Как выполнить армирование кладки из газосиликатных и керамзитобетонных блоков
Главная \ Полезная информация \ Армирование кладки из газосиликатных и керамзитобетонных блоков
Газосиликатные и керамзитобетонные блоки — наиболее востребованный материал для возведения зданий в современном строительстве. Чтобы улучшить их эксплуатационные преимущества, осуществляется армирование кладки сеткой. Данное мероприятие актуально при сооружении проектов любой массы и сложности.
Несколько слов о материале
Керамзитобетон и газосиликатный блок — это схожие материалы, что значительно усложняет выбор между ними. Они похожи по ряду эксплуатационных параметров и стоимости. Популярность этих материалов обусловлена их ценовой доступностью и высоким качеством. Они просты в эксплуатации, универсальные и демонстрируют хорошие теплоизоляционные свойства. Газосиликатные и керамзитобетонные блоки используют как в малоэтажном, так и в многоэтажном строительстве.
Преимущества материалов:
-простота использования;
-нет необходимости в специальном обучении перед началом строительства;
-длительный срок эксплуатации в любых климатических реалиях;
-экологическая безопасность;
-малый вес готового проекта и, следовательно, меньшие расходы на сооружение фундаментного основания;
-влаго- и воздухопроницаемость;
-надежная звукоизоляция;
-способность выдерживать значительные эксплуатационные нагрузки.
Зачем требуется армирование арматурой?
Чтобы указанные выше преимущества газосиликатных и керамзитобетонных блоков соответствовали реальности, кладку обязательно армируют. Речь идет о намеренном усилении стен сооружения, которое осуществляют на начальном этапе строительства. Дополнительно могут также выполнять укрепление оконных и дверных проемов. Сетка кладочная реализуется силами арматуры определенного диаметра. Выбор размера тут зависит от массы и масштабов проекта. Чем больше постройка, тем толще арматурная сетка.
Стены любого здания вне зависимости от его целевого назначения подвергаются ряду разрушительных факторов — погодных, климатических, эксплуатационных. Сюда же нужно добавить обязательную усадку постройки. Избежать деформации во всех случаях поможет армирование. Расположение усиливающей проволочной сетки регламентировано региональными строительными нормами. Окончательная схема локализации арматуры определяется на стадии проектирования. Инженеры здесь рассчитывают количество проволоки в зависимости от конструктивных параметров дома.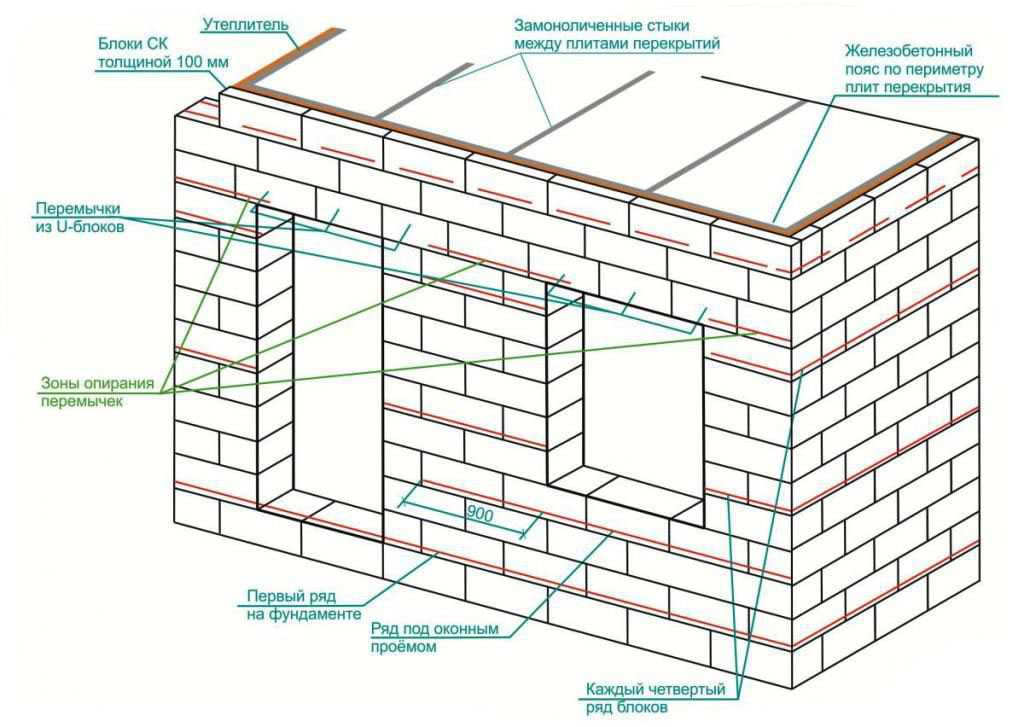
Особенности обустройства сетки
Среди наиболее уязвимых мест в кладке, которые нуждаются в армировании, следует выделить следующие:
-фундаментное основание;
-окна;
-длинные стены, подвергающиеся чрезмерным боковым нагрузкам;
-перемычки на кладку;
-междуэтажные перекрытия.
Для длинных стен, превышающих по высоте 6 метров, выбирают схему армирования для каждого четвертого ряда блоков. Благодаря армирующему поясу, можно грамотно распределить нагрузку среди всех элементов постройки, которые изготовлены из материала с пористой структурой.
Правила проведения работы
Для армирования газобетонной и керамзитобетонной кладки потребуются специальные инструменты — штроборез, рулетка, рубанок, щетка-сметка, уровень, терка и бетонный раствор. Процесс усиления конструкции выполняют между перекрытиями, соблюдая промежуток в 3 метра. Если в проекте имеются окна, то армирующей сеткой покрывает участок под оконным проемом. Блоки, толщина которые составляет 25 см, укрепляют двойным рядом проволоки. Для прямолинейных стен используют прямой прут. На углах здания применяют округленные арматурные сетки.
Если в проекте имеются окна, то армирующей сеткой покрывает участок под оконным проемом. Блоки, толщина которые составляет 25 см, укрепляют двойным рядом проволоки. Для прямолинейных стен используют прямой прут. На углах здания применяют округленные арматурные сетки.
Подготовка к армированию включает несколько этапов:
-заливка канавок бетонным раствором;
-размещение проволоки в канавках;
-сбор излишков раствора с поверхности;
-укладка следующего ряд газобетона или керамзитобетона.
Нередко вместо стержневой арматуры здесь применяю специальные каркасы. Они обеспечивают предельно тонкие и эластичные швы. Арматурные каркасы представляют собой полосы из оцинкованной стали, которые переплетены с помощью тонкой проволоки в форме «змейки». Их фиксируют на слое клея, маскируя сверху клеевой полоской. Такая методика обеспечивают высокую прочность при минимальных временных затратах на реализацию.
Армирование кладки из керамзитобетонных блоков
21 февраля 2021
12349
Оглавление: [скрыть]
- Описание керамзитобетонных элементов
- Бетонный армопояс для стен
- Материалы и инструменты
В современном строительстве при возведении стен часто используют блоки из кирпича или керамзитобетона. Для их прочности и устойчивости применяют армирование кладки. В данной статье мы рассмотрим секреты возведения и армирования стен из сравнительно дешевого материала — керамзитобетона. Блоки из этого материала при производстве не требуют особых технологий и оборудования, поэтому многие строительные фирмы «выкидывают» на рынок товар с не самыми лучшими характеристиками.
Для их прочности и устойчивости применяют армирование кладки. В данной статье мы рассмотрим секреты возведения и армирования стен из сравнительно дешевого материала — керамзитобетона. Блоки из этого материала при производстве не требуют особых технологий и оборудования, поэтому многие строительные фирмы «выкидывают» на рынок товар с не самыми лучшими характеристиками.
Керамзитобетонные блоки — это фактически обожженная глина, куда еще входят песок, вода, и бетон, благодаря чему они имеют сравнительно невысокую цену. Качественные блоки имею клиновидную форму.
Описание керамзитобетонных элементов
При выборе керамзитобетонных блоков желательно их взвесить и подсчитать примерную плотность. Заводские от кустарных можно отличить и по форме: высококачественный товар имеет клиновидную форму. Керамзитобетонный блок представляет собой смесь песка, воды, специальной глины и бетона. Фактически это обожженная глина, поэтому строительство из него дешевле, чем из какого-либо другого материала.
Армирование кладки, выполненной из керамзитобетонных блоков, производиться с помощью проволочной сетки, которая препятствует расползанию блоков.
Керамзит устойчив к сырости и воздействию химически агрессивной среды, на него для отделки можно нанести любой материал. Он не горит и хорошо держит тепло. Кладки стен из новых керамзитобетонных блоков аналогичны строительству их из кирпича, но при этом экономится раствор и уменьшаются сроки строительства. В отличие от кирпича (где нужен скол), ненужные элементы керамзитобетонных блоков можно при необходимости легко распилить.
Армирование кладки производят для дополнительной защиты керамзитобетонных блоков, увеличения устойчивости опорных стен и предохранения их от трещин. Например, при строительстве длинной конструкции армирование просто необходимо для ее устойчивости. При строительстве стен из керамзитобетона надо оставлять мостики холода. Для теплоизоляции блоков снаружи часто применяют полимерные материалы.
Армирование швов делают при помощи металлической сетки (высота сетки увеличена за счет наваренных поперечных связок из такой же проволоки), поэтому при кладке на клей вырезают в блоках канавки.
Эту операцию проделывают при помощи штробореза, но если его нет, то можно применить болгарку или дисковую пилу. На керамзитобетонные блоки нельзя прямо уложить плиты межэтажных или других перекрытий. Необходимо установить переходную конструкцию.
Вернуться к оглавлению
Бетонный армопояс для стен
Блоки очень плохо переносят любую точечную нагрузку. В таких случаях для ее равномерного распределения поверх керамзитобетонной кладки устанавливается монолитный бетонный армопояс высотой от 10 до 20 сантиметров. Если планируется дополнительная облицовка кирпичом, то этот пояс делают на высоту 2-х рядов кладки из кирпича.
Монолитный бетонный армопаяс обеспечит равномерное распределение нагрузки поверх стены, выполеннной из керамзитобетонных блоков, которые плохо переносят точечную нагрузку.
Бетонный армопояс тщательно теплоизолируют для устранения теплового дисбаланса, который он вносит. На территории России толщина кладки керамзитобетонных стен для нормальной теплоизоляции дома выбирается равной не менее 250 мм (обычно она составляет 300-400 мм). Поэтому армопояс отливается шириной 25- 30 сантиметров. Остальное пространство заполняют теплоизолирующими материалами с наружной стороны и дополнительно облицовывают.
Поэтому армопояс отливается шириной 25- 30 сантиметров. Остальное пространство заполняют теплоизолирующими материалами с наружной стороны и дополнительно облицовывают.
Если перекрытие производится по деревянным балкам, то армопояс выполняют из полнотелых кирпичей, уложенных поверх керамзитобетонных блоков. Армировать можно не только сеткой, но и заполнением жидким раствором этих вертикальных швов. Используется арматура диаметром 8-10 мм при ширине кладочного шва не более 12 мм.
Операцию кладки стены начинают с углов, все время проверяя уровнем такие величины, как вертикальность (90 градусов) и нулевую горизонтальность строящейся стены. Обязательно производится перевязка вертикальных швов. Чередование ложковых и тычковых рядов зависит от толщины стены. Например, если она уложена в один блок из керамзита (400 мм), то всегда через три каждых ложковых ряда кладут один тычковый. Затем армируют арматурой через 4 или 3 ряда, укладывая ее сверху полностью выложенного ряда керамзитобетонных блоков.
Расстояние кладки арматуры — 50-60 см, как от края стены, так и между прутками. В один шов закладывают по два прутка. Так как для нормальной теплоизоляции помещения толщина этих наружных стен должна быть не менее 550-600 мм, выполняется обычно однорядная перевязка вертикальных швов. Если нужна многорядная перевязка, то ее делают через каждые 4 или же 3 ряда. При применении арматуры армопояс не нужен. Плиты перекрытия укладывают на цементный (цементно-песчаный) раствор.
Если надо разрезать блок, то чаще всего применяют болгарку с алмазным диском (диаметр 230 мм). Конструкции из блоков возводят вместе с облицовкой из кирпича. Для связки внутренней стены и облицовки используют укладочную или армирующую сетку из 4-5 мм стального прутка или (значительно реже) армирующие стержни из стеклопластика.
Вернуться к оглавлению
Материалы и инструменты
- Сетка строительная проволочная прокладочная (для горизонтальных швов кладки).

- Арматура калибра 8-10 мм (используется для армирования вертикальных швов).
- Необходимое количество керамзитобетонных блоков.
- Цементные или цементно-песчаные растворы.
- Бетон или полнотелые кирпичи (для армопояса).
- Теплоизоляционные материалы.
- Болгарка с алмазным диском (диаметр 230 мм).
- Штроборез или дисковая пила.
- Линейка — уровень.
- Отвес.
- Мастерки, молотки, дрель.
- Сварочный аппарат.
- Арматура диаметром 4 мм из стального прутка (для связки облицовки).

Постройка стен из керамзитобетонных новых блоков на практике ничем не отличается от укладки из кирпичей, пено- и керамических панелей с внутренними пустотами. При желании сэкономить можно все вышеописанные работы произвести своими руками, конечно, при наличии навыков и нужного инструмента. Надо только учесть, что для российского климата желательно правильно выбрать толщину керамзитобетонных блоков. На этом экономить не рекомендуется, иначе плохая теплоизоляция ваших тонких стен приведет к проблемам с вашим здоровьем.
На этом экономить не рекомендуется, иначе плохая теплоизоляция ваших тонких стен приведет к проблемам с вашим здоровьем.
КОНТРОЛЬ ТРЕЩИН В БЕТОННЫХ СТЕНАХ
ТЭК 10-01А
ВВЕДЕНИЕ
Трещины в зданиях и строительных материалах обычно возникают в результате ограниченного движения. Это движение может возникать внутри материала, например, при изменении объема из-за потери или приобретения влаги, температурного расширения или сжатия, или может быть результатом движения соседних или поддерживающих материалов, например, изгиба балок или плит. Во многих случаях движение неизбежно и должно быть приспособлено или контролироваться.
Проектирование для эффективного предотвращения образования трещин требует понимания источников напряжения, которые могут вызвать растрескивание. Было бы просто предотвратить взлом, если бы была только одна переменная. Однако предотвращение осложняется тем фактом, что растрескивание часто является результатом комбинации источников.
Однако предотвращение осложняется тем фактом, что растрескивание часто является результатом комбинации источников.
ПРИЧИНЫ ТРЕЩИН
Существует множество потенциальных причин образования трещин. Понимание причины потенциального растрескивания позволяет разработчику использовать соответствующие процедуры проектирования для контроля над ним. Наиболее распространенные причины образования трещин в бетонной кладке показаны на рисунке 1 и обсуждаются ниже.
Рис. 1. Правильная конструкция может предотвратить растрескивание этих типов
Усадка/ограничение
Растрескивание в результате усадки может возникнуть в стенах из бетонной кладки из-за усадки при высыхании, колебаний температуры и карбонизации. Эти трещины возникают, когда кладочные панели удерживаются от перемещения.
Усадка при высыхании
Бетонные изделия состоят из матрицы частиц заполнителя, покрытых цементом, который связывает их вместе. Как только бетон схватывается, эта покрытая цементом матрица заполнителя расширяется с увеличением содержания влаги и сжимается (усаживается) с уменьшением содержания влаги. Таким образом, усадка при высыхании зависит от изменения содержания влаги.
Таким образом, усадка при высыхании зависит от изменения содержания влаги.
Несмотря на то, что строительный раствор, цементный раствор и бетонные блоки для кладки являются изделиями из бетона, было показано, что удельная усадка является преобладающим показателем общей усадки стены, в основном из-за того, что она представляет собой наибольшую часть стены. Таким образом, только свойства усадки элемента обычно используются для установления проектных критериев для предотвращения образования трещин.
Для отдельного элемента величина усадки при высыхании зависит от влажности элемента во время укладки, а также от характеристик и количества вяжущих материалов, типа заполнителя, уплотнения и отверждения. В частности, на усадку при высыхании влияют следующие факторы:
- стены, построенные из «мокрых» блоков, будут испытывать большую усадку при высыхании, чем более сухие блоки;
- увеличение содержания цемента увеличивает усадку при высыхании;
- , подверженные изменению объема из-за содержания влаги, приведут к повышенной усадке; и
- изделия, прошедшие хотя бы один цикл сушки, не будут подвергаться такой значительной усадке в последующих циклах сушки (ссылка 7).
заполнители

Стандартные коэффициенты усадки при высыхании находятся в диапазоне от 0,0002 до 0,00045 дюйма/дюйм. (мм/мм) или от 0,24 до 0,54 дюйма (от 6,1 до 13,7 мм) на 100 футов (30,48 м).
Изменения температуры
Было показано, что движение бетонной кладки линейно пропорционально изменению температуры. Коэффициент теплового смещения, обычно используемый при проектировании, составляет 0,0000045 дюймов/дюйм/°F (0,0000081 мм/мм/°C) (ссылка 2). Фактические значения могут варьироваться от 0,0000025 до 0,0000055 дюймов/дюйм/°F (от 0,0000045 до 0,0000099 мм/мм/°C) в основном в зависимости от типа заполнителя, используемого в агрегате. Фактическое изменение температуры, конечно же, определяется географическим положением, экспозицией стен и цветом.
Например, стена, построенная при температуре 70°F (21°C) и подвергающаяся минимальной температуре 0°F (-18°C), приводит к укорочению примерно на 0,38 дюйма (9,7 мм) в Стена длиной 100 футов (30,48 м) с использованием коэффициента 0,0000045 дюймов/дюйм/°F (0,0000081 мм/мм/°C).
Карбонизация
Карбонизация представляет собой необратимую реакцию между вяжущими материалами и двуокисью углерода в атмосфере, которая протекает медленно в течение нескольких лет. Поскольку в настоящее время не существует стандартного метода испытаний на карбонизационную усадку, предполагается, что значение 0,00025 дюйма/дюйм. (мм/мм). Это приводит к укорочению на 0,3 дюйма (7,6 мм) стены длиной 100 футов (30,48 м).
Ограничение
Как упоминалось ранее, описанное выше явление вызывает движение в стене. Когда обеспечивается внешнее ограничение, которое противодействует этому движению, в результате возникает напряжение внутри стены и соответствующий потенциал для растрескивания. Обычно стены из бетонной кладки скрепляются по низу стены (в основном фундаментом) с частичным стеснением по верху стены. Концы типичной стеновой панели из бетонной кладки могут быть частично ограничены пилястрами или пересечениями стен, но это частичное ограничение обычно не оказывает существенного влияния на способность стены к растрескиванию. Исключениями из типичного условия закрепления являются консольные стены, которые закреплены вдоль основания, но свободны (незакреплены) вверху. Было бы консервативно основывать общие критерии проектирования борьбы с трещинами на условии закрепления вдоль верхней и нижней части стены.
Исключениями из типичного условия закрепления являются консольные стены, которые закреплены вдоль основания, но свободны (незакреплены) вверху. Было бы консервативно основывать общие критерии проектирования борьбы с трещинами на условии закрепления вдоль верхней и нижней части стены.
Дифференциальное движение
Различные строительные материалы могут по-разному реагировать на изменения температуры, влажности или нагрузки на конструкцию. Каждый раз, когда материалы с разными свойствами комбинируются в стеновой системе, существует вероятность растрескивания из-за дифференциального движения. При строительстве из бетонной кладки следует учитывать, в частности, два материала: глиняный кирпич и конструкционную сталь.
При их скреплении необходимо учитывать дифференциальное перемещение между глиняным кирпичом и бетонной кладкой, поскольку бетонная кладка имеет общую тенденцию к усадке, а кладка из глиняного кирпича имеет тенденцию к расширению. Эти неравномерные движения могут вызвать растрескивание, особенно в композитных конструкциях и в стенах, состоящих из кирпича и блока в одной и той же плоскости.
Композитные стены представляют собой многослойные стены, предназначенные для того, чтобы действовать как единое целое при сопротивлении прикладываемым нагрузкам. Wythes обычно соединяются вместе с помощью стенных связей через заданные интервалы, чтобы обеспечить адекватную передачу нагрузки. Когда составная стена включает в себя стержень из глиняного кирпича, соединенный с узлом бетонной кладки, используется арматура швов лестничного типа или коробчатые связи, чтобы обеспечить некоторую степень бокового смещения между стержнями. Кроме того, в ряду глиняного кирпича устанавливаются компенсационные швы, совпадающие с деформационными швами в ряду бетонной кладки.
Когда глиняный кирпич используется в качестве акцентной полосы в бетонной каменной стене или наоборот, дифференциальное движение двух материалов может привести к растрескиванию, если не будут приняты меры, компенсирующие это движение. Чтобы уменьшить растрескивание, можно использовать плоскости скольжения между полосой и окружающей стеной, горизонтальную арматуру или более частые контрольные швы или их комбинацию для предотвращения растрескивания. Дополнительную информацию об этих подходах см. в разделе «Контроль за трещинами в бетонном кирпиче и других облицовочных материалах для бетонной кладки» (ссылка 6).
Дополнительную информацию об этих подходах см. в разделе «Контроль за трещинами в бетонном кирпиче и других облицовочных материалах для бетонной кладки» (ссылка 6).
При использовании кирпичной кладки в сочетании с конструкционной сталью также необходимо учитывать разницу температурных перемещений. В дополнение к различиям в термических коэффициентах стальные профили обычно имеют гораздо более высокое отношение площади поверхности к объему и имеют тенденцию быстрее реагировать на изменения температуры. Обычно это обеспечивается щелевыми и гибкими соединениями. Бетонные каменные стены для металлических зданий (ссылка 5) содержит более подробную информацию по этому вопросу.
Чрезмерный прогиб
Поскольку стены и балки прогибаются под структурными нагрузками, может произойти растрескивание. Кроме того, прогиб опорных элементов может вызвать появление трещин в элементах кладки. Для снижения вероятности растрескивания доступны следующие альтернативы:
- добавление арматурной стали в кладку для пересечения предполагаемых трещин и ограничения их ширины,
- ограничение прогиба элементов, обеспечивающих вертикальную поддержку неармированной кладки, до приемлемого уровня (менее или равного l /600 не более 0,3 дюйма (7,6 мм) из-за статической нагрузки и временной нагрузки при поддержке неармированной кладки) (ссылка 2), и;
- с использованием деформационных швов для эффективной облицовки каменной кладки, чтобы она могла сочленяться с изогнутой формой опорного элемента.

Структурная перегрузка
Все стеновые системы подвержены потенциальному растрескиванию из-за внешних расчетных нагрузок из-за ветра, давления грунта или сейсмических сил. Растрескивание из-за этих источников контролируется путем применения соответствующих критериев проектирования конструкции, таких как расчет допустимого напряжения или расчет прочности. Эти критерии подробно обсуждаются в документах «Расчет допустимых напряжений бетонной кладки» и «Положения о расчете прочности бетонной кладки» (ссылки 1 и 9).).
Осадка
Дифференциальная осадка возникает, когда части поддерживающего фундамента оседают из-за слабого или неправильно уплотненного грунта основания. Осадка фундамента обычно вызывает ступенчатую трещину вдоль растворных швов в осевшей зоне, как показано на рис. 1. Предотвращение растрескивания при осадке зависит от реалистичной оценки несущей способности грунта, а также от правильного проектирования и строительства основания.
Фундаменты должны располагаться на нетронутой естественной почве, если эта почва не является непригодной, слабой или мягкой. Неподходящий грунт следует удалить и заменить утрамбованным грунтом, гравием или бетоном. Точно так же перед установкой фундамента необходимо удалить корни деревьев, строительный мусор и лед. Добавление армирования в фундамент также может уменьшить эффект дифференциальной осадки.
Неподходящий грунт следует удалить и заменить утрамбованным грунтом, гравием или бетоном. Точно так же перед установкой фундамента необходимо удалить корни деревьев, строительный мусор и лед. Добавление армирования в фундамент также может уменьшить эффект дифференциальной осадки.
СТРАТЕГИИ КОНТРОЛЯ ТРЕЩИН
В дополнение к надлежащим стратегиям проектирования, описанным выше для несущей способности конструкции и дифференциального движения, следующие рекомендации могут быть применены для ограничения образования трещин в бетонных каменных стенах.
Свойства материала
Традиционно борьба с трещинами в бетонной кладке основывалась на задании бетонных блоков кладки с низким содержанием влаги, использовании горизонтальной арматуры и использовании контрольных швов для компенсации деформации. До выпуска ASTM C9 2000 г.0 (ссылка 8), низкое содержание влаги было определено требованием устройства контроля влажности Типа I. Намерение состояло в том, чтобы предоставить проектировщикам гарантию блоков с более низким содержанием влаги, чтобы свести к минимуму потенциальное растрескивание при усадке.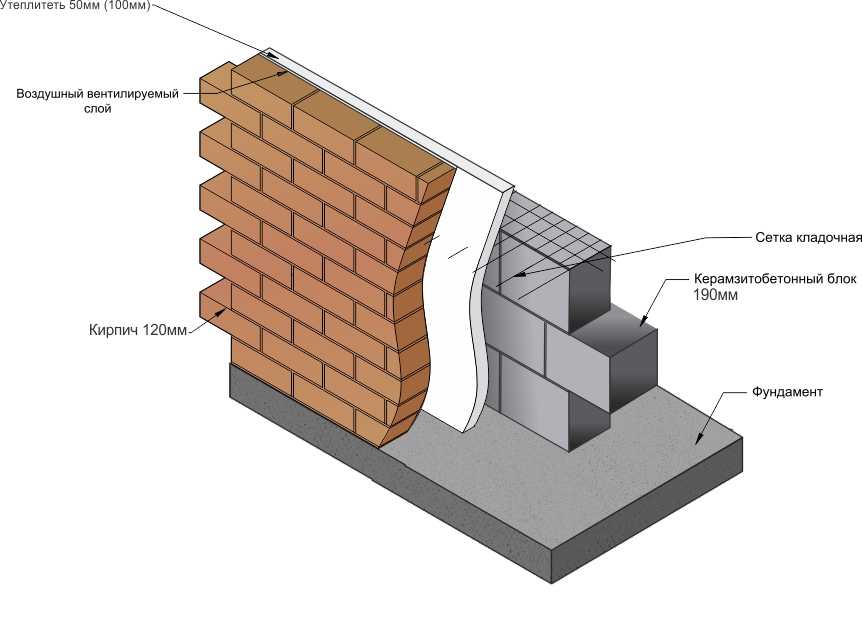 Тем не менее, есть несколько ограничений, связанных с тем, чтобы полагаться только на содержание влаги, поскольку существуют другие факторы, влияющие на усадку, которые не учитываются при указании единиц типа I. Кроме того, производители бетонной кладки не всегда инвентаризовали блоки типа I. Самое главное, блоки Типа I нужно было защищать до тех пор, пока они не будут помещены в стену, что оказалось сложным в некоторых проектах. Из-за вышеуказанных проблем, связанных со спецификацией Типа I, ASTM удалил из стандарта обозначения Типа I (единицы с контролем влажности) и Типа II (единицы без контроля влажности).
Тем не менее, есть несколько ограничений, связанных с тем, чтобы полагаться только на содержание влаги, поскольку существуют другие факторы, влияющие на усадку, которые не учитываются при указании единиц типа I. Кроме того, производители бетонной кладки не всегда инвентаризовали блоки типа I. Самое главное, блоки Типа I нужно было защищать до тех пор, пока они не будут помещены в стену, что оказалось сложным в некоторых проектах. Из-за вышеуказанных проблем, связанных со спецификацией Типа I, ASTM удалил из стандарта обозначения Типа I (единицы с контролем влажности) и Типа II (единицы без контроля влажности).
В связи с удалением обозначений типа агрегата из ASTM C90 независимо от типа агрегата были разработаны два метода определения расстояния между контрольными стыками: 1). Эмпирические критерии борьбы с трещинами, которые основаны на успешных, исторических характеристиках в течение многих лет в различных географических условиях и 2). Разработаны критерии контроля трещин, основанные на коэффициенте контроля трещин (CCC), который включает комбинированные эффекты движения из-за усадки при высыхании, усадки при карбонизации и усадки из-за изменения температуры. Первый представлен в NCMA TEK 10-2C, Контрольные швы для бетонных каменных стен – эмпирический метод (ссылка 4), а второй – в TEK 10-3 Контрольные швы для бетонных каменных стен – альтернативный инженерный метод (ссылка 3). Эмпирический метод является наиболее часто используемым методом и применим к большинству обычных типов зданий. Инженерный метод обычно используется только тогда, когда возникают необычные условия, такие как блоки темного цвета в климате с большими колебаниями температуры.
Первый представлен в NCMA TEK 10-2C, Контрольные швы для бетонных каменных стен – эмпирический метод (ссылка 4), а второй – в TEK 10-3 Контрольные швы для бетонных каменных стен – альтернативный инженерный метод (ссылка 3). Эмпирический метод является наиболее часто используемым методом и применим к большинству обычных типов зданий. Инженерный метод обычно используется только тогда, когда возникают необычные условия, такие как блоки темного цвета в климате с большими колебаниями температуры.
Контрольные соединения
Контрольные соединения представляют собой вертикальные перегородки, встроенные в стену для уменьшения ограничений и обеспечения возможности продольного перемещения. Поскольку усадочные трещины в бетонной кладке представляют собой скорее эстетическую, чем структурную проблему, контрольные швы обычно требуются только в стенах, где усадочные трещины могут ухудшить внешний вид или где может произойти проникновение воды. TEK 10-2C (ссылка 4) предоставляет гораздо более подробную информацию о деталях, типах и расположении управляющих соединений.
Армирование для ограничения ширины трещины
Помимо внешнего ограничения, армирование создает некоторое внутреннее ограничение в стене. Армирование реагирует на изменение температуры соответствующим изменением длины; однако армирование не претерпевает объемных изменений из-за изменений влажности или карбонизации. Следовательно, по мере усадки стенки арматура подвергается упругому укорочению (деформации), что приводит к сжимающему напряжению в стали. Соответственно, окружающая кладка компенсирует это сжатие растяжением. В момент, когда кладка трескается и пытается открыться, напряжение в арматуре превращается в растяжение и ограничивает ширину трещины, удерживая ее закрытой.
Чистый эффект заключается в том, что армирование контролирует ширину трещины, вызывая большее количество (частоту) возникновения трещин. По мере увеличения коэффициента горизонтального армирования (площадь поперечного сечения горизонтальной стали по сравнению с площадью поперечного сечения вертикальной кладки) ширина трещины уменьшается.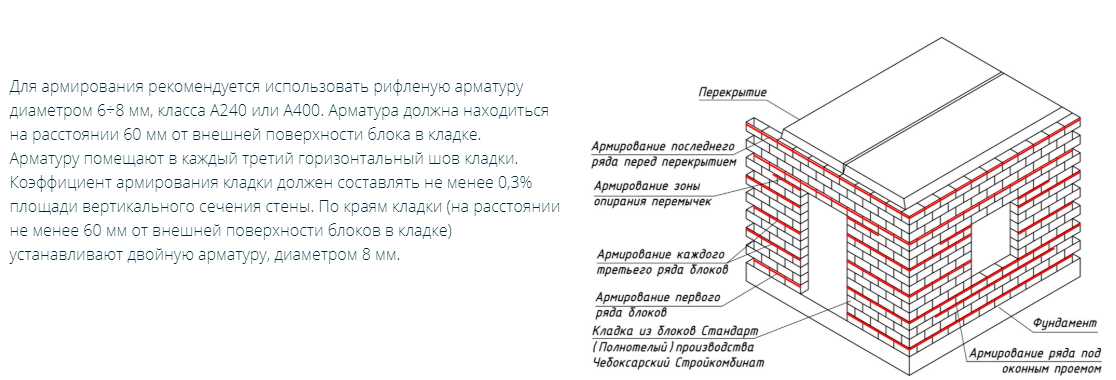 Арматура меньшего размера на более близких расстояниях более эффективна, чем более крупная арматура на более широких расстояниях, хотя горизонтальная арматура на расстояниях до 144 дюймов (3658 мм) считается эффективной для ограничения ширины трещин в некоторых областях.
Арматура меньшего размера на более близких расстояниях более эффективна, чем более крупная арматура на более широких расстояниях, хотя горизонтальная арматура на расстояниях до 144 дюймов (3658 мм) считается эффективной для ограничения ширины трещин в некоторых областях.
Исследования показали, что армирование в виде арматуры для швов или армированных связующих балок эффективно ограничивает ширину трещин в стенах из бетонной кладки. Как указывалось ранее, по мере увеличения уровня армирования и уменьшения расстояния между армированием растрескивание становится более равномерным, а ширина трещины уменьшается. По этой причине минимальное количество горизонтальной арматуры необходимо при использовании рекомендованных NCMA максимальных контрольных расстояний между швами (ссылки 3 и 4).
Стены в районах с высокой сейсмической активностью с относительно большим количеством горизонтальной арматуры могут не требовать контрольных швов, так как только арматура уменьшает ширину усадочных трещин до размера, который можно эффективно обрабатывать водоотталкивающими покрытиями.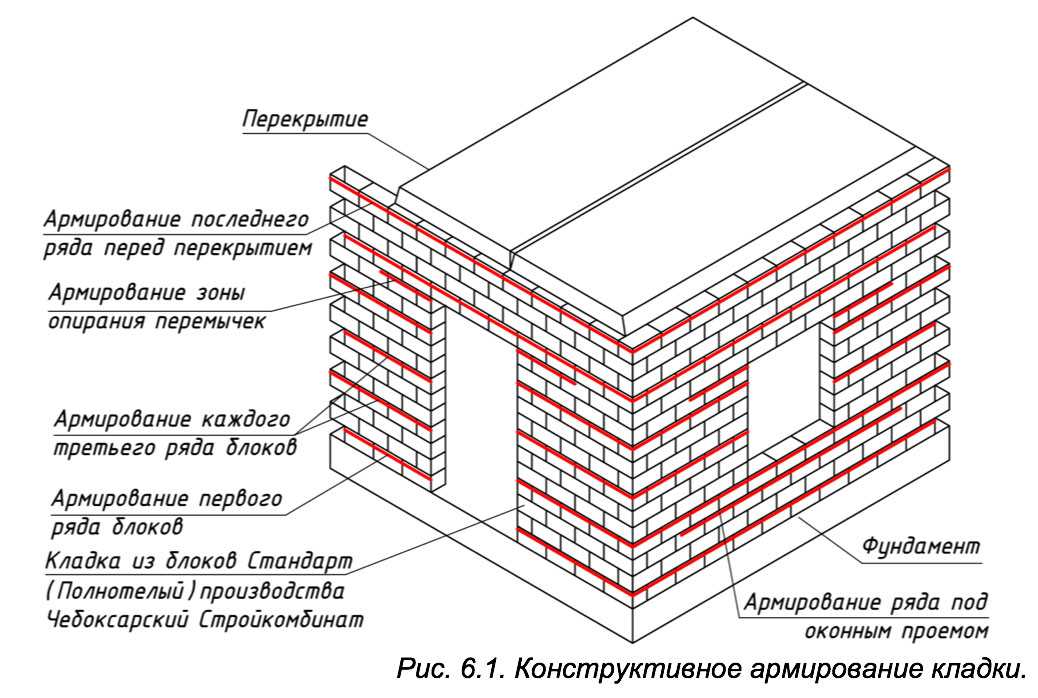 Опыт показал, что этого можно добиться в стенах с горизонтальным армированием не менее 0,2% (ссылка 3). См. Таблицу 1 для определения размера и расстояния между армированием, чтобы соответствовать этому критерию.
Опыт показал, что этого можно добиться в стенах с горизонтальным армированием не менее 0,2% (ссылка 3). См. Таблицу 1 для определения размера и расстояния между армированием, чтобы соответствовать этому критерию.
Таблица 1—Максимальное расстояние горизонтальной арматуры для соответствия критериям As > 0,002 An
Ссылки
- Расчет допустимых напряжений бетонной кладки На основе IBC 2012 г. и MSJC 2011 г., TEK 14-7C. Национальная ассоциация бетонщиков, 2013 г.
- Строительные нормы и правила для каменных конструкций, ACI 530-05/ASCE 6-05/TMS 402-05. Отчет Объединенного комитета по стандартам каменной кладки, 2005 г.
- Регулирующие швы для бетонных каменных стен – альтернативный инженерный метод, ТЕК 10-3. Национальная ассоциация бетонщиков, 2003 г.
- Регулирующие швы для бетонных стен – эмпирический метод, ТЭК 10-2С. Национальная ассоциация бетонщиков, 2010 г.
- Стены железобетонные для металлоконструкций, TR-149. Национальная ассоциация бетонщиков, 1996 г.
- Контроль трещин в бетонном кирпиче и других облицовочных материалах из бетона, TEK 10-4. Национальная ассоциация бетонщиков, 2001 г.
- Измерение усадки бетонного блока – сравнение методов испытаний, Е.Л. Саксер и Х.Т. Toennies, страницы 988-1004, 1957.
- Стандартные технические условия для несущих бетонных блоков кладки, ASTM C90-03. ASTM International, 2003.
- Нормы расчета прочности бетонной кладки, ТЭК 14-4Б. Национальная ассоциация бетонщиков, 2008 г.
.
.
.
NCMA TEK 10-01A, редакция 2005 г.
NCMA и компании, распространяющие эту техническую информацию, отказываются от какой-либо ответственности за точность и применение информации, содержащейся в этой публикации.
Типы бетонных блоков, используемых в строительстве
Существуют две основные категории бетонных блоков: пустотелые и полнотелые. Оба этих типа бетонных блоков обычно используются при возведении стен, но могут использоваться и для других целей.
Как вы увидите, не все полнотелые бетонные блоки являются полностью твердыми, но они более прочны, чем пустотелые блоки. Ниже мы обсудим различные типы бетонных блоков, также известных как блоки бетонной кладки или CMU.
Вы, вероятно, знакомы с бетонными блоками из вашего местного хозяйственного магазина, где вы, возможно, слышали, что некоторые из них называются шлакоблоками. Это связано с тем, что шлакоблоки изначально частично изготавливались из шлака, оставшегося при сжигании угля (часто на угольных электростанциях). Шлаки использовались вместо песка и гравия в бетоне, в результате чего шлакоблоки были легче и менее прочны.
Термины «бетон» и «цемент» также часто путают. Цемент – это компонент, используемый для изготовления бетона. Другие материалы, такие как песок, гравий и камень, составляют примерно три четверти того, что содержится в бетоне. Цемент — порошок, образованный из глины, известняка и других веществ — смешивается с водой и добавляется в смесь для создания бетона.
История бетона на самом деле начинается с природного цемента, который образовался в результате реакции между известняком и горючим сланцем. Впервые он был обнаружен на территории современного Израиля, и считается, что ему около 12 миллионов лет. Цемент использовался для строительства всего, от Великой Китайской стены до римского Колизея.
Бетонные блоки являются альтернативным кирпичной кладке строительным материалом со своими преимуществами и недостатками. Поскольку бетонные блоки больше, чем кирпичи, в растворных швах требуется меньше цемента, чтобы скрепить их вместе. Однако из-за содержания влаги и большего размера бетонные блоки более склонны к смещению и растрескиванию при смещении фундамента, чем кирпичи.
Полые бетонные блоки и полнотелые бетонные блоки
В строительной отрасли используются два основных типа бетонных блоков: пустотелые и полнотелые. Полностью цельные блоки часто используются для таких проектов, как мощение, где важны стабильность и долговечность. Вы бы не хотели пытаться ходить по асфальту, полному дыр.
Вы бы не хотели пытаться ходить по асфальту, полному дыр.
Пустотелые блоки, имеющие отверстия, занимающие более четверти (а обычно и более половины) площади их поперечного сечения, применяются при возведении межевых ограждений и других крупных сооружений. Отверстия делают их легче и могут быть полезны при прокладке через них проводки или трубопровода. Вы также можете пропустить арматуру через отверстия для большей устойчивости.
Полые бетонные блоки
Пустотелые бетонные блоки бывают трех марок:
- Марка А имеет минимальную плотность 1500 кг/м3.
- Марка B имеет плотность менее 1500 кг/м3.
- Марка C имеет плотность более 1000 кг/м3.
Марки A и B используются для несущих стен из бетонных блоков, а марка C используется для ненесущих стен.
Полые блоки бывают нескольких типов, которые подробно описаны ниже.
Полнотелые бетонные блоки
Полнотелые бетонные блоки выглядят как серые кирпичи, но обычно крупнее. Они хороши для создания стен, которые обеспечивают защиту от элементов, таких как сильный ветер.
Они хороши для создания стен, которые обеспечивают защиту от элементов, таких как сильный ветер.
Их также можно использовать для таких проектов, как садовые стены и цветочные горшки, подпорные стены, фундаменты, ступени и кострища.
Полнотелые бетонные блоки обычно тяжелее пустотелых блоков, но они могут быть дешевле.
Типы пустотелых бетонных блоков
Пустотелые бетонные блоки бывают различных размеров, например, 100 мм x 200 мм x 400 мм, 150 мм x 200 мм x 400 мм и 200 мм x 200 мм x 400 мм. . Эти блоки чаще всего серые, но также могут быть разных цветов, включая коричневый и темно-красный. Вот несколько вариантов, доступных для вас.
Опорный блок
Бетонные опорные блоки используются в строительстве для соединения углов каменной кладки. Их грани укладываются параллельно грани стены.
Столбовой блок
Как видно из названия, столбовые блоки чаще всего используются для возведения столбов или опор. Их также называют двойными угловыми блоками, и они сконструированы таким образом, что оба конца можно оставить видимыми. Столбчатые блоки — это те блоки, о которых многие думают, когда думают о бетонных блоках, и они часто доступны в больших количествах в строительных магазинах.
Их также называют двойными угловыми блоками, и они сконструированы таким образом, что оба конца можно оставить видимыми. Столбчатые блоки — это те блоки, о которых многие думают, когда думают о бетонных блоках, и они часто доступны в больших количествах в строительных магазинах.
Блок перемычки
Блоки перемычки, также называемые швеллерными или балочными блоками, можно узнать по их U-образной форме. Глубокие канавки, созданные U-образной формой, которые проходят по всей длине этих блоков, заполняются бетоном и арматурными стержнями. Используемые при подготовке к перемычкам, они обычно размещаются в верхней части дверей и окон для передачи нагрузки, давящей сверху.
Блок перемычки со сплошным дном, такой как изображенный здесь, можно приобрести в конфигурации 6 на 8 на 16 дюймов.
Косяк
Косяк имеет неглубокую канавку поперек двух отверстий и более глубокую канавку на одном конце. Они обеспечивают пространство для наличников окна и часто используются специально в двустворчатых окнах.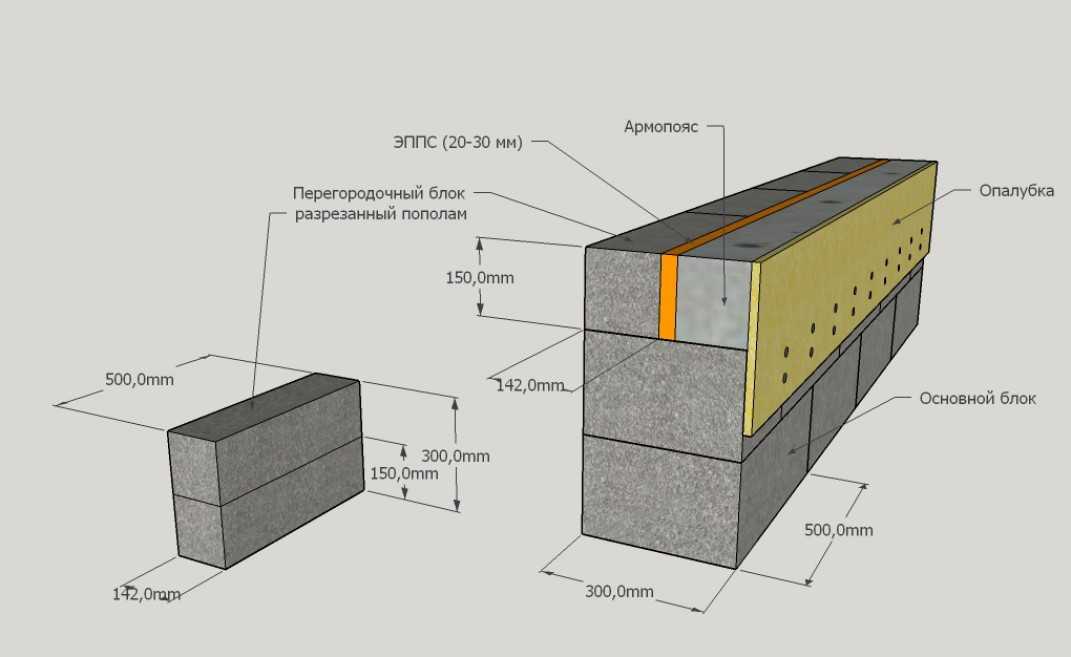
Блок колонн
Блок колонн обычно представляет собой квадратный блок с одним отверстием. Их можно штабелировать для создания колонн с усилением внутри.
Угловой блок
Угловые блоки, как и следовало ожидать, размещаются в углах или на концах оконных и дверных проемов. Гладкая сторона обращена наружу, а сторона подрамника проходит параллельно стене.
Блок Splitface
Блоки Splitface выглядят как столбовые блоки, за исключением того, что один край имеет очень грубую, почти зубчатую текстуру, которая обнажает внутренние агрегаты блока. Этот блок очень пористый и поэтому уязвим для повреждения водой, но он также имеет меньший риск заражения термитами и менее восприимчив к огню.
Разделенный блок, подобный изображенному выше, может иметь размер 6 на 8 на 16 дюймов.
Закругленный блок
Закругленные блоки аналогичны угловым блокам по своему использованию и конструкции, за исключением того, что они имеют закругленные края (отсюда и название).
Отдельный блок с закругленной головкой, такой как показанный здесь, может быть размером 6 на 8 на 16 дюймов; блок с двойным выпуклым концом на одном конце доступен в том же размере.
Перегородочный блок
Перегородочные блоки похожи на блоки из бетонных столбов, за исключением того, что их высота превышает ширину. Эти узкие блоки выглядят почти как широкие очки, если смотреть прямо.
Типы полнотелых бетонных блоков
Когда речь идет о полнотелых бетонных блоках, ваш выбор не будет таким разнообразным, как с пустотелыми блоками, но у вас все равно будет выбор, который можно использовать для различных целей. .
Блок зольной пыли
Зольная пыль представляет собой тонкодисперсное порошкообразное вещество, которое при смешивании с водой образует материал, похожий на портландцемент. (Портландцемент создается путем смешивания известняка и глины или сланца, которые были тонко измельчены или обожжены. ) Более половины бетона, производимого в Соединенных Штатах, содержит летучую золу.[7] Замена цементобетона летучей золой в дорожных проектах, для которых требуется большое количество материала, может стать шагом к экономии денег.
) Более половины бетона, производимого в Соединенных Штатах, содержит летучую золу.[7] Замена цементобетона летучей золой в дорожных проектах, для которых требуется большое количество материала, может стать шагом к экономии денег.
Существует два класса летучей золы:
- Класс C — это сорт с высоким содержанием кальция, который состоит из менее 2% углерода. Он может составлять от 15% до 40% цементного материала.
- Класс F имеет содержание углерода от 5% до 10% и представляет собой материал с низким содержанием кальция. Обычно он составляет от 15% до 25% цементного материала.
Использование летучей золы может снизить выбросы CO2, обеспечить устойчивость к холодным погодным условиям и уменьшить проблемы с растрескиванием и проницаемостью. Его также можно использовать для создания гладкой поверхности с четкими деталями.[7]
Летучая зола, как и портландцемент, представляет собой мелкий порошок, который может действовать как пигмент. Цвета частиц могут быть янтарными, коричневыми, серыми, зелеными, оливковыми, красными, желтыми или желто-коричневыми. Полученный цвет может варьироваться в зависимости от концентрации частиц, но чаще всего это оттенок серого.
Полученный цвет может варьироваться в зависимости от концентрации частиц, но чаще всего это оттенок серого.
Кирпичи из летучей золы, как правило, имеют небольшие размеры, поскольку чем больше они становятся, тем менее прочными они становятся, а при больших размерах они более подвержены разрушению и растрескиванию.
Аэрируемый автоклавный блок
Газобетонный автоклавный блок, сокращенно известный как блок AAC, представляет собой легкий материал, обеспечивающий высокую степень звуко- и термоизоляции. Его огнестойкость и изоляционные свойства делают его привлекательным выбором, хотя он не так широко доступен, как некоторые другие формы бетона.
Эти блоки из легкого бетона на 80% состоят из воздуха, что объясняет название «аэрированные». Материал легко поддается формовке и позволяет использовать гвозди и шурупы. Но он не такой прочный, как некоторые более плотные варианты бетона, поэтому это не лучший несущий бетон и его часто нужно армировать. Вы также захотите покрыть его защитным покрытием, чтобы избежать повреждения при воздействии элементов.
Эти блоки имеют цвет от белого до светло-серого и могут быть адаптированы для использования в боковых стенах, перегородках и других типах стеновых конструкций, а также в стальных колоннах и заполняющих панелях. Они доступны в блоках, панелях и специальных формах, таких как блоки перемычек и U-образные блоки связующих балок, оба из которых доступны в различной толщине.
Брусчатка
Брусчатка представляет собой сплошные квадратные или прямоугольные блоки, используемые для мощения на обочинах дорог (где они должны быть окрашены для улучшения видимости) и на пешеходных дорожках.
Хотя они часто имеют форму кирпича, они доступны в различных размерах и цветах, включая песчаник, коричневый, темно-коричневый, угольный и светло-серый.
Легкий ячеистый блок
Легкий ячеистый блок — это строительный материал, состоящий из трех компонентов: пены, золы-уноса и цемента. Как и AAC, он обеспечивает хорошую изоляцию от звука и экстремальных температур. Он огнестойкий, экологически чистый и относительно недорогой.
Он огнестойкий, экологически чистый и относительно недорогой.
Эти светло-серые блоки изготовлены из материала, известного с 19 века.30 с. Они настраиваются и могут быть изготовлены в различных размерах, а также использоваться для стеновых панелей, составных стен и парапетных стен.
Ячеистые легкие блоки высокой плотности могут применяться для несущих или перегородочных стен; средней плотности можно использовать для ненесущей кирпичной кладки.
Керамзитовый заполнитель
Керамзитовый заполнитель состоит из легких заполнителей летучей золы и цемента. Водонепроницаемость и огнестойкость, их легкий вес позволяют снизить общую нагрузку на конструкцию до 50%. Они также хорошо изолируют от звука и температуры.
Поскольку этот материал обжигается в печи, его можно формовать в разные размеры и с разной плотностью.
Заключение
Бетонные блоки могут быть полезными компонентами для различных целей во многих строительных проектах, будь то укладка проезжей части, возведение несущих стен из каменной кладки или возведение перегородок.
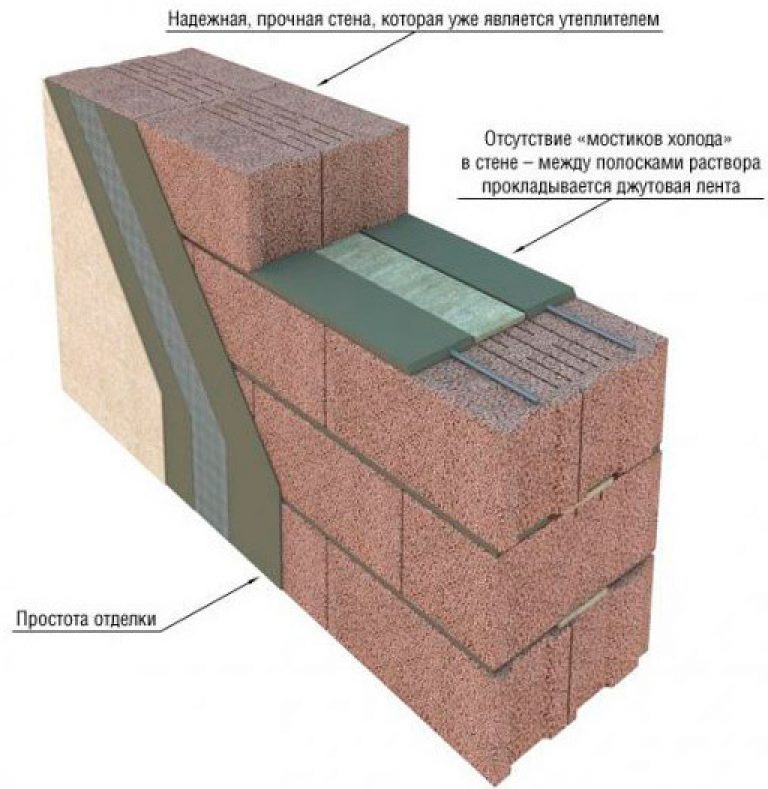
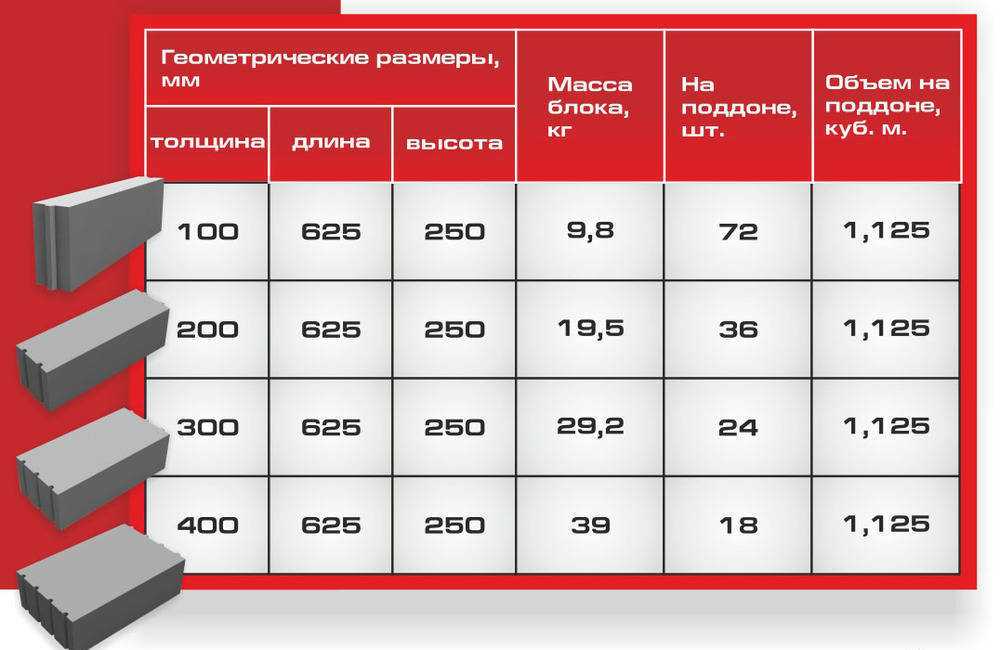
 Кладку из такого материала делают с использованием специального клея. Он наносится слоем в пару миллиметров, так как идеальная геометрия позволяет это делать. Так как с стене из данного материала шов — это мостик холода, то стена получается очень теплой (за счет малой толщины шва тепло в здании сохраняется лучше).
Кладку из такого материала делают с использованием специального клея. Он наносится слоем в пару миллиметров, так как идеальная геометрия позволяет это делать. Так как с стене из данного материала шов — это мостик холода, то стена получается очень теплой (за счет малой толщины шва тепло в здании сохраняется лучше). Фактически марка и отображает массу одного кубометра материала. Например, кубометр пеноблоков марки D400 будет весить около 400 кг, куб блоков плотности D700 имеет массу — около 700 кг.
Фактически марка и отображает массу одного кубометра материала. Например, кубометр пеноблоков марки D400 будет весить около 400 кг, куб блоков плотности D700 имеет массу — около 700 кг. В нем определены характеристики и стандартные размеры, но также есть приписка о том, что допускается изменение параметров по заказу потребителя.
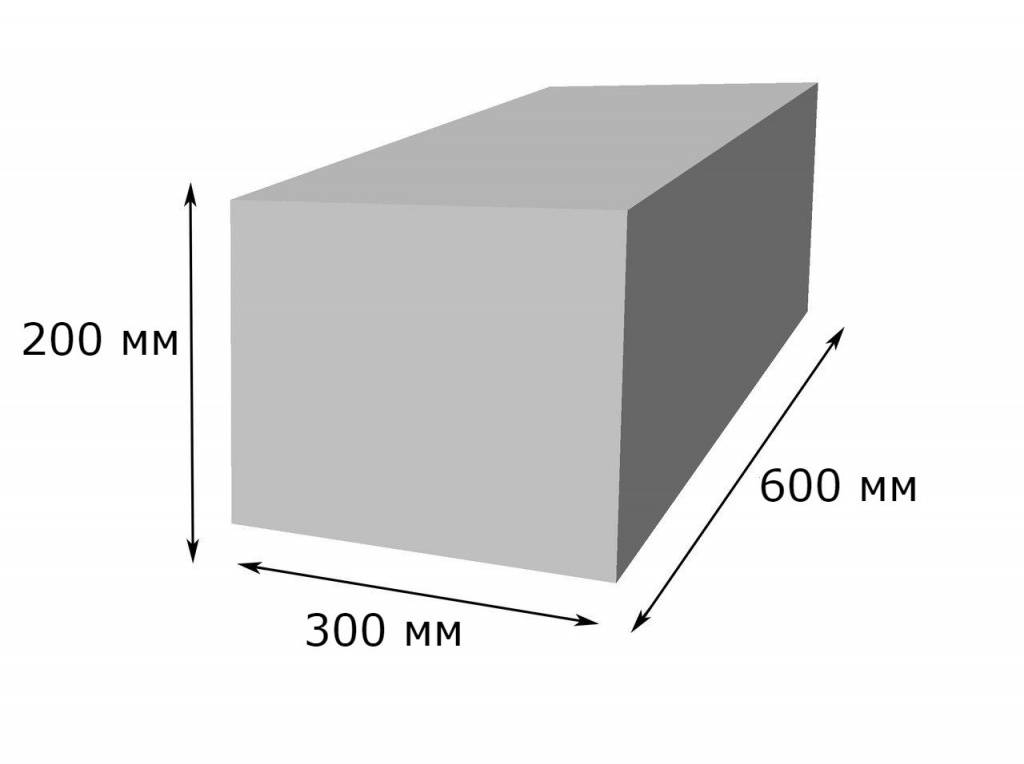
В нем определены характеристики и стандартные размеры, но также есть приписка о том, что допускается изменение параметров по заказу потребителя. Приведем основные размеры пеноблока, который используется для кладки несущих стен и перегородок :
Приведем основные размеры пеноблока, который используется для кладки несущих стен и перегородок :
 Здесь нет необходимости задействовать тяжелую технику. Именно это и позволило применять материалы при строительстве домов и коттеджей. В статье можно узнать чем отличается пеноблок от газоблока, какая разница, что дешевле и теплее, что легче.
Здесь нет необходимости задействовать тяжелую технику. Именно это и позволило применять материалы при строительстве домов и коттеджей. В статье можно узнать чем отличается пеноблок от газоблока, какая разница, что дешевле и теплее, что легче.

 Только так можно добиться тепла в доме.
Только так можно добиться тепла в доме. Однако при возведении дома пеноблоков понадобится больше, чем газоблоков. Поэтому здесь необходимо учитывать не только цену кубометра, а и рассчитать весь проект будущего строения.
Однако при возведении дома пеноблоков понадобится больше, чем газоблоков. Поэтому здесь необходимо учитывать не только цену кубометра, а и рассчитать весь проект будущего строения.  Газобетон впитывает влагу, как губка. По этой причине во время морозов его характеристики не самые лучшие. Что касается пеноблока, то у него уровень поглощения влаги ниже.
Газобетон впитывает влагу, как губка. По этой причине во время морозов его характеристики не самые лучшие. Что касается пеноблока, то у него уровень поглощения влаги ниже.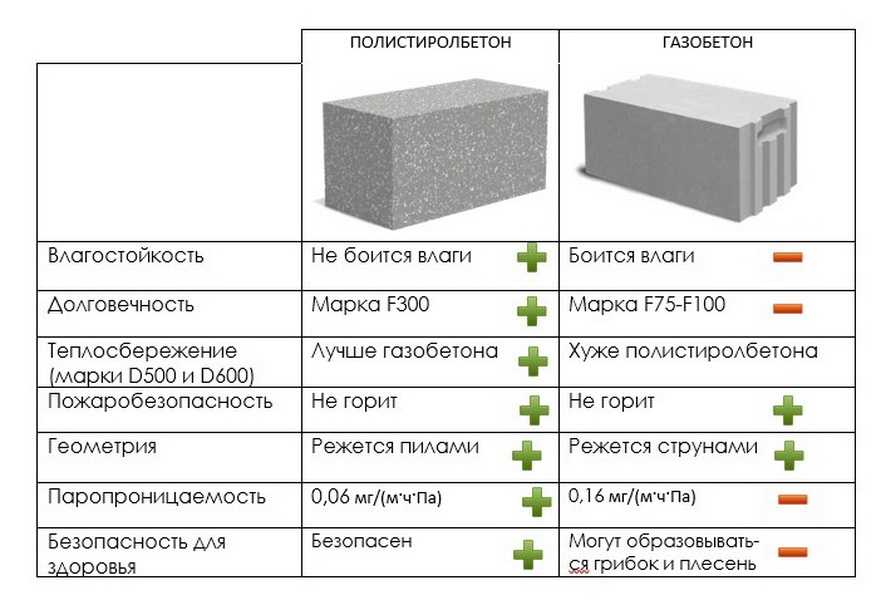
 После длительного анализа я понял, что для моих условий проживания мне подходит газобетон. Причина в том, что пенобетон обладает низкими теплоизоляционными качествами, поэтому его нужно будет доутеплять. А вот газобетон благодаря его кладке на клеящем составе будет прекрасно задерживать тепло».
После длительного анализа я понял, что для моих условий проживания мне подходит газобетон. Причина в том, что пенобетон обладает низкими теплоизоляционными качествами, поэтому его нужно будет доутеплять. А вот газобетон благодаря его кладке на клеящем составе будет прекрасно задерживать тепло». Стоимость у этого материала ниже, чем у газобетона, благодаря чему я могут сэкономить. Но и под конец хотелось бы отметить легкость и простоту монтажа, благодаря чему мне удалось построить дом за короткий промежуток времени».
Стоимость у этого материала ниже, чем у газобетона, благодаря чему я могут сэкономить. Но и под конец хотелось бы отметить легкость и простоту монтажа, благодаря чему мне удалось построить дом за короткий промежуток времени».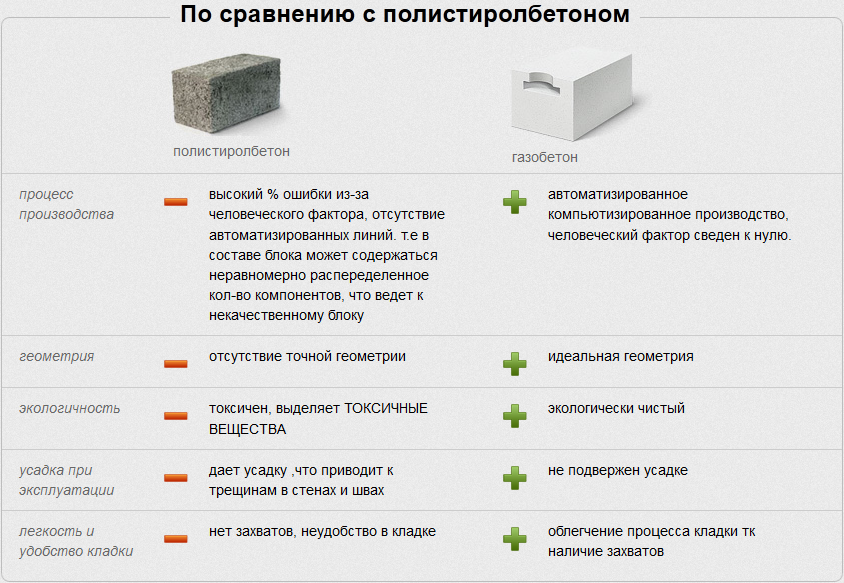 В то время как некоторые из них сводятся к эстетике и вашим личным предпочтениям, другие будут иметь прямое влияние на функциональность и надежность оружия. Газоблок — прекрасный пример.
В то время как некоторые из них сводятся к эстетике и вашим личным предпочтениям, другие будут иметь прямое влияние на функциональность и надежность оружия. Газоблок — прекрасный пример.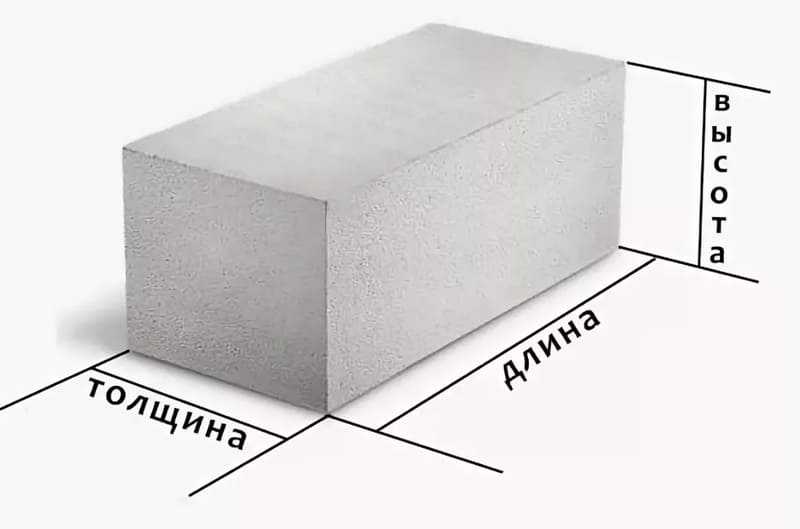 Это число соответствует ширине вашего ствола и должно совпадать, чтобы деталь подходила.
Это число соответствует ширине вашего ствола и должно совпадать, чтобы деталь подходила. Это включает:
Это включает: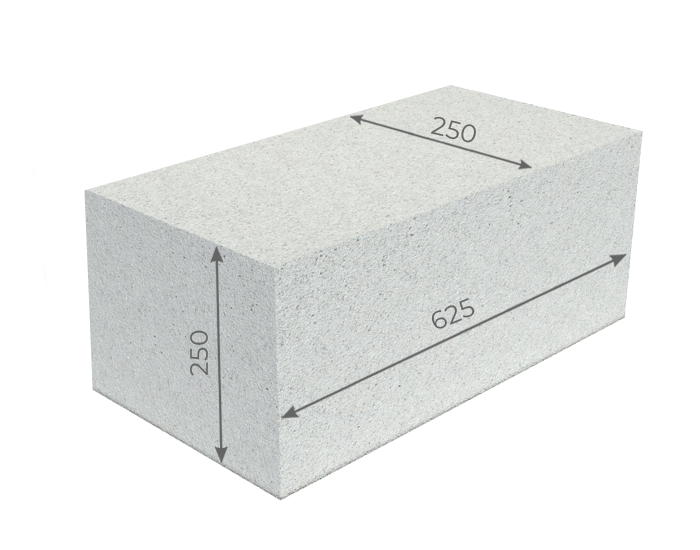 Установите один из наших новых газовых блоков, чтобы лучше контролировать давление в вашей газовой системе и предотвратить ненужный износ компонентов вашего оружия. Если у вас есть какие-либо вопросы или вам нужна помощь в выборе подходящего газового блока для вашего AR-15, свяжитесь с нами сегодня.
Установите один из наших новых газовых блоков, чтобы лучше контролировать давление в вашей газовой системе и предотвратить ненужный износ компонентов вашего оружия. Если у вас есть какие-либо вопросы или вам нужна помощь в выборе подходящего газового блока для вашего AR-15, свяжитесь с нами сегодня.
 Некоторые пропускают больше газа, чем необходимо, что называется «перегазовкой». Это особенно полезно, когда есть нагар или другой мусор, который частично блокирует поток газа в вашем AR. При перегазовке ваше ружье может продолжать работать даже при частичном засоре, что приятно с точки зрения надежности.
Некоторые пропускают больше газа, чем необходимо, что называется «перегазовкой». Это особенно полезно, когда есть нагар или другой мусор, который частично блокирует поток газа в вашем AR. При перегазовке ваше ружье может продолжать работать даже при частичном засоре, что приятно с точки зрения надежности. Они считаются обновлением стандартных блоков и могут вывести ваше оружие на совершенно новый уровень производительности, в зависимости от ваших потребностей. Правильное использование приводит к более чистой системе в целом, меньшей отдаче и меньшему износу вашего оружия.
Они считаются обновлением стандартных блоков и могут вывести ваше оружие на совершенно новый уровень производительности, в зависимости от ваших потребностей. Правильное использование приводит к более чистой системе в целом, меньшей отдаче и меньшему износу вашего оружия.
 Например, газовые блоки с внутренним диаметром 0,625 дюйма обычно используются для стволов типа «карандаш» или более тонких легких стволов.
Например, газовые блоки с внутренним диаметром 0,625 дюйма обычно используются для стволов типа «карандаш» или более тонких легких стволов.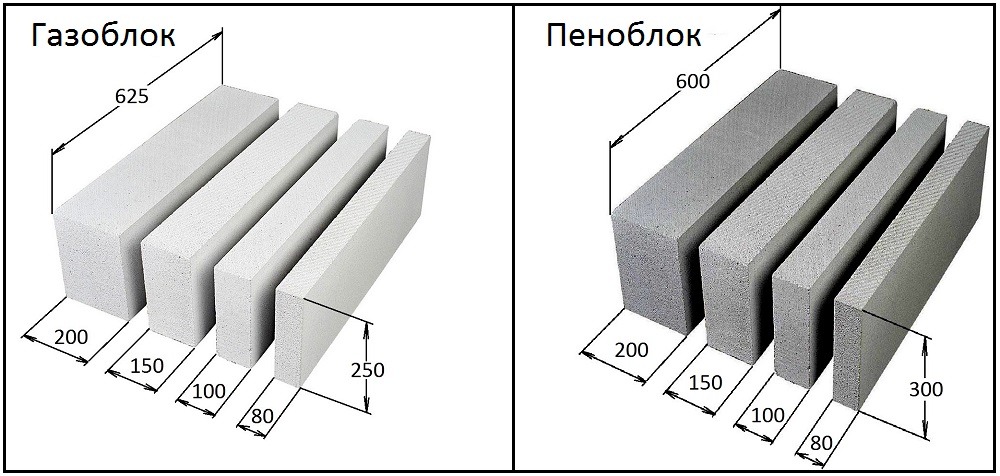

 Выполняет функции мелкого заполнителя. Использовать речной песок категорически не рекомендуется – стяжка будет предельно низкого качества.
Выполняет функции мелкого заполнителя. Использовать речной песок категорически не рекомендуется – стяжка будет предельно низкого качества. Состав и устройство стяжки для водяного теплого пола
Состав и устройство стяжки для водяного теплого пола Чтобы сэкономить цемент используется щебень или керамзит.
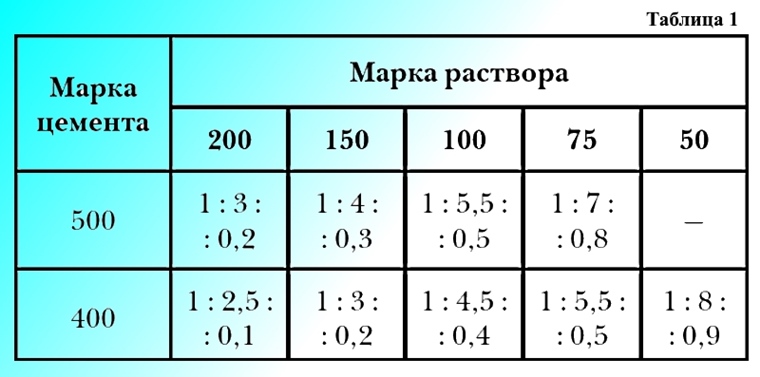
Чтобы сэкономить цемент используется щебень или керамзит.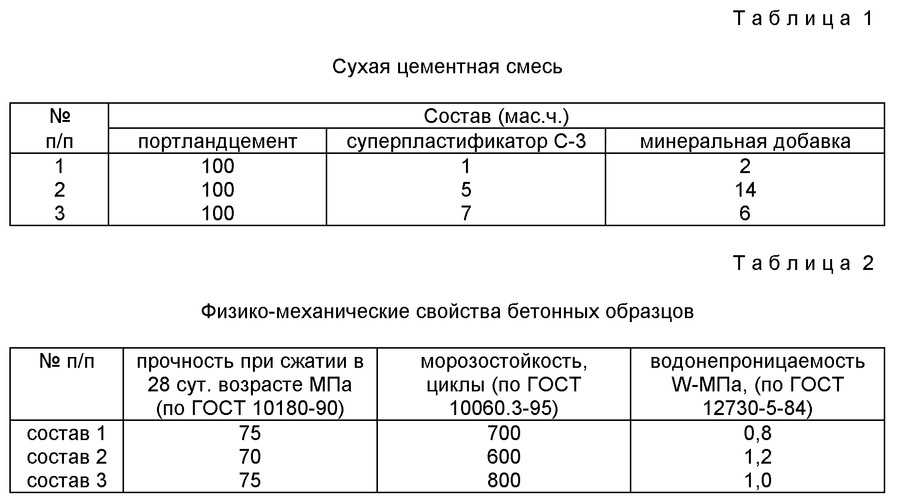 Пропорция раствора должна соответствовать следующему значению: 1 (цемент) : 3 (песок) : 5 (щебень). Что касается воды, то она используется обычно до половины общего веса цемента.
Пропорция раствора должна соответствовать следующему значению: 1 (цемент) : 3 (песок) : 5 (щебень). Что касается воды, то она используется обычно до половины общего веса цемента. Они предназначаются для повышения прочности и ускорения затвердевания. С помощью несложных экспериментов можно получать одинаковые марки раствора с применением разных компонентов.
Они предназначаются для повышения прочности и ускорения затвердевания. С помощью несложных экспериментов можно получать одинаковые марки раствора с применением разных компонентов. Для полной просушки стяжки может понадобиться от 2 до 3 месяцев. Если на улице жарко и сухо, стяжку нужно периодически поливать водой в течение первого дня. Еще ее следует защитить полиэтиленовой пленкой от воздействия лучей солнца.
Для полной просушки стяжки может понадобиться от 2 до 3 месяцев. Если на улице жарко и сухо, стяжку нужно периодически поливать водой в течение первого дня. Еще ее следует защитить полиэтиленовой пленкой от воздействия лучей солнца.
 В данном случае греющим элементом служит электрический нагревательный кабель, проложенный в стяжке пола. Применяется для помещений различного типа и открытых площадок. Перед монтажом просчитываются теплопотери, и подбирается кабель необходимой мощности. Так как кабель имеет меньший диаметр чем трубы, применяемые в водяном отоплении, толщина стяжки будет меньше.
В данном случае греющим элементом служит электрический нагревательный кабель, проложенный в стяжке пола. Применяется для помещений различного типа и открытых площадок. Перед монтажом просчитываются теплопотери, и подбирается кабель необходимой мощности. Так как кабель имеет меньший диаметр чем трубы, применяемые в водяном отоплении, толщина стяжки будет меньше.
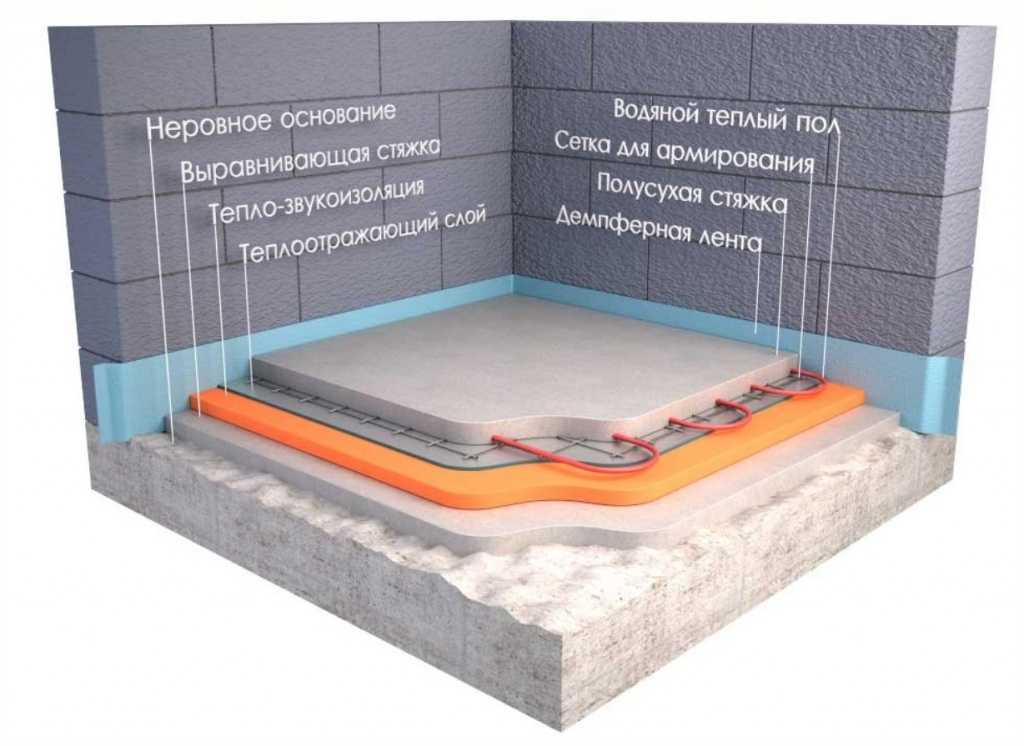
 При таком виде стяжки применяется цементно-песчаный раствор или специальные готовые смеси на основе цемента (обычно для жилых помещений). А также бетон, если необходимо сделать стяжку на промышленных объектах.
При таком виде стяжки применяется цементно-песчаный раствор или специальные готовые смеси на основе цемента (обычно для жилых помещений). А также бетон, если необходимо сделать стяжку на промышленных объектах.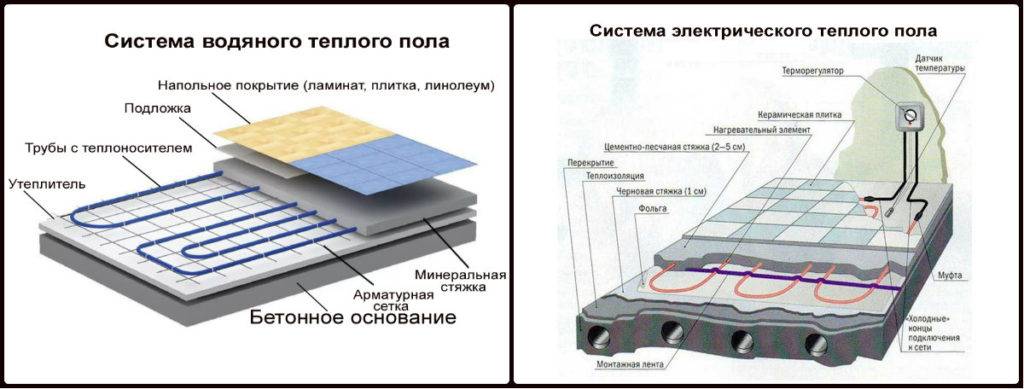 Необходимость ее заключается в том, чтобы основательно выровнять первоначальную поверхность, так как неровности и дефекты могут вызвать некорректную работу отопительной системы. Например, в трубопроводах при водяном отоплении может происходить «завоздушивание» системы, что негативно отражается на гидравлических характеристиках системы – контур будет плохо прогреваться или вообще не производить нагрева. А в электрических теплых пола – это может привести к залому или полному повреждению кабеля.
Необходимость ее заключается в том, чтобы основательно выровнять первоначальную поверхность, так как неровности и дефекты могут вызвать некорректную работу отопительной системы. Например, в трубопроводах при водяном отоплении может происходить «завоздушивание» системы, что негативно отражается на гидравлических характеристиках системы – контур будет плохо прогреваться или вообще не производить нагрева. А в электрических теплых пола – это может привести к залому или полному повреждению кабеля.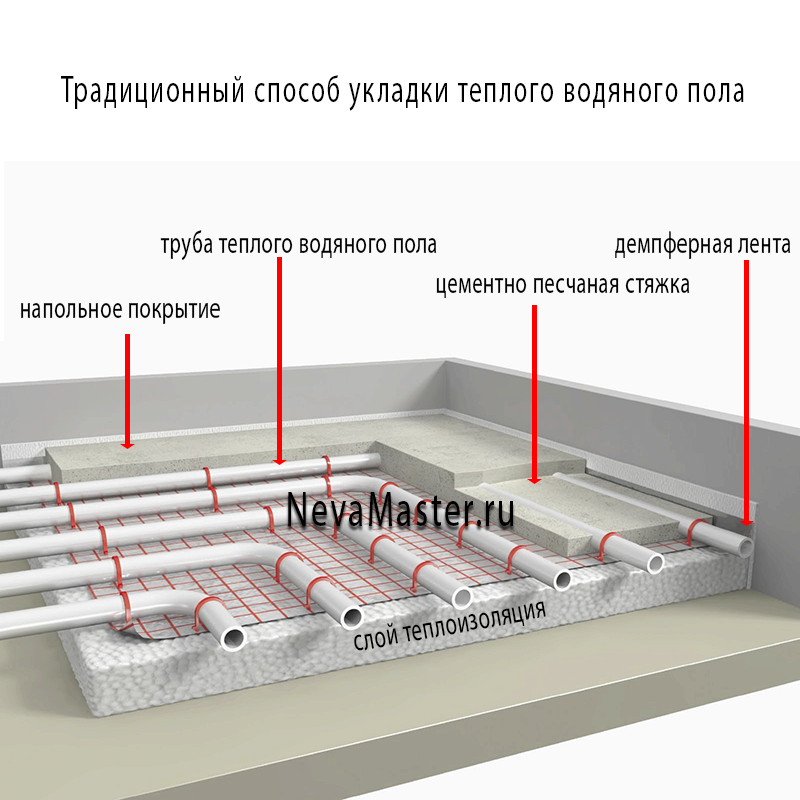
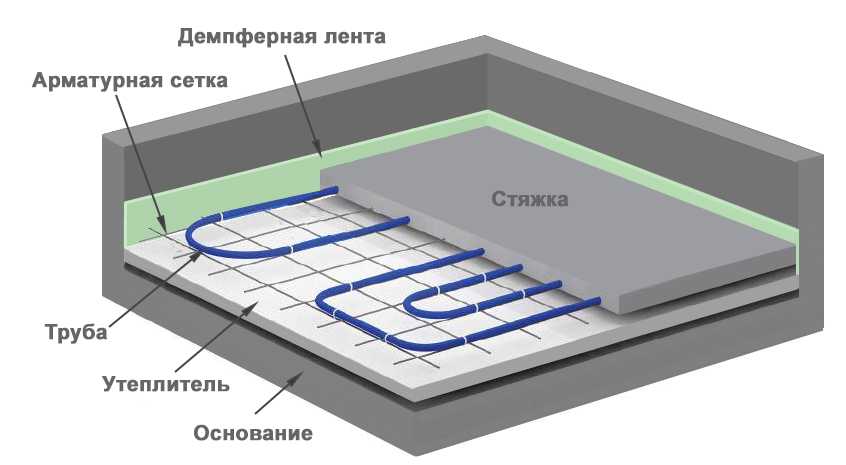
 Трубы водяного теплого пола фиксируют якорными скобами непосредственно к теплоизоляционным плитам, а также на установленные монтажные планки (крепежные шины) или на плиты с бобышками для фиксации.
Трубы водяного теплого пола фиксируют якорными скобами непосредственно к теплоизоляционным плитам, а также на установленные монтажные планки (крепежные шины) или на плиты с бобышками для фиксации. Следует отметить что, в готовые смеси ничего добавлять не надо, только воду. Производители предусмотрели все компоненты, необходимые для создания стяжки теплого пола (стандартно на упаковке указано, что данная смесь применима для напольного отопления). Цена у них дороже, чем у обычного раствора, а преимущество заключается в оптимальном подборе компонентов, экономии времени и нет необходимости использовать специальное оборудование. При применении готовых смесей толщина стяжки будет меньше, чем бетонной.
Следует отметить что, в готовые смеси ничего добавлять не надо, только воду. Производители предусмотрели все компоненты, необходимые для создания стяжки теплого пола (стандартно на упаковке указано, что данная смесь применима для напольного отопления). Цена у них дороже, чем у обычного раствора, а преимущество заключается в оптимальном подборе компонентов, экономии времени и нет необходимости использовать специальное оборудование. При применении готовых смесей толщина стяжки будет меньше, чем бетонной.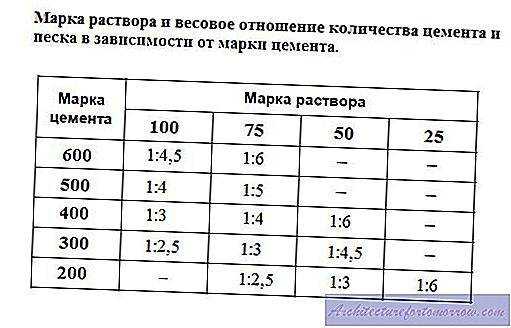 Благодаря своему составу пластификатор увеличивает пластичность смеси, уменьшает воздушные включения. В результате увеличивается теплопроводность, уменьшается усадка греющей плиты и в целом это дает увеличение параметров прочности стяжки. Расход пластификатора производители указывают в рекомендациях по применению, в среднем этот показатель составляет 3-5 литров на 1 кубический метр раствора.
Благодаря своему составу пластификатор увеличивает пластичность смеси, уменьшает воздушные включения. В результате увеличивается теплопроводность, уменьшается усадка греющей плиты и в целом это дает увеличение параметров прочности стяжки. Расход пластификатора производители указывают в рекомендациях по применению, в среднем этот показатель составляет 3-5 литров на 1 кубический метр раствора. Это необходимо сделать во избежание повреждений проложенных труб и электрических кабелей. Желательно заливку греющего контура производить целиком, за один раз.
Это необходимо сделать во избежание повреждений проложенных труб и электрических кабелей. Желательно заливку греющего контура производить целиком, за один раз.
 В среднем общая толщина стяжки теплого пола составляет 60-100 мм. Если заливка стяжки произведена тонким слоем, она не сможет выдержать необходимую нагрузку. А параметры более 100 мм приводят к тому что в стяжке пола образуются усадочные трещины и значительно усложняется прогрев. При этом теряется вся энергоэффективность теплого пола.
В среднем общая толщина стяжки теплого пола составляет 60-100 мм. Если заливка стяжки произведена тонким слоем, она не сможет выдержать необходимую нагрузку. А параметры более 100 мм приводят к тому что в стяжке пола образуются усадочные трещины и значительно усложняется прогрев. При этом теряется вся энергоэффективность теплого пола.

 Хотя некоторым людям не нравится запах, этот запах проявляется только во время мытья полов и уборки — он быстро исчезнет, когда раствор высохнет. В результате остается великолепный чистый пол. Попробуйте эти три разных комбинации, чтобы очистить грязные полы. Сократите рецепт вдвое, если вам нужно вымыть только небольшую площадь.
Хотя некоторым людям не нравится запах, этот запах проявляется только во время мытья полов и уборки — он быстро исчезнет, когда раствор высохнет. В результате остается великолепный чистый пол. Попробуйте эти три разных комбинации, чтобы очистить грязные полы. Сократите рецепт вдвое, если вам нужно вымыть только небольшую площадь. Он прекрасно работает, чтобы придать вашим зеркалам и стеклу красивую чистую поверхность, но его также можно использовать для мытья полов.
Он прекрасно работает, чтобы придать вашим зеркалам и стеклу красивую чистую поверхность, но его также можно использовать для мытья полов. Однако не злоупотребляйте им — слишком много создаст слегка липкую пленку.
Однако не злоупотребляйте им — слишком много создаст слегка липкую пленку. Понимание правильного соотношения уксуса и воды для мытья полов — это один из способов изменить способ мытья твердых полов и внести свой вклад в защиту окружающей среды.
Понимание правильного соотношения уксуса и воды для мытья полов — это один из способов изменить способ мытья твердых полов и внести свой вклад в защиту окружающей среды. Вы можете добавить около 20-30 капель душистого эфирного масла, если хотите смягчить запах, но это зависит от личных предпочтений.
Вы можете добавить около 20-30 капель душистого эфирного масла, если хотите смягчить запах, но это зависит от личных предпочтений.
 Начиная со 320 мм, рекомендуется периодически вытаскивать бур из отверстия, чтобы охладить его и удалить крошку, что особенно важно при вертикальном сверлении вниз. Для буров длиной 920 – 1320 мм сверление целесообразно проводить в 3 этапа. В противном случае возникает опасность накопления крошки и застревания бура в отверстии.
Начиная со 320 мм, рекомендуется периодически вытаскивать бур из отверстия, чтобы охладить его и удалить крошку, что особенно важно при вертикальном сверлении вниз. Для буров длиной 920 – 1320 мм сверление целесообразно проводить в 3 этапа. В противном случае возникает опасность накопления крошки и застревания бура в отверстии. Регулярное охлаждение инструмента предотвращает преждевременный износ бура.
Регулярное охлаждение инструмента предотвращает преждевременный износ бура. В течение десятилетий стандартные сверла приходилось затягивать и снова затягивать в дрель с помощью ключа для патрона. Но сверло SDS изменило дизайн, чтобы создать более безопасное соединение.
В течение десятилетий стандартные сверла приходилось затягивать и снова затягивать в дрель с помощью ключа для патрона. Но сверло SDS изменило дизайн, чтобы создать более безопасное соединение. SDS Max предлагает модифицированный профиль, который делает его идеальным для больших сверл.
SDS Max предлагает модифицированный профиль, который делает его идеальным для больших сверл. Это связано с тем, что сверло может перемещаться в патроне вперед и назад так же, как поршень. При этом сверло все еще надежно удерживается, чтобы оно не выпадало и не расшатывалось при вращении.
Это связано с тем, что сверло может перемещаться в патроне вперед и назад так же, как поршень. При этом сверло все еще надежно удерживается, чтобы оно не выпадало и не расшатывалось при вращении. Вместо того, чтобы быть круглым или гладким, он имеет рисунок, соответствующий патрону. Кроме того, прорези допускают вертикальное перемещение во время ударных операций, но не позволяют сверлу выскальзывать.
Вместо того, чтобы быть круглым или гладким, он имеет рисунок, соответствующий патрону. Кроме того, прорези допускают вертикальное перемещение во время ударных операций, но не позволяют сверлу выскальзывать.



 Это также может повлиять на само сверло SDS, вызывая повреждение или изгиб краев и сторон, поэтому они менее полезны в патронах ударной дрели.
Это также может повлиять на само сверло SDS, вызывая повреждение или изгиб краев и сторон, поэтому они менее полезны в патронах ударной дрели.

 Поможет вам ответить на интересующие покупателя вопросы и развеять его сомнения в покупке. Используйте её по своему усмотрению.
Поможет вам ответить на интересующие покупателя вопросы и развеять его сомнения в покупке. Используйте её по своему усмотрению.
 Порой они гнут листы прочного металла толщиной практически в человека.
Порой они гнут листы прочного металла толщиной практически в человека. Наши станки гнут такой металл без каких‑либо затруднений.
Наши станки гнут такой металл без каких‑либо затруднений. Юридически такая компания остается чистой, потому что изначально же говорила «от» — однако по‑человечески это как‑то нехорошо.
Юридически такая компания остается чистой, потому что изначально же говорила «от» — однако по‑человечески это как‑то нехорошо.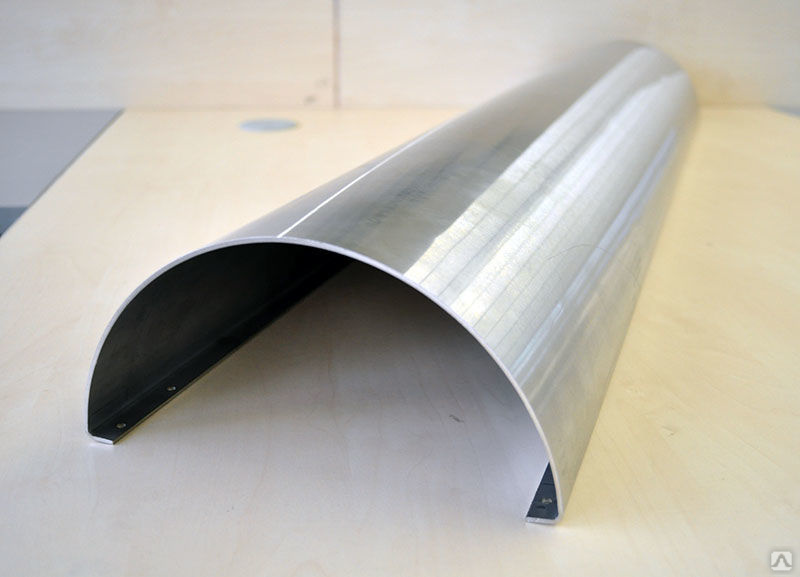
 Он будет обрабатывать небольшие стержни и проекты. Убедитесь, что трубогиб, который вы ищете, будет работать с используемым размером трубы. Ручной мини-гибочный станок прост в использовании и доступен по цене. Для тонких труб вы также можете использовать набор трубогибов, которые надеваются на металл подобно рукаву.
Он будет обрабатывать небольшие стержни и проекты. Убедитесь, что трубогиб, который вы ищете, будет работать с используемым размером трубы. Ручной мини-гибочный станок прост в использовании и доступен по цене. Для тонких труб вы также можете использовать набор трубогибов, которые надеваются на металл подобно рукаву.
 Легкоплавкие сплавы требуют более низких температур для плавления, от 40 до 300 градусов по Фаренгейту. Это свойство позволяет плавить сплавы при более низких температурах, не повреждая и не воздействуя на другие близлежащие материалы или поверхности, которые легкоплавкий сплав…
Легкоплавкие сплавы требуют более низких температур для плавления, от 40 до 300 градусов по Фаренгейту. Это свойство позволяет плавить сплавы при более низких температурах, не повреждая и не воздействуя на другие близлежащие материалы или поверхности, которые легкоплавкий сплав…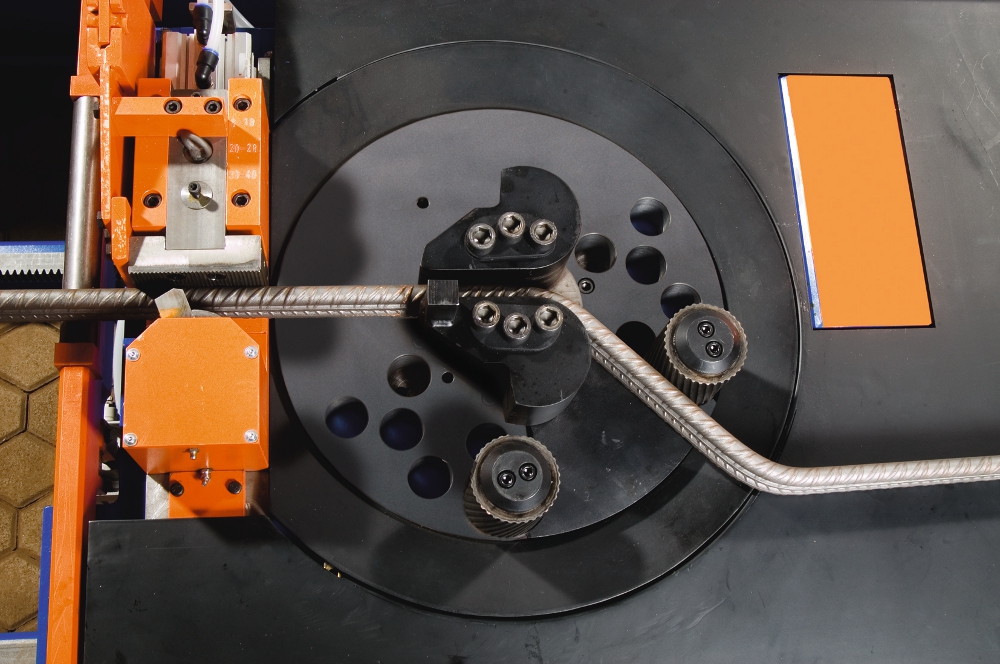 Это кристаллический элемент, имеющий различные цвета: белый, фиолетовый, розовый и серебристый. В чистом виде люди часто думают, что это свинец. Висмут широко используется в производстве…
Это кристаллический элемент, имеющий различные цвета: белый, фиолетовый, розовый и серебристый. В чистом виде люди часто думают, что это свинец. Висмут широко используется в производстве… Метод художественного литья предполагает использование форм из дерева, камня, гипса или силиконовой резины и какого-либо гибкого материала, например…
Метод художественного литья предполагает использование форм из дерева, камня, гипса или силиконовой резины и какого-либо гибкого материала, например… Например, висмут часто комбинируют с оловом и/или серебром для создания нетоксичных бессвинцовых припоев. Применение и применение легкоплавких сплавов Легкоплавкие сплавы могут быть…
Например, висмут часто комбинируют с оловом и/или серебром для создания нетоксичных бессвинцовых припоев. Применение и применение легкоплавких сплавов Легкоплавкие сплавы могут быть…
 92
92 36
36

 18 х1.5 ст1-2сп/пс
18 х1.5 ст1-2сп/пс 30 х1.5 ст1-2сп/пс
30 х1.5 ст1-2сп/пс 0 ст1-3сп/пс
0 ст1-3сп/пс 5 ст1-3сп/пс
5 ст1-3сп/пс 0 ст1-3сп/пс
0 ст1-3сп/пс 0 ст20
0 ст20 0 ст20
0 ст20 Электросварная труба востребована в строительстве при прокладке инфраструктуры и монтаже городских и магистральных трубопроводов. Труба прямошовная сварная изготавливается в соответствии с техническими требованиями ГОСТ 10705-80. Ассортимент соответствует ГОСТ 10704-91.
Электросварная труба востребована в строительстве при прокладке инфраструктуры и монтаже городских и магистральных трубопроводов. Труба прямошовная сварная изготавливается в соответствии с техническими требованиями ГОСТ 10705-80. Ассортимент соответствует ГОСТ 10704-91. 08;1кп/пс
08;1кп/пс


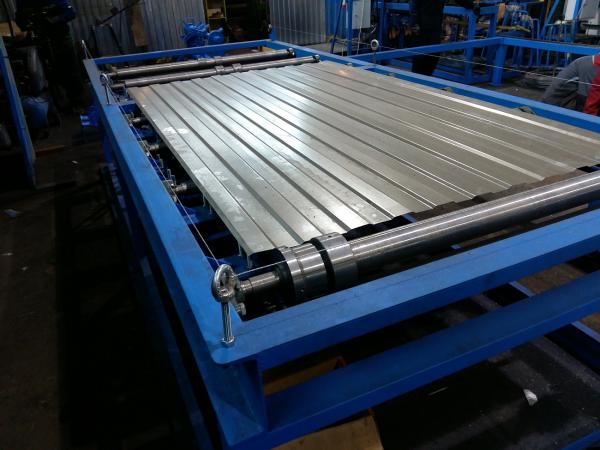
 Кроме того, по желанию заказчика дополнительно может быть поставлено и установлено устройство для декоративно-защитного ламинирования профлиста и специальная загрузочная тележка, оснащенная гидравлическим подъемником с возможностью передвижения по рельсам с использованием электромеханическим приводом.
Кроме того, по желанию заказчика дополнительно может быть поставлено и установлено устройство для декоративно-защитного ламинирования профлиста и специальная загрузочная тележка, оснащенная гидравлическим подъемником с возможностью передвижения по рельсам с использованием электромеханическим приводом. Поэтому мы берем на себя весь цикл гарантийного и сервисного обслуживания производимого оборудования, обеспечивая его бесперебойную работу в течение длительного времени.
Поэтому мы берем на себя весь цикл гарантийного и сервисного обслуживания производимого оборудования, обеспечивая его бесперебойную работу в течение длительного времени. Зная все нюансы такого производства, можно организовать прибыльный бизнес по изготовлению востребованного на рынке профлиста или с минимальными затратами производить такой материал для собственных нужд.
Зная все нюансы такого производства, можно организовать прибыльный бизнес по изготовлению востребованного на рынке профлиста или с минимальными затратами производить такой материал для собственных нужд. Вместо цинкового покрытия на поверхность профлиста может быть нанесен слой краски или другого материала, который в состоянии обеспечить надежную защиту металлического листа от негативного воздействия внешней среды. Учитывая тот факт, что конструкции из профнастила эксплуатируются преимущественно на открытом воздухе, наличие покрытия, защищающего их от интенсивного износа под воздействием коррозии, позволяет наделить такой материал требуемой долговечностью.
Вместо цинкового покрытия на поверхность профлиста может быть нанесен слой краски или другого материала, который в состоянии обеспечить надежную защиту металлического листа от негативного воздействия внешней среды. Учитывая тот факт, что конструкции из профнастила эксплуатируются преимущественно на открытом воздухе, наличие покрытия, защищающего их от интенсивного износа под воздействием коррозии, позволяет наделить такой материал требуемой долговечностью. Помещение, в котором осуществляется такое хранение, также должно быть сухим и отапливаемым.
Помещение, в котором осуществляется такое хранение, также должно быть сухим и отапливаемым. В таком случае станок, применяемый для производства профлиста, нуждается в оснащении дополнительным приспособлением, которое будет отвечать за гибку листового металла значительной толщины.
В таком случае станок, применяемый для производства профлиста, нуждается в оснащении дополнительным приспособлением, которое будет отвечать за гибку листового металла значительной толщины. Дело в том, что в таком оборудовании для профнастила должно быть устройство, обеспечивающее резку профилированных листов на изделия определенной длины. Для выполнения данной технологической операции не подойдут обычные гильотинные ножницы, так как для этого необходимы устройства, рабочие органы которых по своей форме полностью соответствуют конфигурации профилированного стального листа.
Дело в том, что в таком оборудовании для профнастила должно быть устройство, обеспечивающее резку профилированных листов на изделия определенной длины. Для выполнения данной технологической операции не подойдут обычные гильотинные ножницы, так как для этого необходимы устройства, рабочие органы которых по своей форме полностью соответствуют конфигурации профилированного стального листа.

 Наличие таких дефектов значительно снижает стоимость готовой продукции.
Наличие таких дефектов значительно снижает стоимость готовой продукции. Такой самодельный станок можно применять не только для производства профлиста, но и для изготовления элементов кровельных конструкций – коньков, карнизных планок и др.
Такой самодельный станок можно применять не только для производства профлиста, но и для изготовления элементов кровельных конструкций – коньков, карнизных планок и др. Механическое воздействие на обрабатываемый листовой металл, из которого и формируется профилированный лист, осуществляется посредством ручного рычага, монтируемого на раме оборудования. При помощи такого рычага, конструкция которого может быть дополнительно оснащена прижимной пружиной, осуществляется не только подача стальных листов в зону обработки, но и регулировка угла их подачи.
Механическое воздействие на обрабатываемый листовой металл, из которого и формируется профилированный лист, осуществляется посредством ручного рычага, монтируемого на раме оборудования. При помощи такого рычага, конструкция которого может быть дополнительно оснащена прижимной пружиной, осуществляется не только подача стальных листов в зону обработки, но и регулировка угла их подачи.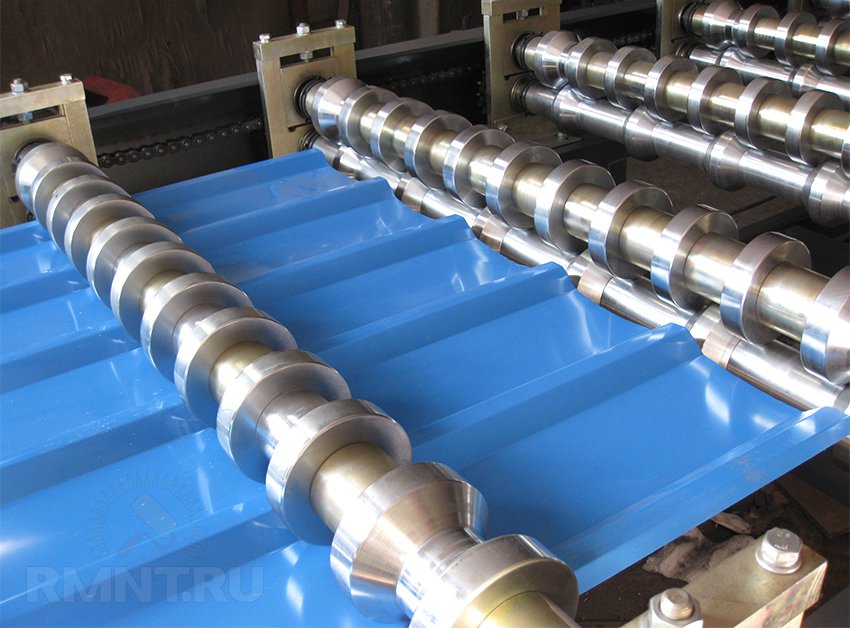 Металлическая заготовка, из которой будет формироваться профилированный лист, фиксируется на поверхности рабочего стола станка специальными лапками или планками.
Металлическая заготовка, из которой будет формироваться профилированный лист, фиксируется на поверхности рабочего стола станка специальными лапками или планками. Ролики обработаны станок с ЧПУ инструменты для обеспечения точности роликов и, следовательно, точности водосточного желоба.
Ролики обработаны станок с ЧПУ инструменты для обеспечения точности роликов и, следовательно, точности водосточного желоба.  Водосточный желоб
Водосточный желоб 

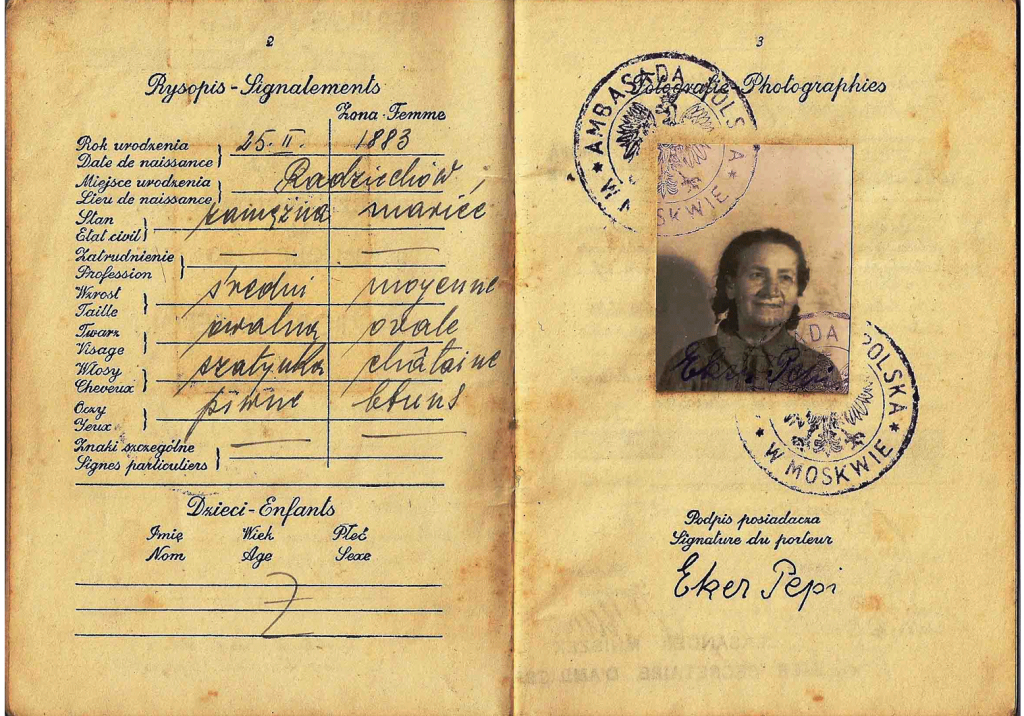








 Изображение цифр серии и номера бланка паспорта формируется с помощью прожигаемых лазером в бумаге и переплетном материале видимых на просвет отверстий.
Изображение цифр серии и номера бланка паспорта формируется с помощью прожигаемых лазером в бумаге и переплетном материале видимых на просвет отверстий. Под словами расположен типографский рисунок «розетка». Текст и розетка выполнены металлографическим способом печати.
Под словами расположен типографский рисунок «розетка». Текст и розетка выполнены металлографическим способом печати. П.».
П.». 02.2016 N 154)
02.2016 N 154)
 В верхней части тринадцатой страницы с ориентацией по центру размещен реквизит «Воинская обязанность».
В верхней части тринадцатой страницы с ориентацией по центру размещен реквизит «Воинская обязанность». 07.2021 N 1205)
07.2021 N 1205) Паспорт является основным документом, удостоверяющим личность гражданина Российской Федерации на территории Российской Федерации.
Паспорт является основным документом, удостоверяющим личность гражданина Российской Федерации на территории Российской Федерации.


 Наносите чистящий раствор на ткань, а не прямо на монитор. НЕ наносите большое количество жидкости. ЗАПРЕЩАЕТСЯ использовать абразивные чистящие средства или органические растворители.
Наносите чистящий раствор на ткань, а не прямо на монитор. НЕ наносите большое количество жидкости. ЗАПРЕЩАЕТСЯ использовать абразивные чистящие средства или органические растворители. Это приведет к извлечению аккумулятора. Выдвиньте старую батарею.
Это приведет к извлечению аккумулятора. Выдвиньте старую батарею. После 6 месяцев хранения при 23°C полностью заряженные литий-ионные аккумуляторы сохраняют емкость 93%.
После 6 месяцев хранения при 23°C полностью заряженные литий-ионные аккумуляторы сохраняют емкость 93%. Монитор Datascope Passport 2 очищают, устраняют мелкие царапины и вмятины, окрашивают, при необходимости меняют наклейки. После этого напряженного процесса восстановления устройство работает и выглядит как новое. Soma Tech Intl сертифицирована по стандарту ISO 13485 и гарантирует высочайшее качество всего капитального медицинского оборудования, которое они продают. Прежде чем монитор Datascope Passport 2 будет помечен как готовый для пациента и упакован для отправки, он проходит последнюю проверку качества, которая позволяет убедиться, что все его компоненты снова работают должным образом. Если вы хотите купить восстановленные системы мониторинга Datascope Passport 2
Монитор Datascope Passport 2 очищают, устраняют мелкие царапины и вмятины, окрашивают, при необходимости меняют наклейки. После этого напряженного процесса восстановления устройство работает и выглядит как новое. Soma Tech Intl сертифицирована по стандарту ISO 13485 и гарантирует высочайшее качество всего капитального медицинского оборудования, которое они продают. Прежде чем монитор Datascope Passport 2 будет помечен как готовый для пациента и упакован для отправки, он проходит последнюю проверку качества, которая позволяет убедиться, что все его компоненты снова работают должным образом. Если вы хотите купить восстановленные системы мониторинга Datascope Passport 2
 3% вводить как
3% вводить как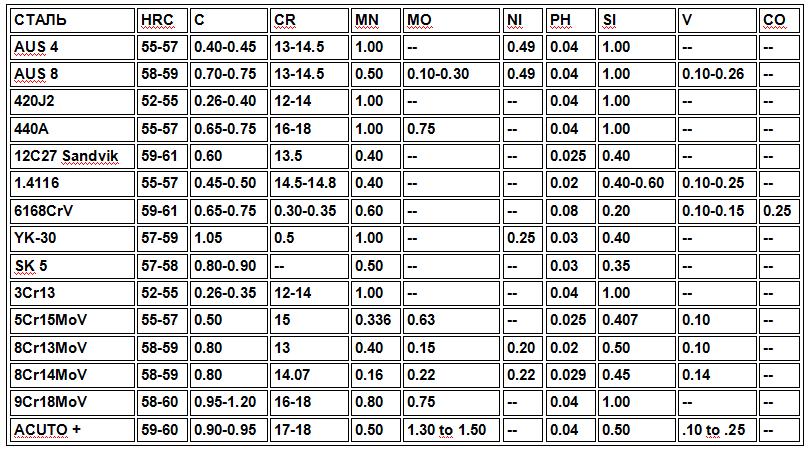
 05.2003 г.
05.2003 г. Здесь вы узнаете о различных факторах, влияющих на каждую сталь, рейтинги для самых разных стальных сплавов и получите рекомендации по типам ножей, для которых хорошо подходят разные типы стали.
Здесь вы узнаете о различных факторах, влияющих на каждую сталь, рейтинги для самых разных стальных сплавов и получите рекомендации по типам ножей, для которых хорошо подходят разные типы стали. Износостойкость обусловлена твердостью и карбидами, твердыми частицами, образующимися между углеродом и другим элементом, таким как ванадий или вольфрам.
Износостойкость обусловлена твердостью и карбидами, твердыми частицами, образующимися между углеродом и другим элементом, таким как ванадий или вольфрам. Нержавеющая сталь не является обязательным свойством, и некоторые нержавеющие стали более устойчивы к коррозии, чем другие.
Нержавеющая сталь не является обязательным свойством, и некоторые нержавеющие стали более устойчивы к коррозии, чем другие. Сталь с высокой износостойкостью обходится дороже в производстве, так как ножевая компания использует больше абразивов для заточки ножей. Сталь с высоким содержанием карбидов не поддается штамповке; его необходимо резать гидроабразивной струей или лазером, что требует времени и дороже. Стали без этих атрибутов намного дешевле.
Сталь с высокой износостойкостью обходится дороже в производстве, так как ножевая компания использует больше абразивов для заточки ножей. Сталь с высоким содержанием карбидов не поддается штамповке; его необходимо резать гидроабразивной струей или лазером, что требует времени и дороже. Стали без этих атрибутов намного дешевле. Они мало отличаются по составу и обработке. Например, Bohler M390, CTS-204P и CPM-20CV почти идентичны и практически неразличимы. Если у вас возникли проблемы с поиском нужной стали, посмотрите, не делает ли другой производитель что-то похожее.
Они мало отличаются по составу и обработке. Например, Bohler M390, CTS-204P и CPM-20CV почти идентичны и практически неразличимы. Если у вас возникли проблемы с поиском нужной стали, посмотрите, не делает ли другой производитель что-то похожее.
 Очень острые кромки более ломкие, но дольше остаются острыми и очень хорошо режут.
Очень острые кромки более ломкие, но дольше остаются острыми и очень хорошо режут. Большинство этих сталей являются углеродистыми, за исключением CPM MagnaCut (причудливая сталь, специально приготовленная доктором Томасом для ножей), которая обладает отличной коррозионной стойкостью.
Большинство этих сталей являются углеродистыми, за исключением CPM MagnaCut (причудливая сталь, специально приготовленная доктором Томасом для ножей), которая обладает отличной коррозионной стойкостью.