Холодная сварка для металла — состав, виды, характеристики и применение
Часто в промышленности, ремонте и быту требуется соединить металлические части без нагрева — тогда необходима холодная сварка для металла. Склейка достигается благодаря химической реакции самого металла и компонентов сварочной массы. В результате получается надежное и долговечное крепление без специального мастерства и сложного оборудования.
Характеристики и состав
Холодная сварка — это специальный клей для металла, состав которого бывает однокомпонентный и двухкомпонентный. Клеящая масса наносится либо непрерывно для получения длинного шва, либо точечно. Пластичная паста позволяет восстановить сломанную или поврежденную деталь, герметично устранить трещину или качественно закрыть отверстие.
Холодная сварка — состав:
- эпоксидная смола, обеспечивающая отличные клеящие качества, высокую пластичность и однородную структуру;
- металлическая составляющая в виде порошка — алюминиевая, чугунная, железная, медная или стальная — используется в качестве наполнителя;
- добавочные элементы, повышающие потребительские характеристики продукта — схватываемость, прочность шва, устойчивость к внешним воздействиям, температуру выдержки, сопротивление механическому воздействию и другие.


Качество склеивания во многом зависит от пропорций и состава клея, правильности применения, точности следования инструкции, соблюдения рекомендуемых параметров эксплуатации готового изделия.
Виды
Холодная сварка — это достойная альтернатива привычному способу соединения металлов там, где нет возможности применить обычную сварку и допустима более низкая прочность соединительного шва.
Разновидности холодной сварки:
- Жидкая. Обычно этот клей производится на базе эпоксидной смолы. В готовом виде он состоит из двух компонентов, которые смешиваются перед непосредственным нанесением на поверхность металлов. Жидкая консистенция позволяет получить наилучшее качество соединения.
- Твердая. Этот клей имеет вид пластичной массы, от которой по мере необходимости отделяется определенное количество. В продаже имеются однородные или двуслойные клеевые пасты. К рабочему состоянию их приводят путем тщательного разминания пальцами.
- Универсальная. Эти полимерные вещества менее прочные при эксплуатации, но способны соединять разные по типу и качеству материалы — дерево, пластик, керамику, стекло, металл, бетон и другие.
- Автомобильная. Используется в ремонте и обслуживании машин, ее состав идеально подобран с учетом сферы применения.
- Специальная — водостойкая или термостойкая. Они предназначены для работы в специальных условиях: при высоких или низких температурах, в воде или под давлением.

Совет
Метод холодной сварки не заменяет традиционных сварочных способов, особенно в местах ключевых соединений, на которые приходится основная эксплуатационная нагрузка.
Готовить клеящую массу с запасом нецелесообразно, так как она быстро утрачивает свои технические характеристики, становится непригодной к работе и не восстанавливается.
Как выбрать
Приступая к работе с металлами, следует знать состав склеиваемых поверхностей и холодной сварки. В идеале ее наполнитель должен совпадать с рабочим металлом по свойствам и качеству. Еще один важный фактор — условия эксплуатации: некоторые клеящие составы не допустимы к использованию в условиях высокой температуры и влажности, а также вблизи открытых источников огня.
В идеале ее наполнитель должен совпадать с рабочим металлом по свойствам и качеству. Еще один важный фактор — условия эксплуатации: некоторые клеящие составы не допустимы к использованию в условиях высокой температуры и влажности, а также вблизи открытых источников огня.
Основные критерии выбора холодной сварки:
- типы поверхностей, подлежащих соединению;
- выдерживаемый температурный диапазон;
- качество, производитель и марка;
- рекомендации по использованию.
Клей выпускается в таре разного объема, поэтому следует учитывать площадь предполагаемой работы. Есть минимально допустимая плотность нанесения состава, которая определяет, соответственно, и нижнюю границу расхода клея. Наконец, стоит отдавать предпочтение товарам от известных и давно существующих на рынке производителей данного рода продукции.
Как пользоваться
Для работы с холодной сваркой понадобится наждачная бумага крупной фракции, ацетон и зажимы. Перед нанесением сварочного состава склеиваемую поверхность ошкуривают для наилучшего сцепления, обрабатывают ацетоном, высушивают на воздухе или строительным феном. Главная мера безопасности в рабочем процессе — это защита кожи и слизистых от контакта с едким химическим веществом. Для этого на руки надевают перчатки, а органы дыхания и лицо защищают специальной маской.
Перед нанесением сварочного состава склеиваемую поверхность ошкуривают для наилучшего сцепления, обрабатывают ацетоном, высушивают на воздухе или строительным феном. Главная мера безопасности в рабочем процессе — это защита кожи и слизистых от контакта с едким химическим веществом. Для этого на руки надевают перчатки, а органы дыхания и лицо защищают специальной маской.
Этапы работы:
- Подготовка. Приготовление клея в соответствии с рекомендациями производителя, которые указываются в инструкции. В процессе масса может немного нагреваться — это норма.
- Склеивание. Холодная сварка наносится только на чистую, обезжиренную и сухую поверхность без ржавчины. Рекомендуется следить за временем, в течение которого клеящий состав сохраняет свои рабочие качества. Обычно это 3—4 минуты, поэтому работать приходится быстро и аккуратно.
- Фиксация и выдержка. С помощью зажимов удобно фиксировать склеиваемые детали в нужном положении. По истечении времени, указанного на упаковке, сварочный шов затвердевает, после чего его обычно выравнивают, шлифуют и красят. Длительность окончательного высыхания в среднем составляет от 8 до 10 часов.
 Длительность окончательного высыхания в среднем составляет от 8 до 10 часов.
Длительность окончательного высыхания в среднем составляет от 8 до 10 часов.Совет
Для повышения прочности соединения специалисты рекомендуют работать поэтапно и наносить клей несколькими слоями.
Рекомендации и указания производителя по приготовлению, применению и условиям эксплуатации клея лучше не нарушать, только тогда результат работы будет выдерживать нагрузки и прослужит долгое время.
Область применения
Высокотехнологичный клей повышенной прочности «Холодная сварка для металла» нашел свое применение во многих сферах и областях человеческой деятельности:
- Универсальная холодная сварка часто используется в мелком бытовом ремонте, для скрепления сантехнических труб, устранения течи в них, восстановления резьбы, заделки отверстий и трещин, ремонта корпусов различного оборудования и устройств, изготовленных из металла, продления срока службы радиаторов отопления и так далее.
- В строительстве и внутренней отделке помещений часто применяется холодная сварка для скрепления линолеума и резины, состав нередко используют вместо двустороннего скотча, чтобы прочно и надежно фиксировать элементы декоративной отделки.
- Клей для металла, работающий как сварка, широко востребован в автомобильном ремонте и сервисе, а также в электротехнике и производстве оборудования.
- Для скрепления конструкций из металла в промышленных масштабах используется специальная холодная сварка, подходящая по составу и условиям эксплуатации готовых металлоизделий.

Совет
Посуда и инструменты для работы с холодной сваркой должны быть неметаллические, во избежание преждевременного схватывания, и не пищевые, так как химические реагенты вредны для здоровья.
Преимущества холодной сварки для потребителя очевидны — сварочный клей имеется в свободной продаже, для его использования не требуется специальных навыков и оборудования, субстанция легко и быстро готовится, без проблем наносится и мгновенно затвердевает. Простой алгоритм использования позволяет добиться прочного и долговечного сцепления. После высыхания шов допускается подвергать любой механической обработке — шлифовке, нарезке резьбы, сверлению и окрашиванию.
Холодная сварка позволяет оперативно скреплять между собой детали из металла без нагрева, в результате человек получает прочное и надежное монолитное соединение там, где нецелесообразно применять традиционную сварку. Этот способ незаменим в быту, востребован в ремонте и строительстве, популярен для качественного и быстрого восстановления системы домашнего водоснабжения и отопления.
характеристики, инструкция по применению, возможность использования для металла и систем отопления, а еще какую температуру и давление выдерживает? – Механическая сварка на Svarka.guru
Холодная сварка – это высокопластичный полимер, обладающий высокой адгезией ко многим материалам. Простыми словами, холодная сварка – это быстросохнущий клей, инертный к нефтепродуктам, использование которого не требует специальных навыков или особого оборудования.
Содержание
- 1 Характеристики
- 2 Классификация
- 3 Критерии выбора
- 3. 1 Температурный режим
- 3.2 Герметики
- 3.3 Для автомобилей
- 3.
- 4 Отличия от прочих разновидностей
- 5 Значение наполнения
- 6 Методы
- 7 Виды
- 8 Преимущества и недостатки
- 8.1 Где можно применять?
- 8.2 Для склеивания каких материалов?
- 9 Как пользоваться жидким и сухим сварочным составом?
- 9.1 Правила безопасности при работе
- 9.2 Технология работы
- 10 Рекомендации
- 11 Заключение
 1 Температурный режим
1 Температурный режимХарактеристики
В продаже имеются одно- или двухкомпонентные составы. В первом случае продукт необходимо использовать сразу – в противном случае он быстро портится. Двухкомпонентный клей имеет длительный срок хранения. В состав холодной сварки входят следующие компоненты:
- Эпоксидная смола. База состава, которая отвечает за качественные характеристики – однородность и пластичность.
- Металлическая составляющая. Компонент, обеспечивающий прочность соединения.
- Сера и прочие элементы. Добавочные вещества, улучшающие параметры продукта.
 Компонент, обеспечивающий прочность соединения.
Компонент, обеспечивающий прочность соединения.Как выглядит холодная сварка: в зависимости от своей консистенции встречаются пластичные и жидкие составы. Пластичные составы напоминают детский пластилин. Представляют собой слоеные бруски. Жидкая сварка выпускается на основе эпоксидной смолы. Она твердеет благодаря химическому взаимодействию с отвердителем. Такие составы не содержат вредных веществ. Сочетаются с армирующими материалами.
Теоретически, лучшая прочность соединения может превышать крепость основного материала. Сварка металлических деталей можно выполняться и холодным способом. Однако на практике, сварка плавлением справится с соединением гораздо лучше.
На качественные параметры соединения зависят от качества клея, подготовки поверхности и соблюдения правил применения. Первичная крепость соединения достигается в течение 20-30 минут. Окончательная кристаллизация происходит в течении нескольких часов.
Классификация
По сферам применения холодную сварку можно классифицировать следующим образом:
- Универсальная. Применяется для соединения различных материалов – металла, дерева, керамики, пластика. Широко известна универсальная холодная сварка отечественного производства «Алмаз».
- Металлическая. Специализированный клей, который выпускается для различных видов металла. Отличается металлическим наполнителем, который определяет профильное направление соединения.
- Автомобильная. Холодная сварка для ремонта транспортных средств, помимо металлической составляющей, включает в себя комплекс присадок, которые защищают шов от агрессивного воздействие кислот и растворителей. Также повышается устойчивость к механическим воздействиям и вибрации.
- Водостойкая. Широко применяется в ремонте сантехники. Отличаются особой влагопрочностью. Продукты для срочного ремонта сантехники разрешено использовать на влажных поверхностях, например, для устранения утечек в водопроводных трубах.
- Термостойкая. Устойчива к температурным воздействиям в широком диапазоне. Выдерживает температуру от -20 Сº до +200 Сº.
[stextbox id=’warning’]Также на нашем сайте вы сможете найти информацию о холодной сварке для пластмассы.[/stextbox]
Критерии выбора
Выбор состава зависит от сферы применения и структуры материалов соединяемых поверхностей.
Температурный режим
По своим характеристикам холодная сварка российского производства не уступает зарубежным аналогам, хотя стоит на порядок дешевле.
Отличается низкой термостойкостью – при температуре + 120-140 Сº соединение теряет свойства.
Герметики
Преимуществом и одновременно недостатком универсальных продуктов является низкая избирательность. Для ремонта сантехники рекомендуем использовать специальные водостойкие продукты. В первую очередь они являются герметиками, поэтому не ждите от них высоких клеящих свойств и устойчивости к перепадам температур. Для удобства в использовании производятся в жидком виде.
Для автомобилей
Автосварка отличается высокой стойкостью со всеми негативным воздействиям, которые могут возникнуть в процессе эксплуатации автомобиля – вибрациями, повреждениями, перепадами температур. Непригодна к применению под водой. Высокая прочность соединения – выдерживает до 20 Н.
Автомобильной сваркой можно укрепить болтовое соединение, устранить течь в топливном баке, радиаторе или трубопроводной магистрали. Широко известна сухая сварка для радиаторов.
Отличия от прочих разновидностей
Холодная сварка считается клеем, хотя по своим техническим характеристикам является самостоятельным продуктом.
Основным отличием продукта является то, что он негорючий, водостойкий и устойчивый к высокотемпературным воздействиям. Большинство клеящих составов не могут похвастаться аналогичными свойствами. Холодная сварка приобретает свои свойства не зависимо от толщины наносимого слоя. Это позволяет использовать ее для устранения механических повреждений. Достаточно нанести слой герметика на поврежденный участок, и дождаться отвердения. После застывания ремонтная поверхность подлежит обработке.
Достаточно нанести слой герметика на поврежденный участок, и дождаться отвердения. После застывания ремонтная поверхность подлежит обработке.
Значение наполнения
Продукт универсального исполнения является клеем. Обращайте внимание на материал, который необходимо склеить. Для холодной сварки металла лучше всего подойдет сварка с металлическим наполнителем.
[stextbox id=’warning’]Для склеивания металла выбирайте продукт с тем же наполнителем. Например, для соединения алюминия необходим алюминиевый наполнитель, для чугуна – чугунный и т. п. В этом случае будет достигнут наилучший эффект.[/stextbox]
Методы
Хотя метод и называется «сваркой», на самом деле это склеивание материалов без температурного воздействия. Благодаря металлической составляющей затвердевший шов внешне напоминает сварочный – отсюда и название. Использование вместо обычной сварки целесообразно в следующих ситуациях:
- Будущее соединение будет подвержено воздействию вибрации и скручиванию.
- Шов соединения имеет криволинейное направление.

Виды
Существуют два вида соединения холодной сваркой – точечная и роликовая.
- Точечная сварка является наиболее распространенным методом использования. Особенно часто она применяется при соединении цветных металлов. Применение клея не требует применения специального оборудования. Самым дорогим инструментом является пуансоны.
- Роликовую сварку делят на несколько технологических категорий – одностороннюю, двухстороннюю и ассиметричную. Характеризуется образованием цельного неразрывного соединения.
Преимущества и недостатки
К преимуществам холодной сварки относят:
- простота использования;
- химическая устойчивость;
- экологичность;
- низкая стоимость;
- скорость соединения;
- компактность;
- термостойкость.
Ярко выраженных недостатков метод не имеет. Стоит отметить, что классические методы соединения обладают лучшими свойствами – дуговая сварка надежнее соединит металл, а болтовое соединение будет крепче держать деревянные бруски.
Стоит отметить, что классические методы соединения обладают лучшими свойствами – дуговая сварка надежнее соединит металл, а болтовое соединение будет крепче держать деревянные бруски.
Таким образом, холодная сварка является прекрасным инструментом для экстренного проведения ремонта.
Где можно применять?
Проводит ли холодная сварка электрический ток? Нет, её свойства позволяют соединять металлы, находящиеся под действием напряжения: клей не способен проводить электричество. Перед соединением отключите от электрического тока соединяемые элементы.
Жидкости. Химический состав жидкости не имеет значения.
Для склеивания каких материалов?
Что можно клеить холодной сваркой? Как было сказано выше, рассматриваемый продукт способен соединять различные материалы:
- металл;
- стекло;
- пластиковые элементы системы отопления;
- линолеум;
- ковролин;
- пластмасса;
- камень.
Как пользоваться жидким и сухим сварочным составом?
Основным источником информации является инструкция по применению. В ней можно почерпнуть нужную информацию, касательно безопасного использования клея и рекомендуемых областей применения. Ниже приведены общие правила при использовании холодной сварки.
В ней можно почерпнуть нужную информацию, касательно безопасного использования клея и рекомендуемых областей применения. Ниже приведены общие правила при использовании холодной сварки.
Правила безопасности при работе
Холодная сварка – нетоксичный материал. Ее применение не требует использования защитных очков или средств защиты органов дыхания. Основным требованием безопасности некоторых продуктов является защита кожного покрова и слизистой оболочки от непосредственного контакта с клеем. В случае попадания на кожу следует хорошо промыть контактный участок большим количеством воды и обратиться к врачу. Это относиться к готовой смеси – контакт с высохшим продуктом не принесет вреда здоровью.
Посуда для подготовки смеси должна быть чистой, без содержания посторонних элементов. Дальнейшее использование посуды для приема пищи нежелательно.
Технология работы
Порядок работы с холодной сварки следующий:
- Подготовьте поверхность. Клей наносится только на чистую, сухую и обезжиренную поверхность. В случае необходимости произведите обработку абразивом. От качественной подготовки зависят эксплуатационные свойства соединения.
- Намочите руки водой. Клей не будет липнуть к рукам – это не позволит нарушить соотношение элементов состава.
- Подготовьте клей. Действуйте согласно инструкции к продукту. В процессе подготовки смесь может нагреться.
- Нанесите состав на места соединения. Эта процедура не должна занимать более 3 минут.
- Фиксация соединения. Ждите высыхания. Время кристаллизации указано в инструкции по применению.
 В случае необходимости произведите обработку абразивом. От качественной подготовки зависят эксплуатационные свойства соединения.
В случае необходимости произведите обработку абразивом. От качественной подготовки зависят эксплуатационные свойства соединения.Рекомендации
Холодная сварка нашла множество применений в быту. С ее помощью можно устранить утечки в системах отопления, водопровода или канализации. Разбитая керамика, поврежденные стенки аквариума, трещины корпуса самогонного аппарата, ремонт инструмента – это далеко не весь список проблем, в решении которых может помочь эпоксидный клей.
У автолюбителей холодная сварка пользуется заслуженным уважением. Клей выручит в случае необходимости аварийного ремонта отопительной системы или бензобака автомобиля. Водители могут устранить течь радиатора в дорожных условиях. Однако следует помнить, что данная мера является временной и не избавит от необходимости ремонта радиатора.
Клей выручит в случае необходимости аварийного ремонта отопительной системы или бензобака автомобиля. Водители могут устранить течь радиатора в дорожных условиях. Однако следует помнить, что данная мера является временной и не избавит от необходимости ремонта радиатора.
Для ремонта глушителя следует выбрать термостойкий клей. При условии качественной подготовки и соблюдении технологий глушитель может прослужить значительный срок. Известны производители, которые специализируется исключительно на производстве автогерметиков.
[stextbox id=’warning’]Существуют специальные автомобильные герметики, способные устранить механические повреждения прокладки головки блока цилиндров или сальников двигателя.[/stextbox]
Они могут стать серьезным подспорьем в дальнем путешествии – поломка может произойти на любом участке дороги, а рядом может не быть специализированной СТО для ремонта автомобиля.
Заключение
Как показывает практика, холодная сварка может помочь решить своими руками многие бытовые проблемы с утечками чугунных батарей отопления или соединением поверхности. Многие автолюбители помнят, как с ее помощью закрепили соскочивший болт, или заделали потекший радиатор. Помните, что холодная сварка не справиться с серьезными поломками.
Многие автолюбители помнят, как с ее помощью закрепили соскочивший болт, или заделали потекший радиатор. Помните, что холодная сварка не справиться с серьезными поломками.
Поэтому не рекомендуем использовать холодную сварку только в случае аварийного ремонта.
[stextbox id=’info’]Слесарь-сантехник Воронежского ЖКХ Ленинского района, Еремин Владимир Анатольевич. Опыт работы – 14 лет: «Я работаю сантехником в ЖКХ. Большую часть времени я занимаюсь аварийными заявками. В связи с множеством поломок не имею возможности носить все расходники и материалы с собой. Очень часто выручает холодная сварка. Она позволяет выиграть время для подготовки к работам».[/stextbox]
Что такое холодная сварка? (Преимущества, недостатки и области применения)
Холодная сварка, или контактная сварка, представляет собой процесс сварки в твердом состоянии, который требует небольшого количества тепла или плавления для соединения двух или более металлов вместе или вообще не требует их. Вместо этого энергия, используемая для создания сварного шва, имеет форму давления. Во время процесса холодной сварки, в отличие от процессов сварки плавлением, в соединении нет жидкой или расплавленной фазы, что можно наблюдать при других методах, включая дуговую сварку, сварку трением или лазерную сварку.
Вместо этого энергия, используемая для создания сварного шва, имеет форму давления. Во время процесса холодной сварки, в отличие от процессов сварки плавлением, в соединении нет жидкой или расплавленной фазы, что можно наблюдать при других методах, включая дуговую сварку, сварку трением или лазерную сварку.
Также известный как холодная сварка давлением, этот процесс соединения металлов без нагревания был впервые признан в 1940-х годах, хотя история холодной сварки уходит далеко в прошлое. Широко используемый для соединения проводов, а также для соединения двух металлов в космосе, этот процесс нашел широкое применение в различных отраслях промышленности.
Содержание
Нажмите на ссылки ниже, чтобы перейти к разделу руководства:
- Как это работает?
- История
- Преимущества
- Недостатки
- приложений
- Часто задаваемые вопросы
- Заключение
Прежде чем холодная сварка сможет соединить два или более металлов вместе, необходимо удалить оксидные слои с поверхностей материалов. Большинство металлов (при нормальных условиях) имеют на поверхности оксидный слой, который образует барьер, препятствующий связыванию атомов металла. Как только этот оксидный слой удален, металлы могут быть спрессованы вместе под высоким давлением для создания металлургических связей. Оксидный слой можно удалить проволочной щеткой, обезжириванием или другими химическими или механическими методами.
Большинство металлов (при нормальных условиях) имеют на поверхности оксидный слой, который образует барьер, препятствующий связыванию атомов металла. Как только этот оксидный слой удален, металлы могут быть спрессованы вместе под высоким давлением для создания металлургических связей. Оксидный слой можно удалить проволочной щеткой, обезжириванием или другими химическими или механическими методами.
После очистки металлы можно спрессовывать, но материалы должны быть пластичными и не подвергаться сильному затвердеванию. В результате для холодной сварки часто предпочитают более мягкие металлы.
Процесс холодной сварки вызывал механические проблемы в ранних спутниках и других космических аппаратах, поскольку этот процесс не исключает относительного движения между соединяемыми поверхностями. Это означает, что адгезия, истирание и прилипание могут накладываться друг на друга, так что, например, холодная сварка и истирание могут происходить одновременно. Однако, с положительной стороны, возможность сплавлять металлы без жидкой или расплавленной фазы позволяет астронавтам быстро и эффективно работать вне космического корабля для выполнения любых необходимых ремонтных работ.
Холодная сварка также может выполняться в наномасштабе, при этом демонстрации показывают, что монокристаллические ультратонкие нанопроволоки золота (диаметром менее 10 нм) могут быть соединены в течение нескольких секунд посредством механического контакта. Было показано, что результаты почти идеальны, с той же ориентацией кристаллов, электропроводностью и прочностью, что и остальная часть нанопроволоки. Такая высококачественная сварка достигается за счет наноразмерных размеров образца, механической поверхностной диффузии и ориентированных механизмов крепления. Наноразмерная холодная сварка была продемонстрирована для соединения золота с серебром и серебра с серебром.
Объясняя, как работает холодная сварка, Ричард Фейнман отметил в своих «Фейнмановских лекциях», что «причина такого неожиданного поведения заключается в том, что, когда соприкасающиеся атомы все одного и того же типа, атомы не могут «знать ‘, что они находятся в разных кусках меди. Когда есть другие атомы, в оксидах и смазках и более сложных тонких поверхностных слоях загрязняющих веществ между ними, атомы «знают», когда они не находятся на одной и той же части».
Холодная сварка впервые была признана явлением в 1940-х годов, но история методов холодной сварки уходит далеко в прошлое.
Археологи нашли инструменты бронзового века, которые соединялись с помощью холодной сварки, но первый научный эксперимент по этому методу не проводился до 1724 года, когда преподобный Джон Теофил Дезагюлье использовал два свинцовых шарика, чтобы проверить концепцию, скрепив их вместе и скрутив их в в этот момент он заметил, что они слиплись. Дальнейшие испытания показали, что образовавшаяся связь имеет ту же прочность, что и основной металл.
Холодная сварка имеет ряд преимуществ по сравнению с другими методами сварки, в том числе:
1. Нет ЗТВ
Холодная сварка не создает зоны термического влияния (ЗТВ), что значительно снижает риск негативных химических или механических изменений в основные материалы соединяются.
2. Прочные, чистые сварные швы
Холодная сварка может обеспечить чистые сварные швы, прочность которых не меньше прочности самого слабого из исходных материалов. Этот процесс сварки не приводит к образованию хрупких интерметаллических соединений в месте соединения.
Этот процесс сварки не приводит к образованию хрупких интерметаллических соединений в месте соединения.
3. Соединение разнородных материалов
Разнородные металлы, которые трудно соединить другими методами, например алюминий и медь, можно соединить с помощью холодной сварки.
4. Сварка алюминия
Холодная сварка показывает свои преимущества не только при соединении меди с алюминием, поскольку этот метод также может использоваться для сварки алюминия серий 2xxx и 7xxx, что невозможно при использовании любого другого метода сварки металлов. .
Несмотря на то, что холодная сварка имеет ряд заметных преимуществ, у этой технологии также есть ограничения. Эти недостатки затрудняют рассмотрение холодной сварки в качестве основного метода соединения в большинстве случаев. Однако, как показано выше, в некоторых случаях холодная сварка все же может быть полезной. К проблемам и задачам холодной сварки относятся:
1. Чистота
Основная проблема с холодной сваркой заключается в том, что материалы должны быть чистыми и не содержать оксидов для получения удовлетворительного сварного шва. Это может быть труднодостижимым, а также дорогим и сложным в управлении в среде с большими объемами производства.
Это может быть труднодостижимым, а также дорогим и сложным в управлении в среде с большими объемами производства.
2. Типы материалов
Существуют ограничения на типы материалов, которые можно сваривать вместе холодной сваркой, поскольку металлы должны быть пластичными и не должны подвергаться процессам жесткой закалки. Кроме того, металлы, содержащие углерод в любой форме, не могут быть соединены с помощью этого метода.
3. Форма материала
Неровности на металлических поверхностях могут затруднить их соединение, даже если были предприняты все остальные шаги. Холодная сварка требует, чтобы материалы имели правильную форму и не имели неровностей на поверхности. Самые прочные холодные сварные швы получаются с плоскими, ровными поверхностями.
При всех проблемах, связанных с этой технологией, холодная сварка имеет целый ряд различных применений в различных отраслях промышленности.
Чаще всего этот метод применяется для сварки проволоки, где тепловая энергия может быть проблемой. Холодная сварка может обеспечить быстрое и прочное соединение проводов и обычно используется с алюминием, латунью 70/30, медью, золотом, никелем, серебром, серебряными сплавами и цинком.
Холодная сварка может обеспечить быстрое и прочное соединение проводов и обычно используется с алюминием, латунью 70/30, медью, золотом, никелем, серебром, серебряными сплавами и цинком.
Холодная сварка также подходит для соединения разнородных металлов, которые в противном случае было бы трудно эффективно сварить. Особенно полезен для соединения меди и алюминия, этот метод также может соединять вместе материалы серии 2xxx и 7xxx.
Холодная сварка, используемая в таких отраслях, как аэрокосмическая и автомобильная, часто используется для создания стыковых или нахлесточных соединений.
Какие металлы можно сваривать холодным способом?
Металл, подлежащий холодной сварке, должен быть пластичным, но этот метод обычно используется для соединения алюминия (включая несвариваемые марки, такие как серия 7XXX), латунных сплавов 70/30, меди, цинка, сплавов серебра и серебра, никеля и золота, особенно в виде проводов.
Холодная сварка также может использоваться для соединения металлов, таких как нержавеющая сталь, под большим давлением.
Металлы, содержащие углерод, не могут подвергаться холодной сварке.
Надежна ли холодная сварка?
Холодная сварка может обеспечить такое же прочное соединение, как и сами основные материалы, если условия правильные. Как было сказано выше, это означает, что металлы должны быть пластичными, очищенными от окислов на поверхности и в идеале правильной формы. Материалы не могут быть сильно закалены или содержать углерод.
Несмотря на эти факторы, холодная сварка позволяет создавать самые прочные швы.
Является ли холодная сварка постоянной?
Холодная сварка позволяет создавать неразъемные сварные швы при определенных условиях. Если все сделано правильно, соединение может быть изменено только с повреждением заготовок. Однако, если холодная сварка не выполняется в правильных условиях, соединения могут выйти из строя.
Холодная сварка — это уникальная технология соединения, позволяющая создавать очень прочные соединения без использования тепла. Он использовался с бронзового века, но по-настоящему стал пониматься с научной точки зрения только в 16 веке.
Он использовался с бронзового века, но по-настоящему стал пониматься с научной точки зрения только в 16 веке.
Несмотря на то, что с холодной сваркой возникают проблемы, при правильном выполнении она может соединять разнородные материалы и даже некоторые «несвариваемые» сорта алюминия. Холодная сварка, обычно используемая для соединения проводов, также находит применение в таких отраслях, как аэрокосмическая и автомобильная.
Связанные часто задаваемые вопросы (FAQ)
Что это такое? Как это работает
Холодная сварка соединяет металл практически без тепла. Это один из самых интересных методов сварки, и многие металлы можно сваривать холодным способом благодаря законам физики и нашему пониманию материаловедения.
В этой статье вы узнаете, что такое холодная сварка, как она работает и какие металлы можно сваривать холодным способом.
Что такое холодная сварка?
Процесс холодной сварки не требует подвода тепла для соединения металлических деталей. Металл остается в твердой фазе и никогда не расплавляется. Таким образом, холодная сварка считается процессом сварки в твердом состоянии.
Металл остается в твердой фазе и никогда не расплавляется. Таким образом, холодная сварка считается процессом сварки в твердом состоянии.
Вместо этого энергия, необходимая для связывания металла, применяется в виде давления. В отличие от сварки плавлением, такой как дуговая сварка и сварка трением, холодная сварка не имеет фазы расплавленного или жидкого металла, поэтому ее называют холодной сваркой.
Приложенное давление сближает поверхности деталей как можно ближе. После сжатия наноразмерное расстояние становится неважным, и атомы металла перескакивают с одного куска на другой. Это приводит к почти идеальному соединению практически без последствий, и два отдельных куска металла становятся однородной массой.
Но для этого нужно идеально очистить металлические поверхности. Каждый металл имеет оксидные слои, которые необходимо удалить перед попыткой холодной сварки. Но об этом мы поговорим далее в статье более подробно, но сначала давайте рассмотрим некоторые плюсы и минусы этого процесса.
Pros
- Идеальный процесс для сварки алюминия, особенно соединения алюминия с медью, двух металлов, которые являются сложной задачей при использовании других способов сварки
- Устраняет большинство проблем в зоне термического влияния (ЗТВ), поскольку отсутствует концентрированное тепло и, следовательно, ЗТВ от сварочной дуги
- Обеспечивает почти идеальное сварное соединение без хрупких интерметаллических соединений, микротрещин и других дефектов соединения
- Способен соединять широкий спектр разнородных металлов, которые трудно сварить другим способом
- Снижает требуемые навыки, необходимые для сварки экзотических металлов
Минусы
- Поверхность должна быть тщательно очищена; может потребоваться несколько этапов очистки и подготовки металла
- Неровности поверхности, загрязнения и наноразмерные молекулярные структуры могут мешать получению результатов
- Трудно достичь в промышленных условиях из-за пыли и других частиц в воздухе
- Углеродистая сталь и закаленные металлы не подлежат холодной сварке, работают только с цветными пластичными металлами, такими как медь, алюминий, свинец, золото и т. д.
- Неправильные формы плохо поддаются холодной сварке, и наилучшие результаты достигаются с плоскими поверхностями
 д.
д.Для чего используется холодная сварка?
Холодная сварка используется во многих отраслях промышленности, в том числе в аэрокосмической, автомобильной, электронной и производственной.
Чаще всего используется при сварке проводов, особенно из разнородных металлов. Холодная сварка также идеальна при прокладке подземных проводов, когда существует опасность возгорания горючих газов в процессе сварки, вызывающей тепло.
Кроме того, его часто используют для герметизации емкостей, чувствительных к теплу, например, контейнеров со взрывчаткой.
Как правило, холодная сварка используется, когда высокая температура может вызвать слишком большие повреждения или представлять опасность.
Как работает холодная сварка
Процесс холодной сварки до приложения давления
Холодная сварка соединяет металл при температуре окружающей среды без нагрева или прохождения электрического тока в соединении. Применение силы к металлическим деталям устраняет шероховатость поверхности и устраняет мелкие неровности поверхности. Но самая важная причина применения давления — способствовать межатомному притяжению между двумя металлическими поверхностями.
Применение силы к металлическим деталям устраняет шероховатость поверхности и устраняет мелкие неровности поверхности. Но самая важная причина применения давления — способствовать межатомному притяжению между двумя металлическими поверхностями.
Перед холодной сваркой необходимо удалить оксидные слои с обоих металлов. Каждый металл образует оксиды на поверхности, что делает внутренний, чистый металл недоступным. Вот почему, например, сжатие двух неочищенных, окисленных медных деталей не даст сварного шва.
Цитируя известного физика Ричарда Фейнмана:
«Причина такого неожиданного поведения в том, что когда соприкасающиеся атомы все одного и того же вида, атомы не могут «знать», что они находятся в контакте. разные куски меди. Когда есть другие атомы, в оксидах и жирах и более сложных тонких поверхностных слоях загрязнителей между ними, атомы «знают», когда они не находятся на одной и той же части».
Итак, когда мы очистим поверхность металла и приложим достаточное давление, металлы образуют однородную металлургическую связь. Новообразованный металл будет вести себя так, как если бы он всегда был однородным куском.
Новообразованный металл будет вести себя так, как если бы он всегда был однородным куском.
Но для этого требуется исключительная чистота и отсутствие неровностей поверхности. В реальных приложениях такой уровень однородности достигается в основном при холодной сварке проволоки. Это связано с тем, что в процессе сварки холодной проволокой загрязнения удаляются практически с идеальной точностью.
Давление, прикладываемое к границе стыка, вызывает деформацию (осадку) и приводит к вспышке
Предварительные условия для холодной сварки
Основными обязательными условиями для холодной сварки являются первоначальная очистка поверхности металла и подготовка геометрии стыка. Плоские поверхности соединения работают лучше всего, поэтому рекомендуется сгладить любые неровности формы.
Оксидный слой и другие загрязнения можно удалить обезжириванием, проволочной щеткой или механическими и химическими методами. Жир и масло обычно присутствуют на поверхности металла и должны быть удалены перед чисткой проволочной щеткой. Это важно, потому что щетка может вдавить эти примеси глубже в металл. Благодаря острой щетине проволочной щетки мягкие металлы, такие как алюминий, медь, золото, серебро и другие, наиболее восприимчивы к проникновению поверхностных масел под поверхность.
Это важно, потому что щетка может вдавить эти примеси глубже в металл. Благодаря острой щетине проволочной щетки мягкие металлы, такие как алюминий, медь, золото, серебро и другие, наиболее восприимчивы к проникновению поверхностных масел под поверхность.
После того, как вы очистите масло, вы можете приступить к удалению самого оксидного слоя. В зависимости от металла могут быть рекомендованы различные материалы щетины и типы щеток. Всегда полезно проверить спецификацию металла.
Надежна ли холодная сварка?
Холодный сварной шов будет таким же прочным, как основной металл, если правильно провести необходимую подготовку. Прочность соединения зависит от свойств металла. В отличие от других методов сварки, прочность соединения при холодной сварке не может превосходить первоначальную прочность металла.
Прочность соединения снижается, если соединяемые поверхности недостаточно очищены или имеют неправильную форму. Но для типичных применений холодной сварки, таких как соединение проволоки, добиться максимального сцепления несложно.
Возможные сварные соединения
Поскольку холодная сварка давлением лучше всего работает при большой контактной поверхности, лучше всего использовать соединения встык и внахлестку.
Сварка встык в основном используется при сварке проволоки и труб вместе. Это потому, что легко обрезать концы, получить чистый металл на контактной поверхности и прижать провода друг к другу.
При сварке встык расстояние между точками зажима и контактной поверхностью не должно быть слишком большим, так как мягкие металлы вместо соединения могут изгибаться вбок.
Холодное соединение внахлест немного сложно. Сжатие листового металла вместе уменьшит его толщину из-за приложенного давления. Таким образом, вы должны учитывать как минимум 50% потери толщины при подготовке вашего проекта. В противном случае готовая сварная деталь не будет соответствовать требованиям проекта.
Даже если сварка выполнена идеально, утончение детали может быть неприемлемо. Учитывайте пластичность и мягкость металла и сделайте несколько пробных сварных швов, чтобы определить результирующую толщину.
Аппараты для холодной сварки для соединения проводов
Аппараты для холодной сварки с ручным управлением для проволоки малого диаметра. Но большие диаметры требуют пневматического или электропневматического управления. Большинство этих машин являются портативными и могут работать с проволокой, стержнями и полосами.
С помощью пневмогидравлического усилителя портативный аппарат для холодной сварки создает экстремальное давление. Со стороны оператора находится «сварочная головка». Он расположен в верхней части машины и служит для установки сварочной матрицы, обеспечения стабильности и контроля приложенного давления.
После того, как матрица помещена и закреплена в кармане матрицы, по бокам подаются проволоки/стержни. Приложение давления заставляет матрицу захватывать провода рядом с конечными точками и плотно прижимать их друг к другу. В результате мельчайшие загрязнения, оставшиеся на поверхности поперечного сечения проводов, выдавливаются из их жил наружу. Вот почему проволока для холодной сварки создает лучшее соединение, чем сварка листового металла. Это возможно только потому, что провода имеют небольшую площадь поверхности соединения, в отличие от листового металла.
Вот почему проволока для холодной сварки создает лучшее соединение, чем сварка листового металла. Это возможно только потому, что провода имеют небольшую площадь поверхности соединения, в отличие от листового металла.
Давление применяется не менее четырех раз для удаления всех примесей. Этот процесс называется «принцип множественных нарушений». После того, как провода склеены, вы можете снять их с машины и удалить остатки вокруг места соединения.
Холодная сварка по сравнению с горячей сваркой
Методы горячей сварки включают электрическую дугу, внутреннее сопротивление или активное пламя для расплавления и сплавления металла. Холодная сварка лучше всего подходит для цветных металлов и специальных применений, в то время как горячая сварка имеет гораздо больше применений.
| Особенность | Холодная сварка | Горячая сварка |
|---|---|---|
| Требуется тепло | № | Да |
| Требуется электрическая дуга | № | Да |
| Сварка Все металлы | Цветные и не содержащие углерода | Да (несколько редких исключений) |
| Область применения | Лимитед | Намного шире |
Какие металлы можно сваривать холодным способом?
К металлам, пригодным для холодной сварки, относятся медь, алюминий, свинец, цинк, сплав латуни 70/30, никель, серебро, сплавы серебра, платина и золото. Он также может сваривать алюминиевые сплавы серий 2xxx и 7xxx. Их нельзя сваривать плавлением, потому что они склонны к растрескиванию под воздействием тепла, и их сложно соединить другими методами сварки, кроме холодной сварки.
Он также может сваривать алюминиевые сплавы серий 2xxx и 7xxx. Их нельзя сваривать плавлением, потому что они склонны к растрескиванию под воздействием тепла, и их сложно соединить другими методами сварки, кроме холодной сварки.
Холодная сварка углеродистой стали или любого другого металла, содержащего углерод, невозможна. Это сильно ограничивает применение холодной сварки, потому что углеродистая сталь является наиболее свариваемым металлом.
Холодная сварка лучше всего подходит для металлов с гранецентрированной кубической структурой атомов, которые не затвердевают быстро. Все металлы, которые быстро затвердевают при работе, имеют тенденцию к растрескиванию до того, как давление холодной сварки сможет создать соединение. Вот почему только высокопластичные металлы, описанные выше, могут подвергаться холодной сварке.
Различные виды холодной сварки
Не существует различных видов холодной сварки. Вместо этого есть три метода с одинаковыми названиями. Кратко рассмотрим эти процессы.
Холодный перенос металла
Холодный перенос металла (CMT) — это процесс сварки плавлением, в котором для создания соединения используется сварочная дуга. Его часто ошибочно называют «холодной сваркой», что вызывает путаницу. CMT — это процесс сварки MIG, который требует примерно на 90 % меньше тепловложения, чем обычный процесс сварки MIG.
Поскольку этот метод дуговой сварки настолько «холодный», он решает многие проблемы, такие как сам процесс холодной сварки. Тем не менее, вы не должны путать эти два.
В СМТ используется электрическая дуга, присадочная металлическая проволока, и мы можем использовать ее для металлов, где сварка холодным давлением невозможна. Но CMT полагается на точное втягивание присадочной проволоки при зажигании дуги для контроля подвода тепла.
Это может сделать только робот, и это неэкономично, если возможна холодная сварка давлением.
Холодная сварка ВИГ
Как и в случае CMT выше, холодная сварка ВИГ не имеет отношения к методу, описанному в этой статье.
Некоторые аппараты для сварки ВИГ имеют «холодную» настройку, которая существенно ограничивает подачу тепла. Это достигается путем приложения электрической дуги к крошечному пятну всего за долю секунды.
Температура минимальна, поскольку любое генерируемое тепло быстро рассеивается, особенно в случае металла с высокой проводимостью, такого как алюминий.
Это полезно при сварке очень тонких листов металла и проволоки. Но вы можете добиться чего-то подобного с любым продвинутым аппаратом для сварки TIG, используя настройки импульса.
Вы получите низкотемпературную сварку TIG, установив низкий импульсный ток и большую временную задержку между импульсами. Но низкой температуры иногда недостаточно, поэтому, когда возможна холодная сварка давлением, она улучшит соединение.
JB Weld
JB Weld — это торговая марка системы эпоксидного склеивания, используемой для металла, бетона, кирпича, стекловолокна и т. д. Хотя она называется «Оригинальной формулой холодной сварки», на самом деле она не создает сварка между металлами.
В отличие от процесса холодной сварки, здесь отсутствует межатомное притяжение, и два металла не сливаются в однородную массу.
JB Weld — хороший метод склеивания металла, но его нельзя сваривать. Продукт представляет собой двухкомпонентную эпоксидную смолу, основу и активатор. Когда вы смешаете и нанесете этот продукт на металлические детали, вы должны закрепить их зажимами и начать процесс отверждения.
Прочность соединения при растяжении составляет 5020 фунтов на квадратный дюйм, что обеспечивает более слабое соединение по сравнению с типичным стержневым электродом E6010 с давлением 60 000 фунтов на квадратный дюйм.
Это не заменит настоящего сварного шва, если вы не делаете мелкий ремонт по дому. Но некоторые люди путают его с процессом холодной сварки.
Краткая история холодной сварки
История холодной сварки началась в бронзовом веке, около 700 г. до н.э., но она была не такой сложной, как сегодня. Археологи раскопали множество инструментов и посуды того периода, которые были изготовлены с использованием примитивного процесса холодной сварки.
 Он обрабатывает фото изделий.
Он обрабатывает фото изделий. Крупные изделия изготавливать выгодно, но не очень удобно, точнее очень неудобно. К тому же творческая жилка не давала Владимиру покоя. Ему хотелось создавать что-то новое, необычное, при этом не требующее точных расчетов. Так начали рождаться небольшие изделия. Первыми стали подставки для цветов.
Крупные изделия изготавливать выгодно, но не очень удобно, точнее очень неудобно. К тому же творческая жилка не давала Владимиру покоя. Ему хотелось создавать что-то новое, необычное, при этом не требующее точных расчетов. Так начали рождаться небольшие изделия. Первыми стали подставки для цветов. После первой так называемой «живой» ярмарки Владимир отыскал в интернете сайт «Ярмарка мастеров», где можно было открыть свой интернет-магазин, что мы и сделали. Пошагово изучали возможности этого сайта. Чтобы раскрутить магазин, понадобилось год-полтора. Прежде всего его нужно было наполнить, и Владимир очень старался.
После первой так называемой «живой» ярмарки Владимир отыскал в интернете сайт «Ярмарка мастеров», где можно было открыть свой интернет-магазин, что мы и сделали. Пошагово изучали возможности этого сайта. Чтобы раскрутить магазин, понадобилось год-полтора. Прежде всего его нужно было наполнить, и Владимир очень старался.
 ru/smel4akovki
ru/smel4akovki  Нас тоже пригласили. Я сложила несколько изделий в коробку (авось пригодится) и поехала. Думала, что встреча будет коллективная, но оказалось, что с каждым беседовали лично. Пока ждала своей очереди, услышала, что их интересует прежде всего сельхозпроизводитель. Уже сбежать хотела. Ну, кому я тут нужна со своими изделиями?
Нас тоже пригласили. Я сложила несколько изделий в коробку (авось пригодится) и поехала. Думала, что встреча будет коллективная, но оказалось, что с каждым беседовали лично. Пока ждала своей очереди, услышала, что их интересует прежде всего сельхозпроизводитель. Уже сбежать хотела. Ну, кому я тут нужна со своими изделиями? В итоге два наших изделия отправились в столицу.
В итоге два наших изделия отправились в столицу. Но это совсем другая история.
Но это совсем другая история. Фото Царская Ковка
Фото Царская Ковка Изготовление составных частей устройства, а также сборку следует осуществлять внимательно. Корректность гарантирует качество изготовляемых элементов и предметов из металла.
Изготовление составных частей устройства, а также сборку следует осуществлять внимательно. Корректность гарантирует качество изготовляемых элементов и предметов из металла.
 Подобные приспособления имеют более простое строение.
Подобные приспособления имеют более простое строение.
 Такие многофункциональные машины служат заменой целому набору ручных устройств, использующихся для гибки профильных труб, квадратных и круглых прутков. Важным достоинством подобных машин является возможность выпуска различных по форме элементов.
Такие многофункциональные машины служат заменой целому набору ручных устройств, использующихся для гибки профильных труб, квадратных и круглых прутков. Важным достоинством подобных машин является возможность выпуска различных по форме элементов. К инструментам относятся тяжелый молоток (кувалда), клещи, вилки.
К инструментам относятся тяжелый молоток (кувалда), клещи, вилки.
 м
м м
м м
м М
М 46
46 м
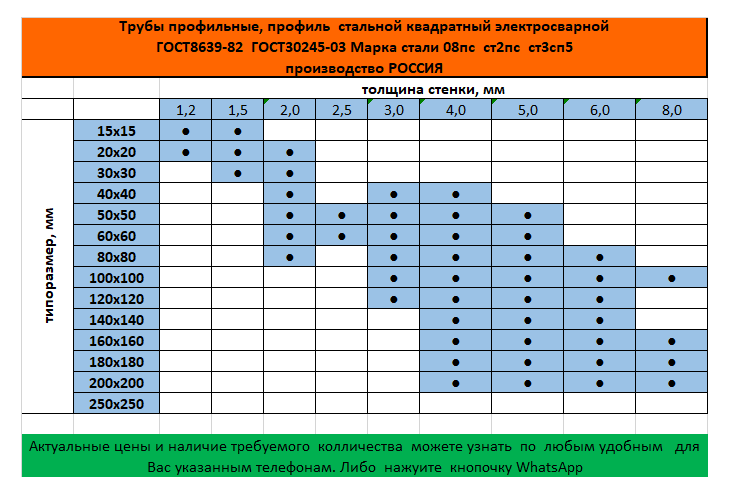
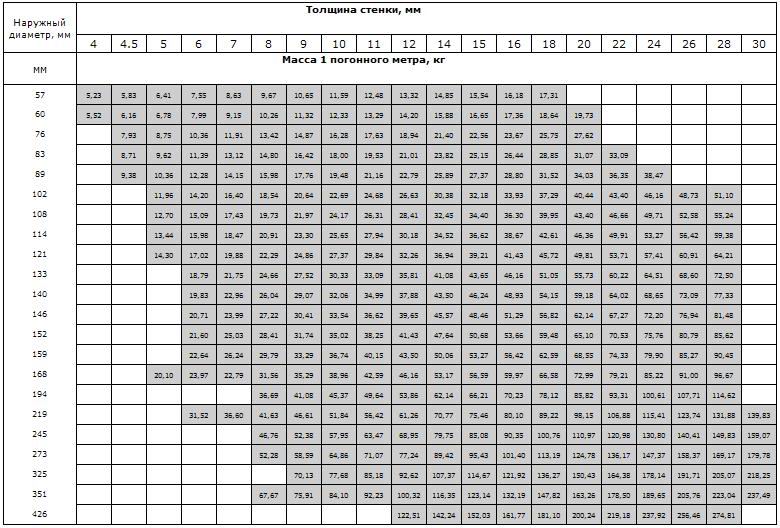
м Ее используются в различных направлениях промышленности при изготовлении металлоконструкций, различных изделий для строительства. Измеряют ее в килограммах, погонных метрах. Вес металлопроката нужно высчитывать заранее, чтобы не возникло проблем с доставкой продукции.
Ее используются в различных направлениях промышленности при изготовлении металлоконструкций, различных изделий для строительства. Измеряют ее в килограммах, погонных метрах. Вес металлопроката нужно высчитывать заранее, чтобы не возникло проблем с доставкой продукции.
 ГОСТ 1535-91.
ГОСТ 1535-91.
 0010
0010 60
60 0010
0010 0004 31
0004 31 0011
0011 Я взял средний вес на кубический метр для данного вещества и округлил его до ближайших 25 килограммов. Исключение составляет 9.0671 Металлы , так как вес разных партий одного и того же металла редко сильно различается, я достаточно точно дал вес на кубический метр.
Я взял средний вес на кубический метр для данного вещества и округлил его до ближайших 25 килограммов. Исключение составляет 9.0671 Металлы , так как вес разных партий одного и того же металла редко сильно различается, я достаточно точно дал вес на кубический метр.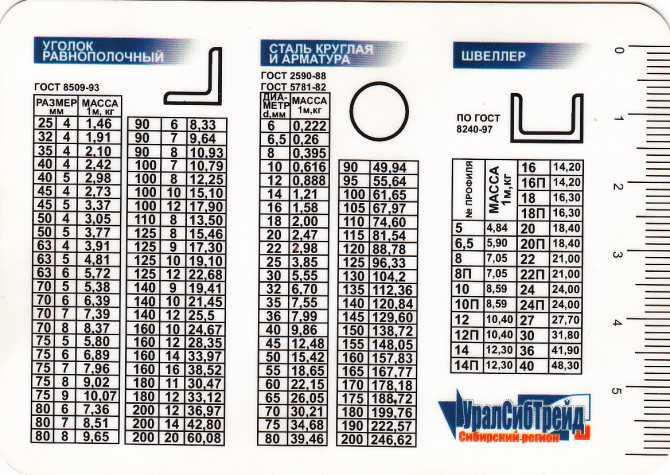 gif»>
gif»> ,
, 3
3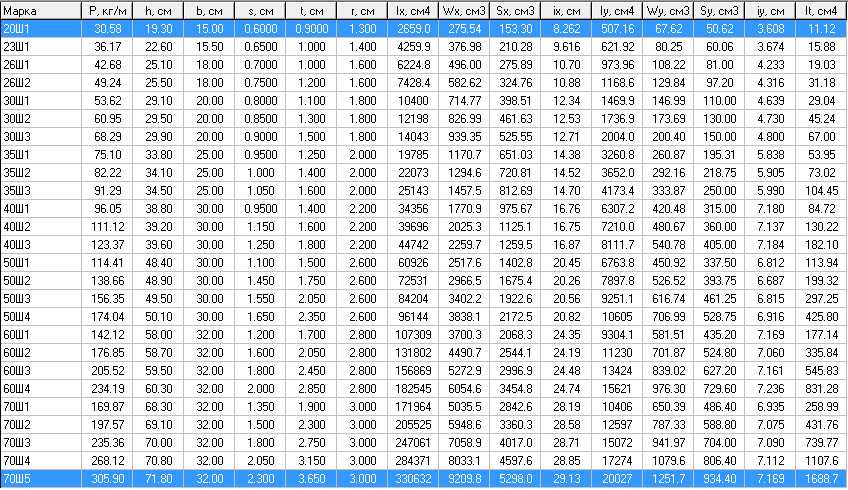 4
4 1
1
 до 28мм.:
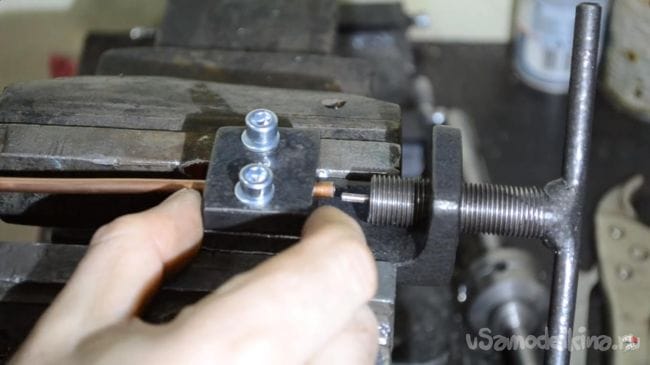
до 28мм.: Я с вальцовкой провозился целый вечер и потратил метр медной трубки и после это только более-менее стало получаться (евростандартный грибок как на образце, так и не получился).
Я с вальцовкой провозился целый вечер и потратил метр медной трубки и после это только более-менее стало получаться (евростандартный грибок как на образце, так и не получился).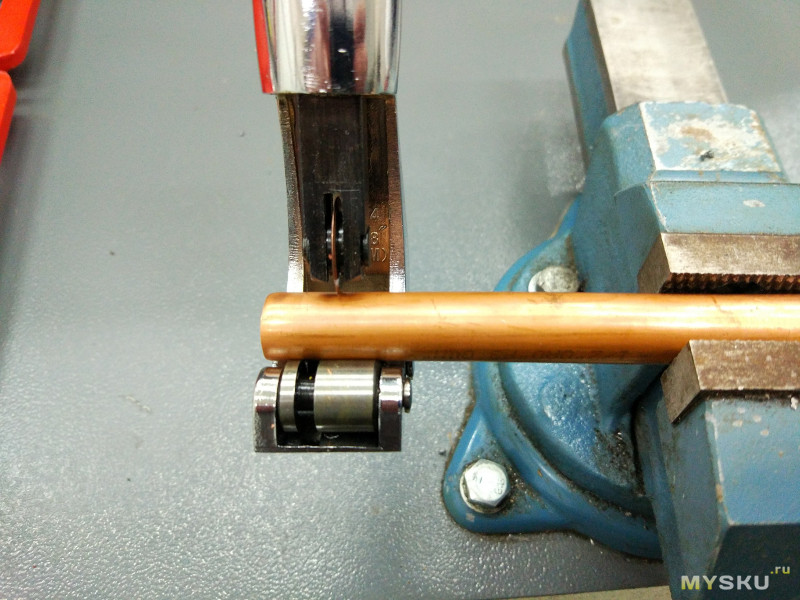 Обзор опубликован в соответствии с п.18 Правил сайта.
Обзор опубликован в соответствии с п.18 Правил сайта. Таким образом поршни давят через тормозные колодки на тормозные диски и процесс вращения колес останавливается.
Таким образом поршни давят через тормозные колодки на тормозные диски и процесс вращения колес останавливается.
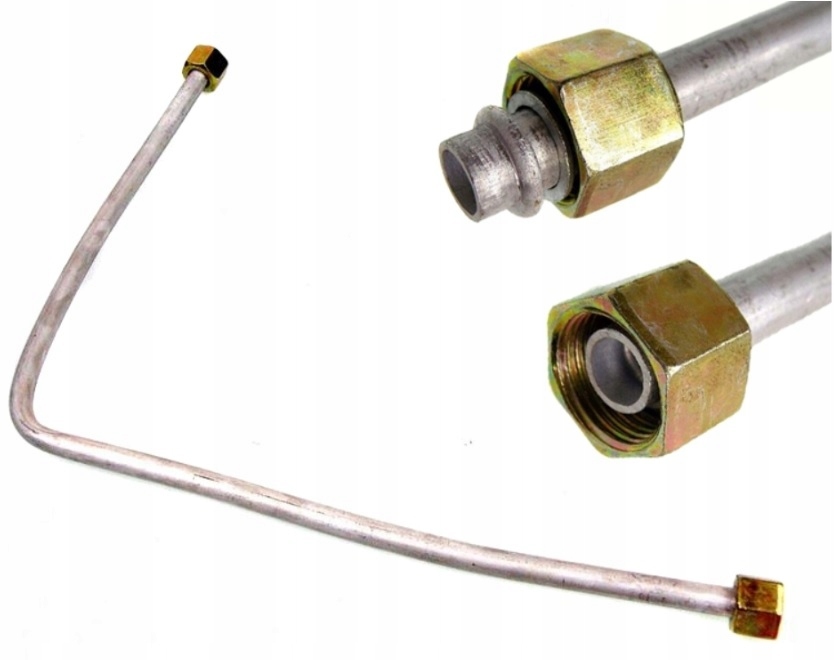
 Наши консультанты быстро и качественно подберут любые фитинги по вашему запросу.
Наши консультанты быстро и качественно подберут любые фитинги по вашему запросу.
 При этом завальцованная кромка грибка будет менее чувствительной к микротрещинам, если они образовались только в зоне отверстия. В случае, если трещины образовались в самом широком месте фитинга, такой вариант отбраковывается.
При этом завальцованная кромка грибка будет менее чувствительной к микротрещинам, если они образовались только в зоне отверстия. В случае, если трещины образовались в самом широком месте фитинга, такой вариант отбраковывается. Сначала нужно выбрать спелое и крепкое яблоко. Выбор мягкого яблока означает, что оно не будет так хорошо удерживать дым. Затем вам нужно будет взять карандаш или металлическую соломинку и проткнуть яблоко через центр. Это будет расположение стебля. Ткните глубоко в яблоко, но вы не хотите протыкать яблоко насквозь.
Сначала нужно выбрать спелое и крепкое яблоко. Выбор мягкого яблока означает, что оно не будет так хорошо удерживать дым. Затем вам нужно будет взять карандаш или металлическую соломинку и проткнуть яблоко через центр. Это будет расположение стебля. Ткните глубоко в яблоко, но вы не хотите протыкать яблоко насквозь. В каждом доме, скорее всего, есть ручка. Вы захотите удалить все компоненты ручки, чтобы теперь у вас была пустая трубка ручки. Возьмите колпачок и вставьте его внутрь трубки, но задом наперёд. Вы делаете это, чтобы использовать крышку как миску. Запечатайте миску, и тогда все готово для ее поддержки.
В каждом доме, скорее всего, есть ручка. Вы захотите удалить все компоненты ручки, чтобы теперь у вас была пустая трубка ручки. Возьмите колпачок и вставьте его внутрь трубки, но задом наперёд. Вы делаете это, чтобы использовать крышку как миску. Запечатайте миску, и тогда все готово для ее поддержки. Фаворитом фанатов часто являются звездочки, так как они податливы, но при этом сохраняют свою форму. Сожмите звездочки вместе после того, как вы их развернули. Вы можете хлюпать сколько угодно вместе, но это будет длина вашей трубы. Затем сложите несколько звездочек, идущих в противоположном направлении, чтобы они действовали как чаша. Затем вам нужно будет сделать два отверстия, которые заканчиваются перпендикулярно друг другу внутри звездообразования. Затем упакуйте свою миску, и вы готовы к работе.
Фаворитом фанатов часто являются звездочки, так как они податливы, но при этом сохраняют свою форму. Сожмите звездочки вместе после того, как вы их развернули. Вы можете хлюпать сколько угодно вместе, но это будет длина вашей трубы. Затем сложите несколько звездочек, идущих в противоположном направлении, чтобы они действовали как чаша. Затем вам нужно будет сделать два отверстия, которые заканчиваются перпендикулярно друг другу внутри звездообразования. Затем упакуйте свою миску, и вы готовы к работе. Это будет ваша чаша. Отсюда вы сможете упаковать и зажечь свою миску.
Это будет ваша чаша. Отсюда вы сможете упаковать и зажечь свою миску.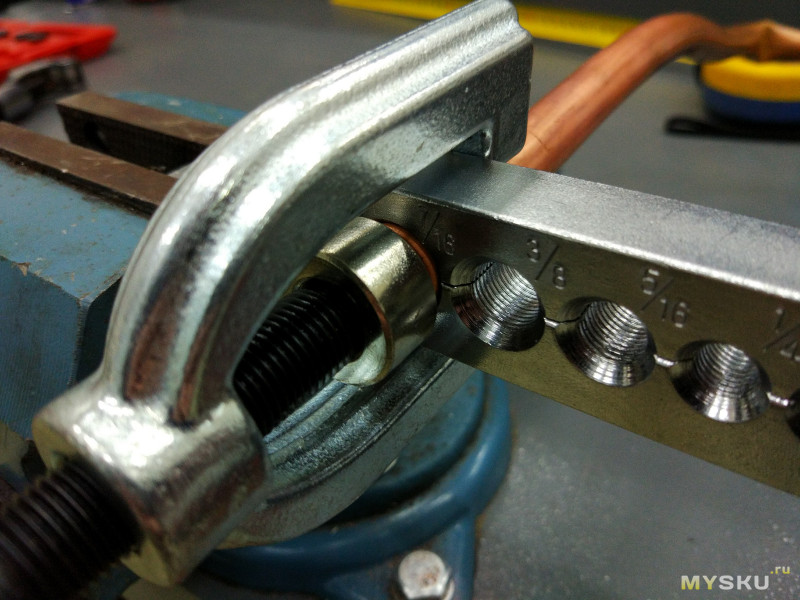 Было бы удобно иметь дрель под рукой. Вам понадобится тонкая трубка. Вы можете использовать ручку или соломинку для этой части инструкций. Чтобы сделать чашу для этой коробки, вам понадобится немного алюминиевой фольги. Сформируйте его в форме чаши и поместите на конец ванны, которую вы вставили в коробку. Затем вы можете открыть отверстие в крышке коробки. Затем зажгите чашу, и вы готовы вдохнуть через верх.
Было бы удобно иметь дрель под рукой. Вам понадобится тонкая трубка. Вы можете использовать ручку или соломинку для этой части инструкций. Чтобы сделать чашу для этой коробки, вам понадобится немного алюминиевой фольги. Сформируйте его в форме чаши и поместите на конец ванны, которую вы вставили в коробку. Затем вы можете открыть отверстие в крышке коробки. Затем зажгите чашу, и вы готовы вдохнуть через верх. Этого можно добиться, проткнув банку и затем свернув алюминиевую фольгу. Тогда ваша трубка для принглс готова.
Этого можно добиться, проткнув банку и затем свернув алюминиевую фольгу. Тогда ваша трубка для принглс готова. Вам не нужно ничего упускать, просто найдите способ сделать это возможным, и мы здесь, чтобы поделиться с вами тем, как вы можете это сделать!
Вам не нужно ничего упускать, просто найдите способ сделать это возможным, и мы здесь, чтобы поделиться с вами тем, как вы можете это сделать! Зачем тратить время на что-то более сложное? Если этот вариант вас устраивает и у вас есть что-то из нижеперечисленного, просто сделайте это!
Зачем тратить время на что-то более сложное? Если этот вариант вас устраивает и у вас есть что-то из нижеперечисленного, просто сделайте это! Если у вас нет под рукой сигареты или бумаги для скручивания, есть еще много вещей, с которыми можно покурить травку.
Если у вас нет под рукой сигареты или бумаги для скручивания, есть еще много вещей, с которыми можно покурить травку.

 Эта трубка будет одним ударом, но ее быстро и легко сделать.
Эта трубка будет одним ударом, но ее быстро и легко сделать. Создайте основу примерно в 1 дюйме от конца фольги. Сложите его поверх визитной карточки или чего-то подобного, чтобы угол сгиба составлял 90 градусов. Откройте его там, на конце, чтобы создать камеру для сорняков.
Создайте основу примерно в 1 дюйме от конца фольги. Сложите его поверх визитной карточки или чего-то подобного, чтобы угол сгиба составлял 90 градусов. Откройте его там, на конце, чтобы создать камеру для сорняков. С этой фруктовой трубкой весело и просто работать.
С этой фруктовой трубкой весело и просто работать. В этом разделе мы поделимся как самодельным бонгом для бутылки с водой, так и самодельным гравитационным бонгом, предоставив вам два варианта.
В этом разделе мы поделимся как самодельным бонгом для бутылки с водой, так и самодельным гравитационным бонгом, предоставив вам два варианта.

 Ваше отверстие должно быть гладким и не зазубренным.
Ваше отверстие должно быть гладким и не зазубренным.

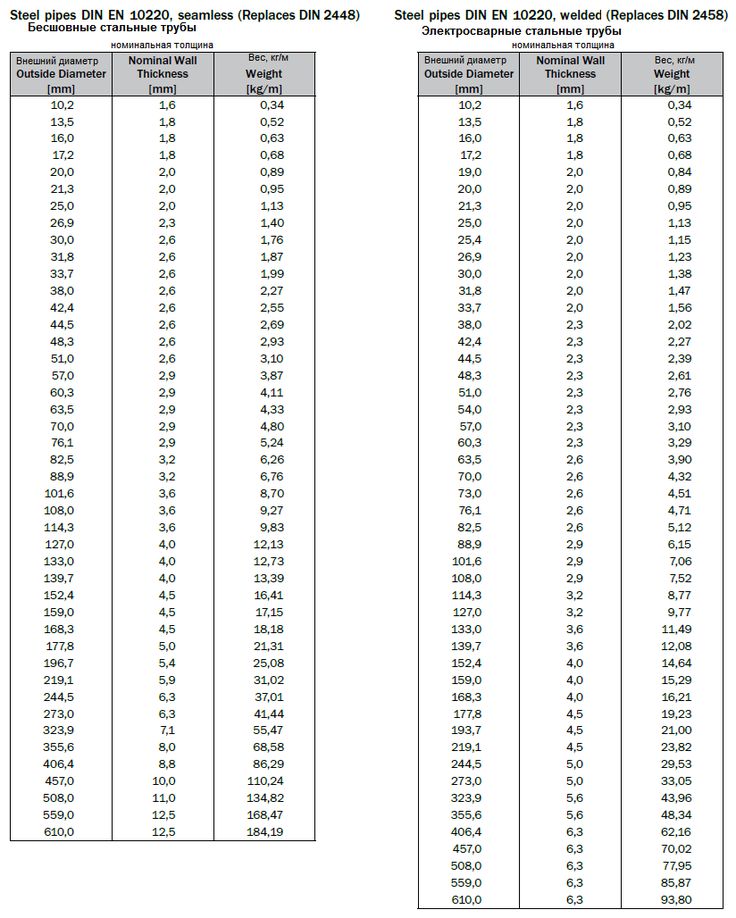
 Исключение составляют тонкостенные трубы с толщиной стенки от 0,7 до 2 мм и трубы изготовленные из холоднокатаной стали с высоким качеством поверхности. Такие трубы упаковывают в закрытые короба или хранят в теплых отапливаемых складах.
Исключение составляют тонкостенные трубы с толщиной стенки от 0,7 до 2 мм и трубы изготовленные из холоднокатаной стали с высоким качеством поверхности. Такие трубы упаковывают в закрытые короба или хранят в теплых отапливаемых складах.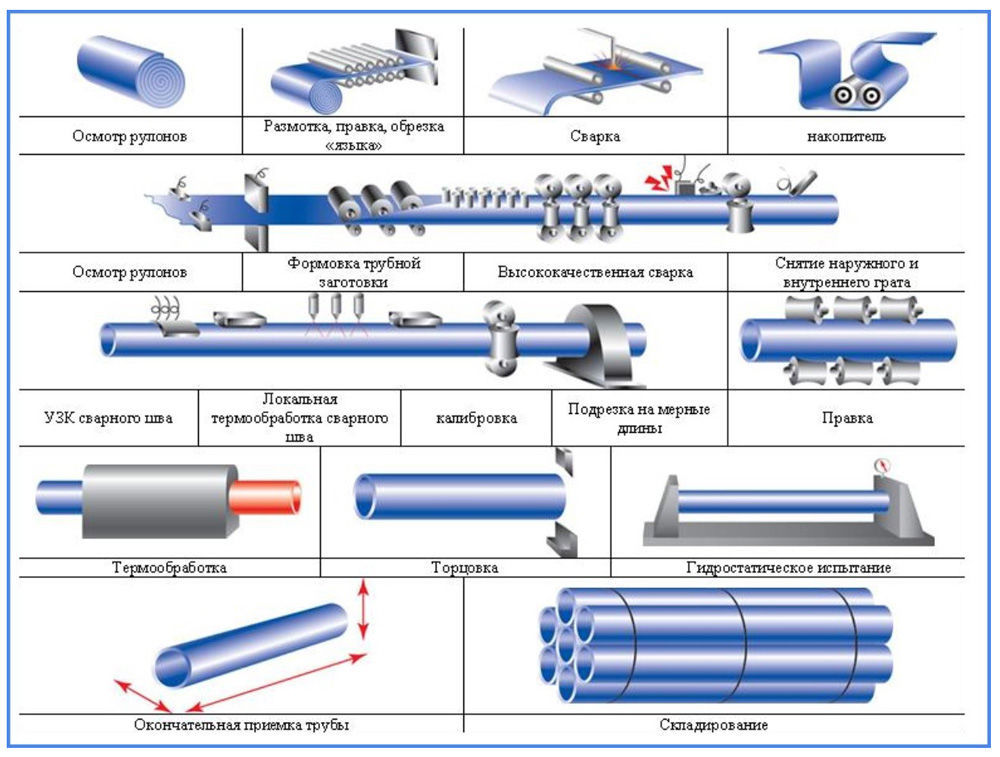

 %, водоводов, а также предназначенные для нанесения наружного и внутреннего антикоррозионного покрытия. Трубы повышенной коррозионной стойкости и хладостойкости на рабочее давление до 7,4 МПа.
%, водоводов, а также предназначенные для нанесения наружного и внутреннего антикоррозионного покрытия. Трубы повышенной коррозионной стойкости и хладостойкости на рабочее давление до 7,4 МПа. Трубы повышенной коррозионной стойкости и хладостойкости на рабочее давление до 7,4 МПа для ОАО «Сургутнефтегаз».
Трубы повышенной коррозионной стойкости и хладостойкости на рабочее давление до 7,4 МПа для ОАО «Сургутнефтегаз».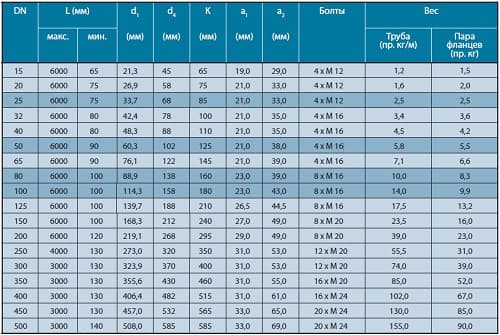

 Содержащих сероводород до 6 об.% водоводов, а также предназначенные для нанесения наружного и внутреннего антикоррозионного покрытия.
Содержащих сероводород до 6 об.% водоводов, а также предназначенные для нанесения наружного и внутреннего антикоррозионного покрытия.





 Затем два края одновременно нагревают током высокой частоты и сжимают вместе, чтобы образовалась связь. Продольный шов ВПВ не требует присадочного металла, а примеси в зоне термического влияния выдавливаются в процессе сварки.
Затем два края одновременно нагревают током высокой частоты и сжимают вместе, чтобы образовалась связь. Продольный шов ВПВ не требует присадочного металла, а примеси в зоне термического влияния выдавливаются в процессе сварки.
 2000 кг с несколькими стальными полосами, по две бирки на каждой связке, обернуты водонепроницаемой бумагой, рукавом из ПВХ и мешковиной с несколькими стальными полосами, пластиковыми колпачками.
2000 кг с несколькими стальными полосами, по две бирки на каждой связке, обернуты водонепроницаемой бумагой, рукавом из ПВХ и мешковиной с несколькими стальными полосами, пластиковыми колпачками. 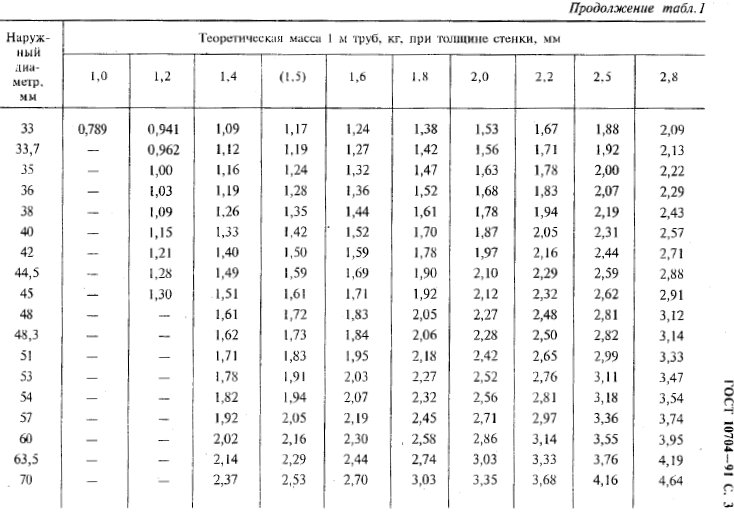 11
11 45
45 0
0 0
0
 (119 Загрузок)
(119 Загрузок) Основные типы, конструктивные элементы и размеры. (174 Загрузки)
Основные типы, конструктивные элементы и размеры. (174 Загрузки)
 Соединения сварные. Основные типы, конструктивные элементы и размеры. (107 Загрузок)
Соединения сварные. Основные типы, конструктивные элементы и размеры. (107 Загрузок) (107 Загрузок)
(107 Загрузок)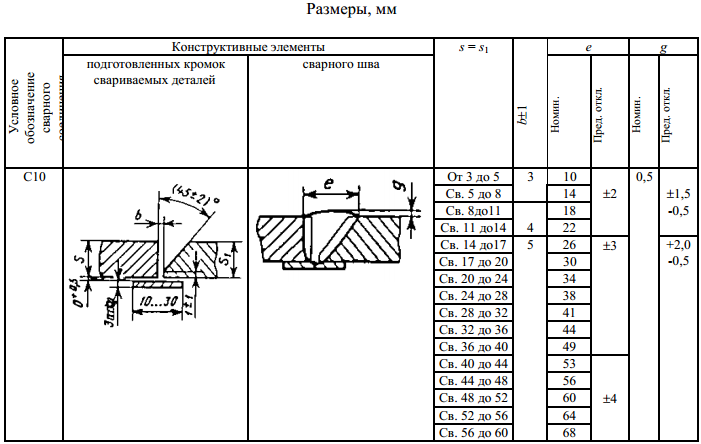 Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные элементы и размеры. (70 Загрузок)
Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные элементы и размеры. (70 Загрузок) (54 Загрузки)
(54 Загрузки)
 Welded joints. Main types, design elements and dimensions.
Welded joints. Main types, design elements and dimensions.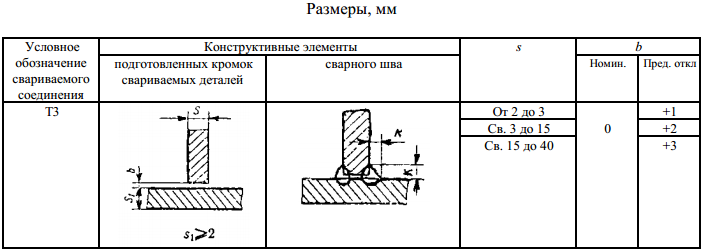 Основные типы, конструктивные элементы и размеры. (73 Загрузки)
Основные типы, конструктивные элементы и размеры. (73 Загрузки)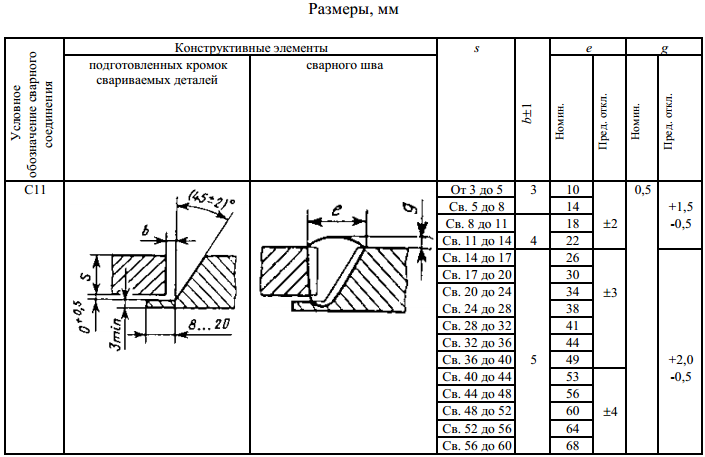
 Стандарт не распространяется на электрошлаковую сварку пластинчатым электродом.
Стандарт не распространяется на электрошлаковую сварку пластинчатым электродом.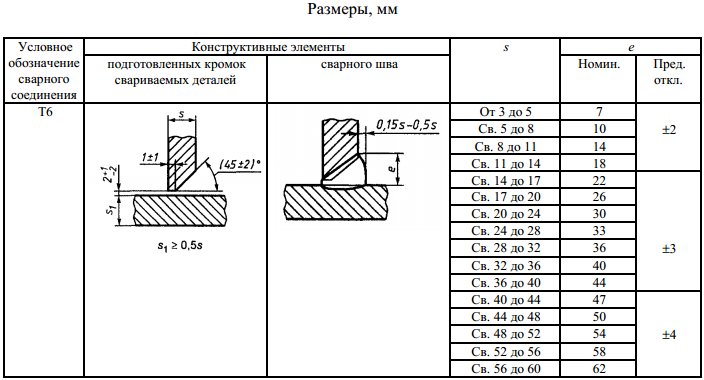 Определение содержания водорода в наплавленном металле и металле шва дуговой сварки. (62 Загрузки)
Определение содержания водорода в наплавленном металле и металле шва дуговой сварки. (62 Загрузки)
 oткл.
oткл.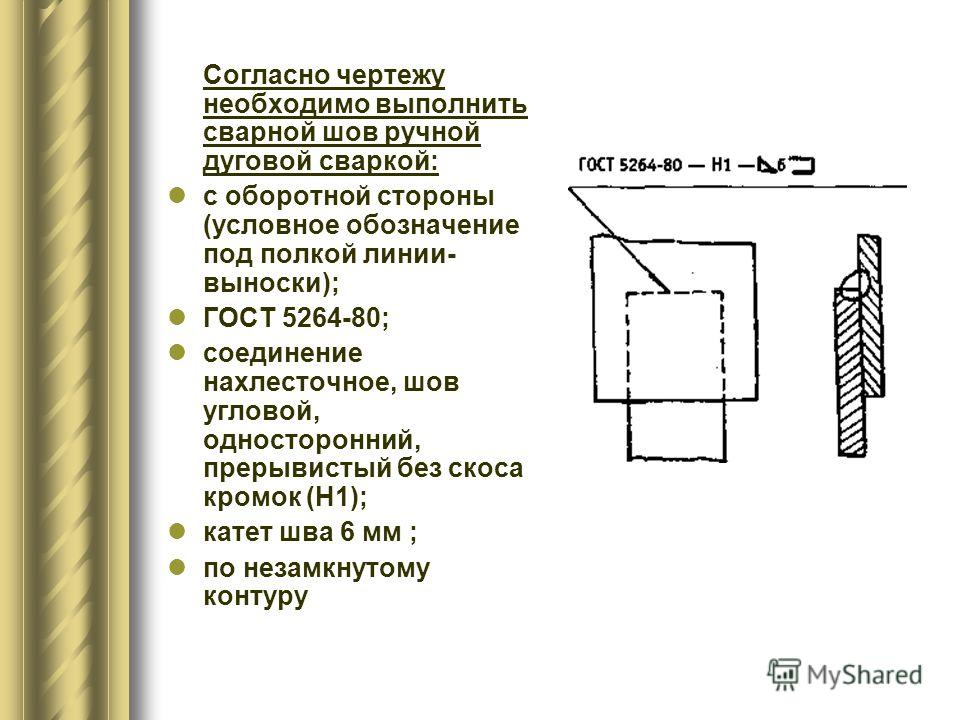

 Мы постоянно улучшаем качество нашей продукции, развиваемся, учимся, участвуем в международных конкурсах и выставках.
Мы постоянно улучшаем качество нашей продукции, развиваемся, учимся, участвуем в международных конкурсах и выставках.
 Это наверняка облегчает и ускоряет работу…
Это наверняка облегчает и ускоряет работу…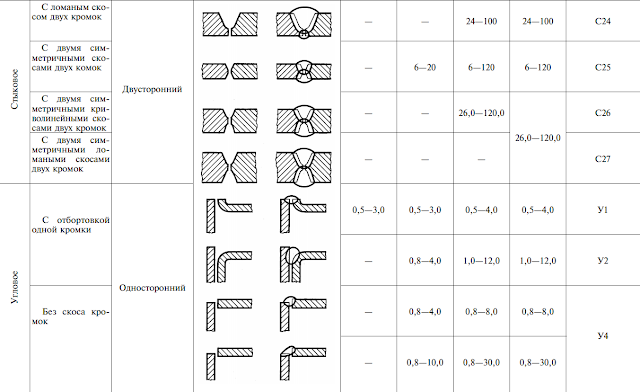 ..
.. Поток воздуха создается бытовым пылесосом. Используется для производства крафтового шоколада.
Поток воздуха создается бытовым пылесосом. Используется для производства крафтового шоколада.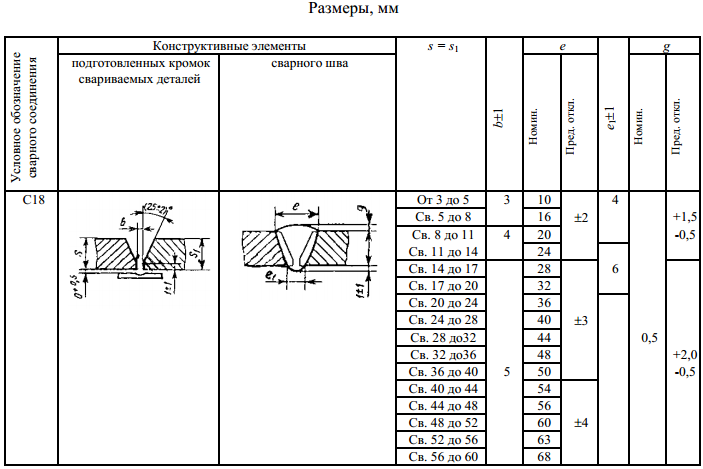 Меланжер Allure FM5 по праву займет свое место рядом с мультиваркой.
Меланжер Allure FM5 по праву займет свое место рядом с мультиваркой.
 Конструкция Allure JR10T выполнена со съемной чашей, что дает дополнительные возможности при разгрузке машины.
Конструкция Allure JR10T выполнена со съемной чашей, что дает дополнительные возможности при разгрузке машины. Автоматика контроля температуры и защиты от перегрузки.
Автоматика контроля температуры и защиты от перегрузки.
 Результат работы виброфильтра Allure VT – однородная шоколадная паста без комочков и посторонних частиц.
Результат работы виброфильтра Allure VT – однородная шоколадная паста без комочков и посторонних частиц. Инструмент для требовательных производителей шоколада bean-to-bar! Наша компания ООО «Аллюр» представляет профессиональное сито с подсветкой для ручной переборки какао-бобов. Этот инструмент будет полезен самым требовательным производителям шоколада!
Инструмент для требовательных производителей шоколада bean-to-bar! Наша компания ООО «Аллюр» представляет профессиональное сито с подсветкой для ручной переборки какао-бобов. Этот инструмент будет полезен самым требовательным производителям шоколада! И какое из необходимого оборудования мы поставляем:
И какое из необходимого оборудования мы поставляем: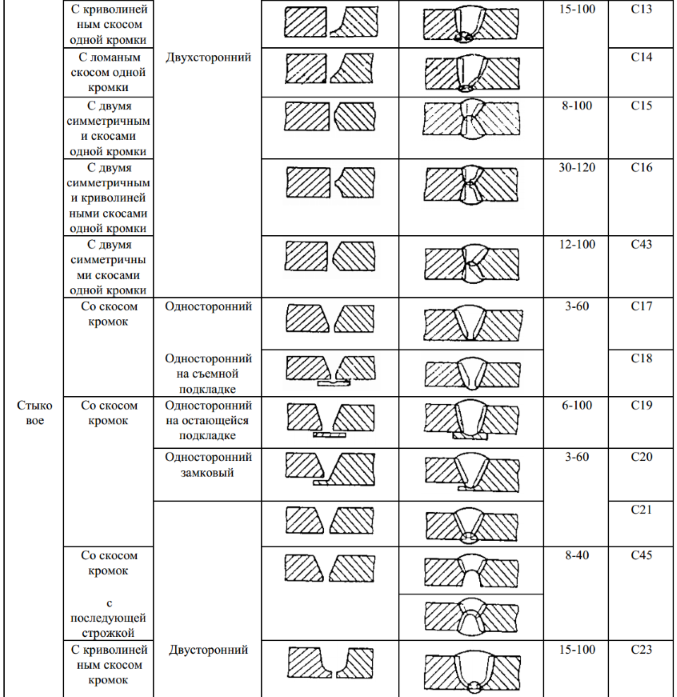
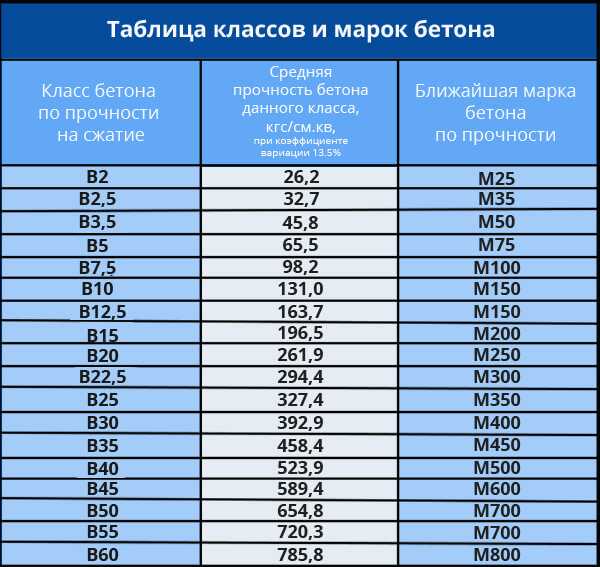
 Чем выше класс прочности вяжущего вещества, тем прочнее полученный из раствора монолит.
Чем выше класс прочности вяжущего вещества, тем прочнее полученный из раствора монолит.
 Чистую воду добавляют порционно до получения смеси, удобной для укладывания. Если используются присадки, их размешивают в некотором количестве воды, используемой для приготовления раствора.
Чистую воду добавляют порционно до получения смеси, удобной для укладывания. Если используются присадки, их размешивают в некотором количестве воды, используемой для приготовления раствора.
 куб
куб
 C10 — одна из самых универсальных бетонных смесей, которая используется во многих жилых помещениях. Типичное использование смесей C10 — засыпка траншей, сельскохозяйственных формаций, общего покрытия полов и дренажа. C10 не подходит для любых структурных массовых образований.
C10 — одна из самых универсальных бетонных смесей, которая используется во многих жилых помещениях. Типичное использование смесей C10 — засыпка траншей, сельскохозяйственных формаций, общего покрытия полов и дренажа. C10 не подходит для любых структурных массовых образований.
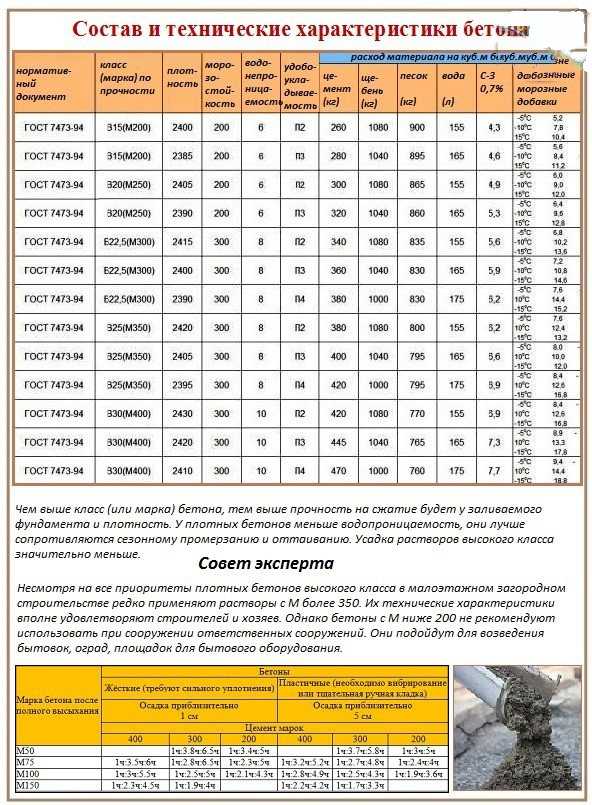 C35 также содержит специальные добавки, снижающие вероятность образования пузырьков воздуха и защищающие поверхность от растрескивания при низких температурах.
C35 также содержит специальные добавки, снижающие вероятность образования пузырьков воздуха и защищающие поверхность от растрескивания при низких температурах.

 Назначение приготовления из бетона М100 В7,5 — предотвратить просачивание цементного молока из монолитных несущих конструкций в грунт и, соответственно, попадание влаги извне, чтобы бетон основного строения сохранил свои прочностные характеристики .
Назначение приготовления из бетона М100 В7,5 — предотвратить просачивание цементного молока из монолитных несущих конструкций в грунт и, соответственно, попадание влаги извне, чтобы бетон основного строения сохранил свои прочностные характеристики .

 Простые решения.
Простые решения. Цементно-известковую штукатурку можно использовать для отделки любых помещений, в том числе влажных, а также фасадов зданий. Его преимуществами являются пластичность, прочность, способность к наслаиванию, влагостойкость, устойчивость к плесени, грибкам, доступность и экономичность
Цементно-известковую штукатурку можно использовать для отделки любых помещений, в том числе влажных, а также фасадов зданий. Его преимуществами являются пластичность, прочность, способность к наслаиванию, влагостойкость, устойчивость к плесени, грибкам, доступность и экономичность


 org/ListItem»>
org/ListItem»>
 org/ListItem»>
org/ListItem»>

 com/embed/I8aet-Fxm1E?html5=1&fs=1″ frameborder=»0″ allowfullscreen=»» webkitallowfullscreen=»»>
com/embed/I8aet-Fxm1E?html5=1&fs=1″ frameborder=»0″ allowfullscreen=»» webkitallowfullscreen=»»> 


 chipmaker…ost__p__2248191
chipmaker…ost__p__2248191
 com/embed/OPkwN05-3I8?html5=1&fs=1″ frameborder=»0″ allowfullscreen=»» webkitallowfullscreen=»»>
com/embed/OPkwN05-3I8?html5=1&fs=1″ frameborder=»0″ allowfullscreen=»» webkitallowfullscreen=»»> 
 ru/
ru/
 Различные виды сварки помогают производителям ковать мечи, строить корабли, мебель и многое другое. Существует множество видов сварки, каждый из которых имеет конкретное практическое применение. Когда вы начнете, вы обнаружите, что некоторые виды сварки легче освоить, в то время как на освоение других процессов могут уйти годы. Различные виды сварки работают внутри помещений, а другие лучше всего применять на открытом воздухе. Читайте дальше, чтобы узнать больше о типах сварки и определить, какой из них лучше всего соответствует вашим потребностям.
Различные виды сварки помогают производителям ковать мечи, строить корабли, мебель и многое другое. Существует множество видов сварки, каждый из которых имеет конкретное практическое применение. Когда вы начнете, вы обнаружите, что некоторые виды сварки легче освоить, в то время как на освоение других процессов могут уйти годы. Различные виды сварки работают внутри помещений, а другие лучше всего применять на открытом воздухе. Читайте дальше, чтобы узнать больше о типах сварки и определить, какой из них лучше всего соответствует вашим потребностям. Некоторые виды сварки подходят только для черных металлов, другие более универсальны. Мы составили краткий список нескольких распространенных типов сварки, их плюсов и минусов.
Некоторые виды сварки подходят только для черных металлов, другие более универсальны. Мы составили краткий список нескольких распространенных типов сварки, их плюсов и минусов. Он отлично подходит для сварки цветных металлов.
Он отлично подходит для сварки цветных металлов. Кроме того, при дуговой сварке выделяется больше дыма и дыма, чем при других видах дуговой сварки.
Кроме того, при дуговой сварке выделяется больше дыма и дыма, чем при других видах дуговой сварки.
 Электрод подается в сварочный пистолет и нагревается. Это простой вид сварки для новичков.
Электрод подается в сварочный пистолет и нагревается. Это простой вид сварки для новичков. Электрод содержит флюсовый сердечник, который обеспечивает защиту сварного шва от атмосферы, что делает его очень портативным и универсальным.
Электрод содержит флюсовый сердечник, который обеспечивает защиту сварного шва от атмосферы, что делает его очень портативным и универсальным. Он также идеально подходит для более тонких материалов, требующих более точных сварных швов. Сварка MIG обеспечивает наиболее стабильные сварные швы и является самым простым типом сварки для начинающих. Сварка под флюсом создает самые прочные сварные швы в более толстых материалах. Проволока с флюсовой сердцевиной позволяет сварному шву остывать медленнее, что создает более прочное и стабильное сварное соединение.
Он также идеально подходит для более тонких материалов, требующих более точных сварных швов. Сварка MIG обеспечивает наиболее стабильные сварные швы и является самым простым типом сварки для начинающих. Сварка под флюсом создает самые прочные сварные швы в более толстых материалах. Проволока с флюсовой сердцевиной позволяет сварному шву остывать медленнее, что создает более прочное и стабильное сварное соединение. Начните с начального курса по сварке MIG или попробуйте все четыре типа на нашем курсе «Изучение сварки». Crucible также предлагает курсы сварки TIG для начинающих и продвинутых, которые познакомят вас с работой с различными материалами. В классе дуговой сварки вы узнаете, как использовать электрическую дугу для создания тепла для плавления и соединения металлов. Дуговая сварка — отличный метод для сложных соединений и положений сварки. Курс кислородно-ацетиленовой сварки Crucible научит вас сваривать с использованием тепла, выделяемого горящими газами. Кислородно-ацетиленовая сварка – один из самых универсальных видов сварки. Вы можете использовать его для сварки железа или стали, а также использовать тепло для резки, пайки и сварки металлов. Он пригодится для удаления ржавчины или окалины с металлов, а также для ослабления заржавевших гаек и болтов.
Начните с начального курса по сварке MIG или попробуйте все четыре типа на нашем курсе «Изучение сварки». Crucible также предлагает курсы сварки TIG для начинающих и продвинутых, которые познакомят вас с работой с различными материалами. В классе дуговой сварки вы узнаете, как использовать электрическую дугу для создания тепла для плавления и соединения металлов. Дуговая сварка — отличный метод для сложных соединений и положений сварки. Курс кислородно-ацетиленовой сварки Crucible научит вас сваривать с использованием тепла, выделяемого горящими газами. Кислородно-ацетиленовая сварка – один из самых универсальных видов сварки. Вы можете использовать его для сварки железа или стали, а также использовать тепло для резки, пайки и сварки металлов. Он пригодится для удаления ржавчины или окалины с металлов, а также для ослабления заржавевших гаек и болтов. Сварке MIG, как правило, легче всего научиться. Сварка TIG — это более медленный и точный процесс, который работает со многими различными типами материалов. Дуговая и кислородно-ацетиленовая сварка обеспечивают прочные сварные швы на толстых материалах и могут работать на открытом воздухе и под водой.
Сварке MIG, как правило, легче всего научиться. Сварка TIG — это более медленный и точный процесс, который работает со многими различными типами материалов. Дуговая и кислородно-ацетиленовая сварка обеспечивают прочные сварные швы на толстых материалах и могут работать на открытом воздухе и под водой.
 к бронзовому литью….
к бронзовому литью…. Вы получите…
Вы получите… После базового ознакомления со сваркой электродом попробуйте свои силы в создании…
После базового ознакомления со сваркой электродом попробуйте свои силы в создании… -строительно-проектный класс. Используя сварочный аппарат MIG, плазменный резак и кислородно-ацетиленовую горелку, вы получите…
-строительно-проектный класс. Используя сварочный аппарат MIG, плазменный резак и кислородно-ацетиленовую горелку, вы получите… ..
..
 Сварку MIG с флюсовой сердцевиной можно использовать на открытом воздухе, поскольку для нее не требуется расходомер или подача газа. Сварка MIG, как правило, является предпочтительным вариантом сварки для энтузиастов-любителей и сварщиков-любителей, у которых нет денег, чтобы тратить их на дорогостоящее оборудование.
Сварку MIG с флюсовой сердцевиной можно использовать на открытом воздухе, поскольку для нее не требуется расходомер или подача газа. Сварка MIG, как правило, является предпочтительным вариантом сварки для энтузиастов-любителей и сварщиков-любителей, у которых нет денег, чтобы тратить их на дорогостоящее оборудование.
 Гелий можно использовать в качестве плазменного газа, но поскольку он более горячий, это снижает номинальный ток сопла.
Гелий можно использовать в качестве плазменного газа, но поскольку он более горячий, это снижает номинальный ток сопла.
 Балки этого вида менее прочны, чем другие конфигурации этого направления.
Балки этого вида менее прочны, чем другие конфигурации этого направления.
 В частности, для производства судовых конструкций используется Линия Производства Однотавровых Балок. Технологический процесс предусматривает следующие операции по изготовлению:
В частности, для производства судовых конструкций используется Линия Производства Однотавровых Балок. Технологический процесс предусматривает следующие операции по изготовлению: Остальные размеры подбирают при изготовлении на заказ.
Остальные размеры подбирают при изготовлении на заказ. 9. См. таблицу ниже для размеров от 1/2″ до 48″. В трубопроводах используются два типа тройников: прямые или равнополочные и переходные тройники. Во время проверки размеров трубного тройника необходимо проверить следующее.
9. См. таблицу ниже для размеров от 1/2″ до 48″. В трубопроводах используются два типа тройников: прямые или равнополочные и переходные тройники. Во время проверки размеров трубного тройника необходимо проверить следующее. 3
3 9
9 2
2 3
3 3
3 3
3 1
1 3
3 1
1 6
6
 09
09  ДОПУСКИ РАВНЫ ПЛЮС И МИНУС, ЗА ИСКЛЮЧЕНИЕМ ПРИМЕЧАНИЙ.
ДОПУСКИ РАВНЫ ПЛЮС И МИНУС, ЗА ИСКЛЮЧЕНИЕМ ПРИМЕЧАНИЙ. 09
09
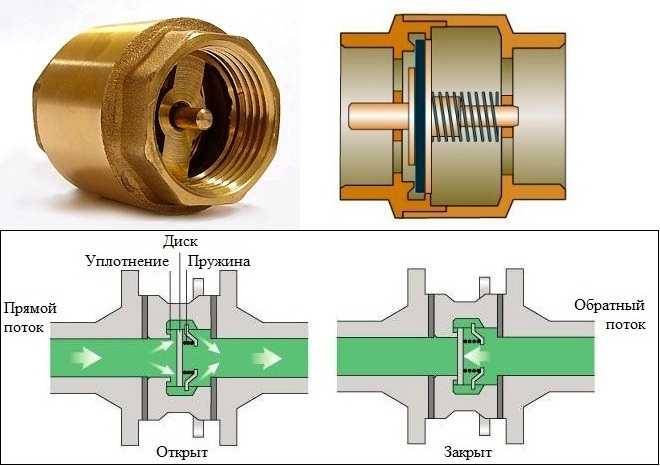

 В таком случае обязательно для правильной работы всех элементов и комфортного пользования оборудованием необходимо правильно установить обратный клапан.
В таком случае обязательно для правильной работы всех элементов и комфортного пользования оборудованием необходимо правильно установить обратный клапан.
 Через этот промежуток вода со скважины начинает поступать в трубу.
Через этот промежуток вода со скважины начинает поступать в трубу.



 Поворотные клапаны используют диск, который входит и выходит из потока жидкости, в то время как двухстворчатые клапаны используют пружины для закрытия двух «дверей», чтобы остановить поток. В осевых клапанах с пружинным приводом используется конструкция диска и штока, а также пружины сжатия для закрытия клапана до того, как поток жидкости изменит свое направление. Это важно, потому что характер быстрого закрытия конструкции с осевым потоком резко снижает вероятность гидравлического удара — опасной неисправности, когда внезапный останов насоса или резко закрывающийся клапан вызывает волну гидравлического удара в трубопроводе. В этом руководстве мы обсудим способы предотвращения гидравлического удара и других распространенных проблем с обратным клапаном.
Поворотные клапаны используют диск, который входит и выходит из потока жидкости, в то время как двухстворчатые клапаны используют пружины для закрытия двух «дверей», чтобы остановить поток. В осевых клапанах с пружинным приводом используется конструкция диска и штока, а также пружины сжатия для закрытия клапана до того, как поток жидкости изменит свое направление. Это важно, потому что характер быстрого закрытия конструкции с осевым потоком резко снижает вероятность гидравлического удара — опасной неисправности, когда внезапный останов насоса или резко закрывающийся клапан вызывает волну гидравлического удара в трубопроводе. В этом руководстве мы обсудим способы предотвращения гидравлического удара и других распространенных проблем с обратным клапаном.





 Это быстрый и простой шаг, который может сэкономить вам часы времени и разочарований.
Это быстрый и простой шаг, который может сэкономить вам часы времени и разочарований.

