Please click here if you are not redirected within a few seconds.
Наш сайт использует файлы cookie и похожие технологии, чтобы гарантировать максимальное удобство пользователям, предоставляя персонализированную информацию, запоминая предпочтения в области маркетинга и продукции, а также помогая получить правильную информацию.
Внимание! Сайт работает в тестовом режиме. Возможны ошибки при работе с сайтом и некорректно установленные цены.
г. Оренбург, ул. Карагандинская, д. 32 (отправка курьерскими службами по России)
Отопительное оборудование и запчасти
Часы работы (по Москве): пн-пт: 07:00 — 17:00 сб-вс: 07:00 — 16:00
8 (800) 3500-763
Наш адрес —
г. Оренбург, ул. Карагандинская, д. 32 (отправка курьерскими службами по России) —
Часы работы (по Москве): пн-пт: 07:00 — 17:00 сб-вс: 07:00 — 16:00
Корзина
0 ₽
пуста
Personal areaВходРегистрация
Часы работы (по Москве): пн-пт: 07:00 — 17:00 сб-вс: 07:00 — 16:00
Выберите город доставки:
Москва
Ваш город Москва?
Фильтр по типу запчасти
Показано 19 из 19
Датчик давления воды Ferroli PEGASUS F3 N (36401930)
Артикул
39806180
Бренд
FERROLI
Модель котла
FERROLI DOMItop C24 E FERROLI DOMItop C30 E FERROLI DOMItop F24 E FERROLI DOMItop F30 E
Ferroli DOMIcompact C 24, DOMIcompact C 30, DOMIcompact F 24 B, DOMIcompact F 30, DOMINA C 24 E, DOMINA F 24 E, GN2 N 06, GN2 N 07, GN2 N 08, GN2 N 09, GN2 N 10, GN2 N 11, GN2 N 12, GN2 N 13, GN2 N 14, GN4 N 07, GN4 N 08, GN4 N 09, GN4 N 10, GN4 N 11, GN4 N 12, GN4 N 13, GN4 N 14, Pegasus 107 2S, Pegasus 67 2S, Pegasus 77 2S, Pegasus 87 2S, Pegasus 97 2S, Pegasus F3 N 119 2S, Pegasus F3 N 136 2S, Pegasus F3 N 153 2S, Pegasus F3 N 170 2S, Pegasus F3 N 187 2S, Pegasus F3 N 221 2S, Pegasus F3 N 255 2S, Pegasus F3 N 289 2S
Датчик давления воды 3/8 Ferroli Pegasus D (36402251)
Артикул
39826680
Бренд
FERROLI
Ferroli Pegasus D 20, PEGASUS D 20 LN, Pegasus D 23, Pegasus D 30, Pegasus D 30 K130, PEGASUS D 30 LN, Pegasus D 32, Pegasus D 40, Pegasus D 40 K130, PEGASUS D 40 LN, Pegasus D 45, Atlas D 30, Atlas D 30 K 100, Atlas D 42, Atlas D 42 K 130, Atlas D 70, Atlas D 87
Датчик давления воды Ferroli XP115 (39818260, 398064200, 39404710, 39864190)
Артикул
398064190
Бренд
FERROLI
Модель котла
FERROLI DOMINA F10 PRO FERROLI DOMINA F13 PRO FERROLI DOMINA F16 PRO FERROLI DOMINA F20 PRO FERROLI DOMINA F24 PRO FERROLI DOMINA F28 PRO FERROLI DOMINA F32 PRO FERROLI DOMINA Special C10 FERROLI DOMINA Special C13 FERROLI DOMINA Special C16 FERROLI DOMINA Special C20 FERROLI DOMINA Special C24 FERROLI DOMINA Special C28 FERROLI DOMINA Special C32 FERROLI DOMINA Special F10 FERROLI DOMINA Special F13 FERROLI DOMINA Special F16 FERROLI DOMINA Special F20 FERROLI DOMINA Special F24 FERROLI FORTUNA PRO 10F FERROLI FORTUNA PRO 13F FERROLI FORTUNA PRO 16F FERROLI FORTUNA PRO 20F FERROLI FORTUNA PRO 24F FERROLI FORTUNA PRO 30F FERROLI FORTUNA PRO 35F
Ferroli Domina C10 Special, Domina C13 Special, Domina C16 Special, Domina C20 Special, Domina C24 Special, Domina C28 Special, Domina C32 Special, Domina F 10 Pro, Domina F 13 Pro, Domina F 16 Pro, Domina F 20 Pro, Domina F 24 Pro, Domina F 28 Pro, Domina F 32 Pro, Fortuna C10 Special, Fortuna C13 Special, Fortuna C16 Special, Fortuna C20 Special, Fortuna C24 Special, Fortuna C30 Special, Fortuna C35 Special, Fortuna C40 Special, Fortuna F10 Special, Fortuna F 10 Pro, Fortuna F13 Special, Fortuna F 13 Pro, Fortuna F16 Special, Fortuna F 16 Pro, Fortuna F20 Special, Fortuna F 20 Pro, Fortuna F24 Special, Fortuna F 24 Pro, Fortuna F30 Special, Fortuna F 30 Pro, Fortuna F35 Special, Fortuna F 35 Pro
Датчик давления KIT TRANSDUTT. PRESS.(36402100), шт FERROLI
FERROLI BLUEHELIX TECH RRT 24 C FERROLI BLUEHELIX TECH RRT 24 H FERROLI BLUEHELIX TECH RRT 30 H FERROLI BLUEHELIX TECH RRT 34 C FERROLI DIVAtech D C24 FERROLI DIVAtech D C32 FERROLI DIVAtech D F24 FERROLI DIVAtech D F32 FERROLI DIVAtech D F37 FERROLI DIVAtech D HF24 FERROLI DIVAtech D HF32
Датчик давления воды (прессостат) Ferroli Arena (RU)
Артикул
398001646
Бренд
FERROLI
Модель котла
FERROLI ARENA F 13T (RU) FERROLI ARENA F 16T (RU) FERROLI ARENA F 20T (RU) FERROLI ARENA F 24T (RU)
Датчик давления в системе отопления Ferroli Fortuna Special (NG)
Артикул
39899035
Бренд
FERROLI
Модель котла
FERROLI FORTUNA SPECIAL (NG) F13 FERROLI FORTUNA SPECIAL (NG) F16 FERROLI FORTUNA SPECIAL (NG) F20 FERROLI FORTUNA SPECIAL (NG) F24
Датчик давления воды в СО (прессостат) FERROLI DIVATECH F D
Артикул
398901799
Бренд
FERROLI
Модель котла
FERROLI DIVAtech F13 D (RU) FERROLI DIVAtech F16 D (RU) FERROLI DIVAtech F20 D (RU) FERROLI DIVAtech F24 D (RU)
Датчик давления газа (36400850) FERROLI
Артикул
39813870
Бренд
FERROLI
Ferroli Pegasus F3 N 119 2S, Pegasus F3 N 136 2S, Pegasus F3 N 153 2S, Pegasus F3 N 170 2S, Pegasus F3 N 187 2S, Pegasus F3 N 221 2S, Pegasus F3 N 255 2S, Pegasus F3 N 289 2S
Датчик давления KIT TRASDUTT. PRESS. (36402290), шт FERROLI
FERROLI DOMIproject F15 D FERROLI DOMIproject F18 D FERROLI DOMIproject F21 D
Реле давления KIT PRESS. DIFF.ARIA (36402641), шт FERROLI
Артикул
39805630
Бренд
FERROLI
Модель котла
FERROLI DOMIcompact F30 D FERROLI DOMItop F24 E FERROLI DOMItop F30 E
Реле давления KIT PRESS.DIFF.ARIA ANAL.39805630, шт FERROLI
Артикул
39805631
Бренд
FERROLI
Датчик давления воды 3/8″ FERROLI
Артикул
36402251
Бренд
FERROLI
Датчик давления воды FERROLI
Артикул
36401930
Бренд
FERROLI
Модель котла
FERROLI DOMINA C24 E FERROLI DOMINA C30 E FERROLI DOMINA F24 E FERROLI DOMINA F30 E FERROLI DOMItop HC24 E FERROLI DOMItop HC30 E FERROLI DOMItop HF24 E FERROLI DOMItop HF30 E
Датчик, или иначе, реле давления воды — необходимо в любом котле отопления. Несмотря на свои небольшие размеры, и независимо от формы, его роль в обеспечении безопасности котла критическая. Будучи установленным в системы отопления, оно непосредственно взаимодействует с водой и реагирует на ее давление. Если давления воды — в норме, согласно установленным заводским характеристикам, работа котла безопасна. Если же давление недостаточно, контакты размыкаются и плата блокирует работу котла.
Если Вы нашли неточность в описании или названии товара, мы будем Вам признательны если Вы напишете нам на почту [email protected]
Инструкции и сертификаты
Технические характеристики
Тип
Датчик
Бренд
Protherm
Всего 2 отзыва
Оставить отзыв
О
Олег (02. 09.2020)
Плюсы
Ребята, быстро доставили запчасть. Отличная цена.
Минусы
Пока не обнаружил.
Отзыв
Редкая запчасть. Не где не мог найти. Привезли в течение трех дней в Самару.
Отзыв полезный?
3
0
И
Игорь (13.02.2020)
Плюсы
Лучшая цена на эту запчасть.
Минусы
Нет
Отзыв
Давно с ними работаю, беру много. Я занимаюсь ремонтом котлов. Для меня сделали скидку. Все нравиться.
Отзыв полезный?
3
0
Подходит к моделям Protherm : Lynx HK 11
Lynx HK 24
Lynx HK 28
Ягуар Jaguar 11JTV
Ягуар Jaguar 24JTV
Tiberis: аналог оригинального артикула 30631300500401 Cube 24 F Vaillant:аналог оригинального артикула 0020059717 (0020036671) VU 200/5-5 / VU 240/5-5 / VU 280/5-5 / VUW 200/3-5 / VUW 240/3-3 / VUW 240/3-5 / VUW 280/3-5 / VUW 200/5-5 / VUW 240/5-3 / VUW 240/5-5 / VUW 280/5-5 / VU 122/3-5 / VU 202/3-5 / VU 242/3-5 / VU 282/3-5 / VU 322/3-5 / VU 362/3-5 / VU 122/5-5 / VU 202/5-5 / VU 242/5-5 / VU 282/5-5 / VU 362/5-5 / VUW 202/3-5 / VUW 242/3-3 / VUW 242/3-5 / VUW 282/3-3 / VUW 282/3-5 / VUW 322/3-5 / VUW 362/3-5 / VUW 202/5-5 / VUW 242/5-3 / VUW 242/5-5 / VUW 282/5-5 / VUW 322/5-5 / VUW 362/5-5 / VU OE 246/3-5 / VU OE 306/3-5 / VU OE 376/3-5
Protherm: аналог оригинального артикула 0020118696, 0020036671, 0020069021 Lynx HK 11 / Lynx HK 24 / Lynx HK 28
Ягуар Jaguar 11JTV / Ягуар Jaguar 24JTV
Скат V. 13
Гепард H-RU
Пантера H-RU
Медведь KLOM V.17
PROTHERM Lynx HK 11
PROTHERM Lynx HK 24
PROTHERM Lynx HK 28
PROTHERM Ягуар Jaguar 11JTV
PROTHERM Ягуар Jaguar 24JTV
PROTHERM Скат 6 K13 (6 кВт, версия 13)
PROTHERM Скат 9 K13 (9 кВт, версия 13)
PROTHERM Скат 12 K13 (12 кВт, версия 13)
PROTHERM Скат 14 K13 (14 кВт, версия 13)
PROTHERM Скат 18 K13 (18 кВт, версия 13)
PROTHERM Скат 21 K13 (21 кВт, версия 13)
PROTHERM Скат 24 K13 (24 кВт, версия 13)
PROTHERM Скат 28 K13 (28 кВт, версия 13)
PROTHERM Гепард 12 MOV (H-RU)
PROTHERM Гепард 23 MOV (H-RU)
PROTHERM Гепард 12 MTV (H-RU)
PROTHERM Гепард 23 MTV (H-RU)
PROTHERM Пантера 25 KOO (H-RU)
PROTHERM Пантера 25 KOV (H-RU)
PROTHERM Пантера 30 KOV (H-RU)
PROTHERM Пантера 12 KTO (H-RU)
PROTHERM Пантера 25 KTO (H-RU)
PROTHERM Пантера 25 KTV (H-RU)
PROTHERM Пантера 30 KTV (H-RU)
PROTHERM Пантера 35 KTV (H-RU)
Совместимые котлы
Руководство по поиску и устранению неисправностей котла и стоимость ремонта
Ваш котел постоянно блокируется по непонятной причине? Есть большая вероятность, что вы имеете дело с неисправным реле давления воздуха в котле. Если это так, вы находитесь в правильном месте.
В нашем руководстве ниже мы объясним, что делает переключатель, что вызывает его неисправность и какие симптомы могут возникнуть, если он не работает должным образом.
Прежде чем двигаться дальше, важно понять, что это работа инженера по газовой безопасности. Небезопасно (или законно) открывать котел и работать с деталями внутри камеры сгорания без аккредитации Gas Safe.
Надоел старый и ненадежный котел? Используйте 90-секундную интерактивную форму Heatable, чтобы получить фиксированную цену на экране. После того, как вы выбрали модель котла, ее установка обычно занимает менее 24 часов. Цены являются самыми конкурентоспособными в отрасли, с различными гибкими вариантами финансирования и гарантией соответствия цены.
Содержание
Что такое реле давления воздуха?
Причины отказа реле давления воздуха в котле
Признаки неисправного реле давления воздуха
Стоимость замены реле давления воздуха на котле
Что дальше?
Что такое реле давления воздуха?
Реле давления воздуха в котле представляет собой защитное устройство, обеспечивающее выброс дымовых газов вентилятором через дымоход перед запуском котла.
Вентилятор создает тягу, которая позволяет выводить вредные газы из котла через дымоход. И для того, чтобы ваш котел загорелся, переключатель должен сначала распознать, что вентилятор работает. По сути, выключатель подает 1 из 2 сигналов на вашу плату:
Да, вентилятор работает – котел можно зажечь
Нет, вентилятор не работает – зажигание котла небезопасно
Причины, по которым реле давления воздуха в котле выходит из строя
Учитывая, что головоломка с реле давления воздуха состоит из нескольких частей, ее не так просто диагностировать.
Например, переключатель может не разрешить запуск котла по уважительной причине, например:
Дымоход засорен скоплением мусора
Неисправный вентилятор котла
Сломанная печатная плата (PCB)
Более редким примером может быть «выдувание» контрольной лампы при сильном ветре. Если это произойдет, скорее всего, это проблема с вентилятором, вызванная низкой (и неправильной) настройкой скорости. Поскольку вентилятор должен выталкивать дымовые газы, если он работает на низкой скорости, он не будет противодействовать крошечной обратной тяге в дымоходе. Выключатель замечает, что перепад давления недостаточно велик, и отключает котел.
Как видите, проблема точно не в коммутаторе.
Тем не менее, в других случаях выключатель будет зависать в разомкнутом или замкнутом положении, что приведет к ложному сигналу на печатной плате и возможной блокировке котла.
Проблема 1: Неисправности проводки
Сам переключатель может быть в идеальном рабочем состоянии. Но это электрический компонент, и если проводка вышла из строя или была неправильно подключена, у реле давления могут возникнуть проблемы или вообще перестать работать.
Проблема 2: Влага
Влага может проникать в электрические компоненты, включая реле давления воздуха в бойлере.
Электрические части старых котлов обычно плохо герметизированы, поэтому, если у вас старый котел, есть вероятность, что конденсат попал в переключатель или резиновые шланги и вызвал неисправность.
Проблема 3: Порванные или перегнутые шланги
Все, что мешает потоку воздуха и давлению, приведет к тому, что выключатель не позволит котлу загореться. Сюда входят перекрученные и сломанные шланги. Инженер по газовой безопасности сможет определить эту проблему и устранить ее без особых проблем.
Какое топливо использует ваш котел?
Фиксированная цена онлайн с установкой на следующий день
Котлы Worcester всего от 1965 фунтов стерлингов.
Признаки неисправности реле давления воздуха
Вот некоторые из симптомов неисправности реле давления воздуха в котле.
Однако аналогичные симптомы могут возникать при неисправности других деталей, поэтому важно провести диагностику. В противном случае вы будете заменять дорогие детали котла только для того, чтобы обнаружить, что та же проблема не устранена.
#1 – Циклы котла включаются и выключаются случайным образом
Если датчик давления воздуха имеет проблемы с проводкой, его связь с PCB (печатной платой) может быть прерывистой. Из-за этой неисправности котел периодически включается и выключается.
#2 – Вентилятор работает, но котел не запускается
Если вентилятор определенно работает, теоретически переключатель должен связаться с платой и позволить котлу загореться.
Но это только в том случае, если нет другой проблемы с потоком воздуха. Например, засоренный дымоход может привести к тому, что реле давления останется в закрытом положении, даже если вентилятор работает.
#3 – Котел, отображающий определенные коды неисправностей
Некоторые производители котлов имеют специальные коды неисправностей для отказа реле давления воздуха. Например, код неисправности Ariston E34 означает, что проблема связана с датчиком давления.
Обратитесь к руководству пользователя и узнайте, относится ли код к неисправности воздуха.
Стоимость замены реле давления воздуха на бойлере
Когда речь идет о стоимости замены реле давления воздуха на бойлере, «установленной цены» не существует. Итак, мы дадим вам некоторые оценки, но эти цифры всего лишь обоснованные предположения, основанные на средних исторических значениях. Кроме того, имейте в виду, что цены на рабочую силу различаются по всей Великобритании, и марка вашего котла будет существенным фактором в стоимости замены переключателя.
Реле давления воздуха Стоимость — Детали
Ожидайте, что сам датчик давления воздуха будет стоить 50 фунтов стерлингов (без НДС), в то время как полный блок со шлангами может обойтись вам до 100 фунтов стерлингов. Эти запасные части для котлов должны быть под рукой у инженера-теплотехника.
Стоимость реле давления воздуха — трудозатраты
Работы по установке реле давления воздуха в котле должны стоить около 75-150 фунтов стерлингов. Эти цифры будут варьироваться в зависимости от части страны, в которой вы находитесь, и от того, нужна ли вам полная установка устройства.
Общая стоимость реле давления воздуха
Как правило, общая стоимость замены составляет около 175-250 фунтов стерлингов. Опять же, на эту оценку могут повлиять такие переменные, как регион, марка котла и объем работ.
Что дальше?
Спасибо, что прочитали наше 5-минутное руководство по проблемам с реле давления воздуха. Дайте нам знать, если мы сможем ответить на любые дополнительные вопросы, которые могут у вас возникнуть, оставив комментарий ниже.
Следующий
HTP 7250P-096 Реле давления воды в котле
Поиск по категориямКотлыГорелкиВоздуходувки/ДвигателиРасширительные бакиФитингиПечиHVACМаслоPex/RadiantСантехникаНагреватели для бассейновНасосыНакопительные бакиТермостаты/Управление/ИнструментыВодонагревателиВодонагревателиФильтры для водыКлапаныВентиляция
Главная > ПВТ (Продукты для теплопередачи) > Запчасти для ПВТ > Реле давления воды в котле HTP 7250P-096
Нельзя наносить порошковую краску без предварительной подготовки. Иначе есть риск появления дефектов. Сначала изделие очищают от пыли и грязи. Но этого мало. На поверхности остается тонкая пленка, которая снижает уровень адгезии. Порошок просто «скользит» по ней. Перед началом малярных работ следует узнать о том, чем можно обезжирить поверхность. Мастера применяют на практике составы, способные растворять жир. Их наносят на чистую ткань, а затем протирают металл или пластик. Есть альтернативный метод — распыление обезжиривателей в специальных закрытых камерах.
В домашних условиях у маляров есть много подручных средств. С их помощью можно убрать жир с поверхности. Только есть недостаток. Вручную это делать долго. Тем более, что бытовая химия расходуется довольно быстро. Плюс придется приобретать специальную ткань с микрофиброй. Она не оставляет ворса на поверхности. «Чистота» особенно важна при покраске автомобильного кузова. Для обработки больших площадей лучше выбирать промышленные обезжириватели.
Ацетон
Универсальный обезжириватель
Органическое вещество, которое производят из изопропилового спирта. Жидкость получила свое название от латинского слова acetum, что означает уксус. Состав стал популярен благодаря немецкому химику Леопольду Гмелину. Это произошло в 1848 году. С тех пор менялись компоненты ацетона и методы его производства, но неизменной осталась популярность среди домашних мастеров. Он хорошо отмывает с поверхности мастику, битум и краску. Похожими свойствами обладают керосин и бензин.
Не рекомендуется использовать ацетон для обезжиривания полимерных и металлических деталей. Он слишком агрессивный, поэтому может растворить некоторые виды пластика. При недостаточной просушке состав способен разрушить грунтовку и даже порошковую краску, нанесенную сверху.
Антистатик
Антистатическая жидкость
Подходит разве что для пластика. Например, для обезжиривания перед покраской бампера. Компоненты, входящие в состав, способны запустить процесс коррозии металла. Поэтому лучше воздержаться от применения антистатика для кузова автомобиля. При всех недостатках, жидкость снимает с поверхности статическое напряжение, что помогает получить стойкое порошковое покрытие.
Еще одно преимущество средства состоит в том, что им можно обработать ячеистую, фигурную поверхность. Антистатик справляется даже с ликвидацией масляной пленки на вспененном полистироле.
Антисиликон
Обезжиривающая жидкость
Хороший вариант для нанесения на металл. Жидкость прекрасно решает задачу обезжиривания стальных и алюминиевых деталей. Ее можно использовать перед шпаклевкой и грунтовкой. У средства большой срок годности. Оно сохраняет эксплуатационные характеристики на протяжении двух лет. Антисиликон расходуется экономично, что сокращает производственные затраты.
Средство справляется с ликвидацией застарелых пятен жира, расположенных на большой площади. Не обошлось без минусов. Жидкость издает неприятный запах. Поэтому работы лучше проводить в помещении с хорошей вентиляцией. Малярам следует использовать средства индивидуальной защиты (СИЗ). Лучше всего подойдет респиратор.
Уайт-спирит
Растворитель White Spirit
Другое название — растворитель Стоддарда. Он состоит из жидких углеводородов. White Spirit на производстве получают методом дистилляции нефти. Порой жидкость пропускают через цикл гидроочистки. Это помогает убрать токсичные примеси. Средство используют в лакокрасочной промышленности для растворения красок. Без уайт-спирита не обходится покраска автомобилей в домашних условиях.
У состава резкий неприятный запах. Маляр без респиратора вряд ли сможет работать с жидкостью. Поэтому важно обеспечить работников покрасочного цеха надежными СИЗ.
Щелочь
Каустическая сода
Самое известное средство — едкий натр. Его используют для деактивации кислот. Щелочи обладают моющими свойствами. Они растворяют жир со средней эффективностью. Поэтому составы редко используют при покраске. Они приносят пользу на этапе подготовки. Например, некоторые компоненты способствуют процессу фосфатирования — образования защитной пленки на поверхности металла.
Перекись водорода
Пероксид водорода
Ходят слухи, что обезжирить поверхность можно с помощью перекиси водорода. На самом деле раствор не способен справиться с масляной пленкой. Его целесообразно использовать как окислитель. Нельзя отрицать, что у средства есть хорошие антибактериальные свойства. Оно работает лишь в том случае, если жир состоит из веществ, которые легко окисляются. Тогда они растворяются в воде и смываются с поверхности.
В большинстве случаев пероксид водорода не может заменить обезжириватель.
Этиловый спирт
Канистра со спиртом
В домашних условиях спирт справляется с задачей ликвидации жировой пленки. Раньше жидкость продавалась в любой аптеке, сейчас достать ее не так просто. У средства есть один недостаток — оно быстро испаряется, что делает весьма затратным использование при малярных работах. Получается слишком большой расход. Водка обезжиривает гораздо хуже, потому что в ее составе только 40 % спирта.
Комбинированные средства
Обезжириватель с комплексным составом
Есть составы, решающие несколько задач. Они не только обезжиривают, но и очищают поверхность от остатков нефтепродуктов и старой краски. Жидкость производят в концентрированной форме. Она заменяет растворитель 646, технические смывки и спирты. Концентрат обеспечивает защиту от коррозии, не разрушает поверхность материалов.
Достаточно взболтать канистру со средством перед применением и развести водой в пропорции 1:10. Для усиления эффективности можно нагреть раствор до 30-60 °C.
Группа компаний «Центр порошковых покрытий Радар» выпускает эффективные средства для обезжиривания.
Популярные категории:
Технологии
Все категории
Чем можно обезжирить поверхность: средства для разных материалов
Перед покраской, наклеиванием обоев поверхности должны быть специально обработаны, не должно быть жировой пленки, пыли, грязи, остатков прошлых покрытий. Посмотрим, чем можно обезжирить поверхность.
Содержание
1 Зачем нужно обезжиривать?
2 Средства для обезжиривания
2.1 Уайт-спирит
2.2 Бензины, ацетоны, дизель
2.3 Антисиликон как обезжириватель для металла
2.4 Обезжириватели для пластика
2.5 Средства для древесины и стекла
2.6 Обзор средств для обезжиривания (2 видео)
2.7 Обезжириватели для разных поверхностей (30 фото)
2.7.1 Рекомендуем прочитать:
Зачем нужно обезжиривать?
Что такое обезжиривание? Грязь и пыль на поверхности существенно снижает адгезию поверхности с отделочным материалом. Долговечность нанесенного покрытия или качество склеивания будет низким. Клей или лакокрасочные материалы будут соединяться не с поверхностью, а с грязевым слоем. Обезжиривают металлы, пластик, стекло, древесину и другие материалы по той причине, что масляные или жировые участки, которые всегда имеются на основаниях, также препятствуют адгезии красок или клеев. Посмотрим, чем можно обезжиривать поверхности перед покраской.
На видео: зачем обезжиривать деталь перед покраской.
Средства для обезжиривания
Для борьбы с жировыми пленками на металлических, пластиковых и любых других поверхностях все еще применяют безворсовую салфетку, смоченную растворителем. Это допускается, если необходимо окрасить что-то в домашних условиях. Такой поход допускается при условии, если обрабатываться будет небольшой по площади участок. Для подготовки автомобильных кузовов такой вариант не подходит. Давайте посмотрим, чем лучше обезжирить поверхность перед покрасочными или любыми другими работами.
Поверхность автомобиля лучше обрабатывать именно специальными составами. Данная группа препаратов по заверениям производителей и специалистов уверенно побеждает не только жировые пленки, но и грязь вместе с последствиями коррозии.
Уайт-спирит
Это органический растворитель, знакомый каждому. Уайт-спиритом обрабатывают кузова автомобилей в самом начале работ. Далее на тонких этапах подготовки применяют спирт и ортофосфорную кислоту – раствор смешивается в определенной пропорции. Данный продукт способен тщательно убрать следы жира с металлических поверхностей.
Уайт спирит не вступает в реакции, поэтому нет риска, что в кузове появится дыра. Также не растворяет уайт-спирит и лакокрасочное покрытие, даже если оно не цельное и имеет потертости или царапины.
Учитывая низкую цену уайт спирита, большинство автомобилистов использует это средство в гаражных условиях – не существует ничего проще, чем обезжирить кузов автомобиля этим растворителем. Единственный минус – очень сильный и характерный запах. Следует применять этот материал с алюминием и его сплавами.
Но существуют и другие препараты, позволяющие убирать жир с металла. Один из таких средств – трихлорэтилен. Это один из самых известных органических растворителей. Он активно контактирует с алюминием. При этом выделяются горючие вещества – это может стать причиной возгорания при попадании автомобиля в ДТП. Трихлоэтилен при соединении с водой образует липкую массу, удалить которую не так уж просто.
Если нет других вариантов, чем обезжирить автомобили, данный препарат подойдет. Но действует он лишь при идеально сухой поверхности.
Бензины, ацетоны, дизель
Начинающие, далекие от окрашивания автомобилей могут путать запах растворителей с бензином, ацетоном, керосином, дизелем – жидкости похожи по запаху. Особой разницы по свойствам и характеристикам данные материалы не имеют. Жидкости способны растворять мастики, битумные пятна, жиры. Однако керосин и дизельное топливо очень трудно смывается, но как средство для обезжиривания подходит.
Профессиональные мойщики используют керосины, однако на мойках также используют специальное оборудование, позволяющее легко убрать и следы керосина с поверхности авто, и запах. В гаражах обработку автомобиля перед покраской керосином выполнять не стоит, можно только навредить.
Также с осторожностью стоит относиться к ацетонам, растворителю 645 и 646. Но это касается только кузовов автомобиля. С другими металлами эти растворители применять можно.
Антисиликон как обезжириватель для металла
Этот материал является оптимальным для автомобилей. При помощи данного продукта можно безопасно удалять следы жира, грязь и пыль для последующих покрасочных работ. Данные препараты оптимальны, когда планируется полное окрашивания автомобиля, а также для локальных подкрасов.
Антисиликоны показывают хорошие результаты обезжиривания – они не воздействуют на металл, не разрушают старую краску.
Обезжириватели для пластика
С пластиком ситуация более сложная. Видов пластика много, и чем обезжирить пластик зависит от самого пластика. Так, некоторые виды пластиковых изделий будут пузыриться от бензолов или ацетонов, другая пластмасса расплывется от бензинов. Другие виды пластика растворятся даже в дихлорэтане. Трудно точно сказать, можно ли использовать универсальный обезжириватель.
Ряд пластиков может быть равнодушен к уайт-спириту и обезжиривание поверхности вполне возможно. С автомобильным пластиком лучше не рисковать и приобрести специальные препараты – мягкий состав Piton или APP WK900. Этими же веществами можно обрабатывать и резину.
Если искать средство, чем обезжирить пластиковые поверхности максимально безопасно, то лучше обратить внимание на антистатики. Это наиболее безопасный состав. Пластик имеет свойство электризоваться и притягивать пыль. Это становится головной болью – жировые пленки удаляются очень тяжело. При помощи антистатиков эту проблему можно решить легко и быстро – жидкость уберет не только пыль, но и жир.
Некритичные пластиковые детали обезжиривают растворителем 646, спиртом, составом «Велтосепт», аммиаком. Можно также обработать поверхность обычной водкой. Как обезжирить – жидкостью смачивают салфетку и протирают поверхность.
Средства для древесины и стекла
Давайте посмотрим, чем обезжирить перед покраской деревянную поверхность. Так, дерево со смолой, следами старого лака и краски вначале должно быть очищено щеткой из металла или наждаком.
Если грязь проникла очень глубоко, то даже хорошим средством ее не убрать – здесь лучше поможет рубанок. С его помощью можно снять пораженный грязью слой и тогда можно отказаться от обезжиривания перед покраской.
Универсальные органические препараты-растворители помогут убрать старую краску. Наносить их следует валиком. Кто не знает, чем обезжиривать поверхности из дерева, пытаются использовать бензин – он здесь не поможет с подобными загрязнениями. Разрушить такую структуру загрязнений и слоя краски смогут специальные химические продукты. После их нанесения грязь и старая краска легко снимается обычным шпателем.
Чем обезжирить поверхность перед покраской, если это стекло? Стекло в отличии от пластиковых изделий гораздо спокойнее относится к агрессивным препаратам. Если цель – склеивание стекол, можно применить универсальный растворитель и даже спирт. Если нужно отмыть стекло, лучше выбрать специализированные материалы.
Обзор средств для обезжиривания (2 видео)
Обезжириватели для разных поверхностей (30 фото)
Очистка / Снятие масла / обезжиривание
Процессы отделки
Очистка / Снятие нефти / обезжиривание
Валун
Дефляция
Снимание
. пескоструйная обработка
ISF®
Скругление кромок
Влажная пескоструйная обработка
Полировка / сглаживание
Очистка / Удаление масла / Обезжиривание
Шлифовка
Дробеструйная обработка
Специальные области применения
Сухая электрополировка (DryLyte)
Чистота компонентов между этапами обработки или перед установкой становится все более важным в производственном процессе. Уже сегодня от 10 до 20 процентов производственных затрат приходится на промышленную очистку из-за повышения требований к качеству, и это тенденция к росту. Rösler предлагает вам эффективную и тщательную очистку компонентов, индивидуально адаптированную к вашему производственному процессу.
Для очистки промышленных компонентов Rösler предлагает инновационные технологии фильтрации и запатентованные чистящие составы в дополнение к промышленным моющим машинам различных типов, которые хорошо совместимы с процессами массовой отделки Rösler.
Массовая отделка предлагает процессы очистки, специально предназначенные для ряда заготовок, либо для их очистки по частям, либо с использованием абразивов в сочетании с промывочной технологической водой. Вы также можете удалить масло, обезжирить и очистить в сочетании с удалением заусенцев или легким закруглением кромок. Это часто позволяет избежать дополнительного процесса очистки, а время производства и затраты эффективно сокращаются.
Мы с удовольствием проведем тест очистки ваших компонентов в нашем собственном испытательном центре и проверим соответствие вашим спецификациям чистоты очищенных компонентов в соответствии с VDA 19 и ISO 16232 в нашей лаборатории.
Примеры машин из области массовой отделки
Роторные вибраторы
Системы промывки и сушки
Высокоэнергетические дисковые системы
Примеры машин из области дробеструйной техники
55
Подъемно-рельсовые машины
Ленточно-галтовочные машины
Роликовые конвейерные машины
Возможные заготовки для процесса «Очистка / Удаление масла / Обезжиривание»
3 Сообщите нам, как мы можем решить 90 проблемы с отделкой поверхностей. Нужна дополнительная информация о наших продуктах и услугах? Нужно поговорить с экспертом?
Свяжитесь с нами Позвоните нам
Наши каналы в социальных сетях:
Блог Rosler Посетите наш экспертный блог и узнайте советы и рекомендации по отделке поверхностей.
Блог Rosler
Rosler Metal Finishing USA, LLC 1551 Денсо-роуд Battle Creek, MI 49037 USA +1 (269) 441-3000 +1 (269) 441-3300110011011011018983. 9083 +1 (269) 441-330011011011011011898. 441-33001111101101101101101101111111111111111118. +1 (269) 441-3000 +1 (269). [email protected]
COVID-19 редко распространяется через поверхности. Так почему же мы все еще занимаемся глубокой очисткой?
Когда в марте прошлого года Эмануэль Голдман отправился в свой местный супермаркет в Нью-Джерси, он не стал рисковать. Сообщения о случаях COVID-19 появлялись в Соединенных Штатах, поэтому он надел перчатки, чтобы избежать заражения поверхностей, и надел маску, чтобы не вдыхать крошечные вирусные капли от других покупателей. В то время не рекомендовались ни перчатки, ни маски.
Затем, в конце марта, лабораторное исследование показало, что коронавирус SARS-CoV-2 может сохраняться на пластике и нержавеющей стали в течение 1 дней. Это вызвало поразительные заголовки и множество советов о том, как дезинфицировать все, от дверных ручек до продуктов. Похоже, что это также подтверждает руководство, опубликованное Всемирной организацией здравоохранения (ВОЗ) в феврале, о том, что вирус, вызывающий COVID-19, может распространяться через загрязненные поверхности, известные как фомиты.
К маю ВОЗ и агентства здравоохранения по всему миру рекомендовали людям в обычных общественных местах — домах, автобусах, церквях, школах и магазинах — мыть и дезинфицировать поверхности, особенно те, к которым часто прикасаются. Заводы по производству дезинфицирующих средств работали круглосуточно, чтобы удовлетворить высокий спрос.
Но Голдман, микробиолог из Медицинской школы Рутгерса в Нью-Джерси в Ньюарке, решил поближе изучить факты, связанные с фомитами. Он обнаружил, что мало что подтверждает идею о том, что SARS-CoV-2 передается от одного человека к другому через зараженные поверхности. В июле он написал острый комментарий для The Lancet Infectious Diseases , утверждая, что поверхности представляют относительно небольшой риск передачи вируса 2 . С тех пор его убежденность только укрепилась, и Голдман уже давно отказался от перчаток.
Многие другие пришли к аналогичным выводам. Фактически, Центры по контролю и профилактике заболеваний США (CDC) в мае уточнили свои рекомендации относительно поверхностной передачи, заявив, что этот путь «не считается основным путем распространения вируса». Теперь в нем говорится, что передача через поверхности «не считается обычным способом распространения COVID-19».
По мере того, как в ходе пандемии накапливались доказательства, научные представления о вирусе изменились. Все исследования и расследования вспышек указывают на то, что большинство случаев передачи происходит в результате того, что инфицированные люди выбрасывают крупные капли и мелкие частицы, называемые аэрозолями, при кашле, разговоре или дыхании. Они могут быть непосредственно вдохнуты людьми, находящимися рядом. Поверхностная передача, хотя и возможна, не считается значительным риском.
Мошеннические антитела могут вызывать тяжелую форму COVID-19
Но мыть поверхности легче, чем улучшать вентиляцию, особенно зимой, и потребители привыкли к протоколам дезинфекции. Это означает, что правительства, компании и частные лица продолжают вкладывать огромное количество времени и денег в усилия по глубокой очистке. К концу 2020 года глобальные продажи дезинфицирующих средств для поверхностей составили 4,5 миллиарда долларов США, что более чем на 30% больше, чем в предыдущем году. Управление городского транспорта Нью-Йорка (MTA), которое контролирует метро и автобусы и потеряло миллиарды долларов дохода от пассажиров в 2020 году, в прошлом году потратило 484 миллиона долларов на борьбу с COVID-19., включая усиленную очистку и дезинфекцию, по словам представителя.
Частично проблема заключается в том, что специалисты не могут исключить возможность передачи через фомиты, а рекомендации многих учреждений здравоохранения о том, как обращаться с поверхностями, остаются неясными, поскольку наука изменилась. В ноябре власти Китая ввели правила, требующие дезинфекции упаковок с импортными замороженными продуктами. А CDC направляет людей к исчерпывающему списку агентов, убивающих SARS-C0V-2, и говорит: «Важна частая дезинфекция поверхностей и предметов, к которым прикасаются несколько человек».
Эксперты говорят, что есть смысл рекомендовать мытье рук, но некоторые исследователи возражают против сосредоточения внимания на поверхностях. В декабре инженер Линси Марр из Технологического института Вирджинии в Блэксбурге написала статью для The Washington Post , в которой призвала людей облегчить уборку. «Стало ясно, что передача через вдыхание аэрозолей — микроскопических капель — является важным, если не доминирующим способом передачи», — говорит Марр, изучающий передачу болезней воздушно-капельным путем. По ее словам, чрезмерное внимание к чистоте поверхностей требует ограниченного времени и ресурсов, которые лучше было бы потратить на вентиляцию или обеззараживание воздуха, которым дышат люди.
Вирусная РНК может ввести в заблуждение
Акцент на фомитах, а не на аэрозолях, возник в самом начале вспышки коронавируса из-за того, что люди знали о других инфекционных заболеваниях. В больницах такие патогены, как устойчивый к метициллину Staphylococcus aureus , респираторно-синцитиальный вирус и норовирус, могут цепляться за поручни кроватей или переходить от одного человека к другому на стетоскопе врача. Поэтому, как только люди начали заболевать коронавирусом, исследователи начали брать мазки из больничных палат и карантинных помещений на предмет мест, где мог скрываться вирус. И, казалось, было везде.
В медицинских учреждениях личные вещи, такие как очки для чтения и бутылки с водой, дали положительный результат на следы вирусной РНК — основной способ, которым исследователи определяют вирусное заражение. Так же, как и рельсы кровати и вентиляционные отверстия. В домах, находящихся на карантине, умывальники и душевые содержали РНК, а в ресторанах были обнаружены деревянные палочки для еды. А ранние исследования предполагали, что заражение может сохраняться в течение нескольких недель. Спустя семнадцать дней после освобождения круизного лайнера Diamond Princess ученые обнаружили 3 РНК вируса на поверхностях в кабинах 712 пассажиров и членов экипажа с положительным результатом на COVID-19.
Санитарная обработка общественного транспорта в Нью-Йорке в 2020 году обошлась в сотни миллионов долларов. Фото: Ноам Галай/Getty
Но заражение вирусной РНК не обязательно должно вызывать тревогу, говорит Голдман. «Вирусная РНК эквивалентна трупу вируса», — говорит он. «Это не заразно».
Чтобы решить эту часть уравнения, исследователи начали проверять, могут ли образцы коронавируса, оставленные на несколько дней на различных поверхностях, заразить выращенные в лаборатории клетки. Одно исследование, проведенное в апреле, показало, что вирус остается заразным на твердых поверхностях, таких как пластик и нержавеющая сталь, в течение 6 дней; на банкнотах — 3 дня; и на хирургических масках не менее 7 дней 4 . Более позднее исследование показало, что жизнеспособный вирус присутствует на коже до 4 дней, а на одежде — менее 8 часов 5 . А у других обнаружили инфекционный вирус на библиотечных книгах, переплетенных в натуральную и искусственную кожу, через 8 дней 6 .
Нереальные условия
Хотя эксперименты такого типа демонстрируют, что коронавирус может выживать на поверхностях, это не означает, что люди заражаются им от таких поверхностей, как дверные ручки. Голдман и другие предостерегают от чрезмерного чтения исследований выживания вирусов, потому что большинство из них не проверяют условия, существующие за пределами лаборатории. «Это были эксперименты, которые начинались с огромного количества вируса, ничего такого, с чем вы могли бы столкнуться в реальном мире», — говорит он. По словам Голдмана, в других тестах использовалась имитация слюны и контролируемые условия, такие как влажность и температура, которые расширяют пропасть между экспериментальными и реальными условиями.
Только несколько исследований искали жизнеспособный вирус вне лаборатории. Таль Брош-Ниссимов, заведующий отделением инфекционных заболеваний университетской больницы Ассута Ашдод в Израиле, и его коллеги брали мазки с личных вещей и мебели в больничных изоляторах и комнатах карантинной гостиницы. Половина образцов из двух больниц и более трети образцов из карантинной гостиницы оказались положительными на вирусную РНК. Но ни один из вирусных материалов на самом деле не смог заразить клетки, сообщили исследователи.0129 7 .
Почему многие страны потерпели неудачу в отслеживании контактов с COVID, но некоторые сделали это правильно
Действительно, исследователи изо всех сил пытались выделить жизнеспособный вирус из любых образцов окружающей среды, а не только из фомитов. В единственном успешном исследовании 8 ученые вырастили вирусные частицы из проб воздуха в больницах, взятых на расстоянии не менее 2 метров от человека с COVID-19.
Тем не менее ученые предостерегают от однозначных выводов. «То, что жизнеспособность не может быть доказана, не означает, что в какой-то момент там не было заразного вируса», — говорит эпидемиолог Бен Коулинг из Гонконгского университета.
Исследования воздействия на человека других патогенов дают дополнительные сведения о передаче респираторных вирусов через предметы обихода. В 1987 году исследователи из Висконсинского университета в Мэдисоне поместили здоровых добровольцев в комнату для игры в карты с людьми, зараженными риновирусом ОРВИ 9 . Когда здоровым добровольцам фиксировали руки, чтобы они не касались лица и не передавали вирус с зараженных поверхностей, половина из них заразилась. Заразилось и такое же количество необузданных добровольцев. В ходе отдельного эксперимента карты и покерные фишки, с которыми кашляли больные добровольцы, переносили в отдельную комнату, где здоровых добровольцев просили играть в покер, потирая глаза и носы. Единственным возможным путем передачи были зараженные карты и чипы; никто не заразился. Комбинация экспериментов предоставила убедительные доказательства того, что риновирусы распространяются по воздуху. Но такие исследования считаются неэтичными для SARS-CoV-2, потому что он может убить.
Хотя это, вероятно, редко, говорит Коулинг, нельзя исключать передачу инфекции через поверхности. «Насколько мы можем судить, этого просто не происходит».
Уборка включала дезинфекцию столов и стульев в школе в Карачи, Пакистан, в сентябре 2020 года. Фото: Ахтар Сумро/Reuters
Оценки передачи, основанные на уровнях вирусной РНК, сохраняющейся в окружающей среде, по-видимому, подтверждают это. С апреля по июнь инженер-эколог Эми Пикеринг из Университета Тафтса в Медфорде, штат Массачусетс, и ее коллеги еженедельно брали мазки с внутренних и наружных поверхностей в городе в Массачусетсе. На основании уровней загрязнения РНК и того, как часто люди касались таких поверхностей, как дверные ручки и кнопки на пешеходных переходах, команда оценила 10 о том, что риск заражения от прикосновения к зараженной поверхности составляет менее 5 из 10 000 — ниже, чем оценки для заражения SARS-CoV-2 через аэрозоли, и ниже, чем риск передачи гриппа или норовируса через поверхность.
«Передача через фомиты возможна, но кажется, что это редкость», — говорит Пикеринг, который сейчас работает в Калифорнийском университете в Беркли. «Многие вещи должны встать на свои места, чтобы эта передача состоялась».
Это может объяснить, почему глобальное сравнение мер правительства по борьбе с пандемией в ее первые месяцы показало, что очистка и дезинфекция поверхностей общего пользования оказались одними из наименее эффективных в снижении передачи 11 . Социальное дистанцирование и ограничения на поездки, в том числе блокировки, сработали лучше всего.
Беспорядочные данные
Это заставляет исследователей разбирать беспорядочные эпидемиологические данные о том, как распространяется вирус. С начала пандемии были опубликованы сотни исследований передачи COVID-19, но считается, что только в одном из них сообщается о передаче через загрязненную поверхность так называемым сопливо-оральным путем. Согласно сообщению, человек с COVID-19в Китае высморкался рукой, а затем нажал кнопку в лифте своего многоквартирного дома. Затем второй житель в здании коснулся той же кнопки и сразу после этого провел зубочисткой, тем самым перенеся вирус с кнопки в рот 12 . Но без геномных последовательностей вирусов, заражающих каждого человека, нельзя было исключить передачу через другого неизвестного человека.
В другом случае восемь человек в Китае, как полагают, заразились после того, как наступили на улицу в сточные воды, содержащие вирус, а затем занесли заразу в свои дома 13 .
Как Исландия побеждала COVID с помощью науки
Несмотря на редкость опубликованных примеров передачи через фомиты, власти Китая требуют дезинфицировать импортируемые замороженные продукты. Изменения в правилах последовали за отчетом, который не был подробно обнародован, о том, что работник предприятия по производству замороженных продуктов в северном портовом городе Тяньцзинь заразился после контакта с зараженной упаковкой замороженной свинины, импортированной из Германии. Но ВОЗ и другие эксперты оспаривают утверждения о том, что таким образом люди могут заразиться через пищевую цепочку.
Коулинг говорит, что необходимы более подробные расследования, тщательное отслеживание того, кто кого заражает, и какие поверхности и места они делили во время заражения. «Что мы действительно очень ценим, так это эпидемиологические исследования моделей передачи, будь то в домашних хозяйствах, на рабочих местах или где-либо еще», — говорит он. «Я не думаю, что мы делаем достаточно этого».
Самая большая угроза
Вооружившись годовыми данными о случаях заражения коронавирусом, исследователи говорят, что один факт очевиден. Главным поводом для беспокойства должны быть люди, а не поверхности. По словам Марра, данные о событиях сверхраспространения, когда одновременно заражаются многие люди, обычно в переполненном помещении, ясно указывают на передачу вируса воздушно-капельным путем. «Вы должны придумать несколько действительно запутанных сценариев, чтобы объяснить события сверхраспространения с загрязненными поверхностями», — говорит она.
Мытье рук имеет решающее значение, говорит Марр, потому что нельзя исключать передачу инфекции через поверхность. Но важнее улучшить системы вентиляции или установить очистители воздуха, чем стерилизовать поверхности, говорит она. «Если мы уже обратили внимание на воздух и у нас есть дополнительное время и ресурсы, то да, протирание поверхностей, к которым часто прикасаются, может быть полезным», — говорит она.
Домохозяйства также могут облегчить жизнь, говорит Пикеринг. Карантин продуктов или дезинфекция каждой поверхности заходит слишком далеко. «Это большая работа, и это также, вероятно, не так сильно снижает вашу подверженность», — говорит она. Вместо этого лучше сосредоточить усилия на разумной гигиене рук, а также на ношении маски и социальном дистанцировании, чтобы уменьшить воздействие близких контактов.
Растет количество данных, свидетельствующих о том, что коронавирус передается воздушно-капельным путем, но медицинские рекомендации не догнали
ВОЗ обновила свое руководство 20 октября, заявив, что вирус может распространяться «после того, как инфицированные люди чихают, кашляют или касаются поверхностей или предметов, таких как столы, дверные ручки и поручни». Представитель ВОЗ сообщил Nature , что «имеются ограниченные доказательства передачи через фомиты. Тем не менее, фомитная передача считается возможным способом передачи, учитывая постоянное обнаружение загрязнения окружающей среды с положительным выявлением РНК SARS-CoV-2 вблизи людей, инфицированных SARS-CoV-2». ВОЗ добавляет, что «практика дезинфекции важна для снижения вероятности заражения COVID-19».вирусное заражение».
CDC не ответил на запросы Nature о несоответствиях в его заявлениях о рисках, связанных с фомитами.
Загадка, с которой сталкиваются органы здравоохранения, говорит Марр, заключается в том, что окончательно исключить передачу инфекции через поверхность трудно. Власти могут неохотно говорить людям не быть осторожными. «Никогда не хочется говорить: «О, не делай этого», потому что это может случиться. И вы знаете, мы должны следовать принципу предосторожности», — говорит она.
Несмотря на появляющиеся данные, общественность, возможно, стала ожидать дополнительных уровней санитарной обработки после первых месяцев пандемии.
Как устроен кузнечный горн, как самостоятельно сделать горн, горны газовые и на угле, из металла или кирпича, стационарные и мобильные, горны- это неотъемлемые элементы кузниц. Какая кузница без горна! Если только кузнец не работает исключительно по холодной ковке, без кузнечного горна не обойдется ни одна кузница.
Виды кузнечных горнов и их устройство
Горн в кузнечной мастерской — центральное место. Это неотъемлемый и основой элемент любой кузни, обойтись без которого нельзя. Научный и технический прогресс сделал возможным появление большого количества видов и конструкций кузнечных горнов. Здесь пойдет речь об основных представителях этого большого семейства.
Горны могут отличаться:
•по типу установки — переносные или стационарные модели;
•по способу подачи воздуха — с боковым соплом или центральной фурмой;
•по конструкции очага — открытого или закрытого типа;
•по виду топлива — на твердом, жидком или газообразном топливе;
•по принципу работы — топливные или электрические.
Переносные горны
Имеют клепаную или сварную стальную станину. Иногда станина бывает литой из чугуна. Сверху на станине находится выемка, выложенная огнеупорным кирпичом. На дне этой выемки установлена фурма, через которую посредством вентилятора или компрессора подается воздух. Фурма должна быть литой, обычно грибообразной формы и иметь прорези, через которые в очаг нагнетается воздух. Прорези делают тонкими, чтобы шлак и уголь не попадали внутрь и легко счищались с поверхности фурмы.
Предназначены переносные горны для нагрева небольших заготовок и работ «на выезде», а также для тех, кто не располагает отдельным помещением и работает во дворе.
По конструкции очага чаще всего бывают открытого типа, хотя встречаются и закрытые.
Могут работать на угле и на пропане, но про газовые горны будет отдельный абзац.
Стационарный горн открытого типа
Представляет собой металлический каркас с литым столом в виде корыта, расположенном на уровне 700 – 800 мм от пола.
В столе выложен очаг из огнеупорного кирпича, по центру которого в днище стола вмонтирована фурма.
С передней стороны горна имеется бак с водой для охлаждения инструмента.
Воздух в горн подается от вентилятора по воздухопроводу, под давлением 150 – 200 мм водного столба.
Количество подаваемого воздуха можно регулировать специальным рычагом, изменяя сечение щели. Регулируя поток воздуха можно менять температуру в очаге горна.
Для удаления попавших в камеру фурмы кусочков угля и золы имеется специальная заслонка. Сверху горна, над очагом, находится зонт, через который дымовые газы удаляются из горна в вытяжную трубу.
В качестве топлива используют коксующийся каменный уголь марок ОС, Т и К (ГОСТ 8180-75), кокс и иногда древесный уголь.
Для открытого горна, производящего около 100 кг нагретого металла в час, требуется от 30 до 50 кг/ч топлива, раньше эта величина составляла до 100 кг топлива на 100 кг металла. При таком расходе КПД составляет от 2 до 5 процентов, что весьма мало.
Иногда кузнецы в целях повышения производительности устраивают над очагом кучу из запекшегося угля в форме купола, в которую вставляют заготовку. Это позволяет быстрее нагревать металл и снижает рассеивание тепла.
Стационарный горн закрытого типа
При закрытом типе очага горн имеет несколько преимуществ:
•меньше вероятность пожара;
•температура вокруг горна ниже, что при работе в закрытом помещении весьма существенно;
•производительность на 100 кг/ч нагретого металла составляет 10 -15 кг/ч топлива;
•до температуры 1300°С заготовка разогревается за 30 -40 минут.
Однако при закрытой конструкции очага затруднена работа с длинными и объемными заготовками, особенно если требуется прогрев середины болванки.
Закрытый горн имеет камеру или топку, выложенную из огнеупорного кирпича, которая стоит на металлическом каркасе. Камера имеет топочный люк, рабочее окно для заготовок, колосниковую решетку или фурму для подачи воздуха.
Рабочее окно закрывается дверцей, которая работает от педали.
В верхнюю часть топки также подается воздух через специальные трубы — для дожигания горючих газов, которые не успели сгореть в очаге.
В задней стенке камеры иногда делают дополнительный люк для работы с длинными заготовками.
В верхней части также имеется зонт и дымоход для удаления продуктов сгорания.
Газовый горн
Представляет собой камеру из огнеупорного материала, в верхней части которой находится горелка, а в нижней специальный конус для завихрения газов и лучшего омывания и прогрева заготовок.
Работает на пропан-бутане, который из баллона подается в смесительный редуктор, где смешивается с воздухом от вентилятора и поступает в горелку.
Иногда сопло или горелка расположена сбоку.
Особенно часто такую модель используют в самодельных газовых горнах.
Предназначен газовый горн для прогрева концов заготовок небольших размеров. Очень часто используется в художественной ковке при изготовлении небольших изделий и декоративных элементов.
Электрическая печь сопротивления
Устроена так же, как и газовая печь, только вместо горелок установлены элементы, которые нагреваются от электрического тока.
Дымовые газы отсутствуют, как и каналы для их отведения.
Необходимость в подаче воздуха также отсутствует, поэтому вентилятора и фурмы нет.
Для нагрева болванки до 1300°С используют карборундовые нагреватели, для нагрева до 950°С — металлические тугоплавкие спирали или ленты.
Есть также контактные печи сопротивления, в которых ток пропускают через заготовку.
Регулируя напряжение вторичной цепи с помощью трансформатора, изменяют температуру нагрева.
Производительность печи сопротивления мощностью 50 кВт составляет до 130 кг/ч нагретого металла.
Индукционная печь
Имеет индукционный нагреватель в виде закрученной витками медной трубки, по которой циркулирует охлаждающая жидкость, и генератор тока высокой частоты.
При пропускании такого тока через индукционный нагреватель, вокруг него возникает переменное магнитное поле высокой частоты, которое индуцирует в заготовке вихревые токи, которые эту заготовку и нагревают. Это если коротко.
Процесс подачи и выгрузки заготовок обычно автоматизирован.
Используются в основном на заводах и в больших цехах, а также для плавки и литья металла.
Это основные типы кузнечных горнов. На самом деле их существует очень большое количество, как заводских, так и самодельных, ведь кузнецы — народ технически грамотный и творческий, а потому предела модельному ряду их творений нет и не будет.
Кузнечные горны | это… Что такое Кузнечные горны?
открытые печи, применяемые в К. деле для разогревания кусков металла небольшой и средней величины. Характеристическая особенность К. горнов состоит в том, что нагреваемый металл находится в них в непосредственном соприкосновении с горючим, сожигание которого производится при содействии дутья, производимого К. мехами или вентилятором. К. горны состоят поэтому из двух главных частей: собственно горна, т. е. углубленного гнезда, в котором помещаются горючий материал и нагреваемый металл, и из воздухоподводящего прибора (фурмы с соплом). Побочные принадлежности горна суть: воздуходувный прибор, дымоотводная труба с вытяжным колпаком, водяной резервуар и т. д. Материалом для постройки кузнечных горнов служат: кирпич, чугун и железо. Преобладание того или другого из этих материалов обусловливается ближайшим назначением горна, особенностями его конструкции, местом, каким можно располагать для установки горна и, наконец, личными соображениями строителя. Во всяком случае, часть горна, в которой производится сжигание горючего (горновое гнездо) всегда облицовывается кирпичом, по возможности огнеупорным. Преимущество горнов, устроенных главным образом из металла, есть их компактность, зато части таких горнов сильно разогреваются и работать на них более тягостно, нежели на горнах кирпичных. Несмотря однако же на это, металлические горны получают в последнее время все большее и большее распространение. В качестве горючих материалов, для отопления горнов применяются каменный или древесный уголь и кокс, иногда же смесь из этих двух материалов. Кроме твердого горючего, большое применение в К. деле получила также нефть. Обыкновенный тип К. горна представлен на фиг. 1. Здесь А кирпичный постамент, С — горновое гнездо. Верхняя поверхность горна располагается на такой высоте над полом кузницы, чтобы кузнецу было удобно работать (70 — 80 см.). Горизонтальные размеры постамента обыкновенно делаются равными 100×100 см. Для экономии кладки, постамент снабжается сквозным просветом В, перекрытым сводом. Горизонтальные размеры гнезда — от 20х20 до 40×40 см., а глубина — от 10 до 15 см. Наклонный канал F в задней стенке D горна отводит дым в дымовую трубу (на рисунке не показанную). Е — железный зонт, препятствующий дыму разлетаться по кузнице. В отверстие в стенке D, у самого гнезда, вставлена чугунная коробка H, изображенная на фиг. 2 в увеличенном масштабе. Посередине этой коробки помещается трубка (фурма), сообщенная задним концом с воздухопроводом, а передним открывающаяся в горновое гнездо. Внутренняя полость коробки (между трубкой и стенками) сообщается с водяным резервуаром, при помощи трубок, показанных на фиг. 1 пунктиром. Вода, циркулируя по трубкам и фурменной коробке, предохраняет фурму от чрезмерного разогревания. Чугунный резервуар K, вделанный в кладку горна, наполняется водой и служит для охлаждения инструментов, смачивания угля и т. п. Если кузница имеет несколько горнов, то они располагаются обыкновенно по два, или по четыре, около одной общей дымоотводной трубы. Парные (как и одиночные) горны устанавливаются обыкновенно вдоль наружных стен кузницы, четверные же — посередине кузницы, чтобы около каждого горна образовалась достаточная свободная площадь для производства работы. Подведение воздуха в горновое гнездо сбоку, как это имеет место при обыкновенных фурмах (фиг. 1 и 2) неудобно в том отношении, что кусок металла, заложенный в горн, нагревается преимущественно лишь с той стороны, которая обращена к фурме.
КУЗНЕЧНЫЕ ГОРНЫ. Фиг. 1. Обыкн. Кирпичный горн с боковым дутьем. Фиг. 2. Фурма (продольный разрез и вид задней стороны). Фиг. 3. Двойной горн с нижним дутьем. Фиг. 4. Американский железный горн с нижним дутьем.
Для устранения этого важного неудобства в рационально устроенных горнах воздух подводится снизу, при чем, войдя в гнездо, он распределяется равномерно вокруг всего нагреваемого металла. Фурмы, служащие для подобного подведения воздуха, устраиваются различным образом. Наиболее простой их тип представлен на фиг. 3, показывающей вместе с тем способ сопряжения двух горнов около одной общей дымоотводной трубы. К днищам горновых гнезд АА здесь прикреплены снизу воздушные коробки ВВ, в которые, по трубкам CC, подводится воздух из воздухопровода. Применение фурм, подводящих дутье снизу, дает возможность располагать К. горн так, что доступ к нему возможен со всех сторон. Это представляет большое удобство при нагревании на горне грузных кусков металла. Подобный горн с нижним дутьем, устроенный из чугуна и железа (американского типа), представлен на фиг. 4.
Из перечисленных выше трех видов твердого горючего для отопления К. горнов наичаще применяется каменный уголь, притом главным образом жирный, пламенный, спекающийся, имеющий густой черный цвет, жирный блеск и листоватое сложение. Под влиянием жара он спекается в сплошную раскаленную массу. Это свойство (спекаемость) заставляет кузнецов предпочитать каменный уголь всем другим видам горючего на следующем основании: образовав над куском заложенного в горн металла плотную шапку или род свода, уголь прочно сопротивляется давлению дутья и не дозволяет воздуху прорываться наружу. Благодаря этому, во-первых, весь кислород входящего в горн воздуха вступает в реакцию с углем и сжигает его с наивысшим выделением жара, во-вторых, находящейся под шапкой угля металл воспринимает не только непосредственный жар соприкасающегося с ним пламени, но и лучистую теплоту, отраженную сводом. Прочность стенок такой угольной шапки настолько велика, что можно вытаскивать из-под нее кусок металла и вновь закладывать, не разрушив стенок. Это удобство вести нагрев металла под шапкой угля настолько существенно, что к спекающемуся каменному углю прибегают даже в тех случаях, когда работа ведется на древесном угле. При этом огонь разводится на каменном угле. Коль скоро же образовалась спекшаяся шапка, она взламывается и через образовавшееся отверстие забрасывается внутрь горна древесный уголь, а затем отверстие снова заделывается каменным углем. Хороший К. уголь должен содержать возможно менее золы и серы. Зола вредна в том отношении, что образует с железной окалиной вязкий шлак, который прочно держится на поверхности железа и не дозволяет ему хорошо нагреваться. Более 10 % золы в К. угле допускать не следует. Сера, переходящая из угля в железо, делает его красноломким и сообщает ему грубую, шероховатую поверхность. Кокс, в малых количествах, будучи легок и неспекаем, разбрасывается дутьем, трудно загорается и не концентрирует жара, а потому неприменим для малых горнов; в больших же горнах, где кокса заваливается сразу большое количество, эти неудобства его проявляются в менее сильной степени, напротив того достоинства кокса: большая чистота и способность, раскалившись, долго удерживать жар, выступают с большой выгодой, почему кокс и употребляется охотно для нагревания крупных поковок, если при этом не очень преследуют экономию. Температура, развиваемая горящим древесным углем, значительно ниже той, какая развивается коксом и каменным углем (по причине большей пористости древесного угля). Легкость и неспекаемость древесного угля служат причиной того, что он выдувается дутьем и расходуется непроизводительно. Ценность его также значительно выше, по сравнению с коксом и каменным углем. По всем этим причинам, для нагревания до высоких температур, древесный уголь не годится, а применяется в тех случаях, когда от горючего требуется возможная чистота, а от пламени возможно слабая окисляющая способность (древесный уголь, вследствие пористости своей, сгорает преимущественно в окись углерода, а не в углекислоту). Нефть и ее остатки, по высокой теплотворной их способности и отсутствию золы и гигроскопической воды, представляют теоретически весьма выгодный горючий материал. Но так как нефть сжигается в распыленном состоянии и потому не может быть помещаема в непосредственном соприкосновении с нагреваемым металлом, то часть выгод от применения нефти этим уничтожается. Тем не менее, благодаря чистоте ее от серы и фосфора, нефть охотно применяется для нагревания первосортного железа (напр. заклепочного). Количество горючего, расходуемого К. горнами, зависит от размеров нагреваемого в них железа. В малых горнах, служащих для нагревания кусков железа толщиной до 6 кв. см., часовой расход каменного угля составляет от 2 до 3 кг. Средние горны, служащие для нагревания кусков толщиной от 6 до 12 кв. см., расходуют в час от 3,5 до 4,5 кг. и наконец крупные горны (для нагревания кусков от 12 до 30 кв. см.) расходуют в час от 7 до 9 кг. каменного угля. Количество потребного дутья рассчитывается от 17 до 21 кб. метров воздуха на каждый килограмм сжигаемого угля.
Насколько важное влияние на качества поковок оказывают качества горючего материала, применяемого для отопления горнов, настолько же большую роль играет при этом и степень искусства и опытности кузнеца в деле ведения им К. горна. Очистив гнездо горна от шлака и изгари, кузнец зажигает на его дне стружки или щепки и, когда они разгорятся, насыпает угля, оставшегося от предыдущей работы, и пускает дутье. Поверх разгоревшегося угля насыпается свежий уголь, уминается и смачивается водой, чтобы не разлетался. Шапка спекшегося угля должна поддерживаться во все время работы горна надлежащей толщины, т. е. по мере прогорания угля (изнутри) на поверхность шапки должен набрасываться свежий уголь; случайный прорыв пламени наружу должен быть тотчас же прекращаем заделкой углем прогоревшего отверстия. Опрыскивание поверхности угля, заложенного уже в горн, водой способствует его спеканию и предохраняет кузнеца от тягостного действия жара. Злоупотреблять смачиванием водой однако же отнюдь не следует. Толщина слоя угля, насыпанного на нагреваемый кусок металла, сообразуется с размерами последнего таким образом, чтобы металл мог быть доведен до надлежащей температуры, не прибегая к насыпке на него свежего угля, который не только понижает температуру металла, но и отдает ему свою серу, которой в непрогоревшем угле значительно больше, нежели в уже разгоревшемся. Закладывать в горн металл следует не прежде того как уголь уже раскалился. Крупные поковки для равномерности нагрева необходимо поворачивать перед фурмой различными их сторонами, что, однако, должно производить возможно осторожнее, чтобы не рассыпать спекшуюся шапку угля. Нагрев вообще следует вести возможно быстрее, чтобы уменьшить угар металла. Поковка должна лежать в горне несколько выше сопла фурмы и несколько отступя от последней, так, чтобы струя воздуха, вылетающая из фурмы, прежде чем она достигнет поковки, успевала хорошо прогреться. Сила огня зависит от количества вдуваемого фурмой воздуха, поэтому на воздухопроводе устраивается кран, регулирующий силу воздушной струи. Еще лучше, если регулирующим прибором снабжена сама фурма, как это делается в новых фурмах нижнего дутья (фиг. 4). Если поковке требуется сообщить сварочный жар, то, доведя ее до белокалильного жара, следует на некоторое время ослабить дутье, чтобы дать время жару распределиться равномерно по всей массе металла. Усилив затем снова дутье, следует вновь довести металл до сварочного жара и поддерживать в этом жару, пока не наступит время вынимать его из горна. Как перегрев, так и недогрев металла перед его проковкой — одинаково вредны, поэтому необходим большой опыт, чтобы определить заранее, до какого наивыгоднейшего нагрева следует довести данный кусок металла. При продолжительном нахождении в горне, железо сильно окисляется и угарает. В предупреждение этого держат раскаленную поверхность металла покрытую жидким шлаком, при чем усиливают образование последнего, присыпая поверхность железа песком. См. также К. мастерство.
Роговая кружка 5 дюймов — основание из латуни и дерева
31,00 €
Быстрый просмотр
Odins Raven — кружка с рогом
33,00 £
Быстрый просмотр
Самый большой рог в Интернете! (10 л)
330,00 фунтов стерлингов
Быстрый просмотр
Роговая кружка — большая
39,00 £
Быстрый просмотр
Рожок для питья с кожаным чехлом
55,00 £
Быстрый просмотр
Кружки с деревянным переплётом — L или XL
От £50. 00
Quick View
Horn Noggin
17,00 £
Продано
Быстрый просмотр
Массивный 4-литровый рожок для питья!
£143,00
Продано
Quick View
Рожок для питья с подставкой для рожка
42,00 £
Продано
Быстрый просмотр
Боевой рог — очень большой
55,00 £
Forge de Laguiole, T22MINCFBRI, оленьий рог
1 Обзоры
€ 220,00
в складе
Быстрая доставка из нашего собственного запаса
Возврат в течение 30 дней
Наши клиенты дают нам 5-звездочный рейтинг
с нашим собственным запас Набор столовых ножей Forge de Laguiole состоит из двух красивых ножей ручной работы. Острое как бритва лезвие имеет сердечник из французской нержавеющей стали и долго сохраняет остроту. Чешуя из оленьего рога излучает роскошь и снабжена характерным пастушьим крестом в виде семи заклепок. И, конечно же, типичная пчела Laguiole также может быть обнаружена на острие лезвия.
1,9 см
10,5 см
23,3 см
1 Обзоры
LAGUIOL EN AUBRAC LE BURON CHEEPE WOOLES Смешанный рог, 62C99CKI
€ 579,00
в складе
БЕСПЛАТНЫЙ Продавец
14 Обзоры
FONTENILL0148
6 Обзоры
Eden Susumi SG2 Нож для приземления, 10 см
€ 105,00
в Stock
Eden Susum Sg2.
3 Reviews
Kai Shun — Kitchen knife 10 cm
€115. 00
In stock
Best Seller
8 Reviews
Kai Shun — Small Santoku 13.75 cm
€129.00 € 179,00
в складе
Кай Шун Нагаре. Запас
Kai Shun Tim Mälzer Minamo Parring Knife 9 см
€ 185,00
в складе
Средняя оценка
1 Обзоры
SPATE0027
Monday, January 4, 2016
In general
Value for money
Expectations
General information
Brand
Forge de Laguiole
Colour
brown
Number
2
lifetime
Франция
Артикул
LAT22MINCFBRI
Размеры и вес
1,9 см
10,5 см
2,3 мм0027
Handle length
10 cm
23. 3 cm
Material
Material handle
rosewood, staminawood
Type of steel
440A, stainless
58 HRC
Features & functions
Blade характеристики
гладкий
Финишный нож
полированный
Можно мыть в посудомоечной машине
да, но мы настоятельно не рекомендуем это
правша или левша
left-handed, right-handed, symmetrical
plain edge
Secondary V-edge
Type
steak knife
Type of handle
Western grip
28 degrees
Scope of delivery
Поставляется в комплекте
Да
Аксессуары
Коробка для хранения
Promo
36 Reviews
Skerper Pocket Stone алмазный/керамический точильный камень, SO003
Узнаем как запаять алюминиевую трубку своими руками?
Судя по отзывам, многие домашние мастера сталкиваются с необходимостью подключения алюминиевых трубок. В большинстве случаев эту задачу выполняет прокатка — несложный, доступный и безопасный метод для оборудования. Однако иногда приходится припаивать алюминиевые трубки. Если у вас есть базовые технические знания, то вы можете справиться с этой задачей самостоятельно. Как припаять алюминиевую трубку в домашних условиях, вы узнаете из этой статьи.
В чем особенность работы?
Как утверждают специалисты, кондиционеры не комплектуются запасными трубами. Поэтому вам придется отправиться за ними в строительный магазин.
Также можно получить медную трубку, в которой присутствуют примеси серебра. Главное, чтобы изделие не подвергалось коррозии, выдерживало значительные перепады давления и температуры без деформации. Как запаять алюминиевую трубку? Можно использовать два способа, а именно высокую и низкую температуру. В первом случае для расплавления припоя необходима температура не менее 600 градусов. Также эта цифра может достигать 900. Способ предназначен для работы с трубами, выдерживающими большие нагрузки. Низкая температура используется для труб с меньшей нагрузкой в холодильных установках. Если приходится работать с мягким припоем, то индикатор температуры достигает 450 градусов, а еще — с твердым припоем.
О материалах и оборудовании
Перед тем как запаять алюминиевую трубку, обзаведитесь следующими инструментами:
Труборезом. Он необходим для подготовки торца трубки, который будет соединяться посредством припоя.
Трубогибом. Если работать без данного инструмента, то, скорее всего, на трубке образуются заломы, что отрицательно скажется на проходимости. С помощью трубогиба, вы сможете сгибать трубы под нужным углом.
Паяльником и газовой горелкой.
Припоем. Он может быть твердым или мягким. Герметичная и прочная пайка напрямую зависит от чистоты поверхности.
Конечно, придется приобрести непосредственно саму трубку. Ее диаметр зависит от мощности оборудования. Чем он мощнее, следовательно, больший будет диаметр. Цена изделия будет зависеть от ее технических характеристик, свойств металла и марки производителя. Как утверждают специалисты, на алюминиевых трубках экономить не стоит, поскольку это отразится на качестве работы устройства и его эксплуатационном ресурсе.
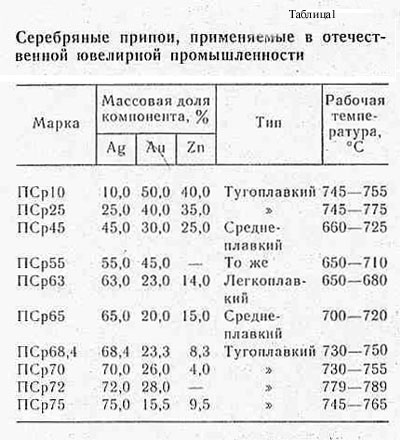
О припоях
Тем, кто не умеет паять алюминиевые трубки кондиционера, можно порекомендовать использовать медно-фосфорные и серебряные припои. Для медных изделий лучше заменить фосфорный припой, в котором есть ионы серебра. Дело в том, что фосфорное вещество достаточно хрупкое в сплавах, в которых количество никеля превышает 10%. Если твердый припой содержит кадмий, то вам придется беспокоиться о своем здоровье, потому что пары кадмия могут отравить ваше тело. Перед тем как припаять алюминиевую трубку в холодильнике, следует определиться с типом соединения. Например, медь с медью, сталью и с алюминием.
В первом случае придется работать с медным припоем. Приклад с горелкой нагреть до 600 градусов (он станет темно-вишневого цвета). Далее припой следует окунуть во флюс. Чтобы расплавиться, нужно прижать стержень к нагретому стыку. Сталь-сталь и медь-сталь работают с серебросодержащим припоем, который еще называют серебром. Для расплавления припоя с высоким содержанием серебра требуется более низкая температура. Кроме того, он обладает лучшей смачиваемостью и обтекаемостью, в отличие от медно-фосфорных, для которых необходима температура плавления.
Флюс
Из-за специфической химической структуры алюминия могут возникнуть трудности при пайке. Причина в том, что алюминий является достаточно активным металлом.
Это означает, что реагентами могут быть различные химические вещества. При взаимодействии этого цветного металла с кислородом на поверхности изделия наблюдается образование очень тонкой и в то же время необычайно прочной оксидной пленки. В связи с тем, что свойства алюминия и его оксида совершенно противоположны, образование этой пленки должно быть полностью исключено. Для этого вам понадобится флюс.
С помощью этого вспомогательного материала из припоя и поверхности припаиваемого изделия удаляются оксиды. Кроме того, флюс препятствует их образованию. Судя по отзывам, лучшей маркой является F-64 с 40% содержанием активного фтора. После работы паяную поверхность необходимо промыть. Поток-214 является универсальной и не стирать агента с температурой плавления от 150 до 400 градусов. После работы его остатки легко удаляются стандартной салфеткой, которую предварительно смачивают спиртом.
В чем суть процедуры?
Прежде чем припаять алюминиевую трубку, следует понять, что такое процесс пайки. Образование соединений пайкой происходит в два этапа. Сначала создайте физический контакт между поверхностями. Далее физический контакт преобразуется в квантово-механическое взаимодействие между электронными оболочками атомов. Для того чтобы инициировать физический контакт и дальнейшее химическое соединение между поверхностями, паяемый металл смачивают жидким припоем. Целесообразность его применения зависит от такого показателя, как вид межатомных сил на контактирующих поверхностях. Если наблюдается физическая адсорбция, то смачивание жидким припоем приведет к образованию малопрочного соединения. Если жидкие и твердые металлы химически взаимодействуют, то при смачивании образуется прочная связь.
Нагрев поверхностей
Тем, кто не знает, как паять алюминиевую трубку и с чего начать, специалисты рекомендуют подготовить поверхность соединяемых деталей. Они нагреваются пучком пламени. Желательно, чтобы он был на расстоянии 1 см от поверхности. Если вы хотите соединить массивные части, то лучше использовать мульти-горелки с мягким и равномерным нагревом. Медно-цинковые припои плавятся окислительным пламенем, в котором испарение цинка уменьшается. Нержавеющие стали нагреваются обычным пламенем.
Главное, что при этом не образуются карбиды хрома, способные инициировать межкристаллитную коррозию. Если необходимо припаять разнородные детали, имеющие разную толщину, то пламя должно быть направлено на поверхность с большей теплотой и массой.
О газопламенной пайке
В этом случае понадобится специальная горелка, работающая на бытовом газе, пропане или ацетилене. Применяется для нагрева деталей, толщина которых не превышает 1 см. Кроме алюминия, ацетиленовые горелки используются для нагрева и сварки углеродистых и низколегированных сталей, серого чугуна, меди, никеля, никель-медных сплавов, серебра и золота. Необходимо определить температуру, при которой будет осуществляться пайка. Важно, чтобы этот показатель был на 50 градусов выше температуры плавления используемого припоя. Для газопламенной пайки подходит оловянно-свинцовый, оловянно-цинковый, медный, серебряный, алюминиевый и золотой припой. Процедура длится три минуты. Пропан подается под давлением до 400 кПа (не менее 100), ацетилен от 60 до 80, бытовой газ — 30 кПа. При выборе флюса придется отталкиваться от температурных показателей и свойств припоя. Также можно использовать газообразные потоки.
О ремонте авто кондиционеров
Часто автовладельцы задаются вопросом, как припаять алюминиевую трубку автомобильного кондиционера? Некоторые пытаются решить проблему самостоятельно. Если эта задача выполнена неправильно, то вам придется ехать на станцию техобслуживания, чтобы специалист переделал ее. Алюминиевые трубы могут быть восстановлены двумя способами, а именно завариванием трещин или распылением на них специального композиционного вещества.
Причины поломок
Может быть, алюминиевые трубки в кондиционере автомобиля просто засорились. Это происходит в основном зимой, когда кондиционер не работает. По мере накопления загрязняющих веществ между радиаторами кондиционера и двигателя-забиты все шоссе. В результате, хладагент не будет циркулировать и смешиваться с влагой в полном объеме. Из-за присутствия реагентов, нарушенного уровня влажности и перепадов температур алюминий, из которого изготовлены трубки, разрушается. Таким образом, их эксплуатационный ресурс зависит от климатических, температурных условий, особенностей дорожного покрытия, участия в дорожно-транспортных происшествиях и общих нагрузок на автомобиль. В совокупности эти факторы негативно скажутся на состоянии системы охлаждения.
С чего начать
Прежде всего, необходимо провести диагностику устройства. По мнению экспертов, сделать это на глаз будет сложно. Дело в том, что трубка может быть с микротрещинами, через которые протекает фреон. Поскольку хладагент бесцветен, его утечка обнаруживается с помощью специального оборудования. Начните с внешнего осмотра, затем измерьте давление хладагента, а затем с помощью ультрафиолетовой диагностики и течеискателя определите место утечки фреона. Если вы не хотите тратить свое время на устранение неполадок, немедленно воспользоваться услугами специалистов. Например, на юго-востоке Москвы можно припаять алюминиевую трубку в нескольких автосервисах. Например, в сервисе Red Hot вы, помимо пайки труб охлаждающего устройства, будете выполнять и другие работы, а именно замените масло, заправите кондиционер, отремонтируете электрооборудование.
Устранение маленьких трещин
Тем, кто не умеет паять алюминиевую трубку, опытные мастера порекомендуют использовать специальные составы. Если трубы в вашем кондиционере с совершенно мелкими трещинами, едва заметными глазу, то можно обойтись и без аргонодуговой сварки. На отверстия в трубках ставят специальные заплаты. Важно, чтобы их толщина была не менее 3 мм. Для этого алюминиевые трубы со смесью должны быть покрыты в несколько слоев. Если трещины большие, то без аргонодуговой сварки не обойтись. Его преимущество в том, что он исключает контакт поверхности с кислородом, а, следовательно, и образование оксидов. Таким образом, работая аргонодуговой сваркой, можно обойтись без флюса.
Ход работ
Судя по многочисленным отзывам потребителей, каждый может справиться с этой работой, даже имея небольшой опыт пайки. Для начала приобретите труборез, специальную гибочную машину и сварочный аппарат. Некоторые домашние мастера используют ножовку вместо трубореза. По мнению экспертов, этого делать не стоит, поскольку качество работ будет не таким.
Трубогиб может быть универсальным (работает с разными диаметрами) и специфическим (предназначен для труб определенного диаметра). Затем вы должны купить алюминиевые трубы, обрезать и согнуть их на гибочный станок. После варить пробки, отрежьте штуцеры и положите все в одну систему. Перед подключением тщательно очистите трубки наждачной бумагой или металлической щеткой. Если на изделии остается жир, краска или земля, адгезия металла к припою будет хуже. Если вы хотите соединить две трубки, вставьте их друг в друга так, чтобы образовался небольшой зазор (0,2 см), который позже будет заполнен расплавленным припоем. После выполнения этих действий можно приступать непосредственно к самой пайке.
Пайка алюминия в домашних условиях газовой горелкой или паяльником своими руками
Хотите попробовать паять алюминий в домашних условиях, но терзают сомнения, что ничего не получится?
Не переживайте — мы расскажем, что и как нужно делать, а самое главное — чем паять, чтобы все получилось! Все рекомендации опробованы на практике и доказали свою эффективность.
Что вообще понадобится для пайки алюминия? Один из основных инструментов — это нагревательный прибор.
Это может быть как электрический паяльник с самодельной насадкой (о том, как ее изготовить — расскажем ниже), так и более продвинутый вариант — газовый баллончик с горелкой. В данном случае понадобится баллон со смесью из двух (пропан/бутан) или трех газов (пропан, бутан, изобутан).
Обратите внимание, что пайка и сварка алюминия — это совсем не одно и то же. Хотя многие люди очень часто путают эти понятия. Давайте внесем некоторую ясность, что такое пайка алюминия, и что такое сварка.
Под сваркой подразумевается соединение металла путем его нагрева с последующим расплавлением и перемешивания в сварочной ванне. Обычно для этих целей используется аргонная сварка и специальные присадочные прутки.
Некоторые домашние умельцы даже переделывают обычные сварочные инверторы под аргонную сварку.
В результате сварки алюминия получается очень прочное и монолитное соединение с одной и той же кристаллической решеткой. Качество свариваемых деталей довольно высокое.
Под термином «спаять алюминий» подразумевается использование специального припоя (или обычного олова), который и соединяет между собой алюминиевые детали. При этом сам металл не разогревается до температуры плавления.
Особенность пайки заключается в том, что можно без проблем запаять алюминиевую кастрюлю или другую емкость (если в ней имеется трещина), а также можно припаять алюминий к другому металлу. А вот сварить два разных металла сложно.
Существуют разные методы пайки алюминия и дюрали. Мы рассмотрим одни из самых популярных и эффективных способов, которые применимы в быту.
Содержимое
1 Пайка алюминия газовой горелкой
1.1 Выбор горелки
1.2 Пайка китайским прутком
1.3 Способ с щеткой-насадкой по металлу
2 Доработка паяльника для пайки алюминия
3 Как припаять медный провод к алюминию обычным паяльником
3.1 Основные этапы работ
Пайка алюминия газовой горелкой
Алюминий довольно капризный материал для пайки. У многих домашних умельцев, которые впервые попробовали спаять между собой две алюминиевые детали, как правило, ничего не получается, и они отказываются от этой затеи.
А все потому, что этот металл довольно быстро окисляется при взаимодействии с воздухом (практически сразу после зачистки поверхности образуется оксидная пленка), и припой попросту скатывается в шарик.
Поэтому пайкой алюминия в домашних условиях мало кто занимается всерьез — по причине неэффективности этого процесса.
Но безвыходных ситуаций не бывает — всегда можно найти решение той или иной проблемы.
Цель данной статьи — рассказать о некоторых нюансах, а также поделиться с читателями полезными советами, как паять алюминий домашних условиях, чтобы все получилось если не с первого раза, то со второго точно.
Одним из важных условий успешной пайки алюминия является очень плотная подгонка деталей — зазор между ними должен быть минимальным, чтобы припой никуда не утек. Это не относится к тем случаям, когда надо запаять сквозную трещину.
Еще один немаловажный момент, на который нужно обращать внимание — это температура поверхности металла.
Нужно разогреть поверхность так, чтобы не перегреть деталь (алюминий начинает плавиться при температуре от 650 градусов по Цельсию), но при этом, чтобы температура была достаточной для того, чтобы припой работал.
Оптимально нагревать алюминиевые детали до температуры 500 градусов. Для определения температуры металла можно использовать мультиметр с термопарой.
Выбор горелки
Для пайки алюминия в условиях гаража или домашней мастерской чаще всего используют туристический газовый баллончик с газовой горелкой.
Как правило, газовая горелка приобретается отдельно от баллона, и тут крайне важно не прогадать.
Дело в том, что горелка с широким соплом для пайки алюминиевых трубок или других деталей не подойдет, потому что она разогревает большую площадь поверхности, тогда как нам требуется исключительно локальный нагрев — конкретно в месте пайки.
Поэтому лучше всего использовать газовую горелку с узким соплом (например, можно приобрести горелку для пайки меди). Как она выглядит, можно посмотреть на фото ниже.
Пайка китайским прутком
Один из способов пайки алюминия — использование специального припоя. Например, китайского. Можно использовать припой Castolin 192 или HTS2000.
Пруток представляет собой твердую цинковую трубку, которая наполнена порошковым флюсом. Последний-то как раз и нужен, чтобы «растворять» оксидную пленку на поверхности алюминия.
По утверждению производителя, при помощи данного припоя можно качественно паять алюминиевые детали, при этом не потребуется даже зачищать поверхность, чтобы избавиться от оксидной пленки.
Способ пайки очень прост. Максимально плотно прижимаем детали друг к другу (в данном случае это алюминиевые пластины), чтобы не было больших зазоров.
После этого разогреваем место соединения до температуры 500 градусов по Цельсию с помощью газовой горелки. Когда припой заполнит зазор между деталями и сформирует шов, нагрев прекращаем.
Точно таким же образом можно спаивать между собой алюминиевые трубки (стык в стык или под углом), а также можно припаять другие детали из разных металлов к алюминию.
В общем, китайский припой (несмотря на то, что китайский) со своей задачей справился. Поскольку припой обладает хорошей текучестью и отлично заполняет любые щели и пазы, можно использовать для пайки автомобильных радиаторов.
Подробно о том, как паять алюминий с помощью специального припоя, можно посмотреть на видео ниже. Своим опытом поделился автор YouTube канала voltNik.
ПАЙКА АЛЮМИНИЯ. АРГОН НЕ НУЖЕН!
Способ с щеткой-насадкой по металлу
Если нет возможности купить китайский пруток, есть простой способ, как можно паять алюминий оловом. Подойдет этот способ и для пайки дюралюминия (алюминиевого сплава).
Для этого нам потребуется газовый баллончик с горелкой, оловянная палочка и шуруповерт или электродрель с проволочной щеткой по металлу — чтобы зачистить поверхность алюминиевой детали перед пайкой.
Многих людей интересует, как запаять сквозное отверстие в детали. Самое время осветить эту тему.
Рассмотрим данный способ на конкретном примере — в нашем случае необходимо запаять разрез на крыле автомобиля.
Первым делом потребуется зачистить и залудить поверхность алюминия.
Сначала разогреваем поверхность алюминия при помощи газовой горелки, и наносим небольшое количество олова. Оно сразу будет скатываться в шарики, но ничего страшного — это так и задумано.
Далее снова нагреваем поверхность алюминия с помощью горелки, и одновременно зачищаем ее щеточной насадкой.
По мере необходимости добавляем еще немного олова, чтобы на поверхности алюминия образовался равномерный слой. После этого можно приступать непосредственно к самой пайке.
Когда алюминий полностью остынет, необходимо будет обработать место пайки углошлифовальной машинкой (болгаркой). Чтобы выровнять поверхность в идеал, надо будет пройтись мелкой наждачкой.
Более подробно об этом способе пайки алюминия вы можете посмотреть в авторском видеоролике ниже. Своим опытом поделился автор YouTube канала «АС МАСТЕР ремонт авто в омске».
как запаять алюминий оловом
Доработка паяльника для пайки алюминия
Мы уже разобрались, что в домашних условиях алюминиевые детали обычно припаиваются друг к другу с помощью газовой горелки. Но в некоторых случаях можно обойтись и электропаяльником. Нужно будет только его немного доработать.
Для этого нам потребуется купить новое жало для паяльника диаметром 8,5 мм (продается в любом магазине радиодеталей).
От начала жала паяльника отступаем около 8 мм, и затем сверлим отверстие диаметром сверлом по металлу 2 мм.
После этого ножовкой по металлу необходимо сделать в жале паяльника продольный пропил глубиной 10 мм.
На следующем этапе от старого пильного полотна для ручной ножовки по металлу нужно отрезать кусочек длиной 13 мм.
Для облегчения последующей обработки заготовки ножовочное полотно необходимо нагреть (сделать отпуск металла). После охлаждения сверлим по центру отверстие диаметром 3 мм.
Медное жало паяльника зажимаем в тисках, и сгибаем под углом 90 градусов. Затем нужно нарезать резьбу в просверленном отверстии (резьба — 2,5 мм).
Край ножовочного полотна нужно облудить — для этого автор использует специальный флюс для пайки стали.
Кусок ножовочного полотна вставляем в пропил в жале паяльника, и фиксируем с помощью винта. Конец винта надо обрезать и заклепать.
Принцип работы электропаяльником с самодельной насадкой очень прост. Для начала включаем инструмент в розетку, и ждем, пока он нагреется до нужной температуры.
После этого наносим на конец насадки немного припоя (касаемся поверхности оловянной проволокой или прутком) и канифоли (это смоляная кислота, которая используется специально для пайки), и можно приступать к лужению алюминия.
Царапая поверхность, мы разрушаем оксидную пленку, и припой сцепляется с алюминием, как с родным братом.
Только перед лужением не забудьте нанести на поверхность алюминиевой детали небольшой слой канифоли. Этот способ подойдет и в тех случаях, если надо спаять алюминиевые провода — когда они облуженные, спаять их оловом не составит проблем.
Обратите внимание: в данном случае флюс для пайки алюминия не используется!
Пошаговый процесс изготовления самодельной насадки на паяльник можно посмотреть на видео ниже. Идея самоделки принадлежит автору YouTube канала A Craft.
100% Эффективность! Инструмент для пайки алюминия без спец флюса
В сегодняшней статье мы рассмотрели разные способы пайки алюминия, а также как залудить алюминий для пайки оловом. Надеемся, что какой-нибудь из них вам обязательно пригодится и поможет.
Как припаять медный провод к алюминию обычным паяльником
Далеко не всегда в домашних условиях получается припаять провод или что-то другое к алюминию. Обычно для этого требуется или специальный флюс, который стоит немалых денег, или газовая горелка.
Однако всегда есть альтернативный вариант. Автор делится секретом, как припаять медный провод к алюминию обычным паяльником, без использования флюсов и газовых горелок.
Причем припаять так, чтобы провод держался намертво. И для этого потребуется лишь припой с канифолью ПОС 61 (можно использовать ПОС 40).
Рекомендуем также прочитать интересную статью на тему: пайка алюминия своими руками в домашних условиях. В этом обзоре вы найдете много полезной информации.
Основные этапы работ
Первым делом необходимо капнуть на поверхность алюминия каплю машинного масла (в принципе, можно использовать абсолютно любое жидкое масло, включая растительное).
Для удобства, чтобы не плеснуть лишнего, масло можно предварительно набрать в медицинский шприц. В каплю масла опускаем жало паяльника и припой.
Расплавляем необходимое количество припоя, после чего несколько секунд прогреваем алюминий, затем движениями вперед-назад пытаемся залудить нужный участок.
Царапая поверхность алюминия жалом паяльника, мы снимаем оксидную пленку, а масло выступает в качестве защитной среды от кислорода.
После этого необходимо будет залудить конец медного провода. Далее луженый конец провода припаиваем к алюминию. И никаких заморских флюсов не надо!
Подробно о том, как припаять медный провод к алюминию обычным паяльником, рекомендуем посмотреть в авторском видеоролике. Свое мнение об этом способе пишите в комментариях.
Если вам известны другие способы, как паять алюминий в домашних условиях, то напишите об этом в комментариях — многим нашим читателям, наверняка, будет интересно о них узнать.
Андрей Васильев
Задать вопрос
Сталь
— Надежно прикрепить алюминиевую трубку к основанию без сварки/пайки?
спросил
Изменено 4 года, 5 месяцев назад
Просмотрено 1к раз
Как надежно прикрепить алюминиевую трубку размером 4 фута x 1 дюйм к алюминиевому основанию без пайки/сварки или клея? Алюминиевое основание имеет толщину 1/8 дюйма.
Трубки открыты с обеих сторон, но их можно закрыть. Я также могу сверлить, но я хочу избежать сварки.
Сварка алюминия намного дороже, чем стоимость основания и трубы вместе взятых.
Спасибо.
сталь
алюминий
сварка
пайка
1
Я бы использовал алюминиевый фланец для пола.
Что-то вроде этого Hollaender 45-5 квадратный напольный фланец:
Вклейте большой болт или стержень с резьбой в один конец трубки. Я бы использовал какую-нибудь эпоксидную смолу или низкотемпературный термопласт. Будет полезно соорудить приспособление, чтобы удерживать болт на месте, пока клей схватывается.
Затем вы можете просверлить основание и либо нарезать отверстие, либо использовать шайбу и контргайку на нижней стороне (если позволяют применение и пространство, в противном случае добавьте ножки по углам, чтобы освободить место)
Вы также можете решить это наоборот, просверлите основание, раззенкуйте отверстие, вклейте гайку в трубку и используйте болт с потайной головкой через основание в трубку.
Деревянный дюбель с предварительно просверленным отверстием, клей и большой шуруп или шуруп в зависимости от факторов окружающей среды и ожидаемой механической нагрузки или неправильного обращения.
Четыре фута дают большой механический рычаг. Не ждите, что это будет неразрушимым.
1
Зарегистрируйтесь или войдите
Зарегистрироваться через Google
Зарегистрироваться через Facebook
Зарегистрируйтесь, используя электронную почту и пароль
Опубликовать как гость
Электронная почта
Требуется, но никогда не отображается
Опубликовать как гость
Электронная почта
Требуется, но не отображается
Нажимая «Опубликовать свой ответ», вы соглашаетесь с нашими условиями обслуживания, политикой конфиденциальности и политикой использования файлов cookie
.
Стильная подставка для дров или книг своими руками
Воспользуйтесь прохладной погодой, создав красивую подставку для дров и наслаждаясь теплым огнем!
Зима может быть либо несчастной, либо волшебной. На мой взгляд, нет ничего более волшебного, чем холодный вечер, проведенный свернувшись калачиком перед камином с уютным пледом и моей любимой книгой.
* Этот пост спонсируется нашими друзьями по номеру Bernzomatic !
Проблема? В те дни, когда мне больше всего хочется развести огонь, я часто забываю о ключевом элементе… складываю в дом дрова, чтобы на них не попадал дождь. Давайте сразу решим эту проблему с помощью красивой и удобной подставки для дров!
А когда каминный сезон закончится, используйте эту простую красоту в качестве шикарной подставки для больших книг!
Этот держатель для дров изготовлен из алюминия, а пайка алюминия немного отличается от пайки или пайки других сплавов.
Секрет прочного соединения заключается в том, чтобы нагреть алюминий до тех пор, пока он не станет достаточно горячим, чтобы расплавить алюминиевые стержни для пайки. В моем последнем проекте я паял сталь, используя бронзовые стержни с флюсовым покрытием, и в этом случае я нагревал стержень припоя одновременно с поверхностью стали. На этот раз я вообще не нагреваю прут для пайки, а позволяю нагретой поверхности делать всю работу.
Правильная очистка алюминия также является важным советом для прочного соединения. Используйте металлическую щетку, чтобы очистить места соединения, и ацетон, чтобы очистить его.
Ступени держателя дров
Шаг 1: Отрежьте алюминиевые трубы
Вы можете использовать свой любимый инструмент для резки металла, чтобы отрезать алюминиевые квадратные трубы до нужного размера. Это может быть угловая шлифовальная машина с отрезным кругом, отрезная пила с соответствующим лезвием, даже лобзик с режущим лезвием по металлу, который можно использовать для травления, и многое другое…
Вот ваш список разрезов:
(2) Верх : 11″ (от точки к точке) – 45-градусные разрезы с обеих сторон
– 30″3 Стороны: 9083 45° вверху и прямой разрез внизу
(2) Низ: 9-1/2″
(2) Соединительные трубки: 12″
Шаг 2: Подпилите и очистите Алюминий
Подпилите любые шероховатые края и, при необходимости, подпилите небольшой канал для заполнения припоем. Сделайте это, подав небольшой угол в соединительные края.
Подпиливать канал только с двух сторон на трубу: Если вы впервые работаете с алюминием, рекомендуется припаивать только две соединительные точки с каждой стороны. Вы не будете припаивать все четыре стороны точки соединения, только две. По прочности для этого проекта будет более чем достаточно, а новичкам легко сломать ранее припаянную точку при нагреве обратной стороны.
Как упоминалось ранее, обязательно используйте металлическую щетку вдоль всех кромок, которые вы вырезали и подпилили. И не забудьте очистить алюминиевые трубки ацетоном.
Шаг 3: Зажмите и припаяйте стороны вместе
Ваша идеальная рабочая поверхность должна быть небольшой, способной выдерживать высокие температуры. Если вы можете создать приподнятую верхнюю часть, чтобы прижать все четыре стороны к столешнице (а не друг к другу), лучше всего .
Но при необходимости вы также можете зажать 2-3 стороны верстака и использовать длинный зажим, чтобы скрепить другую деталь, как показано ниже.
**ВАЖНОЕ ПРИМЕЧАНИЕ: НЕ затягивайте сильно. Когда алюминий нагревается, он становится гибким, и зажим заставит ваш алюминий сгибаться. Вы этого не хотите. Зажимайте детали как можно слабее, сохраняя при этом фиксацию.
Используйте горелку Bernzomatic , чтобы нагреть алюминий на одном углу. Как только алюминий станет достаточно горячим, он выполнит работу по плавлению алюминиевого стержня для пайки. Чтобы нагреть его достаточно, может потребоваться несколько минут, но после того, как первый угол нагреется, остальные углы будут нагреваться быстрее, потому что тепло распространяется по всей рабочей поверхности.
Вам придется несколько раз прикоснуться к поверхности алюминиевым стержнем для пайки, чтобы убедиться, что он готов, и действовать быстро, чтобы провести его по нужным стыкам, прежде чем он остынет.
Шаг 4. Добавьте соединительные ножки и покрасьте после остывания
Теперь, когда у вас есть две прямоугольные стороны, пришло время добавить соединительные детали. Опять же, если можете, прижмите детали к рабочей поверхности, а не друг к другу.
Охлаждение займет некоторое время, но как только оно остынет, распылите краску на подставку для дров.
Необязательный шаг: добавление ручек
Я рассказываю об этом шаге последним, потому что он необязателен, но на самом деле лучше всего делать это на шаге 1. Делайте это сразу после того, как вы вырезаете детали, и до того, как вы подпилите необработанные края и убери это.
В двух верхних трубах, срезанных под углом 45 градусов, просверлите отверстия для выбранных тяг. Подойдет любое сверло, но кобальтовое сверло полезно для отвода тепла. Тем не менее, обязательно надевайте перчатки при сверлении отверстий. Он может нагревать всю алюминиевую трубку!
Теперь наслаждайтесь своей красивой новой подставкой для дров / большой подставкой для книг! Если вы пришьете тканевую вставку, чтобы повесить ее на ручки, вы сможете использовать ее даже для небольших книг и журналов.
Это простой, но элегантный дизайн, который идеально впишется в любое пространство! Вы даже можете настроить его по размеру, который подходит вам в вашем доме.
Припой ПОС представляет собой сплав олова со свинцом. В некоторых марках припоя присутствуют добавки, такие как сурьма или медь. Сочетание/пропорции олова и свинца определяют его марку.
Припои для пайки и температура плавления
Припой ПОС-30 – это сплав, в котором 30 % олова, а остаток – свинец
Припой ПОС-40 – это сплав, в котором 40 % олова, остальное – свинец
Припой ПОС-61 – это сплав с 60 % олова и 40 % свинца
И так далее. Существует несколько десятков видов припоев ПОС, выпускаемых в соответствии с ГОСТ 21931-76 и ГОСТ 21930-76.
#S[2047]#
Есть его конечно не следует, свинец – металл небезопасный. А вот применение припоев ПОС достаточно широкое. Это и электромонтажные работы, автомобильное производство, железнодорожное строительство, производство различных электрических устройств и изделий. Например трансформаторов или предохранителей.
Для каждого применения существуют рекомендации по выбору марки припоя. ТД «Скала» является производителем припоев уже свыше десяти лет и может предложить вам большое количество марок припоев ПОС.
Виды, формы и марки припоя ПОС
Помимо различий в химическом составе, определяемым по цифре после аббревиатуры ПОС, припой различается по форме выпуска. Такой как :
Припой ПОС в чушках
Припой ПОС в проволоке
Припой ПОС в трубке с канифолью (флюсом)
Припой ПОС в прутке
В случае, если припой выпускается в виде трубки с канифолью, то в марке будет присутствовать буква «Т» с указанием диаметра трубки.
Диаметр пропоев
Припой Припой Т 2,0 ПОС 61
– это припой ПОС в виде трубки с флюсом диаметром 2 мм. Поставляется в бухте или катушке
Возможна другая маркировка. Например Припой ПОС-61-Т1 А
это также припой ПОС-61, но в виде трубки диаметром 1 мм
Если вы встретили маркировку Припой ПОС-61 (проволока d-3 мм), то это припой ПОС-61 произведенный в виде проволоки диаметром 3 мм, без канифоли, поставляется в виде бухты.
Маркировка Припой ПОС-30 или Припой ПОС-30 ⌀8 означает одно и тоже. Это припой ПОС-30, поставляемый в виде прутка диаметром 8 мм.
Припой «А», для чего он нужен
Припой «А» — это оловянно-цинковый сплав, с обязательными легирующими добавками меди и алюминия. Применяется для облуживания алюминиевой оболочки кабеля перед нанесением припоя ПОС. Предварительная обработка поверхности кабеля припоем «А» резко увеличивает электрическую и механическую прочность паянного контакта. Однако нанесение припоя «А» требует большого внимания и навыка. Припой «А» является достаточно тугоплавким припоем и есть риск перегрева оболочки кабеля при неудачных попытках натереть ее припоем «А». Очень важно применять для этого качественную газовую горелку с регулировкой остроты пламени.
Применение припоя пос-30 в кабельных муфтах
Припой ПОС-30 является важной составляющей кабельных муфт. Совместно с Припоем «А» он обеспечивает надежный электрический контакт проводника заземления с оболочкой кабеля. И конечно, для качественного паянного соединения в кабельных муфтах применяется паяльный жир. В силу особой зоны ответственности существуют требования к Припою ПОС-30 и «А» высокого качества. По требованию потребителя мы поставляем припой ПОС и «А», нормированный по весу. Разбег весов от 40 г до 200 г в одном изделии.
ТД «Скала» поставляет припой для производства кабельных муфт уже больше десятилетия и может предложить продукцию высокого качества и европейского уровня.
тематическая статья
Припой | это… Что такое Припой?
Катушка оловянно-свинцового припоя
Припой — металл или сплав, применяемый при пайке для соединения заготовок и имеющий температуру плавления ниже, чем соединяемые металлы. Применяют сплавы на основе олова, свинца, кадмия, меди, никеля и др.
Пайку осуществляют или с целью создания механически прочного (иногда герметичного) шва, или для получения электрического контакта с малым переходным сопротивлением. При пайке места соединения и припой нагревают. Так как припой имеет температуру плавления значительно ниже, чем соединяемый металл (или металлы), то он плавится, в то время как основной металл остаётся твёрдым. На границе соприкосновения расплавленного припоя и твёрдого металла происходят различные физико-химические процессы. Припой смачивает металл, растекается по нему и заполняет зазоры между соединяемыми деталями. При этом компоненты припоя диффундируют в основной металл, основной металл растворяется в припое, в результате чего образуется промежуточная прослойка, которая после застывания соединяет детали в одно целое.
Выбирают припой с учётом физико-химических свойств соединяемых металлов, требуемой механической прочности спая, его коррозионной устойчивости и стоимости. При пайке токоведущих частей необходимо учитывать удельную проводимость припоя.
Классификация припоев
Припои принято делить на две группы — мягкие и твёрдые. К мягким относятся припои с температурой плавления до 300 °C, к твёрдым — выше 300 °C. Кроме того, припои существенно различаются по механической прочности. Мягкие припои имеют предел прочности при растяжении 16—100 МПа, а твёрдые — 100—500МПа.
Мягкими припоями являются оловянно-свинцовые сплавы (ПОС) с содержанием олова от 10 (ПОС-10) до 90% (ПОС-90), остальное свинец. Проводимость этих припоев составляет 9—15% чистой меди. Большое количество оловянно-свинцовых припоев содержит небольшой процент сурьмы (такие припои обозначаются ПОССу).
Температура плавления ПОС:
ПОС15 — 280’C.
ПОС25 — 260’C.
ПОС33 — 247’C.
ПОС40 — 235’C.
ПОС64 — 183’C.
ПОС90 — 220’C.
Наиболее распространёнными твёрдыми припоями является медно-цинковые (ПМЦ) и серебряные (ПСр) с различными добавками.
Температуры плавления ПСр и ПМЦ:
ПСр10 — 830’С.
ПСр12 — 785’С.
ПСр25 — 765’С.
ПСр45 — 720’С.
ПСр65 — 740’С.
ПСр70 — 780’С.
ПМЦ36 — 825’С.
ПМЦ42 — 833’С.
ПМЦ51 — 870’С
Появление гибридной технологии для создания электронных плат обусловило появление нового типа припоев: так называемых паяльных паст, пригодных как для обычной, так и трафаретной пайки элементов гибридных схем. Паяльные пасты представляют собою сложную дисперсию, в которой дисперсной фазой являются микро- и наноразмерные частицы припоя и, возможно, твёрдых компонентов флюса, а дисперсной средой являются жидкие компоненты флюса и летучие растворители.
В связи с повышением внимания общества к вопросам экологии теперь при выборе припоев более серьёзно учитывают токсичность его компонентов. В электротехнике и электронике (особенно в бытовой) всё чаще используют бессвинцовые припои.
См. также
Легкоплавкие сплавы
Медно-цинковый припой
Флюс
Продукты Solder It — JB Tools Inc.
Сравнивать Добавить в корзину
Электронная горелка Solder It PT230CR с электронным зажиганием
81,24 $
64,99 $
Добавить в корзину
Сравнивать Добавить в корзину
Мини паяльник / горячий нож Solder It ES-610K с автоматическим зажиганием
87,49 $
69,99 $
Добавить в корзину
Сравнивать
Миниатюрный паяльник Solder It PRO-50
36,24 $
28,99 $
Добавить в корзину
Сравнивать Добавить в корзину
Набор клемм для пайки Solder-It MJ-600KT Micro-Therm с обжимным устройством
138,74 $
110,99 $
Добавить в корзину
Сравнивать Добавить в корзину
Solder-It HG-400 Горячий воздух пропановый тепловой пистолет для тяжелых условий эксплуатации
84,94 $
67,95 $
Добавить в корзину
Сравнивать Добавить в корзину
Solder It PT500 — сверхмощная горелка с автоматическим пьезоподжигом (PT500)
47,44 $
37,95 $
Добавить в корзину
Сравнивать Добавить в корзину
Solder It PT-210 3-в-1 профессиональная горелка, паяльник № 44 и термофен
48,69 $
38,95 $
Добавить в корзину
Сравнивать Добавить в корзину
Добавка для аккумуляторных батарей Charge-It CH-77QHD, литр
32,44 $
25,95 $
Добавить в корзину
Сравнивать Добавить в корзину
Средство для очистки каталитических нейтрализаторов Solder It CAT-1, 16 унций.
Можно
12,49 долл. США
9,99 долл. США
Добавить в корзину
Сравнивать Добавить в корзину
Добавка для аккумуляторов Charge-It CH-77 — 2 унции.
7,49 $
5,99 $
Добавить в корзину
Сравнивать
Паяльная паста для медных подшипников Solder It CSP-41, шприц 14,7 г
7,63 $
6,10 $
Добавить в корзину
Сравнивать
Solder It ALP-21 Паяльная паста для алюминия/горшечного металла, шприц 7,1 г
9,94 $
7,95 $
Добавить в корзину
Сравнивать
Паяльная паста с серебряным подшипником Solder It SP-7, шприц 7,1 г
9,94 $
7,95 $
Добавить в корзину
Сравнивать
Solder It PRO-50K Полный набор мини-инструментов для пайки
49,99 долл. США
39,99 долл. США
Добавить в корзину
Сравнивать Добавить в корзину
Жидкостные энергетические элементы Solder It LEC-10 для PRO-180, многоразовые
13,12 $
10,49 $
Добавить в корзину
Сравнивать Добавить в корзину
Тепловая пушка Solder It MJ-950 Ultra
47,49 $
37,99 $
Добавить в корзину
Сравнивать Добавить в корзину
Портативный многофункциональный термоинструмент Solder It PRO-120 с автоматическим зажиганием
56,24 $
44,99 $
Добавить в корзину
Сравнивать Добавить в корзину
Solder It PRO-70 Deluxe 2 в 1 2450F Бутановая карандашная горелка
34,99 $
27,99 $
Добавить в корзину
Припаяй! | Монохрон | Система обучения Adafruit
Сохранить
Подписаться
Пожалуйста, войдите, чтобы подписаться на это руководство.
После входа в систему вы будете перенаправлены обратно к этому руководству и сможете подписаться на него.
Вот пошаговые инструкции … просто хочу напомнить вам, что нельзя припаивать 6-контактный разъем FTDI или разъем ISP!
Подготовьтесь, сверив все детали со спецификацией (список деталей). Как только вы убедитесь, что у вас все есть, подготовьте свое рабочее место, нагрев паяльник, смочив губку и расположив инструменты и детали так, чтобы они были удобными.
ОК! Давайте начнем! Первое, что мы будем впаивать, это резистор R1 , который имеет значение 1 кОм. Вы можете сказать, какой это, потому что на нем есть полосы коричневого черного красного золота. Согните этот резистор в скобу, как показано на рисунке. Затем вставьте его в место внизу посередине, прямо над соответствующей шелкографией с надписью R1 . Резисторы не «поляризованы», поэтому вы можете разместить их любым способом, и они будут работать одинаково. Резистор должен располагаться вплотную к печатной плате.
Этот резистор используется для программирования микроконтроллера с помощью внутрисистемного программатора, когда ЖК-дисплей подключен (они имеют общий контакт).
Согните выводы скобы так, чтобы она удерживала деталь на месте, и переверните печатную плату.
Используя жало паяльника, нажмите и нагрейте одновременно контактную площадку (серебряное кольцо вокруг отверстия) и вывод (провод) в течение 2 или 3 секунд. Затем воткните конец припоя, чтобы создать хороший паяный шов. Сделайте это для обоих лидов.
С помощью бокорезов отрежьте длинные выводы непосредственно над местом пайки.
У вас должны получиться красивые блестящие точки пайки, закругленные и заполняющие всю контактную площадку.
Теперь мы продолжим, установив оставшиеся 5 резисторов по 1 кОм.
Поместите R3 , R4 , R5 и R6 . Эти резисторы составляют мультиплексную схему считывания кнопок, которая позволяет микросхеме прослушивать 3 кнопки, используя только один аналоговый вывод.
Место R7 это токоограничивающий резистор для LED1 (индикатор аварийной сигнализации).
Переверните и припаяйте резисторы так же, как и раньше, убедившись, что каждое соединение нагрето и полностью заполнено припоем.
Затем обрежьте все провода.
Далее впаиваем последние 3 резистора.
R8 и R9 — это резисторы номиналом 2,2 кОм (красный, красный, красный, золотой), которые используются в качестве подтягивающих резисторов i2c для часов реального времени (для линий передачи данных требуются подтягивающие резисторы).
R2′ — это резистор на 100 Ом (коричневый черный коричневый золотой), который устанавливает яркость ЖК-дисплея.
Обратите внимание: Этот резистор можно впаять в R2 (фиксированная яркость) или R2′ (программное управление). На этих фотографиях мы впаяли их в R2 , но мы предлагаем вам использовать R2′ , что позволит вам легко контролировать яркость (оказалось, что подсветка ЖК-дисплея сильно различается от одного к другому). Поэтому, пожалуйста, не обращайте внимания на неправильное расположение резистора и используйте слот R2′!
Переверните печатную плату и припаяйте резисторы.
(Не забудьте использовать R2′ , а не R2 !)
Затем обрежьте их накоротко
Теперь, когда мы закончили с резисторами, пришло время припаять керамические конденсаторы. Конденсаторы используются для сглаживания пульсаций напряжения питания, а также для блокировки постоянного напряжения.
C1 — входной (9В) конденсатор фильтра, C3 — выходной (5В) фильтрующий конденсатор. C5 используется для программирования чипа с помощью чипа FTDI, он блокирует вывод «сброса» постоянного тока и превращает его в импульс.
Керамические конденсаторы, как и резисторы, не поляризованы, поэтому их можно использовать «в любом случае»
Переверните плату и припаяйте 3 керамических конденсатора.
Затем закрепите провода (не показаны).
Теперь мы готовы собрать блок питания. Блок питания — это то, что берет 9 В из внешнего мира (от штепсельной вилки) и регулирует его до 5 В, безопасного для работы микроконтроллера.
Первая часть — это разъем постоянного тока 2,1 мм. Это механическое соединение. Он помещается в нижнюю левую часть печатной платы, и вы можете защелкнуть его на месте (может потребоваться небольшое сжатие) — убедитесь, что он ровно прилегает к печатной плате!
Если он не защелкивается на месте, вы можете предотвратить его выпадение, припаяв его немного сверху к одному из штифтов.
Теперь переверните плату и припаяйте три больших контакта. Обязательно нагрейте контактные площадки и контакты в течение нескольких секунд, прежде чем запихивать туда тонны припоя. Это механическое соединение припоем, поэтому вам действительно нужно заполнить большие круглые контактные площадки.
Далее идет D1 Защитный диод 1N4001. Диоды являются полупроводниками, в частности, диод пропускает ток только в одном направлении. Это защищает источник питания и микропроцессор от того, если кто-то подключит источник питания переменного тока или отрицательной полярности. Вместо того, чтобы пуф, диод будет блокировать отрицательное напряжение.
Поскольку диоды проводят ток только в одном направлении, важно правильно его установить. Ищите белую полосу на одном конце, это катод , теперь посмотрите на печатную плату, там диод с трафаретной печатью, а на одной стороне также есть белая полоса, убедитесь, что они совпадают!
После диода стоит регулятор напряжения 7805 IC2 . Регуляторы 7805 повышают напряжение до 17 В постоянного тока до стабильных 5 В. Поскольку мы используем ЖК-дисплей хорошего качества со светодиодной подсветкой, нам не нужен большой гудящий чип питания. ТО-92 пакет 7805 может обеспечить около 100 мА.
Однако, если вы в конечном итоге будете делать модификации или захотите использовать ЖК-дисплей с подсветкой EL, вы можете в конечном итоге использовать IC2 ‘, который является версией пакета TO-220 и может обеспечить ток 1,0 А!
Итак, у регулятора плоская сторона и круглая сторона, три контакта входят в контактные площадки, а контур на шелкографии должен соответствовать форме регулятора.
Теперь переверните плату и припаяйте диод и стабилизатор.
Закрепите провода (не показаны).
Теперь мы готовы провести наш первый тест. Уберите со стола и убедитесь, что нет проводов или битов, которые могут закоротить печатную плату.
Поместите печатную плату и вставьте вилку блока питания в гнездо до упора. Гнездо вообще не должно двигаться, если вы его достаточно припаяли. Теперь, используя мультиметр в режиме измерения напряжения, измерьте расстояние между двумя показанными точками (вы можете увеличить масштаб, нажав на картинку).
Вы должны получить от 4,9 до 5,1 В постоянного тока
Если вы не тогда остановись, проверь свою работу. Убедитесь, что в вашем мультиметре установлена новая батарея, и отправьте сообщение на форум, если вы не можете заставить его отображать 5 В. Если напряжение слишком высокое или низкое, это может повредить ваш комплект, вам не следует продолжать.
По завершении отключите блок питания и уберите глюкометр.
Теперь будем впаивать два электролитических конденсатора С2 и С4.
C2 — электролитический конденсатор 47 мкФ/25 В. Этот конденсатор сглаживает любые большие пульсации мощности, поступающей в комплект. Электролитические конденсаторы поляризованный , что означает, что они должны быть правильно размещены, иначе они вообще не будут работать. Если вы посмотрите на конденсатор, то заметите, что одна ножка длиннее другой, это положительный (+) вывод. Убедитесь, что этот провод входит в контактную площадку, отмеченную знаком +. См. слева, как разместить конденсатор.
Согните C2 вниз, чтобы он не торчал слишком сильно.
Далее следует C4 , электролитический конденсатор 100 мкФ/6,3 В, который помогает уменьшить шум при регулируемом источнике питания 5 В. Он электролитический, поэтому убедитесь, что он установлен правильно.
После правильного размещения электролитических конденсаторов отогните выводы и припаяйте их на место.
Используйте бокорезы, чтобы обрезать провода.
Теперь поместите гнездо микросхемы. Гнездо защищает микросхему микроконтроллера и позволяет заменить ее при необходимости.
Гнездо имеет U-образную выемку на одном конце. Убедитесь, что эта выемка соответствует U-образной выемке на трафаретной печати. Если вы не уверены, посмотрите на изображение слева. Если в конечном итоге вы вставите розетку задом наперёд, не расстраивайтесь. Не обязательно, чтобы он был в порядке, но он поможет вам, если вам нужно заменить чип.
Вы можете зафиксировать гнездо на месте с помощью скотча или, если у вас длинные ногти, согнув две маленькие ножки, чтобы удерживать его на месте.
Первая пайка в 2 противоположных углах. Затем припаяйте остальные контакты.
Их не нужно обрезать, так как они уже достаточно короткие.
Установите пьезоизлучатель SPK . Это шумоподавитель! Он неполяризован и может идти любым путем.
Теперь пришло время вставить чип процессора! Аккуратно извлеките его из упаковки. Вам придется немного согнуть контакты, чтобы они хорошо вошли в гнездо. Я хватаюсь за оба конца и раскачиваю штифты о столешницу. (На изображении показан чип меньшего размера, но идея та же). Как только ножки станут параллельными, найдите U-образную выемку на одном конце. Убедитесь, что этот конец входит в зазубренный конец, указанный на трафаретной печати (и, надеюсь, также и в гнездо).
Дважды проверьте, правильно ли установлен чип!
Теперь, убедившись, что все ножки выровнены, не согнуты и не перекручены, вдавите микросхему в гнездо. Он должен легко сесть без особого усилия.
Теперь пришло время для другого теста. Уберите со стола и подключите блок питания. Вы должны услышать повторяющиеся двойные звуковые сигналы.
Если звуковых сигналов нет, проверьте источник питания, подается ли по-прежнему 5 В? Чип в порядке? Если вы боретесь, сообщение на форумах для помощи.
Если вы удовлетворены, отключите комплект и продолжайте.
Теперь пришло время разместить маленький светодиодный индикатор LED1 . Светодиоды не симметричны и должны быть правильно размещены, чтобы работать. Вы заметите, что одна ножка светодиода длиннее другой. Это положительная ножка . Положительная нога входит в отверстие с + рядом с ним. На фото это левое отверстие.
Вставьте светодиод в нужное место и согните корпус, чтобы он немного выступал из корпуса. Согните выводы, чтобы они не выпали при переворачивании печатной платы.
Теперь вы также можете разместить SW1 , который является переключателем сигнализации. Убедитесь, что переключающая часть обращена наружу, она должна зафиксироваться на месте.
Вы можете прикрепить переключатель сверху, чтобы он оставался на месте. Убедитесь, что переключатель плотно прилегает к печатной плате.
Припаяйте светодиод и переключатель, будьте осторожны, потому что переключатель имеет несколько меньших контактов посередине. Не используйте тонны припоя.
Закрепите провода светодиода. Переключатель не нужно обрезать
Теперь вы можете проверить светодиод и переключиться, если хотите. Очистите свой стол и включите часы. Он по-прежнему будет издавать звуковой сигнал, но теперь вы можете щелкать переключателем вперед и назад и видеть, как светодиод включается и выключается!
Как только вы будете удовлетворены, продолжим.
Теперь припаяем схему часов реального времени (RTC). RTC — это то, что отсчитывает время при отключении питания, это очень-очень маломощный микроконтроллер и кристалл, который будет хранить время годами на крошечной монетной ячейке. Таким образом, вы можете легко модифицировать свои часы и не сбрасывать их после отключения питания.
Сначала расплавьте крошечный кусочек припоя на центральном выступе держателя батареи BAT . Это обеспечит хороший контакт с батареей.
Теперь поместите 12-мм держатель батарейки для монет.
Прихватите припой с одной стороны, чтобы он не выпал при переворачивании.
Теперь поместите 8-контактный разъем (смотрите на U-язычок) и часовой кристалл 32,768 кГц Q1 . Гнездо предназначено для защиты чипа, а кристалл такой же, как в ваших часах или часах.
Кристалл устанавливается на контактную площадку, но не припаивайте его к контактной площадке! Просто дайте ему остыть, прислонившись к печатной плате.
Припаяйте гнездо и кристалл, затем закрепите выводы кристалла.
Теперь, когда RTC готов, мы припаяем 3 интерфейсных переключателя S1 , S2 и S3 . Это то, что позволяет вам устанавливать время, будильник, дату и все такие замечательные вещи. Они встанут на место, постарайтесь прижать их к печатной плате как можно ровнее.
Справа мы также впаяем потенциометр 10K «триммер» TM1 , который используется для настройки контрастности ЖК-дисплея. Он также плотно прилегает к печатной плате.
Припаяйте три переключателя, проверив их ровное положение.
Затем также припаяйте и закрепите горшок триммера.
Вставьте микросхему RTC DS1307 в гнездо, совместив U-образные пазы.
Теперь мы подошли к ЖК-части. Найдите 36-контактный разъем «папа» и 20-контактный разъем «мама». Используйте 20-контактный разъем, чтобы сократить 36-контактный разъем до 20.
Вы можете использовать бокорезы или плоскогубцы, чтобы разбить жатку.
Поместите соединительную планку розеток разъемами вверх на печатную плату.
Возможно, вам придется заклеить его лентой, чтобы вы могли перевернуть комплект и припаять его на место. Припаяйте несколько контактов, а затем посмотрите, нужно ли вам согнуть разъем, чтобы он был перпендикулярен!
После того, как разъем с розеткой будет надежно установлен, вставьте разъем с разъемом в гнездо так, чтобы короткие штифты торчали.
Затем поместите графический ЖК-дисплей сверху и припаяйте контакты.
Железо и его сплавы входят в категорию черных металлов. Все остальные металлы и сплавы являются цветными. Цветные металлы в природе не очень распространены, поэтому, в отличие от железа, их добыча обходится гораздо дороже и, соответственно, сами цветные металлы и их сплавы стоят дорого. Однако присутствие в них особых характеристик, которыми железо не обладает, расширяет область их применения и оправдывает высокую стоимость цветных металлов.
Наша компания предлагает Вам изделия из таких цветных металлов как алюминий, дюраль и медь.
Название “цветные металлы” данная группа металлов и сплавов получила, благодаря своим цветовым характеристикам. Например, медь – красного цвета, и ее сплавы имеют красноватый оттенок.
Сплавы получаются в результате смешивания расплавленных металлов в различных пропорциях. От такого смешивания получается продукт, обладающий улучшенными свойствами, чем исходный металл. Существуют сплавы легких металлов, сплавы тяжелых металлов и т.д.
К тяжелым цветным металлам относят свинец, медь, олово, цинк, никель.
Группа легких цветных металлов включает алюминий, титан, магний, бериллий, стронций, кальций, литий, барий, калий, натрий, цезий и рубидий.
К благородным металлам относятся платина, золото, серебро, осмий, родий, рутений, палладий.
Кадмий, кобальт, висмут, сурьма мышьяк и ртуть – это малые металлы.
В число тугоплавких включены такие металлы, как вольфрам и ванадий, молибден и тантал, хром и ниобий, цирконий и марганец.
Многочисленную группу составляют редкоземельные металлы, такие как: церий, лантан, неодим, празеодим, европий, самарий, тербий, гадолиний, иттербий, гольмий, диспрозий, тулий, эрбий, прометий, лютеций, иттрий и скандий.
К рассеянным цветным металлам относятся индий и таллий, германий и рений, селен, гафний и теллур.
Еще одна разновидность цветных металлов – это металлы радиоактивные: уран, протактиний, торий, радий, нептуний, актиний, америций, плутоний, эйнштейний, калифорний, фермий, нобелий, менделевий, лоуренсий.
Сплавы цветных металлов, в их различных и определенных пропорциях, помогают добиться тех или иных свойств, благодаря которым становится возможным их применение как в массовом, так и узкоспециализированном производстве технических изделий. Механические, физические и химические свойства сплавов можно менять не только изменением пропорций исходных металлов, но и путем дополнительного механического или химического воздействия на них, например, термообработки, нагартовки, применения технологий старения и т.д.
Механическая обработка цветных металлов может включать штамповку и ковку, прессование и прокатку, пайку, сварку и резку.
Многие литые изделия, а также проволока, квадраты, шестиугольники в виде прутков и мотков, ленты и полосы, листы и фольга изготавливаются из цветных металлов. Часто в производстве используют порошки из данных металлов.
Цветные металлы и сплавы, виды и свойства цветного металлопроката
Цветная металлургия занимает важное место в жизнедеятельности человека. Она занимается не только добычей, но и обогащением, переработкой и выплавкой чистых металлов, сплавов. Ни одна сфера: строительство, радиоэлектроника, высокотехнологические отрасли и прочие не обходится без цветного металлопроката, на которые приходится порядка 3% ВВП РФ. Ниже рассмотрим что относится к цветмету, что такое тяжелые металлы, виды, особенности, прокат.
Немного истории
Историю развития отрасли в России связывают с Петром I, поскольку именно по его указам были построены первые плавильные заводы. К началу XX столетия наша страна стала лидером в металлургии цветных металлов, но ситуация 1917 года привела к остановке развития. В 30-е годы снова начался бум развития, а после ВОВ появились крупнейшие заводы. Кризис 90-х вновь привел к стагнации, но уже начало 21 века ознаменовалось увеличением темпов развития производства цветных металлов.
Проблемы и перспективы развития отрасли тесно связаны с необходимостью расширения сырьевой базы, модернизации и очистки выбросов в атмосферу. Также важным направлением является развитие производства цветмета из вторичного сырья. География цветной металлургии в России простилается по всей ее территории: Дальний Восток, Северный Кавказ, Западная / Восточная Сибирь. Встречаются месторождения практически всего известного цветмета.
Что такое цветные металлы
К ним относятся нержавеющие металлы (их сплавы) без наличия в составе железа. Цветные металлы это:
олово;
серебро;
медь;
золото;
никель;
цинк.
Их называют цветными за их окрас, отличаются особою долговечностью и прочностью благодаря наличию защитной оксидной пленки. Обладают отличной тепло- и электропроводностью, стабильностью в температурном диапазоне, не реагируют на кислород, влагу.
Классификация цветных металлов
Выделяют несколько групп:
тяжелые;
легкие;
малые;
благородные;
тугоплавкие;
редкоземельные;
рассеянные;
радиоактивные.
Тяжелые металлы это цинк, медь, свинец, олово и другие. Металлургия тяжелых металлов производит их миллионы тонн в год. Получают из окисленной и сульфидной комплексной руды.
Легкие — алюминий, кальций, натрий, титан, барий и так далее. Обладают самой низкой удельной массой. Добычей, производством занимается металлургия легких металлов. Например, алюминиевая промышленность занимает 1 место среди прочих отраслей цветной промышленности.
Малые — кобальт, сурьма, висмут и прочее;
Благородные — серебро, родий, золото, иридий, платина. Относятся к категории драгоценных, имеют высокую стойкость к окислению.
Тугоплавкие — ванадий, вольфрам, цирконий. Считаются самыми износостойкими.
Технологические этапы производства цветной металлургии
Выделяют 4 этапа, которые объединены в единый промышленный цикл:
Добыча сырья;
Подготовка к переработке, обогащение. Последнее предполагает дробление породы и разделение ее на ценные элементы и отходы;
Металлургический передел. Получают полуфабрикат для последующего использования. Здесь можно изменить химсостав сырья, физические свойства, агрегатное состояние. Данный этап связан непосредственно с обработкой: плавка, разливка, обжатие — так получают прокат;
Работа с отходами. Из шлака получают готовую продукцию (сырье) для иных отраслей промышленности, например никель-кобальтовая.
Прокат
Подразделяется на 3 вида:
Сортовой;
Фасонный;
Листовой.
Сортовой — металлический пруток, проволока, шестигранник и т.д.
Листовой — металлические листы любых размеров, всевозможные ленты, полосовая сталь. Занимает особую нишу, так как имеет огромный спрос в оборонной отрасли, машиностроении, строительстве.
Компания «АНЭП-Металл» предоставляет такие виды цветного проката, как:
Алюминиевый;
Дюралевый;
Бронзовый;
Медный;
Латунный;
Свинцовый;
Вольфрамовый;
Никелевый;
Титановый.
Черные и цветные металлы: в чем разница
Почтовый индекс*
Назад к датчику
10.02.2022
Алюминий Углерод Один большой вопрос Нержавеющая сталь
Поделись
Что такое черный металл? Что такое цветной металл? Возможно, лучше задать такой вопрос: вы берете металл с железом или без него? Черные металлы содержат железо, цветные металлы обычно не содержат.
Например, цветные металлы включают алюминий, медь, латунь, бронзу и никель.
Далее металлы определяются легирующими элементами, поэтому важно помнить, что общая химия влияет как на черные, так и на цветные металлы.
Является ли сталь черным металлом?
Вся сталь содержит железо, а это означает, что сталь действительно является черным металлом. На самом деле, сталь содержит около 98% железа — остальная часть состава металла действительно определяет, для чего он лучше всего подходит.
Например, добавив:
Найдите в магазине нужную вам углеродистую сталь здесь.
Когда углерод становится сплавом?
Углеродистая сталь становится легированной, когда в нее добавляют определенный набор легирующих элементов для придания стали особых свойств. Эти свойства могут включать твердость, ударную вязкость и отношение прочности к весу.
Основная цель легированной стали — реагировать на термическую обработку более надежными и предсказуемыми результатами.
Добавление любого металлического элемента в производство для повышения твердости, прочности или коррозионной стойкости. Среди самых сильных сортов – А36.
Давайте посмотрим на другие добавленные элементы и их влияние на углеродистую сталь.
Найдите нужный сплав здесь.
Является ли алюминий черным металлом?
Алюминий считается цветным металлом. Основным источником алюминия является бокситовая руда. Он химически обрабатывается для получения глинозема (оксида алюминия), который затем плавится с использованием процесса электролиза для получения чистого металлического алюминия.
В чистом виде алюминий имеет серебристо-белый цвет и чрезвычайно легкий вес. В сочетании с другими сплавами и элементами алюминий становится прочнее и хорошо проводит тепло и электричество.
Найдите нужный вам алюминий здесь.
Является ли нержавеющая сталь черным металлом?
Основным легирующим элементом в нержавеющей стали является железо, но оно содержит небольшое количество углерода, что означает, что он считается цветным металлом. Здесь вы найдете все, что вам нужно знать о нержавеющей стали.
Нержавеющая сталь, имеющая пять различных семейств марок, известна в первую очередь своим содержанием хрома (обычно не менее 10,5%). Этот легирующий элемент помогает обеспечить глянцевую поверхность и способствует устойчивости к потускнению и ржавчине.
Присутствие молибдена повышает коррозионную стойкость нержавеющей стали. это то, что отличает нержавеющую сталь от большинства других форм стали. Нержавеющая сталь 316 и нержавеющая сталь 303 входят в число тех, которые содержат наибольшее количество молибдена.
Найдите в магазине нужную вам нержавеющую сталь здесь.
5 ответов об алюминиевых профилях
Если вы неоднократно обрабатываете одни и те же детали из алюминиевых профилей стандартных размеров, возможно, пришло время рассмотреть возможность изготовления алюминиевых профилей по индивидуальному заказу.
Что такое бесплатная обработка стали?
Узнайте больше о преимуществах стали, которая образует мелкую стружку при механической обработке.
Анатомия сплава: внутри номеров углеродных стержней
В следующий раз, когда вы будете рассматривать сорта углеродных стержней, обратите внимание на название и, что более важно, на номера.
Центрировать штрих-код для поиска товаров.
Количество:
Единица измерения:
Цена, Единица измерения:
Справочный номер клиента:
Уровень линии заказа:
Заголовок PO:
Номер заказа на поставку заголовка включен в ваш штрих-код и может иметь приоритет над предыдущими заказами на покупку в вашей корзине
Различия между черными и цветными металлами
27 мая 2021 г. автор: ИМС
Свяжитесь с нами
Сталь, черные и цветные металлы
Время считывания: 2 м 9 с
Хотя основное различие между черными и цветными металлами заключается в железе, важно понимать характеристики каждого типа металла. Черные металлы имеют химический состав, в который входит железо. Цветные металлы имеют состав, которого нет. Сравнивая различные типы металлов, можно легко попасть в круговорот того, какой металл является «лучшим». Правда в том, что лучшего металла не бывает. Будь то черный или цветной металл, лучший металл для ваших требований будет зависеть от вашего проекта или спецификаций приложения.
Узнайте больше о различиях между черными и цветными металлами, чтобы определить, какой тип металла поможет вам достичь целей строительства и проекта.
Черные металлы
Черные металлы, состоящие из железа и других сплавов, состоят из высокопрочных металлов и используются в основном из-за их прочности на растяжение и долговечности. Часто используемые в строительстве и производстве металлов, черные металлы обеспечивают долговечность и функциональность для широкого спектра промышленных проектов. К обычным черным металлам относятся:
Углеродистая сталь
Включает низкоуглеродистую (также известную как мягкая сталь), среднеуглеродистую и высокоуглеродистую сталь
Легированная сталь
Легирующие элементы включают алюминий, медь, кремний, никель, хром и титан для повышения прочности
Легированная сталь обеспечивает высокую прочность для больших конструкций в строительстве
Сталь, устойчивая к атмосферным воздействиям, обычно используется для строительства мостов
Нержавеющая сталь
Включение хрома делает нержавеющую сталь устойчивой к коррозии по сравнению с другими черными металлами
Железо
Чугун
Содержание железа от 1,5% до 4% с другими легирующими элементами, такими как кремний или марганец
Литейный, с исключительной твердостью
Кованое железо
Содержание углерода незначительное или отсутствует
Превосходная коррозионная стойкость при меньшей твердости
Подходит для декоративных целей
Характеристики черных металлов
К свойствам черного металла относятся:
Исключительная прочность на растяжение
Прочный
Высокая твердость
Плотный
Склонен к ржавчине
Часто магнитится
Просмотр изделий из алюминия
Различия между черными и цветными металлами
Одним из основных отличий помимо типов металлов является разница в стоимости между черными и цветными металлами. Черные металлы, хотя и известны своей прочностью, обычно более рентабельны, чем цветные металлы. Дополнительные различия между черными и цветными металлами включают:
Черные металлы являются магнитными, а цветные металлы — нет
Черные металлы более подвержены коррозии или ржавчине из-за включения железа, тогда как цветные металлы более устойчивы к ржавчине
Цветные металлы обычно легкие, тогда как черные металлы тяжелее
Цветные металлы легко перерабатываются. Черные металлы требуют более детального процесса
Обычное использование черных металлов для проектов, требующих долговечности
Автомобили
Электроприборы
Строительство
Морские контейнеры
Обычное использование цветных металлов для объектов, подверженных воздействию внешних факторов
Водосточные желоба и кровля
Вывеска
Уличные знаки
Электромонтажные работы
Найдите нужный вам черный или цветной металл
IMS хранит продукцию как из черных, так и из цветных металлов.
Патрон для дрели (быстрозажимной, ключевой): как снять, заменить, разобрать
Основные виды патронов для дрели
Конструкция и особенности зубчато-венцового патрона
Как снять патрон с резьбовым соединением
Замена и разборка патрона на дрели
Среди домашних мастеров наиболее распространены патроны для дрели двух видов — ключевые (зубчато-венцовые) и быстрозажимные (БЗП). Особенности эксплуатации именно этих патронов мы попробуем разобрать в данной статье и всесторонне осветить все основные нюансы и сложности работы с ними.
Наиболее распространенными для бытовых дрелей и шуруповертов являются зубчато-венцовые и быстрозажимные патроны
Основные виды патронов для дрели
По своей конструкции зажимы для дрели делятся на два основных типа:
зубчато-венцовый патрон, зажим хвостовика инструмента в котором осуществляется при помощи специального ключа;
быстрозажимной патрон для дрели (БЗП), в котором зажимная гильза приводится в действие посредством ее ручного вращения.
Разновидности патронов для дрели
Зажимные кулачковые патроны, устанавливаемые на современные дрели, позволяют надежно фиксировать инструмент, диаметр хвостовика которого находится в интервале 1–25 мм. Устройства данного типа практически лишены недостатков, наиболее значимым из которых является их достаточно высокая стоимость.
Наиболее популярным типом зажимного устройства, устанавливаемого на современные модели дрелей, является патрон быстрозажимной (БЗП). Чтобы зафиксировать инструмент в зажимном патроне категории БЗП, достаточно всего нескольких секунд, при этом нет необходимости применять специальный ключ. Зажим хвостовика инструмента осуществляется за счет ручного вращения регулировочной гильзы, на внешнюю поверхность которой нанесено рифление, облегчающее выполнение данной процедуры. Чтобы регулировать механическое воздействие, создаваемое на хвостовик инструмента, в зажиме данного типа предусмотрено специальное блокировочное устройство.
Для фиксации сверла одной рукой придерживают нижнюю муфту, а другой затягивают верхнюю муфту по часовой стрелке
К наиболее значимым недостаткам БЗП следует отнести то, что в тех случаях, когда элементы его механизма изнашиваются, он недостаточно надежно фиксирует хвостовики сверл большого диаметра. Это приводит к проворачиванию инструмента в процессе работы.
По сравнению с зажимными устройствами категории БЗП, зубчато-венцовые патроны для оснащения дрели обеспечивают надежную фиксацию инструмента в любой ситуации. Пользователи, которым приходится часто работать с электрическими дрелями, отдают предпочтение зажимным патронам именно данного типа. Единственным значимым недостатком таких устройств является то, что ключ, при помощи которого они приводятся в действие, достаточно легко потерять. Между тем возникновения такой проблемы можно легко избежать, если сразу после приобретения дрели зафиксировать ключ на проводе устройства при помощи изоляционной ленты или обычной веревки.
Диаметр хвостовика насадки, зажимаемой в мини-патроне, зависит от калибра цанги
Большой популярностью пользуется и патрон для мини-дрели, устанавливаемый на компактные сверлильные устройства. Последние активно используются мастерами ювелирного дела. Мини-патрон относится к категории быстрозажимных патронов для шуруповерта или легкой дрели. Такой маленький патрон, изготавливаемый преимущественно из латуни, используют для фиксации инструментов, диаметр хвостовика которых находится в интервале 0,1–4,5 мм.
Конструкция и особенности зубчато-венцового патрона
Классический патрон для дрели относится к зажимным устройствам цангового или кулачкового типа. В них можно зажимать не только различные инструменты с круглым хвостовиком, но и заготовки цилиндрической формы для их дальнейшей обработки. Основными элементами конструкции зажимных кулачковых патронов являются:
корпус цилиндрической формы;
регулировочное кольцо или гильза, вращающиеся на внешней поверхности корпуса;
кулачковый механизм или цанга, установленные во внутренней части корпуса устройства.
Конструкция кулачкового (зубчато-венцового) патрона с ключом
В свою очередь цанговый механизм, элементы которого изготавливаются из закаленной стали, состоит из трех абсолютно одинаковых кулачков, которые при вращении регулировочного кольца или гильзы одновременно приближаются друг к другу, тем самым обеспечивая надежный зажим хвостовика инструмента. В первых моделях патронов для механических дрелей кулачки цанги сходились за счет вращения регулировочного колеса, сейчас для этого используется регулировочная гильза.
Одной стороной патроны для дрели устанавливаются на вал используемого оборудования, а с другой в них вставляется инструмент, при помощи которого будет выполняться обработка. Зажимные кулачковые патроны используются преимущественно для фиксации в них следующих инструментов:
сверл;
фрез;
метчиков с хвостовиками небольшого диаметра.
Кулачковый патрон дрели предназначен для зажима насадок с цилиндрическим или шестигранным хвостовиком
Как снять патрон с резьбовым соединением
Вопрос о том, как снять патрон с дрели, который фиксируется на ней при помощи резьбового соединения, возникает у домашних мастеров достаточно часто. Снимать такой зажим надо с учетом того, что он установлен при помощи нестандартной левой резьбы.
Резьбовой элемент зажимного устройства находится в его внутренней части, поэтому необходимо сначала максимально раздвинуть зажимные кулачки, что обеспечит доступ к фиксирующему винту, который откручивается при помощи обычной крестовой отвертки. В дрелях без такого винта патрон просто скручивается с их вала без проведения вышеописанных подготовительных работ.
Головка фиксирующего винта может быть крестообразной, с прямым шлицом, под шестигранник или даже «звездочкой»
Винт с левой резьбой, при помощи которого на дрели фиксируется резьбовой патрон, может со временем изнашиваться. Чтобы восстановить надежность такого соединения, можно выполнить следующие действия:
вставить крестовую отвертку в головку винта патрона на дрели;
легкими ударами молотка углубить винт в резьбовое отверстие.
Такие действия не нанесут вреда крепежному узлу дрели, но позволят фиксировать на ней зажимное устройство более точно и надежно.
Замена патрона резьбового типа на дрели может быть выполнена и при помощи ключа на 14, что значительно облегчает данный процесс. Чтобы не совершить ошибок, когда вы соберетесь разбирать патрон данного типа, можно предварительно познакомиться с теоретическим материалом на данную тему и просмотреть соответствующее видео.
Замена и разборка патрона на дрели
В вопросе о том, как заменить износившийся патрон на дрели, нет ничего сложного. Для этого достаточно приобрести соответствующее зажимное устройство, снять с дрели старое и установить на нее новое. При этом следует иметь в виду, что как на обычную, так и на минидрель могут устанавливаться патроны двух типов:
с конусным соединением;
с резьбой.
Патроны, для установки на дрель которых используется резьба, снимаются и фиксируются по вышеописанной схеме. При замене такого устройства мало знать, что оно является резьбовым, важно также учитывать маркировку, которая в обязательном порядке на него нанесена. Маркироваться такие зажимные патроны могут следующим образом:
1,5–13 М12х1,25;
1,5–13 1/2 – 20UNF.
Маркировка резьбового патрона
Интервал 1,5–13, присутствующий в данных обозначения, указывает на минимальный и максимальный диаметры устанавливаемого режущего инструмента. Правила замены патрона на дрели предполагают, что новое зажимное устройство должно иметь маркировку, полностью идентичную обозначению старого.
С вопросом о том, как заменить конусный патрон на дрели, все обстоит несколько проще. На устройства данного типа также может быть нанесена различная маркировка, а именно:
В10;
В12;
В16;
В18.
Маркировка патрона с конусом Морзе
Чтобы заменить на дрели патрон данного типа, необходимо просто подобрать зажимное устройство с соответствующей маркировкой и вставить его посадочную часть в конусное отверстие сверлильного оборудования. Ориентироваться в такой маркировке достаточно просто: буква «В» означает, что это патрон именно конусного типа, а цифра указывает на диаметр нижней части посадочного отверстия.
Снятие с дрели патрона конусного типа выполняется так же просто, как и его установка. Для того чтобы выполнить такую процедуру, необходимо просто выбить зажимное устройство из посадочного отверстия дрели, для чего используется обычный молоток. С подробностями установки и снятия конусного патрона электрической дрели также можно познакомиться, просмотрев соответствующее видео.
На советских дрелях патрон с конусным креплением просто выбивался, конструкция редуктора позволяла подобные грубости. Для снятия патрона современных моделей нужно использовать съемники или специальные приспособления
Как разобрать патрон шуруповерта или дрели? Такую процедуру необходимо периодически выполнять для технического обслуживания устройства (чистки и смазки всех его внутренних элементов), а также его мелкого ремонта. Это позволяет значительно продлить срок службы патрона.
При разборке патрона следует учитывать, к какому типу он относится. Ориентируясь на инструкции или видео, надо выполнять все действия по разборке такого устройства максимально аккуратно, чтобы не повредить его составные элементы. После того как все процедуры по техническому обслуживанию или ремонту элементов патрона для дрели выполнены, следует выполнить его сборку в обратной последовательности.
Если конструктивные элементы сильно изношены и восстановить их не представляется возможным, лучше заменить весь механизм, что обойдется значительно дешевле, чем его ремонт.
Патрон для шуруповерта в категории «Инструмент»
Гибкий вал с патроном 0.3-6мм, удлинитель для дрели, шуруповерта 95см DS
Доставка по Украине
1 602.08 грн
801. 04 грн
Купить
Гибкий вал с патроном 0.3-6мм, удлинитель для дрели, шуруповерта 95см ON
Доставка по Украине
1 574.10 грн
787.05 грн
Купить
Гибкий вал с патроном 0.3-6мм, удлинитель для дрели, шуруповерта 95см PD
Доставка по Украине
1 583.43 грн
791.71 грн
Купить
Гибкий вал с патроном 0.3-6.5 мм удлинитель для дрели шуруповерта
На складе в г. Киев
Доставка по Украине
1 030.5 — 1 046.35 грн
от 2 продавцов
1 145 грн
1 030.50 грн
Купить
Rozeto4ka
Гибкий вал Chuck с патроном 0.3-6 мм удлинитель для дрели, шуруповерта 100см
На складе в г. Киев
Доставка по Украине
1 312 грн
Купить
MyTorg
Патрон для шуруповерта 0,8-10мм 1/32-3/8 DFR
На складе в г. Мукачево
Доставка по Украине
430 грн
331 грн
Купить
интернет-магазин «MK»
С патроном 0. 3-6 мм удлинитель для дрели 100см Гибкий вал
На складе в г. Киев
Доставка по Украине
1 528 грн
1 222.40 грн
Купить
ZAKYPKA — Интернет магазин
Гибкий вал с патроном 0.3-6мм, удлинитель для дрели, шуруповерта 95см
На складе в г. Ровно
Доставка по Украине
по 640 грн
от 10 продавцов
640 грн
Купить
Магазин «Панас»
Патрон для шуруповерта Procraft PA-18C compact (3/8-24UNF, 0.8-10mm)
Доставка по Украине
по 99 грн
от 2 продавцов
99 грн
Купить
Інтернет-магазин «СВЕРДЛО»
Патрон для шуруповерта Procraft PA-12Li compact (3/8-24UNF, 0.8-10mm)
Доставка по Украине
по 99 грн
от 2 продавцов
99 грн
Купить
Інтернет-магазин «СВЕРДЛО»
Гибкий вал с патроном 0.3-6.5 мм удлинитель для дрели, шуруповерта 107см
На складе в г. Львов
Доставка по Украине
905 грн
Купить
Hobby tool
Патрон быстросъемный для шуруповерта GRAND ДА-12Li DFR
На складе в г. Днепр
Доставка по Украине
350 грн
Купить
Інтернет-магазин «ЕлектроБензоІнструмент»
Вал гибкий с патроном 0.3-6мм, удлинитель для дрели, шуруповерта 100см
Заканчивается
Доставка по Украине
по 640 грн
от 3 продавцов
775 грн
640 грн
Купить
MegaMag
Сверлильный патрон для дрели шуруповерта быстрозажимной 1/4″ 0.3-6.5мм 6-гранный
На складе в г. Ровно
Доставка по Украине
200 грн
Купить
Double-Shop
Патрон быстросъёмный для шуруповёрта GRAND ДА-12Li/DFR, GRAND ДЭ-1150/2DFR.
На складе
Доставка по Украине
по 415 грн
от 2 продавцов
415 грн
Купить
TopToolDnepr
Смотрите также
Патрон держатель бит для шуруповертов TITAN USSQ 201
Доставка по Украине
348.50 грн
Купить
БензоТех
Патрон самозажимной для шуруповертов TITAN USSQ202
Доставка по Украине
311. 60 грн
Купить
БензоТех
Вал гибкий MHZ с патроном 0.3-6мм, удлинитель для дрели, шуруповерта 100см
Заканчивается
Доставка по Украине
775 грн
640 грн
Купить
Мегатуризм
Гибкий вал с патроном 0.3-6мм, удлинитель для дрели, шуруповерта 100см, 105261
На складе в г. Ровно
Доставка по Украине
640 грн
Купить
Интернет магазин » Горячий Стиль «
Гибкий вал Chuck с патроном 0.3-6 мм удлинитель для дрели, шуруповерта 100см
На складе в г. Киев
Доставка по Украине
1 220 — 1 240.15 грн
от 2 продавцов
1 220 грн
Купить
Big-Lavka
Патрон для шуруповерта резьба 3/8
Доставка по Украине
197.12 грн
Купить
Магазин запчастей Remontnik
Патрон для сетевого шуруповерта резьба 3/8
Доставка по Украине
197.12 грн
Купить
Магазин запчастей Remontnik
Гибкий вал с патроном 0. 3-6мм, удлинитель для дрели, шуруповерта 100см
На складе
Доставка по Украине
640 — 1 280 грн
от 12 продавцов
1 280 грн
Купить
GoodStore | Подарки, Товары для дома и работы
Гнучкий вал Chuck з патроном 0.3-6 мм подовжувач для дрилі, шуруповерта 100см
На складе в г. Киев
Доставка по Украине
1 584 грн
1 346.40 грн
Купить
MyTorg-ukr
Гибкий вал с патроном 0.3-6мм, удлинитель для дрели, шуруповерта 100см
На складе в г. Ровно
Доставка по Украине
640 грн
Купить
Магазин «Freedelivery»
Сверлильный патрон для дрели шуруповерта быстрозажимной резьба 1/2″-20UNF, 2-13мм
На складе в г. Ровно
Доставка по Украине
250 грн
Купить
Double-Shop
Патрон для шуруповерта резьба 3/8
Доставка по Украине
180.38 грн
Купить
Dominiant
Гибкий вал с патроном 0. 3-6мм, удлинитель для дрели, шуруповерта 100см
На складе
Доставка по Украине
640 грн
Купить
АльтМаркет — интернет магазин
Быстрозажимной мини-патрон для шуруповерта
Доставка из г. Киев
180 грн
Купить
Мастер и Модница
Какие дрели можно использовать в качестве отверток (а какие нельзя!)
В 2015 году я отчетливо помню, как устанавливал оконные шторы и спрашивал папу, можно ли использовать мою сетевую дрель в качестве отвертки. Нет, сказал он мне, и он не думал, что я сделал достаточно ручной работы, чтобы оправдать покупку дрели, которая могла бы. О, как изменились времена.
Аккумуляторные дрели обычно можно использовать как отвертки. Однако у сетевых дрелей обычно нет муфты, и поэтому их нельзя использовать в качестве отверток, так как они сдирают головку винта после закручивания винта.
Есть еще несколько деталей, поэтому продолжайте читать, чтобы убедиться, что ваша конкретная дрель может закручивать винты.
Примечание. Этот блог содержит партнерские ссылки. Если вы нажмете и совершите покупку, я могу получить компенсацию (без дополнительных затрат для вас).
Можно ли использовать сетевые дрели в качестве отверток?
Большинство сетевых дрелей нельзя использовать в качестве отверток. Чтобы использовать дрель для заворачивания шурупов, она должна иметь две особенности:
Переменная скорость. Для заворачивания шурупов требуется меньше энергии, чем для сверления отверстий, поэтому необходимы более низкие скорости.
Муфта — сверло должно ощущать натяжение, иначе после закручивания винта оно продолжит вращение. Это сорвет головку шурупа, что затруднит дальнейшее закручивание шурупа или его извлечение из дерева.
Хотя многие сетевые дрели имеют переменную скорость, у сетевых дрелей обычно отсутствует сцепление. Поэтому они делают плохие отвертки.
Если вы считаете, что ваша сетевая дрель — одна из немногих сетевых дрелей с функцией сцепления, это легко проверить. Просто найдите механизм регулировки крутящего момента. На моей дрели Ryobi это выглядит так:
Если у вашей дрели есть подобная функция, то, вероятно, у нее есть и муфта, а учитывая, что она также имеет переменную скорость, ее можно использовать как отвертку.
Можно ли использовать аккумуляторные дрели в качестве отверток?
Большинство аккумуляторных дрелей-шуруповертов предназначены для использования в качестве отверток. Почти все аккумуляторные дрели на рынке имеют как переменную скорость, так и муфту, что позволяет им заворачивать и выкручивать шурупы.
Для закручивания шурупов с помощью дрели/шуруповерта (другое название аккумуляторной дрели) вам понадобится сверло, соответствующее вашему шурупу. Обычно это крестообразная (+) или плоская (-) бита, но иногда встречаются более сложные винты, для которых требуется Т-образная звезда или другая менее распространенная бита.
Совет профессионала: При покупке шурупов в местном магазине товаров для дома проверьте, есть ли в них бесплатная насадка. Т-образные и другие головки винтов могут облегчить закручивание винтов, поэтому, если эти винты поставляются с бесплатной битой, их стоит купить!
Я также рекомендую взять удлинитель сверла. Они значительно облегчают закручивание винтов и стоят всего один или два доллара.
Когда у вас есть эти вещи, вы готовы к работе!
Как заворачивать винты с помощью дрели
Если вы впервые закручиваете шуруп с помощью дрели, подумайте о том, чтобы сначала сделать направляющее отверстие с помощью небольшого сверла. Это облегчит закручивание винта.
Сделав это, вставьте шестигранный конец сверла или удлинителя сверла в патрон дрели и затяните на место.
Убедитесь, что ваша дрель выбрана для вращения «вперед», то есть по часовой стрелке. В противном случае шуруп не войдет в дерево. Если вы не уверены, что выбрано на вашей дрели, немного запустите ее и посмотрите, в какую сторону она поворачивается. У вашей дрели будет своего рода селектор; они выглядят по-разному на каждой дрели, но вот где она у меня:
Затем поместите острие винта в направляющее отверстие и совместите сверло с головкой винта. Аккуратно надавите на винт с помощью дрели, затем запустите дрель на низкой скорости. Это должно начать вращать винт.
Если вы вкручиваете винт в что-то вроде мебели Ikea, прекратите закручивать, как только винт полностью встанет на место. Чрезмерная затяжка в этом приложении часто может привести к растрескиванию плат.
Если вы вкручиваете шуруп в настоящую древесину, вам может понадобиться раззенковать его, чтобы он был немного ниже окружающего дерева. В этом случае продолжайте надавливать до тех пор, пока головка шурупа не войдет в дерево.
Если при заворачивании шурупа шуруп застревает и не полностью входит в дерево, установите ручку регулировки крутящего момента (см. первый раздел) на более высокое значение. Затем дрель будет прикладывать больший крутящий момент, ввинчивая шуруп в дерево. (Для хвойных пород крутящий момент должен начинаться с 5 до 8, для твердых пород — с 13 до 16.)
Чтобы выкрутить винты, выберите регулятор вращения, чтобы сверло вращалось против часовой стрелки. Вставьте сверло в головку шурупа и начните сверлить. Это вывернет винт из отверстия.
Можно ли использовать ударные инструменты в качестве отверток?
Хорошие новости! Основное назначение ударного шуруповерта — заворачивание винтов. В то время как адаптер (например, этот от Makita) можно использовать для использования ударных шуруповертов в качестве сверл, ударные гайковерты обычно предназначены для закручивания винтов.
Ударные шуруповерты подходят только для шестигранных бит, то есть без переходника их вообще нельзя использовать для сверления отверстий. Они также обеспечивают более высокий крутящий момент, а также легче и меньше по размеру, чем дрели/шуруповерты, поэтому они еще эффективнее закручивают винты.
Они также дороже обычной дрели-шуруповерта. Если вы подумываете о покупке своей первой аккумуляторной дрели, я бы порекомендовал дрель-шуруповерт вместо ударного шуруповерта просто потому, что они более доступны и универсальны.
Можно ли использовать ударные дрели для завинчивания шурупов?
Перфораторы предназначены для забивания шурупов в кирпичную кладку. Функция молотка важна для этого процесса, но не так полезна в других приложениях.
Однако функцию перфоратора можно отключить, что позволит перфораторам работать как обычные дрели/шуруповерты. Из-за этого, да, перфораторы можно использовать для ввинчивания шурупов в различные материалы, а не только в каменную кладку.
Как правило, перфораторы представляют собой тяжелые инструменты, которые тяжелее и дороже, чем обычные дрели. Я бы не рекомендовал их обычному домовладельцу, если только вы не планируете выполнять значительный объем кладочных работ.
В чем разница между аккумуляторной дрелью и электрической отверткой?
Электрические отвертки в качестве инструментов меньшего размера с меньшей мощностью, которые отлично подходят для небольших помещений и закручивания шурупов в направляющие отверстия. Аккумуляторные дрели (также называемые дрелью-шуруповертом) обладают значительно большей мощностью и универсальностью и могут закручивать шурупы в более твердую древесину.
Электрические отвертки также имеют другой тип патрона, чем дрель/шуруповерт. На самом деле, это вовсе не патрон, а вместо него головка, которая выбрасывает только шестигранные сверла. С другой стороны, дрели/шуруповерты имеют патрон, который меняет размер и может работать с широким спектром сверл.
Дрели/шуруповерты и электрические шуруповерты часто относятся к одной и той же ценовой категории – менее 100 долларов США, с разницей в размере, качестве и торговой марке.
Если вы выбираете между покупкой электрического шуруповерта или дрели, знайте: я много работаю по дереву и дома, и у меня есть только дрель-шуруповерт. Единственная причина, по которой я мог купить электрическую отвертку, заключалась в том, что я планировал выполнять много работы в небольших помещениях.
Дрели/шуруповерты делают все то же, что и электрические шуруповерты, и даже больше. Единственным недостатком является увеличенный размер и вес, что не является проблемой в большинстве приложений.
Какая дрель/шуруповерт лучшая?
У меня есть эта дрель-винтоверт Ryobi, и она мне очень нравится. Он доступен по цене, легок и прост в использовании, и я без колебаний порекомендую его любому другу или члену семьи.
Тем не менее, это не самый модный и не самый дорогой инструмент на рынке, и, вероятно, он не подходит для профессионального использования. Если вы готовы потратить большие деньги на свой инструмент, я бы взглянул на бесщеточную компактную дрель-шуруповерт Dewalt.
Это более дорогая дрель-шуруповерт от профессионального бренда, но бесщеточные дрели-винтоверты, как правило, служат дольше. Он также имеет патрон 1/2″, который является большим размером патрона, который может принимать более широкий спектр сверл. Наконец, дрель Dewalt поставляется с двумя батареями, что всегда является плюсом, когда вы работаете над проектом целый день!
Аккумуляторный сверлильный патрон DeWalt не открывается (6 причин, способы устранения)
У вас есть все инструменты, и вы готовы приступить к сверлению отверстий.
Поместив аккумуляторную дрель DeWalt напротив отметки, вы нажимаете на спусковой крючок и обнаруживаете, что дрель не двигается.
Проблема в сверлильном патроне.
Патрон дрели, который не открывается, мешает работе дрели.
Мы нашли шесть причин и способы устранения неполадок, из-за которых аккумуляторный патрон DeWalt не открывается.
Аккумуляторный сверлильный патрон DeWalt не открывается (причины, способы устранения)
1. Ослабленный винт
Одной из причин, по которой аккумуляторная дрель не открывается, может быть незатянутый винт.
Винт вставляется внутрь сверлильного патрона.
Если он смещается или расшатывается, он препятствует перемещению зубов.
Без мобильности дрель не может выполнять свою работу.
Исправление: затяните винт
Устранить эту проблему легко.
Вам нужно найти отвертку, соответствующую типу винта внутри сверлильного патрона.
Затем достаньте отвертку через отверстие сверла и вставьте винт.
Поскольку этот конкретный винт имеет обратную резьбу, вам нужно повернуть его против часовой стрелки, а не по часовой стрелке, чтобы затянуть его.
Поверните винт против часовой стрелки до упора.
Как только он будет достаточно затянут, зубья зацепятся и позволят патрону открыться.
2. Проверьте наличие быстрозажимного патрона
Некоторые патроны без ключа не могут открыться, если они закрыты.
Они не предоставляют метод их устранения.
Снимите сверлильный патрон и осмотрите его, чтобы определить, есть ли у вас быстрозажимной патрон.
Исправление: Замените патрон
Если это патрон без ключа и он не открывается, вам необходимо заменить патрон.
Нет способа это исправить.
3. Неправильное использование
Если вы новичок в использовании дрелей, возможно, вы не понимаете, как работает сверлильный патрон.
Непонимание этого может привести к тому, что вы оставите патрон закрытым или подумаете, что он не откроется.
Сверлильный патрон состоит из двух частей.
Черная часть — это область, за которую вы держитесь, когда регулируете или снимаете сверлильный патрон.
Желтая часть — это область, которую вы поворачиваете, чтобы открывать и закрывать сверлильный патрон.
Если вы держите черную часть и поворачиваете желтую часть, но она по-прежнему не открывается, возможно, вам придется использовать дополнительный рычаг.
Исправление: используйте плоскогубцы для блокировки канала или трубный ключ
Чтобы получить дополнительный рычаг и повернуть желтую часть патрона, вам необходимо использовать плоскогубцы для блокировки канала или трубный ключ.
Большинство домовладельцев и профессионалов будут использовать пассатижи для замков каналов.
Они могут цепляться за желтую часть, чтобы обеспечить небольшой дополнительный рычаг, необходимый для захвата и поворота влево.
С помощью дополнительного рычага вы можете повернуть желтую часть и открыть сверлильный патрон.
4. Липкий
Если вы будете часто использовать дрель, она загрязнится.
Смола, вода и другие липкие вещества могут вызвать коррозию сверлильного патрона.
Вода, в частности, может вызвать ржавчину и стать липкой.
В результате сверлильный патрон с трудом открывается и закрывается.
Исправление: побрызгайте WD-40
Лучший способ избавиться от липкости, ржавчины и липкости в патроне для дрели — побрызгать на него WD-40.
Этот спрей представляет собой смазку.
Это также средство от ржавчины и вытеснитель влаги.
Он может не только очистить патрон, но и удалить все, что может засорить его.
WD-40 также уменьшит вероятность того, что патрон заржавеет в будущем.
После распыления WD-40 патрон сверла откроется.
Используйте WD-40 после каждого использования, чтобы содержать патрон в чистоте и смазке.
5. Ржавчина на кулачках
Первое, что вы должны проверить на своем патроне, — это кулачки.
Если на них есть хоть немного коррозии, то они могут не открыться.
Кулачки зажимают патрон на сверле.
Если они заржавеют, то не откроются и не высвободят биту.
Исправить: постучать молотком
Сначала следует обрызгать челюсти WD-40.
Это может помочь удалить часть ржавчины, из-за которой они застревали в закрытом положении.
Спрей также может помочь предотвратить рост ржавчины в будущем.
Затем используйте деревянный молоток и слегка ударьте по губкам.
Слегка постукивая по каждой челюсти, вы можете заставить ее снова открыться.
6. Проскальзывающая рукоятка
У некоторых аккумуляторных дрелей рукоятка находится рядом с патроном.
Когда вы используете дрель, она может заставить рукоятку двигаться медленно.
В конце концов, рукоятка соскользнет к основанию патрона.
Когда он проскальзывает, патрон не может вращаться.
В результате патрон не открывается.
Он вращает только головку патрона и не позволяет вам повернуть его, чтобы открыть кулачки.
Исправление: используйте ленточный ключ
Ленточный ключ полезен для принудительного повторного поворота основания.
Во-первых, вам нужно включить дрель в обратном направлении.
Затем подсоедините ленточный ключ к патрону.
Слегка нажмите на спусковой крючок.
Сила дрели и ременного ключа будет вращать патрон до тех пор, пока он не откроется.
Он оттолкнет рукоятку от основания, заставив патрон открыться.
Если вы не видите никаких результатов, вам нужно установить максимальное значение крутящего момента на дрели.
Тем не менее, слегка надавите на спусковой крючок, чтобы заставить ленточный ключ открыть патрон.
Почему ваша аккумуляторная дрель DeWalt не вращается по прямой?
Патрон отвечает за удержание сверла на месте.
Несколько проблем с ним могут помешать дрели работать по прямой.
Вместо этого он качается и вынуждает винт входить в круг или не в центр, а не в то место, куда вам нужно.
Есть несколько способов убедиться, что дрель будет завинчиваться ровно.
1. Проверьте установку сверла
Возможно, сверло было вставлено неправильно.
Иногда зубы не выравниваются.
В результате бита имеет небольшой угол.
Это можно исправить, удалив сверло.
Затем полностью закройте патрон.
Поместите сверло в точку входа в сверлильный патрон.
Затем медленно откройте сверлильный патрон.
Если он не открывается, определите одну из причин, указанных выше, и примените соответствующее исправление.
Как только сверлильный патрон будет достаточно открыт, сверло начнет входить в него.
Нажмите на него в тот момент, когда он начнет скользить, и затяните его на месте.
Не открывайте сверлильный патрон дальше.
Вставляя сверло, когда в нем достаточно места, вы можете предотвратить его перемещение, пока вы закрываете патрон.
Он уже плотно прилегает к патрону.
Выровняв биту, вы сможете завинтить по прямой линии.
2. Изогнутые сверла
Еще одна причина, по которой сверло не закручивается по прямой линии, заключается в том, что оно изогнуто.
Проблема в том, что сверла легко погнуть.
Каждый раз, когда вы используете дрель, вы выделяете тепло.
Слишком сильное тепловое воздействие может привести к деформации сверла внутри сверлильного патрона.
Когда вы оказываете на него давление, ввинчивая что-либо в поверхность, оно изгибает сверло в процессе.
Чем больше вы пользуетесь дрелью, тем горячее становится сверло и тем больше вероятность того, что оно погнется.
Первое, что вы должны сделать для устранения этой проблемы, — это проверить сверло.
Иногда можно определить, погнуто ли сверло, просто взглянув на него.
В других случаях изгиб может быть настолько тонким, что ваш глаз его не заметит.
Способ устранения неполадок — установка других сверл.
Попробуйте протестировать разные размеры.
Большие сверла труднее согнуть, чем маленькие.
Вы можете увидеть, есть ли изгиб у проблемного сверла, сравнив его с большим сверлом.
Ввинтите что-нибудь в поверхность проблемным сверлом и посмотрите, оставил ли он след.
Затем замените сверло на большее и попробуйте вкрутить по отметке.
Если большее сверло попадает в цель, а предыдущее – нет, то, вероятно, предыдущее сверло имеет изгиб.
Если более крупное сверло также имело проблемы с попаданием в цель, то проблема не в оригинальном сверле.
Вероятно, у него нет изгиба.
Если сверло погнулось, его необходимо заменить.
3. Ослабленный патрон
Если ваш сверлильный патрон ослаблен, это также может помешать завинчиванию сверла прямо.
Первое, что необходимо сделать, это снять аккумуляторную батарею с дрели.
Затем вам нужно отключить датчик направления вращения.
Найдите кулачки на сверлильном патроне и откройте их.
Если они застряли, используйте один из методов, упомянутых ранее, чтобы открыть их.
Когда кулачки открыты, вы получаете доступ к патрону.
Для затягивания патрона вам понадобится шестигранный ключ.
Поверните шестигранный ключ по часовой стрелке, чтобы затянуть патрон.
Чтобы затянуть еще сильнее, используйте деревянный молоток и постучите по шестигранному ключу по часовой стрелке.
Патрон будет тугим и сможет удерживать сверло на месте.
Он не будет раскачиваться, когда вы включите дрель и будете ее использовать.
4. Ошибка пользователя
Проблема не всегда связана с инструментом.
Иногда виновата ошибка пользователя.
Хорошая новость заключается в том, что вы можете лучше скручивать прямые линии.
Требуется практика.
Один совет: держите запястье ровно, когда используете дрель.
Вы также можете использовать две руки, чтобы управлять дрелью или удерживать поверхность, чтобы она не двигалась, пока вы ввинчиваете ее на место.
Наконец, вы также можете носить толстые перчатки.
Ношение перчаток может дать вам больше контроля над дрелью.
Это поможет вам стабилизировать руку и держать линию прямо.
Почему аккумуляторная дрель-шуруповерт DeWalt застревает?
Помимо того, что ваш сверлильный патрон не открывается, вы также можете столкнуться с другой распространенной проблемой аккумуляторных дрелей DeWalt.
Они могут застрять.
Вот несколько причин, по которым аккумуляторная дрель может застрять.
1. Низкий уровень заряда батареи
Аккумуляторные дрели питаются от аккумуляторной батареи.
Из-за этого их мощность и эффективность снижаются по мере того, как батарея начинает разряжаться.
Если батарея слишком разряжена, она может не дать вашей дрели достаточной мощности для прохождения через толстую поверхность.
В результате дрель замедляется до тех пор, пока больше не может двигаться.
Чтобы этого не произошло, нужно держать аккумулятор заряженным.
Не перезаряжайте аккумулятор после каждого использования.
Это ускорит его смерть в долгосрочной перспективе.
Вместо этого используйте дрель, пока батарея не сядет.
Используйте его на небольших работах или на более тонких поверхностях, которые не требуют большой мощности для завинчивания.
Когда батарея разрядится, вы можете извлечь аккумулятор и зарядить его.
При полной зарядке вы можете приступить к более сложной работе.
Он должен ввинчиваться в толстую поверхность, не застревая.
2. Неверное сверло
Сверла разные.
Они различаются по размеру и типу материала, через который они могут ввинчиваться.
Возможно, вы пытаетесь просверлить поверхность сверлом, которое для этого не подходит.
Примером может служить сверло по дереву на цементной поверхности.
Сверло никогда не пробьет поверхность.
Вместо этого он может застрять или отказаться поворачиваться.
Вы можете решить эту проблему, изучив, какое сверло вам нужно использовать для конкретной поверхности.
Используя правильное сверло, можно придать нужное количество вращения и давления на поверхность.
Он не застрянет в нем или против него.
3. Засорение сверла
Вы знаете, какими грязными могут стать сверла.
При шуруповании таких материалов, как гипсокартон и дерево, всегда поднимается пыль и мусор.
Проблема в том, что пыль и мусор могут прилипнуть к дрели и засорить ее.
В результате дрель не крутится.
Он слипся.
Один из способов предотвратить засорение — продолжать работать с дрелью, пока вы вытаскиваете ее из отверстия.
Когда вы протягиваете сверло через отверстие, оно, естественно, приносит с собой пыль и мусор.
Если дрель продолжает работать, пока вы тяните ее, дрель вытолкнет мусор и очистится сама.
Вы также очистите отверстие таким образом, чтобы его было легче сверлить.
Как только сверло выйдет из отверстия, вы можете выключить его и очистить.
WD-40 может помочь удалить пыль и мусор, которые скрываются глубоко внутри дрели.
4. Низкий крутящий момент
Аккумуляторные дрели имеют несколько настроек крутящего момента.
Это помогает сохранить батарею.
Вы бы не хотели использовать большой крутящий момент для более мягкого или тонкого материала и тратить батарею.
Проблема в том, что дрель может застрять, если вы используете неправильную настройку крутящего момента.
Использование слишком низкого крутящего момента может привести к тому, что дрель будет вращаться медленнее, чем необходимо.
В результате сверло застревает в поверхности и не может ее просверлить.
Устранить проблему несложно.
Вам необходимо найти правильный момент затяжки для конкретного материала, который вы завинчиваете.
Это может потребовать некоторых настроек, но вы найдете настройку, которая поможет продлить срок службы батареи и даст дрели достаточную мощность, чтобы пробивать поверхность.
5. Заклинивший патрон
Последняя причина, по которой дрель может застрять, заключается в том, что патрон не открывается.
Если патрон не открывается, то зубья не могут зацепиться за сверло, и сверло не будет вращаться.
Мы рассмотрели несколько способов открытия патрона, который не открывается.
Копировально-фрезерные станки по дереву своими руками
Копировально-фрезерный станок «Дупликарвер» используется для копирования скульптур и плоскорельефных изделий, а также резьбы по дереву. На сегодняшний день аналогов такой техники на российском рынке нет. Оборудование получило признание среди специалистов и начинающих мастеров. Данное устройство соответствует требованиям технического регламента.
В продаже можно встретить три разновидности станков:
«Дупликарвер-1»;
«Дупликарвер-2»;
«Дупликарвер-3».
С их помощью можно осуществлять не только скультурную и объемную резьбу, но и плоскорельефные работы. Это могут быть панно, а также филенки небольшой глубины. Размеры изделий определяются шириной, а их длина может быть любой. «Дупликарвер-3» сохранил все характеристики «Дупликарвер-2» и обрел новые. С его помощью можно осуществлять длинномерную объемную резьбу.
В роли рабочего инструмента устройства выступает высококачественный фрезер, который изготавливается в Германии. Станок работает точно и максимально надежно, а овладеть приемами работы на нём можно достаточно быстро. Если такое оборудование вам не по карману, то копировально-фрезерные станки по дереву можно изготовить и самостоятельно. Для этого нет необходимости докупать какие-то сложные запчасти.
Когда изготавливаются копировально-фрезерные станки по дереву, первоначально мастера разбираются с разновидностями подобного оборудования, оно может быть
настольным или ручным;
автоматическим;
стационарным.
В первом случае заготовка фиксируется механически, на этих устройствах обычно рассверливаются отверстия разной формы, однако на параметры влияет шаблон. Стационарное автоматическое оборудование фиксирует заготовки с помощью пневматических прижимов, работать на нем можно с алюминием.
Подготавливая чертежи фрезерно-копировального станка перед его изготовлением, вы должны разобраться еще и с тем, что бывает стационарное автоматическое оборудование с пневматическими прижимами, которые дополнены трехшпиндельными головками.
Рекомендации по изготовлению станка
Самодельное оборудование может быть создано по чертежу. В итоге удастся получить устройство, которое выполняет свои задачи, как и заводская техника. Копир будет состоять из таких узлов, как:
рабочая поверхность;
устройство для установки фрезера;
несущая рама.
Когда изготавливаются копировально-фрезерные станки по дереву, они имеют фрезерную головку, ее следует дополнить передаточным механизмом и электрическим мотором, только так можно добиться получения нескольких скоростей. В результате использования такого агрегата удается выполнить деталь, которая может иметь некоторое количество изъянов.
Они могут возникнуть в процессе смены направления фрезы, вибрации и дрожания конструкции. Несоответствие может появиться и по причине искривления детали, эта проблема возникает при внутреннем напряжении. Исключить недочеты можно, изготовив станок для выполнения деталей определённого типа.
Особенности создания копира
Если вы решили выполнить копировально-фрезерный станок своими руками, то его следует оптимизировать для обработки конкретных деталей. Важным фактором, который следует учитывать при самостоятельном изготовлении станка, является общий вес. Сюда следует отнести ещё и размеры конструкции.
Она должна быть более массивной, если вы планируете обрабатывать большие по размеру изделия. Это позволяет оборудованию снижать вибрации, возникающие при работе фрезы. Со значительным запасом мощности следует изготавливать направляющие оси, только тогда они не будут прогибаться при повышенных нагрузках.
Рекомендации по изготовлению
Когда изготавливается копировально-фрезерный станок своими руками, важно разобраться с его конструктивными особенностями. В системе будет рабочий стол, фрезерная головка и несущая рама. Рабочую поверхность можно будет регулировать по высоте, тогда как фрезерную головку необходимо дополнить передаточным двухступенчатым механизмом, обеспечивающим две скорости вала.
Изготовление пантографа
Копировально-фрезерные станки по дереву имеют в качестве основного узла пантограф, который можно изготовить из дерева. Однако следует быть готовым к тому, что высокой точности добиться в данном случае не удастся, ведь соединение деревянных заготовок осуществляется с помощью петель.
Если использовать для фиксации петли, то между ними будет образовываться люфт. Для изготовления чертежного пантографа иногда используется и металл, с его помощью можно будет создавать копии в разных масштабах, однако применять его можно лишь для создания объемных копий.
Методика проведения работ
Связать системы слежения и рабочий орган между собой можно пневматическими, гидравлическими или механическими элементами, которые требуются для формирования усилия от копира на рабочий орган. В качестве шаблона может выступить плоская контурная или пространственная модель. Можно использовать контурные чертежи, деталь-эталон, а вот элементом для считывания размеров и формы станет копировальный ролик или палец, фотоэлементы или щуп.
Для шаблона можно использовать древесину, пластик или металл. Расположить этот узел необходимо на вращающемся рабочем столе оборудования. Когда изготавливаются фрезерно-копировальные станки с ЧПУ, они должны иметь рабочий орган, который начинает двигаться благодаря соленоиду, золотниковому клапану или электромагнитной муфте. В усилительных устройствах располагаются реле, они могут быть гидравлическими, электромагнитными или электрооптическими.
Особенности изготовления копировально-фрезерного токарного оборудования
Копировальный фрезерно-токарный станок будет работать, обеспечивая качество, зависящее от скорости перемещения следящего устройства. Исполнительная цепь будет иметь основной элемент в виде гидравлического цилиндра или электрического двигателя. Направляющий палец будет составлять конструкцию пантографа. На одной рейке необходимо расположить направляющий палец и шпиндель.
Рейка должна иметь плечи, от соотношения которых будет зависеть масштаб копирования. Копировальный фрезерно-токарный станок будет иметь палец, который станет перемещаться по контуру шаблонов. Он будет отвечать за движение рейки, которая свободно вращается на оси. На другой стороне рейки шпиндель будет совершать идентичные движения при обработке деталей. На таких станках описываемое устройство не будет лишним, а его наличие увеличит функциональность.
Заключение
Копировально-фрезерные станки обрели сегодня большую популярность среди потребителей по той причине, что в быту и на производстве довольно часто возникает необходимость создания копий или повторения изделий. Для этого сегодня применяются устройства, которые обеспечивают высокую производительность и точность, чего нельзя добиться ручным способом.
Токарный станок по дереву с копиром своими руками: видео
Даже самый опытный мастер не сможет повторить один и тот же рисунок на изделии при обработке на токарном станке.
Для этого необходимо копировальное устройство. Копир применяется широко в деревообрабатывающей промышленности для тиражирования деталей.
Содержание:
1 Классификация
1.1 По дереву
1.2 По металлу
2 Устройство
3 Самодельный токарно-копировальный станок своими руками с чертежами
3. 1 Необходимые инструменты
3.2 Элементы конструкции
3.3 Этапы изготовления
3.4 Создание копира
3.5 Установка элементов конструкции
3.6 Горизонтальный брусок
3.7 Шаблон
4 Особенности эксплуатации и техника безопасности
Классификация
Копир применяется в токарных станках по дереву и по металлу. Он существенно упрощает работу по шаблону и ускоряют производство.
По дереву
По дереву существуют следующие виды оборудования с копиром:
Классические, где в качестве режущего инструмента используется резец. Такие станки не подходят для крупного промышленного производства.
Копировальные с ручным типом управления.
Копировально-фрезерный станок. Применяется для обработки плоских и объемных заготовок.
Агрегаты с Числовым Программным управлением используются на серийном производстве для изготовления дорогостоящих изделий.
Станки с копиром имеют повышенный уровень точности и производительности по техническим характеристикам.
По металлу
По металлу классификация токарных станков аналогична. Есть классические модели, где заготовка закрепляется в планшайбе или патроне и обрабатывается резцом. Для изготовления изделий тиражами применяются копировальные станки.
Фрезеровочные типы станков используются для обработки плоских поверхностей и объемных заготовок. В промышленных масштабах применяется ЧПУ.
Читайте также: токарный станок по дереву своими руками
Устройство
Классическая конструкция токарного агрегата с копиром включает в себя 5 основных узлов:
Цельная станина их металла. Это основной элемент, к которому крепятся прочие узлы станка.
Передняя и задняя бабки. В них расположены привод, электромотор, коробка. Упорная бабка необходима для фиксации заготовки.
Электрический привод и мотор обеспечивают вращение заготовки.
Непосредственно для обеспечения качественной работы на станке имеется упор.
Ведущий и ведомый центры.
Непосредственно копир является съемной конструкцией.
Самодельный токарно-копировальный станок своими руками с чертежами
Приобрести копировальный токарный станок промышленного изготовления не так дешево. Поэтому многие мастера предпочитают изготовить его в домашних условиях своими руками. При наличии определенных знаний и чертежа это сделать несложно. Возможности такого оборудования зависят от характеристик самого копира.
Необходимые инструменты
Токарю для изготовления оборудования понадобятся следующие инструменты:
ручной фрезер;
опора из фанеры или металла;
болты;
бруски упорные;
труба 2.5 см в диаметре, чтобы дать направление перемещений по площадке.
Основным инструментом при создании копировального токарного станка является фреза.
Элементы конструкции
Главные запчасти оборудования, которые должны быть в простейшем станке:
станина;
передняя и упорная бабки;
электродвигатель;
ведущий и ведомый центры;
упор для оснастки.
Наиболее простая модель делается из дрели.
Этапы изготовления
Алгоритм изготовления токарного агрегата, следующий:
По готовому чертежу необходимо изготовить станину посредством сварки. Она должна быть надежной и выдерживать различный уровень вибрации.
Затем установить электромотор. Оптимальный вариант – 200-250 Вт, рассчитанный на 1500 об/мин.
Закрепить на валу планшайбу.
Так получается основа стандартного станка. Затем следует изготовить непосредственно копир.
Создание копира
Основные принципы изготовления копира, который поможет увеличить производительность при создании одинаковых деталей:
понадобится ручной фрезер, а для его установки – поверхность из фанеры;
в фанерной площадке следует сделать отверстия для закрепления брусков;
бруски закрепить саморезами;
при изготовлении копира необходимо пользоваться уровнем, поскольку даже малая неточность может привести к значительным погрешностям при изготовлении изделия;
площадка должна без препятствий передвигаться по станине станка.
Установка элементов конструкции
После создания копира необходимо установить все элементы конструкции:
брусок поставить горизонтально, а на него саморезами прикрепить шаблон;
непосредственно конструкция должна быть изготовлена таким образом, чтобы при необходимости копир можно было откинуть или отодвинуть и станок использовать как стандартное токарное оборудование.
Горизонтальный брусок
Это важный элемент. Размер бруска в идеале 3х7 см. Он крепится к вертикальным подставкам на фанерной площадке при помощи саморезов.
Шаблон
Шаблон делают из фанеры. Крепят его на передней части бруса. Верхнюю платформу обязательно проверить на совпадение с осью непосредственно на шаблоне.
Кромки обязательно обработать шлифовальной машинкой, чтобы на них не было зазубрин.
Принцип работы копировально-токарного оборудования прост:
в горизонтальном положении зажимается заготовка будущего изделия;
запускается станок, который вращает заготовку вокруг оси;
резец снимает с заготовки лишнюю древесину, придавая ей необходимую форму.
Чтобы избежать травматизма при работе необходимо соблюдать основные правила техники безопасности:
Не выставлять и не снимать заготовку с работающего оборудования.
Не облокачиваться и не прижиматься к станку во время работы.
Стружку удалять только специальной щеткой.
При работе станок не должен оставаться без присмотра.
Мастер должен работать в защитных очках, чтобы стружка не попадала в глаза.
Токарный агрегат с копиром успешно используется как на крупных серийных производствах, так и в домашних мастерских для изготовления одинаковых изделий. Такой станок можно изготовить самостоятельно, имея ненужный ручной фрезер, лист фанеры и горизонтальные бруски определенного размера.
Поделиться в социальных сетях
Как перенести буквы на дерево
Я давно хотел опубликовать этот урок о том, как перенести буквы на дерево!
Еще до того, как я узнал , как использовать винил для переноса своих рисунков на дерево (которое я использовал, чтобы сделать эту вывеску из дерева своими руками ), я все время пользовался очень простым методом рисования карандашом.
Вот одна из моих любимых табличек с моей свадьбы, табличка «Медовые сувениры», где я использовала простой карандашный метод переноса букв на дерево:
Для этого урока о том, как перенести рисунок с бумаги на дерево, я решил, что хочу сделать мини-вывеску в деревянной раме, которая в конечном итоге станет частью стены галереи, которую я планирую.
*Примечание: вы можете посмотреть пошаговый видеоурок о том, как делать трассировку на дереве здесь, на моем канале YouTube!
Кроме того, если вы хотите научиться переносить фотографии на дерево, см. мой учебник «Как печатать на дереве» !
Обратите внимание, этот пост содержит несколько партнерских ссылок. Для получения дополнительной информации см. мои раскрытия здесь.
Как переносить буквы на дерево с помощью карандаша:
Необходимые материалы:
Пустой деревянный знак или кусок дерева. с надрезами разного размера * ), вы можете купить аналогичные готовые деревянные таблички здесь
Карандаш
Печатный дизайн
Маркер-краска или перманентный маркер **
Малярная лента
* Для получения более подробной информации о изготовлении деревянных знаков своими руками, ознакомьтесь с моей статьей , как красить деревянные знаки и , как обрамлять деревянные знаки .
** Обязательно используйте тонкий наконечник, если ваш дизайн маленький, как у меня, или средний/большой наконечник, если у вас большой дизайн
1.
Распечатайте дизайн на бумаге
Распечатайте свой дизайн на соответствующий размер, необходимый для вашей древесины. Затем обрежьте лишнюю белую бумагу вокруг вашего дизайна.
Я использовал этот 8″ x 10″ Home Sweet Home для печати , который доступен в магазине, и он идеально подошел после того, как я отрезал лишнюю белую бумагу!
П.С. Извините за тёмные фото, я делала этот проект ночью!
2. Заштрихуйте рисунок карандашом, проступающий сквозь оборотную сторону бумаги.
Переверните бумагу распечатанным рисунком вниз.
Затем с помощью обычного карандаша сильно заштрихуйте контур рисунка, проступающий сквозь спину. Обратите внимание: если ваши чернила свежие, как у меня, подложите под них клочок бумаги, чтобы чернила не попали на рабочую поверхность.
Кроме того, вы можете использовать мел вместо карандаша, если ваша деревянная поверхность очень темная.
3. Обведите рисунок бумагой поверх дерева
Переверните рисунок обратно и закрепите его на поверхности дерева с помощью клейкой ленты.
Затем начните обводить рисунок карандашом, сильно нажимая на карандаш.
4. Снимите бумагу с дерева, чтобы открыть перевод букв
Теперь волшебная часть о том, как рисовать на дереве! Удалите бумагу, и контур вашего дизайна будет перенесен на дерево!
5. Завершите перенос букв на дерево с помощью маркера или маркера для краски
Завершите перенос, обведя карандашный контур маркером , несмываемым маркером или даже кистью и краской (хотя кисть может будет труднее отследить).
Я использовал черный тонкий маркер Sharpie. Если ваш дизайн маленький, как у меня, обязательно используйте маркер с тонким наконечником, но если это более крупный дизайн, лучше подойдет маркер со средним или большим наконечником.
И все! Очень простой и легкий способ, как перенести буквы на дерево! Вот окончательный результат:
У вас есть какие-нибудь хорошие и простые методы, которые вы хотели бы использовать для переноса рисунка с бумаги на дерево?! Не стесняйтесь поделиться в комментариях!
И обязательно ознакомьтесь с как сделать перенос фотографий на дерево для переноса ваших фотографий и изображений!
Если вы используете этот метод для переноса на дерево, поделитесь им со мной в социальных сетях @angelamariemade или #angelamariemade!
Подписывайтесь на Instagram , Facebook и YouTube для моих последних проектов, интересных обновлений и кратких обзоров!
Хотите сохранить этот урок на потом? Закрепите его здесь:
Материалы
Пустой деревянный знак или кусок дерева
Печатный дизайн
Маркер краски или перманентный маркер
Инструменты
Карандаш
Малярный скотч или малярный скотч
Инструкции
Распечатайте свой дизайн в соответствующем размере, необходимом для вашего дерева. Затем обрежьте лишнюю белую бумагу вокруг вашего дизайна.
Переверните бумагу распечатанным дизайном вниз. Затем используйте обычный карандаш и сильно заштрихуйте контур рисунка, просвечивающий сзади.
Переверните дизайн обратно и закрепите его поверх дерева с помощью клейкой ленты. Затем начните обводить рисунок карандашом, сильно нажимая на карандаш.
Удалите бумагу, и контур вашего рисунка будет перенесен на дерево.
Завершите перенос, обведя карандашный контур маркером, несмываемым маркером или даже кистью и краской.
Рекомендуемые продукты
Как партнер Amazon и участник других партнерских программ я зарабатываю на соответствующих покупках.
Home Sweet Home Версия для печати Сельский дом Версия для печати Добро пожаловать домой | Этси
Подробнее из серии Diy Wood Series:
Сохранить
Сохранить
Сохранить
Сохранить
Сохранить
Сохранить
Сохранить
Сохранить
Сохранить
. Делиться заботой!
3117 акции
Поделиться
Электронная почта
Easy Carver — Чертежи дубликатора маршрутизатора
МАРШРУТИЗАТОР ДУПЛИКАТОР СЭКОНОМИТ ВАМ МНОГО ВРЕМЕНИ!
Accurate
Versatile
Easy to store
Smooth operation
Designed for plunge routers
Braking system for greater control
Capable of copying up to Ширина 600 мм
Чертежи дубликатора Easy Carver Router
Руководство/планы по сборке Easy Carver покажут вам, как собрать качественный фрезерно-дупликатор, не уступающий некоторым имеющимся в продаже машинам. В зависимости от того, какой из пяти размеров модели вы выберете, могут быть изготовлены копировальные аппараты, способные вырезать от 200 до 600 мм в ширину. Стандартная длина резьбы составляет 800 мм, ее можно настроить в соответствии с вашими конкретными требованиями.
Полное руководство по сборке содержит более 130 страниц четких, иллюстрированных и простых пошаговых инструкций, позволяющих упростить процесс сборки Easy Carver как можно проще. Большинство, если не все детали, необходимые для сборки Easy Carver , можно дешево купить на eBay. Полный список деталей включен в руководство по сборке.
About t he Easy Carver Router Duplicator
The Easy Carver was designed by Clone Duplicators (who also invented the Clone 3D & Clone 4D duplicators). Компания Clone имеет многолетний опыт проектирования и изготовления копировально-резных станков, и, используя эти знания, компания Clone решила разработать качественный фрезерно-дупликатор, который можно было бы собрать из готовых деталей самостоятельной сборкой за небольшую часть стоимости полностью построенная коммерчески доступная машина.
Высокое качество — низкая стоимость сборки
Модель Easy Carver была разработана для людей, у которых нет бюджета на копировальный аппарат коммерческого класса, или которые просто предпочитают подход «сделай сам». Низкая стоимость сборки не означает, что это копировальный аппарат низкого качества — с Easy Carver можно добиться отличных результатов, это испытанная конструкция. С 2010 года столяры по всему миру используют Easy Carver !
Навыки, необходимые для сборки копировального станка Easy Carver DIY
Сварка MIG или дуговая сварка
Резка стали, нержавеющей стали и алюминия
Сверление стали и алюминия
Нарезание резьбы из нержавеющей стали, алюминия и нейлона
0 Точное измерение 60046
0
«Наконец-то… «правильный» дубликат маршрутизатора
, который может быть собран из готовых деталей самостоятельным сборщиком!»
Создайте качественный копировально-фрезерный станок, который превратит стандартный погружной фрезерный станок в высокоэффективный копировальный станок для резьбы по дереву, способный копировать многие трехмерные деревянные предметы…
Пропеллеры — корпуса гитар — компоненты мебели и т. д. Распродажа – 25 фунтов стерлингов
Купить сейчас
Полноразмерные печатные шаблоны основных компонентов, таких как фрезерные пластины, опоры рельсов, соединительные пластины, кронштейны узла роликов и тормозные лопасти.
Файлы DWG для всех компонентов, показанных в пакете шаблонов. Это дает строителю возможность производить компоненты с помощью лазерного резака с ЧПУ.
Copy Carving Made Easy
Play Video
Three Unique Money Saving Design Features of the Easy Carver Router Duplicator
1: Standard Plunge Routers
С Дубликатор Easy Carver , можно использовать практически любой погружной фрезер 1/2”. Когда вы не используете дубликатор, вы можете быстро удалить маршрутизатор и использовать его как обычно.
Припоем называют материал, имеющий металлическую основу, который применяется при пайке. С его помощью соединяются поверхности деталей. Температура, при которой происходит плавление припоя, ниже чем у соединяемого материала. В промышленности его выпускают в гранулированном виде, в прутках, проволокой, порошком, фольгой. Сплавы делятся на мягкую группу, с температурой плавления до 300С, и твердую, у которой температура плавления выше 300С.
Серебряный сплав как материал для пайки Относится к группе твердых. Температура плавления от 1830С до 11330С. Такой большой температурный разбег объясняется неоднородностью состава. Само серебро – достаточно дорогой металл, по структуре мягкий и использовать его в чистом виде не технологично и недешево. Поэтому мастера всегда используют сплавы, где в составе, порядка трети, занимает серебро. Состав припоя устанавливается ГОСТ 19746 – 74. Этот же ГОСТ регламентирует его применение. В обиходе используются различные формы припоев, выпускают в виде отдельных прутков, похожих на электроды, накручивают на катушки или в виде полос толщиной в 2 мм. Состав и применение Кроме самого серебра, компонентами обязательно являются – около 20% меди, прядка 16% цинка и 33% кадмия. Это примерный обязательный состав серебряного сплава. В отдельных случаях, количество серебра может достигать 52%. При этом сплав, будучи очень текучей субстанцией, обладает большой прочностью при многоступенчатой пайке поверхностей. Кадмий и олово добавляют в тиноль в качестве легирующих элементов. Эти элементы или повышают температуру плавления, или наоборот, понижают ее. В итоге пайка получается замечательной. Легирующие элементы упрочняют соединение и немало экономят на серебре. И каждый состав предназначается для определенных задач в пайке. Очень обширная география применения серебра как в промышленности, так и в быту. Применяется для работы практически с любыми стальными сплавами. Используется для лужения и пайки меди, медь спаивают с бронзой, бронзу с латунью, латунь спаивают с нержавейкой. Кроме всего прочего, серебро — это хороший проводник.
Некоторые примеры применения тиноли
Как паяют медь серебряным сплавом Серебро вместе с цинком и медью обладает сильной текучестью, это способствует установлению прочной связью для поверхностей. Соединение получается очень прочным. Металл шва при минимуме серебра хорошо поддается обработке на наковальне.
Припой с серебром Представляет собой листы, которые просто режутся на полосы и используются. Может выпускаться проволокой на катушках или просто в виде прутков. Такой материал отлично применяется для заполнения зазоров между кромками детали. Соединение устойчиво к вибрациям, ударам и деформационным нагрузкам.
Серебряный припой с флюсом В пайке часто применяется ступенчатый способ. Как раз для этого хорошо подходит данный вид сплава. Швы с применением этого припоя могут держать температуру до 6000С. Это позволяет качественно провести ступенчатый процесс.
Распространенные марки припоев
ПСр72 Представляет собой проволоку диаметром 1 мм. В состав входит около 72% серебра и примерно 28% меди. Плавится при 7790C. Отлично справляется с лужением и хорош в ювелирной работе.
ПСР70 Так же производится в виде проволоки диаметром 3 мм. Состоит из 70% серебра, 27% меди и совсем небольшого количества цинка. Плавится при температуре около 7350С. Работает с титаном и его сплавами.
ПСР 2 Это проволока до 2-х мм в диаметре. Припой имеет всего лишь 2% серебра, олова — 30%, кадмия – 5%, а все остальное занимает свинец. Температура плавления всего лишь 2360С. Используется для спаивания никеля с медью. Очень хорош для работы с ювелирными изделиями. ПСр 15 Так же выпускается проволокой. Состоит из серебра – 15%, меди – 5%, фосфора – 80%. Начинает плавиться при температуре 720С. Свойства и особенности Как видим, серебро не всегда составляет основу припоя. Тем не менее, название остается «серебряным». В тиноле может не быть каких-то других составляющих, но серебро в той или иной степени присутствует всегда. Чем больше в составе соединения присутствует серебра, тем крепче оно получается. Очень хорошо паять «серебром» нержавейку. Правильный выбор Выбрать правильный тиноль не так-то просто, потому что имеется очень много марок. Необходимо ясно представлять для каких задач нужен сплав. Для выдерживания сильных вибраций полезен большой процент серебра в составе. Для соединений слабее допускается содержание меди, никеля и свинца.
Порядок пайки серебра
Процесс пайки лучше проводить газовой горелкой. Обычный паяльник не выдаст нужную температуру плавления. Порядок следующий: • с помощью кисточки наносится на место пайки флюс; • изделие укладывается на термостойкую поверхность; • конец припоя держится возле стыка или крошится мелко на него; • пламенем минимальной мощности стык «разглаживается» ровными и быстрыми движениями. Изделие готово тогда, когда припой полностью расплавится и растечется.
Расплавить серебро дома Форма для изделия готовится заранее. В примерной пропорции 7:1 перемешивается кварц и гипс. Далее эта смесь заливается водой и доводится до состояния жидкой глины. Из этой глины изготавливается нужный макет. Когда форма будет готова, начинается процесс плавки. Одинаково ломаные кусочки серебра укладываются в тигель. Там сырье будет ровнее и быстрее прогреваться. Для подогрева использовать можно горелку или газовую плиту. Когда расплавленный металл дойдет до «состояния ртути», можно его заливать в форму. Залитый продукт необходимо быстро захлопнуть. Для верности заливки, можно под крышкой поместить немного быстро сгорающего материала, например, ваты. При сгорании от высокой температуры она создаст давление и металл заполнит все неровности и щели.
Чтобы уметь вести пайку серебром, требуется хороший опыт, реакция и отличный глазомер. Специалист должен владеть специальными навыками. Желаемый результат возможен только в том случае, если правильно выбран флюс, серебряный припой. Важно помнить, если требуется соединение, способное выдержать высокую температуру, в припое не должно быть свинца. Потому что свинец быстро плавится! Медь вполне приемлема и имеет более высокую точку плавления, чем серебро.
Пайка с помощью серебряного припоя
Обычный серебряный припой представляет собой паяные соединения, особенностью которых считаются пайки высокой прочности. В их составе не только серебро и медь, но и ряд добавок. Это могут быть олово, цинк, сурьма, свинец, а также марганец, никель, кадмий. Этот метод можно применять для пайки различных по составу сплавов, в том числе цветных, черных металлов.
Серебряные припои требуется плавить при более низкой температуре (по сравнению со сплавляемыми элементами). Использование серебряного состава позволяет хорошо увлажнять металлическую поверхность, обеспечиваются качественная пайка и герметизация швов. При этом методика позволяет создавать швы, отличающиеся высокой прочностью и устойчивостью к воздействию коррозии, гарантирует серебряные паяные швы отличного качества.
В зоне пайки любым серебряным припоем образуются соединения, которые существенно отличаются от других групп припоев. Так, они демонстрируют прекрасное сопротивление ударам, противостоят вибрации, существенным изгибающим деформациям. Чаще всего в промышленности задействованы сплавы, составленные из меди, цинка и содержащие непосредственно серебро.
Они называются трехкомпонентными. Для серебряных припоев характерны такие свойства, как ковкость и хорошая вязкость. Образующиеся в результате спайки соединительные швы получаются не менее прочными, чем непосредственно спаиваемые металлы.
Содержание чистого серебра всегда различно. Можно встретить различные варианты, в том числе используемые в домашних условиях. Причем назначение состава из серебра обусловлено его маркой. Каждая такая марка имеет отличие в виде удельного электрического сопротивления, характеризуется определенной плотностью и индивидуальным химическим составом.
Легирующие металлы, такие, как кадмий, олово, добавляют в припой, чтобы понизить его температуру или, наоборот, сделать ее выше, поэтому пайка будет идеальной. Благодаря добавкам не только увеличивается прочность, но и сокращаются расходы на серебро, которое является сравнительно дорогим. В данном случае экономия тоже является существенным фактором. Химический состав припоя является определяющим при выборе области его применения.
Серебряные припои, которые легко плавятся, имеют незначительное содержание серебра, применимы для изделий, не допускающих перегрева. Серебряные недорогие припои, в которых до 45% чистого металла, позволяют получить высокое качество пайки, поэтому они востребованы в машиностроении, как в отечественном, так и в зарубежном. Следует отметить, что применяющиеся за границей припои не имеют от отечественных серьезных отличий, нет значительных преимуществ.
Имеются серебряные припои, поставляющиеся в виде листов. Заготовки режут на длинные полосы требуемого размера, далее такие полоски прокатываются в вальцах. С учетом примененного способа пайки они могут иметь толщину лишь 2 мм (или тоньше). Если требуется пайка незначительной мелкой детали, используется небольшое количество состава, здесь правильнее применять полоски, ширина которых составляет 1-5 мм.
Как приготовить серебряную паяльную пасту
Куксонголд
Пайка
Сохранить на потом
Как вы, наверное, уже знаете, ювелирные изделия часто состоят из нескольких различных компонентов, собранных вместе с помощью различных навыков и материалов, чтобы создать одно уникальное украшение. Но по мере того, как вы переходите к более сложным процессам пайки и начинаете изготавливать более сложные детали из драгоценных металлов, вы можете подумать о том, чтобы сделать паллионы для пайки своими руками.
Здесь мы покажем вам, как самостоятельно приготовить пасту для серебряного припоя, чтобы ваши серебряные украшения имели профессиональную отделку.
Из чего сделан серебряный припой?
Приступая к работе, важно отметить, из каких элементов состоит пайка. Итак, из чего сделан серебряный припой? Как правило, серебряный припой содержит:
65 % мелкого серебра
20 % меди
15 % цинка
Вам может быть интересно: «Какова температура плавления серебряного припоя?». Ответ зависит от жесткости.
Припои варьируются от твердых до средних и легких. Твердый припой имеет высокую температуру плавления, так как содержит наибольшее количество необработанного драгоценного металла. Поэтому он точно соответствует драгоценному металлу, с которым вы, возможно, работаете. Легкий серебряный припой содержит меньше необработанного драгоценного металла и, несмотря на то, что с ним быстрее и легче работать, он не будет так близко соответствовать цвету. Выберите серебряный припой в зависимости от ваших требований. Это может быть температура плавления, необходимая вам, чтобы избежать плавления детали, над которой вы работаете, или может быть, вам нужно действительно близкое цветовое соответствие с бесшовной отделкой.
Как сделать серебряную припойную пасту за 8 простых шагов
Прежде чем научиться делать серебряный припой, вам нужно подобрать несколько ключевых предметов оборудования и материалов. Этот рецепт серебряного припоя даст вам шаги и количества, необходимые для приготовления простого серебряного припоя или серебряного припоя с низкой температурой плавления.
Металлы, которые вам понадобятся:
Не знаете, где купить оборудование для пайки серебром? Просто воспользуйтесь нашими ссылками, чтобы найти именно те продукты, которые вам нужны, за считанные секунды.
Fine Silver
Copper
Zinc
(производителя доходит до того, чтобы определить количество в зависимости от того, сколько они нуждаются в паянии)
Инструменты, которые вам понадобятся:
Scales
. Форма
Ручная горелка
Стержень для перемешивания
Блок для пайки
Как приготовить серебряную припойную пасту: формула
Шаг 1:
Шаг 1:
9000 весов, чтобы отмерить нужное количество чистого серебра, меди и цинка, чтобы сделать свой собственный серебряный припой.
Шаг 2:
Возьмите ручную горелку и нагрейте изложницу, которую вы используете. Это избавит от воды, оставшейся в форме, и предотвратит хлопки, возникающие при заливке металла.
Шаг 3:
Теперь расплавьте серебро с помощью ручной горелки. После расплавления вы сможете добавить медь. Это снизит температуру плавления серебра. Нагревайте до тех пор, пока два металла не расплавятся и не соединятся.
Шаг 4:
Помешивая, дайте смеси остыть. Вам нужно дать ему остыть, чтобы цинк можно было добавить к нему при более низкой температуре.
Шаг 5:
Когда смесь остынет до состояния почти твердого состояния, можно добавить цинк. Цинк имеет очень низкую температуру плавления, поэтому его всегда следует добавлять на этом этапе, иначе он может сгореть. Добавляйте кусочки цинка постепенно. Вы будете все ближе и ближе к конечной точке плавления вашего серебряного припоя каждый раз, когда будете добавлять еще один кусочек цинка.
Шаг 6:
После добавления последнего кусочка цинка тщательно перемешайте смесь, чтобы все элементы смешались.
Шаг 7:
Теперь медленно залейте смесь в изложницу.
Шаг 8:
Последним этапом приготовления серебряной припойной пасты является охлаждение слитка. После остывания слиток можно извлечь и скатать в серебряную проволоку или пластину, в зависимости от того, что вы паяете и как вам нравится работать.
Приготовить серебряный припой несложно, если под рукой есть нужные материалы и инструменты. Помните, что если вы все еще учитесь делать серебряную припойную пасту, вы всегда можете взять готовый серебряный припой и использовать его до тех пор, пока не получите нужную смесь серебряного припоя. Все еще интересно, как вы паяете серебро? Узнайте в нашем блоге, что такое паяльная паста и как ее использовать.
Сохранить на потом
Написано
Куксонголд
Припои с серебряным подшипником
Сплав
Состав
Солидус°F
Ликвидус°F
Сдвиг PSI
Типичное использование
#IA-421
Sn/3. 8Ag/.7Cu (р)
423
423
5091
#IA-423
Sn/4.7Ag/1.7Cu Сплав Эймса (p)(e)
423
423
5874
#IA-425
Sn/Ag/Cu Серебро Glo TM (p)
423
423
#460
Sn/3,5Ag (д)
430
430
5408
#466
Sn/4Ag
430
444
#469
Sn/5Ag
430
464
#495
Sn/Cu/.5Ag (р)
437
660
4641
(p) proprietary alloy
(e) eutectic alloy
IA-423 LEAD-FREE SOLDER
Tin-Silver-Copper, Ternary Eutectic Solder, Developed at AMES Laboratory, Iowa State University.
Johnson Manufacturing Company лицензировала права на производство и продажу припоя, разработанного в лаборатории Эймса в кампусе Университета штата Айова в Эймсе, штат Айова. Мы называем этот уникальный бессвинцовый припой «IA-423» (IA означает Айову, а также его изобретателя, а 423 — его температуру плавления).
Johnson’s #IA-423 представляет собой «тройной эвтектический» сплав, т. е. композицию, состоящую из трех компонентов элементы (олово, серебро и медь), которые плавятся и текут при одной и той же низкой температуре, 423°F (217°C). Практически говоря, эвтектические сплавы более блестящие, прочные и имеют более плотную, более мелкую зернистую структуру, чем почти эвтектические или неэвтектические составы. В результате IA-423 и семейство его близких родственников становятся весьма желанной заменой свинецсодержащих припои, используемые в электронных сборках, печатных платах, витражах из медной фольги, аэрокосмической, автомобильной, электрической, холодильное оборудование и многие другие высокотехнологичные или промышленные паяльные устройства. Аудиофилы также утверждают, что #IA-423 — лучший по звучанию припой. они когда-либо слышали, возможно, из-за его высокой проводимости из-за высокого содержания серебра и меди.
Ознакомьтесь с нашим техническим бюллетенем по этому припою.
Ознакомьтесь с результатами испытаний на прочность на сдвиг колец и пробок в лаборатории Эймса для этого и других сплавов.
Серебросодержащие сплавы, отличающиеся содержанием серебра (Ag) от 0,5 до 5,0%, обладают высокой прочностью и отличной смачиваемостью.
Припои на основе серебра
, не путать с серебряными припоями (припоями), обладают определенными непревзойденными физическими свойствами. другими бессвинцовыми припоями. За очень немногими исключениями, они обеспечивают превосходную прочность, смачиваемость и коррозионную стойкость при пайке меди, латуни, стали и т. д., а также хорошее сцепление и соответствие цвета большинству марок нержавеющей стали. Помимо Джонсона #IA-423 , тройной (3-элементный) эвтектический сплав олово-серебро-медь, описанный выше, аналогичные сплавы, такие как #IA-421 , который содержит меньшее количество серебра и меди, а также #IA-425 , самый блестящий припой, который мы когда-либо видели (мы называем его Silver Glo TM ), обеспечивают тонкие различия для определенных методов нагрева или пайки и т.
 PRESS.(36402100), шт FERROLI
PRESS.(36402100), шт FERROLI DIFF.ARIA (36402641), шт FERROLI
DIFF.ARIA (36402641), шт FERROLI 30631300500401 0020059717 0020036671 0020118696 0020036671 0020069021
30631300500401 0020059717 0020036671 0020118696 0020036671 0020069021 09.2020)
09.2020) Для меня сделали скидку. Все нравиться.
Для меня сделали скидку. Все нравиться. Для меня сделали скидку. Все нравиться.
Для меня сделали скидку. Все нравиться. 13
13
 Если это так, вы находитесь в правильном месте.
Если это так, вы находитесь в правильном месте.
 Поскольку вентилятор должен выталкивать дымовые газы, если он работает на низкой скорости, он не будет противодействовать крошечной обратной тяге в дымоходе. Выключатель замечает, что перепад давления недостаточно велик, и отключает котел.
Поскольку вентилятор должен выталкивать дымовые газы, если он работает на низкой скорости, он не будет противодействовать крошечной обратной тяге в дымоходе. Выключатель замечает, что перепад давления недостаточно велик, и отключает котел.
 Из-за этой неисправности котел периодически включается и выключается.
Из-за этой неисправности котел периодически включается и выключается. Итак, мы дадим вам некоторые оценки, но эти цифры всего лишь обоснованные предположения, основанные на средних исторических значениях. Кроме того, имейте в виду, что цены на рабочую силу различаются по всей Великобритании, и марка вашего котла будет существенным фактором в стоимости замены переключателя.
Итак, мы дадим вам некоторые оценки, но эти цифры всего лишь обоснованные предположения, основанные на средних исторических значениях. Кроме того, имейте в виду, что цены на рабочую силу различаются по всей Великобритании, и марка вашего котла будет существенным фактором в стоимости замены переключателя. Опять же, на эту оценку могут повлиять такие переменные, как регион, марка котла и объем работ.
Опять же, на эту оценку могут повлиять такие переменные, как регион, марка котла и объем работ.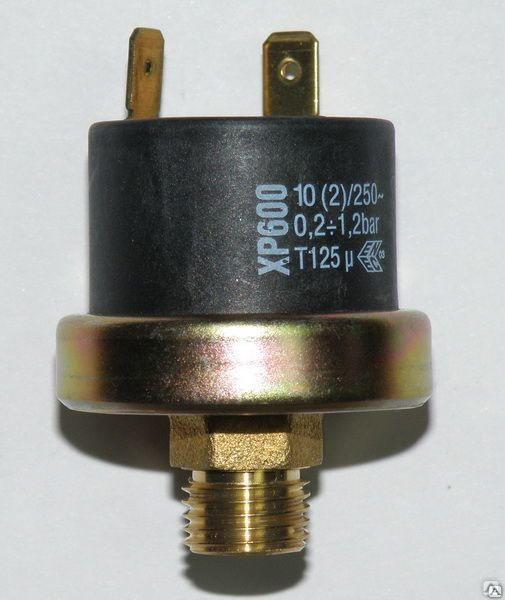
 75 грн
75 грн 60 грн
60 грн Львов
Львов 8HNBUSQ РУКОВОДСТВО Скачать Pdf
8HNBUSQ РУКОВОДСТВО Скачать Pdf 8FSNQS Руководство по эксплуатации и установке
8FSNQS Руководство по эксплуатации и установке 4FSRM Руководство по установке и эксплуатации
4FSRM Руководство по установке и эксплуатации 5HRG
5HRG 8FSG1
8FSG1 0FSN3E Руководство по установке и эксплуатации
0FSN3E Руководство по установке и эксплуатации 8HNBUSQ
8HNBUSQ
 »
»  Я, конечно, многому научился, и мне очень понравилось.»
Я, конечно, многому научился, и мне очень понравилось.»  Я. все инженеры».
Я. все инженеры».  E.
E. 

 Я буду использовать вашу услугу в будущем. «
Я буду использовать вашу услугу в будущем. « »
»  »
» 
 E.
E. 
 Компоненты, входящие в состав, способны запустить процесс коррозии металла. Поэтому лучше воздержаться от применения антистатика для кузова автомобиля. При всех недостатках, жидкость снимает с поверхности статическое напряжение, что помогает получить стойкое порошковое покрытие.
Компоненты, входящие в состав, способны запустить процесс коррозии металла. Поэтому лучше воздержаться от применения антистатика для кузова автомобиля. При всех недостатках, жидкость снимает с поверхности статическое напряжение, что помогает получить стойкое порошковое покрытие. Жидкость издает неприятный запах. Поэтому работы лучше проводить в помещении с хорошей вентиляцией. Малярам следует использовать средства индивидуальной защиты (СИЗ). Лучше всего подойдет респиратор.
Жидкость издает неприятный запах. Поэтому работы лучше проводить в помещении с хорошей вентиляцией. Малярам следует использовать средства индивидуальной защиты (СИЗ). Лучше всего подойдет респиратор. Поэтому составы редко используют при покраске. Они приносят пользу на этапе подготовки. Например, некоторые компоненты способствуют процессу фосфатирования — образования защитной пленки на поверхности металла.
Поэтому составы редко используют при покраске. Они приносят пользу на этапе подготовки. Например, некоторые компоненты способствуют процессу фосфатирования — образования защитной пленки на поверхности металла. Получается слишком большой расход. Водка обезжиривает гораздо хуже, потому что в ее составе только 40 % спирта.
Получается слишком большой расход. Водка обезжиривает гораздо хуже, потому что в ее составе только 40 % спирта. Посмотрим, чем можно обезжирить поверхность.
Посмотрим, чем можно обезжирить поверхность. Посмотрим, чем можно обезжиривать поверхности перед покраской.
Посмотрим, чем можно обезжиривать поверхности перед покраской.
 Это один из самых известных органических растворителей. Он активно контактирует с алюминием. При этом выделяются горючие вещества – это может стать причиной возгорания при попадании автомобиля в ДТП. Трихлоэтилен при соединении с водой образует липкую массу, удалить которую не так уж просто.
Это один из самых известных органических растворителей. Он активно контактирует с алюминием. При этом выделяются горючие вещества – это может стать причиной возгорания при попадании автомобиля в ДТП. Трихлоэтилен при соединении с водой образует липкую массу, удалить которую не так уж просто. В гаражах обработку автомобиля перед покраской керосином выполнять не стоит, можно только навредить.
В гаражах обработку автомобиля перед покраской керосином выполнять не стоит, можно только навредить. Другие виды пластика растворятся даже в дихлорэтане. Трудно точно сказать, можно ли использовать универсальный обезжириватель.
Другие виды пластика растворятся даже в дихлорэтане. Трудно точно сказать, можно ли использовать универсальный обезжириватель. Как обезжирить – жидкостью смачивают салфетку и протирают поверхность.
Как обезжирить – жидкостью смачивают салфетку и протирают поверхность. Если цель – склеивание стекол, можно применить универсальный растворитель и даже спирт. Если нужно отмыть стекло, лучше выбрать специализированные материалы.
Если цель – склеивание стекол, можно применить универсальный растворитель и даже спирт. Если нужно отмыть стекло, лучше выбрать специализированные материалы. Уже сегодня от 10 до 20 процентов производственных затрат приходится на промышленную очистку из-за повышения требований к качеству, и это тенденция к росту. Rösler предлагает вам эффективную и тщательную очистку компонентов, индивидуально адаптированную к вашему производственному процессу.
Уже сегодня от 10 до 20 процентов производственных затрат приходится на промышленную очистку из-за повышения требований к качеству, и это тенденция к росту. Rösler предлагает вам эффективную и тщательную очистку компонентов, индивидуально адаптированную к вашему производственному процессу.
 В то время не рекомендовались ни перчатки, ни маски.
В то время не рекомендовались ни перчатки, ни маски. Он обнаружил, что мало что подтверждает идею о том, что SARS-CoV-2 передается от одного человека к другому через зараженные поверхности. В июле он написал острый комментарий для The Lancet Infectious Diseases , утверждая, что поверхности представляют относительно небольшой риск передачи вируса 2 . С тех пор его убежденность только укрепилась, и Голдман уже давно отказался от перчаток.
Он обнаружил, что мало что подтверждает идею о том, что SARS-CoV-2 передается от одного человека к другому через зараженные поверхности. В июле он написал острый комментарий для The Lancet Infectious Diseases , утверждая, что поверхности представляют относительно небольшой риск передачи вируса 2 . С тех пор его убежденность только укрепилась, и Голдман уже давно отказался от перчаток. Они могут быть непосредственно вдохнуты людьми, находящимися рядом. Поверхностная передача, хотя и возможна, не считается значительным риском.
Они могут быть непосредственно вдохнуты людьми, находящимися рядом. Поверхностная передача, хотя и возможна, не считается значительным риском. В ноябре власти Китая ввели правила, требующие дезинфекции упаковок с импортными замороженными продуктами. А CDC направляет людей к исчерпывающему списку агентов, убивающих SARS-C0V-2, и говорит: «Важна частая дезинфекция поверхностей и предметов, к которым прикасаются несколько человек».
В ноябре власти Китая ввели правила, требующие дезинфекции упаковок с импортными замороженными продуктами. А CDC направляет людей к исчерпывающему списку агентов, убивающих SARS-C0V-2, и говорит: «Важна частая дезинфекция поверхностей и предметов, к которым прикасаются несколько человек».
 А ранние исследования предполагали, что заражение может сохраняться в течение нескольких недель. Спустя семнадцать дней после освобождения круизного лайнера Diamond Princess ученые обнаружили 3 РНК вируса на поверхностях в кабинах 712 пассажиров и членов экипажа с положительным результатом на COVID-19.
А ранние исследования предполагали, что заражение может сохраняться в течение нескольких недель. Спустя семнадцать дней после освобождения круизного лайнера Diamond Princess ученые обнаружили 3 РНК вируса на поверхностях в кабинах 712 пассажиров и членов экипажа с положительным результатом на COVID-19. Более позднее исследование показало, что жизнеспособный вирус присутствует на коже до 4 дней, а на одежде — менее 8 часов 5 . А у других обнаружили инфекционный вирус на библиотечных книгах, переплетенных в натуральную и искусственную кожу, через 8 дней 6 .
Более позднее исследование показало, что жизнеспособный вирус присутствует на коже до 4 дней, а на одежде — менее 8 часов 5 . А у других обнаружили инфекционный вирус на библиотечных книгах, переплетенных в натуральную и искусственную кожу, через 8 дней 6 .

 Комбинация экспериментов предоставила убедительные доказательства того, что риновирусы распространяются по воздуху. Но такие исследования считаются неэтичными для SARS-CoV-2, потому что он может убить.
Комбинация экспериментов предоставила убедительные доказательства того, что риновирусы распространяются по воздуху. Но такие исследования считаются неэтичными для SARS-CoV-2, потому что он может убить.
 Затем второй житель в здании коснулся той же кнопки и сразу после этого провел зубочисткой, тем самым перенеся вирус с кнопки в рот 12 . Но без геномных последовательностей вирусов, заражающих каждого человека, нельзя было исключить передачу через другого неизвестного человека.
Затем второй житель в здании коснулся той же кнопки и сразу после этого провел зубочисткой, тем самым перенеся вирус с кнопки в рот 12 . Но без геномных последовательностей вирусов, заражающих каждого человека, нельзя было исключить передачу через другого неизвестного человека.
 Но важнее улучшить системы вентиляции или установить очистители воздуха, чем стерилизовать поверхности, говорит она. «Если мы уже обратили внимание на воздух и у нас есть дополнительное время и ресурсы, то да, протирание поверхностей, к которым часто прикасаются, может быть полезным», — говорит она.
Но важнее улучшить системы вентиляции или установить очистители воздуха, чем стерилизовать поверхности, говорит она. «Если мы уже обратили внимание на воздух и у нас есть дополнительное время и ресурсы, то да, протирание поверхностей, к которым часто прикасаются, может быть полезным», — говорит она. Представитель ВОЗ сообщил Nature , что «имеются ограниченные доказательства передачи через фомиты. Тем не менее, фомитная передача считается возможным способом передачи, учитывая постоянное обнаружение загрязнения окружающей среды с положительным выявлением РНК SARS-CoV-2 вблизи людей, инфицированных SARS-CoV-2». ВОЗ добавляет, что «практика дезинфекции важна для снижения вероятности заражения COVID-19».вирусное заражение».
Представитель ВОЗ сообщил Nature , что «имеются ограниченные доказательства передачи через фомиты. Тем не менее, фомитная передача считается возможным способом передачи, учитывая постоянное обнаружение загрязнения окружающей среды с положительным выявлением РНК SARS-CoV-2 вблизи людей, инфицированных SARS-CoV-2». ВОЗ добавляет, что «практика дезинфекции важна для снижения вероятности заражения COVID-19».вирусное заражение».




 Это если коротко.
Это если коротко. Побочные принадлежности горна суть: воздуходувный прибор, дымоотводная труба с вытяжным колпаком, водяной резервуар и т. д. Материалом для постройки кузнечных горнов служат: кирпич, чугун и железо. Преобладание того или другого из этих материалов обусловливается ближайшим назначением горна, особенностями его конструкции, местом, каким можно располагать для установки горна и, наконец, личными соображениями строителя. Во всяком случае, часть горна, в которой производится сжигание горючего (горновое гнездо) всегда облицовывается кирпичом, по возможности огнеупорным. Преимущество горнов, устроенных главным образом из металла, есть их компактность, зато части таких горнов сильно разогреваются и работать на них более тягостно, нежели на горнах кирпичных. Несмотря однако же на это, металлические горны получают в последнее время все большее и большее распространение. В качестве горючих материалов, для отопления горнов применяются каменный или древесный уголь и кокс, иногда же смесь из этих двух материалов.
Побочные принадлежности горна суть: воздуходувный прибор, дымоотводная труба с вытяжным колпаком, водяной резервуар и т. д. Материалом для постройки кузнечных горнов служат: кирпич, чугун и железо. Преобладание того или другого из этих материалов обусловливается ближайшим назначением горна, особенностями его конструкции, местом, каким можно располагать для установки горна и, наконец, личными соображениями строителя. Во всяком случае, часть горна, в которой производится сжигание горючего (горновое гнездо) всегда облицовывается кирпичом, по возможности огнеупорным. Преимущество горнов, устроенных главным образом из металла, есть их компактность, зато части таких горнов сильно разогреваются и работать на них более тягостно, нежели на горнах кирпичных. Несмотря однако же на это, металлические горны получают в последнее время все большее и большее распространение. В качестве горючих материалов, для отопления горнов применяются каменный или древесный уголь и кокс, иногда же смесь из этих двух материалов. Кроме твердого горючего, большое применение в К. деле получила также нефть. Обыкновенный тип К. горна представлен на фиг. 1. Здесь А кирпичный постамент, С — горновое гнездо. Верхняя поверхность горна располагается на такой высоте над полом кузницы, чтобы кузнецу было удобно работать (70 — 80 см.). Горизонтальные размеры постамента обыкновенно делаются равными 100×100 см. Для экономии кладки, постамент снабжается сквозным просветом В, перекрытым сводом. Горизонтальные размеры гнезда — от 20х20 до 40×40 см., а глубина — от 10 до 15 см. Наклонный канал F в задней стенке D горна отводит дым в дымовую трубу (на рисунке не показанную). Е — железный зонт, препятствующий дыму разлетаться по кузнице. В отверстие в стенке D, у самого гнезда, вставлена чугунная коробка H, изображенная на фиг. 2 в увеличенном масштабе. Посередине этой коробки помещается трубка (фурма), сообщенная задним концом с воздухопроводом, а передним открывающаяся в горновое гнездо.
Кроме твердого горючего, большое применение в К. деле получила также нефть. Обыкновенный тип К. горна представлен на фиг. 1. Здесь А кирпичный постамент, С — горновое гнездо. Верхняя поверхность горна располагается на такой высоте над полом кузницы, чтобы кузнецу было удобно работать (70 — 80 см.). Горизонтальные размеры постамента обыкновенно делаются равными 100×100 см. Для экономии кладки, постамент снабжается сквозным просветом В, перекрытым сводом. Горизонтальные размеры гнезда — от 20х20 до 40×40 см., а глубина — от 10 до 15 см. Наклонный канал F в задней стенке D горна отводит дым в дымовую трубу (на рисунке не показанную). Е — железный зонт, препятствующий дыму разлетаться по кузнице. В отверстие в стенке D, у самого гнезда, вставлена чугунная коробка H, изображенная на фиг. 2 в увеличенном масштабе. Посередине этой коробки помещается трубка (фурма), сообщенная задним концом с воздухопроводом, а передним открывающаяся в горновое гнездо. Внутренняя полость коробки (между трубкой и стенками) сообщается с водяным резервуаром, при помощи трубок, показанных на фиг. 1 пунктиром. Вода, циркулируя по трубкам и фурменной коробке, предохраняет фурму от чрезмерного разогревания. Чугунный резервуар K, вделанный в кладку горна, наполняется водой и служит для охлаждения инструментов, смачивания угля и т. п. Если кузница имеет несколько горнов, то они располагаются обыкновенно по два, или по четыре, около одной общей дымоотводной трубы. Парные (как и одиночные) горны устанавливаются обыкновенно вдоль наружных стен кузницы, четверные же — посередине кузницы, чтобы около каждого горна образовалась достаточная свободная площадь для производства работы. Подведение воздуха в горновое гнездо сбоку, как это имеет место при обыкновенных фурмах (фиг. 1 и 2) неудобно в том отношении, что кусок металла, заложенный в горн, нагревается преимущественно лишь с той стороны, которая обращена к фурме.
Внутренняя полость коробки (между трубкой и стенками) сообщается с водяным резервуаром, при помощи трубок, показанных на фиг. 1 пунктиром. Вода, циркулируя по трубкам и фурменной коробке, предохраняет фурму от чрезмерного разогревания. Чугунный резервуар K, вделанный в кладку горна, наполняется водой и служит для охлаждения инструментов, смачивания угля и т. п. Если кузница имеет несколько горнов, то они располагаются обыкновенно по два, или по четыре, около одной общей дымоотводной трубы. Парные (как и одиночные) горны устанавливаются обыкновенно вдоль наружных стен кузницы, четверные же — посередине кузницы, чтобы около каждого горна образовалась достаточная свободная площадь для производства работы. Подведение воздуха в горновое гнездо сбоку, как это имеет место при обыкновенных фурмах (фиг. 1 и 2) неудобно в том отношении, что кусок металла, заложенный в горн, нагревается преимущественно лишь с той стороны, которая обращена к фурме. Фиг. 2. Фурма (продольный разрез и вид задней стороны). Фиг. 3. Двойной горн с нижним дутьем. Фиг. 4. Американский железный горн с нижним дутьем.
Фиг. 2. Фурма (продольный разрез и вид задней стороны). Фиг. 3. Двойной горн с нижним дутьем. Фиг. 4. Американский железный горн с нижним дутьем. 4.
4. Это удобство вести нагрев металла под шапкой угля настолько существенно, что к спекающемуся каменному углю прибегают даже в тех случаях, когда работа ведется на древесном угле. При этом огонь разводится на каменном угле. Коль скоро же образовалась спекшаяся шапка, она взламывается и через образовавшееся отверстие забрасывается внутрь горна древесный уголь, а затем отверстие снова заделывается каменным углем. Хороший К. уголь должен содержать возможно менее золы и серы. Зола вредна в том отношении, что образует с железной окалиной вязкий шлак, который прочно держится на поверхности железа и не дозволяет ему хорошо нагреваться. Более 10 % золы в К. угле допускать не следует. Сера, переходящая из угля в железо, делает его красноломким и сообщает ему грубую, шероховатую поверхность. Кокс, в малых количествах, будучи легок и неспекаем, разбрасывается дутьем, трудно загорается и не концентрирует жара, а потому неприменим для малых горнов; в больших же горнах, где кокса заваливается сразу большое количество, эти неудобства его проявляются в менее сильной степени, напротив того достоинства кокса: большая чистота и способность, раскалившись, долго удерживать жар, выступают с большой выгодой, почему кокс и употребляется охотно для нагревания крупных поковок, если при этом не очень преследуют экономию.
Это удобство вести нагрев металла под шапкой угля настолько существенно, что к спекающемуся каменному углю прибегают даже в тех случаях, когда работа ведется на древесном угле. При этом огонь разводится на каменном угле. Коль скоро же образовалась спекшаяся шапка, она взламывается и через образовавшееся отверстие забрасывается внутрь горна древесный уголь, а затем отверстие снова заделывается каменным углем. Хороший К. уголь должен содержать возможно менее золы и серы. Зола вредна в том отношении, что образует с железной окалиной вязкий шлак, который прочно держится на поверхности железа и не дозволяет ему хорошо нагреваться. Более 10 % золы в К. угле допускать не следует. Сера, переходящая из угля в железо, делает его красноломким и сообщает ему грубую, шероховатую поверхность. Кокс, в малых количествах, будучи легок и неспекаем, разбрасывается дутьем, трудно загорается и не концентрирует жара, а потому неприменим для малых горнов; в больших же горнах, где кокса заваливается сразу большое количество, эти неудобства его проявляются в менее сильной степени, напротив того достоинства кокса: большая чистота и способность, раскалившись, долго удерживать жар, выступают с большой выгодой, почему кокс и употребляется охотно для нагревания крупных поковок, если при этом не очень преследуют экономию. Температура, развиваемая горящим древесным углем, значительно ниже той, какая развивается коксом и каменным углем (по причине большей пористости древесного угля). Легкость и неспекаемость древесного угля служат причиной того, что он выдувается дутьем и расходуется непроизводительно. Ценность его также значительно выше, по сравнению с коксом и каменным углем. По всем этим причинам, для нагревания до высоких температур, древесный уголь не годится, а применяется в тех случаях, когда от горючего требуется возможная чистота, а от пламени возможно слабая окисляющая способность (древесный уголь, вследствие пористости своей, сгорает преимущественно в окись углерода, а не в углекислоту). Нефть и ее остатки, по высокой теплотворной их способности и отсутствию золы и гигроскопической воды, представляют теоретически весьма выгодный горючий материал. Но так как нефть сжигается в распыленном состоянии и потому не может быть помещаема в непосредственном соприкосновении с нагреваемым металлом, то часть выгод от применения нефти этим уничтожается.
Температура, развиваемая горящим древесным углем, значительно ниже той, какая развивается коксом и каменным углем (по причине большей пористости древесного угля). Легкость и неспекаемость древесного угля служат причиной того, что он выдувается дутьем и расходуется непроизводительно. Ценность его также значительно выше, по сравнению с коксом и каменным углем. По всем этим причинам, для нагревания до высоких температур, древесный уголь не годится, а применяется в тех случаях, когда от горючего требуется возможная чистота, а от пламени возможно слабая окисляющая способность (древесный уголь, вследствие пористости своей, сгорает преимущественно в окись углерода, а не в углекислоту). Нефть и ее остатки, по высокой теплотворной их способности и отсутствию золы и гигроскопической воды, представляют теоретически весьма выгодный горючий материал. Но так как нефть сжигается в распыленном состоянии и потому не может быть помещаема в непосредственном соприкосновении с нагреваемым металлом, то часть выгод от применения нефти этим уничтожается. Тем не менее, благодаря чистоте ее от серы и фосфора, нефть охотно применяется для нагревания первосортного железа (напр. заклепочного). Количество горючего, расходуемого К. горнами, зависит от размеров нагреваемого в них железа. В малых горнах, служащих для нагревания кусков железа толщиной до 6 кв. см., часовой расход каменного угля составляет от 2 до 3 кг. Средние горны, служащие для нагревания кусков толщиной от 6 до 12 кв. см., расходуют в час от 3,5 до 4,5 кг. и наконец крупные горны (для нагревания кусков от 12 до 30 кв. см.) расходуют в час от 7 до 9 кг. каменного угля. Количество потребного дутья рассчитывается от 17 до 21 кб. метров воздуха на каждый килограмм сжигаемого угля.
Тем не менее, благодаря чистоте ее от серы и фосфора, нефть охотно применяется для нагревания первосортного железа (напр. заклепочного). Количество горючего, расходуемого К. горнами, зависит от размеров нагреваемого в них железа. В малых горнах, служащих для нагревания кусков железа толщиной до 6 кв. см., часовой расход каменного угля составляет от 2 до 3 кг. Средние горны, служащие для нагревания кусков толщиной от 6 до 12 кв. см., расходуют в час от 3,5 до 4,5 кг. и наконец крупные горны (для нагревания кусков от 12 до 30 кв. см.) расходуют в час от 7 до 9 кг. каменного угля. Количество потребного дутья рассчитывается от 17 до 21 кб. метров воздуха на каждый килограмм сжигаемого угля. Поверх разгоревшегося угля насыпается свежий уголь, уминается и смачивается водой, чтобы не разлетался. Шапка спекшегося угля должна поддерживаться во все время работы горна надлежащей толщины, т. е. по мере прогорания угля (изнутри) на поверхность шапки должен набрасываться свежий уголь; случайный прорыв пламени наружу должен быть тотчас же прекращаем заделкой углем прогоревшего отверстия. Опрыскивание поверхности угля, заложенного уже в горн, водой способствует его спеканию и предохраняет кузнеца от тягостного действия жара. Злоупотреблять смачиванием водой однако же отнюдь не следует. Толщина слоя угля, насыпанного на нагреваемый кусок металла, сообразуется с размерами последнего таким образом, чтобы металл мог быть доведен до надлежащей температуры, не прибегая к насыпке на него свежего угля, который не только понижает температуру металла, но и отдает ему свою серу, которой в непрогоревшем угле значительно больше, нежели в уже разгоревшемся. Закладывать в горн металл следует не прежде того как уголь уже раскалился.
Поверх разгоревшегося угля насыпается свежий уголь, уминается и смачивается водой, чтобы не разлетался. Шапка спекшегося угля должна поддерживаться во все время работы горна надлежащей толщины, т. е. по мере прогорания угля (изнутри) на поверхность шапки должен набрасываться свежий уголь; случайный прорыв пламени наружу должен быть тотчас же прекращаем заделкой углем прогоревшего отверстия. Опрыскивание поверхности угля, заложенного уже в горн, водой способствует его спеканию и предохраняет кузнеца от тягостного действия жара. Злоупотреблять смачиванием водой однако же отнюдь не следует. Толщина слоя угля, насыпанного на нагреваемый кусок металла, сообразуется с размерами последнего таким образом, чтобы металл мог быть доведен до надлежащей температуры, не прибегая к насыпке на него свежего угля, который не только понижает температуру металла, но и отдает ему свою серу, которой в непрогоревшем угле значительно больше, нежели в уже разгоревшемся. Закладывать в горн металл следует не прежде того как уголь уже раскалился. Крупные поковки для равномерности нагрева необходимо поворачивать перед фурмой различными их сторонами, что, однако, должно производить возможно осторожнее, чтобы не рассыпать спекшуюся шапку угля. Нагрев вообще следует вести возможно быстрее, чтобы уменьшить угар металла. Поковка должна лежать в горне несколько выше сопла фурмы и несколько отступя от последней, так, чтобы струя воздуха, вылетающая из фурмы, прежде чем она достигнет поковки, успевала хорошо прогреться. Сила огня зависит от количества вдуваемого фурмой воздуха, поэтому на воздухопроводе устраивается кран, регулирующий силу воздушной струи. Еще лучше, если регулирующим прибором снабжена сама фурма, как это делается в новых фурмах нижнего дутья (фиг. 4). Если поковке требуется сообщить сварочный жар, то, доведя ее до белокалильного жара, следует на некоторое время ослабить дутье, чтобы дать время жару распределиться равномерно по всей массе металла. Усилив затем снова дутье, следует вновь довести металл до сварочного жара и поддерживать в этом жару, пока не наступит время вынимать его из горна.
Крупные поковки для равномерности нагрева необходимо поворачивать перед фурмой различными их сторонами, что, однако, должно производить возможно осторожнее, чтобы не рассыпать спекшуюся шапку угля. Нагрев вообще следует вести возможно быстрее, чтобы уменьшить угар металла. Поковка должна лежать в горне несколько выше сопла фурмы и несколько отступя от последней, так, чтобы струя воздуха, вылетающая из фурмы, прежде чем она достигнет поковки, успевала хорошо прогреться. Сила огня зависит от количества вдуваемого фурмой воздуха, поэтому на воздухопроводе устраивается кран, регулирующий силу воздушной струи. Еще лучше, если регулирующим прибором снабжена сама фурма, как это делается в новых фурмах нижнего дутья (фиг. 4). Если поковке требуется сообщить сварочный жар, то, доведя ее до белокалильного жара, следует на некоторое время ослабить дутье, чтобы дать время жару распределиться равномерно по всей массе металла. Усилив затем снова дутье, следует вновь довести металл до сварочного жара и поддерживать в этом жару, пока не наступит время вынимать его из горна. Как перегрев, так и недогрев металла перед его проковкой — одинаково вредны, поэтому необходим большой опыт, чтобы определить заранее, до какого наивыгоднейшего нагрева следует довести данный кусок металла. При продолжительном нахождении в горне, железо сильно окисляется и угарает. В предупреждение этого держат раскаленную поверхность металла покрытую жидким шлаком, при чем усиливают образование последнего, присыпая поверхность железа песком. См. также К. мастерство.
Как перегрев, так и недогрев металла перед его проковкой — одинаково вредны, поэтому необходим большой опыт, чтобы определить заранее, до какого наивыгоднейшего нагрева следует довести данный кусок металла. При продолжительном нахождении в горне, железо сильно окисляется и угарает. В предупреждение этого держат раскаленную поверхность металла покрытую жидким шлаком, при чем усиливают образование последнего, присыпая поверхность железа песком. См. также К. мастерство. 00
00 Острое как бритва лезвие имеет сердечник из французской нержавеющей стали и долго сохраняет остроту. Чешуя из оленьего рога излучает роскошь и снабжена характерным пастушьим крестом в виде семи заклепок. И, конечно же, типичная пчела Laguiole также может быть обнаружена на острие лезвия.
Острое как бритва лезвие имеет сердечник из французской нержавеющей стали и долго сохраняет остроту. Чешуя из оленьего рога излучает роскошь и снабжена характерным пастушьим крестом в виде семи заклепок. И, конечно же, типичная пчела Laguiole также может быть обнаружена на острие лезвия. 00
00 3 cm
3 cm


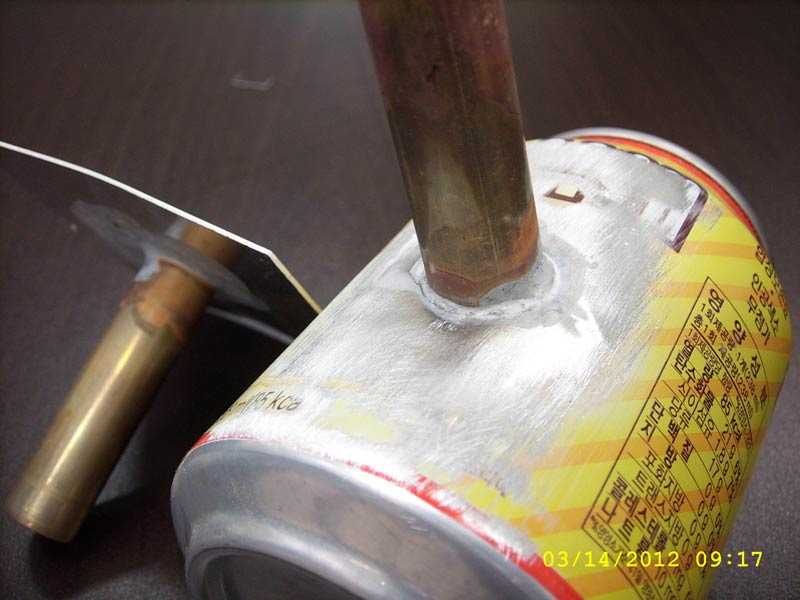 Для этого вам понадобится флюс.
Для этого вам понадобится флюс.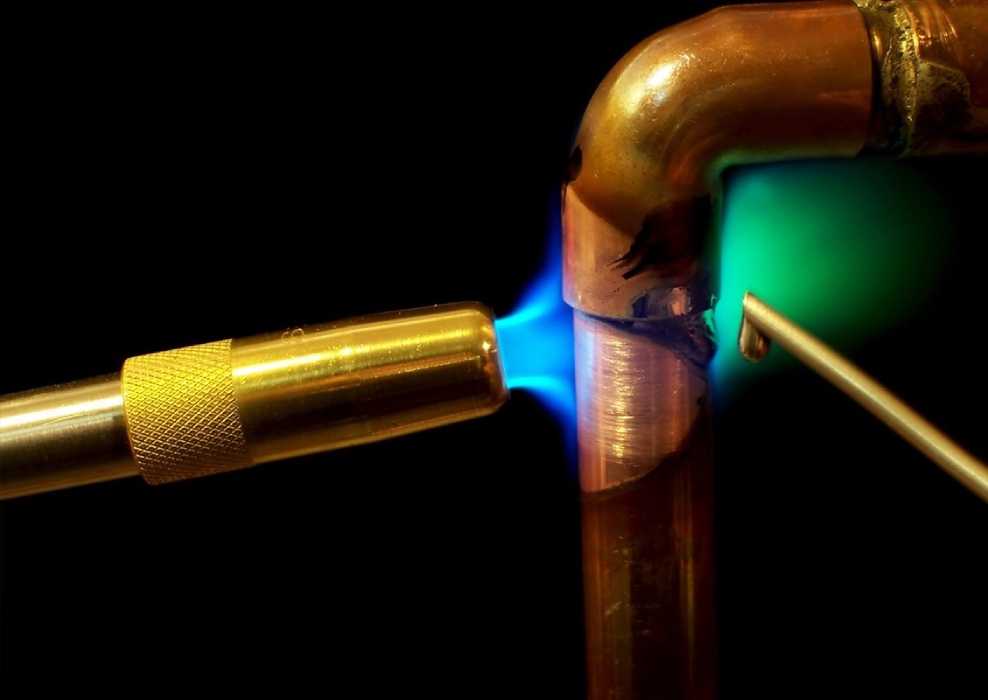 Целесообразность его применения зависит от такого показателя, как вид межатомных сил на контактирующих поверхностях. Если наблюдается физическая адсорбция, то смачивание жидким припоем приведет к образованию малопрочного соединения. Если жидкие и твердые металлы химически взаимодействуют, то при смачивании образуется прочная связь.
Целесообразность его применения зависит от такого показателя, как вид межатомных сил на контактирующих поверхностях. Если наблюдается физическая адсорбция, то смачивание жидким припоем приведет к образованию малопрочного соединения. Если жидкие и твердые металлы химически взаимодействуют, то при смачивании образуется прочная связь.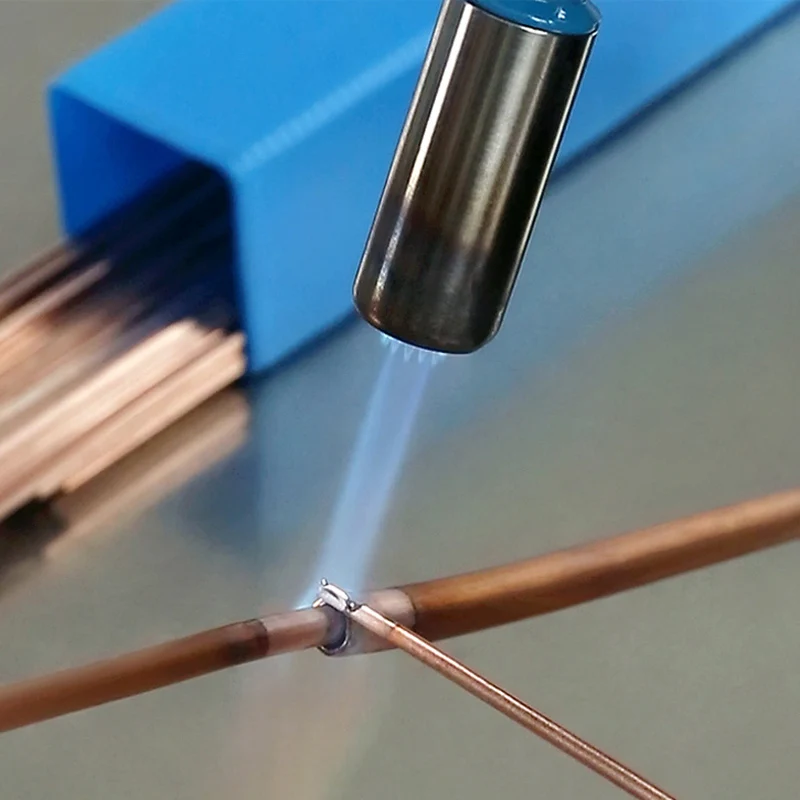
 Если эта задача выполнена неправильно, то вам придется ехать на станцию техобслуживания, чтобы специалист переделал ее. Алюминиевые трубы могут быть восстановлены двумя способами, а именно завариванием трещин или распылением на них специального композиционного вещества.
Если эта задача выполнена неправильно, то вам придется ехать на станцию техобслуживания, чтобы специалист переделал ее. Алюминиевые трубы могут быть восстановлены двумя способами, а именно завариванием трещин или распылением на них специального композиционного вещества.
 Если трубы в вашем кондиционере с совершенно мелкими трещинами, едва заметными глазу, то можно обойтись и без аргонодуговой сварки. На отверстия в трубках ставят специальные заплаты. Важно, чтобы их толщина была не менее 3 мм. Для этого алюминиевые трубы со смесью должны быть покрыты в несколько слоев. Если трещины большие, то без аргонодуговой сварки не обойтись. Его преимущество в том, что он исключает контакт поверхности с кислородом, а, следовательно, и образование оксидов. Таким образом, работая аргонодуговой сваркой, можно обойтись без флюса.
Если трубы в вашем кондиционере с совершенно мелкими трещинами, едва заметными глазу, то можно обойтись и без аргонодуговой сварки. На отверстия в трубках ставят специальные заплаты. Важно, чтобы их толщина была не менее 3 мм. Для этого алюминиевые трубы со смесью должны быть покрыты в несколько слоев. Если трещины большие, то без аргонодуговой сварки не обойтись. Его преимущество в том, что он исключает контакт поверхности с кислородом, а, следовательно, и образование оксидов. Таким образом, работая аргонодуговой сваркой, можно обойтись без флюса. Затем вы должны купить алюминиевые трубы, обрезать и согнуть их на гибочный станок. После варить пробки, отрежьте штуцеры и положите все в одну систему. Перед подключением тщательно очистите трубки наждачной бумагой или металлической щеткой. Если на изделии остается жир, краска или земля, адгезия металла к припою будет хуже. Если вы хотите соединить две трубки, вставьте их друг в друга так, чтобы образовался небольшой зазор (0,2 см), который позже будет заполнен расплавленным припоем. После выполнения этих действий можно приступать непосредственно к самой пайке.
Затем вы должны купить алюминиевые трубы, обрезать и согнуть их на гибочный станок. После варить пробки, отрежьте штуцеры и положите все в одну систему. Перед подключением тщательно очистите трубки наждачной бумагой или металлической щеткой. Если на изделии остается жир, краска или земля, адгезия металла к припою будет хуже. Если вы хотите соединить две трубки, вставьте их друг в друга так, чтобы образовался небольшой зазор (0,2 см), который позже будет заполнен расплавленным припоем. После выполнения этих действий можно приступать непосредственно к самой пайке.

 У многих домашних умельцев, которые впервые попробовали спаять между собой две алюминиевые детали, как правило, ничего не получается, и они отказываются от этой затеи.
У многих домашних умельцев, которые впервые попробовали спаять между собой две алюминиевые детали, как правило, ничего не получается, и они отказываются от этой затеи.  Это не относится к тем случаям, когда надо запаять сквозную трещину.
Это не относится к тем случаям, когда надо запаять сквозную трещину. 
 Когда припой заполнит зазор между деталями и сформирует шов, нагрев прекращаем.
Когда припой заполнит зазор между деталями и сформирует шов, нагрев прекращаем. 

 После охлаждения сверлим по центру отверстие диаметром 3 мм.
После охлаждения сверлим по центру отверстие диаметром 3 мм.


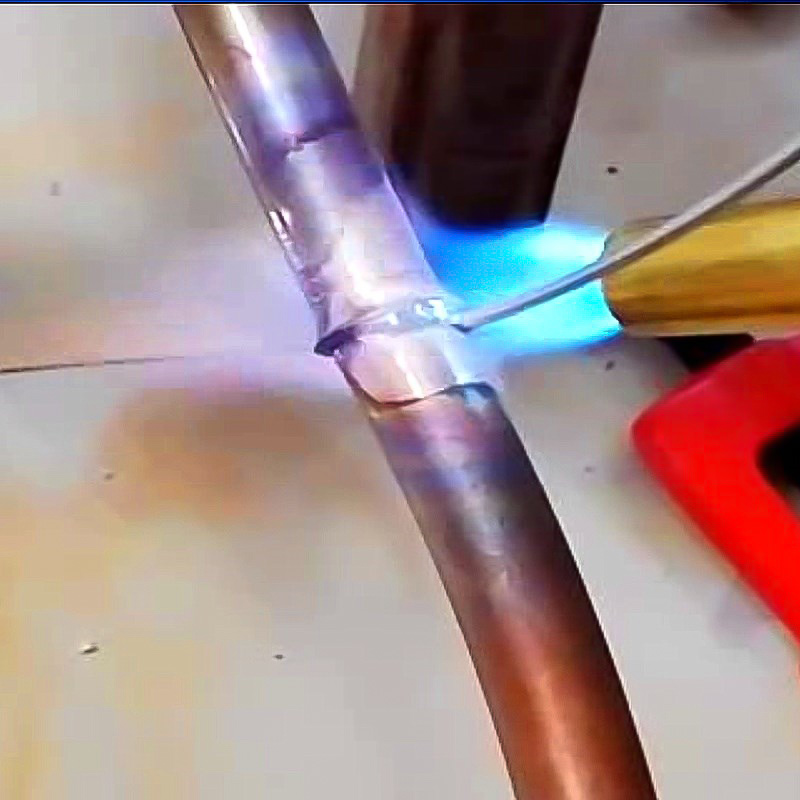


 И конечно, для качественного паянного соединения в кабельных муфтах применяется паяльный жир. В силу особой зоны ответственности существуют требования к Припою ПОС-30 и «А» высокого качества. По требованию потребителя мы поставляем припой ПОС и «А», нормированный по весу. Разбег весов от 40 г до 200 г в одном изделии.
И конечно, для качественного паянного соединения в кабельных муфтах применяется паяльный жир. В силу особой зоны ответственности существуют требования к Припою ПОС-30 и «А» высокого качества. По требованию потребителя мы поставляем припой ПОС и «А», нормированный по весу. Разбег весов от 40 г до 200 г в одном изделии.
 При пайке места соединения и припой нагревают. Так как припой имеет температуру плавления значительно ниже, чем соединяемый металл (или металлы), то он плавится, в то время как основной металл остаётся твёрдым. На границе соприкосновения расплавленного припоя и твёрдого металла происходят различные физико-химические процессы. Припой смачивает металл, растекается по нему и заполняет зазоры между соединяемыми деталями. При этом компоненты припоя диффундируют в основной металл, основной металл растворяется в припое, в результате чего образуется промежуточная прослойка, которая после застывания соединяет детали в одно целое.
При пайке места соединения и припой нагревают. Так как припой имеет температуру плавления значительно ниже, чем соединяемый металл (или металлы), то он плавится, в то время как основной металл остаётся твёрдым. На границе соприкосновения расплавленного припоя и твёрдого металла происходят различные физико-химические процессы. Припой смачивает металл, растекается по нему и заполняет зазоры между соединяемыми деталями. При этом компоненты припоя диффундируют в основной металл, основной металл растворяется в припое, в результате чего образуется промежуточная прослойка, которая после застывания соединяет детали в одно целое. Кроме того, припои существенно различаются по механической прочности. Мягкие припои имеют предел прочности при растяжении 16—100 МПа, а твёрдые — 100—500МПа.
Кроме того, припои существенно различаются по механической прочности. Мягкие припои имеют предел прочности при растяжении 16—100 МПа, а твёрдые — 100—500МПа. Паяльные пасты представляют собою сложную дисперсию, в которой дисперсной фазой являются микро- и наноразмерные частицы припоя и, возможно, твёрдых компонентов флюса, а дисперсной средой являются жидкие компоненты флюса и летучие растворители.
Паяльные пасты представляют собою сложную дисперсию, в которой дисперсной фазой являются микро- и наноразмерные частицы припоя и, возможно, твёрдых компонентов флюса, а дисперсной средой являются жидкие компоненты флюса и летучие растворители. Можно
Можно США
США
 Резистор должен располагаться вплотную к печатной плате.
Резистор должен располагаться вплотную к печатной плате.
 Поэтому, пожалуйста, не обращайте внимания на неправильное расположение резистора и используйте слот R2′!
Поэтому, пожалуйста, не обращайте внимания на неправильное расположение резистора и используйте слот R2′! 
 Диоды являются полупроводниками, в частности, диод пропускает ток только в одном направлении. Это защищает источник питания и микропроцессор от того, если кто-то подключит источник питания переменного тока или отрицательной полярности. Вместо того, чтобы пуф, диод будет блокировать отрицательное напряжение.
Диоды являются полупроводниками, в частности, диод пропускает ток только в одном направлении. Это защищает источник питания и микропроцессор от того, если кто-то подключит источник питания переменного тока или отрицательной полярности. Вместо того, чтобы пуф, диод будет блокировать отрицательное напряжение.



 Не используйте тонны припоя.
Не используйте тонны припоя.


 Часто в производстве используют порошки из данных металлов.
Часто в производстве используют порошки из данных металлов.

 д.
д. Занимает особую нишу, так как имеет огромный спрос в оборонной отрасли, машиностроении, строительстве.
Занимает особую нишу, так как имеет огромный спрос в оборонной отрасли, машиностроении, строительстве.

 Здесь вы найдете все, что вам нужно знать о нержавеющей стали.
Здесь вы найдете все, что вам нужно знать о нержавеющей стали.
 Цветные металлы имеют состав, которого нет. Сравнивая различные типы металлов, можно легко попасть в круговорот того, какой металл является «лучшим». Правда в том, что лучшего металла не бывает. Будь то черный или цветной металл, лучший металл для ваших требований будет зависеть от вашего проекта или спецификаций приложения.
Цветные металлы имеют состав, которого нет. Сравнивая различные типы металлов, можно легко попасть в круговорот того, какой металл является «лучшим». Правда в том, что лучшего металла не бывает. Будь то черный или цветной металл, лучший металл для ваших требований будет зависеть от вашего проекта или спецификаций приложения. Черные металлы, хотя и известны своей прочностью, обычно более рентабельны, чем цветные металлы. Дополнительные различия между черными и цветными металлами включают:
Черные металлы, хотя и известны своей прочностью, обычно более рентабельны, чем цветные металлы. Дополнительные различия между черными и цветными металлами включают:
 Это приводит к проворачиванию инструмента в процессе работы.
Это приводит к проворачиванию инструмента в процессе работы. Такой маленький патрон, изготавливаемый преимущественно из латуни, используют для фиксации инструментов, диаметр хвостовика которых находится в интервале 0,1–4,5 мм.
Такой маленький патрон, изготавливаемый преимущественно из латуни, используют для фиксации инструментов, диаметр хвостовика которых находится в интервале 0,1–4,5 мм. В первых моделях патронов для механических дрелей кулачки цанги сходились за счет вращения регулировочного колеса, сейчас для этого используется регулировочная гильза.
В первых моделях патронов для механических дрелей кулачки цанги сходились за счет вращения регулировочного колеса, сейчас для этого используется регулировочная гильза.

 При замене такого устройства мало знать, что оно является резьбовым, важно также учитывать маркировку, которая в обязательном порядке на него нанесена. Маркироваться такие зажимные патроны могут следующим образом:
При замене такого устройства мало знать, что оно является резьбовым, важно также учитывать маркировку, которая в обязательном порядке на него нанесена. Маркироваться такие зажимные патроны могут следующим образом: Ориентироваться в такой маркировке достаточно просто: буква «В» означает, что это патрон именно конусного типа, а цифра указывает на диаметр нижней части посадочного отверстия.
Ориентироваться в такой маркировке достаточно просто: буква «В» означает, что это патрон именно конусного типа, а цифра указывает на диаметр нижней части посадочного отверстия. Это позволяет значительно продлить срок службы патрона.
Это позволяет значительно продлить срок службы патрона. 04 грн
04 грн 3-6 мм удлинитель для дрели 100см Гибкий вал
3-6 мм удлинитель для дрели 100см Гибкий вал Днепр
Днепр 60 грн
60 грн 3-6мм, удлинитель для дрели, шуруповерта 100см
3-6мм, удлинитель для дрели, шуруповерта 100см 3-6мм, удлинитель для дрели, шуруповерта 100см
3-6мм, удлинитель для дрели, шуруповерта 100см
 Просто найдите механизм регулировки крутящего момента. На моей дрели Ryobi это выглядит так:
Просто найдите механизм регулировки крутящего момента. На моей дрели Ryobi это выглядит так: Т-образные и другие головки винтов могут облегчить закручивание винтов, поэтому, если эти винты поставляются с бесплатной битой, их стоит купить!
Т-образные и другие головки винтов могут облегчить закручивание винтов, поэтому, если эти винты поставляются с бесплатной битой, их стоит купить! Аккуратно надавите на винт с помощью дрели, затем запустите дрель на низкой скорости. Это должно начать вращать винт.
Аккуратно надавите на винт с помощью дрели, затем запустите дрель на низкой скорости. Это должно начать вращать винт. Вставьте сверло в головку шурупа и начните сверлить. Это вывернет винт из отверстия.
Вставьте сверло в головку шурупа и начните сверлить. Это вывернет винт из отверстия. Функция молотка важна для этого процесса, но не так полезна в других приложениях.
Функция молотка важна для этого процесса, но не так полезна в других приложениях.









 Низкий уровень заряда батареи
Низкий уровень заряда батареи 



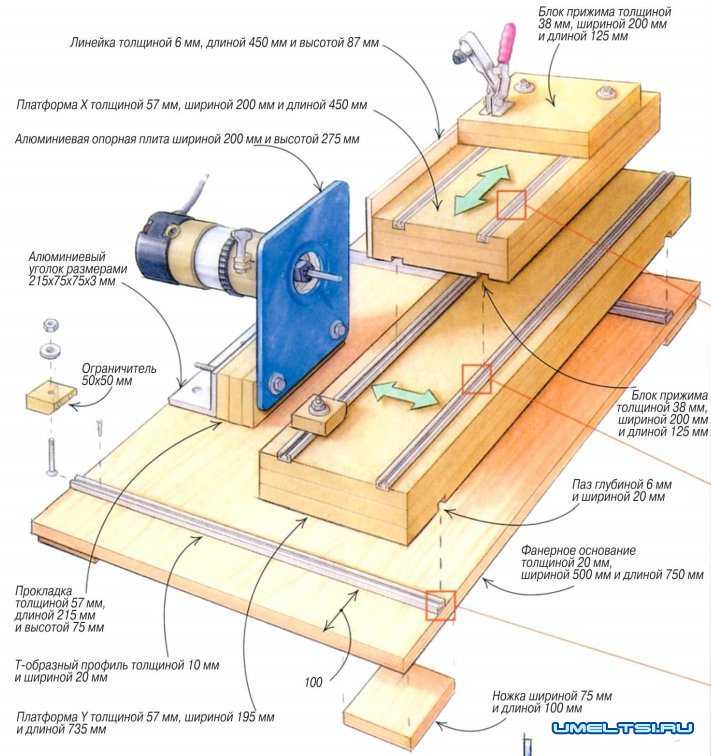
 Важным фактором, который следует учитывать при самостоятельном изготовлении станка, является общий вес. Сюда следует отнести ещё и размеры конструкции.
Важным фактором, который следует учитывать при самостоятельном изготовлении станка, является общий вес. Сюда следует отнести ещё и размеры конструкции.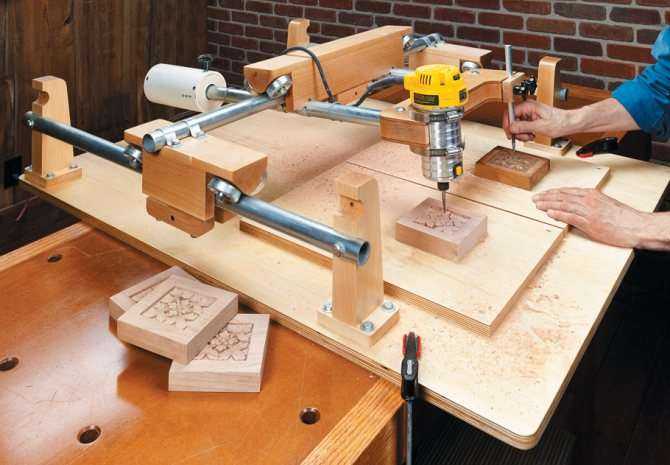 Однако следует быть готовым к тому, что высокой точности добиться в данном случае не удастся, ведь соединение деревянных заготовок осуществляется с помощью петель.
Однако следует быть готовым к тому, что высокой точности добиться в данном случае не удастся, ведь соединение деревянных заготовок осуществляется с помощью петель.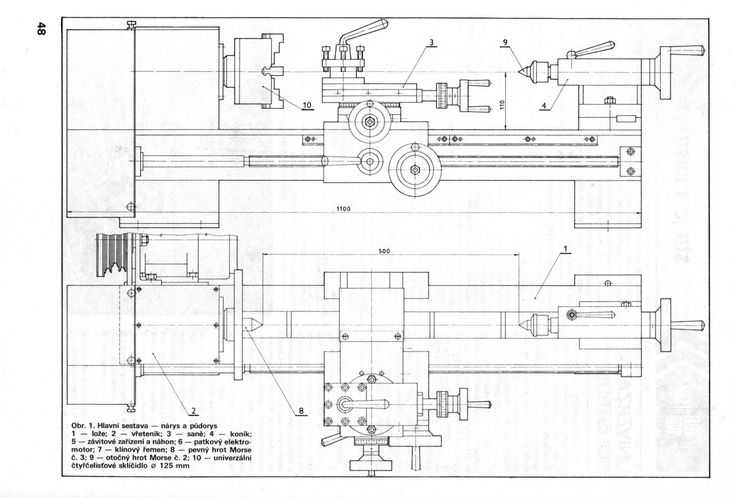 Когда изготавливаются фрезерно-копировальные станки с ЧПУ, они должны иметь рабочий орган, который начинает двигаться благодаря соленоиду, золотниковому клапану или электромагнитной муфте. В усилительных устройствах располагаются реле, они могут быть гидравлическими, электромагнитными или электрооптическими.
Когда изготавливаются фрезерно-копировальные станки с ЧПУ, они должны иметь рабочий орган, который начинает двигаться благодаря соленоиду, золотниковому клапану или электромагнитной муфте. В усилительных устройствах располагаются реле, они могут быть гидравлическими, электромагнитными или электрооптическими. На другой стороне рейки шпиндель будет совершать идентичные движения при обработке деталей. На таких станках описываемое устройство не будет лишним, а его наличие увеличит функциональность.
На другой стороне рейки шпиндель будет совершать идентичные движения при обработке деталей. На таких станках описываемое устройство не будет лишним, а его наличие увеличит функциональность.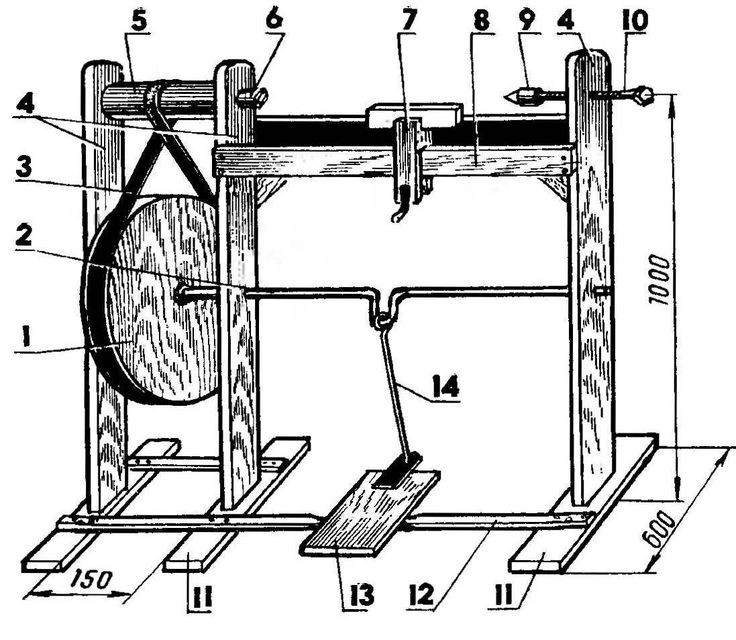 1 Необходимые инструменты
1 Необходимые инструменты

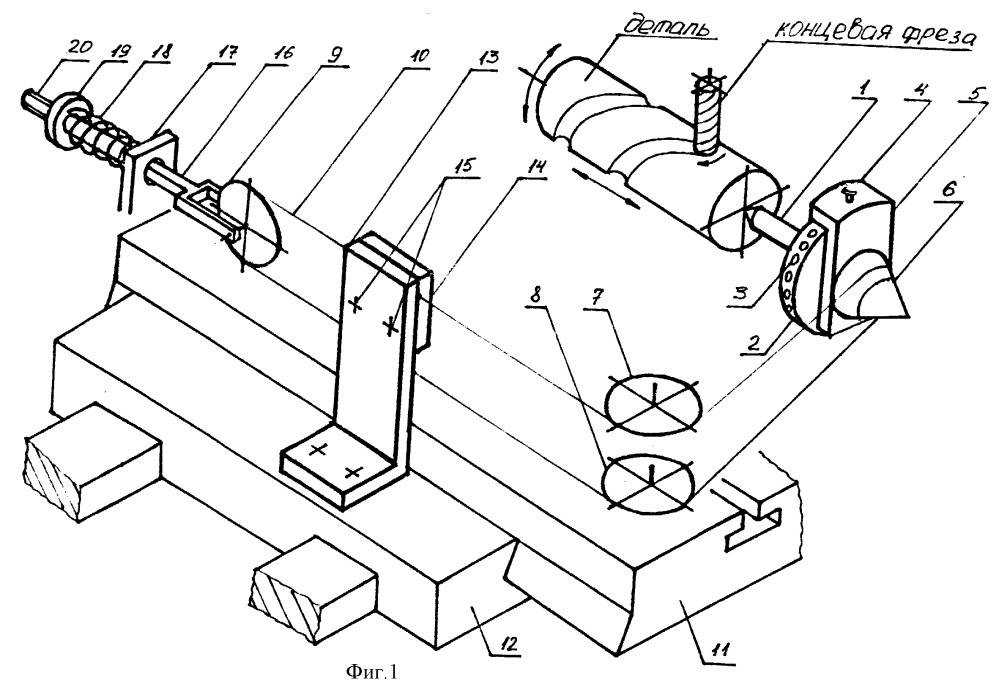

 youtube.com/embed/BThcpvDVxoU» frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/BThcpvDVxoU» frameborder=»0″ allowfullscreen=»allowfullscreen»>  Такой станок можно изготовить самостоятельно, имея ненужный ручной фрезер, лист фанеры и горизонтальные бруски определенного размера.
Такой станок можно изготовить самостоятельно, имея ненужный ручной фрезер, лист фанеры и горизонтальные бруски определенного размера. мой учебник «Как печатать на дереве» !
мой учебник «Как печатать на дереве» !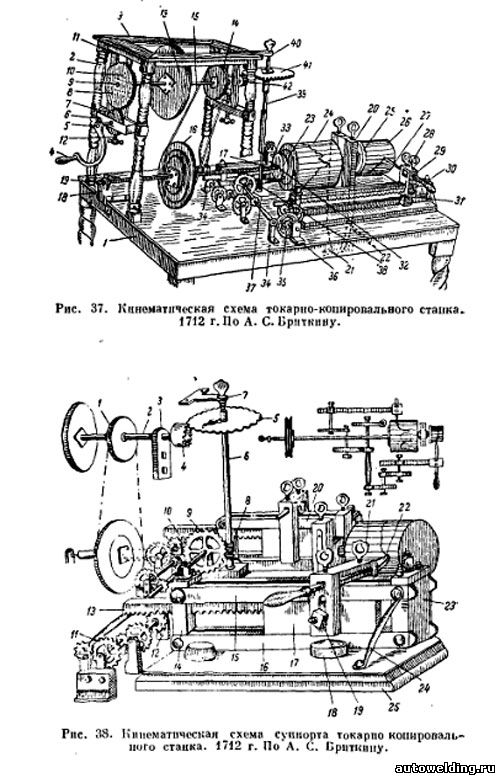 Распечатайте дизайн на бумаге
Распечатайте дизайн на бумаге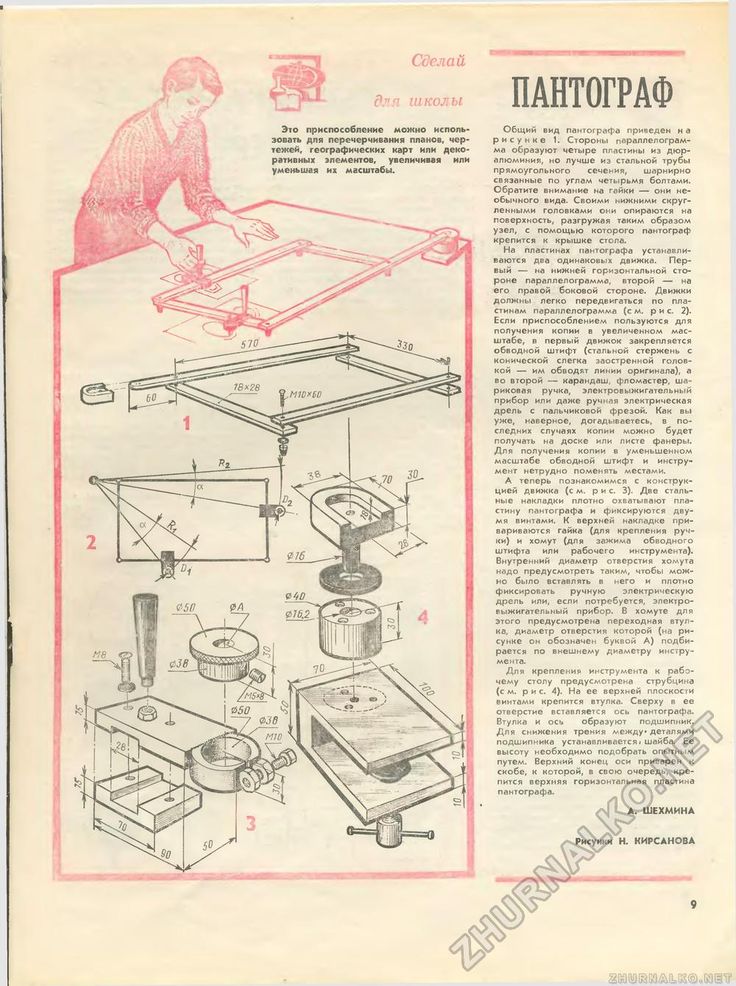
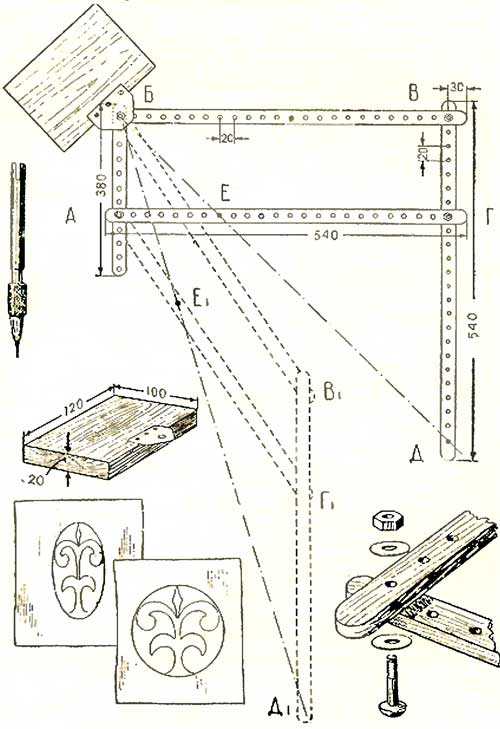 Затем обрежьте лишнюю белую бумагу вокруг вашего дизайна.
Затем обрежьте лишнюю белую бумагу вокруг вашего дизайна.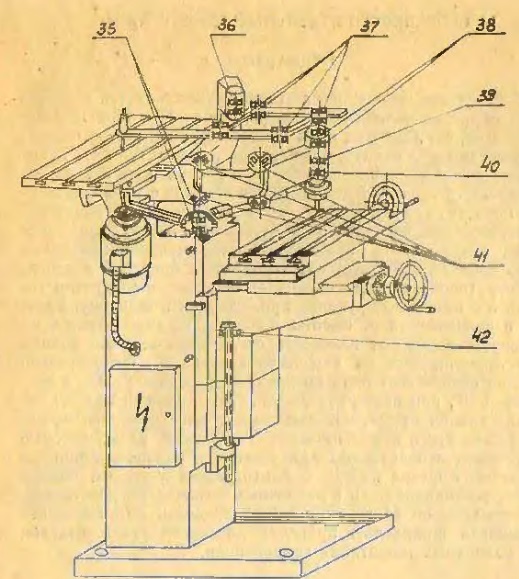
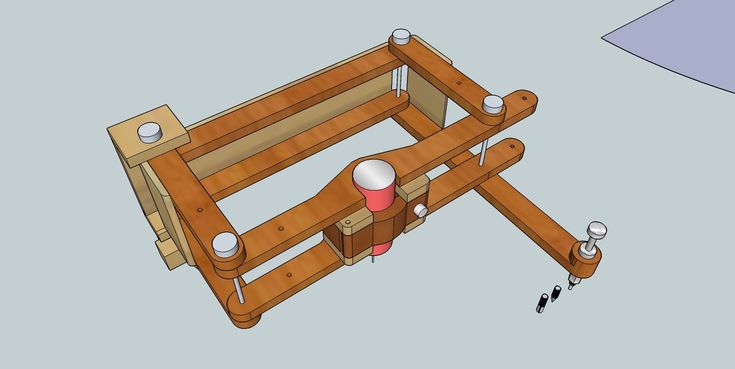
 д. Распродажа – 25 фунтов стерлингов
д. Распродажа – 25 фунтов стерлингов 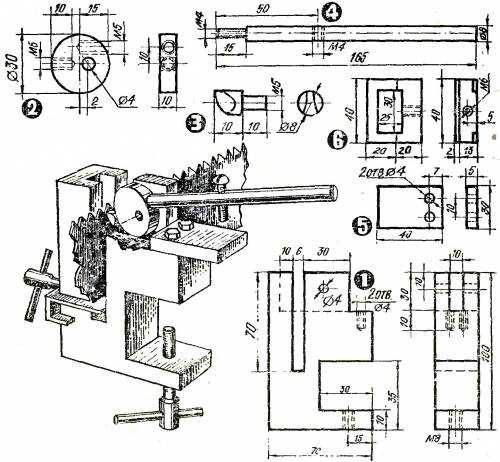

 В состав входит около 72% серебра и примерно 28% меди. Плавится при 7790C. Отлично справляется с лужением и хорош в ювелирной работе.
В состав входит около 72% серебра и примерно 28% меди. Плавится при 7790C. Отлично справляется с лужением и хорош в ювелирной работе. Чем больше в составе соединения присутствует серебра, тем крепче оно получается. Очень хорошо паять «серебром» нержавейку.
Чем больше в составе соединения присутствует серебра, тем крепче оно получается. Очень хорошо паять «серебром» нержавейку. В примерной пропорции 7:1 перемешивается кварц и гипс. Далее эта смесь заливается водой и доводится до состояния жидкой глины. Из этой глины изготавливается нужный макет.
В примерной пропорции 7:1 перемешивается кварц и гипс. Далее эта смесь заливается водой и доводится до состояния жидкой глины. Из этой глины изготавливается нужный макет.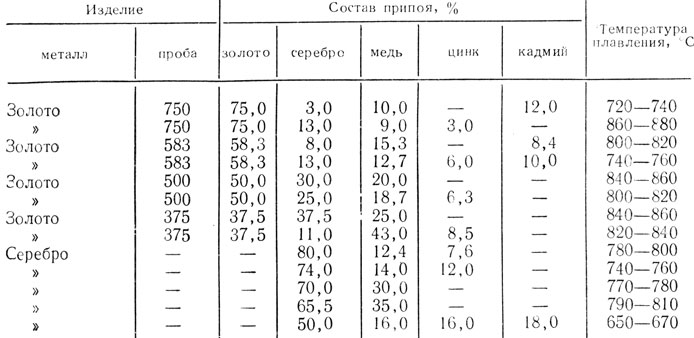 Потому что свинец быстро плавится! Медь вполне приемлема и имеет более высокую точку плавления, чем серебро.
Потому что свинец быстро плавится! Медь вполне приемлема и имеет более высокую точку плавления, чем серебро. Так, они демонстрируют прекрасное сопротивление ударам, противостоят вибрации, существенным изгибающим деформациям. Чаще всего в промышленности задействованы сплавы, составленные из меди, цинка и содержащие непосредственно серебро.
Так, они демонстрируют прекрасное сопротивление ударам, противостоят вибрации, существенным изгибающим деформациям. Чаще всего в промышленности задействованы сплавы, составленные из меди, цинка и содержащие непосредственно серебро. Благодаря добавкам не только увеличивается прочность, но и сокращаются расходы на серебро, которое является сравнительно дорогим. В данном случае экономия тоже является существенным фактором. Химический состав припоя является определяющим при выборе области его применения.
Благодаря добавкам не только увеличивается прочность, но и сокращаются расходы на серебро, которое является сравнительно дорогим. В данном случае экономия тоже является существенным фактором. Химический состав припоя является определяющим при выборе области его применения.
 Ответ зависит от жесткости.
Ответ зависит от жесткости.
 Это избавит от воды, оставшейся в форме, и предотвратит хлопки, возникающие при заливке металла.
Это избавит от воды, оставшейся в форме, и предотвратит хлопки, возникающие при заливке металла.
 8Ag/.7Cu (р)
8Ag/.7Cu (р) 
 Аудиофилы также утверждают, что #IA-423 — лучший по звучанию припой.
Аудиофилы также утверждают, что #IA-423 — лучший по звучанию припой.