Резиновый штамп своими руками — Мастер-класс — LiveJournal
briamba
Резиновый штамп своими руками
Оригинал взят у briamba в Резиновый штамп своими руками
Всем привет! Сегодня хочу поделиться опытом изготовления индивидуального резинового штампа.
Сами понимаете, область применения этих штуковин безграничная — скрапбукинг, открытки, подарочки детям, печать на ткани/бумаге/стенках и так далее. Мне потребовалось сделать штамп с логотипом моей мастерской украшений. Теперь я могу обычную упаковку из крафт-бумаги превратить в запоминающуюся и приятную, такую, что не стыдно будет и подарить.
Итак, нам потребуется:
— Эскиз — резиновый блок (сгодится и обычный ластик) — резаки по дереву — макетный нож — шариковая ручка — восковый мелок
Если вас пугает этот список, не волнуйтесь! Все легко можно заказать на ebay. com, там даже продаются готовые наборы для начинающего резчика. Пожалуй, это наипростейший путь по приобретению материалов и инструментов, по собственному опыту знаю, что достаточно тяжело найти специальные резиновые блоки или тонкий макетный нож в наших магазинах.
Итак, за основу я взяла готовый логотип своей мастерской украшений.
Распечатайте рисунок в нужном размере, свой я просто нарисовала еще раз. Надо сказать, что в порыве воодушевления я совсем забыла о том, что шаблон должен быть зеркальным, так и вырезала перевернутую картинку. В моем случае ничего страшного, но вот если потребуется сделать надпись, вспомните об этом! Приложила померить, чтобы все поместилось.
Чтобы перевести контур, я воспользовалась таким способом — обратную сторону шаблона густо зарисовала восковым мелком, затем обвела еще раз контур шариковой ручкой — уже на блоке.
Даже после твердой ручки контур на блоке окажется еле различимым
Поэтому еще раз ручкой рисуем все линии
Маленький совет — линии лучше сразу прорисовать нужной толщины, а не оставлять тонкими, как на фото. Гораздо легче вырезать потом будет. Собственно, дальше и начинается резня. Из всего набора резцов по дереву имеет смысл пользоваться этими:
полукруглыми и Г-образными. Для совсем тонких деталей я использовала макетный нож.
Аккуратно и не торопясь начинайте снимать лишнюю резину. Как это делать по всем правилам, я не знаю, поэтому опиралась на собственные ощущения и момент удобства. Не стремитесь сразу снять глубоко, лучше идти небольшими движениями и углублять постепенно.
Совсем тонкие места я проходила макетным ножом. Если вдруг случалось смахнуть лишнее, например, соскочила рука и резец прошелся поперек линии, ничего страшного. Во-первых, подумайте, может, так и оставить. При печати все равно будут огрехи, возможно ваша ошибка и не будет заметна. Если же ошибка критическая, вооружитесь резиновым клеем и просто вклейте кусочек резинки туда, куда надо. Вот и готово. У меня вырезание такой картинки 5 на 5 см заняло примерно 40 минут. Но это был мой первый раз, второй уже был гораздо быстрее.
Пробный оттиск — проверить что же вышло.
Немного доработать детали, и можно запечатывать пакетики!
Вдохновившись успехом, тут же сделала и штампик с каллиграфией, хотя и не собиралась — раньше мне казалось, что это будет чересчур сложно. Но нет, все возможно и вполне реально!
Ну и напоследок еще штампов!
Всем спасибо за внимание и успехов в творчестве!
Изготовление печатей и штампов
Архив новостей
05/10/2022
Поздравляем с Днём учителя!
27/09/2022
С днём работников дошкольного образования!
22/07/2022
Поздравляем с Днём торговли!
15/07/2022
Поздравляем с Днем металлурга!
10/07/2022
Поздравляем с Днём рыбака!
Архив статей
Выпускнику!
Изготовление печатей и штампов
Какие качества нужно учитывать при выборе бумаги?
В школу вместе с «Акварелью»
Каркасные и надувные бассейны
Ваш браузер безнадёжно устарел, некоторые элементы сайта могут отображается некорректно. Настоятельно рекомендуем обновить его.
Главная
→
Статьи
→
Изготовление печатей и штампов
Изготовление печатей и штампов
Печать.
Обязательный атрибут деятельности любой современной организации, который используется для придания юридической силы официальным документам. На печать наносится название вашей организации и по желанию логотип или любая другая информация. Мы можем изготовить печать по оттиску, если у вас уже имеется печать, или эскизу, если вы делаете печать для своей организации впервые. Макет печати может подготовить наш дизайнер по вашим пожеланиям.
Штамп.
Та же печать, но любой другой формы, на неё также можно нанести любую информацию, допустим часто используемые слова: «Оплачено», «Выполнено», «Копия верна», «Здорова» и другие. Штамп часто совмещают с датером или нумератором.
Факсимиле.
Перенесённый на печать образец личной подписи, для проставления штемпеля на большое количество внутренних документов.
Датер.
Устройство, облегчающее проставление даты в документах. Датеры бывают совмещенные со штампом, т.е. с постоянным полем.
Нумератор.
Устройство позволяет организовать сквозную нумерацию документов разных видов. Отличается от датера тем, что у него вместо даты на ленте — цифры. Удобство автоматического нумератора заключается в том, что смена номера происходит автоматически.
Пломбир или пломбиратор.
Устройство, напоминающее металлические щипцы, для выдавливания оттиска на свинцовых и пластиковых пломбах. Используется пломбир для опломбирования:
— электросчетчиков;
— водосчетчиков;
— инкассаторских сумок;
— огнетушителей;
— различных электроприборов;
— помещений и складов;
— автотранспорта и других объектов.
Оснастка для печатей и штампов существует двух видов: ручная и автоматическая.
Технология изготовления печатей, штампов:
1. Полимерная технология изготовления печатей.
Технология на основе полимерного вещества, путем постепенного затвердевания его по слоям под воздействием УФ лучей.
2. Лазерная гравировка.
Технология изготовления печати с помощью лазерного луча. Если у вас печать или штамп содержит мелкие детали, то лазерная гравировка позволяет выполнять сложные изображения с высочайшей точностью. К тому же, такая технология изготовления рассчитана на долгий срок службы от 3 до 5 лет.
3. Флеш-технология.
Технология изготовления нерельефных красконаполненных печатей из термочувствительных микропористых материалов. Принцип технологии основан на выборочном спекании пор термочувствительной микропористой резины под воздействием световой энергии лампы-вспышки, преобразованной в тепловую энергию (70-75° С).
Сроки выполнения.
Стандартный срок изготовления печати 1-3 дня. Есть возможность сделать срочное изготовление печати от часа.
Защита от подделки
Печать вашей организации может стать объектом подделки в руках злоумышленника. Есть способы защиты от подделки, которые будете знать только вы, и с легкостью сможете отличить оригинал своей печати от подделки.
· Микротекст.
Текст очень мелкого шрифта в позитиве или негативе не затрудняет чтение на оттиске, но такой шрифт очень сложно подделать, особенно с помощью полимерной технологии изготовления печатей.
· Гильоширная сетка.
Фоновый узор из тонких линий, который не затрудняет чтение текста, написанного поверх него, но при сканировании печати искажаются линии, поэтому подделать такую печать невозможно. С помощью гильоширной сетки вы сможете не только защитить печать от подделки, но и создать красивый оригинальный дизайн.
· Незаметные элементы: орфографическая ошибка, точка на букве или на линии, дефект.
Умышленные дефекты на печати выглядят как случайные, поэтому при подделки печати будут убираться все дефекты, блягодаря этому вы сможете легко отличить поддельную печать. Вариантов искажений на оттиске много, буква другого шрифта или размера, клякса, орфографическая ошибка, непропечатки, случайные точки и множество других.
Количество показов: 7746 Рейтинг: 1. 26
Возврат к списку
Как сделать собственные штампы ручной работы
Изготовление собственных штампов может быть таким же простым, как вырезать фигуру на картофелине. Однако есть много более сложных способов изготовления штампов. Некоторые техники требуют совсем немного специального оборудования. Ключ к успеху, какой бы тип штампа вы ни планировали сделать, — это хороший дизайн.
01 из 06
Вырезанные штампы из картофеля
Рут Дженкинсон / Getty Images
Картофельная печать — одна из самых простых форм создания нестандартной печати. Хотя это часто считается занятием для детей, можно достичь некоторых удивительно сложных результатов. Другие виды овощей также можно нарезать. Морковь, например, отлично подходит для изготовления маленьких штампов.
Когда вы делаете штампы из овощей или фруктов, их нужно использовать сразу же, так как штамп высыхает, что затрудняет получение четкого изображения.
02 из 06
Простые штампы из пенопласта ручной работы
The Spruce Crafts / Кейт Пуллен
Пену для рукоделия легко резать, а при нанесении на блок из нее можно сделать отличный штамп. Пену для рукоделия можно разрезать и прикрепить к обычному акриловому блоку для штамповки или другой твердой форме с помощью клея-карандаша или другого клея. Многие простые формы идеально подходят для вырезания из пенопласта. Некоторые поставщики поделок продают готовые формы для поделок, которые также могут быть быстрым способом изготовления штампов из пенопласта на заказ.
03 из 06
Вырезать штампы из ластика
The Spruce Crafts / Кейт Пуллен
Ластики недороги и их легко вырезать. Они предлагают хорошее введение в резьбу по штампу. Подходят пластиковые ластики, а также художественные резинки. Основное ограничение – размер. Ластики обычно относительно небольшие и поэтому лучше всего подходят для небольших дизайнов.
04 06
Резьба по мягким блокам и линолеум
The Spruce Crafts / Кейт Пуллен
Мягкий блок или блок для вырезания — это материал, специально разработанный для вырезания штампов. Его легко вырезать, и он доступен в различных классах. Мягкий блок легко вырезать с помощью режущих инструментов, а изображения можно перенести на мягкий блок для вырезания с помощью простых методов отслеживания.
Существует широкий спектр типовых линолеумов (или «линолеумов»), которые используются для резьбы. В последние годы были разработаны мягкие линолеумы, которые облегчают резьбу. Однако даже мягкий линолеум значительно тверже, чем блоки для мягкой резьбы, и поэтому их труднее вырезать. В результате будет намного сложнее добиться мелких деталей. Режущий линолеум относительно дешев и часто продается большими листами, которые можно разрезать по мере необходимости. Лино лучше всего прикреплять к штамповочному блоку при штамповке.
05 из 06
Очистить штампы
The Spruce Crafts / Кейт Пуллен
Теперь можно делать прозрачные фотополимерные штампы в домашних условиях, используя совсем немного специального оборудования. Пакеты или карманы из фотополимера превращаются в прозрачные штампы с помощью света и черно-белого изображения. Более крупные системы делают создание марок для продажи реальной возможностью.
06 из 06
Профессионально изготовленные штампы на заказ
The Spruce Crafts / Кейт Пуллен
Многие компании по производству резиновых штампов, которые производят резиновые штампы для бизнеса и офиса, также изготавливают резиновые штампы на заказ. Как правило, они изготовят штамп с использованием вашего произведения искусства или предложат услуги по дизайну. Важно проверить, какой тип печати они будут производить. Многие компании, производящие резиновые штампы, которые производят штампы для коммерческого использования, выпускают самонаполняющиеся штампы, которые могут не подходить для ваших проектов в области декоративно-прикладного искусства.
Независимые дизайнеры марок и компании также часто предлагают услуги по индивидуальному дизайну. Доступно множество вариантов, но лучше всего обсудить свои требования с производителем штампов, возможно, даже объяснив, как вы планируете использовать штампы, прежде чем продолжить.
Как делать штампы дома (веселое и простое руководство)
Узнайте, как делать штампы дома… это так просто, очень весело и идеальное дополнение к вашему арсеналу крафта!
Этот пост содержит партнерские ссылки. Как партнер Amazon я зарабатываю на соответствующих покупках.
Если вы любите мастерить так же, как и я, то, скорее всего, вы любите марки!
К сожалению, штампы стоят недешево, и нельзя использовать один и тот же штамп для каждого проекта. Знаешь что я имею ввиду? Кроме того, иногда трудно найти именно то, что вы ищете.
Вот почему я люблю делать свои собственные резные резиновые штампы! Это действительно не может быть проще, и это также очень доступно.
Сегодня твой счастливый день. Я собираюсь показать вам, как сделать свои собственные штампы в домашних условиях из простого резинового ластика!
Самодельные резиновые штампы
Самое приятное в вырезании собственных штампов заключается в том, что вы можете настроить их для своего проекта.
Больше не нужно искать идеальную марку. Вместо этого сделайте свою собственную марку!
Я делал листья, снежинки, сердечки и многое другое. Мой последний штамп — это пара губ, которые идеально подходят для украшения открыток на День святого Валентина.
Как делать штампы в домашних условиях
Хотите научиться делать штампы своими руками? Вот что вам понадобится:
Пластиковый ластик Staedtler Mars
Универсальный нож (нож x-acto тоже подойдет)
мягкий карандаш
Набор инструментов для резьбы, опционально
Эти резиновые штампы своими руками легко сделать всего за несколько шагов:
Начните с обрезки ластика до нужного размера с помощью универсального ножа. Оно должно быть немного больше, чем будет изображение штампа.
Нарисуйте свой рисунок на ластике с помощью карандаша.
Обведите рисунок канцелярским ножом. Обязательно вдавите нож прямо в ластик примерно на ⅛ дюйма.
Используйте инструменты для резьбы (или универсальный нож), чтобы вырезать область вокруг штампа. Необязательно: если вокруг изображения много места, также обрежьте края штампа.
Проверьте свою печать, а затем очистите все места, которые вы пропустили.
Советы по изготовлению штампов в домашних условиях
При изготовлении штампов учитывайте следующее:
Следите за своими пальцами!
Вам не нужны инструменты для резьбы, но это значительно облегчит работу. Попробуйте сделать один или два штампа, а затем подумайте о приобретении инструментов. Вы можете использовать эти же инструменты для линогравюры и гравюры на дереве, что тоже очень весело.
При вырезании слов или букв помните, что их нужно вырезать в обратном порядке. Я сделал очаровательный штамп ЛЮБОВЬ, только для того, чтобы поставить его и обнаружить, что буквы были перевернутыми. Учитесь на моей ошибке!
Мне очень нравится, как получился этот штамп в виде губ, и я решила использовать его для создания открытки.
Материалы для изготовления открытки с самодельными штампами
Чтобы сделать открытку ко Дню святого Валентина с простым штампом, вам понадобятся:
картон
чистая карточка и конверт
Штамп
и блокнот с розовыми чернилами
прозрачная пудра для тиснения
Инструмент для горячего тиснения (скидка 20% прямо сейчас!)
Лента любви васи
ножницы
золотой маркер
золотой картон
двусторонний скотч
пенопластовые монтажные квадраты
Как сделать открытку
Обрежьте картон до нужного размера. Она должна быть меньше, чем сложенная карта, потому что вы будете крепить ее сверху.
Прижмите штамп к чернильной подушечке, затем отпечатайте его на картоне.
Покройте штампованное изображение прозрачным порошком для тиснения. Удалите излишки порошка и верните в контейнер. (Совет: вместо прозрачного порошка вы можете отпечатать изображение прозрачным тампоном VersaMark, а затем использовать розовый порошок для тиснения.)
Нагрейте порошок с помощью инструмента для тиснения для тиснения изображения.*
Наклейте ленту васи на лицевую сторону открытки. Обрежьте лишнее ножницами.
Используйте золотой маркер, чтобы написать свое сообщение на картоне с печатью.
Прикрепите штампованный картон к золотому картону с помощью двустороннего скотча. При необходимости обрежьте золотой картон по размеру.
Добавьте штампованное изображение на карту с монтажными квадратами из пенопласта.
*Посмотрите мое видео о горячем тиснении на YouTube, если вы никогда не пробовали его раньше.
Электрод Монолит РЦ d=2 мм (аналог ОК 46.00) уп=1 кг
Электроды Монолит РЦ диаметром 2,0мм предназначены для ручной дуговой сварки рядовых и ответственных конструкций из углеродистых марок стали. Покрытие — рутил-целлюлозное. Обьем упаковки — 1кг.
Универсальный электрод для широкого применения в промышленности и быту с уменьшенной величиной выделения сварочного аэрозоля. Предназначен для ручной дуговой сварки на постоянном или переменном токе рядовых и ответственных конструкций из низкоуглеродистых марок сталей, поставляемых по ДСТУ 2651/ГОСТ 380 (Ст 0, Ст 1, Ст 2, Ст 3 всех групп А, Б, В и всех степеней раскисления – “КП”, “ПС”, “СП”) и по ГОСТ 1050 (05кп, 08кп, 08пс, 08, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20), во всех пространственных положениях (кроме вертикального сверху вниз для электродов диаметром 5,0 мм).
Особые свойства
Электроды МОНОЛИТ РЦ отличаются от аналогичных товаров других производителей уменьшенной величиной выделений и интенсивностью образования сварочного аэрозоля и марганца при сварке металла. Это было достигнуто путём подбора высококачественного сырья и высоким уровнем контроля технологических процессов при производстве электродов. Институтом электросварки им. Е.О. Патона НАН Украины и Институтом медицины труда АМН Украины подтверждено, что выделение марганца снижено более чем на 30%, выделение вредных веществ в сварочном аэрозоле более 28%.
Электроды МОНОЛИТ РЦ отличаются легким начальным и повторным зажиганием, мягким и стабильным горением дуги, обеспечивают малые потери металла от разбрызгивания, равномерное плавление покрытия, отличное формирование металла шва, легкую отделимость шлаковой корки.
Позволяют выполнять сварку на предельно-низких токах. Для электродов малого диаметра сварка может производиться от источников питания, включаемых в бытовую сеть.
Легкое обращение с электродами дает возможность выполнять сварку начинающим сварщикам.
Сварка в труднодоступных местах. Возможность сгибать электрод без повреждения обмазки.
Возможно сваривание по окисленным, масляным и окрашенным поверхностям.
ВИД ПОКРЫТИЯ: рутил-целлюлозное
РЕЖИМЫ СВАРКИ
Сила сварочного тока (А), для электрода диаметром, мм
2,0
2,5
3,0
3,2
4,0
5,0
40-80
50-90
70-110
80-120
110-170
150-220
УПАКОВОЧНЫЕ ДАННЫЕ
Диаметр, мм
Длина, мм
Количество электродов в пачке, шт.
Вес пачки, кг
2,00
300
50-54; 99-108
0,5; 1
2,50
350
27-28; 53-56; 133-140
0,5; 1; 2,5
3,00
350
18-19; 35-37; 89-93
0,5; 1; 2,5
3,20
350
16; 32; 78-81
0,5; 1; 2,5
4,00
450
8; 16-17; 40-41; 81-83
0,5; 1; 2,5; 5
5,00
450
53-54
5
АНАЛОГИ
Производитель
Марка электродов
ESAB
OK 46. 00
Oerlikon
Overcord, Overcord Z
МЕХАНИЧЕСКИЕ СВОЙСТВА МЕТАЛЛА ШВА
Временное сопротивление, Н/мм2
Относительное удлинение, %
Ударная вязкость,Дж/см2
≥450
≥22
≥78
ХИМИЧЕСКИЙ СОСТАВ НАПЛАВЛЕННОГО МЕТАЛЛА, %
Mn
Si
C
P
S
0,40-0,65
0,15-0,40
не более
0,11
0,035
0,030
ПРОКАЛКА ПЕРЕД СВАРКОЙ
При нормальных условиях хранения не требуют прокалки перед сваркой; в случае увлажнения сушка перед сваркой: 110±10°С 25 — 30 мин.
УСЛОВИЯ ПРИМЕНЕНИЯ
Коэффициент наплавки – 8,5 — 9,5 г/А.ч. Расход электродов на 1 кг наплавленного металла — 1,75 кг.
Электроды марки МОНОЛИТ РЦ предназначены для сварки угловых, стыковых, нахлесточных соединений из металла толщиной от 3 до 20 мм.
Электроды малочувствительны к качеству подготовки кромок, наличию ржавчины и других поверхностных загрязнений.
При монтажной сварке возможна работа во всех пространственных положениях без изменения сварочного тока. Сварка вертикальных швов способом «сверху-вниз» производится короткой дугой или опиранием. Не следует допускать затекания шлака впереди дуги. Для этого угол подъема электрода к вертикали должен составлять 40 – 70°. В нижнем положении электрод рекомендуется наклонять в направлении сварки на 20 – 40° от вертикали.
Электроды 2 мм | Сварочная проволока 2 мм
По популярностиПо рейтингуПо новизнеЦены: по возрастаниюЦены: по убыванию
Набор спиральных сверл по металлу HSS TiN в пластиковом кейсе, d2.
0-8.0 мм, 6 предметов, TDBS6
121,50 ₴
Количество товара Набор спиральных сверл по металлу HSS TiN в пластиковом кейсе, d2.0-8.0 мм, 6 предметов, TDBS6
В корзину
Набор спиральных сверл по металлу HSS TiN в металлическом кейсе, d1.0-10.0 мм, 19 предметов, TDBS19
546,75 ₴
Количество товара Набор спиральных сверл по металлу HSS TiN в металлическом кейсе, d1.0-10.0 мм, 19 предметов, TDBS19
В корзину
Набор спиральных сверл по металлу HSS TiN в металлическом кейсе, d1.5-6.5 мм, 13 предметов, TDBS13
234,90 ₴
Количество товара Набор спиральных сверл по металлу HSS TiN в металлическом кейсе, d1.5-6.5 мм, 13 предметов, TDBS13
В корзину
Набор спиральных сверл по металлу HSS TiN в пластиковом кейсе, d1.0-10.0 мм, 10 предметов, TDBS10
247,05 ₴
Количество товара Набор спиральных сверл по металлу HSS TiN в пластиковом кейсе, d1. 0-10.0 мм, 10 предметов, TDBS10
В корзину
Сверло спиральное по металлу HSS TiN в блистере, d2.0 мм, 2 шт., TDB020NTB
20,25 ₴
Количество товара Сверло спиральное по металлу HSS TiN в блистере, d2.0 мм, 2 шт., TDB020NTB
В корзину
Сверло спиральное по металлу HSS Co в ПВХ упаковке, d2.0 мм, 2 шт., TDB020K5
24,30 ₴
Количество товара Сверло спиральное по металлу HSS Co в ПВХ упаковке, d2.0 мм, 2 шт., TDB020K5
В корзину
Сверло спиральное по металлу HSS, d2.0 мм (10 шт/уп), TDB020
4,05 ₴
Количество товара Сверло спиральное по металлу HSS, d2.0 мм (10 шт/уп), TDB020
В корзину
Когда перед сварщиком поставлена сложная задача сварить, заварить толстый, в несколько слоёв материал полуавтоматом, стараются купить проволоку 2 мм. А если сварка тонколистового металла электродом — то купить электроды 2мм. Выгодная цена на такой продукт в интернет-магазине WeldМаркет . Отпускают электро-сварочные материалы по всей Украине, не смотря, что находятся в Киеве.
Если вы еще не имеете сварочного аппарата, но есть необходимость в проведении таких работ, ниже приведены отличительные способности и возможности для электродов и проволоки. Единственное, что первоначально определите:
Какой состав деталей для сваривания;
Толщину этих элементов;
Условия проведения работ.
Если рассматривать первый пункт, то от соответствия состава изделия и навариваемого элемента на прямую зависит качество шва, герметичность, долговечность, эстетика.
Сварочные электроды 2 мм. Работают ручными дуговыми аппаратами, которые получили популярность, ведь у них цена невысокая, достаточно простого способа использования. Подходят как опытным, так и новичкам. Мобильные, а значит, применимы в домашних условиях и в труднодоступных местах.
Еще один показатель это длина. Электроды сварочные 2мм выпускают в трех величинах 200, 250 и 300мм. Более длинные популярнее, их может быть в одном кг около 100 штук. Ими сваривают материал шириной 2-3мм рабочим напряжением тока 40-80А. Точные данные по применяемым величинам тока производитель располагает в технической таблице, нанесенной на каждую упаковку, в том числе полярность, вид тока и рекомендации по пространственному положению для качественных швов.
Проволока сварочная 2 мм. Работают более сложным и профессиональным сварочным агрегатом полуавтоматического действия, а с некоторыми видами проволоки возможность работы роботизированным видом аппаратов. Сварку проводят в среде защитных газов, если ее отсутствие не предусматривает химический состав проволоки, который сам обеспечивает защитное облако в рабочей зоне свариваемого шва.
С такими серьезными аппаратами сварочная проволока варит от 5мм и более толщин деталей, с возможностью делать многослойность от 1 до 5. Тут уже рабочее значение тока от 140 до 500 А, с напряжением 26-39В. Как и с электродами вся точная информация помещена в сопроводительную техническую документацию к сварочной проволоке.
Займитесь выбором с интернет-магазином WeldМаркет , и поймете, купить электроды сварочные 2мм, или проволока диаметром 2мм легко и доступно, будь то Киев или вся Украина.
Рабочий дисковый электрод — диаметр 2 мм, корпус из ПЭЭК диаметром 6 мм.
[id=eb1c42d8_1505226564]
190 € 00 €190,00
Стеклоуглерод / 70 мм (по умолчанию) / водный электролит — 190,00 евро Золото / 70 мм (по умолчанию) / водный электролит — 250,00 евро Платина / 70 мм (по умолчанию) / водный электролит — 250,00 евро Серебро / 70 мм (по умолчанию) / водный электролит — 19 евро0,00 EURСтеклоуглерод / 20 мм / водный электролит — 190,00 евро Золото / 20 мм / водный электролит — 250,00 евро Платина / 20 мм / водный электролит — 250,00 евро Серебро / 20 мм / водный электролит — 190,00 евро Стеклоуглерод / 70 мм (по умолчанию) / органический электролит — 230,00 евро, золото / 70 мм (по умолчанию) / органический электролит — 290,00 евро, платина / 70 мм (по умолчанию) / органический электролит — 290,00 евро, серебро / 70 мм (по умолчанию) / органический электролит — 230,00 евро, стеклоуглерод / 20 мм / органический электролит — €230. 00 EURGold / 20 мм / органический электролит — €290,00 EURПлатина / 20 мм / органический электролит — 290,00 евро Серебро / 20 мм / органический электролит — 230,00 евро Количество
Артикул:
Э-А-ДИСК GC-70
Закажите сегодня, и мы отправим вашу посылку между и .
Это стандартный рабочий электрод, в котором диск из электродного материала (стеклоуглерод, золото, платина или серебро) вплавлен в корпус из ПЭЭК. Он хорошо соответствует требованиям к водным и органическим растворителям электролита.
Указания по применению Дисковый электрод погружается в ионопроводящий раствор в качестве рабочего электрода. Электрический ток проходит между рабочим электродом и противоэлектродом в течение определенного времени. После опыта электрод следует несколько раз промыть этанолом. Если дисковый электрод использовался в качестве токосъемника с другим электродным материалом или имеются видимые следы поглощения материала, после завершения эксперимента его следует отполировать до зеркальной поверхности. Храните рабочий дисковый электрод в стеклянной трубке, закрытой уплотнительным кольцом (все входит в комплект). Инструкции по техническому обслуживанию приведены на странице продукта Комплект для полировки электродов.
Спецификация Диаметр диска: 2 мм Длина диска: 5 мм Материал корпуса: PEEK Диаметр корпуса: 6 мм Длина корпуса: 70 мм или 20 мм Уплотнительное кольцо 1 стеклянная трубка
Связанные продукты Набор для полировки электродов BEC 50 мл — основная электрохимическая ячейка 2-CEC 50 мл — двухкамерная электрохимическая ячейка
10 шт. танталовых зажимов для проводов с заглушкой
Обычная цена
190 € 00 €190,00
Металлический пластинчатый электрод — набор из 10 шт.
Обычная цена
€96 00 €96,00
Пластина из благородного металла — платина, золото, палладий
Обычная цена
€96 00 €96,00
Токосъемник – сетка из нержавеющей стали 316L с графитовым покрытием, с танталовым зажимом и пробкой с перегородкой
Обычная цена
250 евро 00 €250,00
Токосъемник – сетка из нержавеющей стали 316L с танталовым зажимом и заглушкой с перегородкой
Обычная цена
230 € 00 €230,00
Китай Производитель потенциостатов/гальваностатов/электрохимических рабочих станций, оборудования для мониторинга коррозии, потенциостатов Поставщик гальваностатов
Горячие продукты
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Выбранный продукт
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Аксессуары
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Профиль компании
{{ util. each(imageUrls, функция(imageUrl){}}
{{ }) }}
{{ если (изображениеUrls.length > 1){ }}
{{ } }}
Вид бизнеса:
Производитель/Фабрика
Основные продукты:
Потенциостат/Гальваностат/Электрохимическая рабочая станция , Оборудование для контроля коррозии
Зарегистрированный капитал:
91 USD»> 739010,91 долларов США
Площадь завода:
681,69 квадратных метров
Сертификация системы менеджмента:
ИСО9001:2015, ИСО14001:2015, ИСО45001:2016
Среднее время выполнения:
Время выполнения заказа в сезон пиковой нагрузки: в течение 15 рабочих дней Время выполнения заказа в межсезонье: в течение 15 рабочих дней
Информация отмечена проверяется ТЮФ Рейнланд
Компания Wuhan CorrTest Instruments Corp. , Ltd. (Ухань, Китай) была основана в 2007 году. Опираясь на научно-исследовательскую мощь Хуачжунского университета науки и технологии, Corrtest специализируется на исследованиях и разработках, производстве и продаже электрохимических рабочих станций (потенциостатов/гальваностатов) и коррозионных устройство наблюдения. Мы зарегистрировали товарный знак CorrTest® и владеем рядом авторских прав и патентов на программное обеспечение. 2 августа 2016 г. Corrtest успешно вышла на новый внебиржевой рынок; Биржевой код: 838319.. …
Просмотреть все
Доска объявлений
11 шт.
ЕВРОКОРР 2019
EUROCORR 2019(Испания) Выставка
Изменение адреса
Порф. Анисы из Университета Диялы посетили Corrtest
Семинар в Индонезии по представлению Corrtest Potentiostat
Компания Corrtest приняла участие во второй Международной конференции по материалам для хранения энергии
Поездка в Уюань в 2018 году
Нас посетила делегация СЭЗ Тэгу Кёнбук из Южной Кореи
Продукция Corrtest обслуживается в проекте моста Гонконг-Чжухай-Макао
Визит г-на Шоват Х. Хана из Бангладеш
Визит профессора Нимы Тагавиниа из Шарифского университета.
Стрижні склопластикові в Харкові від компанії «ТОВ «КОМПЛАСТ»».
ТОВ «Компласт» виготовляє широкий асортимент склопластикових стрижнів діаметром від 2 до 46 мм
Виготовлення стрижнів будь-якої довжини під замовлення.
Можливість фарбування в будь-який потрібний колір.
Склопластикові стрижні використовуються у виробництві полімерних підвісних і опорних ізоляторів і міжфазних розпірок.Також можуть служити в якості силових елементів в різних конструкціях.
за порядкомза зростанням ціниза зниженням ціниза новизною
Стержень стеклопластиковый для полимерных изоляторов, код 86 | Маркет
Электротехнический интернет-портал
# 14962766761
3 ноября 2022 г. в 10:36
211
Прайс-лист
Поделиться
Пожаловаться
Цена по запросу
Оформить заказ Сайт поставщика
Сообщите, что нашли информацию на сайте «Элек.ру»
Контакты продавца
Отправить сообщениеСообщите, что нашли информацию на сайте «Элек. ру»
ЛАБАРА-РУС
ООО «LABARA-RUS» организовано в России 2012 году европейской фирмой «LABARA l.t.d.», находящейся в Чехии и имеющей опыт по изготовлению деталей твердой изоляции по чертежам заказчика более 15 лет.
Основными направлениями деятельности предприятия является изготовление и поставка комплектов деталей из листовых электроизоляционных материалов, а так же поставка всего комплекса материалов для всех видов электротехнического и энергетического оборудования.
На Элек. ру вы найдёте разные электроизоляционные материалы – Стержень стеклопластиковый для полимерных изоляторов, а также другую электротехническую продукцию от поставщика ЛАБАРА-РУС, ООО. Уточнить цены и наличие можно в прайс-листе стеклопластик профильный
Круглый сплошной стержень из стекловолокна с наружным диаметром 3/4 дюйма
Круглый цельный стержень из стекловолокна с наружным диаметром 3/4 дюйма (0,75 дюйма)
Наш стержень из стекловолокна с наружным диаметром 3/4 дюйма изготавливается методом пултрузии. ), протянутый с помощью гидравлики через ванну со смолой и пигментом. Нагрев и отверждение. Наши запасы идеально подходят для отправки через стандартные курьерские службы, такие как FedEx и Post. (все, что превышает 96,02 дюйма) будут поставляться по фрахтовым ставкам, которые начинаются от 120 долларов и выше, что делает нашу длину трубы и стержня идеальной для прототипирования, хобби и т. д.
Этот список содержит все предложения продуктов для цельного круглого стержня с наружным диаметром 3/4″, включая: RSR-34-05, RSR-34-2, RSR-34-4, RSR-34-8, RSR-34- 05В, РСР-34-2В, РСР-34-4В, РСР-34-8В, РСР-34-05Б, РСР-34-2Б, РСР-34-4Б, РСР-34-8Б, РСР-34-05С, RSR-34-2C, RSR-34-4C и RSR-34-8C
Типичные свойства цельного круглого стержня
Свойства цельного круглого стержня
MGS Размеры стекловолокна для рукава Наружный диаметр 3/4″ Цельный круглый стержень:
Приспособления, которые надеваются, насаживаются, прикрепляются, соединяются и т.
д.
Крепление для камеры 3/4 дюйма имеет открытый конец для установки на круглый цельный стержень с наружным диаметром 3/4 дюйма.
Т-образная рукоятка 3/4 дюйма имеет открытый конец для установки на круглой полой трубе наружным диаметром 3/4 дюйма или круглом сплошном стержне наружным диаметром 3/4 дюйма
Лопатка 4-в-1 имеет глубокий открытый конец для установки на круглой полой трубке с наружным диаметром 3/4 дюйма или круглом цельном стержне диаметром 3/4 дюйма
Трубка и стержень из стекловолокна Прайс-лист:
ТРУБКА И СТЕРЖЕНЬ из стекловолокна
Оболочка и усиление круглого цельного стержня
Образец пакета круглого цельного стержня
Этот круглый цельный стержень доступен в образце пакета круглого цельного стержня для облегчения оценки продукта. Легко приобретите кусок круглой стекловолоконной трубки длиной 6 дюймов или 2 фута каждого размера.
Обратите внимание: Руководство по рукавам и армированию, приведенное ниже, относится только к фирменной линейке труб и стержней Max-Gain Systems . Все размеры являются «номинальными» и допускают несколько тысячных долей для рукавов.
Трубы и стержни таких же заявленных размеров от других производителей, вероятно, НЕ будут сочетаться с нашей линией!
Информация и ресурсы по стекловолокну
СОЕДИНЕНИЕ / СОЕДИНЕНИЕ
Соединение и соединение труб и стержней друг с другом различными способами. Узнайте, какой метод работает для вас!
РЕЗКА / СВЕРЛЕНИЕ
Информация по резке и сверлению стеклопластиковых труб и стержней. В том числе, какие инструменты работают лучше всего!
СВЯЗИ/КЛЕЙКИ
Информация о соединении форм из стекловолокна посредством химической адгезии. В том числе то, что НЕЛЬЗЯ использовать!
ПОКРАСКА / ПОКРЫТИЕ
Информация по покраске стеклопластиковых труб и стержней. Лучшие практики и советы, как сделать его менее заметным.
КВАДРОРАЗБРАСЫВАТЕЛИ
Мы предлагаем телескопические четверные разбрасыватели с полезной длиной до 26 футов! Телескопические четверные разбрасыватели со скидкой от цены за штуку! См. наш информационный лист Quad Spreader для получения подробной информации.
КОЛИЧЕСТВЕННЫЕ СКИДКИ
Покупка десяти или более единиц стекловолокна одного размера дает право на 10% скидку на этот товар. Пятьдесят или более одного размера дают право на 15%, а сто или более — 20%.
ОПТОВЫЕ ЦЕНЫ
Если вы являетесь торговым посредником или производителем, вы можете претендовать на нашу фабричную, оптовую/O.E.M. ценообразование! ЗНАЧИТЕЛЬНАЯ экономия возможна при увеличении объема, а наше обслуживание клиентов не имеет себе равных. Напишите нам, чтобы узнать цену за количество.
КОНСУЛЬТАЦИЯ ПО СТРОИТЕЛЬСТВУ
Доступен бесплатно по телефону. Для практически неограниченного срока службы мы настоятельно рекомендуем окрашивать любое стекловолокно, даже наше, устойчивое к ультрафиолетовому излучению. Лучше всего подойдет распыленный грунтовочный слой и матовый черный верхний слой. (Подробности см. в нашем информационном листе Max-Tips.)
О компании Max-Gain Systems, Inc.
Max-Gain Systems, Inc. предлагает полную линейку последовательных, межсерийных, прямоугольных, Т-образных, быстроразъемных, переносных (ЧЕРНЫХ) косичек ( коаксиальные перемычки) и т. д. ВЧ-адаптеры. Ассортимент наших радиочастотных адаптеров постоянно расширяется. Мы храним на складе наши радиочастотные разъемы и адаптеры. Отправляем как в розницу, так и оптом. Чтобы стать дилером / оптовым пользователем, свяжитесь с нами с вашим потенциальным использованием.
Компания Max-Gain Systems, Inc. является ведущим поставщиком круглой полой трубы, трубы квадратного сечения и круглого сплошного стержня из стекловолокна для производства антенн. Мы производим миллионы футов в год для сотен различных отраслей промышленности. Включая, но не ограничиваясь: морские / лодочные, авиационные, сельскохозяйственные, строительные, аварийно-спасательные службы и т. д.…. У нас есть уникальная возможность продавать поштучно или даже полные грузовики. Не стесняйтесь создавать прототипы с использованием наших трубок и стержней из стекловолокна, а затем свяжитесь с нами, чтобы получить предложение о серийном производстве. При серийном производстве мы можем отрезать до нужной вам длины без дополнительной оплаты. Мы также можем выполнить несколько различных операций по изготовлению (например, просверлить отверстия в точных местах вдоль трубы), чтобы гарантировать, что доставленный вами материал готов к сборке. У нас есть несколько аксессуаров, разработанных для нашего стекловолокна, включая, помимо прочего: соединители, телескопические зажимы, наконечники и т. д.…
ГВК — Круглый стержень из стекловолокна различных размеров
Гудвиндс
(1 отзыв)
Написать рецензию
Goodwinds
GWK — круглый стержень из стекловолокна разных размеров
Рейтинг Обязательно
Выберите Рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя
Электронная почта Обязательно
Тема обзора Обязательно
комментариев Обязательно
Артикул:
ГВК-FRR
СКП:
стержень из стекловолокна
Подарочная упаковка:
Доступны опции
Доставка:
Рассчитывается на кассе
Сейчас: $6. 00 — $32.00
Текущий запас:
Количество:
Часто покупают вместе:
Описание
Описание
Исключительно гибкие круглые стержни из стекловолокна используются в качестве каркаса для различных конструкций, таких как теплицы, воздушные змеи и флагштоки. Твердые стержни из стекловолокна, также известные как стержни из стекловолокна, доступны в черном или белом цвете, они недорогие, непроводящие и чрезвычайно прочные. У нас есть твердые круглые стержни из стекловолокна диаметром от 0,062 до 0,750 дюймов.
Поскольку стержни из стекловолокна не обладают электропроводностью, они прекрасно подходят для изготовления антенн. Сплошные круглые стержни из стекловолокна также часто используются в качестве усиливающего сердечника в приложениях, где важна проводимость.
За 48-дюймовые стержни из стекловолокна взимается дополнительная плата за доставку. Позвоните нам, чтобы получить дополнительную помощь по доставке этого товара. применить) Запросы приветствуются.
Для резки стекловолокна используйте двигатель Dremel с абразивным отрезным кругом для максимально чистого реза. Также можно использовать ножовку с мелкими зубьями. Убедитесь, что стекловолокно надежно зафиксировано, будьте осторожны, чтобы не раздавить его. Обмотайте область разреза лентой, чтобы предотвратить расщепление или разделение волокон. Носите защитные очки и пылезащитную маску.
Просмотреть всеЗакрыть
1 отзыв
1 Обзор
Посмотреть всеЗакрыть
сопутствующие товары
Клиенты также просмотрели
Сопутствующие товары
Выберите параметры
Быстрый просмотр
GWK — Трубка из стекловолокна FWET
Goodwinds
Сейчас: $11,00 — $28,75
Круглая трубка из стекловолокна FWET Круглые трубки Goodwinds из стекловолокна называются трубками из эпоксидной смолы, намотанной нитью, потому что они создаются путем намотки стекловолоконных нитей на оправку (аналогично намотанной углеродной. ..
В корзину
Быстрый просмотр
GWK — круглый стержень из стекловолокна 3/16 x 60 дюймов
Goodwinds
Сейчас:
12,00 $
В настоящее время у нас есть хороший выбор труб и стержней из стекловолокна для замены лонжерона кайта. А также детали, детали, фурнитуру и различные компоненты кайтов. Укажите в примечаниях,…
Выберите параметры
Быстрый просмотр
GWK — Карбоновый круглый стержень в ассортименте
Goodwinds
Сейчас: $9,00 — $29,50
Твердые круглые углеродные стержни
Используя тот же процесс пултрузии, что и наши углеродные трубки, углеродные стержни изготавливаются из однонаправленно ориентированных углеродных волокон и смолы. Твердые углеродные стержни доступны в размерах. ..
Выберите параметры
Быстрый просмотр
GWK — Виниловые заглушки
Сейчас: 0,30–0,90 долл. США
Виниловые заглушки (VEC) наиболее известны тем, что защищают концы композитных труб и стержней. Торцевые заглушки также защищают ткань паруса от истирания лонжерона. Виниловые заглушки можно использовать для надевания на законцовку крыла…
Выберите параметры
Быстрый просмотр
GW — Наконечники из стекловолокна — разные размеры
Goodwinds
Сейчас: 1,50–5,50 долл. США
Внутренние и внутренние феррулы из стекловолокна — различных размеров по диаметру. Внутренние наконечники из стекловолокна представляют собой сплошные (S) или полые трубки из эпоксидной смолы, намотанные нитью (T), и вставляются внутрь концов…
Клиенты также просмотрели
Выберите параметры
Быстрый просмотр
GWK — Трубка из стекловолокна FWET
Goodwinds
Сейчас: 11,00–28,75 долларов США
Круглая трубка из стекловолокна FWET Круглые трубки Goodwinds из стекловолокна называются трубками из эпоксидной смолы, намотанными нитью, потому что они создаются путем намотки стекловолоконных нитей на оправку (аналогично обернутым углеродным. ..
В корзину
Быстрый просмотр
GWK — круглый стержень из стекловолокна 3/16 x 60 дюймов
Goodwinds
Сейчас:
12,00 $
В настоящее время у нас есть хороший выбор труб и стержней из стекловолокна для замены лонжерона кайта. А также детали, детали, фурнитуру и различные компоненты кайтов. Укажите в примечаниях,…
Выберите параметры
Быстрый просмотр
GWK — Карбоновый круглый стержень в ассортименте
Goodwinds
Сейчас: $9,00 — $29,50
Твердые круглые углеродные стержни
Используя тот же процесс пултрузии, что и наши углеродные трубки, углеродные стержни изготавливаются из однонаправленно ориентированных углеродных волокон и смолы. Твердые углеродные стержни доступны в размерах. ..
Выберите параметры
Быстрый просмотр
GWK — пултрузионная углеродная трубка
Goodwinds
Сейчас: 8,00–39,00 долл. США
Пултрузионные углеродные трубы, также известные как графитовые трубки или однонаправленные трубки из углеродного волокна, используются во многих промышленных приложениях и аэрокосмических конструкциях, а также в таких хобби, как RC…
Выберите параметры
Быстрый просмотр
GWK — Виниловые заглушки
Сейчас: 0,30–0,90 долл. США
Виниловые заглушки (VEC) наиболее известны тем, что защищают концы композитных труб и стержней. Торцевые заглушки также защищают ткань паруса от истирания лонжерона. Виниловые заглушки можно использовать для надевания на законцовку крыла…
Выберите параметры
Быстрый просмотр
GW — Наконечники из стекловолокна — разные размеры
Goodwinds
Сейчас: 1,50–5,50 долл. США
Внутренние и внутренние феррулы из стекловолокна — различных размеров по диаметру. Внутренние наконечники из стекловолокна представляют собой сплошные (S) или полые трубки из эпоксидной смолы, намотанные нитью (T), и вставляются внутрь концов…
В продаже
В корзину
Быстрый просмотр
Воздушные змеи Great Winds — Zigzaggy Box, 10 шт.
Компания Great Winds Kite
Сейчас:
75,00 долларов США
Было:
$89.00
Great Winds Kite Co. — Зигзаг Коробочный воздушный змей Набор из 10 воздушных змеев Zigzaggy Box. Легко и просто строить, весело украшать и летать. Отличная классная активность. Используйте цветной маркер или дугообразный…
Сталь, из которой изготовлен нож, определяет его главные характеристики – прочность, износостойкость, антикоррозийные качества. В зависимости от ряда ингредиентов, добавляемых в сплав углерода с железом, а также степени закалки и термообработки, мы получаем определенную марку стали для охотничьих, кухонных, хозяйственных ножей. От этих факторов также зависит то, насколько долго нож будет оставаться острым, какова его устойчивость к различным деформациям, а также ломке клинка. Марка, наиболее приближенная к высоким показателям по всем характеристикам, будет являться наилучшей, но не всегда при этом самой дорогостоящей.
Содержание
1 Лучшие марки стали для ножей
2 Марки стали для ножей: расшифровка
3 Марки стали для охотничьих ножей
4 Сталь для ножа: все о ней
Лучшие марки стали для ножей
Лучшие марки стали для ножей
В зависимости от процентного содержания углерода в сплаве, сталь разделяют на три вида: высокоуглеродистая, среднеуглеродистая, низкоуглеродистая. Если при этом сплав содержит другие химические элементы, она называется легированной. Если процентное содержание легирующих элементов, изменяющих ее свойства, составляет от 10 до 50, сталь является высоколегированной. Поскольку при добавлении в сплав стали химических элементов ее состав способен изменяться, это говорит о том, что, при повышении некоторых качеств стали, остальные могут изменяться не в лучшую сторону. Поэтому, сложно однозначно сказать, какая из марок стали является лучшей. Скорее, наилучшие характеристики ножа зависят от качества термообработки клинка, технология которой у разных производителей различается.
Наилучшим материалом для изготовления ножей на протяжении длительного периода времени остаются булат и дамаск.
Высшие сорта этой стали имеют сложную технологию выплавки, а качество клинка и его исключительная острота, упругость и прочность во многом также зависят от правильно выбранного режима термообработки, тщательности шлифовки, полировки. Из многочисленных сортов современной стали с дамаском и булатом способна соперничать лишь шведская сталь СРМ-Т-440С. Она изготовлена методом порошковой металлургии, и по износостойкости в несколько десятков раз превосходит марку 440С. Но трудоемкость изготовления этого материала делает его стоимость очень высокой.
Марки стали для ножей: расшифровка
Марки стали для ножей: расшифровка
Легированная сталь имеет серьезные преимущества перед обычной углеродистой, поскольку показатели прочности, износостойкости, твердости и вязкости зависят от таких элементов, как молибден, хром, ванадий, никель, кремний, вольфрам, марганец. Добавка молибдена одновременно повышает показатели прочности и вязкости, а высокое содержание хрома улучшает режущие свойства лезвия, повышая твердость, износостойкость, а также придавая стали антикоррозийные свойства.
Для того чтобы разобраться с видами, необходимо рассмотреть характеристику марок стали для ножей:
Российские марки
65Х13Марки стали для ножей
Самая распространенная марка для массового производства ножей. Легирование хромом придает марке этой стали высокие показатели антикоррозии, устойчивости к окислению и воздействиям внешних факторов. К тому же, она отличается низкой стоимостью и быстро поддается заточке.
50Х14МФМарки стали для ножей
Универсальная марка, приближенная по характеристикам к вышеописанной, но способная коррозировать при длительном контакте с водой. При высоком уровне качества термообработки из этой стали получаются твердые и прочные ножи, долгое время держащие заточку.
9ХС
Марка легированной стали, используемой для изготовления инструментов и холодного оружия. Из нее производятся детали, подверженные большим нагрузкам, и которые должны обладать повышенной износостойкостью, прочностью при изгибе: это сверла, развертки, фрезы, метчики и тп.
95Х18
Высоколегированная сталь с высокой твердостью, хорошими качествами режущей кромки. Предназначена для изготовления изделий с высокой прочностью и износостойкостью. Одна из лучших отечественных марок стали.
40Х12
Мягкая сталь, используемая только для изготовления кухонных или сувенирных ножей. Подвержена деформациям, часто требует заточки. Для кухни является хорошим вариантом, поскольку не ржавеет и легко поправляется мусатом, но для другого применения материал не используется.
45Х13Марки стали для ножей
Хорошие показатели устойчивости к коррозии, материал легко поддается обработке. Используется для изготовления бытовых и туристических ножей.
Х12МФ
Марка применяется для изготовления инструмента, удобная и неприхотливая при обработке, но ножи из этого материала требуют постоянного ухода, т.к. при попадании в агрессивную среду металл покрывается налетом и темными пятнами.
ШХ15СГ
Одна из самых популярных марок с невысокой стоимостью. Используется в основном, при частном производстве клинков. Расшифровка марки такова: «Ш» обозначает подшипниковую сталь, «Х» — указывает на содержание хрома, 15 – на его количество, а буквенное обозначение «СГ» — указывает на содержание легирующих элементов кремния и марганца. Из нее получаются прочные, острые ножи, но подверженные коррозии.
Зарубежные марки
425modЗарубежные марки стали
Аналог отечественной марки 65Х13, имеющий наибольшую твердость по сравнению с остальными.
440A, 440В, 440С
Материал, хорошо устойчивый к коррозии, с содержанием углерода, соответствующим буквенному обозначению: А – с наименьшим содержанием, В – средним, и С – с наибольшим процентом углерода в составе (до 1,2 %). Марка 440С наилучшая из трех, но наименее из них сопротивляется коррозии.
AUS10
Аналог марки 440С, но с примесью ванадия, что придает большую износостойкость материалу.
ATS34Зарубежные марки стали
На данный момент признается самой высокотехнологичной сталью, используемой при производстве ножей высшей категории. Твердость металла составляет 60 единиц по Роквеллу, при этом он достаточно прочный, хорошо держит заточку.
VG10, GIN1
Являясь аналогами 440 марки, ножи из этого металла отличаются высокой прочностью, остротой, антикоррозийностью.
AUS8Зарубежные марки стали
Примесь ванадия придает большую износостойкость металлу, ножи из этого материала часто изготавливаются для охотничьих целей, поскольку обладают большой пластичностью, следовательно, прочностью.
ZPD-189
Марка, применяемая сегодня лишь несколькими компаниями, не имеющая аналогов по высокому уровню твердости, прочности и ударной вязкости. Из этой порошковой стали производятся лучшие ножи, имеющие высокую стоимость.
Марки стали для охотничьих ножей
Марки стали для охотничьих ножей
Для ручной ковки охотничьего клинка хорошим вариантом станет выбор марки 9ХС. Нож из этой стали будет обладать хорошими режущими качествами, а также отлично держать заточку. Сталь 95Х18 отлично сочетает в себе высокое качество и доступную цену, обладает высокими показателями прочности и твердости, но из-за того клинок с трудом поддается заточке. Марка Х12МФ позволит создать очень прочный, устойчивый к износу охотничий клинок при условии, что за ним будет тщательный уход. На основе этой марки многие отечественные производители изготавливают булат, что говорит о качественных характеристиках этой марки.
Ножи из дамаска – отличный вариант для охоты или туристический походов. Дамаск очень прочный, устойчивый к возникновению коррозии. Благодаря высокому содержанию углерода в составе дамаска клинок получается очень острый, но и достаточно хрупкий, чтобы выполнять хозяйственную работу.
Отечественная марка 65Г подойдет для изготовления охотничьего ножа, предназначение которого скорее не в резке, а в рубке. Обладает отличной вязкостью, но стоит оберегать от воздействия влаги, т.к. металл подвержен коррозии.
Сталь для ножа: все о ней
Post Views: 1 619
Справочник ножевых сталей — КРИМИНАЛИСТЫ.РУ
Cталь – это сплав железа с углеродом. Если последнего вещества слишком много, то образуется чугун. Если наоборот мало, то получается жесть. А сталью называется сплав с одинаковым количеством обеих компонентов. Различные типы стали определяются в первую очередь не пропорциям углерода и железа, а легированием добавками и примесями, которые наделяют заготовку различными свойствами.
История производство ножевой стали исчисляется веками, так как хороший клинок во все времена служил не только для защиты и нападения, но и своеобразным вложением капитала, стоимость которого росла год от года. Широко востребованная современная ножевая сталь для успешного производства требует серьёзных знаний характеристик металлических сплавов и целого ряда передовых технологий.
Содержание:
Качества ножевой стали
Свойство сплавов ножевой стали
Ножевые марки стали
Сталь 40Х13
Сталь 65Х13
Сталь 95Х18
Сталь 65Г
420 сталь
8Cr13MoV
8Cr14MoV
420J2
420HC
12С27
3Cr13
440А — 440 B — 440C
AUS-4
AUS-6 — AUS-8 — AUS-10
ATS-34 и 154CM
H-1
3G
S30V
D-2
ZPD-189
ШХ15, Х12МФ, Д2
Дамаск и булат
Качества ножевой стали
Дело в том, что жёсткость, твёрдость и прочность железу придаёт углерод, который одновременно охрупчивает внутреннюю структуру стальных сплавов. То есть, основная задача технологов, изготавливающих ножевую сталь, состоит в том, чтобы оптимально подобрать состав легированного сплава, который должен воплотить в конечных изделиях (клинках) следующие, порой весьма противоречивые качества: прочность и износостойкость; упругость, пластичность и жёсткость; удержание заточки; коррозийную стойкость
Свойство сплавов ножевой стали
Чтобы добиться вышеперечисленных результатов, ножевая сталь производится из высоколегированных сплавов, которые содержат в себе следующие элементы с соответствующими свойствами: до 1% углерода, обеспечивающего клинку твёрдость и прочность; хром, который с помощью оксидной плёнки противостоит разрушительному действию коррозии, а также повышает износостойкость и способность к закаливанию; никель — дополнительный заслон на пути к коррозии, также повышающий твёрдость и вязкость сплава; вольфрам — отвечает за износостойкость и в сочетании с молибденом и хромом делает сталь «быстрорежущей»; марганец — увеличивает износостойкость и твердость сплава; кремний — примерно аналогичен свойствам марганца в стали; молибден — придает стойкость стали к нагреву, снижает ее хрупкость; ванадий – элемент повышенной твердости, способствует износостойкости и прочности. Придает сплаву мелкозернистую структуру.
Ножевые марки стали
Каждая сталь обладает комплексом свойств, который отвечает тем или иным условиям. Мастерство металлургов и сталеваров заключается в том, чтобы достигнуть максимальных показателей, стремясь сохранить баланс качеств. Поскольку добиться максимума во всем невозможно, приходиться выбирать. Например, мягкая сталь относительно быстро теряет заточку, но позволяет легко и быстро заточить нож. Излишне твердая сталь склонна к сколам. Если химический состав слишком сложен, возникают сложности с обработкой стали, усложняется ее производство, а значит и цена — и так далее. Те сплавы, в которых удается достигнуть значительных достижений сразу по нескольким показателям, как правило представляют собой значительное технологическое достижение и существенно влияют на цену самого ножа.
В зависимости от материала клинка нож может ржаветь, быстро тупиться, трудно затачиваться, легко гнуться или ломаться при малейших нагрузках. Марка стали тут не играет единственной определяющей роли. Качество термообработки — это очень важный фактор, в зависимости от него клинок может быть слишком мягким, гнуться и быстро тупиться (недокален) или хрупким и ломким (перекал). Например, из дешёвой и популярной во всём мире стали 420 делают клинки многие мировые производители: швейцарские Victorinox и Wenger, бразильские Tramontina, немецкие Magnum и Beker, китайские всевозможные, австрийские (Fortuna), американские SOG и Buck и т.д. У каждого производителя получается добиться разных показателей этой одной стали в зависимости от технологии обработки.
Одной лишь остроты для хорошего клинка явно недостаточно. Чрезвычайно большое значение при оценке качества режущей кромки имеет износостойкость. Это свойство напрямую связано с процентным содержанием углерода. В обычной углеродистой стали максимальная твёрдость достигается при содержании С 0,7% (примерно 64 НС), а при дальнейшем повышается преимущественно износостойкость. Огромное значение для повышения механических свойств стали имеют легирующие добавки: хром, молибден, вольфрам, ванадий, никель, кремний, марганец. Поэтому легированная инструментальная сталь имеет серьёзные преимущества перед обычной углеродистой сталью, в том числе и в отношении твёрдости и износостойкости. Следует иметь ввиду, что легирующие элементы улучшают прочность и вязкость при небольшой концентрации и ухудшают их при повышении концентрации. Одним из наиболее ценных легирующих элементов является молибден, добавка которого вызывает повышение прочности и вязкости одновременно. Видимо, именно высоким содержанием молибдена (до 7–8%) в японских катанах определяются в значительной степени их выдающиеся качества. Такие элементы, как хром, вольфрам, ванадий, увеличивая твёрдость и прочность, в то же время способствуют повышению хрупкости. Высокое содержание хрома (начиная с 13%) не только увеличивает твёрдость и износостойкость, улучшая тем самым режущие свойства лезвия, но и придаёт стали антикоррозийные свойства. Однако такая сталь становится несколько более хрупкой, чем обычная углеродистая. Нержавеющая сталь 440 С (её отечественный аналог – 95х18) считается одной из лучших ножевых сталей. Она хорошо затачивается и довольно долго держит заточку. Вместе с тем она значительно уступает по сочетанию твёрдости, износостойкости, вязкости и упругости таким маркам, как 154 СМ, АТS-34, ВG-42, которые содержат меньшее количество хрома, но зато имеют в своём составе около 4% молибдена и некоторые другие легирующие элементы. Все вышеперечисленные марки, включая и 440 С, относятся к классу современных шарикоподшипниковых нержавеющих или малоржавеющих сталей. И это, разумеется, не случайно: именно для них непременным качеством является высокая степень износостойкости. Очень перспективным материалом для изготовления ножей является и близкая к ним по составу отечественная малоржавеющая сталь Х14М4Ф1.
Сталь 40Х13
— из нее делают дешёвые отечественные кухонные ножи. Эта сталь подходит для кухни, так как не ржавеет ни при каких условиях, ножи из неё легко точатся и не требуют дополнительного ухода. Более того, если Вы привыкли работать на кухне «в европейской манере», постоянно поправляя нож мусатом, нож из 40Х13 является неплохим выбором. Из этой также делают медицинские скальпели и другие инструменты, поэтому часто эту сталь значительно называют «хирургической» или «медицинской». Иностранным аналогом этой стали считается популярная 420ая сталь.
Сталь 65Х13
считается самой распространённой ножевой сталью на отечественном рынке. Достоинство этой стали — она действительно никогда не ржавеет. Из нее делается почти весь отечественный ножевой ширпотреб. Ближайшим аналогом отечественной 65Х13 можно считать американскую сталь марки 425mod.
Сталь 95Х18
— неплохая отечественная нержавеющая сталь, но нет худа без добра — она довольно капризная в закалке и обработке. При правильной термообработке имеет высокую твердость, хорошую гибкость и достаточную прочность. Нож из этого материала не так просто хорошо заточить, как обычный кухонный, но держать остроту клинок будет хорошо. При длительном контакте с влагой и тем более с солью может проявляться коррозия. При всем этом — одна из лучших сталей отечественного проивзодства, с которой работают как крупные производители, так и уважаемые частные мастера. Импортным аналогом считается сталь 440С
Сталь 65Г
— это ржавеющая пружинно-рессорная сталь, популярная для кустарно изготовленных ножей. Из нее делают большинство метательных ножей, и довольно редко — кухонные ножи. Потому что на кухне ржавому ножу делать нечего. Склонность к коррозии иногда пытаются нейтрализовать различными покрытиями клинка или оксидированием/воронением, но любое покрытие когда-нибудь стирается и в любом случае не дает гарантии от коррозии. Впрочем, сталь 65Г — это один из самых дешевых ножевых материалов, и достаточно хорошо режущий, так что ножи из этой стали будут делать еще долго
420 сталь
— считается самой дешёвой и популярной. Правда среди ножеманов сталь считается низкопробной. Возможно потому что из нее делают ножи многие китайские производители. Достоинством 420й стали является то, что это абсолютная «нержавейка». В Японии — из 420й делают вполне качественные изделия. В «западном» исполнении 420-ая сталь также считается нормальным недорогим ножевым материалом. Испанские ножи из 420-ой стали получаются мягкие. А вот немецкие (Magnum, Beker), швейцарские (Victorinox, Wenger) и австрийские (Fortuna) ножи из 420й отличаются большей твердостью и аккуратным исполнением. Американские фирмы SOG и Buck делают из 420й стали также отличные ножи с твёрдостью клинка до 57 HRс, при этом клинок часто сохраняет упругость и по толщине — тонкий. Бразильские Tramontina также делают ножи из 420й стали достойного качества. Благодаря термообработке с применением азота Tramontina удаётся добиться от стали и твёрдости 53ед, и гибкости и отличной коррозионной стойкости. Это еще раз подтверждает то, что качественная закалка и обработка зачастую важнее, чем марка (химический состав) стали.
8Cr13MoV
— китайская сталь, характерная для линейки ножей Byrd компании Spyderco. Это сталь с достаточно высоким содержанием углерода, хрома, ваннадия и молибдена, она хорошо держит заточку и в то же время легко затачивается.
8Cr14MoV
— китайская сталь, аналогичная предыдущей, в том числе и по химическому составу. Наличие в ней большего, чем в 8Cr13MoV количества хрома позволяет ей сочетать такие же режущие и прочностные качества с улучшенной анти-коррозиной защитой.
420J2
– японская сталь, долгое время использующаяся при производстве ножей разными компаниями. Из-за своей доступности, простоты обработки и значительного распространения производители ножей используют ее как самостоятельно, так и в составе композитных сплавов, где 420J2 играет роль обкладки, заключая внутри более твердую сталь.
420HC
(High Carbone – «высоко-углеродистый») – один из популярных сплавов, используемых для массового производства ножей в последние годы. Многие известные производители предпочитают эту сталь из-за ее низкой стоимости, легкости ее обработки, достаточной для среднего ножа прочности и хорошей анти-коррозийной живучести. Сталь 420HC неплохо держит режущую кромку, однако время от времени нуждается в заточке, уступая в этом сталям более высокого класса, нож из нее легко перетачивать.
12С27
– шведская нержавеющая сталь, по свойствам схожая с 420НС. Она не может похвастаться выдающимися за рамки сплавов такого класса характеристиками, но в своем роде является качественной и подходящей для использования при производстве ножей различного назначения. Также она традиционно известна «чистым составом» — т.е. отсутствием каких-либо посторонних примесей.
3Cr13
– китайская нержавеющая сталь, представляющая собой модифицированную сталь марки 440А, закаленную до твердости примерно 57 HRC. Благодаря повышенному содержанию углерода ее режущие свойства превосходят 420J2, но уступают 420НС. Она используется на ножах средней ценовой категории разных производителей.
440А — 440 B — 440C
— содержание углерода в этих сталях идет по нарастающей, соответственно А (0.75%) , B (0.9%) и С (1,2%). 440C является отличной высоко-технологичной нержавеющей сталью, как правило она закаливается до 56-58 HRC. Все три хорошо сопротивляются коррозии, (440A является наиболее устойчивой к ржавчине). Сталь 440С долгое время являлась стандартом качественной нержавеющей стали для ножей, она распространена и имеет заслуженную репутацию, но она также является и наиболее дорогостоящей из перечисленного ряда. Стали 440А и 440В также являются качественными сплавами, хорошо выдерживающими нагрузки.
AUS-4
– японская сталь, ножи из которой распространены незначительно. Ее можно сравнить со сталью 420J2, однако она по определению не обладает достаточной жесткостью из-за незначительно содержания в сплаве углерода. Нож из такой стали легко править и затачивать, но он также достаточно быстро теряет свою заточку.
AUS-6 — AUS-8 — AUS-10
— это японские нержавеющие стали, примерно сопоставимые с 440A (AUS-6.65% углерода), 440В (AUS-8.75% углерода) и 440C ( AUS-10, 1,1% углерода) соответственно. Широкое использование стали AUS-8 сделало ее популярной и, хотя она не держит прочность на уровне ATS-34, многие отмечают ее выдающуюся износоустойчивость. AUS-10 имеет примерно такое же содержание углерода, как и 440C, но содержит меньше хрома, поэтому является чуть менее коррозийно-стойкой. Все перечисленные стали содержат до четверти процента ванадия, что позволяет повысить износостойкость.
ATS-34 и 154CM
– одни из самых современных высоко-технологичных нержавеющих сталей. 154СМ является оригинальной американской сталью, ее выдающиеся показатели делают ее также и достаточно дорогой, она используется далеко не в каждом ноже. ATS-34 является продуктом японской корпорации Hitachi и по своим показателям очень близка к 154СМ. Сталь этих марок обычно закаливается до 60 HRC и при этой твердости ведет себя стабильно, сохраняя высокую жесткость, однако они не так устойчивы к ржавчине, как стали серии 440. Эти стали по праву можно считать одними из наилучших на сегодняшний день.
H-1
— нержавеющая сталь, характерная для ножей компании Spyderco. Благодаря своему необычному химическому составу обладает повышенной коррозийной стойкостью, в том числе в море, где количество соли повышено. Также может похвастаться высокими режущими характеристиками и способностью долго удерживать заточку. Она достаточно сложна в обработке, поэтому применяется относительно редко, чаще всего — при производстве профессиональных ножей для яхтсменов, моряков и пр.
3G
– шведская пакетная (композитная) порошковая сталь последнего поколения, одна из лучших в своем классе. Высокое содержание углерода (1,4%) придает ей необходимую для «ножевого» сплава твердость и жесткость, а дополнительные примеси способствуют высокой сопротивляемости коррозии, хорошей ударной вязкости и износоустойчивости.
S30V
(CPM S30V) является нержавеющей мартенситной порошковой сталью, которая была разработана Диком Барбером в сотрудничестве с известным производителем ножей Крисом Ривом. При изготовлении этой стали формируются карбиды ванадия, свойства которых придает стали большую прочность, чем применение карбидов хрома. Помимо этого карбиды ванадия позволяют добиться более совершенного зерна стали. Эта сталь быстро заслужила популярность и в данный момент широко используется при изготовлении ножей многих компаний.
D-2
– современная инструментальная сталь, которую иногда называют «полу-нержавеющей». Она имеет достаточно высокое содержание хрома (12%), но все же его количество недостаточно для того чтобы классифицировать эту сталь как нержавеющую. Несмотря на это по параметру «коррозийная стойкость» она далеко превосходит любые углеродные стали. Также она обладает высокой прочностью, что позволяет на протяжении долгого времени сохранять режущую кромку.
ZPD-189
— японская порошковая сталь наивысшей категории. Она сочетает в себе крайне высокую твердость, не имеющую на данный момент аналогов среди других марок стали, но вместе с тем обладает значительной прочностью и ударной вязкостью. Такая сталь применяется лишь несколькими компаниями на лучших моделей ножей из ассортимента, по стоимости она также превосходит все аналоги.
ШХ15, Х12МФ, Д2
Прекрасными режущими свойствами отличаются и ножи, изготовленные из обычной шарикоподшипниковой стали ШХ15. Очень высокой износостойкостью, прочностью и упругостью отличаются и клинки из стали Д2 (российский аналог – штамповая сталь Х12МФ). Но обе эти марки стали подвержены коррозии.
Дамаск и булат
Наилучшим материалом для клинков остаются, безусловно, булат и дамаск высших сортов. О булатной и дамасской сталях в последнее время было опубликовано большое количество статей, и поэтому нет особой необходимости в описании их превосходных качеств. Собственно говоря, все примеры исключительной остроты клинков относятся именно к булату или дамаску. Недаром, когда в старину хотели подчеркнуть наивысшее качество клинка, очень часто именовали клинок булатным или просто употребляли слово «булат». Технология выплавки различных сортов булата, в том числе и легированного, восстановлена и освоена российскими металлургами. Что же касается качества изделий из булата, то здесь всё зависит от искусства кузнеца, от правильно выбранного режима термообработки, от тщательной шлифовки и полировки. Высшие сорта дамасской узорчатой стали вряд ли уступят булату по своим режущим свойствам, но при этом нередко превосходят некоторые виды булата в упругости и прочности. Из современных сортов стали с булатом и дамаском может соперничать только шведская сталь СРМ-Т-440 С, изготовленная методом порошковой металлургии. Специально организованные испытания показали, что по износостойкости этот композитный металл в 18(!) раз превосходит сталь 440 С. К сожалению следует отметить, что технология получения всех этих видов сталей и их обработки чрезвычайно сложна и трудоёмка, поэтому изделия из них пока очень дороги.
Как известно, секрет легендарной булатной стали был заново открыт русским металлургом П.И.Аносовым. У «варваров» искусство кузнецов ценилось чрезвычайно высоко и они были людьми очень уважаемыми и почитаемыми. Сабли из златоустовского булата высоко ценились в Средней Азии, а там издавна знали толк в хорошем оружии. Как отмечали специалисты-оружейники, златоустовские клинки превосходили восточные булаты по упругости. Во второй половине XIX века в России славились охотничьи ножи братьев Завьяловых, упругие, как китовый ус, и в то же время настолько твёрдые, что ими можно было строгать железо. Известный знаток охотничьего оружия Л.П.Сабанеев писал, что в его время (в конце XIX веке) лучшими считались ножи работы тульского мастера Егора Самсонова – они были, по его мнению, прочнее и дешевле английских ножей Роджерса – поставщика королевского двора (хрупковаты), золингеновских (слабого закала) и петербургского мастера Шафа, но наилучшими он считал ножи златоустовские (Сабанеев Л. П. Охотничий календарь. М., 1985, т.1, стр. 445). И в настоящее время златоустовские клинки, в том числе и булатные, по превосходному качеству металла справедливо считаются одними из лучших. В конце XX века производство ножей в Советском Союзе пришло в полный упадок, в значительной мере благодаря чрезмерно жёсткому законодательству и целой системе запретов. Вряд ли можно считать сколько-нибудь подходящими для охотника те ножи, которые официально выпускались в то время. Ножи эти во многих отношениях уступали изделиям кустарей-одиночек и мастеров-любителей, действовавших, по существу, нелегально. В этом я убедился на собственном опыте, когда во время охоты один местный охотник срезал своим самодельным ножом лезвие с моего номерного, изготовленного из стали 4х13. Это был весьма убедительный аргумент, свидетельствующий о низком качестве фабричного изделия. Разумеется, и в те времена были в нашей стране умельцы, ковавшие замечательные по качеству ножи.
Справочник ножевых сталей. Сводная таблица всех ножевых сталей.
Автор публикации
Таблица состава ножевой стали
| Knife Informer
В дополнение к нашему Руководству по лучшей стали для ножей мы составили справочную таблицу ниже, в которой показаны наиболее популярные типы стали для ножей и их состав различных элементов. Вы можете нажать на столбец, чтобы отсортировать данные соответствующим образом.
>>Посмотрите ножи из нашей любимой премиальной стали на BladeHQ<<
Под таблицей вы найдете краткую информацию о наиболее часто используемых элементах в производстве стали и их влиянии на свойства и общее качество стали.
Carbon Steel
Steel
Carbon
Chromium
Molybdenum
Vanadium
Cobalt
Nickel
Manganese
Silicon
Hardness
1084
0.84
—
—
—
—
—
0,75
—
45-66
90 5-66
6 905
0. 90-1.03
—
—
—
—
—
0.30-0.50
—
56-60
1095 CroVan
0.95-1.10
0.40-0.60
0.06
0.15-0.25
—
0.25
0.30-0.50
0.15-0.25
56-60
52100
0.98-1.10
1.30-1.60
—
—
—
—
0.25-0.45
—
58-62
Tool Steel
Steel
Carbon
Chromium
Molybdenum
Vanadium
Cobalt
Nickel
Manganese
Silicon
Hardness
A-2
0.95-1.05
4.75-5.50
0.90-1.40
0. 15-0.50
—
0.30
1.00
0.35
58-60
D-2
1.40-1.60
11.0-13.0
0.70- 1.20
1.1
—
0.30
0.60
0.30
57-61
CPM-3V
0.80
7.50
1.30
2.75
—
—
—
—
58-60
CPM-4V
1.35
5.00
2.95
3.85
—
—
0.40
0.80
62-64
CPM-10V
2.45
5.25
1.30
9.75
—
—
0.50
—
58-60
CPM-15V
3.40
5.25
1. 30
14.50
—
—
0.50
—
61-63
CPM-M4
1.40
4.00
5.25
4.00
—
—
—
0.55
60-62
CPM-MagnaCut
1.15
10.7
2.00
4.00
—
—
—
—
62-64
CRUWEAR
1.10
7.3
1.60
2.40
—
—
—
1.20
60-65
K390
2.50
4.0
4.00
9.00
2.00
—
0.40
0.55
64-65
O-1
0.85-1.00
0.40-0.60
—
0. 3
—
0.30
1.00-1.40
0.50
56-58
M-2
0.95-1.05
3.8-4.5
4.75-6.50
2.25-2.75
—
0.30
0.15-0.40
0.20
61-63
MAXAMET
2.15
4.8
—
6.00
10.00
—
0.30
0.25
67-70
Stainless Steel
Steel
Carbon
Chromium
Molybdenum
Vanadium
Cobalt
Никель
Марганец
Кремний
Твердость
0043
—
—
—
—
0.40
0.40
57-59
13C26
0. 68
13.0
—
—
—
—
0.65
0.40
58-60
14C28N
0.62
14.0
—
—
—
—
0.60
0.20
55-62
14-4CrMo
1.05
14.0
4.00
—
—
—
0.50
0.30
60-62
154CM
1.05
13.5-14.0
4.00
0.40
—
—
0.50
0.3-0.8
58-62
19C27
0.95
13.5
—
—
—
—
0.70
0.40
61-62
420
0.15
12. 0-14.0
—
—
—
—
1.00
1.00
49-53
420HC
0.40-0.50
13.0
0.60
0.30
—
—
0.40
0.40
56-58
440A
0.65-0.75
16.0-18.0
0.75
—
—
—
1.00
1.00
55-57
440B
0.75-0.95
16.0-18.0
0.75
—
—
—
1.00
1.00
57-59
440C
0.95-1.20
16.0-18.0
0.75
—
—
—
1.00
1.00
57-59
5Cr15MoV
0. 45-0.50
14.5-15.0
0.60
0.10
—
—
0.40
—
55-57
8Cr13MoV
0.80
13.0-14.5
0.15
0.10
—
0.20
1.00
1.00
58-59
8Cr15MoV
0.75
13.0-14.5
0.15
0.10
—
0.49
0.50
1.00
58- 59
9Cr13CoMoV
0.85
13.5
0.20
0.20
1.00
—
1.00
1.00
58-60
9Cr18MoV
0.95
17-19
1.00
—
—
0.10
0.80
0.80
58-60
ATS-34
1. 05
14.0
4.00
—
—
—
0.40
0.35
59-61
ATS-55
1.00
14.0
0.60
—
0.40
—
0.50
0.40
59-61
AUS-10
0.95-1.10
13.0-14.5
0.10-0.31
0.10-0.27
—
0.49
0.50
1.00
58-60
AUS-4
0.40-0.45
13.0-14.5
—
—
—
0.49
1.00
—
55-57
AUS-6
0,55-0,65
13,0-14,5
—
0,10-0,25
—
0,10-0,25
—
0,10-0,25
—
0,10-0,25
—
0,10-0,25
—
. 57
AUS-8
0.70-0.75
13.0-14.5
0.10-0.30
0.10-0.26
—
0.49
0.50
1.00
57-59
BG-42
1.15
14.5
4.00
1.20
—
—
0.50
0.30
61-62
CPM-154
1.05
14.0
4.00
—
—
—
0.60
0.80
59-61
CPM-20CV
1.90
20.0
1.00
4.00
—
—
0.30
0.30
59-62
CPM-S30V
1.45
14.0
2.00
4.00
—
—
—
0. 50
59-61
CPM-S35VN
1.34
14.0
2.00
3.00
—
—
0.50
0.50
59-61
CPM-S45VN
1.48
16.0
2.00
3.00
—
—
—
—
59-61
CPM-S60V
2.15
17.0
0.40
5.50
—
—
0.40
0.40
58-60
CPM-S90V
2.30
14.0
1.00
9.00
—
—
0.50
0.50
56-58
CPM-S110V
2.90
15.0
2.25
9.10
2.50
—
0.40
0,60
60-64
CPM-S125V
3,30
14,0
0,20
11. 85
.0
62-64
CTS-204P
1.90
20.0
1.00
4.00
—
—
0.35
0.60
60-62
CTS -BD1
0.90
15.8
0.30
0.10
—
—
0.60
0.37
58-60
CTS-XHP
1.60
16.0
0.80
0.45
—
0.35
0.50
0.40
60-64
ELMAX
1.70
18.0
1.00
3.00
—
—
0.30
0.80
58-62
G-2
0.90
15.5
0.30
—
—
—
0. 60
0.35
56-58
GIN-1
0.90
15.0-17.0
0.30
—
—
—
0.60
0.35
56-58
h2
0.15
14.0-16.0
0.50-1.50
—
—
6.0-8.0
2.00
3.0-4.5
57-58
K110
1.40-1.65
11.0-13.0
0.80
0.95
—
—
0.35
0.50
58-60
LV-03
0.95
13.5
—
—
—
—
0.65
—
58-60
LV-04
0.90
18.0
1.15
0.10
—
—
0. 70
—
59
M390
1.90
20.0
1.00
4.00
—
—
0.30
0.70
60-62
N680
0.54
17.3
1.10
0.10
—
—
0.40
0.45
56-58
N690
1.07
17.0
—
0.10
1.50
—
—
0.40
58-60
T5MoV
0.50
14.0
0.35
0.15
—
—
—
—
56-58
T6MOV
0,60
14.2
0,60
14.2
0,60
14.2
0,60
14. 2
0,60
.0043
—
1,00
54-56
VG-10
0,95-1,05
14,5-15,5
0,901.2043
14,5-15,5
0,901.2043
14,5-15,5
0,90-1,2043
14,5-15,5
0,901,2043
14,5-15,5
0,951.2043
14,5-15,5
0,951.2043
-1940 10,5
0,95-2043
. 0.50
—
59-61
X-15 TN
0.42
15.6
1.70
0.29
—
0.30
0.46
0.23
58-60
X50CrMoV15
0.55
15.0
0.80
0.20
—
—
1.00
0.50
54-55
ZDP-189
3.00
20.0
1,40
0,10
—
—
0,50
0,40
64-67
В поле Alloy Eleying. влияние на свойства получаемой стали.
Углерод (C)
Способствует: Твердость, удержание края. Вы найдете углерод в каждой форме стали. По сути, это элемент, который превращает основное металлическое железо в сталь и играет огромную роль в процессе закалки. Как правило, с повышенным содержанием углерода вы получаете более твердую сталь, улучшенную прочность на растяжение, удержание кромки и общую устойчивость к износу. Стали для ножей обычно называют «высокоуглеродистыми», если они содержат более 0,5% углерода, и это обычно то, что вы ищете в стали для ножей. Однако, если производители переусердствуют со слишком большим количеством углерода, это может сделать сталь хрупкой, а также увеличить склонность к коррозии.
Хром (Cr)
Способствует: Сопротивление коррозии. Добавление хрома в сталь повышает устойчивость к окислению и коррозии в целом. Чтобы быть классифицированным как «нержавеющая сталь», в нем должно быть не менее 13% хрома (вы увидите, что другие указывают 11% или 12%, но 13% — это безопасная ставка). Хром является ключевым фактором образования карбида, который снижает хрупкость, но также отрицательно влияет на сохранение режущей кромки. Помимо повышения устойчивости к коррозии, хром также улучшает прокаливаемость и прочность на растяжение. Тем не менее, любая сталь подвергается коррозии, если ее оставить на длительное время. Обратите также внимание, что слишком много хрома может снизить ударную вязкость.
Молибден (Mo)
Вносит: Прочность. Молибден повысит ударную вязкость, что уменьшит вероятность сколов. Это также позволяет стали сохранять свою прочность при высоких температурах, что помогает легко производить лезвие на заводе. Подобно хрому, он способствует образованию карбидов, но обычно используется в относительно небольших количествах.
Никель (Ni)
Вносит: Прочность. Некоторые производители решили добавить небольшое количество никеля для повышения ударной вязкости и прочности, особенно при низких температурах, что в основном ограничивает деформацию и растрескивание во время фазы закалки при термообработке. Многие производители ножей утверждают, что это также снижает коррозию, но это часто оспаривается.
Ванадий (V)
Способствует: Прочность, износостойкость. Ванадий — еще один элемент, похожий на молибден, который способствует образованию карбидов (самых твердых из всех) и придает сталям износостойкие свойства. Возможно, что более важно, ванадий образует очень мелкое зерно в процессе термической обработки стали, что повышает общую ударную вязкость. Некоторые из ультрапремиальных сталей содержат относительно высокие уровни ванадия и позволяют получить очень острую кромку.
Кобальт (Co)
Вносит: Твердость. Добавление очень небольших количеств кобальта может обеспечить закалку (т. е. быстрое охлаждение для достижения твердости) при более высоких температурах и, как правило, усиливает действие других элементов в более сложных сталях. Сам по себе он не является карбидообразователем, но, безусловно, способствует достижению общей твердости.
Марганец (Mn)
Способствует: Прокаливаемость, Прочность, Износостойкость. Еще один ключевой элемент, который способствует свойствам горячей обработки, делая нож более стабильным во время закалки. Марганец будет способствовать повышению твердости, а также прочности на растяжение и устойчивости к износу. Как и все, что увеличивает твердость, слишком много, и сталь будет слишком хрупкой.
Кремний (Si)
Вносит вклад: Прокаливаемость, Прочность. Кремний повышает общую прочность, как и марганец, делая производство стали намного более стабильным. Однако реальная ценность кремния заключается в раскислении и дегазации для удаления кислорода. Кислород нежелателен в производстве стали, потому что он приводит к образованию дыр или точечной коррозии.
Ниобий (Nb)
Способствует: Прочность, износостойкость, коррозионная стойкость. Ниобий является измельчителем зерна и мощным карбидообразователем. Он используется для создания мелкозернистой структуры, что помогает улучшить износостойкость и предотвратить выкрашивание. Возможно, самой известной ножевой сталью, в которой используется ниобий, является CPM-S35VN, которая в сочетании с углеродом содержит карбиды ниобия для повышения износостойкости и предотвращения выкрашивания кромок. Результат — превосходное удержание края.
Вольфрам (Вт)
Способствует: Прочность, Износостойкость. Вольфрам образует карбиды и имеет тенденцию улучшать сопротивление износу. Обычно его добавляют в сочетании с хромом или молибденом для достижения наилучших результатов.
Сера (S)
Вносит вклад: Обрабатываемость. Сера часто рассматривается как примесь в стали. Однако в небольших количествах сера улучшает обрабатываемость и образование стружки. Добавление серы производится пропорционально концентрации марганца, чтобы контролировать форму образования марганца/серы.
Фосфор (P)
Способствует: Твердость, коррозионная стойкость. Фосфор обычно считается примесью в сталях. Его можно найти в количествах до 0,04% в углеродистых сталях. В закаленных сталях он может вызвать хрупкость. В высокопрочные низколегированные стали можно добавлять фосфор в количестве до 0,10% для повышения прочности, твердости и коррозионной стойкости.
Азот (N)
Способствует: Твердость, коррозионная стойкость. Азот можно использовать вместо углерода в стальной матрице для повышения общей твердости. Он также повышает устойчивость к локальной коррозии, особенно в сочетании с молибденом. Атом азота будет функционировать аналогично атому углерода, но предлагает необычные преимущества в коррозионной стойкости.
Медь (Cu)
Способствует: Коррозионная стойкость, твердость. Медь повышает коррозионную стойкость и может способствовать свойствам дисперсионного твердения. Его можно добавлять для снижения деформационного упрочнения сталей, предназначенных для улучшения обрабатываемости и улучшения формуемости.
Другие элементы, используемые реже, включают алюминий (Al), бор (B), свинец (Pb).
Обзор Spyderco Military S110V | Нож Информер
Дубль Самая культовая папка Spyderco представляет собой модель CPM S110V из нержавеющей стали с самым высоким сплавом, а затем включает в себя последние усовершенствования конструкции и то, что у вас есть, — это непревзойденная производительность. О производительности Spyderco Military уже ходили легенды. Использование стали CPM S110V выводит ее на новый уровень благодаря непревзойденной режущей способности и отличному удержанию режущей кромки.
Купить на AmazonBuy @ BladeHQ
Основные характеристики: Spyderco Military S110V
Длина лезвия
4.0 in
Overall Length
9. 5 in
Weight
4.3 oz
Blade Material
CPM-S110V
Handle Material
G-10
Locking Mechanism
Liner Lock
Deployment Mechanism
Отверстие для большого пальца
Страна происхождения
США
Диапазон цен
Около 175 долларов США
Обзор
Spyderco Military был представлен в начале 1990-х годов на Sal Glesser как нож, предназначенный для ношения военнослужащими. С момента своего появления он был чрезвычайно популярен и быстро завоевал статус флагмана. За прошедшие годы было создано огромное количество вариаций и спринтов с использованием различных сталей и материалов рукояток.
Стали охватывают весь диапазон от ATS-34 в 1990-х до CPM S30V в начале 2000-х, а теперь и желанной CPM S110V. Текущие стандартные производственные модели доступны либо в CPM S30V, либо в CPM S110V, которую мы рассматриваем здесь.
Материал рукоятки варьируется от G10 до титана и углеродного волокна. Военный — это большой нож с большой ручкой, так что вы можете получить много рычагов на этом значительном 4-дюймовом лезвии, максимально используя прекрасную геометрию. Производительность всегда была отличительной чертой военных и Spyderco в целом. Классический легендарный дизайн, который легко помещается в кармане в легком корпусе.
Лезвие
Впечатляющее 4,0-дюймовое лезвие с плоской шлифовкой , с большим животом и грозным 9Сталь 0005 CPM S110V , несомненно, обеспечивает исключительную производительность резки. Красота в исполнении, а клинок военного предназначен для одной и только одной задачи, а именно для разрезания.
Благодаря дистальному сужению, большому брюшку и тонкой геометрии он отлично режется. При толщине стержня 0,145 дюйма и толщине кромки 0,020 дюйма он работает очень хорошо. Наконечник, однако, очень тонкий, поэтому вы должны быть осторожны и сопротивляться искушению использовать его для подглядывания. Вместо этого он превосходен в очень тонкой работе.
CPM S110V от Crucible — это нержавеющая сталь с самым высоким легированием, производимая сегодня. Он чрезвычайно нержавеющий, обладает очень высокой износостойкостью и впечатляющей прочностью и ударной вязкостью. Это очень агрессивный резак, особенно с грубым краем, и по ощущениям он будет резаться ножовкой. Тем не менее, он требует очень хорошей кромки и станет очень острым, если у вас хватит терпения на точильном камне.
На самом деле не так уж сложно поддерживать преимущество с помощью простых инструментов, таких как Spyderco Sharpmaker или верстачные камни из карбида кремния. Благодаря такому высокому удержанию режущей кромки вам не придется затачивать его так часто, как другие стали, просто время от времени слегка подкрашивайте его, как правило, в зависимости от фактического использования.
Spyderco в последнее время повышает ставки на CPM 110V и в настоящее время использует эту сталь в следующих моделях американского производства: Military , ParaMilitary 2 , Manix 2 , Manix 2 LW ,
5 Native. Собственный 5 LW .
Ручка и эргономика
Ручка G10 длиной 5,52 дюйма большая, но очень удобная в использовании. Наверняка, Military чувствует себя легким в руке из-за отличного баланса. Темно-синий G10 приятен для глаз и имеет хорошую текстуру, но не слишком агрессивен для руки. Но синий он или фиолетовый? Хм, мы позволим вам решить.
С новой более крупной фурнитурой и более крупными стойками его задняя часть открыта и не имеет задней прокладки, которая была в более старых моделях. Он оснащен новым шарниром типа Paramilitary 2 и очень прочным ступенчатым упором лезвия, опять же улучшенным по сравнению с предыдущими моделями. Карманный зажим также был обновлен, поэтому он не так сильно рвет карманы.
Рукоятка обеспечивает надежный хват всеми различными типами хвата и позволяет при необходимости полностью отодвинуть рукоятку для рубки. Он не такой уж и толстый, поэтому в кармане его можно носить меньше и тоньше, чем может показаться на первый взгляд. При использовании рукоятка оказывает сильное давление на лезвие, поэтому выполнение жестких разрезов кажется легким, а легкие разрезы кажутся ничем.
Твердое ощущение дает вам большую уверенность как голыми руками, так и в перчатках, а замок легко открывается даже в толстых перчатках, что является огромным плюсом для ножа для тяжелых работ.
Развертывание и блокировка
Военные носят только правой рукой. Носить с опущенным концом очень быстро и легко, и некоторым это нравится больше, чем с опрокинутым вверх. Кажется, быстрее просунуть большой палец в отверстие и вывернуть лезвие острием вниз. По этой причине я предпочитаю наклон вниз, но это личное предпочтение. Блокировка
прочна с замком Walker Liner Lock , и, по моему собственному опыту, они также не имеют тенденции к сильному перемещению со временем. Замки Liner Lock обеспечивают простое управление одной рукой как для открытия, так и для закрытия, отсутствие необходимости использовать две руки может быть большим преимуществом при работе и/или ношении перчаток. Карманный зажим работает очень хорошо, и Spyderco решила сделать его черным на этой модели. Не совсем глубокая переноска, но она сидит низко в кармане, поэтому она не слишком видна, обеспечивая быстрый и легкий доступ даже в перчатках.
Подгонка и отделка
Подгонка и отделка превосходны, и я не заметил никаких проблем с качеством. Отделка лезвия S110V — очень приятный гладкий сатин, прыжок хороший и чистый. Центрирование лезвия у меня было точно по центру, и это был просто самый острый серийный нож, который я когда-либо тестировал из коробки. Угол кромки составлял около 18 градусов с четкими линиями заточки. Качество в целом было превосходным, как и ожидалось от этого класса ножей.
Производительность
Теперь перейдем к делу, как оно работает? Я тщательно протестировал S110V Military, используя 5/8-дюймовую манильскую веревку, картон, дерево, прочные стяжки 175 # и шнур питания.
Во-первых, я перепрофилировал кромку до 15 градусов с каждой стороны, используя Edge Pro Apex и камень из карбида кремния Mold Master с зернистостью 320, и обработал бруском из карбида кремния Mold Master 400 (40 микрон). Кромка была очень острой и могла срезать волосы перед испытанием. Он был очень агрессивен и сильно кусался.
Манильская веревка 5/8”
Сначала я начал с манильской веревки 5/8”. Край очень твердый и его нелегко разрезать, край должен быть одновременно острым и агрессивным, чтобы аккуратно перерезать веревку. Мой процесс заключается в использовании распилов, я кладу древесину на весы, разрезаю веревку на древесине и отслеживаю прижимную силу. Я разрезаю до тех пор, пока не достигаю 20 фунтов прижимной силы, при этом один разрез равен одному разрезу натяжения, который проходит через всю веревку.
Я проверяю начальное прижимное усилие, а затем проверяю каждые 20 резов, пока не будет достигнуто усилие в 20 фунтов и процесс не завершится.
S110V Military стартовал с прижимной силой 9 фунтов. Он резал агрессивно и чисто, издавая громкий хрустящий звук. Я продолжал резать и проверять каждые 20 пропилов на наличие прижимной силы и повреждений краев.
В итоге он сделал 1080 надрезов на 5/8-дюймовой манильской веревке без повреждения краев и по-прежнему разрезал бумагу для телефонной книги. Кромка немного сгладилась, но все равно резала агрессивно до самого конца. Это подчеркивает выдающуюся производительность CPM S110V.
Картон
Следующим был Картон. Я использую картон, потому что обычное использование EDC — это открытие коробок или разрезание картона. Он может быть очень абразивным и очень быстро убить режущую кромку на менее износостойких сталях. Картон может быть очень непредсказуемым и иметь много пластилина и прочего мусора.
Перед этим этапом нож был заточен. Мой процесс состоял в том, чтобы разрезать 100 погонных футов картона и проверить остроту и повреждение краев. Это продолжается до тех пор, пока край не потеряет четкость резки телефонной книги или я не почувствую, что количество картона, которое нужно разрезать, становится безумным.
В итоге я вырезал 6000 погонных футов картона, это 1,82 км, 1,14 мили или 1829 метров! Нож по-прежнему будет резать бумагу телефонной книги после такого количества картона. Я остановился на этом, потому что он продолжал бы резать в течение очень долгого времени.
Я не заметил никаких повреждений кромки, а кромка все еще была очень агрессивной и острой. Разрезать картон было легко благодаря отличной геометрии лезвия Military. Очень легко контролировать резку тонких полосок в расширенном испытании на резку, которое заняло 2 дня. Браво Спайдерко.
Нож не затачивался до конца испытаний.
Древесина
Далее рубка дерева. Я использую древесину для проверки стабильности края, потому что я делаю глубокие и мелкие пропилы, а также выламываю край вбок под углом 45 градусов. Повреждений замечено не было, потери резкости тоже.
Застежки-молнии
175# сверхпрочные застежки-молнии рядом. Я использую их, чтобы усилить край, и они очень жесткие на краях, я проталкиваю стяжки 20 раз и проверяю на наличие повреждений и потери остроты. Я не заметил никаких повреждений или потери резкости после перерезания стяжки.
Стяжки на самом деле очень трудно разрезать. Мне приходится класть вторую руку поверх лезвия и проталкивать край, в результате чего край застревает в дереве после каждого разреза. Край был по-прежнему телефонной книги резкой резки.
Шнур питания
Последним был шнур питания. Я использую это, чтобы еще раз проверить прочность кромки и устойчивость при резке медной проволоки. Я проталкиваю кабель питания 25 раз и проверяю его на наличие повреждений и/или потери резкости.
Перерезать шнур питания было совсем несложно, перерезать очень аккуратно, и, в конце концов, знаете что? — отсутствие повреждений кромки, и кромка по-прежнему была острой для резки бумаги телефонной книги.
В целом CPM S110V показал себя превосходно, без заметных повреждений кромок, сколов или прокатки при 15 градусах на сторону и зернистости 400.
Аналоги
Все эти ножи доступны по адресу BladeHQ .
Итак, что еще может конкурировать за ваши с трудом заработанные деньги при рассмотрении модели Military CPM S110V?
Первый очевидный выбор — стандартный Spyderco CPM S30V Military , который дешевле примерно на 150 долларов. Несмотря на то, что CPM S30V не будет иметь экстремального удержания режущей кромки, как CPM S110V, для большинства его будет несколько легче затачивать, чем CPM S110V. Также предлагает разные цвета ручек.
Spyderco S110V ParaMilitary 2 также дешевле, около 150 долларов. Он меньше, его легче носить с собой, он имеет четырехсторонний зажим и легче. Производительность будет примерно такой же, как у S110V Military, но без размера. У него также есть компрессионный замок для тех, кто не любит Liner Locks. PM2 — чрезвычайно популярный вариант, настолько, что иногда бывает трудно найти PM2.
Нож Spyderco S110V Manix 2 G10 стоит около 140 долларов США, нож для тяжелых условий эксплуатации с четырехсторонней карманной клипсой и замком с шарикоподшипником. Еще одна очень популярная модель с такой же производительностью в меньшем корпусе.
Модель Spyderco S110V Manix 2 LW FRN стоит около 110 долларов США, облегченная версия Manix 2 весит всего 2,9 унции. Это считается лучшим предложением для тех, кто хочет присоединиться к вечеринке CPM S110V по самой низкой цене за вход.
Наконец, обратите внимание на Benchmade 940-1 из углеродного волокна и CPM S90V. Он дороже примерно на 260 долларов, но он очень легкий — 2,9 унции. Как и многие фавориты Benchmade, он поставляется с отличным замком Axis Lock и возможностью переноски в левой или правой руке. Обратите внимание, что лезвие тоньше, чем у CPM S110V Military, и короче на 3,4 дюйма.
Вам нужен CPM S110V?
Прежде чем присоединиться к моде на суперсталь, вы можете хорошо подумать о том, подписываетесь ли вы на CPM S110V. Короче говоря, его будет труднее затачивать, чем более распространенные стали, которые мы все привыкли затачивать. Тем не менее, не невозможно иметь дело с использованием правильного оборудования, такого как Sharpmaker , Карбид кремния или даже Алмазы . Керамика также очень хорошо работает с CPM S110V для подкрашивания. Просто знайте, что экстремальная износостойкость имеет свою цену — и эта цена — ваше время на точильном камне, когда оно в конце концов придет (а оно однажды придет).
Выводы
Итак, Spyderco Military в CPM S110V — лучший нож? В конце концов, это зависит от того, что вы хотите или в чем нуждаетесь как клиент. Вам нужен большой нож? Вам нужно экстремальное удержание края? Нравится ли вам носить острием вниз, только правой рукой?
CPM S110V Military — это безупречный высокопроизводительный нож, который справится практически со всем, для чего большинство людей при регулярном использовании EDC использовали бы 4-дюймовый фальц.
Плиты перекрытия ПБ с доставкой от компании Мир ЖБИ.
Главная / Плиты перекрытия / Плиты ПБ
Фильтр товаров
Сортировать по Не сортировать
Названию вниз
Названию вверх
Цене вниз
Цене вверх
Сбросить
1
2
3
4
5
6
7
8
9
…
Железобетон на сегодня наиболее популярный строительный материал. Уникальное сочетание бетона и стали позволяет получить высокопрочные и долговечные изделия, которые могут воспринимать существенные сжимающие и прочие нагрузки. Для перекрытий используют также железобетон.
Основное назначение плит безопалубочного формования.
Плиты перекрытий ПБ используются при строительстве различных зданий и сооружений. Из них выполняют междуэтажные перекрытия жилых домов, офисных зданий и торговых центров. Не имеет значения из какого материала строится здание – плиты перекрытий применяют при строительстве зданий из кирпича, пенобетона или панелей.
Внутри плиты имеются пустоты, поэтому их вес значительно меньше в сравнении с аналогичными монолитными образцами. Это значительное преимущество при возведении многоэтажных строений. От общего веса здания зависит размер фундамента и затраты на его возведение.
Пустотные отверстия внутри плит позволяют значительно экономить ресурсы при производстве и использовании изделия. Это дает дополнительную шумо- и теплоизоляцию.
Технические параметры изделий.
Производят плиты перекрытия методом непрерывного безопалубочного формования в заводских условиях. Размеры плит могут быть от 1,5 м. до 12 м. в длину. Ширина может быть 1 м., 1,2 м. и 1,5 м. Для производства плит используется бетон марки не ниже В20.
Коэффициент водонепроницаемости изделия должен быть не ниже W2, а морозостойкости F50 и более (это не менее 50 циклов замораживания и последующего размораживания). Изделия армируются предварительно напряженными металлическими канатами. Все это позволяет выдерживать значительные нагрузки при эксплуатации.
В процессе производства в плиты встраиваются монтажные петли, которые упрощают процесс строительства зданий.
При производстве плит ПБ используется непрерывный процесс безопалубочного формования. Благодаря этому готовое изделие имеет гладкую поверхность, точные геометрические размеры и высокую механическую прочность. Такой способ производства позволяет делать плиты любых размеров, распиливать их под углом и по всей длине.
Компания «Мир ЖБИ» предлагает к продаже широкий номенклатурный ряд пустотных плит ПБ. Доступные цены, товар в наличии и на заказ, доставка на объект лишь часть наших преимуществ. Узнать подробности можно по телефонам, указанным на сайте или посредством электронной почты. Ждем ваших заявок.
Плиты перекрытия пб и пк: отличия, какие лучше
Время на чтение: 4 минуты
1041
При строительстве зданий между этажами используются прочные железобетонные перекрытия разных видов, которые сложно отличить по внешнему виду друг от друга. Определить марку используемой железобетонной продукции способны только профессионалы. При поверхностном рассмотрении плит перекрытия ПБ и ПК между ними никакой разницы нет, но они имеют существенные отличия.
Слева — железобетонная плита ПК 27-15-8 , справа — плита ПБ 74-12-8.
Содержание
1 Разновидности плит
2 Характеристики изделий маркируемых ПБ
3 Свойства продукции, обозначаемой ПК
4 Достоинства безопалубочной продукции
Разновидности плит
Производится 2 типа панелей перекрытия с маркировкой ПБ и ПК.
Они похожи по следующим эксплуатационным показателям:
устойчивость к воздействию влаги;
высокие прочностные характеристики;
оба строительных материала являются негорючими;
поглощение шумов.
Но, несмотря на эти сходства, железобетонные конструкции имеют между собой существенные отличия, связанные с технологией их производства. По внешнему виду разницу между ними способны определить только опытные строители.
Железобетонная продукция с маркировкой ПБ производятся по безопалубочной технологии. Для этого используются специальные установки с применением вибрационного уплотнения. Длина продукции устанавливается заказчиком строительного материала, но не более 12 м.
Технология изготовления железобетонной продукции марки ПБ:
по конвейерной линии передвигается непрерывно бетонный массив;
при затвердевании бетон разрезается под установленную длину.
Для производства бетонной продукции с маркировкой ПК применяется опалубочная технология:
залитый в металлический каркас бетон подвергается вибрационному уплотнению;
осуществляется тепловая обработка железобетона;
после застывания и высыхания готовый продукт извлекается из опалубочной конструкции.
Максимальная длина ПК составляет 7,2 м.
Характеристики изделий маркируемых ПБ
Плиты с маркировкой ПБ безопалубочного формования отличаются высокими технико-эксплуатационными характеристиками:
гладкая внешняя поверхность;
хорошие шумоизоляционные показатели;
устойчивость к высоким ударным и механическим нагрузкам;
возможность эксплуатации в регионах с разными климатическими условиями;
большой запас прочности;
уменьшенный вес;
особенности производственной технологии предоставляют возможность изготавливать железобетонные плиты перекрытия этой марки разной длины;
повышенные теплоизоляционные характеристики;
устойчивость бетонного массива перед влагой, которая способствует быстрому разрушению конструкций;
при необходимости на торцевой поверхности в процессе производства может выполняться косой срез.
Осматривая торцевую часть бетонного изделия маркировки ПБ, можно увидеть, что оно усилено тросами. Они укрепляются стальной арматурой, что повышает их прочностные характеристики.
Свойства продукции, обозначаемой ПК
Технические характеристики железобетонных плит с маркировкой ПК:
используются для возведения любых типов строительных конструкций;
срок изготовления — 2 недели, что способствует сокращению сроков выполнения строительных работ;
ПК дополнительно усилены металлической или специальной напряженной арматурой;
обладают 3 группой устойчивости к образованию трещин;
виброустойчивый строительный материал;
повышенная звуконепроницаемость;
не боится воздействия влаги;
повышенная стойкость к высоким температурам.
Опалубочные панели оснащаются производителем специальными монтажными проушинами, которые облегчают их перемещение. Это их основное отличие от безопалубочных конструкций.
Плита ПК имеет стальные проушины для транспортировки и монтажа.
Достоинства безопалубочной продукции
У железобетонных плит безопалубочного типа есть преимущества перед другими строительными материалами:
Минимальные допуски, которые обеспечивают точные геометрические размеры и правильную форму изделия. Это существенно облегчает строительные работы, так как одинаковые плиты правильной геометрической формы легче монтировать.
Поверхность стройматериалов отличается высоким качеством. В процессе производства при непрерывном перемещении массы бетона формовка изделий обеспечивается специальным оборудованием. Визуально отличить изделие марки ПБ от ПК можно по виду рабочей поверхности. В первом случае она гладкая, во втором — плоскость изделия имеет существенные отклонения.
Технология производства без использования опалубки позволяет изготавливать железобетонные плиты разных размеров.
Шаг изменения габаритов изделия составляет 10 см, а длина может быть от 2 до 12 м.
По современной технологии бетонный массив дополнительно армируется. Эта процедура существенно увеличивает прочность готового стройматериала, минимизирует вероятность формирования трещин в результате механического воздействия на изделие.
Независимо от габаритов панели усиливаются напряженными тросами. Благодаря этому строительный материал способен выдерживать большие нагрузки — 600-1450 кг/м².
Для обустройства в здании необходимых коммуникационных систем в плитах перекрытия можно легко сделать отверстия нужного диаметра, так как в них отсутствует металлический каркас.
Под заказ производители изготавливают торцевую часть плиты с уклоном, что расширяет область применения данной продукции. Чаще такой стройматериал используется для перекрытия сооружений нестандартной конструкции.
Единственный недостаток ПБ — это некоторые затруднения в процессе их транспортировки и перемещения, что невозможно сделать без применения специального такелажного оснащения. А изделия с маркировкой ПК изначально оснащаются специальными монтажными проушинами.
Несмотря на недостатки, панели перекрытия ПБ и ПК благодаря хорошим прочностным качествам востребованы в строительстве. Марку изделия для выполнения строительного проекта устанавливают профессиональные строители или проектировщики.
Системы горелок PB — Real Fyre
Особенности горелки для поддонов
Благодаря уникальной конструкции горелки для газовых журналов Real-Fyre (серия P) или современных альтернативных вариантов (серия PB) эти системы горелок позволяют пламени распространяться по всему противню. Идеально подходит также для прозрачных, полуостровных или островных каминов. Доступно для природного или пропанового газа.
Универсальная горелка с высокой мощностью BTU и размерами до 42″
Нажмите здесь, чтобы увидеть размер и рейтинг BTU.
Основная горелка для великолепной презентации дров
Ember Glow создает реалистичный вид
Посмотрите наши прозрачные варианты Pan Burner
Функции
Система контроля
Вставить окружение
Варианты облицовки топки
Варианты декоративного наложения
Стандартные функции
Требования к камину
Руководство
Бревенчатые и современные варианты
Спецификации
Каталог и руководство
Особенности
Системы горелок PB Особенности
Опция Match Lit (только для природного газа)
Ручной клапан со стоячим пилотом (-A)
Милливольтовый клапан со стоячим пилотом и регулируемой высотой пламени с помощью пульта дистанционного управления (-17)
Электронный клапан с прерывистым пилотным зажиганием (IPI) и дистанционным управлением вкл/выкл (-02)
Электронный клапан с прерывистым пилотным зажиганием (IPI) и регулируемой высотой пламени с помощью дистанционного управления (-2VT)
Система управления
Окантовка вставок
Опции облицовки топки
Варианты облицовки топки
Варианты декоративного покрытия
Стандартные функции
Стандартные функции
Технические характеристики Требования к камину
Технические характеристики Требования к камину
Руководство
Руководство
Бревенчатые и современные варианты
Бревенчатые и современные варианты
Технические характеристики
Технические характеристики систем горелок PB
Размеры продукта
16 дюймов
18 дюймов
20 дюймов
24 дюйма
30 дюймов
36 дюймов
42 дюйма
Совместимость с большинством стилей бревен
Каталог и руководство
Real Fyre PB-42 Горелка со стеклянным лотком 42 дюйма — природный газ
Артикул:
ПБ-42
(пока отзывов нет)
Написать рецензию
Real Fyre
Real Fyre PB-42 Горелка со стеклянным лотком 42 дюйма — природный газ
100% удовлетворение гарантировано! Пожалуйста, позвоните, чтобы узнать о наличии продукта.
В настоящее время:
$666,00
Текущий запас:
Количество:
Добавление в корзину… Товар добавлен
Позвоните нам по лучшей цене!
Информация о COVID-19 Время доставки и доступность продуктов могут быть изменены из-за Covid-19.
Описание
Благодаря уникальной конструкции горелки для газовых журналов Real-Fyre (серия P) или современных альтернативных вариантов (серия PB) эти системы горелок позволяют пламени распространяться по всему противню. Идеально подходит также для прозрачных, полуостровных или островных каминов. Доступно для природного или пропанового газа.
Real Fyre PB-42 Горелка со стеклянным поддоном 42″ | Основные характеристики
Real Fyre PB-42 Горелка со стеклянным лотком 42 дюйма Руководство
* Внимательно прочтите руководство перед эксплуатацией горелки. Физические размеры модели следует сверить с размерами выреза ПЕРЕД началом установки
Руководства в формате PDF
Руководство пользователя Спецификация
Real Fyre PB-42 Система горелки со стеклянным поддоном 42 дюйма Руководство
Дополнительные характеристики продукта
Вес изделия, фунты:
45
Марка:
Реал Файр
Тип топлива:
Природный газ
Размер:
42 дюйма
Правовые оговорки и предупреждения
Пожалуйста, прочитайте: Упаковка продукта, руководства пользователя, инструкции по установке и/или инструкции по эксплуатации могут содержать больше информации, чем представлено на нашем веб-сайте.
Жаропрочный алюминиевый сплав — Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Жаропрочные алюминиевые сплавы широко применяются в различных отраслях промышленности, в том числе в авиационной и ракетной технике.
[1]
Диаграмма состояния алюминий-кремний ( начальная область. пунктирными линиями показаны превращения для модифицированного спла.
[2]
Жаропрочные алюминиевые сплавы обладают способностью сохранять механические свойства при повышенных температурах, жаростойкостью против окисляющего воздействия горячих газов и малым коэффициентом термического расширения.
[3]
Жаропрочные алюминиевые сплавы обладают спо-собностью сохранять механические свойства при по-вышенных температурах, жаростойкостью против окисляющего воздействия горячих газов и имеют небольшой коэффициент термического расширения. [4]
Часть диаграммы состояния сплавов системы алюминий — медь. ж. с. — жидкий сплав. э — эвтектика.
[5]
Жаропрочные алюминиевые сплавы широко применяются в различных отраслях промышленности, в том числе в авиационной и ракетной технике.
[7]
Жаропрочные алюминиевые сплавы типа АК4 — 1 используют для деталей, работающих при температурах до 300 С.
[8]
К жаропрочным алюминиевым сплавам относятся и дуралюмины Д20, Д21, легированные дополнительно титаном, и сплав АК 4 — 1, легированный железом и никелем. Эти сплавы способны работать при температуре 300 С, они хорошо деформируются в горячем состоянии, удовлетворительно свариваются, хорошо обрабатываются резаньем. Для защиты от коррозии подвергаются анодированию и покрытию лакокрасочными материалами. Сплав АК 4 — 1 используется для деталей реактивных двигателей.
[9]
В жаропрочных алюминиевых сплавах железо в сочетании с никелем оказывает положительное влияние. В большинстве же случаев железо относится к вредным примесям в алюминии. Кремний на механические и физико-химические свойства алюминия влияет так же, как и железо.
[10]
Кокильный станок для литья Поршень.| Кокиль для отливки Поршень.
[11]
В 1965 — 1975 гг. разработаны новые жаропрочные алюминиевые сплавы АЛ30 и АК21М2Н2 5 с лучшими литейными свойствами и повышенной жаропрочностью. Из сплава АЛЗО отливают поршни автомобильных четырехтактных двигателей М-412.
[12]
Зависимость прочности границ и тела зерен в металлических жаропрочных сплавах от температуры. о по Джеффрису. б по М. Г. Лозинскому. / — прочность тела зерна, 2 — — прочность границ зерен. / — область транскристаллического разрушения. / / — область межкристаллического разрушения. Экв — — температура, при которой прочность зерен равна ( эквивалентна прочности границ.
[13]
Магниевые сплавы по удельной прочности и жаропрочности превосходят наилучшие жаропрочные алюминиевые сплавы.
[14]
Анализ взаимодействия процессов накопления циклических и статических повреждений, проведенный для жаропрочного алюминиевого сплава АК4 — 1 — Т1 в условиях мягкого и жесткого циклических нагружении с различной асимметрией и формой цикла, позволил также перейти к построению подобных схем, характеризующих предельные состояния сплава по условию малоциклового нагружения в связи с кинетикой накопления повреждений при различных уровнях температур, нагрузок и частот деформирования.
[15]
Страницы:
1
2
3
Алюминий и сплавы.
Свойства.
Свойства алюминия
Алюминий и его сплавы имеют малую плотность 2,64— 2,89 г/см3. Прочностные же свойства зависят от легирования, термической обработки, степени деформирования и могут достигать высоких значений. По прочности многие алюминиевые сплавы не уступают конструкционным сталям.
Чистый алюминий (суммарное содержание примесей не более 0,05%) имеет гранецентрированную кубическую решетку с параметрами 4,04 А. Температура его плавления 659,8—660,2° С, температура кипения 1800—2500° С.
Для сплавов алюминия электропроводность составляет 30—50% электропроводности меди, а для чистого алюминия 62—65% электропроводности меди.
Алюминий окисляется с образованием окисной пленки Аl203, которая защищает его от дальнейшего окисления,Химический состав деформируемых и литейных алюминиевых сплавов по ГОСТам 4784—65 и 2685—63.
Из алюминиевых сплавов в основном изготовляют конструкции, работающие при сравнительно низких температурах не свыше 350° С. Так дуралюмин используют для работы при температурах не более 200° С, сплавы типа В95 до 125° С, авиали до 80—100° С при длительной работе и до 200° С при кратковременной. Специальные сплавы САП (спеченный алюминиевый порошок) применяют и для работы при более высоких температурах. До температуры 100° С кратковременные механические свойства меняются мало. Обращает внимание высокое относительное удлинение алюминиевых сплавов при низких температурах.
Характеристики длительной прочности термически не упрочняемых сплавов обычно ниже, чем термически упрочняемых.
Длительные выдержки сплавов типа авиаль при температурах свыше 80—100° С приводят к их упрочнению и снижению пластических свойств. Исследованиями, проведенными авторами, установлено, что относительное удлинение снижается при указанных условиях с 20—25% (исходное состояние после закалки и естественного старения) до 1—2%. Подобное ухудшение свойств, при которых возможно хрупкое разрушение конструкций, является существенным препятствием применения сплавов такого типа для работы при температурах выше 80° С.
Циклическая прочность
Циклическая прочность деформируемых сплавов при симметричном изгибе на базе 5*108циклов составляет 3,5 кГ/мм2 для сплава А ДМ, 4,2—6,3 кГ/мм2 для сплава АДН, 5—6,5 кГ/мм2 для сплава АМцАМ, 15 кГ/мм2 для сплава В95.
Области применения литейных сплавов различны. Сплавы группы I рекомендуют для литья в песчаные формы, кокиль и для литья под давлением. Сплав АЛ22 обычно применяют в закаленном состоянии, а сплав АЛ23 и АЛ29 — в литом. Сплавы группы II имеют высокие литейные свойства благодаря наличию в сплавах двойной эвтектики, которая уменьшает также литейную усадку и склонность к образованию горячих трещин. Сплавы AЛ2, АЛ4 и АЛ9 обладают повышенной коррозионной стойкостью, поэтому их применяют для изделий, работающих во влажной и морской средах. С целью получения заданных механических свойств отливки подвергают термической обработке по различным режимам.
Сплавы группы III обладают высокими механическими свойствами, особенно пределом текучести и повышенной жаропрочностью. У этих сплавов пониженные литейные свойства и коррозионная стойкость, кроме того, они склонны к образованию горячих трещин. Для выполнения отливок сложной формы такие сплавы не рекомендуют. Сплав АЛ7 применяют для деталей, испытывающих средние нагрузки и температуры не свыше 200° С. Сплав АЛ 19 по сравнению с АЛ 17 имеет более высокую жаропрочность (в 2 раза), и применяют его для силовых деталей в условиях статических и ударных нагрузок при температурах до 300° С.
Сплавы группы IV применяют для всех способов литья. По литейным свойствам они менее технологичны, чем сплавы II.
Сплавы группы V применяют для самых разнообразных деталей, работающих при высоких температурах. К этой группе относятся также самозакаливающиеся сплавы.
Механические свойства
Механические свойства всех вышеуказанных, литейных сплавов зависят от режимов термической обработки, определяющей структурное и фазовое состояние сплавов.
Высокая коррозионная стойкость алюминия объясняется образованием окисиой пленки Аl203. Коррозионная стойкость алюминия зависит от влияния агрессивной среды на растворимость защитной окисной пленки, от чистоты обработки поверхности и режима термической обработки. Чистый алюминий обладает высокой стойкостью в сухом и влажном воздухе. В азотной кислоте концентрации 30—50% при увеличении температуры скорость коррозии алюминия возрастает. При концентрации азотной кислоты выше 80% коррозия резко снижается. Алюминий обладает высокой стойкостью в разбавленной серной кислоте и в концентрированной при 20° С. Средние концентрации серной кислоты (более 40%) наиболее опасны для алюминия. При комнатных температурах алюминий устойчив в фосфорной и уксусных кислотах. Такие, как муравьиная, щавелевая, трихлоруксусная и другие хлороорганические кислоты значительно разрушают алюминий. В растворах едких щелочей окисная пленка алюминия растворяется. Растворы углекислых солей калия и натрия оказывают меньшее влияние на скорость коррозии алюминия.
Алюминий при температурах до 300° С обладает хорошей стойкостью в жидких металлических средах, например, натрии.
Коррозионная стойкость алюминия в воде и водяном паре при повышенных температурах (выше 200° С) зависит от чистоты алюминия. Если происходит движение среды, то скорость коррозии повышается в 10—60 раз.
Основными видами коррозии алюминиевых сплавов является межкристаллитная коррозия и коррозия под напряжением. Для повышения коррозионных свойств применяют защитные покрытия, такие, как плакирование, оксидные пленки, лакокрасочные покрытия, смазки, хромовые или никель-хромовые гальванические покрытия.
Технология производства
Технология производства и термическая обработка могут оказывать существенное влияние на коррозионные свойства сплавов. Сплавы АД, АД1, АМц, АМг2 и АМгЗ мало чувствительны к методам производства. Коррозионная стойкость сплавов АМг5, АМгб во многом зависит от методов производства. У этих сплавов при длительном нагреве на 60—70° С проявляется склонность к межкристаллитной коррозии и коррозии под напряжением.
Сплавы Д1, Д18, Д16 и типа В95 имеют пониженную коррозионную стойкость. Подобные сплавы применяют с соответствующей защитой от коррозии. Сплавы типа авиаль обладают высокой коррозионной стойкостью в воде высокой чистоты с добавлением углекислого газа при температурах до 100° С.
При изучении влияния облучения на некоторые характеристики алюминия установлено, что после облучения интегральным потоком 1,1 х 1019 нейтрон/см2 при 80° С критическое напряжение сдвига увеличивается в 5 раз. При этом электросопротивление алюминия повышается на 30%. Влияние облучения на электрическое и критическое сопротивления сдвигу снимается при температуре около 60° С.
Из разработанных свариваемых, термически обрабатываемых, самозакаливающихся при сварке сплавов, наиболее характерны сплавы системы Аl—Zn—Mg. Однако, обладая удовлетворительными прочностными свойствами, они склонны к коррозии под напряжением и замедленному разрушению. Такая склонность вызвана переходом от зонной к фазовой стадии старения даже при комнатных температурах эксплуатации сварных соединений. Поэтому сплавы системы Аl—Zn-Mg можно применять в условиях низких температур, исключающих переход к фазовому старению при низком уровне сварочных напряжений. Содержание цинка и магния должно быть при этом минимальным.
Высокая стойкость
К самозакаливающимся сплавам относится сплав 01911, по химическому составу он является среднелегированным сплавом системы Аl—Zn-Mg. Высокая стойкость против коррозии под напряжением обеспечивается суммарным содержанием цинка и магния до 6,5% и дополнительным введением марганца, хрома, меди и циркония. Причем медь ухудшает свариваемость сплава, поэтому для его сварки применяют проволоку марки 01557, аналогичную по химическому составу сплаву АМг5, но с добавкой циркония й хрома. Сплавы Д20 и АК8 достаточно прочны, но имеют низкую общую коррозионную стойкость. Они обладают высокой стойкостью против коррозии под напряжением и замедленного разрушения.
Перспективными являются спеченные сплавы. К числу жаростойких относятся сплавы типа САП, которые можно применять для конструкций, работающих при температурах до 400—500° С. САП содержит до 13% тугоплавкой окисной фазы, поэтому температура плавления его очень высокая (2000° С).
Из сплавов САП-1 (6,0—9,0% А1203) и САП-2 (9,1 — 13,0% А1203) изготовляют такие же полуфабрикаты, как из алюминиевых сплавов. Сплав САП-3 применяют только для прессованных полуфабрикатов. Наибольшая масса прессованных полуфабрикатов до 400 кг. Размеры изготовляемых листов 1000 X Х7000 мм при толщине от 0,8 до 10 мм.
Сплавы имеют высокие прочностные свойства. Так у сплава САП-1 при 20° С ов = 35 кГ/мм2, а у САП-3 40 кГ/мм2. Подобными свойствами обладает сплав САС-1 (25—30% Si и 7% Nі), получаемый из распыленного порошка. Он износостоек, достаточно прочен (<та = 25,0-28,0 кГ/мм2), имеет коэффициент линейного расширения, близкий к стали, и высокий модуль упругости.
Сплавы САС-1 и САП не склонны к коррозии под напряжением и замедленным разрушениям. Сплав САП можно применять при сравнительно высоких температурах эксплуатации. При сварке этих сплавов обычно применяют присадочную проволоку марки АМг6.
Материалы с сатйа: http://ruswelding.com
AMT Advanced Materials Technology GmbH
Используются обычные жаропрочные алюминиевые сплавы, такие как A4032 или A2618. для высокопроизводительных поршней, авиакосмических планеров и других компонентов. Выше 300°С эти сплавы значительно теряют прочность. Чтобы преодолеть ограничение, новые алюминиевые сплавы, изготовленные методом порошковой обработки были разработаны. Некоторые из этих передовых высокотемпературных алюминиевых сплавов могут заменить титан или даже сталь.
Эти сплавы демонстрируют исключительную термическую стабильность даже после сотен часов при рабочей температуре и превосходят обычные жаропрочные алюминиевые сплавы, такие как A4032 и A2618, существенно.
Большинство из них Новые высокотемпературные алюминиевые сплавы требуют новых способов обработки, таких как усовершенствованная обработка порошка. Кроме того, такие процессы, как литье под давлением, используются для производства армированных частиц. Металломатрица-композиты.
Цель Эти новые процессы заключаются в получении более тонкой микроструктуры и более высокой прочности. Процессы быстрого затвердевания обеспечивают более высокую растворимость легирующих элементов из-за более высокого охлаждения. оценивать.
Алюминий Al-MS89это высокая температура Алюминиевый сплав, изготовленный с помощью усовершенствованного порошкового процесса. Сплав демонстрирует экстремальную температурную стабильность. Даже после тысяч часов при высокой температуре свойства остаются довольно стабильными. В В отличие от многих сплавов на основе алюминия и кремния, Al-MS89 также демонстрирует хорошую пластичность. Al-MS89 доступен до D = 100 мм. Его можно использовать для передовых автомобильных, Aeropsace, полупроводниковых и других промышленное применение.
Алюминий Al-SF25 является Алюминий-кремний-сплав, изготовленный методом распыления. Он демонстрирует хорошее сочетание таких свойств, как жаропрочность, высокая жесткость и низкий КТР. Al-SF25 демонстрирует отличные механические характеристики по сравнению с другими алюминиево-кремниевыми сплавами. Как и большинство алюминиево-кремниевых сплавов, Al-SF25 демонстрирует сравнительно низкую пластичность. Это необходимо учитывать при проектировании деталей.
Алюминий Al-MS31 порошковый маршрут изготавливается из жаропрочного сплава с высокой прочностью до 350°С. Этот сплав демонстрирует превосходную температурную стабильность после длительного термического воздействия. Обладает отличными механическими свойствами в в дополнение к высокому модулю упругости и очень низкому тепловому расширению. Такое сочетание свойств можно найти только в труднообрабатываемых композитах алюминий-металл-матрица. Этот сплав является отличным выбор по сравнению с алюминиево-матричными композитами со всеми их недостатками, связанными с обработкой и механической обработкой.
Обычно доступны в диам. до 120мм. Больший диаметр до 400 мм или блоки могут быть изготовлены с помощью горячее прессование с незначительным снижением прочности на разрыв.
Алюминий Al-MS95 порошковый Изготовлен из жаропрочного сплава с исключительной прочностью до 300°C. Обладая прочностью при комнатной температуре до 650 МПа, включая хорошую пластичность, он может использоваться для широкого спектра применений. Термическая стабильность достаточно хорошая до 350°C даже после 1000 часов термического воздействия.
Обычно доступны диаметром до 120 мм. Блоки большего диаметра можно изготавливать горячим прессованием с некоторым снижением предела прочности.
DSC-Al, D=95мм, h=30-200мм (DSC-Materials Inc.)
DSC-алюминий Металл-Матрица-Композит. Керамическая заготовка из наноразмерных (200-400 нм) частиц оксида алюминия пропитывается либо чистым алюминием, либо алюминиевым сплавом. Из-за наноразмерных частиц происходит дисперсионное усиление. Это приводит к значительному увеличению прочности. Дисперсно-упрочненные материалы, такие как DSC-алюминий, демонстрируют превосходную термостойкость и стабильность. Керамика частицы значительно увеличивают модуль упругости и, следовательно, жесткость. Коэффициент термического расширения (КТР) ниже, чем у обычных алюминиевых сплавов. DSC-Al — предпочтительный материал для компонентов, требующих высокой термостойкости и/или жесткости.
Насколько жарко для алюминия?
Алюминий — удивительный металл с выдающимися механическими свойствами, которые делают его идеальным выбором для различных применений. Одним из качеств, которое отличает его от других материалов, является его теплопроводность. Из всех широко используемых металлов медь и алюминий обладают наибольшей теплопроводностью, что делает алюминий отличным вариантом для задач, связанных с регулированием или перемещением тепла.
В то время как некоторые аспекты алюминия, как правило, привлекают все внимание, такие как его высокое соотношение прочности к весу, превосходная коррозионная стойкость и исключительная формуемость, теплопроводность часто упускается из виду. Обладая способностью проводить гораздо больше тепла, чем нержавеющая сталь и другие металлы, алюминий стал отличным вариантом для производителей во многих отраслях, включая электронику, производство пластмасс и аэрокосмическую промышленность.
Один из вопросов, который нам часто задают, заключается в том, насколько горячим может быть алюминий, прежде чем он станет проблемой. Люди хотят знать, сколько тепла можно приложить к алюминиевым деталям и машинам, прежде чем материал выйдет из строя. Все эти вопросы сводятся к двум основным принципам: теплопроводность и температура плавления; это то, что мы сегодня обсудим.
Как мы измеряем теплопроводность?
Говоря о теплопроводности материала, мы имеем в виду его способность проводить тепло. С научной точки зрения, это определяется как число, основанное на так называемом законе Фурье, который гласит, что скорость теплопередачи через материал пропорциональна отрицательному градиенту температуры и площади под прямым углом к этому градиенту. , по которому течет тепло. Это сложный способ сказать, что теплопроводность говорит нам, насколько быстро тепло передается через материал. Как правило, чем выше число, тем быстрее теплообмен.
Также важно отметить, что даже для чистого алюминия фактическое число зависит от количества тепла; расчет проводимости может быть еще более сложным для различных сплавов. Вы никогда не должны предполагать, что номер лаборатории для теплопроводности верен, так как вам нужно будет протестировать ваше приложение в различных сценариях, чтобы быть уверенным в том, как оно справляется с различными температурами.
Давайте рассмотрим несколько реальных примеров. Пенополистирол, который часто используется в качестве изоляционного материала, имеет очень плохую теплопроводность. Чашка из пенопласта хороша для хранения горячего кофе, потому что она не позволяет теплу жидкости передаваться руке, держащей чашку. С другой стороны, такой металл, как алюминий, обладает отличной теплопроводностью. Это означает, что если бы у вас была алюминиевая чашка, наполненная очень горячим кофе, сама чашка была бы горячей на ощупь и ее было бы трудно удержать.
Радиатор относится к пассивному теплообменнику, в котором тепло, выделяемое электронным или механическим устройством, передается либо воздуху, либо жидкому хладагенту, тем самым предотвращая перегрев устройства. Обычно радиаторы используются в процессорах и графических процессорах, которые имеют тенденцию нагреваться и могут быть повреждены избыточным теплом. Алюминий обычно используется в таких устройствах благодаря его теплопроводности и легкому весу.
Другим промышленным применением, в котором выгода от высокой теплопроводности алюминия является обработка пластмасс. Когда расплавленный пластик затвердевает в готовую деталь в процессе литья под давлением или выдувного формования, время отверждения в форме зависит от теплопроводности его материала. Использование алюминия вместо стали сокращает время цикла изготовления детали, повышая производительность и сокращая ценное время на пресс/машину.
Какова температура плавления алюминия?
Конечно, такая теплопроводность хороша лишь до определенной степени. Если металл нагреть слишком сильно, он начнет деформироваться, поэтому очень важно знать температуру плавления вашего материала и то, сколько тепла он должен выдержать, прежде чем использовать его в приложении. Существуют и другие ситуации, когда важно знать температуру плавления алюминия, например, при сварке или термообработке алюминиевого сплава.
Какова температура плавления алюминия? Если вы посмотрите в учебнике, ответ будет 1221 ° F (660,3 ° C), но производители почти никогда не работают с чистым алюминием. У каждого сплава своя температура плавления, а некоторые созданы специально для работы в условиях высоких температур. Существуют высокопрочные алюминиевые сплавы с Zn, Mg, Cu и Sc в качестве легирующих элементов, температура плавления которых достигает 1275°F.
С другой стороны, необходимо понимать, что температура плавления — не единственный фактор, который необходимо учитывать при попытке понять, как металл будет работать при высоких температурах. Например, если вы сварите алюминиевую заготовку, используя алюминиевый сплав 5356 в качестве сварочного стержня, то готовая деталь будет очень восприимчива к коррозионному растрескиванию под напряжением уже при 150 градусах. То же самое относится к алюминиевым сплавам 5183 и 5556. Хотя точка плавления может никогда не быть достигнута, вы должны знать, что другие проблемы могут возникнуть, когда некоторые сплавы подвергаются воздействию даже умеренно высоких температур.
Еще одна важная проблема, связанная с применением алюминия при высоких температурах, — это точка, в которой будут затронуты механические свойства металла. Высоколегированные марки, которые были упрочнены процессами термообработки, теряют эти более высокие механические свойства при воздействии повышенных температур. Воздействие чрезмерного тепла приведет к отпуску и ослаблению термообработанного металла.
Если у вас есть приложение, которое будет подвергаться сильному нагреву, важно тщательно протестировать его на этапе прототипирования, особенно если важным фактором является долговечность. Выбор правильного сплава, который будет правильно работать в ваших конкретных условиях, крайне важен для обеспечения вашей прибыли. Вот почему работа с опытным поставщиком материалов может помочь вам сэкономить время и деньги.
А еще вы можете оставить свой номер, и мы вам перезвоним
Перезвоните мне
Виды покрытий серебряных изделий.
В современном ювелирном деле, при создании украшений из серебра, мастера применяют несколько видов покрытий для придания изделиям лучшего внешнего вида, а также предохранения их от потемнения и царапин. В этой заметке попробуем сравнить и разобрать преимущества и недостатки разных видов покрытий серебряных украшений.
Серебро без покрытия.
Метод, при котором украшение из серебра 925 пробы остается «как есть», не покрывается никаким внешним напылением. Непокрытое серебро имеет умеренный блеск, который можно делать сильнее полируя изделие или, наоборот, уменьшать, делая поверхность более матовой допуская постепенное небольшое окисление. Серебро – металл, на который аллергия бывает в редчайших случаях, помимо этого он обладает антибактериальными свойствами, так что ношение таких украшений прямо показано людям с проблемной кожей, «отвергающей», например, тот же родий, которым часто покрывают серебряные украшения. Помимо этого, в традициях некоторых народов серебро имеет еще и магическую силу и для ее передачи человеку требуется прямой контакт с кожей, что также исключает покрытие серебра любыми напылениями (яркий пример таких серебряных украшений – изделия якутских мастеров). К недостатку серебряных украшений без покрытия можно отнести, пожалуй, только то, что они со временем темнеют – но это легко устраняется с помощью чистящих средств.
Посмотреть и приобрести серебряные украшения без покрытия, представленные в нашем магазине, вы можете перейдя по этой ссылке
Родированное серебро.
Родирование – это технология, при использовании которой на поверхность готового серебряного украшения наносится очень тонкий (в несколько микрон) слой родия – твердого металла, схожего по своим свойствам с платиной. Преимуществом этого метода является то, что, во-первых, украшение защищается от потемнения (в отличие от серебра, родий не вступает в реакцию с воздухом ), во-вторых, за счет твердости родия, защищается от царапин и потертостей и, в-третьих, приобретает красивый блеск, который гораздо ярче, чем естественный блеск серебра. С этим, правда, связаны и претензии части любителей украшений из серебра – им не нравится неестественный для серебра блеск родированных украшений. Ну и антибактериальные свойства серебра при покрытии теряются. С другой стороны, родий также практически никогда не вызывает аллергических реакций, так что, по совокупности факторов, в наши дни родированию подвергается абсолютное большинство выпускаемых серебряных украшений.
Посмотреть и приобрести родированные серебряные украшения , представленные в нашем магазине, вы можете перейдя по этой ссылке
Черненое серебро.
Чернение – это процесс нанесения на поверхность серебряного украшения слоя черни, состава, в основу которого входят сульфиды самого серебра, а также меди и серы. Это достаточно древняя технология – уже давно мастера-ювелиры увидели, насколько удачно можно подчеркнуть чернью узоры на украшениях, оттенить рельеф, да и просто придать изделию вид «под старину». В процессе чернения на изделие наносится порошок черни, после чего украшение нагревается в специальной печи, где под воздействием температуры чернь плавится и оседает на серебряной поверхности.
Посмотреть и приобрести черненые серебряные украшения , представленные в нашем магазине, вы можете перейдя по этой ссылке
Оксидированное серебро.
При этом методе, для предотвращения неравномерного потемнения серебра в процессе носки, на его поверхность наносится пленка состоящая из оксида серебра – то есть, по сути, то, что происходит с поверхностью серебра в процессе долгой носки, делается искусственно, контролируемо и заранее. В итоге поверхность серебра становится матовой и несколько темнеет, относительно изначального цвета серебра, но не подвергается коррозии в процессе эксплуатации.
Посмотреть и приобрести оксидированные серебряные украшения , представленные в нашем магазине, вы можете перейдя по этой ссылке
Позолоченное серебро.
Золочение – это покрытие поверхности серебра тонким слоем золота от 585 до 999 пробы (как правило 750 пробы). При данном методе удельный вес наносимого на серебряное изделие золота невелик, так что, по принятому в России ГОСТ, серебряные украшения после процесса золочения по прежнему имеют только «серебряную», 925 пробу, без каких-либо указаний на пробу нанесенного золота. Преимущества золоченых серебряных украшений перед такими же, выполненными из золота 585 пробы очевидны – это цена и (важно, например, в случае крупных серег) меньший вес. К недостатку метода можно отнести, пожалуй, то, что позолоченные серебряные украшения требуют очень аккуратного ухода и эксплуатации – при регулярном контакте с водой или моющими веществами слой позолоты может достаточно быстро стереться и украшение потеряет внешний вид. Впрочем, современные технологии сделали позолоту более стойкой, что, вкупе с аккуратной ноской, гарантирует, что позолоченное серебряное украшение сможет радовать свою обладательницу долгие годы.
Посмотреть и приобрести позолоченные серебряные украшения , представленные в нашем магазине, вы можете перейдя по этой ссылке
Чем покрывают серебро . Разбираемся в покрытиях
Серебро – металл мягкий, под действием окружающей среды может темнеть, мутнеть, покрываться микроцарапинами. Чтобы украшения дольше сохраняли первоначальную красоту и были оригинальными, ювелиры придумали несколько способов обработки. Купить серебряное украшение с покрытием или без – каждый решает для себя сам. Ценитель найдётся на каждое изделие.
Родированное серебро
Невероятную популярность в последнее время получили украшения из серебра, покрытые родием. Но до сих пор некоторые покупатели пугаются: «Что это? Это не опасно? Звучит как радиация».
Конечно, к радиоактивным материалам родий не имеет отношения! Это благородный металл, по внешним свойствам похожий на платину. В процессе родирования на поверхность ювелирного изделия наносится слой родия в несколько микрон. Украшение приобретает особенный блеск и невероятную гладкость. Тончайшее покрывало родия прочное: оно практически не стирается со временем, если за серебряным украшением ухаживать правильно. Кольца и серьги из серебра с таким покрытием невозможно отличить от украшений из белого золота. А почему? Потому что 99% изделий из белого золота тоже покрыты родием! Блеск, роскошь и надёжность – вот что даёт этот металл украшениям. При этом, цена на родированное серебро остаётся вполне доступной.
Цветной родий
Главное достоинство родирования – зеркальный блеск и чистый серебряный цвет. Но присмотритесь к нашему колье, покрытому золотистым родием: оно смотрится роскошно! Изделия, покрытые цветным родием, настоящая ювелирная редкость. Они дольше сохраняют первозданную красоту, чем позолоченные. Родий не используется ювелирами в чистом виде, только с примесями других благородных металлов. В зависимости от добавки цвет родированного украшения может быть любым: розоватым, зеленоватым и даже чёрным. Эти эффекты всё чаще применяют при создании разноцветных украшений без использования натуральных камней. Как пример – трёхцветное кольцо из нашей коллекции. Так что, если вы увидели серебряное украшение с «золотой» вставкой – скорее всего, оно частично покрыто родием.
Золочение
Классический способ сделать серебряное украшение внешне богаче и дороже – нанесение позолоты. Ещё в XII веке золочение было способом декорирования поверхностей. Метод совершенствовался и в средние века стал применяться в ювелирном искусстве.
На поверхность изделия наносится тончайший слой золота, чаще 750 пробы. Позолоченные серебряные украшения действительно выглядят роскошно, но требуют особенно бережного отношения. Чтобы золото оставалось на поверхности как можно дольше, следует избегать контакта изделия с водой, всевозможной химией, кремами, а хранить его лучше отдельно от других украшений.
Оксидирование
Со временем серебряные украшения мутнеют от постоянного контакта с кислородом в воздухе. Ювелиры взяли на вооружение это свойство и создали метод покрытия – оксидирование. По сути, это тот же контакт с кислородом, но проходящий под контролем. Оксидированные серебряные украшения становятся благородно-матовыми и долгое время радуют безупречным видом.
Чернение
Ещё одна древняя традиционная техника декорирования серебра. На поверхность наносится чернь – сульфиды серебра, серы и меди. Итог – «старинное», но абсолютно новое украшение, созданное специально для вас. Смотрится благородно, среди любителей серебра немало ценителей именно чернёных украшений.
Ювелиры стараются создавать надёжные и красивые серебряные украшения. Выбрать всегда есть из чего. В нашем каталоге представлены украшения с разной обработкой, но будьте уверены: красота каждого долговечна!
Как сделать украшения из серебра
Куксонголд
Серебряное дело
Сохранить на потом
Независимо от того, хотите ли вы украсить уже существующие украшения или расширить спектр своих услуг, ювелирные изделия с серебряным покрытием — отличное начало. Существует ряд техник, которые вы можете использовать при обучении изготовлению украшений из серебра, но мы начнем с самых простых.
Для этой техники вам нужно знать, как приготовить раствор для серебряного покрытия. Но не волнуйтесь, мы расскажем вам о каждом шаге. Хотите узнать больше? Узнайте все, что вам нужно знать о серебряном покрытии ювелирных изделий с использованием раствора для серебряного покрытия, от необходимых инструментов и оборудования до того, что включает в себя процесс, описанный ниже.
Инструменты и оборудование для серебрения украшений раствором
Украшения на выбор. Хотите ли вы преобразить какую-нибудь бижутерию или дать новую жизнь своим старым серебряным украшениям, это решение для серебрения ювелирных изделий подойдет для латуни, меди, бронзы или никеля.
Защитные перчатки . В основном это делается для того, чтобы раствор не окрашивал ваши руки и пальцы в довольно неприятный желтый оттенок.
Две салфетки для полировки . Одна для нанесения раствора и другая чистая ткань для полировки после нанесения раствора.
Раствор для серебрения . Ключевой элемент оборудования в этой технике. Использование раствора для серебряного покрытия быстро повышает ценность любого старого украшения.
Чехол для стола или ювелирный верстак . Подобно защитным перчаткам, вы можете использовать покрытие для своего рабочего места, чтобы избежать пятен от раствора.
Как использовать раствор для серебряного покрытия: шаг за шагом
Теперь вы знаете, какие инструменты и оборудование нужно собирать, пришло время пройтись по шагам, как покрыть серебром ювелирные изделия с помощью раствора для серебряного покрытия:
Тщательная очистка металл. Чтобы достичь наилучшего уровня серебрения, вам нужно убедиться, что металл, который вы хотите серебрить, абсолютно чистый. Лучший способ сделать это — использовать одну из полировальных салфеток, чтобы удалить грязь или песок.
Приготовьте раствор. После очистки металла можно приготовить раствор. Вам нужно будет распределить содержимое в бутылке, поэтому быстро встряхните ее, прежде чем нанести немного раствора на чистую ткань — и убедитесь, что вы надели перчатки!
Нанесите раствор. Полностью покройте раствором металл на ткани. Нанесите обильно, чтобы обеспечить высокое качество отделки. Не беспокойтесь, если металл станет темнее – это временно, пока серебро не перейдет на металл.
Завершите работу. № Все, что осталось сделать, это аккуратно отполировать металл мягкой тканью для полировки, чтобы придать блестящую и профессиональную поверхность. И вы сделали!
При необходимости повторите. Не очень доволен своим первым заходом? Не волнуйся. Просто повторяйте описанные выше шаги, пока не достигнете желаемого результата.
Используйте наше визуальное руководство для получения дополнительных советов и рекомендаций по использованию раствора для серебряного покрытия.
**При использовании вредных и опасных материалов обязательно надевайте перчатки и накрывайте рабочие поверхности для защиты от пятен.**
Что такое гальваническое покрытие ювелирных изделий?
Теперь вы знаете, как серебрить украшения с помощью раствора для серебряного покрытия. Какие другие способы позволяют добиться такого же эффекта? Еще одним популярным методом является гальваника.
Итак, что такое гальваника? И как гальванопокрытие ювелирных изделий создает такой же эффект? Проще говоря, гальванопокрытие — это еще один способ переноса поверхностного слоя металла на другой тип металла.
Этот процесс включает использование электрического тока для переноса, что может быть достигнуто с помощью специального оборудования, называемого гальваническим агрегатом. Лучше подходящее для профессиональных ювелиров, гальваническое покрытие позволяет выполнять посеребрение ювелирных изделий, что было бы невозможно с помощью одного только решения. Поэтому, если вы только начинаете, мы рекомендуем вам для начала придерживаться решения для серебряного покрытия ювелирных изделий.
Не знаете, где купить раствор для серебряного покрытия?
Приобретите свой раствор для серебряного покрытия и любые другие ювелирные инструменты, которые могут вам понадобиться, в Cooksongold. Ищете больше украшений для вдохновения? Перейдите в раздел нашего блога, посвященный оборудованию и технике, чтобы узнать о различных техниках, в которых можно попробовать свои силы.
Сохранить на потом
Написано
Куксонгольд
Как использовать раствор для серебряного покрытия
Шаг 1
Убедитесь, что поверхность предмета чистая и на ней нет грязи или песка, быстро отполировав ее.
Шаг 2
Хорошо встряхните флакон, чтобы содержимое распределилось. Налейте немного раствора на чистую ткань (убедитесь, что вы надели перчатки, чтобы не испачкать!).
Шаг 3
Обильно нанесите чистой тканью или мягкой губкой. Потемнение часто происходит по мере переноса серебра.
Шаг 4
Обильно нанесите чистой тканью или мягкой губкой. Потемнение часто происходит по мере переноса серебра.
Готовая
Слегка отполируйте мягкой тканью. Появится красивый блеск и процесс серебрения завершен. При необходимости повторно нанести на сильно изношенные участки или увеличить толщину серебра.
Что можно использовать с серебряным покрытием?
Вы можете использовать этот раствор для серебрения на серебре, а также на большинстве твердых основных металлов, таких как латунь, медь, бронза и никель. Он не будет работать с мягкими недрагоценными металлами, такими как олово и свинец. Он может быть использован для повторного покрытия посеребренных украшений, выглядящих усталыми, а также идеально подходит для придания некоторого блеска тусклым металлам, таким как посеребренные столовые приборы и столовые приборы, а также посеребренные рамки для фотографий или картин. В качестве альтернативы, если у вас есть бижутерия из латуни, меди или бронзы, вы можете превратить ее в серебристый цвет, чтобы дать новую жизнь.
Насколько долговечно серебряное покрытие?
Результат покрытия является постоянным и не отслаивается, не отслаивается и не отслаивается. Однако, если вы нанесли его на украшение, то это будет зависеть от степени износа и силы трения, с которой оно соприкасается (как и со всеми ювелирными изделиями с серебряным покрытием). Точно так же, если вы отполируете его чрезмерно, вы также сотрете покрытие, но его можно легко нанести повторно.
Можно ли полировать изделия, покрытые серебром?
Да, можете. Мы рекомендуем использовать нашу ткань для полировки ювелирных изделий и аккуратно отполировать изделие до блеска. Если вы полируете предмет слишком сильно или слишком часто, покрытие может начать изнашиваться, но если это произойдет, вы можете просто снова нанести покрытие на предмет.
Легко ли им пользоваться?
Да, очень! Преобразование предмета буквально занимает секунды. Вам не нужны какие-либо технические знания или опыт работы с серебром, и единственное необходимое оборудование — это мягкая ткань!
Безопасно ли использовать раствор для серебряного покрытия?
Раствор для серебряного покрытия нетоксичен и не имеет запаха. Рекомендуется надевать перчатки и накрывать рабочие поверхности, чтобы избежать возможного окрашивания (в противном случае вы можете обнаружить, что у вас останутся желтые пятна на пальцах!).
Создает ли толстый слой на металле?
Нет. Покрытие представляет собой молекулярную реакцию, связывающую частицы серебра с металлом. Вы не заметите видимого слоя, как, например, с краской, но вы увидите, как меняется цвет металла. Отделка будет зависеть от текстуры металла, на который вы ее наносите, поэтому текстурированный металл сохранит свою текстуру.
Отполирует металл от матового до яркого блеска?
Это раствор для покрытия, а не для полировки. Отделка будет зависеть от уровня полировки металла перед покрытием. Таким образом, если вы нанесете его на тщательно отполированный медный предмет, ваша отделка будет полированным серебром, однако если вы нанесете его на матовый или сатинированный металл, покрытие все равно будет матовым или сатинированным. Вы можете заметить некоторое улучшение блеска, когда полируете его мягкой тканью после нанесения, и многие изношенные металлы с покрытием будут выглядеть намного ярче просто потому, что вы омолодили серебряную пластину. Но это не изменит текстуру металла.
Каков срок годности раствора?
Раствор для серебряного покрытия не имеет срока годности, пока его не откроют. Однако после открытия это зависит от того, сколько вы использовали и, следовательно, сколько воздуха находится в бутылке — воздух будет медленно заставлять раствор высыхать. Сказав это, у сотрудников здесь есть бутылки, которые были открыты и использовались более 3 лет, и которые все еще крепки!
Раствор для серебряного покрытия — это то же самое, что и гальваническое покрытие?
Наш раствор для серебрения предлагает простое домашнее решение для повторного покрытия и покрытия подходящих металлов. Гальваника — это другой процесс, для которого требуется специальное оборудование. Гальваническое покрытие также можно использовать для покрытия предметов, которые обычно не могут быть покрыты, путем покрытия перед нанесением покрытия слоем электропроводящего металла, такого как медь, что позволяет покрывать его серебром.
Нажмите здесь, чтобы просмотреть наше решение для серебрения.
Если у вас есть какие-либо дополнительные советы по содержанию этой страницы или по любым другим общим вопросам, связанным с изготовлением ювелирных изделий, пожалуйста, свяжитесь с нами, мы будем рады получить от вас известие
Предотвратит ли раствор для серебряного покрытия аллергические реакции?
Нас часто спрашивают, предотвратит ли реакция кожи на металл нанесение раствора для серебряного покрытия на медные украшения. Маловероятно, что этого раствора будет достаточно, чтобы остановить реакцию, однако вы можете нанести на украшения слой лака Midas Seal, чтобы создать барьер между металлом и кожей.
В отличии от arc , схема новой модели лишена основных недостатков.
Инвертор перестал варить. Входной выпрямитель — это мощный диодный мост, установленный на радиатор, который крепится к плате управления снизу.
Для того чтобы снизить степень нагрева все они размещаются на отдельных радиаторах, которые изолированы специальными прокладками.
Когда все транзисторы проверены и неисправные заменены исправными, модуль ключей можно условно считать исправным. Оба аппарата обладают практически идентичной конструкцией, которая обеспечивает наличие следующих функций: Защита от эффекта залипания электрода. Модуль ключей состоит из четырёх групп по четыре транзистора в группе.
Учитывая возможности этого спектра устройств, можно вести работы в среде разных газов и сваривать разнообразные металлы и сплавы с высоким качеством конечного изделия. В каждом плече в параллель стоят по два или по три мощных полевика.
Между стоком и истоком есть встречно-параллельный диод, он и должен звониться, то есть в одну сторону высокое, в другую низкое сопротивление. Сама электросхема инвертора, выполняющего преобразование постоянного тока в переменный со значительно увеличившейся частотой, включает в себя транзисторы, собранные по схеме так называемого косого моста.
Корпус с вентилятором. Если сигналы управления с платы управления приходят на каждый затвор с нужной амплитудой и в нужной фазе, можно попробовать включить аппарат. Схема управления преобразователем. Короткое замыкание — неисправность одного или нескольких транзисторов в группе и если таковое есть, то неисправный транзистор выявляется только путём выпаивания. Микросхема управления является основным элементом конструкции.
Взаимодействие основных узлов и деталей инвертора
Такая схема сварочного аппарата состоит из следующих элементов: низкочастотный понижающий выпрямительный блок с конденсаторным фильтром; регулируемый инвертор, преобразующий постоянный ток в высокочастотный переменный; трансформатор высокой частоты, выдающий на выходе высокочастотный или постоянный сварочный ток большой мощности; сдвигающий фазу дроссель, стабилизирующий характеристики выходного напряжения; схема обратной связи, управляющая выходными параметрами и блок управления, который меняет параметры тока и напряжения сварки.
Как известно, на транзисторы подается только постоянный ток, для чего и необходим выпрямитель на входе аппарата.
Материал статьи продублирован на видео:.
Также сигнал обратной связи с выходного каскада через токовый трансформатор Т1 подается на схему защиты от перегрузок, выполненную на тиристоре Q3 и транзисторах Q4 и Q5. Два плеча, то есть четыре полевика, вышли из строя, их выводы накоротко соединены между собой.
Рекомендуем: Измерение полного сопротивления петли фаза нуль
В нормальном состоянии на ноге 11 микросхем DD2 и DD3 может быть не точный ноль то есть микросхема закрыта и чтобы проверить неисправна микросхема или закрыта, нужно подать на ногу 11 точный ноль. Они могут работать в среде инертных газов. Ремонт Торус следует проводить с открытия конструкции и визуального осмотра основных элементов.
Достоинства и недостатки сварочных аппаратов инверторного типа Инверторные сварочные аппараты, которые пришли на смену привычным всем трансформаторам, обладают рядом весомых преимуществ. Если все транзисторы в группе исправны, припаиваем к затворам концы выравнивающих резисторов, помечаем группу как исправную и переходим к следующей группе.
схема электрическая принципиальная и ее особенности
Возможность программирования и настройки некоторых моделей на определенный тип сварочных работ. После выпрямителя постоянный ток сглаживается при помощи специального фильтра.
Сварис 200 схема принципиальная – Telegraph
Сварис 200 схема принципиальная
Скачать файл — Сварис 200 схема принципиальная
В статье будет рассмотрена классическая схема сварочного инвертора. На сегодняшний день они очень популярны, цена их достаточно доступна. У них очень много положительных качеств, в частности, простота работы и малый вес. Но, как и остальные электронные устройства, сварочный аппарат может выйти из строя. И чтобы провести качественный ремонт, необходимо хотя бы в общих чертах иметь представление о его устройстве, из каких элементов состоит схема инвертора. Без этого вы не сможете отремонтировать сварочники, в схеме которых используются инверторные преобразователи. Поэтому необходимо очень много теории узнать об этом устройстве. По сути, это блок питания, принцип его действия похож на тот, который используется в персональных компьютерах. Преобразование электрической энергии происходит по одинаковым принципам, несмотря на то, что размеры и функции этих устройств различные. Можно выделить несколько этапов, которые протекают в сварочном инверторе. Первым делом происходит преобразование переменного напряжения, которое поступает от сети В, в постоянное. О том, как это происходит, будет рассказано немного ниже, равно как и приведена электрическая схема сварочного инвертора. Затем происходит преобразование этого напряжения в переменное, но с более высокой частотой. Вы знаете, что в электрической сети частота тока 50 Гц. В инверторных сварочных аппаратах происходит повышение вплоть до 80 тысяч Гц. Затем необходимо снизить значение напряжения с высокой частотой. На последнем этапе происходит преобразование этого низкого напряжения с частотой порядка 80 тысяч Гц. Это краткое описание, на самом деле все этапы можно разбить на более мелкие составляющие. Но для понимания принципа функционирования этого достаточно. А теперь о том, почему были выбраны схемы именно инверторного типа. Посмотрите на сварочные аппараты, которые использовались ранее, в том числе и самодельные. Их основное предназначение — снижение переменного напряжения, которое поступает от бытовой электросети до безопасного значения, но с большим вторичным током. По этой причине первичная обмотка мотается более тонким проводом, нежели вторичная. От толщины провода зависит то, какой ток вы получаете в обмотке. Ниже приведена принципиальная схема сварочного инвертора в статье. Внимательно ее изучите, чтобы иметь представление о том, какие элементы входят в нее. Для сварки порой обходимо несколько сотен ампер. Из-за того, что мощность таких трансформаторов очень высокая, а работают они только при частоте тока 50 Гц, кроме того, у них очень большие габариты. Как вы понимаете, частота входящего и выходящего тока одинакова. Другими словами, если подали на первичную обмотку 50 Гц, со вторичной снимите электрический ток с такими же параметрами. Но вот благодаря инверторным сварочным аппаратам, в которых увеличивается рабочая частота на значение порядка восьмидесяти тысяч герц, а в некоторых аппаратах и больше, можно во много раз уменьшить размеры трансформаторов, которые применяются при преобразовании электрического тока. Если увеличить рабочую частоту, то можно уменьшить трансформатор как минимум в четыре раза. Следовательно, суммарный вес всего сварочника будет очень маленьким. Себестоимость этого аппарата также уменьшается, так как происходит экономия меди и стали, которые используются при изготовлении трансформаторов. Но чтобы получить такое значение частоты, необходимо применять инверторные схемы. Они состоят из мощных полевых транзисторов, которые работают в режиме ключа. С их помощью происходит переключение тока с необходимой для работы частотой. Обратите внимание на то, что работать полевой транзистор может лишь при постоянном напряжении. Поэтому прежде чем подать на них питание, необходимо выпрямить поступающий ток. Для этого используется выпрямитель, в котором находятся мощные диоды. Они соединены по мостовой схеме. После этого происходит отсечка переменной составляющей при помощи электролитических конденсаторов. Это происходит на первой ступени преобразования. Полевые транзисторы подключаются к трансформатору. С его помощью получается понизить напряжение. Как упоминалось выше, эти транзисторы производят переключение тока с частотой иногда даже более 80 тысяч Гц. Понятное дело, что трансформатор тоже должен быть рассчитан на работу при таких параметрах. Габариты этого устройства очень маленькие, не сравниться ему с теми, которые применяются в обычных трансформаторных сварочных аппаратах. А вот мощность у него такая же. Понятное дело, что появляется еще множество различных элементов, которые необходимы для стабильной работы сварочного аппарата. А теперь более подробно о том, как работает каждый блок обычного сварочного инвертора. В нем имеется две основных части — силовая и схема управления. В этом блоке происходит преобразование переменного тока, который поступает от сети Вольт. В нём имеется несколько полупроводниковых диодов с большой мощностью, а также электролитические конденсаторы и дроссель. Это вкупе дает то, что переменный ток с рабочей частотой 50 Гц становится постоянным. Конденсаторы необходимы для того чтобы отсечь переменную составляющую, которая все равно остается в выпрямленном напряжении. Обратите внимание, что существует несколько вариантов схем для выпрямления напряжения. Если подключение необходимо производить к трехфазной сети, то схема соединений полупроводниковых диодов будет несколько иной. Поэтому нужно определиться с тем, какая вам необходима схема сварочного инвертора. Своими руками такое устройство можно собрать достаточно просто. Обратите внимание также, что практически в полтора раза увеличивается напряжение после того как оно поступит на фильтр, собранный на электролитических конденсаторах. Другими словами, если происходит питание от сети Вольт, то на выводах конденсаторов, если произвести замер, будет В. Для сглаживания пульсаций тока, чтобы не возникало высокочастотных помех, а также для избегания попадания их в электрическую сеть, необходимо установить специальный фильтр. Обычно он собирается на дросселе, который намотан на кольцевом сердечнике, а также в схему включены несколько конденсаторов. Обычно для реализации инвертора используют два мощных транзистора, которые работают в режиме ключа. Стоит отметить, что они обязательно монтируются на алюминиевом радиаторе. Также имеется дополнительное принудительное охлаждение при помощи вентилятора. Благодаря этим транзисторам происходит коммутация постоянного напряжения, которое впоследствии поступает на импульсный трансформатор. Причем переключение происходит с частотой около 80 кГц. Но имеется отличие от переменного тока, который протекает в бытовой электросети. Во-первых, само значение частоты во много раз превосходит его. Во-вторых, форма импульса этого переменного напряжения, которое вырабатывается полевыми транзисторами, прямоугольная, а не синусоида. Чтобы обезопасить транзисторы от чрезмерного превышения напряжения, необходимо использовать цепи, состоящей из сопротивлений и конденсаторов. Стоит отметить, что принципиальная электрическая схема сварочного инвертора не обходится без этих элементов. Высокочастотный трансформатор, на который подается напряжение от транзисторов, работающих в ключевом режиме, позволяет снизить его значение до 65 вольт в среднем. Но при этом ток может составлять порядка А. Можно даже провести аналогию с катушкой зажигания, которая используется в автомобилях. В сварочных инверторах на первичную обмотку подается высокое напряжение, но ток у него очень маленький. Снимается с вторичной обмотки напряжение с меньшим значением, но ток при этом увеличивается. Обратите внимание на то, что автомобильная катушка зажигания работает по обратному принципу. То есть низкое напряжение с большим током подается на первичную обмотку. А с вторичной снимается высокое напряжение, но с меньшим значением тока. Но стоит взглянуть на то, из каких компонентов состоит еще эл. На выходе также установлен выпрямитель, который собирается из полупроводниковых диодов большой мощности. У них очень высокое быстродействие, они открываются и закрываются за время, которое намного меньше, чем 50 наносекунд. Обратите внимание при проектировании сварочных инверторов на то, что нужно подбирать эти полупроводниковые элементы с таким расчетом, чтобы их параметры удовлетворяли режиму работы. Простые диоды не справятся с поставленной задачей, так как они не смогут своевременно открыться и закрыться. Сразу же начнется чрезмерный нагрев и, как следствие, выход из строя. По этой причине необходимо при проектировании или же при ремонте производить установку диодов, которые имеют очень малое время переключения. Жизнь Экономика Наука Авто Отдых Хай-тек Здоровье. Что значит, если собака вас облизывает? Почему от женщины неприятно пахнет: Самый красивый летний мальчик в мире. Очаровательная фотосессия мамы пятерняшек. Какие черты делают женщину действительно привлекательной? Что произойдет, когда вы будете делать ‘планку’ каждый день? Признаки рака, на которые люди часто не обращают внимания. Зачем кошки несут убитых животных домой. Сколько сексуальных партнеров должно быть у мужчин и женщин? Что происходит, когда вы чувствуете падение во сне? Главная Домашний уют Инструменты и оборудование Схема сварочного инвертора. Принципиальная электрическая схема сварочного инвертора. Подписаться Поделиться Рассказать Рекомендовать. Подписаться Поделиться Рассказать Рекоммендовать. По крайней мере, вы не хотите краснеть и извин Наши предки спали не так, как мы. Что мы делаем неправильно? В это трудно поверить, но ученые и многие историки склоняются к мнению, что современный человек спит совсем не так, как его древние предки. А еще они невероятно фотогеничны и всегда умеют оказаться в правильное время в правил Миловидные мальчишки и девчонки превращаются в с Чарли Гард умер за неделю до своего первого дня рождения Чарли Гард, неизлечимо больной младенец, о котором говорит весь мир, умер 28 июля, за неделю до своего первого дня рождения
ищу схему сварочного инвертора сварис 250
Структура рабочей программы по фгос
Дренажно распределительная система для колонн 08 12
B…..черный Bl….синий Br….коричневый G…..зеленый Gr ….Серый Lbl…Голубой Lg….Светло-зеленый O…..Оранжевый P. ….Розовый R…..Красный W…. .Белый Y…..Желтый B/R…Черный с красным индикатором B/W…Черный с белым индикатором B/Y…Черный с желтым индикатором Bl/R..Синий с красным индикатором Bl/W..Синий с белым индикатором Bl/Y..Синий с желтым индикатором Br/W..Коричневый с белым индикатором Br/Y..Коричневый с желтым индикатором G/R…Зеленый с красным индикатором G/Y…Зеленый с желтым индикатором Lg/B..Светло-зеленый с черным индикатором Lg/R..Светло-зеленый с красным индикатором O/G.. .Оранжевый с зеленым индикатором R/B…Красный с черным индикатором R/G…Красный с зеленым индикатором R/W…Красный с белым индикатором R/Y…Красный с желтым индикатором W/B…Белый с черной трассировкой W/G…Белый с зеленой трассировкой W/R…Белый с красной трассировкой W/Y…Белый с желтой трассировкой Y/B.. .Желтый с черной меткой Y/G…Желтый с зеленой меткой
Шаг 2: DT150/175/200 (ДЛЯ АВСТРАЛИИ)
. ….дополнительно
ЦВЕТ ПРОВОДА
B…..Черный Голубой….Синий Br….Коричневый G…..Зеленый Gr.. ..Серый Lbl…Голубой Lg….Светло-зеленый O…..Оранжевый P…..Розовый R…..Красный W…..Белый Y…..Желтый B /R…Черный с красным индикатором B/W…Черный с белым индикатором B/Y…Черный с желтым индикатором Bl/R..Синий с красным индикатором Bl/W..Синий с белым индикатор Bl/Y..Синий с желтым индикатором Br/W..Коричневый с белым индикатором Br/Y..Коричневый с желтым индикатором G/R…Зеленый с красным индикатором G/Y…Зеленый с желтым индикатором Lg/B..Светло-зеленый с черным индикатором Lg/R..Светло-зеленый с красным индикатором O/G…Оранжевый с зеленым индикатором R/B…Красный с черным индикатором R/G…Красный с зеленым индикатором R/W.. .Красный с белым индикатором R/Y…Красный с желтым индикатором W/B. ..Белый с черным индикатором W/G…Белый с зеленым индикатором W/R…Белый с красным индикатором W/Y…Белый с желтой меткой Y/B…Желтый с черной меткой Y/G…Желтый с зеленой меткой
Поделиться в соцсетях:
Сопутствующие товары
Судзуки Марин
ДТ150/175/200 8
99500-87D08-01E
доллар США 67,76 2019-01-01
67,76 $
Схема подключения солнечной панели мощностью 200 Вт и список комплектов
Это схема подключения солнечной панели мощностью 200 Вт с полным списком необходимых деталей для самостоятельной сборки и доступных комплектов.
Используйте это как руководство по установке солнечной установки для вашего дома на колесах, кемпера, дома на колесах или каравана.
Мы разработали схему таким образом, чтобы ее могли понять новички в электрике кемпера.
Электрика кемпервана может быть опасной, поэтому, если вы не уверены в том, что делаете, или не уверены, что сможете самостоятельно установить солнечную батарею, обратитесь за помощью к электрику.
Этот пост является частью нашей серии «Сделай сам» для автофургонов с солнечными батареями, которая включает схемы подключения солнечных панелей на 12 В для других размеров.
Нужна помощь и совет по установке электрооборудования?
Присоединяйтесь к нашей группе поддержки Facebook
Щелкните здесь
Когда вы нажимаете на ссылки различных продавцов на этом сайте и совершаете покупку, это может привести к тому, что этот сайт получает комиссию. Как Amazon Associates, мы зарабатываем на соответствующих покупках. Для получения дополнительной информации посетите нашу страницу раскрытия информации.
На что способна солнечная панель мощностью 200 Вт?
Мощность солнечной панели мощностью 200 Вт зависит от ряда переменных, включая время года, погоду, ваше местоположение и тип установленного контроллера заряда.
Но вот представление о том, что вы можете ожидать в обычный день с 4 часами пиковой солнечной активности с контроллером MPPT.
200-ваттная панель обеспечивает около 60-64 ампер-часов в день.
Этого достаточно, чтобы:
запустить небольшой энергосберегающий холодильник,
зарядить несколько небольших устройств через USB, например телефон или планшет,
включить вентиляцию на крыше на ночь, чтобы предотвратить образование конденсата,
обеспечить круглосуточную работу вентилятора компостного туалета,
включите несколько светодиодных фонарей внутри кемпера и
этого размера, вы также можете добавить небольшой инвертор для периодического использования.
Имейте в виду, что это основано на среднем солнечном дне.
Возможно, у вас не получится заряжать батареи каждый день, поэтому подумайте о том, чтобы сохранить что-нибудь на случай непредвиденных обстоятельств, чтобы избежать перезарядки батарей больше, чем необходимо.
Кому подойдет система солнечных батарей мощностью 200 Вт?
Установка солнечной панели мощностью 200 Вт относительно мала.
Если вы не планируете отправиться в дикий кемпинг в своем доме на колесах, у вас может быть надежный доступ к береговому источнику питания.
При экономичном использовании вам может даже не понадобиться подключение.
Поскольку установка мощностью 200 Вт может работать с небольшим энергоэффективным холодильником, она подходит для небольших кемперов.
Возможно, у вас есть небольшой кемпер, дом на колесах или дом на колесах, и на крыше нет места для чего-то большего.
Если ваша идеальная солнечная система имеет мощность более 200 Вт, создавайте ее с учетом масштабируемости.
Вы можете добавить панели и батареи в будущем по мере роста ваших потребностей и бюджета.
Вы могли бы подумать о дополнительном питании от портативной системы солнечных батарей, но это для другого поста.
Схема подключения солнечной панели мощностью 200 Вт
Прежде чем углубляться в детали этой схемы подключения, следует уточнить несколько моментов:
На схеме подключения показана только установка со стороны подачи системы солнечных панелей мощностью 200 Вт. Доходит до зарядки аккумулятора. Чтобы узнать подробности о стороне нагрузки, ознакомьтесь с нашим постом о проводке кемпера.
Не включает зарядку аккумулятора от береговой сети или генератора переменного тока.
Информацию о том, как установить аккумулятор, см. в нашем посте об аккумуляторах для кемперов.
Схема также не включает проводку силового инвертора – он находится на стороне нагрузки батареи.
Схема подключения солнечной панели мощностью 200 Вт предполагает установку 2 панелей по 100 Вт. Если вместо этого вы устанавливаете панель 1 x 200 Вт, см. нашу схему подключения солнечной панели мощностью 100 Вт.
Мы включили 2 диаграммы ниже. На первом изображена солнечная панель мощностью 200 Вт, соединенная последовательно. На 2-й схеме они подключены параллельно.
Прочтите наше полное руководство по последовательному или параллельному подключению солнечных панелей, если вы не знаете, как лучше подключить свою батарею. Он также охватывает смешанные панели и включает интерактивный калькулятор, чтобы найти наиболее эффективную настройку для ваших панелей.
Схема подключения солнечной панели мощностью 200 Вт последовательно
Схема подключения солнечной панели мощностью 200 Вт параллельно
Автоматическое создание индивидуальной схемы подключения жилого дома
Включает в себя 110 В и 240 В, солнечную батарею, B2B, аккумуляторы и инверторы, 8 В, 4 4 В, 4 системы, калибры проводов в AWG и мм² и многое другое!
Узнать больше
Купить
Список деталей для самостоятельной сборки солнечной панели мощностью 200 Вт
В этом списке перечислены все компоненты, необходимые для установки солнечной панели мощностью 200 Вт на ваш дом на колесах или кемпер.
Солнечные панели
Солнечные панели собирают солнечный свет, преобразуя его в электричество.
Существуют различные типы солнечных панелей, но мы рекомендуем использовать монокристаллические, поскольку они наиболее эффективны.
2x 100 Вт Жесткий монокристаллический
ПОСМОТРЕТЬ ПОСЛЕДНЮЮ ЦЕНУ
Введите код купона Mowgliadventures для 10% скидки на Renogy. com
Подробнее: Полное руководство по лучшим Campervan Solar Panels
Solarer REGITE
.Shipler. ток от панелей до безопасного уровня, чтобы он мог заряжать батареи.
Контроллер на 20 А подходит для установки солнечной панели мощностью 200 Вт.
20a ШИМ-контроллер (бюджетный вариант)
SEE LATEST PRICE
Enter coupon code MowgliAdventures for 10% off at Renogy.com
20a MPPT Solar Charge Controller
SEE LATEST PRICE
Enter coupon code MowgliAdventures со скидкой 10 % на Renogy.com
Если вы думаете, что в будущем захотите увеличить мощность своих солнечных батарей, подумайте о покупке солнечного контроллера заряда MPPT с более высоким рейтингом, поскольку в долгосрочной перспективе он будет более рентабельным. .
Солнечная система мощностью 300 Вт | 30a
Солнечная система мощностью 400 Вт | 40a
Солнечная система мощностью 600 Вт | 60a (50a подойдет, если найдете)
Солнечная система на 800 Вт | 100a (подойдет 70a, если вы сможете его найти)
Ознакомьтесь с нашим полным руководством о том, как правильно выбрать контроллер заряда солнечной батареи для вашей установки.
А если вам нужно знать, какой размер выбрать, воспользуйтесь нашим интерактивным калькулятором контроллера заряда солнечной батареи.
Сколько батарей мне нужно для солнечной панели мощностью 200 Вт?
Насколько большой блок батарей вам нужен, во многом зависит от того, сколько энергии вы используете и даже когда вы ее используете. Используйте наш калькулятор банка солнечных батарей, чтобы рассчитать, сколько энергии вы используете каждый день, и какой размер банка батарей вам нужен, чтобы соответствовать этому уровню.
Тем не менее, аккумуляторная батарея хранит энергию, вырабатываемую вашими солнечными панелями. Если у вас нет достаточно большой аккумуляторной батареи, вы можете потратить впустую энергию, которую вы так усердно собирали.
Солнечная панель мощностью 200 Вт может генерировать не более 16 Ач энергии в пиковый час. Однако, сколько пиковых часов солнца вы можете разумно ожидать, зависит от местоположения, времени года и погоды.
В США вы вряд ли получите более 5 или 6 часов пикового солнца в середине лета. Следовательно, система солнечных панелей мощностью 200 Вт будет генерировать максимум 85-100 Ач в день.
Хотя вы можете использовать часть этой энергии при ее генерации, проще и разумнее ошибиться в сторону осторожности. Таким образом, минимальный размер батареи, который вам нужен для установки на 200 Вт, составляет 100 Ач — больше, если вы не устанавливаете литиевые батареи.
У вас может быть более одного источника зарядки или вам может понадобиться какой-то непредвиденный случай, поэтому вы, конечно, можете увеличить этот размер настолько, насколько захотите.
Существует 3 типа аккумуляторов для кемперов. Мы рекомендуем выбирать гелевые или литий-ионные аккумуляторы, хотя также популярны аккумуляторы AGM.
Если пространство не является серьезной проблемой, вы никогда не будете недовольны большей батареей, поэтому всегда увеличивайте размер, а не уменьшайте его.
Используйте наши калькуляторы размеров аккумуляторов, чтобы определить размер и тип аккумуляторов, соответствующих вашим потребностям:
Калькулятор банка солнечных батарей Калькулятор срока службы аккумуляторов и сравнительная таблица
Фитинги
необходимость сверления отверстий в крыше. Вам понадобится одна упаковка для каждой панели.
Всегда сопротивляйтесь желанию пробить крышу.
Подробнее: Идеи крепления солнечных панелей для кемперов
Солнечные панели поставляются с кабелем длиной около метра, так что обычно его длины недостаточно, чтобы добраться до аккумуляторной батареи.
Разъемы MC4 рассчитаны на стойкость к току и атмосферным воздействиям, поэтому вы можете удлинить кабель.
Для последовательного подключения двух панелей вам понадобится 1 пара кабельных разъемов MC4.
Для параллельного подключения 2 панелей вам потребуется 1 пара двухштыревых Y-разветвителей MC4 и 1 одиночная пара кабельных соединителей MC4.
Смысл использования разных цветов в том, чтобы легко идентифицировать отрицательный и положительный провода.
Если вы не можете получить красный, используйте черный кабель и пометьте его красной изолентой или термоусадкой.
Перед покупкой измерьте, сколько удлинительного кабеля вам нужно.
Как для положительной, так и для отрицательной стороны, вам нужно достаточно, чтобы пройти от конца существующих кабелей солнечной панели к аккумулятору через контроллер заряда солнечной батареи и аварийный выключатель.
К сожалению, единственный способ провести солнечный кабель в фургоне — просверлить отверстие. Заглушите его и сделайте водонепроницаемым сальниковым уплотнением.
Держатель предохранителя
ПОСМОТРЕТЬ ПОСЛЕДНЮЮ ЦЕНУ
Он находится между контроллером заряда солнечной батареи и выключателем аккумулятора.
Держатели предохранителей ANL легче монтировать, чем линейные держатели. Однако предохранители, необходимые для них, найти труднее, чем стандартные плоские предохранители.
Имейте это в виду, если вы путешествуете на длительные периоды времени в районы, где онлайн-покупки могут быть недоступны.
Предохранитель между солнечной панелью и контроллером заряда солнечной батареи должен быть в 1,3 раза больше оптимального рабочего тока панели (спецификацию см. на обратной стороне панели).
Для одной панели мощностью 100 Вт обычно достаточно предохранителя на 10 А.
При установке более одной панели проверьте нашу схему подключения для 200 Вт, чтобы увидеть, чем она отличается для последовательного и параллельного подключения.
Предохранитель между контроллером заряда солнечной батареи и аккумулятором должен иметь такой же номинал, что и контроллер заряда солнечной батареи.
2 x 1250 А. Выключатели батареи
ПОСМОТРЕТЬ ПОСЛЕДНЮЮ ЦЕНУ
Выключатели на линии питания батареи и линиях питания цепи позволяют изолировать батарею.
Выключатель батареи должен быть на больше, чем общая емкость батареи.
Если вы хотите повысить масштаб в будущем, стоит установить больший размер сейчас, чтобы не менять его позже.
С их помощью можно подсоединить кабель к аккумулятору.
Выберите наконечник с номинальным размером больше, чем сечение провода, и с отверстием, достаточно большим, чтобы поместиться на клемму аккумулятора.
1/4” красная и 1/4” черная термоусадка
ПОСМОТРЕТЬ ПОСЛЕДНЮЮ ЦЕНУ
Герметизируйте электрические разъемы термоусадкой для покрытия оголенных проводов.
В этой солнечной установке он понадобится для подключения встроенного предохранителя или предохранителя ANL и разъемов клемм аккумулятора.
Sikaflex 221 (клей для панелей)
ПОСМОТРЕТЬ ПОСЛЕДНЮЮ ЦЕНУ
Используйте этот клей для крепления крепления солнечной панели к крыше фургона.
Это немного грязно, поэтому надевайте латексные перчатки при нанесении.
Вам потребуется около 4 или 5 мм герметика между кронштейном и панелью для прочного соединения. Для отверждения требуется около 24 часов в сухой день.
Предохранители и провода должны быть рассчитаны на нагрузку системы и длину кабеля. Мы рассмотрели все, что вам нужно знать, в нашем посте о проводке для кемперов.
Комплект солнечных панелей мощностью 200 Вт
Если вы предпочитаете не ходить по магазинам, вы можете приобрести предварительно сконфигурированные комплекты солнечных панелей.
Обычно они включают в себя солнечную панель, контроллер заряда солнечной батареи и монтажные кронштейны. Некоторые включают удлинительные провода.
Если вы решите купить солнечный комплект, проверьте, что входит в комплект и какие дополнительные вещи вам нужно будет купить.
И убедитесь, что это экономически целесообразно.
Комплект солнечной панели мощностью 200 Вт включает:
2 монокристаллических солнечных панели 200 Вт, 12 В
Контроллер заряда MPPT 20 А
все кабели и разъемы
монтажные кронштейны
держатели предохранителей.
Корпус кабельного ввода и аккумулятор необходимо приобретать отдельно.
Как установить 200-ваттную солнечную панель
В нашем руководстве подробно описано все, что вам нужно для установки солнечной панели для кемпера.
Бесшовная труба представляет собой цельное изделие металлопроката, не имеющего никаких швов вдоль изделия или по спирали. Зачастую для изготовления подобных изделий применяются специальные прокатные станки. Процедура производства называется прокатка на станках.
Современные технологические разработки становятся с годами более сложными и замысловатыми, требуют разнообразных качественных трубных соединений. Бесшовные трубы используются для упрочнения и обеспечения большей надежности разнообразных трубопроводных конструкций. Такие изделия имеют определенные преимущества перед сварными трубами. Об этих достоинствах пойдет речь в данной статье.
Содержание
Виды бесшовных труб Основные свойства Применение Классификация бесшовных труб Преимущества бесшовных труб
Виды бесшовных труб
Существует несколько основных разновидностей бесшовных изделий металлопроката, отличающихся по способу изготовления.
Бесшовные трубы могут быть:
Горячекатаные;
Цельнотянутые;
Холоднокатаные.
На цельнотянутых трубах отсутствуют любые стыки и швы. Название соответствует способу изготовления. Бесшовная труба отличается достаточно высокими характеристиками плотности и может применяться в ситуациях, когда давление или температура рабочей среды достаточно высокие. Стальные трубы наделены оптимальными для большинства случаев качественными характеристиками.
Цельнотянутые трубы имеют отношение к специальной категории толстостенных. Изготавливаются они из специальных типов стальных сплавов по параметрам, указанным в ГОСТах. Допускается изготовление подобных видов труб из цветных сплавов. Подобные материалы используются в ситуации, когда предусматривается необходимость транспортировки различных химических реагентов по оборудованным коммуникациям. Горячекатаный прокат широко используется при изготовлении криогенной техники.
Основные свойства
Бесшовные трубы считаются одним из наиболее значимых элементов производственных конструкций. Высокая надежность оборудованных магистралей гарантирована, благодаря отсутствию швов в трубах. Изделия достаточно хорошо переносят механическое воздействие, поскольку имеют очень высокие эксплуатационные характеристики.
Разнообразие изготавливаемой продукции обуславливает возможность расширения спектра применения изделий. На отечественном и зарубежном рынках металлопроката существует много видов бесшовных труб, отличающихся по конфигурации, габаритам, форме, а также материалам, из которых они изготовлены. В зависимости от разновидности сечения классифицируются квадратные, круглые или прямоугольные трубы.
Применение бесшовных горячекатаных труб требует достаточно высокой надежности, поэтому их делают максимально прочными.
По ширине стенок горячекатаные трубы делятся на:
Толстостенные.
Тонкостенные.
В толстостенных трубах толщина металлической прослойки достигает 12,5-40 мм. Тонкостенные металлические прослойки дстигают 6-12,5 мм. Точность наружного диаметра может быть обычная или повышенная.
Длина бесшовной трубы составляет от 4 до 12,5 м.
Горячедеформированные изделия изготавливаются из специальной углеродистой легированной стали. По этой причине продукция металлопроката наделена высокой устойчивостью к коррозии может использоваться в условиях взаимодействия с агрессивной химической средой.
Специалисты различают несколько основных классов бесшовных труб, различаемых по свойствам используемого металла:
С нормированием механических качеств;
Химической составляющей;
Механической и химической составляющей;
Корректировка химического состава на изделиях, не прошедших предварительную термическую обработку;
Без химического и механического нормирования.
Существует 5 основных групп горячекатаных изделий:
А – с корректировкой механических характеристик;
Б – с корректировкой химических характеристик;
В – с обязательной корректировкой химических и металлических характеристик;
Г – корректировка химической составляющей и контроль за механическими характеристиками на образцах;
Д – с корректировкой показателей устойчивости к гидравлическому давлению.
Разные классы бесшовных труб наделены индивидуальными техническими характеристиками и применяются там, где подобная специфика оптимальным образом соответствует эксплуатационным запросам пользователей. Например, толстостенные изделия используются для строительства водо- и газопроводных магистралей.
Бесшовные горячекатаные изделия зачастую используются в нефтегазовой промышленности, отрасли машиностроения, а также в коммунальном хозяйстве. Большая часть изготавливаемых в России и Белоруссии изделий металлопроката экспортируется из страны.
Бесшовные трубы, производимые из цельных металлических слитков, нельзя использовать для перевозки вредных веществ, пожароопасных материалов, для транспортировки горячей воды или пара.
Применение
Горячекатаные трубы повсеместно используются в тех отраслях, где нужно исключить вероятность протечки эксплуатируемой рабочей среды. Возможности применения таких изделий безграничны. Бесшовные изделия металлопроката применяются в самых разнообразных отраслях деятельности людей.
Отрасли применения:
Автопром;
Тракторостроение;
Авиация и т.д.
Стальные горячекатаные экземпляры достаточно широко применяются при добыче нефти и других химических реагентов. Благодаря таким изделиям в жилые помещения предоставляются коммунальные услуги. Бесшовные трубы применяются для проведения газа и водопровода, перемещения пара, газа и других полезных в промышленности веществ.
Классификация
Для удобства эксплуатации рассматриваемые изделия делятся на подкатегории:
Класс 1. К нему относятся горячедеформированные изделия для систем без повышенного давления, к которым не предъявляются высокие требования. Например, строительство ограждений, водопровода. Зачастую такие трубы весят немного;
2 класс применяется в процессе оборудования магистральных трубопроводов. Изделия отличаются более высокими характеристиками прочности. Поэтому они подходят для возможной подачи различных жидкостей;
3 класс производится из легированной стали. ГОСТ для таких изделий регламентируется наиболее строго. Такие трубы изготавливаются специально для возможности выдержать высокие нагрузки, большое давление, сохранять прежние эксплуатационные характеристики при повышении температуры рабочей среды. Трубы применяются для установки в печные трубопроводы или современные котловые отопительные агрегаты;
4 класс считается высокопрочными трубами, зачастую используемыми для добычи нефтепродуктов в специальных бурильных устройствах, которые рассчитаны на повышенное давление внутри оборудованных магистралей;
5 класс применяется в автомобильной промышленности и строительстве мостов. Почти все подъемные краны изготовлены из таких труб;
6 класс – высокопрочные трубы с тонкими стенками. В производстве таких изделий используется хромоникелевая сталь. Вес конструкций может быть значительно понижен при использовании подобных технологий. Из подобных труб создаются поршни, подшипники и другие конструктивные элементы.
Трубы 6 класса также применяются в химической промышленности. Подобные изделия наделены достаточно высокими антикоррозийными качествами, они достаточно устойчивы к химическим воздействиям. Они имеют сравнительно небольшой вес. Это дает возможность переводить по таким трубам агрессивные вещества наподобие кислот, щелочей или всевозможных ядовитых газов.
Преимущества бесшовных труб
Рассмотрим основные достоинства, которыми наделены бесшовные трубы отечественного производства:
Надежность и достаточно высокая прочность. Поскольку подобные изделия вытягиваются из металлических заготовок, на них отсутствуют сварные швы или другие соединения. Следовательно, прочность таких изделий максимально высокая;
Термостойкость. Трубы достаточно устойчивы к высоким температурам, а также к очень низким;
Высокая продолжительность эксплуатационного периода;
Устойчивость к коррозии;
Некоторые изделия имеют сравнительно небольшой вес;
Могут производиться тонкостенные или толстостенные трубы.
Современные технологические разработки становятся все сложнее с каждым днем. Для того, чтобы все системы работали исправно, необходим качественный металлопрокат.
Спецификация труб из нержавеющей стали | Бесшовные трубы | Мягкая сталь
КВАДРАТНЫЕ ПОЛЫЕ ПРОФИЛИ (ШС)
РАЗРЕЗ ШС(ММ)
Глубина D (мм)
Ширина В (мм)
Толщина Т (мм)
Вес Вт (кг/м)
Мт/тонна
16×16
16.00 16.00
16. 00 16.00
1,80 2,40
0,83 1,07
1204 935
19×19
19.00 19.00
19.00 19.00
1,80 2,40
0,99 1,29
1010 775
25×25
25.00 25.00
25.00 25.00
2,60 3,20
1,69 1,98
592 505
30×30
30. 00 30.00 30.00
30.00 30.00 30.00
2,60 3,20 4,00
2,10 2,49 2,94
476 402 340
40×40
40.00 40.00 40.00 40.00
40.00 40.00 40.00 40.00
2,60 3,20 3,60 4,00
2,92 3,49 3,85 4,20
342 287 260 238
50×50
50.00 50.00
50.00 50.00
2,90 3.20
4,35 4,77
230 210
70×70
70. 00 70.00 70.00
70.00 70.00 70.00
3,20 4,00 4,80
6,71 8,22 9.66
149 122 104
80×80
80.00 80.00 80.00
80.00 80.00 80.00
3,60 4,50 4,90
9,38 11,52 12,44
107 87 80
100×100
100,00 100,00 100,00
100,00 100,00 100,00
3,60 4,50 5,40
9,67 11,88 14,01
103 84 71
120×120
120. 00 120.00
120.00 120.00
4,80 5,40
15,92 17,74
63 56
132×132
132,00 132,00
132.00 132.00
4,80 5,40
18,71 20,88
53 48
150×150
150.00
150.00
5.00
22.26
45
ПРЯМОУГОЛЬНЫЕ ПОЛЫЕ СЕКЦИИ (правая сторона)
РАЗРЕЗ ШС (мм)
Глубина D (мм)
Ширина В (мм)
Толщина Т (мм)
Вес Вт (кг/м)
Мтс. /тонна
30X20
30.00
20.00
2,00
1,47
680
40Х20
40.00
20.00
2,00
1,78
562
50X25
50.00 50.00
25.00 25.00
2,90 3,20
2,98 3,24
336 309
60X40
60. 00
40.00
2,90
4.12
243
66С33
66.00 66.00 66.00
33.00 33.00 33.00
2,90 3,60 4,50
4,07 4,93 5,95
246 203 168
70х30
70.00 70.00 70.00
30.00 30.00 30.00
2,90 3,20 4,00
4,12 4,50 5,45
243 222 183
80х40
80. 00 80.00 80.00
40.00 40.00 40.00
2,90 3,20 4,00
5,03 5,50 6,71
199 182 149
96X48
96.00 96.00 96.00
48.00 48.00 48.00
3,20 4,00 4,80
6,71 8,22 9,66
149 122 104
122X61
122.00 122.00 122.00
61.00 61.00 61.00
3,60 4,50 5,40
9,67 11,88 14,01
103 84 71
145X82
145. 00 145.00
82.00 82.00
4,80 5,40
15,92 17,74
63 56
172X92
172.00 172.00
92.00 92.00
4,80 5,40
18,71 20,88
53 48
9 КЛАСС0007
Т.С. (мин)
Ю.С. (мин)
Удлинение
МПа
МПа
25,4 мм и менее
Более 25,4 мм
YST-210 YST-240 YST-310
330 410 450
210 240 310
12 10 8
20 15 10
О. Д.
+/-0,5 мм
Толщина
+/-10%
Вес
(1) Однотрубный
-8%+10%
(2) На партиях по 10 тонн
+7,5%
Размеры и вес Сварные и бесшовные трубы из кованой стали в соответствии с ASME B36.
10 часть J
NPS (DN)
ID
СЧ
Внешний диаметр дюйм (мм)
ШТ дюйм (мм)
Вес фунт/фут (кг/м)
48 (1200)
…
…
48,0 (1219)
0,344 (8,74)
175,25 (260,86)
48 (1200)
СТД
…
48,0 (1219)
0,375 (9,53)
190,92 (284,25)
48 (1200)
…
…
48,0 (1219)
0,406 (10.31)
206,56 (307,32)
48 (1200)
…
…
48,0 (1219)
0,438 (11,13)
222,7 (331,54)
48 (1200)
. ..
…
48,0 (1219)
0,469 (11,91)
238,3 (354,54)
48 (1200)
хз
…
48,0 (1219)
0,5 (12,7)
253,89 (377,81)
48 (1200)
…
…
48,0 (1219)
0,562 (14,27)
285,0 (423,97)
48 (1200)
…
…
48,0 (1219)
0,625 (15,88)
316,52 (471,17)
48 (1200)
…
…
48,0 (1219)
0,688 (17,48)
347,97 (517,95)
48 (1200)
…
…
48,0 (1219)
0,75 (19,05)
378,83 (563,74)
48 (1200)
…
. ..
48,0 (1219)
0,812 (20,62)
409,61 (609,4)
48 (1200)
…
…
48,0 (1219)
0,875 (22,23)
440,8 (656,1)
48 (1200)
…
…
48,0 (1219)
0,938 (23,83)
471,9 (702,38)
48 (1200)
…
…
48,0 (1219)
1,0 (25,4)
502,43 (747.67)
48 (1200)
…
…
48,0 (1219)
1,062 (26,97)
532,88 (792,84)
48 (1200)
…
…
48,0 (1219)
1,125 (28,58)
563,73 (839,04)
48 (1200)
…
…
48,0 (1219)
1,188 (30. 18)
594,5 (884,82)
48 (1200)
…
…
48,0 (1219)
1,25 (31,75)
624,7 (929,62)
52 (1300)
…
…
52,0 (1321)
0,375 (9,53)
206,95 (308,23)
52 (1300)
…
…
52,0 (1321)
0,406 (10,31)
223,93 (333,26)
52 (1300)
…
…
52,0 (1321)
0,438 (11,13)
241,42 (359,54)
52 (1300)
…
…
52,0 (1321)
0,469 (11,91)
258,36 (384,5)
52 (1300)
…
…
52,0 (1321)
0,5 (12,7)
275,27 (409,76)
52 (1300)
. ..
…
52,0 (1321)
0,562 (14,27)
309,03 (459,86)
52 (1300)
…
…
52,0 (1321)
0,625 (15,88)
343,25 (511,12)
52 (1300)
…
…
52,0 (1321)
0,688 (17,48)
377,39 (561,93)
52 (1300)
…
…
52,0 (1321)
0,75 (19,05)
410,9 (611,66)
52 (1300)
…
…
52,0 (1321)
0,812 (20,62)
444,33 (661.27)
52 (1300)
…
…
52,0 (1321)
0,875 (22,23)
478.21 (712.02)
52 (1300)
.. .
…
52,0 (1321)
0,938 (23,83)
512.01 (762.33)
52 (1300)
…
…
52,0 (1321)
1,0 (25.4)
545,19 (811,57)
52 (1300)
…
…
52,0 (1321)
1,062 (26,97)
578,29 (860,69)
52 (1300)
…
…
52,0 (1321)
1,125 (28,58)
611,84 (910,93)
52 (1300)
…
…
52,0 (1321)
1,188 (30,18)
645,3 (960,74)
52 (1300)
…
…
52,0 (1321)
1,25 (31,75)
678,15 (1009,49)
56 (1400)
…
. ..
56,0 (1422)
0,375 (9,53)
222,99 (331,96)
56 (1400)
…
…
56,0 (1422)
0,406 (10,31)
241,29 (358,94)
56 (1400)
…
…
56,0 (1422)
0,438 (11,13)
260,15 (387,26)
56 (1400)
…
…
56,0 (1422)
0,469 (11,91)
278,41 (414,17)
56 (1400)
…
…
56,0 (1422)
0,5 (12,7)
296,65 (441,39)
56 (1400)
…
…
56,0 (1422)
0,562 (14,27)
333,06 (495,41)
56 (1400)
…
…
56,0 (1422)
0,625 (15,88)
369,97 (550,67)
56 (1400)
. ..
…
56,0 (1422)
0,688 (17,48)
406,8 (605,46)
56 (1400)
…
…
56,0 (1422)
0,75 (19,05)
442,97 (659,11)
56 (1400)
…
…
56,0 (1422)
0,812 (20,62)
479,05 (712,63)
56 (1400)
…
…
56,0 (1422)
0,875 (22,23)
515,63 (767,39)
56 (1400)
…
…
56,0 (1422)
0,938 (23,83)
552.12 (821.68)
56 (1400)
…
…
56,0 (1422)
1,0 (25,4)
587,95 (874,83)
56 (1400)
…
. ..
56,0 (1422)
1,062 (26,97)
623,7 (927,86)
56 (1400)
…
…
56,0 (1422)
1,125 (28,58)
659,94 (982,12)
56 (1400)
…
…
56,0 (1422)
1,188 (30,18)
696,1 (1035,91)
56 (1400)
…
…
56,0 (1422)
1,25 (31,75)
731,6 (1088,57)
60 (1500)
…
…
60,0 (1524)
0,375 (9,53)
239,02 (355,94)
60 (1500)
…
…
60,0 (1524)
0,406 (10,31)
258,65 (384,87)
60 (1500)
…
…
60,0 (1524)
0,438 (11,13)
278,88 (415,26)
60 (1500)
…
…
60,0 (1524)
0,469 (11,91)
298,47 (444,13)
60 (1500)
…
…
60,0 (1524)
0,5 (12,7)
318.03 (473.34)
60 (1500)
…
…
60,0 (1524)
0,562 (14,27)
357,09 (531,3)
60 (1500)
…
…
60,0 (1524)
0,625 (15,88)
396,7 (590,62)
60 (1500)
…
…
60,0 (1524)
0,688 (17,48)
436,22 (649,44)
60 (1500)
…
…
60,0 (1524)
0,75 (19,05)
475. 04 (707.03)
60 (1500)
…
…
60,0 (1524)
0,812 (20,62)
513,77 (764,5)
60 (1500)
…
…
60,0 (1524)
0,875 (22,23)
553.04 (823.31)
60 (1500)
…
…
60,0 (1524)
0,938 (23,83)
592,23 (881,63)
60 (1500)
…
…
60,0 (1524)
1,0 (25,4)
630,71 (938,73)
60 (1500)
…
…
60,0 (1524)
1,062 (26,97)
669.11 (995.71)
60 (1500)
…
…
60,0 (1524)
1,125 (28,58)
708.05 (1054. 01)
60 (1500)
…
…
60,0 (1524)
1,188 (30,18)
746,9 (1111,83)
60 (1500)
…
…
60,0 (1524)
1,25 (31,75)
785.05 (1168.44)
Заметки:
Размер всех труб в приведенной выше таблице определяется безразмерным обозначением номинального размера трубы (NPS) или номинального диаметра (DN).
г.
Трубы NPS 12 (DN 300) и меньше имеют наружные диаметры, численно превышающие их соответствующие размеры. Напротив, наружные диаметры труб численно идентичны номеру размера для всех размеров.
Производство труб от NPS 1/8 (DN 6) до NPS 12 (DN 300) включительно основано на стандартном наружном диаметре (НД).
Этот Н.Д. изначально было выбрано так, чтобы труба со стандартным Н.Д. и имея толщину стенки, типичную для того периода, внутренний диаметр (внутренний диаметр) примерно равнялся номинальному размеру. Хотя такой зависимости между существующей стандартной толщиной — Н.Д. и номинальный размер — эти номинальные размеры и стандартные наружные диаметры продолжают использоваться в качестве стандартных.
г.
Производство труб NPS 14 (DN 350) и более осуществляется на основе наружного диаметра. соответствует номинальному размеру.
ТРУБА NPS/DN/OD
Допуск на допустимый внешний диаметр
Более
Ниже
дюймов
мм
дюймов
мм
NPS от 1/8 до 1,1/2 DN от 6 до 40 Внешний диаметр от 10,3 до 48,3 мм
1/64
0,4
1/64
0,4
От 1,1/2 до 4 DN от 40 до 100 Наружный диаметр от 48,3 до 114,3 мм
1/32
0,8
1/32
0,8
От 4 до 8 DN от 100 до 200 Внешний диаметр от 114,3 до 219,1 мм
1/16
1,6
1/32
0,8
От 8 до 18 DN 200 до 450 НД 219,1 до 457 мм
3/32
2,4
1/32
0,8
От 18 до 26 DN от 450 до 650 Наружный диаметр от 457 до 660 мм
1/8
3,2
1/32
0,8
Допуск на внутренний диаметр труб
Кованые, расточенные и литые трубы. Внутренний диаметр не должен отличаться от указанного более чем на 1/16 дюйма (1,6 мм). Не должно быть отклонений от заданного внутреннего диаметра.
г.
Допуск на толщину стенки трубы
ТРУБА NPS/ DN/ OD
Допуск, % от номинального
Более
Под
NPS от 1/8 до 2,1/2, вкл. все отношения t/D DN от 6 до 65 OD от 10,3 до 73,0, мм
20,0
12,5
NPS от 3 до 18, вкл. т/д до 5% DN от 80 до 450 НД от 88,9 до 457, мм
22,5
12,5
NPS от 3 до 18, вкл. т/д > 5% DN от 80 до 450 НД от 88,9 до 457, мм
15,0
12,5
NPS 20 и больше, вкл. сварные, все соотношения т/д DN 500 OD 508, мм
17,5
12,5
NPS 20 и больше, вкл. бесшовные, т/д до 5% DN 500 OD 508, мм
22,5
12,5
NPS 20 и больше, вкл. бесшовные, т/д > 5% DN 500 OD 508, мм
15,0
12,0
Допуск по весу труб
Допуск по весу труб зависит от номинального размера трубы.
Трубы NPS 12 (DN300, 323,8 мм) и меньше, допуск по массе .. -3,5% / +10%
Трубы от NPS 12 (DN300, 323,8 мм), допуск по весу -5% / +10%
Трубы размером NPS 4 (DN100, 114,3 мм) и меньше можно взвешивать удобными партиями; трубы размером более NPS 4 должны взвешиваться отдельно
г.
Допуски по длине труб
Бесшовные и сварные (без добавления присадочного металла). Если заказаны отрезки определенной длины, никакая длина трубы не должна быть меньше указанной длины и не должна превышать указанную более чем на 1/4 дюйма (6,35 мм).
Кованые и расточенные, литые и литые холоднодеформированные.
Чем заменить паяльную кислоту в домашних условиях?
Паяльная кислота входит в число наиболее востребованных видов флюсов, когда речь идет об использовании ее при сложных работах, то есть при паянии металлов, тяжело поддающихся обработке. Она характеризуется высокой степенью агрессивности, благодаря чему отлично справляется с устранением жировых пленок, окислов и иных видов загрязнений с поверхности перед пайкой. Кроме того, кислота обеспечивает формирование защитной пленки, которая препятствует негативному воздействию на металл факторов внешней среды.
Однако при работе с простыми соединениями, особенно в тех случаях, когда используются тонкие металлические элементы, от применения паяльной кислоты лучше отказаться. Опасность заключается в том, что она попросту может разъесть металл, поэтому иногда лучше поискать другой вариант флюса.
Чрезвычайно важно обращать внимание на концентрацию паяльной кислоты, поскольку она может реализовываться в концентрированном и разбавленном виде. Для каждого конкретного случая должен быть раствор подходящей силы, чтобы не было негативных последствий.
Использование излишне концентрированной кислоты для паяния категорически не допускается. В том случае, если под рукой отсутствует раствор необходимой концентрации, следует позаботиться о том, чтобы довести его до нужных параметров, или же воспользоваться другим веществом, имеющим аналогичные свойства.
Достоинства паяльной кислоты
Превосходно подходит для использования при работе с металлами, тяжело поддающимися пайке.
Имеет довольно низкую цену, кроме того, ее можно приготовить самостоятельно.
Отлично справляется с устранением налетов и окислов, одновременно препятствуя их дальнейшему образованию.
Отрицательные моменты
Из-за излишне агрессивной среды невозможно работать с тонкими деталями.
Непосредственный контакт с кожей человека может привести к крайне тяжелым последствиям, так как кислота способна разъесть не только кожный покров, но и мышечные ткани.
Кислота имеет крайне неприятный запах, а выделяемые при использовании вещества пары чрезвычайно вредны для органов дыхания.
Чем может быть заменена паяльная кислота?
Существует не так много веществ, которые можно рассматривать в качестве альтернативы данной кислоте. Часть из них без проблем готовится в домашних условиях, хотя и не всегда при этом удается получить заданные свойства.
Одним из наиболее простых и доступных веществ, которые можно использовать вместо паяльной кислоты, является водный раствор обыкновенного аспирина. Для его получения необходимо просто взять таблетку, измельчить ее для более быстрого растворения, засыпать в емкость с водой и тщательно перемешивать до тех пор, пока не останется ни одной твердой частицы. Использование полученного раствора аналогично другим видам флюса. Несомненным преимуществом такого вещества является его абсолютная безвредность и безопасность.
Также можно применять лимонную или уксусную кислоту, однако они обладают не столь высокой эффективностью, как паяльная. Реализовываются они уже в разбавленном виде, поэтому никаких дополнительных манипуляций с ними проводить не требуется.
Еще один вариант – концентрированная соляная кислота. Она является одним из главных компонентов оригинального флюса, но может также применяться для изготовления паяльной кислоты в домашних условиях. Благодаря своей высокой агрессивности, она позволяет качественно избавиться от самых различных видов загрязнений и гарантирует надежную защиту. Однако она опасна для здоровья и может разъесть тонкие элементы, поэтому данные аспекты следует учитывать при пайке.
Хорошо зарекомендовал себя активный паяльный жир, который отлично справляется с загрязнениями. Также несомненным его плюсом является удобство использования и простота размещения на поверхности изделия. Однако, как и паяльная кислота, он относится к высокоагрессивным веществам, которые таят в себе опасность для здоровья человека и не рекомендуются для использования с тонкими изделиями из металла.
Достойной альтернативой паяльной кислоте является ортофосфорная. Она проста в использовании, доступна, хорошо справляется с оксидными, жировыми и прочими пленками и налетами, но при этом щадящее относится к металлам.
При отсутствии под рукой оригинальной паяльной кислоты можно самостоятельно приготовить ей замену в домашних условиях. Безусловно, у нее не будет столь богатого состава, однако она все равно отлично справится с поставленными перед ней задачами.
Заключение
Вместо традиционной паяльной кислоты можно задействовать массу других веществ, имеющих различные свойства, но схожих по своему действию. Какие-то из них следует использовать с осторожностью, помня об их высокой агрессивности, другие же являются абсолютно безопасными, как для металла, так и для человека. Для каждого конкретного случая можно подобрать наиболее подходящий по своим свойствам аналог, который позволит безболезненно перенести отсутствие паяльной кислоты. Для многих видов сварки плавлением используется специальная сварочная проволока, которая отличается по размеру, диаметру и свойствам
Подручные средства для замены канифоли
Любая пайка может быть успешной только при соблюдении всех требований к выполнению процедуры. Одним из главных условий является использования многокомпонентного флюса или обычной канифоли.
В продаже имеется достаточное количество готовых средств. Самым доступным, популярным признана канифоль. Случается так, что материала нет под руками, а припаять что-то нужно срочно.
Приходится соображать, чем можно заменить канифоль без ущерба для результата работы. Благо, выпускается большое количество специальных флюсов, а помимо них, можно использовать подручные средства.
Требования к материалам
Любой флюс предназначен для удаления оксидного налета на металлических деталях, предотвращения окисления при пайке, улучшения распределения припойной массы в рабочей зоне.
Канифоль благополучно справляется с задачей. Соединения получаются качественными и долговечными.
Размышляя над тем, чем заменить канифоль в домашних условиях, следует помнить о необходимости выполнения припоем всех функций.
Замена должна соответствовать ряду следующих требований:
иметь невысокую температуру плавления и небольшую плотность;
хорошо расплавляться паяльником;
не растекаться вне рабочей зоны;
эффективно растворять оксиды;
равномерно распределяться по поверхности;
не вступать в реакции с металлом деталей и припоем;
подлежать легкому удалению по окончании работы.
Продукты разложения флюса вместе с растворенными оксидами должны легко выталкиваться расплавом припоя из зоны формирования шва.
Натуральная светло-желтая канифоль, похожая на стеклообразную массу, — идеальный вариант. Чем ее можно заменить – подсказывают опытные умельцы.
Аспирин и электролит из батарейки
Многие мастера считают самым доступным вариантом – применение аптечного аспирина.
Обращаем внимание на то, что заменить канифоль шипучими таблетками не удастся. Они содержат наполнители (соединения натрия), которые при пайке не нужны. Поэтому применяют самый обычный простой аспирин.
Таблетки следует растолочь до порошкообразного состояния и растворить в воде или обычном винно-водочном спирте. Можно взять одеколон в качестве растворителя.
Растворяется ацетилсалициловая кислота хорошо. Ее свойств бывает достаточно для очистки поверхности, удаления грязи. Она может заменить канифоль без труда.
Неудобство состоит в необходимости проведения работы под вентиляционной вытяжкой или в проветриваемом месте. Припои без канифоли с аспирином при нагревании выделяет резко пахнущие вредные газы. Дышать ими не нужно и невозможно.
Если аспирина рядом нет, заменить канифоль рекомендуют электролитом от использованной солевой батарейки. Важно, чтобы она не была щелочной.
Жир, смола, янтарь
Хорошо расплавляется, распределяется на поверхности животный жир. Подойдет любой жир как пищевой, так и технический.
Запахи при работе исходят неприятные, но переносить их некоторое время можно без вентиляции.
Многие умельцы, особенно живущие в окружении лесов, применяют обычную смолу деревьев. Она легко плавится, хорошо растекается по поверхности рабочей зоны.
Есть положительные отзывы об использовании смолы елей, сосен. Ее собирают в обычной банки из жести, измельчают, насколько это возможно, а затем потихоньку растапливают на водяной бане.
Расплав нужно постоянно помешивать, убирая из него иголки и древесные частицы. Этот материал по составу максимально приближен к канифоли. Поэтому заменить ее таким способом можно без проблем.
Для пайки железа древесную смолу советуют растворить в пищевом уксусе. Обращаем внимание на то, что применять эссенцию или концентрированную уксусную кислоту нельзя.
Очень подходит для применения в качестве флюса янтарь. Совет приемлем для жителей регионов, в которых янтарь добывают. Всем остальным заменить канифоль янтарем сложно. Цена слишком высока.
Нестандартные способы
Если нет рядом канифоли для пайки, можно использовать материал для натирания смычков. Он лучше очищен. Все свойства сохранены. Стоимость замены будет ощутимой.
Сообразительные мастера, у которых есть припои с флюсом, предлагают замочить его в спирте, дождаться пока канифоль вся растворится. Времени это занимает немного.
Говорят, что таким спиртовым экстрактом заменить канифоль удается с успехом. Спиртовая составляющая постепенно улетучится. Твердый компонент соответствует требованиям, предъявляемым к флюсам.
При работе со старой аппаратурой заменить канифоль можно остатками в местах старой пайки. Нужно прикоснуться туда проводком и паяльником, сделать соединение. Этот метод приемлем для экстремальных ситуаций при не очень высоких требованиях к швам.
Кислоты со стеарином
Случается так, что рядом не оказывается ничего подходящего для замены. Тогда для удаления оксидов подойдет любая кислота, кроме концентрированной серной и азотной.
Для предотвращения окисления металла можно тщательно зачистить его и припой, затем покрыть их стеарином. Стеарин (парафин) можно взять из свечек.
Перед нанесением защитного слоя на металл стеарин нужно расплавить, не перегревая. Защитный слой исключит контакт с кислородом. Пайку следует проводить под стеариновым слоем.
Некоторые мастера, чтобы заменить канифоль, на зачищенную поверхность металла намазывают всем известный клей БФ-6. Паять при этом нужно, сильно прижимая паяльник.
Приведенные способы – это «скорая помощь» паяльщика. При неожиданных ситуациях выход всегда можно найти с помощью простых и доступных средств. Но все же для качества пайки лучше использовать специальные средства.
Правила применения флюсов для пайки микросхем
Пайка представляет собой процесс соединения радиоэлементов между собой, и для этого требуется применение различных присадочных материалов, таких как припой и флюс.
Припой представляет собой металл или сплав различных металлов, имеющий температуру плавления меньшую, чем в соединяемых металлах. Он обеспечивает прочное соединение и заполняет зазоры между соединяемыми частями заготовки.
Требования к флюсам
Для улучшения спаивания деталей и качества получаемого соединения, а также очищения поверхности от оксидной пленки и жировых загрязнений, применяются различные флюсы. Любой применяемый в работе флюс должен выполнять следующие требования:
Температура плавления должна быть ниже температуры плавления припоя. Это основное условие качественного соединения деталей.
Не должен вступать в реакцию с припоем.
Должен обеспечивать хорошее растекание припоя по поверхности и смачивать все обрабатываемые изделия.
Должен удалять и разрушать все оксидные и жировые пленки.
Остатки должны хорошо смываться с поверхностей.
Флюсы принято делить на активные и нейтральные в зависимости от наличия в их составе кислот. Кислотные активно взаимодействуют с многими растворяемыми оксидными пленками и жирами.
При этом они выделяют токсичные вещества при испарении и могут со временем повредить печатную плату, если их не удалить. Это связано с тем, что активная кислота, входящая в состав данных флюсов, хорошо растворяет различные металлы, например, те, из которых состоят радиодетали и сама плата.
Нейтральные варианты зачастую лишены этих недостатков, но пайка проходит не так качественно, как при применении кислотных.
Группы флюсов
Все существующие препараты можно разделить по эффективности на три группы согласно ГОСТу:
Нейтральная группа. Из-за почти нулевой активности компонентов данные флюсы слабо очищают поверхности, а припои, которые используются с ними, должны быть легкоплавкими. Применяются при работе с медными материалами, медью, покрытой кадмием, серебром и оловом. К этой категории относят канифоли, воски, древесные смолы и стеарин.
Слабокоррозийная группа. Для нее характерно растворение в спирте, воде, различных жирах и слабых кислотах. Одним из обязательных компонентов каждого флюса данной группы является канифоль, обеспечивающая антикоррозийную функцию. В процессе пайки хорошо испаряется, разлагается и сгорает.
Сильная коррозийная группа. Компонентами данных флюсов являются хлориды, фториды и сильнейшие неорганические кислоты. Изготавливаются в виде паст и в твердом виде, способны разрушать стойкие оксидные пленки на черных и цветных металлах.
Обзор различных флюсов для пайки
Канифоль. Различают канифоль по количеству в ней жирных кислот, чем темнее — тем больше кислот в составе. Хоть и является неактивным флюсом, но учитывая наличие кислот в составе, остатки канифоли лучше удалять с пайки. Является самым популярным и доступным материалом. К недостаткам можно отнести выделение большого количества дыма при пайке и быстрое покрытие копотью жала паяльника. Твердую канифоль тяжело использовать при пайке, поэтому ей лудят паяльники и провода, а для соединения радиоэлементов лучше применять жидкую канифоль в спирту.
Паяльная кислота. Состав данного флюса включает в себя сильные кислоты — ортофосфорную или соляную и хлористого цинка, который может достигать 50% в растворе. Доступный и дешевый материал, разъедающий все жировые пленки и позволяющий спаивать почти любые виды металлов. Но кислота очень токсична, поэтому работы следует проводить вне жилых помещений с применением индивидуальных средств защиты. Помимо этого, является неплохим проводником электричества, даже малейший остаток на соединении разъест дорожки платы, поэтому ее лучше не использовать совсем.
Бура. Является солью борной кислоты и представлена в виде порошка. Для получения жидкого флюса ее смешивают с борной кислотой и водой. Работает при очень высоких температурах, поэтому ее можно применять при работах со строительным феном. Бура — активный флюс, поэтому необходимо тщательно смывать остатки.
Паяльный жир. В зависимости от состава может быть как нейтральным, так и активным. Состоит из канифоли, вазелина, парафина, хлоридов цинка и аммония. Очень хорошо показывает себя при очищении сильно загрязненных поверхностей, поскольку парафин в составе вытягивает всю грязь от места пайки. Медленно испаряется, почти не дает нагара, но остатки долго испаряются.
ЛТИ 120. Состав представлен канифолью (20%), этиловым спиртом (95%) и вспомогательными добавками, такими как триэтаноламин (2%) и диэтиламин солянокислый (3−5%). Обладает низкой стоимостью, не проводит электрический ток, что позволяет использовать этот флюс для пайки радиодеталей. В комплекте часто идет удобная кисточка, которой легко наносить материал на место пайки. К некоторым недостаткам можно отнести быстрое испарение и потенциальную токсичность.
СКФ. Спирто-канифольный флюс состоит из этилового спирта (60−80%) и сосновой канифоли (20−40%). Неактивный материал, который можно изготовить самостоятельно, добавив в спирт измельченную канифоль. Слабо коптит, удобен в нанесении. К недостатку относят быстрое высыхание по причине испарения спирта, поэтому хранить его следует в плотно закрытой таре.
Оксидал. Применяется для чистки жала паяльника, а также пайки сильно окисленных и загрязненных медных проводов.
Вышеперечисленные материалы являются самыми доступными и популярными. Кроме них существуют специальные флюсы в виде гелей, но они обладают очень высокой стоимостью и вряд ли потребуются в любительском радиоделе.
Чем заменить флюс для пайки
При отсутствии флюса и невозможности его приобретения можно применять некоторые подручные материалы, но следует помнить, что качество пайки будет очень низким, а остатки материала зачастую трудноудалимы или токсичны. Тем не менее о некоторых адекватных вариантах следует знать.
Аспирин. Салициловая кислота или раствор таблетки аспирина в воде может применяться при пайке, но его пары слишком токсичные, и очень желательно работать в нежилых помещениях с хорошей вентиляцией, а лучше всего на открытом воздухе. Обладает всеми недостатками активных флюсов, требует обязательной промывки поверхности после пайки.
Нашатырь, а также лимонная или уксусная кислота тоже может применяться как замена флюсам, при этом их концентрация не требует дополнительного разведения водой.
Глицерин может подойти для пайки радиодеталей на плате, но имеет остаточное сопротивление и хорошую гигроскопичность, поэтому обязательно промывается с платы.
Следует помнить, что пайка будет качественной в том случае, когда флюс подобран правильно. Для каждого металла есть идеально подходящие флюсы, а другие могут не сработать. Помимо этого, очень не рекомендуется паять платы активными флюсами, особенно имеющими в своем составе кислоты, поскольку при неполном удалении остатков флюса с поверхности печатной платы активные компоненты будут уничтожать токопроводящие медные дорожки.
Паять детали следует паяльником с идеально залуженным жалом, а при появлении нагара стараться очищать жало в оксидале, это позволит провести очень хорошую пайку. По завершении работ остатки флюса с поверхности спаянных деталей и плат обязательно нужно удалять подходящим способом. Дорожки платы можно покрывать специальными лаками, например, цапонлаком, это позволит защитить их от влаги.
Как выбрать флюс для пайки.
Сначала надо разобраться что такое флюс. Флюс это вещество, которое позволяет горячему жидкому припою смачивать места пайки. После остывания припоя образуется пайка. Если это сделать без флюса, то получится холодная пайка, которая может отвалиться сразу или со временем. Все флюсы в горячем состоянии проявляют кислотные свойства. Многие являются кислотами и при обычной температуре, например ортофосфорная кислота, паяльная кислота. Чем выше кислотные свойства во время пайки тем сильнее флюс, качественнее и быстрее будет пайка. Вот список выпускаемых нами флюсов в порядке увеличения их активности. Чем больше номер тем выше активность флюса.
Канифоль
Жидкая канифоль
Флюс паста
Жидкая канифоль LUX
канифоль гель
канифоль гель актив
ЛТИ-120 LUX
ЛТИ-120
Глицерин гидразиновый флюс
ФИМ
Ф-34
Паяльная кислота
Ортофосфорная кислота
Ф-64
А значит ли это, что можно взять самый сильный флюс и спаять всё? Увы нет. Например самый сильный флюс выпускаемый нами это Ф-64 — флюс для алюминия и он имеет соответствующую для этого химию. А вот для пайки меди самой сильной окажется «Ортофосфорная кислота». Но в остальном, если Вам не хватает активности флюса, надо посмотреть на этот список и взять более активный, следующий по номеру. Отрезвит от выбора слишком активного флюса и список безопасности остатков:
Паяльная кислота
Ортофосфорная кислота
Ф-64
Ф-34
ФИМ
Глицерин гидразиновый флюс
ЛТИ-120 Lux
ЛТИ- 120
Жидкая канифоль LUX
Канифоль гель Актив
Канифоль гель
Жидкая канифоль
Флюс паста
Канифоль
Самый высокий номер — самый безопасный флюс. Надо понимать, что выбирая более активный флюс Вы увеличиваете опасность окисления места пайки. Но даже остывающая канифоль может создавать на полированной меди зеленоватый налёт.
Выбор флюса по теме пайки
1. Пайка радиодеталей небольшого размера на печатную плату.
Если все детали залужены то Вам подойдёт Жидкая канифоль или ЛТИ-120. Удалять остатки не требуется, но добейтесь их высыхания т.к. жидкие остатки могут иметь мегоомные сопротивление. Жидкую канифоль может заменить флюс паста, благодаря своей пастообразной форме и не сохнущей основе она имеет некоторые преимущества. Остатки безопасны, но трудны в удалении. Современным средством замены Жидкой канифоли и флюс пасты является Канифоль гель. Обладая всеми преимуществами обоих флюсов он, состоя из видоизменённой канифоли, так же легко удаляется как Жидкая канифоль., при этом обладает более высокой активностью. Гелеобразной заменой ЛТИ-120 является Канифоль гель Актив. По структуре это Канифоль гель а по активности сравним с ЛТИ-120. Канифоль для пайки радиодеталей сегодня применяется уже достаточно редко. Стали широко применяются ЛТИ-120LUX и Жидкая канифоль LUX благодаря их модному свойству абсолютной смываемости водой. К закисшим радиодеталям лучше применить ЛТИ-120 или Канифоль гель актив, а так же новые флюсы ЛТИ-120LUX и Жидкая канифоль LUX.
2. Пайка радиодеталей небольшого размера на печатную плату.
Великолепно справляются с радиодеталями больших размеров канифольные активированные флюсы: ЛТИ-120 или Канифоль гель актив. Так же очень хорошо себя зарекомендовал флюс Глицерин гидразиновый, но после него надо обязательно отчищать места пайки с горячей водой от остатков глицерина. Остатки Глицерин гидразинового флюса не окисляют пайку и для деталей не связанных с электроникой деталей остатки допустимы, но на печатной плате возможны остаточные мега омные сопротивления.
3. Железо, медь, латунь. Детали небольшого размера.
Когда детали малы и к кислотным флюсам можно не прибегать берут Глицерин гидразиновый флюс или ЛТИ-120. Содержащие воду ЛТИ-120LUX и Жидкая канифоль LUX так же могут справиться с этой задачей. Частенько и флюс паста помогает. Иногда важнее не активность флюса а сколько времени он не испарится при температуре пайки, так как деталь ещё прогреть надо а за это время активный, но быстроиспаряющийся флюс испарится. Тут и пригождается флюсы на водной основе, такие как ЛТИ-120LUX и Жидкая канифоль LUX, Глицерин гидразиновый. Кроме того не сохнущие флюсы Канифоль гель Актив и флюс паста по той же причине что и водные могут весьма полезны. В отличии от водных флюсов они не шипят а красиво плавятся.
В таких случаях берут кислотные флюсы: Паяльную кислоту, Фим, Ортофосфорную кислоту. Кислотные флюсы начинают работать моментально и создаётся впечатление, что деталь нужно меньше греть. Это иллюзия, но она отражает насколько легче поддаются детали пайке при использовании кислотных флюсов. По активности Ортофосфорная кислота и Паяльная кислота более менее похожи. Флюс ФИМ обладает меньшей активностью. Различаются они по своим остаткам после пайки, а для таких активных кислотных флюсов это очень важно. Раньше всех начинают взаимодействовать с металлами остатки Ортофосфорной кислоты. Это тёмнно-серые налёты фосфатов. Но эти остатки достаточно стабильны и создают прочную фосфатную плёнку защищающую металл от окисления. Достаточно сказать что этой кислотой в автомастерских пользуются вместо ненадёжного в гаражных условиях цинкования. Фосфатные покрытия, получаемые таким образом, надёжно защищают железо от ржавчины. Чуть дольше проявляет себя Cl паяльной кислоты. Остатки это хлориды металла которые образуют некрасивые окислы. Если это железо, применяемое на открытом воздухе, то это может стать катализатором очага ржавчины. И на конец флюс ФИМ. Остатки его, в виду малого содержания ортофосфорной кислоты, мало корродийны, поэтому он хорошо подходит для чистых но активных паек. Вопрос который очень часто встаёт у людей паяющих активными флюсами: Что делать когда Вы паяете изделие и последний шов закрывает ёмкость? Часть флюса останется внутри и удалить его уже не получится. Ответ на этот вопрос был найден в советское время при запайке герметичных корпусов инфракрасных приборов для спутников. Последний шов выполнялся исключительно ортофосфорной кислотой. Количество подбиралось ровно столько, сколько необходимо для пайки. Флюс наносился заострённой размоченной в кислоте деревянной палочкой. Достаточность флюса определялась тем насколько разбрызгивается флюс. Проводились контрольные вскрытие после климатических испытаний. На внутренней стороне пайки, где удаление по причине не доступности не могло проводиться, остатки флюса образовывали стойкие фосфатные плёнки которые ни на что не влияли.
Из всего что я сказал понятно, удалять остатки надо. И если в случае с ортофосфорной кислотой удалять остатки необходимо из эстетических соображений, то в случае с паяльной кислотой это предотвратит дальнейшие неприятности. Как удалять остатки кислот? Идеально смыванием в большом количестве воды с кисточкой. Лучше после этого использовать средство Удалитель флюса, нейтрализующее кислотность остатков кислотных флюсов. Так же широко используется протирание влажной тряпочкой. Обычно двух трёх движений хватает. Но надо протирать ни как крошки со стола смахивают а с небольшим усилием, что бы пайка заблестела. Удаление канифольных флюсов лучше проводить «Растворителем канифоли», но можно использовать большинство растворителей продающихся в хозтоварах или спирт.
Существует множество «способов» как спаять алюминий. К примеру натереть под каким ни будь канифольным флюсом жалом паяльника и может быть припой в каком то месте пристанет к алюминию. Всё это больше похоже на добывания огня с помощью трута. Сегодня все пользуются зажигалками. И для пайки алюминия есть современный флюс Ф-64, который легко паяет алюминий просто как канифольный флюс паяет печатную плату. Но не увлекайтесь — паяя много включите вентиляцию. На абсолютно другой химии сделан флюс Ф-34. Он гораздо менее активный, но и во много раз более безопасен. Оба относятся к флюсам остатки которых требуют удаления.
голоса
Рейтинг статьи
Оценка статьи:
Загрузка…
Adblock detector
Что можно использовать вместо канифоли при пайки в домашних условиях
Во время спаивания различных металлических материалов используются флюсы, которые помогают улучшить качество пайки, а также бороться с негативными явлениями, такими как оксидная пленка и прочее. Одним из самых распространенных флюсов является канифоль для пайки, так как это одна из самых доступных разновидностей, которая отличается своей простотой. Она достаточно эффективно справляется со своими обязанностями. Но все равно наступают порой моменты, когда канифоли нет или она закончилась. В таком случае следует знать, что можно использовать вместо канифоли во время этого процесса.
Канифоль для пайки
Канифоль является уникальным флюсом, так как она практически полностью создается из натуральных веществ. Существуют и другие разновидности, такие как талловая канифоль, которая производятся с помощью химической обработки, но в основном она содержит природные смолы сосновых пород. Это обеспечивает нейтральную среду, которая отлично подходит для пайки радиодеталей. Исходя из этого, выбирая чем заменить канифоль в домашних условиях, следует обращать внимание на параметры агрессивности среды. Ведь кислота для пайки может навредить заготовке.
Талловая канифоль
При выборе замены нужно ориентироваться на свойства самой канифоли. К ее особенностям можно отнести низкую температуру плавления, что позволяет работать даже с паяльниками со слабой мощностью. Материал может быстро затвердевать после расплавления, что удобно, когда требуется, чтобы он не сильно растекался после нанесения на основной материал. Выбирая чем заменить канифоль, не стоит забывать о свойствах растекания и смачиваемости, так как они существенно повышают качество соединения. Производство самой канифоли осуществляется согласно ГОСТ 19113-84.
Чем можно заменить канифоль в домашних условиях
Данный вопрос возникает тогда, когда приходится обращаться к подручным средствам. Ведь если есть в наличии другой подходящий флюс, то можно использовать его, если его свойства не противоречат технологии спаивания. Советы мастеров, которые пользуются такими методами могут быть различными. Ведь сюда может подойти и древесная смола, которая и является прямым аналогом канифоли. Некоторые используют аспирин, причем годится он как в таблетках, так и в порошке, главное, чтобы мог хорошо растворяться. Его концентрация должна быть достаточно сильной, чтобы достичь требуемых свойств. Растворять его можно как в спирте, так и в воде.
Еще одним отличным вариантом, что можно использовать вместо канифоли при пайке, является канифоль для стыков. Она уступает по свойствам в пайке, но может стать отличным аналогом, за неимением другого варианта. Также могут использоваться животные жиры, которые помогают создать пленку против образования оксидов. Еще одним веществом, чем заменить канифоль при пайке является янтарь. Он не так часто встречается в бытовых условиях, но он может использоваться на уровне той же канифоли.
Виды заменителей
Аспирин. Является одним из самых доступных средств, чем можно заменить канифоль, так как имеется в любой домашней аптечке. По сути – это та же кислота, только не являющаяся очень агрессивной. Растворенная в воде или спирте таблетка придет раствору нужные свойства, которые помогают бороться с оксидной пленкой. При работе издает специфические запахи, так что лучше всего обеспечить хорошее проветривание.
Аспирин для пайки вместо канифоли
Жир. При использовании жира также возникают неприятные запахи, пусть и не такие сильные. Но с ним не так удобно работать из-за его консистенции. Тем не менее, он отлично плавится и растекается, что позволяет обеспечить достаточно хорошую защиту от оксидов. К преимуществам можно отнести еще и низкую стоимость.
Жир для пайки вместо канифоли
Смолы. Смола с деревьев доступна, но имеет не столь высокую активность, как сама канифоль. Вещество замечательно плавится и растекается, также что может отлично подойти для лужения. Оно не агрессивно, так что может быть использовано практически для любой пайки.
Смола для пайки вместо канифоли
Янтарь. Весьма эффективный заменитель, свойства которого близки к самой канифоли. Но не всегда им рационально заменить канифоль для пайки, так как его стоимость выше, чем оригинального материала.
Канифоль для инструментов. Также имеет хорошие свойства, но при этом ее стоимость заметно выше, чем той, что применяется для пайки.
Канифоль для инструментов
Особенности применения альтернативных средств
Разобравшись, чем можно заменить канифоль для пайки, стоит остановиться на особенностях применения данных средств. При непосредственной пайке, когда уже все готово, то слишком большой разницы в использовании нет, так как заменитель наносится на рабочее место, иногда в него следует мокнуть жало паяльника, и далее все происходит по стандартной схеме. Но большая разница касается подготовки. К примеру, жир не требует какого-либо растворения, но его нужно подготовить в специальной удобной емкости и подогреть его, если он заморожен. В то же время аспирин нужно растворить предварительно, соблюдая пропорции. Требуется, чтобы вещество полностью растворилось и не имело осадка. Янтарь и смолы также не требуют специальной подготовки и всегда готовы к взаимодействию с основным материалом.
Выводы
Из всего этого можно сделать вывод, что можно использовать вместо канифоли и кислоты совершенно различные подручные средства, которые смогут обеспечить должный уровень защиты. Для этого лишь требуется, чтобы они обладали соответствующими свойствами и могли хорошо расплавляться. В то же время, практически все из них уступают по свойствами и удобству использования канифоли, так что могут годиться только как запасной вариант в экстренных случаях. Именно по этой причине в промышленных масштабах такие вещества не используются. Далеко не все из них также хорошо улучшают качество пайки, а некоторые издают специфические запахи, так что паять ми постоянно будет не комфортно. С помощью таких флюсов сложно спаиваемые детали, как правило, не паяются.
Типы флюсов и альтернативные флюсы » Вопросы и ответы по сварке
Итак, вы хотите начать паять? Превосходно! Пайка — отличный способ создавать и чинить электронные схемы. Но прежде чем вы сможете приступить к пайке, вам нужно знать, что такое флюс для пайки и какой тип флюса для пайки лучше всего подходит для вашего проекта. В этом сообщении блога мы обсудим различные типы флюсов для пайки и их применение. Мы также поговорим о некоторых альтернативах флюсу для пайки, которые можно использовать при пайке печатных плат.
Что такое флюс для пайки?
Флюс — это химическое вещество, используемое для удаления оксида металла и очистки поверхности при пайке и сборке печатных плат. Помимо удаления оксида металла, это также помогает удалить другие загрязнения и смочить поверхность, чтобы сделать прочное соединение.
Флюс для пайки — это химическое вещество, которое способствует растеканию припоя и заполняет зазоры при пайке. Флюс может быть жидким или пастообразным; его использование зависит от типа припоя (смола, канифоль) и припаиваемых металлов. Существует три распространенных типа флюса для припоя: Канифольный сердечник, флюс без очистки и водорастворимые жидкие флюсы .
Зачем нужно использовать флюс при пайке?
Вот использование флюса для пайки;
Единственным соединением между паяльником и его жалом является паяльная перемычка. В тот момент, когда вы создаете соединение, текущий расплавленный металл и кислород в воздухе создают проблему окисления, которая предотвращает, например, смачивание поверхностей. Этот процесс предотвращает создание идеального соединения на каждом шагу. Предварительная очистка припоя — отличный способ удалить оксиды с платы, но этого недостаточно. Чтобы избежать коррозии до того, как он успеет должным образом высохнуть (и сформировать изолирующий слой), во время установки используйте флюс, который вступает в реакцию с оксидом металла и превращает его в соль металла и воду, что обычно безвредно.
2. Удалите масло и другую грязь с поверхности, перенеся их в соль и воду; таким образом, припой прилипает к металлу соединения с первой попытки.
3. Предотвращает не только окисление при риформинге, но и коррозию и образование других остатков при пайке.
4. Помогают поддерживать правильную вязкость и адгезию во время линьки.
5. Защитите поверхность металла и припоя от повреждений.
6. Адгезионные свойства расплавленного флюса способствуют растеканию припоя.
Типы флюса:
В основном существует три типа флюса;
Flux Type
Active Ingredient
Solvent ratio
Rosin Fluf
Abietic Acid
15%-45%
Water-soluble Flux
Citric, Lactic, Stearic acid
11 %-35%
Без чистого флюса
HCl, ZnCl 2 ,NH 4 Cl
1,5%-8%
1. Канифольный флюс
Канифольный флюс — это липкое, липкое вещество, которое сочится из пор в хвойных деревьях. Флюс ROSIN происходит из сока, собранного после того, как мужчины обрезали ветки своими инструментами. Это флюс на основе растворителя, содержащий 15-45% твердого вещества.
Дают более мощное соединение, чем другие типы
дорого
требуется очистка
Существует три типа канифольного флюса;
Канифольный флюс
Мягко активированная канифоль (RMA)
Активированная канифоль (RA)
2. Водорастворимый флюс / флюс с органической кислотой
Водорастворимый флюс представляет собой смесь некоторых распространенных слабых кислот, таких как лимонная, молочная и стеариновая кислота. Процент содержания твердых веществ составляет 11%-35%.
использование в электромонтажных работах и других электромонтажных работах
Флюс без очистки/неорганическая кислота Флюс
Флюс без очистки состоит из некоторых сильных кислот, таких как соляная кислота, хлорид цинка и хлорид аммония. Процент содержания твердых веществ составляет 1,5%-8%.
Использование в методе селективной пайки
Использование в пайке и очистке меди, латуни, нержавеющей стали
Флюс для пайки Альтернативы
Вам не нужно всегда использовать коммерческий флюс. Есть несколько альтернативных флюсов для пайки, которые эффективны в качестве коммерческих флюсов.
Вазелин в качестве флюса для пайки
Вазелин является лучшей эффективной альтернативой коммерческим флюсам. Входящие в его состав воски и минеральная вода делают его антиоксидантным, поэтому его можно легко использовать в качестве флюса для пайки.
эффективен в качестве коммерческого флюса
дешевле, чем любые другие альтернативы и коммерческий флюс
Антикоррозийный
всегда под рукой, когда это необходимо
Лимонный сок В качестве альтернативы флюсу
чтобы немедленно продолжить пайку, вы можете использовать лимонный сок в качестве альтернативы флюсу для пайки.
Как использовать Lemon в качестве альтернативы флюсу для пайки
Сначала выжмите сок из ломтика лимона
Чтобы удалить семена и другие вещества из сока, процедите его
Перемешайте жидкость в течение 20-30 секунд
Снова процедите сок
Используйте за один раз, можно сохранить на потом
Не охлаждать; это ухудшит качество флюса
Лимонный сок может быть дорогим при длительном использовании, и его требуется большое количество для выполнения сравнительно большой работы.
Флюс для канифоли домашнего приготовления из кристаллизованной канифоли
Если дома есть кристаллизованная канифоль, вы можете легко приготовить самодельный флюс из канифоли. Вам просто нужен растворитель для растворения. Для этого вам понадобятся 2 ингредиента;
Одна чайная ложка измельченной канифоли
20 мл Изопропиловый спирт
Не содержит спирта; в качестве растворителя можно использовать жидкость для снятия лака
. Поместите измельченную канифоль и растворитель в емкость
, накрыв ее на некоторое время для растворения. Это так же мощно, как коммерческий флюс. Вот шаги;
Найдите поврежденную часть сосны, вместе с дворецким соберите живицу/животный сок из раны.
Соберите сырую смолу в стеклянный или пластиковый контейнер из полиэтилена высокой плотности.
Добавить По возможности небольшое количество безводного магния.
Покройте смолу ацетоном для растворения.
Используйте 5/6 миллилитров на грамм сырой смолы.
Перемешайте. Растворение занимает несколько минут.
Процедите жидкий растворитель.
Храните в стеклянном или полиэтиленовом контейнере.
Выполняйте эти этапы в хорошо проветриваемом месте; в противном случае ацетон летуч, а образующийся пар токсичен и легко воспламеняется.
Наденьте перчатки и соблюдайте другие меры предосторожности
Заключение
Использование флюса необходимо для изготовления прочных соединений. Хотя в настоящее время большинство припоев имеют канифольное ядро. Этот тип припоя имеет свой собственный флюс. Но твердый припой все еще нуждается в флюсе для очистки поверхности. Из всех вышеперечисленных альтернатив вазелин является лучшим среди них.
Что такое флюс для припоя? Полное руководство
3 марта 2021 г.|Общие сведения
От элементов управления Bluetooth до компьютеров, с которыми мы работаем каждый день, печатные платы появляются во всех аспектах нашей повседневной жизни. Конечно, иногда вам нужно сделать небольшой ремонт, чтобы ваша машина продолжала двигаться или создать необходимый апгрейд. Вот тут-то и пригодятся паяльник, флюс и немного ноу-хау.
Припой и ноу-хау имеют смысл, но зачем вам флюс для пайки? Читайте дальше, чтобы узнать, что это такое, зачем вам это нужно и можете ли вы использовать какие-либо альтернативы для своего проекта.
Что такое флюс для припоя?
Содержание
1 Что такое флюс для припоя?
2 Применение различных типов флюсов
3 Очистка флюса от электроники
4 В чем разница между флюсом и паяльной пастой?
5 Чем можно заменить флюс для припоя?
5.1 Можно ли использовать вазелин в качестве флюса?
5.2 Существуют ли другие альтернативы коммерческому флюсу?
6 Заключение
6.0.1 Sunny Patel
Флюс для припоя — это вещество, используемое при пайке электронных компонентов. В частности, флюс удаляет окисленный металл с поверхностей и изолирует воздух, так что вам не нужно беспокоиться о дальнейшем окислении. Кроме того, использование флюса улучшает характеристики смачивания жидким припоем.
Применение различных типов флюсов
У вас есть три категории флюсов, с которыми вы можете работать, в зависимости от типа электрических компонентов, которые вам нужно паять. В каждом классе используются уникальные химические составы и методы нанесения, которые делают их более совместимыми с конкретной электроникой.
Для пайки волной припоя требуется флюс с большим количеством растворителей, которые очищают компоненты и удаляют любые существующие оксидные слои. Обычно его наносят на плату перед пайкой. Платы с менее агрессивными продуктами потребуют предварительной очистки перед распылением флюса.
Метод оплавления припоя включает пасту, изготовленную из липкого флюса и маленьких шариков металлического припоя. Эта паста удерживает детали стабильными до тех пор, пока вы не сможете применить тепло, чтобы припой оплавился и склеился должным образом. Флюс очищает, изолирует воздух и способствует течению по мере плавления припоя.
Селективная пайка включает процессы распыления или капельной струи для покрытия печатной платы.
Пайка электроники — это точный процесс, требующий тщательного управления. Вам нужно тщательно нанести правильное количество флюса, чтобы он мог выполнять свою работу, не мешая процессу пайки. Слишком большое количество флюса или слишком быстрый нагрев компонентов могут привести к образованию зазоров или брызг на участках платы, на которых не должно быть припоя.
Как видите, очень важно выбрать правильную категорию для вашей печатной платы. Если вы не уверены, какой флюс использовать, обратитесь за рекомендациями к производителю печатных плат.
Очистка флюса от электроники
После того, как вы закончите работу, вам, вероятно, потребуется смыть флюс с электронных компонентов, особенно если вы используете коррозионно-активный флюс. Вам необходимо знать, какой флюс вы используете, чтобы предпринять соответствующие шаги для очистки вашего продукта.
Для флюса на основе канифоли требуются химические растворители с фторуглеродами.
Удалить водорастворимый флюс с помощью моющих средств и деионизированной воды.
Как следует из названия, флюс без очистки оставляет после себя ограниченное количество остатков. Тем не менее, вы можете захотеть стереть что-нибудь неподобающее, чтобы сохранить связь и улучшить косметический вид.
Следует отметить, что даже флюсовые продукты, не требующие очистки, могут оставлять после себя пленку, которая мешает некоторым испытаниям и проверкам. Хотя более важно счищать коррозионно-активные продукты флюса, в ваших же интересах проводить общую очистку каждой детали, которую вы используете для припоя.
В чем разница между флюсом и паяльной пастой?
Существует тонкая грань между жидким флюсом и флюсом для паяльной пасты, но каждое вещество обладает уникальными свойствами. В большинстве случаев основные различия между пастой и жидкой версией заключаются в физических свойствах и составе.
Жидкий флюс представляет собой жидкость и в основном состоит из растворителей с некоторыми активаторами, канифолями и другими добавками. Обычно его разбавляют водой и распыляют на компоненты, поэтому многие жидкие флюсы относятся к категории не подлежащих очистке.
Флюс для паяльной пасты представляет собой желеобразное вещество, которое можно смешать с порошком припоя, чтобы получить серую пасту, очень похожую на замазку. Как вы понимаете, флюс для паяльной пасты обычно требует дополнительной очистки.
Другое различие между жидким флюсом для припоя и флюсом для паяльной пасты заключается в том, как они работают. Жидкий припой содержит до 25% активных ингредиентов, в то время как желеобразная паяльная паста содержит от 60% до 80% активных ингредиентов.
Химический состав остается одним из самых интригующих аспектов пасты для флюса. После смешивания паяльная паста может иметь до 90% металла, что звучит довольно тяжело. Однако неметаллические части имеют меньшую плотность и составляют примерно половину объема изделия.
Чем можно заменить флюс для припоя?
Флюс необходим для пайки, но что будет, если он закончится? Не всегда удобно останавливаться посреди проекта, но у вас может быть подходящая замена, сидящая у вас дома.
Можно ли использовать вазелин в качестве флюса?
Да, вазелин работает так же хорошо, как коммерческий флюс, и вы даже можете купить непатентованный флюс. Вазелин в основном изготавливается из восков и минеральных масел, поэтому он не вызывает коррозии компонентов. Кроме того, он очищает грязь и устраняет оксиды металлов, которые могут нарушить вашу связь.
Существуют ли другие альтернативы коммерческому флюсу?
Конечно, есть и другие варианты, если под рукой нет вазелина. Есть несколько менее эффективных вариантов, которые могут сработать в крайнем случае. Будьте осторожны при работе с этими заменителями, потому что вам нужно предварительно очистить поверхности перед их использованием.
Лимонный сок — еще один распространенный предмет домашнего обихода, который может заменить коммерческий поток.
 com, там даже продаются готовые наборы для начинающего резчика. Пожалуй, это наипростейший путь по приобретению материалов и инструментов, по собственному опыту знаю, что достаточно тяжело найти специальные резиновые блоки или тонкий макетный нож в наших магазинах.
com, там даже продаются готовые наборы для начинающего резчика. Пожалуй, это наипростейший путь по приобретению материалов и инструментов, по собственному опыту знаю, что достаточно тяжело найти специальные резиновые блоки или тонкий макетный нож в наших магазинах. Гораздо легче вырезать потом будет.
Гораздо легче вырезать потом будет.
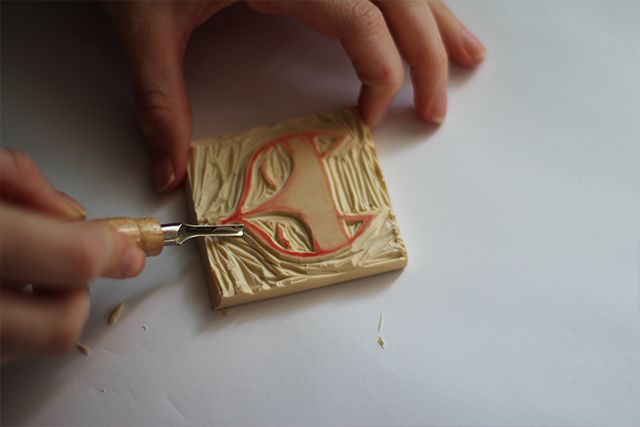 Настоятельно рекомендуем обновить его.
Настоятельно рекомендуем обновить его.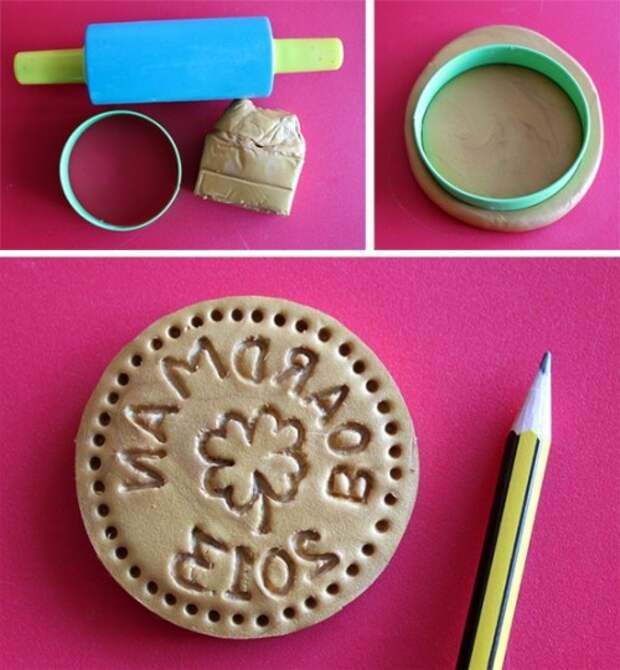



 Флеш-технология.
Флеш-технология.
 26
26 Другие виды овощей также можно нарезать. Морковь, например, отлично подходит для изготовления маленьких штампов.
Другие виды овощей также можно нарезать. Морковь, например, отлично подходит для изготовления маленьких штампов. Другие виды овощей также можно нарезать. Морковь, например, отлично подходит для изготовления маленьких штампов.
Другие виды овощей также можно нарезать. Морковь, например, отлично подходит для изготовления маленьких штампов. Они предлагают хорошее введение в резьбу по штампу. Подходят пластиковые ластики, а также художественные резинки. Основное ограничение – размер. Ластики обычно относительно небольшие и поэтому лучше всего подходят для небольших дизайнов.
Они предлагают хорошее введение в резьбу по штампу. Подходят пластиковые ластики, а также художественные резинки. Основное ограничение – размер. Ластики обычно относительно небольшие и поэтому лучше всего подходят для небольших дизайнов. Режущий линолеум относительно дешев и часто продается большими листами, которые можно разрезать по мере необходимости. Лино лучше всего прикреплять к штамповочному блоку при штамповке.
Режущий линолеум относительно дешев и часто продается большими листами, которые можно разрезать по мере необходимости. Лино лучше всего прикреплять к штамповочному блоку при штамповке. Важно проверить, какой тип печати они будут производить. Многие компании, производящие резиновые штампы, которые производят штампы для коммерческого использования, выпускают самонаполняющиеся штампы, которые могут не подходить для ваших проектов в области декоративно-прикладного искусства.
Важно проверить, какой тип печати они будут производить. Многие компании, производящие резиновые штампы, которые производят штампы для коммерческого использования, выпускают самонаполняющиеся штампы, которые могут не подходить для ваших проектов в области декоративно-прикладного искусства.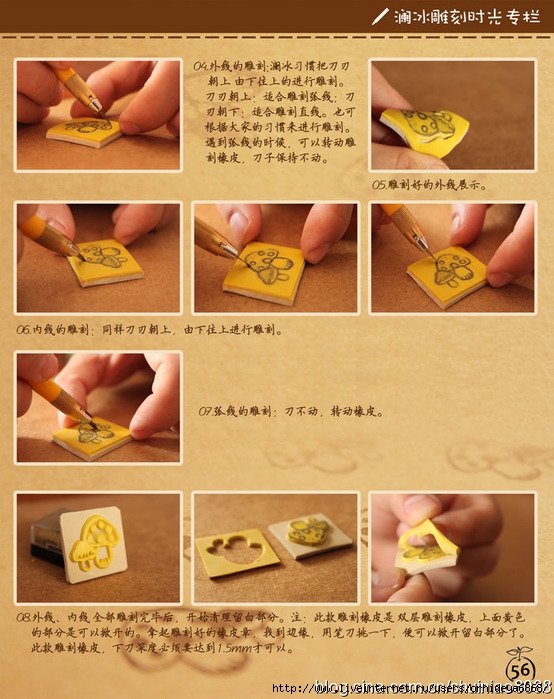

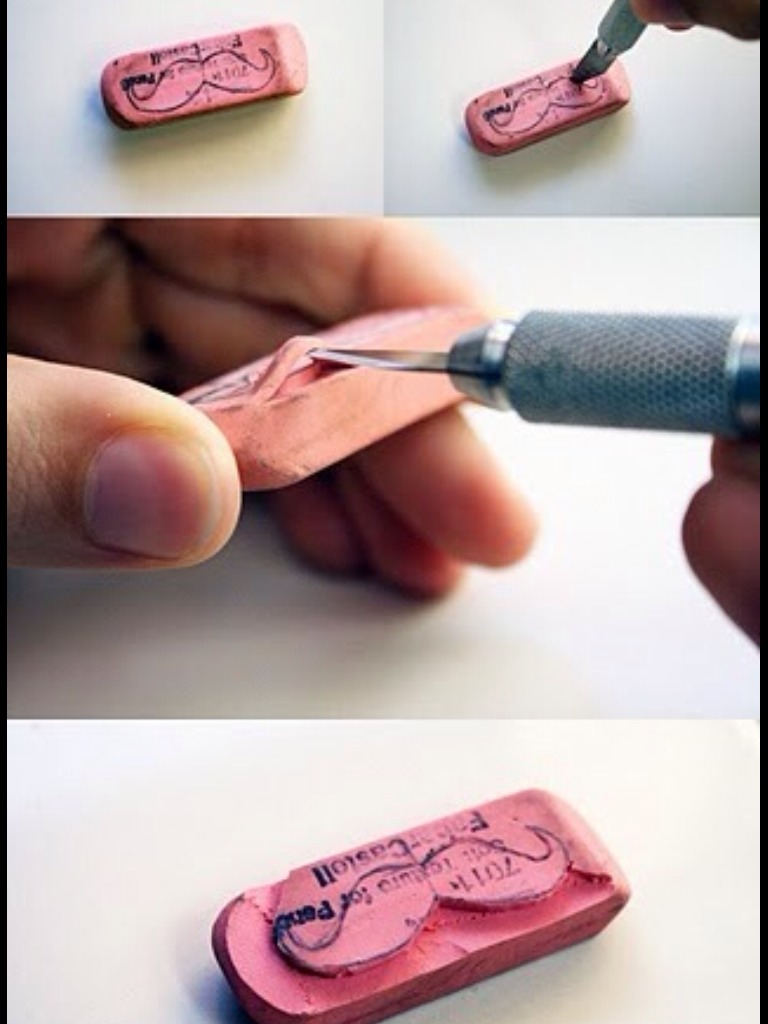
 Она должна быть меньше, чем сложенная карта, потому что вы будете крепить ее сверху.
Она должна быть меньше, чем сложенная карта, потому что вы будете крепить ее сверху.


 00
00
 0-8.0 мм, 6 предметов, TDBS6
0-8.0 мм, 6 предметов, TDBS6 0-10.0 мм, 10 предметов, TDBS10
0-10.0 мм, 10 предметов, TDBS10 Выгодная цена на такой продукт в интернет-магазине WeldМаркет . Отпускают электро-сварочные материалы по всей Украине, не смотря, что находятся в Киеве.
Выгодная цена на такой продукт в интернет-магазине WeldМаркет . Отпускают электро-сварочные материалы по всей Украине, не смотря, что находятся в Киеве.
 Тут уже рабочее значение тока от 140 до 500 А, с напряжением 26-39В. Как и с электродами вся точная информация помещена в сопроводительную техническую документацию к сварочной проволоке.
Тут уже рабочее значение тока от 140 до 500 А, с напряжением 26-39В. Как и с электродами вся точная информация помещена в сопроводительную техническую документацию к сварочной проволоке. 00 EURGold / 20 мм / органический электролит — €290,00 EURПлатина / 20 мм / органический электролит — 290,00 евро Серебро / 20 мм / органический электролит — 230,00 евро Количество
00 EURGold / 20 мм / органический электролит — €290,00 EURПлатина / 20 мм / органический электролит — 290,00 евро Серебро / 20 мм / органический электролит — 230,00 евро Количество Храните рабочий дисковый электрод в стеклянной трубке, закрытой уплотнительным кольцом (все входит в комплект). Инструкции по техническому обслуживанию приведены на странице продукта Комплект для полировки электродов.
Храните рабочий дисковый электрод в стеклянной трубке, закрытой уплотнительным кольцом (все входит в комплект). Инструкции по техническому обслуживанию приведены на странице продукта Комплект для полировки электродов. each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}} 91 USD»>
91 USD»> , Ltd. (Ухань, Китай) была основана в 2007 году. Опираясь на научно-исследовательскую мощь Хуачжунского университета науки и технологии, Corrtest специализируется на исследованиях и разработках, производстве и продаже электрохимических рабочих станций (потенциостатов/гальваностатов) и коррозионных устройство наблюдения. Мы зарегистрировали товарный знак CorrTest® и владеем рядом авторских прав и патентов на программное обеспечение. 2 августа 2016 г. Corrtest успешно вышла на новый внебиржевой рынок; Биржевой код: 838319.. …
, Ltd. (Ухань, Китай) была основана в 2007 году. Опираясь на научно-исследовательскую мощь Хуачжунского университета науки и технологии, Corrtest специализируется на исследованиях и разработках, производстве и продаже электрохимических рабочих станций (потенциостатов/гальваностатов) и коррозионных устройство наблюдения. Мы зарегистрировали товарный знак CorrTest® и владеем рядом авторских прав и патентов на программное обеспечение. 2 августа 2016 г. Corrtest успешно вышла на новый внебиржевой рынок; Биржевой код: 838319.. … Анисы из Университета Диялы посетили Corrtest
Анисы из Университета Диялы посетили Corrtest
 eyJwcm9kdWN0SWQiOjEyODIxMTU4MjAsImNhdGVnb3J5SWQiOjkyNCwiY29tcGFueUlkIjoxMTc1MTM5LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2ODA2MDI3Ny41MDAzOTI0LCJwYWdlSWQiOiIwOWFiOTQ5MC1hMTVmLTQ3MDctYWM1Ny1lZGNkNDdhOTZhNTIiLCJwb3ciOiJ2MiJ9.HyXlDb1HGvnuP2bHdu2ub6kjpUA-WDu_rzbjp66S3BI» data-advtracking-product-id=»1282115820″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjEyODIxMTU4MjAsImNhdGVnb3J5SWQiOjkyNCwiY29tcGFueUlkIjoxMTc1MTM5LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2ODA2MDI3Ny41MDAzOTI0LCJwYWdlSWQiOiIwOWFiOTQ5MC1hMTVmLTQ3MDctYWM1Ny1lZGNkNDdhOTZhNTIiLCJwb3ciOiJ2MiJ9.HyXlDb1HGvnuP2bHdu2ub6kjpUA-WDu_rzbjp66S3BI» data-advtracking-product-id=»1282115820″ data-tg-chain=»{"view_type": "preview"}»> eyJwcm9kdWN0SWQiOjEyODIxMTY3NTMsImNhdGVnb3J5SWQiOjkyNCwiY29tcGFueUlkIjoxMTc1MTM5LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2ODA2MDI3Ny41MDIzNDksInBhZ2VJZCI6IjU4ZDAyNTQ3LTJkOGQtNDI5Ny1hZTFiLWE0YTRiM2ExYzhkNCIsInBvdyI6InYyIn0.G7ItmcUUD9g5tBuKmt8qYAc5bfW7iywkdrOouFG42a0″ data-advtracking-product-id=»1282116753″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjEyODIxMTY3NTMsImNhdGVnb3J5SWQiOjkyNCwiY29tcGFueUlkIjoxMTc1MTM5LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2ODA2MDI3Ny41MDIzNDksInBhZ2VJZCI6IjU4ZDAyNTQ3LTJkOGQtNDI5Ny1hZTFiLWE0YTRiM2ExYzhkNCIsInBvdyI6InYyIn0.G7ItmcUUD9g5tBuKmt8qYAc5bfW7iywkdrOouFG42a0″ data-advtracking-product-id=»1282116753″ data-tg-chain=»{"view_type": "preview"}»> eyJwcm9kdWN0SWQiOjEyODIxMTg1NDQsImNhdGVnb3J5SWQiOjkyNCwiY29tcGFueUlkIjoxMTc1MTM5LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2ODA2MDI3Ny41MDQxOTIsInBhZ2VJZCI6IjFiNWM2NmM4LWE1NDctNDIzZi1hZmUzLWY3MjgxZDFhYzU0ZSIsInBvdyI6InYyIn0.g4dvAqdiuXPnnzGk7zjZEMeIVufXlROU8jskph2_320″ data-advtracking-product-id=»1282118544″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjEyODIxMTg1NDQsImNhdGVnb3J5SWQiOjkyNCwiY29tcGFueUlkIjoxMTc1MTM5LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2ODA2MDI3Ny41MDQxOTIsInBhZ2VJZCI6IjFiNWM2NmM4LWE1NDctNDIzZi1hZmUzLWY3MjgxZDFhYzU0ZSIsInBvdyI6InYyIn0.g4dvAqdiuXPnnzGk7zjZEMeIVufXlROU8jskph2_320″ data-advtracking-product-id=»1282118544″ data-tg-chain=»{"view_type": "preview"}»> eyJwcm9kdWN0SWQiOjEyODIxMTk2NjQsImNhdGVnb3J5SWQiOjkyNCwiY29tcGFueUlkIjoxMTc1MTM5LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2ODA2MDI3Ny41MDY1MzU1LCJwYWdlSWQiOiI4OTc4YTU2ZS1jNTJkLTQxY2MtYTZlYS1iOTdkMGVjM2E4MzkiLCJwb3ciOiJ2MiJ9.Dcn9BCRnukg2fojowS8DxuN2GTZlVMtaHFKlgs3QLA0″ data-advtracking-product-id=»1282119664″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjEyODIxMTk2NjQsImNhdGVnb3J5SWQiOjkyNCwiY29tcGFueUlkIjoxMTc1MTM5LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2ODA2MDI3Ny41MDY1MzU1LCJwYWdlSWQiOiI4OTc4YTU2ZS1jNTJkLTQxY2MtYTZlYS1iOTdkMGVjM2E4MzkiLCJwb3ciOiJ2MiJ9.Dcn9BCRnukg2fojowS8DxuN2GTZlVMtaHFKlgs3QLA0″ data-advtracking-product-id=»1282119664″ data-tg-chain=»{"view_type": "preview"}»> eyJwcm9kdWN0SWQiOjEyODIxMjAxOTksImNhdGVnb3J5SWQiOjkyNCwiY29tcGFueUlkIjoxMTc1MTM5LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2ODA2MDI3Ny41MDg4NTQsInBhZ2VJZCI6IjI0NTAwNDY4LTA0OTgtNDkxMC1hZWExLTllMjE1YzEyYzgyNCIsInBvdyI6InYyIn0.t7gyqy_f_jtFWAh9yTHoQrMsn8vrjEbsxAZnZTWz_qk» data-advtracking-product-id=»1282120199″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjEyODIxMjAxOTksImNhdGVnb3J5SWQiOjkyNCwiY29tcGFueUlkIjoxMTc1MTM5LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2ODA2MDI3Ny41MDg4NTQsInBhZ2VJZCI6IjI0NTAwNDY4LTA0OTgtNDkxMC1hZWExLTllMjE1YzEyYzgyNCIsInBvdyI6InYyIn0.t7gyqy_f_jtFWAh9yTHoQrMsn8vrjEbsxAZnZTWz_qk» data-advtracking-product-id=»1282120199″ data-tg-chain=»{"view_type": "preview"}»> eyJwcm9kdWN0SWQiOjEyODIxMjA1NTksImNhdGVnb3J5SWQiOjkyNCwiY29tcGFueUlkIjoxMTc1MTM5LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2ODA2MDI3Ny41MTA5NDg3LCJwYWdlSWQiOiJhMTY0MjI5Zi1lNjViLTQ0NzgtYjMyYS1lNjM5Y2Q5NWUwYmMiLCJwb3ciOiJ2MiJ9.F4ksqtO_BkWLmaX_uscjEQhYHPhKLHAHQb_AviuyHrM» data-advtracking-product-id=»1282120559″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjEyODIxMjA1NTksImNhdGVnb3J5SWQiOjkyNCwiY29tcGFueUlkIjoxMTc1MTM5LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2ODA2MDI3Ny41MTA5NDg3LCJwYWdlSWQiOiJhMTY0MjI5Zi1lNjViLTQ0NzgtYjMyYS1lNjM5Y2Q5NWUwYmMiLCJwb3ciOiJ2MiJ9.F4ksqtO_BkWLmaX_uscjEQhYHPhKLHAHQb_AviuyHrM» data-advtracking-product-id=»1282120559″ data-tg-chain=»{"view_type": "preview"}»> eyJwcm9kdWN0SWQiOjEyODIxMjA3NjQsImNhdGVnb3J5SWQiOjkyNCwiY29tcGFueUlkIjoxMTc1MTM5LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2ODA2MDI3Ny41MTMwMTc3LCJwYWdlSWQiOiI3NDE3ZmViNy01ZjQxLTQwNWUtYjhiMC1jZmY2MTZiN2Q4YTEiLCJwb3ciOiJ2MiJ9.8Jzlspq6f8e-5j5NBeHL1fCQZRagQLPdEzJxmrt2LxI» data-advtracking-product-id=»1282120764″ data-tg-chain=»{"view_type": "preview"}»>
eyJwcm9kdWN0SWQiOjEyODIxMjA3NjQsImNhdGVnb3J5SWQiOjkyNCwiY29tcGFueUlkIjoxMTc1MTM5LCJzb3VyY2UiOiJwcm9tOmNvbXBhbnlfc2l0ZSIsImlhdCI6MTY2ODA2MDI3Ny41MTMwMTc3LCJwYWdlSWQiOiI3NDE3ZmViNy01ZjQxLTQwNWUtYjhiMC1jZmY2MTZiN2Q4YTEiLCJwb3ciOiJ2MiJ9.8Jzlspq6f8e-5j5NBeHL1fCQZRagQLPdEzJxmrt2LxI» data-advtracking-product-id=»1282120764″ data-tg-chain=»{"view_type": "preview"}»> ру»
ру» ру вы найдёте разные электроизоляционные материалы – Стержень стеклопластиковый для полимерных изоляторов, а также другую электротехническую продукцию от поставщика ЛАБАРА-РУС, ООО. Уточнить цены и наличие можно в прайс-листе стеклопластик профильный
ру вы найдёте разные электроизоляционные материалы – Стержень стеклопластиковый для полимерных изоляторов, а также другую электротехническую продукцию от поставщика ЛАБАРА-РУС, ООО. Уточнить цены и наличие можно в прайс-листе стеклопластик профильный д.
д.
 В том числе то, что НЕЛЬЗЯ использовать!
В том числе то, что НЕЛЬЗЯ использовать! Напишите нам, чтобы узнать цену за количество.
Напишите нам, чтобы узнать цену за количество.
 д.…
д.… 00 — $32.00
00 — $32.00
 ..
.. ..
.. ..
.. ..
.. США
США
 Из многочисленных сортов современной стали с дамаском и булатом способна соперничать лишь шведская сталь СРМ-Т-440С. Она изготовлена методом порошковой металлургии, и по износостойкости в несколько десятков раз превосходит марку 440С. Но трудоемкость изготовления этого материала делает его стоимость очень высокой.
Из многочисленных сортов современной стали с дамаском и булатом способна соперничать лишь шведская сталь СРМ-Т-440С. Она изготовлена методом порошковой металлургии, и по износостойкости в несколько десятков раз превосходит марку 440С. Но трудоемкость изготовления этого материала делает его стоимость очень высокой.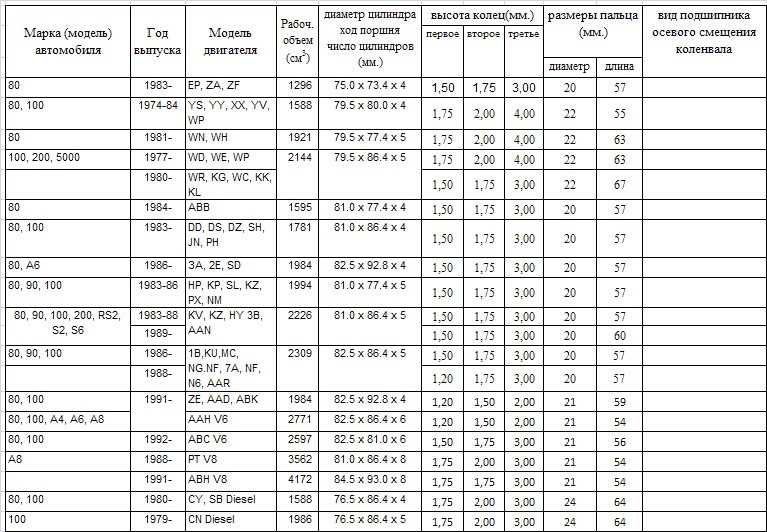 Легирование хромом придает марке этой стали высокие показатели антикоррозии, устойчивости к окислению и воздействиям внешних факторов. К тому же, она отличается низкой стоимостью и быстро поддается заточке.
Легирование хромом придает марке этой стали высокие показатели антикоррозии, устойчивости к окислению и воздействиям внешних факторов. К тому же, она отличается низкой стоимостью и быстро поддается заточке.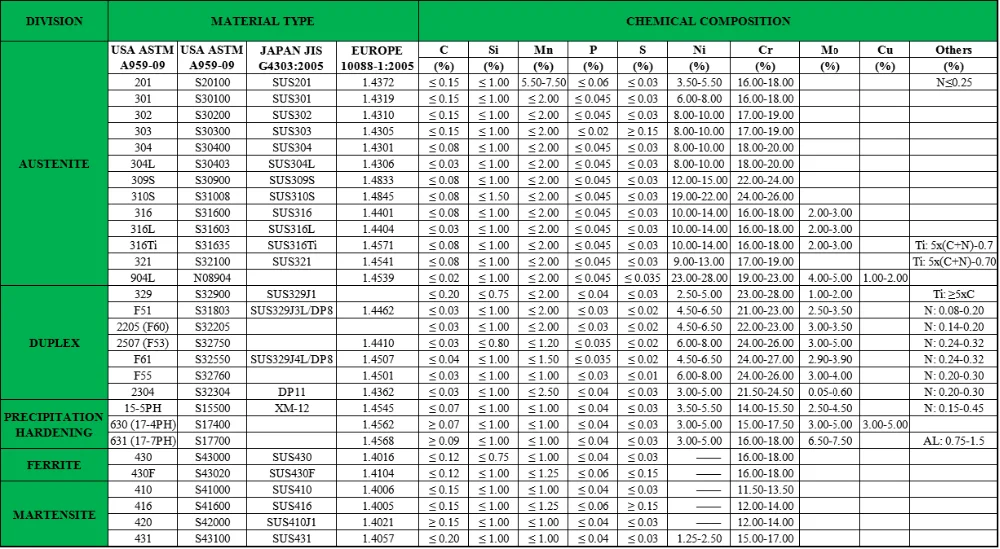 Одна из лучших отечественных марок стали.
Одна из лучших отечественных марок стали. Из нее получаются прочные, острые ножи, но подверженные коррозии.
Из нее получаются прочные, острые ножи, но подверженные коррозии.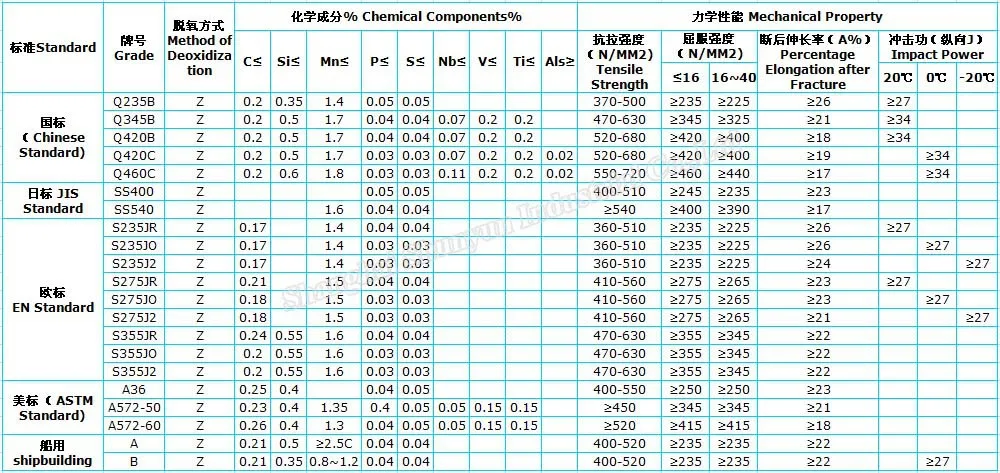
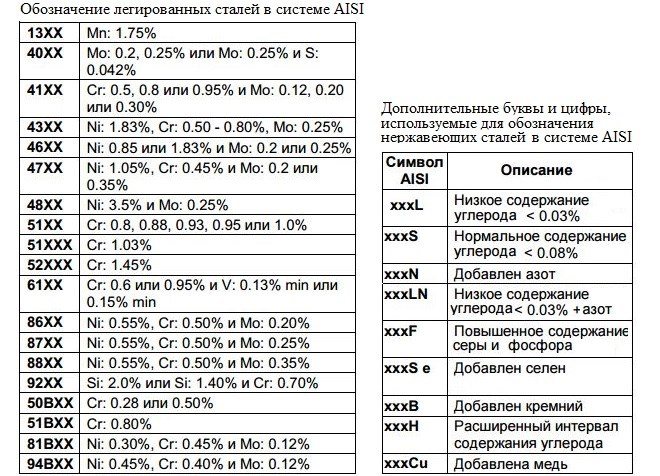 На основе этой марки многие отечественные производители изготавливают булат, что говорит о качественных характеристиках этой марки.
На основе этой марки многие отечественные производители изготавливают булат, что говорит о качественных характеристиках этой марки.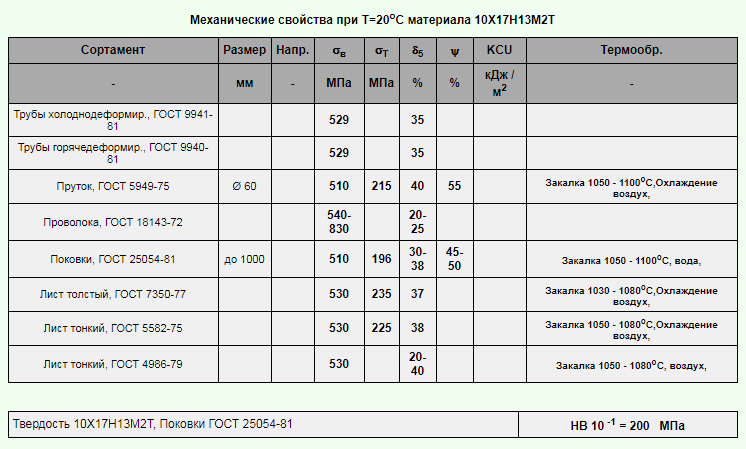 Если последнего вещества слишком много, то образуется чугун. Если наоборот мало, то получается жесть. А сталью называется сплав с одинаковым количеством обеих компонентов. Различные типы стали определяются в первую очередь не пропорциям углерода и железа, а легированием добавками и примесями, которые наделяют заготовку различными свойствами.
Если последнего вещества слишком много, то образуется чугун. Если наоборот мало, то получается жесть. А сталью называется сплав с одинаковым количеством обеих компонентов. Различные типы стали определяются в первую очередь не пропорциям углерода и железа, а легированием добавками и примесями, которые наделяют заготовку различными свойствами.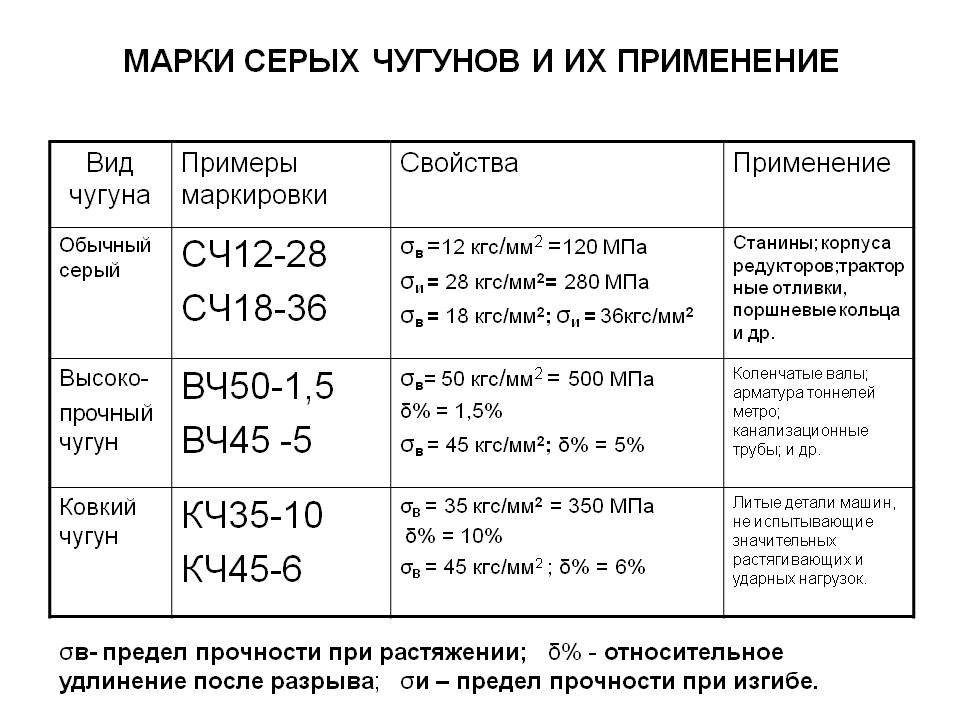 То есть, основная задача технологов, изготавливающих ножевую сталь, состоит в том, чтобы оптимально подобрать состав легированного сплава, который должен воплотить в конечных изделиях (клинках) следующие, порой весьма противоречивые качества:
То есть, основная задача технологов, изготавливающих ножевую сталь, состоит в том, чтобы оптимально подобрать состав легированного сплава, который должен воплотить в конечных изделиях (клинках) следующие, порой весьма противоречивые качества: Придает сплаву мелкозернистую структуру.
Придает сплаву мелкозернистую структуру. Качество термообработки — это очень важный фактор, в зависимости от него клинок может быть слишком мягким, гнуться и быстро тупиться (недокален) или хрупким и ломким (перекал). Например, из дешёвой и популярной во всём мире стали 420 делают клинки многие мировые производители: швейцарские Victorinox и Wenger, бразильские Tramontina, немецкие Magnum и Beker, китайские всевозможные, австрийские (Fortuna), американские SOG и Buck и т.д. У каждого производителя получается добиться разных показателей этой одной стали в зависимости от технологии обработки.
Качество термообработки — это очень важный фактор, в зависимости от него клинок может быть слишком мягким, гнуться и быстро тупиться (недокален) или хрупким и ломким (перекал). Например, из дешёвой и популярной во всём мире стали 420 делают клинки многие мировые производители: швейцарские Victorinox и Wenger, бразильские Tramontina, немецкие Magnum и Beker, китайские всевозможные, австрийские (Fortuna), американские SOG и Buck и т.д. У каждого производителя получается добиться разных показателей этой одной стали в зависимости от технологии обработки. Поэтому легированная инструментальная сталь имеет серьёзные преимущества перед обычной углеродистой сталью, в том числе и в отношении твёрдости и износостойкости. Следует иметь ввиду, что легирующие элементы улучшают прочность и вязкость при небольшой концентрации и ухудшают их при повышении концентрации. Одним из наиболее ценных легирующих элементов является молибден, добавка которого вызывает повышение прочности и вязкости одновременно. Видимо, именно высоким содержанием молибдена (до 7–8%) в японских катанах определяются в значительной степени их выдающиеся качества. Такие элементы, как хром, вольфрам, ванадий, увеличивая твёрдость и прочность, в то же время способствуют повышению хрупкости. Высокое содержание хрома (начиная с 13%) не только увеличивает твёрдость и износостойкость, улучшая тем самым режущие свойства лезвия, но и придаёт стали антикоррозийные свойства. Однако такая сталь становится несколько более хрупкой, чем обычная углеродистая. Нержавеющая сталь 440 С (её отечественный аналог – 95х18) считается одной из лучших ножевых сталей.
Поэтому легированная инструментальная сталь имеет серьёзные преимущества перед обычной углеродистой сталью, в том числе и в отношении твёрдости и износостойкости. Следует иметь ввиду, что легирующие элементы улучшают прочность и вязкость при небольшой концентрации и ухудшают их при повышении концентрации. Одним из наиболее ценных легирующих элементов является молибден, добавка которого вызывает повышение прочности и вязкости одновременно. Видимо, именно высоким содержанием молибдена (до 7–8%) в японских катанах определяются в значительной степени их выдающиеся качества. Такие элементы, как хром, вольфрам, ванадий, увеличивая твёрдость и прочность, в то же время способствуют повышению хрупкости. Высокое содержание хрома (начиная с 13%) не только увеличивает твёрдость и износостойкость, улучшая тем самым режущие свойства лезвия, но и придаёт стали антикоррозийные свойства. Однако такая сталь становится несколько более хрупкой, чем обычная углеродистая. Нержавеющая сталь 440 С (её отечественный аналог – 95х18) считается одной из лучших ножевых сталей.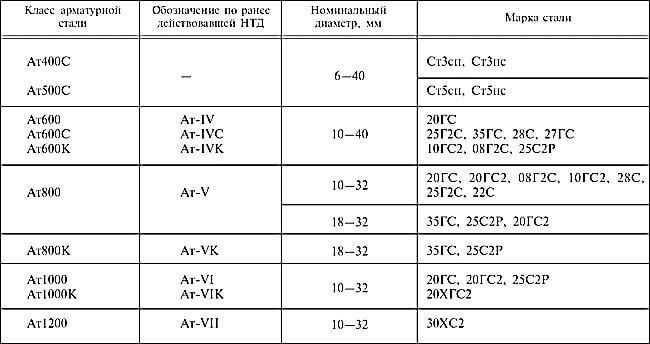 Она хорошо затачивается и довольно долго держит заточку. Вместе с тем она значительно уступает по сочетанию твёрдости, износостойкости, вязкости и упругости таким маркам, как 154 СМ, АТS-34, ВG-42, которые содержат меньшее количество хрома, но зато имеют в своём составе около 4% молибдена и некоторые другие легирующие элементы. Все вышеперечисленные марки, включая и 440 С, относятся к классу современных шарикоподшипниковых нержавеющих или малоржавеющих сталей. И это, разумеется, не случайно: именно для них непременным качеством является высокая степень износостойкости. Очень перспективным материалом для изготовления ножей является и близкая к ним по составу отечественная малоржавеющая сталь Х14М4Ф1.
Она хорошо затачивается и довольно долго держит заточку. Вместе с тем она значительно уступает по сочетанию твёрдости, износостойкости, вязкости и упругости таким маркам, как 154 СМ, АТS-34, ВG-42, которые содержат меньшее количество хрома, но зато имеют в своём составе около 4% молибдена и некоторые другие легирующие элементы. Все вышеперечисленные марки, включая и 440 С, относятся к классу современных шарикоподшипниковых нержавеющих или малоржавеющих сталей. И это, разумеется, не случайно: именно для них непременным качеством является высокая степень износостойкости. Очень перспективным материалом для изготовления ножей является и близкая к ним по составу отечественная малоржавеющая сталь Х14М4Ф1. Из этой также делают медицинские скальпели и другие инструменты, поэтому часто эту сталь значительно называют «хирургической» или «медицинской». Иностранным аналогом этой стали считается популярная 420ая сталь.
Из этой также делают медицинские скальпели и другие инструменты, поэтому часто эту сталь значительно называют «хирургической» или «медицинской». Иностранным аналогом этой стали считается популярная 420ая сталь. Импортным аналогом считается сталь 440С
Импортным аналогом считается сталь 440С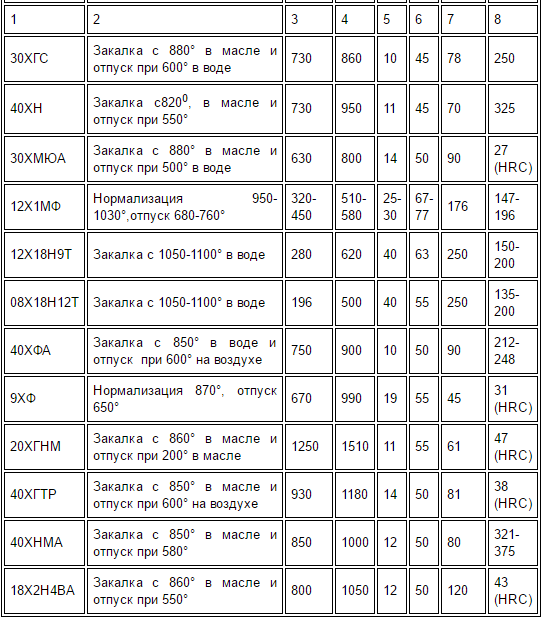 Испанские ножи из 420-ой стали получаются мягкие. А вот немецкие (Magnum, Beker), швейцарские (Victorinox, Wenger) и австрийские (Fortuna) ножи из 420й отличаются большей твердостью и аккуратным исполнением. Американские фирмы SOG и Buck делают из 420й стали также отличные ножи с твёрдостью клинка до 57 HRс, при этом клинок часто сохраняет упругость и по толщине — тонкий. Бразильские Tramontina также делают ножи из 420й стали достойного качества. Благодаря термообработке с применением азота Tramontina удаётся добиться от стали и твёрдости 53ед, и гибкости и отличной коррозионной стойкости. Это еще раз подтверждает то, что качественная закалка и обработка зачастую важнее, чем марка (химический состав) стали.
Испанские ножи из 420-ой стали получаются мягкие. А вот немецкие (Magnum, Beker), швейцарские (Victorinox, Wenger) и австрийские (Fortuna) ножи из 420й отличаются большей твердостью и аккуратным исполнением. Американские фирмы SOG и Buck делают из 420й стали также отличные ножи с твёрдостью клинка до 57 HRс, при этом клинок часто сохраняет упругость и по толщине — тонкий. Бразильские Tramontina также делают ножи из 420й стали достойного качества. Благодаря термообработке с применением азота Tramontina удаётся добиться от стали и твёрдости 53ед, и гибкости и отличной коррозионной стойкости. Это еще раз подтверждает то, что качественная закалка и обработка зачастую важнее, чем марка (химический состав) стали.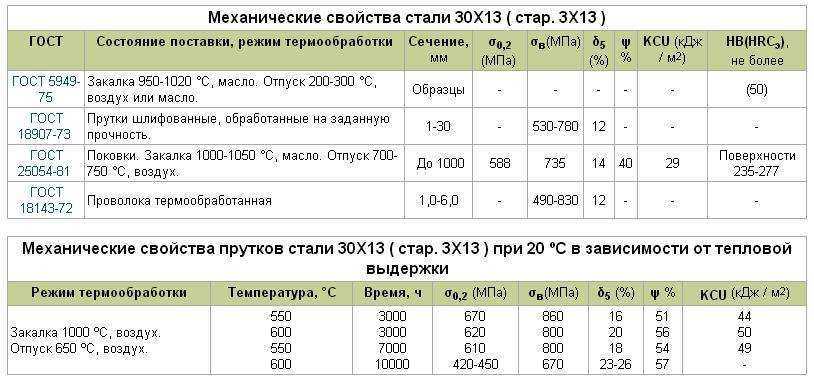 Наличие в ней большего, чем в 8Cr13MoV количества хрома позволяет ей сочетать такие же режущие и прочностные качества с улучшенной анти-коррозиной защитой.
Наличие в ней большего, чем в 8Cr13MoV количества хрома позволяет ей сочетать такие же режущие и прочностные качества с улучшенной анти-коррозиной защитой. Она не может похвастаться выдающимися за рамки сплавов такого класса характеристиками, но в своем роде является качественной и подходящей для использования при производстве ножей различного назначения. Также она традиционно известна «чистым составом» — т.е. отсутствием каких-либо посторонних примесей.
Она не может похвастаться выдающимися за рамки сплавов такого класса характеристиками, но в своем роде является качественной и подходящей для использования при производстве ножей различного назначения. Также она традиционно известна «чистым составом» — т.е. отсутствием каких-либо посторонних примесей.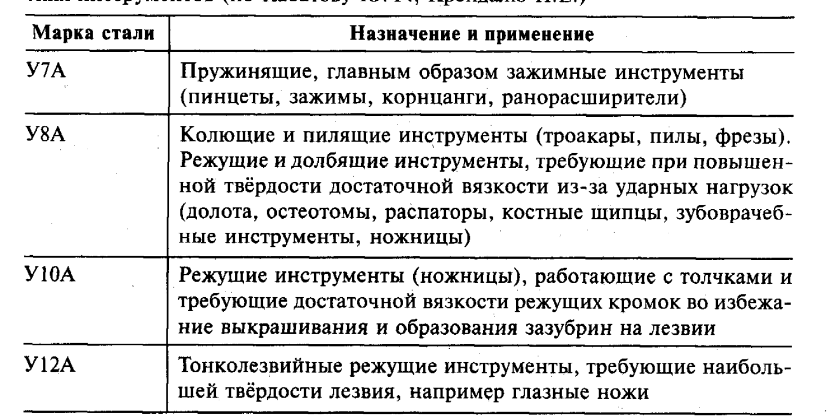 Стали 440А и 440В также являются качественными сплавами, хорошо выдерживающими нагрузки.
Стали 440А и 440В также являются качественными сплавами, хорошо выдерживающими нагрузки.
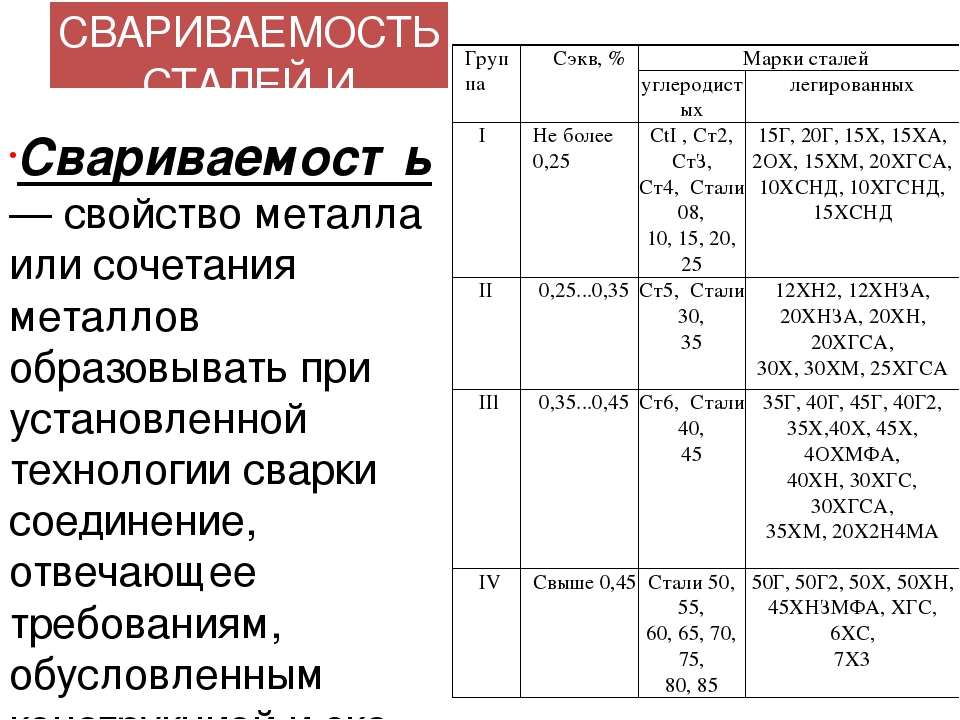 Несмотря на это по параметру «коррозийная стойкость» она далеко превосходит любые углеродные стали. Также она обладает высокой прочностью, что позволяет на протяжении долгого времени сохранять режущую кромку.
Несмотря на это по параметру «коррозийная стойкость» она далеко превосходит любые углеродные стали. Также она обладает высокой прочностью, что позволяет на протяжении долгого времени сохранять режущую кромку.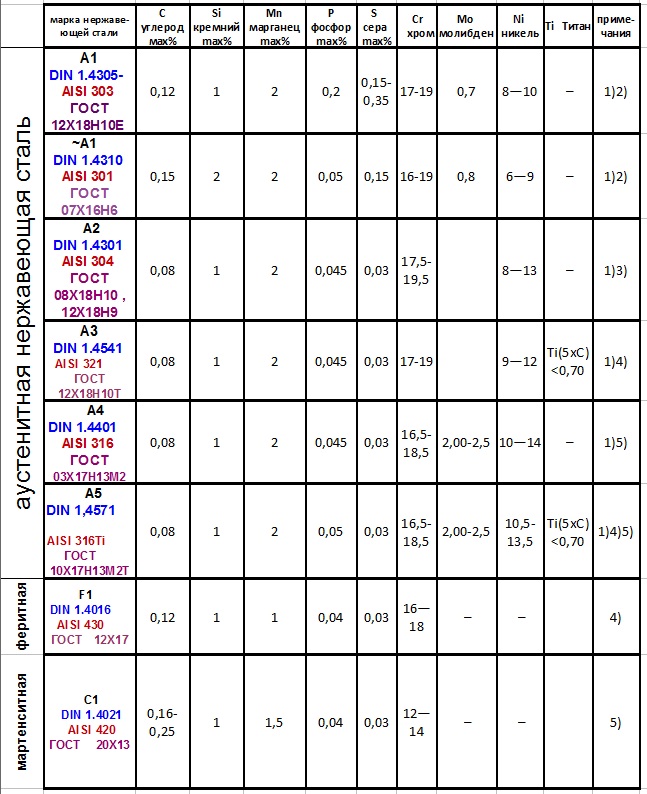 О булатной и дамасской сталях в последнее время было опубликовано большое количество статей, и поэтому нет особой необходимости в описании их превосходных качеств. Собственно говоря, все примеры исключительной остроты клинков относятся именно к булату или дамаску. Недаром, когда в старину хотели подчеркнуть наивысшее качество клинка, очень часто именовали клинок булатным или просто употребляли слово «булат». Технология выплавки различных сортов булата, в том числе и легированного, восстановлена и освоена российскими металлургами. Что же касается качества изделий из булата, то здесь всё зависит от искусства кузнеца, от правильно выбранного режима термообработки, от тщательной шлифовки и полировки. Высшие сорта дамасской узорчатой стали вряд ли уступят булату по своим режущим свойствам, но при этом нередко превосходят некоторые виды булата в упругости и прочности. Из современных сортов стали с булатом и дамаском может соперничать только шведская сталь СРМ-Т-440 С, изготовленная методом порошковой металлургии.
О булатной и дамасской сталях в последнее время было опубликовано большое количество статей, и поэтому нет особой необходимости в описании их превосходных качеств. Собственно говоря, все примеры исключительной остроты клинков относятся именно к булату или дамаску. Недаром, когда в старину хотели подчеркнуть наивысшее качество клинка, очень часто именовали клинок булатным или просто употребляли слово «булат». Технология выплавки различных сортов булата, в том числе и легированного, восстановлена и освоена российскими металлургами. Что же касается качества изделий из булата, то здесь всё зависит от искусства кузнеца, от правильно выбранного режима термообработки, от тщательной шлифовки и полировки. Высшие сорта дамасской узорчатой стали вряд ли уступят булату по своим режущим свойствам, но при этом нередко превосходят некоторые виды булата в упругости и прочности. Из современных сортов стали с булатом и дамаском может соперничать только шведская сталь СРМ-Т-440 С, изготовленная методом порошковой металлургии. Специально организованные испытания показали, что по износостойкости этот композитный металл в 18(!) раз превосходит сталь 440 С. К сожалению следует отметить, что технология получения всех этих видов сталей и их обработки чрезвычайно сложна и трудоёмка, поэтому изделия из них пока очень дороги.
Специально организованные испытания показали, что по износостойкости этот композитный металл в 18(!) раз превосходит сталь 440 С. К сожалению следует отметить, что технология получения всех этих видов сталей и их обработки чрезвычайно сложна и трудоёмка, поэтому изделия из них пока очень дороги.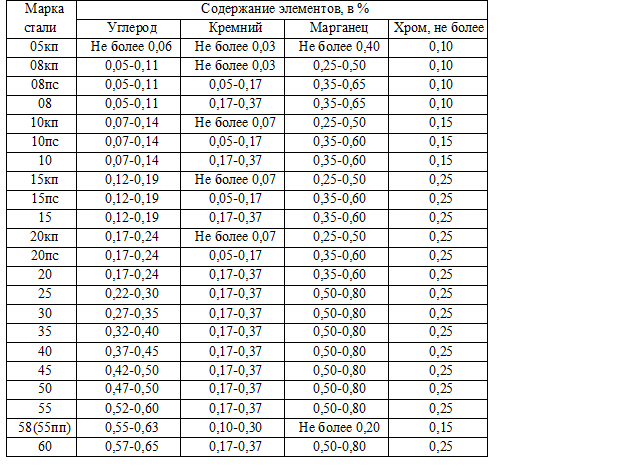 П. Охотничий календарь. М., 1985, т.1, стр. 445). И в настоящее время златоустовские клинки, в том числе и булатные, по превосходному качеству металла справедливо считаются одними из лучших. В конце XX века производство ножей в Советском Союзе пришло в полный упадок, в значительной мере благодаря чрезмерно жёсткому законодательству и целой системе запретов. Вряд ли можно считать сколько-нибудь подходящими для охотника те ножи, которые официально выпускались в то время. Ножи эти во многих отношениях уступали изделиям кустарей-одиночек и мастеров-любителей, действовавших, по существу, нелегально. В этом я убедился на собственном опыте, когда во время охоты один местный охотник срезал своим самодельным ножом лезвие с моего номерного, изготовленного из стали 4х13. Это был весьма убедительный аргумент, свидетельствующий о низком качестве фабричного изделия. Разумеется, и в те времена были в нашей стране умельцы, ковавшие замечательные по качеству ножи.
П. Охотничий календарь. М., 1985, т.1, стр. 445). И в настоящее время златоустовские клинки, в том числе и булатные, по превосходному качеству металла справедливо считаются одними из лучших. В конце XX века производство ножей в Советском Союзе пришло в полный упадок, в значительной мере благодаря чрезмерно жёсткому законодательству и целой системе запретов. Вряд ли можно считать сколько-нибудь подходящими для охотника те ножи, которые официально выпускались в то время. Ножи эти во многих отношениях уступали изделиям кустарей-одиночек и мастеров-любителей, действовавших, по существу, нелегально. В этом я убедился на собственном опыте, когда во время охоты один местный охотник срезал своим самодельным ножом лезвие с моего номерного, изготовленного из стали 4х13. Это был весьма убедительный аргумент, свидетельствующий о низком качестве фабричного изделия. Разумеется, и в те времена были в нашей стране умельцы, ковавшие замечательные по качеству ножи.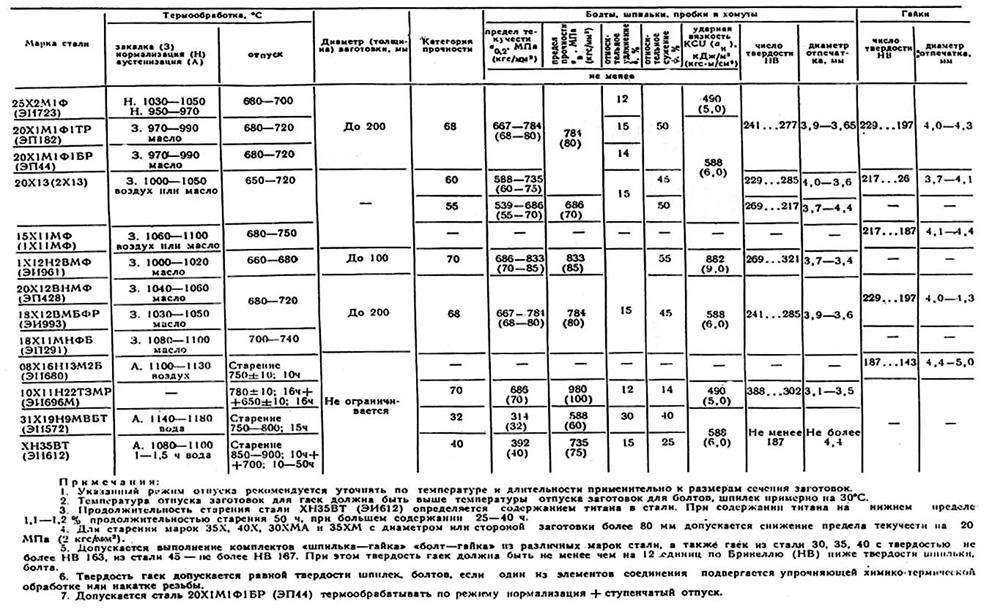
 90-1.03
90-1.03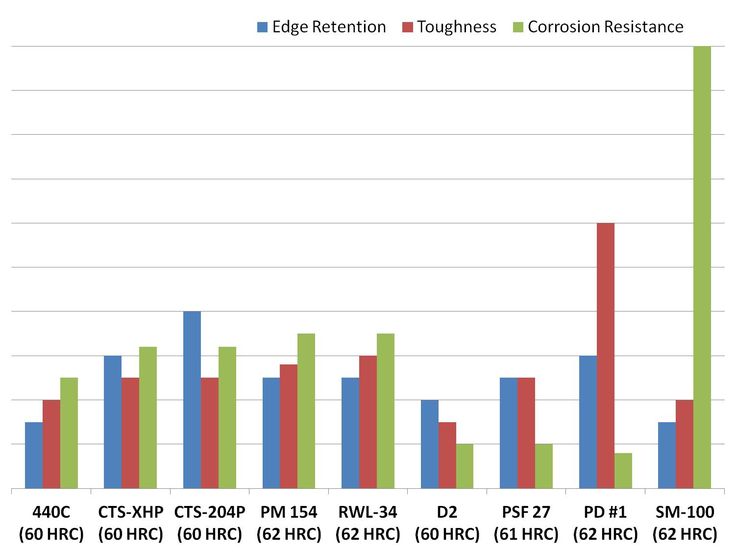 15-0.50
15-0.50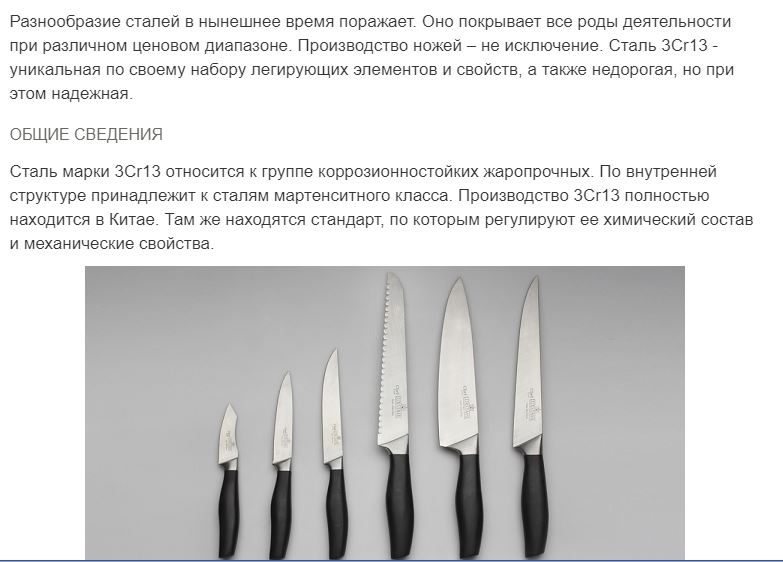 30
30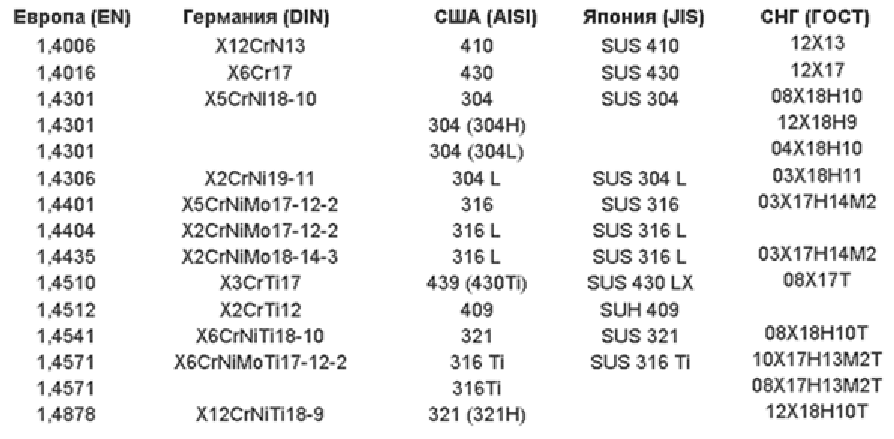 3
3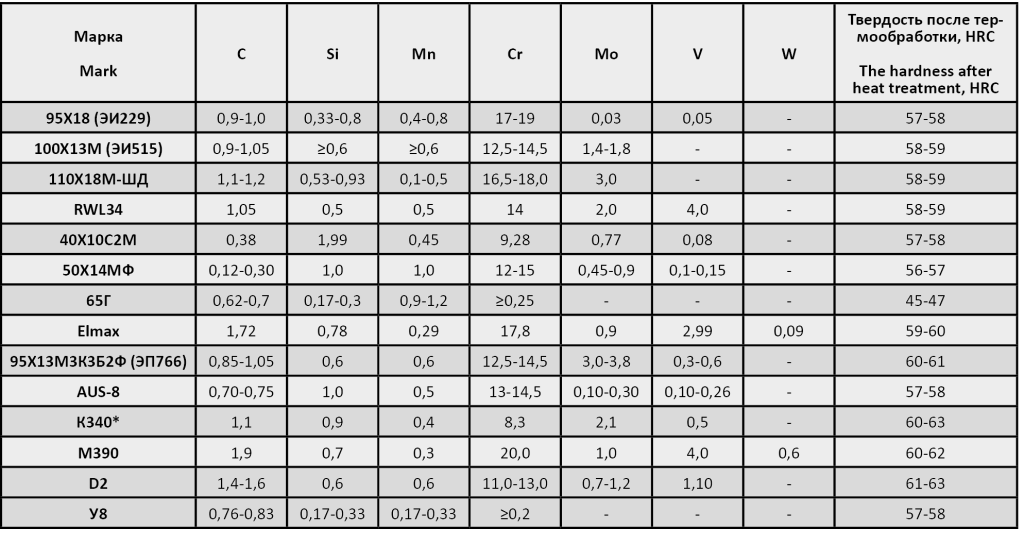 68
68 0-14.0
0-14.0 45-0.50
45-0.50 05
05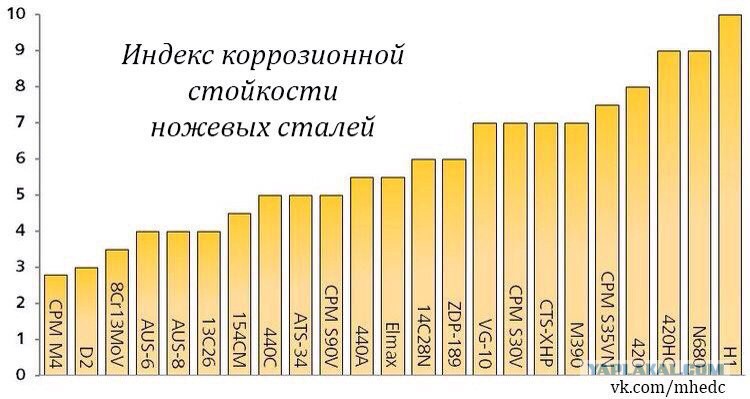 57
57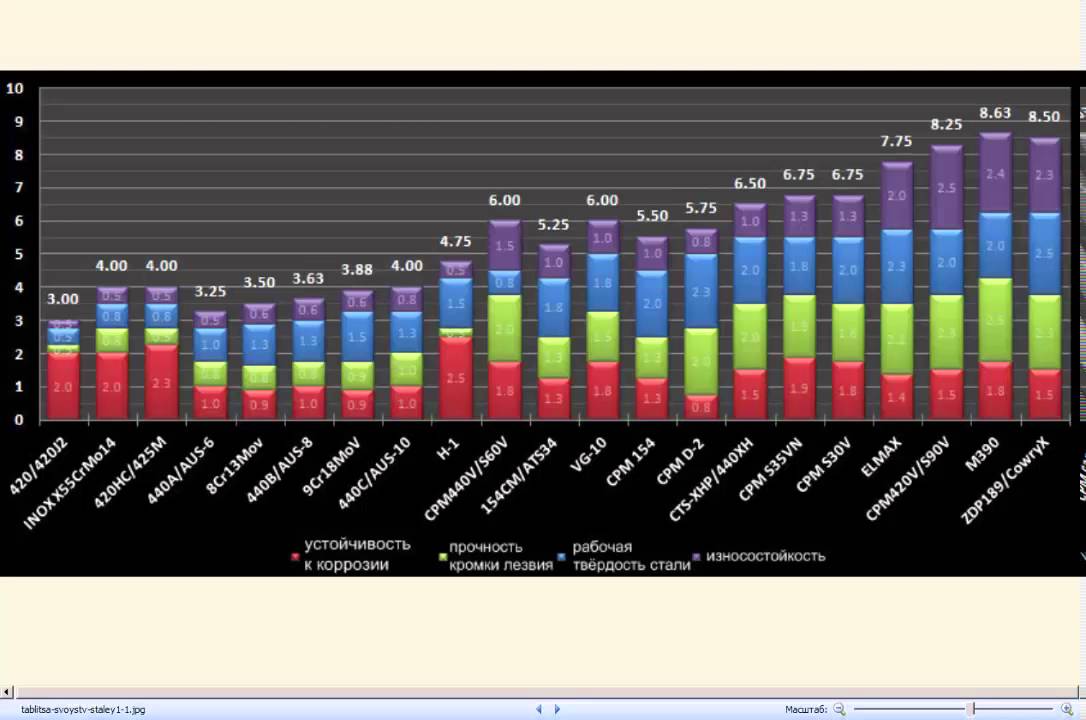 50
50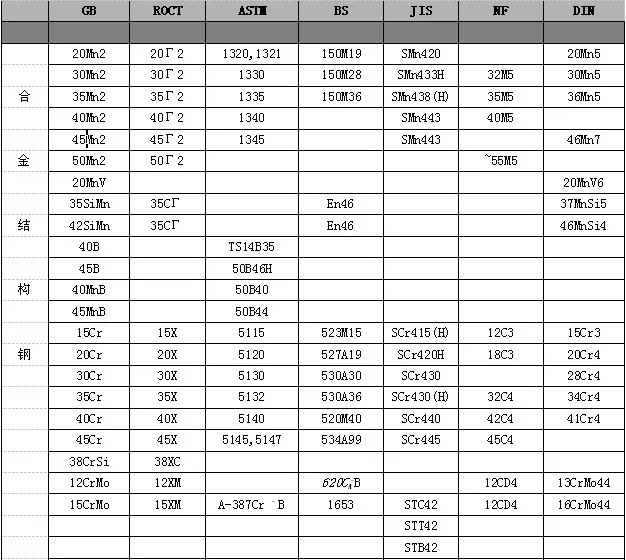 85
85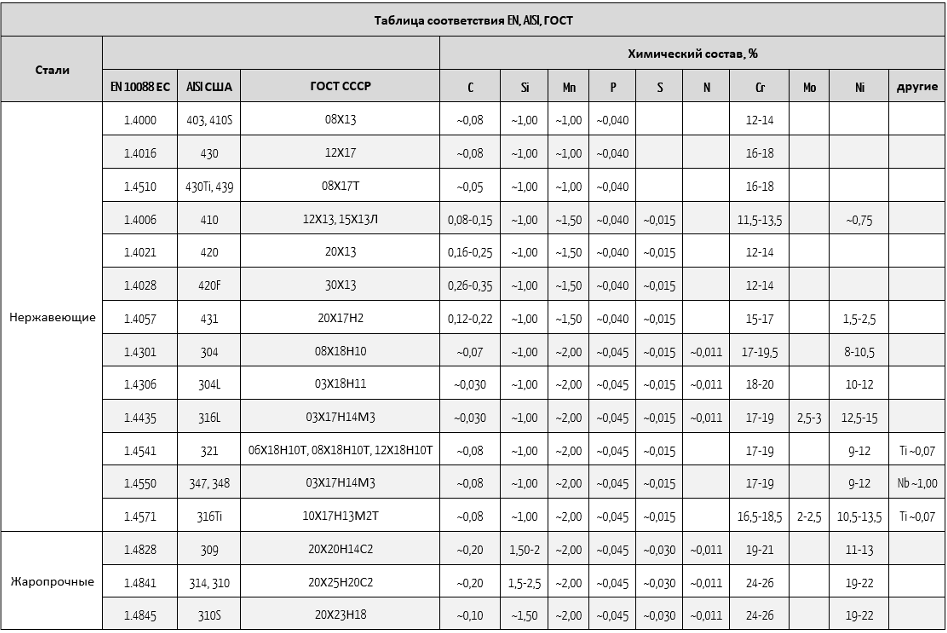 60
60 70
70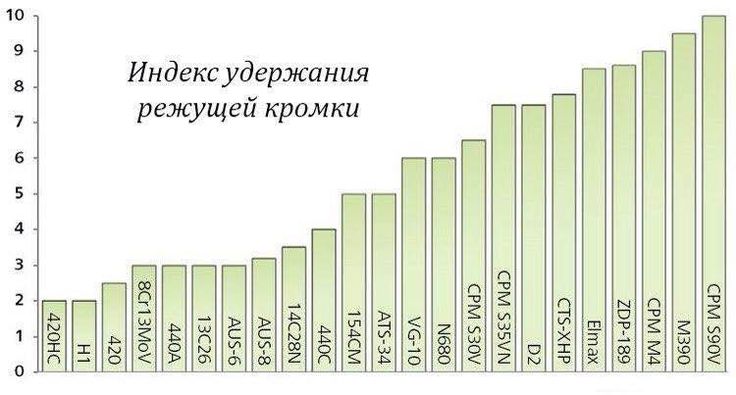 2
2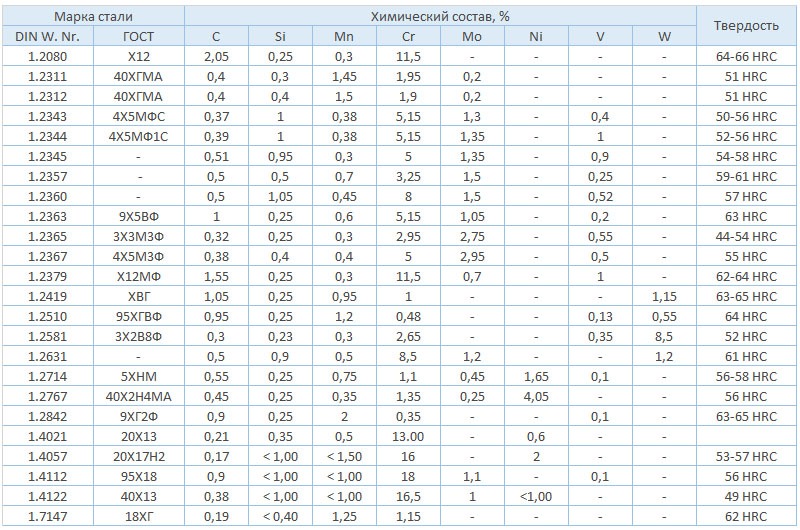 влияние на свойства получаемой стали.
влияние на свойства получаемой стали. Хром является ключевым фактором образования карбида, который снижает хрупкость, но также отрицательно влияет на сохранение режущей кромки. Помимо повышения устойчивости к коррозии, хром также улучшает прокаливаемость и прочность на растяжение. Тем не менее, любая сталь подвергается коррозии, если ее оставить на длительное время. Обратите также внимание, что слишком много хрома может снизить ударную вязкость.
Хром является ключевым фактором образования карбида, который снижает хрупкость, но также отрицательно влияет на сохранение режущей кромки. Помимо повышения устойчивости к коррозии, хром также улучшает прокаливаемость и прочность на растяжение. Тем не менее, любая сталь подвергается коррозии, если ее оставить на длительное время. Обратите также внимание, что слишком много хрома может снизить ударную вязкость. Многие производители ножей утверждают, что это также снижает коррозию, но это часто оспаривается.
Многие производители ножей утверждают, что это также снижает коррозию, но это часто оспаривается.
 Он используется для создания мелкозернистой структуры, что помогает улучшить износостойкость и предотвратить выкрашивание. Возможно, самой известной ножевой сталью, в которой используется ниобий, является CPM-S35VN, которая в сочетании с углеродом содержит карбиды ниобия для повышения износостойкости и предотвращения выкрашивания кромок. Результат — превосходное удержание края.
Он используется для создания мелкозернистой структуры, что помогает улучшить износостойкость и предотвратить выкрашивание. Возможно, самой известной ножевой сталью, в которой используется ниобий, является CPM-S35VN, которая в сочетании с углеродом содержит карбиды ниобия для повышения износостойкости и предотвращения выкрашивания кромок. Результат — превосходное удержание края.
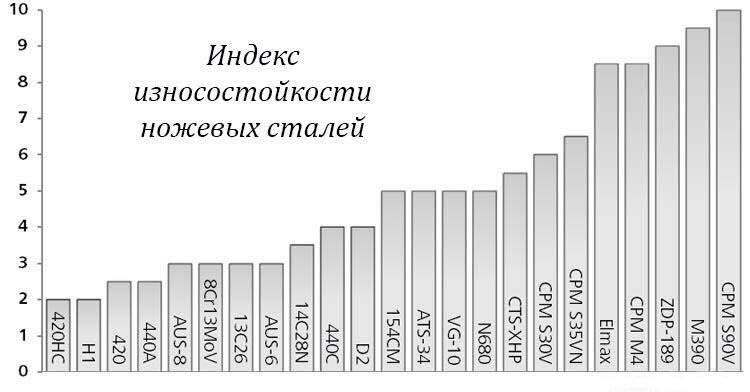 Его можно добавлять для снижения деформационного упрочнения сталей, предназначенных для улучшения обрабатываемости и улучшения формуемости.
Его можно добавлять для снижения деформационного упрочнения сталей, предназначенных для улучшения обрабатываемости и улучшения формуемости.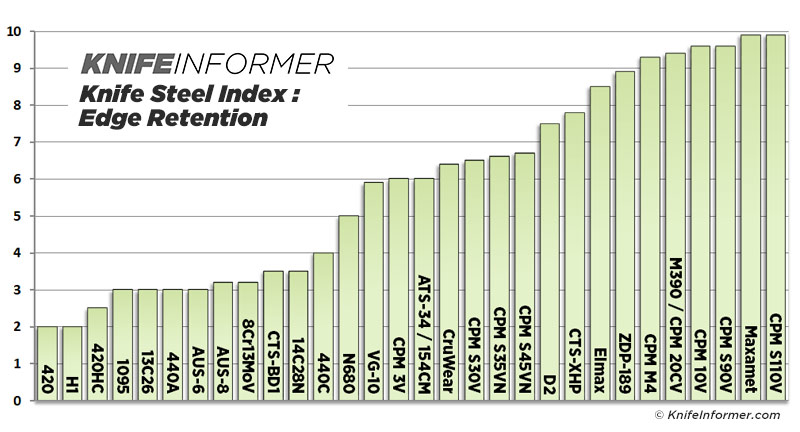 5 in
5 in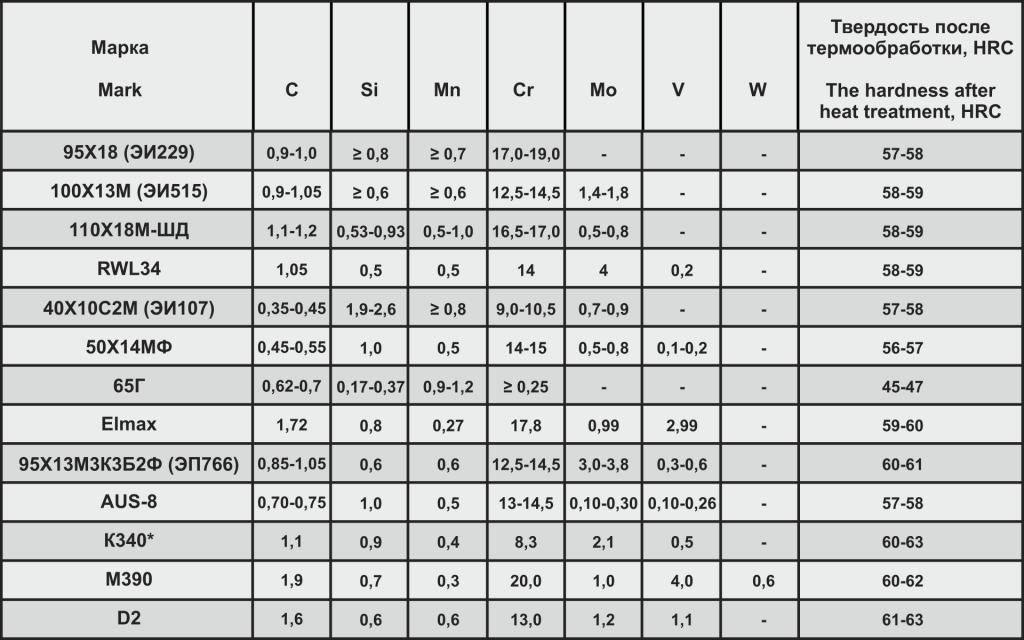 Текущие стандартные производственные модели доступны либо в CPM S30V, либо в CPM S110V, которую мы рассматриваем здесь.
Текущие стандартные производственные модели доступны либо в CPM S30V, либо в CPM S110V, которую мы рассматриваем здесь. Наконечник, однако, очень тонкий, поэтому вы должны быть осторожны и сопротивляться искушению использовать его для подглядывания. Вместо этого он превосходен в очень тонкой работе.
Наконечник, однако, очень тонкий, поэтому вы должны быть осторожны и сопротивляться искушению использовать его для подглядывания. Вместо этого он превосходен в очень тонкой работе.

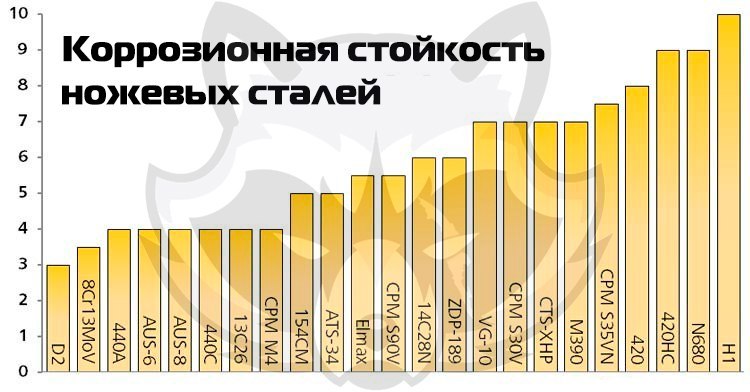 Замки Liner Lock обеспечивают простое управление одной рукой как для открытия, так и для закрытия, отсутствие необходимости использовать две руки может быть большим преимуществом при работе и/или ношении перчаток. Карманный зажим работает очень хорошо, и Spyderco решила сделать его черным на этой модели. Не совсем глубокая переноска, но она сидит низко в кармане, поэтому она не слишком видна, обеспечивая быстрый и легкий доступ даже в перчатках.
Замки Liner Lock обеспечивают простое управление одной рукой как для открытия, так и для закрытия, отсутствие необходимости использовать две руки может быть большим преимуществом при работе и/или ношении перчаток. Карманный зажим работает очень хорошо, и Spyderco решила сделать его черным на этой модели. Не совсем глубокая переноска, но она сидит низко в кармане, поэтому она не слишком видна, обеспечивая быстрый и легкий доступ даже в перчатках.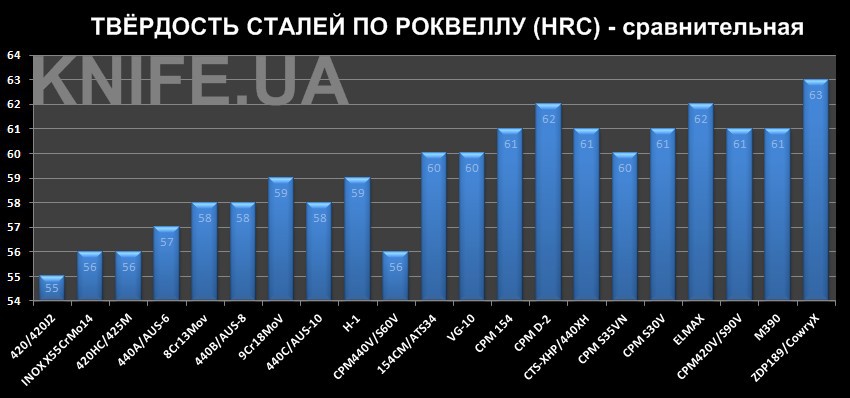
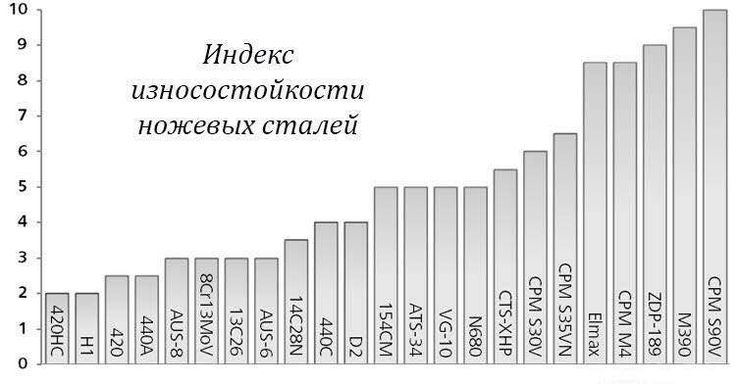
 Это продолжается до тех пор, пока край не потеряет четкость резки телефонной книги или я не почувствую, что количество картона, которое нужно разрезать, становится безумным.
Это продолжается до тех пор, пока край не потеряет четкость резки телефонной книги или я не почувствую, что количество картона, которое нужно разрезать, становится безумным.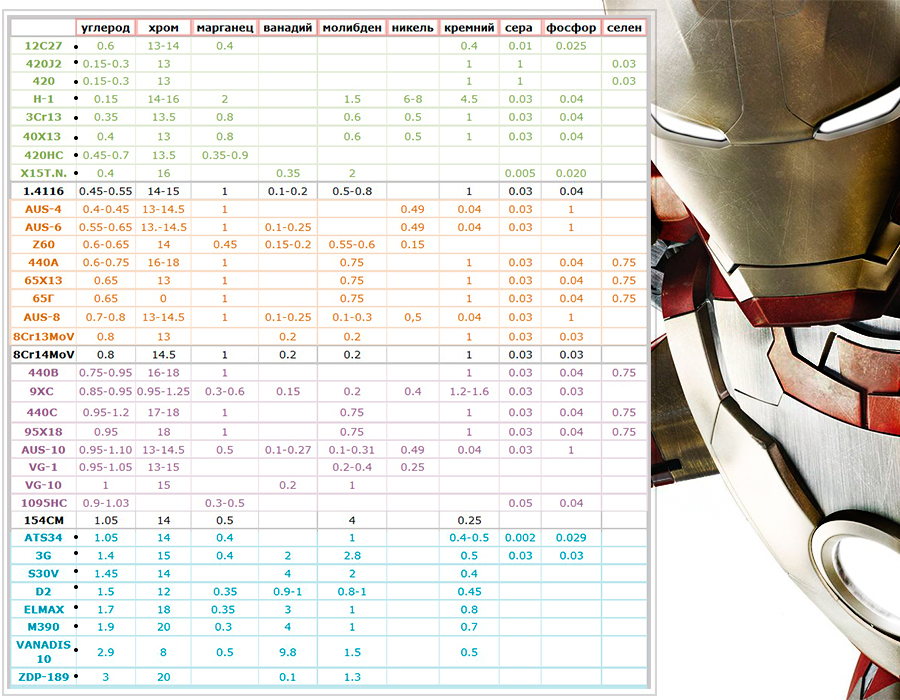
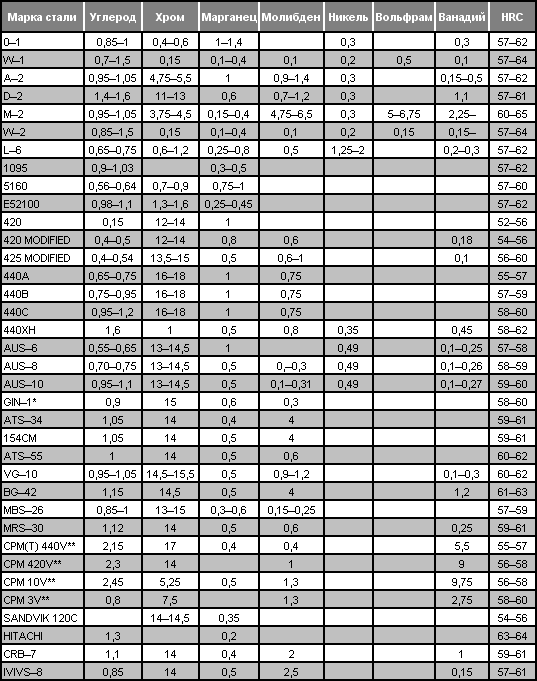
 У него также есть компрессионный замок для тех, кто не любит Liner Locks. PM2 — чрезвычайно популярный вариант, настолько, что иногда бывает трудно найти PM2.
У него также есть компрессионный замок для тех, кто не любит Liner Locks. PM2 — чрезвычайно популярный вариант, настолько, что иногда бывает трудно найти PM2.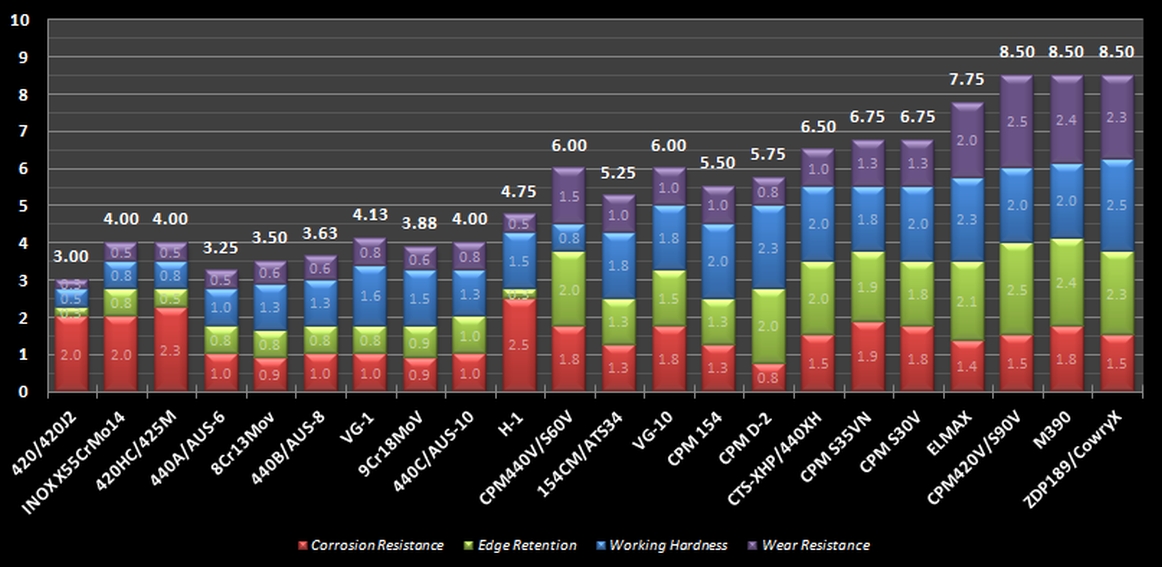 Обратите внимание, что лезвие тоньше, чем у CPM S110V Military, и короче на 3,4 дюйма.
Обратите внимание, что лезвие тоньше, чем у CPM S110V Military, и короче на 3,4 дюйма.
 Изделия армируются предварительно напряженными металлическими канатами. Все это позволяет выдерживать значительные нагрузки при эксплуатации.
Изделия армируются предварительно напряженными металлическими канатами. Все это позволяет выдерживать значительные нагрузки при эксплуатации. Определить марку используемой железобетонной продукции способны только профессионалы. При поверхностном рассмотрении плит перекрытия ПБ и ПК между ними никакой разницы нет, но они имеют существенные отличия.
Определить марку используемой железобетонной продукции способны только профессионалы. При поверхностном рассмотрении плит перекрытия ПБ и ПК между ними никакой разницы нет, но они имеют существенные отличия.



 А изделия с маркировкой ПК изначально оснащаются специальными монтажными проушинами.
А изделия с маркировкой ПК изначально оснащаются специальными монтажными проушинами.
 Идеально подходит также для прозрачных, полуостровных или островных каминов. Доступно для природного или пропанового газа.
Идеально подходит также для прозрачных, полуостровных или островных каминов. Доступно для природного или пропанового газа.
 Для защиты от коррозии подвергаются анодированию и покрытию лакокрасочными материалами. Сплав АК 4 — 1 используется для деталей реактивных двигателей.
Для защиты от коррозии подвергаются анодированию и покрытию лакокрасочными материалами. Сплав АК 4 — 1 используется для деталей реактивных двигателей.
 о по Джеффрису. б по М. Г. Лозинскому. / — прочность тела зерна, 2 — — прочность границ зерен. / — область транскристаллического разрушения. / / — область межкристаллического разрушения. Экв — — температура, при которой прочность зерен равна ( эквивалентна прочности границ.
о по Джеффрису. б по М. Г. Лозинскому. / — прочность тела зерна, 2 — — прочность границ зерен. / — область транскристаллического разрушения. / / — область межкристаллического разрушения. Экв — — температура, при которой прочность зерен равна ( эквивалентна прочности границ.
 Свойства.
Свойства. Так дуралюмин используют для работы при температурах не более 200° С, сплавы типа В95 до 125° С, авиали до 80—100° С при длительной работе и до 200° С при кратковременной. Специальные сплавы САП (спеченный алюминиевый порошок) применяют и для работы при более высоких температурах. До температуры 100° С кратковременные механические свойства меняются мало. Обращает внимание высокое относительное удлинение алюминиевых сплавов при низких температурах.
Так дуралюмин используют для работы при температурах не более 200° С, сплавы типа В95 до 125° С, авиали до 80—100° С при длительной работе и до 200° С при кратковременной. Специальные сплавы САП (спеченный алюминиевый порошок) применяют и для работы при более высоких температурах. До температуры 100° С кратковременные механические свойства меняются мало. Обращает внимание высокое относительное удлинение алюминиевых сплавов при низких температурах.
 У этих сплавов пониженные литейные свойства и коррозионная стойкость, кроме того, они склонны к образованию горячих трещин. Для выполнения отливок сложной формы такие сплавы не рекомендуют. Сплав АЛ7 применяют для деталей, испытывающих средние нагрузки и температуры не свыше 200° С. Сплав АЛ 19 по сравнению с АЛ 17 имеет более высокую жаропрочность (в 2 раза), и применяют его для силовых деталей в условиях статических и ударных нагрузок при температурах до 300° С.
У этих сплавов пониженные литейные свойства и коррозионная стойкость, кроме того, они склонны к образованию горячих трещин. Для выполнения отливок сложной формы такие сплавы не рекомендуют. Сплав АЛ7 применяют для деталей, испытывающих средние нагрузки и температуры не свыше 200° С. Сплав АЛ 19 по сравнению с АЛ 17 имеет более высокую жаропрочность (в 2 раза), и применяют его для силовых деталей в условиях статических и ударных нагрузок при температурах до 300° С. Коррозионная стойкость алюминия зависит от влияния агрессивной среды на растворимость защитной окисной пленки, от чистоты обработки поверхности и режима термической обработки. Чистый алюминий обладает высокой стойкостью в сухом и влажном воздухе. В азотной кислоте концентрации 30—50% при увеличении температуры скорость коррозии алюминия возрастает. При концентрации азотной кислоты выше 80% коррозия резко снижается. Алюминий обладает высокой стойкостью в разбавленной серной кислоте и в концентрированной при 20° С. Средние концентрации серной кислоты (более 40%) наиболее опасны для алюминия. При комнатных температурах алюминий устойчив в фосфорной и уксусных кислотах. Такие, как муравьиная, щавелевая, трихлоруксусная и другие хлороорганические кислоты значительно разрушают алюминий. В растворах едких щелочей окисная пленка алюминия растворяется. Растворы углекислых солей калия и натрия оказывают меньшее влияние на скорость коррозии алюминия.
Коррозионная стойкость алюминия зависит от влияния агрессивной среды на растворимость защитной окисной пленки, от чистоты обработки поверхности и режима термической обработки. Чистый алюминий обладает высокой стойкостью в сухом и влажном воздухе. В азотной кислоте концентрации 30—50% при увеличении температуры скорость коррозии алюминия возрастает. При концентрации азотной кислоты выше 80% коррозия резко снижается. Алюминий обладает высокой стойкостью в разбавленной серной кислоте и в концентрированной при 20° С. Средние концентрации серной кислоты (более 40%) наиболее опасны для алюминия. При комнатных температурах алюминий устойчив в фосфорной и уксусных кислотах. Такие, как муравьиная, щавелевая, трихлоруксусная и другие хлороорганические кислоты значительно разрушают алюминий. В растворах едких щелочей окисная пленка алюминия растворяется. Растворы углекислых солей калия и натрия оказывают меньшее влияние на скорость коррозии алюминия.
 Подобные сплавы применяют с соответствующей защитой от коррозии. Сплавы типа авиаль обладают высокой коррозионной стойкостью в воде высокой чистоты с добавлением углекислого газа при температурах до 100° С.
Подобные сплавы применяют с соответствующей защитой от коррозии. Сплавы типа авиаль обладают высокой коррозионной стойкостью в воде высокой чистоты с добавлением углекислого газа при температурах до 100° С. Поэтому сплавы системы Аl—Zn-Mg можно применять в условиях низких температур, исключающих переход к фазовому старению при низком уровне сварочных напряжений. Содержание цинка и магния должно быть при этом минимальным.
Поэтому сплавы системы Аl—Zn-Mg можно применять в условиях низких температур, исключающих переход к фазовому старению при низком уровне сварочных напряжений. Содержание цинка и магния должно быть при этом минимальным. САП содержит до 13% тугоплавкой окисной фазы, поэтому температура плавления его очень высокая (2000° С).
САП содержит до 13% тугоплавкой окисной фазы, поэтому температура плавления его очень высокая (2000° С). При сварке этих сплавов обычно применяют присадочную проволоку марки АМг6.
При сварке этих сплавов обычно применяют присадочную проволоку марки АМг6. Кроме того, такие процессы, как литье под давлением, используются для производства армированных частиц.
Кроме того, такие процессы, как литье под давлением, используются для производства армированных частиц. Он демонстрирует хорошее сочетание таких свойств, как жаропрочность, высокая жесткость и низкий КТР. Al-SF25 демонстрирует отличные механические характеристики
Он демонстрирует хорошее сочетание таких свойств, как жаропрочность, высокая жесткость и низкий КТР. Al-SF25 демонстрирует отличные механические характеристики до 120мм. Больший диаметр до 400 мм или блоки могут быть изготовлены с помощью
до 120мм. Больший диаметр до 400 мм или блоки могут быть изготовлены с помощью Это приводит к значительному увеличению прочности. Дисперсно-упрочненные материалы, такие как DSC-алюминий, демонстрируют превосходную термостойкость и стабильность. Керамика
Это приводит к значительному увеличению прочности. Дисперсно-упрочненные материалы, такие как DSC-алюминий, демонстрируют превосходную термостойкость и стабильность. Керамика Обладая способностью проводить гораздо больше тепла, чем нержавеющая сталь и другие металлы, алюминий стал отличным вариантом для производителей во многих отраслях, включая электронику, производство пластмасс и аэрокосмическую промышленность.
Обладая способностью проводить гораздо больше тепла, чем нержавеющая сталь и другие металлы, алюминий стал отличным вариантом для производителей во многих отраслях, включая электронику, производство пластмасс и аэрокосмическую промышленность. , по которому течет тепло. Это сложный способ сказать, что теплопроводность говорит нам, насколько быстро тепло передается через материал. Как правило, чем выше число, тем быстрее теплообмен.
, по которому течет тепло. Это сложный способ сказать, что теплопроводность говорит нам, насколько быстро тепло передается через материал. Как правило, чем выше число, тем быстрее теплообмен.
 Если металл нагреть слишком сильно, он начнет деформироваться, поэтому очень важно знать температуру плавления вашего материала и то, сколько тепла он должен выдержать, прежде чем использовать его в приложении. Существуют и другие ситуации, когда важно знать температуру плавления алюминия, например, при сварке или термообработке алюминиевого сплава.
Если металл нагреть слишком сильно, он начнет деформироваться, поэтому очень важно знать температуру плавления вашего материала и то, сколько тепла он должен выдержать, прежде чем использовать его в приложении. Существуют и другие ситуации, когда важно знать температуру плавления алюминия, например, при сварке или термообработке алюминиевого сплава. То же самое относится к алюминиевым сплавам 5183 и 5556. Хотя точка плавления может никогда не быть достигнута, вы должны знать, что другие проблемы могут возникнуть, когда некоторые сплавы подвергаются воздействию даже умеренно высоких температур.
То же самое относится к алюминиевым сплавам 5183 и 5556. Хотя точка плавления может никогда не быть достигнута, вы должны знать, что другие проблемы могут возникнуть, когда некоторые сплавы подвергаются воздействию даже умеренно высоких температур.


 В итоге поверхность серебра становится матовой и несколько темнеет, относительно изначального цвета серебра, но не подвергается коррозии в процессе эксплуатации.
В итоге поверхность серебра становится матовой и несколько темнеет, относительно изначального цвета серебра, но не подвергается коррозии в процессе эксплуатации. Впрочем, современные технологии сделали позолоту более стойкой, что, вкупе с аккуратной ноской, гарантирует, что позолоченное серебряное украшение сможет радовать свою обладательницу долгие годы.
Впрочем, современные технологии сделали позолоту более стойкой, что, вкупе с аккуратной ноской, гарантирует, что позолоченное серебряное украшение сможет радовать свою обладательницу долгие годы.


 Существует ряд техник, которые вы можете использовать при обучении изготовлению украшений из серебра, но мы начнем с самых простых.
Существует ряд техник, которые вы можете использовать при обучении изготовлению украшений из серебра, но мы начнем с самых простых.
 Лучший способ сделать это — использовать одну из полировальных салфеток, чтобы удалить грязь или песок.
Лучший способ сделать это — использовать одну из полировальных салфеток, чтобы удалить грязь или песок.
 Поэтому, если вы только начинаете, мы рекомендуем вам для начала придерживаться решения для серебряного покрытия ювелирных изделий.
Поэтому, если вы только начинаете, мы рекомендуем вам для начала придерживаться решения для серебряного покрытия ювелирных изделий.
 В качестве альтернативы, если у вас есть бижутерия из латуни, меди или бронзы, вы можете превратить ее в серебристый цвет, чтобы дать новую жизнь.
В качестве альтернативы, если у вас есть бижутерия из латуни, меди или бронзы, вы можете превратить ее в серебристый цвет, чтобы дать новую жизнь.
 Отделка будет зависеть от уровня полировки металла перед покрытием. Таким образом, если вы нанесете его на тщательно отполированный медный предмет, ваша отделка будет полированным серебром, однако если вы нанесете его на матовый или сатинированный металл, покрытие все равно будет матовым или сатинированным. Вы можете заметить некоторое улучшение блеска, когда полируете его мягкой тканью после нанесения, и многие изношенные металлы с покрытием будут выглядеть намного ярче просто потому, что вы омолодили серебряную пластину. Но это не изменит текстуру металла.
Отделка будет зависеть от уровня полировки металла перед покрытием. Таким образом, если вы нанесете его на тщательно отполированный медный предмет, ваша отделка будет полированным серебром, однако если вы нанесете его на матовый или сатинированный металл, покрытие все равно будет матовым или сатинированным. Вы можете заметить некоторое улучшение блеска, когда полируете его мягкой тканью после нанесения, и многие изношенные металлы с покрытием будут выглядеть намного ярче просто потому, что вы омолодили серебряную пластину. Но это не изменит текстуру металла. Гальваника — это другой процесс, для которого требуется специальное оборудование. Гальваническое покрытие также можно использовать для покрытия предметов, которые обычно не могут быть покрыты, путем покрытия перед нанесением покрытия слоем электропроводящего металла, такого как медь, что позволяет покрывать его серебром.
Гальваника — это другой процесс, для которого требуется специальное оборудование. Гальваническое покрытие также можно использовать для покрытия предметов, которые обычно не могут быть покрыты, путем покрытия перед нанесением покрытия слоем электропроводящего металла, такого как медь, что позволяет покрывать его серебром.
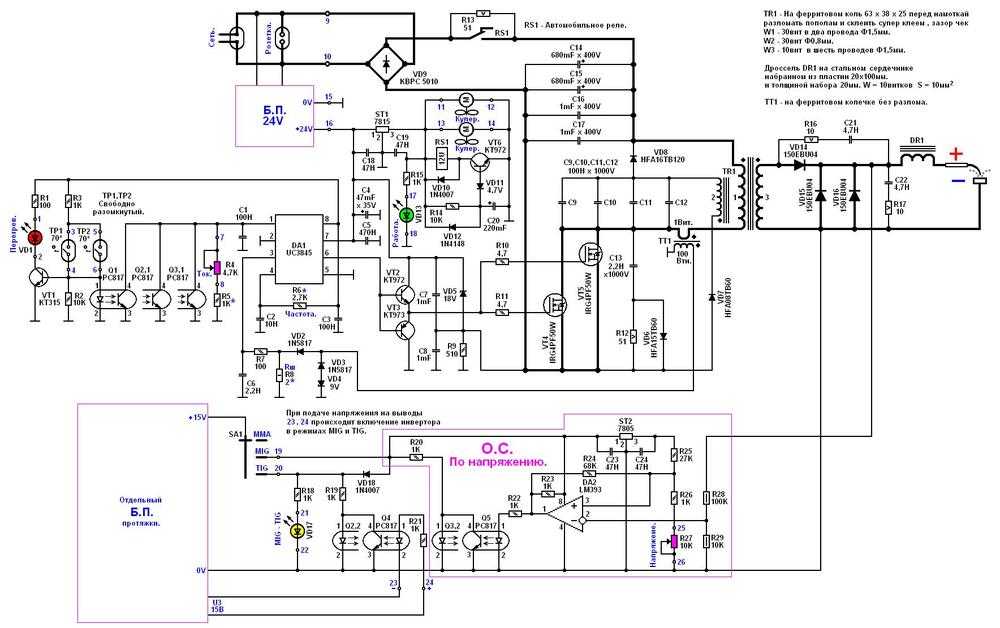 Микросхема управления является основным элементом конструкции.
Микросхема управления является основным элементом конструкции. Два плеча, то есть четыре полевика, вышли из строя, их выводы накоротко соединены между собой.
Два плеча, то есть четыре полевика, вышли из строя, их выводы накоротко соединены между собой.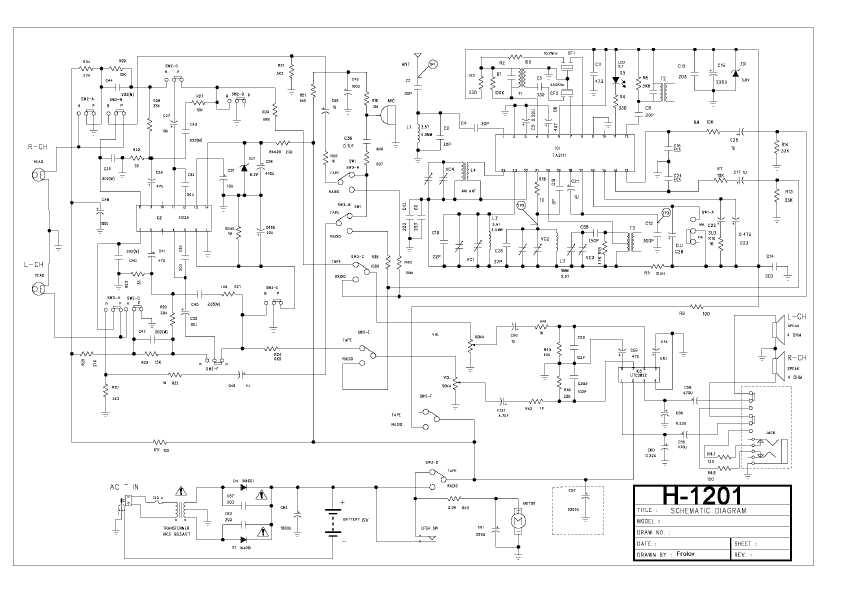 После выпрямителя постоянный ток сглаживается при помощи специального фильтра.
После выпрямителя постоянный ток сглаживается при помощи специального фильтра.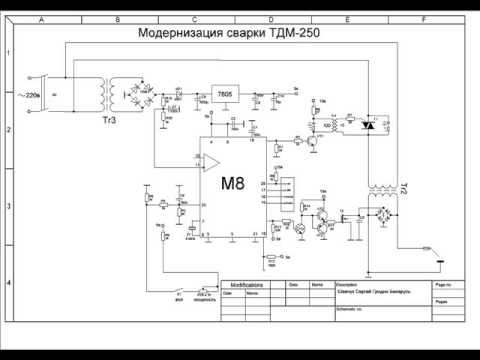 Преобразование электрической энергии происходит по одинаковым принципам, несмотря на то, что размеры и функции этих устройств различные. Можно выделить несколько этапов, которые протекают в сварочном инверторе. Первым делом происходит преобразование переменного напряжения, которое поступает от сети В, в постоянное. О том, как это происходит, будет рассказано немного ниже, равно как и приведена электрическая схема сварочного инвертора. Затем происходит преобразование этого напряжения в переменное, но с более высокой частотой. Вы знаете, что в электрической сети частота тока 50 Гц. В инверторных сварочных аппаратах происходит повышение вплоть до 80 тысяч Гц. Затем необходимо снизить значение напряжения с высокой частотой. На последнем этапе происходит преобразование этого низкого напряжения с частотой порядка 80 тысяч Гц. Это краткое описание, на самом деле все этапы можно разбить на более мелкие составляющие. Но для понимания принципа функционирования этого достаточно. А теперь о том, почему были выбраны схемы именно инверторного типа.
Преобразование электрической энергии происходит по одинаковым принципам, несмотря на то, что размеры и функции этих устройств различные. Можно выделить несколько этапов, которые протекают в сварочном инверторе. Первым делом происходит преобразование переменного напряжения, которое поступает от сети В, в постоянное. О том, как это происходит, будет рассказано немного ниже, равно как и приведена электрическая схема сварочного инвертора. Затем происходит преобразование этого напряжения в переменное, но с более высокой частотой. Вы знаете, что в электрической сети частота тока 50 Гц. В инверторных сварочных аппаратах происходит повышение вплоть до 80 тысяч Гц. Затем необходимо снизить значение напряжения с высокой частотой. На последнем этапе происходит преобразование этого низкого напряжения с частотой порядка 80 тысяч Гц. Это краткое описание, на самом деле все этапы можно разбить на более мелкие составляющие. Но для понимания принципа функционирования этого достаточно. А теперь о том, почему были выбраны схемы именно инверторного типа.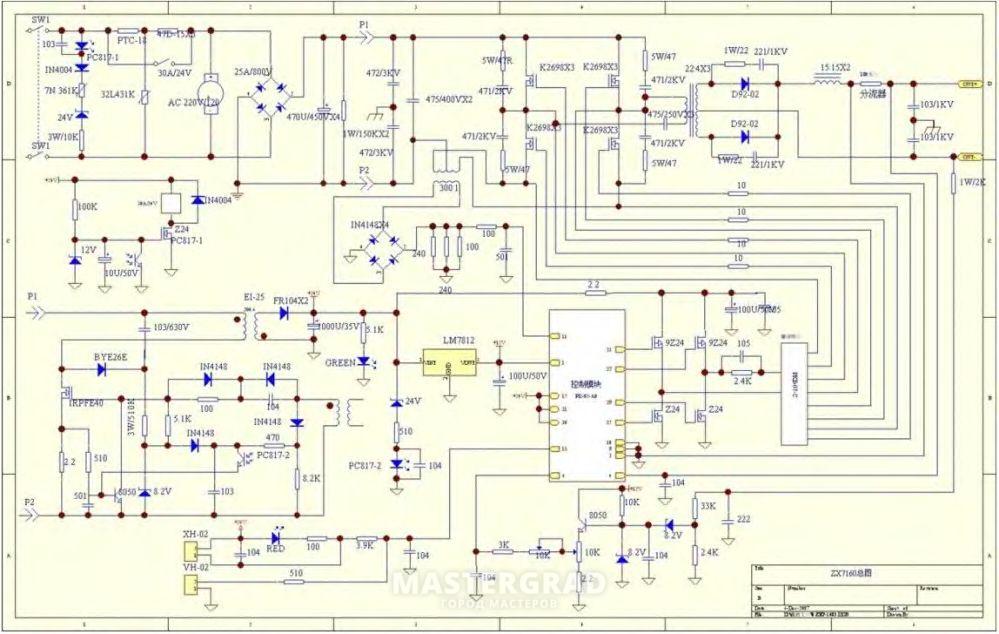 Посмотрите на сварочные аппараты, которые использовались ранее, в том числе и самодельные. Их основное предназначение — снижение переменного напряжения, которое поступает от бытовой электросети до безопасного значения, но с большим вторичным током. По этой причине первичная обмотка мотается более тонким проводом, нежели вторичная. От толщины провода зависит то, какой ток вы получаете в обмотке. Ниже приведена принципиальная схема сварочного инвертора в статье. Внимательно ее изучите, чтобы иметь представление о том, какие элементы входят в нее. Для сварки порой обходимо несколько сотен ампер. Из-за того, что мощность таких трансформаторов очень высокая, а работают они только при частоте тока 50 Гц, кроме того, у них очень большие габариты. Как вы понимаете, частота входящего и выходящего тока одинакова. Другими словами, если подали на первичную обмотку 50 Гц, со вторичной снимите электрический ток с такими же параметрами. Но вот благодаря инверторным сварочным аппаратам, в которых увеличивается рабочая частота на значение порядка восьмидесяти тысяч герц, а в некоторых аппаратах и больше, можно во много раз уменьшить размеры трансформаторов, которые применяются при преобразовании электрического тока.
Посмотрите на сварочные аппараты, которые использовались ранее, в том числе и самодельные. Их основное предназначение — снижение переменного напряжения, которое поступает от бытовой электросети до безопасного значения, но с большим вторичным током. По этой причине первичная обмотка мотается более тонким проводом, нежели вторичная. От толщины провода зависит то, какой ток вы получаете в обмотке. Ниже приведена принципиальная схема сварочного инвертора в статье. Внимательно ее изучите, чтобы иметь представление о том, какие элементы входят в нее. Для сварки порой обходимо несколько сотен ампер. Из-за того, что мощность таких трансформаторов очень высокая, а работают они только при частоте тока 50 Гц, кроме того, у них очень большие габариты. Как вы понимаете, частота входящего и выходящего тока одинакова. Другими словами, если подали на первичную обмотку 50 Гц, со вторичной снимите электрический ток с такими же параметрами. Но вот благодаря инверторным сварочным аппаратам, в которых увеличивается рабочая частота на значение порядка восьмидесяти тысяч герц, а в некоторых аппаратах и больше, можно во много раз уменьшить размеры трансформаторов, которые применяются при преобразовании электрического тока. Если увеличить рабочую частоту, то можно уменьшить трансформатор как минимум в четыре раза. Следовательно, суммарный вес всего сварочника будет очень маленьким. Себестоимость этого аппарата также уменьшается, так как происходит экономия меди и стали, которые используются при изготовлении трансформаторов. Но чтобы получить такое значение частоты, необходимо применять инверторные схемы. Они состоят из мощных полевых транзисторов, которые работают в режиме ключа. С их помощью происходит переключение тока с необходимой для работы частотой. Обратите внимание на то, что работать полевой транзистор может лишь при постоянном напряжении. Поэтому прежде чем подать на них питание, необходимо выпрямить поступающий ток. Для этого используется выпрямитель, в котором находятся мощные диоды. Они соединены по мостовой схеме. После этого происходит отсечка переменной составляющей при помощи электролитических конденсаторов. Это происходит на первой ступени преобразования. Полевые транзисторы подключаются к трансформатору.
Если увеличить рабочую частоту, то можно уменьшить трансформатор как минимум в четыре раза. Следовательно, суммарный вес всего сварочника будет очень маленьким. Себестоимость этого аппарата также уменьшается, так как происходит экономия меди и стали, которые используются при изготовлении трансформаторов. Но чтобы получить такое значение частоты, необходимо применять инверторные схемы. Они состоят из мощных полевых транзисторов, которые работают в режиме ключа. С их помощью происходит переключение тока с необходимой для работы частотой. Обратите внимание на то, что работать полевой транзистор может лишь при постоянном напряжении. Поэтому прежде чем подать на них питание, необходимо выпрямить поступающий ток. Для этого используется выпрямитель, в котором находятся мощные диоды. Они соединены по мостовой схеме. После этого происходит отсечка переменной составляющей при помощи электролитических конденсаторов. Это происходит на первой ступени преобразования. Полевые транзисторы подключаются к трансформатору.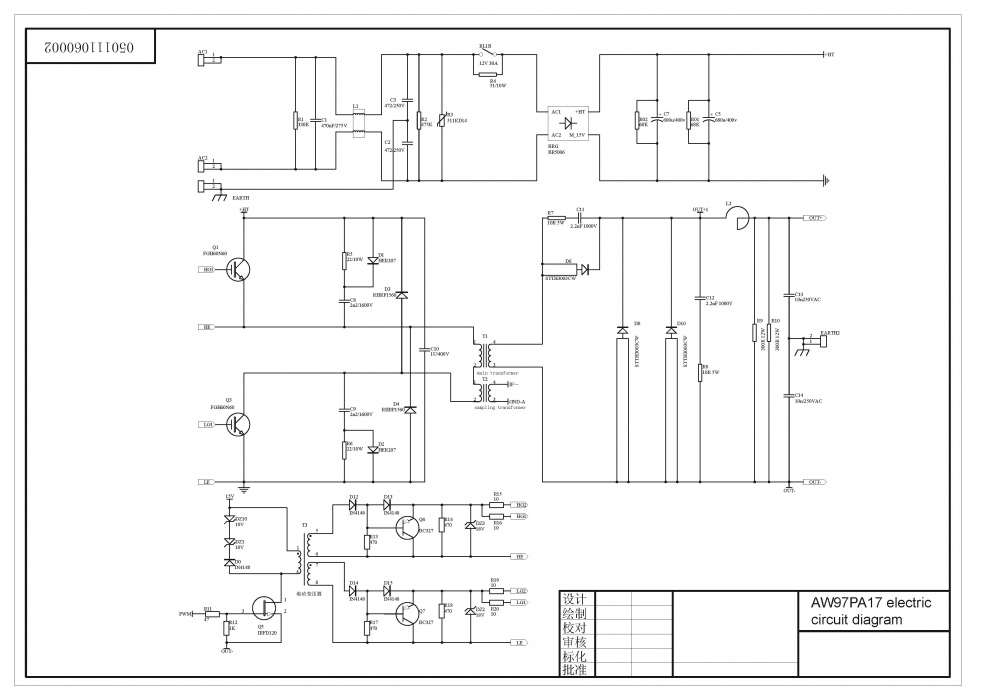 С его помощью получается понизить напряжение. Как упоминалось выше, эти транзисторы производят переключение тока с частотой иногда даже более 80 тысяч Гц. Понятное дело, что трансформатор тоже должен быть рассчитан на работу при таких параметрах. Габариты этого устройства очень маленькие, не сравниться ему с теми, которые применяются в обычных трансформаторных сварочных аппаратах. А вот мощность у него такая же. Понятное дело, что появляется еще множество различных элементов, которые необходимы для стабильной работы сварочного аппарата. А теперь более подробно о том, как работает каждый блок обычного сварочного инвертора. В нем имеется две основных части — силовая и схема управления. В этом блоке происходит преобразование переменного тока, который поступает от сети Вольт. В нём имеется несколько полупроводниковых диодов с большой мощностью, а также электролитические конденсаторы и дроссель. Это вкупе дает то, что переменный ток с рабочей частотой 50 Гц становится постоянным. Конденсаторы необходимы для того чтобы отсечь переменную составляющую, которая все равно остается в выпрямленном напряжении.
С его помощью получается понизить напряжение. Как упоминалось выше, эти транзисторы производят переключение тока с частотой иногда даже более 80 тысяч Гц. Понятное дело, что трансформатор тоже должен быть рассчитан на работу при таких параметрах. Габариты этого устройства очень маленькие, не сравниться ему с теми, которые применяются в обычных трансформаторных сварочных аппаратах. А вот мощность у него такая же. Понятное дело, что появляется еще множество различных элементов, которые необходимы для стабильной работы сварочного аппарата. А теперь более подробно о том, как работает каждый блок обычного сварочного инвертора. В нем имеется две основных части — силовая и схема управления. В этом блоке происходит преобразование переменного тока, который поступает от сети Вольт. В нём имеется несколько полупроводниковых диодов с большой мощностью, а также электролитические конденсаторы и дроссель. Это вкупе дает то, что переменный ток с рабочей частотой 50 Гц становится постоянным. Конденсаторы необходимы для того чтобы отсечь переменную составляющую, которая все равно остается в выпрямленном напряжении. Обратите внимание, что существует несколько вариантов схем для выпрямления напряжения. Если подключение необходимо производить к трехфазной сети, то схема соединений полупроводниковых диодов будет несколько иной. Поэтому нужно определиться с тем, какая вам необходима схема сварочного инвертора. Своими руками такое устройство можно собрать достаточно просто. Обратите внимание также, что практически в полтора раза увеличивается напряжение после того как оно поступит на фильтр, собранный на электролитических конденсаторах. Другими словами, если происходит питание от сети Вольт, то на выводах конденсаторов, если произвести замер, будет В. Для сглаживания пульсаций тока, чтобы не возникало высокочастотных помех, а также для избегания попадания их в электрическую сеть, необходимо установить специальный фильтр. Обычно он собирается на дросселе, который намотан на кольцевом сердечнике, а также в схему включены несколько конденсаторов. Обычно для реализации инвертора используют два мощных транзистора, которые работают в режиме ключа.
Обратите внимание, что существует несколько вариантов схем для выпрямления напряжения. Если подключение необходимо производить к трехфазной сети, то схема соединений полупроводниковых диодов будет несколько иной. Поэтому нужно определиться с тем, какая вам необходима схема сварочного инвертора. Своими руками такое устройство можно собрать достаточно просто. Обратите внимание также, что практически в полтора раза увеличивается напряжение после того как оно поступит на фильтр, собранный на электролитических конденсаторах. Другими словами, если происходит питание от сети Вольт, то на выводах конденсаторов, если произвести замер, будет В. Для сглаживания пульсаций тока, чтобы не возникало высокочастотных помех, а также для избегания попадания их в электрическую сеть, необходимо установить специальный фильтр. Обычно он собирается на дросселе, который намотан на кольцевом сердечнике, а также в схему включены несколько конденсаторов. Обычно для реализации инвертора используют два мощных транзистора, которые работают в режиме ключа. Стоит отметить, что они обязательно монтируются на алюминиевом радиаторе. Также имеется дополнительное принудительное охлаждение при помощи вентилятора. Благодаря этим транзисторам происходит коммутация постоянного напряжения, которое впоследствии поступает на импульсный трансформатор. Причем переключение происходит с частотой около 80 кГц. Но имеется отличие от переменного тока, который протекает в бытовой электросети. Во-первых, само значение частоты во много раз превосходит его. Во-вторых, форма импульса этого переменного напряжения, которое вырабатывается полевыми транзисторами, прямоугольная, а не синусоида. Чтобы обезопасить транзисторы от чрезмерного превышения напряжения, необходимо использовать цепи, состоящей из сопротивлений и конденсаторов. Стоит отметить, что принципиальная электрическая схема сварочного инвертора не обходится без этих элементов. Высокочастотный трансформатор, на который подается напряжение от транзисторов, работающих в ключевом режиме, позволяет снизить его значение до 65 вольт в среднем.
Стоит отметить, что они обязательно монтируются на алюминиевом радиаторе. Также имеется дополнительное принудительное охлаждение при помощи вентилятора. Благодаря этим транзисторам происходит коммутация постоянного напряжения, которое впоследствии поступает на импульсный трансформатор. Причем переключение происходит с частотой около 80 кГц. Но имеется отличие от переменного тока, который протекает в бытовой электросети. Во-первых, само значение частоты во много раз превосходит его. Во-вторых, форма импульса этого переменного напряжения, которое вырабатывается полевыми транзисторами, прямоугольная, а не синусоида. Чтобы обезопасить транзисторы от чрезмерного превышения напряжения, необходимо использовать цепи, состоящей из сопротивлений и конденсаторов. Стоит отметить, что принципиальная электрическая схема сварочного инвертора не обходится без этих элементов. Высокочастотный трансформатор, на который подается напряжение от транзисторов, работающих в ключевом режиме, позволяет снизить его значение до 65 вольт в среднем. Но при этом ток может составлять порядка А. Можно даже провести аналогию с катушкой зажигания, которая используется в автомобилях. В сварочных инверторах на первичную обмотку подается высокое напряжение, но ток у него очень маленький. Снимается с вторичной обмотки напряжение с меньшим значением, но ток при этом увеличивается. Обратите внимание на то, что автомобильная катушка зажигания работает по обратному принципу. То есть низкое напряжение с большим током подается на первичную обмотку. А с вторичной снимается высокое напряжение, но с меньшим значением тока. Но стоит взглянуть на то, из каких компонентов состоит еще эл. На выходе также установлен выпрямитель, который собирается из полупроводниковых диодов большой мощности. У них очень высокое быстродействие, они открываются и закрываются за время, которое намного меньше, чем 50 наносекунд. Обратите внимание при проектировании сварочных инверторов на то, что нужно подбирать эти полупроводниковые элементы с таким расчетом, чтобы их параметры удовлетворяли режиму работы.
Но при этом ток может составлять порядка А. Можно даже провести аналогию с катушкой зажигания, которая используется в автомобилях. В сварочных инверторах на первичную обмотку подается высокое напряжение, но ток у него очень маленький. Снимается с вторичной обмотки напряжение с меньшим значением, но ток при этом увеличивается. Обратите внимание на то, что автомобильная катушка зажигания работает по обратному принципу. То есть низкое напряжение с большим током подается на первичную обмотку. А с вторичной снимается высокое напряжение, но с меньшим значением тока. Но стоит взглянуть на то, из каких компонентов состоит еще эл. На выходе также установлен выпрямитель, который собирается из полупроводниковых диодов большой мощности. У них очень высокое быстродействие, они открываются и закрываются за время, которое намного меньше, чем 50 наносекунд. Обратите внимание при проектировании сварочных инверторов на то, что нужно подбирать эти полупроводниковые элементы с таким расчетом, чтобы их параметры удовлетворяли режиму работы.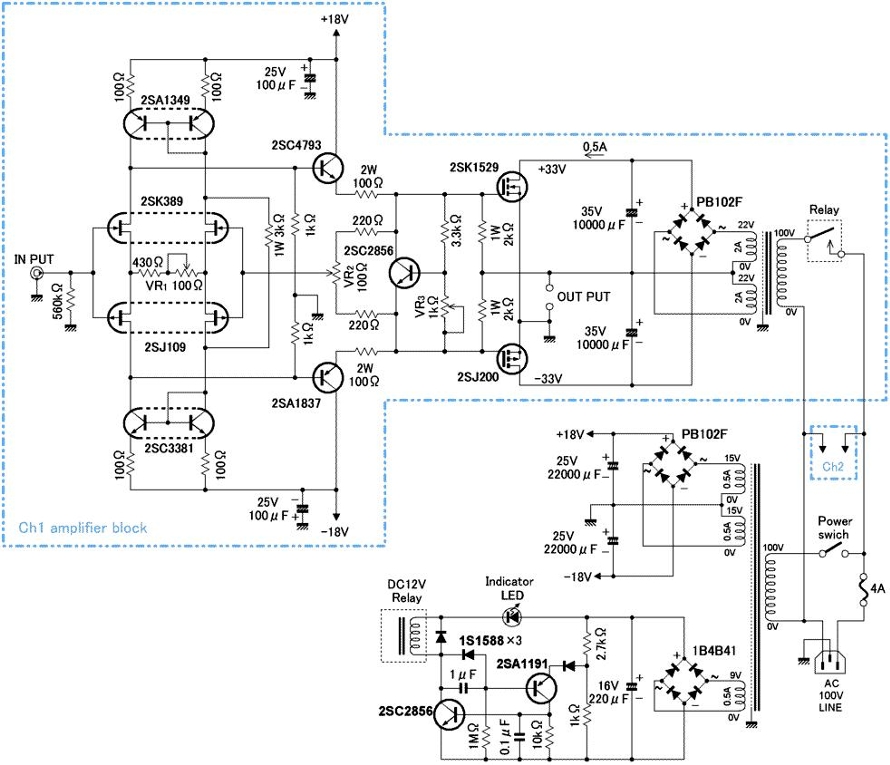 Простые диоды не справятся с поставленной задачей, так как они не смогут своевременно открыться и закрыться. Сразу же начнется чрезмерный нагрев и, как следствие, выход из строя. По этой причине необходимо при проектировании или же при ремонте производить установку диодов, которые имеют очень малое время переключения. Жизнь Экономика Наука Авто Отдых Хай-тек Здоровье. Что значит, если собака вас облизывает? Почему от женщины неприятно пахнет: Самый красивый летний мальчик в мире. Очаровательная фотосессия мамы пятерняшек. Какие черты делают женщину действительно привлекательной? Что произойдет, когда вы будете делать ‘планку’ каждый день? Признаки рака, на которые люди часто не обращают внимания. Зачем кошки несут убитых животных домой. Сколько сексуальных партнеров должно быть у мужчин и женщин? Что происходит, когда вы чувствуете падение во сне? Главная Домашний уют Инструменты и оборудование Схема сварочного инвертора. Принципиальная электрическая схема сварочного инвертора. Подписаться Поделиться Рассказать Рекомендовать.
Простые диоды не справятся с поставленной задачей, так как они не смогут своевременно открыться и закрыться. Сразу же начнется чрезмерный нагрев и, как следствие, выход из строя. По этой причине необходимо при проектировании или же при ремонте производить установку диодов, которые имеют очень малое время переключения. Жизнь Экономика Наука Авто Отдых Хай-тек Здоровье. Что значит, если собака вас облизывает? Почему от женщины неприятно пахнет: Самый красивый летний мальчик в мире. Очаровательная фотосессия мамы пятерняшек. Какие черты делают женщину действительно привлекательной? Что произойдет, когда вы будете делать ‘планку’ каждый день? Признаки рака, на которые люди часто не обращают внимания. Зачем кошки несут убитых животных домой. Сколько сексуальных партнеров должно быть у мужчин и женщин? Что происходит, когда вы чувствуете падение во сне? Главная Домашний уют Инструменты и оборудование Схема сварочного инвертора. Принципиальная электрическая схема сварочного инвертора. Подписаться Поделиться Рассказать Рекомендовать.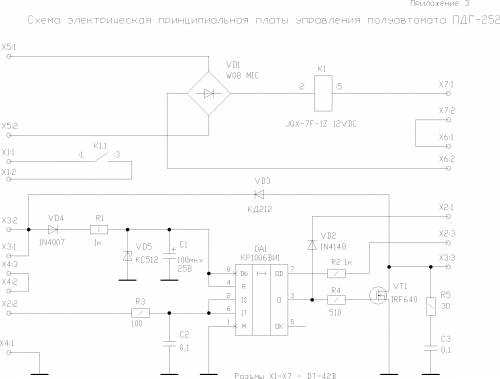 Подписаться Поделиться Рассказать Рекоммендовать. По крайней мере, вы не хотите краснеть и извин Наши предки спали не так, как мы. Что мы делаем неправильно? В это трудно поверить, но ученые и многие историки склоняются к мнению, что современный человек спит совсем не так, как его древние предки. А еще они невероятно фотогеничны и всегда умеют оказаться в правильное время в правил Миловидные мальчишки и девчонки превращаются в с Чарли Гард умер за неделю до своего первого дня рождения Чарли Гард, неизлечимо больной младенец, о котором говорит весь мир, умер 28 июля, за неделю до своего первого дня рождения
Подписаться Поделиться Рассказать Рекоммендовать. По крайней мере, вы не хотите краснеть и извин Наши предки спали не так, как мы. Что мы делаем неправильно? В это трудно поверить, но ученые и многие историки склоняются к мнению, что современный человек спит совсем не так, как его древние предки. А еще они невероятно фотогеничны и всегда умеют оказаться в правильное время в правил Миловидные мальчишки и девчонки превращаются в с Чарли Гард умер за неделю до своего первого дня рождения Чарли Гард, неизлечимо больной младенец, о котором говорит весь мир, умер 28 июля, за неделю до своего первого дня рождения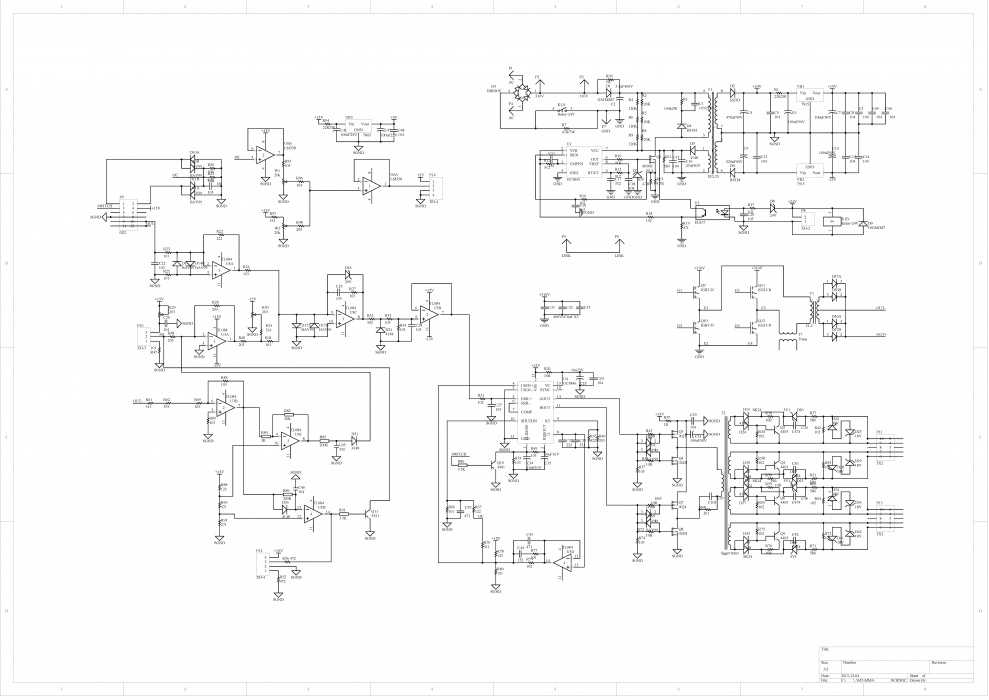 Принципиальная электрическая схема сварочного инвертора
Принципиальная электрическая схема сварочного инвертора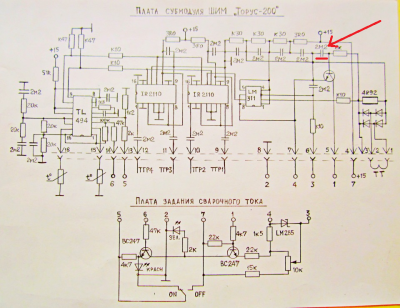 ….Розовый
….Розовый  ….дополнительно
….дополнительно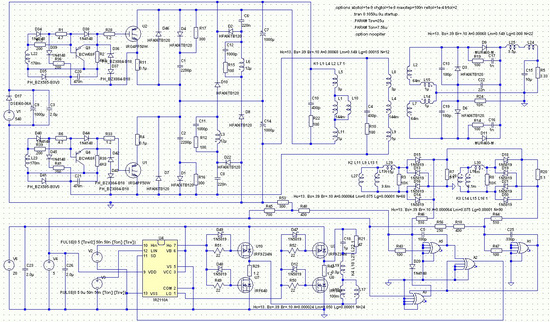 ..Белый с черным индикатором
..Белый с черным индикатором 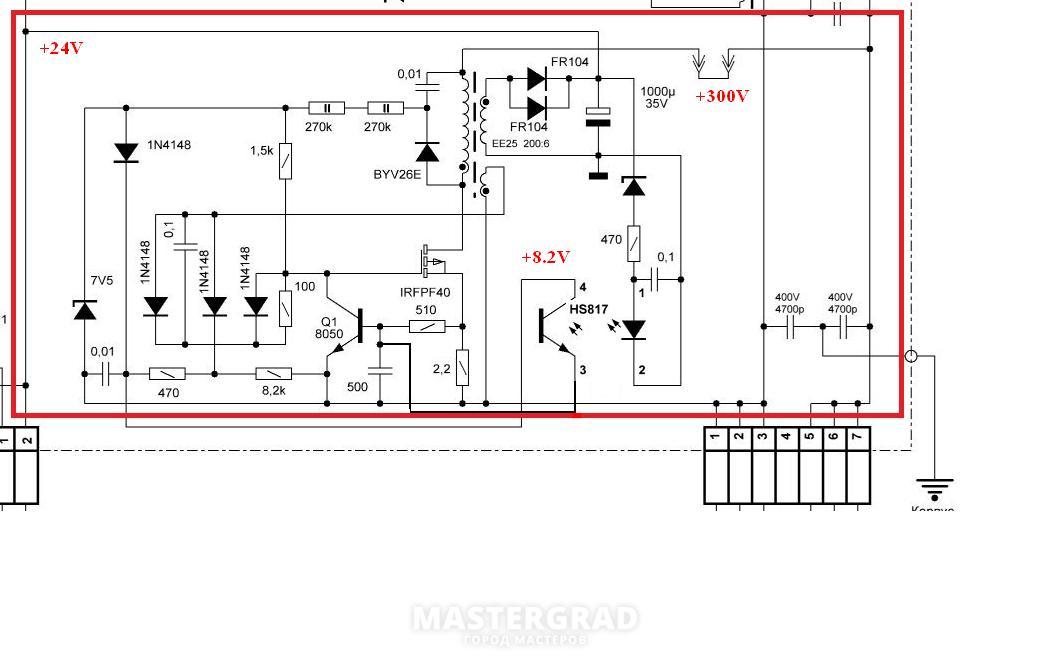
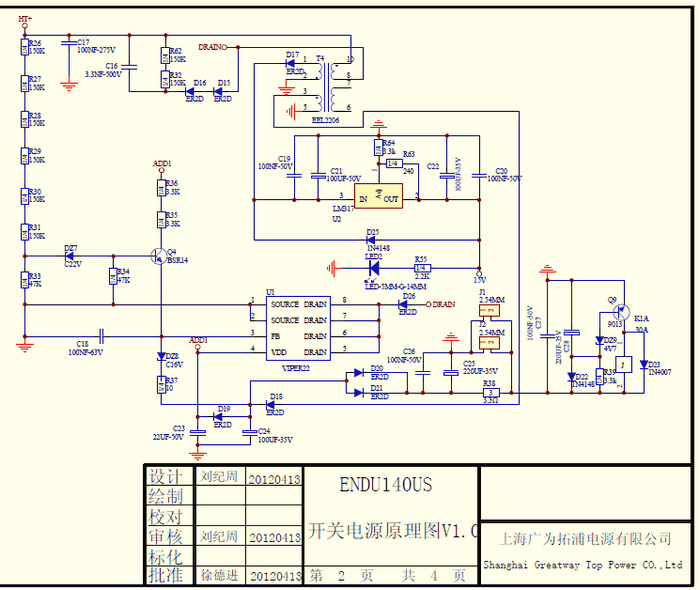

 Доходит до зарядки аккумулятора. Чтобы узнать подробности о стороне нагрузки, ознакомьтесь с нашим постом о проводке кемпера.
Доходит до зарядки аккумулятора. Чтобы узнать подробности о стороне нагрузки, ознакомьтесь с нашим постом о проводке кемпера.
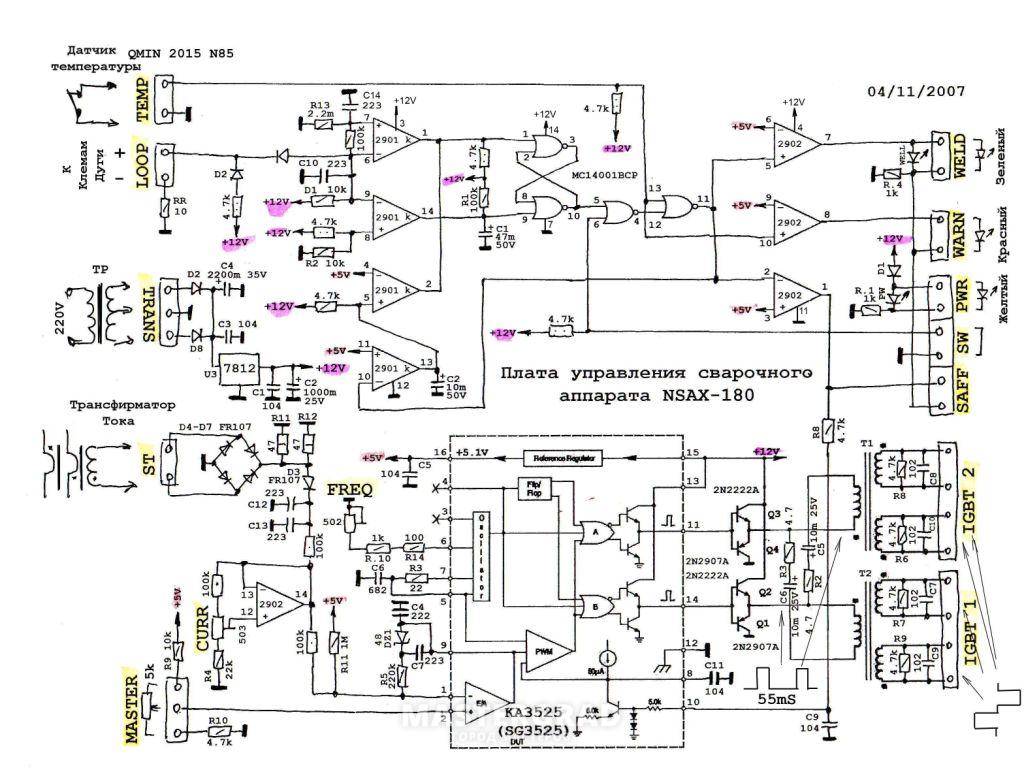 com
com 
 Следовательно, система солнечных панелей мощностью 200 Вт будет генерировать максимум 85-100 Ач в день.
Следовательно, система солнечных панелей мощностью 200 Вт будет генерировать максимум 85-100 Ач в день. Вам понадобится одна упаковка для каждой панели.
Вам понадобится одна упаковка для каждой панели.
 на обратной стороне панели).
на обратной стороне панели).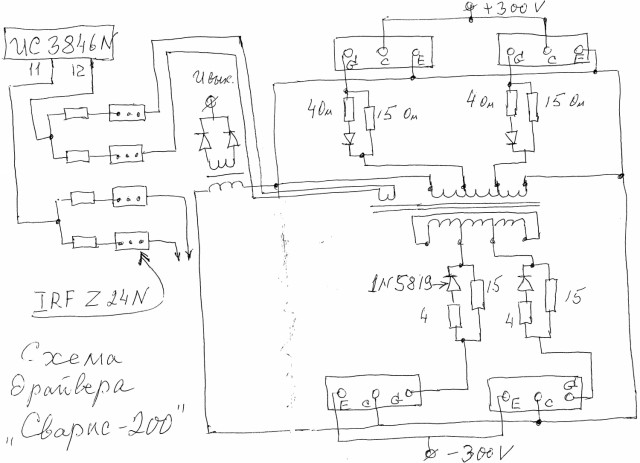

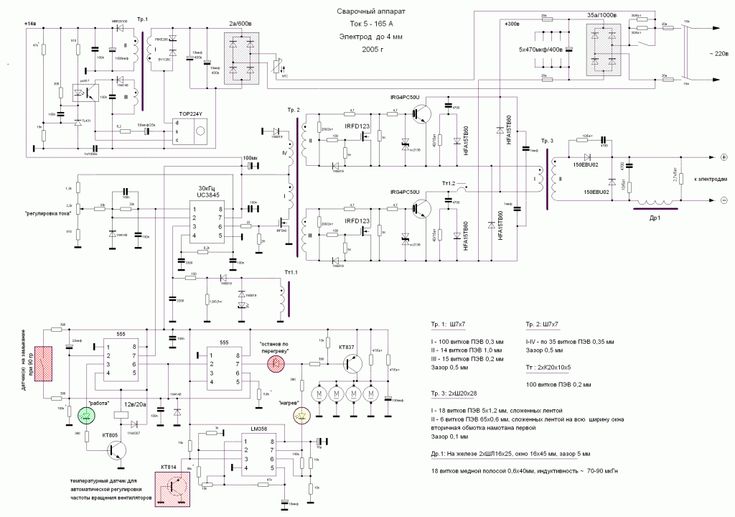
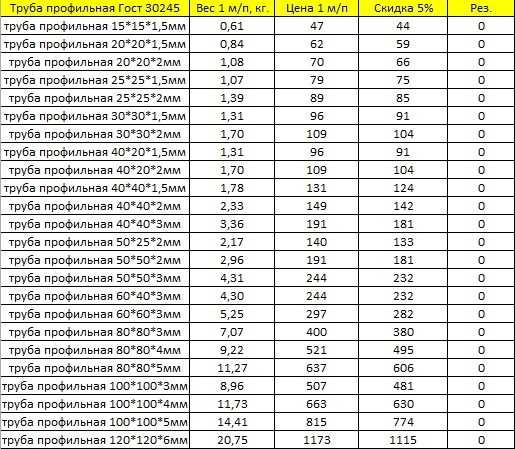 Высокая надежность оборудованных магистралей гарантирована, благодаря отсутствию швов в трубах. Изделия достаточно хорошо переносят механическое воздействие, поскольку имеют очень высокие эксплуатационные характеристики.
Высокая надежность оборудованных магистралей гарантирована, благодаря отсутствию швов в трубах. Изделия достаточно хорошо переносят механическое воздействие, поскольку имеют очень высокие эксплуатационные характеристики.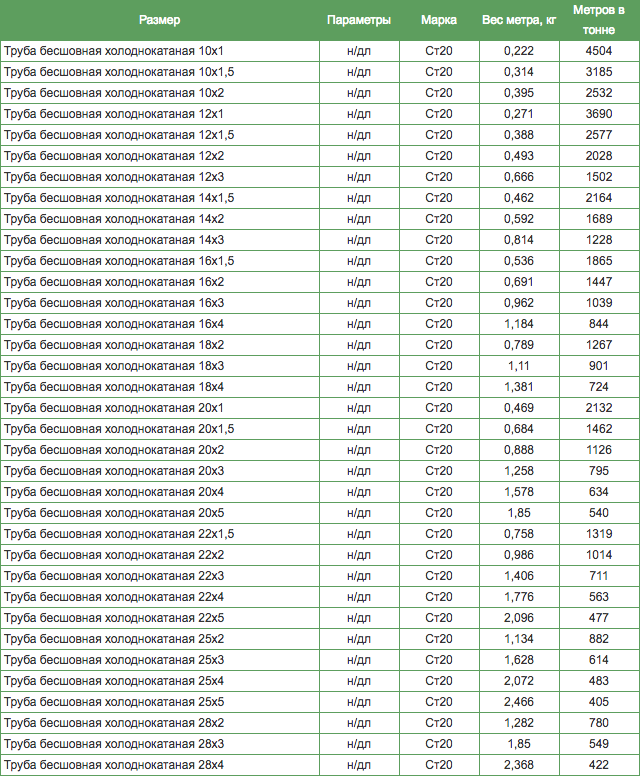
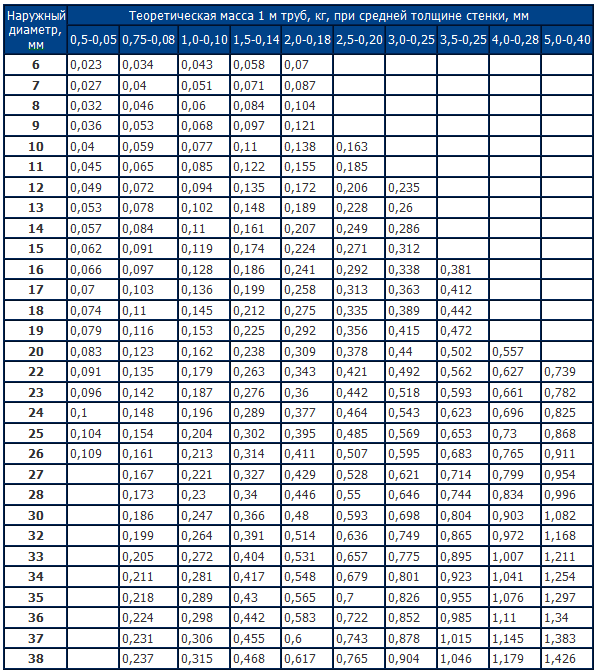

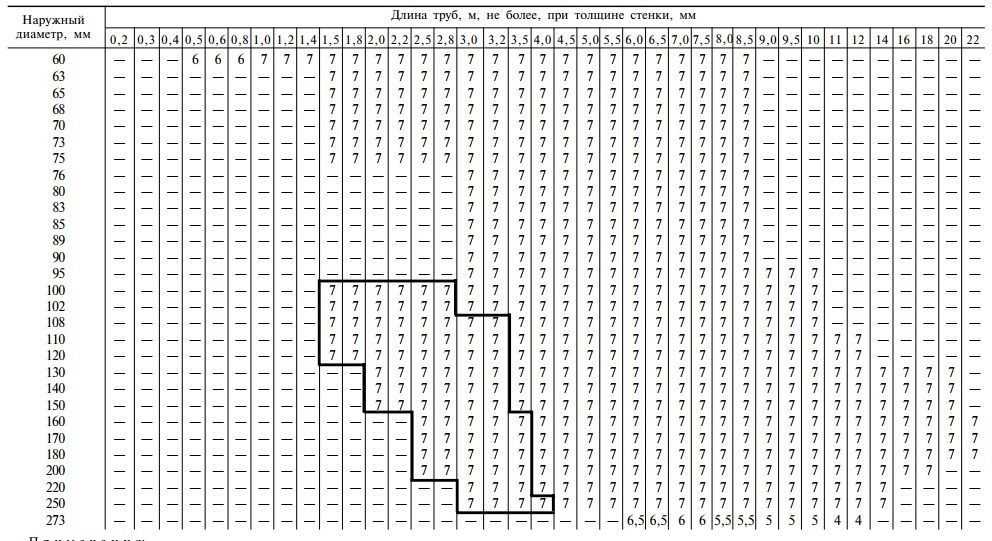 ГОСТ для таких изделий регламентируется наиболее строго. Такие трубы изготавливаются специально для возможности выдержать высокие нагрузки, большое давление, сохранять прежние эксплуатационные характеристики при повышении температуры рабочей среды. Трубы применяются для установки в печные трубопроводы или современные котловые отопительные агрегаты;
ГОСТ для таких изделий регламентируется наиболее строго. Такие трубы изготавливаются специально для возможности выдержать высокие нагрузки, большое давление, сохранять прежние эксплуатационные характеристики при повышении температуры рабочей среды. Трубы применяются для установки в печные трубопроводы или современные котловые отопительные агрегаты;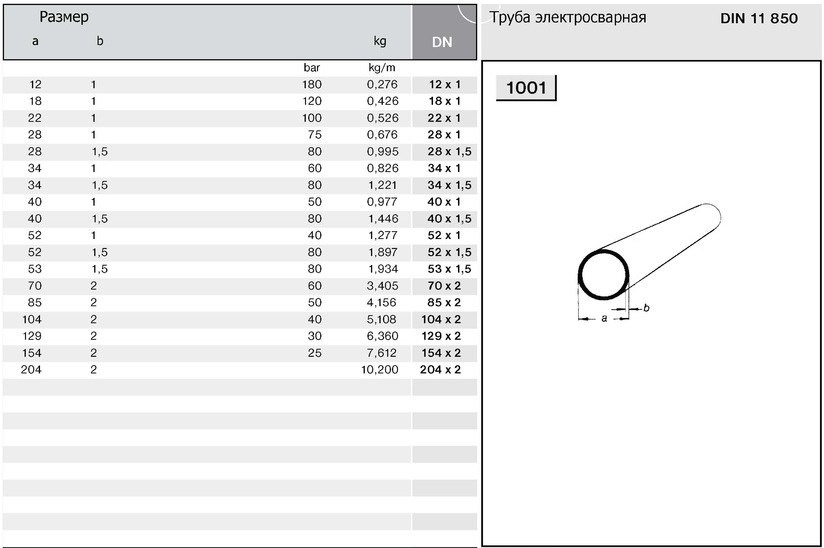 Подобные изделия наделены достаточно высокими антикоррозийными качествами, они достаточно устойчивы к химическим воздействиям. Они имеют сравнительно небольшой вес. Это дает возможность переводить по таким трубам агрессивные вещества наподобие кислот, щелочей или всевозможных ядовитых газов.
Подобные изделия наделены достаточно высокими антикоррозийными качествами, они достаточно устойчивы к химическим воздействиям. Они имеют сравнительно небольшой вес. Это дает возможность переводить по таким трубам агрессивные вещества наподобие кислот, щелочей или всевозможных ядовитых газов.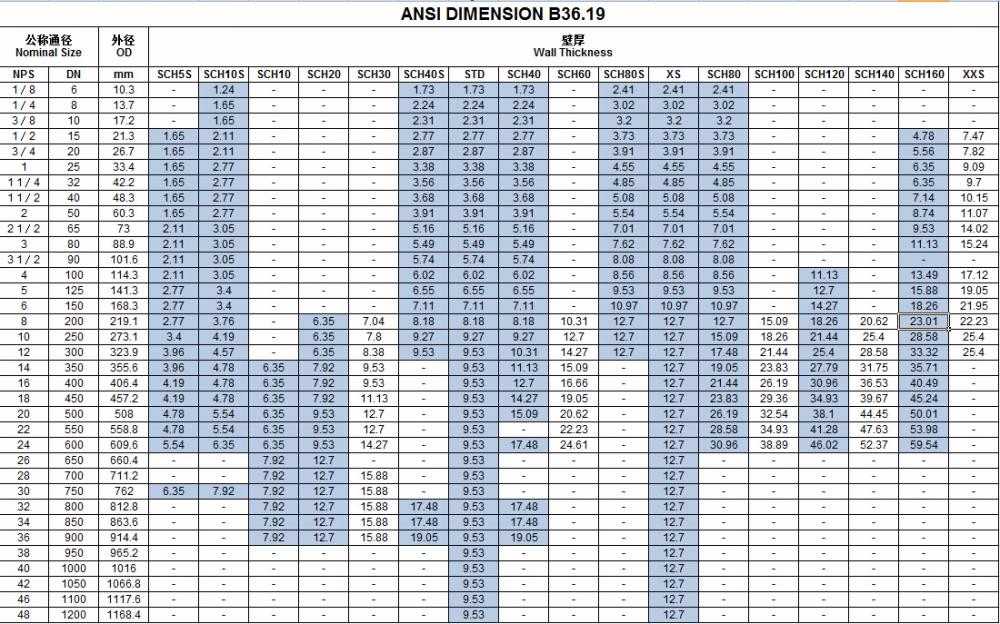 Для того, чтобы все системы работали исправно, необходим качественный металлопрокат.
Для того, чтобы все системы работали исправно, необходим качественный металлопрокат. 00 16.00
00 16.00 00 30.00 30.00
00 30.00 30.00 00 70.00 70.00
00 70.00 70.00 00 120.00
00 120.00 /тонна
/тонна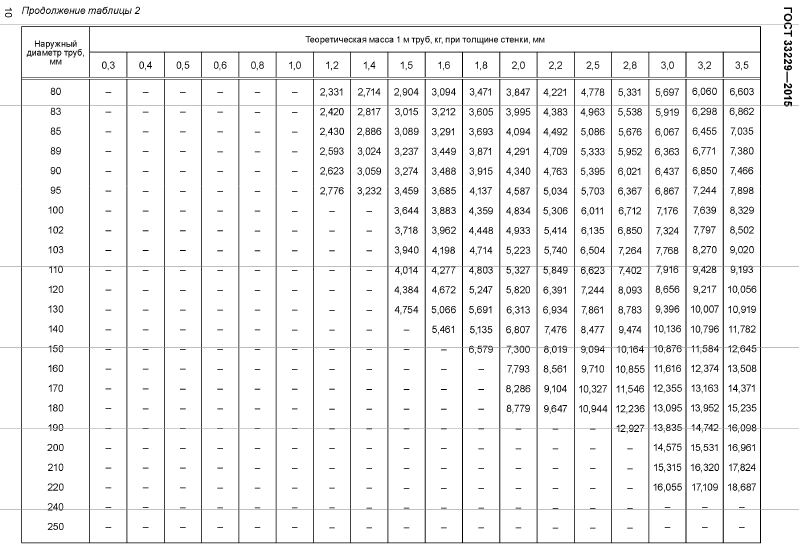 00
00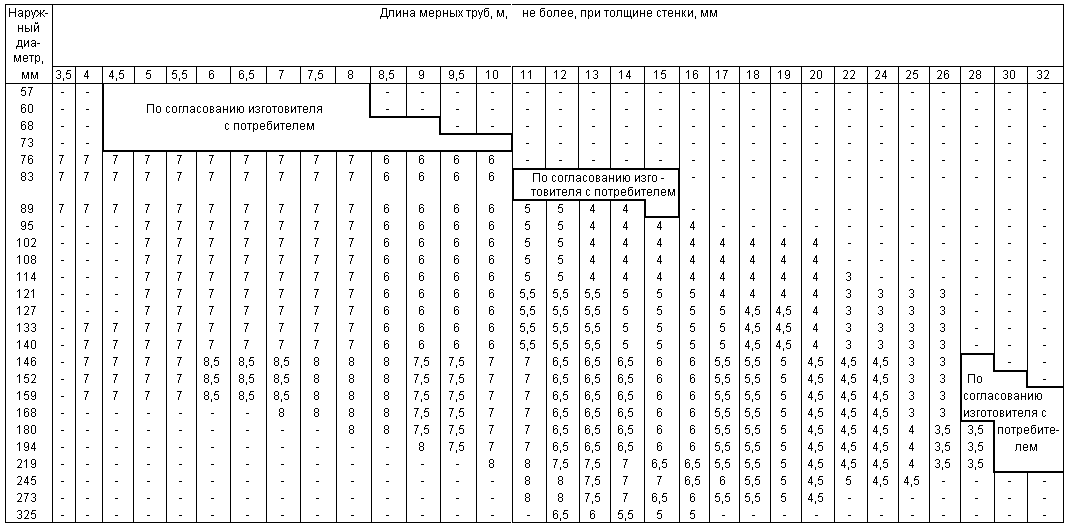 00 80.00 80.00
00 80.00 80.00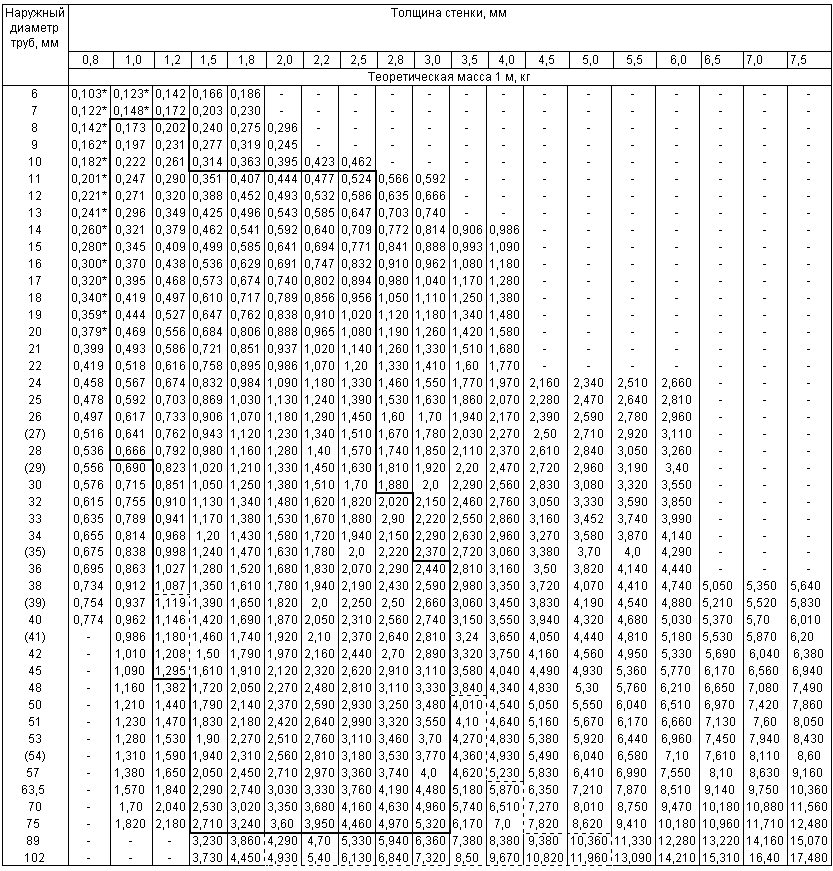 00 145.00
00 145.00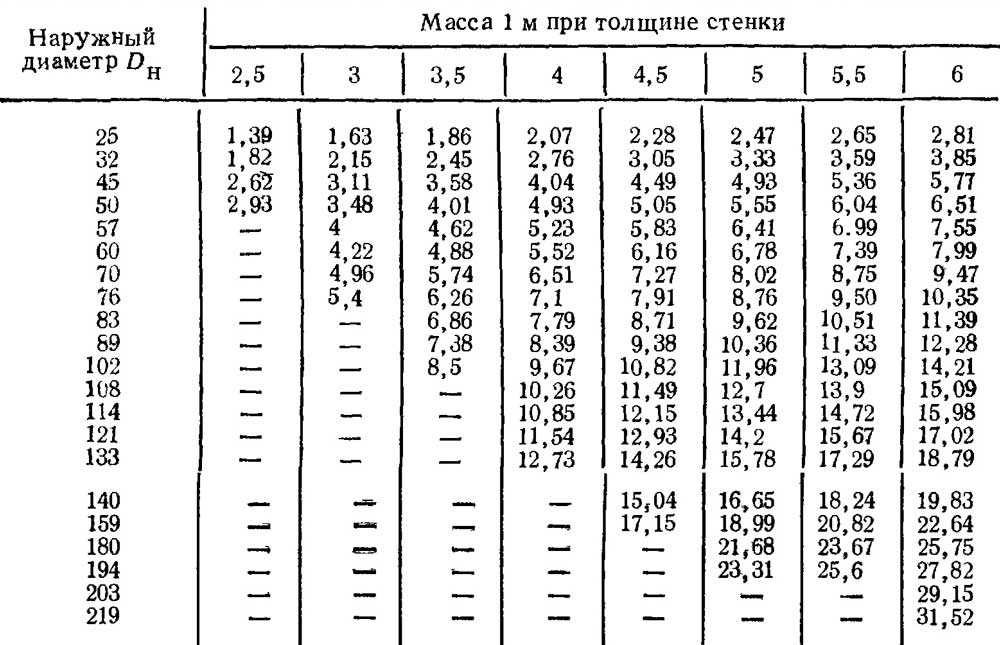 Д.
Д. 10 часть J
10 часть J ..
.. ..
..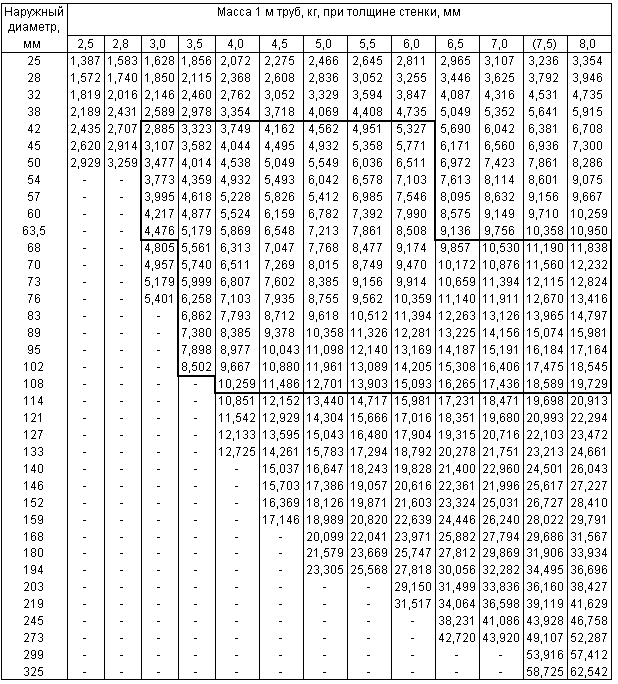 18)
18) ..
.. .
. ..
.. ..
..
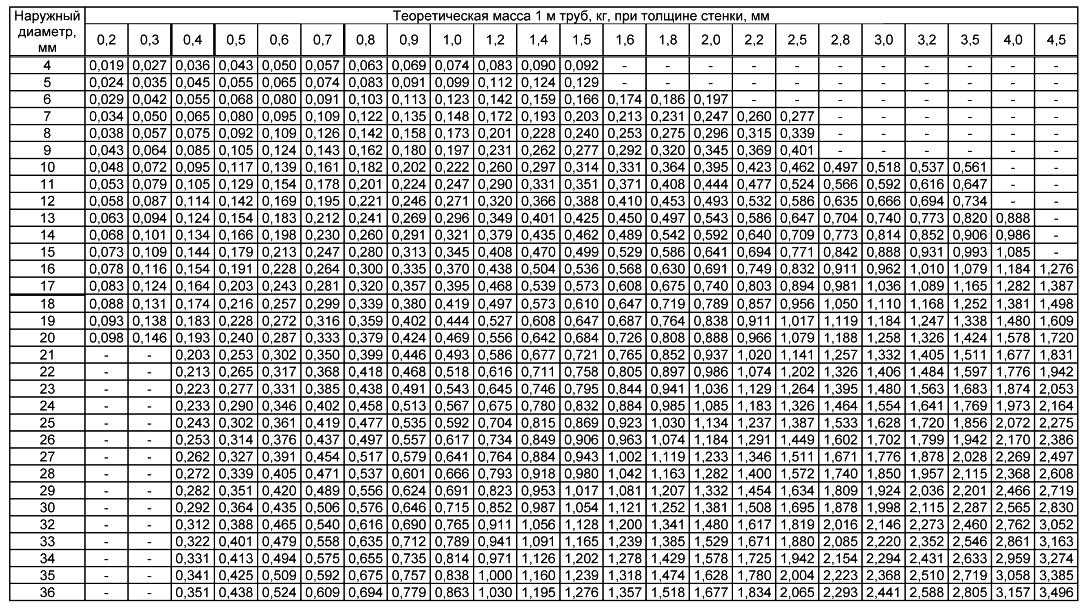 04
04  01)
01) Хотя такой зависимости между существующей стандартной толщиной — Н.Д. и номинальный размер — эти номинальные размеры и стандартные наружные диаметры продолжают использоваться в качестве стандартных.
Хотя такой зависимости между существующей стандартной толщиной — Н.Д. и номинальный размер — эти номинальные размеры и стандартные наружные диаметры продолжают использоваться в качестве стандартных.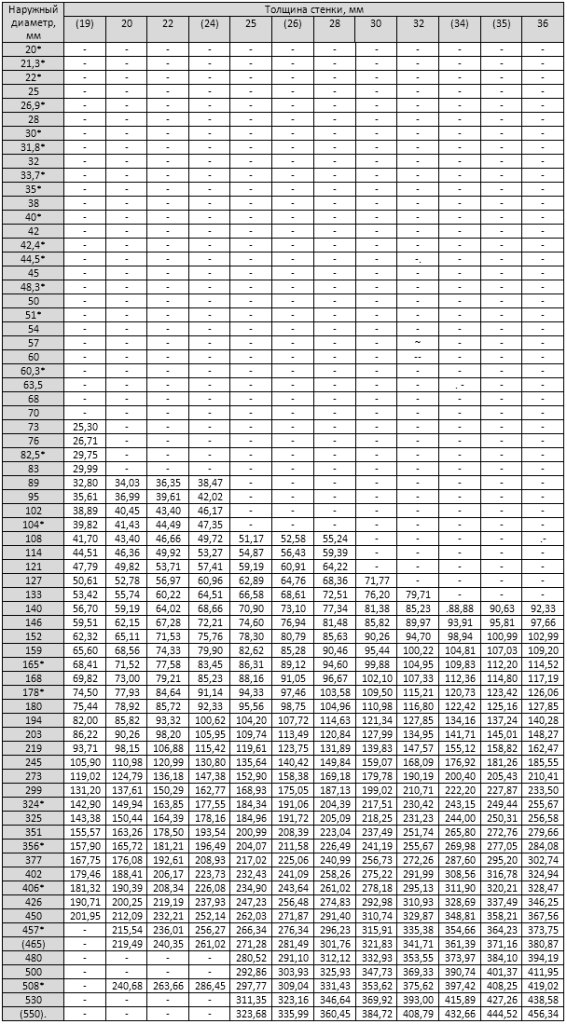
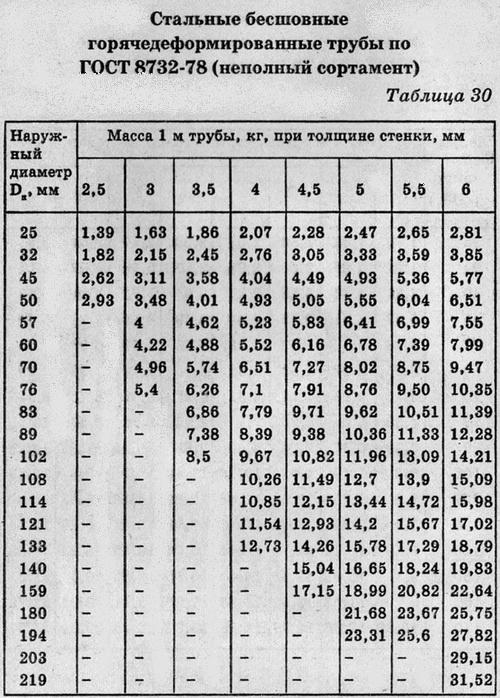 бесшовные, т/д до 5%
бесшовные, т/д до 5% 
 Реализовываются они уже в разбавленном виде, поэтому никаких дополнительных манипуляций с ними проводить не требуется.
Реализовываются они уже в разбавленном виде, поэтому никаких дополнительных манипуляций с ними проводить не требуется. Она проста в использовании, доступна, хорошо справляется с оксидными, жировыми и прочими пленками и налетами, но при этом щадящее относится к металлам.
Она проста в использовании, доступна, хорошо справляется с оксидными, жировыми и прочими пленками и налетами, но при этом щадящее относится к металлам. Одним из главных условий является использования многокомпонентного флюса или обычной канифоли.
Одним из главных условий является использования многокомпонентного флюса или обычной канифоли.
 Припои без канифоли с аспирином при нагревании выделяет резко пахнущие вредные газы. Дышать ими не нужно и невозможно.
Припои без канифоли с аспирином при нагревании выделяет резко пахнущие вредные газы. Дышать ими не нужно и невозможно. Этот материал по составу максимально приближен к канифоли. Поэтому заменить ее таким способом можно без проблем.
Этот материал по составу максимально приближен к канифоли. Поэтому заменить ее таким способом можно без проблем. Спиртовая составляющая постепенно улетучится. Твердый компонент соответствует требованиям, предъявляемым к флюсам.
Спиртовая составляющая постепенно улетучится. Твердый компонент соответствует требованиям, предъявляемым к флюсам. Паять при этом нужно, сильно прижимая паяльник.
Паять при этом нужно, сильно прижимая паяльник. Любой применяемый в работе флюс должен выполнять следующие требования:
Любой применяемый в работе флюс должен выполнять следующие требования:
 Изготавливаются в виде паст и в твердом виде, способны разрушать стойкие оксидные пленки на черных и цветных металлах.
Изготавливаются в виде паст и в твердом виде, способны разрушать стойкие оксидные пленки на черных и цветных металлах. Но кислота очень токсична, поэтому работы следует проводить вне жилых помещений с применением индивидуальных средств защиты. Помимо этого, является неплохим проводником электричества, даже малейший остаток на соединении разъест дорожки платы, поэтому ее лучше не использовать совсем.
Но кислота очень токсична, поэтому работы следует проводить вне жилых помещений с применением индивидуальных средств защиты. Помимо этого, является неплохим проводником электричества, даже малейший остаток на соединении разъест дорожки платы, поэтому ее лучше не использовать совсем.
 Кроме них существуют специальные флюсы в виде гелей, но они обладают очень высокой стоимостью и вряд ли потребуются в любительском радиоделе.
Кроме них существуют специальные флюсы в виде гелей, но они обладают очень высокой стоимостью и вряд ли потребуются в любительском радиоделе.

 Тут и пригождается флюсы на водной основе, такие как ЛТИ-120LUX и Жидкая канифоль LUX, Глицерин гидразиновый. Кроме того не сохнущие флюсы Канифоль гель Актив и флюс паста по той же причине что и водные могут весьма полезны. В отличии от водных флюсов они не шипят а красиво плавятся.
Тут и пригождается флюсы на водной основе, такие как ЛТИ-120LUX и Жидкая канифоль LUX, Глицерин гидразиновый. Кроме того не сохнущие флюсы Канифоль гель Актив и флюс паста по той же причине что и водные могут весьма полезны. В отличии от водных флюсов они не шипят а красиво плавятся. Достаточно сказать что этой кислотой в автомастерских пользуются вместо ненадёжного в гаражных условиях цинкования. Фосфатные покрытия, получаемые таким образом, надёжно защищают железо от ржавчины. Чуть дольше проявляет себя Cl паяльной кислоты. Остатки это хлориды металла которые образуют некрасивые окислы. Если это железо, применяемое на открытом воздухе, то это может стать катализатором очага ржавчины. И на конец флюс ФИМ. Остатки его, в виду малого содержания ортофосфорной кислоты, мало корродийны, поэтому он хорошо подходит для чистых но активных паек. Вопрос который очень часто встаёт у людей паяющих активными флюсами: Что делать когда Вы паяете изделие и последний шов закрывает ёмкость? Часть флюса останется внутри и удалить его уже не получится. Ответ на этот вопрос был найден в советское время при запайке герметичных корпусов инфракрасных приборов для спутников. Последний шов выполнялся исключительно ортофосфорной кислотой. Количество подбиралось ровно столько, сколько необходимо для пайки.
Достаточно сказать что этой кислотой в автомастерских пользуются вместо ненадёжного в гаражных условиях цинкования. Фосфатные покрытия, получаемые таким образом, надёжно защищают железо от ржавчины. Чуть дольше проявляет себя Cl паяльной кислоты. Остатки это хлориды металла которые образуют некрасивые окислы. Если это железо, применяемое на открытом воздухе, то это может стать катализатором очага ржавчины. И на конец флюс ФИМ. Остатки его, в виду малого содержания ортофосфорной кислоты, мало корродийны, поэтому он хорошо подходит для чистых но активных паек. Вопрос который очень часто встаёт у людей паяющих активными флюсами: Что делать когда Вы паяете изделие и последний шов закрывает ёмкость? Часть флюса останется внутри и удалить его уже не получится. Ответ на этот вопрос был найден в советское время при запайке герметичных корпусов инфракрасных приборов для спутников. Последний шов выполнялся исключительно ортофосфорной кислотой. Количество подбиралось ровно столько, сколько необходимо для пайки. Флюс наносился заострённой размоченной в кислоте деревянной палочкой. Достаточность флюса определялась тем насколько разбрызгивается флюс. Проводились контрольные вскрытие после климатических испытаний. На внутренней стороне пайки, где удаление по причине не доступности не могло проводиться, остатки флюса образовывали стойкие фосфатные плёнки которые ни на что не влияли.
Флюс наносился заострённой размоченной в кислоте деревянной палочкой. Достаточность флюса определялась тем насколько разбрызгивается флюс. Проводились контрольные вскрытие после климатических испытаний. На внутренней стороне пайки, где удаление по причине не доступности не могло проводиться, остатки флюса образовывали стойкие фосфатные плёнки которые ни на что не влияли.
 Одним из самых распространенных флюсов является канифоль для пайки, так как это одна из самых доступных разновидностей, которая отличается своей простотой. Она достаточно эффективно справляется со своими обязанностями. Но все равно наступают порой моменты, когда канифоли нет или она закончилась. В таком случае следует знать, что можно использовать вместо канифоли во время этого процесса.
Одним из самых распространенных флюсов является канифоль для пайки, так как это одна из самых доступных разновидностей, которая отличается своей простотой. Она достаточно эффективно справляется со своими обязанностями. Но все равно наступают порой моменты, когда канифоли нет или она закончилась. В таком случае следует знать, что можно использовать вместо канифоли во время этого процесса. К ее особенностям можно отнести низкую температуру плавления, что позволяет работать даже с паяльниками со слабой мощностью. Материал может быстро затвердевать после расплавления, что удобно, когда требуется, чтобы он не сильно растекался после нанесения на основной материал. Выбирая чем заменить канифоль, не стоит забывать о свойствах растекания и смачиваемости, так как они существенно повышают качество соединения. Производство самой канифоли осуществляется согласно ГОСТ 19113-84.
К ее особенностям можно отнести низкую температуру плавления, что позволяет работать даже с паяльниками со слабой мощностью. Материал может быстро затвердевать после расплавления, что удобно, когда требуется, чтобы он не сильно растекался после нанесения на основной материал. Выбирая чем заменить канифоль, не стоит забывать о свойствах растекания и смачиваемости, так как они существенно повышают качество соединения. Производство самой канифоли осуществляется согласно ГОСТ 19113-84. Его концентрация должна быть достаточно сильной, чтобы достичь требуемых свойств. Растворять его можно как в спирте, так и в воде.
Его концентрация должна быть достаточно сильной, чтобы достичь требуемых свойств. Растворять его можно как в спирте, так и в воде. Растворенная в воде или спирте таблетка придет раствору нужные свойства, которые помогают бороться с оксидной пленкой. При работе издает специфические запахи, так что лучше всего обеспечить хорошее проветривание.
Растворенная в воде или спирте таблетка придет раствору нужные свойства, которые помогают бороться с оксидной пленкой. При работе издает специфические запахи, так что лучше всего обеспечить хорошее проветривание. Но не всегда им рационально заменить канифоль для пайки, так как его стоимость выше, чем оригинального материала.
Но не всегда им рационально заменить канифоль для пайки, так как его стоимость выше, чем оригинального материала. Янтарь и смолы также не требуют специальной подготовки и всегда готовы к взаимодействию с основным материалом.
Янтарь и смолы также не требуют специальной подготовки и всегда готовы к взаимодействию с основным материалом. Но прежде чем вы сможете приступить к пайке, вам нужно знать, что такое флюс для пайки и какой тип флюса для пайки лучше всего подходит для вашего проекта. В этом сообщении блога мы обсудим различные типы флюсов для пайки и их применение. Мы также поговорим о некоторых альтернативах флюсу для пайки, которые можно использовать при пайке печатных плат.
Но прежде чем вы сможете приступить к пайке, вам нужно знать, что такое флюс для пайки и какой тип флюса для пайки лучше всего подходит для вашего проекта. В этом сообщении блога мы обсудим различные типы флюсов для пайки и их применение. Мы также поговорим о некоторых альтернативах флюсу для пайки, которые можно использовать при пайке печатных плат.


 Есть несколько альтернативных флюсов для пайки, которые эффективны в качестве коммерческих флюсов.
Есть несколько альтернативных флюсов для пайки, которые эффективны в качестве коммерческих флюсов.

 Конечно, иногда вам нужно сделать небольшой ремонт, чтобы ваша машина продолжала двигаться или создать необходимый апгрейд. Вот тут-то и пригодятся паяльник, флюс и немного ноу-хау.
Конечно, иногда вам нужно сделать небольшой ремонт, чтобы ваша машина продолжала двигаться или создать необходимый апгрейд. Вот тут-то и пригодятся паяльник, флюс и немного ноу-хау. В частности, флюс удаляет окисленный металл с поверхностей и изолирует воздух, так что вам не нужно беспокоиться о дальнейшем окислении. Кроме того, использование флюса улучшает характеристики смачивания жидким припоем.
В частности, флюс удаляет окисленный металл с поверхностей и изолирует воздух, так что вам не нужно беспокоиться о дальнейшем окислении. Кроме того, использование флюса улучшает характеристики смачивания жидким припоем. Флюс очищает, изолирует воздух и способствует течению по мере плавления припоя.
Флюс очищает, изолирует воздух и способствует течению по мере плавления припоя.


