Бур – это специфический рабочий аксессуар, который среди бытовых электрических инструментов применяется исключительно с перфораторами и ударными дрелями-шуруповертами. Используется, чтобы создавать отверстия в поверхностях из прочных материалов: например, кирпичной кладке, бетонных конструкциях, камне. Этот вид оснастки выполняет широкий спектр задач. Полезен в ремонтных работах, строительстве. За счет этого начинающих мастеров зачастую интересует, как выбрать бур для перфоратора.
Стандартный рабочий элемент перфоратора состоит из нескольких основных элементов:
Хвостовик в задней части оснастки. За него деталь устанавливается в патроне электроинструмента. Бывают разных типов, подробнее рассмотрим позже.
Спираль.
Полость для отвода пыли. При бурении скапливается большой объем строительного мусора. Вывод мелких частиц пыли через специальную канавку поддерживает высокую производительность.
Твердосплавная режущая пластина представляет собой наконечник оснастки. Его качество и состояние влияют на долговечность: обратите внимание, насколько прочно закреплена эта часть. Она должна находиться по центру. Следите за износом: после длительного использования твердосплавная режущая пластина перестанет эффективно входить в материал, и режущий инструмент придется менять.
Чем отличается бур от сверла по бетону
Стандартное сверло для ударных дрелей-шуруповертов по бетону имеет следующие отличия от бура:
Тип хвостовика. В бурах для перфораторов SDS-Plus и SDS-Max, в сверлах – цилиндрический. Хвостовик имеет канавки на месте установки в гнездо: они обеспечивают большую надежность.
Прочность. Мощность перфоратора выше, чем шуруповерта. В процессе бурения (сверления с ударом) оснастка совершает возвратно-поступательные движения: на них оказывается сильная ударная нагрузка, поэтому она укреплена дополнительно: износостойкость выше.
Наличие винтового стержня у насадок позволяет одновременно с бурением выводить из отверстия образующийся мусор.
Большинство моделей сверлильных инструментов имеют 3 режима работы:
Сверление.
Долбление.
Сверление с ударом.
Каждый ориентирован на насадки определенных типов. Первый вращает оснастку в патроне, второй выполняет возвратно-поступательные движения (например, в этом режиме работает зубило), третий совмещает действия первых двух.
Сверла для дрелей-шуруповертов рассчитаны на безударное сверление, поэтому оснащены меньшим запасом прочности.
Как выбрать бур для перфоратора
При выборе бура следует ориентироваться на такие факторы, как:
Производитель (качество). Рассмотрим в соответствующем пункте статьи.
Совместимость с инструментом. На установку в гнездо какого типа рассчитана насадка? Если вы – начинающий мастер, то уточните у продавца, будет ли достаточно насадке мощности вашего электрического прибора: в противном случае работа не будет эффективной.
Целесообразность. Задайтесь вопросом «Зачем мне нужен инструмент?». С каким материалом вы собираетесь работать? Отверстия каких габаритов (глубина, диаметр) планируете бурить? Ответы помогут избавить от затрат, которые вы не планировали.
Типоразмер хвостовика
SDS-Plus – это стандартная, наиболее распространенная разновидность. Используется в большинстве моделей легких и средних бытовых и полупрофессиональных электрических приборов. Предназначены для фиксации оснастки с размером хвостовика до 10 мм.
SDS-Max представляет собой хвостовик для тяжелых моделей, которыми выполняют интенсивные профессиональные работы. За счет особенностей конструкции SDS-Max обеспечивают наиболее надежное закрепление насадки, что важно при выполнении сложных задач. Работают с бурами для перфоратора диаметром от 20 мм.
Съемный кулачковый патрон применяется в качестве дополнительного. Будет полезен, если под рукой нет дрели или шуруповерта, а потребность в сверлении есть. Предоставляет возможность работать инструментом со стандартными цилиндрическими сверлами, не прибегая к дополнительным приспособлениям.
Диаметр и длина
Параметр характеризует, отверстие какого размера получится бурить установленной оснасткой. Указывается в технических характеристиках товара, как и длина. Диаметр буров в интернет-магазине «Бигам» достигает 80 мм (профессиональные аксессуары с типа SDS-Max).
Чем больших размеров отверстие вам требуется, тем более оснастка будет требовательна к мощности электроприбора. Если работа обязывает сверлить регулярно, интенсивно и сложными отверстиями, то не скупитесь на качественный брендовый электроинструмент.
Ресурс (долговечность)
Профессионалам приходится бурить по множеству отверстий каждый день в различных условиях: стройплощадка или ремонт. Оснастка со временем изнашивается, теряя производительность. Увидев разброс цен между бюджетными и качественными бурами для перфоратора, новичок задастся вопросом «Зачем платить больше?», выберет первые. Недорогая оснастка быстро приходит в негодность, требуя замены.
На долговечность влияет качество материала, а также износостойкость напайки, отвечающей за бурение материала.
Категории и виды буров
Разнообразный выбор рабочей оснастки объясняется тем, что инструмент используют при работе с материалами разной прочности – каждому требуются свои специфичные расходники. Есть разные хвостовики, габариты насадок, формы наконечников, производители, расширяющие разброс цен.
Разберем различия по обрабатываемому материалу.
По бетону
Для перфоратора по бетону – прочному армированному – подойдет элемент с алмазным напылением: он характерен высоким запасом прочности. Такие детали широко распространены в профессиональной среде за счет надежности, долговечности, производительности.
По кирпичу, камню
Бытовые буровые насадки по камню и кирпичной кладке зачастую используются при проведении внутренних ремонтных работ. Отдается предпочтение насадкам с победитовыми наконечниками, хвостовиком типа SDS-Plus.
По дереву
В отличие от бетона, камня и кирпича, древесина относится к мягким материалам. Аксессуары для перфораторов при работе с ней не используются, вместо них подойдут сверла. Работать с этой оснасткой надо в режиме сверления. Диаметр и тип хвостовика подбираются в соответствии с требуемым размером отверстия, выбранными характеристиками вашего электроинструмента.
Виды насадок и сверл – какие производители лучше
Рекомендуется отдавать предпочтение брендовой рабочей оснастке Bosch, Metabo, Makita. Запчасти этих производителей не только прослужат длительный срок, но с меньшей вероятностью повредят инструмент и поверхности.
Разберем подробнее разновидности рабочих элементов электрических перфораторов.
Шнековые насадки
Применяются, когда требуется создавать глубокие отверстия. Спиральная конструкция обеспечивает эффективный отвод пыли, что сокращает время выполнения задачи.
Пологие сверла
Будут полезны, когда нужно создать отверстие небольших размеров. Долговечны, но неудобны при длительной эксплуатации: из-за слабого отвода мусора пользователю приходится вручную вычищать пыль из созданного отверстия.
Спиральные буры
Оптимально подойдут, если требуется пробурить толстую стену: строение обеспечит качественный и своевременный вывод строительных отходов.
Коронки
Используются в электромонтажных работах. Необходимы, когда нужно отверстие под розетку или выключатели. Бывают коронки с алмазным напылением или победитовыми зубцами.
Другие виды сверл
Есть разновидности насадок, полезные в определенных специфичных ситуациях:
Бур с большим наклоном канавок с высокой скоростью создает глубокие отверстия, быстро изнашиваясь, оказывая высокую нагрузку на электроинструмент.
Насадка с малым углом наклона канавок быстро просверлит большое число малых отверстий.
Победитовый или алмазный наконечник: что лучше?
Нельзя ответить однозначно, твердосплавная режущая пластина из какого материала лучше. Алмаз и победит предназначены для выполнения разных задач:
Алмазные наконечники предназначены для обработки бетонных конструкций (в том числе армированного бетона), каменных заготовок. Характерны высоким показателем износостойкости.
Победитовые наконечники будут более полезны в бытовой эксплуатации, так как используются зачастую при бурении каменной кладки, низкокачественного непрочного бетона.
Как маркируются сверла? Какие размеры насадок существуют
Сверла, коронки, долота и прочие комплектующие выставлены с бирками (как на изображении). На них отображена вся необходимая информация:
Для обработки какого материала предназначены.
Какие габаритные размеры (диаметр, длину в миллиметрах) имеют.
В какие гнезда (SDS-Plus, SDS-Max) устанавливаются.
Некоторые производители (к примеру, Зубр) указывают на упаковке дополнительную информацию. Например, для работы в каком режиме предназначена насадка (сверление, долбление, бурение). Размещают сведения о строении режущей пластины (наконечника).
Как выбрать смазку хвостовиков перфоратора
Смазочные вещества предпочтительно использовать, чтобы продлить срок эксплуатации. Их требуется наносить на хвостовик перед установкой в перфоратор. Какие преимущества дает регулярное применение смазки хвостовиков?
Патрон очищается от накопленного шлама.
Уменьшается вероятность попадания пыли и других мелких частиц ко внутренним рабочим узлам электроинструмента.
Снижается износ деталей.
Предотвращает перегрев в процессе интенсивной работы, уменьшая температуру.
Как правило, в руководствах по эксплуатации электрических сверлильных инструментов указывается, что использовать прибор определенного производителя можно только со смазкой соответствующей торговой марки. Тем не менее, если у вас нет возможности приобрести смазочную жидкость для хвостовиков, допустимо использовать сопутствующие товары сторонних производителей: к примеру, Makita, Metabo.
Как выглядит сверло по бетону на дрель и когда его применять
Если необходимо в бетонной или кирпичной стене просверлить отверстие, то для этого вовсе не обязательно использовать тяжелую артиллерию — перфоратор. С этим непростым заданием сможет справиться дрель, установив предварительно в патрон инструмента соответствующую насадку. Такой насадкой является сверло по бетону на дрель, которое бывает разных видов, поэтому при его выборе, нужно узнать максимум полезной информации про такие насадки.
Как выглядит сверло для бурения бетона на дрель
Для чего нужна дрель, знают даже маленькие дети. Однако далеко не каждый мастер знает о том, что дрель можно использовать для сверления прочных материалов — кирпич, бетон, железобетон. Чтобы использовать этот инструмент для бетона, необходимо убедиться в наличии ударного режима. Далеко не все инструменты для сверления имеют такой режим, поэтому еще на этапе покупки инструмента убедитесь, что у него имеется функция ударного сверления. Если такая функция имеется, тогда можно переходить к этапу выбору расходного материала.
Для дрели сверло по бетону купить можно в любом строительном магазине. Если предпочитаете совершать покупки в режиме онлайн, тогда советуем посетить каталог интернет магазина Цилиндр. Цена в этом магазине на сверла под дрель начинается от 5 до 50 гривен. Только перед покупкой рекомендуется разобраться с конструкцией и устройством режущей насадки для дрели.
Разберемся, как же выглядит сверло по бетону для дрели. Такой тип оснастки схож с обычным сверлом по дереву или металлу, но с незначительным внешним отличием. Это отличие в том, что цилиндрическая насадка на конце имеет наконечник. Этот наконечник еще называют головкой, посредством которого и выполняется бурение бетонной конструкции. Для повышения эффективности и увеличения срока службы насадки, наконечник имеет победитовую напайку. Конструкция сверла на дрель представлена на фото ниже.
Из чего изготавливают и какие виды твердосплавных материалов применяются на насадках
Для начала выясним, из чего изготавливается цилиндрическое основание насадки. Для изготовления сверл по бетону используется закаленная сталь разных марок. Некоторые производители делают насадки из штампованной стали, в результате чего устройства очень быстро выходят из строя. Многие настойчиво утверждают, что эффективность этой режущей насадки зависит от типа материала, из которого изготовлен наконечник. Однако это мнение является ошибочным. В процессе сверления отверстия принимает участие вся насадка. Если наконечник предназначен для продалбливания отверстия, то цилиндрическая часть предназначена для отвода остатков бетона. Кроме того, в процессе бурения цилиндрическая часть выдерживает большие нагрузки, которые создает механизм инструмента. Это ударные нагрузки, формирующиеся ударным механизмом инструмента.
Наконечник насадки имеет наплавку из твердосплавных материалов, популярным из которых является победит. Победитом называют смесь таких материалов, как вольфрам и кобальт. Наличие твердосплавного наконечника не только увеличивает срок службы насадки, но еще и делает работу эффективной и производительной. С чем это связано? С тем, что твердосплавный материал препятствует быстрому притуплению режущих кромок, поэтому насадка на дрель способна проделать немало отверстий в бетоне и кирпиче, прежде чем придет в негодность.
Кроме победита, встречаются сверла для бурения бетона с алмазным напылением наконечника. Такие сверла имеют большой срок службы, и используются для бурения железобетонных оснований. Использовать насадки с алмазным напылением под дрель не рационально, и если нужно просверлить железобетон, то лучше воспользоваться двумя насадками — сверлом по бетону и по металлу.
Это интересно!Основное отличие сверл по бетону и металлу видно невооруженным глазом. Головка сверла по бетону имеет заточку режущих кромок под углом 75 градусов.
Чем отличается сверло по бетону для дрели и перфоратора
Перфоратор отличается от дрели не только размерами и большим весом, но еще и назначением. Если основное назначение дрели в том, чтобы сверлить отверстия в дереве и металле, то перфоратор служит непосредственно для работы с прочными бетонными основаниями. Даже если дрель имеет ударный режим, то это вовсе не означает, что ею можно работать постоянно. Наличие ударной функции на дрели позволяет расширить функционал инструмента, и при необходимости воспользоваться для сверления бетона. Для постоянного использования инструмента с бетонными поверхностями рекомендуется использовать перфоратор.
Зная отличие перфоратора и дрели, выясним в чем разница между насадками. Главное отличие у них в конструкции крепежной части — хвостовика. Если сверло для дрели по бетону имеет цилиндрическую конструкцию хвостовика, то насадка по бетону на перфоратор, которая называется буром, отличается формой и наличием на крепежной части пазов. Это связано с тем, что перфораторы имеют специальные конструкции патронов. Для перфораторов сверла по бетону отличаются по конструкции хвостовиков типа SDS. Они бывают двух основных типов — SDS-plus и SDS-max. Чем они отличаются, и какие бывают, подробно описано в материале про буры по бетону на перфоратор.
Конструкция хвостовика сверла по бетону для дрели
На сверлах по бетону для дрели используются хвостовики, которые имеют не только цилиндрическую конструкцию, но и шестигранную. Цилиндрические хвостовики на сверлах — это самый распространенный тип насадок. Они предназначены для работы с цанговыми патронами ключевого и быстрозажимного типа, которые устанавливаются на дрелях и шуруповертах.
Насадки с шестигранной конструкцией хвостовиков менее популярны, так как они имеют один существенный недостаток — возможность застопориться при бурении отверстия в бетоне. Хвостовик имеет схожую конструкцию с переходниками для бит. Наличие граней повышает контакт с кулачками цангового механизма, поэтому исключается вероятность проворачивания насадки при ее заклинивании.
О шестигранных сверлах по бетону для дрели нужно сказать следующее:
Они предназначены для применения не только на дрелях, но и шуруповертах и гайковертах, которые имеют шестигранную форму патронов
Производители выпускают такие насадки с диаметром до 8-10 мм. Это связано с тем, что просверлить отверстие большего диаметра шуруповертом без функции удара попросту невозможно. Использование насадки в дрели с цанговым механизмом патрона и ударной опцией приведет к тому, что при заклинивании сверла в просверливаемом отверстии произойдет перегрев двигателя и выход из строя редуктора. Кроме того, не исключено возникновение явления вырывания дрели из рук при заклинивании
Достоинство устройств в том, что они имеют высококачественную заточку, что позволяет сверлить отверстия небольшого диаметра от 4 до 10 мм в бетоне без использования ударной функции
Сверла по бетону в дрель отличаются по такому параметру — конструкция спиралевидной или рабочей части. Спиралевидная часть на сверлах отвечает за отвод шлаков, возникающих при работе насадки. Эта часть на насадках бывает разных видов:
Шнековидной конструкции — большой угол наклона позволяет эффективно выводить шлаки, и тем самым проделывать глубокие отверстия
С незначительным углом наклона канавок — используются в случае, когда требуется пробурить отверстие небольшой глубины
С большим наклоном или пологие — быстро справляются с задачей бурения отверстий, однако их недостаток в том, что они плохо выводят шлаки. Бурение глубоких отверстий приводит к быстрому перегреву насадки, поэтому при работе немаловажно делать перерывы
Еще встречаются сверла с конусной формой хвостовиков. Это насадки, которые предназначены для работы со стационарными сверлильными станками.
Какие параметры надо знать при покупке победитовых сверл по бетону на дрели
Зная конструкцию и устройство рассматриваемых насадок, можно приступать к их выбору. Для начала необходимо решить, какой тип бетонной поверхности будет сверлиться. Если нужно пробурить крепкую железобетонную конструкцию, то лучше воспользоваться перфоратором. Достаточно трудно будет пробурить отверстие в кирпичной стене дрелью, поэтому также лучше обратиться за помощью к перфоратору. Просверлить дрелью отверстие в стене можно в районе расположения укладочных швов, а также, если стена сооружена из шлакоблока, ракушки, пенобетона и т.п. Решив, для каких работ можно использовать дрель, приступаем к выбору необходимого расходного материала. Для этого учитываются следующие критерии:
Диаметр насадки. Сверла по бетону на дрель выпускаются с диаметрами от 4 до 12 мм. Если нужно пробурить отверстие большего размера, чем 12 мм, тогда используется перфоратор и бур соответственно. Размер сверла указывается непосредственно на хвостовой части. Какое сверло покупать для сверления отверстия в бетоне зависит от поставленной технологической задачи. Если покупаете насадку, то учитывайте следующее, что производители указывают размер цилиндрической части. Выступы режущих кромок расширяют отверстие примерно на 1 мм, поэтому для дюбеля размером 10 мм нужно использовать сверло по бетону с диаметром 9 мм. При таком подходе к сверлению отверстий можно достичь высокой эффективности крепежного соединения. Дюбель должен быть плотно посажен в подготовленном отверстии, иначе качество соединения будет низким. Сверла по бетону на дрель бывают таких диаметров — 4 мм, 5 мм, 6 мм, 7 мм, 8 мм, 10 мм
Длина насадки — это еще один главный критерий, который нужно учитывать при покупке. От длины зависит возможность просверливания отверстий нужной глубины. Чем больше длина насадки, тем выше стоимость, поэтому покупать сверла на дрели большой длины не рационально, если необходимо получить отверстие небольшой глубины. Длинные сверла покупают тогда, когда нужно проделать сквозное или углубленное отверстие. На дрели сверла по бетону бывают длиной от 75 мм до 600 мм
Конструкция рабочей части — зависит от того, как часто планируется работать насадкой.Для частого применения рекомендуется выбирать сверла с небольшим углом наклона спиральной части. Для бурения глубоких и больший отверстий используются насадки со шнековой конструкцией рабочей части, в которых происходит эффективное выведение пыли
Фирма производитель — фирменные качественные и дорогие сверла будут служить долго при правильном их применении. Дешевые подделки способны просверлить не более 3-5 отверстий в бетоне. Если сверлить ракушку или пенобетон, то насадка прослужит дольше. В любом случае, недорогие и некачественные насадки быстро выходят из строя. Популярные компании, которые выпускают не только инструменты, но и расходные материалы — это Bosch, Makita, Metabo, Intertool. Есть также производители, выпускающие только расходные материалы, которыми являются Granite, Intertool, Falc, LT
Насадку с наконечником из алмазного напыления найти достаточно трудно. Покупать ее не имеет смысла, ведь дрель — это не самый подходящий инструмент для бетона. Большинство производителей выпускает сверла по бетону, которые пропитываются маслом. Это защитный слой, предотвращающий развитие коррозионных процессов на насадке.
Какие советы и рекомендации нужно знать при сверлении бетона дрелью
При необходимости получения отверстий разных диаметров используются соответствующих размеров насадки. Просверлить отверстие в бетонной стене дрелью не так просто, как может показаться изначально, поэтому какие есть рекомендации и советы, рассмотрим далее.
Правильно выбрать насадку. Почему нужно уделить особое внимание выбору насадки? Ведь именно от этого режущего устройства зависит эффективность работы инструментом. Использование самой дешевой насадки если и даст положительный результат, то ненадолго. Что нужно учитывать при выборе, зависит от поставленной технологической задачи. Это размер сверла, его длина, форма рабочей части и угол заточки. Кстати оптимальный является угол заточки, равный 75 градусов
Если сверлится железобетонная конструкция, то поступать в таком случае рекомендуется следующим способом — перфоратором сверлится бетон, а когда на пути встречается арматура, нужно воспользоваться дрелью с установленным сверлом по металлу. Как только арматура будет просверлена, можно продолжить сверлить бетон перфоратором
Если сверло отказывается сверлить бетон, то необходимо удостовериться, что на инструменте включена опция ударного режима. Кроме того, не получится просверлить отверстие, если режущая кромка сверла затупилась или стерта. Восстановить ее целостность можно при помощи заточки. Для этого используется специальный алмазный диск
Не перегревать насадку — если в процессе сверления насадка не углубляется в отверстие, значит она наткнулась на препятствие. Зачастую такими препятствиями являются стальные прутья и прочие виды металлических конструкций. Если продолжить сверление на одном месте, то итог будет таким, что насадка перегреется и затупится. Воспользуйтесь сверлом по металлу, чтобы устранить препятствие, и только после этого можно продолжить работу по бетону
Если наблюдается перегревание насадки, то необходимо обеспечить ее охлаждение. Делать это нужно правильно. Охлаждать сверло следует либо с самого начала сверления, либо же делать паузы через каждые 5-10 секунд работы, и окунать наконечник в воду. Если окунуть перегретую оснастку в воду, то произойдет отпуск металла, что спровоцируют быстрый износ, притупление и даже переламывание сверла
Не перегружать дрель. Это достигается не только за счет длительного сверления, но еще и при использовании насадок, которые имеют притупленные режущие кромки. Перегрев двигателя инструмента приведет к тому, что мотор выйдет из строя
Зная, какие сверла для дрелей бывают, не составит труда разобраться с их выбором и применением. Купить с нужными параметрами сверла по бетону на дрель можно в интернет магазине Цилиндр. В каталоге сайта есть также модели расходных материалов для перфораторов.
Как сверлить бетон
Некоторые из нас, возможно, помнят дни сверления отверстий в кирпичной кладке и бетоне, когда еще не было электроинструмента. И не так давно на любой крупной каменной кладке был кузнец, который вручную нагревал и затачивал долота. (Были и специальные точилки для ручных пил, но это уже другая история).
И в наш век инструментов с микрочипами нам повезло, что мы не помним об этом, потому что последнее, что было быстрым или легким сверлением бетона до электроинструмента.
Когда-то лучшим сверлом для бетона (и единственным) было сверло из закаленной стали, кувалда и сила руки, которой Тор восхищался. Ударьте битой как гвоздем, поверните биту на четверть оборота, повторите. Некоторые наконечники бит имели звездообразный рисунок, похожий на то, что мы сегодня называем битами SDS. Другие были больше похожи на то, что мы бы назвали «холодным долотом».
В то время как процесс остается неизменным — измельчение бетона, удаление пыли из отверстия — инструменты, безусловно, изменились.
Лучшие сверла по бетону
На сегодняшний день лучшим сверлом для бетона является один из двух инструментов: ударная дрель или перфоратор. Они оба делают по сути одно и то же, но являются совершенно разными инструментами.
Перфоратор или перфоратор?
Ударная дрель
Вы, наверное, заметили, что можно купить аккумуляторную дрель-шуруповерт или комплект дрели-шуруповерта, в котором прилагаемая дрель имеет функцию ударной дрели. Если вы собираетесь приобрести аккумуляторную дрель-шуруповерт, желательно получить функцию ударной дрели. Даже если вам это не нужно прямо сейчас, скорее всего, вам понадобится.
Ударная дрель сочетает вибрацию с вращательным действием обычной дрели. Фактическая часть, которая делает вибрацию, называется gubbins. Думайте о gubbins как о двух покерных фишках, трущихся друг о друга на высокой скорости. Это создает достаточную вибрацию (и шум; это громкие и визгливые инструменты), чтобы стальная насадка измельчила твердый материал перед собой, а канавки удалили большую его часть.
Ударная дрель в первую очередь предназначена для периодического сверления отверстий меньшего размера — например, пластиковые анкеры и винты (скажем, для жалюзи или прокладки коаксиального кабеля) или винты №10 по бетону.
Перфоратор
Перфоратор — это то, чем хочет стать перфоратор, когда вырастет. И как только вы его используете, вы, вероятно, захотите оставить перфоратор в зеркале заднего вида.
Перфоратор работает как отбойный молоток, который вращается: бита совершает возвратно-поступательное движение (т. е. перемещается вперед и назад линейным образом). Он также более плавный в работе, быстрее сверлит, просверливает большие отверстия и на несколько порядков тише.
Конечно, дороже (хотя и ненамного для проводной модели), как и биты. Есть несколько небольших беспроводных инструментов, которые доступны по цене и работают на аккумуляторной платформе, которая у вас уже есть.
Хотя это может показаться глупым, основная отраслевая классификация перфораторов, как правило, основывается на весе и размере патрона (или «держателя бит») — 5 фунтов, 10 фунтов и т. д. Чем тяжелее инструмент, тем больше он может сделать, потому что размер компонентов, которые это делают, становится более массивным по мере увеличения мощности инструмента.
Для 99 % бурения в домашних условиях инструмент весом 5 фунтов с держателем бит ¾ дюйма сделает практически все, что вам нужно, от демонстрации до бурения.
Какое сверло по бетону лучше?
Несмотря на то, что биты общего назначения во многом совпадают, существует множество факторов, влияющих на определение «лучшего», многие из которых субъективны и зависят от ситуации. Возможно, лучшим ответом на этот вопрос будет то, что «лучшая» часть — это та, которая вам нужна для выполнения работы. (Тем не менее, иногда может быть трудно определить разницу между битами.)
В целом перфораторы выглядят как обычные спиральные сверла со стрелой из карбида на конце и более плотной канавкой. Благодаря гладкому хвостовику их можно использовать только с перфоратором и его трехкулачковым патроном.
Для перфоратора насадка называется SDS Plus. В этой системе привода с прорезями используется толстый конец биты и канавки, по которым движется бита. Они дороже и служат дольше, чем перфораторы.
Наконечники инструментов
При креплении к кирпичу или блоку рекомендуется устанавливать крепеж или щит в растворный шов между блоками.
Чтобы разместить что-то там, где вам это нужно, например полочный кронштейн, сначала просверлите направляющее отверстие и используйте карандаш или шило или , чтобы отметить бетон, где отверстие должно совпадать. Купленным в магазине кронштейном или подвесом для шланга совместите отверстия со швом раствора.
Начинайте медленно сверлить. Основная функция этих инструментов, в отличие от большинства других, состоит в том, чтобы вызывать вибрацию , поэтому удержание кончика карандаша на точке требует медленного, методичного начала, пока сверло не выдолбит начало отверстия. Обычно достаточно нескольких нажатий на спусковой крючок.
Пусть инструмент сделает свою работу. Нельзя давить сильнее, чем плотность бетона. Крепко держитесь и по возможности используйте две руки. Биты могут зацепиться за заполнитель в бетоне и закрутиться. Чем сильнее вы нажимаете, тем сильнее должен работать инструмент.
Обычно рекомендуется, а иногда и требуется продуть отверстие сжатым воздухом. Если вы устанавливаете свинцовый защитный экран (он же заглушка) или небольшой пластиковый экран, он легче проскользнет в отверстие, в котором не осталось порошкообразной пыли.
Как сверлить бетон
По
Ли Валлендер
Ли Валлендер
Ли имеет более чем двадцатилетний практический опыт реконструкции, ремонта и улучшения домов, а также дает советы по благоустройству дома более 13 лет.
Узнайте больше о The Spruce’s Редакционный процесс
Обновлено 02.06.22
Рассмотрено
Келли Бэкон
Рассмотрено Келли Бэкон
Келли Бэкон является лицензированным генеральным подрядчиком с более чем 40-летним опытом работы в строительстве, жилищном строительстве и реконструкции, а также в коммерческом строительстве. Он является членом Наблюдательного совета по благоустройству дома Spruce.
Узнайте больше о The Spruce’s Наблюдательный совет
Факт проверен
Джиллиан Дара
Факт проверен Джиллиан Дара
Джиллиан — независимый журналист с 10-летним опытом работы в жанре лайфстайл. Она пишет и проверяет факты для TripSavvy, а также проверяет факты для The Spruce.
Узнайте больше о The Spruce’s Редакционный процесс
AdShooter / Getty Images
Обзор проекта
Для проектов вокруг дома иногда необходимо сверлить бетон. Это может понадобиться при установке полок или подвеске тяжелых зеркал на стены из бетонных блоков; установка металлических анкеров в бетонные плиты при возведении деревянных каркасных стен; установка фланцев унитаза на бетонные плиты; или прикрепление нижних колонтитулов для патио, пергол и других наружных конструкций. Вам также может понадобиться забить бетонный гвоздь в бетон или просверлить направляющие отверстия для шурупов.
Это может быть пугающим проектом, потому что бетон, как известно, трудно сверлить. Многие самодельщики могут отказаться от проекта или разработать сложные обходные пути. Но с правильными инструментами и несколькими полезными методами вы сможете успешно сверлить бетон и с меньшими усилиями, чем вы можете себе представить.
Основы сверления бетона
Сверление бетона затруднено, потому что бетон плотный, твердый и содержит камни-заполнители, которые могут стать препятствием для сверла. Сверление может быстро затупить сверла. Когда долото сталкивается с агрегатом, оно еще больше тянется. Предпочтительным инструментом для сверления бетона является перфоратор.
Сверление бетона перфоратором
Ударная дрель отличается от обычной дрели. Подобно дрели, перфоратор вращается. В отличие от дрели, она бьет во время вращения. Удары молотком помогают измельчить бетон, а вращение формирует отверстие.
Если вы планируете сверлить много отверстий в бетоне, возможно, будет полезно приобрести перфоратор. Перфораторы доступны как в проводном, так и в аккумуляторном исполнении. Большинство перфораторов имеют два режима: режим одновременного удара и сверления и режим только сверления.
Сверление бетона вращающейся дрелью
Сверлить бетон можно обычной дрелью. Перфораторами для сверления бетона требуется больше времени, чем перфораторами, и требуется больше физических усилий. Чрезмерное накопление тепла может привести к поломке сверла.
Один из способов ускорить процесс и избежать поломки сверла — держать его в прохладном месте. С помощью аккумуляторных дрелей вы можете запустить медленную и равномерную струю воды по поверхности. При работе с сетевыми дрелями, удерживая магазинную вакуумную насадку близко к поверхности сверления, вы охлаждаете долото и очищаете отверстие от мусора.
Нажмите «Играть», чтобы узнать, как сверлить бетон для забивания гвоздей
Меры безопасности
Всегда используйте защитное снаряжение при сверлении бетона: средства защиты слуха, средства защиты глаз, пылезащитную маску или респиратор, плотные перчатки, сапоги и одежду с длинными рукавами.
Оборудование/инструменты
Перфоратор
Сетевая или аккумуляторная дрель
Биты для каменной кладки с твердосплавными наконечниками
кернер или гвоздь
Молоток
Магазинный пылесос с HEPA-фильтром и мешком
Защитное снаряжение
Материалы
Бетон (по мере необходимости для вашего проекта)
Создать точку сверления
Может быть трудно начать отверстие в гладком бетоне, так как сверло имеет тенденцию соскальзывать с желаемого места. Слегка постучите молотком по кернеру или набору гвоздей, чтобы создать крошечную вмятину на бетоне.
Установка ограничителя глубины
Отрегулируйте ограничитель глубины сбоку дрели на глубину предполагаемого отверстия.
Кроме того, вы можете измерить глубину отверстия на сверле с помощью рулетки. Затем оберните ленту над этой частью сверла, чтобы указать, где вы должны прекратить сверление.
Совет
Если вы смотрите на свои сверла и не знаете, являются ли они сверлами для каменной кладки, есть простой способ определить это. Биты для каменной кладки имеют конец в форме весла, чтобы помочь выкапывать отходы.
Добавьте сверло к сверлу
В перфораторах часто используется система крепления сверла с помощью патрона и ключа. Откройте кулачки патрона с помощью ключа, вставьте биту, затем поверните ключ патрона по часовой стрелке, чтобы затянуть биту на месте.
Если вы используете дрель, она может иметь быстрозажимной патрон. Откройте патрон вручную, повернув его против часовой стрелки (как будто открываете банку). Вставьте биту. Затем поверните по часовой стрелке, чтобы затянуть биту.
Настройка цехового пылесоса
Поместите сопло магазинного пылесоса в пределах двух дюймов от точки сверления. Если вы сверлите бетонный пол или плиту, обычно можно слегка встать коленом на сопло, чтобы удержать его на месте. Или вы можете поместить тяжелый предмет на сопло, чтобы стабилизировать его. Включите вакуум.
Начинайте бурить медленно
Слегка нажмите на спусковой крючок, чтобы начать вращать биту на низкой скорости. В этот момент только слегка надавите на дрель; пусть дрель сделает большую часть работы.
Наконечник
При использовании вращающейся дрели полезно начать с отверстия немного меньшего, чем предполагаемое — примерно на 1/3 окончательного размера. Постепенно доведите до нужного размера. Возможно, вам придется использовать несколько промежуточных битов, пока вы не достигнете желаемого размера.
Делайте частые перерывы
При сверлении бетона перфоратором полезно делать перерывы. При использовании дрели это необходимо. Перерывы позволяют долоту остыть и дают вам возможность дополнительно удалить мусор из отверстия пылесосом. Проверяйте состояние биты во время перерыва, чтобы убедиться, что она не сломана и не слишком тупая.
Подробный фото отчёт по изготовлению слесарных тисков своими руками.
Понадобились слесарные тиски с шириной губок от 120 мм, в магазине на них цены просто космические, поэтому решил сделать тиски своими руками из металла, который у меня имелся в наличии.
— лист железа для основы тисков толщиной 4 мм;
— профильная квадратная труба 50 мм с толщиной стенки 4 мм;
— уголок 60 мм с толщиной стенки 5 мм;
— уголок 75 мм с толщиной стенки 8 мм;
— полоса толщиной 10 мм;
— шпилька резьбовая 20 мм;
— длинная гайка 20 мм.
Ну и далее, на фото, показан процесс изготовления самодельных слесарных тисков.
Сделал заготовки.
Первым делом, принялся делать основание из двух пластин, в пластине 200 х 160 х 4 мм, равномерно насверлил отверстий диаметром 8 мм и точечными сварками скрепил со второй такой же пластиной. Места сварки зачистил.
По центру пластины начертил центральную линию и по краям от нее также начертил пару линий шириной 20 мм — на толщину шпильки.
Длинную гайку в которую будет вкручиваться шпилька я установил на проставку — кусочек полосы толщиной 10 мм к которой и приварил эту гайку. После этого приварил площадку с гайкой к пластине-основанию и зачистил.
В качестве боковин будет использоваться уголок 60 мм с толщиной стенки 5 мм и длиной 200 мм. Поставил их чтобы посмотреть как это будет выглядеть:
В профильной трубе 50 х 50 мм сделал болгаркой продольный паз шириной чуть больше чем приваренная подставка с гайкой. С краю этой трубы оставил не пропиленную часть равную ширине будущих губок.
Уголки обхватывающие профильную трубу прихватил прихватками к листу-основанию. Между этими уголками положил пластину шириной 50 мм и толщиной 10 мм. Чтобы профильная труба нормально двигалась, между этой пластинкой сверху и самой профильной трубой сделал проставку. В качестве проставки использовал пару полотен для ножовки по металлу.
После этого пластину приварил по всей длине. Получился своеобразный короб.
Поскольку щель между пластиной и уголками получилась достаточно большой, то после приваривания пластины сверху, я срезал прихватки и проварил эту же пластину уже изнутри. Поскольку профильная труба имеет полукруглые края, то сварочный шов изнутри ходу профильной трубы не мешает.
После этого получившийся короб зачистил:
В качестве основания под губки тисков использовал более толстый уголок 75 мм и толщиной стенки 8 мм. Ширина будущих губок будет 150 мм. Установив уголки на будущие места крепления я обрезал их немного на скос.
В качестве самих губок будет использоваться отрезок из полосы толщиной 10 мм. Губки будут иметь размер: 150 х 50 х 10 мм.
Прикрепив эти будущие губки к своим уголкам я закрепил их щипцами -«собаками» и просверлил насквозь отверстия 4,2 мм. Затем в уголках я нарезал резьбу 5 мм, а в губках рассверлил отверстия сверлом 5,1 мм и сделал зенковку заподлицо.
В нарезанную резьбу я вкрутил болтики и с обратной стороны прикрутил по две гайки которые затем обварил сваркой. Получилось некая удлиненная резьба 5 мм.
Отверстия для крепления губок к уголкам делал по центру губок — по 25мм от вертикальной линии и по 30мм от краев.
С торца профильной трубы, где в будущем будет крепиться вороток к шпильке я, изначально, планировал приварить квадратную площадку. Затем решил по краям трубы приварить по отрезку уголка в которых затем нарежу резьбу и площадку эту не приварю, а прикручу винтами. Это позволит мне в дальнейшем при необходимости разобрать тиски.
Поставив уголок с будущими губками на эту часть, я сделал скосы уголка относительно выступающим приваренным уголкам.
В дальнейшем для усиления губок с внутренней стороны уголков будут приварены раскосы и все это заварено пластиной толщиной 4 мм.
Для усиления верхней части тисков, там где имеется место для наковальни, я положил еще одну пластину толщиной 8 мм (как у уголка губок) и шириной равной общей ширине короба. Таким образом если в дальнейшем придется использовать наковальню по прямому назначению, то вся нагрузка будет производиться на вертикальные ребра боковых уголков.
Приварив усиливающие раскосы я закрыл уголки губок пластиной толщиной 4 мм и зачистил все болгаркой, а затем наждачным кругом с зерном 40.
Прорезь в профильной трубе вырезал по месту так, чтобы этот вырез не мешал движению трубы относительно приваренной площадки с гайкой. Чтобы ничего не цепляло.
Затем, прогрунтовал и покрасил.
В качестве винта использовалась шпилька 20мм. По длине отрезал ее таким образом чтобы она не выступала спереди, а сзади (сто стороны ворота) выступала на расстояние ширины опорного подшипника и гайки на 20.
Взял отрезок полосы толщиной 10 мм (из которой делал и губки для тисков) и вырезал из нее опорную площадку. В ней напротив внутренней гайки в которую должна будет вкручиваться шпилька сделал отверстие 20 мм с небольшим. Отверстие сверлил ступенчатым сверлом.
На вкрученную шпильку наложил эту площадку и закрепив ее к тискам зажимами сделал 4 отверстия диаметром 4 мм. Эти отверстия на тисках рассверлил до диаметра 6,5 мм, а в опорной площадке — 5 мм и нарезал там резьбу 6 мм. К сожалению сразу попался некачественный метчик и он обломался. Пришлось сверлить еще одно отверстие рядом.
Собирал вал тисков таким образом: — на самый край шпильки накрутил гайку 20 мм и приварил сваркой. С другого края шпильки также сделал отверстие 4 мм для установки шплинта после окончательной сборки тисков — вторую такую же гайку рассверлил сверлом 21 мм и приварил боком — для ворота. — надел опорный подшипник 20 мм — установил опорную площадку — далее надел шайбу 20 мм После установки шайбы на шпильке отметил точку которую рассверлил сверлом 4 мм и туда вставил шплинт.
Получившуюся конструкцию вставил в тиски и закрепил опорную площадку болтиками 6 мм.
После этого вкрутил шпильку в длинную гайку приваренную в ответной части тисков.
В качестве ворота использовал отрезок прута диаметром 20мм и длиной 360мм. В качестве стопоров использовал те же шплинты по краям ворота.
Губки тисков, сделал из отрезков полосы толщиной 10 мм. Сами губки имеют размер 150 х 50 мм. Их порезал болгаркой наклонными бороздами, а по центру одной из губок сделал треугольный вырез для установки круглых заготовок в вертикальное положение.
В подошве с каждой стороны сделал крепежные отверстия: — 3 отверстия диаметром 10 мм и 2 отверстия диаметром 8 мм.
Общий вылет получился 220 мм. Причем если не ставить стопорный шплинт на конце шпильки, то рабочий вылет будет 250 мм без ущерба зажима губок тисков. Также прилагается небольшой видео обзор самодельных тисков.
Тиски из швеллера своими руками: сделать самодельные слесарные тиски
Тиски – инструмент, необходимый для проведения слесарных работ как в бытовых, так и в производственных условиях. Покупные модели стоят достаточно дорого, поэтому домашние умельцы из обрезков швеллера, уголка и профильных труб изготавливают слесарные тиски своими руками.
Назначение и общая конструкция слесарных тисков
Функция этого слесарного инструмента – закрепление заготовки из твердого материала для последующей обработки. Его основой служит винтовая пара, состоящая из винта и гайки. Винт обычно закрепляется в подвижной части корпуса, гайка фиксируется к неподвижной части корпуса или специальной подставке, служащей для обеспечения неподвижного положения тисков. В комплекте с покупным инструментом рекомендуется приобрести накладки для зажима изделий и полуфабрикатов из мягких материалов. Зажимной инструмент часто оснащается наковальней, располагаемой на задней части стационарной губки.
Для работы с крупными деталями с возможностью приложения значительного усилия, в том числе ударного, используют габаритный покупной инструмент, изготовленный из стали с добавками элементов, повышающих ее износостойкость. С помощью такого инструмента осуществляют гибку, ковку, клепку полуфабрикатов. Для изготовления тисков применяется и чугун. Однако следует помнить, что это хрупкий металл, он плохо переносит ударные нагрузки.
При работе с небольшими деталями без применения грубой физической силы могут использоваться самодельные легкие тиски, изготовленные из стального металлопроката различного сечения и сортамента – швеллера, уголка, листа, прутка. Такой небольшой инструмент обычно выполняет функции дополнительного.
Как сделать тиски из швеллера?
Для изготовления простейшей модели этого слесарного инструмента понадобятся:
швеллер номер 6,5 (высота стенки – 65 мм), длина отрезка – 30 мм;
швеллер номер 16 (высота стенки – 160 мм), длина отрезка – 60 мм;
стальной квадрат с сечением 10х10 мм, один отрезок длиной 65 мм, два – длиной 160 мм;
шпилька М16, шпилька или болт М12, гайки;
старый напильник.
Этапы проведения работ
С помощью «болгарки» нарезают заготовки из швеллера и квадрата, от старого напильника отрезают куски, которые будут служить губками тисков.
Полку меньшего швеллера приваривают к стенке большого профиля.
Квадраты приваривают: один по середине стенки меньшего швеллера, два – по краям стенки большого профиля.
С помощью «болгарки» с зачистным кругом обрабатывают сварные швы.
На свободной полке швеллера номер 6,5 изготавливают отверстие под болт М12. Метиз в отверстие должен проходить свободно.
В стенке большого швеллера изготавливают отверстие под шпильку М16.
Шпильку фиксируют двумя гайками, одну из которых приваривают к корпусу.
Изготовление крепежной части осуществляют, временно зажимая лист металла.
На частях напильника, которые будут служить губками тисков, делают пропилы, предотвращающие проскальзывание зажимаемой детали. Губки приваривают к куску листового металла толщиной 10 мм.
На подвижной губке изготавливают отверстие для зажимной шпильки.
Конструкцию зачищают и окрашивают эмалью по металлу.
Как сделать тиски из профильной трубы, уголков и швеллера?
Для изготовления такого слесарного инструмента потребуется:
Из прутка диаметром 20 мм изготавливают ходовой винт, обычно это мероприятие поручают специалистам, поскольку в домашней мастерской добиться требуемых параметров затруднительно.
Из отрезков уголка изготавливают раму. Два отрезка располагают в продольном направлении, два – в поперечном.
К продольным уголкам приваривают пластины с просверленными отверстиями. С помощью этих отверстий инструмент крепят к основе.
Неподвижная губка представляет собой отрезок уголка, приваренный сверху продольных уголков основания. Во втором отрезке поперечного уголка изготавливают отверстие для ходового винта, к которому приваривают гайку.
Подвижной губкой служит также отрезок уголка. К полке уголка приваривают швеллер, на нем изготавливают отверстие для ходового винта. К отверстию приваривают гайку.
С помощью «болгарки» зачищают сварные швы, изделие окрашивают, закрепляют его к основанию крепежными элементами.
Слесарные тиски из труб: необходимые материалы
В качестве наружного неподвижного и мобильного внутреннего элементов в данном случае используются две трубы разного диаметра. Для этой цели обычно используют водогазопроводные трубы – новые или бывшие в употреблении.
Для изготовления этого изделия понадобятся:
Два отрезка труб разных диаметров. Один из них – наружный неподвижный кожух, второй – мобильная внутренняя часть. В данном примере рассматривается изделие из труб круглого сечения, но для этой цели могут использоваться трубы квадратного или прямоугольного профиля.
Ходовые винт и гайка М16.
Вороток, предназначенный для придания перемещения ходовому винту. Для его изготовления используется пруток с гладкой поверхностью или арматура периодического профиля.
Передняя и задняя опоры, с помощью которых неподвижный наружный кожух фиксируется на основании.
Два отрезка прямоугольной трубы, которые в готовом изделии будут выполнять функции зажимных губок.
Стопорные гайки М16 и М18.
Этапы изготовления слесарных тисков из труб круглого сечения
К торцу трубы большего диаметра приваривают фланец, в центральное отверстие которого вваривается гайка М16.
К торцу трубы меньшего сечения также приваривают фланец с отверстием, предназначенным для движения ходового винта.
На небольшом расстоянии от края ходового винта приваривается гайка М18.
Конец ходового винта с приваренной гайкой пропускают через трубу меньшего сечения, а затем через фланец. Стопорная гайка при этом прижимается к внутренней стороне фланца. Между внутренней гайкой и фланцем устанавливают шайбу.
На конец ходового винта, выступающий снаружи фланца, надевают шайбу и навинчивают гайку М16, привариваемую впоследствии к ходовому винту.
Смонтированный мобильный узел вставляют в трубу большего диаметра, вкручивают второй конец ходового винта в гайку второго фланца.
Для соединения ходового винта с воротком на его конец, выступающий со стороны подвижного узла, приваривают гайку, в которую пропускается вороток.
Куски профильных труб, которые будут выполнять функцию губок, приваривают – один к подвижной трубе, другой – к стационарной.
Сварные швы в готовой конструкции зачищают, изделие окрашивают специальной эмалью, повышающей коррозионную стойкость стали, используемой для изготовления.
Изготовление металлических тисков без сварки!
Изготовление тисков из металла без сварки!
Post Автор: Vijay Suthar
Post. удерживающий инструмент, который используется для удержания образца или заготовки между двумя губками. Из двух челюстей одна челюсть неподвижна, а другая подвижна.
Слесарные тиски имеют две параллельные губки, которые работают вместе, чтобы прочно зажать предмет и удерживать его на месте. Резьбовой винт, соединенный с губками, проходит через корпус тисков, а его движение контролируется рукояткой, расположенной на внешнем конце тисков.
Металлическая скамья Тиски используются для зажима металла вместо дерева. Он используется для удержания металла при шлифовке или резке. Иногда его изготавливают из литой стали или ковкого чугуна, но чаще всего из чугуна. Однако большинство тисков для тяжелых условий эксплуатации изготовлены из литой стали с давлением 55 000 фунтов на квадратный дюйм или из ковкого чугуна с давлением 65 000 фунтов на квадратный дюйм. Некоторые тиски имеют чугунный корпус, но стальной швеллер. Чугун популярен, потому что обычно это серый чугун с прочностью 30 000 фунтов на квадратный дюйм, который является жестким, прочным и недорогим. Челюсти часто раздельные и сменные, обычно с выгравированными зазубренными или ромбовидными зубьями. Мягкие накладки на губки из алюминия, меди, дерева (для деревообработки) или пластика можно использовать для защиты деликатных работ. Отверстие губок инженерных тисков почти всегда равно ширине губок, если не больше.
Металлические верстачные тиски крепятся болтами к верхней поверхности верстака так, чтобы поверхность неподвижных губок располагалась прямо перед его передним краем. Тиски могут иметь другие особенности, такие как небольшая наковальня на задней части корпуса. Большинство настольных тисков имеют поворотное основание.
Части скамейки Вице:
1. Челюсти (фиксированная челюсть и подвижная челюсть)
2. Фиксированный корпус
3. Используемый корпус
4. Ручка
.0006
2 шт. L Секционный канал длиной 2 дюйма (10 дюймов (дюйм))
Металлическая пластина толщиной 12 мм
Металлическая пластина толщиной 10 мм
2 шт. кусочки твердого металла (1,5 см * 2 см) длиной 8 см (для обеих губок)
5/8 Резьбовая металлическая деталь 30 мм * 30 мм (толщина 20 мм) для основного болта
5/8 Основной болт (длина 11 дюймов)
Пружина 17 мм диаметр (длина 30 мм)
Шайбы и штифт
Шпилька 8 мм с 2 контргайками (длина 7 дюймов) для ручки
10 шт. Болты с потайной головкой на 5 мм
4 шт. Болты с потайной головкой 6 мм
18 шт. Болты с потайной головкой ¼
4 шт. Болты с шестигранной головкой 3/16
Как сделать:
Эти металлические тиски разделены на две части. Первая — неподвижная часть, вторая — подвижная. Первый шаг — сделать основу из металлических тисков. Я использовал металлическую пластину толщиной 12 мм, чтобы сделать основу этих тисков.
С помощью угловой шлифовальной машины вырежьте 12-миллиметровую металлическую пластину по форме, показанной на рисунке. Размер 5,25”*7” (дюйм).
Следующим шагом является прикрепление металлической детали с резьбой 5/8 размером 30 мм * 30 мм (толщина 20 мм) к опорной пластине для основного болта 5/8. Я использовал 2 н. ¼ болта с потайной головкой (длиной 25 мм), чтобы прикрепить этот металлический элемент к опорной плите.
Реклама
Теперь вырежьте 2 номера. Металлическая пластина 12 мм в форме, показанной на изображении. Размер 7 см * 8,5 см. Прикрепите обе эти металлические пластины к опорной плите, используя 6 шт. ¼ болты с потайной головкой. Это основной корпус неподвижной части.
Накройте основной корпус неподвижной части металлической деталью 7,5 см * 3 см и металлической деталью 4,5 см * 4,7 см (толщина 12 мм), используя 6 шт. Болты с потайной головкой на 5 мм.
После этого я делаю подвижный корпус слесарных тисков. Это подвижная часть. Я использовал 2 н. Канал L-образной секции (длина 10 дюймов). Перекройте и прикрепите оба канала L-образной секции, используя 4 шт. ¼ болта с потайной головкой (длина 25 мм), как показано на рисунке.
Реклама
Вырежьте 2 номера. Металлическая пластина толщиной 10 мм в форме, показанной на изображении. Размер 5 см * 8 см (толщина 10 мм). Прикрепите обе пластины к подвижному корпусу с помощью 6 шт. ¼ болты с потайной головкой и внутренним шестигранником, как показано на рисунке.
Накройте эту подвижную часть тела металлической пластиной размером 4,5 см * 4,7 см (толщина 12 мм), используя 4 шт. Болты с потайной головкой на 5 мм.
Следующим и последним шагом будет изготовление ручки слесарных тисков. Я использовал основной болт 5/8 (длина 11 дюймов) для перемещения подвижной части этих металлических тисков и 8-миллиметровую шпильку с 2 контргайками (длина 7 дюймов) для ручки.
Я прикрепляю пружину диаметром 17 мм (длина 30 мм), шайбы и штифт, чтобы зафиксировать основной болт с подвижной частью для лучшего движения, как показано на рисунке.
Соберите неподвижную и подвижную части, и слесарные тиски готовы к использованию.
Тиски Moxon — незаменимый инструмент, когда вы начинаете работать с ручным инструментом. Он крепится к вашему рабочему столу, чтобы вы могли врезать столярные изделия в концы ваших заготовок. Когда вы закончите использовать его, вы можете снять его со своего стола и легко убрать!
Эти тиски Moxon очень легко сделать, но, что самое приятное, оборудование стоит всего 40 долларов! Вы можете ознакомиться с комплектом креплений здесь — Комплект креплений Moxon Vise
Посмотрите полное видео по сборке ниже, чтобы увидеть, как легко это сделать!
*Ссылки ниже являются партнерскими ссылками, я получаю небольшую комиссию, если вы нажимаете на них без каких-либо дополнительных затрат для вас! Спасибо!
Комплект крепежа Moxon Vise поставляется с буклетом с инструкциями, в котором есть все, что вам нужно знать, чтобы сделать собственные тиски Moxon. Вы можете настроить его в зависимости от вашего роста или типа дерева. Варианты бесконечны, но я поделюсь размерами, которые я решил использовать….
Тиски состоят из 2 частей: передней губки и задней губки .
Передняя губка должна иметь толщину от 3/4 дюйма, до 1-1/2 дюйма, длину 23-1/2 дюйма, и высоту не менее 4 дюйма.
Задняя губка должна иметь толщину не менее 1-1/2 дюйма , длину 29-1/2 дюйма и высоту не менее 4 дюйма.
Обрежьте доски по размеру.
Обрезка передней губки на 23-1/2” оставит зазор 18” между стержнями , что достаточно для работы.
Если вам нужен другой размер для работы, вы можете изменить этот размер. Просто обрежьте переднюю губку до нужной длины и добавьте 6 дюймов к задней губке для зажимных лапок.
Высота тисков зависит от вашего роста или высоты вашего верстака. В любом месте от 4 до 6 дюймов должен работать.
Я маленький, поэтому выбрал 4”. ЕСЛИ ты выше, сделай выше…
Разметьте отверстия для стержней!
Отметьте центр досок вдоль обоих концов. Мои доски были шириной 4 дюйма, поэтому центр находился на расстоянии 2 дюймов от края.
Затем отметьте на расстоянии 2-3/8 дюйма от конца передней губки с обеих сторон.
Перенесите эту линию на заднюю губку .
(Эта линия на самом деле находится на расстоянии 5-3/8 дюйма от концов задней челюсти из-за 3-дюймовых зажимных удлинителей, проще перенести линию, чем измерить ее. Просто убедитесь, что выступ на задней челюсти одинакова с обеих сторон до переноса строк. )
На передней губке , маркировка 1/4” с обеих сторон от меток 2-3/8” .
Это создаст овальное отверстие, которое позволит передней челюсти поворачиваться, чтобы вы могли зажимать угловые или конические детали.
Вот как должны выглядеть метки на передней губке :
1 линия, обозначающая центр доски (горизонтальная линия внизу).
1 линия на 2-3/8” от конца на этой центральной линии (вертикальная линия внизу).
2 метки на центральной линии, которые находятся на расстоянии 1/4 дюйма от обеих сторон линии 2-3/8 дюйма.
Используя сверло Форстнера 3/4 дюйма, просверлите доску насквозь по обеим отметкам 1/4 дюйма.
Затем используйте долото, чтобы соединить 2 отверстия, образуя овал.
Переходим к задней челюсти!
Использование 1-дюймовое сверло Форстнера , просверлите отверстие чуть глубже, чем толщина гайки из комплекта. Это большее отверстие диаметром 1 дюйм должно находиться на внутренней стороне задней челюсти.
Затем замените на сверло Форстнера 3/4 дюйма и просверлите доску насквозь по направлению к внешней стороне челюсти.
Чтобы утопить гайку в доске, навинтите ее на стержень и вставьте стержень в сквозное отверстие 3/4 дюйма, которое вы только что просверлили.
Теперь вы можете легко разметить гайку, зная, что она будет в нужном месте.
(Гайка утоплена на внутренней поверхности задней губки.)
Теперь просто используйте долото, чтобы убрать все отходы! Эта часть была действительно веселой!
Все самое сложное сделано! Осталось совсем немного мелких деталей!
Я сделал скос на верхней передней поверхности передней челюсти. Это сделано для того, чтобы я мог использовать ручную пилу для резки таких вещей, как полуслепые ласточкины хвосты, без того, чтобы челюсть мешала.
Этот шаг не обязателен и не точен. Я просто выбрал случайный угол на случайном расстоянии, который, как мне показалось, выглядел хорошо…
То же самое с зажимными лапками, здесь есть несколько вариантов, я измерил головки своих зажимов и отрезал это количество на расстоянии 3 дюйма от конца.
Я начал резать на циркулярной пиле, а закончил ручной пилой, потому что полотно циркулярной пилы не поднималось достаточно высоко.
Затем зачистил срез долотом.
Сталь в этом наборе не обработана, поэтому она может заржаветь, если оставить ее во влажном помещении.
Я распылил немного WD-40 долгосрочного ингибитора коррозии на все детали, чтобы предотвратить их ржавчину.
Затем покрыл все деревянные детали датским маслом.
Я не обрабатывал внутренние поверхности кулачков, чтобы максимизировать усилие зажима.
(Вы также можете обшить внутреннюю часть челюстей кожей, пробкой или резиной, чтобы усилить удерживающую способность.)
Чтобы упростить выравнивание тисков с моим верстаком, я прикрутил несколько выступов, которые будут использоваться в качестве упора.
Язычки позволяют легко выровнять внутреннюю поверхность задней челюсти с краем верстака, и вы можете сложить их, если вам когда-либо понадобится.
Навинтите гайку на стержень и поместите ее в отверстия, выдолбленные на внутренней стороне задней губки.
Продолжайте навинчивать стержень до тех пор, пока он не будет выступать из задней части задней губки, и зафиксируйте его шайбой и другой гайкой.
Сталь 12Х18Н10Т: аналоги, свойства, характеристики
Характеристика стали 12Х18Н10Т
Коррозионностойкая сталь конструкционная, которая может эксплуатироваться в широком интервале температур. Поставляется в различных профилях сортового и фасонного проката, а также в виде проволоки, поковок, калиброванного прутка, толстого и тонкого листа.
Химические свойства
12Х18Н10Т – высоколегированная сталь аустенитного класса. Относится к хромоникелевым маркам, но при этом также легирована титаном. ГОСТ 5632 также строго регламентирует максимально допустимое количество технологических примесей: к примеру, молибдена в стали этой марки должно быть не более 0,50%, а для авиационной отрасли – не более 0,30%.
Химический состав стали 12Х18Н10Т по ГОСТ 5632, %
C
Si
Mn
Cr
Ni
Ti
S
P
не более 0,12
не более 0,80
не более 2,00
17,00…19,00
9,00…11,00
5*С . ..0,80
не более 0,020
не более 0,040
Приблизительный состав
Физико-механические свойства
Сталь 12Х18Н10Т имеет плотность 7900 кг/м3. Обладает высокой стойкостью ко всем видам коррозии. Устойчива против окисления на воздухе, под воздействием кислотно-щелочных сред и продуктов сгорания топлива при температурах до +500˚С (работа в условиях частой смены теплового воздействия) и до +600˚С при постоянной работе.
Данная марка стали относится к свариваемым материалам. Изделия с толщиной стенки более 6 мм после сварки необходимо закалить с нагревом до 1000±10˚С с последующим охлаждением в воде. В закаленном состоянии сталь хорошо воспринимает пластические деформации. Также 12Х18Н10Т хорошо поддается формовке в горячем состоянии при нагреве до 850…1180˚С, но в таком случае последующее охлаждение осуществляется на воздухе. Однако обработка резанием у данной стали удовлетворительная.
Механические свойства толстолистовой стали 12Х18Н10Т в соответствии с ГОСТ 7350
Режим термической обработки
Временное сопротивление σв, Н/мм2, не менее
Предел текучести σт, Н/мм2, не менее
Относительное удлинение δ5, %, не менее
Закалка при 1000-1080°С, охлаждение в воде или на воздухе
530
235
38
Применение
Сталь марки 12Х18Н10Т широко применяется в промышленности как жаропрочный, жаростойкий и коррозионностойкий материал. Она востребована при изготовлении:
газовых турбин;
турбокомпрессоров;
лабораторной посуды;
пароперегревательных и капиллярных труб;
сварных колец и аппаратов, работающих в агрессивных средах;
крепежных деталей.
Рекомендуется для изготовления металлоконструкций и элементов оборудования пищевой и химической промышленности, не испытывающих ударные нагрузки и рассчитанных на эксплуатацию при температурах от -196 °С до 600 °С.
Труба нержавеющая 12х18н10т имеет хорошие эксплуатационные свойства
Труба нержавеющая 12х18н10т имеет хорошие эксплуатационные свойства | Глобус Сталь
Главная
Полезные статьи
Труба нержавеющая 12х18н10т имеет хорошие эксплуатационные свойства
Среди большинства аналогичных изделий труба нержавеющая 12х18н10т считается самой востребованной, чему в немалой степени способствует невысокая цена и хорошие технические характеристики. В принципе, на цену большое влияние оказывает наличие или отсутствие сварного шва – бесшовные нержавеющие трубы стоят дороже, поскольку они более надежные и безопасные, гарантируют отсутствие протечек во время эксплуатации.
Характеристики материала
Нержавеющая сталь марки 12х18н10т является жаропрочной и принадлежит к классу аустенитных. Ее основные параметры, рекомендации по использованию, а также химический состав определены в соответствующем ГОСТе. Зарубежным аналогом считается сталь AISI 321. Химический состав такой (в процентах):
титан – 0,8;
медь – 0,3;
никель – 9-11;
сера – 0,02;
фосфор – 0,035;
марганец – 2,0;
хром – 17-19;
углерод – 0,12.
Нержавеющий металл 12х18н10т отличается хорошей пластичностью, термической и коррозионной стойкостью, ударной вязкостью. Но даже такие отличные характеристики можно улучшить, если подвергнуть трубы закалке. Правда, при этом могут несколько снизиться другие параметры – твердость и прочность. Магнитные свойства отсутствуют полностью. Нержавеющие трубы из металла 12х18н10т обрабатываются легко, а свариваться могут различными способами. Для лучшего противостояния коррозии их можно стабилизировать, добавив титан.
Применение труб
Невысокая цена и хорошие эксплуатационные свойства сделали возможным использование трубы из стали 12х18н10т в различных отраслях – машиностроении, строительстве, химической, нефтяной, газовой, целлюлозно-бумажной, в производстве рекламных конструкций. Изготавливают трубы из нержавейки, согласно ГОСТ, посредством волочения, ковки, прессования, прокатки. Но это бесшовные, а сварные получают свариванием листового железа по всей длине.
Бесшовные трубы рекомендуется применять для строительства особо ответственных трубопроводов, потому что отсутствие шва является гарантией абсолютной герметичности. Именно это обстоятельство является решающим при их выборе для трубопроводов, по которым транспортируются агрессивные химические жидкости и газы, продукты переработки нефти и прочие опасные элементы. Также труба нержавеющая 12х18н10т часто используется в отопительных системах, поскольку хорошо противостоит коррозии и хорошо переносит высокую температуру.
Смотрите также:
Труба нержавеющая 40 мм оптом
Поставка нержавеющих труб в любом объеме
Сколько стоит лист нержавейки и от чего зависит ее стоимость
Возврат к списку
Новости
Особенности сварки нержавеющей стали 12Х28Н10Т от производителя Электровек-сталь/Эвек
Общая характеристика
Сталь марки 12х18н10т относится к хорошо свариваемым материалам. Однако необработанный после сварки шов будет подвержен межкристаллитной коррозии. Развивается только в зоне термического влияния, где температура составляет 500-800°С. Из стали в этом критическом температурном режиме выпадают карбиды хрома по границам зерен аустенита. Это может вызвать неблагоприятные последствия во время использования. Более прочный шов достигается с помощью особого способа сварки, исключающего или существенно уменьшающего влияние карбидных отложений в сварном шве.
Особенности
При сварке нержавеющей стали аустенитного типа важно отметить, что он имеет существенные отличия физических характеристик от свойств углеродистой стали. Его коэффициент теплового расширения примерно на 50 % выше, а удельное сопротивление почти в шесть раз больше при на 100 °C ниже точки плавления, теплопроводность составляет примерно одну треть от того же углерода.
Методы сварки
Ручная дуговая сварка чаще всего применяется при толщине материала более 1,5 мм. Вольфрамовый электрод для дуговой сварки в среде инертного газа (TIG) используется для сварки тонких листов и труб. Еще один способ дуговой сварки плавящимся электродом в среде инертного газа. Такой метод, как импульсно-дуговая сварка в среде инертного газа плавящимся электродом, применяется для сварки листов толщиной около 0,8 мм. Сварка короткой дугой плавящимся электродом в среде инертного газа применяется для соединения металлических листов толщиной 0,8-3 мм. Более широко применяется плазменно-дуговая сварка — толщина листа здесь не имеет особого значения.
Окончательная обработка сварных швов
После сварки на поверхности шва остается пористый оксидный слой, содержащий карбиды хрома. Этот слой вызывает коррозию пораженных сварных швов. Кроме того, в основном материале ниже этого слоя снижается содержание хрома. Для повышения коррозионной стойкости рыхлый верхний слой и зону с пониженным содержанием хрома удаляют различными методами.
Методы механической обработки
К ним относятся шлифовальные ленты, круги, щетки из нержавеющей стали и дробеструйной стали. Обратите внимание, что инструмент для обработки углеродистой стали нельзя использовать для обработки нержавеющей стали. При обработке углеродистой стали используйте стальную дробь или песок.
Травление
Считается наиболее эффективным методом постобработки сварных швов. Если травление выполнено правильно — это дает возможность снять и рыхлый верхний слой, и участок с меньшим содержанием хрома. Травление выполняется с помощью поверхностного покрытия или погружения в раствор или пасту для покрытия. Обычно при травлении используют смесь кислот в следующих пропорциях: 8-20% HNO 3 и 0,5-5% HF в воде. Время травления зависит от концентрации кислоты, температуры, толщины, масштаба и вида проката.
Купить, цена
Ассортимент изделий из нержавеющей стали на складе компании «Электровент-сталь» соответствует международным стандартам качества. Широкий выбор товаров любых параметров, исчерпывающие консультации наших менеджеров, доступные цены и своевременная доставка определяют лицо нашей компании. Принимаем оптовые и розничные заказы. При оптовых закупках действует система скидок.
Особенности лазерной обработки коррозионно-стойких сталей аустенитного и карбидного классов
[1] Григорьянц А.Г., и А.Н. Сафонов, Лазерная техника и технологии. Основы лазерного термического упрочнения сплавов, Москва: Высшая школа, 6 (1988) 420.
[4] Тарасова Т.В. Перспективы использования лазерного излучения для повышения износостойкости коррозионностойких сталей, Металловедение и термическая обработка металлов, 6 (2010) 54-58.
DOI: 10.1007/s11041-010-9268-8
[5] Белашова И.С. Модификация поверхности инструментальных сталей с помощью лазерного нагрева, Высокие технологии, 10 (2004) 36.
[6] Тарасова Т.В. и др. Лазерная термическая обработка коррозионностойкой стали 12х18н10т, Материалы xix международного симпозиума «Динамические и технологические проблемы механики конструкций и сплошных сред» им. А.Г. Горшкова, (2013).
Сам стержень с нанесенной на него конической резьбой представляет собой конус. Причем, согласно международным правилам, конусность должна составлять 1 к 16, то есть для каждых 16 единиц измерения (миллиметров или дюймов) с увеличением расстояния от начальной точки, диаметр увеличивается на 1 соответствующую единицу измерения. Получается, что ось, вокруг которой нанесена резьба и условная прямая, проведенная от начала резьбы до ее окончания по кратчайшему пути — не параллельны, а находятся друг ко другу под определенным углом. Если объяснять еще проще, то если бы у нас длина резьбового соединения составляла 16 сантиметров, а диаметр стержня в его начальной точке составлял бы 4 сантиметра, то в точке, где резьба заканчивается, диаметр ее составил бы уже 5 сантиметров.
Стержень с цилиндрической резьбой представляет из себя цилиндр, соответственно, конусность отсутствует.
Шаг резьбы (метрическая и дюймовая)
Шаг резьбы может быть крупным (или основным) и мелким. Под шагом резьбы понимается расстояние между витками резьбы от вершины витка до вершины следующего витка. Измерить его можно даже с помощью штангенциркуля (хотя есть и специальные измерители). Делается это следующим образом – измеряется расстояние между несколькими вершинами витков, а затем полученное число делится на их количество. Проверить точность измерения можно по таблице для соответствующего шага.
Шаг для метрической резьбы, мм
Обозначение
Шаг резьбы
М5
0,8 мм
М6
1,0 мм
Резьба трубная цилиндрическая по ГОСТУ 6357-52
Обозначение
Число ниток N на 1″
Шаг резьбы S, мм
Наружный диаметр резьбы, мм
Средний диаметр резьбы, мм
Внутренний диаметр резьбы, мм
G1/8″
28
0,907
9,729
9,148
8,567
G1/4″
19
1,337
13,158
12,302
11,446
G3/8″
19
1,337
16,663
15,807
14,951
G1/2″
14
1,814
20,956
19,754
18,632
G3/4″
14
1,814
26,442
25,281
24,119
G7/8″
14
1,814
30,202
29,040
27,878
G1″
11
2,309
33,250
31,771
30,292
Номинальный диаметр резьбы
В маркировке обычно присутствует номинальный диаметр, за который в большинстве случаев принимается наружный диаметр резьбы. Если резьба метрическая, то для измерения можно использовать обычный штангенциркуль со шкалами в миллиметрах. Также диаметр, как и шаг резьбы, можно посмотреть по специальным таблицам.
Метрическая и дюймовая резьба на примерах
Метрическая резьба – имеет обозначение основных параметров в миллиметрах. Для примера рассмотрим угловой фитинг с внешней цилиндрической резьбой EPL 6-GМ5. В данном случае EPL говорит о том, что фитинг угловой, 6-ка это 6 мм — внешний диаметр подключаемой к фитингу трубки. Литер “G” в его маркировке сообщает о том, что резьба цилиндрическая. «М» указывает на то, что резьба метрическая, а цифра «5» указывает на номинальный диаметр резьбы, равный 5-ти миллиметрам. Фитинги (из тех, что имеются у нас в продаже) с литерой “G” также снабжены резиновым уплотнительным кольцом, а потому не требуют фум-ленты. Шаг резьбы в данном случае равен – 0,8 миллиметров.
Основные параметры дюймовой резьбы, соответственно названию – указываются в дюймах. Это может быть резьба на 1/8, 1/4, 3/8 и 1/2 дюйма и т.д. Для примера возьмем фитинг EPKB 8-02. EPKB – это разновидность фитинга (в данном случае разветвитель). Резьба коническая, хотя к этому и нет отсылки с помощью литеры “R”, что было бы грамотнее. 8-ка – говорит о том, что внешний диаметр подключаемой трубки – 8 миллиметров. А 02 — о том, что присоединительная резьба на фитинге 1/4 дюйма. Согласно таблице, шаг резьбы составляет 1,337 мм. Номинальный диаметр резьбы составляет 13,157 мм.
Таблица перевода маркировки резьбы фитинга в дюймы
Маркировка резьбы фитинга
Резьба в дюймах
01
1/8″
02
1/4″
03
3/8″
04
1/2″
Профили конической и цилиндрической резьб совпадают, что позволяет свинчивать между собой фитинги с конические резьбой и цилиндрической.
Внутренняя метрическая резьба и размеры крепежа M 9
Таблица размеров внутренней метрической резьбы Размеры крепежа M 9 — M 24
Технические данные по оборудованию ISO Конструкция крепежа и винта / болта, формула и расчеты
1 010121 В следующей таблице приведены стандартные метрические размеры внутренней резьбы M 9 — M 24 пер. АНСИ/АСМЭ Б1.13М-1995. Эти размеры и классы резьбы представляют собой болты и винты, а также другие стандартные внутренние резьбы. Не используйте эти значения для стандартной метрической конструкции наружной резьбы. Все единицы измерения в мм.
Руководство по проектированию аппаратного обеспечения дюймовых единиц ANSI
Длина зацепления резьбы пер. Калькулятор, формула и таблица ISO 965-1. Длина зацепления сопрягаемой резьбы выбирается для использования полной прочности на растяжение болта до срезания и резьбы гайки.
Стандартные размеры внутренней метрической резьбы и крепежа M 0,25 — M 8
Размеры внутренней метрической резьбы и крепежа M 24 — M 50
Размеры внутренней метрической резьбы и крепежа M52–M72
Размеры внутренней метрической резьбы и крепежа M75–M120
Размеры внутренней метрической резьбы и крепежа M125–M180
Размеры внутренней метрической резьбы и крепежа M185–M230
Размеры внутренней метрической резьбы и крепежа M235–M600
TR база знаний | Геометрия резьбы
База знаний TR | Геометрия резьбы — метрическая грубая
сварочный аппарат fubag — Купить сварочный аппарат fubag с бесплатной доставкой
сварочный аппарат fubag — Купить сварочный аппарат fubag с бесплатной доставкой | Покупки на Banggood
Дом
«» 56 результатов
Цена —
ОК
Доставить из
Всего 1 страница
Перейти на страницу
Перейти
Подтвердите свой возраст
Для входа в этот раздел вам должно быть не менее 18 лет.
МНЕ ДО 18 ЛЕТ МНЕ СТАРШЕ 18
Машина Fubag
Главная > Машина Фубаг
Скачайте сейчас бесплатно это прозрачное изображение PNG без фона Fubag Machine. Используйте его в своих личных проектах или поделитесь им как классной наклейкой в WhatsApp, Tik Tok, Instagram, Facebook Messenger, Wechat, Twitter или в других приложениях для обмена сообщениями.
Лицензия: Этот файл был загружен Piorgodit and Free только для личного использования.
Отчет DMCA
Скачать бесплатно
640×622 / 0,55 МБ
Вам также может понравиться
Фубаг Сварка Инверторы мощности Дуговая сварка Лига Сварки Цена Ампер Бреннер Сварочный шлем Разность электрических потенциалов Сварщик
PNG фон HD PNG
сварка
Интернет-магазины — сварка
сварка
Интернет-магазин — сварочный аппарат
Металлический фон — esab
История технологии — МиГ 21
сварка
Желтый свет — сварочная искра
сварочная искра
Фон технологии — престиж
МиГ 21
Технологический фон — ММА
сварка
МиГ 21
Технологические основы — сварка
Престиж
История технологий — Технический флаер
Электричество — TIG-сварщики
Продажа — блок питания
га Атом неона
другие
переменный ток постоянный ток
Металлический фон — дуга
Рынок Facebook
сварочный аппарат
другие
МиГ 21
История технологий — другие
пико
Узнать больше
Популярные PNG
Большое летнее лето
2023 Новогодние цветочные горшки для цветов (2). Ваза на 2023 год С Новым годом
2023 Новогоднее свадебное приглашение Свадьба жениха и невесты прямо на 2023 С Новым годом
Дизайн календаря на 2024 год Линия календаря на 2024 год Дизайн календаря
Лето ждет лета Летние каникулы
2024 Новый год Школа дизайна Род-Айленда (RISD) Дизайн-чертеж к 2024 году С Новым годом
2024 Новогодний дизайн Цветочный дизайн Шаблон для 2024 С Новым годом
2023 Новогодний календарь ежедневный календарь Тамильский календарь для счастливого Нового года 2023
2023 New Year Design Line Шрифт для Happy 2023 New Year
Годовой календарь на 2024 год Стебель растения Календарь с цветочным дизайном на 2024 год Шаблон дизайна годового календаря
Большое лето Лето
Логотип Дня дикой природы Дизайн лягушек для Всемирного дня дикой природы
Летняя распродажа Зеленая линия для продажи Тег
Календарь на 2023 год Дизайн календаря Шрифт для простого календаря на 2023 год
2023 Дизайн Срезанные цветы Дизайн Цветочный дизайн к Новому году 2023 Дизайн
2023 Design Christian Clip Art Drawing Design for Happy New Year 2023 Design
Летняя распродажа Шрифт с логотипом для летней скидки
Календарь на 2023 год Line Font для простого календаря на 2023 год
Большое лето Лето
Характеристики файла:
Разрешение: 640*622
Имя: Машина Fubag
Лицензия: Личное использование
Формат файла: png
Размер файла: 0,55 МБ
О
Эта прозрачная машина Fubag — Fubag, Сварка, Силовые инверторы, Дуговая сварка, Лига Сварки, Цена, Ампер, Бреннер, Сварочный шлем, Разность электрических потенциалов, Сварщик png изображение загружено Piorgedit для личных проектов или дизайнов.
Строительство дома – длительный и сложный процесс, состоящий из множества операций. Последний этап – облицовка постройки. Облицовка защищает стены от разрушающего действия ветра и влаги. Дом – это лицо хозяина. Каждый владелец хочет сделать своё жилище надёжным и красивым. В решении этой проблемы хорошо помогают полимерные облицовочные материалы. Один из них – цокольный сайдинг. Уложить его поможет простая инструкция.
Достоинства цокольного сайдинга
Цокольный сайдинг — это отделочные панели. Они изготовлены из синтетических полимеров. У сайдинга много достоинств:
Он не повержен воздействию атмосферных явлений и химических реакций.
Работать с ним можно в любую погоду.
Облицовка позволяет использовать утеплители и гидроизолирующие материалов.
Простота технологии позволят делать монтаж цокольного сайдинга своими руками без привлечения профессиональных мастеров.
Процесс не занимает много времени. Для отделки цоколя достаточно пары дней.
Внешняя привлекательность и широкий простор для дизайнерских решений.
Большой выбор габаритов.
Эти качества привлекают внимание домовладельцев и дизайнеров. Акриловый сайдинг устойчив к механическим повреждениям, прекрасно держит форму при широком диапазоне температур. В его составе нет вредных веществ. Полимер лёгкий. Он не проводит электричество и безопасен во время грозы. Проблемы с акрилом возможны только из-за неправильного монтажа.
Виниловая отделка маловесный. Им отделывают цоколя старых зданий, которые не в состоянии выдержать большой нагрузки. Винил в отличие от акрила не выдерживает грубых механических воздействий – на поверхности появляются трещины. Его нельзя использовать в местностях с большим перепадом температур. Нагреваясь, он расширяется, при охлаждении сжимается. Рядом с домом, цоколь которого облицован винилом, нельзя разжигать огонь. Соблюдение техники безопасности поможет продлить службы облицовки.
Что нужно для облицовки цоколя
Инструкция по монтажу цокольного сайдинга предполагает не только порядок действий, но и подготовку материалов и инструментов. Перед тем, как приступать к отделке, необходимо приготовить всё необходимое. В этом поможет каталог компании «Металлпрофиль». Предприятие торгует кровельными и фасадными материалами. В каталоге представлены цокольный сайдинг, теплоизолирующие материалы, металлический профиль. Покупая всё в одном месте, можно избежать дополнительных хлопот.
Домашние мастера часто задают вопрос: сколько сайдинга покупать. Перед тем, как проводить монтаж цокольного сайдинга своими руками, нужно определить точное количество материала. В этом помогут простые расчёты. Следует измерить длину и высоту покрываемой поверхности. Умножив эти параметры, получим площадь. На упаковке указана квадратура покрытия. Разделив площадь покрываемой поверхности на квадратуру плит, получаем необходимое количество коробок. Если получилась промежуточная цифра, то округляем с избытком.
Облицовка начинается с установки решетчатого каркаса. Сначала нужно определить, потребует ли монтаж сайдинга цокольного обрешётки. Решить вопрос поможет анализ отделываемой поверхности. Арматуру не используют, если:
цоколь хорошо выровнен;
пространство покрытия маленькое;
нет необходимости делать дополнительную изоляцию;
поверхность позволяет обеспечить вентиляцию.
В большинстве случаев обрешётка нужна. Собрать её поможет инструкция. Для работы потребуются саморезы и дюбеля. Их нужно купить с запасом. На них крепится и сайдинг, и каркас. Следует учесть потребность в фурнитуре: уголках, розетках и другом. Детали следует продумать заранее. Если планируется утепление строения, то нужно рассчитать его так же, как и цокольный сайдинг.
Потребуются инструменты:
рулетка необходима для отмеривания материалов;
электрический шуруповёрт существенно облегчит работу с саморезами;
уровень важен для выравнивания панелей в горизонтальном положении;
строительный нож пригодится для подрезки полимера;
молотком плотно подгоняют плиты друг к другу;
угловая шлифовальная машина с диском нужна для резки арматуры.
Собрав необходимый инструмент, начинаем подготовку к работе. Подготовка ограничивается проверкой поверхности на наличие острых и выступающих предметов. Обнаруженные мешающие объекты нужно устранить приемлемыми способами. Сразу после этого можно начинать сборку каркаса.
Установка обрешётки
Обрешётка бывает деревянной или металлической. Какую выбрать:
Обрешётка из древесины стоит меньше. Для её укладки не нужно дополнительных материалов. Но дерево быстро приходит в негодность.
Металлический каркас стоит дороже, но прослужит дольше. Ему не страшны влага и перепад температур. Его не погрызут мыши.
Инструкция по установке учитывает климатические условия местности. В умеренном климате обрешётку можно устанавливать прямо на землю. В регионах с преобладанием низких температур её поднимают на 15 см над основанием. Такая конструкция потребует жёсткой опоры. В качестве опоры используют доски. На них крепят стартовую планку. Пустоты заполняют грунтом.
Если цоколь невелик, применяют горизонтальный профиль. При большой площади расположение планок вертикальное. Горизонтально уложенные элементы располагаются друг от друга через 60 см. Между профилями, уложенными вертикально, величину шага 40 – 45 см. Следует ориентироваться на ширину покрытия. Под каждую плитку устанавливается по 4 стойки. Установка арматуры начинается с исходной планки. Её укладывают под уровень вокруг торца дома на расстоянии 50 см от окончания стенки. На строении из дерева закрепляют саморезами. Если дом кирпичный или каменный для этой работы потребуются дюбеля.
Если предполагается деревянный каркас, то по инструкции используют брус 50X50 мм. При монтаже металлической обрешётки применяют оцинкованный профиль. Его стандартная длина 3 м, размер сечения 60X27 мм. У него по кромке есть отбортовка, которая повышает прочность. Профили с меньшим сечением отбортовки не имеют. Использовать их для укладки цокольного сайдинга по инструкции не рекомендуется. Обрешётку устанавливают в одной плоскости. Для коррекции проверяют уровнем. Продольные планки укрепляют при помощи металлического подвеса. Тонкая оцинкованная пластина помогает регулировать расстояние между поверхностью и профилем. Профиль вставляется в прикреплённый подвес и закрепляется саморезами на необходимом удалении от стены. Начало монтажа — установка боковых планок. Их устанавливаются по отвесу. После закрепления на них натягивается верёвка, которая поможет выровнять остальные элементы каркаса
Укладка панелей
Инструкция рекомендует приступать к монтажу панелей только после полного окончания сборки обрешётки. Собирают цокольный сайдинг слева направо. От установки первой панели зависит качество будущей работы. Её устанавливают как можно ровнее. На углах каркаса размещают стартовые планки. К ним в дальнейшем крепят панели. Исходную рейку закрепляют на профиле саморезами.
Первую плиту вставляют в стартовую рейку и закрепляют саморезами. Не нужно прикручивать её наглухо. От поверхности плитки до шляпки винта оставляются зазор в 1 мм. Следующую плиту вставляют в выемку предшествующей. Вставленную панель фиксируют винтами. Монтаж цокольного сайдинга не сложен, главное соблюдать пошаговую инструкцию и следить за плотностью прилежания стыков. Между ними не должно быть просветов. Последний ряд собирается после того, как будет установлена последняя рейка.
Инструкция отмечается некоторые тонкости процесса:
Необходимо следить за тем, чтобы плиты прилегали плотно. Но сильно вдавливать их нельзя. Это поможет в дальнейшем избежать деформации.
Монтаж начинается снизу и планомерно продвигается вверх.
Под подоконником прикрепляются финишные планки. На них укрепляются панели.
Люверс для трубы делается на 6 мм шире её диаметра.
Завершающий этап монтажа – закрытие стыков. Для этого инструкция рекомендует все углы закрыть специальными уголками.
Внимательно ознакомившись с инструкцией, домашний умелец сможет уложить цокольный сайдинг своими руками.
размеры, как крепить, обшивка фундамента
Современный цокольный сайдинг на рынке появился относительно недавно. Его можно использоваться как для цоколей, так и для облицовки фасада сооружения, фронтонов кровель. Этот вид строительного материала продается в форме панелей. Материал отличается качеством и практичностью в применении. В продаже имеются всевозможные разновидности данного строительного материала (из оцинкованного металла, виниловые). Выбор зависит от предпочтений клиента.
Содержание
Плюсы и минусы применения сайдинга на цоколь
Возможно ли изготовление цокольного сайдинга своими руками
Производители и цены на продукцию
Инструкция по монтажу своими руками
Каркас
Как крепить
Чем лучше резать
Комплектующие и доборные элементы
Особенности крепления на винтовые сваи
Отзывы
Плюсы и минусы применения сайдинга на цоколь
Цокольный сайдинг обладает многочисленными плюсами и минусами, на которые стоит обратить внимание. Положительные характеристики материала:
Долгий срок службы.
Не боится негативного влияния атмосферных явлений и химических веществ.
Монтаж конструкции проводится независимо от погодных условий.
Привлекательный внешний вид.
Влагоустойчивость (используется в качестве внутренней отделки бани).
Легкость конструкции.
Минусов у цокольного сайдинга мало. Например, многих покупателей может удивить стоимость выбранного материала, она может показаться высокой.
Возможно ли изготовление цокольного сайдинга своими руками
Изготовление цокольного сайдинга – это серьезный момент, который требует опыта, специальных знаний и желания, целей и организации. Зная основные секреты изготовления сайдинга, можно приступить к процессу изготовления, но без специального оборудования, устройств и компонентов невозможно обойтись.
Производители и цены на продукцию
Сегодня существует огромное количество как зарубежных, так отечественных производителей. Например, канадский цоколь пользуется популярностью среди покупателей. Товары канадского производства отличаются надежностью и высоким качеством и долгим сроком службы. Среди отечественных брендов можно выделить: «Альта профиль», «Орто».
Инструкция по монтажу своими руками
Технология монтажа:
Сначала потребуется подготовить стены, избавиться от лишних загрязнений и старого покрытия. Выполнить это можно с помощью специальной щетки по металлу.
Покрыть стены проверенным антисептиком, загрунтовать плоскости.
Монтировать сайдинг на установленную обрешетку (она способна справиться со значительной тяжестью конструкции).
На обрешетку укладывается теплоизоляция, гидроизоляция, выполняется монтаж панелей.
Правильно установить 1-ую панель: обязательно ставятся отметки на стенке.
Укрепить стартовую планку по заранее отмеченным линиям.
Закрепить панели облицовки саморезами. Важно не до самого конца закручивать крепежные элементы. Это необходимо сделать, для того чтобы панели не двигались.
С левого края происходит монтаж панелей. Панели подрезают, при установке их под кирпич.
Вставить следующую панель в начальную панель, наличник из уголка, укрепить к рейке.
После того, как основные этапы работы были выполнены, нужно нанести на поверхность специальное защитное покрытие, предотвращающее негативное влияние атмосферных явлений. Отличный вариант – особые составы из воска. Установка отлива на цоколь под сайдинг – еще один важный момент, который не стоит упускать.
Каркас
Облицовка стен выполняет декоративную функцию и главное, защитную. Монтаж проверенного выбранного цокольного сайдинга предотвратит отрицательное влияние внешних факторов окружающей среды, закроет стены от лишней влаги. Необходимые в работе отделочные материалы нужно монтировать на каркас для данного вида сайдинга. Важно знать, что сами профили для надежности крепятся вертикально. Каркас создается как из деревянных, так и из металлических профилей.
Как крепить
Технология крепления сайдинга имеет ряд особенностей, которые необходимо учитывать. Перед установкой панелей, необходимо внимательно изучить подробную инструкцию, она поможет не совершить ошибок в работе. Выполнять облицовку основания стоит предпочтительно в теплое время года. Важно учесть такой момент, для того чтобы справиться с процессом крепления панелей, важно использовать специальные оцинкованные крепежные элементы. С помощью выбранных гвоздей или саморезов можно качественно и надежно закрепить долговечный сайдинг непосредственно к обрешетке. Стоит уточнить, что уход за сайдингом достаточно прост, он не потребует использования специальных моющих или чистящих средств.
Чем лучше резать
Необходимо подумать отдельно о том, какими инструментами можно резать выбранный цокольный сайдинг. Этот вопрос потребует особого внимания. В первую очередь, нужно заранее, перед работой, подготовить следующий набор инструментов:
Лобзик.
Ножовка.
Строительный нож.
Болгарка.
Существует несколько основных видов сайдинга. К ним можно отнести пластиковый, виниловый и металлический. Для каждого из типов материала, потребуется инструмент для резки. Ножовка по металлу – это тот самый вариант, который точно не подведет исправностью и высоким качеством, удобством в работе. Важно помнить, что например нож считается бесполезным инструментом для выполнения поставленной задачи. Таким образом, зная главные секреты и тонкости процедуры, можно легко добиться результатов, грамотно выполнить обшивку фундамента с помощью правильно подобных инструментов.
Комплектующие и доборные элементы
Доборные элементы необходимы, для того чтобы правильно обустроить все самые непростые участки фасада сооружения. Они дают отличную возможность сохранить герметичность конструкции и придать ей законченный внешний вид. Каждый без исключения выбранный элемент имеет значение в отделке стен помещения.
Доборные элементы изготавливаются из прочной стали. Это требуется для получения положительного результата в работе. В интернете можно найти достаточное количество специальных проверенных цокольных планок и других необходимых деталей. Нужно только определиться с выбором конкретного производителя и количеством заказываемых товаров. Даже, казалось бы, незначительные отличительные параметры в деталях разных производителей могут повлиять на результат. Крепежные кронштейнеры и профили также должны входить в полный набор всех важных деталей.
Размеры цокольного сайдинга для частного дома или другого сооружения разнообразные, большой популярностью пользуются проверенные панели, длина которых составит не менее одного метра. Комплектующие таких материалов стоят не так дорого, кроме того, их достаточно просто и удобно крепить. Если клиент столкнулся с необходимостью выбора нестандартных панелей, тогда это можно сделать на заказ, предварительно указав параметры (толщина, длина, высота).
Особенности крепления на винтовые сваи
Цокольный сайдинг надежно крепится на винтовые сваи несколькими популярными способами:
Навесом на винтовые сваи.
Установкой непосредственно на винтовые сваи дополнительной вставки из железобетона (фундаментная), по ней осуществляется заполнение промежутка правильно выбранным материалом, это может быть как бетон, так и кирпич.
Важно всегда помнить, что красивая и самое главное, надежная отделка выполняется только в том случае, если используются родные доборные детали для цокольного сайдинга. Перед началом проведения работ необходимо очистить территорию, а потом уже крепить цокольный сайдинг на винтовые сваи, соблюдая осторожность и инструкцию.
Следующий этап работ предполагает надежно выполненное крепление обрешетки непосредственно на установленные сваи. В этом случае подойдет металлический профиль. Когда применяются деревянные бруски, тогда их необходимо обработать специальным антисептиком. Обрешетка выполняется вертикальными и в некоторых случаях горизонтальными рейками. Когда дом возводится непосредственно на склоне, то стартовые планки не потребуются.
После этого важно перейти к следующему немаловажному этапу работы – это установка самих панелей. Данные работы необходимо начинать слева, потом передвигаясь вправо.
Главное, материал не подвергается воздействию химических веществ, можно легко применять с правильно выбранными утепляющими материалами.
Отзывы
Я ни разу не разочаровался в выборе цокольного сайдинга. Качество на высоте, да и цена при этом меня порадовала, мне показалось дешево. Мы с другом выбирали проверенный материал. Цокольный сайдинг преобразил частный дом, надежно защитил его от негативных природных атмосферных явлений.
Для того чтобы обшить цоколь дома сайдингом, мне не пришлось тратить на это много времени и сил. Я просто определился со стоимостью и конкретным производителем, это мне помогло справиться с работой. Я доволен сделанным выбором, сайдинг оказался надежным и долговечным материалом, крепить который удобно и просто.
Цокольный сайдинг восхитил меня достоинствами. Во-первых, надежностью и привлекательным внешним видом. Меня удивила простота монтажа конструкции. Я рекомендую приятелям, товарищам, которые проявляют интерес к строительству собственного дома, отдать предпочтение проверенному сайдингу зарубежного или отечественного производителя.
Продление сайдинга над стеной подвала
GBA Logo HorizontalGBA LogoFacebookLinkedInEmailPinterestTwitterInstagramЗначок YouTubeЗначок навигационного поискаЗначок основного поискаЗначок воспроизведения видеоЗначок плюсЗначок минусЗначок изображенияЗначок гамбургераЗначок закрытияСортировкаПерейти к содержимому
Я строю на пологом склоне, поэтому на одной длинной стене мой уровень земли будет примерно на 3,5 фута выше внешнего уровня. У нас есть дверь на этой низкой стороне, и я не хочу оставлять открытый бетон на середине высоты двери. Я также не хочу ронять бетон на эту сторону и мне придется раздувать раму или строить очень короткую коленную стенку.
Я предполагаю, что это случается часто, но я не могу найти много деталей, чтобы расширить свой сайдинг по бетону.
Мои мысли сделать так: — закончить мой конверт, как будто я не расширяю сайдинг, т.е. закончить все на бетонной стене и сделать все основные обработки в плане накладок, герметизации и т. д. — Предоставить р/ Прикрепите гвоздезабиватели к поверхности бетонной стены и прикрепите сайдинг к гвоздезабивателям. По сути, сайдинг у бетонной стены представляет собой небольшую полосу дождевого экрана. Любая объемная вода, которая попадет туда, будет совершенно беспрепятственно вытекать, и я буду удерживать ее над землей на расстоянии от 6 до 8 дюймов 9.0003
Есть проблемы с этим? Мне не нравится, что я скрываю свою базу от глаз, чтобы обнаружить будущие проблемы (вода, жуки, гниль и т. д.), но помимо этого я создаю какие-либо проблемы?
Подробная библиотека GBA
Коллекция из тысячи строительных деталей, упорядоченных по климату и части дома.
Поиск и загрузка деталей конструкции
Присоединяйтесь к ведущему сообществу экспертов в области строительства
Станьте участником GBA Prime и получите мгновенный доступ к последним разработкам в области зеленого строительства, исследованиям и отчетам с мест.
Начать бесплатную пробную версию
Избранные блоги
Размышления энергетического ботаника Посмотреть больше
Рассмотрение вопроса об использовании энергии в жилых помещениях
Руководство по продукту Посмотреть больше
Спонсор
Спонсор
Эта функция была временно отключена во время предварительного просмотра бета-версии сайта.
Для доступа к этой функции вы должны быть подписчиком журнала.
Подпишитесь сегодня и сэкономьте до 44%
Подпишитесь
Или узнайте больше
Уже подписчик?
Войти
Отделка стен подвала: как сделать помещение ниже уровня жизни пригодным для жилья
istockphoto.com
В связи с ростом стоимости жилой площади многие домовладельцы смотрят вниз, чтобы увеличить площадь своего дома за счет готового подвала. Эти пространства могут быть доступным решением для тесных помещений, но бетонные стены подвала требуют особого внимания, прежде чем пространство станет удобным для проживания. Подвалы окружены почвой, и влага в почве может просачиваться через трещины в стенах или просачиваться через сам бетон, что приводит к сырости или влажности в помещении.
Читайте дальше, чтобы узнать, что делать (и не делать) при отделке стен подвала, чтобы добиться качественных и комфортных условий.
СВЯЗАННЫЕ: 12 Последние штрихи для вашего незавершенного подвала
ОБЯЗАТЕЛЬНО получите разрешение, прежде чем вносить серьезные изменения (но нет необходимости делать это, если вы собираетесь красить только стены подвала).
Хотя правила сообщества различаются, в целом вам не потребуется разрешение только для того, чтобы запечатать или покрасить бетонные стены подвала. Однако, если вы собираетесь возводить новые стены внутри существующих бетонных стен и/или прокладывать в стенах электропроводку или водопровод, вам, скорее всего, потребуется разрешение.
Поскольку реконструкцию подвала не видно с бордюра, некоторые домовладельцы могут отказаться от подачи заявления на получение разрешения, но неполучение разрешения может привести к ряду проблем. Возможно, вам придется в конечном итоге заплатить крупный штраф или снести стены и другие обновления, если местная строительная служба узнает об этом. Более того, отсутствие разрешения может задержать продажу вашего дома: когда потенциальные покупатели обнаруживают, что ваш подвал не соответствует описанию, указанному в документах округа, они могут не захотеть делать предложение.
НЕ отделывайте стены, пока не высохнет подвал.
Даже если в стенах вашего подвала нет видимых трещин или протечек, у вас могут быть проблемы с влажностью. В этом вам поможет простой тест «сделай сам». Прикрепите к бетонной стене в подвале клейкой лентой квадратный пластиковый лист размером 1 фут на 1 фут (подойдет полиэтиленовая пленка для кухни) и оставьте на 24 часа. Затем снимите ленту и осмотрите защитное покрытие. Если внутри пластика есть конденсат, значит проблема с влажностью.
Advertisement
Если испытание на влажность показало наличие конденсата, но стены кажутся сухими на ощупь, решением может быть простое нанесение слоя герметика для кладки, такого как DRYLOK Masonry Waterproofer, перед покраской бетонных стен подвала. В некоторых случаях меры по предотвращению попадания воды в фундамент, такие как установка желобов и водосточных труб, снизят влажность в подвале.
В случае видимых утечек и стоячей воды сделайте гидроизоляцию стен подвала, что может включать заполнение трещин или установку внутреннего водостока под полом для направления воды от утечек и просачивания к дренажному насосу, который будет откачивать воду.
istockphoto.com
НЕОБХОДИМО использовать строительные материалы для стен, предназначенные для подвалов.
Строительство новых стен внутри существующих бетонных стен является стандартным способом отделки стен подвала. Такой проект требует практических знаний в области строительства, поэтому многие домовладельцы нанимают для этой работы профессионального плотника. Но если у вас есть столярные навыки и вы хотите сделать все своими руками, знайте, что местные строительные нормы часто требуют использования в подвале влагостойких и устойчивых к гниению строительных материалов.
Используйте обработанную древесину, если древесина будет соприкасаться с бетоном, например, с деревянными плитами пола каркасных стен или планками деревянной обшивки, которые крепятся непосредственно к стенам подвала.
Древесина, обработанная щелочным четвертичным соединением меди (ACQ), химическим веществом, уменьшающим гниение, вызывает коррозию обычных гвоздей и шурупов, поэтому все крепежные детали должны быть совместимы с ACQ.
При установке гипсокартонных панелей используйте гипсокартон, устойчивый к влаге и плесени.
При утеплении бетонных стен подвала, что является хорошей идеей, поскольку бетонные стены подвала часто бывают холодными, рекомендуется использовать облицованную плиту из жесткого пенопласта, если изоляция будет вступать в непосредственный контакт с бетонной стеной. Изоляция из стекловолокна может быть повреждена влагой.
СДЕЛАЙТЕ припуски на провода и трубы в новых стенах внутри бетонных стен.
Если вы хотите провести электричество по стенам подвала, ваши местные строительные нормы и правила определяют, сколько розеток вы должны установить и кто может установить проводку (обычно требуется лицензированный электрик). Стандартное правило здесь заключается в том, чтобы проложить электрический провод через потолочные балки над стеной, а затем опустить провод вниз между стойками стены.
Реклама
Если вдоль внутренней части бетонных стен подвала проходят существующие трубы, лучше всего оставить трубу на месте и построить новую стену прямо внутри трубы. Например, если вдоль бетонной стены проходит дренажная труба диаметром 3 дюйма, постройте новую стену на расстоянии 3,5 дюйма от бетонной стены. Вы потеряете эти сантиметры жилой площади, но это намного проще и дешевле, чем перекладка труб.
НЕ забудьте установить выходное окно, если вы добавляете спальню.
Международный жилищный кодекс (IRC) требует установки эвакуационного окна во всех жилых подвалах и спальнях. Оконный проем должен быть не менее 20 дюймов в ширину и не менее 24 дюймов в высоту. В общей сложности окно должно обеспечивать 5,7 квадратных футов пространства для побега, а нижняя часть окна должна быть не выше 44 дюймов от пола.
Установка выходного окна включает выемку грунта вдали от фундамента, прорезку стены подвала и установку окна и оконного колодца. Это дает возможность обитателям спальни выбраться наружу в случае чрезвычайной ситуации. Системы оконных колодцев, такие как эта модульная система оконных колодцев, поставляются как с окном, так и с окантовкой, необходимой для обеспечения безопасного выхода из спальни в подвале.
istockphoto.com
ЗАПРЕЩАЕТСЯ строить «наклонные» стены, если бетонный пол неровный.
Наиболее распространенный способ возведения новой стены — возвести ее на полу, а затем наклонить и прикрепить. Это не лучший вариант действий, если вы строите стену в подвале, где бетонный пол не выровнен, потому что стена может быть слишком высокой или слишком низкой в некоторых местах при опрокидывании.
Advertisement
Лучший способ построить стену — сначала прикрепить верхнюю пластину к потолочным балкам, а затем установить нижнюю пластину на бетонный пол. После того, как пластины будут на месте, измерьте и отрежьте каждую вертикальную стойку по отдельности. Это даст вам стену, которая подходит идеально. Процесс немного медленнее, но вы получите точное соответствие.
istockphoto.com
ОБЯЗАТЕЛЬНО рассмотрите модульную систему стен подвала для простой реконструкции подвала с большим эффектом.
Вам действительно нужны хорошие столярные навыки, чтобы построить готовые стены подвала традиционным способом, описанным выше. Если вы не готовы взяться за такой проект, рассмотрите универсальную систему стен подвала, такую как DRIcore SMARTWALL, с модульными панелями, для установки которых требуется только пол и потолок.
Панели системы имеют шпунт и паз, поэтому они плотно прилегают и остаются плоскими, а с обратной стороны они снабжены влагонепроницаемой изоляцией. После установки панели можно покрасить, а также установить молдинг и плинтус для придания законченного вида. Стоимость отделки стен панелями DRIcore составляет около 21 доллара за квадратный фут.
НЕ ПРОПУСТИТЕ профессионально установленные системы при отделке стен подвала.
В то время как любой компетентный генеральный подрядчик или плотник может установить традиционные стены, как обсуждалось выше, у домовладельцев есть другой вариант отделки стен подвала. Системы отделки подвала, такие как эта, производства Owens Corning, предлагают комплексное решение для подвала, которое включает стеновые панели, которые можно снять позже, если это необходимо для доступа к проводке или водопроводу. Панели устойчивы к плесени и грибку, а также поглощают звук.
Загвоздка в том, что установка этих систем — это не работа своими руками; вместо этого производитель привлекает сертифицированную бригаду для их установки. Профессионально установленная система подвала Owens Corning может стоить до 30 000 долларов, но имейте в виду, что они завершают весь подвал с первоклассным качеством, включая установку напольных и потолочных материалов.
Advertisement
ОБЯЗАТЕЛЬНО проверяйте свои стены на наличие комков и дефектов, прежде чем что-либо строить.
Даже в недавно построенном доме, построенном профессионалами, редко можно обнаружить, что все идеально ровное, ровное и прямоугольное. И иметь идеальные стены, полы, потолки, дверные проемы и углы в подвале старого дома было бы сродни поиску четырехлистного клевера.
Вместо того, чтобы пытаться вносить коррективы в процессе работы, сделайте несколько корректировок, прежде чем вы начнете экономить время и нервы позже. Чтобы проверить свои стены, чтобы увидеть, насколько они бугристые, ухабистые и не идеально выровненные, поместите 6-футовый уровень через стену и пройдите по поверхности слева направо, а затем поверните уровень 9.0 градусов и повторить.
Отметьте на стене места, где вы найдете неровности, а затем проведите отвес из каждого места и отметьте пол. Самая дальняя отметка будет самым простым местом для возведения новой стены из стоек.
istockphoto.com
НЕ забывайте, что все розетки в незавершенном или готовом подвале должны быть защищены GFCI.
Независимо от того, закончен ли подвал, все равно существует потенциальный риск сырости и затопления. Поэтому может иметь смысл, что некоторые правила для электричества, такие как защита GFCI, могут применяться к обеим ситуациям.
Обновленный код Национального электротехнического кодекса (NEC) 2020 года гласит, что все розетки в готовых и незавершенных подвалах требуют защиты GFCI из-за потенциального риска удара от сырости или сырости, часто встречающихся в подвалах. Раньше NEC требовал защиты GFCI только в незавершенных подвалах.
Также полезно знать, что стационарные датчики дыма и охранная сигнализация в подвале не нуждаются в защите GFCI.
istockphoto.com
ОБЯЗАТЕЛЬНО рассмотрите альтернативы гипсокартону для стен подвала.
Не каждая стена подвала должна быть сделана из деревянных стоек с гипсокартоном или модульной системой, построенной сертифицированным монтажником. Есть много других недорогих идей для стен подвала, в которых можно разместить панели доступа для отключения водопровода, дренажного насоса или других функциональных функций, которые время от времени необходимо использовать быстро.
Advertisement
Вместо гипсокартона рассмотрите возможность обшивки фанерой, которая в последнее время стала тенденцией микродизайна и часто является дешевым способом отделки стен подвала, или деревянными досками в виде корабельного настила или доски и обрешетки. Для этих стеновых систем процесс отделки стены подвала повторяется. Кроме того, относительно легко создать несколько точек с легко удаляемыми частями, которые не будут очевидны для других.
При выборе краски для стен подвала НЕ забывайте о защите от грибка и плесени.
Влажность в подвалах является обычным явлением, и независимо от того, сколько способов уменьшения потенциального ущерба от влаги принято, обычно рекомендуется проявлять бдительность, чтобы найти как можно больше способов. Выбирая краску для стен подвала, нужно больше, чем просто выбрать цвет и блеск.
Рассмотрим краску или грунтовку, обладающую свойствами уничтожения плесени, такие как грунтовка Zinsser для уничтожения плесени для внутренних и наружных работ или грунтовка для внутренних и наружных работ Kilz Mold & Mildew Primer. Грунтовка Zinsser убивает существующую плесень, грибок и бактерии, не требуя, чтобы стена была безупречной. Его можно наносить на гипсокартон, бетон, дерево и другие поверхности. Грунтовка высыхает в течение 30 минут, может быть окрашена через 1 час, и для максимальной защиты требуется верхний слой в течение 72 часов.
Состав и свойства бронзы влияют на технические характеристики сплава и расширяют его применение.
Бронза известна человечеству более 3000 лет как высокопрочный сплав на основе меди и олова. Металл обладает повышенной прочностью, не подвержен коррозии, хорошо поддается ковке, из-за чего сфера его применения затрагивает большинство отраслей промышленности. Современные бронзовые сплавы, помимо главных компонентов, могут включать в себя некоторые другие легирующие добавки, от 2,5-3% и более. В состав сплава могут включаться такие химические элементы, как свинец, хром, железо и другие компоненты, которые оказывают благотворное влияние на свойства бронзы, и ее применение в последние годы набирает популярность.
Свойства бронзы
Физические и химические свойства бронзовых сплавов разнятся в зависимости от типа легирующей добавки. Ниже кратко описаны свойства бронзы:
Повышенная прочность.
Низкий коэффициент трения, что позволяет ее использовать в качестве поверхности контакта при изготовлении деталей высокоточных станков и инструментов.
Стойкость против образования коррозии.
Хорошая свариваемость – при термическом воздействии прочностные и деформационные характеристики практически не изменяются.
Повышенная стойкость против воздействия агрессивной окружающей среды.
Бронзовый сплав может иметь разные оттенки, от белого до красноватого, что зависит от концентрации добавок при его изготовлении.
Характеристики бронзы
Химический состав и свойства бронзы напрямую влияют на ее технологические особенности:
При введении в состав бронзового сплава олова с концентрацией не более 5-6% металл хорошо поддается пластическим деформациям. Данное свойство позволяет производить готовые изделия и детали с применением штамповки или ковки, а также вытягивать бронзовую проволоку разных диаметров.
При смешивании меди в количестве 77-83%, свинца 8-11% и олова 9-11% прочность сплава возрастает, а пластичность снижается. Такие бронзы называются литейными. Служат сырьем для изготовления фасонных деталей, например, шестеренок или обойм для шариковых подшипников.
Бронза БрОФ, свойства которой позволяют применять сплав в литейном производстве, изготовлена при добавлении олова и фосфора, о чем свидетельствуют первые буквы в данной аббревиатуре. БрОФ характеризуется сохранением пластических свойств при экстремально низких температурах, что обеспечивает применение металла на объектах газовой и нефтеперерабатывающей промышленности.
Главным недостатком любого бронзового сплава является его низкая теплопроводность. Из-за этого изделия не могут использоваться при изготовлении электродов, где требуется быстрый нагрев элемента и отвод тепла. По той же причине сплав не применяется в тормозных системах автомобилей и других видах колесной техники.
Бронзовые сплавы производятся на специализированных объектах металлургической промышленности при помощи метода электрической индукции. При сплавлении меди с легирующими добавками происходит соединение элементов на молекулярном уровне, что дает однородный состав нового металла. Благодаря коррозионной стойкости свойства бронзы не меняются со временем, и при изготовлении могут быть использованы как новые рудные породы, так и продукты переработки цветных металлов.
Бронза состав сплава | Профлазермет
Бронза представляет собой сплав меди и специальных добавок, которые необходимы для придания металлу определенных технологических свойств. Бронза может содержать следующие компоненты: Sn (олово), Mn (марганец), Be (бериллий), Pb (свинец), Si (кремний), Cr (хром), P (фосфор), Fe (железо) и прочие элементы.
Бронзовый сплав имеет устойчивость к истиранию, коррозии, агрессивным средам, вроде морской воды. Эти свойства достигаются за счет добавления легирующих компонентов в определенных пропорциях. Соотношение компонентов регламентируется нормативными документами: ГОСТ, отраслевые стандарты, методики, стандарты предприятий.
Классификация сплава
В соответствии с наличием в составе легирующих компонентов принято выделять следующие виды бронз:
оловянные – основной легирующий компонент в них олово;
не содержащие олова вообще, то есть, безоловянные.
Помимо состава бронзы, есть еще один критерий их классификации – технологические параметры. Выделяются бронзы:
деформируемые, предназначенные для обработки давлением;
литейные для изготовления отливок.
Основные легирующие компоненты
Основной компонент, который определяет большую часть технических характеристик бронз – медь. Для придания сплаву необходимых параметров применяют специальные добавки – легирующие компоненты. Одним из распространенных легирующих компонентов, содержащихся в бронзе, является олово. Именно из оловянных бронз производили отливку колоколов и называли «колокольной» бронзой.
Также в качестве легирующего элемента могут быть использованы:
Be – бериллий. Повышает прочность бронзы.
Si – кремний и Zn, цинк для повышения устойчивости поверхности к истиранию. Эти же элементы увеличивают текучесть бронз, что положительно сказывается на качестве литья.
Pb – свинец. Повышает антикоррозионные свойства металла.
Al – алюминий. Повышает устойчивость к коррозии, устойчивость к окислению при высоких температурах и уменьшает реакцию металла с соединениями серы и продуктами выхлопа двигателей.
Марки бронз
Бронзы маркируются аббревиатурой «Бр», а также добавлением буквы или нескольких букв, которые обозначают легирующие добавки. Объем легирующих добавок определяется ГОСТами.
Различные марки бронз имеют свои индивидуальные особенности: химический состав, технические характеристики, область применения. По маркировке бронз можно узнать, какие в них входят компоненты, и по специальным таблицам определить назначение данного сплава и его технологические параметры.
Маркировка сплавов на примере оловянных бронз
Некоторые марки оловянных бронз показаны в приведенной ниже таблице. Здесь же можно найти важные технологические параметры сплава, а также область применения каждой конкретной марки бронз.
В данной таблице указан также способ литья бронз. «К» в соответствующем столбце означает, что литье производилось в кокиль, «П» – литье производилось в песчаную форму.
В столбце «марка» приведены наименования сплавов. «Бр» в названии марки обозначает бронзу, далее указываются присутствующие в сплаве легирующие компоненты.
Исходя из маркировок, видно, что в приведенных в таблице марках металла содержится олово. Некоторые помимо олова содержат цинк, свинец и фосфор.
Процентное соотношение компонентов бронз
Процентное соотношение элементов, также как и химический состав, закладывается в аббревиатуру марки сплава. В ней не указывается процентное содержание основного элемента – меди, но указывается содержание всех легирующих элементов в процентном соотношении.
К примеру, в марке БрО3Ц12С5 содержание компонентов такое:
олово – 3%;
цинк – 12%;
свинец – 5%;
остальные 80% приходятся на медь.
Количество процентов меди в сплаве оказывает влияние на его цвет. Чем больше меди, тем более яркий золотистый цвет имеет бронза. При содержании меди 50% цвет сплава станет белым, близким к цвету серебра. В соответствии с поставленными задачами можно получить различный цвет металла путем варьирования процентного соотношения легирующих элементов и меди.
Некоторые разновидности бронзовых сплавов
Наиболее часто требуется использование оловянных, бериллиевых, кремниевых и алюминиевых бронз.
Оловянная бронза
Оловянная бронза содержит олово в качестве основного легирующего компонента. Также могут содержаться фосфор, цинк, свинец, никель и пр.
В таблице приведены предельные содержания элементов в некоторых марках:
Как видно из таблицы, сплавы содержат не менее 80% меди. При увеличении объема олова в сплаве изменяются и его свойства:
твердость и прочность металла возрастает;
снижается пластичность;
снижается ударная вязкость;
увеличивается усталостная прочность.
Одним из легирующих компонентов является P (фосфор). Легирующим данный элемент называют в случае его содержания более 0,1%.
Фосфор при попадании в медный сплав раскисляет медь. Помимо этого, именно фосфор в качестве легирующей добавки увеличивает износостойкость металла. У данного состава есть и обратная сторона. Фосфор при превышении его содержания снижает пластичность получаемого металла. Поэтому при добавлении фосфора в качестве легирующего компонента в деформируемую оловянную бронзу крайне важно строго придерживаться ГОСТа и прочих регламентирующих документов.
Еще один легирующий компонент – Zn (цинк). Он добавляется в бронзу, которая не содержит фосфор. Цинк вводится в количестве, которое может раствориться. Часто вместе с цинком может быть введен свинец. Свинец слаборастворим, получаемые сплавы БрОЦС4-4-2,5 и БрОЦС4-4-4 представляют собой кристаллы твердого раствора и нерастворенные включения свинца. Добавление свинца повышает антифрикционные свойства металла и возможность его резки. Однако, свинец в качестве легирующего элемента снижает некоторые прочие механические свойства получаемого металла.
Также может добавляться Ni (никель). Элемент повышает прочность, пластичность и способность к деформации.
Бериллиевая бронза
К данному типу относятся безоловянные дисперсионно упрочняемые сплавы меди и бериллия. Это означает, что растворимость легирующего элемента напрямую зависит от температуры. Закалка производится из однофазной области, то есть сразу из расплава. Очень важно правильно подобрать используемую температуру процесса. Именно эта величина определяет, насколько хорошо расплав перейдет в твердый раствор и насколько он будет гомогенным, что важно для придания металлу конкретных свойств. Оптимальная температура закалки 760-800 °С. При увеличении температуры более указанного диапазона есть вероятность увеличения зернистости металла и как результат снижения технологических параметров. Температура ниже указанного диапазона не позволяет твердому раствору насытиться бериллием в нужной степени.
Скорость охлаждения раствора должна быть не менее 30-60 градусов в секунду. Это необходимо для того, чтобы в твердом растворе не начался распад компонентов. Иногда в качестве дополнительной легирующей добавки для снижения предела скорости охлаждения могут быть введены Ni (никель) и Co (кобальт). Эти добавки повышают устойчивость твердого раствора в случае его переохлаждения. Для этих же целей может быть использован магний. Гибка металла
Наиболее часто применяются в промышленности и на производстве следующие сплавы:
БрБ2 – с содержанием бериллия 2%;
МНБ – сплав меди-никеля-бериллия, содержание бериллия не превышает 0,8%
МКБ – соотношение меди-кобальта-бериллия с таким же содержанием бериллия, что и в МНБ.
И БрБ2, и МНБ и МКБ имеют высокую пластичность и прочность, легко подвергаются гибке и вытяжке, а также прочим видам пластических деформаций.
Содержание компонентов в некоторых бериллиевых бронзах отражено в таблице:
Кремниевая бронза
Данный безоловянный сплав имеет в своем составе Cu (медь) в размере 80%, Zn (цинк) 20 % и Si (кремний) около 3% и 1% марганца (БрКМц-3-1), проявляет устойчивость к деформации сжатия и растяжения. Высокие механические и антифрикционные свойства, пластичность при низких температурах позволяет применять этот сплав для антифрикционных деталей, пружин, подшипников и пр.
У кремний содержащих сплавов есть еще одно полезное свойство – текучесть. Они широко применяются при литье сложных деталей. Также благодаря составу бронза не дает искру при ударе.
Алюминиевая бронза
Алюминиевая бронза в качестве легирующего компонента содержит алюминий. Содержание алюминия может достигать 12%. В зависимости от содержания алюминия меняются и свойства получаемого металла.
Например, однофазная бронза, в которой алюминия до 9,4% легко подвергается деформации давлением при любой температуре. Это связано с ее высокой пластичностью. Примером такой марки является БрА7. Лазерная резка металла
Добавление алюминия в качестве легирующего компонента существенно повышает прочность металла и его устойчивость к коррозии в сложных условиях: соленая вода, повышенная влажность и пр. Данный тип металла применяется для нефтяных платформ, расположенных в море.
Al также оказывает существенное влияние на теплопроводность металла. При увеличении содержания алюминия падает теплопроводность получаемого металла, если сравнивать этот параметр с медью в чистом виде. Добавление даже 10% Al снижает теплопроводность меди в 390-401 Вт/(м*К) до 75 Вт/(м*К). Добавление дополнительных легирующих компонентов еще больше снижает теплопроводность.
Таким образом, можно сделать следующие выводы: технологические параметры бронз зависят от того, какие легирующие компоненты и в каком соотношении были введены при изготовлении металла. Основным компонентом является медь, процентное соотношение легирующих добавок регламентируется ГОСТами и прочими нормативными документами.
Сравнение металлов: латунь и бронза
Наряду с медью бронза и латунь относятся к категории металлов, называемых «красными металлами» из-за их ярко выраженного красноватого цвета. Эти два материала представляют собой сплавы на основе меди, содержащие различное количество других элементов, обладающих широким спектром различных свойств.
Например, бронза обычно состоит из меди и олова, но в состав могут входить и другие элементы. Независимо от элементной добавки бронза демонстрирует большую твердость, чем чистая медь. С другой стороны, латунь в основном содержит медь и цинк, последний из которых обеспечивает повышенную прочность и пластичность.
Хотя между латунью и бронзой есть сходство, в следующем посте основное внимание уделяется индивидуальным характеристикам, свойствам и преимуществам каждого материала, а также различиям между ними.
Что такое бронза?
Бронза — это металлический сплав, который в основном содержит медь и 12% олова. Другие элементы, такие как алюминий, мышьяк, марганец, фосфор и кремний, также добавляются для придания различных свойств. Эти смеси образуют некоторые из распространенных бронзовых сплавов, в том числе:
Свинцовистая бронза
Фосфористая бронза
Алюминиевая бронза
Кремниевая бронза
Марганцевая бронза
Свойства бронзы
Bronze обладает несколькими уникальными свойствами, которые делают его очень подходящим для применения в самых разных областях, от произведений искусства до компьютерной электроники. Характеристики бронзы включают:
Красновато-коричневый цвет
Твердость и хрупкость (хотя обычно он менее хрупкий, чем чугун)
Температура плавления 950 градусов Цельсия
Высокая стойкость к коррозии в соленой воде
Демонстрирует низкое трение металла о металл
Применение бронзы
Характеристики бронзы
делают ее пригодной для использования в функциональных и эстетических целях, таких как:
Морское дело и рыболовство. На многих лодках и кораблях используются фитинги и гребные винты из бронзы из-за высокой коррозионной стойкости материала.
Скульптуры и музыкальные инструменты. Тускло-золотой тон бронзы делает ее популярным исходным материалом для скульптур и других художественных работ, таких как колокола и тарелки.
Электрические разъемы и пружины. Некоторые бронзовые сплавы особенно подходят для электрических применений благодаря их превосходной электропроводности.
Втулки и подшипники. Низкое трение материала по металлу делает его пригодным для использования в условиях высоких нагрузок, например, для втулок и подшипников.
Что такое латунь?
Латунь представляет собой металлический сплав, в основном состоящий из меди и цинка. Однако другие металлы, такие как железо, алюминий, кремний и марганец, также смешиваются для получения различных свойств и цветовых вариаций. Например, высокое содержание цинка приводит к повышению прочности и пластичности, а включение марганца приводит к повышению коррозионной стойкости.
Некоторые из распространенных типов латуни включают в себя:
Красная латунь
Желтая латунь
330 латунь
360 латунь
464 латунь
Свойства латуни
По сравнению с бронзой латунь более пластична, что делает ее идеальной для применений, требующих высокого уровня формуемости. С другой стороны, он также демонстрирует значительно более низкую температуру плавления (900 градусов по Цельсию).
Другие свойства латуни включают следующее:
Цвет приглушенный желто-золотистый (в зависимости от количества цинка)
Высокая коррозионная стойкость (особенно при содержании марганца выше среднего)
Склонность к растрескиванию от чрезмерной нагрузки
Высокая литейность
Теплопроводность выше средней
Неферромагнитный (облегчает разделение для переработки)
Применение латуни
Латунь
находит применение в самых разных отраслях промышленности, например:
Более яркая золотистая поверхность латуни делает ее отличным выбором для декоративных целей.
Музыкальные инструменты. Его обрабатываемость и долговечность делают его очень подходящим исходным материалом для музыкальных инструментов (например, гитарных струн)
Сантехнические трубы и трубки. Высокая коррозионная стойкость латуни делает ее пригодной для применения в сантехнике.
Подобно бронзе, латунь используется в электронных устройствах из-за ее превосходной электропроводности.
Различия между бронзой и латунью
Различия в составе материалов между бронзой и латунью приводят к различным характеристикам, которые делают их пригодными для различных вариантов использования. Например, более высокий уровень устойчивости бронзы к коррозии в соленой воде делает ее лучшим выбором для компонентов кораблей, чем латунь, а исключительная обрабатываемость и обрабатываемость латуни делают ее более подходящей для изготовления труб и столбов. В приведенной ниже таблице 1 показаны некоторые из основных различий между этими двумя материалами.
Таблица 1 – Различия между бронзой и латунью
Бронза
Латунь
Более твердый, более хрупкий
Повышенная пластичность
Температура плавления 950 градусов Цельсия
Температура плавления 900 градусов Цельсия
Отличная коррозионная стойкость (включая соленую воду)
Хорошая коррозионная стойкость
Подходит для некоторых декоративных целей (например, скульптур, музыкальных инструментов и т. д.)
Больше подходит для декоративных целей (благодаря золотому цвету)
Датируется 3500 г. до н.э.
Датируется 500 г. до н.э.
Свяжитесь с Sequoia Brass & Copper Today
Латунь и бронза — это два сплава на основе меди, обладающие рядом характеристик, подходящих для широкого спектра применений. В Sequoia Brass & Copper мы предлагаем широкий выбор бронзовых и латунных материалов в виде стержней, плит, труб, стержней и листов, которые подойдут для вашего уникального применения. Если вы хотите узнать больше о наших предложениях материалов, свяжитесь с нами или запросите бесплатное предложение сегодня.
Характеристики бронзовых металлов
Обновлено 29 августа 2019 г.
Автор: Kenrick Vezina
Бронза — это сплав меди и олова, который долгое время был самым твердым и долговечным материалом, доступным человеческой цивилизации. Почти каждая крупная глобальная цивилизация прошла через значительный период времени, когда механические свойства бронзы позволили создать более совершенные инструменты, более острое оружие и более прочные конструкции. 0185 Бронзовый век .
Что такое бронза?
Бронза — металл темно-коричневого цвета с золотым блеском. Вы, наверное, слышали, что кого-то с особенно глубоким загаром раньше называли «бронзовым».
В своей самой простой форме он состоит из меди и олова, причем медь составляет от 60 до 90 процентов смеси. Процесс его изготовления прост: нагревайте оба металла до тех пор, пока они не расплавятся, перемешайте их вместе, затем вылейте смесь, чтобы она остыла и затвердела. Вуаля , бронза!
Конкретные пропорции меди и олова значительно различаются, однако могут быть добавлены другие металлы и неметаллы, чтобы придать полученной бронзе полезные свойства. Как ни странно, олово иногда полностью заменяют другим металлом, но полученный сплав по-прежнему называют бронзой. Например, алюминиевая бронза представляет собой сплав меди с алюминием вместо олова.
Бронза также тесно связана с латунью , сплавом меди и цинка. Из-за совпадения их свойств и неточности, связанной с терминами бронза и латунь, часто проще называть «сплавы на основе меди» как группу.
Улучшенный металл
Все разновидности бронзы тверже и долговечнее, чем только медь или олово. Медь и олово — это мягкие металлы, которым легко придать форму — они отлично подходят для изготовления проволоки или фольги, но менее идеальны, если вам нужен топор, который будет держать лезвие.
На самом деле бронза тверже даже чистого железа и гораздо более устойчива к коррозии. В истории цивилизации бронзовый век года года в конце концов уступил место железному веку года года, когда железо стало основным металлом, используемым всей цивилизацией, но это было больше связано с относительным изобилием железа, чем с его относительной силой.
Сегодня существует множество более прочных металлов, таких как сталь и вольфрам, но бронза по-прежнему находит широкое применение благодаря нескольким другим полезным характеристикам:
Она легко скользит по другим металлам, что делает ее идеальной для использования в промышленных компонентах, таких как шарикоподшипники.
Он естественно устойчив к коррозии, что делает его хорошим металлом для использования в судостроении и других ситуациях, когда воздействие морской воды является проблемой.
Сплавы на основе меди не образуют искр при ударе о твердые поверхности, что делает их более безопасными, чем стальные инструменты, при работе вблизи легковоспламеняющихся материалов, таких как фейерверки.
Вороненая бронза имеет уникальный и привлекательный цвет, что делает его популярным в произведениях искусства и предметах интерьера.
Специализированные изделия из бронзы и их использование
Существует почти столько же типов бронзы, сколько и способов ее использования. Даже в пределах данного типа рецептуры различаются, как и конкретные свойства. Вот некоторые из наиболее распространенных:
Фосфорная бронза (также известная как оловянная бронза): Медь с оловом (от 0,5 до 1,0 процента) и фосфором (от 0,01 до 0,35 процента).
13 Температура отпуска различного инструмента из стали У12 [3]
14 Твердость углеродистой стали У12 после отпуска [7]
15 Ориентировочная температура термической обработки и твердость стали У10 в отожженном состоянии [6]
16 Технологический процесс изотермического отжига стали У12, У12А [6]
17 Температура рекристаллизационного отжига стали [7]
18 Ориентировочные режимы отжига инструментальных сталей У12, У12А для улучшения обрабатываемости при резании [7]
19 Твердость [4]
20 Механические свойства в зависимости от температуры отпуска [8]
21 Твердость стали в зависимости от температуры отпуска [8]
22 Механические свойства в зависимости от температуры испытания
23 Истинные обобщеные механические характеристики отожженной стали при 20 °C [4]
24 Технологические свойства [10]
25 Теплостойкость [10]
26 Прокаливаемость [9, 11]
27 Физические свойства при 20 °C [12]
28 Коэффициент линейного расширения α*106, К-1
29 Коэффициент теплопроводности λ Вт/(м*К)
30 Удельная теплоемкость c, Дж/(кг*К)
31 Модуль Юнга (нормальной упругости) Е, ГПа
32 Модуль упругости при сдвиге на кручение G, ГПа
33 Библиографический список
34 Узнать еще
Расшифровка
Согласно ГОСТ 1435-99 буква У в обозначении марки стали означает, что сталь углеродистая.
Следующая за буквой У цифра 12 указывает среднюю массовую долю углерода в десятых долях процента, т.е. среднее содержание углерода в стали 12 около 1,2%
Наличие буквы А в конце маркировки означает, что сталь высококачественная, т.е. с повышенными требованиями к химическому составу.
Заменитель
Стали У10А, У11А, У10, У11.
Иностранные аналоги [1]
Марка стали
Стандарт
N12 (Польша)
PN/H 85020
N 12 E (Польша)
PN/H 85020
S122 (Венгрия)
MSZ 4354
U12 (Болгария)
BDS 6751
И 12 А (Болгария)
BDS 6751 (83)
SK2 (Япония)
JIS G4401 (83)
19221 (Чехия/Словакия)
CSN 419221
BW1C (Великобритания)
B. S. 4659 (89)
C120 KU (Италия)
UNI 2955-82 Part 2
C 120E3U (Франция)
AFNOR NF NF A 35-590 (92)
C 120 (Испания)
UNE 36071 (75)
Вид поставки
Сортовой прокат, в том числе фасонный: ГОСТ 1435-90, ГОСТ 2590-88, ГОСТ 2591-88, ГОСТ 2879-88.
Поковка и кованая заготовка ГОСТ 1435-90, ГОСТ 4405-75, ГОСТ 1133-71.
Характеристики и применение
Инструментальная сталь У12 (У12А) относится к группе сталей пониженной прокаливаемостии. Стали данной группы должны закаливаться в воде, а инструмент из этой стали имеет, как правило, незакаленную сердцевину. Закалка в воде требует принятия мер против сильного коробления, т. е. при конструировании инструмента следует избегать острых углов и резких переходов сечений [2].
Опыт показывает, что прокаливаемость стали У12, У12А весьма непостоянна. Отдельные плавки одной и той же марки могут прокаливаться на разную глубину [3].
При выборе данной марки стали следует иметь в виду, что чем выше твердость (допустим больше углерода, более низкий отпуск), тем выше износоустойчивость, но меньше прочность. Следовательно, если работа инструмента не сопровождается ударными нагрузками, лезвийная кромка имеет достаточное сечение — желательно иметь высокую туердость (62 HRC и выше) и, следовательно, следует применять высокоуглеродистую сталь У12 и давать низкий отпуск (150-200 °C), в противном случае используют стали с меньшим содержание углерода, например У7-У8, после отпуска при 250-300 °C и ˂60 HRC [3]xxxxxxxxx.
Сталь У12 применяется для изготовления инструмента с максимальной износостойкостью при наивысшей твердости, например:
резцы,
различный металлорежущий и мерительный инструмент,
напильники,
зубила для насечки напильников,
граверный инструмент,
волочильные доски и т. д.
Режущий инструмент, работающий в условиях, не вызывающих разогрева режущей кромки:
метчики ручные,
метчики машинные мелкоразмерные,
плашки для круппов,
развертки мелкоразмерные,
надфили,
измерительный инструмент простой формы: гладкие калибры, скобы,
штативы для холодной шлифовки обрезных и вырубных небольших размеров и без переходов по сечению,
холодновысадочные штампы и штемпели мелких размеров,
калибры простой формы и пониженных классов точности.
Химический состав, % (ГОСТ 1435-99)
Марка стали
Массовая доля элемента, %
углерода
кремния
марганца
серы
фосфора
не более
У12
1,10-1,29
0,17-0,33
0,17-0,33
0,028
0,030
У12А
1,10-1,29
0,17-0,33
0,17-0,28
0,018
0,025
Фазовый состав, % по массе
Феррит
Карбиды
Тип карбида
81-83,5
18,5-17
Fe3C
Температура критических точек, °C [2]
Ас1
Ас3
Аr1
Мн
730
820
700
200
Закалка [3]
Температура закалки заэвтектойдной стали У12А лежит в интервале между Ac3 и Ac1. Структура стали в закаленном состоянии состоит из мартенсита и избыточных (вторичных) карбидов. Оптимальная температура закалки 790 °C.
В закаленной стали тетрагональность мартенсита и внутренние напряжения создают значительную хрупкость, поэтому после закалки отпуск является обязательной операцией. [3]
Рекомендуемые режимы закалки [4]
Вариант
Температура, °C
Охлаждение
Охлаждение до 20 °C
HRC
Структура или балл мартенсита по шкале №3 ГОСТ 8233-56
Среда
Температура, °C
Выдержка
I
770-790
Вода
20-40
До 200-250 °C
В масле
62-64
1
II
5%-ный водный раствор поваренной соли
62-65
III
5-10%-ный водный раствор щелочи
62 — 64
IV
790 — 810
Масло индустриальное 12
До 20 — 40 °C
—
62-64
1-3 Для изделий диаметром или толщиной менее 6-8 мм
40 — 50
Сорбит-троостит В зависимости от диаметра или толщины изделия
V
790-810
Расплав селитры, щелочи
150 — 180
Выдержка в расплаве равна выдержке при нагреве под закалку
На воздухе
62-64
1-3 Для изделий диаметром или толщиной менее 6-8 мм
VI
Температуру расплава и продолжительность изотермической выдержки выбирают по диаграмме на рис. 1 в зависимости от требуемой твердости. Охлаждение до 20 °C на воздухе
Сорбит-троостит
ПРИМЕЧАНИЯ:
Продолжительность выдержки при нагреве под закалку рекомендуется рассчитывать по методике ВНИИ [5].
Вариант III применяют для предотвращения образования мягких пятен при закалке.
При добавлении в расплав щелочи 4 — 6% воды вариант V применяют для изделий диаметров или толщиной до 10-12 мм.
Обработка холодом [4]
Вариант закалки
Температура охлаждения, °С
Назначение
Повышение твердости ΔHRC
I-V
-50
Стабилизация размеров инструментов повышенной точности
1-2
ПРИМЕЧАНИЕ. Обработку холодом производить не позднее 1 ч после закалки.
Рекомендуемые режимы отпуска [4]
Вариант
Назначение отпуска
Температура нагрева, °С
Среда нагрева
HRC
I
Снятие напряжений, стабилизация структуры и размеров
140-160
Масло, расплав селитры, щелочи
62-64
160-180
61-63
180-200
60 — 62
200-250
56-61
II
Снятие напряжений и понижение твердости
См. примечание 2
Расплав селитры, щелочи, печь с воздушной атмосферой
—
ПРИМЕЧАНИЕ:
Изделия высокой точности (1-2 мкм) после предварительного шлифования подвергают повторному отпуску (старению).
Режим отпуска для получения твердости ниже HRC 56 выбирают по графику
в соответствии с требуемой твердостью.
Отпуск при температурах выше 250 С обеспечивает стабилизацию размеров изделий.
Нормы нагрева и продолжительность выдержки при отпуске см. табл. 3 Приложения.
Температура отпуска различного инструмента из стали У12 [3]
Виды инструмента
Сталь
Температура отпуска, °C
Приемочная твердость рабочей части HRC
Метчики
У12
180-200
60-62
Развертки
У12
160-180
62-64
Твердость углеродистой стали У12 после отпуска [7]
Марка стали
Режим акалки
Твердость после закалки HRC
Твердость HRC после отпуска при температуре в °С
температура в °С
среда охлаждения
200
300
400
500
600
У12
770-790
Через воду в масло
62-64
61-63
54-58
48-52
—
—
Ориентировочная температура термической обработки и твердость стали У10 в отожженном состоянии [6]
Температура отжига °C
Тведость после отжига HB (не более)
Температура закалки °C
760-780 °C
207
760-790 °C
Технологический процесс изотермического отжига стали У12, У12А [6]
Марка стали
Первый нагрев
Изотермическая выдержка
Твёрдость HВ
Температура, °C
Выдержка в час
Температура, °C
Выдержка в час
У12, У12А
750-770
1,5-2,5
640-680
1-2
187-207
Температура рекристаллизационного отжига стали [7]
Обработка давлением, после которой выполняется отжиг
Марка стали
Температура отжига в °С
Холодная протяжка (калибровка) прутков
У12
700
Ориентировочные режимы отжига инструментальных сталей У12, У12А для улучшения обрабатываемости при резании [7]
Температура нагрева в °С
Охлаждение
Диаметр отпечатка по Бринелю в мм
760-780
С печью по 50° в час до температуры 500 °С, а затем на воздухе
≥4,2
ПРИМЕЧАНИЕ. Для улучшения обрабатываемости инструментальных сталей применяется также высокий отпуск при температуре 650-680 °С.
Твердость [4]
Без °Cотжига
После °Cотжига
После °Cзакалки
dотп, мм
НВ
dотп, мм
НВ
Температура °Cзакалки, °С, °Cи охлаждающая среда
HRC
3,7-3,3
269-341
≥4,2
≤207
760-780, вода
≥62
Механические свойства в зависимости от температуры отпуска [8]
tотп., °C
σ0,2, МПа
σв, МПа
δ5, %
ψ, %
КСU, Дж/см2
Твердость HRCэ
400
1370
1570
9
24
20
52
500
880
1040
11
30
29
40
600
650
760
18
52
44
26
ПРИМЕЧАНИЕ. Образцы размером 32x32x42 мм. Закалка с 760-790 °C.
Твердость стали в зависимости от температуры отпуска [8]
tотп., °C
Твердость HRCэ
160-180
62-64
180-220
59-63
200-270
55-61
450-500
37-47
ПРИМЕЧАНИЕ. Образцы сечением 21-30 мм. Закалка с 810-830 °C в воде.
Механические свойства в зависимости от температуры испытания
tисп., °C
σ0,2, МПа
σв, МПа
δ5, %
ψ, %
КСU, Дж/см2
Отжиг при 20 °C; твердость НВ 207 [4, 9]
20
325
590-690
28
45-55
27
200
—
570
23
47
73
400
310
450
41
60
69
600
110
140
56
74
62
700
59
76
56
82
356
800
53
72
59
85
323
900
34
40
52
91
225
1000
20
28
55
98
157
Образец диаметром 5 мм и длиной 25 мм, °Cдеформированный и отожженный. Скорость деформирования 10 мм/мин; °Cскорость деформации 0,007 1/с [10]
700
—
105
60
68
—
800
—
100
52
96
—
900
—
60
40
100
—
1000
—
34
65
100
—
1100
—
18
74
100
—
1200
—
15
92
100
—
Истинные обобщеные механические характеристики отожженной стали при 20 °C [4]
Растяжение
Сжатие
Кручение
sk, кгс/мм2
q, %
sсж, кгс/мм2
q, %
τк, кгс/мм2
q, %
50-60
100-110
50-60
150-160
50-60
85-95
sk — истинное сопротивление разрыву
sсж — истинное сопротивление сжатию
q, % — истиный сдвиг
τк — истинный предел прочности при кручении
ПРИМЕЧАНИЕ. При всех видах деформации разрушение вязкое.
Технологические свойства [10]
Температура ковки, °C: начала 1100, конца 750. Охлаждение замедленное на воздухе.
Свариваемость — не применяется для сварных конструкций. Способ сварки — КТС.
Обрабатываемость резанием — Kv тв.спл. = 1,0 и Kv σ.ст = 0,9 в отожженном состоянии при НВ 207.
Склонность к отпускной хрупкости — не склонна.
Флокеночувствительность — не чувствительна.
Теплостойкость [10]
Температура, °C
Время, ч
Твердость HRCэ
150-160
1
63
200-220
1
59
Прокаливаемость [9, 11]
Термообработка
Критическая твердость HRCэ
Критический диаметр, мм, после закалки
в воде
в масле
Закалка
61
10-20
4-6
Закалка с 760 °C
42-66
20
—
ПРИМЕЧАНИЕ. Шлифуемость — хорошая.
Физические свойства при 20 °C [12]
Термическая обработка
Hc, A/cм
μmax x 10-6, Г/м
4πJs, T
ρ, Ом*мм2/м
γ, г/см3
Отжиг
6-8*
85
—
1,9
7,81
Закалка от 780-810 °C
41-50
11-12,5
0,7-0,8
1,7-1,8
—
Закалка от 780-810 °C, отпуск при 150-200 °C
40-32
14-17,5
0,75-0,8
1,75-1,85
—
Hc — коэрцитивная сила;
μmax — максимальная магнитная проницаемость;
4πJs — магнитное насыщение;
ρ — удельное сопротивление;
γ — плотность;
*Нижний предел значений Hc соответсвует структуре зернистого перлита, верхний — пластинчатого перлита.
Коэффициент линейного расширения
α*106, К-1
Марка стали
α*106, К-1 при температуре испытаний, °С
20-100
20-200
20-300
20-400
20-500
20-600
20-700
20-800
20-900
20-1000
У12, У12А
10,5
11,8
12,6
13,4
14,1
14.8
15.3
15,0
16,3
16,8
Коэффициент теплопроводности λ Вт/(м*К)
Марка Стали
λ Вт/(м*К), при температуре испытаний, °С
20
100
200
300
400
500
600
700
800
900
У12, У12А
—
45
43
40
37
35
32
28
24
25
Удельная теплоемкость
c, Дж/(кг*К)
Марка стали
c, Дж/(кг*К), при температуре испытаний, °С
20-100
20-200
20-300
20-400
20-500
20-600
20-700
20-800
20-900
20-1000
У12, У12А
469
503
519
536
553
720
611
712
703
699
Модуль Юнга (нормальной упругости) Е, ГПа
Марка Стали
При температуре испытаний, °С
20
100
200
300
400
500
600
У12
209
205
200
193
185
178
166
У12А
209
205
200
193
185
178
166
Модуль упругости при сдвиге на кручение G, ГПа
Марка стали
При температуре испытаний, °С
20
100
200
300
400
500
600
У12, У12А
82
80
78
75
72
69
63
Библиографический список
Шишков М. М. Марочник сталей и сплавов. 2000 г.
Позняк Л.А. Инструментальные стали: Справочник. -М.: Металлургия. 1977 г.
Гуляев А.П. Металловедение. 1977 г.
Гуляев А.П. Инструментальные стали. Справочник. 1975 г.
Смольников Е.А. Как расчитать время нагрева при закалке. «Металловедение и термическая обработка металлов». 1970 г. №12
Каменичный И.С. Практика термической обработки инструмента. 1952 г.
Филинов С.А., Фиргер И. В. Справочник термиста. 1969 г.
Тылкин М.А. Прочность и износостойкость деталей металлургического оборудования. 1965 г.
Марочник стали и сплавов, 3-е изд. Под ред. Крянина И.Р. 1977 г.
Марочник стали и сплавов. Под ред. Сорокина В.Г. 1989 г.
Марочник сталей. — М.: ЦБТИ, 1961 г.
Марочник стали для машиностроения. НИИМАШ. 1965 г.
Сталь У12, У12А: Расшифровка марки
org/ListItem»>
Главная
Справочник
Марки сталей
У12, У12А
Марка стали
Вид поставки
Прутки, полосы и мотки – ГОСТ 1435–99.Прокат сортовой – ГОСТ 5210–95.
У12, У12А
Массовая доля элементов, % по ГОСТ 1435–99
Марка стали
Температура критических точек, ºС
C
Si
Mn
S
P
Cr1
Ni1
Mo
Cu1
Ас1
Ас3
Аr1
Аr3
Мн2
Мк2
1,10–1,29
0,17–0,33
0,17–0,33
≤
0,028
≤
0,030
0,12–
0,40
0,12–0,25
–
0,20–
0,25
У12
730
820
700
–
200
– 20
0,17–0,28
≤
0,018
≤
0,025
У12А
1 Массовая доля Cr, Ni, Cu в зависимости от группы металлопродукции.
2 Нагрев до 780 ºС.
Механические свойства при комнатной температуре
НД
Режим термообработки
Сечение,
мм
σ0,2,
Н/мм2
σВ,
Н/мм2
δ,
%
Ψ,
%
KCU,
Дж/см2
HRC
НВ
Операция
t, ºС
Охлаждающая
среда
не менее
ГОСТ 1435–99
Отжиг
750–770
С печью
(скорость
50 ºС/ч)
–
Не определяются
≤
212
Закалка
760–790
Вода
–
≥ 63
–
Термически
обработан-
ная металло-
продукция
≤ 5
–
750
–
–
–
–
Отжиг или отпуск
Прутки
для
сердеч-ников
–
–
–
–
–
–
≤
269
Закалка
–
–
–
–
–
≥ 64
–
Назначение.Метчики ручные, напильники, рашпили, шаберы слесарные, штампы для холодной штамповки обрезные и вырубные небольших размеров и без резких переходов по сечению, холодно-высадочные пуансоны и штемпели небольших размеров, калибры простой формы и невысоких классов точности, пресс-формы для пластмасс, сердечники и др.
Предел
выносливости,
Н/мм2
Термообработка
Ударная вязкость, KCU, Дж/см2,
при t, ºС
Термообработка
σ-1
τ-1
+ 20
0
– 20
– 40
– 60
– 80
Теплостойкость
Шлифуемость
Критический диаметр, мм, при закалке
В воде
В масле
В селитре
На воздухе
62 HRC, 150–160 ºС, 1 ч
58 HRC, 200–250 ºС, 1 ч
Хорошая
10–12
4–6
4–6
Не закаливается
Технологические характеристики
Ковка
Охлаждение поковок, изготовленных
Вид полуфабриката
Температурный
интервал ковки, ºС
из слитков
из заготовок
Размер сечения, мм
Условия охлаждения
Размер сечения, мм
Условия охлаждения
Слиток
Заготовка
1150–800
1160–800
До 100
101–150
151–700
В штабелях на воздухе
В ящиках
Отжиг неполный, одно
переохлаждение
До 100
101–150
151–700
В штабелях на воздухе
В ящиках
Отжиг неполный, одно
переохлаждение
Свариваемость
Обрабатываемость резанием
Флокеночувствительность
Не применяется для сварных конструкций
В отожженном состоянии при 207 НВ и
σВ = 630 Н/мм2
К√ = 1,0 (твердый сплав),
К√ =0,9 (быстрорежущая сталь)
Не чувствительна
Склонность к отпускной хрупкости
Не склонна
Другие стали углеродистые и легированные
Оставьте заявку и получите актуальные цены и сроки поставки Ответим в течение 15 минут. Предложение будет у вас в течение 24 часов
Отправляя форму, я соглашаюсь с политикой о персональных данных
Высокоуглеродистая инструментальная сталь. Инструменты из него способны резать, шлифовать и ударять благодаря пластичности, стойкости к шлифованию, ударопрочности и твердости.
Основные характеристики:
Твердый
Хорошая стойкость к истиранию
Высокая режущая способность
Ковкий
Хорошая ударопрочность
Applications
This alloy is widely used for:
Files
Die nuts
Screw taps
Die nuts
Watchmaker tools
Engraving tools
Mason tools
Stamps
Knives
Mechanical properties
Твердость – одна из важнейших характеристик этой стали.
Норма
Сплав
Макс. твердость HB после мягкого отжига
Max HB hardness as quenched
ISO
C120U
217
—
SEW
43992
212
63
GOST
U12
207
62
ГОСТ
У12А
207
62
СЭВ
43991
70057
63
BS
BW1C
207
—
ČSN
19221
210
64
JIS
SK2
212
—
PN
N12
207
63
PN
N12E
207
99 30
7
Other properties:
Grade:
N12
N12E
U12A
Electrical resistivity:
1. 96 μΩ*m
1.96 μΩ*m
—
Плотность:
7,830 г/см 3
7,830 г/см 3
7,79 г/см 3
.6)/ O C
—
Закалка
У12 отличается от У12А прокаливаемостью. У12 — сталь глубокой закалки, У12А — мелкой закалки.
Largest grain size / hardening depth, mm
Temperature [℃]
760
800
840
880
Deep hardening steel N12
7 / 5
7 / 6
6 / 8
5 / 12*
Shallow-hardening steel N12E
7 / 3
7 / 4
7 / 4
7 / 5
* ВНИМАНИЕ! Могут присутствовать трещины закалки на изломе.
Проанализируем результаты. Закалка стержня из стали Н12 DN 20-25 мм при 880 ℃ приводит к полному закалке излома. В случае стали N12E незакаленный сердечник прибл. DN10 мм останется внутри стержня.
Heat treatment and Hot forming
Following parameters are recommended for working and heat treatment
N12E heat treatment and forging
Process
Cooling
Temperature [℃]
Ковка
песок или зола
1000–800℃
Мягкий отжиг
любой
680–710℃
Снятие стресса
медленное
600-700 ℃
Гатификация
Свежая или соленая вода
760-780 ℃
760-780 ℃
760-780 ℃
760-780.
Почему диапазон температур отпуска такой большой? Это потому, что он оказывает значительное влияние на конечную твердость инструмента. Следовательно, температуру отпуска следует выбирать в пределах этого предела.
Сварка
Сварка является трудным делом и должна рассматриваться только как средство ремонта.
Могут использоваться следующие покрытые электроды: EN 450 B, ENS 50 B, ENS 15CrB, EN 350 B, ENS 18, EN 600 B, WBEN 280 MoB.
Сталь У12А : марка сталей и сплавов. Ниже представлена систематизированная информация о назначении, химическом составе, видах припасов, заменителях, температурах критических точек, физико-механических, технологических и литейных свойствах для марки — Сталь У12А.
Работа с металлом. Клепка — Национальная сборная Worldskills Россия
“
Мы переходим к следующему виду работы с металлом и рассмотрим, как производится операция клепки. А вы знали, что на корпусе современного широкофюзеляжного лайнера можно насчитать до 30 миллионов заклепок? Вот так одно, казалось бы, маленькое действие влияет на безопасность всей воздушной перевозки. Давайте разберем, как проводить процесс образования заклепочного соединения и быть уверенным, что все сделано правильно.
Глоссарий
Для успешного освоения материала рекомендуем вам изучить следующие понятия:
Один из видов крепежных изделий для осуществления заклепочного соединения
Вспомогательный инструмент для клепки
Американский военный стандарт
Американский национальный аэрокосмический стандарт
Видеолекция
Конспект
Работа с металлом. Клепка
Техника безопасности
Проверьте целостность пневматических шлангов и отсутствие утечки воздуха в местах крепления шланга к магистрали и инструменту
Наденьте специальную одежду, обувь с усиленным носком, перчатки и очки. Кроме того, из-за повышенного уровня шума при клепке, обязательно используйте наушники!
Описание процесса
Заклепки выглядят как круглые стержни с закладной головкой на одном конце. Заклепку вставляют в отверстия двух соединяемых деталей и сильными ударами расклепывают второй конец заклепки. При этом образуется так называемая замыкающая, или высадная головка.
Этот процесс в самолетостроении осуществляется тремя способами:
ударной клепкой, при помощи ударов пневмомолотка
прессовой, под давлением поддержки пресса, или раскаткой специальными машинами
автоматической клепкой, с применением автоматического сверлильно-клепального оборудования
Как происходит ударная клепка
Под действием сжатого воздуха, подаваемого в цилиндр молотка, поршень перемещается и наносит удары по обжимке, которая расклепывает стержень заклепки. При этом воздухораспределительное устройство подает сжатый воздух попеременно в одну и другую полость цилиндра и обеспечивает возвратно-поступательное движение поршня
Маркировка заклепок
Заклепки изготавливают из алюминиевых сплавов (2017-T4, 2024-T4, 2117-T4, 7050 и 5056), титана, сплавов на основе никеля (монель), из мягкой стали или железа и, в некоторых случаях, из меди.
Маркировка на головке заклепки помогает ее идентифицировать: узнать тип авиационной заклепки, сорт материала, из которого она была сделана, и ее размер. Разные стандарты (MS, NAS) используют свою кодировку
Важно
Размер, то есть диаметр и длина, заклепки обозначается цифрами. Первая цифра — это числитель диаметра заклепки, ее знаменатель 32. Вторая цифра это — числитель длины заклепки, знаменатель 16
Оборудование для работы
Клепальный молоток, с бойками под тип и размер заклепки
Быстросъемный крепеж Cleco
Поддержка (раскряжевочный брусок)
Важно
Выбирайте брусок подходящей формы и размера. Если брусок неправильной формы, он деформирует голову заклепки. Если брусок слишком легкий, он деформирует стержень заклепки. Если брусок слишком тяжелый, происходит вдавливание металла со стороны закладной головки заклепки
Приступаем к клепке
Соединяем детали с помощью быстросъемного крепежа
Устанавливаем заклепки. Установка должна производиться от центра к краям
Крепим малярный скотч для предотвращения повреждения закладной головки
Прижимаем заклепку к детали при помощи клепального молотка и ставим ее ровно на поддержку
Важно
Держите клепальный пистолет плотно и ровно, под углом в 90 градусов. Если держать его неплотно, это приведет к разбитию заклепки. А если держать его под кривым углом, обжимка оставит вмятины на детали, что может привести к деформации заклепки или детали
По окончании работы проверяем расклепку с помощью шаблона
Рекомендация
Можно проверить правильность сформированной замыкающей головки с помощью штангенциркуля. Высота должна соответствовать 0,5 диаметра заклепки, а диаметр — 1,5 диаметра заклепки
“
Вы узнали, как производится операция клепки, какие инструменты необходимо подготовить для работы и как проверить качество готовых заклепок. А теперь предлагаем выполнить несколько заданий на закрепление полученных знаний.
Интерактивное задание
Для закрепления полученных знаний пройдите тест
Стартуем!
Кодировкой NAS в сертификате на заклепки
Кодировкой MS в сертификате на заклепки
Точечной маркировкой на головке заклепки
Дальше
Проверить
Узнать результат
За счет деформации стержня заклепки
За счет деформации металла склепываемых деталей
За счет проникновения металла заклепки в пространство между склепываемыми деталями
За счет деформации отверстия заклепки
Дальше
Проверить
Узнать результат
От края к центру
От центра к краю
В зависимости от технического задания и расположения заклепок
Дальше
Проверить
Узнать результат
К сожалению, вы ответили неправильно
Прочитайте лекцию и посмотрите видео еще раз
Пройти еще раз
Неплохо!
Но можно лучше. Прочитайте лекцию и посмотрите видео еще раз
Пройти еще раз
Отлично!
Вы отлично справились. Теперь можете ознакомиться с другими компетенциями
Пройти еще раз
Особенности клепки металла. Требуемые инструменты, порядок действий
Под клепкой металла понимается процесс формирования неразъемного соединения элементов создаваемой конструкции, характеризующихся сравнительно небольшой толщиной. К нему прибегают, когда сварку применять неудобно, либо если сопряжению подлежат детали из несвариваемого материала. Еще один доступный вариант – использование болтового соединения – тоже имеет минусы: его монтаж занимает более продолжительный отрезок времени, да и стоят входящие в него компоненты дороже.
Процедура клепки
Простота выполнения – вот почему большинство домашних мастеров отдают предпочтение именно этому методу скрепления металлических листов. Заклепка, имеющая шляпку и стержень, вставляется в сквозное предварительно созданное отверстие. Головка при этом упирается в поверхность одного из скрепляемых элементов, а конец стержня выступает за пределы противоположной кромки гнезда. Эта часть крепежной детали под действием внешней силы расплющивается. В результате образуется т.н. замыкающая головка, которая:
Типы заклепочных соединений
По критерию «способ соединения пластин» заклепочные швы принято подразделять на 2 типа:
внахлестку – на одну металлическую пластину накладывается другая;
встык – листы располагают так, чтобы соприкасались их боковые грани. А их соединение осуществляется одной либо двумя плоскими накладками.
Применяется еще один критерий – расположение заклепок. Согласно ему соединения, формируемые посредством данных крепежных деталей, бывают одно-, двух- и многорядными. Располагаться заклепки могут в шахматном порядке. Иной широко распространенный вариант – одна напротив другой.
В зависимости от сферы предназначения заклепочные швы подразделяются на:
прочные. Реализуются в ходе клепки опор, выполняющих несущую функцию – проще говоря колонн, элементов мостовых сооружений, металлических балок жесткого каркаса и т.д.;
прочноплотные. Наряду с прочностью, обеспечивают герметичность скрепления. Широко применяются при клепке котлов и трубопроводных магистралей, функционирующих под воздействием повышенного давления рабочих субстанций, находящихся в газообразном либо жидком агрегатном состоянии;
плотные. Реализуются, когда критичным параметром соединения является только прочность шва. Встречаются в таких видах оборудования, как резервуары, цистерны и слабонагруженные, характеризующихся разной степенью сложности, трубопроводы.
Разновидности заклепок
Заклепка –это крепежная деталь с цилиндрическим стержнем (может выпускаться полым), созданным из пластичного мягкого металла. На его одном конце находится шляпка определенной конфигурации.
Современной металлургией производятся и составные заклепки, в конструкцию которых входят корпус и ножка/стержень. Но принцип действия остается прежним: закладная шляпка упирается в поверхность одной детали, а с другой стороны стержня – на его выступающем конце – формируется замыкающая головка. Однако при этом клепка, как таковая, не применяется. Просто в ходе извлекания самого стержня его расширенный участок деформирует вторую часть, как бы сминает ее.
Типы закладных шляпок и стержней
Головки заклепок подразделяются на следующие виды:
полусферическая (бывает низкой и высокой). Другое ее широко распространенное название – полукруглая. Заклепки с такими шляпками характеризуются наибольшим уровнем надежности. Формируют прочный и качественный шов;
плоская цилиндрическая и конусообразная. Заклепки, головки которых имеют такую конфигурацию, рекомендованы к применению, если в ходе эксплуатации возможен их контакт с химически агрессивной средой;
под потай и под полупотай. Заклепки со шляпками такой формы, применяются исключительно при выдвижении строгого требования, чтобы крепеж не выступал над плоскостью прикрепляемого листа. Формируемое соединение наиболее ненадежно.
На рисунке представлены заклепки со шляпками перечисленных конфигураций.
Что же касается стержней, то они бывают:
сплошными, как это показано на выше размещенном рисунке. Установка таких заклепок сопряжена с некоторыми трудностями. Но этот минус нивелируется высокой нагрузочной способностью сформированного сопряжения;
полупустотелыми. Отрезок стержня, примыкающий к закладной шляпке – сплошной, оставшийся участок – пустотелый;
пустотелыми. В шляпке и в самом стержне заклепки проделано сквозное отверстие. Крепежная деталь данного типа легко подвергается расклепыванию. Однако такая конструкция обусловливает низкую устойчивость соединения к воздействию внешних нагрузок.
Как выглядят заклепки со стержнями последних двух типов, можно узнать, изучив ниже размещенные рисунки
Каждый вид стержня встречается с каждым из типов закладных головок. Их подбор осуществляется с учетом предполагаемой нагрузки. Пустотелые подходят для формирования не слишком нагруженных швов, но только если к герметичности не предъявляются никакие требования. Для обеспечения этой характеристики можно устанавливать полупустотелые заклепки. Если предполагается работа соединения в условиях высоких нагрузок, используется крепеж с полусферической шляпкой и сплошной ножкой/стержнем.
Инструмент для клепки
Для создания соединения с помощью заклепок нужно применять слесарный инструмент. Ниже представлены те его виды, без которых домашнему мастеру точно не обойтись.
Слесарные молотки
Если планируется частое выполнение работ, связанных с клепкой металла, рекомендуется приобрести набор молотков данного типа. Основное требование – их боек должен быть квадратным.
Подбирать данный инструмент следует с учетом диаметра и длины заклепок. Эти характеристики крепежа определяют площадь бойка и оптимальный вес головки молотка. Очевидно, что масса последнего элемента – очень значимый фактор при клепальных работах:
даже от одного неприцельного удара молотком с тяжелой головкой, заклепка может безвозвратно повредиться;
когда же импульсные воздействия наносятся легкой головкой, процедура расклепывания может затянуться.
Что же касается площади бойка, то здесь тоже все понятно: этот показатель прямо пропорционален диаметру шляпки заклепки. Численные значения обеих этих характеристик молотков слесарных прописаны в ГОСТе 2310-77. Правда площадь бойка там указана неявно – только его сторона. Впрочем, для вычисления данного параметра квадрата этого вполне достаточно. Ниже приведены в табличной форме установленные вышеуказанным нормативным документом вес головки с такой конфигурацией бойка и ее сторона для всех возможных типов данного элемента молотка.
Обозначения по ГОСТу 2310-77 головок молотков
Сторона квадрата ударной плоскости бойка, мм
Вес (номинальный) квадратных головок молотков, кг
7850-0122/001
36,0
1,0
7850-0121/001
33,0
0,8
7850-0119/001
29,0
0,6
7850-0118/001
27,0
0,5
7850-0117/001
25,0
0,4
7850-0147/001
19,0
0,3
7850-0116/001
0,2
7850-0115/001
15,0
0,1
7850-0114/001
11,0
0,05
Опытные домашние мастера рекомендуют применять для заклепок с диаметром (обозначение Dз):
Натяжка
Выглядит натяжка, как бородок, на конце которого проделано гнездо. Его диаметр должен быть немного больше этого параметра стержня заклепки. Натяжка используется для сжатия (осаживания) подлежащих скреплению пластин металла перед проведением процедуры их сопряжения.
Работа с натяжкой предусматривает:
Цель проведения данной операции – добиться плотного соприкосновения поверхностей соединяемых металлических листов. То есть полностью устранить между ними зазор.
Чекан
Этот инструмент представляет собой разновидность слесарного зубила, отличающегося конфигурацией рабочей части – здесь она плоская. Применяется чекан для придания реализованному клепкой соединению герметичности. Процедура зачеканивания заключается в уплотнении плоскостей соприкосновения соединяемых элементов. В качестве объектов ее применения выступают края металлической пластины и замыкающая головка заклепки. На рисунке представлены чеканы, наиболее часто используемые при клепке.
Инструмент первого варианта исполнения обеспечивает ширину боя, не превышающую 10,0 мм, а второго – от 10,0мм.
Поддержка
Поддержка выполняет функцию опоры в ходе расклепывания стержня заклепки. Форма и размерные характеристики такого приспособления подбираются с учетом:
Вес поддержки должен превышать значение этого показателя используемого молотка не меньше чем в 3 раза, а лучше в 5 раз.
Обжимка
Обжимка представляет собой стержень, на рабочей части которого проделано углубление. Используется для придания замыкающей головке требуемой конфигурации – по плоскому торцу обжимки наносятся удары молотком. С целью унификации металлургические предприятия производят такой инструмент в одном исполнении.
Значения отображенных на чертеже параметров указаны в таблице.
Диаметр стержня заклепки
Общая длина обжимки (L), мм
Радиус углубления (R), мм
Глубина лунки (h), мм
Диаметр лунки в рабочей части (d1), мм
Диаметр стержня обжимки (D), мм
Масса, кг
31,0
180,0
26,0
18,0
48,7
50,0
2,78
28,0
23,5
16,0
43,8
25,0
21,0
14,0
39,1
22,0
18,0
12,0
34,2
45,0
2,20
19,0
16,0
10,0
29,2
16,0
13,0
8,5
24,3
35,0
1,40
13,0
170,0
12,5
7,0
20,4
30,0
0,93
11,5
10,0
6,0
18,4
10,0
9,0
5,0
15,5
В качестве сырья для изготовления обжимок используется высококачественная углеродистая инструментальная сталь марок У7A и У8A.
Заключение
В заключение необходимо отметить один важный момент. Клепка металла должна производиться крепежными деталями, изготовленными из того же материала, что и соединяемые листы. Выполнение этого требования исключит протекание процесса электрохимической коррозии. Что же касается медных пластин, то их соединение может вестись заклепками, произведенными не только из металла Сu, но и из латуни.
Please enable JavaScript to view the comments powered by Disqus.comments powered by Disqus
Что такое заклепка и как она работает? — Определение и значение
Заклепка представляет собой механическую застежку, состоящую из головки на одном конце и цилиндрического стержня на другом (называемого хвостовиком), имеющего вид металлического штифта.
Нажмите здесь, чтобы посмотреть наши последние технические подкасты на YouTube .
При установке заклепка либо просверливается, либо вставляется, либо вбивается в отверстие, после чего хвостовик деформируется, удерживая заклепку на месте.
Заклепка деформируется в результате ударов или раздавливания хвостовой части, что делает материал более плоским и обычно приводит к расширению хвостовой части примерно в полтора раза по сравнению с первоначальным диаметром стержня.
В готовом виде хвост имеет форму гантели, завершающей заклепочное соединение.
Заклепка позволяет создавать соединения внахлестку или встык с различными конфигурациями заклепок, включая одиночные, двойные и зигзагообразные.
Есть восемь широко используемых типов заклепок , в том числе:
Глухие заклепки (также известные как полые или выдвижные заклепки) – Они используются, когда невозможно увидеть другую сторону соединения. Этот тип клепки очень быстро наносится и используется в различных секторах, включая аэрокосмическую, судостроительную и электронную.
Заклепки приводные – Этот тип глухих заклепок имеет короткую оправку, которая выступает из головки и забивается молотком, в результате чего конец, вставленный в отверстие, расширяется.
Заклепка с потайной головкой . Используется для наружных поверхностей, чтобы обеспечить хороший внешний вид и устранить аэродинамическое сопротивление. Этот тип заклепок имеет потайную головку и отверстие с потайной головкой и также называется потайной заклепкой.
Заклепка с фрикционным замком . Эти ранние формы вытяжных заклепок доступны в виде потайной или куполообразной формы, где впервые широко использовались в аэрокосмической технике. Эти заклепки напоминают разжимной болт.
Заклепки Oscar – Подобно глухим заклепкам, заклепки Oscar имеют разрезы вдоль полого стержня. Эти разрезы, которые обычно входят в наборы из трех штук, заставляют вал изгибаться и расширяться наружу, когда оправка втягивается в заклепку. Расклешение создает широкую поверхность, что снижает вероятность выдергивания заклепки.
Самонарезающие заклепки – Эти заклепки не требуют сверления или пробивки отверстий, так как на конце имеется скошенный стержень для протыкания соединяемых материалов. Самопроникающие заклепки проходят через верхний лист материала, но не полностью протыкают нижний лист, создавая водонепроницаемое или газонепроницаемое соединение.
Сплошные заклепки (также известные как заклепки с круглой головкой) – Техника, восходящая к бронзовому веку, что делает ее одним из старейших, а также одним из самых надежных типов застежек.
Заклепки из конструкционной стали — этот тип заклепок широко использовался для соединения конструкционных сталей, но был в значительной степени заменен использованием высокопрочных болтов, поскольку для установки и затягивания этих болтов не требуются квалифицированные рабочие.
Выдвижная заклепка также известна как глухая или полая заклепка и используется там, где вы можете работать только с одной стороной заклепки. Специальный заклепочный пистолет или инструмент втягивает головку стержня в тело заклепки, которая затем расширяется у глухой стороны соединения. Как только он встречается с лицевой стороной глухой стороны соединения, оправка защелкивается, в результате чего шток выталкивается, создавая герметичное соединение. Заклепку можно использовать вместо гаек и болтов, винтов, сварных швов и клеев.
Что такое заклепки? Разновидности и применение
Что такое заклепки?
Заклепки POP, также называемые глухими заклепками, используются для быстрого и эффективного соединения двух кусков материала с помощью ручного заклепочника или пневматического заклепочного пистолета. Заклепки POP трубчатые, состоят из шляпки и оправки; длина оправки отламывается при установке. И шляпка, и оправка могут быть изготовлены из одного и того же материала (например, полностью из нержавеющей стали) или из комбинации двух материалов (например, медная шляпка / латунная оправка). Заклепки измеряются в установленном диапазоне захвата и длине. Разновидности заклепок POP (глухие заклепки) включают куполообразный открытый конец, закрытый конец, потайную заклепку, открытый конец с большим фланцем, многозахватный и структурный. Они доступны из нержавеющей стали 304, алюминия, легированной стали, меди, латуни и некоторых других вариантов этих металлов.
Для получения дополнительной информации о заклепках, включая номера (6-6 или 66), размеры, установку, диапазон захвата и т. д., пожалуйста, ознакомьтесь с нашим Руководством по заклепкам в Крепежах 101.
Сколько разновидностей заклепок доступно?
Ответ: МНОГИЕ! См. список доступных опций и описания ниже:
Куполообразные заклепки POP с открытым концом / глухие заклепки
Заклепки POP, также известные как глухие заклепки, используются для быстрого и эффективного соединения двух частей материала. Купольные заклепки POP с открытым концом имеют трубчатую форму, состоят из шляпки и оправки; длина оправки отламывается при установке. Купольные заклепки POP доступны с белым, черным или коричневым стержнем из алюминия.
Заклепки POP с закрытым концом / Глухие заклепки
Заклепки с закрытым концом отличаются от стандартных вытяжных заклепок тем, что они имеют плоский закрытый конец, который создает водонепроницаемое уплотнение. Также известна как водонепроницаемая заклепка.
Заклепки POP с потайной головкой / глухие заклепки
Заклепка с потайной головкой, также известная как плоская заклепка, используется в отверстиях с потайной головкой, и после установки заклепка заподлицо с поверхностью. Они используются в гусеницах, где головка не выступает в скользящие гусеницы или ролики. Шляпка заклепки почти вывернута, с зенковкой на 120 градусов во встроенной шайбе. Заклепки POP с потайной головкой трубчатые, состоят из шляпки и оправки; длина оправки отламывается при установке.
Заклепки POP с большим фланцем / Глухие заклепки
Заклепки с большим фланцем, также известные как заклепки увеличенного размера, имеют большую шайбу на шляпке, чем стандартные заклепки POP. Заклепки POP с большим фланцем имеют трубчатую форму, состоят из шляпки и оправки; длина оправки отламывается при установке.
Универсальные заклепки
Универсальные заклепки могут заменить обычные заклепки в тех случаях, когда толщина заклепываемого материала варьируется. One Multi Grip Rivet имеет диапазон захвата заклепок разных размеров. Этот диапазон захвата обеспечивает гибкость конструкции и меньший запас заклепок, поскольку один размер заклепки Multi Grip может подходить для различных работ, включая несоответствие отверстий. Одна заклепка Multi Grip Rivet может использоваться в качестве эквивалента по крайней мере для трех различных размеров заклепок.
Структурные заклепки
Структурные заклепки, также известные как блокировочные заклепки из нержавеющей стали с оправкой из нержавеющей стали. Заклепки Interlock создают более прочную сборку, чем стандартные заклепки из нержавеющей стали, из-за силы, которую они создают. Вытяжные заклепки с куполообразной головкой в этом наборе обычно называют как блокировочными, так и структурными заклепками.
Для получения дополнительной информации о заклепках, пожалуйста, посетите наш путеводитель по заклепкам здесь
Для чего нужен Бетоноконтакт: состав, применение, свойтва
Далеко не все отделочные процессы можно назвать легкими. Развитие технологий позволяет их сделать не настолько тяжелыми физически, и/или сократить время, улучшить результат. Но так как материалы и технологии новые, возникает много домыслов, ошибок в использовании. Сегодня мы разберемся, что такое Бетоноконтакт, для чего он нужен, как правильно его использовать.
Содержание статьи
1 Разработчики грунтовки
2 Состав
3 Назначение и область применения
3.1 На какие поверхности наносить
3.2 Нужен ли бетоноконтакт поверх масляной краски
4 Где категорически не стоит применять состав
5 Чего нельзя делать
6 Чем наносить
7 Производители и возможная замена
8 Пару слов в завершение
Разработчики грунтовки
Этот состав имеет около десятка вариантов названия: Бетоконтакт, Бетон-контакт, Бетоноконтакт, контакт-грунт, грунт-контакт и т. д. Изобретателем этой грунтовки является немецкая компания FEIDAL. Во всяком случае, на их официальном сайте указано именно это и так как информацию никто пока не оспорил, можно считать этот факт истиной. Оригинальное название — Betokontakt, на русском — Бетоконтакт. В народе же больше прижилось «Бетоноконтакт», так как чаще всего наносят его на бетон. Так что, строго говоря, оригиналом является состав только этой фирмы.
Фирма Feidal первая выпустила на рынок грунтовку для улучшения адгезии с плохо впитывающими основаниями
Тем не менее, любая фирма, выпускающая строительные смеси, имеет аналогичный состав с таким же или очень похожим названием. Скорее всего, изменения в названии умышленные, чтобы нельзя было предъявить обвинения. В целом, для потребителя не столь важно, кто придумал данный состав. Важно, чтобы он выполнял свои функции.
Состав
Каждая фирма добавляет в состав что-то свое, но Бетоконтакт в любой вариации содержит следующие компоненты:
Акриловая дисперсия (сополимеры). Основа состава, которая отвечает за адгезию. Именно она оставляет после высыхания липкий слой. От качества этой составляющей во многом зависит качество грунтовки.
Натуральные наполнители. Обычно кварцевый песок, но бывают варианты. Создает шершавое покрытие, что повышает сцепляемость со следующим слоем.
Добавки. Придают особые свойства (водостойкость, антибактериальность и т.д.).
Некоторые фирмы добавляют краситель. Это для того, чтобы проще было проконтролировать нанесение и не оставлять проплешин. Кстати, в составы без красителя можете его добавить сами.
Один из вариантов названия «Бетон-контакт»
Как видите, Бетоноконтакт не содержит вредных веществ, имеет нейтральный уровень кислотности, потому не вступает в реакцию с щелочными материалами, не способствует окислению металлов. Благодаря этой способности его можно применять и под цементные, и под гипсовые штукатурки/шпаклевки.
Назначение и область применения
Бетоноконтакт — это особый тип грунтовки для оснований, которые не впитывают воду. Если на такие основания без предварительной подготовки нанести штукатурку, она, скорее всего, при высыхании отвалится, так как поверхность этих оснований обычно гладкая и штукатурке просто не за что зацепиться. Чтобы штукатурка не отваливалась и используют Бето-контакт. И он действительно работает, но только надо знать когда он необходим.
Принцип работы Бетоноконтакта
Состав не из дешевых, а применять его советуют где ни попадя. Чтобы не потратить зря деньги, стоит точно знать его свойства и область применения. Вообще, информация есть на каждой банке, но продавцы (и некоторые строители) советуют иное применение. Но не всем надо верить.
На какие поверхности наносить
Бетоноконтакт образует на поверхности липкий шероховатый слой с абразивными включениями. К этому слою хорошо липнет и штукатурка/шпаклевка. Абразивные частички — песчинки или кристаллы — дают дополнительную опору для слоя отделки. В общем, задача Бетоноконтакта — повысить адгезию к сложным основаниям. Но не ко всем.
На что стоит наносить Бетонконтакт? Как уже говорили, предназначен он для оснований не впитывающих воду. Их не так много:
Вот для чего нужен Бетоноконтакт. Других рекомендованных поверхностей нет. Советы наносить на штукатурку под шпаклевку, под декоративные штукатурки — это все лишнее. Нет нужды в этой обработке, ведь только стоимость повышается, а на результат не влияет или только ухудшает ситуацию. На свежую штукатурку шпаклевка и так ляжет «на ура», как и другие отделочные материалы.
Вариант от Старателей — Бетон-Контакт
Есть один совет: лучше брать бетоноконтакт с крупным зерном, если будете наносить штукатурку и с мелким зерном — под шпатлевку.
Причем советы наносить Бетоконтакт на деревянные и металлические поверхности — это именно на фрагменты. Например, балки, выступающие части конструкций. Это снова-таки тот момент где нужен БК. Для оштукатуривания деревянных стен есть другие технологии, а если есть только фрагмент, целесообразно использовать этот состав.
Нужен ли бетоноконтакт поверх масляной краски
Еще отделочники применяют Бетонконтакт по масляной краске. Большая часть советует краску все-таки содрать, потому что и с бетоноконтактом, и без него штукатурка под своей массой может отделиться от краски. Если состав въелся намертво и никакими методами не удаляется, необходимо:
В этом случае тоже понятно для чего нужен Бетоноконтакт и как он работает. Но вполне можно остановиться уже до первого нанесения Бетонконтакта. При наличии насечек достаточной площади и штукатурка и плитка будут держаться. Использовать подходящую грунтовку, чтобы обработать «сколы» в стене и после высыхания наносить следующий материал.
Olimp свой Контакт-Грунт обозначил как средство под декоративные штукатурки и керамическую плитку
Многие исходят из того, что с липкой поверхностью, которую оставляет Бетоконтакт, держаться будет лучше. В общем, это работает, но только если сделать все, как написано. И да. Высыхание — это полное и окончательное. Срок указан на банке и отличается в зависимости от производителя. Самый короткий период высыхания — 3-4 часа у Бетонконтакта Федал, наиболее продолжительный — порядка 24 часов у какого-то дешевого.
Где категорически не стоит применять состав
Важно знать не только для чего нужен Бетоноконтакт, но и где он не нужен и даже вреден. Например, не стоит слушать советы пропитать составом сыпучие или рыхлые основания. Тут нужны другие грунтовки глубокого проникновения. А Бетоноконтакт прилипает к гладкой поверхности, не стремясь особо проникнуть в нее. Не имеет смысла покрывать побелку, обычную ЦСП с рыхлой структурой, газо и пено бетон, штукатурку и т.д.
Часто Бетоконтакт покупают для грунтовки стены или пола перед укладкой плитки. Если поверхность впитывает воду, делать этого не стоит. И вот почему. Посмотрите на характеристики плиточного клея и БК. У клея адгезия 0,8-0,9 МПа, у БК — 0,4-0,5 МПа. То есть, добавляя слой бетоноконтакта на нормально впитывающее основание, вы ухудшаете ситуацию за свои же деньги, причем немалые. Хотя некоторые производители в инструкции пишут, что применяться состав может и под укладку плитки. Но вот ситуация с адгезией получается аналогичной…
Для наружных и внутренних работ может использоваться по старой краске (написано в описании)
Если хотите, чтобы плитка точно не отвалилась, берите хороший клей. Да, он дороже, но пара БК+дешевый клей стоит не меньше, а результат непрогнозируемый. Если есть сомнения (не слишком надежное основание), лучше использовать грунтовку глубокого проникновения и/или клей получше. Он обычно позиционируется «для сложных поверхностей» и держит намертво, так как проникает в основание глубоко.
Применение Бетоконтакта принесет, скорее вред, чем пользу при нанесении под наливные полы. У цементных будет худшая адгезия, чем могла бы быть, а гипсовые придется попросту «тянуть». По липкому основанию они практически не растекаются. Результат — трещины, вспучивание и другие очень неприятные моменты. Это не те поверхности и случаи для которых нужен Бетоноконтакт.
Чего нельзя делать
При желании можно найти отзывы или видео, в которых говорится, что штукатурка/плитка отвалились от Бетонконтакта. Чтобы этого не случилось, наносите грунт только на рекомендованные основания. Кроме того, не стоит делать следующих вещей:
И чтобы Бетоноконтакт работал, он должен быть «настоящим». Подделок очень много, так что надо быть внимательными. А чтобы быть уверенным, можно проверить. Предварительно обработайте БК небольшой кусок стены согласно инструкции. Нанесите планируемый слой штукатурки/шпаклевки. Подождите пока высохнет и пробуйте оторвать. Если все сделано правильно, ничего у вас не получится. Говорят, что качественный Бетоконтакт позволяет нанести штукатурку даже на стекло. Можете, кстати, попробовать.
Чем наносить
Надо не только знать для чего нужен Бетоноконтакт, но и как и чем его наносить. Это только кажется, что ничего сложного в этом нет, но сначала попробуйте. Состав часто густой, примерно как кефир, а иногда гуще. Притом в нем находятся песчинки, кристаллики, которые очень желательно равномерно распределить по всей поверхности, а не собрать в одном месте. В общем, не так это просто. Есть несколько советов:
Есть еще одна хитрость — кисть или валик прикрепить к палке с метр длиной — и стремянка не нужна при обработке стен, и от себя подальше — меньше каплей летит на одежду и в лицо.
Производители и возможная замена
Как уже говорили, практически у любого производителя строительных смесей есть Бетоноконтакт, Бето-Контакт, Бетон-Контакт или что-то подобное. Если вам нравятся другие смеси этого производителя, имеет смысл попробовать и этот. Есть локальные компании, которые при хорошем качестве продукции, представлены только в некоторых регионах. Так что в список попали далеко не все, а те у кого «охват» шире. По отзывам понравилось работать с Бетоконтактом следующих фирм:
В списке фирмы, работающие в разных ценовых сегментах. Те, что подороже, обычно чуть лучше наносятся. Более дешевые придется чаще перемешивать, да и наносятся они сложнее. При обработке старайтесь не оставлять проплешин. Если нашли уже в процессе высыхания, нанесите слой и выждите полное время высыхания. Это лучше, чем потом переделывать отслоившийся кусок.
Часто спрашивают можно ли Бетоноконтакт чем-то заменить. Единственный возможный вариант — грунтовка Ceresit ct-16. Она дает похожий эффект, но по стоимости получится, пожалуй, дороже.
Пару слов в завершение
Перед покупкой внимательно прочтите инструкцию. Какие-то составы акриловых грунтовок для гладких плотных оснований могут применяться и под цементную, и под гипсовую штукатурку. Другие — только под гипсовую. Некоторые пригодны только для внутреннего применения, другие могут использоваться и снаружи. Точно также есть составы, в инструкции к которым прописано использование по старым краскам, другие пригодны под плитку… В общем, внимательно читайте рекомендации по использованию.
Для чего нужен бетоноконтакт
Содержание
Применение материалов с новыми техническими характеристиками
Использование бетоноконтакта
Особенности нанесения грунтовки
Основные варианты применения бетоноконтакта
Заключение
В прошлом окрашенные или цементные стены были «головной болью» большинства штукатурных работ. Характеристики такой поверхности делали процесс нанесения декора слишком хлопотным и долгим. Но ситуация серьезно изменилась с появлением серии грунтовок, усиливающих сцепление с бетонной стеной.
Применение материалов с новыми техническими характеристиками
Есть немало секретов правильной отделки цементной стены, среди старых рецептов есть довольно серьезные варианты, в которых бетон перед оштукатуриванием нужно было с помощью поливинилацетатной эмульсии заклеить тканевой основой, по которой и отделывали декоративным материалом. Времени и средств для подобной процедуры нужно было немало. На вопрос – для чего нужен бетоноконтакт, ответ звучит просто. Сегодня, благодаря новым составам бетоноконтакта, на цемент можно нанести или закрепить что угодно, хоть оконное стекло.
Характеристики поверхности цементной стены отличаются от кирпичной кладки или структуры силикатного блока большим количеством скрытой мельчайшей пыли и практически полным отсутствием крупных пор. Пыль препятствует нормальному смачиванию цемента клеевыми растворами, а поры крайне нужны для качественной адгезии штукатурного слоя.
Технические особенности бетоноконтакта:
Это грунтовка на основе акриловых полимеров, цемента и кварцевого наполнителя с хорошей способностью «прилипать» к самой сложной и запыленной поверхности благодаря специальным добавкам и присадкам;
Применение кварцевого наполнителя специальной формы и размера позволяет значительно усилить сцепление грунтовки с массой цемента или древесины;
Наличие в составе бетоноконтакта биоцидов, делает возможным применение грунтовки на поверхностях с неблагоприятной биологической средой;
Важно! Грунтовка считается абсолютно безопасной к применению человеком, но в любом случае следует избегать попадания раствора на открытые участки тела из-за повышенной активности присадок в бетоноконтакте.
Использование бетоноконтакта
Работать с грунтовкой можно так же, как и с обычными укрепляющими растворами. Любой уважающий себя производитель бетоноконтакта описывает применение раствора в коротенькой инструкции, следующей вместе с упаковкой.
Чаще всего грунтовка продается в готовом виде, в этом случае для ее применения нужно просто очистить стену от механических загрязнений и приступать к нанесению грунта на поверхность. Иногда находят применение порошковые формы бетоноконтакта, особенно в случае работы с большими объемами грунтования. По инструкции, готовый бетоноконтакт хранится без потери технических характеристик в течение года, сухие смеси рассчитаны на применение после более длительного срока хранения.
Бетоноконтакт всегда изготавливается на водной основе, поэтому при длительном хранении часть воды может испариться. Перед применением, а еще лучше при покупке специалисты рекомендуют открыть упаковку и осмотреть поверхность жидкого бетоноконтакта. Если на стенах емкости будут следы подсохшего с трещинками слоя, применение такого раствора лучше отложить. Всегда нужно уточнять пригодность бетоноконтакта к применению по срокам годности.
Особенности нанесения грунтовки
Перед применением готовую смесь рекомендуется тщательно перемешать до однородного состояния. При хранении раствор может расслаиваться, и это не означает брака или непригодности к применению. В состав смеси входят разные по плотности вещества, более тяжелые цемент и кварцевый наполнитель могут оседать на дно. При нанесении неперемешанного грунта на стене образуется неравномерный по насыщенности рисунок, соответственно, прочность сцепления с цементом будет тоже разной.
При подготовке стену следует проверить шпателем на наличие отслоений, загрязнений, масляных пятен и глубоких трещин. Мелкие трещины не особо опасны для применения бетоноконтакта, благодаря клеящей основе грунтовка основательно укрепляет поверхностный слой.
Лучшим вариантом для нанесения бетоноконтакта считается использование поролонового малярного валика или широкой кисти, в обоих случаях грунт ложится равномерно и хорошо контролируется благодаря специфической тонировке. Чаще всего это белый цвет, хотя в продукции Крауф находят применение более выразительные розовые оттенки, которые не спутаешь с другим грунтом.
Консистенция бетоноконтакта напоминает по вязкости жидкую сметану или густотертую краску, грунт легко удерживается на кисти или поролоновой поверхности валика. При нанесении бетоноконтакта лучшим способом считается последовательное применение коротких вертикальных и горизонтальных полос. Оптимальной температурой для бетоноконтакта являются значения от +5 до +30оС. Применение грунта при более высоких или более низких значениях инструкция не рекомендует из-за нарушения режима высыхания. В мороз бетоноконтакт превращается в вязкую массу, которой работать совершенно невозможно.
Время высыхания слоя составляет от 2 до 4 часов, но для более полноценного применения всех преимуществ грунтовки специалисты советуют не ждать и начинать штукатурные работы уже через 2,5 часа.
Минимально рекомендованное время составляет не менее 2 часов, в течение этого срока в помещении нужно исключить применение любой техники, при работе с которой образуется пыль или взвесь.
Основные варианты применения бетоноконтакта
Хорошая адгезия и высокая прочность грунта привели к тому, что состав, изначально рассчитанный на работу с цементной стеной, находит все более широкое применение:
Для наклейки керамической плитки прямо на слой бетоноконтакта. В этом случае используют либо состав для газосиликатной поверхности, либо выполняют двойной слой грунта с наполнителем для тяжелых штукатурок;
Для помещений, построенных из пористых или вспененных материалов, необходимо применение гидроизолирующих покрытий, слой бетоноконтакта практически не пропускает воду;
В качестве закрепляющих или изолирующих грунтов в подвалах или помещениях с полами из бетона или цементной плитки, дающими большое количество пыли и загрязнений.
Основная часть производителей грунтовки выпускают бетоноконтакт в двух вариантах – для применения под шпатлевку и для штукатурных работ. Первый состав имеет более мелкий наполнитель и дает более тонкий слой грунта. При определенном опыте применения грунтовки, ее расход может быть снижен до 180 гр на м2. Для тяжелых штукатурок обязательным считается применение бетоноконтакта с размером зерна наполнителя не менее 0,5-0,6 мм. Если стены, предположительно, имеют старые гидрофобные пропитки или загрязнения, иногда, перед нанесением грунтовки, поверхность обрабатывают специальным раствором глубокого проникновения на латексной основе.
Заключение
Большинство известных производителей не афишируют состав добавок, определяющих характеристики и свойства бетоноконтакта. Считается, что все грунтовки имеют примерно схожий по составу набор компонентов, но опыт и попытки работы с грунтовками, полученными смешением бетоноконтактов разных марок и разных брендов, говорят, что лучшими характеристиками обладают все же исходные грунты, их смеси оказываются малопригодными в работе.
Состав и пропорции раствора для кладки кирпича
Как сделать цветной раствор для кирпича
Размер и вес белого силикатного кирпича
Кирпич облицовочный силикатный
Применение бетона — RMC Research & Education Foundation
Общие проекты по применению бетона
Отчет «Сборник акустической информации для бетонных конструкций и других материалов» включает подробные сведения об акустических характеристиках бетонных конструкций пола и потолка, а также бетонных стен, таких как балочные балки, плоские плиты, ICF и железобетонный металлический настил. Отчет также включает информацию об акустических характеристиках других строительных материалов и дополнительных ресурсах.
В отчете Совета по устойчивости США «Сравнение сейсмостойкости многоквартирных и многоэтажных многоквартирных домов, построенных из различных материалов» оценивались сравнительные сейсмические характеристики четырех широко используемых типов конструкций, включая традиционный деревянный каркас, перекрестно-клееную древесину (CLT), стальной каркас и бетон. построен с использованием изолированных бетонных форм (ICF) для типичного многоквартирного дома в трех городах: Лос-Анджелес, Сиэтл и Мемфис.
Руководство по бетонным покрытиям асфальтированных парковок — 2-е издание. В этом руководстве содержится информация и рекомендации в таких областях, как, помимо прочего, оценка целостности существующего дорожного покрытия, выбор вариантов проекта, принципы проектирования дорожного покрытия и расчетный срок службы, управление парковкой. дренаж участка и работа с оценкой входа в соседние здания. Второе издание, выпущенное в июне 2022 г., также включает дополнительную информацию. Дополнительные возможности: Доступны файлы AutoCAD, дополняющие это руководство. Пожалуйста, свяжитесь с Дженнифер ЛеФевр для получения дополнительной информации. Короткое видео, знакомящее с использованием бетонных покрытий асфальтированных парковок, можно посмотреть здесь.
Модель прочности бетона была разработана, чтобы предоставить производителям бетона простую модель, которая поможет им оптимизировать прочность своих бетонных смесей без чрезмерного проектирования. Доступные материалы включают отчет, электронную таблицу моделей, инструкции по электронной таблице и электронную таблицу пробных партий смесей.
Исследование производительности малоэтажных бетонных стен с низким коэффициентом армирования на основе моделирования. В этом отчете представлены результаты исследования малоэтажных легкоармированных бетонных стен на основе моделирования с целью определения возможностей достижения целевых показателей производительности при меньшем использовании и более широкое расположение стальной арматуры, чем в настоящее время разрешено Кодексом ACI.
Роль содержания воздуха и замены дополнительных вяжущих материалов в повреждении швов противогололедной солью в бетоне. Известно, что образование оксихлорида кальция в холодных условиях из-за реакций между противогололедной солью хлорида кальция и гидроксидом кальция в бетоне вызывает значительные повреждения дорожного покрытия. бетоны. Этот окончательный отчет представляет собой результаты проекта, проведенного для оценки роли содержания воздуха и дополнительных вяжущих материалов (SCM) в смягчении повреждения бетона оксихлоридом кальция.
Прогностическая модель содержания пустот и прочности водопроницаемых бетонных покрытий, установленная в полевых условиях. Полевые испытания водопроницаемых бетонных покрытий (PCP) и лабораторные испытания собранных образцов использовались для определения неразрушающего, простого и надежного теста на месте для контролируйте качество работ PCP с помощью легкого дефлектометрического тестирования. Результаты полевых испытаний были расширены за пределы целей контроля качества, чтобы получить скорость инфильтрации на месте для оценки необходимых усилий по уплотнению для будущих проектов, а также для оценки структурных свойств для расчета толщины слоя.
Научное исследование долговечности бетона. Благодаря сотрудничеству Центра устойчивого развития бетона Массачусетского технологического института (CSHub), Университета штата Орегон (OSU) и Университета Нью-Брансуика это исследование поможет повысить долговечность бетонных покрытий за счет улучшения научное понимание повреждений дорожного покрытия, особенно в отношении щелочно-кремнеземной реакции (ASR) и замораживания-оттаивания (FT). Обратите внимание, что размер этого документа превышает 19 МБ.
Путеводитель по бетонным тропам. Все больше и больше населенных пунктов выбирают прогулочные тропы. Руководство по бетонным дорожкам содержит справочную информацию, подробности и информацию обо всем процессе установки бетонной тропы. Доступны три версии Руководства, в том числе PDF-файл с высоким разрешением (обратите внимание, что эта версия весит 45 МБ и загрузка может занять много времени), PDF-файл с низким разрешением (8 МБ) и PDF-файл, оптимизированный для просмотра. на планшете (5 МБ). Чтобы получить версию Руководства в высоком разрешении на USB-накопителе и/или в печатном виде, обратитесь к Дженнифер ЛеФевр.
PavementDesigner.org — этот онлайн-инструмент для проектирования дорожных покрытий предлагает функции и преимущества, ранее недоступные сообществу дизайнеров дорожных покрытий. Этот ресурс является бесплатным и был создан для городских, окружных и инженеров-консультантов, научных кругов или всех, кто занимается проектированием дорожных покрытий промышленных и парковочных площадок. Он был создан в результате сотрудничества между Национальной ассоциацией товарных бетонных смесей, Ассоциацией портлендского цемента и Американской ассоциацией бетонных покрытий при совместном финансировании со стороны Исследовательского и образовательного фонда RMC. Дополнительные доступные ресурсы включают запись веб-семинара о том, как его использовать, и PDF-файл этой презентации.
Улучшение характеристик защиты от мороза в современных бетонных смесях. Этот отчет был частью исследования объединенного фонда 12 штатов, посвященного изучению повреждения от мороза бетона с вовлечением воздуха, обработанного солями, в том числе способов смягчения любого воздействия. Ссылка на исследование и другие вспомогательные материалы включены в название проекта выше.
Влияние увеличенного времени смешивания до выгрузки на долговечность и эксплуатационные характеристики бетона. Этот проект, выполняемый Технологическим институтом Нью-Джерси, исследует, соответствуют ли текущие 90-минутный лимит времени для использования товарного бетона может быть увеличен без ущерба для долговечности и производительности.
Оценка предельных значений содержания хлоридов в железобетоне. Этот отчет представляет собой фазу A двухэтапного отчета и включает технические данные, которые будут поддерживать изменение кода, которое изменит предельные значения на основе вяжущих материалов, используемых в Строительном кодексе ACI 318 для Конструкционный бетон.
ICFMA Резюме теплового исследования и данные испытаний. Это краткое изложение результатов теплового сравнительного исследования, проведенного Ассоциацией производителей изоляционных бетонных опалубок между ICF и деревянными/стальными каркасными конструкциями. Ссылка включает в себя резюме исследования и подробные данные испытаний.
Отчеты о расчетах на эрозию. Целью этих отчетов является помощь проектировщикам в оценке того, соответствует ли естественное уплотненное грунтовое основание на проектной площадке длительным эксплуатационным характеристикам дорожного покрытия, или требуется стабилизация грунтового основания или основание для соответствия проектным критериям.
Методология проектирования оснований и оснований под бетонными дорогами и автостоянками
Методы испытаний и результаты испытаний на эрозионную способность обычно используемых материалов основания и оснований
Оба вышеупомянутых отчета в формате PDF
Исследование и оценка ACI 347.3R-13 «Руководство по формованным бетонным поверхностям» — этот отчет был профинансирован Американским обществом подрядчиков по бетонным работам, Фондом образования, исследований и разработок, Фондом ACI и Фондом исследований и образования RMC.
Судебно-медицинская экспертиза урагана Катрина. Полное исследование очень большое для скачивания, поэтому также доступны компакт-диск и/или печатная копия. Кроме того, для загрузки доступно краткое изложение.
Стратегический план информационного моделирования зданий завершен — Совет по стратегическому развитию (SDC) фонда ACI Американского института бетона опубликовал Стратегический план информационного моделирования зданий (BIM). Разработка Стратегического плана финансировалась RMC Research & Education Foundation и Charles Pankow Foundation. Доступ к Стратегическому плану можно получить здесь.
Консорциум лабораторий виртуальных испытаний цемента и бетона Национального института стандартов и технологий. Информацию о проекте VCCTL в NIST можно посмотреть здесь. Доступ к образовательному программному обеспечению VCCTL можно получить здесь. Другой ресурс — Моделирование и измерение структуры и свойств материалов на основе цемента — можно найти здесь.
3 июня 2013 г. состоялся вебинар, посвященный VCCTL и его успешному применению. Щелкните здесь, чтобы просмотреть запись вебинара на YouTube. Презентация вебинара доктора Вичит-Вадакан доступна здесь. Вы также можете ознакомиться с презентациями участников панели ниже:
Д-р Джеффри Буллард Г-н Джон Белковиц Д-р Виласа Вичит-Вадакан
SCC Имеются отчеты об исследовании давления на опалубку – Окончательный отчет очень большой, поэтому мы также предоставили краткое изложение . Копии отчета на компакт-диске или в печатном виде можно запросить, связавшись с Jennifer LeFevre.
«Вы должны смотреть не на красоту здания, а на конструкцию фундамента, который выдержит испытание временем.»
Водопроницаемый бетон/Ресурсы устойчивого развития
Проницаемый бетон и другие ресурсы устойчивого развития, такие как исследование дробленого бетона, подпадают как под категорию «Устойчивое развитие», так и под категорию «Применение бетона». Чтобы ознакомиться с нашими доступными предыдущими ресурсами по конкретному/устойчивому развитию, перейдите на нашу страницу устойчивого развития, нажав здесь.
Пересмотренное программное обеспечение Life-365 теперь доступно для загрузки — Программное обеспечение Life-365, информация и инструкции доступны для загрузки здесь (пожалуйста, используйте ссылку на странице). Программное обеспечение, предназначенное для оценки срока службы и стоимости жизненного цикла альтернативных составов составов бетонных смесей, стоимости жизненного цикла альтернативных составов составов бетонных смесей и систем защиты от коррозии
«Каждый из нас вырезает камень, возводит колонну или вырезает кусок витража при строительстве чего-то гораздо большего, чем мы сами.»
Ресурсы инициативы P2P
Повышение надежности испытаний удельного сопротивления бетона. Этот отчет, проведенный исследователями из лаборатории Национальной ассоциации товарных бетонов, показывает, что измерение удельного сопротивления бетона является надежным методом испытаний для прогнозирования его проницаемости и потенциальной долговечности. Документ также включает Дополнение по оптимальному отверждению/кондиционированию образцов удельного сопротивления. Также доступно исполнительное резюме.
Оптимизация бетонных смесей для повышения производительности и экологичности. На основе исследования, проведенного в исследовательской лаборатории NRMCA, в этом отчете рассматривается, как снижение или устранение минимальных требований к вяжущим материалам в смесях позволит повысить гибкость в достижении лучших характеристик и более экологичной конструкции.
Оценка основанных на эксплуатационных характеристиках альтернатив положениям о долговечности строительных норм и правил ACI 318. Этот проект, выполняемый в лаборатории NRMCA, направлен на расширение внедрения спецификаций, основанных на эксплуатационных характеристиках, которые будут приняты государственными дорожными агентствами и отраслью. Это было частью более крупного исследования с объединенным фондом по разработке критериев эффективности бетона, который будет устойчив к проникновению хлоридов, циклам замораживания и оттаивания и воздействию сульфатов.
Система управления качеством для компаний по производству товарного бетона — СМК представляет собой инструмент, который поможет компаниям по производству товарного бетона в создании собственного плана качества и включает образец плана для вымышленной компании RMC.
Спецификация производительности модели, фаза II: Руководство по определению характеристик бетона. Эта спецификация руководства была написана специально для положений ACI 318-08 «Строительные нормы и правила для конструкционного бетона» и предназначена для рассмотрения свойств или требований к товарному бетону на основе характеристик. Он охватывает требования к бетону, которые не рассматриваются в ACI 318.
Экспериментальный пример, демонстрирующий преимущества спецификаций производительности. В этом итоговом отчете представлены результаты лабораторного исследования, призванного продемонстрировать преимущества критериев, основанных на производительности, по сравнению с предписывающими требованиями в конкретных спецификациях.
Технические характеристики модели Фаза I: Подготовка основанных на характеристиках спецификаций для монолитного бетона. Этап I этого проекта включает обзор литературы и определение методов разработки руководства по определению характеристик бетона.
Как контакт с алюминием влияет на бетон? | Журнал по бетонным конструкциям
Вопрос: Есть ли у кого-нибудь информация о реакции между алюминием и бетоном?
Ответ: Форти Брум, бывший продавец смесителей и неофициальный историк THE CONCRETE PRODUCER, рассказывает историю о производителе барабанов, который разработал новый барабан смесителя в конце 1960-х годов. У штатного инженера была отличная идея попытаться уменьшить вес за счет использования алюминия. Отдел маркетинга легко уловил потенциальную привлекательность нового продукта, и вскоре был изготовлен прототип машины. Устройство работало очень хорошо в течение нескольких дней.
Но затем, после полной загрузки бетона на ближайшем заводе товарных смесей, дно бочки раскололось по шву и разошлось, практически погрузив шасси в свежий бетон.
К сожалению для этого производителя, кто-то не задал вопрос, недавно опубликованный на странице интерактивного отраслевого форума Aggregate Research Industries (www.aggregateresearch.com/forum).
Вопрос о влиянии контакта бетона с алюминием вызвал бурные отклики. Один респондент резюмировал это так: «Алюминий и бетон не смешиваются ни в пластичном, ни в затвердевшем состоянии».
Алюминий вступает в реакцию со щелочами (ОН), содержащимися в бетоне на портландцементе. Когда эти два химических вещества объединяются, в результате реакции образуется газообразный водород. Вот почему, когда реакция происходит во влажном бетоне, вы заметите крошечные пузырьки, выходящие на поверхность плиты.
Один из респондентов прокомментировал: «Если вы добавите достаточное количество алюминиевой пудры в полную загрузку бетона, в конечном итоге будет достаточно газа, чтобы вызвать расширение смеси, и в конечном итоге свежий бетон выльется из барабана. Для менее драматичного теста. , возьмите на строительной площадке алюминиевый желоб и заполните его бетоном. Примерно через 45 минут вы должны увидеть пузырьки, поднимающиеся на поверхность бетона».
В большинстве случаев время контакта между алюминием и свежим бетоном относительно короткое, поэтому обычно это не вызывает проблем. Таким образом, вы можете использовать алюминиевую платформу грузовика для перевозки бетона в течение короткого времени без каких-либо побочных эффектов, а также очищать ее после использования.
Но серьезные последствия могут возникнуть в ситуациях длительного контакта. Во-первых, может произойти значительная коррозия алюминия, залитого бетоном. Коррозия может вызвать расширение бетона и последующее растрескивание затвердевшего бетона.
Во-вторых, если алюминий соединить с любыми черными металлами, также произойдет гальваническая коррозия. В обоих случаях присутствие хлорида кальция значительно ускоряет процесс коррозии.
Даже незначительное содержание алюминия в бетоне может стать проблемой.



 Будет полезен, если под рукой нет дрели или шуруповерта, а потребность в сверлении есть. Предоставляет возможность работать инструментом со стандартными цилиндрическими сверлами, не прибегая к дополнительным приспособлениям.
Будет полезен, если под рукой нет дрели или шуруповерта, а потребность в сверлении есть. Предоставляет возможность работать инструментом со стандартными цилиндрическими сверлами, не прибегая к дополнительным приспособлениям. Оснастка со временем изнашивается, теряя производительность. Увидев разброс цен между бюджетными и качественными бурами для перфоратора, новичок задастся вопросом «Зачем платить больше?», выберет первые. Недорогая оснастка быстро приходит в негодность, требуя замены.
Оснастка со временем изнашивается, теряя производительность. Увидев разброс цен между бюджетными и качественными бурами для перфоратора, новичок задастся вопросом «Зачем платить больше?», выберет первые. Недорогая оснастка быстро приходит в негодность, требуя замены.





 Однако далеко не каждый мастер знает о том, что дрель можно использовать для сверления прочных материалов — кирпич, бетон, железобетон. Чтобы использовать этот инструмент для бетона, необходимо убедиться в наличии ударного режима. Далеко не все инструменты для сверления имеют такой режим, поэтому еще на этапе покупки инструмента убедитесь, что у него имеется функция ударного сверления. Если такая функция имеется, тогда можно переходить к этапу выбору расходного материала.
Однако далеко не каждый мастер знает о том, что дрель можно использовать для сверления прочных материалов — кирпич, бетон, железобетон. Чтобы использовать этот инструмент для бетона, необходимо убедиться в наличии ударного режима. Далеко не все инструменты для сверления имеют такой режим, поэтому еще на этапе покупки инструмента убедитесь, что у него имеется функция ударного сверления. Если такая функция имеется, тогда можно переходить к этапу выбору расходного материала. Это отличие в том, что цилиндрическая насадка на конце имеет наконечник. Этот наконечник еще называют головкой, посредством которого и выполняется бурение бетонной конструкции. Для повышения эффективности и увеличения срока службы насадки, наконечник имеет победитовую напайку. Конструкция сверла на дрель представлена на фото ниже.
Это отличие в том, что цилиндрическая насадка на конце имеет наконечник. Этот наконечник еще называют головкой, посредством которого и выполняется бурение бетонной конструкции. Для повышения эффективности и увеличения срока службы насадки, наконечник имеет победитовую напайку. Конструкция сверла на дрель представлена на фото ниже. Кроме того, в процессе бурения цилиндрическая часть выдерживает большие нагрузки, которые создает механизм инструмента. Это ударные нагрузки, формирующиеся ударным механизмом инструмента.
Кроме того, в процессе бурения цилиндрическая часть выдерживает большие нагрузки, которые создает механизм инструмента. Это ударные нагрузки, формирующиеся ударным механизмом инструмента.
 Если сверло для дрели по бетону имеет цилиндрическую конструкцию хвостовика, то насадка по бетону на перфоратор, которая называется буром, отличается формой и наличием на крепежной части пазов. Это связано с тем, что перфораторы имеют специальные конструкции патронов. Для перфораторов сверла по бетону отличаются по конструкции хвостовиков типа SDS. Они бывают двух основных типов — SDS-plus и SDS-max. Чем они отличаются, и какие бывают, подробно описано в материале про буры по бетону на перфоратор.
Если сверло для дрели по бетону имеет цилиндрическую конструкцию хвостовика, то насадка по бетону на перфоратор, которая называется буром, отличается формой и наличием на крепежной части пазов. Это связано с тем, что перфораторы имеют специальные конструкции патронов. Для перфораторов сверла по бетону отличаются по конструкции хвостовиков типа SDS. Они бывают двух основных типов — SDS-plus и SDS-max. Чем они отличаются, и какие бывают, подробно описано в материале про буры по бетону на перфоратор. Хвостовик имеет схожую конструкцию с переходниками для бит. Наличие граней повышает контакт с кулачками цангового механизма, поэтому исключается вероятность проворачивания насадки при ее заклинивании.
Хвостовик имеет схожую конструкцию с переходниками для бит. Наличие граней повышает контакт с кулачками цангового механизма, поэтому исключается вероятность проворачивания насадки при ее заклинивании. Спиралевидная часть на сверлах отвечает за отвод шлаков, возникающих при работе насадки. Эта часть на насадках бывает разных видов:
Спиралевидная часть на сверлах отвечает за отвод шлаков, возникающих при работе насадки. Эта часть на насадках бывает разных видов: Для начала необходимо решить, какой тип бетонной поверхности будет сверлиться. Если нужно пробурить крепкую железобетонную конструкцию, то лучше воспользоваться перфоратором. Достаточно трудно будет пробурить отверстие в кирпичной стене дрелью, поэтому также лучше обратиться за помощью к перфоратору. Просверлить дрелью отверстие в стене можно в районе расположения укладочных швов, а также, если стена сооружена из шлакоблока, ракушки, пенобетона и т.п. Решив, для каких работ можно использовать дрель, приступаем к выбору необходимого расходного материала. Для этого учитываются следующие критерии:
Для начала необходимо решить, какой тип бетонной поверхности будет сверлиться. Если нужно пробурить крепкую железобетонную конструкцию, то лучше воспользоваться перфоратором. Достаточно трудно будет пробурить отверстие в кирпичной стене дрелью, поэтому также лучше обратиться за помощью к перфоратору. Просверлить дрелью отверстие в стене можно в районе расположения укладочных швов, а также, если стена сооружена из шлакоблока, ракушки, пенобетона и т.п. Решив, для каких работ можно использовать дрель, приступаем к выбору необходимого расходного материала. Для этого учитываются следующие критерии: Выступы режущих кромок расширяют отверстие примерно на 1 мм, поэтому для дюбеля размером 10 мм нужно использовать сверло по бетону с диаметром 9 мм. При таком подходе к сверлению отверстий можно достичь высокой эффективности крепежного соединения. Дюбель должен быть плотно посажен в подготовленном отверстии, иначе качество соединения будет низким. Сверла по бетону на дрель бывают таких диаметров — 4 мм, 5 мм, 6 мм, 7 мм, 8 мм, 10 мм
Выступы режущих кромок расширяют отверстие примерно на 1 мм, поэтому для дюбеля размером 10 мм нужно использовать сверло по бетону с диаметром 9 мм. При таком подходе к сверлению отверстий можно достичь высокой эффективности крепежного соединения. Дюбель должен быть плотно посажен в подготовленном отверстии, иначе качество соединения будет низким. Сверла по бетону на дрель бывают таких диаметров — 4 мм, 5 мм, 6 мм, 7 мм, 8 мм, 10 мм Для частого применения рекомендуется выбирать сверла с небольшим углом наклона спиральной части. Для бурения глубоких и больший отверстий используются насадки со шнековой конструкцией рабочей части, в которых происходит эффективное выведение пыли
Для частого применения рекомендуется выбирать сверла с небольшим углом наклона спиральной части. Для бурения глубоких и больший отверстий используются насадки со шнековой конструкцией рабочей части, в которых происходит эффективное выведение пыли Большинство производителей выпускает сверла по бетону, которые пропитываются маслом. Это защитный слой, предотвращающий развитие коррозионных процессов на насадке.
Большинство производителей выпускает сверла по бетону, которые пропитываются маслом. Это защитный слой, предотвращающий развитие коррозионных процессов на насадке. Кстати оптимальный является угол заточки, равный 75 градусов
Кстати оптимальный является угол заточки, равный 75 градусов Воспользуйтесь сверлом по металлу, чтобы устранить препятствие, и только после этого можно продолжить работу по бетону
Воспользуйтесь сверлом по металлу, чтобы устранить препятствие, и только после этого можно продолжить работу по бетону


 д. Чем тяжелее инструмент, тем больше он может сделать, потому что размер компонентов, которые это делают, становится более массивным по мере увеличения мощности инструмента.
д. Чем тяжелее инструмент, тем больше он может сделать, потому что размер компонентов, которые это делают, становится более массивным по мере увеличения мощности инструмента.

 Он является членом Наблюдательного совета по благоустройству дома Spruce.
Он является членом Наблюдательного совета по благоустройству дома Spruce. Перфораторы доступны как в проводном, так и в аккумуляторном исполнении. Большинство перфораторов имеют два режима: режим одновременного удара и сверления и режим только сверления.
Перфораторы доступны как в проводном, так и в аккумуляторном исполнении. Большинство перфораторов имеют два режима: режим одновременного удара и сверления и режим только сверления.

 Или вы можете поместить тяжелый предмет на сопло, чтобы стабилизировать его. Включите вакуум.
Или вы можете поместить тяжелый предмет на сопло, чтобы стабилизировать его. Включите вакуум.





 youtube.com/embed/tmWt5ftbY_8?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/tmWt5ftbY_8?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  Зажимной инструмент часто оснащается наковальней, располагаемой на задней части стационарной губки.
Зажимной инструмент часто оснащается наковальней, располагаемой на задней части стационарной губки.
 Губки приваривают к куску листового металла толщиной 10 мм.
Губки приваривают к куску листового металла толщиной 10 мм. С помощью этих отверстий инструмент крепят к основе.
С помощью этих отверстий инструмент крепят к основе. В данном примере рассматривается изделие из труб круглого сечения, но для этой цели могут использоваться трубы квадратного или прямоугольного профиля.
В данном примере рассматривается изделие из труб круглого сечения, но для этой цели могут использоваться трубы квадратного или прямоугольного профиля.

 Некоторые тиски имеют чугунный корпус, но стальной швеллер. Чугун популярен, потому что обычно это серый чугун с прочностью 30 000 фунтов на квадратный дюйм, который является жестким, прочным и недорогим. Челюсти часто раздельные и сменные, обычно с выгравированными зазубренными или ромбовидными зубьями. Мягкие накладки на губки из алюминия, меди, дерева (для деревообработки) или пластика можно использовать для защиты деликатных работ. Отверстие губок инженерных тисков почти всегда равно ширине губок, если не больше.
Некоторые тиски имеют чугунный корпус, но стальной швеллер. Чугун популярен, потому что обычно это серый чугун с прочностью 30 000 фунтов на квадратный дюйм, который является жестким, прочным и недорогим. Челюсти часто раздельные и сменные, обычно с выгравированными зазубренными или ромбовидными зубьями. Мягкие накладки на губки из алюминия, меди, дерева (для деревообработки) или пластика можно использовать для защиты деликатных работ. Отверстие губок инженерных тисков почти всегда равно ширине губок, если не больше. Используемый корпус
Используемый корпус
 Я использовал 2 н. Канал L-образной секции (длина 10 дюймов). Перекройте и прикрепите оба канала L-образной секции, используя 4 шт. ¼ болта с потайной головкой (длина 25 мм), как показано на рисунке.
Я использовал 2 н. Канал L-образной секции (длина 10 дюймов). Перекройте и прикрепите оба канала L-образной секции, используя 4 шт. ¼ болта с потайной головкой (длина 25 мм), как показано на рисунке.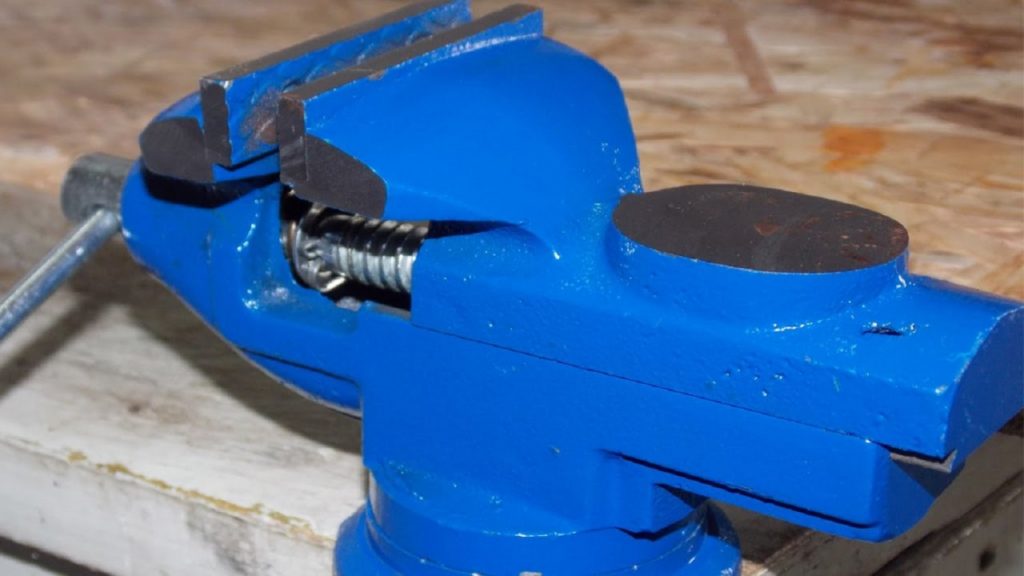
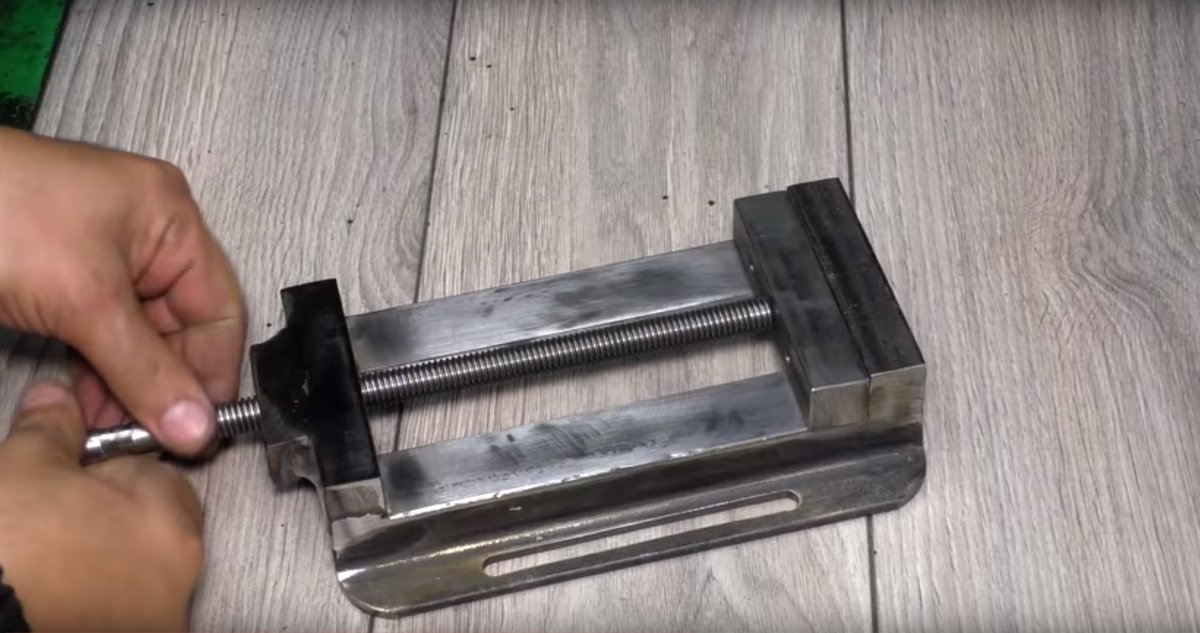 Вы можете настроить его в зависимости от вашего роста или типа дерева. Варианты бесконечны, но я поделюсь размерами, которые я решил использовать….
Вы можете настроить его в зависимости от вашего роста или типа дерева. Варианты бесконечны, но я поделюсь размерами, которые я решил использовать….
 )
)
 Это сделано для того, чтобы я мог использовать ручную пилу для резки таких вещей, как полуслепые ласточкины хвосты, без того, чтобы челюсть мешала.
Это сделано для того, чтобы я мог использовать ручную пилу для резки таких вещей, как полуслепые ласточкины хвосты, без того, чтобы челюсть мешала.
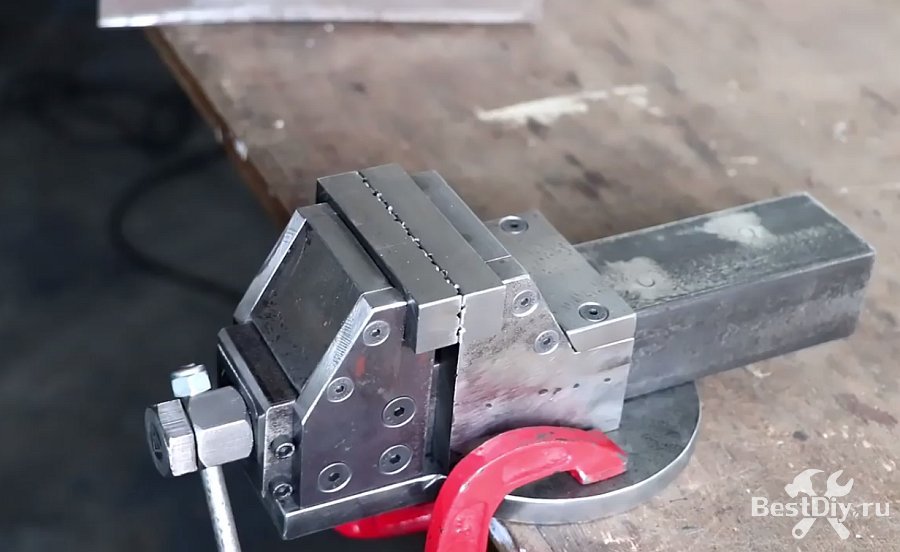
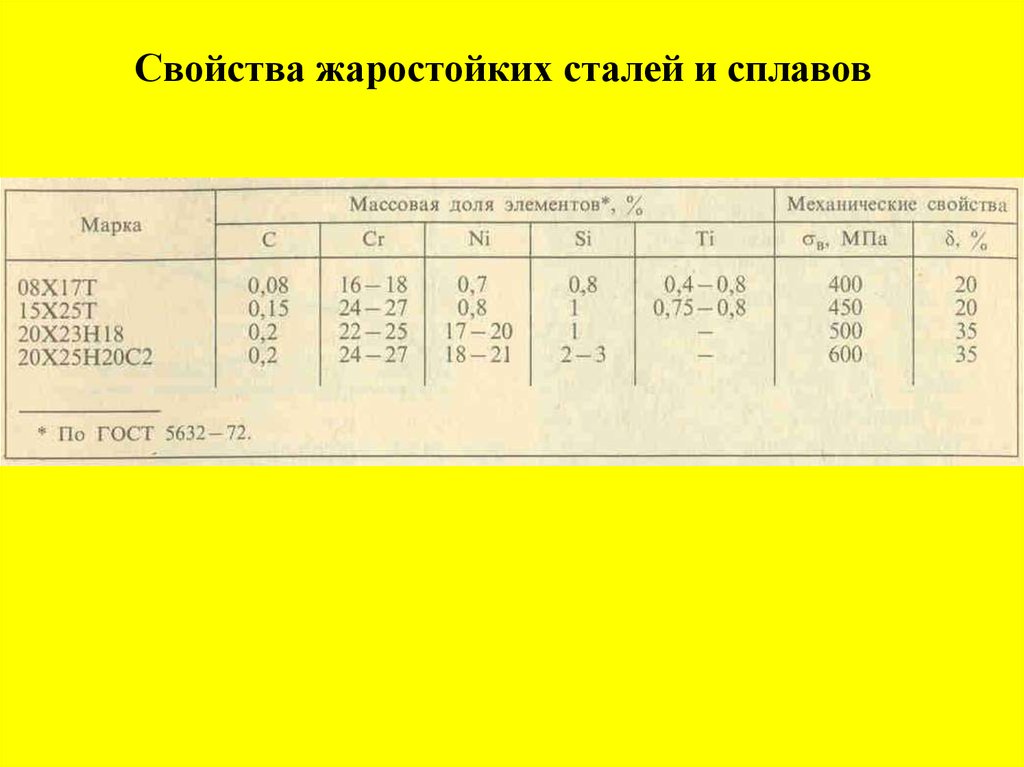

 В принципе, на цену большое влияние оказывает наличие или отсутствие сварного шва – бесшовные нержавеющие трубы стоят дороже, поскольку они более надежные и безопасные, гарантируют отсутствие протечек во время эксплуатации.
В принципе, на цену большое влияние оказывает наличие или отсутствие сварного шва – бесшовные нержавеющие трубы стоят дороже, поскольку они более надежные и безопасные, гарантируют отсутствие протечек во время эксплуатации.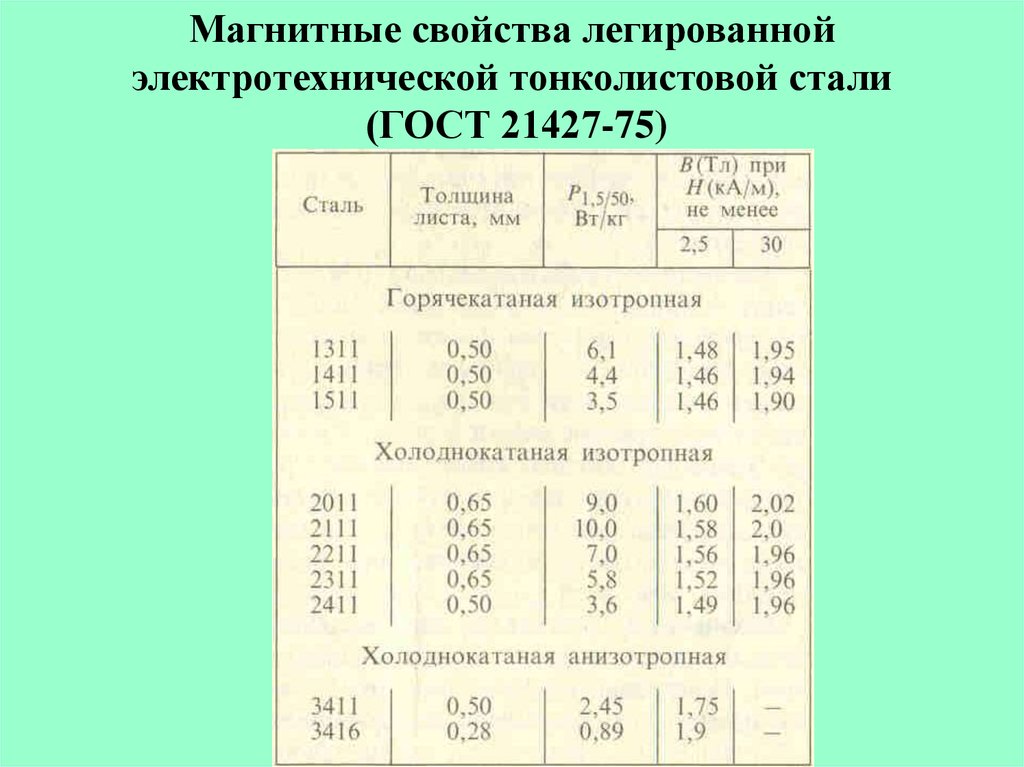 Правда, при этом могут несколько снизиться другие параметры – твердость и прочность. Магнитные свойства отсутствуют полностью. Нержавеющие трубы из металла 12х18н10т обрабатываются легко, а свариваться могут различными способами. Для лучшего противостояния коррозии их можно стабилизировать, добавив титан.
Правда, при этом могут несколько снизиться другие параметры – твердость и прочность. Магнитные свойства отсутствуют полностью. Нержавеющие трубы из металла 12х18н10т обрабатываются легко, а свариваться могут различными способами. Для лучшего противостояния коррозии их можно стабилизировать, добавив титан. Также труба нержавеющая 12х18н10т часто используется в отопительных системах, поскольку хорошо противостоит коррозии и хорошо переносит высокую температуру.
Также труба нержавеющая 12х18н10т часто используется в отопительных системах, поскольку хорошо противостоит коррозии и хорошо переносит высокую температуру.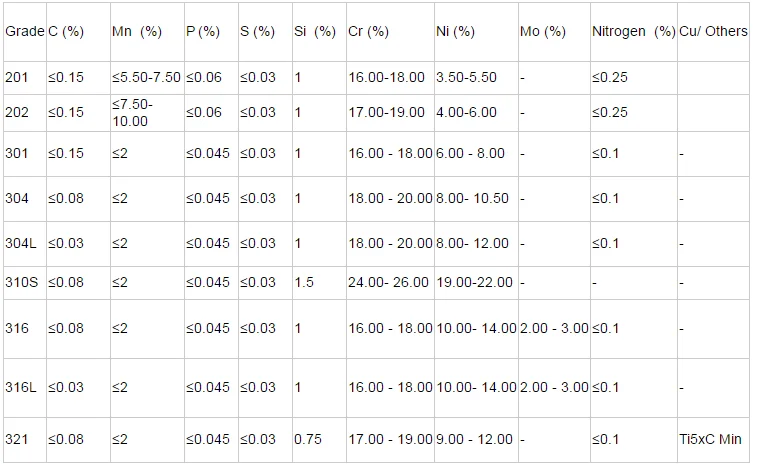

 Обычно при травлении используют смесь кислот в следующих пропорциях: 8-20% HNO 3 и 0,5-5% HF в воде. Время травления зависит от концентрации кислоты, температуры, толщины, масштаба и вида проката.
Обычно при травлении используют смесь кислот в следующих пропорциях: 8-20% HNO 3 и 0,5-5% HF в воде. Время травления зависит от концентрации кислоты, температуры, толщины, масштаба и вида проката.


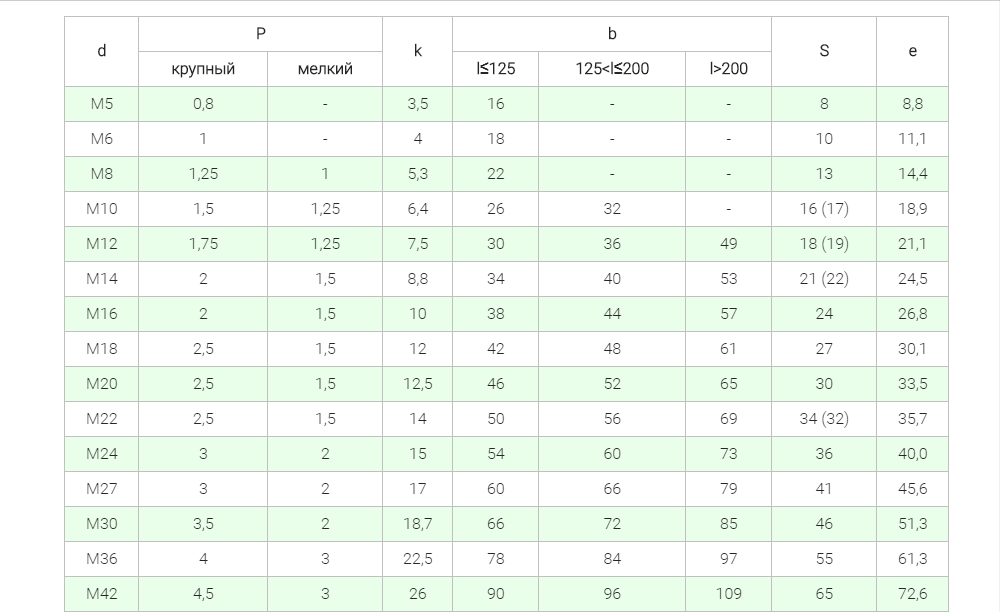 01Falseframd.ttf
01Falseframd.ttf 0 0.0 841.893 595.275]/Type/Page>>
endobj
33 0 obj
>/Resources>/Font>/ProcSet[/PDF/Text]/Properties>/XObject>>>/Thumb 501 0 R/TrimBox[0.0 0.0 841.893 595.275]/Type/Page>>
endobj
34 0 obj
>/Resources>/Font>/ProcSet[/PDF/Text]/Properties>/XObject>>>/Thumb 505 0 R/TrimBox[0.0 0.0 841.893 595.275]/Type/Page>>
endobj
35 0 obj
>/Resources>/Font>/ProcSet[/PDF/Text]/Properties>/XObject>>>/Thumb 509 0 R/TrimBox[0.0 0.0 841.893 595.275]/Type/Page>>
endobj
36 0 obj
>/Resources>/Font>/ProcSet[/PDF/Text]/Properties>/XObject>>>/Thumb 513 0 R/TrimBox[0.0 0.0 841.894 595.275]/Type/Page>>
endobj
37 0 obj
>/Resources>/Font>/ProcSet[/PDF/Text]/Properties>/XObject>>>/Thumb 517 0 R/TrimBox[0.0 0.0 841.894 595.275]/Type/Page>>
endobj
38 0 obj
>/Resources>/Font>/ProcSet[/PDF/Text]/Properties>/XObject>>>/Thumb 521 0 R/TrimBox[0.
0 0.0 841.893 595.275]/Type/Page>>
endobj
33 0 obj
>/Resources>/Font>/ProcSet[/PDF/Text]/Properties>/XObject>>>/Thumb 501 0 R/TrimBox[0.0 0.0 841.893 595.275]/Type/Page>>
endobj
34 0 obj
>/Resources>/Font>/ProcSet[/PDF/Text]/Properties>/XObject>>>/Thumb 505 0 R/TrimBox[0.0 0.0 841.893 595.275]/Type/Page>>
endobj
35 0 obj
>/Resources>/Font>/ProcSet[/PDF/Text]/Properties>/XObject>>>/Thumb 509 0 R/TrimBox[0.0 0.0 841.893 595.275]/Type/Page>>
endobj
36 0 obj
>/Resources>/Font>/ProcSet[/PDF/Text]/Properties>/XObject>>>/Thumb 513 0 R/TrimBox[0.0 0.0 841.894 595.275]/Type/Page>>
endobj
37 0 obj
>/Resources>/Font>/ProcSet[/PDF/Text]/Properties>/XObject>>>/Thumb 517 0 R/TrimBox[0.0 0.0 841.894 595.275]/Type/Page>>
endobj
38 0 obj
>/Resources>/Font>/ProcSet[/PDF/Text]/Properties>/XObject>>>/Thumb 521 0 R/TrimBox[0. 0 0.0 841.894 595.275]/Type/Page>>
endobj
518 0 obj
>stream
0 0.0 841.894 595.275]/Type/Page>>
endobj
518 0 obj
>stream
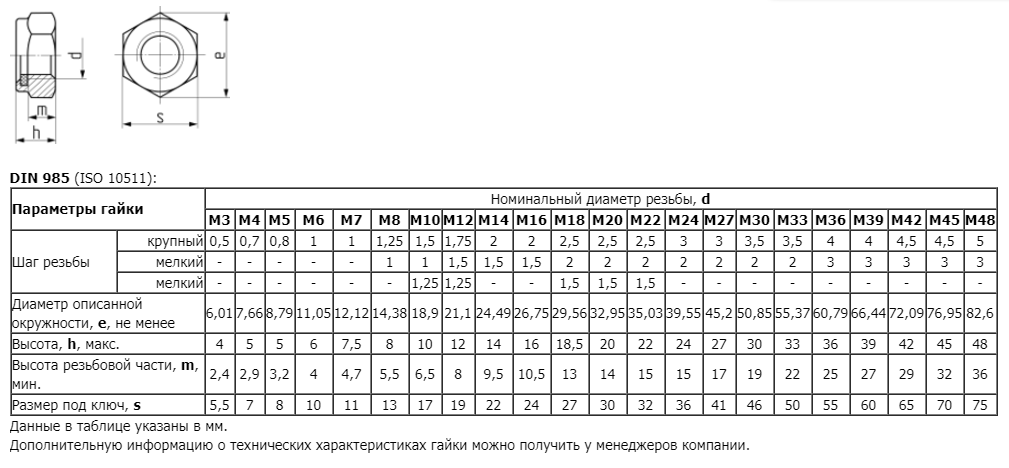
 Если резьба метрическая, то для измерения можно
Если резьба метрическая, то для измерения можно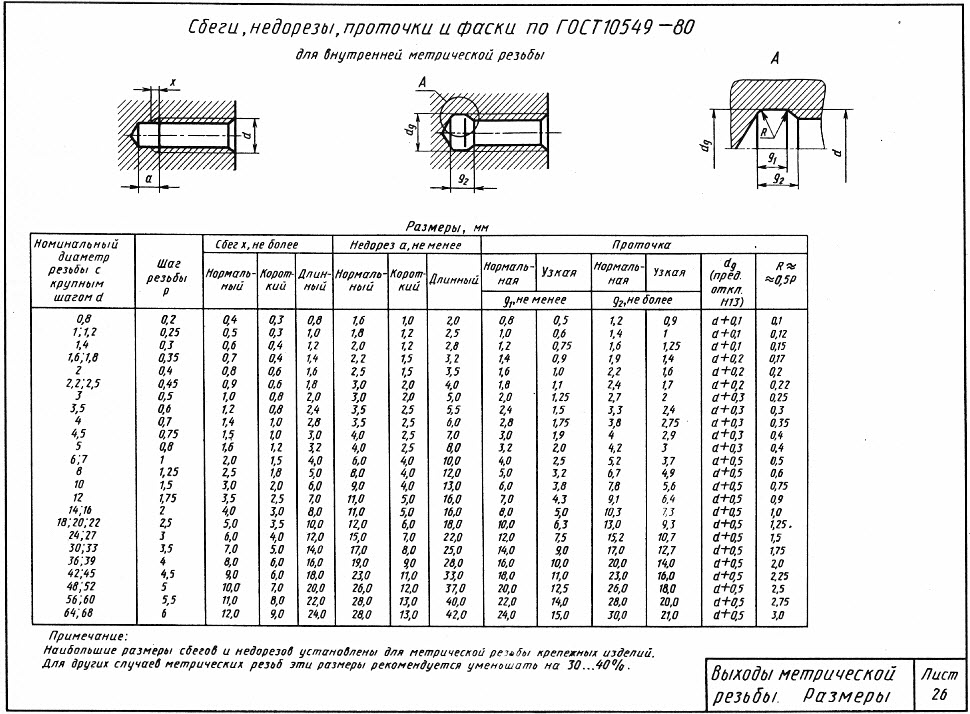
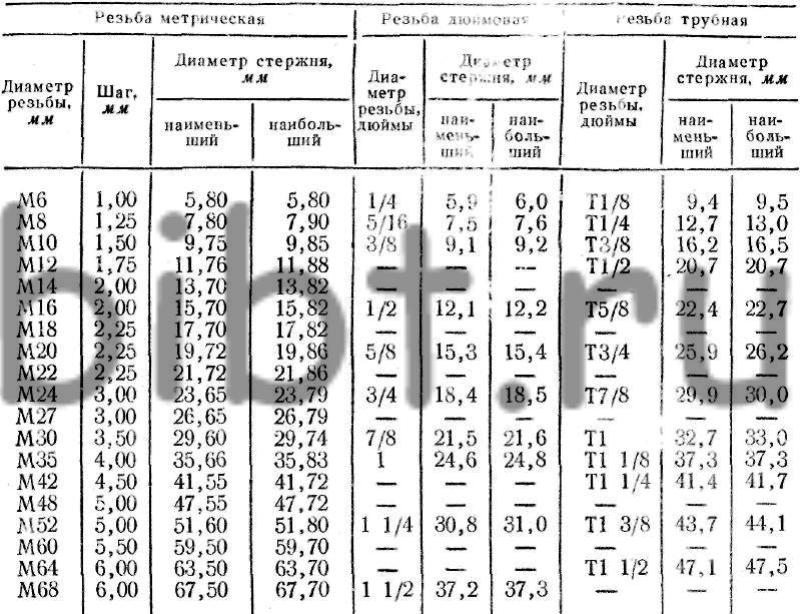

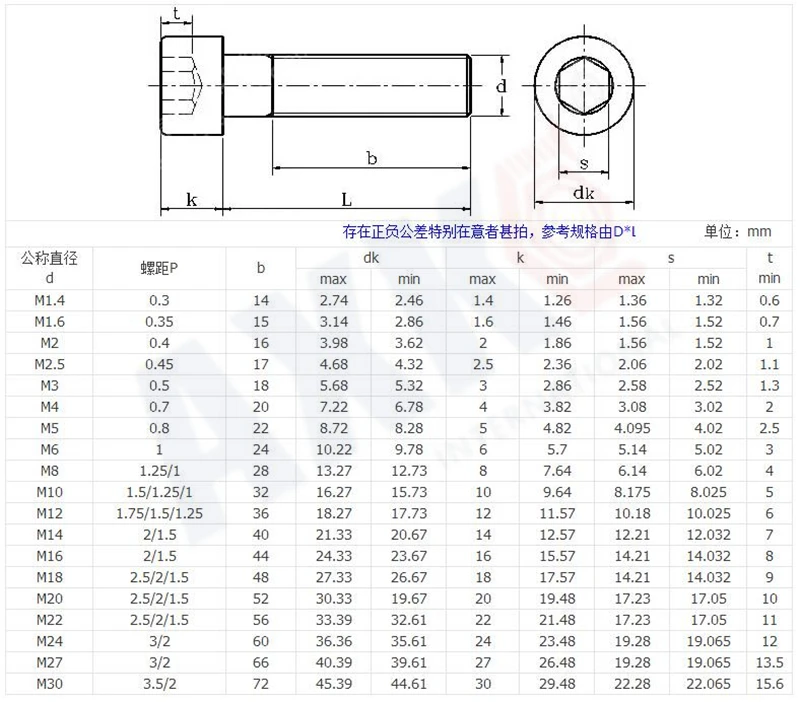 350
350 676
676 153
153 376
376 459
459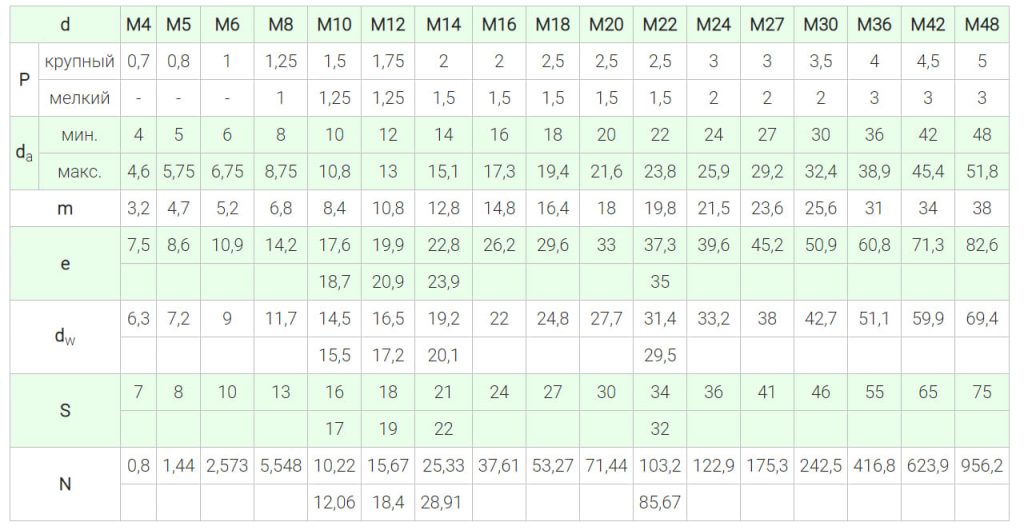 647
647 459
459 647
647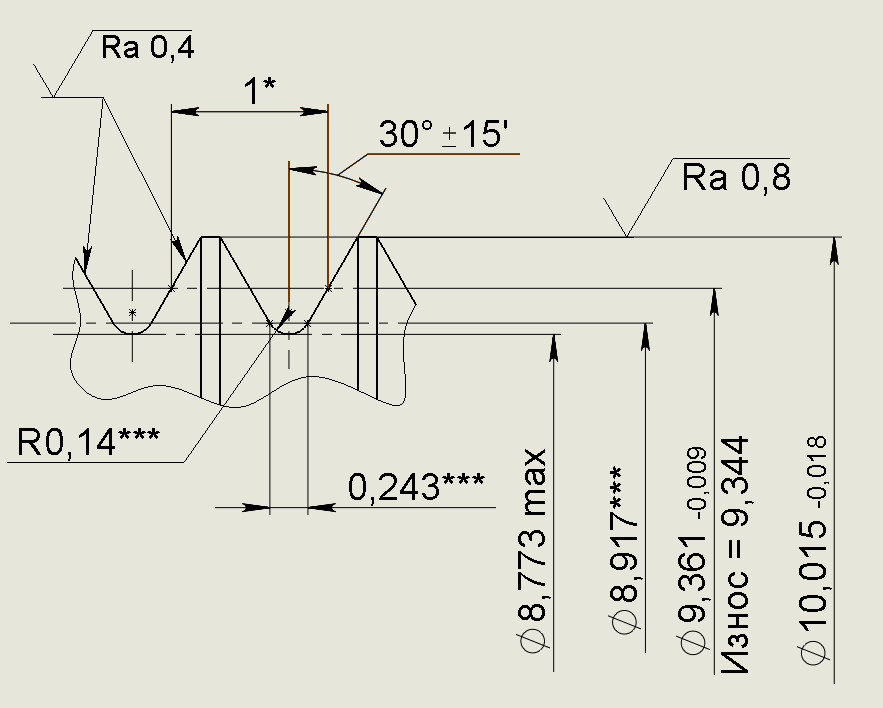 459
459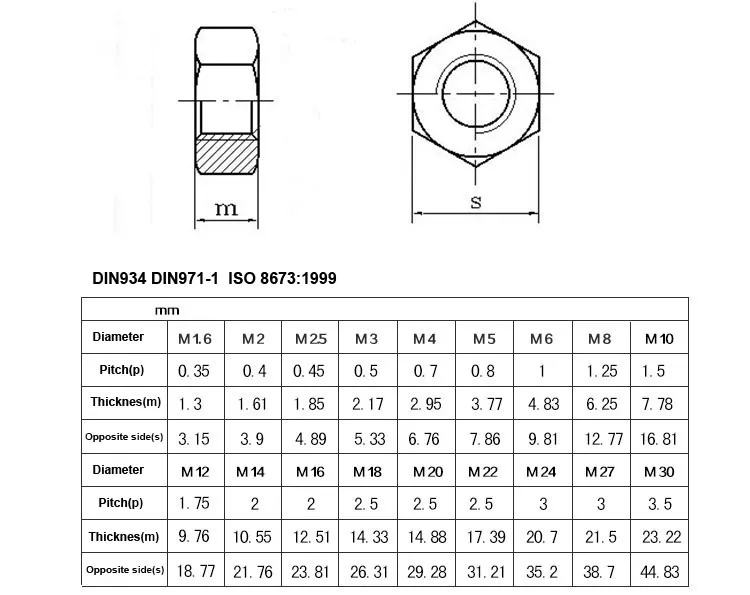 835
835 647
647 459
459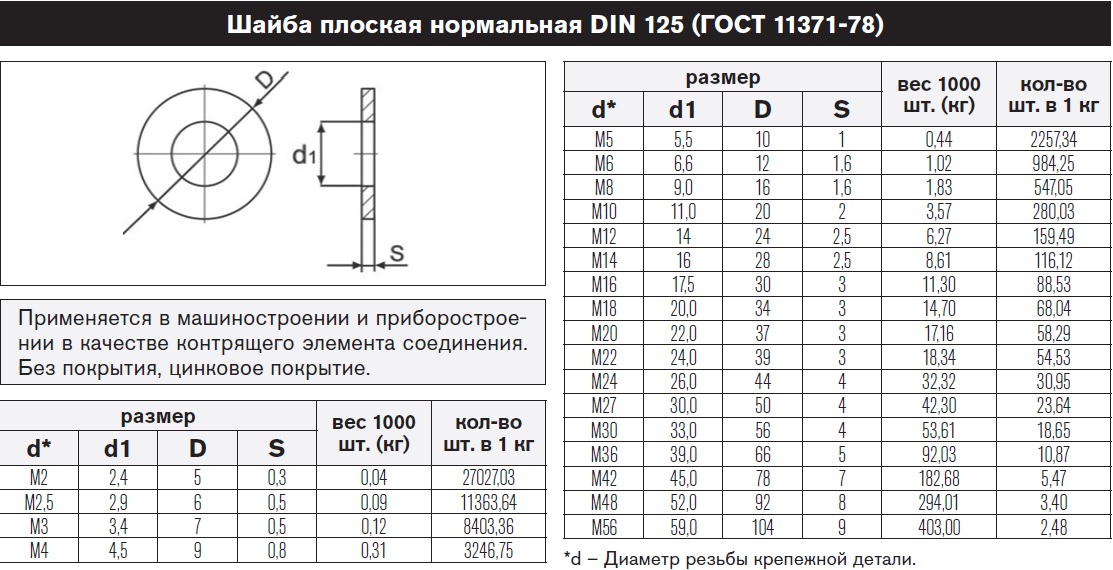 294
294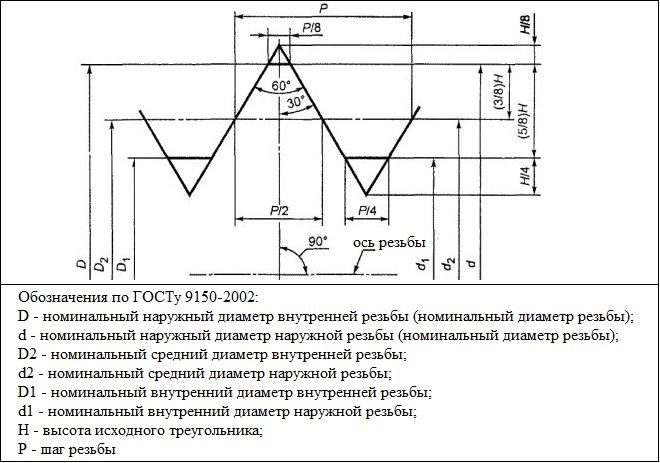 647
647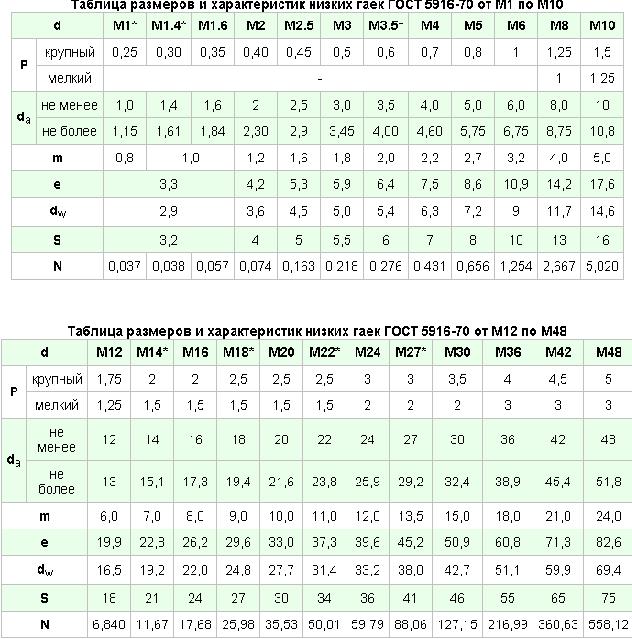 459
459 376
376 459
459 835
835 188
188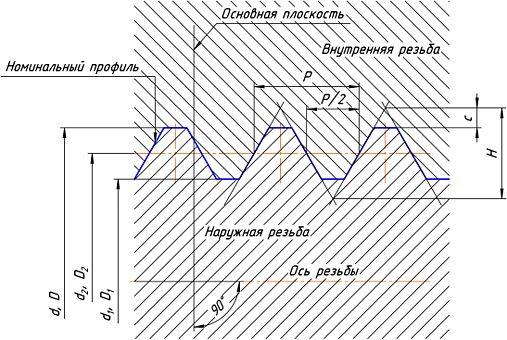 294
294 153
153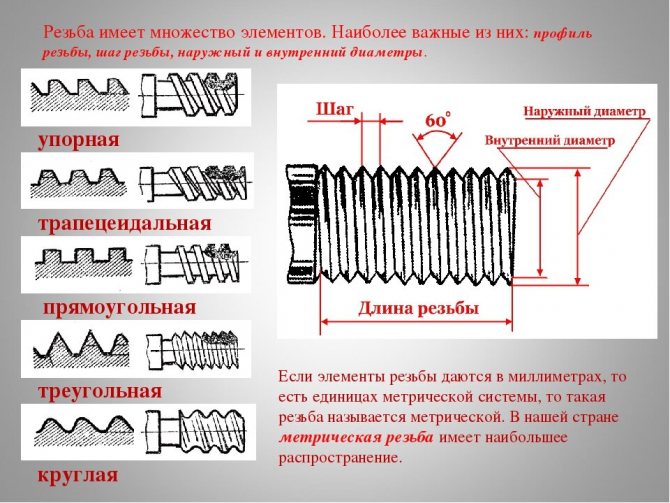
 4
4 110
110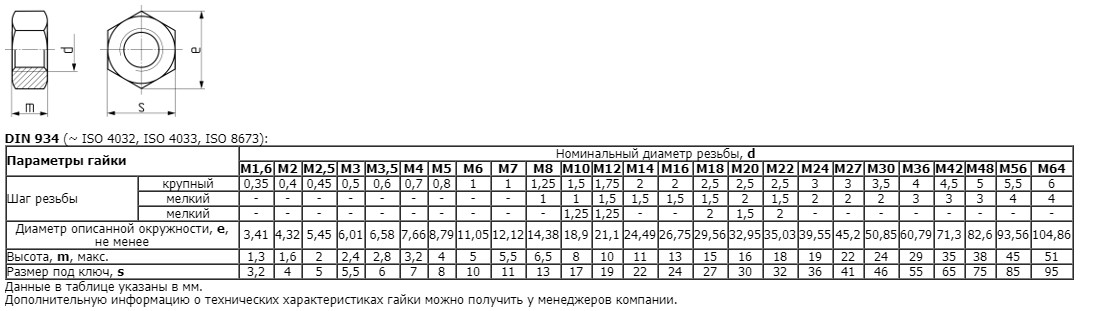 376
376 933
933
 Ваза на 2023 год С Новым годом
Ваза на 2023 год С Новым годом
 Винил в отличие от акрила не выдерживает грубых механических воздействий – на поверхности появляются трещины. Его нельзя использовать в местностях с большим перепадом температур. Нагреваясь, он расширяется, при охлаждении сжимается. Рядом с домом, цоколь которого облицован винилом, нельзя разжигать огонь. Соблюдение техники безопасности поможет продлить службы облицовки.
Винил в отличие от акрила не выдерживает грубых механических воздействий – на поверхности появляются трещины. Его нельзя использовать в местностях с большим перепадом температур. Нагреваясь, он расширяется, при охлаждении сжимается. Рядом с домом, цоколь которого облицован винилом, нельзя разжигать огонь. Соблюдение техники безопасности поможет продлить службы облицовки.
 В этом помогут простые расчёты. Следует измерить длину и высоту покрываемой поверхности. Умножив эти параметры, получим площадь. На упаковке указана квадратура покрытия. Разделив площадь покрываемой поверхности на квадратуру плит, получаем необходимое количество коробок. Если получилась промежуточная цифра, то округляем с избытком.
В этом помогут простые расчёты. Следует измерить длину и высоту покрываемой поверхности. Умножив эти параметры, получим площадь. На упаковке указана квадратура покрытия. Разделив площадь покрываемой поверхности на квадратуру плит, получаем необходимое количество коробок. Если получилась промежуточная цифра, то округляем с избытком.
 Детали следует продумать заранее. Если планируется утепление строения, то нужно рассчитать его так же, как и цокольный сайдинг.
Детали следует продумать заранее. Если планируется утепление строения, то нужно рассчитать его так же, как и цокольный сайдинг.

 Следует ориентироваться на ширину покрытия. Под каждую плитку устанавливается по 4 стойки. Установка арматуры начинается с исходной планки. Её укладывают под уровень вокруг торца дома на расстоянии 50 см от окончания стенки. На строении из дерева закрепляют саморезами. Если дом кирпичный или каменный для этой работы потребуются дюбеля.
Следует ориентироваться на ширину покрытия. Под каждую плитку устанавливается по 4 стойки. Установка арматуры начинается с исходной планки. Её укладывают под уровень вокруг торца дома на расстоянии 50 см от окончания стенки. На строении из дерева закрепляют саморезами. Если дом кирпичный или каменный для этой работы потребуются дюбеля.
 Начало монтажа — установка боковых планок. Их устанавливаются по отвесу. После закрепления на них натягивается верёвка, которая поможет выровнять остальные элементы каркаса
Начало монтажа — установка боковых планок. Их устанавливаются по отвесу. После закрепления на них натягивается верёвка, которая поможет выровнять остальные элементы каркаса
 Последний ряд собирается после того, как будет установлена последняя рейка.
Последний ряд собирается после того, как будет установлена последняя рейка.
 Этот вид строительного материала продается в форме панелей. Материал отличается качеством и практичностью в применении. В продаже имеются всевозможные разновидности данного строительного материала (из оцинкованного металла, виниловые). Выбор зависит от предпочтений клиента.
Этот вид строительного материала продается в форме панелей. Материал отличается качеством и практичностью в применении. В продаже имеются всевозможные разновидности данного строительного материала (из оцинкованного металла, виниловые). Выбор зависит от предпочтений клиента.


 Перед установкой панелей, необходимо внимательно изучить подробную инструкцию, она поможет не совершить ошибок в работе. Выполнять облицовку основания стоит предпочтительно в теплое время года. Важно учесть такой момент, для того чтобы справиться с процессом крепления панелей, важно использовать специальные оцинкованные крепежные элементы. С помощью выбранных гвоздей или саморезов можно качественно и надежно закрепить долговечный сайдинг непосредственно к обрешетке. Стоит уточнить, что уход за сайдингом достаточно прост, он не потребует использования специальных моющих или чистящих средств.
Перед установкой панелей, необходимо внимательно изучить подробную инструкцию, она поможет не совершить ошибок в работе. Выполнять облицовку основания стоит предпочтительно в теплое время года. Важно учесть такой момент, для того чтобы справиться с процессом крепления панелей, важно использовать специальные оцинкованные крепежные элементы. С помощью выбранных гвоздей или саморезов можно качественно и надежно закрепить долговечный сайдинг непосредственно к обрешетке. Стоит уточнить, что уход за сайдингом достаточно прост, он не потребует использования специальных моющих или чистящих средств. К ним можно отнести пластиковый, виниловый и металлический. Для каждого из типов материала, потребуется инструмент для резки. Ножовка по металлу – это тот самый вариант, который точно не подведет исправностью и высоким качеством, удобством в работе. Важно помнить, что например нож считается бесполезным инструментом для выполнения поставленной задачи. Таким образом, зная главные секреты и тонкости процедуры, можно легко добиться результатов, грамотно выполнить обшивку фундамента с помощью правильно подобных инструментов.
К ним можно отнести пластиковый, виниловый и металлический. Для каждого из типов материала, потребуется инструмент для резки. Ножовка по металлу – это тот самый вариант, который точно не подведет исправностью и высоким качеством, удобством в работе. Важно помнить, что например нож считается бесполезным инструментом для выполнения поставленной задачи. Таким образом, зная главные секреты и тонкости процедуры, можно легко добиться результатов, грамотно выполнить обшивку фундамента с помощью правильно подобных инструментов.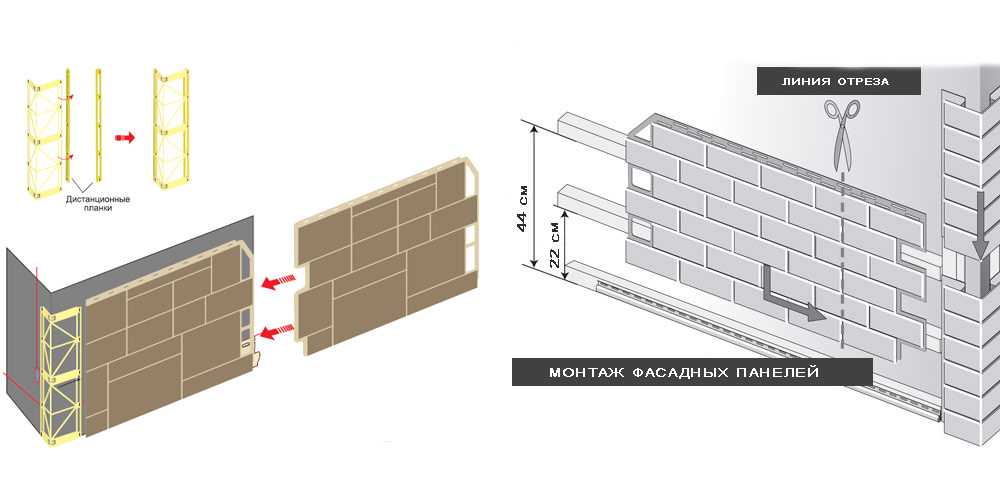 В интернете
В интернете

 Я доволен сделанным выбором, сайдинг оказался надежным и долговечным материалом, крепить который удобно и просто.
Я доволен сделанным выбором, сайдинг оказался надежным и долговечным материалом, крепить который удобно и просто. 


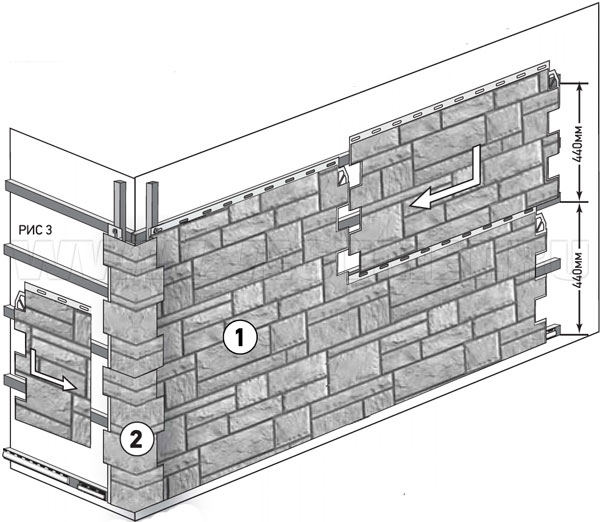


 Например, если вдоль бетонной стены проходит дренажная труба диаметром 3 дюйма, постройте новую стену на расстоянии 3,5 дюйма от бетонной стены. Вы потеряете эти сантиметры жилой площади, но это намного проще и дешевле, чем перекладка труб.
Например, если вдоль бетонной стены проходит дренажная труба диаметром 3 дюйма, постройте новую стену на расстоянии 3,5 дюйма от бетонной стены. Вы потеряете эти сантиметры жилой площади, но это намного проще и дешевле, чем перекладка труб.
 Если вы не готовы взяться за такой проект, рассмотрите универсальную систему стен подвала, такую как DRIcore SMARTWALL, с модульными панелями, для установки которых требуется только пол и потолок.
Если вы не готовы взяться за такой проект, рассмотрите универсальную систему стен подвала, такую как DRIcore SMARTWALL, с модульными панелями, для установки которых требуется только пол и потолок. Панели устойчивы к плесени и грибку, а также поглощают звук.
Панели устойчивы к плесени и грибку, а также поглощают звук.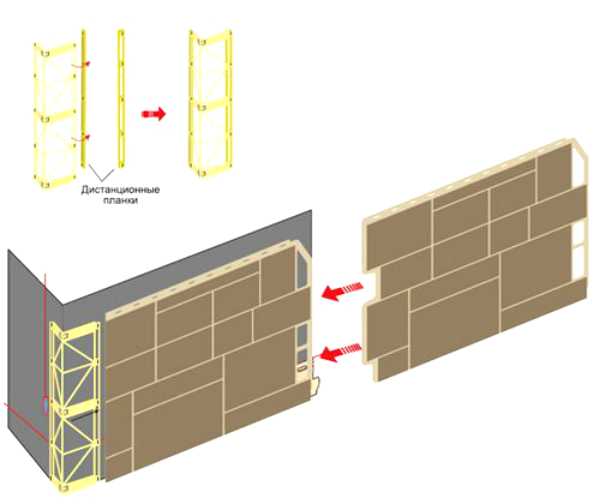 Чтобы проверить свои стены, чтобы увидеть, насколько они бугристые, ухабистые и не идеально выровненные, поместите 6-футовый уровень через стену и пройдите по поверхности слева направо, а затем поверните уровень 9.0 градусов и повторить.
Чтобы проверить свои стены, чтобы увидеть, насколько они бугристые, ухабистые и не идеально выровненные, поместите 6-футовый уровень через стену и пройдите по поверхности слева направо, а затем поверните уровень 9.0 градусов и повторить. Служат сырьем для изготовления фасонных деталей, например, шестеренок или обойм для шариковых подшипников.
Служат сырьем для изготовления фасонных деталей, например, шестеренок или обойм для шариковых подшипников. Благодаря коррозионной стойкости свойства бронзы не меняются со временем, и при изготовлении могут быть использованы как новые рудные породы, так и продукты переработки цветных металлов.
Благодаря коррозионной стойкости свойства бронзы не меняются со временем, и при изготовлении могут быть использованы как новые рудные породы, так и продукты переработки цветных металлов.
 Повышает антикоррозионные свойства металла.
Повышает антикоррозионные свойства металла.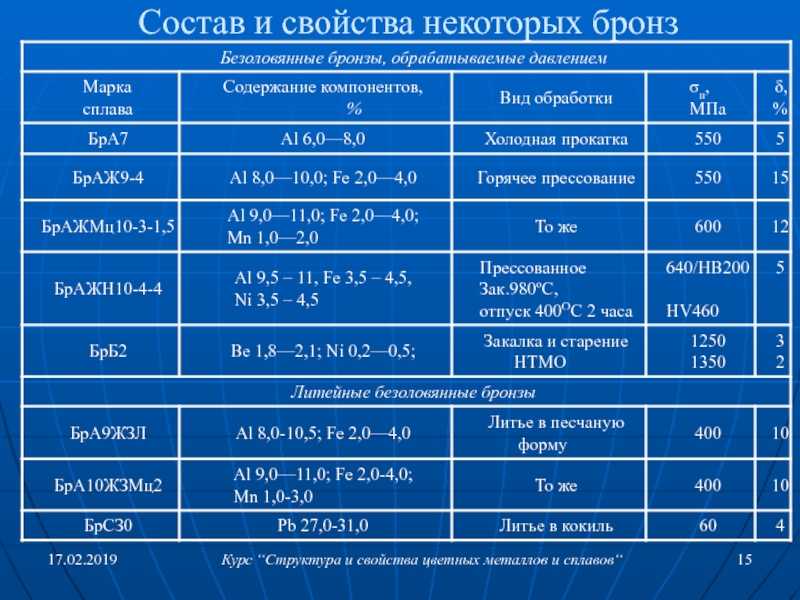 «К» в соответствующем столбце означает, что литье производилось в кокиль, «П» – литье производилось в песчаную форму.
«К» в соответствующем столбце означает, что литье производилось в кокиль, «П» – литье производилось в песчаную форму. При содержании меди 50% цвет сплава станет белым, близким к цвету серебра. В соответствии с поставленными задачами можно получить различный цвет металла путем варьирования процентного соотношения легирующих элементов и меди.
При содержании меди 50% цвет сплава станет белым, близким к цвету серебра. В соответствии с поставленными задачами можно получить различный цвет металла путем варьирования процентного соотношения легирующих элементов и меди. Легирующим данный элемент называют в случае его содержания более 0,1%.
Легирующим данный элемент называют в случае его содержания более 0,1%.
 Это необходимо для того, чтобы в твердом растворе не начался распад компонентов. Иногда в качестве дополнительной легирующей добавки для снижения предела скорости охлаждения могут быть введены Ni (никель) и Co (кобальт). Эти добавки повышают устойчивость твердого раствора в случае его переохлаждения. Для этих же целей может быть использован магний. Гибка металла
Это необходимо для того, чтобы в твердом растворе не начался распад компонентов. Иногда в качестве дополнительной легирующей добавки для снижения предела скорости охлаждения могут быть введены Ni (никель) и Co (кобальт). Эти добавки повышают устойчивость твердого раствора в случае его переохлаждения. Для этих же целей может быть использован магний. Гибка металла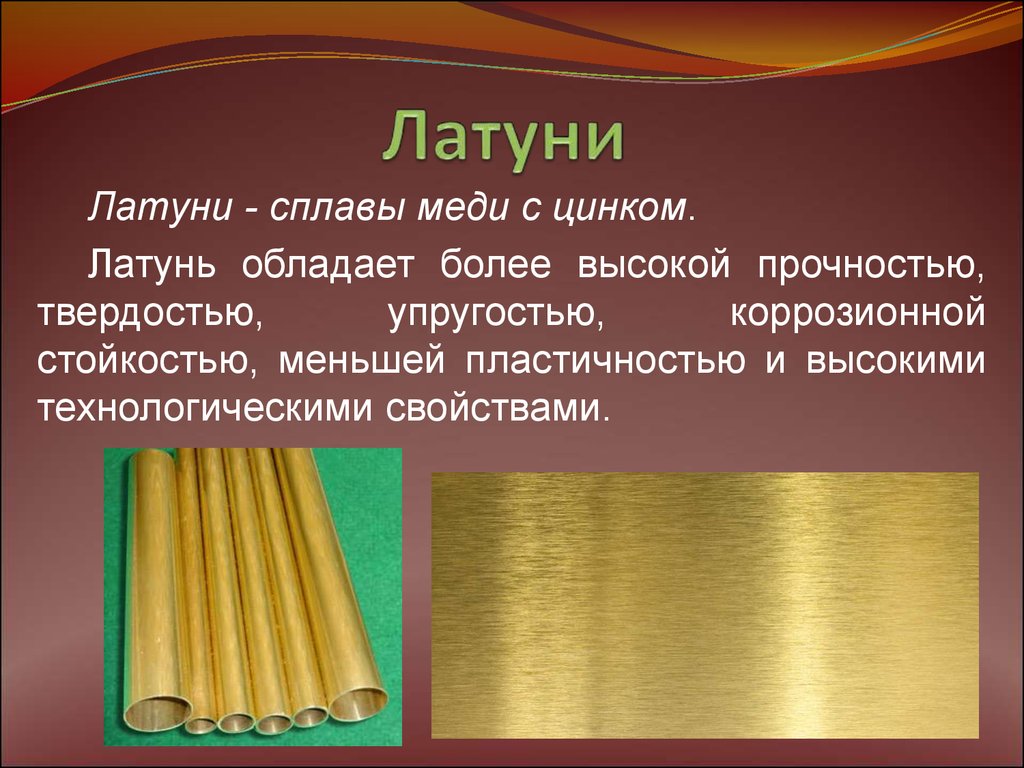 Высокие механические и антифрикционные свойства, пластичность при низких температурах позволяет применять этот сплав для антифрикционных деталей, пружин, подшипников и пр.
Высокие механические и антифрикционные свойства, пластичность при низких температурах позволяет применять этот сплав для антифрикционных деталей, пружин, подшипников и пр.
 Характеристики бронзы включают:
Характеристики бронзы включают: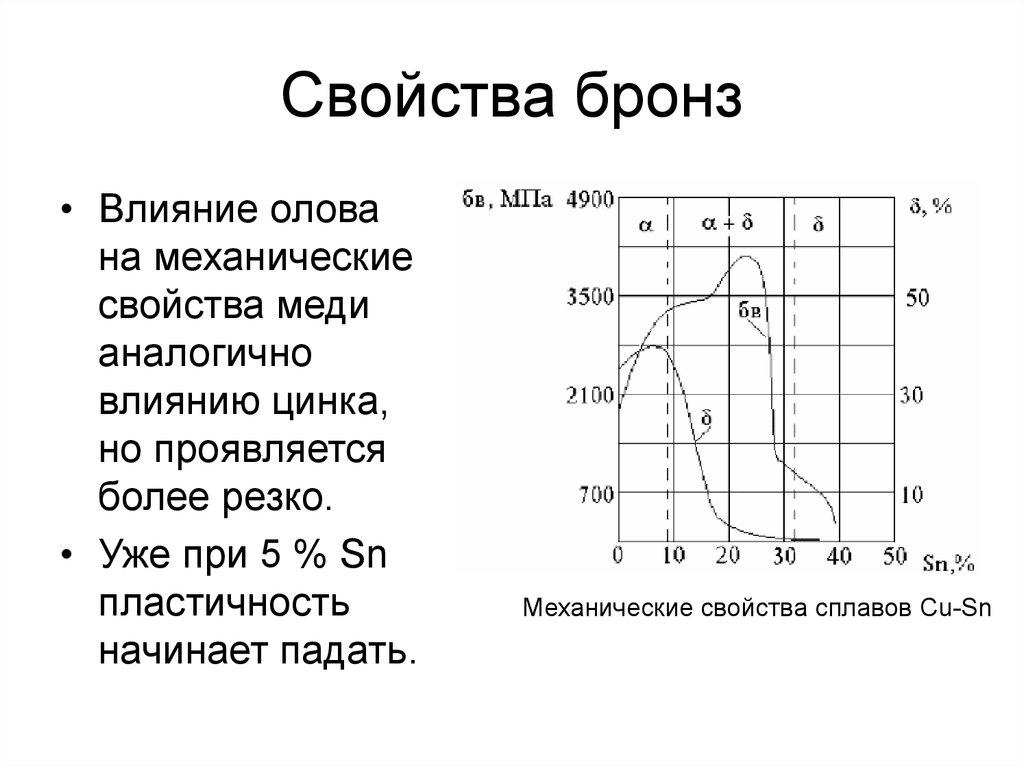

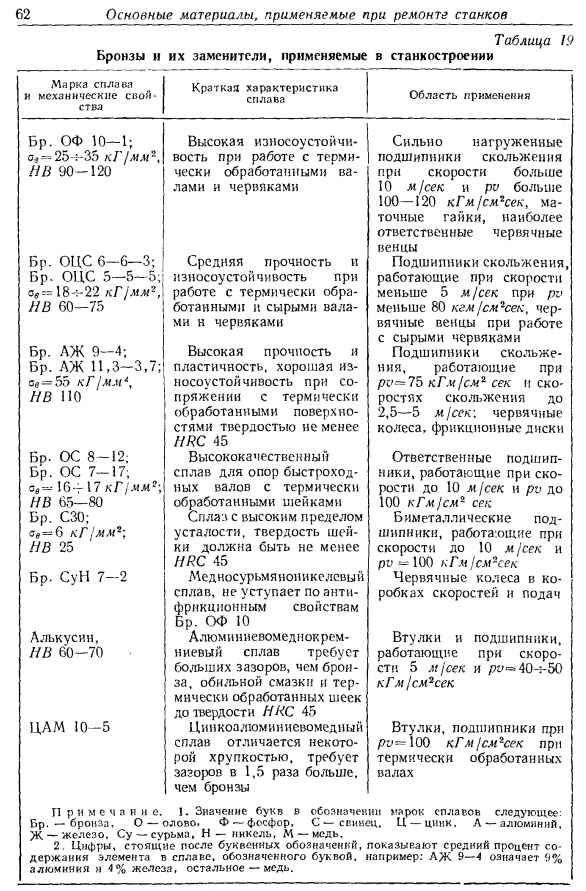
 д.)
д.)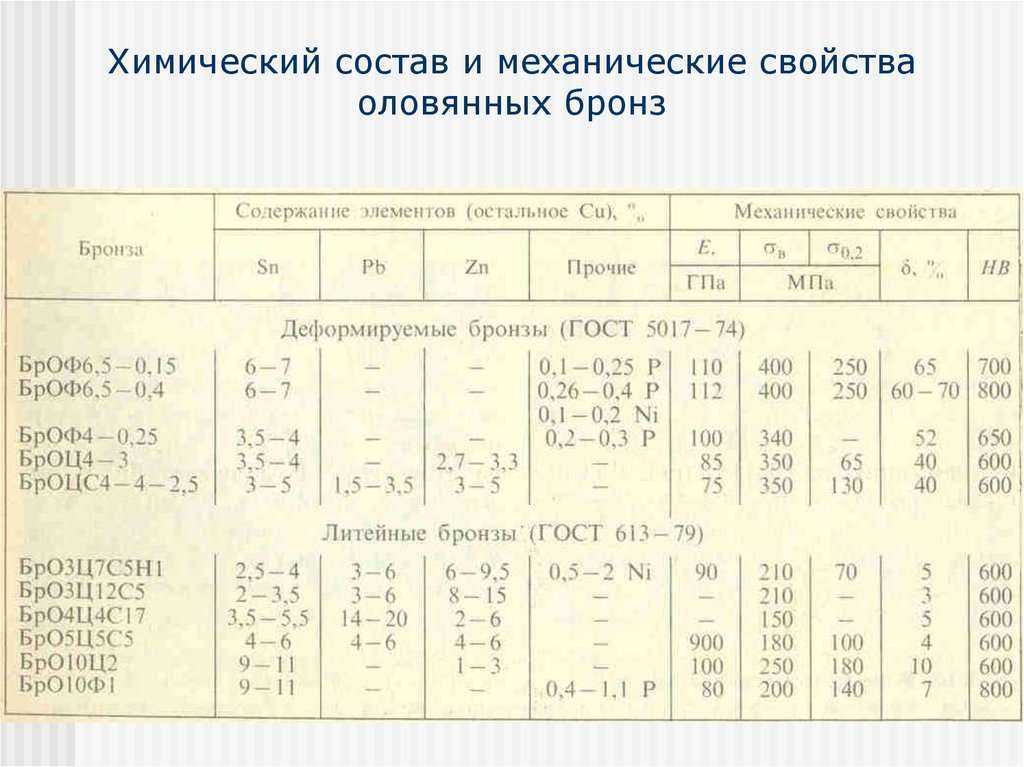 0185 Бронзовый век .
0185 Бронзовый век . Из-за совпадения их свойств и неточности, связанной с терминами бронза и латунь, часто проще называть «сплавы на основе меди» как группу.
Из-за совпадения их свойств и неточности, связанной с терминами бронза и латунь, часто проще называть «сплавы на основе меди» как группу.
 S.
S.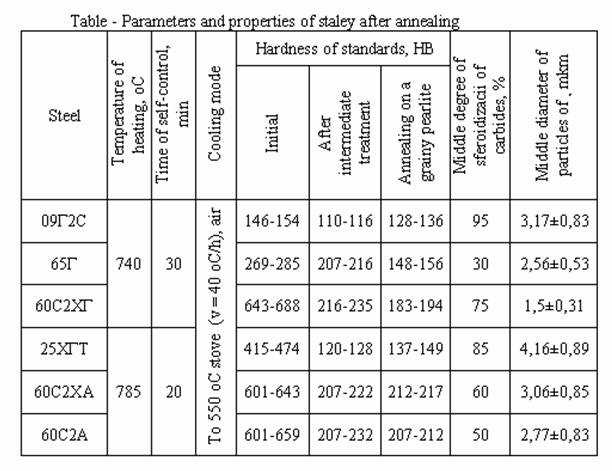 е. при конструировании инструмента следует избегать острых углов и резких переходов сечений [2].
е. при конструировании инструмента следует избегать острых углов и резких переходов сечений [2]. д.
д. Структура стали в закаленном состоянии состоит из мартенсита и избыточных (вторичных) карбидов. Оптимальная температура закалки 790 °C.
Структура стали в закаленном состоянии состоит из мартенсита и избыточных (вторичных) карбидов. Оптимальная температура закалки 790 °C.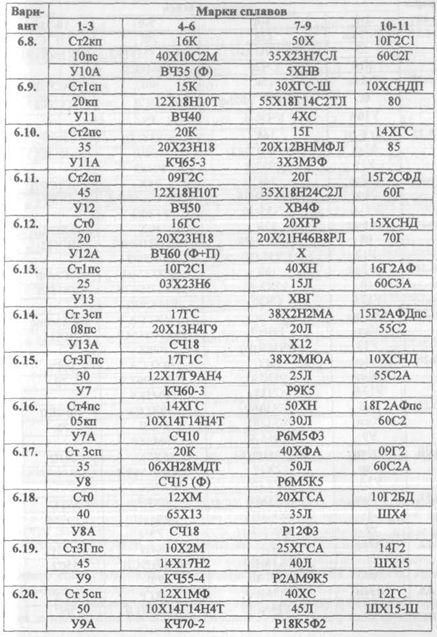 1 в зависимости от требуемой твердости.
1 в зависимости от требуемой твердости. примечание 2
примечание 2 Для улучшения обрабатываемости инструментальных сталей применяется также высокий отпуск при температуре 650-680 °С.
Для улучшения обрабатываемости инструментальных сталей применяется также высокий отпуск при температуре 650-680 °С. Образцы размером 32x32x42 мм. Закалка с 760-790 °C.
Образцы размером 32x32x42 мм. Закалка с 760-790 °C.
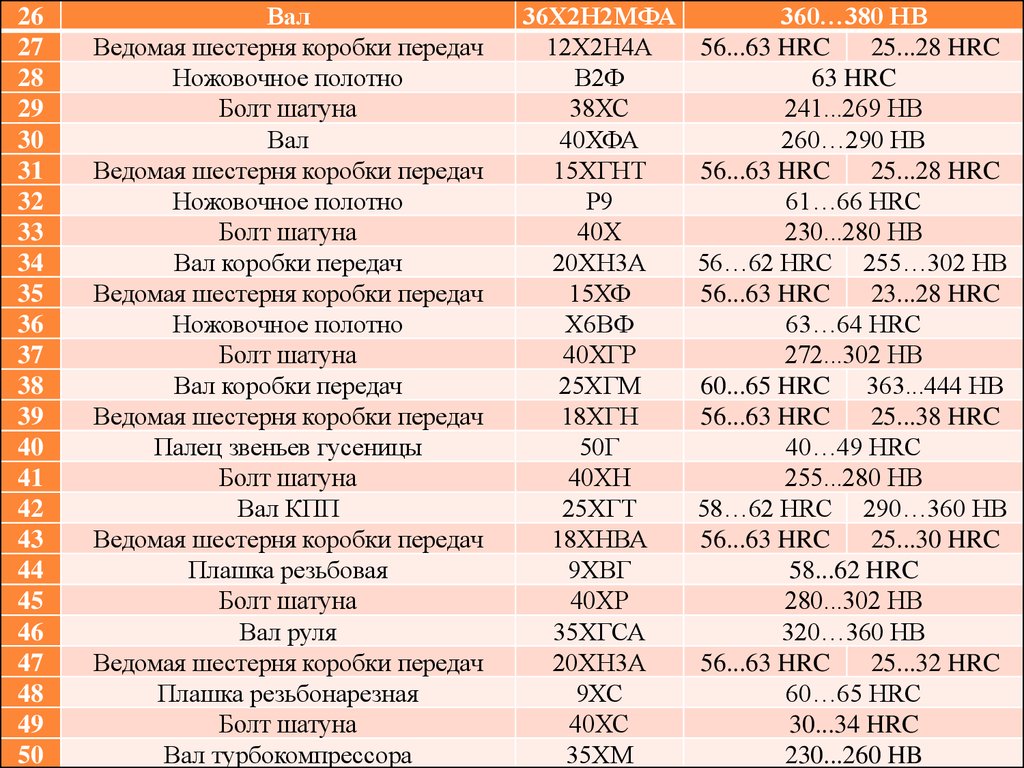 При всех видах деформации разрушение вязкое.
При всех видах деформации разрушение вязкое. Шлифуемость — хорошая.
Шлифуемость — хорошая.
 М. Марочник сталей и сплавов. 2000 г.
М. Марочник сталей и сплавов. 2000 г. org/ListItem»>
org/ListItem»>
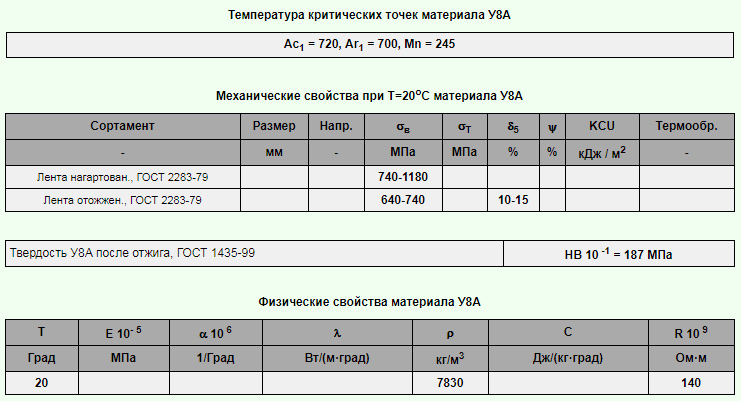 Прокат сортовой – ГОСТ 5210–95.
Прокат сортовой – ГОСТ 5210–95.
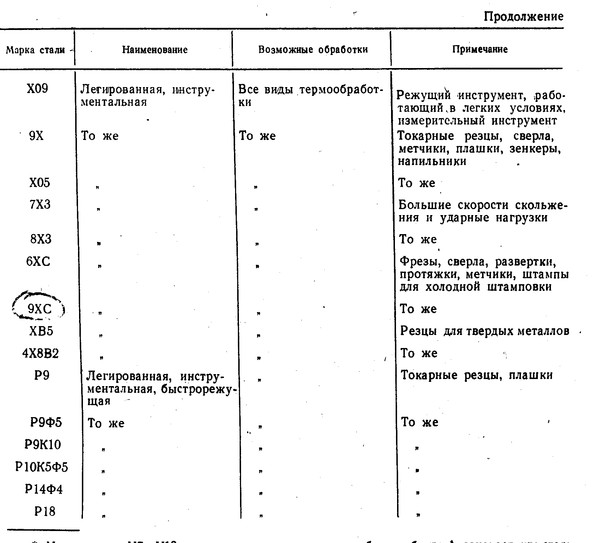 Метчики ручные, напильники, рашпили, шаберы слесарные, штампы для холодной штамповки обрезные и вырубные небольших размеров и без резких переходов по сечению, холодно-высадочные пуансоны и штемпели небольших размеров, калибры простой формы и невысоких классов точности, пресс-формы для пластмасс, сердечники и др.
Метчики ручные, напильники, рашпили, шаберы слесарные, штампы для холодной штамповки обрезные и вырубные небольших размеров и без резких переходов по сечению, холодно-высадочные пуансоны и штемпели небольших размеров, калибры простой формы и невысоких классов точности, пресс-формы для пластмасс, сердечники и др. Предложение будет у вас в течение 24 часов
Предложение будет у вас в течение 24 часов 10-1.29
10-1.29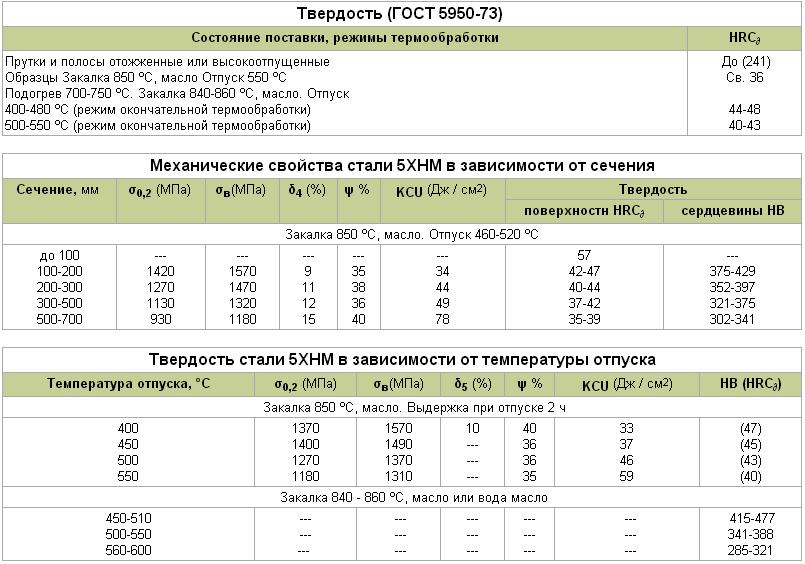 15-1.24
15-1.24 10-120-120-120-120-120-120-1201.10-1201.10-1201.10-1201.10-1201.101.10-120E3U
10-120-120-120-120-120-120-1201.10-1201.10-1201.10-1201.10-1201.101.10-120E3U 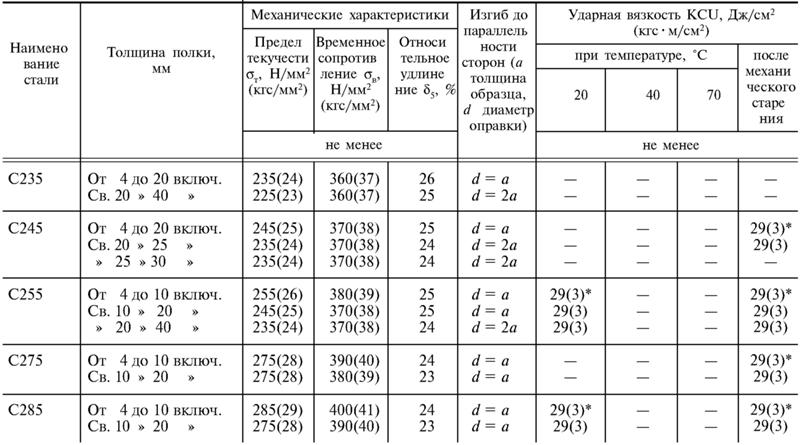 15-1.24
15-1.24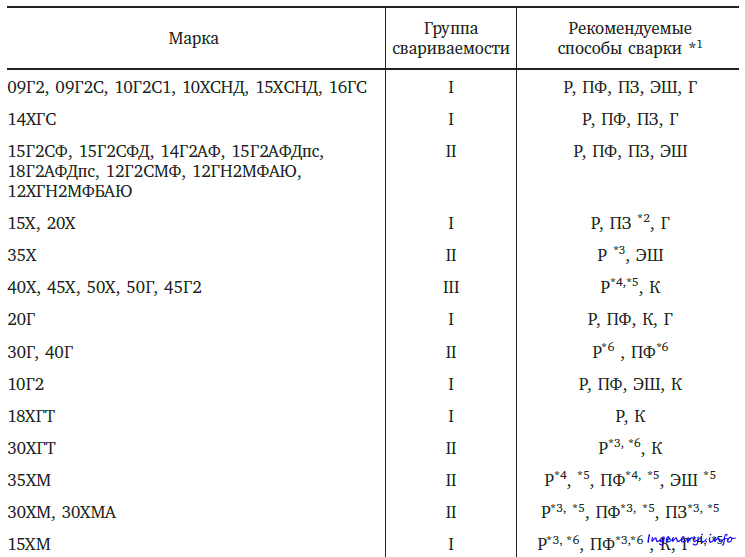
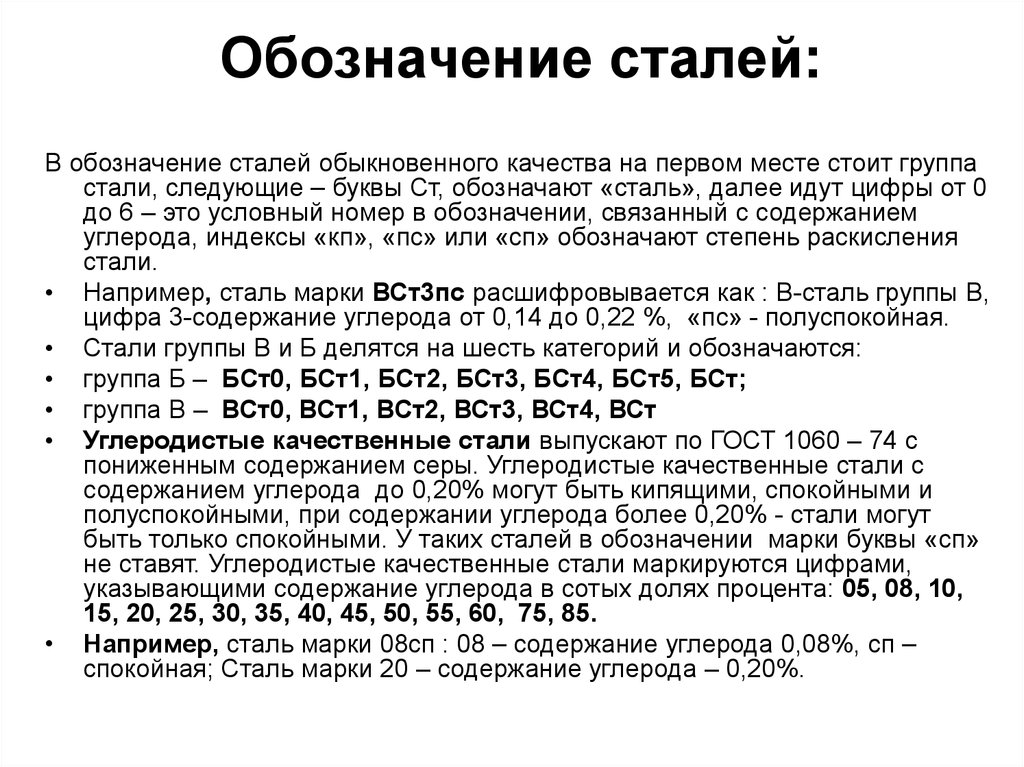 96 μΩ*m
96 μΩ*m
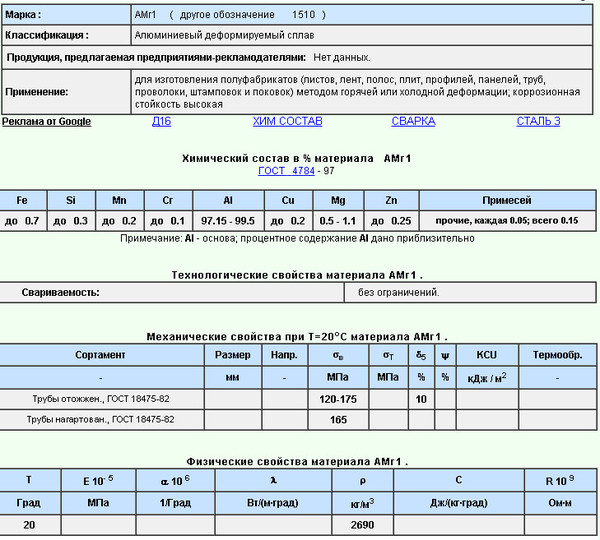 Следовательно, температуру отпуска следует выбирать в пределах этого предела.
Следовательно, температуру отпуска следует выбирать в пределах этого предела. Ниже представлена систематизированная информация о назначении, химическом составе, видах припасов, заменителях, температурах критических точек, физико-механических, технологических и литейных свойствах для марки — Сталь У12А.
Ниже представлена систематизированная информация о назначении, химическом составе, видах припасов, заменителях, температурах критических точек, физико-механических, технологических и литейных свойствах для марки — Сталь У12А.
 Закалка 810-830°С, вода.
Закалка 810-830°С, вода. Скорость деформации 10 мм/мин. Скорость деформации 0,007 1/с
Скорость деформации 10 мм/мин. Скорость деформации 0,007 1/с
 Закалка 810-830 С, вода. Отпуск 180-220 С.
Закалка 810-830 С, вода. Отпуск 180-220 С.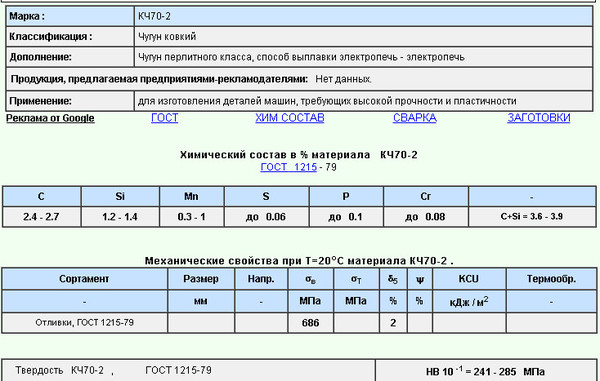

 Если держать его неплотно, это приведет к разбитию заклепки. А если держать его под кривым углом, обжимка оставит вмятины на детали, что может привести к деформации заклепки или детали
Если держать его неплотно, это приведет к разбитию заклепки. А если держать его под кривым углом, обжимка оставит вмятины на детали, что может привести к деформации заклепки или детали Прочитайте лекцию и посмотрите видео еще раз
Прочитайте лекцию и посмотрите видео еще раз Заклепка, имеющая шляпку и стержень, вставляется в сквозное предварительно созданное отверстие. Головка при этом упирается в поверхность одного из скрепляемых элементов, а конец стержня выступает за пределы противоположной кромки гнезда. Эта часть крепежной детали под действием внешней силы расплющивается. В результате образуется т.н. замыкающая головка, которая:
Заклепка, имеющая шляпку и стержень, вставляется в сквозное предварительно созданное отверстие. Головка при этом упирается в поверхность одного из скрепляемых элементов, а конец стержня выступает за пределы противоположной кромки гнезда. Эта часть крепежной детали под действием внешней силы расплющивается. В результате образуется т.н. замыкающая головка, которая:
 Располагаться заклепки могут в шахматном порядке. Иной широко распространенный вариант – одна напротив другой.
Располагаться заклепки могут в шахматном порядке. Иной широко распространенный вариант – одна напротив другой.
 Заклепки с такими шляпками характеризуются наибольшим уровнем надежности. Формируют прочный и качественный шов;
Заклепки с такими шляпками характеризуются наибольшим уровнем надежности. Формируют прочный и качественный шов;
 Но этот минус нивелируется высокой нагрузочной способностью сформированного сопряжения;
Но этот минус нивелируется высокой нагрузочной способностью сформированного сопряжения;
 Для обеспечения этой характеристики можно устанавливать полупустотелые заклепки. Если предполагается работа соединения в условиях высоких нагрузок, используется крепеж с полусферической шляпкой и сплошной ножкой/стержнем.
Для обеспечения этой характеристики можно устанавливать полупустотелые заклепки. Если предполагается работа соединения в условиях высоких нагрузок, используется крепеж с полусферической шляпкой и сплошной ножкой/стержнем.

 Его диаметр должен быть немного больше этого параметра стержня заклепки. Натяжка используется для сжатия (осаживания) подлежащих скреплению пластин металла перед проведением процедуры их сопряжения.
Его диаметр должен быть немного больше этого параметра стержня заклепки. Натяжка используется для сжатия (осаживания) подлежащих скреплению пластин металла перед проведением процедуры их сопряжения.




 Самопроникающие заклепки проходят через верхний лист материала, но не полностью протыкают нижний лист, создавая водонепроницаемое или газонепроницаемое соединение.
Самопроникающие заклепки проходят через верхний лист материала, но не полностью протыкают нижний лист, создавая водонепроницаемое или газонепроницаемое соединение. Как только он встречается с лицевой стороной глухой стороны соединения, оправка защелкивается, в результате чего шток выталкивается, создавая герметичное соединение. Заклепку можно использовать вместо гаек и болтов, винтов, сварных швов и клеев.
Как только он встречается с лицевой стороной глухой стороны соединения, оправка защелкивается, в результате чего шток выталкивается, создавая герметичное соединение. Заклепку можно использовать вместо гаек и болтов, винтов, сварных швов и клеев. Они доступны из нержавеющей стали 304, алюминия, легированной стали, меди, латуни и некоторых других вариантов этих металлов.
Они доступны из нержавеющей стали 304, алюминия, легированной стали, меди, латуни и некоторых других вариантов этих металлов. Также известна как водонепроницаемая заклепка.
Также известна как водонепроницаемая заклепка. One Multi Grip Rivet имеет диапазон захвата заклепок разных размеров. Этот диапазон захвата обеспечивает гибкость конструкции и меньший запас заклепок, поскольку один размер заклепки Multi Grip может подходить для различных работ, включая несоответствие отверстий. Одна заклепка Multi Grip Rivet может использоваться в качестве эквивалента по крайней мере для трех различных размеров заклепок.
One Multi Grip Rivet имеет диапазон захвата заклепок разных размеров. Этот диапазон захвата обеспечивает гибкость конструкции и меньший запас заклепок, поскольку один размер заклепки Multi Grip может подходить для различных работ, включая несоответствие отверстий. Одна заклепка Multi Grip Rivet может использоваться в качестве эквивалента по крайней мере для трех различных размеров заклепок.
 Основа состава, которая отвечает за адгезию. Именно она оставляет после высыхания липкий слой. От качества этой составляющей во многом зависит качество грунтовки.
Основа состава, которая отвечает за адгезию. Именно она оставляет после высыхания липкий слой. От качества этой составляющей во многом зависит качество грунтовки. Если на такие основания без предварительной подготовки нанести штукатурку, она, скорее всего, при высыхании отвалится, так как поверхность этих оснований обычно гладкая и штукатурке просто не за что зацепиться. Чтобы штукатурка не отваливалась и используют Бето-контакт. И он действительно работает, но только надо знать когда он необходим.
Если на такие основания без предварительной подготовки нанести штукатурку, она, скорее всего, при высыхании отвалится, так как поверхность этих оснований обычно гладкая и штукатурке просто не за что зацепиться. Чтобы штукатурка не отваливалась и используют Бето-контакт. И он действительно работает, но только надо знать когда он необходим.

 Срок указан на банке и отличается в зависимости от производителя. Самый короткий период высыхания — 3-4 часа у Бетонконтакта Федал, наиболее продолжительный — порядка 24 часов у какого-то дешевого.
Срок указан на банке и отличается в зависимости от производителя. Самый короткий период высыхания — 3-4 часа у Бетонконтакта Федал, наиболее продолжительный — порядка 24 часов у какого-то дешевого. У клея адгезия 0,8-0,9 МПа, у БК — 0,4-0,5 МПа. То есть, добавляя слой бетоноконтакта на нормально впитывающее основание, вы ухудшаете ситуацию за свои же деньги, причем немалые. Хотя некоторые производители в инструкции пишут, что применяться состав может и под укладку плитки. Но вот ситуация с адгезией получается аналогичной…
У клея адгезия 0,8-0,9 МПа, у БК — 0,4-0,5 МПа. То есть, добавляя слой бетоноконтакта на нормально впитывающее основание, вы ухудшаете ситуацию за свои же деньги, причем немалые. Хотя некоторые производители в инструкции пишут, что применяться состав может и под укладку плитки. Но вот ситуация с адгезией получается аналогичной… По липкому основанию они практически не растекаются. Результат — трещины, вспучивание и другие очень неприятные моменты. Это не те поверхности и случаи для которых нужен Бетоноконтакт.
По липкому основанию они практически не растекаются. Результат — трещины, вспучивание и другие очень неприятные моменты. Это не те поверхности и случаи для которых нужен Бетоноконтакт. Это только кажется, что ничего сложного в этом нет, но сначала попробуйте. Состав часто густой, примерно как кефир, а иногда гуще. Притом в нем находятся песчинки, кристаллики, которые очень желательно равномерно распределить по всей поверхности, а не собрать в одном месте. В общем, не так это просто. Есть несколько советов:
Это только кажется, что ничего сложного в этом нет, но сначала попробуйте. Состав часто густой, примерно как кефир, а иногда гуще. Притом в нем находятся песчинки, кристаллики, которые очень желательно равномерно распределить по всей поверхности, а не собрать в одном месте. В общем, не так это просто. Есть несколько советов: Те, что подороже, обычно чуть лучше наносятся. Более дешевые придется чаще перемешивать, да и наносятся они сложнее. При обработке старайтесь не оставлять проплешин. Если нашли уже в процессе высыхания, нанесите слой и выждите полное время высыхания. Это лучше, чем потом переделывать отслоившийся кусок.
Те, что подороже, обычно чуть лучше наносятся. Более дешевые придется чаще перемешивать, да и наносятся они сложнее. При обработке старайтесь не оставлять проплешин. Если нашли уже в процессе высыхания, нанесите слой и выждите полное время высыхания. Это лучше, чем потом переделывать отслоившийся кусок.
 Времени и средств для подобной процедуры нужно было немало. На вопрос – для чего нужен бетоноконтакт, ответ звучит просто. Сегодня, благодаря новым составам бетоноконтакта, на цемент можно нанести или закрепить что угодно, хоть оконное стекло.
Времени и средств для подобной процедуры нужно было немало. На вопрос – для чего нужен бетоноконтакт, ответ звучит просто. Сегодня, благодаря новым составам бетоноконтакта, на цемент можно нанести или закрепить что угодно, хоть оконное стекло.
 Всегда нужно уточнять пригодность бетоноконтакта к применению по срокам годности.
Всегда нужно уточнять пригодность бетоноконтакта к применению по срокам годности. Чаще всего это белый цвет, хотя в продукции Крауф находят применение более выразительные розовые оттенки, которые не спутаешь с другим грунтом.
Чаще всего это белый цвет, хотя в продукции Крауф находят применение более выразительные розовые оттенки, которые не спутаешь с другим грунтом.
 При определенном опыте применения грунтовки, ее расход может быть снижен до 180 гр на м2. Для тяжелых штукатурок обязательным считается применение бетоноконтакта с размером зерна наполнителя не менее 0,5-0,6 мм. Если стены, предположительно, имеют старые гидрофобные пропитки или загрязнения, иногда, перед нанесением грунтовки, поверхность обрабатывают специальным раствором глубокого проникновения на латексной основе.
При определенном опыте применения грунтовки, ее расход может быть снижен до 180 гр на м2. Для тяжелых штукатурок обязательным считается применение бетоноконтакта с размером зерна наполнителя не менее 0,5-0,6 мм. Если стены, предположительно, имеют старые гидрофобные пропитки или загрязнения, иногда, перед нанесением грунтовки, поверхность обрабатывают специальным раствором глубокого проникновения на латексной основе. Отчет также включает информацию об акустических характеристиках других строительных материалов и дополнительных ресурсах.
Отчет также включает информацию об акустических характеристиках других строительных материалов и дополнительных ресурсах. Второе издание, выпущенное в июне 2022 г., также включает дополнительную информацию. Дополнительные возможности: Доступны файлы AutoCAD, дополняющие это руководство. Пожалуйста, свяжитесь с Дженнифер ЛеФевр для получения дополнительной информации. Короткое видео, знакомящее с использованием бетонных покрытий асфальтированных парковок, можно посмотреть здесь.
Второе издание, выпущенное в июне 2022 г., также включает дополнительную информацию. Дополнительные возможности: Доступны файлы AutoCAD, дополняющие это руководство. Пожалуйста, свяжитесь с Дженнифер ЛеФевр для получения дополнительной информации. Короткое видео, знакомящее с использованием бетонных покрытий асфальтированных парковок, можно посмотреть здесь.

 Чтобы получить версию Руководства в высоком разрешении на USB-накопителе и/или в печатном виде, обратитесь к Дженнифер ЛеФевр.
Чтобы получить версию Руководства в высоком разрешении на USB-накопителе и/или в печатном виде, обратитесь к Дженнифер ЛеФевр. Ссылка на исследование и другие вспомогательные материалы включены в название проекта выше.
Ссылка на исследование и другие вспомогательные материалы включены в название проекта выше. Ссылка включает в себя резюме исследования и подробные данные испытаний.
Ссылка включает в себя резюме исследования и подробные данные испытаний. Полное исследование очень большое для скачивания, поэтому также доступны компакт-диск и/или печатная копия. Кроме того, для загрузки доступно краткое изложение.
Полное исследование очень большое для скачивания, поэтому также доступны компакт-диск и/или печатная копия. Кроме того, для загрузки доступно краткое изложение. Щелкните здесь, чтобы просмотреть запись вебинара на YouTube. Презентация вебинара доктора Вичит-Вадакан доступна здесь. Вы также можете ознакомиться с презентациями участников панели ниже:
Щелкните здесь, чтобы просмотреть запись вебинара на YouTube. Презентация вебинара доктора Вичит-Вадакан доступна здесь. Вы также можете ознакомиться с презентациями участников панели ниже:
 Документ также включает Дополнение по оптимальному отверждению/кондиционированию образцов удельного сопротивления. Также доступно исполнительное резюме.
Документ также включает Дополнение по оптимальному отверждению/кондиционированию образцов удельного сопротивления. Также доступно исполнительное резюме.


 , возьмите на строительной площадке алюминиевый желоб и заполните его бетоном. Примерно через 45 минут вы должны увидеть пузырьки, поднимающиеся на поверхность бетона».
, возьмите на строительной площадке алюминиевый желоб и заполните его бетоном. Примерно через 45 минут вы должны увидеть пузырьки, поднимающиеся на поверхность бетона».