается 0,8% и выше. По данным Всемирной ассоциации производителей стали, в 2020 году во всем мире было произведено более 1,8 млн тонн стали более 3500 различных марок. Имейте в виду, что существует много «типов» стали, но в целом она попадает в одну из четырех категорий.
По данным Всемирной ассоциации производителей стали, в 2020 году во всем мире было произведено более 1,8 млн тонн стали более 3500 различных марок. Имейте в виду, что существует много «типов» стали, но в целом она попадает в одну из четырех категорий. Но главный явный признак нержавеющей стали — ее блеск из-за высокого содержания хрома, что делает ее очень устойчивой к коррозии. Ножи из нержавеющей стали обычно представляют собой комбинацию высокоуглеродистой стали и содержат от 11% до 17% хрома.
Но главный явный признак нержавеющей стали — ее блеск из-за высокого содержания хрома, что делает ее очень устойчивой к коррозии. Ножи из нержавеющей стали обычно представляют собой комбинацию высокоуглеродистой стали и содержат от 11% до 17% хрома.
 Элементы, занимающие средние позиции по шкале твердости минералов Мооса, такие как никель, повышают прочность стали. Спортивные и боевые ножи с более короткими и толстыми лезвиями обычно имеют высокие оценки в категориях твердости и прочности.
Элементы, занимающие средние позиции по шкале твердости минералов Мооса, такие как никель, повышают прочность стали. Спортивные и боевые ножи с более короткими и толстыми лезвиями обычно имеют высокие оценки в категориях твердости и прочности.
 Кроме того, сталелитейные компании, патентующие сталь, которую они разрабатывают, будут иметь совершенно другое название.
Кроме того, сталелитейные компании, патентующие сталь, которую они разрабатывают, будут иметь совершенно другое название. Тогда у вас есть энтузиасты ножей, которые протестировали бесконечные ножи, но все еще имеют разные мнения.
Тогда у вас есть энтузиасты ножей, которые протестировали бесконечные ножи, но все еще имеют разные мнения.
 Он твердый, но износостойкий и устойчивый к коррозии. Его можно растолочь до лезвия с исключительно тонкой кромкой.
Он твердый, но износостойкий и устойчивый к коррозии. Его можно растолочь до лезвия с исключительно тонкой кромкой.
 Ни в коем случае не отличная сталь, но и неплохая, и она достаточно прочная по цене.
Ни в коем случае не отличная сталь, но и неплохая, и она достаточно прочная по цене.
 Cold Steel очень любит использовать этот материал в своих лезвиях.
Cold Steel очень любит использовать этот материал в своих лезвиях.
 Обычно вы найдете его только в изготовленных на заказ ножах, а содержание углерода в нем составляет около 2,30%.
Обычно вы найдете его только в изготовленных на заказ ножах, а содержание углерода в нем составляет около 2,30%.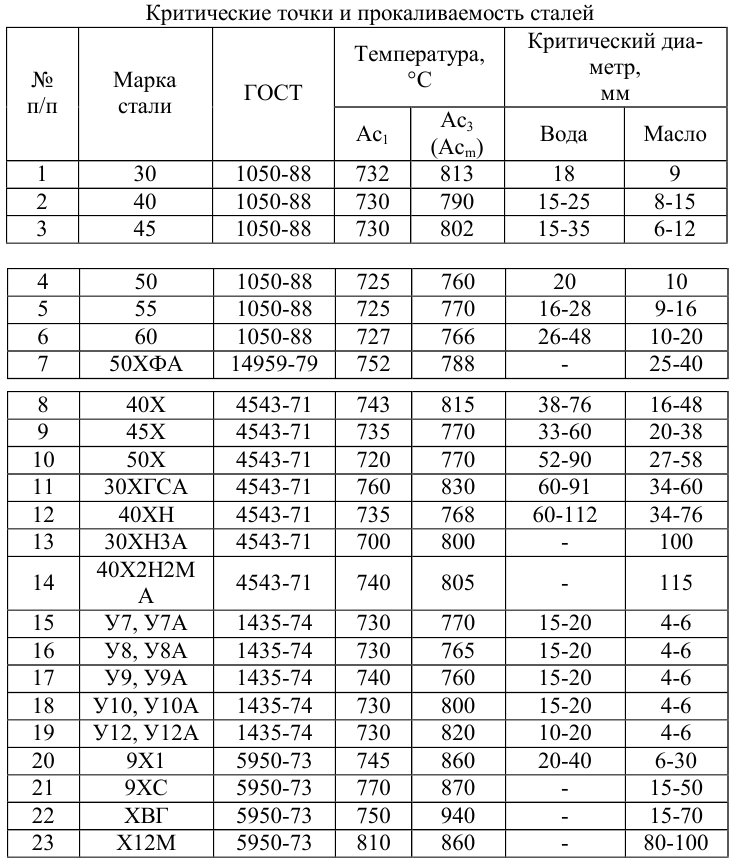
 Некоторые считают, что это самая твердая сталь из доступных. Он выпускается в цветах White Steel No.1 и White Steel No.2. Будь осторожен; эта сталь будет ржаветь без надлежащего ухода.
Некоторые считают, что это самая твердая сталь из доступных. Он выпускается в цветах White Steel No.1 и White Steel No.2. Будь осторожен; эта сталь будет ржаветь без надлежащего ухода. Он использует от 60 до 200 слоев стали, когда изготавливает одно из своих лезвий в стиле дамаска.
Он использует от 60 до 200 слоев стали, когда изготавливает одно из своих лезвий в стиле дамаска.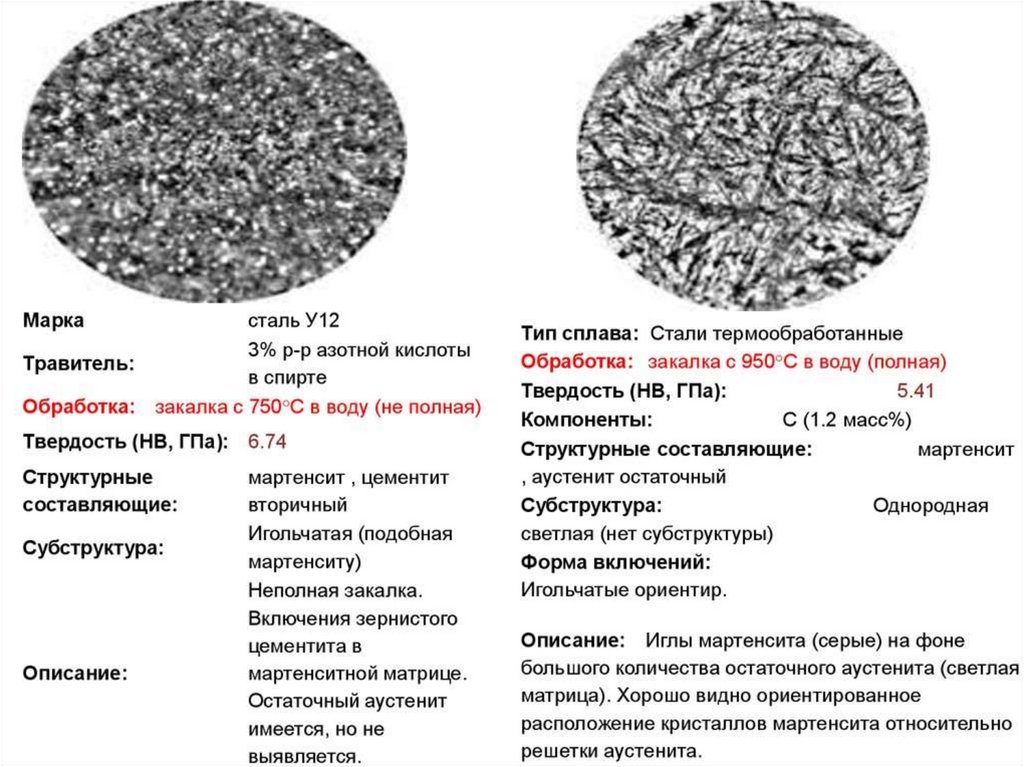 Изготовленная в Японии нержавеющая сталь AUS 8 с высоким содержанием хрома представляет собой чрезвычайно твердый, устойчивый к ржавчине металл, способный приобретать бритвенно-острый край, который удовлетворит любого ножевого мастера или любителя. Исключительный баланс качеств, предлагаемых сталью, отличает AUS 8 от многих других высококачественных сталей в своем классе, что дает бесчисленное количество причин, по которым вам следует искать именно ее в ноже.
Изготовленная в Японии нержавеющая сталь AUS 8 с высоким содержанием хрома представляет собой чрезвычайно твердый, устойчивый к ржавчине металл, способный приобретать бритвенно-острый край, который удовлетворит любого ножевого мастера или любителя. Исключительный баланс качеств, предлагаемых сталью, отличает AUS 8 от многих других высококачественных сталей в своем классе, что дает бесчисленное количество причин, по которым вам следует искать именно ее в ноже. способность сохранять острый край).
способность сохранять острый край). Сохранение лезвия в лезвии настолько важно, потому что оно помогает придать стали свойство сохранять остроту в течение длительного периода времени, гарантируя, что любое лезвие, изготовленное из нее, будет надежным, прочным ножом, который не подведет.
Сохранение лезвия в лезвии настолько важно, потому что оно помогает придать стали свойство сохранять остроту в течение длительного периода времени, гарантируя, что любое лезвие, изготовленное из нее, будет надежным, прочным ножом, который не подведет. Стали, которые сварщики легко модифицируют, делают лезвия более качественными и их легче затачивать, когда они затупляются.
Стали, которые сварщики легко модифицируют, делают лезвия более качественными и их легче затачивать, когда они затупляются. Никель также способствует похвальной свариваемости стали AUS 8, что является еще одной причиной, по которой производители ножей так любят ее и предпочитают другим высококачественным сталям.
Никель также способствует похвальной свариваемости стали AUS 8, что является еще одной причиной, по которой производители ножей так любят ее и предпочитают другим высококачественным сталям. Сообщается также, что ванадий облегчает заточку сталей.
Сообщается также, что ванадий облегчает заточку сталей.
 Этот процесс делает производство ножей значительно более удобным и недорогим, чем «кованые» ножи, которые создаются в процессе, при котором необработанный металл плавится и приобретает нужный размер, а затем затачивается и полируется — более длительный и дорогой процесс.
Этот процесс делает производство ножей значительно более удобным и недорогим, чем «кованые» ножи, которые создаются в процессе, при котором необработанный металл плавится и приобретает нужный размер, а затем затачивается и полируется — более длительный и дорогой процесс.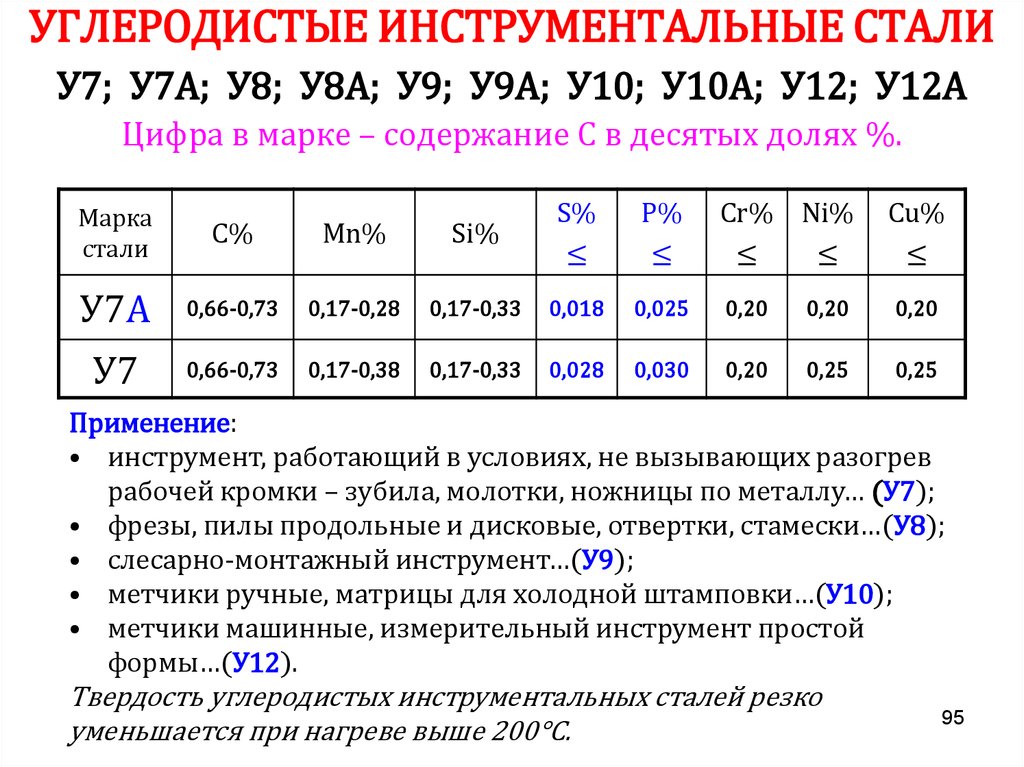
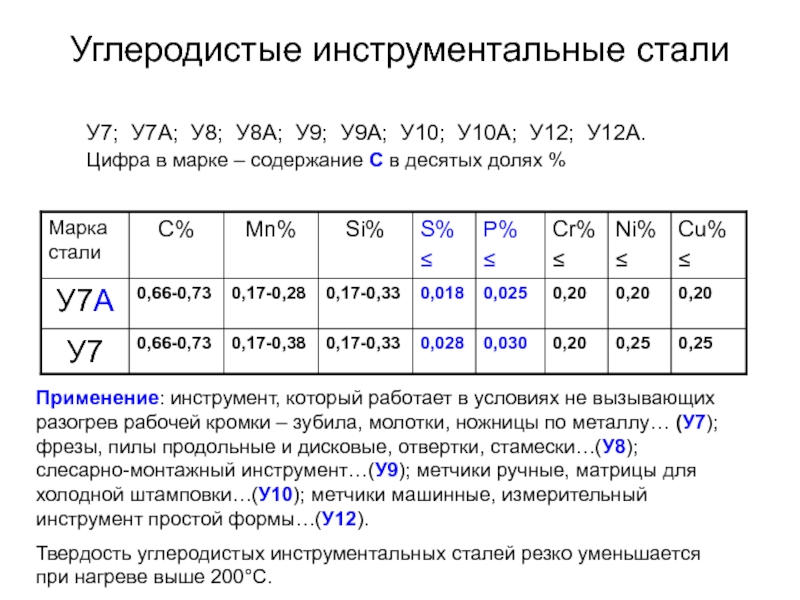 Испытатель сказал, что «лезвие очень острое», и был впечатлен тем, как оно «сохранило свою остроту после неправильного обращения», и даже после многократного вонзания ножа в сухое дерево острие держалось «без каких-либо повреждений или затупления». Сообщается, что рашпиль для позвоночника прорезал древесину, как пила.
Испытатель сказал, что «лезвие очень острое», и был впечатлен тем, как оно «сохранило свою остроту после неправильного обращения», и даже после многократного вонзания ножа в сухое дерево острие держалось «без каких-либо повреждений или затупления». Сообщается, что рашпиль для позвоночника прорезал древесину, как пила.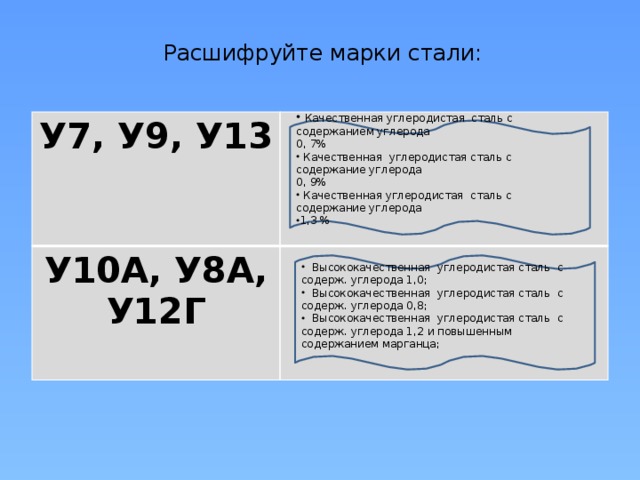 Ножи АУС 8.
Ножи АУС 8. .
. 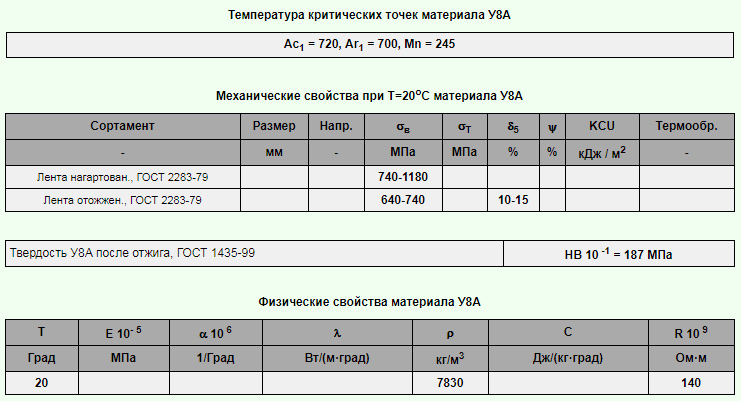 Ванадий также содержится в AUS 8, но не в 4-ванадии, который является одним из немногих способов действительно увеличить ударную вязкость нержавеющей стали. Эти ингредиенты придают AUS 8 определенную прочность и надежность, которые просто невозможно найти у его аналога.
Ванадий также содержится в AUS 8, но не в 4-ванадии, который является одним из немногих способов действительно увеличить ударную вязкость нержавеющей стали. Эти ингредиенты придают AUS 8 определенную прочность и надежность, которые просто невозможно найти у его аналога. Хотя эти различия по отдельности кажутся тривиальными, вместе они образуют более четкое различие между двумя сталями.
Хотя эти различия по отдельности кажутся тривиальными, вместе они образуют более четкое различие между двумя сталями. Рукоятка лезвия изготовлена из нейлона, армированного стекловолокном, с черной отделкой и эргономически точно лежит в руке.
Рукоятка лезвия изготовлена из нейлона, армированного стекловолокном, с черной отделкой и эргономически точно лежит в руке.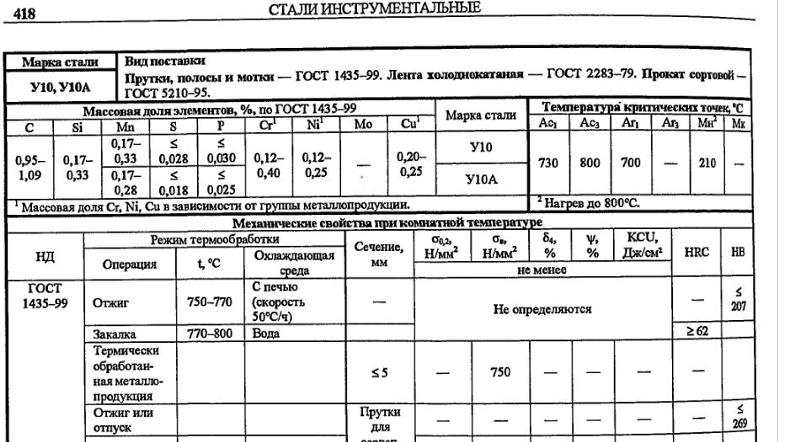 SOG с гордостью использует его во многих своих моделях ножей. Режущая канавка ножа прорежет что угодно, от ремней безопасности до паракорда, без необходимости открывать лезвие.
SOG с гордостью использует его во многих своих моделях ножей. Режущая канавка ножа прорежет что угодно, от ремней безопасности до паракорда, без необходимости открывать лезвие.
 Но сначала надо определить тип патрона.
Но сначала надо определить тип патрона. Данный тип патрона обеспечивает отсутсвие люфтов, но и сил для затягивания нужно прикладывать больше.
Данный тип патрона обеспечивает отсутсвие люфтов, но и сил для затягивания нужно прикладывать больше. ключа, а затем просто разобрать дрель и вынуть патрон, разобрав его.
ключа, а затем просто разобрать дрель и вынуть патрон, разобрав его.

 Ну а если такая ситуация случилась, можно снова перечитать статью и не задаваться больше вопросом: сверло застряло в дрели, как вытащить.
Ну а если такая ситуация случилась, можно снова перечитать статью и не задаваться больше вопросом: сверло застряло в дрели, как вытащить. Сложнее удалить обломок, оставшийся в инструменте. Какой способ выбрать, зависит от причины, по которой сверло заклинило, а также от тех инструментов, которые имеются в распоряжении.
Сложнее удалить обломок, оставшийся в инструменте. Какой способ выбрать, зависит от причины, по которой сверло заклинило, а также от тех инструментов, которые имеются в распоряжении. п., инструмент съедает коррозия. Мастера говорят в таком случае, что жало «закисло».
п., инструмент съедает коррозия. Мастера говорят в таком случае, что жало «закисло». Если да — насадку лучше сменить. Раскройте патрон максимально и открутите винт на «дне», чтобы снять насадку.
Если да — насадку лучше сменить. Раскройте патрон максимально и открутите винт на «дне», чтобы снять насадку. Никакой вращающейся муфты у них нет, держит оснастку пружинное кольцо-стопор. Домашние мастера предлагают два способа освободить сверло или бур:
Никакой вращающейся муфты у них нет, держит оснастку пружинное кольцо-стопор. Домашние мастера предлагают два способа освободить сверло или бур: Особенно часто это случается с перфораторами — разваливается оснастка там, где её схватывают шарики.
Особенно часто это случается с перфораторами — разваливается оснастка там, где её схватывают шарики.
 Но чаще всего бур застревает, влетев в арматурный прут большого сечения. Его заклинивает так, что инструмент не справляется и не прокручивает его, тянуть также бесполезно.
Но чаще всего бур застревает, влетев в арматурный прут большого сечения. Его заклинивает так, что инструмент не справляется и не прокручивает его, тянуть также бесполезно.
 Это позволяет переключаться между битами для выполнения нескольких заданий. Но что происходит, когда сверло застревает внутри дрели?
Это позволяет переключаться между битами для выполнения нескольких заданий. Но что происходит, когда сверло застревает внутри дрели?

 Чтобы освободить биту, вам нужно вставить ключ в отверстие и повернуть его по часовой стрелке. После того, как один был ослаблен, переходите к следующему отверстию. Часто требуется несколько оборотов, прежде чем он будет достаточно ослаблен, чтобы можно было извлечь биту.
Чтобы освободить биту, вам нужно вставить ключ в отверстие и повернуть его по часовой стрелке. После того, как один был ослаблен, переходите к следующему отверстию. Часто требуется несколько оборотов, прежде чем он будет достаточно ослаблен, чтобы можно было извлечь биту.  В этом случае можно попробовать высверлить сверло. Для этого освободите биту от дрели, используя метод, описанный ранее.
В этом случае можно попробовать высверлить сверло. Для этого освободите биту от дрели, используя метод, описанный ранее. Таким образом, вы должны быть осторожны при обращении с битой, чтобы случайно не пораниться.
Таким образом, вы должны быть осторожны при обращении с битой, чтобы случайно не пораниться.
 Вы часто видите меня в моей мастерской, работающей над новыми проектами.
Вы часто видите меня в моей мастерской, работающей над новыми проектами. Вы также найдете множество видеороликов на YouTube, которые проинструктируют вас по разборке. Я бы посоветовал посмотреть 5 или 6, чтобы найти более «профессионально» выглядящие и следовать им. Если видео начинается с того, что ведущий говорит что-то вроде: «Ну, я испортил свою дрель, давайте посмотрим, сможем ли мы придумать, как ее разобрать…», это, вероятно, 9 баллов.0157, а не , которому хочется доверять. Если это парень в чистой комнате с чистым верстаком, хорошим освещением и хорошей камерой, то это , вероятно, кто-то, кто делал это несколько раз, и у него есть группа инженеров, которые точно выяснили, как это разбирается и собирается снова. , и расскажет вам о точных размерах драйверов и других инструментах, необходимых для каждого шага.
Вы также найдете множество видеороликов на YouTube, которые проинструктируют вас по разборке. Я бы посоветовал посмотреть 5 или 6, чтобы найти более «профессионально» выглядящие и следовать им. Если видео начинается с того, что ведущий говорит что-то вроде: «Ну, я испортил свою дрель, давайте посмотрим, сможем ли мы придумать, как ее разобрать…», это, вероятно, 9 баллов.0157, а не , которому хочется доверять. Если это парень в чистой комнате с чистым верстаком, хорошим освещением и хорошей камерой, то это , вероятно, кто-то, кто делал это несколько раз, и у него есть группа инженеров, которые точно выяснили, как это разбирается и собирается снова. , и расскажет вам о точных размерах драйверов и других инструментах, необходимых для каждого шага.
 1186, C35, C40, C40E
1186, C35, C40, C40E Также её используют для изготовления поверхностно-упрочненных деталей средних размеров – длинных валов, ходовых валиков, зубчатых колес и пр., деталей трубопроводной арматуры, рабочих элементов сельскохозяйственных машин.Сталь 40 используется в креплениях трубопроводов / котлов для тепловых и атомных электростанций, а также в блоке / соединительных элементах для турбин.
Также её используют для изготовления поверхностно-упрочненных деталей средних размеров – длинных валов, ходовых валиков, зубчатых колес и пр., деталей трубопроводной арматуры, рабочих элементов сельскохозяйственных машин.Сталь 40 используется в креплениях трубопроводов / котлов для тепловых и атомных электростанций, а также в блоке / соединительных элементах для турбин.
 js_elem_319840″>
js_elem_319840″>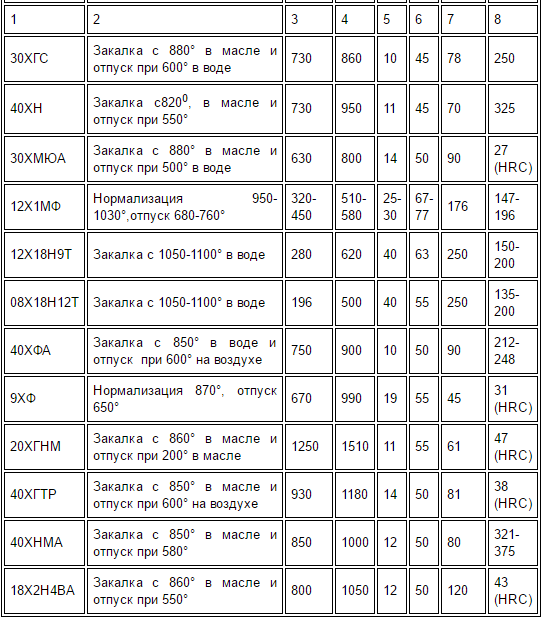 Технические требования
Технические требования

 Кроме того, они оба изготовлены из долговечных резиновых смесей, прикрепленных к грунтозацепам с использованием новейших промышленных методов склеивания. Они работают с большинством машин со стальными гусеницами практически без модификаций. Щелкните здесь, чтобы узнать больше о наших трекпадах.
Кроме того, они оба изготовлены из долговечных резиновых смесей, прикрепленных к грунтозацепам с использованием новейших промышленных методов склеивания. Они работают с большинством машин со стальными гусеницами практически без модификаций. Щелкните здесь, чтобы узнать больше о наших трекпадах.  Щелкните здесь, чтобы узнать больше о наших стальных гусеницах.
Щелкните здесь, чтобы узнать больше о наших стальных гусеницах.  Мы обеспечиваем вас продуктом, который является ценностью и качеством гнезда для вашего оборудования.
Мы обеспечиваем вас продуктом, который является ценностью и качеством гнезда для вашего оборудования.
 Пожалуйста, ознакомьтесь с Резиновой дорожкой, которая, по вашему мнению, лучше всего подходит для ваших заявлений о приеме на работу.
Пожалуйста, ознакомьтесь с Резиновой дорожкой, которая, по вашему мнению, лучше всего подходит для ваших заявлений о приеме на работу.
 Кроме того, они оба изготовлены из долговечных резиновых смесей, прикрепленных к грунтозацепам с использованием новейших промышленных методов склеивания. Они работают с большинством машин со стальными гусеницами практически без модификаций. Щелкните здесь, чтобы узнать больше о наших трекпадах.
Кроме того, они оба изготовлены из долговечных резиновых смесей, прикрепленных к грунтозацепам с использованием новейших промышленных методов склеивания. Они работают с большинством машин со стальными гусеницами практически без модификаций. Щелкните здесь, чтобы узнать больше о наших трекпадах.  Щелкните здесь, чтобы узнать больше о наших стальных гусеницах.
Щелкните здесь, чтобы узнать больше о наших стальных гусеницах.  Мы обеспечиваем вас продуктом, который является ценностью и качеством гнезда для вашего оборудования.
Мы обеспечиваем вас продуктом, который является ценностью и качеством гнезда для вашего оборудования.

 Мокшин А.С., Владиславлев Ю.E., Комм Э.Л. Шарошечные долота. – М.: Недра, 1971. – 216 с.
Мокшин А.С., Владиславлев Ю.E., Комм Э.Л. Шарошечные долота. – М.: Недра, 1971. – 216 с. Я долго сомневалась публиковать их сразу или друг за дружкой, но, в конце концов, решила продемонстрировать “всё и сразу”. Надеюсь, что вы не утратите задор и оптимизм, погрязнув в скучных расчетах первой части, а почувствуете вкус к такому моделированию, увидев все многообразие его применения.
Я долго сомневалась публиковать их сразу или друг за дружкой, но, в конце концов, решила продемонстрировать “всё и сразу”. Надеюсь, что вы не утратите задор и оптимизм, погрязнув в скучных расчетах первой части, а почувствуете вкус к такому моделированию, увидев все многообразие его применения. А число клиньев стало просто еще одним параметром.
А число клиньев стало просто еще одним параметром.
 Если в основном столбце черным шрифтом указана высота яруса на выкройке, то цветными циферками напротив этого значения представлен прямоугольник ткани, из которого можно выкроить этот сегмент. Темно-красным шрифтом указан размер этого прямоугольника по радиусу сегмента, а зеленым – по углу. Припуски по 1.5 см уже учтены, а для нижнего клина можно учесть и подгибку – 2.5 см. Согласна, это не самый эффективный способ расчета ткани, но уже хоть что-то…
Если в основном столбце черным шрифтом указана высота яруса на выкройке, то цветными циферками напротив этого значения представлен прямоугольник ткани, из которого можно выкроить этот сегмент. Темно-красным шрифтом указан размер этого прямоугольника по радиусу сегмента, а зеленым – по углу. Припуски по 1.5 см уже учтены, а для нижнего клина можно учесть и подгибку – 2.5 см. Согласна, это не самый эффективный способ расчета ткани, но уже хоть что-то…
 Как раскроить из кварт юбочку аналогичного фасона, да так, чтобы она не напоминала лоскутное одеяльце?
Как раскроить из кварт юбочку аналогичного фасона, да так, чтобы она не напоминала лоскутное одеяльце? е. мы всего лишь чуть-чуть не “вписались” верхним и нижним сегментом. Если бы только верхний сегмент “вышел за пределы”, то можно было бы прикинуть: ”а нельзя ли раскроить туда-обратно”, глядя на размеры (темно-красные и зеленые цифири, которых я писала выше). В описываемом случае такая возможность есть, поэтому попытаемся сделать так, чтобы нижний сегмент вписался в пол кварты и подкорректируем, например, соотношение высот нижнего и среднего ярусов:
е. мы всего лишь чуть-чуть не “вписались” верхним и нижним сегментом. Если бы только верхний сегмент “вышел за пределы”, то можно было бы прикинуть: ”а нельзя ли раскроить туда-обратно”, глядя на размеры (темно-красные и зеленые цифири, которых я писала выше). В описываемом случае такая возможность есть, поэтому попытаемся сделать так, чтобы нижний сегмент вписался в пол кварты и подкорректируем, например, соотношение высот нижнего и среднего ярусов: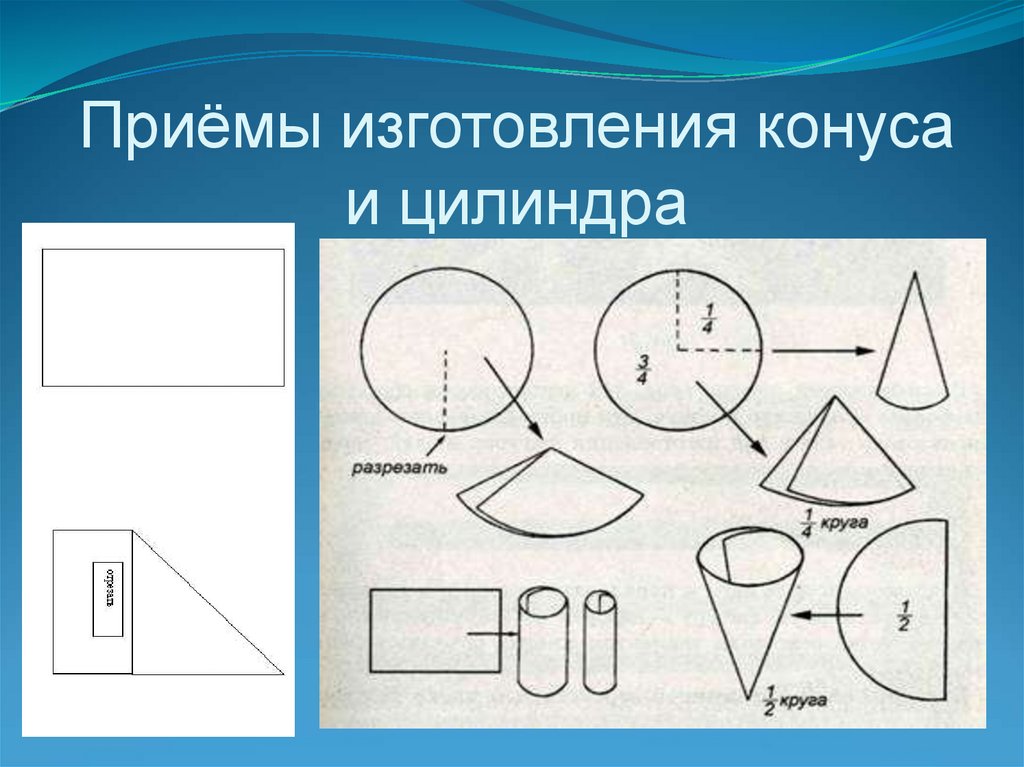
 А если у кружева ширина больше 0.5см? Вот поэтому, как уже поколотый ежик, рассказываю, как же не нарваться на тот же кактус.
А если у кружева ширина больше 0.5см? Вот поэтому, как уже поколотый ежик, рассказываю, как же не нарваться на тот же кактус. Если конкретно, то: к значению “ДлинаЮбки” и значению “ВысотаНижнегоСегмента” надо добавить ширину кружева (тесьмы) в сантиметрах (соответствующие значения на рисунке ниже выделены сиреневым цветом). И вот теперь в соответствующей ячейке действительно будет то количество кружева, которое надо прикупить. Кто понял, в чем “математика кактуса” – хорошо, а кто не понял – поверьте на слово.
Если конкретно, то: к значению “ДлинаЮбки” и значению “ВысотаНижнегоСегмента” надо добавить ширину кружева (тесьмы) в сантиметрах (соответствующие значения на рисунке ниже выделены сиреневым цветом). И вот теперь в соответствующей ячейке действительно будет то количество кружева, которое надо прикупить. Кто понял, в чем “математика кактуса” – хорошо, а кто не понял – поверьте на слово.
 Следующая картинка приведена не для демонстрации открывшихся возможностей, а для пояснения новых параметров, которые потребуются для расчета юбки на кокетке.
Следующая картинка приведена не для демонстрации открывшихся возможностей, а для пояснения новых параметров, которые потребуются для расчета юбки на кокетке. Цветными циферками в соответствующей строке представлен прямоугольник ткани, из которого можно выкроить этот сегмент: темно-красным шрифтом указан размер по радиусу, а зеленым – по углу. Припуски по 1.5 см уже учтены, а для нижнего клина можно учесть и подгибку. Для кокетки указаны размеры, как для клина, так и для спинки-переда:
Цветными циферками в соответствующей строке представлен прямоугольник ткани, из которого можно выкроить этот сегмент: темно-красным шрифтом указан размер по радиусу, а зеленым – по углу. Припуски по 1.5 см уже учтены, а для нижнего клина можно учесть и подгибку. Для кокетки указаны размеры, как для клина, так и для спинки-переда: Почему в “подсказке написано, что этот параметр не должен превышать значение “5”? Это рекомендованное ограничение, решение для значений больше 5 существует, но, на мой взгляд, представляет сугубо теоретический интерес.
Почему в “подсказке написано, что этот параметр не должен превышать значение “5”? Это рекомендованное ограничение, решение для значений больше 5 существует, но, на мой взгляд, представляет сугубо теоретический интерес.
 Главное включить воображение и вперед! Вместе с первым примером рассмотрим и правила задания начальных данных для расчета. Все расчеты будем проводить для “ОбхватаГоловы” равном 57см+4% на свободу облегания.
Главное включить воображение и вперед! Вместе с первым примером рассмотрим и правила задания начальных данных для расчета. Все расчеты будем проводить для “ОбхватаГоловы” равном 57см+4% на свободу облегания. Мы будем рассматривать объемное донышко как прямой конус
Мы будем рассматривать объемное донышко как прямой конус


 Попробуем подобрать параметры.
Попробуем подобрать параметры.
 Такие береты тоже встречаются, но сейчас идет речь о построении идеально-плоского берета.
Такие береты тоже встречаются, но сейчас идет речь о построении идеально-плоского берета. Алгоритм подбора такой же, как и в Примере 4.
Алгоритм подбора такой же, как и в Примере 4.
 А также надеюсь, что кто-нибудь расширит уже предложенный мною вариант расчета и поделится со всеми результатами усовершенствования или своей версией.
А также надеюсь, что кто-нибудь расширит уже предложенный мною вариант расчета и поделится со всеми результатами усовершенствования или своей версией.



 n.
n.


 От такой фирмы можно ожидать помощи службы поддержки, которая знает все о запуске станка, особенностях его ПО, настройках оборудования и других рабочих моментов.
От такой фирмы можно ожидать помощи службы поддержки, которая знает все о запуске станка, особенностях его ПО, настройках оборудования и других рабочих моментов.
 00625 мм
00625 мм У нас вы найдете большой выбор шпинделей –
У нас вы найдете большой выбор шпинделей –
 Все это гарантирует точность и отсутствие люфтов.
Все это гарантирует точность и отсутствие люфтов. В большинстве случаев на стандартный рабочий стол из алюминиевого профиля
В большинстве случаев на стандартный рабочий стол из алюминиевого профиля

 Тем временем вы можете заняться другой работой, важной для увеличения вашего производства.
Тем временем вы можете заняться другой работой, важной для увеличения вашего производства. Можно создавать надписи, украшения, орнаменты и знаки на таких металлах, как медь, серебро, латунь, сталь, нержавеющая сталь или стекло и камень.
Можно создавать надписи, украшения, орнаменты и знаки на таких металлах, как медь, серебро, латунь, сталь, нержавеющая сталь или стекло и камень. Недостатком является то, что вы можете гравировать только проводящие материалы. Преимуществом является легко узнаваемая гравировка на твердых металлах или быстрорежущих сталях, таких как пильные диски, фрезы и другие инструменты.
Недостатком является то, что вы можете гравировать только проводящие материалы. Преимуществом является легко узнаваемая гравировка на твердых металлах или быстрорежущих сталях, таких как пильные диски, фрезы и другие инструменты.