105 фото пошаговой инструкции создания
Прессовочные установки могут быть необходимы в самых разных ситуациях, в том числе бытовых. Например, те автолюбители, которые способны сами произвести ремонт машины, зачастую прибегают к сборке прессовочного оборудования у себя в гараже.
На те же меры могут пойти и начинающие предприниматели, открывающие собственную автомастерскую. Преимуществом в данном случае будет то, что владелец имеет возможность настроить параметры и габариты прессовочной системы специально для себя.
Стоимость нового пресса достаточно велика, именно поэтому многие решаются сконструировать такой механизм самостоятельно.
Виды агрегатов, которые обычно изготавливают своими руками
Наиболее распространенными прессами, изготавливаемыми в домашних условиях, являются:
- Механические прессы
- Гидравлические прессы
Данные виды инструментов больше всего подходят для использования дома или в гараже, так как занимают немного места.
Механический тип агрегата
Этот вид установки достаточно популяризирован ввиду малых габаритов. Своими руками можно сделать механический пресс любого режима (автоматического или ручного). Простота конструкции обеспечивает ее надежность и предоставляет хорошие ресурсы.
Примерную модель механического пресса, сделанного своими руками, можно увидеть на фото в интернете.
Данный вид конструкции предполагает возможность сэкономить время, изготавливая различные детали, и, например, при выпрессовке втулок или подшипников.
Механический пресс способен обработать:
- Картон
- Резину
- Пластмассу (и другие полимеры)
- Кожу
- Металлы
Гидравлическая прессовочная установка
В основе действия механизма – давление. Специальная жидкость находится внутри особых цилиндров под сильным давлением. Именно поэтому она и называется гидравлической.
Конструкция и ее особенности
Пресс основан на взаимной работе двух цилиндров разных по размеру. Из той камеры, что имеет меньший размер, при увеличении давления происходит перевод жидкости в камеру с большим размером.
Из той камеры, что имеет меньший размер, при увеличении давления происходит перевод жидкости в камеру с большим размером.
Взаимодействие этих цилиндров с поршнями, имеющими разный диаметр и составляет работу конструкции. Таким образом можно достигнуть сильного прессовочного эффекта.
Частное использование предполагает мощность инструмента от 10 до 15 тонн. Такого давления можно добиться, если использовать для основы бутылочный домкрат, имеющий ручной насос.
Вариант самодельного пресса для гаража можно увидеть на фото в интернете.
Домкрат и его особенности
Для изготовления гидравлического пресса чаще всего используют стаканный домкрат. Он имеет относительно небольшую стоимость и способен производить давление на уровне 20 тонн.
Есть два способа собрать гидравлический пресс на основе домкрата в своем гараже:
- Положение домкрата в основании механизма (прессование вверх)
- Положение домкрата вверху механизма (прессование вниз)
У домкратов есть параметр правильного положения. Эксплуатация некоторых домкратов исключает перевернутое положение. Поэтому перед тем, как начать работу, нужно убедиться в возможностях выбранного оборудования.
Эксплуатация некоторых домкратов исключает перевернутое положение. Поэтому перед тем, как начать работу, нужно убедиться в возможностях выбранного оборудования.
Чертежи
Перед началом работы над созданием гидравлического пресса настоятельно рекомендуется составить чертеж. Размеры всех деталей конструкции должны полностью совпадать, иначе при первом же использовании агрегата, конструкцию поведет в сторону.
Специалистами рекомендуется самостоятельно составить чертеж будущей системы, так как готовые варианты не всегда смогут удовлетворить владельца в плане габаритов, а также можно ошибиться с выбором типа домкрата. В таком случае будет упущена масса времени на подстройку системы к его параметрам.
Фото чертежей гидравлического пресса можно легко найти в интернете.
Пошаговая инструкция для самостоятельного создания гидравлического прессовочного оборудования.
Одним из основных действий, связанных с изготовлением гидравлического пресса своими руками является подготовка рамы. Она имеет название «станина» и именно внутри нее будет находиться будущий пресс. Ее прочность должна иметь некоторый запас, так как давление внутри станины осуществляется в обе стороны (и вверх, и вниз), поэтому существует вероятность того, что раму разорвет.
Она имеет название «станина» и именно внутри нее будет находиться будущий пресс. Ее прочность должна иметь некоторый запас, так как давление внутри станины осуществляется в обе стороны (и вверх, и вниз), поэтому существует вероятность того, что раму разорвет.
Первое, что необходимо сделать: нарезать все основные детали конструкции согласно чертежным данным. Нужно просверлить отверстия в конструкции. Далее устанавливается специальная пластина с помощью сварки.
Следующим действием является сборка модели. Монтирование домкрата в конструкцию – последний этап изготовки конструкции.
Для конструирования более надежной системы рекомендуется использовать швеллер и монтажные углы, а для более устойчивой работы пресса можно добавить переносную опорную балку.
Таким образом, самостоятельное создание пресса – это увлекательное занятие, которое не только позволит сэкономить на покупке нового оборудования, но и подогнать такие параметры как габариты и мощность инструмента под собственные потребности.
Фото пресса своими руками
Также рекомендуем посетить:
- Чердачные лестницы
- Стяжка пола своими руками
- Рельефная штукатурка
- Верстак своими руками
- Курятник своими руками
- Парилка в бане
- Купель для бани
- Деревянный ящик своими руками
- Бетономешалка своими руками
- Журнальный столик своими руками
- Арка своими руками
- Крыльцо своими руками
- Отмостка своими руками
- Монтаж вагонки
- Корзина своими руками
- Утеплить дверь своими руками
- Веранда своими руками
- Теплица своими руками
- Погреб своими руками
- Сигнализация для дачи
- Аксессуары для бани
- Ограждения для клумб
- Лампа своими руками
- Перила для лестниц
- Сарай своими руками
- Монтаж поликарбоната
- Камин своими руками
- Скамейки для дачи
- Утепление дома своими руками
- Решетки на окна
- Обустройство гаража
- Дачный туалет своими руками
- Лестница своими руками
- Беседка своими руками
- Клумбы своими руками
- Смотровая яма в гараже
- Диван своими руками
технология сборки из домкрата по шагам, видео
Нередко домашним умельцам, автолюбителям и индивидуальным предпринимателям при работе в собственной мастерской или гараже требуется наличие гидравлического пресса. С его помощью можно выполнять гибку металлических деталей, замену подшипников, склеивание различных поверхностей. Приобретать для выполнения ряда мелких задач дорогостоящий промышленный пресс нецелесообразно. Такое оборудование стоит недешево, к тому же имеет немаленькие размеры. Однако при желании и умении обращаться с инструментами простейший гаражный ручной пресс можно изготовить своими силами. Компактный самодельный пресс несложно выполнить, собрав легкую конструкцию с использованием домкрата. Затраты в этом случае зависят лишь от стоимости необходимых материалов. Рассмотрим, что представляют собой такие агрегаты, и как их сделать в условиях частной мастерской или гаража.
С его помощью можно выполнять гибку металлических деталей, замену подшипников, склеивание различных поверхностей. Приобретать для выполнения ряда мелких задач дорогостоящий промышленный пресс нецелесообразно. Такое оборудование стоит недешево, к тому же имеет немаленькие размеры. Однако при желании и умении обращаться с инструментами простейший гаражный ручной пресс можно изготовить своими силами. Компактный самодельный пресс несложно выполнить, собрав легкую конструкцию с использованием домкрата. Затраты в этом случае зависят лишь от стоимости необходимых материалов. Рассмотрим, что представляют собой такие агрегаты, и как их сделать в условиях частной мастерской или гаража.
Оглавление:
- Горизонтальный или вертиклальный пресс?
- Материалы, инструменты
- Инструкция по шагам
- Советы
- Видео уроки
Все самостоятельно изготавливаемые прессы можно условно разделить на два типа в зависимости от расположения в них домкрата:
- горизонтальные;
- вертикальные.


Горизонтальный
Первый вариант используется в автомастерских и предназначается для ремонта различных механизмов и узлов. Разместить в гараже такой агрегат проблематично из-за нехватки места. Выбранную компоновочную схему следует учитывать, выполняя чертежи будущего агрегата. Много готовых вариантов, как сделать пресс для гаража своими руками, со всеми необходимыми схемами и размерами не трудно найти в интернете. Однако, осуществить все в полном соответствии с чужими данными может оказаться проблематичным ввиду их существенного расхождения с размерами имеющихся в наличии деталей. Для того, чтобы сделать самодельный гидравлический пресс, вполне достаточно домкрата с ручным насосом. При его приобретении следует уделить должное внимание производителю. Известный бренд гарантирует долгий срок службы и надежность пресса. В большинстве случаев агрегат собирают с применением бутылочных автомобильных домкратов.
Не требуется использовать для сооружения пресса гидравлическое оборудование, обеспечивающее огромный запас по максимальному усилию. Данный показатель можно подобрать расчетным путем в зависимости от типа работ, для выполнения которых агрегат будет применяться в гараже или мастерской. В большинстве случаев достаточно усилия в 10-15 тонн. В зависимости как от максимального усилия, так и от задач, которые планируется выполнять, подбирается оптимальная схема расположения оборудования. Домкрат следует выбирать после того, как будет решено, в каком положении его требуется расположить. Условия эксплуатации в большинстве случаев предусматривают лишь размещение давящим штоком кверху. Другие способы компоновки недопустимы.
Данный показатель можно подобрать расчетным путем в зависимости от типа работ, для выполнения которых агрегат будет применяться в гараже или мастерской. В большинстве случаев достаточно усилия в 10-15 тонн. В зависимости как от максимального усилия, так и от задач, которые планируется выполнять, подбирается оптимальная схема расположения оборудования. Домкрат следует выбирать после того, как будет решено, в каком положении его требуется расположить. Условия эксплуатации в большинстве случаев предусматривают лишь размещение давящим штоком кверху. Другие способы компоновки недопустимы.
Вертикальный
Устанавливая гидравлический домкрат по вертикальной схеме, следует определиться с местом и способом его крепления. Его либо размещают наверху, либо монтируют внизу на станину. Если в последнем случае фиксация осуществляется достаточно просто, то при монтаже сверху нужно позаботиться о надежном креплении. Верхнее размещение домкрата применяется крайне редко и по той причине, что практически ни один аппарат нельзя эксплуатировать штоком вниз. Такой вариант целесообразен, если оборудование планируется использовать для извлечения втулок и подшипников из различных механизмов.
Такой вариант целесообразен, если оборудование планируется использовать для извлечения втулок и подшипников из различных механизмов.
Какая бы ни была выбрана конструкция, особое внимание следует уделить станине. Она должна быть надежно сварена из толстого металлопроката и выдерживать все воспринимаемые горизонтальные и вертикальные нагрузки. В силу особенностей работы любой пресс подвергается действию колоссальных разнонаправленных сил. Это необходимо учитывать еще на этапе проектирования станинной рамы: сделать расчеты и подобрать материал, обеспечивающий минимальный запас прочности на разрыв.
При подсчете глубины и ширины рамы учитываются все составляющие части, а также максимальные размеры обрабатываемых заготовок. Все это влияет в конечном счете на габариты основания, которое должно обеспечивать устойчивость всей конструкции. Важно, чтобы в гараже было достаточно места для его монтажа.
Подбор материалов и расчет
При нижней установке домкрата высота рамы от верхней полки до основания подбирается с учетом ряда параметров:
- паспортная длина, которую имеет гидравлический домкрат;
- необходимая величина хода штока;
- наибольшая высота заготовок, которые планируется обрабатывать прессованием;
- толщина рабочей платформы, в которую упирается поршень.

Данная платформа передает усилие на заготовку, передвигаясь под действием штока по расположенным в боковых стойках направляющим. Возвратное перемещение поршня обеспечивается двумя пружинами. Собирая гидравлический пресс своими руками, важно сделать точный расчет их жесткости.
Если агрегат изготавливается с верхним размещением домкрата, а прессование детали осуществляется с ее укладкой на основание, размеры определяются аналогичным образом. Но такой самодельный пресс собрать сложнее. В данном случае гидравлический бутылочный домкрат монтируется на перемещающейся по направляющим платформе. Возврат подвижной полки осуществляется при помощи пружин, прикрепленных к верхней балке рамы.
В обоих случаях шток домкрата надежно фиксируется на верхней рамной перекладине или соединяется с подвижной платформой. Для этого можно сделать специальное гнездо, которое легко выполнить своими руками из металлической трубы подходящего диаметра.
Чтобы собрать пресс из домкрата самому, потребуются следующие материалы и инструменты:
- сварочный аппарат;
- угловая шлифовальная машина (болгарка) или ручная ножовка по металлу;
- гидравлический домкрат;
- пара мощных пружин для выполнения механизма возврата;
- стальной прокат необходимых размеров и профиля.

Если планируется сделать пресс простой конструкции с нижней установкой домкрата, то для осуществления возврата подвижной полки можно применить завалявшийся в гараже старый грибок редукторного моста. Он надевается непосредственно на шток, к которому крепятся пружины. Их нижняя часть надежно фиксируется на станине.
Для изготовления прочной рамы рекомендуется использовать прокатную сталь следующих размеров:
- лист толщиной около 10 мм для выполнения надежной основы;
- швеллеры и профильные трубы квадратного и прямоугольного сечения;
- уголки с полками не менее 50 мм;
- отрезок стальной трубы, внутренний диаметр которого должен соответствовать штоку домкрата.
Инструкция сборки самодельного пресса
Начинать следует с нарезки металлических деталей. Затем устанавливается основание в гараже. Для этого нужно сделать каркас прямоугольной формы из труб квадратного сечения (не менее 40х40) или швеллеров, на него приваривается толстый стальной лист.
На следующем этапе монтируются боковые стойки и верхняя балка рамы. Их необходимо тщательно приварить к основанию, следя за тем, чтобы не было перекосов и все углы в местах соединений были прямыми.
Подвижная плита для прессования заготовок делается из швеллера. В центре ее приваривается кусок трубы, выполняющий функцию гнезда под шток домкрата. Для обеспечения поступательных перемещений платформы на раме при помощи болтов закрепляются направляющие. Их можно изготовить из пары металлических полос. Подобным образом делается упор, который выставляется на нужной высоте относительно рамы.
Завершающим шагом при сборке пресса в гараже своими руками является монтаж домкрата в подготовленные заранее гнезда, а также закрепление пружин. Для дополнительной фиксации сварка не используется. Домкрат в любое время должен без труда извлекаться из пресса как при необходимости его применения по прямому назначению, так и в случае ремонта агрегата.
 com/embed/UHYi4GNqgeE» frameborder=»0″ allowfullscreen=»allowfullscreen»>
com/embed/UHYi4GNqgeE» frameborder=»0″ allowfullscreen=»allowfullscreen»>
Советы по монтажу и возможные ошибки
Самостоятельно сделать гаражный пресс довольно легко технарю. При этом стоит учитывать некоторые нюансы, чтобы избежать проблем в процессе эксплуатации оборудования.
В конструкции пресса присутствует немало сварных соединений. Все они должны быть выполнены с максимальной точностью. Поэтому без соответствующих навыков лучше не экспериментировать, а пригласить специалиста. Этот вариант может оказаться не только надежнее, но и менее затратным. Ведь в случае некачественно сваренной станины придется переделывать все.
Для удобства эксплуатации в конструкции самодельного пресса желательно предусмотреть возможность настройки величины хода поршня домкрата. Эта задача решается несколькими способами:
- установкой подвижной плиты наверху рамы, перемещая которую, можно отрегулировать максимальную высоту обрабатываемых заготовок;
- изготовлением съемных вставок из металлических листов или профилей различной толщины.

Повысить эффективность позволит и снабжение агрегата съемным упором. Его удобно крепить к раме болтами. Упор дает возможность сэкономить массу времени при серийном производстве деталей.
В целях безопасности сразу по окончании сборки пресса не рекомендуется приступать к работе без пробных испытаний. После проверки, которую нужно сперва провести в щадящем режиме, может обнаружиться недостаточная прочность сварки или, к примеру, перекос подвижной планки. В последнем случае проблема решается подбором пружин, которые должны иметь одинаковые коэффициенты упругости и длину.
сделать пресс для мужчин | Tiktok Search
Tiktok
Загрузка
для вас
после
Wiilliamli
William Li
только 142 дня до лета, поэтому постройте эти ABS Kings 💪 #Motiv #sixpack #absworkout #homeworkout #тренажерный зал #shredded #muscle #fitness #fyp0003 #king #foryou #kings #fypシ
1,6 млн лайков, 7,4 тыс комментариев. Видео TikTok от Уильяма Ли (@wiilliamli): «ВСЕГО 142 ДНЯ ДО ЛЕТА, ТАК СТРОЙТЕ ТЕХ КОРОЛЕЙ АБС 💪 #motivation#abs#workout#6pack#sixpack#absworkout#homeworkout#gym#shredded#muscle#fitness#fyp#king#foryou #короли#fypシ». ЕЩЕ НЕ ПОЗДНО | ЕЖЕДНЕВНАЯ 7-МИНУТНАЯ ТРЕНИРОВКА 🔥 | СКАЧИВАНИЕ ВКЛЮЧЕНО ✅ | …. НА ЛУНУ.
Видео TikTok от Уильяма Ли (@wiilliamli): «ВСЕГО 142 ДНЯ ДО ЛЕТА, ТАК СТРОЙТЕ ТЕХ КОРОЛЕЙ АБС 💪 #motivation#abs#workout#6pack#sixpack#absworkout#homeworkout#gym#shredded#muscle#fitness#fyp#king#foryou #короли#fypシ». ЕЩЕ НЕ ПОЗДНО | ЕЖЕДНЕВНАЯ 7-МИНУТНАЯ ТРЕНИРОВКА 🔥 | СКАЧИВАНИЕ ВКЛЮЧЕНО ✅ | …. НА ЛУНУ.
23,3 млн просмотров|
НА ЛУНУ — Младший Чой и Сэм Томпкинс
Elijahmanchester_fit
Elijahmanchester_fit
👉here — это простая тренировка на дому для вас. #fyp
3,1 тыс. лайков, 39 комментариев. Видео TikTok от elijahmanchester_fit (@elijahmanchester_fit): «👉Вот простая домашняя тренировка пресса для вас, ребята. Обязательно сохраните это на потом и следите за другими! ✅#abs #absworkout #athomeworkout #sixpack #fyp». Тренировка пресса дома за 7 минут ✅🔥 | Сохраните на потом!✅ | Хрусты
30 секунд🔥 | …. Я Порто Бонито.
64,4 тыс. просмотров|
Me Porto Bonito — Bad Bunny & Chencho Corleone
wiilliamli
William Li
СОХРАНИТЕ ЭТУ ТРЕНИРОВКУ. Это даст вам ABS King 👑 #ABS #SIXPACK #6PACK #MOTIVATION #FITNESS #TIPS #FIT #TIP #TEST #HACK #HACKS #TEST #HACK # #совет #трюк #мышца #подъем #gym #ab #fyp
Это даст вам ABS King 👑 #ABS #SIXPACK #6PACK #MOTIVATION #FITNESS #TIPS #FIT #TIP #TEST #HACK #HACKS #TEST #HACK # #совет #трюк #мышца #подъем #gym #ab #fyp
116 тысяч лайков, 761 комментарий. Видео TikTok от Уильяма Ли (@wiilliamli): «СОХРАНИТЕ ЭТУ ТРЕНИРОВКУ. ОНА СТАНЕТ ВАМИ КОРОЛЕМ АБС 👑 #abs#sixpack#6pack #motivation#fitness#tips#fit#tip#test#hack#hacks#advice#trick#muscle #лифт#тренажерный зал#ab#fyp». ЛУЧШАЯ ТРЕНИРОВКА, ЧТОБЫ ПОЛУЧИТЬ АБС ✅🔥 | ВЫПОЛНЯЙТЕ ЭТУ ПРОГРАММУ 4-7 РАЗ В НЕДЕЛЮ | 10-СЕКУНДНЫЙ ОТДЫХ МЕЖДУ СЕТАМИ | …. Бегущий по лезвию 2049.
1.7M показов|
Бегущий по лезвию 2049 — Synthwave Goose
jacoby.
 math
math
Джейкоб Матиасмайер | Фитнес
НИЖНИЙ КОНТУР АВТОМОБИЛЯ ДЛЯ НАЧИНАЮЩИХ 👑👑 Фиксирующая диета + тренировки приводят к лучшим результатам! #jacoby #beginnerworkout #beginnerworkouts #absworkout #sixpack
33,3 тыс. лайков, 50 комментариев. Видео TikTok от Джейкоба Матиасмайера | Фитнес (@jacoby.math): «НИЖНЯЯ ЦЕПЬ АВТОМАТ ДЛЯ НАЧИНАЮЩИХ 👑👑 Фиксирующая диета + тренировки приводят к лучшим результатам! #jacoby #beginnerworkout #beginnerworkouts #absworkout #sixpack». Если вы новичок… | Пытаюсь отрастить пресс ниже….. | 🔥СОХРАНИТЕ🔥 | …. БУКЕР Т.
435,6 тыс. просмотров|
BOOKER T — Bad Bunny
campbelldrummondd
campbelldrummondd
упражнения, которые сделают этих парней
38,6 тыс. лайков, 101 комментарий. Видео в TikTok от campbelldrummondd (@campbelldrummondd): «упражнения, которые сделают этих мальчиков популярными». Бегущий по лезвию 2049.
Бегущий по лезвию 2049.
260,9 тыс. просмотров|
Бегущий по лезвию 2049 — Synthwave Goose
wiilliamli
Уильям Ли
ЕЖЕДНЕВНАЯ 5-МИНУТНАЯ ТРЕНИРОВКА AB #abs #ab #sixpack #6pack #6packabs #absworkout #abworkout #coreworkout #homeworkout #6packworkout #sixpackchallenge #abschallenge # beginnerworkout #core # #бодибилдинг #тренажерный зал #athomeworkout #athomeworkouts #тренировка #fitness #WorkOutMotivation #Aesthetics #ZYZZ #ARNOLD #MOTIVATION #MUSCLE #FITNESSMOTIV #summerbody #диета #хак #советы #советы #тренировки #руки #верхняя часть тела #сила0003 #strengthtraining
186,4 тыс. лайков, 793 комментария. Видео TikTok от Уильяма Ли (@wiilliamli): «ЕЖЕДНЕВНАЯ 5-МИНУТНАЯ ТРЕНИРОВКА ДЛЯ АБС athomeworkout #athomeworkouts #тренировки #фитнес #тренировкимотивация #эстетика #zyzz #арнольд #мотивация #мышцы #фитнесмотивация #пресс #грудь #трицепс #бицепс #summerbod #summerbody #диета #хак #совет #советы #тренировки #руки #верхняя часть тела #сила # силовые тренировки». ПОЛУЧИТЕ АБС НА ЛЕТО! | СОХРАНИТЕ ЭТУ ТРЕНИРОВКУ | ❤️+СЛЕДУЙТЕ, ЧТОБЫ БОЛЬШЕ ТРЕНИРОВОК. Ярость.
лайков, 793 комментария. Видео TikTok от Уильяма Ли (@wiilliamli): «ЕЖЕДНЕВНАЯ 5-МИНУТНАЯ ТРЕНИРОВКА ДЛЯ АБС athomeworkout #athomeworkouts #тренировки #фитнес #тренировкимотивация #эстетика #zyzz #арнольд #мотивация #мышцы #фитнесмотивация #пресс #грудь #трицепс #бицепс #summerbod #summerbody #диета #хак #совет #советы #тренировки #руки #верхняя часть тела #сила # силовые тренировки». ПОЛУЧИТЕ АБС НА ЛЕТО! | СОХРАНИТЕ ЭТУ ТРЕНИРОВКУ | ❤️+СЛЕДУЙТЕ, ЧТОБЫ БОЛЬШЕ ТРЕНИРОВОК. Ярость.
2,3 млн просмотров|
Rage — Paaus & Lukrative
Lalitshahi77
Lalit Shahi Thakuri
Ответ на @pratikdarai3 № .whopt.work3 #whoksworksworksworksworksworksworksworksworksworksworksworksworksworksworksworksworksworksworksworksworksworkswork. #fyp #calisthenics #nyfcnepal #bestrong #lalitshahi10 #absworkoutchallenge #abs #viral #fyp #foryou #foryoupage
674,8 тыс. лайков, 1,9 тыс. комментариев. Видео TikTok от lalit shahi thakuri (@lalitshahi77): «Ответить @pratikdarai3 Как получить шесть упражнений / тренировку пресса для начинающих #absworkoutathome #howtogetasixpack #absworkout #quickabsworkout #fyp #calisthenics #nyfcnepal #bestrong #lalitshahi10 #absworkoutchallenge #abs #viral #fyp #foryou #foryoupage». В моей голове.
лайков, 1,9 тыс. комментариев. Видео TikTok от lalit shahi thakuri (@lalitshahi77): «Ответить @pratikdarai3 Как получить шесть упражнений / тренировку пресса для начинающих #absworkoutathome #howtogetasixpack #absworkout #quickabsworkout #fyp #calisthenics #nyfcnepal #bestrong #lalitshahi10 #absworkoutchallenge #abs #viral #fyp #foryou #foryoupage». В моей голове.
12,1 млн просмотров|
In My Head — Lil Tjay
louisatkinfitness
louisatkinfitness
Claim your shredder pack 👀 #abworkout #sixpackabs #coreworkout #shredded #mensfitness #fitnessfyp #CapCut
1,8 тыс. лайков, 29 комментариев. Видео TikTok от louisatkinfitness (@louisatkinfitness): «Получите свой пакет для измельчения 👀 #abworkout #sixpackabs #coreworkout #shredded #mensfitness #fitnessfyp #CapCut». Вупти (Инструментальная).
Вупти (Инструментальная).
52,6 тыс. просмотров|
Whoopty (Instrumental) — DJB
romanestrng
Romanestrng
AB РАБОТАЕМ сегодня ребята! 🔥 #abs #sixpack #fittok #gym #fyp #foryou
16,5 тыс. лайков, 30 комментариев. Видео TikTok от Romanestrng (@romanestrng): «AB WORK на сегодня, ребята! 🔥 #abs #sixpack #fittok #gym #fyp #foryou». АБС | Висячие коленные складки
3х8-12
| Удержание боковой планки
3х30-45с
| …. Вавилон (Ремикс).
296,1 тыс. просмотров|
Babel (Remix) — 染哥
official_poku
Osei Poku
How to get 6 pack / abs workout for beginners #absworkoutathome #howtogetasixpack #absworkout👿 #quickabsworkout
280. 9K Likes , 1,3 тыс. комментариев. Видео в TikTok от Osei Poku (@official_poku): «Как получить 6 упражнений / тренировку пресса для начинающих #absworkoutathome #howtogetasixpack #absworkout👿 #quickabsworkout». 🚨5 лучших способов получить 6 упаковок за 2 недели 🤯 | 1.
9K Likes , 1,3 тыс. комментариев. Видео в TikTok от Osei Poku (@official_poku): «Как получить 6 упражнений / тренировку пресса для начинающих #absworkoutathome #howtogetasixpack #absworkout👿 #quickabsworkout». 🚨5 лучших способов получить 6 упаковок за 2 недели 🤯 | 1.
2.
3.
4.
5. | Хрусты ✅ | …. Бегущий по лезвию 2049.
3,4 млн просмотров|
Бегущий по лезвию 2049 — Synthwave Goose
18 лучших упражнений и тренировок для пресса, чтобы получить пресс из шести кубиков
Есть причина, по которой мы считаем хорошей идеей выполнять упражнения и тренировки для пресса. Потому что, хотя читатели Men’s Health часто мечтают о шести кубиках пресса, преимущества булыжникового кора выходят далеко за рамки эстетики.
Пресс также является одной из самых важных мышц в вашем теле, и наличие более сильного кора поможет увеличить силу ваших подъемов, увеличив ваши показатели в жиме лежа, работе над головой, становой тяге и приседаниях. Эффективная программа для пресса также улучшит ваши навыки в любом виде спорта, поможет сохранить хорошую осанку и даже устранит боль в спине.
Тогда можно с уверенностью сказать, что упражнения на пресс заслуживают столько же времени и внимания, сколько и любая группа мышц вашего тела. Тем не менее, важно, чтобы вы не просто выполняли работу, но и работали разумно, поэтому мы собрали лучшие упражнения и тренировки для пресса, чтобы заставить ваш средний отдел работать.
Предупреждение: когда дело доходит до приведенных ниже упражнений на пресс, вам нужно привыкнуть к чувству дискомфорта.
Westend61Getty Images
Упражнения для пресса Преимущества
Заметный пресс — это только верхушка айсберга, когда речь идет о тренировке кора. Есть почти бесчисленное множество преимуществ наличия укрепленной средней части тела, которые применимы практически ко всем — независимо от того, клянетесь ли вы пробежать 5 км по выходным, являетесь ли вы преданным фанатом кроссфита или просто хотите стать быстрее, выносливее и сильнее. Здесь только несколько.
Вы победите боль в спине с помощью A b Упражнения
Боль в пояснице ежегодно затрагивает около одной трети взрослого населения Великобритании. Тогда имеет смысл опередить проблему с тренировками на пресс. Исследование, проведенное Медицинским центром Векснера Университета штата Огайо, показало, что бегуны, страдающие от болей в пояснице, смогли облегчить свои симптомы, укрепив глубокие мышцы кора. «Когда ваше глубокое ядро слабо, ваше тело способно компенсировать это таким образом, что вы, по сути, можете бегать так же», — сказал руководитель исследования Аджит Чаудхари. «Но это увеличивает нагрузку на позвоночник, что может привести к болям в пояснице».
Тогда имеет смысл опередить проблему с тренировками на пресс. Исследование, проведенное Медицинским центром Векснера Университета штата Огайо, показало, что бегуны, страдающие от болей в пояснице, смогли облегчить свои симптомы, укрепив глубокие мышцы кора. «Когда ваше глубокое ядро слабо, ваше тело способно компенсировать это таким образом, что вы, по сути, можете бегать так же», — сказал руководитель исследования Аджит Чаудхари. «Но это увеличивает нагрузку на позвоночник, что может привести к болям в пояснице».
Вы побьете личные рекорды:
Достигните тренировочного плато? Приседания застопорились? Становая тяга ничего не дает? Это может быть ваша (отсутствие) дополнительная работа и слабый кор, который сдерживает вас. Сильный живот станет прочным фундаментом, на котором должны строиться ваши базовые движения. Участвуйте в тренировках на пресс — например, в этой взрывной силовой тренировке ядра — и это должно помочь вам поднимать более тяжелые веса для большего количества повторений, генерировать больше силы через ваше тело и держать спину в безопасности.
Этот контент импортирован из {embed-name}. Вы можете найти тот же контент в другом формате или найти дополнительную информацию на их веб-сайте.
Ваша осанка улучшится с A b Упражнения :
Проще говоря, тренировка корпуса поможет вам встать немного прямее. Исследование, опубликованное в Академическом журнале междисциплинарных исследований, показало, что программа основных тренировок положительно влияет на осанку волейболистов-мужчин.
У вас будет лучший баланс
«Сильный корпус удерживает ваше туловище в более устойчивом положении, когда вы двигаетесь, занимаетесь ли вы спортом или просто выполняете работу по дому», — сказал специалист по спортивной медицине доктор Дж. Кристофер Мендлер. Здоровье мужчины. Это отразится как на ваших тренировках, так и на повседневных движениях.
Вы можете доминировать в своем виде спорта
Сильный корпус поможет вам передать больше силы вашим конечностям, так что вы сможете бить сильнее, двигаться дальше и, если вам случится быть олимпийским пловцом , власть через воду. Попробуйте интенсивную тренировку корпуса Адама Пити, если хотите достичь последнего пункта. «Тренировка корпуса делает вас лучшим спортсменом практически в любом силовом или скоростном виде спорта», — говорит Стюарт МакГилл, профессор биомеханики позвоночника в Университете Ватерлоо.
Попробуйте интенсивную тренировку корпуса Адама Пити, если хотите достичь последнего пункта. «Тренировка корпуса делает вас лучшим спортсменом практически в любом силовом или скоростном виде спорта», — говорит Стюарт МакГилл, профессор биомеханики позвоночника в Университете Ватерлоо.
Вы станете более проворными с помощью упражнений на пресс
Исследование, опубликованное в Universal Journal of Educational Research, показало, что спортсмены, которые выполняли тринадцать основных движений три раза в неделю в течение восьми недель, значительно увеличили взрывную силу и ловкость.
Анатомия вашего пресса
Если вы хотите похудеть, это поможет получить молекулярное воздействие на ваше тело. Мы не говорим здесь о получении степени в области спортивной науки, а скорее о том, какую часть вашего пресса вы работаете и где.
Верхняя часть пресса
Чтобы конкретно проработать верхнюю часть пресса, ваша цель состоит в том, чтобы сосредоточиться на упражнениях, которые включают подтягивание груди к тазу. Конечно, они поразят все ваше ядро, но они также заденут и верхнюю часть пресса. Вот один из вариантов:
Конечно, они поразят все ваше ядро, но они также заденут и верхнюю часть пресса. Вот один из вариантов:
Попробуйте: V-Ups
Как:
- Встаньте на спину, вытяните ноги и держите руки по бокам
- Одним движением поднимите верхнюю часть тела, руки и ноги, чтобы балансировать на копчике, образуя букву «V»
- Опуститесь вниз. Это одно повторение
Средний пресс
Часть «прямых мышц живота» — ваших «шести кубиков» — средний пресс имеет решающее значение для сгибания позвоночника и сближения таза и грудной клетки. Выполняйте упражнения на средний пресс правильно, и вы с самого начала будете строить более сильное ядро.
Попробуйте: Полые удержания
Как:
- Лягте на пол, ноги вытянуты перед собой и ступни вместе. Вытяните руки над головой
- Наклоните таз вперед, пока нижняя часть спины не окажется на одном уровне с полом
- Сохраняя это положение в нижней части спины, поднимите руки и ноги на несколько дюймов над полом, чтобы создать прямую линию от пальцев рук до пальцев ног
Опуститься Пресс
Что: Нижняя часть пресса жизненно важна для поддержания силы всего корпуса. У людей, худеющих, нижняя часть пресса часто появляется последней. Если вы тоже боретесь, вот краткий совет тренера:
У людей, худеющих, нижняя часть пресса часто появляется последней. Если вы тоже боретесь, вот краткий совет тренера:
Попробуйте: Скручивания пятками
Как:
- Лягте на спину, пятки возле ягодиц.
- Напрягите корпус, оторвите плечи от пола и коснитесь правой рукой правой пятки, а другой рукой — левой пятки. Это один представитель.
Почему: Это упражнение нацелено преимущественно на нижнюю часть пресса, косые мышцы живота и сгибатели бедра. Регулируя расстояние между пятками и ягодицами, вы можете усложнить или облегчить упражнение. Контролируйте движение, делая медленные разгибания, чтобы сохранить напряжение.
Упражнения для пресса и шпаргалка из шести кубиков
Конечно, в жизни — и в ваших тренировках — есть нечто большее, чем упражнения на пресс, которые мы прописали в этой статье. Ссылки ниже предлагают альтернативы вашим текущим тренировкам, а также советы по диете, ноу-хау в области телосложения и тренировки, которые задействуют ваш пресс и другие области вашего тела, такие как ваши плечи и руки.
18 лучших упражнений на пресс
1. Протирание пола со штангой
- Лягте спиной на пол, вытяните руки и держите штангу над грудью.
- Удерживая руки прямыми, поднимите ноги вверх до L-образного положения.
- Опустите ногу вниз в каждую сторону, затем поднимите ее, не касаясь пола.
2. Удар набивным мячом
- Стоя, слегка согнув колени, поднимите набивной мяч прямо над головой, вытянув руки.
- Поднимитесь на носки и, используя основные мышцы, бросьте мяч на землю, наклоняясь вперед в пояснице.
- Поймай мяч и повтори. Это движение не только натренирует ваш пресс, но и сделает ваши плечи сильными.
3. Боковой складной нож
- Лягте на бок, левая рука вытянута на полу, а правая рука согнута к голове, а локоть согнут.
- Убедитесь, что правая нога находится поверх левой.
- Поднесите правый локоть к левой ноге и поднимите тело вверх, напрягая косые мышцы живота, и медленно опускайтесь вниз, прежде чем менять стороны после повторений.

4. Флаг дракона
- Лягте на скамью, держа руки за головой.
- Подтяните колени к груди и оттолкнитесь в потолок, поднимая корпус, опираясь только плечами на скамью.
- Держите тело прямо и медленно двигайтесь вниз. Вы почувствуете жжение не только в прессе, но и в нижней части спины.
5. Тросовый дровосек
- Установите тросовый станок в самое верхнее положение и встаньте боком на утяжелители спиной к станку.
- Взявшись за рукоять обеими руками, сделайте шаг от башни и поставьте ноги на ширине плеч.
- Полностью вытяните руки и потяните рукоятку вниз и поперек тела, вращая туловищем.
- Согните колени и поверните заднюю ногу и медленно вернитесь в исходное положение, меняя стороны после каждого подхода.
6. Кокон
- Лягте на спину, вытяните руки за голову и немного оторвите ноги от земли.
- Подтяните колени к груди, оторвите ягодицы от пола и поднимите руки над головой, выполняя скручивание и повторяя.

7. Приседания с мешком с песком
- Лягте спиной на землю и согните колени вверх.
- Держите мешок с песком над собой на обеих вытянутых руках и наклоняйтесь вперед, напрягая корпус так, чтобы тело с бедрами приняло форму буквы V.
- Осторожно опуститесь и повторите.
8. Подъем ног в висе
- Возьмите турник, образуя V-образную форму руками, и опуститесь в мертвый вис.
- Поставьте ноги вместе и поднимите ноги, пока они не станут перпендикулярны туловищу, сохраняя их прямыми.
- Медленно опуститесь в исходное положение.
9. Супермен с изюминкой
- Лягте на живот и положите руки на голову.
- Поднимите туловище и поверните грудь из стороны в сторону.
- Это упражнение не только проработает пресс, но и поможет справиться с ужасной болью в спине.
10. Полые камни
- Сядьте, выпрямите ноги и вытяните руки над головой
- Поднимите ноги, чтобы тело приняло форму тарелки.
- Держите тело неподвижным, покачиваясь вперед и назад, чтобы укрепить корпус.

11. Выкатывания штанги
- Загрузите штангу с 10-килограммовыми дисками и возьмитесь за штангу хватом сверху на ширине плеч.
- Расположите плечи прямо над штангой и медленно перекатывайте штангу вперед.
- Пауза, затем движение в обратном направлении.
- Выкатывайтесь на расстояние, которое требует усилий, но не заставляет ваши бедра провисать.
12. Русские скручивания
- Сядьте, держа блин, гантель или гирю, вытянув руки и оторвав ноги от пола.
- Под контролем, быстро повернуться туловищем, поворачиваясь из стороны в сторону.
13. Полые захваты
- Лягте на спину, вытянув руки над головой на полу и прямые ноги на коврике.
- Одновременно и подконтрольно оторвите руки, голову, лопатки и ноги от пола.
14. Гантели Deadbugs
- С гантелями в каждой руке поднимите руки к потолку.
- Поднимите ноги, согнув колени под углом 90º ( A ).
- Медленно вытяните одновременно левую руку и правую ногу, держа спину прямо ( В ). Вернитесь, затем повторите с другой стороны.

15. Медвежьи ползания
- Примите положение отжимания, согнув колени под углом 90 градусов и прямо под бедрами. Ваши колени должны быть приподняты.
- Не позволяя нижней части спины подниматься или округляться, напрягите пресс, как будто собираетесь получить удар под дых. Держите это сокращение все время. Это ваша исходная позиция.
- Пройдитесь правой рукой и левой ногой вперед на несколько дюймов. Сделайте паузу, а затем вернитесь в исходное положение.
- Затем «пройдите» левой рукой и правой ногой вперед. Вернитесь в исходное положение.
16. Приседания баттерфляй
- Лягте на пол, вытянув руки за голову.
- Согните колени так, чтобы подошвы стоп были обращены друг к другу так, чтобы они имели форму ромба.

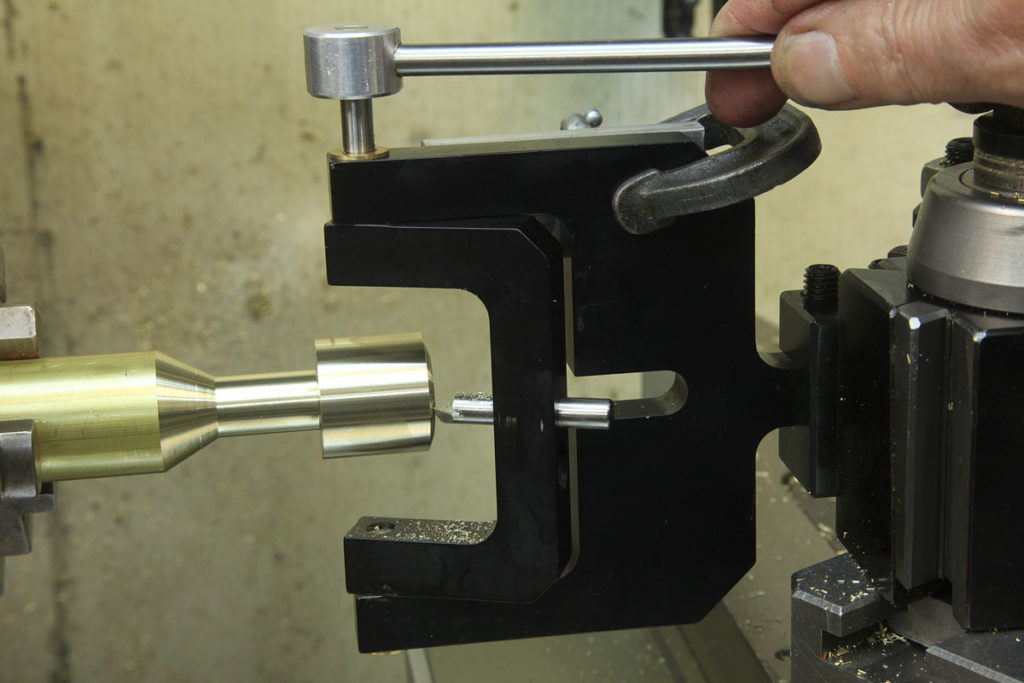
 Мощность двигателя – 4 кВт.
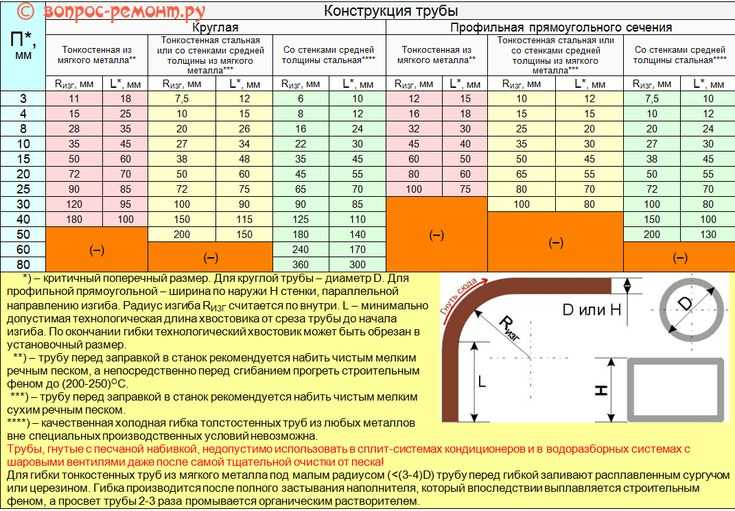
Мощность двигателя – 4 кВт. Мы гарантируем вам: оперативное выполнение заказов любых объемов, безупречное качество и высокую точность гибки по заданным параметрам, оптимальные на рынке цены для данного вида услуг, комфортные условия сотрудничества и клиентоориентированный сервис. Способен сгибать гладкую арматуру диаметром до 40 мм и рифленую – до 32 мм. Она требуется при создании разнообразных конструктивных элементов — профилей, хомутов, монтажных петель, пространственных и плоских каркасов, проушин, подкосов и т.п.
Мы гарантируем вам: оперативное выполнение заказов любых объемов, безупречное качество и высокую точность гибки по заданным параметрам, оптимальные на рынке цены для данного вида услуг, комфортные условия сотрудничества и клиентоориентированный сервис. Способен сгибать гладкую арматуру диаметром до 40 мм и рифленую – до 32 мм. Она требуется при создании разнообразных конструктивных элементов — профилей, хомутов, монтажных петель, пространственных и плоских каркасов, проушин, подкосов и т.п. Рассчитать стоимость гибки арматуры. Наша компания имеет в своем распоряжении все необходимое оборудование для гибки арматуры различной конфигурации.
Рассчитать стоимость гибки арматуры. Наша компания имеет в своем распоряжении все необходимое оборудование для гибки арматуры различной конфигурации. Гибка арматуры. На всех этапах…
Гибка арматуры. На всех этапах…
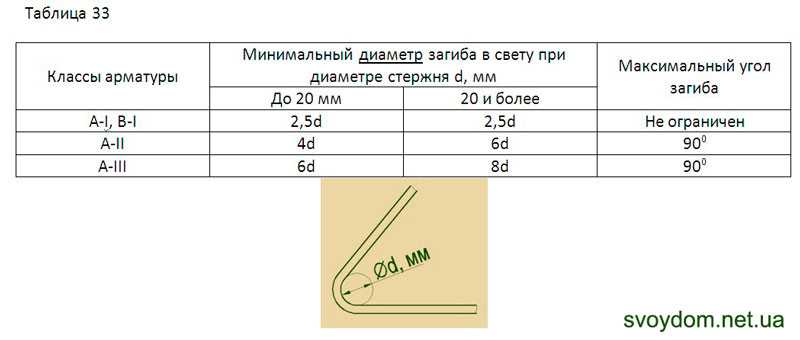
 13330.2012/СНиП5201-2003, арматура класса A-I, Bp-I, A-III Пособие к СНиП2.03.01-84.
13330.2012/СНиП5201-2003, арматура класса A-I, Bp-I, A-III Пособие к СНиП2.03.01-84.
 е. БС 4449:2005.
е. БС 4449:2005.
 следующий параграф), когда выполняются три следующих условия:
следующий параграф), когда выполняются три следующих условия:
 78MPa) and γc=1.50 and for cnom=35mm, Østir=10mm
78MPa) and γc=1.50 and for cnom=35mm, Østir=10mm










 ч. из коррозионостойких и высоколегированных сталей, а также трубная арматура.
ч. из коррозионостойких и высоколегированных сталей, а также трубная арматура..jpg) Холодное обжатие является наиболее эффективным методом изготовления труб большей длины. Катаные трубы нарезаются до необходимой длины и очищаются от мусора при подготовке к термической обработке, которая применяется для снятия любых напряжений, которые могут возникнуть в процессе формирования или сварки.
Холодное обжатие является наиболее эффективным методом изготовления труб большей длины. Катаные трубы нарезаются до необходимой длины и очищаются от мусора при подготовке к термической обработке, которая применяется для снятия любых напряжений, которые могут возникнуть в процессе формирования или сварки. Тем не менее, независимо от того, как он был сформирован, процесс сварки останется прежним. Этапы следующие:
Тем не менее, независимо от того, как он был сформирован, процесс сварки останется прежним. Этапы следующие:


 На этом этапе нержавеющая сталь подвергается проверке и обрезается по краям. Нержавеющая сталь проталкивается и превращается в трубу необходимого размера с помощью прокатного станка. После прессования и обтачивания на прокатном станке края свариваются с помощью процесса нагрева, называемого TIG. В процессе сварки TIG прокатные металлы соединяются вместе с помощью электрической дуги со встроенным электродом.
На этом этапе нержавеющая сталь подвергается проверке и обрезается по краям. Нержавеющая сталь проталкивается и превращается в трубу необходимого размера с помощью прокатного станка. После прессования и обтачивания на прокатном станке края свариваются с помощью процесса нагрева, называемого TIG. В процессе сварки TIG прокатные металлы соединяются вместе с помощью электрической дуги со встроенным электродом. После окончания нагрева трубы и НКТ из нержавеющей стали пропускают через травильный участок, где их расправляют, а с его поверхности удаляют окалину.
После окончания нагрева трубы и НКТ из нержавеющей стали пропускают через травильный участок, где их расправляют, а с его поверхности удаляют окалину.




 Данный конструктивный элемент горелки выполняет одновременно две важных функции: через него подается защитный газ в зону сварки, а также он предохраняет вольфрамовый электрод от соприкосновения с поверхностями соединяемых деталей.
Данный конструктивный элемент горелки выполняет одновременно две важных функции: через него подается защитный газ в зону сварки, а также он предохраняет вольфрамовый электрод от соприкосновения с поверхностями соединяемых деталей. Суть данного способа состоит в следующем. При помощи горелки, удерживаемой в одной руке, зажигается сварочная дуга. В зону сварки подается аргон, для чего используется специальная кнопка на держателе. При этом в другой руке сварщика находится присадочная проволока, которая и вводится в зону действия электрической дуги.
Суть данного способа состоит в следующем. При помощи горелки, удерживаемой в одной руке, зажигается сварочная дуга. В зону сварки подается аргон, для чего используется специальная кнопка на держателе. При этом в другой руке сварщика находится присадочная проволока, которая и вводится в зону действия электрической дуги. Если варить предстоит мелкие заготовки, то их можно просто расположить на металлическом столе или в рабочей ванне, а уже к ним подключить провод массы. Выбрать силу сварочного тока и давление газа, которые зависят от характеристик соединяемых деталей, можно, ориентируясь на справочную литературу или на свой опыт. Защитный газ, как уже говорилось выше, начинают подавать в зону выполнения сварки за 20 секунд до ее начала.
Если варить предстоит мелкие заготовки, то их можно просто расположить на металлическом столе или в рабочей ванне, а уже к ним подключить провод массы. Выбрать силу сварочного тока и давление газа, которые зависят от характеристик соединяемых деталей, можно, ориентируясь на справочную литературу или на свой опыт. Защитный газ, как уже говорилось выше, начинают подавать в зону выполнения сварки за 20 секунд до ее начала. youtube.com/embed/LAx_fanEB_g»/>
youtube.com/embed/LAx_fanEB_g»/>
 Кроме того, при использовании этого устройства ее горение отличается высокой стабильностью.
Кроме того, при использовании этого устройства ее горение отличается высокой стабильностью. Только после этого дугу переводят на соединяемые детали.
Только после этого дугу переводят на соединяемые детали.
 Более того, самостоятельная сборка при наличии необходимых знаний и соответствующего опыта даст возможность внести в оборудование улучшения, которые сделают его более надежным, удобным в работе и функциональным. С принципами, по которым комплектуются наборы для аргонодуговой сварки, также можно познакомиться по видео.
Более того, самостоятельная сборка при наличии необходимых знаний и соответствующего опыта даст возможность внести в оборудование улучшения, которые сделают его более надежным, удобным в работе и функциональным. С принципами, по которым комплектуются наборы для аргонодуговой сварки, также можно познакомиться по видео.
 youtube.com/embed/7MKbadpU0Go»/>
youtube.com/embed/7MKbadpU0Go»/> Основными элементами схемы являются сварочный аппарат, горелка и расположенный в ней электрод. Дуга сварки возникает в пространстве меж электродом и свариваемой плоскостью под воздействием электричества и защитного газа, вдуваемого через сопло горелки.
Основными элементами схемы являются сварочный аппарат, горелка и расположенный в ней электрод. Дуга сварки возникает в пространстве меж электродом и свариваемой плоскостью под воздействием электричества и защитного газа, вдуваемого через сопло горелки.
 Это увеличивает защиту металла от загрязнения, присутствия влаги и иных включений, которые могут попасть в область сварки из присадочного металла или свариваемых кромок.
Это увеличивает защиту металла от загрязнения, присутствия влаги и иных включений, которые могут попасть в область сварки из присадочного металла или свариваемых кромок.
 ./images/graduated_background.jpg»>
./images/graduated_background.jpg»> ./images/graduated_background.jpg»>
./images/graduated_background.jpg»> ./images/graduated_background.jpg»>
./images/graduated_background.jpg»>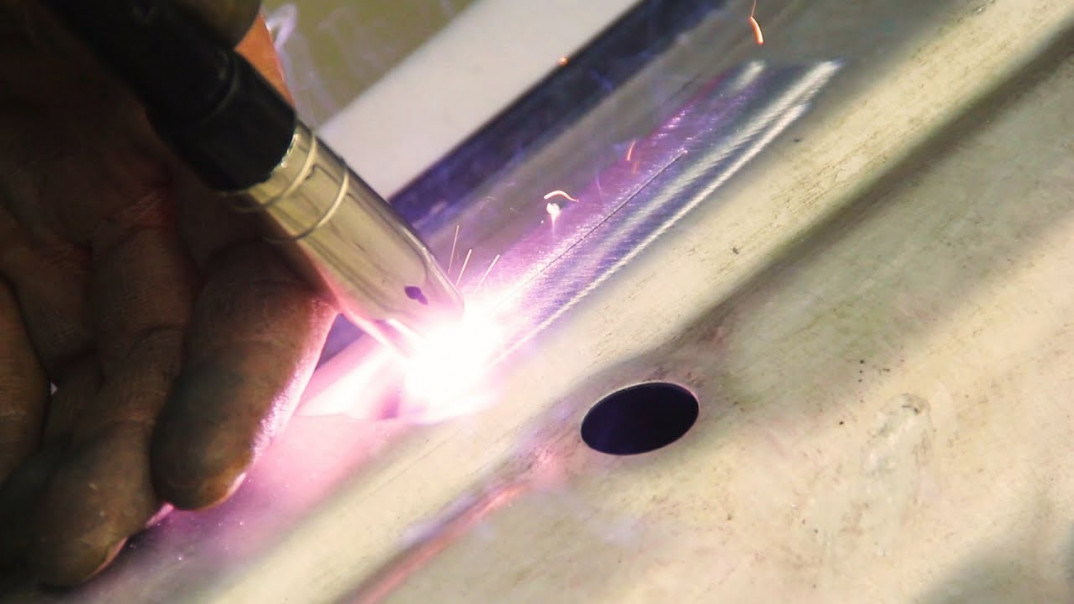 ./images/sun_background.jpg»>
./images/sun_background.jpg»> Argon Streams AV1 теперь находится в свободном доступе через Alliance for Open Media (AOMedia), консорциум по разработке и продвижению открытых стандартов для сжатия и доставки видео.
Argon Streams AV1 теперь находится в свободном доступе через Alliance for Open Media (AOMedia), консорциум по разработке и продвижению открытых стандартов для сжатия и доставки видео. Предвидя продолжение и ускорение этой тенденции, AOMedia разработала кодек AV1, который обеспечивает видео 4K UHD со сжатием в среднем на 30 процентов выше, чем у других популярных кодеков.
Предвидя продолжение и ускорение этой тенденции, AOMedia разработала кодек AV1, который обеспечивает видео 4K UHD со сжатием в среднем на 30 процентов выше, чем у других популярных кодеков.
 Дайджесты MD5 выходных файлов YUV предоставляются для проверки правильности вывода.
Дайджесты MD5 выходных файлов YUV предоставляются для проверки правильности вывода.

 При облучении кожного покрова возникает ожог, очень похожий на солнечный. Его степень зависит от интенсивности излучения и времени экспозиции. Но самое страшное – это облучение глаз.
При облучении кожного покрова возникает ожог, очень похожий на солнечный. Его степень зависит от интенсивности излучения и времени экспозиции. Но самое страшное – это облучение глаз.
 Не всем известно, что разным видам сварки соответствуют светофильтры с различными стёклами. Неправильно подобранный светофильтр не может обеспечить полноценную защиту. В защитные щитки вставляют светофильтры из тёмно – зелёного стекла. В настоящее время весь диапазон сварочных токов от 13 до 900 ампер разделён на 13 классов светофильтров.
Не всем известно, что разным видам сварки соответствуют светофильтры с различными стёклами. Неправильно подобранный светофильтр не может обеспечить полноценную защиту. В защитные щитки вставляют светофильтры из тёмно – зелёного стекла. В настоящее время весь диапазон сварочных токов от 13 до 900 ампер разделён на 13 классов светофильтров.
 По понятным причинам, синтетическим волокнам нет места в спецодежде сварщика;
По понятным причинам, синтетическим волокнам нет места в спецодежде сварщика;
 Борьба с ним возможна только с помощью звукопоглощающих и звукоизолирующих кожухов и экранов. Ещё один эффективный метод борьбы с ультразвуковым излучением доступен на этапе проектирования сварочных установок и заключается в смещении частоты колебаний в более безопасный диапазон.
Борьба с ним возможна только с помощью звукопоглощающих и звукоизолирующих кожухов и экранов. Ещё один эффективный метод борьбы с ультразвуковым излучением доступен на этапе проектирования сварочных установок и заключается в смещении частоты колебаний в более безопасный диапазон.
 Всемирная Организация Здравоохранения относит сварочные газы к числу канцерогенных, и с ними необходимо вести нещадную борьбу.
Всемирная Организация Здравоохранения относит сварочные газы к числу канцерогенных, и с ними необходимо вести нещадную борьбу.
 Такие средства бывают двух типов: фильтрующие и изолирующие. Решение о применении того или иного вида защиты принимается в зависимости от процентного содержания кислорода в помещении.
Такие средства бывают двух типов: фильтрующие и изолирующие. Решение о применении того или иного вида защиты принимается в зависимости от процентного содержания кислорода в помещении.
 Система управления производством позволяет вести контроль качества на каждом этапе производства, отбраковывая испорченные детали сразу, не доводя их до стадии готового изделия. Кроме надёжности готовых изделий, этим гарантируется высокая рентабельность производства и конкурентная цена. В каталоге Вы можете найти разнообразные средства защиты сварщика.
Система управления производством позволяет вести контроль качества на каждом этапе производства, отбраковывая испорченные детали сразу, не доводя их до стадии готового изделия. Кроме надёжности готовых изделий, этим гарантируется высокая рентабельность производства и конкурентная цена. В каталоге Вы можете найти разнообразные средства защиты сварщика.
 Изделия необходимы для защиты работника от вредных факторов производства.
Изделия необходимы для защиты работника от вредных факторов производства.

 4.103–83, а также ГОСТ 12.4.011–89.
4.103–83, а также ГОСТ 12.4.011–89. Щитки и маски, защищающие кожу лица, глаза, нос и рот от излучения электрической дуги, брызг расплавленного металла. Выбор модели зависит от характера деятельности.
Щитки и маски, защищающие кожу лица, глаза, нос и рот от излучения электрической дуги, брызг расплавленного металла. Выбор модели зависит от характера деятельности. Кожа рук также нуждается в особом уходе с помощью специальных моющих средств, мазей, паст и кремов.
Кожа рук также нуждается в особом уходе с помощью специальных моющих средств, мазей, паст и кремов. Специалисты по безопасности в OSEA дают рекомендации по устранению опасностей на рабочем месте с помощью технических средств контроля, когда опасность нельзя просто устранить. В областях, где это невозможно, средства индивидуальной защиты (СИЗ) считаются крайней мерой, но имеют решающее значение для защиты сотрудников от воздействия и травм, вызванных известными рисками. Работникам, выполняющим работы, и работникам, подвергающимся опасности сварки, потребуются различные СИЗ, чтобы исключить многие риски, с которыми они сталкиваются ежедневно.
Специалисты по безопасности в OSEA дают рекомендации по устранению опасностей на рабочем месте с помощью технических средств контроля, когда опасность нельзя просто устранить. В областях, где это невозможно, средства индивидуальной защиты (СИЗ) считаются крайней мерой, но имеют решающее значение для защиты сотрудников от воздействия и травм, вызванных известными рисками. Работникам, выполняющим работы, и работникам, подвергающимся опасности сварки, потребуются различные СИЗ, чтобы исключить многие риски, с которыми они сталкиваются ежедневно. Для химического воздействия в паспорте безопасности будет указана соответствующая защита.
Для химического воздействия в паспорте безопасности будет указана соответствующая защита. 1-1986.
1-1986. 1-1991 или ASTM F2413-05.
1-1991 или ASTM F2413-05. Работодатели должны обеспечить, чтобы работники не подвергались воздействию токсичных паров, газов и/или пыли в концентрациях, превышающих максимально допустимые концентрации, как указано в 29.CFR 1910.1000 (Токсичные и опасные вещества). Выбор метода защиты зависит от воздействия, с которым приходится иметь дело, и уровня защиты, необходимого для получения безопасной для дыхания атмосферы. Любая компания, которая требует, чтобы ее сотрудники носили респираторы, должна иметь план защиты органов дыхания, который обеспечивает соответствие требованиям OSHA по стандарту защиты органов дыхания, 29 CFR 1910.134
Работодатели должны обеспечить, чтобы работники не подвергались воздействию токсичных паров, газов и/или пыли в концентрациях, превышающих максимально допустимые концентрации, как указано в 29.CFR 1910.1000 (Токсичные и опасные вещества). Выбор метода защиты зависит от воздействия, с которым приходится иметь дело, и уровня защиты, необходимого для получения безопасной для дыхания атмосферы. Любая компания, которая требует, чтобы ее сотрудники носили респираторы, должна иметь план защиты органов дыхания, который обеспечивает соответствие требованиям OSHA по стандарту защиты органов дыхания, 29 CFR 1910.134 ПОДРОБНЕЕ >
ПОДРОБНЕЕ >
 3-15 «Защита глаз и лица» различные типы средств защиты глаз подразделяются на классы. Каждый класс предназначен для определенного использования. Средства защиты глаз и лица должны иметь отличительную маркировку для идентификации производителя. и их класс Классификация общепринятых средств защиты для сварочных работ приведена ниже:
3-15 «Защита глаз и лица» различные типы средств защиты глаз подразделяются на классы. Каждый класс предназначен для определенного использования. Средства защиты глаз и лица должны иметь отличительную маркировку для идентификации производителя. и их класс Классификация общепринятых средств защиты для сварочных работ приведена ниже: Линзы с фильтрами более светлого оттенка можно использовать с очками вместо шлема.
Линзы с фильтрами более светлого оттенка можно использовать с очками вместо шлема. В некоторых моделях теплоизоляция обеспечивается креплением к раме вместо отдельной прокладки.
В некоторых моделях теплоизоляция обеспечивается креплением к раме вместо отдельной прокладки. В таблице ниже приведены правильные номера оттенков для различных ситуаций.
В таблице ниже приведены правильные номера оттенков для различных ситуаций. 2 гласит, что контактные линзы не должны носить сварщики и сварочный персонал, поскольку инородные тела (предметы) в глазах могут вызвать чрезмерное раздражение. Контактные линзы не обеспечивают защиту от ультрафиолетового излучения и летающих предметов. Все рабочие, находящиеся вблизи сварочных работ, должны носить соответствующие защитные очки в зависимости от обстоятельств. В документе OSH Answers «Контактные линзы на работе» обсуждается, как частицы пыли или химические вещества могут раздражать глаза.
2 гласит, что контактные линзы не должны носить сварщики и сварочный персонал, поскольку инородные тела (предметы) в глазах могут вызвать чрезмерное раздражение. Контактные линзы не обеспечивают защиту от ультрафиолетового излучения и летающих предметов. Все рабочие, находящиеся вблизи сварочных работ, должны носить соответствующие защитные очки в зависимости от обстоятельств. В документе OSH Answers «Контактные линзы на работе» обсуждается, как частицы пыли или химические вещества могут раздражать глаза.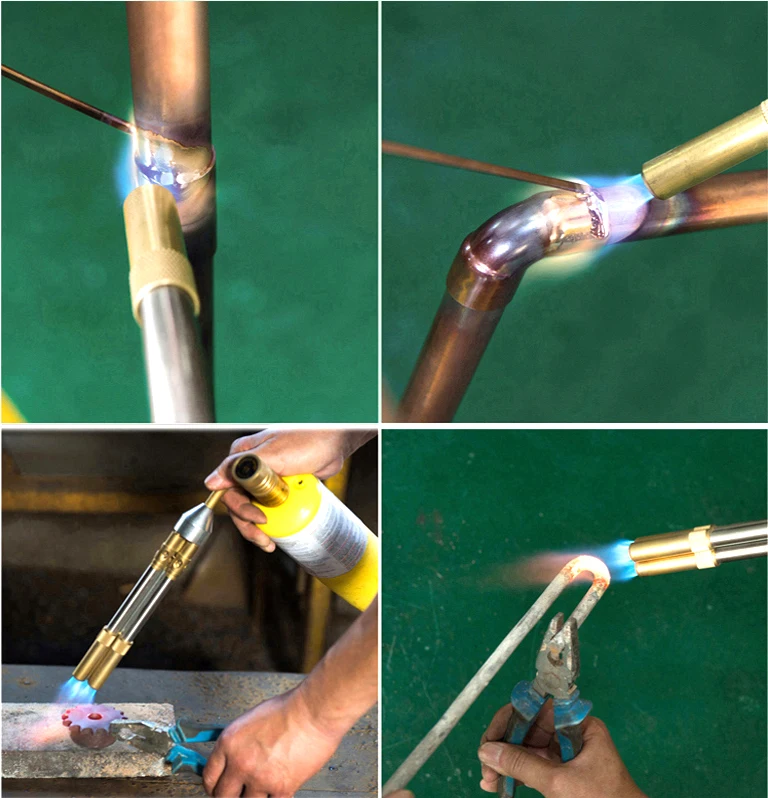 Собственно, продажа медных трубок в различных исполнениях является одним из ключевых направлений любой компании, занимающейся реализаций изделий из цветных металлов, в том числе и нашей. Так же в процессе вам могут понадобится медные листы, которые можно посмотреть здесь.
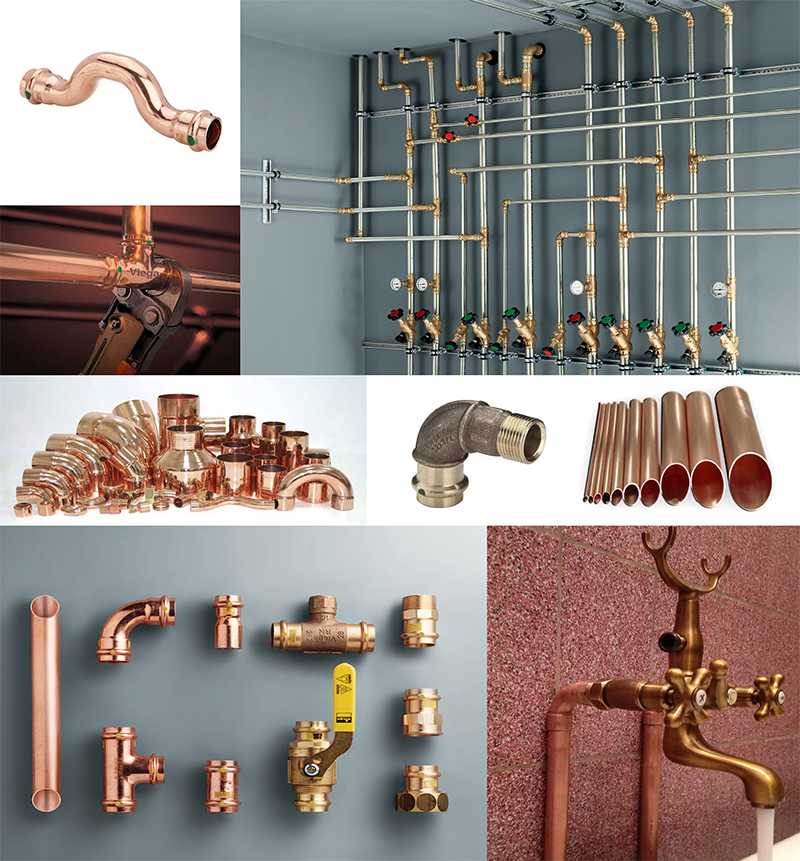
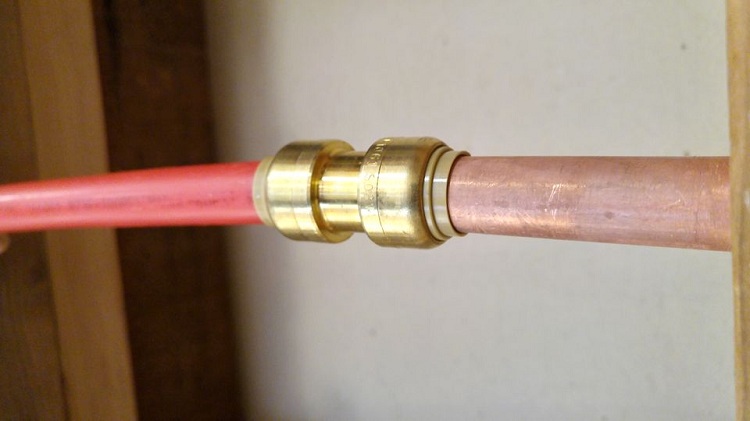
Собственно, продажа медных трубок в различных исполнениях является одним из ключевых направлений любой компании, занимающейся реализаций изделий из цветных металлов, в том числе и нашей. Так же в процессе вам могут понадобится медные листы, которые можно посмотреть здесь. ). Рабочие температуры таких труб – до 150 градусов в неагрессивных жидкостях, поставляются в бухтах и отрезками. Одно из дополнительных преимуществ – эстетичный внешний вид.
). Рабочие температуры таких труб – до 150 градусов в неагрессивных жидкостях, поставляются в бухтах и отрезками. Одно из дополнительных преимуществ – эстетичный внешний вид.

 Существуют фитинги с переходом паяного соединения на резьбовое, например, «американка» с конусным уплотнением (15×1/2″). В резьбовых пресс-фитингах часто используется обжимное кольцо, которое при затягивании накидной гайки обжимает трубу, герметизируя тем самым соединение.
Существуют фитинги с переходом паяного соединения на резьбовое, например, «американка» с конусным уплотнением (15×1/2″). В резьбовых пресс-фитингах часто используется обжимное кольцо, которое при затягивании накидной гайки обжимает трубу, герметизируя тем самым соединение. Признаком этого явления служит чёрный налёт на металле. Сбалансированная газовая смесь при горении образует пламя, которое нагревает металл, не оказывая другого воздействия.
Признаком этого явления служит чёрный налёт на металле. Сбалансированная газовая смесь при горении образует пламя, которое нагревает металл, не оказывая другого воздействия. После каждого оборота надо поджимать режущий ролик, подтягивая установочный винт. Появляющиеся в процессе резки заусенцы надо обязательно удалить.
После каждого оборота надо поджимать режущий ролик, подтягивая установочный винт. Появляющиеся в процессе резки заусенцы надо обязательно удалить.

 БЕСПЛАТНАЯ ДОСТАВКА. ЕСТЬ ОТЗЫВЫ.
БЕСПЛАТНАЯ ДОСТАВКА. ЕСТЬ ОТЗЫВЫ.
 .
.
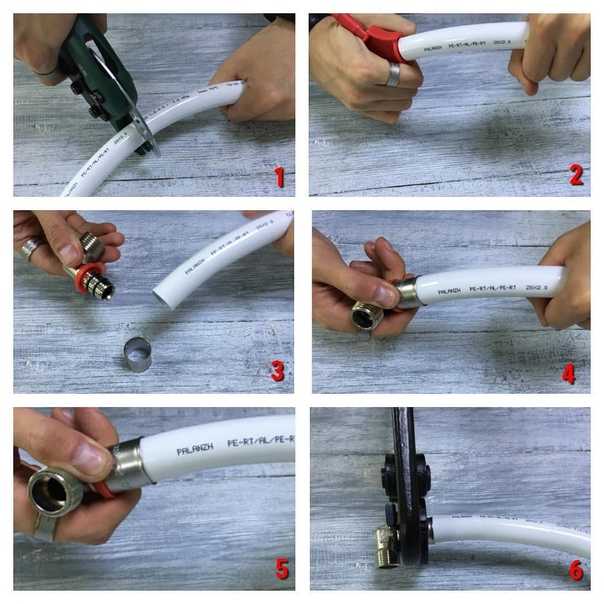
 Не используйте смазку для труб на этих соединениях, так как это может повредить пластик. Кроме того, для герметизации будет достаточно двух витков ленты — большее количество слоев может создать нагрузку на соединение и фактически привести к его течи.
Не используйте смазку для труб на этих соединениях, так как это может повредить пластик. Кроме того, для герметизации будет достаточно двух витков ленты — большее количество слоев может создать нагрузку на соединение и фактически привести к его течи. com.
com. 
 Этот тип соединения разделяет два металла с помощью резиновой шайбы и пластиковой втулки, поэтому они фактически не соприкасаются друг с другом.
Этот тип соединения разделяет два металла с помощью резиновой шайбы и пластиковой втулки, поэтому они фактически не соприкасаются друг с другом.

 Mg [25], так же как и в альфа-сплаве Ag — Zn [10, 11, 16], были обнаружены две стадии отжига. В работе [32] предполагается, что двухстадийный отжиг, наблюдавшийся Розвеллом и Новиком в альфа-сплаве Ag-Zn, обусловлен эффектами захвата вакансий примесями. Первая стадия обусловлена миграцией вакансий к ловушкам и стокам, вторая — миграцией вакансий от ловушек к стокам. Берри [10], однако, нашел, что отжиг вакансий по экспоненциальному закону происходит только тогда, когда избыточная концентрация АС меньше или сравнима с Cs, кажущейся концентрацией стоков. Когда ДСС8, отжиг характеризуется начальной ускоренной стадией, за которой следует экспоненциальная стадия. Берри доказал, что существует и более сложный процесс отжига, когда около стоков имеется градиент коцентрации вакансий.
Mg [25], так же как и в альфа-сплаве Ag — Zn [10, 11, 16], были обнаружены две стадии отжига. В работе [32] предполагается, что двухстадийный отжиг, наблюдавшийся Розвеллом и Новиком в альфа-сплаве Ag-Zn, обусловлен эффектами захвата вакансий примесями. Первая стадия обусловлена миграцией вакансий к ловушкам и стокам, вторая — миграцией вакансий от ловушек к стокам. Берри [10], однако, нашел, что отжиг вакансий по экспоненциальному закону происходит только тогда, когда избыточная концентрация АС меньше или сравнима с Cs, кажущейся концентрацией стоков. Когда ДСС8, отжиг характеризуется начальной ускоренной стадией, за которой следует экспоненциальная стадия. Берри доказал, что существует и более сложный процесс отжига, когда около стоков имеется градиент коцентрации вакансий.
 Mg [25], так же как и в альфа-сплаве Ag — Zn [10, 11, 16], были обнаружены две стадии отжига. В работе [32] предполагается, что двухстадийный отжиг, наблюдавшийся Розвеллом и Новиком в альфа-сплаве Ag-Zn, обусловлен эффектами захвата вакансий примесями. Первая стадия обусловлена миграцией вакансий к ловушкам и стокам, вторая — миграцией вакансий от ловушек к стокам. Берри [10], однако, нашел, что отжиг вакансий по экспоненциальному закону происходит только тогда, когда избыточная концентрация АС меньше или сравнима с Cs, кажущейся концентрацией стоков. Когда ДСС8, отжиг характеризуется начальной ускоренной стадией, за которой следует экспоненциальная стадия. Берри доказал, что существует и более сложный процесс отжига, когда около стоков имеется градиент коцентрации вакансий.
Mg [25], так же как и в альфа-сплаве Ag — Zn [10, 11, 16], были обнаружены две стадии отжига. В работе [32] предполагается, что двухстадийный отжиг, наблюдавшийся Розвеллом и Новиком в альфа-сплаве Ag-Zn, обусловлен эффектами захвата вакансий примесями. Первая стадия обусловлена миграцией вакансий к ловушкам и стокам, вторая — миграцией вакансий от ловушек к стокам. Берри [10], однако, нашел, что отжиг вакансий по экспоненциальному закону происходит только тогда, когда избыточная концентрация АС меньше или сравнима с Cs, кажущейся концентрацией стоков. Когда ДСС8, отжиг характеризуется начальной ускоренной стадией, за которой следует экспоненциальная стадия. Берри доказал, что существует и более сложный процесс отжига, когда около стоков имеется градиент коцентрации вакансий.
 Сравнение с данными по диффузии, определенными методом меченых атомов, показало, что дефектом, ответственным за диффузию в кристаллах, является, вероятно, вакансия. Было найдено, что отжиг вакансий происходит двумя стадиями и включает среднее число скачков до аннигиляции, из чего следует, что стоком для вакансий являются дислокации. Другая работа [17] показала, что кинетика отжига для пластически деформированного и хорошо отожженного материала различна. Все вышеупомянутые исследования были проведены на альфа-сплавах Ag-Zn главным образом из-за большой степени релаксации в сплавах этой системы.
Сравнение с данными по диффузии, определенными методом меченых атомов, показало, что дефектом, ответственным за диффузию в кристаллах, является, вероятно, вакансия. Было найдено, что отжиг вакансий происходит двумя стадиями и включает среднее число скачков до аннигиляции, из чего следует, что стоком для вакансий являются дислокации. Другая работа [17] показала, что кинетика отжига для пластически деформированного и хорошо отожженного материала различна. Все вышеупомянутые исследования были проведены на альфа-сплавах Ag-Zn главным образом из-за большой степени релаксации в сплавах этой системы.
 В способе обработки титанового сплава, состоящего по существу из, мас.%: 0,2-0,5 железа, 0,02-0,12 кислорода, 0,15-0,6 кремния и…
В способе обработки титанового сплава, состоящего по существу из, мас.%: 0,2-0,5 железа, 0,02-0,12 кислорода, 0,15-0,6 кремния и… 11.2013
11.2013 %: 4,2-5,4 алюминия, 2,5-3,5 ванадия, 0,5-0,7 железа, 0,15-0,19 кислорода и титана до 100….
%: 4,2-5,4 алюминия, 2,5-3,5 ванадия, 0,5-0,7 железа, 0,15-0,19 кислорода и титана до 100…. 07.2018
07.2018 ..
.. Способ получения заготовки из титанового сплава включает стадии, на которых получают слиток титанового сплава, включающего,…
Способ получения заготовки из титанового сплава включает стадии, на которых получают слиток титанового сплава, включающего,… Высокопрочный титановый сплав с альфа-бета-структурой, содержащий, мас.%: Al от 4,7 до 6,0, V от 6,5 до 8,0, Si и O каждый менее 1, Ti и…
Высокопрочный титановый сплав с альфа-бета-структурой, содержащий, мас.%: Al от 4,7 до 6,0, V от 6,5 до 8,0, Si и O каждый менее 1, Ti и…
 В результате получается продукт, который прочнее любого из исходных элементов. Известно, что титановые сплавы имеют две основные фазы. Это альфа- и бета-фазы. Эти фазы далее разбиты на подкатегории, включая Альфа, почти Альфа, Бета, почти Бета и, конечно же, тот, который нас больше всего интересует сегодня, Альфа-Бета. Именно различия в ориентации молекул этих фаз придают титановым сплавам уникальные свойства. Фаза альфа-бета состоит из альфа- и трансформированных бета-молекул. Важно отметить, что титановые сплавы Альфа-Бета сосуществуют и могут подвергаться дальнейшей обработке для придания еще более разнообразного набора свойств, которые делают этот металл идеальным для множества применений во многих отраслях промышленности. Альфа-бета-титан часто содержит легирующие элементы, такие как алюминий или ванадий, что обеспечивает высокую коррозионную стойкость и возможность использования при высоких температурах, что делает их отличными кандидатами для применения в аэрокосмической отрасли.
В результате получается продукт, который прочнее любого из исходных элементов. Известно, что титановые сплавы имеют две основные фазы. Это альфа- и бета-фазы. Эти фазы далее разбиты на подкатегории, включая Альфа, почти Альфа, Бета, почти Бета и, конечно же, тот, который нас больше всего интересует сегодня, Альфа-Бета. Именно различия в ориентации молекул этих фаз придают титановым сплавам уникальные свойства. Фаза альфа-бета состоит из альфа- и трансформированных бета-молекул. Важно отметить, что титановые сплавы Альфа-Бета сосуществуют и могут подвергаться дальнейшей обработке для придания еще более разнообразного набора свойств, которые делают этот металл идеальным для множества применений во многих отраслях промышленности. Альфа-бета-титан часто содержит легирующие элементы, такие как алюминий или ванадий, что обеспечивает высокую коррозионную стойкость и возможность использования при высоких температурах, что делает их отличными кандидатами для применения в аэрокосмической отрасли.
 Он обладает превосходной прочностью по сравнению с технически чистым титаном, но при этом сохраняет столь важные жесткость и термические свойства. Этот сплав предлагает пользователям лучшее из обоих миров и находит полезное применение в нескольких отраслях. Наиболее выгоден он для производств, которым нужен легкий, жаростойкий, но прочный металл.
Он обладает превосходной прочностью по сравнению с технически чистым титаном, но при этом сохраняет столь важные жесткость и термические свойства. Этот сплав предлагает пользователям лучшее из обоих миров и находит полезное применение в нескольких отраслях. Наиболее выгоден он для производств, которым нужен легкий, жаростойкий, но прочный металл.
 Такое сочетание характеристик низкой плотности, прочности и свариваемости позволяет использовать титан во многих областях. CP Ti и его сплавы также устойчивы к коррозии после воздействия суровых условий, таких как соленая морская вода, что делает его пригодным для использования в различных отраслях промышленности.
Такое сочетание характеристик низкой плотности, прочности и свариваемости позволяет использовать титан во многих областях. CP Ti и его сплавы также устойчивы к коррозии после воздействия суровых условий, таких как соленая морская вода, что делает его пригодным для использования в различных отраслях промышленности.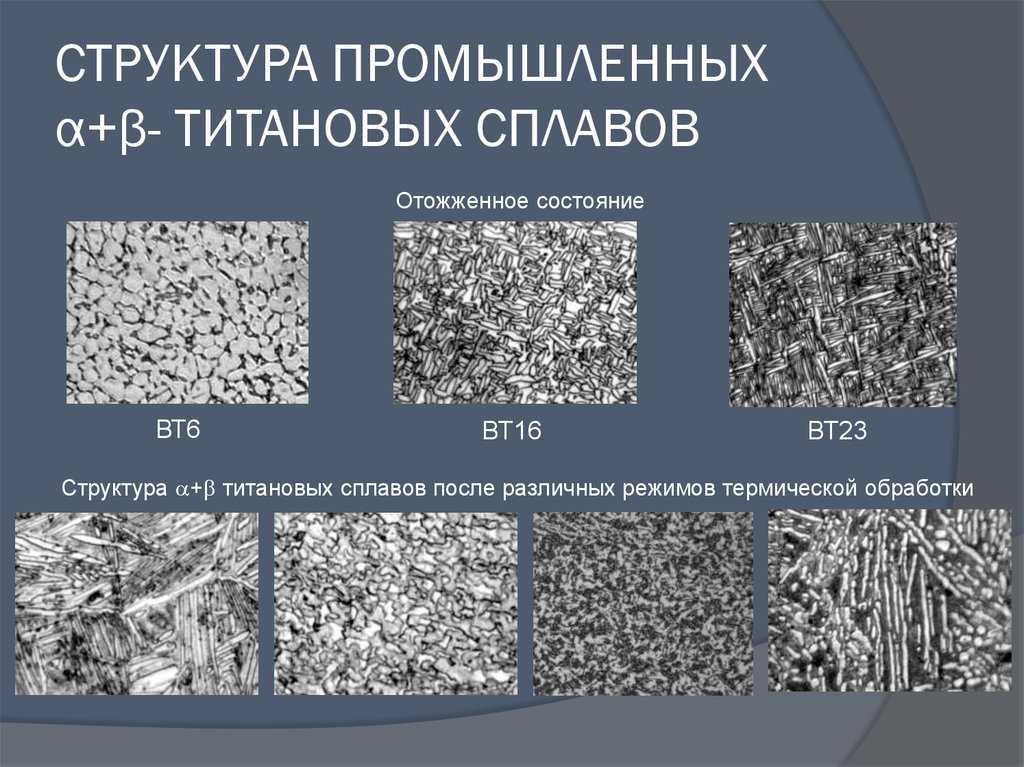
 Сплавы с альфа-бета-фазой способны реализовать все эти функции, не жертвуя при этом жесткостью и термическими свойствами чистого титана. 9 класститан, например, имеет прочность где-то между коммерчески чистым титаном класса 4 и титаном класса 5, при этом он способен работать при более высоких температурах, чем коммерчески чистые сорта.
Сплавы с альфа-бета-фазой способны реализовать все эти функции, не жертвуя при этом жесткостью и термическими свойствами чистого титана. 9 класститан, например, имеет прочность где-то между коммерчески чистым титаном класса 4 и титаном класса 5, при этом он способен работать при более высоких температурах, чем коммерчески чистые сорта. Эти особенности делают CP Ti превосходным кандидатом при изготовлении сложных компонентов, а также дают ему множество применений, где альфа-бета-титановые сплавы не подходят.
Эти особенности делают CP Ti превосходным кандидатом при изготовлении сложных компонентов, а также дают ему множество применений, где альфа-бета-титановые сплавы не подходят. Металлургическая структура титана и его бета-сплавов отличается легкостью, прочностью и устойчивостью.
Металлургическая структура титана и его бета-сплавов отличается легкостью, прочностью и устойчивостью. Другими областями применения сплавов Ti и чистого титана, полученных при непрерывном вакуумном отжиге, являются авиационные турбины, аэрокосмические крепежные детали и другие конструктивные элементы самолетов. В таком оружии, как ракеты и защитная броня, также используется титан 9.0008
Другими областями применения сплавов Ti и чистого титана, полученных при непрерывном вакуумном отжиге, являются авиационные турбины, аэрокосмические крепежные детали и другие конструктивные элементы самолетов. В таком оружии, как ракеты и защитная броня, также используется титан 9.0008 Титановые конденсаторы могут выдерживать воздействие солоноватой воды в качестве охлаждающей среды в течение многих лет, в отличие от других трубных материалов.
Титановые конденсаторы могут выдерживать воздействие солоноватой воды в качестве охлаждающей среды в течение многих лет, в отличие от других трубных материалов. Титан представляет собой еще лучший материал, учитывая, что он легкий, а его немагнитные свойства не мешают хранению данных.
Титан представляет собой еще лучший материал, учитывая, что он легкий, а его немагнитные свойства не мешают хранению данных. Альфа-фаза титана имеет плотноупакованную гексагональную форму, а ее бета-фаза объемно-центрированная кубическая. В чистом титане альфа-фаза стабильна ниже 882°C, а бета выше 882°C.
Альфа-фаза титана имеет плотноупакованную гексагональную форму, а ее бета-фаза объемно-центрированная кубическая. В чистом титане альфа-фаза стабильна ниже 882°C, а бета выше 882°C. Ti-6Al-4V составляет половину всего выпускаемого титанового сплава. В титановых сплавах Alpha Beta фазы существуют рядом друг с другом и могут быть дополнительно обработаны для придания широчайшему диапазону свойств, что делает его пригодным для широкого спектра конечных применений. Микроструктуру альфа-бета-титана можно изменить с помощью термической обработки, чтобы придать оптимальные качества прочности, коррозионной стойкости, свариваемости и простоты изготовления.
Ti-6Al-4V составляет половину всего выпускаемого титанового сплава. В титановых сплавах Alpha Beta фазы существуют рядом друг с другом и могут быть дополнительно обработаны для придания широчайшему диапазону свойств, что делает его пригодным для широкого спектра конечных применений. Микроструктуру альфа-бета-титана можно изменить с помощью термической обработки, чтобы придать оптимальные качества прочности, коррозионной стойкости, свариваемости и простоты изготовления.
 1.2. Под действие настоящего Соглашения подпадают все существующие (реально функционирующие) на данный момент услуги (сервисы) Сайта, а также любые их последующие модификации и появляющиеся в дальнейшем дополнительные услуги (сервисы).
1.2. Под действие настоящего Соглашения подпадают все существующие (реально функционирующие) на данный момент услуги (сервисы) Сайта, а также любые их последующие модификации и появляющиеся в дальнейшем дополнительные услуги (сервисы).
 3.9. Обеспечивать сохранность личных данных от доступа третьих лиц.
3.9. Обеспечивать сохранность личных данных от доступа третьих лиц.
.png.5870118b231c26b7543bd8521a8e6d97.png)
 1. Администрация сайта не принимает встречные предложения от Пользователя относительно изменений настоящего Пользовательского соглашения.
1. Администрация сайта не принимает встречные предложения от Пользователя относительно изменений настоящего Пользовательского соглашения. лицами и индивидуальными предпринимателями.
лицами и индивидуальными предпринимателями.
 Также производим монтаж Вашего оборудования и сварку трубопровода из полиэтиленовых ПНД труб. Вся продукция сертифицирована и соответствует требованиям ГОСТ и ТУ.
Также производим монтаж Вашего оборудования и сварку трубопровода из полиэтиленовых ПНД труб. Вся продукция сертифицирована и соответствует требованиям ГОСТ и ТУ. 1
1 .
.
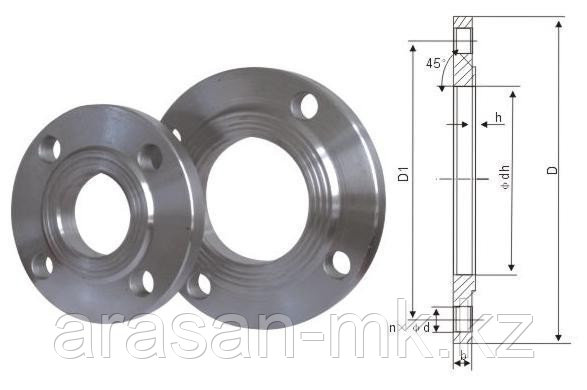
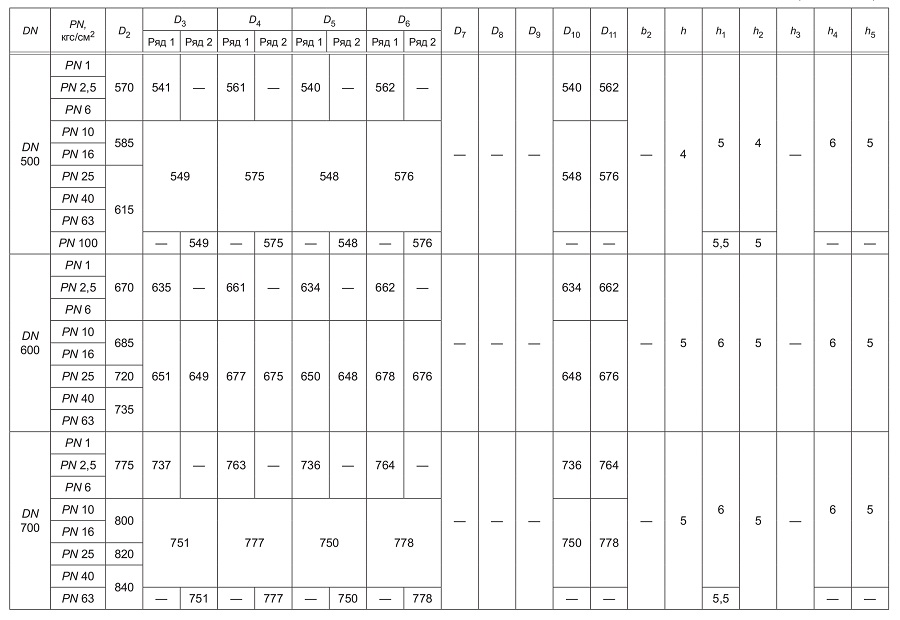
 5, 6 не имеют соответствующего класса ASME, а классы ASME 75, 400 и 800 не имеют соответствующего обозначения ISO PN. Поэтому использование фланцев с номиналами PN и Class не рекомендуется.
5, 6 не имеют соответствующего класса ASME, а классы ASME 75, 400 и 800 не имеют соответствующего обозначения ISO PN. Поэтому использование фланцев с номиналами PN и Class не рекомендуется. PN10/16
PN10/16 PN10/16
PN10/16 PN10/16
PN10/16 PN10/16
PN10/16 PN10/16
PN10/16 PN10
PN10 PN10
PN10 PN10
PN10
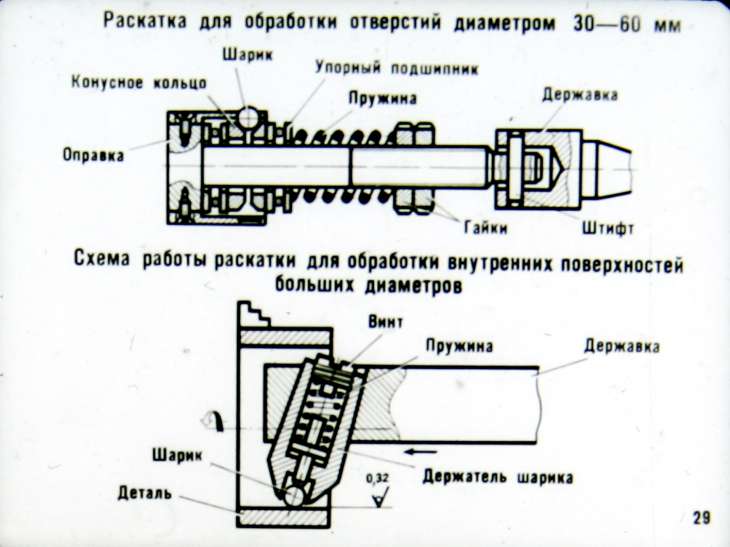
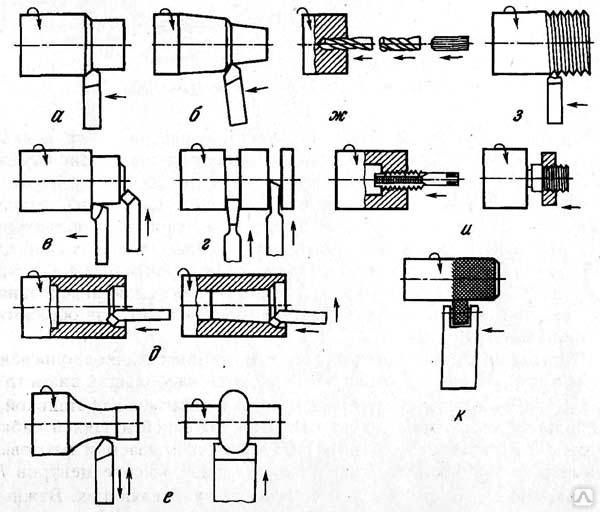
 Благодаря малому давлению щупа на копир и малым размерам щупа оказывается возможной обработка крутых и тонких переходов профиля на повышенных режимах, притом — по копирам, изготовленным из дешевых материалов.
Благодаря малому давлению щупа на копир и малым размерам щупа оказывается возможной обработка крутых и тонких переходов профиля на повышенных режимах, притом — по копирам, изготовленным из дешевых материалов. 5), устанавливаемое вместо резцедержателя на суппорт станка. Фрезерный шпиндель с фрезой 1 получает вращение от отдельного электродвигателя 3 через ременную передачу 4 со сменными шкивами. Натяжение ремня достигается поворотом электро двигателя вокруг оси 2.
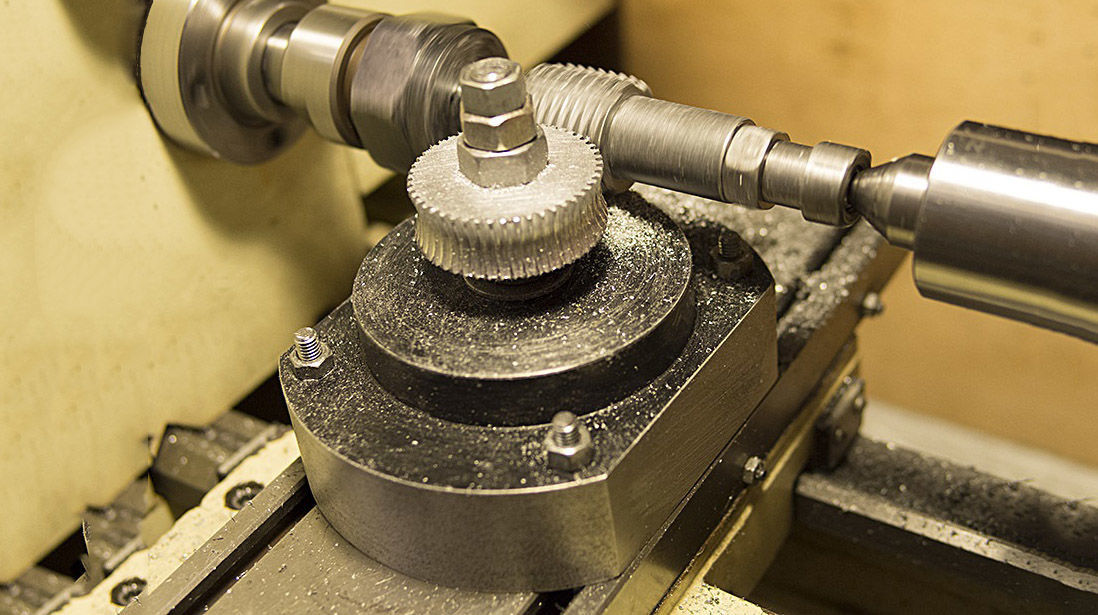
5), устанавливаемое вместо резцедержателя на суппорт станка. Фрезерный шпиндель с фрезой 1 получает вращение от отдельного электродвигателя 3 через ременную передачу 4 со сменными шкивами. Натяжение ремня достигается поворотом электро двигателя вокруг оси 2. Быстросменные резцедержатели со сменными державками для инструментов позволяют Оснастить станок самым разнообразным инструментом, установка которого требует минимальных затрат времени. Одна из конструкций быстро сменной державки изображена на рис. 7. На резцовой каретке суп порта с помощью болта 4, гайки и штифта закрепляется высокая шестерня 3.
Быстросменные резцедержатели со сменными державками для инструментов позволяют Оснастить станок самым разнообразным инструментом, установка которого требует минимальных затрат времени. Одна из конструкций быстро сменной державки изображена на рис. 7. На резцовой каретке суп порта с помощью болта 4, гайки и штифта закрепляется высокая шестерня 3.
 Применение виброопор поможет увеличить качество обработки деталей.
Применение виброопор поможет увеличить качество обработки деталей.



 Название происходит от того факта, что приспособление всегда фиксируется или крепится к машине в фиксированном положении. Он не содержит приспособлений для направления инструмента. Использование приспособления становится необходимым, когда компонентов, которые должны быть изготовлены, в большем количестве.
Название происходит от того факта, что приспособление всегда фиксируется или крепится к машине в фиксированном положении. Он не содержит приспособлений для направления инструмента. Использование приспособления становится необходимым, когда компонентов, которые должны быть изготовлены, в большем количестве.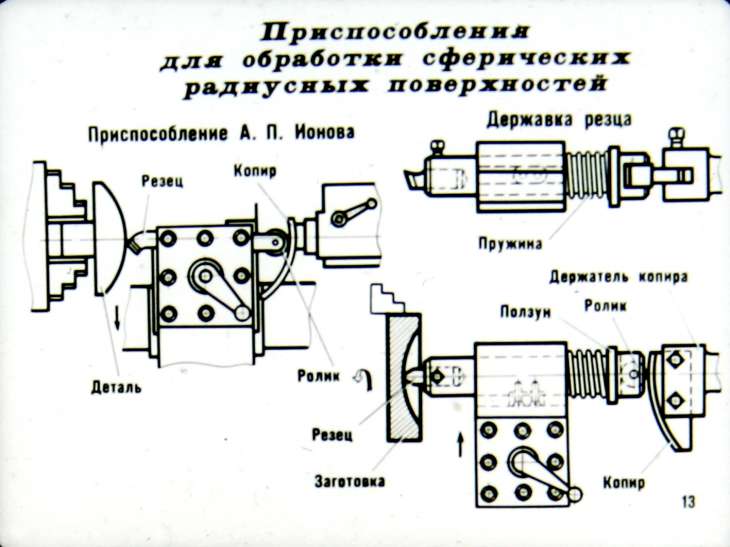 Базовое приспособление изготовлено из плоской пластины с различными зажимами и фиксаторами для удержания и размещения детали. Простота этого приспособления делает его полезным для большинства машинных операций. Его адаптивность делает его популярным.
Базовое приспособление изготовлено из плоской пластины с различными зажимами и фиксаторами для удержания и размещения детали. Простота этого приспособления делает его полезным для большинства машинных операций. Его адаптивность делает его популярным.
 Например, после завершения операции обработки на станции 1 инструмент вращается, и цикл повторяется на станции 1, а также загружается новая деталь.
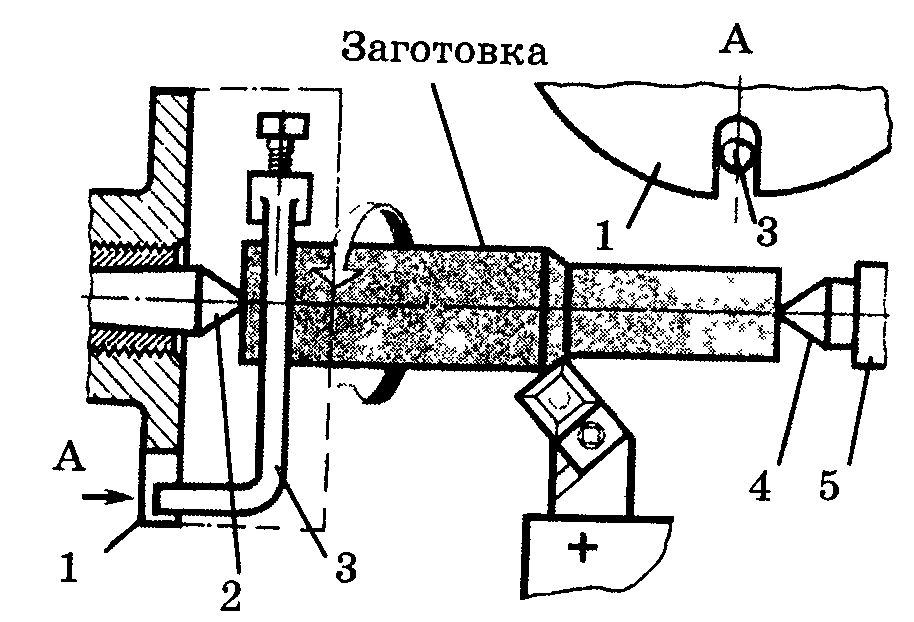
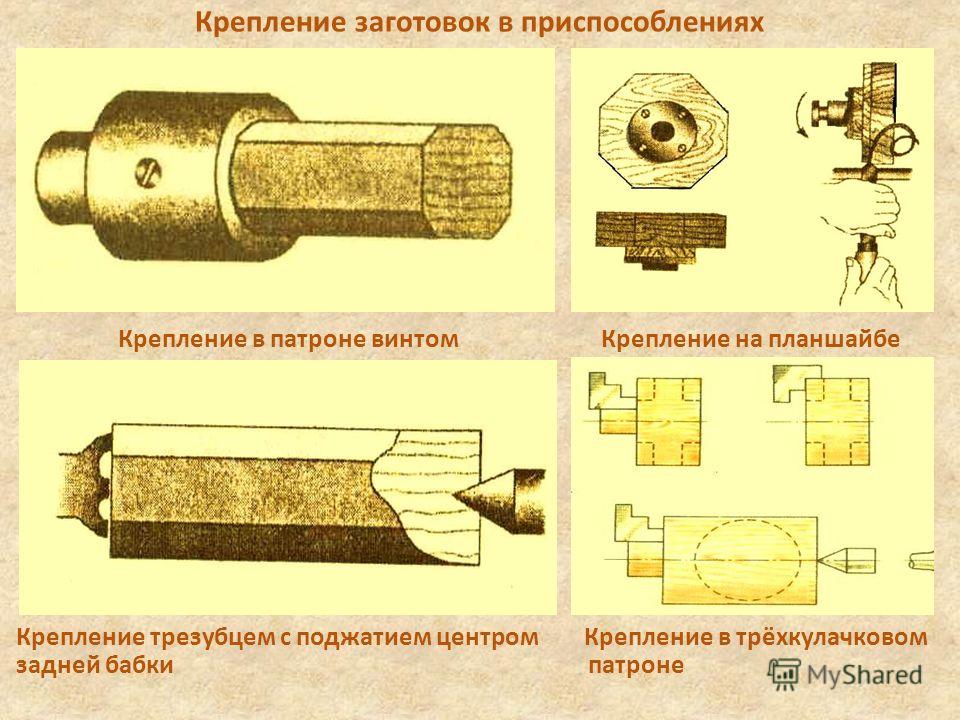
Например, после завершения операции обработки на станции 1 инструмент вращается, и цикл повторяется на станции 1, а также загружается новая деталь.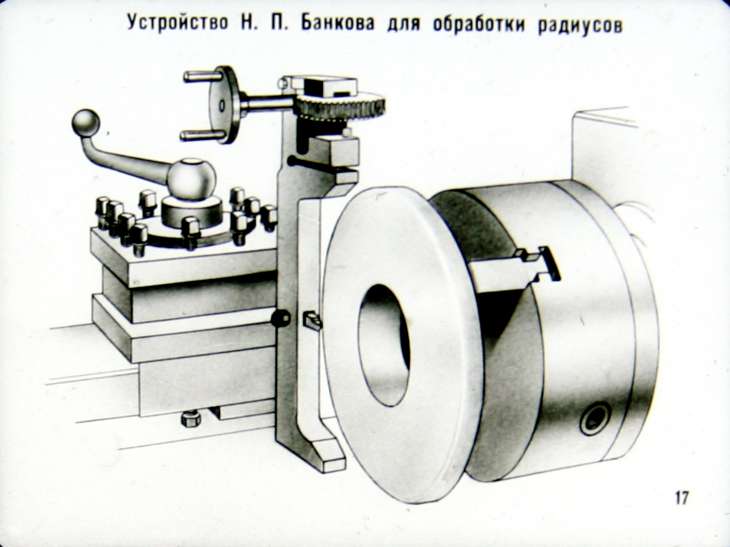 Заготовку сложной формы приходится обязательно фиксировать с помощью токарных приспособлений. Эти приспособления обычно устанавливаются на носовой части шпинделя станка или на планшайбе, и заготовка удерживается на них. При проектировании приспособления для токарного станка следует учитывать следующие моменты конструкции.
Заготовку сложной формы приходится обязательно фиксировать с помощью токарных приспособлений. Эти приспособления обычно устанавливаются на носовой части шпинделя станка или на планшайбе, и заготовка удерживается на них. При проектировании приспособления для токарного станка следует учитывать следующие моменты конструкции.

 Было объяснено, почему центральный токарный станок является идеальным станком для создания отдельных деталей разных форм и размеров. Тем не менее, для изготовления подобных объектов в больших количествах его использование неэкономично.
Было объяснено, почему центральный токарный станок является идеальным станком для создания отдельных деталей разных форм и размеров. Тем не менее, для изготовления подобных объектов в больших количествах его использование неэкономично. Сверло проводится через эти отверстия шаблона, и необходимые отверстия сверлятся на заготовке в тех же относительных положениях, что и на шаблоне.
Сверло проводится через эти отверстия шаблона, и необходимые отверстия сверлятся на заготовке в тех же относительных положениях, что и на шаблоне.

 Приспособление, имеющее такое устройство, известно как фиксирующее приспособление.
Приспособление, имеющее такое устройство, известно как фиксирующее приспособление.