Винт для верстачных тисков с сухарём D 28 мм 440 / 330 мм York HV582 М00018063
Применение
Винт для изготовления тисков к деревянным верстакам.
Описание
Компактные низкопрофильные тиски для установки в столешницу верстака.
Тиски разработаны для зажима заготовок между упором верстака и упором на тисках.
Длина зажимаемой заготовки ограничена только размерами между отверстиями в вашем верстаке.
Отверстие под рукоять диаметром 30мм.
Характеристики
Размер «сухаря» 41х41х65мм, с отверстием диаметром 23 мм.
Скользящий подшипник с посадочным диаметром 20,5 мм.
Винт с левой резьбой из высококачественной стали диаметром 28 мм и шагом резьбы 5 мм.
Расстояние между крепежными отверстиями 62 мм, 2 отверстя диаметром 6 мм.
Ход винта — 290 мм.
Общая длина — 460 мм.
Производство — York (Чехия).
Компания York spol. s r.o является производителем тисков ЙОРК для ремесленников и имеет многолетнюю традицию. С 1921 года York предлагает высокое качество и надёжность всех своих изделий. К настоящему времени произведено более 3 миллионов тисков ЙОРК для применения по всему миру.
Рекомендация «Арсенал Мастера РУ»
Рекомендуем к покупке, доставим по всей России.
Посмотреть в каталоге с ценами Все тиски York
Доступны для покупки:
York HV582 Винт для верст. тисков с сухарём, D28мм, 440/330мм М00018063
York HV515 MH Винт для верст. тисков со съёмной магнитной рукоятью, с двумя направляющими, D24мм, 390/205мм М00018059
York HV516 MH Винт для верст. тисков со съёмной магнитной рукоятью, с двумя направляющими, D28мм, 550/335мм М00018060
York HV515 W Винт для верст. тисков со штурвалом, с двумя направляющими, D24мм, 390/205мм М00018400
York HV516 W Винт для верст. тисков со штурвалом, с двумя направляющими, D28мм, 550/335мм М00018401
York HV517 Винт для верст. тисков, D24мм, 400/320мм М00005229
York HV510 Винт для верст. тисков, D28мм, 535/390мм М00000675
York HV515 Винт для верст. тисков, с двумя направляющими, D24мм, 390/205мм М00000676
York HVQ 515 Винт для верст. тисков, с двумя направляющими, D24мм, 390/205мм, быстрозажимной М00007879
York HV516 Винт для верст. тисков, с двумя направляющими, D28мм, 550/335мм М00000677
York HVQ 516 Винт для верст. тисков, с двумя направляющими, D28мм, 550/335мм, быстрозажимной М00012150
York HV519 Винт для верст. тисков, с корпусом, D28мм, 580/250мм М00004812
York HV511 Винт для верст. тисков, с упором на конце винта, D28мм, 330/165мм М00000679
Отзывы о YORK СКИДКА 26% Винт для верстачных тисков с сухарём D 28 мм 440 / 330 мм York HV582 М00018063
Отзывов пока не было. Вы можете оставить его первым
Оборудование и вспомогательный инструмент — Столярные работы
Оборудование и вспомогательный инструмент
Категория:
Столярные работы
Оборудование и вспомогательный инструмент
Верстаки. Ручными инструментами деревянные детали обрабатывают на верстаках. Верстак состоит из подверстачья (шкафа или подставок) и крышки — верстачной доски. Верстачную доску делают из твердой древесины (березы, дуба, ясеня, бука) толщиной 6—7 см, шириной 40—50 см, длиной 1,5—3 м. В лотке — продольной впадине — размещают мелкие инструменты. Передние тиски (суппорт) имеют зажимной винт и подкладочную доску 8 и служат для зажима обрабатываемого материала. Задние тиски (коробка) движутся при помощи винта. По переднему краю верстачной доски и в переднем
Рис. 1. Столярный верстак: а — общий вид, б — передние тиски, в — задние тиски; 1 — верстачная доска, 2 — лоток, 3 — передние тиски, 4 — винт, 5 — шкафчик, 6 — задние тиски, 7 — гнезда для гребенок и клинков, 8 — подкладочная доска
бруске задней зажимной коробки выдолблены сквозные гнезда. В них вставляют деревянные или металлические зажимы — клинки или гребенки, которыми при вращении винта коробки зажимают материал в горизонтальном положении. В гнезде клинок удерживается пружинами.
Детали и изделия большой длины закрепляют на верстаке костылями.
Рис. 2. Зажимы и костыли: а — клинок, б — гребенка, в — «валет» простой, г — «валет» винтовой, д — прижим «валетом»
В вертикальном положении материал зажимают передним зажимным винтом и задней зажимной коробкой. При зажиме доски в горизонтальном положении «на ребро» пользуются передним винтом, а свободный конец доски опирают на подставку.
Винты у верстака бывают деревянные и металлические. Для деревянных винтов лучшим материалом считается вяз и свилеватая береза.
При обработке деталей, не помещающихся на верстаке, их концы ставят на верстачные подставки. Подставка состоит из двух стоек, связанных между собой продольными брусками посредством клинового соединения. При ослаблении и расшатывании отдельных стоек их укрепляют, подбивая клинья.
Рис. 3. Ящик для инструмента
Инструменты и мелкий инвентарь хранят в подверстачье, имеющем вид шкафа, а при открытых подставках —в специальных инструментальных шкафах. Инструментальный шкаф располагают в непосредственной близости к верстаку. В нем для каждого инструмента отведено свое место. Хранение инструмента навалом не допускается. В нижних специальных ящиках находятся наряды, чертежи и другая техническая документация.
Индивидуальный столярный инструмент хранят также в специальных ящиках, которые находятся в инструментальной кладовой.
В существующую конструкцию верстака строители-новаторы внесли ряд усовершенствований.
Верстак с шаблоном и тисками удобен как для индивидуальной столярной работы, гак и для работы в сборочном цехе столярных изделий. На нем можно обрабатывать брусья, доски и детали длиной до 3 м, собирать столярные изделия из Деталей и отделывать готовую продукцию. За верстаком могут работать одновременно столяр и подсобный рабочий. Длина верстака 2,2 м, ширина и высота по 0,8 м.
Верстак состоит из каркаса, верстачной доски с отверстиями для упорной гребенки, торцовых зажимных винтов, углового зажимного винта, передвижной опоры с доской опоры, в которой имеются вырезы, подставки, серьги, направляющей рейки и опорной скобы.
Деревянные щиты, оконные переплеты, двери, форточки и другие детали укладывают между двумя гребенками и прижимают двумя торцовыми зажимными винтами. Металлические винты втоплены в тело крышки верстака и не мешают работе.
На винтах устанавливают гребенки с пружинами, благодаря которым гребенки поддерживаются на нужной высоте. При обработке ребер изделий, при продольном распиливании и других подобных операциях детали зажимают угловым зажимным винтом. Для поддержания второго конца обрабатываемой детали служит передвижная опора, закрепленная на направляющей рейке при помощи опорной скобы.
Верстак имеет шкаф с двумя полками и ящиками для размещения в них комплектов столярных инструментов. На дверках шкафа помещают мелкий, часто применяемый инструмент.
Во избежание повреждения верстака под обрабатываемый предмет необходимо подкладывать дощечку. На верстак не рекомендуется ставить горячие предметы и мочить его водой. Под клеянку необходимо подкладывать отрезок доски или кусок фанеры. Клей, попавший на верстак, нужно счищать, а верстачную доску каждый месяц покрывать олифой.
Верстачная доска должна быть гладкой и ровной, коробка зажима передвигаться без перекоса и давать плавный и прочный зажим. Все болты и клинья должны быть наглухо затянутыми и туго установленными в гнездах, а гнезда одинаковыми, чтобы клин можно было поставить в любое гнездо.
Верстак должен обеспечивать надежный прижим материала к столу сверху, зажим на ребро и стоймя.
Прижимные винты следует содержать в частоте и регулярно смазывать. Деревянные винты рекомендуется пропитать горячей олифой, а для того, чтобы они легко ходили, их периодически следует натирать салом, парафином, мылом или порошком талька, графита. Особенно хороша для этой цели мазь из топленого несоленого сала и порошка графита
Рис. 5. Виды напильников и их насечка
Зажимы верстака, когда на нем не работают, должны быть затянуты во избежание их коробления. Новый верстак для предохранения его частей от коробления покрывают олифой.
Систематический уход за оборудованием и приспособлениями, бережное хранение инструмента и правильное использование его улучшают качество изделий и способствуют увеличению производительности труда.
Вспомогательные инструменты. При выполнении столярных работ применяют различные инструменты. Их подразделяют на основные и вспомогательные. К основным относятся пилы, рубанки, сверла, долота и др., к вспомогательным — напильники, молотки, клещи, кусачки, плоскогубцы, гаечные ключи и отвертки, а также деревянные киянки.
Для зачистки непрямолинейных поверхностей на углах или в недоступных для других инструментов местах и для заточки сверл и пил применяют напильники разной формы и размеров: личные, бархатные, рашпили. Рашпили имеют крупную насечку в виде треугольных ямок с острыми буграми, личные напильники — в виде сплошных пересекающихся канавок и бархатные — мелкую однорядную и двухрядную насечку. Напильники очищают проволочной щеткой, но не выжиганием, так как от этого насечка быстрее срабатывается. Простейший способ очистки напильников — погружение их на несколько минут в кипящую воду. Напильники должны быть прочно закреплены в ручках.
Рис. 6. Вспомогательные инструменты: а — молоток, б — киянки, в — отвертки, г — гаечный ключ, д — плоскогубцы, е — кусачки, ж — клещи
Вспомогательные инструменты — молоток, клещи, кусачки, плоскогубцы, гаечный ключ, отвертки и киянки — изображены на рис. 6.
Столярные молотки должны иметь призматическую форму с ровной ударной поверхностью бойка в отличие от круглого слесарного молотка с выпуклым бойком, при ударе которым на древесине образуются вмятины. Для работы столяру необходимо иметь три молотка весом 600, 400 и 200 г. Ручки к молоткам изготовляют из древесины березы, бука, граба, клена и кизила. Молоток весом 400 г имеет длину 110 мм, а поперечное сечение бойка 20X20 мм.
Гаечные ключи применяют для завинчивания крупных шурупов с граневой головкой, болтов и при наладке станков.
В столярных работах применяют шурупы разных размеров. Поэтому необходимо иметь несколько отверток с разными по ширине и толщине заостренными концами, чтобы они соответствовали шлицевой канавке (прорези) на головке шурупа. Удобна отвертка с двухсторонней вставной железкой и особенно отвертка со сменными железками, дающими возможность завинчивать и вывинчивать шурупы различных размеров. Можно пользоваться и коловоротом. Вставленная в него железка позволяет легко вывинчивать и завинчивать шурупы.
Киянка — деревянный молоток с плоской или круглой (бочкообразной) головкой — применяется для удара по ручке долота или стамески. Размеры круглой киянки: наибольший диаметр 120 мм, диаметр торцов 80 мм, высота 180 мм, длина ручки 390 мм. Изготовляют киянки из древесины вяза, граба, карагача или свилеватой березы.
Клещами вытаскивают гвозди или шпильки. Губки их должны быть прочными и плотно сходиться.
Кусачки используют для откусывания головок гвоздей, чтобы получить шпильки, необходимые в скрытых соединениях изделий.
Реклама:
Читать далее:
Разметка и раскрой материала
Статьи по теме:
Противопожарные мероприятия
Производственная санитария
Техника безопасности, производственная санитария
Организация труда, нормы, расценки, планирование и учет
Независимо от того, модернизируете ли вы старый верстак или строите новый, вам понадобятся тиски. Это могут быть плечевые тиски, передние (лицевые) тиски, хвостовые тиски или любая комбинация вышеперечисленного, в зависимости от ваших идей!
На этой странице мы предлагаем три линии продукции:
Слесарные винты немецкого производства — передние и задние тиски, используемые известными немецкими производителями верстаков. Они очень точные, прочные и, очевидно, являются продуктом многолетнего производственного опыта.
Фурнитура для передних тисков производства Чехии — хорошее качество и низкая цена. Они имеют накатанную резьбу, чугунные корпуса и точные двойные направляющие.
Комбинированные передние и задние тиски производства Швеции — легко устанавливаются!
Отверстие в тройнике для ручек не одинаково для всех продуктов. Убедитесь, что вы выбрали правильную ручку!
Мы настоятельно рекомендуем вам НЕ начинать установку, пока у вас не будет всего необходимого оборудования.
Фурнитура для передних и задних тисков производства Германии
Малые передние тиски
Длина, без тройника, 360 мм (14-3/16 дюйма) Диаметр шпинделя 25 мм Диаметр направляющего стержня 20 мм Отверстие для рукоятки 24 мм (15/16 дюйма) Вес 5,2 кг (11,5 фунта) Подробнее информация (PDF) Добавить деревянную челюсть
Код 300655Цена ∗ 71,71 €
Большие передние тиски
Длина, без тройника, 480 мм (18-7/8 дюйма) Диаметр шпинделя 30 мм Диаметр направляющего стержня 20 мм Отверстие для рукоятки 27 мм Вес 8,2 кг (18 фунтов) Дополнительная информация (PDF) Добавить деревянную губку
Код 300654Цена ∗ 107,83 €
Вилка для малых передних тисков
(подходит только для фурнитуры Код 300655) Эти хомуты обеспечивают точную параллельную регулировку направляющих и установку начального натяжения на любой желаемый уровень.
Подходит только для тисков, показанных выше. Тип винта — с шестигранной головкой или с внутренним шестигранником — может меняться в зависимости от наличия. Дополнительная информация (PDF)
Код 300665Цена ∗ 33,07 €
Вилка для больших передних тисков
(подходит только для оборудования Код 300654) Дополнительная информация (PDF)
В настоящее время нет в наличии
Код 300664 Цена ∗ 38,16 €
Передние быстросъемные тиски (торцевые тиски)
Длина без тройника 480 мм (прибл. 18-7/8 дюйма) Диаметр шпинделя 26 мм Диаметр направляющего стержня 20 мм Отверстие для рукоятки 27 мм Вес 9 кг/19,8 фунта Дополнительная информация (PDF) без утомительного прокручивания. Быстроразъемное действие простое, плавное и надежное, приводится в действие рукояткой тисков и не требует дополнительного механизма разблокировки. Добавить деревянную челюсть
Код 300651Цена ∗ € 149,00
Передние тиски повышенной прочности с цепными винтами/направляющими
Эти передние тиски также подходят для левшей и могут быть установлены с правой стороны станка. Вам нужно только повернуть переднюю крышку после ослабления 2 винтов с внутренним шестигранником. Отверстие для ручки 27 мм Вес: 13 кг/28,6 фунта Дополнительная информация (PDF)
Код 300653Цена ∗ 246,63 €
Короткие хвостовые тиски
Длина 350 мм Отверстие под ручку 24 мм Дополнительная информация (PDF) Для небольших или коротких верстаки Вес 7,5 кг/16,5 фунта
Код 300656Цена ∗ 142,21 €
Хвостовые тиски большие
Длина 440 мм Отверстие под ручку 27 мм Дополнительная информация (PDF) Для полноразмерных тяжелых верстаков Вес 9 кг/19,8 фунта
Код 300650Цена ∗ 153,24 €
Установка передних тисков относительно проста и не требует пояснений. Установка хвостовых тисков значительно сложнее. Вы должны иметь некоторый опыт работы с деревом, прежде чем пытаться установить хвостовые тиски.
Рене Б. использовал одни из наших хвостовых тисков при изготовлении своей выставочной скамьи. Нажмите здесь, чтобы получить рабочий чертеж, изображения и инструкции, чтобы лучше понять проект, который вы собираетесь реализовать. Более полезные советы вместе с пояснительными фотографиями можно получить у Карла V., который также использовал наши хвостовые тиски для сборки своего верстака.
Слесарный винт для немецких и скандинавских L-образных передних тисков
Общая длина 400 мм (прибл. 15-3/4 дюйма) Отверстие для рукоятки 27 мм (1-1/16 дюйма) Вес 3 кг (6,6 фунта) Дополнительная информация (PDF)
Код 300659Цена ∗ € 57,87
Регулировочный винт для строгальных станков
Скоро будет переведено! Als Schutz vor Verkantungen der Vorderzange bei einseitigem einspannen der Werkstücke.
Die Befestigungsplatte wird in eine entsprechend zugefertigte Aussparung in der Holzbacke eingesetzt und zweifach verschraubt. Für die Spindel muss eine Bohrung in eine ggf. vorhandene Schürze bzw. die Bankplatte eingebracht werden.
Mit etwas Fantasie lässt sich mit zwei Stellschrauben auch leicht eine Mini-Moxon Aufsatzange fertigen.
Резьба M14 Длина резьбы 175 мм
В настоящее время нет в наличии
Код 300675 Цена ∗ € 21,53
Слесарные винты и передние тиски производства Чехии
Малый верстак
Общая длина 400 мм (15-3/4 дюйма) Резьба 24 x 5 мм (диаметр резьбы 15/16 дюйма, глубина резьбы 3/16 дюйма) Отверстие для рукоятки 29 мм (1-1/16 дюйма) Вес прибл. 2,1 кг (4,6 фунта) Дополнительная информация (PDF)
Код 307754Цена ∗ 44,31 €
Большой слесарный винт
Общая длина 545 мм (21,47 дюйма) Резьба 28 x 5 мм (диаметр резьбы 1-3/32 дюйма, глубина резьбы -3/16 дюйма) Отверстие для ручки 29 мм (1-3/16 дюйма) Вес прибл. 3,4 кг (7,5 фунта) Дополнительная информация (PDF)
Сейчас нет в наличии
Код 307750 Цена ∗ 50,72 €
Малый слесарный винт для немецких и скандинавских L-образных передних тисков
Другое изображение Общая длина 250 мм Максимальный ход 110 мм Диаметр резьбы 24 мм Отверстие для ручки 29 мм Вес прибл. 1,9 кг Дополнительная информация (PDF)
Код 307755Цена ∗ 37,29 €
Большой слесарный винт для немецких и скандинавских L-образных передних тисков
Общая длина 330 мм Максимальный ход 170 мм Диаметр резьбы 28 мм Отверстие под ручку 29 мм Вес прибл. 2,6 кг Дополнительная информация (PDF)
Код 307756Цена ∗ 41,22 €
Малые передние тиски
Общая длина 390 мм (15-3/8 дюйма) Резьба 24 x 5 мм (диаметр резьбы 15/16 дюйма, глубина резьбы -3/16 дюйма) Отверстие для ручки 29 мм (1-5/32 дюйма) Вес ок. 4,0 кг (8,8 фунта) Дополнительная информация (PDF)
Код 307757Цена ∗ € 55,72
Малые передние тиски с колесиком и рукояткой
Длина без колеса 305 мм Диаметр шпинделя 24 мм Диаметр направляющего стержня 14 мм Вес 4,7 кг Дополнительная информация (PDF)
Код 307759Цена ∗ € 120,75
Деревянная губка для малых передних тисков York Код 307757 или 307759
Этот деревянный брусок из бука с отверстиями для передних тисков York, код 307757, еще больше упрощает сборку верстака. Отверстия расположены так, что верхняя кромка деревянной губки оказывается заподлицо со стандартной столешницей толщиной 40 мм. Поскольку отверстия на несколько миллиметров больше, чем диаметр шпинделя и направляющих стержней, высота может быть точно выровнена, даже если верхняя часть больше или меньше до 3 мм. Примечание: Также подходят малые передние тиски немецкого производства Код 300655 , но выравнивание по высоте вряд ли возможно из-за более толстой резьбы.
Подсказка: Плотно прикрутите деревянную губку к передним тискам только после того, как передние тиски будут закреплены на нижней стороне столешницы. Это позволяет точно выровнять высоту вплоть до последнего момента.
Размеры 356 x 90 x 60 мм Вес 1,4 кг Поверхность промаслена Передние тиски в комплект не входят! Дополнительная информация (PDF)
Код 328650Цена ∗ 37,23 €
Большие передние тиски
Общая длина 550 мм (21-5/8 дюйма) Резьба 28 x 5 мм (1-3/32 дюйма, глубина резьбы -3/16 дюйма) Отверстие для ручки 29 мм (1-5/32 дюйма) Вес ок. 8,6 кг (19 фунтов) Дополнительная информация (PDF)
Код 307758Цена ∗ € 95,00
Примечание: Стопорное кольцо на одном из двух направляющих стержней предотвращает падение оборудования на землю, если вы полностью раскрутите тиски. Только один направляющий стержень оснащен стопорным кольцом. Одно стопорное кольцо эффективно предотвратит падение тисков на землю.
Деревянная губка для больших передних тисков York Код 307758
Этот деревянный брусок из бука с отверстиями для передних тисков York, код 307758, еще больше упрощает сборку верстака. Отверстия расположены так, что верхняя кромка деревянной губки оказывается заподлицо со стандартной столешницей толщиной 40 мм. Поскольку отверстия на несколько миллиметров больше, чем диаметр шпинделя и направляющих стержней, высота может быть точно выровнена, даже если верхняя часть больше или меньше до 3 мм. Примечание: Также подходит для больших передних тисков немецкого производства, коды 300651 и 300654 .
Подсказка: Плотно прикрутите деревянную губку к передним тискам только после того, как передние тиски будут закреплены на нижней стороне столешницы. Это позволяет точно выровнять высоту вплоть до последнего момента.
Размеры 470 x 120 x 80 мм Вес 3 кг Поверхность смазана Передние тиски в комплект не входят! Дополнительная информация (PDF)
Код 328651Цена ∗ € 41,04
Прижимной винт для пресса для шпона
Изготовьте собственные пресс-рамы для шпона или приспособления для склеивания с помощью этих сверхтяжелых и прочных пресс-винтов. Винт толщиной 28 мм (1-3/32 дюйма)! Длина резьбы 330 мм (12-3/16 дюйма) Резьба 28 x 8 мм (1-3/32 дюйма, глубина резьбы -3/8 дюйма) Вес прибл. 4,3 кг (10 фунтов) Дополнительная информация (PDF)
Код 307775Цена ∗ € 99,93
Комбинированные передние и задние тиски шведского производства
Комбинированные передние и задние тиски Sjöbergs
Эти тиски предназначены для использования в качестве передних или задних тисков. Вы можете использовать его на новом скамейке или установить на существующем скамейке. Тиски просты в установке и очень прочны для такой дополнительной степени зажимной способности. Примечание по конструкции: Деревянный лицевой блок для тисков должен быть на 25 мм больше по высоте, чем толщина столешницы вашего стола. Эти верстачные тиски очень просто установить с помощью прилагаемых винтов — они просто ввинчиваются под верстак. В комплект поставки тисков входит рукоятка тисков или задвижка. Монтажная длина под столешницей 320 мм Монтажная ширина под столешницей 380 мм Монтажная высота под столешницей 40 мм Длина уголка для деревянной лицевой панели 400 мм Максимальная глубина зажима 150 мм при толщине лицевой панели 65 мм Резьба 23 x 4 мм Материал Листовая сталь толщиной 4 мм Диаметр стержня Tommy Bar 27 мм Вес ок. 11,6 кг Дополнительная информация (PDF)
Код 303101Цена ∗ 356,11 €
Перекладины (рукоятки тисков)
Отверстие в тройнике для ручек не одинаково для всех продуктов. Убедитесь, что вы выбрали правильную ручку!
Бар автомат PINIE
Бук, деревянные накладки Длина 30 см Диаметр 28 мм Диаметр деревянных накладок 45 мм Этот зажимной брус подходит ко всем типам тисков с Т-образным отверстием 29 мм и более. Примечание. Одна деревянная крышка не закреплена, и ее необходимо приклеить на место после сборки.
Код 328629Цена ∗ 18,15 €
Маленькая ручка ANKE
Бук, синтетические насадки Длина 26 см (прибл. 10 дюймов) Диаметр 22 мм (прибл. 7/8 дюйма) Эту рукоятку можно использовать только с небольшими тисками, изготовленными в Германии.
Код 303139Цена ∗ 9,62 €
Большая ручка ANKE
Бук, синтетические насадки Длина 31 см (прибл. 12-1/4 дюйма) Диаметр 26 мм (прибл. 1 дюйм) Эту рукоятку можно использовать с большими немецкими передними тисками).
Код 303142Цена ∗ 12,04 €
Ручка тисков VERITAS
Клен, деревянные навинчивающиеся колпачки Длина 31 см (около 12-1/4 дюйма) Диаметр 28,5 мм (1-1/8 дюйма) Эта рукоятка подходит для всех тисков производства Чехии (Т-образная рукоятка 29 мм) и некоторые немецкие тиски (при Т-образной рукоятке 30 мм). Перед заказом ручек проверьте описание тисков!
Код 307974Цена ∗ 12,01 €
Тиски ULMIA
Бук, деревянные колпачки, закрепленные дюбелем (в комплекте) Длина 35 см (примерно 13-3/4 дюйма) Диаметр 27 мм Этот вороток подходит для всех больших тисков.
Код 300501Цена ∗ 17,48 €
Запасные части
Тройник T3
Отверстие для шпинделя 18 мм Отверстие для ручки 24 мм подходит для кода 300655
Код 300666Цена ∗ 14,96 €
Тройник T4
Отверстие для шпинделя 20 мм Отверстие для ручки 27 мм подходит для кодов 300654, 300651, 300653, 300656, 300650, 300659
Код 300669Цена ∗ 18,48 €
Чугунная гайка M32
для немецких и скандинавских тисков подходит для кода 300659 Примечание: M32 — это код производителя, а не размер резьбы! Основание 68 x 68 мм
Код 300671Цена ∗ 19,58 €
Нажимная деталь D1
для немецких и скандинавских тисков подходит для кода 300659
Код 300672Цена ∗ € 18,48
Гайка для быстросъемных передних тисков
Деталь корпуса Подходит для кода 300651
Код 300673Цена ∗ 20,88 €
Гайка для быстросъемных передних тисков
Полукруглая деталь с внутренней резьбой Подходит для кода 300651
Код 300674Цена ∗ 20,50 €
Вы находитесь здесь: Главная страница › Оборудование для мастерских › Настольные тиски, передние тиски, задние тиски, винтовые шпиндели можно представить работу по дереву без прижимов.
Вместо 24,99 € только 21,00 € Только при наличии на складе
Рубанок с корпусом из белого дуба
Эта углеродистая сталь имеет высокое содержание углерода, что заметно повышает износостойкость.
Вместо 56,65 € только 48,00 € Только при наличии на складе
Деревянный молоток
Этот молоток поставляется с головкой из бука и ручкой из ясеня.
Вместо 16,94 € только 14,50 € Только при наличии на складе
Резьбовое соединение — наиболее распространенный способ сопряжения деталей при сборке механизмов, машин, конструкций, промышленного оборудования, различных изделий. Одной из важных характеристик резьбы является применяемая единица измерения ее параметров. По этой характеристики они бывают метрическими и дюймовыми.
Различия между ними не ограничиваются единицами измерения, но затрагивают и конструктивные характеристики. Это приводит к несовместимости крепежных элементов и деталей с резьбой разных типов, даже если внешне они кажутся идентичными. Поэтому необходимо иметь представление о том, чем отличается метрическая резьба от дюймовой.
Распространение дюймовой резьбы
Несмотря на распространение метрической системы в большинстве стран мира, применение дюймовой резьбы остается очень широким. Она используется для соединения деталей трубопроводов и всего связанного оборудования, включая насосы, арматуру, сантехнику. Поэтому дюймовую резьбу часто называют трубной. Также ее применяют для изготовления многих крепежных элементов, деталей техники. Поэтому сегодня существует множество отраслей, где используется дюймовая резьба.
Одной из причин такого положения вещей является то, что промышленная революция берет свое начало из Англии, где дюйм и по сей день остается одной из основных единиц измерения длины. Сегодня неметрическая система, в которой используются дюймы, применяется в США, Великобритании, ряде других крупных промышленных стран.
Кроме того, распространение дюймовой резьбы связано и с удобством ее использования. Измерение десятых долей миллиметра может быть затруднительным и ухудшает точность. Дюймовая резьба измеряется с шагом в 1/4 дюйма. Это значительно упрощает обозначение и точность замеров резьбовых элементов, а также сокращает количество типоразмеров.
Основные отличия резьб
Любая резьба характеризуется следующими основными параметрами:
Наружный диаметр — расстояние между вершинами двух диаметрально расположенных гребней. Равняется диаметру окружности цилиндра, по которому выполнялась нарезка.
Внутренний диаметр — расстояние между впадинами двух диаметрально расположенных гребней.
Шаг резьбы — расстояние между двумя соседними вершинами профильных гребней или количество витков на единицу длины нарезанной резьбы.
Угол профиля — угол гребня в градусах.
Глубина резьбы — расстояние между впадиной и вершиной профильного гребня.
Разница резьбы метрической и дюймовой заключается в измерении этих основных параметров. Так, диаметры метрической резьбы указываются в миллиметрах, а дюймовой — дюймах (2,54 см). Дюймы указываются в целых и дробных долях, например, 1 1/4″. Существенные отличия есть и в принципах измерения шага. Для метрической резьбы он представляет собой расстояние между вершинами соседних профильных гребней, выраженное в миллиметрах. Шаг дюймовой резьбы — это количество витков (ниток) на один дюйм длины.
В отличие от метрической, у трубной резьбы по стандарту для каждого диаметра устанавливается свое значение шага. Это позволяет учитывать толщину стенок труб и их прочностные характеристики для образования наиболее надежного резьбового соединения, устойчивого к переменным нагрузкам и повышенному внутреннему давлению в трубопроводе.
Важным конструктивным отличием является профильный угол. Более того, по этому параметру можно отличить метрическую резьбу от дюймовой. В соответствии с нормами ГОСТ 6211-81 и 6357-81 гребни резьбы должны иметь профиль равностороннего треугольника. При этом угол наклона профильного гребня у метрической равняется 60°, а у трубной — 55°. Поэтому для специалиста доступно определение дюймовой резьбы визуально по данному параметру.
Эти отличия делают детали с разными видами резьб несовместимыми друг с другом. Они не подходят в связи с разными значениями диаметра и шага. Даже если эти параметры будут приблизительно совпадать, разный профильный угол не позволит создать рабочее резьбовое соединение.
Измерения
Несмотря на отличия метрической и дюймовой резьбы, их измерение выполняется одинаковыми инструментами:
Механические измерители могут применяться только для измерения внешнего диаметра. Поэтому такие инструменты используются только для предварительных измерений.
Удобным способом определить шаг дюймовой резьбы, является использование калибра. Этот же метод может применяться и для метрической нарезки. Калибром выступает штуцер или муфта, на которых нарезана соответственно внутренняя или наружная резьба, параметры которой точно соответствую стандарту. Деталь с измеряемой резьбой вкручивается в калибр или накручивается на него.
Если при этом не возникает затруднений, и образуется плотное соединение, значит, измеряемый шаг соответствует стандартному значению, указанному на калибре. Если же выполнить соединение не удалось, нужно взять калибр с другими параметрами и повторить попытку. Для проведения таких измерений калибры используются с учетом различия метрической и дюймовой резьбы.
Резьбомер еще более упрощает процесс промеров. Он представляет собой комплект пластинок с гребенками, размеры которых соответствуют стандартным размерам резьб. Пластинку прикладывают к резьбе гребенкой. Ее профиль должен точно совпасть с профилем резьбы. Это позволяет говорить, что параметры последней соответствуют стандартным значениям, которые указаны на пластинке резьбомера.
Различия дюймовой и метрической резьбы оптомеханических компонентов Thorlabs
Размерности на чертежах дюймовой и метрической резьбы
На самом деле, различие между дюймовыми и метрическими креплениями имеет значение, когда деталь имеет механические элементы крепления, для установки которых необходимы резьбовые отверстия. В резьбовые отверстия помещается шуруп с установочным винтом или колпачком. Болт совместим только с одним видом резьбы. Поскольку существуют стандарты резьбы в обеих системах измерений, то и на чертеже детали должны присутствовать размерности резьбового отверстия в двух вариантах.
В качестве примера приведем чертеж трапецеидальной резьбы от Thorlabs. На нем можно наблюдать пару резьбовых соединений. Британские заказчики используют чертежи со следующими стандартами резьбы: 8-32 на одном конце и 1/4 «- 20 на другом. Для заказчиков, пользующихся метрическими единицами, наши стержни TR/M содержат резьбу вида М4 на одном конце и вида M6 на другом. Английские единицы измерения вводят в соответствие метрической, а последняя, в свою очередь, не может быть напрямую использована с английской, поэтому должны существовать два варианта.
Для сравнения обратите внимание на кинематический держатель с зеркалом KM100 от Thorlabs. В установке можно наблюдать раззенкованные отверстия с гладкими краями, которые используют для монтажа, а не для резьбы. Отсутствие резьбы означает, что винты 8-32 или M4 могут быть размещены напрямую в деталь. В итоге была утверждена только одна версия, которую называют «универсальной».
Если предполагается использование как метрических, так и английских систем мер, метрические части выписаны с использованием идентификационного кода, которого нет в британском эквиваленте. Например, на рисунке 1. метрические штыри с резьбой обрабатываются кольцом на конической кромке рядом с отверстием с резьбой вида M4.
Установка может сочетать в себе как универсальные и английские стандарты, так и универсальные и метрические. Однако сочетание английских и метрических единиц в одном приборе недопустимо – чтобы устранить разницу, необходимо специальное оборудование. Одним из таких приспособлений в Thorlabs служат резьбовые адаптеры.
Универсальные детали крепятся к другим частям с помощью шурупов
В универсальных креплениях нет резьбовых отверстий. Сразу же возникает вопрос: как присоединить универсальное крепление к болту с дюймовой и метрической резьбой, если продукция выпускается только в одном варианте: либо с размерами резьбы вида 8-32, либо M4? Этот установочный шуруп легко устанавливается с помощью 5/64 » или 2-х миллиметрового штыревого ключа (либо шестигранным ключом) для резьбы вида 8-32(M4). Затем через универсальный крепеж можно вставить винт с размерами 8-32(M4) и плотно закрутить его в свободное резьбовое отверстие.
Поскольку универсальные детали предназначены для сборок с использованием болтов с крышками, мы выпускаем как винты с дюймовой, так и с метрической резьбой с каждой деталью.
Детали с дюймовой и метрической резьбой имеют разные единицы измерения длины
Дюймовая и метрическая резьба имеет разные физические размеры. Вернемся к нашим чертежам: длины у шурупов с дюймовой резьбой дискретны: 1 «(25,4 мм), 1,5» (38,1 мм), 2 «(50,8 мм) и более. Однако длина их метрические версий просто различна: 30 мм (1,18 дюйма), 40 мм (1,57 дюйма), 50 мм (1,97 дюйма), и т.д.
Из-за этих различий гораздо популярнее стали дюймовые детали с размерами в дюймах, и метрические детали с метрическими параметрами, даже если элементы универсальны. Например, базовые держатели BA2 и BA2/M от Thorlabs включают в себя противоточные фильтры, которые можно считать универсальными, поскольку счетчики в них не резьбовые. Однако отверстия и пазы основания BA2 (в дюймах) расположены так, чтобы точно совпадать с матрицей с резьбовым отверстием на макете с дюймовыми размерами, а отверстия и пазы базы BA2/M (метрика) точно совпадают с матрицей резьбовых отверстий на макете с метрическими размерами.
Кроме того, внешние габариты BA2 составляют 2 «x 3» x 3/8 «(50,8 x 76,2 мм x 9,5 мм), а внешние размеры BA2/M — 50 мм x 75 мм x 10 мм (1,97 «х 2,95» х 0,39 «). Эти небольшие различия означают, что несколько баз BA2 (или BA2/M) могут быть размещены физически на дюймовые (или метрические) оптические столы, при этом свободных отверстий не останется.
Наименования деталей
Иногда возникают ситуации, когда ключевыми различиями между частями в одном и том же семействе являются их механические размеры. Тогда название детали тоже может меняться в дюймовой и метрической версии для удобства и удобочитаемости. Например, 1-й винт TR1 называется TR1, винт 1.5″ называется TR1.5, в то время как 2-позиционный TR назван TR2. Число после префикса TR указывает длину элемента (в английских единицах измерения).
Теперь рассмотрим метрические обозначения: 30-миллиметровый называется TR30/M, 40-миллиметровый — TR40/M, 50-миллиметровый называется TR50/M. Здесь дополнительная цифра в названии позволяет обозначать их единицами их натуральной длины, то есть TR30/M имеет на один знак больше, чем TR1. Однако это не означает, что винт TR30/M в тридцать раз больше!
Главная цель при подготовке технической документации изделий это лаконичность и практичность. Поэтому в позиционном номере иногда опускается одна цифра, это касается метрических деталей. Вместо этого используется добавка /M, чтобы знать является ли эта часть метрической. Например, рассмотрите наши алюминиевые плиты.
MB1012 – это макет с дюймовой резьбой шириной 10 «x 12 дюймов (с отверстиями 1/4» -20 с отверстиями на расстоянии 1 дюйм), а MB1560/M – метрическая, габариты — 15 см x 60 см (с отверстиями M6 с резьбой на расстоянии 25 мм).
Обе эти части имеют четыре цифры в своих номерах, но один дан в дюймах, а другой – в миллиметрах.
Дюймовые и миллиметровые детали с одинаковыми оптическими размерами
Зачастую считается, что метрическая версия крепления предназначена для оптики с метрическими конструктивными элементами. Например, имеются два варианта элемента LMR1 для оптики Ø1” : LMR1, имеющее крепежное отверстие с резьбой 8-32 и LMR1/M, имеющее крепежное резьбовое отверстие M4. Может показаться, что LMR1 предназначен для оптики Ø1 «(Ø25,4 мм) и что LMR1/M предназначен для оптики Ø25,0 мм. Но фактически оба элемента предназначены для оптики Ø25,4 мм (вдобавок в креплении использовано одно и то же удерживающее кольцо SM1RR).
Остановимся на этом моменте и рассмотрим примеры ближе. Во-первых, LMR1/M по своим габаритам вполне подходит для оптики Ø1 «, поэтому размещение крепления в оптике диаметра до 1 мм не вызовет трудностей. Однако центрировка LMR1/M в оптике Ø25.0 мм потребует значительных допусков. Точность прибора снизится, а потому такой вариант неудобен при решении задач, где необходим объектив.
На некоторых рисунках на веб-сайте Thorlabs могут быть опущены замечания, что дюймовые и метрические части имеют одинаковый размер отверстия. Такое происходит вследствие округления.
Отверстия с SM-резьбой не отличаются в метрических и дюймовых частях установки
Корпорация Thorlabs разработала семейство локальных стандартов резьбы для общих оптических диаметров, обозначенных префиксом SM. Эти резьбы обеспечивают удобный способ центрирования, закрепления и позиционирования оптики в их креплениях. Thorlabs активно использует стандарты SM во всей оптико-механической линейке продуктов, а потому вы можете быть уверены, что части, которые вы покупаете, полностью совместимы механически. Список общих префиксов SM и связанных с ними оптических диаметров показан в таблице 1.
В оптических креплениях суффикс /M относится только к резьбовым установочным отверстиям. Иными словами, когда Thorlabs обозначает продукт с SM-резьбой как дюймовый или метрический, отверстие с SM-резьбой в обеих версиях не отличается.
На инженерных чертежах вначале содержатся сведения о проектировании
Thorlabs предоставляет конструкторские чертежи практически всех частей продукта в форматах PDF и DXF, большинство элементов даже представлены в 3D, открыть которые можно в программах SolidWorks, eDrawing и Step. На чертеже PDF и DXF нанесены все размерности, отражены важные физические характеристики каждого элемента (например, соединительные отверстия, метрические идентификационные метки и некоторые особенности конструкции – например, стопорные винты и стопорные кольца), являются основой для эскизов, иллюстрации которых есть в инструкции. Вся эта информация есть и на веб-сайте компании Thorlabs.
Измерения на каждом чертеже приведены в обеих единицах измерения: используется или дюймовая с метрическим эквивалентом в скобках; или метрическая с дюймовым эквивалентом. Элементы, перечисленные первыми, являются конструктивными единицами. Согласно стандартам, приводятся дюймовые измерения с точностью до сотых, а метрические – с точностью до десятых. Это возникло из-за того, что стандартные допуски оборудования составляют ± 0,005 дюйма (примерно ± 0,1 мм).
Несмотря на то, что измерения в конструктивных единицах детали всегда точны для данных условий, преобразованные измерения могут быть округлены. Например, если точность преобразованного измерения не указана (два знака после запятой для дюймов и один для метрических размеров), то оно округлено. При этом наличие подходящего числа цифр после запятой совсем не гарантирует, что округление не произошло. Thorlabs отказались от практики округления несколько лет назад, но на необновленных версиях она по-прежнему существует. Поэтому, если Вам нужно использовать преобразование измерений, следует проверить эквивалентность самостоятельно, обратившись к базовым конструктивным единицам 1 » эквивалентно 25,4 мм.
Что характеризует резьбовые соединения?
Резьба и нарезка резьбы определяется главным образом основным диаметром ствола и шагом резьбы. В британской номенклатуре винт 1/4 «-20 имеет диаметр 1/4», а шаг — 20 на дюйм (TPI). В метрической номенклатуре винт крышки M4 x 0,7 имеет внутренний диаметр 4 мм, а шаг — 1 на 0,7 мм. Размер вида M4 x 0.7 часто сокращается до M4. Нарезка также определяется допуском резьбы (допустимое отклонение длины), форма резьбы (есть ли скругленные края, либо нарезка острая), угол резьбы, внешний и внутренний диаметр.
Компания INSCIENCE помогает своим заказчикам решать любые вопросы и потребности по продукции Thorlabs на территории РФ
Разница между мелкой и стандартной резьбой
В чем разница между метрической резьбой ISO и метрической мелкой резьбой ISO?
Во-первых, давайте посмотрим, что у них общего. Оба типа резьбы являются метрическими и определены в DIN 13 . И стандартная резьба , и мелкая резьба имеют угол по бокам 60 градусов . Но если вы сейчас присмотритесь, то заметите решающие отличия.
Зачем вообще нужна метрическая мелкая резьба? И для чего он используется? Каковы преимущества и недостатки тонкой резьбы? Это то, что мы хотим выяснить вместе в этом сообщении в блоге. Приятного чтения!
Зачем использовать тонкую резьбу?
Существует так много типов потоков из-за различных функций типов потоков. Взглянув на мелкую метрическую резьбу , это станет особенно ясно. Чем отличается мелкая резьба (MF) и более грубая стандартная резьба (M) ?
В случае мелкой резьбы номинальный размер может иметь разный шаг. В связи с этим необходимо и предписано расширить обозначение на шаг резьбы.
Пример:
Обозначение стандартной резьбы M 10. Шаг 1,5 четко определен в стандарте DIN 13-1. Для мелкой резьбы М 10 возможны следующие шаги согласно DIN 13-2:
M10 x 0,5
М10 х 0,75
M10 x 1
M10 x 1,25
М10 с шагом 1,5 мм для стандартной резьбы
Метчик с мелким шагом резьбы М10 с шагом 1,5 и соответствующим калибром
М10 с шагом 1,00 мм для резьбы с мелким шагом
Метчик с мелким шагом резьбы М10 с шагом 1,00 и соответствующим калибром
М10 шаг 1,25 мм для резьбы с мелким шагом
Шаг резьбы Метчик с мелким шагом M10 с шагом 1,25 и соответствующим калибром
М10 с шагом 0,75 мм для резьбы с мелким шагом
Метчик с мелким шагом резьбы М10 с шагом 0,75 и соответствующим калибром
Чем меньше шаг, тем тоньше резьба. Однако из указания шага в обозначении нельзя сделать вывод, что это всегда мелкая резьба. Некоторые производители за рубежом иногда также указывают шаг в стандартной резьбе. Это может привести к большой путанице.
При более узком профиле резьбы диаметр стержня меньше, а глубина резьбы меньше. Таким образом, наборы метчиков с метрической точностью состоят из предварительной и чистовой фрезы. Центральный метчик не нужен, потому что снимается меньше материала.
Преимущества мелкой резьбы
Так в чем преимущества? Благодаря более узкому профилю резьбы возможна более точная подача, например, с помощью измерительных инструментов, потому что вы покрываете очень небольшое расстояние за один оборот. У вас также более высокое контактное давление при том же крутящем моменте. Еще одним преимуществом является меньшая глубина резьбы. Если место для резьбы небольшое, например, в случае тонкостенных труб или коротких отрезков, то правильным выбором будет метрическая резьба. Резьба также имеет более высокий эффект самоблокировки. Это может сыграть роль, если резьбовые соединения подвергаются вибрациям. По этой причине метрическая мелкая резьба в основном используется для винтовых соединений с высокими нагрузками, которые также подвержены движениям.
Недостатки мелкой резьбы
Каковы недостатки? Этот тип резьбы очень чувствителен к загрязнениям и повреждениям. Из-за меньшей глубины резьбы их легче вырвать, в зависимости от типа нагрузки.
Краткий обзор различий
Ниже вы найдете краткий обзор всех основных различий между крупной и мелкой резьбой. Мы также еще раз суммировали преимущества и недостатки для вас здесь:
Обозначение резьбы показано с шагом. За номинальным размером следует шаг. (МФ 10 х 0,75 )
Номинальный размер может иметь различный шаг (MF 10 x 0,2 / MF 10 x 0,25 / MF 10 x 0,35 / MF 10 x 0,5 и т. д.)
Более узкий профиль резьбы
Больший диаметр сердечника
Меньшая глубина резьбы
Преимущества мелкой резьбы:
Более точная подача (например, с помощью измерительных инструментов)
Более высокое контактное давление при том же крутящем моменте
Требуется меньше места (например, тонкостенные трубки, глушители, оптические устройства)
Менее чувствителен к вибрациям, повышенный эффект самоблокировки
Недостатки мелкой резьбы:
Легкое загрязнение
Легкий захват
Чувствителен к повреждениям
Легче вытащить
Стандартная резьба и мелкая резьба для дюймовой резьбы
Мелкая резьба встречается не только в метрической резьбе ISO. Существует также различие между крупной резьбой c и мелкой резьбой в типах дюймовой резьбы. Американским аналогом метрической стандартной резьбы является UNC (унифицированная национальная крупная резьба) , а мелкой резьбой является UNF (унифицированная национальная тонкая резьба) и UNS (унифицированная национальная специальная резьба) . С другой стороны, британским эквивалентом стандартной резьбы является BSW (British Standard Whitworth Corase) 9.0006 . Английский вариант обозначается аббревиатурой BSF (British Standard Fine) . Мы собрали для вас более подробную информацию о различных типах резьбы здесь .
Кстати, в нашем магазине www.gewindewerkzeuge.com вы найдете большой выбор метчиков
Щелкните здесь, чтобы перейти к нашему новому цифровому каталогу!
В каталог
Последние статьи
Шаг метрической резьбы
Метрическая резьба
Метрическая резьба измеряется диаметром резьбовой части и расстоянием между резьбами. Обычная метрическая резьба 10 мм x 1,0 указывает на внешний диаметр 10 мм. на резьбовой части и шагом резьбы 1,0 мм, что соответствует одной резьбе на каждый миллиметр. Поскольку есть 25,4 мм в 1 дюйм, что составляет 25,4 витка на дюйм. Шаг поля 10 мм x 1,25. С резьбой на расстоянии 1,25 мм получается 20,3 нити на дюйм. Шаг 1,5 мм это поле для гольфа, которое работает до 16,9резьбы на дюйм.
Общая поперечная резьба! M1-3 Гайка с метрической резьбой в соединении с американской резьбой UA1-3
Вы можете вкрутить гайки с резьбой 10 мм x 1,0 в фитинг с резьбой США 3/8″ x 24, но он немедленно начнет сдирать резьбу. заставляет тебя думать что он войдет, но разрушит нити.
Как определить гайки тормозной магистрали с метрической резьбой? (Часть 1)
Теперь самое сложное. Если вы работаете над отечественным автомобилем последней модели с АБС, вам нужно пиво. У нас есть семь различных гаек с наружной метрической резьбой, которые подходят для тормоза 3/16″. линии. Если ты когда-нибудь посмотришь если коснуться нити, то вы обнаружите, что большинство из них — ублюдочные (если вы еще не догадались, мне на самом деле наплевать на ублюдков).
Начну с самой распространенной метрической гайки тормозной магистрали. Гайка M1-3 заменяет трубку 3/16 дюйма. резьба 10 мм х 1,0. Немецкий/DIN по происхождению, сейчас широко используется на американских автомобилях. Если у вас есть насос Bosch ABS, у вас есть эти гайки. Теперь он также появляется на азиатских автомобилях. Обратите внимание на раструбы на обоих концах лески, так как используется порожек этого типа. с обоими SAE/двойными раструбы и раструбы DIN/пузырьковые. Обратите внимание на характерную свинцовую часть без резьбы на конце раструба. Не заменяйте гайку с полной резьбой гайкой с «привести». Нити будут дно до того, как трубка затянется, давая вам ложное чувство выполненного долга.
Как определить гайки тормозной магистрали с метрической резьбой? (Часть 2)
Стандартный азиатский стиль — M5-3, как и M1-3, также имеет резьбу 10 мм x 1,0 для 3/16 «. трубка. Он всегда используется с раструбом SAE и имеет полную резьбу. Очень похоже на стандартный А1-3 Американский орех. Вы можете вкрутить гайки с резьбой 10 мм x 1,0 в фитинг с резьбой 3/8″ x 24 для США, но он сразу же начнет сдирать резьбу.
Как измерить диаметр гаек тормозных магистралей?
Штангенциркуль используется для измерения диаметра. Пожалуйста, имейте в виду, что дешевый штангенциркуль может легко быть 0,010 дюйма от отметки. При измерении диаметра гайки или болта он будет немного меньше указанного размера. 3/8 дюйма составляет 0,375 дюйма в десятичной дроби. измерение. Настоящий размер гайки тормозной магистрали будет 0,365 дюйма. 10 мм — это 0,3937 дюйма в десятичном измерении. Гайка тормозной магистрали диаметром 10 мм будет иметь размер 9,8 мм или 0,382 дюйма.
Как измерить резьбу гаек тормозных магистралей?
Измеритель шага резьбы необходим для точного измерения резьбы. Вы просто сравниваете зубы на калибра к резьбе на гайке.
Насосная установка и Пошаговая инструкция монтажа +Фото и Видео
Имея загородную недвижимость, будь то дом с постоянным проживанием или дача не всегда есть возможность подключиться к центральному водоснабжению. По этой причине источники воды оборудуются самостоятельно. Встает вопрос о том, как доставить воду до нужной точки, для этого устанавливаются водяные насосы. Для любого монтажа требуется схема подключения насосной станции.
Как известно насосные агрегаты имеют разные модификации. Есть с внешним эжектором и встроенным или вообще быть без него, влияющие на давление в трубах, с накопителем и без, автоматические или с поплавком.
Все они выполняют одну функцию – доставляют жидкость до требуемой точки.
Содержание статьи:
1 Выбирая насосную установку
1.1 Особенности накопительного бака
1.2 Функции
1.3 Разберем пример
2 Размещаем оборудование
2.1 Как правильно выбрать место для установки насосной станции для дома или дачи?
2. 2 При выборе места для насосной станции следуйте рекомендациям
2.3 Варианты мест размещения оборудования
2.4 Однотрубная система или двухтрубная система подключения?
2.4.1 1-но трубное
2.4.2 2-х трубное
2.5 Как подключить насосную станцию
3 Рекомендация
Выбирая насосную установку
Особенности накопительного бака
Самым востребованным на рынке является насос с накопительным баком (гидроаккумулятором) – эта насосная станция имеет внушительные габариты, соответственно ее монтаж является более сложным. Его и рассмотрим.
Особенность насоса в том, что его главный узел разделен на две часть, одна отвечает за подкачку воды, вторая отвечает за количество воздуха.
Давление в системе регулируется автоматически. Когда стрелка манометра показывает минимальный уровень давления, установка включается, как только требуемый параметр достигнут, система отключается.
Функции
Выбирая насосную установку, требуется обратить внимание на самые важные ее функции:
С какой глубины насос может поднять воду.
Производительность
Мощность
Автоматическое управление или механическое
Сколько жильцов в доме
Объем накопителя
Производительность насоса должна быть ниже или равна производительности источника воды. В противном случае качество доставляемой жидкости будет низким (содержать примеси и песок)
Если неправильно выбрать установку, то возможны перебои с водоснабжением и плохой напор воды.
Разберем пример
4 человека постоянно проживают. Производительность изделия потребуется не ниже 3 м3/ч
Размещаем оборудование
Как правильно выбрать место для установки насосной станции для дома или дачи?
Главный минус установки в неспособности функционировать при минусовой температуре. Даже если обустроить строение под насосную станцию и утеплить ее, производительность снизится или насос совсем перестанет работать. Конечно, можно поставить рядом обогреватель, но это приведет только к перерасходу электроэнергии.
При выборе места для насосной станции следуйте рекомендациям
Оборудование устанавливайте в помещение с централизованным отоплением.
К насосной установке обеспечьте свободный доступ, для обслуживания
Постарайтесь минимизировать расстояние от источника забора воды.
Варианты мест размещения оборудования
Отдельно оборудованное помещение в доме, желательно со звукоизоляцией.
Возможна установка в санузлах (кухня, ванна)
В подвале и цоколе. При условии, что там тепло и сухо
В кессоне – рядом со скважиной. В этом варианте насосная станция будет работать продуктивно, только если установить ее ниже уровня промерзания грунта.
Однотрубная система или двухтрубная система подключения?
Данный вопрос зависит от того на какой глубине расположена установка и водопровода.
1-но трубное
Однотрубное подключение применяют при малых глубинах до 8 метров. Двухтрубная система используется, когда требуется увеличить глубину забора воды насосом от 8 метров.
2-х трубное
Двухтрубная система подключения подразумевает насос с внешним эжектором.
Как подключить насосную станцию
Вырывается траншея ниже уровня промерзания почвы. Обязательно выдержать уклон в сторону скважины.
На трубу ПВХ установить обратный клапан или приобрести уже готовое изделие с клапаном и фильтром.
Соединение с насосом производится с помощью фитинга «американки», муфты, уголка с резьбой из металла.
Труба идущая к водопроводной магистрали от установки подсоединяется по тому же принципу
Прежде чем включить систему, агрегат заполняется водой.
Если трубопровод расположен выше уровня промерзания, его следует утеплить.
К водопроводной магистрали дома насосная станция подключается при помощи фитингов.
Рекомендация
Чтобы повысить качество воды устанавливаю два фильтра. Перед насосом – фильтр грубой очистки. После установки монтируется фильтр глубокой очистки.
Сам процесс установки не является сложным и длительным. Основное время занимает подготовка к монтажу: оборудование помещения, организация траншеи, укладка труб и т.д.
Иногда, чтобы снизать вибрацию, насосную установку ставят на бетонную или кирпичную подушку, застеленную резиновым ковриком.
Как подключить насосную станцию — советы специалистов
Как подключать насосные станции
Насосная станция — как подключить?
Покупая насос в дом , часто задают этот вопрос. Мы всегда отвечаем, что лучше, если подключение насосной станции выполнит специалист. А как же быть, если место установки насосной станции находится далеко от «цивилизации». Стоимость выезда специалиста и монтажнасосной станции может превысить стоимость самого оборудования.На такой случай дадим несколько рекомендаций. Хотим подчеркнуть, что не претендуем на полную инструкцию по монтажу насосной станции. Повторимся, установку станций должен выполнять специалист.
Итак для монтажа бытовой насосной установки нам потребуется сама станция водоснабжения, обратный клапан с фильтром, быстроразъемные фитинги Unidelta, труба ПЭ.
Для нормальной работы насосной станции необходимо, чтобы всасывающий участок трубопровода до насоса был герметичен.Это достигается правильным соединением и уплотнением фитингов. Отметим, что не всегда герметичных соединений можно достичь в «полевых условиях».
Как же быть? Решение есть!
В Насосвдом можно заказать насосную станцию с уже собранным и правильно уплотненным монтажным комплектом. Стоимость такой станции всего лишь на 50 грн. дороже покупки комплектующих по отдельности. На месте монтажа останется только подсоединиться к трубе с помощью быстромонтируемых фитингов Unidelta.
Устанавливать насосную станцию необходимо как можно ближе к скважине или колодцу. При стационарном использовании станции рекомендуем закрепить ее на твердой опорной поверхности с использованием резиновых прокладок. Насосная станция обязательно должна быть защищена от атмосферных осадков.И еще одно важное замечание.Нам часто задают вопрос: а можно ли кратковременно включить насос на сухую, чтобы убедиться в его исправности.
Отвечаем — нельзя!
Работа насоса насухо приводит к его поломке.И обмануть сервисный центр не удастся. Такая поломка является не гарантийной. Поэтому наберитесь терпения и после монтажа обязательно, подчеркнем обязательно заполните всасывающий трубопровод и корпус насоса водой через заливное отверстие.
Вот и всё. Удачи!
Поделиться полезной информацией
Twitter
Facebook
Pinterest
Рекомендуем обратить внимание
Нет в наличии
Насосные станции
GP45424 Комплект насосной станции Grundfos
GRUNDFOS
3249
4 495,00 грн
Насосная станция GP45424 с насосом Грундфос JPA 4-54 Р=1130 Вт, Нmax=54 м, U=220 В, Qmax=3,6 м3/ч, Т-ра жидкости=0. ..35 °C
Гарантия 2 года
Подробнее
Нет в наличии
Нет в наличии
В наличии
Насосные станции
Насосная станция Grundfos Scala2 3-45 98562862
GRUNDFOS
2967
21 972,80 грн
В наличии! Звоните! Суперцена!
P=550 Вт, U=1×200-240 V, Qmax=4,8 м³/ч, Нmax=47 м, Dпатр.=1″
Артикул: 98562862
Гарантия: 5 лет
Моделирование насосных станций внутри 2D областей потока
Страница загрузки Моделирование насосных станций внутри двухмерных областей потока.
Насосная станция может использоваться для перекачки воды между двумя водохранилищами, водохранилищем и участком реки, между двумя участками реки, участком реки и 2D-проходной зоной, между хранилищем и 2D-проходной зоной, между двумя 2D-расходами Области или от одной ячейки к другой в пределах одной и той же 2D-области потока. На каждой насосной станции может быть до десяти разных групп насосов, а в каждой группе насосов может быть до двадцати одинаковых насосов.
Чтобы добавить насосную станцию в систему, выберите инструмент рисования Pump Station в верхней части редактора геометрических данных. Когда эта кнопка нажата, переместите мышь в место, где будет располагаться насосная станция, и щелкните левой кнопкой мыши. Откроется редактор HEC-RAS, предлагающий пользователям ввести имя насосной станции. Это установит местоположение насосной станции и значок. На рис. 3-64 показан пример соединения двухмерной области потока с одномерным поперечным сечением (TestPump) и двухмерной области потока с областью хранения (SAPump).
После добавления насосной станции в систему пользователь должен отредактировать насосную станцию и ввести необходимые данные. Чтобы открыть редактор насосной станции, нажмите кнопку редактора насосной станции в левой части редактора геометрических данных. Либо наведите указатель мыши на значок насосной станции на схеме, щелкните насосную станцию левой кнопкой мыши и выберите Edit Pump Station из контекстного меню. Откроется Редактор данных насосной станции (Рисунок 3-65).
Как показано на рис. 3-65, редактор насосных станций имеет следующие три вкладки: «Данные подключения насоса», «Данные группы насосов» и «Расширенные правила управления» (для применения расширенных правил управления). правила управления насосной станцией).
Вкладка Данные о подключении насоса содержит следующие данные:
Кнопка «Переименовать насосную станцию» : Эта опция позволяет пользователю переименовать насосную станцию в другое имя, отличное от значения по умолчанию.
Вход насоса : Это место, откуда насосная станция качает. Это место может быть либо складом, 2D-областью потока, либо речной станцией на участке реки. Кнопка Set RS позволяет пользователю подключить насос с речной станции участка, кнопка Set SA/2D позволяет подключить насос из области хранения или 2D области потока.
Выпускное отверстие насоса : Это место, куда перекачивает насосная станция. Это место может быть либо областью хранения, либо областью потока 2D (используйте Кнопка Set SA/2D ) или речной вокзал с участка реки (используйте кнопку Set RS ).
Дополнительный монитор включения-выключения, номер : По умолчанию программа использует расположение «Вход насоса», чтобы определить, когда насос должен включаться или выключаться. Однако у пользователя есть возможность установить другое место, которое будет использоваться в качестве контрольной точки для определения того, следует ли включать или выключать помпу. Это дополнительное местоположение монитора может быть областью хранения, 2D-областью потока (при использовании 2D-области потока пользователь должен добавить опорную точку в геометрические данные в пределах этой 2D-области потока) или речной станцией в пределах участка реки.
Самая высокая отметка в насосной линии : Эта опция позволяет пользователю ввести отметку, которая будет использоваться в качестве самой высокой отметки в насосной линии. Одним из примеров того, где это может быть полезно, является использование насосной станции для перекачки воды через дамбу. В этой ситуации требуемый напор для перекачивания воды через дамбу не полностью определяется также и высотой водной поверхности; поэтому необходимо ввести высоту самой высокой точки в линии насоса (вершина дамбы), чтобы точно рассчитать расход, проходящий через насос.
Оптимизация постоянного потока : Этот параметр предназначен только для моделирования постоянного потока. Если вода перекачивается из речного участка или в него, при расчете профилей водной поверхности следует учитывать объем потока, входящего или выходящего из участка. Тем не менее, профили поверхности воды будут влиять на расчет расхода через насосы. Следовательно, чтобы точно рассчитать это, профили потока насоса и поверхности воды должны рассчитываться итеративно, пока не будет найден баланс между потоками реки и потоками насосов. Эта функция оптимизации не выполняется автоматически программой устойчивого потока; однако пользователь может настроить HEC-RAS на включение функции оптимизации, выбрав Оптимизация установившегося потока . При выборе этой опции открывается окно, позволяющее пользователю включить функцию оптимизации потока насоса.
В дополнение к данным о подключении насоса пользователь должен заполнить данные о группе насосов. Выберите вкладку Данные группы насосов , и редактор обновится (Рисунок 3-66).
Как показано на рис. 3-66, вкладка Данные группы насосов состоит из следующих элементов:
Имя группы насосов : вторым будет «Группа насосов № 2» и т. д. У пользователя есть возможность переименовать группы насосов, щелкнув значок Переименовать Группа кнопка.
Добавить группу : Эта кнопка используется для добавления другой группы насосов. Если для модели требуются насосы с разной пропускной способностью и с разными кривыми эффективности насосов, то насосы необходимо вводить как отдельную группу насосов.
Переименовать группу : позволяет пользователю переименовать группу насосов.
Удалить группу : Эта кнопка используется для удаления текущей выбранной группы насосов.
Включить групповые операции смещения (только для стабильного потока) : Этот параметр подходит только для работы с постоянным потоком. Если выбран этот параметр и конкретный профиль водной поверхности находится между отметками включения и выключения насоса, HEC-RAS будет считать, что насос включен. Если этот параметр не отмечен, программа будет считать, что насос выключен, когда поверхность воды находится между уровнями включения и выключения.
Запуск (мин) : Этот параметр используется только для нестационарного потока. Когда включается насос, по умолчанию насос включается мгновенно и начинает качать на полную мощность уже на следующем временном шаге. Эта опция позволяет пользователю ввести время запуска, в течение которого насосы перейдут от нулевого расхода к полной производительности в течение введенного пользователем временного шага (в минутах). Эта опция очень полезна для предотвращения нестабильности расчетов нестационарного расхода, когда при включении насоса наблюдается слишком большое изменение расхода.
Останов (мин) : Этот параметр используется только для нестационарного потока. Когда помпа срабатывает для выключения, операция по умолчанию заключается в том, что помпа мгновенно выключается и прекращает качать на следующем временном шаге. Эта опция позволяет пользователю ввести время отключения, в течение которого насосы перейдут с полной производительности на нулевой расход в течение введенного пользователем временного шага в минутах. Эта опция очень полезна для предотвращения нестабильности расчетов нестационарного расхода, когда происходит слишком большое изменение расхода из-за резкого отключения насоса.
Ширина насоса : Это поле используется только для отображения ширины линии насоса в окне геометрических данных.
Количество насосов в группе : это поле используется для ввода количества идентичных насосов в текущей группе насосов. Идентичные насосы должны использовать одну и ту же кривую КПД насоса, но могут иметь разную высоту включения и выключения триггера.
Кривая эффективности насоса : Эта таблица используется для ввода кривой эффективности насоса, которая представляет собой таблицу зависимости статического напора от расхода. Напор представляет собой общий напор в системе, который обычно представляет собой разницу высот поверхности воды между точками «от» и «до».
Не вводите номинальную характеристику насоса от производителя, эта характеристика не учитывает потери в насосной линии. Пример того, как рассчитать кривую КПД насоса, показан на рис. 3-67. Как показано на рис. 3-67, пользователь должен рассчитать все потери энергии в системе между двумя статическими пулами. Потери энергии в линии вычитаются из кривой эффективности насоса производителя, чтобы получить кривую для использования в HEC-RAS. Кривую производительности насоса можно построить для визуального контроля, нажав кнопку 9.0007 Кнопка «Построить кривые насоса» внизу окна.
По умолчанию местом контроля включения или выключения насоса является место впуска, если иное не указано в поле Дополнительное значение включения-выключения. Как правило, насос на возвышении должен быть выше, чем насос на высоте. Кроме того, для всех насосов должны быть указаны отметки срабатывания. Если пользователь вводит отметку отключения насоса, которая выше, чем отметка включения насоса, то насос включается, когда поверхность воды опускается ниже отметки включения, и насос остается включенным до тех пор, пока поверхность воды не станет выше отметки отключения насоса. Например, эта ситуация может быть использована для перекачивания воды в накопительный бак. С другой стороны, когда высота выключения насоса ниже, чем высота насоса на высоте (типичный способ его использования), то насос включается, когда поверхность воды становится выше, чем насос на высоте, и насос выключается, когда он уходит. ниже отметины. Это типичное использование насосов для внутренних водоемов.
Нижняя половина вкладки Данные группы насосов содержит таблицу со всеми отдельными насосами в группе. Таблица содержит следующее:
Название насоса : Это поле содержит название каждого из отдельных насосов. Насосам автоматически присваиваются имена «Насос № 1», затем «Насос № 2» и т. д. Пользователь может дважды щелкнуть в поле «Название насоса» и изменить названия насосов, чтобы они были более конкретными (т. е. для определения местоположения).
WS Elev On : это высота, на которой насос будет включен. Это основано на высоте поверхности воды в месте «Вход», подключенном к насосу.
WS Elev Off : Это высота, на которой насос будет отключен. Это основано на высоте поверхности воды в месте «Вход», подключенном к насосу.
ГИС-данные насосов: Другая таблица, расположенная непосредственно справа от таблицы имен отдельных насосов, представляет собой таблицу, содержащую ГИС-координаты отдельных насосов. Если пользователь щелкает строку насоса в таблице «Имена насосов» (например, если был выбран насос № 1), то координаты X, Y в таблице «Координаты насоса» относятся к насосу № 1. Если выбран другой насос, то координаты X, Y будут для этого насоса. Ввод координат X, Y для насоса необходим только при подключении насосов к 2D Flow Areas. Местоположение необходимо для определения того, к какой ячейке (ячейкам) подключен насос в 2D-области потока. Пользователи должны провести пространственную линию, идущую от входа насоса к выходу насоса. Эта линия будет использоваться для пространственного отображения подключения насоса в редакторе геометрических данных, а также для определения того, какая ячейка подключена к насосу. Координаты X, Y не требуются, если насосы не подключены к 2D области потока. Однако если хотя бы один конец насоса подключен к 2D-области потока, то требуются координаты X, Y.
Последняя вкладка с меткой Расширенные правила управления — это необязательная вкладка, используемая для указания правил, которые переопределяют физические данные помпы. На рис. 3-68 показана схема вкладки Advanced Control Rules в редакторе данных насосной станции .
Как показано на рис. 3-68, вкладка Advanced Control Rules имеет три кнопки в верхней части редактора: Добавить новое правило, Удалить правило и Копировать правило . Кнопка Удалить правило удалит текущее выбранное правило из списка правил помпы, показанного в текстовом поле Правила помпы . Кнопка Копировать Правило создает копию текущего открытого правила. Кнопка Добавить Новое Правило открывает редактор типов правил HEC-RAS (Рисунок 3-69), который позволяет пользователю выбрать новое правило из списка Типы правил .
Как показано на рис. 3-69, существует шесть типов правил, которые можно применить к насосной станции. Каждый из шести типов правил позволяет пользователю указать минимальный и максимальный расход для всей насосной станции. Этот минимальный и максимальный расход сужает диапазон возможных потоков, рассчитанных для насосной станции на основе физических данных насоса. Типы правил отличаются только тем, как и когда применяется минимальный и максимальный диапазон потока.
Первый тип правила, Всегда применять это правило применяется для всех временных шагов в решении. Второй тип правила, Применить на основе целевого потока , применяется только в случае превышения целевого минимального и/или максимального потока (поток больше заданного максимума или меньше заданного минимума) в указанном пользователем местоположении контроля потока. Местом мониторинга стока может быть поперечный разрез в пределах участка реки или водохранилище. Третий тип правила, Применить на основе целевого WS , применяется только в случае превышения целевого минимума и/или максимальной отметки водной поверхности (уровень больше указанного максимума или меньше заданного минимума) в указанном пользователем месте наблюдения за этапом. Четвертый тип правила, Применить на основе дня/часа , применяется только в течение указанного пользователем временного окна. Пользователь вводит день и время начала и день и время окончания. Заданные максимальный и минимальный расход затем применяются к насосной станции только в течение заданного пользователем временного окна. Пятый тип правила, Применить на основе дня/часа и потока , представляет собой комбинацию указанного пользователем временного окна и максимального и/или минимального целевого потока в указанном пользователем местоположении мониторинга потока. Последний тип правила, Применить на основе дня/часа и WS , представляет собой комбинацию заданного пользователем временного окна и максимального и/или минимального целевого этапа в указанном пользователем месте мониторинга этапа.
Пользователь также может задать время перехода в минутах для максимального и минимального расхода для каждого из правил. Таким образом, если правило изменит поток с текущего вычисленного значения на максимальное значение, введенное пользователем, время перехода используется для того, чтобы разрешить изменение потока в течение заданного пользователем времени. Эта же концепция используется и для минимального расхода.
Пользователь может указать любое количество правил для каждой насосной станции. Правила будут применяться к насосной станции в том порядке, в котором они были введены (это также порядок, в котором они отображаются в редакторе). Пользователь может перемещать правило вверх или вниз в списке, выделяя правило, а затем используя кнопки со стрелками вверх и вниз для перемещения правила.
После ввода всех данных насоса нажмите кнопку OK , чтобы данные были исключены программой. Это не сохраняет данные на жесткий диск; он позволяет использовать его только в текущем выполнении программы. Чтобы сохранить данные навсегда, пользователь должен сохранить данные геометрии из Меню File редактора геометрических данных.
Устройство насосной станции предназначено для простого подключения без специальных знаний, кроме базовых навыков электрика.
Заинтересованы в приборостроении?
Получайте статьи, новости и видео о приборостроении прямо на свой почтовый ящик! Войти Сейчас.
Инструментарий
+ Получать оповещения
В течение многих лет предприятия водоснабжения и водоотведения контролировали разбросанные насосные станции с помощью систем SCADA. Но как насчет сообществ, у которых есть только одна или несколько насосных станций и не хватает ресурсов для проектирования, проектирования и настройки SCADA?
Как правило, такие коммунальные службы должны были контролировать насосные станции вручную, периодически отправляя водителя для посещения каждой станции, проверки ее работы и записи рабочих данных со счетчиков или датчиков.
Теперь GE Intelligent Platforms предлагает устройство Pump Station Appliance, которое компания описывает как специально разработанное решение для управления и мониторинга, которое можно приобрести через Интернет, настроить и установить за один день штатным электриком или электриком, работающим по контракту.
Он разработан как экономичный способ для небольших коммунальных служб автоматизировать мониторинг и работу станций. Алан Хинчман, директор по маркетингу инфраструктуры GE Intelligent Platforms, рассказал об этом предложении в интервью для оператора очистных сооружений.
TPO: Какой мыслительный процесс стоял за этим предложением?
Hinchman: GE Intelligent Platforms давно работает на рынке водоснабжения и водоотведения как поставщик программного обеспечения, контроллеров и других устройств. По мере того, как мы изучали, куда движется отрасль, мы увидели возможность для специализированных устройств мониторинга, которые пользователи могли бы заказать в Интернете, а также легко установить и настроить. Мы придумали несколько приложений, и первым запустилось устройство насосной станции.
TPO: В чем основное преимущество этого устройства?
Hinchman: Если вы посмотрите, как сельские общины управляют своими станциями перекачки сточных вод, в некоторых случаях это происходит с помощью автоматических дозвонщиков, а в других случаях технические специалисты подъезжают к каждой насосной станции, проводят физический осмотр, регистрируют время работы насоса и время его запуска. и другая информация. С нашим устройством все эти данные собираются в электронном виде. Таким образом, они экономят рабочую силу, потому что им больше не нужно выходить на улицу и собирать эту информацию. Во-вторых, прибор очень быстро уведомляет вас, когда что-то не так, например, неисправность помпы, переполнение или недостаточное наполнение, что может привести к сгоранию помпы.
TPO: Как бы вы описали этот прибор?
Hinchman: Он основан на нашем контроллере PACSystems RXi и блоке ввода/вывода RSTi Slice. Клиенты могут зайти на наш веб-сайт и узнать о нем, и они могут фактически заказать его с веб-сайта. Мы отправляем его им в коробке, как компьютерный принтер. Прибор имеет белый корпус. Он включает в себя иллюстрированные инструкции, которые позволяют электрику установить его, не обладая какими-либо специальными возможностями. Все провода и соединения имеют цветовую маркировку. Они монтируют его и прокладывают один отрезок кабелепровода от нашего шкафа к существующей коробке или пускателю двигателя, а затем подключают его к физическим компонентам подъемной станции.
TPO: Как после установки устройства оно приобретает способность передавать информацию?
Hinchman: После того, как все это собрано, устройство включается, а встроенный модем с шифрованием полицейского уровня подключается к сети Verizon через соединение 3G VPN. Он подключается к нашему серверу, и через подписку они могут использовать смартфон, iPad или Android-устройство и завершить настройку через Интернет. Мы задаем всего 20 простых вопросов. Какой тип измерения уровня они используют? Мы можем поддерживать аналоговые приборы, такие как ультразвуковые датчики или поплавки. Сколько у них насосов? Мы можем справиться с одним до четырех. Имеются ли у них входящие или выходящие расходомеры? Кому они хотят, чтобы сигналы тревоги отправлялись по электронной почте? Как долго они хотят, чтобы двигатель пытался запуститься, прежде чем он выйдет из строя? Имеются ли на насосах предупредительные сигналы, такие как высокая вибрация или высокая температура? Как только они ответят на эти и другие вопросы, интерфейс веб-страницы настраивается, и они готовы к работе с устройством.
TPO: Если у них несколько подъемных станций, нужно ли им устройство для каждой из них?
Хинчмен: Да. Если они покупают вторую, третью или четвертую единицу, мы просто складываем их. На главной странице веб-сайта указывается адрес любой насосной станции, которую они выбирают.
TPO: Зачем нужно такое устройство? Разве в большинстве сообществ нет систем SCADA, которые позволили бы осуществлять такой мониторинг?
Хинчмен: Изучив рынок, мы обнаружили, что сельские сообщества с от одной до 10 насосных станций и где-то между 500 и 3500 человек, иногда более 5000 или 6000 человек — это подавляющее большинство внедренных подъемных станций, и очень немногие имеют SCADA. системы. Кроме того, очень немногие имеют доступ к системному интегратору SCADA в радиусе 50 миль. Таким образом, этот прибор представляет собой очень хорошее решение для небольшой сельской системы водоснабжения. Мы полагали, что если мы предложим этим коммунальным предприятиям решение, не предъявляющее особых требований к ИТ, которое они смогут заказать очень просто, без необходимости заниматься проектированием или проектированием, они будут очень заинтересованы. И это было так.
TPO: Есть ли у этого устройства приложения в сообществах, в которых есть SCADA?
Hinchman: Для коммунальных предприятий, имеющих SCADA, мы предлагаем версию, которая не включает радио или услугу на основе подписки. Они получают такой же белый шкаф и могут просто связать его со своим программным обеспечением SCADA. Это дает им устройство заводского изготовления, на которое они могут установить собственное радио.
TPO: Как бы вы описали для этих небольших сообществ преимущества этого решения по сравнению со SCADA?
Hinchman: Основное преимущество в том, что им не нужно устанавливать собственный SCADA-сервер. Они избегают этого компьютера, всей инфраструктуры, связанной с созданием основного радиорешения, и всех затрат и управления, связанных с системным интегратором. Они уходят от программирования к простой конфигурации. Мы разработали систему для операторов, которые, как правило, больше сосредоточены на механике, чем на программировании, и мы предоставили все на их языке. Наконец, поскольку он изготовлен заранее, они знают, что все, что они закажут, будет точно таким же, сделанным в США, с использованием стандартных запасных частей, одобренных UL и в корпусе NEMA 4. Мы считаем, что это более дешевое устройство с более быстрым развертыванием, чем те, которые используют традиционные бизнес-модели.
TPO: Нужна ли покупателям этой системы поддержка со стороны GE для завершения установки?
Hinchman: Мы потратили много времени на размышления об опыте работы с клиентами, и мы предоставляем действительно простые инструкции, вплоть до фотографий, как установить устройство. Мы предоставляем одностраничный документ, в котором описаны все инструкции по установке. Есть небольшое руководство, если кто-то хочет немного углубиться в гарантии и другую информацию. Стандартная установка занимает около семи часов. Мы можем оказывать поддержку через наш обычный колл-центр, но это редко требуется.
TPO: Может ли коммунальное предприятие использовать это устройство для удаленного управления насосной станцией?
Hinchman: Онлайн-версия не поддерживает ручное управление.
25 идей для начала домашнего бизнеса с минимальными вложениями
Каким бизнесом заняться – это очень правильный вопрос. Не смотря на все проблемы, мы сейчас живем в одной из лучших экономических эпох. Сегодня при минимальных вложениях можно начать бизнес, не выходя из дома. Но где сейчас взять самые креативные бизнес-идеи? Вашему вниманию предлагается 25 бизнес-идей для создания домашнего бизнеса. Искрение надеемся, что они побудят у Вас вдохновение.
Мы не хотим демонизировать работу на полный рабочий день. Для многих это лучший выбор. Босс, который сам назначает обязанности, четкая и понятная структура задач, которые должны выполняться каждый день. Как правило, относительно стабильные доходы. Таким образом вы можете чувствовать себя в безопасности. К сожалению, все больше людей просто не довольны своей постоянной работой в полной мере. И некоторые из них хотели бы создать свое собственное дело или сделать новый источник дополнительного дохода в свободное от работы время. Поэтому вам может понадобиться эта статья с домашними бизнес-идеями с минимальными вложениями:
Оригинальные букеты. Многие возразят, что сейчас флористы на каждом шагу. Но как только у вас возникнет такая потребность – трудно найти что-то действительно приятное для особого случая. Найдите время, чтобы узнать своего клиента и понять его потребности! С другой стороны, букеты можно сделать не только из цветов! Леденцы, свечи, памперсы, чаи, овощи или что-то еще приходит на ум. Это может быть идея самого необычного, креативного и оригинального подарка для людей, у которых уже все есть.
Производство бижутерии и брелоков. Все мы ценим уникальные предметы. Женщинам нравится регулярно менять свои украшения. И хотя таких компаний много, красивая бижутерия всегда будет продаваться, потому что все постоянно хотят чего-то новенького. Кроме того, рынок украшений для мужчин также растет. Если вы хотите преуспеть в этой отрасли, следует позаботиться о высоком качестве! Ищите хороший склад, начните с небольших количеств материалов для небольшой, но самой востребованной группы изделий. Не создавайте тысячи браслетов. Попытайтесь создать что-то уникальное, творческое и просто красивое. Это рецепт для бизнеса, который позволит вам эффективно зарабатывать деньги. Создавайте только те украшения, которые вы сами хотели бы носить!
Изготовление детских игрушек на дому. Рынок детских товаров был, есть и будет. Ребенок через игру познает мир! Родители часто прибегают к активному поиску креативных игрушек. Это могут быть смешные чучела животных из старых материалов. Конечно, все находится в пределах здравого смысла. Если все сделать красиво, креативно и со вкусом, то спрос на такую продукцию — потрясающий! В интернете полно выкроек и шаблонов для изготовления мягких игрушек своими руками. Также стоит рассмотреть, пошив детской одежды, которая по стоимости равна одежде для взрослых, а по расходам на материалы – меньше в разы. Вся детская индустрия — отличная идея для домашнего бизнеса.
Детские шарфы, детские носки. Если вы умеете и любите шить, сделайте это! В эпоху оптовых торговцев с тканями и возможность импортировать красивые нити, ткани, кажется, это отличная бизнес-идея. Тем не менее, стоит проверить заранее, если будут необходимы какие-либо утверждения и сертификаты. Ведь некоторые ткани могут вызывать аллергическую реакцию у детей.
Рамки для картин и вышиванок. Это также хорошая бизнес-идея, которую можно реализовать в домашних условиях. К данной бизнес-идее можно отнести и необычные фоторамки. Возможно, у вас нет места для деревообработки. Тогда станьте дизайнером эскизов для шаблонов! Организуйте сотрудничество с плотником, и, возможно, вы сможете создавать с ним интересные проекты.
Фетровые сумки и тапки. Очень популярные и интересные аксессуары, а сам фетр — весьма благодарный материал. Смотрите в первую очередь на хорошую модель организации продаж. Рассмотрите возможность присутствия на различных ярмарках и рынках ремесел. Была возможность встретиться с несколькими людьми, которые производят эти типы сумок. В большинстве случаев им удалось получить оптовый заказ на этих мероприятиях.
Подушки с печатью и вышивкой. Очень популярные и красивое дополнения к любой спальне или гостиной. Знаете ли вы, более 30 000 человек ищут декоративные подушки в Google каждый месяц? На практике это означает, что каждый месяц сотни людей готовы купить новые подушки для своей квартиры в Вашем городе! Десятки из них покупают через интернет-магазин.
Джемы, консервы из полностью натуральных ингредиентов. Сегодня в сфере питания все что натуральное, то модно и востребовано! Даже сложно представить в каком мире мы теперь живем. Если вы позаботитесь об уникальных ингредиентах (в идеале, если у вас есть собственный огород, теплица или фруктовый сад), вы можете получить много постоянных клиентов.
Торты на заказ. Если вы можете испечь торт – это отличное решение для создания домашнего бизнеса. Если вы добавите фото своего творчества на хорошо раскрученный профиль, например, на FB, вы можете получить больше заказов очень быстро, чем можете ожидать. Это идеальное дополнение к кофе, а для вас отличная идея домашнего бизнеса.
Корзины, шкатулки с благодарностью. Их всегда можно использовать в различных случаях. Inbox + products + decoration = удовлетворенный клиент, которому нужен такой товар для подарка, благодарности, извинений и т.п.
Изготовление садовых декораций. Все, что требуется – это недорогие материалы немного воображения и хороший вкус. В худшем случае можно заняться декором для сада из старых автомобильных шин.
Необычный мусорный контейнер. Надо ли мусорному контейнеру быть скучным? Совсем нет. Если он стоит в видимом месте (например, в офисе), пусть это будет дизайнерский шедевр. Особенно обратите внимание сколько стоит обычный скучный офисный контейнер для мусора.
Освещение своими руками. Следует обладать определенными знаниями в данной области, чтобы все было ясно. Сейчас очень популярные светящиеся мячики «cotton ball», которые можно изготавливать своими руками в домашних условиях. В частности, если вы можете создавать уникальные и вполне дизайнерские проекты из гирлянд – это может быть отличной идеей для красивого бизнеса с творческой самореализацией.
Подписка на коробки с сюрпризом. Данная идея сейчас стремительно набирает популярность в США. Клиент платит согласованную цену, и только позже узнает, что в коробке! Может быть, хорошая идея при отсутствии идей. В настоящее время абонементные коробки уже известны в странах Европы и чаще всего содержат косметические продукты. На американских сайтах можно найти много идей для интересных ящиков с сюрпризами и экспериментами. Вопрос творчества!
Фриланс – работа на дому через интернет. Это выполнение рутинной работы на компьютере через фрилансовые биржи. Сотни фирм каждую неделю ищут субподрядчиков, которым они могут передавать различные заказы на аутсорсинг – написание уникальных статей, перевод текста (не обязательно документов), заполнение баз данных и т. д. Это также очень хорошая бизнес-идея для дома. Почему? Ну, это как минимум окупается. Как Вы думаете, 10$-30$ в день – это совсем не плохо. Кроме того, у Вас свободный график работы. В ИТ-индустрии это очень низкие ставки. Вот почему фирмам заказчикам разных рутинных работ – это выгодно.
Домашний переводчик текстов. Если Вы свободно владеете иностранным языком – это для Вас. Если нет, возможно, стоит пойти на курс, получить квалификацию и стать удаленным переводчиком текстов. В интернете невероятно много заказов для переводов текстов разного уровня сложности. Тихая работа для дома. Если вы надежно выполняете свой заказ, у вас есть реальный шанс для долгосрочного сотрудничества.
Раскрутка профиля социальных сетей. Здесь на первый взгляд все просто раскручиваете свой аккаунт на ВК, Фейсбук или Интсаграмм. Потом охватываете большое количество тематической аудитории (не менее 10 000 подписчиков) и привлекаете рекламодателей для размещения рекламных постов на Вашем аккаунте. Конечно конкуренция сегодня в этой отрасли очень высока. Вам необходимые специальные знания маркетинга в социальных сетях для создания стратегий продвижения, подготовки профессиональных и интересных постов с высокой виральностю (показатель привлекательности информации для распространения в сети). С другой стороны, в мире есть много компаний, которые просто нуждаются в удаленных сотрудниках, которые возьмут на себя рутинную работу для продвижения их аккаунтов. Наверное, с этого вы должны начать, там вы не только получите свой доход, но и полезные навыки, которые можно будет применить для Вашего аккаунта.
Создание платных онлайн-курсов. Если вы специалист в какой-то области, вы, вероятно, захотите поделиться этими знаниями с другими. Курсы могут быть организованы в различных формах, и сборы могут взиматься за участие в них или за рекламу. В начале бизнеса вы можете воспользоваться услугами сервисов, которые специализируются на распространении онлайн-курсов за процент от продаж.
Создание тематического блога. Вы на блоговых сервисах постите интересные статьи на одну близкую Вам тематику. Довольно трудоемкий процесс и в начале требует много усилий и времени пока вы наберете свою аудиторию читателей. Но если это область, в которой вы чувствуете себя рыбой в воде, тогда работа будет приятной. Если в день на ваш блог будут заходить хотя-бы по 200 читателей, тогда уже можно размещать в нем контекстную, тизерную или баннерную рекламу соответственных рекламных бирж.
Написание текстов под заказ. В интернете полно текстовых бирж для фрилансеров (исполнителей) и вебмастеров (заказчиков). Вебмастеры заказывают уникальный текстовый контент для своих сайтов – это текстовые статьи на разные тематики. Вы выбираете к исполнению только те заказы написания статей, которые близки Вам по тематики. Пользовательские тексты должны иметь определенное количество символов. Оплата считается за каждую 1000 символов от 0,8$-3$ (в зависимости от вашего рейтинга, уровня сложности задания и т. д.). Текст должен быть уникальным без многократного повторения одних и тех же слов, полезный совет – чаще используйте синонимы.
Репетиторство на дому. Вспомните школьные времена, может быть, вы были математическим гением, или вы свободно владеете иностранным языком? Возможно, просто обновите свои знания или приобретите целенаправленно новые навыки для данной деятельности. Овладейте знаниями и делитесь ними с другими людьми, которым они нужны за финансовое вознаграждение. Обучение — это самый надежный бизнес в мире!
Салон красоты в домашних условиях. В домашних условиях вполне возможно предоставлять услуги парикмахера, маникюра и макияжа. Если у Вас уже есть навыки или есть желание пойти на курсы для приобретения данных навыков, тогда начните свой домашний бизнес.
Быстрое выращивание роз из черенков за два месяца. Цветочный бизнес привлекательный высокой рентабельностью и низким порогом входа. Цветы всегда, кстати, на праздниках и любых мероприятиях. Потребность в цветах не ниже чем в парфюмерии. Вашему вниманию предлагается секретная технология помогающая вырастить розу, даже на балконе всего за 2 месяца. Для достижения такого высокого результата в цветоводстве применяются ускорители роста цветов. Следует только использовать правильную методику и придерживаться рецептуры. Успех гарантирован.
Производство сыра в домашних условиях как мини-бизнес. Производство всех сортов сыра в домашних условиях позволяет создать свой малый, но очень престижный бизнес. В этой производственной бизнес идеи много преимуществ. Например, все виды сыров производятся на одном и том же оборудовании. А рентабельность в этом бизнесе не только высока, но и поддается управлению. Одни виды сыров быстро готовятся и в кратчайшие сроки приносят первую прибыль. Другие сорта требуют время для производства, но обладают высокой стоимостью и долгими сроками хранения.
Выращивание кристаллов рубина и других искусственных камней в домашних условиях. Несмотря на невысокую цену (пару долларов за 1 грамм) качественные искусственные камни пользуются спросом у ювелиров. Ведь многие из них не менее эффектно создают светопреломление и обладают уникальными цветами. Данный факт делает привлекательным производство синтетических минералов в домашних условиях.
Возможно кто-то из читателей этой статьи готов прямо сейчас принять на себя решение с огромной финансовой ответственностью – поменять рабочее место на домашний бизнес. Но Вам не нужно немедленно менять свою жизнь на 180 градусов. Большинство идей, описанных выше, можно просто рассматривать как дополнительную работу. Кто знает? Возможно, со временем это принесет вам столь высокий доход, что вы действительно можете отказаться от своей постоянной работы. Многие люди решают заняться бизнесом, потому что:
хотят реализовать свои мечты;
проверить свой потенциал в бизнесе и удовлетворить свои амбиции;
просто хотят зарабатывать больше;
предпочитают работать самостоятельно или стать лидером своей команды;
попробовать что-то новое.
Сейчас пошла большая мода на стартапы. Все будущие стартаперы в погоне за изобретением новых решений для удовлетворения потребностей потенциальных покупателей. Первый вопрос – с чего начать? Начните с идеи. Определите, что вы можете и хотите делать, работая дома? Успехов в начинаниях, ведь самое сложное в любом деле это начать!
10 ошибок при изготовлении тротуарной плитки своими руками
При изготовлении тротуарной плитки своими руками начинающих умельцев поджидает множество разнообразных и не всегда приятных сюрпризов.
Плитка, имеющая поначалу вполне эстетичный и прочный вид, может неожиданно начать массово разрушаться как на этапе просушки, складирования и укладки, так и в самом начале эксплуатации. Тому может быть масса причин, но все они, как правило, успешно складываются в одну вполне прозаичную причину, имя которой – попытка сэкономить. Причем речь не всегда идет об экономии материалов. Иногда дело в попытке сэкономить время. В этой публикации мы расскажем, как избежать наиболее частых ошибок, чтобы не стать героем пословицы о том, что «скупой платит дважды».
Ошибка 1. Неподходящий цемент
Для изготовления тротуарной плитки рекомендуется использовать цемент марки М 500. Он быстро схватывается, способен выдерживать нагрузки до 500 кг на 1 кв.см, растворы на основе данного цемента устойчивы к агрессивному воздействию окружающей среды.
Тротуарная плитка, как правило, подвержена значительному износу. И если сэкономить на материалах, то она выглядит эстетично лишь поначалу, но при эксплуатации довольно быстро ломается или просто постепенно истирается в пыль. Поэтому использовать цемент худшего качества не рекомендуется.
Ошибка 2. Некачественный песок
Частенько, чтобы сэкономить, дачники привозят песок с ближайшего карьера и тут же пускают его в дело. Но для того, чтобы получить качественный продукт, одной визуальной оценки используемых материалов недостаточно. Песок обязательно нужно просеивать. В противном случае входящие в его состав разнородные компоненты могут сильно осложнить вам жизнь. К примеру, мелкие ракушки оседают на лицевой стороне плитки и портят ее рисунок. Если же они остаются внутри, то зачастую полностью не заполняются бетонной смесью. В дальнейшем плитка активно впитывает воду, которая накапливается в пустотах и при колебании температур разрушает бетон изнутри
Непросеянный песок нельзя использовать для приготовления раствора, это приводит к появлению дефектов на поверхности плитки и ее дальнейшему растрескиванию
Если в песке были комья глины, затем попавшие в бетонную смесь, то они, скорее всего, не растворятся полностью, а при изготовлении плитки спрячутся под тонким слоем цемента. При укладке или эксплуатации такая плитка, как правило, лопается.
Ошибка 3. Избыток или недостаток воды
Вода может значительно повлиять на прочность изделия. Если бетонный раствор слишком жидкий, то плитка получится хрупкой. Но если вы замесили слишком сухой раствор, то внутри могут сохраниться шарики цемента, которые в дальнейшем превратятся в поры на «лице» вашей плитки. Консистенция раствора должна напоминать тягучее тесто, смесь не должна сползать с мастерка.
Если вы используете воду из открытых источников, убедитесь, что в них не содержится чрезмерно большое количество мела, т.к. такая вода сделает плитку ломкой.
Ошибка 4. Использование некачественного масла
Для того чтобы готовая плитка лучше отходила от формы, многие используют различные виды масел. Как правило, чтобы сэкономить, начинающие плиточники смазывают формы отработанным машинным маслом и в итоге получают первую партию плитки, испорченную черными пятнами. Использовать такую плитку, как правило, не решаются, ведь садовые дорожки – артерии участка и всегда на виду.
Но и новое машинное масло также может стать источником головной боли. Ведь оно не предназначено для изготовления плитки, а значит, не обладает нужными характеристиками. Зачастую при колебаниях вибростола слой бетона оседает, внизу образуется так называемое «молочко», а масло его отталкивает. В результате на лицевой стороне плитки появляются неровности, в народе именуемые «раковинами». Для того чтобы такого не случалось, при изготовлении плитки можно использовать Эмульсол. Он успешно применяется в строительстве при заливке опалубки.
При отсутствии достойных альтернатив, некоторые умельцы рекомендуют использовать «предка» Эмульсола – веретенное масло.
Наносить смазку на форму нужно предельно тонким слоем, лучше всего провести предварительное тестирование, ведь одна-две выброшенных плитки дешевле, чем целая испорченная партия. Но самый лучший вариант – это приобрести формы для плитки из материала, обладающего низкой степенью адгезии к цементу. Обычно они похожи на силиконовые формочки для выпечки, а произведенная с их помощью плитка – на разноцветное фигурное печенье.
Ошибка 5. Отказ от пластификатора
Безусловно, можно изготовить плитку и без него. Но в условиях нестабильного климата и температурных колебаний это рискованно. Пластификатор помогает сделать раствор более однородным, равномернее распределить красящий пигмент (при его использовании), повысить прочность и морозостойкость, а также водоотталкивающие свойства изделий. Кроме того, он позволяет снизить расход цемента и воды и в некоторых случаях обойтись без вибростола, т.к. составы на основе многих пластификаторов являются самоуплотняющимися.
Пластификатор необходимо разводить водой, желательно делать это за день до замешивания раствора для плитки (если это не противоречит инструкции).
Ошибка 6. Отсутствие арматуры при изготовлении бордюров и крупных элементов
При изготовлении больших или вытянутых элементов, таких как бордюры, многие надеются обойтись без использования арматуры. Но в таких случаях армирование просто необходимо. Для этого можно использовать металлический прут или сетку, а также некоторые виды проволоки.
Форма заполняется раствором примерно наполовину, затем укладывается армирующий материал, который заливается вторым слоем раствора.
Если не использовать арматуру, бордюр, скорее всего, придется собирать из неаккуратных обломков
Ошибка 7. Неправильное уплотнение
Одним из критериев качества плитки является ее плотность. А это значит, что при изготовлении плитки своими руками желательно использовать вибростол. Его можно купить. Но многие начинающие плиточники предпочитают сделать вибростол своими руками на основе небольшого отрезка доски, пружин от клапанов автомобилей и простейшего электромотора, обеспечивающего необходимые колебания. Плитка, изготовленная методом вибролитья, обычно долговечнее той, которая получается в результате простой заливки.
В качестве вибростолов некоторые умельцы умудряются использовать старые стиральные машинки. Обычно они обеспечивают достаточный уровень колебаний для уплотнения раствора.
Важно учитывать, что при слишком сильной вибрации бетонная смесь неравномерно отбивается от стенок формы, а при слишком слабой – плохо уплотняется. Максимальное время вибрации обычно составляет 3 минуты. Но для некоторых составов достаточно 30 секунд. Если форма с плиткой будет вибрировать слишком долго, то может начаться обратный процесс – вовлечение воздуха и, как следствие, расслоение бетона.
Поскольку при колебаниях на вибростоле бетон оседает, нужно своевременно добавлять раствор, чтобы все плитки имели одинаковую толщину. Это особенно важно при отливке бордюров, иначе обрамление вашей дорожки будет неоднородным.
Ошибка 8. Преждевременное извлечение из формы
Если попытаться извлечь плитку из формы раньше времени, то она начинает крошиться, края осыпаются или вовсе остаются на форме. Выдерживать плитку в форме необходимо не менее 2-х суток при правильном температурном режиме или теплой погоде. После заливки нельзя переносить формы с места на место.
Ошибка 9. Неправильное складирование
Некоторые начинающие мастера выдерживают плитку в форме около двух суток, а затем складывают в горки, перекладывая картоном. Но поскольку плитка к этому моменту еще не успевает окончательно высохнуть и стать достаточно прочной, она лопается. Опытные плиточники советуют не складывать плитку горкой более трех штук, пока она не наберет достаточной прочности. На это потребуется 3-4 дня.
Некоторые умельцы также советуют до набора максимальной прочности хранить плитку вертикально
Ошибка 10. Неправильная просушка
После заливки форму с плиткой необходимо укутать пленкой для поддержания постоянной температуры и влажности и поставить в теплое, но не солнечное место, которое хорошо защищено от осадков. Плитку можно доставать из формы через 2-3 дня, но это не значит, что с этого момента ею можно устилать садовые дорожки. Она требует дополнительной просушки в течение 2-3 недель. Как это ни парадоксально, для того чтобы набрать прочность, бетону нужна вода. Поэтому если вы сушите плитку в очень жаркую погоду, можно периодически аккуратно увлажнять ее.
Максимальной прочности бетон, приготовленный на основе цемента М 500, достигает через 28 дней после отливки. С этого момента плитку можно безбоязненно укладывать и эксплуатировать
Если вы прочли этот материал и передумали ввязываться в довольно авантюрное мероприятие по изготовлению плитки своими руками, не отчаивайтесь. Существует множество других идей оформления садовых дорожек. А если все еще настроены решительно – Огород.ru искренне желает вам удачи и подходящей погоды.
Понимание методов производства, доступных для ваших проектов DIY
Возможность работать с новыми материалами открывает двери для бесчисленных возможностей проектов. Набор инструментов даст вам возможность разбирать вещи и собирать их вместе, а 3D-принтер позволяет создавать новые объекты в мире. Но как далеко вы можете зайти со своими амбициями в области домашнего производства?
Существует бесчисленное множество способов изготовления и производства, многие из которых отлично подходят для проектов «сделай сам». Большинство приведенных ниже примеров можно безопасно использовать дома, и они помечены как таковые, но для некоторых потребуется помощь профессионала.
3D-печать (сделай сам)
В 2021 году по всему миру было продано около 2,2 миллиона 3D-принтеров. По мере того, как это хобби становится все более популярным, технологии совершенствуются, а 3D-принтеры дешевеют. Никогда не было лучшего времени, чтобы заняться 3D-печатью, особенно для тех, кто любит делать электронику своими руками, но не имеет инструментов или навыков, чтобы делать такие вещи, как корпуса, вручную.
Что такое 3D-печать?
3D-печать — это форма аддитивного производства, которая включает создание 3D-объектов с использованием 3D-модели в качестве ориентира. Объекты создаются слой за слоем, обычно из твердого или жидкого термопластика, но 3D-печать существует во многих формах.
Можно ли 3D-печать дома?
Короче говоря, да. 3D-печать безопасно делать дома, если вы принимаете правильные меры предосторожности. При использовании 3D-принтера важно помнить о домашних животных и детях, и никогда не оставляйте принтер без присмотра на длительное время. 3D-печать FDM и SLA — самые популярные и доступные варианты домашней 3D-печати.
Усовершенствованная 3D-печать
Авторы и права: Shapeways/Flickr
Наиболее распространенные формы 3D-печати предназначены для работы с полимерами, но это не означает, что другие материалы не подходят для этого процесса. Металлы, керамика, шоколад и ряд других материалов могут быть напечатаны на 3D-принтере. Машины, которые работают с этими материалами, обычно дорогие, громоздкие и не подходят для домашнего использования, но вы можете заплатить за услуги, которые сделают работу за вас.
SLS (селективное лазерное спекание) и LMD (лазерное осаждение металла) — два распространенных примера процессов 3D-печати металлом, для использования которых требуется высокий уровень знаний. Вы можете узнать больше по этой теме в нашем удобном руководстве по передовым методам 3D-печати.
Сколько стоит 3D-печать?
3D-печать — одна из самых доступных производственных услуг на рынке, но только если вы работаете с очень небольшими партиями. Изготовление одного предмета всегда намного дешевле с 3D-печатью по сравнению с обработкой на станке с ЧПУ. Трудно точно сказать, сколько будет стоить ваше задание на печать, не посетив поставщиков, чтобы узнать цены.
Деревообработка с помощью ручных инструментов (сделай сам)
Древесина невероятно универсальна, особенно если учесть, что она растет органически. Вы можете использовать дерево для создания чего угодно, от мебели и зданий до корпусов электроники и даже украшений. Работа с ручными инструментами, такими как пилы, молотки и рубанки, — это самый дешевый способ начать работу по дереву дома.
Можно ли работать по дереву только ручными инструментами?
Искусству обработки дерева тысячи лет, а электроинструментам всего около века. Вполне возможно создавать детализированные и прочные детали из дерева, используя только ручные инструменты, но стоит помнить, что вам может потребоваться освоить новые навыки, чтобы получить желаемые результаты.
Деревообработка с помощью электроинструментов (удобно для себя)
Электроинструменты значительно облегчают работу по дереву. Электропилы режут дерево намного быстрее, чем ручная пила, а такие инструменты, как токарные станки, могут придать вашей работе идеальную симметрию. Вы можете арендовать оборудование, необходимое для ваших проектов, если вы хотите использовать электроинструменты для деревообработки, но вы также можете заплатить кому-то другому, чтобы он сделал эту работу за вас.
Металлическое литье своими руками (удобно для самостоятельного изготовления)
Литье алюминия в домашних условиях стало очень популярным на онлайн-платформах, таких как TikTok, с бесчисленными руководствами, показывающими, как добиться наилучших результатов. Литье — простой процесс: вы заливаете расплавленный металл в форму, и после затвердевания металл сохраняет свою форму. Методы литья, такие как Lost PLA или Lost Foam, позволяют изготавливать одноразовые формы из предметов, которые уже есть у вас дома.
Можно ли лить металл дома?
Можно лить металл дома, но нужно быть осторожным. Алюминий плавится при температуре около 1220 ° F, а другим металлам требуется еще больше тепла, прежде чем они смогут попасть в форму. Это делает процесс литья металлов опасным без соответствующего оборудования и ноу-хау. Крайне важно, чтобы вы много читали и готовились, прежде чем пытаться сделать свой собственный слепок.
Резка с ЧПУ
Станки для резки с ЧПУ
не встречаются в большинстве домов, но это меняется с такими продуктами, как Glowforge. Лазерные, водоструйные и плазменные резаки — все это хорошие примеры станков с ЧПУ для резки, и все они предлагают разные преимущества. В большинстве случаев резка с ЧПУ используется для вырезания 2D-форм из плоских листов материала, хотя некоторые машины могут резать в трех измерениях.
Как и другие процессы, описанные здесь, вы можете найти услуги по резке с ЧПУ в Интернете. Это позволяет вам легко тестировать дизайн и привыкать к дизайну для этих машин, прежде чем покупать их для своих проектов «сделай сам».
Что означает ЧПУ?
ЧПУ или компьютерное числовое управление — это метод автоматизации инструментов, в котором компьютеры используются для предоставления инструкций машинам. Это позволяет программировать точные движения, которые можно воспроизвести тысячи раз без каких-либо отклонений. ЧПУ идеально подходит для современного производства.
Обработка с ЧПУ
CNC-обработка является одним из самых популярных методов производства как для домашних мастеров, так и для производителей. Практически любому материалу можно придать форму с помощью станка с ЧПУ, и инструменты, доступные в этой сфере, только улучшаются. Однако, конечно, обработка с ЧПУ — это не то, к чему многие люди имеют доступ дома, и это означает, что вам нужна услуга, которая поможет вам.
Что такое обработка с ЧПУ?
CNC чем-то напоминает лепку, когда из куска материала вырезаются кусочки для достижения желаемой формы. Если используемая вами машина имеет подходящую концевую фрезу и достаточную мощность, вы можете резать практически любой материал, используя этот метод. Для работы на станке с ЧПУ необходимо создавать производственные чертежи и 3D-модели.
Фрезерная обработка с ЧПУ и токарная обработка
Фрезерование и токарная обработка являются двумя наиболее популярными видами обработки с ЧПУ. Фрезерование с ЧПУ обычно выполняется с неподвижным блоком материала и подвижной головкой, содержащей концевую фрезу, тогда как токарная обработка с ЧПУ выполняется с вращающимся куском материала и неподвижной головкой. Токарные станки с ЧПУ часто называют автоматическими токарными станками.
Резка и гибка металла (сделай сам)
Гибка листового металла — один из самых экономичных и простых способов изготовления коробок и других типов ограждений. Такие инструменты, как ножницы по металлу, угловые шлифовальные машины и даже дремель, могут резать алюминий и другие мягкие металлы, а дешевые бывшие в употреблении тиски идеально подходят для гибки. Чтобы получить наилучшие результаты с помощью этого метода, требуется время и терпение, но вы также можете заплатить компании, которая сделает это за вас.
Поиск хороших производственных услуг
С появлением Интернета многие производственные услуги появились онлайн. Такие компании могут взять ваши файлы и превратить их в объекты реального мира, и это может быть на удивление дешево в зависимости от выбранного вами метода.
Такие компании, как Protocase, заработали себе хорошую репутацию, предоставляя отличные услуги по резке и гибке листового металла, но они также могут предоставлять услуги по обработке с ЧПУ и 3D-печати. Fractory — еще один хороший пример таких компаний, и стоит поискать вариант, который подходит вам лучше всего.
Выбор лучшего метода производства/изготовления для вашего проекта
Существует множество методов производства, и эта статья лишь поверхностно описывает те варианты, которые доступны для домашних мастеров. От вакуумного формования до литья под давлением — вы можете выбирать из множества вариантов, когда вступаете в мир производства.
Стоимость, простота использования и доступность — все это влияет на решение, которое вы должны принять при выборе подходящего метода. 3D-печать — один из лучших вариантов для домашних мастеров, желающих начать работу, но при работе с такими материалами, как металл, потребуются такие опции, как обработка на станке с ЧПУ.
3 90 Pallet Systems0095 , www.x1palletchanger.com «Fab it Now», Machine Design, (22 мая 2008 г.), tinyurl.com/yke88kl «Быстрое прототипирование по дешевке», Machine Design, 14 января, 2010, tinyurl.com/ylkdoof «Социальные сети в инженерии», Machine Design, (19 мая 2009 г.), tinyurl.com/nbw54f
Без сомнения, персональные подходы к так называемым тенденциям производство перевернуло старые методы с ног на голову, предоставив почти каждому средства для изготовления вещей. За последние несколько лет в Machine Design появились статьи о некоторых из этих подходов. Например, в «Fab it Now» (22 мая 2008 г.) обсуждается разработка «персонального производителя», аддитивной машины размером с микроволновую печь, которую каждый может купить за несколько тысяч долларов. Строители использовали его для 3D-печати всего, от деталей роботов до небольших рабочих батарей. А «Быстрое прототипирование «по дешевке»» (14 января 2010 г.) рассказывает о том, как сочетание социальных сетей с цифровым производством является рецептом быстрой массовой настройки. Кроме того, «Социальные сети в инженерии» (19 мая, 2009) обсуждает, как технологии социальных сетей, такие как блоги, вики и RSS-каналы, меняют работу инженеров и производителей.
Другой подход к «личному производству» исходит от производителей станков, разработчиков программного обеспечения и небольших компаний, балансирующих между новыми идеями и традиционным производством. Рассмотрим, например, Tormach LCC , Уонаки, Висконсин, разработчик персонального станка с ЧПУ (PCNC).
Индивидуальные станки «Краудсорсинг и социальные сети включают в себя множество дискуссионных форумов и групп, которые делают интересные вещи с технологиями», — говорит Грег Джексон, президент Tormach. «На самом деле, эти люди в основном просто развлекаются, возясь с крутыми вещами». «Например, парень может быть любителем или энтузиастом винтажных Triumph 9.0094 мотоциклов», — говорит он. «Но компонентов для них больше нет. Поэтому он открывает в гараже мастерскую по резке деталей для мотоциклов, а затем начинает продавать их другим людям из своей группы интересов».
Персональный станок с ЧПУ, занимающий меньше места, предназначен для мастерских, состоящих из одного человека, говорит Джексон. «В качестве вертикально интегрированной компании выступает один человек — он и машинист, но он же и программист, и дизайнер, и бухгалтер, и продавец. Магазины заполняют нишевые или бутиковые рынки и обычно занимаются так называемым «мелкосерийным производством» от одной до 50 деталей».
Поскольку машины меньше и весят меньше, PCNC менее жесткие, чем традиционные станки. «Однако это обычно не является фактором для шпинделя меньшей мощности», — говорит Джексон. «Во-первых, в мастерских, где работает один человек, обычно вырезают более мелкие детали — одну можно держать на ладони. Небольшие станки вырезают такие детали так же точно, как и традиционные большие станки общего назначения, способные выдерживать допуски в 0,001 дюйма. И хотя пользователям приходится резать детали медленнее, в конце концов это не имеет значения. Например, рассмотрим традиционный подход изготовления одноразовой детали. Пользователь, вероятно, пойдет в большой механический цех, где потребуется около 8 часов, чтобы спроектировать и выложить деталь, проверить программу и все прикрутить. Затем требуется 5 минут, чтобы вырезать деталь. Маленькому парню с PCNC также потребовалось бы 8 часов плюс, может быть, 15 минут, чтобы вырезать деталь. Разница незначительна».
Небольшим магазинам нужно много возможностей, добавляет Джексон. «С этой целью мы предоставляем достаточно насадок для PCNC, которые внутри компании мы неофициально называем «машиной швейцарского армейского ножа», — говорит он. Один из вариантов, например, обеспечивает проверку деталей и обратный инжиниринг. Устройство состоит из недорогого USB-микроскопа, который создает видеоизображения и устанавливается там, где обычно крепится режущий инструмент. Система ЧПУ перемещает камеру к детали, делает серию снимков, а затем сшивает их вместе, создавая изображение, эквивалентное изображению 200-мегабайтной камеры. Система использует принцип, подобный Google Maps, для соединения множества изображений вместе для создания более крупной и полной картины.
А для тех, кто хочет производить продукт, но не имеет навыков работы с ЧПУ, компания перечисляет на своем веб-сайте полезных консультантов по производству — либо машинистов, либо инженеров-технологов, которые не имеют прямого отношения к Tormach. Консультанты владеют по крайней мере одним PCNC и регулярно используют его в профессиональных целях. «Они помогают менее опытным магазинам продвигаться вперед», — говорит Джексон. «Например, если вы только начинаете и еще не знаете, как использовать программное обеспечение CAM, небольшой проект может состоять в получении кода G&M на основе вашего чертежа. Это способ быстро приступить к резке деталей».
По словам Джексона, к недорогим ЧПУ (простой фрезерный станок стоит около 6000 долларов) подходит недорогое программное обеспечение CAD, такое как Alibre, и инструменты CAM, такие как SprutCAM из России. «SprutCAM включает в себя широкий спектр стратегий обработки для улучшения качества отделки, ускорения резки и повышения точности», — говорит он. «Это стоит около 1000 долларов и сопоставимо с программами, которые обычно стоят 5000 долларов». Базовый пакет Alibre стоит менее 100 долларов, и плата за обслуживание не взимается.
Программное обеспечение помогает сделать дизайн более демократичным По словам Макса Фримана, вице-президента по маркетингу компании Alibre , Ричардсон, штат Техас, программное обеспечение САПР нацелено на «полуночных инженеров» — людей в условиях новой экономики, пытающихся открыть собственный бизнес. «Недорогие программы, подобные нашей, способствуют демократизации технологий, если хотите», — говорит он.
Базовая версия программы 3D CAD стоит 97 долларов. «Раньше наше программное обеспечение стоило от 1000 до 2000 долларов, — говорит Фриман. «Нашей целью было открыть дверь для любителей и домашних парней, которые не могли позволить себе более дорогие пакеты. В какой-то степени такой подход удался, но по такой цене мы их все равно толком не зацепили. 9 долларовОднако версия 7, наше основное программное обеспечение, получила отличный отклик. Мы также предоставляем программное обеспечение CAM примерно за 4000 долларов, что намного дешевле, чем стоимость основной системы от 10 000 до 30 000 долларов».
Свободные пользователи делают все, от простых безделушек до полных сборок из 3000 деталей, говорит Фриман. «Например, отставной офицер ВВС проектирует системы инвалидных колясок в 3D CAD, которые позволяют ветеранам-инвалидам сесть в красивый хот-род и управлять им вместо бабушкиного фургона», — говорит он. «Другой парень разрабатывает специальные кронштейны для автомобильных ремней безопасности, чтобы люди невысокого роста не задохнулись ремнем. Еще один человек делает алюминиевые йо-йо, которые, хотите верьте, хотите нет, популярны среди определенной молодежи по всему миру. Все эти люди зарабатывают на жизнь производством чего-то».
Другой пакет САПР, играющий важную роль, — CoCreate Modeling Personal Edition, которую можно бесплатно загрузить с сайта PTC Corp., Needham, Mass. ( www.ptc.com/go/modelingpe ). «Для специалиста по моделированию это один из самых простых способов изучения 3D CAD, — говорит Джефф Хеджес, директор по маркетингу PTC. «Пользователям не нужно беспокоиться о традиционных сложностях других инструментов САПР, таких как понимание параметров, механизмов ограничений или деревьев истории. Они просто толкают и вытягивают геометрию, чтобы быстро и легко создавать свои первые 3D-проекты».
По словам Хеджеса, пользователи создают все, от компьютерной мыши до дома. «Единственное реальное ограничение — вы можете создавать модели только из 60 отдельных деталей», — говорит он. «Но для любителей и небольших магазинов этого вполне достаточно для их сборки».
В настоящее время в компании зарегистрировано более 175 000 пользователей, что свидетельствует о том, что многие заинтересованы в 3D CAD, говорит Хеджес. «Чтобы отслеживать, кто использует программное обеспечение и как часто, а не просто наблюдать за волной людей, загружающих продукт и никогда его не использующих, в программное обеспечение включен механизм, который проверяет центральный сервер при открытии программы. Этот процесс прозрачен для конечного пользователя. Более 1,5 миллиона запусков продуктов свидетельствуют о растущем интересе к использованию бесплатного или недорогого программного обеспечения при проектировании и производстве», — говорит он.
Моделирование подводной лодки для наблюдения за большими белыми акулами Инженеры проекта по изучению больших белых акул использовали бесплатную загружаемую версию CoCreate Modeling Personal Edition для разработки подводного аппарата для наблюдения за животными с близкого расстояния. Раньше исследователям приходилось полагаться на то, что акулы добровольно приближаются к их клеткам для дайвинга. Но как только интерес акулы угас и она исчезла в морских глубинах, наблюдательное погружение закончилось.
Итак, Питер Арнольд из SharkProject разработал новый аппарат для наблюдения за акулами II (SOVII). У команды было всего девять месяцев на проектирование, разработку, производство и тестирование. «Все компоненты и инструменты SOVII пришлось переделывать с нуля, потому что все должно было быть герметичным и устойчивым к соленой воде», — говорит Арнольд. «Проекты, подобные этому, проще всего реализовать с помощью явного моделирования. У меня не было времени планировать заранее или думать о параметрах и граничных условиях».
SOVII имеет длину 4,5 м, ширину 1,6 м и высоту 1,6 м с открытой алюминиевой рамой. Он был разработан для длительных погружений и работы в течение всего дня с максимальной глубиной 70 м и рабочей глубиной для наблюдения за акулами от 5 до 30 м. Автомобиль обеспечивает достаточно места и защиты для двух человек, и в то же время он достаточно маневренный, чтобы следовать за акулами.
Интересно, что двигатель — обычный подвесной мотор для надувных лодок. Для подводного использования он должен реагировать на постоянно меняющееся давление на разных глубинах. Арнольд разработал автоматический регулятор воздуха, который измеряет внешнее давление, поэтому в двигателе создается достаточное давление, чтобы предотвратить попадание воды в двигатель.
«Я выяснил этот и ряд других вопросов разработки методом проб и ошибок, — говорит Арнольд». Явный разработчик моделей позволил легко опробовать новые идеи для обзора и просто продолжать отбрасывать их, пока я не найду правильное решение. Пришлось неоднократно перестраивать отдельные узлы и выводить чертежи. Оптимизация веса лодки была немного пугающей, потому что у меня не было опыта в том, насколько тяжелой должна быть субмарина».
Сначала команда провела испытания субмарины в бассейне Европейского центра астронавтов Европейского космического агентства в Кёльне, Германия. Хорошая новость: SOVII не был слишком тяжелым. Плохая новость: он был слишком легким. «CoCreate упростила внесение необходимых изменений веса, что позволило нам уложиться в срок», — говорит Арнольд.
Быстрый загрузчик деталей Владелец токарно-фрезерного цеха использовал Alibre для разработки инновационного загрузчика поддонов или деталей для станков. X1 Pallet Systems , Бербанк, Калифорния, также использует это программное обеспечение для проектирования и обработки компонентов аэрокосмической и военной техники, а также промышленных исполнительных систем.
«Одна из моих задач — увеличить производство, не прерывая его и не тратя много денег», — говорит Майкл А. Ниар, владелец компании. «Я заметил, что одному из наших трехосевых станков с ЧПУ требуется 12 минут для обработки детали, но общее время цикла составляет 16,5 минут, потому что очень много времени уходит на выгрузку готовой детали, вставку и выравнивание следующей детали для обработки. Четыре с половиной минуты показались слишком долгими. Поэтому я разработал быстрый загрузчик деталей, который сократил время перезарядки до менее чем 30 секунд».
Загрузчик состоит из двух частей, говорит Ниа. «Основа присоединяется к станку с ЧПУ. Поддон с деталями для обработки быстро крепится к основанию с помощью установочных штифтов и поворотных зажимов. Я сделал два поддона, один для использования на станке, а другой в автономном режиме, чтобы оператор мог выгружать готовые детали и загружать новые детали во время работы станка.
Что можно сделать из старой ручной дрели своими руками
Не секрет, что в мастерской у каждого домашнего умельца находят свое место инструменты, которые по праву могли бы уйти на «заслуженный покой». Не поднимается рука хозяина выбросить из своей жизни инструмент, который с одной стороны, уже устарел, с другой – до сих пор может решить ту или иную задачу. А может и послужить основой для нужной мастеру «самоделки».
Вот и старая ручная дрель советских времен может сослужить службу в качестве насадки для шуруповерта, ключа для открывания и закрывания болтов, устройства для снятия изоляции из кабелей и других приспособлений. Можно придумать много разных инструментов, всё ограничивается лишь вашей фантазией.
А какой хозяин откажет себе в удовольствии украсить свой дом или мастерскую винтажной дрелью?
Содержание
Ключ
Видео
Насадка на шуруповерт
Видео
Реставрация
Ключ
Для «ключа-самоделки» нам нужно только две шестеренки малой и большой плоской из старой ручной дрели.
Только обязательно стальные, а не чугунные.
Дополнительно требуется небольшие материалы, которые есть в доме у каждого мастера.
Конечно же не обойдется без сварочного оборудования, точильного станка, дрели и мелких инструментов. Вся технология выполнения самодельного ключа состоит из следующих этапов:
Разбираем старую ручную дрель. Выбивая шплинты, освободим малую и большую плоскую шестерни. Только эти детали из дрели нам в дальнейшем понадобятся.
С помощью точильного станка изготовляем короткую ось. Запрессовываем ее в большую плоскую шестеренку.
Детали обваривают аргонной сваркой. Если используется обычный электрод, то после сварочного процесса нужно зачистить и спланировать шов.
Подготовим для ключа две шины – короткую и длинную (плоские полосы металла). В обеих шинах сверлим отверстия, равные по диаметру оси вала. На обеих шинах с помощью станка и молотка делаем г-ообразный двойной изгиб под прямыми углами, предварительно незначительно размягчив металл сваркой. На более длинной шине – более глубокий изгиб, на короткой – незначительный. Это делается для того, чтобы короткая шина огибала плоскую шестерню, а длинная – малую шестерню.
Подготовим металлический кругляк (вал) и две полдюймовые трубки. Кругляк должен заходить в трубку и свободно вращаться в ней.
Протачиваем на станке одну сторону кругляка, чтобы его диаметр был равен внутреннему диаметру малой шестерни. Одеваем на сделанный вал вышеупомянутую шестеренку. Сверлильным станком проделываем в валу два отверстия и соединяем шплинтом кругляк (вал) и малую шестерню.
Собираем ключ в одну конструкцию. Прикладываем шестеренки между двумя шинами таким образом, что согнутая более короткая шина находится со стороны большой плоской шестерни. А длинная — огибает малую шестеренку. При этом, короткая шестерня установлена под углом 90 градусов к оси большой плоской шестерни.
Малая и большая шестерни дрели должны соприкасаться зубчатыми частями, т.е. если сказать проще — совпадать по своему ходу, таким образом передавая вращение друг другу.
Производим сварку, где оба конца длинной и короткой шины соединяем с трубкой, внутри которой находится вал с короткой шестерней.
Остается сделать рукоятку. Для этого привариваем второй кусок трубки к валу.
Со стороны короткой шины вал с большой плоской шестерней обтачивается болгаркой по форме квадрата. Это делается для того, чтобы надевать головки.
Ключ с помощью старой дрели полностью готов!
Ключ специально сделан чтобы откручивать и закручивать болты и гайки в трудно доступных местах. При этом мы экономим свое время и силы.
Видео
Видео о том, как сделать ключ из старой дрели своими руками:
Насадка на шуруповерт
Что еще можно сделать из старой дрели своими руками?
Немного поразмыслив можно смастерить насадку для шуруповерта.
Такую простейшую по своей конструкции насадку можно создать без лишних сложностей.
Идея хороша тем, что нет необходимости тратиться на дополнительные детали. Все что нужно, уже есть в конструкции дрели. Необходим только токарный станок, болгарка, сварочный аппарат и конечно же — шуруповерт, насадку на который мы сейчас будем делать:
Снимаем две крышки с корпуса дрели. Откручиваем упорную часть.
Выбиваем шплинт с малой шестерни и снимаем ее с вала, на котором крепиться сверлильный патрон.
С помощью точильного станка растачиваем конусный наконечник вала до 10 мм.
Вставляем вал обратно в корпус дрели, надеваем шестерню и шплинтуем.
С правой стороны болгаркой отрезаем вал с резьбой.
Вкручиваем резиновую рукоять (улучшенный вариант) в корпус справа.
Срезаем резьбовую часть вала большой шестерни.
К валу большой шестерни необходимо приварить головку.
Прикрутить две крышки к корпусу обратно и смазать шестерни специальной графитной смазкой.
Насадка готова к использованию!
Механизм «самоделки» позволяет ввинчивать и вывинчивать болты и гайки в труднодоступных местах. Увеличивает крутящий момент в 6-7 раз. Поскольку насадка имеет большую длину, чем простой шуруповерт, то инструмент может быть использован в хозяйстве, для сборки мебели, при ремонте автомобилей, если к гаечному соединению не добраться другим способом.
Стоит обратить внимание на то, что в этой насадке из дрели сохраняется рабочий угол 90 градусов, а эта функциональная особенность незаменима при работе, где пространство над гайкой ограничено и можно ввинчивать-вывинчивать гайку только с боку. Насадка проста в исполнении, не требующая дополнительных капиталовложений, и послужит долгие годы.
Видео
Подробное видео о том, как сделать описанную выше насадку из дрели:
Реставрация
Вы не можете отказаться от старого, но любимого инструмента?
Дайте ему вторую жизнь и результат будет радовать каждый раз, когда берете инструмент в руки.
Для того, чтобы реставрировать ручную дрель, не нужно особого мастерства. Достаточно тщательным образом выполнить по пунктам все этапы работы:
Раскрутить все винтовые соединения дрели. Снять ручку и обе крышки. Если возникают трудности при раскрутке винтов, используйте любое средство для растворения ржавчины аэрозольного типа.
Вытащить все шплинты, освободив шестерни. Снять валы быстрого и медленного вращения. Демонтируем упор, шпиндель, ручку, сверлильный патрон. Аккуратно снимаем подшипник, чтобы содержащиеся внутри металлические шарики не рассыпались.
Раскладываем все детали и винты на рабочем столе. Салфеткой, смоченной специальным антикоррозийным составом, протираем каждую составляющую инструмента. Удаляем старое масло с шестерней и внутри корпуса. При необходимости используем щетку по металлу.
Наступает время «водных процедур» — аккуратно помещаем все детали дрели (кроме деревянной части ручки) в емкость с нейтрализатором ржавчины, таким как ВСН-1, например. Оставляем на пару часов.
Достаем все детали из емкости, и еще раз тщательно очищаем щеткой с пластиковым ворсом каждую деталь со всех сторон от остатков ржавчины. Не забудьте о винтах, они также не должны уходить от руки «реставратора»
Когда вы убедитесь в том, что с ржавчиной покончено, приступите к удалению остатков краски. Для этого потребуется гель для удаления лакокрасочных покрытий. Нанесите этот гель кисточкой на все детали, где необходимо удалить остатки красочного покрытия.
Снимите остатки краски щеткой по металлу или шпателем (в труднодоступных местах).
Отполируйте поверхность крышек, корпуса и ручки дрелью с войлочной насадкой.
При необходимости произведите рехтовку поверхности крышек молотком.
Начинаем подготовку к покрасочным работам. Заклейте малярным скотчем отверстия от крышек на корпусе, внутрь отверстий для винтов поместите заглушки из бумаги. Отдельно развесьте корпус, ручку, крышки, упор и вскройте аэрозольной шпаклевкой каждую деталь со всех сторон. Подождите, пока высохнет.
Затрите каждую деталь наждачной бумагой и покройте еще раз краской из аэрозольного баллончика. Делайте это осторожно и на расстоянии, чтобы не было подтеков.
Деревянную часть ручки также отшкурьте и вскройте лаком, или можно сделать новую на токарном станке.
Приступаем к сборке. Смазываем специальной графитной смазкой шарикоподшипник. Устанавливаем его. Укрепляем на валах малую и большие шестерни соответствующими шплинтами. Устанавливаем на место сверлильный патрон и упор.
Смазываем все шестерни специальной графитной пастой и закрываем корпус крышками с двух сторон. Завинчиваем винтами.
Присоединяем винтом к корпусу ручку с деревянной частью.
Готово! Старенький инструмент преобразился и радует своего хозяина!
Ручная дрель может оставаться не только надежным помощников в работе домашнего мастера, но и стать источником технических новшеств. Ибо творческое начало присуще каждому умельцу!
Циркулярка из дрели своими руками и другие самодельные станки
Иногда возникает потребность распилить довольно твердую доску на несколько планок. Вручную такую работу не осилить, а покупать заводской циркулярный станок ради единичного случая нерентабельно. Выход есть весьма простой — делается небольшого размера циркулярка из обычной дрели.
Содержание
1 Конструкция
2 Меры безопасности
3 Другие самодельные станки
4 Оригинальные устройства
4.1 Бормашина
4.2 Токарный станок
4.3 Лебедка
Конструкция
Станок лучше делать небольшого размера, чтобы убрать на полку, когда надобность в его присутствии отпадает. Конструкция его предельна простая:
основание из толстой доски или куска ДСП;
рабочая поверхность;
стойки;
вал с дисковой пилой;
электропривод в виде дрели.
Основание делаем из листа ДСП толщиной 30 мм, достаточно выпилить кусок размером 300х250 мм. Для рабочего стола выбираем лист дюралюминия толщиной 4 мм — он довольно жесткий и легкий, чтобы не утяжелять всю конструкцию. В нужном месте проделываем отверстие для дисковой пилы размером примерно 160х10 мм.
Держатель для самой дрели можно изготовить самостоятельно — все необходимые размеры и чертежи есть в интернете, а вот аналогичную конструкцию для вала с пилой можно приобрести в магазине или на вещевом базаре. Подшипник для вала надо выбирать пылезащитный — когда самодельный станок будет работать, то мелких отходов в виде древесной пыли будет много.
Циркулярная пила из дрели собирается по стандартной схеме: сначала все детали закрепляются на основании, потом производится монтаж рабочего стола и подсоединение дрели.
Меры безопасности
При работе на любом станке необходимо строго выполнять правила следующие правила:
место предстоящей работы надо освободить от лишних материалов и инструментов;
заготовки подаются плавно без рывков и перекосов, чтобы не заклинило режущий инструмент;
плоскость вращения дисковой пилы надо ограничить сверху специальным защитным кожухом;
станок надо содержать в чистоте и убирать после каждого использования;
если долго не используется мини-пилорама, то все металлические детали смазать машинным маслом.
Этот небольшого размера станок может разрезать не только деревянные доски. Если установить на нем специальные фрезы, то можно обрабатывать детали из латуни и других цветных металлов, пластмассы или пропилена.
Другие самодельные станки
Многих пользователей интересует, что еще можно сделать с помощью подручных средств из дрели своими руками? Ответов множество — домашние умельцы уже делают в гаражных мастерских различные самоделки из дрели. Дрель — универсальный инструмент, поэтому при определенном умении и фантазии можно изготовить все, что душе угодно.
Точило, надо только приобрести наждак в виде круга и сделать специальный держатель, в котором крепится дрель.
Сверлильный станок — есть специальные держатели для вертикального сверления или стойки.
Токарный станок небольшого размера для обработки древесины.
Мини-бормашину для различных нужд домашнего мастера.
Чтобы без проблем косить траву вокруг приусадебного участка, можно сделать собственноручно триммер из дрели.
Болгарка из дрели делается быстро, достаточно купить специфические насадки.
Гаражные мастера по ремонту автомобилей устанавливают оригинальные лебедки для замены двигателей на основе старых весьма мощных инструментов.
Огородники делают ямки для посадки молодых деревьев с помощью самодельного бура из дрели.
При заливке фундамента для подсобного помещения в частном секторе некоторые пользователи применяют самодельный вибратор, сделанный из дрели, чтобы быстро уплотнить бетонную конструкцию.
Оригинальные устройства
Продолжать список самоделок можно до бесконечности, но мы лучше более подробно расскажем о некоторых самодельных станках, которые можно сделать из любой модели дрели.
Бормашина
Бормашина из дрели — это не фантастика, а реальный и довольно универсальный станок, собранный самостоятельно. Главное, надо заказать у китайских инженеров (если вы не смогли найти его в своем городе) гибкий вал от стандартного медицинского агрегата. В результате в вашем арсенале появляется бормашина, которую можно использовать для граверных работ или сверлить при помощи специальных боров отверстия в маленьких деталях или конструкциях, куда со стандартной дрелью не подойти.
Токарный станок
Деревообрабатывающий или токарный станок для дома легко можно сделать на основе дрели. Инструмент необходимо закрепить специальными хомутами достаточно жестко, в патрон вставить специальной конструкции держак с несколькими острыми штырями, удерживающими заготовку от проворачивания. Центр заднего держателя (бабки) и фиксатора спереди самодельного токарного станка должны быть расположены на одной оси. Точность необходима для предотвращения биения во время вращения заготовки. После установки детали, задняя бабка прочно фиксируется специальным зажимом.
Третий элемент станка — это подручник в виде деревянного бруска, на который будет опираться стамеска или другой инструмент для обработки заготовки.
Важно! При работе на токарном станке не забывайте о безопасности, обязательно надеть защитные очки, рукава одежды должны плотно облегать предплечья.
Токарный станок для обработки деревянных заготовок будет работать исправно, если у дрели есть встроенный электронный регулятор оборотов. Методом проб вы устанавливаете оптимальный режим вращения для эффективной обработки древесины. На таком деревообрабатывающим устройстве можно делать уникальные изделия для хозяйственных нужд: например, скалку или пестик со ступой, подсвечник или сборной конструкции канделябр.
Лебедка
Оригинальная лебедка на основе старой, но мощной дрели станет незаменимым помощником в хозяйстве, особенно для тех пользователей, кто проживает в собственном доме и есть приусадебный участок. Простая ситуация: в летнем душе вы решили установить более объемную емкость, но поднять ее на такую высоту одному проблематично. Используя лебедку, это можно сделать в течение нескольких минут. Только надо предварительно рассчитать вес емкости и скорость вращения шпинделя.
По заверению гаражных умельцев, самодельная лебедка легко поднимает двигатель от легкового автомобиля. Посмотрите видео, если не верите на слово:
Специалисты советуют использовать самодельное устройство, устанавливая дрель на самые минимальные обороты. Такая конструкция может перемещать объекты с различной массой, ведь народные умельцы делают лебедки даже на основе обыкновенного стартера от авто.
Разные вещи, которые можно делать с помощью старой электродрели
Роберта Смита
Содержание
Может быть сложно понять, что делать со старой электродрелью. С одной стороны, вы не хотите просто выбрасывать его, потому что это все еще очень хороший инструмент.
Но с другой стороны, если он вам больше не нужен, нет смысла держать его при себе, занимая место. Итак, что нужно сделать?
Вот несколько вещей, которые можно сделать со старой электродрелью:
Пожертвуйте его местной школе или общественному центру.
Отдайте его другу или члену семьи, который может им пользоваться.
Продайте через Интернет или на гаражной распродаже.
Утилизируйте его надлежащим образом, чтобы материалы можно было использовать повторно.
Используйте его сами для проектов по дому!
Если у вас есть старая электродрель, отслужившая свой срок, не выбрасывайте ее. Есть много творческих способов перепрофилировать старые инструменты. Ниже представлены восемь умных самодельных проектов для вашей старой электродрели!
1) Швейная машинка — отличный инструмент для изготовления петель на одежде или других тканевых изделиях, но если у вас нет швейной машины, а она нужна прямо сейчас, попробуйте этот лайфхак!
Возьмите старую электрическую дрель с соответствующими насадками и используйте ее как ручную швейную машину, поворачивая ручку и крепко удерживая иглу напротив насадки. Вы также можете использовать эту технику, чтобы зашить дыры в одежде (удобно в походах).
2) Если у вас есть лишнее место на стене, используйте старую электрическую дрель, чтобы сделать уникальный подвесной держатель для растений! Просто возьмите сверло немного шире горшка, который вы будете использовать, и аккуратно просверлите четыре или пять отверстий подряд.
Затем проденьте веревку или пряжу через отверстия и завяжите ее узлом сзади, чтобы получилась «вешалка». Наконец, поместите растения в горшки и повесьте их!
3) Кто знал, что электрическая дрель может быть таким прекрасным инструментом для резьбы по дереву? Если вам нужно вырезать рисунок из дерева (например, для этой потрясающей ключницы своими руками), просто возьмите старую электрическую дрель и начните сверлить!
Обязательно наденьте перчатки и защитные очки и сначала работайте медленно, пока не почувствуете, как сверло движется по дереву.
4) Сделайте свое собственное уникальное настенное искусство, используя электрическую дрель для создания трафарета! Просто выберите любой дизайн, который вы хотите, обведите его на листе тонкого картона или плаката, а затем используйте острый нож, чтобы вырезать фигуру.
Затем поместите трафарет на стену и с помощью электродрели «закрасьте» края. Удалите трафарет и наслаждайтесь своим новым искусством!
5) Устали терять ключи? Создайте ключницу своими руками из старой электродрели и обрезков дерева! Просто просверлите отверстие в центре небольшого куска дерева, проденьте через него веревку и завяжите.
Затем с помощью электродрели сделайте два или три небольших отверстия по краю дерева. Проденьте ключи в маленькие отверстия и вуаля!
6) Если вы любитель вина, используйте старую электрическую дрель, изготовив собственную винную полку! Просто возьмите неиспользованную винную бутылку и просверлите отверстие в центре основания.
Затем проденьте прочную проволоку или веревку через отверстие и завяжите ее. Наконец, найдите место, куда можно повесить свою новую винную стойку, и наслаждайтесь!
7) У вас завалялись старые диски, которые вы больше не слушаете? Превратите их в подставки с помощью этого простого проекта «Сделай сам»!
Просто с помощью электродрели проделайте четыре маленьких отверстия в каждом компакт-диске, затем проденьте в них ленту или шпагат и завяжите. Вы даже можете персонализировать свои подставки, украсив их краской или маркерами.
8) Сделайте лампу своими руками из старой электродрели и запасных частей! Просто возьмите лампочку, розетку и шнур и с помощью электродрели проделайте отверстие в центре небольшого куска дерева.
Затем вставьте патрон лампочки в отверстие и закрутите его. Наконец, проденьте шнур через отверстие и вставьте его в розетку. Готово!
Как утилизировать электрическую дрель
Важно правильно утилизировать электронику, чтобы она не попала на свалки и не загрязнила окружающую среду. Вы можете утилизировать свою старую электрическую дрель через местный центр утилизации или пожертвовать ее благотворительной или некоммерческой организации.
Если вы решите утилизировать свою старую электрическую дрель, обязательно извлеките из нее батареи и другие опасные материалы, прежде чем отнести ее в центр утилизации. Многие центры утилизации бесплатно принимают небольшие электронные предметы, такие как электрические дрели, но некоторые могут взимать небольшую плату.
Если вы решите подарить свою старую электродрель, есть много организаций, которые с радостью примут ее у вас из рук. Habitat for Humanity — один из примеров организации, которая принимает пожертвованную электронику и использует ее для строительства домов для нуждающихся семей. Goodwill и The Salvation Army также являются отличными вариантами для пожертвования старых электродрелей.
Обязательно заранее позвоните в организацию, чтобы узнать их конкретные правила передачи электроники в дар. Некоторые организации могут принимать электродрели только определенных типов или марок, поэтому всегда лучше проверить, прежде чем жертвовать.
При утилизации любых электронных устройств всегда помните о том, что нужно делать это ответственно, чтобы защитить окружающую среду. Переработка или пожертвование вашей старой электродрели — отличный способ дать ей новую жизнь и не допустить ее попадания на свалку.
Если вам по какой-либо причине необходимо прекратить использование электродрели, важно выполнить соответствующие действия по ее отключению. Это поможет гарантировать, что буровые долота можно будет надлежащим образом утилизировать, а корпус сверла будет чистым.
Аккумулятор также следует утилизировать надлежащим образом во избежание несчастных случаев. Наконец, храните дрель в безопасном месте, чтобы она была готова к использованию в следующий раз, когда она вам понадобится.
FAQ (Часто задаваемые вопросы)
Можно ли ремонтировать электродрели?
Электродрели
можно отремонтировать, но зачастую выгоднее купить новую. В зависимости от марки и модели дрели некоторые компоненты могут быть трудно найти или заменить. Если дрель еще находится на гарантии, производитель может отремонтировать ее бесплатно.
Какова частая причина поломки электродрели?
Наиболее распространенными причинами поломки электродрели являются: изношенное сверло, неправильное использование сверла (т. е. приложение слишком большого давления) и использование сверла на твердых материалах, таких как бетон. Если у вас возникли проблемы с дрелью, лучше всего обратиться к профессионалам для ремонта.
Когда дело доходит до ремонта электродрели, есть несколько вещей, которые вы можете сделать самостоятельно. Во-первых, проверьте, не изношено ли сверло. Если это так, то вам нужно будет заменить его. Еще одна вещь, которую вы можете сделать, это убедиться, что вы не используете слишком большое давление при использовании дрели.
Это может привести к повреждению внутренних частей дрели и ее поломке. Наконец, если вы используете дрель на твердых материалах, таких как бетон, убедитесь, что у вас есть подходящие насадки для этого типа работы. В противном случае вы можете повредить дрель или даже пораниться.
Можно ли превратить дрель в генератор?
Нет, дрель нельзя превратить в генератор. Дрель предназначена для проделывания отверстий в материалах, а генератор вырабатывает электричество.
Электродвигатель дрели переменного или постоянного тока?
Электродвигатель дрели может быть как переменного, так и постоянного тока. Двигатель переменного тока имеет две обмотки, по одной для каждого направления вращения, а двигатель постоянного тока имеет только одну обмотку.
10 невероятных лайфхаков с дрелью, которые вам нужно знать
Ваша дрель более универсальна, чем вы думаете. Проверьте эти умные лайфхаки для вашей скромной тренировки.
1 / 10
Семейный мастер на все руки
Электрический консервный нож
Этот хак превращает простой кухонный консервный нож в мощное электрическое устройство. Снимите ручку с ручного консервного ножа (они обычно отрываются при повороте или удалении шплинта), чтобы открыть ось ручки. Вставьте эту ось в патрон вашей дрели, и вуаля — электрический консервный нож.
2 / 10
Семейный мастер на все руки
Power Clean
Ускорьте уборку, добавив щетку в коллекцию насадок для дрели. Этот лайфхак позволит вам тщательно очистить труднодоступные места вашего дома. Регулируемая скорость вашей дрели означает, что вы не повредите мелкие материалы по пути.
3 / 10
Быстрые и легкие направляющие отверстия
Время от времени вы можете столкнуться с тем, что вам приходится работать с темпераментным материалом, который склонен раскалываться при ударе по нему молотком. Лучшее решение — просверлить пилотную скважину. Но что делать, если у вас под рукой нет биты нужного размера?
Конечно, ты можешь сбегать в хозяйственный магазин и купить его. Но почему бы не использовать гвоздь, чтобы начать пилотное отверстие? Просто отрежьте шляпку гвоздя, вставьте тело гвоздя в патрон дрели, и все готово!
4 / 10
Karel Pesorna/Shutterstock
Мгновенный магнитный держатель для винтов
Если вы когда-нибудь пытались достать крепеж или сверла из кармана на полпути к выполнению проекта, то это лайфхак для вас!
Нанесите немного суперклея или даже горячего клея на раму дрели. Прикрепите сильный магнит в идеальном месте, чтобы винты и незакрепленные материалы были легко доступны во время работы
5 / 10
Семейный мастер на все руки
Дайте себе немного Дайте
При сверлении гладкой поверхности может быть трудно начать отверстие без «проходки» сверла. Некоторые материалы настолько мягки, что вы можете использовать набор гвоздей или пробойник, чтобы сделать углубление, чтобы вставить сверло. Но другие материалы, такие как стекло, являются более сложными.
Держите в сумке с инструментами малярный скотч и плотный картон. Приклейте картон к области, которую вы хотите просверлить, затем используйте сверло с твердосплавным наконечником на низкой скорости, чтобы создать углубление в материале. Картон закрепит биту. Как только у вас появится стартовое отверстие, выбросьте картон и действуйте как обычно.
6 / 10
Семейный мастер на все руки
Упрощенный ограничитель глубины
Скорее всего, вы видели хитрость использования изоленты для маркировки сверла, когда вам нужно остановить отверстие на определенной заданной глубине. Это отличный совет. Но если вы просверлите несколько отверстий, эта лента может довольно быстро порваться. И как только это происходит, это больше не является точной остановкой глубины.
Вместо этого используйте перманентный маркер для обозначения целевой глубины, и вы получите гораздо больше пользы от него, прежде чем он износится. Как только вы закончите свой проект, протрите сверло каким-нибудь средством для удаления краски или Goo Gone, и чернила должны сразу же сойти.
7 / 10
Сверхдлинный удлинитель сверла
Иногда вам нужно немного увеличить радиус действия сверла. Вы можете сбегать в местный хозяйственный магазин, чтобы купить удлинитель, но он стоит дорого. Если вам нужен расширитель только для одноразового или краткосрочного проекта, почему бы не сделать его самостоятельно?
8 / 10
Lisy/Shutterstock
Пылеуловитель Dixie Cup
Сверлить прямо над головой — проблема. Он не только может носиться на ваших руках и плечах, но и «мякина» или отходы из отверстия будут падать вниз, почти неизбежно приземляясь на вас. Особенно это раздражает при сверлении гипсокартона.
К счастью, вы можете избежать всего этого беспорядка с помощью этого простого хака. Возьмите чашку Dixie или похожую маленькую бумажную чашку и проткните отверстие в дне. Сдвиньте его вниз по сверлу, ртом вверх. Тогда, когда вы будете сверлить, отходы будут падать в чашку!
9 / 10
Семейный мастер на все руки
Овощечистка и овощечистка
Это, пожалуй, самый забавный лайфхак в этом списке.
Начните с установки предварительно промытого набора винтов в патрон дрели, чтобы врезаться в сердцевину фрукта или овоща. Прижмите овощечистку к кожуре фрукта или овоща и позвольте сверлу порваться! Пилер быстро справится с кожей. Затем все, что вам нужно сделать, это открутить винт, и вы готовы к следующему пункту.
Этот прием лучше всего работает с такими вещами, как яблоки, у которых сердцевина более жесткая и ее нельзя есть. Но его можно приспособить практически ко всему. Вы можете заменить шуруп пластиковым анкером с резьбой для гипсокартона, который сильнее укусит более мягкую сердцевину.
10 / 10
Семейный мастер на все руки
Дешевый шлифовальный станок
Замените сверло на тканевый буфер, и вы сможете полировать и чистить все, от обуви до колец с бриллиантами. Чтобы перейти на следующий уровень, переверните дрель на бок и прикрепите ее к рабочему столу с помощью металлического ремня. Как только он будет закреплен, вы получите эффективную шлифовальную машину, шлифовальный круг или дисковый шлифовальный станок, в зависимости от вашего выбора насадки.
Первоначально опубликовано: 10 октября 2018 г.
Дэн Стаут
Писатель-фрилансер и автор из Огайо Дэн Стаут в прошлом занимался ремонтом жилых домов, руководителем коммерческих объектов и менеджером по техническому обслуживанию. Он работал практически над всеми аспектами строительства и DIY, включая планирование проекта и получение разрешений, сантехнику, основные электрические работы, гипсокартон, столярные работы, плитку, покраску и многое другое.
Применение станка для лазерной резки дерева, позволяет одновременно выполнить раскрой и гравировку деталей.
То есть одной установки достаточно, чтобы изготовить изделие из дерева. Однако, чтобы работа выполнялась на должном уровне, следует уже при выборе станка понимать, с какими толщинами и продукцией предстоит работать.
С помощью лазерной резки из древесины производят:
Детали мебели с вырезами, пазами, декоративными элементами.
Заготовки деревянных частей изделий из нескольких материалов, например, отделки ножей, оружия.
Элементы отделки помещений, оборудования, машин и механизмов.
Изготовление каждого изделия имеет особенности, требует правильного подбора оборудования и его программирования.
Особенности выбора станка для лазерной резки дерева
При выборе станка для лазерной резки дерева, нужно обратить внимание на следующие параметры:
Мощность компрессора. Чем толще дерево, тем выше должно быть давление для обеспечения аккуратного края реза. При выполнении тонкой гравировки давление необходимо снижать.
Рабочее поле. Чем больших размеров детали планируется кроить, тем больше должно быть рабочее поле. Станки с небольшим рабочим полем больше подходят для гравировки или нарезки мелких изделий. Для изготовления небольших деталей оптимальны настольные станки. Практически универсальны среднеформатные. Широкоформатные используются в мебельном, судостроительном производстве и промышленности.
Глубина опускания стола. Для раскроя тонких листов эта функция не нужна. Однако для изготовления изделий сложной формы и большой толщины без нее не обойтись.
Вид стола. Для крупных деталей удобен ламелевый стол, для мелких – сотовый.
Мощность лазерной трубки. Чем она выше, тем более толстые листы можно обрабатывать. Ориентировочно в расчетах используют принцип: на разрезание 1 мм толщины древесины требуется 10 Вт мощности. Обязательно нужно прибавить запас мощности для продления срока службы трубки.
Специфика обработки дерева лазером
Работать с деревом сложно, так как это неоднородный, живой материал, состоящий из отдельных волокон. У древесины каждого сорта есть свои особенности и характеристики. Обработка такого материала всегда требовала много времени, навыков и зависела от опыта мастера.
Процент брака и отходов был достаточно высок, каждое изделие получалось уникальным, так как выполнить их строго одного размера с точно совпадающими элементами было практически невозможно.
Благодаря применению станков ЧПУ, стало возможно вывести резку дерева на качественно новый уровень:
Лазер не режет, а прожигает дерево, на нем не возникает сколов и зазубрин, края получаются идеально ровными.
Можно контролировать глубину реза, тем самым выжигая или вырезая нужные контуры.
Управляет работой станка компьютерная программа, в основе которой чертеж или рисунок, выполненный в графическом редакторе. Изображение, созданное дизайнером или инженером, переносится на дерево без искажений, с сохранением заданных размеров.
Выполнение одной операции возможно любое количество раз, тем самым создаются партии абсолютно одинаковых изделий.
Скорость изготовления детали на станке для лазерной резки выше, чем при любом другом способе обработки древесины. Производительность увеличивается и за счет отсутствия необходимости обрабатывать кромки.
Для производства качественных изделий необходима высокая квалификация мастера. Чтобы избежать деформации древесины, не допустить обгорания кромок, сделать четкий рисунок при гравировке, необходимо правильно выбирать скорость, порядок и режим работы лазера.
Компания LASERCUT готова оказать помощь на любом этапе. Выбрать станок для лазерной резки дерева. Осуществить поставку, запуск и наладку оборудования. Обучить сотрудников для работы на станках с ЧПУ. Узнать больше о лазерной резке дерева можно на канале компании на YouTube.
Наши акции
Андрей Ялоза
Автор
Лазерная резка и гравировка ЧПУ в г. Москва, м. Преображенская площадь
Для производителей товаров, ремесленников, торговцев, дизайнеров, хоббистов и бытовых нужд. Для заказа напишите в Whats App или Telegram на номер +7(909)674-3910. Временно не принимаем заказы по телефону. [email protected]
У нас все условия для эффективного сотрудничества
Чистый рез
Материалы всегда в наличии
Полный цикл
Наше модернизированное лазерное оборудование производит раскрой материалов практически без нагара на поверхности.
Мы закупаем фанеру у проверенного поставщика от определенных заводов. В наличии прозрачное и цветное оргстекло, пивной картон.
Сопутствующие столярные работы, покраска, сборка на базе производственного коворкинга с минимальной наценкой.
Актуальный прайс-лист
Отныне у нас нет минимального заказа! Вырежем хоть одну буковку! И знайте: чем больше тираж — тем сильнее скидка! А мелкие заказы выполняются с наценкой. Указана стоимость одного погонного метра реза в зависимости от материала и общей длины реза.
Прайс для единичных заказов и средних тиражей:
Прайс для больших тиражей:
Срок изготовления небольших заказов 2-3 рабочих дня. Есть возможность изготовления в срочном порядке в день обращения с наценкой 100%.
Гравировка
Предлагается четыре вида гравировки:
Стандартная
Надписи более 3 мм высотой, обычная графика. 3-5 руб/см.кв
Чёткая
Мелкий текст, ажурные рисунки, графика с тонкими линиями. 5-7 руб/см.кв
Ускоренная
Крупные надписи, большие изображения. 1-2 руб/см.кв
Линейная
Гравировка по контуру, без заполнения 5-14 руб за погонный метр.
Присылайте ваши изображения с описанием задачи по гравировке на [email protected] для подбора оптимального качества и расчёта стоимости.
С какими материалами мы работаем
В нашей мастерской всегда в наличии качественные материалы только от проверенных поставщиков:
Берёзовая фанера ФК. Толщина 3, 4, 6, 8 мм. Размер 1500 х 1500 мм.
Прозрачный, красный, оранжевый, зелёный, синий акрил. Толщина 3 мм.
Пивной картон, белый с двух сторон, 1мм. Размер 1000 х 700 мм.
Ламели из ценных пород дерева бук, ясень, дуб.
Другие материалы закупим под ваш проект.
Работаем с материалами заказчика (берём в работу после теста)
Мы регулярно следим за состоянием оборудования и пополняем запасы материалов, именно поэтому любой заказ будет выполнен качественно и в срок.
Технические требования к макетам
Размеры рабочего поля лазерных станков:
Лазер №1 – 1200 х 900 мм
Лазер №2 – 900 х 600 мм
Лазер №3 – 500 х 300 мм
Возможно изготовление деталей превышающих размеры поля!
Предпочитаем формат CorelDRAW (CDR), не старше 17-ой версии.
Принимаем и другие форматы: Резка и гравировка: DXF, PDF, Ai, DWG, EPS, SVG. Гравировка: BMP, JPG, PNG, TIFF. Масштаб 1:1, 72 DPI.
Объекты в документе должны быть в масштабе 1:1.
Все объекты должны быть замкнутыми
Без двойных контуров
Без самопересекающихся линий
Минимальное расстояние между объектами – 2 мм
Нежелательно использование размерных и осевых линий векторном файле
Лазерная резка дерева | Изготовленные на заказ детали
Прототипы и производство по запросу, в тот же день от 50 долларов всего за 1. Скидка 93% за 10 000.
«Мне понравился автоматизированный процесс. По сути, если бы мне приходилось получать индивидуальные предложения от человека каждый раз, когда у меня был новый дизайн, то не стоило бы моего времени на создание моих продуктов.»
«Мы рассматриваем это как начало чего-то грандиозного»
Оценщик цен
Узнайте, как сложность деталей, выбор материалов и отделки влияют на стоимость.
Затем за считанные секунды получите индивидуальную онлайн-цену (или ping-продажи).
Независимо от того, какой материал разрезается, Ponoko предлагает одинаковую степень точности, правильности и повторяемости для всех 200+ инженерных материалов, включая древесину, вырезанную лазером. Мы предлагаем точность размеров ± 0,13 мм, включая лазерный разрез 0-0,2 мм, независимо от заказанного количества. Кроме того, у нас есть несколько станций лазерной резки, использующих различные технологии, такие как оптоволокно и CO2, которые тщательно подобраны для разрезаемого материала, чтобы обеспечить наилучшее качество результата.
Материал
Сложность детали
Размер детали
Маленькая деталь Большая деталь
Услуги по отделке
Как вырезано
Оклеено бумагой
Неизолированные детали
2 9 дней в день поставки.
QuantityEstimated Price
1
USD $10.22
5
USD $2.93
10
USD $1.97
50
USD $1.14
100
USD $0.92
1 000
0,58 долл. США
10 000
0,42 долл. США
Стоимость лазерной резки древесины указана, изготовлена и доставлена в тот же день от 50 долл. США товар. У Ponoko есть широкий ассортимент материалов, доступных для мгновенного расчета стоимости вашего проекта лазерной резки дерева, без минимального количества заказа. Разнообразный выбор древесины демонстрирует различные механические и художественные свойства, чтобы удовлетворить ваши строгие требования, благодаря полному диапазону толщины.
С помощью простых выступов и соединений вы можете легко создавать высококачественные деревянные защитные покрытия для вашего оборудования, будь то корпус или розничная упаковка. Деревянные механические компоненты представляют собой экологически чистую и устойчивую альтернативу пластику и металлу, при этом они легкие и обладают высокими эксплуатационными характеристиками.
Премиальная древесина Ponoko для лазерной резки варьируется от МДФ с художественной печатью до инженерных материалов, таких как высококачественная фанера и пробка. Добавьте немного стиля ретро корпусу или панели управления вашего продукта с помощью шпона из твердой древесины с клейкой основой или придайте ощущение тактильного качества, используя твердую древесину.
Заказные детали доставляются в тот же день.
Изготовленные на заказ детали из дерева, вырезанные лазером, с доставкой в тот же день (или с возвратом денег).
–+
Могут ли лазерные резаки резать дерево?
Несмотря на то, что дерево является горючим материалом, его очень легко резать лазерным резаком. Хотя распространено мнение, что лазерные резаки режут материалы путем сжигания, вместо этого они используют интенсивное тепло лазерного луча для испарения материала (тем самым удаляя его).
Существует множество технологий лазерной резки, и очень важно использовать правильную для обеспечения ровного и чистого реза. В случае с древесиной обычно предпочтительны CO2-лазеры, поскольку инфракрасный луч, генерируемый CO2-лазером, легко поглощается деревом.
Ponoko на протяжении многих лет посвятила себя предоставлению услуг высокоскоростной и высококачественной лазерной резки для всех своих клиентов, будь то частные лица, желающие создать прототип своей следующей большой идеи, или крупный международный инженерный бизнес, желающий начать свое первое производство. . Имея более 200 инженерных материалов различной толщины и цвета, мы помогаем ускорить проекты, избавляя от необходимости исследовать материалы, безопасные для лазера, обеспечиваем изготовление в тот же день нестандартных лазерных деталей из дерева и обеспечиваем непревзойденный уровень инженерной точности. в отрасли лазерной резки.
–+
Можно ли гравировать дерево?
–+
Какой тип дерева можно резать лазером с помощью лазерного резака?
–+
Какой тип лазерной технологии можно использовать для лазерной резки дерева?
Заказные детали доставляются в тот же день.
Ponoko предлагает древесные материалы, предназначенные для лазерной резки дерева, а также услуги по отделке.
ДВП ДВП
Орех Премиум Шпон МДФ
Bamboo Premium Veneer MDF
Baroque Green Printed MDF
Baroque Blue Printed MDF
Baroque Red Printed MDF
Botanic Printed MDF
Bespeckled Printed MDF
Herringbone Printed MDF
Cherry Premium Veneer MDF
Brown Cork
Твердая древесина красного дуба
Фанера синего цвета
Янтарный бамбуковый шпон на клейкой основе
Фанера кораллового цвета
Фанера сливового цвета
ДВП
Cherry Veneer MDF
White Oak Veneer MDF
White Taskboard
Birch Plywood
White Coated MDF
Black Melamine MDF
Blonde Bamboo Plywood
Walnut Hardwood
Walnut Adhesive-Backed Veneer
Blonde Bamboo Adhesive Шпон
Белый меламин МДФ
МДФ с черным покрытием
Клен
Бамбуковая фанера янтарного цвета
Ореховый шпон МДФ
Бежевая рабочая доска
Кленовый шпон премиум-класса МДФ
Заказные детали доставляются в тот же день.
Ponoko поставляет деревянные детали на заказ в тот же день по цене от 50 долларов США всего за 1 штуку.
Из всех доступных методов обработки древесины лазерная резка представляет собой один из самых экономичных вариантов, обеспечивающих превосходный компромисс между точностью и скоростью. №
Первое важное преимущество использования лазерного резака по дереву заключается в отсутствии затрат на инструменты. Резка древесины пилами и фрезерными станками требует использования механических инструментов, которые со временем изнашиваются, что приводит к значительному увеличению стоимости (особенно если деталь сложная). Однако в лазерном резаке нет инструментов, которые со временем изнашиваются, и поэтому эксплуатационные расходы лазерных резаков значительно ниже.
Вторым важным преимуществом использования лазерных станков по дереву является отсутствие необходимости в механических зажимах для удержания заготовки. Это связано с отсутствием какой-либо механической силы со стороны лазерного луча, что позволяет изготавливать чрезвычайно сложные детали. В то же время отсутствие механических усилий также устраняет необходимость в выступах или вырезах в деталях, и это позволяет деревянным деталям, вырезанным лазером, быть идеальной копией дизайна.
В-третьих, использование системы управления осями ЧПУ и лазерной головки устраняет необходимость в каких-либо нестандартных формах или инструментах. Таким образом, детали из дерева, вырезанные лазером, чрезвычайно дешевы в производстве, внесении изменений и даже увеличении производительности в режиме реального времени.
В целом, Ponoko — это компания, занимающаяся лазерной резкой, которая имеет многолетний опыт работы в области деревянных деталей. Обслужив более 33 000 клиентов и изготовив более 2 миллионов деталей, мы уверены в наших возможностях лазерной резки любой деревянной детали, независимо от ее сложности, размера или объема производства.
–+
Чем лазерная резка древесины отличается от других производственных технологий?
–+
Какие недостатки существуют при лазерной резке древесины?
–+
Какой толщины могут быть деревянные детали, вырезанные лазером?
Заказные детали доставляются в тот же день.
Начните с 1 деревянной детали, вырезанной лазером, с доставкой в тот же день.
Масштабируйте до 10 000 деревянных деталей, вырезанных лазером, со скидкой 93%.
–+
Дорогая ли древесина, вырезанная лазером?
По сравнению с другими материалами древесина является одним из самых дешевых материалов для лазерной резки благодаря поддержке высокоскоростной резки, дешевому складу и доступности.
Одно из преимуществ искусственной древесины по сравнению с натуральной древесиной заключается в том, что она изготавливается из измельченных древесных волокон, которые затем склеиваются вместе с помощью клея, что делает их более эффективными в производстве. В то же время волокна, используемые для изготовления листов из инженерной древесины, могут быть получены из отходов других процессов, что позволяет максимально увеличить выход заготовленной древесины.
Кроме того, лазерная резка древесины также предоставляет инженерам многочисленные возможности постобработки для создания прототипов, будь то небольшая корректировка формы посредством дальнейшей обработки, добавление большего количества вырезов, обработка поверхности и создание трехмерных форм. В то время как металл и пластик также предоставляют одинаковые возможности, древесина безопаснее и легче обрабатывается.
Тем, кому нужны детали из дерева, вырезанные лазером, Ponoko предлагает клиентам возможность быстрого масштабирования проектов от первоначальных прототипов до первых производственных серий. Использование дерева предоставляет инженерам более дешевую альтернативу перед переходом на более прочный материал, такой как металл или пластик, а когда производственные партии готовы к заказу, скидки на оптовые заказы могут достигать 93%. Инженерам доступно очень мало производственных услуг, которые могут перейти от прототипирования к полномасштабному производству так же быстро и дешево, как Поноко.
–+
В чем разница между твердой и мягкой древесиной?
–+
Могут ли при лазерной резке дерева использоваться живые петли?
–+
Для чего можно использовать деревянные детали, вырезанные лазером?
Заказные детали доставляются в тот же день.
Нам доверяют более 35 000 основателей, генеральных директоров, инженеров, дизайнеров и ученых.
Закажите лазерную резку нестандартных деталей для своего ноутбука с доставкой в тот же день.
*
От 50 долларов всего за 1. Скидка 93% на 10 000.
Нестандартные детали доставляются в тот же день.
* Доставка в тот же день (или возврат денег) доступна для заказов с использованием ограниченного набора материалов, размещенных до 11:00 по тихоокеанскому времени с понедельника по пятницу, от 1 до 100 деталей в офисы Bay Area USA. Доставка в тот же день (или возврат денег) доступна в США и по всему миру.
Лучшие лазерные граверы и лазерные резаки по дереву [2022]
Лазерный резак может легко гравировать, маркировать и резать древесину и другие древесные композитные материалы.
Лазеры хорошо подходят для обработки плоских деревянных поверхностей.
При правильной настройке лазер может легко гравировать и резать дерево.
Я написал эту статью после рассмотрения одних из лучших лазерных резаков для работы по дереву.
Каждый из лазерных станков подробно обсуждается, чтобы помочь вам выбрать тот, который вам нужен.
MellowPine поддерживается считывателем. Когда вы покупаете по ссылкам на моем сайте, я могу получать партнерскую комиссию без каких-либо дополнительных затрат для вас.
Лучшие лазерные граверы и резчики по дереву [2022]
Лазеры очень популярны для гравировки по дереву из-за яркой контрастной отделки, которую они создают.
Его также можно использовать для разрезания тонких листов дерева, но отрезанные части будут иметь темную обожженную поверхность по краям.
Как правило, лазер может делать разрезы глубиной до 1/2 дюйма, выполняя несколько проходов по дереву.
Лазеры удаляют материал, фокусируя луч света и выжигая материал.
Это означает, что вам нужно настроить фокус, чтобы удалить материал слой за слоем.
Для глубоких пропилов это может быть утомительно, а также может привести к пожару.
Если вы хотите делать резы глубже 1 дюйма, наиболее подходящим выбором является фрезерный станок с ЧПУ по дереву.
Подпишитесь на еженедельные видеоролики о лазерной резке и гравировке Mellowpine Lasers
Я выбрал эти лазерные резаки и граверы после их оценки по таким параметрам, как размер, возможности материала, мощность лазера, обновления, обслуживание, сборка, рабочая зона, лазерная безопасность, линейная направляющая и используемое программное обеспечение.0006
Atomstack A5 Pro
OMTech K40
Flux Beamo
Glowforge Plus
FSL Muse 2D Vision
Trotec SP SERIO Модуль
ATOMSTACK A5 PRO — лазерный гравер и резак мощностью 40 Вт с оптической мощностью 4,5–5,5 Вт.
Этот диодный лазер имеет длину волны 445±5 нм и обеспечивает точность гравировки 0,01 мм.
A5 PRO использует конфигурацию лазера с фиксированным фокусом. Вы должны вручную отрегулировать его вверх или вниз в зависимости от толщины материала.
Самый глубокий рез, который может сделать лазер ATOMSTACK A5 PRO 40 Вт, составляет 1/2 дюйма, но вам придется сделать несколько проходов.
Площадь основания и рабочая зона высота 10,6″.
Цельнометаллический алюминиевый корпус и вес около 8,8 фунтов.
Общая рабочая зона, которую вы можете получить от ATOMSTACK A5 PRO, составляет 16,14″ x 15,7″.
Линейное движение
Линейное движение в A5 Pro (Источник: AtomStack)
ATOMSTACK A5 PRO имеет ременный привод по осям X и Y. Портал направляется с помощью V-образных колес по алюминиевой раме.
Ось Z не имеет компонентов линейного перемещения, для изменения высоты Z необходимо ослабить модуль и перемещать его вверх или вниз вручную.
Возможности материала
ATOMSTACK A5 PRO может работать с деревом, кожей, хлопком, резиной, бумагой, латунью, нержавеющей сталью, вспененным хлопком и акрилом с такой мощностью.
При работе с деревом за один проход он может гравировать липу или аналогичные лиственные породы со скоростью ~ 118 дюймов в минуту с S-Max 800.
Вы можете резать липу толщиной 1/8 дюйма со скоростью ~ 6 изобр. /мин при S-Max 1000.
За один проход он может гравировать бамбук со скоростью ~118 изобр./мин при S-Max 800.
Вы можете резать бамбук толщиной 1/10 дюйма со скоростью ~7,5 изображений в минуту при S-Max 1000.
Программное обеспечение
ATOMSTACK A5 PRO поддерживает LaserGRBL, программное обеспечение с открытым исходным кодом.
Это простое в использовании программное обеспечение, которое поддерживает ОС Windows (Win XP / Win 7 / Win 8 / XP / Win 10).
Лучшим вариантом для пользователей Mac OS является LightBurn, платное программное обеспечение.
Вы можете узнать, как настроить драйвер и запустить программы из руководства пользователя, предоставленного AtomStack.
модернизации
Atomstack R3 Вращающаяся оси гравировки
AtomStack R3 Вращающаяся энковая ось, вызванная пристройкой, прикрепляемое к модулу, навидимое на модное приложение к модру, на прикрепление к модулу, на подключение к модулу, к модру, на подключение к модулу. резак.
Он имеет цельнометаллическую конструкцию и совместим с большинством гравировальных станков на рынке.
Вы можете отрегулировать высоту поворотного стола, подняв его подножку.
Диаметр гравировки можно регулировать в 8 шагов путем изменения угла рукояток ротора, а диаметр гравировки может составлять от 0,15 до 3,9 дюйма.
ATOMSTACK R3 Laser Rotary Roller
Простота в эксплуатации и установке: этот модуль лазерной гравировки R3 с вращающимся роликом предварительно установлен, не требует установки и настройки, готов к использованию после распаковки. связать гравировальный станок и компьютерную систему, более интеллектуальную.
Общая оптимизация: Вращающийся ролик R3 с осью Y имеет множество гуманизированных конструкций. Например, концентрическая конструкция, ремень ГРМ без регулировки; Закрытая конструкция, двигатель не подвергается воздействию, безопаснее; Роликовый выступающий дизайн, отсутствие препятствий, неограниченная длина гравированных объектов.
Комплект расширения оси Y
Комплект расширения оси Y A5 Pro (Источник: AtomStack)
Комплект расширения оси Y расширяет область резки или гравировки ATOMSTACK A5 PRO на 190%.
Добавляет 17,7 дюйма рабочей области, и вы получаете в общей сложности 33,4 дюйма рабочей области по оси Y.
Сборка
ATOMSTACK A5 PRO поставляется в одной упаковке весом около 11 фунтов.
Все надежно упаковано в толстый пенопласт с карманами для каждого компонента.
Собрать и настроить машину можно примерно за час.
В AtomStack есть подробные видеоролики и документированные руководства по сборке, к которым вы можете обратиться.
Служба поддержки
На веб-сайте AtomStack есть электронная почта для связи со службой поддержки.
Они обеспечивают послепродажную поддержку всей своей продукции.
Если какая-либо из частей лазера A5 Pro выйдет из строя, вы можете запросить замену.
В целом, это недорогой лазерный гравер/резак, который можно использовать для работы по дереву.
Еще один достойный лазерный гравер от Atomstack для резки и гравировки дерева — Atomstack X7.
Распродажа
ATOMSTACK A5 PRO Лазер 40 Вт
Первый выбор для творчества: лазерный гравировальный станок Atomstack может гравировать различные материалы, такие как металл, дерево, бамбук, пластик, кожаная печатная плата, оксид алюминия, лакированный металл и т. д. Вы можете создать свою собственную гравировку для своих любимых, воплотить в жизнь свое воображение
Превосходная технология лазерной гравировки: лазерный резак A5 Pro с выходной мощностью 5 ~ 5,5 Вт с зоной фокусировки сверхтонкого лазерного сжатия 0,16 мм, точность гравировки достигает 0,01 мм, что делает процесс гравировки более совершенным, облегчает резку по дереву и акрилу.
Лазер OMTech K40
OMTech K40
Лазерный модуль
В OMTech K40 используется CO2-лазер мощностью 40 Вт с расчетным сроком службы 1000–1300 часов.
Имеет длину волны и частоту 10640нм и 20-100кГц соответственно. Лазер имеет точность 0,01 дюйма.
Кроме того, станок оснащен красным лазерным указателем, который помогает направить лазер на точку, которую необходимо вырезать или выгравировать на заготовке.
K40 имеет панель управления, с помощью которой мощность лазера можно регулировать.Он также имеет дисплей мощности лазера, который показывает текущие настройки мощности.
Площадь основания и рабочая зона
OMTech K40 — настольный лазерный резак и гравер. Он имеет закрытую конструкцию, которая фиксирует заготовку и экранирует отражение лазера.
Имея площадь основания 32 x 20 дюймов, K40 имеет рабочую/режимную зону 8 x 12 дюймов и весит около 48,5 фунтов.
Линейное перемещение
В OMTech K40 оси Y и X используют прочную конфигурацию колеса на рельсах, приводимую в движение ременной передачей для перемещения лазерного модуля по рабочей зоне.
Возможности материала
Лазерный резак OMTech K40 может работать с деревом, акрилом, стеклом, волокном, керамикой, текстилем, кожей, бумагой, меламином, резиной, анодированным алюминием, пластиком и другими неметаллическими материалами.
Может гравировать с максимальной скоростью ~822 изобр./мин на глубину от 0,008 до 0,12 дюйма.
OMTech K40 не подходит для резки твердой древесины, такой как красное дерево, но может резать большинство мягких пород.
Используя лазер мощностью 40 Вт, работающий на 100% мощности, K40 может гравировать ольху толщиной 1/4 дюйма и древесно-слоистые пластики со скоростью ~65 дюймов в минуту и резать со скоростью ~10 дюймов в минуту за один проход.
Программное обеспечение
OMTech K40 поддерживает программное обеспечение K40 Whisperer, LaserDRW и Inkscape.
Вместе с машиной вы получите копию подключаемого модуля расширения LaserDRW для Inkscape. Он будет предоставлен либо на компакт-диске, либо на флэш-накопителе.
Используя подключаемый модуль LaserDRW, вы можете создавать рисунки, а затем гравировать или вырезать их из заготовки с помощью лазера.
K40 Whisperer — это управляющее программное обеспечение лазерного резака OMTech K40. Это программа с открытым исходным кодом, и ее можно загрузить с их веб-сайта.
Аксессуары
OMTech K40 использует водяной насос для жидкостного охлаждения лазера во время его работы. Машина имеет впускной и выпускной патрубки сбоку, которые можно напрямую подсоединить к насосу.
Вы также получите складную выхлопную трубу с K40, которая должна быть подключена к его вытяжному вентилятору. Используется для отвода дыма во время работы машины.
В сумке для принадлежностей также находятся кабель питания, кабель USB 2.0, флэш-накопитель или компакт-диск с программным обеспечением, программный ключ безопасности, 2-дюймовый акриловый лазерный фокусировочный инструмент, силиконовый герметик и руководство пользователя.
Сборка
OMTech K40 поставляется в предварительно собранном виде со всеми установленными аксессуарами.
Включая все настройки программного обеспечения. Настройка всего для запуска первого задания займет около часа.
Поддержка
Компания OMTech Laser предоставляет двухлетнюю гарантию на детали для всех лазерных машин мощностью 40 Вт и шестимесячную гарантию на лазерные трубки и блоки питания мощностью менее 60 Вт.
Они принимают активное участие в сообществе на своем официальном форуме сообщества, в группе Facebook, YouTube и Reddit.
Вы можете связаться с ними по телефону, электронной почте или через контактную форму на их веб-сайте.
Подробную статью о конструкции и возможностях лазерного резака K40 можно найти здесь – Лазерный резак K40: полное руководство
OMTech K40
𝐃𝐄𝐒𝐊𝐓𝐎𝐏 𝐃𝐈𝐘 𝐋𝐀𝐒𝐄𝐑𝐈𝐍𝐆: Начните свое путешествие по лазерной гравировке сегодня с этим настольным устройством мощностью 40 Вт на древесине мм/мм1, точностью и маркировкой «8» ткань, кожа и другие материалы со скоростью до 13,8 дюймов в секунду
8″𝐱12″ 𝐖𝐎𝐑𝐊 𝐀𝐑𝐄𝐀: Просторная гравировальная кровать площадью более 0,6 кв. футов подходит для всех ваших проектов, будь то персонализированные подарки для друзей и семьи или индивидуальные заказы для новых клиентов; Вентилируемую панель также можно снять, чтобы освободить место при работе с более толстыми материалами. при средней длине волны 10 640 нм.
Позволяет гравировать с максимальным разрешением 1000 dpi.
Площадь основания и рабочая зона
FLUX beamo — настольный лазерный резак весом около 48,5 фунтов.
Имея площадь основания 24,21 x 17,52 дюйма, beamo имеет рабочую зону 11,8 x 8,2 дюйма и может работать с материалами максимальной толщины 1,7 дюйма его оси XY. Линейная направляющая поддерживает ось X, а два прочных цилиндрических стержня поддерживают ось Y.
Возможности материала
Деревянный лист, вырезанный с помощью beamo (Источник: flux3dp)
FLUX beamo может работать с деревом, акрилом, кожей, картоном, бамбуком, тканью, резиной, анодированным металлом, стеклом, цементом и камнем.
Он может легко резать деревянные детали толщиной 1/10 дюйма. Однако при работе с твердой древесиной вам придется работать медленно.
Резка фанеры толщиной 1/4 дюйма — сложная задача для FLUX beamo, даже при многократном проходе.
Деревянную доску толщиной 1/10″ можно резать со скоростью ~9дюймов в минуту с использованием 80% мощности лазера.
Тот же кусок дерева можно гравировать со скоростью ~62 изображения в минуту, используя 100% мощности.
При многократных проходах по дереву образуется много дыма. Beamo имеет встроенную систему вентиляции, которая удаляет дым и пары.
Программное обеспечение
Настройка программного обеспечения FLUX beamo проста, они предоставляют программное обеспечение Beam Studio для управления лазерным гравером.
Beamo может взаимодействовать с программным обеспечением Beam Studio через Ethernet или с помощью прилагаемого адаптера WiFi.
Цветной сенсорный экран аппарата можно использовать для навигации по пунктам меню и сопряжения с компьютером.
Beam Studio — это бесплатное программное обеспечение, доступное для ОС Windows, Mac и Linux. Он прост в использовании и имеет предустановки для различных материалов.
Он использует основные формы для создания простых дизайнов, но также может импортировать такие форматы файлов, как SVG, JPG, PNG или DXF, в Beam Studio.
Обновления
FLUX предлагает множество дополнительных функций, таких как поворотная система, насадка с автофокусом и гибридная лазерная технология для FLUX beamo.
Сборка
Beamo FLUX поставляется в предварительно собранной упаковке. Вы можете настроить все примерно за 30 минут.
В комплект поставки входит цветное руководство пользователя с подробной информацией о сборке, настройке, устранении неполадок и поддержке.
Поддержка
Компания FLUX предоставляет годовую гарантию на beamo и трехмесячную гарантию на CO2-лазер.
Вы можете связаться с их техническим персоналом по телефону или электронной почте.
FLUX beamo участвует в сообществах Reddit, Facebook и на форуме flux3dp.
Узнать цену на лазеры FLUX
Glowforge Plus
Glowforge Plus
Лазерный модуль
Glowforge Plus использует лазерную систему CO2 мощностью 45 Вт, которая работает со средней длиной волны 10 600 нм.
Он имеет функцию автофокусировки, которая сканирует поверхность рабочих материалов и соответствующим образом регулирует фокус.
Функция автофокусировки работает за счет регулировки объектива.
Площадь основания и рабочая зона
Glowforge Plus — это настольный лазерный резак с размером основания 38 x 20,75 дюймов и зоной резки 11 x 19 дюймов..5″.
Имеет защитный кожух, позволяющий наблюдать за процессом гравировки без защитных очков, но рекомендуется надевать их при работе с лазерами.
Лазер не будет резать или гравировать при открытом кожухе
Glowforge Plus может работать с материалами толщиной 2 дюйма.
Линейное перемещение
Система линейных направляющих в Glowforge Plus построена с использованием изготовленных на заказ экструдированных алюминиевых направляющих.
Он имеет ременной привод по осям XY и использует V-образные колеса для скольжения по рельсам.
Два шаговых двигателя управляют осью Y, чтобы предотвратить ее качание.
Возможности материала
Лазер мощностью 40 Вт, используемый в Glowforge Plus, может резать и гравировать дерево, бумагу, ткань, пробку, картон, резину, кожу, майлар, делрин и многое другое.
Он также может гравировать на таких материалах, как стекло, камень, мрамор, титан, керамика и анодированный алюминий.
Glowforge Plus может гравировать на древесине тополя толщиной 1/4 дюйма со скоростью ~60 изображений в минуту, используя 100% своей мощности.
Дерево такой же толщины можно резать лазером со скоростью ~24 изобр./мин при работе на полной мощности.
Программное обеспечение
Glowforge имеет бесплатный независимый от ОС веб-интерфейс для управления лазером.
Вы можете получить доступ к веб-интерфейсу через интернет-браузеры, такие как Google Chrome, Safari, Microsoft Edge и т. д.
Его можно использовать для импорта и использования таких форматов файлов, как JPG, PNG, SVG, PDF и других.
Вы можете создавать дизайны в выбранном вами программном обеспечении, а затем импортировать их в веб-интерфейс в любом поддерживаемом формате файлов.
Интерфейс работает с бортовой камерой, которая показывает предварительный просмотр рабочей области в реальном времени. Это помогает визуально совместить дизайн с заготовкой, перетащив и изменив ее размер так, как вы хотите.
Когда вы вручную рисуете рисунок на заготовке и размещаете его на рабочем месте, камера отслеживает рисунок и помогает вырезать его с помощью визуальной обратной связи.
Если вы не знакомы с компьютерным дизайном или хотите оставить индивидуальный подход, вы можете вручную нарисовать дизайн на заготовке, а Glowforge сделает его для вас.
Модернизация
Воздушный фильтр Glowforge (Источник: Glowforge)
Glowforge имеет дополнительную систему фильтрации воздуха, которую можно соединить с выхлопом Glowforge Plus.
Воздушный фильтр можно приобрести, если вы собираетесь использовать лазер в менее вентилируемом помещении, например в подвале, поскольку он будет отфильтровывать вредные пары, образующиеся при резке лазером.
Сборка
Glowforge Plus имеет модульную конструкцию и поставляется в полусобранном виде.
После распаковки машины вам нужно будет прикрепить гентри и лазерные головки. Его можно собрать за 30 минут.
Компания Glowforge предоставила подробные руководства по сборке, а некоторые пользователи сами создали видеоруководства на YouTube, объясняющие процесс сборки.
Поддержка
Glowforge предоставляет ограниченную шестимесячную гарантию на воздушный фильтр Glowforge и годовую гарантию на лазерный резак Glowforge Plus.
По вопросам вы можете обращаться в службу поддержки по телефону или электронной почте.
В Glowforge есть специальный форум, на котором пользователи могут обсуждать и делиться идеями.
Лазерный 3D-принтер Glowforge Plus
ВАША ИДЕЯ, В ВАШИХ РУКАХ, ЗА МИНУТЫ — Нажмите кнопку, и мощный 40-ваттный лазер создаст значимые подарки для ваших друзей, уникальные товары для продажи или что-то персонализированное специально для вас.
ПРОСТО АВТОМАТИЧЕСКИЙ– Автофокус. Обнаружение материала. Автоматические настройки печати. Просто выберите рисунок, файл PDF или фотографию, добавьте один из десятков материалов для дома и нажмите «Печать».
Лазерный резак FSL Muse 2D Vision поставляется с CO2-лазером мощностью 40 Вт класса 2
Он имеет среднюю длину волны 10 600 нм и максимальное разрешение 1000 точек на дюйм.
Площадь основания и рабочая зона
FSL Muse 2D Vision — это настольный лазерный резак с размером основания 32,3 x 20,3 дюйма и зоной резки 20 x 12 дюймов. Его высота по оси Z составляет 2,5 дюйма 9.0006
Рабочая зона машины полностью закрыта и имеет металлический корпус. Полностью закрытая конструкция делает работу с лазером более безопасной.
Линейное движение
FSL Muse 2D Vision имеет ременной привод по осям XY. Линейная направляющая поддерживает ось X, а два прочных цилиндрических стержня поддерживают движение по оси Y.
Портал перемещается по рабочей зоне с помощью V-образных колес.
Вы можете модернизировать ось Z с помощью шарико-винтовой передачи, чтобы получить возможность моторизованной автофокусировки в реальном времени.
Моторизованная автофокусировка в реальном времени в Muse (Источник: FabLab Factory)
Возможности материалов
FSL Muse 2D Vision может работать с деревом, акрилом, картоном, тканью, резиной, анодированными металлами, стеклом, цементом, камнями и т. д.
Сосновая древесина толщиной 1/4 дюйма может быть распилена со скоростью ~12 дюймов в минуту, используя 90% мощности, и может быть выгравирована со скоростью ~235 дюймов в минуту, используя 50% мощности.
Гравюра по дереву в Muse 2D Vision ( Источник: fslaser.0006
Он будет работать с такими браузерами, как Google Chrome, Safari, Edge, Firefox и другими.
Вам не нужно беспокоиться о загрузке и настройке.
RetinaEngrave размещается на локальном веб-сервере лазерного станка, поэтому для доступа к программному обеспечению не требуется подключение к Интернету.
Некоторыми основными функциями лазера можно управлять непосредственно с его 7-дюймового сенсорного ЖК-экрана.
Модернизация
Для Muse 2D доступна дополнительная модернизация CO2-лазера мощностью 45 Вт. Вы можете выбрать эту опцию при покупке FSL Muse Лазерный комплект 2D Vision
Full Spectrum Laser (FSL) имеет четыре опциональных линзы на выбор: 1,5 дюйма, 2,5 дюйма, 1,5 дюйма + 2,5 дюйма или 5 дюймов. и 3D-камера Intel RealSense. минут
FSL содержит подробные видеоролики и документированные руководства по сборке для Muse 2D Vision, к которым вы можете обратиться. 0006
Служба поддержки
Компания FSL предоставляет годовую гарантию на детали для Muse 2D Vision. У них также есть дополнительный двухлетний план продления гарантии.
Пользователи Muse 2D участвуют в группе Facebook, YouTube и Reddit.
Вы можете связаться с FSL по телефону, электронной почте и через социальные сети для быстрой и надежной поддержки клиентов.
Узнать цену на Fslaser
Лазерные резаки и граверы Trotec серии SP – Промышленный лазер
Лучшим выбором для крупномасштабной и тяжелой лазерной резки древесины является лазерный станок промышленного класса.
Станок Trotec SP3000 и вырезанный с его помощью рисунок по жилкам листа (Источник: Trotec Materials)
Trotec Laser — австрийская компания с многолетней историей, пользующаяся хорошей репутацией благодаря качеству своей продукции и обслуживанию клиентов.
Их серия SP станков для лазерной резки CO 2 (класс 2) является хорошим решением для круглосуточной производственной среды.
Эти машины отлично подходят для отделки магазинов, изготовления архитектурных моделей, изготовления вывесок и производства мебели.
SP3000
SP2000
SP1500
SP500
Laser power
60 — 400W
60 — 400W
100 — 400W
60 — 200W
Footprint
121″ x 154″
99″ x 127″
111″ x 80″
76″ x 49″
Working area
87″ x 126″
66″ x 99″
59″ x 49″
49″ x 28″
Maximum workpiece thickness
2″
2″
2″
4″
Machine height
45″
48″
51″
45″
Maximum processing speed
2,340 ipm
2,340 ipm
3,900 ipm
6,000 ipm
Сравнительная таблица станков для лазерной резки серии SP
Лазерный модуль
В станках серии SP используется мощность лазера от 60 до 400 Вт в зависимости от выбранной вами конфигурации.
Они используют ультразвуковые датчики для измерения расстояния между лазером и обрабатываемыми материалами. Затем он соответствующим образом автофокусирует лазерную головку.
Trotec использует встроенную систему продувки воздухом для защиты линз и линейных направляющих от пыли и пятен дыма. Продувка воздухом соединена с вытяжной системой.
Площадь основания и рабочая зона
Станки серии SP имеют большую рабочую зону для размещения больших и длинных заготовок.
Вы можете приобрести SP размером не менее 76 x 49 дюймов и не более 121 x 154 дюймов. Их рабочая зона колеблется от 49 дюймов на 28 дюймов до 87 дюймов на 126 дюймов.
Сравнение размеров рабочей зоны лазерных резаков серии SP (Источник: Trotec Lasers)
Возможности материалов
По возможностям материалов станки серии SP являются универсальными.
Может легко резать и гравировать дерево, акрил, пластик, кожу, бумагу и текстиль. На стекле и камнях только гравирует.
Три станка серии SP работают с материалами толщиной 2 дюйма. Только лазерный резак SP500 может работать с материалами толщиной 4 дюйма.
CO2-лазер SP мощностью 60–100 Вт может легко резать и гравировать древесину, такую как бальза, ольха, вишня, клен, береза, липа, тополь, кедр, сосна, дуб, орех, красное дерево, лазерная фанера, МДФ и многое другое.
Программное обеспечение
Trotec использует программное обеспечение JobControl для управления своими машинами. Он имеет обширную библиотеку материалов с множеством предустановленных настроек.
JobControl будет работать с CorelDraw, Photoshop, AutoCAD, Illustrator, InkScape, Word и другими подобными программами.
Вы также можете отправлять свои дизайны в JobControl с помощью драйвера печати на вашем ПК.
Trotec Ruby — это новое программное обеспечение для управления, которое они недавно выпустили. В настоящее время он доступен в виде бета-версии.
Поддержка
Trotec обещает 10-летний срок службы всех своих лазерных станков.
На блок корпуса, принтер (ЦП, двигатель, ось, главный), блок питания, плату управления, компрессор, ремни, водяные охладители и лазерный узел Trotech предоставляет двухлетнюю гарантию.
На лазерную оптику предоставляется гарантия около трех месяцев.
Вы можете связаться с Trotec Laser по телефону, электронной почте или посетить любой ближайший офис Trotech. У них есть офисы во многих странах.
Trotec Laser предоставляет отличное послепродажное обслуживание всем своим клиентам.
Индивидуальная настройка
Лазерные станки серии SP, как правило, имеют более высокую цену, чем другие стандартные станки для лазерной резки, из-за их высококачественной конфигурации и оборудования.
Каждый станок Trotec Laser конфигурируется индивидуально в соответствии с требованиями клиентов, поэтому они не устанавливают фиксированную цену на свои станки.
Мощность лазера, линейное перемещение, рабочая платформа, корпус, линзы, аксессуары, такие как охлаждение, вытяжка, автофокус и вращающееся крепление, являются важными факторами, влияющими на цену.
Вы можете связаться с Totec Laser и запросить подробную информацию о цене в соответствии с выбранной вами конфигурацией лазерного станка.
Запросить цену у Trotec Laser
Часто задаваемые вопросы (FAQ)
Какие породы дерева можно резать или гравировать с помощью лазера?
С помощью лазера можно резать или гравировать многие породы дерева. Лучшей и наиболее часто используемой древесиной для лазерной резки и гравировки являются бальза, ольха, липа, тополь, кедр, сосна, дуб, орех, красное дерево, вишня, клен, береза и лазерная фанера.
Что такое Laser Life?
Срок службы лазера — это срок службы лазера. Например, типичный CO2-лазер будет работать от трех месяцев до трех лет в зависимости от использования, а его срок службы составит около 1000-2000 часов. Поскольку лазер работает на высокой мощности, срок службы лазера сокращается. Если лазер работает на малой мощности, он будет работать гораздо дольше.
Что такое S-Min и S-Max в лазерах?
S-Min и S-Max в лазерной резке — это разные значения модуляции мощности, используемые в LaserGRBL для приложений лазерной гравировки.
Насос для колодца — особенности выбора, производители и модели
При организации автономной системы водоснабжения частного дома перед владельцами встает выбор, бурить скважину или рыть колодец. Если вода залегает не глубоко, то целесообразнее остановиться на выборе водоснабжения из колодца. Но таскать ведра с водой руками давно уже не в моде, да и нет в этом необходимости при развитых технологических возможностях. Проблему доставки воды решает насос для колодца.
Выбор насоса для колодца – серьезное задание, но ставя конкретные задачи, можно существенно сократить область поиска нужной модели.
Какой насос лучше выбрать для колодца? – первый вопрос, который встает перед пользователем, столкнувшимся лицом к лицу с проблемой выбора.
Первым шагом на пути решения проблемы водообеспечения стоит просчет расхода общего количества воды в доме. Простейшим из вариантов будет использование нормированных данных, что прописаны для каждой точки водопотребления. Складывая полученные результаты, определяют расход воды в 1 час, а зная расход, подбирают агрегат нужной производительности. Следует отметить, что просчет характерен для потребления воды в пиковых режимах.
Следующий шаг – определение высоты подъема жидкого носителя и соответственно, напор, который должен создать насос. Высоту определяют измерением от нижнего уровня воды колодца до высоты установки аккумулирующего бака. Учитывается также протяженность подающей трубы, потери напора в которой составят 1м на каждые 10м трубы.
Имея на руках необходимые технические данные, пора переходить к выбору устройства.
Виды насосов для колодца
Как правильно выбрать насос в зависимости от его типа? В этом случае колодезные насосы делят на:
поверхностные;
погружные.
Такое разделение зависит от расположения в воде при использовании.
Погружные насосы для колодца, как и приспособление водоотбора, опускают в воду, используя трос. При этом заборник должен располагаться ближе ко дну, чтобы в случае падения уровня воды в колодце и появления части насоса над водной гладью, агрегат продолжал работу и водоснабжение не прекращалось. Встречается, что погружной насос идет в комплекте с поплавком, отключающим устройство при падении уровня воды до минимально допустимого.
Устанавливать данный вид насосов не представляет труда. Основной проблемой есть – не применять металлический трос для крепления насоса в колодец, так как металл очень подвержен коррозийным процессам и недолговечен. Кроме того, чтобы не засорялось входное сопло и электронасос не затягивал со дна песок или другие примеси, размещают его на высоте не менее чем 0,3м от дна. Но лучше покупать модель имеющую отдельно плавающий фильтр.
В местах нахождения забора воды ниже отметки восьми метров более целесообразным будет использовать глубинный насос. Их корпус изготовлен из водостойкого материала, который монтируется герметично, поэтому глубина колодца или скважины не играет особой роли. Для насоса, работающего в воде, очень важным есть уход от работы в «сухом» режиме, иначе может произойти перегрев или более сложные поломки. Кстати говоря, не все импортные насосы имеют хоть какую-нибудь защиту в этом случае. Колодезный насос aquario разных модификаций, в том числе asp 1e 30-90, может похвастать такой встроенной опцией, поэтому срок его службы значительно увеличивается.
Поверхностный насос для колодца рассчитан на установку на колодце либо в непосредственной от него близости. Представитель этого типа способен давать воду с нормальным напорным столбом до 9 метров. Выбирая по принципу действия, насосы с установкой на поверхности можно найти двух видов:
центробежный насос для колодца;
вибрационные насосы для колодцев.
Вибрационные насосы более слабые, не создают напор на подобии центробежных. Но все же способны поднять жидкость до 6 метров. Их принцип действия основан на работе мембраны под действием электромагнитного привода. Вибрируя, мембрана из эластичного материала, создает разрежение для закачивания воды, а потом с силой ее выталкивает как помпа.
Выкачка воды центробежным насосом для колодца происходит следующим образом: заполняется водой рабочее пространство (камера) между дисками с лопастями, которые приводятся в действие валом электродвигателя; вращающиеся лопасти с помощью центробежной силы проталкивают жидкость по исходящему трубопроводу, обеспечивая водоснабжение.
Насосы поверхностного типа требуют установки автоматики в обязательном порядке. Если уровень перекачиваемой жидкости падает ниже установленного, а насос не отключить, он обязательно выйдет из строя через перегруз и перегрев.
По способу всасывания жидкости весь диапазон насосного оборудования делится на такие подвиды:
нормального всасывания;
самовсасывающие.
У агрегатов с нормальным всасыванием рабочая камера полностью заполняется водой, а самовсасывающие создают разрежение в исходящем патрубке.
Какой насос для колодца лучше
Выбранный циркуляционный насос должен обеспечивать непрерывное водоснабжение. Подобрать надежный насос сложно, поскольку, несмотря на отзывы о разных моделях, каждый конкретный случай рассматривается отдельно.
Погружной насос применяют для колодца с любым количеством воды. При этом разделение осуществляют на обычные устройства и устройства для обслуживания скважин или глубоких колодцев более пятнадцати метров. Корпусная часть таких насосов выполнена из антикоррозийных материалов, так как хотя бы часть такого агрегата находится в воде. Если же корпус – это нержавеющая сталь, то к преимуществам колодезного электронасоса погружного смело можно прилагать механическую износостойкость и прочность. Герметичность минимизирует риски течи промышленных масел и других вредных загрязнений.
Кроме этого, хороший погружной вибрационный насос работает даже с самой грязной жидкостной средой, что не свойственно центробежным конкурентам. Их беспроблемная работа возможна только в практически чистой воде.
Ручной насос для колодца (поверхностный насос) носит свое название по причине несомненной легкости как для переноса, так и для размещения в удобном для пользователя месте. Он может работать в подвешенном состоянии на тросе или кронштейне. Дешевизна позволяет приобрести, отремонтировать и заменить без особого ущерба для бюджета. А пригодность для постоянного или прерывистого режима эксплуатирования делает его известным как насос для полива из колодца.
Поверхностный центробежный насос лучше для колодца в категории цена-качество, поэтому занял нишу самой продаваемой единицы нагнетательных систем частного водоснабжения.
Самым большим недостатком водопогружных устройств является их стоимость. Прочный герметичный корпус и мощный электродвигатель не могут быть дешевыми. Плюс ко всему особенность всасывания провоцирует не только возможный залив насоса, но и постепенное повреждение скважины, особенно, если это абиссинка. Для выхода с этой ситуации проектируют насосы, в которых возможен горизонтальный водозабор или размещают заборник по средине устройства.
Что касается поверхностных насосов, то им характерна низкая производительность, повышенная вибрация и невозможность работы в грязных средах – крыльчатый рабочий маховик засорится песком и илом на протяжении нескольких минут.
Какие насосы будут работать дольше и надежней точно не скажет даже самый хороший специалист. Но некоторые рекомендации выбора все-таки присутствуют.
Для продолжительной работы без перегрева и во избежание кавитационных процессов рекомендуется применять водозаборный трубопровод с обратным клапаном, который обеспечит постоянное наличие воды в системе.
В глубокий колодец при возможности бюджета рекомендовано устанавливать погружные насосы. Окупность затрат произойдет за счет длительной эксплуатации, практически, без особых проблем. При правильной установке только полная выработка устройства прекратит его работу.
С наличием неглубокого колодца и минимальным бюджетом устанавливают поверхностное насосное оборудование. Оно легко в монтаже, обслуживании доступно пользователю, работает отлично и в прерывистом режиме. Это отличные насосы для полива огорода из колодца напрямую.
Но следует помнить, что только качественное оборудование выдержит продолжительную жесткую нагрузку. К слову, хорошо себя зарекомендовали насосы итальянского происхождения торговой марки Акварио, дав хороший толчок для конкуренции во всех сегментах насосного оборудования. Покупка некачественного устройства грозит частыми поломками и перебоями в работе, что по итогам будет стоять дороже надежного образца.
Как работает насос для колодца на даче? (видео)
Все о колодезных насосах – классификация и типы конструкции
Полноценное водоснабжение присутствует не везде. С этой проблемой в первую очередь сталкиваются те, кто находится на дачах и в деревнях. Чаще всего именно в таких небольших поселениях при отсутствии центрального водопровода воду берут из колодцев. Если колодец достаточно глубокий, то достать из него хотя бы одно ведро – уже задача не из легких. А что делать, если нужно обеспечить полив, а также иметь достаточно воды для хозяйственных нужд?
Есть решение – насос. Но, нужно со знанием дела подойти к этому делу. Поверхностные насосы подходят в том случае, если глубина колодца – не более восьми метров. Но, если колодец имеет более внушительную глубину, то выбор должен пасть на погружной насос. Теперь следует подробнее разобраться с особенностями этого оборудования.
Разновидности насосов
Погружные насосы бывают разных видов. Классифицируют их на несколько групп в зависимости от параметров, представленных ниже.
Тип конструкции
Насос центробежный. Напор в насосе и всей системе производится с помощью центробежной силы. Она возникает благодаря воздействию рабочего колеса на жидкость.
Насос вибрационный. Работает он по принципу изменения в нагнетающей камере насоса давления. Располагается она в одном отсеке с рабочей. Разделяется диафрагмой. Благодаря именно ее движению осуществляется забор влаги.
Насос поверхностный. Его совершенно не обязательно погружать в колодец. Он прекрасно справляется со своей задачей даже в том случае, если находится рядом с ним. От такого насоса отходит два шланга (или трубы). Один предназначен для забора воды, а второй – ее доставки.
Насосная станция. По конструкции он отличается тем, что одновременно является поверхностным насосом и емкостью для воды.
Типы насосов по способу подъема жидкости
По этой классификации различают два типа насосов:
Первый тип производит забор только тогда, когда перед этим заполняется водой рабочая камера насоса и подъемная труба.
Насос самовсасывающий. Обычно их оснащают системой эжектора.
Типы устройств по давлению
В этом случае речь идет об уровне давления, создаваемом при подъеме жидкости. Другими словами, это характеристика того, на какую высоту может поднять воду насос из колодца или скважины.
Типы приборов по качеству перекачиваемой воды
Выделяют три типа оборудования по указанному параметру:
перекачивающие чистую воду;
перекачивающие слабо загрязненную жидкость;
перекачивающие грязную воду.
Для использования насоса с хозяйственными целями подойдут все три типа насосов. Для бытовых целей необходим насос только первого типа.
Типы устройств по мощности
Эта классификация указывает на следующее: чем выше мощность насоса, тем с большей глубины способен насос выкачать воду.
Уровень надежности
Насосы могут быть со встроенной автоматикой и без нее, поверхностными и погружными. Но, по сути, они могут быть как качественными и надежными, так и не характеризоваться такими параметрами.
Стоимость
Можно обнаружить на рынке и дешевые, и дорогие насосы. На цену влияет два основных параметра: мощность и надежность. Чаще всего стоимость является показательной, так как чем насос дороже, тем он качественнее. Но, в некоторых случаях могут быть и исключения.
Покупатель может быть смятен тем, какой насос ему выбрать. Чтобы помочь человеку определиться, мы предлагаем ознакомиться со следующей информацией.
Погружные насосы и причины их популярности
Если проанализировать предпочтения современных покупателей, то можно сделать вывод, что они чаще всего для дачи и дома выбирают погружной насос. Что вообще представляет собой это устройство? Давайте разбираться.
Если оценить погружной насос внешне, то он является цилиндром из нержавеющей стали, внутрь которого поместили:
центробежный двигатель;
крыльчатку, выполняющую функцию выталкивания жидкости через трубу или шланг на поверхность.
Погружному насосу обязательно нужно охлаждаться в процессе функционирования. Из-за этого ему просто необходимо размещаться в воде полностью. Однако, в результате этого возможно полное откачивание воды из колодца. Чтобы этого не допустить, без применения специальных устройств, которые бы сообщали о критическом состоянии воды и отключали при необходимости насос, не обойтись.
В качестве таких устройств выступают:
биметаллические выключатели;
поплавки с лягушками;
электронная автоматика, которой можно при желании оснастить насос.
Как показывает опыт, наиболее долговечным и надежным вариантом является погружной насос, который снабдили лягушкой.
У погружного насоса есть важные преимущества:
его можно погружать на глубину до 60 метров;
он способен поднять жидкость с глубины на высоту нескольких десятков метров;
имеет хорошую производительность – она способна достигать показателей 3,5 кубометров в час.
Правда, не стоит умалчивать и о недостатках:
необходимо для обеспечения электропитания насоса проложить электролинии;
такой насос может утрачивать масло, которое попадет в воду.
Как формируется стоимость насоса
Цена системы водоснабжения и насоса будет зависеть от нескольких факторов. Самый существенный и дорогостоящий элемент – это, собственно, сам насос. Однако, учтите, что на шланг и трубы придется дополнительно потратиться.
От чего зависит цена насоса:
Самое первое – мощность.
Уровень шума. Те насосы, что являются бесшумными, стоят на порядок дороже, чем шумные устройства.
Экологичность. Существуют насосы, в которых для охлаждения используют специальные реагенты, находящиеся под корпусом. Они содержат в себе опасные для здоровья и окружающей среды химические добавки, которые при разгерметизации корпуса насоса способны попасть в воду. Из-за этого возникнет необходимость чистить колодец, а это достаточно непросто. Насосы, охлаждаемые самой перекачиваемой жидкостью, пользуются большей популярностью у потребителей. Но они и дороже.
Марка производителя. Есть бренды, которые более разрекламированные, снискавшие славу как надежные и ответственные производители. За оборудование таких изготовителей придется заплатить больше.
Сезон приобретения. Вполне естественно, что спрос на насосы весной и летом выше. От этого и цена оборудования может увеличиться в указанные периоды.
Все указанное выше можно отнести, в принципе, и к шлангу (кроме мощности, конечно). Он также может быть неэкологическим, некачественным и ненадежным. По этим причинам резиновый эластичный шланг будет стоить дороже, чем пластиковый ввиду того, что последний с легкостью заламывается при поворотах водопровода и, соответственно, быстрее выходит из строя.
Если вы нуждаетесь в качественном водопроводе на своем участке, то не жалейте денег на надежный электронасос, шланг и дополнительные комплектующие. Если вы потратитесь один раз, приобретете оборудование и детали хорошего качества, то такая система водоснабжения будет служить вам долгие годы без поломок. Не скупитесь на нормальную покупку, иначе, возможно, вам придется впоследствии сильно переплатить. Надеемся, наши советы помогут вам сделать правильный вывод.
для дренажных и погружных скважинных насосов — Oakville Pump Service
Снова сезон погружных насосов, и в дополнение к напоминанию нашим клиентам о том, что пришло время провести некоторые сезонные проверки, пришло время поделиться некоторой информацией о мозге многих насосных систем, включая системы погружных насосов. Если насос является сердцем системы водоснабжения, то поплавковый выключатель является «мозгом» системы. У большинства наших клиентов есть насосы, которые необходимо включать и выключать автоматически. Некоторые распространенные приложения для этого:
Дренажные насосы для опорожнения подвальных стоков
Погружные колодезные насосы для наполнения больших накопительных резервуаров тип поплавкового выключателя необходим для каждого из этих приложений, и даже показать вам некоторые части и детали, которые участвуют в этом. Если у вас возникли проблемы с переполнением резервуара для воды или отстойника или у вас возникла проблема с недостаточным количеством воды в резервуаре, продолжайте читать, потому что причиной вашей проблемы может быть правильная работа вашего поплавкового выключателя.
Поплавковые выключатели подкачки (также известные как нормально замкнутые поплавковые выключатели) используются, когда насос используется для наполнения резервуара. Поплавковый выключатель накачки установлен в верхней части накопительного бака, и по мере увеличения уровня в накопительном баке поплавковый выключатель поднимется, а выключатель внутри поплавкового выключателя разомкнется, в результате чего насос, заполняющий бак, отключится. В этом приложении мощность насоса сначала направляется на поплавковый выключатель в верхней части резервуара, а затем на насос, который наполняет резервуар для хранения.
Поплавковые выключатели откачки (также известные как нормально разомкнутые поплавковые выключатели) используются, когда насос опорожняет слив или резервуар, и вы хотите, чтобы насос отключился до того, как в нем полностью закончится вода и он начнет всасывать воздух. Всасывание воздуха может привести к тому, что насос перестанет заполняться, заблокируется воздухом, потратит электроэнергию и сократит срок службы насоса. Эти поплавковые выключатели в большинстве случаев размещаются на 4-6 дюймов выше всасывания насоса. При повышении уровня воды выключатель в поплавковом выключателе замыкается, и питание подается на насос. Затем включается насос и удаляет воду из поддона или резервуара. Когда уровень воды падает, переключатель внутри поплавкового выключателя опускается, внутренний переключатель размыкается, и насос выключается.
Поплавковые выключатели всегда должны быть должным образом закреплены в резервуаре с помощью высококачественных пластиковых стяжек на надежной части резервуара или насоса или с помощью поплавкового груза, чтобы гарантировать, что поплавок удерживается и поворачивается на правильной высоте. Одна из самых больших проблем, с которыми мы сталкиваемся с поплавковыми выключателями, заключается в том, что они не закреплены должным образом, они ослабевают или запутываются в труднодоступных местах или в самом насосе, для управления которым они были установлены. Это может привести к тому, что насосы не будут включаться или выключаться, когда должны. Убедитесь, что вся проводка правильно и аккуратно закреплена, и вы избавите себя от головной боли!
Как правильно выбрать поплавковый выключатель
При выборе поплавкового выключателя следует учитывать несколько соображений, помимо того, что вам нужен насосный выключатель нагнетания (нормально замкнутый, НЗ) или насос нагнетания (нормально разомкнутый, НО). Это:
Размер насосов . Если вы выберете поплавковый выключатель, рассчитанный на работу насоса мощностью 1/2 л.с., и насос мощностью 1 или 2 л.с., то этот поплавковый выключатель, вероятно, не прослужит очень долго, и вы будете разочарованы, когда он проработает всего несколько месяцев. Насосы с более высокой мощностью нуждаются в поплавковом выключателе с внутренним выключателем, способным выдерживать более высокую мощность, протекающую по контуру. Чтобы узнать, какой размер поплавкового выключателя вам нужен, посмотрите номинальную силу тока/л.с. вашего насоса!
Соединитель насоса. Если вам нужен поплавковый выключатель, который можно просто подключить к обычной розетке, вам нужно выбрать правильный тип поплавкового выключателя, который позволит вам подключить поплавковый выключатель к стене, а затем подключить насос к заднему разъему на задней панели. поплавковый выключатель. Имейте в виду, что разные напряжения и страны будут иметь разные типы разъемов, поэтому перед покупкой убедитесь, что разъем соответствует типу вашей помпы.
Длина шнура . Вы не хотите иметь дело со сращиванием поплавковых выключателей во влажной среде, так как это серьезная проблема электробезопасности! Убедитесь, что у вас есть поплавковый выключатель с достаточно длинным шнуром!
Поплавковый выключатель с широким или узким углом . На рынке существует множество поплавковых выключателей, и многие из них не подходят для управления насосом! Почему? Потому что это узкоугольные поплавковые выключатели, и вам нужны высококачественные широкоугольные поплавковые выключатели, рассчитанные на долгие годы. Проблема с поплавковыми выключателями с узким углом заключается в том, что только небольшие изменения уровня воды заставят насос выключаться или включаться, даже при наличии ряби на воде или брызг воды, попадающей в резервуар или отстойник. Быстрое и многократное выключение и повторное включение насоса — отличный способ создать избыточное тепло в двигателе насоса и необратимо повредить насос или резко сократить срок его службы! Широкоугольный поплавковый переключатель означает, что уровень воды должен измениться на несколько дюймов, чтобы поплавковый переключатель включился или выключился.
Тип/качество жидкости. Если поплавковый выключатель будет использоваться в питьевой воде, он должен быть рассчитан на такое использование! Если жидкость горячая, убедитесь, что поплавковый выключатель рассчитан на правильную температуру!
В Oakville Pump Service мы используем только самые качественные поплавковые выключатели! Чтобы помочь вам понять, какой из них вам нужен для вашего приложения, вот примерный список с описаниями! Приведенные ниже номера деталей относятся к широкоугольным ромбовидным поплавковым выключателям SJE, которые обычно использует наша бригада. На самом деле, наши специалисты по обслуживанию обычно возят их на своих грузовиках в качестве стандартного предмета!
Купить на Амазоне
20PMPD1WP 20-футовый шнур, откачиваемый (нормально разомкнутый) поплавковый выключатель с задней штепсельной вилкой на 120 В, макс. 15 А. Питьевая вода (может также использоваться для отстойников)
20PMPDWOP 20-футовый шнур для откачки (нормально разомкнутый) Поплавковый выключатель Работа на 120/240 В без вилки Максимум 15 А. Питьевая вода (может также использоваться для отстойников)
20PMPUWOP 20-футовый шнур, насосный насос (нормально замкнутый) Поплавковый выключатель Работа на 120/240 В, без вилки, максимум 13 А. Питьевая вода (также может использоваться для отстойников)
15PMWPSWE 15’ Шнур, поплавковый переключатель нагнетания/нагнетания, работа на 120/240 В, без вилки, максимум 15 А. Питьевая вода (также можно использовать для отстойников). Многие насосы имеют реле/контактор, который включает или выключает насос, а для управления реле используется поплавковый выключатель. Этот тип поплавкового выключателя часто используется с насосами, имеющими контакторы/реле, которые управляют насосом, поскольку его можно сконфигурировать для работы в качестве поплавкового выключателя накачки или откачки, но обратите внимание на инструкции по установке!
Купить на Амазоне
Нужен ли мне в колодце поплавковый выключатель или датчик?
Прежде чем мы закончим, мы обсудим еще одно приложение, которое мы обсудим не потому, что оно требует поплавкового выключателя, а скорее потому, что оно НЕ требует поплавкового выключателя! Многие люди хотят установить в своей скважине поплавковый выключатель, который отключит насос, если в нем закончится вода. И Pumptec, и Pumpsaver производят контроллеры, предназначенные для этого применения. Это очень интеллектуальные устройства, которые знают, когда в вашем насосе заканчивается вода, выключают его, а затем снова включают через подходящее время, чтобы уровень воды в вашем колодце восстановился. Это означает, что вам не нужно пытаться установить датчики в скважине, где они могут запутаться или засориться минералами или коррозией. Имейте в виду, что эти контроллеры обнаруживают только то, что в вашем насосе закончилась вода, и отключают его, они не предназначены для отключения вашего насоса, когда ваш бак заполнен, поэтому для этого вам понадобится поплавковый выключатель! Эти устройства также защитят ваш насос от низкого/высокого напряжения, а также от быстрых циклов, если возникнут проблемы с вашим напорным баком или реле давления.
ВНИМАНИЕ! Работа с поплавковыми выключателями означает, что вы работаете вблизи воды и электричества, часто на высоте или в ограниченном пространстве. Пожалуйста, ознакомьтесь и соблюдайте все применимые меры безопасности и электрические/строительные нормы и правила при установке и подключении поплавкового выключателя!
Если вы хотите убедиться, что вы получили правильный поплавковый выключатель для вашего применения и правильно его установили, убедитесь, что команда Oakville Pump Service находится в вашей команде. Мы обеспечиваем бесперебойную подачу воды для многих наших клиентов в долине Напа!
Установка водоотливного насосаOakville Water Services Поплавковые выключатели, поплавковый выключатель водоотливного насоса
0 лайков
VALCO S.r.l. — ПОГРУЖНЫЕ МНОГОСТУПЕНЧАТЫЕ СКВАЖИННЫЕ ЭЛЕКТРОНАСОСЫ ДЛЯ ГЛУБОКИХ СКВАЖИН
Скачать технический каталог погружных скважин
Серия погружных многоступенчатых скважинных электронасосов Vera™
3-дюймовая скважина также с инвертором High Speed
4-дюймовый колодец, полностью из нержавеющей стали, с плавающей крыльчаткой, устойчивой к песку, чтобы уменьшить застой песка
5-дюймовый колодец, закрытая муфта, максимальная глубина погружения 20 м, с поплавковым выключателем
6-дюймовый колодец, также полностью из нержавеющей стали, чугун, бронзовое литье, плавающее рабочее колесо, устойчивое к песку
8-дюймовый колодец из чугуна, а также полностью из нержавеющей стали и бронзового литья
DWT 8-дюймовые глубинные насосы с вертикальным валом
10-дюймовый колодец из чугуна и бронзовое литье
Электродвигатели погружные для скважинных насосов
Щиты защиты и управления
Комплектующие к погружным электронасосам от скважин от 3 до 24 дюймов
Трубы и арматура для скважин
Схема установки погружных многоступенчатых электронасосов для скважин глубиной 3 90
для скважин от 3 до 6 дюймов, по стандарту NEMA и в комплекте с электродвигателями.
Наиболее полная линейка погружных скважинных электронасосов для решения всех ваших задач в области скважинных насосов. Подходит для замены стандартных поверхностных насосов, обладая такими преимуществами, как меньшая занимаемая площадь, меньшее техническое обслуживание и полное отсутствие шума.
Конструкция насоса и двигателя Размеры от 3 до 6 дюймов по стандарту Nema, в комплекте с 2-полюсными электродвигателями, перематываемыми, 2-проводными, 3-проводными с блоком управления, с масляным охлаждением (предварительно заполнены пищевыми присадками для защиты от замерзания и ржавчины) и мокрого типа с водяным охлаждением. Защита IP68. Наконечники насоса из нержавеющей стали, бронзы, латуни и чугуна. Рабочие колеса из поликарбоната, технополимеров и термопластов, устойчивые к коррозии и истиранию и нетоксичные, радиальные и смешанные, латунные многолопастные турбины. Прочный корпус насоса из нержавеющей стали, чугуна или бронзового литья.
Приложения Для бытовой питьевой воды, промышленных и сельскохозяйственных и геотермальных применений, для изучения геотермальных ресурсов для жидкостей в спа, промышленности, сельском хозяйстве и частном, коммунальном и централизованном отоплении, а также во всех случаях, когда требуется поднимать воду из-под земли из водоносных горизонтов. и вытолкнуть его наверх с помощью давления: скважины, буровые скважины, берега рек, внутритрубное повышение давления, водоотлив, дождевальное и капельное орошение, теплицы и садоводство, кондиционирование воздуха, водоснабжение морских нефтяных платформ, бустерная откачка, пожаротушение, фонтаны и гидротехнические сооружения, крупные сельские ирригационные системы, установки для полива дерна и поливки скота, осушение шахт и выработок, контроль уровня грунтовых вод (колодцев), отстойник, искусственное оснежение, солнечная энергия и т. д. Бурение и перфорация скважин на воду. Методы поиска подземных вод. Мы сотрудничаем с бурильщиками и операторами скважин для исследования скважин.
Встроенный обратный клапан для защиты насоса от гидравлического удара. Плавающая версия (F) Устойчивость к песку: уменьшает блокировку песка. Энергоэффективная гидравлическая конструкция для экономичной эксплуатации. Легко монтируется и демонтируется для обслуживания.
Инновации и особенности • По запросу все детали, контактирующие с измеряемой средой, могут быть изготовлены из нержавеющей стали марки 304 или 316 или из бронзы. • Исполнение для превосходной обработки песка, способного обрабатывать приемлемое количество песка. • Исполнение по запросу с защитой от блуждающих токов. • Также доступны турбоагрегаты с линейным валом. • Доступны версии с двигателями постоянного тока. Интеллектуальные системы управления: Электрические, электронные панели управления, также с преобразователями частоты.
Швеллер. Виды и применение. Маркировка и особенности
Швеллер – вид металлопроката с П-образным поперечным сечением. Широко используется при сборке металлоконструкций, строительстве станков. Форма сечения швеллера позволяет ему при сравнительно небольшой массе выдерживать значительную нагрузку без деформации.
Название металлопроката имеет немецкое происхождение. Оно переводится как «юбка». Такое название обусловлено П-образным сечением. Швеллеры изготавливаются из цветных и черного металла. В зависимости от состава сплава изделие имеет разные технические характеристики, даже при одинаковом сечении.
П-образная форма швеллера делает его крепким на изгиб. Однако изделие рассчитано на давление только на плоскую широкую сторону. Примыкающие к нему боковины выступают укрепляющими элементами, так называемыми ребрами жесткости. Они не позволяют швеллеру сгибаться. В то же время при давлении на него сбоку деформация произойдет при существенно меньшем усилии.
Широкая сторона швеллера называется главной стенкой. Боковые укрепляющие стороны называются полками. Производство данного металлопроката строго регламентируется требованиями ГОСТ. Каждый его вид рассчитан под определенные условия использования и имеет свой стандарт.
По уровню устойчивости швеллеры уступают только двутавровым балкам. Это делает их крайне распространенными. Хотя они и слабее, но на их производство уходит меньше металла, что делает их более доступными.
Швеллер производится различных размеров:
Длина – 4-12 м.
Ширина – 32-115 мм.
Высота – 50-400 мм.
Сфера использования
Стальные швеллеры в основном применяются в сфере строительства. Ими выполняют:
Сборку опор линий электропередач.
Армирование несущих бетонных конструкций.
Обустройство перекрытий зданий.
Строительство железных мостов и т.п.
Из боле легкого стального металлопроката собирают каркасы массивных станков. Швеллеры применяются при изготовлении кранов и прочей подъемной спецтехники. Промышленностью предлагаются перфорированный металлопрокат, который может использоваться для сборки конструкций без сварки на заклепки или болтовые соединения. Он активно используется для соединения с бетонными конструкциями, в которые заранее забетонированы анкеры или шпильки с резьбой.
Швеллеры из алюминия – это облегченные изделия, предназначенные для сборки легких прочных офисных перегородок. Из них делают крепкие стеллажи для складов. Они могут использоваться в помещениях с избыточной влажностью, поскольку не подвержены коррозии.
Расшифровка маркировки
Как и прочий металлопрокат, швеллер маркируется. В нем используется буквенное обозначение. Умея его читать, можно определять назначение или технические особенности проката.
В маркировке используются буквы кириллицы, обозначающие в первую очередь тип профиля:
П – параллельный.
У – имеет уклон на гранях.
Э – экономичный.
Л – легкий.
С – специальный.
Перед буквенной маркировкой швеллера имеется цифра. Она указывает на его высоту в сантиметрах. К примеру, 16П означает, что изделие имеет параллельные полки, расстояние между которыми по главной стороне составляет 160 мм.
Часто, в описании технических данных изделия, применяется маркировка латинскими буквами. Эти показатели записываются в ряд, изредка к изделию прилагается чертеж со всеми размерами.
Обозначения латиницей указывают:
h – высота профиля, точнее главной стенки.
b – ширина полок (боковин).
s – толщины главной стенки.
R – радиус закругленной между главной стенкой и полками.
t – толщину боковых полок.
r – радиус закругленности ребер полок.
В маркировке швеллеров также можно встретить буквы «А» и «В». Наличие буквы «А» указывает, что изделие имеет повышенную прочность. «В» прописывается у металлопроката обычной прочности.
Отличие швеллеров с разной маркировкой
Швеллеры с типоразмером «П» являются самыми востребованными. Изделия с маркировкой «У» имеют уклон боковин внутрь. Такой прокат существенно крепче при одинаковой толщине стенок с аналогами с П-образным профилем. Данные изделия занимают основную часть всего сортамента выпускаемого промышленностью.
Изделия с маркировкой «С» являются специальными, нестандартными. Они в основном делаются по особому заказу, и найти их в свободной продаже сложно. Они не соответствуют требованиям ГОСТ, в частности по размерам или химическому составу металла. При этом их параметры являются строго рассчитанными под те особые нагрузки, для которых прокат произведен.
Также редкими, но все же встречаемыми в продаже без спецзаказа являются швеллеры с маркировкой «Э» и «Л». У изделий марки «Л» тонкие стенки. Они используются в качестве армирующего элемента для бетонных конструкций. Небольшая толщина стенок делает железобетон более легким. При этом меньшая стойкость швеллера к изгибу компенсируется бетоном. Прокат с маркировкой «Э» используется для строительства сооружений с низкой несущей нагрузкой. Его стенки еще тоньше, чем у облегченного легкого швеллера, сделанного по ГОСТ. Примером его использования является применение в качестве основания для вентилируемого фасада. Швеллер «Э» используется как профиль для закрепления легких фасадных плит.
Виды швеллеров по способу изготовления
Данный металлопрокат изготавливается путем деформации рулонной стали. Это делается двумя методами:
Горячего катания.
Холодным прокатом.
Горячекатаный швеллер является более прочным и сложным в изготовлении. Как следствие он дороже. Для его изготовления рулонная сталь разогревается до температуры +1200°С, что делает ее мягкой и податливой. Раскаленная заготовка протягивается через вальцы станка, приобретая П-образное сечение. Поскольку прокат выполняется по горячему металлу, то тот не накапливает внутреннее напряжение.
Для получения обычного гнутого швеллера нагрев докрасна не проводится. Металлическая полоса выгибается за счет сильного давления. Как следствие в таком изделии присутствует внутреннее напряжение.
Технология производства швеллера горячим прокатом позволяет получать изделия с уклоном граней. Такой прокат маркируются буквой «У». За счет уклона формы он имеет более высокую устойчивость к деформации. При холодном изгибе швеллер всегда имеет параллельные полки. Если их сгибать без прогрева больше, чем под прямым углом, то металл лопнет по изгибу.
Критерии выбора швеллера по типоразмеру и материалу изготовления
Швеллеры используются в основном в многоэтажном строительстве, а также при возведении каркасных сооружений, в первую очередь торговых центров, автосалонов, ледовых катков. Подобные строения возводятся с предварительной разработкой технической документации и чертежей. Проектировщик здания руководствуется нормативами, к примеру, ГОСТом 8240-97. В нем указывается, какой типоразмер горячекатаного швеллера может использоваться для тех или иных нагрузок. Таким образом, выбор типоразмера проката выполняется строго по нормативам. При этом существует правило, что изделие должно иметь запас прочности минимум 5% от проектной нагрузки. Если швеллер будет иметь меньшую прочность, то он согнется под давлением стройматериалов, нарушив здание.
Помимо ГОСТа определяющего выбор типоразмера швеллера, также имеются нормы обязывающие при проектировании и закупке материала учитывать химический состав металла, из которого сделан прокат. Большинство швеллеров изготавливаются из стали 3ПС. Это изделия для легких сооружений. Также они могут применяться для строения со средней массой, но только при условии наличия в маркировке буква «А», которая указывает на утолщение стенок. Для тяжелых зданий используется ассортимент из стали 09Г2С. Это горячекатаная продукция, отличающаяся высокой прочностью. Также для отдельных целей производятся швеллеры из нержавеющей стали. Они не подвержены коррозии, могут эксплуатироваться в кислой и щелочной среде. Такой прокат рассчитан в первую очередь на строительство промышленных производственных объектов, занятых в химической сфере.
Для неответственного домашнего строительства расчетная прочность швеллера является не столь критичным показателем. В основном прокат используется для сооружения перекрытий. В таком случае можно игнорировать табличные показатели изделий. Для легкого перекрытия частного дома в большинстве случаев достаточно даже швеллеров с минимальным сечением.
Стандартизация длины
Для швеллеров применяются несколько стандартов длины, которые позволяют определять его фактические параметры. Они бывают:
Мерной длины.
Кратной мерной.
Немерной.
В первых двух вариантах допускается отклонение по длине от заявленного показателя в большую или меньшую сторону до 40 мм. Это применимо к обрезкам длиной 2-8 м. То есть допускается, что продаваемое изделие при заявленной длине 2 м будет 1,96 м, или вместо 8 м по факту 7,96 м. Это нужно учитывать при проектировании, чтобы компенсировать возможную нехватку длины.
Также швеллер мерной длины или кратной мерной может иметь небольшую кривизну. Граничный ее показатель не должен составлять более 0,2% от фактически длины проката. То есть, обрезок швеллера 8 м может иметь изгиб по центру с отклонением от прямой до 1,6 см.
Немерные швеллеры подобных ограничений не имеют. Они могут быть любой длины в диапазоне 2-12 м. При этом изделие может иметь существенное искривление, полученное в результате нарушения технологии производства или условий хранения.
Похожие темы:
Арматура. Виды и применение. Плюсы и минусы. Особенности
Проволока. Виды и применение. Производство и особенности
Армирующая сетка. Виды и применение. Материал и особенности
Двутавр. Виды и применение. Материалы и производство. Особенности
применение, преимущества, производство, материал, маркировка и виды
Швеллер – это изделие из металла, имеющее П-образную форму. Название его переводится с немецкого как «юбка». Швеллер имеет широкое распространение. Его применяют там, где нужно придать конструкции дополнительную устойчивость и сопротивления высоким нагрузкам. Швеллер используется как арматура для стен или кровли, и в качестве усиления бетона. Без него невозможно возвести ни одно промышленное сооружение или жилой дом.
Область применения швеллера
Это металлическое изделие имеет широкую область применения. Главным образом швеллер используется в строительстве. Его применяют при сооружении каркасов производственных и жилых зданий, прокладке коммуникаций и для усиления несущих конструкций. Профиль как самостоятельная деталь встречается в перекрытиях, каркасах зданий и пандусов. При возведении мостов, отделочных работах и при реконструкции зданий жилого промышленного назначения также его используют. Без швеллера нельзя представить строительство опорных колон и кровельных прогонов.
Этот металлический элемент, благодаря своей форме, способен придать конструкции дополнительную жесткость и устойчивость. Швеллер способен выдерживать большие осевые нагрузки и противостоять нагрузкам на изгиб. Сегодня выпускаются различные виды швеллеров, которые применяются в различных конструкциях. Сфера применения этого изделия зависит от его типоразмера и марки стали. Благодаря высоким несущим способностям швеллера он используется практически во всех отраслях промышленности.
Важно: по противодействию направленным вниз вертикальным нагрузкам П-образный профиль уступает только балке двутаврового сечения.
Применение:
Архитектурное строительство: с помощью этого изделия можно создать различные конструкции. Но чаще всего его используют для создания перекрытий и армирования стен.
Тяжелое машиностроение: в качестве элементов, которые должны выдержать значительные нагрузки. Например, балки по которым ходят краны.
В автомобилестроении.
В вагоностроение и судостроении.
Из-за высоких технических характеристик горячекатаный профиль нашел применение в станкостроительной отрасли. Имея хорошую прочность, швеллер выдерживает вибрацию и большие нагрузки. Он используется как элемент рамы и креплений для двигателя.
Преимущества
Экономическая выгода эксплуатации в том, что швеллер вес которого небольшой имеет высокую прочность осевого давления и на изгиб. Это позволяет изготавливать облегченные металлоконструкции. Материал хорошо поддается механической обработке и легко сваривается при монтаже. Изделие отличается простотой в монтаже и при транспортировке.
Применение профиля увеличивает срок службы конструкции из-за износостойкости материала. Удобен при проведении монтажных работ на высоте, так как из-за небольшой массы можно подавать наверх большие партии изделия. Благодаря точности размеров швеллер применять сразу без рихтовки и предварительной подгонки.
Во время производства швеллер подвергается термическому воздействию. Во время этого в кристаллической решетке металла происходит рекристаллизация, затем отжиг, который снижает внутреннее напряжение, нормализация и др. Отжиг увеличивает пластичность и вязкость и снижает твердость и прочность, а это улучшает податливость изделия механической обработке.
Профиль благодаря форме сечения имеет хорошую прочность и жесткость поэтому выдерживает большие нагрузки в течение длительного времени сохраняя свои свойства. Он противостоит воздействию влаги, устойчив к механическим повреждениям и не подвержен деформации так как в материале нет слабых мест подверженных разрушению.
Способ и материал для производства
Изготавливают профиль согласно требованиям, ГОСТ 8240-97. В качестве исходного материала для производства используют конструкционную, высокоуглеродистую и низкоуглеродистую сталь. А также применяются стали с легирующими элементами. Выбор зависит от требования к техническим характеристикам швеллера.
Во время производства профиля заготовка прямоугольной формы разогревается до необходимой температуры и подается на специальный прокатный стан. На этом агрегате происходит процесс последовательного обжатия материала вращающимися валками. Так как при изготовлении швеллера размеры становиться меньше то заготовка берется с запасом для производства.
Вначале обработке подвергается центральная часть изделия и делают ее в виде Буквы М. Затем выравнивают и полученный горячекатаный швеллер отправляют на машину для калибровки. На ней профиль доводится до точных размеров. Несмотря на трудоемкость горячий прокат имеет высокую производительность и хорошее качество.
Маркировка и виды
По способу производства швеллеры можно разделить на две большие группы:
Горячекатаные (производится с помощью технологии горячего катания, изготавливаются по ГОСТу 19425-74).
Гнутый (производится с помощью технологии холодного катания).
Эти два вида швеллеров имеют различные эксплуатационные характеристики и сферу использования. Визуально отличить один вид от другого можно с помощью различий их углов. У гнутого швеллера они закруглены.
Кроме такого, все швеллеры делятся по размерам, регламентируемых нормативными документами. При этом существует три категории точности их изготовления:
«А» — высокоточная.
«Б» — повышенная.
«В» — обычная.
Швеллеры могут иметь различный размер. Выбор этого изделия для той или иной конструкции определяется его расстоянием от одной полки до другой. По ГОСТу оно может быть 32–115 мм. Это расстояние обозначается в номенклатурных документах цифрой. Которая стоит сразу после обозначения элемента. И также разделяются эти изделия по длине. Она обычно варьируется в диапазон 4–12 метров. Высота полок швеллера может быть от 5 до 40 см.
В зависимости от прокатки горячекатаные швеллеры делятся на серии:
«П» — полки располагаются параллельно друг другу.
«У» — полки с уклоном.
«Л» — полки располагаются параллельно, но изделие относится к легкой серии.
«С» — специальная разновидность этого изделия.
Самыми популярными видами изделий такого типа являются:
Тип 10. Имеющее широкую сферу применение изделие, которое отличается высокими механическими качествами и характеристиками. Используется в строительстве крупных промышленных объектов.
Тип 14. Самый популярный тип швеллера, используемого в строительстве. Используется там, где нужно совершить тяжелое армирование несущих элементов зданий и конструкций. Обладает высокими эксплуатационными характеристиками и повышенной точностью.
Тип 16. Используется в строительстве промышленных объектов. Обладает высокой прочностью и способен справиться с серьезными нагрузками.
Тип 20. Используется в сложных конструкциях. Там, где необходимы высокая прочность и надежность изделия. Усиливает опоры мостов и используется для усиления перекрытий в многоэтажных домах.
Преимущества горячекатаного швеллера
Главным преимуществом этого изделия является его форма. Благодаря ей он и используется там, где нужны высокие показатели жесткости. Преимущества этого вида металлопроката:
Возможность выдержать большие силовые нагрузки.
Устойчивость к деформации.
Устойчивость к механическим повреждениям.
Но это металлическое изделие имеет еще одно преимущество – швеллер устойчив к коррозии.
Но есть и недостатки. Горячекатаный швеллер плохо подвергается сварке. Поэтому в сборных конструкциях, где соединение элементов происходит на сварку, используется изделие, произведенное с помощью холодного проката.
Преимущества гнутого швеллера
Производства этого вида металлопроката происходит на специальном профилегибочном станке. Парные прессующие валы с двух сторон действуют на заготовку из листового металла, придавая ей П-образную форму. С помощью современного оборудования этот процесс происходит в автоматическом режиме и имеет целый ряд преимуществ: скорость, возможность создания профиля любой формы и т. п.
В отличие от горячекатаного швеллера его гнутая разновидность обладает низким весом. Что позволяет использовать такой вид швеллера в облегченных металлоконструкциях. Низкая масса этого изделия сокращает время на его монтаж и уменьшает трудоемкость этого процесса.
Гнутый профиль используется:
В строительстве зданий.
При реконструкции построек.
Вовремя проведения капитального ремонта.
Облегченные версии гнутого профиля можно использовать для сборки каркаса теплиц и возведения временных сооружений. Сферой использования этого изделия является не только строительство, но и вагоностроение, станкостроение, судостроение, автомобилестроение и т. п. С его помощью можно изготовить изделия, обладающие высоким сопротивлением нагрузкам, но обладающих небольшим весом.
Хранение и транспортировка
Хранится металлическая продукция швеллерного сечения на специальных площадках, увязанная с помощью стальной ленты или проволоки. Ее отгружают по весу или погонным метрам. Готовая к отгрузке продукция может иметь ржавчину согласно указанным в ГОСТе нормам. Перевозка швеллеров производится в кузове открытого типа, фургоне или полувагоне.
Двутавр или швеллер?
Выбор в пользу того или иного металлопроката основывается на сфере его применения. По прочности двутавр существенно обходит швеллер. Выступающие с двух сторон полки лучше распределяют вес и способны выдержать значительные нагрузки. При сильных нагрузках на швеллер возникают силы, которые его стремятся скрутить. Чего при использовании двутавра быть не может.
При сравнении этих видов металлопроката одного типоразмера, толщины стенок и размеров полок, с нагрузкой, действующей перпендикулярно их оси, то П-образный профиль окажется прочнее. Это обусловлено его формой. Расположенные в одну сторону полки делают так, что центр тяжести выходит за его поперечное сечение и смещен в сторону торцов. В то время как у двутавра он находится ровно посередине.
Отсюда следует, швеллер обладает лучшим сопротивлением на боковые нагрузки, а двутавр — осевым сопротивлением.
Какой профиль выбрать?
Все зависит от конструкции, в которой будет использоваться изделие. Двутавры часто используются в качестве несущих конструкций. В то время как швеллеры более универсальны. Что делает их сферу использования более широкой. Их, в отличие от двутавров можно использовать в качестве элементов автомобилей или морских судов.
Швеллеры, благодаря выступающим только с одной стороны полкам, можно использовать в различных строительных конструкциях. По сути, в некоторых конструкциях они могут даже использоваться как альтернатива двутаврам. Тогда как обратная замена не всегда целесообразна. Особенно, в легких конструкциях.
Алюминиевый швеллер
Отдельно нужно сказать про алюминиевый швеллер. Это изделие, имеющее «традиционный» профиль, но изготовленное из алюминия. Этот металл позволяет еще больше снизить вес швеллера и дает этому изделию такую сферу применения, где конструкции должны иметь малый вес.
П-образный алюминиевый профиль может быть:
Изготовлен технологии горячего прессования без закалки.
Изготовлен технологией горячего прессования с закалкой.
Подвергнутый старению после закалки.
Подвергнутые отжигу.
Алюминиевый швеллер неплохо справляется с нагрузками, устойчив к изгибам и противостоит деформации на кручение. Он может использоваться там, где нет высоких нагрузок. В отличие от стали, алюминий никак не контактирует с воздухом и водой. А значит ему не страшна коррозия. В отличие от алюминиевой трубы, швеллер из этого материала способен выдерживать те же нагрузки, но существенно снижает вес конструкции.
Алюминиевый аналог стального швеллера используется не только в строительстве, но и в отделке фасада зданий. Поэтому, кроме своих высоких характеристик, он должен обладать привлекательным внешним видом. А для того чтобы алюминиевый сплав не потерял своих эстетических качеств, его покрывают анодно-оксидной пленкой.
Заключение
Швеллер – это такое изделие из металла, которое имеет огромную сферу использования. Для выбора необходимого типа этого изделия для своих нужд необходимо рассчитать возможные нагрузки, под которыми будет находиться этот конструктивный элемент. Расчет сложных конструкций должен выполняться только профессионалами. Даже одна ошибка может привести к серьезным последствиям.
Канал – определение, значение и синонимы
Канал – это проход, средство доступа для вещи, сообщения или идеи.
Думайте о канале как о туннеле или воронке, по которой что-то движется напрямую. Существительное , канал , можно использовать для многих таких путей. Это может означать водный путь, такой как Ла-Манш — «Канал» — это туннель под Ла-Маншем — или средство достижения цели, например, «прохождение легальных каналов».0004 .» Используйте его как глагол, когда вы направляете свою энергию на достижение успеха.
Определения канала
существительное
глубокий и относительно узкий водоем (например, река, гавань или пролив, соединяющий два более крупных водоема), обеспечивающий наилучший проход для судов
«Корабль сел на мель в канал ”
существительное
длинная узкая борозда, прорезанная естественным путем (например, эрозией) или инструментом (например, бороздка на грампластинке)
синонимы:
канавка
существительное
проход для воды (или других жидкостей), через который течет
«пересекли поля с орошением каналы »
«желоба отводят дождевую воду в ряд каналы под улицей»
сущ.
телесный ход или трубка, выстланная эпителиальными клетками и транспортирующая секрет или другое вещество
«яд выделяется через канал в клыках змеи»
синонимы:
канал, проток, эпителиальный проток
существительное
путь, по которому могут проходить электрические сигналы
«а Канал обычно арендуется у телефонной компании»
синонимы:
канал передачи
существительное
телевизионная станция и ее программы
«серфинг по каналов ”
” они предлагают более ста каналов ”
синонимы:
телеканал, телеканал
существительное
(часто во множественном числе) средство связи или доступа
способ продажи продукции компании напрямую или через дистрибьюторов
«возможно распространение каналы — это оптовики или мелкие розничные торговцы, или розничные сети, или прямая почтовая рассылка, или ваши собственные магазины»
синонимы:
распределительный канал
Независимо от того, являетесь ли вы учителем или учеником, Vocabulary.
com может направить вас или ваш класс на путь систематического улучшения словарного запаса.
Начать
Определение и значение канала | Британский словарь
1 канал
/ тʃæнл̟ /
существительное
множественное число
каналы
1 канал
/ˈtʃænl̟/
сущ.
множественное число
каналы
Британское словарное определение CHANNEL
[считать]
1
:
теле- или радиостанция
Телепрограмма выходит в эфир в 20:00. на канале 5.
Центробежный насос — Что такое Центробежный насос?
AИ-95
0
AИ-98
0
67156
Это насос, в котором движение жидкости и напор создаются за счёт центробежной силы
Центробежный насос- это насос, в котором движение жидкости и необходимый напор создаются за счёт центробежной силы, возникающей при воздействии лопастей рабочего колеса на жидкость.
Внутри корпуса насоса, который обычно имеет спиральную форму, на валу жестко закреплено рабочее колесо.
Колесо состоит из заднего и переднего дисков, между которыми установлены лопасти.
Они отогнуты от радиального направления в противоположную сторону, направления вращения рабочего колеса.
С помощью патрубков корпус насоса соединяется с всасывающим и напорным трубопроводами.
Принцип работы.
При вращении рабочего колеса жидкость, которая находится в каналах рабочего колеса между его лопастями, под действием центробежной силы будет отбрасываться от центра колеса к периферии. При этом, в центральной части колеса создастся разрежение, а на периферии повысится давление, в результате чего жидкость из насоса начнёт поступать в напорный трубопровод.
Это образует разрежение, под действием которого жидкость одновременно начнёт поступать в насос из всасывающего трубопровода.
Благодаря тому, что корпус насоса состоит из отдельных секций, имеется возможность, не меняя подачи, менять напор путем установки нужного числа секций.
При этом меняется только длина вала и стяжных шпилек.
Во время работы насоса, вследствие давления жидкости на неравные по площади боковые поверхности рабочих колес, возникает усилие, которое стремиться сместить ротор насоса в сторону всасывания.
Для уравновешивания указанного осевого усилия в насосе применяется гидравлическая пята, состоящая из диска гидравлической пяты, кольца гидравлической пяты и втулки.
Во время работы насоса жидкость проходит через кольцевой зазор, образованный отверстием крышки нагнетания и втулкой и давит на диск гидравлической пяты с усилием, которое по величине равно сумме усилий, действующих на рабочее колесо, но направленным в сторону нагнетания. Таким образом, ротор насоса оказывается уравновешенным. Равенство усилий устанавливается автоматически, благодаря возможности осевого перемещения ротора насоса. Часть жидкости из разгрузочной камеры гидравлической пяты проходит между втулкой и сальниковой набивкой, чем достигается жидкостная смазка трущихся поверхностей и их охлаждение. Другая (основная) часть жидкости из разгрузочной камеры гидравлической пяты в насосах типа ЦНС, ЦНСМ, ЦНС(н) отводится через резьбовое отверстие и штуцер в дренаж.
При работе насоса с давлением на входе до 0,З МПа, вытекающую из штуцера жидкость можно направить во всасывающий трубопровод.
В насосах типа ЦНСГ вода из разгрузочной камеры гидропяты отводится наружу или во всасывающий трубопровод.
Между втулкой и сальником всегда должна протекать перекачиваемая жидкость в количестве 15-30 л/ч. Излишнее затягивание сальников ускоряет износ втулок и увеличивает потери на трение.
В крышке всасывания и кольца направляющего аппарата имеется отверстие через которое вода под давлением созданным первым рабочим колесом, проходит к втулке гидрозатвора, в которой имеется отверстие для подвода воды к рубашке вала, при этом болт должен быть вывинчен из крайнего нижнего положения на 8-12 оборотов.
Конструкция насосов ЦНСГ предусматривает охлаждение подшипников водой от постороннего источника. Охлаждаемая вода должна подаваться с давлением не выше 0,З МПа (З кгс/см2). В насосах ЦНСГ отсутствует резиновое кольцо, устройство для выпуска воздуха и обводная система.
В насосах ЦНС(Г) для возможности работы с холодной и горячей водой имеется резиновое кольцо и предусмотрено охлаждение подшипников аналогично насосам типа ЦНСГ.
Привод насоса — от электродвигателя через упругую втулочнопальцевую муфту. Вращение ротора насоса правое (по направлению движения часовой стрелки), если смотреть со стороны электродвигателя.
Центробежные насосы бывают не только 1-ступенчатыми (с одним рабочим колесом), но и многоступенчатыми (с несколькими рабочими колесами). При этом принцип их действия во всех случаях остается таким же, как и всегда. Жидкость будет перемещаться под действием центробежной силы, которая развивается за счёт вращающегося рабочего колеса.
Устройство Насоса.
Насос состоит из корпуса и ротора.
К корпусу крепятся крышки всасывания 6 и нагнетания 5, корпуса направляющих аппаратов 7 с направляющими аппаратами 8, кронштейны передний 9 и задний 10.
Корпусы направляющих аппаратов и крышки стягиваются стяжными шпильками 21.
Стыки корпусов направляющих аппаратов и крышек уплотняются резиновыми кольцами 84.
Ротор насоса состоит из вала 25, на котором установлены рабочие колеса 3,8 диск гидравлической пяты 18, втулки 20,28,30 подшипники 90 и полумуфта муфты 1.
Все эти детали стягиваются на валу специальными гайкой 51.
Места выхода вала из корпуса уплотняются сальниковой набивкой 95, пропитанной антифрикционным составом.
Сечение сальника — квадрат.
Кольца набивки на валу устанавливаются с относительным смещением разрезов на 120 и поджимаются втулками сальника 11 с помощью гаек 47 на шпильках 66.
Опорами ротора служат 2 радиальных сферических подшипника 90, которые установлены в кронштейнах 9 и 10 по скользящей посадке, позволяющей ротору перемещаться в осевом направлении на величину хода ротора.
Места выхода вала из подшипников уплотняются манжетами 87.
Подшипниковые камеры закрыты крышками 14 и 13, закрепленными шпильками с гайками.
Для предупреждения попадания воды в подшипниковые камеры установлены отбойники 32,37.
Корпус направляющего аппарата 7, аппарат направляющий 8 и колесо рабочее 3 в своей совокупности образуют секцию насоса.
Всего в насосе ЦНС может быть до 10 секций.
Последние новости
Новости СМИ2
Произвольные записи из технической библиотеки
Используя данный сайт, вы даете согласие на использование файлов cookie, помогающих нам сделать его удобнее для вас. Подробнее.
Центробежные электронасосы — заказать по выгодной цене на Moykadvs
Главная
Каталог
Насосное оборудование
Центробежные насосы
Центробежные электронасосы для водных сред
Относятся к группе лопастного оборудования и предназначены для перекачивания жидкости под воздействием центробежных сил, которые создаются за счет вращения лопастей насоса.
Насосы используются для перекачки неагрессивных жидкостей, питьевой воды и других сред, не содержащих абразивных включений. Агрегаты имеют современное функциональное оснащение и имеют возможность эксплуатации в автоматическом режиме.
Высокая эффективность и возможность эксплуатации в длительном непрерывном режиме работы позволяют успешно использовать насосы для забора воды из озер, рек и скважин, а также в целом ряде различных промышленных применений, где необходима высокая производительность. Рекомендуются для применения в промышленности и сельском хозяйстве.
Завод «Моторные технологии» разрабатывает и изготавливает целую линейку центробежных насосов, которые отличаются производительностью, мощностью, давлением, а также материалами корпусных деталей.
Эксплуатационные ограничения:
манометрическая высота всасывания до 7 м
температура жидкости от -10 °C до +90 °C
температура окружающей среды до +40 °C
продолжительный режим работы электродвигателя S1
Мы выпускаем две серии центробежных электронасосов:
C – корпус и крышка насоса изготовлены из чугуна
S – корпус и крышка насоса изготовлены из нержавеющей стали
В каталоге компании «Моторные технологии» представлены различные модели электронасосов. Заказать электронасосы можно онлайн через форму обратной связи на сайте или по телефону +7-800-100-19-37.
Отличия серий представлены в таблице:
Комплектующие
Серия C
Серия S
Электродвигатель в сборе асинхронного типа АИР
+
+
Ведущий вал из нержавеющей стали 40Х13
+
+
Корпус насоса из чугуна СЧ20
+
—
Корпус насоса из нержавеющей стали 12Х18Н9ТЛ
—
+
Крышка насоса из чугуна СЧ20
+
—
Крышка насоса из нержавеющей стали12Х18Н9ТЛ
—
+
Рабочее колесо из нержавеющей стали12Х18Н9ТЛ
+
+
Механическое уплотнение графит-керамика
+
+
Этот сайт использует cookie для хранения данных. Продолжая использовать сайт, вы даёте согласие на работу с этими файлами. Согласен
Категории: Насос переменного тока, Сельское хозяйство и ирригация, Центробежный, Серия EAZ, G. P.T.CO, Gol Pumps, Тяжелые, Промышленные насосы, Большие центробежные насосы, Горное дело и бурение
Категории Насос переменного тока, Сельское хозяйство и ирригация, Центробежный, Серия EAZ, G.P.T.CO, Gol Pumps, Тяжелые, Промышленные насосы, Большие центробежные насосы, Горнодобывающая промышленность и бурение
Теги 1750 об/мин, Центробежные насосы, ЕАЗС-ЦБСМ, промышленные насосы, Ирригация и сельское хозяйство
Артикул:
3341315/230
Категории: Насос переменного тока, Сельское хозяйство и ирригация, Центробежный, Серия EAZ, G.P.T.CO, Gol Pumps, Тяжелые, Промышленные насосы, Большие центробежные насосы, Горное дело и бурение
Теги: 1750 об/мин, Центробежные насосы, ЕАЗС-ЦБСМ, промышленные насосы, Ирригация и сельское хозяйство
Примечание: Это тяжелый предмет, и в месте доставки требуется вилочный погрузчик или дверь дока. В противном случае, пожалуйста, запросите услугу Liftgate здесь:
Запрос на обслуживание подъемных ворот
ETA: от 5 до 7 рабочих дней
Эти центробежные электронасосы с жесткими муфтами имеют прочную и надежную конструкцию, обеспечивающую простоту обслуживания. Идеально подходит для систем пожаротушения и ирригации, отопления и кондиционирования, рекуперации тепла и групп повышения давления.
Применение
Установки по переработке
Отопление, кондиционирование воздуха
Утилизация тепла, установки водоснабжения
Блоки повышения давления.
Пожаротушение
Орошение
КОНСТРУКТИВНЫЕ ХАРАКТЕРИСТИКИ
Насосы однокрыльчатые, центробежного типа с жесткой муфтой, с голым валом. Муфта получается с помощью блока с шарикоподшипником, на котором закреплен вал насоса и интегрирован с жесткой муфтой. Блок двигателя и вращающуюся часть насоса можно снять, не снимая корпус насоса с трубопровода системы.
Гидравлика:
Корпус насоса с размерами и характеристиками согласно правилам EN 733, закрытое рабочее колесо, динамически сбалансированное и с балансировочными отверстиями для балансировки осевого усилия.
Вал полностью из нержавеющей стали, шарикоподшипники со смазкой.
Двигатель: асинхронный с 4 полюсами и с внешней вентиляцией.
Степень защиты: IP55
Изоляция: класс F
Частота: 60 Гц
Сделано в Италии
Расчетное время доставки: 5–7 рабочих дней
Доставка
ДОСТАВКА
Получить в течение 5-7 рабочих дней
Вилочный погрузчик или дверь дока необходимы в месте доставки (Если вилочный погрузчик или дверь дока недоступны, запросите у нас подъемную дверь)
9 Требуется подпись
БЕСПЛАТНО
Коммерческие помещения с вилочным погрузчиком или дверью дока
Премиальная доставка
Премиальная доставка
В тот же день доставка (рабочие дни)
Доступна на следующий день ( Свяжитесь с нами, чтобы получить оценку )
2-дневная доставка.
Пикап склада
Собственный пикап
Получить его сегодня (рабочие дни)
Требуется
Ассамблея не включает
.
Добавить в корзину
Описание
Дополнительная информация
Description
Downloadable Technical Data Sheet
EAZS65/16-03004
Brand: Gol Pumps
MADE IN ITALY
More Details:
Модель
ЭАЗС65/16-03004
Торговая марка
Насосы Гол
Гарантия производителя
1 год ограниченной гарантии
Вес отгрузки (фунты)
174
Размер порта (дюймы)
3 и 2,5
Расход (галлонов в час)
21000
HP
4
Вольт
230 – Однофазный
Ампер
н/д
Макс. Общий напор (футы)
50
Макс. Высота всасывания (футы)
17
Макс. ПСИ
15
Всасывающий патрубок (дюймы)
3
Выпускное отверстие (дюймы)
2,5
Центробежный
Да
Размеры Д x Ш x В (дюймы)
Вес изделия (фунты)
—
Адам Роупер
Подробнее
Отличная компания для ведения бизнеса. Был очень полезен, чтобы получить правильный насос для моего приложения. Отличный и хорошо сделанный продукт.
Стив Ли
Подробнее
Заказали насос в тот же день. Я получил отличную поддержку клиентов при подключении моих солнечных батарей к насосу. Немедленно! И в техподдержке какой насос выбрать. Хорошая компания из моего опыта до сих пор.
Кейт Кубичек
Подробнее
5-звездочное обслуживание клиентов. Насос, который я заказал, был слишком широким, чтобы поместиться в 4-дюймовую скважину*. Армин и Крис очень помогли в общении по телефону и электронной почте, чтобы вернуть помпу и вернуть мои деньги в течение нескольких дней. С удовольствием обменял бы на другую модель, но ничего подходящего не было в наличии. * помпа имеет внешний диаметр 4″, с дополнительной металлической защитой со стороны входа шнура в корпус.
Raymond P
Подробнее
доставка! У меня было несколько вопросов относительно применения купленного мной насоса, и они помогали мне на протяжении всего процесса. Определенно рекомендую!
Джон Полтрок
Подробнее
Отличная компания! У нас были проблемы с запуском нашего насоса, и они потратили время, помогая и исправляя это. Я бы АБСОЛЮТНО купить у них снова. Отличная работа.
Эд Пауковиц
Это был мой первый опыт работы с компанией
900. Были проблемы с первым насосом, заменили сразу без проблем. Очень рекомендую иметь с ними дело. Десятка в обслуживании клиентов!
Тони Донато
Подробнее
9004 Нужны два насоса, чтобы решить нашу проблему с водой. Через 5 месяцев его все еще нельзя пить. Я связался с Армином, который был очень хорошо осведомлен и услужлив. Он даже помог мне после покупки насосов с установкой через Face time, так как я не очень хорошо знал, что делать; и у нас есть ограниченные технические специалисты здесь. Он сделал все возможное, чтобы помочь мне. Не многие компании так делают. Могу с уверенностью сказать, что эта компания заботится о своих клиентах. Большое спасибо.
Lori Lucas
Читать больше
Я дал этот напол насос инструкции ужасны или не существует! Я бы поставил этому насосу твердую 5, потому что качество, упаковка, цена были потрясающими! Доставка была довольно быстрой. Хотелось бы, чтобы я увидел место, где можно пообщаться с агентом, когда пытался сделать правильный выбор, хотя бы выделял действительно хорошие характеристики. Было бы неплохо, если бы вы могли хотя бы ввести информацию о характеристиках скважины и т. д., и в результате ввода этой информации компьютер откажется от лучших вариантов. 👍 Больше информации было бы здорово и необходимо. Когда дело доходит до вашего продукта, он хорошо сделан и по приятной цене! Я владелец малого бизнеса, поэтому иногда я делаю хорошие насосы, поэтому я всегда ищу хорошее качество для своих клиентов, и вы, ребята, определенно получили от нас высокую оценку!
Категории: Насос переменного тока, Сельское хозяйство и ирригация, Центробежный, Серия EAZ, G. P.T.CO, Gol Pumps, Тяжелые, Промышленные насосы, Большие центробежные насосы, Горное дело и бурение
Теги: 1750 об/мин, Центробежные насосы, ЕАЗС-ЦБСМ, промышленные насосы, Ирригация и сельское хозяйство
Артикул
3341305
Категории Насос переменного тока, Сельское хозяйство и ирригация, Центробежный, Серия EAZ, G.P.T.CO, Gol Pumps, Тяжелые, Промышленные насосы, Большие центробежные насосы, Горнодобывающая промышленность и бурение
Теги 1750 об/мин, Центробежные насосы, ЕАЗС-ЦБСМ, Насосы промышленные, Ирригационные и сельскохозяйственные
Артикул:
3341305
Категории: Насос переменного тока, Сельское хозяйство и ирригация, Центробежный, Серия EAZ, G.P.T.CO, Gol Pumps, Тяжелые, Промышленные насосы, Большие центробежные насосы, Горное дело и бурение
Теги: 1750 об/мин, Центробежные насосы, ЕАЗС-ЦБСМ, промышленные насосы, Ирригация и сельское хозяйство
Примечание: Это тяжелый предмет, и в месте доставки требуется вилочный погрузчик или дверь дока. В противном случае, пожалуйста, запросите услугу Liftgate здесь:
Запрос на обслуживание подъемных ворот
Расчетное время прибытия: от 5 до 7 рабочих дней
Эти центробежные электрические насосы с жесткими муфтами имеют прочную и надежную конструкцию, обеспечивающую простоту обслуживания. Идеально подходит для систем пожаротушения и ирригации, отопления и кондиционирования, рекуперации тепла и групп повышения давления.
Применение
Установки по переработке
Отопление, кондиционирование воздуха
Утилизация тепла, установки водоснабжения
Блоки повышения давления.
Пожаротушение
Орошение
КОНСТРУКТИВНЫЕ ХАРАКТЕРИСТИКИ
Насосы однокрыльчатые, центробежного типа с жесткой муфтой, с голым валом. Муфта получается с помощью блока с шарикоподшипником, на котором закреплен вал насоса и интегрирован с жесткой муфтой. Блок двигателя и вращающуюся часть насоса можно снять, не снимая корпус насоса с трубопровода системы.
Гидравлика:
Корпус насоса с размерами и характеристиками согласно правилам EN 733, закрытое рабочее колесо, динамически сбалансированное и с балансировочными отверстиями для балансировки осевого усилия.
Вал полностью из нержавеющей стали, шарикоподшипники со смазкой.
Двигатель: асинхронный с 4 полюсами и с внешней вентиляцией.
Степень защиты: IP55
Изоляция: класс F
Частота: 60 Гц
Сделано в Италии
Расчетное время доставки: 5–7 рабочих дней
Доставка
ДОСТАВКА
Получить в течение 5-7 рабочих дней
Вилочный погрузчик или дверь дока необходимы в месте доставки (Если вилочный погрузчик или дверь дока недоступны, запросите у нас подъемную дверь)
9 Требуется подпись
БЕСПЛАТНО
Коммерческие помещения с вилочным погрузчиком или дверью дока
Премиальная доставка
Премиальная доставка
В тот же день доставка (рабочие дни)
Доступна на следующий день ( Свяжитесь с нами, чтобы получить оценку )
2-дневная доставка.
Пикап склада
Собственный пикап
Получить его сегодня (рабочие дни)
Требуется
Ассамблея не включает
.
Добавить в корзину
Описание
Дополнительная информация
Description
Downloadable Technical Data Sheet
EAZS40/16-01104
Brand: Gol Pumps
MADE IN ITALY
More Details:
Модель
ЭАЗС40/16-01104
Торговая марка
Насосы Гол
Гарантия производителя
1 год ограниченной гарантии
Вес отгрузки (фунты)
124
Размер порта (дюймы)
2,5 и 1,5
Расход (галлонов в час)
7320
HP
1,5
Вольт
460 – Трехфазный
Ампер
н/д
Макс. Общий напор (футы)
50
Макс. Высота всасывания (футы)
17
Макс. ПСИ
14,21
Всасывающий патрубок (дюймы)
2,5
Выпускное отверстие (дюймы)
1,5
Центробежный
Да
Размеры Д x Ш x В (дюймы)
Вес изделия (фунты)
—
Адам Роупер
Подробнее
Отличная компания для ведения бизнеса. Был очень полезен, чтобы получить правильный насос для моего приложения. Отличный и хорошо сделанный продукт.
Стив Ли
Подробнее
Заказали насос в тот же день. Я получил отличную поддержку клиентов при подключении моих солнечных батарей к насосу. Немедленно! И в техподдержке какой насос выбрать. Хорошая компания из моего опыта до сих пор.
Кейт Кубичек
Подробнее
5-звездочное обслуживание клиентов. Насос, который я заказал, был слишком широким, чтобы поместиться в 4-дюймовую скважину*. Армин и Крис очень помогли в общении по телефону и электронной почте, чтобы вернуть помпу и вернуть мои деньги в течение нескольких дней. С удовольствием обменял бы на другую модель, но ничего подходящего не было в наличии. * помпа имеет внешний диаметр 4″, с дополнительной металлической защитой со стороны входа шнура в корпус.
Raymond P
Подробнее
доставка! У меня было несколько вопросов относительно применения купленного мной насоса, и они помогали мне на протяжении всего процесса. Определенно рекомендую!
Джон Полтрок
Подробнее
Отличная компания! У нас были проблемы с запуском нашего насоса, и они потратили время, помогая и исправляя это. Я бы АБСОЛЮТНО купить у них снова. Отличная работа.
Эд Пауковиц
Это был мой первый опыт работы с компанией
900. Были проблемы с первым насосом, заменили сразу без проблем. Очень рекомендую иметь с ними дело. Десятка в обслуживании клиентов!
Тони Донато
Подробнее
9004 Нужны два насоса, чтобы решить нашу проблему с водой. Через 5 месяцев его все еще нельзя пить. Я связался с Армином, который был очень хорошо осведомлен и услужлив. Он даже помог мне после покупки насосов с установкой через Face time, так как я не очень хорошо знал, что делать; и у нас есть ограниченные технические специалисты здесь. Он сделал все возможное, чтобы помочь мне. Не многие компании так делают. Могу с уверенностью сказать, что эта компания заботится о своих клиентах. Большое спасибо.
Lori Lucas
Читать больше
Я дал этот напол насос инструкции ужасны или не существует! Я бы поставил этому насосу твердую 5, потому что качество, упаковка, цена были потрясающими! Доставка была довольно быстрой. Хотелось бы, чтобы я увидел место, где можно пообщаться с агентом, когда пытался сделать правильный выбор, хотя бы выделял действительно хорошие характеристики. Было бы неплохо, если бы вы могли хотя бы ввести информацию о характеристиках скважины и т. д., и в результате ввода этой информации компьютер откажется от лучших вариантов. 👍 Больше информации было бы здорово и необходимо. Когда дело доходит до вашего продукта, он хорошо сделан и по приятной цене! Я владелец малого бизнеса, поэтому иногда я делаю хорошие насосы, поэтому я всегда ищу хорошее качество для своих клиентов, и вы, ребята, определенно получили от нас высокую оценку!
12Х18Н10Т сталь — характеристики, расшифровка, применение
Сплав 12Х18Н10Т относится к классу коррозионностойких криогенных сталей. Данный материал способен работать в агрессивных средах при повышенных температурах и в условиях экстремального охлаждения. Промышленность выпускает этот металл с различным сортаментом, в том числе круглый, листовой и фасонный прокат, ленту, листы, проволоку, трубы и поковки.
Химический состав стали 12Х18Н10Т
К данной стали предъявляются повышенные требования по механическим, технологическим и эксплуатационным свойствам. Поэтому её состав отличается пониженной концентрацией вредных примесей (сера, фосфор) и большим содержанием легирующих элементов.
Fe, %
C, %
Si, %
Mn, %
Ni, %
S, %
P, %
Cr, %
Cu, %
Ti, %
Около
67
Не
более 0,12
Не
более 0,8
Не
более 2
9
– 11
Не
более 0,02
Не
более 0,035
17
– 19
Не
более 0,30
0,4
– 1
Влияние элементов, входящих в состав стали, на её свойства:
Сплав 12Х18Н10Т относится к аустенитному классу и обладает гранецентрированной кубической решеткой при комнатной температуре;
Углерод искажает решетку железа и повышает прочностные свойства стали;
Марганец и кремний – раскисляющие добавки, которые вводятся в сталь при выплавке;
Никель улучшает пластические характеристики сплава. При высокой концентрации этого элемента сталь переходит в аустенитный класс. Такой материал обладает малой склонностью к росту зёрен, высокой коррозионной стойкостью и низким порогом хладноломкости;
Фосфор и сера ухудшают ударную вязкость стали, являются вредными примесями;
Хром повышает прочность и прокаливаемость стали. При содержании этого элемента более 13 % на поверхности сплава образуется прочная плёнка из оксида хрома, предотвращающая окисление металла;
Медь не взаимодействует с железом и выделяется по границам зёрен сплава, поэтому нежелательна её концентрация более 1 %;
Титан повышает прочность, пластичность и жаропрочность стали.
Механические, эксплуатационные и технологические характеристики стали 12Х18Н10Т
Для получения требуемой аустенитной структуры, при которой достигаются наилучшие свойства, сталь подвергают закалке от 1000 – 1100 ℃. Благодаря высокой концентрации легирующих элементов сплав отличается низкой критической скоростью охлаждения, поэтому закаливается в воде, масле и даже на воздухе.
Механические
характеристики при 20 ℃
Временное сопротивление
σв, МПа
550 – 650
Предел текучести
σ0,2, МПа
225 – 315
Твёрдость по Бринеллю
HB
179
Относительное
удлинение δ, %
46 – 74
Ударная вязкость
KCU, Дж/см2
215 – 372
При температуре 600 ℃ сталь без разрушения выдерживает нагрузку до 147 МПа в течение 10000 часов. Охлаждение до -75 ℃ не приводит к снижению ударной вязкости сплава.
Сплав 12х18н10т хорошо сваривается разными методам, применяется ручная электродуговая сварка и полуавтоматическая в атмосфере аргона. Сталь имеет высокую теплопроводность, поэтому во избежание пережога не допускается превышение допустимого значения сварочного тока.
Марка стали 12Х18Н10Т характеристики, расшифровка, применение, плотность, хим состав, свойства
Содержание
1 Заменители
2 Иностранные аналоги
3 Расшифровка стали 12Х18Н10Т
4 Вид поставки
5 Свариваемость
6 Технологические свойства
7 Химический состав, % (ГОСТ 5632-2014)
8 Применение 12Х18Н10Т
9 Примерное применение как жаростойкой стали
10 Примерное применение как жаропрочной стали
11 Применение стали 12Х18Н10Т для корпусов, крышек, фланцев, мембран и узла затвора, изготовленных из проката, поковок (штамповок) (ГОСТ 33260-2015)
12 Применение стали 12Х18Н10Т для крепежных деталей арматуры (ГОСТ 33260-2015)
13 Применение стали 12Х18Н10Т для изготовления шпинделей и штоков (ГОСТ 33260-2015)
14 Применение стали 12Х18Н10Т для сильфонов (ГОСТ 33260-2015)
15 Применение стали 12Х18Н10Т для узла затвора арматуры
16 Применение стали 12Х18Н10Т для винтовых цилиндрических пружин
17 Применение стали 12Х18Н10Т для прокладок
18 Стойкость стали 12Х18Н10Т к сульфидному коррозионному растрескиванию
19 Максимально допустимые температура применения стали 12Х18Н10Т в средах, содержащих аммиак
20 Максимально допустимые температура применения стали 12Х18Н10Т в водородосодержащих средах
21 Коэффициент относительной эрозионной стойкости деталей арматуры из стали 12Х18Н10Т
22 Стойкость стали 12Х18Н10Т против щелевой эрозии
23 Стойкость стали 12Х18Н10Т против ударной эрозии
24 Применение стали 12Х18Н10Т для изготовления основных деталей арматуры атомных станций
25 Характеристики
25. 1 Коэффициент теплопроводности λ Вт/(м*К) при температуре испытаний, °С
25.2 Удельное электросопротивление ρ, нОм*м, при температуре испытаний °С —
25.3 Удельная теплоемкость c, Дж/(кг*К), при температуре испытаний, °С
25.4 Коэффициент теплопроводности λ, Вт/(м*К), при температуре испытаний, °С
25.5 Коэффициент линейного расширения α*106, К-1, при температуре испытаний, °С
25.6 Модуль нормальной упругости Е, ГПа, при температуре испытаний °С
25.7 Модуль упругости при сдвиге на кручением G, ГПа, при температуре испытаний °С
26 Механические свойства
27 Механические свойства при повышенных температурах
28 Механические свойства при испытании на длительную прочность (ГОСТ 5949-75)
29 Ударная вязкость KCU
30 Чувствительность к охрупчиванию при старении
31 Жаростойкость
32 Узнать еще
Заменители
Заменитель — стали 08Х18Г8Н2Т, 10Х14Г14Н4Т, 12Х17Г9АН4, 08Х22Н6Т, 08X17Т, 15Х25Т, 12Х18Н9Т.
Иностранные аналоги
Германия DIN
Марка
X10CrNiTi18-9
Номер
1.4541
США (AISI, SAE, ASTM)
321
Франция (AFNOR)
Z10CN18
Великобритания (BS)
320S31
Швеция (SS)
2337
Италия UNI
—
Япония
SUS321
ВАЖНО!!! Возможность замены определяется в каждом конкретном случае после оценки и сравнения свойств сталей
Расшифровка стали 12Х18Н10Т
Согласно ГОСТ 5632-2014 цифра перед буквенным обозначением указывает среднюю или максимальную (при отсутствии нижнего предела) массовую долю углерода (C) в сотых долях процента, т.е. массовая доля углерода в стали 12Х18Н10Т примерно равна 0,12%.
Буква Х в обозначении стали указывает, что сталь легирована хромом (Cr). Цифра 18 за буквой, указывает среднюю массовую долю хрома в целых единицах, т.е. массовая доля хрома примерно равна 18%.
Буква Н в обозначении стали указывает, что сталь легирована никелем (Ni). Цифра 10 за буквой, указывает среднюю массовую долю никеля в целых единицах, т.е. массовая доля никеля примерно равна 10%.
Буква Т в обозначении стали указывает, что сталь легирована титаном (Ti), присутствует в стали в малом количестве.
Сталь 12Х18Н10Т является свариваемой без ограничений. Способы сварки: РДС, ЭШС и КТС (Контактно Точечная Сварка). Рекомендуется последующая термообработка.
Технологические свойства
Температура ковки, °С: начала 1200, конца 850. Сечения до 350 мм охлаждаются на воздухе. Обрабатываемость резанием — Kv тв.спл = 0,85 и Kv б.ст = 0,35 в закаленном состоянии при НВ 169 и σв = 610 МПа. Флокеночувствительность — не чувствительна.
Химический состав, % (ГОСТ 5632-2014)
Сталь
C
Si
Mn
Cr
Ni
Ti
S
P
12Х18Н10Т
не более 0,12
не более 0,80
не более 2,00
17,0-19,0
9,0-11,0
5,0-8,0
не более 0,02
не более 0,40
Применение 12Х18Н10Т
Назначение — детали, работающие до 600 °С; сварные аппараты и сосуды, работающие в разбавленных растворах азотной, уксусной, фосфорной кислот, растворах щелочей и солей и другие детали, работающие под давлением при температуре от -196 до +600 °С, а при наличии агрессивных сред — до +350 °С.
Сталь коррозионностойкая (нержавеющая) аустенитного класса и преимущественно применяется как коррозионостойкая, но может применяться и как жаростойкая и жаропрочная. По жаростойкости близка к стали 12Х18Н9Т.
Применяется для изготовления свариваемой аппаратуры в разных отраслях промышленности.
Примерное применение как жаростойкой стали
Назначение — трубы, детали печной арматуры, теплообменники, муфели, реторты, патрубки и коллекторы выхлопных систем, электроды искровых зажигательных свечей. Рекомендуемая максимальная температура применения в течение длительного времени (до 10000 ч), 800°С.
Температура начала интенсивного окалинообразования в воздушной среде, 850°С.
Неустойчива в серосодержащих средах. Применяются в случаях, когда не могут быть применены безникелевые стали.
Примерное применение как жаропрочной стали
Детали выхлопных систем, трубы, листовые и сортовые детали.
Рекомендуемая максимальная температура применения, 600°С.
Срок службы — Весьма длительный.
Температура начала интенсивного окалинообразования в воздушной среде, 850°С.
Применение стали 12Х18Н10Т для корпусов, крышек, фланцев, мембран и узла затвора, изготовленных из проката, поковок (штамповок) (ГОСТ 33260-2015)
Для сварных узлов арматуры, работающих в агрессивных средах: HNO3, щелочей, аммиачной селитры, пищевых сред, сред спецтехники, судовой арматуры, криогенных сред, сероводородсодержащих сред; для мембран
Св. 350 до 610
Для сварных узлов арматуры при отсутствии требования стойкости к межкристаллитной коррозии
Применение стали 12Х18Н10Т для крепежных деталей арматуры (ГОСТ 33260-2015)
Марка стали, по ГОСТ 1759. 0
Стандарт или технические условия на материал
Параметры применения
Болты, шпильки, винты
Гайки
Плоские шайбы
Темпера- тура среды, °С
Давление номи- нальное Pn, МПа (кгс/см2)
Темпера- тура среды, °С
Давление номи- нальное Pn, МПа (кгс/см2)
Темпера- тура среды, °С
Давление номи- нальное Pn, МПа (кгс/см2)
12Х18Н10Т
ГОСТ 5632
От -196 до 600
Не регламен- тируется
От -196 до 600
Не регламен- тируется
От -196 до 600
Не регламен- тируется
Применение стали 12Х18Н10Т для изготовления шпинделей и штоков (ГОСТ 33260-2015)
Марка стали
НД на поставку
Температура рабочей среды, °С
Дополнительные указания по применению
12Х18Н10Т ГОСТ 5632
Сортовой прокат ГОСТ 5949
От -270 до 350
Применяется для работы в агрессивных средах: азотной кислоте, щелочах, аммиачной селитре, пищевых средах, средах спецтехники, судпрома, криогенной техники и сероводородсодержащих средах. Применяется для сварных узлов
Сортовой прокат ГОСТ 5949
Св. 350 до 610
Применяется для работы в средах, не вызывающих межкристаллитной коррозии
Применение стали 12Х18Н10Т для сильфонов (ГОСТ 33260-2015)
Марка стали
НД на поставку
НД на изготовление сильфонов
Температура рабочей среды, °С
Давление рабочее Pp, МПа(кгс/см2), не более
Дополнительные указания по применению
12Х18Н10Т ГОСТ 5632
Лист ГОСТ 5582. Лента ГОСТ 4986, (для стали 1.4541)
ГОСТ 21744, ГОСТ 22388
От -260 до 550
От 0,6 до 25,0 (от 6 до 250)
Для воды, пара, инертных газов и для криогенных температур. Для сред слабой агрессивности — до температуры 350°С. Для коррозионных сред — до 150°С
Труба ГОСТ 10498
От -260 до 465
От 0,15 до 3,10 (от 1,5 до 31,0)
ПРИМЕЧАНИЕ В таблице указаны предельные величины по температурам и рабочим давлениям. Конкретные сочетания параметров применения (рабочее давление, осевой ход, температура и полный назначенный ресурс) приведены в нормативной документации на сильфоны.
Применение стали 12Х18Н10Т для узла затвора арматуры
Марка стали
Температура рабочей среды, °С
Твердость
Дополнительные указания по применению
12Х18Н10Т ГОСТ 5632
От -100 до 300
155…170 HB
Работоспособность узла затвора обеспечивается при наличии наплавки или другого износостойкого покрытия в ответной детали
Применение стали 12Х18Н10Т для винтовых цилиндрических пружин
Максимально допустимые температура применения стали 12Х18Н10Т в средах, содержащих аммиак
Марка стали
Температура применения сталей, °С при парциальном давлении аммиака, МПа (кгс/см )
Св. 1(10) до 2(20)
Св. 2(20) до 5(50)
Св. 5(50) до 8(80)
12Х18Н10Т
540
540
540
Максимально допустимые температура применения стали 12Х18Н10Т в водородосодержащих средах
Марка стали
Температура, °С, при парциальном давлении водорода, Ph3, МПа (кгс/см2)
1,5(15)
2,5(25)
5(50)
10(100)
20(200)
30(300)
40(400)
12Х18Н10Т
510
510
510
510
510
510
510
ПРИМЕЧАНИЕ
Параметры применения сталей, указанные в таблице, относятся также к сварным соединениям.
Парциальное давление водорода рассчитывается по формуле: Ph3 = (C*Pp)/100, где C — процентное содержание в системе; Ph3 — парциальное давление водорода; Pp — рабочее давление в системе.
Коэффициент относительной эрозионной стойкости деталей арматуры из стали 12Х18Н10Т
Детали проточной части арматуры
Материал деталей
Коэффициент эрозионной стойкости относительно стали 12X18h20T
Максимальный перепад давления, при котором отсутствует эрозионный износ, МПа
Корпус, патрубки, шток, плунжер (шибер), седло
12Х18Н10Т
1,0
4,0
ПРИМЕЧАНИЕ
Коэффициент эрозионной стойкости материала представляет собой отношение скорости эрозионного износа материала к скорости эрозионного износа стали 12Х18Н10Т (принятой за 1).
Материалы являются эрозионностойкими, если коэффициент относительной эрозионной стойкости Kn не менее 0,5 и твердость материала HRC≥28.
Стойкость стали 12Х18Н10Т против щелевой эрозии
Группа стойкости
Балл
Эрозионная стойкость по отношению к стали 12X18h20T
Стойкие
2
0,75-1,5
Стойкость стали 12Х18Н10Т против ударной эрозии
Балл стойкости
НВ не более
Материалы
5
150
Аустенитная хромоникелевая нержавеющая сталь марки 12Х18Н10Т
Применение стали 12Х18Н10Т для изготовления основных деталей арматуры атомных станций
Марка стали
Вид полуфабриката или изделия
Максимально допустимая температура применения, °С
12Х18Н10Т ГОСТ 5632, ГОСТ 24030
Листы, трубы, поковки, сортовой прокат. Крепеж
600
Характеристики
Плотность ρ при температуре испытаний, 20 °С — 7900 кг/см3
Коэффициент теплопроводности λ Вт/(м*К) при температуре испытаний, °С
Сталь
20
100
200
300
400
500
600
700
800
900
12Х18Н10Т
15
16
18
19
21
23
25
27
26
—
Удельное электросопротивление ρ, нОм*м, при температуре испытаний °С —
Сталь
20
100
200
300
400
500
600
700
800
900
12Х18Н10Т
725
792
861
920
976
1028
1075
1115
—
—
Удельная теплоемкость
c, Дж/(кг*К), при температуре испытаний, °С
20-100
20-200
20-300
20-400
20-500
20-600
20-700
20-800
20-900
20-1000
462
496
517
538
550
563
575
596
—
—
Коэффициент теплопроводности λ, Вт/(м*К), при температуре испытаний, °С
20
100
200
300
400
500
600
700
800
900
15
16
18
19
21
23
25
27
26
—
Коэффициент линейного расширения
α*106, К-1, при температуре испытаний, °С
20-100
20-200
20-300
20-400
20-500
20-600
20-700
20-800
20-900
20-1000
16,6
17,0
17,2
17,5
17,9
18,2
18,6
18,9
19,3
Модуль нормальной упругости Е, ГПа, при температуре испытаний °С
Сталь
20
100
200
300
400
500
600
700
800
900
12Х18Н10Т
198
194
189
181
174
166
157
147
—
—
Модуль упругости при сдвиге на кручением G, ГПа, при температуре испытаний °С
Сталь
20
100
200
300
400
500
600
700
800
900
12Х18Н10Т
77
74
71
67
63
59
57
54
49
—
Механические свойства
ГОСТ
Состояние поставки
Сечение, мм
σ0,2, МПа
σb, МПа
δ5, %
ψ%
не менее
ГОСТ 5949-75
Пруток. Закалка с 1020-1100 °С на воздухе, в масле или в воде
60
196
510
40
55
ГОСТ 18907-73
Пруток шлифованный, обработанный на заданную прочность
—
—
590-830
20
—
Пруток нагартованный
До 5
—
930
—
—
ГОСТ 7350-77 (образцы поперечные)
Лист горячекатаный и холодно-катаный:
закалка с 1000-1080 °С в воде или на воздухе
Св.4
236
530
38
—
ГОСТ 5582-75(образцы поперечные)
закалка с 1050-1080 °С в воде или на воздухе
До 3,9
205
530
40
—
нагартованный
До 3,9
—
880-1080
10
—
ГОСТ 25054-81
Поковка. Закалка с 1050— 1100 °С в воде или на воздухе
До 1000
196
510
35
40
ГОСТ 18143-72
Проволока термообработанная
1,0-6,0
—
540-880
20
—
ГОСТ 9940-81
Труба бесшовная горячедеформированная без термообработки
3,5-32
—
529
40
—
Механические свойства при повышенных температурах
tисп, °С
σ0,2, МПа
σa, МПа
δ5, %
ψ%
KCU, Дж/см2
20
225-315
550-650
46-74
66-80
215-372
500
135-205
390-440
30-42
60-70
196-353
550
135-205
380-450
31-41
61-68
215-353
600
120-205
340-410
28-38
51-74
196-358
650
120-195
270-390
27-37
52-73
245-353
700
120-195
265-360
20-38
40-70
255-353
Примечание. Закалка с 1050—1100 °С на воздухе.
Механические свойства при испытании на длительную прочность (ГОСТ 5949-75)
tисп, °С
Предел ползучести, МПа, не менее
Скорость ползучести, %/ч
600
74
1/100000
650
29-39
tисп, °С
Предел длительной прочности, МПа, не менее
τ, ч
600
147
10000
650
78-98
Ударная вязкость KCU
Состояние поставки
KCU, Дж/см2, при температуре, °С
+20
-40
-75
Полоса 8×40 мм
286
303
319
Примечание. Предел выносливости σ-1 = 279 МПа при n = 107.
Чувствительность к охрупчиванию при старении
Время, ч
Температура, °С
KCU, Дж/см2
Исх. сост.
Исх. сост.
274
5000
600
186-206
5000
650
176-196
Жаростойкость
Среда
Температура, °С
Группа стойкости или балл
Воздух
650
2-3
750
4-5
Особенности сварки нержавейки 12х18н10т от поставщика Avek Global
Главная страница
Ссылка
org/ListItem»> Нержавеющая сталь
Нержавеющая сталь
Сварка нержавеющей стали
Вас интересует технология сварки нержавеющей стали 12Х18Н10Т от компании-поставщика АвекГлоб? Здесь вы найдете необходимую информацию по этой теме.
Особенности
Аустенитная хромоникелевая сталь марки 12х28Н10Т хорошо сваривается любыми технологиями, применяемыми для неразъемных соединений нержавеющих сталей. Как и другие виды нержавеющих сталей, рассматриваемая сталь устойчива к коррозии и окислению за счет присутствия хрома, образует на поверхности тонкую защитную пленку. Сталь также имеет очень хорошую вязкость при экстремально низких температурах и поэтому широко используется в криогенных приложениях. Эта сталь не может повысить свою прочность и твердость в результате термической обработки, но хорошо упрочняется при холодной пластической деформации.
Основной проблемой при сварке стали 12Х28Н10Т является предотвращение образования горячих трещин при эксплуатационных нагрузках, а также сохранение коррозионной стойкости в зоне формирования сварного шва.
Поставщик — компания АвекГлоб — предлагает к покупке ассортимент сварных конструкций из нержавеющей стали 12Х18Н10Т. Продукцию можно купить по цене, сформированной на основе европейских и мировых стандартов. Реализация возможна оптом и в розницу, для постоянных клиентов действует гибкая система скидок.
Предотвращение деформации и трещин
Поскольку рассматриваемая сталь подвержена большему тепловому расширению, чем другие материалы, сварные детали могут легко деформироваться. Термическое расширение на стали 12Х18Н10Т более локализовано, чем на других подобных материалах. Когда сварной шов охлаждается, медленная передача тепла окружающему материалу приводит к короблению.
Решение этой проблемы заключается в создании такого соединения, которое ограничивает количество необходимых сварочных проходов, а вместе с этим снижает количество тепла. Одним из способов ограничения этих проходов является создание структуры соединения, состоящей из V-образной, U-образной или J-образной канавки.
Еще один способ предотвратить деформацию – зажать заготовку. Это особенно важно для листового материала, так как такие детали более склонны к короблению.
Деформации устраняются за счет использования прокладок из того же материала, который можно использовать в процессах автоматической или ручной сварки. Они обеспечивают зону «запуска» или «спуска» сварного шва за счет исключения запуска и остановки дуги на собственно сварном соединении. Они также помогают полностью заполнить область кратера, чтобы предотвратить растрескивание, и легко удаляются после сварки.
Поставщик — Компания АвекГлоб — предлагает различные виды прокатных и сварных конструкций из нержавеющей стали 12Х18Н10Т. Продукция предлагается по доступным ценам от производителя. Поставщик гарантирует своевременную доставку продукции по любому адресу, указанному потребителем.
Резервуары вертикальные и горизонтальные производства ТД САРРЗ
Главная / Торговые дома / Торговый дом САРРЗ /
Версия для печати
Резервуары вертикальные
Пожарные баки
Резервуары для светлых и темных нефтяных масел
Баки для горячей воды
Резервуары из нержавеющей стали
Вертикальные стальные резервуары VST представляют собой сварную цилиндрическую конструкцию для герметичного хранения различных неагрессивных, слабоагрессивных и агрессивных жидкостей, например, светлых нефтепродуктов и тяжелых нефтепродуктов, битума, дизельного топлива и других горюче-смазочных материалов. , кислоты, щелочи, вода техническая, пищевая и др.
В соответствии с требованиями ГОСТ 31385-2016 «Резервуары стальные вертикальные цилиндрические для нефтепродуктов. Общие технические условия» ТД САРРЗ поставляет резервуары РВС со следующими техническими характеристиками :
плотность хранимых жидкостей — до 1015 кг/м 3
температура корпуса резервуара — от -65°С до + 180°С
внутреннее избыточное давление — не более 2 кПа
относительный вакуум в газовом пространстве — не более 0,25 кПа
сейсмичность участка эксплуатации — до 9 баллов
Предлагаем вертикальные цилиндрические резервуары объемом до 50 000 м 3 , которые можно использовать как:
пожарные танки
резервуары для хранения светлых и темных нефтяных масел, битума, щелочей, кислот и др.
баки для горячей воды
резервуары для хранения пищевых продуктов (резервуары из нержавеющей стали)
Все вертикальные резервуары имеют цилиндрическую оболочку, днище, крышу и/или понтон. Все металлоконструкции имеют антикоррозийную защиту, которая выполняется грунтом, эмалью или другими веществами по согласованию с Заказчиком. Также может быть предусмотрена электрохимическая (катодно-анодная) защита металлоконструкций от коррозии, продлевающая ресурс резервуара.
В зависимости от условий эксплуатации резервуары РВС изготавливаются из различных марок стали: при температуре эксплуатации до -40°С — из конструкционной углеродистой стали Ст3сп5; при температуре эксплуатации до -65°С — из низколегированной стали 09Г2С.
Расчет вертикальных резервуаров осуществляется исходя из их эксплуатационных характеристик, а именно нагрузки оборудования и теплоизоляции, гидростатического и внутреннего избыточного давления, снеговой и ветровой нагрузок, климатического района места строительства, сейсмической нагрузки и других параметров, указанных в Опросник.
Комплектация оборудования зависит от функциональности резервуара, характеристик и условий эксплуатации рабочих жидкостей, а также норм промышленной безопасности. Резервуары могут поставляться как с полным комплектом технологического оборудования, так и отдельно без него.
Горизонтальные резервуары резервуары
Надземный горизонтальный резервуар
Подземный горизонтальный резервуар
Наземный горизонтальный резервуар с двойными стенками
Горизонтальный бак с крышкой из пенополиуретана
Резервуары горизонтальные РГС применяются для хранения нефтепродуктов, бензина, битума, нефтепродуктов, спиртов, кислот и щелочей, технической воды (противопожарные резервуары), а также пищевых и других жидкостей объемом до 100 м 3 . В соответствии с ГОСТ 17032-2010 «Резервуары стальные горизонтальные для нефтепродуктов. Технические условия» могут эксплуатироваться с любыми жидкостями плотностью до 1300 кг/м 3 , классов опасности 1, 2, 3, 4 и температурой эксплуатации от от -65°С до + 90°С.
ТД САРРЗ поставляет РГС в полной заводской готовности в комплекте с технологическим оборудованием и комплектом вспомогательных металлоконструкций лестница, переход, решетчатая платформа доступа (для наземных РГС), шахта обслуживания (для подземных РГС), опоры. Комплектация технологического оборудования разрабатывается по индивидуальному заказу и зависит от свойств хранимого продукта и требований эксплуатации.
В зависимости от условий эксплуатации горизонтальные резервуары могут быть надземными (РГСН) или подземными (РГСП). Последний более взрыво- и пожаробезопасен, а также экономит площадь на объекте. Подземные резервуары чаще всего используются в качестве топлива (например, на автозаправочных станциях или в системах топливообеспечения котельных) или в качестве резервуаров для хранения воды для пожаротушения. Различия в конструктивном исполнении РГСН и РГСП заключаются в необходимости усиленной защиты от коррозии подземных резервуаров, что обеспечивает их высокую гидроизоляцию. Данная защита изготавливается из битумно-полимерной мастики.
По конструкции подземные горизонтальные резервуары, как и надземные, могут изготавливаться двустенными, что позволяет обеспечить максимальную экологическую безопасность при разгерметизации внутренней стенки. Расстояние между внутренней и внешней стенками должно быть не менее 4 мм, которое заполнено инертным газом или антифризом.
Возможна поставка двух- и многосекционных горизонтальных резервуаров, позволяющих хранить две и более жидкостей одновременно, в зависимости от количества отсеков. Внутренние перегородки выполнены двойными, благодаря чему обеспечивается герметичность отсеков даже при нарушении целостности одного из них.
Дополнительно горизонтальные резервуары могут иметь теплоизоляцию для поддержания рабочей температуры вязких жидкостей. Традиционная теплоизоляция изготавливается из рулонных материалов (например, минеральной ваты) и стальных оцинкованных листов, которыми обшивается теплоизоляционный слой. Возможна также поставка пароводяного или электрического обогрева стены и теплоизоляции в виде рубашки. По желанию Заказчика возможно покрытие кузова РГС пенополиуретаном, обладающим высокими адгезионными свойствами, обеспечивающими надежную антикоррозионную защиту.
В корпусе расположены люки и патрубки, через которые обеспечивается доступ внутрь цистерны, а также установка технологического оборудования, заправка и слив рабочей жидкости, жидкости или газа в тканевое или межотсечное пространство.
Комплектация технологического оборудования, количество и диаметр труб, их расположение подбираются по индивидуальному заказу на основании Анкеты, заполняемой Заказчиком. Среди основного оборудования можно указать: погружной насос, уровнемер, манометр, предохранительную и запорную арматуру.
Подземные горизонтальные резервуары имеют эксплуатационную шахту, которая выполняет защитную функцию и остается над землей для обслуживания.
При выборе материала для изготовления горизонтального резервуара учитывают расчетную температуру металла, а также минимальную температуру рабочего продукта или температуру воздуха самой холодной пятидневки.


 тисков со штурвалом, с двумя направляющими, D28мм, 550/335мм М00018401
тисков со штурвалом, с двумя направляющими, D28мм, 550/335мм М00018401 Ручными инструментами деревянные детали обрабатывают на верстаках. Верстак состоит из подверстачья (шкафа или подставок) и крышки — верстачной доски. Верстачную доску делают из твердой древесины (березы, дуба, ясеня, бука) толщиной 6—7 см, шириной 40—50 см, длиной 1,5—3 м. В лотке — продольной впадине — размещают мелкие инструменты. Передние тиски (суппорт) имеют зажимной винт и подкладочную доску 8 и служат для зажима обрабатываемого материала. Задние тиски (коробка) движутся при помощи винта. По переднему краю верстачной доски и в переднем
Ручными инструментами деревянные детали обрабатывают на верстаках. Верстак состоит из подверстачья (шкафа или подставок) и крышки — верстачной доски. Верстачную доску делают из твердой древесины (березы, дуба, ясеня, бука) толщиной 6—7 см, шириной 40—50 см, длиной 1,5—3 м. В лотке — продольной впадине — размещают мелкие инструменты. Передние тиски (суппорт) имеют зажимной винт и подкладочную доску 8 и служат для зажима обрабатываемого материала. Задние тиски (коробка) движутся при помощи винта. По переднему краю верстачной доски и в переднем В гнезде клинок удерживается пружинами.
В гнезде клинок удерживается пружинами. Инструментальный шкаф располагают в непосредственной близости к верстаку. В нем для каждого инструмента отведено свое место. Хранение инструмента навалом не допускается. В нижних специальных ящиках находятся наряды, чертежи и другая техническая документация.
Инструментальный шкаф располагают в непосредственной близости к верстаку. В нем для каждого инструмента отведено свое место. Хранение инструмента навалом не допускается. В нижних специальных ящиках находятся наряды, чертежи и другая техническая документация.
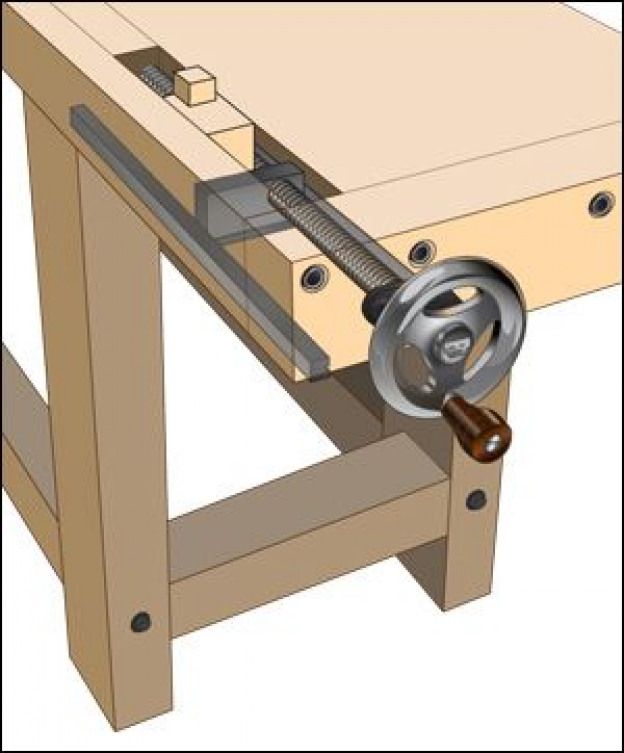 На дверках шкафа помещают мелкий, часто применяемый инструмент.
На дверках шкафа помещают мелкий, часто применяемый инструмент. Особенно хороша для этой цели мазь из топленого несоленого сала и порошка графита
Особенно хороша для этой цели мазь из топленого несоленого сала и порошка графита Рашпили имеют крупную насечку в виде треугольных ямок с острыми буграми, личные напильники — в виде сплошных пересекающихся канавок и бархатные — мелкую однорядную и двухрядную насечку. Напильники очищают проволочной щеткой, но не выжиганием, так как от этого насечка быстрее срабатывается. Простейший способ очистки напильников — погружение их на несколько минут в кипящую воду. Напильники должны быть прочно закреплены в ручках.
Рашпили имеют крупную насечку в виде треугольных ямок с острыми буграми, личные напильники — в виде сплошных пересекающихся канавок и бархатные — мелкую однорядную и двухрядную насечку. Напильники очищают проволочной щеткой, но не выжиганием, так как от этого насечка быстрее срабатывается. Простейший способ очистки напильников — погружение их на несколько минут в кипящую воду. Напильники должны быть прочно закреплены в ручках. Молоток весом 400 г имеет длину 110 мм, а поперечное сечение бойка 20X20 мм.
Молоток весом 400 г имеет длину 110 мм, а поперечное сечение бойка 20X20 мм.
 Это могут быть плечевые тиски, передние (лицевые) тиски, хвостовые тиски или любая комбинация вышеперечисленного, в зависимости от ваших идей!
Это могут быть плечевые тиски, передние (лицевые) тиски, хвостовые тиски или любая комбинация вышеперечисленного, в зависимости от ваших идей!

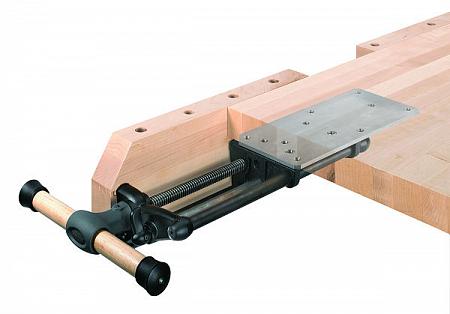 Установка хвостовых тисков значительно сложнее. Вы должны иметь некоторый опыт работы с деревом, прежде чем пытаться установить хвостовые тиски.
Установка хвостовых тисков значительно сложнее. Вы должны иметь некоторый опыт работы с деревом, прежде чем пытаться установить хвостовые тиски.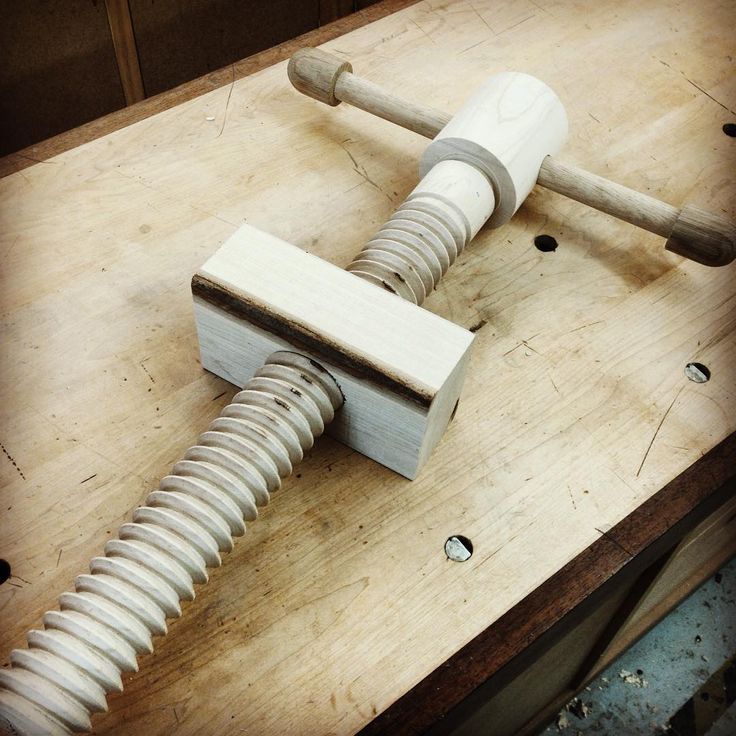
 3,4 кг (7,5 фунта)
3,4 кг (7,5 фунта)  4,0 кг (8,8 фунта)
4,0 кг (8,8 фунта) 
 Только один направляющий стержень оснащен стопорным кольцом. Одно стопорное кольцо эффективно предотвратит падение тисков на землю.
Только один направляющий стержень оснащен стопорным кольцом. Одно стопорное кольцо эффективно предотвратит падение тисков на землю.

 Убедитесь, что вы выбрали правильную ручку!
Убедитесь, что вы выбрали правильную ручку!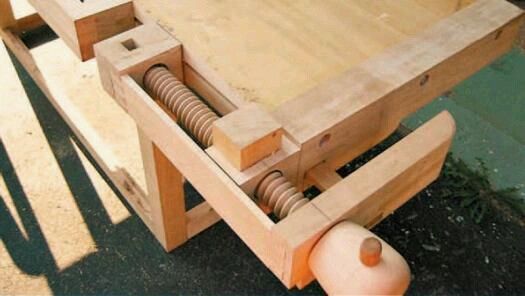 12-1/4 дюйма)
12-1/4 дюйма) 
 США
США
 Равняется диаметру окружности цилиндра, по которому выполнялась нарезка.
Равняется диаметру окружности цилиндра, по которому выполнялась нарезка.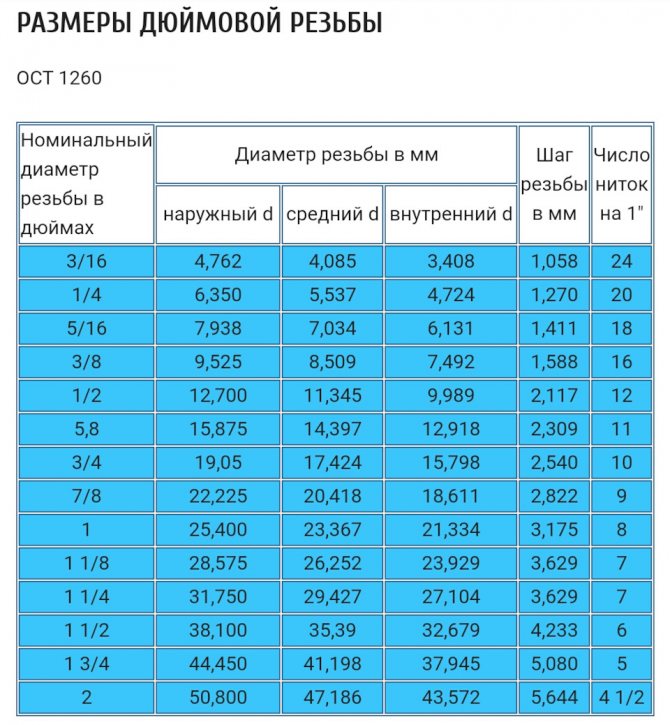

 Для проведения таких измерений калибры используются с учетом различия метрической и дюймовой резьбы.
Для проведения таких измерений калибры используются с учетом различия метрической и дюймовой резьбы.
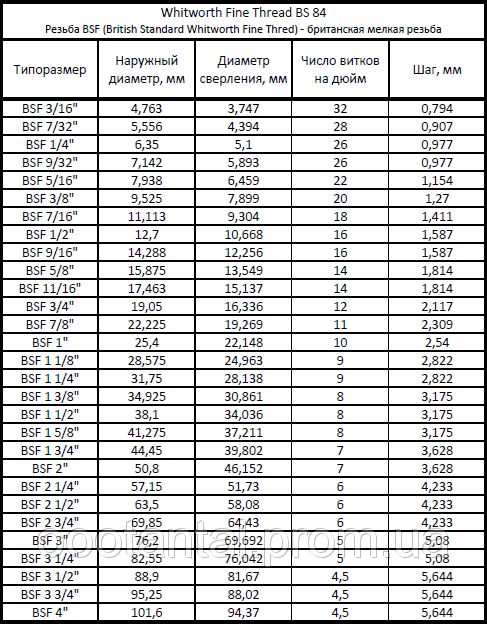
 Затем через универсальный крепеж можно вставить винт с размерами 8-32(M4) и плотно закрутить его в свободное резьбовое отверстие.
Затем через универсальный крепеж можно вставить винт с размерами 8-32(M4) и плотно закрутить его в свободное резьбовое отверстие.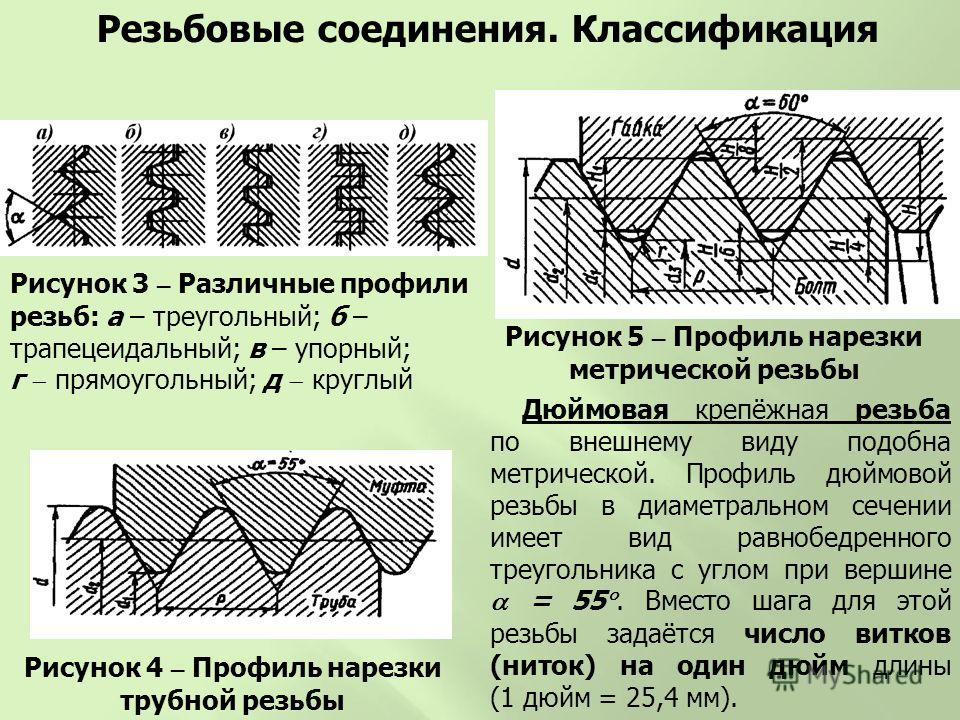 Однако отверстия и пазы основания BA2 (в дюймах) расположены так, чтобы точно совпадать с матрицей с резьбовым отверстием на макете с дюймовыми размерами, а отверстия и пазы базы BA2/M (метрика) точно совпадают с матрицей резьбовых отверстий на макете с метрическими размерами.
Однако отверстия и пазы основания BA2 (в дюймах) расположены так, чтобы точно совпадать с матрицей с резьбовым отверстием на макете с дюймовыми размерами, а отверстия и пазы базы BA2/M (метрика) точно совпадают с матрицей резьбовых отверстий на макете с метрическими размерами. Например, 1-й винт TR1 называется TR1, винт 1.5″ называется TR1.5, в то время как 2-позиционный TR назван TR2. Число после префикса TR указывает длину элемента (в английских единицах измерения).
Например, 1-й винт TR1 называется TR1, винт 1.5″ называется TR1.5, в то время как 2-позиционный TR назван TR2. Число после префикса TR указывает длину элемента (в английских единицах измерения).

 Список общих префиксов SM и связанных с ними оптических диаметров показан в таблице 1.
Список общих префиксов SM и связанных с ними оптических диаметров показан в таблице 1.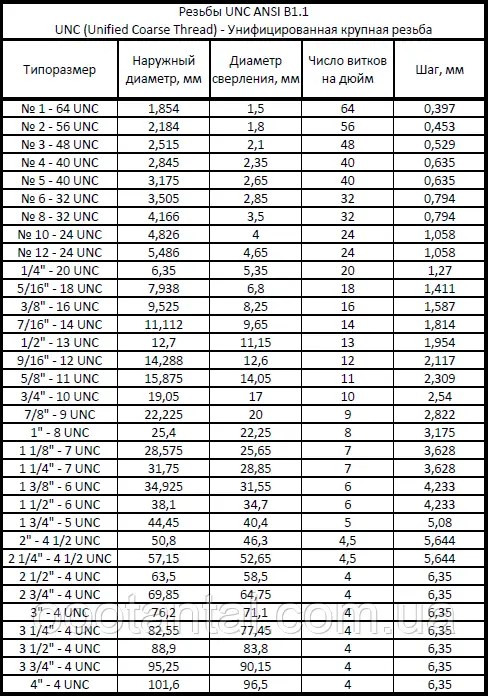 Вся эта информация есть и на веб-сайте компании Thorlabs.
Вся эта информация есть и на веб-сайте компании Thorlabs. Поэтому, если Вам нужно использовать преобразование измерений, следует проверить эквивалентность самостоятельно, обратившись к базовым конструктивным единицам 1 » эквивалентно 25,4 мм.
Поэтому, если Вам нужно использовать преобразование измерений, следует проверить эквивалентность самостоятельно, обратившись к базовым конструктивным единицам 1 » эквивалентно 25,4 мм. Шаг 1,5 четко определен в стандарте DIN 13-1. Для мелкой резьбы М 10 возможны следующие шаги согласно DIN 13-2:
Шаг 1,5 четко определен в стандарте DIN 13-1. Для мелкой резьбы М 10 возможны следующие шаги согласно DIN 13-2: Это может привести к большой путанице.
Это может привести к большой путанице.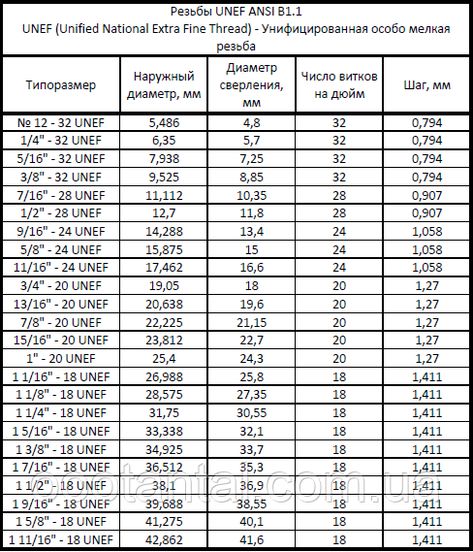
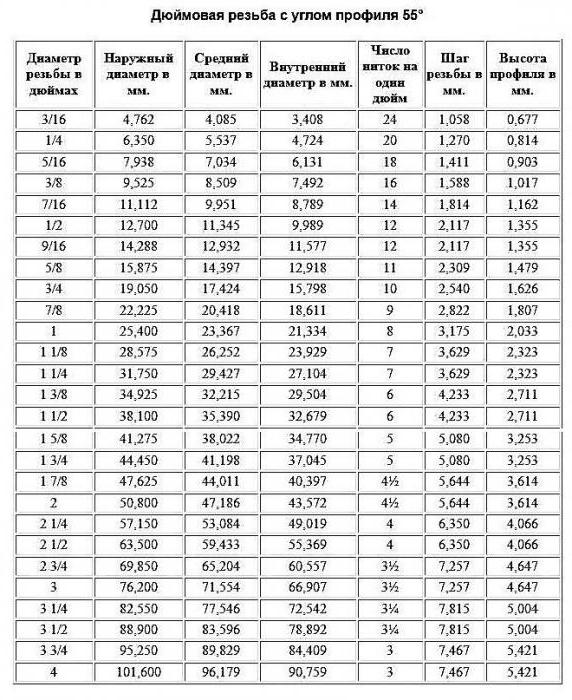 Существует также различие между крупной резьбой c и мелкой резьбой в типах дюймовой резьбы. Американским аналогом метрической стандартной резьбы является UNC (унифицированная национальная крупная резьба) , а мелкой резьбой является UNF (унифицированная национальная тонкая резьба) и UNS (унифицированная национальная специальная резьба) . С другой стороны, британским эквивалентом стандартной резьбы является BSW (British Standard Whitworth Corase) 9.0006 . Английский вариант обозначается аббревиатурой BSF (British Standard Fine) . Мы собрали для вас более подробную информацию о различных типах резьбы здесь .
Существует также различие между крупной резьбой c и мелкой резьбой в типах дюймовой резьбы. Американским аналогом метрической стандартной резьбы является UNC (унифицированная национальная крупная резьба) , а мелкой резьбой является UNF (унифицированная национальная тонкая резьба) и UNS (унифицированная национальная специальная резьба) . С другой стороны, британским эквивалентом стандартной резьбы является BSW (British Standard Whitworth Corase) 9.0006 . Английский вариант обозначается аббревиатурой BSF (British Standard Fine) . Мы собрали для вас более подробную информацию о различных типах резьбы здесь .




 Даже если обустроить строение под насосную станцию и утеплить ее, производительность снизится или насос совсем перестанет работать. Конечно, можно поставить рядом обогреватель, но это приведет только к перерасходу электроэнергии.
Даже если обустроить строение под насосную станцию и утеплить ее, производительность снизится или насос совсем перестанет работать. Конечно, можно поставить рядом обогреватель, но это приведет только к перерасходу электроэнергии.

 Мы всегда отвечаем, что лучше, если подключение насосной станции выполнит специалист. А как же быть, если место установки насосной станции находится далеко от «цивилизации». Стоимость выезда специалиста и монтаж насосной станции может превысить стоимость самого оборудования.На такой случай дадим несколько рекомендаций. Хотим подчеркнуть, что не претендуем на полную инструкцию по монтажу насосной станции. Повторимся, установку станций должен выполнять специалист.
Мы всегда отвечаем, что лучше, если подключение насосной станции выполнит специалист. А как же быть, если место установки насосной станции находится далеко от «цивилизации». Стоимость выезда специалиста и монтаж насосной станции может превысить стоимость самого оборудования.На такой случай дадим несколько рекомендаций. Хотим подчеркнуть, что не претендуем на полную инструкцию по монтажу насосной станции. Повторимся, установку станций должен выполнять специалист. Стоимость такой станции всего лишь на 50 грн. дороже покупки комплектующих по отдельности. На месте монтажа останется только подсоединиться к трубе с помощью быстромонтируемых фитингов Unidelta.
Стоимость такой станции всего лишь на 50 грн. дороже покупки комплектующих по отдельности. На месте монтажа останется только подсоединиться к трубе с помощью быстромонтируемых фитингов Unidelta. ..35 °C
..35 °C



 Это дополнительное местоположение монитора может быть областью хранения, 2D-областью потока (при использовании 2D-области потока пользователь должен добавить опорную точку в геометрические данные в пределах этой 2D-области потока) или речной станцией в пределах участка реки.
Это дополнительное местоположение монитора может быть областью хранения, 2D-областью потока (при использовании 2D-области потока пользователь должен добавить опорную точку в геометрические данные в пределах этой 2D-области потока) или речной станцией в пределах участка реки. Тем не менее, профили поверхности воды будут влиять на расчет расхода через насосы. Следовательно, чтобы точно рассчитать это, профили потока насоса и поверхности воды должны рассчитываться итеративно, пока не будет найден баланс между потоками реки и потоками насосов. Эта функция оптимизации не выполняется автоматически программой устойчивого потока; однако пользователь может настроить HEC-RAS на включение функции оптимизации, выбрав Оптимизация установившегося потока . При выборе этой опции открывается окно, позволяющее пользователю включить функцию оптимизации потока насоса.
Тем не менее, профили поверхности воды будут влиять на расчет расхода через насосы. Следовательно, чтобы точно рассчитать это, профили потока насоса и поверхности воды должны рассчитываться итеративно, пока не будет найден баланс между потоками реки и потоками насосов. Эта функция оптимизации не выполняется автоматически программой устойчивого потока; однако пользователь может настроить HEC-RAS на включение функции оптимизации, выбрав Оптимизация установившегося потока . При выборе этой опции открывается окно, позволяющее пользователю включить функцию оптимизации потока насоса. д. У пользователя есть возможность переименовать группы насосов, щелкнув значок Переименовать Группа кнопка.
д. У пользователя есть возможность переименовать группы насосов, щелкнув значок Переименовать Группа кнопка.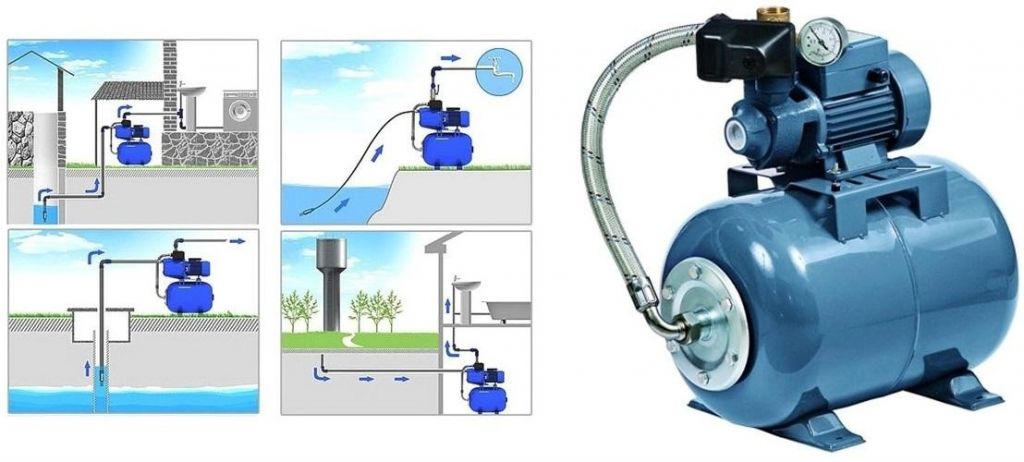
 Эта опция очень полезна для предотвращения нестабильности расчетов нестационарного расхода, когда происходит слишком большое изменение расхода из-за резкого отключения насоса.
Эта опция очень полезна для предотвращения нестабильности расчетов нестационарного расхода, когда происходит слишком большое изменение расхода из-за резкого отключения насоса. Пример того, как рассчитать кривую КПД насоса, показан на рис. 3-67. Как показано на рис. 3-67, пользователь должен рассчитать все потери энергии в системе между двумя статическими пулами. Потери энергии в линии вычитаются из кривой эффективности насоса производителя, чтобы получить кривую для использования в HEC-RAS. Кривую производительности насоса можно построить для визуального контроля, нажав кнопку 9.0007 Кнопка «Построить кривые насоса» внизу окна.
Пример того, как рассчитать кривую КПД насоса, показан на рис. 3-67. Как показано на рис. 3-67, пользователь должен рассчитать все потери энергии в системе между двумя статическими пулами. Потери энергии в линии вычитаются из кривой эффективности насоса производителя, чтобы получить кривую для использования в HEC-RAS. Кривую производительности насоса можно построить для визуального контроля, нажав кнопку 9.0007 Кнопка «Построить кривые насоса» внизу окна. Например, эта ситуация может быть использована для перекачивания воды в накопительный бак. С другой стороны, когда высота выключения насоса ниже, чем высота насоса на высоте (типичный способ его использования), то насос включается, когда поверхность воды становится выше, чем насос на высоте, и насос выключается, когда он уходит. ниже отметины. Это типичное использование насосов для внутренних водоемов.
Например, эта ситуация может быть использована для перекачивания воды в накопительный бак. С другой стороны, когда высота выключения насоса ниже, чем высота насоса на высоте (типичный способ его использования), то насос включается, когда поверхность воды становится выше, чем насос на высоте, и насос выключается, когда он уходит. ниже отметины. Это типичное использование насосов для внутренних водоемов.
 Координаты X, Y не требуются, если насосы не подключены к 2D области потока. Однако если хотя бы один конец насоса подключен к 2D-области потока, то требуются координаты X, Y.
Координаты X, Y не требуются, если насосы не подключены к 2D области потока. Однако если хотя бы один конец насоса подключен к 2D-области потока, то требуются координаты X, Y. Кнопка Добавить Новое Правило открывает редактор типов правил HEC-RAS (Рисунок 3-69), который позволяет пользователю выбрать новое правило из списка Типы правил .
Кнопка Добавить Новое Правило открывает редактор типов правил HEC-RAS (Рисунок 3-69), который позволяет пользователю выбрать новое правило из списка Типы правил . Местом мониторинга стока может быть поперечный разрез в пределах участка реки или водохранилище. Третий тип правила, Применить на основе целевого WS , применяется только в случае превышения целевого минимума и/или максимальной отметки водной поверхности (уровень больше указанного максимума или меньше заданного минимума) в указанном пользователем месте наблюдения за этапом. Четвертый тип правила, Применить на основе дня/часа , применяется только в течение указанного пользователем временного окна. Пользователь вводит день и время начала и день и время окончания. Заданные максимальный и минимальный расход затем применяются к насосной станции только в течение заданного пользователем временного окна. Пятый тип правила, Применить на основе дня/часа и потока , представляет собой комбинацию указанного пользователем временного окна и максимального и/или минимального целевого потока в указанном пользователем местоположении мониторинга потока.
Местом мониторинга стока может быть поперечный разрез в пределах участка реки или водохранилище. Третий тип правила, Применить на основе целевого WS , применяется только в случае превышения целевого минимума и/или максимальной отметки водной поверхности (уровень больше указанного максимума или меньше заданного минимума) в указанном пользователем месте наблюдения за этапом. Четвертый тип правила, Применить на основе дня/часа , применяется только в течение указанного пользователем временного окна. Пользователь вводит день и время начала и день и время окончания. Заданные максимальный и минимальный расход затем применяются к насосной станции только в течение заданного пользователем временного окна. Пятый тип правила, Применить на основе дня/часа и потока , представляет собой комбинацию указанного пользователем временного окна и максимального и/или минимального целевого потока в указанном пользователем местоположении мониторинга потока. Последний тип правила, Применить на основе дня/часа и WS , представляет собой комбинацию заданного пользователем временного окна и максимального и/или минимального целевого этапа в указанном пользователем месте мониторинга этапа.
Последний тип правила, Применить на основе дня/часа и WS , представляет собой комбинацию заданного пользователем временного окна и максимального и/или минимального целевого этапа в указанном пользователем месте мониторинга этапа.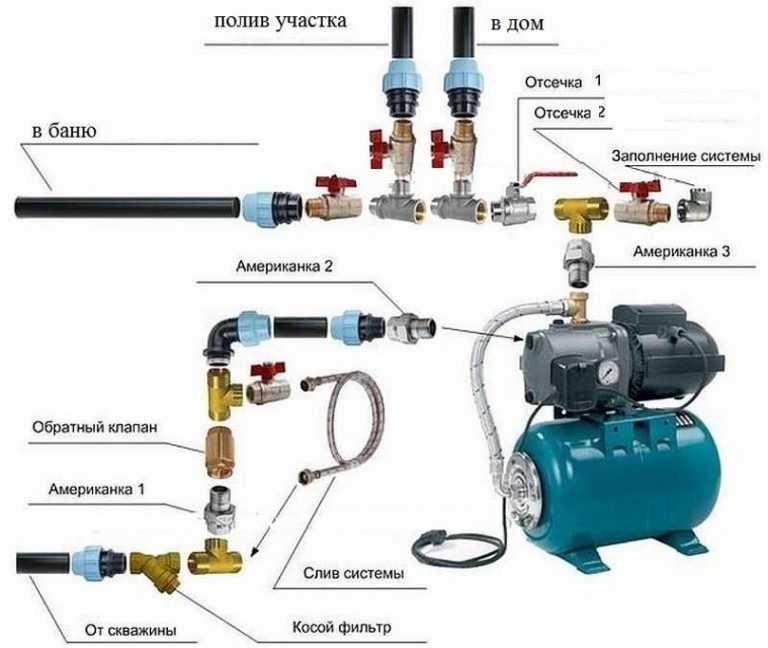

.png) Мы придумали несколько приложений, и первым запустилось устройство насосной станции.
Мы придумали несколько приложений, и первым запустилось устройство насосной станции. Клиенты могут зайти на наш веб-сайт и узнать о нем, и они могут фактически заказать его с веб-сайта. Мы отправляем его им в коробке, как компьютерный принтер. Прибор имеет белый корпус. Он включает в себя иллюстрированные инструкции, которые позволяют электрику установить его, не обладая какими-либо специальными возможностями. Все провода и соединения имеют цветовую маркировку. Они монтируют его и прокладывают один отрезок кабелепровода от нашего шкафа к существующей коробке или пускателю двигателя, а затем подключают его к физическим компонентам подъемной станции.
Клиенты могут зайти на наш веб-сайт и узнать о нем, и они могут фактически заказать его с веб-сайта. Мы отправляем его им в коробке, как компьютерный принтер. Прибор имеет белый корпус. Он включает в себя иллюстрированные инструкции, которые позволяют электрику установить его, не обладая какими-либо специальными возможностями. Все провода и соединения имеют цветовую маркировку. Они монтируют его и прокладывают один отрезок кабелепровода от нашего шкафа к существующей коробке или пускателю двигателя, а затем подключают его к физическим компонентам подъемной станции. Мы задаем всего 20 простых вопросов. Какой тип измерения уровня они используют? Мы можем поддерживать аналоговые приборы, такие как ультразвуковые датчики или поплавки. Сколько у них насосов? Мы можем справиться с одним до четырех. Имеются ли у них входящие или выходящие расходомеры? Кому они хотят, чтобы сигналы тревоги отправлялись по электронной почте? Как долго они хотят, чтобы двигатель пытался запуститься, прежде чем он выйдет из строя? Имеются ли на насосах предупредительные сигналы, такие как высокая вибрация или высокая температура? Как только они ответят на эти и другие вопросы, интерфейс веб-страницы настраивается, и они готовы к работе с устройством.
Мы задаем всего 20 простых вопросов. Какой тип измерения уровня они используют? Мы можем поддерживать аналоговые приборы, такие как ультразвуковые датчики или поплавки. Сколько у них насосов? Мы можем справиться с одним до четырех. Имеются ли у них входящие или выходящие расходомеры? Кому они хотят, чтобы сигналы тревоги отправлялись по электронной почте? Как долго они хотят, чтобы двигатель пытался запуститься, прежде чем он выйдет из строя? Имеются ли на насосах предупредительные сигналы, такие как высокая вибрация или высокая температура? Как только они ответят на эти и другие вопросы, интерфейс веб-страницы настраивается, и они готовы к работе с устройством.
 Они получают такой же белый шкаф и могут просто связать его со своим программным обеспечением SCADA. Это дает им устройство заводского изготовления, на которое они могут установить собственное радио.
Они получают такой же белый шкаф и могут просто связать его со своим программным обеспечением SCADA. Это дает им устройство заводского изготовления, на которое они могут установить собственное радио. Мы считаем, что это более дешевое устройство с более быстрым развертыванием, чем те, которые используют традиционные бизнес-модели.
Мы считаем, что это более дешевое устройство с более быстрым развертыванием, чем те, которые используют традиционные бизнес-модели.
 Не создавайте тысячи браслетов. Попытайтесь создать что-то уникальное, творческое и просто красивое. Это рецепт для бизнеса, который позволит вам эффективно зарабатывать деньги. Создавайте только те украшения, которые вы сами хотели бы носить!
Не создавайте тысячи браслетов. Попытайтесь создать что-то уникальное, творческое и просто красивое. Это рецепт для бизнеса, который позволит вам эффективно зарабатывать деньги. Создавайте только те украшения, которые вы сами хотели бы носить! Если вы умеете и любите шить, сделайте это! В эпоху оптовых торговцев с тканями и возможность импортировать красивые нити, ткани, кажется, это отличная бизнес-идея. Тем не менее, стоит проверить заранее, если будут необходимы какие-либо утверждения и сертификаты. Ведь некоторые ткани могут вызывать аллергическую реакцию у детей.
Если вы умеете и любите шить, сделайте это! В эпоху оптовых торговцев с тканями и возможность импортировать красивые нити, ткани, кажется, это отличная бизнес-идея. Тем не менее, стоит проверить заранее, если будут необходимы какие-либо утверждения и сертификаты. Ведь некоторые ткани могут вызывать аллергическую реакцию у детей.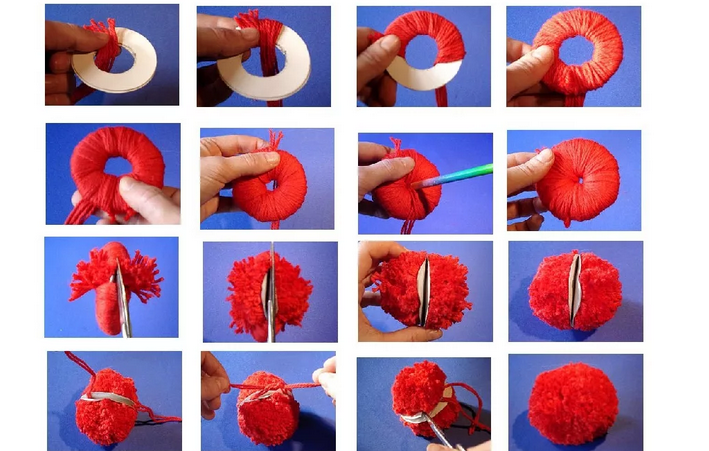 Была возможность встретиться с несколькими людьми, которые производят эти типы сумок. В большинстве случаев им удалось получить оптовый заказ на этих мероприятиях.
Была возможность встретиться с несколькими людьми, которые производят эти типы сумок. В большинстве случаев им удалось получить оптовый заказ на этих мероприятиях. Если вы добавите фото своего творчества на хорошо раскрученный профиль, например, на FB, вы можете получить больше заказов очень быстро, чем можете ожидать. Это идеальное дополнение к кофе, а для вас отличная идея домашнего бизнеса.
Если вы добавите фото своего творчества на хорошо раскрученный профиль, например, на FB, вы можете получить больше заказов очень быстро, чем можете ожидать. Это идеальное дополнение к кофе, а для вас отличная идея домашнего бизнеса. Следует обладать определенными знаниями в данной области, чтобы все было ясно. Сейчас очень популярные светящиеся мячики «cotton ball», которые можно изготавливать своими руками в домашних условиях. В частности, если вы можете создавать уникальные и вполне дизайнерские проекты из гирлянд – это может быть отличной идеей для красивого бизнеса с творческой самореализацией.
Следует обладать определенными знаниями в данной области, чтобы все было ясно. Сейчас очень популярные светящиеся мячики «cotton ball», которые можно изготавливать своими руками в домашних условиях. В частности, если вы можете создавать уникальные и вполне дизайнерские проекты из гирлянд – это может быть отличной идеей для красивого бизнеса с творческой самореализацией. д. Это также очень хорошая бизнес-идея для дома. Почему? Ну, это как минимум окупается. Как Вы думаете, 10$-30$ в день – это совсем не плохо. Кроме того, у Вас свободный график работы. В ИТ-индустрии это очень низкие ставки. Вот почему фирмам заказчикам разных рутинных работ – это выгодно.
д. Это также очень хорошая бизнес-идея для дома. Почему? Ну, это как минимум окупается. Как Вы думаете, 10$-30$ в день – это совсем не плохо. Кроме того, у Вас свободный график работы. В ИТ-индустрии это очень низкие ставки. Вот почему фирмам заказчикам разных рутинных работ – это выгодно. Конечно конкуренция сегодня в этой отрасли очень высока. Вам необходимые специальные знания маркетинга в социальных сетях для создания стратегий продвижения, подготовки профессиональных и интересных постов с высокой виральностю (показатель привлекательности информации для распространения в сети). С другой стороны, в мире есть много компаний, которые просто нуждаются в удаленных сотрудниках, которые возьмут на себя рутинную работу для продвижения их аккаунтов. Наверное, с этого вы должны начать, там вы не только получите свой доход, но и полезные навыки, которые можно будет применить для Вашего аккаунта.
Конечно конкуренция сегодня в этой отрасли очень высока. Вам необходимые специальные знания маркетинга в социальных сетях для создания стратегий продвижения, подготовки профессиональных и интересных постов с высокой виральностю (показатель привлекательности информации для распространения в сети). С другой стороны, в мире есть много компаний, которые просто нуждаются в удаленных сотрудниках, которые возьмут на себя рутинную работу для продвижения их аккаунтов. Наверное, с этого вы должны начать, там вы не только получите свой доход, но и полезные навыки, которые можно будет применить для Вашего аккаунта.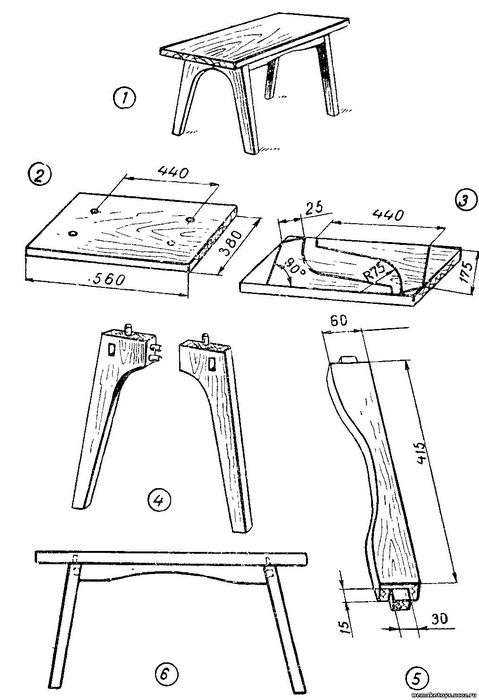
 д.). Текст должен быть уникальным без многократного повторения одних и тех же слов, полезный совет – чаще используйте синонимы.
д.). Текст должен быть уникальным без многократного повторения одних и тех же слов, полезный совет – чаще используйте синонимы. Цветы всегда, кстати, на праздниках и любых мероприятиях. Потребность в цветах не ниже чем в парфюмерии. Вашему вниманию предлагается секретная технология помогающая вырастить розу, даже на балконе всего за 2 месяца. Для достижения такого высокого результата в цветоводстве применяются ускорители роста цветов. Следует только использовать правильную методику и придерживаться рецептуры. Успех гарантирован.
Цветы всегда, кстати, на праздниках и любых мероприятиях. Потребность в цветах не ниже чем в парфюмерии. Вашему вниманию предлагается секретная технология помогающая вырастить розу, даже на балконе всего за 2 месяца. Для достижения такого высокого результата в цветоводстве применяются ускорители роста цветов. Следует только использовать правильную методику и придерживаться рецептуры. Успех гарантирован.


 Если же они остаются внутри, то зачастую полностью не заполняются бетонной смесью. В дальнейшем плитка активно впитывает воду, которая накапливается в пустотах и при колебании температур разрушает бетон изнутри
Если же они остаются внутри, то зачастую полностью не заполняются бетонной смесью. В дальнейшем плитка активно впитывает воду, которая накапливается в пустотах и при колебании температур разрушает бетон изнутри
 Он успешно применяется в строительстве при заливке опалубки.
Он успешно применяется в строительстве при заливке опалубки. Кроме того, он позволяет снизить расход цемента и воды и в некоторых случаях обойтись без вибростола, т.к. составы на основе многих пластификаторов являются самоуплотняющимися.
Кроме того, он позволяет снизить расход цемента и воды и в некоторых случаях обойтись без вибростола, т.к. составы на основе многих пластификаторов являются самоуплотняющимися. А это значит, что при изготовлении плитки своими руками желательно использовать вибростол. Его можно купить. Но многие начинающие плиточники предпочитают сделать вибростол своими руками на основе небольшого отрезка доски, пружин от клапанов автомобилей и простейшего электромотора, обеспечивающего необходимые колебания. Плитка, изготовленная методом вибролитья, обычно долговечнее той, которая получается в результате простой заливки.
А это значит, что при изготовлении плитки своими руками желательно использовать вибростол. Его можно купить. Но многие начинающие плиточники предпочитают сделать вибростол своими руками на основе небольшого отрезка доски, пружин от клапанов автомобилей и простейшего электромотора, обеспечивающего необходимые колебания. Плитка, изготовленная методом вибролитья, обычно долговечнее той, которая получается в результате простой заливки.

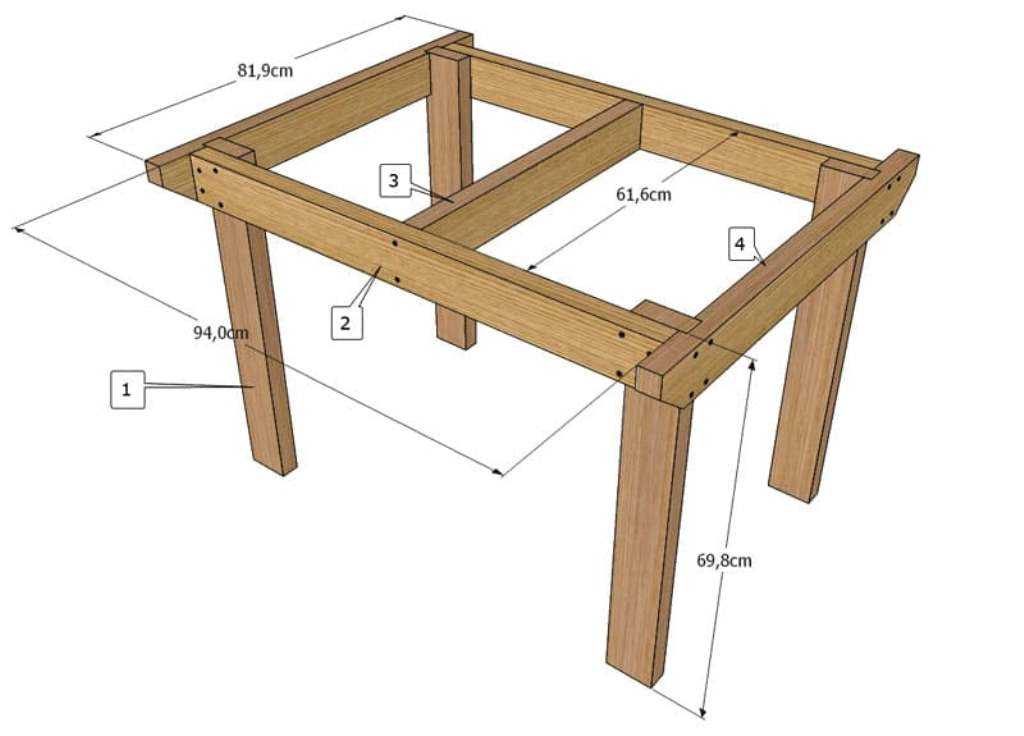 Существует множество других идей оформления садовых дорожек. А если все еще настроены решительно – Огород.ru искренне желает вам удачи и подходящей погоды.
Существует множество других идей оформления садовых дорожек. А если все еще настроены решительно – Огород.ru искренне желает вам удачи и подходящей погоды. Никогда не было лучшего времени, чтобы заняться 3D-печатью, особенно для тех, кто любит делать электронику своими руками, но не имеет инструментов или навыков, чтобы делать такие вещи, как корпуса, вручную.
Никогда не было лучшего времени, чтобы заняться 3D-печатью, особенно для тех, кто любит делать электронику своими руками, но не имеет инструментов или навыков, чтобы делать такие вещи, как корпуса, вручную. Металлы, керамика, шоколад и ряд других материалов могут быть напечатаны на 3D-принтере. Машины, которые работают с этими материалами, обычно дорогие, громоздкие и не подходят для домашнего использования, но вы можете заплатить за услуги, которые сделают работу за вас.
Металлы, керамика, шоколад и ряд других материалов могут быть напечатаны на 3D-принтере. Машины, которые работают с этими материалами, обычно дорогие, громоздкие и не подходят для домашнего использования, но вы можете заплатить за услуги, которые сделают работу за вас. Вы можете использовать дерево для создания чего угодно, от мебели и зданий до корпусов электроники и даже украшений. Работа с ручными инструментами, такими как пилы, молотки и рубанки, — это самый дешевый способ начать работу по дереву дома.
Вы можете использовать дерево для создания чего угодно, от мебели и зданий до корпусов электроники и даже украшений. Работа с ручными инструментами, такими как пилы, молотки и рубанки, — это самый дешевый способ начать работу по дереву дома.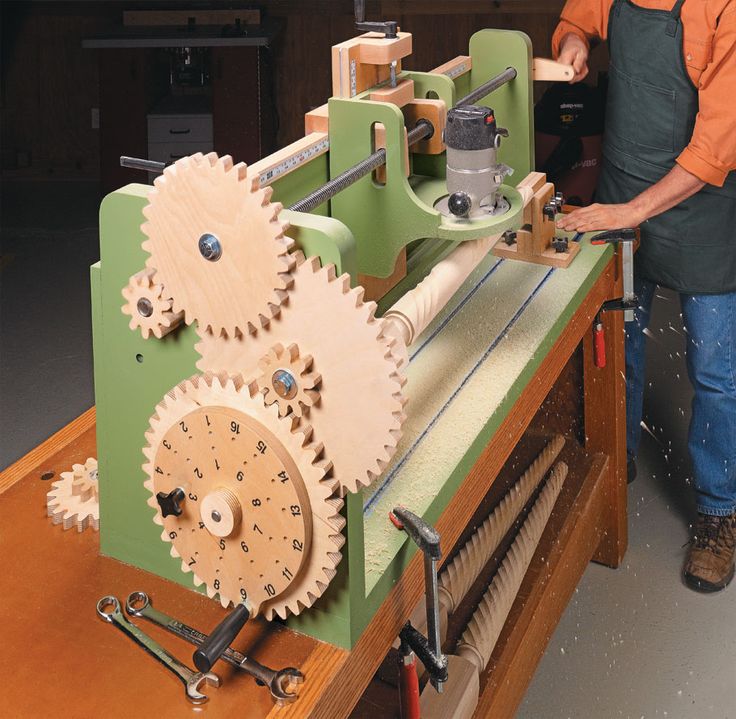
 Лазерные, водоструйные и плазменные резаки — все это хорошие примеры станков с ЧПУ для резки, и все они предлагают разные преимущества. В большинстве случаев резка с ЧПУ используется для вырезания 2D-форм из плоских листов материала, хотя некоторые машины могут резать в трех измерениях.
Лазерные, водоструйные и плазменные резаки — все это хорошие примеры станков с ЧПУ для резки, и все они предлагают разные преимущества. В большинстве случаев резка с ЧПУ используется для вырезания 2D-форм из плоских листов материала, хотя некоторые машины могут резать в трех измерениях. Практически любому материалу можно придать форму с помощью станка с ЧПУ, и инструменты, доступные в этой сфере, только улучшаются. Однако, конечно, обработка с ЧПУ — это не то, к чему многие люди имеют доступ дома, и это означает, что вам нужна услуга, которая поможет вам.
Практически любому материалу можно придать форму с помощью станка с ЧПУ, и инструменты, доступные в этой сфере, только улучшаются. Однако, конечно, обработка с ЧПУ — это не то, к чему многие люди имеют доступ дома, и это означает, что вам нужна услуга, которая поможет вам. Токарные станки с ЧПУ часто называют автоматическими токарными станками.
Токарные станки с ЧПУ часто называют автоматическими токарными станками. Fractory — еще один хороший пример таких компаний, и стоит поискать вариант, который подходит вам лучше всего.
Fractory — еще один хороший пример таких компаний, и стоит поискать вариант, который подходит вам лучше всего. com , ,
com , ,  Строители использовали его для 3D-печати всего, от деталей роботов до небольших рабочих батарей. А «Быстрое прототипирование «по дешевке»» (14 января 2010 г.) рассказывает о том, как сочетание социальных сетей с цифровым производством является рецептом быстрой массовой настройки. Кроме того, «Социальные сети в инженерии» (19 мая, 2009) обсуждает, как технологии социальных сетей, такие как блоги, вики и RSS-каналы, меняют работу инженеров и производителей.
Строители использовали его для 3D-печати всего, от деталей роботов до небольших рабочих батарей. А «Быстрое прототипирование «по дешевке»» (14 января 2010 г.) рассказывает о том, как сочетание социальных сетей с цифровым производством является рецептом быстрой массовой настройки. Кроме того, «Социальные сети в инженерии» (19 мая, 2009) обсуждает, как технологии социальных сетей, такие как блоги, вики и RSS-каналы, меняют работу инженеров и производителей. «На самом деле, эти люди в основном просто развлекаются, возясь с крутыми вещами». «Например, парень может быть любителем или энтузиастом винтажных Triumph 9.0094 мотоциклов», — говорит он. «Но компонентов для них больше нет. Поэтому он открывает в гараже мастерскую по резке деталей для мотоциклов, а затем начинает продавать их другим людям из своей группы интересов».
«На самом деле, эти люди в основном просто развлекаются, возясь с крутыми вещами». «Например, парень может быть любителем или энтузиастом винтажных Triumph 9.0094 мотоциклов», — говорит он. «Но компонентов для них больше нет. Поэтому он открывает в гараже мастерскую по резке деталей для мотоциклов, а затем начинает продавать их другим людям из своей группы интересов». Небольшие станки вырезают такие детали так же точно, как и традиционные большие станки общего назначения, способные выдерживать допуски в 0,001 дюйма. И хотя пользователям приходится резать детали медленнее, в конце концов это не имеет значения. Например, рассмотрим традиционный подход изготовления одноразовой детали. Пользователь, вероятно, пойдет в большой механический цех, где потребуется около 8 часов, чтобы спроектировать и выложить деталь, проверить программу и все прикрутить. Затем требуется 5 минут, чтобы вырезать деталь. Маленькому парню с PCNC также потребовалось бы 8 часов плюс, может быть, 15 минут, чтобы вырезать деталь. Разница незначительна».
Небольшие станки вырезают такие детали так же точно, как и традиционные большие станки общего назначения, способные выдерживать допуски в 0,001 дюйма. И хотя пользователям приходится резать детали медленнее, в конце концов это не имеет значения. Например, рассмотрим традиционный подход изготовления одноразовой детали. Пользователь, вероятно, пойдет в большой механический цех, где потребуется около 8 часов, чтобы спроектировать и выложить деталь, проверить программу и все прикрутить. Затем требуется 5 минут, чтобы вырезать деталь. Маленькому парню с PCNC также потребовалось бы 8 часов плюс, может быть, 15 минут, чтобы вырезать деталь. Разница незначительна». Система ЧПУ перемещает камеру к детали, делает серию снимков, а затем сшивает их вместе, создавая изображение, эквивалентное изображению 200-мегабайтной камеры. Система использует принцип, подобный Google Maps, для соединения множества изображений вместе для создания более крупной и полной картины.
Система ЧПУ перемещает камеру к детали, делает серию снимков, а затем сшивает их вместе, создавая изображение, эквивалентное изображению 200-мегабайтной камеры. Система использует принцип, подобный Google Maps, для соединения множества изображений вместе для создания более крупной и полной картины. «SprutCAM включает в себя широкий спектр стратегий обработки для улучшения качества отделки, ускорения резки и повышения точности», — говорит он. «Это стоит около 1000 долларов и сопоставимо с программами, которые обычно стоят 5000 долларов». Базовый пакет Alibre стоит менее 100 долларов, и плата за обслуживание не взимается.
«SprutCAM включает в себя широкий спектр стратегий обработки для улучшения качества отделки, ускорения резки и повышения точности», — говорит он. «Это стоит около 1000 долларов и сопоставимо с программами, которые обычно стоят 5000 долларов». Базовый пакет Alibre стоит менее 100 долларов, и плата за обслуживание не взимается. В какой-то степени такой подход удался, но по такой цене мы их все равно толком не зацепили. 9 долларовОднако версия 7, наше основное программное обеспечение, получила отличный отклик. Мы также предоставляем программное обеспечение CAM примерно за 4000 долларов, что намного дешевле, чем стоимость основной системы от 10 000 до 30 000 долларов».
В какой-то степени такой подход удался, но по такой цене мы их все равно толком не зацепили. 9 долларовОднако версия 7, наше основное программное обеспечение, получила отличный отклик. Мы также предоставляем программное обеспечение CAM примерно за 4000 долларов, что намного дешевле, чем стоимость основной системы от 10 000 до 30 000 долларов». , Needham, Mass. ( www.ptc.com/go/modelingpe ). «Для специалиста по моделированию это один из самых простых способов изучения 3D CAD, — говорит Джефф Хеджес, директор по маркетингу PTC. «Пользователям не нужно беспокоиться о традиционных сложностях других инструментов САПР, таких как понимание параметров, механизмов ограничений или деревьев истории. Они просто толкают и вытягивают геометрию, чтобы быстро и легко создавать свои первые 3D-проекты».
, Needham, Mass. ( www.ptc.com/go/modelingpe ). «Для специалиста по моделированию это один из самых простых способов изучения 3D CAD, — говорит Джефф Хеджес, директор по маркетингу PTC. «Пользователям не нужно беспокоиться о традиционных сложностях других инструментов САПР, таких как понимание параметров, механизмов ограничений или деревьев истории. Они просто толкают и вытягивают геометрию, чтобы быстро и легко создавать свои первые 3D-проекты». Этот процесс прозрачен для конечного пользователя. Более 1,5 миллиона запусков продуктов свидетельствуют о растущем интересе к использованию бесплатного или недорогого программного обеспечения при проектировании и производстве», — говорит он.
Этот процесс прозрачен для конечного пользователя. Более 1,5 миллиона запусков продуктов свидетельствуют о растущем интересе к использованию бесплатного или недорогого программного обеспечения при проектировании и производстве», — говорит он. «Все компоненты и инструменты SOVII пришлось переделывать с нуля, потому что все должно было быть герметичным и устойчивым к соленой воде», — говорит Арнольд. «Проекты, подобные этому, проще всего реализовать с помощью явного моделирования. У меня не было времени планировать заранее или думать о параметрах и граничных условиях».
«Все компоненты и инструменты SOVII пришлось переделывать с нуля, потому что все должно было быть герметичным и устойчивым к соленой воде», — говорит Арнольд. «Проекты, подобные этому, проще всего реализовать с помощью явного моделирования. У меня не было времени планировать заранее или думать о параметрах и граничных условиях».
 X1 Pallet Systems , Бербанк, Калифорния, также использует это программное обеспечение для проектирования и обработки компонентов аэрокосмической и военной техники, а также промышленных исполнительных систем.
X1 Pallet Systems , Бербанк, Калифорния, также использует это программное обеспечение для проектирования и обработки компонентов аэрокосмической и военной техники, а также промышленных исполнительных систем.
 На более длинной шине – более глубокий изгиб, на короткой – незначительный. Это делается для того, чтобы короткая шина огибала плоскую шестерню, а длинная – малую шестерню.
На более длинной шине – более глубокий изгиб, на короткой – незначительный. Это делается для того, чтобы короткая шина огибала плоскую шестерню, а длинная – малую шестерню.



 Оставляем на пару часов.
Оставляем на пару часов. Подождите, пока высохнет.
Подождите, пока высохнет. youtube.com/embed/XKFScaJFd9U» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/XKFScaJFd9U» frameborder=»0″ allowfullscreen=»allowfullscreen»/>


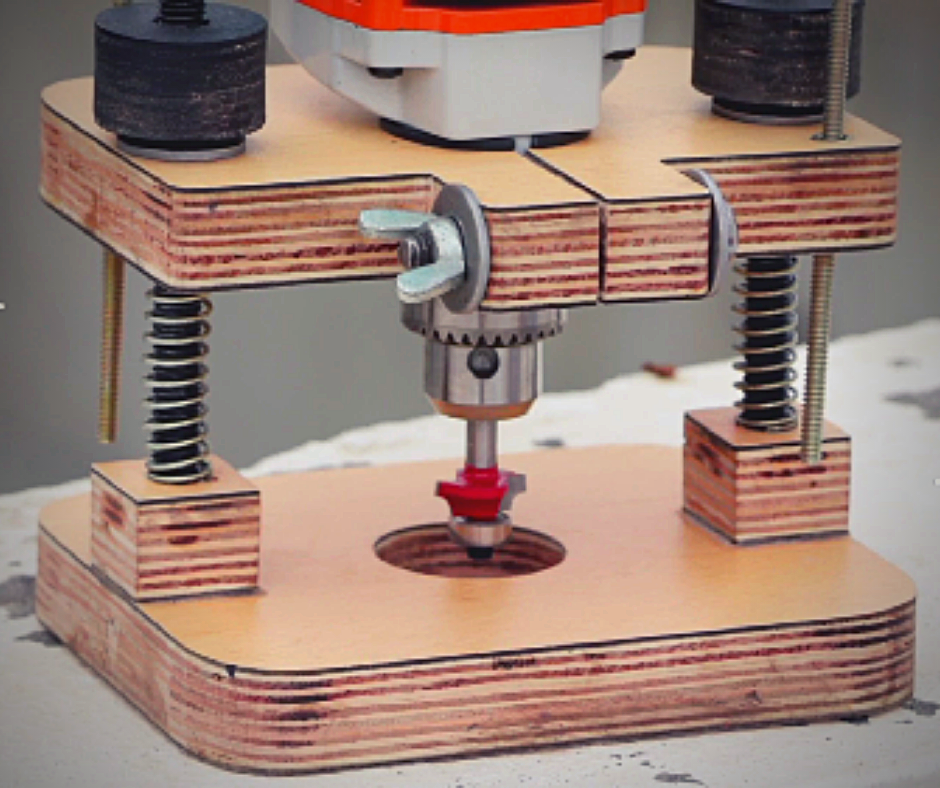 Только надо предварительно рассчитать вес емкости и скорость вращения шпинделя.
Только надо предварительно рассчитать вес емкости и скорость вращения шпинделя.
 Вы также можете использовать эту технику, чтобы зашить дыры в одежде (удобно в походах).
Вы также можете использовать эту технику, чтобы зашить дыры в одежде (удобно в походах).

 Это поможет гарантировать, что буровые долота можно будет надлежащим образом утилизировать, а корпус сверла будет чистым.
Это поможет гарантировать, что буровые долота можно будет надлежащим образом утилизировать, а корпус сверла будет чистым. Если у вас возникли проблемы с дрелью, лучше всего обратиться к профессионалам для ремонта.
Если у вас возникли проблемы с дрелью, лучше всего обратиться к профессионалам для ремонта. Двигатель переменного тока имеет две обмотки, по одной для каждого направления вращения, а двигатель постоянного тока имеет только одну обмотку.
Двигатель переменного тока имеет две обмотки, по одной для каждого направления вращения, а двигатель постоянного тока имеет только одну обмотку. Прикрепите сильный магнит в идеальном месте, чтобы винты и незакрепленные материалы были легко доступны во время работы
Прикрепите сильный магнит в идеальном месте, чтобы винты и незакрепленные материалы были легко доступны во время работы Это отличный совет. Но если вы просверлите несколько отверстий, эта лента может довольно быстро порваться. И как только это происходит, это больше не является точной остановкой глубины.
Это отличный совет. Но если вы просверлите несколько отверстий, эта лента может довольно быстро порваться. И как только это происходит, это больше не является точной остановкой глубины. Особенно это раздражает при сверлении гипсокартона.
Особенно это раздражает при сверлении гипсокартона. Вы можете заменить шуруп пластиковым анкером с резьбой для гипсокартона, который сильнее укусит более мягкую сердцевину.
Вы можете заменить шуруп пластиковым анкером с резьбой для гипсокартона, который сильнее укусит более мягкую сердцевину.


 Выбрать станок для лазерной резки дерева. Осуществить поставку, запуск и наладку оборудования. Обучить сотрудников для работы на станках с ЧПУ. Узнать больше о лазерной резке дерева можно на канале компании на YouTube.
Выбрать станок для лазерной резки дерева. Осуществить поставку, запуск и наладку оборудования. Обучить сотрудников для работы на станках с ЧПУ. Узнать больше о лазерной резке дерева можно на канале компании на YouTube.
 3-5 руб/см.кв
3-5 руб/см.кв

 Электрозаводская
Электрозаводская
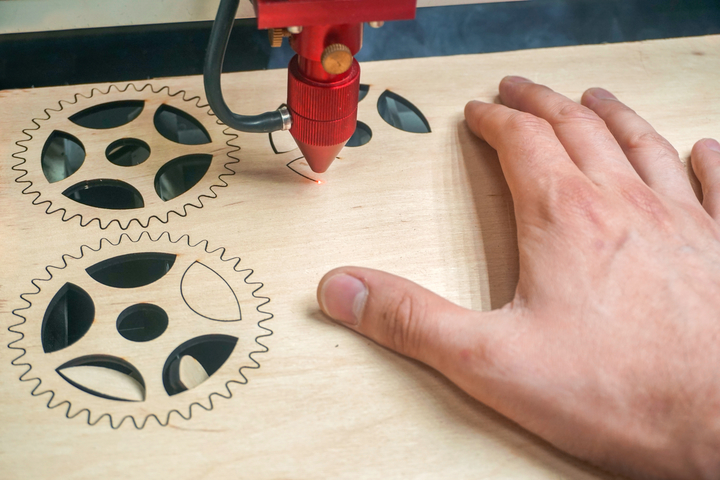




 Это связано с отсутствием какой-либо механической силы со стороны лазерного луча, что позволяет изготавливать чрезвычайно сложные детали. В то же время отсутствие механических усилий также устраняет необходимость в выступах или вырезах в деталях, и это позволяет деревянным деталям, вырезанным лазером, быть идеальной копией дизайна.
Это связано с отсутствием какой-либо механической силы со стороны лазерного луча, что позволяет изготавливать чрезвычайно сложные детали. В то же время отсутствие механических усилий также устраняет необходимость в выступах или вырезах в деталях, и это позволяет деревянным деталям, вырезанным лазером, быть идеальной копией дизайна.

 Использование дерева предоставляет инженерам более дешевую альтернативу перед переходом на более прочный материал, такой как металл или пластик, а когда производственные партии готовы к заказу, скидки на оптовые заказы могут достигать 93%. Инженерам доступно очень мало производственных услуг, которые могут перейти от прототипирования к полномасштабному производству так же быстро и дешево, как Поноко.
Использование дерева предоставляет инженерам более дешевую альтернативу перед переходом на более прочный материал, такой как металл или пластик, а когда производственные партии готовы к заказу, скидки на оптовые заказы могут достигать 93%. Инженерам доступно очень мало производственных услуг, которые могут перейти от прототипирования к полномасштабному производству так же быстро и дешево, как Поноко.


 /мин при S-Max 1000.
/мин при S-Max 1000. резак.
резак.





 футов подходит для всех ваших проектов, будь то персонализированные подарки для друзей и семьи или индивидуальные заказы для новых клиентов; Вентилируемую панель также можно снять, чтобы освободить место при работе с более толстыми материалами. при средней длине волны 10 640 нм.
футов подходит для всех ваших проектов, будь то персонализированные подарки для друзей и семьи или индивидуальные заказы для новых клиентов; Вентилируемую панель также можно снять, чтобы освободить место при работе с более толстыми материалами. при средней длине волны 10 640 нм.





 Его высота по оси Z составляет 2,5 дюйма 9.0006
Его высота по оси Z составляет 2,5 дюйма 9.0006
 0006
0006




 Следует отметить, что просчет характерен для потребления воды в пиковых режимах.
Следует отметить, что просчет характерен для потребления воды в пиковых режимах. Встречается, что погружной насос идет в комплекте с поплавком, отключающим устройство при падении уровня воды до минимально допустимого.
Встречается, что погружной насос идет в комплекте с поплавком, отключающим устройство при падении уровня воды до минимально допустимого. Колодезный насос aquario разных модификаций, в том числе asp 1e 30-90, может похвастать такой встроенной опцией, поэтому срок его службы значительно увеличивается.
Колодезный насос aquario разных модификаций, в том числе asp 1e 30-90, может похвастать такой встроенной опцией, поэтому срок его службы значительно увеличивается.
 Корпусная часть таких насосов выполнена из антикоррозийных материалов, так как хотя бы часть такого агрегата находится в воде. Если же корпус – это нержавеющая сталь, то к преимуществам колодезного электронасоса погружного смело можно прилагать механическую износостойкость и прочность. Герметичность минимизирует риски течи промышленных масел и других вредных загрязнений.
Корпусная часть таких насосов выполнена из антикоррозийных материалов, так как хотя бы часть такого агрегата находится в воде. Если же корпус – это нержавеющая сталь, то к преимуществам колодезного электронасоса погружного смело можно прилагать механическую износостойкость и прочность. Герметичность минимизирует риски течи промышленных масел и других вредных загрязнений.

 Покупка некачественного устройства грозит частыми поломками и перебоями в работе, что по итогам будет стоять дороже надежного образца.
Покупка некачественного устройства грозит частыми поломками и перебоями в работе, что по итогам будет стоять дороже надежного образца. Но, нужно со знанием дела подойти к этому делу. Поверхностные насосы подходят в том случае, если глубина колодца – не более восьми метров. Но, если колодец имеет более внушительную глубину, то выбор должен пасть на погружной насос. Теперь следует подробнее разобраться с особенностями этого оборудования.
Но, нужно со знанием дела подойти к этому делу. Поверхностные насосы подходят в том случае, если глубина колодца – не более восьми метров. Но, если колодец имеет более внушительную глубину, то выбор должен пасть на погружной насос. Теперь следует подробнее разобраться с особенностями этого оборудования. От такого насоса отходит два шланга (или трубы). Один предназначен для забора воды, а второй – ее доставки.
От такого насоса отходит два шланга (или трубы). Один предназначен для забора воды, а второй – ее доставки.
 Что вообще представляет собой это устройство? Давайте разбираться.
Что вообще представляет собой это устройство? Давайте разбираться.
 Существуют насосы, в которых для охлаждения используют специальные реагенты, находящиеся под корпусом. Они содержат в себе опасные для здоровья и окружающей среды химические добавки, которые при разгерметизации корпуса насоса способны попасть в воду. Из-за этого возникнет необходимость чистить колодец, а это достаточно непросто. Насосы, охлаждаемые самой перекачиваемой жидкостью, пользуются большей популярностью у потребителей. Но они и дороже.
Существуют насосы, в которых для охлаждения используют специальные реагенты, находящиеся под корпусом. Они содержат в себе опасные для здоровья и окружающей среды химические добавки, которые при разгерметизации корпуса насоса способны попасть в воду. Из-за этого возникнет необходимость чистить колодец, а это достаточно непросто. Насосы, охлаждаемые самой перекачиваемой жидкостью, пользуются большей популярностью у потребителей. Но они и дороже.
 Если насос является сердцем системы водоснабжения, то поплавковый выключатель является «мозгом» системы. У большинства наших клиентов есть насосы, которые необходимо включать и выключать автоматически. Некоторые распространенные приложения для этого:
Если насос является сердцем системы водоснабжения, то поплавковый выключатель является «мозгом» системы. У большинства наших клиентов есть насосы, которые необходимо включать и выключать автоматически. Некоторые распространенные приложения для этого: Поплавковый выключатель накачки установлен в верхней части накопительного бака, и по мере увеличения уровня в накопительном баке поплавковый выключатель поднимется, а выключатель внутри поплавкового выключателя разомкнется, в результате чего насос, заполняющий бак, отключится. В этом приложении мощность насоса сначала направляется на поплавковый выключатель в верхней части резервуара, а затем на насос, который наполняет резервуар для хранения.
Поплавковый выключатель накачки установлен в верхней части накопительного бака, и по мере увеличения уровня в накопительном баке поплавковый выключатель поднимется, а выключатель внутри поплавкового выключателя разомкнется, в результате чего насос, заполняющий бак, отключится. В этом приложении мощность насоса сначала направляется на поплавковый выключатель в верхней части резервуара, а затем на насос, который наполняет резервуар для хранения. Затем включается насос и удаляет воду из поддона или резервуара. Когда уровень воды падает, переключатель внутри поплавкового выключателя опускается, внутренний переключатель размыкается, и насос выключается.
Затем включается насос и удаляет воду из поддона или резервуара. Когда уровень воды падает, переключатель внутри поплавкового выключателя опускается, внутренний переключатель размыкается, и насос выключается. Это:
Это:

 Питьевая вода (может также использоваться для отстойников)
Питьевая вода (может также использоваться для отстойников) И Pumptec, и Pumpsaver производят контроллеры, предназначенные для этого применения. Это очень интеллектуальные устройства, которые знают, когда в вашем насосе заканчивается вода, выключают его, а затем снова включают через подходящее время, чтобы уровень воды в вашем колодце восстановился. Это означает, что вам не нужно пытаться установить датчики в скважине, где они могут запутаться или засориться минералами или коррозией. Имейте в виду, что эти контроллеры обнаруживают только то, что в вашем насосе закончилась вода, и отключают его, они не предназначены для отключения вашего насоса, когда ваш бак заполнен, поэтому для этого вам понадобится поплавковый выключатель! Эти устройства также защитят ваш насос от низкого/высокого напряжения, а также от быстрых циклов, если возникнут проблемы с вашим напорным баком или реле давления.
И Pumptec, и Pumpsaver производят контроллеры, предназначенные для этого применения. Это очень интеллектуальные устройства, которые знают, когда в вашем насосе заканчивается вода, выключают его, а затем снова включают через подходящее время, чтобы уровень воды в вашем колодце восстановился. Это означает, что вам не нужно пытаться установить датчики в скважине, где они могут запутаться или засориться минералами или коррозией. Имейте в виду, что эти контроллеры обнаруживают только то, что в вашем насосе закончилась вода, и отключают его, они не предназначены для отключения вашего насоса, когда ваш бак заполнен, поэтому для этого вам понадобится поплавковый выключатель! Эти устройства также защитят ваш насос от низкого/высокого напряжения, а также от быстрых циклов, если возникнут проблемы с вашим напорным баком или реле давления. Пожалуйста, ознакомьтесь и соблюдайте все применимые меры безопасности и электрические/строительные нормы и правила при установке и подключении поплавкового выключателя!
Пожалуйста, ознакомьтесь и соблюдайте все применимые меры безопасности и электрические/строительные нормы и правила при установке и подключении поплавкового выключателя! .jpg)



 Промышленностью предлагаются перфорированный металлопрокат, который может использоваться для сборки конструкций без сварки на заклепки или болтовые соединения. Он активно используется для соединения с бетонными конструкциями, в которые заранее забетонированы анкеры или шпильки с резьбой.
Промышленностью предлагаются перфорированный металлопрокат, который может использоваться для сборки конструкций без сварки на заклепки или болтовые соединения. Он активно используется для соединения с бетонными конструкциями, в которые заранее забетонированы анкеры или шпильки с резьбой.
 Изделия с маркировкой «У» имеют уклон боковин внутрь. Такой прокат существенно крепче при одинаковой толщине стенок с аналогами с П-образным профилем. Данные изделия занимают основную часть всего сортамента выпускаемого промышленностью.
Изделия с маркировкой «У» имеют уклон боковин внутрь. Такой прокат существенно крепче при одинаковой толщине стенок с аналогами с П-образным профилем. Данные изделия занимают основную часть всего сортамента выпускаемого промышленностью. Его стенки еще тоньше, чем у облегченного легкого швеллера, сделанного по ГОСТ. Примером его использования является применение в качестве основания для вентилируемого фасада. Швеллер «Э» используется как профиль для закрепления легких фасадных плит.
Его стенки еще тоньше, чем у облегченного легкого швеллера, сделанного по ГОСТ. Примером его использования является применение в качестве основания для вентилируемого фасада. Швеллер «Э» используется как профиль для закрепления легких фасадных плит. Как следствие в таком изделии присутствует внутреннее напряжение.
Как следствие в таком изделии присутствует внутреннее напряжение. При этом существует правило, что изделие должно иметь запас прочности минимум 5% от проектной нагрузки. Если швеллер будет иметь меньшую прочность, то он согнется под давлением стройматериалов, нарушив здание.
При этом существует правило, что изделие должно иметь запас прочности минимум 5% от проектной нагрузки. Если швеллер будет иметь меньшую прочность, то он согнется под давлением стройматериалов, нарушив здание.
 Граничный ее показатель не должен составлять более 0,2% от фактически длины проката. То есть, обрезок швеллера 8 м может иметь изгиб по центру с отклонением от прямой до 1,6 см.
Граничный ее показатель не должен составлять более 0,2% от фактически длины проката. То есть, обрезок швеллера 8 м может иметь изгиб по центру с отклонением от прямой до 1,6 см. Швеллер используется как арматура для стен или кровли, и в качестве усиления бетона. Без него невозможно возвести ни одно промышленное сооружение или жилой дом.
Швеллер используется как арматура для стен или кровли, и в качестве усиления бетона. Без него невозможно возвести ни одно промышленное сооружение или жилой дом. Сфера применения этого изделия зависит от его типоразмера и марки стали. Благодаря высоким несущим способностям швеллера он используется практически во всех отраслях промышленности.
Сфера применения этого изделия зависит от его типоразмера и марки стали. Благодаря высоким несущим способностям швеллера он используется практически во всех отраслях промышленности.


 При этом существует три категории точности их изготовления:
При этом существует три категории точности их изготовления: Используется в строительстве крупных промышленных объектов.
Используется в строительстве крупных промышленных объектов.
 По прочности двутавр существенно обходит швеллер. Выступающие с двух сторон полки лучше распределяют вес и способны выдержать значительные нагрузки. При сильных нагрузках на швеллер возникают силы, которые его стремятся скрутить. Чего при использовании двутавра быть не может.
По прочности двутавр существенно обходит швеллер. Выступающие с двух сторон полки лучше распределяют вес и способны выдержать значительные нагрузки. При сильных нагрузках на швеллер возникают силы, которые его стремятся скрутить. Чего при использовании двутавра быть не может. Что делает их сферу использования более широкой. Их, в отличие от двутавров можно использовать в качестве элементов автомобилей или морских судов.
Что делает их сферу использования более широкой. Их, в отличие от двутавров можно использовать в качестве элементов автомобилей или морских судов.
 Расчет сложных конструкций должен выполняться только профессионалами. Даже одна ошибка может привести к серьезным последствиям.
Расчет сложных конструкций должен выполняться только профессионалами. Даже одна ошибка может привести к серьезным последствиям.
 com может направить вас или ваш класс на путь систематического улучшения словарного запаса.
com может направить вас или ваш класс на путь систематического улучшения словарного запаса. на канале 5.
на канале 5.
 д.) посредством определенного поведения или действия
д.) посредством определенного поведения или действия






 Заказать электронасосы можно онлайн через форму обратной связи на сайте или по телефону +7-800-100-19-37.
Заказать электронасосы можно онлайн через форму обратной связи на сайте или по телефону +7-800-100-19-37. Продолжая использовать сайт, вы даёте согласие на работу с этими файлами.
Продолжая использовать сайт, вы даёте согласие на работу с этими файлами. P.T.CO, Gol Pumps, Тяжелые, Промышленные насосы, Большие центробежные насосы, Горное дело и бурение
P.T.CO, Gol Pumps, Тяжелые, Промышленные насосы, Большие центробежные насосы, Горное дело и бурение с., 3 кВт, 230 В, 1P — 60 Гц — 1750 об/мин — количество EAZS65/16-03004 (CBSM)
с., 3 кВт, 230 В, 1P — 60 Гц — 1750 об/мин — количество EAZS65/16-03004 (CBSM) Муфта получается с помощью блока с шарикоподшипником, на котором закреплен вал насоса и интегрирован с жесткой муфтой. Блок двигателя и вращающуюся часть насоса можно снять, не снимая корпус насоса с трубопровода системы.
Муфта получается с помощью блока с шарикоподшипником, на котором закреплен вал насоса и интегрирован с жесткой муфтой. Блок двигателя и вращающуюся часть насоса можно снять, не снимая корпус насоса с трубопровода системы.
 Общий напор (футы)
Общий напор (футы)  Я получил отличную поддержку клиентов при подключении моих солнечных батарей к насосу. Немедленно! И в техподдержке какой насос выбрать. Хорошая компания из моего опыта до сих пор.
Я получил отличную поддержку клиентов при подключении моих солнечных батарей к насосу. Немедленно! И в техподдержке какой насос выбрать. Хорошая компания из моего опыта до сих пор. Определенно рекомендую!
Определенно рекомендую! Он сделал все возможное, чтобы помочь мне.
Он сделал все возможное, чтобы помочь мне. com
com P.T.CO, Gol Pumps, Тяжелые, Промышленные насосы, Большие центробежные насосы, Горное дело и бурение
P.T.CO, Gol Pumps, Тяжелые, Промышленные насосы, Большие центробежные насосы, Горное дело и бурение с., 1 кВт, 460 В, 3P — 60 Гц — 1750 об/мин — количество EAZS40/16-01104 (CBSM)
с., 1 кВт, 460 В, 3P — 60 Гц — 1750 об/мин — количество EAZS40/16-01104 (CBSM) Муфта получается с помощью блока с шарикоподшипником, на котором закреплен вал насоса и интегрирован с жесткой муфтой. Блок двигателя и вращающуюся часть насоса можно снять, не снимая корпус насоса с трубопровода системы.
Муфта получается с помощью блока с шарикоподшипником, на котором закреплен вал насоса и интегрирован с жесткой муфтой. Блок двигателя и вращающуюся часть насоса можно снять, не снимая корпус насоса с трубопровода системы.
 Общий напор (футы)
Общий напор (футы)  Я получил отличную поддержку клиентов при подключении моих солнечных батарей к насосу. Немедленно! И в техподдержке какой насос выбрать. Хорошая компания из моего опыта до сих пор.
Я получил отличную поддержку клиентов при подключении моих солнечных батарей к насосу. Немедленно! И в техподдержке какой насос выбрать. Хорошая компания из моего опыта до сих пор. Определенно рекомендую!
Определенно рекомендую! Он сделал все возможное, чтобы помочь мне.
Он сделал все возможное, чтобы помочь мне.

 Охлаждение до -75 ℃ не приводит к снижению ударной вязкости сплава.
Охлаждение до -75 ℃ не приводит к снижению ударной вязкости сплава.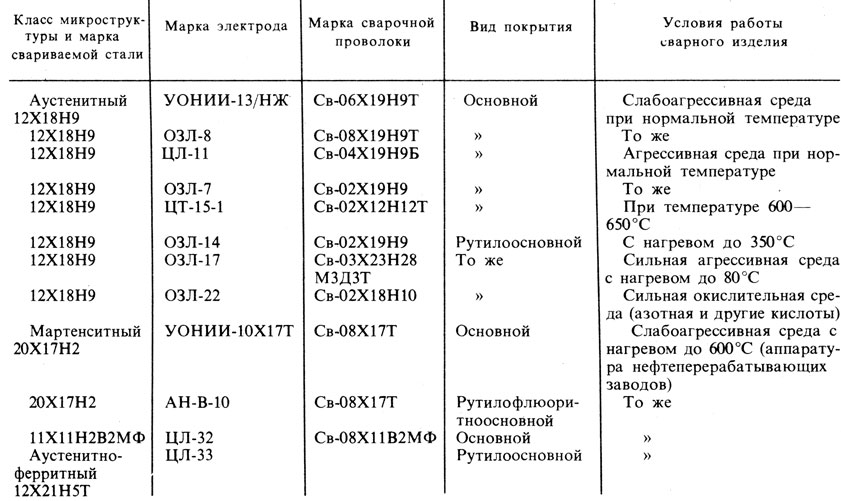 1 Коэффициент теплопроводности λ Вт/(м*К) при температуре испытаний, °С
1 Коэффициент теплопроводности λ Вт/(м*К) при температуре испытаний, °С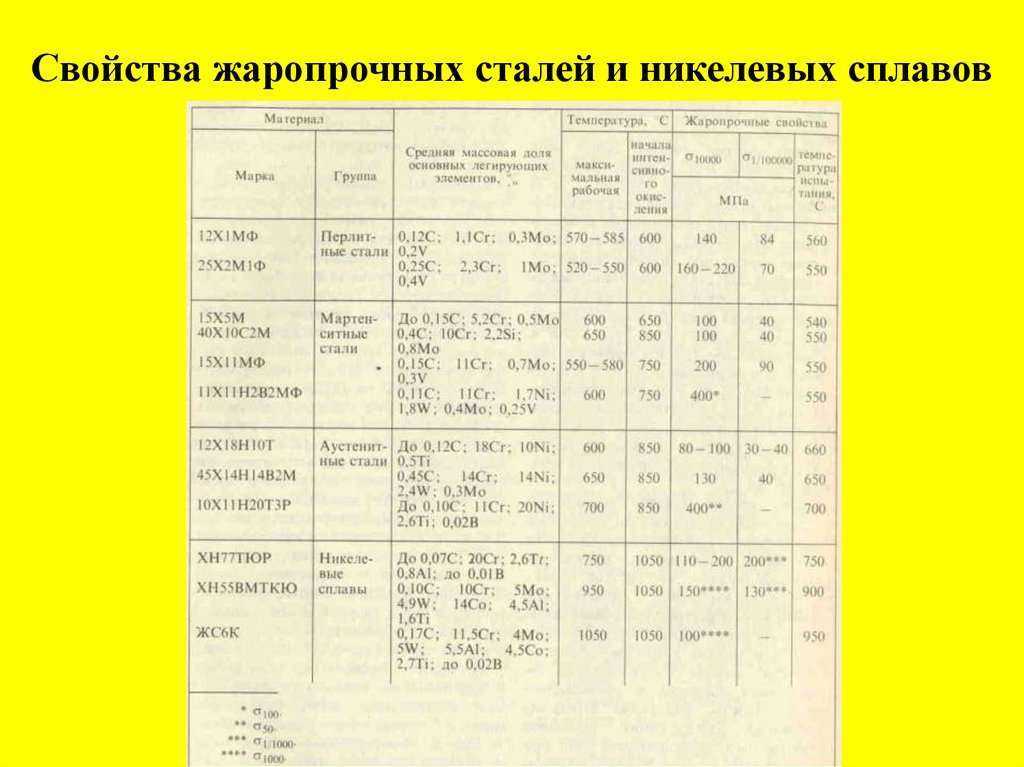
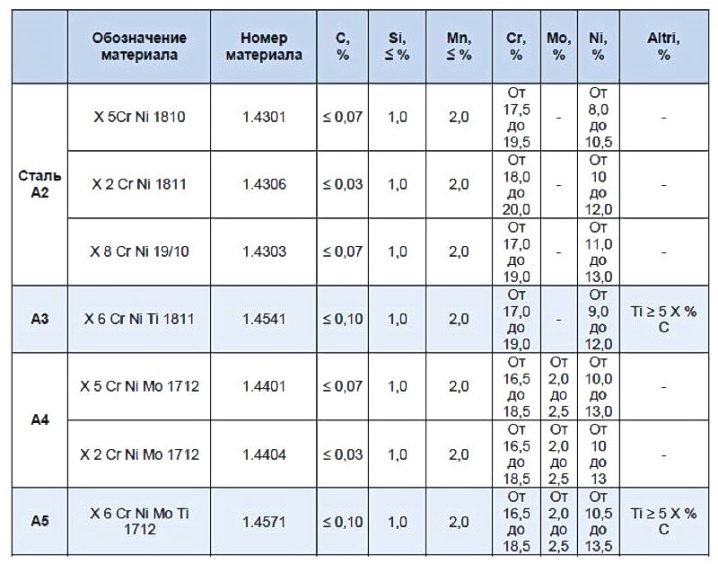 Цифра 18 за буквой, указывает среднюю массовую долю хрома в целых единицах, т.е. массовая доля хрома примерно равна 18%.
Цифра 18 за буквой, указывает среднюю массовую долю хрома в целых единицах, т.е. массовая доля хрома примерно равна 18%.
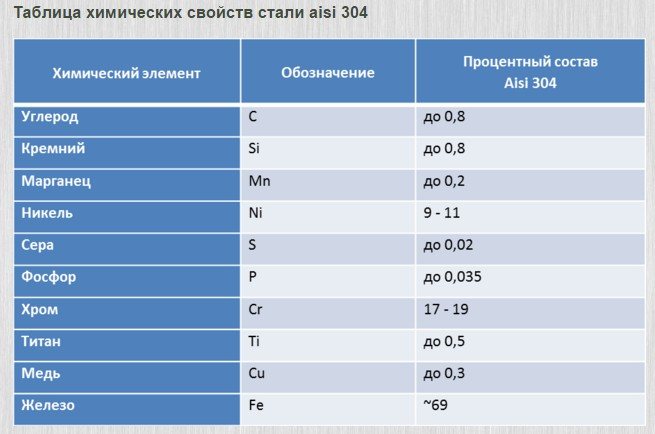

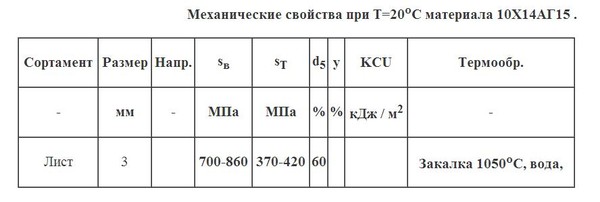 0
0 Применяется
Применяется
 1(10) до 2(20)
1(10) до 2(20)
 Крепеж
Крепеж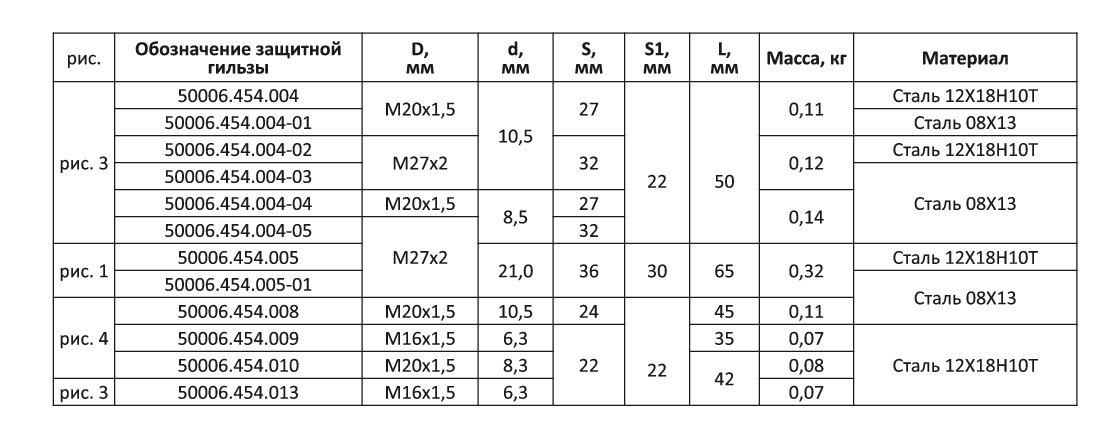 Закалка с 1020-1100 °С на воздухе, в масле или в воде
Закалка с 1020-1100 °С на воздухе, в масле или в воде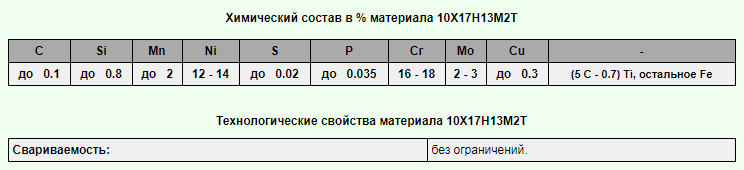 Закалка с 1050—1100 °С на воздухе.
Закалка с 1050—1100 °С на воздухе.
 org/ListItem»>
org/ListItem»>
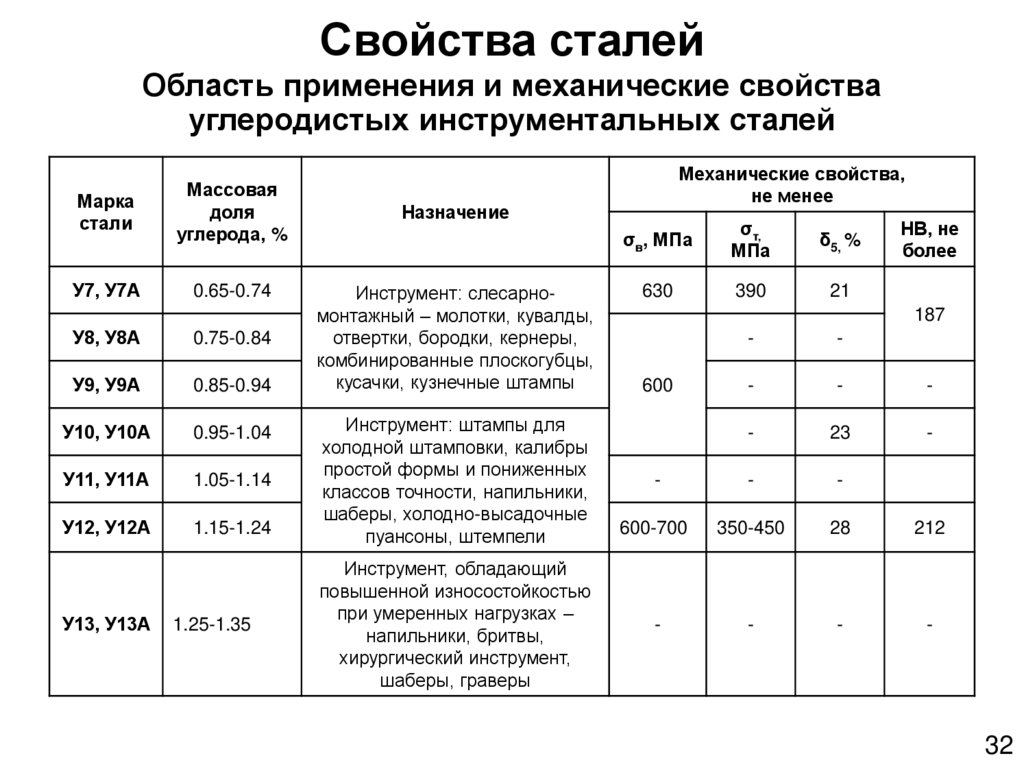 Одним из способов ограничения этих проходов является создание структуры соединения, состоящей из V-образной, U-образной или J-образной канавки.
Одним из способов ограничения этих проходов является создание структуры соединения, состоящей из V-образной, U-образной или J-образной канавки.



 Данная защита изготавливается из битумно-полимерной мастики.
Данная защита изготавливается из битумно-полимерной мастики. Возможна также поставка пароводяного или электрического обогрева стены и теплоизоляции в виде рубашки. По желанию Заказчика возможно покрытие кузова РГС пенополиуретаном, обладающим высокими адгезионными свойствами, обеспечивающими надежную антикоррозионную защиту.
Возможна также поставка пароводяного или электрического обогрева стены и теплоизоляции в виде рубашки. По желанию Заказчика возможно покрытие кузова РГС пенополиуретаном, обладающим высокими адгезионными свойствами, обеспечивающими надежную антикоррозионную защиту.