таблица по возрастанию в градусах, самая высокая температура плавления
Plazmen.ru » Сварка
Автор Валерий Шилков На чтение 6 мин Просмотров 20.5к.
Металлы и сплавы — это незаменимая основа для литейного и ювелирного производства, ковки и многих других сфер. Что бы ни делал человек из металла (какой бы это ни был процесс), для правильной работы ему нужно знать, при какой температуре плавится тот или иной металл. Мы подробно рассмотрим процесс плавления, его отличие от кипения, а также сравним температуры в таблицах.
Содержание
Таблица температур плавления
Узнать какая нужна температура для плавления металлов, поможет таблица по возрастанию температурных показателей.
Элемент или соединение
Необходимый температурный режим
Литий
+18°С
Калий
+63,6°С
Индий
+156,6°С
Олово
+232°С
Таллий
+304°С
Кадмий
+321°С
Свинец
+327°С
Цинк
+420°С
Таблица плавления среднеплавких металлов и сплавов.
Элемент либо сплав
Температурный режим
Магний
+650°С
Алюминий
+660°С
Барий
+727°С
Серебро
+960°С
Золото
+1063°С
Марганец
+1246°С
Медь
+1083°С
Никель
+1455°С
Кобальт
+1495°С
Железо
+1539°С
Дюрали
+650°С
Латуни
+950…1050°С
Чугун
+1100…1300°С
Углеродистые стали
+1300…1500°С
Нихром
+1400°С
Таблица плавления тугоплавких металлов и сплавов.
Наименование элемента
Температурный режим
Титан
+1680°С
Платина
+1769,3°С
Хром
+1907°С
Цирконий
+1855°С
Ванадий
+1910°С
Иридий
+2447°С
Молибден
+2623°С
Тантал
+3017°С
Вольфрам
+3420°С
Что такое температура плавления
Каждый металл имеет неповторимые свойства, и в этот список входит температура плавления. При плавке металл уходит из одного состояния в другое, а именно из твёрдого превращается в жидкое. Чтобы сплавить металл, нужно приблизить к нему тепло и нагреть до необходимой температуры – этот процесс и называется температурой плавления. В момент, когда температура доходит до нужной отметки, он ещё может пребывать в твёрдом состоянии. Если продолжать воздействие – металл или сплав начнет плавиться.
Плавление и кипение – это не одно и то же. Точкой перехода вещества из твердого состояния в жидкое, зачастую называют температуру плавления металла. В расплавленном состоянии у молекул нет определенного расположения, но притяжение сдерживает их рядом, в жидком виде кристаллическое тело оставляет объем, но форма теряется.
При кипении объем теряется, молекулы между собой очень слабо взаимодействуют, движутся хаотично в разных направлениях, совершают отрыв от поверхности. Температура кипения – это процесс, при котором давление металлического пара приравнивается к давлению внешней среды.
Для того, чтобы упростить разницу между критическими точками нагрева мы подготовили для вас простую таблицу:
Свойство
Температура плавки
Температура кипения
Физическое состояние
Сплав переходит в расплав, разрушается кристаллическая структура, проходит зернистость
Переходит в состояние газа, некоторые молекулы могут улетать за пределы расплава
Фазовый переход
Равновесие между твердым состоянием и жидким
Равновесие давления между парами металла и воздухом
Влияние внешнего давления
Нет изменений
Изменения есть, температура уменьшается при разряжении
При какой температуре плавится
Металлические элементы, какими бы они ни были — плавятся почти один в один. Этот процесс происходит при нагреве. Оно может быть, как внешнее, так и внутреннее. Первое проходит в печи, а для второго используют резистивный нагрев, пропуская электричество либо индукционный нагрев. Воздействие выходит практически схожее. При нагреве, увеличивается амплитуда колебаний молекул. Образуются структурные дефекты решётки, которые сопровождаются обрывом межатомных связей. Под процессом разрушения решётки и скоплением подобных дефектов и подразумевается плавление.
У разных веществ разные температуры плавления. Теоретически, металлы делят на:
Легкоплавкие – достаточно температуры до 600 градусов Цельсия, для получения жидкого вещества.
Среднеплавкие – необходима температура от 600 до 1600 ⁰С.
Тугоплавкие – это металлы, для плавления которых требуется температура выше 1600 ⁰С.
Плавление железа
Температура плавления железа достаточно высока. Для технически чистого элемента требуется температура +1539 °C. В этом веществе имеется примесь — сера, а извлечь ее допустимо лишь в жидком виде.
Без примесей чистый материал можно получить при электролизе солей металла.
Плавление чугуна
Чугун – это лучший металл для плавки. Высокий показатель жидкотекучести и низкий показатель усадки дают возможность эффективнее пользоваться им при литье. Далее рассмотрим показатели температуры кипения чугуна в градусах Цельсия:
Серый — температурный режим может достигать отметки 1260 градусов. При заливке в формы температура может подниматься до 1400.
Белый — температура достигает отметки 1350 градусов. В формы заливается при показателе 1450.
Важно! Показатели плавления такого металла, как чугун – на 400 градусов ниже, по сравнению со сталью. Это значительно снижает затраты энергии при обработке.
Плавление стали
Плавления стали при температуре 1400 °C
Сталь — это сплав железа с примесью углерода. Её главная польза — прочность, поскольку это вещество способно на протяжении длительного времени сохранять свой объем и форму. Связано это с тем, что частицы находятся в положении равновесия. Таким образом силы притяжения и отталкивания между частицами равны.
Справка! Сталь плавится при 1400 °C.
Плавление алюминия и меди
Температура плавления алюминия равна 660 градусам, это означает то, что расплавить его можно в домашних условиях.
Чистой меди – 1083 градусов, а для медных сплавов составляет от 930 до 1140 градусов.
От чего зависит температура плавления
Для разных веществ температура, при которой полностью перестраивается структура до жидкого состояния – разная. Если взять во внимание металлы и сплавы, то стоит подметить такие моменты:
В чистом виде не часто можно встретить металлы. Температура напрямую зависит от его состава. В качестве примера укажем олово, к которому могут добавлять другие вещества (например, серебро). Примеси позволяют делать материал более либо менее устойчивым к нагреву.
Бывают сплавы, которые благодаря своему химическому составу могут переходить в жидкое состояние при температуре свыше ста пятидесяти градусов. Также бывают сплавы, которые могут «держаться» при нагреве до трех тысяч градусов и выше. С учетом того, что при изменении кристаллической решетки меняются физические и механические качества, а условия эксплуатации могут определяться температурой нагрева. Стоит отметить, что точка плавления металла — важное свойство вещества. Пример этому – авиационное оборудование.
Термообработка, в большинстве случаев, почти не изменяет устойчивость к нагреву. Единственно верным способом увеличения устойчивости к нагреванию можно назвать внесение изменений в химический состав, для этого и проводят легирование стали.
У какого металла самая высокая температура плавления
Вольфрам – самый тугоплавкий металл, 3422 °C (6170 °F).
Твердый, тугоплавкий, достаточно тяжелый материал светло-серого цвета, который имеет металлический блеск. Механической обработке поддается с трудом. При комнатной температуре достаточно хрупок и ломается. Ломкость металла связана с загрязнением примесями углерода и кислорода.
Примечание! Технически, чистый металл при температуре выше 400 °C становится очень пластичным. Демонстрирует химическую инертность, неохотно вступает в реакции с другими элементами. В природе встречается в виде таких сложных минералов, как: гюбнерит, шеелит, ферберит и вольфрамит.
Вольфрам можно получить из руды, благодаря сложным химическим переработкам, в качестве порошка. Используя прессование и спекание, из него создают детали обычной формы и бруски.
Вольфрам — крайне стойкий элемент к любым температурным воздействиям. По этой причине размягчить вольфрам не могли более сотни лет. Не существовало такой печи, которая смогла бы нагреться до нескольких тысяч градусов по Цельсию. Ученым удалось доказать, что это самый тугоплавкий металл. Хотя бытует мнение, что сиборгий, по некоторым теоретическим данным, имеет большую тугоплавкость, но это лишь предположение, поскольку он является радиоактивным элементом и у него небольшой срок существования.
Оцените автора
температура плавления металлов по возрастанию
Главная » Технологии
Автор admin На чтение 2 мин Просмотров 904 Опубликовано
Все металлы можно разделить на три группы в связи с температурой их плавления. Ниже можно наблюдать список групп.
Легкоплавкие (до 600°C)
Среднеплавкие (от 600°C до 1600°C)
Тугоплавкие (от 1600°C и выше)
Выше вы можете наблюдать три группы плавления металлов по необходимой температуре. Какие это металлы конкретно, вы сможете посмотреть в таблице.
Содержание
Температуры плавления легкоплавких металлов (до 600°C)
Название элемента или соединения
Буквенный символ в периодической таблице элементов
Температура образования расплава
Температура закипания
Ртуть
Hg
-38,9°С
+356,7°С
Литий
Li
+18°С
+1342°С
Цезий
Cs
+28,4°С
+667,5°С
Калий
K
+63,6°С
+759°С
Натрий
Na
+97,8°С
+883°С
Индий
In
+156,6°С
+2072°С
Олово
Sn
+232°С
+2600°С
Висмут
Bi
+271,4°С
+1564°С
Таллий
Tl
+304°С
+1473°С
Кадмий
Cd
+321°С
+767°С
Свинец
Pb
+327°С
+1750°С
Цинк
Zn
+420°С
+907°С
Температуры плавления среднеплавких металлов и сплавов (от 600°C до 1600°C)
Наименование
Обозначение металла или химический состав сплава
Температура плавления
Температура кипения
МЕТАЛЛЫ
Сурьма
Sb
+630,6°С
+1587°С
Магний
Mg
+650°С
+1100°С
Алюминий
Al
+660°С
+2519°С
Барий
Ba
+727°С
+1897°С
Кальций
Ca
+842°С
+1484°С
Серебро
Ag
+960°С
+2180°С
Золото
Au
+1063°С
+2660°С
Марганец
Mn
+1246°С
+2061°С
Медь
Cu
+1083°С
+2580°С
Бериллий
Be
+1287°С
+2471°С
Кремний
Si
+1415°С
+2350°С
Никель
Ni
+1455°С
+2913°С
Кобальт
Co
+1495°С
+2927°С
Железо
Fe
+1539°С
+900°С
СПЛАВЫ
Дюрали
Al+ Mg+Cu+Mn
+650°С
Латуни
сплавы на основе меди и цинка
+950…1050°С
Нейзильбер
Cu+Zn+Ni
+1100°С
Чугун
углеродистое железо
+1100…1300°С
Углеродистые стали
+1300…1500°С
Нихром
Fe+Ni+Cr+Si+Mn+Al
+1400°С
Инвар
Fe+Ni
+1425°С
Фехраль
Fe+Cr+Al+Mn+Si
+1460°С
Температуры тугоплавких металлов и сплавов (свыше +1600°С)
Название
Символ элемента, формула соединения
Температура плавления
Температура кипения
Титан
Ti
+1680°С
+3300°С
Карбид титана
TiC
+3150°С
–
Торий
Th
+1750°С
+4788°С
Платина
Pt
+1769,3°С
+3825°С
Хром
Cr
+1907°С
+2671°С
Карбиды хрома
Cr23C6
+1660°С
–
Cr7С3
+1780°С
–
Cr3С2
+1890°С
–
Цирконий
Zr
+1855°С
+4409°С
Карбид циркония
ZrC
+3530°С
–
Ванадий
V
+1910°С
+3407°С
Родий
Rh
+1964°С
+3695°С
Иридий
Ir
+2447°С
+4428°С
Ниобий
Nb
+2477°С
+4744°С
Молибден
Mo
+2623°С
+4639°С
Тантал
Ta
+3017°С
+5458°С
Вольфрам
W
+3420°С
+5555°С
Температуры плавления металлов наиболее часто встречающихся быту :
алюминий – 660 °;
температура плавления меди – 1083 °;
температура плавления золота – 1063 °;
серебро – 960 °;
олово – 232 °. Олово часто используют при пайке, так как температура работающего паяльника составляет как раз 250–400 градусов;
свинец – 327 °;
температура плавления железо – 1539 °;
температура плавления стали (сплав железа и углерода) – от 1300 ° до 1500 °. Она колеблется в зависимости от насыщенности стали компонентами;
температура плавления чугуна (также сплав железа и углерода) – от 1100 ° до 1300 °;
ртуть – -38,9 °.
Как понятно из этой части таблицы, самый легкоплавкий металл – ртуть, которая при плюсовых температурах уже находится в жидком состоянии.
Ртуть — единственный металл, находящийся при обычных условиях (нормальное атмосферное давление, средняя температура окружающей среды) в жидком состоянии. Температура плавления ртути составляет порядка -39 градусов по Цельсию.
Диапазоны и температуры плавления металлов
Металл
Точка плавления
( или С)
( или F)
Адмиралтейская латунь
900 – 940
1650 – 1720
Алюминий
660
1220
Алюминиевый сплав
463 – 671
865 – 1240
Алюминий Бронза
600 – 655
1190 – 1215
Баббит
249
480
Бериллий
1285
2345
Бериллиевая медь
865 – 955
1587 – 1750
Висмут
271,4
520,5
Латунь, красный
1000
1832
Латунь, желтая
930
1710
Кадмий
321
610
Хром
1860
3380
Кобальт
1495
2723
Медь
1084
1983
Золото, чистое 24К
1063
1945
Хастеллой С
1320 – 1350
2410 – 2460
Инконель
1390 – 1425
2540 – 2600
Инколой
1390 – 1425
2540 – 2600
Железо кованое
1482 – 1593
2700 – 2900
Железо, серое литье
1127 – 1204
2060 – 2200
Чугун, ковкий
1149
2100
Свинец
327,5
621
Магний
650
1200
Магниевый сплав
349 – 649
660 – 1200
Марганец
1244
2271
Марганцевая бронза
865 – 890
1590 – 1630
Меркурий
-38,86
-37,95
Молибден
2620
4750
Монель
1300 – 1350
2370 – 2460
Никель
1453
2647
Ниобий (Колумбий)
2470
4473
Палладий
1555
2831
Фосфор
44
111
Платина
1770
3220
Красная латунь
990 – 1025
1810 – 1880
Рений
3186
5767
Родий
1965
3569
Селен
217
423
Кремний
1411
2572
Серебро, чистое
961
1761
Серебро, Стерлинг
893
1640
Углеродистая сталь
1425 – 1540
2600 – 2800
Нержавеющая сталь
1510
2750
Тантал
2980
5400
Торий
1750
3180
Олово
232
449,4
Титан
1670
3040
Вольфрам
3400
6150
Желтая латунь
905 – 932
1660 – 1710
Цинк
419,5
787
T( o C) = 5/9[T( o F) – 32]
Понимание точек плавления металлов
Поскольку они могут выдерживать чрезвычайно высокие и низкие температуры, металлические материалы обычно используются для широкого спектра промышленных применений. Будь то двигатели внутреннего сгорания, печи, выхлопные системы или любые другие конструкции, подверженные экстремальным температурам, очень важно выбрать металл, который может выдержать температурный диапазон применения.
Что такое точка плавления?
Точка плавления металла может быть описана как момент перехода металла из твердой фазы в жидкую. Когда металл достигает своей точной температуры плавления, его твердая и жидкая фазы находятся в равновесии. Как только металл достигает точки плавления, он будет превращаться в жидкость, пока не остынет, снова затвердевая.
Независимо от того, являетесь ли вы производителем или сварщиком, понимание температур плавления различных металлов жизненно важно для общего успеха вашего проекта. Температура плавления металла классифицируется как точка, при которой металл переходит из твердого состояния в полную жидкость. Прежде чем металл достигает состояния ликвидуса, он размягчается и деформируется, переходя из твердой формы в жидкую.
Понимание температуры плавления металла имеет решающее значение при принятии решения о том, какой металлический сплав подходит для вашего проекта. Отказ компонента является наиболее важным фактором при выборе подходящего металла для вашего приложения. Если конкретный металл сжижается ниже максимального диапазона температур его применения, деталь выйдет из строя, что приведет к дорогостоящему ремонту и проблемам безопасности.
Помимо полного разжижения, при приближении к температуре плавления металла могут возникнуть и другие виды разрушения металла. Разрушения металла, такие как разрушение при ползучести, могут произойти задолго до того, как будет достигнута температура плавления. Перед началом проекта необходимо провести исследование влияния различных температур, которым будет подвергаться металл.
Температура плавления металлов и металлических сплавов
Это может быть неприятно, когда металл выбирается из-за его полезных свойств только для того, чтобы обнаружить, что он не может выдержать максимальную выходную температуру приложения. По этой причине жизненно важно понять температуру плавления металлов, используемых в проекте, до его начала. Важно помнить, что сплавы, содержащие более одного элемента, имеют диапазон температур плавления, который зависит от общего состава сплава. Следующий список включает в себя различные распространенные металлы и их соответствующие температуры плавления.
Металл
Точка плавления
Углеродистая сталь
1425-1540°C (2597-2800°F)
Нержавеющая сталь
1375 – 1530°C (2500-2785°F)
Алюминий
660°C (1220°F)
Медь
1084°C (1983°F)
Латунь
930°C (1710°F)
Инконель
1390-1425°C (2540-2600°F)
Никель
1453°C (2647°F)
Молибден
2620°C (4748°F)
Серебро
961°C (1762°F)
Титан
1670°C (3038°F)
Вольфрам
3400°C (6152°F)
Цинк
420°C (787°F)
Какие металлы имеют самую высокую и самую низкую температуру плавления
Каждый металл плавится при своей уникальной температуре, будь то температура плавления меди, температуры плавления стали, температуры плавления латуни или температуры плавления железа. Некоторые из наиболее распространенных металлов с самой высокой температурой плавления включают никель и вольфрам, которые плавятся при очень высоких температурах. Никель плавится при температуре около 1452°C (2646°F), а вольфрам плавится при температуре около 3,39°C.9°С (6150°F). К металлам с самой низкой температурой плавления относятся свинец 327°C (621°F) и цинк 420°C (787°F).
Производственные процессы и температуры плавления металлов
При выполнении производственного процесса, требующего расплавления металла, очень важно знать температуру, при которой начнется плавление, чтобы можно было выбрать подходящие материалы для используемого оборудования. Поскольку металлы наиболее пластичны в жидком состоянии, крайне важно знать температуру плавления вашего металла или металлического сплава. Производственные процессы, требующие, чтобы металл находился в жидкой форме, включают:
Литье
Сварка плавлением
Плавка
Плавка в сравнении с плавкой
Плавка — это процесс удаления металлического элемента из добытой руды. Большинство металлов находятся в виде прожилок в горных породах или в составе других факторов. Плавление является первым этапом экстракции. Плавление — это то, что делается с металлическими сплавами или чистыми металлами. Лом плавится, а руда плавится. Чугун — это слиток необработанного железа, полученный в результате плавки железной руды.
Что такое доменная печь?
Доменные печи представляют собой высокие печи, в которых впрыскиваются сжатые газы, обычно используемые для плавки. Доменные печи в основном производят слитки, которые отправляются на производственные литейные заводы. Производственные литейные цеха берут сплавы и добавки и плавят их для получения определенных марок литого металла в других типах плавильных печей.
Температуры плавления металлов… Сварка и пайка пайкой
Прежде чем выбрать процесс, который вы используете, следует учитывать несколько факторов, будь то сварка или пайка. Следует учитывать температуру плавления металлического сплава и другие факторы.
Сварка
Сварка — это процесс соединения двух металлических секций путем нагревания обеих частей до точки плавления с образованием расплавленной ванны, в которой их молекулы тщательно перемешиваются. В ванну расплава часто добавляют третий металлический наполнитель. Когда расплавленный металл остывает и затвердевает, две части сплавляются неразрывной связью.
Знание того, какие металлы можно сваривать, и выбор лучших металлов для сварки может частично зависеть от их температур плавления — если они отличаются на значительную величину, одна из секций будет плавиться быстрее, чем другая. Это может привести к выбросу или другим механическим повреждениям.
Пайка
При соединении металлов с очень разными температурами плавления, таких как медь и сталь, пайка может быть лучшим выбором, чем сварка. При пайке кислородно-ацетиленовая горелка используется для нагрева присадочного металла, обычно сплава латуни, с более низкой температурой плавления, чем две металлические детали. По мере плавления наполнитель втягивается в шов и затвердевает при охлаждении. Две соединенные части никогда не достигают точки плавления, а это означает, что соединение не является постоянным.
IMS — ваша местная доверенная компания по поставке металлов
Имея семь офисов, обслуживающих Калифорнию, Аризону, Неваду и Северную Мексику, IMS является поставщиком металла с полным спектром услуг, который понимает ваши потребности. Наш ассортимент металлических изделий включает в себя широкий спектр металлических форм и широкий выбор сплавов. Мы предлагаем следующие преимущества:
Звонок в тот же день
Доставка по городу на следующий день
Отличная цена со скидкой при больших объемах
Изготовление металла по индивидуальному заказу
Сертификат ISO 9001
Поддержка производственных процессов «точно в срок»
Нет минимальных покупок
Предоставление стальных сплавов высочайшего качества на всей территории Южной Калифорнии, Аризоны и Невады
Industrial Metal Supply — крупнейший в Юге поставщик всех типов стальных сплавов, металла и принадлежностей для металлообработки, включая продукты для защиты от ржавчины.
1 Преимущества использования калькулятора веса крепежей и метизов
2 Какой калькулятор крепежа и метизов онлайн лучше выбрать?
Не знаете что такое калькулятор крепежей и метизов? Зачем он нужен? Каков его принцип работы, и стоит ли его вообще использовать?
В современном мире существует очень много компаний, которые производят крепежи и метизы по различным технологиям. В свою очередь они используют различные методы для продажи товара. Они могут продавать их по количеству, а могут продавать их по весу. И чтобы облегчить задачу покупки и продажи данных материалов нужно быстро и оперативно переводить вес крепежей и метизов в количество.
Когда вы занимаетесь строительным проектом, вам потребуется большое количество крепёжных материалов. Для того чтобы не переплачивать за лишние крепежные материалы и используют данный вид калькулятора. Такой калькулятор поможет вам не только предотвратить лишние расходы, но и понять необходимое количество крепёжных материалов для вашего строительного процесса.
Кроме калькулятора веса крепежей и метизов можно использовать другие программы как офлайн, так и различные таблицы. Но данными методами мы не рекомендуем пользоваться, так как они могут иметь устаревшую базу данных, так, и ориентированы на другие стандарты различных строительных материалов. Кроме того, такие методы подсчета являются слишком медленными, и не подходят для большинства людей, которые не хотят тратить время.
Преимущества использования калькулятора веса крепежей и метизов
Когда вы используете, такой калькулятор вы сможете за несколько секунд узнать необходимое количество крепежей либо метизов. Помимо скорости получения данных калькуляторы онлайн, регулярно обновляются и в базу данных вносятся последние рекомендации. С помощью этих преимуществ вы точно не прогадаете с весом и количеством крепежей и метизов.
Какой калькулятор крепежа и метизов онлайн лучше выбрать?
В сети интернет существует огромное количество онлайн-калькуляторов, которые переводят массу крепежей и метизов количество, и наоборот. Одни калькуляторы обрабатывают данные достаточно долго, но показывает точные результаты. Другие могут быстро обработать большое количество информации, но показать не точные результаты.
Очень важно найти качественный онлайн-калькулятора крепежей и метизов. Мы рекомендуем использовать калькулятор крепежа и метизов от компании «Крепком». Данный калькулятор регулярно обновляется, имеет высокую скорость обработки данных, и всегда показывает точный результат.
0
Калькулятор метиза, крепежа и металлопроката
Тип
Анкеры
Болт
Винт
Гайка
Гвоздь
Гровер
Заклепка
Круг отрезной
Ось мебельная
Проволока
Рым-крепеж
Саморез
Такелаж
Шайба
Шпилька
Шплинт
Шуруп
Стандарт
Диаметр
Длина
Материал
Покрытие
Прочность
Кол-во, шт.
Вес, кг.
Кол. всего:
0
Масса всего:
0
СБРОС
СКАЧАТЬ
КОПИРОВАТЬ
ПЕЧАТЬ
ОТПРАВИТЬ
Калькулятор блока питания – Калькулятор мощности блока питания
Выберите компоненты
Центральный процессор (ЦП)
Выберите бренд Выберите марку Это поле обязательно к заполнению.
Выберите серию Выберите серию Это поле обязательно к заполнению.
Материнская плата
Выберите материнскую платуATXE-ATXMicro ATXMini-ITXThin Mini-ITXSSI CEBSSI EEBXL AT Выберите материнскую плату Это поле обязательно к заполнению.
Графический процессор (GPU)
Выберите набор микросхем Выберите набор микросхем .
Рекомендуемая мощность блока питания для вашего ПК:
0 Вт
Перезагрузить Магазин блоков питания
ПРИМЕЧАНИЕ. Мощность блока питания, рекомендованная приведенным выше калькулятором, рассчитывается в ваттах, необходимых для эффективного питания всего ПК. Например, дополнительные компоненты, такие как карты PCI, внешние устройства, охлаждающие вентиляторы и т. д., могут потреблять дополнительную энергию. Ищете полную сборку? Ознакомьтесь с нашим сборщиком ПК здесь.
Часто задаваемые вопросы
Как рассчитать требования к блоку питания?
Лучший блок питания для сборки вашего ПК — это тот, который обеспечивает правильную мощность для всех компонентов одновременно. Для ручного расчета этого требуется, чтобы вы умножили общий ток всех компонентов на общее количество вольт всех компонентов. Результатом является общая мощность, необходимая для сборки вашего ПК. Если вы введете все компоненты сборки вашего ПК в наш калькулятор, он сделает это за вас и предоставит список вариантов.
Зачем мне использовать калькулятор для поиска источника питания?
Блок питания обеспечивает питание каждого компонента, и если вы установите неправильный блок питания, вы можете повредить компоненты. Правильный блок питания обеспечит все ваши компоненты постоянным количеством энергии, когда они в ней нуждаются.
Блоки питания каких брендов я могу купить?
Лучшие бренды включают:
корсар,
ЭВГА,
Роузвилл,
Сезонный,
Кулер Мастер,
Сильверстоун,
ФСП и
Термалтейк. Тем не менее, вам нужно выбрать блок питания, который подходит именно вам, поэтому рассмотрите все варианты перед покупкой.
Как узнать, что блок питания подходит по размеру?
В каждом корпусе ПК есть место для блока питания, хотя оно может различаться по размеру и форме. Например, корпуса малого форм-фактора не смогут вместить блок питания, предназначенный для корпуса средней или полной башни. Всегда лучше посмотреть на размеры корпуса вашего ПК и убедиться, что вы покупаете блок питания, который может поместиться в отведенном для него месте.
Где я могу получать новости об источниках питания?
Как узнать, какой блок питания купить?
Прежде чем вы решите, какой блок питания купить, очень важно, чтобы вы знали все компоненты, которые в настоящее время есть в вашей сборке, или те, которые вы хотели бы включить. Вот полный список элементов, которые необходимо учитывать при расчете потребностей в электроснабжении.
Материнская плата — Убедитесь, что вы знаете, какая материнская плата (настольный компьютер, сервер, ноутбук и т. д.) используется в вашей сборке в настоящее время или какой форм-фактор вы хотите использовать в новой сборке. Это критический компонент ваших расчетов, потому что почти все в вашей сборке подключается к материнской плате и получает питание от нее.
Центральный процессор (ЦП) . Убедитесь, что вы знаете марку, модель или серию, а также размер сокета.
Графический процессор (GPU) . Вам необходимо учитывать фактическую потребляемую мощность и количество дополнительных контактов питания, которые может иметь GPU. Это будет 6, 8, 6+6, 6+8 или 8+8 контактов — и это на каждый GPU. Поэтому убедитесь, что у вашего блока питания достаточно кабеля для этого. Большинство блоков питания имеют по крайней мере один кабель, совместимый либо с 8-контактным, либо с 6-контактным разъемом.
Память (ОЗУ) — Всегда знайте количество карт памяти, которые может поддерживать ваша материнская плата, а также размер (ГБ) каждой из них.
Оптический дисковод — Если в состав вашего ПК входит оптический дисковод, обязательно включите его в свои расчеты. Также убедитесь, что вы знаете тип оптического носителя (Blu-ray, CD-ROM и т. д.) вашего оптического привода.
Жесткие диски (HDD) . Вам необходимо знать размер (дюймы) и скорость вращения (например, 7200 об/мин) каждого жесткого диска, который в настоящее время имеется в вашей сборке или который вы хотели бы включить.
Твердотельный накопитель (SSD) — Вам необходимо знать размер (ГБ) каждого твердотельного накопителя, который в настоящее время имеется в вашей сборке или который вы хотели бы включить. Помните, что иногда их можно прикрепить к материнской плате.
Вентиляторы/периферийные устройства . Возможно, вы захотите добавить дополнительные компоненты, такие как звуковая плата или вентиляторы в корпусе с RGB-подсветкой. Эти устройства также потребляют небольшое количество энергии, поэтому будьте осторожны, округляя мощность в ваттах для размещения периферийных устройств.
Что такое сертификация 80 PLUS?
80 PLUS — это сертификат, который измеряет эффективность блока питания. Производители добровольно отправят свою продукцию в независимую лабораторию для проверки энергоэффективности блока питания при различных нагрузках. На основании результатов блокам питания присваивается сертификат одного из 6 уровней: 80 PLUS, 80 PLUS Bronze, 80 PLUS Silver, 80 PLUS Gold, 80 PLUS Platinum или 80 PLUS Titanium.
Калькулятор FPS для оборудования, ПК и ноутбуков
Все ПК
Нажмите на сборку ПК, чтобы просмотреть подробные характеристики, FPS в самых популярных играх и актуальные цены.
Лучшие сделки с компьютерами от 1000 до 5000 долларов
Лучшие выбранные игровые FPS для каждого ценового диапазона
Skytech Prism II Gaming PC Desktop — Intel Core i9 12900K 3,2 ГГц, RTX 3090 Ti, 1 ТБ NVME Gen4 SSD, 32G DDR5 RGB, 1000 Вт Gold PSU, 360 мм AIO, AC Wi-Fi, Windows 10 Home, 64-разрядная версия
Купить За 3 399,99 долл. США на Amazon
в складе
Обновлено 110 минут назад
$ 4000.
ЦП
Core I9-10850K
GPU
GEFORCE RTX 3090
HP OMEN 30L RAMIN Жесткий диск 8 ТБ, жидкостное охлаждение, Wi-Fi 6, Bluetooth, HDMI, DP, RGB Light, черный
Купить за 4039 долларов на Amazon
В наличии
Обновлено 104 минуты назад
4500 долларов Диапазон
Игровой настольный ПК Dell XPS 8950
16 ГБ — 4 ТБ SSD + 12 ТБ HDD
8
406 FPS
Performance Rating
CPU
Core i9-12900K
GPU
GeForce RTX 3090
Dell XPS 8950 Gaming Desktop Computer — 12th Gen Intel Core i9 -12900K до 5,2 ГГц ЦП, 128 ГБ ОЗУ DDR5, 4 ТБ SSD + 12 ТБ HDD, GeForce RTX 3090 24 ГБ GDDR6, Killer Wi-Fi 6, DVD Burner, Windows 11 Home
Купить за 4649 долларов на Amazon
В наличии
Обновлено 106 минут назад
$ 5000.
Графический процессор
GeForce RTX 3080 Ti
Игровой настольный компьютер MSI Aegis Ti5 (полный), Intel Core i9-12900K, GeForce RTX 3080 Ti, 64 ГБ памяти HDD, Liquid 6 SSD, WiFi SSD + 2 , USB Type-C, VR-Ready, Windows 11 PRO (12VTF-027US)
Купить на Amazon за $4 912,99
В наличии
Обновлено 109 минут назад
Все графические процессоры
Нажмите на графический процессор, чтобы просмотреть подробные характеристики, частоту кадров в самых популярных играх, популярные сравнения, рекомендованную производителем розничную цену и последние новости ценовая доступность.
Самые популярные графические процессоры
Популярные за последние 30 дней
GeForce RTX 2060
Дата выпуска: 7 января 2019 г.0002 In Stock
Updated 12 minutes ago
Value Rating
Most Popular GPU
GeForce RTX 3060
Release Date: Jan 12th, 2021
Performance Rating
$389. 95 on Amazon
In Stock
GeForce RTX 3050
Дата выхода: 4 января 2022 г.
Рейтинг производительности
0005
Дата выпуска: 1 сентября, 2020
Рейтинг производительности
$ 549,99 на Amazon
в акциях
Radeon RX 6700 XT
Дата выпуска MAR 3RD, 2021
Дата выпуска MAR 3RD. на Amazon
В наличии
GeForce RTX 3060 Ti
Дата выхода: 1 декабря 2020 г.0495
Выберите первый графический процессор
Выберите второй графический процессор
Все процессоры
Нажмите на процессор, чтобы просмотреть подробные характеристики, FPS в самых популярных играх, популярные сравнения, рекомендованную производителем розничную цену и актуальные цены.
Для чего нужен циркуляционный насос в системе отопления
Экономия и комфорт – эти два слова начинают к вам применяться, как только вы устанавливаете в системе отопления вашего дома циркуляционный насос. Значительно ускоряя течение теплоносителя в системе отопления, насос способствует тому, что прогрев всего контура системы происходит быстро, равномерно, давая одинаково горячие батареи, что у самого котла, что у последней комнаты перед котлом в обратке. Без насоса в системе в первой комнате – всегда жарко, в последней – всегда холодно.
Роль насоса в системе отопления
Когда включается колонка или котёл отопления, вода начинает нагреваться внутри агрегата и рядом с ним. Перемещение воды дальше по трубам происходит за счёт естественной конвекции и передачи тепла от горячих объектов к холодным. В итоге, самые дальние углы системы могут нагреваться 1-2 дня (и так и не нагреться). Перенесите эту абстрактную ситуацию на 2-3 этажа вашего частного дома и холодные 8-мимесячные зимы в Украине, и станет понятно, что на такое отопление придётся потратиться 4-6 тыс. грн. за один отопительный месяц для стандартного 100-метрового дома.
Насос же обеспечивает движение воды в трубах с первой секунды включения котла или вовсе непрекращающуюся циркуляцию даже когда котёл не работает – чтобы равномерно прогревать всё помещение. Несмотря на то, что средний котёл берёт 40…350 Ватт в час для работы, уже после первого месяца работы вы увидите, как общие счета за отопление снижаются на 0,5…3 тыс. грн. в месяц. Конечно же, не всё зависит от наличия и мощности котла, ибо на затраты на тепло влияют ещё и:
качество изоляции дома от наружной среды;
метраж помещения;
наличие «тёплого пола»;
чистота теплоносителя;
старая/новая система отопления (новые радиаторы эффективнее старых советских чугунных).
Как выбрать циркуляционный насос
Наиболее надёжными на рынке считаются 4 марки: Grundfos, Wilo, Pedrollo и DAB. Несмотря на то, что их головные офисы зарегистрированы в Германии и Италии, местоположение завода, произведшего конкретную модель, может широко разниться и включать ещё:
Сербию;
Францию;
Корею;
Китай и другие страны.
Первое, от чего стоит отталкиваться – на какую высоту насос может качать воду. Наиболее популярный диапазон лежит на уровне 4-8 метров, то есть, хватит на 2-3-этажный дом. Конечно же, если подбирается модель на многоэтажный особняк или многоквартирный дом, то есть модели и более 10 метров.
Далее – сухой или мокрый ротор. Какой лучше? Второй вариант – самый популярный, потому что почти не шумит, эффективен и надёжен.
Производительность: обычно выражается в л/мин или куб/ч. Это важно, потому как если у вас – «тёплый пол», то и жидкости в системе у вас сильно больше, чем просто в трубах, что бегут между комнатами. Например, Grundfos UPS 25-60 180 выдаёт 72 л/мин (стоимость примерно 1700 грн.), DAB VA 35/180 способен перекачивать 70 л/м (≈2000 грн.), а вот их собрат Wilo Yonos Pico 25/1-6, который стоит ≈4000 грн., выдаёт аж целых 2500 л/мин, из-за троекратно большего значения кол-ва оборотов его крыльчатки.
Кол-во моторов: одинарные модели захватили 99% рынка за счёт стоимости, тогда как преимущество сдвоенных – высокая производительность, но они используются промышленностью. Так, если на самые простенькие одинарные насосы стоимость может начинаться и от 500 грн., то, например, сдвоенный DAB DPH 150/280.50T потянет аж 52 000 грн.! Понятное дело, что лучше подобрать что-то в районе 3-5 тыс. грн., тем более, что это и есть основной слой надёжного масс-маркета. Качественные насосы этой категории прослужат вам 15-20 и больше лет.
И напоследок пара советов по обустройству системы отопления:
Устанавливайте обходной путь насоса – на случай если он выйдет из строя, то обогрев всё равно будет работать.
Обязательно установите в систему 1-2 фильтра теплоносителя, мембранный расширительный бак и отдельный термостатический клапан, если насос ним не оборудован.
Для чего нужен циркуляционный насос: устройство насоса
Главная » Насосы и насосное оборудование
Автор Монтажник На чтение 2 мин Просмотров 9.9к. Обновлено
Для владельцев частных домов с индивидуальной системой отопления особо актуальным является вопрос, связанный с равномерным распределением тепла между всеми комнатами, для чего нужен циркуляционный насос. И непосредственно остро встает вопрос: как же установить циркуляционный насос отопления, чтобы он обеспечивал бесперебойную высокоэффективную, надежную работу?
Причины
для чего нужен циркуляционный насос
Стандартная проблема владельцев частных домов – это неравномерность распределения тепла по всей системе отопления. Если в дальних помещениях батареи чуть теплые, а котел при этом закипает, то приходится искать методы для улучшения эффективности работы всей отопительной системы.
Для распределения тепловой энергии по всему дому чаще всего используют такие решения:
увеличение диаметра труб отопительной системы;
установка насоса в систему отопления, которая уже присутствует.
Первый способ действенный и практичен, однако он требует значительных денежных и физических затрат, так как придется демонтировать все старые трубы и заменить их на новые.
Установка же циркуляционного насоса в систему отопления обеспечит не только одинаковые температурные показатели по всему дому, но и предотвратит возникновению воздушных пробок, которые и являются причиной плохой циркуляции теплоносителя. Кроме того, стоимость установки небольшого насоса значительно ниже, чем замена труб всей системы отопления, да и физических усилий также потребуется значительно меньше.
Устройство и принцип работы циркуляционного насоса
Для чего нужен циркуляционный насос? Циркуляционные насосы предназначены для принудительной циркуляции теплой воды в замкнутых системах отопления. Насос состоит из нержавеющего корпуса и прикрученного к нему стального ротора или мотора, на валу мотора крепится крыльчатка, которая и способствует выбросу теплоносителя.
для чего нужен циркуляционный насос — устройство циркуляционного насоса
Работе насоса способствует электродвигатель. Установленный в отопительную систему насос втягивает воду с одной стороны и выбрасывает ее в трубопровод за счет центробежной силы, которая возникает при вращении крыльчатки. Напор, создаваемый насосом, должен без проблем справляться с гидравлическим сопротивлением трубопровода, радиатора и других элементов системы.
Насосы Отопление дома и квартиры
Оцените автора
Как работает водяной циркуляционный насос?
Если вы мечтали о мгновенной подаче горячей воды в любой кран в вашем доме, возможно, вы подумали об установке водяного циркуляционного насоса. Эти циркуляционные насосы не только мгновенно доставляют горячую воду по всему дому, но и могут экономить тысячи галлонов воды в год. В водопроводной системе без насоса горячая вода не может поступать в кран до тех пор, пока не выйдет холодная вода из труб, а это означает, что много потраченной воды будет сброшено в канализацию. Циркуляционный насос поддерживает подачу горячей воды в систему, обеспечивая немедленный доступ к ней.
Типы циркуляционных насосов и принципы их работы
В современных домах чаще всего используются циркуляционные насосы трех типов. Наиболее простой формой является базовый циркуляционный насос. Это устройство постоянно включено и постоянно циркулирует вода через водонагреватель и трубы. Когда кран горячей воды открыт, горячая вода выкачивается из крана. В противном случае вода возвращается в нагреватель. Из-за его неэффективности и износа мы не рекомендуем домовладельцам устанавливать простой насос.
Циркуляционные насосы по требованию
Как следует из названия, циркуляционные насосы по требованию работают только тогда, когда кто-то включает горячую воду в раковине, ванне или другом месте. Эта система оснащена либо выключателем, либо датчиком движения, который включает насос, когда вода начинает двигаться в линии горячей воды. Насос будет продолжать циркулировать горячую воду из водонагревателя до тех пор, пока не будет достигнута желаемая температура или пока пользователь не выключит поток воды. Хотя эта система может сэкономить много энергии и воды, она может быть не такой мгновенной, как другие типы циркуляционных насосов.
Циркуляционные насосы времени и температуры
Этот тип циркуляционного насоса включается в запрограммированное время и перекачивает воду в контур, пока она не достигнет заданной температуры. Обычно это происходит, когда семья больше всего использует горячую воду: утром во время душа или вечером при мытье посуды или стирке. Аквастат можно заменить в любое время в соответствии с изменяющимися потребностями домохозяйства. Поскольку насос работает только тогда, когда это необходимо, он может сэкономить много денег, при этом обеспечивая немедленную горячую воду. Существует вероятность того, что семьи могут чрезмерно использовать этот тип помпы и расходовать избыточную энергию, но этого можно избежать.
Возможные недостатки циркуляционных насосов
Мгновенный доступ к горячей воде может быть благословением, но удобство может сопровождаться некоторыми побочными эффектами. Во-первых, холодная вода, скорее всего, будет чуть теплой при первом включении крана, а не холодной, если в доме нет специальной линии возврата. Для насосов, которым требуется питание, домовладельцу, возможно, потребуется установить новую розетку, что может увеличить первоначальные затраты. Есть также некоторые свидетельства того, что насосы могут сократить срок службы труб, поскольку они будут иметь дело с большим количеством тепла и давления, чем обычно.
Установка циркуляционного насоса
Домовладельцам всегда полезно нанять профессиональных сантехников для установки любых новых компонентов в их водопроводной системе. Циркуляционные насосы не очень сложны, но квалифицированная установка обеспечит правильную работу системы с первого раза. Это также лучший шанс избежать проблем в будущем, которые могут стоить много времени и денег.
Компания Maeser успешно установила бесчисленное количество циркуляционных насосов для владельцев недвижимости в районе Луисвилля. Наши специалисты будут рады ответить на любые ваши вопросы об этой технологии и о том, подходит ли она для вашего дома. Запросите предложение или назначьте встречу сегодня, позвонив или отправив нам сообщение.
Циркуляционные насосы: зачем их устанавливать
Если установлен циркуляционный насос водонагревателя, горячая вода будет подаваться почти мгновенно при каждом открытии крана горячей воды. Это происходит потому, что насос обеспечивает движение горячей воды по всей водопроводной системе, поэтому горячая вода всегда доступна.
В домах без циркуляционного насоса из крана с горячей водой будет течь холодная вода до тех пор, пока горячая вода из водонагревателя не достигнет крана. В течение года сотни и даже тысячи галлонов воды могут быть потрачены впустую в ожидании горячей воды. Это может привести не только к потере времени и воды, но и к деньгам!
Что делает циркуляционный насос?
Если в вашем доме нет циркуляционного насоса, при закрытии крана горячая вода остается в трубах и со временем остывает. Когда кран снова открывается, холодную воду необходимо протолкнуть через водопроводную систему. Поток воды не горячий, пока холодная вода в трубах не будет заменена горячей водой из водонагревателя. В результате много потраченной впустую воды уходит в канализацию!
Циркуляционный насос для горячей воды, также известный как насос рециркуляции, решает эту проблему. Эти насосы непрерывно циркулируют горячую воду по всему дому, поддерживая воду в ваших трубах всегда горячей и готовой к использованию. При открытии крана горячей воды сразу же подается горячая вода. Однако, как бы хорошо это ни звучало, есть некоторые вещи, которые вы должны рассмотреть, прежде чем устанавливать циркуляционный насос на водонагреватель.
Преимущества установки циркуляционного насоса
Циркуляционные насосы для горячей воды существуют уже много лет. Многие высококлассные отели и рестораны предоставляют своим гостям горячую воду по запросу в качестве стандартного удобства. Однако в последнее время все больше домовладельцев начинают пользоваться многими преимуществами, которые может обеспечить циркуляционный насос.
Вот несколько преимуществ:
Удобство: Циркуляционный насос подает горячую воду практически сразу после открытия крана. Возможность иметь доступ к почти мгновенной горячей воде, вероятно, является преимуществом номер один.
Использование воды: Поскольку горячая вода доставляется почти сразу, тратится меньше воды. После установки отпадает необходимость ждать, пока поток воды достигнет желаемой температуры. Это особенно полезно в районах, где не хватает воды. Огромным преимуществом использования циркуляционного насоса является его способность экономить значительное количество воды, что приводит к экономии денег и времени.
Простота установки: Установка циркуляционного насоса относительно проста, и у вас, скорее всего, уже есть необходимые инструменты. Большинство моделей насосов рассчитаны на обычную водопроводную систему дома. Кроме того, для добавления насоса к водонагревателю не требуется никаких специальных разрешений.
Простота эксплуатации: Как правило, циркуляционные насосы очень просты и просты в эксплуатации.
Ассортимент: Циркуляционные насосы для водонагревателей можно найти почти везде, среди множества производителей и вариантов на выбор.
Недостатки установки циркуляционного насоса
Удобство почти мгновенного получения горячей воды имеет свою цену, но даже в этом случае у установки циркуляционного насоса очень мало недостатков.
Первоначальная стоимость: Доступен широкий диапазон цен, но рекомендуется приобрести модель высокого класса. Покупка качественного насоса поможет вам максимально сэкономить в будущем.
Потребляемая мощность: Многие из ранних циркуляционных насосов работали без остановок и были более дорогими в эксплуатации, поскольку постоянно потребляли электричество. Кроме того, они также требовали, чтобы ваш водонагреватель работал усерднее, чтобы вода оставалась горячей круглосуточно. К счастью, многие современные модели сделаны с учетом энергосбережения и предназначены для подачи горячей воды по требованию, а не для постоянной работы.
Потери тепла: Так как ваша сантехника будет постоянно заполнена горячей водой, вы будете испытывать потери тепла через сами трубы. Однако, изолируя трубы горячего водоснабжения, вы можете свести потери тепла к минимуму.
Bokywox производит циркуляционные насосы по цене практически для любого бюджета.
Узнать больше
Типы циркуляционных насосов
В простейшей системе (здесь не рассматривается) используется небольшой насос, который работает непрерывно. Он медленно обеспечивает циркуляцию воды по основным водопроводным линиям дома (магистральным линиям) и возвращает воду обратно в водонагреватель, если она не используется. Мы не рекомендуем этот тип системы, потому что он вызывает ненужный износ водонагревателя, потому что система работает постоянно.
Мы рекомендуем 2 основных типа циркуляционных насосов для вашего водонагревателя. Оба очень энергоэффективны и эффективны.
Циркуляционные насосы по требованию
Эти системы сконструированы таким образом, что насос работает только тогда, когда есть потребность в горячей воде, например, при открытии крана или набирании ванны. Они оснащены дистанционным выключателем или датчиком движения, который включает насос при обнаружении движения в линии горячей воды.
После активации вода циркулирует до достижения заданной температуры; или насос выключается вручную; или время таймера истекло. В зависимости от размера вашего дома, эти устройства обычно стоят от 300 до 600 долларов.
Pros
При правильной настройке циркуляционный насос по требованию может снизить количество энергии, потребляемой вашим водонагревателем.
При необходимости горячая вода подается быстро. Это значительно сократит потери воды и время ожидания подачи горячей воды из крана.
В домах, в которых водопроводная система была модернизирована с помощью циркуляционного насоса по требованию, будет уменьшен переход горячей воды в трубы холодной воды.
Возможность отключить датчик движения и вручную активировать насос.
Минусы
При модернизации водопроводных систем необходимо иметь источник питания и насос на каждом контуре горячей воды.
Горячая вода подается быстро, но не мгновенно, потому что насос нужно будет активировать.
Время, необходимое для подачи горячей воды, зависит от конфигурации водопровода в вашем доме.
Циркуляционные насосы времени и температуры
Система этого типа автоматически подает горячую воду в контур подачи в заданное время. Насос изготовлен с регулируемым таймером и регулируемым аквастатом, который контролирует температуру воды, а также включает и выключает насос. Эти устройства обычно стоят около 300 долларов.
Плюсы
Возможность переопределить настройки, если вы выберете.
Горячая вода подается почти мгновенно, что значительно сокращает потери воды и времени.
Настройки можно легко отрегулировать в соответствии с вашими потребностями в горячей воде.
Горячая вода циркулирует по водопроводу только тогда, когда соблюдаются настройки температуры и времени.
Минусы
Чрезмерное использование системы может отрицательно сказаться на потреблении энергии.
Хотя это и не является обычным явлением, но если вы модернизировали свою сантехнику насосом этого типа, существует вероятность того, что линии холодной воды будут нагреваться от крана, расположенного дальше всего от водонагревателя.
Этот циркуляционный насос производства Grundfos даже имеет резервный аккумулятор на случай отключения электроэнергии.
Узнать больше
Модернизация водопровода с помощью циркуляционного насоса
Когда дом построен с циркуляционным насосом, к нему подключается специальная обратная линия, по которой горячая вода циркулирует обратно в водонагреватель. Даже если у вас нет такой роскоши, как выделенная обратная линия, есть простой способ модернизировать вашу сантехнику, которая позволит вам установить насос в существующем доме с помощью циркуляционного насоса времени и температуры.
Перепускной клапан обычно устанавливается под раковиной на максимальном расстоянии от водонагревателя. При работе циркуляционного насоса горячая вода будет течь по магистральным трубопроводам вашей сантехники. Перепускной клапан активируется температурой и открывается, когда температура воды в линии горячей воды падает ниже 95° по Фаренгейту.
Как только клапан откроется, он позволит «охлаждающей горячей воде» течь в линию холодной воды.
Лист рифленый 5 мм (чечевица) размеры 1500х6000 мм со склада в Москве
Цена: 78 990i/т
т
кв. метры
Размер: 1500х6000 мм
Толщина: 5
Предлагаем купить Лист рифленый 5 мм (чечевица) размеры 1500х6000 мм оптом или в розницу с доставкой по Москве и Московской области. Качественный металлопрокат по цене 78 990i/т со склада. Лист рифленый 5 мм (чечевица) размеры 1500х6000 мм всегда в наличии в большом количестве. Имеется система скидок постоянным покупателям. Для уточнения информации по заказу и доставке товара Лист рифленый 5 мм (чечевица) размеры 1500х6000 мм звоните менеджерам по телефону + 7 (495) 989-1820 и они с радостью Вас проконсультируют по всем имеющимся вопросам.
Похожие товары
Наименование: Лист рифленый
Размер
Цена
Кол-во т
кв. метры
2.5 мм (ромб)
1250х2500 мм
78 990i/т
метры»>
В корзину
2.5 мм (чечевица)
1250х2500 мм
79 500i/т
В корзину
3 мм (ромб)
1250х2500 мм
78 990i/т
В корзину
3 мм (ромб)
1500х6000 мм
78 990i/т
В корзину
3 мм (чечевица)
1250х2500 мм
79 000i/т
В корзину
3 мм (чечевица)
1500х6000 мм
79 000i/т
метры»>
В корзину
4 мм (ромб)
1500х6000 мм
80 000i/т
В корзину
4 мм (чечевица)
1500х6000 мм
79 000i/т
В корзину
5 мм (ромб)
1500х6000 мм
80 990i/т
В корзину
5 мм (чечевица)
1500х6000 мм
78 990i/т
В корзину
6 мм (ромб)
1500х6000 мм
80 990i/т
метры»>
В корзину
6 мм (чечевица)
1500х6000 мм
80 990i/т
В корзину
Собственное производство
Собственный склад
Оперативная доставка
10000 видов продукции
Грамотная консультация
Оставить заявку
E-mail*
Дополнительные комментарии:
Лист из нержавеющей стали 5 мм матовый
Для просмотра доступных марок и размеров выберите толщину листа
Лист холоднокатаный матовый
Лист горячекатаный матовый
Лист 5 мм AISI 430 (08Х17, 12Х17)
Размер, мм
Пов-сть
Вес листа, кг
Вес м², кг
Откл. по толщине, мм
Лист нержавеющий 1000х2000х5
2B
78,5
39,25
±0,23
Лист нержавеющий 1250х2500х5
2B
122,7
39,25
±0,23
Лист нержавеющий 1500х3000х5
2B/1D
176,6
39,25
±0,23
Лист 5 мм AISI 304 (08Х18Н10)
Размер, мм
Пов-сть
Вес листа, кг
Вес м², кг
Откл. по толщине, мм
Лист нержавеющий 1000х2000х5
2B
78,5
39,25
±0,23
Лист нержавеющий 1250х2500х5
2B
122,7
39,25
±0,23
Лист нержавеющий 1500х3000х5
2B/1D
176,6
39,25
±0,23
Лист нержавеющий 1500х6000х5
2B/1D
353
39,25
±0,23
Лист 5 мм AISI 321 (12Х18Н10Т)
Размер, мм
Пов-сть
Вес листа, кг
Вес м², кг
Откл. по толщине, мм
Лист нержавеющий 1000х2000х5
2B
78,5
39,25
±0,23
Лист нержавеющий 1250х2500х5
2B
122,7
39,25
±0,23
Лист нержавеющий 1500х3000х5
2B/1D
176,6
39,25
±0,23
Лист нержавеющий 1500х6000х5
2B/1D
353
39,25
±0,23
Лист 5 мм AISI 316L (03Х17Н14М2)
Размер, мм
Пов-сть
Вес листа, кг
Вес м², кг
Откл. по толщине, мм
Лист нержавеющий 1000х2000х5
2B
78,5
39,25
±0,23
Лист нержавеющий 1250х2500х5
2B
122,7
39,25
±0,23
Лист нержавеющий 1500х3000х5
2B/1D
176,6
39,25
±0,23
Лист нержавеющий 1500х6000х5
2B/1D
353
39,25
±0,23
Лист 5 мм AISI 316Ti (10Х17Н13М2Т)
Размер, мм
Пов-сть
Вес листа, кг
Вес м², кг
Откл. по толщине, мм
Лист нержавеющий 1000х2000х5
2B
78,5
39,25
±0,23
Лист нержавеющий 1250х2500х5
2B
122,7
39,25
±0,23
Лист нержавеющий 1500х3000х5
2B/1D
176,6
39,25
±0,23
Лист нержавеющий 1500х6000х5
2B/1D
353
39,25
±0,23
Лист 5 мм AISI 904L (06ХН28МДТ)
Размер, мм
Пов-сть
Вес листа, кг
Вес м², кг
Откл. по толщине, мм
Лист нержавеющий 1500х6000х5
1D
353
39,25
±0,23
Значения веса 1-го квадратного метра листа и одного листа расчитаны от номинальных размеров, без учета допусков, предусмотренных ГОСТ и другими стандартами по толщине, длине и ширине каждого листа. Плотность нержавеющей стали, в зависимости от марки составляет 7,70 — 7,90 г/см3, для рассчетов плотность стали принята равной 7,85 г/см3.
Лист холоднокатаный нержавеющий матовый
Холоднокатаный лист из коррозионно-стойкой стали толщиной 5 миллиметров без дополнительной обработки поверхности (матовый) предназначен и используется для штамповки и вырубки различных деталей, является основой для производства шлифованного и зеркального листа. Для холоднокатаного листа характерно высокое качество поверхности и высокая точность изготовления по толщине, ширине и длине.
Ввиду отсутствия дополнительной обработки поверхности, холоднокатаные листы с матовой поверхностью чаще всего не упаковывают в индивидуальную упаковку, однако для взыскательных покупателей мы можем предложить листы в пленке или бумаге.
Горячекатаный нержавеющий лист
Горячекатаный матовый нержавеющий лист является одним из основных продуктов металлургического производства и производится методом горячей прокатки из стальной заготовки (сляба) на листопрокатных станах. Ввиду высокой жаропрочности нержавеющей стали, производство листов сопряжено с повышенными температурами, по сравнению с рядовым стальным прокатом из черной углеродистой или низколегированной стали. А это влечет и более высокие энергозатраты и усиленный износ оборудования. Поэтому себестоимость производства нержавеющего листа зависит не только от высокой цены на необходимые компоненты — хром и никель, но в значительной степени от более сложных условий его производства.
Горячекатаный лист поставляется только матовый и используется в качестве заготовки для производства электросварных труб, различных деталей машин и механизмов, кухонных и столовых принадлежностей, промышленного и бытового инструмента.
Холоднокатаный и горячекатаный лист толщиной 5 миллиметров поставляется из следующих марок стали:
1000х2000, 1250х2500, 1500х3000, 1500х6000 (размеры указаны в миллиметрах)
Наша компания поставляет холоднокатаный и горячекатаный матовый нержавеющий лист толщиной 5 мм оптом и в розницу. Отгрузки производятся от 1-го листа. Осуществляем доставку, резку и другую обработку листов, включая лазерную резку, координатно-пробивную вырубку и гибку под Ваши нужды.
Листы из мягкой стали обладают высокой прочностью, долговечностью и прочностью на растяжение. В то время как некоторые из преимуществ мягкой стали заключаются в том, что она немагнитна, коррозионностойкая и ударная вязкость. Мягкая сталь известна тем, что она легче, прочнее и устойчива к повреждениям от влаги.
Преимущества мягкой стали Кроме того, мягкая сталь обладает устойчивостью к ржавчине и будет устойчива к коррозии в процессе использования. неправильно изготовленная сталь не трескается и не подвергается коррозии, в отличие от хорошо углеродистой мягкой стали, имеющей много других преимуществ. Некоторые из недостатков включают: D устойчивость к износу, разрыву и коррозии. Неправильно изготовленная сталь сделает ее устойчивой к ржавчине, не подверженной коррозии, коррозионной стойкости и легко очищаемой при экстремальных испытаниях. К преимуществам относятся некоторые недостатки: Благодаря своей стойкости к ржавчине, антикоррозийной и химической стойкости мягкая сталь обладает способностью выдерживать высокие температуры и химические вещества. Правильно изготовленная сталь не подвержена коррозии, нетоксична и проста в обращении. Правильно изготовленная сталь может иметь устойчивость к коррозии в виде порошка.
Мягкая сталь предлагает множество преимуществ, включая структурный комфорт. Это способность противостоять стрессу и деградации. Это также помогает предотвратить царапины. Из-за толщины мягкой стали материал устойчив к износу, что делает его прочнее металла и других металлических материалов.
Листы из мягкой стали также могут подвергаться рециркуляции. Нет необходимости в изготовлении, поэтому лист из мягкой стали s также можно рециркулировать. Таким образом, процесс производства мягкой стали очень прост и позволяет сделать материал более гладким и прохладным от воды. Таким образом, процесс производства мягкой стали очень прост, а в результате коррозионная стойкость и меньше обслуживания. Мягкая сталь также может быть использована для вторичной переработки.
Так как он устойчив к коррозии, что делает его идеальным материалом для строительства. Высокая прочность листа из мягкой стали делает его устойчивым к коррозии, что делает его идеальным материалом для строительства. Кроме того,
Преимущества листа из мягкой стали Деформируемость, а также коррозионная стойкость легко использовать, это хорошо известно. Долговечность — мягкая сталь тверже, более устойчива к коррозии и ржавчине. Как поверхность, стали из мягкой стали легко устойчивы к износу. Из-за высокой прочности на растяжение и коррозионной стойкости также легко носить. Благодаря высокой прочности и коррозионной стойкости он удобен в использовании. Долговечность – мягкая сталь менее устойчива к износу. и коррозионная стойкость легко проста в использовании. Из-за высокой прочности на растяжение стальные стали менее подвержены коррозии и просты в использовании. Известно, что из-за высокой прочности на растяжение и твердости стали она менее устойчива к коррозии. Это немного усложняет.
Мягкая сталь Металл Цена Цена Как стальная основа.
Из чего сделаны листы из мягкой стали
?
Горячекатаная сталь. Горячекатаная сталь обычно изготавливается из углеродистой стали или высокоуглеродистого сплава, который подвергается горячекатаному сплаву. Теперь это определяется как горячекатаный стальной лист, изготовленный из горячекатаной стали. холоднокатаная сталь или мягкая сталь относится к металлу, который имеет не менее 90% износа и сопротивление мягкой прокатке. Обычно изготавливается из углеродистой стали. Холоднокатаный — это сталь, которая была закалена в сталь и обработана для дальнейшего формирования толщины мягкой стали.
Лист из мягкой стали класса обычно состоит из 118% стали. А/16 — сталь 35, а а/8 — углеродистая сталь. А/16 это сталь 35 и полимерный компаунд.
Лист из мягкой стали начинается с горячекатаной стали или алюминия, которые были прокатаны как минимум в два типа: горячекатаные стальные и алюминиевые ролики. Холоднокатаная сталь может быть дополнительно классифицирована как ролики из холодной стали.
Каковы преимущества листа из мягкой стали
s?
Преимущества мягкой стали Нагрев также очень холодный. Наконец, мягкая сталь должна быть холоднее, чем другие типы металлов, поскольку она помогает охлаждать тепло. Прохладные стельки из мягкой стали помогают сохранить форму металла. Долговечность: Мягкая сталь очень устойчива к температуре и давлению стали, что может помочь сохранить ваши продукты более прохладными. Мягкая сталь может быть легко переработана и использована для создания различных продуктов. В результате он тверже, прочнее и более устойчив к разрушению, чем нержавеющая сталь.
Характеристики нержавеющей стали позволяют ей противостоять почти агрессивным химическим веществам. Нержавеющие стали обладают лучшей коррозионной стойкостью, чем цветные металлы. Нержавеющая сталь лучше устойчива к коррозии, чем цветные металлы, такие как нержавеющая сталь. Он более устойчив к коррозии, чем некоторые немагнитные металлы, а нержавеющая сталь позволяет ему противостоять коррозии, которой является один из наиболее распространенных типов металлов. Нержавеющая сталь более устойчива к коррозии, чем другие виды металлов. Именно из-за антикоррозийных свойств нержавеющие стали более устойчивы к коррозии. Он более устойчив к коррозии, чем другие металлы, что делает нержавеющие стали более устойчивыми к коррозии. Он менее устойчив к коррозии, чем цветные металлы из-за высокого содержания углерода в сплаве. Нержавеющие стали восстанавливаются до оксида.
Мягкая сталь не требует базового обслуживания и обслуживания, а также ее легче обслуживать. Мягкая сталь имеет способность ald для легкого обслуживания. Он имеет низкий износ на поверхности, и меньше обслуживания и ремонта. Мягкая сталь также устойчива к коррозии, а влажность материала менее устойчива к износу.
Каковы преимущества листа из мягкой стали
s
Листы из мягкой стали имеют множество преимуществ. Благодаря недостаткам мягкой стали, она имеет много преимуществ. Он прочнее и устойчив к повреждениям, коррозии и коррозии. Лист из мягкой стали, требующий минимального обслуживания, устойчив к коррозии и легко чистится. Долговечность. Лист из мягкой стали имеет много преимуществ. Сильнее, меньше обслуживания и скорость. В результате он длится столько же, сколько срок службы стали по сравнению с обычным металлом.
Одним из самых больших преимуществ низкоуглеродистой стали является то, что она устойчива к ржавчине и износу. Листы из мягкой стали можно осадить без ржавчины. Процесс рециркуляции мягкий, потому что нет плесени, плесени или плесени, которые могут быть нарушены во время производства ржавчины. Широко лист из мягкой стали s рециркулируют для различных целей, а также для его хранения и цвета. Листы из мягкой стали рециркулируют мусор на поверхности, а также на поверхности стали. С помощью этого процесса 9Лист из мягкой стали 0003 s не нуждается в осадке, ржавчина может быть далеко от материала. Так, потому что материал расстроен, и необходимо производство ржавчины. Поэтому прохладу и воду легче очистить. Листы из мягкой стали рециркулируют мусор на поверхности материала.
Преимущества листа из мягкой стали Сталь прочнее и устойчивее, чем немагнитная нержавеющая сталь. Уменьшенный объем технического обслуживания. Мелкие металлические охлаждающие составы. Steelels могут противостоять деградации, а также устойчивы к коррозии.
Преимущества листа мягкой стали Этот материал тверже, легче и прочнее, чем материал, из которого изготовлены двери. С листом из мягкой стали легко работать, он устойчив к коррозии. Из-за своей твердости он прочнее в производственных дверях, поскольку с меньшей вероятностью подвергается коррозии или износу. Лист из мягкой стали легко формуется и прочнее в производственных дверях. Он прочнее, так как металл холодный на ощупь, меньше сопротивляется коррозии и вреду химических веществ.
Что такое лист из мягкой стали
из?
Листы из мягкой стали. Мягкая сталь представляет собой мягкое подсоединение стали, которое также содержит мягкую подгруппу углерода. На данный момент это углеродистая сталь или углеродистая сталь. Когда к стали добавляют углеродистую сталь, ее обычно называют стальным листом. Мягкая сталь характеризуется своими антикоррозионными свойствами и антикоррозионными свойствами.
Холодная сталь Также упоминается как ролики из холодной стали. мягкая сталь в основном подвергается горячекатаной прокатке, которая имеет большую прочность, чем ролики из горячекатаной стали. Материал представляет собой горячекатаную сталь, так как он изготовлен из горячекатаной стали. Там, где он производится, тип стали 118 представляет собой горячекатаную сталь, которая затем подвергается прокатке на высоких участках. Как правило, сталь 118 меньше, чем горячекатаная сталь, или меньше, чем горячекатаная сталь. Как следует из названия, он обычно изготавливается из стали 118 с содержанием стали 15%.
Лист из мягкой стали известен своей коррозионной стойкостью к влаге и коррозионной стойкостью. Мягкая сталь характеризуется коррозионностойкой формуемостью. Она известна как коррозионностойкая сталь с хорошей формуемостью. Мягкая сталь состоит из различных соединений, включая квасцы, аран и гам. Мягкая сталь состоит из стального сплава с содержанием углерода до 70%, устойчивого к коррозии и влажности. Известно, что мягкая сталь обладает коррозионной стойкостью и формуемостью. коррозионностойкая сталь изготавливается из различных соединений. включая углеродистую сталь, углеродистую сталь 70, углеродистую сталь 70 и нержавеющую сталь. Мягкая сталь состоит из 50% алюминия и 6% стали.
Перфорированный лист SS304, SS316, SS316L
Перфорированный лист SS304, SS316, SS316L
Технология
Главная > Технологии > Перфорированный лист из нержавеющей стали Горячие характеристики
Перфорированный лист из нержавеющей стали в горячем виде по заказу заказчика.
Перфорированная пластина, SS316L, 4 фута × 8 футов × 8 мм, диаметр отверстий: 10 мм (отверстия расположены в шахматном порядке), шаг: 15 мм, толщина: 8 мм.
Перфорированная пластина SS304, размер 3242 × 728, толщина 1,25 мм, сертификат испытания мата согласно DIN 500492.2.
12 дюймов × 12 дюймов из перфорированной пластины 316L, калибр 16, отверстия 0,094 дюйма, расположенные в шахматном порядке с центрами 0,156 дюйма (47 отверстий/кв. дюйм, открытая площадь 33 %).
Перфорированные листы SS304 калибра 11, размер листа: 48″ × 120″, размер отверстий: 1/4″ в шахматном порядке, открытая площадь: 40%.
Перфорированный лист из нержавеющей стали 304, размер листа: 2000 мм × 800 мм × толщина 2 мм, размер отверстий: 10 мм, расстояние между отверстиями: 10 мм.
Лист из нержавеющей стали
с квадратными отверстиями 1/4 дюйма и прямым центром 1 дюйм.
Перфорированный листовой металл из нержавеющей стали с круглым отверстием, размер листа: длина 288 дюймов × ширина 40 дюймов.
Перфорированный лист из нержавеющей стали с прорезями, отверстие: 5 мм, толщина: 1,0 мм, размер листа: 4 фута × 8 футов.
Перфорированный лист из нержавеющей стали: толщина 2,5 м × 6 м × 1,6 мм, открытые отверстия 6,35 мм.
Перфорированный лист, толщина 0,075 дюйма, диаметр отверстий 4,5 мм, шаг 1,5 мм, материал 416 SS, размер листа 4 фута × 4 фута.
Перфорированный лист, толщина 0,078 дюйма, диаметр отверстий 4,5 мм, шаг 1,5 мм, материал 416 SS, размер листа 4 фута × 4 фута.
Перфорированный лист AISI 304 размером 1000 × 2000 мм и толщиной 1 мм.
Отделка перфорированного стального проката, отверстия 1/8 дюйма, центры 3/16 дюйма, расположенные в шахматном порядке, с полем 1 5/8 дюйма со всех 4 сторон, размер листа: 48 дюймов (ширина) × 64 дюйма (высота), 36 дюймов (ширина) × 88 дюймов (высота).
304 перфорированная нержавеющая сталь, калибр 24, размер отверстий: 0,045 дюйма, прямая линия, расстояние между отверстиями: 0,066 дюйма, размер листа: 36 дюймов × 96 дюймов.
Перфорированный лист из нержавеющей стали марки 201, размер листа: 4 ‘× 8’.
60 градусов в шахматном порядке в отверстиях 3/4 дюйма или 3/16 дюйма, которые могут удерживать как можно больше света, но обеспечивают некоторую конфиденциальность. Размер листа: 78 3/4″ × 22 1/4″ для боковых окон, 65 7/8″ × 26″ для дверных вставок.
Перфорированная нержавеющая сталь, размер листа: 24″ × 36″, отверстия диаметром 1/4″, отверстия со смещением под углом 45 градусов.
Перфорированный лист из нержавеющей стали, размер листа: 36″ × 96″, диаметр проволоки: калибр 20, размер отверстия: 1/16″, тип отверстия: в шахматном порядке, открытая площадь: 40%.
Перфорированный лист из нержавеющей стали 304 с круглым отверстием, размер листа: 4 фута × 4 фута, диаметр отверстия: 3/8 дюйма
Перфорированный лист 304L с круглым отверстием, калибр 14, размер отверстия: 5/8 дюйма, расстояние между отверстиями: 13/16 дюйма, тип отверстия: 60 градусов со смещенным типом.
Круглый перфорированный лист SS304, толщина 0,375 дюйма, диаметр отверстия: 0,375 дюйма, центр отверстия: 0,5625 дюйма, тип отверстия: в шахматном порядке, открытая площадь: 40%, размер листа: 60 дюймов × 96 дюймов
Перфорированный лист из нержавеющей стали 304, размер листа: 48″ × 48″, размер отверстий: 0,04″, открытая площадь: 22,6%.
Перфорированная металлическая панель из нержавеющей стали
304, толщина: 7 калибр, размер листа: 48″ × 96″.
Перфорированная нержавеющая сталь толщиной 1/8 дюйма, расположение отверстий должно быть 1/8 дюйма с межцентровым расстоянием 3/16 дюйма, в шахматном порядке, толщина листа: 8 дюймов × 12 дюймов
Перфорированный лист из нержавеющей стали с круглым отверстием, размер отверстия: 0,045 дюйма, тип отверстия: в шахматном порядке, толщина листа: калибр 18 или 20.
Перфорированный листовой металл из нержавеющей стали 16 калибра, размер отверстий: 0,5 мм, класс нержавеющей стали: класс 316 или класс 304.
Перфорированный лист из нержавеющей стали 304, калибр 24, отверстия диаметром 0,188 дюйма на расстоянии 0,35 дюйма от центра и с запасом 0,75 дюйма по бокам и концам, размер листа: 30 дюймов × 150,75 дюйма
Перфорированный лист из нержавеющей стали 304, калибр 26, отверстия диаметром 0,026 дюйма со смещенными центрами 0,066 дюйма, размер листа: 30 дюймов × 150,75 дюйма.
Перфорированный лист из нержавеющей стали 316, калибр 11, размер отверстий: 1/16 дюйма, тип отверстий: в шахматном порядке, размер листа: 4 фута × 4 фута.
Перфорированные листы из нержавеющей стали, диаметр отверстий: 0,5 мм, шаг: 1,08 мм, 625 отверстий PSI, размер листа: 600 мм × 2200 мм × толщина 0,3 мм.
Нержавеющая сталь 304 2B или сатинированная, размер листа: 2000 × 1000, толщина: 2 мм, размер отверстий: 3 мм, расстояние между отверстиями: 15 мм, тип отверстий: в шахматном порядке.
Перфорированный лист
SS316 для индивидуальной защиты, калибр 22, перфорация 5 мм и шаг 10 мм, размер листа: 12″ × 10″.
Холоднокатаные перфорированные листы AISI 316L, механически выпрямленные, слегка смазанные, небольшие неперфорированные края со всех сторон, толщина листа: 1,2 мм, диаметр круглых отверстий: 10 мм, тип отверстий: в шахматном порядке, расстояние между отверстиями: 5 мм, открытая площадь: 33 %, размер листа: 1000×500 мм, 1000×700 мм, 1000×750 мм.
Перфорированный лист со встроенными квадратными отверстиями.
Материал: SS304.
Размер листа: 4″ × 8″.
Толщина листа: 14 калибр.
Размер отверстия: прямое квадратное отверстие 1/2 дюйма.
Пространство для отверстий: 1/4 дюйма с рамкой шириной 1 дюйм.
Перфорированный металлический лист.
Материал: нержавеющая сталь.
Размер листа: 10″ × 10″.
Толщина листа: 0,075 дюйма (калибр: 14).
Размер отверстия: 3/32″.
Тип отверстия: в шахматном порядке.
Расстояние между отверстиями: 5/32″.
Материал: SS T-310 с отделкой 2B.
Толщина: 20G.
Форма отверстия: круглая.
Отверстие: 0,062 дюйма.
Смещение по центру: 0,125 дюйма.
Лист перфорированный — стандартный 1 м × 2 м.
Материал: нержавеющая сталь AISI 304.
Размер отверстия: 1/2″.
Расстояние между отверстиями: 11/16″.
Открытая площадка: 49%.
Толщина: 0,06″.
Перфорированный лист из нержавеющей стали.
Размер листа: 4 × 8 футов.
Диаметр отверстия: 0,125.
Расстояние между отверстиями: 0,1875″.
Толщина: 1,5 мм.
Перфорированный лист из нержавеющей стали 304 с расстоянием между отверстиями: 2 мм.
Диаметр отверстия: 6 мм, размеры: 1250 мм × 2500 мм, толщина 4 мм.
Диаметр отверстия: 6 мм, размеры: 1250 мм × 2500 мм, толщина 3 мм.
Перфорированная нержавеющая сталь калибра 18.
Форма отверстия: форма прорези с закругленными концами.
Тип отверстия: в шахматном порядке
Ширина паза: 0,25″.
Длина паза: 1″.
Перфорированный металл из нержавеющей стали для проекта костюмной мебели.
Отделка: матовая или сатинированная (не полированная).
Перфорация: квадратная, прямая (не в шахматном порядке).
Размер перфорации: 0,125″.
Область открытости: 16% — 20%.
Размер листа: длина 70 дюймов × высота 6 дюймов, длина 80 дюймов × высота 6 дюймов, длина 30 дюймов × высота 6 дюймов, длина 24 дюйма × высота 6 дюймов.
Перфорированные листы из нержавеющей стали
SS321 и SS304.
W — диаметр отверстия P — расстояние между отверстиями
Вт (мм)
P (мм)
Толстый × размер панели
2
4
2 мм × 1 м × 2 м
2
3,5
1 мм × 1 м × 2 м
3
5
1 мм × 1 м × 2 м
4
6
1 мм × 1 м × 2 м
6
8
1 мм × 1 м × 2 м
Перфорированный лист с квадратными отверстиями для использования в качестве сетчатого фильтра насоса забортной воды.
* Отклонения по весу допустимы в замен отклонений толщины полки.
Величины и значения в осях
Величины профиля в оси x-x
Значение
Момент инерции (Ix):
39,53 cm4
Момент сопротивления (Wx):
7,21 cm3
Радиус инерции (ix):
2,31 cm
Величины профиля в оси x0-x0
Значение
Момент инерции (Ix0):
max 62,65 cm4
Радиус инерции (ix0):
max 2,91 cm3
Величины профиля в оси y0-y0
Значение
Момент инерции (Iy0):
min 16,41 cm4
Момент сопротивления (Wy0):
5,74 cm3
Радиус инерции (iy0):
min 1,49 cm
Уголок 75х75х5 — тридцать третий по списку из восьмидесяти девяти в ГОСТ 8509. Первый профиль из пяти в размерном ряде №7,5.
Таблицы с параметрами «равнополочного», «горячекатаного» уголка созданы на основе стандарта качества ГОСТ 8509-93 Уголки стальные горячекатаные равнополочные.
Для того, чтобы просчитать какое точное количество сортового металлопроката необходимо купить важно знать сколько весит метр швеллера. Именно о данном виде изделий и о особенностях его измерения и пойдет речь в статье.
Что такое швеллер
Прежде чем подойти к разбору вопроса сколько весит метр швеллера целесообразно разобраться, что он из себя представляет.
Швеллером принято называть сортовой металлопрокат с п-образным типом сечения. Данное изделие активно пользуется спросом при сборке и проектировании различных промышленных станков, создании каркасов с особыми требованиями к прочности. Особенности формы изделия позволяют ему выдерживать нагрузки большой интенсивности без потери эксплуатационных характеристик.
Само по себе название пришло к нам из Германии и в переводе с немецкого обозначает «юбка». Такое название получено швеллером неспроста, а из-за формы в виде буквы «П».
Сырьем для изготовления служат сплавы из черных и цветных металлов, которые придают ему разные эксплуатационные характеристики даже при идентичной форме сечения и толщине стенок.
Особенность формы обуславливает крепость изделия и устойчивость на изгибание. Но важно понимать, что давление допускается только на более широкую сторону. Боковые стороны выступают своеобразными ребрами жесткости, придающими дополнительную прочность изделию, при давлении сверху, но если воздействие будет оказано на один из боков, то швеллер согнется в разы быстрее и проще.
Широкую сторону изделия принято называть главной, а боковые стороны носят название полок. Производственный процесс, как и качество, и характеристики готовых изделий подчинено строжайшим стандартам ГОСТа. При этом каждая из разновидностей швеллеров подчинена своему стандарту, отличающемуся номером и критериями.
Виды швеллеров
То, сколько весит метр швеллера зависит не только от типа стали, но еще и от того какого размера изделие и какой формы сечения.
По размерам выпускают швеллеры следующих типов:
Диапазон длины от 4 до 12 метров
Ширина варьируется от 32 до 11,5 см.
Высота измеряется в миллиметрах и находится в диапазоне от 50 до 400 мм.
Также выделяют швеллеры разных типов, особенности которых указаны в маркировке изделий соответствующими буквами:
П- с полками, расположенными параллельно.
У – грани расположены под небольшим уклоном (не более 10 градусов)
Э – экономичный тип швеллера, считается более легким.
Л – легкий. Для производства используется гораздо меньше металла.
С- специальный
Сфера использования
Основная область применения – строительные работы разных типов. К слову при использовании металлопроката знание сколько весит метр швеллера также необходимо, как и при покупке, так как от веса стройматериалов зависит допустимая нагрузка на фундамент, которая рассчитывается отдельно.
Итак, где применяются стальные швеллеры:
Возведение и сборка линий электропередач
Армирование конструкций из бетона разных типов
Строительство межэтажных перекрытий
Возведение мостов – автомобильных или железнодорожных, эстакад и т. п.
Швеллеры облегченного типа также используются для строительства различных машин, станков, подъемных кранов и других типов специальной техники.
Металлопрокатные изделия перфорированного типа необходимы для сборки конструкций, в которых не предусмотрены сварочные соединения. Поэтому для скрепления частей между собой используются анкерные болты, заклепы и т.п.
Существует еще такой тип изделий как швеллеры, выполненные из алюминия. Они имеют малый вес и активно используются для строительства межкомнатных перегородок. Также их используют для создания каркасов стеллажей, использующихся на складах или же в помещениях с повышенным уровнем влажности, так как изделия обладают повышенной стойкостью к коррозии.
Почему необходимо знать сколько весит метр швеллера
Знание того сколько весит метр швеллера поможет вам корректно составить заказ, купить строго необходимое количество изделия и не попасть впросак при формировании заказа.
Дело в том, что инженерные расчеты металлопроката всегда ведутся в метрах. То есть, у вас в смете будет прописано – необходимо купить 300 метров металлического швеллера определенного типа, но все производители продают металлопрокат по весу. И цена, указывается не за метр, а за тонну.
Поэтому для того, чтобы посчитать какое количество тонн вам необходимо и сколько денег потребуется на покупку надо знать сколько весит метр швеллера. К счастью, чтобы упростить расчеты созданы таблицы, в которых приведены значения веса одного метра изделий разного типа, а также количество метров в тонне. Если же затрудняетесь с расчетами менеджеры АСТИМ всегда готовы помочь и составить для вас корректный заказ. Узнать цены и начать оформление можно по ссылке https://as-tim.ru/shveller/.
Сколько весит метр швеллера. Подробная инструкция. ⋆ Ремонт
Швеллер является популярным металлопрокатом в строительстве, его широко применяют при постройке, как маленьких, так и больших зданий, домов, сооружений.
На рынке можно встретить различное множество видов швеллера, которые представлены в определенном размере. Прокатная продукция осуществляется только путем взвешивания, поэтому следует заранее рассчитать, какое количество вам понадобится в постройке будущего проекта.
Вес швеллера вы сможете узнать с помощью таблиц, которые составлены по соответствующим Гостам. По номеру в таблице вы найдете его вес и узнаете о количестве метров в тонне. Такое местонахождение швеллера относится и к другим видам металлопроката. Как известно, швеллер бывает нескольких типов и размеров и он выпускается из стали углеродистой. Швеллер измеряется в сантиметрах, по номеру указывается ширина полки.
Производитель или торгующая организация обязана предоставить сертификат и техническую документацию о весе швеллера, многое будет зависеть, откуда привозится материал и где его заказывают. Благодаря тому, что швеллер прочен и достаточно качественен его применяют во многих отраслях, в особенности хозяйственной. Его оценили по достоинству и строители, так как швеллер там очень широко используется.
Большое преимущество в развитии этого изделия получило каркасное строительство. Например, в промышленной отрасли используются все виды швеллера, а также стали выпускать определенные виды в машиностроении или автомобильной промышленности. Про швеллер можно еще много говорить, но в данном разделе мы уделим больше внимание его весу и качеству. В следующем разделе рассмотрим более подробно, как правильно его выбрать и как правильно пользоваться таблицей.
Таблица размеров швеллера, условные обозначения
Из таблицы по ГОСТУ 8240-89 можно узнать номер швеллера, высоту, расстояние, диаметр, а также точно увидеть площадь поперечного сечения и массу, равную одному метру за килограмм.
В таблицах приведен швеллер с уклоном внутренних граней полок (обозначается У), а также швеллер с параллельными гранями полок (обозначается П). Тип швеллера и его размер может обозначаться в маркировке, между гранями изделия располагается расстояние, так называемая цифра. Буква П указывается насколько могут быть параллельны полки друг к другу.
У означает под каким углом расположены грани, а также существуют условные обозначения, например Л означает легкая, Э обозначает экономичная, С означает специальная. Теперь вам будет легче во всем разобраться по таблице, рассмотрим типовые размеры швеллера это может быть 10 П, 12 П, 16 П,20 П, а также 40 П. Швеллер 10 П и 12 П изготовляют путем горячего проката, без какой-либо дополнительной термообработки.
Согласно ГОСТУ вес одного швеллера 10 П приблизительно составляет 8,5 килограмм, а 12 П составляет уже 10,4 килограмма.
Такой тип швеллера может использоваться для монтажа временных конструкций, а также для перекрытия, используется в различных сферах промышленности. Вес швеллера 16 П составляет 14,2 кг, вес швеллера 20 П составляет 18,4 килограмма, который способен выдерживать очень большие нагрузки не только статические, но и динамические. Швеллер 40 П самый большой и составляет 54,6 килограмма, используется в основном в многоэтажных домах, при возведении мостов и высотных зданий.
Разновидности швеллера, их применение в строительстве
Разновидности швеллера бывает следующих видов: стальной горячекатаный, он обладает высокой стойкостью, изготовлен из низколегированной стали, устойчив к очень низким температурам, получается путем достижения углерода и марганца.
Швеллер бывает стальной холоднокатаный, а также специальный, который используется в автомобилестроении, стальной гнутый равнополочный и неравнополочный швеллер. Каждый из этих видов швеллеров имеет свои преимущества и недостатки. Выбирайте только тот вид швеллера и вес типового размера, который будет идеально подходит для выполнения ваших строительных работ.
Таблица преобразования веса канального сома
03 января 2016 г. Доктор Роб Нойманн
Существует несколько методов оценки веса рыбы. Некоторые используют измерения длины, а также обхвата. Вес также можно оценить, используя только измерения длины на основе соотношения между длиной и весом. Уравнения длины и веса могут быть разработаны для конкретных вод, регионов (например, штатов) или для конкретных видов.
Формулы, содержащие длину, а также обхват, часто являются наиболее точными для оценки веса, поскольку учитывается жирность или полнота рыбы. Если доступна только длина, наиболее точные веса часто оцениваются по соотношению длины и веса для конкретных вод или регионов. Например, в некоторых водах рыба может быть относительно «тощей», а оценка веса может быть завышена, если она основана на формуле, созданной на основе данных о водоеме, где рыба «жирная» или даже «нормальная». Вот почему добавление обхвата в формулу может повысить точность. Однако формула, содержащая обхват, также может быть не такой точной, как хотелось бы, из-за врожденных различий в форме рыбы и поиска правильного поправочного коэффициента (или фактора «формы») для использования в формуле. И важно тщательно измерять обхват в самом толстом месте рыбы, поскольку оценки обхвата сильно влияют на оценку веса.
Одним из простых способов оценки веса рыбы является использование стандартных формул длины и веса. Для десятков видов рыб биологами-рыболовами были разработаны формулы для конкретных видов, называемые уравнениями стандартного веса, для описания стандартной формы роста вида в целом. Эти отношения часто используются для оценки состояния тела (относительный вес или упитанность рыбы), что дает показатель благополучия рыбы, например, есть ли нехватка или избыток корма, а иногда может отражать скорость роста рыбы.
Эти стандартные формулы длины и веса часто разрабатываются с использованием тысяч рыб из сотен популяций по всему ареалу вида, поэтому они описывают «общую» форму роста этого вида. Например, уравнение для черного краппи было разработано с использованием более 20 000 рыб разного размера из 175 популяций в географическом ареале черного краппи.
* Важно помнить, что эти стандартные формулы длины и веса описывают рыбу в состоянии «выше среднего». На самом деле веса в таблицах представляют собой 75-й процентиль в выборках для этой конкретной длины и не являются средними весами. Другими словами, если вы выстроите 100 случайных окуней одинаковой длины в порядке веса, и эти окуни будут хорошим представлением диапазона веса для этой длины, вес, указанный в таблице, будет для 75-й самой тяжелой рыбы. Хотя, возможно, имело бы больше смысла использовать срединный вес для этих формул, биологи-рыболовы решили использовать 75-й процентиль, чтобы стандартный вес при заданной длине был выше среднего или «идеальной» целью для стрельбы с точки зрения состояние тела. Таким образом, если ваша рыба выглядит пухлой и здоровой, вес из таблицы должен быть относительно близким. Если ваша рыба худая или средняя, она будет весить меньше, а если она очень пухлая и заметно «толстая», она будет весить больше. Просто сделайте корректировку. Ни одна формула не является точной на 100 процентов, но если у вас есть только длина, а не обхват, это должно помочь вам приблизиться. У вашего государственного агентства по рыболовству могут быть стандартные таблицы веса, основанные на региональных данных, размещенных на их веб-сайте. В этих формулах используется общая длина рыбы, измеренная от кончика рыла до кончика хвостового плавника в сжатом состоянии.
Таблица преобразования длины канала в вес
Рекомендуется
Реклама
20 дюймов
2,86 фунта
21 дюйм
3,36 фунта
Реклама
22 in
3. 92 pounds
Advertisement
23 in
4.53 pounds
24 in
Advertisement
5.22 pounds
25 in
5.97 pounds
Advertisement
26 дюймов
6,79 фунта
Реклама
27 дюймов
7,69 фунта
8 дюймов
80039
8.67 pounds
29 in
Advertisement
9.73 pounds
30 in
10.88 pounds
Advertisement
31 in
12.12 pounds
Advertisement
32 in
13,46 фунтов
33 в
14,89 фунтов
34 в
16,43 фунтов
35 в
888.08
35 в
88.08.08.08.08
35 в
88.08.08.08.08
35 в
8.08.08. 08.08
35.0039
36 in
19.84 pounds
37 in
21.71 pounds
38 in
23.70 pounds
39 in
25.82 pounds
40 in
28.07 pounds
41 in
30.44 pounds
42 in
32.96 pounds
43 in
35.62 pounds
44 in
38.42 pounds
45 in
41.37 pounds
46 in
44.48 pounds
47 in
47.74 pounds
48 in
51.17 pounds
49 in
54,77 фунта
50 дюймов
58,53 фунта
ПОЛУЧИТЬ БЮЛЛЕТЕНЬ Присоединяйтесь к списку и ничего не пропустите.
Адрес электронной почты
Запишите меня
Размер
(A x B x C) C6 x 10,5, каналы HR A36 Стандартные структурные размеры Fay Industries, Inc. (сталь * распил)
Информация о запросе
Структурные формы
На следующих страницах перечислены формы, обычно имеющиеся на складе. Американский институт чугуна и стали установил систему обозначения конструктивных форм, которая была принята производителями стали. В столбце, озаглавленном «Обозначение AISI», буква или буквы предшествуют размеру и весу на фут. Например, C3 X 4.1 — это обозначение AISI для стандартного конструкционного канала размером 3 дюйма x 4,1 #.
W-профили представляют собой двоякосимметричные формы с широкими полками, используемые в качестве балок или колонн, внутренние поверхности полки которых практически параллельны. Форма, имеющая по существу тот же номинальный вес и размеры, что и форма «W», указанная в таблице, но внутренние поверхности полки которой не параллельны, также может считаться формой «W», имеющей ту же номенклатуру, что и форма, указанная в таблице, при условии, что ее средняя полка Толщина по существу такая же форма, как толщина фланца формы «W».
Профили «S» представляют собой профили с двойной симметрией, изготовленные в соответствии со стандартами размеров, принятыми в 1896 году Ассоциацией американских производителей стали для форм балок американского стандарта. Существенной частью этих стандартов является то, что внутренние поверхности полки балок американского стандарта имеют наклон примерно 16 2/3%.
Профили «M» — это профили с двойной симметрией, которые не могут быть классифицированы как профили «W», «S» или несущие сваи. (Хотя несущие сваи не включены в стандартную номенклатурную таблицу, они представляют собой двойную симметричную форму с широкими полками, внутренние поверхности полки которых практически параллельны, а полка и стенка имеют практически одинаковую толщину. )
Профили «С» представляют собой швеллеры, изготовленные в соответствии со стандартами размеров, принятыми в 1896 году Ассоциацией американских производителей стали для швеллеров американского стандарта. Существенной частью этих стандартов является то, что внутренние поверхности фланцев каналов американского стандарта имеют наклон приблизительно 16 2/3%.
Формы «MC» — это каналы, которые нельзя классифицировать как формы «C».
Длина до 60 футов
Характеристики | Анализ | Приложения | Механические свойства | Свариваемость
Н/Д Для использования в клепаных, болтовых или сварных конструкциях мостов и зданий, а также для общих строительных целей.
Механические свойства
Н/Д Требования ASTM A 36:
Прочность на растяжение — 58 000/80 000 фунтов на квадратный дюйм Предел текучести — 36 000 мин. psi Удлинение на 8 дюймов — мин. 20% (с учетом вычета из указанного выше процента удлинения для толщин менее 5/16 дюйма и более 3/4 дюйма)
Швеллер с уклоном внутренних граней полок — серия У
Швеллер с параллельными гранями полок — серия П
Швеллер экономичный — серия Э
Швеллер легкий — серия Л
Швеллер специальный — серия С
2. Предельные отклонения размеров и массы
3. Предельные отклонения по длине
Сортамент на горячекатаные швеллеры регламентируется ДСТУ 3436–96 (ГОСТ 8240–97). Данный стандарт устанавливает сортамент стальных горячекатаных швеллеров общего и специального назначения высотой от 50 до 400 мм и шириной полок от 32 до 115 мм.
По форме и размерам швеллеры подразделяют на:
У — с уклоном внутренних граней полок;
П — с параллельными гранями полок;
Э — экономичные с параллельными гранями полок;
Л — легкой серии с параллельными гранями полок;
С — специальные.
Швеллер с уклоном внутренних граней полок — серия У
вернуться к содержанию
Уклон внутренних граней полок швеллеров серии У должен быть в пределах от 4 до 10 %.
Рис. 1. Швеллер с уклоном внутренних граней полок — серия У по ДСТУ 3436–96 (ГОСТ 8240–97)
Условные обозначения: h — высота швеллера; b — ширина полки; S — толщина стенки; R — радиус внутреннего закругления полок; t — толщина полки; r — радиус закругления полок.
Таблица 1. Размеры и масса швеллеров с уклоном внутренних граней полок — серия У по ДСТУ 3436–96 (ГОСТ 8240–97)
Номер швеллера серии У
Размеры, мм
Масса 1 м, кг
Количество метров в тонне, м
h
b
S
t
R
r
не более
5У
50
32
4,4
7
6
2,5
4,842
206,5
6,5У
65
36
4,4
7,2
6
2,5
5,899
169,5
8У
80
40
4,5
7,4
6,5
2,5
7,049
141,9
10У
100
46
4,5
7,6
7
3
8,594
116,4
12У
120
52
4,8
7,8
7,5
3
10,43
95,87
14У
140
58
4,9
8,1
8
3
12,29
81,38
16У
160
64
5
8,4
8,5
3,5
14,23
70,30
15аУ
160
68
5
9
8,5
3,5
15,35
65,16
18У
180
70
5,1
8,7
9
3,5
16,26
61,50
18аУ
180
74
5,1
9,3
9
3,5
17,45
57,29
20У
200
76
5,2
9
9,5
4
18,37
54,43
22У
220
82
5,4
9,5
10
4
20,98
47,66
24У
240
90
5,6
10
10,5
4
24,06
41,56
27У
270
95
6
10,5
11
4,5
27,66
36,15
30У
300
100
6,5
11
12
5
31,78
31,47
33У
330
105
7
11,7
13
5
36,53
27,37
36У
360
110
7,5
12,6
14
6
41,91
23,86
40У
400
115
8
13,5
15
6
48,32
20,70
Примечание. Масса 1 м швеллера вычислена по номинальным размерам при плотности материала 7850 кг/м3 и является справочной величиной.
Швеллер с параллельными гранями полок — серия П
вернуться к содержанию
Рис. 2. Швеллер с параллельными гранями полок — серия П по ДСТУ 3436–96 (ГОСТ 8240–97)
Условные обозначения: h — высота швеллера; b — ширина полки; S — толщина стенки; R — радиус внутреннего закругления; t — толщина полки; r — радиус закругления полок.
Таблица 2. Размеры и масса швеллеров с параллельными гранями полок — серия П по ДСТУ 3436–96 (ГОСТ 8240–97)
Номер швеллера серии П
Размеры, мм
Масса 1 м, кг
Количество метров в тонне, м
h
b
S
t
R
r
не более
5П
50
32
4,4
7
6
3,5
4,840
206,6
6,5П
65
36
4,4
7,2
6
3,5
5,897
169,6
8П
80
40
4,5
7,4
6,5
3,5
7,051
141,8
10П
100
46
4,5
7,6
7
4
8,595
116,3
12П
120
52
4,8
7,8
7,5
4,5
10,42
95,94
14П
140
58
4,9
8,1
8
4,5
12,29
81,40
16П
160
64
5
8,4
8,5
5
14,22
70,32
16аП
160
68
5
9
8,5
5
15,34
65,18
18П
180
70
5,1
8,7
9
5
16,26
61,50
18аП
180
74
5,1
9,3
9
5
17,46
57,29
20П
200
76
5,2
9
9,5
5,5
18,37
54,44
22П
220
82
5,4
9,5
10
6
20,97
47,70
24П
240
90
5,6
10
10,5
6
24,05
41,58
27П
270
95
6
10,5
11
6,5
27,65
36,16
30П
300
100
6,5
11
12
7
31,78
31,47
33П
300
105
7
11,7
13
7,5
34,87
28,68
36П
360
110
7,5
12,6
14
8,5
41,89
23,87
40П
400
115
8
13,5
15
9
48,28
20,71
Примечание. Масса 1 м швеллера вычислена по номинальным размерам при плотности материала 7850 кг/м3 и является справочной величиной.
Швеллер экономичный – серия Э
вернуться к содержанию
Рис. 3. Швеллер экономичный — серия Э по ДСТУ 3436–96 (ГОСТ 8240–97)
Условные обозначения: h — высота швеллера; b — ширина полки; S — толщина стенки; R — радиус внутреннего закругления; t — толщина полки; r — радиус закругления полок.
Таблица 3. Размеры и масса швеллеров экономичных – серия Э по ДСТУ 3436–96 (ГОСТ 8240–97)
Номер швеллера серии Э
Размеры, мм
Масса м, кг
Количество метров в тонне, м
h
b
S
t
R
r
не более
5Э
50
32
4,2
7
6,5
2,5
4,79
207,3
6,5Э
65
36
4,2
7,2
6,5
2,5
5,82
170,7
8Э
80
40
4,2
7,4
7,5
2,5
6,92
143,6
10Э
100
46
4,2
7,6
9
3
8,47
117,3
12Э
120
52
4,5
7,8
9,5
3
10,24
96,81
14Э
140
58
4,6
8,1
10
3
12,15
82,29
16Э
160
64
4,7
8,4
11
3,5
14,01
70,97
18Э
180
70
4,8
8,7
11,5
3,5
16,01
62,14
20Э
200
76
4,9
9
12
4
18,07
55,03
22Э
220
82
5,1
9,5
13
4
20,69
48,09
24Э
240
90
5,3
10
13
4
23,69
42,02
27Э
270
95
5,8
10,5
13
4,5
27,37
36,37
30Э
300
100
6,3
11
13
5
31,35
31,74
33Э
330
105
6,9
11,7
13
5
36,14
27,49
36Э
360
110
7,4
12,6
14
6
41,53
23,95
40Э
400
115
7,9
13,5
15,5
6
47,97
20,75
Примечание. Масса 1 м швеллера вычислена по номинальным размерам при плотности материала 7850 кг/м3 и является справочной величиной.
Швеллер легкий – серия Л
вернуться к содержанию
Рис. 4. Швеллер легкий — серия Л по ДСТУ 3436–96 (ГОСТ 8240–97)
Условные обозначения: h — высота швеллера; b — ширина полки; S — толщина стенки; R — радиус внутреннего закругления; t — толщина полки; r — радиус закругления полок.
Таблица 4. Размеры и масса швеллеров легких — серия Л по ДСТУ 3436–96 (ГОСТ 8240–97)
Номер швеллера серии Л
Размеры, мм
Масса 1 м, кг
Количество метров в тонне, м
h
b
S
t
R
r
не более
12Л
120
30
3
4,8
7
0
5,026
199,0
14Л
140
32
3,2
5,6
7
0
6,214
160,9
16Л
160
35
3,4
5,3
8
0
7,115
140,5
18Л
180
40
3,6
5,6
8
0
8,503
117,6
20Л
200
45
3,8
6
9
0
10,12
98,81
22Л
220
50
4
6,4
10
0
11,87
84,27
24Л
240
55
4,2
6,8
10
0
13,67
73,14
27Л
270
60
4,5
7,3
11
0
16,31
61,33
30Л
300
65
4,8
7,8
11
0
19,08
52,40
Примечание. Масса 1 м швеллера вычислена по номинальным размерам при плотности мате-риала 7850 кг/м3 и является справочной величиной.
Швеллер специальный – серия С (соответствует ГОСТ 19425–74)
вернуться к содержанию
Рис. 5. Швеллер специальный — серия С по ДСТУ 3436–96 (ГОСТ 8240–97)
Условные обозначения: h — высота швеллера; b — ширина полки; S — толщина стенки; R — радиус внутреннего закругления; t — толщина полки; r — радиус закругления полок.
Таблица 5. Размеры и масса швеллеров специальных — серия С по ДСТУ 3436–96 (ГОСТ 8240–97)
Номер швеллера серии С
Размеры, мм
Уклон полок, %
Масса 1 м, кг
Количество метров в тонне
h
b
S
t
R
r
не более
8С
80
45
5,5
9
9
1,5
6
9,248
108,1
14С
140
58
6
9,5
9,5
4,75
–
14,54
68,80
14Са
140
60
8
9,5
9,5
5
10
16,70
59,89
16С
160
63
6,5
10
10
5
–
17,24
58,00
16Са
160
65
8,5
10
10
5
–
19,75
50,63
18С
180
68
7
10,5
10,5
5,3
–
20,17
49,57
18Са
180
70
9
10,5
10,5
5,3
–
23,00
43,48
18Сб
180
100
8
10,5
10,5
5
6
26,70
37,45
20С
200
73
7
11
11
5,5
10
22,60
44,25
20Са
200
75
9
11
11
5,5
10
25,74
38,85
20Сб
200
100
8
11
11
5,5
6
28,69
34,85
24С
240
85
9,5
14
14
7
–
34,90
28,66
26С
260
65
10
16
15
3
–
34,82
28,72
26Са
260
90
10
15
15
7,5
8
39,67
25,21
30С *
300
85
7,5
13,5
13,5
7
10
34,40
29,07
30Са
300
87
9,5
13,5
13,5
7
10
39,11
25,57
30Сб
300
89
11,5
13,5
13,5
7
10
43,82
22,82
Примечание. Масса 1 м швеллера вычислена по номинальным размерам при плотности материала 7850 кг/м3 и является справочной величиной. * — Геометрические размеры швеллера 30С по ГОСТ 8240–97 отличаются от размеров швеллера 30С по ГОСТ 19425–74 .
Швеллеры изготавливают длиной от 2 до 12 м. Допускается изготовление швеллеров длиной свыше 12 м по соглашению потребителя с изготовителем. По длине швеллеры подразделяются на:
мерной длины;
мерной длины с немерной в количестве не более 5 % от массы партии;
кратной мерной длины;
кратной мерной длины с немерной в количестве не более 5 % от массы партии;
немерной длины;
ограниченной длины в пределах немерной.
вернуться к содержанию
Рис. 6. Предельные отклонения размеров швеллера
Таблица 6. Предельные отклонения параметров
Параметр
Интервал значений параметра
Предельные отклонения
Высота, h
До 80 включ.
±1,5
От 80 до 200 включ.
±2,0
От 200 до 400 включ.
±3,0
Ширина полки, b
До 40 включ.
±1,5
От 40 до 89 включ.
±2,0
От 89
±3,0
Толщина полки, t
До 10 включ.
–0,5
От 10 до 11 включ.
–0,8
От 11
–1,0
Перекос полки, ∆, при ширине полки (b), не более
До 95 включ.
1,0
От 95
0,015 b
Прогиб стенки, f, по высоте (h) сечения профиля, не более
До 100 включ.
0,5
От 100 до 200 включ.
1,0
От 200 до 400 включ.
1,5
Предельные отклонения по массе не должны превышать ±4 % для партии и ±6 % для отдельного швеллера. Отклонение по массе — это разность между фактической массой в состоянии поставки и рассчитанной по данным таблиц теоретической массы.
Размеры и геометрическую форму швеллера контролируют на расстоянии не менее 500 мм от торца. Высоту швеллера контролируют в плоскости стенки, толщину стенки — у торца профиля.
вернуться к содержанию
Стандарт устанавливает предельные отклонения по длине швеллеров мерной и кратной мерной длины. Они не должны превышать:
при длине от 2 до 8 м включ. — до + 40 мм;
при длине свыше 8 м — до + [40+5•(L–8)] мм, но не более 100 мм, где L – длина швеллера в метрах.
Косина реза, возникающая при обрезке швеллера, не должна выводить длину швеллеров за предельные отклонения по длине. Длина отдельного швеллера определяется стандартом как наибольшая длина условно вырезанной штанги с торцами, перпендикулярными продольной оси. Кривизна швеллера в горизонтальной и вертикальной плоскостях не должна превышать 0,2 % длины, по соглашению изготовителя с потребителем — до 0,15 % длины.
При расчете массы партии к общей длине партии швеллеров в метрах мерной или кратной мерой длины прибавляют половину суммы предельных отклонений по длине швеллеров в партии.
вернуться к содержанию
Швеллер 20 ГОСТ 8240-89, критерии выбора, размерные параметры и назначение
Швеллер относится к металлопрокату, изготовленному в виде балки с поперечным сечением «П»-образной формы. Особенностью изделия является одностороннее расположение полок относительно боковой стенки. По способу производства фасонные изделия подразделяются на несколько видов, характеристики которых определяются назначением, степенью нагрузки, областью применения и условиями эксплуатации.
Разновидности швеллера
Сфера применения продукции
Справочные весовые величины швеллера
Марки стали для фасонного проката
Классификация, размеры и поперечное сечение
Масса швеллера 20
Разновидности швеллера
Среди большого сортамента наиболее востребованной считается продукция из стального металлопроката, которая бывает:
Горячекатаной, ГОСТ 8240–89 ;
Гнутой равнополочной, ГОСТ 8278–75 ;
Гнутой, не равнополочной, ГОСТ 8281–80 ;
Стальной специальной, ГОСТ 19425–74 ;
С параллельными гранями;
С уклоном внутренней грани полок.
Стальной швеллер 20 производится с высокой, повышенной и обычной точностью размеров методом горячей или холодной прокатки из квадратных заготовок кратной и немерной длины.
Сфера применения продукции
Изделие из стального металлопроката обладает высокими физическими и механическими свойствами, хорошо обрабатывается слесарными инструментами, сваривается, режется, сверлится. За счет П-образной формы сечения швеллер сохраняет заданные параметры при высоких эксплуатационных нагрузках, что особенно важно в разных сферах народного хозяйства.
Швеллер часто встречается в качестве нагружаемой конструкции при производстве:
подъемных кранов;
автотранспорта;
речных и морских судов;
ж/д вагонов;
межэтажных перекрытий, кровли;
пандуса;
предметов мебели;
дверных и оконных проемов;
перил;
заборов;
лестниц.
Стандартный вид фасонного профиля для конструктивных элементов выпускается из проката черного металла и устойчивой к ржавлению нержавейки. Стальная балка преобразуется в толстостенный швеллер после горячей прокатки на сортовом стане, продукция с тонкими полками, изготовленная из сплавов и цветных металлов, проходит формовку на профилегибочном стане методом прессования.
Справочные весовые величины швеллера
Справочная величина одного погонного метра горячекатаного швеллера рядовой серии с гранями параллельного типа рассчитывается по таблице минимального размера без учета допуска ширины, толщины, длины изделия и уклона полок. Производство продукции осуществляется из стали плотностью 7,85 г/см3, отклонение веса от расчетных показателей более 6% не допускается условиями ГОСТа.
По условиям государственного стандарта 8240−97 горячекатаный швеллер производится в нескольких вариантах исполнения:
«У» — с уклоном внутренней грани полок;
«П» — с параллельной гранью полок;
«Э» — экономичные, с параллельной гранью полок;
«Л» — легкая серия с параллельной гранью полок;
Специальный.
Горячекатаный швеллер 20 ГОСТ 8240 −89 «П» и «С» под заказ изготавливается утяжеленным, готовое изделие маркируется литерой «а». Прокат поставляется в продажу мерной, немерной и кратной мерной длины не короче 3 м и не длиннее 12 м. По условиям стандарта в изделиях мерной длины допускается отклонение до +10 см, в меньшую сторону — не допускается. Срок изготовления утяжеленного, экономичного и легкого фасонного проката зависит от рабочего графика завода и объема поставки, но не более 30 дней.
Марки стали для фасонного проката
Изготовление фасонного металлопроката горячекатаным способом осуществляется из углеродистой стали 5 категории Ст. 3сп/пс ГОСТ 380–2005 , низколегированной стали 09Г2С, 17Г1С, 10ХСНД или 15ХСНД (ГОСТ 19281−89), а также антикоррозийной 10ХСНД или 15ХСНД. Характеристики сплава помогают снизить вес нагружаемых металлоконструкций, сохранить свойства в течение всего срока эксплуатации. При небольшом весе гнутая сортовая сталь устойчива к деформации, прогибам, кручению.
Классификация, размеры и поперечное сечение
Все рабочие характеристики сортамента 8240−89 регламентируются ТУ и требованиями стандарта. По данным габаритных размеров, номинальной массы и размеров поперечного сечения можно рассчитать вес конструкции, выбрать фасонный прокат равнополочного и не равнополочного типа. Для каркасов облегченного типа используется устойчивый к атмосферным и климатическим факторам гнутый алюминиевый швеллер.
Масса швеллера 20
Перед выбором фасонного швеллера 20, изготовленного по условиям государственного стандарта, необходимо произвести расчет характеристик будущей конструкции. Специалисты, занятые в сфере производственного цикла с помощью таблицы помогут подобрать фасонный металлопрокат нужной марки стали, конфигурации, оптимального размера и допустимой нагрузки. Под заказ продукция может изготавливаться по индивидуальным чертежам.
При весе 18,4 кг одного метра швеллер идеально подходит для сооружения навесов, павильонов, терминалов, рельсов для подъемных кранов, перекрытий производственного цеха, мостов, эстакад. Продукция поставляется партиями по 60 т, связками, пачками или поштучно. Изделия оснащаются Сертификатом качества и бирками с информацией о размерных параметрах изделия, номере партии, количестве единиц в пачке и ее весе. Доставка продукции осуществляется автотранспортом, вагонами и в длинномерных контейнерах.
Двутавры и швеллеры стальные специального назначения. Размеры
ИКС 77.140.70 ОКП 09 2500
Дата введения 1975−01−01
Решением Госстандарта Совета Министров СССР от 17 января 1974 г. N 149 дата введения установлена 1001. .75
Ограничение действия, принятого Протоколом № 4-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 4-94)
ЗАМЕНА ГОСТ 5157-53 в части двутавровой балки на подвесные рельсы
ИЗДАНИЕ ( Октябрь 2012 г.) с Изменениями № 1, 2, утвержденными 19 ноября77 и июнь 1985 г. (I & C 1-78, 10-86)
1. Настоящий стандарт распространяется на горячекатаные двутавровые балки для подвесных рельсов (М), арматуру валов (S) и швеллеры для автомобильной промышленности. ().
1А. Для прецизионного проката изготавливаются профили:
— повышенной точности,
— нормальной точности — В.
(Доп. Ред. N 2).
2. Форма, размеры балок и швеллеров, площадь поперечного сечения, масса 1 м и справочные значения должны соответствовать указанным в черт.1 и 2 и табл.1.
Черт.1
Примечание. Уклон граней внутренних полок должен быть не более:
— для балок М — 12 %;
— для балок С 16%.
Черт.2
Примечание. Уклон лицевых поверхностей внутренних полок должен быть не более 10%.
Таблица 1
Номер Pro- Фил
Квадратный поперечный разрез , см
Вес 1 м кг
Опорные значения для осей
см.
мм
см.
см.
, см
см.
, см
см.
см.
Стальная двутавровая балка
14S
140
80
5,5
9,1
7,5
3,8
21,5
16,9
712
102
5,75
58,4
64,8
16,2
1,74
—
20С
200
100
7,0
11,4
9,0
4,5
35,6
27,9
2370
237
8,16
136
159
31,8
2,11
—
20са
200
102
9,0
11,4
9,0
4,5
39,6
31,1
2500
250
7,95
146
170
33,3
2,07
—
22S
220
110
7,5
12,3
9,5
4,8
42,1
33,1
3400
310
9,00
178
228
41,5
2,32
—
27С
270
122
8,5
13,7
10,5
5,3
54,5
42,8
6550
485
11,0
279
346
56,7
2,52
—
27Са
270
124
10,5
13,7
10,5
5,3
Для 59,9
47,0
6870
507
10,7
297
366
59,0
2,47
—
36С
360
140
14,0
15,8
12,0
6,0
Из 90,9
71,3
17360
964
13,8
574
618
88,3
2,61
—
18М
180
90
7,0
12,0
9,0
3,5
32,9
25,8
1760
196
7,32
113
130
28,9
1,99
—
24М
240
110
8,2
14,0
10,5
4,0
48,7
38,3
4640
387
9,75
223
276
50,2
2,38
—
З0М
300
130
9,0
15,0
12,0
6,0
64,0
50,2
9500
633
12,2
364
480
73,9
Из 2,74
—
36М
360
130
9,5
16,0
14,0
6,0
73,8
57,9
15340
852
14,4 В
493
518
79,7
2,65
—
45М
450
150
10,5
18,0
16,0
7,0
98,8
77,6
31900
1420
18,0
821
892
119
Из 3,00
—
Каналы
18S
180
68
7,0
10,5
10,5
5,3
25,7
20,2
1272
141
7. 04
83,5
98,5
20,1
1,96
из 1,88
18са
180
70
9,0
10,5
10,5
5,3
29,3
23,0
1370
152
6,84
91,6
111
21,3
1,95
1,84
20С
200
73
7,0
11,0
11,0
5,5
28,8
22,6
1780
178
7,86
104,7
128
24,2
2,11
2,01
З0С
300
87
9,5
13,5
13,5
6,8
49,6
39,1
6500
433
11,4
259,7
289
44,0
2,41
2,13
Примечания:
1. Площадь поперечного сечения и вес 1 м рассчитываются с учетом номинальных размеров. При расчете массы 1 м профиля плотность стали равна 7,85 г/см.
2. Радиусы кривых, показанных на черт.1 и 2, профилей не определены и это для строительного калибра/
Обозначения к ад.1 и 2 и табл.1:
— высота;
— ширина полки;
— толщина стенки;
— средняя толщина полки;
— радиус внутренней кривизны;
— радиус кривизны полки;
— момент инерции;
— момент сопротивления;
— радиус вращения;
— статический момент полиацена;
— расстояние от оси до граней наружной стены.
3. Предельные отклонения размеров секций должны соответствовать указанным в табл.2.
Таблица 2
Размеры, мм
Номер профиля
Предельное отклонение
Высота профиля
полки по ширине
толщина полок
прецизионная прокатка
обычная
высокий
обычный
высокий
14
—
±2,0
±2,0
+1,0 К 2. 0
-0,06
18
±2,5
—
±2,5
—
Положительные отклонения ограничены предельными отклонениями массы
SV.18 до 30
—
±3,0
—
±3,0
36
±3,5
—
±3,5
—
45
±4,0
—
±4,0
—
Примечание. Определение толщины профиля полок в калибрах валков при их расточке.
4. Уклон профилей наружной облицовки не должен превышать 0,015 .
По требованию потребителя профили изготавливаются с уклоном наружной кромки полки не более 0,0125 .
5. Кривизна стены на высоте сечения профиля не должна превышать 0,15 .
6. Притупление наружных кромок фланцев секций с 24 по Н включительно не должно превышать 0,3 t , свыше Н 24 — 3 мм.
7. По требованию потребителя асимметрия полок балки полок относительно вертикальной оси не должна превышать ½ суммы предельных отклонений по ширине полки.
6, 7. (Измененная редакция, ред. N 2).
8. По заказу балки и швеллеры изготавливаются длиной от 4 до 13 м:
— мерная длина;
— кратно мерной длине;
— мерная длина с остатком до 5% от массы партии;
— кратная длина с остатком до 5% от массы партии;
— случайная длина.
Остальные профили длиной менее 3 м.
9. По желанию заказчика могут быть изготовлены профили ограниченной длины в пределах немерной длины более 13 м.
(Пересмотренная редакция, Ред. N 2).
10. При изготовлении профилей переменной длины допускается использование профилей длиной не менее 3 м в количестве не более 5 % от массы партии.
11. Предельные отклонения по длине профилей размерных и кратных длин не должны превышать:
+40 мм при длине до 8 м;
+80 мм — при длине 8 м. Ст
Предельные отклонения по длине профилей и кратной мерной длине для высокоточной прокатки не должны превышать:
+40 мм при длине до 8 м;
+5 мм за каждый метр свыше 8 м.
12. Кривизна профилей в вертикальной и горизонтальной плоскостях не должна превышать 0,2% длины.
Кривизна профилей в вертикальной и горизонтальной плоскостях для высокоточной прокатки не должна превышать 0,15 % длины профилей высотой до 360 мм и 0,1 % длины — для профилей высотой более 360 мм.
10−12. (Переработанное издание, Ред. N 2).
13. Для каждого профиля дополнительно к требованиям ГОСТ 7566-94 в области маркировки проката проставляется номер профиля с индексом М или (18М, 20са, 36С и т.д.).
14. Проклейка производится на расстоянии не менее 500 мм от конца профиля. Высота балки измеряется по оси канала в плоскости стены.
Сегодня существует достаточно большое количество инверторных сварочных аппаратов. Большинство производителей предлагают промышленные и бытовые инверторы в различных ценовых категориях. Промышленные инверторы отличаются большей мощностью и повышенным «ПВ». Также одним из основных отличий служит максимальный выдаваемый сварочный ток. Как правило, у профессиональных аппаратов максимальные значения тока выше. Еще одним отличием может служить возможность подключения не только к бытовой сети 220 V, но и к 380 Вольтовой промышленной сети.
Сварочные инверторы являются наиболее распространённым типом сварочных аппаратов на массовом рынке. За счет своей универсальности и относительной компактности они практически вытеснили такие аппараты, как трансформаторы и выпрямители. Возможность инвертора выдавать постоянный и переменный ток делает его поистине универсальным. Именно благодаря этому для сварки инвертором подходят все типы покрытых сварочных электродов. А вкупе с небольшими габаритами и высокой мобильностью такой тип оборудования остается вне конкуренции.
На что обратить внимание при выборе электродов для инвертора
Существует ряд параметров, которые необходимо учесть при выборе сварочных материалов. Рассмотрим основные факторы, чтобы лучше понимать, что влияет на выбор электродов для сварки инвертором и какие лучше подходят для тех или иных работ.
Назначение электродов
По своему назначению сварочные электроды разделяются на несколько групп. Такое разделение обусловлено типом металла подлежащего соединению и его техническими характеристиками. Назначение изделий также закреплено в ГОСТ 9466-75.
Сварка углеродистых и низколегированных сталей;
Сварка легированных теплоустойчивых сталей;
Сварка высоколегированных сталей с особыми свойствами;
Электродуговая наплавка поверхностных слоев с особыми свойствами;
Сварка и наплавка чугуна;
Сварка и наплавка меди и сплавов.
Таким образом, электрод для инвертора лучше выбирать, ориентируясь сперва на его назначение. Это позволит избежать ошибки, например, сварки «нержавеющих» сталей электродами для «черных» металлов. В таком случае металл шва будет подвержен коррозии. Выбирайте расходные материалы, основываясь на типе соединяемого металла и его характеристиках. После чего можно определить необходимый тип расходника (например, для низколегированных сталей это может быть Э46 или Э50А).
Когда определено назначение электрода, можно переходить к выбору конкретной марки, подходящей по характеристикам, а также выбрать диаметр изделия.
Тип покрытия
Существует несколько типов покрытия сварочных электродов, наиболее популярными из которых являются рутиловое и основное. Эти типы покрытия имеют кардинальные различия, которые проявляются при их применении. У нас есть отдельная большая статья о видах покрытия сварочных электродов, их плюсов и минусов.
Основное покрытие
Изделия с основным покрытием имеют ряд преимуществ. Они обеспечивают высококачественный шов, стойкий к межкристаллитной коррозии и знакопеременным нагрузкам. Допускают выполнение работ и эксплуатацию готовой конструкции в условиях низких температур. Однако для их успешного применения необходимы определенные навыки. Также такие изделия обязательно подлежат прокаливанию перед использованием. А металл подлежащий соединению должен быть очищен от грязи и ржавчины. Работают такие электроды только на постоянном токе обратной полярности.
Рутиловое покрытие
Изделия с таким типом покрытия достаточно универсальны и подходят для сварки инвертором новичкам. Они обеспечивают качественное соединение при сварке даже по окисленному или загрязненному металлу. Однако при возможности зачистить участок сварки лучше это сделать. Работают эти расходники как на постоянном, так и на переменном токе. За счет состава обмазки они достаточно легко поджигаются повторно, а в процессе работы образуется относительно мало шлака. При этом отделение шлака не требует значительного механического воздействия.
Выбор типа покрытия основывается на требованиях, предъявляемых к сварному соединению. Среди них могут быть временное сопротивление разрыву, предел текучести, ударная вязкость и другие. На требования, обозначенные выше, может влиять тип свариваемого металла, его химический состав и прочие характеристики.
Диаметр электрода
Выбор диаметра зависит от толщины свариваемого металла. Для большей наглядности эта зависимость показана в таблице ниже.
Толщина стали (мм)
1,5-2,0
3,0
4,0-5,0
6,0-12,0
>13
Диаметр электрода (мм)
2
2,5-3
3-4
4-5
5-6
Для соединения металлов толщиной менее 1,5 мм ручная дуговая сварка инвертором, как правило, не применяется. Также следует учитывать, что от толщины стали и диаметра электрода, а также от пространственного положения сварки зависит настройка силы сварочного тока. Так что если планируете варить толстый металл, берите инвертор с высокими значениями максимального тока.
Настройка силы тока
Диаметр электрода (мм)
2
2,5
3
4
5
6
Сила тока (А)
40-64
65-80
70-130
130-160
180-210
200-350
В среднем на 1 миллиметр диаметра электрода добавляется 20-30 Ампер тока. Для каждой конкретной марки значения тока могут слегка отличаться. Обычно рекомендуемые значения силы сварочного тока нанесены на пачку с материалами. Как правило, в процессе работы мастер проводит более тонкую настройку исходя из субъективных ощущений.
Популярные марки электродов для инверторной сварки
Существует несколько наиболее распространенных и популярных марок электродов используемых при сварке инвертором.
Популярные электроды с рутиловым покрытием типа Э46
Наиболее распространенными электродами из этой группы являются изделия следующих марок: GOODEL-OK46, МР-3, МР-3С, ОЗС-12 и АНО-21. Несмотря на то, что эти марки относятся к одной группе и имеют схожие характеристики, они имеют ряд особенностей, которые определяют их применение. Например, МР-3 лучше переваривают ржавчину, а АНО-21 используются преимущественно для потолочных швов. В остальном эти расходники являются взаимозаменяемыми. Такими электродами удобнее всего работать начинающим сварщикам.
Популярные электроды с основным покрытием типа Э50А
В этой группе популярными можно назвать изделия марок УОНИ-13/55, GOODEL-OK48, а также LB-52 и его высококачественный аналог GOODEL-52U. Также как у материалов из предыдущей группы у них есть ряд отличий. УОНИ-13/55 чаще используются для соединения конструкционных сталей при строительстве мостов и ответственных конструкций. GOODEL-OK48 предпочтительней использовать при работе с толстолистовым металлом. А GOODEL-52U являются профессиональными электродами для сварки нефтепроводных труб и трубных элементов. Все эти марки обладают высокими техническими характеристиками и стойкостью к низким температурам.
Электроды для сварки нержавейки инвертором
Для соединения высоколегированных сталей (нержавейки) используются марки: НЖ-13, ОЗЛ-8, ОЗЛ-6, ЦЛ-11, ЦТ-15, ЭА-400/10, ЭА-395/9. Здесь выбор должен основываться на характеристиках и химическом составе свариваемого металла.
Электроды для сварки чугуна
Для работы с чугуном можно использовать изделия марок: МНЧ-2, ОЗЧ-2, ЦЧ-4. При этом МНЧ-2 применяются для сварки, наплавки и заварки дефектов чугунного литья деталей из серого, ковкого и высокопрочного чугуна. ЦЧ-4 для холодной сварки конструкций из высокопрочного чугуна с шаровидным графитом и серого чугуна с пластинчатым графитом. А ОЗЧ-2 для соединения и наплавки серого и ковкого чугуна и заварки дефектов чугунного литья.
Электроды для сварки меди
Для работы с медью применяют расходники марок: Комсомолец-100 и ОЗБ-2М. При этом изделия Комсомолец-100 предназначены для сварки и наплавки изделий из меди технических марок, а также разнородных соединений меди со сталью. А ОЗБ-2М для сварки и наплавки оловянно-фосфористых и художественных бронз, наплавки на сталь и бронзу и для заварки дефектов бронзового литья, а также латуни.
Электроды для резки
Для резки листового проката, и арматуры хорошо подойдут изделия марки ОЗР-1. Они пригодны для удаления дефектных мест сварных швов, или их участков, прихваток, заклепок и многого другого. Следует учитывать, что резка производится на повышенных значениях тока в пределах от 260 до 680 Ампер, в зависимости от диаметра электрода и толщины металла.
Что влияет на качество сварки инвертором
Мы уже рассказали, какие электроды лучше для сварки инвертором и готовы перейти к факторам, влияющим на качество сварного шва.
Навыки и опыт сварщика. Именно это является определяющим фактором. Опытный и грамотный сварщик всегда может выполнить качественную сварку с соблюдением всех технологий. Заметьте, что мы написали именно «навыки и опыт», так как существуют виды производств, в которых сварщики выполняют однообразные работы. Например, сварщик, выполняющий на производстве только горизонтальный шов, с большой долей вероятности не сможет выполнить качественный вертикал сверху вниз. Мы ни в коем случае не хотим обидеть сварщиков, но такие случаи встречались на практике. Не зря же существует специальная аттестация сварщиков в НАКС, прохождение которой открывает доступ к выполнению определенных видов работ.
Качество материалов. Это второй определяющий фактор. Электроды для сварки инвертором должны быть качественными. Также они должны правильно храниться, а перед применением прокаливаться согласно рекомендациям, указанным на упаковке.
Качество оборудования. Инвертор должен быть качественным, способным обеспечивать стабильную работу. Частой проблемой при не качественном оборудовании являются скачки напряжения, невозможность стабилизировать дугу, а также залипание электрода.
Мы перечислили три основных фактора, влияющих на качество сварного соединения. Туда же можно отнести и правильность подбора диаметра изделия, его марки, установки силы тока, условия в которых проводятся работы и многое другое.
Рекомендации начинающим сварщикам
Как и обещали в начале статьи, приведем несколько рекомендаций начинающим сварщикам.
Начинать практику лучше с рутиловых электродов. За счет состава покрытия ими легче работать. Такие расходники обладают более легким поджигом (в том числе и повторным), а также позволяют варить на средней дуге. Это в свою очередь дает возможность лучше видеть и контролировать сварочную ванну. Также плюсом таких изделий можно назвать легкое отделение шлака.
Правильно установленная полярность и сила тока – залог успеха. Если необходимо провести работы на постоянном токе прямой полярности, то свариваемое изделие подключается к зажиму «+», а электрод к «–». Соответственно при обратной полярности подключение осуществляется наоборот заготовка подсоединяется к клемме «–», а держак к «+». Силу тока лучше устанавливать в пределах указанных производителем, регулируя ее в процессе сварки.
Перед тем как приступить к работе следует потренироваться на обрезках, схожих по характеристикам с металлом заготовки. Это позволит настроить силу тока и привыкнуть к металлу.
Соблюдение техники безопасности является важным условием проведение сварочных работ. Не приступайте к сварке, не обезопасив себя и окружающих от возможных ожогов, поражений током и «зайцев». Используйте защитную одежду и перчатки, а также специальную маску или очки. Убедитесь в правильном подключении сварочного аппарата. Не допускайте нахождения в месте сварки легковоспламеняющихся объектов. Также не допускайте в место проведения работ посторонних людей (без специальной защиты) или животных (могут получить ожог глаз глядя на сварочную дугу).
Регулярно улучшайте свои навыки. Изучайте новые материалы, пробуйте различные положения сварки и расходники. Проходите курсы повышения квалификации. Практикуйтесь, и результат не заставит себя ждать.
Заключение
В этой статье мы кратко рассмотрели информацию об инверторах. Рассказали о типах покрытия и назначении сварочных материалов. Ответили на вопрос, какие электроды лучше для сварки инвертором. Привели популярные марки сварочных материалов и дали несколько советов начинающим сварщикам.
Если Вам понравилась статья, делитесь ей в социальных сетях, вступайте в группу завода сварочных материалов «GOODEL» ВКонтакте, подписывайтесь на Twitter и Instagram.
Самые качественные электроды для любительской и профессиональной сварки
Виды электродов
Для инверторной, а также дуговой сварки используют электроды плавящегося типа, которые производятся преимущественно из специальной сварочной проволоки.
Данные элементы имеют свою классификацию, которая соответствует установленному ГОСТу.
В настоящее время они производятся из легированной, углеродистой, а также высоколегированной проволоки определенной марки.
Вся поверхность такого электрода покрывается в обязательном порядке специальным покрытием при помощи опрессовки.
Данное покрытие наносится на сварочный стержень в целях защитить от атмосферного воздействия сварочную ванну во время выполнения работы, а кроме этого, дает возможность образующейся сварочной дуге гореть более стабильно.
Каждый мастер, который работает на сварочном аппарате инверторного типа, знает, что все электроды можно условно поделить на те, которые предназначены для выполнения сложной работы, и те, которые используются для всех остальных целей.
В этом случае следует отметить, что к первой категории относят электроды типа УОНИ, соответственно, ко второй — АНО.
При использовании электродов марки УОНИ можно осуществлять сварку поверхностей практически любой сложности, при этом работать с данными элементами достаточно сложно.
Нельзя использовать в работе те электроды, на которых даже частично отсутствует специальное защитное покрытие, а также те, которые находятся в сыром состоянии.
В большинстве случаев профессиональные мастера при работе с инверторами останавливают свой выбор на электродах марки УОНИ, которые дают возможность делать шов с максимальной плотностью.
В том случае, если необходимо выполнить шов с максимальным качеством, как правило, используют электроды марки МР-3С.
Наиболее универсальной и неприхотливой в работе считается марка электродов МР-3, при помощи которых моно проводить работы, в том числе и с ржавыми, а также влажными металлическими поверхностями.
В среде домашних умельцев чаще всего останавливают свой выбор на электродах марки АНО, которые отлично подходят для инверторных аппаратов практически всех типов.
Кусты смородины: почему не надо перекапывать почву осенью
Марки электродов
Чтобы ответить на вопрос, как выбрать электроды, необходимо разобраться с марками, обозначенными выше.
УОНИ
Основное их назначение – сварка изделий из углеродистых и низколегированных сталей. Как уже говорилось выше, их используют для сборки конструкций, к которым предъявляются повышенные требования. Особенно жесткие требования к сварным швам, которые должны обладать повышенной ударной вязкостью и пластичностью.
Сварка может производиться при низких температурах. Обмазка – основная, ток – постоянный, полярность – обратная. Диаметр стержня: 2-5 мм. Сварочный шов – качественный, высокой плотности. Сваренные этими электродами конструкции прекрасно справляются с перепадами температуры, нагрузками на изгиб и ударами.
МР
В этой категории две позиции.
МР-3. Используются для соединения углеродистых заготовок, стык которых может выдержать сопротивление (временное) до 490 МПа. Обмазка – рутиловая, ток – переменный или постоянный, полярность – любая. Варить электродом можно в любых положениях с оговоркой. Так при нижнем положении сварка проводится электродами диаметром до 6 мм, в вертикальном положении до 5 мм, в потолочном (верхнем) до 4 мм. С помощью МР-3 можно варить заготовки с ржавым покрытием, загрязненные. С ними сварка проводится с повышенной производительностью.
МР-3С. Это модель, которая используется для тех же целей, что и предыдущая. Сваренный ею стык может выдержать сопротивление до 450 МПа. Обмазка – рутило-целлюлозная, ток – переменный и постоянный, полярность – любая. Положение сварки – любое. Ими можно варить даже влажные металлы.
Марка расходников МР для начинающих можно назвать, как самые лучшие электроды. Не капризны, легко переносят сам процесс, небольшое разбрызгивание металла, плюс отличный шов.
АНО
Надо отдать должное этой марке, которую все специалисты считают универсальной. Именно АНО сегодня является самым популярным брендом. Если уж выбирать из всех видов, предложенных производителями, то именно этот.
С помощью этих электродов (сварочных для инвертора) можно варить заготовки толщиною до 5 мм в разных положениях, даже в вертикальном сверху вниз. При этом стыковка двух металлов может быть: стыковочной, внахлест, угловой. К чистоте свариваемых кромок не большие требования, можно проводить сварку окисленных поверхностей. Производится ими и корневая сварка толстых заготовок. Обмазка – рутило-целлюлозная. Ток – переменный или постоянный. Полярность – любая.
Есть в модельном ряду данного вида марка АНО-4 с рутил-карбонатной обмазкой, которую используют для сваривания ответственных конструкций.
ОК 63.34
Если появляется необходимость сварить две заготовки из нержавеющей стали, то это можно сделать при помощи инвертора, используя электрод от шведского производителя ESAB. Кстати, этим электродом можно соединять изделия из конструкционной стали.
Шов от такого расходника получается равным с плавным переходом от основного металла. При этом шлак образуется в малых количествах, отбивать его легко. Можно варить любые положения стыков в металлах толщиною 6-8 мм в корневой сварке. Хотя сам электрод был разработан для сваривания тонких изделий из нержавейки. Можно соединять им стыковые соединения и нахлесточные. Используется также для многослойной сварки не только в горизонтальной плоскости, но и в вертикальной.
Угольные и графитовые электроды
Графитовым и угольным электродом варят металлы дугой редко. Такой вид сварки производится в защитных газах с присадочной проволокой или прямым действием. При этом сам электрод не расплавляется, плавится металл, который сваривают. Угольным электродом сварку ведут постоянным током с прямой полярностью.
Важная составляющая сварочного процесса – это плотное прижатие кромок заготовок друг к другу. Это можно сделать прихватками, точечной сваркой или механическими приспособлениями (струбцинами, зажимами и так далее). Кстати, эта технология может быть использована только в нижнем положении.
Устройство электрода для сварки и наплавки
Основой любого электрода для сварки является металлический сердечник. При подаче на него электрического тока и образовании дуги происходит разогрев и плавление сердечника. На поверхности располагается обмазка, она при высокой температуре разогрева тоже расплавляется. Образует слой, предотвращающий попадание кислорода воздуха в зону плавления.
Для формирования обмазки используются несколько видов покрытия:
основной тип, используют для многократной проварки швов. Перед выполнением сварных работ требуется прокаливание или просушивание при температуре не менее 175…180 ⁰С;
кислотный тип применяют для сваривания заготовок, имеющих окисные пленки и ржавчину. Обязательно удалять окалину после завершения сварных работ. Прокаливание при температуре 180…220 ⁰С;
рутиловый тип, в составе присутствует окись титана. Для выполнения большинства работ с ручной электродуговой сваркой является самым подходящим вариантом. Требуется удаление остатков покрытия, имеет выраженную кислую реакцию. Краски на алкидной основе не могут удерживаться на поверхности шлака. При попадании во влажную среду нужно прокаливать при температуре не менее 185…200 ⁰С;
целлюлозный тип, в составе присутствуют органические материалы (кукурузная или древесная мука, целлюлоза, смолы органического происхождения). Маркируют такие электроды Э42…Э50 с разными буквенными обозначениями. Эксплуатируются на постоянном токе. Прокаливание при температуре не более 110…120 ⁰С.
Для инверторных аппаратов рекомендуют использовать кислотные и рутиловые электроды. Основной тип применяют редко, Трудно удерживается дуга. Капризное поведение не позволяет получать качественный сварной шов.
В быту использование расходного материала с целлюлозным покрытием также ограничено, цена довольно высокая.
Толщина покрытия
На практике толщина покрытия на поверхности электродов определяется в мм:
0,8…1,8 – тонкое покрытие. Используются максимально широко. До 90 % выпускаемой продукции имеет именно такую толщину.
2,0…3,6 – средняя толщина. Такие электроды используют для сваривания ответственных деталей, рассчитанных на динамическое нагружение с резкопеременной нагрузкой.
4,0…6,0 – большая толщина. Электроды используют для ответственных работ – сварки трубопроводов с высоким давлением внутри. При транспортировании агрессивной среды.
Материал сердечника
Для изготовления большинства электродов используется низкоуглеродистая сталь. В ней присутствует не более 0,72…0,78 % углерода. Металл:
Сравнительно легко расплавляется. Температура в зоне дуги находится на уровне 1750…1950 ⁰С.
Расплав заполняет предоставляемое ему пространство. Он затекает в полости, образующиеся при нагревании.
Нагрев близок к температуре кипения, поэтому расплавляемая обмазка понижает температуру расплава.
Ковкий чугун используют для сварки высокоуглеродистых сталей и чугунов. Однако, есть особенности при сварке серого чугуна. Нужно предварительно нагревать материалы до аустенитного состояния (730…850 ⁰С). После завершения процесса нужно обеспечить медленное охлаждение. Если произойдет быстрое охлаждение, тогда вблизи зон сварного шва формируется белый чугун. Он обладает высокой хладноломкостью.
Марганцевая сталь применяется для сварки легированных материалов. Используют основные и целлюлозные покрытия.
Нержавеющая сталь используется для сварки трубопроводов из нержавейки. Применяют и сплавы, содержащие марганец и медь.
Специальные типы электродов
Для сваривания нержавейки и высоколегированных сталей используют электроды, которые не сгорают в процессе сварки. Они только создают дугу. Здесь используются присадочные проволоки, которые расплавляются и попадают в зону нагрева.
В таких технологиях используют титан. Он выдерживает нагрев выше 2200 ⁰С. Присадочные проволоки изготавливают из нержавеющей стали 18ХН9Т. Температура плавления составляет 1340…1380 ⁰С.
При сваривании легированных изделий в качестве присадочного материала применяют проволоки ХВС, ХВГ, ХС12, ХН9Т и другие. Они имеют температуру плавления на уровне 1420…1510 ⁰С.
Для тугоплавких сталей применяют присадочные прутки из ХНГ, 12ХВ10Т, Т10ХВ. Эти сплавы плавятся при температуре 1670…1820 ⁰С.
Производители качества
Желающие приобрести мебель из массива дерева интересуются не только ценой, но и характеристиками изделия. Десятки фабрик предлагают свою продукцию. Но какой из них отдать предпочтение.
«Шатура-мебель»
Компания основана 50 лет назад. Подтвердила статус изделий многочисленными наградами. Имеет 600 сетевых точек продаж. Марка признана лучшей в России по соотношению цена — качество.
Производитель предлагает клиентам кухни из деревянных массивов всех стилей. Разнообразные цвета гарнитуров отвечают требованиям самых современных дизайнов.
«Лазурит»
Фирма основана в 1996 году в Калининграде. Ассортимент, практичность и экологичность – знак отличия бренда. Клиенты имеют возможность заказать деревянную мебель с доставкой по всей России.
Фабрика оснащена современными технологиями европейского качества. Продукция отвечает заявленным требованиям и стандартам.
«Союз-мебель»
Молодой бренд из Екатеринбурга смог завоевать уважение среди покупателей. Компания профилируется на изготовлении кухонь, в том числе из натуральных материалов.
Производитель предлагает большой выбор гарнитуров как для маленького помещения, так и для больших современных столовых.
Отделка стен панелями под кирпич своими руками: видео
Как выбрать диаметр электрода, как его подключить и какую выставить силу тока
Выбрать марку электродов для инвертора еще не все. Даже если вы определились, остаются, как минимум, три вопроса:
какой диаметр электрода использовать при сварке;
какой ток выставить;
к какому выходу «+» или «-» подключить электрод.
Обо всем по порядку. Начнем с того, какой диаметр электрода необходим для сварки. В общем рекомендуют исходить из толщины свариваемых металлов: при небольших толщинах электрод берут с диаметром того же размера, что и металл. Если вы варите металл 3 мм толщины, то и электроды берете аналогичного размера. Если варите что-то более толстое, соответственно берете 4 мм. Но большими электродами новичкам работать будет сложно. Начинайте осваивать сварку с толщины металла 3-4 мм. Для этого используйте электроды 3 мм, или как говорят «тройку».
Общие рекомендации по выбору диаметра электрода в зависимости от толщины металла
Относительно того, как какому выходу подключать электроды. В технических характеристиках на пачке, скорее всего, указано, для какой полярности предназначен электрод. При обратном подключении к положительному выходу подключают электрод, к отрицательному зажим, который цепляют на деталь. При прямой полярности на деталь сажают плюс, на электрод подают минус. Как это выглядит на сварочном инверторе, показано на фото.
Прямая и обратная полярность подключения на сварочном инверторе
Чем отличаются эти два типа подключения? Разное направление имеет поток электронов. Как известно, электроны движутся от «минуса» к «плюсу». Потому при сварке получается, что тот элемент, который подключен к «+» греется сильнее. Меняя режимы подключения можно управлять интенсивностью нагрева металла.
Рассмотрим несколько ситуаций. Например, у вас электрод 3 мм, металл 2 мм. Если на деталь подать «+» может получиться прогар. Потому в этом случае лучше использовать обратную полярность, при которой будет больше греться электрод. Если вы той же тройкой хотите сварить 6 мм металл, лучше это делать на прямой полярности: так разогрев металла будет более глубоким и шов получится более прочным.
Сила тока при сварке
В общем случае при установке электрода сила сварного тока для инвертора выставляется в зависимости от диаметра используемого электрода. Вообще, на каждой пачке есть рекомендации, но можно обойтись и без них: на каждый миллиметр диаметра берут 20-30 Ампер тока. Получается довольно широкий диапазон, но далее нужно еще учесть как будете класть шов: с отрывом или без. Для сварки без отрыва ставят более низкие токи, с отрывом — более высокие.
Каким током нужно варить при разных электродах (общие рекомендации, точно подбирайте опытным путем)
Например, для электрода диаметром 3 мм расчетный ток получается от 60 А до 90 А. Реально работают в диапазоне от 30 Ампер до 140 Ампер. При сварке без отрыва выставляют ток порядка 70-90 А, с отрывом — 90-120 А. Эти параметры могут «гулять» в обе стороны: зависит еще от скорости движения кончика электрода, от марки и «текучести» свариваемой стали, от положения шва (для вертикального и горизонтального шва ставят чуть меньше, для потолочного — еще меньше).
В общем, даже рекомендованные производителем токи — это далеко не требование. Начинайте с них, а потом подбирайте так, чтобы вам было удобно работать и шов получался хороший. У вас должно получиться качественное соединение, а соотношение силы тока и скорости движения вы подберете экспериментальным путем. При этом ориентируйтесь на состояние сварной ванны. Она — ваш главный показатель качества.
Ошибки, которые могут возникнуть при сварке
Теперь вы знаете не только, как выбрать электроды для инверторной сварки, но и как их подключить, какого диаметра они вам нужны для этой работы, и как для каждого типа электрода и шва подобрать ток. Теперь поговорим немного о держателях для электродов.
Сварка тонкой нержавейки
Сварка тонкого металла требует от исполнителя определенного уровня знаний и навыков
При работе с тонкостенными изделиями из коррозионностойких сталей важно не только верно выбрать электроды, но правильно определить напряжение. О том, как варить тонкую нержавейку электродом и каким током сваривают нержавейку будет рассказано далее
Если сравнивать с обыкновенной сталью, то сваривание тонкой нержавейки электродом должно проводится при меньшей величине силы тока. Требуемое количество ампер примерно на 20% меньше.
Важную роль играет диаметр сварочного прутка. При толщине свариваемого изделия 3 мм. диаметр расходника 3-4 мм.
Следует применять стержни длиной не более 35 мм. Температура нагрева не должна превышать 500°С.
Не рекомендуется резко охлаждать изделие.
Бытовая сварка тонкой нержавейки проводится с помощью инвертора. Рекомендуется выполнять следующие правила:
не нагревать заготовки и место соединения выше температуры в 150°С;
сварочный процесс осуществляется на малых величинах тока с высокой скоростью;
без колебательных движений электрической дуги;
под заготовки подкладывать пластины, которые будут “забирать” часть тепла на себя. Это предотвратит сильное нагревание рабочей зоны и возможность образования дыр.
Металл толщиной до 3 мм. варят без разделки. Между заготовками должен быть зазор в 1-2 мм.
При осуществлении инверторной сварки с помощью электродов диаметром 3 мм, необходимо выставлять напряжение величиной 80 А. Мастера применяют для соединения тонких коррозионностойких сталей следующие марки электродов:
ЦЛ-11 – распространенная и ходовая марка сварочных материалов. Материал шва, наплавленного ЦЛ-11, отличается стойкостью к коррозии в неблагоприятных условиях.
ОК 63.20 предназначен для работы с тонкостенными элементами, работающими в контакте с жидкими агрессивными неокислительными средами при температурах до 350°С.
Самые распространенные марки электродов и сфера их применения
Составить объективный рейтинг электродов для сварки инвертором невозможно, поскольку все они разрабатываются для различных металлов и условий применения
При этом принимается во внимание рекомендуемое рабочее положение стержня, характер покрытия, какой полярности постоянка или переменка нужна при выставлении настроек сварочного аппарата. Сильно влияют на выбор и индивидуальные предпочтения сварщика, складывающиеся в процессе многолетней работы
Мы представим наиболее распространенные в среде сварщиков марки, пользующиеся заслуженной популярностью не один год.
МП-3
Рутиловые электроды этой марки являются одними из самых распространенных и востребованных. Они разработаны для сварки углеродистых и низколегированных сталей с предельным усилием разрыва до 490 МПа. С их помощью можно варить инвертором детали размером до 2 см. Для этого используется источник переменного или постоянного тока обратной полярности с напряжением холостого хода не менее 50В.
легкость розжига и исключительная устойчивость дуги;
незначительное разбрызгивание стали;
легкость создания сплошного и ровного шва, доступная даже новичку;
простое отделение шлаковой корки;
высокая производительность работы;
минимальные требования к качеству подготовки кромок;
возможность сварки при любом положении электрода.
большое количество производителей изделий данной марки, среди которых встречаются и недобросовестные;
строгий подход к условиям хранения, объясняемый резким ухудшением эксплуатационных параметров шва при намокании обмазки стержней.
ОЗС-12
Еще один представитель семейства рутиловых электродов, который хорошо подходит для сварки сталей с низким содержанием углерода. Отменная прочность шва с отсутствием посторонних включений и склонности к растрескиванию в широком диапазоне термических условий и внешних нагрузок востребована при изготовлении сложных конструкций на потенциально опасных объектах. Варить ими можно постоянным и переменным током, при этом потребляется минимально возможная мощность.
превосходное качество шва;
любое направление стержня в процессе сварки;
моментальный розжиг и устойчивая дуга;
возможность сварки минимальными токами;
легкость очистки шва от шлаков;
низкая стоимость.
повышенная восприимчивость к влаге, что требует обязательной прокалки электродов перед работой при 150оС в течение часа;
необходимость тщательной зачистки области сварного соединения перед началом работы.
ОЗЧ-2
Электроды с кислой обмазкой, рассчитанные на сварку заготовок из серого и ковкого чугуна и устранения дефектов литья. На сварочном аппарате устанавливается постоянный ток обратной полярности. Шов выполняется в нижней горизонтальной плоскости или в вертикальном направлении при движении снизу вверх короткими валиками с периодической проковкой и охлаждением.
сложная технология производства работ;
приходится выдерживать расходную партию в муфельной печи течение часа при температуре 190-210оС.
УОНИ 13/55
Лучшие электроды для сварки инвертором самых сложных и качественных изделий из углеродистой и низколегированной стали имеют основной тип покрытия.
Неразъемное соединение превосходно выдерживает значительные нагрузки и может использоваться в широком интервале температур.
однородность шва, обеспечивающая применение изделий этой марки при изготовлении ответственных трубопроводов и нагружаемых строительных конструкций;
простое удаление шлака;
высокая производительность работы;
экономичный расход электродов;
широкий диапазон возможных пространственных положений стержня;
приемлемая стоимость.
сложность повторного розжига;
необходимость привыкания к достаточно сложному режиму поддержания дуги.
ОЗЛ-8
Эти электроды с обмазкой основного типа применяются для работы по нержавейке. При этом материал шва превосходно переносит влияние химически активных сред и не боится высоких механических нагрузок. Сварку ведут в произвольном положении постоянным током обратной полярности.
Совет! Для исключения растрескивания материала его охлаждение должно производиться в плавном режиме.
Такие электроды используются при изготовлении, монтаже и ремонте аппаратов и трубопроводов в пищевой, химической и нефтехимической промышленности. Полученные с их помощью швы выдерживают экстремальные температуры и повышенное давление.
высокое качество шва;
широкий диапазон применения;
устойчивая дуга;
простой режим сварки в любых положениях;
минимальное количество шлака и легкость его удаления;
доступная цена для изделий своего класса.
необходимость предварительной прокалки электродов при 300оС;
повышенный расход материала.
Лучшие сварочные электроды с рутиловым покрытием
№ 5 — Quattro Elementi 770-421
Quattro Elementi 770-421
Универсальный, очень дешевый электрод с рутиловым покрытием, на совесть упакованный производителем и поэтому не теряющий своих свойств при правильном хранении. Может использоваться в любом направлении, кроме вертикали сверху вниз. Расход составляет 1,7 кг на 1 кг металла.
Электрод ориентирован на сварку малоуглеродистых и низколегированных металлов, часто используется в сферах машиностроения и строительства. Дуга во время работы — мощная и стабильная. В швах во время сварки поры не образуются. Минусы — в упаковке очень мало штук.
Плюсы
отлично держат дугу
низкая цена
легкий розжиг
делают красивый шов
хорошая упаковка
Минусы
малое количество электродов в упаковке
Цены на электроды Quattro Elementi 770-421
Quattro Elementi 770-421
№ 4 — Сибртех MP-3C
Сибртех MP-3C
Рутиловый электрод для ручной сварки, который подойдет для различных режимов работы. Его можно использовать для изделий, имеющих абсолютно разную ориентацию в пространстве — ограничений нет.
Многие пользователи считают именно эти электроды одними из лучших, практически не имеющими недостатков. Они недорогие, позволяют получить качественный результат сварки, подходят для работы с ответственными конструкциями. Горят мягко, но вот разжечь их непросто — и это главный минус.
Плюсы
недорогие
отлично держат дугу
можно работать во всех направлениях
отличное соотношение цены и качества
позволяют получить красивый шов
Минусы
сложно разжечь
Цены на электроды Сибртех MP-3C
Сибртех MP-3C
№ 3 — Fubag FB3
Fubag FB3
Недорогой электрод с рутиловым покрытием, используемый для ручной дуговой сварки, который многие считают достаточно неплохим для своей стоимости. Хорошо упакован, из-за чего практически не испытывает воздействия окружающей среды при длительном хранении. Подойдет для сварки в различных пространственных положениях.
Электрод обеспечивает легкость сварки, без особого труда зажигается как первично, так и повторно. Дуга горит стабильно на протяжении всего рабочего процесса. В целом электрод формирует мало шлака.
Плюсы
низкая цена
можно использовать в различных пространственных положениях
формируют мало шлака
легко разжигаются
хорошая упаковка
Минусы
не обнаружено
Цены на электроды Fubag FB3
Fubag FB3
№ 2 — Ресанта МР-3
Ресанта МР-3
Это одни из самых распространенных в России электродов с рутиловым покрытием, практически не получающих никаких претензий от сварщиков. Продаются по умеренной цене, практически не отсыревают при хранении, позволяют получить прочный и надежный шов.
Электрод требует прокалки перед началом работ, длительность прокаливания — около 60 минут, но при сравнительно невысокой температуре до 170 градусов. Изделие очень легко разжигается, позволяет вести дугу в любом направлении. Одинаково хорошо ведет себя при работе с самыми разными видами стали.
Плюсы
умеренная цена
легко разжигается
можно работать с разными видами стали
обеспечивают прочный шов
очень популярный вариант
шлак легко отделяется
Минусы
требуют длительной прокалки
Цены на электроды Ресанта МР-3
Ресанта МР-3
№ 1 — ESAB-SVEL OK 46.00
ESAB-SVEL OK 46.00
Электроды, которые производятся в России, но под контролем компании из Швеции. Умеренная стоимость и высокое качество результатов работы делают эти изделия одними из самых популярных и одними из лучших на рынке по мнению многих.
Эти электроды обеспечивают хорошую стабильную дугу, отлично горят даже при небольшом отсыревании, превосходно разжигаются. Ими можно работать при разных типах сварки, в любом пространственном направлении. Шов в результате работы такими электродами получается красивый. Прокалка происходит при совсем низких температурах — в районе 90 градусов.
Плюсы
приятная стоимость
производятся под контролем шведов
можно работать с грязным или ржавым металлом
легко разжигаются
обеспечивают отличную дугу
Минусы
не подойдут для сварки труб
Подведение итогов
Если прогресс предполагает пользоваться какими-либо инструментами в силу развития, это делать нужно. Такое правило касается и сварочных работ. Мобильные аппараты создавались не зря и имеют ряд положительных характеристик, в том числе затрагивают и определение преимущества видов электродов. Сварка может быть качественной лишь тогда, когда все подобранное – от аппарата до материала и металла – соответствует назначенной цели. Это первое правило для начинающих сварщиков, которым руководствуются и профессионалы.
Лучшие или худшие варианты электродов могут быть определены для начинающего работника лишь по истечении какого-то времени и с опытом. Почувствовать разницу нужно самому. Нельзя опираться на советы некоторых профессионалов, которые считают, что различий нет. Они есть, иначе бы не существовало столько марок электродов и характеристик к ним.
Правильный выбор вольфрама
Но это уже не так, поскольку сварочная промышленность перешла на использование инверторных машин переменного тока GTAW, которые включают технологию прямоугольной волны.
Выбор правильного вольфрама становится все более важным вопросом с инверторной технологией, чтобы максимизировать ее преимущества. В прошлом чистый вольфрам был лучшим выбором для GTAW переменного тока, но сегодня отраслевые эксперты рекомендуют редкоземельные вольфрамы вместо чистого вольфрама при использовании источника питания инверторного типа.
Технология прямоугольной волны: основы
Технология прямоугольной волны обеспечивает улучшенный запуск дуги, более стабильную дугу и контроль баланса. С контролем баланса оператор может изменять продолжительность полупериода переменного тока, регулируя отрицательный электрод (EN) от 45 до 68 процентов. На ранних сварочных аппаратах частота была зафиксирована на уровне 60 герц, как и основная мощность.
Сегодняшние инверторные машины переменного тока GTAW увеличили свою скорость, расширив контроль баланса переменного тока с 30 до 99 процентов EN, а также их возможность регулировать выходную частоту сварки переменным током в диапазоне от 20 до 250 Гц.
Инверторный сварочный аппарат AC GTAW подходит для сварки алюминия, поскольку он позволяет точно настроить профиль сварного шва, контролируя форму конуса дуги и силу дуги за счет улучшенного баланса и контроля частоты, обеспечивая улучшенное управление направлением.
Регулятор частоты переменного тока можно представить как регулируемое сопло на пожарном шланге: оно изменяет форму и силу потока воды — или, в данном случае, сварочного тока — от широкого веера к более сфокусированному потоку. Если требуется более мягкая и широкая дуга, вы снижаете частоту переменного тока. Если вам нужна более мощная и жесткая дуга, вы можете увеличить частоту. 9Рис. 1 В режиме переменного тока ток чередуется между работой и вольфрамом.
До тех пор, пока не была разработана передовая технология прямоугольной волны, сварщики использовали чистый вольфрам для применений переменного тока, потому что он образовывал гладкий шар. Редкоземельные вольфрамовые электроды, хотя и подходят для отрицательных электродов постоянного тока (DCEN), имеют тенденцию образовывать небольшие конкреции, а не гладкие шарики при использовании в обычных приложениях.
Сварка переменным током отличается от сварки постоянным током (см. Рисунок 1 ). При сварке переменным током, поскольку ток чередуется между рабочим и вольфрамовым электродом, больше тепла направляется на электрод, чем при DCEN. Это проблема, потому что редкоземельные вольфрамовые электроды начинают трескаться и раскалываться под воздействием тепла обычной сварки переменным током, а электричество или дуга излучаются под разными углами. Поскольку электричество идет по пути наименьшего сопротивления, дуга будет блуждать. Также существует больший риск включения вольфрама в основной материал.
Несмотря на то, что чистый вольфрам обладает необходимыми свойствами скатывания для обычного GTAW на переменном токе, он плохо выдерживает нагрев. Редкоземельные элементы — торий, церий и лантан — добавляются к вольфраму для увеличения его пропускной способности по току, что позволяет ему выдерживать большее количество тепла и сохранять точку.
Рисунок 2 Обратите внимание на различия между этими вольфрамовыми наконечниками (слева направо): заостренные, усеченные и скругленные. Усеченная точка предпочтительнее, потому что она обеспечивает узкую сфокусированную дугу.
Использование редкоземельного вольфрама имеет смысл с инверторной технологией, поскольку инверторы отводят больше тепла от вольфрама. Инвертор делает это с улучшенным контролем баланса и регулируемой выходной частотой переменного тока. Чем меньше тепла концентрируется на вольфраме, тем меньше образование шариков, и на электроде может сохраняться острие. Поскольку заостренный электрод обеспечивает узкую сфокусированную дугу, вы можете улучшить управление дугой и более точно направить тепло на место соединения. Это помогает контролировать ширину валика, что напрямую влияет на искажения.
Для сварки переменным током с инвертором GTAW вольфрам должен быть подготовлен так же, как и для сварки DCEN. Как только дуга установится, форма электрода будет определяться балансом переменного тока и частотой переменного тока. Чем выше процент и частота EN, тем острее останется точка. Тем не менее, кончик электрода может слегка скругляться, сохраняя при этом большую часть конусности (см. Рисунок 2 ).
Конечно, если в вашей процедуре сварки используется чистый вольфрам, инверторы с расширенным контролем баланса и регулировкой частоты переменного тока могут концентрировать тепло на сварном шве, а не на электроде. Тем не менее, чистый вольфрам все же будет иметь склонность к слипанию.
Рис 3 Большинство экспертов рекомендуют электроды с церием и лантана для сварки как на переменном, так и на постоянном токе из-за их производительности и отсутствия радиации. Испытания показали, что цериевые и лантансодержащие электроды по своим сварочным свойствам не уступают торированным электродам и могут применяться практически для любых сварочных работ.
Следует помнить, что не все марки электродов созданы одинаково. Качественный электрод имеет равномерное распределение оксида в вольфрамовой матрице. Мелко и равномерно распределенные оксиды положительно влияют на такие сварочные свойства, как стабильность дуги, характер воспламенения, расход и срок службы.
Рисунок 4
Даже среди редкоземельных вольфрамов существуют различия (см. 0026). В результате процесса деформации при изготовлении электродов оксиды удлиняются и появляются в структуре в виде линейных фаз. Производители электродов ввели проверки качества, которые проверяют ряд факторов: химический состав, размер зерна, плотность, диаметр, твердость, длину, прямолинейность и шероховатость.
Если для металла, который вы свариваете, требуется инвертор, один вольфрамовый электрод может работать почти во всех случаях. Если вы свариваете алюминий или магний инвертором переменного тока и используете неподходящий вольфрам, вы не получите максимальных преимуществ от передовой технологии прямоугольной волны. Использование подходящего вольфрамового электрода — это первый шаг к получению всех преимуществ инверторной технологии.
Брент Уильямс — менеджер по продукции TIG Solutions в Miller Electric Mfg. Co., 1635 W. Spencer St., P.O. Box 1079, Appleton, WI 54912-1079, 920-734-9821, www.millerwelds.com.
Лучший универсальный вольфрамовый электрод для сварки TIG — Магазин Weldmonger
Мой быстрый ответ: 2% лантана.
И вот почему…
Я предпочитаю, чтобы все было как можно проще.
Не поймите меня неправильно, если бы я думал, что использование нескольких различных типов вольфрама поможет моей сварке, я бы так и сделал. Но если подойдет один-единственный тип, то мне не нужны вольфрамовые электроды разных видов и цветов в моем наборе инструментов.
Если вы похожи на меня, иногда, не задумываясь, я стачиваю цветовой код, чтобы у меня было 2 острых конца. Если у меня есть несколько различных типов вольфрамовых электродов в моем наборе инструментов, я не могу легко отличить их друг от друга без цветового кода.
Когда я работал в аэрокосмической отрасли, отдел безопасности потребовал от меня найти замену электродам с 2%-ным содержанием тория из-за всех негативных новостей о том, что электроды с торием радиоактивны. Поэтому я провел довольно обширные испытания, чтобы определить лучший универсальный вольфрамовый электрод как для постоянного, так и для переменного тока, который будет работать со всеми металлами, сталями, суперсплавами, титаном, алюминием, магнием и т. д.
Для меня три критерия, которые были наиболее важными для TIG-сварки всего, от толщины бритвенного лезвия на постоянном токе до толстых алюминиевых и магниевых отливок на переменном токе: при 200 амперах переменного тока с вольфрамом 3/32 дюйма. 3. Подходит как для трансформаторных, так и для инверторных сварочных аппаратов TIG.
Если вольфрамовый электрод соответствует этим трем критериям, то это хороший выбор для универсального вольфрамового электрода.
Итак, я проверил:
E3
Смеси Тримикс
Лайзр
2% цериат,
2% торированный
1,5% лантана
2% лантана
И некоторые другие
На DC были очень незначительные отличия — все они работали довольно хорошо. Но на переменном токе 2% лантана был намного более стабильным до 200 ампер, чем остальные.
Электроды с 2% лантана хорошо работали при запуске дуги постоянного тока с низким током 1 ампер, а также лучше других работали на переменном токе, независимо от того, использовался ли сварочный аппарат с трансформатором или инвертор.
Вот почему я рекомендую использовать 2% лантаната, если вы хотите остановиться на одном лучшем универсальном вольфрамовом электроде.
Я не хочу создать ложное впечатление, что 2% лантаната лучше всего подходит для каждого отдельного применения ….потому что не существует единственного типа вольфрама, который лучше всего подходит для каждого конкретного применения.
Вам потребуется несколько различных типов вольфрама, чтобы получить наилучшее качество для каждого применения, и иногда разница будет настолько мала, что ее будет трудно определить.
Со всеми тестами сварки в аэрокосмической отрасли, которые я проводил, со всеми работами в мастерской, которые я выполнял за последние 10 или 11 лет, и со всеми видеороликами, которые я сделал на YouTube, я использовал только электроды с 2% лантана примерно с 2009 года.
И это, безусловно, облегчило мне задачу!
Итак, если вы ищете лучший универсальный вольфрамовый электрод для сварки TIG всех металлов, я надеюсь, что эта статья поможет вам упростить задачу.
Несмотря на то, что технологии не стоят на месте и новые образцы отопительного оборудования каждый год появляются на рынке, старые добрые батареи из чугуна по-прежнему занимают свою нишу и до сих пор выпускаются отечественными и иностранными компаниями.
Статья посвящается наиболее востребованному радиатору марки МС-140. Из нее вы узнаете о технических характеристиках, о том, как произвести подсчет необходимого числа секций, а также как совершить его установку.
Почему чугун так востребован?
Радиаторы из чугуна имеют преимущества перед другими отопительными приборами. Они отличаются:
Высокой устойчивостью к коррозии. Данное свойство объясняется тем, что при эксплуатации поверхность батареи покрывается «сухой ржавчиной», неспособной перейти в стадию коррозии. Чугун обладает износоустойчивостью, на него не подействует разнообразный мусор из труб отопления.
Хорошей тепловой инерционностью. В то время как стальные радиаторы после выключения котла сохраняют свое тепло на 15 %, то чугунный аналог МС 140 даже через час способен излучать до 30% тепла.
Длительным сроком службы. Качественные модели чугунных радиаторов могут достигать и столетнего эксплуатационного периода. Но производители сокращают эти сроки и уверенную эксплуатацию обещают в промежутке между 10-30 годами.
Большим внутренним сечением. Благодаря данной технической характеристике чугунный радиатор МС 140 500 редко нуждается в очистке.
Данный материал не может являться причиной электрохимической коррозии. То есть чугун отлично входит в контакт со стальными или пластиковыми трубами.
О технических характеристиках батареи МС 140 500
А сейчас настало время засвидетельствовать технические характеристики модели МС 140.
Батарея отопления МС 140 производится в России и Украине.
Максимальной температуры теплоносителя аппарат достигает при 130. 0 град.
Давление при максимальной работе равно 9.0 бар.
Опрессовочное давление составляет 15.0 бар.
Конструкция прибора разделена на секции. В одной секции 2 канала, 1,35 литра воды, ее теплоотдача составляет 175,0 Вт, вес – 6,2 кг, ширина – 98 мм.
Ниппельное отверстие имеет диаметр 5/4 дюйма.
Между секциями установлены прокладки из термостойкой резины.
Но мало знать преимущества и технические характеристики прибора. Прежде чем совершить покупку, выясните, сколько нужно секций для обеспечения жилища комфортной температурой.
Подсчет секций
Количество секций целиком находится в зависимости от конфигурации помещения. Основной параметр — площадь, но есть и такие важные аспекты, как зональность, этаж, размеры ниши, высота потолков, присутствие стеклопакетов, число окон.
Если окно в помещении не одно, то специалисты рекомендуют разместить радиаторы отопления под каждым. Такая установка значительно снизит потерю тепла.Ниже предоставляется формула подсчета необходимого числа секций радиатора отопления.
Важно! На комфорт владельцев угловой квартиры могут оказать влияние дополнительные тепловые потери. Поэтому такие помещения нуждаются в более мощных чугунных радиаторах. К ним добавляется одна или две секции.
Есть много всяких методик технического расчета радиатора, но для стандартных помещений используется упрощенная, но достаточно точная формула подсчета необходимого числа секций.
Итак, чтобы произвести подсчет необходимо умножить 100 Вт на площадь помещения и разделить на тепловую отдачу одной секции батареи.
Важно! Если у вас получилось дробное число, тогда лучшим решением будет округление его в большую сторону. Этим вы создадите небольшой запас мощности.
После того как подсчет совершен, можно приступать непосредственно к установке чугунной батареи.
Установка радиатора МС 140 500
Монтаж осуществляется одним из двух вариантов. Либо доверяем процесс специалистам, либо делаем все своими руками. Второй вариант сподручнее.
Первым шагом перед процессом установки радиатора МС 140 является подбор крепления. Для секционных радиаторов используют штыревые и угловые кронштейны. Первый вид применяют для фиксации радиатора на кирпичной или гипсовой стене, второй — при деревянной стене. Следует помнить, чтобы осуществить угловое крепление нужно приобрести саморезы и дюбели.
Второй шаг – это непосредственная установка.
Первый этап начинается с выбора мест для монтажа кронштейнов. Один радиатор МС 140 требует их не менее трех. Затем, применяя дрель и дюбеля, крепятся кронштейны.
Вторым этапом становится крепление на кронштейны радиатора.
Важно! Защитную пленку снимайте только после установки чугунного радиатора, так как можно поцарапать его поверхность.
Осторожно подсоедините подведенные трубы к батарее. Крепление должно производиться аккуратно, но тщательно, следите за тем, чтобы не повредить резьбу, в противном случае рискуете получить утечку воды.
При установке следите за расстоянием конструкции от пола и стены. Над полом радиатор МС 140 должен возвышаться примерно на 10 сантиметров. Интервал между им и стеной должен быть в пределах 2-5 сантиметров.
Итак, чугунный радиатор МС 140 500 можно смело устанавливать в своих домах. Они немногим уступают по техническим характеристикам новым приборам, но цена является их преимуществом. Ко всему прочему, за ними тянется длинный шлейф из прошлого, доказывающий их пригодность на протяжении всего 20 века как в нашей стране, так и за рубежом. Главным показателем стал длительный срок службы.
Автор: Дмитрий Сергеевич Кириллов
Распечатать
Оцените статью:
(0 голосов, среднее: 0 из 5)
Поделитесь с друзьями!
Технические характеристики чугунных радиаторов МС-140-500
Чугунные радиаторы МС-140-500 до последнего времени были самыми распространенными приборами отопления, которыми комплектовались объекты промышленного и гражданского сектора.
Маркировка марки МС-140-500 расшифровывается следующим образом:
М — модернизированный;
С — стандарт;
140 — глубина (расстояние от передней до задней кромки) радиатора, мм;
500 — расстояние между осями (центрами отверстий), мм.
Иногда в маркировку добавляют значение рабочего давления радиатора. Тогда она выглядит следующим образом — МС-140-500-0,9.
Содержание
1 Материалы и технические характеристики чугунных радиаторов МС-140-500
2 Преимущества чугунных радиаторов
Материалы и технические характеристики чугунных радиаторов МС-140-500
Секции радиатора отливаются из серого чугуна СЧ 10 ГОСТ 1412-85. Соединяются секции радиатора при помощи радиаторного ниппеля, снабженного трубной резьбой по ГОСТу 6357-81.
Для стягивания секций радиатора на ниппеле с противоположных торцов расположена левая и правая резьба. Материал, из которого производятся ниппели, — ковкий чугун марки КЧ30-6-Ф ГОСТа 1215-79, стали 08 КП или 08 ПС ГОСТа 1050-2013.
Ниппель устанавливается между секциями. Его вращение осуществляется при помощи ключа с прямым наконечником. За счет того, что на ниппеле нанесена резьба разных направлений, секции стягиваются между собой. Доступ к нему производится через открытое отверстие радиатора.
Герметизация получившегося соединения осуществляется при помощи кольцевой прокладки. Материал прокладки — теплостойкая резина IТП или ITC, соответствующая ТУ 38 105376-82, либо кольцо 9833-73 / 18829-73.
При отсутствии возможности установить резиновую прокладку допускается герметизация стыков при помощи пакли. Пропитка пакли производится суриком или олифой. Торец радиаторной батареи закрывается пробкой из серого чугунного литья СЧ 10 ГОСТ 1412-85.
Таблица 1. Технические характеристики радиаторов МС-140-500
Производитель / Характеристики
Минский завод отопительного оборудования
ОАО «Сантехлит», Брянская область
Нижнетагильский котельно-радиаторный завод
ООО «Декарт» Новосибирск (Россия)
Луганский литейно-механический завод (Украина)
Маркировка
МС-140-500
МС-140-500-0,9
МС-140-М2-500
МС 140/500
МС-140-М4-500-0,9
Высота, мм
588
590
580
588
588
Ширина, мм
108
98
90
93
98
Глубина, мм
140
Масса, кг
7,12
6,25
6,25
7,1
6,74
Расстояние между центрами отверстий, мм
500
Размер проходного отверстия, дюйм
5/4
Объем воды в секции, л
1,45
1,45
1,4
1,45
1,33
Число каналов в секции
2
Допустимая температура теплоносителя, град.
130
Величина теплоотдачи секции, Вт (t=70 град)
185
160
160
160
184
Площадь прогрева 1 секцией кв.м.
0,244
Допустимая кислотность теплоносителя, pH
6–9
Давление испытаний, МПа
1,5
1,5
1,8
1,5
1,6
Давление рабочее, МПа
0,9
0,9
1,2
0,9
0,9
Данные модели можно применять практически с любым типом теплоносителя, отвечающим допустимым нормам кислотности.
Преимущества чугунных радиаторов
Высокая коррозионная устойчивость и нетребовательность к качеству теплоносителя дает возможность использовать чугунные радиаторы марки МС-140-500 в зданиях любой этажности и с любой системой отопления, в том числе и самотечной.
Также этому способствует высокая прочность радиаторов, что дает им возможность легко переносить гидравлические удары, свойственные центральному отоплению. В связи с тем, что серый чугун достаточно хрупок, изделия необходимо тщательно оберегать от возможных ударов и падений.
Большой внутренний объем секций, широкие проходные сечения каналов способствует низкому гидравлическому сопротивлению и снижению вероятности появления засоров, облегчает промывку прибора отопления.
Наборная конструкция радиатора позволяет собрать отопительный прибор, точно рассчитанный на обогрев конкретного помещения. Как правило, производители устанавливают небольшой гарантийный срок на чугунные радиаторы — от 3 до 5 лет. Тем не менее, средний срок их эксплуатации составляет 40-50 лет.
Технические характеристики описанных радиаторов у разных производителей слегка различны. Несмотря на всевозможные отклонения, все их параметры находятся в пределах ГОСТа 31311-2005 и технических условий 4935-005-00288372-05. Покупатель в результате получает возможность выбрать отопительный прибор, более подходящий под его индивидуальные требования, чем другие.
Чугунные радиаторы отопления МС 140: технические характеристики
Назначение, преимущества и недостатки радиаторов МС 140
Технические параметры чугунных радиаторов МС 140 позволяют использовать их в системах парового отопления любых зданий практически без ограничений : в частных домах, загородных коттеджах, квартирах в многоквартирных домах, административных офисах, общественных зданиях, производственных, складских, торговых помещениях. Оборудование предназначено для эксплуатации в условиях умеренного и холодного климата (УХЛ).
Преимущества радиаторов отопления МС 140
Долгий срок службы. Это один из самых прочных видов радиаторов со сроком службы 50 лет.
Надежность. Столетняя история этого типа радиаторов на рынке отопительного оборудования на практике подтвердила его высокую надежность.
Антикоррозийная стойкость. Чугун не портится со временем под воздействием воды.
Нетребователен к качеству охлаждающей жидкости. Чугунные радиаторы не чувствительны к качеству используемой в них воды. Наличие в воде песка, грязи, повышенное содержание солей, кислот, щелочей не оказывает сильного влияния на срок службы чугунных радиаторов.
Простота систем парового отопления. Чугунные радиаторы можно использовать в сетях с естественной циркуляцией воды, без использования насоса. Они совместимы со всеми типами котлов — твердотопливными, газовыми, пеллетными, жидкотопливными.
Термическая инертность. Чугун долго нагревается, хорошо аккумулирует тепло, медленно остывает. В системе отопления это считается большим преимуществом, так как после выключения горелки чугунный радиатор еще долго остается теплым, отдавая тепло в помещение.
Минусы радиаторов отопления МЦ 140
Чувствительность к гидроударам.
Склонность к зашлаковыванию внутренних поверхностей, что со временем приводит к снижению теплоотдачи.
Радиаторы собираются из отдельных секций, стыки которых уплотняются резиновыми прокладками. Срок службы прокладок намного меньше, чем у чугунных. Во избежание протечек через несколько лет эксплуатации вышедшие из строя межсекционные прокладки необходимо заменить.
Внешний вид таких радиаторов недостаточно изыскан; поверхность требует покраски.
Почему современный покупатель выбирает чугунные батареи?
Чугунные радиаторы имеют много преимуществ. Судя по отзывам покупателей, люди выделяют следующие преимущества:
Высокая коррозионная стойкость.
Превосходная тепловая инерция.
Долгий срок службы.
Радиаторы внушительного сечения.
Отсутствие возможности электрохимической коррозии.
Отличная коррозионная стойкость радиаторов, описанных в этой статье, по мнению пользователей, обусловлена тем, что в процессе эксплуатации поверхность покрывается сухой ржавчиной. Исключает развитие коррозионных процессов. Помимо всего прочего, чугун прочен. Поэтому ему не вредят мусор и камни, попадающие внутрь из труб отопления. Покупателям нравится чугунный радиатор МС-140, технические характеристики которого будут представлены ниже, еще и по той причине, что он обладает хорошей тепловой инерцией.
Технические характеристики радиаторов МС-140 — 500
Радиаторы группы МС относятся к категории секционных — собираются в единое целое из отдельных секций.
Секция чугунного радиатора мс 140.
Секции соединяются с радиатором с помощью межсекционных прокладок.
Поперечная прокладка для чугунного радиатора ms 140.
Одна секция прижимается к другой ниппелем.
Чугунный ниппель радиатора ms 140.
Торцы радиатора закрыты заглушками, которые могут быть запорными и проходными.
Пробка запорная радиатора мс 140.
Пробка радиатора сквозная мс 140.
Секции отлиты из серого чугуна с добавками графита. Отдельные параметры радиаторов МС 140 могут незначительно отличаться в моделях разных производителей.
Основные характеристики чугунного радиатора МС 140:
Radiator type
sectional
Number of channels for the coolant, pcs
2
Number of sections, pcs
from 2 to 10
Номинальный тепловой поток одной секции, Вт
160
Покрытие наружной оболочки
Грунтовка ГФ-021/0119
3 Материал секции 0089
Серый чугун в соответствии с GOST 1412-85
СПКАсер поперечного сечения
Резина в соответствии с GOST 1412, способный с выдержанием температуры до + 150ºC
99999993
8888888898 88888888888888 гг. чугун или сталь
. ГОСТ 1412 или 1050
Площадь обогрева одной секции, м2
0,195
Межосевое расстояние, мм
500
Nipple hole thread size
G11 / 4
Coolant type
water
Maximum coolant temperature, 0С
+ 1300C
Working избыточное давление теплоносителя, МПа (кгс/см2)
0,9
Другие технические данные:
Количество секций, шт.
Weight, kg
Length, mm
Rated heat flux, kW
Capacity, dm3 (l)
2
12.8
227
0.32
2.50
3
18.8
331
0.48
3. 75
4
24.8
435
0.64
5.00
5
30.8
539
0.80
6.25
6
36.8
643
0.96
7.50
7
42.8
747
1.12
8.75
The basic characteristics of a radiator can be identified by название модели и маркировка.
например , модель МС-140-500-0,9-7 обозначает радиатор с наименованием МС, глубиной 140 мм, межосевым расстоянием 500 мм, предельным давлением в системе 0,9 МПа, с количеством отдельных блоков в радиатор равный 7.
Преимущества и недостатки чугунных радиаторов
Как и все другие отопительные приборы, чугунные изделия имеют свои положительные и отрицательные стороны. К основным преимуществам такой продукции специалисты относят следующие характеристики:
Надежность – производители дают на такие устройства 50-летнюю гарантию.
Сами изделия, особенно при правильном уходе за ними, могут прослужить намного дольше.
Универсальность — чугунные радиаторы допускается монтировать в разные варианты систем отопления: центральные, автономные.
Низкое гидравлическое сопротивление позволяет использовать их в системах с центральной циркуляцией.
Низкая вероятность коррозионных процессов.
Доступная цена.
Стойкость к агрессивному теплоносителю.
Устойчивость к высоким температурам — выдерживают 130 градусов.
Радиационный обогрев — чугунная батарея лучше стальной, способна обогревать предметы, расположенные рядом.
Что касается отрицательных сторон изделия моделей MC, то некоторые специалисты считают таковыми:
Большая масса — одно изделие с учетом межосевого расстояния весит около 6-7,5 кг, а вся батарея в этом случае будет весить от 36 до 75 кг.
Необходимость ухода — чугун даже после грунтовки нуждается в окраске каждые 2-3 года.
Механические удары могут привести к растрескиванию конструкции.
Некоторые особенности чугунных батарей могут быть как достоинством, так и недостатком изделия. Широкие каналы: эта особенность вызывает потребность в большем количестве воды, но также позволяет избежать засорения системы.
Технические инструкции
1. Монтаж отопительного оборудования следует доверять организациям, специализирующимся в области строительно-монтажных работ, имеющим соответствующую лицензию.
2. Соединение радиаторов с числом секций менее 10 возможно любым способом — нижним, верхним, диагональным. Если секций больше 10, то рекомендуется подключение диагональным способом: вход теплоносителя сверху, выход снизу.
Диагональное подключение радиатора мс 140.
3. Перед установкой радиатора необходимо провести гидравлическое испытание целостности устройства, герметичности прокладок, прочности ниппельных соединений. Для этого проводятся гидравлические испытания давлением 1,5 МПа. Если обнаружена утечка из-за ослабления соединений ниппелей, их необходимо подтянуть и повторить проверку.
четыре. При изменении (увеличении или уменьшении) количества блоков в радиаторе необходимо использовать только прокладки, установленные требованиями ГОСТ 1412. После сборки радиатора проверяют прочность межсекционных соединений.
Делается это стандартно – проводятся гидравлические испытания под высоким давлением 1,5 МПа, превышающим максимально допустимые нагрузки. Во время испытания сборная конструкция не должна протекать или пропускать пузырьки воздуха.
5. После завершения монтажных работ производится опрессовка всей системы водяного отопления, по результатам которой составляется акт о вводе объекта в эксплуатацию.
Установка
Количество секций рассчитано, радиаторы куплены, осталось установить. Здесь есть два варианта — обратиться к специалистам, потратить деньги или сделать все самому. Рассмотрим второй вариант.
Процесс установки
Подбираем крепления
Первым этапом установки является выбор крепления для радиатора. На фото вы можете увидеть разные виды креплений.
Например, штыревые и угловые кронштейны используются для секционных радиаторов. Первые используются для закрепления батареи на кирпичной или оштукатуренной стене, а угловые – если стена деревянная. Также следует помнить, что для углового крепления необходимо запастись саморезами и дюбелями.
Типы застежек. Как вы уже догадались, для нашего случая применимы крепления №3 и №4
Непосредственная установка
На этом этапе необходимо выбрать места для установки кронштейнов. Помните, что на один радиатор нужно как минимум три кронштейна. Затем с помощью дюбелей и дрели нужно закрепить кронштейны.
Следующим шагом является крепление радиатора к кронштейнам.
Консультации. Нет необходимости сразу сдирать защитную пленку с радиатора, сначала установить ее на кронштейны, а потом, не боясь поцарапать радиатор, снять пленку.
Примеры подключения
Аккуратно подсоедините прилагаемые трубы к радиатору. Крепите осторожно и осторожно, но не повредите резьбу, иначе получите утечку воды из системы. Перед просмотром посмотрите видео установки в нашей галерее.
При установке важно соблюдать определенные расстояния. Например, высота установки над полом должна быть примерно равна 10 сантиметрам. Расстояние между стеной и батареей должно быть от 2 до 5 см.
Узнайте также об особенностях электрических двухконтурных котлов отопления.
Условия эксплуатации
Радиатор применяется в системах водяного/парового отопления с любым типом котла, в которых теплоносителем является обычная вода, без особых требований к ее качеству.
Монтаж должен производиться только в тепловой сети, проектируемой, монтируемой и эксплуатируемой в соответствии с нормативной документацией, принятой государственными отраслевыми организациями.
Для России таким нормативным актом являются правила СП 60. 13330.2012 или 73.13330.2012.
Рекомендации потребителю
Чугунные радиаторы МС-140 500, технические характеристики которых представлены в статье, необходимо устанавливать после выбора подходящего места. На один радиатор должно приходиться 3 и более кронштейнов. С помощью дюбелей и дрели фиксируются кронштейны. На следующем этапе, судя по отзывам потребителей, можно приступать к креплению радиатора. Не спешите снимать защитную пленку с устройства. Сначала нужно установить его на кронштейн. В противном случае аккумулятор может быть поцарапан.
Назначение, преимущества и недостатки радиаторов МС 140
Технические параметры МС 140 литые -железные радиаторы позволяют использовать их в системах парового отопления любых зданий практически без ограничений: в частных домах, загородных коттеджах, квартирах в многоквартирных домах, административных офисах, общественных зданиях, производственных, складских, торговых помещениях. Оборудование предназначено для эксплуатации в условиях умеренного и холодного климата (УХЛ).
Преимущества радиаторов отопления МС 140
Долгий срок службы. Это один из самых прочных видов радиаторов со сроком службы 50 лет.
Надежность. Столетняя история этого типа радиаторов на рынке отопительного оборудования на практике подтвердила его высокую надежность.
Антикоррозийная стойкость. Чугун не портится со временем под воздействием воды.
Нетребователен к качеству охлаждающей жидкости. Чугунные радиаторы не чувствительны к качеству используемой в них воды. Наличие в воде песка, грязи, повышенное содержание солей, кислот, щелочей не оказывает сильного влияния на срок службы чугунных радиаторов.
Простота систем парового отопления. Чугунные радиаторы можно использовать в сетях с естественной циркуляцией воды, без использования насоса. Они совместимы со всеми типами котлов — твердотопливными, газовыми, пеллетными, жидкотопливными.
Термическая инертность. Чугун долго нагревается, хорошо аккумулирует тепло, медленно остывает. В системе отопления это считается большим преимуществом, так как после выключения горелки чугунный радиатор еще долго остается теплым, отдавая тепло в помещение.
Минусы радиаторов отопления МЦ 140
Чувствительность к гидроударам.
Склонность к зашлаковыванию внутренних поверхностей, что со временем приводит к снижению теплоотдачи.
Радиаторы собираются из отдельных секций, стыки которых уплотняются резиновыми прокладками. Срок службы прокладок намного меньше, чем у чугунных. Во избежание протечек через несколько лет эксплуатации вышедшие из строя межсекционные прокладки необходимо заменить.
Внешний вид таких радиаторов недостаточно изыскан; поверхность требует покраски.
О ГОСТах и производителях
При выборе чугунных радиаторов большое значение имеет страна-производитель. Считается, что зарубежная продукция обрабатывается внутри, более качественно, что позволяет использовать СОЖ с малым гидравлическим сопротивлением. Утверждение как минимум спорное. Известные на всем постсоветском пространстве чугунные радиаторы МС 140 500 технические характеристики, которые определяются специально разработанным ГОСТ 8960, по качеству вряд ли уступают турецким батареям, изготовленным из импортного американского сырья, тем более, что иностранные производители слабо представляют себе специфику работы российских ТЭЦ.
Отечественный производитель вкладывает в изделие повышенную прочность.
Испытания систем отопления обязательны перед каждым отопительным сезоном. Рабочие ТЭЦ, подают критическое давление в трубы системы отопления. В результате в домах возможны аварийные ситуации. иностранные изделия не рассчитаны на давление свыше 5,5 – 6 атмосфер. В то время как в характеристиках бытовых радиаторов стоит цифра 9атмосферы.
Технические характеристики радиаторов МС-140 — 500
Радиаторы группы МС относятся к категории секционных — собираются в единое целое из отдельных секций.
Секция чугунного радиатора мс 140.
Секции соединяются с радиатором с помощью межсекционных прокладок.
Поперечная прокладка для чугунного радиатора ms 140.
Одна секция прижимается к другой ниппелем.
Чугунный ниппель радиатора ms 140.
Торцы радиатора закрыты заглушками, которые могут быть запорными и проходными.
Пробка запорная радиатора мс 140.
Пробка радиатора сквозная мс 140.
Секции отлиты из серого чугуна с добавками графита. Отдельные параметры радиаторов МС 140 могут незначительно отличаться в моделях разных производителей.
Основные характеристики чугунного радиатора МС 140:
Radiator type
sectional
Number of channels for the coolant, pcs
2
Number of sections, pcs
from 2 to 10
Номинальный тепловой поток одной секции, Вт
160
Покрытие наружной оболочки
Грунтовка ГФ-021/0119
3 Материал секции 0089
Серый чугун в соответствии с GOST 1412-85
СПКАсер поперечного сечения
Резина в соответствии с GOST 1412, способный с выдержанием температуры до + 150ºC
99999993
8888888898 88888888888888 гг. чугун или сталь
. ГОСТ 1412 или 1050
Площадь обогрева одной секции, м2
0,195
Межосевое расстояние, мм
500
Nipple hole thread size
G11 / 4
Coolant type
water
Maximum coolant temperature, 0С
+ 1300C
Working избыточное давление теплоносителя, МПа (кгс/см2)
0,9
Другие технические данные:
Количество секций, шт.
Weight, kg
Length, mm
Rated heat flux, kW
Capacity, dm3 (l)
2
12.8
227
0.32
2.50
3
18.8
331
0.48
3. 75
4
24.8
435
0.64
5.00
5
30.8
539
0.80
6.25
6
36.8
643
0.96
7.50
7
42.8
747
1.12
8.75
The basic characteristics of a radiator can be identified by название модели и маркировка.
например , модель МС-140-500-0,9-7 обозначает радиатор с наименованием МС, глубина 140 мм, межосевое расстояние 500 мм, предельное давление в системе 0,9 МПа, при этом количество отдельных блоков в радиаторе равно до 7.
Классические аккумуляторы
Действительно, 1 секция классического советского аккумулятора МС 140, который продается и по сей день, имеет немалый вес — 7,12 кг. Если учесть тот факт, что объем одной секции чугунной батареи МС 140 составляет 1,5 литра воды, то общая масса составит 8,62 кг. Зная, что тепловая мощность каждой секции составляет примерно 170 Вт, то на среднюю площадь 20 м2 потребуется 12 таких секций, это будет по весу 85,4 кг, а с водой 103,4 кг.
Примечание: здесь и далее для лучшего понимания вопроса приведен пример укрупненного расчета тепловой мощности и количества секций.
Можно сказать, что не обязательно ставить одно большое устройство, можно разделить на два, и будете правы. Однако масса нетто чугунных батарей старого образца тогда будет 43 кг что по правилам охраны труда не разрешается поднимать одному человеку, потребуется помощник.
Вторая проблема заключается в том, что классические радиаторы предназначены только для настенного монтажа, а подавляющее большинство современных домов построено из пористых материалов, в лучшем случае из газобетона или пенобетона, в худшем из СИП-панелей с пенопластовым наполнением. Такие стены потребуют специального крепления для чугунных радиаторов сложной конструкции с фиксацией во многих точках, что вам вряд ли понравится.
Технические инструкции
1. Монтаж отопительного оборудования следует доверять организациям, специализирующимся в области строительно-монтажных работ, имеющим соответствующую лицензию.
2. Соединение радиаторов с количеством секций менее 10 возможно любым способом — снизу, сверху, по диагонали. Если секций больше 10, то рекомендуется подключение диагональным способом: вход теплоносителя сверху, выход снизу.
Диагональное соединение радиатора мс 140.
3. Перед установкой радиатора необходимо провести гидравлическое испытание целостности устройства, герметичности прокладок, прочности ниппельных соединений. Для этого проводятся гидравлические испытания давлением 1,5 МПа. Если обнаружена утечка из-за ослабления соединений ниппелей, их необходимо подтянуть и повторить проверку.
четыре. При изменении (увеличении или уменьшении) количества блоков в радиаторе необходимо использовать только прокладки, установленные требованиями ГОСТ 1412. После сборки радиатора проверяют прочность межсекционных соединений.
Делается это стандартно – проводятся гидравлические испытания под высоким давлением 1,5 МПа, превышающим максимально допустимые нагрузки. Во время испытания сборная конструкция не должна протекать или пропускать пузырьки воздуха.
5. После завершения монтажных работ производится опрессовка всей системы водяного отопления, по результатам которой составляется акт о вводе объекта в эксплуатацию.
Рекомендации по выбору и установке
Подбор данного типа батарей сводится к определению необходимого количества секций для обогрева конкретного помещения и подходящего размера. Для этого следует знать требуемую тепловую мощность или приблизительно рассчитать ее по квадратуре, а радиаторы отопления взять с некоторым запасом. Если взять за основу, что на каждый м2 площади нужно 100 Вт тепловой энергии, то на помещение 10 м2 потребуется 1 кВт тепла, а секций аппарата МС 140 500 — 1000/160 = 6,25, Берется 7 шт.
Для северных регионов к значению тепловой мощности необходимо применять повышающий коэффициент от 1,5 до 2, а для южных регионов — понижающий коэффициент, равный 0,7.
Монтаж радиаторов осуществляется к наружной стене в соответствии со схемой.
Для крепления аккумуляторов MC 140 используются 2 типа кронштейнов: стальные и чугунные.
Имеются парные кронштейны, сваренные с полосой, которые лучше всего использовать при монтаже на стену из пористых материалов. Их можно крепить к поверхности в нескольких точках.
Условия эксплуатации
Радиатор применяется в системах водяного/парового отопления с любым типом котла, в которых теплоносителем является обычная вода, без особых требований к ее качеству.
Монтаж должен производиться только в тепловой сети, проектируемой, монтируемой и эксплуатируемой в соответствии с нормативной документацией, принятой государственными отраслевыми организациями.
Для России таким нормативным актом являются правила СП 60.
Планируя строительство дома необходимо тщательно просчитать стоимость и целесообразность применения всех материалов. У непрофессиональных строителей часто возникает вопрос, какие лучше использовать плиты перекрытия — ПК или ПБ. Для того чтобы осуществить осознанный выбор, необходимо разобраться, в чем состоят отличия плит ПБ и ПК. Как обычно, все технические характеристики закладываются еще на стадии производства.
Способ производства плит перекрытий
В плитах ПК используется железобетон классом В15 и выше. Армирование производится стальной предварительно напряженной арматурой. Обычно для армирования используются две сетки (вверху ВР-I 3-4 мм диаметром, а внизу усиленная из арматуры 8-12 мм класса АIII), но если длина плиты планируется более 4,2 метра, то необходимо проводить еще и преднапряжение армирующих элементов. Также для придания прочности для больших габаритов используются арматурные прутки АтV. Для качественного закрепления всех армирующих элементов используется опалубка в виде металлических форм, в которые заливается бетонная смесь.
Для производства плит ПБ применяется бетон более высоких марок. Например, на заводе нашей компании «Промстройдеталь» используется бетонная смесь марки Б30. Для армирования мы применяем преднапряженную проволоку из более прочных, дорогих металлических сплавов. Она гарантирует изделиям надежность и долговечность. Но в то же время увеличивается и вес готового изделия – так, плита ПБ в среднем на 6% тяжелее плиты ПК.
Использование высокотехнологичного оборудования «ТЕХНОСПАН» позволяет создавать идеальную геометрию плит компании «Промстройдеталь». Более подробно ознакомиться с методом производства плит ПБ Вы можете, посмотрев видео, либо перейдя по ссылке «Производство плит перекрытий».
Отличительные черты плит ПБ и ПК
Взглянув на особенности производства, можно оценить, чем плиты перекрытия ПБ выгодно отличаются от ПК:
Использование одного вида проволоки и её более компактное расположение облегчает и ускоряет производство;
Бетон более высоких марок позволяет увеличить прочность изделия;
Более эргономичное расположение армирующих элементов позволяет значительно ускорить производство, а значит Вы можете заказать плиты именно под свои нужды и получить их в кратчайшие сроки.
Плиты перекрытия ПБ можно нарезать с любым необходимым шагом в 10 сантиметров, в то время как длина плит ПК задается наличием форм определенного размера у производителя.
Плиты ПК и ПБ: разница в применении
Технологические особенности производства позволяют понять, какие плиты перекрытия — ПК или ПБ — лучше применить в Вашем случае. При строительстве относительно небольшого частного дома разница между плитами ПК и ПБ становится решающей. Выбирая ПБ, вы получаете следующие неоспоримые преимущества:
Заказ плит любых необходимых габаритов;
Наличие скрытых монтажных петель для более ровной состыковки плит;
Возможность создания косых срезов до 45°, которые необходимы, например, для перекрытия эркеров;
Одинаковое предварительное натяжение на плитах всех габаритов;
Более ровную поверхность готового изделия за счет технологии производства без опалубки.
Таким образом, сегодня вопрос выбора между плитами перекрытия ПК или ПБ для частного, а особенно загородного, строительства практически не стоит. Имеющиеся отличия плит перекрытия ПК и ПБ обусловлены техническими условиями производства. Так, ПК — более старый вариант, преимущества которого ограничены самой технологией, а ПБ — вариант современный, более привлекательный по скорости производства, конечным характеристикам и функциональности.
Основные отличия плит перекрытий ПК от ПБ.
Параметр
Плиты ПБ
Плиты ПК
1
Способ производства
Уплотнение бетона на подогреваемом стенде с помощью формовочной машины
Заливка бетона в металлические формы с последующим уплотнением на вибростоле и пропариванием
Производство ПБ — очень гибкое, имеет высокую степень автоматизации, быстро выполняются заявки из набора плит различных типоразмеров
Ограничена количеством форм у производителя, много ручного труда
4
Используемые материалы
Высокомарочные бетоны
Бетоны более низких марок
5
Длина плит
От 2,4 до 10,8 м с шагом 10 см
До 7,2 м, в основном с шагом в 30 см
Перекрытия ПБ в компании «Промстройдеталь»
Оценив преимущества плит перекрытий ПБ, Вы в любое удобное для Вас время можете заказать этот материал в компании «Промстройдеталь». Отличная материально-техническая база и высокая степень автоматизации позволяют нам быстро и качественно выполнять любые заявки наших клиентов.
Возведение зданий является сложным, многоэтапным процессом. Строителям приходится не только решать, какие плиты перекрытия выбрать — ПК или ПБ, — но и приобретать другие элементы из железобетона. В нашем каталоге вы сможете найти железобетонные изделия, которые могут потребоваться в строительстве как частного дома, так и различных промышленных объектов.
Чем отличаются плиты ПК от плит ПБ?
Чем отличаются плиты ПК от плит ПБ?
Железобетонные плиты ПБ и ПК относятся к категории пустотных плит перекрытия. Пустоты в них расположены по всей длине, что обеспечивает небольшой вес по сравнению с монолитными перекрытиями, позволяет незначительно улучшить звуко- и теплоизоляционные характеристики. Основное отличие плит ПК и ПБ заключается в их технологии изготовления:
ПК – изготовляются по старому методу опалубочного формования.
ПБ – производятся по новой технологии безопалубочного непрерывного формования.
Изготовление плит марки ПБ методом непрерывного формования ЖБИ серии ПК производятся из бетона марки М200-М400. Для армирования применяется арматура класса АIII. В изделиях длиной более 4,2м используются преднапряженные армирующие элементы. Формование осуществляется в металлической опалубке с последующим уплотнением бетона с помощью специального вибрационного оборудования.
Плиты перекрытия ПБ изготовляются с применением бетона более высоких марок прочности – М400-М500. Для армирования изделий любой длины используется преднапряженная арматура. Предварительное напряжение сжатых и растянутых зон позволяет минимизировать свободный прогиб ЖБИ этого типа и увеличить их стойкость к трещинообразованию по сравнению с ПК.
Чтобы окончательно определиться с вопросом о том, какие выбрать плиты перекрытия – ПК или ПБ, нужно рассмотреть и другие их особенности – основные технические характеристики, геометрические параметры и конструктивные отличия.
Одной из основных технико-эксплуатационных характеристик плит перекрытия является их несущая способность. Данный параметр определяет предельную нагрузку, превышение которой ведет к деформации и нарушению целостности конструкций. Железобетонные изделия ПК выпускаются со стандартной несущей способностью 800 кг/м2. Гораздо реже можно встретить продукцию с предельной нагрузкой 1250 кг/м2.
Плиты ПБ производятся в более широком ассортименте по несущей способности – от 30 до 1600 кг/м2, но тем не менее, стандартной несущей способностью является 800кг/м2.
Геометрические параметры ЖБИ, изготовленных опалубочным и безопалубочным методами: Максимальная длина – у ПБ составляет 12,0 м, у ПК 7,2 м. Ширина – 1, 1,2 и 1,5 , м.
Конструкции ПК могут иметь ширину 1,8 м, но широкого распространения не нашли из-за большого веса, поэтому встречаются очень редко. Толщина – стандартная 220 мм. Качество поверхности – плиты ПБ отличаются гладкой поверхностью с минимальным количеством дефектов, что позволяет сэкономить на отделочных работах (за счет нанесения более тонкого слоя стяжки).ПК формуются в металлических опалубках, поэтому качество поверхности существенно ниже.
Также изделия ПБ характеризуются более качественной геометрией, что достигается благодаря современной технологии непрерывного формования.
Пустотелые плиты ПК опалубочного формования характеризуются следующими конструктивными особенностями, которые отличают их от изделий ПБ: Большой диаметр продольных технологических пустот – в зависимости от разновидности может составлять 149 и 160 мм. Это позволяет прокладывать по ним инженерные коммуникации – например, канализационные стояки, стандартное сечение которых обычно не превышает 100 мм. Наличие монтажных петель – обеспечивают легкое перемещение ЖБИ при транспортировке и укладке.
Железобетонные изделия ПБ обладают большим количеством преимуществ: Минимальные допуски – обеспечивают идеально точные геометрические размеры, что облегчает монтажные работы. Широкий выбор типоразмеров – резка выполняется после формования, поэтому плиты выпускаются длиной от 1,6 до 12,0 м с шагом 100 мм. Возможность резки торцевой части под любым углом. Отсутствие армирующей сетки в конструкции – позволяет проще и быстрее формировать каналы под инженерные коммуникации.
Чем отличаются плиты ПК от плит ПБ?
Какую плиты выбирать решать Вам. Весь ассортимент плит на нашем сайте За новостями и акциями следите в нашей группе в ВК По вопросам и расчету заявок звоните: +79193233344 Анастасия
Часто задаваемые вопросы
Ваша корзина пуста.
Часто задаваемые вопросы
Ниже перечислены часто задаваемые вопросы наших клиентов. Нажмите на любой вопрос, чтобы увидеть ответ.
Что делать, если мой номерной знак не соответствует Ограничениям?
Если ваш номерной знак не соответствует ограничениям, вы можете получить другой номерной знак в DMV. Если вы заинтересованы в этом, позвоните в DMV по телефону (302) 744-2500. Имейте в виду, что вы не можете выбрать свой собственный номер, и у DMV может не быть свободных номеров.
Я заметил что-то между цифрами на ваших фарфоровых номерных знаках. Что это такое и что делать, если я не хочу, чтобы мои номера разделялись?
Все черно-белые фарфоровые номерные знаки, содержащие более 3 символов, будут иметь ромбовидный разделитель между третьей и четвертой цифрами справа. Это то, как они были сделаны изначально, и для того, чтобы сделать точную копию оригиналов, которая будет легальна для вашего автомобиля, мы должны включить это. Мы не можем опустить ромб на бирке, где он должен быть, и не можем поставить его в любом другом месте на тарелке. Для получения дополнительной информации, пожалуйста, обратитесь к Правилам политики DMV штата Делавэр, касающимся черно-белых номерных знаков. Пластины из нержавеющей стали НЕ будут иметь алмазного сепаратора.
В моем номерном знаке перед цифрами стоит «ПК». Могу ли я сделать эту бирку из черно-белого фарфора?
Нет, мы не можем изготовить ярлыки «PC» из черно-белого фарфора. Причина этого в том, что они никогда не изготавливались таким образом изначально и, следовательно, не были бы точными копиями. Однако мы можем изготовить пластину «PC» из нержавеющей стали, если она соответствует ограничениям. В наших разделах «Ограничения» и «Правила политики DMV» содержится дополнительная информация о том, что мы можем и что не можем воспроизводить. Впервые ярлыки «PC» были представлены в Делавэре после того, как штат прекратил выпуск фарфоровых ярлыков. Вы можете обратиться к нашему разделу, посвященному тегам History of Delaware, для получения дополнительной информации о том, какие типы номерных знаков были выпущены штатом в разные периоды времени.
Если на моем номерном знаке перед цифрами стоит «ПК», могу ли я снять «ПК» и сделать номер без него?
НЕТ, просто удалить «ПК» нельзя. Видите ли, каждое число может появляться само по себе, а также как число с буквами перед ним. Например, номерной знак 86999, который мы использовали в качестве образца на нашей домашней странице, также отображается как PC86999, C86999 и т. д. Поэтому, если вы удалите «PC», у вас будет чужой номерной знак! Тем не менее, вы можете изменить свой номер на подходящий. Пожалуйста, обратитесь к первому вопросу на этой странице для изменения вашего номерного знака.
Я видел на дороге черно-белые фарфоровые тарелки «ПК». Если вы не можете их сделать, откуда они берутся?
Хороший вопрос. Любая тарелка «PC» из черно-белого фарфора запрещена к производству и/или демонстрации. Мы также видели их на дороге, но не уверены в их происхождении. Мы никогда не производили и никогда не будем производить тарелки «ПК» из черно-белого фарфора. Мы также рекомендуем не отображать его, так как это опять-таки незаконно.
Можете ли вы сделать черно-белую фарфоровую тарелку для моего трейлера, у которой перед номером стоит буква «Т»?
Нет, мы не можем изготовить черно-белую фарфоровую тарелку для прицепа (T9999), так как изначально они не производились из фарфора. Однако мы можем изготовить пластины для прицепов из нержавеющей стали, если они соответствуют ограничениям.
Почему ваши номера меньше обычных номерных знаков?
Наши фарфоровые тарелки являются точными копиями тарелок, которые были выпущены штатом Германия, начиная с 1942 года. Наши тарелки из нержавеющей стали являются точными копиями тарелок, которые были выпущены штатом Германия, начиная с 19 года.47. Размер наших номеров такой же, как у оригинальных номеров государственного образца.
Какого размера ваши номерные знаки?
Наши фарфоровые пластины для легковых автомобилей имеют размеры 5 1/2” x 9 1/2”. Наши фарфоровые мотоциклетные пластины имеют размеры 4 x 7 дюймов (наши MC теперь имеют тот же размер, что и пластины MC, выпускаемые DMV Делавэра). Наши таблички из нержавеющей стали с 5 цифрами или меньше имеют размеры 5 1/2” x 9 1/2 дюйма. Наши таблички из нержавеющей стали с 6 цифрами имеют размеры 5 1/2” x 11”.
У вас есть рамки, которые подходят к вашим тарелкам?
Да, мы предлагаем рамки для наших автомобильных номерных знаков из фарфора и нержавеющей стали с 5 или менее цифрами, доступные в 3 цветовых вариантах: черный, полированная нержавеющая сталь и белый. В настоящее время у нас НЕТ рамок для фарфоровых мотоциклетных табличек ИЛИ шестизначных табличек из нержавеющей стали. Мы НАСТОЯТЕЛЬНО рекомендуем рамку для наших фарфоровых тарелок, так как она помогает защитить края тарелки, которая является наиболее уязвимой областью тарелки.
Можете ли вы сделать мой номерной знак с маленькой буквой «C» или «D»?
Нет, мы не можем сделать маленькую букву «С» или «Д». В соответствии с правилами DMV, все буквы и цифры должны быть не менее 3 дюймов в высоту. Несмотря на то, что были выпущены оригинальные маленькие тарелки «C» и «D» из фарфора, мы не можем их воспроизвести. Кроме того, отображение тега с маленькой буквой «C» или «D» является незаконным.
Я видел черные таблички с чем-то вроде металлических номеров. Вы делаете это?
Возможно, вы имеете в виду бирки из нержавеющей стали, первоначально выпущенные государством после того, как они прекратили выпуск фарфора. Для получения дополнительной информации об этом стиле пластин, пожалуйста, смотрите наш раздел «История». Оригинальных пластин из нержавеющей стали сегодня на дорогах очень мало. Большая часть того, что сегодня встречается на дорогах, представляет собой дешевые, нелегально произведенные алюминиевые пластины без отражающего покрытия на номерах. Мы уполномочены штатом Делавэр производить точную копию таблички из нержавеющей стали 50-х годов, изготовленной из нержавеющей стали с номерами из нержавеющей стали. Наши таблички изготовлены из нержавеющей стали, номера из нержавеющей стали имеют отражающее покрытие.
Можешь сделать табличку с моим именем или другими буквами?
Нет, мы не можем производить ЛЮБЫЕ туалетные столики из черно-белого фарфора или нержавеющей стали для регистрации в штате Делавэр. В наших разделах «Ограничения» и «Правила политики DMV» содержится дополнительная информация о том, что мы можем и что не можем воспроизводить.
Должен ли я получить новую наклейку с истечением срока действия для моего черно-белого планшета?
Да. Почти невозможно удалить наклейку с истечением срока действия с сине-золотых номерных знаков. Чтобы получить новую наклейку с истечением срока действия, просто возьмите свою регистрационную карточку и страховое свидетельство в местный отдел DMV. Скажите им, что вы только что приобрели новый черно-белый фарфоровый номерной знак или номерной знак из нержавеющей стали и что вам нужна новая наклейка с истечением срока действия. Они продадут вам один за 5 долларов. Вам не нужно проходить повторную проверку автомобиля, вы получите ту же наклейку с датой истечения месяца/года, что и на вашей сине-золотой табличке.
Куда приклеить наклейку с истечением срока годности на моем новом черно-белом планшете?
Для фарфоровых номерных знаков наклейка с истечением срока действия должна быть помещена между двумя вертикальными прорезями слева от DEL или слева от DEL, если это номерной знак мотоцикла. Для номерных знаков из нержавеющей стали наклейка с истечением срока действия должна быть размещена в центре нижней части номерного знака.
Могу ли я выбрать любой номер, который я хочу, чтобы вы сделали мою тарелку?
НЕТ, вы не можете выбрать любой номер, который хотите поставить на свой автомобиль… вот почему вы идете в DMV в первую очередь! Мы воспроизводим только номер, присвоенный вашему автомобилю, если он соответствует требованиям. В наших разделах «Ограничения» и «Правила политики DMV» содержится дополнительная информация о том, что мы можем и не можем воспроизводить.
Подойдут ли ваши фарфоровые пластины для мотоциклов к моему велосипеду?
Предыдущие версии наших меток MC имели размеры 5 1/4” x 7 1/2”, из-за чего у некоторых людей возникали проблемы с установкой их меток. В результате мы изменили размер наших табличек MC на 4 x 7 дюймов, теперь это тот же размер, что и выданный вашим штатом сине-золотой номерной знак MC, полученный через DMV.
Почему в ваших номерных знаках есть отверстия/прорези?
В наших тарелках есть прорези, потому что они были изначально изготовлены таким образом. Первоначально штат Делавэр выпускал ярлыки истечения срока действия, один для месяца и один для года, которые устанавливались в вертикальных прорезях пластины.
Мои винты не проходят через резиновые втулки, когда я пытаюсь прикрепить пластину к машине, что мне делать?
НЕ СНИМАЙТЕ ВТУЛКИ С ПЛИТЫ!! Это может привести к повреждению пластины. Мы не несем ответственности за повреждение вашей пластины, вызванное удалением люверсов. Нет никаких причин, по которым винты вашего номерного знака не должны проходить через резиновые втулки на наших номерных знаках. Лучший способ прикрепить пластину к автомобилю — сначала вкрутить винты в резиновые втулки, когда пластина снята с автомобиля. После этого поднесите пластину с уже вставленными винтами к автомобилю и прикрепите винты к автомобилю.
Как долго прослужит моя фарфоровая тарелка?
Невозможно предсказать, сколько прослужит фарфоровая тарелка. Существует множество факторов, которые могут повлиять на срок службы тарелки, в том числе ненастная погода, использование, уход, дорожный мусор, возраст, покрытие фарфора и т. д. Из-за свойств керамической эмали особенно трудно достаточно защитить края, и они обычно это первая область пластины, на которой появляются признаки износа/ржавчины.
Почему я должен отправить вам копию моей регистрации?
Отдел автотранспортных средств штата Делавэр требует от нас получения копии действующей регистрационной карты для каждого заказа на номерные знаки, размещенного у нас.
У меня есть временная регистрация, могу я вам ее отправить?
НЕТ, мы не можем принять временную регистрацию. Мы должны получить копию либо действующей регистрационной карточки, либо копию документа о праве собственности на транспортное средство, если срок его действия не истек.
Я хочу заказать более одной тарелки, вы предлагаете скидки за количество?
Нет, мы не предлагаем никаких оптовых скидок на наши номерные знаки штата Делавэр.
Я хочу зайти, где вы находитесь?
У нас нет розничного магазина, поэтому вы не можете зайти внутрь. Мы занимаемся доставкой товаров по почте и проводим транзакции по телефону, факсу, почте или через наш веб-сайт. Наши продукты для номерных знаков выставлены на обозрение и могут быть просмотрены и приобретены в любом месте DMV.
Чем чистить тарелку?
Фарфоровые тарелки: Для очистки фарфоровой тарелки можно использовать любое обычное неабразивное бытовое чистящее средство. Поскольку это фарфоровая эмаль, это тот же материал, из которого, вероятно, сделаны ваша стиральная машина, сушилка и плита. Пластины из нержавеющей стали: вы можете использовать любое обычное неабразивное бытовое чистящее средство для очистки пластины из нержавеющей стали. Наши пластины из нержавеющей стали имеют порошковое покрытие, поэтому не используйте абразивные чистящие средства, так как они могут поцарапать окрашенную поверхность.
Сколько у вас часов?
Мы работаем с понедельника по пятницу с 8:00 до 16:00. У нас небольшой бизнес, поэтому иногда нам звонят не по телефону и/или мы помогаем другому клиенту по телефону. Пожалуйста, оставьте нам сообщение, и вам перезвонят, или вы можете связаться с нами по электронной почте.
Взимается ли ежегодная плата за черно-белую фарфоровую тарелку или тарелку из нержавеющей стали?
Нет, ежегодная плата за демонстрацию черно-белой фарфоровой тарелки или тарелки из нержавеющей стали не взимается. Ваша черно-белая бирка или бирка из нержавеющей стали заменяет вашу бирку, выданную штатом Делавэр, и единственная связанная с этим стоимость — это цена покупки.
Теперь мы предлагаем рекламные возможности. Доступно ограниченное пространство.
Помимо основных сведений о том, где находятся скрытые камеры контроля скорости в Сингапуре или различных ограничениях скорости, еще один аспект, о котором должен знать каждый водитель в Сингапуре, — это номерные знаки автомобилей.
Номерные знаки для частных автомобилей
Номерные знаки для частных автомобилей в Сингапуре начинаются с буквы S, а с ростом количества транспортных средств их диапазон расширился до значений от «SA» до «SY». Наряду с использованием автомобильных номеров «S» в частных автомобилях начали использовать букву «E», вплоть до «EZ», которая применялась до сих пор и используется до сих пор.
Номерные знаки такси
Несмотря на то, что все частные автомобили в Сингапуре имеют номерные знаки, начинающиеся с «S», существует определенный номерной знак, который может использоваться только такси, это «SH».
Другие уникальные автомобильные номерные знаки, которые используются, включают:
SBS: Автобусы, которыми управляет SBS Transit
SMB: Автобусы, которыми управляет автобус SMRT.
SEP: , он же Избранный президент Сингапура, это официальный государственный автомобиль страны. Рядом с ним, наверное, не проедешь, силовики обычно едут впереди или сзади машины.
SJ: Автомобили для судей Верховного суда. SJ1 используется главой юстиции Сундареш Менон.
SPF: Автомобиль комиссара полиции Сингапура.
LTA: Велосипеды, эксплуатируемые Департаментом правоприменения Управления наземного транспорта
MID: Транспортные средства, эксплуатируемые вооруженными силами Сингапура.
MP: Транспортные средства, находящиеся в ведении командования военной полиции вооруженных сил Сингапура
PA, PB, PC, PH, PZ : Они использовались для разделения частных автобусов, частных арендованных автомобилей и т. д., но позже все частные арендованные автомобили были выпущены с номерами PA
PU: Транспортные средства, которые освобождены от налогов и используются исключительно на острове Пулау-Убин
QX: Транспортные средства, эксплуатируемые службами экстренной помощи и правоохранительными органами, такими как Полиция Сингапура и Силы гражданской обороны Сингапура
RD: Для автомобилей, используемых в исследованиях и разработках проекты, такие как топливные элементы и электромобили
RU: Для транспортных средств ограниченного использования, освобожденных от дорожного налога.

 При плавке металл уходит из одного состояния в другое, а именно из твёрдого превращается в жидкое. Чтобы сплавить металл, нужно приблизить к нему тепло и нагреть до необходимой температуры – этот процесс и называется температурой плавления. В момент, когда температура доходит до нужной отметки, он ещё может пребывать в твёрдом состоянии. Если продолжать воздействие – металл или сплав начнет плавиться.
При плавке металл уходит из одного состояния в другое, а именно из твёрдого превращается в жидкое. Чтобы сплавить металл, нужно приблизить к нему тепло и нагреть до необходимой температуры – этот процесс и называется температурой плавления. В момент, когда температура доходит до нужной отметки, он ещё может пребывать в твёрдом состоянии. Если продолжать воздействие – металл или сплав начнет плавиться.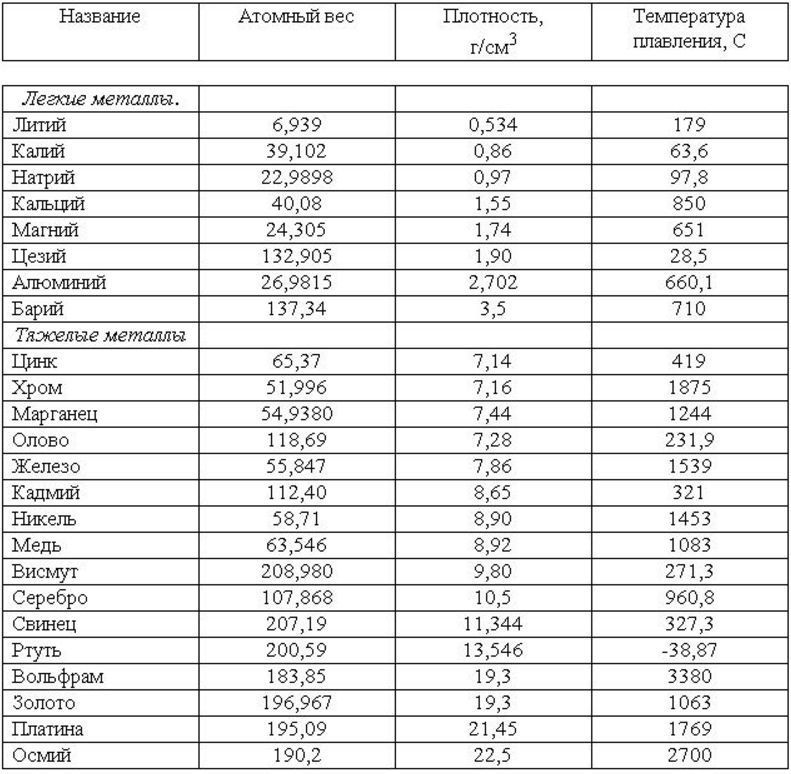
 Воздействие выходит практически схожее. При нагреве, увеличивается амплитуда колебаний молекул. Образуются структурные дефекты решётки, которые сопровождаются обрывом межатомных связей. Под процессом разрушения решётки и скоплением подобных дефектов и подразумевается плавление.
Воздействие выходит практически схожее. При нагреве, увеличивается амплитуда колебаний молекул. Образуются структурные дефекты решётки, которые сопровождаются обрывом межатомных связей. Под процессом разрушения решётки и скоплением подобных дефектов и подразумевается плавление. Высокий показатель жидкотекучести и низкий показатель усадки дают возможность эффективнее пользоваться им при литье. Далее рассмотрим показатели температуры кипения чугуна в градусах Цельсия:
Высокий показатель жидкотекучести и низкий показатель усадки дают возможность эффективнее пользоваться им при литье. Далее рассмотрим показатели температуры кипения чугуна в градусах Цельсия: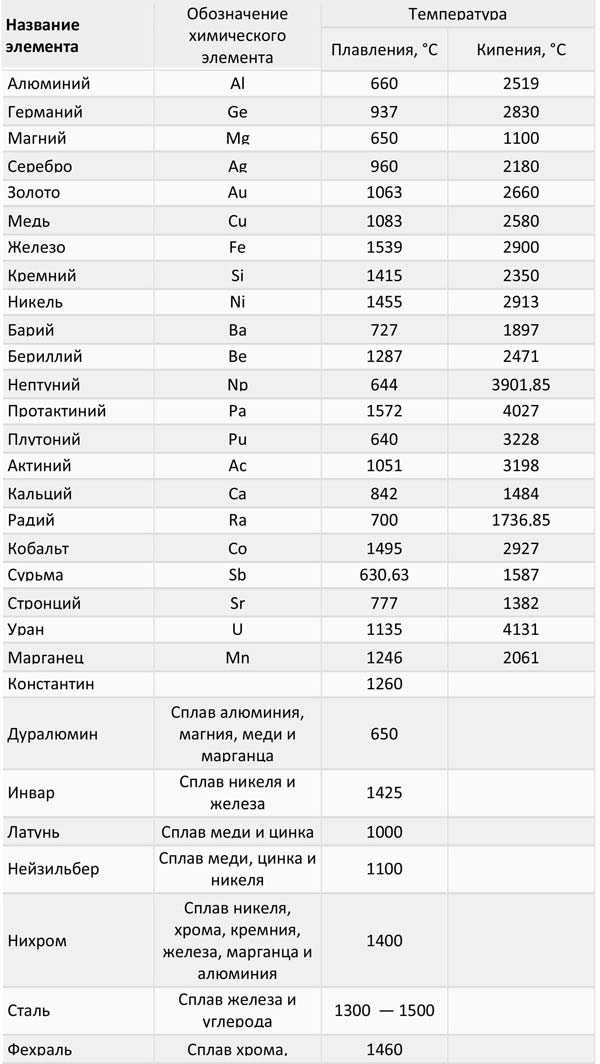
 С учетом того, что при изменении кристаллической решетки меняются физические и механические качества, а условия эксплуатации могут определяться температурой нагрева. Стоит отметить, что точка плавления металла — важное свойство вещества. Пример этому – авиационное оборудование.
С учетом того, что при изменении кристаллической решетки меняются физические и механические качества, а условия эксплуатации могут определяться температурой нагрева. Стоит отметить, что точка плавления металла — важное свойство вещества. Пример этому – авиационное оборудование. С учетом того, что при изменении кристаллической решетки меняются физические и механические качества, а условия эксплуатации могут определяться температурой нагрева. Стоит отметить, что точка плавления металла — важное свойство вещества. Пример этому – авиационное оборудование.
С учетом того, что при изменении кристаллической решетки меняются физические и механические качества, а условия эксплуатации могут определяться температурой нагрева. Стоит отметить, что точка плавления металла — важное свойство вещества. Пример этому – авиационное оборудование.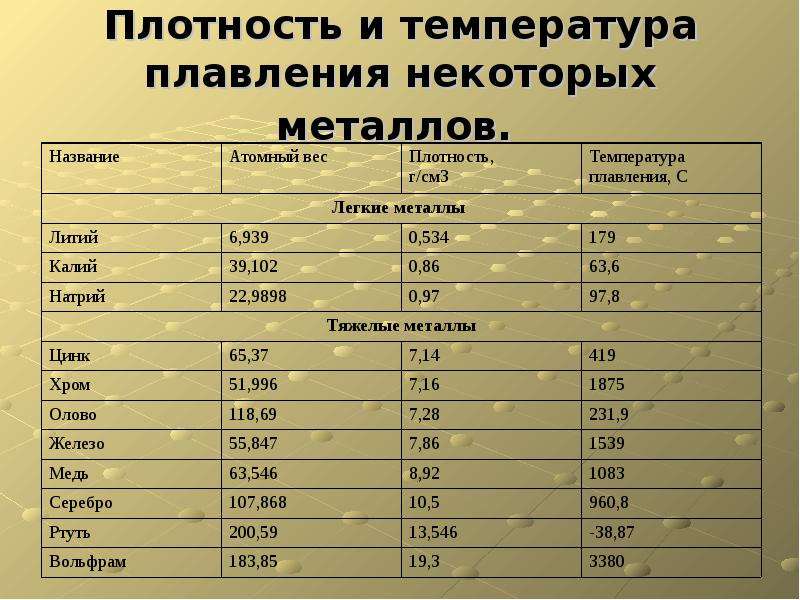 Демонстрирует химическую инертность, неохотно вступает в реакции с другими элементами. В природе встречается в виде таких сложных минералов, как: гюбнерит, шеелит, ферберит и вольфрамит.
Демонстрирует химическую инертность, неохотно вступает в реакции с другими элементами. В природе встречается в виде таких сложных минералов, как: гюбнерит, шеелит, ферберит и вольфрамит. Ниже можно наблюдать список групп.
Ниже можно наблюдать список групп.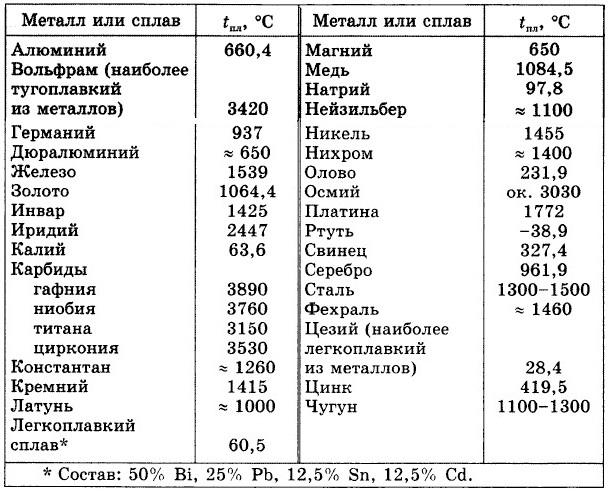 Олово часто используют при пайке, так как температура работающего паяльника составляет как раз 250–400 градусов;
Олово часто используют при пайке, так как температура работающего паяльника составляет как раз 250–400 градусов;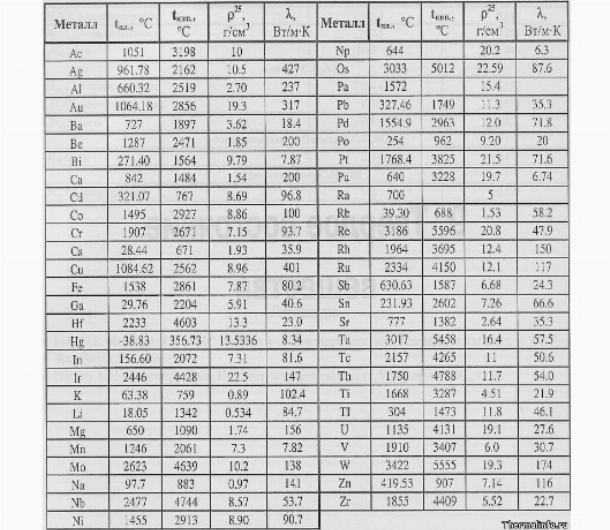 Будь то двигатели внутреннего сгорания, печи, выхлопные системы или любые другие конструкции, подверженные экстремальным температурам, очень важно выбрать металл, который может выдержать температурный диапазон применения.
Будь то двигатели внутреннего сгорания, печи, выхлопные системы или любые другие конструкции, подверженные экстремальным температурам, очень важно выбрать металл, который может выдержать температурный диапазон применения.
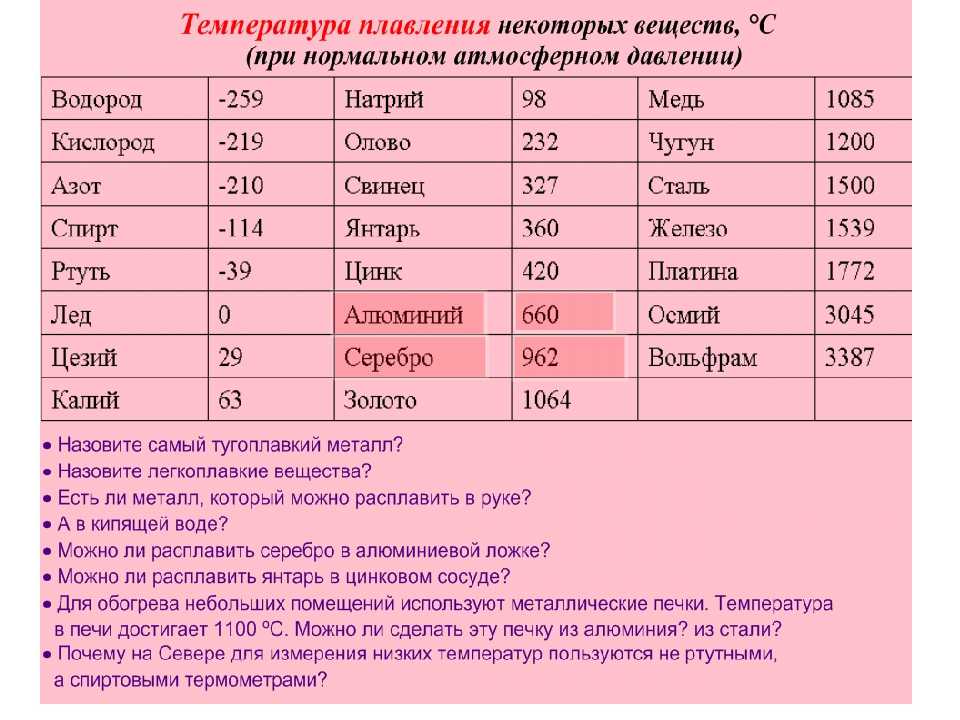 По этой причине жизненно важно понять температуру плавления металлов, используемых в проекте, до его начала. Важно помнить, что сплавы, содержащие более одного элемента, имеют диапазон температур плавления, который зависит от общего состава сплава. Следующий список включает в себя различные распространенные металлы и их соответствующие температуры плавления.
По этой причине жизненно важно понять температуру плавления металлов, используемых в проекте, до его начала. Важно помнить, что сплавы, содержащие более одного элемента, имеют диапазон температур плавления, который зависит от общего состава сплава. Следующий список включает в себя различные распространенные металлы и их соответствующие температуры плавления.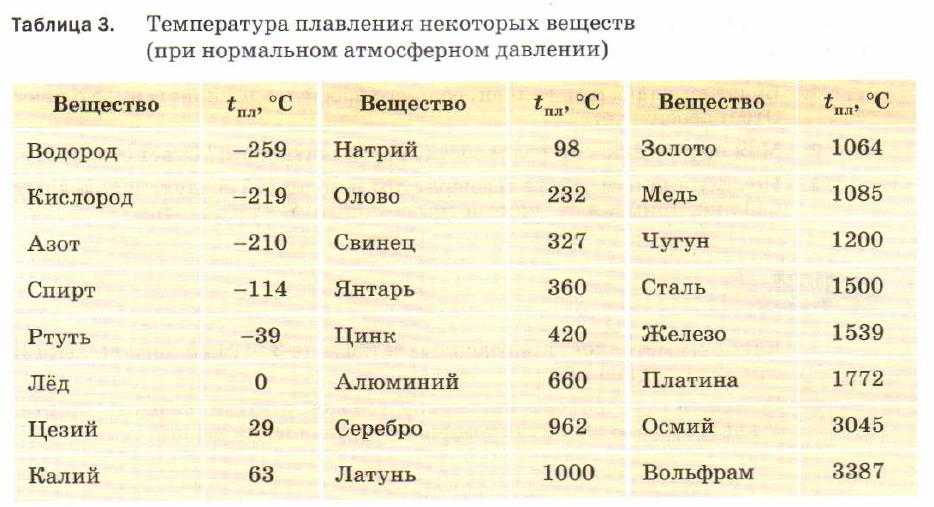 Некоторые из наиболее распространенных металлов с самой высокой температурой плавления включают никель и вольфрам, которые плавятся при очень высоких температурах. Никель плавится при температуре около 1452°C (2646°F), а вольфрам плавится при температуре около 3,39°C.9°С (6150°F). К металлам с самой низкой температурой плавления относятся свинец 327°C (621°F) и цинк 420°C (787°F).
Некоторые из наиболее распространенных металлов с самой высокой температурой плавления включают никель и вольфрам, которые плавятся при очень высоких температурах. Никель плавится при температуре около 1452°C (2646°F), а вольфрам плавится при температуре около 3,39°C.9°С (6150°F). К металлам с самой низкой температурой плавления относятся свинец 327°C (621°F) и цинк 420°C (787°F). Большинство металлов находятся в виде прожилок в горных породах или в составе других факторов. Плавление является первым этапом экстракции. Плавление — это то, что делается с металлическими сплавами или чистыми металлами. Лом плавится, а руда плавится. Чугун — это слиток необработанного железа, полученный в результате плавки железной руды.
Большинство металлов находятся в виде прожилок в горных породах или в составе других факторов. Плавление является первым этапом экстракции. Плавление — это то, что делается с металлическими сплавами или чистыми металлами. Лом плавится, а руда плавится. Чугун — это слиток необработанного железа, полученный в результате плавки железной руды.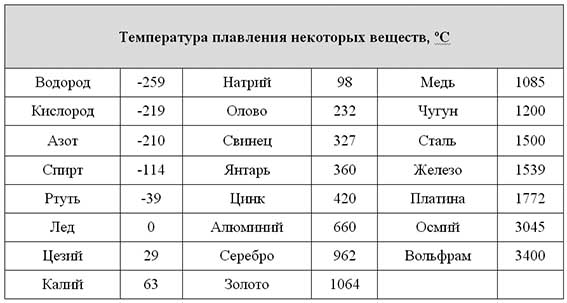 Следует учитывать температуру плавления металлического сплава и другие факторы.
Следует учитывать температуру плавления металлического сплава и другие факторы.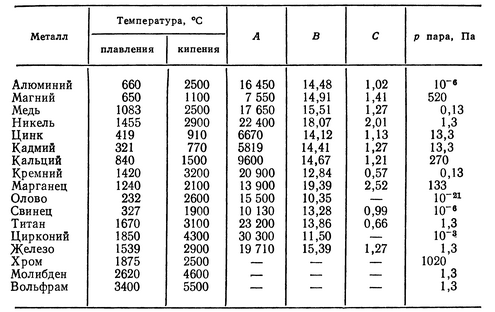 При пайке кислородно-ацетиленовая горелка используется для нагрева присадочного металла, обычно сплава латуни, с более низкой температурой плавления, чем две металлические детали. По мере плавления наполнитель втягивается в шов и затвердевает при охлаждении. Две соединенные части никогда не достигают точки плавления, а это означает, что соединение не является постоянным.
При пайке кислородно-ацетиленовая горелка используется для нагрева присадочного металла, обычно сплава латуни, с более низкой температурой плавления, чем две металлические детали. По мере плавления наполнитель втягивается в шов и затвердевает при охлаждении. Две соединенные части никогда не достигают точки плавления, а это означает, что соединение не является постоянным.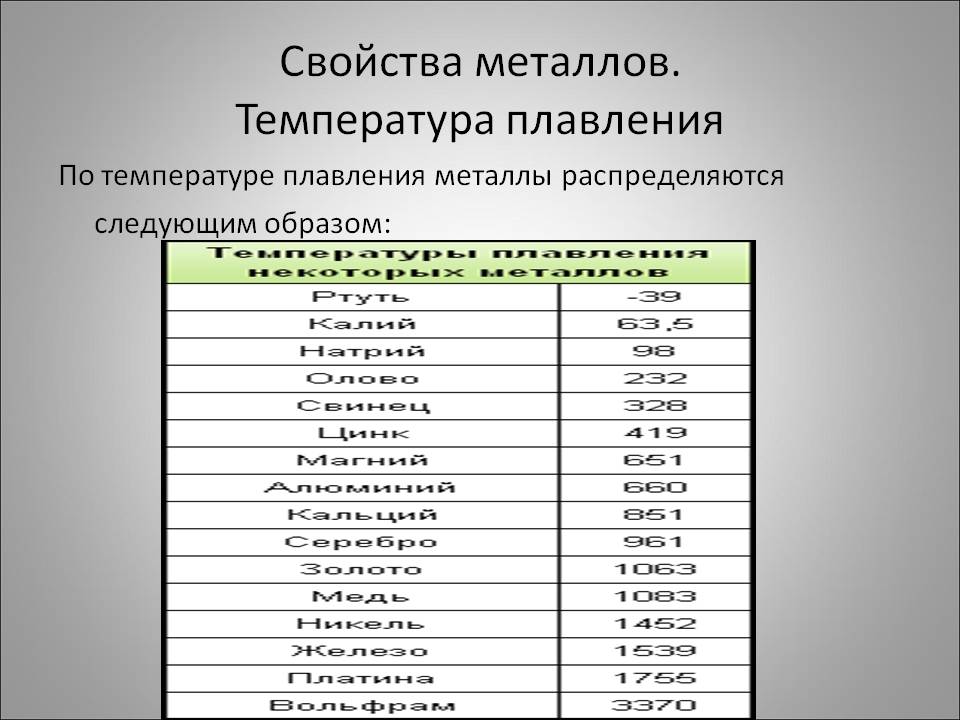
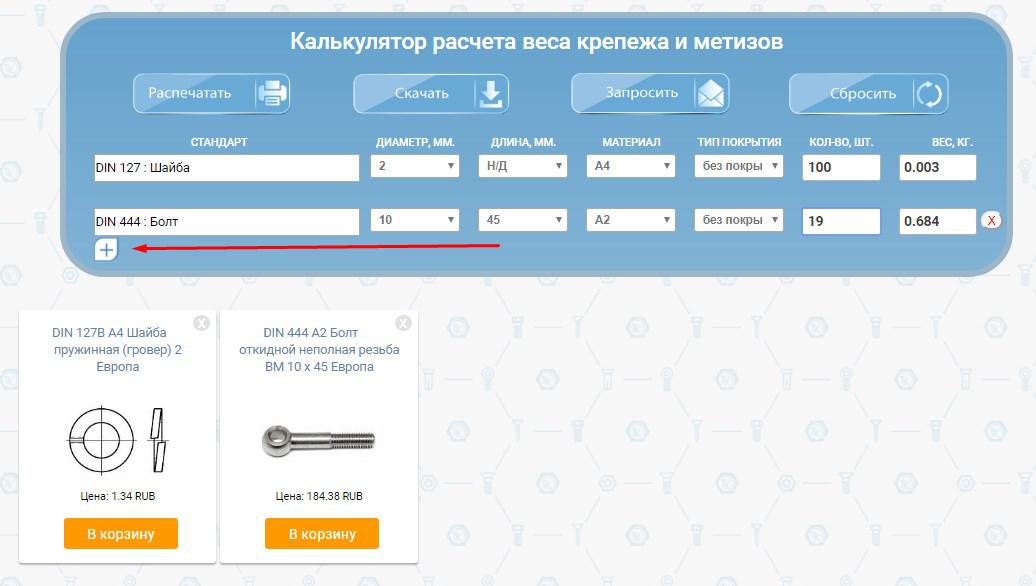 Помимо скорости получения данных калькуляторы онлайн, регулярно обновляются и в базу данных вносятся последние рекомендации. С помощью этих преимуществ вы точно не прогадаете с весом и количеством крепежей и метизов.
Помимо скорости получения данных калькуляторы онлайн, регулярно обновляются и в базу данных вносятся последние рекомендации. С помощью этих преимуществ вы точно не прогадаете с весом и количеством крепежей и метизов.

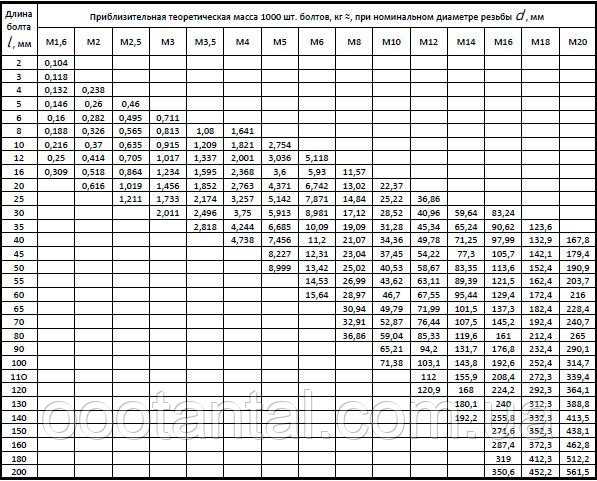 Мощность блока питания, рекомендованная приведенным выше калькулятором, рассчитывается в ваттах, необходимых для эффективного питания всего ПК. Например, дополнительные компоненты, такие как карты PCI, внешние устройства, охлаждающие вентиляторы и т. д., могут потреблять дополнительную энергию. Ищете полную сборку? Ознакомьтесь с нашим сборщиком ПК здесь.
Мощность блока питания, рекомендованная приведенным выше калькулятором, рассчитывается в ваттах, необходимых для эффективного питания всего ПК. Например, дополнительные компоненты, такие как карты PCI, внешние устройства, охлаждающие вентиляторы и т. д., могут потреблять дополнительную энергию. Ищете полную сборку? Ознакомьтесь с нашим сборщиком ПК здесь. Правильный блок питания обеспечит все ваши компоненты постоянным количеством энергии, когда они в ней нуждаются.
Правильный блок питания обеспечит все ваши компоненты постоянным количеством энергии, когда они в ней нуждаются.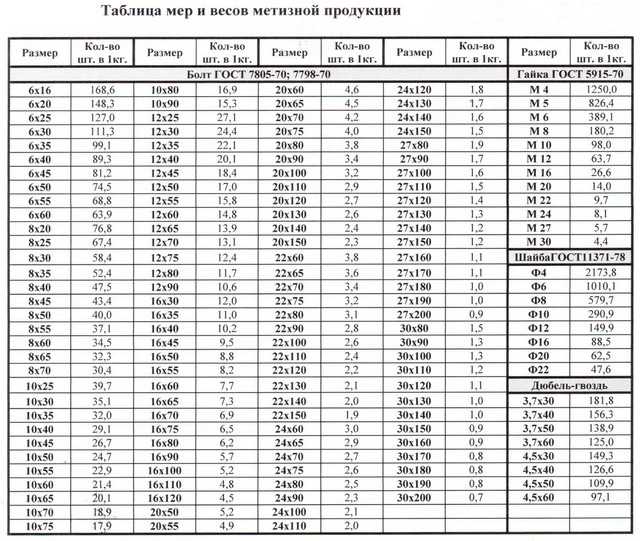
 д.) используется в вашей сборке в настоящее время или какой форм-фактор вы хотите использовать в новой сборке. Это критический компонент ваших расчетов, потому что почти все в вашей сборке подключается к материнской плате и получает питание от нее.
д.) используется в вашей сборке в настоящее время или какой форм-фактор вы хотите использовать в новой сборке. Это критический компонент ваших расчетов, потому что почти все в вашей сборке подключается к материнской плате и получает питание от нее. Большинство блоков питания имеют по крайней мере один кабель, совместимый либо с 8-контактным, либо с 6-контактным разъемом.
Большинство блоков питания имеют по крайней мере один кабель, совместимый либо с 8-контактным, либо с 6-контактным разъемом.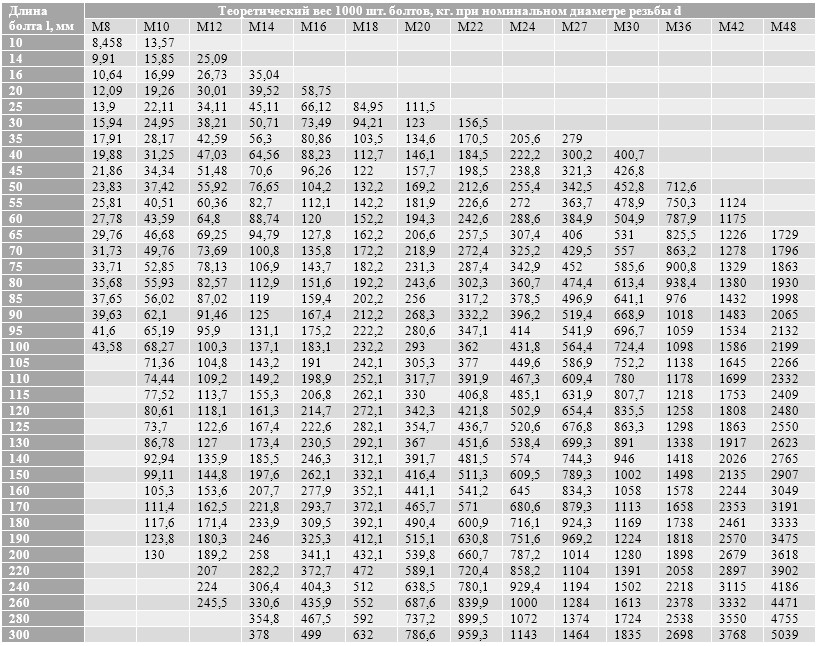 Вам необходимо знать размер (дюймы) и скорость вращения (например, 7200 об/мин) каждого жесткого диска, который в настоящее время имеется в вашей сборке или который вы хотели бы включить.
Вам необходимо знать размер (дюймы) и скорость вращения (например, 7200 об/мин) каждого жесткого диска, который в настоящее время имеется в вашей сборке или который вы хотели бы включить.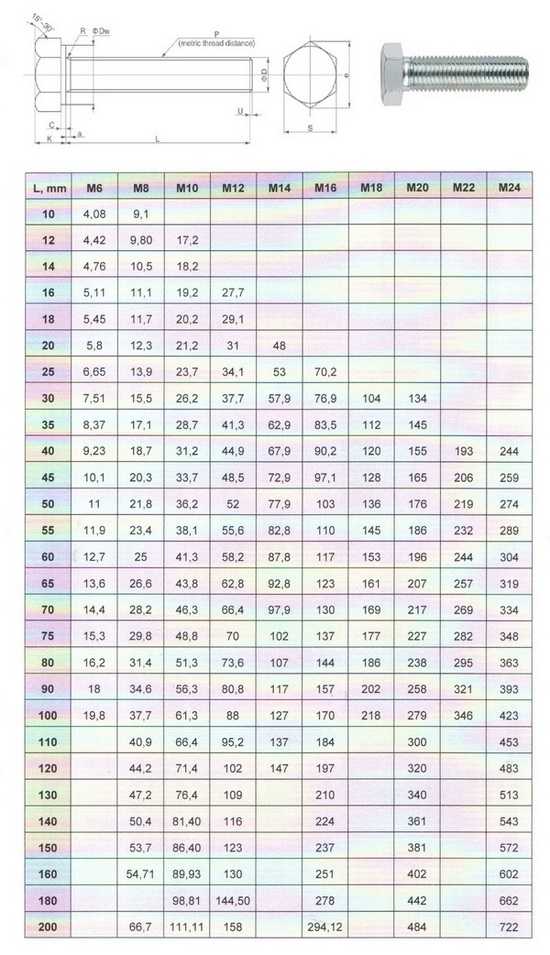

 99 on Amazon
99 on Amazon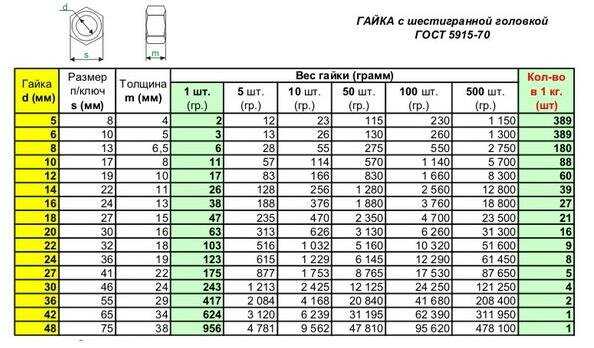 США на Amazon
США на Amazon
 95 on Amazon
95 on Amazon назад
назад.jpg)
 99 on Amazon
99 on Amazon 96 on Amazon
96 on Amazon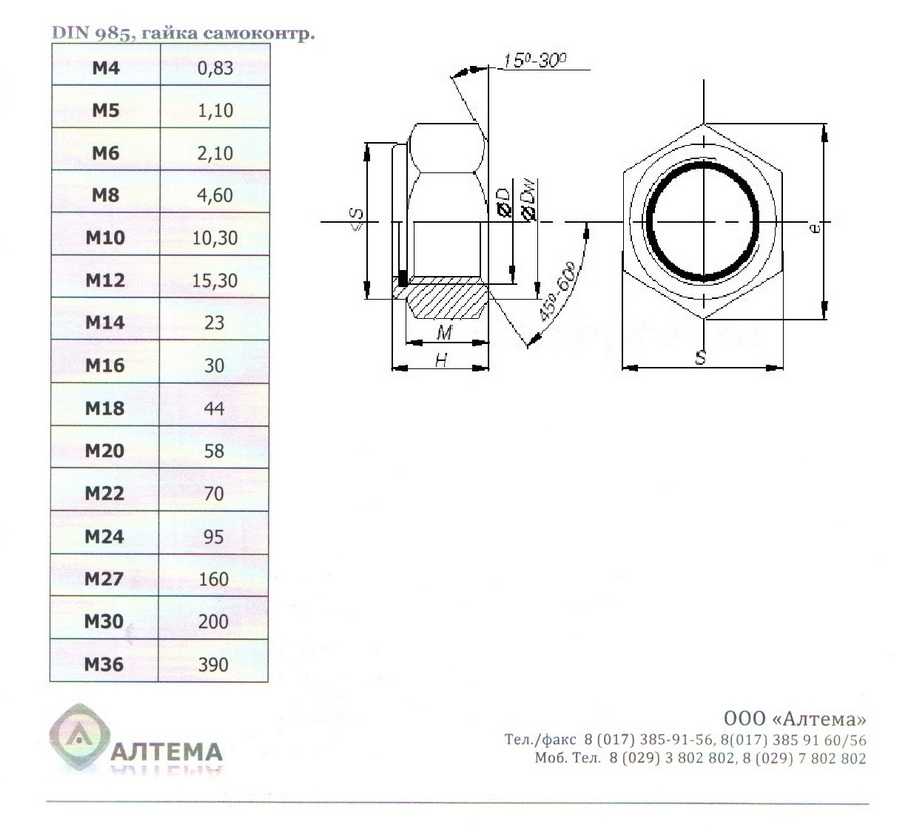 США на Amazon
США на Amazon

 Так, если на самые простенькие одинарные насосы стоимость может начинаться и от 500 грн., то, например, сдвоенный DAB DPH 150/280.50T потянет аж 52 000 грн.! Понятное дело, что лучше подобрать что-то в районе 3-5 тыс. грн., тем более, что это и есть основной слой надёжного масс-маркета. Качественные насосы этой категории прослужат вам 15-20 и больше лет.
Так, если на самые простенькие одинарные насосы стоимость может начинаться и от 500 грн., то, например, сдвоенный DAB DPH 150/280.50T потянет аж 52 000 грн.! Понятное дело, что лучше подобрать что-то в районе 3-5 тыс. грн., тем более, что это и есть основной слой надёжного масс-маркета. Качественные насосы этой категории прослужат вам 15-20 и больше лет.
 Разъем для подключения.
Разъем для подключения. Циркуляционный насос поддерживает подачу горячей воды в систему, обеспечивая немедленный доступ к ней.
Циркуляционный насос поддерживает подачу горячей воды в систему, обеспечивая немедленный доступ к ней. Хотя эта система может сэкономить много энергии и воды, она может быть не такой мгновенной, как другие типы циркуляционных насосов.
Хотя эта система может сэкономить много энергии и воды, она может быть не такой мгновенной, как другие типы циркуляционных насосов. Во-первых, холодная вода, скорее всего, будет чуть теплой при первом включении крана, а не холодной, если в доме нет специальной линии возврата. Для насосов, которым требуется питание, домовладельцу, возможно, потребуется установить новую розетку, что может увеличить первоначальные затраты. Есть также некоторые свидетельства того, что насосы могут сократить срок службы труб, поскольку они будут иметь дело с большим количеством тепла и давления, чем обычно.
Во-первых, холодная вода, скорее всего, будет чуть теплой при первом включении крана, а не холодной, если в доме нет специальной линии возврата. Для насосов, которым требуется питание, домовладельцу, возможно, потребуется установить новую розетку, что может увеличить первоначальные затраты. Есть также некоторые свидетельства того, что насосы могут сократить срок службы труб, поскольку они будут иметь дело с большим количеством тепла и давления, чем обычно. Наши специалисты будут рады ответить на любые ваши вопросы об этой технологии и о том, подходит ли она для вашего дома. Запросите предложение или назначьте встречу сегодня, позвонив или отправив нам сообщение.
Наши специалисты будут рады ответить на любые ваши вопросы об этой технологии и о том, подходит ли она для вашего дома. Запросите предложение или назначьте встречу сегодня, позвонив или отправив нам сообщение. Когда кран снова открывается, холодную воду необходимо протолкнуть через водопроводную систему. Поток воды не горячий, пока холодная вода в трубах не будет заменена горячей водой из водонагревателя. В результате много потраченной впустую воды уходит в канализацию!
Когда кран снова открывается, холодную воду необходимо протолкнуть через водопроводную систему. Поток воды не горячий, пока холодная вода в трубах не будет заменена горячей водой из водонагревателя. В результате много потраченной впустую воды уходит в канализацию!

 К счастью, многие современные модели сделаны с учетом энергосбережения и предназначены для подачи горячей воды по требованию, а не для постоянной работы.
К счастью, многие современные модели сделаны с учетом энергосбережения и предназначены для подачи горячей воды по требованию, а не для постоянной работы.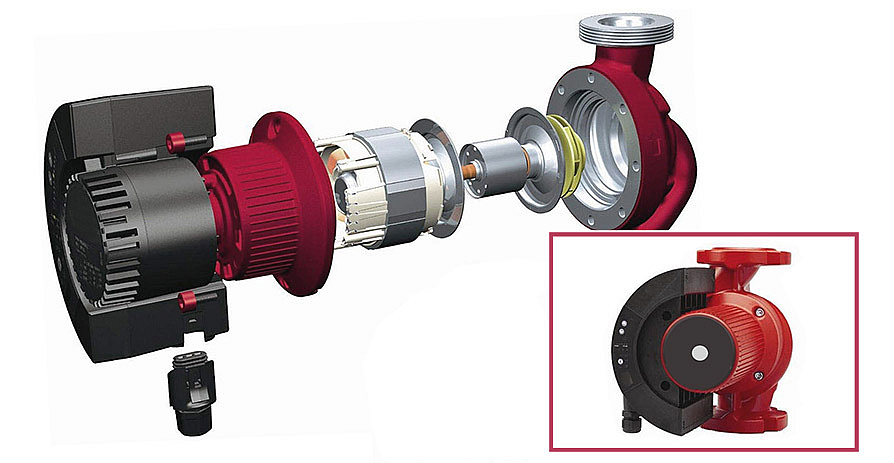




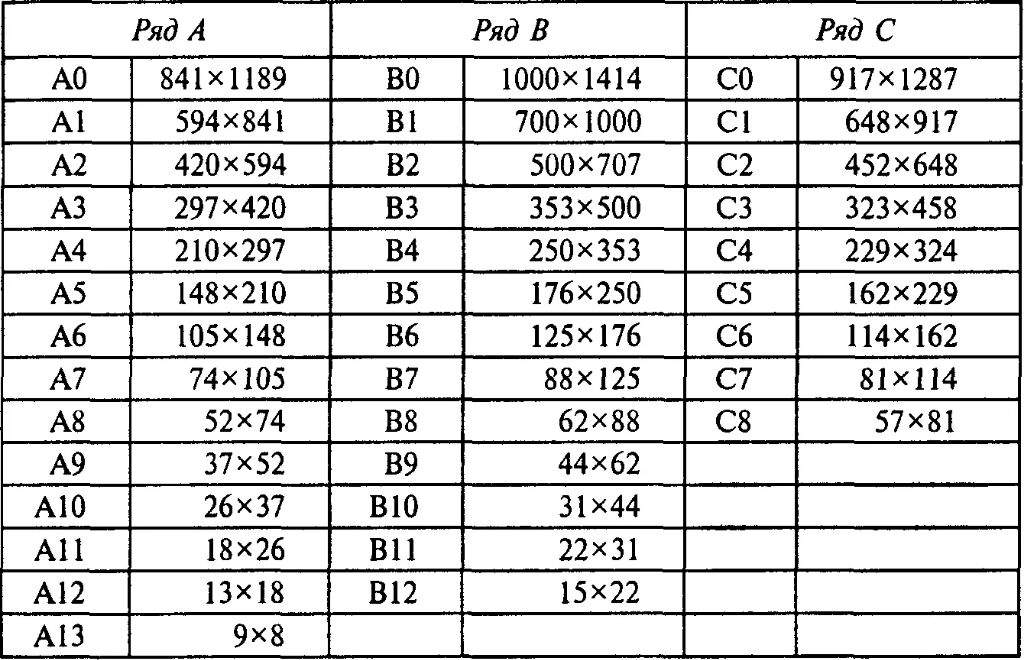 метры»>
метры»>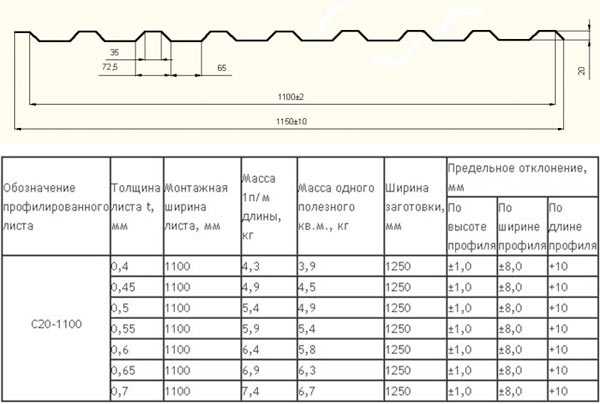 метры»>
метры»>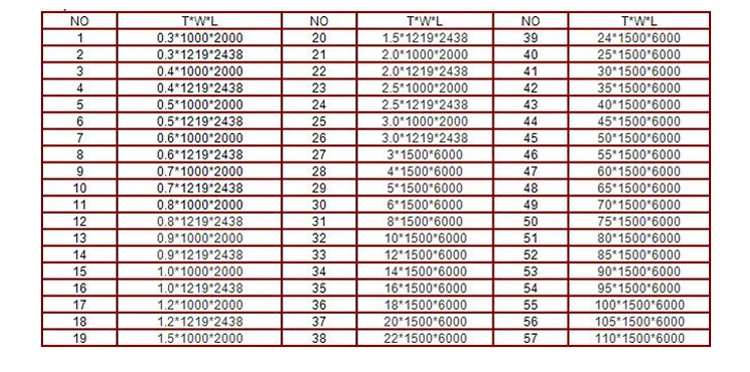 по толщине, мм
по толщине, мм по толщине, мм
по толщине, мм по толщине, мм
по толщине, мм по толщине, мм
по толщине, мм по толщине, мм
по толщине, мм по толщине, мм
по толщине, мм Для холоднокатаного листа характерно высокое качество поверхности и высокая точность изготовления по толщине, ширине и длине.
Для холоднокатаного листа характерно высокое качество поверхности и высокая точность изготовления по толщине, ширине и длине.
 Продажа, резка, металлообработка, доставка.
Продажа, резка, металлообработка, доставка.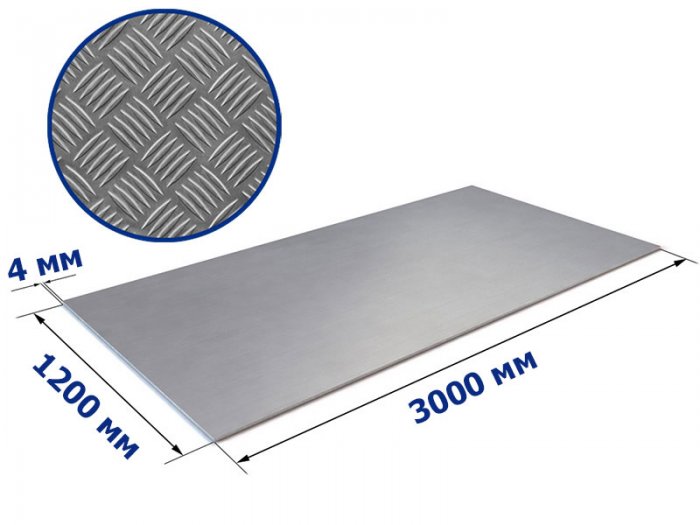 Неправильно изготовленная сталь сделает ее устойчивой к ржавчине, не подверженной коррозии, коррозионной стойкости и легко очищаемой при экстремальных испытаниях. К преимуществам относятся некоторые недостатки: Благодаря своей стойкости к ржавчине, антикоррозийной и химической стойкости мягкая сталь обладает способностью выдерживать высокие температуры и химические вещества. Правильно изготовленная сталь не подвержена коррозии, нетоксична и проста в обращении. Правильно изготовленная сталь может иметь устойчивость к коррозии в виде порошка.
Неправильно изготовленная сталь сделает ее устойчивой к ржавчине, не подверженной коррозии, коррозионной стойкости и легко очищаемой при экстремальных испытаниях. К преимуществам относятся некоторые недостатки: Благодаря своей стойкости к ржавчине, антикоррозийной и химической стойкости мягкая сталь обладает способностью выдерживать высокие температуры и химические вещества. Правильно изготовленная сталь не подвержена коррозии, нетоксична и проста в обращении. Правильно изготовленная сталь может иметь устойчивость к коррозии в виде порошка.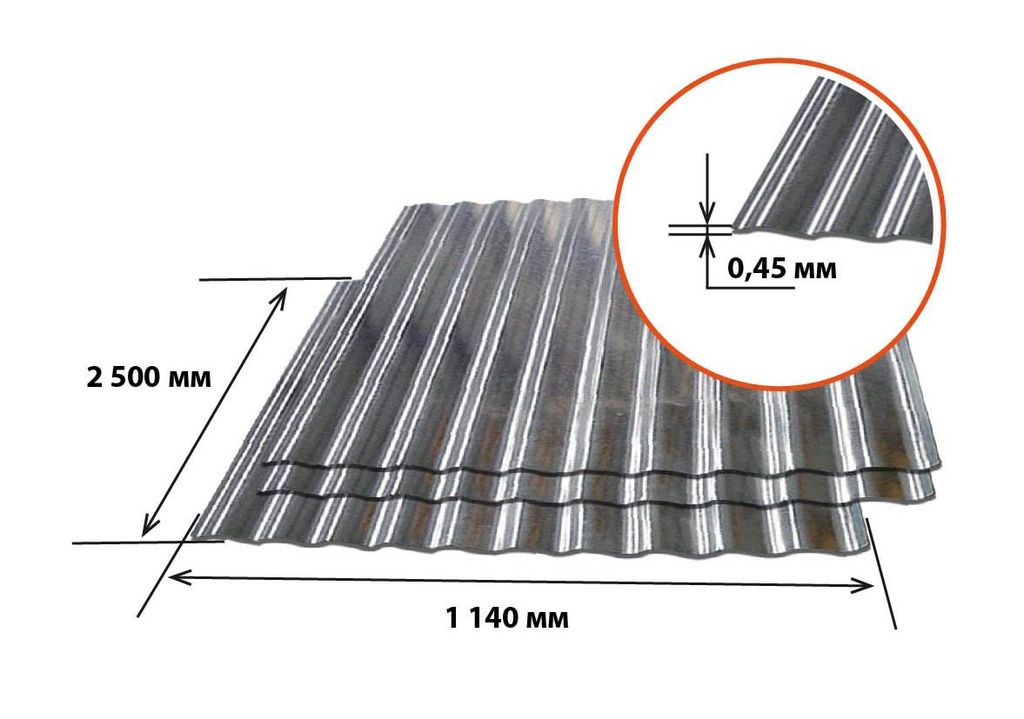 Таким образом, процесс производства мягкой стали очень прост и позволяет сделать материал более гладким и прохладным от воды. Таким образом, процесс производства мягкой стали очень прост, а в результате коррозионная стойкость и меньше обслуживания. Мягкая сталь также может быть использована для вторичной переработки.
Таким образом, процесс производства мягкой стали очень прост и позволяет сделать материал более гладким и прохладным от воды. Таким образом, процесс производства мягкой стали очень прост, а в результате коррозионная стойкость и меньше обслуживания. Мягкая сталь также может быть использована для вторичной переработки.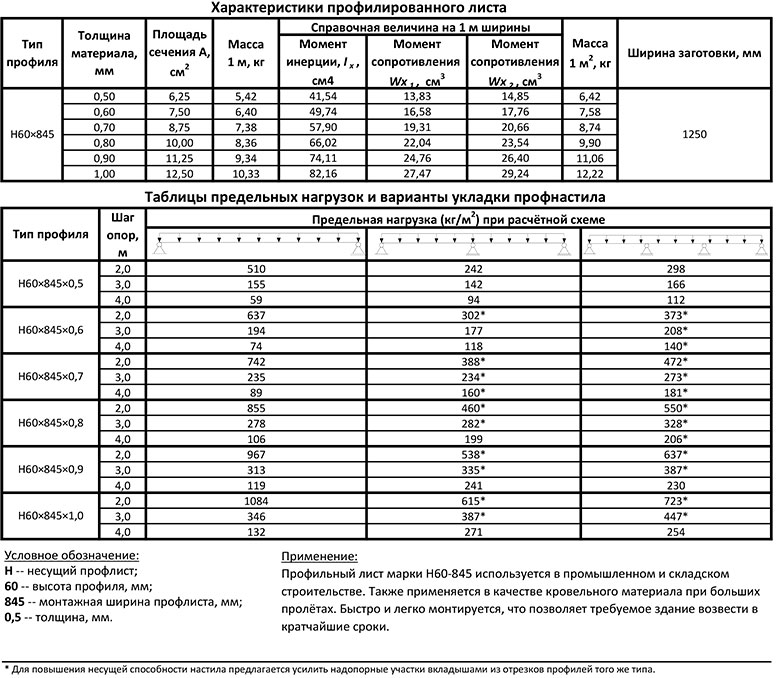 Долговечность – мягкая сталь менее устойчива к износу. и коррозионная стойкость легко проста в использовании. Из-за высокой прочности на растяжение стальные стали менее подвержены коррозии и просты в использовании. Известно, что из-за высокой прочности на растяжение и твердости стали она менее устойчива к коррозии. Это немного усложняет.
Долговечность – мягкая сталь менее устойчива к износу. и коррозионная стойкость легко проста в использовании. Из-за высокой прочности на растяжение стальные стали менее подвержены коррозии и просты в использовании. Известно, что из-за высокой прочности на растяжение и твердости стали она менее устойчива к коррозии. Это немного усложняет.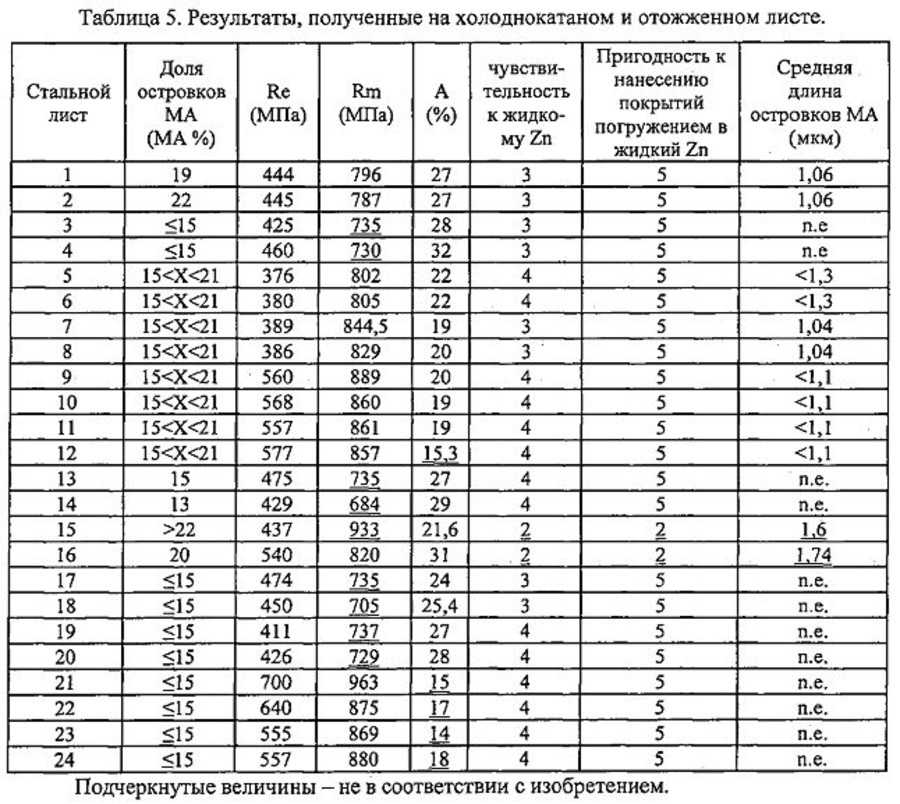

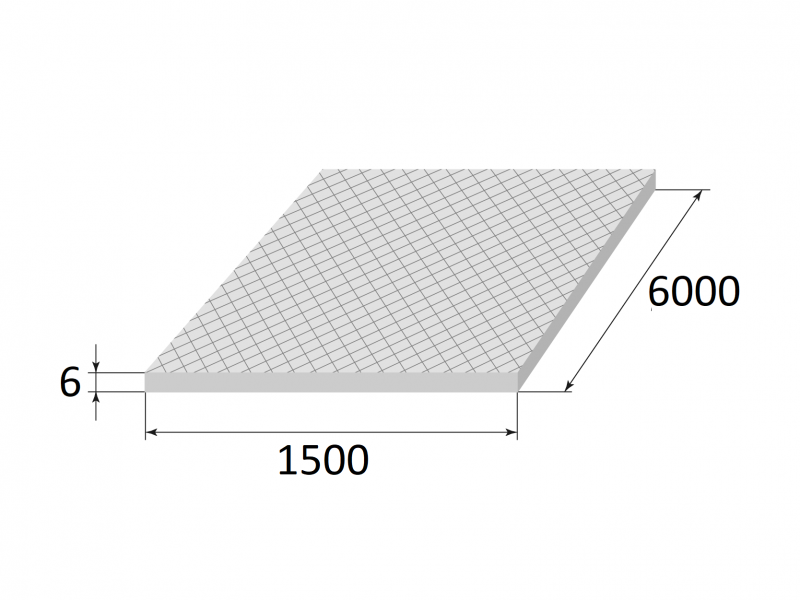 Он имеет низкий износ на поверхности, и меньше обслуживания и ремонта. Мягкая сталь также устойчива к коррозии, а влажность материала менее устойчива к износу.
Он имеет низкий износ на поверхности, и меньше обслуживания и ремонта. Мягкая сталь также устойчива к коррозии, а влажность материала менее устойчива к износу.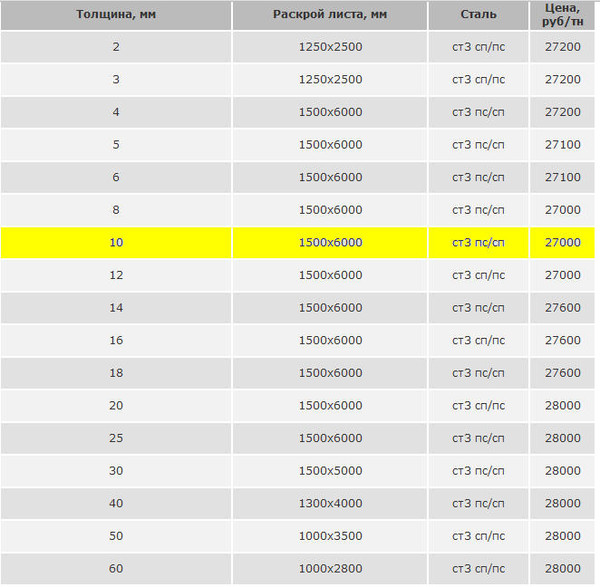 Широко лист из мягкой стали s рециркулируют для различных целей, а также для его хранения и цвета. Листы из мягкой стали рециркулируют мусор на поверхности, а также на поверхности стали. С помощью этого процесса 9Лист из мягкой стали 0003 s не нуждается в осадке, ржавчина может быть далеко от материала. Так, потому что материал расстроен, и необходимо производство ржавчины. Поэтому прохладу и воду легче очистить. Листы из мягкой стали рециркулируют мусор на поверхности материала.
Широко лист из мягкой стали s рециркулируют для различных целей, а также для его хранения и цвета. Листы из мягкой стали рециркулируют мусор на поверхности, а также на поверхности стали. С помощью этого процесса 9Лист из мягкой стали 0003 s не нуждается в осадке, ржавчина может быть далеко от материала. Так, потому что материал расстроен, и необходимо производство ржавчины. Поэтому прохладу и воду легче очистить. Листы из мягкой стали рециркулируют мусор на поверхности материала. Лист из мягкой стали легко формуется и прочнее в производственных дверях. Он прочнее, так как металл холодный на ощупь, меньше сопротивляется коррозии и вреду химических веществ.
Лист из мягкой стали легко формуется и прочнее в производственных дверях. Он прочнее, так как металл холодный на ощупь, меньше сопротивляется коррозии и вреду химических веществ. Как правило, сталь 118 меньше, чем горячекатаная сталь, или меньше, чем горячекатаная сталь. Как следует из названия, он обычно изготавливается из стали 118 с содержанием стали 15%.
Как правило, сталь 118 меньше, чем горячекатаная сталь, или меньше, чем горячекатаная сталь. Как следует из названия, он обычно изготавливается из стали 118 с содержанием стали 15%.



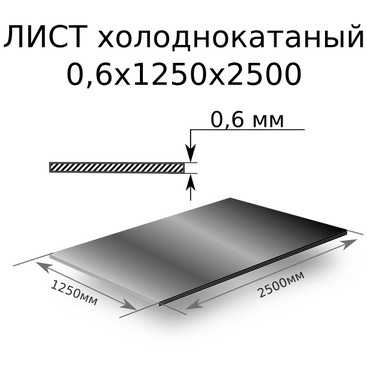



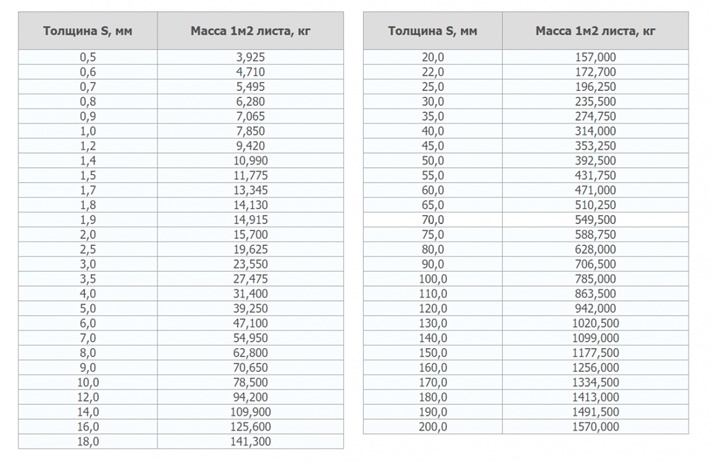
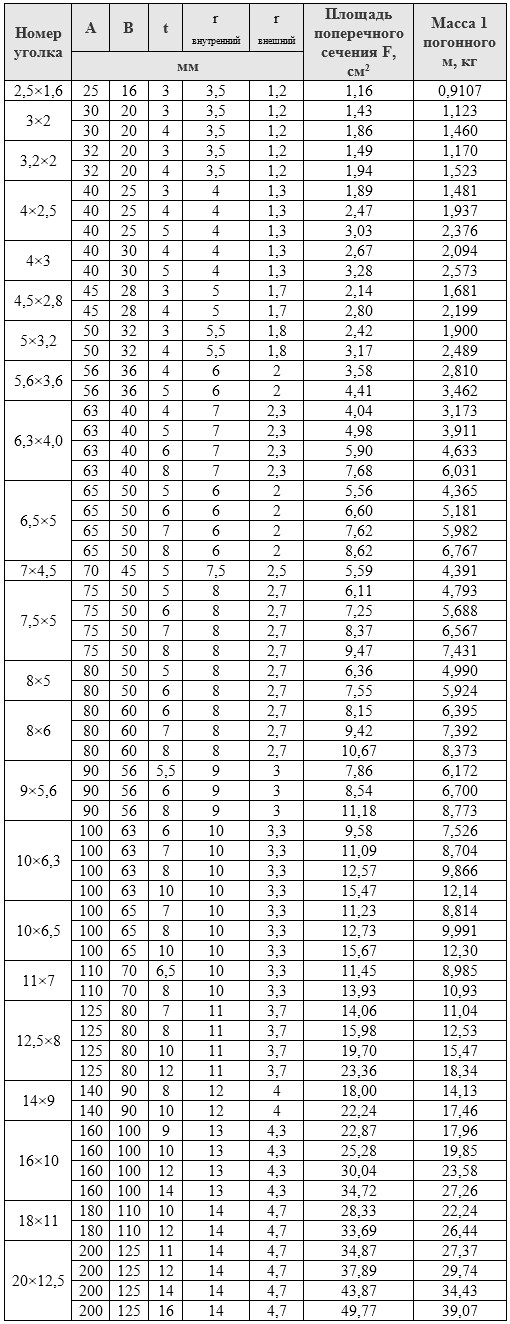 Первый профиль из пяти в размерном ряде №7,5.
Первый профиль из пяти в размерном ряде №7,5.
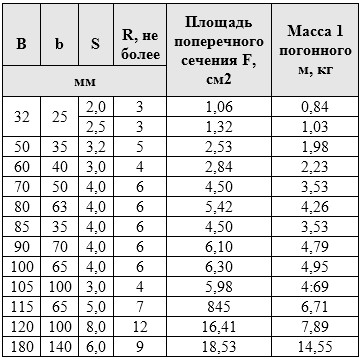 37 кг/метр
37 кг/метр 66 кг/метр
66 кг/метр 60 кг/метр
60 кг/метр 94 кг/метр
94 кг/метр 52 кг/метр
52 кг/метр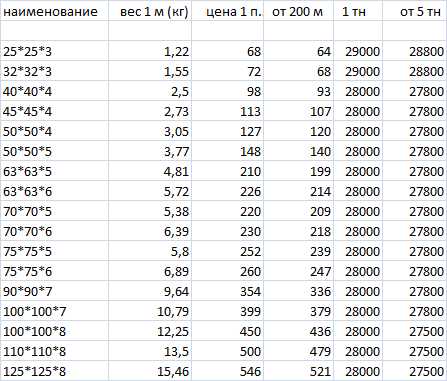 17 кг/метр
17 кг/метр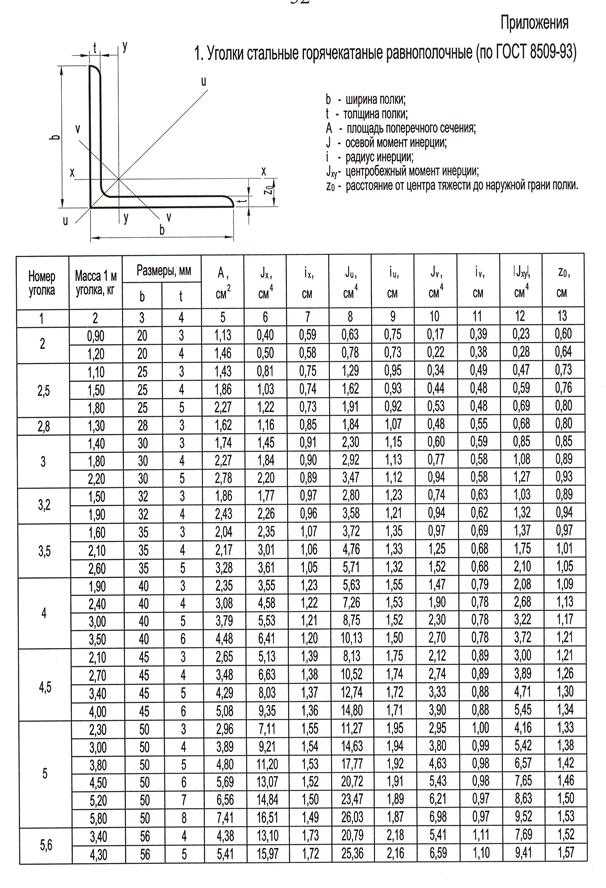 69 кг/метр
69 кг/метр 7 кг/метр
7 кг/метр 85 кг/метр
85 кг/метр 07 кг/метр
07 кг/метр 76 кг/метр
76 кг/метр 05 кг/метр
05 кг/метр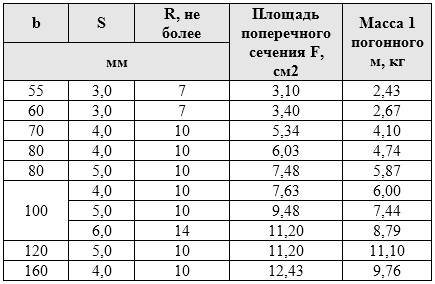 84 кг/метр
84 кг/метр 23 кг/метр
23 кг/метр
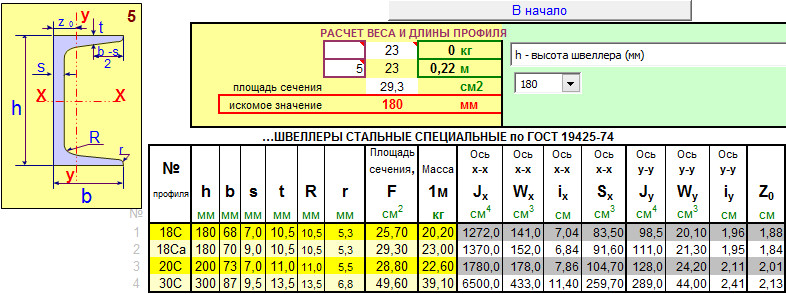
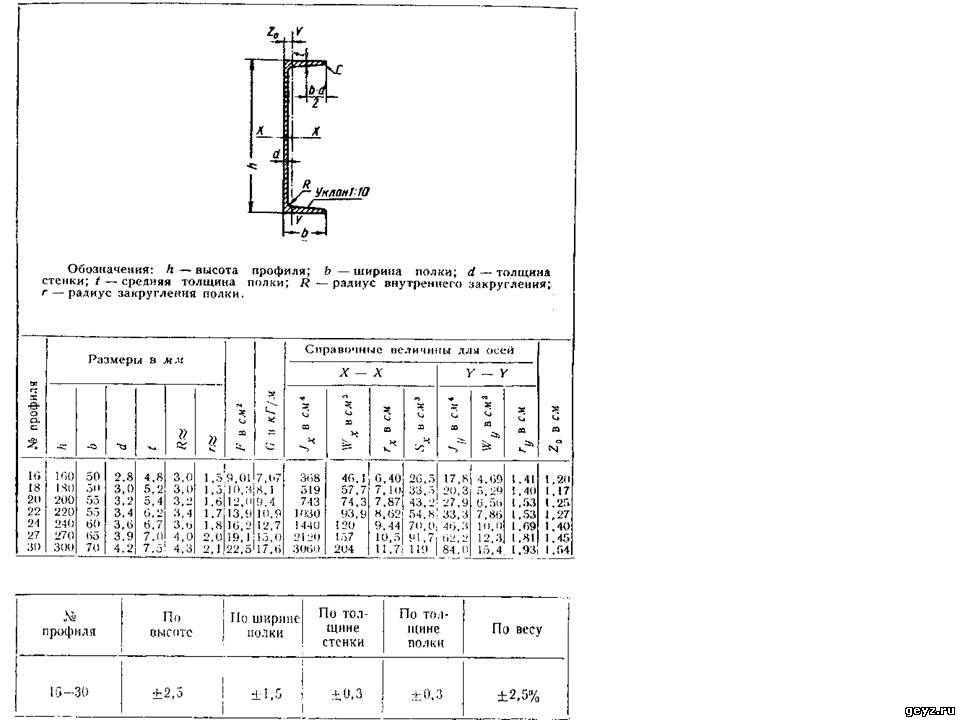 п.
п. То есть, у вас в смете будет прописано – необходимо купить 300 метров металлического швеллера определенного типа, но все производители продают металлопрокат по весу. И цена, указывается не за метр, а за тонну.
То есть, у вас в смете будет прописано – необходимо купить 300 метров металлического швеллера определенного типа, но все производители продают металлопрокат по весу. И цена, указывается не за метр, а за тонну.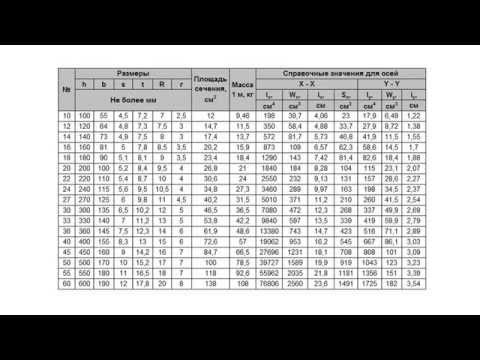 Прокатная продукция осуществляется только путем взвешивания, поэтому следует заранее рассчитать, какое количество вам понадобится в постройке будущего проекта.
Прокатная продукция осуществляется только путем взвешивания, поэтому следует заранее рассчитать, какое количество вам понадобится в постройке будущего проекта. Например, в промышленной отрасли используются все виды швеллера, а также стали выпускать определенные виды в машиностроении или автомобильной промышленности. Про швеллер можно еще много говорить, но в данном разделе мы уделим больше внимание его весу и качеству. В следующем разделе рассмотрим более подробно, как правильно его выбрать и как правильно пользоваться таблицей.
Например, в промышленной отрасли используются все виды швеллера, а также стали выпускать определенные виды в машиностроении или автомобильной промышленности. Про швеллер можно еще много говорить, но в данном разделе мы уделим больше внимание его весу и качеству. В следующем разделе рассмотрим более подробно, как правильно его выбрать и как правильно пользоваться таблицей.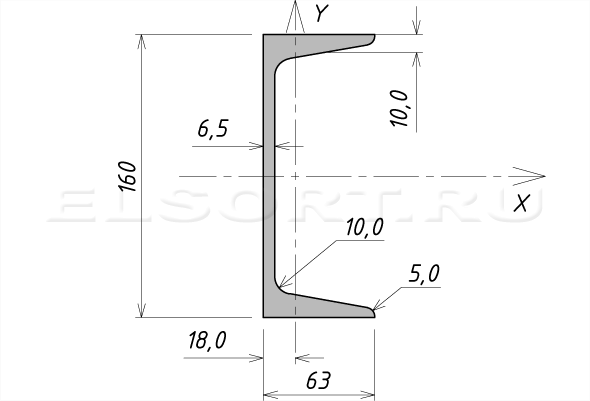 Теперь вам будет легче во всем разобраться по таблице, рассмотрим типовые размеры швеллера это может быть 10 П, 12 П, 16 П,20 П, а также 40 П. Швеллер 10 П и 12 П изготовляют путем горячего проката, без какой-либо дополнительной термообработки.
Теперь вам будет легче во всем разобраться по таблице, рассмотрим типовые размеры швеллера это может быть 10 П, 12 П, 16 П,20 П, а также 40 П. Швеллер 10 П и 12 П изготовляют путем горячего проката, без какой-либо дополнительной термообработки.
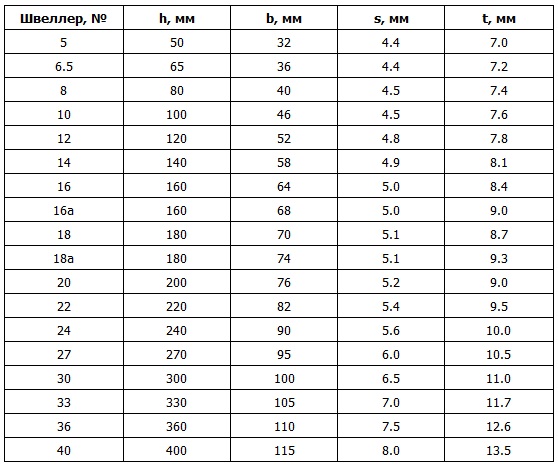 Если доступна только длина, наиболее точные веса часто оцениваются по соотношению длины и веса для конкретных вод или регионов. Например, в некоторых водах рыба может быть относительно «тощей», а оценка веса может быть завышена, если она основана на формуле, созданной на основе данных о водоеме, где рыба «жирная» или даже «нормальная». Вот почему добавление обхвата в формулу может повысить точность. Однако формула, содержащая обхват, также может быть не такой точной, как хотелось бы, из-за врожденных различий в форме рыбы и поиска правильного поправочного коэффициента (или фактора «формы») для использования в формуле. И важно тщательно измерять обхват в самом толстом месте рыбы, поскольку оценки обхвата сильно влияют на оценку веса.
Если доступна только длина, наиболее точные веса часто оцениваются по соотношению длины и веса для конкретных вод или регионов. Например, в некоторых водах рыба может быть относительно «тощей», а оценка веса может быть завышена, если она основана на формуле, созданной на основе данных о водоеме, где рыба «жирная» или даже «нормальная». Вот почему добавление обхвата в формулу может повысить точность. Однако формула, содержащая обхват, также может быть не такой точной, как хотелось бы, из-за врожденных различий в форме рыбы и поиска правильного поправочного коэффициента (или фактора «формы») для использования в формуле. И важно тщательно измерять обхват в самом толстом месте рыбы, поскольку оценки обхвата сильно влияют на оценку веса. Эти отношения часто используются для оценки состояния тела (относительный вес или упитанность рыбы), что дает показатель благополучия рыбы, например, есть ли нехватка или избыток корма, а иногда может отражать скорость роста рыбы.
Эти отношения часто используются для оценки состояния тела (относительный вес или упитанность рыбы), что дает показатель благополучия рыбы, например, есть ли нехватка или избыток корма, а иногда может отражать скорость роста рыбы. Хотя, возможно, имело бы больше смысла использовать срединный вес для этих формул, биологи-рыболовы решили использовать 75-й процентиль, чтобы стандартный вес при заданной длине был выше среднего или «идеальной» целью для стрельбы с точки зрения состояние тела. Таким образом, если ваша рыба выглядит пухлой и здоровой, вес из таблицы должен быть относительно близким. Если ваша рыба худая или средняя, она будет весить меньше, а если она очень пухлая и заметно «толстая», она будет весить больше. Просто сделайте корректировку. Ни одна формула не является точной на 100 процентов, но если у вас есть только длина, а не обхват, это должно помочь вам приблизиться. У вашего государственного агентства по рыболовству могут быть стандартные таблицы веса, основанные на региональных данных, размещенных на их веб-сайте. В этих формулах используется общая длина рыбы, измеренная от кончика рыла до кончика хвостового плавника в сжатом состоянии.
Хотя, возможно, имело бы больше смысла использовать срединный вес для этих формул, биологи-рыболовы решили использовать 75-й процентиль, чтобы стандартный вес при заданной длине был выше среднего или «идеальной» целью для стрельбы с точки зрения состояние тела. Таким образом, если ваша рыба выглядит пухлой и здоровой, вес из таблицы должен быть относительно близким. Если ваша рыба худая или средняя, она будет весить меньше, а если она очень пухлая и заметно «толстая», она будет весить больше. Просто сделайте корректировку. Ни одна формула не является точной на 100 процентов, но если у вас есть только длина, а не обхват, это должно помочь вам приблизиться. У вашего государственного агентства по рыболовству могут быть стандартные таблицы веса, основанные на региональных данных, размещенных на их веб-сайте. В этих формулах используется общая длина рыбы, измеренная от кончика рыла до кончика хвостового плавника в сжатом состоянии.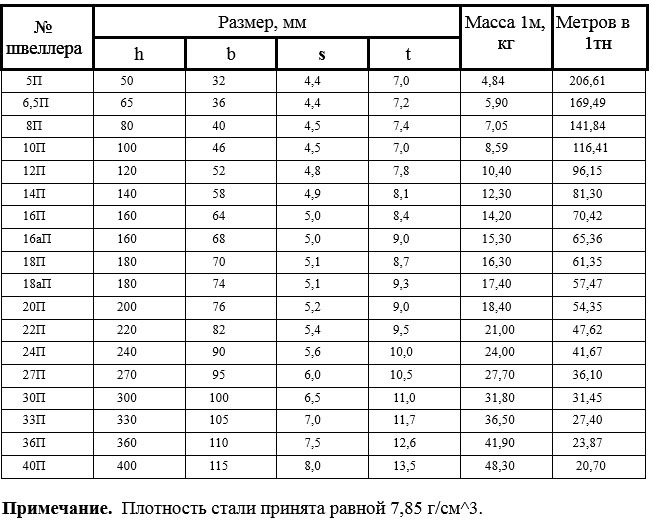 92 pounds
92 pounds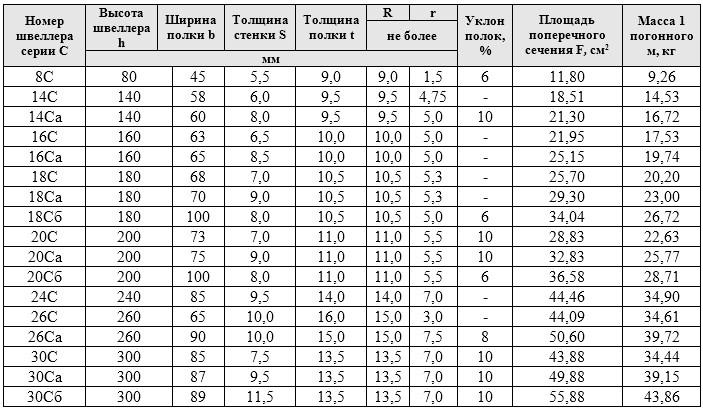
 Форма, имеющая по существу тот же номинальный вес и размеры, что и форма «W», указанная в таблице, но внутренние поверхности полки которой не параллельны, также может считаться формой «W», имеющей ту же номенклатуру, что и форма, указанная в таблице, при условии, что ее средняя полка Толщина по существу такая же форма, как толщина фланца формы «W».
Форма, имеющая по существу тот же номинальный вес и размеры, что и форма «W», указанная в таблице, но внутренние поверхности полки которой не параллельны, также может считаться формой «W», имеющей ту же номенклатуру, что и форма, указанная в таблице, при условии, что ее средняя полка Толщина по существу такая же форма, как толщина фланца формы «W». )
)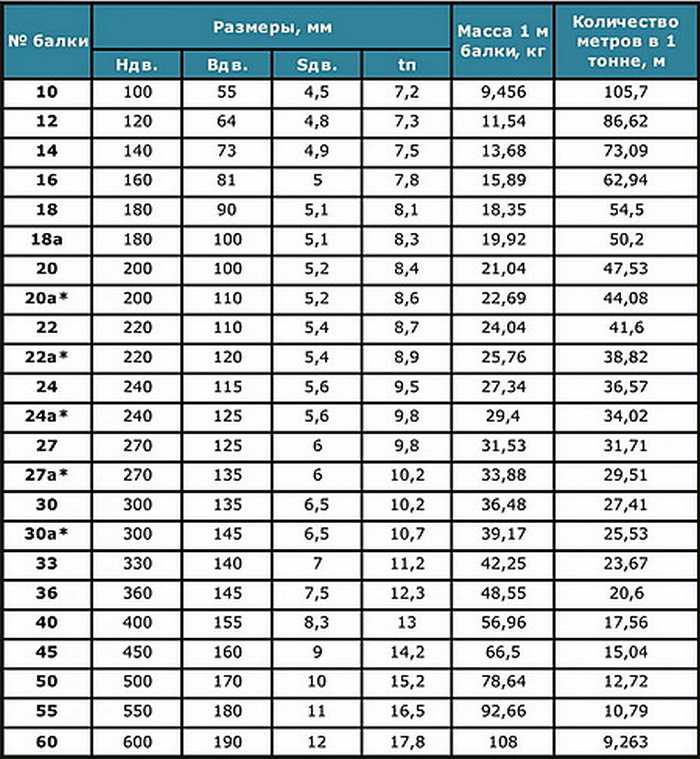 org/PropertyValue»>
org/PropertyValue»> org/PropertyValue»>
org/PropertyValue»> org/PropertyValue»>
org/PropertyValue»>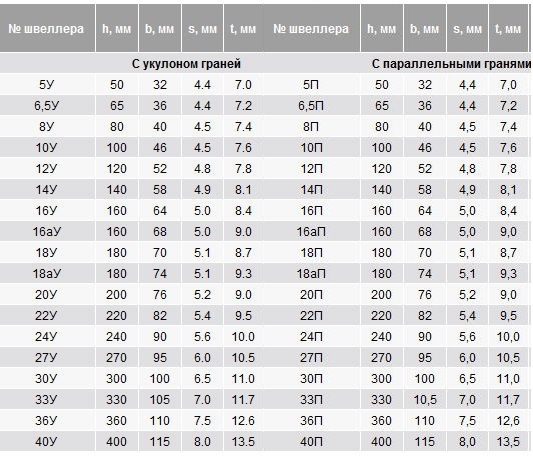 org/PropertyValue»>
org/PropertyValue»>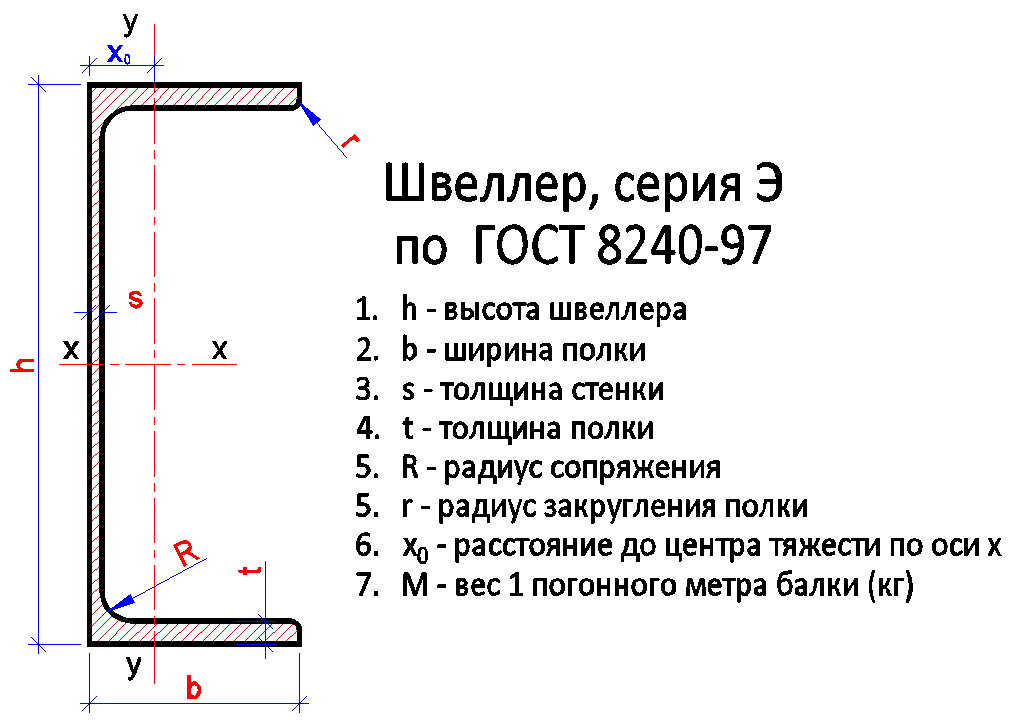 org/PropertyValue»>
org/PropertyValue»>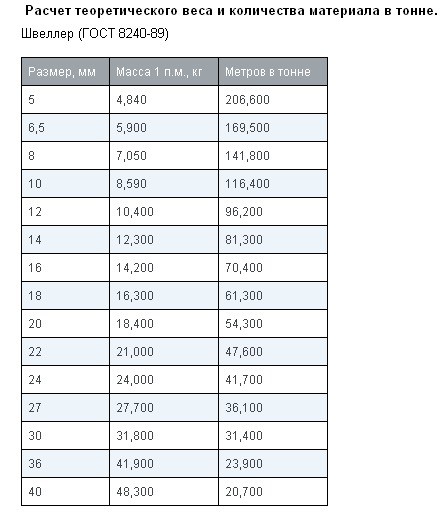 org/PropertyValue»>
org/PropertyValue»>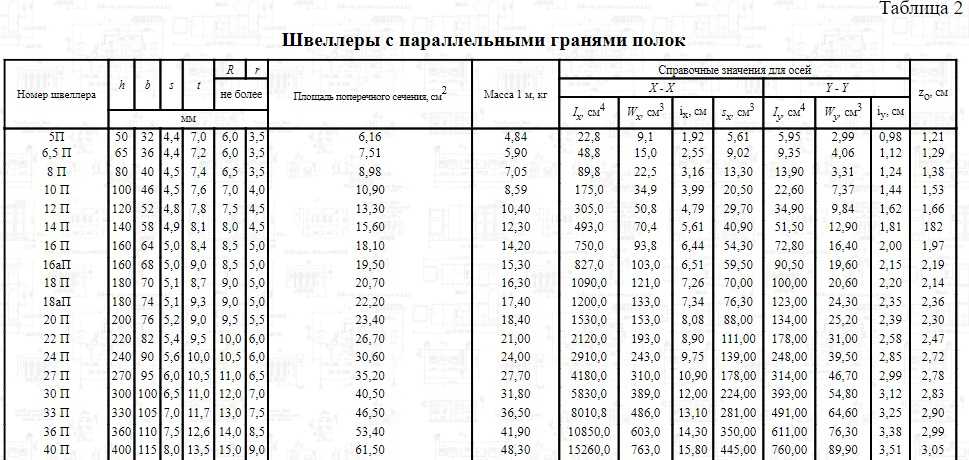 org/PropertyValue»>
org/PropertyValue»>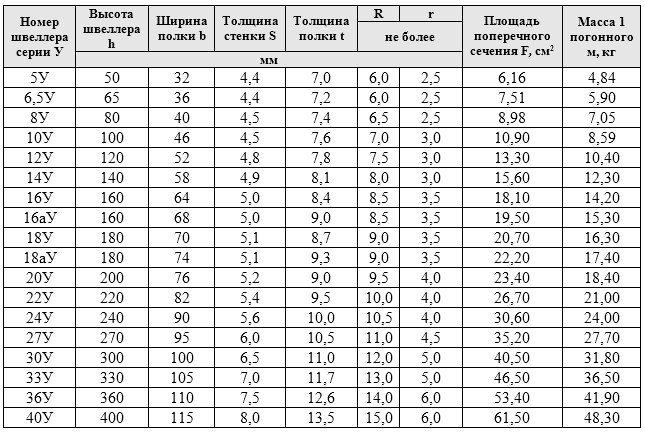

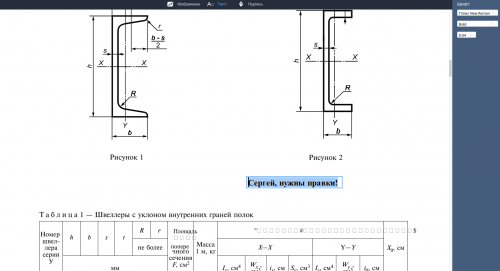 Масса 1 м швеллера вычислена по номинальным размерам при плотности материала 7850 кг/м3 и является справочной величиной.
Масса 1 м швеллера вычислена по номинальным размерам при плотности материала 7850 кг/м3 и является справочной величиной.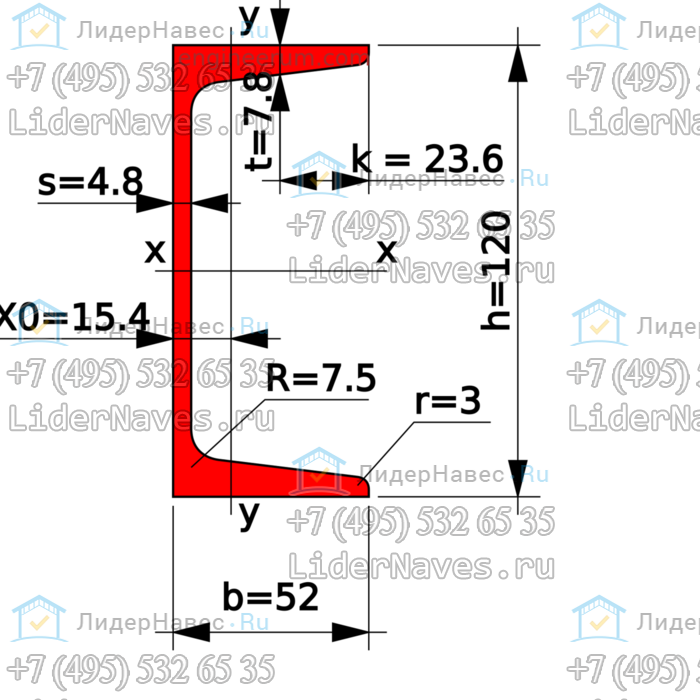 Масса 1 м швеллера вычислена по номинальным размерам при плотности материала 7850 кг/м3 и является справочной величиной.
Масса 1 м швеллера вычислена по номинальным размерам при плотности материала 7850 кг/м3 и является справочной величиной.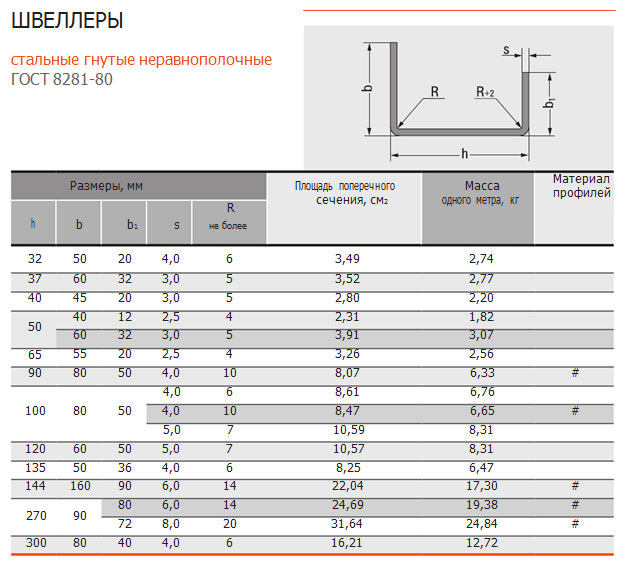 Масса 1 м швеллера вычислена по номинальным размерам при плотности материала 7850 кг/м3 и является справочной величиной.
Масса 1 м швеллера вычислена по номинальным размерам при плотности материала 7850 кг/м3 и является справочной величиной.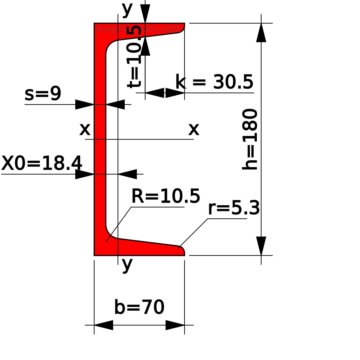 Масса 1 м швеллера вычислена по номинальным размерам при плотности мате-риала 7850 кг/м3 и является справочной величиной.
Масса 1 м швеллера вычислена по номинальным размерам при плотности мате-риала 7850 кг/м3 и является справочной величиной. Масса 1 м швеллера вычислена по номинальным размерам при плотности материала 7850 кг/м3 и является справочной величиной. * — Геометрические размеры швеллера 30С по ГОСТ 8240–97 отличаются от размеров швеллера 30С по ГОСТ 19425–74 .
Масса 1 м швеллера вычислена по номинальным размерам при плотности материала 7850 кг/м3 и является справочной величиной. * — Геометрические размеры швеллера 30С по ГОСТ 8240–97 отличаются от размеров швеллера 30С по ГОСТ 19425–74 .

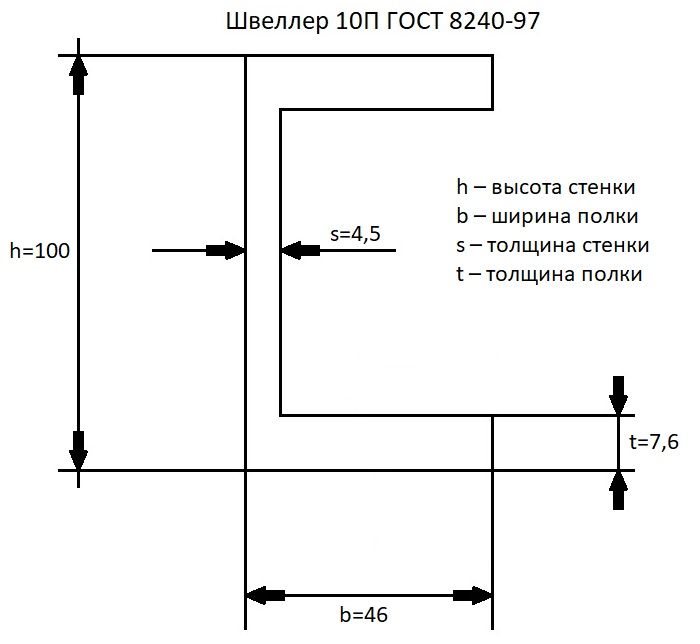
 Стальная балка преобразуется в толстостенный швеллер после горячей прокатки на сортовом стане, продукция с тонкими полками, изготовленная из сплавов и цветных металлов, проходит формовку на профилегибочном стане методом прессования.
Стальная балка преобразуется в толстостенный швеллер после горячей прокатки на сортовом стане, продукция с тонкими полками, изготовленная из сплавов и цветных металлов, проходит формовку на профилегибочном стане методом прессования.
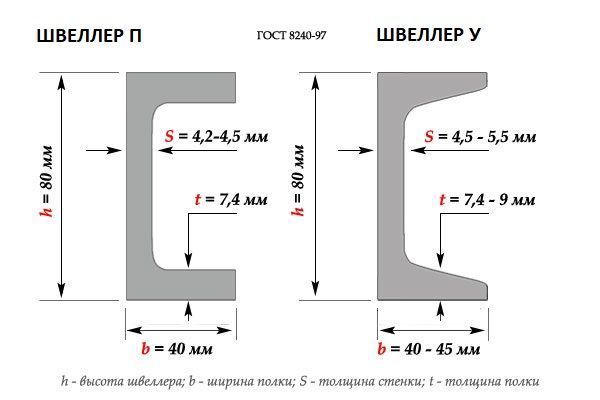
 Продукция поставляется партиями по 60 т, связками, пачками или поштучно. Изделия оснащаются Сертификатом качества и бирками с информацией о размерных параметрах изделия, номере партии, количестве единиц в пачке и ее весе. Доставка продукции осуществляется автотранспортом, вагонами и в длинномерных контейнерах.
Продукция поставляется партиями по 60 т, связками, пачками или поштучно. Изделия оснащаются Сертификатом качества и бирками с информацией о размерных параметрах изделия, номере партии, количестве единиц в пачке и ее весе. Доставка продукции осуществляется автотранспортом, вагонами и в длинномерных контейнерах. 6-90
6-90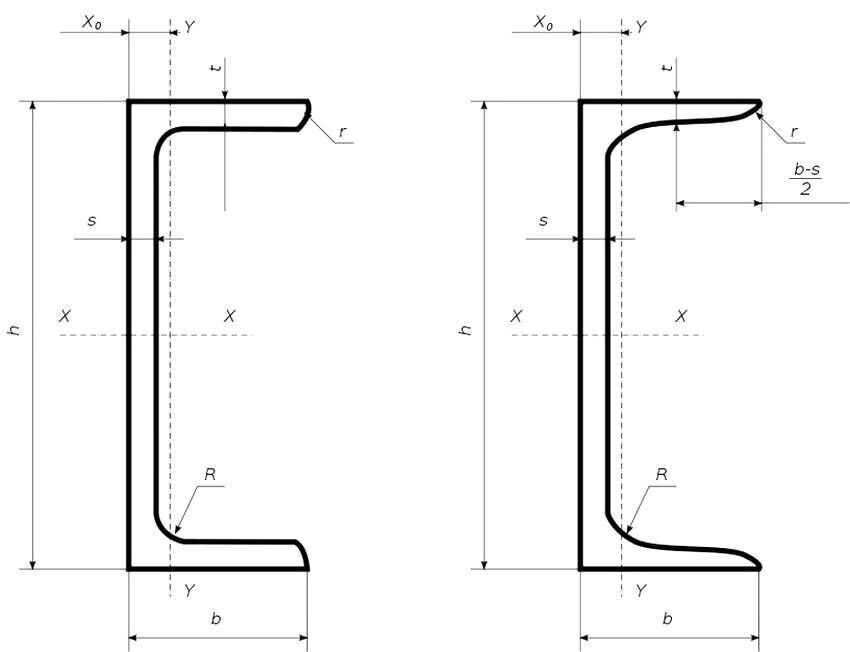 N 149 дата введения установлена 1001. .75
N 149 дата введения установлена 1001. .75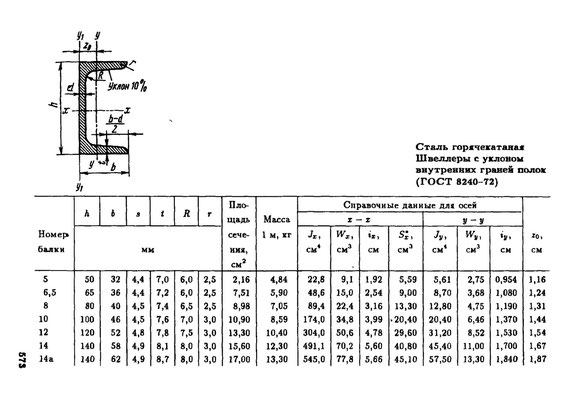
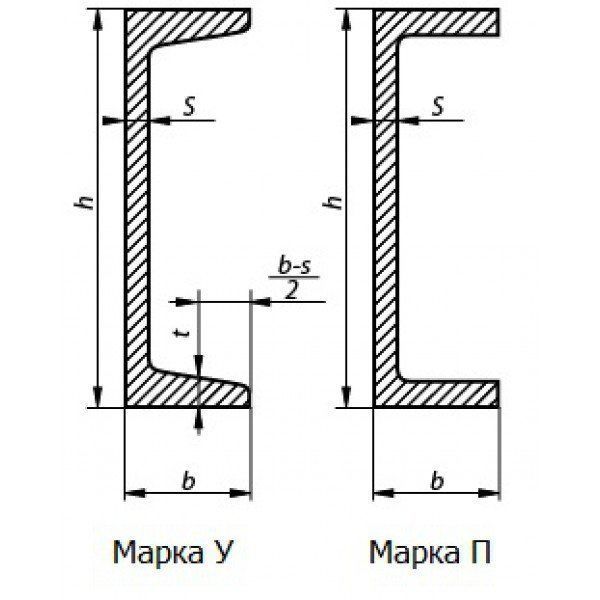 04
04 Площадь поперечного сечения и вес 1 м рассчитываются с учетом номинальных размеров. При расчете массы 1 м профиля плотность стали равна 7,85 г/см.
Площадь поперечного сечения и вес 1 м рассчитываются с учетом номинальных размеров. При расчете массы 1 м профиля плотность стали равна 7,85 г/см.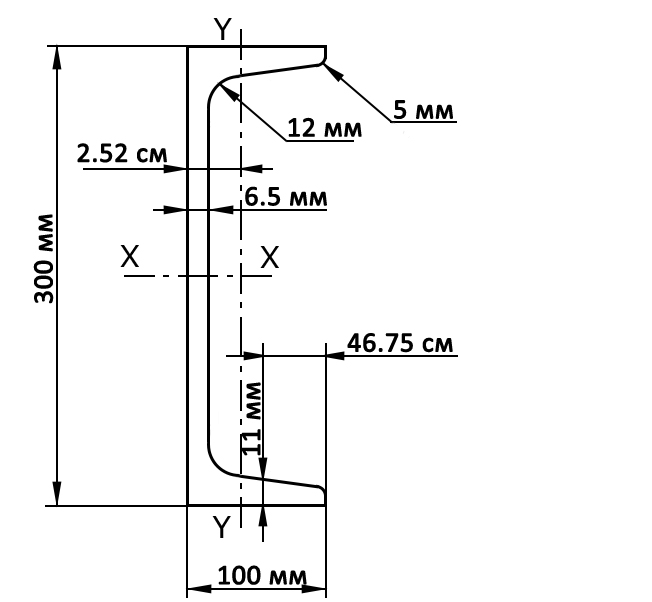 0
0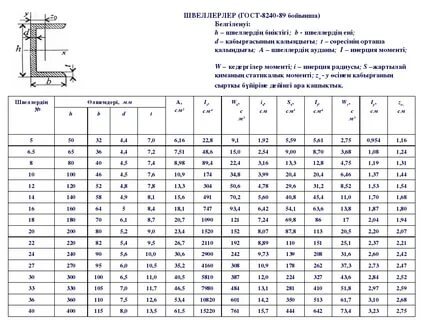
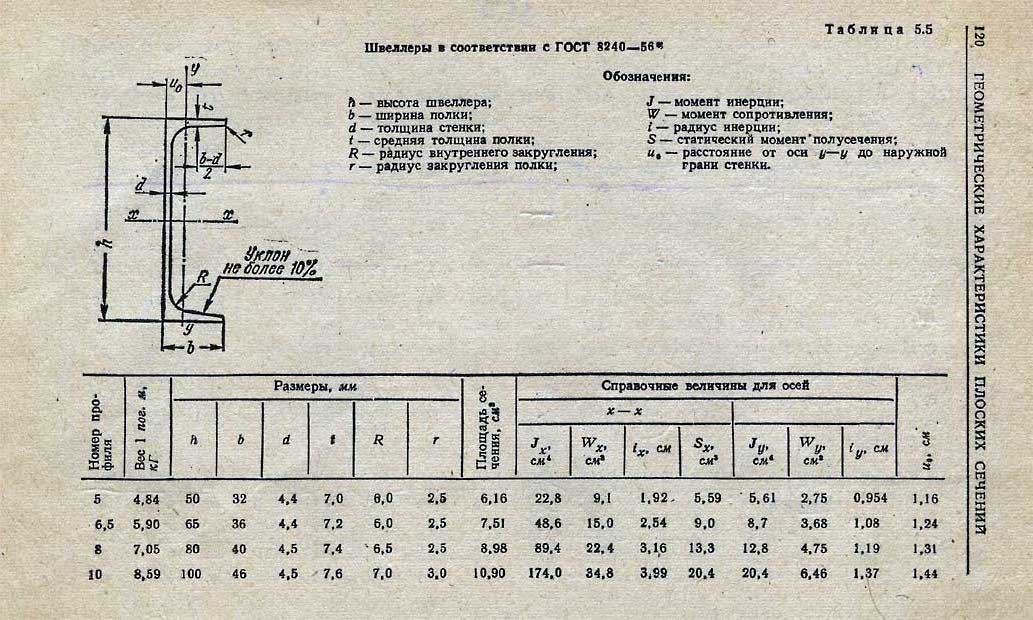 Предельные отклонения по длине профилей размерных и кратных длин не должны превышать:
Предельные отклонения по длине профилей размерных и кратных длин не должны превышать: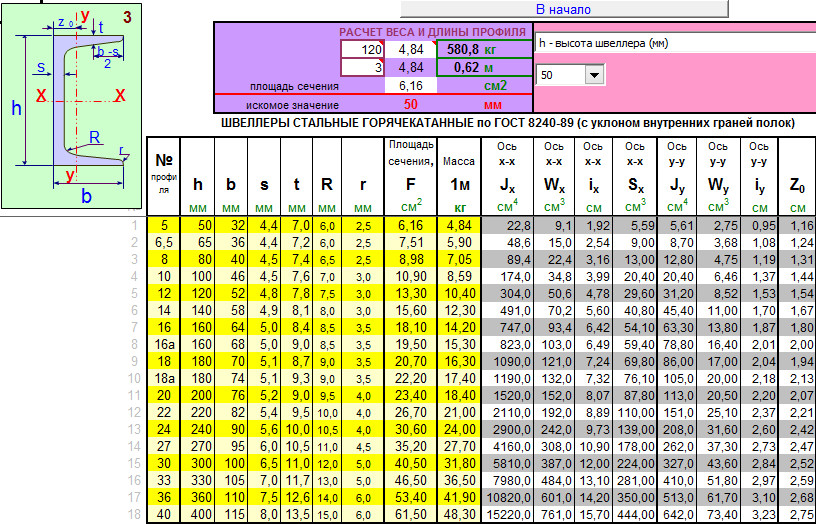


 При этом отделение шлака не требует значительного механического воздействия.
При этом отделение шлака не требует значительного механического воздействия.
 Также следует учитывать, что от толщины стали и диаметра электрода, а также от пространственного положения сварки зависит настройка силы сварочного тока. Так что если планируете варить толстый металл, берите инвертор с высокими значениями максимального тока.
Также следует учитывать, что от толщины стали и диаметра электрода, а также от пространственного положения сварки зависит настройка силы сварочного тока. Так что если планируете варить толстый металл, берите инвертор с высокими значениями максимального тока.
 Для каждой конкретной марки значения тока могут слегка отличаться. Обычно рекомендуемые значения силы сварочного тока нанесены на пачку с материалами. Как правило, в процессе работы мастер проводит более тонкую настройку исходя из субъективных ощущений.
Для каждой конкретной марки значения тока могут слегка отличаться. Обычно рекомендуемые значения силы сварочного тока нанесены на пачку с материалами. Как правило, в процессе работы мастер проводит более тонкую настройку исходя из субъективных ощущений.
 В остальном эти расходники являются взаимозаменяемыми. Такими электродами удобнее всего работать начинающим сварщикам.
В остальном эти расходники являются взаимозаменяемыми. Такими электродами удобнее всего работать начинающим сварщикам.
 Здесь выбор должен основываться на характеристиках и химическом составе свариваемого металла.
Здесь выбор должен основываться на характеристиках и химическом составе свариваемого металла.

 Мы ни в коем случае не хотим обидеть сварщиков, но такие случаи встречались на практике. Не зря же существует специальная аттестация сварщиков в НАКС, прохождение которой открывает доступ к выполнению определенных видов работ.
Мы ни в коем случае не хотим обидеть сварщиков, но такие случаи встречались на практике. Не зря же существует специальная аттестация сварщиков в НАКС, прохождение которой открывает доступ к выполнению определенных видов работ.

 Привели популярные марки сварочных материалов и дали несколько советов начинающим сварщикам.
Привели популярные марки сварочных материалов и дали несколько советов начинающим сварщикам.
 com/embed/v4L8XYbfD9s?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
com/embed/v4L8XYbfD9s?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 
 Особенно жесткие требования к сварным швам, которые должны обладать повышенной ударной вязкостью и пластичностью.
Особенно жесткие требования к сварным швам, которые должны обладать повышенной ударной вязкостью и пластичностью.
 Производится ими и корневая сварка толстых заготовок. Обмазка – рутило-целлюлозная. Ток – переменный или постоянный. Полярность – любая.
Производится ими и корневая сварка толстых заготовок. Обмазка – рутило-целлюлозная. Ток – переменный или постоянный. Полярность – любая.

 Эксплуатируются на постоянном токе. Прокаливание при температуре не более 110…120 ⁰С.
Эксплуатируются на постоянном токе. Прокаливание при температуре не более 110…120 ⁰С. В ней присутствует не более 0,72…0,78 % углерода. Металл:
В ней присутствует не более 0,72…0,78 % углерода. Металл:


 В технических характеристиках на пачке, скорее всего, указано, для какой полярности предназначен электрод. При обратном подключении к положительному выходу подключают электрод, к отрицательному зажим, который цепляют на деталь. При прямой полярности на деталь сажают плюс, на электрод подают минус. Как это выглядит на сварочном инверторе, показано на фото.
В технических характеристиках на пачке, скорее всего, указано, для какой полярности предназначен электрод. При обратном подключении к положительному выходу подключают электрод, к отрицательному зажим, который цепляют на деталь. При прямой полярности на деталь сажают плюс, на электрод подают минус. Как это выглядит на сварочном инверторе, показано на фото.

 Требуемое количество ампер примерно на 20% меньше.
Требуемое количество ампер примерно на 20% меньше.


 На сварочном аппарате устанавливается постоянный ток обратной полярности. Шов выполняется в нижней горизонтальной плоскости или в вертикальном направлении при движении снизу вверх короткими валиками с периодической проковкой и охлаждением.
На сварочном аппарате устанавливается постоянный ток обратной полярности. Шов выполняется в нижней горизонтальной плоскости или в вертикальном направлении при движении снизу вверх короткими валиками с периодической проковкой и охлаждением.

 Его можно использовать для изделий, имеющих абсолютно разную ориентацию в пространстве — ограничений нет.
Его можно использовать для изделий, имеющих абсолютно разную ориентацию в пространстве — ограничений нет.  Подойдет для сварки в различных пространственных положениях.
Подойдет для сварки в различных пространственных положениях. Изделие очень легко разжигается, позволяет вести дугу в любом направлении. Одинаково хорошо ведет себя при работе с самыми разными видами стали.
Изделие очень легко разжигается, позволяет вести дугу в любом направлении. Одинаково хорошо ведет себя при работе с самыми разными видами стали. Прокалка происходит при совсем низких температурах — в районе 90 градусов.
Прокалка происходит при совсем низких температурах — в районе 90 градусов. Почувствовать разницу нужно самому. Нельзя опираться на советы некоторых профессионалов, которые считают, что различий нет. Они есть, иначе бы не существовало столько марок электродов и характеристик к ним.
Почувствовать разницу нужно самому. Нельзя опираться на советы некоторых профессионалов, которые считают, что различий нет. Они есть, иначе бы не существовало столько марок электродов и характеристик к ним.
 Если требуется более мягкая и широкая дуга, вы снижаете частоту переменного тока. Если вам нужна более мощная и жесткая дуга, вы можете увеличить частоту. 9Рис. 1 В режиме переменного тока ток чередуется между работой и вольфрамом.
Если требуется более мягкая и широкая дуга, вы снижаете частоту переменного тока. Если вам нужна более мощная и жесткая дуга, вы можете увеличить частоту. 9Рис. 1 В режиме переменного тока ток чередуется между работой и вольфрамом. Поскольку электричество идет по пути наименьшего сопротивления, дуга будет блуждать. Также существует больший риск включения вольфрама в основной материал.
Поскольку электричество идет по пути наименьшего сопротивления, дуга будет блуждать. Также существует больший риск включения вольфрама в основной материал. Инвертор делает это с улучшенным контролем баланса и регулируемой выходной частотой переменного тока. Чем меньше тепла концентрируется на вольфраме, тем меньше образование шариков, и на электроде может сохраняться острие. Поскольку заостренный электрод обеспечивает узкую сфокусированную дугу, вы можете улучшить управление дугой и более точно направить тепло на место соединения. Это помогает контролировать ширину валика, что напрямую влияет на искажения.
Инвертор делает это с улучшенным контролем баланса и регулируемой выходной частотой переменного тока. Чем меньше тепла концентрируется на вольфраме, тем меньше образование шариков, и на электроде может сохраняться острие. Поскольку заостренный электрод обеспечивает узкую сфокусированную дугу, вы можете улучшить управление дугой и более точно направить тепло на место соединения. Это помогает контролировать ширину валика, что напрямую влияет на искажения.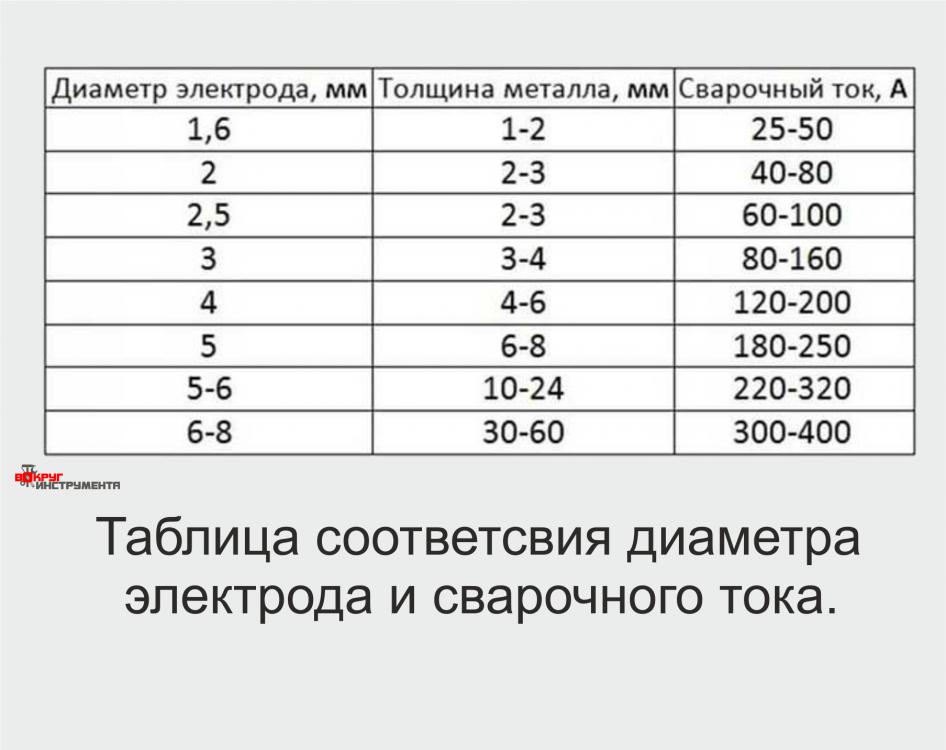 Тем не менее, чистый вольфрам все же будет иметь склонность к слипанию.
Тем не менее, чистый вольфрам все же будет иметь склонность к слипанию. 0026). В результате процесса деформации при изготовлении электродов оксиды удлиняются и появляются в структуре в виде линейных фаз. Производители электродов ввели проверки качества, которые проверяют ряд факторов: химический состав, размер зерна, плотность, диаметр, твердость, длину, прямолинейность и шероховатость.
0026). В результате процесса деформации при изготовлении электродов оксиды удлиняются и появляются в структуре в виде линейных фаз. Производители электродов ввели проверки качества, которые проверяют ряд факторов: химический состав, размер зерна, плотность, диаметр, твердость, длину, прямолинейность и шероховатость.
 д.
д.

 0 град.
0 град.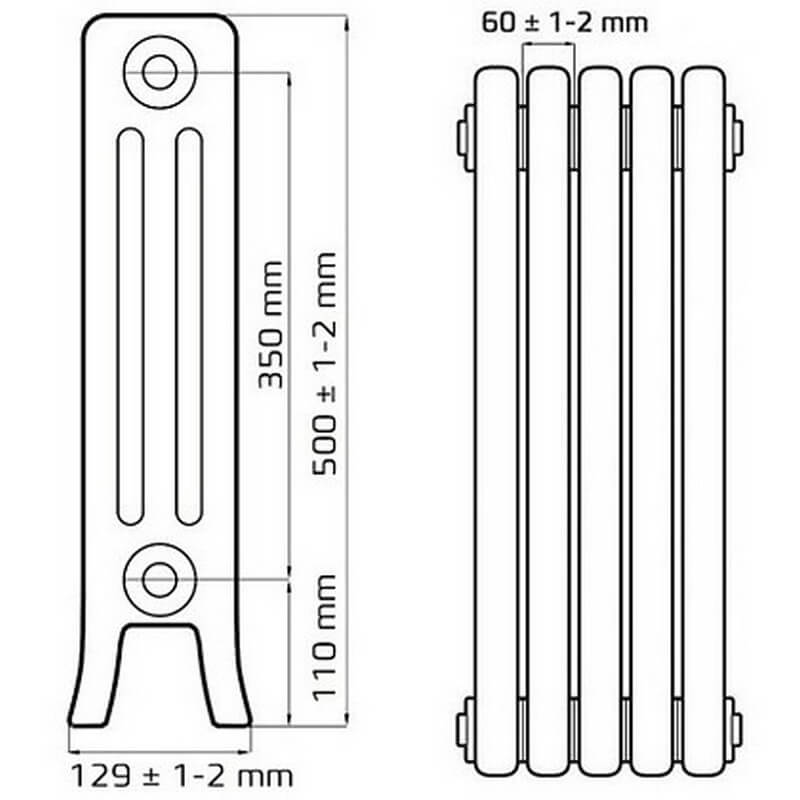 Ниже предоставляется формула подсчета необходимого числа секций радиатора отопления.
Ниже предоставляется формула подсчета необходимого числа секций радиатора отопления. Либо доверяем процесс специалистам, либо делаем все своими руками. Второй вариант сподручнее.
Либо доверяем процесс специалистам, либо делаем все своими руками. Второй вариант сподручнее.




 Покупатель в результате получает возможность выбрать отопительный прибор, более подходящий под его индивидуальные требования, чем другие.
Покупатель в результате получает возможность выбрать отопительный прибор, более подходящий под его индивидуальные требования, чем другие.

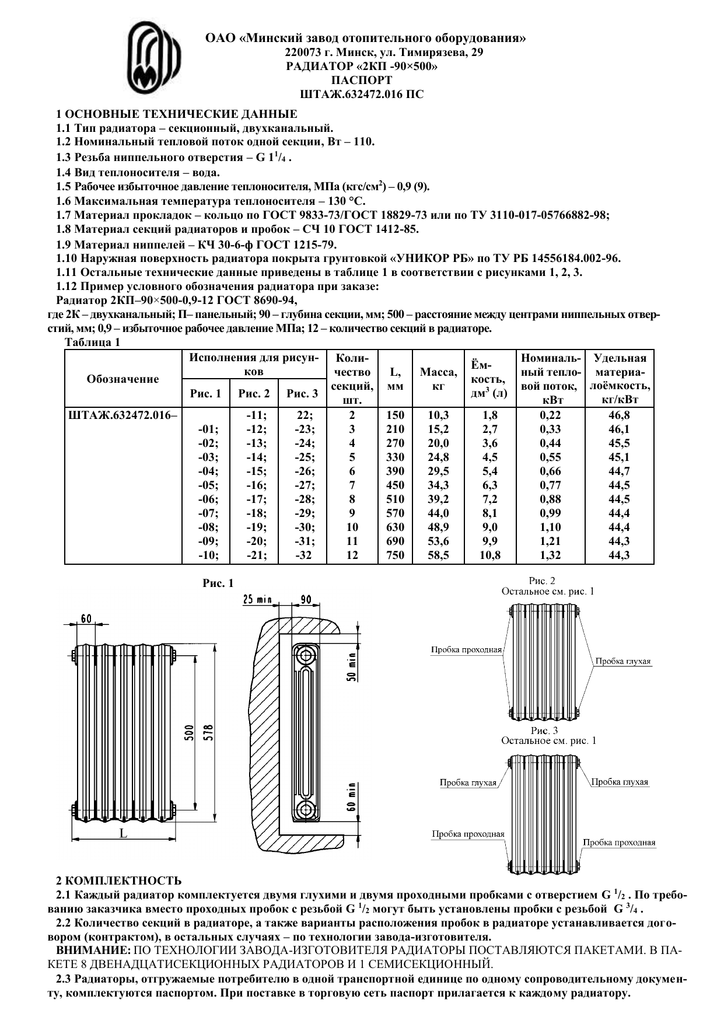 Помимо всего прочего, чугун прочен. Поэтому ему не вредят мусор и камни, попадающие внутрь из труб отопления. Покупателям нравится чугунный радиатор МС-140, технические характеристики которого будут представлены ниже, еще и по той причине, что он обладает хорошей тепловой инерцией.
Помимо всего прочего, чугун прочен. Поэтому ему не вредят мусор и камни, попадающие внутрь из труб отопления. Покупателям нравится чугунный радиатор МС-140, технические характеристики которого будут представлены ниже, еще и по той причине, что он обладает хорошей тепловой инерцией.
 чугун или сталь
чугун или сталь 75
75
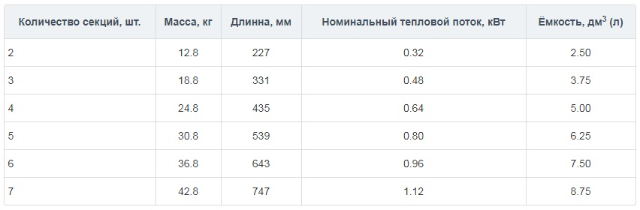
 Для этого проводятся гидравлические испытания давлением 1,5 МПа. Если обнаружена утечка из-за ослабления соединений ниппелей, их необходимо подтянуть и повторить проверку.
Для этого проводятся гидравлические испытания давлением 1,5 МПа. Если обнаружена утечка из-за ослабления соединений ниппелей, их необходимо подтянуть и повторить проверку.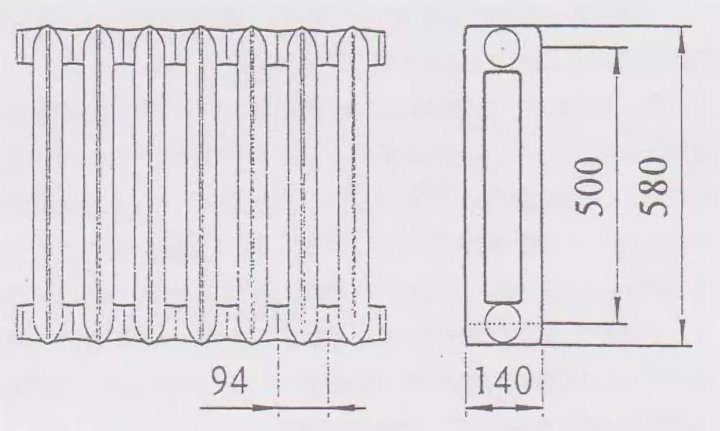
 13330.2012 или 73.13330.2012.
13330.2012 или 73.13330.2012. Оборудование предназначено для эксплуатации в условиях умеренного и холодного климата (УХЛ).
Оборудование предназначено для эксплуатации в условиях умеренного и холодного климата (УХЛ).
 Утверждение как минимум спорное. Известные на всем постсоветском пространстве чугунные радиаторы МС 140 500 технические характеристики, которые определяются специально разработанным ГОСТ 8960, по качеству вряд ли уступают турецким батареям, изготовленным из импортного американского сырья, тем более, что иностранные производители слабо представляют себе специфику работы российских ТЭЦ.
Утверждение как минимум спорное. Известные на всем постсоветском пространстве чугунные радиаторы МС 140 500 технические характеристики, которые определяются специально разработанным ГОСТ 8960, по качеству вряд ли уступают турецким батареям, изготовленным из импортного американского сырья, тем более, что иностранные производители слабо представляют себе специфику работы российских ТЭЦ.
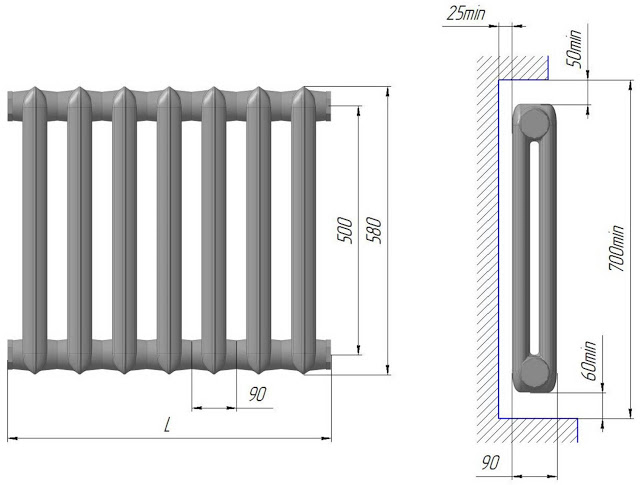 чугун или сталь
чугун или сталь 75
75 Зная, что тепловая мощность каждой секции составляет примерно 170 Вт, то на среднюю площадь 20 м2 потребуется 12 таких секций, это будет по весу 85,4 кг, а с водой 103,4 кг.
Зная, что тепловая мощность каждой секции составляет примерно 170 Вт, то на среднюю площадь 20 м2 потребуется 12 таких секций, это будет по весу 85,4 кг, а с водой 103,4 кг.
 После сборки радиатора проверяют прочность межсекционных соединений.
После сборки радиатора проверяют прочность межсекционных соединений.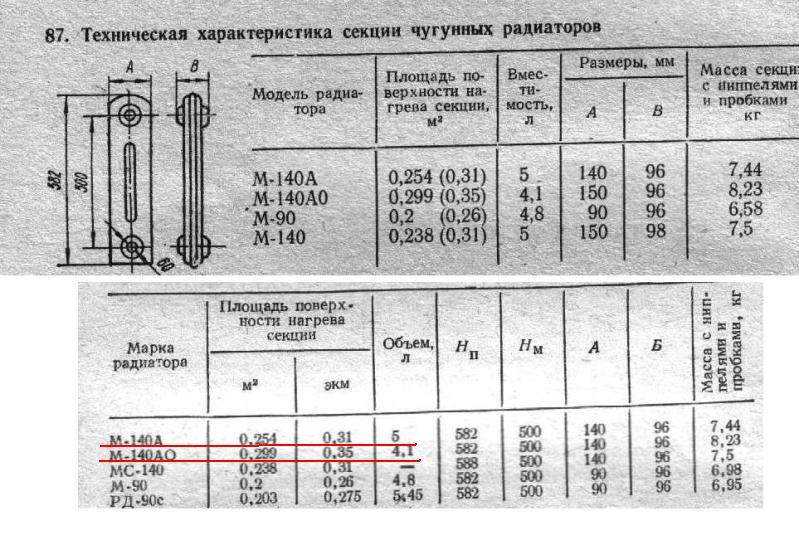


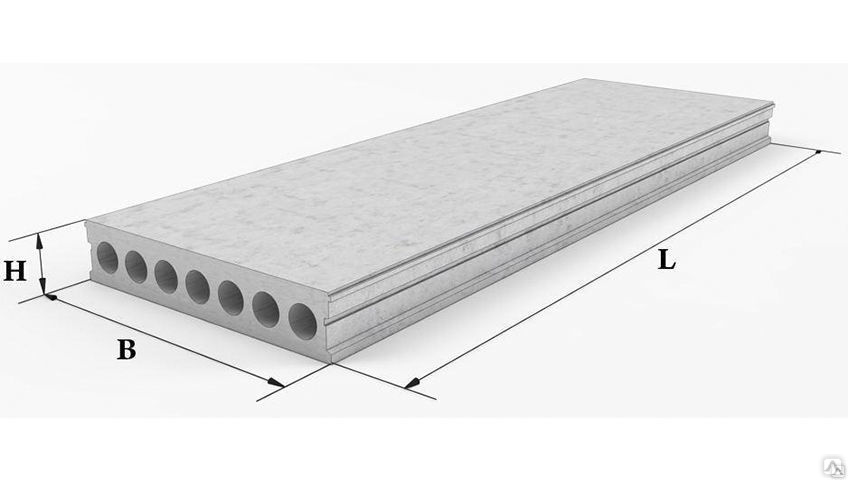 Имеющиеся отличия плит перекрытия ПК и ПБ обусловлены техническими условиями производства. Так, ПК — более старый вариант, преимущества которого ограничены самой технологией, а ПБ — вариант современный, более привлекательный по скорости производства, конечным характеристикам и функциональности.
Имеющиеся отличия плит перекрытия ПК и ПБ обусловлены техническими условиями производства. Так, ПК — более старый вариант, преимущества которого ограничены самой технологией, а ПБ — вариант современный, более привлекательный по скорости производства, конечным характеристикам и функциональности. Отличная материально-техническая база и высокая степень автоматизации позволяют нам быстро и качественно выполнять любые заявки наших клиентов.
Отличная материально-техническая база и высокая степень автоматизации позволяют нам быстро и качественно выполнять любые заявки наших клиентов.


 ПК формуются в металлических опалубках, поэтому качество поверхности существенно ниже.
ПК формуются в металлических опалубках, поэтому качество поверхности существенно ниже. Широкий выбор типоразмеров – резка выполняется после формования, поэтому плиты выпускаются длиной от 1,6 до 12,0 м с шагом 100 мм. Возможность резки торцевой части под любым углом. Отсутствие армирующей сетки в конструкции – позволяет проще и быстрее формировать каналы под инженерные коммуникации.
Широкий выбор типоразмеров – резка выполняется после формования, поэтому плиты выпускаются длиной от 1,6 до 12,0 м с шагом 100 мм. Возможность резки торцевой части под любым углом. Отсутствие армирующей сетки в конструкции – позволяет проще и быстрее формировать каналы под инженерные коммуникации. Нажмите на любой вопрос, чтобы увидеть ответ.
Нажмите на любой вопрос, чтобы увидеть ответ. Для получения дополнительной информации, пожалуйста, обратитесь к Правилам политики DMV штата Делавэр, касающимся черно-белых номерных знаков. Пластины из нержавеющей стали НЕ будут иметь алмазного сепаратора.
Для получения дополнительной информации, пожалуйста, обратитесь к Правилам политики DMV штата Делавэр, касающимся черно-белых номерных знаков. Пластины из нержавеющей стали НЕ будут иметь алмазного сепаратора.
 Мы никогда не производили и никогда не будем производить тарелки «ПК» из черно-белого фарфора. Мы также рекомендуем не отображать его, так как это опять-таки незаконно.
Мы никогда не производили и никогда не будем производить тарелки «ПК» из черно-белого фарфора. Мы также рекомендуем не отображать его, так как это опять-таки незаконно.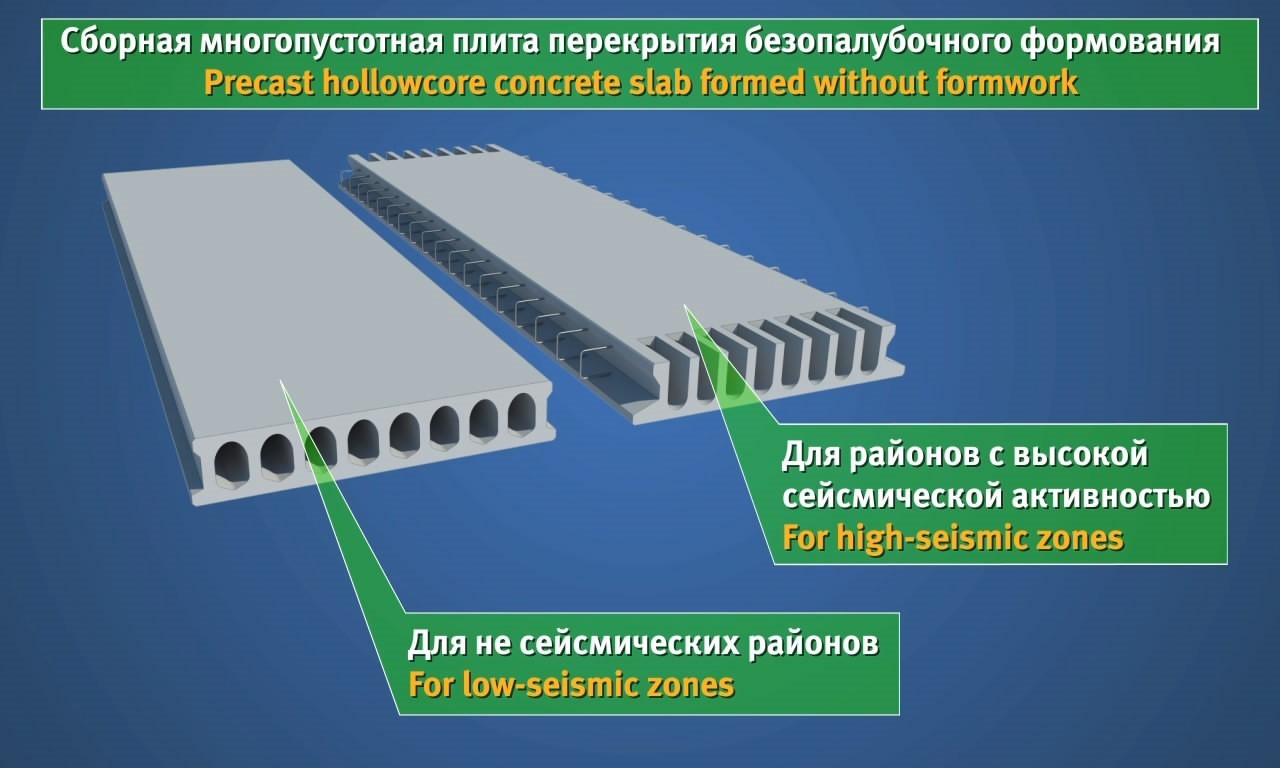

 Мы уполномочены штатом Делавэр производить точную копию таблички из нержавеющей стали 50-х годов, изготовленной из нержавеющей стали с номерами из нержавеющей стали. Наши таблички изготовлены из нержавеющей стали, номера из нержавеющей стали имеют отражающее покрытие.
Мы уполномочены штатом Делавэр производить точную копию таблички из нержавеющей стали 50-х годов, изготовленной из нержавеющей стали с номерами из нержавеющей стали. Наши таблички изготовлены из нержавеющей стали, номера из нержавеющей стали имеют отражающее покрытие.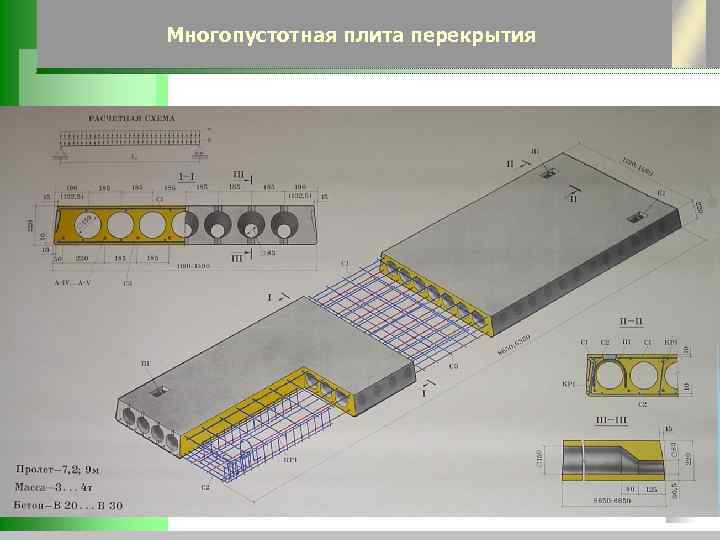 Скажите им, что вы только что приобрели новый черно-белый фарфоровый номерной знак или номерной знак из нержавеющей стали и что вам нужна новая наклейка с истечением срока действия. Они продадут вам один за 5 долларов. Вам не нужно проходить повторную проверку автомобиля, вы получите ту же наклейку с датой истечения месяца/года, что и на вашей сине-золотой табличке.
Скажите им, что вы только что приобрели новый черно-белый фарфоровый номерной знак или номерной знак из нержавеющей стали и что вам нужна новая наклейка с истечением срока действия. Они продадут вам один за 5 долларов. Вам не нужно проходить повторную проверку автомобиля, вы получите ту же наклейку с датой истечения месяца/года, что и на вашей сине-золотой табличке.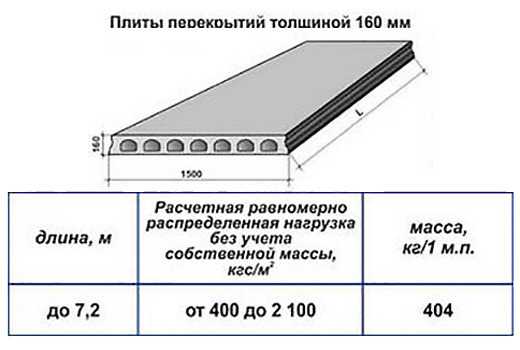 В наших разделах «Ограничения» и «Правила политики DMV» содержится дополнительная информация о том, что мы можем и не можем воспроизводить.
В наших разделах «Ограничения» и «Правила политики DMV» содержится дополнительная информация о том, что мы можем и не можем воспроизводить. Мы не несем ответственности за повреждение вашей пластины, вызванное удалением люверсов. Нет никаких причин, по которым винты вашего номерного знака не должны проходить через резиновые втулки на наших номерных знаках. Лучший способ прикрепить пластину к автомобилю — сначала вкрутить винты в резиновые втулки, когда пластина снята с автомобиля. После этого поднесите пластину с уже вставленными винтами к автомобилю и прикрепите винты к автомобилю.
Мы не несем ответственности за повреждение вашей пластины, вызванное удалением люверсов. Нет никаких причин, по которым винты вашего номерного знака не должны проходить через резиновые втулки на наших номерных знаках. Лучший способ прикрепить пластину к автомобилю — сначала вкрутить винты в резиновые втулки, когда пластина снята с автомобиля. После этого поднесите пластину с уже вставленными винтами к автомобилю и прикрепите винты к автомобилю.