Настольные токарные станки по металлу
Станки по типу : Бытовые
Сортировать по:
Популярности
Возрастанию цены
↑
Убыванию цены
↓
Наличию
Показывать по:
306090
Код товара: 247
В наличии 1 шт.
Настольный токарный станок ТВ-7М
Ø обработки над станиной 220
РМЦ275
Макс. обороты 975
Мощность 0.75 кВт
Напряжение380В
Масса210 кг
Код товара: 11001
В наличии 1 шт.
Токарный станок по металлу OPTIturn TU 2004V
Ø обработки над станиной 200
РМЦ300
Макс. обороты 2500
Мощность 0.60 кВт
Напряжение220В
Масса61 кг
Код товара: 251
87 898 p
В наличии 14 шт.
Токарный станок по металлу PROMA SM-300E
Ø обработки над станиной 180
РМЦ250
Макс. обороты 2500
обороты 2500
Мощность 0.30 кВт
Напряжение220В
Масса40 кг
Код товара: 252
79 023 p
В наличии 12 шт.
Настольный микротокарный станок Proma SM-250E
Ø обработки над станиной 140
РМЦ210
Макс. обороты 2000
Мощность 0.15 кВт
Напряжение220В
Масса35 кг
Код товара: 11000
В наличии 1 шт.
Токарный станок OPTIturn TU 1503V (бывший D140x250)
Ø обработки над станиной 140
РМЦ265
Макс. обороты 3000
Мощность 0.45 кВт
Напряжение220В
Масса23 кг
Код товара: 51040
В наличии 23 шт.
Настольный токарно-винторезный станок по металлу Metal Master MML 1830V
Ø обработки над станиной 180
РМЦ300
Макс. обороты 2500
Мощность 0.60 кВт
Напряжение220В
Масса60 кг
Код товара: 11002
В наличии 1 шт.
Настольный токарный станок OPTIturn TU 2304
Ø обработки над станиной 230
РМЦ450
Макс. обороты 2000
обороты 2000
Мощность 0.75 кВт
Напряжение220В
Масса111 кг
Код товара: 34668
В наличии 2 шт.
Настольный токарно-фрезерный станок METAL MASTER MML250X550M
Ø обработки над станиной 250
РМЦ550
Макс. обороты 2000
Мощность 0.85 кВт
Напряжение220В
Масса228 кг
Код товара: 34670
В наличии 8 шт.
Настольный токарно-фрезерный станок METAL MASTER MML 2870 M
Ø обработки над станиной 280
РМЦ700
Макс. обороты 2000
Мощность 0.85 кВт
Напряжение220В
Масса303 кг
Код товара: 34056
344 421 p
В наличии 7 шт.
Универсальный токарный станок PROMA SPZ-700
Ø обработки над станиной 290
РМЦ700
Макс. обороты 1800
Мощность 1.50 кВт
Напряжение220В
Масса300 кг
Код товара: 11596
В наличии 1 шт.
Настольный токарно-винторезный станок OPTIturn TU 2807 (220В)
Ø обработки над станиной 266
РМЦ700
Макс. обороты 2500
обороты 2500
Мощность 0.85 кВт
Напряжение220В
Масса180 кг
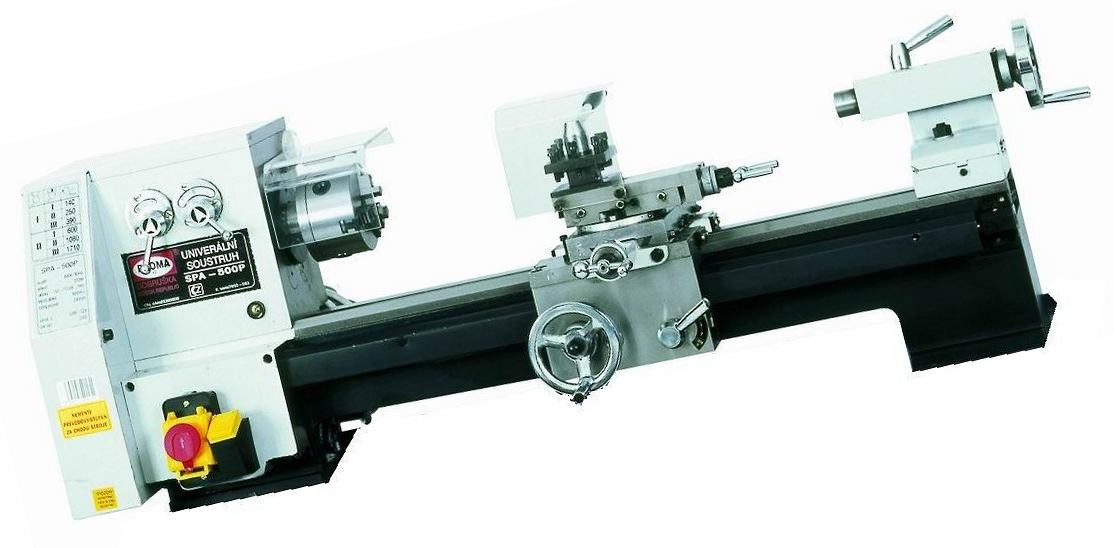
Код товара: 1952
171 820 p
В наличии 4 шт.
Универсальный токарный станок Proma SPA-500P
Ø обработки над станиной 200
РМЦ500
Макс. обороты 1710
Мощность 0.37 кВт
Напряжение380В
Масса130 кг
Код товара: 34057
171 820 p
В наличии 1 шт.
Универсальный токарный станок PROMA SPA-500P/230
Ø обработки над станиной 200
РМЦ2000
Макс. обороты 1710
Мощность 3.70 кВт
Напряжение220В
Масса130 кг
Код товара: 11006
В наличии 1 шт.
Токарно-винторезный настольный станок OPTIturn TU 2807V
Ø обработки над станиной 266
РМЦ700
Макс. обороты 4000
Мощность 1.50 кВт
Напряжение220В
Масса180 кг
Код товара: 36077
В наличии 1 шт.
Настольный токарный станок OPTIturn TU 3008
Ø обработки над станиной 300
РМЦ800
Макс. обороты 2000
Мощность 1.10 кВт
Напряжение380В
Масса260 кг
Код товара: 51041
В наличии 15 шт.
Токарный станок по металлу RED S712
Ø обработки над станиной 180
РМЦ350
Макс. обороты 2500
Мощность 0.55 кВт
Напряжение220В
Масса40 кг
Код товара: 11589
В наличии 1 шт.
Настольный токарный станок OPTIturn TU 2506V
Ø обработки над станиной 250
РМЦ550
Макс. обороты 4000
Мощность 1.50 кВт
Напряжение220В
Масса125 кг
Код товара: 11597
В наличии 1 шт.
Токарно-винторезный настольный станок OPTIturn TU 2807 (380В)
Ø обработки над станиной 266
РМЦ700
Макс. обороты 2500
Мощность 0.85 кВт
Напряжение380В
Масса180 кг
Код товара: 11003
В наличии 1 шт.
Настольный токарный станок OPTIturn TU 2304V
Ø обработки над станиной 230
РМЦ450
Макс. обороты 2200
Мощность 0.75 кВт
Напряжение220В
Масса114 кг
Код товара: 11591
В наличии 1 шт.
Настольный токарный станок OPTIturn TU 2506 (380В)
Ø обработки над станиной 250
РМЦ550
Макс. обороты 2000
Мощность 0.75 кВт
Напряжение380В
Масса125 кг
Код товара: 11587
В наличии 1 шт.
Настольный токарный станок OPTIturn TU 2406 (220 В)
Ø обработки над станиной 250
РМЦ550
Макс. обороты 2000
Мощность 0.75 кВт
Напряжение220В
Масса125 кг
Код товара: 48500
В наличии 2 шт.
Настольный токарно-фрезерный станок METAL MASTER MML 250×500 MV (MML 2550 MV)
Ø обработки над станиной 250
РМЦ500
Макс. обороты 2000
Мощность 1.10 кВт
Напряжение220В
Масса228 кг
Код товара: 11590
В наличии 1 шт.
Настольный токарный станок OPTIturn TU 2506 (220В)
Ø обработки над станиной 250
РМЦ550
Макс. обороты 2000
Мощность 0.75 кВт
Напряжение220В
Масса125 кг
Код товара: 11586
В наличии 1 шт.
Настольный токарный станок OPTIturn TU 2406V
Ø обработки над станиной 250
РМЦ550
Макс. обороты 2500
Мощность 1.10 кВт
Напряжение220В
Масса125 кг
Код товара: 11588
В наличии 1 шт.
Настольный токарный станок OPTIturn TU 2406 (380 В)
Ø обработки над станиной 250
РМЦ550
Макс. обороты 2000
Мощность 0.75 кВт
Напряжение380В
Масса125 кг
Код товара: 253
В наличии 1 шт.
Станок токарный настольный Optimum D210x400
Ø обработки над станиной 210
РМЦ400
Макс. обороты 2000
Мощность 0.75 кВт
Напряжение220В
Масса114 кг
Код товара: 51821
В наличии 44 шт.
Токарный станок по металлу Metal Master MML 2140V
Ø обработки над станиной 210
РМЦ400
Макс. обороты 2500
Мощность 0.60 кВт
Напряжение220В
Масса85 кг
Код товара: 44176
В наличии 9 шт.
Станок настольный токарный STALEX D250x550C
Ø обработки над станиной 250
РМЦ550
Макс. обороты 2000
Мощность 1.10 кВт
Напряжение220В
Масса135 кг
Код товара: 52295
В наличии 12 шт.
Настольный токарно-фрезерный станок METAL MASTER MML 2550M
Ø обработки над станиной 250
РМЦ550
Макс. обороты 2000
Мощность 0.75 кВт
Напряжение220В
Масса120 кг
Код товара: 51822
В наличии 27 шт.
Токарный станок по металлу Metal Master MML 2550
Ø обработки над станиной 250
РМЦ550
Макс. обороты 2000
Мощность 0.75 кВт
Напряжение220В
Масса125 кг
Сортировать по:
Популярности
Возрастанию цены
↑
Убыванию цены
↓
Наличию
Показывать по:
306090
- «
- 1
- 2
- 3
- 4
- »
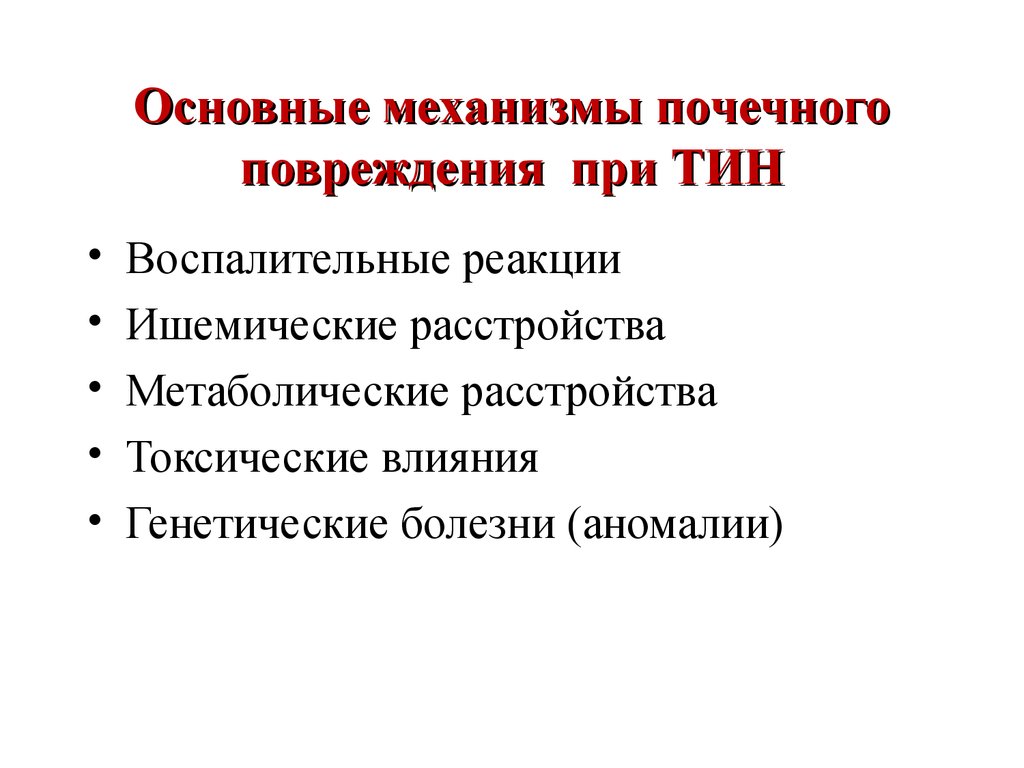
Настольный токарный станок по металлу монтируется и фиксируется непосредственно на рабочем столе или специальной платформе, и, имея очень низкую стоимость по сравнению с промышленным оборудованием, отлично подходит для использования в небольшой мастерской. Как и промышленные станки, настольные используются для обработки деталей при помощи резания и точения. Настольный токарный станок позволяет производить все необходимые токарные операции, а именно: точение заготовок различной формы, шлифовку изделий, сверление и обработку отверстий, нарезание резьбы (метрической или дюймовой), торцевание заготовок, создание насечек на поверхности заготовки, производить заточку оснасток и инструмента.
Как и промышленные станки, настольные используются для обработки деталей при помощи резания и точения. Настольный токарный станок позволяет производить все необходимые токарные операции, а именно: точение заготовок различной формы, шлифовку изделий, сверление и обработку отверстий, нарезание резьбы (метрической или дюймовой), торцевание заготовок, создание насечек на поверхности заготовки, производить заточку оснасток и инструмента.
В случае применения дополнительных компонентов можно фрезеровать детали, а также работать с изделиями из неметаллических материалов: древесина, пластик.
Настольный токарный станок по металлу является необходимым оборудованием для использования в небольших ремонтных цехах, гараже, на станциях технического обслуживания легковых и грузовых автомобилей, в составе мастерских учебных заведений, в бытовых условиях. Такие станки позволяют изготавливать широкий спектр деталей, например, гаек и болтов нестандартной формы и размеров при их отсутствии под рукой.
- низкая стоимость оборудования;
- входное напряжение соответствует стандартной бытовой сети – 220 В;
- доступна адаптация для работы в цепи промышленного напряжения – 380 В;
- экономное потребление электрической энергии;
- высокая надежность, позволяющая эксплуатировать настольные станки длительное время при правильном периодическом обслуживании;
- компактность, обусловливающая возможность установки станка в помещениях любого размера;
- доступны для использования неопытными токарями с начальными навыками за счет простоты в обслуживании и эксплуатации;
- высокая точность обработки заготовок за счет использования в конструкции шпинделя прецизионных роликовых подшипников;
- низкие значения шума и вибрации, производимых в процессе работы оборудования.
При покупке действует гибкая система скидок! Мы также доставляем товары по Москве, Московской области и России, доступен самовывоз товара с наших складов. Звоните и заказывайте по телефону +7 (495) 150-05-90!
Звоните и заказывайте по телефону +7 (495) 150-05-90!
Отзывы
Статьи
Изготовители
JET (Швейцария)
PROMA (Чехия)
Optimum (Германия)
WEISS MACHINERY
STALEX
Россия
Metal Master
CORMAK
Найдено товаров : 99
Сбросить фильтры
Цена
Производитель
Россия
PROMA (Чехия)
Optimum (Германия)
WEISS MACHINERY
JET (Швейцария)
Metal Master
STALEX
CORMAK
Все производители
Ø обработки над станиной
Максимально возможный диаметр заготовки, который можно установить на станке и вращать над направляющими станины
Ø обработки над супортом
Максимально возможный диаметр заготовки, обрабатываемой над поперечными салазками суппорта
РМЦ
РМЦ — расстояние между центрами. Расстояние от конца шпинделя передней бабки до пиноли задней бабки. Максимальная длина обрабатываемой детали в центрах. Единица измерения — мм.
Расстояние от конца шпинделя передней бабки до пиноли задней бабки. Максимальная длина обрабатываемой детали в центрах. Единица измерения — мм.
Ø отверстия шпинделя
Диаметр сквозного цилиндрического отверстия в шпинделе. Используется для сквозного крепления заготовки через шпиндель станка.
Макс. обороты
Максимальные обороты шпинделя. Единица измерения — об/м.
ЧПУ
GSK
Регулировка частоты вращения шпинделя
Спупенчатая — путем перекидывания ремня на шкивах станка, Бесступенчатая в варианте с электронной регулировкой или механический вариатор
Ступенчатая
Бесступенчатая
Мощность
до
кВт
Напряжение
Напряжение питания 220/380 вольт
380В
220В
Масса
В наличии
Токарні верстати по металу в Дніпрі від компанії «9craft».

Токарні верстати хоббийного і промислового класу
за порядкомза зростанням ціниза зниженням ціниза новизною
- Топ продаж
Токарний верстат по металу 9craft WM210V 850W
42 700 грн
На складі
210400850
- Топ продаж
Токарний верстат по металу 9craft WM210V 850W 210х800
49 950 грн
На складі
210800850
- Новинка
Комбінований токарно-фрезерний верстат 9craft HQ500 (Токарний та фрезерний)
111 000 грн
На складі
hq500
- Новинка
Токарний верстат по металу 9craft WM210V 750W
37 000 грн
На складі
210400750
- Топ продаж
Настільний токарно-гвинторізний верстат 9craft GX250S 250×500
76 330 грн
Закінчується
GX250S
- Новинка
Токарно-гвинторізний верстат по металу 9craft BT250x750
79 550 грн
Немає в наявності
250750750
Токарно-гвинторізний верстат по металу 9craft DBL2035 750W безщітковий
34 040 грн
Немає в наявності
DBL2035
 pfn_tTEi4G1o1tFWw4HsUJgnF9tOItzagntEXTJ5XbE» data-advtracking-product-id=»1417980723″ data-tg-chain=»{"view_type": "preview"}»>Топ продаж
pfn_tTEi4G1o1tFWw4HsUJgnF9tOItzagntEXTJ5XbE» data-advtracking-product-id=»1417980723″ data-tg-chain=»{"view_type": "preview"}»>Топ продажТокарний верстат по металу 9craft WM210V 850W 210х600
45 500 грн
На складі
210600850
 eyJwcm9kdWN0SWQiOjE0MTc5ODYzMDYsImNhdGVnb3J5SWQiOjE0MjA5ODAyLCJjb21wYW55SWQiOjM0NDA5MDIsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY2NTY5MTczLjc3MDM2MDIsInBhZ2VJZCI6IjI4NzY1YWFhLWM3YWItNDYyOC1iY2E5LWI5ZjU0ZTViMmZjYiIsInBvdyI6InYyIn0.WLVV3yhBE75FSJy7Oy7_8rmEX32DKQyHH-Fd2bOOUBY» data-advtracking-product-id=»1417986306″ data-tg-chain=»{"view_type": "preview"}»>Топ продаж
eyJwcm9kdWN0SWQiOjE0MTc5ODYzMDYsImNhdGVnb3J5SWQiOjE0MjA5ODAyLCJjb21wYW55SWQiOjM0NDA5MDIsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY2NTY5MTczLjc3MDM2MDIsInBhZ2VJZCI6IjI4NzY1YWFhLWM3YWItNDYyOC1iY2E5LWI5ZjU0ZTViMmZjYiIsInBvdyI6InYyIn0.WLVV3yhBE75FSJy7Oy7_8rmEX32DKQyHH-Fd2bOOUBY» data-advtracking-product-id=»1417986306″ data-tg-chain=»{"view_type": "preview"}»>Топ продажТокарно-гвинторізний верстат по металу 9craft DBL180 550W 180×350
33 200 грн
На складі
Оптом і в роздріб
DBL180
 eyJwcm9kdWN0SWQiOjE1Mzk4OTc5NDgsImNhdGVnb3J5SWQiOjE0MjA5ODAyLCJjb21wYW55SWQiOjM0NDA5MDIsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY2NTY5MTczLjc3MTk0MywicGFnZUlkIjoiODEwOWVkZGMtZjhhNS00MTQ2LTk1MjMtMmYzNTM1ZjE5MWJkIiwicG93IjoidjIifQ.or-P0ui0UbyT7UURrvmg0X5EcBS9vblxUWMEeEyObnQ» data-advtracking-product-id=»1539897948″ data-tg-chain=»{"view_type": "preview"}»>Новинка
eyJwcm9kdWN0SWQiOjE1Mzk4OTc5NDgsImNhdGVnb3J5SWQiOjE0MjA5ODAyLCJjb21wYW55SWQiOjM0NDA5MDIsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY2NTY5MTczLjc3MTk0MywicGFnZUlkIjoiODEwOWVkZGMtZjhhNS00MTQ2LTk1MjMtMmYzNTM1ZjE5MWJkIiwicG93IjoidjIifQ.or-P0ui0UbyT7UURrvmg0X5EcBS9vblxUWMEeEyObnQ» data-advtracking-product-id=»1539897948″ data-tg-chain=»{"view_type": "preview"}»>НовинкаТокарно-гвинторізний верстат по металу 9craft BT290x700 1500W
127 000 грн
В наявності
BT290700
 eyJwcm9kdWN0SWQiOjE1OTE5ODI0MTIsImNhdGVnb3J5SWQiOjE0MjA5ODAyLCJjb21wYW55SWQiOjM0NDA5MDIsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY2NTY5MTczLjc3MzUzNiwicGFnZUlkIjoiMjliMDE2NmMtNjJlYS00MWJkLTk3M2YtNDE4NTg4MGZmODM2IiwicG93IjoidjIifQ.k_1n7mhrt8iYIFrdAUgXbFrXqOc8aYwzVbtyjLmxkB0″ data-advtracking-product-id=»1591982412″ data-tg-chain=»{"view_type": "preview"}»>Топ продаж
eyJwcm9kdWN0SWQiOjE1OTE5ODI0MTIsImNhdGVnb3J5SWQiOjE0MjA5ODAyLCJjb21wYW55SWQiOjM0NDA5MDIsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY2NTY5MTczLjc3MzUzNiwicGFnZUlkIjoiMjliMDE2NmMtNjJlYS00MWJkLTk3M2YtNDE4NTg4MGZmODM2IiwicG93IjoidjIifQ.k_1n7mhrt8iYIFrdAUgXbFrXqOc8aYwzVbtyjLmxkB0″ data-advtracking-product-id=»1591982412″ data-tg-chain=»{"view_type": "preview"}»>Топ продажНастільний токарно-гвинторізний верстат 9craft GX250L 250×700
83 260 грн
Закінчується
GX250L
 eyJwcm9kdWN0SWQiOjE2ODk2MjU4NDYsImNhdGVnb3J5SWQiOjE0MjA5ODAyLCJjb21wYW55SWQiOjM0NDA5MDIsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY2NTY5MTczLjc3NDk1NTUsInBhZ2VJZCI6IjEyYTM1M2M0LTljNDAtNGIyMS1iNWZkLWZiMTRkNjQyNGU1OSIsInBvdyI6InYyIn0.lKP7ELdwE-RJZvC7V_CLcYfVh67uO242n5iVEcJd__o» data-advtracking-product-id=»1689625846″ data-tg-chain=»{"view_type": "preview"}»>Новинка
eyJwcm9kdWN0SWQiOjE2ODk2MjU4NDYsImNhdGVnb3J5SWQiOjE0MjA5ODAyLCJjb21wYW55SWQiOjM0NDA5MDIsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY2NTY5MTczLjc3NDk1NTUsInBhZ2VJZCI6IjEyYTM1M2M0LTljNDAtNGIyMS1iNWZkLWZiMTRkNjQyNGU1OSIsInBvdyI6InYyIn0.lKP7ELdwE-RJZvC7V_CLcYfVh67uO242n5iVEcJd__o» data-advtracking-product-id=»1689625846″ data-tg-chain=»{"view_type": "preview"}»>НовинкаКомбінований токарно-фрезерний верстат 9craft HQ800 (Токарний та фрезерний)
121 000 грн
На складі
hq800
 eyJwcm9kdWN0SWQiOjE1MzEyNzk4ODAsImNhdGVnb3J5SWQiOjE0MjA5ODAyLCJjb21wYW55SWQiOjM0NDA5MDIsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY2NTY5MTczLjc3NjY3NiwicGFnZUlkIjoiZWFkYzM5NWYtYzA5MC00MDg2LTkzYmEtYzUxNTRhOGNiMDk0IiwicG93IjoidjIifQ.3hII7LANLj156e-gVx-ZjKQAiaValAvnPH-LRWv4Nns» data-advtracking-product-id=»1531279880″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjE1MzEyNzk4ODAsImNhdGVnb3J5SWQiOjE0MjA5ODAyLCJjb21wYW55SWQiOjM0NDA5MDIsInNvdXJjZSI6InByb206Y29tcGFueV9zaXRlIiwiaWF0IjoxNjY2NTY5MTczLjc3NjY3NiwicGFnZUlkIjoiZWFkYzM5NWYtYzA5MC00MDg2LTkzYmEtYzUxNTRhOGNiMDk0IiwicG93IjoidjIifQ.3hII7LANLj156e-gVx-ZjKQAiaValAvnPH-LRWv4Nns» data-advtracking-product-id=»1531279880″ data-tg-chain=»{"view_type": "preview"}»>Токарно-гвинторізний верстат по металу 9craft BT250x550
72 150 грн
Немає в наявності
BT250550
16243248
Токарні верстати хоббийного і промислового класу
Настольный токарный станок б/у для продажи.
Dragon Diamond equipment & more
Almaty, Kazakhstan
Almaty, Kazakhstan
Almaty, Kazakhstan
Almaty, Kazakhstan
9.
 988 €
988 €Sichuan, China
Almaty, Казахстан
Алматы, Казахстан
Алматы, Казахстан
14,308 €
Заочжуан, Китай
Shandong, China
Foshan, China
Shandong, China
 988 €
988 € 0″ href=»/listings/65094998-desktop-cnc-lathe-machine-ckn180-small-cnc-turret-lathe-in-zaozhuang-china»>
0″ href=»/listings/65094998-desktop-cnc-lathe-machine-ckn180-small-cnc-turret-lathe-in-zaozhuang-china»>3.438 €
Zaozhuang, China
Screws, Machine Tools, and the Invention of Sound Recording – PS Audio
Какое отношение к звукозаписи имеют древние египтяне, Архимед, Леонардо да Винчи и Генри Модслей?
Есть изобретения, которые заставляют задуматься, как кому-то могла прийти в голову такая идея. Звукозапись, пожалуй, одна из них. Однако, учитывая исторический контекст, мы заметим, что на самом деле это не была такая уж сумасшедшая или надуманная идея, учитывая технологии, доступные в то время.
Звукозапись, пожалуй, одна из них. Однако, учитывая исторический контекст, мы заметим, что на самом деле это не была такая уж сумасшедшая или надуманная идея, учитывая технологии, доступные в то время.
В конце 19 века большая часть мира не имела доступа к электричеству. Концепции электронного усиления потребуется еще почти полвека, чтобы зарекомендовать себя как жизнеспособная технология. Паровые двигатели были очень популярны в промышленности. Но даже для того, чтобы паровой двигатель стал жизнеспособной реальностью, требовались соответствующие станки, позволяющие производить точные детали для самых разных целей.
Крепежные винты, используемые в качестве крепежа.
Изобретение отнюдь не недавнее, станки в более примитивных формах существуют уже много столетий. «Доисторический токарный станок», возможно, является одним из самых ранних предшественников токарного станка, широко используемого в настоящее время.
«Доисторический токарный станок», в котором заготовка удерживается «между деревьями», а «человеческий двигатель» обеспечивает питание. «Подручник» удерживает режущий инструмент (более или менее) в устойчивом положении.
«Подручник» удерживает режущий инструмент (более или менее) в устойчивом положении.
«Египетский токарный станок», более совершенный подход.
Иллюстрация, датированная 139 г.5, показывающий так называемый токарно-карусельный станок.
Еще одним древним нововведением особого значения был винт, описанный Архимедом в 234 г. до н.э. после его посещения Египта. Он использовался не как застежка, а как остроумный способ перекачки воды. Древние винты были довольно грубыми по современным меркам, часто изготавливались примитивными способами.
Иллюстрация винтового насоса, описанного Архимедом в 234 г. до н.э. Эта концепция уже использовалась в Египте, откуда она перешла в Грецию.
К 1483 году на иллюстрациях были изображены токарно-винторезные станки, работающие по принципам, удивительно похожим на современные токарные станки. Леонардо да Винчи также разработал один к 1500 году.
Возможно, самая ранняя иллюстрация токарно-винторезного станка, датируемая 1483 годом. прекрасный пример в Англии около 1800 года, и к тому времени стало все более и более распространенным делать точные винты для использования в измерительных приборах в качестве измерительного элемента с использованием токарно-винторезных станков.
прекрасный пример в Англии около 1800 года, и к тому времени стало все более и более распространенным делать точные винты для использования в измерительных приборах в качестве измерительного элемента с использованием токарно-винторезных станков.
Токарно-винторезные станки, построенные Генри Модслеем между 1797 и 1800 годами в Англии.
Винты также использовались в качестве средства продвижения каретки, удерживающей режущий инструмент, в продольном или поперечном направлении на токарных станках.
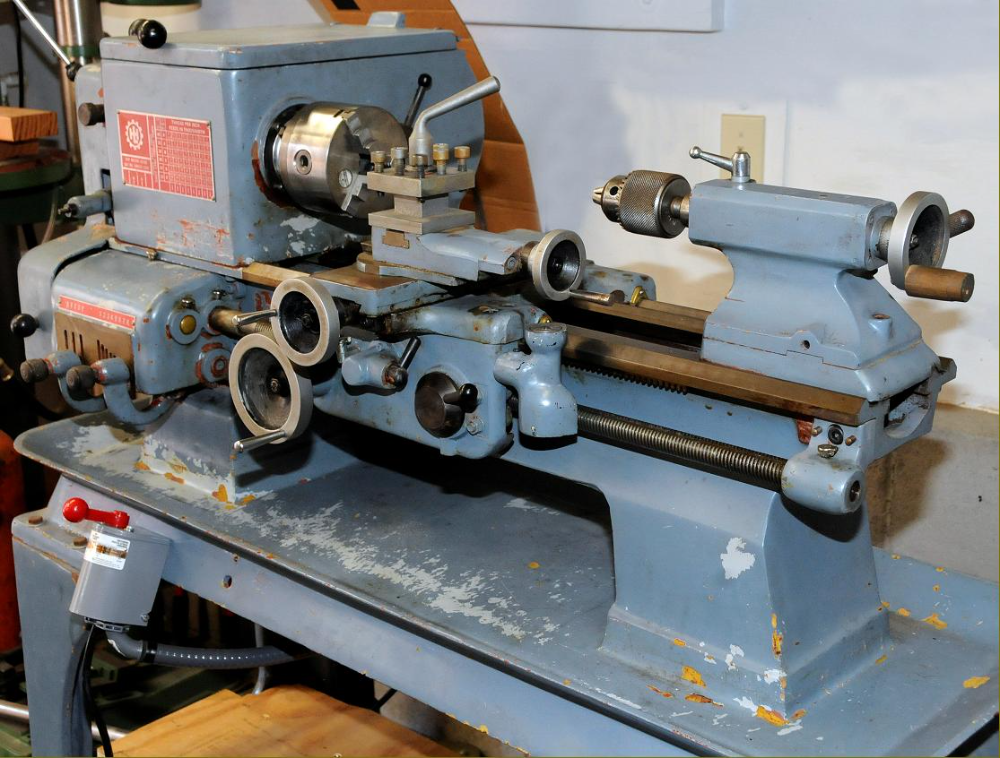
Гораздо более совершенный токарный станок, выпущенный в 1911 году. При правильном уходе токарные станки начала 20-го века все еще можно найти в рабочем состоянии, а лучшие образцы затмевают многие современные токарные станки с точки зрения точности.
В таких приложениях они называются ходовыми винтами или подающими винтами, и любые недостатки в производстве таких винтов приводят к потере точности работы, выполняемой на этом токарном станке.
Самое популярное и, как правило, гораздо менее требовательное применение винтов – это резьбовые соединения, скрепляющие мир, или, скорее, мировые механические узлы. Винты буквально повсюду, они сделаны из огромного количества различных материалов и бывают разных размеров: от «настолько крошечных, что вам понадобится увеличение, чтобы их увидеть», до «настолько больших, что вам понадобится кран, чтобы поднять их».
Винты буквально повсюду, они сделаны из огромного количества различных материалов и бывают разных размеров: от «настолько крошечных, что вам понадобится увеличение, чтобы их увидеть», до «настолько больших, что вам понадобится кран, чтобы поднять их».
Обычно начинается с гладкого цилиндрического прутка из нужного материала, который удерживается и вращается токарным станком, в то время как режущий инструмент подходящей геометрии нарезает резьбу, продвигаясь с соответствующей скоростью по отношению к скорости вращения, до получить желаемый шаг резьбы. Глубина реза является важным параметром.
Нарезание резьбы на сверхточном токарном станке Hardinge HLV 1954 года, восстановленном автором. Фотография предоставлена компанией Agnew Analog Reference Instruments.
Почти законченный винт, удерживаемый на токарном станке в ожидании окончательного чистового прохода. Обратите внимание на геометрию режущего инструмента, необходимую для формирования резьбы, и полученную стружку (удаленный материал). Режущий инструмент, используемый для резки грампластинок, имеет аналогичную геометрию, но значительно меньше. Фотография предоставлена компанией Agnew Analog Reference Instruments. В то время как винты можно резать за несколько проходов, пластинку приходится резать за один проход.
Режущий инструмент, используемый для резки грампластинок, имеет аналогичную геометрию, но значительно меньше. Фотография предоставлена компанией Agnew Analog Reference Instruments. В то время как винты можно резать за несколько проходов, пластинку приходится резать за один проход.
Допустим, у нас есть некая гайка и нам нужно сделать винт, чтобы с ней работать. Мы можем легко вычислить приблизительный размер и шаг, но если мы нарежем резьбу слишком глубоко, между винтом и гайкой будет чрезмерный люфт. Если мы не нарежем резьбу достаточно глубоко, она даже не закрутится из-за недостаточного зазора. Таким образом, мы видим, что глубина резания должна быть не только правильной, но и постоянной. Если бы мы постоянно меняли глубину, было бы невозможно использовать этот винт с какой-либо гайкой.
Тем не менее, мы могли бы использовать измерительный инструмент со стилусом, если мы хотим измерить любое такое изменение глубины… Подождите… Итак, что, если бы мы намеренно изменяли глубину во время вырезания пропорционально звуку? Затем мы могли бы использовать стилус, чтобы «измерить» эти вариации, преобразовав их обратно в звук!
Я предполагаю, что Томас Эдисон, должно быть, думал об этом, когда изобретал свой токарно-винторезный станок переменной глубины, известный как «фонограф»!
Томас Эдисон со своим фонографом, около 1878 г.
Хорошо осведомленный о последних технологических разработках в области станков, как изобретатель, он взял концепцию токарно-винторезного станка и добавил функцию переменной глубины, модулирующую глубину резания вокруг базового значения бесшумного канавка, с помощью акустической энергии, достигающей диафрагмы в горловине рупора. К другому концу диафрагмы был прикреплен стилус, преобразующий движение диафрагмы в более глубокую или более мелкую нить. Это был полностью механический процесс, как и воспроизведение. Чтобы воспроизвести запись, изменение глубины будет толкать иглу, прикрепленную к диафрагме, тем самым переводя изменение глубины в колебания давления воздуха, при этом диафрагма воздействует на воздух внутри рупора. Это произвело бы звук, в точности противоположный процессу, который записал звук.
Запись звука начиналась с вертикально модулированных канавок на цилиндре, так как это был наиболее очевидный способ сделать это, принимая во внимание параллели с разработкой станков.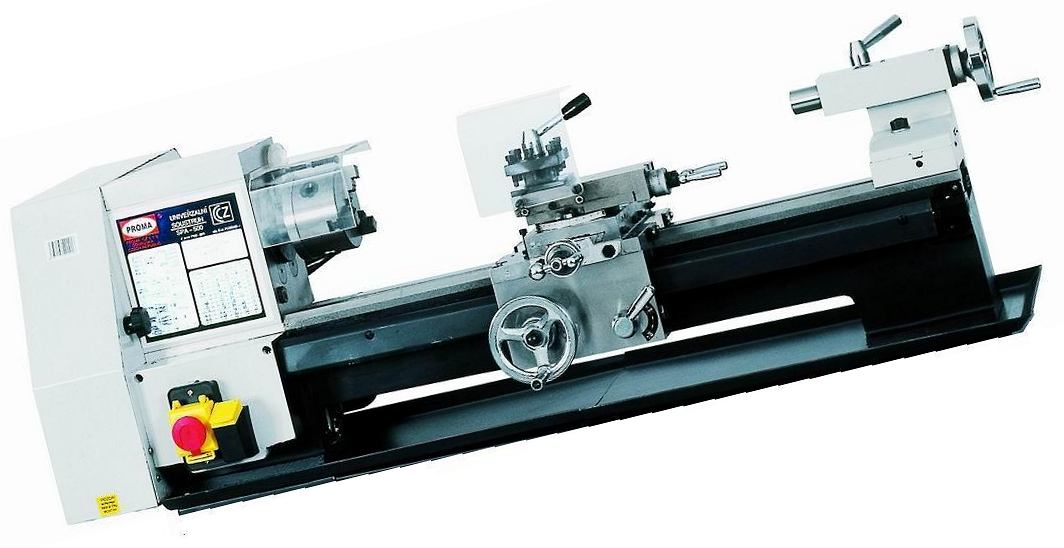 Кроме того, это был самый простой способ сделать это без использования слишком сложных механизмов. Цилиндр представлял собой просто винт, нарезанный на токарном станке, с добавлением диафрагмы и щупа вместо стационарного режущего инструмента, используемого для нарезания обычных «бесшумных» винтов.
Кроме того, это был самый простой способ сделать это без использования слишком сложных механизмов. Цилиндр представлял собой просто винт, нарезанный на токарном станке, с добавлением диафрагмы и щупа вместо стационарного режущего инструмента, используемого для нарезания обычных «бесшумных» винтов.
Но действительно ли бесшумны обычные винты? Как вы обнаружите, если попытаетесь воспроизвести винт, как если бы это была запись, большинство винтов далеко не бесшумны! Поскольку большинство станков не были предназначены для записи звука, было приложено мало усилий для предотвращения записи звуков самого станка на винты, которые он нарезал!
Однако там, где требовалась предельная точность, использовались прецизионные станки, разработанные таким образом, чтобы не допустить непреднамеренных ошибок в заготовке. Хотя такой уровень точности обычно не достигается в обычных винтах, используемых в качестве креплений, лучшие ходовые винты изготавливаются таким образом, чтобы сделать их тише при воспроизведении, если вы решите открыть для себя секретный мир непреднамеренных звукозаписей как побочного продукта промышленного производства.


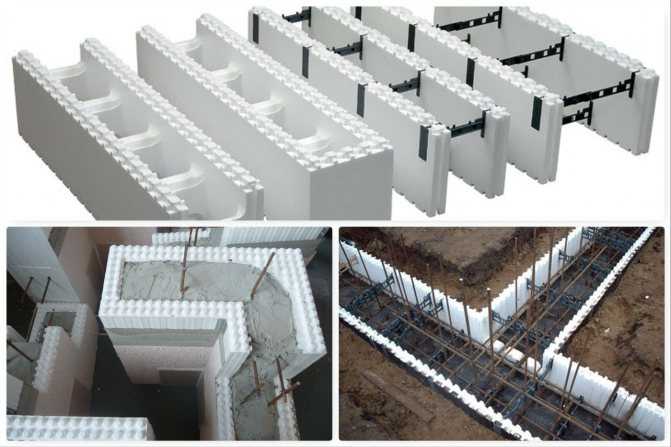
 Из-за высокой плотности блока строителям не понадобиться возводить армированный бетонно-ригельный каркас между этажами. Это значительно сокращает время и стоимость любого строительства.
Из-за высокой плотности блока строителям не понадобиться возводить армированный бетонно-ригельный каркас между этажами. Это значительно сокращает время и стоимость любого строительства.
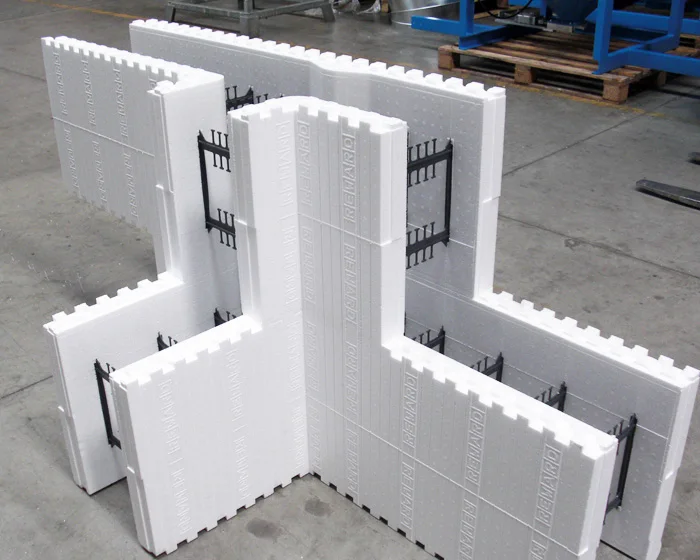
 Поэтому закупать материал следует только у проверенного изготовителя.
Поэтому закупать материал следует только у проверенного изготовителя. Стены из полистиролбетона имеют плохую сцепляющую связь со штукатуркой. Блоки будут нуждаться в подготовительных работах, перед чистовой отделкой.[/wpsm_box]
Стены из полистиролбетона имеют плохую сцепляющую связь со штукатуркой. Блоки будут нуждаться в подготовительных работах, перед чистовой отделкой.[/wpsm_box]
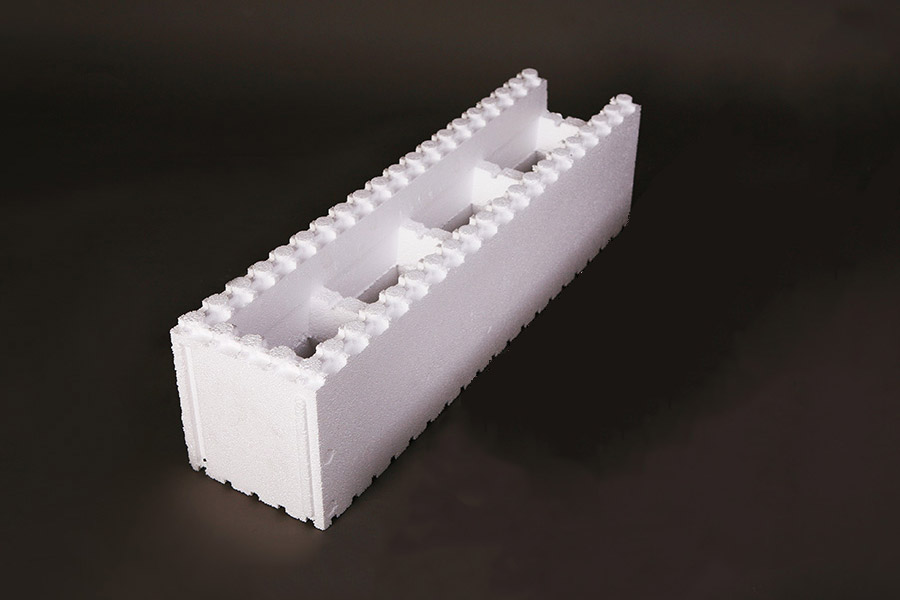
 Размеры пенополистирольные блоков.
Размеры пенополистирольные блоков. Степень звукоизоляции пенополистирольного блока равна 46 децибел. За сутки этот материал способен поглотить влаги не более чем 0,1% от собственного объема, что говорит о его хорошей водостойкости.
Степень звукоизоляции пенополистирольного блока равна 46 децибел. За сутки этот материал способен поглотить влаги не более чем 0,1% от собственного объема, что говорит о его хорошей водостойкости.

 К воздействию холода изделие полностью невосприимчиво.
К воздействию холода изделие полностью невосприимчиво. Температура возгорания утеплителя – +210-440 по Цельсию, и после воспламенения он начинает выделять множество токсичных веществ в виде дыма, что прибавляет важности защите материала от открытого огня.
Температура возгорания утеплителя – +210-440 по Цельсию, и после воспламенения он начинает выделять множество токсичных веществ в виде дыма, что прибавляет важности защите материала от открытого огня.
 В зависимости от плотности он колеблется от 2% до 4% при полном погружении.
В зависимости от плотности он колеблется от 2% до 4% при полном погружении.
 youtube.com/embed/AmHBmHp2elg?feature=oembed» frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/AmHBmHp2elg?feature=oembed» frameborder=»0″ allowfullscreen=»»> 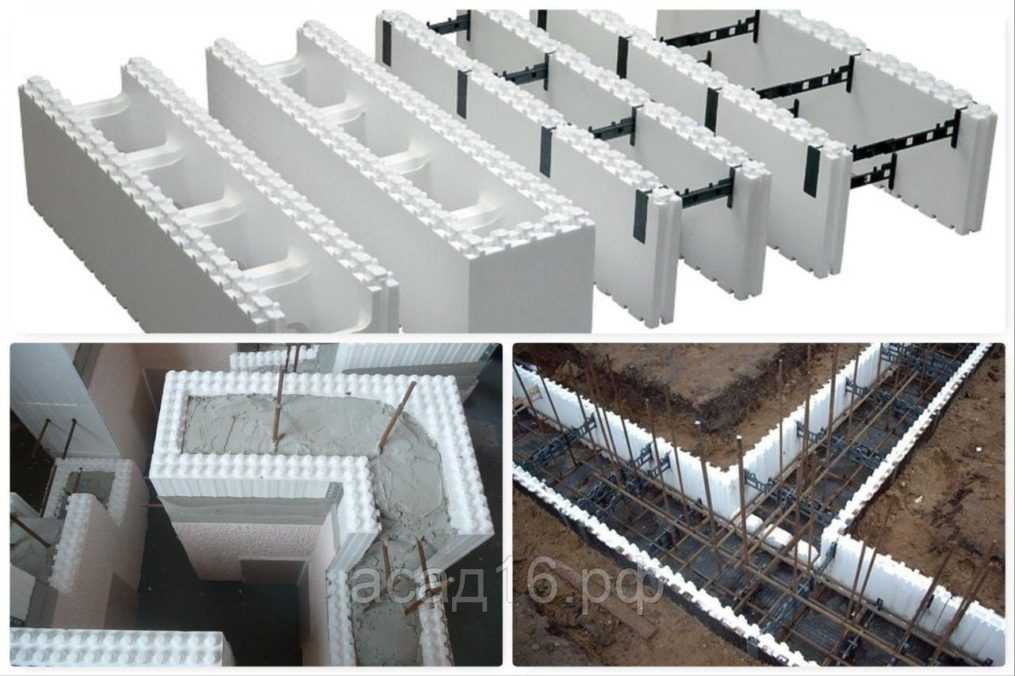 прибыль на акцию
прибыль на акцию Мы готовы
Мы готовы Он был создан для
Он был создан для
 Они доступны потребителю из
Они доступны потребителю из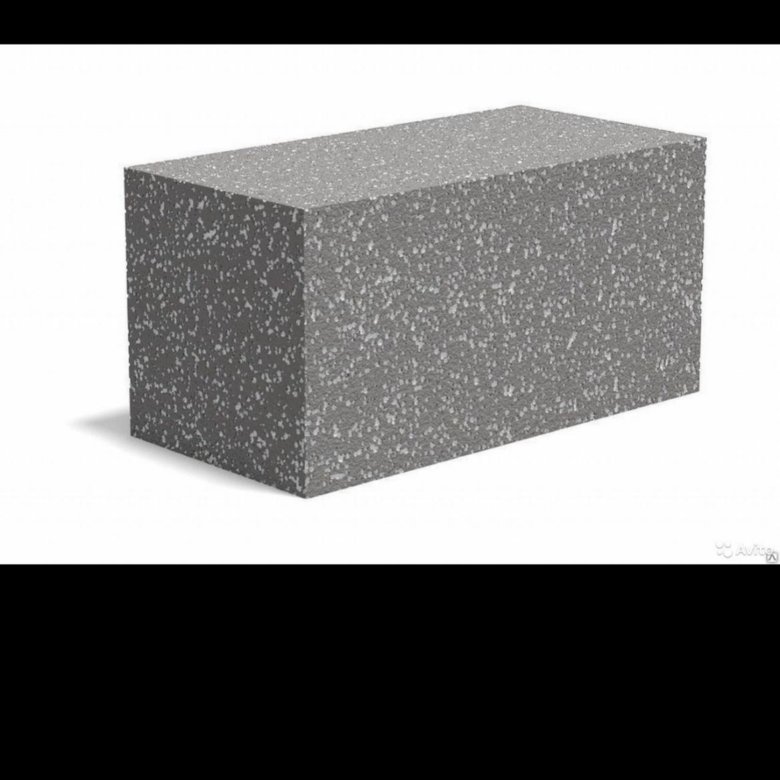
 Это один из самых
Это один из самых Это один из самых экономичных
Это один из самых экономичных Винные грузоотправители держат
Винные грузоотправители держат

 ЭПС очень
ЭПС очень С
С
 Затем заливается бетонная плита.
Затем заливается бетонная плита. Затем пол
Затем пол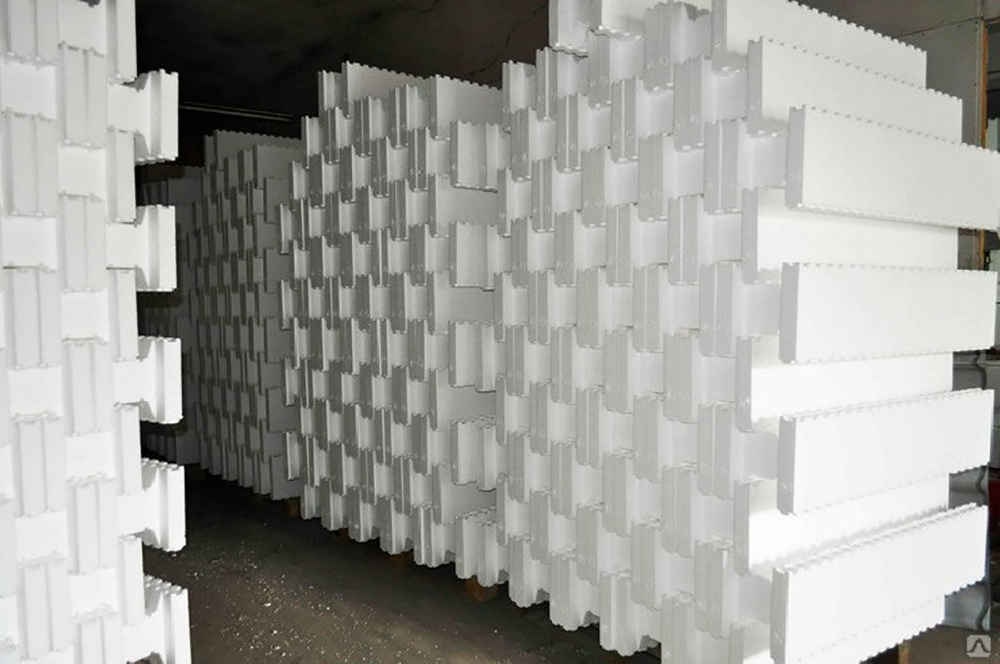 Базы и столицы доступны в
Базы и столицы доступны в EPS устойчив, экологически
EPS устойчив, экологически Доступно в
Доступно в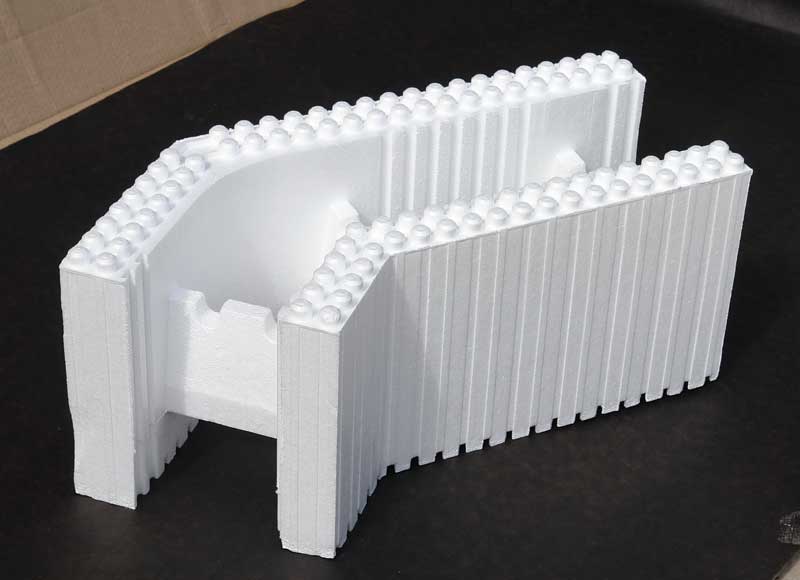
 ЭПС может быть
ЭПС может быть
 Материал будет доставлен, нарезан на
Материал будет доставлен, нарезан на



 Помимо этого для каждой партии выдаются сертификаты качества, подтверждающие соответствие ГОСТу и срок эксплуатации товара.
Помимо этого для каждой партии выдаются сертификаты качества, подтверждающие соответствие ГОСТу и срок эксплуатации товара. И хоть данная деталь и кажется очень простой, при ее использовании стоит соблюдать некоторые правила. Именно вопросам выбора и применения штукатурных накладок мы и посвятим данный материал.
И хоть данная деталь и кажется очень простой, при ее использовании стоит соблюдать некоторые правила. Именно вопросам выбора и применения штукатурных накладок мы и посвятим данный материал.
 В этом случае на сам угол устанавливается узкая накладка, к краям которой крепится стальная сетка шириной в несколько сантиметров.
В этом случае на сам угол устанавливается узкая накладка, к краям которой крепится стальная сетка шириной в несколько сантиметров.
 При этом надежность фиксации повышается многократно, ведь уголок держится не только на основании, но и за счет адгезии раствора с сетчатой частью.
При этом надежность фиксации повышается многократно, ведь уголок держится не только на основании, но и за счет адгезии раствора с сетчатой частью.

 В любом случае уголок нужно выставлять на одном уровне с маяками, не пытаясь «вывести» плоскости одной штукатуркой.
В любом случае уголок нужно выставлять на одном уровне с маяками, не пытаясь «вывести» плоскости одной штукатуркой.

 Пожалуйста, обновите до последней версии.
Пожалуйста, обновите до последней версии. 121 изображения
121 изображения
 ..
.. ..
.. 1. в серии. Большое отражение и текстура.
1. в серии. Большое отражение и текстура. 4 горизонтальные фотокарты. векторреалистичный макет. эп.10. — металлические книжные уголки — графика, -клипарт, -мультфильмы и -символы
4 горизонтальные фотокарты. векторреалистичный макет. эп.10. — металлические книжные уголки — графика, -клипарт, -мультфильмы и -символы Schwarz-Weiß abstrahieren ethnische nahtlose Muster….
Schwarz-Weiß abstrahieren ethnische nahtlose Muster…. вертикальный альбом для скрапбукинга на золотой спирали с квадратными и горизонтальными фотокартами. векторреалистичный макет. эп.10. — металлические книжные уголки сток-график, -клипарт, -мультфильмы и -символ
вертикальный альбом для скрапбукинга на золотой спирали с квадратными и горизонтальными фотокартами. векторреалистичный макет. эп.10. — металлические книжные уголки сток-график, -клипарт, -мультфильмы и -символ …
… Читает…
Читает… Bilderrahmenvorlage für Kopierfläche, Pendelleuchte, Schreibmaschine, Bücher und eine Pflanze. Mock-up-Vorlage for Design.
Bilderrahmenvorlage für Kopierfläche, Pendelleuchte, Schreibmaschine, Bücher und eine Pflanze. Mock-up-Vorlage for Design. …
… gekräuselte seitenecke mit schatten. leeres blatt папье. головка glänzende folie. gestaltungselement für werbung унд продвижение. вектор-иллюстрация — металлические книжные уголки, графика, клипарт, мультфильмы и символы
gekräuselte seitenecke mit schatten. leeres blatt папье. головка glänzende folie. gestaltungselement für werbung унд продвижение. вектор-иллюстрация — металлические книжные уголки, графика, клипарт, мультфильмы и символы
 Для разных видов конструкций, размеры могут изменяться.
Для разных видов конструкций, размеры могут изменяться.
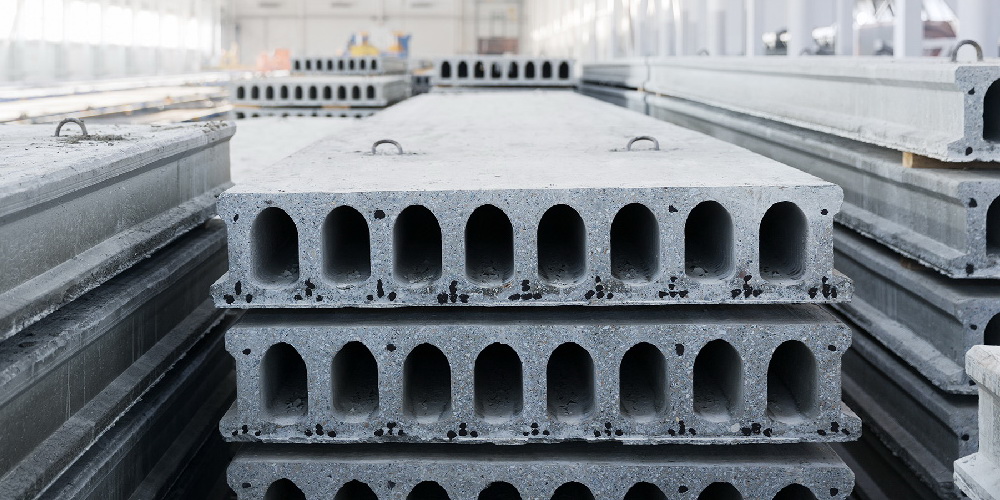




 В этой статье мы рассмотрим типы и размеры плит перекрытия, которые применяются на строительных объектах чаще всего. Данные изделия составляют основную долю продукции, которая выпускается на заводах ЖБИ.
В этой статье мы рассмотрим типы и размеры плит перекрытия, которые применяются на строительных объектах чаще всего. Данные изделия составляют основную долю продукции, которая выпускается на заводах ЖБИ. Также многопустотные ПК изделия широко применяются в возведении массивных промышленных зданий, с их помощью обеспечивают защиту теплотрасс.
Также многопустотные ПК изделия широко применяются в возведении массивных промышленных зданий, с их помощью обеспечивают защиту теплотрасс.
 Существуют и более массивные панели с толщиной в 30 см, а при заливке облегченных образцов соблюдают этот параметр в пределах 16 см, при этом в большинстве случаев используют легкий бетон.
Существуют и более массивные панели с толщиной в 30 см, а при заливке облегченных образцов соблюдают этот параметр в пределах 16 см, при этом в большинстве случаев используют легкий бетон.
 Здесь также есть свои подвиды, рассмотрим, какие отличия имеются у изделий в рамках одной группы.
Здесь также есть свои подвиды, рассмотрим, какие отличия имеются у изделий в рамках одной группы.

 Sie können die Stelle zum Gießen von Beton sehen, ein Lager mit fertigen Pfählen. Der Kran funktioniert. Люфтбилд.
Sie können die Stelle zum Gießen von Beton sehen, ein Lager mit fertigen Pfählen. Der Kran funktioniert. Люфтбилд. gebäude und ausrüstung der anlage. — многопустотные плиты стоковые фото и изображения
gebäude und ausrüstung der anlage. — многопустотные плиты стоковые фото и изображения — многопустотные плиты стоковые фото и изображения
— многопустотные плиты стоковые фото и изображения ..
.. ..
.. строительный материал. — многопустотные плиты стоковые фото и изображения
строительный материал. — многопустотные плиты стоковые фото и изображения
 org/CreativeWork»>
org/CreativeWork»>

 Также в него могут входить органические смолы, ферросплавы, тальк и прочие вещества.
Также в него могут входить органические смолы, ферросплавы, тальк и прочие вещества.


 За счет этой особенности достаточно удобно работать короткими швами, когда необходимо частое прерывание дуги. Шов при этом имеет тонкий рисунок, а шлак легко отделяется от металла шва. Еще одним преимуществом рутилового вида покрытия является низкая чувствительность при работе с влажным и ржавым металлом и по окисленной поверхности.
За счет этой особенности достаточно удобно работать короткими швами, когда необходимо частое прерывание дуги. Шов при этом имеет тонкий рисунок, а шлак легко отделяется от металла шва. Еще одним преимуществом рутилового вида покрытия является низкая чувствительность при работе с влажным и ржавым металлом и по окисленной поверхности.
 Например, они используются при сварке низкоуглеродистых конструкций и изделий, сборке трубопроводных конструкций, а также сварке и ремонте изношенных деталей.
Например, они используются при сварке низкоуглеродистых конструкций и изделий, сборке трубопроводных конструкций, а также сварке и ремонте изношенных деталей.
 По механическим свойствам металла шва электроды с основным покрытием относятся к типам Э42А, Э46А, Э50А, Э55 и Э60 по ГОСТ 9467-75. Наиболее распространенный и востребованный тип Э50А обладает временным сопротивлением разрыву до 490 МПа. Индекс «А» указывает на то, что наплавленный металл обладает повышенными пластическими свойствами.
По механическим свойствам металла шва электроды с основным покрытием относятся к типам Э42А, Э46А, Э50А, Э55 и Э60 по ГОСТ 9467-75. Наиболее распространенный и востребованный тип Э50А обладает временным сопротивлением разрыву до 490 МПа. Индекс «А» указывает на то, что наплавленный металл обладает повышенными пластическими свойствами.

 Широко используются для сварки нефтегазопроводов, мостов и других ответственных сооружений.
Широко используются для сварки нефтегазопроводов, мостов и других ответственных сооружений.
 В статье обобщены интернет-отзывы профессиональных сварщиков о продукции разных производителей.
В статье обобщены интернет-отзывы профессиональных сварщиков о продукции разных производителей.
 При горении обмазки в большом количестве выделяется углекислый газ, надежно защищающий сварочную ванну от воздействия кислорода. Сам шов получается более пластичным, чем при сварке распространенными типами рутиловых электродов. Обратная сторона медали – это повышенная чувствительность к влажности и затрудненный розжиг: варить такими электродами заметно труднее.
При горении обмазки в большом количестве выделяется углекислый газ, надежно защищающий сварочную ванну от воздействия кислорода. Сам шов получается более пластичным, чем при сварке распространенными типами рутиловых электродов. Обратная сторона медали – это повышенная чувствительность к влажности и затрудненный розжиг: варить такими электродами заметно труднее. 00
00 7 / 10
7 / 10 9 / 10
9 / 10 Благодаря этому использование OK 46.00 при сварке тонкостенных деталей значительно упрощает работу даже профессиональному сварщику, не говоря уже о начинающих.
Благодаря этому использование OK 46.00 при сварке тонкостенных деталей значительно упрощает работу даже профессиональному сварщику, не говоря уже о начинающих.
 Опыт в разработках не прошел даром: сравнительно недавно выпущенные на рынок электроды с рутилово-целлюлозной обмазкой Omnia 46 заслужили и признание сварщиков, и достойное место в рейтинге лучших сварочных электродов от «Эксперта цен».
Опыт в разработках не прошел даром: сравнительно недавно выпущенные на рынок электроды с рутилово-целлюлозной обмазкой Omnia 46 заслужили и признание сварщиков, и достойное место в рейтинге лучших сварочных электродов от «Эксперта цен».
 Шов при использовании этих электродов легко и ровно ведется, после остывания покрываясь легко отделяющейся корочкой шлака. Его прочность при этом не хуже, чем при использовании большинства типов распространенных рутиловых электродов, отсутствует склонность к растрескиванию или образованию крупных включений шлаков.
Шов при использовании этих электродов легко и ровно ведется, после остывания покрываясь легко отделяющейся корочкой шлака. Его прочность при этом не хуже, чем при использовании большинства типов распространенных рутиловых электродов, отсутствует склонность к растрескиванию или образованию крупных включений шлаков.


 Их назначение – ответственная сварка узлов из низкоуглеродистых сталей, где конструктивно отсутствует возможность двухсторонней проварки, например, при сварке трубопроводов. Отсюда и высокие требования к пластичности шва и минимальному количеству остаточных шлаков, не выводимых из объема сварочной ванны. Можно сказать, что японцам это удалось: электроды LB-52U действительно способны создать ровный шов без раковин и неравномерного провара, отлично разгораются и держат дугу. Прочность шва – до 588 Н/мм2.
Их назначение – ответственная сварка узлов из низкоуглеродистых сталей, где конструктивно отсутствует возможность двухсторонней проварки, например, при сварке трубопроводов. Отсюда и высокие требования к пластичности шва и минимальному количеству остаточных шлаков, не выводимых из объема сварочной ванны. Можно сказать, что японцам это удалось: электроды LB-52U действительно способны создать ровный шов без раковин и неравномерного провара, отлично разгораются и держат дугу. Прочность шва – до 588 Н/мм2.
 Допускается использование только на постоянном токе обратной полярности, короткой дугой.
Допускается использование только на постоянном токе обратной полярности, короткой дугой.
 Их отличает не только высокая прочность шва, но и его стойкость к знакопеременным нагрузкам – постоянное циклическое воздействие сжатия и растяжения не приводит к быстрому образованию усталостных трещин. Основная заслуга в этом – материала обмазки: его напоминающий смолу расплав эффективно выводит из зоны сварки все шлаки, исключая появление в остывшем шве шлаковых язв – основных концентраторов напряжения. После остывания шлак приобретает характерный вид застывшего стекла, легко скалывается со шва.
Их отличает не только высокая прочность шва, но и его стойкость к знакопеременным нагрузкам – постоянное циклическое воздействие сжатия и растяжения не приводит к быстрому образованию усталостных трещин. Основная заслуга в этом – материала обмазки: его напоминающий смолу расплав эффективно выводит из зоны сварки все шлаки, исключая появление в остывшем шве шлаковых язв – основных концентраторов напряжения. После остывания шлак приобретает характерный вид застывшего стекла, легко скалывается со шва.

 Шлаковый слой тяжелее рутиловых электродов, но его легко контролировать, что позволяет использовать электроды во всех положениях. Были разработаны покрытия с высоким содержанием известняка, которые позволяют использовать ограниченный диапазон электродов в положении вертикально вниз (PG). Сварочная ванна плавно переходит в основной металл, поэтому подрезов быть не должно.
Шлаковый слой тяжелее рутиловых электродов, но его легко контролировать, что позволяет использовать электроды во всех положениях. Были разработаны покрытия с высоким содержанием известняка, которые позволяют использовать ограниченный диапазон электродов в положении вертикально вниз (PG). Сварочная ванна плавно переходит в основной металл, поэтому подрезов быть не должно.

 Знания о работе , статьи №№ 45 и 46).
Знания о работе , статьи №№ 45 и 46).
 Поэтому необходимо включать во флюс большое количество раскислителей, таких как ферромарганец и ферросилиций. Хотя они производят гладкие плоские сварные швы хорошего внешнего вида и могут использоваться на ржавых и окалинных стальных изделиях, механические свойства, как правило, хуже, чем у электродов с рутиловым и основным покрытием. Они также более чувствительны к растрескиванию при затвердевании и поэтому мало используются.
Поэтому необходимо включать во флюс большое количество раскислителей, таких как ферромарганец и ферросилиций. Хотя они производят гладкие плоские сварные швы хорошего внешнего вида и могут использоваться на ржавых и окалинных стальных изделиях, механические свойства, как правило, хуже, чем у электродов с рутиловым и основным покрытием. Они также более чувствительны к растрескиванию при затвердевании и поэтому мало используются.
 Металлические порошковые электроды могут выдерживать более высокий уровень сварочного тока. Следовательно, он дает более высокую скорость осаждения металла по сравнению с электродом, не содержащим порошка железа. Скорость наплавки металла увеличивается, но в то же время снижается сила дуги, что снижает проплавление валика.
Металлические порошковые электроды могут выдерживать более высокий уровень сварочного тока. Следовательно, он дает более высокую скорость осаждения металла по сравнению с электродом, не содержащим порошка железа. Скорость наплавки металла увеличивается, но в то же время снижается сила дуги, что снижает проплавление валика.









 Классификация электродов основана на требованиях к испытаниям, определенным стандартами на сварные наплавки, чтобы убедиться, что сварные швы соответствуют требованиям к механическим свойствам и химическому составу. Производители электродов стремятся сертифицировать свои электроды по большинству международных стандартов для более широкого применения.
Классификация электродов основана на требованиях к испытаниям, определенным стандартами на сварные наплавки, чтобы убедиться, что сварные швы соответствуют требованиям к механическим свойствам и химическому составу. Производители электродов стремятся сертифицировать свои электроды по большинству международных стандартов для более широкого применения.
 Дополнительное оборудование включает содержание диффузионного водорода и энергию удара 47 Дж при нормальной температуре испытания 27 Дж.
Дополнительное оборудование включает содержание диффузионного водорода и энергию удара 47 Дж при нормальной температуре испытания 27 Дж. дюйм
дюйм 1
1 


 Низкая сила тока приводит к неправильной форме валика сварного шва, а также к непровару и проплавлению. Высокая сила тока приводит к чрезмерному проплавлению, прожогу, подрезанию и может привести к повреждению электрода из-за перегрева.
Низкая сила тока приводит к неправильной форме валика сварного шва, а также к непровару и проплавлению. Высокая сила тока приводит к чрезмерному проплавлению, прожогу, подрезанию и может привести к повреждению электрода из-за перегрева. Высокая скорость перемещения приводит к узкому валику сварного шва, включениям шлака и плохому проплавлению и проплавлению. Низкая скорость перемещения приводит к неправильной форме валика сварного шва, избыточному наплавленному шву и холодному нахлесту.
Высокая скорость перемещения приводит к узкому валику сварного шва, включениям шлака и плохому проплавлению и проплавлению. Низкая скорость перемещения приводит к неправильной форме валика сварного шва, избыточному наплавленному шву и холодному нахлесту.
 ..
.. 16C захватывающий круг 1–5/8 дюйма) Гарантия на один год Точность — максимальный конус TIR 0,0005 дюйма Для максимальной точности использовать CRAWFORD COLLETS Доступно…
16C захватывающий круг 1–5/8 дюйма) Гарантия на один год Точность — максимальный конус TIR 0,0005 дюйма Для максимальной точности использовать CRAWFORD COLLETS Доступно… ..
.. ..
.. Вот некоторые из этих преимуществ:
Вот некоторые из этих преимуществ:


 Цанговые патроны также производят значительно меньше тумана, чем трехкулачковые патроны.
Цанговые патроны также производят значительно меньше тумана, чем трехкулачковые патроны.
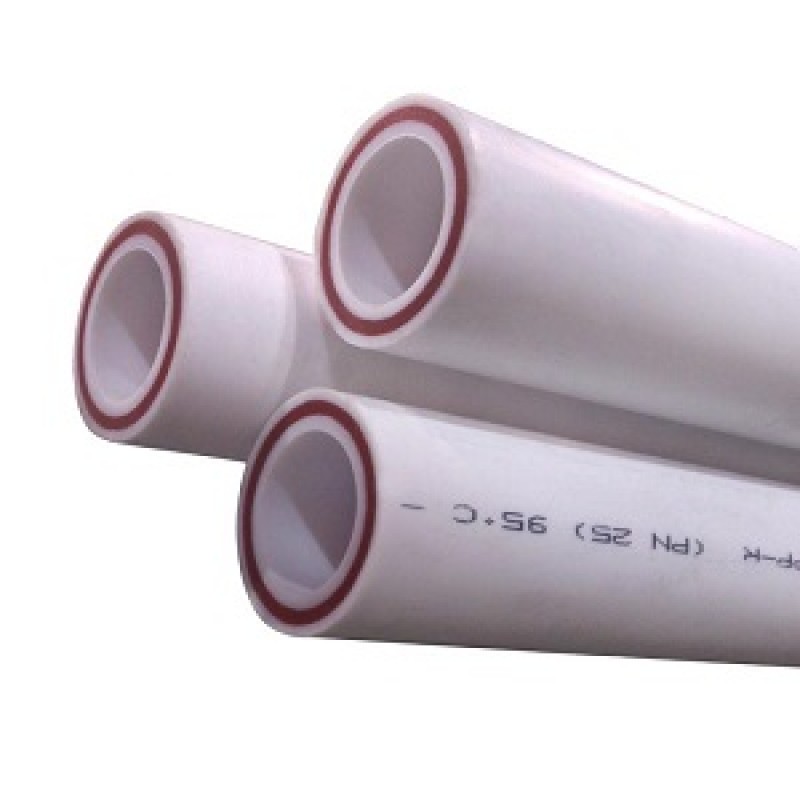
 Маркируется этот параметр латинскими буквами PN, а цифры, стоящие за ними, обозначают номинальное давление воды, которое может выдерживать эта труба на протяжении 50 лет при температуре среды 20оС. Выпускают трубы PN 10, PN 16, PN 20 и PN 25. Соответственно эти изделия прослужат 50 лет при давлении 10, 16, 20 и 25 бар/см2 и температуре среды 20оС.
Маркируется этот параметр латинскими буквами PN, а цифры, стоящие за ними, обозначают номинальное давление воды, которое может выдерживать эта труба на протяжении 50 лет при температуре среды 20оС. Выпускают трубы PN 10, PN 16, PN 20 и PN 25. Соответственно эти изделия прослужат 50 лет при давлении 10, 16, 20 и 25 бар/см2 и температуре среды 20оС. Как положительный момент таких труб можно отметить меньшую стоимость (по сравнению с PN 20 и PN 25). Но есть очень существенный недостаток: большой коэффициент расширения. Каждый метр трубы при нагреве до 70оС увеличивается практически на 1 см. Если такие трубы спрятать в стене или в стяжке пола без компенсационного контура или петли, то через некоторое время они разрушат близлежащие материалы. Если же они проложены поверху (зафиксированы к стене клипсами/держателями), то ощутимо провиснут. Если в «холодном» виде такой трубопровод выглядит нормально и взгляд на нем не задерживается, то висящие трубы ощутимо портят внешний вид. Потому такие трубы используют чаще для разводки холодной или горячей воды (температура ГВС редко превышает 45-50оС и температурное расширение имеет не такие масштабы).
Как положительный момент таких труб можно отметить меньшую стоимость (по сравнению с PN 20 и PN 25). Но есть очень существенный недостаток: большой коэффициент расширения. Каждый метр трубы при нагреве до 70оС увеличивается практически на 1 см. Если такие трубы спрятать в стене или в стяжке пола без компенсационного контура или петли, то через некоторое время они разрушат близлежащие материалы. Если же они проложены поверху (зафиксированы к стене клипсами/держателями), то ощутимо провиснут. Если в «холодном» виде такой трубопровод выглядит нормально и взгляд на нем не задерживается, то висящие трубы ощутимо портят внешний вид. Потому такие трубы используют чаще для разводки холодной или горячей воды (температура ГВС редко превышает 45-50оС и температурное расширение имеет не такие масштабы). Отличаются эти марки типом армирующего материала: в PN 20 используют стекловолокно, в PN 25 – алюминий (цельный лист или перфорированный зависит от производителя). Несмотря на разные материалы укрепляющей прослойки, оба типа имеют коэффициент расширения значительно ниже, чем у чисто полимерных труб – на ¾ меньше. Но при использовании стекловолокна он на 5-7% выше, чем в фольгированных изделиях.
Отличаются эти марки типом армирующего материала: в PN 20 используют стекловолокно, в PN 25 – алюминий (цельный лист или перфорированный зависит от производителя). Несмотря на разные материалы укрепляющей прослойки, оба типа имеют коэффициент расширения значительно ниже, чем у чисто полимерных труб – на ¾ меньше. Но при использовании стекловолокна он на 5-7% выше, чем в фольгированных изделиях. Такие трубы более надежны, хоть для их производства требуется дорогое оборудование. На фото выше виден шов «внахлест». Это явный признак дешевых труб, причем невысокого, мягко говоря, качества.
Такие трубы более надежны, хоть для их производства требуется дорогое оборудование. На фото выше виден шов «внахлест». Это явный признак дешевых труб, причем невысокого, мягко говоря, качества. Вообще, первоначально, этот тип предназначался для подачи горячей воды. Безусловно, неплохо чувствовать себя они будут и в большинстве отопительных систем. И работать будут неплохо. Не 50лет, но и не год-два. При условии, что это действительно качественные трубы, а не подделка. А теперь подходим к важному моменту: как определить качество. Как ни прискорбно, ориентироваться нужно на цену: европейцы выпускают самые лучшие трубы. Тут не поспоришь: опыт. Но цены у них высокие.
Вообще, первоначально, этот тип предназначался для подачи горячей воды. Безусловно, неплохо чувствовать себя они будут и в большинстве отопительных систем. И работать будут неплохо. Не 50лет, но и не год-два. При условии, что это действительно качественные трубы, а не подделка. А теперь подходим к важному моменту: как определить качество. Как ни прискорбно, ориентироваться нужно на цену: европейцы выпускают самые лучшие трубы. Тут не поспоришь: опыт. Но цены у них высокие.

 Есть один нюанс монтажа армированных полипропиленовых труб: нельзя допускать контакта фольги с теплоносителем. Потому что даже если в качестве теплоносителя используется вода, она не является химически нейтральной (соли всегда присутствуют даже в мягкой воде). Вступая в реакцию окисления с фольгой, вода разрушает ее, просачиваясь все дальше в трубу. Рано или поздно (скорее рано) такую трубу разорвет. Потомку практически все европейские производители выпускают трубы с фольгой, расположенной ближе к краю. Именно они требуют зачистки: снятия наружного слоя полипропилена и фольги. Зато в результате, при сварке, получается, что металлизированный слой защищен от взаимодействия с водой толстым слоем материала.
Есть один нюанс монтажа армированных полипропиленовых труб: нельзя допускать контакта фольги с теплоносителем. Потому что даже если в качестве теплоносителя используется вода, она не является химически нейтральной (соли всегда присутствуют даже в мягкой воде). Вступая в реакцию окисления с фольгой, вода разрушает ее, просачиваясь все дальше в трубу. Рано или поздно (скорее рано) такую трубу разорвет. Потомку практически все европейские производители выпускают трубы с фольгой, расположенной ближе к краю. Именно они требуют зачистки: снятия наружного слоя полипропилена и фольги. Зато в результате, при сварке, получается, что металлизированный слой защищен от взаимодействия с водой толстым слоем материала. Эта процедура проще и выполняется быстрее (продавцы такие трубы называют «ленивками» понятно, почему?). В принципе, если шов выполнен грамотно и правильно, полипропилен сваривается друг с другом, то такой шов более-менее надежен. Но вот если имеется микропора, то вода в нее проникнет и вызовет расслоение трубы. А наличие микропор гарантировано при недостаточно вертикальном срезе, недостаточном опыте (неправильная выдержка при сварке) и неполном удалении фольги, а проконтролировать насколько тщательно удалена фольга между слоями полимера нереально… Все это чревато разрывами, протечками и нарушением целостности системы. Как они образуются продемонстрировано на рисунке ниже.
Эта процедура проще и выполняется быстрее (продавцы такие трубы называют «ленивками» понятно, почему?). В принципе, если шов выполнен грамотно и правильно, полипропилен сваривается друг с другом, то такой шов более-менее надежен. Но вот если имеется микропора, то вода в нее проникнет и вызовет расслоение трубы. А наличие микропор гарантировано при недостаточно вертикальном срезе, недостаточном опыте (неправильная выдержка при сварке) и неполном удалении фольги, а проконтролировать насколько тщательно удалена фольга между слоями полимера нереально… Все это чревато разрывами, протечками и нарушением целостности системы. Как они образуются продемонстрировано на рисунке ниже. А микропоры в швах случаются очень часто: контролировать качество удаления фольги между слоями полипропилена практически невозможно, а значит, и гарантировать герметичность шва нереально. И это в случае качественной трубы, а если попадется подделка, типа той, что на фото выше? Как заторцевать такое изделие? О качестве шва тут вообще речи быть не может.
А микропоры в швах случаются очень часто: контролировать качество удаления фольги между слоями полипропилена практически невозможно, а значит, и гарантировать герметичность шва нереально. И это в случае качественной трубы, а если попадется подделка, типа той, что на фото выше? Как заторцевать такое изделие? О качестве шва тут вообще речи быть не может.
 Причем фольга должна располагаться ближе к наружному краю, а не посередине. Если трубы располагают «поверху», вполне можно использовать качественные трубы для отопления со стекловолокном (только не в тех системах, где стоит твердотопливный котел).
Причем фольга должна располагаться ближе к наружному краю, а не посередине. Если трубы располагают «поверху», вполне можно использовать качественные трубы для отопления со стекловолокном (только не в тех системах, где стоит твердотопливный котел).
 Теперь трубопроводную систему Wavin Ekoplastik производит чешско-голландский концерн. Фитинги и трубы сейчас изготавливают на заводе компании в Чехии.
Теперь трубопроводную систему Wavin Ekoplastik производит чешско-голландский концерн. Фитинги и трубы сейчас изготавливают на заводе компании в Чехии. Также трубопроводная система Therm PLUS от Wavin Ekoplastik имеет 100% кислородный барьер. Прослужат трубы до 50 лет. Первые десять лет из них находятся на гарантии от производителя.
Также трубопроводная система Therm PLUS от Wavin Ekoplastik имеет 100% кислородный барьер. Прослужат трубы до 50 лет. Первые десять лет из них находятся на гарантии от производителя. Перевозка агрессивных жидкостей, таких как кислоты и т. д.0009 1. Безвреден для здоровья, бактериологически нейтрален, соответствует нормам питьевой воды
Перевозка агрессивных жидкостей, таких как кислоты и т. д.0009 1. Безвреден для здоровья, бактериологически нейтрален, соответствует нормам питьевой воды

 each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}} , Ltd., расположенная в промышленной зоне Чэнцзян, район Хуанъянь, город Тайчжоу, провинция Чжэцзян, занимает площадь 80 000 квадратных метров. Это крупный производитель, специализирующийся на высокотехнологичных, высокопроизводительных и надежных трубопроводных системах. Годовой объем производства составляет около 30 000 тонн, а количество видов продукции превышает 20 000 шт. Качеству и безопасности уделяется серьезное внимание, поэтому было получено много важных сертификатов и идентификаций, в том числе …
, Ltd., расположенная в промышленной зоне Чэнцзян, район Хуанъянь, город Тайчжоу, провинция Чжэцзян, занимает площадь 80 000 квадратных метров. Это крупный производитель, специализирующийся на высокотехнологичных, высокопроизводительных и надежных трубопроводных системах. Годовой объем производства составляет около 30 000 тонн, а количество видов продукции превышает 20 000 шт. Качеству и безопасности уделяется серьезное внимание, поэтому было получено много важных сертификатов и идентификаций, в том числе …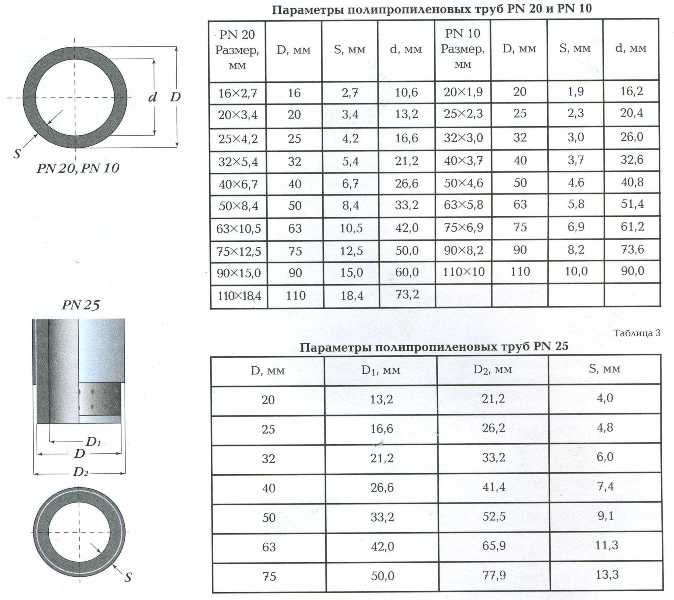
 Те же манипуляции выполняют и со второй трубой;
Те же манипуляции выполняют и со второй трубой;

 В данном случае понадобится переходник.
В данном случае понадобится переходник. На самом деле это всего лишь участок трубы с толстой стенкой со слегка увеличенным диаметром, в который с определенным усилием вставляется пропиленовая труба. Для того чтобы соединить пропиленовую трубу с помощью муфты потребуется низкотемпературная пайка.
На самом деле это всего лишь участок трубы с толстой стенкой со слегка увеличенным диаметром, в который с определенным усилием вставляется пропиленовая труба. Для того чтобы соединить пропиленовую трубу с помощью муфты потребуется низкотемпературная пайка.
 Для металлических труб предназначены муфты стальные, чугунные, из цветных сплавов.
Для металлических труб предназначены муфты стальные, чугунные, из цветных сплавов. 

 Материал трубы должен совпадать с материалом фиксируемой к ней муфты.
Материал трубы должен совпадать с материалом фиксируемой к ней муфты.  ..
.. ..
.. ..
.. ..
.. 0003
0003 Сравните
Сравните
 1/16″-12
1/16″-12 5/16″-12
5/16″-12 5/8″-12
5/8″-12 7/8″-14
7/8″-14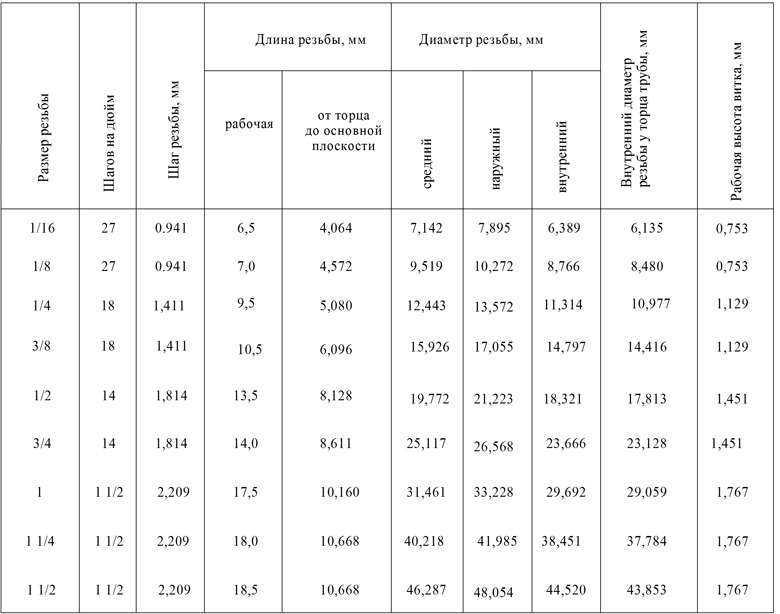 ru:
ru: В данных странах этот стандарт является основным для болтов, винтов, гаек и многих других видов крепежных деталей, используемых в машиностроении и оружейной индустрии. Их изготовление регламентируется и контролируется организациями ASME и ANSI.
В данных странах этот стандарт является основным для болтов, винтов, гаек и многих других видов крепежных деталей, используемых в машиностроении и оружейной индустрии. Их изготовление регламентируется и контролируется организациями ASME и ANSI.
 Каждому числу соответствует определенный наружный D, точное значение которого можно посмотреть в справочной таблице. Для всех остальных диаметров выше 1/4″ эта величина выражена в дюймах.
Каждому числу соответствует определенный наружный D, точное значение которого можно посмотреть в справочной таблице. Для всех остальных диаметров выше 1/4″ эта величина выражена в дюймах.
 08.2022
08.2022 3125
3125 270
270 270
270
 850
850 На картинке вы можете видеть 5 пиков в дюймовом измерении. Это означает, что TPI этого крепежа будет равен 5. Если посмотреть на пример размера болта:
На картинке вы можете видеть 5 пиков в дюймовом измерении. Это означает, что TPI этого крепежа будет равен 5. Если посмотреть на пример размера болта: Если резьба болта и гайки отличается, они либо заедают, либо срывают резьбу, что приводит к непригодности соединения.
Если резьба болта и гайки отличается, они либо заедают, либо срывают резьбу, что приводит к непригодности соединения.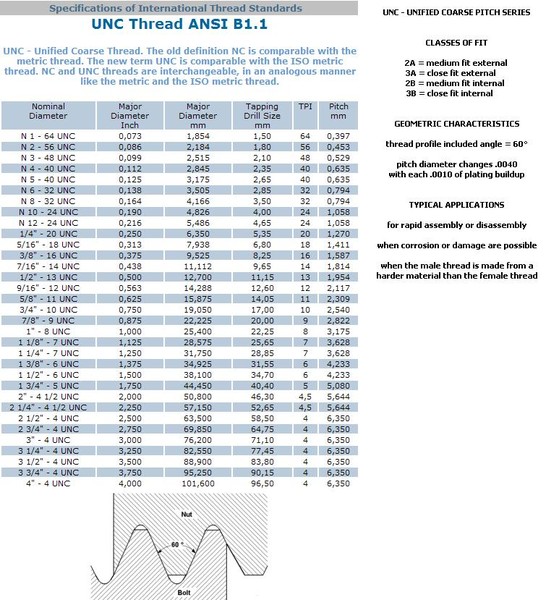
 В любом случае, это объяснит вам количество резьб на дюйм в США и шаг резьбы в метрической системе. Это две разные вещи.
В любом случае, это объяснит вам количество резьб на дюйм в США и шаг резьбы в метрической системе. Это две разные вещи.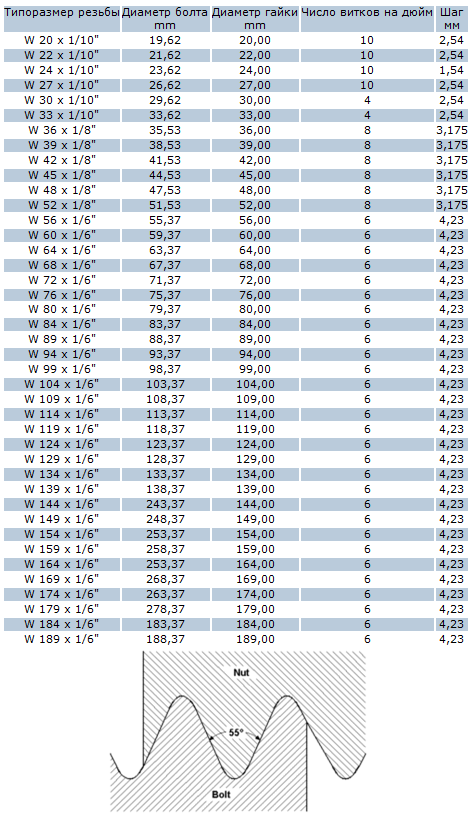 0,4 — шаг резьбы, а 5 (5М) миллиметров — длина.
0,4 — шаг резьбы, а 5 (5М) миллиметров — длина.

 Происходит явное изменение в государственной политике по вопросам модернизации данной отросли. Данная тема отражается как в принятии нормативно-правовых актов, так и в конкретных мерах государственной поддержкикоторая оказывается органам государственной власти и местного самоуправления. Кроме того, важную роль играют статистические данные, указывающие на высокий темп развития малого предпринимательства в России, так оборот малых предприятий увеличился на 37,5 %с 2009 по 2014годы [3].
Происходит явное изменение в государственной политике по вопросам модернизации данной отросли. Данная тема отражается как в принятии нормативно-правовых актов, так и в конкретных мерах государственной поддержкикоторая оказывается органам государственной власти и местного самоуправления. Кроме того, важную роль играют статистические данные, указывающие на высокий темп развития малого предпринимательства в России, так оборот малых предприятий увеличился на 37,5 %с 2009 по 2014годы [3]. На сегодняшний день, предпринимательскую деятельность,согласно российскому законодательству, можно определить как самостоятельную, осуществляемую на свой риск деятельность, направленную на систематическое получение прибыли от пользования имуществом,продажи товаров, выполнения работ или оказания услуг лицами, зарегистрированными в установленном законом порядке [3].
На сегодняшний день, предпринимательскую деятельность,согласно российскому законодательству, можно определить как самостоятельную, осуществляемую на свой риск деятельность, направленную на систематическое получение прибыли от пользования имуществом,продажи товаров, выполнения работ или оказания услуг лицами, зарегистрированными в установленном законом порядке [3].
 е. процента, определяющего спрос на заёмный капитал и масштабы притока вкладов. Одним из важных инструментов государственного содействия развитию малого и среднего бизнесаявляется прямая финансовая помощь, которая осуществляется посредством льготного субсидирования малых фирм, предоставления гарантий при получении ими займов из других источников и льготного налогообложения.
е. процента, определяющего спрос на заёмный капитал и масштабы притока вкладов. Одним из важных инструментов государственного содействия развитию малого и среднего бизнесаявляется прямая финансовая помощь, которая осуществляется посредством льготного субсидирования малых фирм, предоставления гарантий при получении ими займов из других источников и льготного налогообложения. Главное место в этой системе занимают финансовая помощь и информационное обеспечение исследовательских работ [8].
Главное место в этой системе занимают финансовая помощь и информационное обеспечение исследовательских работ [8].
 ru/text/category/politika_v_rossii/
ru/text/category/politika_v_rossii/

 2-3b предположим, что мы хотим поднять
2-3b предположим, что мы хотим поднять R обозначает длину ручки и P
R обозначает длину ручки и P 
 мы не брали
мы не брали cmu.edu
cmu.edu  Приводы можно найти в широком спектре машин в различных отраслях промышленности, каждый из которых работает, чтобы приложить необходимое усилие, которое требует текущая задача.
Приводы можно найти в широком спектре машин в различных отраслях промышленности, каждый из которых работает, чтобы приложить необходимое усилие, которое требует текущая задача.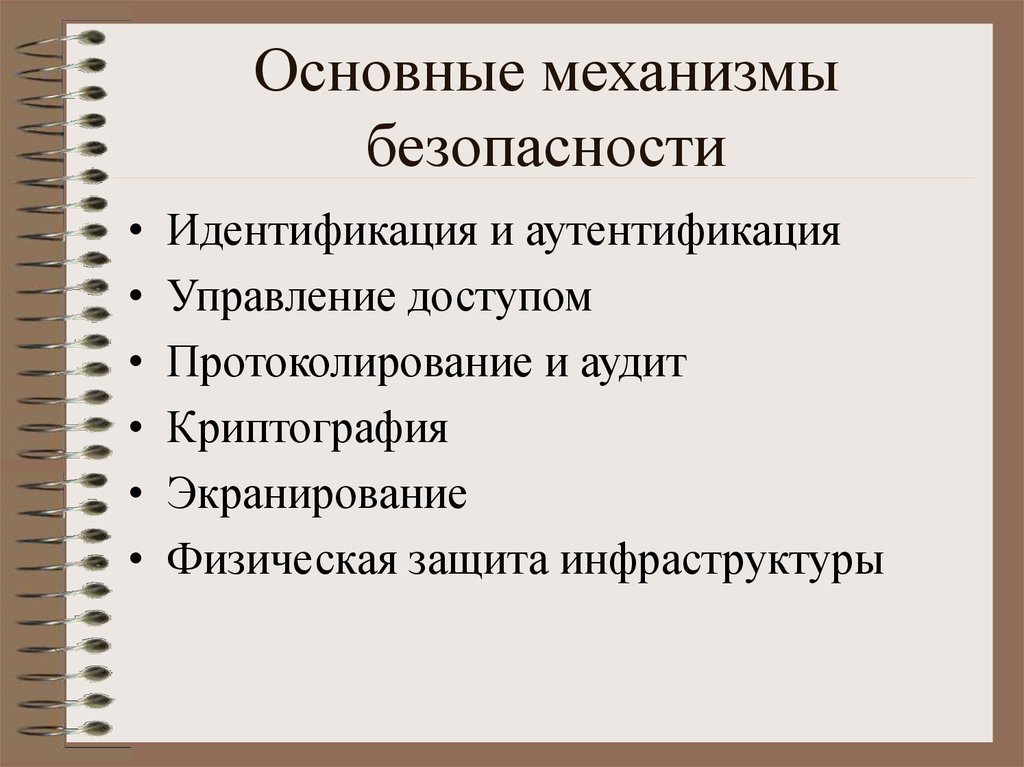 Подробнее здесь.
Подробнее здесь. Подробнее здесь.
Подробнее здесь. Любой, кто когда-либо арендовал UHaul для перемещения между городами, вероятно, использовал храповик, чтобы затягивать хранящиеся товары или привязывать колеса своей машины к трейлеру. Отличительной особенностью трещоток является то, что они фиксируются в одном направлении, что позволяет затягивать их, не опасаясь буквально «откатиться назад». Другие классные повседневные предметы, в которых используются храповики, включают стяжки и гаечные ключи с храповым механизмом. Подробнее здесь.
Любой, кто когда-либо арендовал UHaul для перемещения между городами, вероятно, использовал храповик, чтобы затягивать хранящиеся товары или привязывать колеса своей машины к трейлеру. Отличительной особенностью трещоток является то, что они фиксируются в одном направлении, что позволяет затягивать их, не опасаясь буквально «откатиться назад». Другие классные повседневные предметы, в которых используются храповики, включают стяжки и гаечные ключи с храповым механизмом. Подробнее здесь.