Роторные насосы для пищевых производств: стандарты, классификация, применение
210000 p
» title=»Хит продаж»>Хит продаж
136520 p
210000 p
209980 p
273740 p
210250 p
209980 p
210250 p
Вопросов: 1
Классификация роторных насосов
Если упростить нормативную классификацию (приложения В и С, ГОСТ ISO 17769-1-2014) до более-менее популярных моделей, то получится, что роторные насосы делятся на роторно-вращательные и роторно-поступательные. К первым относятся зубчатые (шестеренные, шланговые) и винтовые, ко вторым – шиберные и роторно-поршневые.
Виды роторных насосов
Кулачковый
Кулачковый насос очень популярен в пищевой, косметической, фармацевтической, химической и других отраслях промышленности. С его помощью обеспечивают бережную транспортировку различных веществ, в том числе, с повышенной вязкостью, с сохранением их структуры.
Согласно ГОСТ ISO 17769-1-2014, приложение С, кулачковые насосы относятся к вальным. Однако, в нормативном документе подразумевается иная конструкция, с тем же названием. Вальный – это «возвратно-поступательный насос с вращательным движением ведущего звена». То есть, это поршневой, плунжерный или мембранный аппарат, рабочие органы (ведомое звено) которого приводятся в движение валом (ведущим звеном). Вращение вала преобразуется в возвратно-поступательное движение с помощью кривошипно-шатунного или кулачкового механизма. Поэтому вальные, по ГОСТ, делятся на кулачковые и кривошипные.
Агрегат, о котором идет речь, к возвратно-поступательным не имеет никакого отношения. Он называется кулачковым по форме рабочих органов. Устройству и принципу действия аналогично шестеренным, куда его и надо причислить, особенно, если принять, что ротор с несколькими кулачками – это, в данном случае, та же шестеренка, только с малым числом зубьев.
Конструкция. В герметичной камере вращаются, не касаясь друг друга, два рабочих органа (ротора) кулачкового или иного типа. Каждый зафиксирован на валу, один ведущий, другой ведомый, привод – от электродвигателя. Точность вращения обеспечивается синхронизатором с шестеренчатым соединением.
Принцип работы. Кулачки (лепестки) расходятся возле впускного патрубка. Объем камеры увеличивается, жидкость всасывается в корпус, после чего движется вдоль стен. При схождении кулачков, локальный объем между ними уменьшается, давление подскакивает, рабочая среда выталкивается в выпускной патрубок.
Роторный вакуумный насос кулачкового типа является одним из наиболее сложных в изготовлении. Для него нужны высококачественные материалы (нержавейка, на уплотнения – керамика или тефлон) и комплектующие, профессиональная сборка, зеркальная полировка 0,8 мкм. В пищевой промышленности эти устройства применяются там, где требуется бережное перекачивание рабочей среды, в том числе вязкой и с твердыми включениями до 28 мм (если надо качать максимально деликатно – то до 13 мм).
Характеристики кулачкового роторного насоса. Скорость вращения – до 1000 об/мин, рабочее давление – до 22 бар, производительность – до 160 куб. м. /час, температура рабочей среды – до 150 град С (при максимальной – работать не более 30 минут).
Роторы обычно ставятся с тремя или двумя лепестками. Последние – для более щадящего режима. Опционально число кулачков может быть от одного до шести. Делаются серповидные модели или с винтовыми кулачками, для повышения степени всасывания.
Преимущества:
Высокая степень гигиеничности.
Плавная равномерная подача.
Бережное перекачивание с сохранением структуры продукта.
Могут работать с вязкой средой до 100 000 сП.
Легко промывается, можно обрабатывать паром до 140 град С.
Самовсасывание – до 4 м.
Низкий уровень шума и вибрации.
Прочная конструкция, простое обслуживание (изнашивается только уплотнение), надежный, долговечный, недорогой в эксплуатации.
Недостатки:
Высокая цена.
Производительность зависит от вязкости рабочей среды.
Нельзя перекачивать жидкости с абразивными частицами.
Чувствительный к гидроударам.
Не любит избыточного заполнения; при недостаточном – возможна кавитация.
В качестве примера кулачковых насосов можно назвать популярные в пищевой промышленности модели ВЗ-ОР2-А-2-01, НМ-07, НР-10-03 и другие.
Шестеренный
Насос объемный роторный шестеренный (шестеренчатый) с внешним зацеплением, как было сказано выше, конструктивно похож на кулачковый агрегат . Разница заключается в следующем. На валы, вместо рабочих органов с лепестками, посажены шестеренки одинаковой ширины, которые касаются друг друга. Синхронизатора нет, один вал ведущий, другой – ведомый. Принцип действия – аналогичный.
Особенностью данной модели является то, что шестерни входят в зацепление раньше, чем из впадин между зубьями выдавливается вся жидкость. Часть рабочей среды запирается в небольшом пространстве. Возникает компрессия, поднимается давление, которое сопровождается пульсацией в нагнетающей линии и отрицательно сказывается на КПД. Чтобы устранить это явление, в шестернях протачивают специальные канавки для отвода жидкости.
Зубья на шестеренках могут быть прямыми, косыми или шевронными. При втором варианте запертые объемы не появляются, пульсация сокращается. Зато возникает дополнительная сила, направленная вдоль осей шестеренок. Чтобы исключить преждевременную поломку, надо ставить особо прочные упорные подшипники. В третьем – нет, ни запертых объемов, ни осевой нагрузки, а пульсация минимальна.
Шестеренные насосы широко распространены в различных отраслях. Они предназначены для перекачивания жидкостей разной вязкости, без твердых включений, в том числе, при высокой (до 200 град С) температуре рабочей среды. Их главными достоинствами являются простая конструкция, низкая цена и высокая частота вращения (до 5000 об/мин). Основные недостатки: малый КПД (около 85%), значительная пульсация, небольшое давление в системе. Кроме того, подача не регулируется, уровень шума достаточно высокий. Аппараты с подшипниками качения плохо переносят повышенное давление. А с подшипниками скольжения – не надежны при перекачивании маловязких жидкостей под большим напором.
Шестеренные насосы с внутренним зацеплением более компактны, чем с внешним. Объем рабочих камер у них меняется с меньшей скоростью, а угол зацепления зубцов – больший. Из-за этого они производят меньше шума, работают с незначительной пульсацией. Эти аппараты применяются в мобильных и стационарных механизмах, предназначенных для работы в закрытых помещениях.
Устройство и принцип действия. Внутри большой ведомой внешней шестерни располагается маленькая ведущая внутренняя. Последняя посажена на вал и опирается на разделительный серповидный сегмент. При вращении малая шестерня заставляет двигаться большую – та поворачивается в расточке корпуса, как подшипник скольжения. Насечка зубьев у малой – наружная, у большой – внутренняя. Когда зубья в зоне всасывания выходят из зацепления, увеличиваются объемы рабочих камер, жидкость поступает внутрь. Для того, чтобы она могла попасть в камеры, во впадинах между зубьями наружной шестерни сделаны радиальные отверстия. При входе в зацепление в напорной зоне – наоборот, объем уменьшается, жидкость выдавливается к выпускному патрубку. Серповидный элемент контактирует с обеими шестернями, разделяя зоны нагнетания и всасывания.
Разновидностью моделей с внутренним зацеплением являются героторные насосы . Их главное отличие заключается в отсутствии серповидного элемента. Зоны всасывания и нагнетания разграничиваются за счет того, что шестерни делаются специальной формы – при вращении, они все время находятся в соприкосновении между собой на линии разделения. Такие механизмы работают на малых частотах (до 1500 об/мин), подачах и давлениях.
Винтовой
Винтовые насосы , которые очень популярны в пищевой промышленности, тоже называются героторными, так как их рабочим органом является героторная пара, состоящая из ротора и статора. Подробный рассказ об устройстве и принципе действия таких аппаратов – в отдельной статье.
Шланговый
Шланговый (перистальтический) насос имеет рабочий орган «в виде упругого шланга, пережимаемого вращающимися роликами» . Аппарат используется для транспортировки жидких и вязких рабочих сред в разных отраслях, в том числе, в пищевой промышленности. Хорошо подходит для случаев, когда требуется деликатное перекачивание, с сохранением структуры жидкости.
Основными рабочими органами являются: эластичная трубка, ролики (2 или больше) и корпус (трек). Принцип действия: ролики катятся по трубке, прижимают ее к треку и продавливают жидкость от входа к выходу.
Вместо однородной эластичной трубки может стоять многослойный шланг, при необходимости усиленный кордом. Вместо роликов – башмаки. Прижимать трубку к корпусу не обязательно. В некоторых моделях поперечное сечение под действием роликов сужается, благодаря натяжению трубки. Есть модели с сухим или мокрым ротором. Второй вариант – для повышенных давлений.
Преимущества. Поскольку в агрегате отсутствуют трущиеся друг об друга металлические поверхности, то работает он достаточно надежно. Ремонтопригодность высокая. Изнашивается, в основном, только пластичная трубка, которую легко заменить. Расход жидкости зависит от угловой скорости вращения ротора. Выпускаются модели с постоянной или переменной производительностью. В последних ставится вариатор либо преобразователь частоты. Уровень шума низкий. Устройство легко моется, простое в обслуживании.
Недостатки. Максимальная температура рабочей среды ограничена термостойкостью материала трубки. В стандартном исполнении (силиконовая резина) — не превышает 90 град С. Предельное давление для трубочного или шлангового насоса равно соответственно 7 или 16 атмосфер. При большой вязкости, производительность снижается. Трубки для перекачивания агрессивных рабочих сред стоят дорого.
Шиберный
Пластинчато-роторные насосы используются в пищевой и других отраслях промышленности. С их помощью можно перекачивать рабочую среду различной вязкости, от 0,1 до 100 000 сСт. Работают в широком диапазоне температур, от -40 до +270 град С. Производительность – до 500 куб. м. /час. Самовсасывание – до 9 м.
Устройство и принцип работы аппарата однократного действия (рис. 7а) следующее. В камере статора с эксцентриситетом установлен ротор. В роторе сделаны радиальные пазы, в которые вставлены пластинки (шиберы). Они могут свободно перемещаться. При вращении ротора, под действием центробежной силы, пластинки выдвигаются и прижимаются с поверхности статора. Между ними получаются замкнутые объемы. Из-за того, что ротор расположен с эксцентриситетом, то, при его вращении, со стороны впускного патрубка образуются разрежения. Благодаря этому, в корпус поступает рабочая среда. Перед выпускным патрубком, пластинки обратно входят в ротор. Объемы уменьшаются, давление нарастает, жидкость выталкивается к выходу.
В некоторых моделях, для лучшего прижатия шиберов к статору, под ними ставятся пружины. Пластины – саморегулируемые. При истирании, они больше выдвигаются из пазов, по-прежнему обеспечивая плотное прилегание к статору.
Агрегат двукратного действия (рис. 7б) устроен и работает аналогично. Разница лишь в том, что он имеет статор овальной формы, и две пары отверстий на впуск и выпуск. Поэтому, за один оборот ротора, описанный выше цикл выполняется два раза.
Независимо от сложности конструкции, по схеме работы, все шиберные насосы делятся на аппараты с внешним или внутренним подводом жидкости.
Достоинства. Шиберные насосы работают тихо, с небольшой пульсаций рабочей среды на выходе. Рабочий объем можно регулировать. Техобслуживание недорогое, потребление электроэнергии меньше, чем у других типов. Недостатки. Конструкция довольно сложная, хотя и проще, чем у роторно-поршневых. Ремонтопригодность невысокая. Агрегаты работают на малых давлениях, при низких температурах пластины иногда залипают.
Роторно-поршневой
Отличительной особенностью данных аппаратов является наличие вращающегося ротора, в который вставлены, совершающие возвратно-поступательное движение, поршни. Эта группа делится на радиально-поршневые и аксиально-поршневые.
Радиально-поршневой
Роторный радиально-поршневой насос устроен аналогично шиберному. Ротор 1 круглой формы расположен в статоре 2 эксцентрично. В роторе есть несколько отверстий (цилиндров), в которых находятся подвижные поршни 3. Распределительная цапфа 4 имеет сегментные вырезы. Благодаря наличию перегородки, они образуют две камеры, всасывающую и нагнетательную. В донышках цилиндров есть отверстия. Они сделаны так, что каждый цилиндр может сообщаться попеременно, то с всасывающей, то с нагнетательной камерой.
Рабочий цикл любого отдельно взятого поршня выглядит так. При вращении ротора, поршень, под действием центробежной силы, выходит из цилиндра, упираясь в корпус статора. Создается разрежение, жидкость по канавке всасывается в цилиндр. По мере вращения, поршень выдвигается максимально. Затем цилиндр с отверстием проходит через разделительную перегородку и соединяется с нагнетающей камерой. А поршень, под действием корпуса статора, начинает обратное движение. Он входит в ротор, выдавливая жидкость в напорную камеру. Возвратно-поступательное движение поршня обеспечивается тем, что на него, с одной стороны, действует центробежная сила (поршень перемещается от центра вращения ротора), а с другой – корпус статора (к центру).
Подача такого насоса зависит от эксцентриситета. Чем больше расстояние между центрами вращения поршня и камеры статора, тем она выше. На этом основано управление в регулируемых моделях. Если эксцентриситет равен нулю, то поршни, при вращении ротора, не двигаются, жидкость не перекачивается. При отрицательном эксцентриситете, рабочая среда течет в обратном направлении.
Радиально-поршневые насосы могут быть рассчитаны на большие объемы.
Аксиально-поршневой
Аксиально-поршневые насосы бывают с наклонным диском или блоком (ротором). В первом случае вал и ротор находятся на одной оси. Во втором – оси вращения пересекаются под углом от 45 до 90 град.
Модели с наклонным диском устроены следующим образом. В роторе 1, параллельно оси его вращения, просверлены цилиндры. В них вставлены поршни 2 с пружинами. Их сферические головки упираются в неподвижное наклонное кольцо (диск) 3. В крышке 4 сделаны канавки 5 с перегородкой 6. Они образуют всасывающую и напорную линии. Возвратно-поступательное движение поршней во время вращения ротора обеспечивается тем, что, с одной стороны, пружины выталкивают их из блока и прижимают к диску. С другой стороны, за счет того, что диск установлен с наклоном, по мере дальнейшего поворота ротора, он «вдавливает» поршни обратно в блок. Канавки цилиндров, аналогично предыдущей модели, поочередно сообщаются, то с всасывающей, то с напорной линией.
Аксиально-поршневые насосы более популярны, чем радиально-поршневые, но требуют тонкой фильтрации жидкости.
Роторно-поршневые насосы часто используются в различных сферах пищевой промышленности: мясной, молочной, хлебопечении, изготовлении напитков или консервов. А также в фармацевтике, производстве косметики и других.
Преимущества роторно-поршневых насосов: работа с высокой частотой, стабильное давление в системе, равномерная подача. За счет отсутствия перепускных клапанов, несколько повышается надежность. Многие модели являются самовсасывающими, отличаются точностью дозирования, могут определенное время работать без жидкости. Недостатки. Конструкция довольно сложная, из-за чего общая надежность не слишком хорошая (это относится, в основном, к аксиальным). Ремонт и обслуживание – не дешевые. Предъявляются высокие требования к рабочей среде относительно абразивных и химических свойств.
Если рассматривать роторные насосы в общем, то можно выделить несколько присущих им особенностей. Эти устройства не имеют клапанов. Потому они более быстроходные, чем, например, поршневые аппараты. А гидравлические потери настолько малы, что ими пренебрегают. Кроме того, практически любой роторный насос является обратимым, то есть, может работать, как гидромашина. Многокамерность делает подачу, по сравнению с возвратно-поступательными, более ровной, хотя пульсация, все-равно, присутствует. Перекачиваемая жидкость должна одновременно смазывать поверхности рабочих органов. Важно и то, что роторные насосы отличаются большим разнообразием конструкций.
Теги:
пищевые насосы
насосы для молока
молочные насосы
роторные насосы
Пищевое оборудование: требования, материалы, разновидности, советы по выбору
Основные характеристики и параметры импеллерных насосов для пищевых продуктов
Устройство и принцип действия роторного насоса
Роторные насосы – устройства, применяемые во время работ, требующих перекачки воды в больших количествах. Современные насосы различаются между собой конструктивными особенностями, техническими характеристиками и принципом работы, что позволяет использовать их во многих сферах деятельности.
Роторные насосы применяют для перекачки:
Пищевых жидкостей.
Нефти.
Загрязнённых технических жидкостей.
Кислот и химических веществ.
Лакокрасочных материалов.
Столь широкое применение насосы получили, благодаря износоустойчивому ротору. Конструктивные особенности данного устройства, рассмотрим далее.
Недостатки и достоинства насосов роторного типа:
Правильный подбор насоса – залог успешной и долгой эксплуатации. Преимуществ у насосов, оснащённых роторной системой больше, чем недостатков, а именно:
Достоинства:
Сравнительно с поршневыми насосами, роторные выполняют больше оборотов в минуту, чем обусловлена высокая производительность устройства.
Обеспечивают максимально равномерную подачу жидкости.
Имеют высокий уровень КПД, благодаря отсутствию клапанов, снижающих мощность.
Их можно использовать не только в качестве насоса, но и гидромотора.
В целом, насосы износоустойчивы и высокоэффективны, но имеется несколько недостатков, а именно:
Недостатки:
Роторные насосы должны проходить своевременное техобслуживание. Из-за сложности конструкции (сравнительно с насосами возвратно-поступательного типа), проверка и ремонт устройств будут дорогостоящими.
С помощью насосов нельзя перекачивать сильно загрязнённые жидкости и химически агрессивные, абразивные включения. Среда не должна препятствовать плотному прилеганию функционирующих подвижных элементов.
Следовательно, при правильной эксплуатации устройство будет выполнять поставленную задачу более 10 лет. Однако не забывайте подвергать конструкцию проверке и ремонту. Своевременная диагностика продлевает срок службы и удешевляет реставрацию.
Устройство и принцип действия
роторно-лопастного насоса
Роторные насосы бывают пластинчатыми и роторно-лопастными. 2-й вид устройств, является более надёжным. Двухлопастные роторы выполняют основную работу, а остальные элементы создают внутри камеры нужное давление и перенаправляют поток жидкости в нужное русло.
Роторно-лопастной насос состоит из таких элементов:
Статора.
Поршня.
Ротора.
Данные элементы работают по следующему принципу:
Жидкость поступает внутрь насоса сквозь входное отверстие.
В результате вращения ротора она перемещается далее, благодаря поступательным и вращательным движениям.
Взаимодействуя с внутренними стенками, роторные лопасти формируют замкнутое пространство.
Далее пространство замыкается ещё больше, что провоцирует выталкивание жидкости, сквозь выходное отверстие.
Приобретая насосы ротационного типа, следует обращать внимание на их конструктивное исполнение. Они могут быть вращательными или поступательными. Судя по названию, вращательный тип способен осуществлять только вращательные движения, а поступательные и те и другие, чем характеризуется повышенное КПД и мощность насоса.
Роторно-вращательные насосы
Роторно-вращательный тип промышленных насосов может быть: винтовым или шестерёнчатым (зубчатым). В первом случае винты, вращающиеся вокруг своей оси формируют внутри насоса временные рабочие камеры. Они вместе с перекачиваемой жидкостью подаются вдоль винтовой оси к нагнетательному патрубку. При работе зубчатого вида насоса, стенки корпуса и шестерёнки формируют рабочую камеру. В итоге, попадающие внутрь жидкости двигаются и перемещаются в выходное отверстие.
Поступательные роторные насосы
Среди самых популярных роторно-поступательных насосов стоит отметить именно шиберный тип. Шиберные конструкции представляют собой вращающийся ротор, в продольные прорези которого встроены специальные пластины – шиберы. Функционирующая камера формируется 2-мя расположенными вблизи друг от друга шиберами, внутренними стенками корпуса и самим ротором. Герметичность обеспечивается, благодаря прижатию пластин к внутренней стенке самого насоса, путём воздействия центробежных сил или пружин.
Роторные насосы могут быть изготовлены по-разному, но работают по примерно одинаковому принципу и качественно выполняют поставленную задачу. Их используют не только в промышленности, но и в быту для полива сада. Если вы приобретаете данную конструкцию, обратитесь в магазин промышленной техники. Там вы можете посоветоваться со специалистом и подобрать устройство, максимально подходящее для выполнения поставленной задачи.
Oerlikon Leybold RUVAC WH/WHU
Насосы серии WH/WHU от Leybold — качество швейцарской сборки. Компания Oerlikon Leybold Vacuum входит в тройку лучших производителей вакуумного оборудования со всего мира, конструкторский и…
Проверка насоса на сухой вакуум
Современные центробежные насосы нормального давления повсеместно используются для подачи воды и водных растворов. Агрегатами данного типа комплектуются прицепные и передвижные насосные станции. Системы применяются…
Принцип работы роторных насосов — Знания
12 апреля 2021 г.
Роторные насосы улавливают жидкость внутри закрытого корпуса, а затем выпускают плавный и устойчивый поток жидкости. Роторные насосы могут работать с широким спектром жидкостей, включая вязкие жидкости. Жидкости с высокой вязкостью перекачиваются на более низких скоростях, а роторные насосы очень эффективны во многих различных областях применения, особенно при работе с высоковязкими жидкостями.
Роторные насосы: идеально подходят для больших перепадов давления
Роторные насосы особенно хорошо работают, если ожидается значительное изменение давления. Роторные насосы идеально подходят для этих применений, поскольку насосы будут нагнетать постоянный объем жидкости независимо от уровня давления. Просмотрите наш огромный ассортимент роторных шестеренных насосов для продажи, чтобы найти продукты, подходящие для ваших задач.
Электрический насос с внутренним зацеплением
Электрический насос с внутренним зацеплением NYP работает по аналогичному принципу, за исключением того, что размеры двух соединительных шестерен различаются: одна вращается внутри другой. Ротор представляет собой большую шестерню, а также внутреннюю шестерню с выступающими внутрь зубьями. Установлена второстепенная внешняя шестерня, которая в основном предназначена для соединения с ротором, так что зубья шестерни соединяются на одном конце. Втулка и шестерня могут быть присоединены к корпусу насоса, который удерживает натяжное колесо в этом месте.
Шестеренный насос с внутренним зацеплением NYP специально разработан для перекачивания битума, тяжелой нефти, каменноугольной смолы, мыльных растворов и других тяжелых вязких жидкостей.
Области применения
• Все разновидности мазута и смазочного масла
• Смолы и полимеры
• Спирты и растворители
• Асфальт, битум и деготь
• Пенополиуретан (изоцианат и полипропилен) например, кукурузный сироп, шоколад и арахисовое масло
• Краски, чернила и пигменты
• Мыло и поверхностно-активные вещества
• Гликоль
Электрический шестеренчатый насос с внутренним зацеплением
Шестеренчатый насос с рубашкой
Шестеренчатый насос с рубашкой YONJOU NYP представляет собой шестеренчатый насос с внутренним зацеплением, специально разработанный для перекачивания битума, мыльной смолы, каменноугольной смолы, битума, битума растворы и другие тяжелые вязкие жидкости, которые создают проблемы с контролем температуры. Чтобы решить эти проблемы поддержания состояния потока, необходимого для эффективной работы с этими жидкостями, насосы Viking с рубашкой снабжены полной рубашкой всех внешних частей и дополнительными зазорами на всех рабочих частях. Кроме того, кожух втулки подшипника ротора предотвращает застывание или затвердевание этих тяжелых вязких жидкостей в сальниковой коробке или корпусе механического уплотнения, обеспечивая эффективное уплотнение вала и, как следствие, устойчивость к утечкам. Отдельные камеры окружают корпус, головку и опорную втулку ротора, и каждая снабжена отдельными отверстиями для соединения с линиями нагрева или охлаждения.
Применение шестеренных насосов с рубашкой
Шестеренчатые насосы с рубашкой YONJOU представляют собой шестеренчатый насос с внутренним зацеплением (аналогичный шестеренчатому насосу с рубашкой Viking), специально разработанный для перекачивания битума, тяжелой нефти, каменноугольного пека, мыльных растворов и других тяжелых вязких жидкостей, которые наличие проблем с контролем температуры.
Шестеренчатый насос с рубашкой
Что такое пластинчато-роторный вакуумный насос?
Что такое пластинчато-роторный вакуумный насос?
Ротационно-пластинчатый вакуумный насос в его простейшем определении представляет собой тип насосной технологии, которая позволяет сжимать воздух внутри насосной камеры для создания всасывания для удаления молекул воздуха из сосуда или области.
Ротационно-пластинчатый вакуумный насос работает по принципу объемного нагнетания. Конструкция состоит из ротора, который эксцентрично установлен внутри цилиндрического корпуса или статора. Лопасти, установленные внутри ротора, перемещаются внутрь и наружу за счет центробежной силы, следуя за внутренней поверхностью корпуса. Более подробное описание принципа работы пластинчато-роторного насоса с масляной смазкой и сухого хода можно увидеть далее в этой статье.
Преимущества масла в пластинчато-роторном вакуумном насосе:
Масляное уплотнение — масло обеспечивает эффективное уплотнение, обеспечивающее предельный вакуум до <0,5 мбар (абс. )
Смазка предотвращает износ — Алюминиевые лопасти, ротор, подшипники корпуса и крышки корпуса смазываются маслом, что делает их практически неизнашиваемыми.
Пониженная рабочая температура — Нагрев снижается, поскольку масло уменьшает трение с камерой сжатия
Защита от коррозии — масло защищает все компоненты от коррозии и реакции с газом
Очищающий эффект — Масло очищает камеру компрессора от загрязнений и предотвращает повреждения, продлевая срок службы и производительность насоса.
Другие преимущества всех моделей пластинчато-роторных вакуумных насосов:
Высококачественный вакуум с одним компрессором
Ножи с длительным сроком службы
Оптимизированное разделение масла и воды (только масляная смазка)
Высокая устойчивость к водяному пару за счет газового балласта (только с масляной смазкой)
Низкий уровень шума
Низкая вибрация
Практически без пульсаций
Простота обслуживания
Подходит для широкого спектра промышленных применений
Полностью безмасляные (только роторные насосы с сухим ходом)
Из каких частей состоит роторно-лопастной вакуумный насос?
Каждый пластинчато-роторный вакуумный насос состоит из одних и тех же стандартных компонентов. В зависимости от дизайна, размера или модели могут быть различия в компонентах. Ниже приведены некоторые стандартные компоненты, которые вы можете найти в машинах с масляной смазкой и машинах с сухим ходом.
Обзор пластинчато-роторного вакуумного насоса с масляной смазкой:
Каков принцип работы пластинчато-роторного вакуумного насоса?
Ниже представлен обзор принципа работы пластинчато-роторного вакуумного насоса с масляной смазкой. Помните: Каждый пластинчато-роторный вакуумный насос с масляной смазкой состоит из одних и тех же стандартных компонентов. В зависимости от дизайна, размера или модели существуют и другие компоненты.
1. Увеличение давления за счет уменьшения объема является принципом работы роторно-лопастного насоса. Весь корпус цилиндра смачивается масляной пленкой, по которой лопасти работают практически без износа.
2. Смазка маслом производится исключительно за счет перепада давления в корпусе и корпусе маслоотделителя. Это достигается за счет нескольких маслопроводов между корпусами.
3. В цилиндрическом корпусе ротор расположен эксцентрично, так что его верхняя часть почти касается корпуса цилиндра. Лопасти прижимаются к стенке корпуса под действием центробежной силы и образуют три разные камеры, в которых захватывается воздух.
4. Когда первая камера открыта, воздух проходит через всасывающий фланец в камеру компрессора.
5. Пока ротор вращается, следующая лопасть закрывает эту камеру (и сразу открывает следующую). В этот момент пространство между лопастями достигает максимального объема воздуха.
6. Газомасляная смесь сжимается за счет уменьшения объема и выдувается в корпус маслоотделителя.
7. Некоторые модели насосов оснащены выпускными клапанами, которые останавливают обратный поток нагнетаемого воздуха при достижении максимального давления или выключении насоса.
8. Нефть механически отделена от газа сложной конструкцией корпуса маслоотделителя. Масло собирается в маслосборнике.
Этот процесс удаляет 95-98% масла, содержащегося в воздухе.
9. Затем оставшуюся смесь нефти и газа пропускают через фильтрующие элементы тонкой очистки, которые удаляют оставшиеся мелкие частицы масла. Эти частицы масла будут повторно введены через поплавковый клапан в масляный контур насоса.
10. Практически безмасляный газ можно выдувать как через воздухоотвод, так и через шланги или трубы.
Ниже представлен обзор принципа работы пластинчато-роторного вакуумного насоса сухого хода
Каждый пластинчато-роторный насос сухого хода состоит из одних и тех же стандартных компонентов. В зависимости от дизайна, размера или модели существуют и другие компоненты. В целом принцип работы роторно-лопастного насоса сухого хода очень похож на принцип работы насоса с масляной смазкой.
1. Подобно их аналогам с масляной смазкой, увеличение давления за счет уменьшения объема является принципом работы вращающихся лопастей без смазки.
2. В насосах с сухим ходом используются сухие графитовые лопасти, которые трутся о поверхность корпуса цилиндра. Это создает графитовый слой на поверхности, что позволяет лопастям скользить с минимальным износом.
3. Это создает графитовый слой на поверхности, что позволяет лопастям скользить с минимальным износом.
Метчик К 1 1/2″(NPT) Р6М5 конический дюймовый, м/р. (11.5 ниток/дюйм)
Метчик К 1 1/2″(NPT) Р6М5 конический дюймовый, м/р. (11.5 ниток/дюйм)
Код товара: 56463
В наличии 28 шт.
Метчик G 5/8″ Р18 трубный цилиндрический, машинный с ц/х d 25мм (14 ниток/дюйм) для глух. отв. специальный(без марк)
Метчик G 5/8″ Р18 трубный цилиндрический, машинный с ц/х d 25мм (14 ниток/дюйм) для глух. отв. специальный(без марк)
Сортировать по:
Популярности Возрастанию цены ↑ Убыванию цены ↓ Наличию
Показывать по: 306090
«
1
2
»
Найдено товаров : 55
Сбросить фильтры
Цена
В наличии
Вверх
Метчики серии NC, NF, NEF, 8, 12 TPI UNC, UNF, UNEF, серии 8, 12 резьба на дюйм
Главная
Метчики и плашки
Метчики: размеры в дюймах
NC, NF, NEF, 8 tpi, 12 tpi
У нас есть огромный ассортимент стандартных и специальных размеров, включая дюймовые, метрические и британские размеры.
Знаете ли вы, что метчики нестандартных размеров можно заказать за 24 часа?
NC (национальный грубый)
Метчики NC для заказа онлайн
Плашки NC для заказа онлайн
Размер
ниток на дюйм
Основной наружный диаметр
№ 1
64
0,073″
№ 2
56
0,086″
№ 3
48
0,099″
№ 4
40
.112″
№ 5
40
. 125″
№ 6
32
.138″
№ 8
32
.164″
№ 10
24
.190″
№ 12
24
.216″
1/4″
20
.250″
5/16″
18
.3125″
3/8″
16
.375″
7/16″
14
.4375″
1/2 дюйма
13
. 500″
9/16″
12
.5625″
5/8″
11
.625″
3/4″
10
.750″
7/8″
9
.875″
1″
8
1.000″
1-1/8″
7
1,125 дюйма
1-1/4″
7
1,250 дюйма
1-3/8″
6
1,375 дюйма
1-1/2″
6
1 500 дюймов
1-3/4″
5
1,750 дюйма
2 дюйма
4-1/2
2. 000″
2-1/4″
4-1/2
2,250 дюйма
2-1/2 дюйма
4
2,500 дюйма
при заказе метчиков укажите диаметр и шаг и тип метчика
пример
TAP1/4-20.1 для метчика с конусом 1/4-28 TAP1/4-20.2 для метчика с пробкой 1/4-28 TAP1/4-20.3 для 1/4-28 донный метчик TAP1/4-20SP для 1/4-28 спиральный остроконечный метчик TAP1/4-20QS для 1/4-28 быстрый спиральный метчик TAP1/4-20NUT для метчика с гайкой 1/4-28
NF (национальный штраф)
Метчики NF онлайн
Плашки NF онлайн
Размер
ниток на дюйм
Основной наружный диаметр
№ 0
80
0,060″
№ 1
72
0,073″
№ 2
64
0,086″
№ 3
56
0,099″
№ 4
48
. 112″
№ 5
44
.125″
№ 6
40
.138″
№ 8
36
.164″
№ 10
32
.190″
№ 12
28
.216″
1/4″
28
.250″
5/16″
24
.3125″
3/8″
24
.375″
7/16″
20
. 4375″
1/2 дюйма
20
.500″
9/16″
18
.5625″
5/8″
18
.625″
3/4″
16
.750″
7/8″
14
.875″
1″
12
1.000″
1-1/8″
12
1,125 дюйма
1-1/4″
12
1,250 дюйма
1-3/8″
12
1,375″
1-1/2″
12
1 500 дюймов
1-3/4″
12
1,750 дюйма
при заказе метчиков укажите диаметр и шаг и тип метчика
пример
TAP1/4-28. 1 для метчика с конусом 1/4-28 TAP1/4-28.2 для метчика с конусностью 1/4-28 TAP1/4-28.3 для нижнего метчика 1/4-28 TAP1/4-28SP для метчика 1/4-28 спирального остроконечного TAP1/4-28QS для метчика быстрого спирального 1/4-28 TAP1/4-28NUT для 1/4-28 TAP
NEF (национальный дополнительный штраф)
Размер
667
.
ниток на дюйм
Основной наружный диаметр
1/4″
32
.250″
5/16″
32
.3125″
3/8″
32
. 375″
1/2 дюйма
28
.500″
5/8″
24
.625″
3/4″
20
.750″
7/8″
20
.875″
1″
20
1.000″
1-1/8″
18
1,125 дюйма
1-3/8″
18
1,375 дюйма
при заказе метчиков укажите диаметр и шаг и тип метчика
пример
TAP1/4-32. 1 для метчика с конусом 1/4-32 TAP1/4-32.2 для метчика с конусностью 1/4-32 TAP1/4-32,3 для донной резьбы 1/4-32
8 TPI (размер резьбы на дюйм)
4
ниток на дюйм
Основной наружный диаметр
1-1/8″
8
1,125 дюйма
1-1/4″
8
1,250 дюйма
1-3/8″
8
1,375 дюйма
1-1/2″
8
1 500 дюймов
1-5/8″
8
1,625 дюйма
1,3/4″
8
1,750″
1-7/8″
8
1,875 дюйма
2 дюйма
8
2. 000″
2-1/4″
8
2,250 дюйма
2-1/2 дюйма
8
2.500″
12TPI (витков на дюйм)
Размер
ниток на дюйм
Основной наружный диаметр
1-1/16″
12
1,0625″
1-3/16″
12
1,1875″
1-5/16″
12
1,3125″
1-5/8″
12
1,625 дюйма
1,3/4″
12
1,750 дюйма
1-7/8″
12
1,875 дюйма
2 дюйма
12
2. 000″
2-1/4″
12
2,250 дюйма
2-1/2 дюйма
12
2,500 дюйма
Вернуться к началу страницы
ссылка на индексную страницу
март 2022 г., октябрь 2020 г., май 2020 г., февраль 2018 г., ноябрь 2017 г., ноябрь 2009 г.CSS, сентябрь 2006 г.
Описания, иллюстрации, технические характеристики, размеры и номера деталей могут быть изменены без предварительного уведомления.
, обслуживающий канадские провинции и территории Ньюфаундленд, NF, NL, Nova Шотландия, NS, Нью-Брансуик, NB, Остров Принца Эдуарда, PEI, PE, Квебек, PQ, QC, Онтарио, ON, Манитоба, МБ, Саскачеван, SK, Альберта, AB, Британская Колумбия, Британская Колумбия, Северо-Западные территории, NT, Нунавут, NU, Юкон, YT,
Вагонка своими руками — способы изготовления с пошаговыми инструкциями!
При промышленном производстве вагонки применяются мощные деревообрабатывающие станки, позволяющие получить продукцию отличного качества, но она не всем пользователям по карману. Можно ли самостоятельно изготовить вагонку и что для этого нужно? Об этом мы поговорим в этой статье.
Вагонка своими руками
Вагонка
Содержание
1 Промышленная технология производства
1.1 Цены на вагонку
2 Перечень минимального набора инструментов и оборудования
3 Общие требования
3.1 Цена на модельный ряд фуговальных станков
4 Изготовление вагонки при помощи циркулярки
4.1 Цены на популярный модельный ряд циркулярных пил
5 Изготовление евровагонки на фрезерном станке
5.1 Цены на популярный модельный ряд фрезеров
6 От чего зависит качество самодельной вагонки
6.1 Видео – Простейшая вагонка своими руками
Промышленная технология производства
Вагонка — что это за материал
Эти знания вам понадобятся для того, чтобы самостоятельно принимать оптимальные решения во время изготовления вагонки в домашних условиях. Процесс промышленного изготовления вагонки состоит из нескольких этапов.
Изготовление досок. Хлысты распиливаются на ленточных или дисковых пилорамах на обрезную доску заданных параметров. Толщина доски находится в пределах 15-25 мм, ширина 100-150 мм. Конкретные размеры зависят от сорта вагонки.
Сушка пиломатериалов. Процесс происходит в камерных сушках, за счет чего уменьшается количество отходов, минимизируются риски кручения и растрескивания досок.
Сортировка. Пиломатериалы сортируются в зависимости от качества. Для изготовления вагонки отбираются доски не ниже второго сорта.
Изготовление вагонки. Процесс происходит на мощном четырехстороннем строгальном станке. За счет подбора различных фрез и ножей за один проход обрабатываются четыре плоскости, на них сразу создается нужный профиль.
Линия по производству вагонки
Проверка качества и складирование продукции.
Складирование вагонки
Вот и вся технология, ничего сложного нет, современное оборудование позволяет по максимуму автоматизировать производство. В домашних условиях такого достичь невозможно, придется терять намного больше времени для изготовления выгонки.
Таблица. Классы вагонки и их описание.
Класс или сорт
Описание
Экстра
Без трещин, сучков и других дефектов. Поверхность идеально гладкая, ровная.
А или 1
Поверхность гладкая или чуть шероховатая. Есть по 1 здоровому сучку на 1 погонный метр (диаметр сучка не более 1,5 см). Могут быть трещины: волосяные – длиной не более ½ панели, несквозные – длиной менее 9,5 см (выход трещин направлен в торец панели), появившиеся при сушке – величиной не более ширины панели. Могут быть засмолки и смоляные карманы по 2 шт. на 1 м п.
В или 2
Много сучков, из них выпадающих не может быть больше 2 шт. на 1 м п. Могут быть сквозные трещины шириной до 1 мм и длиной до 15-30 см, допускаются волосяные трещины по всей длине доски. Допускается присутствие червоточин (3 шт. на 1 м п.) и гнили (не более 1/10 часть панели). Вагонка сорта В подходит для окрашивания.
С или 3
Качество низкое. Много различных дефектов. Такая вагонка подходит для обивки технических помещений или черновых работ.
Классификация вагонки
Цены на вагонку
Вагонка
Перечень минимального набора инструментов и оборудования
Прежде всего, у вас должно быть специальное отдельное помещение для производства работ, деревообрабатывающие станки создают очень много шума и пыли. Придется выполнять требования санитарных органов. Еще одно условие – электрическая проводка должна выдерживать дополнительные нагрузки, а они, в зависимости от марки станков и их количества, могут значительно возрастать.
На заметку! Своими рукам и можно делать как самую простую, так и довольно сложную вагонку, мы рассмотрим оба варианта изготовления. Но для всех вариантов есть несколько предварительных условий.
Изготовление вагонки своими руками
Общие требования
На каких станках и какой бы сложности вы ни пробовали делать вагонку, нужно соблюдать следующие требования.
Качество пиломатериалов. Доски должны быть только обрезными, с одинаковой толщиной и шириной. Широкие плоскости нужно пропускать через рейсмус минимум с одной, а желательно с двух сторон. Для этих целей лучше иметь дома двухсторонний рейсмус, а если его нет, то хотя бы элементарный фуговальный станок.
Фуговальный станок
Двухсторонний рейсмус
Если таких станков нет, то можно работать ручным электрическим рубанком. Работы эти довольно трудные и долгие, а качество всегда будет намного ниже, чем во время обработки пиломатериалов на станках.
Практический совет! Настоятельно рекомендуем не заниматься строганием досок ручным электрическим рубанком. Намного выгоднее отвезти пиломатериалы к знакомому, имеющему двухсторонний рейсмус, за час-два работы вы пропустите 1-2 м3 досок — такого количества достаточно для отделки небольшого деревенского домика. Вручную придется их строгать не один день, при этом, как мы уже упоминали, качество будет никаким. Такую вагонку можно использовать только для отделки вспомогательных помещений.
Сушка. Работать можно только с пиломатериалами, имеющими не более 24% относительной влажности. Если показатели выше, то доски просушите под навесом или в проветриваемом помещении. Чем больше зазор будет между штабелями, тем быстрее пиломатериалы избавятся от излишков влаги. Складывайте их аккуратно, не допускайте появления искривлений, правильно укладывайте прокладки, верхний ярус обязательно прижимайте грузом.
Сушка вагонки
Работа. Беспрекословно соблюдайте правила техники безопасности. Как свидетельствует статистика, деревообрабатывающие станки считаются наиболее травмоопасным оборудованием. Причем травмы очень тяжелые и нередко становятся причиной инвалидности. Это не значит, что станков нужно бояться, но относиться к ним следует с уважением. Что касается использования рукавиц, то к этому вопросу нужно подходить с умом. Рукавицы предохраняют руки от заноз, это верно. Но верно и то, что во время попадания рукавицы под режущий элемент затягивается кисть или рука, травмы намного опаснее.
Станок для изготовления вагонки
Какие нужно станки и оборудование для изготовления вагонки своими руками, мы будем рассказывать по ходу статьи. Дело в том, что есть большое количество технологий с учетом существующих станков, описать все в одной статье невозможно. Начнем с изготовления самой простой вагонки — такие работы доступны большинству неопытных мастеров.
Цена на модельный ряд фуговальных станков
Фуговальный станок
Изготовление вагонки при помощи циркулярки
Изготовление вагонки при помощи циркулярки
Циркульная пила
Это самый простой вариант циркульной пилы, другие имеют дополнительные суппорты для фиксации других деревообрабатывающих механизмов, что намного расширяет их возможности.
Универсальный деревообрабатывающий станок
Шаг 1. Подготовьте пиломатериалы, определитесь с их количеством. Для работы вам понадобятся строганные с двух сторон доски толщиной примерно 15–20 мм и шириной до 10 см. Шире делать не нужно, это связано с тем, что вагонка имеет самый элементарный профиль, а он не может гарантировать отсутствие коробления во время эксплуатации. Вагонка будет соединяться в четверть, а такой замок не может полностью исключить коробление. Чем шире вагонка, тем большее значения может иметь коробление, в связи с этим не рекомендуется делать ее больше 8 см.
Определяемся с размерами досок
Шаг 2. Уберите рабочее место. Заготовки должны располагаться с одной стороны пилы, готовые изделия нужно складировать с другой.
Важно! Вам ничто не должно мешать под ногами, все внимание будет обращено на работающую пилу, под ноги смотреть некогда — это увеличивает риски травматизма. Если доски длиннее метра, то не работайте самостоятельно, т. к. это трудно и очень опасно. Кроме того, значительно возрастают риски получения серьезной травмы, увеличивается количество отходов. Дело в том, что вы не сможете на выходе доски из фрезы нормально ее прижимать к линейке, на торцах нарушается линейность фрезеровки.
Шаг 3. Подровняйте все доски по длине, осмотрите их поверхности. Если есть черные гнилые шатающиеся сучки – отбраковывайте пиломатериал. В домашних условиях такие сучки не обработать, они обязательно выпадут.
Во время складирования заготовок обращайте внимание на расположение волокон, особенно внимательно следите за расположением дефектов развития древесины. Участки со свилеватостью очень трудно обрабатываются. Располагайте доски таким образом, чтобы расположение свилеватости было по ходу вращения режущего инструмента, в противном случае чистота поверхности будет неудовлетворительной. На промышленных станках такие проблемы почти не возникают, они работают на высоких оборотах, имеют на одной головке минимум четыре ножа, механические прижимы исключают вероятность колебания доски во время обработки. За счет этого режимы резания соблюдаются идеально, качество обработки сложных поверхностей значительно повышается.
Опиливаем одну сторону доски
Важно! Никогда не снимайте с пилы защитный кожух и распорный клин. Они нужны не для того, чтобы удерживать летящие в глаза опилки, как думают неопытные столяры. Главное их назначение – не допускать обратного ударного вылета доски, при таком вылете она может пробить брюшную полость.
В отличие от других приспособлений, обеспечивающих безопасность, кожух с расклинивателем дает дополнительное удобство при пилении, так что не упускайте случай его использовать
Вот, что должно получиться
Шаг 4. Выставьте циркульную пилу. Если ширина досок неодинакова, то вначале нужно выровнять их. Для этого установите линейку пилы на нужном расстоянии от зубьев и прочно закрепите. Обращайте внимание, чтобы линейка была параллельной пиле, это очень важно. Заводские станки имеют специальные метки, для самодельных придется пользоваться угольником. Проверка правильности положения делается опытным путем. Возьмите небольшой отрезок доски и пропилите его, проверьте ширину и параллельность положения линейки. При необходимости повторите установку.
Вторую сторону опиливаем по линейке
Процесс опиливания по линейке
Фугование досок
Должно получиться следующее
Шаг 5. Простая вагонка имеет соединение в четверть, его можно сделать на обыкновенной циркулярке.
Соединение в четверть
Для этого нужно отрегулировать высоту стола пилы и ее расстояние до линейки. Как это делается? Для облегчения примера возьмем толщину доски 20 мм. Соответственно, четверть будет 10×10 мм.
Для этого можно использовать вот такую фрезу
Отпустите крепление линейки и подвиньте ее к пиле. Расстояние между ними должно быть 10 мм, внимательно следите за параллельностью плоскостей. Закрепите линейку и проверьте правильность установки. Для этого пользуйтесь любыми отрезками, пропустите несколько для пробы.
Отрегулируйте положение стола циркулярки таким образом, чтобы зубья пилы в максимальной точке располагались на высоте 10 мм.
После регулировки у вас высота пилы и ее расстояние до линейки должны равняться 10 мм. Если доски имеют иные параметры, то расстояния нужно корректировать в соответствии с ними.
Шаг 6. Начинайте делать соединение в четверть. Первый проход – доска плашмя, боковая поверхность плотно прижимается к линейке. После завершения на доске имеется пропил по всей длине.
Это можно сделать фрезой, а можно обойтись и без нее. В этом случае берется маленький пильный круг и устанавливается наискось. В результате получается так называемая «пьяная пила». Такой метод используется, когда нет фрезы. Он намного сложнее в настройке и используется, когда нет другого выхода. Лучше все же приобрести фрезу
Важно! Не прижимайте доски около пилы рукой, пользуйтесь деревянным бруском. Чтобы он не соскальзывал с торца доски, пропилите углубление — оно должно одновременно упираться о доску сверху и в торец. В торец длинной доски никогда не упирайтесь животом, держите ее только руками, а корпус должен располагаться сбоку.
Шаг 7. Установите доску на ребро, пропил должен быть со стороны линейки, выпиливайте четверть. Сразу же убирайте со стола отрезанную рейку, не засоряйте рабочее место.
Шаг 8. Поверните доску на 180° и повторите операцию с другой стороны. Вагонка должна иметь зеркальное расположение четвертей. Если с одной стороны углубление располагается сверху, то с противоположной оно должно быть снизу. Во время установки вагонки соединения ложатся внахлест и закрывают стыки.
Получилась вот такая вагонка
Шаг 9. Если есть возможность, рекомендуется видимые боковые грани отфрезеровать ручной фрезой. Подберите понравившийся профиль фрезы, прочно закрепите доску в вертикальном положении и сделайте проход инструментом. Как работать с ручными фрезами — подробно описано в инструкции производителя. Кстати, наличие ручной фрезы значительно расширяет возможности, такой инструмент рекомендуется иметь всем, кто занимается столярными работами.
Работа ручным фрезером
Если вы пользуетесь исправными пилами с победитовыми напайками, а станок обладает достаточной устойчивостью, то при изготовлении такой простой вагонки можно полностью обойтись без рейсмуса и фрезера. Правильно подобранные обороты пилы и оптимальная скорость подачи обеспечивают неплохую чистоту обработки поверхности. При необходимости последнюю можно в некоторых местах обработать шлифшкуркой или шлифовальной машинкой, и внешние поверхности вагонки по качеству будут вполне удовлетворительными.
Осталось взять отходы и напилить реек. Причем рейки необязательно делать такими же длинными, как и вагонки. Другими словами, доски сами по себе, рейки сами по себе. Места стыков реек никто не заметит. Рейки следует пилить тоньше, чем наши пазы. Рейки все равно будут прекрасно держаться в пазах за счет своей естественной кривизны. И, конечно, рейки просто пилятся. Их не надо строгать, тем более, что это крайне опасная затея. При использовании хорошей пилы рейка и так будет достаточно гладкой
Вот так выглядит потолок погреба, отделанный такой вагонкой
Теперь рассмотрим, как можно самостоятельно изготавливать евровагонку.
Цены на популярный модельный ряд циркулярных пил
Циркулярная пила
Изготовление евровагонки на фрезерном станке
Это более сложные работы, понадобится солидный опыт работы с деревообрабатывающими станками. Мы расскажем о технологии, а размеры вагонки и профили лицевых поверхностей подбирайте самостоятельно с учетом наличия инструментов и личных предпочтений.
Конструкция станка достаточно сложная. В обязательном порядке к такому оборудованию должна быть приложена полноценная инструкция
Мы видим пример самодельного станка для изготовления вагонки, его составляющие и детали
Мы видим ещё один пример самодельного станка для производства вагонки в домашних условиях
Чем отличается евровагонка от обычной?
Соединение шип/паз более глубокое. За счет этого исключаются риски просвечивания швов во время значительного уменьшения ширины досок, упрощается монтаж обшивки. В глубокий паз проще вставлять метизы для крепления.
Обратная сторона имеет одну или две прорези – поверхности стен могут дышать, уменьшаются статические усилия во время изменения линейных размеров вагонки. Именно в результате сильных статических усилий обшивка дома может коробиться.
Фото — евровагонка категории В
За исходные данные принимаем, что доски нужных размеров уже подготовлены, материал отсортирован и сложен в надлежащем месте.
Шаг 1. Установите на станок фрезу для проделывания паза и боковой декоративной фаски, отрегулируйте глубину. Для этого освободите линейку, приставьте торец доски к ножу и, подвигая линейку ближе или дальше, найдите нужное положение. С большим усилием закрепите фрезерную головку и линейку.
Фрезы, используемые при изготовлении пиломатериала
Для того чтобы правильно выставить все ножи на головке, нужно на пробу прострогать отрезок доски. Далее опять приставьте ее к фрезе и, медленно вращая головку в обратную сторону, проверяйте, все ли ножи работают. Узнать это можно по звуку, если все нормально, то количество незначительных касаний о доску должно отвечать числу фрез. К примеру, если головка имеет четыре ножа, а вы почувствовали только три касания, то это значит, что один нож не работает. Найдите, какой именно, отрегулируйте его положение. Делать это довольно сложно, понадобится несколько попыток. Следите, чтобы распорные клинья ножей были сильно прижаты к головке.
Ножи
Несколько различных ножей-насадок на самодельный станок для изготовления вагонки позволят создавать различные изделия из дерева
Шаг 2. Закрепите верхние и боковые прижимные упоры, установите нужное расстояние. Такие упоры намного облегчают процесс фрезеровки, улучшают качество и повышают безопасность труда. Пропустите с одной стороны все доски.
Шаг 3. Поменяйте фрезу на новую, она должна вырезать паз и снимать декоративную фаску. Прижимы повторно регулировать не нужно, ширина всех досок одинакова и во время первого прохода не изменялась.
Шаг 4. Снимите фрезу для боковых поверхностей, освободите линейку и прижимы. Установите фрезу для проделывания углублений с внутренней стороны вагонки. Размеры и количество канавок значения не имеют, подбирайте их по своему усмотрению.
Изготовление евровагонки на фрезерном станке
Практический совет! Если у вас нет специальных ножей для пропиливания канавок – не проблема, можете использовать те же, которые применялись для пропиливания паза. Приподнимите головку с таким расчетом, чтобы нож для паза располагался посредине доски. Нож паза длиннее, чем ножи для фасок, выставьте расстояние до линейки таким образом, чтобы работал только он. Глубина паза в этом случае будет примерно 3-5 мм, чего вполне достаточно для канавки.
Цены на популярный модельный ряд фрезеров
Фрезер
От чего зависит качество самодельной вагонки
Работать с пиломатериалами намного сложнее, чем с металлом. В природе не существует двух полностью одинаковых досок, не говоря уже о различных свойствах мягких и твердых пород. Металл же не имеет сучков, не впитывает влагу, не имеет пороков развития и т. д. А эти показатели оказывают влияние на технологию обработки. Промышленное оборудование позволяет намного упростить процесс за счет большой массы станков, точности регулировок, стабильной механической подачи и прочного прижатия.
Самодельная вагонка
В домашних условиях все параметры резания нужно соблюдать самостоятельно и оперативно изменять их в зависимости от особенностей доски и возможностей станка. О чем следует помнить?
Обращайте внимание на расположение волокон, никогда не обрабатывайте пиломатериалы «против шерсти».
Следите за состоянием подшипников. Малейшее биение непременно скажется на шероховатости поверхностей. Как только обнаружится, что вал станка немного шатается – подшипник нужно срочно менять или, при возможности, регулировать. Десятые доли миллиметра вибрации заметно ухудшают конечное качество.
Исправность режущих инструментов – одна из важных составляющих чистоты поверхности. Пилы и фрезы должны быть острыми. Если вы изготавливаете фрезы самостоятельно, то используйте только прочные марки инструментальной стали. Геометрия всех фрез должна быть одинаковой. В противном случае некоторые из них не будут работать, а это очень нежелательное явление.
Точно выставляйте фрезы, не спешите. Неопытному мастеру выставить сразу все фрезы очень сложно, не расстраивайтесь. Потеряйте больше времени, но добейтесь желанного результата. Потерянное время в дальнейшем с избытком окупится.
Фрезы формуют шип и паз, а также определяют геометрию вагонки
Чем больше фрез, тем лучше. Если головка позволяет устанавливать четыре, то так и поступайте, не работайте с двумя. Четыре фрезы немного увеличивают время установки, зато потом станок работает больше времени – они меньше тупятся.
Комплект фрез
Всегда пользуйтесь полностью одинаковыми клиньями для фиксации ножей. Даже небольшие различия в массе становятся причиной вибрации головки. Вибрация не только ухудшает качество обработки, но и становится причиной быстрого износа подшипников, повышает риск получения травм.
Соблюдайте режимы резания пиломатериалов. Это очень важное условие. К режимам резания относится число оборотов вала, количество режущих плоскостей, скорость подачи и угол заточки. Говорить на эту тему можно очень долго, режимы резания имеют огромное количество вариантов. Начинающим мастерам нужно хоть немного ознакомиться с теорией, а в дальнейшем все зависит от умения практически учиться и желания работать с деревообрабатывающими станками.
Перед подачей доски на станок осмотрите ее, выберите оптимальное направление резания с учетом особенностей поверхностей, наличием и видом сучков и иных дефектов.
Готовую вагонку складываете ровными штабелями, не ставьте ее вертикально, не разбрасывайте по всей мастерской. Чистота и порядок – свидетельство профессионализма мастера.
Вагонка сложена ровными штабелями
Если мало опыта, то вход/выход доски может быть бракованным из-за незначительного изменения направления движения и непараллельности с линейкой. Имейте это в виду во время определения длины вагонки, делайте запас по длине.
Гвозди для вагонки
Крепежные элементы должны надежно удерживать вагонку и в то же время быть абсолютно незаметными. Для фиксации панелей к обрешетке используются саморезы, кляймеры, шурупы, но самый практичный вариант – это гвозди. Вот только гвозди для вагонки нужны не обычные, а финишные, отличающиеся формой шляпки и некоторыми характеристиками.
При соблюдении вышеперечисленных рекомендаций, пользоваться шлифшкуркой для окончательной подгонки поверхностей не нужно. Помните, что только дилетанты так изготавливают вагонку, что ее потом приходится долго и нудно вручную шлифовать.
Видео – Простейшая вагонка своими руками
Фрезы для вагонки, филенки и камню. Выбор, особенности и характеристики
Фрезер в доме это волшебный инструмент в умелых руках. Великое разнообразие фрез на рынке дает поистине безграничные возможности для творчества и выражения эмоций в дереве, камне, да хоть в создании мебели для дома и семьи, поскольку без этого инструмента сложно сделать что-либо стоящее.
В век продвинутых технологий фрез существует великое множество, вряд ли возможно описать все их многообразие, в этой статье затронем наиболее востребованные запросы.
Какие бывают виды фрез для вагонки на ручной фрезер?
Чтобы разобраться в этом вопросе, необходимо понять, что такое вагонка. Она различается по внешнему виду (профилю) и материалу.
Конечно, все делается из дерева, но размеры и влажность дерева различны, поскольку — евровагонка изготавливается по DIN 68126, а отечественный вариант, в быту вагонка, по ГОСТ 8242-88. На фото продемонстрировано многообразие обработки доски.
различные конфигурации внешнего вида вагонки
То есть, вагонка — по сути, качественно обработанная доска, которая, независимо от того какой на ней внешний контур, имеет паз и шпунт для стыковки досок между собой.
Инструмент с двумя дисками под шпунт
А следовательно, фрезы для изготовления шпунта и паза вагонки имеют строго определенные размеры и внешний вид. На первом фото образец для изготовления шпунта, на втором для изготовления паза.
так же двухдисковая, но для выреза паза
Фрезы изготавливаются в двух вариантах, с хвостовиком 8 мм и 12 мм для возможности работать ими на фрезерах разной мощности. Состоят из двух дисков с ножами, подшипника между ними и оси с крепежной гайкой. Ножи изготовлены из твёрдосплавного материала ВК8, которые можно затачивать самостоятельно до 4-х раз. С этим разобрались.
Для работ по камню
Фрез для обработки искусственного камня очень много, все зависит от конкретной операции, производимой при работе с поверхностью, профильные, радиусные, обгонные или предназначенные для инкрустации.
Изготавливаются из твёрдосплавного материала, напаянного на стальное основание, но есть и более дорогие варианты, например, разборные со сменными ножами или алмазным напылением.
Поскольку фантазия человека безгранична, то и формообразующая фрезы весьма разнообразна и постоянно совершенствует свои формы. Лидером по выпуску разнообразных фрез в том числе и по искусственному камню является компания CERATIZIT.
алмазные фрезы для работ по камню
Алмазные фрезы бывают спечённые и электрогальванические. В спечённых запекается несколько слоев алмазной крошки, что увеличивает продолжительность жизни инструмента за счет износа одного слоя и проявления следующего, обнажая новые алмазные зерна. Этот инструмент требует тщательного ухода. Поскольку зерна надежно спечены между собой, то чистку подобных фрез проводят именно абразивным бруском, что крайне негативно сказывается на обычном алмазном инструменте.
Электрогальванические имеют один слой алмазных пластинок, но на более крепкой основе, поэтому менее подвержены деформации во время работы, что обеспечивает большую точность при обработке поверхности камня.
Филенчатые или фигирейные фрезы
Филенка по википедии это тонкая дощечка, вставляемая в рамку, служит как для декора, так для и крепления того, что вставлено в рамку.
внешний вид филенки выполненной по дереву
При производстве мебели филенкой называют полосу обрамляющую край изделия. Полоса вырезается непосредственно по контуру изделия и может выполнять двойную функцию украшения с одновременным креплением между граничащими деталями по типу шип-паз.
однопроходная фреза с подшипником
Филенку можно изготовить различными способами и инструментами покажем нескольких из них. Это тот самый случай, когда лучше один раз увидеть, пример работы односторонней фрезой. На видео наглядный пример того, как можно изготовить филенку в несколько проходов нужной глубины.
изготовление филенчатой дверцы
набор двухсторонних фрез для выделки филенки
Изделия подобного типа делят на вертикальные и горизонтальные. Вертикальными выполняют обработку кромок карнизов, плинтусов, что подразумевает под собой более глубокое врезание в дерево.
Горизонтальные выполняют те же функции, только с большей производительностью за счет увеличения диаметра режущей части, но уступают по глубине врезания. Данные фрезы широко используются при изготовлении мебельных фасадов в основном это входные двери, дверцы шкафов, полок, кухонных гарнитуров.
фасады дверей с различным рисунком выполненных фрезерованием
Твердосплавные спиральные фрезы по дереву
Так же в производстве мебели широко используют спиральные фрезы. По внешнему виду они похожи на сверло. Ассортимент их достаточно разнообразен: с нисходящим резом, с восходящим резом, с совмещенным восходящим и нисходящим резом, применяются для копирования, раскроя и фрезерования твердой древесины.
спиральная фреза с верхним резом
Характерной чертой спиральных фрез по дереву является чистый срез материала, меньший выброс опилок при фрезеровании, а также низкий уровень вибрации по сравнению с прямыми. К тому же они обеспечивают меньший износ и позволяют достичь лучших результатов при «погружном» фрезеровании.
она же только с нижним резом
Совмещенный тип с восходящим и нисходящим видом реза
Высокоскоростная обработка (HSM) [ Полное руководство ]
Что такое высокоскоростная обработка (HSM)?
Высокоскоростная обработка (HSM), также называемая трохоидальным фрезерованием, адаптивной очисткой, объемным фрезерованием и т. д., представляет собой метод фрезерования, который может увеличить скорость съема материала, сократить время цикла и увеличить срок службы инструмента.
В этом видео из серии CNC Chef для журнала Cutting Tool Engineering Magazine дается краткий обзор того, что такое высокоскоростная обработка (HSM):
Для быстрого ознакомления с высокоскоростной обработкой (HSM) посмотрите мое видео CNC Chef…
Примечание : Эта статья о высокоскоростной обработке является уроком 11 нашего бесплатного мастер-класса по электронной почте и скорости. Нажмите здесь, чтобы узнать больше о мастер-классе.
Существует множество определений высокоскоростной обработки (HSM). MMSOnline использует слоган «Достижение высокой производительности съема металла за счет быстрых проходов фрезерования» для зоны HSM на своем сайте. Еще одно очень высокотехнологичное определение HSM — «Обработка на резонансной частоте станка», которое относится к методам HSM для выбора скорости шпинделя, сводящей к минимуму вибрацию. Можно было бы подумать, что «высокоскоростной» компонент HSM будет подчеркивать более высокие скорости вращения шпинделя (Sandvik утверждает, что HSM начинается с 18 000 об/мин), но эта интерпретация не универсальна, поскольку различные мастерские обнаружили, что методы HSM могут хорошо работать даже на более медленных фрезерных шпинделях. Другие утверждают, что HSM заключается в высокой скорости съема материала и достаточной чистоте поверхности, чтобы ее можно было назвать завершенной за один проход.
Одной из причин, побудивших людей задуматься о HSM, было открытие, что после определенного момента увеличение скорости вращения шпинделя фактически снижает нагрев при резке :
Высокоскоростная обработка».
Пунктирными линиями показаны температуры при различных поверхностных скоростях, измеренные в м/мин. Вот США, мы больше привыкли к SFM. Хотите понять Surface Speed, SFM и как мы можем перейти от SFM к RPM на шпинделе? Если вы не знакомы, это простые вещи, и ссылка объяснит.
Обратите внимание, что все материалы постоянно поднимаются вверх, а затем снова начинают опускаться вниз по мере увеличения скорости поверхности. Каким-то образом высокоскоростная обработка приводит к снижению температуры выше определенного числа оборотов шпинделя!
Эта диаграмма представлена в метрах в минуту, поэтому умножьте значения примерно на 3, чтобы получить SFM. Например, для алюминия у нас довольно хороший спад к тому времени, когда мы достигаем 1000 SFM. На самом деле, его температура эквивалентна менее чем 300 SFM на другой стороне кривой алюминия — для алюминия это ничто. Черт возьми, если у нас есть достаточно быстрый фрезерный шпиндель, есть даже место для более быстрой работы HSS и получения более низких температур (вы заметите, что критические температуры различных материалов фрезы также помечены — оставайтесь ниже линии для вашей фрезы!).
Сталь и чугун сужаются мягче, чем алюминий, но эффект сохраняется. Да, Вирджиния, когда вы начинаете работать с HSM, конечно, происходит какое-то странное поведение!
То же исследование показало, что силы резания также снижаются, и это по крайней мере одна из причин падения температуры и почему при обработке HSM в правильных диапазонах оборотов можно достичь высоких значений MRR при более низких силах резания.
Боковая панель: температура активации покрытия, шоковое охлаждение и отключение охлаждающей жидкости
Раз уж мы заговорили о температуре, иногда важно немного тепла. Для некоторых покрытий, таких как TiAlN, требуется минимальная температура «активации». При этой температуре меняется их химический состав, покрытие «активируется», и только тогда покрытие выполняет свою функцию по защите резца.
Сочетание желания активировать покрытие и желания избежать ударного охлаждения хрупкого карбида (который вызывает его растрескивание и расщепление) является причиной того, что мы можем увидеть рекомендацию производителя оснастки отключать охлаждающую жидкость даже при работе на очень высоких скоростях. скорости шпинделя, обычные для высокоскоростной обработки.
Методы высокоскоростной обработки
В станке Datron M8 Cube используется высокоскоростной шпиндель и методы высокоскоростной обработки для достижения максимальной производительности…
Каким бы ни было ваше любимое определение HSM, мне нравится рассматривать обработку HSM как набор методов, которые «выросли» вместе в различных операциях по механической обработке в аэрокосмической отрасли, таких как Boeing. Первоначально это касалось очень высокоскоростных шпинделей, но с тех пор многие из этих методов оказались применимыми даже для низкоскоростных фрезерных шпинделей.
Эти методы настолько полезны, что многие программы CAM включают в себя траектории HSM, которые упрощают использование HSM в любой работе.
Перечислим некоторые из этих методов:
— HSM предпочитает сочетать черновой и чистовой проходы. На самом деле это возможно только с высокоскоростными шпинделями, потому что более низкие скорости просто не обеспечивают чистоту поверхности. Возможность пропуска финишного прохода также зависит от пакета CAM. Некоторые алгоритмы HSM более плавные, чем другие. Если вы пытаетесь обойтись более медленным шпинделем, вам придется разделить на более традиционные черновой и чистовой проходы. Для чистового прохода используйте инструмент с максимально возможным количеством канавок. Финишная обработка предполагает, что все внутренние углы были обработаны в черновом режиме, поэтому будет достаточный зазор для стружки. Чем больше у вас канавок, тем быстрее вы сможете выполнять работу с заданной загрузкой стружки. Следовательно, повышается производительность. Единственная причина использовать меньшее количество канавок — улучшить удаление стружки.
— HSM предпочитает инструменты меньшего размера, которые перемещаются быстрее, чем очень большие медленно движущиеся инструменты, предназначенные для «захвата». Меньший инструментарий позволяет сэкономить на смене инструмента и упрощает достижение идеала, устраняя необходимость в отдельных черновых и чистовых проходах.
– Чтобы максимально увеличить срок службы инструмента, воспользуйтесь преимуществами относительно небольшой ширины резания: от 10–15 % от диаметра инструмента до 5 % в зависимости от оптимального значения максимальной скорости вращения фрезерного шпинделя и значения SFM, с которым может справиться ваш инструмент. в материале. Такая малая радиальная глубина позволяет инструменту лучше удалять стружку и быстрее остывать на воздухе, что обеспечивает гораздо более высокую производительность, особенно при обработке более твердых материалов. См. статью об отводе тепла из разреза, чтобы понять, как это работает. При малой ширине реза увеличьте глубину реза. Это позволяет использовать больше канавки фрезы, а не просто изнашивать нижнюю часть концевой фрезы. Выбор наилучшей ширины реза для оптимального съема материала – непростая задача. Доступные эмпирические правила могут быть далеки от истины. Также нет опубликованных формул скорости резания для корректировки обычных подач и скоростей для HSM.
Для достижения наилучших результатов вам нужен калькулятор подачи и скорости, способный оптимизировать параметры резки HSM, например, наш калькулятор G-Wizard.
– Для более высокого MRR (и более короткого времени цикла) обычно требуется немного большая ширина реза. Подумайте о сроке службы инструмента больше с точки зрения того, сколько кубических дюймов материала можно удалить с помощью инструмента, а не того, сколько минут он может работать, и вы быстро увидите, что эти более широкие значения ширины резания более выгодны с экономической точки зрения. Некоторые испытания для того, чтобы найти свой баланс.
– Если скорость шпинделя является ограничивающим фактором, рассмотрите концевую фрезу с высокой подачей. Концевые фрезы с высокой подачей максимизируют осевое истончение стружки и позволяют значительно увеличить скорость подачи. Еще одна популярная стратегия черновой обработки, когда скорость шпинделя не так высока, как хотелось бы, но при этом жесткость станка невелика, — это черновая обработка с врезанием.
— Используйте стратегии траекторий CAM, которые избегают «тирании угла» (подробнее о фрезах см. ниже). К таким стратегиям относятся стратегии с постоянным углом контакта инструмента, такие как объемная фреза или адаптивная очистка, трохоидальное фрезерование и нарезка или отслаивание углов.
— Поскольку настоящие шпиндели HSM предлагают гораздо более широкий диапазон оборотов, чем обычные шпиндели, HSM часто делает упор на выбор скорости шпинделя, которая максимизирует стабильные зоны фрезерования, где вибрация гораздо менее вероятна. Те же самые принципы защиты от вибраций могут быть применены к более низким скоростям шпинделя, просто у вас будет меньшая область оборотов, в которой можно найти стабильную зону, которая максимизирует производительность. См. нашу статью о вибрации, чтобы узнать больше о стабильных зонах фрезерования и роли скорости вращения шпинделя в вибрации.
— HSM потребует гораздо больше движений на вашем станке с ЧПУ для реализации вращающихся траекторий. Это предъявляет более высокие требования к контроллеру вашей машины. Многие контроллеры требуют включения функции HSM за дополнительную плату, прежде чем они смогут получить все преимущества траекторий инструментов HSM.
Итак, у вас есть небольшой арсенал стратегий для повышения производительности, используя идеи, полученные в мире HSM. Давайте немного подробнее остановимся на некоторых из них.
Радиальное утончение стружки при высокоскоростной обработке
Одной из первых проблем, с которой вы столкнетесь при попытке применить HSM с малой шириной резания (или шага), является радиальное утончение стружки. Мы написали подробную статью на эту тему, но для быстрого обзора рассмотрим следующую схему:
Вид вниз по оси фрезы показывает, как работает радиальное утончение стружки…
Обратите внимание, как малая ширина резания создает гораздо более тонкую стружку, чем полная глубокая резка. Каждый раз, когда ширина резания меньше половины диаметра фрезы, необходимо учитывать истончение стружки. Невыполнение этого требования означает, что вы не работаете с нагрузкой на микросхему, рекомендованной производителем. В лучшем случае вы оставляете деньги на столе, не сокращая так быстро, как можете. В худшем случае эта слишком тонкая стружка приводит к истиранию и полировке, что нагревает инструмент и значительно ускоряет его износ.
Кстати, такая геометрия утончения стружки возникает снова и снова. Вы можете думать о приведенной выше диаграмме как о взгляде вниз по оси концевой фрезы. Или вы могли бы рассматривать его как кончик фрезы со сферическим концом (да, здесь мы получаем истончение стружки другим способом!). Вы также можете думать об этом как о форме пластины, что помогает объяснить, почему фрезы с круглыми пластинами могут быть такими эффективными.
Тороидальная фреза Tormach использует круглые или пуговичные пластины для достижения лучших результатов…
Стандартные расчеты подачи и скорости станка не учитывают утончение стружки и все эти другие геометрические эффекты. Одной мысли о том, как они складываются, достаточно, чтобы у вас закружилась голова: неужели у сферического наконечника при малой ширине резания стружка истончается в двух разных измерениях?!??
Вам понадобится более мощный машинный калькулятор, такой как G-Wizard, чтобы определить правильные подачи и скорости, когда утончение стружки является важным фактором.
Высокоскоростная обработка позволяет избежать тирании угла
Освоив радиальное утончение стружки в качестве усовершенствования ваших подач и скоростей, есть еще одна проблема, которая ждет вас, прежде чем вы сможете должным образом освоить методы HSM. Это связано с тиранией угла. Каждый раз, когда ваш резак переходит от резки по прямой линии к изменению направления в углу, силы резания и зацепление фрезы возрастают. Это довольно легко увидеть на диаграмме:
Вход в угол удваивает зацепление фрезы…
Стрелка показывает направление резки, когда она проходит справа налево в угол. На диаграмме показано около 50% радиального зацепления. Как видите, перемещение в угол удваивает угол зацепления инструмента примерно с 90 до 180 градусов. Когда это происходит, усилие фрезы удваивается, способность удалять стружку уменьшается вдвое, а количество времени, которое флейта проводит в воздухе, где она может выделять тепло, также уменьшается вдвое. Это действительно очень сложная задача для закройщика, и шок от этого наступает очень внезапно, поскольку закройщику не нужно далеко отходить, чтобы полностью погрузиться в угол.
Практическим результатом всего этого является то, что рекомендуемые производителем подачи и скорости для инструментов основаны на необходимости сохранять некоторый запас прочности для углов — довольно большой запас прочности, исходя из того, что мы видим.
Долгое время мир ЧПУ имел дело только с Тиранией Углов. Была проделана некоторая работа по изменению скорости подачи, чтобы замедлить фрезу при входе в угол, но сделать это хорошо очень сложно. Включение поворота происходит так быстро, что замедление должно продолжаться задолго до поворота. Это мешает возможности повысить производительность, заставляя фрезу работать быстрее по прямым линиям. Что, если бы мы могли придумать стратегию траектории, которая бы гарантировала, что фреза никогда не должна будет входить в угол таким образом?
Эта стратегия траектории поддерживает постоянный угол контакта фрезы, что является сутью траектории высокоскоростной обработки. Добро пожаловать в новый, более производительный мир высокоскоростной обработки!
Насколько помогает избегать этих углов?
Возвращаясь к нашему примеру на снимке экрана выше, углы в 90 градусов означают TEA (угол зацепления инструмента) до 126 градусов. Несмотря на то, что у нас такой неглубокий срез (10% диаметра), это большая вовлеченность. Но если мы режем по прямой линии без углов, этот TEA падает до 36 градусов. Вау, представьте, насколько быстрее мы могли бы вести резак, если бы знали, что угол зацепления никогда не превысит 36 градусов? Если бы дело было только в соотношении TEA (это не так!), мы могли бы работать в 3,5 раза быстрее в траектории.
Так как же нам этого добиться?
Траектории трохоидального фрезерования и отслаивания или нарезки углов
Некоторые из первых попыток включают так называемые траектории трохоидального фрезерования и отслаивания (или нарезки) углов. Начнем с пилинга. Представьте себе такой угол:
Дуги траектории для очистки угла…
Предположим, что фреза движется в угол, а отклоняется от него по ряду дуг, а не врезается глубоко в угол. Каждая дуга «отслаивает» другой слой, а глубина резания в дугах регулируется в соответствии с уменьшенными усилиями резца, чтобы мы могли на полной скорости пройти через отслаивание. Вы видите, как Corner Peeling может помочь вам пройти этот угол быстрее, чем просто врезаться резаком?
Трохоидальное фрезерование имеет аналогичную концепцию. Возьмем в качестве примера слот, который очень требователен к вырезанию и заставляет нас замедляться. Предположим, у нас есть фреза, которая составляет 1/2 ширины паза в диаметре. Теперь у нас есть пространство для работы. Давайте рассмотрим это так же, как отслаивание угла, и выполним серию циклических движений, которые срезают маленькие корки паза, а не просто врезаются прямо в него большим резаком. Это трохоидальное фрезерование, разновидность высокоскоростной обработки.
Вот пример того, как это выглядит для нашего паза:
Трохоидальное фрезерование паза…
Существуют некоторые варианты, например, используем ли мы полные круговые петли или оставляем сторону отвода короче, делая маленькие буквы D. Выбор последнего зависит от разгонных возможностей вашей машины. D требует более быстрой и жесткой машины, в то время как петли могут быть немного более терпимыми к более медленным машинам.
Дело в том, что такие резы способны приводить инструмент в движение достаточно быстро, чтобы они могли превзойти большой фрезерный станок при съеме материала, особенно если у вас нет большой тяжелой машины с большой мощностью для резервного копирования. большой резак.
Каков следующий уровень усовершенствования этой идеи?
Постоянный угол контакта инструмента Траектории для HSM
Трохоидальное фрезерование и зачистка углов являются особыми случаями. Trochoids были созданы для работы с щелевидными узкими карманами, и, конечно же, Corner Peeling предназначен для углов. Первоначально мир CAM хотел решить HSM, взяв траектории, с которых они начали, и используя такие методы, чтобы избавиться от их слабых мест. Но вскоре люди начали думать о траекториях, которые просто никогда не создают угол, потому что они полагались на совершенно новые стратегии. Это траектории с постоянным углом контакта инструмента, которые известны под многими торговыми марками, такими как Volumill, Dynamic Milling или Adaptive Clearing. Все они создают сложные зацикленные траектории, когда фреза отклоняется от чрезмерного зацепления в самый последний момент.
Вот сравнение типичных HSM и обычных траекторий для одного и того же кармана, выполненного в GibbsCAM:
Сравнение того же кармана, выполненного с помощью HSM, и обычных траекторий в GibbsCAM, как показано в симуляторе ЧПУ GWE…
Вы можете видеть в обычной траектории есть много острых углов. Неудивительно, что HSM может работать намного быстрее!
Подачи и скорости высокоскоростной обработки
Вопрос в том, насколько быстрее может быть HSM? На самом деле, какие каналы и скорости следует использовать с HSM?
Долгое время помощи по каналам и скоростям не было. Поставщики CAM опубликовали различные отчеты о том, как быстро клиенты резали, но связать такие анекдоты с вашей собственной обработкой проблематично. По крайней мере, вы понятия не имеете, являются ли эти цифры базовыми или они были созданы вручную для изготовления конкретной детали методом проб и ошибок. Если они последние, они, скорее всего, потерпят неудачу, если вы подключите их к другой детали на другом компьютере с немного другим алгоритмом траектории инструмента HSM и так далее.
HSM — это тоже не то, что можно легко понять с помощью нескольких таблиц. К счастью, есть математические методы, которые работают для этого. В конце концов, HSM — это просто физика, а там, где есть физика, следует определенная степень предсказуемости. Хитрость заключается в том, чтобы проанализировать угол контакта инструмента, используемый для конкретного резания (который может быть получен с помощью калькулятора HSM из ширины резания) и использовать эту информацию вместе со знанием того, как рассчитать обычные скорости и подачи для «обратного хода». консерватизм применительно к обычным подачам и скоростям из-за углов. Необходимо учитывать два основных эффекта: отвод стружки и нагрев инструмента. Низкий TEA дает инструменту большую часть вращательного круга, в котором он охлаждается на воздухе или под воздействием охлаждающей жидкости.
G-Wizard имеет встроенный калькулятор HSM:
Резка HSM из алюминия 6061…
Показанный пример вырезки представляет собой концевую фрезу 1/2″ из алюминия 6061, радиальное зацепление 10%, как мы о чем мы говорили, и полная глубина резания 1″. Благодаря траектории инструмента HSM, которая гарантирует, что углы не будут срезаны, мы можем работать со скоростью 6747 об/мин при скорости подачи 125,8 дюймов в минуту. Это сокращение на 1,2 л.с. Без HSM (отключите флажок HSM в строке «Cut») скорость резки снижается до 4272 об/мин при скорости 34,89 дюйма в минуту, что составляет всего 0,3 л.с.
Скорость съема материала при использовании HSM примерно в 5 раз выше. Вам не нужно много думать, чтобы понять, почему эти траектории HSM стали почти незаменимыми для многих мастерских.
Вы также можете использовать G-Wizard, чтобы получить значения подачи и скорости для трохоидальных фрезерных пазов, и мы написали сообщение в блоге, чтобы рассказать вам, как именно.
Компромисс между стойкостью инструмента и производительностью при высокоскоростной обработке
Недавно я получил записку от клиента G-Wizard, который интересовался некоторыми проблемами износа инструмента, с которыми он сталкивался. У него было две траектории, одна траектория HSM (High Speed Machining) и одна обычная траектория. Он резал горячекатаную сталь твердосплавной концевой фрезой длиной 1/2″ и делал множество небольших карманов глубиной чуть более 1/2″. Окалина на горячекатаном прокате может быть жесткой для режущих инструментов, поэтому он решил удалить ее в первую очередь. Его вопрос касался стойкости инструмента после того прохода, который был выполнен другой фрезой.
Резка HSM была сделана путем предварительного засверливания входа, а затем вращения на скорости 2800 об/мин, загрузки стружки 0,005″ и уменьшения на 0,185″ на шаг. Шаг был 65%. Обычный рез выполнялся путем врезания по контуру и постоянного шага 0,045, а также гораздо более высокой стружечной нагрузки 0,014 дюйма и более высокой скорости вращения 4500 об/мин. Стойкость инструмента была намного выше, чем у обычного инструмента, поэтому его вопрос был в основном: «Почему чудо-траектория инструмента HSM не работает лучше?»
Это очень интересный случай, потому что он действительно раскрывает основные преимущества траекторий HSM по сравнению с обычными траекториями. Вот мой ответ ему:
Все дело в ступенчатом или радиальном зацеплении.
В высокоскоростной версии вы выполняете шаг 65%. В версии без HSM вы используете шаг 0,045 / 0,500 = 9%.
Так что нужно учитывать две вещи.
Во-первых, единственная разница между HSM и траекторией без HSM заключается в том, что HSM использует трюки, чтобы избежать радикального увеличения зацепления фрезы в углах. Для прямых углов и 50% шага вы переходите от 90 градусов к 180 градусам в углу, поэтому фреза работает в углу в 2 раза интенсивнее. Таким образом, путь HSM не должен работать так тяжело в поворотах, как ваш путь линейного движения, но в результате пути HSM у него нет других особых преимуществ.
Это подводит меня ко второму пункту.
С помощью G-Wizard мы можем преобразовать шаги в углы зацепления инструмента. Таким образом, шаг 65%, если мы все это введем, окажется равным 107 градусам. Это немного лучше, чем случай 180 градусов, но не сильно.
Если бы шаг 9% был выполнен с помощью траектории инструмента HSM, это было бы 34-градусное зацепление, что действительно начинает готовиться с огнем.
Причина, по которой этот угол зацепления так важен, связана с двумя факторами: удалением стружки и способностью инструмента охлаждаться. Довольно легко понять, как только мы начинаем думать об этих углах, почему они имеют значение. Если канавки инструмента закрыты только на 34 градуса из 360 полного оборота, они довольно широко открыты. Стружку легко убрать, а канавки проводят много времени на воздухе и охлаждающей жидкости, чтобы охладиться во время оборота. При 107 градусах времени намного меньше. Мы идем от только резки около 9% вращения до 30%. Резак работает как минимум в 3 раза больше.
Итак, давайте соберем все это вместе. Если бы мы резали только по прямой линии, каждая траектория инструмента была бы траекторией HSM, и не нужно было бы беспокоиться об углах. И из двух использованных вами пропилов пропил с шагом 0,045″ в 3 раза легче для фрезы. При прочих равных, скорость подачи может быть в 3 раза выше, стойкость инструмента может увеличиться в 3 раза при той же скорости и т. д. Это чрезмерное упрощение, но вы поняли идею.
В этом случае шаг на пути HSM был настолько близок к не-HSM в кармане с прямым углом (например, зацепление 107 градусов против 180 градусов), что вы не получили большого преимущества от пути HSM для срок службы инструмента.
FWIW, хороший начальный шаг, который можно попробовать для HSM, чтобы максимизировать срок службы инструмента, составляет 15%.
Но здесь есть более важный момент:
Измерение срока службы инструмента по времени упускает из виду производительность. Мы должны измерять срок службы инструмента в кубических дюймах снятого материала.
Верно? Мы используем инструмент для удаления материала. Если в течение срока службы инструмента удаляется гораздо больше материала, чем в каком-либо другом сценарии, но инструмент не прослужит столько же минут, тем лучше. Это означает, что инструмент снимает больше материала и делает это намного быстрее . Что может быть лучше?
Я упоминал об этом ранее, но для производства вы хотите оптимизировать скорость съема материала на траектории HSM. Функция CADCAM Wizard в G-Wizard делает это очень хорошо.
G-Wizard оптимизирует эти компромиссы для вас!
Вот то, чего не делает ни один другой Калькулятор подачи и скорости:
G-Wizard автоматически рассмотрит сотни сценариев, чтобы найти оптимальное сочетание глубины и ширины резания, которое максимизирует количество удаляемого материала в кубических дюймах при сохранении срока службы инструмента.
Вау! Представьте, как это может повлиять на производительность вашего магазина.
Вот видео демонстрация Wizards Cadcam’s G-Wizard, эта функция, которая делает этот аккуратный трюк:
Подробнее HSM Links
, когда скорость шпинделя является ограничением
Момент происхождения. Часто задаваемые вопросы по скоростной обработке (HSM)
Что такое высокоскоростная обработка (HSM)?
Высокоскоростная обработка — это набор методов, которые включают траектории с постоянным углом контакта инструмента, которые обеспечивают более высокие скорости вращения шпинделя и скорости подачи.
Каковы преимущества высокоскоростной обработки?
Основными преимуществами высокоскоростной обработки являются увеличение срока службы инструмента и сокращение времени цикла.
Когда использовать высокоскоростную обработку?
Высокоскоростная обработка может использоваться в большинстве случаев, когда требуется увеличить срок службы инструмента и сократить время цикла, но она особенно выгодна для обработки прочных материалов (таких как нержавеющая сталь и титан), а также в особых ситуациях, в которых трудно использовать инструменты, такие как микрообработка.
Рецепт домашних рогаликов — Sally’s Baking Addiction
Этот пост может содержать партнерские ссылки. Пожалуйста, ознакомьтесь с моей политикой раскрытия информации.
Перейти к рецепту
Этот простой рецепт домашних рогаликов доказывает, что вы можете приготовить восхитительно жевательные рогалики на собственной кухне, используя всего несколько основных ингредиентов и инструментов для выпечки!
Сегодня я научу вас делать домашние рогалики, используя всего несколько основных ингредиентов и кухонные принадлежности. Сегодня вы справитесь с любыми страхами перед дрожжами и выпечкой хлеба, и я здесь, чтобы помочь вам!
Бублики, крем-брюле, мягкие крендели с солью и горячие карманы с ветчиной и сыром. Что общего у этих продуктов? Каждое из них кажется очень сложным в приготовлении дома, но на самом деле это не может быть проще. Домашние рогалики вкуснее, дешевле, и вы заработаете право хвастаться выпечкой с нуля. ( PS: К каждому из этих рецептов есть видеоруководство!)
Видео: Как приготовить домашние рогалики
Вот видео, которое поможет вам в этом процессе.
Рогалики требуют постного теста
Первый шаг — приготовить тесто для рогаликов. Это то же самое тесто, которое вы используете для всех рогаликов, рецепт уже опубликован в моем блоге. Всего 5 ингредиентов.
Теплая вода: Жидкость для теста.
Дрожжи: Позволяет тесту подняться. Я рекомендую инстантные или активные сухие дрожжи.
Мука для хлеба: Для рогаликов необходима мука с высоким содержанием белка. Нам нужна плотная и жевательная текстура, а не мягкая и воздушная, как булочки с корицей. Хлебная мука — единственное решение!
Коричневый сахар: Пекарни используют сироп из ячменного солода, чтобы подсластить тесто для рогаликов – его может быть немного трудно найти, но коричневый сахар является прекрасной заменой.
Соль: Ароматизатор.
Обратите внимание, как там нет жира? Это называется постное тесто . Постное тесто идеально подходит для таких рецептов, как фокачча, тесто для пиццы, домашний хлеб и хлеб без замеса. Сладкий хлеб, такой как булочки с корицей, содержит жир для насыщенности и вкуса.
Тесто можно приготовить миксером или вручную. Замешивать тесто вручную обязательно. Тесто для рогаликов очень тяжелое и плотное, поэтому ваш миксер может слишком сильно вибрировать. Вы будете месить всего несколько минут, и вы можете посмотреть, как я это делаю в видео выше. После замеса теста дать ему подняться 60-90 минут. Обомните его, затем разделите на 8 частей и сформируйте рогалики.
Как лепить рогалики
Формовать рогалики проще, чем кажется. Проткните пальцем центр шарика теста, затем двумя пальцами расширьте отверстие примерно до 1,5–2 дюймов. Вот и все! На самом деле я не делаю ничего необычного, и рогалики не должны быть идеальными. Мои никогда!
Рогалики на водяной бане
Бублики необходимо готовить по 1 минуте с каждой стороны в кастрюле с кипящей водой. На самом деле это самый важный шаг во всем рецепте. Почему?
Варка рогаликов придает им красивый блеск. Но внешний вид — это еще не все — этот блеск на самом деле является результатом клейстеризации крахмала теста, что создает хрустящее блестящее покрытие. Я узнал об этом из Cooks Illustrated.
При варке рогаликов готовится внешний слой теста, что гарантирует сохранение формы в духовке.
Добавьте мед или ячменный солодовый сироп в водяную баню. Почему? Сахар добавляет дополнительную карамелизацию и хрустящую корочку . То же самое можно сделать и смазав вареные рогалики яичной смесью. Тоже не пропускай!
Домашние рогалики Разновидности
Простые рогалики: Следуйте приведенному ниже рецепту. Они превосходны в качестве основы для запеканки на завтрак.
Бублики с корицей и изюмом: Следуйте моему рецепту бубликов с корицей и изюмом.
Рогалики для всего: Следуйте моему рецепту рогаликов для всего.
Рогалики с кунжутными семечками: Используйте 1/3 стакана кунжутных семечек. После смазывания яйцом на шаге 9, накройте или обмакните каждый рогалик в начинку. Используйте больше по мере необходимости.
Рогалики с маком: Используйте 1/3 стакана мака. После смазывания яичной смесью на шаге 9 накройте или обмакните каждый рогалик в топпинге. Используйте больше по мере необходимости.
Соленые рогалики: Используйте 1/3 стакана крупной соли. После смазывания яичной смесью на шаге 9 накройте или обмакните каждый рогалик в топпинге. Они довольно соленые, поэтому не стесняйтесь добавлять соль поменьше.
Сырные рогалики (азиаго, чеддер и т. д.): Добавьте 1/2 стакана тертого сыра в тесто вместе с мукой. Смазав яйцом на шаге 9, посыпьте сыром.
Бублики с корицей: Добавьте 1 чайную ложку корицы в рецепт теста, приведенный ниже, при добавлении соли. Удвойте хрустящий хлеб с корицей. Смазав рогалики яичной смесью на шаге 9 ниже, положите на каждый из них корицу.
Некоторые читатели использовали этот рецепт рогаликов, чтобы приготовить рогалики из цельной пшеницы, заменив половину хлебной муки цельнозерновой мукой. Я не пробовал, но я использую цельнозерновую муку, когда делаю домашние английские кексы, еще один основной продукт для завтрака!
Смотрите свои домашние рогалики!
Многие читатели попробовали этот рецепт в рамках конкурса выпечки! Пишите нам по электронной почте или делитесь фотографиями рецептов в социальных сетях. 🙂
Распечатать
Рецепт домашних рогаликов
★★★★★ 4.9 из 410 отзывов
Автор: Салли
Время подготовки: 2 часа 10 минут
Время приготовления: 25 минут 903:00
Общее время: 3 часа
Выход: 8 рогаликов 1x
Категория: Хлеб
Метод: Выпечка
Кухня: Американская
border-color secondary-color.background-color»/>
Описание
Приготовьте свежие рогалики прямо дома с помощью проверенного рецепта теста. Не пренебрегайте водяной баней и яичным мытьем — и то, и другое обеспечивает дополнительную жевательную и золотисто-коричневую корочку.
1 и 1/2 чашки (360 мл) теплая вода (от 100 до 110°F, 38-43°C)
2 и 3/4 чайных ложки растворимых или активных сухих дрожжей *
4 чашки (520 г) мука для хлеба (ложка и разровнена), плюс еще для рабочей поверхности и рук*
1 столовая ложка сахарный песок или упакованный светлый или темный коричневый сахар (или ячменный солодовый сироп)*
2 чайные ложки соль
покрытие чаши: антипригарный спрей или 2 чайные ложки оливковое масло
яичный раствор: 1 яичный белок взбить с 1 столовой ложкой воды
Для кипячения
2 литра воды
1/4 стакана (60 г) мед (или сироп из ячменного солода)*
border-color secondary-color.background-color»/>
Приготовьте тесто: Смешайте теплую воду и дрожжи в чаше стационарного миксера, оснащенного насадкой-крюком для теста. Накройте и дайте постоять 5 минут. 903:00
Добавьте муку, коричневый сахар и соль. Взбивайте на низкой скорости в течение 2 минут. Тесто очень крутое и будет выглядеть суховатым.
Выложите тесто на слегка посыпанную мукой поверхность. Руками, слегка присыпанными мукой, вымесите тесто в течение 4-5 минут. Тесто слишком тяжелое, чтобы миксер мог его замесить!
Слегка смажьте большую миску маслом или антипригарным спреем. Поместите тесто в миску, переворачивая его, чтобы оно со всех сторон покрылось маслом. Накройте миску алюминиевой фольгой, полиэтиленовой пленкой или чистым кухонным полотенцем. Дайте тесту подняться при комнатной температуре в течение 60-90 минут или до удвоения размера.
Застелите два больших противня пергаментной бумагой или силиконовыми ковриками для выпечки.
Сформируйте рогалики: Когда тесто будет готово, обомните его, чтобы выпустить пузырьки воздуха. Разделите тесто на 8 равных частей. (Просто оцените на глаз – не обязательно, чтобы все было идеально!) Сформируйте из каждой части шарик. Надавите указательным пальцем на центр каждого шарика, чтобы сделать отверстие диаметром около 1,5–2 дюймов. Посмотрите видео выше для наглядности. Неплотно накройте сформированные рогалики кухонным полотенцем и оставьте на несколько минут, готовя водяную баню. 903:00
Разогрейте духовку до 425°F (218°C).
Водяная баня: Наполните большую широкую кастрюлю 2 литрами воды. Добавьте мед. Доведите воду до кипения, затем уменьшите огонь до среднего. Закидывайте рогалики по 2-4 за раз, убедившись, что у них достаточно места, чтобы плавать. Готовьте рогалики по 1 минуте с каждой стороны.
С помощью кулинарной кисточки смажьте яичной смесью верх и бока каждого рогалика. Поместите по 4 рогалика на каждый застеленный бумагой противень. Выпекать 20-25 минут, перевернув противень на полпути. Вы хотите, чтобы рогалики были темно-золотистыми коричневыми. Выньте из духовки и дайте рогаликам остыть на противнях в течение 20 минут, затем переложите на решетку до полного остывания. 903:00
Ломтик, тост, сверху, все, что вы хотите! Плотно накройте оставшиеся рогалики и храните при комнатной температуре в течение нескольких дней или в холодильнике до 1 недели.
Примечания
Заранее приготовить на ночь Инструкции: Приготовьте тесто, выполнив шаг 4, но дайте ему подняться в течение ночи в холодильнике, а не при комнатной температуре, в течение 60–90 минут. Медленный подъем придает рогаликам чудесный вкус! Утром выньте тесто из холодильника и дайте ему подняться в течение 45 минут при комнатной температуре. Перейдите к шагу 5. Я не рекомендую формировать рогалики накануне вечером, так как они могут слишком раздуться за ночь. 903:00
Заморозка Сделать заранее Инструкции: Запеченные рогалики чудесно замораживаются! Заморозьте их на срок до 3 месяцев, разморозьте на ночь в холодильнике или при комнатной температуре, а затем подогрейте по своему вкусу. Вы также можете заморозить тесто для бубликов. Обмяв тесто на шаге 6, плотно заверните его в пищевую пленку, а затем в слой алюминиевой фольги. Заморозка на срок до 3 месяцев. Оттаивайте в холодильнике в течение ночи, затем снова обомните тесто, чтобы вышли пузырьки воздуха. Продолжайте с оставшейся частью шага 6. 903:00
Специальные инструменты: настольный миксер с насадкой-крюком для теста, большие противни (мне нравятся такие ), большая кастрюля (я использую свою 5,5-литровую голландскую духовку), кисточка для выпечки.
Дрожжи: Используйте растворимые или активные сухие дрожжи. При использовании активных сухих дрожжей время подъема может составлять до 2 часов. 1 стандартный пакет — это примерно 2 и 1/4 чайных ложки, поэтому вам понадобится чуть больше 1 пакета дрожжей. Обратитесь к моему Руководству по выпечке с дрожжами, чтобы найти ответы на часто задаваемые вопросы о дрожжах.
Хлебная мука: Бублики требуют муки с высоким содержанием белка. Хлебная мука обязательна. Вот все мои рецепты с использованием хлебной муки, если вы хотите больше рецептов, чтобы использовать ее! В крайнем случае можно использовать универсальную муку, но рогалики будут на вкус хрупкими и не такими жевательными.
Ячменный солодовый сироп: Этот ингредиент может быть немного трудно найти, но он действительно придает рогаликам тот традиционный солодовый вкус, который мы все знаем и любим. Большинство магазинов натуральных продуктов продают его. Я предлагаю альтернативы, такие как коричневый сахар в тесте и мед в водяной бане; Я готовил рогалики с этими альтернативами И с сиропом из ячменного солода, и, честно говоря, мне нравятся обе версии. 903:00
Хлебопечка: Поместите ингредиенты для теста в форму машины. Запрограммируйте машину на тесто или вручную, затем запустите. Через 9-10 минут тесто будет достаточно крутым. Позвольте машине завершить свой цикл, затем продолжите рецепт.
Вручную: Если у вас нет миксера, вы можете смешать тесто в большой миске, а затем месить вручную в течение 10–15 минут.
Бублик Разновидности: См. сообщение в блоге выше для различных надстроек и начинок. Обратите внимание, что начинка добавляется после мытья яиц на шаге 9.. Некоторые читатели использовали этот рецепт рогалика, чтобы приготовить рогалики из цельной пшеницы, заменив половину хлебной муки цельнозерновой мукой. Я не пробовал, но дайте мне знать, если вы делаете!
Разделить пополам или удвоить: Этот рецепт теста можно сократить вдвое, просто разделив пополам все ингредиенты теста (не разделяя пополам воду или мед на этапе варки).
Коническая резьба используется при создании герметичных соединений технической направленности. Она востребована при прокладке гидравлических сетей, водонапорных линий, смазывающих и охлаждающих контуров.
В материале:
Дюймовая резьба
Пример обозначения
Метрическая резьба
Пример обозначения
Допуски
Коническая резьба для труб
Пример обозначения
Нарезание конической резьбы
Дюймовая резьба
Коническая дюймовая резьба нарезается согласно стандартам NPT/NPTF. Документация разработана в США, применима к трубам и арматурным элементам.
Рис. 1 Пример конической резьбы NPT/NPTF
ГОСТ 6111-52 на дюймовую коническую резьбу адаптирован под особенности зарубежного стандарта. Он носит название «Резьба коническая дюймовая с углом профиля 60 градусов», содержит исчерпывающие сведения о размерности и эксплуатационных качествах соединений. Документ применяется на всей территории СНГ.
Внешняя и внутренняя коническая резьба содержит трапециевидные зубья, расположенные под заданным углом. Элементы соединения плотно прилегают друг к другу, имеют высокую точность исполнения.
Рис. 2 Схематическое изображение конусной дюймовой резьбы
Американский стандарт содержит подробные таблицы с размерами. Они позволяют подготовить дюймовую резьбу, соответствующую установленным требованиям.
Таблица 1. Параметры резьбовых соединений NPTF
Таблица 2. Параметры резьбовых соединений NPTF
Пример обозначения
Обозначение конической резьбы по ГОСТ предполагает указание размерности в дюймах и сведений о ГОСТе.
Рис. 2а Пример обозначения наружной конической резьбы на чертеже
Рис. 2б Пример обозначения наружной конической резьбы на чертеже
Метрическая резьба
Размерность метрической резьбы конического типа измеряется в миллиметрах, регламентирована ГОСТ 25229-82. Дополнительная информация о работе с внутренней и наружной резьбой содержится в ГОСТ 9150-81.
Рис. 3 Профиль конусной метрической резьбы
На рисунке 3 представлен ряд обозначений:
d (D) – внешние диаметры наружной и внутренней резьбы;
d1(D1) – внутренние диаметры наружной и внутренней резьбы;
d2(D2) – средние диаметры наружной и внутренней резьбы;
φ – угол конуса;
φ/2 – угол уклона;
Р – шаг витков;
Н – высота витков.
Стандарт регламентирует размерность резьбы. В нем предусмотрена таблица с ключевыми характеристиками соединений.
Рис 4. Схематическое изображение резьбового соединения с параметрами длины
Пример обозначения
Метрическая коническая резьба обозначается следующим образом:
МК20х1,5 LH, где
М – метрическая резьба;
К – конический тип;
20 – диаметр резьбы в основной плоскости в миллиметрах;
1,5 – шаг резьбы;
LH – направление, в данном случае левое.
Рис 5. Пример обозначения наружной конической резьбы на чертеже
Рис 6. Пример обозначения внутренней конической резьбы на чертеже
Допуски
Стандарт жестко регламентирует осевое смещение. Для наружной резьбы параметр обозначается Δl1, для внутренней – Δl2.
Рис 7. Осевое смещение для конусных метрических соединений
Таблица 4. Осевое смещение для метрической конусной резьбы
Рис 8. Предельное отклонение для конусной метрической резьбы
Таблица 5. Предельное отклонение для метрической конусной резьбы
Коническая резьба для труб
Применение конической трубной резьбы гарантирует надежную фиксацию элементов, работающих под давлением. Узел не требует дополнительной герметизации, сохраняет функционал на протяжении всего срока службы.
Трубная коническая резьба имеет волнообразный профиль. Ее диаметр варьируется от 1/16 до 6 дюймов, количество витков – от 11 до 28. Нарезка резьбы производится по ГОСТ 6211-81. Аналогичным западным стандартом является BSW.
Рис. 9 Коническая трубная резьба
Таблица 6. Параметры конической резьбы для труб
Пример обозначения
Наружная коническая резьба обозначается буквой R, внутренняя – Rc. Рядом с обозначением указывается размерность в дюймах. Для резьбы левого типа добавляется специальная пометка – LH.
Рис. 10 Обозначение конической трубной резьбы
Нарезание конической резьбы
Нарезание конической резьбы возможно ручным и механизированным способом. В первом случае используются плашки и метчики. Инструмент имеет специальный профиль, позволяет создать качественное соединение при использовании подходящей заготовки и соблюдении технологии.
Рис. 11 Метчик для конической резьбы
Рис. 12 Плашка для конической резьбы
Работа в ручном режиме требует должной сосредоточенности и внимания. Она ориентирована на штучное изготовление деталей, не позволяет наладить серийный выпуск.
Механизированный способ подготовки резьбы предполагает применение профильного оборудования. Это обеспечивает высокую повторяемость и точность операций. Современные станки обладают обширными возможностями настройки, способствуют организации слаженного рабочего процесса.
Для приобретения металлорежущего инструмента обратитесь в магазин РИНКОМ. Мы предлагаем качественную продукцию отечественного и зарубежного производства, реализуем сопутствующие товары, востребованные при организации технологических процессов. Изделия поставляются в заводской упаковке, соответствует требованиям отраслевых нормативов.
Больше полезной информации
Полезные обзоры и статьи
Все статьи
4 октября 2022
Фрезерование уступов и пазов
3 октября 2022
Клупп для нарезания резьбы
31 августа 2022
Автомобильная резьба: разновидности и способы определения
1 августа 2022
Токарная резьба
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
Метрической конической (наружной и внутренней) МК6 — МК60 резьбы: диаметры, шаги, обозначения и основные размеры. Обычная коническая (по ГОСТ 25229-82). Обозначение соединения наружной конической с внутренней цилиндрической резьбой.
Раздел недели: Плоские фигуры. Свойства, стороны, углы, признаки, периметры, равенства, подобия, хорды, секторы, площади и т.д.
Поиск на сайте DPVA
Поставщики оборудования
Полезные ссылки
О проекте
Обратная связь
Ответы на вопросы.
Оглавление
Таблицы DPVA.ru — Инженерный Справочник
Адрес этой страницы (вложенность) в справочнике dpva. ru: главная страница / / Техническая информация/ / Оборудование/ / Фланцы, резьбы, трубы, фитинги….Элементы трубопроводов./ / Резьбы. Резьба на трубах. Резьба крепежная. Метрическая резьба — размеры, таблицы. Дюймовые резьбы — размеры, таблицы. Таблицы соответствия резьб. / / Метрической конической (наружной и внутренней) МК6 — МК60 резьбы: диаметры, шаги, обозначения и основные размеры. Обычная коническая (по ГОСТ 25229-82). Обозначение соединения наружной конической с внутренней цилиндрической резьбой.
Поделиться:
Диаметры, шаги, обозначения и основные размеры метрической конической (наружной и внутренней) резьбы МК6 — МК60. Обычная (по ГОСТ 25229-82). Обозначение соединения наружной конической с внутренней цилиндрической резьбой.
Элементы конической резьбы:
l — рабочая длина резьбы, l1 — длина наружной резьбы от торца до основной плоскости, l2 — длина внутренней резьбы от торца до основной плоскости
d и D — наружные диаметры соответственно наружной и внутренней резьбы;
d2 и D2 — средние диаметры соответственно наружной и внутренней резьбы;
d1 и D1 — внутренние диаметры соответственно наружной и внутренней резьбы;
j — угол конуса;
j/2 — угол уклона;
Р — шаг резьбы;
H — высота исходного треугольника
Диаметры, шаги и основные размеры метрической конической(наружной и внутренней) резьбы, мм
Диаметр резьбы*
Р, шаг
Диаметр резьбы в основной плоскости
Длина резьбы**
1-й ряд
2-й ряд
d=D
d1=D1
d2=D2
l
(рабочая)
l1
l2
6
8
10
—
1
6,000
8,000
10,000
5,350
7,350
9. 350
4,917
6,917
8,917
8
2,5
3
12
16
20
24
14
18
22
1,5
12,000
14,000
16,000
18,000
20,000
22,000
24,000
11,026
13,026
15,026
17,026
19,026
21,026
23,026
10,376
12,376
14,376
16,376
18,376
20,376
22,376
11
3,5
4
30
36
42
48
56
27
33
39
45
52
60
2
27,000
30,000
33,000
36,000
39,000
42,000
45,000
48,000
52,000
56,000
60,000
25,701
28,701
31,701
34,701
37,701
40,701
43,701
46,701
50,701
54,701
58,701
24,835
27,835
30,835
33,835
36,835
39,835
42,835
45,835
49,835
53,835
57,835
16
5
6
*При выборе диаметров резьб первый ряд следует предпочитать второму.
** Допускается применять более короткие длины резьб.
Обозначение резьбы: должно состоять из букв МК (для конической резьбы) или М (для внутренней цилиндрической резьбы), номинального диаметра, шага и номера стандарта (для внутренней цилиндрической резьбы), например:
МК20 х 1,5;
М20 х 1,5 ГОСТ 25229-82 — ! не соответствует основному шагу обычной метрической резьбы!
для левой резьбы после условного обозначения ставят буквы LH например:
МК20 х 1.5LH;
М20 х 1,5LH ГОСТ 25229-82.
Обозначение конического резьбового соединения соответствует принятому для конической резьбы. Соединение внутренней цилиндрической резьбы с наружной конической резьбой должно обозначаться дробью М/МК, номинальным диаметром, шагом и номером стандарта, например:
М/МК20 х 1,5 ГОСТ 25229-82,
М/М20 х 1,5 Н ГОСТ 25229-82.
Поиск в инженерном справочнике DPVA. Введите свой запрос:
Дополнительная информация от Инженерного cправочника DPVA, а именно — другие подразделы данного раздела:
Поиск в инженерном справочнике DPVA. Введите свой запрос:
Если Вы не обнаружили себя в списке поставщиков, заметили ошибку, или у Вас есть дополнительные численные данные для коллег по теме, сообщите , пожалуйста.
Вложите в письмо ссылку на страницу с ошибкой, пожалуйста.
Коды баннеров проекта DPVA.ru Начинка: KJR Publisiers
Консультации и техническая поддержка сайта: Zavarka Team
Проект является некоммерческим. Информация, представленная на сайте, не является официальной и предоставлена только в целях ознакомления. Владельцы сайта www.dpva.ru не несут никакой ответственности за риски, связанные с использованием информации, полученной с этого интернет-ресурса. Free xml sitemap generator
Классы внутренней и внешней резьбы ANSI
Классы внутренней и внешней резьбы ANSI
Крепеж и Меню проектирования резьбы ISO Технические данные аппаратного обеспечения ANSI Аппаратные технические данные Меню механики/сопротивления материалов
Классы резьб указаны для обозначения желаемая величина допусков и монтажная посадка. Классы резьбы выводятся из формул, в которых средний диаметр допуски основаны на приращениях основного (номинального) диаметра, шага и длина зацепления резьбы. Эти формулы и идентификация классов применяются только к серии Unified threads.
Есть три класса внешних (1А, 2А и 3А) и внутренних резьбы (1В, 2В и 3В). Характеристики и типичные Применение каждого класса выглядит следующим образом:
Классы 1A и 1B: Эти классы являются наиболее свободными в том смысле, что наибольший люфт или зазор в сборке. Это используется для работ, где наиболее важна простота сборки и разборки важные, такие как болты печи и другие общие грубые болты и орехи.
Классы 2A и 2B: Эти классы указаны для типичного уровня пригодности коммерческих продукты, такие как крепежные винты и крепежные детали, где взаимозаменяемость требуется разумное качество и предсказуемость подгонки. Эти классы чаще всего используются для коммерческих и аэрокосмические приложения.
Класс 2AG: Это Применение указано для обеспечения быстрой сборки и допускают применение смазки или остаточного роста из-за высокотемпературного расширения. В этих приложениях указана буква G, чтобы указать, что когда резьба покрыта, допуск и размер резьбы могут не может быть превышено таким покрытием.
Классы 3А и 3B: Эти классы указаны для высокого качества коммерческие, прецизионные приложения и продукты, такие как как крепежные винты, где требуется плотная или плотная посадка.
Резьба примеры спецификации:
4-40 UNC-2B или .112-40UNC — 2B
1/4 — 20 UNC-2A или 0,25020 UNC-2A
10-32 УНФ-2А или 0,190-32 УНФ-2А
7/16 — 20 UNRF-2A или 0,4375 — 20 UNRF-2A
2 — 12 УН-1А или 2. 000 — 12 УН-1А
1/4 — 20 UNC-3A-LH или 0,25–20 UNC-3A-LH (LH = левый)
Родственный
Таблица размеров и допусков внутренней резьбы ANSI
Диаметр шага и класс посадки
Техническую группу KATO часто просят объяснить различия в различных классах подходят как для дюймовой, так и для метрической резьбы, а также как они соотносятся с узлами резьбовых вставок. Так, мы решили посвятить эту статью этой теме, создав простое объяснение, которое мы думаю, будет полезным инструментом для наших дистрибьюторов, а также для конечных пользователей наших вставок. Мы будем сосредоточьтесь на диаметре делительной окружности и на том, как диапазон допусков влияет на класс посадки.
Рисунок 1A: Диаметр воображаемого цилиндра
Давайте сделаем небольшой шаг назад и определим шаг резьбы. Шаг — это расстояние от точки на винте резьбы до соответствующей точки на следующей резьбе, измеренной параллельно оси резьбы, см. рис. 1b
Шаг (в дюймах) = 1/ (количество витков на дюйм) Пример: 4-40 UNC: P= 1/40 = 0,025 дюйма
Шаг метрической резьбы также является расстоянием от резьбы до соответствующих точек резьбы, за исключением того, что расстояние от резьбы до резьбы измеряется в миллиметрах (мм). И размеры метрической резьбы также выражены иначе, чем дюймовой резьбы.
Пример: Размер резьбы M10x1,5
Шаг (в мм) = 1,5
Класс посадки:
Рис. малый и делительный диаметры детали с внутренней или внешней резьбой. Мы сосредоточимся на допусках диаметра шага, чтобы не усложнять задачу. Обычно за размером резьбы следует цифра и буква, обозначающие класс посадки. На дюймовых размерах, цифра 2 или 3 обозначает класс посадки, а буквы «А» или «В» обозначают соответственно наружную или внутреннюю резьбу. Резьбы класса 2А и 2В обычно относятся к коммерческому качеству. Этот класс посадки имеет более широкий диапазон допусков. и предназначен для общего использования крепежа.
Резьба класса 3A и 3B считается прецизионной, а иногда и аэрокосмической. Этот класс посадки имеет более жесткий допуск и предназначен для применений, где требуется точность и точность резьбы. необходимы. Поскольку для получения этих более точных допусков необходимы прецизионное оборудование и контрольно-измерительные приборы, производственные затраты являются следствием определения этого класса посадки.
Во многих случаях необходимо компенсировать напыление на резьбовом отверстии или вставке, используя метчики STI с большим делительным диаметром. Производитель метчика делает это, указывая больший «предел H» на метчике, в зависимости от величины компенсации, необходимой для покрытия. толщина. Каждый предел H представляет собой 0,0005 дюйма больше основного диаметра шага.
Наилучший способ визуализации различий в классах посадки винтовой резьбы показан на гистограмме на рис. 2. В этом примере показана Пределы делительного диаметра для стандартной внутренней и наружной резьбы ¼-28 UNF.
Для метрической резьбы используется другая система допусков на средний диаметр. И эта система немного сложнее, чем та, что используется для дюймовой резьбы. Класс допуска состоит из степени допуска и позиции допуска. Класс допуска определяется числом, которое контролирует шаг допуски на диаметр (и диаметр вершины). Диаметр вершины – это наибольший диаметр наружной резьбы, меньший диаметр внутренней резьбы. нить. Положения допусков обозначаются буквами, заглавными буквами для внутренней резьбы и строчными буквами для наружной резьбы.
Пример:
Класс точности
Тип резьбы
Диаметр шага
Диаметр гребня
Наружная резьба
4ч5ч
Внутренняя резьба
4H5H
Если допуски на шаг и диаметр вершины совпадают, обозначение записывается только один раз. Например; 4h5H нужно записывать только как 4H. С метрической резьбы, больший номер класса допуска указывает на более широкий диапазон допуска.
1. Виды взаимозаменяемости Согласно рекомендациям ИСО взаимозаменяемость- пригодность одного изделия (процесса или услуги) для использования вместо другого изделия в целях выполнения одних и тех же требований к точностным параметрам является одним из основных условий взаимозаменяемости. Виды взаим-сти: ВЗМ А)Полная (взаим-ть, которая обеспечивает возможность беспригонной сборки (или замены при ремонте) любых независимо изготовленных м заданной точностью однотипных деталей. Такой вид ВЗМ возможен только тогда, когда размеры, форма присоед.поверхн., механич., электр. и др. качественные и колич-ные хар-ки деталей и узлов после изготовления находятсяв заданных пределах. И собранное из этих деталей и узлов изделие соотв-ет техн-ким требованиям. При этой ВЗМ появляется возможность автомат-ного процесса, возможность конвеерной сборки, упрощается ремонт. Возможна кооперация предпр-тий по выпуску изделий) Б)Неполная ( ВЗМ, при которой для обеспечения необходимой точности изделия предусм-тся некоторые конструкторские особенности узла или вводятся дополнит. технологич. операции по сборке или ремонту. Применятся в том случае, если для заданных эксплуатц-ных треб-ний необходимо изготовление детали или сбор.ед с малыми, эконом-ки невыгодными и технолог-ки сложновыполн. допусками. Для обеспечения требуемой точности сборки применяются доп-ные операции, т.к называется селиктивная сборка(доводка, пригонка) Кроме того , в конструкцию вводятся доплн-ные регулировочные элементы и компенсаторы. Неполная ВЗМ осуществляется не по всем, а только по отдельным геометрич-ким или другим парметрам. В) Внутреняя ( ВЗМ, при которой все или некоторые детали, узлы, механизмы входяшие в сложное готовое изделие взаимозаменяемы. Для подшипников качения внутреннюю ВЗМ имеют наружные или внутренние кольца, тела качения-шарики, ролики) Г)Внешняя ( ВЗМ сборочных единиц, а также кооперируемых и покупных изделий (монтируемых в более сложные). По размерам, форме присоед-мых поверх-тей, эксплуатац-ным показателям, параметрам. Для силового агрегата в сборе- это замена двигателя, который будет осущ-тся по размерам, форме присоед-мых поверх-тей и эксплуатац-ным показателям, т. к мощность, частота вращения вала и др.) Д) Функциональная ( вид ВЗМ, при котором возможны не только сборка и замена при ремонте любых деталей, узлов, механизмов, но и обеспечение их необходимых эксплуатац-ных показателей и параметров. Зубчатое колесо кроме, способности без подгонки занять своё место в узле, должна передавать заданный крутящий момент, иметь определённое передаточное отошение, заданный ресурс работы).
2 . Дать основные понятия о допусках и посадках Нулевая линия- линия, соответствующая некоему размеру, от которой откладываются отклонения размеров при указании допусков и посадок. Все линии чертежа — нулевые. Размер этот называется номинальным размером. Предельное отклонение- разность между предельным (наиболее отклоняющимся) и номинальным размером. Верхнее отклонение= верхнее предельное отклонение -разница между номинальным и наибольшим предельным размером. Нижнее отклонение= нижнее предельное отклонение — разница между номинальным и наименьшим предельным размером. Поле допуска- диапазон размеров, ограниченный верхним и нижним отклонением от нулевой лини. Положение поля допуска обозначают: Для отверстиz: Прописные (большие) буквы латинского алфавита: A, B, C, CD, D…… Для вала: строчные (маленькие) буквы латинского алфавита: a, b, c, cd…… Посадка- характер соединения двух деталей, определяемый разностью их размеров до сборки. Номинальный размер посадки- размер, общий для отверстия и вала, составляющих соединение. Вид посадки определяется взаимным расположением полей допусков отверстия и вала и их размерами. Различают три группы посадок: подвижные (с зазором), неподвижные (с натягом) и переходные (возможен зазор или натяг). Зазор образуется в результате положительной разности между размерами диаметра отверстия и вала. Если эта разность отрицательна, то посадка будет с натягом. Посадка с зазором-посадка, реализация которой всегда приводит к образованию зазора в соединении, т.е наименьший предельный размер отверстия больше предельного размера вала или равен нулю. Зазор-разность между размерами отверстия и вала, если размер отверстия больше размера вала. Различают наибольшие и наименьшие зазоры и натяги. Наибольший зазор — это положительная разность между наибольшим предельным размером отверстия и наименьшим предельным размером вала Наименьший зазор — положительная разность между наименьшим предельным размером отверстия и наибольшим предельным размером вала. Натяг- разность между размерами вала и отверстия до сборки, если размер вала больше размера отверстия. Посадка с натягом-посадка, при которой образуется натяг в соединении, т.е наибольший предельный размер отверстия меньше предельного размера вала. Наибольший натяг—положительная разность между наибольшим предельным размером вала и наименьшим предельным размером отверстия. Наименьший натяг— положительная разность между наименьшим предельным размером вала и наибольшим предельным размером отверстия. Сочетание двух полей допусков (отверстия и вала) и определяет характер посадки, т. е. наличие в ней зазора или натяга. Системой допусков и посадок установлено, что в каждом сопряжении у одной из деталей (основной) какое-либо отклонение равно нулю. В зависимости от того, какая из сопрягаемых деталей принята за основную, различают посадки в системе отверстия и посадки в системе вала. Посадки в системе отверстия — это посадки, в которых различные зазоры и, натяги получают соединением различных валов с основным отверстием. Посадки в системе вала— посадки, в которых различные зазоры и натяги получают соединением различных отверстий с основным валом. Нормальная температура- допуски и предельные отклонения, установленные стандартом, относятся к размерам деталей, при температуре 20®С. Основные принципы построения систем допусков и посадок: 1)принцип предпочтительности; 2) принцип измерений при н.у.; 3) принцип ограничения предельных контуров; 4) принцип формализации отпусков; 5) принцип увязки допусков с эффективными параметрами; 6) принцип формирования эффективных параметров; 7) принцип установления уровней относительной точности;
3. Сопрягаемые и несопрягаемые , охватываемые и охватывающие поверхности.
Сопрягаемые поверхности- это поверхности по которым происходит соединение деталей, по форме сопрягаемые поверхности бывают:
Гладкие цилиндрические
Конические
Соединение призматических элементов детали
Шлицевые соединения
Сферические
Резьбовые соединения
Квалифицируются : по степени свободы, взаимного перемещения деталей различают:
Неподвижные, неразъемные соединения.
Неподвижные разъёмные
Подвижные
Несопрягаемые поверхности— это поверхности по которым не происходит соединение деталей.
Посадка- это характер соединения 2-х деталей , определяемые разностью их размеров до сборки.
Посадка с зазором- это посадка реализация которой всегда приводит к образованию зазора в соединение , т. Е. наименьший предельный размер отверстия (Dmin) больше наибольшего предельного размера вала (dmax) .
При графическом изображении посадки с зазором поле допуска отверстия расположено под полем допуска вала
5 .Посадка с натягом – Это посадка при которой всегда образуется натяг соединения т.е. наибольший предельный размер отверстия меньше наименьшего предельного размера вала Dmax<dmin
При графическом изображении поле допуска отверстия расположено под полем допуска вала.
Различают наименьший натяг
Nmin=dmin-Dmax
Наибольший натяг
Nmax=dmax-Dmin
6. Переходная посадка-это посадка при которой возможно получения как зазора так и натяга. в зависимости от действительных размеров отверстия и вала.
7) Действительный размер- размер элемента установленный путём измерения с допускаемой погрешностью (обозначается-D;d)
Предельный размер-два допустимых размера предмета. Они бывают:
Наибольший предельный размер-Dmax; dmax
Наименьший предельный размер-Dmin; dmin
Номинальный размер- размер относительно которого определяется отклонение.
8) ЕСДП — называется совокупность допусков и посадок закономерно построенных на основе опыта, теоретических и экспериментальных исследований и оформленных в виде стандартов.
ЕСДП позволяет устранить произвол в выборе посадок, это дает возможность стандартизировать режущий и измерительный инструмент.
Система распространяется на гладкие цилиндрические элементы и элементы ограниченные II плоскостями.
Поля допусков линейных размеров указывают на чертежах: а) условными (буквенными) обозначениями, например Ø50H6, Ø32f7, Ø10g6;
б) числовыми значениями предельных отклонений, например Ø
;
в) буквенными обозначениями полей допусков с одновременным указанием справа в скобках числовых значений предельных отклонений (рис. 1, а, б)
г) посадки сопрягаемых деталей и предельные отклонения размеров деталей, изображенных на сборочных чертежах, указывают дробью, в числителе которой приводится буквенное обозначение или числовое значение предельного отклонения отверстия либо буквенное обозначение с указанием справа в скобках его числового значения, а в знаменателе — аналогичное обозначение поля допуска вала (рис. 1, в, г).
10.Система допусков и посадок – называется закономерно построенная совокупность допусков и посадок.
Введение ЕСДП обеспечивает единое оформление тех. документации, единый парк инструментов, калибров и технологической оснастки, взаимозаменяемость деталей и различных покупных сборочных единиц для комплектации и сборки различных машин, взаимовыгодную торговлю. Система распространяется на сопрягаемые и несопрягаемые цилиндрические элементы и элементы ограниченные параллельными плоскостями.
Система ЕСДПпредназначена для выбора минимально необходимых и достаточных для практики вариантов допусков и посадок типовых соединений деталей и машин.
Основное отклонение — это одно из 2-х придельных отклонений (верхнее или нижнее) определяющее положение поля допуска относительно нулевой линии. Для всех полей допуска расположенных ниже нулевой линии основным (ближайшим) отклонением является верхнее отклонение(ES или es).Для полей допусков расположенных выше нулевой линииосновным (ближайшим) отклонением являетсянижнее (EIили ei). Всего для валов и отверстий предусмотрено по 28 рядов основных отклонений которые обозначаются буквами латинского алфавита, прописной для отверстий и строчной для валов.
От А до Н — это зазоры.
От J до N — это переходные посадки.
От Р до Z — это натяги.
Система допусков и посадок распространяется на размеры до 40 тыс. мм. Указанный диапазон размеров разбит на группы:
1) до 500 мм.
2) от 500 до 3150 мм.
3) от 3150 до 10000 мм.
4) от 10000 до 40000 мм.
Промежуточные интервалы введены для отклонений образующих посадки с большими натягами и зазорами. Для получения более равномерных зазоров и натягов промежуточные интервалы начинаются с 10 мм.
4) Три типа посадок, схемы расположения полей допусков и характеристики этих посадок. Примеры обозначения посадок на чертежах.
3 вида обозначений на чертежах:
1) Ø20g6
2) Ø20-0,020-0,007(друг над другом)
3) Ø20g6(-0,020-0,007)
Посадки: с зазором, с натягом, переходные.
Посадки с зазором: для посадок с зазором основные отклонения A(a) – H(h). Квалитеты IT5-IT12.
В посадке с зазором отверстие больше вала.
Посадка с зазором в системе отверстия.
Ø20 H7/g6
TS=Smax-Smin=TD+Td=41-7=34=21+13=34
Посадка с зазором в системе вала.
Ø20 G7/h6
TS=Smax-Smin=TD+Td=41-7=34=21+13=34
Посадки с натягом: для посадок с натягом основные отклонения – P(p) – Zc(zc). Квалитеты IT5-IT12.
В посадке с натягом вал больше отверстия.
Посадка с натягом в системе отверстия.
Ø20 H7/s6
TN=Nmax-Nmin=TD+Td=48-14=34=21+13=34
Посадка с натягом в системе вала.
Ø20 S7/h6
TN=Nmax-Nmin=TD+Td=56-22=34=21+13=34
Посадки переходные: для посадок переходных основные отклонения – Js(js), J(j), K(k), M(m), N(n). Квалитеты IT5-IT12.
Посадка переходная в системе отверстия.
Ø20 H7/js6
TSN=|Smax|+|Nmax|=TD+Td=27.5+6.5=34=21+13=34
Посадка переходная в системе вала.
Ø20 Js7/h6
TSN=|Smax|+|Nmax|=TD+Td=23.5+10.5=34=21+13=34
5) Три типа посадок в системе отверстия. Схемы расположения полей допусков и примеры обозначения посадок в системе отверстия на чертежах.
Посадки: с зазором, с натягом, переходные.
Посадки с зазором: для посадок с зазором основные отклонения A(a) – H(h). Квалитеты IT5-IT12.
В посадке с зазором отверстие больше вала.
Посадка с зазором в системе отверстия.
Ø20 H7/g6
TS=Smax-Smin=TD+Td=41-7=34=21+13=34
Посадки с натягом: для посадок с натягом основные отклонения – P(p) – Zc(zc). Квалитеты IT5-IT12.
В посадке с натягом вал больше отверстия.
Посадка с натягом в системе отверстия.
Ø20 H7/s6
TN=Nmax-Nmin=TD+Td=48-14=34=21+13=34
Посадки переходные: для посадок переходных основные отклонения – Js(js), J(j), K(k), M(m), N(n). Квалитеты IT5-IT12.
Посадка переходная в системе отверстия.
Ø20 H7/js6
TSN=|Smax|+|Nmax|=TD+Td=27.5+6.5=34=21+13=34
3 вида обозначений на чертежах:
1) Ø20g6
2) Ø20-0,020-0,007(друг над другом)
3) Ø20g6(-0,020-0,007)
Допуски на вал/отверстие для зазоров и посадок с натягом
Engineering Fits
Кажется, что даже самые простые инженерные решения могут быть чрезвычайно сложными и сложными. Почти каждая механическая система включает в себя какое-либо соединение отверстия с валом, и в зависимости от конкретного применения машины может быть указано бесчисленное количество различных посадок. К счастью, имея надлежащие инструменты и знания о стандартизированных допусках на валы и отверстия, конструктор может построить что угодно: от посадок с натягом для установки центровочных штифтов до посадок с рабочим зазором для подшипников скольжения.
Зазор до посадок с натягом
Первый принцип, который следует усвоить, — это обозначение посадки соединения вал/отверстие. Обозначение посадки варьируется от посадки с зазором до посадки с натягом. Это интуитивно понятная концепция: посадка с зазором определяет посадку, при которой всегда будет зазор в соединении между сопрягаемым валом и отверстием. Даже при максимальном допуске вала и минимальном допуске отверстия вал сможет свободно проходить через сопрягаемое отверстие. И наоборот, посадка с натягом — это посадка, при которой всегда будет перекрытие в соединении между указанным сопрягаемым валом/отверстием, даже при минимальных значениях состояния материала, допускаемых валом, и максимальных значениях, допускаемых значениями допуска отверстия (т. отверстие и наименьший вал). Эта концепция проиллюстрирована на рисунке ниже как для посадки с зазором, так и для посадки с натягом.
Рис. 1. Иллюстрация посадок с зазором и с натягом (Источник изображения: Обсерватория MMT) посадка с натягом или с зазором в зависимости от фактических размеров изготовленных деталей. Существуют и другие обозначения соединений, которые существуют как дополнительные подразделения трех основных классификаций: посадки с зазором, переходная посадка и посадка с натягом.
Как определить соответствие
После того, как основные определения будут поняты, проектировщик должен ознакомиться с общими рекомендациями, доступными для определения классификации соответствия для желаемого применения. Очевидно, что если соединение должно иметь возможность скользить или перемещаться, для таких применений, как механизм с опорным подшипником, следует указать какой-либо тип посадки с зазором. И наоборот, посадка с натягом, вероятно, потребуется, если относительное перемещение вала в отверстии недопустимо, положение вала должно точно контролироваться, посадка должна быть способна передавать вес и/или деталь не нужно разбирать для цели технического обслуживания. Переходную посадку можно использовать где-то посередине этих двух крайностей, когда в соединении допускается небольшое движение, чтобы облегчить сборку и разборку деталей.
Указание посадки
Стандартизированная номенклатура фитингов для вала/отверстия различает посадки на основе отверстия и на основе вала. Посадки представляют собой двухзначные буквенно-цифровые обозначения, где посадки основания отверстия отмечены заглавной буквой (H7), а посадки основания вала отмечены строчной буквой (h7). Это самая важная концепция, которую следует помнить при сортировке спецификаций посадки на вал/отверстие. Второй важной концепцией, на которую следует обратить внимание, является то, что посадки могут быть указаны с использованием либо отверстия, либо вала в качестве основной опорной базы. Это означает, что посадки можно задавать по существующим отверстиям или валам, что важно знать для целей проектирования, но в большинстве случаев решение о том, как построить соединение, исходя из контрольной точки вала или отверстия, остается за конструктором.
Отсюда идет процесс определения подгонки; в зависимости от посадки существуют различные возможные пары отверстий/валов. Например, при использовании базы отверстия H7 в качестве эталона для сильной посадки с натягом будет использоваться спецификация вала t6. Следовательно, спецификацию соединения можно просто описать как соответствие H7t6. Две сводные таблицы для эталонных посадок отверстий и валов показаны ниже, чтобы лучше проиллюстрировать концепцию.
Рис. 2. Таблица часто используемых фитингов (подробные таблицы допусков посадок, а также многие другие ресурсы доступны в каталоге продукции MISUMI для валов. Эти ресурсы предоставляют проектировщику все, что необходимо для проектирования высокотехнологичной посадки для любого приложения.)
Эти классификации числовых посадок являются ключом, открывающим расчетные допуски посадки. Каждое обозначение отверстия и вала имеет требуемый диапазон допусков в зависимости от номинального размера отверстия и/или вала. Эти два диапазона допусков, взятые вместе, полностью характеризуют посадку и контролируют размеры как отверстия, так и вала.
Заключение
Хотя можно сказать гораздо больше обо всех различных обозначениях посадок и идеальном времени для использования каждого из них в различных механических приложениях, это краткое изложение тем должно дать инженеру-конструктору достаточно понимания, чтобы начать работа с таблицами посадок, указание посадок и получение значений допусков посадок для использования в расчетных допусках и исследованиях выравнивания.
Слишком тугие или идеальные? Когда использовать прессовую посадку в сборке
Время прочтения: 5 мин.
Адаптация ко многим ситуациям, идеальное выравнивание деталей, простота установки, но формирование прочной связи — я мог бы описать либо прессовую посадку, либо вашу любимую пару джинсов. . У запрессовок так много замечательных функций, что вы можете задаться вопросом, почему они не заменяют все другие соединения.
Правда в том, что зауженные джинсы подходят не для всех случаев: как и у узких джинсов, у посадки с натягом есть свои плюсы и минусы (в отличие от узких джинсов, зауженные джинсы никогда не выйдут из моды). Итак, каковы ключевые аспекты прессовой посадки и подходят ли они для вашего применения?
Без прессовой посадки в пластике
Глядя на посадку с натягом, проще всего начать с однозначного нет: Никогда не используйте прессовую посадку в пластике. Почему? Два слова: холодная ползучесть.
Прессовая посадка зависит от постоянного напряжения и трения. В стали, если вы вставите большой штифт в отверстие, они останутся вместе на неопределенный срок. Но пластик будет течь под постоянным напряжением, что в конечном итоге приведет к исчезновению напряжения и, следовательно, трения. Как джинсовая ткань на вечеринке в стиле black tie, это никогда не бывает хорошей идеей.
Расчет силы в посадках с натягом
Отбросив этот негатив, давайте рассмотрим правильное использование прессовых посадок. Как уже упоминалось, метод сборки основан на том, что две детали пытаются занять одно и то же место. Но сколько помех правильно?
Опять же, подумайте о подгонке джинсов: немного тесные — это хорошо; слишком туго, и вы рискуете получить невозможную посадку или выглядеть как Бибс. (Примечание для «белиберов»: вы можете пропустить статью до конца. Мне нечему вас учить.)
В отличие от джинсов, мы можем точно рассчитать, насколько плотной должна быть посадка с натягом. Для простоты расчетов будем использовать установочные штифты (другие запрессовки требуют непомерной механической обработки). Используйте общие таблицы для определения помех; хотя возможно отклонение, это хороший базовый уровень. Но как узнать, достаточно ли интерференции, чтобы скрепить части вашего дизайна?
Мы скоро перейдем к формуле, но давайте начнем с ментальной модели. Когда штифт вдавливается в отверстие, штифт давит радиально наружу, пытаясь восстановить свой первоначальный диаметр, в то время как отверстие вдавливается радиально внутрь, также пытаясь восстановить свой первоначальный диаметр (не так ли?). Напряжение этих двух частей, прижимающихся друг к другу, дает нам нормальную силу, которая вместе с коэффициентом трения позволяет нам рассчитать результирующее удержание.
В качестве практического примера посмотрите на стальной штифт, запрессованный в стальную пластину с номинальным диаметром полдюйма и глубиной один дюйм. (Почему номинальный? Поскольку штифт немного больше, а отверстие немного меньше, таким образом, номинальный — полдюйма только по названию.) Полудюймовый штифт стандартной серии имеет диаметр 0,5002 дюйма — две десятитысячных больше размера. При рекомендуемом минимальном размере отверстия 0,4995 дюйма мы получаем 0,0007 дюйма диаметрального натяга. Это может показаться небольшим, но, как вы сейчас увидите, на самом деле это довольно много.
Какое давление между деталями? Мы можем рассчитать это, используя:
Где P — давление, r — номинальный радиус, E — модуль Юнга (sub h = отверстие; sub p = штифт), v — коэффициент Пуассона, а δ — радиальная интерференция. (половина диаметральной интерференции).
И как только у нас есть давление, мы вычисляем площадь и используем коэффициент трения между двумя частями, чтобы определить осевую удерживающую силу как:
F = μ . pmax (источник)
В нашем примере с полудюймовым штифтом при использовании модуля Юнга 210 ГПа, коэффициента Пуассона 0,292 и коэффициента трения 0,30 результирующая осевая сила составляет около 45 кН — немного больше, чем вес автомобиля Форда. F350 (кстати, отличное место, чтобы надеть любимые джинсы). Удивительно, правда?
Для сравнения, полудюймовый болт может удерживать более чем в два раза больше. Однако с помощью болта можно просверлить отверстие с допуском по диаметру 0,020 дюйма. При прессовой посадке, если ваше отверстие больше на 0,0007 дюйма, у вас вообще не будет помех, поэтому допуски становятся чрезвычайно важными. Что подводит нас к следующей области обсуждения…
Допуски и ограничения по соосности
Незначительное вмешательство приводит к огромной силе. А осевая удерживающая сила не только удерживает ваши детали вместе, но и является силой, необходимой для сборки. Вам нужно быть очень осторожным при указании прессовых посадок, иначе вы рискуете сломать гидравлический пресс. Этот жесткий допуск на механическую обработку также является одной из основных причин, по которой вам следует избегать запрессовки при обычной промышленной сборке — это не подходит для DFM/DFA.
Вы можете использовать калькулятор здесь, чтобы найти минимальную удерживающую силу и максимальную силу сборки с различными диаметральными допусками на отверстиях. Однако диаметр — не единственный допуск, который следует учитывать: штифты часто поставляются парами, поэтому также учитывайте расстояние между штифтами.
Загрузите наш бесплатный калькулятор прессовой посадки здесь!
Второе правило прессовой посадки: не более двух штифтов за операцию сборки. Еще лучше использовать только одну посадку с натягом и совместить детали с помощью второго штифта с натягом. Если вы должны использовать два штифта с прессовой посадкой, обязательно используйте допуск GD&T с первым отверстием в качестве базы для второго отверстия, чтобы свести к минимуму ошибку между двумя элементами.
Подобные материалы и температурные ограничения
Еще одно важное правило природы: все сжимается на холоде, но не все материалы сжимаются с одинаковой скоростью. Это важно при проектировании прессовых посадок — используйте одинаковые материалы только в том случае, если детали будут испытывать колебания температуры.
Допустим, вы использовали алюминиевый штифт номиналом один дюйм в отверстии детали из нержавеющей стали 410 с диаметром натяга 0,0007 дюйма. Насколько он может остыть, прежде чем усадка полностью сведет на нет интерференцию?
Глядя на коэффициенты линейного расширения в двух частях, мы можем видеть, что на каждый градус Фаренгейта детали охлаждаются, алюминий с ЧПУ будет сжиматься примерно на 0,0000125 дюйма / дюйм, в то время как сталь сожмется менее чем вдвое. 0,0000055 дюйма/дюйм. Если детали будут собраны под углом 75 градусов, а затем доведены до минус 25 градусов, вы потеряете всю удерживающую силу прессовой посадки. Поэтому при проектировании прессовых посадок используйте материалы с аналогичным тепловым расширением.
Чрезмерные ограничения и альтернативные соединения
Кажущаяся сила прессовой посадки — то, что они и находят, и соединяются — также является слабостью. Вместо того, чтобы самостоятельно рассчитывать необходимую точность и необходимую прочность, эти две функции переплетаются, создавая кошмар машиниста размерности до десятитысячных (или до микрона, для тех, кто по ту сторону океана). Хотя у пресс-подгонки есть свои ограничения, не отчаивайтесь: у современного дизайна есть много альтернатив.
Для традиционного использования прессовой посадки, когда штифты соединяют детали и точно фиксируют их, в лучших конструкциях используются штифты со скользящей посадкой для самоустановки и болты для соединения деталей.
Китайские инверторные сварочные аппараты — стоит ли покупать?
Главная » Сварочные аппараты » Модификации » Сварочный инвертор производства Китая
0
Опубликовано: 23.03.2017
Когда возникает необходимость покупки лёгкого и практичного инвертора, становится важной страна производства и технические характеристики оборудования. Есть некоторые предубеждения, иногда вполне обоснованные, относительно качества азиатской продукции. Но немногим известно, что европейские бренды, в том числе и российские, латвийские и итальянские реализуют инверторы сварочные именно китайского производства. Важно выбрать аппарат заводского изготовления, основываясь на мнении специалистов и популярности модели, а мы окажем вам помощь в этом непростом процессе.
Оглавление:
Виды сварочного процесса
Достоинства и недостатки китайских инверторов
Популярные инверторы и их характеристики
Итоги
Виды сварочного процесса
Сварочные инверторы используются для выполнения широкого спектра работ, здесь и сварка углеродистой и нержавеющей стали, и различных сплавов всевозможной толщины. От материала зависит выбор вида и режима сварочного процесса, а чтобы определиться с моделью аппарата, нужно понимать — на какие типы сварочных работ он рассчитан. Существуют следующие основные способы соединения деталей, заложенные в конструкцию изделия, а именно:
метод сварки ММА постоянным или переменным током (АС/DC), покрытыми плавящимися электродами диаметром от 1,6 до 5 мм;
способ TIG+ММА, включающий в себя сварку тугоплавким вольфрамовым электродом с ручной подачей проволоки и в среде инертного, препятствующего окислению, газа и методом ММА;
метод MIG/MAG+ММА, который позволяет вести работу в среде инертного или активного газа с автоматической подачей сварочной проволоки к месту соединения заготовок и ММА.
Важно при выборе изделия точно понимать, какой именно метод сварки вам нужен, чтобы не переплачивать за ненужные вам функции.
Достоинства и недостатки китайских инверторов
К недостаткам китайских сварочных агрегатов многие потребители причисляют ненадёжную сборку, некачественные детали и дешёвые комплектующие с подделкой под марки известных, мировых производителей. Это распространённое заблуждение имеет очень мало общего с современным оборудованием заводской сборки. Дело в том, что немецкие, итальянские и российские инженеры разрабатывают надёжные электрические схемы, с использованием качественных полупроводниковых элементов, а в КНР их только собирают. Почти любой китайский сварочный инвертор имеет в основе разработку профессиональных специалистов, поэтому имеет следующие преимущества:
недорогая рабочая сила даёт возможность реализовывать изделия по низким ценам, что не означает потери в качестве;
современные конструкторские идеи позволяют использовать в аппаратах такие функции, как форсаж дуги, антизалипание электродов и горячий старт;
элементная база, от надёжных производителей, обеспечивает регулируемые характеристики выходных параметров при работе в импульсных режимах;
малый вес и наличие надёжной вентиляции;
широкий диапазон питающих напряжений, обеспечивающий стабильность выходных параметров при перекосах в сети;
гарантия на некоторые модели китайских инверторов достигает 5 лет;
надёжная сборки и хорошая комплектация.
Популярные инверторы и их характеристики
О качестве того или иного изделия можно судить по спросу, которым оно пользуется. Потребителя сложно обмануть, поскольку он всегда старается сделать оптимальный выбор из огромного количества предложений. Спрос на китайские сварочные аппараты является стабильным, благодаря хорошим потребительским свойствам. Рассмотрим характеристики некоторых моделей, которые представлены китайскими производителями под следующими торговыми марками:
модельный ряд Сварог;
инверторы под бредом Аврора;
сварочные аппараты Фоксвельд;
оборудование Фубаг;
сварочные инверторы Ресанта.
Характерным для этих аппаратов является дешевизна, устойчивая работа и хорошие технические характеристики, а также надёжная элементная база. Особенностью любых инверторов является использование их в определённых внешних температурных условиях.
Нужно учесть, что производитель рекомендует производить работы в диапазоне от -15о С до +40о С, что связано с тепловым режимом работы полупроводниковых элементов.
Для примера, рассмотрим характеристики сварочного инвертора Сварог ARC 160 PFC. Технология PFC позволяет подключать аппарат к однофазной сети от 90 В до 240 В и выдаёт сварочный ток от 10 А до 160 А, при возможности работы от переносного генератора. Сварку можно производить и в режиме TIG, при наличии баллона и горелки, кроме того, вес изделия равен 6,4 кг и класс защиты IP21. Имеет высокий коэффициент мощности и КПД, набор дополнительных функций, а гарантийный срок в 5 лет говорит о высокой надёжности инвертора.
Модель китайского аппарата Ресанта САИ 190 при напряжении питания от 140 В до 260 В, потребляет 5,5 кВт и способна выдавать ток от 10 А до 190 А. Обладает туннельной вентиляцией и варит покрытыми электродами диаметром от 1,6 до 5 мм, оснащён функциями горячего старта и антизалипания, вес 4,53 кг. Надёжная элементная база делает возможной гарантию в 2 года.
Итоги
Сергей Одинцов
tweet
Стоит ли покупать китайские сварочные инверторные аппараты?
Большинство пользователей сходятся во мнении, что при приобретении инверторных моделей сварочного оборудования следует особое внимание обращать на производителя продукции. Хорошо зарекомендовали себя аппараты, изготовленные в странах ЕС: Германии, Франции и Италии. И это не удивительно, так как при производстве неукоснительно придерживаются высокого качества сборки.
В отличие от европейских моделей, о китайских сварочных инверторных аппаратах нет единого мнения. Судя по отзывам, впечатления от работы на китайском сварочном оборудовании от восторженного до крайне негативного. Что ожидать от производителя этой техники, и какие особенности необходимо учитывать.
Какой китайский сварочный инвертор выбрать
Основным преимуществом, которое имеют китайские сварочные инверторные аппараты, является привлекательная стоимость. При небольшой цене сохраняются все функциональные возможности, которые есть у аналогичного оборудования европейского и отечественного производителя. Эта составляющая часто и оказывается решающим фактором, который склоняет чашу весов в сторону таких моделей.
И действительно, для начинающего мастера, китайский инвертор является оптимальным решением, конечно при условии, что он будет соответствовать, по крайней мере, минимальным требованиям относительно качества и производительности.
Чтобы не ошибиться, выбирая китайские сварочные инверторы, следует обращать внимание на следующее:
Производитель – нельзя все китайские инверторы обвинить в отсутствии качества. Так, некоторые компании занимаются исключительно сборкой конструкций по лицензии более именитого производителя из Западной Европы. Пример тому компания Ресанта (выходец из Латвии) или тот же Сварог, который хоть и пропагандируется как отечественная продукция, все же изготавливается на базе китайского завода. Совершенно ясно, что инверторные сварочные аппараты из Китая могут быть высокого качества при условии заводской сборки и контроля над качеством западной компании, курирующей процесс производства.
Внешние признаки некачественной сборки – определить, что выбранную модель не следует приобретать, можно несколькими способами. Опытные мастера советуют, перед приобретением включить установку и дать ей поработать на холостом ходу несколько минут. Неприятный запах паленого пластика лучший индикатор, что приобретать аппарат не стоит. Качественный китайский сварочный инвертор имеет подробную инструкцию по эксплуатации, в том числе и на русском языке без грамматических ошибок.
Отзывы потребителей – еще один достаточно достоверный способ узнать о качестве аппарата, почитать то, что о нем пишут другие пользователи, успевшие поработать на нем.
Подделка под известные бренды. Если говорить об отзывах, то больше всего негатива связано с некачественной подделкой оборудования под отечественные образцы техники. Всевозможные Ритмы, Темпы и другие аппараты, в инструкции которых заявлено о сборке в пределах РФ, но на самом деле являющимися плохо замаскированными кустарными китайскими образцами.
Наличие сервисного центра с круглосуточной поддержкой, является хорошим доказательством, что сварочный инвертор китайского производства можно приобретать, без страха быть обманутым.
Особенности сварочных инверторов из Китая
Китайские сварочные аппараты инверторного типа имеют уже сложившуюся репутацию. И, несмотря на большое количество негативных отзывов, продукцию азиатских концернов продолжают приобретать в больших количествах. В чем причина этого?
Привлекательная стоимость – один из существенных моментов. И действительно, в первую очередь покупатель обращает внимание именно на ценовой критерий. Редко кто еще перед посещением магазина техники планирует приобрести модель определенного производителя, больше ориентируясь на стоимость оборудования. А в этом отношении китайские производители сварочных инверторов не имеют конкуренции, предлагая установки на 10-15% дешевле, чем отечественные аналоги.
Неплохие заявленные характеристики – необходимо учитывать, что заводская продукция имеет достаточно приемлемое качество. Особенно это касается компаний, которые работают под началом более именитых брендов. В моделях заводской сборки заявленная мощность и другие параметры полностью соответствуют фактическим.
Наличие дополнительных функций. Понимая, что китайский инверторный сварочный аппарат имеет, не без причины, плохую репутацию, производитель пытается привлечь покупателя всевозможными дополнительными опциями. Можно встретить обычный инвертор с возможностью подключения установки для аргонно-дуговой сварки, системами горячего старта, импульсной сварки и т. д.
Все вышеперечисленные факторы указывают на то, что покупать китайское инверторное оборудование необходимо с осторожностью. Если предлагается неизвестная и подозрительная установка, следует отказаться от ее приобретения.
Но фирменные инверторы с заводской сборкой отличаются высоким качеством и одновременно привлекательной стоимостью. А в условиях нестабильной экономической ситуации такая покупка может стать оптимальным решением.
Но перед ее приобретением, конечно в официальном центре, необходимо учесть все возможные риски, а также преимущества. В таком случае можно ожидать, что инвертор прослужит долго и будет соответствовать всем параметрам, изложенным в технической документации.
Топ-10 брендов сварочного оборудования в Китае (обновлено в 2022 г.)
Самая ранняя современная технология сварки появилась в конце 19 века, сначала дуговая сварка и сварка в кислородном газе, а затем контактная сварка.
В начале 20 века, с началом первой и второй мировых войн, возникла большая потребность в дешевых и надежных способах соединения военной техники, что способствовало развитию технологии сварки.
Сегодня, с широким применением сварочных роботов в промышленности, исследователи по-прежнему глубоко изучают суть сварки и продолжают разрабатывать новые методы сварки для дальнейшего улучшения качества сварки.
Отечественные и зарубежные специалисты считают, что к 2020 году технология сварки по-прежнему будет важным технологическим средством в обрабатывающей промышленности.
Это точный, надежный и недорогой метод с использованием высокотехнологичных соединительных материалов.
В качестве необходимого оборудования в промышленном секторе сварочное оборудование широко используется во всех сферах жизни.
Таким образом, выбор сварочного оборудования также является звеном, которое высоко ценится предприятиями.
Если вы ищете сварочное оборудование, какая марка подойдет? Тогда список десяти лучших марок сварочного оборудования можно использовать в качестве ориентира при покупке.
1. CRC-Evans
Основанная в США, компания запустила эффективную систему автоматической сварки трубопроводов в 1969 году. Это всемирно известный бренд оборудования для сварки трубопроводов, принадлежащий Стэнли Байде и CRC Evans из США.
Многие филиалы CRC Evans образуют крупную компанию в мировой отрасли трубопроводов, объединяя поставки оборудования для строительства трубопроводов и субподрядные работы по проектированию.
У компании есть офисы по всему миру, чтобы предоставить широкий спектр инфраструктуры и самые богатые ресурсы в отрасли для каждого заказчика проектов наземных и морских трубопроводов.
Имеет более 130 патентов и играет важную роль в разработке многих наиболее эффективных технологий в отрасли.
Все оборудование производится в соответствии со стандартной системой управления, прошло международно признанную сертификацию ISO9001:2008 и соответствует собственной политике качества CRC Evans.
Запросить цену
2.
PRI
Основанная в 1984 году, это профессиональная организация, занимающаяся научно-техническими исследованиями/производством оборудования и техническими услугами в области нефте- и газопроводов.
В 1999 году компания запустила в производство первое отечественное конвейерное всепозиционное автоматическое сварочное оборудование.
Китайский научно-исследовательский институт трубопроводов нефти и природного газа Co., Ltd. разработала оборудование для автоматической сварки серии cpp900, оборудование для механизированного покрытия швов, оборудование для автоматических испытаний, оборудование для цифровых радиографических испытаний Dr, инструменты для динамического развертывания с высоким крутящим моментом, полиуретановое покрытие без растворителей. , низкотемпературное покрытие швов и другое современное отечественное оборудование и продукты.
Запросить цену
3. XIONGGU
Это высокотехнологичное предприятие, занимающееся поставкой оборудования для сварки трубопроводов для монтажных и производственных предприятий, а также поставщик сварочного оборудования, в основном занимающийся сварочным оборудованием для трубопроводов.
Компания Xionggu, основанная в 1992 году и имеющая штаб-квартиру в Чэнду, стране изобилия, на протяжении многих лет занимается поставкой оборудования для сварки трубопроводов для монтажных и производственных предприятий.
Штаб-квартира имеет производственную базу площадью 24000 квадратных метров и более 50 сотрудников отдела исследований и разработок.
Основное оборудование: всепозиционный трубопроводный автомат для сварки, инверторный сварочный аппарат, аппарат для дуговой сварки внутреннего сгорания.
Запросить предложение
4. LINCOLN ELECTRIC
Основанная в 1895 году в США, компания является известным производителем сварочного оборудования и многонациональным предприятием, занимающимся проектированием, разработкой и производством оборудования для дуговой сварки.
Lincoln Electric Company, основанная в 1895 году, является многонациональным предприятием, специализирующимся на проектировании, разработке и производстве изделий для дуговой сварки.
Компания со штаб-квартирой в Кливленде, штат Огайо, США, зарегистрирована на фондовой бирже NASDAQ.
Запросить цену
5. ESAB
С 1904 года компания является производителем сварочного и режущего оборудования и материалов, а также профессиональным производителем решений для сварки.
Компания colfa приобрела его в 2012 году.
Esab — ведущий мировой производитель сварочного и режущего оборудования и материалов.
Являясь ведущим мировым производственным предприятием, Esab создала всемирно известное инновационное оборудование и решения, основываясь на собственных знаниях и богатом опыте, и активно учитывала предложения и мнения потребителей.
История Esab — это история развития сварочной промышленности.
В 1904 году Оскар Кьельберг, основатель Esab, разработал электрод с покрытием и основал компанию Esab.
С тех пор Esab помогает всей сварочной отрасли создавать свою историю с инновациями и строгими стандартами.
На протяжении более чем 100 лет с момента основания компании Esab стремилась к поиску инновационных и прогрессивных методов обслуживания клиентов, благодаря чему Esab стала ведущим мировым поставщиком сварочной продукции и передовых систем резки.
Запросить цену
6. Polysoude
Основанная во Франции, компания является дочерней компанией группы GWT, специализирующейся на решениях для рельсовой, автоматизированной и роботизированной сварки, и пользуется мировой репутацией в области сварки TIG для рельсов.
Компания Polysoude, основанная в 1960-х годах, специализируется на исследованиях и разработках и производстве аппаратов для сварки труб, аппаратов для сварки трубных досок, а также другого оборудования для автоматической аргонно-дуговой сварки TIG, оборудования для автоматической наплавки, систем роботизированной сварки и систем плазменной сварки.
Связанное чтение: MIG против сварки TIG
Продукты широко используются в атомной энергетике, тепловой энергетике, аэрокосмической, нефтяной и нефтехимической, фармацевтической и пищевой промышленности / машиностроении.
Применяемые материалы: нержавеющая сталь, углеродистая сталь, сплав на основе титана и никеля и т. д.
Это пионер в области трековой сварки в мире и бесспорное глобальное предприятие в отрасли сварки труб во всех положениях.
Более чем 60-летний опыт профессионального производства оборудования для сварки рельсовых и кольцевых швов, а также инженерный опыт не имеют себе равных в других компаниях.
В настоящее время имеется два производственных филиала в США и Китае, с представительствами и сервисными учреждениями в 45 странах и регионах мира.
Запросить цену
7. Fronius
Основанное в Австрии в 1945 году, это высокотехнологичное предприятие, в основном занимающееся разработкой, производством и продажей сварочных инверторных источников питания. Он известен тем, что предоставляет полные наборы решений и превосходные услуги по сварке.
Австрийская компания Frontius является известным производителем сварочного оборудования в Европе и ведущим предприятием в области сварки в мире.
С момента своего основания в 1945 году компания занимается разработкой инновационных продуктов для сварочных аппаратов.
Компания разработала первый сварочный аппарат с кремниевым выпрямителем и первый сварочный аппарат с цифровым инвертором.
С 1945 года компания Fronius занимается разработкой сварочных аппаратов с инновационными комплексными решениями для дуговой сварки и контактной сварки.
Запросить цену
8. HUAHENG
Компания была основана в 1995 году.
Основным направлением деятельности являются исследования и разработки, производство и продажа сварочного оборудования для автоматизации.
Как поставщик комплексных решений для автоматизации сварки, продукция компании в основном включает комплекты сварочного роботизированного оборудования, специальное оборудование для автоматизации сварки и оборудование для сварки труб во всех положениях, и широко используется в таких областях производства оборудования, как машиностроение, нефтехимическая промышленность. , железнодорожный транспорт, горное машиностроение, судостроение, аэрокосмическая и военная промышленность, а также другие важные отрасли народного хозяйства.
После более чем десяти лет развития компания сформировала полную производственную цепочку, объединяющую дизайн, исследования и разработки, технологические процессы, единичные изделия, комплекты оборудования, автоматические производственные линии и послепродажное обслуживание, и стала лидером в технологиях, брендах, талантах, услугах, предприятиях контроля качества с сильными конкурентными преимуществами с точки зрения проектного опыта и проведения крупных национальных научно-технических проектов по автоматизации роботов.
Запросить цену
9. KAIYUAN
Компания, основанная в 1993 году, входит в состав Tangshan Kaiyuan Group.
Это одна из первых компаний, специализирующихся на производстве автоматических сварочных аппаратов в Китае.
В основном занимается проектированием, производством и продажей систем резки и дуговой сварки, интеллектуальных производственных систем и цифровых мастерских.
Запросить цену
10. NAEC
Компания была основана в 2012 году и занимает площадь 50000 квадратных метров.
Это высокотехнологичное предприятие, занимающееся поставкой передового оборудования для сборки трубопроводов для энергетического строительства в стране и за рубежом.
Обладая передовым опытом в непрерывных исследованиях и разработках продуктов автоматизации и своей команде, она предоставляет комплексное оборудование для сборки трубопроводов для нефтяной, нефтехимической, химической, морской техники, морской техники, атомной энергетики, тепловой энергии, энергии ветра, гидроэнергетики и других областей.
Группы клиентов по всему Китаю и Ближнему Востоку, Европе, Африке, Южной Америке, Юго-Восточной Азии и других странах.
Запросить предложение
Заключительные мысли
Я надеюсь, что перечисленные выше десять марок сварочного оборудования помогут вам в выборе сварочного оборудования.
Если у вас есть какие-либо вопросы, пожалуйста, перейдите в область комментариев и напишите свои мысли.
Китайские инверторные сварочные аппараты Baby
02-10-2021
#1
Детские китайские инверторные сварочные аппараты
Купил один из этих маленьких китайских инверторных сварочных аппаратов, просто чтобы посмотреть, что они из себя представляют. Я должен признать, что до сих пор я довольно поражен. Я использовал его, чтобы построить несколько креплений для фронтального погрузчика, который я поставил на свой трактор. Сгорело несколько стержней 3/32 дюйма 6013. Я не сомневаюсь, что 1/8-дюймовые стержни тоже сгорят. Менее чем за 100 долларов это красиво и портативно. Иногда я просто не могу добраться до своего старого трансформаторного сварочного аппарата в магазине.
Craftsman 230/140 AC/DC Miller HF-251D-1 Плазменный резак Millermatic 130 Linclon 40 А Приспособления для резки и сварки Hypertherm Max 20 O/A Воздушный компрессор Ingersoll 5 л.с.
Ответить с цитатой
02-10-2021
#2
Re: Детские инверторные сварочные аппараты Китая.
Да, у меня все еще есть инверторный сварочный аппарат Tooliom 135S 4lb. Он будет работать с 1/8-дюймовыми 6011-ми и едва хватит мощности для 1/8-дюймовых 7018-х при ~ 112-115 А. Симпатичный лил жук. У вас 120В или 240В?
Первый на WeldingWeb, у которого есть знак прокрутки!
У меня 240 вольт. У меня есть генератор на 10 000 Вт, который я могу повесить сзади трактора, чтобы сваривать в любом месте на своем участке.
Craftsman 230/140 AC/DC Miller HF-251D-1 Плазменный резак Millermatic 130 Linclon 40 А Приспособления для резки и сварки Hypertherm Max 20 O/A Воздушный компрессор Ingersoll 5 л.с.
Ответить с цитатой
11.02.2021
#4
Re: Детские инверторные сварочные аппараты Китая.
Да, на 120 В они становятся совсем худыми, потому что напряжение дуги действительно падает. На 240 В они не так уж плохи для базовой портативной сварки.
Первое место на WeldingWeb с прокручивающимся знаком!
Это юбилей NAA/1953. У меня тоже есть Workmaster 1960 651.
Craftsman 230/140 AC/DC Miller HF-251D-1 Плазменный резак Millermatic 130 Linclon 40 А Приспособления для резки и сварки Hypertherm Max 20 O/A Воздушный компрессор Ingersoll мощностью 5 л.с.
Да, они становятся довольно безвольными на 120 В, потому что напряжение дуги действительно сбивает. На 240 В они не так уж плохи для базовой портативной сварки.
Чуть лучше китайские инверторы на 120 вольт неплохо работают на 120 вольт.. Мне понравился маленький Ironton от Northern tool.. Нельзя кидать все машины в одну лодку на 120 вольт.. Самые нижние питатели страдаю на 120 вольт.. Если вы придерживаетесь стержня 3/32 в 7018, некоторые работают так же, как и на 240 вольтах..
Эсаб/Лорх ET-220i Тележка esab 160i Эсаб CV353 Эсаб 875 Кормушки Thermal LM-200/ Lincoln Тепловой 60i- 3 фазы Привод двигателя Thermal Pro Power Пак 50 Термал 15с ИНЕ 1500 Рукоять Lincoln 250
Ответить с цитатой
22-02-2021
#9
Re: Детские инверторные сварочные аппараты Китая.
Первоначально написал Brand X
Чуть лучше 120-вольтовые китайские инверторы неплохо работают на 120-вольтах. Мне понравился маленький Ironton от Northern tool.. Вы не можете бросить все машины в одну лодку на 120 вольт..Самые нижние фидеры страдают от 120 вольт..Если вы придерживаетесь стержня 3/32 в 7018, некоторые работают так же, как и при 240 вольтах..
Мой работает немного холоднее на 120В, но работает хорошо.
Первый на WeldingWeb, у которого есть знак прокрутки!
Некоторые из небольших 160-амперных устройств категории 120/240 с PFC хорошо справляются со всеми электродами 5/32 и ниже при напряжении 240 В. 1/8 и меньше на 120В. Очень впечатляет на удлинителях и генераторах даже на 120В.
Мне еще предстоит найти устройство лучше, чем мой 240, единственный маленький блок INE. Он точно на шаг выше, чем Thermal 161. У Джима есть такой, и он намного лучше, чем его Esab 161i. У него также был мой Old Sanrex TS-160. ,Thermal не имеет выходной мощности Esab на 120 вольт, но это все же лучшая машина, работающая как с стержнем 3/32 7018. мой Thermal LM-200 по-прежнему может быть моим фаворитом, очень легко настроить силу дуги для основных различий в типе дуги. иметь шкалу от 0 до 100 просто и эффективно. Это почти то же самое, что и MST-400, только с меньшим выходом и лучше с меньшими проводами.
Эсаб/Лорх ET-220i Тележка esab 160i Эсаб CV353 Эсаб 875 Кормушки Thermal LM-200/ Lincoln Тепловой 60i- 3 фазы Привод двигателя Thermal Pro Power Пак 50 Термал 15с ИНЕ 1500 Рукоять Lincoln 250
Ответить с цитатой
25-02-2021
#12
Re: Детские инверторные сварочные аппараты Китая.
Мой дядя купил очень похожий на тот, что в ОП. У него не было даже провода заземления.
Он использовал его примерно для 2 кг удилищ, прежде чем он умер на днях.
Вы получаете то, за что платите…
Золотое правило Мерфи: у кого есть золото, тот и устанавливает правила.
Ответить с цитатой
27-02-2021
№13
Re: Детские инверторные сварочные аппараты Китая.
Первоначально написал hdonly0
Это юбилей NAA/1953. У меня тоже есть Workmaster 1960 651.
У меня есть 860 1955 года, который был использован (жестко) на свалке …. потребовалось немного усилий, чтобы вернуть его из мертвых, но, мальчик, они удобны! Мне повезло, и я получил действующий ВОМ…
Что это на задней части твоего NAA?
Ответить с цитатой
03-06-2021
№14
Re: Детские инверторные сварочные аппараты Китая.
Первоначально Послано Munkul
Мой дядя купил очень похожий на тот, что в ОП. У него не было даже провода заземления.
Он использовал его примерно для 2 кг удилищ, прежде чем он умер на днях.
Вы получаете то, за что платите…
Да, почти всегда так!
Первый на WeldingWeb, у которого есть знак прокрутки!
В предыдущем разделе были определены макроэкономические натурально-стоимостные формы, или показатели общественного воспроизводства национальное богатство, совокупный общественный продукт, продукция I и II подразделений, межотраслевая затратно-результатная структура МОБ, национальный доход и услуги нематериального производства. Экономической основой их выделения служили общественно необходимые затраты труда, выражаемые стоимостью товаров, гомогенность, то есть однотипность, их натуральных форм и характер использования материальных благ в процессе простого и расширенного общественного воспроизводства.
[c.345]
Товары предварительного выбора можно разделить на гомогенные (однородные) товары и гетерогенные (неоднородные). Покупатель рассматривает гомогенные товары предварительного выбора как одинаковые по качеству, но достаточно различные по цене. При их покупке он должен иметь возможность поторговаться с продавцом. Однако при выборе одежды, мебели и других гетерогенных товаров предварительного выбора свойства товара часто важнее, чем цена. В силу этого продавец гетерогенных товаров предварительного выбора должен предлагать широкий ассортимент для удовлетворения индивидуальных вкусов и иметь штат высококвалифицированных продавцов для предоставления информации и советов покупателям.
[c.505]
Товары можно классифицировать несколькими различными способами. С точки зрения длительности использования и материальности товары делятся на товары кратковременного пользования, товары длительного пользования и услуги. В категории потребительских товаров товары делятся на товары повседневного спроса (основные товары, товары, приобретаемые под воздействием импульса, товары крайней необходимости) товары предварительного выбора (гомогенные и гетерогенные) товары особого спроса и товары пассивного спроса. В категории товаров промышленного назначения товары делятся на три категории материалы и детали (сырье — продукция сельскохозяйственного производства или природные материалы, полуфабрикаты и детали) капитальное имущество (стационарные сооружения и вспомогательное оборудование) и вспомогательные материалы и услуги (вспомогательные материалы, эксплуатационные и ремонтные материалы, эксплуатационные и ремонтные услуги, консультационные услуги).
[c.537]
Из степени дифференциации товара однородная, гомогенная
[c.30]
Однородность (гомогенность) продуктов. Небольшие фирмы выпускают одинаковый, стандартизированный товар (или однородный продукт). В этом случае, если фирма пожелает продать апельсины по более высокой цене, чем другие, то она опять-таки потеряет своих клиентов. И, наоборот, фирмы, поставляющие апельсины разных сортов, могут продавать их по разным ценам, а потребители заплатят больше за апельсины лучшего качества.
[c.204]
Сегментация рынка представляет собой процесс разделения, расчленения рынка на гомогенные (однородные) группы покупателей, для каждой из которых могут потребоваться определенные товары и комплексы маркетинга. С помощью сегментации достигаются следующие цели бизнес-планирования [c.104]
Производимые товары могут быть однородными (гомогенными) или дифференцированными. К однородным товарам относятся сталь, цемент, газетная бумага и т. п. Примерами дифференцированных товаров могут служить автомобили, алкогольные напитки, пиво, моющие средства.
[c.182]
Таким образом, сегментация рынка представляет собой процесс разделения, расчленения рынка на гомогенные (однородные) группы покупателей, для каждой из которой могут потребоваться отдельные товары и комплексы маркетинга согласно следующей схеме анализ рыночных и маркетинговых возможностей деятельности на новых рынках (сегментах) — исследование критериев (признаков) сегментации — сегментация рынка —> анализ рыночной среды и выбор целевого рынка -> выбор и планирование стратегии поведения фирмы на рынке -> оценка привлекательности и выбор сегментов целевого рынка —> позиционирование товара на рынке — планирование комплекса маркетинга -> разработка комплекса маркетинга —> организация деятельности фирмы на новом сегменте рынка.
[c.60]
Введение товарных марок нарушает одно из основных условий существования так называемой свободной конкуренции — принцип гомогенности (однородности) товара. Конкуренция товарных марок — это всегда монополистическая конкуренция. [c.32]
Вторая проблема связана с тем, что решения компании в области ценообразования оказывают непосредственное воздействие на действия конкурентов. Снижение цены на товар компании отнюдь не означает автоматического расширения ее доли рынка, так как соперники, что наиболее вероятно, предпримут симметричные ответные действия. В силу того что рынки не являются гомогенными, состоят из множества сегментов, для них характерны несколько функций спроса. И наконец, значительное влияние на ценообразование оказывает стратегия компании. К примеру, цена, максимально увеличивающая прибыль в краткосрочном плане, возможно, не соответствует долгосрочным интересам производителя.
[c.290]
Товары предварительного выбора подразделяются на гомогенные (однородные) и гетерогенные (неоднородные). Гомогенные товары предварительного выбора примерно одинаковы по качеству, но значительно различаются по цене, что оправдывает их сравнение при приобретении. Гетерогенные товары предварительного выбора различаются по свойствам и условиям эксплуатации, что часто бывает важнее цены. Следовательно, для удовлетворения индивидуальных запросов потребителей поставщик или предприятие розничной торговли должны предлагать такие товары в широком ассортименте и иметь штат высококвалифицированных продавцов, которые в случае необходимости предоставят покупателям необходимую информацию.
[c.409]
По длительности пользования и материальности товары подразделяются на товары кратковременного пользования, товары длительного пользования и услуги. По сфере потребления различают потребительские товары и товары промышленного назначения. Потребительские товары подразделяются на товары повседневного спроса (основные товары, товары, приобретаемые под воздействием импульса, и товары острой необходимости) товары предварительного выбора (гомогенные и гетерогенные) товары особого спроса и товары пассивного спроса. В категории товаров промышленного назначения товары делятся на три группы материалы и комплектующие детали (первые объединяют сырье в виде продукции сельскохозяйственного производства и природных материалов, вторые — полуфабрикаты и комплектующие детали) капитальное имущество (стационарные сооружения и оборудование и вспомогательное оборудование) и вспомогательные материалы и услуги (к первым относятся рабочие материалы, материалы для техобслуживания и ремонта, ко вторым — услуги по техобслуживанию и ремонту и консультативные услуги).
[c.434]
Для адаптации товара к требованиям целевых зарубежных рынков важно знать не их сходство, а существующие явные отличия одного от другого, т.е. мировой рынок в целом рассматривается не как гомогенная, а как гетерогенная среда. Адаптация свойств товара и предложения фирмы в целом либо всего комплекса маркетинга базируются на национальных, культурных, поведенческих отличительных особенностях покупателей, их обычаях и традициях потребления характеристиках инфраструктуры рынка (сбытовая сеть, доступность информации, правила торговли, развитость транспорта) климатических условиях уровне экономического развития и конкурентной среде (степень конкуренции, наличие национальных конкурентов, практика работы конкурирующих фирм, вид конкуренции).
[c.309]
Объединение данных о производстве товаров-аналогов можно представить как процесс агрегирования жизненных циклов изделий. С учетом того, что эти данные характеризуют изделия одного назначения, процедура агрегирования носит гомогенный характер.
[c.36]
Величина стоимости товаров определяется поэтому не индивидуальными затратами товаропроизводителя, а всей суммой их в обществе, то есть общественными затратами абстрактного труда на создание однотипной (гомогенной) товарной продукции.
[c.131]
Изменяется и действие законов, регулирующих рыночные отношения. Закон стоимости приобретает интернациональный характер. Это означает, что общественно-необходимые, средневзвешенные затраты живого и овеществленного труда, формирующие величину стоимости товаров, образуются из индивидуальных обособленных затрат отдельных стран, выпускающих гомогенные, однородные товары. Сценарий возмещения затрат труда каждой страны при обмене товаров на основе интернациональной стоимости осуществляется подобно тому, как это происходит на внутренних рынках этих стран. Разница лишь в том, что в рыночные отношения вступают субъекты разных стран с крайне неодинаковыми факторами производства, технологией и производительностью труда. Поэтому реализуя товары по интернациональной стоимости международного рынка, одни из них возместят свои затраты с избыточным доходом, а другие на эту же величину не смогут возместить свои издержки. Международный рынок перераспределит их в пользу стран с более высокой производительностью труда. К ним относятся развитые капиталистические страны, образующие центр мирового хозяйства. Таким образом, международный рынок в соответствии с действующим на нем законом стоимости концентрирует часть прибавочного труда развивающихся стран в виде избыточных доходов в странах экономического авангарда, или центра мирового хозяйства.
[c.386]
Вторая проблема связана с тем, что решения компании в области ценообразования оказывают непосредственное воздействие на действия конкурентов. Снижение цены на товар компании отнюдь не означает автоматического расширения ее доли рынка, так как соперники, что наиболее вероятно, предпримут симметричные ответные действия. В силу того что рынки не являются гомогенными, состоят из множества сегментов, они описываются не одной, а многими функциями спроса. И наконец, значительное влияние на ценообразование оказывает стратегия компании. К примеру, цена, максимально увеличивающая прибыль в краткосрочном периоде, будет очень сильно отличаться от той, которая максимизирует прибыль в долгосрочном периоде. Эти различные факторы, оказывающие влияние на политику ценообразования, будут рассмотрены далее.
[c.295]
Сегментация рынка является одной из функций в системе маркетинговой деятельности и связана с осуществлением работы по классификации покупателей или потребителей товаров, находящихся на рынке или выводимых на него. Главная цель сегментации — оживить путем ориентации на потребителя проектируемый, изготавливаемый и реализуемый поток товаров (услуг) на конкретном сегменте рынка. Таким образом, сегментация рынка представляет собой процесс разделения, расчленения рынка на гомогенные (однородные) группы покупателей, для каждой из которой могут потребоваться отдельные товары и комплексы маркетинга (рис. 2.19).
[c.142]
Гомогенная, или однородная, олигополия (homogeneous oligopoly) — олигополия, в которой фирмы производят стандартизированные товары.
[c.936]
Рыночная структура имеет следующие характеристики число продавцов и покупателей на рынке данного товара степень дифференциации продукта, продаваемого на данном рынке наличие или отсутствие преимуществ для традиционно торгующих на данном рынке продавцов и Покупателей по сравнению с новичками круг доступной для участников рыночного обмена информации. Как правило, главным критерием выделения различных типов рыночных структур служит изменение первых двух характеристик. В зависимости от степени концентрации спроса или предложения выделяются монополистический, олм-гополистический и атомизированный рынки. Степень дифференциации продукта2 служит для разделения ситуации гомогенного рынка (все товары, предлагаемые для продажи, одинаковы) и рынка монополистической (конкуренции.
[c.129]
Теорема о выравнивании формулирует выдвинутое X. Олином положение о том, что торговля товарами между странами заменяет перемещение факторов производства. Так же как гипотеза Хекшера—Олина—Самуэльсо-на, теорема выравнивания цен на факторы производства говорит о том, что в процессе торговли между странами обычно осуществляется выравнивание относительных и абсолютных цен на гомогенные факторы производства в странах-партнерах. Свободная торговля между государствами полностью заменяет перемещение основных факторов
[c.122]
Путь Победы / Оружие Победы
Тяжёлая огнемётная система ТОС-1А
Тактико-технические особенности:
Калибр: 220 мм
Скорострельность: 30 выстрелов за 15 секунд
Эффективное расстояние: 500–3500 м (TOС-1), 6500 м (TOС-1A)
Огневая платформа: T-72
Двигатель: V-84 Дизель, 840 л. с. (630 кВт)
Запас хода по шоссе: 550 км
Скорость: 60 км/ч
ТОС-1 представляет собой 220-мм тяжелую артиллерийскую систему с 30 или 24 направляющими. Первая версия была выпущена в 1988 году. Размещен на шасси танка «Т-72». ТОС-1 предназначена для поражения как живой силы, так и бронетехники противника, находящихся на открытой или закрытой местности. Первые боевые испытания были проведены советской армией в войне в Афганистане в 1988-1989 гг. Впервые «ТОС-1» был представлен в 1999 году в городе Омске.
Наибольший ударный эффект неуправляемой реактивной термобарической боевой части системы «Солнцепек» достигается в горной местности: взаимное наложение воздушных ударных волн с отраженными волнами окружающих горных пород, грунта и каменных лавин еще больше увеличивает силу удара. Боеприпас сначала создает облако смеси, вызывая взрыв и позволяя всему кислороду в облаке вступить в реакцию. Атмосферное давление после внезапной детонации падает примерно на 160 мм ртутного столба. Таким образом, живые силы противника, спасшиеся после взрыва, также погибают из-за разрыва внутренних органов в результате резкого падения атмосферного давления.
Высокая точность залпового огня огнеметной системы обеспечивается прямым наведением пусковой установки на цели на расстоянии до 6 км и автоматизированными приборами наведения. По последним данным, несмотря на снижение массы боеприпаса марки МО.1.01.04М.ОП на 13 кг, дальность стрельбы увеличена до 6700 метров.
Масса боевой машины 44,3 тонны, длина 7240 мм, высота 3073 мм, ширина 3580 мм, скорость по шоссе 60 км/ч, запас хода 550 километров. «ТОС-1А», способный подниматься по 30-градусному склону с 25-градусным креном, легко преодолевает препятствия высотой до 1,2 метра.
Для заправки комплекса ТОС-1А повторным боезапасом предусмотрена танковая платформа. Боекомплект состоит из термобарических реактивных снарядов массой 217 килограммов. Процесс заряжания занимает менее минуты на одну ракету. Боевой расчет состоит из 3 человек, как и в танке. Есть только одно отличие: наводчик управляет пусковой установкой, а не орудиями в башне.
2S19 “Мста-С”
Тактико-технические характеристики
Длина ствола: 7.2 м
Общая длина, включая ствол: 11.92 м
Ширина: 3.38 м
Клиренс: 0.45 м
Толщина брони: 16 мм гомогенная сталь (катанная броня)
Удельное давление на грунт: 0.87 кг/см²
Преодолеваемый брод: 1.2 м
Преодолеваемый ров: 2.8 м
Преодолеваемая стенка: 0.5 м
Преодолеваемый подъём: 25°
Максимальная скорость: 60 км/ч
Объем топливного бака: 1300 л
Запас хода: 500 км
Вспомогательное оружие: 12.7 мм пулемет НСВТ
2С19 «Мста» — российская/советская 152-мм самоходная артиллерийская установка. Являясь преемником самоходной артиллерийской установки «2С3 «Акация», она была принята на вооружение Советской Армии в 1989 году. Хотя в основе техники лежит шасси танка Т-80 советского производства, двигатель был скопирован у танка Т-72.
2S1 “Гвоздика”
Это 122-мм самоходная артиллерийская установка российского производства. Первый прототип был изготовлен в 1969 году. В 1970-х годах это оружие было принято на вооружение Советской Армии и впервые было продемонстрировано публике в 1974 году во время военного парада, проходившего в Польше. Эта техника, получившая на Западе название «М1974», выпускалась на государственных заводах СССР, Болгарии и Польши.
Azərbaycan Ordusunun sentyabrın 27-də işğalçı Ermənistan silahlı qüvvələrinə qarşı başladığı əks-hücum əməliyyatında əldə etdiyi möhtəşəm qələbələr haqqında bundan sonra kitablar yazılacaq, filmlər çəkiləcək. Amma indidən tam əminliklə deyə bilərik ki, cəbhə uğurlarımızın ən başlıca səbəbi Prezident, Ali Baş Komandan İlham Əliyevin həyata keçirdiyi güclü dövlət, güclü ordu strategiyası, milli birlik və döyüşçülərimizin ruh yüksəkliyi idi.
Катаная гомогенная броня | Military Wiki
Катаная гомогенная броня ( RHA ) — тип стали, которая используется для бронирования транспортных средств.
Содержимое
1 Состав
2 История
3 Текущее использование
4 Технические характеристики
5 См. также
6 Каталожные номера
7 Внешние ссылки
Состав
Бронированная сталь должна быть твердой, но непроницаемой для ударов, чтобы противостоять высокоскоростным металлическим снарядам. Сталь с такими характеристиками получают путем обработки литых стальных заготовок соответствующего размера и последующей прокатки их в листы требуемой толщины. Горячая прокатка гомогенизирует зернистую структуру стали, удаляя дефекты, которые снижают прочность стали. Прокатка также удлиняет зернистую структуру стали с образованием длинных линий, что позволяет напряжению, которому подвергается сталь под нагрузкой, проходить по всему металлу, а не концентрироваться в одной области.
RHA называется гомогенной броней, потому что ее структура и состав однородны по всему сечению. Противоположностью однородной стальной пластине является стальная пластина с лицевой закалкой, в которой поверхность стали отличается от основы. Поверхность стали, которая начинается как пластина RHA, закаливается в процессе термообработки.
История
С момента изобретения танков до Второй мировой войны толщина брони танков увеличивалась, чтобы противостоять увеличивающимся размерам и мощности противотанковых орудий. Танк с достаточной броней мог противостоять самым большим противотанковым орудиям, использовавшимся в то время.
RHA широко использовалась в этот период (в сочетании с другими пластинчатыми сплавами и броней из литой стали), а мощность противотанкового орудия измерялась толщиной RHA, которую оно могло пробить. Этот стандартный тест по-прежнему используется, несмотря на современное использование многих других типов брони, некоторые из которых не включают сталь или даже какие-либо металлы. RHA широко использовался в качестве основной брони до окончания Второй мировой войны, во время которой появилось новое поколение противотанковых снарядов с кумулятивными зарядами вместо тяжелых высокоскоростных снарядов. RHA был неэффективен против них и вышел из употребления.
Текущее использование
После Второй мировой войны из-за снижения эффективности против нового оружия (в основном кумулятивных зарядов и усовершенствованных пенетраторов с кинетической энергией) RHA была заменена композитной броней, которая включает воздушные пространства и такие материалы, как керамика или пластик. помимо стали, и взрывоопасной реактивной брони.
Для испытаний и калибровки противотанковых орудий термин RHAe (эквивалент катаной гомогенной брони) используется при оценке либо пробивной способности снаряда, либо защитной способности типа брони, которая может или не может быть стальным. Из-за различий в форме брони, качестве, материале и характеристиках в каждом конкретном случае полезность RHAe при сравнении различной брони является лишь приблизительной.
В настоящее время основная конструкция большинства бронированных машин состоит из RHA, что придает им общую прочность и выносливость.
Технические характеристики
Для текущего использования в армии США RHA производится несколькими производителями в соответствии с военным стандартом MIL-DTL-12560 [1] . Другой стандарт — MIL-DTL-46177; [2] , однако этот стандарт был деактивирован, и все новые конструкции должны использовать MIL-DTL-12560. MIL-DTL-46177 RHA похож на стальной сплав SAE 4340. [3]
См. также
Наклонная броня
Композитная броня
Реактивная броня
Броня автомобиля
Решетчатая броня
Каталожные номера
↑ MIL-DTL-12560J (24 июля 2009 г.). «Броневая плита, стальная, кованая, однородная (для использования в боевых машинах и для испытаний боеприпасов)». https://assist.daps.dla.mil/quicksearch/basic_profile.cfm?ident_number=9666. Проверено 10 октября 2011 г. .
↑ MIL-DTL-46177C (1998-10-24). «Броня, стальные пластины и листы, кованые, однородные (толщиной от 1/8 до менее 1/4 дюйма)». https://assist.daps.dla.mil/quicksearch/basic_profile.cfm?ident_number=25251. Проверено 10 октября 2011 г. .
↑ TVP (14 июля 2006 г.). «Информация о материалах для MIL-A-46100» . Форум металлургии и металлургии . Форумы Eng-Tips, Tecumseh Group, Inc. с. 6. http://www.eng-tips.com/viewthread.cfm?qid=159941&page=6. Проверено 4 июля 2010 г.
Внешние ссылки
Библиография танковой брони
«Толстолистовая сталь для национальной обороны» (PDF) . Коутсвилл, Пенсильвания: ISG Plate (International Steel Group). Сентябрь 2003 г. Архивировано из оригинала 20 марта 2006 г. http://web.archive.org/web/20060320134139/http://www.intlsteel.com/PDFs/armor.pdf. Проверено 3 июля 2010 г. Интернет-архив Wayback Machine изменил ссылку 10 мая 2009 г. Содержит составы сплавов броневых сталей военного назначения.
На этой странице используется лицензионный контент Creative Commons из Википедии (просмотреть авторов).
Катаная гомогенная броня | Military Wiki
Катаная гомогенная броня ( RHA ) — тип стали, которая используется для бронирования транспортных средств.
Содержимое
1 Состав
2 История
3 Текущее использование
4 Технические характеристики
5 См. также
6 Ссылки
7 Внешние ссылки
Состав
Бронированная сталь должна быть твердой, но непроницаемой для ударов, чтобы противостоять высокоскоростным металлическим снарядам. Сталь с такими характеристиками получают путем обработки литых стальных заготовок соответствующего размера и последующей прокатки их в листы требуемой толщины. Горячая прокатка гомогенизирует зернистую структуру стали, удаляя дефекты, которые снижают прочность стали. Прокатка также удлиняет структуру зерна в стали с образованием длинных линий, что позволяет напряжению, которому подвергается сталь под нагрузкой, проходить по всему металлу, а не концентрироваться в одной области.
RHA называется гомогенной броней, потому что ее структура и состав однородны по всему сечению. Противоположностью однородной стальной пластине является стальная пластина с лицевой закалкой, в которой поверхность стали отличается от основы. Поверхность стали, которая начинается как пластина RHA, закаливается в процессе термообработки.
История
С момента изобретения танков до Второй мировой войны толщина брони танков увеличивалась, чтобы противостоять увеличивающимся размерам и мощности противотанковых орудий. Танк с достаточной броней мог противостоять самым большим противотанковым орудиям, использовавшимся в то время.
RHA широко использовалась в этот период (в сочетании с другими пластинчатыми сплавами и броней из литой стали), а мощность противотанкового орудия измерялась толщиной RHA, которую оно могло пробить. Этот стандартный тест по-прежнему используется, несмотря на современное использование многих других типов брони, некоторые из которых не включают сталь или даже какие-либо металлы. RHA широко использовался в качестве основной брони до окончания Второй мировой войны, во время которой появилось новое поколение противотанковых снарядов с кумулятивными зарядами вместо тяжелых высокоскоростных снарядов. RHA был неэффективен против них и вышел из употребления.
Текущее использование
После Второй мировой войны из-за снижения эффективности против нового оружия (в основном кумулятивных зарядов и усовершенствованных пенетраторов с кинетической энергией) RHA была заменена композитной броней, которая включает воздушные пространства и такие материалы, как керамика или пластик. помимо стали, и взрывоопасной реактивной брони.
Для испытаний и калибровки противотанковых орудий термин RHAe (эквивалент катаной гомогенной брони) используется при оценке либо пробивной способности снаряда, либо защитной способности типа брони, которая может или не может быть стальным. Из-за различий в форме брони, качестве, материале и характеристиках в каждом конкретном случае полезность RHAe при сравнении различной брони является лишь приблизительной.
В настоящее время основная конструкция большинства бронированных машин состоит из RHA, что придает им общую прочность и выносливость.
Технические характеристики
Для текущего использования в армии США RHA производится несколькими производителями в соответствии с военным стандартом MIL-DTL-12560 [1] . Другой стандарт — MIL-DTL-46177; [2] , однако этот стандарт был деактивирован, и все новые конструкции должны использовать MIL-DTL-12560. MIL-DTL-46177 RHA похож на стальной сплав SAE 4340. [3]
См. также
Наклонная броня
Композитная броня
Реактивная броня
Броня автомобиля
Решетчатая броня
Каталожные номера
↑ MIL-DTL-12560J (24 июля 2009 г.). «Броневая плита, стальная, кованая, однородная (для использования в боевых машинах и для испытаний боеприпасов)». https://assist.daps.dla.mil/quicksearch/basic_profile.cfm?ident_number=9666. Проверено 10 октября 2011 г. .
↑ MIL-DTL-46177C (1998-10-24). «Броня, стальные пластины и листы, кованые, однородные (толщиной от 1/8 до менее 1/4 дюйма)». https://assist.daps.dla.mil/quicksearch/basic_profile.cfm?ident_number=25251. Проверено 10 октября 2011 г. .
↑ TVP (14 июля 2006 г.). «Информация о материалах для MIL-A-46100» . Форум металлургии и металлургии . Форумы Eng-Tips, Tecumseh Group, Inc. с. 6. http://www.eng-tips.com/viewthread.cfm?qid=159941&page=6. Проверено 4 июля 2010 г.
Внешние ссылки
Библиография танковой брони
«Толстолистовая сталь для национальной обороны» (PDF) . Коутсвилл, Пенсильвания: ISG Plate (International Steel Group). Сентябрь 2003 г. Архивировано из оригинала 20 марта 2006 г. http://web.archive.org/web/20060320134139/http://www.intlsteel.com/PDFs/armor.pdf. Проверено 3 июля 2010 г. Интернет-архив Wayback Machine изменил ссылку 10 мая 2009 г.
Планируя построить дом для постоянного проживания, мы обязательно должны задумываться о том, какой тип фундамента будет наиболее подходящим для желаемого нами строения. И среди всех разновидностей фундаментов выбор должен остановиться на варианте, наиболее соответствующем геологическим особенностям участка, типу конструкции, возможностям подведения коммуникаций и желаниям и возможностям владельцев участка. В этой статье мы расскажем Вам о том, какие здания возводятся на свайном фундаменте, а какие строения возводить на сваях настоятельно не рекомендуется, подойдет ли именно Вам дом на сваях, поднимем плюсы и минусы свайного строительства.
Свайный фундамент — это ряд вбитых в грунт свай, которые объединены сверху специальной плитой. И для начала стоит указать, для какой почвы свайный фундамент подходит больше всего. Это, как правило, очень слабый, насыщенный водой грунт: пески и глина. Влажный грунт вспучивается больше сухого в холодное время года, а если и грунтовые воды находятся на относительно небольшой глубине, промерзание усиливается. Данное свойство делает его не самой удобной средой для возведения фундамента, так как под воздействием веса самого строения и сопротивления грунта, морозное пучение способно вызвать разрушение основы здания. Свайный фундамент отлично избегает этого благодаря особенностям возведения и тому, что сваи изготавливаются из железобетона (реже металла). Также такой вид фундамента создан также и для участков со сложным рельефом, например, большими перепадами высот.
Сваи для фундамента могут различаться по материалу изготовления:
Железобетон
Сваи из этого материала эксплуатируют при строительстве крупных зданий, так как они способны выдержать очень большую нагрузку
Метал
Из металла изготавливают сваи небольшой массы, которые отличаются легкой установкой
Буронабивные и буроинъекционные
Используют не только для возведения конструкций, оказывающих высокую нагрузку на фундамент, но и для укрепления последнего. Для их установки буронабивных бурится скважина, которая заливается бетоном и укрепляется арматурой. Буроинъекционные же устанавливаются так, чтобы их основная несущая способность получалась за счет прочности контакта боковой поверхности сваи и грунта, поэтому их иногда называют «висячими»
Свайный фундамент также разделяют по способу возведения:
Забивные сваи
для установки которых требуется специальная техника
Винтовые сваи
установка которых является наиболее простой, так как осуществляется без применения спецтехники (простое вкручивание в почву)
Буровые сваи
для которых, соответственно, необходимо бурить скважины
Буронабивные сваи
после бурения скважин требуют заливки цементным раствором
Строительство свайного фундамента будет оправдано также в случаях, когда Вы желаете построить легкую конструкцию, рассчитанную на сезонное посещение: летний домик, база отдыха, а не дом для постоянного проживания. Плюсом выступает простота и скорость возведения такого основания: не нужно ждать пока затвердеет бетонный раствор, необходимость в опалубке также отпадает. Из этих преимуществ вытекает следующее — расходы на такой фундамент также сокращаются в сравнении с ленточным и плитным, себестоимость материалов ниже. Однако, из вышеперечисленных достоинств естественно вытекают и недостатки, о которых стоит поговорить подробнее.
Минусы свайного фундамента:
Во-первых, это невозможность построить прочное здание «на века», используя технологию строительства на сваях. Это основание просто не создано для того, чтобы выдерживать массу таких плотных материалов как кирпич или блоки. Соответственно, возвести стены из них не выйдет. Это может стать причиной их низкой шумоизоляции и долговечности. К тому же построить двухэтажный дом будет весьма проблематично из-за низкой несущей способности такого фундамента.
Во-вторых, решив возводить дом на сваях, Вы должны понимать, что в условиях российского климата такое здание будет страдать от колоссальных теплопотерь. Виной тому отсутствие контакта с почвой, который бы обеспечивал стабильный температурный градиент между полом и грунтом (разница между температурой грунта и температурой пола здания). При поднятии пола в воздух температура под ним становится близкой к той, что царит на улице, поэтому в холодный сезон градиент будет повышаться, что приведет к общему понижению температуры в помещении. Попробовать справится с данной проблемой можно с помощью утепления минеральной ватой по периметру, но долгосрочного эффекта не получится: материал без продухи сгниет за пару лет. Наличие же продухи просто нивелирует желаемое утепление.
В-третьих, при эксплуатации свай из металла необходимо их окрашивание раз в 2-3 года. Делается это с целью приостановить процесс ржавления и разрушения. Недостаток здесь заключается не только в том, что Вам нужно выполнять покраску металлической части конструкции, но и в том, что зачастую области, нуждающиеся в покраске находятся вне Вашей досягаемости и разрушаются намного быстрее.
В-четвертых, возводя фундамент на сваях для частного дома забивным способом в близости с другими зданиями (особенно старыми и ветхими) чревато большими проблемами не только для Вашего строения, но и для рядом стоящих. Причем для последних они начнутся с самого момента вбивания свай. Из-за того, что грунт уже деформирован ближайшими зданиями, Ваше строительство фундамента деформирует его еще больше и увеличит риск повреждения их фундаментов и неустойчивости Вашего. Поэтому их желательно возводить на более отдаленных от других построек участках.
Мы надеемся, что если Вы планируете недорого построить дом, в котором планируете постоянно проживать, то Ваш выбор не остановится на здании на свайном фундаменте. Выбор свайного фундамента для частного дома является отличной опцией в качестве временного жилья или жилья для отдыха, но совершенно не подходит в качестве дома на круглый год. Постоянно проживать в зданиях с такой основой вполне можно, но только не в нашей климатической зоне.
5 мнений экспертов (плюсы и минусы)
Разделы сайта
В прежние века сваи в основном использовались в военном строительстве, когда какое-то сооружение нужно было возвести быстро и в любой местности. Но с конца XIX века свайные технологии стали применять сначала в промышленном, а потом и в гражданском строительстве. Людей привлекает дешевизна такого типа фундамента и легкость в установке. Однако преимущества и недостатки свайного фундамента обсуждаются специалистами и любителями до сих пор. Поделимся с вами мнениями экспертов.
Справка
Сваи, используемые для фундамента, могут быть нескольких видов.
1. Забивные. Это наиболее устойчивый вариант. Когда сваю забивают в землю, она получает такую же нагрузку с помощью пневматического молотка, какую ей предстоит выносить после постройки дома. Этот способ возможен только с применением специальной техники и рабочих, не для самостоятельного строительства.
2. Буронабивные. Сначала создается скважина, и прямо в нее заливается бетон. Если грунт сыпучий, то его еще нужно дополнительно обсадить трубами. Сваи такого типа устанавливают по углам будущего дома в количестве, которое зависит от веса здания. Скважину создают с помощью специальных ручных механизмов.
3. Винтовые. Это самый распространенный в нашей стране способ, оптимальный по скорости и цене. Необходимы трубы из стали, на концах которых приварены элементы в виде резьбы, их изготавливают на заказ. Внешне они похожи на большие саморезы, которые ввинчиваются в землю. После вкручивания в полость труб заливается бетон. Этот тип свай может быть использован вручную при самостоятельном строительстве, хотя и потребует участия двух-трех сильных мужчин.
Первый эксперт. Иван Демидов, строитель
Исходя из моего опыта, винтовой фундамент отлично подходит для влажных и зыбких грунтов, участков со сложным рельефом. Если грунт имеет крупные камни, то он не подходит для свайного фундамента. В прочих же случаях вам не нужно расчищать и выравнивать землю, мучиться с гидроизоляцией. Обычно мы погружаем сваи на глубину до 10 метров, и каждая опора может вынести до 7 тонн веса. Если дом из легких материалов, допустим, из бруса или пористого камня, то можно поставить менее мощные сваи. Для каменного дома берем сваи покрепче. Отличны сваи для строительства хозяйственных построек.
Самая важная часть в свае — это ее винтовой наконечник. Если он выполнен качественно, то свая не будет выдавлена из грунта, когда он промерзнет. Это очень важно, если ваш участок подтапливается и хорошо промерзает по зиме.
Могу выделить ряд положительных моментов в свайном фундаменте. Это, прежде всего, скорость. Можно всего за день установить среднего размера дом на сваи. Не нужно ждать месяцами, как в случае с бетонным фундаментом. И приступить к возведению первого этажа дома можно сразу же после установки свай. Уже отметил преимущество в отношении площадки, можно установить винтовой фундамент даже на грунте любого типа и даже на холме, перепад высот не будет помехой.
Монтировать сваи достаточно легко, можно вкрутить сваю просто при помощи специального ключа вручную, не нужна бурильно-крановая техника, не будет никакого строительного мусора. Причем можно делать это в любое время года, при любой степени промерзания грунта. Ну и стоимость: такой фундамент выигрывает в цене до 70% по сравнению с железобетонной лентой. И отмечу еще один момент: вы будете защищены от гниения пола, так как цоколь всегда будет проветриваться.
Второй эксперт. Игорь Смирнов, строитель
На моей практике я сталкивался с неприятными сторонами свайно-винтового фундамента. Положительные моменты в общем и так понятны: стоимость, простота, нетребовательность. Однако надо помнить, что у металла ограниченный срок эксплуатации. У меня был случай, когда клиент обратился с проблемой усадки дома на сваях. Оказалось, что почва на его участке влажная и с кислой и щелочной реакцией. Поэтому спустя десять лет сваи сильно подверглись коррозии. Но обычно, конечно, стальные винты хорошего качества служат 50−60 лет. А если, допустим, в радиусе пятидесяти метров от вашего участка проходит железная дорога, есть электрическая подстанция или сооружения сотовой связи, то срок службы сваи сокращается из-за высокого уровня блуждающих токов в грунте. Особенно это относится к водонасыщенным грунтам.
Другой важный момент: лучше не строить на сваях очень тяжелые и высокие дома. Все-таки они на это не рассчитаны, они идеальны для небольшого легкого дома. И лучше не обустраивать подвал, потому что разрывать грунт на участке небезопасно, может быть нарушен контакт со сваями. Можете обнести сваи кирпичной кладкой по периметру дома, но помещение это не будет теплым. Если же вы захотите его утеплить, то потратите на это столько же, сколько на капитальный фундамент. Также придется потратиться на теплоизоляцию пола.
Советую быть очень внимательным при покупке свай. Изучите документацию производителя: сертификат, паспорт, протокол заводских испытаний.
Третий эксперт. Алексей Портнов
Привлекает обычно невысокая стоимость свайного фундамента. Но надо заложить в стоимость также геологическое исследование участка и инженерный расчет. Очень важно серьезно подойти к расчетам нагрузки на сваи и учтите глубину промерзания грунта, рельеф участка и габариты здания. Лучше пусть это сделают специалисты. Иначе дом будет проседать.
Конечно, продавец свай будет обещать, что они прослужат вам до 150 лет. Однако металл не будет находиться в идеальных условиях внутри почвы, поэтому смело делите срок службы напополам (это еще при лучшем раскладе). Большое внимание уделите защитному покрытию свай, тогда металл прослужит вам дольше. Например, можно покрыть их битумом или применить цинкование, тогда срок службы можно увеличить до 100 лет в условиях хорошего не сильно влажного грунта.
Четвертое мнение. Виктор Миронов, строитель-любитель
Мы купили участок с неровным рельефом, очень понравился открывающийся с холма вид. Планировали построить кирпичный дом и в строительной фирме нам предложили свайный фундамент. Но оказалось, что поставить каменный дом на сваи не так-то просто, а точнее, просто нецелесообразно. Однако альтернатива в виде дорогостоящего бетонного фундамента и выравнивания площадки нас тоже не привлекала. Поэтому решили построить дом из деревянного бруса. Изучив мнения на форумах и посоветовавшись со специалистами, пришли к выводу, что дом на сваях может проседать в том случае, если использовать дешевые сваи из тонкого металла низкого качества без защитного покрытия.
У меня были также опасения. Я прочитал в специальной литературе, что если в процессе установки свая столкнется с камнем или каким-то другим твердым препятствием в почве, она может быть повреждена, и эта царапина впоследствии станет источником для коррозии всей сваи. Поэтому я нанял квалифицированных геологов, которые проверили почву участка на предмет залегания камней и очень внимательно следил за процессом установки.
Потратиться пришлось на оформление цоколя. На мой взгляд, без облицовки дом смотрится не эстетично. Плюс включайте расходы на утепление подпола, особенно если вы живете в районе с суровыми зимами — есть риск промерзания водопровода и канализации.
Пятый эксперт. Ирек Минаев, производитель свай
Давайте разберем, какие проблемы могут быть со сваями и в чем их причина. Чаще всего люди опасаются, что дом будет проседать. Это происходит в нескольких случаях. Во-первых, когда свая разрушается из-за коррозии, потому что ее покрытие низкого качества, а грунт очень агрессивен. Во-вторых, дом оседает, когда вы неверно подобрали тип сваи и их геометрические параметры (длину, толщину, диаметр). В-третьих, вы могли ошибиться с расстоянием между сваями. В-четвертых, могли быть допущены ошибки при монтаже свай, например, отклонение от вертикали. Причиной коррозии опор может быть также высокая концентрация блуждающих токов в почве из-за близости с железной дорогой или электроподстанцией.
Мы заявляем, что срок эксплуатации сваи составляет сто лет. Однако ни один производитель не может доказать этого, потому что эта технология в том виде, в каком мы ее сейчас применяем, возникла относительно недавно. Долго свая прослужит, если вы точно провели инженерные расчеты, исследовали грунт, правильно подобрали сваи, установили достаточное количество опор и не совершили серьезных ошибок при их монтаже. Например, сваю нужно устанавливать в один прием, то есть если в процессе ввинчивания вы отклонились от вертикали, то лучше оставить эту сваю и обрезать ее, а новую установить на некотором расстоянии от этой. Вывинчивать сваю и устанавливать ее заново не рекомендую, потому что так снижается надежность опоры.
Я советую использовать сваи без опасений при строительстве деревянных домов в 1−2 этажа. При строительстве каменных домов нагрузка может быть слишком тяжелой, лучше используйте бетонный фундамент. И лучше привлекайте специалистов, самостоятельно можно установить ограду или легкую беседку на сваях. Дом — дело ответственное.
Можно также для большей надежности залить сваи бетоном и вмонтировать ростверк, но тогда вы не сможете в будущем извлечь из такого фундамента разрушающуюся от коррозии сваю и заменить ее.
Читайте также
09-17-2018
Малые архитектурные формы: разбираемся в беседках, скамейках и детских площадках
09-17-2018
Строим дом: с компанией «под ключ», с бригадами или с надежными подрядчиками. Объясняем разницу
09-17-2018
Составляем инженерный проект. Как избежать грубых ошибок
09-18-2018
Примерный расчет стоимости строительства. Смета и бюджет
← Назад в блог
Чтобы знать, как строить правильно, быстро и дешево, подпишитесь на наши уведомления
Нажимая на кнопку «Подписаться», Вы соглашаетесь на обработку персональных данных
10 причин, чтобы поднять свой дом с земли
Дома на сваях восходят к доисторическим временам, и их можно увидеть в различных формах по всему миру. Новым в них являются инновационные и разнообразные способы их проектирования и строительства. Дома на сваях хорошо подходят для прибрежных районов и субтропического климата. Они защищают от наводнений, улучшают вид и позволяют домовладельцам строить на каменистой, крутой или нестабильной земле. Они также защищают от животных и паразитов, обеспечивают вентиляцию под домом и минимизируют занимаемую площадь дома. Вот 10 домов на деревянных, стальных или бетонных столбах или столбах, которые помогут вам понять причины, по которым стоит подумать о том, чтобы поднять свой дом на новый уровень, построив его на сваях.
Baahouse + Baastudio Pty Ltd
1. Для строительства на наклонном участке в пригороде. Эта аккуратная студия с одной спальней в Брисбене, Австралия, приподнята над землей на стальных опорах. Учитывая вероятность дождя в регионе и расположение дома на склоне пригородного холма, было целесообразно поднять дом на сваях, чтобы уменьшить наводнения, ущерб от воды и ослабление фундамента дома. Его расположение выше среди деревьев обеспечивает прекрасный вид из дома.
Steve Bagnall Homes
2. Строить на неустойчивом фундаменте. Этот дом на сваях расположен на песчаной дюне на острове Фрейзер в Австралии. Из него открывается вид на море. Деревянные столбы вбиты глубоко в почву под песком, прикрепляя дом к земле и обеспечивая максимальную устойчивость.
Изогнутая крыша повторяет этот наклон, а платформы, на которых построен дом, имитируют палубу яхты или круизного лайнера.
Самара Гринвуд Архитектура
3. Для строительства на крутом участке берега. Этот загородный дом с двумя спальнями расположен на крутом берегу с видом на живописную Великую океанскую дорогу в Виктории, Австралия. В то время как дом следует по склону земли, стальные столбы поднимают его. Это обеспечивает минимальную площадь основания и великолепный вид из дома.
Найдите квалифицированных строителей в вашем районе
180 градусов
4. Для строительства на неровной поверхности. В Скоттсдейле, штат Аризона, этот минималистский модернистский дом парит над землей пустыни. Стойки из стальных колонн тонкие, но разной высоты, они позволяют сохранить естественные неровности земли и местную флору нетронутыми.
Elliott Architects
5. Строить над водой. Вдохновленный японской архитектурой и ее акцентом на интеграцию с природой, этот дом в штате Мэн сочетает в себе элементы земли и воды на берегу озера. Жилое пространство дома возвышается над водой и поддерживается 14 колоннами из конструкционной стали. Это не только создает необычное жилое пространство, но и уменьшает массу дома и его площадь на хрупком берегу.
Dale Jones-Evans Pty Ltd Архитектура
6. Максимальное количество просмотров. В красивой реке Маргарет на юго-западе Австралии одна часть этого дома была возведена на сваях, чтобы склон холма и флора оставались нетронутыми, где это возможно. В дизайне дома использовано его месторасположение. Расширение дома в сторону Индийского океана — с пустым пространством внизу — усилило ощущение вида на побережье. Большие стеклянные панели обеспечивают панорамный вид.
RESCON Строители
7. Для вентиляции под домом. Многие оригинальные дома в Квинсленде, Австралия, возведены на деревянных «пнях». Это обеспечивает вентиляцию и поступление прохладного воздуха под дом, защищает основную конструкцию от термитов и других вредителей, а также обеспечивает естественный сток воды во время проливных дождей.
Ecolibrium Designs
8. Для повышения экологичности дизайна. Этот дом, расположенный на Солнечном побережье Австралии, был спроектирован с учетом рационального использования пространства и энергии. Это ряд геометрических объемов, аккуратно соединенных друг с другом на разных уровнях с помощью свай разной высоты. Это создало области тени и солнца, которые естественным образом согревают и охлаждают дом в течение дня. Большая часть дома была построена на сваях, чтобы свести к минимуму воздействие на окружающую среду до, во время и после строительства.
Найдите ближайшую к вам строительную компанию по устойчивому проектированию
TOPSIDER HOMES
9. Для защиты от наводнений. Билокси, штат Миссисипи, Мексиканский залив, подвержен наводнениям. Чтобы смягчить ущерб от наводнения, этот дом поднят на 20 бетонных сваях и деревянных сваях. Приподнятое положение также позволяет любоваться видом на залив и обеспечивает пространство под домом для укрытия транспортных средств и оборудования.
Martin Gomez Arquitectos
Современные дома на сваях | Дома на сваях
Люди строили дома на сваях с доисторических времен, и примеры домов на сваях можно найти по всему миру.
Подъем дома может защитить от наводнения и сохранить жилое пространство свободным от паразитов, поэтому дома на сваях особенно хорошо подходят для субтропических и прибрежных регионов.
Строительство дома на сваях также является отличным решением для строительства на небольших, крутых и каменистых участках в районе Голливуд-Хиллз в Лос-Анджелесе. Также известные как «дома на платформе», дома на сваях и пирсах стали одним из самых знаковых архитектурных стилей города, часто появляющимся в фильмах и телешоу.
Ненадежно висящие над краями утесов и крутыми склонами, эти современные классические произведения середины века, кажется, бросают вызов законам физики и продолжают определять гламурный, свободный духом идеал Южной Калифорнии.
Дома на сваях в Лос-Анджелесе стали популярны в конце 1950-х и начале 1960-х годов, когда застройщики искали способы застройки небольших участков, считавшихся «незастраиваемыми». За это время было построено около 1500 домов на сваях, и многие из них остались.
Типичная конструкция включает как минимум две сваи, растянутые по диагонали перекрещивающимися тросами или стержнями. Эти сваи удерживали основной этаж здания над краем склона, создавая вид плавающего дома.
В то время дома на сваях были доступным и простым решением для размещения дома на пересеченной местности. Небольшие по размеру, они продавались покупателям из среднего класса.
Могу ли я построить дом на сваях?
Хотя вы все еще можете построить дом на сваях в Лос-Анджелесе, стоимость этого обычно непомерно высока.
Платформенные дома потеряли популярность у местных строителей после 1966 года из-за новых строительных норм, вступивших в силу в феврале того же года. Реальная опасность неконтролируемого огня, опустошающего склоны холмов, требовала, чтобы все новые дома из ила были сделаны огнеупорными в течение одного часа, закрывая нижнюю часть дома или покрывая несущие конструкции огнеупорными материалами.
Как вы понимаете, сопутствующие расходы привели к тому, что строительство дома на сваях почти остановилось.
Безопасны ли дома на сваях?
Вы будете прощены, если усомнитесь в их структурной целостности, глядя на эти эффектные дома, возвышающиеся над крутыми склонами холмов. Могут ли эти тонкие столбы выдержать вес дома? А что будет во время землетрясения?
Строительные нормы и правила были гораздо менее строгими, когда строилась первая волна домов на сваях, и не все они были построены одинаково. Во многих случаях использовались неглубокие сваи, что приводило к ослаблению конструкции. Гниение обнаженной древесины и ослабление стальных тросов — другие факторы, которые могут сделать дома на сваях неустойчивыми.
В худшем случае дом на сваях, не прикрепленный к фундаменту на уровне улицы, очень уязвим для бокового движения во время землетрясения. Во время землетрясения в Нортридже в 1994 году рухнуло 13 домов на склоне холма, большинство из которых были домами на сваях со стержневыми раскосами и без фундамента на уровне улицы.
С 1996 года новые дома на сваях должны быть прикреплены к фундаменту на уровне улицы, как и существующие дома на сваях, стоимость которых составляет 50% или более от их стоимости при реконструкции.
Немногие из оригинальных коллекций домов на сваях Лос-Анджелеса сохранились, но есть районы с заметной концентрацией этих чудес середины века. Время от времени дом на сваях выставляется на продажу, хотя покупатели платят больше за то, чтобы владеть культовой частью истории Лос-Анджелеса.
Hollywood Hills
Некоторые из самых известных и культовых домов на сваях в мире можно найти на Голливудских холмах.
Отличным примером является «Дом Босха» из популярного телесериала. Этот впечатляющий дом, расположенный на улице Блу-Хайтс-драйв, был спроектирован Фрэнком Л. Стиффом и завершен в 19 году.59. В доме есть окна от пола до потолка и открытая терраса с исключительным видом на центр города и Сансет-Стрип.
На южной стороне перевала Кауэнга можно найти более скромные дома на сваях.
Архитектор-самоучка и уроженец Лос-Анджелеса Гарри Геснер спроектировал двенадцать одинаковых «домов-лодок», напоминающих горные хижины. Крутые узкие участки были первоначально разделены на части в 1911 году, но проблемы строительства препятствовали развитию на десятилетия.
как выбрать, виды и особенности, характеристики, правила применения
Время на чтение: 2 мин
2790
Для сварочных работ без электрода не обойтись. На сегодня рынок предлагает более двухсот видов, в которых сложно разобраться. Ведь каждый стержень предназначен для отдельного вида работы.
Шов газовых или водопроводных труб должен быть особенно прочным. С помощью, каких электродов этого можно добиться, мы поговорим с вами в этой статье.
Как обеспечить надежность сварочного шва, так, что бы он мог выдерживать высокое давление? Каким должен быть состав стержня для труб насосно-компрессорные трубы (НКТ)?
В нашем обзоре мы поможем новичку разобраться с широким выбором электродов.
Содержание статьиПоказать
Сварочный электрод для газовой сварки
Чем лучше сварить систему отопления
Какие же стержни понадобятся для монтажа водопровода
Какими же характеристиками должен обладать стержни для сварки трубы, предназначенной для газовой магистрали?
Выделим несколько марок: ОК-46, ЛБ-52 и УОНИ-13\55. Стержни бренда ОК-46 считается универсальным, так как обладает рутиловым покрытием. Перечисленный расходный материал хорошо подходить к деталям с широким зазором, а также к трудам НКТ.
Упомним ещё один электрод, — LB 52U низкопроводной группы с основным видом покрытия. Содержания в небольшом количестве водорода позволяет обеспечить особенно крепкий шов, применяется для газопроводов и нефтепроводов из прочной стали.
В работе с таким исходным материалом дуга держится стабильно и полностью проникает в металл.
Сварочные стержни ESAB МТК-01К обеспечить шов на достойном уровне в сложных участках, например, таких, как поворотных и неповоротных стыков.
Их можно применять на деталях из углеродной и низколегированной стали. Подходит для работы как на постоянном токе, прямой и обратной полярности. Сварка проходит легко, дуга горит стабильно, встречается незначительное разбрызгивание металла.
Чем лучше сварить систему отопления
Когда пришло время поменять дома отопительную систему, без сварки не обойтись. Здесь понадобятся стержни, способны создать довольно прочный шов.
Такими могут стать УОНИ 13\45 с диаметром 3 мм. Они чувствительны к ржавчине, поэтому деталь, с которой вы собираетесь работать, нужно будет тщательно зачистить. Сварку выполнять короткой дугой.
Процесс сварки труб очень сложный, в нюансах которых может разобраться специалист. Только опытный сварщик сможет точно определить, какими электродами воспользоваться. В список рекомендуемого стержня можно отнести: Э42А, Э-09Х1МФ и ЦЛ-20.
Они также способны создать крепкий шов при работе с теплоустойчивой сталью. Если нужно соединить коррозионно-стойкий металл хорошо подойдут стержни марки ЦЛ-9.
Шов получается стойким, сварка проходит практически во всех направлениях, но перед работой деталь нужно прокалить.
Если нужно сварить трубы с повышенным давлением, например под горячую воду, хорошо подойдет марка МР-3. Это электроды предназначены для сварки конструкций из малоуглеродистых сталей.
Ими же можно воспользоваться и для труб НКТ. Они изготовлены из особенной проволоки, технология которых позволяет создать неразъемные соединения.
Какие же стержни понадобятся для монтажа водопровода
Монтаж водопроводных труб одна из наиболее часто встречающихся видов работы. Соединение труб стали лучше подбирать электроды диаметром 2-3мм, марок МН-5, МНЖ 5, НЖ 13, МНЧ-2.
Когда нужно сделать вертикальный шов рекомендуем электроды МНЧ-2. Для работы в холодном и горячем режимах — ЦЧ-4. При подборе электродов следите за покрытием, для водопроводных труб оно должно быть толстым.
Приобретайте стержни с обмазкой, они помогут защитить от избыточного влияния кислорода.
Не игнорируйте изучение инструкции, там можно получить массу полезной информации. Перед покупкой можно проконсультироваться с продавцом не только о наличии товара, а и об их назначении.
Для работ с водопроводными трубами также могут подойти: УОНИ, ОЗС, АНО, KOBELKO, ESAB, а также уральского и Каменского производителя.
Как провести сварку труб НКТ
При работе с насосно-компрессорными трубами понадобиться специальные электроды способные справится с довольно сложной задачей. Мы можем порекомендовать стержни бренда УОНИ 13\45 или 13\55.
Такие электроды применяют для углеродистых и низколегированных деталей из стали. А трубы НКТ изготавливают из особо прочного металла.
Шов с помощью продукции марки УОНИ способны выдержать динамические нагрузки при низких температурах, высокое давление.
Правильный подбор электродов для сварки очень важен, но во многом еще зависит и сварочный аппарат, которым вы воспользуетесь.
Разобраться в тонкостях сварочного дела вам сможет помочь опытный специалист, с хорошим багажом знаний и опытом. А верный выбранный режим на инвентаре обеспечит положительный исход сварки.
Заключение
Подбор стержней важный момент в сварочном деле. Перед покупкой товара поинтересуйтесь о наличии сертификации.
Качественный продукт залог успешного окончания дела. Помните, низкая цена не ориентир для покупки.
Выбирайте стержни по назначению и у вас все получиться. Желаем успеха в нелегком сварочном труде!
Какими электродами лучше всего варить трубы
Содержание статьи:
Какими электродами лучше всего варить трубы
Сварка труб отличается сложностью, ведь здесь важны не только прочность и надежность сварочного соединения, но и полная герметичность. Поэтому к сварочным электродам для труб предъявляются особые требования.
Варить трубы можно различными электродами. Однако опытные сварщики предпочитают использовать для этих целей рутиловые. К преимуществам рутилово-кислотных электродов можно отнести возможность ликвидации шлаков во время узкой стыковки деталей.
Также, именно благодаря рутиловой обмазке, сварочный шов становится внешне гораздо красивей. Что же касается вторичного применения, то и здесь, сварочная дуга с лёгкостью зажигается.
Какими электродами лучше всего варить трубы
Корневые швы можно получить при помощи рутиловой и основной обмазок. Этот вариант используется преимущественно для труб с небольшим диаметром. Если необходимо произвести сварку деталей с толстым покрытием, рекомендуется отдать предпочтение электродам с рутилово-целлюлозным покрытием.
Красивые кольцевые швы в процессе соединения труб с большим диаметром можно получить с использованием электродов, имеющих целлюлозное покрытие.
Основные электроды дают возможность осуществлять различную стыковку, при этом положение практически не имеет никакого значения. В данном случае сварочный шов выглядит менее привлекательно, но зато он очень надёжный.
Какие электроды использовать для сварки труб отопления
Для прочного соединения труб отопления рекомендуется использовать электроды таких марок, как: Э42А, УОНИ 13/45. Поскольку их стержни имеют толстое покрытие, удаётся с лёгкостью сварить углеродистую сталь. Кроме этого, соединить отопительные трубы возможно и при помощи электродов Э-09Х1МФ либо ЦЛ-20.
В том случае, когда возникает необходимость в сварке элементов из легированной либо углеродистой стали, следует применить электроды ЦЛ-9 с основным покрытием. Стоит отметить, что сварочный шов, в данном случае, содержит низкий процент водорода, а соответственно шов получится максимально прочным.
Сваривать отопительные трубы, где постоянно находится горячая вода и возможно большое давление, нужно электродами МР-3. С помощью таких же стержней допускается выполнять соединение труб НКТ. Эти стержни обладают рутиловым покрытием, а их диаметр может быть 3-5 мм. Чтобы получить герметичный шов, необходимо в процессе использования электродов МР-3 наклонять их в сторону наплавления. Здесь лучше всего подойдёт короткая дуга.
При создании трубопровода можно использовать такие виды сварных стыков, как горизонтальный, поворотный и неповоротный. Все они имеют различную специфику.
Когда необходимо получить горизонтальные стыки применяются стержни с диаметром 4мм. При этом движения электродом делаются возвратно-поступательные, и таким образом, получается ровный и красивый ниточный валик в 1,5мм.
Следующий валик должен перекрывать предыдущий. Изначально ток подаётся порядка 160А. При сваривании 3 и 4 валика применяются стержни, имеющие диаметр 5 мм и ток около 300А.
Поворотный стык выполняется в 3 слоя. Вначале стык делится на 4 отрезка. После чего, два первых соединяются, производится поворот на 180 градусов, и свариваются другие отрезки. Далее деталь поворачивается на 90 градусов и осуществляется ещё один слой. В конце нужно сделать ещё один поворот на 180 градусов и снова сварить два последних отрезка.
Неповоротные стыки труб, как правило, осуществляются при помощи технологии трёхслойной сварки. В завершение стоит отметить, что для сварки труб необходим немалый опыт.
Поделиться в соцсетях
Насадки
для сварки труб квадратного сечения — Baker’s Gas & Welding Supplies, Inc.
Делиться:
Gregrey Patrisso
Сварка труб квадратного сечения может быть выполнена точно так же, как сварка любого другого материала. Для стандартного угла 45 градусов вы будете использовать один угловой шов, один угловой шов и два плоских шва. На двух участках, где будут располагаться угловые и угловые швы, не требуется никаких подготовительных работ, кроме удаления ржавчины, грязи или мусора, которые могут быть в зоне сварки. Перед выполнением двух плоских сварных швов вам необходимо очистить и снять фаску с используемого металла. Использование фаски на плоских сварных швах обеспечит надлежащий провар на обеих свариваемых частях квадратной трубы.
Чтобы начать процесс сварки, вам нужно отрезать два куска трубы квадратного сечения, убедившись, что оба куска имеют один конец под углом 45 градусов. Для этого вам нужно установить ленточнопильный станок на пропил под углом 45 градусов. После того, как вы правильно настроили ленточнопильный станок, вам нужно будет зажать квадратную трубку в тисках ленточной пилы. После того, как оба куска квадратной трубы были скошены под углом, вы должны теперь использовать шлифовальную машину с 4-дюймовым твердым шлифовальным кругом, чтобы удалить любые заусенцы со всех четырех сторон каждого куска трубы, который вы обрезали. Как только это будет сделано, вы должны срезать каждую сторону квадратной трубы под углом 45 градусов.
После того, как вы закончили срезать квадратную трубку, вы должны положить два куска квадратной трубы на плоскую рабочую поверхность срезами под углом друг к другу. Соединяя скошенные стороны квадратной трубы вместе, вы должны оставить пространство в 1/16 между обеими частями. Затем вам нужно будет поместить каркасный квадрат в угол, который вы создали, соединив два куска трубы вместе под углом 90 градусов. После того, как каркасный угольник установлен на место, вы готовы включить сварочный аппарат. Вы также должны потратить это время, чтобы надеть все свое защитное снаряжение для сварки. После того, как вы правильно оделись, вы можете начать сварку, используя прихваточный шов на внутренней точке скошенных углов на угловом шве. Во время сварки труб вместе вы должны постоянно проверять угол относительно квадрата каркаса, чтобы убедиться, что ваш угол все еще находится на 90 градусов. Теперь вы должны поместить прихваточный шов на обратной стороне скошенного угла и еще один прихваточный шов на плоской поверхности квадратной трубы, на которой есть разрез под углом 45 градусов. После того, как вы успешно разместили эти прихваточные швы, вы должны перевернуть деталь и выполнить те же прихваточные швы с обратной стороны.
После завершения прихваточных швов следующим шагом будет сварка заднего угла квадратной трубы. Для этого вы должны поместить горелку MIG в верхнюю часть угла и нажать на спусковой крючок, перетащив сварочную ванну вниз по склону, чтобы выполнить сварку. После того, как это будет завершено, вы теперь захотите повернуть два куска квадратной трубы и выполнить угловой сварной шов на внутренней стороне угла, начиная сварку сверху и перетаскивая сварной шов вниз, одновременно перемещая горелку MIG по кругу для сшивания. Равномерный сварной шов между обеими частями квадратной трубы. Срез под углом 45 градусов должен быть приварен ровно, начиная сварку с внутреннего угла и продвигая сварной шов к внешнему углу скошенного соединения. После того, как этот шаг был завершен, вы должны теперь перевернуть трубку и приварить последнюю плоскую сторону среза под углом 45 градусов. После того, как вы завершили все сварочные работы, теперь вы можете отшлифовать углы и получить идеальную девятку.Изгиб квадратной трубы под углом 0 градусов.
Подано в:
резать,
молоть,
квадратная трубка,
Советы,
сварка,
сварочный процесс,
сварка квадратных труб,
наконечники для сварки
Делиться:
Предыдущая статья
Какой вольфрам следует использовать? Попробуйте комбо-пакет Синего Демона!
Комментарии
Айви Бейкер — 30 июля 2020 г.
Это очень полезная информация о том, как изготовить квадратную трубу. Хорошо знать, что вы захотите убедиться, что место сварки ровное. Возможно, было бы разумно рассмотреть возможность использования инструментов для гибки, чтобы помочь с плоскостью сварных швов. Лично я хотел бы, чтобы профессионал помог мне сделать любую фабрикацию, потому что кажется, что это было бы опасно. https://www.accubendinc.com/
СВАРКА МЕТАЛЛИЧЕСКИХ ТРУБ — TECNOCURVE
06 Dec Важность и особенности сварки металлических труб
Опубликовано в 15:23 в Новости by Tecnocurve
Сварка, лазерная резка, гибка и вальцевание являются, пожалуй, наиболее важными процессами, выполняемыми с металлическими трубами. В предыдущей статье мы рассмотрели вопрос о соотношении гибки и сварки стальных труб, , основное внимание уделяется рискам и затратам на сварку.
Основные проблемы, связанные со сваркой трубы, связаны с тем, что она изменяет механические характеристики металла . Кроме того, эстетический вид гнутой трубы заметно лучше, чем у сварной.
Однако не всегда возможно заменить гибку сваркой. Во многих случаях обработка труб включает в себя как гибку, так и сварку, особенно в более сложных проектах, где необходимо много трубчатых элементов, таких как кабины машин или строительные конструкции.
Сварка металлических труб
Можно сваривать следующие металлические трубы:
Стальные трубы
Трубки из нержавеющей стали
Алюминиевые тубы
Латунные трубки
В то время как сварка труб из стали и труб из нержавеющей стали более распространена и, с учетом всех обстоятельств, проще, сварка алюминиевых труб чрезвычайно сложна из-за того, что материал, являющийся исключительным проводником тепла, также имеет очень низкую температуру плавления и требует, чтобы сварщики принимали особые меры предосторожности и следовали строгим процедурам. Риск заключается в том, что серьезная деформация трубки приведет к разрушению процесса, трубки и, следовательно, конечного продукта.
Области применения гнутых изделий в комплекте со сваркой
Сварка труб – процесс, используемый в ряде отраслей промышленности. Среди них, в частности, сельское хозяйство (например, сельскохозяйственные машины), автомобильная промышленность, освещение, тренажеры, животноводство, городской декор и дизайн интерьера, механические системы и, очевидно, столярное дело.
Тип сварки
Металлические трубы свариваются двумя разными способами:
Сварка ВИГ
Сварка МИГ/МАГ
В обоих случаях используются защитные газы , которые служат для изоляции расплавленного материала от атмосферы, обеспечивая более чистое соединение и, в то же время, лучшее проплавление сварного шва.
Сварка ВИГ
Сварка ВИГ представляет собой дуговую сварку , которую можно использовать для металлических труб. Он характеризуется факелом, на котором 9Установлен вольфрамовый электрод 0021 , который, защищенный газом (Ar – Argon – или He – Helium), плавит свариваемые детали. ВИГ делится, в свою очередь, на сварку с присадкой или без нее . Разница заключается в том, что в первом случае наполнитель добавляется в процессе плавления . Это делается для повышения герметичности сварного шва. Обычно применяется при соединении металлов уменьшенной толщины (от 2 до 5 мм).
Этот тип сварки ВИГ металлических труб требует большой точности со стороны сварщика, который должен предотвращают образование осколков электрода , так как они могут повредить или ослабить соединение.
Сварка МИГ/МАГ
Сварка МИГ/МАГ – разница между МИГ и МАГ заключается в используемом защитном газе – это процедура непрерывной проволоки, обеспечивающая высокую производительность и отсутствие отходов.
Среди преимуществ можно добиться большего проплавления, а это значит, что для заполнения шва потребуется меньше «проходов», а также это облегчает сварщику удержание дуги под его непосредственным наблюдением, полностью контролировать работу сварного шва.
Эта процедура более быстрая, чем сварка TIG, и обеспечивает большую гибкость использования, включая возможность сварки труб очень малых толщин. К основным проблемам сварки труб MIG/MAG относится, прежде всего, стоимость сварочного оборудования, которая значительно выше, чем у аппарата для сварки TIG. Также трещины могут образовываться при высокой температуре из-за плохой очистки кромок свариваемого металла в сочетании с наличием загрязняющих веществ.
Точное регулирование градиента тепла очень важно . Если оно слишком высокое, это может привести к чрезмерному проникновению. Если оно слишком низкое, две металлические детали могут не расплавиться в достаточной степени для сварки.
Сварка MIG квадратных стальных труб после гибки/профилирования в сельскохозяйственном секторе
Сварочные нормы и стандарты
Стандарты, применяемые в сварочных процессах в Tecnocurve:
– Реквизиты ISO 0 8031 качество сварки плавлением металлических материалов
EN 1090 – Сертификация стальных и алюминиевых конструкций
Отдел сварки Tecnocurve
Все сварщики Tecnocurve сертифицированы компанией EsseBi Welding, специализирующейся в области сварки.
Они также получили специальную квалификацию для процедур сварки WPS и WPQR.
WPS представляет собой набор данных, касающихся используемого материала, защитного газа, метода сварки, а также технических параметров, таких как положение и предварительный нагрев.
WPQR — это протокол, содержащий результаты сварочных испытаний. Он дает компании и/или сварщику право выполнять сварные соединения в соответствии с условиями и параметрами, установленными в стандарте.
Tecnocurve имеет пять сварочных станций , расположенных на площади около 400 кв.м. Такое расположение позволяет нашим сварщикам работать в абсолютной безопасности благодаря использованию стандартного оборудования для индивидуальной защиты, самозатемняющихся сварочных масок и современной вытяжной системы с низким потреблением энергии.
Эти рабочие станции позволяют выполнять сварку методом TIG или MIG/MAG.
Качество нашей сварной трубы
Наш отдел сварки и отдел контроля качества Tecnocurve являются отдельными, но сообщающимися производственными зонами. Это означает, что контроль качества можно проводить непосредственно на сварной трубе.
Процесс сварки фактически начинается в техническом бюро . Именно здесь мы анализируем чертежи и готовим производственные листы, содержащие как можно больше информации о процессе сварки.
Программное обеспечение для управления позволяет нам контролировать сроки и качественный результат каждого этапа процесса сварки труб, которому присвоен код процесса.
Мы также проводим испытания с проникающими жидкостями для подтверждения качества сварного шва труб и отсутствия трещин. Эти испытания проводятся для труб и металлических профилей, конечное использование которых требует высокой прочности при сварке. Типичным случаем являются системы под давлением.
Наконец, мы набрасываем сертификация качества сварного шва . В сертификате сообщается о результатах испытаний на герметичность проникающими жидкостями и проведенных нами контрольных измерениях.
Российская неделя здравоохранения-2018 вызвала широкий отклик в профессиональном сообществе
Говорят участники и гости прошедшего в «Экспоцентре»2-7 декабря международного научно-практического форума «Российская неделя здравоохранения-2018», который объединил на единой площадке ведущие отраслевые выставки и конгрессные события:
Татьяна Батышева, главный детский реабилитолог Минздрава РФ:
– Российская неделя здравоохранения – одно из знаменательных событий года. Хочу, прежде всего, поблагодарить организаторов этого праздника – генерального директора «Экспоцентра» Сергея Сергеевича Беднова вместе с его замечательной командой, сумевшей создать уникальный климат на форуме, который сегодня посетили многие мои коллеги из разных регионов страны и, конечно, из Москвы. Я представляю как федеральную структуру, так и московскую. Мы занимаемся профилактикой неинфекционных заболеваний, мы говорим о здоровом образе жизни, а значит – о здоровье будущих родителей и о здоровье наших детей.
В здравоохранении есть различные отрасли медицины, которые подчас с собой не связаны. Например, санаторно-курортное дело. Для наших детей очень важно иметь третий этап реабилитации, а именно санаторно-курортный. И здесь на выставке представлены уникальные курорты нашей страны, с которыми могут познакомиться как профессиональные врачи, так и родители наших маленьких пациентов.
Просмотр видео
Алексей Хрипун, министр Правительства Москвы, руководитель Департамента здравоохранения г. Москвы:
– Ассамблея «Здоровье Москвы» проходит уже в 17-й раз, но в «Экспоцентре» — впервые. Мы очень довольны выбором площадки, который сделали, потому что в этом году количество участников на этот час сегодняшнего дня составляет порядка 10 тысяч человек, которые зарегистрировались, уже пришли или придут на Ассамблею. Это огромная цифра, в пять раз больше чем в прошлом году.
И мы видим, что все службы «Экспоцентра» работают четко. Они создали нам идеальные условия для работы. Это отмечают все. Поэтому со словами большой благодарности я хотел бы обратиться к руководству «Экспоцентра». Спасибо большое.
Просмотр видео
Игорь Платонов, генеральный секретарь Всемирной организации медицинского туризма:
– Тематических выставок по медицинскому туризму в России небольшое количество. И нам очень приятно, что центральная выставочная площадка Российской Федерации – «Экспоцентр» организует выставки по актуальным направлениям, входящим в национальные приоритетные проекты нашей страны.
Выставка MedTravelExpo привлекает не только российских операторов, работающих в сфере медицинского туризма, но и вызвала интерес у наших зарубежных коллег и партнеров, которые представляют возможности иностранных клиник и иностранного медицинского туризма. Выставка собрала много специалистов, работающих и в сфере здравоохранения, и в смежных с медицинским туризмом направлениях. Мы оцениваем работу выставки на отлично. Регулярно принимаем в ней участие и будем это делать в дальнейшем.
Просмотр видео
Ирина Турчинская, тренер и диетолог, ведущая телешоу «Взвешенные люди»:
– Стоит отметить огромное количество стендов, которые было по-настоящему интересно посетить, пообщаться с представителями тех или иных организаций. Это действительно отраслевая выставка, где специалисты слышат друг друга, понимают друг друга, видят общие сложности и общие направления развития. Все это дает повышение собственного уровня компетенции и квалификации, а также вдохновение. Я очень довольна тем, что увидела на этой выставке.
Просмотр видео
Альберт Салиев, генеральный директор компании «Русский доктор»:
– В Российской неделе здравоохранения наша компания принимает участие в шестой раз. Каждый год мы представляем новый стенд и новую коллекцию. С недавних пор наша компания запустила собственный бренд «Энигма». На стенде мы демонстрируем расширенную новую коллекцию этого бренда.
Продукция «Русского доктора» представлена более чем в 70 городах страны, партнерская сеть насчитывает свыше 200 предприятий, реализующих нашу продукцию в своих регионах. Большинство этих клиентов посещает стенд, чтобы увидеть новинки, потрогать их, пообщаться с персональными менеджерами, встретиться с руководством. В переговорной комнате на стенде непрерывно проходят переговоры с ключевыми партнерами.
Цель участия в выставке не в моментальной прибыли, наша цель – инвестиции в перспективу, инвестиции в имидж. «Русский доктор» должен быть на выставке, должен встречать своих гостей и партнеров, рассказывать о новых коллекциях, обсуждать планы на будущее. В этом смысле выставка для нас удачна, удачна каждый год. В следующем году мы планируем быть здесь, на этом же месте. Обязательно подготовим что-нибудь яркое, новое, удивляющее для целевой аудитории, наших покупателей и партнеров.
Просмотр видео
Антон Зуев, менеджер по маркетингу BEKA RUS:
– Мы участвуем в выставке «Здравоохранение» уже больше десяти лет подряд. Это главное мероприятие года. Сюда приходят все наши клиенты, все профессора, с которыми мы поддерживаем отношения, и здесь обмениваемся результатами года.
В этом году решили поставить меньше аппаратов, сделать больше места и свободного пространства для переговоров. Из оборудования у нас представлены аппараты для реабилитации функций верхних конечностей, уголок физиоаппаратуры, ударно-волновая терапия, лазерная и комбинированная терапия, антигравитационная беговая дорожка для помощи после эндопротезирования суставов, аппараты для активно-пассивной разработки – велосипеды, групповая терапия для повышения вовлечения пациента в реабилитацию.
У наших аппаратов есть уникальные функции, которых нет у конкурентов. Например, антигравитационная дорожка – таких разработок по разгрузке веса тела пациента нигде нет. Групповая терапия активно-пассивных тренажеров: подобной функции – до четырех пациентов одновременно – в таком классе аппаратов нет ни у кого из наших конкурентов.
Особый интерес наша продукция вызывает у физиотерапевтов, заведующих отделениями физиотерапии. Были представители из СНГ (Казахстана, Узбекистана, Киргизии, Беларуси), Грузии, многих регионов России. Нам всегда нравится на этой выставке.
Просмотр видео
Алексей Белоусов, начальник лаборатории АО «НПО «СПЛАВ»:
– На стенде Техмаша и Ростеха представлены медицинские приборы совместных разработок с ВУЗами страны – МГУ и ЦНИИ РТК. Наибольший интерес представляют приборы диагностики и лечения. Они определяют состояние человека, диагностируют и назначают лечение без участия врача. Но, конечно, последнее слово всегда останется за доктором.
В выставке «Здравоохранение» мы участвуем уже в пятый раз. На стенде всегда выставляем наиболее интересные продукты, которые имеют высоко интеллектуальный потенциал. Представляемая нами продукция практически не имеет аналогов ни в России, ни в мире.
Выставка очень нужна для того, чтобы увидеть свой уровень и посмотреть уровень других.
Нашей продукцией заинтересовались, в частности, для поставки в Сирию и даже в Арабские Эмираты.
По организации выставки ни у меня, ни у моих коллег замечаний нет. Думаю, наше руководство обязательно примет решение об участии в выставке в следующем году, и думаю, что один из представляемых нами сейчас работающих макетов в следующем году будет на выставке уже в качестве готового медицинского изделия. Будем стараться не просто не отстать, а опередить конкурентов.
Просмотр видео
Константин Нагорный, коммерческий директор medi RUS LLC:
— Мы представляем известный бренд компрессионного трикотажа. Традиционно на выставку привозим только новинки.
Компания Medi давно участвует в «Здравоохранении». В этом году даже не ожидали, что будет столько много новых клиентов, которые хотят с нами работать. Отрадно, что подходят общаться и перенимать опыт представители других компаний, в том числе и российских.
Лидеры рынка всегда собираются на этой выставке. Здесь достаточно комфортно и все партнёры и целевая аудитория от конечного потребителя (врача) до бизнес-партнёра совершенно точно знают, куда нужно прийти, где что посмотреть. У них не возникает вопросов с навигацией в процессе посещения выставки. Это удобно.
В техническом плане мы не испытываем никаких проблем. Здесь достаточно хорошая акустика, если нужна тишина, то переговорные позволяют эту тишину соблюсти. Удобные подключения, разъёмы, работает WiFi.
Для нашего бренда это отраслевое мероприятие, на котором мы всегда присутствовали и будем присутствовать.
Просмотр видео
Владислав Шерстобоев, первый заместитель генерального директора компании «НИКАМЕД»:
– Мы работаем на выставке каждый год. Для нас это важное мероприятие, куда мы приглашаем своих партнёров на протяжении уже практически 11 лет.
Мы — самая крупная компания, которая имеет собственную розничную ортопедическую сеть.
На выставке всегда есть два потока людей. Те, которые нас давно и замечательно знают (это большая часть), вторая часть – новые предприниматели.
В этом году к нам большой интерес со стороны Казахстана, Беларуси, Азербайджана, Армении. Мы получаем новые контакты. В стратегии нашей компании выход в бывшие страны СССР, чтобы дальше тиражировать наш бизнес. Поэтому мы в одиннадцатый раз в рамках выставки проводим свою собственную дистрибьюторскую конференцию.
Обычно начинаем готовиться к выставке летом. Тогда же и рождается концепт.
Просмотр видео
Оад Шахар, основатель Kaizen:
– Мы создали персональную программу по омоложению для каждого человека на основе биологических и генетических анализов.
Я увидел очень хорошо организованную выставку. Расположение выставочного комплекса в центре Москвы даёт возможность максимально быстро и удобно (с небольшим количеством пробок) доехать и посетить выставку. Конечно же, приеду снова в следующем году и обещаю удивить посетителей. Но пока это секрет.
Просмотр видео
Александр Элинсон, генеральный директор НИПК «Электрон»:
– Мы все знаем, что здравоохранение — это традиционное направление, в котором есть большое количество устоев, повторяющихся из года в год. Так же мы все знаем, что в первых числах декабря проходит выставка «Здравоохранение». Это место встречи, где собираются все участники отрасли.
Мы в этом году представляем уникальный медицинский комплекс, который хотели бы в будущем видеть в каждой районной больнице.
Пройдя по выставке, мы увидели, что российская промышленность выдает все больше новых продуктов. Мы желаем тем, кто сегодня представляет продукцию «сделано в России», демонстрировать в дальнейшем свою продукцию на международных выставках. Чтобы эта продукция была востребована и за рубежом, чтобы они рассказывали о своих экспортных успехах. Это, как показывает практика, очень помогает развитию и внутри страны.
У «Экспоцентра» непростая задача. Скорость изменения сегодня колоссальная. «Экспоцентр» успевает подстраиваться под эти изменения. Мы желаем ему бежать с той же скоростью и периодически опережать события, предлагая рынку все новые и новые форматы.
Просмотр видео
Дмитрий Исаенко, генеральный директор Консорциума «РУСЭКСПОРТ»:
– Мы делаем качественные банные интерьеры и аксессуары. Мы с удовольствием приняли предложение участвовать в выставке MedTravelExpo, потому что «Экспоцентр» — это знаковый выставочный центр для России и для нашей компании. Мы здесь начинали свою выставочную деятельность в 2004 году.
Участие в выставке для нас — это не только престиж, но и ответственность. Необходимо создать красивый стенд, красивую коллекцию, удивить участников и посетителей выставки.
Просмотр видео
Татьяна Фатеева, руководитель развития и рекламы компании «ФАТЕЕВЫ БАНИ»:
— В центре Москвы проходит такая грандиозная выставка, как MedTravelExpo, посвященная, в частности, бане, а также здоровью, молодости. Мы не ошиблись. За эти четыре дня было очень много людей, много конкретных покупателей. Выставочный образец – баню из кедра – мы продали прямо здесь. И на этом же прицепе она поедет в Краснодар. На банном форуме мы по-деловому знакомимся с нашими коллегами.
Нам очень важно, что нас отметили дипломом выставки. Мы разместим его на нашем сайте и в соцсетях.
Мы очень комфортно заехали в «Экспоцентр» и поставили нашу баню в павильоне. Без проблем. Спасибо организаторам. Обязательно приедем в будущем году. Покажем свои новые произведения. Надеемся на положительные результаты и позитивное общение.
Просмотр видео
Тосихидэ Нонака, управляющий директор International Lumbago Clinic:
– Раньше мы участвовали в других выставках, посвященных медицинскому туризму. На MedTravelExpo впервые. Многие пациенты и жители России проявили большой интерес к нашей клинике, поэтому решили в этом году представить свою клинику здесь. На этой выставке среди посетителей было больше представителей агентств медицинского туризма, медицинских учреждений России. Были, конечно, и пациенты. Нам удалось установить контакты со многими агентами и медучреждениями.
В будущем планируем открытие в России реабилитационных программ. Для нас, как зарубежной клиники, важно участие в подобных мероприятиях, т. к. многие пациенты и агенты не имеют другой возможности узнать о методах лечения за границей. Именно участвуя в таких мероприятиях, мы можем донести до широких масс свои методы лечения. Мы рассмотрим возможность участия в выставке в будущем году. Проведение выставки в «Экспоцентре» имеет ряд преимуществ. В частности, для участников и посетителей удобно его расположение недалеко от центра Москвы. Зарубежные участники могут достаточно легко приехать в Москву и добраться до «Экспоцентра», чтобы представить свои услуги и учреждения.
Просмотр видео
Сэм Авад, генеральный директор GMTP:
– Наша компания является оператором, который организует лечение в Греции. Выставка нам интересна, поскольку здесь мы встречаемся с российскими пациентами, туроператорами, агентами, клиниками, с которыми могли бы сотрудничать. Посетителей интересовала возможность лечения различных заболеваний и реабилитации в Греции.
Российский рынок очень большой, поэтому быть на таких выставках очень важно, т.к. здесь присутствуют не только представители Москвы, но и различных регионов России. Сюда приезжают те, кто заинтересован в лечении за рубежом. Интересна также возможность кооперации с российскими специалистами, обладающими лечебными методиками, которых нет в Европе. Мы довольны результатами своего участия и планируем быть на выставке в следующем году. Выставка открыла для нас возможность кооперации с различными российскими компаниями и клиниками для организации лечения в России.
Просмотр видео
Со Хи Вон, менеджер международного медицинского отдела HIMCHAN HOSPITAL:
– Клиника HIMCHAN – это специализированная ортопедическая клиника. О выставке MedTravelExpo узнали в прошлом году, но не успели принять в ней участие. У нас было очень большое желание участвовать в этой специализированной медицинской выставке. Мы заранее подали заявку на участие во второй выставке и очень рады быть здесь. Сегодня четвертый день выставки, состоялось много встреч с врачами, медицинскими агентствами, санаториями не только из России, но и Западной Европы и Прибалтики.
К Южной Корее большой интерес, поскольку в сравнении с европейскими странами она предоставляет более дешевый качественный сервис. Кроме работы на стенде мы участвовали в конференциях, деловых встречах, на которых рассказывали о системе здравоохранения в Южной Корее. Было задано много вопросов, что показало интерес к лечению в Южной Корее. Мы рады участвовать в MedTravelExpo. Надеюсь, что отчет о работе на этой выставке будет способствовать увеличению количества южнокорейских клиник-участников следующей выставки.
Мы довольны организацией смотра. Понравилось, что одновременно проводятся другие близкие по тематике выставки. Установили контакты с фирмами из разных стран по эндопротезированию и реабилитации. Участие в этой выставке и конференциях помогло нам найти новых партнеров.
Просмотр видео
Все новости
ЦВК «Экспоцентр»: международные выставки, конгрессы, конференции
21—25 ноября 2022
ЦВК «Экспоцентр»
5–9 декабря 2022
ЦВК «Экспоцентр»
5–8 декабря 2022
ЦВК «Экспоцентр»
Ближайшие выставки и мероприятия30
08.11.2022—11.11.2022
Гостевые выставки
MITEX 2022
Международная специализированная выставка инструментов и оборудования
Организаторы:
ВК «Евроэкспо» (Россия) EUROEXPO EXHIBITIONS and CONGRESSES DEVELOPMENT GmbH (Австрия)
0+
08. 11.2022—11.11.2022
Добавить в календарь
08.11.2022—11.11.2022
Гостевые выставки
МЕТАЛЛ-ЭКСПО 2022
28-я Международная промышленная выставка
Организатор:
ООО «Металл-Экспо» (Россия)
12+
08.11.2022—11.11.2022
Добавить в календарь
15.11.2022—17.11.2022
Гостевые выставки
Parking Russia 2022
Международная выставка оборудования и технологий для обустройства и эксплуатации парковочного пространства
Организатор:
ООО «МВК»
12+
15. 11.2022—17.11.2022
Добавить в календарь
Показать еще
Все мероприятия
Пресс-центр
Новости
СМИ о нас
Все новостиВсе публикации СМИ
03.11.2022 В Баку открылся «Российско-Азербайджанский день поля»
03.11.2022 Отзывы участников выставки «Химия-2022»
03.11.2022 В форуме предпринимателей Московской области примут участие представители «Экспоцентра»
02.11.2022 Юбилейное Общее собрание членов Российского Союза химиков прошло в «Экспоцентре»
02.11.2022 Химический триатлон на выставке «Химия-2022»
02.11.2022 Алексей Вялкин принял участие в заседании президиума РСВЯ
01.11.2022 Комфортно работать человеку помогают роботы
01.11.2022 «Россия – Иран: сотрудничество в химии и нефтехимии»
01. 11.2022 Эксперты обсудили механизмы промышленной политики в химической отрасли
01.11.2022 В «Экспоцентре» открылась выставка «Некрополь-2022»
31.10.2022 В столичном Экспоцентре открылась международная выставка «Химия- 2022»
24.10.2022 Машиностроение и металлообработка: что нового производят в России?
24.10.2022 В «Экспоцентре» открылась «Российская промышленная неделя — 2022»
17.10.2022 «Российская промышленная неделя-2022» пройдет 24-27 октября в «Экспоцентре»
11.10.2022 Выставка пищевых технологий
11.10.2022 Нехватка западных пищевых ингредиентов уже меняет вкус привычных продуктов. Чем и когда их заменят в России
11.10.2022 Вкусные инновации помогают делать продукты полезнее
11.10.2022 «Агропродмаш-2022»: россиян стало больше, а западные игроки не прощаются
10.10.2022 В Москве открылась выставка «Агропродмаш»
28. 09.2022 Импортозамещение в сегменте детских товаров
Expocentre:Exhibiting the Future«Экспоцентр»:демонстрируем будущее
Как добраться
На машине
На общественном транспорте
Проезд грузового транспорта
Контакты
Единый справочный центр
Сервис-бюро
Реклама
Центральный выставочный комплекс «Экспоцентр»
«Экспоцентр» — всемирно известная российская выставочная компания, более 60 лет неизменно сохраняющая статус ведущего организатора крупнейших в России, СНГ и Восточной Европе международных отраслевых выставок, а также национальных экспозиций нашей страны на выставках EXPO.
В 2021 году в Центральном выставочном комплексе «Экспоцентр» состоялось 80 международных выставок с участием 17 тыс. компаний со всего мира, а также 669 конгрессов, симпозиумов, конференций. Число посетителей конгрессно-выставочных мероприятий — 805 тыс. человек*.
Общая выставочная площадь ЦВК «Экспоцентр» — 165 тыс. кв. м, в том числе закрытая — 105 тыс. кв. м и открытая — 60 тыс. кв. м.
* В связи с пандемией COVID-19 в 2021 году действовали ограничения по реализации выставочно-конгрессной программы ЦВК «Экспоцентр» и участию в ней зарубежных экспонентов.
В настоящее время «Экспоцентр» располагает 9 выставочными павильонами с самым современным инженерно-техническим оснащением, а также 39 удобными многофункциональными залами для проведения конгрессов, пресс-конференций, симпозиумов и семинаров.
При формировании выставочной программы «Экспоцентра» максимально учитываются приоритетные направления развития российской и мировой экономики. Одним из главных направлений деятельности компании стало участие в реализации приоритетных национальных проектов и развитии инновационных программ.
Все собственные выставки «Экспоцентра» пользуются поддержкой федеральных органов исполнительной власти, национальных отраслевых ассоциаций, проводятся под патронатом Торгово-промышленной палаты Российской Федерации.
* В связи с пандемией COVID-19 в 2021 году действовали ограничения по реализации выставочно-конгрессной программы ЦВК «Экспоцентр» и участию в ней зарубежных экспонентов.
Показать текст полностью Свернуть
Краткая история «Экспоцентра»
Членство в профессиональных организациях
Наши партнеры
Исследование возможностей развития выставочного центра Портленда
Исследование возможностей развития выставочного центра Портленда оценит стоимость собственности площадью 53 акра и наибольшую общественную пользу, которую можно было бы получить, изучив потенциальные будущие сценарии места проведения и территории.
Будьте в курсе
Узнайте больше о возможностях развития на выставке Expo и текущем запросе на выражение заинтересованности на expofuture.org
По запросу Metro Council в начале 2020 года было начато исследование возможностей развития Портлендского выставочного центра, чтобы оценить ценность и возможности для наибольшей общественной пользы от собственности и объекта площадью 53 акра. У центра есть значительные потребности в капитале, и нет определенного источника финансирования для удовлетворения этих потребностей с течением времени. В этом исследовании будут определены варианты развития, которые могли бы дополнить, поддержать или заменить текущие операции центра мероприятий. Любое потенциальное будущее Экспо должно быть финансово устойчивым. С момента начала этого исследования COVID-19значительно усугубила финансовые проблемы центра.
В то время как пандемия COVID-19 принесла неопределенность и сбои, Metro уделяет приоритетное внимание продолжению этого проекта. С ранней весны сотрудники Metro работали над адаптацией площадок для проведения мероприятий, таких как Экспоцентр, чтобы они могли служить в регионе мерами реагирования на COVID-19, а также удовлетворять меняющиеся потребности клиентов. Цель этого проекта не изменилась и остается совместным процессом, направленным на оценку потенциального будущего Экспоцентра.
Место сбора в Портленде
Выставочный центр Портленда ежегодно привлекает около 500 000 посетителей на более чем 100 публичных торговых выставок и общественных мероприятий, таких как домашние и садовые, автомобильные, автофургоны, антиквариат, выставки и концерты на открытом воздухе. За последние пять лет он ежегодно приносил в среднем около 50 миллионов долларов экономического эффекта. Центр имеет 330 000 квадратных футов выставочных площадей в пяти выставочных залах на территории кампуса площадью 53 акра. Portland Expo Center стремится к устойчивому развитию с самой большой зеленой стеной ливневых вод в стране, обрабатывающей более 10 000 кубических футов стоков. Проект восстановления крыш павильонов D и E сэкономил тонны материала от отправки на свалку, а замена освещения парковки на светодиоды значительно снизила потребление электроэнергии.
Историческое и культурное значение
Многие сообщества в районе Большого Портленда и нашего региона имеют уникальные и важные исторические и культурные связи с Экспоцентром и землей, на которой он построен. Близлежащие наводнения в Ванпорте и интернирование во время Второй мировой войны в Портлендском сборочном центре оказали длительное влияние на афроамериканские, коренные и японо-американские общины. Метро и выставочный центр Портленда признают прошлые события и несправедливости, имевшие место в центре или рядом с ним. Expo работает с Vanport Mosaic и Центром наследия Nikkei, чтобы гарантировать, что эти события никогда не будут забыты.
Как проект будет привлекать заинтересованные стороны?
На протяжении всего процесса Metro взаимодействует с ключевыми заинтересованными сторонами и партнерами, в том числе с сообществами, имеющими исторические и культурные связи и деловые интересы. К ним относятся афроамериканцы, коренные жители и американцы японского происхождения, а также клиенты Expo и заинтересованные стороны бизнеса, чтобы уточнить руководящие принципы проекта. Результатом первоначального взаимодействия с заинтересованными сторонами являются руководящие принципы (см. ниже). Каждое потенциальное будущее будет оцениваться на основе этой совместно разработанной структуры, управляемой сообществом. Возможности для ввода будут продолжаться во время процесса подачи запроса на выражение заинтересованности, с опросом и открытым собранием.
Процесс отбора
Сотрудники Metro и консультанты по проектам, Cascadia Partners, уточнят представленные проекты до списка из пяти потенциальных вариантов на основе осуществимости, а комитет заинтересованных сторон рассмотрит представленные материалы и оценит, насколько каждый из них соответствует руководящие принципы. Главный операционный директор Metro Марисса Мадригал рассмотрит отчет заинтересованных сторон сообщества и представит свои рекомендации Совету Metro и Metropolitan Exposition and Recreation Commission.
Руководящие принципы
Metro и Cascadia Partners организовали серию семинаров, на которых заинтересованные лица участвовали в групповых упражнениях, объединяющих коллективные идеи для руководящих принципов в общие темы. Как группа, участники перенесли общие темы в проекты руководящих принципов. На этих семинарах были сформулированы следующие руководящие принципы:
Чтить, уважать и сохранять культурное, земельное, водное и историческое значение для информирования будущих поколений; не навреди движению вперед.
Требовать целенаправленного включения сообществ, которые выстояли и процветают, несмотря на действие колонизации и/или пагубное воздействие политики и практики.
Максимизируйте пользу сообщества и связи для будущих поколений; уделяйте приоритетное внимание инвестициям в более сильные сообщества, которые управляются сообществом и учитывают культурные особенности.
Постоянное взаимодействие и прозрачность.
Ищите возможности для культурного самовыражения, искусства, рассказывания историй и обучения.
Ищите устойчивые и устойчивые к изменению климата решения.
Центр инклюзивной, культурной и экономической устойчивости и благополучия.
Подробнее о процессе взаимодействия, разработке руководящих принципов и целях проекта см. в документах ниже. В начале 2022 года был запущен новый интерактивный веб-сайт проекта. На нем размещена подробная информация о процессе подачи RFEI, опрос для сбора отзывов жителей региона и многое другое.
Выставочный центр Mohegan Sun откроется летом 2018 года – Отдел новостей Mohegan Sun
Начато строительство выставочного и конференц-центра стоимостью 80 миллионов долларов, который будет расположен недалеко от зимнего входа в Mohegan Sun, сообщили официальные лица на собрании для прессы в четверг во время подробного выступления. по полному проекту; United Natural Foods объявлена в качестве первого партнера
UNCASVILLE, CT (23 марта 2017 г. ) – Лидеры племени Мохеган и Мохеган Сан собрались в четверг днем во флагманском отеле в Коннектикуте, чтобы объявить официальные планы The Mohegan Sun Экспо центр. Строительство ведется с намеченной датой открытия летом 2018 года. Расширение охватит более 240 000 квадратных футов и будет расположено у гаража Winter Parking и в непосредственной близости от новейшего отеля Mohegan Sun, Earth Tower. Партнерами проекта являются нью-йоркская архитектурная фирма KPF (Kohn Pedersen Fox) и строительная команда из Северного Стонингтона, A/Z Corp.
Ожидается, что выставочный и конференц-центр будет привлекать больше корпоративных и отраслевых выставок, в дополнение к таким выставкам, как Barrett-Jackson и Национальная ассоциация почтовых инспекторов. Это дает Mohegan Sun прекрасную возможность также расширить текущие шоу, ориентированные на потребителя, такие как Terrificon, и провести шоу индустрии технологий, шоу по гольфу, музыкальные феерии, домашние шоу, шоу по автоспорту и охоте и рыбалке. Одно из первых партнерских отношений, о котором сегодня объявил помощник генерального директора Джефф Гамильтон, связано с United Natural Foods Inc (UNFI), поскольку он ускользнул от участия в полномасштабной выставке продуктов питания уже на ранних этапах планирования на следующий год.
Председатель племени Мохеган, Кевин Браун, также выступая сегодня на мероприятии, коснулся будущих перспективных партнерских отношений и дальнейшего положительного влияния выставочного центра на юго-восток Коннектикута. «Этот новый конференц-центр поможет укрепить позиции Mohegan Sun не только в качестве основного места проведения конгрессов, но и в качестве главного курорта в северо-восточном регионе. Это позволит нам провести некоторые из крупнейших торговых выставок в стране и вернуть некоторые из потерянных конвенций, которые ищут более крупные площадки в Бостоне и Нью-Йорке», — заявил председатель.
Выставочный центр Mohegan Sun Expo Center создаст примерно 200 рабочих мест, включая строителей и постоянных сотрудников, а также ожидается появление дополнительных 100 рабочих мест поставщиков. Другие ключевые детали и цифры включают:
Бальный зал площадью 21 412 квадратных футов, который делится на две части и имеет более 3 000 квадратных футов чистых помещений перед торжествами
Сам выставочный центр будет 131 000 чистых квадратных футов
Наличие бесплатной парковки, 6 погрузочных площадок с открытой парковки и дополнительного въезда через 2 въездные двери уровня земли
Всего 18 конференц-залов площадью от 360 квадратных футов до 675 квадратных футов
Зал заседаний площадью 1263 кв. фута с 230 кв. футами холла и собственной открытой террасой
3600 квадратных футов открытых площадей, включая большую террасу вокруг всего центра
Кухня площадью 5361 кв. м
Дополнительные функции включают мобильную кассу, новейшие технологии, цифровые дисплеи внутри и снаружи центра, бесплатный Wi-Fi, смежную выставочную площадь
С точки зрения дизайна, новый выставочный центр будет представлять собой структуру без колонн с окнами на потолке, предлагая гибкое программирование в пределах естественно освещенного пространства. Главный коридор, который соединяет выставочный зал с фойе, также обеспечивает доступ ко всему объекту, включая бальный зал и регулируемые конференц-залы. Вдоль этого пути окна и двери от пола до потолка ведут посетителей на открытый внутренний дворик, который добавляет места для встреч в теплую погоду и защищает здание от Коув-роуд, которая петляет вокруг всего участка. Зелень простирается на восток до недавно построенной Земной башни, которая имеет тот же главный вход, что и Небесная башня. Внутренняя отделка будет напоминать о культурной истории племени, с изготовленными на заказ коврами и светильниками, которые отражают мотивы коренных американцев, близлежащую реку Темзу и цветовые палитры башен Земли и Неба. Дополнительные помещения для развлекательных мероприятий нижнего уровня будут составлять 20 000 квадратных футов от общей площади, что еще больше разнообразит программу многофункционального использования центра.
После завершения строительства летом 2018 года, в идеале к аукциону коллекционеров автомобилей Баррета-Джексона в следующем году, Mohegan Sun станет домом для крупнейших конференц-залов между Бостоном, штат Массачусетс, и Нью-Йорком. Чтобы узнать больше, посетите mohegansun.com/EXPO
О KPF: Kohn Pedersen Fox Associates (KPF) — архитектурная фирма, ответственная за расширение проекта Mohegan Sun Sunburst, которое включает в себя программирование, генеральное планирование и дизайн великолепного экстерьера. Мохеган Сан. Kohn Pedersen Fox Associates — отмеченная наградами архитектурная фирма с полным спектром услуг, предлагающая услуги по генеральному планированию, пространственному планированию, программированию, анализу зданий и дизайну интерьеров для престижного списка международных клиентов как в государственном, так и в частном секторах. Дополнительную информацию о Kohn Pedersen Fox Associates можно получить на сайте kpf.com.
О КОМПАНИИ A/Z CORP: Корпорация A/Z является ведущим поставщиком услуг по проектированию, строительству и техническому обслуживанию, ориентированным на предоставление инновационных решений из одних рук. Миссия компании состоит в том, чтобы обеспечить высочайший уровень качества и ценности для клиентов, которых она поддерживает в технологических отраслях. Это обязательство, которое фирма поддерживает уже почти 50 лет. Растущая команда A/Z из более чем 450 профессионалов обслуживает некоторые из самых узнаваемых частных и государственных компаний на северо-востоке и в Средней Атлантике США через свои офисы, расположенные по всему региону.
ИНФОРМАЦИЯ О MOHEGAN SUN: Mohegan Sun, принадлежащий Управлению по азартным играм племени Мохеган, является одним из крупнейших и наиболее захватывающих центров развлечений, игр, ресторанов и магазинов в Соединенных Штатах. Расположенный на 185 акрах вдоль реки Темзы в живописном юго-восточном штате Коннектикут, Mohegan Sun является домом для трех уникальных казино, 1600 роскошных гостиничных номеров, 2 спа-центров мирового класса, поля для гольфа, более 80 магазинов, ресторанов и баров, а также трех наград. развлекательные центры, в том числе арена на 10 000 мест. Mohegan Sun находится недалеко от Нью-Йорка, Бостона, Хартфорда и Провиденса и в 15 минутах от музеев, антикварных магазинов и набережной Таинственной Страны. Дополнительную информацию можно получить по телефону 1.888.226.7711 или на сайте mohegansun.com. Присоединяйтесь к нам на Facebook, подписывайтесь на нас в Twitter и Instagram @mohegansun, смотрите нас на YouTube и находите нас в Snapchat под именем пользователя MoheganSun.
 С его помощью обеспечивают бережную транспортировку различных веществ, в том числе, с повышенной вязкостью, с сохранением их структуры.
С его помощью обеспечивают бережную транспортировку различных веществ, в том числе, с повышенной вязкостью, с сохранением их структуры.




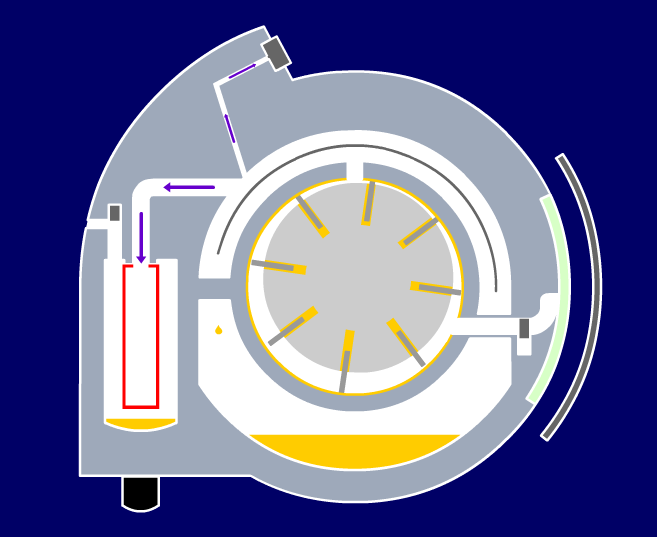
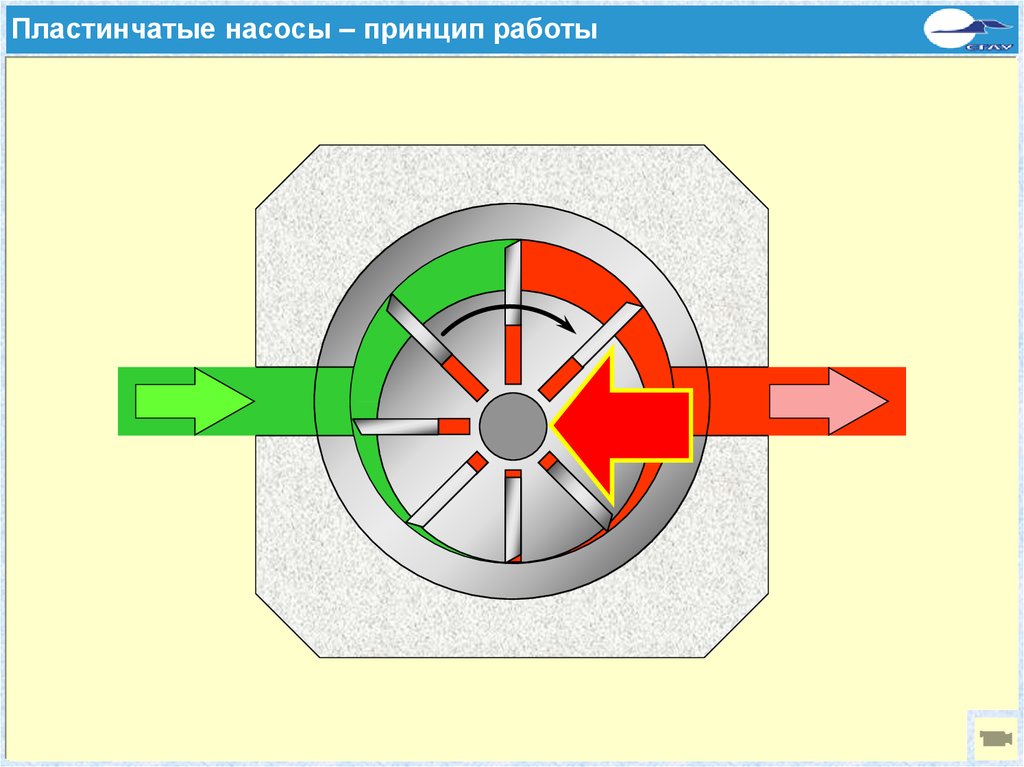 Чтобы устранить это явление, в шестернях протачивают специальные канавки для отвода жидкости.
Чтобы устранить это явление, в шестернях протачивают специальные канавки для отвода жидкости.
 Аппараты с подшипниками качения плохо переносят повышенное давление. А с подшипниками скольжения – не надежны при перекачивании маловязких жидкостей под большим напором.
Аппараты с подшипниками качения плохо переносят повышенное давление. А с подшипниками скольжения – не надежны при перекачивании маловязких жидкостей под большим напором.
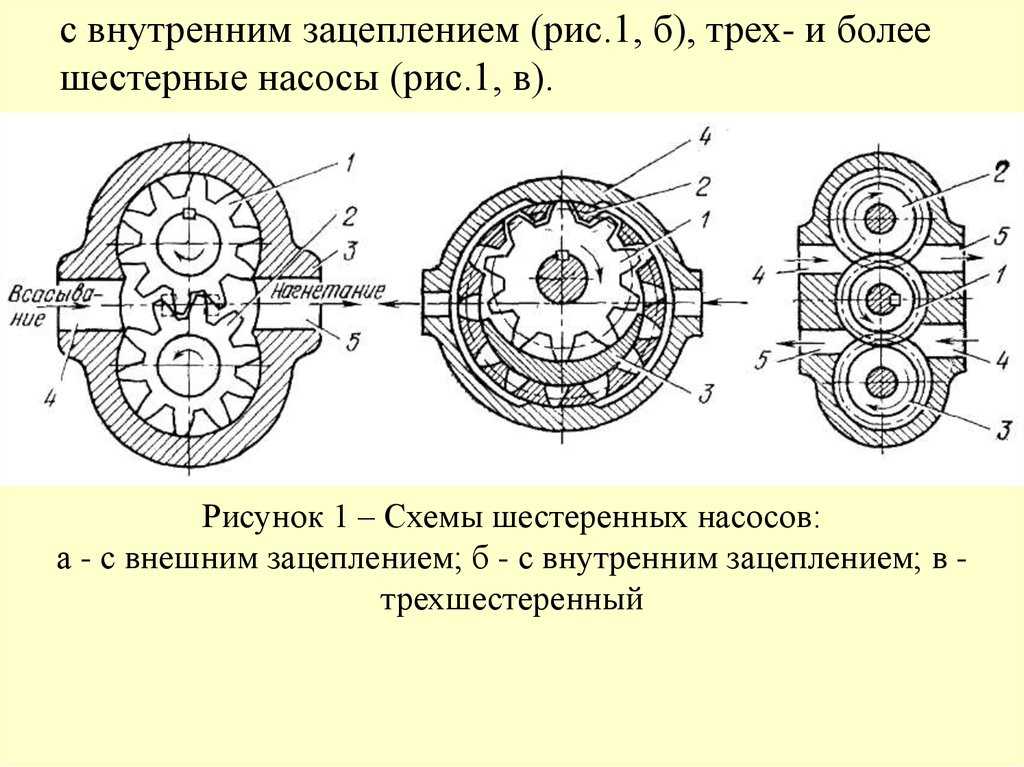 Для того, чтобы она могла попасть в камеры, во впадинах между зубьями наружной шестерни сделаны радиальные отверстия. При входе в зацепление в напорной зоне – наоборот, объем уменьшается, жидкость выдавливается к выпускному патрубку. Серповидный элемент контактирует с обеими шестернями, разделяя зоны нагнетания и всасывания.
Для того, чтобы она могла попасть в камеры, во впадинах между зубьями наружной шестерни сделаны радиальные отверстия. При входе в зацепление в напорной зоне – наоборот, объем уменьшается, жидкость выдавливается к выпускному патрубку. Серповидный элемент контактирует с обеими шестернями, разделяя зоны нагнетания и всасывания.
 Подробный рассказ об устройстве и принципе действия таких аппаратов – в отдельной статье.
Подробный рассказ об устройстве и принципе действия таких аппаратов – в отдельной статье.
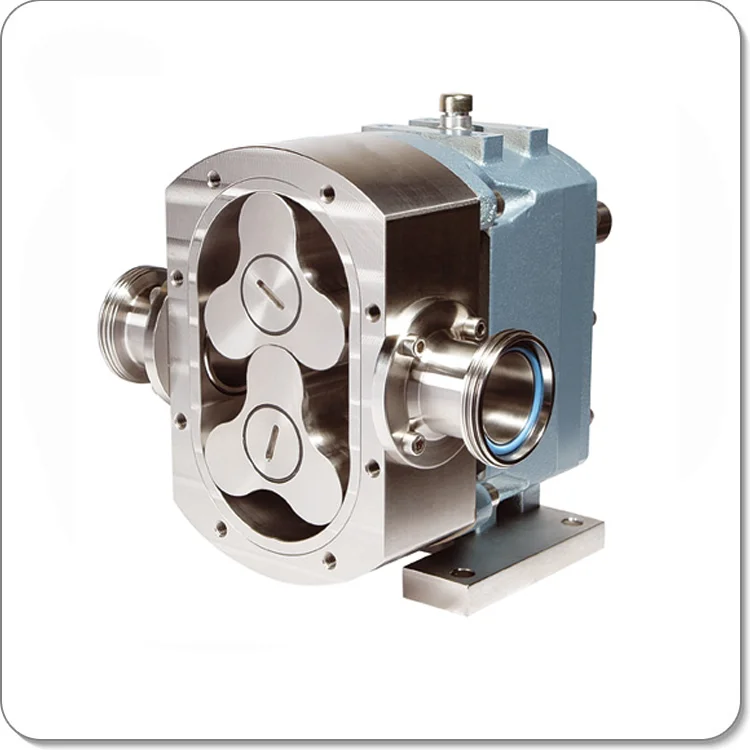 Прижимать трубку к корпусу не обязательно. В некоторых моделях поперечное сечение под действием роликов сужается, благодаря натяжению трубки. Есть модели с сухим или мокрым ротором. Второй вариант – для повышенных давлений.
Прижимать трубку к корпусу не обязательно. В некоторых моделях поперечное сечение под действием роликов сужается, благодаря натяжению трубки. Есть модели с сухим или мокрым ротором. Второй вариант – для повышенных давлений.
 При большой вязкости, производительность снижается. Трубки для перекачивания агрессивных рабочих сред стоят дорого.
При большой вязкости, производительность снижается. Трубки для перекачивания агрессивных рабочих сред стоят дорого.
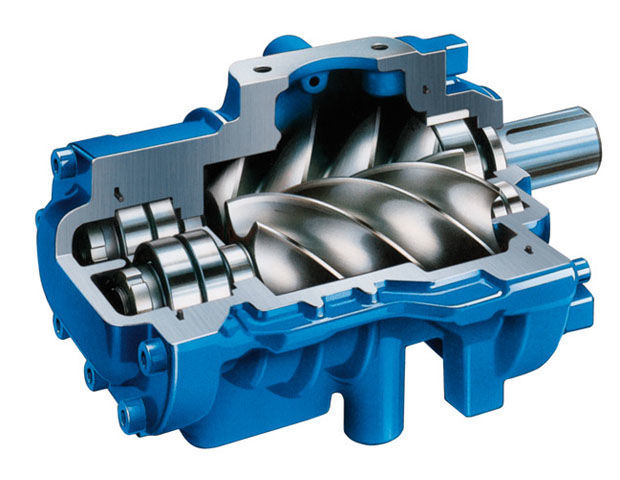 Благодаря этому, в корпус поступает рабочая среда. Перед выпускным патрубком, пластинки обратно входят в ротор. Объемы уменьшаются, давление нарастает, жидкость выталкивается к выходу.
Благодаря этому, в корпус поступает рабочая среда. Перед выпускным патрубком, пластинки обратно входят в ротор. Объемы уменьшаются, давление нарастает, жидкость выталкивается к выходу.
 Рабочий объем можно регулировать. Техобслуживание недорогое, потребление электроэнергии меньше, чем у других типов. Недостатки. Конструкция довольно сложная, хотя и проще, чем у роторно-поршневых. Ремонтопригодность невысокая. Агрегаты работают на малых давлениях, при низких температурах пластины иногда залипают.
Рабочий объем можно регулировать. Техобслуживание недорогое, потребление электроэнергии меньше, чем у других типов. Недостатки. Конструкция довольно сложная, хотя и проще, чем у роторно-поршневых. Ремонтопригодность невысокая. Агрегаты работают на малых давлениях, при низких температурах пластины иногда залипают.
 Благодаря наличию перегородки, они образуют две камеры, всасывающую и нагнетательную. В донышках цилиндров есть отверстия. Они сделаны так, что каждый цилиндр может сообщаться попеременно, то с всасывающей, то с нагнетательной камерой.
Благодаря наличию перегородки, они образуют две камеры, всасывающую и нагнетательную. В донышках цилиндров есть отверстия. Они сделаны так, что каждый цилиндр может сообщаться попеременно, то с всасывающей, то с нагнетательной камерой.

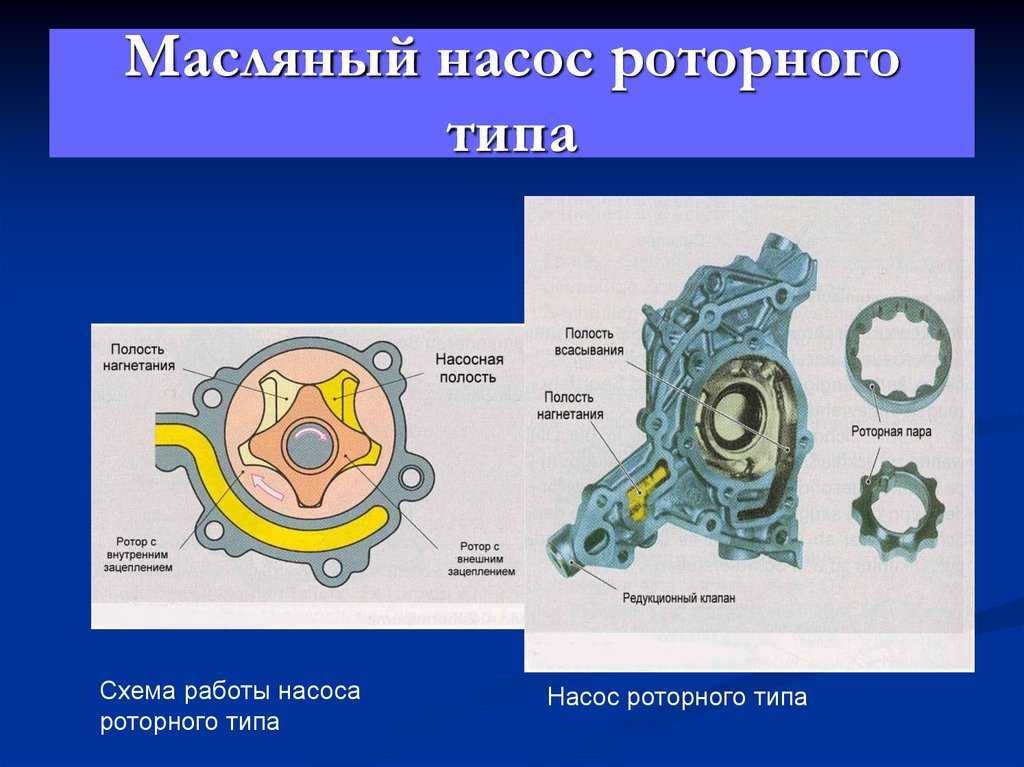 Их сферические головки упираются в неподвижное наклонное кольцо (диск) 3. В крышке 4 сделаны канавки 5 с перегородкой 6. Они образуют всасывающую и напорную линии. Возвратно-поступательное движение поршней во время вращения ротора обеспечивается тем, что, с одной стороны, пружины выталкивают их из блока и прижимают к диску. С другой стороны, за счет того, что диск установлен с наклоном, по мере дальнейшего поворота ротора, он «вдавливает» поршни обратно в блок. Канавки цилиндров, аналогично предыдущей модели, поочередно сообщаются, то с всасывающей, то с напорной линией.
Их сферические головки упираются в неподвижное наклонное кольцо (диск) 3. В крышке 4 сделаны канавки 5 с перегородкой 6. Они образуют всасывающую и напорную линии. Возвратно-поступательное движение поршней во время вращения ротора обеспечивается тем, что, с одной стороны, пружины выталкивают их из блока и прижимают к диску. С другой стороны, за счет того, что диск установлен с наклоном, по мере дальнейшего поворота ротора, он «вдавливает» поршни обратно в блок. Канавки цилиндров, аналогично предыдущей модели, поочередно сообщаются, то с всасывающей, то с напорной линией.
 За счет отсутствия перепускных клапанов, несколько повышается надежность. Многие модели являются самовсасывающими, отличаются точностью дозирования, могут определенное время работать без жидкости. Недостатки. Конструкция довольно сложная, из-за чего общая надежность не слишком хорошая (это относится, в основном, к аксиальным). Ремонт и обслуживание – не дешевые. Предъявляются высокие требования к рабочей среде относительно абразивных и химических свойств.
За счет отсутствия перепускных клапанов, несколько повышается надежность. Многие модели являются самовсасывающими, отличаются точностью дозирования, могут определенное время работать без жидкости. Недостатки. Конструкция довольно сложная, из-за чего общая надежность не слишком хорошая (это относится, в основном, к аксиальным). Ремонт и обслуживание – не дешевые. Предъявляются высокие требования к рабочей среде относительно абразивных и химических свойств.
 Важно и то, что роторные насосы отличаются большим разнообразием конструкций.
Важно и то, что роторные насосы отличаются большим разнообразием конструкций.

 Из-за сложности конструкции (сравнительно с насосами возвратно-поступательного типа), проверка и ремонт устройств будут дорогостоящими.
Из-за сложности конструкции (сравнительно с насосами возвратно-поступательного типа), проверка и ремонт устройств будут дорогостоящими.
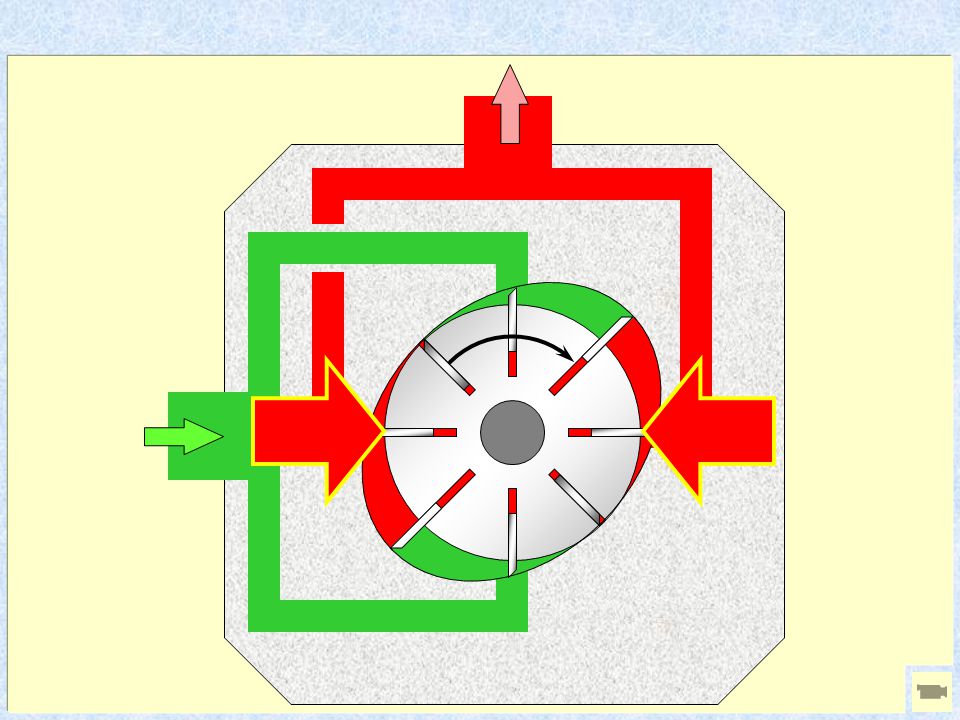 Они вместе с перекачиваемой жидкостью подаются вдоль винтовой оси к нагнетательному патрубку. При работе зубчатого вида насоса, стенки корпуса и шестерёнки формируют рабочую камеру. В итоге, попадающие внутрь жидкости двигаются и перемещаются в выходное отверстие.
Они вместе с перекачиваемой жидкостью подаются вдоль винтовой оси к нагнетательному патрубку. При работе зубчатого вида насоса, стенки корпуса и шестерёнки формируют рабочую камеру. В итоге, попадающие внутрь жидкости двигаются и перемещаются в выходное отверстие. Если вы приобретаете данную конструкцию, обратитесь в магазин промышленной техники. Там вы можете посоветоваться со специалистом и подобрать устройство, максимально подходящее для выполнения поставленной задачи.
Если вы приобретаете данную конструкцию, обратитесь в магазин промышленной техники. Там вы можете посоветоваться со специалистом и подобрать устройство, максимально подходящее для выполнения поставленной задачи.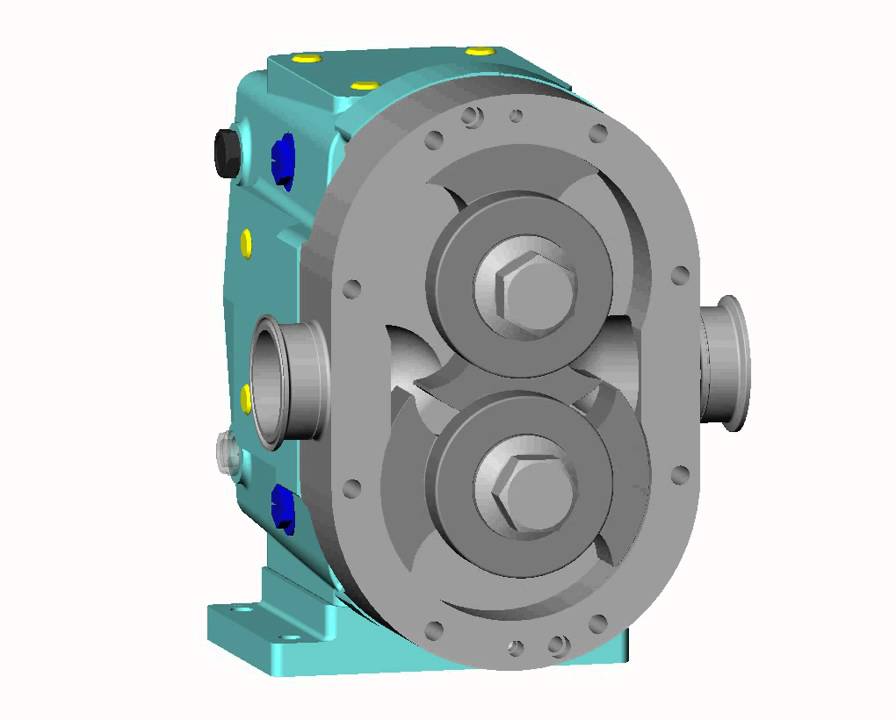 Жидкости с высокой вязкостью перекачиваются на более низких скоростях, а роторные насосы очень эффективны во многих различных областях применения, особенно при работе с высоковязкими жидкостями.
Жидкости с высокой вязкостью перекачиваются на более низких скоростях, а роторные насосы очень эффективны во многих различных областях применения, особенно при работе с высоковязкими жидкостями. Установлена второстепенная внешняя шестерня, которая в основном предназначена для соединения с ротором, так что зубья шестерни соединяются на одном конце. Втулка и шестерня могут быть присоединены к корпусу насоса, который удерживает натяжное колесо в этом месте.
Установлена второстепенная внешняя шестерня, которая в основном предназначена для соединения с ротором, так что зубья шестерни соединяются на одном конце. Втулка и шестерня могут быть присоединены к корпусу насоса, который удерживает натяжное колесо в этом месте.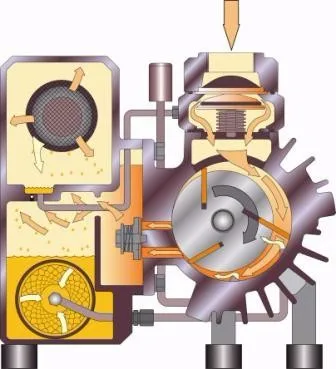 Чтобы решить эти проблемы поддержания состояния потока, необходимого для эффективной работы с этими жидкостями, насосы Viking с рубашкой снабжены полной рубашкой всех внешних частей и дополнительными зазорами на всех рабочих частях. Кроме того, кожух втулки подшипника ротора предотвращает застывание или затвердевание этих тяжелых вязких жидкостей в сальниковой коробке или корпусе механического уплотнения, обеспечивая эффективное уплотнение вала и, как следствие, устойчивость к утечкам. Отдельные камеры окружают корпус, головку и опорную втулку ротора, и каждая снабжена отдельными отверстиями для соединения с линиями нагрева или охлаждения.
Чтобы решить эти проблемы поддержания состояния потока, необходимого для эффективной работы с этими жидкостями, насосы Viking с рубашкой снабжены полной рубашкой всех внешних частей и дополнительными зазорами на всех рабочих частях. Кроме того, кожух втулки подшипника ротора предотвращает застывание или затвердевание этих тяжелых вязких жидкостей в сальниковой коробке или корпусе механического уплотнения, обеспечивая эффективное уплотнение вала и, как следствие, устойчивость к утечкам. Отдельные камеры окружают корпус, головку и опорную втулку ротора, и каждая снабжена отдельными отверстиями для соединения с линиями нагрева или охлаждения.
 )
)
 Помните: Каждый пластинчато-роторный вакуумный насос с масляной смазкой состоит из одних и тех же стандартных компонентов. В зависимости от дизайна, размера или модели существуют и другие компоненты.
Помните: Каждый пластинчато-роторный вакуумный насос с масляной смазкой состоит из одних и тех же стандартных компонентов. В зависимости от дизайна, размера или модели существуют и другие компоненты.


 Киев
Киев org/ListItem»>
org/ListItem»> комплект из 2-х шт. (28 ниток/дюйм) ГОСТ 3266 «TLX»
комплект из 2-х шт. (28 ниток/дюйм) ГОСТ 3266 «TLX»
 комплект из 2-х шт. (11 ниток/дюйм) ГОСТ 3266 «TLX»
комплект из 2-х шт. (11 ниток/дюйм) ГОСТ 3266 «TLX» (14 ниток/дюйм) ГОСТ 3266 «TLX»
(14 ниток/дюйм) ГОСТ 3266 «TLX»
 (11 ниток/дюйм) ГОСТ 3266 «CNIC»
(11 ниток/дюйм) ГОСТ 3266 «CNIC»

 125″
125″ 500″
500″ 000″
000″ 112″
112″ 4375″
4375″ 1 для метчика с конусом 1/4-28
1 для метчика с конусом 1/4-28  375″
375″ 1 для метчика с конусом 1/4-32
1 для метчика с конусом 1/4-32  000″
000″ 000″
000″
 Республика, Сингапур, Сингапур, Касабланка, Марокко, Катовице, Польша, Пуна, Индия, Бангдунг, Индонезия, Монтеррей, Мексика, Монреаль, Канада, Нагоя, Япония, Нанкин, Китай, Абиджан, Кот-д’Ивуар, Сиань, Китай, Берлин, Германия, Эр-Рияд, Саудовская Аравия, Ресифи, Бразилия, Дюссельдорф, Германия, Анкара, Турция, Мельбурн, Австралия, Сальвадор, Бразилия, Далянь, Китай, Каракас, Венесуэла, Адис-Абеба, Эфиопия,
Республика, Сингапур, Сингапур, Касабланка, Марокко, Катовице, Польша, Пуна, Индия, Бангдунг, Индонезия, Монтеррей, Мексика, Монреаль, Канада, Нагоя, Япония, Нанкин, Китай, Абиджан, Кот-д’Ивуар, Сиань, Китай, Берлин, Германия, Эр-Рияд, Саудовская Аравия, Ресифи, Бразилия, Дюссельдорф, Германия, Анкара, Турция, Мельбурн, Австралия, Сальвадор, Бразилия, Далянь, Китай, Каракас, Венесуэла, Адис-Абеба, Эфиопия, 0469
0469 0890
0890 1130
1130 1590
1590 2010
2010 I
I 3189
3189 7mm
7mm 4531
4531 50mm
50mm 50mm
50mm 0043
0043

 на 1 м п. Могут быть сквозные трещины шириной до 1 мм и длиной до 15-30 см, допускаются волосяные трещины по всей длине доски. Допускается присутствие червоточин (3 шт. на 1 м п.) и гнили (не более 1/10 часть панели). Вагонка сорта В подходит для окрашивания.
на 1 м п. Могут быть сквозные трещины шириной до 1 мм и длиной до 15-30 см, допускаются волосяные трещины по всей длине доски. Допускается присутствие червоточин (3 шт. на 1 м п.) и гнили (не более 1/10 часть панели). Вагонка сорта В подходит для окрашивания. Но для всех вариантов есть несколько предварительных условий.
Но для всех вариантов есть несколько предварительных условий. Вручную придется их строгать не один день, при этом, как мы уже упоминали, качество будет никаким. Такую вагонку можно использовать только для отделки вспомогательных помещений.
Вручную придется их строгать не один день, при этом, как мы уже упоминали, качество будет никаким. Такую вагонку можно использовать только для отделки вспомогательных помещений. Что касается использования рукавиц, то к этому вопросу нужно подходить с умом. Рукавицы предохраняют руки от заноз, это верно. Но верно и то, что во время попадания рукавицы под режущий элемент затягивается кисть или рука, травмы намного опаснее.
Что касается использования рукавиц, то к этому вопросу нужно подходить с умом. Рукавицы предохраняют руки от заноз, это верно. Но верно и то, что во время попадания рукавицы под режущий элемент затягивается кисть или рука, травмы намного опаснее.
 к. это трудно и очень опасно. Кроме того, значительно возрастают риски получения серьезной травмы, увеличивается количество отходов. Дело в том, что вы не сможете на выходе доски из фрезы нормально ее прижимать к линейке, на торцах нарушается линейность фрезеровки.
к. это трудно и очень опасно. Кроме того, значительно возрастают риски получения серьезной травмы, увеличивается количество отходов. Дело в том, что вы не сможете на выходе доски из фрезы нормально ее прижимать к линейке, на торцах нарушается линейность фрезеровки.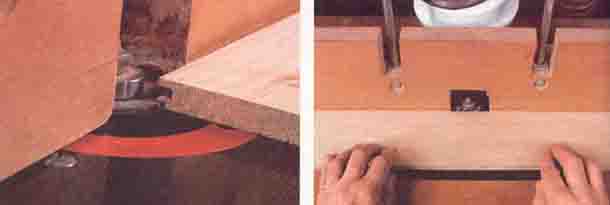 За счет этого режимы резания соблюдаются идеально, качество обработки сложных поверхностей значительно повышается.
За счет этого режимы резания соблюдаются идеально, качество обработки сложных поверхностей значительно повышается. Проверка правильности положения делается опытным путем. Возьмите небольшой отрезок доски и пропилите его, проверьте ширину и параллельность положения линейки. При необходимости повторите установку.
Проверка правильности положения делается опытным путем. Возьмите небольшой отрезок доски и пропилите его, проверьте ширину и параллельность положения линейки. При необходимости повторите установку.
 В торец длинной доски никогда не упирайтесь животом, держите ее только руками, а корпус должен располагаться сбоку.
В торец длинной доски никогда не упирайтесь животом, держите ее только руками, а корпус должен располагаться сбоку.
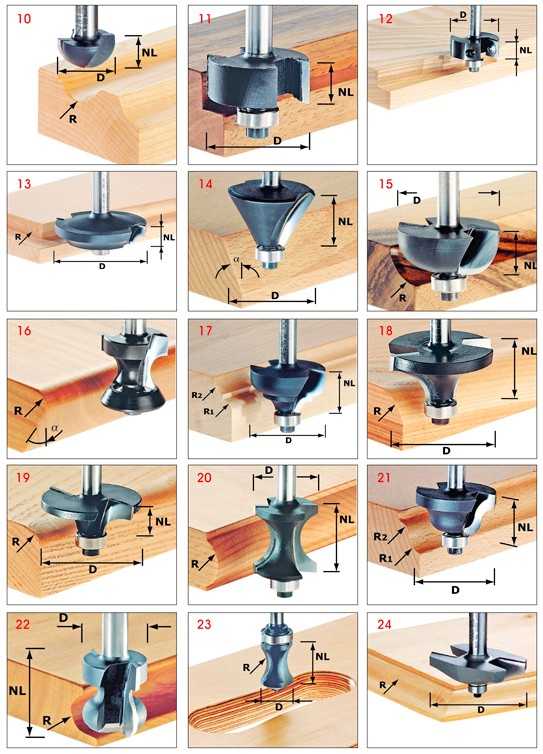
 Именно в результате сильных статических усилий обшивка дома может коробиться.
Именно в результате сильных статических усилий обшивка дома может коробиться. Найдите, какой именно, отрегулируйте его положение. Делать это довольно сложно, понадобится несколько попыток. Следите, чтобы распорные клинья ножей были сильно прижаты к головке.
Найдите, какой именно, отрегулируйте его положение. Делать это довольно сложно, понадобится несколько попыток. Следите, чтобы распорные клинья ножей были сильно прижаты к головке.

 Неопытному мастеру выставить сразу все фрезы очень сложно, не расстраивайтесь. Потеряйте больше времени, но добейтесь желанного результата. Потерянное время в дальнейшем с избытком окупится.
Неопытному мастеру выставить сразу все фрезы очень сложно, не расстраивайтесь. Потеряйте больше времени, но добейтесь желанного результата. Потерянное время в дальнейшем с избытком окупится. Начинающим мастерам нужно хоть немного ознакомиться с теорией, а в дальнейшем все зависит от умения практически учиться и желания работать с деревообрабатывающими станками.
Начинающим мастерам нужно хоть немного ознакомиться с теорией, а в дальнейшем все зависит от умения практически учиться и желания работать с деревообрабатывающими станками. Вот только гвозди для вагонки нужны не обычные, а финишные, отличающиеся формой шляпки и некоторыми характеристиками.
Вот только гвозди для вагонки нужны не обычные, а финишные, отличающиеся формой шляпки и некоторыми характеристиками.
 Состоят из двух дисков с ножами, подшипника между ними и оси с крепежной гайкой. Ножи изготовлены из твёрдосплавного материала ВК8, которые можно затачивать самостоятельно до 4-х раз. С этим разобрались.
Состоят из двух дисков с ножами, подшипника между ними и оси с крепежной гайкой. Ножи изготовлены из твёрдосплавного материала ВК8, которые можно затачивать самостоятельно до 4-х раз. С этим разобрались. Этот инструмент требует тщательного ухода. Поскольку зерна надежно спечены между собой, то чистку подобных фрез проводят именно абразивным бруском, что крайне негативно сказывается на обычном алмазном инструменте.
Этот инструмент требует тщательного ухода. Поскольку зерна надежно спечены между собой, то чистку подобных фрез проводят именно абразивным бруском, что крайне негативно сказывается на обычном алмазном инструменте. Это тот самый случай, когда лучше один раз увидеть, пример работы односторонней фрезой. На видео наглядный пример того, как можно изготовить филенку в несколько проходов нужной глубины.
Это тот самый случай, когда лучше один раз увидеть, пример работы односторонней фрезой. На видео наглядный пример того, как можно изготовить филенку в несколько проходов нужной глубины.
 д., представляет собой метод фрезерования, который может увеличить скорость съема материала, сократить время цикла и увеличить срок службы инструмента.
д., представляет собой метод фрезерования, который может увеличить скорость съема материала, сократить время цикла и увеличить срок службы инструмента. Можно было бы подумать, что «высокоскоростной» компонент HSM будет подчеркивать более высокие скорости вращения шпинделя (Sandvik утверждает, что HSM начинается с 18 000 об/мин), но эта интерпретация не универсальна, поскольку различные мастерские обнаружили, что методы HSM могут хорошо работать даже на более медленных фрезерных шпинделях. Другие утверждают, что HSM заключается в высокой скорости съема материала и достаточной чистоте поверхности, чтобы ее можно было назвать завершенной за один проход.
Можно было бы подумать, что «высокоскоростной» компонент HSM будет подчеркивать более высокие скорости вращения шпинделя (Sandvik утверждает, что HSM начинается с 18 000 об/мин), но эта интерпретация не универсальна, поскольку различные мастерские обнаружили, что методы HSM могут хорошо работать даже на более медленных фрезерных шпинделях. Другие утверждают, что HSM заключается в высокой скорости съема материала и достаточной чистоте поверхности, чтобы ее можно было назвать завершенной за один проход.
 Да, Вирджиния, когда вы начинаете работать с HSM, конечно, происходит какое-то странное поведение!
Да, Вирджиния, когда вы начинаете работать с HSM, конечно, происходит какое-то странное поведение! скорости шпинделя, обычные для высокоскоростной обработки.
скорости шпинделя, обычные для высокоскоростной обработки. На самом деле это возможно только с высокоскоростными шпинделями, потому что более низкие скорости просто не обеспечивают чистоту поверхности. Возможность пропуска финишного прохода также зависит от пакета CAM. Некоторые алгоритмы HSM более плавные, чем другие. Если вы пытаетесь обойтись более медленным шпинделем, вам придется разделить на более традиционные черновой и чистовой проходы. Для чистового прохода используйте инструмент с максимально возможным количеством канавок. Финишная обработка предполагает, что все внутренние углы были обработаны в черновом режиме, поэтому будет достаточный зазор для стружки. Чем больше у вас канавок, тем быстрее вы сможете выполнять работу с заданной загрузкой стружки. Следовательно, повышается производительность. Единственная причина использовать меньшее количество канавок — улучшить удаление стружки.
На самом деле это возможно только с высокоскоростными шпинделями, потому что более низкие скорости просто не обеспечивают чистоту поверхности. Возможность пропуска финишного прохода также зависит от пакета CAM. Некоторые алгоритмы HSM более плавные, чем другие. Если вы пытаетесь обойтись более медленным шпинделем, вам придется разделить на более традиционные черновой и чистовой проходы. Для чистового прохода используйте инструмент с максимально возможным количеством канавок. Финишная обработка предполагает, что все внутренние углы были обработаны в черновом режиме, поэтому будет достаточный зазор для стружки. Чем больше у вас канавок, тем быстрее вы сможете выполнять работу с заданной загрузкой стружки. Следовательно, повышается производительность. Единственная причина использовать меньшее количество канавок — улучшить удаление стружки. Меньший инструментарий позволяет сэкономить на смене инструмента и упрощает достижение идеала, устраняя необходимость в отдельных черновых и чистовых проходах.
Меньший инструментарий позволяет сэкономить на смене инструмента и упрощает достижение идеала, устраняя необходимость в отдельных черновых и чистовых проходах. Доступные эмпирические правила могут быть далеки от истины. Также нет опубликованных формул скорости резания для корректировки обычных подач и скоростей для HSM.
Доступные эмпирические правила могут быть далеки от истины. Также нет опубликованных формул скорости резания для корректировки обычных подач и скоростей для HSM.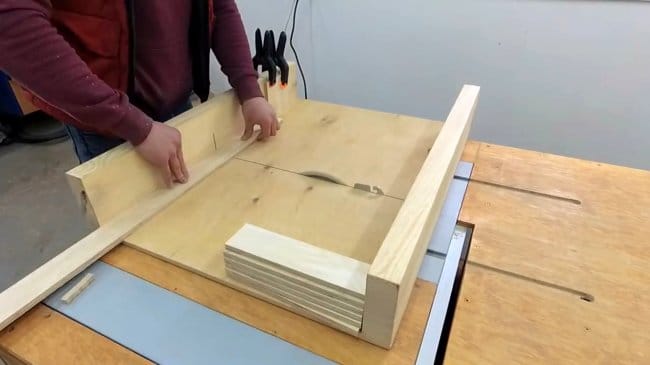 Еще одна популярная стратегия черновой обработки, когда скорость шпинделя не так высока, как хотелось бы, но при этом жесткость станка невелика, — это черновая обработка с врезанием.
Еще одна популярная стратегия черновой обработки, когда скорость шпинделя не так высока, как хотелось бы, но при этом жесткость станка невелика, — это черновая обработка с врезанием.
 Каждый раз, когда ширина резания меньше половины диаметра фрезы, необходимо учитывать истончение стружки. Невыполнение этого требования означает, что вы не работаете с нагрузкой на микросхему, рекомендованной производителем. В лучшем случае вы оставляете деньги на столе, не сокращая так быстро, как можете. В худшем случае эта слишком тонкая стружка приводит к истиранию и полировке, что нагревает инструмент и значительно ускоряет его износ.
Каждый раз, когда ширина резания меньше половины диаметра фрезы, необходимо учитывать истончение стружки. Невыполнение этого требования означает, что вы не работаете с нагрузкой на микросхему, рекомендованной производителем. В лучшем случае вы оставляете деньги на столе, не сокращая так быстро, как можете. В худшем случае эта слишком тонкая стружка приводит к истиранию и полировке, что нагревает инструмент и значительно ускоряет его износ. Одной мысли о том, как они складываются, достаточно, чтобы у вас закружилась голова: неужели у сферического наконечника при малой ширине резания стружка истончается в двух разных измерениях?!??
Одной мысли о том, как они складываются, достаточно, чтобы у вас закружилась голова: неужели у сферического наконечника при малой ширине резания стружка истончается в двух разных измерениях?!?? На диаграмме показано около 50% радиального зацепления. Как видите, перемещение в угол удваивает угол зацепления инструмента примерно с 90 до 180 градусов. Когда это происходит, усилие фрезы удваивается, способность удалять стружку уменьшается вдвое, а количество времени, которое флейта проводит в воздухе, где она может выделять тепло, также уменьшается вдвое. Это действительно очень сложная задача для закройщика, и шок от этого наступает очень внезапно, поскольку закройщику не нужно далеко отходить, чтобы полностью погрузиться в угол.
На диаграмме показано около 50% радиального зацепления. Как видите, перемещение в угол удваивает угол зацепления инструмента примерно с 90 до 180 градусов. Когда это происходит, усилие фрезы удваивается, способность удалять стружку уменьшается вдвое, а количество времени, которое флейта проводит в воздухе, где она может выделять тепло, также уменьшается вдвое. Это действительно очень сложная задача для закройщика, и шок от этого наступает очень внезапно, поскольку закройщику не нужно далеко отходить, чтобы полностью погрузиться в угол.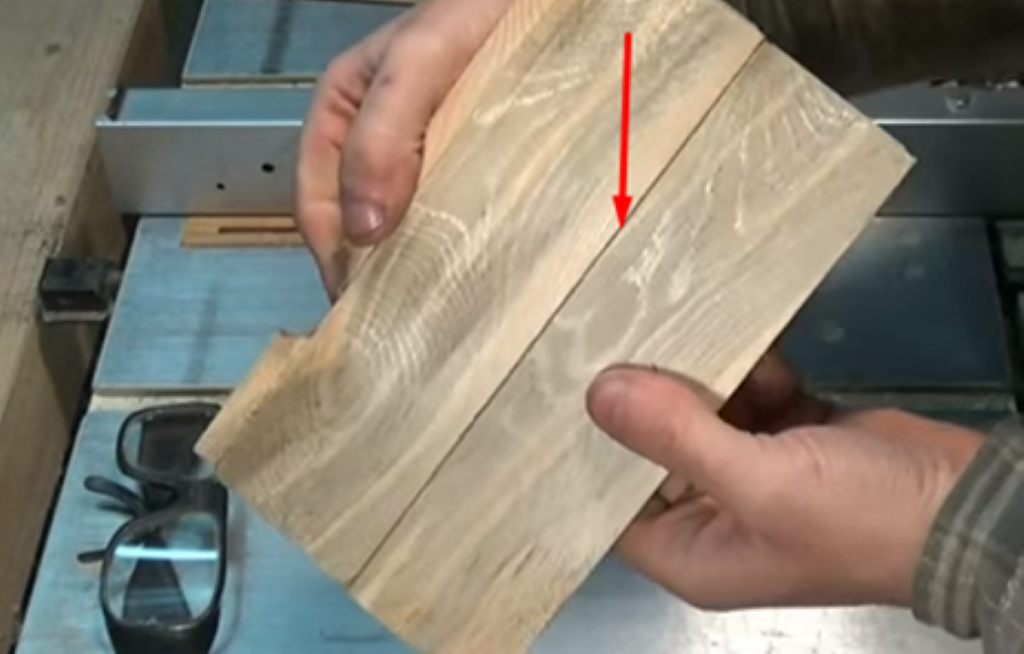 Включение поворота происходит так быстро, что замедление должно продолжаться задолго до поворота. Это мешает возможности повысить производительность, заставляя фрезу работать быстрее по прямым линиям. Что, если бы мы могли придумать стратегию траектории, которая бы гарантировала, что фреза никогда не должна будет входить в угол таким образом?
Включение поворота происходит так быстро, что замедление должно продолжаться задолго до поворота. Это мешает возможности повысить производительность, заставляя фрезу работать быстрее по прямым линиям. Что, если бы мы могли придумать стратегию траектории, которая бы гарантировала, что фреза никогда не должна будет входить в угол таким образом?
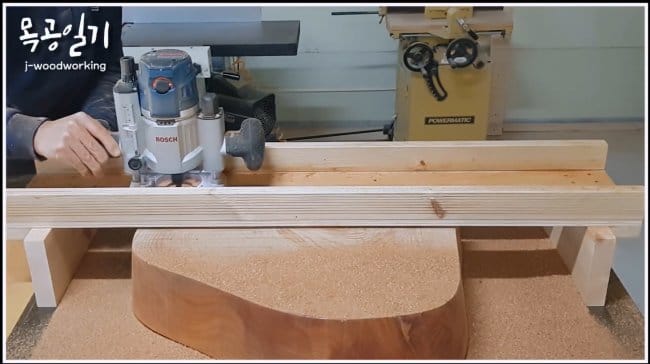 Теперь у нас есть пространство для работы. Давайте рассмотрим это так же, как отслаивание угла, и выполним серию циклических движений, которые срезают маленькие корки паза, а не просто врезаются прямо в него большим резаком. Это трохоидальное фрезерование, разновидность высокоскоростной обработки.
Теперь у нас есть пространство для работы. Давайте рассмотрим это так же, как отслаивание угла, и выполним серию циклических движений, которые срезают маленькие корки паза, а не просто врезаются прямо в него большим резаком. Это трохоидальное фрезерование, разновидность высокоскоростной обработки. большой резак.
большой резак. Неудивительно, что HSM может работать намного быстрее!
Неудивительно, что HSM может работать намного быстрее! Хитрость заключается в том, чтобы проанализировать угол контакта инструмента, используемый для конкретного резания (который может быть получен с помощью калькулятора HSM из ширины резания) и использовать эту информацию вместе со знанием того, как рассчитать обычные скорости и подачи для «обратного хода». консерватизм применительно к обычным подачам и скоростям из-за углов. Необходимо учитывать два основных эффекта: отвод стружки и нагрев инструмента. Низкий TEA дает инструменту большую часть вращательного круга, в котором он охлаждается на воздухе или под воздействием охлаждающей жидкости.
Хитрость заключается в том, чтобы проанализировать угол контакта инструмента, используемый для конкретного резания (который может быть получен с помощью калькулятора HSM из ширины резания) и использовать эту информацию вместе со знанием того, как рассчитать обычные скорости и подачи для «обратного хода». консерватизм применительно к обычным подачам и скоростям из-за углов. Необходимо учитывать два основных эффекта: отвод стружки и нагрев инструмента. Низкий TEA дает инструменту большую часть вращательного круга, в котором он охлаждается на воздухе или под воздействием охлаждающей жидкости. Это сокращение на 1,2 л.с. Без HSM (отключите флажок HSM в строке «Cut») скорость резки снижается до 4272 об/мин при скорости 34,89 дюйма в минуту, что составляет всего 0,3 л.с.
Это сокращение на 1,2 л.с. Без HSM (отключите флажок HSM в строке «Cut») скорость резки снижается до 4272 об/мин при скорости 34,89 дюйма в минуту, что составляет всего 0,3 л.с. Окалина на горячекатаном прокате может быть жесткой для режущих инструментов, поэтому он решил удалить ее в первую очередь. Его вопрос касался стойкости инструмента после того прохода, который был выполнен другой фрезой.
Окалина на горячекатаном прокате может быть жесткой для режущих инструментов, поэтому он решил удалить ее в первую очередь. Его вопрос касался стойкости инструмента после того прохода, который был выполнен другой фрезой. В версии без HSM вы используете шаг 0,045 / 0,500 = 9%.
В версии без HSM вы используете шаг 0,045 / 0,500 = 9%.
 д. Это чрезмерное упрощение, но вы поняли идею.
д. Это чрезмерное упрощение, но вы поняли идею. Функция CADCAM Wizard в G-Wizard делает это очень хорошо.
Функция CADCAM Wizard в G-Wizard делает это очень хорошо.
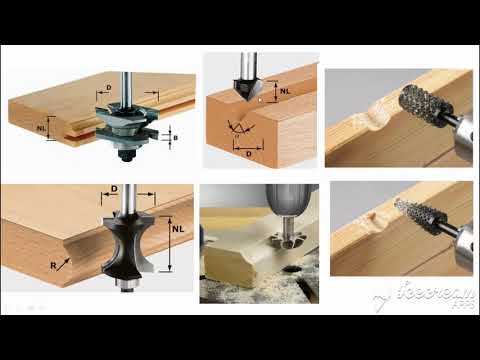 Сегодня вы справитесь с любыми страхами перед дрожжами и выпечкой хлеба, и я здесь, чтобы помочь вам!
Сегодня вы справитесь с любыми страхами перед дрожжами и выпечкой хлеба, и я здесь, чтобы помочь вам! Это то же самое тесто, которое вы используете для всех рогаликов, рецепт уже опубликован в моем блоге. Всего 5 ингредиентов.
Это то же самое тесто, которое вы используете для всех рогаликов, рецепт уже опубликован в моем блоге. Всего 5 ингредиентов. Сладкий хлеб, такой как булочки с корицей, содержит жир для насыщенности и вкуса.
Сладкий хлеб, такой как булочки с корицей, содержит жир для насыщенности и вкуса. Но внешний вид — это еще не все — этот блеск на самом деле является результатом клейстеризации крахмала теста, что создает хрустящее блестящее покрытие. Я узнал об этом из Cooks Illustrated.
Но внешний вид — это еще не все — этот блеск на самом деле является результатом клейстеризации крахмала теста, что создает хрустящее блестящее покрытие. Я узнал об этом из Cooks Illustrated. После смазывания яйцом на шаге 9, накройте или обмакните каждый рогалик в начинку. Используйте больше по мере необходимости.
После смазывания яйцом на шаге 9, накройте или обмакните каждый рогалик в начинку. Используйте больше по мере необходимости.
 border-color secondary-color.background-color»/>
border-color secondary-color.background-color»/> border-color secondary-color.background-color»/>
border-color secondary-color.background-color»/>
 Выпекать 20-25 минут, перевернув противень на полпути. Вы хотите, чтобы рогалики были темно-золотистыми коричневыми. Выньте из духовки и дайте рогаликам остыть на противнях в течение 20 минут, затем переложите на решетку до полного остывания. 903:00
Выпекать 20-25 минут, перевернув противень на полпути. Вы хотите, чтобы рогалики были темно-золотистыми коричневыми. Выньте из духовки и дайте рогаликам остыть на противнях в течение 20 минут, затем переложите на решетку до полного остывания. 903:00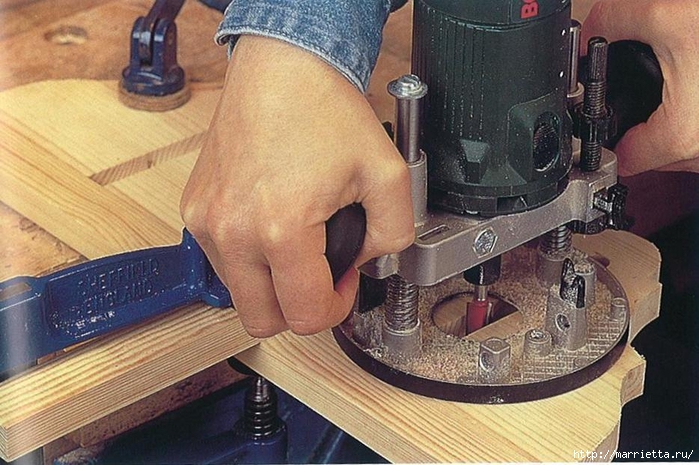 Перейдите к шагу 5. Я не рекомендую формировать рогалики накануне вечером, так как они могут слишком раздуться за ночь. 903:00
Перейдите к шагу 5. Я не рекомендую формировать рогалики накануне вечером, так как они могут слишком раздуться за ночь. 903:00 При использовании активных сухих дрожжей время подъема может составлять до 2 часов. 1 стандартный пакет — это примерно 2 и 1/4 чайных ложки, поэтому вам понадобится чуть больше 1 пакета дрожжей. Обратитесь к моему Руководству по выпечке с дрожжами, чтобы найти ответы на часто задаваемые вопросы о дрожжах.
При использовании активных сухих дрожжей время подъема может составлять до 2 часов. 1 стандартный пакет — это примерно 2 и 1/4 чайных ложки, поэтому вам понадобится чуть больше 1 пакета дрожжей. Обратитесь к моему Руководству по выпечке с дрожжами, чтобы найти ответы на часто задаваемые вопросы о дрожжах. 903:00
903:00
 Параметры резьбовых соединений NPTF
Параметры резьбовых соединений NPTF

 Для наружной резьбы параметр обозначается Δl1, для внутренней – Δl2.
Для наружной резьбы параметр обозначается Δl1, для внутренней – Δl2.
 Аналогичным западным стандартом является BSW.
Аналогичным западным стандартом является BSW.
 12 Плашка для конической резьбы
12 Плашка для конической резьбы
 Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом. ru: главная страница / / Техническая информация/ / Оборудование/ / Фланцы, резьбы, трубы, фитинги….Элементы трубопроводов./ / Резьбы. Резьба на трубах. Резьба крепежная. Метрическая резьба — размеры, таблицы. Дюймовые резьбы — размеры, таблицы. Таблицы соответствия резьб. / / Метрической конической (наружной и внутренней) МК6 — МК60 резьбы: диаметры, шаги, обозначения и основные размеры. Обычная коническая (по ГОСТ 25229-82). Обозначение соединения наружной конической с внутренней цилиндрической резьбой.
ru: главная страница / / Техническая информация/ / Оборудование/ / Фланцы, резьбы, трубы, фитинги….Элементы трубопроводов./ / Резьбы. Резьба на трубах. Резьба крепежная. Метрическая резьба — размеры, таблицы. Дюймовые резьбы — размеры, таблицы. Таблицы соответствия резьб. / / Метрической конической (наружной и внутренней) МК6 — МК60 резьбы: диаметры, шаги, обозначения и основные размеры. Обычная коническая (по ГОСТ 25229-82). Обозначение соединения наружной конической с внутренней цилиндрической резьбой. 350
350

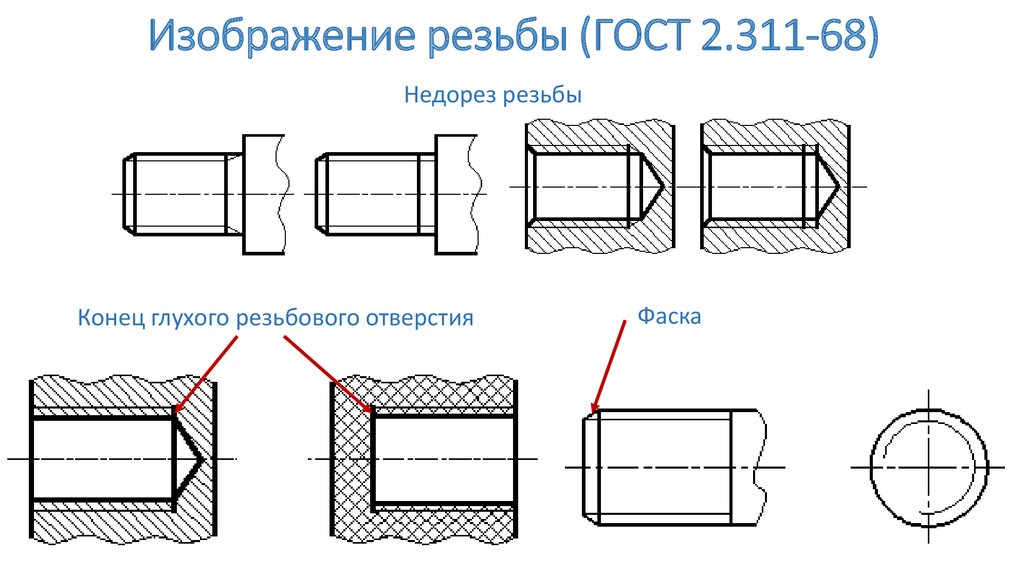 Владельцы сайта www.dpva.ru не несут никакой ответственности за риски, связанные с использованием информации, полученной с этого интернет-ресурса.
Владельцы сайта www.dpva.ru не несут никакой ответственности за риски, связанные с использованием информации, полученной с этого интернет-ресурса. Эти формулы и идентификация классов
Эти формулы и идентификация классов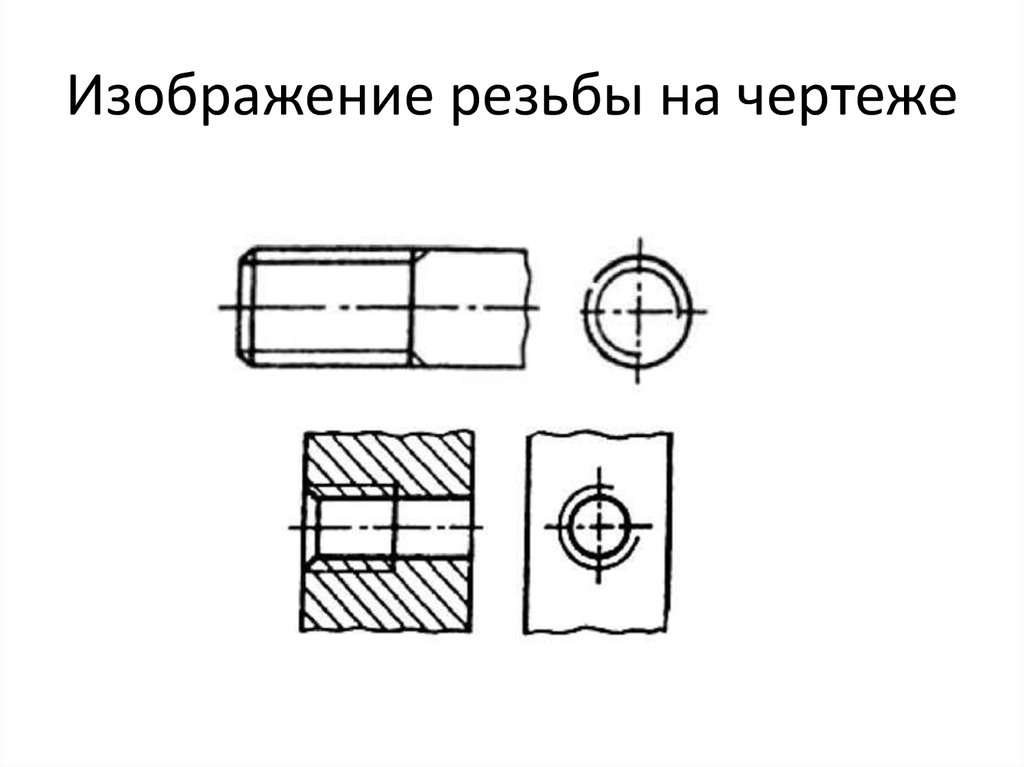 000 — 12 УН-1А
000 — 12 УН-1А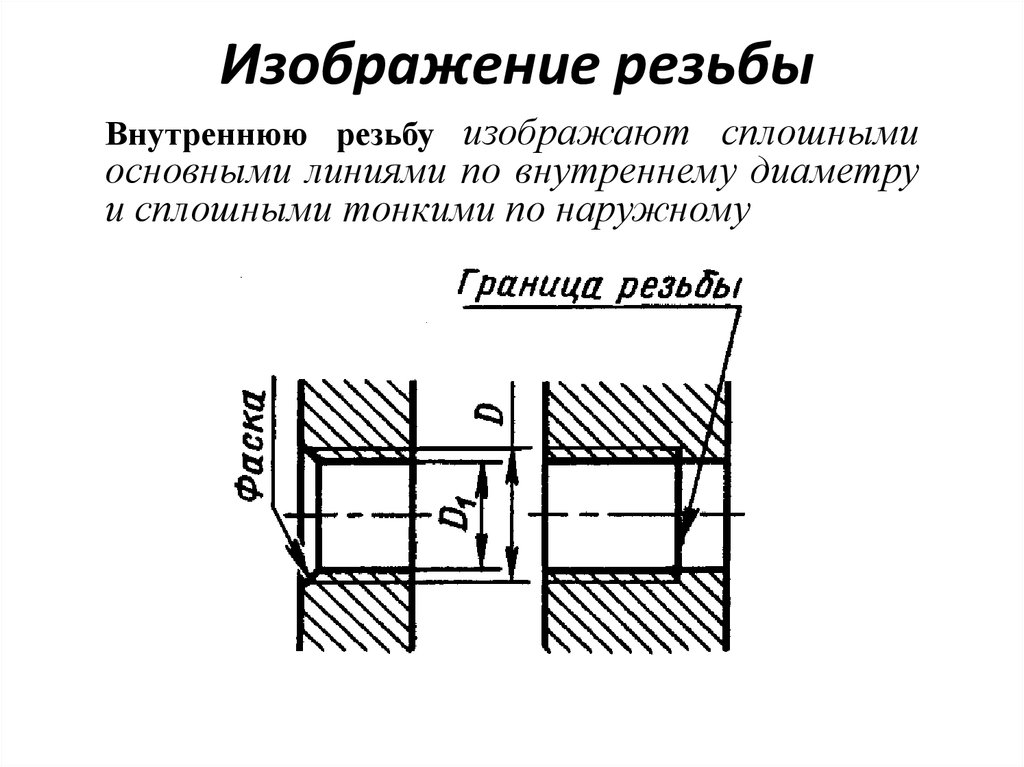 рис. 1b
рис. 1b


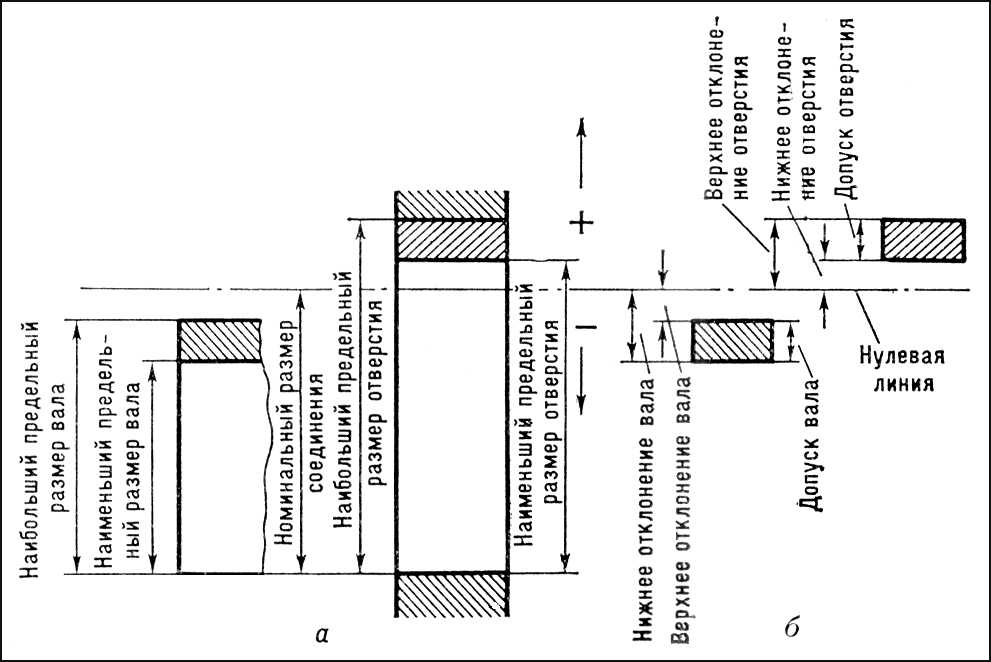 к
к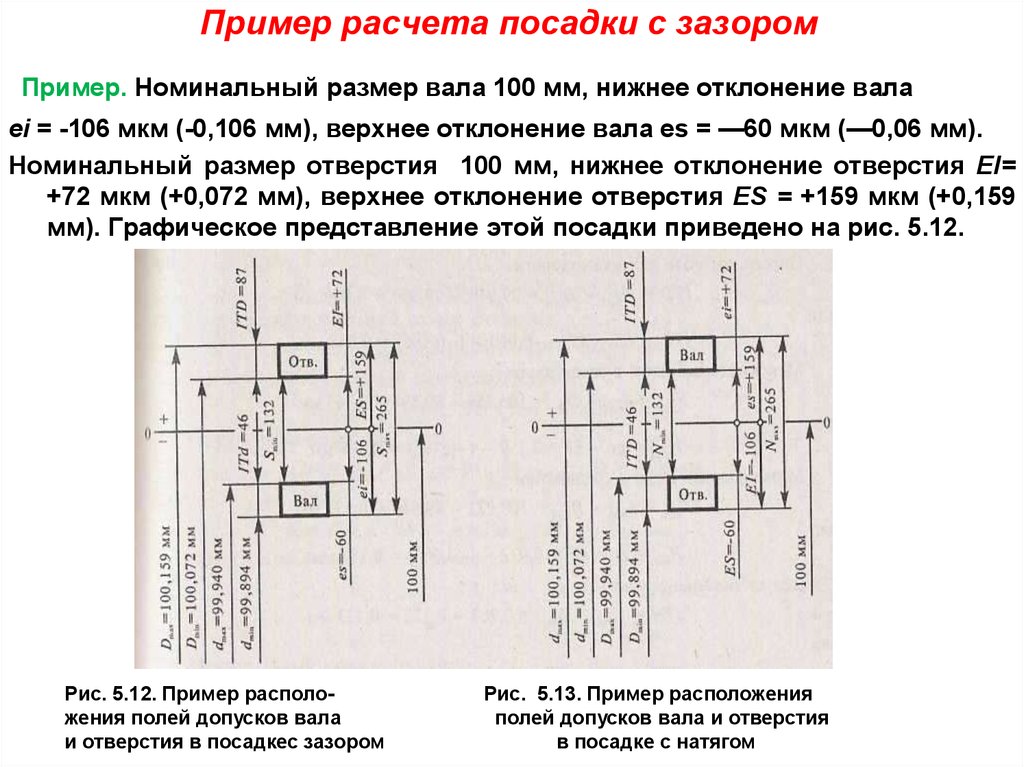
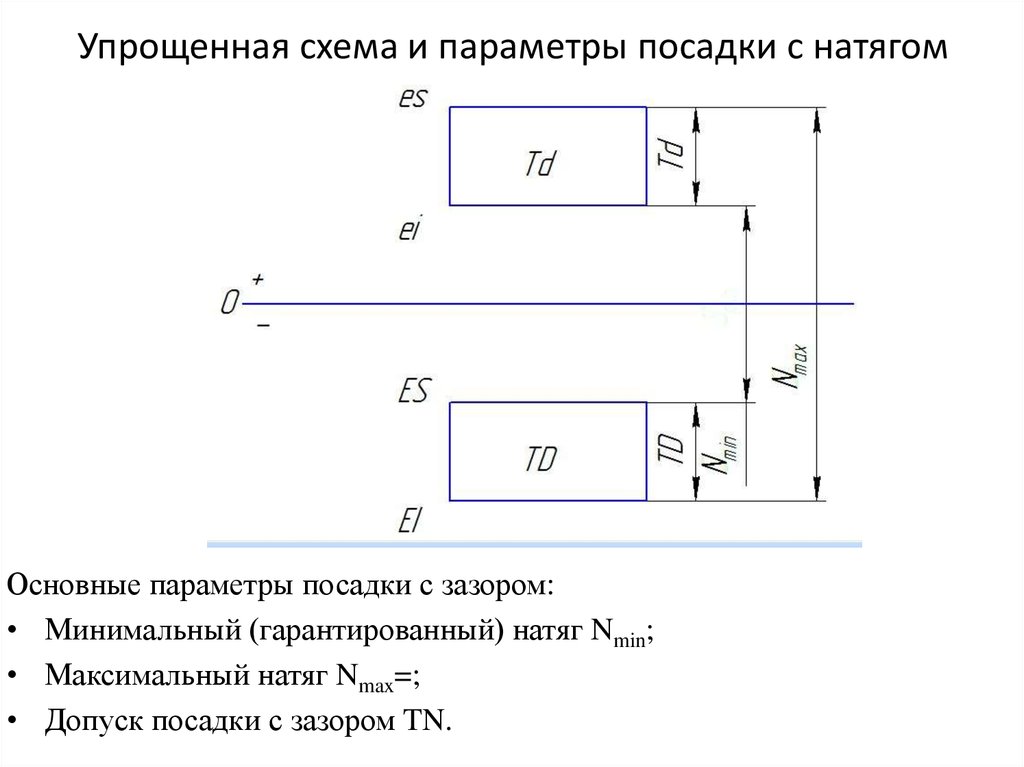
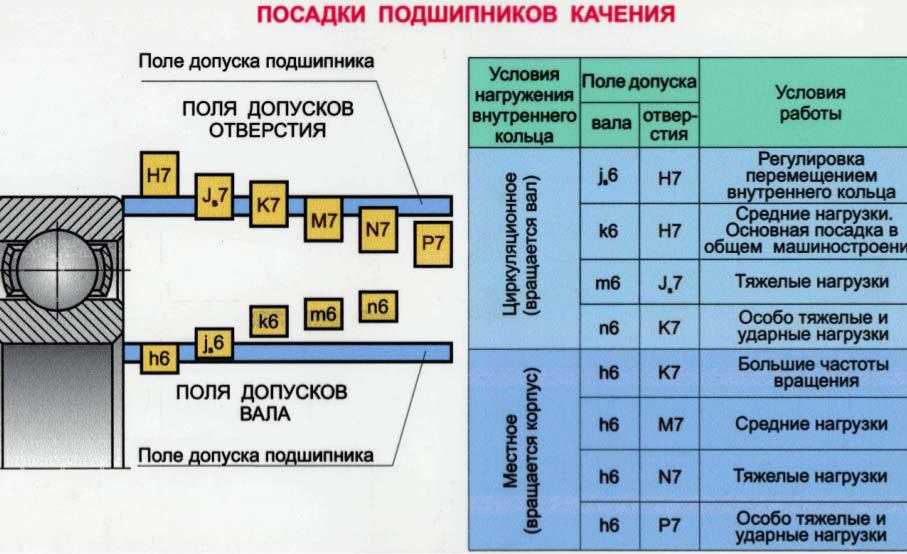 е.
е.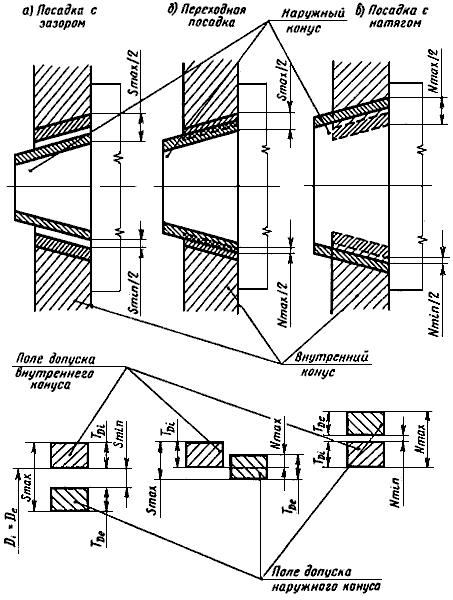

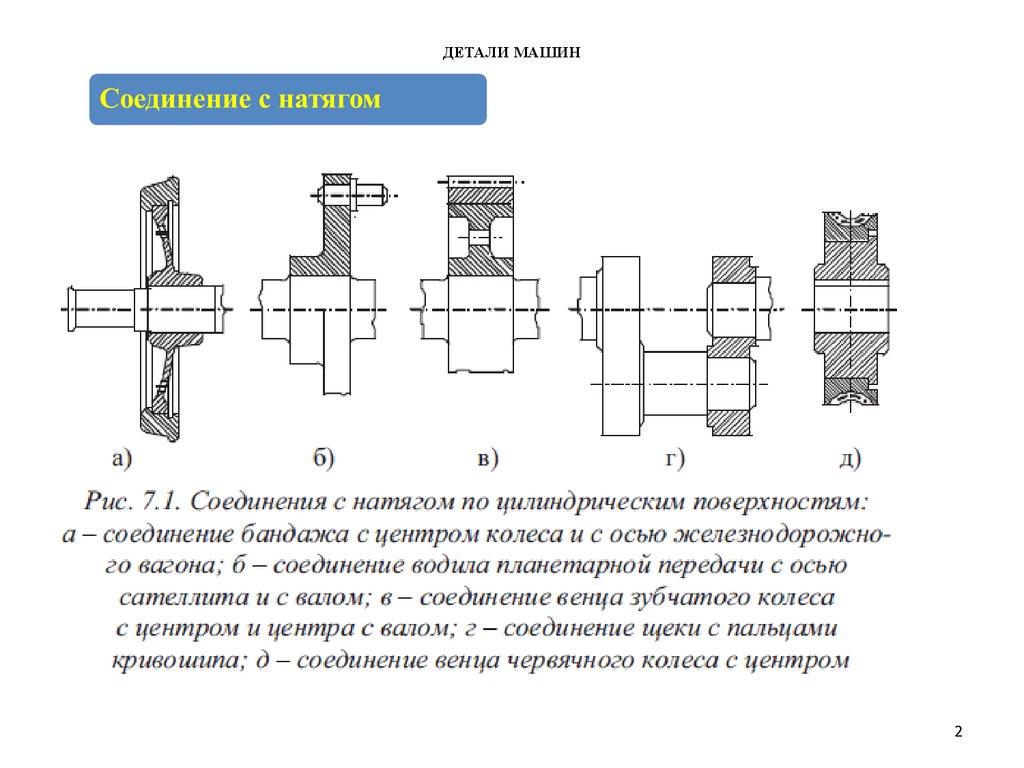 в зависимости
в зависимости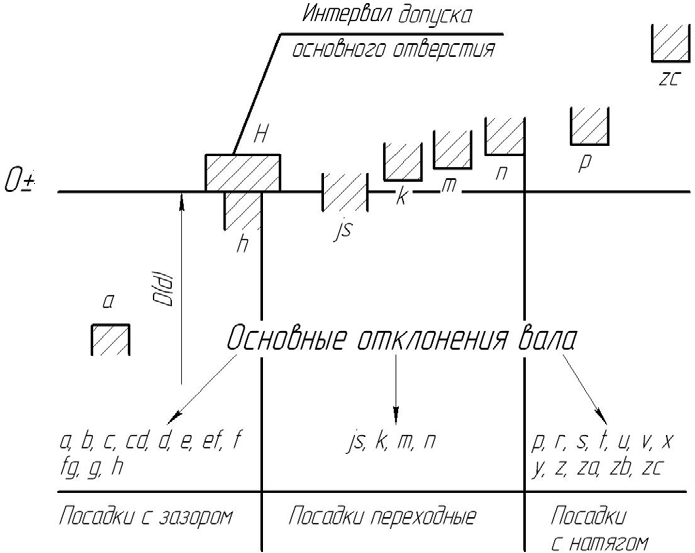
 документации, единый парк
документации, единый парк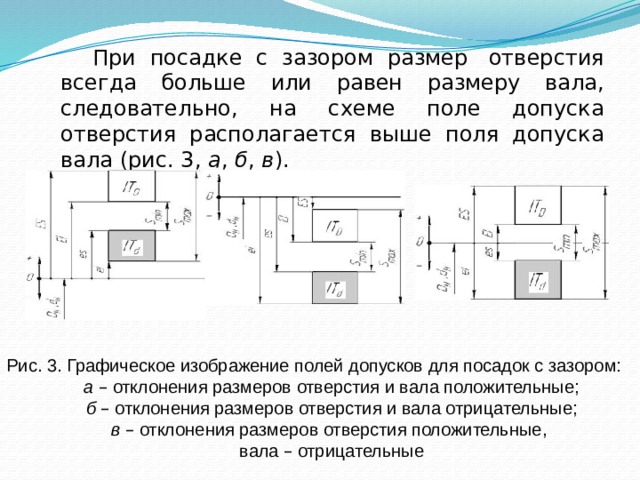
 Примеры
Примеры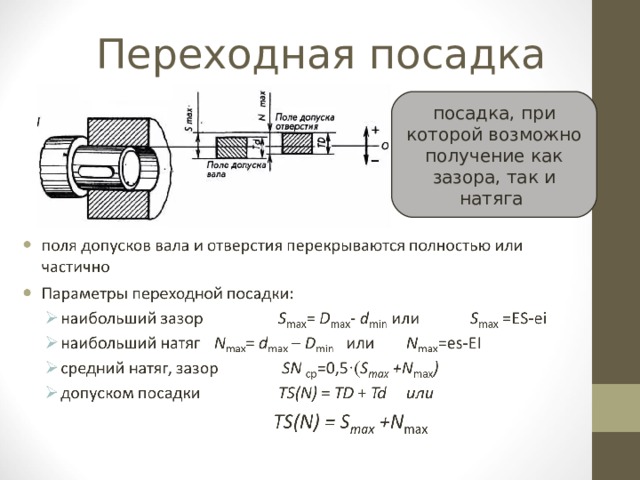
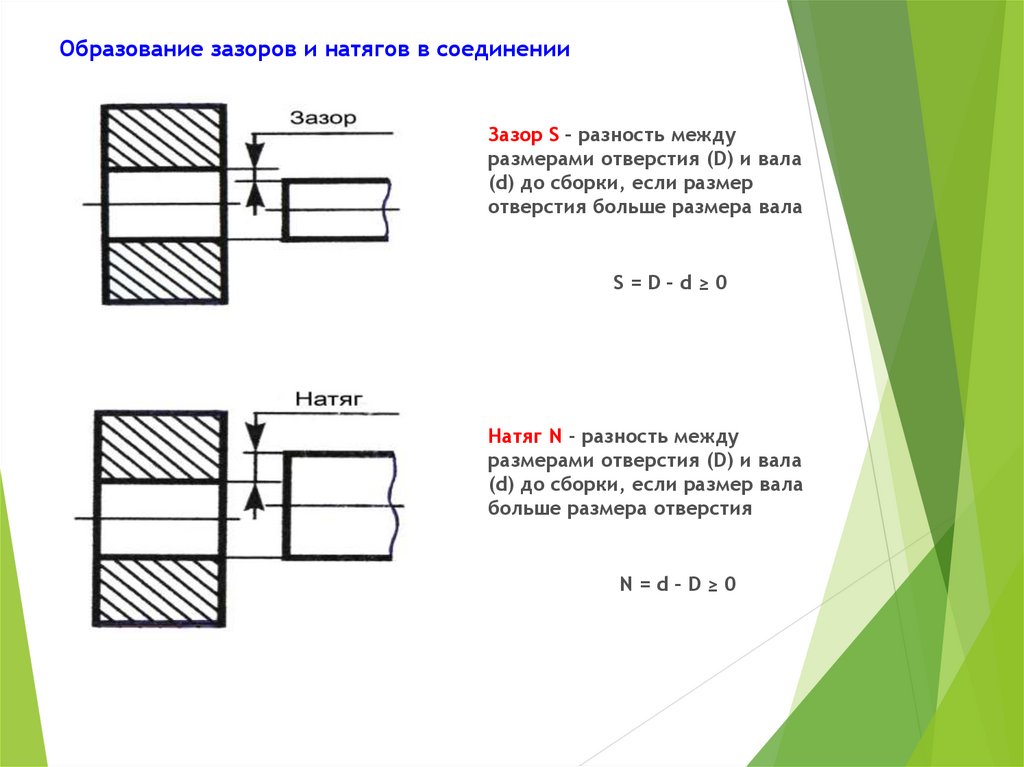 Квалитеты IT5-IT12.
Квалитеты IT5-IT12.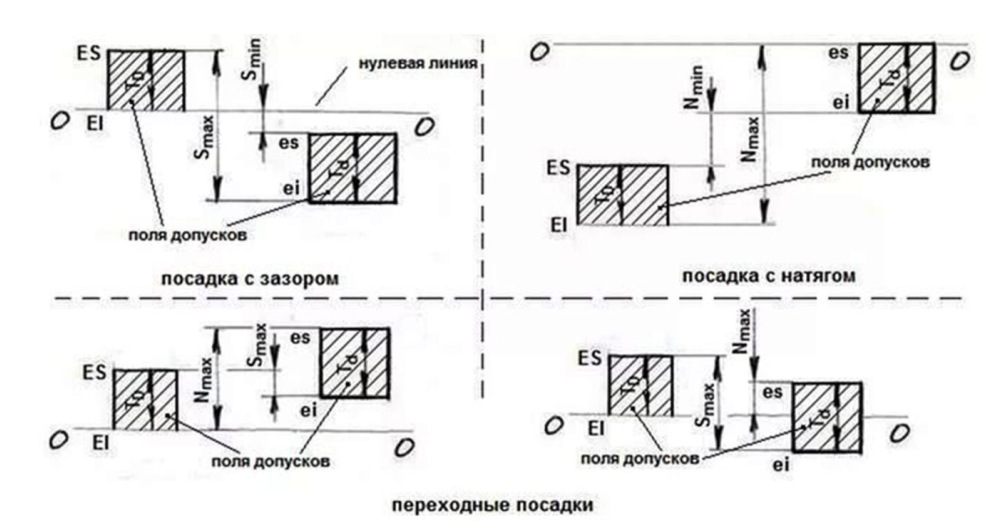 К счастью, имея надлежащие инструменты и знания о стандартизированных допусках на валы и отверстия, конструктор может построить что угодно: от посадок с натягом для установки центровочных штифтов до посадок с рабочим зазором для подшипников скольжения.
К счастью, имея надлежащие инструменты и знания о стандартизированных допусках на валы и отверстия, конструктор может построить что угодно: от посадок с натягом для установки центровочных штифтов до посадок с рабочим зазором для подшипников скольжения.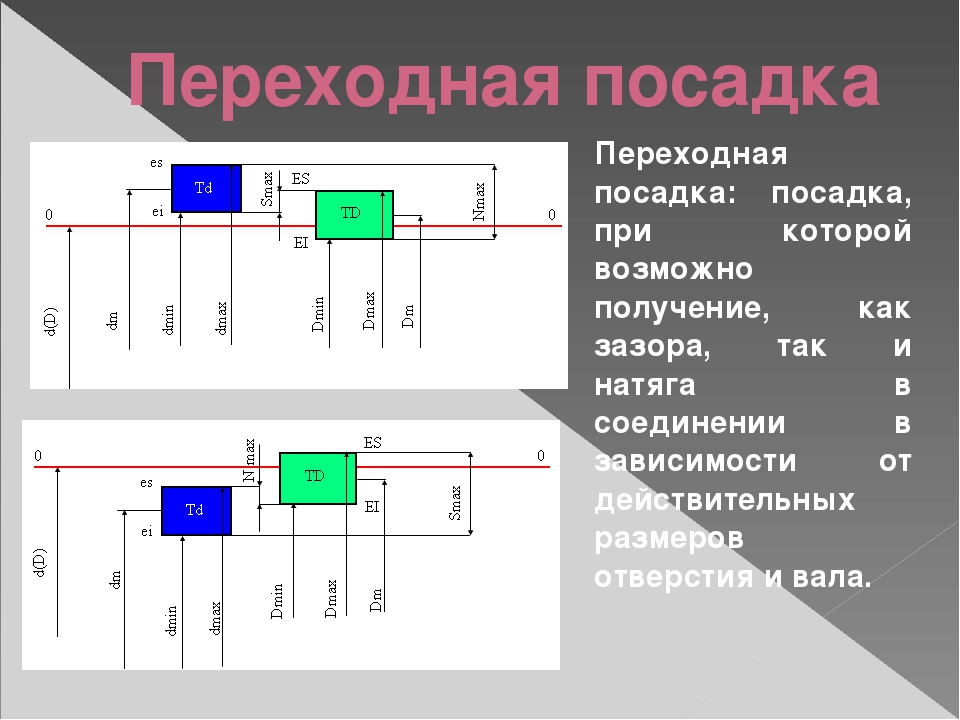 отверстие и наименьший вал). Эта концепция проиллюстрирована на рисунке ниже как для посадки с зазором, так и для посадки с натягом.
отверстие и наименьший вал). Эта концепция проиллюстрирована на рисунке ниже как для посадки с зазором, так и для посадки с натягом. Переходную посадку можно использовать где-то посередине этих двух крайностей, когда в соединении допускается небольшое движение, чтобы облегчить сборку и разборку деталей.
Переходную посадку можно использовать где-то посередине этих двух крайностей, когда в соединении допускается небольшое движение, чтобы облегчить сборку и разборку деталей.
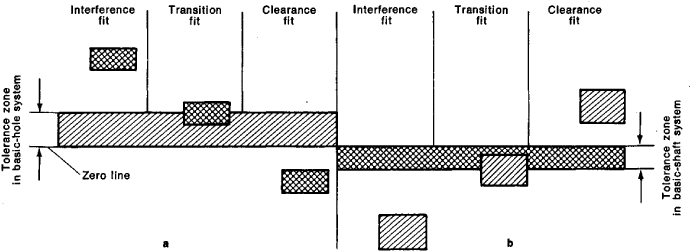 Эти два диапазона допусков, взятые вместе, полностью характеризуют посадку и контролируют размеры как отверстия, так и вала.
Эти два диапазона допусков, взятые вместе, полностью характеризуют посадку и контролируют размеры как отверстия, так и вала.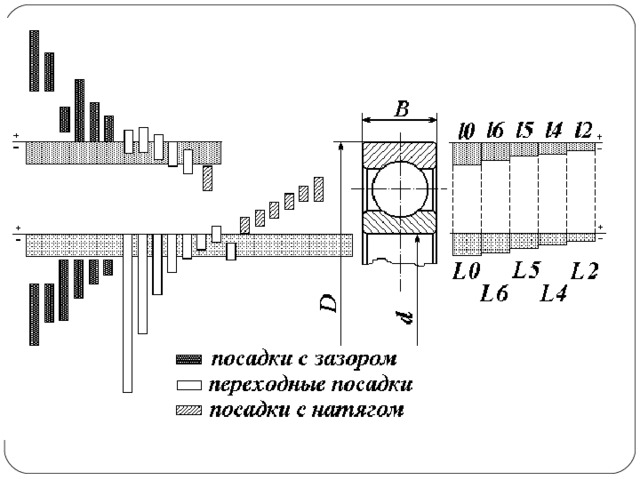
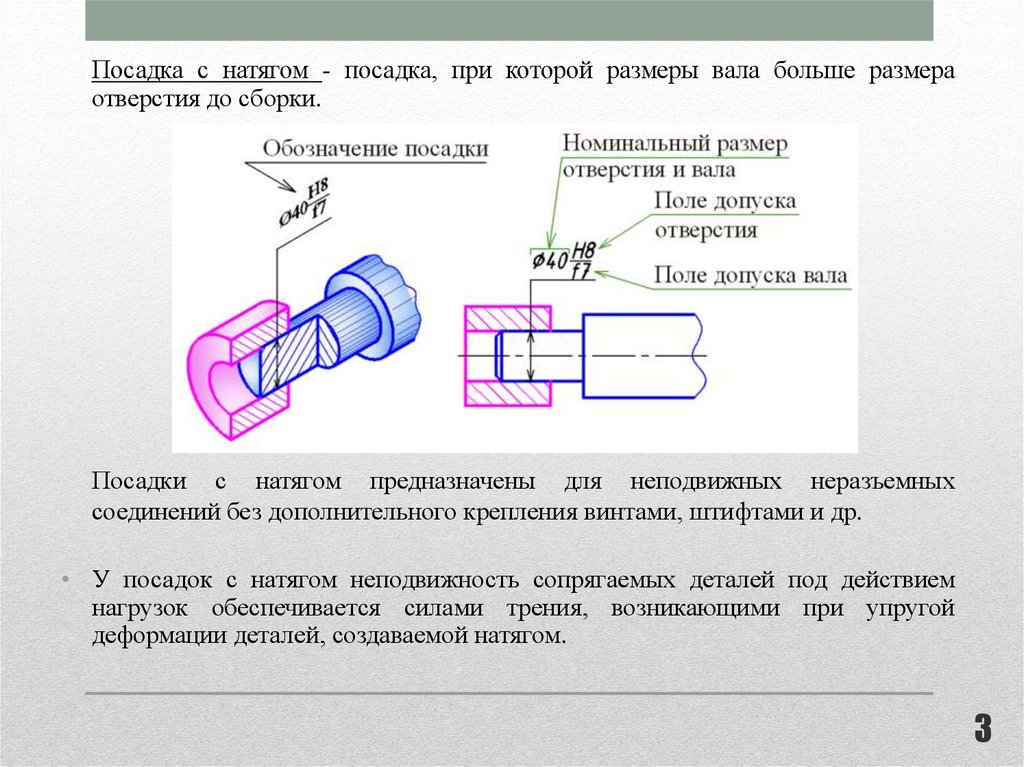 Как уже упоминалось, метод сборки основан на том, что две детали пытаются занять одно и то же место. Но сколько помех правильно?
Как уже упоминалось, метод сборки основан на том, что две детали пытаются занять одно и то же место. Но сколько помех правильно?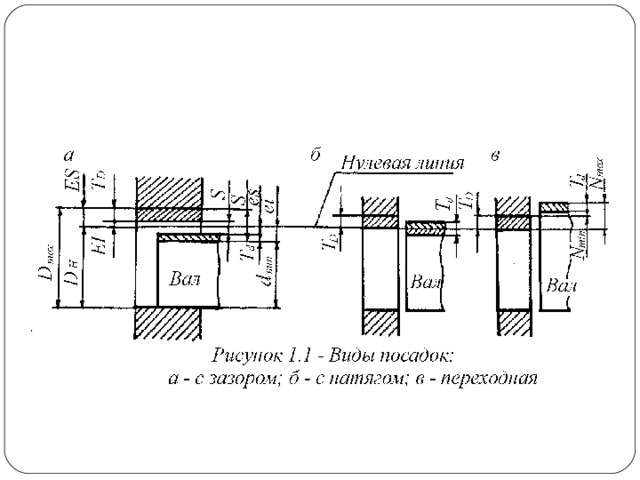 Напряжение этих двух частей, прижимающихся друг к другу, дает нам нормальную силу, которая вместе с коэффициентом трения позволяет нам рассчитать результирующее удержание.
Напряжение этих двух частей, прижимающихся друг к другу, дает нам нормальную силу, которая вместе с коэффициентом трения позволяет нам рассчитать результирующее удержание.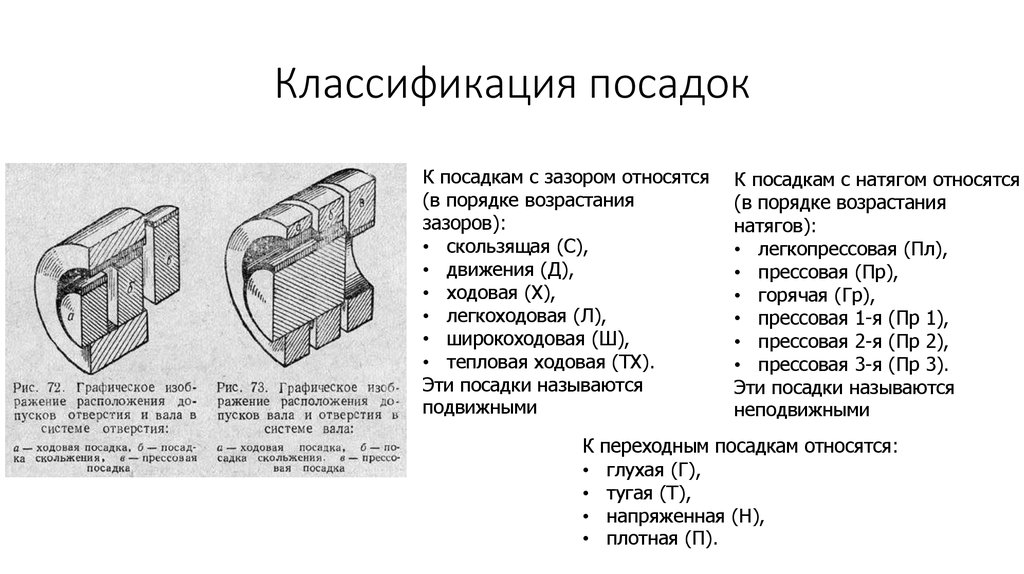 (половина диаметральной интерференции).
(половина диаметральной интерференции). А осевая удерживающая сила не только удерживает ваши детали вместе, но и является силой, необходимой для сборки. Вам нужно быть очень осторожным при указании прессовых посадок, иначе вы рискуете сломать гидравлический пресс. Этот жесткий допуск на механическую обработку также является одной из основных причин, по которой вам следует избегать запрессовки при обычной промышленной сборке — это не подходит для DFM/DFA.
А осевая удерживающая сила не только удерживает ваши детали вместе, но и является силой, необходимой для сборки. Вам нужно быть очень осторожным при указании прессовых посадок, иначе вы рискуете сломать гидравлический пресс. Этот жесткий допуск на механическую обработку также является одной из основных причин, по которой вам следует избегать запрессовки при обычной промышленной сборке — это не подходит для DFM/DFA. Если вы должны использовать два штифта с прессовой посадкой, обязательно используйте допуск GD&T с первым отверстием в качестве базы для второго отверстия, чтобы свести к минимуму ошибку между двумя элементами.
Если вы должны использовать два штифта с прессовой посадкой, обязательно используйте допуск GD&T с первым отверстием в качестве базы для второго отверстия, чтобы свести к минимуму ошибку между двумя элементами.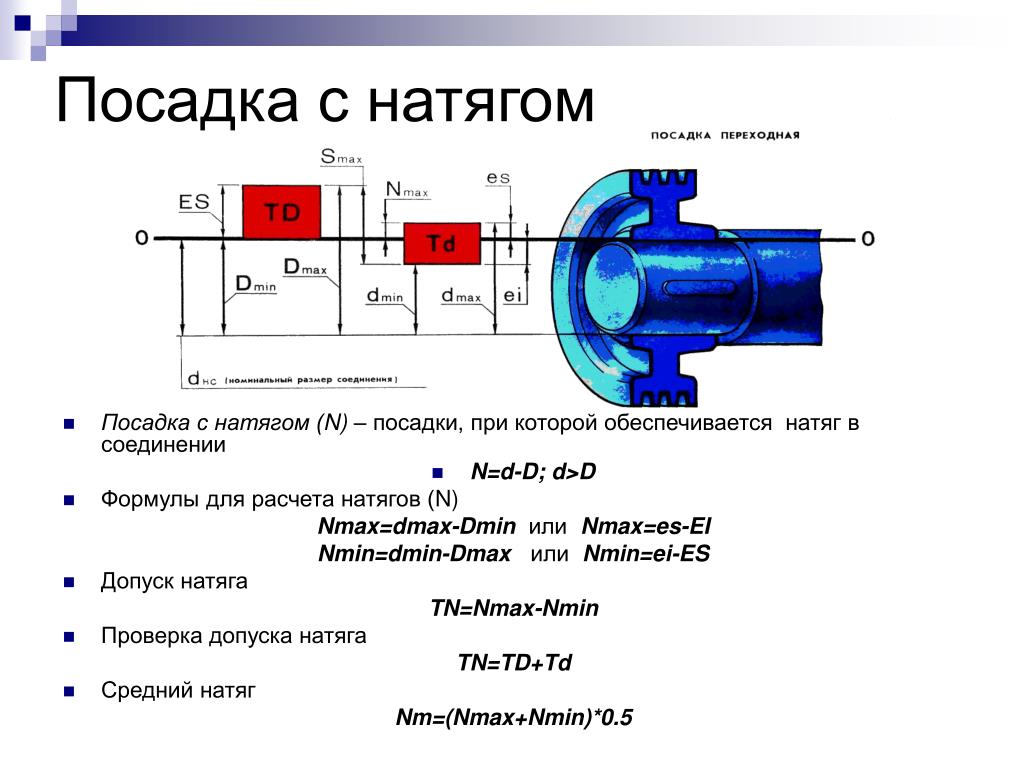 0,0000055 дюйма/дюйм. Если детали будут собраны под углом 75 градусов, а затем доведены до минус 25 градусов, вы потеряете всю удерживающую силу прессовой посадки. Поэтому при проектировании прессовых посадок используйте материалы с аналогичным тепловым расширением.
0,0000055 дюйма/дюйм. Если детали будут собраны под углом 75 градусов, а затем доведены до минус 25 градусов, вы потеряете всю удерживающую силу прессовой посадки. Поэтому при проектировании прессовых посадок используйте материалы с аналогичным тепловым расширением.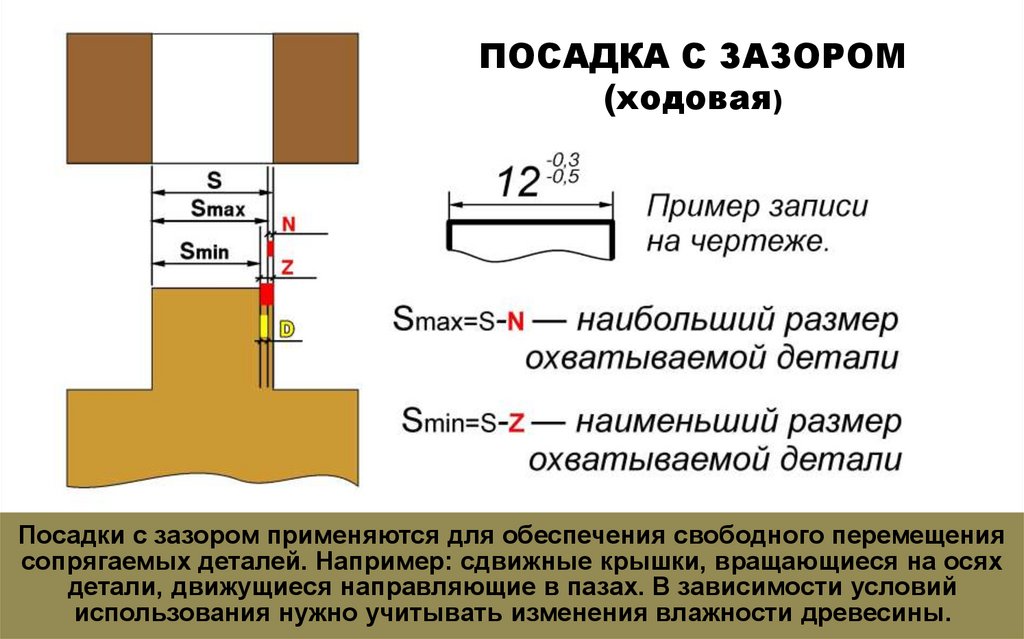



 Надёжная элементная база делает возможной гарантию в 2 года.
Надёжная элементная база делает возможной гарантию в 2 года.
 Пример тому компания Ресанта (выходец из Латвии) или тот же Сварог, который хоть и пропагандируется как отечественная продукция, все же изготавливается на базе китайского завода. Совершенно ясно, что инверторные сварочные аппараты из Китая могут быть высокого качества при условии заводской сборки и контроля над качеством западной компании, курирующей процесс производства.
Пример тому компания Ресанта (выходец из Латвии) или тот же Сварог, который хоть и пропагандируется как отечественная продукция, все же изготавливается на базе китайского завода. Совершенно ясно, что инверторные сварочные аппараты из Китая могут быть высокого качества при условии заводской сборки и контроля над качеством западной компании, курирующей процесс производства.
 Редко кто еще перед посещением магазина техники планирует приобрести модель определенного производителя, больше ориентируясь на стоимость оборудования. А в этом отношении китайские производители сварочных инверторов не имеют конкуренции, предлагая установки на 10-15% дешевле, чем отечественные аналоги.
Редко кто еще перед посещением магазина техники планирует приобрести модель определенного производителя, больше ориентируясь на стоимость оборудования. А в этом отношении китайские производители сварочных инверторов не имеют конкуренции, предлагая установки на 10-15% дешевле, чем отечественные аналоги. youtube.com/embed/P3u9V1kNzRk?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/P3u9V1kNzRk?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 

 PRI
PRI




 , железнодорожный транспорт, горное машиностроение, судостроение, аэрокосмическая и военная промышленность, а также другие важные отрасли народного хозяйства.
, железнодорожный транспорт, горное машиностроение, судостроение, аэрокосмическая и военная промышленность, а также другие важные отрасли народного хозяйства.

 Сгорело несколько стержней 3/32 дюйма 6013. Я не сомневаюсь, что 1/8-дюймовые стержни тоже сгорят. Менее чем за 100 долларов это красиво и портативно. Иногда я просто не могу добраться до своего старого трансформаторного сварочного аппарата в магазине.
Сгорело несколько стержней 3/32 дюйма 6013. Я не сомневаюсь, что 1/8-дюймовые стержни тоже сгорят. Менее чем за 100 долларов это красиво и портативно. Иногда я просто не могу добраться до своего старого трансформаторного сварочного аппарата в магазине.













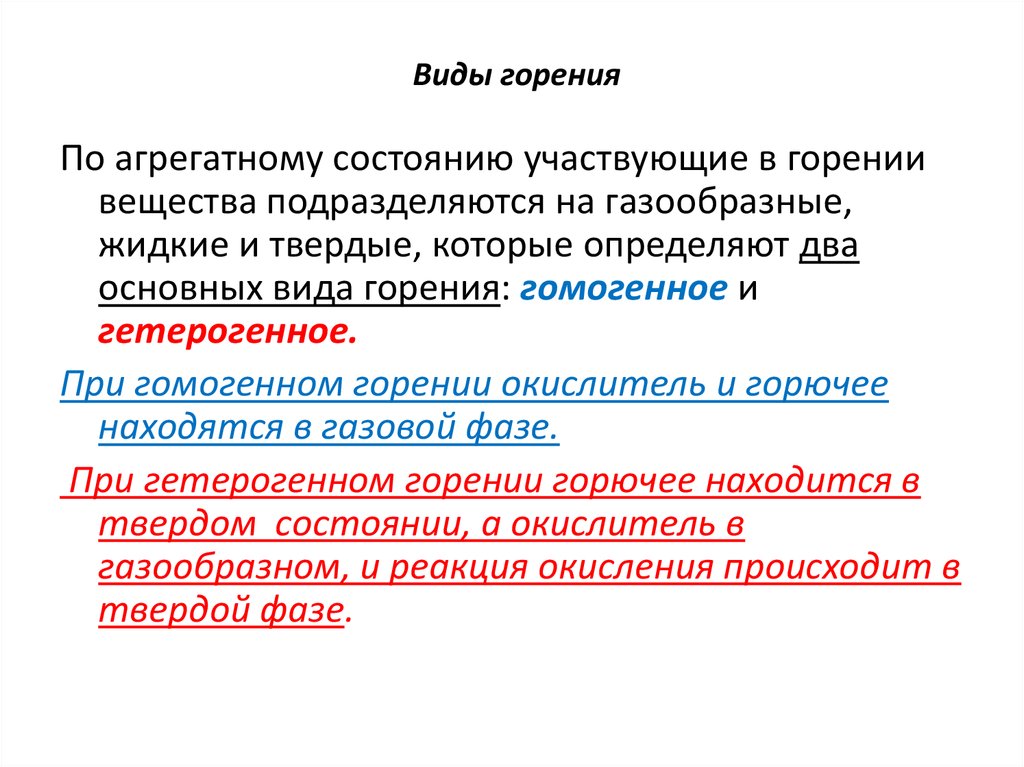 [c.537]
[c.537] [c.182]
[c.182] [c.32]
[c.32] Следовательно, для удовлетворения индивидуальных запросов потребителей поставщик или предприятие розничной торговли должны предлагать такие товары в широком ассортименте и иметь штат высококвалифицированных продавцов, которые в случае необходимости предоставят покупателям необходимую информацию.
[c.409]
Следовательно, для удовлетворения индивидуальных запросов потребителей поставщик или предприятие розничной торговли должны предлагать такие товары в широком ассортименте и иметь штат высококвалифицированных продавцов, которые в случае необходимости предоставят покупателям необходимую информацию.
[c.409]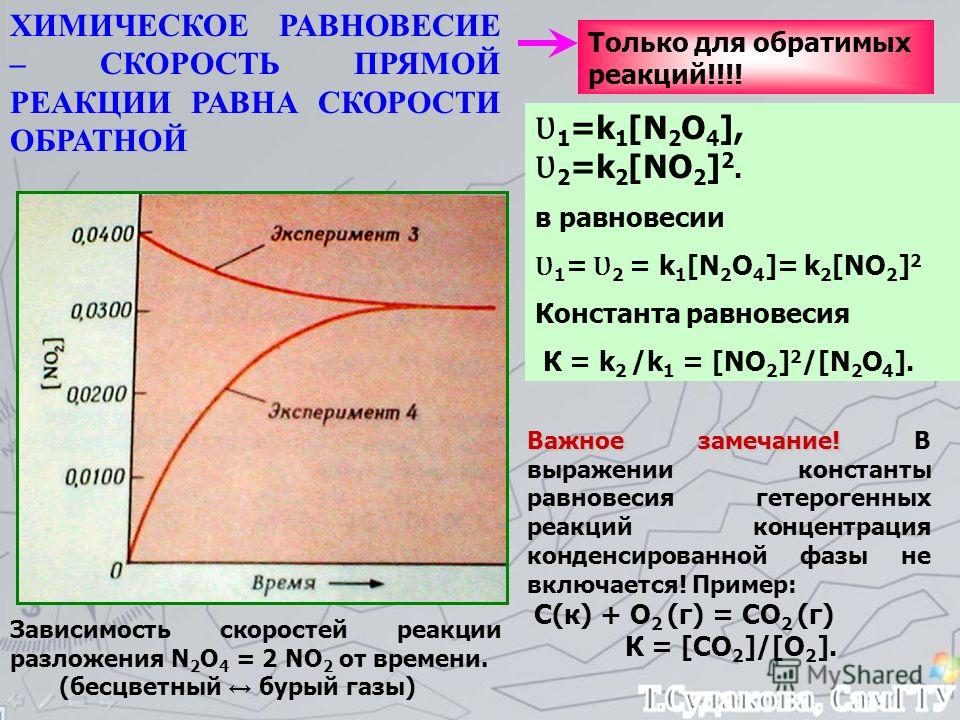 [c.434]
[c.434] [c.36]
[c.36] Международный рынок перераспределит их в пользу стран с более высокой производительностью труда. К ним относятся развитые капиталистические страны, образующие центр мирового хозяйства. Таким образом, международный рынок в соответствии с действующим на нем законом стоимости концентрирует часть прибавочного труда развивающихся стран в виде избыточных доходов в странах экономического авангарда, или центра мирового хозяйства.
[c.386]
Международный рынок перераспределит их в пользу стран с более высокой производительностью труда. К ним относятся развитые капиталистические страны, образующие центр мирового хозяйства. Таким образом, международный рынок в соответствии с действующим на нем законом стоимости концентрирует часть прибавочного труда развивающихся стран в виде избыточных доходов в странах экономического авангарда, или центра мирового хозяйства.
[c.386] Эти различные факторы, оказывающие влияние на политику ценообразования, будут рассмотрены далее.
[c.295]
Эти различные факторы, оказывающие влияние на политику ценообразования, будут рассмотрены далее.
[c.295] Как правило, главным критерием выделения различных типов рыночных структур служит изменение первых двух характеристик. В зависимости от степени концентрации спроса или предложения выделяются монополистический, олм-гополистический и атомизированный рынки. Степень дифференциации продукта2 служит для разделения ситуации гомогенного рынка (все товары, предлагаемые для продажи, одинаковы) и рынка монополистической (конкуренции.
[c.129]
Как правило, главным критерием выделения различных типов рыночных структур служит изменение первых двух характеристик. В зависимости от степени концентрации спроса или предложения выделяются монополистический, олм-гополистический и атомизированный рынки. Степень дифференциации продукта2 служит для разделения ситуации гомогенного рынка (все товары, предлагаемые для продажи, одинаковы) и рынка монополистической (конкуренции.
[c.129] с. (630 кВт)
с. (630 кВт) Таким образом, живые силы противника, спасшиеся после взрыва, также погибают из-за разрыва внутренних органов в результате резкого падения атмосферного давления.
Таким образом, живые силы противника, спасшиеся после взрыва, также погибают из-за разрыва внутренних органов в результате резкого падения атмосферного давления. Есть только одно отличие: наводчик управляет пусковой установкой, а не орудиями в башне.
Есть только одно отличие: наводчик управляет пусковой установкой, а не орудиями в башне. Хотя в основе техники лежит шасси танка Т-80 советского производства, двигатель был скопирован у танка Т-72.
Хотя в основе техники лежит шасси танка Т-80 советского производства, двигатель был скопирован у танка Т-72. 2 км
2 км


 Проверено 10 октября 2011 г. .
Проверено 10 октября 2011 г. .
 Горячая прокатка гомогенизирует зернистую структуру стали, удаляя дефекты, которые снижают прочность стали. Прокатка также удлиняет структуру зерна в стали с образованием длинных линий, что позволяет напряжению, которому подвергается сталь под нагрузкой, проходить по всему металлу, а не концентрироваться в одной области.
Горячая прокатка гомогенизирует зернистую структуру стали, удаляя дефекты, которые снижают прочность стали. Прокатка также удлиняет структуру зерна в стали с образованием длинных линий, что позволяет напряжению, которому подвергается сталь под нагрузкой, проходить по всему металлу, а не концентрироваться в одной области. Этот стандартный тест по-прежнему используется, несмотря на современное использование многих других типов брони, некоторые из которых не включают сталь или даже какие-либо металлы.
Этот стандартный тест по-прежнему используется, несмотря на современное использование многих других типов брони, некоторые из которых не включают сталь или даже какие-либо металлы. Из-за различий в форме брони, качестве, материале и характеристиках в каждом конкретном случае полезность RHAe при сравнении различной брони является лишь приблизительной.
Из-за различий в форме брони, качестве, материале и характеристиках в каждом конкретном случае полезность RHAe при сравнении различной брони является лишь приблизительной. https://assist.daps.dla.mil/quicksearch/basic_profile.cfm?ident_number=9666. Проверено 10 октября 2011 г. .
https://assist.daps.dla.mil/quicksearch/basic_profile.cfm?ident_number=9666. Проверено 10 октября 2011 г. .
 Для их установки буронабивных бурится скважина, которая заливается бетоном и укрепляется арматурой. Буроинъекционные же устанавливаются так, чтобы их основная несущая способность получалась за счет прочности контакта боковой поверхности сваи и грунта, поэтому их иногда называют «висячими»
Для их установки буронабивных бурится скважина, которая заливается бетоном и укрепляется арматурой. Буроинъекционные же устанавливаются так, чтобы их основная несущая способность получалась за счет прочности контакта боковой поверхности сваи и грунта, поэтому их иногда называют «висячими» Плюсом выступает простота и скорость возведения такого основания: не нужно ждать пока затвердеет бетонный раствор, необходимость в опалубке также отпадает. Из этих преимуществ вытекает следующее — расходы на такой фундамент также сокращаются в сравнении с ленточным и плитным, себестоимость материалов ниже. Однако, из вышеперечисленных достоинств естественно вытекают и недостатки, о которых стоит поговорить подробнее.
Плюсом выступает простота и скорость возведения такого основания: не нужно ждать пока затвердеет бетонный раствор, необходимость в опалубке также отпадает. Из этих преимуществ вытекает следующее — расходы на такой фундамент также сокращаются в сравнении с ленточным и плитным, себестоимость материалов ниже. Однако, из вышеперечисленных достоинств естественно вытекают и недостатки, о которых стоит поговорить подробнее. Виной тому отсутствие контакта с почвой, который бы обеспечивал стабильный температурный градиент между полом и грунтом (разница между температурой грунта и температурой пола здания). При поднятии пола в воздух температура под ним становится близкой к той, что царит на улице, поэтому в холодный сезон градиент будет повышаться, что приведет к общему понижению температуры в помещении. Попробовать справится с данной проблемой можно с помощью утепления минеральной ватой по периметру, но долгосрочного эффекта не получится: материал без продухи сгниет за пару лет. Наличие же продухи просто нивелирует желаемое утепление.
Виной тому отсутствие контакта с почвой, который бы обеспечивал стабильный температурный градиент между полом и грунтом (разница между температурой грунта и температурой пола здания). При поднятии пола в воздух температура под ним становится близкой к той, что царит на улице, поэтому в холодный сезон градиент будет повышаться, что приведет к общему понижению температуры в помещении. Попробовать справится с данной проблемой можно с помощью утепления минеральной ватой по периметру, но долгосрочного эффекта не получится: материал без продухи сгниет за пару лет. Наличие же продухи просто нивелирует желаемое утепление.



 В прочих же случаях вам не нужно расчищать и выравнивать землю, мучиться с гидроизоляцией. Обычно мы погружаем сваи на глубину до 10 метров, и каждая опора может вынести до 7 тонн веса. Если дом из легких материалов, допустим, из бруса или пористого камня, то можно поставить менее мощные сваи. Для каменного дома берем сваи покрепче. Отличны сваи для строительства хозяйственных построек.
В прочих же случаях вам не нужно расчищать и выравнивать землю, мучиться с гидроизоляцией. Обычно мы погружаем сваи на глубину до 10 метров, и каждая опора может вынести до 7 тонн веса. Если дом из легких материалов, допустим, из бруса или пористого камня, то можно поставить менее мощные сваи. Для каменного дома берем сваи покрепче. Отличны сваи для строительства хозяйственных построек.
 Но обычно, конечно, стальные винты хорошего качества служат 50−60 лет. А если, допустим, в радиусе пятидесяти метров от вашего участка проходит железная дорога, есть электрическая подстанция или сооружения сотовой связи, то срок службы сваи сокращается из-за высокого уровня блуждающих токов в грунте. Особенно это относится к водонасыщенным грунтам.
Но обычно, конечно, стальные винты хорошего качества служат 50−60 лет. А если, допустим, в радиусе пятидесяти метров от вашего участка проходит железная дорога, есть электрическая подстанция или сооружения сотовой связи, то срок службы сваи сокращается из-за высокого уровня блуждающих токов в грунте. Особенно это относится к водонасыщенным грунтам.
 Планировали построить кирпичный дом и в строительной фирме нам предложили свайный фундамент. Но оказалось, что поставить каменный дом на сваи не так-то просто, а точнее, просто нецелесообразно. Однако альтернатива в виде дорогостоящего бетонного фундамента и выравнивания площадки нас тоже не привлекала. Поэтому решили построить дом из деревянного бруса. Изучив мнения на форумах и посоветовавшись со специалистами, пришли к выводу, что дом на сваях может проседать в том случае, если использовать дешевые сваи из тонкого металла низкого качества без защитного покрытия.
Планировали построить кирпичный дом и в строительной фирме нам предложили свайный фундамент. Но оказалось, что поставить каменный дом на сваи не так-то просто, а точнее, просто нецелесообразно. Однако альтернатива в виде дорогостоящего бетонного фундамента и выравнивания площадки нас тоже не привлекала. Поэтому решили построить дом из деревянного бруса. Изучив мнения на форумах и посоветовавшись со специалистами, пришли к выводу, что дом на сваях может проседать в том случае, если использовать дешевые сваи из тонкого металла низкого качества без защитного покрытия.

 Дом — дело ответственное.
Дом — дело ответственное. Новым в них являются инновационные и разнообразные способы их проектирования и строительства. Дома на сваях хорошо подходят для прибрежных районов и субтропического климата. Они защищают от наводнений, улучшают вид и позволяют домовладельцам строить на каменистой, крутой или нестабильной земле. Они также защищают от животных и паразитов, обеспечивают вентиляцию под домом и минимизируют занимаемую площадь дома. Вот 10 домов на деревянных, стальных или бетонных столбах или столбах, которые помогут вам понять причины, по которым стоит подумать о том, чтобы поднять свой дом на новый уровень, построив его на сваях.
Новым в них являются инновационные и разнообразные способы их проектирования и строительства. Дома на сваях хорошо подходят для прибрежных районов и субтропического климата. Они защищают от наводнений, улучшают вид и позволяют домовладельцам строить на каменистой, крутой или нестабильной земле. Они также защищают от животных и паразитов, обеспечивают вентиляцию под домом и минимизируют занимаемую площадь дома. Вот 10 домов на деревянных, стальных или бетонных столбах или столбах, которые помогут вам понять причины, по которым стоит подумать о том, чтобы поднять свой дом на новый уровень, построив его на сваях. Его расположение выше среди деревьев обеспечивает прекрасный вид из дома.
Его расположение выше среди деревьев обеспечивает прекрасный вид из дома. В красивой реке Маргарет на юго-западе Австралии одна часть этого дома была возведена на сваях, чтобы склон холма и флора оставались нетронутыми, где это возможно. В дизайне дома использовано его месторасположение. Расширение дома в сторону Индийского океана — с пустым пространством внизу — усилило ощущение вида на побережье. Большие стеклянные панели обеспечивают панорамный вид.
В красивой реке Маргарет на юго-западе Австралии одна часть этого дома была возведена на сваях, чтобы склон холма и флора оставались нетронутыми, где это возможно. В дизайне дома использовано его месторасположение. Расширение дома в сторону Индийского океана — с пустым пространством внизу — усилило ощущение вида на побережье. Большие стеклянные панели обеспечивают панорамный вид.



 Если нужно соединить коррозионно-стойкий металл хорошо подойдут стержни марки ЦЛ-9.
Если нужно соединить коррозионно-стойкий металл хорошо подойдут стержни марки ЦЛ-9. Соединение труб стали лучше подбирать электроды диаметром 2-3мм, марок МН-5, МНЖ 5, НЖ 13, МНЧ-2.
Соединение труб стали лучше подбирать электроды диаметром 2-3мм, марок МН-5, МНЖ 5, НЖ 13, МНЧ-2.
 Помните, низкая цена не ориентир для покупки.
Помните, низкая цена не ориентир для покупки. Этот вариант используется преимущественно для труб с небольшим диаметром. Если необходимо произвести сварку деталей с толстым покрытием, рекомендуется отдать предпочтение электродам с рутилово-целлюлозным покрытием.
Этот вариант используется преимущественно для труб с небольшим диаметром. Если необходимо произвести сварку деталей с толстым покрытием, рекомендуется отдать предпочтение электродам с рутилово-целлюлозным покрытием. Стоит отметить, что сварочный шов, в данном случае, содержит низкий процент водорода, а соответственно шов получится максимально прочным.
Стоит отметить, что сварочный шов, в данном случае, содержит низкий процент водорода, а соответственно шов получится максимально прочным. Изначально ток подаётся порядка 160А. При сваривании 3 и 4 валика применяются стержни, имеющие диаметр 5 мм и ток около 300А.
Изначально ток подаётся порядка 160А. При сваривании 3 и 4 валика применяются стержни, имеющие диаметр 5 мм и ток около 300А. На двух участках, где будут располагаться угловые и угловые швы, не требуется никаких подготовительных работ, кроме удаления ржавчины, грязи или мусора, которые могут быть в зоне сварки. Перед выполнением двух плоских сварных швов вам необходимо очистить и снять фаску с используемого металла. Использование фаски на плоских сварных швах обеспечит надлежащий провар на обеих свариваемых частях квадратной трубы.
На двух участках, где будут располагаться угловые и угловые швы, не требуется никаких подготовительных работ, кроме удаления ржавчины, грязи или мусора, которые могут быть в зоне сварки. Перед выполнением двух плоских сварных швов вам необходимо очистить и снять фаску с используемого металла. Использование фаски на плоских сварных швах обеспечит надлежащий провар на обеих свариваемых частях квадратной трубы. Как только это будет сделано, вы должны срезать каждую сторону квадратной трубы под углом 45 градусов.
Как только это будет сделано, вы должны срезать каждую сторону квадратной трубы под углом 45 градусов. Теперь вы должны поместить прихваточный шов на обратной стороне скошенного угла и еще один прихваточный шов на плоской поверхности квадратной трубы, на которой есть разрез под углом 45 градусов. После того, как вы успешно разместили эти прихваточные швы, вы должны перевернуть деталь и выполнить те же прихваточные швы с обратной стороны.
Теперь вы должны поместить прихваточный шов на обратной стороне скошенного угла и еще один прихваточный шов на плоской поверхности квадратной трубы, на которой есть разрез под углом 45 градусов. После того, как вы успешно разместили эти прихваточные швы, вы должны перевернуть деталь и выполнить те же прихваточные швы с обратной стороны. После того, как этот шаг был завершен, вы должны теперь перевернуть трубку и приварить последнюю плоскую сторону среза под углом 45 градусов. После того, как вы завершили все сварочные работы, теперь вы можете отшлифовать углы и получить идеальную девятку.Изгиб квадратной трубы под углом 0 градусов.
После того, как этот шаг был завершен, вы должны теперь перевернуть трубку и приварить последнюю плоскую сторону среза под углом 45 градусов. После того, как вы завершили все сварочные работы, теперь вы можете отшлифовать углы и получить идеальную девятку.Изгиб квадратной трубы под углом 0 градусов.
 Кроме того, эстетический вид гнутой трубы заметно лучше, чем у сварной.
Кроме того, эстетический вид гнутой трубы заметно лучше, чем у сварной. Риск заключается в том, что серьезная деформация трубки приведет к разрушению процесса, трубки и, следовательно, конечного продукта.
Риск заключается в том, что серьезная деформация трубки приведет к разрушению процесса, трубки и, следовательно, конечного продукта. Он характеризуется факелом, на котором 9Установлен вольфрамовый электрод 0021 , который, защищенный газом (Ar – Argon – или He – Helium), плавит свариваемые детали. ВИГ делится, в свою очередь, на сварку с присадкой или без нее . Разница заключается в том, что в первом случае наполнитель добавляется в процессе плавления . Это делается для повышения герметичности сварного шва. Обычно применяется при соединении металлов уменьшенной толщины (от 2 до 5 мм).
Он характеризуется факелом, на котором 9Установлен вольфрамовый электрод 0021 , который, защищенный газом (Ar – Argon – или He – Helium), плавит свариваемые детали. ВИГ делится, в свою очередь, на сварку с присадкой или без нее . Разница заключается в том, что в первом случае наполнитель добавляется в процессе плавления . Это делается для повышения герметичности сварного шва. Обычно применяется при соединении металлов уменьшенной толщины (от 2 до 5 мм).

 Это означает, что контроль качества можно проводить непосредственно на сварной трубе.
Это означает, что контроль качества можно проводить непосредственно на сварной трубе.
 Это огромная цифра, в пять раз больше чем в прошлом году.
Это огромная цифра, в пять раз больше чем в прошлом году.
 Выставка собрала много специалистов, работающих и в сфере здравоохранения, и в смежных с медицинским туризмом направлениях. Мы оцениваем работу выставки на отлично. Регулярно принимаем в ней участие и будем это делать в дальнейшем.
Выставка собрала много специалистов, работающих и в сфере здравоохранения, и в смежных с медицинским туризмом направлениях. Мы оцениваем работу выставки на отлично. Регулярно принимаем в ней участие и будем это делать в дальнейшем.
 Каждый год мы представляем новый стенд и новую коллекцию. С недавних пор наша компания запустила собственный бренд «Энигма». На стенде мы демонстрируем расширенную новую коллекцию этого бренда.
Каждый год мы представляем новый стенд и новую коллекцию. С недавних пор наша компания запустила собственный бренд «Энигма». На стенде мы демонстрируем расширенную новую коллекцию этого бренда.
 Обязательно подготовим что-нибудь яркое, новое, удивляющее для целевой аудитории, наших покупателей и партнеров.
Обязательно подготовим что-нибудь яркое, новое, удивляющее для целевой аудитории, наших покупателей и партнеров.

 Наибольший интерес представляют приборы диагностики и лечения. Они определяют состояние человека, диагностируют и назначают лечение без участия врача. Но, конечно, последнее слово всегда останется за доктором.
Наибольший интерес представляют приборы диагностики и лечения. Они определяют состояние человека, диагностируют и назначают лечение без участия врача. Но, конечно, последнее слово всегда останется за доктором.
 Будем стараться не просто не отстать, а опередить конкурентов.
Будем стараться не просто не отстать, а опередить конкурентов.
 Это удобно.
Это удобно.
 Те, которые нас давно и замечательно знают (это большая часть), вторая часть – новые предприниматели.
Те, которые нас давно и замечательно знают (это большая часть), вторая часть – новые предприниматели.
 Конечно же, приеду снова в следующем году и обещаю удивить посетителей. Но пока это секрет.
Конечно же, приеду снова в следующем году и обещаю удивить посетителей. Но пока это секрет.
 Чтобы эта продукция была востребована и за рубежом, чтобы они рассказывали о своих экспортных успехах. Это, как показывает практика, очень помогает развитию и внутри страны.
Чтобы эта продукция была востребована и за рубежом, чтобы они рассказывали о своих экспортных успехах. Это, как показывает практика, очень помогает развитию и внутри страны.
 Необходимо создать красивый стенд, красивую коллекцию, удивить участников и посетителей выставки.
Необходимо создать красивый стенд, красивую коллекцию, удивить участников и посетителей выставки.
 Без проблем. Спасибо организаторам. Обязательно приедем в будущем году. Покажем свои новые произведения. Надеемся на положительные результаты и позитивное общение.
Без проблем. Спасибо организаторам. Обязательно приедем в будущем году. Покажем свои новые произведения. Надеемся на положительные результаты и позитивное общение.
 к. многие пациенты и агенты не имеют другой возможности узнать о методах лечения за границей. Именно участвуя в таких мероприятиях, мы можем донести до широких масс свои методы лечения. Мы рассмотрим возможность участия в выставке в будущем году. Проведение выставки в «Экспоцентре» имеет ряд преимуществ. В частности, для участников и посетителей удобно его расположение недалеко от центра Москвы. Зарубежные участники могут достаточно легко приехать в Москву и добраться до «Экспоцентра», чтобы представить свои услуги и учреждения.
к. многие пациенты и агенты не имеют другой возможности узнать о методах лечения за границей. Именно участвуя в таких мероприятиях, мы можем донести до широких масс свои методы лечения. Мы рассмотрим возможность участия в выставке в будущем году. Проведение выставки в «Экспоцентре» имеет ряд преимуществ. В частности, для участников и посетителей удобно его расположение недалеко от центра Москвы. Зарубежные участники могут достаточно легко приехать в Москву и добраться до «Экспоцентра», чтобы представить свои услуги и учреждения.

 У нас было очень большое желание участвовать в этой специализированной медицинской выставке. Мы заранее подали заявку на участие во второй выставке и очень рады быть здесь. Сегодня четвертый день выставки, состоялось много встреч с врачами, медицинскими агентствами, санаториями не только из России, но и Западной Европы и Прибалтики.
У нас было очень большое желание участвовать в этой специализированной медицинской выставке. Мы заранее подали заявку на участие во второй выставке и очень рады быть здесь. Сегодня четвертый день выставки, состоялось много встреч с врачами, медицинскими агентствами, санаториями не только из России, но и Западной Европы и Прибалтики.
 Установили контакты с фирмами из разных стран по эндопротезированию и реабилитации. Участие в этой выставке и конференциях помогло нам найти новых партнеров.
Установили контакты с фирмами из разных стран по эндопротезированию и реабилитации. Участие в этой выставке и конференциях помогло нам найти новых партнеров.
 11.2022—11.11.2022
11.2022—11.11.2022 11.2022—17.11.2022
11.2022—17.11.2022 11.2022
11.2022 09.2022
09.2022
 Одним из главных направлений деятельности компании стало участие в реализации приоритетных национальных проектов и развитии инновационных программ.
Одним из главных направлений деятельности компании стало участие в реализации приоритетных национальных проектов и развитии инновационных программ.
 С ранней весны сотрудники Metro работали над адаптацией площадок для проведения мероприятий, таких как Экспоцентр, чтобы они могли служить в регионе мерами реагирования на COVID-19, а также удовлетворять меняющиеся потребности клиентов. Цель этого проекта не изменилась и остается совместным процессом, направленным на оценку потенциального будущего Экспоцентра.
С ранней весны сотрудники Metro работали над адаптацией площадок для проведения мероприятий, таких как Экспоцентр, чтобы они могли служить в регионе мерами реагирования на COVID-19, а также удовлетворять меняющиеся потребности клиентов. Цель этого проекта не изменилась и остается совместным процессом, направленным на оценку потенциального будущего Экспоцентра. Проект восстановления крыш павильонов D и E сэкономил тонны материала от отправки на свалку, а замена освещения парковки на светодиоды значительно снизила потребление электроэнергии.
Проект восстановления крыш павильонов D и E сэкономил тонны материала от отправки на свалку, а замена освещения парковки на светодиоды значительно снизила потребление электроэнергии. К ним относятся афроамериканцы, коренные жители и американцы японского происхождения, а также клиенты Expo и заинтересованные стороны бизнеса, чтобы уточнить руководящие принципы проекта. Результатом первоначального взаимодействия с заинтересованными сторонами являются руководящие принципы (см. ниже). Каждое потенциальное будущее будет оцениваться на основе этой совместно разработанной структуры, управляемой сообществом. Возможности для ввода будут продолжаться во время процесса подачи запроса на выражение заинтересованности, с опросом и открытым собранием.
К ним относятся афроамериканцы, коренные жители и американцы японского происхождения, а также клиенты Expo и заинтересованные стороны бизнеса, чтобы уточнить руководящие принципы проекта. Результатом первоначального взаимодействия с заинтересованными сторонами являются руководящие принципы (см. ниже). Каждое потенциальное будущее будет оцениваться на основе этой совместно разработанной структуры, управляемой сообществом. Возможности для ввода будут продолжаться во время процесса подачи запроса на выражение заинтересованности, с опросом и открытым собранием.

 Строительство ведется с намеченной датой открытия летом 2018 года. Расширение охватит более 240 000 квадратных футов и будет расположено у гаража Winter Parking и в непосредственной близости от новейшего отеля Mohegan Sun, Earth Tower. Партнерами проекта являются нью-йоркская архитектурная фирма KPF (Kohn Pedersen Fox) и строительная команда из Северного Стонингтона, A/Z Corp.
Строительство ведется с намеченной датой открытия летом 2018 года. Расширение охватит более 240 000 квадратных футов и будет расположено у гаража Winter Parking и в непосредственной близости от новейшего отеля Mohegan Sun, Earth Tower. Партнерами проекта являются нью-йоркская архитектурная фирма KPF (Kohn Pedersen Fox) и строительная команда из Северного Стонингтона, A/Z Corp.
 фута с 230 кв. футами холла и собственной открытой террасой
фута с 230 кв. футами холла и собственной открытой террасой Внутренняя отделка будет напоминать о культурной истории племени, с изготовленными на заказ коврами и светильниками, которые отражают мотивы коренных американцев, близлежащую реку Темзу и цветовые палитры башен Земли и Неба. Дополнительные помещения для развлекательных мероприятий нижнего уровня будут составлять 20 000 квадратных футов от общей площади, что еще больше разнообразит программу многофункционального использования центра.
Внутренняя отделка будет напоминать о культурной истории племени, с изготовленными на заказ коврами и светильниками, которые отражают мотивы коренных американцев, близлежащую реку Темзу и цветовые палитры башен Земли и Неба. Дополнительные помещения для развлекательных мероприятий нижнего уровня будут составлять 20 000 квадратных футов от общей площади, что еще больше разнообразит программу многофункционального использования центра. Kohn Pedersen Fox Associates — отмеченная наградами архитектурная фирма с полным спектром услуг, предлагающая услуги по генеральному планированию, пространственному планированию, программированию, анализу зданий и дизайну интерьеров для престижного списка международных клиентов как в государственном, так и в частном секторах. Дополнительную информацию о Kohn Pedersen Fox Associates можно получить на сайте kpf.com.
Kohn Pedersen Fox Associates — отмеченная наградами архитектурная фирма с полным спектром услуг, предлагающая услуги по генеральному планированию, пространственному планированию, программированию, анализу зданий и дизайну интерьеров для престижного списка международных клиентов как в государственном, так и в частном секторах. Дополнительную информацию о Kohn Pedersen Fox Associates можно получить на сайте kpf.com.
