Токарный станок 1И611П позволяет обрабатывать детали как в патронах, так и в центрах. Он больше пятидесяти лет эффективно применяется на множестве производств. Данный аппарат стал настолько популярен благодаря тому, что он надежен, универсален, способен осуществлять высокоточное обрабатывание деталей.
Содержание
Предназначение
Особенности
Эксплуатационные характеристики
Конструкция
Электрическое оснащение
Скачать паспорт
Предназначение
Невзирая на тот факт, что 1И611П станок был изготовлен еще в шестидесятых годах прошлого столетия, его эксплуатационные показатели дают возможность применять для выполнения разнообразных операций. На станке возможно производить работы, связанные с обрабатыванием металлических деталей, например:
точение в кулачках, цангах, центрах;
фрезерование;
шлифовка внешних и внутренних участков;
обработка концевым инструментом, зафиксированным в патроне для сверления.
Параметры станочного устройства данной модели дают возможность осуществлять обработку деталей, имеющих форму цилиндра, конуса, выполнять нарезку разнообразной резьбы: метрической, дюймовой, модульной.
Особенности
Область использования любого станка зависит от его особенностей конструкции. Данный станочный агрегат располагает такими основными особенностями:
Множество скоростей и подач. Это предоставляет возможность рабочему подбирать оптимальный способ обрабатывания определенной детали.
Можно осуществлять фрезерование, обрабатывание концевым инструментом, шлифовку (как внутри, так и снаружи детали).
Коробка подач конструктивно похожа на агрегат, которым оборудуются фрезеровочные аппараты. Кроме того, имеется рукоятка смены скоростей, обеспечивающая удобство работы.
Передняя бабка располагает углами, которые закруглены. Это типично для аппаратов, которые производились в шестидесятые годы в СССР.
Направляющие аппарата достаточно прочны, предельно точны и долговечны. Обусловлено это тщательным их шлифованием при производстве устройства. Кроме того, станок оснащен независимым смазочным комплексом, питаемым от электрической гидростанции. Он обеспечивает смазывание направляющих.
Вмонтированная коробка скоростей дает возможность нарезать резьбу разного вида. Рабочему не нужно каждый раз менять шестеренки.
Преселективность коробки скоростей позволяет быстро и мягко переключать режимы.
Конструктивно аппарат устроен так, что обслуживать его заднюю часть нет нужды. В особенности это удобно для производственных помещений, имеющих небольшую площадь.
Имеется емкость с электрическим оснащением и контейнером для охлаждающе-смазочной жидкости.
В станок встроен контейнер для опилок металла. Если необходимо, его можно быстро опустошить.
Есть предохранитель, который препятствует перегрузкам механизма подач.
Аппарат оснащен верньером, предоставляющим возможность устанавливать с высокой точностью, насколько поперечно сместился суппортный элемент.
Скоростями устройства можно управлять мнемонически.
Головка резца закрепляется без промежутков, это обеспечивает высокую точность обработки.
Ходовой винт автоматически смазывается при формировании нарезки.
Узел шпинделя устроен так, что нет нужды демонтировать его при смене приводных ремней.
1 – станина, 2 – редуктор, 3 – насос системы смазки, 4 – насос системы охлаждения, 5 — панель включения двигателя главного движения и подачи СОЖ, 6 – задняя бабка, 7 – фартук, 8 – суппорт, 9 – резцедержатель, 10 – ручки управления коробкой подач, 11 — передняя бабка, 12 – цанговый зажим заготовок.
Рекомендуем изучить видео обзор по рукояткам управления:
Эксплуатационные характеристики
Наличие соответствующих технических характеристик 1И611П позволяет проводить обработку заготовки диаметром до 250 мм над станиной, до 125 мм – над суппортом. Максимальная длина элемента, который возможно обрабатывать, равняется 500 мм. Узел шпинделя способен крутиться с частотой 20-2000 об/мин. Диаметр сквозного шпиндельного отверстия – 25 мм, конус посадки относится к категории Морзе 5.
Ключевые характеристики:
класс точности – П;
максимальный диаметр детали над основанием – 25 см;
максимальный диаметр детали над суппортом – 12,5 см;
максимальная длина детали – 50 см.
Шпиндель:
радиус сквозного отверстия – 1,25 см;
максимальный радиус прутка – 1,2 см;
частота прямого кручения – 20-2000 оборотов в минуту;
величина внутреннего конуса – Морзе 4.
Коробка скоростей:
максимальная длина хода каретки – 50 см;
пределы продольных рабочих подач – 0,001-0,18 см/об;
пределы поперечных рабочих подач – 0,0005-0,09 см/об;
пределы шагов создаваемых метрических нарезок – 0,02-4,8 см;
пределы шагов создаваемых дюймовых нарезок – 0,05-2,4 см;
пределы шагов создаваемых модульных нарезок – 0,02-3 см.
Электрическое оснащение:
число электромоторов – 3;
мощность электромотора основного привода – 3000 Вт;
вид электромотора основного привода – АОЛ2-32-4;
мощность электромотора гидростанции – 80 Вт;
вид электромотора гидростанции – АОЛ-012-4;
мощность электродвижка охлаждающего насосного устройства – 50 Вт;
вид охлаждающего насосного устройства – ПА-22.
Токарный станок ИЖ 1И611П имеет такие габариты – 177 x 97 x 130 см. Весит устройство 1,12 т.
Подобные параметры геометрии и веса дают возможность применять этот станочный аппарат для оборудования маленьких мастерских, производственных цехов, ремонтных отделений. Главное назначение станка – выполнять получистовую и чистовую обработку деталей на единичном и мелкосерийном производстве.
Кинематическая схема
Конструкция
В 1И611П есть 4 основных конструктивных узла:
1. Передняя бабка. В середине ее располагается шкив, посаженный на гильзу. Этот шкив, который заставляет вращаться узел шпинделя, соединен с редуктором с помощью четырех клиновых ремней. От приемного шкива узел шпинделя принимает двенадцать режимов кручения через муфту с зубцами. Еще двенадцать подач передается посредством перебора. Подключение муфты с зубцами, перебора выполняется посредством особой рукояти, располагающейся с правого бока передней бабки. Для того чтобы перебор и муфта никогда одновременно не заработали, передняя бабка оснащена узлом блокировки. Также она оборудована агрегатом, который увеличивает шаг создаваемой нарезки, и трензелем, передающим кручение на гитару.
Редуктор. От него зависит частота кручения узла шпинделя. Заключает в себе четыре оси, на которых установлены шестеренки различного размера. Редукторным приводом является основной электродвижок станка, который соединен с редуктором посредством фланцев. Благодаря плоским направляющим редуктор передвигается по тумбе. Он фиксируется на ней посредством болтов. Ременное натяжение возможно изменять. За переключение режимов вращения отвечает преселективный агрегат, который управляется специальным маховиком.
Гитара. Монтируется на левой стороне коробки подач. Для формирования большей части видов нарезки заменять шестеренки гитары не нужно. Если нужно создать нарезку увеличенной точности, монтируют сменные шестеренки, дающие возможность обрабатывать детали, не используя коробку подач. Для того чтобы правильно установить показатели гитары, необходимо изучить паспорт оборудования.
Коробка подач. Данная часть аппарата конструктивно закрыта. Характеристики коробки подач предоставляют все возможности создавать метрическую нарезку с шагом 0,02-4,8 см без применения комплекта сменных шестеренок.
Подробный разбор устройства в видео:
Электрическое оснащение
Изучая схемы 1И611П, стоит упомянуть об электрооборудовании аппарата. От него зависит функционирование станка. Основными компонентами электрической схемы считаются 3 электрических мотора, отвечающих за основное перемещение, смазывание деталей устройства, подачу охладителя.
Все моторы асинхронного типа питаются от электросети тремя фазами. Электрическое оснащение подключается к электроснабжению при помощи пакетного выключателя.
Запуск движка, включающего насос для подачи смазки к частям станка, осуществляется посредством магнитного пускателя. Лишь после запуска мотора и насосного устройства можно запускать движок основного перемещения. Для этого применяется рукоять валика, который связан с конечным выключателем. Рукоять возможно установить в положение «Вперед» либо «Назад».
Электромотор насосного привода охлаждающей системы возможно запустить, если работает смазочный комплекс. Движок запускается посредством выключателя с маркировкой «ВН». В электрической схеме 1И611П предусмотрено 2 выключателя. «ВО» позволяет локально освещать область обрабатывания, «КТ» – притормаживать основной электродвижок при переключении редукторных шестеренок.
1И611П представляет собой распространенный на вторичном рынке аппарат. Это недорогой станок, посредством которого возможно производить множество токарных работ. Прекрасные характеристики эксплуатации, отличная надежность, точность обрабатывания – ключевые достоинства данного оборудования.
Скачать паспорт
Паспорт токарно-винторезного станка 1И611П
Токарный станок 1И611П: технические характеристики
Станок токарный 1и611п – успешно эксплуатируется уже более полувека. Обработку данным устройством можно осуществлять и в патроне, и в центрах. Благодаря высокой надежности, относительной простоте в использовании и универсальности в применении токарный станок 1и611п пользуется заслуженной популярностью на протяжении нескольких десятков лет.
Предназначение устройства и особенности конструкции
Ключевые характеристики
Строение
Электрооборудование
Система управления
Предназначение устройства и особенности конструкции
Токарный станок ИЖ 1и611п был сконструирован еще в далеких 1960-х, но и сегодня продолжает благополучно выполнять работы по металлу самых разных сложностей. Станок успешно справляется с:
Точением.
Шлифованием.
Фрезеровкой.
Кроме того, устройство позволяет работать с металлом при помощи концевого инструмента, закрепленного в патроне для сверления. Благодаря техническим характеристикам данного станка, с его помощью можно успешно работать с заготовками в форме конуса и цилиндра. Устройство может создавать резьбу основных разновидностей.
Надежное функционирование данного станка обеспечивается конструкцией:
простота коробки подач. Благодаря этому, различные типы резьбы создаются, не прибегая к замене шестерней;
жесткая фиксация резцовой головки повышает точность обработки металла;
система жидкостного охлаждения, которая находится в специальном контейнере вместе с электрооборудованием, своевременно понижает температурные показатели рабочих узлов устройства;
система отвода стружки. Станок имеет специальный контейнер, которые принимает отходы обработки металла.
Ключевые характеристики
Характеристики станка позволяют работать с деталями размером до 25 сантиметров над станиной и до 12, 5 сантиметров над суппортом. Установка может работать с деталями, длина которых не превышает 50 сантиметров. Частота вращения шпинделя у данного токарного станка колеблется от 20 до двух тысяч оборотов в минуту, при этом размер сквозного отверстия составляет 25 миллиметров.
Отдельно стоит рассказать о характеристиках отдельных узлов этого станка:
Продольные и поперечные подачи суппорта осуществляются на интервалах 0,01-1,8 мм/об и 0,005-0,9 мм/об соответственно.
Каретка токарно-винторезного станка иж 1и611п имеет ход до 50 сантиметров.
Габариты станка отличаются относительной компактностью. Длина установки – 1, 77 м; высота – 0, 97 м; ширина – 1,3 м. Вес устройства – 1120 кг. Эти показатели значительно расширяют область применения данного механизма. Установку этого типа одинаково успешно используют в небольших мастерских и на внушительных предприятиях.
Детальные технические характеристики данного устройства предоставлены в следующей таблице:
Строение
Ключевыми элементами строения данного токарного станка являются:
Фартук — позволяет перемещать суппорт в продольном и поперечном направлении. Осуществлять эти движения можно и вручную и при помощи коробки подач. Реверсная и прямая подача обеспечивается наличием в фартуке 4 муфт, а одновременная работа винта и ходового валика становится невозможной благодаря наличию устройства блокировки.
Задняя бабка — ее действие заключается в жестком поджатии длинной детали, что повышает точность проводимых работ. Задняя бабка на данном токарном станке может смещаться на 10 мм в обе стороны по отношению к центрам. Это позволяет расширить диапазон обрабатываемых деталей.
Передняя бабка — шпиндель станка приводится в движение передачей с 4 ремнями. Работа всех 12 скоростей шпинделя обеспечивается ведомым шкивом через муфту. Управление узлом осуществляется через приводы переключения шестерен и зубчатой муфты. Механизм блокировки предотвращает совместную работу перебора и муфты.
Станина данного токарного станка имеет две призматические и две плоские направляющие и располагается на целостной тумбе. Фронтальная призма – это основа для установки передней бабки. В устройство станины входит охлаждающая система, система смазки, полка защиты ходового винта от стружки, редуктор основного движения. Контейнер для сбора смазочно-охлаждающих жидкостей находится в тумбе.
Конусная линейка — с ее помощью на станке можно обрабатывать заготовки конусной формы, делать конические нарезы. Каретка суппорта жестко удерживается при помощи тяги и кронштейна. Верхняя часть суппорта передвигается на необходимый угол посредством скольжения ползушки по линейке.
Гитара — данный механизм установлен на левом торце коробки подач и позволяет не менять шестерни при изготовлении метрической резьбы разных типов и обычной сложности. При создании дюймовой и модульной резьбы уже появляется необходимость замены шестерней. После их установки можно изготовлять резьбу не прибегая к применению механизмов коробки подач. В каждом паспорте токарного станка 1и611п имеются четкие инструкции по настройке параметров гитары. Перед применением установки необходимо детально изучить соответствующие рекомендации.
Видео: токарно-винторезный станок 1и611п.
Электрооборудование
Отдельно стоит описать и строение электрооборудования данного станка. Надежная работа установки базируется на функционировании трех электрических двигателей, которые отвечают:
За главное движение.
За смазку ключевых узлов устройства.
За применение охлаждающей жидкости.
Асинхронные двигатели устройства приводятся в движение от трехфазной электросети и включаются при помощи включателя пакетного типа. Двигатель, который отвечает за подачу смазки к механизмам устройства, приводится в действие магнитным включателем. Для запуска «главного» двигателя используют специальную рукоятку.
Двигатель, отвечающий за систему охлаждения, также приводится в действие только после включения системы подачи смазки. Этот электродвигатель запускают при помощи включателя с надписью «ВН». Кроме него в строение электрической системы (Рис. 1.2 ) данного токарного механизма имеется еще два включателя: «ВО» — включает освещение обрабатываемой зоны, а «КТ» — сбавляет обороты основного двигателя во время переключения шестерней в редукторе.
Рис. 1.2 Электросхема станка токарного 1и611п.
Система управления
Для эффективной и безопасной работы со станком необходимо детально изучить его паспорт и знать следующие нюансы:
Ходовой винт станка смазывается в автоматическом режиме.
Скорость вращения шпинделя выбирается оператором перед началом обработки металла.
Приводные ремни можно менять, не прибегая к разборке шпиндельного узла.
Для выполнения фрезерных работ на поперечной каретке суппорта устанавливают соответствующий механизм. Для более точных движений суппорта задействуют верньер.
Суппорт двигается в том направлении, в котором отклонена ручка управления (мнемонический принцип работы).
На тыльной стороне станка нет никаких рычагов и узлов управления. Это повышает удобность его использования, и облегчает размещение устройства на производственных площадях.
Рис 1.3 Система управления.
Republished by Blog Post Promoter
Токарный станок 1И611П: Технические характеристики | vseznayko.com.ua
Станок токарный 1И611П, обработку на котором можно осуществлять как в патроне, так и в центрах, уже более 50 лет успешно используется на многих промышленных предприятиях. Причинами долголетия и популярности оборудования этой модели стали его надежность, универсальность и высокая точность обработки.
Станок токарный ИЖ 1И611П
Назначение станка и особенности его конструкции
Несмотря на то, что станок данной модели (полная аббревиатура выглядит так: ИЖ 1И611П), был разработан в 60-х годах прошлого века, его технические возможности до сих пор позволяют использовать его для различных целей, в том числе ответственных, металлообработки:
токарные станки, выполненные в кулачковых или цанговых патронах, центрах;
фрезерный;
на шлифовку наружных и внутренних поверхностей;
в исполнении завершающего инструмента, закрепленного в патроне дрели.
Характеристики станка 1И611П позволяют обрабатывать на нем заготовки цилиндрических и конических форм, нарезать различные виды резьбы: метрическую, дюймовую, модульную.
Универсальность и надежность, которыми отличается ИЖ 1И611П, определяются его конструктивными особенностями.
Режущая головка закреплена по беззазорному принципу, что обеспечивает ее исключительную жесткость и, соответственно, высокую точность обработки.
Для нарезания резьбы (метрической, дюймовой и модульной) с разными параметрами нет необходимости менять шестерни в гитаре станка, что обеспечивает универсальность его редуктора.
В конструкции агрегата предусмотрена емкость сварной конструкции, в которой установлены бак охлаждающей жидкости и все электрооборудование.
Система удаления стружки
, которая представляет собой трехмерный сбор стружки, имеет продуманную конструкцию.
Органы управления станком 1И611П
При обработке на токарном станке 1И611П оператор может предварительно выбрать скорость вращения шпинделя, которую необходимо использовать на следующем этапе обработки (Предселективное управление).
Фартук 1И611П оснащен стопорным механизмом, предохраняющим редуктор от перегрузок, а также позволяет выполнять токарные операции с использованием жесткого упора.
Приводные ремни, с помощью которых вращается шпиндельный узел, могут быть заменены без разборки.
Точное перемещение штангенциркуля в поперечном направлении обеспечивает специальный механизм — нониус.
На крестовину суппорта может быть установлен механизм, позволяющий выполнять фрезерные работы.
В тех случаях, когда используется ходовой винт (нарезание резьбы), он смазывается автоматически.
Принципиальная схема машины (нажмите для увеличения)
Чугун, из которого изготовлена станина 1И611П, имеет особый состав — хромоникелевый, а его направляющие тщательно отшлифованы и закалены токами высокой частоты.
Управление подачей суппорта, за которую отвечает одна ручка, осуществляется по мнемоническому принципу: направление движения этого узла совпадает с тем, в какую сторону отклоняется ручка управления.
Для защиты механизма подачи от перегрузок в его конструкции предусмотрено специальное предохранительное устройство.
Конструкция этого токарного станка устроена так, что на его спине нет сучков, которые нужно обслуживать. Благодаря такой конструктивной особенности станок 1И611П можно установить даже вплотную к стене.
Основные характеристики устройства
Технические возможности станка 1И611П таковы, что на нем можно выполнять обработку деталей следующего диаметра: до 25 см — над станиной, до 12,5 см — над суппортом. Максимальная длина заготовки, которую можно обработать на данном оборудовании, составляет 50 см. Шпиндельный узел агрегата может вращаться в прямом направлении с частотой 20-2000 об/мин. Сквозное отверстие в шпинделе имеет диаметр 2,5 см, а посадочный конус соответствует категории Морзе 5.
Технические характеристики станка
Суппорт 1И611П может производить продольные и поперечные подачи в следующих интервалах:
продольные — 0,01-1,8 мм/об;
поперечная — 0,005-0,9 мм/об.
Каретка токарного станка данной модели может перемещаться на максимальное расстояние 500 мм, суппорт не имеет возможности быстрого перемещения. 1И611П по паспорту имеет достаточно компактные габариты (длина — 1770, ширина — 970 мм, высота — 1300 мм), имеет малый вес (1100 кг). Такие геометрические и весовые характеристики позволяют использовать этот токарный станок для оснащения небольших мастерских, многоэтажных производственных помещений и даже ремонтных баз морских и речных судов.
Опора и каретка станка обеспечивают повышенную точность обработки деталей
Основное назначение агрегата — выполнение полуфабрикатов и чистовых технологических операций в условиях единичного и мелкосерийного производства.
Разбираемся в конструкции станка
В конструкции станка 1И611П различают следующие узлы.
Передняя бабка
В ее центре находится шкив, посаженный на втулку. Этот шкив, который вращает шпиндельный узел, соединяется с коробкой передач с помощью 4-х клиновых ремней. От приемного шкива с помощью зубчатой муфты шпиндельный узел получает 12 скоростей вращения, из них 12 можно передать через переборку. Подключается зубчатая муфта или поиск с помощью специальной рукоятки, расположенной на передней части корпуса передней бабки — с правой ее стороны. Для исключения возможности одновременного включения в работу поиска и зубчатой муфты в конструкции передней бабки предусмотрен стопорный механизм. кроме того, в конструкции передней бабки имеется механизм, отвечающий за увеличение шага нарезанной резьбы (8:1), а также вал, с помощью которого вращение передается на гитару и далее — к коробке передач.
Передняя бабка станка 1И611П современного исполнения
Редуктор
По сути, это редуктор, который отвечает за скорость шпиндельного узла. Редуктор 1И611П состоит из 4 осей, на которых установлены шестерни с различными параметрами. Приводом редуктора является главный электродвигатель оборудования, соединенный с ним фланцами. Благодаря плоским направляющим редуктор может перемещаться по направляющим шкафа, на которых он закреплен с помощью болтовых соединений, что позволяет регулировать натяжение ремней. По регулировке скорость вращения, выдаваемая редуктором, соответствует предселективному механизму, управляемому соответствующим маховиком.
Механизм переключения передач
гитара
Этот узел устанавливается на левом конце коробки передач. Для большинства типов резьбы (метрическая — нормальной точности) нет необходимости менять шестерни на гитаре. В том случае, если необходимо нарезать резьбу высокой точности, а также модульную и дюймовую резьбу, на токарно-гитарном станке устанавливаются сменные шестерни, позволяющие проводить обработку без использования механизма трансмиссии. Для правильной установки параметров гитары следует прочитать паспорт токарного станка, где дана соответствующая таблица.
Таблица параметров нарезания резьбы расположена Коробка передач
В токарном станке 1И611П этот узел имеет закрытую конструкцию. Характеристики коробки подач позволяют нарезать метрическую резьбу со стандартным шагом (0,2-48 мм) без применения набора переменных шестерен.
[Caption id=»attachment_5851″ align=»alignnone» width=»660″] Расположение шестерен и валов в коробке подач не говоря уже об электрооборудовании, от которого напрямую зависит эффективность работы устройства.
Основными элементами в электрической схеме агрегата являются три электродвигателя, отвечающие за основное движение, смазку узлов оборудования и подачу СОЖ.
Все двигатели асинхронного типа и работают от трехфазной электрической сети. Электрооборудование токарного станка подключается к системе электроснабжения с помощью пакетного выключателя.
Принципиальная схема блока питания 1И611П (нажмите для увеличения)
Электрическая схема станка
Запуск двигателя, приводящего в действие насос подачи смазки к узлам агрегата, происходит с помощью магнитного пускателя. Только после включения этого двигателя и самого насоса можно запустить основной двигатель, для чего используется ручка плиты, связанная с концевым выключателем. Эту ручку можно установить в одно из двух положений: «Вперед» и «Назад».
Электрощитовой автомат
Электродвигатель привода насоса системы охлаждения, который также может быть запущен только при работающей системе смазки, включается выключателем с маркировкой «ВН». В электрической цепи токарного станка 1И611П имеются еще два электрических выключателя: «ВО» — для включения местного освещения зоны обработки, «СТ» — для замедления основного двигателя в то время, когда переключаются передачи редуктора. в движении.
Добрый вечер, пару недель назад нашел эту экзотическую машинку. Это российский Ижмаш 1И611П-829.0119 Я сразу понял, что хочу его, поэтому уговорил владельца продать его мне. Это не очень распространенная машина за пределами России, но кажется, что некоторые из них были отправлены в Швецию в 80-х годах в качестве оплаты за другие машины, проданные Alfalavall. Мой токарный станок, кажется, один из них, так как он имеет марку Профила (импортное оборудование СССР) . Я провел небольшое исследование и выяснил, что он был сделан крупным производителем оружия Ижмаш.
К сожалению, во время транспортировки произошла авария (я не участвовал) и машина была повреждена, поэтому этот тред будет о том, как я пытаюсь ее отремонтировать и восстановить. Под поверхностной ржавчиной и грязью он почти как новый, скорее всего мало использовался и пострадал только от небрежного и холодного/влажного хранения.
Оставайтесь с нами!
квази
Нержавеющая сталь
#2
Кажется, у Джона Стефенсона был один из них.
Мичиганбак
Алмаз
#3
Выглядит как хорошо сделанная тяжелая машина. Вы не указали, какой ущерб. Одна из проблем заключается в том, что он может иметь метрическую резьбу и циферблат на маховике поперечной подачи и резцедержателя. Вы можете смириться с этим, или вы можете просто повернуть новые ходовые винты и сделать несколько гаек со стандартной резьбой и добавить несколько стандартных циферблатов маховичка. Также вы можете не найти люнет (необходим для токарного станка). Это также легко, просто возьмите любой люнет и сделайте стояк, чтобы он соответствовал вашей кровати. Держите нас в курсе, пока вы приводите ее в порядок.
Бак (Мичиганбак)
безумный магнус
Алюминий
#4
термит сказал:
Это может быть действительно интересная машина.
Держите нас в курсе!
Билл.
Нажмите, чтобы развернуть…
В Европе крепление патрона называется DIN55027, не знаю, то же самое ли у меня. И да, она крупная леди для своего времени. Около 900 кг (1980 фунтов) у меня также есть коническая насадка, не показанная на фотографиях.
Мичиганбак сказал:
Выглядит как хорошо сделанная тяжелая машина. Вы не указали, какой ущерб. Одна из проблем заключается в том, что он может иметь метрическую резьбу и циферблат на маховике поперечной подачи и резцедержателя. Вы можете жить с этим, или вы можете просто повернуть новые ходовые винты и сделать несколько гаек со стандартной резьбой и добавить несколько стандартных циферблатов маховичка. Также вы можете не найти люнет (необходимый для токарного станка). Это также легко, просто возьмите любой люнет и сделайте подставку под вашу кровать. Держите нас в курсе, пока вы приводите ее в порядок.
Бак (Мичиганбак)
Нажмите, чтобы развернуть…
У него метрическая резьба и циферблаты, но так как я живу в Швеции, это хорошо
Повреждения следующие.
— Отломано колесо переключения шпинделя. — Вал и поворотное колесо на фартуке погнуты и сломаны. — Отломаны поперечный вал и колесо. — Электрический шкаф поврежден. — Каретка, небольшая трещина и слегка изогнутая.
Самая большая проблема это конечно повреждение каретки, хотя я мог бы уже вылечить ее (хотя мне сказали что это невозможно ) Я поставил ее в гидравлический пресс на работе на ровную поверхность формакс-стали, нагрел ее во время 4 часа с тепловой пушкой и потихоньку подняли груз до 3000 кг. Я дал ему остыть до комнатной температуры, и когда я измерил его, отклонение составило всего 0,07 мм! Это то, с чем я могу работать, просто нужно научиться парсить.
Фотографии повреждений:
безумный магнус
Алюминий
#5
А вот так он выглядел, когда я его нашел (у предыдущего владельца)
слектнинг
Алюминий
#6
Отличный токарный станок! Вы пробовали написать письмо на завод? может на заводе есть запчасти? Вы не узнаете, если не спросите
безумный магнус
Алюминий
#7
слектнинг сказал:
С виду отличный токарный станок! Вы пробовали написать письмо на завод? может на заводе есть запчасти? Вы не узнаете, если не спросите
Нажмите, чтобы развернуть…
Завод обанкротился в прошлом году, поэтому производственных банкоматов больше нет. Пытался связаться по электронной почте с некоторыми российскими поставщиками, и они могут продать мне нужные мне детали, но я должен организовать транспортировку сам, видимо, таможня плохая! Я нашел русского человека на Chipmaker.ru, который мне помогает, так что, надеюсь, скоро у меня будут запасные части.
безумный магнус
Алюминий
#8
Сегодня оторвались еще некоторые детали.
Некоторые фотографии фартука, он нуждается в чистке и новой краске, но в остальном он в хорошем состоянии.
юбка поршня
Горячекатаный
#9
квази сказал:
Я думаю, что у Джона Стефенсона был один из них.
Нажмите, чтобы развернуть…
Я тоже это помню, но не могу найти нить… однако кажется, что я сохранил фотографии……. . их довольно печально разобрали и взвесили на свалке.
с уважением
Брайан
металлмастер10
Нержавеющая сталь
#10
термит сказал:
Это может быть действительно интересная машина.
Держите нас в курсе!
Билл.
Нажмите, чтобы развернуть…
Да, похоже, дизайн этой кровати мог бы соперничать с машинами в два раза больше! Масштабируйте эту конструкцию примерно до 24-дюймового качания мощностью 25 л. с. машину и подумай, в какие неприятности мы могли бы вляпаться
безумный магнус
Алюминий
#11
Блин… грустно, почему его забраковали?
юбка поршня сказал:
Я тоже это помню, но не могу найти нить… однако кажется, что я сохранил фотографии…….. их довольно печально разобрали и взвесили на свалке.
привет
Брайан
Нажмите, чтобы развернуть…
юбка поршня
Горячекатаный
#12
безумный магнус
Алюминий
№13
юбка поршня сказал:
Первой мыслью было бы согласиться, но за прошедшие годы на этом форуме всплыла пара этих токарных станков, но никогда не было никаких последующих отзывов владельцев о хорошем или плохом. Надеюсь, вы найдете время, чтобы продолжить эту тему и рассказать о своем опыте работы с машиной, я уверен, что многие участники форума заинтригованы так же, как и я.
Из сообщения Джона на другом форуме видно, что он пролежал в его занятой мастерской 5 лет, и он выставил ее на продажу за 250 фунтов стерлингов без каких-либо покупателей, в конце концов ему понадобилось место, поэтому он отказался от нее по цене, немного превышающей его запрашиваемую цену. .
Хотя вы, возможно, уже нашли их, вот несколько тем, где упоминались подобные станки.
привет
Брайан
Нажмите, чтобы развернуть…
Я долго искал такую машину, поэтому я не откажусь от нее или от этой темы, если уж на то пошло. Я разыскал двух других владельцев в Швеции, которые управляют этими машинами, и они говорят, что они очень хорошие. Было три вещи, которые заставили меня хотеть этого. Он прочный, имеет коническую насадку и фантастическую подачу в 4 направлениях.
безумный магнус
Алюминий
№14
Сделал еще кое-какую очистку и подготовку к новой краске, прежде чем собрать его обратно. Внутри царил ужасный беспорядок, и мне потребовалось пару часов, чтобы спуститься.
безумный магнус
Алюминий
№15
Получил свой «новый» патрон RÖHM 160 мм (6,5″), купленный на Ebay, он был в очень хорошем состоянии.
У меня также есть набор инструментов для скребков, есть 3 Rennsteig и тот, что с красной ручкой, Parat.
Я просмотрел множество руководств на Youtube по искусству соскабливания, поэтому мне пришлось попробовать это самому, на фотографиях показаны части моего конусного крепления после очень легкого прохода со сталью, этого достаточно, чтобы выявить оригинальную фабрику. поверхность. На самом деле он выглядит и ощущается очень хорошо, и я очень впечатлен мастерством, с которым была создана эта машина. все плоские поверхности были затронуты рукой перед сборкой.
собачий доктор
Пластик
№16
У меня есть именно этот токарный станок Они были импортированы в Новую Зеландию производителем реактивных лодок. У меня есть инструкция на русском языке, которая может оказаться для вас более ценной, чем я http://mmcd.meditprofi.ru/machining/…ts_1i611p.djvu Однако в нем есть полный список шестерен и подшипников Когда вы начнете, я уверен, вам понравится. Сначала у меня были проблемы с трансформатором и таймером, которые были заменены, и теперь вперед, назад и стоп работают отлично (красная ручка). моих токарных станков Ура Дэвид
безумный магнус
Алюминий
# 17
Рад слышать, что вы довольны своей машиной. Есть ли у вас ее фотографии? Я работаю изо всех сил, чтобы снова привести свою в идеальное состояние, но скоро я соберу ее обратно.
Лаврентьев
Нержавеющая сталь
# 18
Отлично выглядит, продолжайте в том же духе! Напоминает мне студента из Колчестера на стероидах, хе-хе. Вы можете увидеть гордость за мастерство, просто взглянув на эту прекрасную машину. Сколько л.с. и при каком напряжении он работает?
Роб Ф.
Алмаз
# 19
Мичиганбак сказал:
Выглядит как хорошо сделанная тяжелая машина. Вы не указали, какой ущерб. Одна из проблем заключается в том, что он может иметь метрическую резьбу и циферблат на маховике поперечной подачи и резцедержателя. Вы можете смириться с этим, или вы можете просто повернуть новые ходовые винты и сделать несколько гаек со стандартной резьбой и добавить несколько стандартных циферблатов маховичка. Также вы можете не найти люнет (необходим для токарного станка). Это также легко, просто возьмите любой люнет и сделайте стояк, чтобы он соответствовал вашей кровати. Держите нас в курсе, пока вы приводите ее в порядок.
Бак (Мичиганбак)
Нажмите, чтобы развернуть…
Зачем ему имперская/английская машина, когда он находится в метрической Швеции? Поздравляю с прекрасно выглядящей машиной.
Уважаемые посетители сайта “Самоделкин друг” из представленного материала вы узнаете, как самостоятельно сделать мобильный кузнечный угольный горн своими руками.. Кузнечный горн предназначен для нагрева металла, чтобы он принял пластичное податливое для последующей ковки состояние. В данном случае представлен горн угольного типа, тоесть главным видом топлива является древесный либо каменный уголь. В качестве основания сварена станина из профиля квадратного сечения, ножки имеют поворотные колесики с тормозами, что позволяет перемещать кузнечный горн по мастерской или же гаражу непосредственно во время его работы. Рабочая зона под очаг с углем сделана в форме трапеции, так же установлен колосник, поддувало и зольник с удобной педалькой сброса золы (см фото ниже) Рабочая зона зацементирована огнеупорным цементом, сделано это во избежание перегрева листового металла из которого сделан сам горн.
Нагнетание воздуха жерло горна осуществляется при помощи системы соединенных между собой нержавеющих труб и улитки с электродвигателем, который собственно и нагнетает воздух вращением лопастей крыльчатки установленной в алюминиевой улитке. Раздобыть такую штуку довольно просто, автомобили оснащаются аналогичными, на крайний случай можно просто подсоединить обычный фен для волос.
И так, давайте рассмотрим, как устроен мобильный кузнечный горн.
Материалы
листовой металл 2-3 мм
профиль квадратного сечения
огнеупорный цемент
улитка (для нагнетания воздуха)
болты, гайки
поворотные колеса 4 шт
труба под диаметр сопла улитки
переходник
Инструменты
сварочный инвертор
УШМ
дрель
напильник
шпатель
гаечные ключи
измерительный инструмент
струбцины
Пошаговая инструкция по изготовлению мобильного угольного кузнечного горна своими руками. Для начала понадобиться лист стали толщиной не менее 2-3 мм Улитка для нагнетания воздуха в жерло горна. Металлический профиль. Поворотные колеса 4 шт. Огнеупорный цемент. Инструменты и приспособления. Разметка. Металл резать можно как УШМ, так и лобзиком с полотном по металлу. Предварительно место спила смазать машинным маслом. Изготовление трапеции жерла горна. Подсоединения воздуховодной системы. Установка поворотных колес. Огнеупорная шпаклевка. Излишки после застывания убираются при помощи УШМ. Дополнительно изготавливается окно для удаления золы. Педаль. Педальку привариваем к люку. Вот так она выглядит. в открытом положении. Устанавливается улитка. Далее происходит цементирование рабочей зоны горна огнеупорным цементом. Вот такой мобильный кузнечный горн получился.
1 Point
Хорошая оценка Плохая оценка
Рейтинг
( Пока оценок нет )
КУЗНЕЧНЫЙ ГОРН
Понравилась статья? Поделиться с друзьями:
Как сделать кузнечный газовый горн своими руками?
Подписаться на RSS
Категории блога
Архив
Март, 2020
Ноябрь, 2019
Август, 2019
Апрель, 2019
Март, 2019
Декабрь, 2018
Поиск по блогу
Апр 10, 2017
Ковка: технология
Джеймс Райзер.сокращенный перевод с английского Павла Якунина.
После того, как я изготовил себе угольный кузнечный горн, я столкнулся с проблемой покупки самого угля. Оказывается в Таксоне(штат Аризона) чертовски трудно купить уголь! Поэтому я взялся за постройку малого газового горна. Я решил сделать его небольшим, компактным и разборным. Конструкцию горелки я взял с сайта знаменитого кузнеца Рона Рейла
Горн я изготовил из 8-ми огнеупорных блоков(в принципе достаточно и семи).
Для изготовления горна я использовал огнеупорные блоки размерами 9 х 4 1\2 х 2 1\2 дюйма, весьма легкие по весу и легко поддающиеся обработке. Снимки внизу показывают, как я составил из этих блоков корпус горна, как я обработал блок составляющий заднюю стенку горна. Блоки боковых сторон были немного укорочены, чтобы не было выпирающих граней. Для обработки я использовал простую ножовку. Потом, подобно древним камнетесам, я притер грани блоков друг к другу, чтобы не было больших щелей между ними. Маленький огнеупорный порожек впереди способствует поддержанию более высокой температуры внутри горна.Для его изготовления можно использовать обрезок от блока.
Я написал Рону Рейлу и он посоветовал мне сделать вырез в задней части горна. Это способствует лучшей вентиляции и позволяет нагревать более длинные части металлических заготовок.
На этом снимке показан горн до модификации задней стенки и без верхней крышки.На правой боковой стенке можно заметить отверстие для газовой горелки.
Это изображение показывает, как я начинал делать отверстие под горелку, просто проворачивая обрезок трубы в теле блока.Да, если не хочешь платить за готовый фабричный горн- придется потрудиться :-)
И вот готовая сборка. …
Этот снимок показывает как я испытывал горн.В конечном варианте я сделал рамку из металлического уголка, чтобы фиксировать конструкцию. А кирпичики-то действительно прекрасные! Я спокойно мог держать свою ладонь на поверхности блоков даже после довольно длительной работы горна.
Горн в работе…
Конструкция пока что шаткая, но зато видно, как все устроено.
Ниже показана готовая констукция.Все установлено на стальной платформе, к которой приварены стальные уголки каркаса.Изображение правее показывает горелку в сборе.
Note:
Вот результат моего следующего эксперимента, который я признал излишним. Я установил воздушный компрессор с ножным включателем и вертикальный обрезок трубы с вентилем, который служит во-первых, для подачи воздуха к горелке когда компрессор выключен, а во-вторых, для регулировки воздушного потока при включенном компрессоре. Закрытый вентиль соответствует максимальной мощности компрессора. Но, повторюсь, эту конструкцию я посчитал излишней и даю ее просто для общего развития.
Примечания переводчика:
Таких прекрасных, легко поддающихся обработке огнеупорных блоков я не встречал, но вполне можно обойтись и обычным шамотным кирпичом (его можно определить по светло-желтому песчаному цвету) или даже простым обожженым красным кирпичом для печей.Отлично будет работать.Так красиво обрабатывать наши русские кирпичи тоже не обязательно.Достаточно составить из них подходящую вам по размерам конструкцию.Будет потяжелее, но вам ее не за плечами таскать.Можно применить обрезок асбестоцементной трубы подходящего диаметра.А вообще, я просмотрел несколько сайтов, владельцы которых делали себе газовые горны, и понял, что никаких жестких рамок нет- все зависит от вашей фантазии, подручных материалов и примерного расхода газа, который вы можете себе позволить. Предвидя вопросы по поводу конструкции горелки, я посетил сайт Р.Рейла и скачал чертеж горелки и ее фото. Пользуйтесь — Рейл рекомендует.
Как построить угольную кузницу с нуля
Вы здесь:
Главная
Блог
Обучение и уроки
Как построить угольную кузницу с нуля
Сборные или сварные кузницы — это прекрасно, но не у всех есть время, средства или навыки, необходимые для постройки причудливой кузни. В этой статье вы узнаете, как построить угольную кузницу, используя два чертежа угольной кузницы, где все, что вам действительно нужно, — это труба, подача воздуха и безопасный сосуд для содержания вашего огня.
Если вы новичок-кузнец, который впервые учится строить угольную кузницу, или опытный ветеран, который ищет проект ковки своими руками на выходных, эти простые методы помогут вам быстро освоить металлообработку!
Кузница для деревянных контейнеров
Более дешевая и простая самодельная угольная кузница состоит в том, чтобы создать судно из дерева, камня или кирпича и песка. Другие материалы, которые вам понадобятся:
Рабочий стол (высота стоя)
Стальная труба
Источник воздушного потока
Источник воздушного потока
Уголь
Вот демонстрация процесса. Узнайте больше о том, как создать свою первую угольную кузню:
Самое важное, что нужно помнить, изучая, как построить угольную кузню, это то, что вам нужна принудительная подача воздуха, чтобы нагнетать кислород в ваш огонь. Кислород — это топливо, которое заставляет огонь гореть, а подача воздуха повысит температуру угольного огня до такой степени, что металл расплавится. Старый добрый пылесос с функцией выдувания идеально подойдет, но также подойдет фен или любой другой воздушный насос. Все самодельные кузницы требуют какой-либо подачи воздуха, так что имейте это в виду, когда будете проектировать свою!
Как построить горн для угля — Деревянный контейнер
Установите две пилы или свой рабочий стол снаружи на твердой земле. Этот стол обеспечивает прочную основу для деревянного контейнера, поэтому он должен выдерживать небольшой вес и, конечно же, плавящуюся груду угля. Вы действительно не хотите, чтобы этот щенок шевелился, когда вы ковали горячий металл.
Деревянный контейнер должен быть довольно большим, по крайней мере, 2 х 3 фута, и будет иметь пять сторон, оставляя верх открытым. Некоторые ящики могут быть разборными и складными, если у вас мало места, но простой, но прочный ящик подойдет. Стыки должны быть достаточно плотными, чтобы песок не высыпался. Завершите коробку, вырезав круглое отверстие того же диаметра, что и ваша труба, на одной из коротких сторон.
Стальную трубу необходимо обрезать до приемлемого размера, который может быть примерно такой же длины, как вы сделали контейнер. Если длина слишком длинная, воздуху будет трудно добраться до огня, но слишком короткая приведет к тому, что огонь будет слишком близко к деревянному ящику. Вставьте трубу наполовину в контейнер через просверленное отверстие, оставив половину трубы вне коробки. Прикрепите конец трубы, который находится снаружи коробки, к шлангу пылесоса или к любому источнику воздуха, который у вас есть, используя деревянную доску для стабилизации и герметизации изолентой.
Найдите несколько больших камней, которые могут выдержать высокую температуру, или несколько кирпичей, которые будут использоваться для стабилизации трубы и создания грубого «огненного котла». Они также помогут создать стену между вашим огнем и деревянным контейнером. Не используйте бетон.
Постройте конструкцию вокруг трубы из камней и песка, которая будет держать трубу в горизонтальном положении Используйте несколько других камней или кирпичей. вокруг контейнера, чтобы равномерно распределить вес.Заполните оставшуюся часть коробки песком, оставив округлую канавку перед трубой.Разожгите костер, включите подачу воздуха, чтобы начать вдувание кислорода, и как только он станет достаточно горячим , вы готовы добавить уголь. Прежде чем вы это узнаете, вы научились строить угольную кузницу!
Ваша простая кузница может довести железо почти до температуры плавления.
Уголь горит очень жарко, когда заправлен кислородом. На самом деле, он горит достаточно сильно, чтобы превратить железо в красный цвет, что идеально подходит для того, чтобы придать ему форму.
Кузница для металлических контейнеров
Более сложный, но все же простой способ построить своими руками угольную кузницу — использовать металл в качестве основного контейнера для огня. В отличие от деревянного метода, вам не нужно будет использовать песок или камни, но вам, возможно, придется немного знать сварку, чтобы узнать, как построить угольную кузницу из металла. Вам также понадобится:
Металлические ножки или козлы
Котел из сверхпрочной стали
Вертикальная труба и зольник
Горизонтальная труба для притока воздуха
Источник воздуха
Изолента
процесс. Узнайте больше о том, как построить угольную кузницу из стального контейнера:
Как построить угольную кузницу из металлического контейнера
Как и в случае с деревянной моделью, металлу нужен прочный способ, чтобы поднять его в вертикальное положение. высота. Вы можете приварить ножки или использовать козлы, которые очень устойчивы. Вы можете купить большой стальной контейнер, не использовать оцинкованную сталь или найти стальной предмет в форме чаши, который можно разрезать и сварить в соответствии с вашими потребностями.
Топка должна быть изготовлена из сверхпрочной стали, так как именно там будет самая горячая часть вашего угля. Он должен быть как можно более плоским, чтобы максимизировать тепло, и должен пропускать поток воздуха от вашего источника. Вы можете накрыть топку проволочной сеткой, чтобы предотвратить попадание угля.
Вам также понадобится вертикальная труба для отвода пепла и горизонтальная труба для этого важного потока воздуха. Прикрепите их к нижней части вашей котелка. Горизонтальная труба должна быть оснащена зольником, который, по сути, представляет собой заслонку, которая удерживает воздух, но при опускании позволяет золе падать. Если сделать у него длинный тяжелый хвост и прикрепить его проволокой, гравитация будет удерживать его на месте.
Как и в случае с деревянной конструкцией, прикрепите горизонтальную трубу к пылесосу с помощью стабилизирующей деревянной доски и изоленты, разожгите огонь и добавьте уголь. Некоторые части этой кузницы можно будет использовать повторно для нескольких проектов, но со временем может потребоваться замена проволочной сетки.
Независимо от того, как вы решите начать свои проекты по металлообработке своими руками, теперь вы знаете, как построить угольную кузницу из дешевых и легкодоступных материалов!
20 чертежей самодельных кузниц и руководств для каждого уровня навыков
Автор: Эшли Зиглер |
Если вам нравится ковать металлы и делать свои собственные ножи, топоры или молоты, возможно, стоит потратить время на создание кузницы дома, чтобы вы могли совершенствовать свои навыки (или просто поиграть, если это что вы хотите сделать).
Несмотря на потрясающую работу, кузницу на самом деле довольно легко сделать. Ознакомьтесь с некоторыми интересными планами и учебными пособиями, чтобы вы могли создать свою собственную самодельную кузницу.
Суповая банка
Источник
Эта самодельная кузница настолько проста, насколько это возможно, и ее основная часть — банка для супа.
Несмотря на то, что кузница простая и маленькая, человек, который ее построил, смог использовать ее для изготовления небольшого ножа.
Как сделать суповую кузницу по инструкциям
Пропановая кузница
Источник
Существует множество различных способов сделать пропановую кузницу, и это лишь один из них.
Ознакомьтесь с пошаговыми инструкциями (с картинками) по созданию этого на Imgur.
Самодельная пропановая кузня от Imgur
Легко переработанная кузня для гриля
Источник
Чтобы сделать эту кузницу, вам понадобится старый гриль.
Вы можете использовать гриль, который есть у вас дома (но только если вы не планируете снова на нем жарить), или взять его в комиссионном магазине или на свалке.
Как сделать угольную кузницу из старого пропанового гриля из войлочного магнита
Газовая кузня для огнеупорного кирпича
Источник
Вам не обязательно красить и персонализировать свою кузницу, как это сделал этот человек, но это точно не повредит.
Вы можете сделать эту кузницу всего за несколько шагов, используя огнеупорные кирпичи.
Как построить кузницу (газ) по инструкциям
Изготовленная на заказ кузница
Источник
Когда дело доходит до изготовления кузни, не существует универсального плана, поэтому так много людей делают свои собственные потребности.
Если вам нужна небольшая помощь в изучении того, как сделать кузницу, которая работает на вас, посмотрите это видео на YouTube, чтобы получить некоторые рекомендации.
Моя кузнечная пропановая кузница Build от Makin Sumthin from Nuthin/YouTube
Кирпичная кузница
Источник
Создание кузницы из кирпичей — хороший способ получить прочную конструкцию, которая никуда не денется.
Более того, кирпичная кузня более эстетична, чем некоторые другие самодельные кузницы, так что вы можете держать ее на заднем дворе, и она не будет бельмом на глазу.
Самодельная кузница от ThisWoodwork/YouTube
Большая дровяная кузня
Источник
Вот еще один отличный пример кузницы, сделанной из выброшенного танка.
Этот бак разрезан на две части. Это уникальный и эффективный способ сделать работающую кузницу.
Самодельная кузница, завершенная часть. 2 by Simply Gridless/YouTube
Кузница для тормозных барабанов
Источник
Вы когда-нибудь задумывались построить кузницу с использованием тормозного барабана?
Это действительно простой проект «сделай сам», который интересно делать и который отлично работает.
Как сделать кузницу для тормозных барабанов из Instructables
Кузница для сверхгорячего пропана
Источник
Если вам интересно, как сделать кузнечную кузницу, вот она.
Это еще одна пропановая модель, но она предназначена для очень, очень горячего нагрева и подходит для больших кусков металла для более крупных проектов.
Самодельная кузница на пропановом газе для кузнечного дела от Rick Rabjohn/YouTube
Высокая и сильная кузня
Источник
Эта металлическая кузница требует на несколько шагов больше, чем некоторые другие модели, но работает она очень хорошо.
Для этой кузницы вы сжигаете уголь вместо дерева, что немного легче поддерживать в процессе.
Самодельная угольная кузница от Гильдии кузнецов
Базовые чертежи ковки
Источник
Если вы просто хотите поиграть, эти чертежи базовой кузницы идеальны.
Нет необходимости строить что-то необычное, если вы только начинаете, достаточно простого плана.
Как сделать простую кузнечную кузницу из Storm the Castle
Кузнечная кузница
Источник
Эта кузница разработана специально для кузнечных работ, таких как ножи.
Вы можете воссоздать эту кузницу всего за шесть шагов, используя руководство от Instructables.
Как сделать Кузницу Кузнеца из Instructables
Высококачественная Кузница
Источник
Вот еще одна версия пропановой кузни, но она выглядит очень качественно благодаря покраске.
Строитель этой кузницы делает важное замечание, что любой, кто пытается сделать это дома, должен быть удобным и иметь опыт работы с пропаном.
Как сделать кузню на пропане из Instructables
Компактная кузня
Источник
Помимо того, что кирпичная кузня выглядит лучше, чем другие кузницы, ее также можно сделать для небольших помещений.
Эта кирпичная кузня спроектирована так, чтобы быть очень компактной, но размер не умаляет ее мощности.
Самодельная кузница из Instructables
Надежная газовая кузница
Источник
Эта газовая кузница сделана из надежно сложенного огнеупорного кирпича.
Идеальный размер для изготовления ножей и лезвий.
Как сделать самодельную мини-кузницу с TheGeekPub/YouTube
Кузнечная кузница
Источник
Вот отличная самодельная кузня, которую вы можете использовать для вдохновения в своем собственном проекте.
Он сделан из старого кислородного баллона и облицован цементной арматурой для контроля огня и тепла.
Самодельная кузнечная кузница от HomemadeTools
Высокая стоячая настольная кузня
Источник
Вместо огромной кузницы рассмотрите вариант встроенного небольшого стола.
Для этого не нужно много деталей, и это очень легко сделать. Проверьте Выбор Галки, чтобы узнать больше об этом.
Самодельная кузница из игры «Выбор галки»
Переносная кузнечная кузница
Источник
Эта переносная кузнечная кузница отлично подходит, если вы используете ее лишь изредка и хотите хранить подальше.
Он по-прежнему достаточно велик для больших проектов, но при этом достаточно компактен, чтобы его можно было легко убрать между использованиями.
Самодельная переносная кузнечная кузница из Brilliant DIY
Наземная кузня
Источник
Кузню не обязательно делать из воздушного резервуара или другой крупной конструкции, ее можно сделать и на земле.
Вам понадобятся камни или кирпичи, чтобы окружить его, но вы можете построить кузницу, которая очень похожа на кострище на заднем дворе.
«Какой фундамент подойдёт для дома из газобетона на глинистой почве?» — Яндекс Кью
Популярное
Сообщества
Строительство
·
74,2 K
На Кью задали 2 похожих вопросаОтветитьУточнить
Малоэтажная страна
2,1 K
«Малоэтажная страна» — крупнейшая в России круглогодичная выставка домов, сделанная в… · 13 мар 2019 · m-strana.ru
Отвечает
Роман Волков
В данном случае следует учитывать этажность дома.
Так, если дом является одноэтажным, то можно использовать свайный фундамент. Если же у Вы строите двухэтажный дом, то наиболее подходящим вариантом будет ленточный фундамент.
Удачи!
25,8 K
Комментировать ответ…Комментировать…
ProjectBP
4
Индивидуальное проектирование частных жилых домов и продажа готовых проектов. · 29 июл 2021 · lipetsk.projectbp.ru
Отвечает
Ляпин Алексей Николаевич
Здравствуйте! Стоит задать встречный вопрос: «Глины(суглинки) с какими характеристиками? И есть ли грунтовые воды близко к поверхности?» Даже в табличных данных СП 22 «Основания зданий и сооружений» у глинистых грунтов немалый разброс характеристик (с разницей в 2 и более раз). Каждый дом должен рассматриваться с уникальным подходом и анализом основания (казалось бы… Читать далее
vlad
10 июня
Фундамент для дома ВСЕГДА должен рассчитывать и проектировать специалист на основании данных, предоставленных геоин… Читать дальше
Комментировать ответ…Комментировать…
Дмитрий Падчин
62
Редактор строительного портала STROY-OKEY.RU · 14 мар 2019 · stroy-okey. ru
Лучшим фундаментом на глинистой почве считается и является свайный (не зависимо от этажности дома), так как при установке свай есть возможность добраться до твердых слоев грунта, которые неподвижны. Такой фундамент не поплывет, не просядет, будет надежным. Если нагрузка на фундамент предстоит большая, то его устройство делается в виде свайных полей. Так же можно… Читать далее
29,8 K
Комментировать ответ…Комментировать…
Брума Вадим
Архитектура
12
Техник-строитель, Промышленное и гражданское строительство. В строительстве с 1991 года. У… · 8 февр 2021
Под частный дом из газобетона подойдет любой тип фундамента, кроме винтовых свай. А что бы определить, какой тип из всех остальных, будет надежным и недорогим необходимо сделать геологические изыскания. С заключением ИГИ и архитектурным проектом дома вы обращаетесь с конструктору или профессиональному строителю. Они вынесут вердикт какой тип фундамента для Вашего дома… Читать далее
Комментировать ответ…Комментировать…
СК Ивалес
1
Строительство домов, гаражей и бань под ключ · 17 июн 2021 · ivales.ru
Отвечает
Александр Платонов
Определить какой тип фундамент на глинястой почве невозможно без точных сведений о характеристиках грунта на конкретном участке строительства. Почва с высоким содержанием глины считается самой проблематичной при выборе фундамента, которому необходимы устойчивость и способность противостоять вертикальным и боковым нагрузкам. Одним из вариантов является столбчатое… Читать далее
Комментировать ответ…Комментировать…
АСН-инфо
2
Последние новости строительства Санкт-Петербурга и Северо-Запада. Ежедневно для вас -… · 9 февр 2021 · asninfo.ru
Отвечает
Смирнов Алексей
Тут необходимо знать этажность здания, материал перекрытий, климатическую зону. В одном точно не промахнетесь — свайный фундамент. Он надежен, относительно дешев, быстро возводим. Но есть минус — не подразумевает цоколя или подвала.
Комментировать ответ…Комментировать…
Аскола С.
12
21 нояб 2019
Не знаю почему остальные радеют за сваи. Скажу одно. У нас в СПб практически 90 % фундаментов под газобетон и кирпич — это фундаментная плита. Плюсы: 1. Выдерживает колоссальные нагрузки 2. Сразу же получается основание для пола 3. Есть прекрасная возможность смещения стен без переделки фундамента во время строительства 4. Отсутствие подполья с НЕлюбимыми грызунами. Обяз… Читать далее
Виктор Северюхин
28 мая 2020
Просто разница в цене в 2 раза больше
Комментировать ответ…Комментировать…
Ярослав Сорокин
Ярослав Сорокин, инженер-строитель. Обследования и контроль зданий и сооружений. Контроль… · 20 дек 2020
Глинистые почвы являются пучинистыми. Также придется учитывать уровень подземных вод. Если уровень высокий, не стоит и мечтать ни о каких подвальных помещениях, слишком сложно будет организовать гидроизоляцию. Поэтому и не стоит рассматривать неэкономичный фундамент на глубину промерзания. Зачем закапывать лишний этаж в грунт? Для этого разработаны и прекрасно себя… Читать далее
Комментировать ответ…Комментировать…
Анастасия Кубасова
247
Высшее социологическое образование, строю дом, занимаюсь в тренажерном зале, выращиваю… · 13 мар 2019
Соглашусь с мнением выше.
Если ваш дом небольшой или одноэтажный, то можно использовать сваи в качестве фундамента, но там тоже есть свои минусы (не такой усточивый), либо использовать классическую ленточку из бетона.
Комментировать ответ…Комментировать…
Русский Ремонт
70
Русский Ремонт — команда профессионалов, профессионально выполним ремонт квартиры или. .. · 8 авг 2019
Следует отметить склонность газоблочных стен к растрескиванию при деформации основания. Это налагает на фундамент под газобетонным домом особые требования.
Основная проблема при проектировании здания на глинистой почве заключается в морозном неравномером вспучивании.
В связи с выше перечисленным свое внимание следует остановить на ленточном или свайном фундаменте.
Комментировать ответ…Комментировать…
Ответы на похожие вопросы
Какой фундамент лучше для дома из газобетона на глинистой почве? — 1 ответ, задан
Лилия
708
Интересны темы гармонизации отношений и саморазвития. Нравится помогать женщинам стать… · 29 июл 2018
Если дом из газобетона одноэтажный, то на глинистой почве можно использовать свайный фундамент. При двух этажном строительстве дом лучше поставить на ленточный фундамент. ленту нужно заложить ниже уровня промерзания.
Комментировать ответ…Комментировать…
какой лучше, как правильно сделать
Содержание
Особенности и типы глинистой почвы
Правильный выбор фундамента для глинистой почвы
Под веранду или сарай
Под газобетонные блоки
Под 2-х этажный дом
Мелкозаглубленный фундамент на глинистой почве
Создание ленточного фундамента глубокого заложения
Особенности фундамента из плит
Свайный фундамент на глинистой почве
Создание дренажной системы
Заключение
Глины – это одна из самых обширных групп грунтов, которая как никакая другая требует предварительного изучения. В зависимости от содержания глинистых частиц и коэффициента пластичности, такая почва может быть как механически прочной и стабильной, так и иметь весьма печальные характеристики. Именно от них и зависит, какой должен быть фундамент на глинистой почве.
Глинами принято называть осадочные горные породы, состоящие из одного или нескольких каолиновых минералов и алюмосиликатов. В сухом состоянии они имеют пылевидную структуру, а при увлажнении становятся пластичными. И если в гончарном производстве это свойство весьма ценно, то в строительстве приносит немало сложностей.
В случае воздействия текучих вод, уместно говорить не о размокании, а о размывании. Этот фактор зависит от конкретной структуры грунта, его гранулометрического состава. И опять же, плотные тяжёлые глины лучше сопротивляются размыванию, чем суглинки или супеси.
Самые популярные проекты серии FH:
Проект FH-90 Windows
Общая площадь:
90 м²
Подробнее
Проект FH-114 Optimus
Общая площадь:
114 м²
Подробнее
Проект дома FH-115 Status
Общая площадь:
115 м²
Подробнее
Проектирование фундаментов под здания и сооружения осуществляется в соответствии с требованиями строительных правил 50*101. По поводу малоэтажного строительства зданий в этом СП сказано вот что:
Если грунт на участке просадочный, в случае вероятности его замачивания следует принять меры, исключающие возможность просадки фундамента ниже допустимого. Расчёт просадки грунтов II типа (когда они проседают не только от нагрузок, но и от собственного веса) производится по всей толще.
Для предупреждения просадки при закладке фундамента на суглинке, одиночно или комплексно принимают такие меры:
заменяют пласт просадочного грунта на непросадочный;
прорезают всю просадочную толщу сваями;
вытрамбовывают котлованы;
устраивают грунтовые подушки и сваи;
укрепляют грунты силикатизацией или цементацией;
заливают жёсткий подготовительный слой из бетона;
организуют отведение поверхностных и подземных вод с участка.
Главным методом предупреждения набухания и просадочности грунтов в малоэтажном строительстве было и остаётся устройство компенсационных подушек из песка и щебня (соотношение примерно 40% + 60%), и их поверхностное упрочнение бетонной подготовкой. Песок может применяться любой фракции, кроме пылеватой. Особенно важно наличие такого основания под ленточными фундаментами с шириной подошвы менее 1,2 м.
На набухающих грунтах рекомендуется проектировать плитные и ленточные фундаменты, заанкерованные в удалённый прочный пласт с помощью свай. Вынос ростверка или плиты должен быть не менее 200 мм от поверхности почвы.
Если исследование грунта показало, что он непучинистый, для домов без подвала можно устраивать мелкозаглублённые ленты и короткие сваи. На пучинистых грунтах лучше всего себя зарекомендовали плитные основания и забивные сваи.
Варианты фундаментов на просадочных грунтах
Если под домом нужно сделать подвал, то на непучинистых глинах его стены возводят из сборных блоков ФБС без их соединения между собой, с обвязкой по верху армирующим поясом. На среднепучинистых глинах лучше использовать железобетонные блоки типа УДБ, с замоноличиванием стыков между ними.
Мнение эксперта Виталий Кудряшов
строитель, начинающий автор
Задать вопрос
Важно: На сильнопучинистых грунтах, особенно под газобетонные блоки, фундамент нужно делать только из монолитного железобетона. Монолитные пояса здесь предусматриваются по верхнему обрезу кладки стен каждого этажа. Если используются столбчатые фундаменты, то они должны быть связаны между собой железобетонными балками.
Пару слов о том, какой фундамент лучше на глинистой почве, если требуется возвести хозяйственную постройку. Тут многое зависит от того, из какого материала будут её стены. Если это каркасник или бревенчатый сруб, а так же газоблоки, смонтированные на обычном растворе (он обладает большей жёсткостью, чем клей), можно залить мелкозаглублённый фундамент по несъёмной опалубке. Для этой цели применяют дырчатые блоки из вибропрессованного пескобетона, арболита, керамзито- и полистиролбетона.
В зависимости от производителя, размеры блоков предлагаются разнообразные, но в среднем это 500 мм по длине и 400*250 мм в сечении — идеальные параметры ленты для сарая из газобетона с толщиной стенки 250-300 мм. Блоки укладываются на монолитный подготовительный слой и соединяются между собой пагозребневой системой. Сверху в специальные выемки устанавливается два ряда арматурных стержней, после чего производится заливка полостей бетонной смесью.
Правда, практика показывает, что застройщики чаще отдают предпочтение традиционному монолиту, так как найти блоки несъёмной опалубки можно не в каждой местности. В таком случае, остаётся заливать ленту традиционным способом, сделав опалубку из доски или фанеры.
Схема устройства опалубки под малозаглублённую ленту
Если хотите, чтобы в сарае был бетонный пол, лучше сразу залить фундаментную плиту. При толщине не более 200 мм она обойдётся не намного дороже ленты, но вопрос с черновым полом будет решён. Кстати, этот вид фундамента отлично подходит для строительства на глинистых грунтах.
В силу относительной хрупкости, обусловленной пористой структурой бетонного камня, газоблочная кладка весьма чувствительна к подвижкам основания и реагирует на них активным трещинообразованием. В связи с этим, главное требование, которое предъявляется к фундаментам газобетонных домов – это максимальная пространственная жёсткость. Её следует соблюдать даже на непучинистых грунтах, а уж на глине, которая может быть весьма сильно подвержена пучению – и подавно.
Жёстким является такой фундамент, который обеспечивает статичность пространственного положения, устойчив к сдвигам и скольжению в подошве. Таковым является только монолит, и чем больше у него площадь опирания на грунт, тем лучше. К этой категории можно безоговорочно отнести фундаментную плиту с рёбрами жёсткости, а куда они должны быть направлены – вниз или вверх, должен показать расчёт.
Плита с хомутами, установленными по периметру стен для формирования рёбер жёсткости
Невозможно однозначно утверждать, что под двухэтажный дом из газобетона нужен такой-то фундамент, ведь конструктив последнего определяется на основе предварительного анализа грунта. В данном случае речь идёт о глинах, которые могут таить в себе немалое количество сюрпризов.
Мнение эксперта Виталий Кудряшов
строитель, начинающий автор
Задать вопрос
Важно: Залогом пространственной устойчивости здания, возводимого на грунтах с неравномерными осадками, является не только конструктив самого фундамента, но и дополнительные элементы жёсткости стен. В газоблочных домах это железобетонные пояса, снимающие напряжение с кладки в пределах одного этажа.
Представим схемы, показывающие, как должен структурироваться тот или иной вариант фундамента.
Чтобы обеспечить устойчивость мелкозаглублённого фундамента на неравномерно сжимаемом грунте, требуется соблюсти такие условия:
Под подошвой ленты должна быть не только уплотнённая грунтовая подушка, но и бетонная подготовка.
Сечению ленты нужно обеспечить Т-образную или даже ступенчатую форму.
Пропорции должны быть такими, чтобы при делении глубины заложения на ширину подошвы в результате получалась цифра более 2. Например, при глубине 120 см и ширине 50 см, мы получаем 2,4.
Схема ступенчатого фундамента
Подошва ленты глубокого заложения опускается в грунт ниже отметки УПГ и должна быть шириной не менее 80 см. То есть, в основании тоже формируется железобетонная подушка, увеличивающая площадь опоры ленты минимум вдвое. Под подошвой обязательно наличие 20-30 см подушки из песка и щебня, поверх которой залит слой тощего бетона толщиной 10 см. Во избежание размокания глинистого грунта, по внешнему контуру фундамента обязательно выполняется траншейный дренаж и делается герметичная, желательно утеплённая отмостка.
Схема глубоко заложенной ленты
Мы уже говорили, что на слабых грунтах плиту лучше формировать с рёбрами жёсткости. Сама она может не заглубляться, но рёбра, находящиеся в грунте, предотвратят вероятность скольжения. Для защиты от пучения, под плитой лучше не только сформировать уплотнённую песчано-щебневую подушку, но и произвести утепление всего контура, включая рёбра. Производится оно с применением экструзионного пенополистирола, его присутствие в пироге фундамента позволит опустить такой довольно трудоёмкий технологический этап, как заливка подбетонки, что сэкономит если не деньги, то массу времени. Отмостка и дренаж так же являются неотъемлемой частью фундамента.
Схема ребристой плиты фундамента
При проектировании вариант свай подбирается в зависимости от перепадов в рельефе участка и глубины залегания неравномерно сжимаемых или промерзающих слоёв. Под газобетонные дома всегда применяют сваи из бетона — чаще буровые, чем забивные по той причине, что в ограниченных условиях индивидуальных участков техника для забивки или вдавливания заводских сборных свай не может работать.
Основными условиями устройства свайно-ростверкового фундамента на просадочных грунтах являются:
Заложение подошвы опор с заведением в более плотный слой.
Если сваи короткие, то они всё равно должны заглубляться ниже отметки УПГ, с уширением оснований и устройством песчаной подсыпки на дне скважин.
Арматура вертикальных опор должна быть качественно увязано с арматурой обвязочной балки.
В глинистом грунте ростверк не должен лежать на материковом грунте или заглубляться в него. Его требуется приподнять на 20-30 см, а это расстояние компенсировать утрамбованной песчаной подушкой.
Схема ростверка на железобетонных сваях
Для предупреждения опасной потери устойчивости домов и других зданий на размокающих грунтах, рекомендуется не только качественно уплотнять материковое и насыпное основание, но и организовывать отведение грунтовых, осадочных и хозяйственных вод за пределы участка.
Самые популярные проекты серии FH:
Проект Windows Villa FH-90WV
Общая площадь:
90 м²
Подробнее
Проект Master Dom FH-144 c мастер-спальней
Общая площадь:
144 м²
Подробнее
Проект FH-150 Full HDom
Общая площадь:
150 м²
Подробнее
Но это потом, когда фундамент уже будет возведён – в процессе строительства принимают другие меры. При осуществлении земляных работ неправильные действия строителей нередко ухудшают свойства и без того проблемных грунтов. При плохой зачистке дна выемки, бугры и углубления затрудняют естественный отток воды.
Ситуацию может осложнить близкое расположение грунтовых вод, когда приходится принимать кардинальные меры для понижения их уровня. Как минимум, устраивается открытый водоотлив, в серьёзных ситуациях для понижения УГВ могут устраиваться водопонижающие скважины или применяться эжекторные иглофильтры.
Эти меры помогают довести до логического конца строительство. Но в случае с глинистым грунтом, который, являясь водоупором, способствует застою воды вокруг фундамента, приходится подумать и о защите дома в период эксплуатации. Для этой цели создают сооружения для искусственного перехвата или понижения уровня грунтовой воды.
Траншея закрытого дренажа
Есть два основных вида дренажа: открытый, который представляет собой систему ничем не заполняемых траншей (чаще применяется на дачных участках), и закрытый, тоже состоящий из комплекса траншей, только заполняемых (применяется и в городах). В зависимости от варианта заполнения, закрытый дренаж бывает:
Заполнен дренирующим материалом (щебнем, керамзитом). Вариант простейший и самый дешёвый, но стабильно водопонижения не гарантирует.
Траншейный дренаж с использованием перфорированных труб-дрен, заложенных в слой дренирующего материала, и обёрнутых геотекстилем. Весьма эффективен для сбора поверхностной воды, хорошо подходит для водопонижения на городских участках. Особенность системы состоит в том, что траншея с трубой находится у внешнего края отмостки, и собирает скатывающуюся с неё по уклону воду.
Пристенный дренаж отличается от траншейного тем, что дренирующий узел с трубой располагается под отмосткой, прямо в обратной засыпке — ближе к стенке фундамента, от которой его отделяет глиняный замок. Данный вид дренажа применяют при высоком уровне грунтовых вод, для защиты фундаментов типа «стена в грунте».
Различия траншейного и пристенного дренажа
Подобный дренаж может выполняться не только для одного дома, но для остальных построек на участке. В таком случае их объединяют в единую систему, которая отводит воду к общему накопительному колодцу. Оттуда уже с помощью насоса вода может перебрасываться либо в уличный кювет, либо использоваться для хозяйственных нужд.
Глинистый грунт – один из самых непредсказуемых, и может оказаться как прочным и сухим, так и высокопористым, со значительной и неравномерной осадкой. Для строительства на таких почвах самое главное – владеть точной информацией, касающейся особенностей инженерно-геологической обстановки. Только в этом случае можно принять единственно верное решение по подбору типа фундамента и его структуре, а это и есть залог беспроблемной эксплуатации дома — в том числе, возводимого из газоблоков.
Автор статьи — строитель, начинающий автор Виталий Кудряшов
Публикаций у автора 269
Задать вопрос
Задать вопрос эксперту
Email
Вопрос
* — Поля, обязательные для заполнения
This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.
типов грунта для фундамента вашего здания
14 апреля 2020 г. | Ремонт фундамента
Различные типы грунта по-разному влияют на фундамент вашего здания. Определение типа грунта, на котором будет построено здание, влияет на строительство проекта и будущий ремонт.
Вот несколько наиболее распространенных типов грунтовых оснований, используемых в строительстве. Мы изучаем, какой тип почвы лучше всего подходит для строительства.
Общие типы грунтов, используемых в строительстве
Глина
Глина не является идеальной почвой для строительства зданий из-за ее склонности перемещаться при высыхании или увлажнении. Это может привести к трещинам или щелям в здании и стать причиной неровностей пола. Глубина фундамента из глинистого грунта обычно больше для повышения устойчивости.
Когда речь идет о глинистой почве, лучший фундамент дома будет между фундаментом из буровых столбов или плитным фундаментом. Фундаменты с просверленными опорами будут крепиться глубже в глину для большей структурной устойчивости, в то время как фундаментные плиты на уровне земли борются с тенденцией глинистого грунта к усадке и расширению.
Песок и гравий
Песок и гравий имеют крупные частицы, которые позволяют этому грунту быстро отводить воду (что хорошо для зданий). Удерживание меньшего количества воды означает меньший риск смещения здания и образования структурных и неструктурных трещин. Уплотненный песок и гравий обеспечивают еще большую стабильность и являются отличным вариантом для строительства фундамента.
Со временем песок может смыться. В этих случаях винтовые сваи (также называемые винтовыми анкерами, винтовыми сваями или винтовыми анкерами) являются подходящим методом фундамента для песчаного грунта.
Скала/коренная порода
Существует множество типов горных пород (песчаник, известняк и т. д.), и все они являются отличным выбором благодаря своей высокой несущей способности (что делает этот тип фундамента идеальным для больших зданий). Коренная порода представляет собой слой горных пород под поверхностным слоем почвы.
В отличие от глины, которая может расширяться и сдвигаться, коренная порода более стабильна и устойчива к воздействию воды. Таким образом, ваше здание с меньшей вероятностью треснет при смещении или оседании. Самое главное при строительстве фундамента на камне — обеспечить ровную поверхность перед началом строительства.
Суглинок
Суглинок является лучшим типом почвы для строительства благодаря идеальному сочетанию ила, песка и глины. Он сочетает в себе лучшее из всех их качеств в идеальном балансе для поддержки фундамента. Суглинок обычно не сдвигается, не расширяется и не сжимается и очень хорошо переносит присутствие воды.
Единственным потенциальным недостатком строительства на суглинке является возможность образования неразложившегося материала, который можно и нужно отфильтровать перед началом строительства.
Торф
Торф часто встречается на болотах и других водно-болотных угодьях и состоит из разлагающейся растительности и/или органического вещества. Он может удерживать большое количество воды и считается очень плохим типом грунта для фундамента из-за того, насколько сильно он может смещаться, и его низкой несущей способности. Вы можете строить на торфяной почве, но здание будет подвержено большому риску появления трещин или других повреждений.
Ил
Как и торф, ил является еще одним плохим вариантом почвы для строительства фундамента из-за его способности длительное время удерживать воду. Это качество заставляет ил смещаться и расширяться, что не обеспечивает зданию никакой поддержки и подвергает его повторяющимся долговременным нагрузкам. Это может привести к повреждению конструкции или отказу. Если возможно, строительство должно осуществляться на более подходящем типе грунта.]
Последствия неучета типа грунта перед строительством
Неправильный выбор типа грунта для вашего проекта может привести к немедленным или будущим проблемам с фундаментом. Убедитесь, что вы понимаете различные характеристики каждого типа почвы и предотвратите возможные повреждения.
Существует несколько факторов, помимо удержания воды, о которых должны знать строители, поэтому очень важно получить мнение эксперта.
Свяжитесь с URETEK, чтобы получить консультацию специалиста по ремонту фундамента в Хьюстоне
Надлежащее знание грунта и опыт работы с фундаментом жизненно важны для структурной целостности и безопасности здания. Если вы обеспокоены тем, что тип грунта, на котором вы строите, приводит к проблемам с фундаментом, URETEK Gulf Coast может помочь.
Свяжитесь с нашей специальной командой экспертов по ремонту фундамента в Хьюстоне сегодня для бесплатной оценки.
Какой тип фундамента подходит для глинистого грунта?
Дома в разных регионах имеют разные потребности. Используемые материалы будут варьироваться в зависимости от типичных температур, влажности и вредителей в регионе. Строители даже учитывают почву, на которой построен дом, прежде чем закладывать фундамент. И на некоторых почвах труднее построить хороший фундамент, чем на других. Глина, например, является сложной почвой для работы. Существует много разных видов глины, и каждый ведет себя по-своему.
Какой тип фундамента подходит для глинистого грунта? Если вы ответите на этот вопрос неправильно, это может иметь разрушительные последствия для вашего дома. Неправильный фундамент поверх глины приводит к различным проблемам с фундаментом, ремонт которых обходится дорого. Поэтому вам нужно знать, что делает глину такой сложной для строительства. Вам нужен совет, который поможет выбрать правильный фундамент для использования на глинистой почве.
Читайте все, что вам нужно знать о строительстве фундаментов из глины.
график бесплатного осмотра
Проблемы с глинистой почвой
Причина, по которой так важно использовать правильную основу на глине, заключается в том, что это очень сложная почва. Он может постоянно меняться в зависимости от погодных условий и состава. Во-первых, есть разные виды глины. Некоторые из них более прочные, чем другие, и это может повлиять на то, насколько хорошо держится фундамент дома. Глина имеет тенденцию сильно расширяться и сжиматься при воздействии влаги. Это движение часто приводит к смещению и растрескиванию фундамента. Очевидно, это проблема всего дома. Некоторые глины можно легко перемещать, оставляя зазоры вокруг фундамента. Затем, когда идет дождь, в эти зазоры попадает вода. Затем эта вода скапливается вокруг фундамента и просачивается в него.
Если вы когда-нибудь задумывались, зачем вашему дому нужны водосточные желоба, то именно поэтому. Это объединение в конечном итоге приведет к просачиванию воды в ваш дом и может даже повредить древесину. Когда ваша древесина гниет, это создает идеальные условия для проникновения плесени и термитов в ваш дом. В некоторых случаях, когда глина движется, полы наклоняются. Это может вызвать проблемы у людей с ограниченными возможностями, которые не могут маневрировать на наклонных полах. И в конечном итоге это приведет к тому, что ваши полы тоже начнут ломаться.
Вот почему так важно иметь прочный фундамент для своего дома. Если с вашим фундаментом что-то не так, это может вызвать проблемы для всего вашего дома.
На что следует обратить внимание:
Поскольку глина может быть очень разной, вы должны тщательно выбирать основу. При выборе фундамента для дома следует учитывать следующие факторы.
Plantlife
Первое, на что следует обратить внимание при выборе основы для размещения поверх глины, это растения. Жизнь растений означает влажность, а это означает, что будут проблемы с расширением и сжатием. Вам необходимо рассмотреть четыре различных сценария.
Во-первых, вокруг фундамента вообще нет растений. В этом случае вам, вероятно, не нужно так сильно беспокоиться о проблеме влажности.
Во-вторых, рядом с фундаментом есть деревья и кустарники. Это означает, что вы должны предпринять шаги, чтобы свести к минимуму возможность расширения и сжатия почвы от влаги. Это может включать создание усиленной траншеи вокруг корневой зоны дерева.
Следующее, что есть намерения посадить деревья или кустарники возле фундамента после его заливки. Этого всегда следует ожидать, так как следующие владельцы дома могут захотеть заняться ландшафтным дизайном, не осознавая его воздействия на их почву. В этом случае будьте готовы принять меры, аналогичные второму сценарию.
И, наконец, вы хотите учесть, что здесь могли быть деревья и кустарники, которые недавно были вырублены. В некоторых случаях вы все же можете использовать усиленную траншею. Но самое важное, что нужно сделать в этом сценарии, — это сделать фундамент максимально длинным и глубоким, чтобы он оставался прочным.
Тип глины
Вам также необходимо учитывать тип глины, на которой вы пытаетесь строить.
Некоторые глины довольно твердые. Эти глины не будут двигаться слишком сильно, поэтому вам не нужно беспокоиться об эрозии. Но они не обязательно достаточно прочны, чтобы выдержать тяжелую бетонную плиту.
Другие глины будут намного мягче. В некоторых случаях они будут больше похожи на песок. Это означает, что о размещении бетонной плиты на этих глинах совершенно не может быть и речи, потому что она сдвинется и осядет.
Это глины, которые больше всего подвержены эрозии. Вы заметите наклон полов или щели вокруг фундамента. Опять же, это не очень хорошие особенности вашего дома.
Типичный климат
В некоторых районах будет больше дождя и влажности, чем в других. Ветер и дождь вызывают наибольшую эрозию почвы в любой местности.
Если глина, на которой вы строите, мягкая, это будет большой проблемой. Слив будет происходить каждый раз, когда идет сильный дождь. Это означает, что высока вероятность того, что вокруг вашего фундамента появятся лужи воды.
Это также означает, что фундаменты склонны к наклону. Помимо повреждения вашего пола, наклон пола означает, что стены в конечном итоге не будут правильно выровнены с крышей.
график бесплатного осмотра
Какой тип фундамента подходит для глинистой почвы?
Все это означает, что вам нужен фундамент, обеспечивающий расстояние в несколько футов между вашим домом и землей. Это означает, что бетонные плиты не будут лучшим вариантом на глинистой почве.
Вам также понадобится что-то открытое, чтобы влага не стала проблемой. Места для ползания имеют тенденцию задерживать воду в них и вызывать проблемы с влажностью. Так что вы, вероятно, не хотите использовать пространство для сканирования для своего фонда.
Итак, какой тип фундамента лучше всего подходит для глины?
Ответ — столбцово-балочный фундамент. Он состоит из толстых деревянных балок, установленных глубоко в землю, называемых опорами. Затем на опоры укладывают балки, чтобы удерживать конструкцию над землей.
Помогает укрепить фундамент вашего дома, предотвращая попадание дождя на почву. Опоры устанавливаются глубоко, так что они упираются в скалу, поэтому вам не нужно беспокоиться о проблемах с затоплением.
Но это не значит, что вам не нужно предпринимать шаги для защиты вашего фонда. Сток воды все еще может скатываться под ваш дом и вызывать эрозию почвы вокруг ваших пирсов. А если это будет происходить непрерывно, то тогда простенки могут начать гнить.
Периодически проверяйте свой фундамент на наличие повреждений, независимо от того, где вы живете и какой у вас фундамент. Это лучший способ избежать необходимости дорогостоящего ремонта в течение очень долгого времени.
В конце концов вашему дому неизбежно понадобится ремонт. Но чем дольше вы сможете поддерживать прочный нынешний фундамент, тем дешевле это будет для вас.
Сколько стоит ремонт фундамента?
Если ваш фундамент поврежден, важно отремонтировать его как можно быстрее. Чем дольше поврежденный фундамент остается в покое, тем больше проблем это может вызвать для остальной части дома.
Стоимость ремонта фундамента зависит от степени повреждения. Чем больше повреждений на вашем фундаменте, тем дороже будет ремонт.
Тип повреждения также может повлиять на стоимость ремонта. Если ваш фундамент поврежден в месте, которое трудно восстановить, то это будет стоить намного больше, чем любое повреждение, которое легко исправить.
Это также может зависеть от типа вашего фундамента. В случае столбчатых и балочных фундаментов, если необходимо заменить опору, то это проще, чем ремонт всей бетонной плиты.
Следует отметить, однако, что независимо от того, какой у вас тип фундамента, вы должны заплатить как минимум пару тысяч долларов. Серьезные проблемы могут стоить домовладельцам до пятидесяти тысяч долларов за ремонт.
Большинство домовладельцев заплатят в среднем около восьми тысяч долларов за ремонт фундамента. Помните, что все это будет зависеть от факторов, связанных с повреждением и конструкцией вашего дома.
Отремонтируйте свой фундамент сегодня
Если ваш фундамент нуждается в ремонте, вы больше не спрашиваете, какой тип фундамента подходит для глинистой почвы. И вам не следует ждать, пока эти проблемы будут устранены.
Вам нужны специалисты, которым вы можете доверять, чтобы починить фундамент. Они должны понимать, что ваш дом является безопасным убежищем для вас и вашей семьи. И они должны быть лучшим ремонтом фундамента в Сан-Антонио и Остине.
В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Теоретическая часть:
Устройство аппарата полуавтоматической сварки
Выбираем газ для сварки полуавтоматом
Проволока для сварки полуавтоматом
Сварка полуавтоматом без газа (флюсовой проволокой)
Практическая часть:
Подготовка аппарата к работе – СБОРКА | Как заправить проволоку в полуавтомат
Настройка полуавтомата для сварки на живом примере
Подготовительный этап и процесс сварки аппаратом
Направление и скорость движения для идеального сварочного шва
Заключение + ВИДЕО
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Сварочный полуавтомат – кратко об устройстве
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример, INMIG 200 SYN). Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например, INMIG 500 DW SYN.
В независимости от вида устройства рабочая комплектация остается стандартной:
Сварочный аппарат
Горелка для сварки полуавтоматом
Баллон с газом и редуктором
Газовый шланг
Кабель с зажимом заземления
Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Выбор газа в зависимости от свариваемого металла
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Обратите внимание на таблицу:
Материал
Газ
Конструкционная сталь
СО2
Конструкционная сталь
CO2 + Ar
Нержавеющая сталь
CO2 + Ar
Легированные стали (низкоуглеродистые )
CO2 + Ar
Алюминий и его сплавы
Ar
ПОЛЕЗНЫЙ СОВЕТ. При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
Связь толщины металла и диаметра проволоки
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С, которая используется для углеродистых и низкоуглеродистых сталей.
С выбором диаметра поможет таблица:
Толщина металла, мм
Диаметр проволоки
1 — 3
0,8
4 — 5
1,0
6 — 8
1,2
Обычной фасовкой для проволоки является 200 или 300 мм.
ВАЖНО!Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Как проводится сварка полуавтоматом без газа
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки. Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
В качестве примера возьмем аппарат FUBAG IRMIG 200 SYN. Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем.
Подготовка аппарата к работе – сборка / установка проволоки
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.
2. Соединяем газовый шланг с редуктором на баллоне.
3. Подключаем газовый шланг к полуавтомату.
4. Подключаем горелку к евроразъему на лицевой панели.
5. Подключаем кабель массы к минусовому разъему.
Установка проволоки в сварочном полуавтомате выполняется следующим образом:
1. Устанавливаем катушку в аппарат и фиксируем положение на оси.
2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
3. Пропускаем проволоку в канавку ролика и протягиваем в направляющую втулку евроразъема примерно на 20 сантиметров.
4. Защелкиваем верхний прижимной ролик
5. Выставляем усилие прижатия.
6. Снимаем сопло горелки.
7. Откручиваем контактный наконечник.
8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.
9. Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
10. Необходимо, чтобы вылет проволоки составлял от 5 до 10 мм, для этого необходимо откусить лишнюю проволоку.
Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.
Настройка аппарата сварочного полуавтомата
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
На редукторе устанавливаем расход газа на 10-12 л/мин — для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
Выбираем на панели тип сварки – MIG SYN
Выбираем газ – смесь аргона и углекислоты
Выбираем диаметр сварочной проволоки – 0,8 мм
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
ПОЛЕЗНЫЙ СОВЕТ. Если предстоят продолжительные швы, то лучше выбрать 4-х тактный – тогда единожды нажав на кнопку пуска на горелке при старте работ, кнопку потом можно отпустить, чтоб рука не уставала. Если предстоят короткие швы, то лучше регулировать старт и стоп кнопкой, выбирая 2-х тактный режим.
5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.
ПОЛЕЗНЫЙ СОВЕТ. В полуавтоматической сварке существует прямая зависимостью между силой тока и скоростью подачи проволоки – чем выше ток, тем выше скорость подачи проволоки и наоборот – чем медленнее подача проволоки, тем ниже сила тока.
Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги — корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке. Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
Толщина металла
Сила тока
Диаметр проволоки
1,5 мм
70 — 80 А
0,8
2,0 мм
90-110 А
0,8
3 мм
120 — 140 А
1,0
4 мм
140-160 А
1,0
5мм
160 — 200 А
1,2
Как проводится сварка полуавтоматом
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ. Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.
Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире. Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Влияние скорости движения горелки на качество шва
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
Как передвигать сварочную горелку во время сварки полуавтоматом?
Существует множество способов движений горелкой для формирования шва:
Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный. К тому же, при таком способе электрическая дуга не проживает металл.
При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки.
Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
Заключение + ВИДЕО
В этом уроке мы затронули, пожалуй, все основные аспекты – от выбора расходных материалов и сборки аппарата до настройки, азов работы с горелкой и швом. Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной. Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Получите 10 самых читаемых статей + подарок!
*
советы для новичка по правильной сварке проволокой
Содержание:
Разные виды полуавтоматической сварки
Как настроить сварочный аппарат для полуавтоматической сварки
Как правильно варить
Несколько слов о выборе полуавтомата для сварки
Сварка полуавтоматом — один из самых известных и популярных методов соединения деталей. Технология несложная даже для новичка, главное — выбрать правильный расходный материал и придерживаться инструкций во время настройки и использования сварочного полуавтомата. Также можно пройти онлайн-обучение, после чего новичок сможет узнать все нюансы работы.
Сваривание металла полуавтоматом намного облегчает работу оператора, проволока подается в автоматическом режиме, мастер выполняет остальные процессы.
Как же правильно выполнять сварку полуавтоматом? Как настроить установку для сварочных работ, и какие техники полуавтоматической сварки существуют? Читайте в нашей статье.
Что нужно для сварки полуавтоматом, какие существуют техники
Сварка полуавтоматом выполняется за счет газа и проволоки из меди, алюминия, толщина которой зависит от типа металла.
Существует три основных вида сварки с использованием полуавтомата. Классифицируются они согласно использованию расходного материала:
в среде инертного газа;
за счет защитного газа;
пользуясь порошковой проволокой.
Сварка полуавтоматом в среде инертного газа — сварка MIG/MAG, которая выполняется металлической проволокой. Скорость авто подачи проволоки нужно устанавливать в зависимости от силы тока. Инверторную сварку лучше всего выполнять в аргоне, что обеспечит надежность, прочность, долговечность сварочного шва.
В качестве защитного газа применяются углекислоты, смесь аргона с гелием. Принцип работы полуавтомата для сварки довольно простой: проволока подается с определенной скоростью, в это же время в само устройство через специальное углубление (сопло) поступает газ. За счет углекислого газа можно с легкостью обработать тонкий металл, толщина которого составляет не больше 0,5 мм, а также более толстый металл. Аргон с гелием используется для сварки толстого низколегированного металла, алюминия, отлично подойдет для сварки чугуна.
Самые популярные сварочные полуавтоматы
ТОП 5
Ваш промокод на скидку
Для прочности сварочных швов необходимо правильно подбирать проволоку. Можно воспользоваться порошковой проволокой, которая применяется для всех типов металлов. К тому же, при использовании порошковой проволоки нет необходимости применять защитную газовую среду. Сварка углекислым газом лучше всего подходит для ремонта кузова автомобиля.
Техника дуговой сварки выполняется в среде газа аргона. Газовое давление нужно регулировать с помощью редуктора, чтобы оно не было слишком большим, и хорошо защищало сварочную ванну. Очень часто, когда давление газа очень высокое, может возникнуть подсос воздуха, из-за чего качественный сварочный шов не получится, и вся работа пойдет насмарку, придется начинать все сначала. Мастеру в этом случае нужно обезопасить себя от брызг, защитить механизмы сварочного аппарата, удалить грязь с поверхности.
Если планируется сварка защитным газом, можно купить баллон качественной газовой смеси в специализированном магазине. Выполнять сварку полуавтоматом можно и без использования какого-либо газа, инертного или защитного. Процесс выполняется с помощью флюсовой проволоки. Устройство составляется из труб, содержащих флюс. Во время работы флюс сгорает, после сгорания флюс образовывает защитный газ.
С помощью дуговой сварки, можно производить любой тип шва, в том числе сделать вертикальный шов. В этом случае сварку нужно выполнять снизу-вверх, направляя горелку немного повыше.
Много советов и нюансов сварки полуавтоматом в статье: «Что такое полуавтоматическая сварка: виды, устройство и принцип работы»
Как настроить полуавтомат
Прежде, чем начать работу на сварочном полуавтомате, желательно пройти теорию обучения. Многие также спрашивают, как настроить аппарат для сварки металлов.
Настройка проходит в несколько этапов:
Регулировка силы сварочного тока, и регулировка давления газа, расход которого зависит от толщины обрабатываемого металла. Сделать так, чтобы эти две величины соответствовали норме, очень просто — в инструкции к каждому устройству есть пункты, в которых указана вся необходимая информация. Стоит заметить, что не стоит выбирать слишком низкое давление, это может привести к медленной работе аппарата и низкому качеству шва.
Настройка подачи проволоки. Она тоже зависит от силы тока и толщины свариваемого металла. Чем больше толщина металла и большой ток, тем скорость проволоки нужно делать больше. В инструкции к каждому полуавтомату так же идет таблица с настройкой ориентировочных режимов.
Настройка силы и напряжения тока. Эти два параметра зависят от мощности аппарата.
Выбор режимов для каждого типа металла. Выбирать режимы стоит на пробной заготовке, в случае необходимости откорректировать полярность, силу тока. Если аппарат настроен правильно, с учетом всех нюансов, получится устойчивая, сварочная дуга. В инструкции есть таблица режимов сварки полуавтоматом, которая поможет начинающему мастеру в подготовке аппарата к работе.
Как варить сварочным полуавтоматом
После настройки аппарата, выбора силы тока, скорости подачи проволочного электрода, сварщик может приступать к работе.
Сначала нужно настроить держатель мундштука, наконечник которого должен находиться в зоне проведения сварки. Нажимая пусковую кнопку, нужно наконечником чиркнуть в месте, где будет проходить сварочный процесс. Делать два действия, нажимать пусковую кнопку и чиркать по металлической заготовке нужно одновременно.
Весь процесс, кроме подачи проволоки, выполняет сварщик, он должен тщательно следить за скоростью ведения наконечника, который должен находиться в правильном положении и при верном наклоне.
О преимуществах полуавтоматической сварки читайте в статье: «Что лучше выбрать: сварочный полуавтомат или инвертор»
Как выбрать полуавтомат
Прежде, чем приступить к выбору сварочного устройства, необходимо проверить параметры электросети, a затем уже выбирать аппарат, ориентируясь на силу тока. Также нужно определиться, для каких именно целей покупается аппарат, какие металлы нужно будет сварить.
Полезная информация о критериях выбора сварочного полуавтомата в статье: «Как выбрать сварочный полуавтомат для дома»
Помимо этого, можно посмотреть разные обучающие видео, которые помогут научиться пользоваться полуавтоматом, изучить основы полуавтоматической сварки. Также необходимую информацию можно найти в Интернете, на Ютуб канале, на специальных сайтах, где предоставлена инструкция пользования сварочным аппаратом.
Поскольку в интернет-магазинах представлено великое множество полуавтоматов для сварки, то для правильного и быстрого выбора можно ориентироваться на топовые модели.
Лучшие аппараты для полуавтоматической сварки в статье: «Рейтинг сварочных полуавтоматов по надежности в Украине — ТОП 7 лучших моделей»
В представленный рейтинг вошли сварочные полуавтоматы от самых надежных производителей. Эти аппараты успешно проявили себя в работе и поэтому продаются лучше всех. Они получили положительные отзывы пользователей, поскольку отличаются надежностью и практичностью.
Если у вас возникли вопросы после прочтения статьи, оставляйте комментарии ниже. Я с радостью на них отвечу!
инженеров Массачусетского технологического института разрабатывают новый способ удаления углекислого газа из воздуха | MIT News
Новый способ удаления углекислого газа из потока воздуха может стать важным инструментом в борьбе с изменением климата. Новая система может работать с газом практически при любом уровне концентрации, вплоть до примерно 400 частей на миллион, присутствующих в настоящее время в атмосфере.
Большинство методов удаления двуокиси углерода из потока газа требуют более высоких концентраций, таких как те, которые обнаруживаются в дымовых выбросах электростанций, работающих на ископаемом топливе. Исследователи говорят, что было разработано несколько вариантов, которые могут работать с низкими концентрациями в воздухе, но новый метод значительно менее энергоемкий и дорогой.
Техника, основанная на пропускании воздуха через стопку заряженных электрохимических пластин, описана в новой статье в журнале Energy and Environmental Science постдока Массачусетского технологического института Саага Воскяна, который разработал эту работу во время работы над докторской диссертацией, и Т. Алан Хаттон, профессор химического машиностроения имени Ральфа Ландау.
Устройство представляет собой большую специализированную батарею, которая поглощает углекислый газ из воздуха (или другого газового потока), проходящего через его электроды, при зарядке, а затем выпускает газ при разрядке. В процессе работы устройство будет просто чередовать зарядку и разрядку, при этом свежий воздух или подаваемый газ продувается через систему во время цикла зарядки, а затем чистый концентрированный углекислый газ выдувается во время разрядки.
По мере зарядки аккумулятора на поверхности каждого из электродов происходит электрохимическая реакция. Они покрыты соединением под названием полиантрахинон, состоящим из углеродных нанотрубок. Электроды имеют естественное сродство к углекислому газу и легко реагируют с его молекулами в воздушном потоке или сырьевом газе, даже если он присутствует в очень низких концентрациях. Обратная реакция происходит при разрядке батареи — во время которой устройство может обеспечить часть мощности, необходимой для всей системы, — и при этом выбрасывается поток чистого углекислого газа. Вся система работает при комнатной температуре и нормальном давлении воздуха.
«Самым большим преимуществом этой технологии по сравнению с большинством других технологий улавливания или поглощения углерода является бинарный характер сродства адсорбента к диоксиду углерода», — объясняет Воскиан. Другими словами, материал электрода по своей природе «имеет либо высокое сродство, либо вообще не имеет сродства», в зависимости от состояния зарядки или разрядки аккумулятора. Другие реакции, используемые для улавливания углерода, требуют промежуточных стадий химической обработки или ввода значительной энергии, такой как тепло или перепады давления.
«Это бинарное сродство позволяет улавливать углекислый газ любой концентрации, включая 400 частей на миллион, и позволяет высвобождать его в любой поток носителя, включая 100-процентный CO 2 », — говорит Воскиан. То есть, когда любой газ проходит через пакет этих плоских электрохимических элементов, на этапе выпуска захваченный углекислый газ будет унесен вместе с ним. Например, если желаемым конечным продуктом является чистый диоксид углерода для газирования напитков, то поток чистого газа можно продувать через пластины. Затем захваченный газ сбрасывается с пластин и поступает в поток.
На некоторых заводах по розливу безалкогольных напитков ископаемое топливо сжигается для получения углекислого газа, необходимого для шипения напитков. Точно так же некоторые фермеры сжигают природный газ для производства углекислого газа, которым питаются растения в теплицах. По словам Воскиана, новая система может устранить потребность в ископаемом топливе в этих приложениях и в процессе фактически убрать парниковые газы прямо из воздуха. В качестве альтернативы поток чистого диоксида углерода может быть сжат и введен под землю для долгосрочного захоронения или даже превращен в топливо с помощью ряда химических и электрохимических процессов.
Процесс, который эта система использует для улавливания и выделения углекислого газа, является «революционным», говорит он. «Все это происходит в условиях окружающей среды — нет необходимости в тепловом, атмосферном или химическом воздействии. Именно эти очень тонкие листы с обеими активными поверхностями можно сложить в коробку и подключить к источнику электричества».
«В моих лабораториях мы стремились разработать новые технологии для решения ряда экологических проблем, которые позволяют избежать необходимости в источниках тепловой энергии, изменениях давления в системе или добавлении химикатов для завершения циклов разделения и выпуска», Хаттон говорит. «Эта технология улавливания диоксида углерода является наглядной демонстрацией возможностей электрохимических подходов, которые требуют лишь небольших колебаний напряжения для разделения».
На действующей установке — например, на электростанции, где выхлопные газы производятся непрерывно — два набора таких блоков электрохимических элементов могут быть установлены рядом друг с другом для параллельной работы, при этом дымовые газы направляются сначала на один комплект для улавливания углерода, затем перенаправляется на второй комплект, в то время как первый комплект переходит в цикл сброса. Чередуя вперед и назад, система всегда могла одновременно улавливать и выпускать газ. В лаборатории команда доказала, что система может выдержать не менее 7000 циклов зарядки-разрядки с 30-процентной потерей эффективности за это время. По оценкам исследователей, они могут легко увеличить это число до 20 000–50 000 циклов.
Сами электроды могут быть изготовлены стандартными методами химической обработки. Хотя сегодня это делается в лабораторных условиях, его можно адаптировать, чтобы в конечном итоге их можно было производить в больших количествах с помощью производственного процесса с рулона на рулон, аналогичного газетному печатному станку, говорит Воскян. «Мы разработали очень экономичные методы», — говорит он, оценивая, что их можно производить примерно за десятки долларов за квадратный метр электрода.
По сравнению с другими существующими технологиями улавливания углерода, эта система довольно энергоэффективна, постоянно потребляя около одного гигаджоуля энергии на тонну улавливаемого углекислого газа. По словам Воскиана, другие существующие методы потребляют от 1 до 10 гигаджоулей на тонну энергии в зависимости от концентрации углекислого газа на входе.
Исследователи создали компанию под названием Verdox для коммерциализации процесса и надеются разработать экспериментальную установку в ближайшие несколько лет, говорит он. И систему очень легко масштабировать, говорит он: «Если вам нужна большая мощность, вам просто нужно сделать больше электродов».
Эта работа была поддержана грантом посевного фонда MIT Energy Initiative и Eni S.p.A.
Углекислый газ | Жизненно важные показатели – изменение климата: жизненно важные признаки планеты
ПОСЛЕДНИЕ ИЗМЕРЕНИЯ:
ПОСЛЕДНЯЯ СРЕДНЕГОДОВАЯ АНОМАЛИЯ:
сентябрь 2022 г.
419 частей на миллион
Ключевой вывод:
Углекислый газ в атмосфере нагревает планету, вызывая изменение климата. Деятельность человека увеличила содержание углекислого газа в атмосфере на 50% менее чем за 200 лет.
Углекислый газ (CO 2 ) является важным улавливающим тепло газом или парниковым газом, который образуется в результате добычи и сжигания ископаемого топлива (например, угля, нефти и природного газа), лесных пожаров и природных процессов. как извержения вулканов. На первом графике показан атмосферный CO 2 уровней, измеренных в обсерватории Мауна-Лоа, Гавайи, в последние годы, без учета естественных сезонных изменений. На втором графике показаны уровни CO 2 во время последних трех ледниковых циклов Земли, захваченные пузырьками воздуха, попавшими в ледяные щиты и ледники.
С начала индустриальных времен (в 18 веке) деятельность человека повысила содержание CO 2 в атмосфере на 50 %, то есть количество CO 2 сейчас составляет 150 % от его значения в 1750 году. Это больше, чем что естественным образом произошло в конце последнего ледникового периода 20 000 лет назад.
На анимированной карте показано, как менялся глобальный уровень углекислого газа с течением времени. Обратите внимание, как карта меняет цвет по мере того, как количество CO 2 возрастает с 365 частей на миллион (частей на миллион) в 2002 году до более чем 400 частей на миллион в настоящее время. («Части на миллион» относятся к количеству молекул углекислого газа на миллион молекул сухого воздуха.) Эти измерения взяты из средней тропосферы, слоя земной атмосферы, который находится на высоте от 8 до 12 километров (примерно от 5 до 7 миль) над уровнем моря. земля.
Подробнее:
NASA’s Climate Kids: Доклад о здоровье планеты
Миссии по наблюдению за CO
2
Инфракрасный зонд атмосферы (AIRS)
Орбитальная углеродная обсерватория (OCO-2)
Орбитальная углеродная обсерватория (OCO-3)
ПРЯМЫЕ ИЗМЕРЕНИЯ: 2005-НАСТОЯЩЕЕ ВРЕМЯ
Источник данных: Ежемесячные измерения (средний сезонный цикл удален). Кредит: NOAA
Нажмите и перетащите, чтобы увеличить
Сброс
Получить данные:
HTTPS
| Снимок: PNG
ПРОКСИ (КОСВЕННЫЕ) ИЗМЕРЕНИЯ
Источник данных: Реконструкция по ледяным кернам. Кредит: NOAA
Временные ряды: 2002-2022 гг.
Источник данных: Инфракрасный зонд атмосферы (AIRS). Авторы и права: НАСА
Газовый резак: устройство, виды, особенности выбора
Современный газовый резак представляет собой специальное устройство для быстрого резания разных видов сталей (обычно углеродистых и низколегированных). Процесс раскроя заключается в расплавлении металла под воздействием струи чистого кислорода с последующим выдуванием образовавшихся окислов из зоны реза этой же струей.
Устройство и конструктивные особенности
Газокислородный резак служит для смешения смеси на основе горючего (ацетилен, пропан) и режущего газов (кислород) с целью получения режущей струи.
Конструктивно газовый резак для раскроя металла состоит из таких элементов:
специальная головка с двумя сменными мундштуками;
трубки для подачи кислорода и газа;
смесительная камера для образования смеси горючего и режущего газов;
3 вентиля – для горючего газа, подачи и регулировки количества подаваемого кислорода;
рукоятка.
Это основные компоненты инструмента для газокислородной резки, поскольку его конструкция имеет множество других составляющих.
Рисунок 1. Схема газокислородного резака
Газовый резак по металлу: виды
Инструмент классифицируется по разным признакам, но основными из них считаются тип используемого горючего газа и принцип смешивания газа с кислородом. Также они подразделяются по назначению (универсальные и специальные) и типу резания (разделительная, поверхностная, кислородно-флюсовая).
По способу смешения газа и кислорода резаки бывают таких видов:
Инжекторные – оборудованы внутрисопловым смешением газов, что обеспечивает высокую надежность и безопасность работы устройств. Это обусловлено тем, что газы проходят раздельно на всем протяжении каналов и смешиваются в горючую смесь в специальной смесительной камере.
Фото 2. Внешний вид инжекторной газокислородной горелки
Безинжекторные – конструкция не предполагает наличия смесительной камеры. Кислород подводится по двум трубкам, газ – по третьей. Смешиваются они внутри головки. Такой инструмент требует значительно большего давления горячего газа по сравнению с инжекторным.
Фото 3. Внешний вид безинжекторного газового резака
По используемому горючему газу резаки бывают пропановые, ацетиленовые и универсальные.
Ацетиленовый
В качестве рабочего газа выступает ацетилен, обеспечивающий высокую температуру пламени (в пределах 3300 °C). Применяется для раскроя металлических заготовок большой толщины, оснащается дополнительными вентилями для настройки высокой скорости подачи газа.
Пропановый
Рассчитан на применение пропана в качестве режущего газа. Отличаются более высокой надежностью и длительным сроком службы, безопасны в эксплуатации.
Газовый резак универсальный
Универсальный инструмент обеспечивает возможность использования горючего газа разных видов. При этом они не намного дороже классического ацетиленового или пропанового резака.
Преимущества и недостатки
Любой инструмент имеет свои плюсы и минусы, резак газовый – не исключение. Среди преимуществ современных устройств с внутрисопловым смешением газов нужно отметить:
Относительно большая толщина разрезаемого металла – до 300 мм в зависимости от модификации и рабочих параметров (используемого газа и давления кислорода).
Стабильное горение пламени без хлопков и обратных ударов.
Возможность резки сталей в любом направлении, независимо от толщины.
Высокая производительность.
Простота обслуживания и продолжительный срок службы.
Фото 4. Процесс газокислородной резки
Однако недостатков у него не меньше:
В результате сильного нагрева вырезаемые детали могут деформироваться (особенно из тонколистового металла).
Достаточно большая ширина реза, что требует соблюдения определенных припусков при разметочных работах.
Невысокое качество реза – кромки неровные с окислами и окалиной. Поэтому перед сварочными или другими работами требуется предварительная обработка кромок.
Довольно высокая себестоимость процесса газокислородной резки.
Особенности выбора
Чтобы избежать ошибок, перед покупкой газового резака важно ознакомиться с некоторыми конструктивными особенностями устройства. Это позволит понять, на какие первостепенные факторы нужно обращать внимание при его выборе.
Правила выбора:
Ниппели – производятся из латуни и алюминия, первые считаются более долговечными.
Мундштуки – наружный обычно изготавливается из хромистой бронзы или чистой меди (отличается красноватым оттенком). Для ацетиленовых устройств внутренний тоже желательно, чтобы был медным, для других – допускается применение латунных аналогов.
Соединительные трубки – делаются из латуни. При этом на них не должно быть декоративного покрытия, которое может скрывать мелкие дефекты.
Вентильные шпиндели – из нержавейки, латунные отличаются малым сроком службы.
Рукоять – лучшим материалом считается алюминий, пластик менее износостойкий. Ее размер должен быть не менее 40 мм, чтобы был удобный обхват.
Длина резака – для резки металла больших толщин, а также окрашенных или замасленных материалов лучше выбирать устройства размером до 1000 мм. В остальных случаях можно покупать горелки 500 мм.
Фото 5. Основные расходники к газовым резакам
Также при покупке рекомендуется взять инструмент в руки и проверить его на удобство использования. От этого напрямую зависит производительность и время работы мастера резаком без усталости.
Правильная настройка газового резака
Перед началом работы с новым газовым резаком по металлу нужно правильно подключить и проверить работоспособность инструмента. Непосредственно настройка устройства выполняется производителем в заводских условиях и является финишным этапом его сборки. Самостоятельное вмешательство в конструкцию горелки запрещается.
Последовательность работ:
Изучить инструкцию по эксплуатации и выполнить все пункты согласно предписанию завода-изготовителя.
Подключить устройство к баллонам с горючим и режущим газами. При этом они должны быть оборудованы редукторами: кислородный – синим, пропановый – красным. Резиновые шланги подачи газа накручиваются по резьбе редукторов и стягиваются хомутами.
Проверить целостность инструмента, наличие всех прокладок, отсутствие масляных следов возле кислородного вентиля.
Настроить подачу газа и кислорода, продуть шланги. При работе с ацетиленом вентиль подачи открыть на 1 оборот, при этом давление вещества должно быть до 1 атм., но лучше выставлять – 0,54 атм. Для продувки надо открыть вентиль на резаке, а после изменения звука – закрыть. При настройке подачи кислорода давление выставляется в размере 2 атм. Затем продуваются шланги с помощью вентилей на редукторе и резаке.
Также следует помнить, что запрещается менять шланги для подачи кислорода и пропана (ацетилена) между собой, продувать шланг для пропана (ацетилена) кислородом.
Фото 6. Процесс разделительного резания толстого металлопроката газовым резаком
Подготовка инструмента к работе
Перед работой необходимо правильно подготовить резак газовый. Процесс подготовки состоит из нескольких этапов, которые минимизируют риски выхода инструмента из строя, получения травм:
Осмотр баллонов, резиновых шлангов для подачи горючего и режущего газов, соединительных и крепежных элементов, горелки на наличие дефектов или повреждений.
Проверка всех соединений на предмет утечки газа.
Ревизия состояния уплотнителей – при наличии трещин они меняют форму и требуют немедленной замены.
При работе с инжекторными резаками также надо проверить правильность их работы. Это выполняется до момента подсоединения шланга подачи горючего газа. Изначально к соответствующему штуцеру на горелке подключается кислородный рукав, открывается вентиль на редукторе баллона с кислородом. Затем на резаке открываются вентили подачи кислорода и горючего газа – если прислонить палец к штуцеру горючего газа, его «засасывать». В этом случае инжекция исправна.
Инструкция по применению
Технология резки предполагает изначальную установку соотношения кислорода и пропана в размере 1 к 10 – т. е. при давлении кислорода 6 атм. давление горючего газа выставляется в пределах 0,6 атм.
Открытие и закрытие подачи газа выполняется в строгой последовательности:
Открываются на 0,5 оборота вентили кислорода и горючего газа (строго в такой поочередности).
Поджигается горючая смесь.
Факел подносится к разрезаемому металлу и путем открытия вентиля добавляется подача кислорода до момента появления режущей струи.
После окончания работ изначально перекрывается подача горючего газа, а затем – кислорода.
Рисунок 7. Схема процесса кислородной резки металла
Техника резки после поджига факела предполагает необходимость разогрева участка металла в зоне реза. При покраснении разогретого участка подачу кислорода можно еще немного увеличить. После полного прорезания заготовки горелка перемещается вдоль линии реза. Скорость перемещения резака зависит от толщины разрезаемого металлопроката рабочих характеристик процесса, поэтому определяется индивидуально.
Газовый резак своими руками
Мини-горелку для мелких работ (например, плавки и резки медных проводов) можно изготовить и самостоятельно. Для этого понадобится:
2 большие капельницы;
баллончик с газом для заправки обычных зажигалок;
игла, используемая для накачивания мячей;
ниппель;
компрессор;
аквариумный насос;
медный провод;
паяльник с расходниками;
надфиль.
Инструкция по сборке:
Игла от капельницы сгибается под углом примерно 60°, острый конец затачивается.
В боковой части иглы для мячей делается отверстие, в которое пропускается согнутая игла от капельницы с выступом конца примерно на 2 мм.
Оставшееся отверстие обматывается медной проволокой и хорошо запаивается.
На окончаниях игл крепятся трубки из капельниц.
К толстой игле подводится газовый баллончик, к тонкой – компрессор.
Фото. Внешний вид самодельного мини-резака
Регулирование подачи газа выполняется пластиковыми перемычками, установленными на трубках от капельниц.
Советы специалистов по работе с резаком
Опытные резчики советуют всегда пользоваться качественными средствами индивидуальной защиты:
специальные очки;
перчатки (рукавицы), куртка и штаны с огнеупорными свойствами;
специальная рабочая обувь.
Рабочее место тоже должно быть правильно обустроено. Расположение баллонов с газами – на расстоянии 5 м от проведения огневых работ. Мастерская должна хорошо проветриваться, пол – бетонный или земляной. Пламя газокислородной горелки должно располагаться фронтально относительно рукавов подачи газа. Шланги не должны мешать проведению работ.
Также важно иметь в наличии вспомогательный инструмент и приспособления для разметочных работ – карандаш (мел), рулетка, угольник, линейка. Для поджига пламени понадобится специальная зажигалка, которая у резчика должна быть всегда под рукой.
По окончанию работ нужно внимательно осмотреть рабочее место, чтобы случайно не наступить на кусок расплавленного металла, который способен прожечь даже толстую подошву ботинок. Вырезанные заготовки металла обычно оставляют остывать в естественных условиях, но при необходимости допускается принудительное охлаждение водой – это надо выполнять аккуратно, чтобы горячие брызги не попали на кожу.
Механизированные и газовые резаки HARRIS, мундштуки для механизированной резки. Пропан-бутановая резка
Модель 198 газового резака
Механические резаки Harris широко используются в раскройных машинах и автоматизированных устройствах для резки металла. Резаки выпускаются в диапазоне длины от 6.5 см до 46 см и диметра 28-38мм. Резаки могут оснащаться ручными газовыми вентилями, а также использоваться в системах автоматического управления подачей газа. Основные компоненты такие же как и в ручных резаках.
Отличие составляет специально разработанный для механизированной резки мундштук 6290VVC, обеспечивающий более высокую скорость реза по сравнению с 6290NX и NFF.
Характеристики:
Известен во всем мире как лучший резак на пропане, бутане или природном газе.
Универсальный инжектор малого давления для максимальной экономии газа.
Латунная голова.
Резка металла до 380 мм
На резаки 198 модели для всех диаметров части универсальны.
Ацетиленовые
Пропановые
Кол-во шлангов
Диаметр O ( мм )
Длина ( мм )
198-2
2
32
250
198-2/30
2
30
250
198-2/35
2
35
250
198-2T
3
32
250
198-2T/30
3
30
250
198-2T/35
3
35
250
198-2TA
3
32
460
Кол-во шлангов
Диаметр O ( мм )
Длина ( мм )
198-2F
2
32
250
198-2F/30
2
30
250
198-2F/35
2
35
250
198-2TF
3
32
250
198-2TF/30
3
30
250
198-2TF/35
3
35
250
198-2TAF
3
32
460
Модель 133 газового резака
Характеристики:
Компактный резак c возможностью резки металла до 200мм.
Ацетиленовые
Пропановые
Кол-во шлангов
Диаметр O ( мм )
Длина ( мм )
133-2
3
30
65
133-2V
3
30
65
133-2/28
3
28
65
133-2V/28
3
28
65
Кол-во шлангов
Диаметр O ( мм )
Длина ( мм )
133- 2F
3
30
65
133- 2FV
3
30
65
133-2F/28
3
28
65
133-2FV/28
3
28
65
Мундштук для механизированной резки.
Ацетиленовая резка.
Характеристики:
6290VAX: Мундштук механизир. высокоскоростной 2 компонента, до 200мм.
? мундштука
Резка толщин ( мм )
Скорость резки ( мм/мин )
Давление кислорода
Давление ацетилена (bar)
на подогрев (bar)
на резку (bar)
1VAX
0-8
650
0.7
2.5-4.0
MIN 0.015
2VAX
8-15
600
0.7
5.0
MIN 0.015
3VAX
15-35
550
0.7
7.0
MIN 0.015
4VAX
35-75
450
0.7
7.0
MIN 0.015
5VAX
75-150
300
0. 7
7.0
MIN 0.015
6VAX
150-200
150
0.7
6.5
MIN 0.015
Мундштук для механизированной резки. Пропан-бутановая резка
Характеристики:
6290-VVC: Мундштук механизир. высокоскоростной 2 компонента, до 250мм
6290-NH: Мундштук механизир. высокоскоростной 2 компонента, от 225 до 380мм
? мундштука
Резка толщин ( мм )
Скорость резки ( мм/мин )
Давление кислорода
Давление пропана (bar)
на подогрев (bar)
на резку (bar)
5/0VVC
1-4
750
0.4
3.0
MIN 0,015
4/0VVC
4-6
700
0. 5
3.0
MIN 0,015
3/0VVC
6-9
650
0.7
5.0
MIN 0,015
00VVC
9-12,5
630
0.7
5.0
MIN 0,015
0VVC
12.5-20
600
0.7
6.0
MIN 0,015
01/2VVC
20-35
550
0.7
7.0
MIN 0,015
1VVC
35-50
480
0.7
7.0
MIN 0,015
1VVC
50-60
400
0.7
7.0
MIN 0,015
11/2VVC
60-75
310
0.7
7.0
MIN 0,015
2VVC
75-100
280
0. 7
7.0
MIN 0,015
2VVC
100-125
240
0.7
7.0
MIN 0,015
21/2VVC
125-150
200
0.7
7.0
MIN 0,015
3VVC
150-175
180
0.7
7.0
MIN 0,015
4VVC
175-200
180
0.7
7.0
MIN 0,015
5VVC
200-225
150
0.7
6.0
MIN 0,015
51/2VVC
225-250
130
0.7
6.0
MIN 0,015
5NH
225-250
130
0.7
4.0
MIN 0,015
6NH
250-275
130
0. 7
4.0
MIN 0,015
7NH
275-300
120
0.7
4.0
MIN 0,015
8NH
300-380
110
0.7
4.0
MIN 0,015
Мундштук для механизированной резки. OXY-MAPP/SPECIALTY GAS (метилацетилен пропандиен)
Характеристики:
6290-VPM : Мундштук механизир. высокоскоростной 2 компонента, до 200мм
6290-NHM : Мундштук механизир. высокоскоростной 2 компонента, от 200 до 300мм
Тип мундштука
Резка толщин ( мм )
Скорость резки ( мм/мин )
Давление кислорода
Давление пропана (bar)
на подогрев (bar)
на резку (bar)
0VPM
1-4
750
0. 5
3.0
MIN 0,015
1VPM
4-8
700
0.5
3.0
MIN 0,015
2VPM
8-15
620
0.5
5.0
MIN 0,015
3VPM
15-35
550
0.5
7.0
MIN 0,015
4VPM
35-75
450
0.7
7.0
MIN 0,015
5VPM
75-150
250
0.7
7.0
MIN 0,015
6VPM
150-200
150
0.7
7.0
MIN 0,015
7NHM
200-300
125
0.7
4.0
MIN 0,015
Металлические и стальные режущие инструменты для продажи через Интернет
Металлорежущие инструменты для механической обработки и формовки деталей
Металлорежущие инструменты необходимы на любой строительной площадке. От ранних стадий проекта до окончательной установки резцы по металлу можно использовать для создания мелких деталей, таких как гайки и болты, или более сложных форм, таких как оконные панели.
Фрезы для станков делятся на три типа: одноточечные, многоточечные и абразивные. Одноточечные режущие инструменты делают именно это. Существует единственная точка контакта, например, когда ленточная пила врезается в деталь.
Многолезвийный режущий инструмент использует несколько поверхностей для выполнения разреза. Когда вы исследуете сверло или развертку, например, вы можете увидеть, что спираль имеет несколько точек или канавок. При повороте на станке режущий инструмент соприкасается с деталью во многих разных точках.
Абразивные режущие инструменты, режущие трением высокоскоростного прядения, например, на настольном шлифовальном станке. Когда колесо трется о деталь, материал изнашивается.
Ручные металлорежущие инструменты
Когда дело доходит до резки металла, вы можете использовать несколько инструментов. Чтобы максимизировать вашу эффективность при поиске идеального инструмента для вашего проекта, режущие инструменты для слесарных работ могут быть дополнительно организованы по категориям в зависимости от области применения и конструкции.
Зенковки и зенковки
Вы можете расширить отверстие с помощью наших зенковок и зенкеров. Они образуют полости с плоским и коническим дном, соответственно, чтобы винт мог входить в отверстие заподлицо.
Фрезы и сверла
С помощью наших резаков по металлу вы можете резать все, от арматуры до прокладок и труб. В качестве альтернативы, если вам нужно сверлить, вы можете найти шлифовальные приспособления, сверлильные индексы и быстросменные отвертки.
Фрезы
Наши фрезы эффективны, просты в использовании и долговечны. Фактически, мы создали себе репутацию лидеров отрасли, предлагая клиентам только самые надежные фрезы для продажи.
Пилы и полотна
Если вам нужен более обычный режущий инструмент, это именно та категория, которую вы ищете. От прецизионных ручек для ножей и универсальных ножей до высокопрочных ножовок и полотен для ювелирных пил — у нас есть то, что вам нужно в пилах и полотнах.
Найдите самые прочные металлорежущие инструменты в Penn Tool Co.
Небольшие металлорежущие инструменты необходимы для механической обработки и формовки деталей. Без этих инструментов металлообрабатывающая промышленность практически не существовала бы.
Фактически, Уоррен Баффет, один из самых умных инвесторов нашего времени, купил компанию по производству режущих инструментов в 2006 году. Режущие инструменты настолько важны для производства в Соединенных Штатах, что этот бизнес стал одной из крупнейших инвестиций в портфеле Баффета.
Проще говоря, режущие инструменты — это не шутки. Сегодня они являются одними из самых ценных инструментов, доступных производителям. Однако, поскольку они ценны, вы заслуживаете надежного и знающего поставщика.
В Penn Tool Co. мы так же увлечены станкостроением, как и опытны. Мы рады любой возможности передать идеальные инструменты в нужные руки. Если вы хотите узнать больше о наших высококачественных и долговечных инструментах для машинной резки, свяжитесь с нашей командой сегодня.
Металлорежущие фрезы — Grainger Industrial Supply
42 изделия
Эти фрезы используются для обработки заготовок из стали и стальных сплавов, например, для вырезания отверстий в электрических панелях. Их также можно использовать на нержавеющей стали, алюминии и других мягких сплавах. Кольцевые фрезы имеют полый центр и ряд режущих зубьев, аналогичных зубьям циркулярной пилы. Они вырезают отверстия, удаляя часть материала, оставляя сердцевину целой. Это ускоряет сверление и позволяет делать отверстия большего размера с помощью ручной дрели, чем это возможно с помощью стандартного сверла.
Эти фрезы используются для обработки деталей из стали и стальных сплавов, например, для вырезания отверстий в электрических панелях. Их также можно использовать на нержавеющей стали, алюминии и других мягких сплавах. Кольцевые фрезы имеют полый центр и ряд режущих зубьев, аналогичных зубьям циркулярной пилы. Они вырезают отверстия, удаляя часть материала, оставляя сердцевину целой. Это ускоряет сверление и позволяет делать отверстия большего размера с помощью ручной дрели, чем это возможно с помощью стандартного сверла.
Нержавеющая сталь уже более ста лет исправно служит человечеству, застрагивая все сферы жизни каждого из нас. Из этого материала создают болты, крепежи, баки, арматуру, консервные банки, инструменты и многое другое. А для того, чтобы изготовить или починить необходимые детали, чаще всего применяется ручная дуговая сварка нержавейки электродом при помощи инвертора. Об особенностях метода, достоинствах и недочетах, а также «сюрпризах», которые могут ожидать новичков, в ходе ММА сварки подробно читайте в нашей статье.
Содержание
В чем заключается суть метода сварки нержавейки обычным электродом
Где применяется РДС нержавеющей стали
Очевидные плюсы и минусы метода РДС нержавейки
Можно ли сваривать нержавейку электродом в бытовых условиях
Что нужно для сварки нержавейки методом MMA
Какие виды металлов можно сваривать с нержавейкой электродом
Какими электроды использовать для ручной дуговой сварки нержавейки
Какие модели сварочных инверторов подойдут для сварки нержавейки электродом
Особенности и полезные советы
Обработка нержавеющей стали после сварки электродом
Что представляет собой метод сварки нержавеющей стали электродом с применением РДС инвертора?
РДС нержавейки электродом – процесс, при котором расплавляющееся в ходе плавления стержня покрытие электрода создает газошлаковую защиту. Эта корка из шлаков, изолирующая зону дуги и сварочную ванну от окружающего воздуха (кислород, содержащийся в воздухе, стремительно окисляет расплавленный металл и значительно уменьшает качество сварки). Сварное соединение возникает благодаря расплавленному металлу детали и металлу электродного стержня (и металлу из покрытия электрода). В международной практике кратко подобную технологию именуют сваркой ММА (Manual Metal Arc).
Где чаще всего применяется метод РДС сварки?
Применять сварку нержавеющей стали инвертором можно во всех пространственных положениях, но качественные вертикальные швы проложить сможет не каждый опытный сварщик.
Ручная дуговая сварка покрытыми электродами рационально применяется для коротких швов, в мелкосерийном производстве деталей. На монтаже металлоконструкций использование данной технологии сварки рекомендовано при небольшом объеме работ.
РДС нержавейки покрытыми электродами нашла применение для осуществления прихваток при сборке конструкций под сварку и при необходимости исправления дефектов на небольших участках шва.
Подобным методом может производиться и наплавка.
Вывод: Таким образом, ММА сварка чаще применяется при небольших объемах производств и в личных бытовых целях, к методу прибегают для сварки труб, металлоконструкций, емкостей или баков из нержавейки и других изделий на дачах, в гаражах и т. д.
Плюсы и минусы метода
Если сравнивать с другими способами сваривания, такими как сварка ТИГ, сварка в защитных газах плавящимся электродом МИГ/МАГ, сварка под флюсом, ручная сварка нержавейки ММА имеет следующие преимущества:
оборудование для сварки этим методом является простым, недорогим и по большей части компактным;
РДС используется для сваривания большинства черных и цветных металлов и различных сплавов практически любой толщины;
не нужно использовать дополнительную флюсовую или газовую защиту;
этот способ сварки подходит для труднодоступных областей из-за небольших габаритов отдельных моделей сварочных инверторов;
К недочетам этого метода относятся:
необходимость избавления от шлака после создания шва;
по причине того, что сварочный ток постоянно протекает по всей длине электрода, необходимо ограничивать максимально допустимый ток из-за проблемы перегрева электрода и разрушения покрытия;
медленная скорость сварки.
Вывод: Преимуществ метода не много, но все они заключаются в простоте ММА сварки и ее универсальности, которая делает технологию такой популярной.
Как варить нержавейку инвертором в бытовых условиях и возможно ли это?
Многие интересуются, можно ли варить нержавейку инвертором в домашних условиях, и на что стоит обращать особое внимание.
Перед тем как приступать к сварке изделий из нержавейки, требуется тщательно обработать и подготовить поверхности к дальнейшей работе. Процесс предварительной обработки является идентичным тому, который проводится с низкоуглеродистыми сталями:
очищается поверхность изделия от загрязнений,
кромки и поверхность обрабатываются растворителем (бензином или ацетоном), подобная обработка даст возможность избавиться от жира, наличие которого ведет к ухудшению стабильности дуги,
свариваемая поверхность обрабатывается средством от налипания брызг.
Отличие состоит в том, что сварной стык должен обладать зазором, способным обеспечить оптимальную усадку.
Нержавейку сваривают на токе обратной полярности. При осуществлении работ нужно стараться меньше проплавлять шов.
Большие по диаметру электроды, как правило, не применяются. Необходимость их использования появляется лишь при сварке толстых поверхностей. Подобрать электрод для металлов разных толщин, в том числе и тонколистовой стали, можно, воспользовавшись таблицей 1, представленной ниже. Не правильно выбранный электрод станет причиной плохой герметичности шва, в нем будут образовываться микротрещины, раковины и поры. Они получаются из-за вскипания металла.
При варке нержавейки ток должен быть на 20% ниже, чем для варки низколегированных сталей. Для инвертора, применяемого в быту и частном строительстве, хватит диапазона 60-160 А. Плавная регулировка даст возможность точнее подобрать ток сварки и улучшить качество шва. Оптимальные значения сварочного тока имеются в таблице 1 и обусловлены толщиной свариваемого материала.
После образования шва нужно выполнить процедуру охлаждения для сохранения устойчивости высоколегированной стали к воздействию коррозийных процессов. Охлаждение осуществляется с использованием медных прокладок. В случае с аустенитной сталью возможно охлаждение с использованием воды.
Вывод: Таким образом, сварка нержавеющей стали требует от исполнителя определенного опыта и навыков, а также знаний соотношения толщины металла, значений силы тока и диаметра электрода. Сразу рассчитывать новичку на идеальный результат не приходится.
Что нужно для того, чтобы сваривать нержавейку инвертором?
Для самостоятельной сварки нержавейки инвертором вам понадобится следующее:
сварочный инвертор;
электроды;
растворитель;
стальная щетка;
защитные средства: маска, перчатки, костюм.
Необходимыми составляющими являются зажимы типа «крокодил» для заземления, электрододержатели, а также силовой и кабель для заземления. Иногда эти компоненты идут сразу в комплекте с инвертором, но чаще всего их приходиться докупать. Оптимальная длина кабелей должна быть не менее 2-х метров.
Многие спрашивают, какими электродами варить нержавейку. Важным условием для того, чтобы процесс сварки удался, является выбор оптимального соотношения толщины металла и используемого электрода.
Таблица 1.
Толщина свариваемого металла, мм
1-3
3-4
4-5
5-6
6-8
8-10
12-15
15-18
Рекомендованные значения сварочного тока, А
20-60
50-90
60-100
80-120
110-150
140-180
180-220
220-260
Диаметр сварочного электрода, мм
1,0-1,5
1,6-2,0
2,0-2,4
2,5-3,1
3,2-3,9
4,0-4,9
5,0-5,9
6,0 и более
Какие типы металлов (стали) можно сваривать с нержавейкой инвертором и особенности сварки таких металлов?
Ручная дуговая сварка нержавейки инвертором представляет собой универсальный технологический процесс, используемый для сваривания цветных и черных металлов и различных сплавов любой толщины (от 1 мм до 100 мм), но, как правило, диапазон толщин колеблется в границах от 3 до 20 мм.
При определенных условиях работы конструкции, а также при использовании электродов конкретных марок, можно сваривать разные группы нержавеющих сталей: жаропрочные, коррозионно-стойкие и жаростойкие стали. Значения для наиболее часто свариваемой нержавейки — аустенитных сталей представлены в таблице.
Таблица 2.
Марка стали
Условия работы
Марка электрода
Тип электрода
Содержание α фазы (%) и структура шва
Жаропрочные стали
Х25Н38ВТ
ХН75МБТЮ
Высокая температура
ЭА-981-15
Э-09Х15Н25М6Г2Ф
Аустенитная
20Х20Х14С2
20Х25Н20С2
30Х18Н25С2
Температуры до 900-1100°С Температура до 1050°С; жаростойкость и жаропрочность
ОЗЛ ОЗЛ-9-1
Э-12Х24Н14С2
Э-28Х24Н16Г6
3-10 % Аустенитно- карбидная
Коррозионно-стойкие стали
08Х18Н10
Агрессивные среды; стойкость к межкристаллитной коррозии
ЦЛ-11
Э-04Х20Н9
2,5-7,0
12Х18Н10Т
08Х22Н6Т
Температура до 600оС; жидкие среды; стойкость к межкристаллитной коррозии
Л38М
Э 07Х20Н9
Э-08Х19Н10Г2Б
Э-02Х10Н9Б
3-5
10Х17НИМ2Т
08Х18Н19Б
08Х21Н6М2Т
Температура до 700 °С; стойкость к межкристаллитной коррозии
СЛ-28
Э-08Х19Н10Г2МБ
Э-09Х19Н10Г2М2Б
4-5
10Х17Н13МЗТ
Стойкость к межкристаллитной коррозии
НЖ-13
Э-09Х19НЮГ2М2Б
4-8
Жаростойкие стали
20Х20Х14С2
20Х25Н20С2
30Х18Н25С2
Температуры до 900-1100°С Температура до 1050°С; жаростойкость и жаропрочность
ОЗЛ
ОЗЛ-9-1
Э-12Х24Н14С2
Э-28Х24Н16Г6
3-10 % Аустенитно- карбидная
Х25Н38ВТ
ХН75МБТЮ
Высокая температура
ЭА-981-15
Э-09Х15Н25М6Г2Ф
Аустенитная
Какие электроды для сварки нержавейки необходимо использовать?
Для ручной дуговой сварки нержавеющей стали различают два основных типа электродов.
с основным покрытием (СЭЗ ЗИО-8 d4,0, СЭЗ ЦТ-15 d5,0, ESAB FILARC 88S d3,2) которые применяются лишь на постоянном токе на обратной полярности («+» на электроде), где основным покрытием наиболее часто выступают карбонаты кальция и магния;
с рутиловым покрытием (Lincoln Electric Omnia 46 D3,0, Межгосметиз Omnia 46 d3,0, ESAB OK 46.00 d3,0) в основном из двуокиси титана, которые используются, если требуется сваривать на переменном токе и постоянном токе обратной полярности. Они обеспечивают стабильность горения дуги и уменьшают количество брызг при сварке.
Ответ на вопрос, какими электродами варить нержавейку, зависит от того, какой именно вид стали необходимо сваривать. В таблице 2 приведены оптимальные марки электродов в зависимости от типа и марки свариваемого металла.
Какие модели сварочных аппаратов лучше всего подойдут для сварки нержавейки?
Выбирая инвертор для РДС, необходимо учесть следующие моменты:
Рабочий диапазон температур (поскольку некоторые модели не способны функционировать при низких температурах в условиях открытого воздуха).
Мощность и сила сварочного тока агрегата. Для применения в быту достаточно инвертора, который выдает на выходе 180А. Более 200А выдают уже более профессиональные сварочники.
Возможные отклонения не менее ± 20% напряжения сети от номинального параметра без вреда качеству сварки.
Также важно наличие дополнительных функций, самые популярные из них: Hotstart, Arcforce, Antistick
На нашем сайте представлены современные сварочники известных производителей, успешно зарекомендовавших себя на рынке сварочного оборудования. В зависимости от требуемого напряжения можно выбрать:
модели сварочных инверторов для РДС (MMA-сварки) под напряжение сети в 220В,
модели сварочных инверторов для РДС (MMA-сварки) под напряжение сети в 380В.
В ассортименте Тиберис представлены бюджетные агрегаты, применимые для работы в домашних условиях.
Для напряжения 220В Сварог PRO ARC 160 (Z211S) , Сварог PRO ARC 180, Сварог TECH ARC 205B (Z203), ПАТОН ВДИ-200P.
Для работы под напряжением сети 380В это такие инверторы как Сварог ARC 315 (R14), BRIMA ARC 250 (380В).
И сложные многофункциональные установки премиум класса для профессиональной сварки.
Для напряжения 220В это EWM Pico 162, Lincoln Electric Invertec 170S, KEMPPI Minarc 150.
Для работы под напряжением 380В это Lincoln Electric Invertec 270-SX, EWM Pico 220 CEL Puls, Kemppi Minarc 220.
Вывод: Выбор определенной модели сварочного инвертора зависит от имеющейся рабочей задачи, условий работы и финансовых возможностей исполнителя. В Тиберис вы без труда подберете тот аппарат, который устроит по всем параметрам.
Особенности сварки нержавейки электродом при помощи ручной дуговой сварки
Каждый, кто не сталкивался с таким способом сварки, спрашивает, как варить нержавейку электродом. Принцип сваривания нержавейки электросваркой состоит в том, что возбуждение дуги происходит между электродом и плоскостью свариваемого изделия.
К свариваемой поверхности необходимо прикрепить кабель массы (-), который выходит из сварочного аппарата.
Второй кабель (+) с электродом нужно приблизить к свариваемой поверхности, вследствие чего, образуется сварочная дуга.
Для надежности процесса стоит помнить, что оптимальное расстояние между кончиком электрода (который необходимо так же правильно выбрать в соответствии с толщиной металла) и свариваемым элементом находится в пределах от 2 до 6 мм. За счет влияния высоких температур происходит проплавление металла, а затем заполняется образуемая во время воздействия дуги на поверхность свариваемого металла канавка.
Электрод в ходе сваривания должен находиться под правильным углом. Это обеспечит контроль над сварочным процессом. Угол наклона должен составлять приблизительно 80 градусов. Наклон должен осуществляться к дуге. Дуга возникает из-за того, что электрод касается поверхности свариваемого металла или же за счет ударов со средней силой по свариваемой поверхности.
Силу тока тоже подбирать нужно правильно. Несоответствие этой величины толщине металла не приведут к положительному результату. При слабой силе тока электрод будет постоянно затухать, и процесс сварки окажется не эффективным. При излишне высокой силе тока металл будет прожигаться. Рекомендуемые значения этого параметра приведены в таблице 1.
Вывод: Процесс ММА сварки не особенно сложен, хотя и требует определенной внимательности от исполнителя.
Обработка нержавейки после сварки инвертором
После сварки нержавейку необходимо обработать. Игнорирование подобных манипуляций способно привести к отрицательным последствиям: возникновению коррозии и снижению качества изделия.
Технология обработки изделий из нержавейки после ММА сварки включает:
механическую зачистку сварного шва, такая операция улучшает внешний вид изделия и выполняется жесткими щетками из стали;
пескоструйную обработку, после которой шов смотрится еще более эстетично;
шлифование, позволяющее добиться однородности и гладкости поверхности шва. Для шлифовки сварного шва после сварки нержавейки применяются абразивные материалы на основе циркония, оксида алюминия или керамического искусственного минерала. Средства, в состав которых входит корунд, использовать не рекомендуется, поскольку он способствует возникновению коррозии.
Но все подобные мероприятия являются лишь предварительной обработкой изделия, так как влияют только на внешний вид детали. Для надежной защиты места сварки от разрушения, необходимо прибегнуть к пассивации и травлению.
Пассивацией называют нанесение на место сварки специального вещества, под влиянием которого на металлической поверхности появляется защитная пленка из оксида хрома.
Травление представляет собой обработку места сварки химически активными средствами (специальными жидкостями либо кислотами). Кислоты разрушают окалину, которая способна вызвать возникновение ржавчины.
Только после осуществления химической обработки зона сварки надежно противостоит коррозийным процессам.
Вывод: Обработка шва после сварки повысит качество проделанной работы и продлит долговечность свариваемой детали, снизив риск появления коррозии.
Смотрите также:
Каталог электродов для сварки нержавеющей стали
Каталог бытовых сварочных инверторов
Спасибо за подписку!
Как правильно варить нержавейку электродами: советы и правила
Если в вашем распоряжении есть бытовой инвертор, вполне реально научиться самостоятельно варить емкости и трубы из нержавеющей стали электродом. В этом обзоре мы рассмотрим особенности сварки нержавейки электродом, основные технологии, базовые правила и ошибки, которых вы сможете избежать в работе после прочтения статьи. Узнайте, как варить нержавейку в домашних условиях без опыта.
Тонкости и правила сварки нержавейки электродом
Чаще всего у непрофессионалов, которые только знакомятся с технологией сварки электродами, получается неровный шов на нержавейке. Это самая распространенная проблема. Также вы можете столкнуться с образованием трещин из-за неправильного выбора силы тока. При работе с легированной сталью важно учитывать ряд важных моментов:
металл имеет высокие коэффициент расширения. После снижения температуры воздействия и охлаждения нержавейки металл стягивается. При сварке присадкой с небольшим коэффициентом расширения случаются разрывы. Это происходит из-за внутренних напряжений;
при сварке нержавейки электродом нужно обеспечить защитную зону. Если сварочная ванна поддается окислению, есть вероятность пористости поверхности. Если невозможно предупредить поступление кислорода, используйте стержни с защитной обработкой;
придерживайтесь шахматного порядка сварки шва во избежание перегрева. Выберите оптимальные невысокие температуры, которые не допустят плавки легирующих добавок. Именно они играют защитную роль, защищая металл от образования ржавчины;
при выборе присадки обратите внимание на маркировку материала.
Сложности сварки нержавейки обычными электродами
Если вы раньше не сталкивались со сваркой бытовой нержавейки, в ходе работы у вас может возникнуть ряд трудностей. Нержавеющая сталь содержит до 40% хрома, который обеспечивает высокий уровень коррозийной защиты. Из-за большого процента хрома в составе существуют особенности сварки:
низкая теплопроводность, из-за чего снижены температуры плавления. Это важно учитывать при сварке, чтобы не допустить образование дыр;
риски деформации при неправильном выборе температурного режима;
образование трещин в результате большой толщины основы и незначительного расстояния до соединения;
нагрев свыше 500 градусов могут появиться слои железа и карбида хрома;
потери коррозийной устойчивости из-за неправильного сварочного режима. В этом случае материал будет некачественным и подвержен окислению. Чтобы не допустить этого, обрабатывайте детали защитным раствором или контролируйте температуру нагрева.
Как правильно варить нержавейку электродами дома?
Существует несколько базовых правил сварки электродом, которые важно знать для соблюдения правильной технологии. Эти правила связаны с особенностями создания шва на нержавейке.
На подготовительном этапе нужно зачистить детали от грязи, краски, ненужных пятен. Если упустить этот момент, появляются риски пористости из-за вспенивания сварочной ванны. Если вы работаете с материалами, толщина которых свыше 4 мм, разделывать кромки нужно под углом 45 градусов. Для сварки электродами деталей нужен минимальный зазор. Это объясняется увеличением толщины при воздействии высоких температур. Перед сваркой можно выполнить поверхностный прогрев при температуре до 150 градусов. Это способствует увеличению прочности соединения.
Какие правила сварки нержавейки с помощью электродов:
для начала нужно прихватить шов в нескольких местах;
угол между стержнем и основанием – 45-60 градусов;
есть вероятность образования вязкой сварочной ванны;
шов варят быстро небольшими стежками короткой дугой;
не стоит пытаться охладить шов, поскольку этот процесс должен быть постепенным. Не допускайте внутреннего напряжения в основании, чтобы не пренебрегать качеством шва;
для сварки тонкой нержавейки используйте электроды обратной полярности;
следите за качеством шва и контролируйте, чтобы не образовывались проплавки;
для работы с толстыми материалами выбирайте электроды соответствующего диаметра;
правильно определите силу тока;
для обучения лучше попробовать сварку на черновых материалах.
Как правильно варить тонкую нержавейку?
При работе с тонкими нержавеющими листами существуют определенные правила, которых важно придерживаться для создания прочного и аккуратного шва. Пошаговая инструкция, как варить нержавейку:
На подготовительном этапе нужно очистить детали от налета, краски, грязи.
Выкладываем флюс.
Нагреваем примерно до 250 градусов. При этом наблюдаем изменение цвета поверхности материалов.
Поскольку мы работаем с тонкими листами, быстро проводим электроды, чтобы не проплавить материал.
Остужаем материал медными пластинами, чтобы избежать образования ржавчины.
Нержавейку электродами выполняют в домашних условиях и на производстве. При этом может меняться температура, оборудование, сила тока, толщина стали, другие особенности технологии и самого материала.
Какие электроды выбрать: обзор марок?
Если вы хотите избежать образования трещин, правильно выберите стержни. В идеале по составу они соответствуют заготовкам. Существует несколько типов электродов, предназначенных именно для сварки нержавейки:
ЦЛ-11 – универсальные электроды для сварки нержавейки под разными углами и в любых положениях. Допустимая температура сварки – 450 градусов;
НЖ-13 – электроды обработаны специальным раствором для защиты от окисления. Если в ходе сварки не удается предотвратить поступление кислорода, можно использовать эти стержни;
ЗИО – 8 – используются в промышленных условиях, поскольку подходят для сварки при высоких температурах.
Для сварки в домашних условиях лучше выбирать простые варианты электродов, с которыми вам будет легче освоить технологию. Заранее проводники не стоит нагревать, чтобы не навредить защитный слой. Обмазка будет хрупкой после охлаждения, что негативно скажется на качестве шва. Прокаливание допустимо только непосредственно перед использованием электродов.
При выборе сварочного аппарата с использованием электрода нужно ориентироваться на модели с постоянным током. Он наиболее подходит для создания короткой дуги, которая способствует созданию прочных и ровных швов. Также новичкам советуют выбирать аппараты с рядом дополнительных функций. Такое оборудование позволит избежать прожога и залипания.
Как сваривать нержавеющую сталь: полное руководство
Нержавеющая сталь прекрасно выглядит и устойчива к коррозии. Кроме того, он прочный и прочный. Итак, у нержавеющей стали есть много преимуществ…
Но когда дело доходит до ее сварки, все может стать сложнее. Некоторые даже думают, что сварить нержавеющую сталь слишком сложно, если у вас нет многолетнего опыта.
Но так ли это?
Спойлер, вы можете научиться его сваривать, если у вас есть нужные знания и достаточно практики. Итак, давайте углубимся в факты о том, как сваривать нержавеющую сталь, и, надеюсь, развеем заблуждения на этом пути.
Часто задаваемые вопросы о сварке нержавеющей стали
Поскольку именно поэтому вы здесь, давайте сначала ответим на наиболее часто задаваемые вопросы.
Можно ли сваривать нержавеющую сталь?
Да! Нержавеющая сталь может быть сварена с использованием любого процесса дуговой сварки, такого как MIG, TIG, Stick & Flux-core. Каждый процесс даст немного отличающийся результат и потребует некоторого обучения и навыков.
Сложно ли сваривать нержавеющую сталь?
Хотя это и не так просто, как сварка низкоуглеродистой стали, это выполнимо при наличии некоторых знаний и практики практически для всех, у кого есть подходящее оборудование.
Сварка нержавеющей стали представляет собой сложную задачу для неопытных сварщиков, поскольку нержавеющая сталь эффективно сохраняет тепло. Если вы приложите избыточное тепло, нержавеющая сталь может деформироваться или даже деформироваться при охлаждении.
Нержавеющая сталь также четко показывает все дефекты сварного шва. Только по этой причине некоторые скажут, что сварка нержавеющей стали — более сложная и неумолимая работа, лучше всего подходящая для опытных пользователей. Но, как и во всей сварке, любой может научиться этому при достаточной практике.
Еще вопрос со сваркой нержавейки, там много разных сплавов. Вы ДОЛЖНЫ использовать правильный присадочный материал, защитный газ, настройки и т. д. для каждого сплава.
Этот уровень детализации может быть болезненным и добавляет к восприятию того, что сварка нержавеющей стали сложна. Но обычно вы сосредотачиваетесь только на конкретных сплавах, которые используете, а не на всех. Таким образом, кривая обучения не так плоха, как некоторые думают.
Какой сварочный аппарат лучше всего подходит для нержавеющей стали?
Многие начинающие сварщики с удивлением узнают, что для соединения нержавеющей стали («SS») можно использовать несколько различных процессов сварки, включая TIG, MIG, порошковую проволоку и дуговую сварку.
TIG Welders
TIG сварочный шов с использованием аргона
Если вам нужны гладкие, профессионально выглядящие швы, вам лучше всего выбрать сварочный аппарат TIG. Сварщики TIG делают чистые, привлекательные сварные швы на нержавеющей стали. Таким образом, они обычно являются правильным инструментом, когда готовое изделие должно быть эстетически приятным.
Кроме того, сварочные аппараты TIG с ножной педалью (или управлением пальцами) позволяют точно контролировать количество подаваемого тепла. Другими словами, вы можете вносить микрорегулировки на лету во время укладки валика. Точный контроль нагрева помогает свести к минимуму деформацию изделия из нержавеющей стали.
Однако сварка ВИГ SS имеет недостатки. Вам нужно время от времени заменять присадочный стержень, а это означает, что длинные сварные швы будут иметь остановки и начала. Кроме того, вам нужно использовать дорогой защитный газ.
Сварочные аппараты MIG
Сварка сварных швов MIG из нержавеющей стали
Слишком многие полагают, что сварка TIG — единственный процесс, при котором свариваются нержавеющие стали. Но сварочные аппараты MIG, порошковой и электродной сварки также могут сваривать его. Вы даже можете быть удивлены, узнав, что они являются лучшим выбором для некоторых работ.
Например, сварочные аппараты MIG лучше подходят для длинных швов. Вам не нужно постоянно заменять новые электроды/присадочные стержни, как это необходимо при использовании аппаратов для сварки TIG и дуговой сварки. Однако вам понадобится другой, более дорогой защитный газ, поскольку уровни кислорода, которые может выдержать SS, ниже, чем у мягкой стали.
Аппараты для сварки порошковой проволокой
Если дополнительные расходы на сварку МИГ нержавеющей стали являются проблемой, сварка порошковой проволокой позволяет использовать менее дорогой CO 2 или даже не использовать защитный газ. Но так как сердечник проволоки содержит флюс, вам придется иметь дело со шлаком, особенно при многократных проходах.
Еще одним преимуществом сварки порошковой проволокой является то, что ее можно использовать в ветреную погоду. Для SS многие предполагают, что вам нужен защитный газ. Но поскольку вы используете порошковую проволоку, вам может не понадобиться дорогой защитный газ, который просто сдувается в ветреную погоду.
Сварочные аппараты
В промышленности или строительстве внешний вид может не иметь большого значения. Таким образом, портативность и простота сварочных аппаратов SMAW или палки могут быть именно тем, что вам нужно на большой рабочей площадке. Плюс, поскольку нет защитного газа, можно сваривать в ветреную погоду.
Стержневые электроды имеют внешнее покрытие, содержащее флюс. Флюс означает, что эти электроды производят шлак, с которым вам придется иметь дело, и контроль тепла в металле может быть проблемой. Кроме того, вы должны часто заменять расходуемый электрод.
Какие металлы можно приваривать к нержавеющей стали?
Можно сваривать разнородные металлы, включая нержавеющую сталь. Но по ряду причин это сложная задача с особыми соображениями. Вам необходимо оценить риски и решить, приемлемы ли они для предполагаемого применения.
Во многих случаях точки плавления двух металлов сильно различаются, что создает проблемы. По этой причине материал наполнителя становится очень важным, и выбор наполнителя, который вы используете, имеет решающее значение.
Суть в том, что сварка разнородных металлов сопряжена с риском. Вы должны понимать два металла, которые вы свариваете, и использовать правильный присадочный материал.
Но есть также много методов и специальных материалов, которые могут вам понадобиться в зависимости от того, что вы свариваете. Проведите исследование заранее.
сплав / металл
Да / Нет
Углеродная сталь
Да 1
Да 1
Да0074
Mild Steel (low carbon)
Yes 2
Galvanized Steel
Yes 3
Cast Iron
Yes 4
Aluminum
No 5
1 Обычно требуется предварительный нагрев углеродистой стали. 2 Для большинства работ используйте процесс MIG с присадочной проволокой ER309L и трехкомпонентным защитным газом. 3 Должен удалять цинк, который представляет опасность для здоровья и может загрязнить сварной шов. 4 Используйте «масляный» метод, чтобы удержать углерод от нержавеющей стали с наполнителем NiFe-CI или Ni-CI. 5 Существуют обходные пути, такие как биметаллические переходные вставки. Но биметаллические вставки изготавливаются с использованием специальных процессов, обычно невозможных на месте. Готовые вставки трудно найти, если у вас небольшой магазин или любитель.
Как сваривать нержавеющую сталь
Прежде чем приступить к сварке нержавеющей стали, убедитесь, что у вас есть подходящее оборудование, а сварщик и сталь подготовлены.
Давайте рассмотрим их.
Что нужно для сварки нержавеющей стали?
Механизм, необходимый для сварки нержавеющей стали, не будет сильно отличаться от сварки других металлов. Как правило, вам потребуется:
Сварочный аппарат (MIG, TIG, порошковая проволока или электрод)
Электроды (проволока или электрод должны быть тщательно выбраны для сварки)
Защитный газ (для MIG и TIG и возможно с флюсовой проволокой)
Шлифовальная машина/проволочная щетка/растворитель для очистки металла
Зажимы
Сварочный стол (для небольших работ в цеху)
Сварочный шлем
Защитные очки (для шлифовки и других вспомогательных работ)
Кожаный фартук, рукава и перчатки
Сварочные сапоги (25 % всех несчастных случаев при сварке травмы стопы)
Вентиляция (если в помещении)
Плоскогубцы MIG (удобны для всех сварочных процессов)
Вентиляция была включена как необходимое оборудование, поскольку нержавеющая сталь выделяет газ шестивалентного хрома. Этот токсичный газ означает, что вы должны защищать себя и не вдыхать пары при сварке нержавеющей стали.
Подготовка сварочного аппарата
Для всех процессов сварки нержавеющей стали необходимо сначала выбрать правильный электрод/присадочный материал. Это должен быть правильный сплав для предполагаемого сварного шва, независимо от того, какой тип сварочного аппарата вы используете. Существует множество руководств от производителей и интернет-источников, которые помогут вам.
Далее идут сведения о различных процессах сварки, которые мы подробно рассмотрим ниже.
Подготовка сварочного аппарата TIG
Сила тока
На многих сварочных аппаратах TIG сила тока регулируется во время сварки (подробнее об этом чуть позже). Но сначала вы должны установить максимальный ток на машине. Это будет варьироваться в зависимости от сплава SS и других переменных, таких как толщина. Диаграммы легко доступны, чтобы помочь вам с этой настройкой.
Управление силой тока пальцем или ногой
Ножная педаль качающегося типа обеспечивает детальное управление
Если она есть у вашего сварщика, она позволяет регулировать температуру или силу тока во время сварки, что помогает свести к минимуму избыточное тепло и возникающее в результате коробление SS. Если вы находитесь на лестнице или в других труднодоступных местах, может потребоваться управление пальцами.
Но для других работ ножная педаль может оказаться более удобной. Убедитесь, что на вашем аппарате настроена наилучшая регулировка силы тока для конкретного сварного шва. Многие сварщики TIG имеют возможность включать и выключать ножную педаль/пальцевое управление, поэтому убедитесь, что вы правильно настроили ее заранее.
Детали электрода
Размер электрода имеет значение для сварки TIG. Таким образом, используемый электрод должен иметь правильный диаметр. Обычно это 3/32, но может достигать 1/4 дюйма. Какой размер вам нужен, зависит от таких переменных, как полярность, сила тока, размер соединения, толщина основного металла.
Также следует обратить внимание на тип вольфрамового электрода. Вы увидите торированный красный электрод, используемый для большинства работ по сварке нержавеющей стали. Но для некоторых сплавов нержавеющей стали может потребоваться электрод другого «цвета».
Кроме того, важна геометрия. Конусность, не превышающая диаметр электрода более чем в 2,5 раза, позволяет сфокусировать дугу с образованием глубоких, тонких валиков и небольшой зоны термического влияния («ЗТВ»). Если электрод сужается более чем в 2,5 раза по сравнению с его диаметром, дуга начинает разветвляться, что приводит к меньшему проплавлению и большей ЗТВ.
Полярность и пульсация
Для сварки SS установите полярность сварочного аппарата TIG на DCEN (отрицательный электрод постоянного тока). Некоторые люди называют это прямой полярностью, и вы никогда не должны использовать положительный электрод, так как это мгновенно сожжет ваш вольфрам.
Также, если ваш сварочный аппарат имеет импульсный режим, используйте его. Опытные сварщики должны установить частоту пульса на уровне 100 импульсов в секунду (PPS) для начала и увеличить ее до 500 PPS. Некоторые сварщики ВИГ могут не иметь таких высоких импульсов, а неопытные сварщики часто подсчитывают импульсы (от 0,5 до 2 импульсов в секунду) для определения времени движения горелки и холодной проволоки, когда число импульсов в секунду ограничено 10.
Защитный газ ВИГ
Не второстепенная деталь; Вы должны выбрать правильный защитный газ и установить правильные скорости потока. Обычно для сварки TIG используется чистый аргон (Ar).
Но гелий (He) может быть добавлен для увеличения проникновения и текучести сварочной ванны. В некоторых случаях для достижения особых свойств добавляют азот (N 2 ) и водород (H 2 ). Например, включение водорода дает аналогичный, но более сильный эффект по сравнению с добавлением гелия. Однако водород не следует использовать при сварке мартенситных, ферритных или дуплексных сталей.
Скорость потока обычно составляет от 35 до 50 кубических футов в час, но см. рекомендации для вашей машины и другие общедоступные таблицы и источники.
Подготовка аппарата для сварки MIG
Проволока для сварки MIG
Первым шагом является получение и установка проволоки подходящего сплава и размера для сварки, которую вы хотите выполнить. В зависимости от конкретного сплава, который вы свариваете, могут потребоваться некоторые исследования, но популярна проволока ER309L. Не забудьте также использовать проволоку подходящего диаметра.
Защитный газ
Вы должны выбрать правильный газ. Нержавеющая сталь чувствительна к атмосферным газам, и популярна тройная смесь 90% гелия, 7,5% аргона и 2,5% углекислого газа. Эта смесь создает хороший контур валика, а уровень CO2 достаточно низок, чтобы не повредить коррозионной стойкости нержавеющей стали.
Вы не хотите использовать чистый инертный защитный газ, такой как гелий или аргон, для сварки SS MIG. Характеристики дуги процесса MIG заметно отличаются от процесса TIG, а чистый Ar или He отрицательно влияют на эффективность дуги MIG.
Также убедитесь, что скорость потока установлена правильно. Как уже говорилось, нержавеющая сталь чувствительна к химически активным газам, а это означает, что для предотвращения загрязнения сварного шва требуется хорошее покрытие. Обратитесь к руководству вашего сварочного аппарата или таблице настроек для хорошей отправной точки.
Полярность
Ваш сварочный аппарат должен быть настроен на положительное расположение электрода постоянного тока (DCEP).
Скорость подачи проволоки
В руководстве и таблице настроек для вашего аппарата должны быть указаны необходимые скорости подачи проволоки для сплавов нержавеющей стали различной толщины. Но если нет, то для большинства сварных швов из нержавеющей стали используется немного более высокая скорость подачи проволоки («WFS»), чем та, которую вы использовали бы для мягкой стали.
Настройки силы тока и напряжения
Обратитесь к руководству по сварке и/или таблице параметров сварки, чтобы установить свои уровни силы тока и напряжения. Если у вас их нет, опытные сварщики или интернет также могут предоставить таблицы и рекомендации по начальным настройкам.
SS обычно требует более низкой настройки силы тока из-за более высокой WFS. Кроме того, необходимо использовать более высокие настройки напряжения, которые смачивают ванну, что позволяет получить более плоскую поверхность и выступы на концах сварного шва.
Подготовка аппарата для сварки порошковой проволокой
Выбор проволоки
Как и в других процессах сварки нержавеющей сталью, важен присадочный материал. Но при сварке с флюсовой проволокой расходуемая электродная проволока является присадочным материалом, и она несет флюс в сердечнике проволоки для защиты сварного шва.
Это означает, что состав проволоки более сложный, чем у сплошной проволоки MIG. Таким образом, вы должны быть осторожны при выборе / покупке провода. Сплав и толщина нержавеющей стали будут двумя важными переменными при выборе порошковой проволоки, но состав порошковой проволоки также может варьироваться.
Кроме того, настоящая безгазовая проволока будет работать в ветреную погоду. Но это, вероятно, будет ограничено плоской и горизонтальной работой.
Итак, еще одним важным фактором, который следует учитывать, является защитный газ. Для многих порошковых проволок из нержавеющей стали требуется газ. В то время как ветер может быть проблемой, эти проволоки лучше справляются со сварными швами. Их часто называют проволокой с двойным экраном, и они широко доступны (получить настоящую «безгазовую» порошковую проволоку из нержавеющей стали сложнее).
Полярность
Полярность может запутаться при сварке порошковой проволокой (или FCAW), так как настройка меняется в зависимости от используемой проволоки. Поэтому обязательно запомните, какая полярность вам нужна для порошковой проволоки, и убедитесь, что ваша машина настроена соответствующим образом.
Защитный газ
Да, при FCAW защитный газ не нужен для многих сварных швов. Но нержавеющая сталь отличается от углеродистой стали и необходима для многих работ. При использовании проволоки с двойным экраном (флюс и защитный газ вместе) убедитесь, что защитный газ находится под рукой.
Сварщики часто используют смесь 100% CO 2 или 75% аргона 25% CO 2 . Шлаковая оболочка сварного шва ограничивает поглощение углерода, что делает возможным использование защитного газа с высоким содержанием CO 2 .
Подготовка сварочного аппарата
Электрод
Возможно, здесь вы видите закономерность, но выбор присадочного материала имеет значение в каждом сварочном процессе. Стержневые электроды продаются из различных сплавов нержавеющей стали с различными флюсовыми покрытиями. Проведите исследование и выберите правильный размер и сплав для вашего конкретного сварного шва.
Производители обычно наносят правильное флюсовое покрытие на сплав SS, используемый для изготовления стержня. Таким образом, вам обычно не нужно проверять его. Но если вы свариваете разнородные металлы или другие необычные соединения, вы также можете отметить флюсовую смесь на электроде.
Сила тока
Значения силы тока должны быть указаны в руководстве к сварочному аппарату или в таблице, напечатанной на сварочном аппарате, или вы можете легко найти рекомендации, если их нет. Но в целом устанавливайте усилители на низах, как можно более «крутыми».
При использовании электродуховой сварки вы обнаружите, что по мере того, как вы входите в сварной шов на пару дюймов, палка нагревается сильнее, а характеристики дуги и валика изменяются. Таким образом, вам нужно учесть это на любом суставе длиной более одного или двух дюймов.
Продукт для защиты от брызг
Стик прост и удобен в использовании, но он производит много брызг. При работе с нержавейкой это может быть проблемой. Таким образом, вы можете захотеть иметь под рукой гель или спрей против брызг, чтобы подготовить заготовку перед сваркой.
Подготовка нержавеющей стали к сварке
После настройки сварочного аппарата для сварки нержавеющей стали вам необходимо подготовить металл перед сваркой. Вот некоторые вещи, которые вы должны подготовить…
Чистота
Нержавеющая сталь плохо переносит загрязнение. Даже следовые количества могут создать проблему. Таким образом, металл должен быть очищен от краски, ржавчины, масла и т. д. и очищен перед сваркой. Никаких исключений, так что будьте внимательны.
Подгонка
Убедитесь, что детали выровнены должным образом и что нет зазоров или отклонений в соединении. Зазоры разной ширины шва требуют избытка присадочного материала, который дополнительно нагревает сварной шов. Кроме того, сварной шов выглядит лучше, если ширина валика одинакова.
Подготовка кромок
Края более толстых деталей должны быть скошены или сняты фаски. Этот профиль помогает при подгонке, но также позволяет делать более прочные и красивые сварные швы.
10 советов по успешной сварке нержавеющей стали
1. Снизьте температуру
Нержавеющая сталь коробится под воздействием избыточного тепла. Запомнить? Мы упоминали об этом в начале статьи. Таким образом, имеет смысл установить ваши усилители, то есть тепловложение, на низкую сторону, чтобы избежать проблемы.
2. Избегайте большого диаметра присадочного материала
Чем толще присадочный стержень/проволока, тем больше тепла вам потребуется. Но с SS вам нужно держать усилители на низком уровне. Таким образом, избегайте больших наполнительных стержней / проволоки, поскольку это еще один способ снизить температуру.
3. Точная настройка Подгонка
Правильная подгонка позволяет использовать нужное количество наполнителя и устраняет необходимость заполнения зазоров. Это означает, что вам не нужно будет дополнительно нагревать металл. Итак, найдите время, чтобы отрегулировать подгонку заготовок, чтобы избежать коробления и плохого внешнего вида.
4. Используйте присадочный материал/электрод, предназначенный для сплава SS
Да, вы можете сваривать нержавеющую сталь с тем же присадочным материалом из мягкой стали, который вы регулярно используете. Проблема в том, что сварной шов может подвергаться коррозии, и вам нужно покрыть валик, чтобы он не ржавел. Использование присадочного сплава из нержавеющей стали, соответствующего основному металлу, позволяет избежать этой проблемы. Кроме того, вы избегаете загрязнения SS углеродом в ЗТВ, что может вызвать ржавчину на деталях SS.
5. Используйте правильный угол наклона горелки (стержневой и с порошковой проволокой)
Со шлаком таскаешься. Этот совет работает, как правило, для всех видов сварки FCAW или дуговой сварки. Перетаскивая электрод, вы позволяете флюсу подняться к верхней части сварочной ванны и должным образом покрыть валик. В противном случае могут возникнуть проблемы со шлаковыми включениями в сварном шве.
Для нержавеющей стали FCAW угол сопротивления 10 градусов обычно подходит в качестве отправной точки. Но при сварке стержнем вы можете попробовать использовать гораздо более крутой угол.
Подробнее : Толкать или тянуть при сварке MIG?
6. Правильный вылет проволоки
При сварке MIG и сварке с флюсовой проволокой необходимо обеспечить правильный вылет в начале сварки, чтобы получить ровную дугу. Кроме того, вам нужно избегать изменения этого расстояния между соплом и металлом во время сварки.
Кроме того, при сварке с флюсовой проволокой подрезайте кончик проволоки каждый раз, когда вы накладываете валик. Если вы не подстригаете каждый раз, вы можете получить силиконовую каплю на кончике проволоки, которая может испортить ваш старт. Обрезка проволоки, вероятно, также является хорошим советом для ваших сварных швов MIG, чтобы обеспечить правильный выступ и чистый наконечник.
7. Сварочная ванна TIG
Диаметр сварочной ванны должен соответствовать толщине основного металла. Если лужа становится слишком большой, используйте кончик пальца или педаль, чтобы уменьшить нагрев. В конце сварки устраните кратеры, уменьшая ток и добавляя присадочный металл, пока лужа не затвердеет.
8. Скорость наплавки
Различные процессы сварки имеют разную скорость наплавки, и ничто не заменит опыт, чтобы узнать, как она меняется у ваших сварщиков.
Но в целом, если вам нужна высокая скорость наплавки, используйте сварочный аппарат с флюсовой проволокой и двойной экранированной проволокой. Эта настройка обычно дает вам лучшие скорости осаждения.
9. Скорость передвижения
В общем, вам не следует двигаться слишком медленно. Это создаст избыточное тепло в нержавеющей стали. Так что держите скорость вашего путешествия.
Кроме того, при сварке стержнем и порошковой проволокой вы можете определить, снизилась ли ваша скорость, по полученному валику. Признаки, на которые вы можете обратить внимание:
Медленное перемещение сварного шва: ваш валик будет высоко выпуклым, и шлак не будет хорошо покрывать сварной шов. Это будет иметь тенденцию оставлять сварной шов открытым возле короны, и металл станет серым. У вас, вероятно, будут проблемы с пористостью, а сварной шов может быть подвержен ржавчине.
Быстрое перемещение сварного шва: сварной шов будет слишком вязким, а сварной шов будет слишком узким.
10. Защита от ржавчины
Это неприятно, но сварные швы из нержавеющей стали могут ржаветь. Чтобы этого не произошло, можно сделать несколько вещей.
Во-первых, не забудьте обеспечить хорошую газовую подушку. Реакционноспособные газы в воздухе могут вызвать всевозможные проблемы, включая ржавчину.
Второе, что нужно сделать, это полностью очистить готовый сварной шов, включая обесцвечивание. Очистка обычно выполняется травильными пастами, шлифовальными машинами/проволочными щетками/абразивами или электрохимической очисткой. Также не используйте стальную проволочную щетку. Это может загрязнить сварной шов и да, ржавчина.
В-третьих, сейчас это будет звучать как однообразие, но потише. Избыточное тепло может привести к тому, что нержавеющая сталь потеряет свою коррозионную стойкость.
Сварка нержавеющая сталь правая
Хотя идеального процесса сварки нержавеющей стали не существует, учет некоторых ключевых соображений при выборе процесса и присадочного металла может помочь обеспечить успех и экономию средств.
Нержавеющая сталь продолжает набирать популярность в обрабатывающей промышленности, в основном благодаря своей коррозионной стойкости, прочности и ударной вязкости. Однако по сравнению с мягкой сталью этот материал создает некоторые трудности при сварке, особенно для менее опытных сварщиков. Нержавеющая сталь может быть в три-пять раз дороже мягкой стали; любая ошибка при сварке может увеличить общие затраты на доработку.
Ключевым моментом является выбор правильного процесса сварки. У каждого варианта есть компромисс, и ни один процесс не дает идеального решения. Чтобы определить наилучший вариант, производители должны учитывать первоначальную стоимость и характеристики присадочного металла, требуемую производительность, сложность оборудования и набор навыков оператора.
Преимущества и проблемы
Нержавеющая сталь устойчива к коррозии и сохраняет прочность при экстремально высоких и низких рабочих температурах, что объясняет ее популярность в трубопроводной и нефтехимической промышленности. Нержавеющая сталь также имеет низкую восприимчивость к росту бактерий на своей поверхности, что делает ее хорошо подходящей для приготовления пищи и медицинского оборудования. Его многочисленные преимущества теперь используются волной крафтовых пивоварен, возникающих в США, и этот материал становится все более популярным в железнодорожной и автомобильной промышленности для танкеров, предназначенных для перевозки агрессивных химикатов.
Обычные нержавеющие стали бывают хромоникелевыми (аустенитные, или серия 300) или хромированными (мартенситные и ферритные, или серии 400) сортами. По сравнению с хромоникелевой нержавеющей сталью, прямые сорта хромистой нержавеющей стали и углеродистая сталь имеют одинаково низкие коэффициенты линейного расширения, которые определяют, как материалы расширяются и сжимаются под воздействием температуры и давления. Чистые сорта хрома также имеют более низкую температуру плавления, чем углеродистая сталь, но более высокую температуру плавления, чем хромоникелевая нержавеющая сталь. Тем не менее, по сравнению с углеродистой сталью, как прямые хромовые, так и хромоникелевые марки имеют высокое электрическое сопротивление и низкую теплопроводность.
Поскольку некоторые производители стремятся расширить свои возможности, участие в проектах по сварке нержавеющей стали может помочь повысить их конкурентоспособность. Учет двух ключевых факторов может помочь производителям достичь наилучших результатов.
Во-первых, содержание сплава в нержавеющей стали делает ее лучшим теплоизолятором, чем углеродистая сталь. Тепло от дуги не так легко распространяется по материалу и концентрируется в сварочной ванне. Это может привести к деформации, прогоранию и окислению. Выбор правильного процесса сварки и присадочного металла может помочь контролировать подводимое тепло.
Во-вторых, нержавеющая сталь склонна к обесцвечиванию. Такое обесцвечивание, известное как засахаривание, указывает на то, что часть хрома удалена из материала, что делает его более восприимчивым к коррозии. При сварке труб из нержавеющей стали шугаринг не допускается по эстетическим или качественным причинам, и в любом случае это может привести к дорогостоящим доработкам. Опять же, нержавеющая сталь и присадочные металлы, используемые для ее сварки, обычно дороже, чем углеродистая сталь.
В дополнение к навыкам сварщика и доступности оборудования приоритеты применения — например, стоимость, производительность и внешний вид валика — влияют на то, какой процесс сварки нержавеющей стали в конечном итоге выбирают изготовители.
Дуговая сварка металлическим электродом в среде защитного газа
Дуговая сварка металлическим электродом в среде защитного газа (SMAW) использует простое портативное оборудование, поэтому его часто выбирают для технического обслуживания и ремонта. Но SMAW, или сварка электродами, менее производительна, чем другие процессы, и может привести к образованию большого количества брызг, что увеличивает время и затраты на очистку.
Для производителей, которые раньше не сваривали нержавеющую сталь, SMAW является хорошей отправной точкой. Он не использует защитный газ, поэтому, чтобы начать сварку, сварщику нужен только источник питания с поддержкой SMAW и электрод SMAW из нержавеющей стали.
По сравнению с углеродистой сталью нержавеющая сталь — как хромированная (мартенситная и ферритная), так и никель-хромовая (аустенитная) — имеет большее электрическое сопротивление и меньшую теплопроводность.
Стоимость за фунт этих электродов находится на среднем уровне — ниже, чем у порошковой или металлопорошковой проволоки для дуговой сварки, и немного выше, чем у сплошной проволоки. Производители могут приобретать электроды SMAW в небольших количествах, например, в упаковках по 6 или 8 фунтов, что полезно для небольших работ и может снизить затраты. Тем не менее, производителям необходимо учитывать потери в остатках SMAW и удаление шлака, чтобы определить, делают ли низкие затраты на электроды процесса экономически эффективным в целом.
Электрод 309 или 312 SMAW является хорошим выбором для электродуговой сварки нержавеющей стали, особенно при техническом обслуживании или ремонте. Он обладает высокой устойчивостью к растрескиванию и хорошей прочностью и, как правило, может соединять нержавеющую сталь, уже находящуюся в эксплуатации, даже если конкретная марка материала неизвестна.
Дуговая сварка металлическим газом и дуговая сварка с флюсовой проволокой
Когда производительность является приоритетом для сварки нержавеющей стали, процессы подачи проволоки обеспечивают эффективность и хороший внешний вид валика. Достижения в области оборудования и присадочного металла упростили использование этих процессов даже для тех, кто плохо знаком со сваркой нержавеющей стали.
Многие производители выполняют дуговую сварку в среде защитного газа (GMAW) нержавеющей стали сплошной проволокой. GMAW имеет умеренную сложность оборудования и требования к навыкам оператора, а для сварки нержавеющей стали его можно использовать в импульсном режиме или в режиме струйного переноса.
Стоимость за фунт сплошной проволоки меньше, чем у других вариантов, но защитный газ требует дополнительных расходов. Использование смеси защитного газа на основе аргона, такой как 98% аргона/2% CO2 или смесь аргона/гелия, помогает уменьшить разбрызгивание.
Дуговая сварка с флюсовой проволокой (FCAW) может быть более производительной, чем GMAW, но при этом образуются шлак и брызги, что увеличивает время и затраты на очистку. FCAW также имеет самую высокую стоимость за фунт нержавеющих присадочных металлов, поскольку легирующие элементы флюса более дороги в производстве.
Однако многие проволоки FCAW работают на обычных смесях защитного газа, таких как аргон/CO2 или 100-процентный CO2. Изготовителю, плохо знакомому со сваркой нержавеющей стали, вероятно, не потребуется вкладывать средства в другой тип газа или систему подачи.
Дуговая сварка металлическим сердечником с использованием импульсного или стандартного распыления обеспечивает высокую скорость перемещения и меньшее выделение тепла в сварной шов. Это помогает предотвратить деформацию и деформацию при сварке нержавеющей стали.
Хотя при сварке металлическим сердечником образуется меньше брызг, чем при других формах сварки проволокой, цена за фунт присадочного металла из нержавеющей стали является самой высокой. Выбирая этот присадочный металл и процесс, производители должны взвесить первоначальные затраты с повышением производительности и потенциальным сокращением переделок и очистки.
Дуговая сварка под флюсом
Многие производители используют системы дуговой сварки под флюсом (SAW) для сварки углеродистой стали, но SAW также предлагает значительные преимущества для нержавеющей стали, включая более высокую производительность и чрезвычайно низкий уровень разбрызгивания, что помогает сэкономить время и деньги на уборка. SAW хорошо подходит для толстых материалов и больших объектов, таких как резервуары для хранения или сжиженного природного газа. Хотя он ограничен плоской сваркой, его могут выполнять менее квалифицированные операторы. При использовании SAW для нержавеющей стали производители используют нейтральный или нелегирующий флюс, в который не добавляются сплавы, которые могут изменить химический состав готового сварного шва.
Нержавеющая сталь
продолжает набирать популярность в производственной отрасли, главным образом благодаря своей коррозионной стойкости, прочности и ударной вязкости.
Газовая вольфрамовая дуговая сварка
Газовая вольфрамовая дуговая сварка (GTAW) дает очень мало брызг, даже по сравнению с SAW. Если сварщики используют присадочную проволоку или проволоку, GTAW имеет умеренную стоимость за фунт, но также требует высокого мастерства и, как правило, самого сложного оборудования. В то время как эстетика и внешний вид борта с GTAW очень высоки, производительность является самой низкой по сравнению с другими вариантами.
Медь — элемент побочной подгруппы первой группы, четвёртого периода периодической системы химических элементов Д. И. Менделеева, с атомным номером 29. Обозначается символом Cu (лат. Cuprum). Простое вещество медь (CAS-номер: 7440-50-8) — это пластичный переходный металл золотисто-розового цвета (розового цвета при отсутствии оксидной плёнки). C давних пор широко применяется человеком.
История и происхождение названия
Медь — один из первых металлов, широко освоенных человеком из-за сравнительной доступности для получения из руды и малой температуры плавления. В древности применялась в основном в виде сплава с оловом — бронзы для изготовления оружия и т. п. (см бронзовый век). Латинское название меди Cuprum (древн. Aes cuprium, Aes cyprium) произошло от названия острова Кипр, где уже в III тысячелетии до н. э. существовали медные рудники и производилась выплавка меди. У Страбона медь именуется халкосом, от названия города Халкиды на Эвбее. От этого слова произошли многие древнегреческие названия медных и бронзовых предметов, кузнечного ремесла, кузнечных изделий и литья. Второе латинское название меди Aes (санскр, ayas, готское aiz, герм. erz, англ. ore) означает руда или рудник. Сторонники индогерманской теории происхождения европейских языков производят русское слово медь (польск. miedz, чешск. med) от древненемецкого smida (металл) и Schmied (кузнец, англ. Smith). Конечно, родство корней в данном случае несомненно, однако, оба эти слова произведены от греч. рудник, копь независимо друг от друга. От этого слова произошли и родственные названия — медаль, медальон (франц. medaille). Слова медь и медный встречаются в древнейших русских литературных памятниках. Алхимики именовали медь венера (Venus). В более древние времена встречается название марс (Mars).
Физические свойства
Медь — золотисто-розовый пластичный металл, на воздухе быстро покрывается оксидной плёнкой, которая придаёт ей характерный интенсивный желтовато-красный оттенок. Тонкие плёнки меди на просвет имеют зеленовато-голубой цвет. Медь образует кубическую гранецентрированную решётку, пространственная группа F m3m, a = 0,36150 нм, Z = 4. Медь обладает высокой тепло- и электропроводностью (занимает второе место по электропроводности после серебра). Имеет два стабильных изотопа — 63Cu и 65Cu, и несколько радиоактивных изотопов. Самый долгоживущий из них, 64Cu, имеет период полураспада 12,7 ч и два варианта распада с различными продуктами. Существует ряд сплавов меди: латуни — с цинком, бронзы — с оловом и другими элементами, мельхиор — с никелем, баббиты — со свинцом и другие.
Химические свойства
Не изменяется на воздухе в отсутствие влаги и диоксида углерода. Является слабым восстановителем, не реагирует с водой, разбавленной соляной кислотой. Переводится в раствор кислотами-неокислителями или гидратом аммиака в присутствии кислорода, цианидом калия. Окисляется концентрированными серной и азотной кислотами, «царской водкой», кислородом, галогенами, халькогенами, оксидами неметаллов. Реагирует при нагревании с галогеноводородами.
Современные способы добычи
90 % первичной меди получают пирометаллургическим способом, 10 % — гидрометаллургическим. Гидрометаллургический способ — это получение меди путём её выщелачивания слабым раствором серной кислоты и последующего выделения металлической меди из раствора. Пирометаллургический способ состоит из нескольких этапов: обогащения, обжига, плавки на штейн, продувки в конвертере, рафинирования. Для обогащения медных руд используется метод флотации (основан на использовании различной смачиваемости медьсодержащих частиц и пустой породы), который позволяет получать медный концентрат, содержащий от 10 до 35 % меди. Медные руды и концентраты с большим содержанием серы подвергаются окислительному обжигу. В процессе нагрева концентрата или руды до 700—800 °C в присутствии кислорода воздуха, сульфиды окисляются и содержание серы снижается почти вдвое от первоначального. Обжигают только бедные (с содержанием меди от 8 до 25 %) концентраты, а богатые (от 25 до 35 % меди) плавят без обжига. После обжига руда и медный концентрат подвергаются плавке на штейн, представляющий собой сплав, содержащий сульфиды меди и железа. Штейн содержит от 30 до 50 % меди, 20-40 % железа, 22-25 % серы, кроме того, штейн содержит примеси никеля, цинка, свинца, золота, серебра. Чаще всего плавка производится в пламенных отражательных печах. Температура в зоне плавки 1450 °C. С целью окисления сульфидов и железа, полученный медный штейн подвергают продувке сжатым воздухом в горизонтальных конвертерах с боковым дутьём. Образующиеся окислы переводят в шлак. Температура в конвертере составляет 1200—1300 °C. Интересно, что тепло в конвертере выделяется за счёт протекания химических реакций, без подачи топлива. Таким образом, в конвертере получают черновую медь, содержащую 98,4 — 99,4 % меди, 0,01 — 0,04 % железа, 0,02 — 0,1 % серы и небольшое количество никеля, олова, сурьмы, серебра, золота. Эту медь сливают в ковш и разливают в стальные изложницы или на разливочной машине. Далее, для удаления вредных примесей, черновую медь рафинируют (проводят огневое, а затем электролитическое рафинирование). Сущность огневого рафинирования черновой меди заключается в окислении примесей, удалении их с газами и переводе в шлак. После огневого рафинирования получают медь чистотой 99,0 — 99,7 %. Её разливают в изложницы и получают чушки для дальнейшей выплавки сплавов (бронзы и латуни) или слитки для электролитического рафинирования. Электролитическое рафинирование проводят для получения чистой меди (99,95 %). Электролиз проводят в ваннах, где анод — из меди огневого рафинирования, а катод — из тонких листов чистой меди. Электролитом служит водный раствор. При пропускании постоянного тока анод растворяется, медь переходит в раствор, и, очищенная от примесей, осаждается на катодах. Примеси оседают на дно ванны в виде шлака, который идёт на переработку с целью извлечения ценных металлов. Катоды выгружают через 5-12 дней, когда их масса достигнет от 60 до 90 кг. Их тщательно промывают, а затем переплавляют в электропечах.
Источник: Википедия
Другие заметки по химии
меди | Использование, свойства и факты
медь
Посмотреть все СМИ
Ключевые люди:
Джеймс Дуглас Маркус Дейли Уильям Э. Додж Сэр Честер Битти Йохан Готлиб Ган
Похожие темы:
обработка меди солнечная батарея CIGS нейзильбер медная работа медно-порфировое месторождение
Просмотреть весь соответствующий контент →
Резюме
Прочтите краткий обзор этой темы
Следуйте за медью из сырой породы в карьерах для плавки, преобразования и рафинирования в анодные пластины
Просмотреть все видео для этой статьи
медь (Cu) , химический элемент, красноватый, чрезвычайно пластичный металл группы 11 ( Ib) таблицы Менделеева, который является необычно хорошим проводником электричества и тепла. Медь встречается в природе в свободном металлическом состоянии. Эта самородная медь была впервые использована (ок. 8000 г. до н.э.) в качестве заменителя камня людьми эпохи неолита (новый каменный век). Металлургия зародилась в Месопотамии, когда медь отливали в формах (ок. 4000 г. до н. э.), превращали в металл из руд с помощью огня и древесного угля и преднамеренно сплавляли с оловом в виде бронзы (ок. 3500 г. до н. э.). Римские поставки меди почти полностью происходили с Кипра. Он был известен как aes Cyprium , «кипрский металл», сокращенный до cyprium , а затем преобразованный в cuprum . См. также бронзу .
Element Properties
atomic number
29
atomic weight
63.546
melting point
1,083 °C (1,981 °F)
boiling point
2,567 ° C (4653 °F)
плотность
8.96 at 20 °C (68 °F)
valence
1, 2
electron configuration
2-8-18-1 or (Ar)3 d 10 4 s 1
Самородная медь встречается во многих местах как первичный минерал в базальтовых лавах, а также в виде восстановленных соединений меди, таких как сульфиды, арсениды, хлориды и карбонаты. (О минералогических свойствах меди см. таблица самородных элементов.) Медь встречается в сочетании со многими минералами, такими как халькозин, халькопирит, борнит, куприт, малахит и азурит. Он присутствует в золе водорослей, во многих морских кораллах, в печени человека, во многих моллюсках и членистоногих. Медь играет такую же роль транспорта кислорода в гемоцианине голубокровных моллюсков и ракообразных, как железо в гемоглобине краснокровных животных. Медь, присутствующая в организме человека в качестве микроэлемента, помогает катализировать образование гемоглобина. Медно-порфировое месторождение в Андах Чили является крупнейшим известным месторождением этого минерала. К началу 21 века Чили стала ведущим мировым производителем меди. Другими крупными производителями являются Перу, Китай и США.
Медь в промышленных масштабах производится в основном путем плавки или выщелачивания, обычно с последующим электроосаждением из сульфатных растворов. Подробное описание производства меди см. в разделе обработка меди. Большая часть производимой в мире меди используется электротехнической промышленностью; большая часть остатка соединяется с другими металлами, образуя сплавы. (Это также технологически важно в качестве гальванического покрытия.) Важными сериями сплавов, в которых медь является основным компонентом, являются латуни (медь и цинк), бронзы (медь и олово) и мельхиоры (медь, цинк и никель, нет). Серебряный). Есть много полезных сплавов меди и никеля, в том числе монель; два металла полностью смешиваются. Медь также образует важную серию сплавов с алюминием, называемых алюминиевыми бронзами. Бериллиевая медь (2 процента бериллия) — необычный медный сплав, который можно упрочнить термической обработкой. Медь входит в состав многих монетных металлов. Долгое время после того, как бронзовый век перешел в железный век, медь оставалась вторым металлом по использованию и важности после железа. К 19Однако к 60-м годам более дешевый и доступный алюминий отодвинулся на второе место в мировом производстве.
Производство и запасы меди
страна
добыча на руднике в 2016 г. (метрические тонны)*
% мировой добычи полезных ископаемых
доказанные запасы 2016 г. (метрические тонны)*
% мировых доказанных запасов
*Оцененный.
** Из-за округления данные не складываются в общую сумму.
Источник: Министерство внутренних дел США, Сводные данные о минеральном сырье, 2017 г.
Чили
5 500 000
28,4
210 000 000
29,2
Перу
2 300 000
11,9
81 000 000
11. 3
Китай
1 740 000
9,0
28 000 000
3,9
Соединенные Штаты
1 410 000
7.3
35 000 000
4.9
Австралия
970 000
5,0
89 000 000
12,4
Конго (Киншаса)
910 000
4.7
20 000 000
2,8
Замбия
740 000
3,8
20 000 000
7. 4
Канада
720 000
3,7
11 000 000
1,5
Россия
710 000
3,7
30 000 000
4.2
Мексика
620 000
3.2
46 000 000
6.4
другие страны
3 800 000
19,6
150 000 000
20,8
мировой итог
19 400 000**
100**
720 000 000
100**
Медь — один из самых пластичных металлов, не особо прочный и твердый. Прочность и твердость заметно увеличиваются при холодной обработке из-за образования удлиненных кристаллов той же гранецентрированной кубической структуры, которая присутствует в более мягкой отожженной меди. Обычные газы, такие как кислород, азот, двуокись углерода и двуокись серы, растворяются в расплавленной меди и сильно влияют на механические и электрические свойства затвердевшего металла. Чистый металл уступает только серебру по тепло- и электропроводности. Природная медь представляет собой смесь двух стабильных изотопов: меди-63 (690,15%) и меди-65 (30,85%).
Britannica Викторина
118 Названия и символы периодической таблицы Викторина
Элементарная викторина по фундаментальным вопросам.
Поскольку медь находится ниже водорода в электродвижущем ряду, она не растворяется в кислотах с выделением водорода, хотя будет реагировать с окисляющими кислотами, такими как азотная и горячая концентрированная серная кислота. Медь противостоит действию атмосферы и морской воды. Однако длительное воздействие воздуха приводит к образованию тонкого зеленого защитного покрытия (патины), которое представляет собой смесь гидроксокарбоната, гидроксосульфата и небольшого количества других соединений. Медь является умеренно благородным металлом, не подверженным влиянию неокисляющих или не образующих комплексов разбавленных кислот в отсутствие воздуха. Однако он легко растворяется в азотной и серной кислотах в присутствии кислорода. Он также растворим в водном аммиаке или цианиде калия в присутствии кислорода из-за образования при растворении очень устойчивых цианокомплексов. Металл будет реагировать при красном калении с кислородом с образованием оксида меди CuO, а при более высоких температурах — оксида меди Cu9.0293 2 O. Реагирует при нагревании с серой с образованием сульфида меди Cu 2 S.
Почему некоторые элементы в Периодической таблице представлены буквами, которые не имеют четкой связи с их названиями?
Ежедневные загадки
Забавные научные факты из Библиотеки Конгресса
« Назад на страницу химии
Ответить
Некоторые элементы были известны еще в древности и поэтому носят свои латинские названия.
Периодическая таблица. 2019. Фото Н. Ханачек. Национальный институт стандартов и технологий (NIST).
Одиннадцать элементов представлены в периодической таблице буквами, не соответствующими их названиям:
Натрий (Na – Natrium)
Калий (K – Kalium)
Железо (Fe – Ferrum)
Медь (Cu – Cuprum)
Серебро (Ag – Argentum)
Олово (Sn – Stannum)
Сурьма (Sb – Stibium)
Вольфрам (W – Wolfram)
Золото (Au – Aurum)
Ртуть (Hg – Hydrargyrum)
Свинец (Pb – Plumbum)
Латинские имена. Некоторые имена также привели к другим словам, которые распространены в английском языке. Например, от слова «Plumbum» на латыни «свинец» (Pb) мы получили слова «сантехник» и «сантехника», потому что свинец веками использовался в водопроводных трубах.
Другие имена имеют другое происхождение. Например, Hydrargyrum, латинское название Меркурия (Hg), было взято из оригинального греческого Hydrargyros, что означало «водяное серебро». Также исторически известная как «ртуть», элементарная ртуть представляет собой блестящий серебряный металл, который является жидким при комнатной температуре.
Таблица типов элементов и объяснение табличек с указанием различных химических элементов и их атомных весов. Между 1808-1827 гг. В Новая система химической философии Джона Далтона. Отдел эстампов и фотографий Библиотеки Конгресса.
Вольфрам получил свой символ W от своего немецкого названия Wolfram. Вольфрам получают из вольфрамита, который был одной из руд, в которой чаще всего находили вольфрам. Само название Tungsten на самом деле шведское и переводится на английский как «тяжелый камень».
Слово «калий» происходит от английского «pot ash», которое использовалось для выделения солей калия. Мы получаем K от названия kalium, данного немецким химиком Мартином Генрихом Клапротом, которое происходит от щелочи, происходящей от арабского al-qalyah, или «растительный пепел».
Этимология названий элементов может увлечь вас в фантастическое приключение, и вы можете быть удивлены тем, где вы окажетесь. В разделе «Дополнительная литература» вы найдете книги по истории химических элементов.
Периодическая таблица элементов. PubChem, Национальная медицинская библиотека США (NLM), Национальный центр биотехнологической информации, Национальные институты здравоохранения.
Опубликовано: 05.05.2020. Автор: Справочно-научный отдел Библиотеки Конгресса
.
Похожие сайты
Как элементы получили свои имена
Внешний
(Журнал Discover) — содержит статью и инфографику, помогающие объяснить, откуда берутся названия элементов.
Как элементы получили свои имена
Внешний
(PBS) — В этом видео объясняется, как элементы получили свои имена.
Происхождение названий элементалей
Внешний
(Школьный совет округа Верхней Канады) — Простой список языков и значений названий элементов.
Странности элементов: объяснение 11 сбивающих с толку химических символов
Внешний
(Сложные проценты) — исследует, как 11 химических символов, обсуждаемых в этой повседневной тайне, получили свои названия.
Интерактивная периодическая таблица
(Национальная лаборатория Айдахо) — интерактивная периодическая таблица в Интернете, которая предлагает всплывающую информацию о каждом известном элементе.
Дополнительная литература
Уильямс, Хью. Периодические рассказы: культурная история элементов, от мышьяка до цинка. Нью-Йорк, Экко, 2011 г.
CHS 159×10 | ЕН 10210-2 | Кондеса | Свойства поперечного сечения и анализ
Цельсия 355 CHS
я
ЕН 10210-2:2006-04
Корус
Горячедеформированные круглые полые профили
Горячекатаный
Цельсия 355 CHS
я
ЕН 10210-2:2006-04
Тата Сталь
Горячедеформированные круглые полые профили
Горячекатаный
Цельсия CHS
i
ЕН 10210-2:2006-04
Корус
Горячедеформированные круглые полые профили
Горячекатаный
ЕН 10219-2:1997
Континентальная сталь
Холодногнутые круглые полые профили
Холоднокатаный
—
Акос Континенте
Холодногнутые круглые полые профили
Холоднокатаный
—
Хемпель Металс
Горячедеформированные круглые полые профили
Горячекатаный
—
Макстил
Холодногнутые круглые полые профили
Холоднокатаный
—
Руукки
Холодногнутые круглые полые профили
Холоднокатаный
—
СТИ
Холодногнутые круглые полые профили
Холоднокатаный
АНСИ Б 36. 10М
—
Горячедеформированные круглые полые профили
Горячекатаный
АНСИ Б 36.19М
—
Горячедеформированные круглые полые профили
Горячекатаный
БС ЕН 10210-2:2006
Британская сталь
Горячедеформированные круглые полые профили
Горячекатаный
БС ЕН 10219-2:2006
Британская сталь
Холодногнутые круглые полые профили
Холоднокатаный
ЧСН 42 5715. 01
Ферона
Горячедеформированные круглые полые профили
Горячекатаный
ЧСН 42 5738
Ферона
Горячедеформированные круглые полые профили
Горячекатаный
ЧСН 42 6711.21
Ферона
Горячедеформированные круглые полые профили
Горячекатаный
ЧСН ЕН 10217
Ферона
Горячедеформированные круглые полые профили
Горячекатаный
ДИН 2391
Ферона
Горячедеформированные круглые полые профили
Горячекатаный
ДИН 2448
—
Горячедеформированные круглые полые профили
Горячекатаный
ДИН 2458
—
Холодногнутые круглые полые профили
Холоднокатаный
ДИН 2458
Ферона
Холодногнутые круглые полые профили
Холоднокатаный
ДИН 2917
—
Горячедеформированные круглые полые профили
Горячекатаный
ДИН ЕН 10220
—
Горячедеформированные круглые полые профили
Горячекатаный
ЕН 10210-2
Кондеса
Горячедеформированные круглые полые профили
Горячекатаный
ЕН 10210-2
Ферона
Горячедеформированные круглые полые профили
Горячекатаный
ЕН 10210-2:1997
—
Горячедеформированные круглые полые профили
Горячекатаный
ЕН 10210-2:1997
Континентальная сталь
Горячедеформированные круглые полые профили
Горячекатаный
ЕН 10210-2:2006-04
—
Горячедеформированные круглые полые профили
Горячекатаный
ЕН 10219-2
Кондеса
Холодногнутые круглые полые профили
Холоднокатаный
ЕН 10219-2
Ферона
Холодногнутые круглые полые профили
Холоднокатаный
ЕН 10219-2:1997
—
Холодногнутые круглые полые профили
Холоднокатаный
ЕН 10219-2:2006-04
—
Холодногнутые круглые полые профили
Холоднокатаный
ЕН 10220
Ферона
Горячедеформированные круглые полые профили
Горячекатаный
ГБ/т 17395-2008
—
Холодногнутые круглые полые профили
Холоднодеформированный
ГБ/т 6728-2002
—
Холодногнутые круглые полые профили
Холоднокатаный
ГБ/т 6728-2017
—
Холодногнутые круглые полые профили
Холоднокатаный
ГОСТ 10704-91
—
Холодногнутые круглые полые профили
Холоднокатаный
ГОСТ 8732-78
—
Горячедеформированные круглые полые профили
Горячекатаный
ГОСТ 8734-75
—
Холодногнутые круглые полые профили
Холоднокатаный
ЕСТЬ
—
Горячедеформированные круглые полые профили
Горячекатаный
ИС 1161-1998
—
Горячедеформированные круглые полые профили
Горячекатаный
ИС 3601-2006
—
Горячедеформированные круглые полые профили
Горячекатаный
ИСО 4200:1991
—
Горячедеформированные круглые полые профили
Горячекатаный
ПН ЗП 425717
Ферона
Горячедеформированные круглые полые профили
Горячекатаный
CHS (старая версия)
и
—
Британская сталь
Горячедеформированные круглые полые профили
Горячекатаный
АСМЭ Б 16. 9:2003
—
Трубные секции DN
—
АСМЭ Б 36.10М: 2004
—
Трубные секции DN
—
АСМЭ Б 36.19М: 2004
—
Трубные секции DN
—
ЧСН 42 5710
Ферона
Трубные секции DN
—
ЧСН 42 5711
Ферона
Трубные секции DN
—
ДИН 2448
—
Отрезки труб DN
—
ДИН 2458
—
Трубные секции DN
—
ДИН 2605-1
—
Трубные секции DN
—
ДИН 2605-2
—
Трубные секции DN
—
ДИН ИСО 4200
—
Трубные секции DN
—
ЕН 10220:2002-12
—
Трубные секции DN
—
EN 10253-2:2007 (Тип А)
—
Трубные секции DN
—
EN 10253-2:2007 (тип B)
—
Трубные секции DN
—
ЕН 10255
Ферона
Трубные секции DN
—
НБР 5580:2002
—
Трубные секции DN
—
DuraGal CHS
и
КАК 4100-1998
OneSteel
Холодногнутые круглые полые профили
Холоднокатаный
Galtube CHS
и
КАК/НЗС 4600
OneSteel
Холодногнутые круглые полые профили
Холоднокатаный
Хайбокс 355 CHS
и
ЕН 10219-2:2006-04
Тата Сталь
Холодногнутые круглые полые профили
Холоднокатаный
Hybox CHS
и
ЕН 10219-2:2006-04
Корус
Холодногнутые круглые полые профили
Холоднокатаный
Джамбо CHS
и
ДЖИС Г 3136
Корус
Горячедеформированные круглые полые профили
Горячекатаный
МШ КХП
и
ДИН ЕН 10210-2:2006
Валлорек и Маннесманн
Горячедеформированные круглые полые профили
Горячекатаный
МШРунд
и
ДИН 59410:1974-05
Маннесманн
Горячедеформированные круглые полые профили
Горячекатаный
МШРунд
и
ЕН 10210-2:1997
Маннесманн
Горячедеформированные круглые полые профили
Горячекатаный
АСМЭ Б 16. 9:2003
—
Секции труб НПС
—
АСМЭ Б 36.10М: 2004
—
Секции труб НПС
—
АСМЭ Б 36.19М: 2004
—
Секции труб НПС
—
НБР 5590:1995
—
Секции труб НПС
—
NPS (Таблица 17)
i
АДМ 2020
—
Секции труб НПС
—
NPS (Таблица 22)
i
АДМ 2015
—
Секции труб НПС
—
ИМКА
—
Горячедеформированные круглые полые профили
Горячекатаный
НД (Таблица 16)
i
АДМ 2020
—
Холодногнутые круглые полые профили
Холоднокатаный
НД (Таблица 21)
i
АДМ 2015
—
Холодногнутые круглые полые профили
Холоднокатаный
Труба (ASTM A53)
и
CAN/CSA-G40. 20
—
Холодногнутые круглые полые профили
Холоднокатаный
Труба STD
и
КИСЦ 12
—
Горячедеформированные круглые полые профили
Горячекатаный
Труба XS
i
КИСЦ 12
—
Горячедеформированные круглые полые профили
Горячекатаный
Труба XXS
i
КИСЦ 12
—
Горячедеформированные круглые полые профили
Горячекатаный
Трубы
и
ЕСТЬ
—
Горячедеформированные круглые полые профили
Горячекатаный
Трубы Станд.
и
АИС 13
—
Холодногнутые круглые полые профили
Холоднокатаный
Трубы Станд.
и
АИС 14
—
Холодногнутые круглые полые профили
Холоднокатаный
Трубы Станд.
и
МАИС 15
—
Холодногнутые круглые полые профили
Холоднокатаный
Трубы стандарт.
и
АИС 9
—
Холодногнутые круглые полые профили
Холоднокатаный
Трубы x-Strong
i
АИС 13
—
Холодногнутые круглые полые профили
Холоднокатаный
Трубы x-Strong
я
АИС 14
—
Холодногнутые круглые полые профили
Холоднокатаный
Трубы x-Strong
i
МАИС 15
—
Холодногнутые круглые полые профили
Холоднокатаный
Трубы x-Strong
i
АИСК 9
—
Холодногнутые круглые полые профили
Холоднокатаный
Трубы xx-Strong
i
АИС 13
—
Холодногнутые круглые полые профили
Холоднокатаный
Трубы xx-Strong
i
АИС 14
—
Холодногнутые круглые полые профили
Холоднокатаный
Трубы xx-Strong
i
МАИС 15
—
Холодногнутые круглые полые профили
Холоднокатаный
Трубы xx-Strong
i
АИС 9
—
Холодногнутые круглые полые профили
Холоднокатаный
ЕН 10220
СЗС
Горячедеформированные круглые полые профили
Горячекатаный
Круглый HSS
i
АИС 13
—
Холодногнутые круглые полые профили
Холоднокатаный
Круглый HSS
и
АИС 14
—
Холодногнутые круглые полые профили
Холоднокатаный
Круглый HSS
i
МАИС 15
—
Холодногнутые круглые полые профили
Холоднокатаный
Круглый HSS
i
CAN/CSA-G40. 20
—
Холодногнутые круглые полые профили
Холоднокатаный
Круглая быстрорежущая сталь (A1085)
и
МАИС 15
—
Холодногнутые круглые полые профили
Холоднокатаный
Круглая быстрорежущая сталь (ASTM A500)
i
CAN/CSA-G40.20
—
Холодногнутые круглые полые профили
Холоднокатаный
Круглая быстрорежущая сталь (ASTM A500)
i
КИСЦ 12
—
Холодногнутые круглые полые профили
Холоднокатаный
Круглая быстрорежущая сталь (CISC 12)
i
КИСЦ 12
—
Холодногнутые круглые полые профили
Холоднокатаный
Трубопровод CHS
i
КАК 4100-1998
OneSteel
Холодногнутые круглые полые профили
Холоднокатаный
Пароизоляционная труба со стальной оболочкой-Hebei Baoli Thermal Pipeline Engineering Co.
, Ltd.
Пароизоляционная труба со стальной оболочкой
Стальной корпус стальной паровой трубы
введение
параметр
технические характеристики
Этот продукт в основном используется для отопления и транспортировки пара. Трубопровод проложен в подземной грунтовой среде, что не оказывает воздействия на проезжающий по дороге транспорт и окружающую растительность. Это предпочтительный трубопровод для городского теплоснабжения. Он имеет много преимуществ, таких как надежная конструкция, удобная конструкция, хороший эффект сохранения тепла, незначительное воздействие на окружающую среду, длительный срок службы и так далее. Он широко используется. В коммунальном отоплении, промышленном оборудовании, бумажной, текстильной, нефтехимической и других отраслях промышленности.
О
Транспортер
Перегретый пар, насыщенный пар, масло-теплопровод и т. д.
Расчетное давление
Когда P меньше 2,5 МПа (P > 2,5 МПа, наша компания может настроить производство отдельно).
Расчетная температура
Если Т меньше 350 С (Т > 350 С), то можем изготовить отдельно.
Представительский стандарт
CJ/T200-2004, CJ/T246-2007, CJ28-2004
срок службы
Более 30 лет
jpg»>
параметр
1) рабочая стальная труба Тип стальной трубы (опция): бесшовная жидкостная труба и спиральная стальная труба, сваренная дуговой сваркой под флюсом. 2) изоляционный слой Типы материалов (опционально): безасбестовый микропористый силикат кальция, высокотемпературная центробежная стекловата, алюмосиликат, наноаэрогель, минеральная вата 3) стальная труба кожуха Тип стальной трубы (опционально): сварка дугой под флюсом спиральная стальная труба и прямошовная сварная труба. 4) внешнее антикоррозийное покрытие Тип антикоррозионного покрытия (опционально): пять масел три ткани, полимочевина спрей, 3PE, эпоксидная смола, растворимый эпоксидный порошок.
технические характеристики
Технические характеристики (мм)
Внешний диаметр рабочей стальной трубы X толщина стенки (мм)
Наружный диаметр наружной стальной трубы X толщина стенки (мм)
Толщина изоляционного слоя (мм)
Масса (мм)
Длина поставки L (мм)
бесшовная / сварная труба
Спиральная трубка
57/219
57 х 3,5
219 х 6
Шестьдесят
Тридцать шесть
6400/12400
—
76/273
76 х 4
273 х 6
Шестьдесят пять
Сорок семь
6400/12400
—
89/273
89 х 4,5
273 х 6
Семьдесят
Пятьдесят
6400/12400
—
108/325
108 x 4,5
325 х 7
Семьдесят
Шестьдесят семь
6400/12400
—
133/377
133 x 4,5
377 х 7
Восемьдесят
Семьдесят девять
6400/12400
—
159/377
159 х 6
377 х 7
Восемьдесят пять
Восемьдесят восемь
6400/12400
—
219/478
219 х 6
478 х 7
Сто
Сто восемнадцать
6400/12400
Двенадцать тысяч
273/529
273 х 6
529 х 7
Сто пять
сто тридцать
6400/12400
Двенадцать тысяч
325/630
325 х 7
630 х 8
Сто двадцать пять
Сто семьдесят восемь
6400/12400
Двенадцать тысяч
377/720
377 х 7
720 х 8
Сто сорок
Двести тридцать девять
6400/12400
Двенадцать тысяч
426/820
426 х 7
820 х 9
Сто сорок
Двести семьдесят три
6400/12400
Двенадцать тысяч
478/820
478 х 7
820 х 9
сто сорок
Двести восемьдесят семь
6400/12400
Двенадцать тысяч
529/920
529 х 7
920 х 9
Сто шестьдесят пять
Триста пятнадцать
6400/12400
Двенадцать тысяч
630/1020
630 х 8
1020 х 10
Сто шестьдесят пять
Триста семьдесят два
6400/12400
Двенадцать тысяч
720/1120
720 х 10
1120 х 11
Сто семьдесят
Пятьсот тридцать три
—
Двенадцать тысяч
820/1220
820 х 10
1220 х 12
Сто семьдесят
Пятьсот пятьдесят восемь
—
Двенадцать тысяч
920/1320
920 х 10
1320 х 14
Сто семьдесят
Шестьсот семьдесят пять
—
Двенадцать тысяч
1020/1420
1020 х 10
1420 x 14
Сто семьдесят
Семьсот тридцать четыре
—
Двенадцать тысяч
Примечание: Спецификация продукта в этой таблице предназначена для нашей компании, а фактический продукт является фактическим образцом.
Фрезеровка печатных плат в домашних условиях / Хабр
Я не люблю травить печатные платы. Ну не нравится мне сам процесс возни с хлорным железом. Там напечатай, тут проутюжь, здесь фоторезист проэкспонируй — целая история каждый раз. А потом еще думай, куда бы слить хлорное железо. Я не спорю, это доступный и простой метод, но лично я его стараюсь избегать. А тут случилось у меня счастье: достроил я фрезер с ЧПУ. Тут же появилась мысль: а не попробовать ли фрезеровать печатные платы. Сказано — сделано. Рисую простенький переходник c завалявшегося esp-wroom-02 и начинаю свой экскурс во фрезеровку печатных плат. Дорожки специально сделал мелкими — 0,5 мм. Ибо если такие не выйдут — то и ну нафиг эту технологию.
Тут нужно маленькое отступление. Есть несколько путей, как из cad’а получить набор gcode’ов для фрезеровки печатной платы. На мой взгляд, они расходятся в зависимости от того, какой САПР вы пользуетесь. Если вы любитель Eagle — то под него существуют специализированные и хорошо интегрированные решения: PCB-GCode, возможность напрямую открывать BRD-файлы в chilipeppr. К сожалению, не так давно Autodesk поменяла политику лицензирования орла, и теперь он уже не так сильно нравится сообществу (можно посмотреть мнение одного видного представителя сообщества).
Так как лично я делаю печатные платы раз в пять лет по большим праздникам — мне для проектирования вполне хватает KiCAD. Для него специализированных удобных решений я не нашел, но есть более универсальный путь — с использованием gerber-файлов. В этом случае все относительно просто: берем pcb, экспортируем нужный слой в gerber (никаких зеркалирований и прочей магии!), запускаем pcb2gcode — и получаем готовый nc-файл, который можно отдать фрезеру. Как всегда, реальность — злая зараза и все оказывается несколько сложнее.
Получение gcode из gerber-файлов
Итак, как получить gerber-файл, я особенно описывать не планирую, я думаю, это все умеют. Дальше нужно запустить pcb2gcode. Оказывается, он требует примерно миллион параметров командной строки, чтобы выдать что-то приемлемое. В принципе, документация у него неплохая, я ее осилил и понял, как получить какой-то gcode даже так, но все же хотелось казуальности. Потому был найден pcb2gcode GUI. Это, как подсказывает название, GUI для настройки основных параметров pcb2gcode галочками, да еще и с предпросмотром.
Собственно, на этом этапе получен какой-то гкод и можно пробовать фрезеровать. Но пока я тыкал в галочки, выяснилось, что дефолтное значение заглубления, которое предлагает этот софт, — 0,05 мм. Соответственно, плата должна быть установлена во фрезере как минимум с точностью выше этой. Я не знаю, у кого как, но у меня рабочий стол у фрезера заметно более кривой. Самое простое решение, что пришло в голову, — поставить на стол жертвенную фанерку, отфрезеровать в ней карман под размеры плат — и она окажется идеально в плоскости фрезера.
Для тех, кто уже хорошо владеет фрезером, эта часть неинтересна. После пары экспериментов я выяснил, что фрезеровать карман обязательно нужно в одном направлении (например, подачей на зуб) и с захлестом хотя бы процентов на тридцать. Fusion 360 мне предложил сначала слишком маленький захлест и ездил туда-сюда. В моем случае результат получился неудовлетворительный.
Учет кривости текстолита
Выровняв площадку, я поклеил на нее двустороннего скотча, положил текстолит и запустил фрезеровку. Вот результат:
Как видно, с одного края платы фреза практически не задевает медь, с другого — слишком углубилась в плату, при фрезеровке пошли крошки текстолита. Посмотрев внимательно на саму плату, я заметил, что она изначально неровная: слегка выгнутая, и, как ты с ней ни мучайся, какие-то отклонения по высоте будут. Потом, кстати, я посмотрел и выяснил, что для печатных плат толщиной более 0,8 мм допуск ±8 % считается нормальным.
Первый вариант борьбы, приходящий в голову, — автокалибровка. По логике вещей — чего уж проще, плата омедненная, фреза стальная, приделал один проводок к меди, другой к фрезе — вот тебе готовый щуп. Бери да строй поверхность.
Мой станок управляется grbl’ом на дешевом китайском шилде. У grbl есть поддержка щупа на пине A5, но вот специального разъема на моей плате почему-то не выведено. Внимательно рассмотрев ее, я все же обнаружил, что пин A5 выведен на разъем SPI порта (подписанный как SCL), земля там тоже рядом есть. С этим «датчиком» одна хитрость — провода нужно переплести между собой. Во фрезере крайне до фига наводок, и без этого датчик будет постоянно давать ложные срабатывания. Даже после переплетения продолжит, но сильно-сильно реже.
Итак, датчик собран, тестером проверен, дальше важный вопрос — как проверить в grbl, что все в порядке и я не сломаю единственный гравер. Немного гугления показало, что ему нужно отправить команду G38.2 Z-10 F5.
Команда говорит: начинай спускаться вниз вплоть до –10 по Z (абсолютная это или относительная высота — зависит от режима, в котором сейчас прошивка). Спускаться будет очень медленно — со скоростью 5 мм/мин. Это вызвано тем, что сами разработчики не гарантируют, что спуск остановится ровно в момент срабатывания датчика, а не чуть позже. Поэтому лучше спускаться медленно, чтобы все остановилось вовремя и не успело уйти в плату по самое не балуйся. Лучше всего первый тест проводить, подняв голову на высоту сильно больше 10 мм и сбросив систему координат. В таком случае, даже если все не сработает и вы не успеете дотянуться до кнопки E-Stop’а, фреза не будет запорота. Можно провести два теста: первый — ничего не делать (и по достижении –10 grbl выдаст «Alarm: Probe Fail»), второй — пока оно едет вниз, чем-нибудь замкнуть цепь и убедиться, что все остановилось.
Дальше надо найти метод, как, собственно, промерить матрицу и исказить gcode как нужно. На первый взгляд, у pcb2gcode’а есть какая-то поддержка autoleveling’а, но поддержки именно grbl’а нет. Там есть возможность задать команды запуска пробы руками, но с этим надо разбираться, а мне, честно говоря, было лень. Пытливый ум мог бы заметить, что у LinuxCNC команда запуска пробы совпадает с командой grbl. Но дальше идет непоправимое различие: все «взрослые» интерпретаторы gcode’а сохраняют результат выполненной пробы в машинную переменную, а grbl просто выводит в порт значение.
Легкое гугление подсказало, что есть еще довольно много разных вариантов, но мне на глаза попался проект chillpeppr:
Это система из двух компонентов, предназначенная для игры с железом из вебни. Первый компонент — Serial JSON Server, написанный на go, запускается на машине, подключенной непосредственно к железке, и умеет отдавать управление последовательным портом по вебсокетам. Второй — работает у вас в браузере. У них есть целый фреймворк для построения виджетов с каким-то функционалом, которые потом можно засовывать на страничку. В частности, у них уже есть готовый workspace (набор виджетов) для grbl и tinyg.
И у chillpeppr’а есть поддержка autoleveling’а. Да еще и с виду он сильно удобнее UniversalGcodeSender’а, которым я пользовался до этого. Ставлю сервер, запускаю браузерную часть, трачу полчаса на то, чтобы разобраться с интерфейсом, загружаю туда gcode своей платы и вижу какую-то фигню:
Посмотрев в сам gcode, который генерирует pcb2gcode, вижу, что он использует нотацию, когда на последующих строках не повторяется команда (G1), а даются только новые координаты:
G00 X1. 84843 Y34.97110 ( rapid move to begin. )
F100.00000
G01 Z-0.12000
G04 P0 ( dwell for no time -- G64 should not smooth over this point )
F200.00000
X1.84843 Y34.97110
X2.64622 Y34.17332
X2.69481 Y34.11185
X2.73962 Y34.00364
X2.74876 Y31.85178
X3.01828 Y31.84988
X3.06946 Y31.82249
X3.09684 Y31.77131
Судя по тому, что chilipeppr показывает только вертикальные движения, он видит строку G01 Z-0.12 здесь, но не понимает все, что идет после F200. Нужно переделывать на explict нотацию. Конечно, можно руками поработать или напилить какой-нибудь post-processing скрипт. Но никто еще не отменил G-Code Ripper, который среди прочего умеет бить сложные команды gcode’а (типа тех же дуг) на более простые. Он же, кстати, тоже умеет по матрице autoprobe’а искривлять gcode, но встроенной поддержки grbl’а опять нет. Зато можно сделать тот самый split. Мне вполне подошли стандартные настройки (разве что в конфиге пришлось заранее поменять единицы измерения на mm). Результирующий файл начал нормально отображаться в chilipeppr:
Дальше запускаем autoprobe, не забыв указать расстояние, с которого опускать пробу, и ее глубину. В моем случае я указывал, что надо опускать с 1 до –2 мм. Нижняя граница не так важна, ее можно поставить хоть –10, но я бы не советовал: пару раз неудачно выставил начальную точку, с который надо запускать пробу, и крайние точки оказывались за пределами платы. Если заглубление больше — можно и гравер сломать. А так просто ошибка. От уровня верхней границы напрямую зависит то, как долго он будет промерять поверхность. В моем случае реально плата почти никогда не уходила за пределы 0,25 мм вверх или вниз, но 1 мм как-то надежнее. Жмем заветную run и бежим к фрезеру медитировать:
А в интерфейсе chilipeppr появляется потихоньку промеренная поверхность:
Здесь надо обратить внимание, что все значения по Z умножены на 50, дабы лучше визуализировать получившуюся поверхность. Это настраиваемый параметр, но 10 и 50 хорошо работают, на мой взгляд. Я достаточно часто сталкиваюсь с тем, что какая-то одна точка оказывается сильно выше, чем можно от нее ожидать. Лично я связываю это с тем, что датчик ловит-таки наводки и дает ложное срабатывание. Благо chilipeppr позволяет выгрузить карту высот в виде json’ки, ее можно руками после этого поправить, а потом руками же загрузить. Дальше жмем кнопку «Send Auto-Leveled GCode to Workspace» — и в перце уже загружен поправленный гкод:
N40 G1 X 2.6948 Y 34.1118 Z0.1047 (al new z)
N41 G1 X 2.7396 Y 34.0036 Z0.1057 (al new z)
N42 G1 X 2.7488 Y 31.8518 Z0.1077 (al new z)
N43 G1 X 3.0183 Y 31.8499 Z0.1127 (al new z)
N44 G1 X 3.0695 Y 31.8225 Z0.1137 (al new z)
N45 G1 X 3.0968 Y 31.7713 Z0.1142 (al new z)
В код добавлены перемещения по Z, которые должны компенсировать неровность поверхности.
Выбор параметров фрезеровки
Запускаю фрезеровку, получаю вот такой результат:
Тут видно сразу три момента:
Проблема с неровностью поверхности ушла: прорезано (точнее, процарапано) все практически на одну глубину, нигде нет пропусков, нигде не заглубился слишком сильно.
Заглубление недостаточное: 0,05 мм явно не хватает для этой фольги. Платы, кстати, какой-то неизвестный зверь с AliExpress, толщину меди там не указали. Слой меди бывает разный, наиболее распространенные — от 18 до 140 мкм (0,018—0,14 мм).
Явно видны биения гравера.
Про заглубление. Подобрать то, насколько глубоко надо опускать гравер, несложно. Но есть специфика. Конический гравер имеет в проекции форму треугольника. С одной стороны, угол сведения к рабочей точке определяет, насколько инструмент тяжело сломать и как долго он проживет, а с другой — чем больше угол, тем шире будет рез при заданном заглублении.
Формула расчета ширины реза при заданном заглублении выглядит так (нескромно взята с reprap.org и исправлена):
2 * penetration depth * tangens (tool tip angle) + tip width
Считаем по ней: для гравера с углом 10 градусов и точкой контакта 0,1 мм при заглублении 0,1 мм мы получаем ширину реза почти 0,15 мм. Исходя из этого, кстати, можно прикинуть, какое минимальное расстояние между дорожками сделает выбранный гравер на фольге выбранной толщины. Ну и еще, даже если вам не надо очень маленьких расстояний между дорожками, слишком глубоко фрезу опускать все равно не стоит, так как стеклотекстолит очень сильно тупит фрезы даже из твердых сплавов.
Ну и тут есть еще смешной момент. Допустим, у нас есть две дорожки, отстоящие друг от друга на 0,5 мм. Когда мы прогоним pcb2gcode, он посмотрит на значение параметра Toolpath offset (насколько отступать от дорожки при фрезеровке) и фактически сделает между дорожками два прохода, отстоящие друг от друга на (0,5 – 2 * toolpath_offset) мм, между ними останется (а скорее всего, сорвется) какой-то кусочек меди, и будет это некрасиво. Если же сделать toolpath_offset большим, чем расстояние между дорожками, то pcb2gcode выдаст warning, но сгенерирует только одну линию между дорожками. В общем случае для моих применений это поведение более предпочтительно, так как дорожки получаются шире, фреза режет меньше — красота. Правда, может возникнуть проблема с smd-компонентами, но маловероятно.
Есть выраженный случай такого поведения: если задать очень большой toolpath_offset, то мы получим печатную плату в виду диаграммы Вороного. Как минимум — это красиво 😉 На эффект можно посмотреть на первом скриншоте из pcb2gcode, что я давал. Там показано, как она будет выглядеть.
Теперь про биения гравера. Это я их зря так называю. Шпиндель у меня неплохой вроде и так сильно, конечно, не бьет. Тут скорее кончик гравера при перемещении изгибается и прыгает между точками, давая вот ту странную картину с точечками. Первая и основная мысль — фреза не успевает прорезать и потому перепрыгивает. Легкое гугление показало, что народ фрезерует печатные платы шпинделем на 50к оборотов со скоростью примерно в 1000 мм/мин. У меня шпиндель дает 10к без нагрузки, и можно предположить, что резать надо со скоростью 200 мм/мин.
Результаты и вывод
Учтя все это, промеряю новый кусок текстолита, запускаю фрезеровку и получаю вот такой результат:
Верхняя ровно так, как вышла из фрезера, нижняя — после того как провел по ней обычным точильным камнем пару раз. Как видно, в трех местах дорожки не прорезались. В целом по всей плате ширина дорожек плавает. С этим еще надо разбираться, но у меня есть предположение, в чем причина. Сначала я крепил плату на двусторонний скотч, и она достаточно часто отходила. Потом в паре мест прихватил еще краями головок саморезов. Вроде держаться стала лучше, но все равно немного играет. Подозреваю, что в момент фрезеровки она прижимается к площадке и из-за этого, собственно, не прорезается.
В общем, перспективы у этого всего есть. Когда процесс отработан, построение матрицы высот занимает минут пять-семь, потом непосредственно фрезеровка — пару минут. Вроде можно экспериментировать дальше. Зато можно потом сверловку делать на том же станке. Еще прикупить заклепок, и будет счастье! Если тема интересна, то могу написать еще одну статью про сверловку, двусторонние платы и пр.
Печатные платы на ЧПУ: гравировка на фрезерном станке
Недорогое производство печатных плат интересует большинство радиолюбителей. Еще недавно выбор технологий был маленьким, но после стремительного развития техники у людей появилась возможность быстро, дешево и качественно делать заготовки для своих проектов на дому. Для этого сейчас используются станки с ЧПУ.
Что надо для гравировки печатных плат на фрезерном станке ЧПУ?
Прежде всего, необходимо наличие фрезерного станка, который управляется программно. Оборудование должно быть способно выполнять фрезерование плат, что требуется для создания токопроводящих дорожек. Также устройство должно выполнять сверление отверстий для установки электронных компонентов.
Кроме того, станок должен уметь выполнять контурную обрезку заготовки.
Для работы потребуется:
Заготовки, из которых будут изготавливаться платы. Они могут различаться по типу материала. Можно использовать гетинакс, металл, целлюлозную бумагу со стеклотканью и эпоксидной смолой, фольгированный стеклотекстолит. Какой материал использовать, выбирает мастер.
Фоторезист, который имеет светочувствительный слой.
Набор сверл — от 0,4 до 3 мм.
Набор фрез, включая конические и «кукурузу».
Вещества, при помощи которых выполняется травление заготовки.
Сплав Розе для залуживания проводников.
Система опторазвязки на LTP порт.
Софт.
Это главное, что требуется для начала производства ПП.
Создание проекта
Сделать проект ПП можно с помощью большого количества программ, которые загружаются в устройство. Но чаще всего используется Eagle. Рисунок нужно выполнять на каждом слое:
Bottom — для нижних дорожек.
Top — для верхних дорожек.
Dimension — для контуров платы.
Milling — этот слой предназначен для фрезеровальных работ.
Когда при создании проекта применяют программу Sprint Layout, необходимо учитывать особенности работы с фольгированными материалами. Дорожки делают широкими для образования зазоров. По ним смогут пройти граверы. В качестве нулевой точки системы координат обычно выбирают левый нижний угол.
ВАЖНО . Зазоры необходимы, чтобы дорожки не пересекались с контуром. Их делают между дорожками и краями ПП.
После открытия окна, где выбираются настройки фрезеровальных работ, выбирается ширина дорожки. Она чаще всего равняется толщине инструмента. После этого размечаются отверстия, выбирается скорость и траектория выборки на заготовке.
Необходимо внимательно следить, чтобы из-за ширины инструмента не появились замыкания между дорожками. Особенно, когда изготавливается сразу большая партия плат. Все они будут непригодны к использованию.
Создание управляющей программы
Теперь переходят к подготовке управляющей программы. Нужно открыть файл, который регулирует ход работы. В нем выбираются значения, регулирующие параметры фрезерования, которые зависят от модели используемого устройства, обрабатываемого материала и выбранного инструмента. Производится настройка глубины прорезания и рабочей подачи. После этого происходит конвертация кода, и программа создает G-код.
Глубина фрезеровки выбирается экспериментально. Настройку нужно производить так, чтобы фреза выбирала только внешний слой. Когда файл будет подготовлен, его загружают в Mach4. Далее выставляются нули, и начинается работа станка.
Для других процессов (например, вырезание по контуру и сверление) файл подготавливается точно так же. После настройки файлы загружают в Step Cam. Их следует сохранять отдельно.
Глубину обработки нужно определять, опираясь на толщину материала. Если она составляет 1,5 мм, то глубину сверления выставляют в 1,6 или немного больше.
По контуру фрезеруют в 2—4 прохода. Глубину выборки выставляют в 0,5 мм. После каждого прохода необходимо вручную опускать инструмент по вертикальной оси и делать обнуление.
Станок вернется к нулевым координатам. При работе со станком нужно обращать внимание на разницу сверл. Программа Mach4 способна самостоятельно определить длину сверла и отключить работу станка во время смены инструмента.
Использование софта
Наиболее популярные программы для работы на станках с ЧПУ:
Estlcam. Достаточно удобная и многофункциональная программа, предназначенная для создания G-кода. Она может работать с метрическими единицами измерения, а также переводить файлы в различные форматы. Станок можно запускать непосредственно из меню программы. Также с ее помощью можно управлять работой устройства с компьютера.
Free Mill. Тоже применяется для создания G-кода. Это бесплатная программа. С ее помощью можно задавать направление, по которому будет перемещаться инструмент, выполнять резание, разрабатывать чистовые и черновые направления.
DeskProto. Позволяет разрабатывать проекты для одной детали или операции. В программе отсутствует ограничение на размер документа, поэтому сложность может быть любой.
Особенности технологического процесса
При создании печатных плат на станках с ЧПУ необходимо быть внимательными к определенным нюансам:
Для получения фотошаблона на плате можно использовать лазерный принтер. У универсальной пленки две рабочие стороны. Гладкую можно использовать для лазерного принтера, а шершавую — для струйного.
Рабочий стол должен быть идеально ровным и плоским. Его можно изготовить из толстой фанеры с последующей торцовкой.
Листовой стеклотекстолит часто имеет неидеальную форму. В разных местах у него может отличаться толщина. Из-за этого сверлить нужно с допуском небольшого прорезания.
Фрезеровочные работы просто выполнить при помощи гравера «пирамидки». Его диаметр должен быть от 0,4 до 1 мм. Для вырезания контура лучше всего подходит фреза «кукуруза». А для сверления отверстий понадобятся сверла с диаметром от 0,8 мм.
При правильной настройке для изготовления плат можно использовать и лазерный гравер. Но после этого заготовка нуждается в дополнительной обработке.
Пыль со стеклотекстолита очень вредна для дыхательных путей. Над станком желательно установить вытяжку. Также можно дополнительно смачивать печатную плату водой при помощи медицинского шприца. Если нет возможности установить вытяжку, то нужно использовать респиратор или влажную повязку на лицо.
Гетинакс не рекомендуется для изготовления ПП, так как во время пайки он выделяет очень неприятный запах.
Использование станка с ЧПУ для изготовления печатных плат позволяет добиться высокого качества и скорости производства. Радиолюбители получили возможность использовать ПП с минимальной шириной дорожек, что еще совсем недавно было невозможным.
30 ноября 2020
1556
Получите консультацию специалиста
Фрезерный станок для печатных плат
Prometheus — Zippy Robotics, Inc
Prometheus позволяет вам делать печатные платы на вашем столе. Поддерживаются верхний и нижний слои, просверленные отверстия и обрезки кромок.
ЗАКАЗАТЬ сейчас
Закажите станок для изготовления печатных плат Prometheus сейчас, чтобы занять место в очереди
*Обратите внимание, что если вы заказываете из-за пределов США, вы будете импортировать нашу продукцию и будете нести ответственность за любые таможенные пошлины/налоги/сборы, связанные с импортом нашей продукции. товары в вашу страну. Вы несете ответственность за информирование себя о том, что это может быть. Мы не несем ответственности за любые дополнительные расходы.
Серийная версия нашего фрезерного станка для печатных плат Prometheus.
Способность создавать вещи — это сила
.
Эта возможность есть у каждого. Мы хотим усилить ее с помощью Prometheus — настольного фрезерного станка для печатных плат, который позволит вам изготавливать печатные платы прямо на рабочем столе за считанные минуты. Вам больше не придется ждать, пока ваша плата будет доставлена вам из службы производства печатных плат.
ProCAM — демонстрация импорта Gerber из Circuit Maker
В этом видео мы покажем вам, как взять проект, созданный в Altium’s Circuit Maker, и создать печатную плату с помощью Prometheus.
Почему мы?
Мы считаем, что с Prometheus вы получите больше производительности на доллар, чем с любым из наших конкурентов. Наши особенности отличают Prometheus. Машины с аналогичными характеристиками стоят на тысячи долларов дороже. Наше соотношение цены и качества составило специально разработанных , как и остальные наши характеристики.
Мы также активно изучаем поддержку гибких материалов, поддержку паяльной маски и другие материалы помимо FR-4. С Zippy Robotics вы можете быть уверены, что мы никогда не перестанем внедрять инновации . Мы никогда не согласимся на «достаточно хорошо».
Отслеживание поверхности
Prometheus быстро исследует поверхность доски перед фрезерованием, создает карту поверхности и использует ее для поддержания одинаковой глубины резки по всей поверхности доски.
Программная калибровка выравнивания
Функция калибровки ProCAM гарантирует, что квадраты получаются квадратными. Нежелательный сдвиг, вращение и перемещение между слоями печатной платы исключены, даже если оси не идеально перпендикулярны. Никогда больше не беспокойтесь о прямой регистрации.
Поддержка мелкого шага
Имея дорожку 4 мил/пространство 5 мил, Prometheus может поддерживать практически любые компоненты для поверхностного монтажа.
Высокоскоростной шпиндель
50 000 об/мин позволяет сверлам малого диаметра резать с высокой скоростью подачи.
Низкое биение
Наш шпиндель имеет статическое биение менее 0,0001 дюйма (2,5 микрона), поэтому вы можете работать с крошечными концевыми фрезами и иметь более длительный срок службы.
Как это работает Prometheus — фрезерный станок для печатных плат. Он работает путем фрезерования (или вырезания/гравировки) вашей схемы на стандартной плате с медным покрытием. Сверла, используемые во фрезерных станках, называются «концевыми фрезами», и хотя они могут быть похожи на сверла, между ними есть важное отличие: сверла предназначены для резки только с их острия, в то время как концевые фрезы могут резать и сбоку. Это позволяет фрезерному станку не только сверлить отверстия, но и вырезать предметы. В случае Прометея, вы можете фрезеровать свою схему, просверливать отверстия и даже вырезать форму самой платы (возможно, вам нужна круглая печатная плата или какая-то другая нестандартная форма, например).
Prometheus специально создан для изготовления печатных плат. Требования и спецификации, необходимые для вырезания мелких деталей, необходимых для современных печатных плат, сильно отличаются от стандартных фрезерных или фрезерных станков с ЧПУ, которые обычно используются для вырезания дерева или металла. Когда мы вырезаем элементы размером всего в несколько тысячных дюйма, единственной наиболее важной характеристикой является биение шпинделя или TIR (общее указанное биение). Это то, что вы редко встретите в кавычках для недорогих станков с ЧПУ общего назначения, но малое биение имеет решающее значение, когда речь идет о микрофрезеровании. Биение описывает, насколько сильно качается бита при вращении вокруг оси вращения. Слишком большое биение приведет к немедленной поломке маленьких концевых фрез. Вот почему шпиндели любительского уровня и ручные вращающиеся инструменты не подходят для точной работы с печатными платами. Мы могли бы купить готовый шпиндель с подходящими характеристиками для включения в Prometheus, но нам пришлось бы потратить более 1000 долларов только на шпиндель! Вероятно, это основная причина, по которой другие профессиональные заводы по производству печатных плат стоят более 8000 долларов. Мы решили эту проблему, спроектировав собственный недорогой шпиндель с малым биением, чтобы мы могли поставить профессиональный станок за небольшую часть стоимости.
Программное обеспечение ProCAM (Prometheus Computer-Aided Manufacturing) ProCAM — это программное обеспечение CAM, разработанное специально для Prometheus. Он позволяет импортировать стандартные файлы Gerber, которые вы создаете с помощью вашего любимого инструмента проектирования печатных плат, а затем генерирует пути инструментов и используется для управления фрезерным станком Prometheus для печатных плат. ProCAM позволяет импортировать верхний слой, нижний слой (дополнительно), просверленные отверстия (дополнительно) и слой обрезки кромок (дополнительно). Последняя версия ProCAM позволяет выполнять контурное фрезерование. То есть он обводит один или несколько контуров вокруг каждой медной цепи, чтобы изолировать ее от остальной части платы. Это создает электрически правильную цепь. Однако в настоящее время мы работаем над добавлением в ProCAM опции полного удаления меди, чтобы она удаляла вся медь , которой нет в файлах Gerber.
Технические характеристики
Скорость вращения шпинделя: 50 000 об/мин Макс. скорость X/Y: Более 3800 мм/мин (150 дюймов/мин) подшипник (статический) Тип биты: Для нашего шпинделя требуются наши нестандартные биты Zippy Robotics, Максимальный диаметр хвостовика 0,1248 дюйма . Мы предлагаем соответствующие биты. Максимальный размер печатной платы: 6 дюймов x 4 дюйма или европейский размер 160 мм x 100 мм Тип печатной платы: FR-4, FR-1, Rogers 4350 (другие ламинаты Rogers проходят испытания). Односторонняя или двусторонняя Минимальный размер дорожки/промежутка: 4 мил дорожки/5 мл промежутков (1 мил = 0,001 дюйма = 0,0254 мм, 5 мил = 0,127 мм) Максимальный размер просверленного отверстия: 0,125 дюйма (3,175 мм) Разрешение X и Y: 0,000156 дюйма (4 микрона) Z разрешение: 0,000049 дюйма (1,25 микрона) Контроллер двигателя: Пользовательский контроллер ZippyTalk на базе Atmel ARM Вес: 30 фунтов. Занимаемая площадь: 14 x 15,8 дюймов Входное напряжение: Универсальный источник питания, 100–240 В переменного тока Возможности подключения: USB Plug-and-Play Системные требования: Windows 7 или более поздней версии. Планируется поддержка Mac и Linux Обратите внимание, что это текущие спецификации, но они могут измениться, если будут внесены дополнительные изменения до того, как мы начнем поставки.
Основы фрезерных станков для печатных плат
Специализированные станки, предназначенные для прототипирования печатных плат, могут значительно ускорить разработку.
Леланд Тешлер • Ответственный редактор Изучите онлайн-колонки с советами для инженеров, и вы часто будете видеть сообщения, пропагандирующие инвестиции в фрезерный станок, специально предназначенный для производства прототипов печатных плат. Инженеры, использующие эти машины, указывают на их преимущества, в том числе на резкое ускорение их способности повторять проекты печатных плат. Обычный подход заключается в том, чтобы заказать бесплатные образцы подложек у поставщиков печатных плат, а затем изготовить грубый прототип печатной платы, который затем заполняется и тестируется. Часто наличие завода по производству печатных плат позволяет инженерам изготавливать и тестировать несколько конструкций в течение дня.
Основная функция фрезерных станков для печатных плат заключается в выборочном фрезеровании медного слоя на подложке печатной платы для формирования дорожек и других проводящих участков на поверхности платы. Некоторые из этих специализированных машин также могут формировать переходные отверстия.
Конечно, существуют ограничения на то, что можно сделать с печатной платой, изготовленной на фрезерном станке. Основное ограничение заключается в том, что на простых станках возможны только двухслойные платы. Создание паяльной маски также проблематично.
Кроме того, фрезерные станки, достаточно хорошие для производства печатных плат, могут быть дорогими. Нижний предел ценового диапазона для этих машин составляет около 4000 долларов, но более сложное оборудование, способное делать переходные отверстия, может стоить в диапазоне 25000 долларов. Даже более сложные лазерные машины достигают шестизначной суммы. Эти устройства используют лазеры для удаления материала и, таким образом, имеют некоторые преимущества по сравнению с механическим фрезерованием, которые включают более высокую точность и отсутствие износа сверл.
Кроме того, аддитивные подходы к ПХБ становятся все более практичными. Эти машины для быстрого прототипирования могут стать недорогой альтернативой печатным станкам для плат, состоящих всего из нескольких слоев. Но есть также несколько высокопроизводительных аддитивных машин, которые, как говорят, обрабатывают сложные схемы с большим количеством слоев, а также электромеханические детали.
Базовые мельницы
Фрезерный станок Prometheus от Zippy Robotics.
Одним из станков по производству печатных плат в бюджетной категории является Prometheus от Zippy Robotics Inc. в Нортпорте, штат Нью-Йорк. Станок стоимостью 3000 долларов имеет шпиндель, который работает со скоростью 50 000 об/мин и имеет биение менее 2,5 микрон. В нем указана точность 0,15625 мил (4 микрона) по осям X и Y и всего 1,25 микрона по оси Z. Его максимальная скорость подачи составляет 3800 мм/мин, а станок включает отслеживание поверхности, что, как утверждается, обеспечивает стабильные результаты по глубине резания.
Завод поставляется с программным обеспечением управления под названием ProCAM, которое берет стандартные файлы чертежей Gerber и использует их для построения чертежей размером до 6×4 дюймов. особенности платы. Зиппи говорит, что машина может создавать дорожки размером 4 мил/5 мл с многочисленными корпусами микросхем для поверхностного монтажа и изготавливать двухстороннюю плату с просверленными отверстиями примерно за час.
Следует отметить, что в 30-фунтовом Prometheus используются специальные биты, доступные только у Zippy. Компания заявляет, что типичные серийные биты будут немного больше максимально допустимого диаметра хвостовика и не будут входить в шпиндель. Также следует отметить отсутствие механизма автоматической смены инструмента.
Компания Bantam Tools в Пикскилле, штат Нью-Йорк, когда-то производила настольный фрезерный станок
Фрезерный станок с ЧПУ Bantam. Предыдущая версия обрабатывала исключительно работу с печатными платами. Он также может фрезеровать пластик, алюминий и подобные мягкие металлы.
станок, оптимизированный для использования с печатными платами. Это устройство было заменено более универсальным инструментом, называемым настольным фрезерным станком с ЧПУ, который также может обрабатывать алюминиевые и пластиковые детали. Вся машина весит 70 фунтов. Она имеет рабочую зону 7 x 9 x 3,5 дюйма и выполняет разрезы с повторяемостью ±1 мил. Двигатель шпинделя представляет собой агрегат мощностью 0,25 л.с., который вращается до 25 000 об/мин. Эта машина явно предназначена для создания прототипов, поскольку процесс смены инструмента строго ручной.
Станок с ЧПУ Bantam стоит около 4000 долларов. Bantam производит пакет программного обеспечения для фрезерных станков, годовая подписка на который стоит 200 долларов. Bantam также предоставляет ряд специализированных режущих инструментов для станка, в том числе инструмент для гравировки печатных плат.
Станки с ЧПУ, подобные станкам Bantam, обладают универсальными возможностями, которые позволяют им создавать печатные платы, а также, возможно, корпуса, в которых будет размещаться печатная плата. Но станки компании LPKF Laser & Electronics N.A. в Туалатине, штат Орегон, оптимизированы для изготовления печатных плат. Компания, пожалуй, наиболее известна своими машинами серии ProtoMat. В линейке ProtoMat есть три модели, стоимость которых начинается от 9 долларов.800 и подняться примерно до 27 800 долларов.
Top, машина LPKF ProtoMat. внизу машина LPKF ProtoLaser.
Скорость двигателя шпинделя в этом диапазоне от 40 000 до 100 000 об/мин, а на двух станках используется автоматическая смена инструмента. Двигатели шпинделя с более высокой скоростью вращения обеспечивают более чистое качество фрезерной кромки с меньшим количеством заусенцев. Качество кромки особенно заметно при использовании концевых фрез меньшего размера и при фрезеровании более мягких подложек RF. Шпиндель ProtoMat E44 со скоростью вращения 40 000 об/мин обеспечивает минимальный размер дорожки размером 4 мил с интервалом 8 мил. Шпиндели со скоростью вращения 60 000 и 100 000 об/мин в системах ProtoMat S64 и S104 позволяют использовать дорожки толщиной 4 мила с интервалом 4 мила. .
На двух машинах также доступны камеры реперного выравнивания. Они вступают в игру при изготовлении двусторонних печатных плат, отмечая положение реперных меток на плате, чтобы структуры на обеих сторонах платы совпадали. Более дорогие модели также оснащены датчиком и программным обеспечением обратной связи по толщине меди для более точного контроля глубины реза, что очень удобно для приложений RF/MW.
Следует также отметить, что некоторые машины LPKF могут создавать многослойные печатные платы в сочетании с прессом для ламинирования и комплектом для нанесения покрытия через отверстия. Есть два уровня сложности комплектов для сквозных отверстий. В самом дешевом из них используется проводящий полимер, который вручную наносится на отверстия, просверленные в плате. Существует также специальная машина LPKF, которая применяет гальванические и химические процессы к отверстиям пластины в закрытой камере.
Станки линейки LPKF ProtoLaser явно предназначены для выполнения гораздо более сложных задач, чем грубое прототипирование. В них используются лазеры для операций резки и формовки, а их цена варьируется от 91 000 до 373 000 долларов. Лазерный луч удаляет медь рядом с будущими дорожками, не оставляя следов. Полученная структура имеет резко обрезанные края. Типичными областями применения являются точные, крутые боковые стенки или сверхбыстрая лазерная гравировка, резка и сверление.
Существует четыре модели протолазеров. Среди их особенностей — лазерные лучи с малым размером пятна, что позволяет вырезать каналы шириной до 15 мкм. Говорят, что такие прецизионные размеры особенно полезны для радиочастотных приложений, где часто используются полосковые линии.
Там, где менее дорогие машины могут работать достаточно хорошо для подложек печатных плат садового типа, лазерные машины могут работать с ламинированными подложками и керамикой на основе оксида алюминия, что позволяет изготавливать платы с мелким шагом. Модели ProtoLaser ST, S4, U4 или ProtoLaser R4 часто используются для обработки керамики, небольших следов и сверхбыстрого удаления металла, а также для лазерного травления некоторых гибких материалов (U4 и R4). Эти машины также позиционируются как обеспечивающие самые передовые возможности трассировки/пространства с нетронутой четкостью краев, доступной без использования химического травления.
Высококачественные лазерные станки LPKF включают в себя запатентованный процесс удаления штриховки и расслоения на больших участках истирания меди. Лазер разрезает область на тонкие полоски и отделяет полоски от органической подложки путем нагревания. Говорят, что этот метод значительно сокращает время обработки. для чувствительных подложек, создания следов шириной менее 1 мил (25 мкм), карманной гравировки и для работы с такими материалами, как стекло и тефлон, или тонкими гибкими подложками.
Другие особенности лазерных станков LPKF включают использование длины волны лазера, которая практически не затрагивает подложки, но при этом позволяет надежно обрабатывать медные поверхности с неоднородностями толщиной до 6 мкм. Эти машины также могут создавать микропереходы и отверстия в масках для пайки, резать и структурировать LTCC, обожженную керамику, подложки ITO/TCO и тонкие препреги.
Аддитивные машины
Аддитивные 3D-принтеры, которые могут работать с печатными платами, уже давно доступны. Среди главных преимуществ этого подхода — низкая стоимость 3D-принтера. Более того, 3D-принтеры потенциально могут изготавливать целые многослойные печатные платы с паяльными масками и изоляционными слоями. Некоторые принтеры также могут использоваться в качестве машин для установки компонентов на плату.
Одним из основных недостатков печатных плат, напечатанных на 3D-принтере, является то, что проводники состоят из проводящих чернил, а не из меди. Полученные дорожки и контактные площадки не обладают такой проводимостью, как обычная плата с медным покрытием — проводящие частицы составляют лишь около 10-20% (по весу) состава проводящих чернил для струйных принтеров. Более низкая проводимость может сделать нецелесообразным изготовление таких же узких дорожек, доступных на мельнице для печатных плат. Следы, нанесенные проводящими чернилами, также могут иметь небольшие отклонения по высоте, что может вызвать проблемы с импедансом в некоторых высокочастотных цепях.
Ботофабрика SV2.
Кроме того, процесс производства печатных плат на 3D-принтерах может потребовать значительного вмешательства человека-оператора. Рассмотрим BotFactory SV2, стоимость которого начинается примерно с 7500 долларов. Каждый раз, когда принтер завершает нанесение слоя, оператор-человек должен заменить печатающую головку для следующего слоя, как при переходе от печати проводников к печати изоляционного слоя. Перед хранением только что снятой печатающей головки оператор должен вытереть все остатки с сопел. При необходимости оператор также должен заполнить станцию очистки изопропиловым спиртом. А изоляционные слои вручную протираются изопропиловым спиртом перед нанесением следующего слоя.
Некоторые 3D-принтеры не могут сами создавать токопроводящие сквозные отверстия. Обычная практика изготовления сквозных отверстий в этих случаях заключается в том, чтобы положить готовую доску на сверлильный станок и вручную просверлить отверстие, а затем добавить заклепку, которая вставляется на место с помощью заклепочного пресса.
Voltera V-One.
3D-принтеры все чаще включают в себя возможности захвата и размещения. SV2, например, также имеет головку захвата. Еще один 3D-принтер с возможностью самовывоза — это V-One от Voltera в Онтарио, Канада. Модель V-One за 4200 долларов также оснащена дрелью, которая не только
Машина Стрекоза от NanoDimension.
сверлит отверстия, но может выполнять фрезерование. Скорость вращения шпинделя 13 000 об/мин, биение 0,076 мм. Как и в принтерах BotFactory, проводящие сквозные отверстия обрабатываются заклепками.
Наконец, стоит отметить, что процесс 3D-печати печатных плат может быть быстрее, если принтер может одновременно использовать две печатающие головки, одну для проводников, а другую для диэлектриков. Именно такой подход используется в машинах высокого класса, таких как линейка Dragonfly от NanoDimension в Израиле. Они варьируются в цене от 50 000 долларов до шестизначной суммы.
Мини-электродвигатель постоянного тока 12 В, ручной сверлильный станок для печатных плат по дереву, сверлильный набор с 10 шт. спиральными битами 0,5 Настольный
Мини станок сверлильный, 150 Вт, 10 000 об/мин., до 6,5 мм 180 Вт, 10000 об/мин., до 4 мм.
5929
Подробнее
JAS Министанок сверлильный, 150 Вт, 10 000 об/мин., до 6,5 мм мини-станок сверлильный предназначен для сверления небольших отверстий в различных материалах. имеет плавную и ступенчатую регулировку скорости. характеристики: Напряжение 220 В; Мощность 150 Вт; Макс.кол-во оборотов 10000 об./мин; Диаметр сверления 0, 5 мм; глубина сверления 25 мм. комплект поставки мини-станка 10202: 1. Блок сверлильного станка с колонкой. 2. Основание инструмента. 3. Рукоятка подачи патрона. 4. Ключ кулачкового патрона. 5. Ремень. 6. Ключ шестигранный
6853
Подробнее
Настольный сверлильный станок (круглый или квадратный стол) | KIWA
1. Номер артикула данного товара, посмотреть и выбрать из списка можно здесь
Пропустить Далее >>
2. Или выберите спецификацию на вкладке конфигурации, пока не будет сгенерирован номер детали
Пропустить
Далее >>
3. Информация о продукте доступна в этом разделе
Пропустить
Закрыть
(!) Поскольку поддержка со стороны Microsoft прекратится 14 января 2020 года, пользователь Windows 7 не сможет эффективно использовать веб-сайт MISUMI. Пожалуйста, рассмотрите возможность обновления вашей системы в соответствии с «системными требованиями веб-сайта MISUMI».
МИСУМИ Главная>
Инструменты для обработки>
Станки>
Сверлильные станки>
Настольный сверлильный станок (круглый или квадратный стол)
Настройка
Очистить все
Особенности
●Настольно-сверлильный станок с превосходной точностью позиционирования по глубине.
Спецификация
●тов. партия (шт.): 1
Предупреждение
●Пожалуйста, укажите при заказе корзину для круглого или квадратного стола.
ЧАСТЬ Номер
TB-13
TB-460
9958
495. PART
995. PART
995.
Скидка за объем
Количество дней до отгрузки
Подходящее сверло (мм)
Мощность (В)
Размеры стола (квадратного) (мм)
Размеры стола (круглого) (мм)
Мощность (Ш)
Ширина (мм)
Глубина (мм) Высота 902 6 90456 90456 90
Длина шнура питания (м)
Код Trusco
MASS (G)
Spindle Taper
Революции шпинделя 50 Гц (об / мин)
.
—
1 шт.
Цитировать
13
Однофуза 100
250 x 250
320
200
300
500
1080
1,5
457-957 -951 1080
1,5
457 -97-957-957-957-957-980
1,5
40051 1080
1,5
1080
1,5
100052
1,5
100052
1,5
224
70000
JT No. 6
2300・1390・820・480
2700・1650・1000・550
80
360
—
1 шт.
Цитировать
25
Three-phase 200
320×320
420
750
345
600
1540
1.8
457-9241
1
MT No.3
1270・900・790・400・390・330・250・230・150
1530・1080・940・480・460・400・300・270・180
140
460
Loading…
Основная информация
Модель продукта
Настольно-сверлильный станок
Характеристики
Это настольный сверлильный станок с превосходной точностью позиционирования по глубине.
Меры предосторожности
При заказе указывайте, для круглого или квадратного стола подходит товар.
Ручные электрические дрели хороши для создания пилотных отверстий и выполнения черновых столярных работ, но они не идеальны для сверления сверхточных отверстий в ваших заготовках. Для такого рода работ вам понадобится сверлильный станок. Эти моторизованные инструменты оснащены вертикальным сверлом, установленным на большой металлической раме, что обеспечивает стабильность и зажимную поддержку, необходимые для создания чрезвычайно прямых отверстий в древесине, металле или пластике. Большая вращающаяся рукоятка позволяет легко опускать сверло на место, а благодаря встроенному ограничителю глубины вы можете быть уверены, что отверстия каждый раз будут одинаковой глубины.
Независимо от того, устанавливаете ли вы их на верстак или ставите самостоятельно, сверлильные станки обеспечивают прочную основу, необходимую для безопасного выполнения тяжелых работ.
Лучшие сверлильные станки
1
Лучший комбинезон
Настольный сверлильный станок с регулируемой скоростью, 5 ампер Вэнь
Во-первых, убедитесь, что сверлильный станок, который вы рассматриваете, достаточно велик, чтобы удерживать предмет, который вы планируете сверлить.
Обратите особое внимание на расстояние «качания» пресса. Это число указывает расстояние между шпинделем и центральной колонной пресса, умноженное на два. Например, если у пресса расстояние поворота составляет 20 дюймов, у вас будет достаточно места для сверления в центре детали диаметром 20 дюймов. Обращая внимание на расстояние поворота и имея приблизительное представление о размерах деталей, с которыми вы будете работать, вы можете избежать получения пресса, который либо слишком мал для работы, либо траты денег — и площади — на слишком большая машина.
Расстояние перемещения шпинделя — еще один фактор, который необходимо учитывать. Это позволит вам узнать, насколько можно опустить саму дрель. Чем выше номер хода шпинделя, тем толще заготовка, с которой вы сможете работать.
Как мы выбрали
В течение многих лет я использую сверлильные станки — как небольшие настольные модели в моем домашнем гараже, так и большие промышленные модели в коммерческой деревообрабатывающей мастерской.


 Обусловлено это тщательным их шлифованием при производстве устройства. Кроме того, станок оснащен независимым смазочным комплексом, питаемым от электрической гидростанции. Он обеспечивает смазывание направляющих.
Обусловлено это тщательным их шлифованием при производстве устройства. Кроме того, станок оснащен независимым смазочным комплексом, питаемым от электрической гидростанции. Он обеспечивает смазывание направляющих.
 Узел шпинделя способен крутиться с частотой 20-2000 об/мин. Диаметр сквозного шпиндельного отверстия – 25 мм, конус посадки относится к категории Морзе 5.
Узел шпинделя способен крутиться с частотой 20-2000 об/мин. Диаметр сквозного шпиндельного отверстия – 25 мм, конус посадки относится к категории Морзе 5.
 Этот шкив, который заставляет вращаться узел шпинделя, соединен с редуктором с помощью четырех клиновых ремней. От приемного шкива узел шпинделя принимает двенадцать режимов кручения через муфту с зубцами. Еще двенадцать подач передается посредством перебора. Подключение муфты с зубцами, перебора выполняется посредством особой рукояти, располагающейся с правого бока передней бабки. Для того чтобы перебор и муфта никогда одновременно не заработали, передняя бабка оснащена узлом блокировки. Также она оборудована агрегатом, который увеличивает шаг создаваемой нарезки, и трензелем, передающим кручение на гитару.
Этот шкив, который заставляет вращаться узел шпинделя, соединен с редуктором с помощью четырех клиновых ремней. От приемного шкива узел шпинделя принимает двенадцать режимов кручения через муфту с зубцами. Еще двенадцать подач передается посредством перебора. Подключение муфты с зубцами, перебора выполняется посредством особой рукояти, располагающейся с правого бока передней бабки. Для того чтобы перебор и муфта никогда одновременно не заработали, передняя бабка оснащена узлом блокировки. Также она оборудована агрегатом, который увеличивает шаг создаваемой нарезки, и трензелем, передающим кручение на гитару. За переключение режимов вращения отвечает преселективный агрегат, который управляется специальным маховиком.
За переключение режимов вращения отвечает преселективный агрегат, который управляется специальным маховиком. Основными компонентами электрической схемы считаются 3 электрических мотора, отвечающих за основное перемещение, смазывание деталей устройства, подачу охладителя.
Основными компонентами электрической схемы считаются 3 электрических мотора, отвечающих за основное перемещение, смазывание деталей устройства, подачу охладителя.
 Станок успешно справляется с:
Станок успешно справляется с: Установка может работать с деталями, длина которых не превышает 50 сантиметров. Частота вращения шпинделя у данного токарного станка колеблется от 20 до двух тысяч оборотов в минуту, при этом размер сквозного отверстия составляет 25 миллиметров.
Установка может работать с деталями, длина которых не превышает 50 сантиметров. Частота вращения шпинделя у данного токарного станка колеблется от 20 до двух тысяч оборотов в минуту, при этом размер сквозного отверстия составляет 25 миллиметров. Осуществлять эти движения можно и вручную и при помощи коробки подач. Реверсная и прямая подача обеспечивается наличием в фартуке 4 муфт, а одновременная работа винта и ходового валика становится невозможной благодаря наличию устройства блокировки.
Осуществлять эти движения можно и вручную и при помощи коробки подач. Реверсная и прямая подача обеспечивается наличием в фартуке 4 муфт, а одновременная работа винта и ходового валика становится невозможной благодаря наличию устройства блокировки. В устройство станины входит охлаждающая система, система смазки, полка защиты ходового винта от стружки, редуктор основного движения. Контейнер для сбора смазочно-охлаждающих жидкостей находится в тумбе.
В устройство станины входит охлаждающая система, система смазки, полка защиты ходового винта от стружки, редуктор основного движения. Контейнер для сбора смазочно-охлаждающих жидкостей находится в тумбе.
 Кроме него в строение электрической системы (Рис. 1.2 ) данного токарного механизма имеется еще два включателя: «ВО» — включает освещение обрабатываемой зоны, а «КТ» — сбавляет обороты основного двигателя во время переключения шестерней в редукторе.
Кроме него в строение электрической системы (Рис. 1.2 ) данного токарного механизма имеется еще два включателя: «ВО» — включает освещение обрабатываемой зоны, а «КТ» — сбавляет обороты основного двигателя во время переключения шестерней в редукторе. Это повышает удобность его использования, и облегчает размещение устройства на производственных площадях.
Это повышает удобность его использования, и облегчает размещение устройства на производственных площадях.



 От приемного шкива с помощью зубчатой муфты шпиндельный узел получает 12 скоростей вращения, из них 12 можно передать через переборку. Подключается зубчатая муфта или поиск с помощью специальной рукоятки, расположенной на передней части корпуса передней бабки — с правой ее стороны. Для исключения возможности одновременного включения в работу поиска и зубчатой муфты в конструкции передней бабки предусмотрен стопорный механизм. кроме того, в конструкции передней бабки имеется механизм, отвечающий за увеличение шага нарезанной резьбы (8:1), а также вал, с помощью которого вращение передается на гитару и далее — к коробке передач.
От приемного шкива с помощью зубчатой муфты шпиндельный узел получает 12 скоростей вращения, из них 12 можно передать через переборку. Подключается зубчатая муфта или поиск с помощью специальной рукоятки, расположенной на передней части корпуса передней бабки — с правой ее стороны. Для исключения возможности одновременного включения в работу поиска и зубчатой муфты в конструкции передней бабки предусмотрен стопорный механизм. кроме того, в конструкции передней бабки имеется механизм, отвечающий за увеличение шага нарезанной резьбы (8:1), а также вал, с помощью которого вращение передается на гитару и далее — к коробке передач. По регулировке скорость вращения, выдаваемая редуктором, соответствует предселективному механизму, управляемому соответствующим маховиком.
По регулировке скорость вращения, выдаваемая редуктором, соответствует предселективному механизму, управляемому соответствующим маховиком.

 Это российский Ижмаш 1И611П-829.0119 Я сразу понял, что хочу его, поэтому уговорил владельца продать его мне. Это не очень распространенная машина за пределами России, но кажется, что некоторые из них были отправлены в Швецию в 80-х годах в качестве оплаты за другие машины, проданные Alfalavall. Мой токарный станок, кажется, один из них, так как он имеет марку Профила (импортное оборудование СССР)
Это российский Ижмаш 1И611П-829.0119 Я сразу понял, что хочу его, поэтому уговорил владельца продать его мне. Это не очень распространенная машина за пределами России, но кажется, что некоторые из них были отправлены в Швецию в 80-х годах в качестве оплаты за другие машины, проданные Alfalavall. Мой токарный станок, кажется, один из них, так как он имеет марку Профила (импортное оборудование СССР) 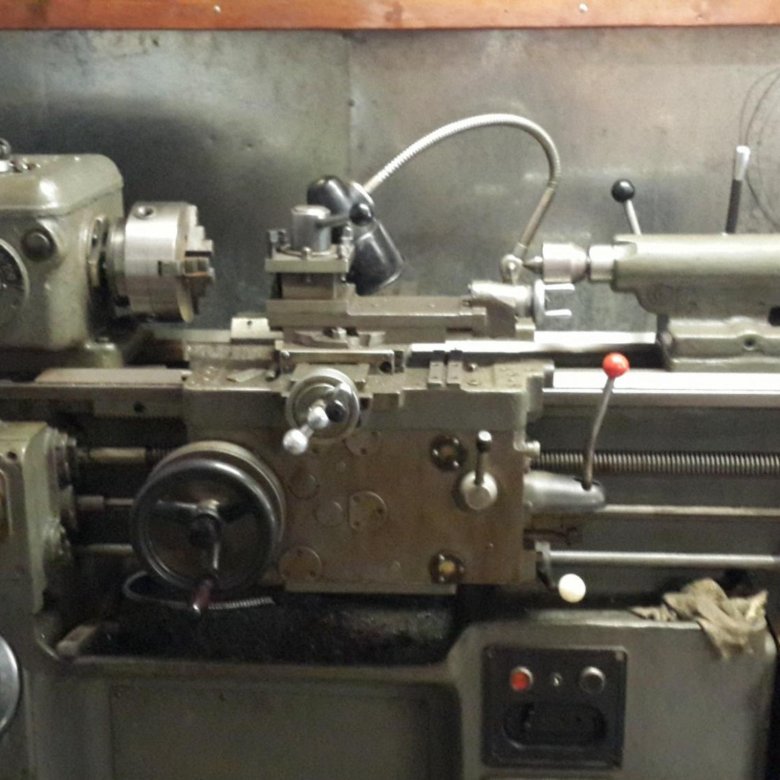 Это также легко, просто возьмите любой люнет и сделайте стояк, чтобы он соответствовал вашей кровати.
Это также легко, просто возьмите любой люнет и сделайте стояк, чтобы он соответствовал вашей кровати. 

 . их довольно печально разобрали и взвесили на свалке.
. их довольно печально разобрали и взвесили на свалке. с. машину и подумай, в какие неприятности мы могли бы вляпаться
с. машину и подумай, в какие неприятности мы могли бы вляпаться

 У меня есть инструкция на русском языке, которая может оказаться для вас более ценной, чем я
У меня есть инструкция на русском языке, которая может оказаться для вас более ценной, чем я 

 Для начала понадобиться лист стали толщиной не менее 2-3 мм Улитка для нагнетания воздуха в жерло горна. Металлический профиль. Поворотные колеса 4 шт. Огнеупорный цемент. Инструменты и приспособления. Разметка. Металл резать можно как УШМ, так и лобзиком с полотном по металлу. Предварительно место спила смазать машинным маслом. Изготовление трапеции жерла горна. Подсоединения воздуховодной системы. Установка поворотных колес. Огнеупорная шпаклевка. Излишки после застывания убираются при помощи УШМ. Дополнительно изготавливается окно для удаления золы. Педаль. Педальку привариваем к люку. Вот так она выглядит. в открытом положении. Устанавливается улитка. Далее происходит цементирование рабочей зоны горна огнеупорным цементом. Вот такой мобильный кузнечный горн получился.
Для начала понадобиться лист стали толщиной не менее 2-3 мм Улитка для нагнетания воздуха в жерло горна. Металлический профиль. Поворотные колеса 4 шт. Огнеупорный цемент. Инструменты и приспособления. Разметка. Металл резать можно как УШМ, так и лобзиком с полотном по металлу. Предварительно место спила смазать машинным маслом. Изготовление трапеции жерла горна. Подсоединения воздуховодной системы. Установка поворотных колес. Огнеупорная шпаклевка. Излишки после застывания убираются при помощи УШМ. Дополнительно изготавливается окно для удаления золы. Педаль. Педальку привариваем к люку. Вот так она выглядит. в открытом положении. Устанавливается улитка. Далее происходит цементирование рабочей зоны горна огнеупорным цементом. Вот такой мобильный кузнечный горн получился. сокращенный перевод с английского Павла Якунина.
сокращенный перевод с английского Павла Якунина.
 Маленький огнеупорный порожек впереди способствует поддержанию более высокой температуры внутри горна.Для его изготовления можно использовать обрезок от блока.
Маленький огнеупорный порожек впереди способствует поддержанию более высокой температуры внутри горна.Для его изготовления можно использовать обрезок от блока.
 …
…
 Закрытый вентиль соответствует максимальной мощности компрессора. Но, повторюсь, эту конструкцию я посчитал излишней и даю ее просто для общего развития.
Закрытый вентиль соответствует максимальной мощности компрессора. Но, повторюсь, эту конструкцию я посчитал излишней и даю ее просто для общего развития.
 Предвидя вопросы по поводу конструкции горелки, я посетил сайт Р.Рейла и скачал чертеж горелки и ее фото. Пользуйтесь — Рейл рекомендует.
Предвидя вопросы по поводу конструкции горелки, я посетил сайт Р.Рейла и скачал чертеж горелки и ее фото. Пользуйтесь — Рейл рекомендует.
 Другие материалы, которые вам понадобятся:
Другие материалы, которые вам понадобятся: Кислород — это топливо, которое заставляет огонь гореть, а подача воздуха повысит температуру угольного огня до такой степени, что металл расплавится. Старый добрый пылесос с функцией выдувания идеально подойдет, но также подойдет фен или любой другой воздушный насос. Все самодельные кузницы требуют какой-либо подачи воздуха, так что имейте это в виду, когда будете проектировать свою!
Кислород — это топливо, которое заставляет огонь гореть, а подача воздуха повысит температуру угольного огня до такой степени, что металл расплавится. Старый добрый пылесос с функцией выдувания идеально подойдет, но также подойдет фен или любой другой воздушный насос. Все самодельные кузницы требуют какой-либо подачи воздуха, так что имейте это в виду, когда будете проектировать свою! Стыки должны быть достаточно плотными, чтобы песок не высыпался. Завершите коробку, вырезав круглое отверстие того же диаметра, что и ваша труба, на одной из коротких сторон.
Стыки должны быть достаточно плотными, чтобы песок не высыпался. Завершите коробку, вырезав круглое отверстие того же диаметра, что и ваша труба, на одной из коротких сторон.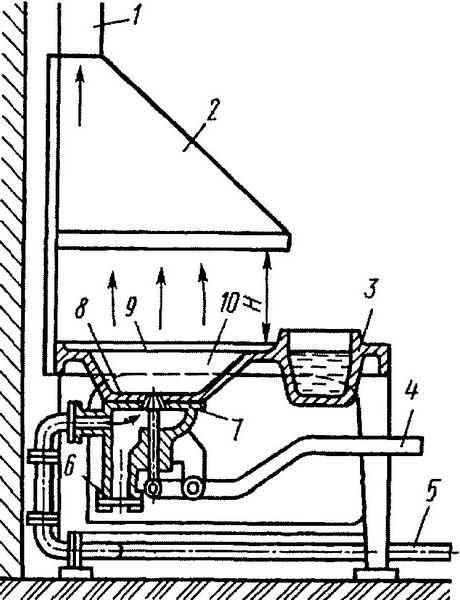 Не используйте бетон.
Не используйте бетон. В отличие от деревянного метода, вам не нужно будет использовать песок или камни, но вам, возможно, придется немного знать сварку, чтобы узнать, как построить угольную кузницу из металла. Вам также понадобится:
В отличие от деревянного метода, вам не нужно будет использовать песок или камни, но вам, возможно, придется немного знать сварку, чтобы узнать, как построить угольную кузницу из металла. Вам также понадобится: высота. Вы можете приварить ножки или использовать козлы, которые очень устойчивы. Вы можете купить большой стальной контейнер, не использовать оцинкованную сталь или найти стальной предмет в форме чаши, который можно разрезать и сварить в соответствии с вашими потребностями.
высота. Вы можете приварить ножки или использовать козлы, которые очень устойчивы. Вы можете купить большой стальной контейнер, не использовать оцинкованную сталь или найти стальной предмет в форме чаши, который можно разрезать и сварить в соответствии с вашими потребностями.
 Ознакомьтесь с некоторыми интересными планами и учебными пособиями, чтобы вы могли создать свою собственную самодельную кузницу.
Ознакомьтесь с некоторыми интересными планами и учебными пособиями, чтобы вы могли создать свою собственную самодельную кузницу.





 ru
ru Они вынесут вердикт какой тип фундамента для Вашего дома… Читать далее
Они вынесут вердикт какой тип фундамента для Вашего дома… Читать далее Ежедневно для вас -… · 9 февр 2021 · asninfo.ru
Ежедневно для вас -… · 9 февр 2021 · asninfo.ru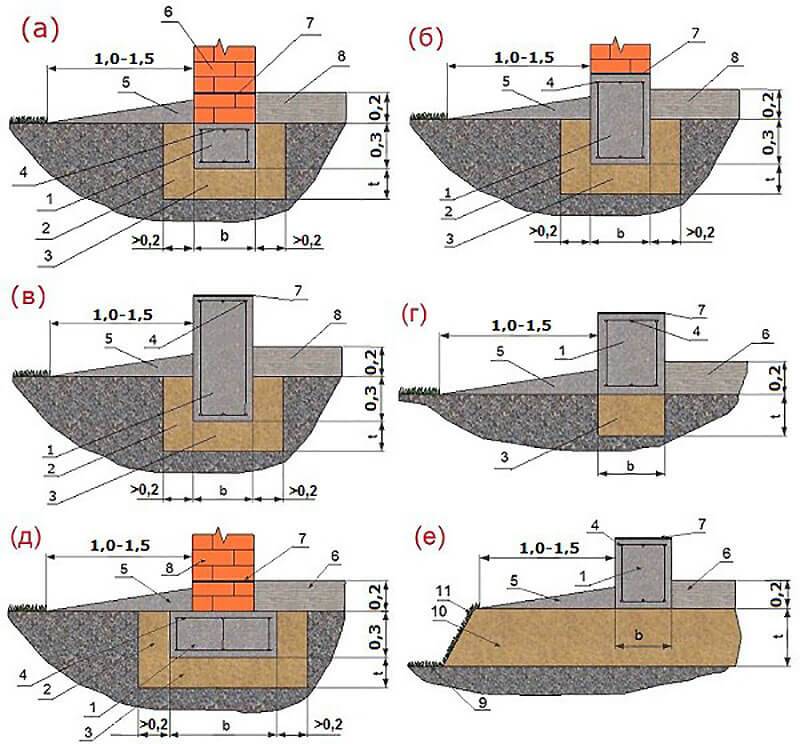 Обследования и контроль зданий и сооружений. Контроль… · 20 дек 2020
Обследования и контроль зданий и сооружений. Контроль… · 20 дек 2020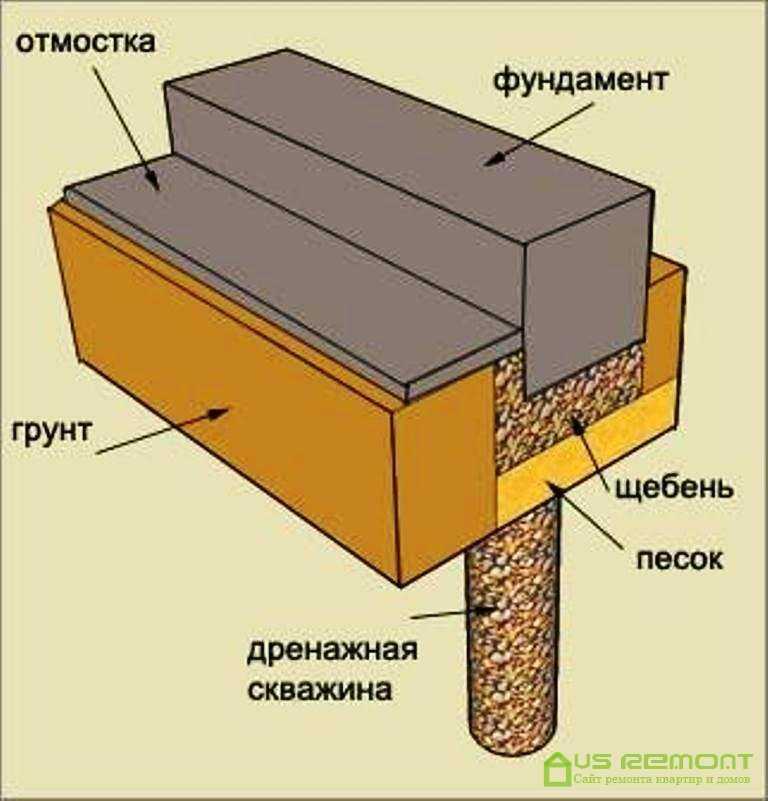 .. · 8 авг 2019
.. · 8 авг 2019 ленту нужно заложить ниже уровня промерзания.
ленту нужно заложить ниже уровня промерзания.
 По поводу малоэтажного строительства зданий в этом СП сказано вот что:
По поводу малоэтажного строительства зданий в этом СП сказано вот что: Песок может применяться любой фракции, кроме пылеватой. Особенно важно наличие такого основания под ленточными фундаментами с шириной подошвы менее 1,2 м.
Песок может применяться любой фракции, кроме пылеватой. Особенно важно наличие такого основания под ленточными фундаментами с шириной подошвы менее 1,2 м. Монолитные пояса здесь предусматриваются по верхнему обрезу кладки стен каждого этажа. Если используются столбчатые фундаменты, то они должны быть связаны между собой железобетонными балками.
Монолитные пояса здесь предусматриваются по верхнему обрезу кладки стен каждого этажа. Если используются столбчатые фундаменты, то они должны быть связаны между собой железобетонными балками. Сверху в специальные выемки устанавливается два ряда арматурных стержней, после чего производится заливка полостей бетонной смесью.
Сверху в специальные выемки устанавливается два ряда арматурных стержней, после чего производится заливка полостей бетонной смесью. Её следует соблюдать даже на непучинистых грунтах, а уж на глине, которая может быть весьма сильно подвержена пучению – и подавно.
Её следует соблюдать даже на непучинистых грунтах, а уж на глине, которая может быть весьма сильно подвержена пучению – и подавно.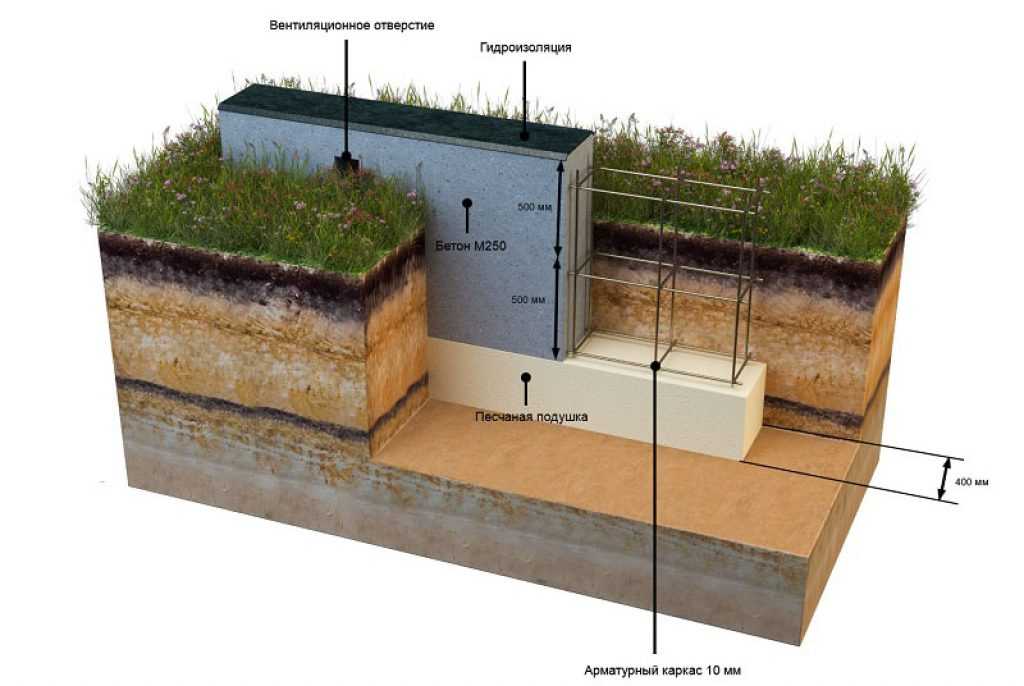 В газоблочных домах это железобетонные пояса, снимающие напряжение с кладки в пределах одного этажа.
В газоблочных домах это железобетонные пояса, снимающие напряжение с кладки в пределах одного этажа.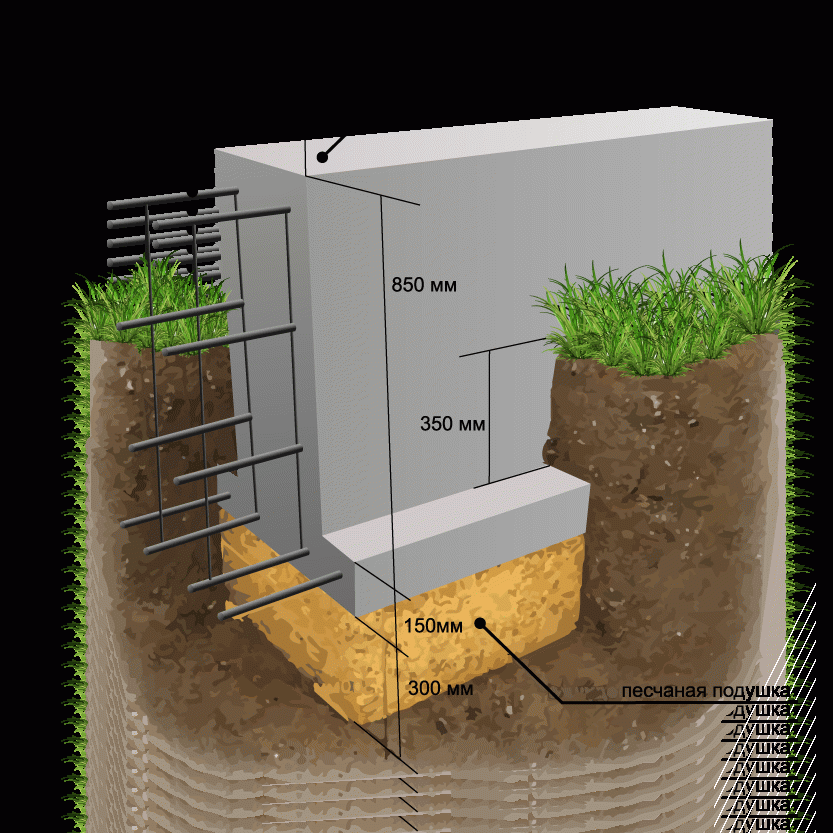 Во избежание размокания глинистого грунта, по внешнему контуру фундамента обязательно выполняется траншейный дренаж и делается герметичная, желательно утеплённая отмостка.
Во избежание размокания глинистого грунта, по внешнему контуру фундамента обязательно выполняется траншейный дренаж и делается герметичная, желательно утеплённая отмостка. Под газобетонные дома всегда применяют сваи из бетона — чаще буровые, чем забивные по той причине, что в ограниченных условиях индивидуальных участков техника для забивки или вдавливания заводских сборных свай не может работать.
Под газобетонные дома всегда применяют сваи из бетона — чаще буровые, чем забивные по той причине, что в ограниченных условиях индивидуальных участков техника для забивки или вдавливания заводских сборных свай не может работать.
 Как минимум, устраивается открытый водоотлив, в серьёзных ситуациях для понижения УГВ могут устраиваться водопонижающие скважины или применяться эжекторные иглофильтры.
Как минимум, устраивается открытый водоотлив, в серьёзных ситуациях для понижения УГВ могут устраиваться водопонижающие скважины или применяться эжекторные иглофильтры. Весьма эффективен для сбора поверхностной воды, хорошо подходит для водопонижения на городских участках. Особенность системы состоит в том, что траншея с трубой находится у внешнего края отмостки, и собирает скатывающуюся с неё по уклону воду.
Весьма эффективен для сбора поверхностной воды, хорошо подходит для водопонижения на городских участках. Особенность системы состоит в том, что траншея с трубой находится у внешнего края отмостки, и собирает скатывающуюся с неё по уклону воду. Для строительства на таких почвах самое главное – владеть точной информацией, касающейся особенностей инженерно-геологической обстановки. Только в этом случае можно принять единственно верное решение по подбору типа фундамента и его структуре, а это и есть залог беспроблемной эксплуатации дома — в том числе, возводимого из газоблоков.
Для строительства на таких почвах самое главное – владеть точной информацией, касающейся особенностей инженерно-геологической обстановки. Только в этом случае можно принять единственно верное решение по подбору типа фундамента и его структуре, а это и есть залог беспроблемной эксплуатации дома — в том числе, возводимого из газоблоков.
 Фундаменты с просверленными опорами будут крепиться глубже в глину для большей структурной устойчивости, в то время как фундаментные плиты на уровне земли борются с тенденцией глинистого грунта к усадке и расширению.
Фундаменты с просверленными опорами будут крепиться глубже в глину для большей структурной устойчивости, в то время как фундаментные плиты на уровне земли борются с тенденцией глинистого грунта к усадке и расширению. Коренная порода представляет собой слой горных пород под поверхностным слоем почвы.
Коренная порода представляет собой слой горных пород под поверхностным слоем почвы.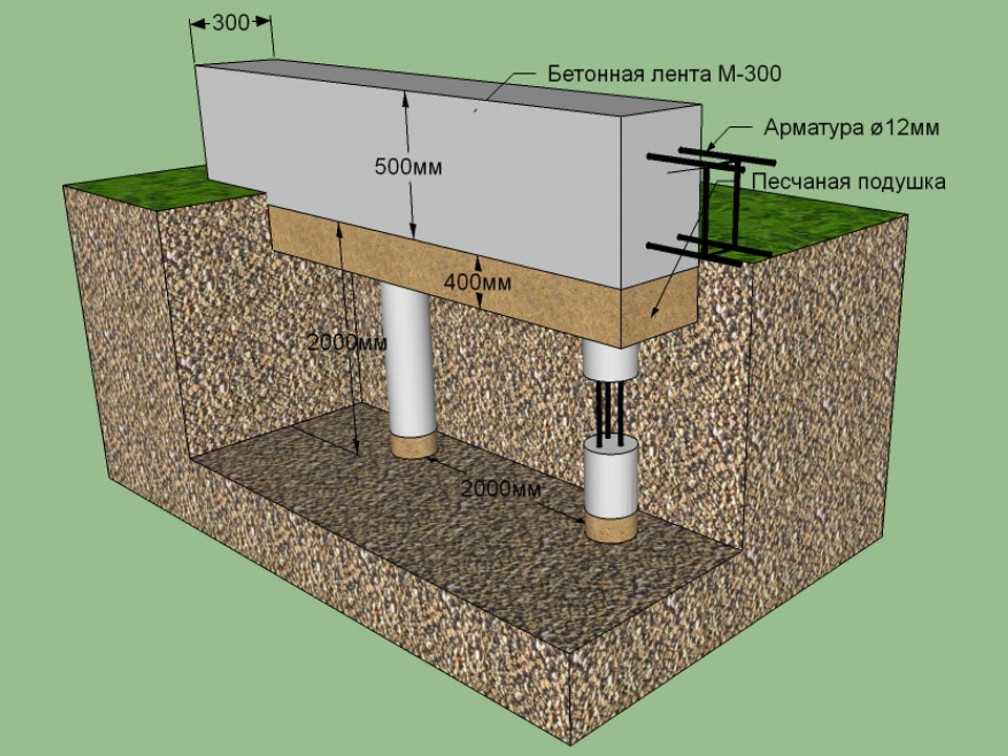 Он может удерживать большое количество воды и считается очень плохим типом грунта для фундамента из-за того, насколько сильно он может смещаться, и его низкой несущей способности. Вы можете строить на торфяной почве, но здание будет подвержено большому риску появления трещин или других повреждений.
Он может удерживать большое количество воды и считается очень плохим типом грунта для фундамента из-за того, насколько сильно он может смещаться, и его низкой несущей способности. Вы можете строить на торфяной почве, но здание будет подвержено большому риску появления трещин или других повреждений.
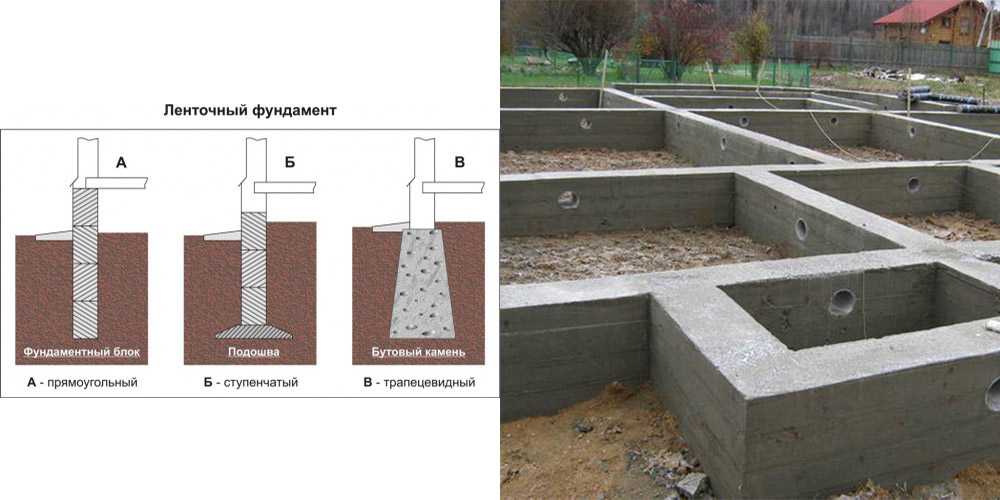 Глина, например, является сложной почвой для работы. Существует много разных видов глины, и каждый ведет себя по-своему.
Глина, например, является сложной почвой для работы. Существует много разных видов глины, и каждый ведет себя по-своему. Глина имеет тенденцию сильно расширяться и сжиматься при воздействии влаги. Это движение часто приводит к смещению и растрескиванию фундамента. Очевидно, это проблема всего дома. Некоторые глины можно легко перемещать, оставляя зазоры вокруг фундамента. Затем, когда идет дождь, в эти зазоры попадает вода. Затем эта вода скапливается вокруг фундамента и просачивается в него.
Глина имеет тенденцию сильно расширяться и сжиматься при воздействии влаги. Это движение часто приводит к смещению и растрескиванию фундамента. Очевидно, это проблема всего дома. Некоторые глины можно легко перемещать, оставляя зазоры вокруг фундамента. Затем, когда идет дождь, в эти зазоры попадает вода. Затем эта вода скапливается вокруг фундамента и просачивается в него.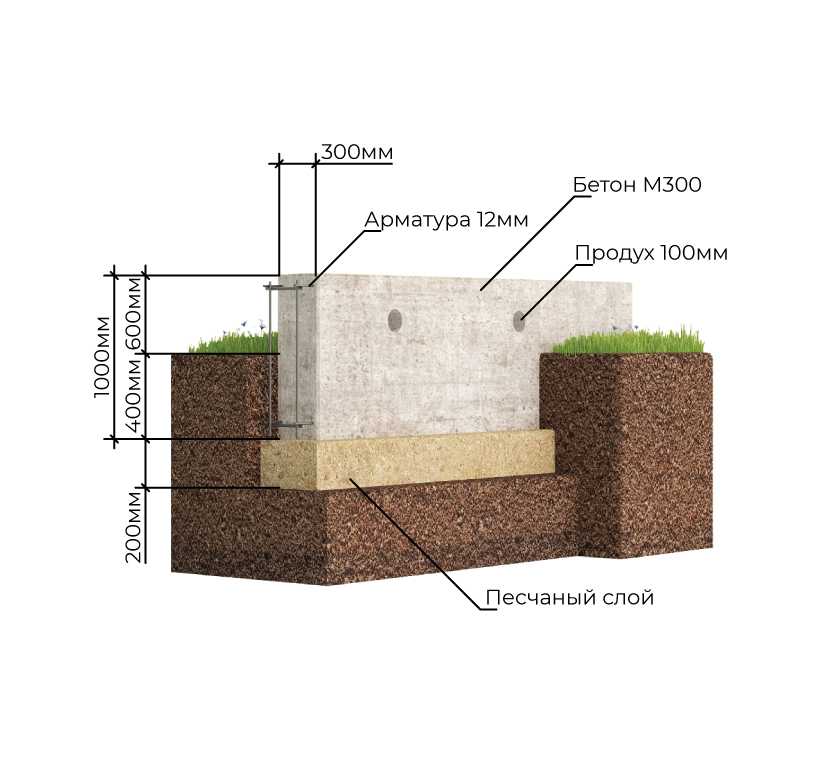 Если с вашим фундаментом что-то не так, это может вызвать проблемы для всего вашего дома.
Если с вашим фундаментом что-то не так, это может вызвать проблемы для всего вашего дома. Этого всегда следует ожидать, так как следующие владельцы дома могут захотеть заняться ландшафтным дизайном, не осознавая его воздействия на их почву. В этом случае будьте готовы принять меры, аналогичные второму сценарию.
Этого всегда следует ожидать, так как следующие владельцы дома могут захотеть заняться ландшафтным дизайном, не осознавая его воздействия на их почву. В этом случае будьте готовы принять меры, аналогичные второму сценарию.
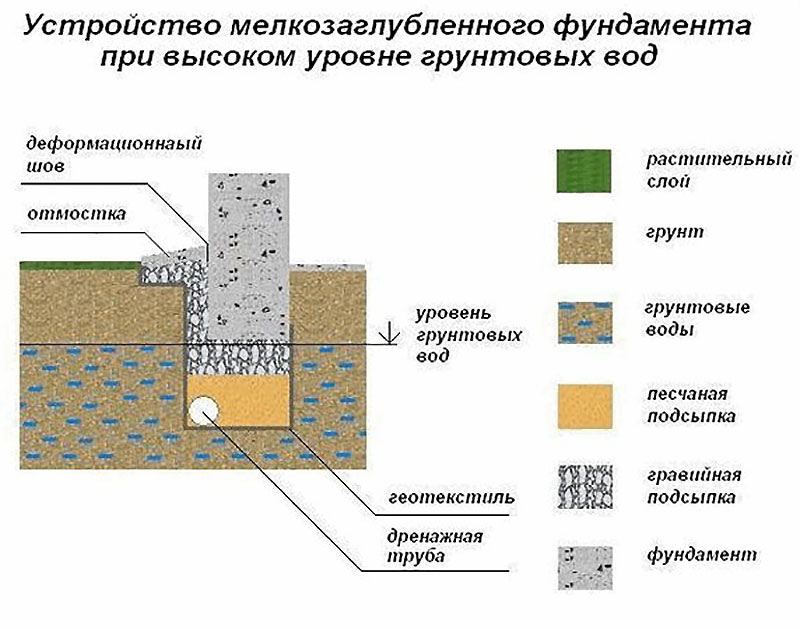
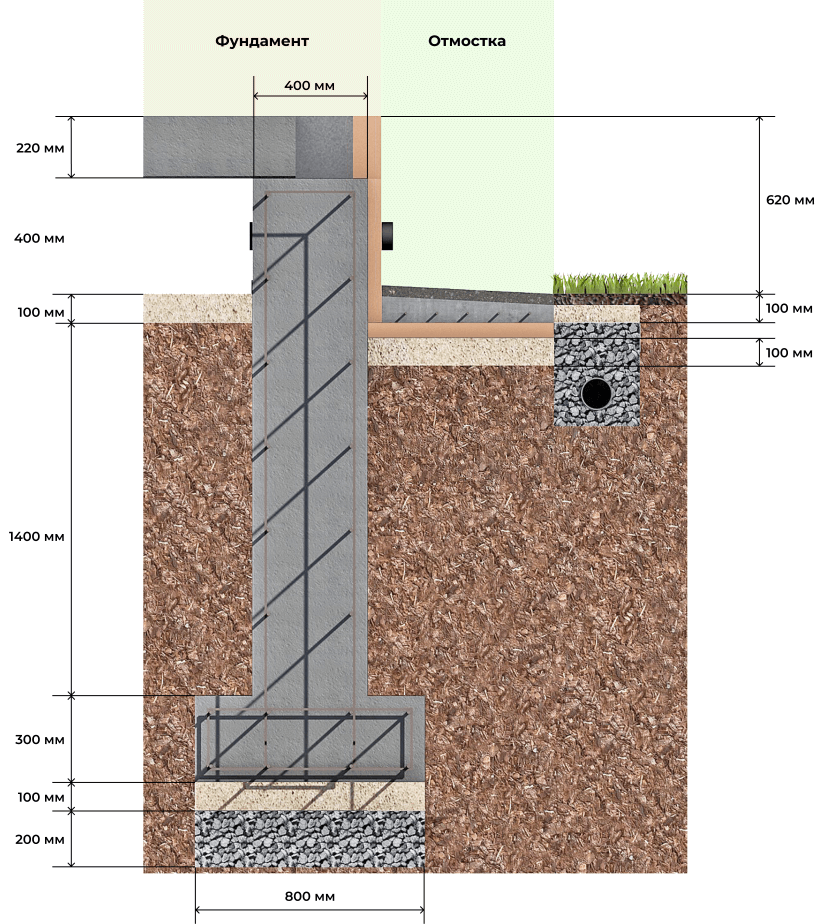
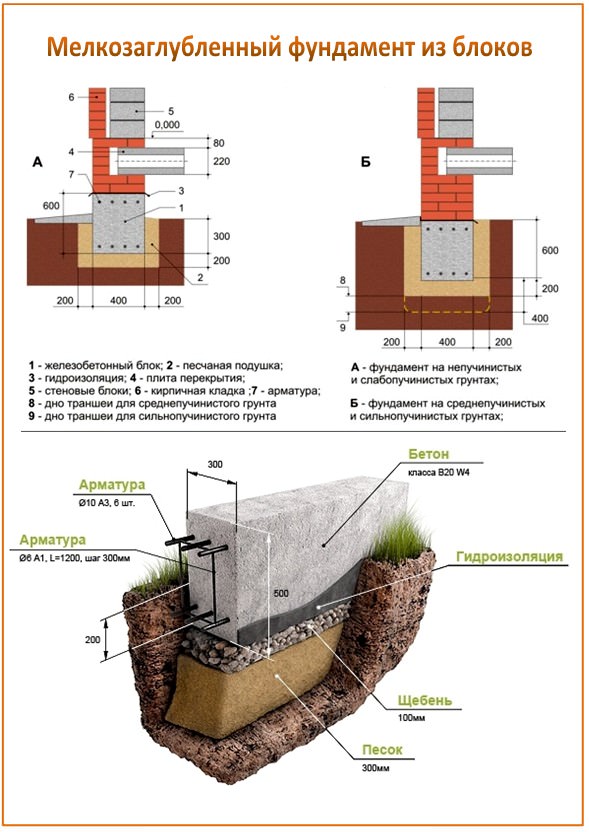 В случае столбчатых и балочных фундаментов, если необходимо заменить опору, то это проще, чем ремонт всей бетонной плиты.
В случае столбчатых и балочных фундаментов, если необходимо заменить опору, то это проще, чем ремонт всей бетонной плиты.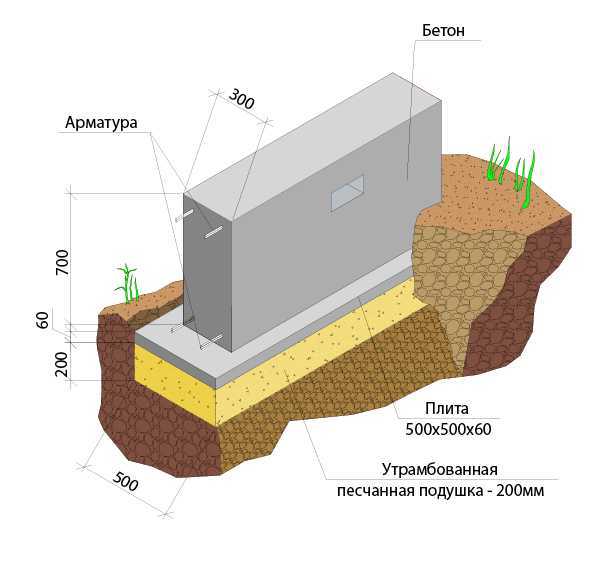

 Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
 При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
 Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.




 Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
 Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
 Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
 Такой способ хорош для сварки металла небольшой толщины.
Такой способ хорош для сварки металла небольшой толщины.
 К тому же, при таком способе электрическая дуга не проживает металл.
К тому же, при таком способе электрическая дуга не проживает металл.
 Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
 Также можно пройти онлайн-обучение, после чего новичок сможет узнать все нюансы работы.
Также можно пройти онлайн-обучение, после чего новичок сможет узнать все нюансы работы. Инверторную сварку лучше всего выполнять в аргоне, что обеспечит надежность, прочность, долговечность сварочного шва.
Инверторную сварку лучше всего выполнять в аргоне, что обеспечит надежность, прочность, долговечность сварочного шва. Сварка углекислым газом лучше всего подходит для ремонта кузова автомобиля.
Сварка углекислым газом лучше всего подходит для ремонта кузова автомобиля. В этом случае сварку нужно выполнять снизу-вверх, направляя горелку немного повыше.
В этом случае сварку нужно выполнять снизу-вверх, направляя горелку немного повыше. Чем больше толщина металла и большой ток, тем скорость проволоки нужно делать больше. В инструкции к каждому полуавтомату так же идет таблица с настройкой ориентировочных режимов.
Чем больше толщина металла и большой ток, тем скорость проволоки нужно делать больше. В инструкции к каждому полуавтомату так же идет таблица с настройкой ориентировочных режимов. Делать два действия, нажимать пусковую кнопку и чиркать по металлической заготовке нужно одновременно.
Делать два действия, нажимать пусковую кнопку и чиркать по металлической заготовке нужно одновременно. Также необходимую информацию можно найти в Интернете, на Ютуб канале, на специальных сайтах, где предоставлена инструкция пользования сварочным аппаратом.
Также необходимую информацию можно найти в Интернете, на Ютуб канале, на специальных сайтах, где предоставлена инструкция пользования сварочным аппаратом. Новая система может работать с газом практически при любом уровне концентрации, вплоть до примерно 400 частей на миллион, присутствующих в настоящее время в атмосфере.
Новая система может работать с газом практически при любом уровне концентрации, вплоть до примерно 400 частей на миллион, присутствующих в настоящее время в атмосфере. В процессе работы устройство будет просто чередовать зарядку и разрядку, при этом свежий воздух или подаваемый газ продувается через систему во время цикла зарядки, а затем чистый концентрированный углекислый газ выдувается во время разрядки.
В процессе работы устройство будет просто чередовать зарядку и разрядку, при этом свежий воздух или подаваемый газ продувается через систему во время цикла зарядки, а затем чистый концентрированный углекислый газ выдувается во время разрядки. Другими словами, материал электрода по своей природе «имеет либо высокое сродство, либо вообще не имеет сродства», в зависимости от состояния зарядки или разрядки аккумулятора. Другие реакции, используемые для улавливания углерода, требуют промежуточных стадий химической обработки или ввода значительной энергии, такой как тепло или перепады давления.
Другими словами, материал электрода по своей природе «имеет либо высокое сродство, либо вообще не имеет сродства», в зависимости от состояния зарядки или разрядки аккумулятора. Другие реакции, используемые для улавливания углерода, требуют промежуточных стадий химической обработки или ввода значительной энергии, такой как тепло или перепады давления. Точно так же некоторые фермеры сжигают природный газ для производства углекислого газа, которым питаются растения в теплицах. По словам Воскиана, новая система может устранить потребность в ископаемом топливе в этих приложениях и в процессе фактически убрать парниковые газы прямо из воздуха. В качестве альтернативы поток чистого диоксида углерода может быть сжат и введен под землю для долгосрочного захоронения или даже превращен в топливо с помощью ряда химических и электрохимических процессов.
Точно так же некоторые фермеры сжигают природный газ для производства углекислого газа, которым питаются растения в теплицах. По словам Воскиана, новая система может устранить потребность в ископаемом топливе в этих приложениях и в процессе фактически убрать парниковые газы прямо из воздуха. В качестве альтернативы поток чистого диоксида углерода может быть сжат и введен под землю для долгосрочного захоронения или даже превращен в топливо с помощью ряда химических и электрохимических процессов. «Эта технология улавливания диоксида углерода является наглядной демонстрацией возможностей электрохимических подходов, которые требуют лишь небольших колебаний напряжения для разделения».
«Эта технология улавливания диоксида углерода является наглядной демонстрацией возможностей электрохимических подходов, которые требуют лишь небольших колебаний напряжения для разделения». Хотя сегодня это делается в лабораторных условиях, его можно адаптировать, чтобы в конечном итоге их можно было производить в больших количествах с помощью производственного процесса с рулона на рулон, аналогичного газетному печатному станку, говорит Воскян. «Мы разработали очень экономичные методы», — говорит он, оценивая, что их можно производить примерно за десятки долларов за квадратный метр электрода.
Хотя сегодня это делается в лабораторных условиях, его можно адаптировать, чтобы в конечном итоге их можно было производить в больших количествах с помощью производственного процесса с рулона на рулон, аналогичного газетному печатному станку, говорит Воскян. «Мы разработали очень экономичные методы», — говорит он, оценивая, что их можно производить примерно за десятки долларов за квадратный метр электрода.
 На втором графике показаны уровни CO 2 во время последних трех ледниковых циклов Земли, захваченные пузырьками воздуха, попавшими в ледяные щиты и ледники.
На втором графике показаны уровни CO 2 во время последних трех ледниковых циклов Земли, захваченные пузырьками воздуха, попавшими в ледяные щиты и ледники. земля.
земля.
 Такой инструмент требует значительно большего давления горячего газа по сравнению с инжекторным.
Такой инструмент требует значительно большего давления горячего газа по сравнению с инжекторным. Среди преимуществ современных устройств с внутрисопловым смешением газов нужно отметить:
Среди преимуществ современных устройств с внутрисопловым смешением газов нужно отметить:

 При этом они должны быть оборудованы редукторами: кислородный – синим, пропановый – красным. Резиновые шланги подачи газа накручиваются по резьбе редукторов и стягиваются хомутами.
При этом они должны быть оборудованы редукторами: кислородный – синим, пропановый – красным. Резиновые шланги подачи газа накручиваются по резьбе редукторов и стягиваются хомутами. Процесс подготовки состоит из нескольких этапов, которые минимизируют риски выхода инструмента из строя, получения травм:
Процесс подготовки состоит из нескольких этапов, которые минимизируют риски выхода инструмента из строя, получения травм: е. при давлении кислорода 6 атм. давление горючего газа выставляется в пределах 0,6 атм.
е. при давлении кислорода 6 атм. давление горючего газа выставляется в пределах 0,6 атм.

 Для поджига пламени понадобится специальная зажигалка, которая у резчика должна быть всегда под рукой.
Для поджига пламени понадобится специальная зажигалка, которая у резчика должна быть всегда под рукой.

 Ацетиленовая резка.
Ацетиленовая резка. 7
7 5
5 7
7 7
7 5
5 От ранних стадий проекта до окончательной установки резцы по металлу можно использовать для создания мелких деталей, таких как гайки и болты, или более сложных форм, таких как оконные панели.
От ранних стадий проекта до окончательной установки резцы по металлу можно использовать для создания мелких деталей, таких как гайки и болты, или более сложных форм, таких как оконные панели. Чтобы максимизировать вашу эффективность при поиске идеального инструмента для вашего проекта, режущие инструменты для слесарных работ могут быть дополнительно организованы по категориям в зависимости от области применения и конструкции.
Чтобы максимизировать вашу эффективность при поиске идеального инструмента для вашего проекта, режущие инструменты для слесарных работ могут быть дополнительно организованы по категориям в зависимости от области применения и конструкции. От прецизионных ручек для ножей и универсальных ножей до высокопрочных ножовок и полотен для ювелирных пил — у нас есть то, что вам нужно в пилах и полотнах.
От прецизионных ручек для ножей и универсальных ножей до высокопрочных ножовок и полотен для ювелирных пил — у нас есть то, что вам нужно в пилах и полотнах. Мы рады любой возможности передать идеальные инструменты в нужные руки. Если вы хотите узнать больше о наших высококачественных и долговечных инструментах для машинной резки, свяжитесь с нашей командой сегодня.
Мы рады любой возможности передать идеальные инструменты в нужные руки. Если вы хотите узнать больше о наших высококачественных и долговечных инструментах для машинной резки, свяжитесь с нашей командой сегодня. Кольцевые фрезы имеют полый центр и ряд режущих зубьев, аналогичных зубьям циркулярной пилы. Они вырезают отверстия, удаляя часть материала, оставляя сердцевину целой. Это ускоряет сверление и позволяет делать отверстия большего размера с помощью ручной дрели, чем это возможно с помощью стандартного сверла.
Кольцевые фрезы имеют полый центр и ряд режущих зубьев, аналогичных зубьям циркулярной пилы. Они вырезают отверстия, удаляя часть материала, оставляя сердцевину целой. Это ускоряет сверление и позволяет делать отверстия большего размера с помощью ручной дрели, чем это возможно с помощью стандартного сверла. ..
..



 Охлаждение осуществляется с использованием медных прокладок. В случае с аустенитной сталью возможно охлаждение с использованием воды.
Охлаждение осуществляется с использованием медных прокладок. В случае с аустенитной сталью возможно охлаждение с использованием воды. Оптимальная длина кабелей должна быть не менее 2-х метров.
Оптимальная длина кабелей должна быть не менее 2-х метров.



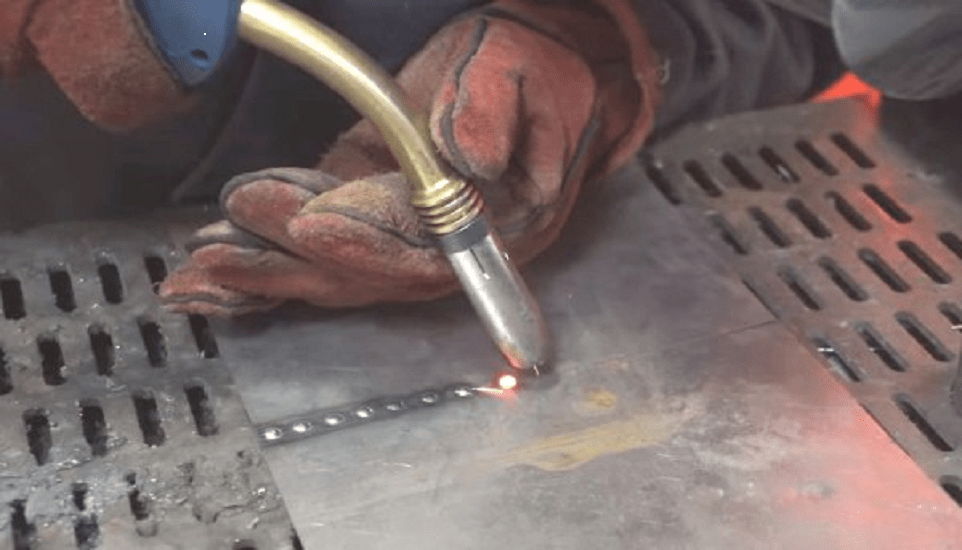

 Для шлифовки сварного шва после сварки нержавейки применяются абразивные материалы на основе циркония, оксида алюминия или керамического искусственного минерала. Средства, в состав которых входит корунд, использовать не рекомендуется, поскольку он способствует возникновению коррозии.
Для шлифовки сварного шва после сварки нержавейки применяются абразивные материалы на основе циркония, оксида алюминия или керамического искусственного минерала. Средства, в состав которых входит корунд, использовать не рекомендуется, поскольку он способствует возникновению коррозии.
 Это самая распространенная проблема. Также вы можете столкнуться с образованием трещин из-за неправильного выбора силы тока. При работе с легированной сталью важно учитывать ряд важных моментов:
Это самая распространенная проблема. Также вы можете столкнуться с образованием трещин из-за неправильного выбора силы тока. При работе с легированной сталью важно учитывать ряд важных моментов:


 Не допускайте внутреннего напряжения в основании, чтобы не пренебрегать качеством шва;
Не допускайте внутреннего напряжения в основании, чтобы не пренебрегать качеством шва;
 Итак, у нержавеющей стали есть много преимуществ…
Итак, у нержавеющей стали есть много преимуществ…
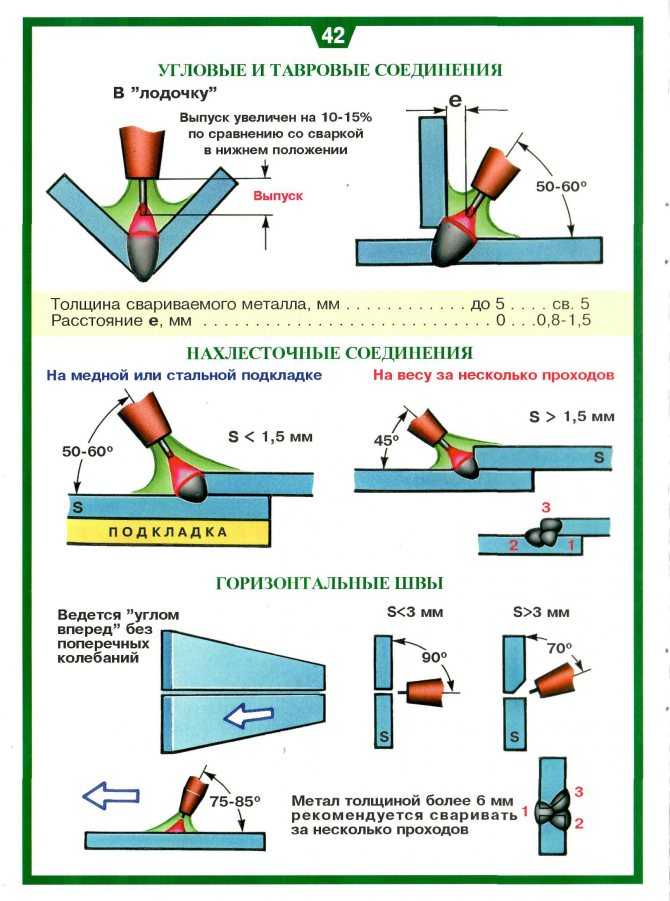
 0) — 1.5 мм. Тип: труба, Толщина стенки: 1.5 мм
0) — 1.5 мм. Тип: труба, Толщина стенки: 1.5 мм 10М
10М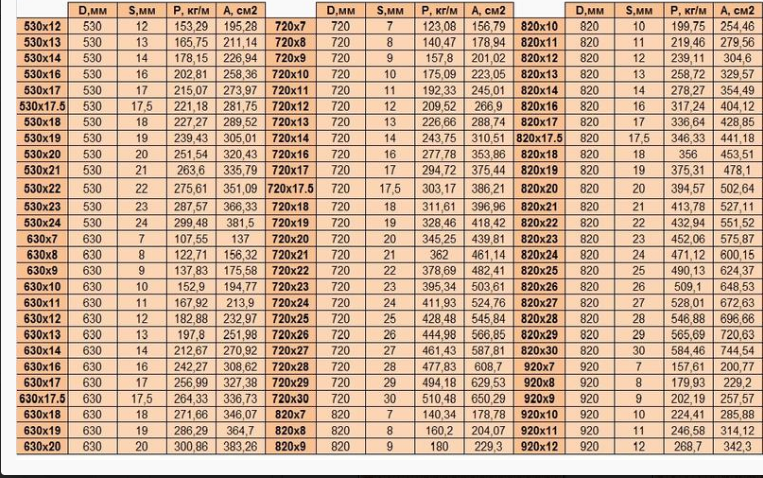 01
01 9:2003
9:2003 9:2003
9:2003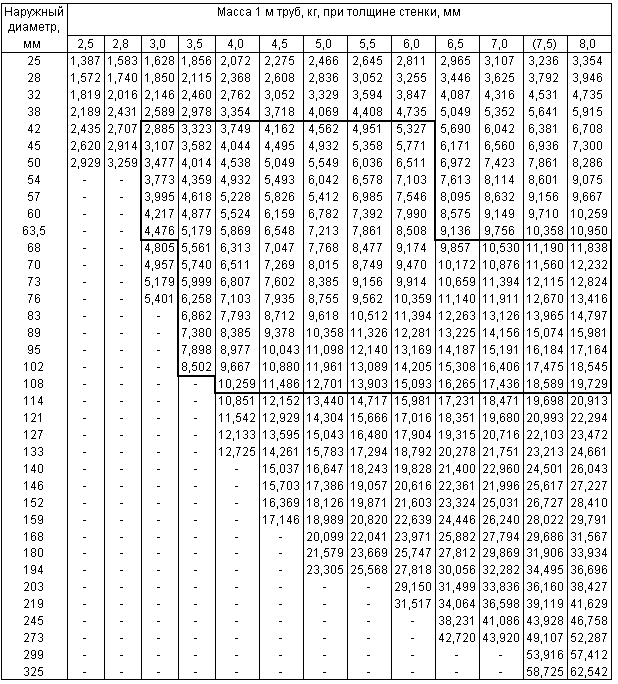 20
20
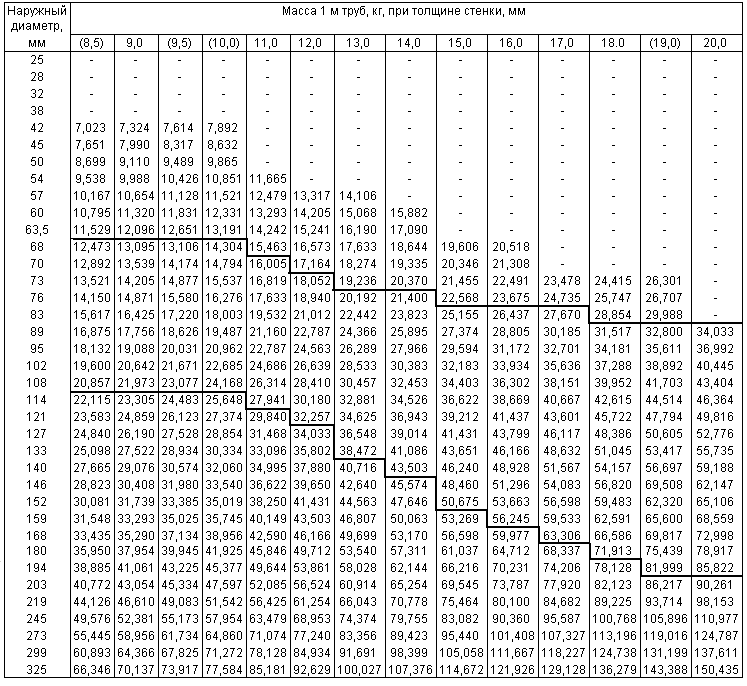 20
20 , Ltd.
, Ltd. Трубопровод проложен в подземной грунтовой среде, что не оказывает воздействия на проезжающий по дороге транспорт и окружающую растительность. Это предпочтительный трубопровод для городского теплоснабжения. Он имеет много преимуществ, таких как надежная конструкция, удобная конструкция, хороший эффект сохранения тепла, незначительное воздействие на окружающую среду, длительный срок службы и так далее. Он широко используется. В коммунальном отоплении, промышленном оборудовании, бумажной, текстильной, нефтехимической и других отраслях промышленности.
Трубопровод проложен в подземной грунтовой среде, что не оказывает воздействия на проезжающий по дороге транспорт и окружающую растительность. Это предпочтительный трубопровод для городского теплоснабжения. Он имеет много преимуществ, таких как надежная конструкция, удобная конструкция, хороший эффект сохранения тепла, незначительное воздействие на окружающую среду, длительный срок службы и так далее. Он широко используется. В коммунальном отоплении, промышленном оборудовании, бумажной, текстильной, нефтехимической и других отраслях промышленности. д.
д. jpg»>
jpg»>

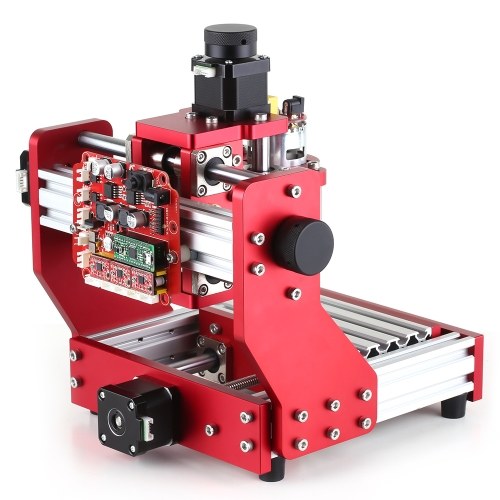 Потому был найден pcb2gcode GUI. Это, как подсказывает название, GUI для настройки основных параметров pcb2gcode галочками, да еще и с предпросмотром.
Потому был найден pcb2gcode GUI. Это, как подсказывает название, GUI для настройки основных параметров pcb2gcode галочками, да еще и с предпросмотром. В моем случае результат получился неудовлетворительный.
В моем случае результат получился неудовлетворительный. Внимательно рассмотрев ее, я все же обнаружил, что пин A5 выведен на разъем SPI порта (подписанный как SCL), земля там тоже рядом есть. С этим «датчиком» одна хитрость — провода нужно переплести между собой. Во фрезере крайне до фига наводок, и без этого датчик будет постоянно давать ложные срабатывания. Даже после переплетения продолжит, но сильно-сильно реже.
Внимательно рассмотрев ее, я все же обнаружил, что пин A5 выведен на разъем SPI порта (подписанный как SCL), земля там тоже рядом есть. С этим «датчиком» одна хитрость — провода нужно переплести между собой. Во фрезере крайне до фига наводок, и без этого датчик будет постоянно давать ложные срабатывания. Даже после переплетения продолжит, но сильно-сильно реже.
 84843 Y34.97110 ( rapid move to begin. )
F100.00000
G01 Z-0.12000
G04 P0 ( dwell for no time -- G64 should not smooth over this point )
F200.00000
X1.84843 Y34.97110
X2.64622 Y34.17332
X2.69481 Y34.11185
X2.73962 Y34.00364
X2.74876 Y31.85178
X3.01828 Y31.84988
X3.06946 Y31.82249
X3.09684 Y31.77131
84843 Y34.97110 ( rapid move to begin. )
F100.00000
G01 Z-0.12000
G04 P0 ( dwell for no time -- G64 should not smooth over this point )
F200.00000
X1.84843 Y34.97110
X2.64622 Y34.17332
X2.69481 Y34.11185
X2.73962 Y34.00364
X2.74876 Y31.85178
X3.01828 Y31.84988
X3.06946 Y31.82249
X3.09684 Y31.77131 В моем случае я указывал, что надо опускать с 1 до –2 мм. Нижняя граница не так важна, ее можно поставить хоть –10, но я бы не советовал: пару раз неудачно выставил начальную точку, с который надо запускать пробу, и крайние точки оказывались за пределами платы. Если заглубление больше — можно и гравер сломать. А так просто ошибка. От уровня верхней границы напрямую зависит то, как долго он будет промерять поверхность. В моем случае реально плата почти никогда не уходила за пределы 0,25 мм вверх или вниз, но 1 мм как-то надежнее. Жмем заветную run и бежим к фрезеру медитировать:
В моем случае я указывал, что надо опускать с 1 до –2 мм. Нижняя граница не так важна, ее можно поставить хоть –10, но я бы не советовал: пару раз неудачно выставил начальную точку, с который надо запускать пробу, и крайние точки оказывались за пределами платы. Если заглубление больше — можно и гравер сломать. А так просто ошибка. От уровня верхней границы напрямую зависит то, как долго он будет промерять поверхность. В моем случае реально плата почти никогда не уходила за пределы 0,25 мм вверх или вниз, но 1 мм как-то надежнее. Жмем заветную run и бежим к фрезеру медитировать: Благо chilipeppr позволяет выгрузить карту высот в виде json’ки, ее можно руками после этого поправить, а потом руками же загрузить. Дальше жмем кнопку «Send Auto-Leveled GCode to Workspace» — и в перце уже загружен поправленный гкод:
Благо chilipeppr позволяет выгрузить карту высот в виде json’ки, ее можно руками после этого поправить, а потом руками же загрузить. Дальше жмем кнопку «Send Auto-Leveled GCode to Workspace» — и в перце уже загружен поправленный гкод: Платы, кстати, какой-то неизвестный зверь с AliExpress, толщину меди там не указали. Слой меди бывает разный, наиболее распространенные — от 18 до 140 мкм (0,018—0,14 мм).
Платы, кстати, какой-то неизвестный зверь с AliExpress, толщину меди там не указали. Слой меди бывает разный, наиболее распространенные — от 18 до 140 мкм (0,018—0,14 мм). Ну и еще, даже если вам не надо очень маленьких расстояний между дорожками, слишком глубоко фрезу опускать все равно не стоит, так как стеклотекстолит очень сильно тупит фрезы даже из твердых сплавов.
Ну и еще, даже если вам не надо очень маленьких расстояний между дорожками, слишком глубоко фрезу опускать все равно не стоит, так как стеклотекстолит очень сильно тупит фрезы даже из твердых сплавов. Как минимум — это красиво 😉 На эффект можно посмотреть на первом скриншоте из pcb2gcode, что я давал. Там показано, как она будет выглядеть.
Как минимум — это красиво 😉 На эффект можно посмотреть на первом скриншоте из pcb2gcode, что я давал. Там показано, как она будет выглядеть. В целом по всей плате ширина дорожек плавает. С этим еще надо разбираться, но у меня есть предположение, в чем причина. Сначала я крепил плату на двусторонний скотч, и она достаточно часто отходила. Потом в паре мест прихватил еще краями головок саморезов. Вроде держаться стала лучше, но все равно немного играет. Подозреваю, что в момент фрезеровки она прижимается к площадке и из-за этого, собственно, не прорезается.
В целом по всей плате ширина дорожек плавает. С этим еще надо разбираться, но у меня есть предположение, в чем причина. Сначала я крепил плату на двусторонний скотч, и она достаточно часто отходила. Потом в паре мест прихватил еще краями головок саморезов. Вроде держаться стала лучше, но все равно немного играет. Подозреваю, что в момент фрезеровки она прижимается к площадке и из-за этого, собственно, не прорезается. Для этого сейчас используются станки с ЧПУ.
Для этого сейчас используются станки с ЧПУ.

 Когда файл будет подготовлен, его загружают в Mach4. Далее выставляются нули, и начинается работа станка.
Когда файл будет подготовлен, его загружают в Mach4. Далее выставляются нули, и начинается работа станка. Она может работать с метрическими единицами измерения, а также переводить файлы в различные форматы. Станок можно запускать непосредственно из меню программы. Также с ее помощью можно управлять работой устройства с компьютера.
Она может работать с метрическими единицами измерения, а также переводить файлы в различные форматы. Станок можно запускать непосредственно из меню программы. Также с ее помощью можно управлять работой устройства с компьютера. Его можно изготовить из толстой фанеры с последующей торцовкой.
Его можно изготовить из толстой фанеры с последующей торцовкой.
 товары в вашу страну. Вы несете ответственность за информирование себя о том, что это может быть. Мы не несем ответственности за любые дополнительные расходы.
товары в вашу страну. Вы несете ответственность за информирование себя о том, что это может быть. Мы не несем ответственности за любые дополнительные расходы. 
 Нежелательный сдвиг, вращение и перемещение между слоями печатной платы исключены, даже если оси не идеально перпендикулярны. Никогда больше не беспокойтесь о прямой регистрации.
Нежелательный сдвиг, вращение и перемещение между слоями печатной платы исключены, даже если оси не идеально перпендикулярны. Никогда больше не беспокойтесь о прямой регистрации. Это позволяет фрезерному станку не только сверлить отверстия, но и вырезать предметы. В случае Прометея, вы можете фрезеровать свою схему, просверливать отверстия и даже вырезать форму самой платы (возможно, вам нужна круглая печатная плата или какая-то другая нестандартная форма, например).
Это позволяет фрезерному станку не только сверлить отверстия, но и вырезать предметы. В случае Прометея, вы можете фрезеровать свою схему, просверливать отверстия и даже вырезать форму самой платы (возможно, вам нужна круглая печатная плата или какая-то другая нестандартная форма, например). Слишком большое биение приведет к немедленной поломке маленьких концевых фрез. Вот почему шпиндели любительского уровня и ручные вращающиеся инструменты не подходят для точной работы с печатными платами. Мы могли бы купить готовый шпиндель с подходящими характеристиками для включения в Prometheus, но нам пришлось бы потратить более 1000 долларов только на шпиндель! Вероятно, это основная причина, по которой другие профессиональные заводы по производству печатных плат стоят более 8000 долларов. Мы решили эту проблему, спроектировав собственный недорогой шпиндель с малым биением, чтобы мы могли поставить профессиональный станок за небольшую часть стоимости.
Слишком большое биение приведет к немедленной поломке маленьких концевых фрез. Вот почему шпиндели любительского уровня и ручные вращающиеся инструменты не подходят для точной работы с печатными платами. Мы могли бы купить готовый шпиндель с подходящими характеристиками для включения в Prometheus, но нам пришлось бы потратить более 1000 долларов только на шпиндель! Вероятно, это основная причина, по которой другие профессиональные заводы по производству печатных плат стоят более 8000 долларов. Мы решили эту проблему, спроектировав собственный недорогой шпиндель с малым биением, чтобы мы могли поставить профессиональный станок за небольшую часть стоимости. ProCAM позволяет импортировать верхний слой, нижний слой (дополнительно), просверленные отверстия (дополнительно) и слой обрезки кромок (дополнительно). Последняя версия ProCAM позволяет выполнять контурное фрезерование. То есть он обводит один или несколько контуров вокруг каждой медной цепи, чтобы изолировать ее от остальной части платы. Это создает электрически правильную цепь. Однако в настоящее время мы работаем над добавлением в ProCAM опции полного удаления меди, чтобы она удаляла вся медь , которой нет в файлах Gerber.
ProCAM позволяет импортировать верхний слой, нижний слой (дополнительно), просверленные отверстия (дополнительно) и слой обрезки кромок (дополнительно). Последняя версия ProCAM позволяет выполнять контурное фрезерование. То есть он обводит один или несколько контуров вокруг каждой медной цепи, чтобы изолировать ее от остальной части платы. Это создает электрически правильную цепь. Однако в настоящее время мы работаем над добавлением в ProCAM опции полного удаления меди, чтобы она удаляла вся медь , которой нет в файлах Gerber. Односторонняя или двусторонняя
Односторонняя или двусторонняя 
 Некоторые из этих специализированных машин также могут формировать переходные отверстия.
Некоторые из этих специализированных машин также могут формировать переходные отверстия. Эти машины для быстрого прототипирования могут стать недорогой альтернативой печатным станкам для плат, состоящих всего из нескольких слоев. Но есть также несколько высокопроизводительных аддитивных машин, которые, как говорят, обрабатывают сложные схемы с большим количеством слоев, а также электромеханические детали.
Эти машины для быстрого прототипирования могут стать недорогой альтернативой печатным станкам для плат, состоящих всего из нескольких слоев. Но есть также несколько высокопроизводительных аддитивных машин, которые, как говорят, обрабатывают сложные схемы с большим количеством слоев, а также электромеханические детали. особенности платы. Зиппи говорит, что машина может создавать дорожки размером 4 мил/5 мл с многочисленными корпусами микросхем для поверхностного монтажа и изготавливать двухстороннюю плату с просверленными отверстиями примерно за час.
особенности платы. Зиппи говорит, что машина может создавать дорожки размером 4 мил/5 мл с многочисленными корпусами микросхем для поверхностного монтажа и изготавливать двухстороннюю плату с просверленными отверстиями примерно за час. Вся машина весит 70 фунтов. Она имеет рабочую зону 7 x 9 x 3,5 дюйма и выполняет разрезы с повторяемостью ±1 мил. Двигатель шпинделя представляет собой агрегат мощностью 0,25 л.с., который вращается до 25 000 об/мин. Эта машина явно предназначена для создания прототипов, поскольку процесс смены инструмента строго ручной.
Вся машина весит 70 фунтов. Она имеет рабочую зону 7 x 9 x 3,5 дюйма и выполняет разрезы с повторяемостью ±1 мил. Двигатель шпинделя представляет собой агрегат мощностью 0,25 л.с., который вращается до 25 000 об/мин. Эта машина явно предназначена для создания прототипов, поскольку процесс смены инструмента строго ручной. В линейке ProtoMat есть три модели, стоимость которых начинается от 9 долларов.800 и подняться примерно до 27 800 долларов.
В линейке ProtoMat есть три модели, стоимость которых начинается от 9 долларов.800 и подняться примерно до 27 800 долларов. Более дорогие модели также оснащены датчиком и программным обеспечением обратной связи по толщине меди для более точного контроля глубины реза, что очень удобно для приложений RF/MW.
Более дорогие модели также оснащены датчиком и программным обеспечением обратной связи по толщине меди для более точного контроля глубины реза, что очень удобно для приложений RF/MW. Полученная структура имеет резко обрезанные края. Типичными областями применения являются точные, крутые боковые стенки или сверхбыстрая лазерная гравировка, резка и сверление.
Полученная структура имеет резко обрезанные края. Типичными областями применения являются точные, крутые боковые стенки или сверхбыстрая лазерная гравировка, резка и сверление.
 Среди главных преимуществ этого подхода — низкая стоимость 3D-принтера. Более того, 3D-принтеры потенциально могут изготавливать целые многослойные печатные платы с паяльными масками и изоляционными слоями. Некоторые принтеры также могут использоваться в качестве машин для установки компонентов на плату.
Среди главных преимуществ этого подхода — низкая стоимость 3D-принтера. Более того, 3D-принтеры потенциально могут изготавливать целые многослойные печатные платы с паяльными масками и изоляционными слоями. Некоторые принтеры также могут использоваться в качестве машин для установки компонентов на плату.


 11 грн
11 грн , до 6,5 мм Настольный сверлильный
, до 6,5 мм Настольный сверлильный спиральными битами 0,5 Настольный
спиральными битами 0,5 Настольный высота 950мм)
высота 950мм) характеристики: Напряжение 220 В; Мощность 150 Вт; Макс.кол-во оборотов 10000 об./мин; Диаметр сверления 0, 5 мм; глубина сверления 25 мм. комплект поставки мини-станка 10202: 1. Блок сверлильного станка с колонкой. 2. Основание инструмента. 3. Рукоятка подачи патрона. 4. Ключ кулачкового патрона. 5. Ремень. 6. Ключ шестигранный
характеристики: Напряжение 220 В; Мощность 150 Вт; Макс.кол-во оборотов 10000 об./мин; Диаметр сверления 0, 5 мм; глубина сверления 25 мм. комплект поставки мини-станка 10202: 1. Блок сверлильного станка с колонкой. 2. Основание инструмента. 3. Рукоятка подачи патрона. 4. Ключ кулачкового патрона. 5. Ремень. 6. Ключ шестигранный Пожалуйста, рассмотрите возможность обновления вашей системы в соответствии с «системными требованиями веб-сайта MISUMI».
Пожалуйста, рассмотрите возможность обновления вашей системы в соответствии с «системными требованиями веб-сайта MISUMI». PART
PART 6
6
 Большая вращающаяся рукоятка позволяет легко опускать сверло на место, а благодаря встроенному ограничителю глубины вы можете быть уверены, что отверстия каждый раз будут одинаковой глубины.
Большая вращающаяся рукоятка позволяет легко опускать сверло на место, а благодаря встроенному ограничителю глубины вы можете быть уверены, что отверстия каждый раз будут одинаковой глубины.
