Станок токарно-винторезный са630, цена в Москве от компании НОВА Механика
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| Параметр | Значение | |
| Диаметр отверстия в шпинделе, мм | ||
| – с конусом* | 140 | |
| – без конуса | 145 | |
| Условный размер конца шпинделя ГОСТ 12593 (DIN55027) | 11 | |
| Наибольший диаметр обрабатываемого изделия, мм | ||
| – над станиной | 640 (650*) | |
| – над суппортом | 400 | |
| – на длине 1000 мм | 800 | |
| над ГАП станины* | 1000 | |
| Размер от фланца шпинделя до правого края ГАП, мм | 400 | |
| Наибольшая длина обрабатываемого в центрах изделия**, мм | 1000, 2000, 3000, 4000 | |
| Наибольший крутящий момент на шпинделе, кг/м | 225 | |
| Максимальное тяговое усилие суппорта, кг/с | 1000 | |
| Максимальный вес устанавливаемого изделия, кг | ||
| – в патроне | 400 | |
| – в центрах (в соответствии с РМЦ) | 1000, 2000, 2300, 2500 | |
| Пределы частот вращения шпинделя, об/мин | 8…1600 | |
| Пределы рабочих подач суппорта, мм/об | ||
| – продольных | 0,05…5,6 | |
| – поперечных | 0,025…2,8 | |
| Пределы шагов нарезаемых резьб | ||
| – метрических, мм | 0,5…224 | |
| – модульных, модуль | 0,5…56 | |
| – дюймовых, число ниток/дюйм | 56…0,125 | |
| – питчевых, питч | 56…0,5 | |
| Мощность электродвигателя главного привода,кВт | 18,5 | |
| Масса, кг | 4300, 4500, 4800, 5100 | |
| Габариты, мм | ||
| – длина | 3200, 4200, 5200, 6200 | |
| – ширина | 1600 | |
| – высота | 1600 | |
Где недорого купить токарно-винторезный станок СА630 в Екатеринбурге
Купить токарно-винторезный станок СА630 в интернет-магазине «Нова-Механика». Узнайте у наших менеджерововозможности заказа и наличии . Оставьте заявку, мы обязательно с Вами свяжемся или Позвоните по телефону, наши сотрудники ответят на все интересующие Вас вопросы. Купить без лишних переплат — это просто!
Узнайте у наших менеджерововозможности заказа и наличии . Оставьте заявку, мы обязательно с Вами свяжемся или Позвоните по телефону, наши сотрудники ответят на все интересующие Вас вопросы. Купить без лишних переплат — это просто!
Описание
токарно-винторезный станок СА630 относится к категории токарно винторезные станки Ознакомьтесь с товарами данной категории и выберите для себя лучшее решение. Купить токарно винторезные станки в Екатеринбурге в компании «Нова-Механика» просто и удобно.
Сколько стоит токарно-винторезный станок СА630?
Вы можете заказать токарно-винторезный станок СА630 в фирме «Нова-Механика» по приятной цене, узнать которую Вы можете, позвонив по телефону +7 (343) 329-31-30. Фактическая стоимость может незначительно отличаться от указанной на сайте, она зависит от многих показателей. Поэтому точно узнать, сколько стоит интересующее оборудование, Вы можете, позвонив нам или отправив заявку. Мы профессионально занимаемся продажей большого перечня качественного оборудования.
Мы профессионально занимаемся продажей большого перечня качественного оборудования.
Вес и основные характеристики товара
Вес данного товара — неопределен, а вес остальных товаров в категории токарно винторезные станкитакже неопределен (будьте внимательны, возможно что не у всех товаров указан вес из-за возможных модификаций).
Токарно-винторезный станок Т250-750А.01
|
Параметр |
Значение |
|---|---|
|
Наибольшая длина обрабатываемого изделия в центрах, мм |
750 |
|
Наибольший диаметр обрабатываемой заготовки, мм: над станиной /над суппортом |
320 / 170 |
|
Диаметр отверстия в шпинделе, мм |
32 |
|
Высота резца, установленного в резцедержателя, мм |
20 |
|
Конец шпинделя фланцевого по ГОСТ 12593-93 |
5К |
|
Внутренний конус шпинделя |
Морзе 5 |
|
Внутренний конус пиноли задней бабки |
Морзе 3 |
|
Наибольшее перемещение пиноли задней бабки, мм |
100 |
|
Наибольшее перемещение суппорта, мм: продольное / поперечное |
700 / 230 |
|
Частота вращения шпинделя, об/мин |
25 – 2500 |
|
Пределы продольных подач, мм/об |
0,018…1,1 |
|
Пределы поперечных подач, мм/об |
0,01…0,625 |
|
Пределы шагов нарезаемых резьб: метрических, мм / модульных, модули /дюймовых, ниток на дюйм |
0,1…56 / 0,1…28 / 3…60 |
|
Наибольшее перемещение верхнего суппорта, мм: |
110 |
|
Наибольшее перемещение пиноли задней бабки, мм: |
100 |
|
Наибольший угол поворота верхнего суппорта, градус |
360 |
|
Цена деления лимба верхнего суппорта, мм: |
0,02 |
|
Перемещение на одно деление лимба, мм: продольное / поперечное |
0,1 / 0,05 |
|
Цена деления лимба задней бабки, мм: |
0,05 |
|
Мощность привода главного движения, кВт |
7,5 |
|
Класс точности по ГОСТ 8-82 |
П (повышенный) |
|
Сетевое питание |
380 В, 50 Гц. 
|
|
Габаритные размеры не более, мм: длина х ширина х высота |
2000 х 880 х 1550 |
|
Масса станка не более, кг: |
1700 |
Чтобы приобрести понравившийся товар, необходимо его заказать. Есть несколько сценариев того, как это можно сделать.
- Перейти в карточку товара и нажать «Заказать». После нажатия нужно заполнить форму с контактными данными и отправить заявку. С вами свяжется менеджер для дальнейшего обсуждения.
- Вы так-же можете просто отправить запрос на адрес электронной почты: [email protected]
Мы работаем с физическими и юридическими лицами по безналичному расчету.
Можем доставить ваш заказ собственными силами либо через операторов перевозок.
17-дюймовый токарный станок с шарико-винтовой передачей — Sherline Products
4 недели
Обратите внимание, что наши ШВП поставляются только с метрическим шагом машина.
(Дополнительную информацию о вариантах конфигурации и пакетах аксессуаров см. на вкладке параметров ниже)
Артикул: Н/Д
Категории: Шарико-винтовые станки, Токарные станки
Описание
Опции
инструкции
Характеристики
Запасные части
3D вид
Доставка и возврат
О токарном станке с шарико-винтовой передачей с ЧПУ
Конструкция токарного станка с шарико-винтовой передачей представляет собой переосмысленную версию нашего популярного 17-дюймового токарного станка серии 4400. Токарный станок имеет новую прочную алюминиевую основу, которая создает очень жесткую сборку, усиленное седло для размещения шарико-винтовых пар, увеличенный 8-дюймовый поперечный суппорт и крепления для шагового двигателя #23 NEMA с муфтами с высоким крутящим моментом.
Спецификации шарико-винтовой передачи
- Катаная шарико-винтовая передача с гайкой BSH
- Диаметр 10 мм, шаг 2 мм
- Точность C7*, предварительная нагрузка P1
* Точность C7 имеет линейный допуск 50 микрометров / 300 мм или 0,002″ / 12,0″.
Шарико-винтовые пары доступны только в метрическом исполнении, поэтому цифровая градуировка на циферблате маховика составляет 2 мм на оборот и 0,02 мм на линию.
Подключение вашего токарного станка с ЧПУ к контроллеру
Когда у вас есть станок, вам нужно будет подключить шаговые двигатели, драйвер ЧПУ и контроллер ЧПУ. Sherline предлагает следующие варианты подключения токарного станка с шарико-винтовой передачей к контроллеру ЧПУ:
- Шаговые двигатели — с высоким крутящим моментом ( P/N 67126 , рекомендуется) или стандартные ( P/N 67127 )
- Контроллеры ЧПУ с 4-осевым блоком драйверов ЧПУ — MASSO ( P/N 8780 ) или компьютер с ЧПУ Linux ( P/N 8761 )*
*ПРИМЕЧАНИЕ: Мышь и клавиатура входят в комплект поставки ПК с Linux. Вы должны предоставить USB-ключ и беспроводную клавиатуру и мышь с контроллером MASSO.
Вы должны предоставить USB-ключ и беспроводную клавиатуру и мышь с контроллером MASSO.
Варианты заказа:
Используйте варианты в раскрывающихся меню выше, чтобы настроить вашу машину. См. вкладку «Опции » выше для получения дополнительной информации о каждом пакете опций и принадлежностей.
Стандартное оборудование для токарного станка с ЧПУ 6840 включает:
- Мощный двигатель постоянного тока 90 В с электронным регулятором скорости*
- Стандартная передняя бабка: конус Морзе №1 с наружной резьбой шпинделя 3/4 x 16 (возможность модернизации передней бабки выше)
- Основание представляет собой сплошную алюминиевую пластину 6061 размером 28″ x 5″ x 1/2″, а крепления передней и задней бабки выполнены из прочного обработанного алюминия 6061
- Седло токарного станка имеет твердое анодирование для длительного износа, а внутренние смазочные отверстия встроены для поддержания смазки в зонах типа «ласточкин хвост» станины токарного станка
- 2,75″ (70 мм) x 8,0″ (203 мм) поперечная направляющая
- Стальная станина 24 дюйма (711 мм) с расстоянием между центрами 17 дюймов (431 мм)
- 2,5-дюймовый (63 мм) сбрасываемый «нулевой» маховик для ходового винта, один 2-дюймовый (51 мм) сбрасываемый «нулевой» маховик для винта поперечной подачи и 2-дюймовый (51 мм) сбрасываемый «нулевой» маховик на задней бабке.
 Каждый маховик имеет алюминиевые втулки маховика с лазерной гравировкой*
Каждый маховик имеет алюминиевые втулки маховика с лазерной гравировкой* - A 3/8″ Резцедержатель держателя пластины (P/N 7600) с твердосплавным резцедержателем 55° RH (P/N 2256)
- Шкивы, приводной ремень, планшайба, токарная собачка, две мертвые точки, три шестигранных ключа, восьмифутовый трехжильный шнур питания и руководство по эксплуатации
- Дополнительные концевые выключатели***
 Каждый маховик имеет алюминиевые втулки маховика с лазерной гравировкой*
Каждый маховик имеет алюминиевые втулки маховика с лазерной гравировкой* * Не входит в комплект поставки токарного станка без двигателя и регулятора скорости.
** Станки с ЧПУ не могут управляться вручную, пока не будут установлены шаговые двигатели.
***Концевые выключатели были разработаны для работы с нашим контроллером ЧПУ Sherline/MASSO G2, но вы можете подключить их к любому контроллеру, сконфигурированному для работы с нашими концевыми выключателями, такими как Mach 3, Mach 4 и т. д. См. соответствующие продукты ниже для страницы продукта концевого выключателя.
Контроллер ЧПУ MASSO G3, блок питания, шаговые двигатели, кабельная система и оптический энкодер продаются как часть нашей линейки станков Accu-Pro и не доступны для покупки отдельно или в качестве опции для модернизации существующих машины.
Ниже приведены все варианты конфигурации нашего токарного станка с шарико-винтовой передачей. Нажмите на ссылку More Info на любом из продуктов для получения более подробных описаний и спецификаций.
Варианты передней бабки:
#1 Никелированная шпиндельная бабка Morse Electroless.
Подробнее…
Варианты сшивки:
8 ″ Crosslide
Путешествие: 4,6 ″ (116 мм)
13 ″ Crosslide
Travel: 9.25 ″ (234.95.955 MM 9002 902 902 902 902 902 902 902 902 9012 MM 9000.955. Опции двигателя:
Опции блока драйверов:
Стандартный 4-осевой блок драйверов Linux.
Подробнее….
Компьютерная система LinuxCNC с коробкой драйверов.
Подробнее…
Комплекты принадлежностей:
| Качели над кроватью | 5,97″ (151 мм) |
|---|---|
| Поворотная тележка | 1,75″ (45 мм) |
| Расстояние между центрами | 17,00″ (430 мм) |
| Сквозное отверстие шпинделя | . 405″ (10 мм) 405″ (10 мм) |
| Резьба на носу шпинделя | 3/4″-16 T.P.I. |
| Конус шпинделя | #1 Морзе |
| Вылет шпинделя конуса Морзе | .0005″ или менее |
| Путешествие Crosslide | 4,6 дюйма (116 мм) |
| Перемещение по оси Z | 14,45″ (367 мм) |
| Конус шпинделя задней бабки | #0 Морзе |
| Градуировка транспортира | от 0° до 45° на 5° |
| Градуировка маховика | 0,02 мм |
| Общая длина | 33″ (838 мм) (добавьте 4,625″ к каждой оси для высокомоментного шагового двигателя) |
| Ширина Габаритная | 10,375″ (264 мм) (добавьте 4,625″ к каждой оси для высокомоментного шагового двигателя) |
| Высота Общая | 10,00″ (254 мм) |
| Основание | 28″ x 5″ x 0,5″ (711 мм x 127 мм x 12,7 мм) |
| Транспортировочный вес | Базовая модель с ЧПУ: 47 фунтов. (21,4 кг) (21,4 кг) |
| Двигатель | 90 В пост. тока с электронной регулировкой скорости, который принимает любой входной ток от 100 В до 240 В перем. тока, 50 Гц или 60 Гц. Щелкните здесь для ознакомления с техническими характеристиками двигателя |
| Диапазон скоростей вращения шпинделя | 70–2800 об/мин, бесступенчатая регулировка скорости с помощью электронного регулятора скорости или программы, управляемой контроллером Sherline/MASSO |
6840 Токарный станок с шарико-винтовой передачей с ЧПУ
Нажмите на ссылку, чтобы просмотреть покомпонентное изображение токарно-винтовой передачи с ЧПУ 6840 с шарико-винтовой передачей , чтобы найти запасные части.
Если вы все еще не уверены, позвоните в нашу службу поддержки клиентов, чтобы получить помощь по этому пункту.
Щелкните P/N ниже, чтобы загрузить заархивированную версию файла IGS 3D CAD. Вам нужно будет распаковать zip-файл перед просмотром файлов.
6840 Шарико-винтовой привод с ЧПУ 3D IGS модель
Вам нужна программа просмотра IGS, чтобы открывать файлы .igs. НАЖМИТЕ ЗДЕСЬ , чтобы загрузить БЕСПЛАТНУЮ программу просмотра IGS .
Доставка
Мы не взимаем фиксированную плату за доставку из-за различий в весе наших продуктов. Вместо этого мы взимаем с вас плату, которую транспортная компания взимает с нас. На нашем веб-сайте используется калькулятор доставки, основанный на ежедневных тарифах для USPS и UPS в зависимости от веса и места назначения отправления. Вы также можете попросить нас использовать номер вашего счета UPS/FedEx для оплаты доставки. Просто введите его в соответствующее поле на странице оформления заказа.
Внутренние заказы отправляются с понедельника по пятницу. Срочные заказы должны быть размещены до 9:00 по тихоокеанскому стандартному времени для отправки в тот же день.
Срок обработки заказов наземной доставки составляет 7 рабочих дней для внутренних заказов и 14 рабочих дней для международных заказов. НАЖМИТЕ ЗДЕСЬ для получения дополнительной информации о нашей политике доставки и заказа.
НАЖМИТЕ ЗДЕСЬ для получения дополнительной информации о нашей политике доставки и заказа.
Возврат
Большинство товаров можно вернуть в течение 30 дней с даты покупки. Возврат будет произведен на первоначальную форму оплаты по первоначальной продажной цене. Ознакомьтесь с нашей полной политикой возврата и/или начните возврат онлайн здесь.
Токарно-винторезный станок Патентная печать Art 1798
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Товар на фото Цвет фона: классная доска
Вариант выбран!
Этот вариант продан.
Товар на фото в Цвет фона: Старая бумага
Вариант выбран!
Этот вариант продан.
Товар на фото в Цвет фона: черный
Вариант выбран!
Этот вариант продан.
Товар на фото в Цвет фона: Пергамент
Вариант выбран!
Этот вариант продан.
Товар на фото в Цвет фона: Blueprints
Вариант выбран!
Этот вариант продан.
Товар на фото в Цвет фона: Лунный свет
Вариант выбран!
Этот вариант продан.
Товар на фото в Цвет фона: Шифер
Вариант выбран!
Этот вариант продан.
Товар на фото в Цвет фона: Зеленый
Вариант выбран!
Этот вариант продан.
Товар на фото в Цвет фона: Песчаник
Вариант выбран!
Этот вариант продан.





Нажмите, чтобы увеличить
Звездный продавец
Star Sellers имеют выдающийся послужной список в обеспечении отличного обслуживания клиентов — они постоянно получали 5-звездочные отзывы, вовремя отправляли заказы и быстро отвечали на любые полученные сообщения.
|
34 237 продаж
|
5 из 5 звезд
95,04 норвежских крон+
Загрузка
* НДС продавца включен (где применимо). Дополнительный НДС может быть применен Etsy на кассе
.
Фоновый цвет
Выберите вариант
классная доска
Сланец
Черный
Старая бумага
Пергамент
Песчаник
Чертежи
Зеленый
Лунный свет
Пожалуйста, выберите вариант
Габаритные размеры
Выберите размеры
5×7 дюймов (95,04 норвежских крон)
6×8 дюймов (105,60 норвежских крон)
8×10 дюймов (116,16 норвежских крон)
8,5×11 дюймов (126,72 норвежских крон)
9×12 дюймов (147,84 норвежских крон)
11×17 дюймов (168,95 норвежских крон)
12×18 дюймов (179,51 норвежских крон)
13×19 дюймов (200,63 норвежских крон)
16×20 дюймов (221,75 норвежских крон)
16×24 дюйма (263,99 норвежских крон)
18×24 дюйма (306,23 норвежских крон)
20×30 дюймов (3590,03 норвежских крон)
24×36 дюймов (432,95 норвежских крон)
Выберите размеры
Количество
12345678910111213141516171819202122232425262728293031323334353637383940414243444546474849505152535455565758596061626364656667686970717273747576777879808182838485868788899091929394959697989910010110210310410510610710810911011111211311411511611711811912012112212312412512612712812913013113213313413513613713813914014114214314414514614714814915015115215315415515615715815916016116216316416516616716816917017117217317417517617717817918018118218318418518618718818911921931941951961971981992002012022032042052062072082092102112122132142152162172182192202212222232242252262272282292302312322332342352362372382392402412422432442452462472482492502512522532542552562572582592602612622632642652662672682692702712722732742752762772782792802812822832842852862872882892
3923933943953963973983994004014024034044054064074084094104114124134144154164174184194204214224234244254264274284294304314324334344354364374384394404414424434444454464474484494504514524534544554564574584594604614624634644654664674684694704714724734744754764774784794804814824834844854864874884894
4924934944954964974984995005015025035045055065075085095105115125135145155165175185195205215225235245255265275285295305315325335345355365375385395405415425435445455465475485495505515525535545555565575585595605615625635645655665675685695705715725735745755765775785795805815825835845855865875885895905915925935945955965975985996006016026036046056066076086096106116126136146156166176186196206216226236246256266276286296306316326336346356366376386396406416426436446456466476486496506516526536546556566576586596606616626636646656666676686696706716726736746756766776786796806816826836846856866876886896906916926936946956966976986997007017027037047057067077087097107117127137147157167177187197207217227237247257267277287297307317327337347357367377387397407417427437447457467477487497507517527537547557567577587597607617627637647657667677687697707717727737747757767777787797807817827837847857867877887897907917927937947957967977987998008018028038048058068078088098108118128138148158168178188198208218228238248258268278288298308318328338348358368378388398408418428438448458468478488498508518528538548558568578588598608618628638648658668678688698708718728738748758768778788798808818828838848858868878888898908918928938948958968978988991
5906907908909910911912913914915916917918919920921922923924925926927928929930931932933934935936937938939940941942943944945946947948949950951952953954955956957958959960961962963964965966967968969970971972973974975976977978979980
Продавец звезд. Этот продавец неизменно получал 5-звездочные отзывы, вовремя отправлял товары и быстро отвечал на все полученные сообщения.
Этот продавец неизменно получал 5-звездочные отзывы, вовремя отправлял товары и быстро отвечал на все полученные сообщения.
Исследуйте связанные категории
Внесен в список 13 сентября 2022 г.
97 избранных
Сообщить об этом элементе в Etsy
Выберите причину… С моим заказом возникла проблемаОн использует мою интеллектуальную собственность без разрешенияЯ не думаю, что это соответствует политике EtsyВыберите причину…
Первое, что вы должны сделать, это связаться с продавцом напрямую.
Если вы уже сделали это, ваш товар не прибыл или не соответствует описанию, вы можете сообщить об этом Etsy, открыв кейс.
Сообщить о проблеме с заказом
Мы очень серьезно относимся к вопросам интеллектуальной собственности, но многие из этих проблем могут быть решены непосредственно заинтересованными сторонами. Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.
Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.
Если вы хотите подать заявление о нарушении авторских прав, вам необходимо выполнить процедуру, описанную в нашей Политике в отношении авторских прав и интеллектуальной собственности.
Посмотрите, как мы определяем ручную работу, винтаж и расходные материалы
Посмотреть список запрещенных предметов и материалов
Ознакомьтесь с нашей политикой в отношении контента для взрослых
Товар на продажу…
не ручная работа
не винтаж (20+ лет)
не ремесленные принадлежности
запрещены или используют запрещенные материалы
неправильно помечен как содержимое для взрослых
Пожалуйста, выберите причину
Расскажите нам больше о том, как этот элемент нарушает наши правила.
Ручной трубогиб для круглой трубы: Трубогибы для круглой трубы — купить в Москве, цена в интернет-магазине
ручной трубогиб для круглой трубы
14.10.2022 00:00
Машина контактной точечной сварки MT-1928Л
В НАЛИЧИИ НА СКЛАДЕ! СКИДКА 5%
ЗАКАЗАТЬ
Каталог
Расширенный поиск
Цена (₽):
от
до
Название:
Артикул:
Текст:
Выберите категорию:
Все
СТАНКИ для ГИБКИ листового металла
» Вальцы
»» Вальцы ручные
»» Вальцы электромеханические
»» Вальцы гидравлические
» Листогибочные станки
»» Листогибы ручные
»» Листогибы электромеханические
»» Листогибы гидравлические
»» Листогибочные гидравлические пресса
»» Листогибы сегментные
»» Листогибы электромагнитные
» Прессы гидравлические
СТАНКИ для РЕЗКИ листового металла
» Гильотины
»» Гильотины ручные
»» Гильотины ручные сабельные
»» Гильотины электромеханические
»» Гильотины гидравлические
»» Ножницы листовые кривошипные
» Лазерная резка металла
» Плазменная резка металла
»» Консольные машины термической резки с ЧПУ
»» Портальные станки плазменной резки металла
»» Ручные аппараты для плазменной резки металла
»» Источники плазменной резки металла
»» Плазмотроны
»» Расходные материалы для плазменной резки
»»» Защитные экраны
»»» Кожухи
»»» Сопла
»»» Электроды
»»» Завихрители
»»» Водяные трубки
»»» Фиксаторы защитного экрана
»»» Прочие расходные материалы для плазменной резки
» Угловысечные станки
» Станки для продольно-поперечной резки металла
» Опции для станков продольно-поперечной резки металла
СТАНКИ для ВОЗДУХОВОДОВ, ВОДОСТОКОВ, ДЫМОХОДОВ
» Станки для производства полукруглого желоба
» Станки для производства прямоугольного желоба
» Станки для производства гофроколена
» Зиговочные станки
»» Ручные зиговочные машины
»» Электромеханические зиговочные машины
» Фальцеосадочные станки
»» Фальцеосадочные станки ручные
»» Фальцеосадочные станки электромеханические
»» Фальцеосадочные машинки
» Фальцепрокатные станки
» Фальцегибы
» Станки для отбортовки
» Станки тоннельной сборки
» Cтанки для нанесения ребер жесткости
» Станки для сборки сегментных отводов
» Круговые ножницы
» Спирально-навивные станки
» Автоматические линии для изготовления прямоугольных воздуховодов
» Автоматические линии для изготовления шинорейки
» Пуклевочники
»» Дополнительные опции для пуклевочного инструмента
»» Пуклевочный инструмент
» Кромкогибочные станки
» Станки для производства сайдинга
» Маятниковые пилы для шинорейки
СТАНКИ для ТРУБ и ПРОФИЛЕЙ
» Ленточнопильные станки
»» Ручные ленточнопильные станки
»» Ленточнопильные станки с гидроразгрузкой
»» Ленточнопильные станки с гидравлическим подъемом пильной рамы
»» Полуавтоматические ленточнопильные станки
»» Автоматические ленточнопильные станки
»» Ленточнопильные станки для резки рельс
»» Ленточнопильные вертикальные станки
» Трубогибы
»» Трубогибы ручные
»» Трубогибы арбалеты
»» Трубогибы электрические
»» Трубогибы гидравлические
»» Дорновые трубогибы
»»» Полуавтоматические дорновые трубогибы
»»» Автоматические дорновые трубогибы с ЧПУ
»» Бездорновые трубогибы
» Станки для пробивки отверстий в трубах
» Абразивно-отрезные станки
» Дисковые отрезные станки по металлу
» Линии для производства труб
» Инструмент для снятия фасок
»» Ручные фаскосниматели
»» Автоматические кромкофрезерные машины
»» Кромкострогальные станки
» Автоматические линии резки
» Труборезы
»» Орбитальные труборезы
»» Ручные труборезы
»» Труборезы разъемные
»» Переносные труборезы
»» Труборезы электрические
» Торцеватели для труб
» Машина для полировки труб
» Ротационная вытяжка металла
» Cтанки для изготовления фланцев
Оборудование для заводов ЖБИ и ЖБК
» Правильно-гибочные роботы
» Станки для изготовления арматурных каркасов
» Автоматические гибочные центры для арматуры и проволоки
» Автоматические линии резки арматуры
» Автоматические сварочные роботы
» Вспомогательное оборудование
» Станки для сварки арматуры
» Оборудование для производства сеток
» Оборудование для изготовления свай
СТАНКИ для КОНТАКТНОЙ СВАРКИ
» Мобильные клещи и аппараты для точечной сварки
» Аппараты для точечной сварки
» Контактная точечная сварка
» Шовная сварка
» Стыковая сварка
» Рельефная сварка
» Машины подвесные для контактной точечной сварки
» Многоэлектродные машины
СТАНКИ для АРМАТУРЫ и ПРОВОЛОКИ
» Станки для гибки арматуры
» Станки для резки арматуры
» Комбинированные станки для гибки и резки арматуры
» Правильно-отрезные станки
» Ручные станки для гибки и резки арматуры
»» Ручные станки для резки арматуры
»» Ручные станки для гибки арматуры
» Станки для гибки хомутов, скоб и спиралей
» Бухтодержатели
КУЗНЕЧНОЕ оборудование
» Станки для ковки
» Кузнечный инструмент
» Кузнечные молоты
» Кузнечные горны
РОТАЦИОННАЯ ВЫТЯЖКА металла
» Давильно-раскатные станки
» Ротационная ковка трубы
РАЗМАТЫВАТЕЛИ РУЛОННОГО металла
РУЧНОЙ ИНСТРУМЕНТ для металла
» Ножницы рычажные
» Инструмент для пробивки отверстий в металле
» Инструмент для вырубки седловин труб
» Реечные прессы
ПРЕСС-НОЖНИЦЫ и ПРОБИВНЫЕ ПРЕССЫ
» Дыропробивные станки
» Координатно-пробивные прессы
» Пресс-ножницы комбинированные
» Автоматизированные линии пробивки проката
» Долбежные станки
КРОВЕЛЬНОЕ оборудование
» Кровельные станки
» Рамки для закрытия фальца
МЕТАЛЛОРЕЖУЩИЕ СТАНКИ
» Заточные станки по металлу
» Резьбонарезное оборудование
»» Резьбонарезные клуппы
»» Резьбонарезные станки
»» Гидравлические резьбонакатные станки
» Прутковые токарные автоматы продольного точения с ЧПУ
» Вертикальные обрабатывающие центры с ЧПУ
» Сверлильные станки
»» Магнитные сверлильные станки
»» Вертикально-сверлильные станки
»» Радиально-сверлильные станки
»» Рельсосверлильные станки
»» Многошпиндельные сверлильные станки
»» Сверлильно-фрезерные станки
» Фрезерные станки по металлу
»» Настольные фрезерные станки
»» Универсальные фрезерные станки
»» Вертикально-фрезерные станки
» Токарные станки по металлу
»» Настольные токарные станки
»» Универсальные токарные станки
» Электроэрозионные станки
»» Проволочно-вырезные станки
»» Электроэрозионные прошивные станки
»» Электроэрозионные супердрели
» Шлифовальные станки по металлу
» Полировальные станки по металлу
СВАРОЧНОЕ оборудование
» Аппараты для ручной дуговой сварки (MMA)
» Сварочные полуавтоматы с пульсом
» Аргонодуговая сварка с пульсом
» Сварочные полуавтоматы MIG/MAG
» Инверторы сварочные MMA
» Аргоно-дуговая сварка (TIG)
» Блоки водяного охлаждения
» Сварочные позиционеры
Инструмент ROLLERI для гибочных прессов
ФОРМОВКА листового металла
» Шринкеры
» Английское колесо
» Молотки гладильные
РЕЖУЩИЙ ИНСТРУМЕНТ и оснастка
» Ленточные полотна по металлу
»» ЛЕНТОЧНЫЕ ПИЛЫ AMADA
»»» Биметаллические ленточные пилы AMADA
»»» Твердосплавные ленточные пилы AMADA
»» ЛЕНТОЧНЫЕ ПИЛЫ EBERLE
»»» Биметаллические ленточные пилы EBERLE
»»» Твердосплавные ленточные пилы EBERLE
»» ЛЕНТОЧНЫЕ ПИЛЫ ВАHCО
»»» Биметаллические ленточные пилы ВАHCО
»»» Твердосплавные ленточные пилы ВАHCО
»»» Резка труб и профилей
»»» Резка литья
»»» Многоцелевая и контурная резка
» СОЖ
СТАНКИ для СТРОИТЕЛЬНЫХ ПРОФИЛЕЙ
Производитель:
Все3emakina (Турция)ACL (Китай)Aotai (Китай)BDS (Германия)Beka-mak (Турция)BS (Италия)CBC (Италия)Cevisa (Испания)Ckemsa (Турция)Comafer (Италия)Doganmach (Турция)DURMA (Турция)ERCOLINA (Италия)ERMAKSAN (Турция)Euroboor (Нидерланды)Exact (Финляндия)Geka (Испания)Gocmaksan (Турция)GROST (Россия-Китай)GUTE MACHINERYGWEIKE (Китай)Huawei (Китай)ISITAN (Турция)Kapriol (Италия)KING-MACC (Китай)Lefon (Китай)MACC (Италия)Mackma (Италия)MAKRO (Турция)MetalTec (Китай)NEW TECH MACHINERY(США)Nko Machines (Чехия)Optimum Maschinen (Германия)PERI (Китай)PILOUS (Чехия)Pohjanmaan Rakkenuspelti Oy (Финляндия)Promotech (Польша)Rotabroach (Великобритания)Sahinler (Турция)Sente Makina (Турция)STALEX (Россия, Китай, Польша)Stangroup Machinery (Китай)TECNA (Италия)TELWIN (Италия)TOR (Китай)TRITONTRUMPF (Швейцария)TTMC (Китай)Uzma (Турция)VEKTOR (Китай)Вектор (Беларусь)Витязь (Китай)ВПКГерманияКитайРоссияСВС (Италия)ТAOLE (Китай)Чехия
СНЯТ С ПРОДАЖИ:
Вседанет
ЦЕНА С НДС-20%:
Вседанет
В наличии:
Вседанет
Бесплатная доставка:
Вседанет
-10% при 100% предоплате:
Вседанет
Под заказ:
Вседанет
+ ножницы в подарок:
Вседанет
Наличие уточняйте:
Вседанет
Новинка:
Вседанет
Спецпредложение:
Вседанет
Результатов на странице:
5203550658095
Забыли пароль?
Регистрация
Заказать звонок
Заказать звонок
Подписаться на рассылку выгодных предложений
Ознакомлен с правилами предоставления услуг и согласен на обработку своих персональных данных
Этот сайт использует cookie-файлы и другие технологии для улучшения его работы. Продолжая работу с сайтом, Вы разрешаете использование cookie-файлов. Вы всегда можете отключить файлы cookie в настройках Вашего браузера.
Понятно
Трубогиб своими руками для круглой трубы: чертежи, размеры, видео
Для работы с трубами или уголком требуется специальный станок, получивший название трубогиб. Подобная конструкция позволяет гнуть металлические элементы на заданный угол. При необходимости можно изготовить профессиональный трубогиб своими руками, который применяется в самых различных отраслях промышленности. В отличие от промышленного варианта исполнения, самодельный трубогиб обходится намного дешевле. При проведении работы можно использовать подручные материалы, что в большей степени снизит стоимость конструкции. Рассмотрим подробнее то, как изготовить трубогиб своими руками в домашних условиях.
Трубогиб своими руками
Содержание
Устройство трубогиба
Существует просто огромное количество различных видов рассматриваемого устройства. Перед проведением работы по его созданию своими руками следует разработать чертеж трубогиба или скачать его в интернете.
Перед проведением работы по его созданию своими руками следует разработать чертеж трубогиба или скачать его в интернете.
Трубогиб для круглой трубы своими руками изготовить можно при учете следующих особенностей его устройства:
- Обкатка. Подобный трубогибочный станок характеризуется тем, что один конец заготовки фиксируется, а для гибки применяется неподвижный шаблон. Обкатка проводится при применении прижимных роликов. Эта схема ручного трубогиба применяется на протяжении многих лет.
- Намотка. Специальный трубогиб для алюминиевых труб характеризуется тем, что заготовка прижимается к подвижному шаблону, в качестве которого используется ролик. Протяжка проводится между роликом, находящимся в движении, и специальным упором. Как правило, привод электрический, так как требуемый показатель прилагаемой силы довольно высокий.
- Арбалетная конструкция. Данная схема представлена сочетанием двух неподвижных роликов, а также подвижного шаблона. Усилие передается к заготовке через подвижный шаблон, который расположен между двумя роликами. За счет контроля передвижения подвижного элемента выбирается наиболее подходящий угол изгиба. Стоит учитывать, что пуансон трубогиба, который выполняет роль шаблона, может иметь различную форму.
- Прокатка или вальцовка. В этом случае схема представлена устройством с тремя валиками, два из которых опорные и один подвижный. Радиус изгиба регулируется за счет изменения положения центрального валика. Стоит учитывать, что подобное устройство считается универсальным, так как радиус изгиба может регулироваться в достаточно большом диапазоне. Размеры трубогиба этого типа относительно небольшие, самодельная конструкция может быть компактной.
 За счет контроля передвижения подвижного элемента выбирается наиболее подходящий угол изгиба. Стоит учитывать, что пуансон трубогиба, который выполняет роль шаблона, может иметь различную форму.
За счет контроля передвижения подвижного элемента выбирается наиболее подходящий угол изгиба. Стоит учитывать, что пуансон трубогиба, который выполняет роль шаблона, может иметь различную форму.Выбирая наиболее подходящую конструкцию для самодельного изготовления, следует учитывать, что вариант исполнения, работающий по принципу накатки, производится зачастую промышленным способом по причине сложности высокой сложности основных механизмов. Арбалетный метод гибки на сегодняшний день применяется крайне редко, так как обладает одним существенным недостатком: давление концентрируется на верхней части шаблона. При применении арбалетного станка есть вероятность существенного снижения толщины стенки трубы, а также ее разрыва. Не рекомендуется использовать подобное устройство для гибки тонкостенных заготовок.
Арбалетный метод гибки на сегодняшний день применяется крайне редко, так как обладает одним существенным недостатком: давление концентрируется на верхней части шаблона. При применении арбалетного станка есть вероятность существенного снижения толщины стенки трубы, а также ее разрыва. Не рекомендуется использовать подобное устройство для гибки тонкостенных заготовок.
Больше всего получила распространение конструкция, которая работает по принципу прокатки. Она практически лишена всех приведенных выше недостатков, имеет относительно небольшие размеры, может быть переносной, есть возможность проводить регулировку угла гибки.
Самодельный станок может иметь самую различную конструкцию. При выборе типа уделяется внимание тому, какой радиус следует получить. Наиболее важными параметрами заготовки, которые могут оказать влияние на выбор подходящей конструкции, считаются толщина стенок трубы и ее диаметральный размер.
Виды трубогибов
Рассматриваемая конструкция может классифицироваться по достаточно большому количеству признаков. В продаже встречаются универсальные варианты исполнения, а также для узконаправленного применения. Устройство различается по следующим признакам:
В продаже встречаются универсальные варианты исполнения, а также для узконаправленного применения. Устройство различается по следующим признакам:
- По типу привода. Важным элементом конструкции можно назвать привод, который бывает гидравлический, электрический, ручной или электрогидравлический. В последнее время большее распространение получил электрический привод, так как он компактный и весьма эффективный. Гидравлический обладает большей эффективностью, но при этом сложен в эксплуатации, занимает много свободного пространства и требует периодического обслуживания. Трубогиб ручной отличается наличием механизма, который существенно увеличивает приложенную силу. Если рассматривать самодельный варианты исполнения, то делают именно ручной трубогиб своими руками. Кроме этого, можно создать своими руками трубогиб с электроприводом. А вот гидравлический вариант исполнения самостоятельно практически не изготовить.
- Классификация проводится и по степени мобильности. Выделяют стационарные и переносные варианты исполнения конструкции. В большинстве случаев, универсальный ручной трубгиб выполняется как переносная конструкция. Самодельный трубогиб для круглой трубы может крепиться к основанию различным образом. Стоит учитывать, что во время выполнения работы часть возникающего напряжения отводится именно на основание. Поэтому при создании самодельного варианта исполнения нужно обеспечить надежную фиксацию устройства.
- По способу воздействия на заготовку – основной признак классификации. К примеру, трубогиб арбалетного типа имеет свою особую конструкцию, которая подходит для гибки металлической или металлопластиковой трубы. Кроме этого, выделяют конструкцию, работающую по принципу обкатки, намотки или проката.
 В большинстве случаев, универсальный ручной трубгиб выполняется как переносная конструкция. Самодельный трубогиб для круглой трубы может крепиться к основанию различным образом. Стоит учитывать, что во время выполнения работы часть возникающего напряжения отводится именно на основание. Поэтому при создании самодельного варианта исполнения нужно обеспечить надежную фиксацию устройства.
В большинстве случаев, универсальный ручной трубгиб выполняется как переносная конструкция. Самодельный трубогиб для круглой трубы может крепиться к основанию различным образом. Стоит учитывать, что во время выполнения работы часть возникающего напряжения отводится именно на основание. Поэтому при создании самодельного варианта исполнения нужно обеспечить надежную фиксацию устройства.Трубогиб своими руками
Трубогиб самодельный для металлопластиковых труб может быть самого различного типа, но чаще всего создают механический тип, когда за счет особой конструкции передаваемое усилие увеличивается в несколько раз.
Инструкция по изготовлению трубогиба
В последнее время довольно большое распространение получил вопрос, как сделать трубогиб своими руками. Подобное оборудование требуется при наладке производственной деятельности самого различного типа. Наиболее простой трубогиб своими руками имеет шаблонный тип конструкции. Это связано с тем, что ролики для трубогиба своими руками изготовить достаточно сложно.
Подобное оборудование требуется при наладке производственной деятельности самого различного типа. Наиболее простой трубогиб своими руками имеет шаблонный тип конструкции. Это связано с тем, что ролики для трубогиба своими руками изготовить достаточно сложно.
Рассматривая шаблонные трубогибы для круглой трубы отметим нижеприведенные моменты:
- При изготовлении конструкции довольно часто применяется массив дерева. За счет этого существенно упрощается работа и снижаются расходы. Однако, стоит учитывать, что низкая прочность и жесткость дерева определяет применение подобного станка только для гибки алюминия, который обладает высокой пластичностью.
- Применяемый деревянный брусок должен иметь размеры, которые больше диаметра обрабатываемой заготовки.
- Шаблон должен иметь радиус, который будет соответствовать радиусу гибки. Для того чтобы упростить процесс в центральной части поверхности, которая соприкасается с заготовкой, создается небольшой паз.
- Для удобства работы создается две рукоятки, которые имеют металлическое крепление.
- Создав трубогиб в домашних условиях, его следует прикрепить к прочному основанию, а с обратной стороны установить упор.
 Для того чтобы упростить процесс в центральной части поверхности, которая соприкасается с заготовкой, создается небольшой паз.
Для того чтобы упростить процесс в центральной части поверхности, которая соприкасается с заготовкой, создается небольшой паз.Важным моментом назовем то, что рассматриваемая конструкция применима в большей степени для гибки по большому диаметру. Кроме этого, башмак для трубогиба подобного типа не требуется, нагрузка распределяется равномерно, что позволяет проводить обработку тонкостенных заготовок.
Процесс изготовления трубогиба
Можно изготовить трубогиб своими руками по другим чертежам. Перед выбором наиболее подходящей конструкции следует рассмотреть то, как часто будет проводиться работа, для какого рода заготовок изготавливается станок, насколько массовым будет производство. Конструкция шаблонного типа характеризуется довольно большим размерами, однако для ее изготовления достаточно провести столярные работы, применяемые материалы имеют низкую стоимость.
Роликовый трубогиб
Наиболее сложной конструкцией считается самодельный трубогиб роликового типа. В данном случае для передачи усилия применяется прижимной ролик. При изготовлении конструкции может использовать металл и дерево, все зависит от того, насколько она должны быть мобильной и на какое усилие рассчитана.
Роликовый трубогиб
К особенностям подобной конструкции можно отнести нижеприведенные моменты:
- Для труб, изготавливаемых из мягких материалов, в большей степени в качестве основного материала подходит дерево. Оно может использоваться при изготовлении ролика. Для стальных труб придется использовать металл, так как величина передаваемого усилия будет существенной. При желании ролики можно приобрести или изготовить своими руками в домашних условиях.
- Особенности конструкции определяют наличие подвижного и неподвижного ролика. При этом в центральной части расположен П-образный держатель.
- Радиус гибки во многом зависит от размеров применяемых роликов. Именного поэтому подвижный ролик должен при необходимости быстро демонтироваться для установки варианта исполнения с другим диаметром.
- Устанавливаемый держатель также должен иметь возможность вращаться.
- На установленном держателе крепится рукоятка, при вращении которой будет передаваться усилие. Стоит учитывать, что рукоятка выступает в качестве рычага. Именно поэтому от ее длины зависит то, какое усилие можно будет передать.
 Именного поэтому подвижный ролик должен при необходимости быстро демонтироваться для установки варианта исполнения с другим диаметром.
Именного поэтому подвижный ролик должен при необходимости быстро демонтироваться для установки варианта исполнения с другим диаметром.Подобный станок подходит для производства большими партиями, так как ролики для трубогибов изготовить своими руками достаточно сложно. Устройство подходит для работы с трубами круглого сечения.
Распространенным вопросом можно назвать, насколько проблематично изготовление подобного механизма. При использовании гибочного станка подобного типа следует учитывать нижеприведенные моменты:
- Для начала следует подробно изучить чертеж или фотографии рассматриваемого оборудования. Только разобравшись с принципом его работы можно создать эффективное оборудование с широкой сферой применения.
- Основных элементов у данной конструкции относительно небольшое количество. Примером можно назвать два шкива, которые могут изготавливаться из дерева или стали, раму с рычагом и прижимной ролик. Довольно важном создать надежное основание, которое будет принимать часть прилагаемого усилия.
 Только разобравшись с принципом его работы можно создать эффективное оборудование с широкой сферой применения.
Только разобравшись с принципом его работы можно создать эффективное оборудование с широкой сферой применения.Чертеж трубогиба
Принцип действия достаточно прост:
- Заготовка помещается в желоб неподвижного ролика.
- Труба фиксируется в нужном положении при помощи хомута.
- При помощи рычага проводится оборачивание заготовки вокруг шаблона, в качестве которого также применяется ролик определенного диаметра.
Для того чтобы существенно повысить эффективность конструкции может применяться электрический привод. Однако, стоит учитывать, что при электрическом приводе довольно сложно контролировать показатель диаметра закругления. Кроме этого, установленный электродвигатель должен передавать вращение через понижающий привод, так как скорость вращения валика небольшая. Для этого проводится установка редуктора или клиноременной передачи.
Для этого проводится установка редуктора или клиноременной передачи.
Арбалетные трубогибы
Довольно необычной конструкцией обладает станок арбалетного типа. Он получил свое название благодаря схожим чертам с средневековым оружием. Арбалетный трубогиб обладает следующими особенностями:
- Основа конструкции представлена рамой, которую можно изготовить при применении уголков и швеллера. Соединение всех элементов проводится при применении сварки, разъемные методы не рекомендуется применять, так как получаемая конструкция должна обладать высокой жесткостью.
- После создания рамы проводится крепление двух вальца.
- Самодельный вариант исполнения можно охарактеризовать тем, что усилие передается непосредственно через домкрат механического типа. Для трубы небольшого диаметра создаваемого давления должно быть вполне достаточно. Передача усилия проводится через башмак, изготавливаемый из прочного металла с низким показателем пластичности.
Арбалетный трубогиб
Трубогиб арбалетного типа в большей степени подходит для заготовок круглого сечения. Это связано с тем, что изделие с другим сечением может сильно деформироваться при давлении.
Это связано с тем, что изделие с другим сечением может сильно деформироваться при давлении.
Гидравлический трубогиб
Изготавливая трубогибочный станок своими руками, следует определиться с тем, какого рода будет привод. В большинстве случаев самодельные варианты исполнения имеют ручной привод, так как он прост в изготовлении и обходится дешево. Однако подобная конструкция не может работать с заготовками, которые изготавливаются при применении жестких металлов. Гидравлический трубогиб позволяет работать с заготовками большого диаметра и с существенной толщиной стенок, однако конструкция достаточно сложна в исполнении и имеет много особенностей.
Устройство ручного гидравлического трубогиба
Изготавливая станок для круглой трубы с гидравлическим приводом следует учитывать следующие моменты:
- Передача усилия проводится через рабочую жидкость, в качестве которой используется масло или вода. Все магистрали должны обладать высокой степенью герметичности, а также быть рассчитанными на определенное давление.
- Для создания давления может применяться компрессор.
- Давление передается на рабочий орган через гидравлический цилиндр.

Трубогиб для металлопластиковых труб своими руками с гидравлическим приводом может иметь самую различную конструкцию. Важным элементом в данном случае становится именно привод, который позволяет автоматизировать процесс гибки и увеличить область применения устройства.
Трубогиб из домкрата
Чаще всего, изготавливая самодельный трубогиб, в качестве основного элемента применяется домкрат. Он бывает нескольких типов. Сам домкрат изначально изготавливается для того, чтобы увеличить и сконцентрировать прилагаемое усилие, за счет чего конструкция может поднимать тяжелые механизмы, к примеру, автомобили.
Трубогиб из домакрата
Самодельный трубогиб из домкрата, как правило, имеет довольно простую конструкцию:
- Заготовка зажимается между двумя неподвижными роликами.
- Усилие передается на промежуток между роликами.
- Расстояние между неподвижными роликами во многом определяет радиус гибки и величину требуемого усилия для получения определенного угла.

Как ранее было отмечено, при применении домкрата можно сделать трубогиб арбалетного типа.
В заключение отметим, что практически любое устройство является относительно несложным станком, который за счет распределения прилагаемого усилия гнуть трубы и другие заготовки подобного типа. Применяются зачастую для сгибания изделий, изготавливаемых при применении цветных сплавов и стали. Промышленный вариант исполнения конструкции обходит самодельный, как правило, по степени автоматизации процесса. Однако стоимость промышленных трубогибов может превышать в несколько десятков раз затраты, связанные с производством самодельного варианта. Именно поэтому для бытового применения или мелкосерийного производства в большей степени подходит самодельный трубогиб.
Kaka Industrial TR-50 Ручной трубогибочный станок для труб, с одним комплектом
629,99 долларов США
Сэкономьте $-629,99
Стоимость доставки рассчитывается при оформлении заказа
Артикул: 191007
Осталось всего 23!
Заголовок: Заголовок по умолчанию Заголовок по умолчанию
Качество
Гарантия
Забота
Обслуживание
Руководство
Эксплуатация
Описание
Руководство
видео
Гарантия
Краткое изложение политики возврата
О KAKA Industrial: Компания поставляет высококачественную продукцию с быстрой доставкой и самой низкой возможной ценой.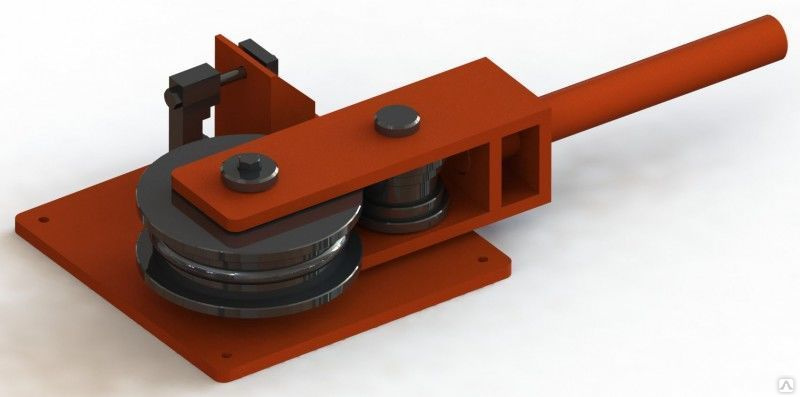 Мы всегда выполняем то, что обещали
Мы всегда выполняем то, что обещали
Промышленный трубогиб Kaka TR-50 Обзор
Трубогиб Kaka Industrial TR-50 способен сгибать выхлопные трубы, водопроводные трубы, стальные трубы и электрические кабелепроводы. Между тем, он также может сгибать такие материалы, как сталь, медь и алюминий. Этот прочный трубогиб поставляется с одним набором роликов для круглых труб диаметром 1-1/2 дюйма, состоящим из трех наборов роликов, которые вместе могут работать с трубами диаметром до 2 дюймов. Кроме того, трубогиб имеет систему привода колес, что позволяет легко работать.
Высококачественная конструкция, высокая точность гибки, простота в эксплуатации Промышленный трубогиб Kaka TR-50
Трубогиб Kaka TR-50 изготовлен из высококачественных материалов, которые могут служить долгие годы. Верхняя пластина из закаленной стали специально разработана для продления срока службы этого трубогиба. Кроме того, верхние винты позволяют выполнять постепенный изгиб, контролируя точность изгиба для достижения точного желаемого изгиба. Кроме того, система привода колес и увеличенная опорная плита выносных опор обеспечивают плавную работу в процессе гибки. В целом, это отличный инструмент для гибки труб и труб, который вы не захотите пропустить!
Кроме того, система привода колес и увеличенная опорная плита выносных опор обеспечивают плавную работу в процессе гибки. В целом, это отличный инструмент для гибки труб и труб, который вы не захотите пропустить!
Трубогиб Kaka Industrial TR-50 предназначен для гибки выхлопных труб, водопроводных труб, стальных труб и электропроводки. Между тем, он также может сгибать такие материалы, как сталь, медь и алюминий. Этот прочный трубогиб поставляется с одним набором роликов для круглых труб диаметром 1-1/2 дюйма. С дополнительными роликовыми гребенками трубогиб TR-50 может работать с трубами диаметром до 2 дюймов. Кроме того, трубогиб имеет систему привода колес, что позволяет легко работать.
Важная информация о дополнительных роликах
- Этот трубогиб поставляется с одним комплектом роликов для круглых труб диаметром 1-1/2 дюйма
- Другие дополнительные ролики за дополнительную плату можно найти по этой ссылке:
- (1)Размер роликов для круглых труб, нажмите здесь
- (2) Размеры роликов для круглых труб, нажмите здесь
- (3) Размер роликов для квадратных труб, нажмите здесь
- (4) Разные размеры роликов, нажмите здесь
Спецификация
- Модель: TR-50
- Артикул №: 191007
- Регулировка ролика: Ручная, привод на колеса
- Вес: 99 фунтов
- Гарантия: 1 год
 youtube.com/embed/qXpqqGnMCGY» frameborder=»0″>
youtube.com/embed/qXpqqGnMCGY» frameborder=»0″>
https://hardhatengineer.com/what-is-the-difference-between-pipe-tube/
KAKA Industrial предоставляет 12 месяцев гарантии на этот продукт.
1. 10 дней с даты поставки. По истечении этого времени претензии о возмещении ущерба и несоответствия заказа не принимаются.
2. Вы должны получить выданный Kaka Industral номер RGA ДО возврата каких-либо материалов.
3. Возвращенные материалы должны быть получены в Kaka Industrial в новом состоянии и в оригинальной упаковке.
4. Измененные товары возврату не подлежат.
5. Покупатель несет ответственность за все расходы по доставке.
6. Ко всем возвратам применяется комиссия за пополнение запасов в размере 15%.
Ручной трубогиб | Трубогибы
Наш бесконечный ряд включает ручной трубогиб и многое другое!
Рекомендуемый продукт
Металлогиб, Ручной, Радиус изгиба по центральной линии 1 дюйм, Тип рукоятки Без амортизации, Маленькая рукоятка, Металл, Быстрое изгибание, Для декоративной гибки
Посмотреть полную информацию о продукте
$994,02
Металлогиб, Ручной, Радиус изгиба по центральной линии 1 дюйм, Тип рукоятки Без амортизации, Маленькая рукоятка, Металл, Быстрое изгибание, Для декоративной гибки
Посмотреть полную информацию о продукте
Магазин ручной трубогиб
Комплект ручного трубогибаCenterline Bend Radius 2, 2-1/4, 2-1/2, 3, 3-1/2, 4-1/4, 3-3/4, 4-1/4Литой алюминий, легко и Безопасная работа, согните трубу, потянув за ручку, гибочный станок подходит для круглых труб от 3/8 дюйма. до 7/8 дюйма. и квадратная труба 3/4 дюйма. и 1 В.
до 7/8 дюйма. и квадратная труба 3/4 дюйма. и 1 В.
Посмотреть полную информацию о продукте
428,05 $
Комплект ручного трубогибаCenterline Bend Radius 2, 2-1/4, 2-1/2, 3, 3-1/2, 4-1/4, 3-3/4, 4-1/4Литой алюминий, легко и Безопасная работа, согните трубу, потянув за ручку, гибочный станок подходит для круглых труб от 3/8 дюйма. до 7/8 дюйма. и квадратная труба 3/4 дюйма. и 1 В.
Посмотреть полную информацию о продукте
Набор трубогиба с храповым механизмом, ручной, радиус изгиба центральной линии 2-1/2 дюйма. до 6 дюймов, откалиброванная угловая маркировка от 0 до 9 градусов0 градусов, тип ручки, длинная, без амортизации, алюминий, с цветовой маркировкой, изгиб мягкой медной трубки
Посмотреть полную информацию о продукте
197,19 $
Набор трубогиба с храповым механизмом, ручной, радиус изгиба центральной линии 2-1/2 дюйма. до 6 дюймов, откалиброванная угловая маркировка от 0 до 90 градусов, тип рукоятки, длинная, без амортизации, алюминий, с цветовой маркировкой, изгиб мягкой меди
до 6 дюймов, откалиброванная угловая маркировка от 0 до 90 градусов, тип рукоятки, длинная, без амортизации, алюминий, с цветовой маркировкой, изгиб мягкой меди
Посмотреть полную информацию о продукте
Гибка труб и труб, ручная, вместимость 16 ga. кв., Сталь, Тип колеса Сталь, Диаметр колеса. (дюймы) 2, ручной трубогиб и трубогиб, способный изгибать 3/4 дюйма, 2 дюйма. О.Д. Труба с соответствующими штампами, используется для изгиба до 120 градусов в круглых и квадратных трубах для ворот, ограждений, каркасов безопасности, рам, шасси, архитектурных конструкций, включает в себя кольцо и индикатор степени, гибочную раму, удлинитель ручки, штампы для труб каждого размера. Приобретается отдельно (подставка не входит в комплект)
Посмотреть полную информацию о продукте
407,00 $
Гибка труб и труб, ручная, вместимость 16 ga. кв., Сталь, Тип колеса Сталь, Диаметр колеса. (дюймы) 2, ручной трубогиб и трубогиб, способный изгибать 3/4 дюйма, 2 дюйма. О.Д. Труба с соответствующими штампами, используется для изгиба до 120 градусов в круглых и квадратных трубах для ворот, ограждений, каркасов безопасности, рам, шасси, архитектурных конструкций, включает в себя кольцо и индикатор степени, гибочную раму, удлинитель ручки, штампы для труб каждого размера. Приобретается отдельно (подставка не входит в комплект)
кв., Сталь, Тип колеса Сталь, Диаметр колеса. (дюймы) 2, ручной трубогиб и трубогиб, способный изгибать 3/4 дюйма, 2 дюйма. О.Д. Труба с соответствующими штампами, используется для изгиба до 120 градусов в круглых и квадратных трубах для ворот, ограждений, каркасов безопасности, рам, шасси, архитектурных конструкций, включает в себя кольцо и индикатор степени, гибочную раму, удлинитель ручки, штампы для труб каждого размера. Приобретается отдельно (подставка не входит в комплект)
Посмотреть полную информацию о продукте
Трубогиб, рычаг, радиус изгиба центральной линии 11/16 для 3/16 дюйма. Внешний диаметр, 11/16 для 1/4 дюйма. Внешний диаметр, 1-1/8 для 3/8 дюйма. НД, 1-1/2 дюйма. Для 1/2 дюйма. Внешний диаметр, откалиброванная маркировка для левого, правого и смещенного изгиба, рукоятки с подушечками, литой под давлением алюминий, регулируемый крюк
Посмотреть полную информацию о продукте
$75,71
Трубогиб, рычаг, радиус изгиба центральной линии 11/16 для 3/16 дюйма. Внешний диаметр, 11/16 для 1/4 дюйма. Внешний диаметр, 1-1/8 для 3/8 дюйма. НД, 1-1/2 дюйма. Для 1/2 дюйма. Внешний диаметр, откалиброванная маркировка для левого, правого и смещенного изгиба, рукоятки с подушечками, литой под давлением алюминий, регулируемый крюк
Внешний диаметр, 11/16 для 1/4 дюйма. Внешний диаметр, 1-1/8 для 3/8 дюйма. НД, 1-1/2 дюйма. Для 1/2 дюйма. Внешний диаметр, откалиброванная маркировка для левого, правого и смещенного изгиба, рукоятки с подушечками, литой под давлением алюминий, регулируемый крюк
Посмотреть полную информацию о продукте
Рычажный гибочный станок с тремя головками, наружный диаметр трубок 3/16, 1/4, 5/16, 3/8 дюйма, радиус изгиба центральной линии 7/16, 9/16, 11/16, 15/16 дюйма, шаг калибровки 15 градусов, Общая длина 10 1/2 дюйма, угол изгиба до 180 градусов, откалиброванная маркировка угла от 0 до 180 градусов, рукоятка типа «подушка», литой алюминий, двухступенчатая храповая рукоятка, для мягкой меди, алюминия, тонкостенной стали и нержавеющей стали трубки
Посмотреть полную информацию о продукте
$57,96
Рычажный гибочный станок с тремя головками, наружный диаметр трубок 3/16, 1/4, 5/16, 3/8 дюйма, радиус изгиба центральной линии 7/16, 9/16, 11/16, 15/16 дюйма, шаг калибровки 15 градусов, Общая длина 10 1/2 дюйма, угол изгиба до 180 градусов, откалиброванная маркировка угла от 0 до 180 градусов, рукоятка типа «подушка», литой алюминий, двухступенчатая храповая рукоятка, для мягкой меди, алюминия, тонкостенной стали и нержавеющей стали трубки
Посмотреть полную информацию о продукте
Гибочный станок для металла, Ручной, Стальной стержень с рукояткой, Металл, Применение для быстрой гибки, Переменный угол изгиба, Для гибки в рулонах
Посмотреть полную информацию о продукте
403,94 $
Гибочный станок для металла, Ручной, Стальной стержень с рукояткой, Металл, Применение для быстрой гибки, Переменный угол изгиба, Для гибки в рулонах
Посмотреть полную информацию о продукте
Трубогиб, с тройными канавками, для мягких труб диаметром 1/4, 5/16 и 3/8 дюйма, сантехники и систем отопления, вентиляции и кондиционирования воздуха
Посмотреть полную информацию о продукте
46,00 $
Трубогиб, с тройными канавками, для мягких труб диаметром 1/4, 5/16 и 3/8 дюйма, сантехники и систем отопления, вентиляции и кондиционирования воздуха
Посмотреть полную информацию о продукте
Трубогиб, Рычаг, Осевая линия Радиус изгиба 15/16 дюймов, 0, 45, L, R Выравнивание на каретке, 90-180, 0-90, блокировка, разблокировка на рукоятке тележки, маркировка угла 0-180 градусов на форме, двухступенчатый тип ручки, мягкая рукоятка, углеродистая сталь, изгибы в плоскости, длинные ручки и ролики, зажимной блок для тисков Гибка, для нержавеющей стали, титана и других типов жестких труб
Посмотреть полную информацию о продукте
$177,67
Трубогиб, Рычаг, Осевая линия Радиус изгиба 15/16 дюймов, 0, 45, L, R Выравнивание на каретке, 90-180, 0-90, блокировка, разблокировка на рукоятке тележки, маркировка угла 0-180 градусов на форме, двухступенчатый тип ручки, мягкая рукоятка, углеродистая сталь, изгибы в плоскости, длинные ручки и ролики, зажимной блок для тисков Гибка, для нержавеющей стали, титана и других типов жестких труб
Посмотреть полную информацию о продукте
Рычажный трубогиб, мощность 3/8 дюйма, общая длина 13 дюймов, радиус изгиба 15/16 дюймов
Посмотреть полную информацию о продукте
$73,11
Рычажный трубогиб, мощность 3/8 дюйма, общая длина 13 дюймов, радиус изгиба 15/16 дюймов
Посмотреть полную информацию о продукте
Набор трубогиба, одноручный храповик, внешний диаметр. Трубка (дюймы) 1/4, 5/16, 3/8, 1/2, 5/8, 3/4, 7/8, радиус изгиба центральной линии 1–3/16 для наружного диаметра 3/8; 1-3/8 для 1/2 наружного диаметра; 1-15/16 для наружного диаметра 5/8; 2-15/16 для наружного диаметра 3/4; 3-3/8 для наружного диаметра 7/8, угол изгиба (град.) до 90, тип рукоятки, длинная, неамортизированная, конструкция из литого под давлением алюминия, с открытой рамой для изгиба, механической подачей с храповым механизмом, применение мягкая медь, алюминий и гидравлические трубки с легкими стенками
Трубка (дюймы) 1/4, 5/16, 3/8, 1/2, 5/8, 3/4, 7/8, радиус изгиба центральной линии 1–3/16 для наружного диаметра 3/8; 1-3/8 для 1/2 наружного диаметра; 1-15/16 для наружного диаметра 5/8; 2-15/16 для наружного диаметра 3/4; 3-3/8 для наружного диаметра 7/8, угол изгиба (град.) до 90, тип рукоятки, длинная, неамортизированная, конструкция из литого под давлением алюминия, с открытой рамой для изгиба, механической подачей с храповым механизмом, применение мягкая медь, алюминий и гидравлические трубки с легкими стенками
Посмотреть полную информацию о продукте
201,95 $
Набор трубогиба, одноручный храповик, внешний диаметр. Трубка (дюймы) 1/4, 5/16, 3/8, 1/2, 5/8, 3/4, 7/8, радиус изгиба центральной линии 1–3/16 для наружного диаметра 3/8; 1-3/8 для 1/2 наружного диаметра; 1-15/16 для наружного диаметра 5/8; 2-15/16 для наружного диаметра 3/4; 3-3/8 для наружного диаметра 7/8, угол изгиба (град.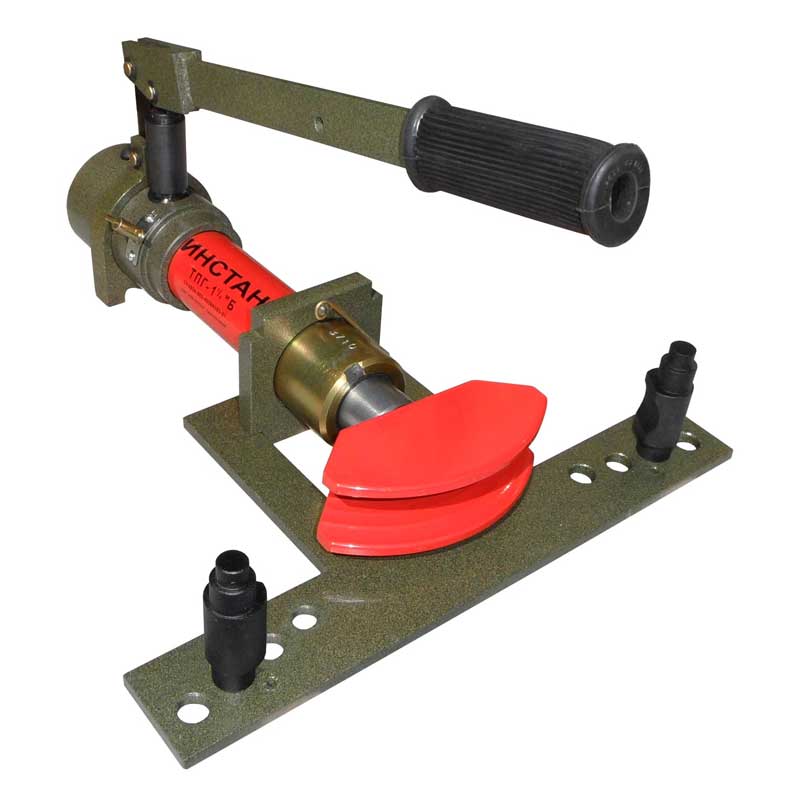
Плазморез с компрессором: Плазморезы со встроенным компрессором: купить в Москве, цена
обзор аппарата со встроенным компрессором / Инструменты / iXBT Live
Уникальный аппарат для воздушно-плазменной резки со встроенным компрессором. Это компактная установка все-в-одном, не требующая ни отдельного компрессора для подачи сжатого воздуха, ни баллонов с газом. Идеальный вариант для портативной плазморезки, отличный вариант для дома и гаража, а также для собственного мини-производства.
Аппараты для воздушно-плазменной резки довольно сложны в эксплуатации и требуют довольно большой номенклатуры дополнительного оборудования, начиная от специальных горелок с расходными материалами, заканчивая разнообразными компрессорными установками для нагнетания газов. Это может быть газобалонное оборудование либо же компрессор с высокой производительность. Так вот, NEO CUT-50К от ТСС уже имеет все необходимое — внутри встроен компрессор, перекрывающий полностью потребность в воздухе, а также в комплекте есть необходимые кабели/шланги и сам плазменный резак. Все это вы получаете, фактически, по стоимости одного компрессора с ресивером 100 л. Довольно интересный вариант для собственного применения, а также идеальная возможность для использования данной модели в качестве портативного аппарата для резки.
- Бренд: ТСС NEO CUT-50К:
- Тип: аппарат для воздушно-плазменной резки
- Особенность: все-в-одном, со встроенным компрессором
- Виды материалов для резки: всех видов сталей, меди, алюминия, а также их сплавов
- Подключение: бытовая сеть ~ 220 В
- Потребление (максимальное): 7 кВт
- Максимальная толщина обрабатываемой детали: 15 мм
- Производительность компрессора (встроенного): 170-200 л/мин (до 5 атм максимум)
- Масса: 24 кг
Размеры корпуса составляют 56 х 24 х 59 см, масса — чуть более 20 кг, то есть практически привычный сварочный инвертор. Подключение силовых кабелей аналогичное, отличия только в дополнительной воздушной магистрали. Корпус как бы «сдвоенный» по высоте — внутри располагается воздушный компрессор, обеспечивающий продувку при работе плазмореза.
Корпус как бы «сдвоенный» по высоте — внутри располагается воздушный компрессор, обеспечивающий продувку при работе плазмореза.
На задней панели присутствует вентилятор силового инвертора и забор воздуха компрессорной установки. Имеется и таблица с параметрами работы: это минимальные и максимальные рабочие значения, параметры потребления и класс защиты.
Обратите внимание. В этой модели нет входных фитингов для подключения для внешнего компрессора или газобалонного оборудования. Вся изюминка именно во встроенном компрессоре, обеспечивающим полностью потребности установки для воздушно-плазменной резки. А это значит, что не требуется дополнительного оборудования или каких-либо шлангов для газовой смеси. Именно по этому применение NEO CUT-50К максимально простое и удобное.
На передней панели присутствуют следующие интерфейсы: это силовой кабель для горелки со встроенной магистралью для подачи воздуха (отмечен минусовой клеммой). По центру расположен коннектор типа GX16-2 для обеспечения работы горелки (кнопки). По нажатию кнопки начинается подача воздуха и тока на горелку для формирования плазменного факела и продувки.
По нажатию кнопки начинается подача воздуха и тока на горелку для формирования плазменного факела и продувки.
Горелка используется типа РТ-31, стандартная, с расходуемыми соплами и керамическими насадками. Кабель горелки имеет дополнительную защиту (внешнюю оболочку). Также в комплекте имеется и кабель-крокодил для подключения массы.
Кабель горелки довольно сложный. Тут и отдельная сигнальная линия, и комплексный кабель-шланг для подачи силового питания на горелку и воздуха под давлением для продувки.
Аппарат не требует сборки и для подготовки к работе достаточно просто подключить кабель резака к передней панели. Подключаются все три разъемных соединения — для воздуха, для подачи силового тока, для подачи управления с кнопки. Отдельно подключается общий провод (масса), который, как и в сварочных аппаратах, подается на корпус обрабатываемой детали.
Управление элементарное. Просто устанавливаем рабочий ток, позволяющий комфортно обрабатывать деталь выбранной толщины и при выбранной скорости..jpg) Про похожее управление я рассказывал ранее в обзоре сварочного полуавтомата Сварог Real Smart MIG 200 для MIG, MAG, MMA, TIG-сварки. Если чувствуете, что выбранного режима недостаточно, ток можно увеличить (до 50 А). От силы тока зависит и скорость реза.
Про похожее управление я рассказывал ранее в обзоре сварочного полуавтомата Сварог Real Smart MIG 200 для MIG, MAG, MMA, TIG-сварки. Если чувствуете, что выбранного режима недостаточно, ток можно увеличить (до 50 А). От силы тока зависит и скорость реза.
В качестве тестового объекта была выбрана старая металлическая бочка (~ 3 мм). Интересно было оценить возможность резки непосредственно по окрашенной поверхности, а также метал с окислами и приличным слоем ржавчины.
Аппарат включен и выставлен средний ток. Кабели подстыкованы, масса закреплена на детали. Достаточно приложить горелку к поверхности и нажать кнопку, как образуется плазменный факел. Поджиг в этой модели — контактный. Компрессор работает автоматически, сдувая расплав из зоны обработки. Достаточно без нажима провести горелкой, как получается ровный и аккуратный рез. Чем больше ток — тем быстрее можно проводить горелкой при резке. Есть интересный момент — при остановке продолжается подача воздуха для остаточной продувки и охлаждения детали в течение нескольких секунд после отпускания кнопки.
Результат отменный — ржавчина и краска не помешала работе, толщина в 2-3-4 мм без проблем поддается резке на высокой скорости. Попадались навары, сварные швы и различные утолщения, которые разрезались без особых проблем и без потери скорости резки.
Видеодемонстрация работы плазмореза NEO CUT-50К.
В комплекте имеется базовый набор расходных материалов. Есть смысл сразу приобрести дополнительный комплект насадок. Подходят стандартные для горелки типа РТ-31.
В настоящий момент аппарат для воздушно-плазменной резки ТСС NEO CUT-50К продается со скидкой. Цены и подробное описание можно посмотреть в карточке товара на Яндекс.Маркете. Брать или нет — решать вам. Лично для меня NEO CUT-50К оказался тем самым незаменимым инструментом.
Другие модели инструментов можно посмотреть в подборках по ссылкам:
Подборка аккумуляторных импульсных винтовертов и гайковертов.
Универсальные дизельные отопители для автономного обогрева на 5-8 кВт.
Выбираем мойку высокого давления для самостоятельного мытья автомобиля.
Другие обзоры и тесты смартфонов, инструмента и гаджетов вы можете найти в моем профиле и по ссылкам ниже. Спасибо за внимание!
Источник:
Официальный сайт группы компаний TSS
Новости
Публикации
Портал The Block сообщает, в США началось тестирование новой технологии RLN или «сеть регулируемой ответственности». В проекте участвуют крупные кредитно-финансовые учреждения США: ФРБ Нью-Йорка,…
Если с наступлением холодов вы заметили, что между створкой и рамой в вашем пластиковом окне появилось легкое продувание и в квартиру начал проникать холодный воздух, то не стоит сразу паниковать…
Если ваш ребёнок любит всякие поделки и рукоделие — то этот недорогой и небольшой конструктор с Алиэкспресс наверняка станет для него приятным подарком. Новый Год уже недалеко, так что, надеюсь,. ..
..
Такая сложная операционная система, как Windows, не на всех компьютерах может демонстрировать хорошее быстродействие. Большинство «подтормаживаний» являются результатом низкой производительности…
Большая и самая длинная распродажа на заграничном маркетплейс AliExpress заканчивается и плавно перетекает в «чёрную пятницу» 2022 российского сегмента. Уже много слов было сказано про мошенников…
Примерно два года назад мы с вами уже рассматривали неплохой беспроводной петличный микрофон от компании Kimafun, однако с тех пор технологии не стояли на месте и производитель предлагает уже…
Плазморез со встроенным компрессором Hyperterm 30 AIR
Добрый день Муськавчане, бигтести всем, или кефиру с капелькой оливкового масла.
Если кто не вкурсе, что такое плазморез, Discovery объясняет:
youtu.be/GUXgCnErxfE
! Плазморез может резать только токопроводящие материалы!
Ох уж этот ваш интернет, насмотревшись которого, наблюдаешь потом очередную дыру в бюджете.
На этот раз запал мне в душу плазморез, начитавшись и насмотревшись того самого ютюба и интернета, подумал, как без него дальше жить, вопрос был только какой выбрать.
На рынке существует раздолье моделей, различающихся по основным группам:
1. Питание 1 фаза / 3.
2. Потребляемая мощность с питающей сети.
3. Глубина реза при потребляемой мощности.
4. Наличие «дежурной дуги» — бесконтактный поджиг, возможность резать не сплошные материалы, типа сетки.
5. Необходимость в наличии отдельного компрессора, осушителя, масло отделителя/ необходимая производительность компрессора/ встроенный компрессор.
6. Возможность соплом вести по заготовке / запрещение данного действа.
6. Немаловажное- производитель, отзывы, надежность, соответствие заявленным характеристикам.
Для моих задач был необходим аппарат с питанием от 1 фазы, до 16А потребляемой мощности, с максимальной глубиной реза при таком питании, с дежурной дугой, максимально мобильный- со встроенным компрессором, надежный.
Я выбрал недавно появившуюся на американском рынке модель плазмореза со встроенным компрессором от Hyperterm — 30 AIR.
К моему сожалению, за неделю поисков в МСК и СПБ, обнаружилось, что ни у одного дистрибьютора и прочих шарашкиных конторах его живьем нет, и ни кто не хочет мне его привезти под заказ, с предоплатой и СМС.
Интересная ситуация- есть куча «официальных» представителей Hyperterm, все максимум, что могут- сказать, и то через неделю просьб, мольб и напоминаний, что минимальная цена, по которой они возможно соизволят продать его мне, возможно не ранее второй половины июля — 2800$. но предоплату от меня и обязательства на себя брать категорически не желают.
Немного раздумий, (сумма заказа превышает таможенный лимит), подсчетов и я заказал с eBay через посредника бандеролька, они подтвердили, что возьмут на себя общение с доблестной таможней и оплату сборов.
Пользуясь случаем, хочу передать душевный привет российским дилерам Hyperterm.
По времени
10. 04 Оплатил заказ на eBay
04 Оплатил заказ на eBay
16.04 Посылка была отправлена от посредника
22.04 Посылка была готова ко вручению, я еще несколько дней пободался с DPD по изменению адреса получения на рабочий
25.04 Курьер привез посылку.
На данный момент можно сэкономить 100$ при покупке в американских магазинах дилерах Hyperterm — на данную модель дают промокод на скидку.
Про родную упаковку ничего сказать не могу, так как аппарат мне пришел без родной упаковки, но тем, кто возможно пожелает повторить такой заказ — рекомендую попросить посредника выкинуть все книги и все дополнительные кабели для различного вида розеток- нужного нам все равно нет, но учитывая их добротные размеры — это солидный вес.
Внешний вид, и фото дополнительного комплекта расходников
Плазмотрон:
Странно, но дефлектор вроде бы не должен идти в комплекте:
Русский мануал
В комплекте с аппаратом идет добротный плечевой ремень (сорри забыл сфотографировать) но аппарат + кабели питания, земли и плазмотрона — получается примерно 15, я один раз на плече потаскал метров 500, больше желания нет.
Уж лучше так
Приделать ему колеса:
Расходники фото
В комплекте идут по одной штуке запасной дефлектор и электрод бандлом:
Внимание- расходники для серии модели AIR свои и не совместимы с расходниками 30-й серии, так же печаль, что комплект HyAccess на модели AIR числится в не совместимых.
При работе под аппаратом может появляться вода- это работа встроенного осушителя- не стоит волноваться, но стоит учитывать при выборе места установки.
Производитель в руководстве говорит о сроке жизни расходников такими словами:
Несмотря на большую зависимость от указанных выше факторов, имеет место следующее общее правило:
расходные детали изнашиваются примерно за 1–2 часа фактического времени «на дуге»
Для большей безопасности плазмотрон оборудован предохранительной защелкой, исключающей непроизвольное включение.
В головке плазмотрона имеется блокировочная схема, которая не даст включить разобранный плазмотрон.
Работать необходимо с защитой глаз средствами не ниже DIN 5, перчатки и прочие средства индивидуальной защиты вообще не помеха плазменной струе.
При работе с большими толщинами и искры и брызги становятся жирнее- одевайте и застегивайте обувь и следите куда летят искры и капает расплавленный метал.
Про использование:
Справится ребенок.
Основная рекомендация- ставить максимальный ток всегда- так рез бодрее, и самое главное образуется минимальное количество наплыва с обратной стороны детали.
ПВ аппарата 35 %, т.е. 3,5 минуты работаем, 10 минут даем отдохнуть, автоматически выбирает время продувки после реза для охлаждения плазмотрона и время работы вентиляторов источника питания после использования, при варварском использовании- сигнализирует о перегреве и уходит в себя, пока не остынет.
Начинать рез желательно с краю заготовки, если нет такой возможности — материалы до 2-мм толщиной прожигаются перпендикулярной струей, а толще с поворотом из положения 30-45 градусов до перпендикулярного.
Резать желательно по линейке или по направляющей, отступив от линии реза на половину толщины сопла, возможно использование оригинальных или самодельных специализированных направляющих, например для вырезания ровных кругов.
Железо (и нержавейка) до 4-х мм режется как провести фломастером- быстро, чисто и весело, толще — просто вести медленнее.
Алюминий режется медленнее, срез с множественными неровностями, «мохнатый» — сказывается огромная теплоемкость.
Аппарат изумительно удобный, производительный и приятный, тем, кто имеет необходимость в раскрое листовых материалов — рекомендую.
Если кто думает что плазморез прям чистая вещь, то он ошибается — материал, который выдувается плазменной струей большей частью окажется у вас под ногами
Посмотреть на полы после резки 3х метров железа 2 мм толщиной
Видео работы плазмореза, местами человеки ругаются:
 com/embed/YRYJx_8Uv4Q?autoplay=0&hl=ru_RU&rel=0″ frameborder=»0″ allowfullscreen=»»>
com/embed/YRYJx_8Uv4Q?autoplay=0&hl=ru_RU&rel=0″ frameborder=»0″ allowfullscreen=»»>
Примеры резки
2 и 6 мм
Без направляющей, «от руки»
Котегов нема)
5 лучших плазменных резаков со встроенными воздушными компрессорами
Последнее обновление:
Отказ от ответственности: Weldguru.com поддерживает наших читателей отраслевыми знаниями
& исследовательская работа. Вы поддерживаете нас через наши тщательно отобранные продукты со ссылками, которые могут
заработать нам комиссию.
Плазменный резак со встроенным воздушным компрессором — это революционная технология, особенно для небольшого цеха.
Отлично подходят для обработки листового металла и кузова, даже тяжелой стали для рам.
Одним из недостатков плазменной резки является необходимость подачи воздуха под высоким давлением.
Однако некоторые плазменные резаки имеют встроенные воздушные компрессоры.
Давайте посмотрим на отличные плазменные резаки с компрессорами.
Быстрое сравнение
| Товар | |||
|---|---|---|---|
| Изображение | Товар | Подробности | |
Лучший выбор в целом | Hypertherm Powermax 30 | Специалисты по плазменной резке Всего 30 фунтов Легко начать с | Проверить цену через Амазон |
Лучшая цена | Хобарт ВВС 12ci | Запуск вспомогательной дуги Работает на 120 входах Эргономичный фонарик | Проверить цену через Амазон |
Линкольн Томагавк 375 | Контроль автонастроек Запуск дуги касанием Части самопроверки | Проверить цену через Амазон | |
Отличный бюджетный выбор | Форни 250 П Плюс | Встроенный осушитель воздуха Хранение расходных материалов Автоматический режим | Проверить цену через Амазон |
Более быстрая резка | Тепловая динамика Air Cut 15C | Высокая скорость резания Профессиональная машина Работает от мощности 120 | Проверить цену через Амазон |
Лучший плазменный резак со встроенным компрессором
Вот список лучших плазменных резаков со встроенным воздушным компрессором:
1.
 Плазменный резак Hypertherm Powermax 30 со встроенным воздушным компрессором
Плазменный резак Hypertherm Powermax 30 со встроенным воздушным компрессором
9 /240 вольт входная мощность
Pros
- Запуск дуги перетаскивания
- Непрерывная вспомогательная дуга для решеток и сетки
- Тяжелая промышленная конструкция
- Сертифицировано для Америки, России, Европы
- Встроенный водоотделитель
Минусы
- Без подключения ЧПУ
- Лучшие на рынке, недешевые
Обзор
Поскольку компания Hypertherm полностью сосредоточена на технологии резки, а не на другом аспекте технологии сварки, она пользуется репутацией лидера отрасли. Hypertherm Powermax 30 демонстрирует эту родословную во всей машине. Это самый легкий станок плазменной резки в своем классе, его вес составляет всего 30 фунтов, но сила тока 30 ампер достаточна для легкой резки стального листа толщиной ⅜ дюйма.
Бортовой воздушный компрессор обеспечивает достаточное давление для очистки канала реза, а Hypertherm Powermax 30 поставляется с двойным входом питания 120 и 240 В. Технология Drag Cut от Hypertherm упрощает запуск дуги, поскольку все, что вам нужно сделать, чтобы зажечь дугу, — это коснуться и потянуть горелку, и все готово к гонкам.
Hypertherm предназначает PowerMax 30 для выполнения небольших задач и обеспечения мобильности, поэтому Powermax 30 не имеет подключения к компьютерному управлению для работы с ЧПУ. Эта машина поставляется с 3-летней гарантией на систему электропитания. Эта машина сертифицирована CSA для использования в Америке и Азии (кроме Китая) и может использоваться для сертифицированных работ в России, Украине и Сербии.
Последняя цена на Amazon
2. Станок плазменной резки Hobart Airforce 12ci 120 В
- Рассчитан на 12 А
- 5-летняя гарантия
- 12-футовое соединение горелки
- Fan-On-Demand экономит электроэнергию
- Режет стальной лист толщиной 3/16 дюйма
Pros
- Легкий станок
- Горелка имеет эргономичный дизайн.
- Входная мощность 120 В
- Старт пилотной дуги
- Функция постпотока

Минусы
- Некоторые сообщения о слабом давлении воздуха
- Узкий диапазон мощности
Обзор
Плазменный резак Hobart Airforce 12ci отличается максимальной портативностью. Это легкая машина, работающая от 120 вольт, с мощностью, достаточной для резки стальных листов толщиной 3/16 дюйма, чего достаточно для резки кронштейнов, ремонтных пластин и других мелких задач. Он идеально подходит для профессионалов в области ОВКВ и других лиц, которым нужен плазменный резак, который они могут принести в дом и подключить к источнику питания домовладельца.
Несмотря на то, что это машина для плазменной резки с легким режимом работы, она обладает некоторыми расширенными профессиональными функциями. Постпоток воздуха будет продолжать подавать воздух после выполнения разреза для его более быстрого охлаждения. Система Hobart Fan-On-Demand будет включать охлаждающий вентилятор только тогда, когда это необходимо для экономии энергии и предотвращения накопления пыли и мусора внутри корпуса Airforce 12ci. Даже новички найдут этот плазменный резак простым в использовании с запуском вспомогательной дуги и красивой эргономичной горелкой Miller.
Даже новички найдут этот плазменный резак простым в использовании с запуском вспомогательной дуги и красивой эргономичной горелкой Miller.
Хобарт является лидером в области металлообработки. Его машины можно увидеть везде, где есть сварщики и слесари. Несмотря на небольшой вес и небольшой вес, Hobart Airforce 12ci со встроенным воздушным компрессором является серьезным профессиональным инструментом, на который распространяется 5-летняя гарантия.
Последняя цена на Amazon.
Pros
- Режет сталь толщиной до 3/8 дюйма.
- Компрессор 70 фунтов на кв. дюйм
- Внутренняя или внешняя подача воздуха
- LC25 горелка
- Включает регулятор
Минусы
- Для тяжелых резов требуется внешний воздух
- Не может управляться компьютером
Обзор
Пневматический плазменный резак Lincoln Electric K2806-1 Tomahawk 375 обеспечивает мощность резки до 25 ампер. Созданная в соответствии с промышленными стандартами, эта машина предназначена для производителей, работающих в домашних условиях, а не для профессионалов, выполняющих ежедневную работу в больших объемах. Его компрессор рассчитан на среднее рабочее давление 70 фунтов на квадратный дюйм, что в реальной жизни означает, что он работает от 50 до 80 фунтов на квадратный дюйм. Некоторые владельцы рекомендуют внешний источник воздуха для тяжелых резов размером около 1/4 дюйма, где вам может понадобиться больше, например 100 фунтов на квадратный дюйм.
Созданная в соответствии с промышленными стандартами, эта машина предназначена для производителей, работающих в домашних условиях, а не для профессионалов, выполняющих ежедневную работу в больших объемах. Его компрессор рассчитан на среднее рабочее давление 70 фунтов на квадратный дюйм, что в реальной жизни означает, что он работает от 50 до 80 фунтов на квадратный дюйм. Некоторые владельцы рекомендуют внешний источник воздуха для тяжелых резов размером около 1/4 дюйма, где вам может понадобиться больше, например 100 фунтов на квадратный дюйм.
Линкольн сообщает, что воздушный плазменный резак K2806-1 Tomahawk 375 поставляется готовым к быстрой резке прямо из коробки. Нижний конец на 10 ампер позволяет резать листовой металл, но вам нужно двигаться быстро, чтобы не сдуть края при резке тонкого материала. Набрав до 25 ампер, вы сможете за один проход пройти через сталь толщиной 1/4 дюйма, чтобы разрезать рамы прицепов и ограждения труб.
Пневматический плазменный резак Lincoln K2806-1 Tomahawk 375 имеет все органы управления на передней панели для повышения производительности. Скорость воздушного потока можно контролировать и регулировать прямо спереди, вместо того, чтобы откидываться назад, как в некоторых других конструкциях.
Скорость воздушного потока можно контролировать и регулировать прямо спереди, вместо того, чтобы откидываться назад, как в некоторых других конструкциях.
Последняя цена на Amazon
4. Плазменный резак Forney 250 P Plus со встроенным воздушным компрессором
- Простое управление
- Вход 120 В
- Выходная мощность 12 А
- 15-футовый силовой кабель
- 3 года гарантии
Профессионалы
- Запуск дуги с помощью буксируемой горелки
- Подходит для генераторов
- Имеется место для хранения расходных материалов
- Режет сталь толщиной до 1/8 дюйма.
- 15-футовое соединение горелки
Минусы
- Не подходит для работы с большими объемами
- Легкая работа 1/8 дюйма и меньше
Обзор
Forney 250P Plus со встроенным воздушным компрессором — это легкий плазменный резак для использования в мастерских и легких работ. Поскольку он работает от входного напряжения 120 вольт, его можно подключить к бытовой сети. Это потенциально полезно для профессионалов, которые выезжают на дом для ремонта бытовой техники или ремонта воздуховодов HVAC.
Поскольку он работает от входного напряжения 120 вольт, его можно подключить к бытовой сети. Это потенциально полезно для профессионалов, которые выезжают на дом для ремонта бытовой техники или ремонта воздуховодов HVAC.
Оснащенный дуговым пуском с помощью буксируемой горелки, он прост в запуске и использовании, но имеет время задержки, что затрудняет резку больших объемов. После того, как вы нажмете на курок, потребуется несколько секунд, чтобы загорелась дуга, а затем еще несколько секунд, прежде чем она станет достаточно горячей, чтобы начать резку. Для отдельных разрезов, выполняемых через некоторое время, это не представляет большой проблемы, но Forney 250P Plus не подходит для частых и быстрых разрезов. Однако он рассчитан на работу от так называемой «грязной» мощности генератора, поэтому его можно использовать в удаленных местах.
Forney интегрирует осушитель воздуха и регулятор давления прямо в машину, и этот резак является полностью автоматическим и не требует настройки элементов управления. При весе 43 фунта он достаточно легкий, чтобы его можно было носить с собой, а сила тока 12 ампер позволяет разрезать стальной лист толщиной ⅛ дюйма. Компания Forney разработала отсек для хранения расходных материалов в корпусе и предоставляет на 250P Plus 3-летнюю гарантию.
При весе 43 фунта он достаточно легкий, чтобы его можно было носить с собой, а сила тока 12 ампер позволяет разрезать стальной лист толщиной ⅛ дюйма. Компания Forney разработала отсек для хранения расходных материалов в корпусе и предоставляет на 250P Plus 3-летнюю гарантию.
Последняя цена на Amazon
5. Плазменный резак Thermal Dynamics Air Cut 15C со встроенным компрессором
- Входная мощность 120 В
- Выход 15 А
- Скорость резки на 25% выше
- 1 год гарантии
- Низкое энергопотребление
Pros
- 20-футовое подключение резака
- Легкий вес 29 фунтов
- Режет сталь толщиной до 3/16 дюйма.
- Рабочий цикл 35 % при 15 А
- Сделано для ЭСАБ компанией HyperTherm
Минусы
- Дорого для номинальной мощности
- Работает только на 120 входах.
Обзор
Thermal Dynamics — это торговая марка Hypertherm, продаваемая ESAB, что означает, что эти машины промышленного качества предназначены для профессионалов. Это отражено как в более высоком ценовом диапазоне, так и в относительно консервативном рейтинге производительности. AirCut 15C весит всего 29 фунтов, что является исключительно легким для машины со встроенным воздушным компрессором на борту. На самом деле, это около 50 процентов от среднего веса 15-амперного плазменного резака. Компания Thermal Dynamics заявляет, что скорость резки на 25% выше, чем у любого другого плазменного резака этого класса.
Thermal Dynamics AirCut 15C проходит прямо через листовую сталь толщиной 3/16 дюйма. Более высокая работоспособность, превосходное качество сборки и годовая гарантия ESAB оправдывают более высокий ценовой диапазон для профессионалов. Эта машина рассчитана на 35-процентный рабочий цикл при 15 амперах. Благодаря высокой скорости резания и 50-процентному рабочему циклу при токе 12 ампер профессионал может действительно много резать.
Благодаря своему легкому весу и источнику питания на 120 В, Thermal Dynamics AirCut 15C подходит для профессиональных мастеров, которым необходимо работать в доме клиента, чтобы выполнить свою работу.
Последняя цена на Amazon
Лучшие плазменные резаки со встроенными воздушными компрессорами
Последнее обновление
создавать более быстрые, более мощные и более эффективные машины.
Одним из таких блестящих приспособлений является встроенный воздушный компрессор. Это звучит достаточно просто, но создать его, сохранив при этом размер, качество и цену, — вот что революционно.
Следующие обзоры пяти наших любимых плазменных резаков доступны в Интернете. Мы сделали все возможное, чтобы нарисовать полную картину того, что в них хорошего и плохого, чтобы помочь вам найти то, что вы ищете.
Надеемся, вам понравится. Если вам нужна дополнительная помощь, не стесняйтесь, отправьте нам сообщение в нашем разделе комментариев, и мы сделаем все возможное, чтобы помочь вам.
Сравнение наших любимых вариантов на 2022 год
| Изображение | Продукт | Детали | ||
|---|---|---|---|---|
| Лучший в целом | Гипертерм Пауэрмакс 30 | ПРОВЕРИТЬ ЦЕНУ | ||
| Hobart Airforce 12ci с воздушным компрессором | ПРОВЕРИТЬ ЦЕНУ | |||
| Лучшее значение | Mophorn 40 А со встроенным воздушным компрессором | ПРОВЕРИТЬ ЦЕНУ | ||
| Термическая дуга 1-1110-1 | ПРОВЕРИТЬ ЦЕНУ | |||
| Forney 317 250 P+ со встроенным воздушным компрессором | ПРОВЕРИТЬ ЦЕНУ |
5 лучших плазменных резаков со встроенными воздушными компрессорами
1.
 Плазменный резак Hypertherm Powermax 30 — лучший в целом
Плазменный резак Hypertherm Powermax 30 — лучший в целом
Проверить последнюю цену вы управляете сварочным цехом или выполняете случайные работы в своем гараже. Он способен выполнять чистый рез как в толстых пластинах из стали до 5/8″, так и в тонких декоративных надрезах в тонком листовом металле.
Он не предлагает так много, как Hypertherm Powermax 45 XP, который способен выполнять точную гравировку и резку под углом. Тем не менее, он легче со встроенным воздушным компрессором и более доступен по цене, чтобы удовлетворить более широкий круг людей. Если Hypertherm Powermax 30 интенсивно используется ежедневно, внутренний клапан может выйти из строя. Это не должно повлиять на его использование при меньшем использовании, а деталь не требует больших затрат и ее легко заменить.
Из всей линейки плазменных резаков со встроенными воздушными компрессорами это, безусловно, наш лучший выбор, который будет служить вам в течение многих лет.
Плюсы
- Входное напряжение: 110/120 и 220/240
- Диапазон цен: средний
- Трехлетняя гарантия
- Выходной диапазон: от 15 до 30 А
- Макс. сечение: 5/8”
- Вес: 21,6 фунта
- Размеры: 14 x 5,5 x 11,5 дюймов
- Провод горелки: 15 футов
- Резка тонколистового металла
- Технология волочения
- Строжка с увеличенным радиусом действия
 сечение: 5/8”
сечение: 5/8”Минусы
- Утечки внутреннего воздушного клапана после интенсивного использования
2. Плазменный резак Hobart Airforce 12ci с воздушным компрессором
Узнать последнюю цену
Нам нравится качество станков Hobart, и особенно его плазменных резаков. Hobart Airforce 12ci, безусловно, более легкая машина, способная резать не более 1/4″ и предпочтительно 1/8″ и меньше. Он лишь немного дороже, чем плазменный резак Mophorn 40 Amp, и дает вам гораздо больше уверенности в качестве его деталей.
Несмотря на то, что он имеет низкий диапазон режущей способности и не дает возможности регулировать выходную силу тока, он оставляет чистую поверхность. Он работает от стандартной точки питания и выполняет работу в пределах допуска калибра. Жаль, что большинство стандартных резаков Hobart имеют длину 12 футов, но это незначительная деталь по сравнению с качеством резака.
Жаль, что большинство стандартных резаков Hobart имеют длину 12 футов, но это незначительная деталь по сравнению с качеством резака.
Если у вас минимальный диапазон резания и для вас важно качество продукта, Hobart Airforce 12ci — это то, что стоит купить. В противном случае, по более низкой цене вы можете получить больше, но с меньшим качеством в плазменном резаке Mophorn 40 Amp.
Плюсы
- Ценовой диапазон: низкий
- Пятилетняя гарантия
- Размеры: 15” x 18,5” x 11,2”
- Вес: 26,7 фунта
- Высококачественные детали
- Старт пилотной дуги
Минусы
- Одно входное напряжение: 110/120
- Одиночный выходной ток 12 А
- Макс. сечение: 1/4”
- Провод горелки: 12 футов
3. Плазменный резак Mophorn 40 А со встроенным воздушным компрессором — лучшее соотношение цены и качества
Проверить последнюю цену
Плазменный резак Mophorn 40 А — впечатляющий аппарат по цене, по которой он предлагается. Он имеет более низкое качество и меньшую гарантию, чем некоторые другие плазменные резаки, но из-за его цены и способности резать 12-дюймовую сталь без отдельного компрессора это лучший выбор.
Он имеет более низкое качество и меньшую гарантию, чем некоторые другие плазменные резаки, но из-за его цены и способности резать 12-дюймовую сталь без отдельного компрессора это лучший выбор.
Вам понравится 15-футовый кабель резака, хотя качество резки не соответствует стандартам плазменной резки Hobart Airforce 27i и Powermax 30 от Hypertherm. и нет возможности запустить его от розеток 110/120В. Тем не менее, его легко настроить и использовать, а ручка горелки удобна и имеет разумное качество для ценового диапазона.
Эта машина не находится в верхней части списка по какой-то причине, но если у вас ограниченный бюджет и у вас нет воздушного компрессора, мы рекомендуем ее как хороший выбор.
Pros
- Диапазон цен: низкий
- Гарантия один год
- Выходной диапазон: от 20 до 40 А
- Вес: 32,1 фунта
- Размеры: 10” x 16,3” x 10,6”
- Провод горелки: 15 футов
Минусы
- Входное напряжение: 220/240
- Более низкое качество
- Макс. сечение: 1/2”
- Сенсорный пуск
 сечение: 1/2”
сечение: 1/2”4. Плазменный резак Thermal Arc 1-1110-1
Проверить последнюю цену
Мы поставили плазменную систему Thermal Arc 1-1110-1 Air Cut 15C на 4-е место из-за небольшой цены высокий и низкий диапазон функций, которые он обеспечивает. Он делает хороший разрез, если вы используете его на 1/8-дюймовой пластине или тоньше, и это кажется надежной машиной, хотя мы не знаем, насколько хорошо компания соблюдает годовую гарантию. , будучи неизвестным брендом.
Он тяжелый для своих возможностей и может быть меньше. Его качество не самое высокое, но мы находим впечатляющую длину проводов в 20 футов; это больше, чем у любого другого плазменного резака. Эта машина будет резать пластины 3/16 дюйма с медленным усилием, и она не оставит идеальной поверхности, но, тем не менее, она способна.
Это полезный станок для резки пластин диаметром 1/8″, но если вам нужен только минимальный диапазон резки и вы хотите платить меньше, мы рекомендуем в первую очередь Hobart Airforce 12ci или плазменный резак Mophorn 40 Amp.
Pros
- Ценовой диапазон: средний
- Гарантия один год
- Провод горелки: 20 футов
- Размеры: 1″ x 11,4″ x 12,3″
Минусы
- Одно входное напряжение: 110/120
- Более низкое качество
- Макс. сечение: 3/16”
- Сенсорный пуск
- Одиночный выходной ток 15 А
- Вес: 33 фунта
5. Плазменный резак Forney 317 250 P+ со встроенным воздушным компрессором
Проверить последнюю цену
Forney 317 250 P+ со встроенным воздушным компрессором — разумный выбор легкого плазменного резака для мастерских с ограниченным бюджетом . 120-вольтовый вход питается от вашего домашнего тока, поэтому он полезен для ремонта бытовой техники или работы с HVAC.
Пускатель буксируемой горелки прост в использовании, но существует задержка в несколько секунд перед тем, как загорится дуга. Затем вы подождите еще несколько секунд, прежде чем она станет достаточно горячей для резки. Это не проблема для одноразового использования. Тем не менее, это проблема, когда вы делаете серию сокращений в течение длительного периода времени. Его спасением является тот факт, что вы можете подключить его практически в любом месте, что может быть полезно в удаленных местах.
Это не проблема для одноразового использования. Тем не менее, это проблема, когда вы делаете серию сокращений в течение длительного периода времени. Его спасением является тот факт, что вы можете подключить его практически в любом месте, что может быть полезно в удаленных местах.
Осушитель воздуха и регулятор давления упрощают работу, но это самый тяжелый аппарат для плазменной сварки в этом списке, поэтому мы вернулись к исходной точке с точки зрения портативности. 15-футовый провод горелки и удлинитель шнура питания хороши. Что касается мощности, его выходной ток 12-15 ампер может быть немного ненадежным, а его режущая способность ограничена стальными пластинами диаметром ⅛ дюйма. Forney поддерживает модель 317 гарантией на 5/3/1 год. В целом, вы могли бы сделать намного хуже, чем эта машина, но вы, безусловно, могли бы сделать намного лучше.
Pros
- Ценовой диапазон: бюджетный
- 5/3/1 год гарантии
- Размеры: 15″ x 7,5″ x 14″
- Провод горелки: 15 футов
- Технология драг-факела
Минусы
- Входное напряжение: 120
- Выходной диапазон: 12–15 А
- Макс. рез: сталь ⅛”
- Вес: 40 фунтов
- Не для профессионального использования
 рез: сталь ⅛”
рез: сталь ⅛”Руководство покупателя
Зачем мне нужен встроенный воздушный компрессор?
Плазменным резакам требуется давление воздуха для двухступенчатой резки. Во-первых, дуга нагревает металл до полугазообразного состояния. Во-вторых, плазма выталкивается потоками воздуха для завершения разреза.
Таким образом, все плазменные резаки нуждаются в воздушном компрессоре для создания достаточного давления воздуха для выполнения задачи. Если вы покупаете плазменный резак без встроенного источника воздуха, вам понадобится отдельный воздушный компрессор. Это усложняет процесс с другой тяжелой машиной и больше потребляет ваш источник питания.
Плазменный резак со встроенным компрессором убивает двух зайцев одним выстрелом. Это может быть немного дороже, но вам не понадобится дополнительное оборудование.
На что обращать внимание при выборе плазменного резака
Мощность
На самом деле не бывает плазменного резака с недостаточной мощностью. Производители инструментов не будут утруждать себя производством устройства, которое не выполняет свою работу. Однако плазменные резаки работают на разных входах напряжения — более крупные и мощные устройства потребляют 240 В и генерируют до 30 ампер выходной мощности. Более легкие станки на 120 В выдают только 15 ампер, чего достаточно, чтобы прорезать сталь толщиной ⅛ дюйма. Машины на 240 В имеют большую производительность и, следовательно, большую производительность резки. Сколько энергии вам нужно, будет зависеть от выполняемой работы. Двойные резаки напряжения обеспечивают большую гибкость.
Производители инструментов не будут утруждать себя производством устройства, которое не выполняет свою работу. Однако плазменные резаки работают на разных входах напряжения — более крупные и мощные устройства потребляют 240 В и генерируют до 30 ампер выходной мощности. Более легкие станки на 120 В выдают только 15 ампер, чего достаточно, чтобы прорезать сталь толщиной ⅛ дюйма. Машины на 240 В имеют большую производительность и, следовательно, большую производительность резки. Сколько энергии вам нужно, будет зависеть от выполняемой работы. Двойные резаки напряжения обеспечивают большую гибкость.
Номинальные рабочие циклы
Многие модели «домовладельцев» на 110/120 В имеют длительное время запуска и скромные рабочие циклы. Тем не менее, вы не должны делать какие-либо сокращения дольше трех минут в любом случае. Между тем, машина должна остыть, прежде чем вы снова запустите ее. Большинство рассмотренных нами резаков имеют средний рабочий цикл 35 % при токе 15 А и рабочий цикл 50 % при токе 12 А. Этого достаточно для большинства профессиональных приложений, но если вы собираетесь делать серию резов в течение рабочего дня, вам нужен станок, который быстро придет в норму.
Этого достаточно для большинства профессиональных приложений, но если вы собираетесь делать серию резов в течение рабочего дня, вам нужен станок, который быстро придет в норму.
Расширенные возможности
В наши дни нет смысла таскать с собой плазменный резак размером с холодильник. Технологии сделали машины намного легче без ущерба для мощности. Чем он легче, тем проще его размещать, перемещать и хранить.
Раньше у плазменных резаков был один переключатель: ВКЛ/ВЫКЛ. Выходная мощность и сила тока были одинаковыми независимо от материала. Сегодня у нас есть автоматические настройки и технология интеллектуальных датчиков, которые могут распознавать материал и регулировать параметры управления на соответствующих уровнях.
Инновации в технологии волочения позволили оптимизировать непрерывную резку. Перед резкой волочением вы должны были оценить расстояние от резака до металла — на глаз — и все мы знаем о человеческой ошибке.
Доступность, простота использования и безопасность
Длинные провода резака и удлинители питания должны быть первыми в списке обязательных элементов плазменной резки. Длина большинства проводов горелки составляет от 12 до 15 футов. Все, что меньше этого, создаст менее чем оптимальные условия.
Длина большинства проводов горелки составляет от 12 до 15 футов. Все, что меньше этого, создаст менее чем оптимальные условия.
В компании WaterWelders мы верим в правило электроинструмента «Будь проще и глупее» (KISS). Чистый, удобный интерфейс режущего плоттера избавляет от множества догадок, особенно для новичков. Для профессионалов приятно иметь инструмент, который практически не требует контроля.
Большинство плазменных резаков из этого списка просты в использовании и подходят для поставленной задачи. Самое главное, не просите резак на 120 В выполнять работу на 240 В. Бывают плохие вещи. Чтобы узнать больше о том, что может пойти не так с плазменным резаком, посмотрите это видео:
Гарантия
Компании, производящие электроинструменты, представляют собой смешанный пакет, когда дело доходит до обслуживания клиентов. Если что-то пойдет не так с инструментом, многие компании обычно говорят: «Похоже, это твоя проблема, приятель». К счастью, у всех компаний в этом списке есть программы поддержки клиентов, поэтому вы можете покупать их с уверенностью.
Гарантийный срок на плазменный резак составляет от 1 до 5 лет с существенными исключениями. Например, Hobart предлагает гарантию 5/3/1, но что это значит?
Гарантия 5/3/1, объяснение
- 5 лет – на детали и работы по некоторым компонентам (силовые выпрямители, реакторы, трансформаторы и т. д.)
- 3 года – на запчасти и ремонт: приводных систем, модулей холостого хода, печатных плат, соленоидных клапанов, переключателей и органов управления и т. д.
- 1 год – на запчасти и ремонт принадлежностей, регуляторов расходомеров, горелок и горелок MIG/TIG и т. д.
Ограниченная гарантия Hobart 5/3/1 не распространяется на:
- Расходные материалы: контактные наконечники, режущие насадки, контакторы, щетки, реле и т. д.
- Дефекты, вызванные несчастным случаем, несанкционированным ремонтом или неправильным тестированием
Окончательный вердикт:
Среди многих, которые мы рассмотрели, эти пять плазменных резаков со встроенными воздушными компрессорами. На первое место мы выбрали ручную систему Hypertherm 088096 Powermax 30 AIR с ее большой производительностью для выполнения чистых резов сидя по доступной цене. Это высококачественная машина, и мы рекомендуем ее как любителям, так и руководителям мастерских.
На первое место мы выбрали ручную систему Hypertherm 088096 Powermax 30 AIR с ее большой производительностью для выполнения чистых резов сидя по доступной цене. Это высококачественная машина, и мы рекомендуем ее как любителям, так и руководителям мастерских.
Мы пришли к выводу, что 40-амперный плазменный резак Mophorn — лучшее решение за ваши деньги. Он не имеет такого же качества, как некоторые другие машины, но он хорошо режет в разумных пределах и является одним из самых доступных резчиков.
Мы ценим, что вы ознакомились с этими обзорами лучших плазменных резаков со встроенными воздушными компрессорами, и надеемся, что вы нашли то, что искали. Вы можете оставлять любые мнения или вопросы ниже в нашем разделе комментариев.
Другие плазменные резаки, о которых мы писали:
- Какой наш любимый плазменный резак менее чем за 1000 долларов США?
- Какой плазменный резак лучше всего подходит для ограниченного бюджета?
- Сравнение наших любимых моделей на 2022 год
- 5 лучших плазменных резаков со встроенными воздушными компрессорами
- 1.
- 1.

Как правильно писать анкеры или анкера: Склонение слова Анкер по падежам в единственном и множественном числе
Анкерный болт двухраспорный, обзор. WikiСтатья.
- WiKiстатьи
- Анкерный болт двухраспорный, обзор
Анкерный болт двухраспорный является разновидностью анкер-болта и применяется в тех же самых областях строительства, но выдерживающий много большие нагрузки, чем стандартный.
Особенности конструкции двухраспортного анкера
Анкерный болт двухраспорный также как и стандартный состоит из шпильки, гайки-головки, шайбы и уже двух распорных втулок. Изготовляют данный крепеж из углеродистой стали с последующим покрытием антикоррозионного слоя (оцинковка).
На литую шпильку насажены две распорные втулки с продольными прорезями, которые в результате монтажа упираются в стенки твердого строительного материала. Именно за счет увеличения площади «вживания» элементов крепежа в бетон, камень и другое основание получаемое крепление способно выдерживать более значительные нагрузки.
Конусная часть на конце анкера при завинчивании гайки перемещается вверх по шпильке, способствуя распиранию кромок втулки.
Нижняя втулка имеет также конусную часть и тем самым служит распором для второй втулки. Шестигранная гайка при закручивании вытягивает литую шпильку с конусной частью на противоположной стороне от гайки, которая выполняется по стандартам ГОСТ, DIN. Таким образом, специального инструмента для монтажа не требуется.
Прессованная шайба служит для увеличения площади соприкасания к прикрепляемому материалу, распределяя напряжение, которое возникает при ввинчивании анкера.
В чем главное преимущество двухраспорного анкера?
Данный крепеж предназначен для надежной эксплуатации тяжеловесных конструкций, а также тех элементов, которые находятся под постоянным напряжением. Из сравнительной таблице ниже видно, что на сайте ГОСКРЕП можно купить двухраспорные анкеры размерами, начиная с М10х100 и до М25х350.
Сопоставляя анкер-болты одного размера, имейте ввиду, что рабочая вырывающая нагрузка двухраспортного в 6-8 раз выше аналогичных стандартных.
Сравнительные данные анкерного болт стандартного и двухраспорного:
|
Рабочая сила на вырыв (бетон В25) / Масса прикрепляемой конструкции |
Превышение технических характеристик двухраспорного над стандартным | ||
|
стандартный и двухраспортный: | |||
|
Размер 10 х 150 |
1,7 кН |
11,5 кН |
в 6,76 раз |
|
173 кг |
1 173 кг | ||
|
Размер 12 х 300 |
2,5 кН |
21,7 кН |
в 8,68 раз |
|
255 кг |
2 212 кг | ||
Преимуществом также можно назвать быстроту установки и возможность демонтажа.
Применять анкерный болт двухраспорный следует именно в плотном несущем основании, где принцип работы раскливания будет работать. Прочность узла / крепления будет зависеть напрямую от прочности материала основания.
Стоимость крепежного изделия соответствует качеству и это необходимо учитывать в расчетах смет.
ТОП товаров из нашего каталога
Анкеры
Втулочный анкер-болт
от 18 р.
за уп.
Подробнее
Область применения двухраспорного анкера
Статус более надежного крепежа расширяет границы применения двухраспорного анкера до промышленных масштабов и «ответственного строительства». Наиболее ярким примером является фиксация производственных станков и другого оборудования, находящихся под действием постоянной вибрации. Двухраспорный анкер позволяет значительно уменьшить подобные механические напряжения.
Усиленный анкер-болт будет незаменим, когда требуется установить тяжеловесные конструкции / элементы на небольшом участке несущей поверхности. Альтернативное решение — использовать несколько менее надежных метизов, которые суммарно обеспечили бы достаточную прочность — может оказаться неэффективным из-за особенностей условий эксплуатации.
Как уже было сказано выше, данный крепеж применяется для высоконагруженных соединений в таких материалах, как бетон и природный камень. Однако, если в бетоне наблюдаются трещины, расчетную нагрузку необходимо сократить на 40% во избежания вырывания.
Установка двухраспорного анкер-болта
Монтаж крепежа прост, но не следует пренебрегать практическими требованиями. Рассмотрим их более подробно на каждом этапе установки.
|
1. Подготовить отверстие в несущей поверхности с помощью перфоратора |
Диаметр отверстия должен быть чуть меньше диаметра анкера |
|
Сверло не должно быть кривым во избежание «гуляния» диаметра отверстия | |
|
Сободное пространство не позволит крепежу плотно расклиниваться в основной материал и надежно держать нагрузки.  Узкое отверстие достаточно обработать повторно таким же диаметром сверла, но избегать рассверливания. | |
|
2. Очистить отверстие от строительной пыли |
Используйте строительный пылесос, насос иди резиновую грушу |
|
3. Вбить анкер в подготовленное место крепления |
Используйте молоток |
|
4 . Затянуть анкер-болт до отказа гаечным ключом |
Во время затяжки болта проводится распирание втулок: крепление фиксируется в рабочем материале |
|
Если затянуть болт слишком сильно, это повлечет разрушение материала. Со временем небольшие трещины в процессе эксплуатации увеличатся, и анкерный болт вырвет из отверстия.  Если затянуть недостаточно, сила скрепления крепежа с рабочим материалом будет мала, что также приведет к вырыванию и разрушению соединения. Используйте динамометрический ключ! | |
|
5. Открутить гайку с шайбой и прикрепить конструкцию; закрутить вновь гайку |
Шпилька уже плотно установлена в несущем материале; закрутите гайку, завершая монтаж. |
|
Крепко установив сначала анкерный болт в несущий элемент, можно избежать некачественного крепежа тяжелой, габаритной конструкции. | |
Схема последовательного монтажа (на примере стандартного анкер-болта):
Применение двухраспорного анкерного болта — оптимальное решение для крепления тяжелых и подверженных постоянным механическим
воздействиям элементов в плотные несущие конструкции такие, как бетон и природный камень.
- Вопросы (0)
Задать вопрос
Ничего не найдено
Семейство анкеров: виды и особенности
Сегодня ни одна стройка не обходится без применения различных крепежных элементов. От простых гвоздей до сложных крепежных узлов и систем. В этому ряду свое почетное место занимает линейка анкерной техники.
Понятие анкер произошло от немецкого Anker — якорь. Несмотря на внешние различия, и анкер, и корабельный якорь выполняют одну и ту же функцию: закрепляются в основании и удерживают какую-то конструкцию. Металлический анкер удерживается в конструкции за счет силы трения, возникающей в результате распора своих стенок в момент его установки в подготовленное отверстие в несущем материале.
Производят анкеры из металлических сплавов: латуни, стали и алюминия.
Процесс монтажа в большинстве случаев достаточно прост: в основании просверливается отверстие, с диаметром близком к диаметру самого анкера, удаляется пыль и осколки материала возникшего при бурении отверстия (отверстие продувается), после чего в подготовленное отверстие молотком забивается сам анкер. Далее в зависимости от конструкции анкерного крепления забивается либо клиновая часть (анкер-клин), либо закручивается гайка или винтовой сердечник.
Далее в зависимости от конструкции анкерного крепления забивается либо клиновая часть (анкер-клин), либо закручивается гайка или винтовой сердечник.
Классика жанра – анкерный болт с гайкой
Самый популярный и широко применяемый, благодаря максимальной длине распорной зоны в линейке анкеров и универсальности крепления. Для защиты поверхности анкера от коррозии все его элементы изготовлены с поверхностным нанесением цинкового покрытия. Материал основания — кирпич, бетон, природный камень.
На его базе создано несколько разновидностей: болт с кольцом, полукольцом и крюком (на рисунке).
Еще одно интересно решение на основе анкерного болта – двухраспорный анкер.
Его конструктивным преимуществом являются две наружные распорные втулки. Первую распирает внутренний стержень при закручивании гайки, вторую — первая втулка. Благодаря этому распор происходит сразу в двух местах, что, естественно, увеличивает несущую способность в 1,5-2 раза относительно обычных.
Ближайший родственник двухраспорного анкера – анкерный болт
Различие заключается только в стержне, который в данном случае выполнен в виде болта с шестигранной головой, а не шпильки.
Такие болты часто используются при креплении рекламных конструкций, оборудования и в быту для крепления различных конструкций и подвесных изделий.
Анкер клиновой или анкер шпилька
По сути — это тот же анкерный болт с гайкой, только без корпуса. В предыдущих типах распор обеспечивался именно посредством него — корпуса с прорезями. Здесь -посредством подвижной муфты с продольными прорезями и клиновидного основания анкера. Во время закручивания гайки муфта смещается по стержню в сторону клиновидного основания. Чем сильнее мы затягиваем гайку, тем больше происходит смещение муфты и соответственно её распирание. Материал основания — бетон, природный камень без пустот.
Самым простым и незатейливым в семействе анкеров можно назвать анкер – клин
Он закрепляется с помощью штифта (клина), входящего в его конструкцию. Для окончательного закрепления анкера необходимо после его установки в отверстие забить молотком штифт, который по мере продвижения создаст распор из-за утолщенного наконечника анкера.
Для окончательного закрепления анкера необходимо после его установки в отверстие забить молотком штифт, который по мере продвижения создаст распор из-за утолщенного наконечника анкера.
Применяется этот анкер для монтажа легких конструкций: уголков и подвесов подвесного потолка, профилей для ГКЛ и неразъёмного крепления других конструкций из тонких листовых материалов.
И, в завершение обзора, упомянем забивные анкера (сталь) или цанги
Отличительной особенностью этих анкеров является отсутствие в их комплектации винтов, болтов и шпилек. Элементами имеющими метрическую резьбу комплектуют данный анкер в зависимости от решаемых задач по закреплению материалов и оборудования. Распирающее усилие в них создается специальным клиновидным элементом, находящимся внутри анкера, при вкручивании в него метрического крепежа.
Латунный анкер
Эти анкеры очень похожи на предыдущие, но имеют конструкционное отличие: распор в них создается самим ввинчиваемым элементом. Анкер имеет конусообразную внутреннюю поверхность с метрической резьбой. Благодаря такой конструкции получается, что по мере вкручивания крепежного элемента в анкер его лепестки будут раскрываться, обеспечивая тем самым распорное давление на стенки основания. Выглядит это следующим образом:
Анкер имеет конусообразную внутреннюю поверхность с метрической резьбой. Благодаря такой конструкции получается, что по мере вкручивания крепежного элемента в анкер его лепестки будут раскрываться, обеспечивая тем самым распорное давление на стенки основания. Выглядит это следующим образом:
Применять такие анкеры можно в помещениях с экстремальной влажностью, так как латунь устойчива к коррозии, что делает данный крепеж не заменимым для таких условий работы крепежного узла.
Способ установки таких анкеров аналогичен установке забивных анкеров, за исключением того, что эти анкеры не нужно отдельно предварительно расклинивать.
КАТАЛОГ АНКЕРНОЙ ТЕХНИКИ
С уважением,
Команда Факультета Крепежных систем
#РДС-Академия
Использование привязок на страницах — *Руководство пользователя Вики и часто задаваемые вопросы
Перейти к концу метаданных
Привязка, используемая в статье вики, может позволить читателям перейти к нужной им информации. Вместо того, чтобы прокручивать всю статью, читатель может нажать на слово или фразу, которая перенесет их в нужный раздел статьи. Уже есть якоря, автоматически размещенные в оглавлении на странице (если оглавление было добавлено), которые переведут читателя от основного заголовка, указанного в оглавлении, к нужному разделу. Однако якоря можно использовать и другими способами, чтобы облегчить читателям навигацию по статьям на Вики.
Вместо того, чтобы прокручивать всю статью, читатель может нажать на слово или фразу, которая перенесет их в нужный раздел статьи. Уже есть якоря, автоматически размещенные в оглавлении на странице (если оглавление было добавлено), которые переведут читателя от основного заголовка, указанного в оглавлении, к нужному разделу. Однако якоря можно использовать и другими способами, чтобы облегчить читателям навигацию по статьям на Вики.
Вот несколько способов использования якорей в статьях:
- Страницы часто задаваемых вопросов — с якорями пользователь может щелкнуть вопрос из списка и перейти к ответу в списке ниже.
- Ссылки. Использование ссылок в статьях обеспечивает точность и достоверность. С помощью анкоров вы можете перейти от номера ссылки к справочному разделу, где информация об источнике может быть расширена.
- Ссылка на предыдущую информацию — например, если вы пишете какие-то инструкции и вам нужно вернуться к некоторым предварительным шагам. Создание якоря в этом разделе, а затем ссылка на раздел с помощью фразы облегчит написание статьи.
- Пропуск шагов — для более длинных статей и инструкций, когда пользователям может не потребоваться выполнять каждый шаг в некоторых ситуациях, привязки позволяют пользователю пропускать шаги, которые им не нужно выполнять, и переходить к более позднему.
 Создание якоря в этом разделе, а затем ссылка на раздел с помощью фразы облегчит написание статьи.
Создание якоря в этом разделе, а затем ссылка на раздел с помощью фразы облегчит написание статьи.Создание якоря — простая задача. Просто убедитесь, что у вас есть правильные заголовки для всех якорей в ссылках, которые вы для них создаете. Чтобы создать якорь ссылки, вы сначала создаете якорь в точке, в которую вы хотите вести ссылку. Например, если вы хотите, чтобы слова «Начало работы» были вашей отправной точкой в статье, чтобы вам не приходилось повторно ссылаться на шаги, это будет вашим якорем.
Создание привязки
1. Перейдите к части текста, где вы хотите создать привязку.
2. Перед текстом введите:
{anchor: NameofAnchor}
3. В том месте, куда вы хотите вставить ссылку на якорь, введите следующее:
[TitleofLink|# NameofAnchor]
В области «TitleofLink» введите заголовок, который вы хотите назвать своей ссылкой. Если вы используете якоря для ссылок, числа полезны для организации источников. Если вы ссылаетесь на предыдущий или последующий раздел, заголовок этого раздела будет уместным.
Если вы используете якоря для ссылок, числа полезны для организации источников. Если вы ссылаетесь на предыдущий или последующий раздел, заголовок этого раздела будет уместным.
Для ссылки на определенный раздел на другой странице
1. На вики-странице, на которую вы хотите сделать ссылку, щелкните вкладку Вики-разметка.
2. Найдите раздел, к которому вы хотите создать привязку, и введите:
{anchor:NameofAnchor} 3. Сохраните вики-страницу, а затем перейдите на страницу, на которой вы хотите создать ссылку.
4. Перейдите на вкладку Wiki Markup и прокрутите до области, чтобы создать ссылку.
5. Введите следующее
[Заголовок ссылки|Пробел: Имя страницы #Имяпривязки]
6. Сохраните страницу, а затем проверьте свой якорь.
Как использовать и устанавливать анкеры для гипсокартона: советы профессионалов
Итак, у вас есть какие-то предметы, которые нужно повесить, но вы не хотите, чтобы они со временем упали со стены и разбились на миллион осколков? Какой-нибудь анкер для гипсокартона, скорее всего, станет вашим лучшим другом. Как правило, у вас есть анкеры с пластиковой втулкой, анкеры с резьбой для самосверления, молибденовые болты и анкеры с рычажными болтами. Все они выполняют одну и ту же общую задачу, расширяясь и вгрызаясь в гипсокартон или захватывая его. Если вам интересно, как использовать или устанавливать анкеры для гипсокартона, у нас есть для вас основы.
Как правило, у вас есть анкеры с пластиковой втулкой, анкеры с резьбой для самосверления, молибденовые болты и анкеры с рычажными болтами. Все они выполняют одну и ту же общую задачу, расширяясь и вгрызаясь в гипсокартон или захватывая его. Если вам интересно, как использовать или устанавливать анкеры для гипсокартона, у нас есть для вас основы.
Содержание
- Какой анкер для гипсокартона выбрать?
- Как использовать якорь из гипсокартона
- , установив анкер пластикового рукава
- , устанавливая самосзорной резьбовой анкер
- с моличными болтами
- Установка анкеры для болт.
- . Анкерное отверстие слишком большое?
- Какой размер направляющего отверстия лучше всего подходит для анкеров для гипсокартона?
- Как глубоко просверливать направляющие отверстия для анкеров для гипсокартона
- Случайные факты об анкеровке для гипсокартона
Какой анкер для гипсокартона выбрать?
Как правило, выбор анкеров для гипсокартона зависит от веса предмета, который вы хотите повесить.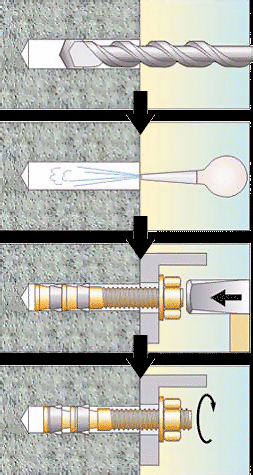 Хотя на самом деле существует много типов анкеров для гипсокартона, некоторые из них более распространены, чем другие. Для краткости мы остановимся на некоторых наиболее распространенных типах.
Хотя на самом деле существует много типов анкеров для гипсокартона, некоторые из них более распространены, чем другие. Для краткости мы остановимся на некоторых наиболее распространенных типах.
- Менее 10 фунтов: дюбель с пластиковой втулкой
- от 10 до 25 фунтов: самосверлящие анкеры с резьбой для гипсокартона
- от 25 до 50 фунтов: защелкивающиеся болты, молибденовые болты или традиционные болты с защелкой
- Более 50 фунтов: защелкивающиеся болты, защелкивающиеся болты или ввинчивание в настоящую стойку
- Карандашом отметьте точку, где вы хотите повесить то, что собираетесь повесить.
- Просверлить/сделать пилотное отверстие. Для этого вы можете использовать любые инструменты, но вам нужно сделать направляющее отверстие меньше, чем ширина анкера. Если пилотная насадка не входит в комплект, на упаковке будет указано, какой размер использовать.
- Вставьте анкер в направляющее отверстие и вбивайте его на место, пока головка анкера не окажется на одном уровне со стеной. Лучше всего использовать резиновый молоток, но также подойдет и небольшой гвоздезабивной молоток.
- Используйте отвертку для установки винта. Вы можете использовать дрель, но делайте это медленно, чтобы не перегружать ее.
- Отметьте точку подвеса.
- Резиновым молотком или молотком слегка вбейте анкер в стену, пока не дойдете до резьбы.
- С помощью отвертки вкрутите анкер в стену, пока головка анкера не окажется на одном уровне с гипсокартоном. Опять же, если вы решите использовать дрель, делайте это медленно и будьте осторожны.
- Установите винт на нужную глубину с помощью той же отвертки или дрели.
- Отметьте место, куда вы хотите повесить вещи.
- Если необходимо пилотное отверстие, просверлите его. Проверьте упаковку, чтобы узнать размер пилотного отверстия.
- После вставки затяните болт во втулке молли. Это заставит ножки расшириться и захватить другую сторону гипсокартона.
- После того, как вы затяните молибденовый болт, вытащите винт из втулки и повесьте прямо на головку винта.
- Отметьте точку подвеса.
- Просверлите достаточно большое отверстие, чтобы рычажный болт мог пройти в сложенном положении. В инструкциях производителя на коробке с рычажными болтами должны быть указаны необходимые характеристики ширины сверла.
- Вставьте болт в кронштейн, который вы будете прикреплять к стене. Затем навинтите переключатель на болт так, чтобы кончики были направлены к головке винта.
- Сожмите защелку и вставьте защелку и болт в стену. Когда рычаг очистит заднюю часть гипсокартона, он откроется и зацепится за стену.
- Затяните болт до упора.
- Просверлите отверстие нужного размера.
- Вставьте металлический канал Snaptoggle в отверстие.
- Соедините концы ремней и потяните одной рукой, пока металлический канал не окажется за стеной.
- Другой рукой затяните колпачок вдоль ремней, пока фланец колпачка не окажется на одном уровне со стеной.
- Удерживая большой палец между ремешками у стены, надавите большим пальцем из стороны в сторону, отстегнув ремешки на уровне фланца кепки.
- Вуаля — поместите предмет, вставьте обработанный болт и затяните до упора.
- Подберите анкер для гипсокартона большего размера
- Применяйте шайбу, если используете стандартный рычажный болт
- Если вы используете анкер с резьбой, а болт или винт кажутся слишком маленькими, возьмите one и посмотрите, сможете ли вы обеспечить надежную посадку
- Ваш гипсокартон выйдет из строя раньше, чем подавляющее большинство анкеров для гипсокартона. Дело в том, что вам, вероятно, не следует использовать анкеры для гипсокартона для крепления вашего нового 65-дюймового UHD-телевизора к стене. Вы захотите найти настенные шпильки для этого проекта, иначе в конечном итоге вас ждет очень печальный день.
- Анкеры для гипсокартона бывают различной длины. Вам будет полезно знать, насколько толстый ваш гипсокартон на самом деле, чтобы вы могли планировать соответственно.
- Имеются направляющие для измерения буровых долот. Если вы не знаете размер своего анкера, вы можете использовать направляющую для сверления, чтобы подобрать размеры. Вам нужно, чтобы пилотное отверстие было немного меньше, чем якорь, который вы планируете в него бросить.
- Хотите закрепить и гипсокартон, и стойки, но не хотите покупать целую отдельную коробку анкеров? Существуют анкеры для гипсокартона и шпилек, и они потрясающие. Кроме того, если вы случайно наткнетесь на шпильку, якорь не разрушится.
- Существует множество других разновидностей анкеров для гипсокартона, и некоторые из них являются улучшенными версиями перечисленных здесь. Возьмем, к примеру, эти анкеры бурильщика от Cobra. Они работают так же, как болты, о которых мы говорили, но не требуют направляющего отверстия. Дело в том, что изучите раздел анкеров для гипсокартона в вашем хозяйственном магазине. Вы, вероятно, найдете несколько более рациональных подходов к некоторым классическим проектам.
7 Есть некоторые анкеры для гипсокартона рассчитаны на 100 фунтов и более. Используйте их с осторожностью и проверяйте их, прежде чем вешать на них дорогие предметы.
Как использовать анкер для гипсокартона
Установка анкера с пластиковой втулкой
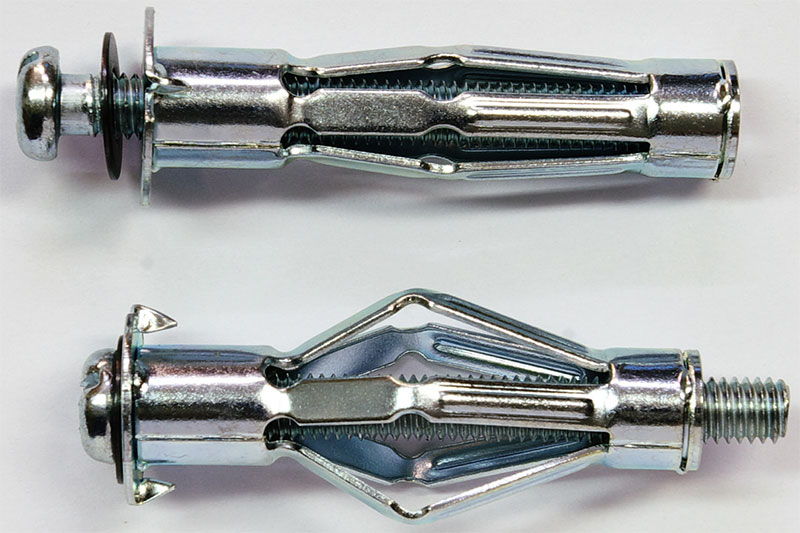 Если пилотная насадка не входит в комплект, на упаковке будет указано, какой размер использовать.
Если пилотная насадка не входит в комплект, на упаковке будет указано, какой размер использовать.Установка самосверлящего анкера с резьбой
Анкеровка с помощью болтов Molly
Обычно у вас есть два варианта, когда речь идет о молибденовых болтах или «анкерах для полых стен»: заостренные и незаостренные. Анкеры с тупым концом требуют, чтобы вы просверлили пилотное отверстие в гипсокартоне. Стили с заостренным наконечником не нуждаются в пилотном отверстии; Вы можете просто забить их на место молотком. Вы также можете найти молибденовые болты с зазубренными головками. Эти зазубрины захватывают поверхность гипсокартона и не дают анкеру проворачиваться в отверстии.
Анкеры с тупым концом требуют, чтобы вы просверлили пилотное отверстие в гипсокартоне. Стили с заостренным наконечником не нуждаются в пилотном отверстии; Вы можете просто забить их на место молотком. Вы также можете найти молибденовые болты с зазубренными головками. Эти зазубрины захватывают поверхность гипсокартона и не дают анкеру проворачиваться в отверстии.
Установка анкерного болта для гипсокартона
Если у вас есть тяжелые предметы для подвешивания, но вы не можете найти настенную стойку, на которую их можно повесить, анкерные болты могут спасти ситуацию. Конечно, есть несколько вещей, о которых нужно знать, прежде чем начать. Во-первых, вам придется просверлить отверстие, через которое будут проходить переключатели. Для этого потребуется отверстие, превышающее ширину головки винта, поэтому болты с защелкой действительно можно использовать только в сочетании с кронштейном, закрывающим отверстие. Кроме того, хотя эти анкеры для гипсокартона могут выдерживать значительный вес, ваш мягкий гипсокартон выйдет из строя, если вы приложите к нему слишком большой вес.
Конечно, есть несколько вещей, о которых нужно знать, прежде чем начать. Во-первых, вам придется просверлить отверстие, через которое будут проходить переключатели. Для этого потребуется отверстие, превышающее ширину головки винта, поэтому болты с защелкой действительно можно использовать только в сочетании с кронштейном, закрывающим отверстие. Кроме того, хотя эти анкеры для гипсокартона могут выдерживать значительный вес, ваш мягкий гипсокартон выйдет из строя, если вы приложите к нему слишком большой вес.
 Когда рычаг очистит заднюю часть гипсокартона, он откроется и зацепится за стену.
Когда рычаг очистит заднюю часть гипсокартона, он откроется и зацепится за стену.Установка Snaptoggles
Мы любим Snaptoggles даже лучше, чем болты Molly или болты-тумблеры. Причина проста — вы можете снять болт и снова вставить его по мере необходимости. Это дает огромное преимущество перед традиционными тумблерными болтами. По нашему мнению, они также проще в установке, чем болты Molly, хотя и требуют нескольких шагов:

Что делать, если анкерное отверстие в гипсокартоне слишком большое?
Иногда вы случайно просверливаете отверстие для анкера в гипсокартоне. В этом случае у вас есть несколько вариантов:
Конечно, вы можете избежать большинства этих проблем, следуя инструкциям по рекомендуемым битам. Мы также рекомендуем сверлить как можно более прямо и не «расширять» отверстие при сверлении. Это держит все в предполагаемом размере. Если вы просверлите слишком большое отверстие, вы рискуете позволить анкеру для гипсокартона вращаться при вставке шурупа.
Какой размер направляющего отверстия лучше всего подходит для анкеров для гипсокартона?
Преимущество анкеров для гипсокартона в том, что они в значительной степени говорят вам, какого размера отверстие нужно просверлить. Для рекомендуемых нами анкеров Snaptoggle и FlipToggle требуется сверло диаметром 1/2 дюйма. Для самонарезающих анкеров для гипсокартона вы можете вообще отказаться от сверла.
Для рекомендуемых нами анкеров Snaptoggle и FlipToggle требуется сверло диаметром 1/2 дюйма. Для самонарезающих анкеров для гипсокартона вы можете вообще отказаться от сверла.
Обратите внимание на обратную сторону упаковки и купите в магазине лучшее сверло, когда будете покупать анкеры для гипсокартона.
Глубина сверления направляющих отверстий для анкеров для гипсокартона
При работе с любым типом анкеров для гипсокартона, требующих предварительного сверления, вам действительно нужно беспокоиться только о нескольких вещах. Во-первых, вы находитесь рядом со стойкой или просто просверливаете полость гипсокартона? Во-вторых, вы сверлите наружную блочную стену или есть какие-то другие потенциальные препятствия?
Как правило, вам нужно только пройти через гипсокартон, что делает процесс очень простым и быстрым. Однако, если вам приходится иметь дело со шпилькой, вы можете выбрать анкер, который также может врезаться в древесину по мере необходимости. Вы хотите убедиться, что глубина вашего отверстия соответствует анкеру для гипсокартона, по крайней мере, на дополнительные 1/8 дюйма, чтобы учесть любой выступ винта сзади.
Вы хотите убедиться, что глубина вашего отверстия соответствует анкеру для гипсокартона, по крайней мере, на дополнительные 1/8 дюйма, чтобы учесть любой выступ винта сзади.
При работе с наружными блочными стенами рекомендуется попытаться подобрать хотя бы одну сторону обрешеточной планкой. Мы обнаружили, что шурупы Tapcon длиной 3 дюйма обеспечивают превосходную фиксацию блочных стен, если вы следуете инструкциям и устанавливаете их правильно.
Случайное развлечение Факты об анкеровке гипсокартона
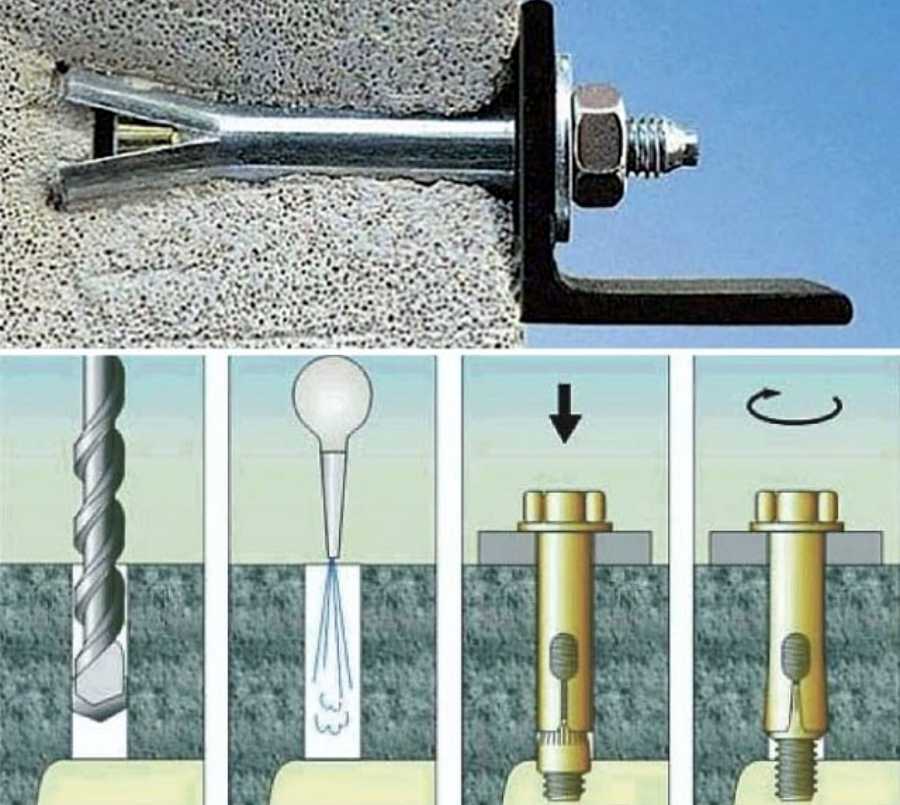
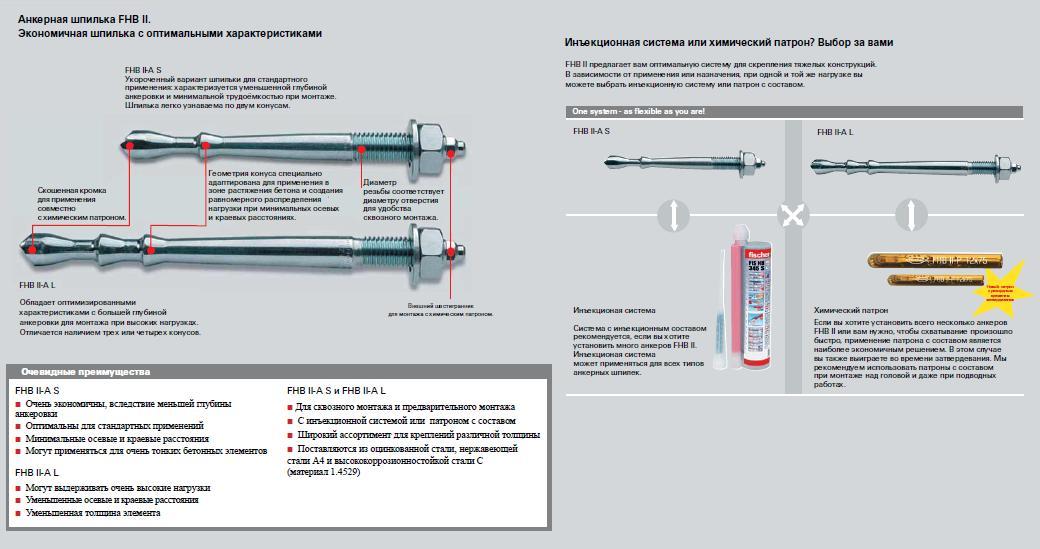
Фреза для врезки петель: Фрезы для врезки замков
Фрезы для врезки замков
Показано 30 из 47
Фреза пазовая для врезания петель D=30x12x57 S=12 PROCUTP
| Диаметр режущей части, мм | 30 |
| Общая длина, мм | 57 |
| Длина режущей части, мм | 12 |
Фреза WPW DT12702 спиральная паз под замок Z2 D12,7 B25 L151 хвостовик 12_S,DT12702
| Диаметр режущей части, мм | 12.7 |
| Общая длина, мм | 151 |
| Длина режущей части, мм | 25 |
Фреза WPW DT16001 спиральная паз под замок Z2 D16 B25 L170 хвостовик 16
| Диаметр режущей части, мм | 16 |
| Общая длина, мм | 170 |
| Длина режущей части, мм | 25 |
Фреза WPW DT16002M спиральная паз под замок Z2 D16 B25 L130 хвостовик 12
| Диаметр режущей части, мм | 16 |
| Общая длина, мм | 130 |
| Длина режущей части, мм | 25 |
Фреза WPW DT16012P спиральная паз под замок без стружколома Z2 D16 B80x20 L130 хвостовик 12_MOQ_S,DT16012P
| Диаметр режущей части, мм | 16 |
| Общая длина, мм | 130 |
| Длина режущей части, мм | 80 |
Фреза Greentools 14x55x110 Z3R RH для дверных замков V60
| Диаметр режущей части, мм | 14 |
| Общая длина, мм | 110 |
| Длина режущей части, мм | 55 |
Фреза Greentools 16x55x110 Z3R RH для дверных замков V60
| Диаметр режущей части, мм | 16 |
| Общая длина, мм | 110 |
| Длина режущей части, мм | 55 |
Фреза Greentools 14x55x110 Z3 RH для дверных замков V60
| Диаметр режущей части, мм | 14 |
| Общая длина, мм | 110 |
| Длина режущей части, мм | 55 |
Фреза Greentools 16x55x110 Z3 RH для дверных замков V60
| Диаметр режущей части, мм | 16 |
| Общая длина, мм | 110 |
| Длина режущей части, мм | 55 |
Фреза пазовая для врезания петель D=16x12x44 S=8 PROCUTP
| Диаметр режущей части, мм | 16 |
| Общая длина, мм | 44 |
| Длина режущей части, мм | 12 |
Фреза для петель Negative 8 D=12x14x82 S=8 PROCUT RAPIRA 121482-ECO
| Диаметр режущей части, мм | 12 |
| Общая длина, мм | 82 |
| Длина режущей части, мм | 14 |
Фреза пазовая для врезания замков D=16x25x130 S=12 PROCUT RAPIDO 1-16130
| Диаметр режущей части, мм | 21 |
| Общая длина, мм | 106 |
| Длина режущей части, мм | 50 |
Фреза прямая для петель, сменн. нож(отрицательный наклон лезвия -3°)D=12×29.5×80 S=8 Rotis 147297588
| Диаметр режущей части, мм | 12 |
| Общая длина, мм | 80 |
| Длина режущей части, мм | 29.5 |
Фреза для врезания замков со стружколомом D=14x25x120 S=12 ARDEN 2-14120
| Диаметр режущей части, мм | 14 |
| Общая длина, мм | 120 |
| Длина режущей части, мм | 25 |
Фреза для врезания замков со стружколомом D=14x25x130 S=12 ARDEN 2-14130
| Диаметр режущей части, мм | 14 |
| Общая длина, мм | 130 |
| Длина режущей части, мм | 25 |
Фреза для врезания замков со стружколомом D=16x25x120 S=12 ARDEN 2-16120
| Диаметр режущей части, мм | 16 |
| Общая длина, мм | 120 |
| Длина режущей части, мм | 25 |
Фреза пазовая для врезания петель D=12x12x44 S=8 ARDEN 108836
| Диаметр режущей части, мм | 12 |
| Общая длина, мм | 44 |
| Длина режущей части, мм | 12 |
Фреза пазовая для врезания петель D=16x12x44 S=8 ARDEN 108856
| Диаметр режущей части, мм | 16 |
| Общая длина, мм | 44 |
| Длина режущей части, мм | 12 |
Фреза пазовая для врезания петель D=30x12x57 S=12 ARDEN 108221
| Диаметр режущей части, мм | 30 |
| Общая длина, мм | 57 |
| Длина режущей части, мм | 12 |
Фреза для врезания замков со стружколомом D=16x30x130 S=12 ARDEN 2-16130
| Диаметр режущей части, мм | 16 |
| Общая длина, мм | 130 |
| Длина режущей части, мм | 30 |
Фреза для врезки замков Z2+1 D=16x70x130 S=12 TOPVOLTAGE 103218
| Диаметр режущей части, мм | 16 |
| Общая длина, мм | 130 |
| Длина режущей части, мм | 70 |
Фреза WPW DT16002P спиральная паз под замок со стружколомом Z2 D16 B80x20 L130 хвостовик 12
| Диаметр режущей части, мм | 16 |
| Общая длина, мм | 130 |
| Длина режущей части, мм | 20 |
Фреза WPW DT18001 спиральная паз под замок Z2 D18 B25 L170 хвостовик 16
| Диаметр режущей части, мм | 18 |
| Общая длина, мм | 170 |
| Длина режущей части, мм | 25 |
Фреза WPW DT18002 спиральная паз под замок Z2 D18 B25 L170 хвостовик 12
| Диаметр режущей части, мм | 18 |
| Общая длина, мм | 170 |
| Длина режущей части, мм | 25 |
Фреза WPW DT19002 спиральная паз под замок Z2 D19 B25 L170 хвостовик 12
| Диаметр режущей части, мм | 19 |
| Общая длина, мм | 170 |
| Длина режущей части, мм | 25 |
Фреза WPW DT14001 спиральная паз под замок Z2 D14 B25 L160 хвостовик 16
| Диаметр режущей части, мм | 14 |
| Общая длина, мм | 160 |
| Длина режущей части, мм | 25 |
Фреза WPW DT14002 спиральная паз под замок Z2 D14 B25 L160 хвостовик 12
| Диаметр режущей части, мм | 14 |
| Общая длина, мм | 160 |
| Длина режущей части, мм | 25 |
Фреза WPW DT14002M спиральная паз под замок Z2 D14 B25 L130 хвостовик 12_OLD_S,DT14002M
| Диаметр режущей части, мм | 14 |
| Общая длина, мм | 130 |
| Длина режущей части, мм | 25 |
Фреза WPW DT16002 спиральная паз под замок Z2 D16 B25 L170 хвостовик 12
| Диаметр режущей части, мм | 16 |
| Общая длина, мм | 170 |
| Длина режущей части, мм | 25 |
Фреза WPW DT16002S спиральная паз под замок Z2 D16 B25 L120 хвостовик 12
| Диаметр режущей части, мм | 16 |
| Общая длина, мм | 120 |
| Длина режущей части, мм | 25 |
Как настроить фрезер для врезки дверных петель
admin
0
Для того чтобы быстро и аккуратно врезать дверные петли лучше всего воспользоваться ручным фрезером.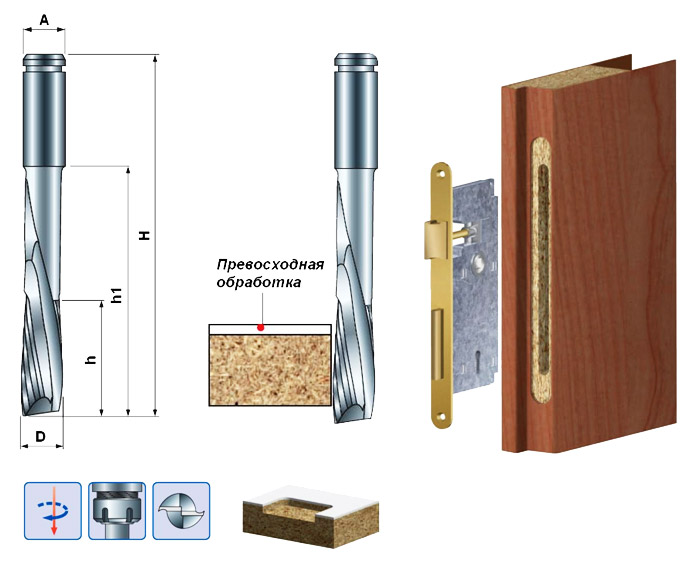 Можно так же для этих целей использовать молоток и стамески, но фрезером получается качественней, особенно если на месте врезки присутствует, например сучок или сложная текстура дерева.
Можно так же для этих целей использовать молоток и стамески, но фрезером получается качественней, особенно если на месте врезки присутствует, например сучок или сложная текстура дерева.
Рассмотрим настройку фрезера на примере Bosch POF 1400 ace.
Лучше использовать фрезу небольшого диаметра, например 9,5 мм, чтобы меньше материала пришлось вырезать по углам вручную. Также можно использовать фрезу «ласточкин хвост» для того чтобы можно было вставить петлю поплотней.
Начнём настройку с регулировки глубины фрезы. Для этого приложите петлю к подошве фрезера и выдвиньте фрезу на толщину петли.
Для того чтобы регулировать положение подошвы относительно фрезы на корпусе фрезера есть рычажок.
Далее нужно отрегулировать положение параллельного упора.
Для этого прикладываем фрезер к двери так, чтобы фреза стояла на отметке контура петли.
Затем прижимаем упор к краю двери и фиксируем его положение предназначенными для этого барашками.
В пределах будущего паза делаем выборку в несколько мм, для того чтобы проверить глубину паза.
Для этого вкладываем в него петлю и проверяем. При необходимости корректируем. То есть увеличиваем или уменьшаем глубину погружения фрезы.
Аккуратно делаем выборку верхнего края будущего паза, дальше боковой линии нас не пустит параллельный упор, а торцы нужно вести крайне осторожно. Можно даже оставить немного материала и подравнять его затем стамеской.
Таким же образом выводим нижнюю часть петли, и далее смело, опираясь на боковой упор, соединяем верх и них. Когда выводите верхнюю часть, смотреть удобнее сверху как бы держа фрезер у груди и перегнувшись через него. А когда нижнюю и всё остальное, то смотреть удобнее в упор, держа фрезер на вытянутых чуть согнутых руках.
В пределах сделанного контура, плавно водим фрезером вверх и вниз, убирая всё лишнее.
У выборки от фрезы получаются закруглённые углы.
Срезаем их ножом или стамеской до состояния прямого угла.
При необходимости ещё подровняйте торцы.
Паз готов можно вставлять петлю.
Теперь о том, как настроить глубину фрезы для врезки петли в коробочном брусе.
В данном случае дверное полотно шире на два миллиметра, чем четверть у коробки. На фото коробка соединённая буквой Г лежит на двери, и дверь выступает на 2 мм из плоскости.
Поэтому параллельный упор нужно сдвинуть на 2 мм относительно той настройки, при помощи которой мы вырезали паз на двери. Петля на коробке должна быть выдвинута, иначе дверь будет «закусывать» четверть и не сможет закрыться.
Ставим фрезер на коробку параллельно плоскости четверти и выдвигаем фрезу до поверхности четверти.
При помощи ограничителя глубины, вот он на фото,
замеряем толщину петли и затягиваем барашек.
А теперь сдвигаем подошву на эту толщину петли. Глубина погружения настроена.
Фрезеровать коробочный брус сложнее, так как подошва лежит на коробке только одним краем. Но если делать всё аккуратно, то всё возможно.
Обратите внимание, петля выдвинута на 2 мм!
Удачной вам врезки!
С уважением, установщик дверей Сергей.
Понравилась статья? Поделись с друзьями!:
Присоединяйся к нам
Режущие инструменты и сверла — Ручные метчики
В продаже
Добавить в корзину
8-32 HSS 4-Х СТРУБЧАТЫЙ РУЧНОЙ МЕТЧИК
MBA USA, Inc.
6,38 $
Сейчас:
4,25 доллара США
Было:
5,98 долл. США
Метчик стандартного размера для нарезания резьбы в отверстиях для кольца безопасного замка и крепежных винтов клавиатуры. Донный метчик нарезает резьбу близко к дну отверстия. Используйте метчик, чтобы начать нарезку резьбы.
Эти краны можно использовать с нашим краном…МБ162Б
Кол-во в корзине:
0Количество:
Цена:
6,38 $
Сейчас:
4,25 доллара США
Было:
5,98 $
Итого:
Добавить в корзину
В продаже
Добавить в корзину
1/4-20 HSS 4-Х СТРУБЧАТЫЙ РУЧНОЙ МЕТЧИК
MBA USA, Inc.
$8,20
Сейчас:
5,25 долл.
СШАБыло:
7,68 $
Метчик стандартного размера для нарезания резьбы в отверстиях для крепежных винтов безопасного замка. Донный метчик нарезает резьбу близко к дну отверстия. Используйте метчик, чтобы начать нарезку резьбы.
Эти метчики можно использовать с нашим воротком.Размер:…
MB161B
Кол-во в корзине:
0Количество:
Цена:
8,20 $
Сейчас:
5,25 долл. США
Было:
7,68 $
Итого:
Добавить в корзину
В продаже
Добавить в корзину
1/4-20 HSS ЧЕТЫРЕХЗУБЧАТЫЙ РУЧНОЙ МЕТЧИК
MBA USA, Inc.
8,20 долл. США
Сейчас:
5,25 долл. США
Было:
7,68 $
Метчик стандартного размера для нарезания резьбы в отверстиях для крепежных винтов безопасного замка.
Метчик-пробка используется для начала нарезания резьбы в отверстии. Используйте нижний метчик, чтобы нарезать резьбу близко к дну отверстия.
Эти метчики можно использовать с нашим метчиком…MB161P
Кол-во в корзине:
0Количество:
Цена:
8,20 $
Сейчас:
5,25 долл. США
Было:
7,68 $
Итого:
Добавить в корзину
В продаже
Добавить в корзину
8-32 РУЧНОЙ МЕТЧИК С ЧЕТЫРЬМЯ КАНАВКАМИ HSS
MBA USA, Inc.
6,38 $
Сейчас:
4,25 доллара США
Было:
$5,98
Метчик стандартного размера для нарезания резьбы в отверстиях для кольца безопасного замка и крепежных винтов клавиатуры.
Метчик-пробка используется для начала нарезания резьбы в отверстии. Используйте нижний метчик, чтобы нарезать резьбу близко к дну отверстия.
Эти краны могут быть…MB162P
Кол-во в корзине:
0Количество:
Цена:
6,38 $
Сейчас:
4,25 доллара США
Было:
$5,98
Итого:
Добавить в корзину

 США
США Метчик-пробка используется для начала нарезания резьбы в отверстии. Используйте нижний метчик, чтобы нарезать резьбу близко к дну отверстия.
Метчик-пробка используется для начала нарезания резьбы в отверстии. Используйте нижний метчик, чтобы нарезать резьбу близко к дну отверстия. Метчик-пробка используется для начала нарезания резьбы в отверстии. Используйте нижний метчик, чтобы нарезать резьбу близко к дну отверстия.
Метчик-пробка используется для начала нарезания резьбы в отверстии. Используйте нижний метчик, чтобы нарезать резьбу близко к дну отверстия.Добавление товаров в корзину
Просмотр корзины
Перейти к покупкам
Плоскогубцы, кусачки и ножницы — Плоскогубцы — Плоскогубцы для проволочных петель — JETS INC.
Сортировать по:
Избранные товарыСамые новые товарыЛучшие продажиОт A до ZZ до ABПо обзоруЦена: по возрастаниюЦена: по убыванию
Быстрый просмотр
3-ступенчатые круглые и вогнутые параллельные плоскогубцы с проволочной петлей для обертывания ювелирных изделий
Сейчас:
16,50 $
Добавить в корзину
Сравнивать
Быстрый просмотр
Плоскогубцы для закрытия петли для изготовления ювелирных изделий, проволока и бисер, ювелирный инструмент
Сейчас:
11,00 $
Добавить в корзину
Сравнивать
Быстрый просмотр
Плоскогубцы для намотки проволоки 3-ступенчатая круглая и плоская губка Изгибание петли Формирование работы с проволокой
Сейчас:
11,60 $
Добавить в корзину
Сравнивать
Быстрый просмотр
Круглогубцы Xuron 488 с узким наконечником для работы с проволокой и ткачества
Сейчас:
19,39 $
Добавить в корзину
Сравнивать
Быстрый просмотр
Плоскогубцы для замыкания петель для изготовления ювелирных изделий, формирования проволоки, переходных колец и работы с бисером A1
Сейчас:
10,95 $
Добавить в корзину
Сравнивать
Быстрый просмотр
3-ступенчатые круглые и вогнутые параллельные плоскогубцы с проволочной петлей для обертывания ювелирных изделий
Бесплатная доставка
Плоскогубцы параллельного действия с круглыми ступенчатыми и вогнутыми гладкими губками. На одном носике плоскогубцев имеется 3 круглых ступени диаметром 3 мм, 4 мм и 5 мм. Другой нос, нижняя челюсть имеют вогнутую форму и работают параллельно…Быстрый просмотр
Плоскогубцы для закрытия петли для изготовления ювелирных изделий, проволока и бисер, ювелирный инструмент
Бесплатная доставка
Очень хорошо сделанные и прочные специальные клещи для замыкания петель разработаны с губками, имеющими небольшие полые полости овальной формы, которые подходят для удержания и закрытия соединительных колец, работы с проволокой, работы с бисером, а также для хобби и…Быстрый просмотр
Плоскогубцы для намотки проволоки 3-ступенчатая круглая и плоская губка Изгибание петли Формирование работы с проволокой
Бесплатная доставка
Специальные плоскогубцы изготовлены из кованой нержавеющей стали и имеют коробчатую конструкцию, которая со временем сохраняет выравнивание. Плоскогубцы имеют гладкую матовую полированную поверхность без бликов.
Плоскогубцы используются при работе с проволокой для…Быстрый просмотр
Круглогубцы Xuron 488 с узким наконечником для работы с проволокой и ткачества
Бесплатная доставка
Круглогубцы Xuron 488 предназначены для образования петель и формирования проволоки. Лезвия губок плоскогубцев круглые и гладкие на конце, а на конце переходят в овальную форму. Плоскогубцы можно использовать для обработки проволоки и ткачества, а также для формовки…Быстрый просмотр
Плоскогубцы для замыкания петель для изготовления ювелирных изделий, формирования проволоки, переходных колец и работы с бисером A1
Бесплатная доставка
Плоскогубцы для замыкания петель, губки которых имеют небольшие полые полости, которые подходят для удержания и закрытия соединительных колец, работы с проволокой, работы с бисером, а также для хобби и рукоделия.
 На одном носике плоскогубцев имеется 3 круглых ступени диаметром 3 мм, 4 мм и 5 мм. Другой нос, нижняя челюсть имеют вогнутую форму и работают параллельно…
На одном носике плоскогубцев имеется 3 круглых ступени диаметром 3 мм, 4 мм и 5 мм. Другой нос, нижняя челюсть имеют вогнутую форму и работают параллельно…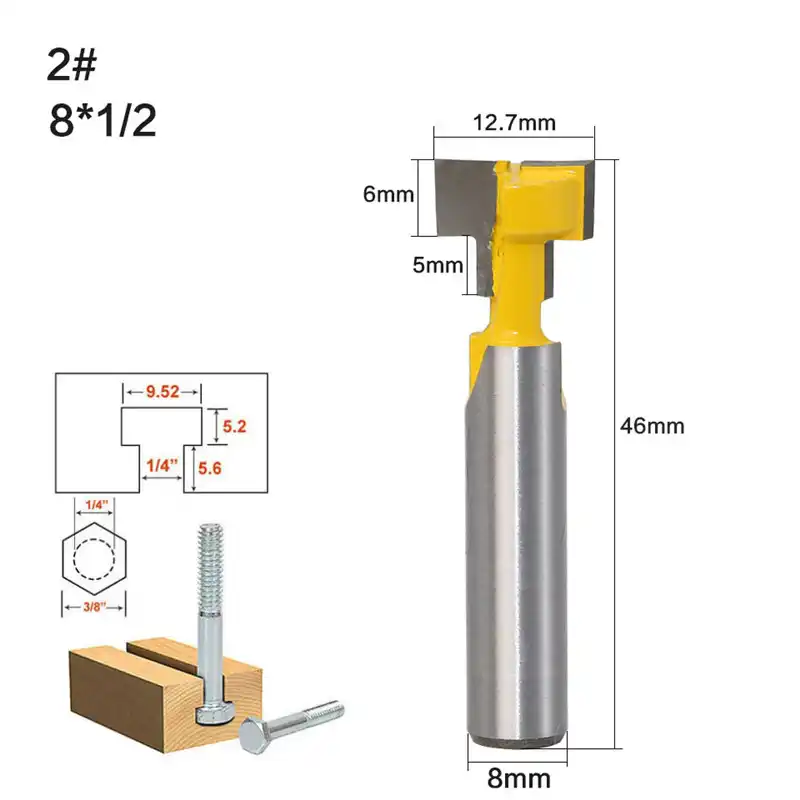 Плоскогубцы имеют гладкую матовую полированную поверхность без бликов.
Плоскогубцы имеют гладкую матовую полированную поверхность без бликов.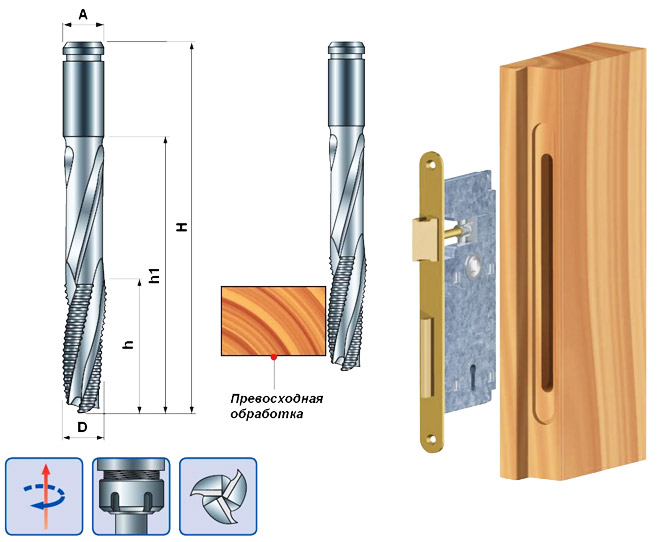
Опалубка из осп для ленточного фундамента: Опалубка из ОСБ для ленточного фундамента, видео сборки, схемы
Опалубка из ОСБ для ленточного фундамента, видео сборки, схемы
Опалубка является неотъемлемой частью на строительной площадке. Она используется не только для возведения ленточного фундамента, но и лестниц, армопояса, плит перекрытий, колонн, стеновых конструкций. Позволяет создавать изделия из бетонного раствора определенной формы. Зачастую основными элементами для ее изготовления выступают деревянные доски или металлические пластины. Одним из наиболее практичных вариантов является ОСБ.
Оглавление:
- Технические параметры
- Плюсы и минусы
- Список необходимых стройматериалов
- Инструкция по монтажу
Характеристики плит
ОСБ-плиты имеют некоторые недостатки:
- Плохо сопротивляются высоким сосредоточенным нагрузкам.
- Имеют фенол в клеевых составах, что вредно для здоровья человека.
- Панели 3 и 4 типа можно размещать только снаружи здания.
Опалубка из фанеры и ОСП зачастую используется в строительство зданий и сооружений различного назначения. Благодаря их механическим свойствам они широко распространены для обшивки стен, полов кровли, каркасов для фундамента, плит перекрытий и других железобетонных монолитных конструкций. Существуют элементы с ламинированной поверхностью, что значительно упрощает их установку и повышает эффективность в качестве ограждающих изделий. Также панели применяются в изготовлении мебельной продукции.
Необходимые материалы
Расчет опалубки для ленточного фундамента проводится только после устройства траншей. При этом должна учитываться высота цоколя здания и удельная плотность бетонного раствора, возлагающая определенную нагрузку на щиты. Для ее изготовления используются:
- Деревянные бруски в качестве ребер жесткости.
- Метизы для соединения конструкции (болты с гайками, шайбы, шпильки).
- Металлические уголки для надежного скрепления плит.
- Пластиковая труба для скрепления противоположно расположенных щитов.
- Арматурные стержни.
- Фанера или рейки для закрытия щелей.
- Саморезы для соединения ОСБ и пергамина.

На подготовительном этапе осуществляется нарезка плит необходимых размеров, пластиковых труб и арматуры, а также проводится расчет габаритов щитов.
Технология монтажа по шагам
Сборка ограждения начинается после земляных работ и укладки песчаной подушки под ленточный фундамент. Самым практичным вариантом является устройство съемной опалубки. Сборно-щитовые системы позволяют быстро и легко собрать щиты нужных размеров с коррекцией угловых участков.
Предусмотрите места прокладки инженерных и сантехнических коммуникаций, которые будут расположены на стройплощадке.
Монтаж проводится в такой последовательности:
1. Нарезаются OSB-плиты по размерам граней фундамента, при этом высота делается несколько больше чистого уровня на 15 см.
2. Изготавливаются каркасы для стенок. Бюджетным вариантом является деревянный, однако для многократного использования понадобятся щиты из металлических гнуто-сварных профилей.
3. ОСБ заготовка крепится к каркасу саморезами, шляпки которых должны быть во внутренней стороне и слегка утоплены.
4. Каждая сторона опалубки усиливается поперечными брусками с шагом 40 см. это позволит соблюдать геометрию создаваемой конструкции.
5. Противоположные элементы соединяются металлическими шпильками, которые продеваются через ранее просверленные отверстия диаметром 16 мм. Крепежи должны выходить за пределы щитов на 3-4 см с каждой стороны, чтобы обеспечить надежное закрепление шайбами и гайками. Боковая плоскость крепежей выбирается широкая, чтобы под давлением смеси они не продавили ОСП.
6. Продеваются пластиковые трубы, которые позволят соблюдать точность ширины на любом отрезке ленточного фундамента. После заливки раствора и его затвердевания они остаются в теле бетона, при этом неплохо работают в качестве вентиляции.
7. Если трубы отсутствуют, крепление можно сделать при помощи гаек. Тогда на сторону приходится около 4 штук с шайбами. При демонтаже они удаляются, а концы шпилек отрезаются заподлицо.
Тогда на сторону приходится около 4 штук с шайбами. При демонтаже они удаляются, а концы шпилек отрезаются заподлицо.
8. При заливке бетонной смеси угловые участки воспринимают наибольшие усилия, поэтому проводится усиление деревянными брусками, вертикально вбитыми в землю. Для дополнительного укрепления используются стальные уголки, соединяющие щиты с колышками.
Для придания максимальной жесткости в щитах делают отверстия, в которые вставляются закладные арматурные изделия в форме буквы «Т». Длинная сторона приваривается к арматурному каркасу фундамента и заливается раствор. После застывания излишки деталей срезаются болгаркой.
Наклонные брусья с наружной стороны конструкции с шагом 1 м позволяют удерживать ее в вертикальном положении до самого конца строительства. Распорки должны приставляться к щитам под углом 30-45°, тогда исключается вероятность их заваливания. По окончанию устройства опалубки поводится контрольная проверка параллельности боковых граней. Для этого потребуется кусок бруса и водяной уровень.
По окончанию устройства опалубки поводится контрольная проверка параллельности боковых граней. Для этого потребуется кусок бруса и водяной уровень.
Бетонные работы можно проводить послойно, делая небольшие перерывы между заливкой. Тогда раствор будет схватываться, а распорное давление снижаться. Однако если площадь фундамента небольшая, рекомендуется укладывать смесь в полном объеме, исключая появление холодных швов.
Опалубка сокращает время строительства, совмещая закладку фундамента и его утепление. Для этого на этапе устройства ограждающих конструкций, между арматурным каркасом и щитами укладываются плиты из полистирола.
делаем своими руками, технология изготовления
Выстроить монолитное основание здания без опалубки практически невозможно. Ведь в фундаменте не должно быть ни одного дефекта, оказывающего отрицательное влияние на его эксплуатационные свойства. Еще недавно опалубку выстраивали из досок.
Еще недавно опалубку выстраивали из досок.
Основной недостаток дощатого ограждения — долговременная сборка и установка конструкции. Потому сегодня даже частные застройщики используют для этой цели ориентированно — стружечную плиту.
Немного о ней
Плита OSB — строительно — отделочный материал, созданный на основе тонких древесных стружек расположенных в три слоя.
Их положение в наружных слоях ориентировано вдоль длины плиты, а во внутреннем слое — перпендикулярно к ее длине.
Подобная разнонаправленность стружек, а также обработка их синтетическими водостойкими смолами и прессование под давлением при высокой температуре обуславливают особую прочность материала. Однородность структуры ориентировано — стружечных плит обеспечивает их целостность при нагрузках на изгиб.
Плита OSB отличается низкой гигроскопичностью, что делает ее особо устойчивой к расслаиванию и набуханию. Этот материал достаточно легок и прост в обработке, а по техническим свойствам превосходит даже фанеру. Для многократного использования при обустройстве опалубки наилучшим образом подходят плиты OSB — 3, так как поверхность одной их стороны ламинированная.
Для многократного использования при обустройстве опалубки наилучшим образом подходят плиты OSB — 3, так как поверхность одной их стороны ламинированная.
Большие листы материала позволяют делать небольшое количество стыков при выстраивании стенок опалубки. Небольшой вес ориентировано — стружечных плит, упрощающий выполнение монтажных работ делают их востребованными у частных застройщиков.
Видео
Практичное видео об изготовлении опалубки.
Необходимые материалы
- Листы OSB — 3 не менее 15 мм толщиной.
- Деревянные бруски 100 х 150 мм.
- Труба профильная металлическая.
- Стальные шпильки с гайками и шайбами.
- Саморезы.
- Отрезки арматуры.
- Труба пластиковая на 20, нарезанная на отрезки равные ширине опалубки.

Процесс создания
К сборке опалубочной конструкции приступают после того, как выкопаны траншеи для фундамента и выполнена укладка песчаной подушки.
Наиболее распространен вариант установки съемной щитовой опалубки из плит OSB. Сборно — щитовые опалубочные конструкции легче установить по размерам фундамента и провести коррекцию углов.
При возведении опалубки необходимо предусмотреть места прокладки труб по периметру фундамента. Впоследствии это упростит подводку коммуникаций.
Последовательность работ следующая:
- Плиты OSB, нарезаем по размерам основания постройки. Высоту делаем немного больше предполагаемой заливки (на 10 — 15 см).
- Изготавливаем каркасы для щитов. Их можно сделать из деревянных брусков. Если предполагается, что опалубкой будут пользоваться многократно, то практичнее сварить металлический каркас из профильной трубы.
- Заготовку из OSB прикручиваем к каркасу саморезами. Шляпки их должны находиться на внутренней стороне.
- Стороны опалубочной конструкции усиливаем деревянными брусками, которые прибиваем через каждые 40 см. Это необходимо для формирования геометрии фундамента и обеспечения заданных размеров при бетонировании.
- Противоположные щиты в траншее фундамента скрепляем стальными шпильками. Для этого в местах крепления сверлим отверстия диаметром 16 мм. Шпильки должны быть длиннее, чем ширина опалубки примерно на 2-4 см. Для их крепления используем гайки с шайбами. Крепежные элементы надо выбирать достаточно широкие, иначе может случиться, что под давлением бетона шпилька продавит плиту насквозь вместе с гайкой.
- Между щитами шпильки пропускаем через куски пластиковых труб заданной длины, чтобы обеспечить одинаковую ширину фундамента по всему периметру. После снятия опалубки отрезки труб остаются в бетоне. Впоследствии их можно использовать для вентиляции.
- При отсутствии труб крепление производится гайками с шайбами с двух сторон. В этом случае на одну шпильку требуется по 4 гайки с шайбами.
- При разборке подобных опалубок гайки откручивают, а торчащие концы шпилек отрезают. После снятия щитов OSB необходимо повторно срезать все остатки шпилек.
- Для углового соединения щитов снаружи углов вбиваем в землю вертикальные бруски. Их можно дополнительно скрепить металлическими уголками. При сборке опалубочной конструкции важно хорошо укрепить углы — самое слабое место в любой опалубке. Во время заливки бетона в этих местах создается максимальное давление.
- Чтобы опалубка из OSB держалась прочнее, иногда в нескольких местах каркаса щита дрелью делают сквозные отверстия. В эти отверстия вставляют небольшие отрезки арматуры в форме буквы «Т» и приваривают их к арматурному каркасу фундамента. При разборке выступающую часть арматурного крепления срезают.
- Установка снаружи опалубочной конструкции наклонных брусьев с шагом в 1 м позволяет ей устоять под весом заливаемого бетона. Распорный элемент должен примыкать к щиту под углом 30 — 45 градусов.
- После того, как опалубочная конструкция будет полностью готова (перед заливкой бетона) стоит проверить параллельность кромок щитов. Это легко сделать с помощью бруска и уровня.
 Шляпки их должны находиться на внутренней стороне.
Шляпки их должны находиться на внутренней стороне. В этом случае на одну шпильку требуется по 4 гайки с шайбами.
В этом случае на одну шпильку требуется по 4 гайки с шайбами. Распорный элемент должен примыкать к щиту под углом 30 — 45 градусов.
Распорный элемент должен примыкать к щиту под углом 30 — 45 градусов.Если при заливке раствора делать перерывы, иначе говоря, заливать его небольшим слоем по периметру фундамента, то бетон будет успевать немного, схватываться, благодаря этому давление на опалубку уменьшится.
Заключение
Применение опалубки из OSB позволяет закладывать фундаменты и одновременно утеплять их. Для этого нужно проложить между опалубочными щитами и бетоном плиты полистирола.
Сооружение опалубочных конструкций, из ориентировано стружечных плит своими руками, не только сокращает время строительства фундамента, но и позволяет значительно уменьшить расходы на его закладку.
Стерлинговая плита/OSB для опалубки фундамента
Т
Тони Стронг
- опубликовано
17 лет назад
Мне нужно отлить фундамент для стены, а уровни поверхности должны быть
достаточно точными.
Глубина 300 мм, ширина 600 мм, шаг по верхнему краю 68 мм, поэтому 9|| Основание
, отлитое на выкопанной поверхности
Используя 18-мм ОСП в качестве боковой опалубки/опалубки и деревянные штифты
размером 50x50x600 мм для ее размещения и удержания, какие расстояния вы бы порекомендовали для раскосов
? Эти жалюзи являются одноразовыми и будут иметь длину 22 м, поэтому я не хочу делать их слишком прочными и тратить деньги, которые можно было бы потратить
в другом месте.
спасибо
Тони Стронг
Загрузка данных потока…
Б
Большой Валлоп
- опубликовано
17 лет назад
Почему бы не использовать саму почву в качестве опалубки? Зачем идти на все расходы
постройки цельного деревянного ящика, когда можно выровнять и засыпать по размерам
тебе нужно. Раскрепите внутренние размеры, засыпьте и утрамбуйте грунт до
Раскрепите внутренние размеры, засыпьте и утрамбуйте грунт до
держать все это. Когда вы доберетесь до внутренних распорок, снимите их по ходу дела.
вместе.
Р
Рик
- опубликовано
17 лет назад
Если вы можете вбить в землю деревянный колышек 50х50 на 300 мм, то вы
может обнаружить, что инспектор по строительству хочет еще поработать, так как
почва может быть недостаточно прочной. Пришлось использовать арматуру 10 мм и салазки.
молоток, чтобы проникнуть далеко в мою землю (старое ледниковое русло реки). я бы получил
строительный инспектор, прежде чем вы начнете ставить ставни. Во всем он пришел
из 5 раз, чтобы проверить мои фонды.
В значительной степени вы можете приложить почву к опалубке, чтобы
поддерживать его, когда вы заливаете бетон. Если это невозможно, вы можете
Если это невозможно, вы можете
использовать несколько блоков.
Способ подачи бетона в скважину также важен, если
вы высыпаете пару тонн из самосвала за секунду или около того, тогда вы
нужна очень прочная опалубка, если накачать, то может быть менее прочной.
Я сделал свою первую опалубку из 3х6, с которой у меня были сняты сваи, и
поддержал его арматурой и засыпкой. был достигнут хороший результат, и
было легко выровнять. На обшивку ушло несколько дней.
Мой второй заход, я залил прямо в землю трансы из самосвала,
был достигнут гораздо менее хороший результат.
В следующий раз я думаю, что я выберу OSB и 3×2 скудный — это так дешево
вы можете бросить огромную кучу этого на работе.
Как вы собираетесь точно получить шаг 68 мм так, как вы описываете
Понятия не имею, разве что можно поставить дополнительные 68мм после основного
кусок насыпается.
Рик
Т
Тони Стронг
- опубликовано
17 лет назад
Спасибо за совет, выложил пару схем,
надеюсь, покажу план яснее, чем смогу объяснить:
ссылка на форматирование
— изометрический вид двух
секции опалубки
ссылка на форматирование
— более подробный вид, показывающий
нижний ставень
«подвешен» между передней и задней гранями.
Колья размером 2 x 2 дюйма при необходимости выдвигаются из земли дальше.
так как он очень каменистый, и их вряд ли удастся полностью отвезти домой.
, наконец, часть предлагаемой стены:
ссылка на форматирование
—
это показывает, что фундамент и блокирующие блоки должны быть уложены всухую,
стена будет засыпана чистым гравием 20мм
Причина, по которой нам нужна высота шага, состоит в том, чтобы обеспечить
стена наклонена назад под уклоном 20 градусов.
Б
Большой Валлоп
- опубликовано
17 лет назад
Чтобы получить более высокую часть заливки, вам нужно запечатать верхнюю часть
нижнюю секцию, чтобы удерживать микс на этом уровне. Даже бетон находит свое
уровне, и обычно это самая высокая точка, конечно. Итак, чтобы сделать
Итак, чтобы сделать
разница в высоте будет означать создание герметичной коробки с изменением высоты
раздел, построенный поверх него.
Сказав это, для заливки бревен потребуется больше ширины основания, чтобы сдерживать
направленная наружу сила сложенных блоков поверх него под углом, который вы
хотите получить. Так что план прямоугольного фундамента не подходит
Я лично пошел бы с этим. Я бы предпочел построить наклонное бревно с
более широкое основание, чем верхняя часть, для получения правильного баланса удерживающих сил
против построения блоков. Как наклонная сторона пирамиды,
особенно на внешней стороне бревна.
Можно ли бросить первый ряд блоков в мокрую заливку? Если
сами блоки можно было держать за их концы по бокам
опалубка, затем заливка качалась вокруг них и под ними, затем, конечно,
первый ряд блоков будет под нужным вам углом, и они будут
поддерживается по всей длине, а не только в двух точках
контакт показан на вашей схеме.
Затем опалубку можно сделать сужающейся от более широкого основания к
более узкий верх, где лежат блоки, и, таким образом, добиться правильного веса
сбалансированная сила против остальных блоков, когда они размещены. Это
Это
также означало бы просто построить две стены из опалубки, имея только одну сторону
выше, чем другой, чтобы достичь нужного угла для блоков.
Если оставить один блок через каждые X метров, можно будет закачать смесь.
Затем поместите недостающие блоки, когда заливка будет завершена. Если рыскание видит
что значит.
Выбор пиломатериалов и фанеры для формовки бетона
В течение многих лет оценка качества монолитного бетона была настоящей игрой в угадайку. Часто «достаточно хорошо» переводилось как «всего несколько щелей» и не слишком изогнутые стены. Ожидалось, что субподрядчики, следившие за укладкой бетона, залатают все участки с сотовой структурой и приведут свои работы по возведению каркаса в соответствие с размерами, оставшимися после снятия опалубки.
Но в последние несколько лет в проектной документации появились более подробные спецификации с изложением критериев приемки монолитных бетонных поверхностей в связи с публикацией Руководства по формованным бетонным поверхностям (ACI 347. 3R-13). Этот документ был попыткой отрасли предоставить подрядчикам рекомендации относительно реалистичных ожиданий относительно качества бетонных поверхностей в коммерческих проектах. Например, уровни бетонной поверхности для отдельных частей конструкции могут быть указаны в соответствии с потребностями проекта и бюджетом.
3R-13). Этот документ был попыткой отрасли предоставить подрядчикам рекомендации относительно реалистичных ожиданий относительно качества бетонных поверхностей в коммерческих проектах. Например, уровни бетонной поверхности для отдельных частей конструкции могут быть указаны в соответствии с потребностями проекта и бюджетом.
Документ ACI определяет различные измеримые свойства качества для каждого формованного бетонного элемента, такие как текстура поверхности, коэффициент поверхностных пустот, цвет, плоскостность и швы. В то время как правильное сочетание состава бетонной смеси, методов укладки и отверждения имеет важное значение, прочная несущая древесина и материал лицевой поверхности опалубки также являются определяющими факторами для конечного качества. Подрядчики могут согласовать свои инвестиции в пиломатериалы и панели для опалубки в соответствии с ожиданиями проекта. Одно можно сказать наверняка, потенциальная стоимость исправления некачественной формованной поверхности превысит первоначальную стоимость качественного формованного пиломатериала.
Габаритный пиломатериал
Чаще всего подрядчики выбирают пиломатериалы из ели и сосны (SPF) для опалубки. SPF может быть отличным выбором из-за его высокого отношения прочности к весу, конкурентоспособной стоимости и широкого диапазона размеров.
Три дополнительных варианта размерных пиломатериалов для каркаса опалубки: желтая южная сосна (SYP) и пихта Хем, а также пихта Дугласа (DF).
SYP устойчив к усадке, изгибу и деформации, что может быть важным атрибутом при сохранении спецификаций формы.
Пихта, обычно используемая для внутренней отделки столярных изделий, также может быть использована для изготовления специальных форм, потому что ее легко резать, шлифовать и отделывать, а также она очень хорошо работает с крепежными элементами для сохранения размеров при заполнении бетоном.
Пихта Дугласа (DF) — хороший выбор для изготовления рам опалубки. Но в последние годы эта прочная и долговечная древесина нашла новое применение. Многие архитекторы используют эту древесину для изготовления плит из бетона. Это архитектурная отделка, которая демонстрирует красоту натурального дерева. Планки из пихты Дугласа расположены на каркасе горизонтально. Когда древесину очищают, черты дерева переносятся в затвердевший бетон.
Многие архитекторы используют эту древесину для изготовления плит из бетона. Это архитектурная отделка, которая демонстрирует красоту натурального дерева. Планки из пихты Дугласа расположены на каркасе горизонтально. Когда древесину очищают, черты дерева переносятся в затвердевший бетон.
Специальные пиломатериалы
В некоторых проектах подрядчикам может быть предложено использовать два типа специальных пиломатериалов рядом с их литейными площадками. Планы могут потребовать, чтобы структурная деревянная деталь оставалась в прямом контакте с затвердевшим бетоном. Эти области могут быть рядом с фундаментами, фундаментами или литыми лестницами, к которым нужно что-то прибить. Обработанные под давлением пиломатериалы содержат четверть фунта консерванта на кубический фут, чего достаточно для предотвращения гниения или гниения.
Во многих интерьерах требуется огнеупорная древесина. Эти пиломатериалы обработаны для предотвращения возгорания, что задерживает распространение огня и дыма, и эти пиломатериалы имеют клеймо с идентификационным знаком или названием утвержденного инспекционного агентства, которое проверило древесину, и появляется информация из испытаний качества древесины, такая как распространение пламени и значение индекса задымленности (SDI).
Формовочные панели из инженерных пиломатериалов часто являются лучшим выбором для формирования бетонных конструкций, чтобы соответствовать многим классификациям поверхности ACI и иметь очень высокое отношение прочности к весу. Это изделия из дерева, специально разработанные для бетона и обработанные на заводе для защиты от проникновения влаги. Эти продукты спроектированы для прямой и стабильной работы и устойчивы к изгибу, скручиванию и усадке. Они часто имеют поверхностную обработку, которая уменьшает количество антиадгезивов и, таким образом, с меньшей вероятностью допускает налипание бетона. Они также могут обеспечить два дополнительных преимущества по стоимости. Присущая им прочность позволяет подрядчикам использовать меньше распорок, экономя время и материалы. И из-за их долговечности подрядчики могут повторно использовать эти панели в нескольких местах.
Фанера
Фанерные панели обеспечивают гладкую поверхность, могут использоваться повторно и обладают превосходной жесткостью, сводящей к минимуму деформацию во время заливки. Производители предлагают несколько текстур поверхности для соответствия всем уровням классификации качества ACI. Доступны специальные текстуры для создания привлекательных и необычных бетонных узоров, а более тонкие панели можно легко согнуть для получения нестандартных изогнутых форм и вкладышей.
Производители предлагают несколько текстур поверхности для соответствия всем уровням классификации качества ACI. Доступны специальные текстуры для создания привлекательных и необычных бетонных узоров, а более тонкие панели можно легко согнуть для получения нестандартных изогнутых форм и вкладышей.
Наиболее распространенными видами фанеры являются ACX, BCX и CDX. Первая буква классификации обозначает качество одной из сторон панели. A представляет собой первоклассную древесину высшего качества. Он однороден по цвету, зернистости и внешнему виду. Буква B похожа на сорт A, но допускает небольшие вариации, такие как капы, сучки и полосы. Буква C означает наличие явных дефектов, пятен и цветовых вариаций. CDX часто является наиболее распространенным материалом для одноразового применения, когда отделка бетона не является важным фактором. Система оценок предназначена в основном для эстетики, но она также относится к основным слоям, пустотам и производственным проблемам, которые могут остаться незамеченными.
Панели BBOES (B-лицевая сторона, B-обратная сторона, смазанные маслом и запаянные края) представляют собой панели с поверхностью из натурального дерева, специально разработанные для производства бетонных изделий, когда желательна поверхность без покрытия. Эти панели отличаются двумя ключевыми обновлениями по сравнению с CDX, которые направлены на увеличение срока службы. Панели смазываются маслом в процессе производства, что позволяет подрядчикам легко снимать формы. Кроме того, края панелей запечатываются на заводе для уменьшения влагопоглощения. BBOES обычно изготавливают из южной желтой сосны (SYP) или пихты Дугласа (DF). Два ограничения для продуктов BBOES заключаются в том, что они оставляют на готовом бетоне зернистость и пятна. И в большинстве приложений формы можно использовать только от четырех до восьми раз.
Панель MDO представляет собой облицованную фанеру средней плотности премиум-класса. Отличается от фанеры BBOES тем, что оставляет матовую или ровную поверхность на бетонной поверхности. Поверхность формы обработана термоскрепленным полимерно-волоконным покрытием, которое оставляет гладкую, прочную поверхность. Они хорошо подходят для коммерческих стеновых работ. Панели долговечны, надежны, их можно многократно использовать повторно, а гладкие поверхности требуют меньшего обслуживания между установками. Поверхность устойчива к истиранию от жестких, богатых песком бетонных смесей. А так как они обычно обрабатываются на заводе разделительным составом, перед установкой требуется лишь легкое нанесение разделительного состава.
Поверхность формы обработана термоскрепленным полимерно-волоконным покрытием, которое оставляет гладкую, прочную поверхность. Они хорошо подходят для коммерческих стеновых работ. Панели долговечны, надежны, их можно многократно использовать повторно, а гладкие поверхности требуют меньшего обслуживания между установками. Поверхность устойчива к истиранию от жестких, богатых песком бетонных смесей. А так как они обычно обрабатываются на заводе разделительным составом, перед установкой требуется лишь легкое нанесение разделительного состава.
Производители панелей MDO часто предлагают два варианта. Панели MDO 1 Step производят бетонные поверхности, которые являются гладкими, но с некоторой зернистостью и вкраплениями. Они имеют срок службы от 8 до 12 мест размещения. Двухступенчатые панели MDO обеспечивают более гладкую поверхность. В результате получается гладкое матовое покрытие, которое выдерживает от 12 до 15 бетонных укладок.
Панели HDO представляют собой ламинаты высокой плотности, предназначенные для долговечной и высококачественной работы. Производители предлагают несколько вариантов поверхности, которые можно подобрать под любую задачу. 9Панели 0021 HDO часто выбирают, когда требуется максимально гладкая бетонная отделка, и они особенно хороши для глянцевой архитектурной отделки. Эти панели предлагают отличное соотношение цены и качества заливки. Твердая, полуматовая поверхность материала, пропитанного термореактивной фенольной смолой, образует прочную непрерывную связь с фанерой, устойчивую к износу от агрессивных смесей. Ключевой причиной длительного срока службы и улучшенного качества является то, что обе стороны панели HDO обработаны для защиты от влаги, что позволяет использовать от 20 до 50 раз, а при надлежащем уходе может прослужить до 200 и более размещений. Стойкую к истиранию поверхность следует обрабатывать разделительным составом перед первым использованием и между каждой заливкой, чтобы сохранить поверхность и облегчить ее снятие.
Производители предлагают несколько вариантов поверхности, которые можно подобрать под любую задачу. 9Панели 0021 HDO часто выбирают, когда требуется максимально гладкая бетонная отделка, и они особенно хороши для глянцевой архитектурной отделки. Эти панели предлагают отличное соотношение цены и качества заливки. Твердая, полуматовая поверхность материала, пропитанного термореактивной фенольной смолой, образует прочную непрерывную связь с фанерой, устойчивую к износу от агрессивных смесей. Ключевой причиной длительного срока службы и улучшенного качества является то, что обе стороны панели HDO обработаны для защиты от влаги, что позволяет использовать от 20 до 50 раз, а при надлежащем уходе может прослужить до 200 и более размещений. Стойкую к истиранию поверхность следует обрабатывать разделительным составом перед первым использованием и между каждой заливкой, чтобы сохранить поверхность и облегчить ее снятие.
Фанера на основе фенола отлично подходит для некоторых проектов бетонной опалубки. Поверхности панелей, пропитанные фенольной смолой, чрезвычайно стабильны, гладки и обладают высокой водостойкостью. Эти качества помогают подрядчикам отливать гладкую поверхность, которая легко освобождается во время зачистки. Основа фанеры обычно изготавливается из прочной древесины, такой как береза, которая обеспечивает сильное сопротивление давлению пены. Несмотря на долговечность для многих применений, большинство подрядчиков используют фенольные панели только для специальных мест, требующих высококачественной отделки в проектах с мелкой заливкой. Они могут не обеспечивать такой же срок службы, как HDO, в основном из-за отсутствия полной гидроизоляции; но для краткосрочного использования фенольная фанера отлично подходит.
Поверхности панелей, пропитанные фенольной смолой, чрезвычайно стабильны, гладки и обладают высокой водостойкостью. Эти качества помогают подрядчикам отливать гладкую поверхность, которая легко освобождается во время зачистки. Основа фанеры обычно изготавливается из прочной древесины, такой как береза, которая обеспечивает сильное сопротивление давлению пены. Несмотря на долговечность для многих применений, большинство подрядчиков используют фенольные панели только для специальных мест, требующих высококачественной отделки в проектах с мелкой заливкой. Они могут не обеспечивать такой же срок службы, как HDO, в основном из-за отсутствия полной гидроизоляции; но для краткосрочного использования фенольная фанера отлично подходит.
Шпаргалка по пиломатериалам
Аксессуары для опалубки
При выборе пиломатериалов и опалубки для коммерческих целей обязательно учитывайте добавление важных расходных материалов.
- Все больше и больше проектов включают в себя различные кривые и радиусы, что создало потребность в очень гибких формах.

Сварка по меди: Сварка меди и ее сплавов Статьи
Сварка меди и ее сплавов Статьи
Медь отличается от стали и других цветных металлов цветом, высокой плотностью – много выше чем у стали. Именно из-за высокой этого имеются многочисленные особенности сварки меди.
Бронза — это сплав меди с оловом, алюминием, марганцем, железом. Основным легирующим элементом бронзы является олово, называются оловянными. Бронзы есть ещё алюминиевые, кадмиевые. Сплав меди с никелем — мельхиор, сплав с никелем и цинком – нейзильбер. Мельхиор и бронза устойчивы к активному воздействию воды и, поэтому, применяются в основном судовой промышленностью.
Перечислим основные трудности при сварке меди и ее сплавов:
- повышенная окисляемость при нагреве до расплавленного состояния
- высокая чувствительность к вредному влиянию водорода
- склонность к росту зернистости и охрупчиванию свариваемых изделий вследствие нагрева в зоне термической обработки
- влияние примесей, которые приводят к трещинообразованию и охрупчиванию сварочного шва
- сварку меди затрудняют высокая теплоемкость, жидкотекучесть.
При сварке основная задача не допустить растворение газов в меди и ее сплавах. С этой целью используют защитные инертные газы, флюсы и разные покрытия с содержанием борных соединений. Кроме того, при сварке меди и сплавов используют сварочную проволоку с активными раскислителями — кремнием и марганцем.
Дуговая сварка в защитных газах (аргонодуговая сварка) может быть выполнена в среде аргона, гелия и их смесей вольфрамовым неплавящимся электродом и плавящейся присадочной проволокой.
При сварке в качестве присадочного материала используют медную сварочную проволоку с добавкой фосфора и кремния. Фосфор и кремний хорошо раскисляют сварочную ванну, снижают пористость и обеспечивают высокие физико-механические свойства сварных швов.
При сварке в небольших объемах медь можно варить газовой сваркой — ацетиленовой газовой горелкой. Ацетиленовые горелки используют в связи с тем, что температура нагрева ацетиленовой горелки выше, чем пропановой. Газовую сварку можно применять как для чистой меди, так и для ее сплавов. Легирование металла производится присадочной проволокой для меди и ее сплавов. Во время сварки тяжелых конструкций (более 10 мм толщиной) используется две горелки: одна для прогрева металла, вторая для самой сварки.
Легирование металла производится присадочной проволокой для меди и ее сплавов. Во время сварки тяжелых конструкций (более 10 мм толщиной) используется две горелки: одна для прогрева металла, вторая для самой сварки.
Кроме того, медь и ее сплавы можно варить ручной дуговой сваркой покрытыми электродами. Для этого применяются специальные электроды. Для ручной дуговой сварки и наплавки изделий из технически чистой меди марок М1, М2, МЗ предназначены электроды марки ЛЭЗ Комсомолец-100 со специальным покрытием. Дуговую сварку покрытыми электродами выполняют на постоянном токе обратной полярности, стремясь поддерживать короткую дугу без колебаний электрода. Силу тока на сварочном аппарате выбирают в зависимости от диаметра электрода.
Физические и механические свойства швов обеспечивают подбором химического состава присадочной проволоки для меди и ее сплавов.
Сварку проводит в основном в нижнем положении. При сварке в среде аргона присадочная проволока соответствует составу сплавов или чистой меди. Обычно присадочная проволока от 2 до 7 миллиметров в диаметре. Состав присадочной проволоки должен быть аналогичным свариваемому металлу. При этом получают наилучшее качество шва все виды латуни хорошо свариваются аргонодуговыми сварочными аппаратами. Кроме того при сварке меди и латуни используется автоматическая сварка под флюсом который выполняется на постоянном токе обратной полярности. Специфика сварки латунных изделий заключается в возможном выпаривании цинка в процессе сварки — температура испарения цинка близка к температуре плавления латуни. Снижение содержания цинка в металле шва ухудшает механические свойства соединения. Для предотвращения выгорания цинка необходима сварка на пониженной мощности и применение кремниевых присадочных материалов, которые препятствуют испарения цинка.
При сварке в среде аргона присадочная проволока соответствует составу сплавов или чистой меди. Обычно присадочная проволока от 2 до 7 миллиметров в диаметре. Состав присадочной проволоки должен быть аналогичным свариваемому металлу. При этом получают наилучшее качество шва все виды латуни хорошо свариваются аргонодуговыми сварочными аппаратами. Кроме того при сварке меди и латуни используется автоматическая сварка под флюсом который выполняется на постоянном токе обратной полярности. Специфика сварки латунных изделий заключается в возможном выпаривании цинка в процессе сварки — температура испарения цинка близка к температуре плавления латуни. Снижение содержания цинка в металле шва ухудшает механические свойства соединения. Для предотвращения выгорания цинка необходима сварка на пониженной мощности и применение кремниевых присадочных материалов, которые препятствуют испарения цинка.
При сварке бронз мешает их повышенная жидкотекучесть. При сварке бронз, содержащих алюминий, возникают трудности, вызванные образованием вследствие взаимодействия с атмосферным кислородом оксида алюминия, поэтому способы и технологию выполнения сварки выбирают такие же, как и при сварке алюминия, а режимы —характерные для сварки медных сплавов.
Есть еще много трудностей при сварке цветных металлов, которые рассмотрим в последующих статьях.
Сварка меди в домашних условиях, как варить медь инвертором?
Опубликовано: 18.04.2017
Сваривание металлических деталей – это технологическая процедура, позволяющая получать неразъемные соединения посредством формирования связи между межмолекулярными и межатомными частицами материала при значительном нагреве до расплавления, пластической деформации. Точечная сварка меди в домашних условиях используется, как правило, для соединения многих металлов, их сплавов во всех производственных сферах, даже медицине.
Для осуществления сварочных работ могут использоваться разные источники энергии: трение, ультразвук, электрическая дуга, электрический ток. Современные технологии настолько совершенны, что работы, связанные со сварочным соединением металлических конструкций можно выполнять не только на промышленных предприятиях, но и в полевых условиях, на водоемах, под водой, даже в космосе.
Современные технологии настолько совершенны, что работы, связанные со сварочным соединением металлических конструкций можно выполнять не только на промышленных предприятиях, но и в полевых условиях, на водоемах, под водой, даже в космосе.
Но, как и в любом виде деятельности существуют свои нюансы, преимущества и недостатки, требования к безопасности проведения работ и прочее. Так, при организации сварочных работ в домашних условиях с заготовками из меди, алюминия, латуни, нержавеющей стали необходимо соблюдать установленные меры предосторожности. Данный тип деятельности относится к особо опасным для здоровья человека: существует опасность поражения ультрафиолетовыми излучениями органов зрения, попадания расплавленного металла на кожу, поражения электрическим током и пр.
Оглавление:
- Технология газовой сварки меди
- Некоторые советы опытных сварщиков
- Рекомендации
- Аргонно-дуговая сварка медных образцов
- Сварка меди: область применение технологии
- Что необходимо знать об электродах, используемых для сваривания медных деталей
- Сваривание латунных конструкций
- Основные требования, предъявляемые при сварке латуни
Технология газовой сварки меди
Газовая сварка меди в домашних условиях является самой распространенной технологией, применяемой в бытовых условиях. Получаемый сварочный шов по данной методике отличается высокой прочностью. Именно благодаря этому параметру газовая сварка пользуется большим спросом у домашних мастеров. Для выполнения соединения медных изделий на дому необходимо иметь под рукой:
Получаемый сварочный шов по данной методике отличается высокой прочностью. Именно благодаря этому параметру газовая сварка пользуется большим спросом у домашних мастеров. Для выполнения соединения медных изделий на дому необходимо иметь под рукой:
- Сварочный аппарат
- Газовые горелки
- Баллоны с газом (ацетилен)
- Проволока из меди
- асбест
Некоторые советы опытных сварщиков
- Если толщина изделия из меди не больше 1 см, соединение можно производить одной горелкой.
- При толщине медного образца более 1 см уже нужно использовать сразу две горелки, вторая будет служить для подогрева.
- Чтобы снизить в данном случае отток тепловой энергии, дополнительно понадобятся асбестовые листы.
- Рекомендуется при сваривании медных изделий использовать электротехническую проволоку из меди, предварительно очищенную лакокрасочных изоляционных покрытий.
- Зачистка обязательно проводится и свариваемых краев изделий. Этим условием не стоит пренебрегать, так как от него зависит возможность образования закиси меди.
 Этим условием не стоит пренебрегать, так как от него зависит возможность образования закиси меди.
Этим условием не стоит пренебрегать, так как от него зависит возможность образования закиси меди.Все необходимые условия предварительной подготовки к сварочным работам выполнены. Значит можно приступать непосредственно к соединению подготовленных медных изделий.
Рекомендации
- Нагретые участки соединения, которые расположены вблизи друг к другу, нужно стараться не перегревать.
- Пламя концентрированное необходимо направлять перпендикулярно шву непосредственно на край проволоки.
- Проволока должна расплавляться раньше краев изделия. Процесс варения продолжается до тех пор, пока не сформируется весь шов до конца.
- Необходимо помнить, что приостановка незаконченного соединения способна привести к перегреванию некоторых участков изделия, соответственно закиси меди, формированию трещин.
- Законченный сварной шов обязательно проковывается.
- Для небольшой толщины изделий проволоку нужно вести холодной.
- Если толщина изделия составляет больше 0,5 см, тогда проволока должна быть разогрета до температуры 200 градусов. Допускается и большая температура, но не более 500 градусов, так как будет образовываться зернистость металла, который впоследствии станет довольно хрупким.
- Сварной, прокованный шов необходимо довести до температуры 500 градусов и мгновенно охладить.

На этом можно считать соединение медных деталей завершенным.
Аргонно-дуговая сварка медных образцов
Аргонно-дуговая сварка в домашних условиях выполняется при помощи сварочного оборудования с использованием постоянного тока, неплавящимися вольфрамовыми электродами. Процедура напоминает паяние изделий: электрод нагревается до высокой температуры. В результате медь начинает плавиться.
Процедура напоминает паяние изделий: электрод нагревается до высокой температуры. В результате медь начинает плавиться.
При такой методике сваривания важно мгновенно охлаждать соединяемые участки. Аргонно-дуговая сварка предусматривает использование аргона, медной присадочной проволоки, которая предварительно очищается от лакокрасочного изоляционного покрытия.
Сварка меди: область применение технологии
Аргоновая сварка применяется для проведения ремонта конструкций, изготовленных из меди. Она достаточно эффективно себя показала при выполнении сварочных работ на труднодоступных участках.
Аргонно-дуговая сварка достаточно востребована на производственных предприятиях, а при наличии соответствующего оборудования также успешно может применяться в бытовых условиях. Если в наличии есть инверторное оборудование для сварки, специальные плавкие электроды, процедуру соединения медных образцов можно осуществлять по технологии сваривания стальных изделий. Принципиальных отличий в данном случае практически нет. Но, при такой методике соединения намного сложнее сделать вертикальный шов, нежели горизонтальный.
Принципиальных отличий в данном случае практически нет. Но, при такой методике соединения намного сложнее сделать вертикальный шов, нежели горизонтальный.
Что необходимо знать об электродах, используемых для сваривания медных деталей
Чтобы сварочный шов получился высокого качества, рекомендуется применять электроды, покрытые специальным составом. Подобное покрытие необходимо для продуцирования шлака, образующегося с окислами металла. Оно не будет давать воздуху соприкасаться со сварным швом. Обмазка заполняет пустоты, формирующиеся в момент сваривания деталей за счет выгорания компонентов и впоследствии вводит новые компоненты в шов. Такая обмазка способствует лучшей устойчивости электрической дуги. Шлаковый слой, продуцируемый данным покрытием, будет замедлять охлаждение расплавленной меди, при этом из шва будет выходить больше газов.
Электроды, применяемые в процессе сваривания, подразделяются на два типа:
- плавящиеся – для их производства используется проволока из меди, стали, алюминия, чугуна;
- неплавящиеся – для их производства используется синтетический графит, электротехнический уголь.
При выборе электродов необходимо смотреть на их цвет:
- желтые электроды предназначены для образцов, выполненных из жаропрочных, коррозийно-стойких сталей;
- красные – используются для электродуговой сварки медных изделий;
- серые – для заготовок из цветных металлов;
- синие – предназначены для соединения теплоустойчивых компонентов.
Сваривание латунных конструкций
Сварка латуни в домашних условиях – это довольно сложная процедура, так как в состав латуни входит цинк, который при нагревании испаряется, в результате чего изделие теряет первоначальную прочность.
Сама латунь представляет собой сплав с цинком. Технология соединения деталей, изготовленных из латуни, считается сложной из-за испарения цинка при высоких температурах, данный химический элемент мгновенно окисляется, в результате чего формируется ядовитая тугоплавкая окись. Поэтому сварка латунных образцов должна производиться в специально оборудованных местах, оснащенных вытяжкой, сварщики должны работать в респираторах.
Технология соединения деталей, изготовленных из латуни, считается сложной из-за испарения цинка при высоких температурах, данный химический элемент мгновенно окисляется, в результате чего формируется ядовитая тугоплавкая окись. Поэтому сварка латунных образцов должна производиться в специально оборудованных местах, оснащенных вытяжкой, сварщики должны работать в респираторах.
Основные требования, предъявляемые при сварке латуни
- Чистота процесса при использовании аргонно-дуговой сварки. Перед началом работ изделия тщательно зачищаются до характерного металлического блеска поверхности.
- На поверхности свариваемых деталей не должно быть окислов, при наличии которых их обязательно нужно убрать. Для этого используется азотная кислота. После выполнения такой очистки изделие промывается в горячей воде, затем сушится.

При выполнении сваривания деталей аргоном ощущается характерный непрерывный треск, а сварочная дуга имеет удивительный цвет. Это все из-за наличия в сплаве цинка. Латунь в процессе соединения не прогорает, не отлетает отдельными кусками, так как она плавится. Опытные сварщики советуют варить латунь отдельными участками, не расплавлять ее сплошным слоем. При сплошном расплавлении материала существует вероятность прожигания металла.
Если необходимо заварить кратер, тогда рекомендуется постепенно уменьшать напряжение сварки, повышать длину дуги с отведением впоследствии ее в сторону от обрабатываемого изделия. В процессе такого соединения шов заполняется в полном объеме, поджаривание цинка приводит к его испарению, в результате чего в металле образуются дефекты. Чтобы уменьшить испарение данного химического элемента, необходимо увеличить в пламени наличие кислорода, использовать присадочные материалы, легированные бором, алюминием, кремнием.
 youtube.com/embed/actkzTbYYZY?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/actkzTbYYZY?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
Совет! При выполнении соединения деталей из латуни осуществляйте сварочные работы на улице, не пренебрегайте требований безопасности!
Сергей Одинцов
tweet
Руководство по сварке меди — Weld Guru
Резюме
Сварка меди несложная.
Тепло, необходимое для этого типа сварки, примерно в два раза больше, чем для стали аналогичной толщины.
Медь обладает высокой теплопроводностью. Чтобы компенсировать эту потерю тепла, рекомендуется использовать наконечник на один или два размера больше, чем требуется для стали.
При сварке больших участков большой толщины рекомендуется дополнительный подогрев. Этот процесс позволяет получить менее пористый сварной шов.
Медь можно сваривать в слабоокислительном пламени, поскольку расплавленный металл защищен оксидом, образующимся в пламени. Если для защиты расплавленного металла используется флюс, пламя должно быть нейтральным.
Если для защиты расплавленного металла используется флюс, пламя должно быть нейтральным.
Для газосварных узлов следует использовать бескислородную медь (раскисленную медную катанку), а не кислородсодержащую медь.
Стержень должен быть того же состава, что и основной металл.
Обзор
При сварке медных листов тепло отводится от зоны сварки так быстро, что трудно довести температуру до точки плавления.
Часто бывает необходимо повысить уровень температуры листа на расстоянии от 6,0 до 12,0 дюймов (от 152,4 до 304,8 мм) от сварного шва.
Сварку следует начинать в некотором отдалении от конца соединения и приваривать до конца с добавлением присадочного металла.
После возвращения в исходную точку сварку следует начинать и выполнять в направлении, противоположном другому концу шва.
Во время работы горелку следует держать под углом примерно 60 градусов к основному металлу.
Рекомендуется подкрепить шов с нижней стороны угольными блоками или тонким листовым металлом, чтобы предотвратить неравномерное проникновение.
Эти материалы должны быть направлены или подрезаны, чтобы обеспечить полное слияние с основанием сустава.
Металл с каждой стороны сварного шва должен быть покрыт для предотвращения излучения тепла в атмосферу.
Это позволит расплавленному металлу в сварном шве затвердеть и медленно остыть.
Совет : 100% гелий будет газом, обеспечивающим уровни тепла, необходимые для сварки меди.
Видеосварка меди
Обзор
При сварке медных листов тепло отводится от зоны сварки так быстро, что трудно довести температуру до точки плавления. Часто бывает необходимо повысить уровень температуры листа на расстоянии от 6,0 до 12,0 дюймов (от 152,4 до 304,8 мм) от сварного шва. Сварку следует начинать в некотором отдалении от конца соединения и приваривать обратно к концу с добавлением присадочного металла. После возвращения в исходную точку сварку следует начинать и производить в направлении, противоположном другому концу шва. Во время работы горелку следует держать под углом примерно 60 градусов к основному металлу.
После возвращения в исходную точку сварку следует начинать и производить в направлении, противоположном другому концу шва. Во время работы горелку следует держать под углом примерно 60 градусов к основному металлу.
Рекомендуется подкрепить шов с нижней стороны угольными блоками или тонким листовым металлом, чтобы предотвратить неравномерное проникновение. Эти материалы должны быть направлены или подрезаны, чтобы обеспечить полное слияние с основанием сустава. Металл с каждой стороны сварного шва должен быть покрыт для предотвращения излучения тепла в атмосферу. Это позволит расплавленному металлу в сварном шве затвердеть и медленно остыть.
Совет : 100% гелий будет газом, обеспечивающим уровни тепла, необходимые для сварки меди.
Подготовка к сварке меди с использованием гелиевой горелки и присадочного материала.
Скорость сварки меди
Скорость сварки должна быть одинаковой. Конец присадочного стержня должен оставаться в расплавленной ванне.
В течение всей операции сварки расплавленный металл должен быть защищен внешней оболочкой пламени.
Если в процессе работы металл не течет свободно, стержень следует поднять и нагреть основной металл до красного каления по шву.
Сварку следует начать снова и продолжать до тех пор, пока шов не будет завершен.
Сварка тонких листов
При сварке тонких листов предпочтительным является метод сварки спереди.
Для толщин 1/4 дюйма (6,4 мм) и более предпочтителен метод обратной руки.
Для листов толщиной до 1/8 дюйма (3,2 мм) предпочтительным является простое стыковое соединение с квадратными краями.
Для толщин более 1/8 дюйма (3,2 мм) края должны быть скошены под углом от 60 до 90 градусов. Это обеспечит проникновение с растеканием расплава на большую площадь.
Стыковые, нахлестные и косые соединения используются при пайке, независимо от того, являются ли соединительные элементы плоскими, круглыми, трубчатыми или имеют неправильное поперечное сечение.
Зазоры для проникновения присадочного металла, за исключением соединений труб большого диаметра, не должны превышать 0,002–0,003 дюйма (0,051–0,076 мм).
Зазоры в соединениях труб большого диаметра могут составлять от 0,008 до 0,100 дюйма (от 0,203 до 2,540 мм). Соединение может быть выполнено со вставками из присадочного металла или присадочный металл может подаваться снаружи после того, как соединение будет доведено до надлежащей температуры.
Косой стык используется при соединении ленточных пил и для соединений, где нежелательна двойная толщина нахлеста.
Сварочный медно-никелевый сплав
Медно-никелевые сплавы используются там, где требуется высокая чистота, устойчивость к биообрастанию и бактериям, а также исключительная коррозионная стойкость. Они имеют хорошую прочность и формуемость. Сваривать несложно, если используются надлежащие процедуры и меры предосторожности для окружающей среды.
Двумя основными марками медно-никелевых сплавов являются 90/10 меди к никелю и 70/30 (70% меди и 30% никеля). Их также называют растворными сплавами. Это означает, что любое количество меди растворимо в никеле, а любое количество никеля растворимо в меди.
При работе с медно-никелевыми сплавами предварительный подогрев и послесварочная термообработка не требуются. Ни сварной шов, ни околошовная зона не упрочняются теплом сварки.
Введение в сварку медно-никелевого сплава
Ниже представлены все пять видеороликов Медной ассоциации.
TIG сварки из медного никелевого сплава:
Сварка труба из медного никелевого сплава:
 youtube.com/embed/videoseries?list=PLI-jKVKu0QrmAJPlxX95Gig-KAgWWKG6R» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/videoseries?list=PLI-jKVKu0QrmAJPlxX95Gig-KAgWWKG6R» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
. Медь и медные сплавы
Медь и ее сплавы, включая латунь и бронзу, являются важными металлами из-за их электро- и теплопроводности и коррозионной стойкости. В данной статье будут рассмотрены специфические требования, методы, оборудование и приемы сварки этих металлов с сохранением их характеристик материала.
Традиционная сварка меди может быть сложной, поскольку из-за ее высокой теплопроводности тепло излучается от сварного шва намного быстрее, чем, например, сталь. В результате требуются высокие уровни энергии и тепла, чтобы полностью расплавить две заготовки и создать прочный сварной шов.
Методы сварки меди
Высокая теплопроводность и скорость расширения меди и сплавов, таких как латунь, также могут вызвать коробление и деформацию сварных швов легче, чем стали. Чтобы предотвратить это, заготовки могут нуждаться в предварительном подогреве. Также может помочь использование зажимов и приспособлений, сварка в правильной последовательности и более близкое расположение прихваточных швов.
Чтобы предотвратить это, заготовки могут нуждаться в предварительном подогреве. Также может помочь использование зажимов и приспособлений, сварка в правильной последовательности и более близкое расположение прихваточных швов.
Некоторые металлы, легирующие медь, такие как алюминий, реагируют с кислородом с образованием оксидных пленок на поверхности. Они должны быть удалены перед сваркой вместе с любой заводской грязью или другими загрязнениями с поверхностей, чтобы они не попали в сварной шов. Эти частицы имеют тенденцию испаряться при высокой температуре сварки, оставляя пустоты и вызывая пористость.
Во избежание этого осматривайте и очищайте заготовки и сварные соединения до и после каждого этапа прихватки и сварки. Используйте только шлифовальные круги и проволочные щетки, которые использовались для обработки нержавеющей стали или меди/медно-никелевого сплава, но никогда не применяйте их для обработки углеродистой стали, чтобы предотвратить загрязнение частицами углерода.
Ниже приведены основные варианты материала решетки гриля:
Медь в основном сплавляется с оловом, цинком, алюминием, кремнием и никелем, а также с небольшим количеством других элементов. Латунь — это сплав меди с цинком, а бронза — сплав меди с оловом, алюминием или кремнием.
Медно-никелевые сплавы — еще одна распространенная комбинация: либо 90/10 (90% меди до 10% никеля), либо 70/30 (70% меди до 30% никеля). Для этого материала можно не беспокоиться о создании зон термического влияния, которые могут изменить характеристики металла.
Точный состав каждого медного сплава определяет его физические свойства, такие как температура плавления, которые, в свою очередь, влияют на его сварочные характеристики. Например, сварка медно-никелевого сплава на самом деле проще, чем сварка меди, потому что его более низкая теплопроводность не требует предварительного нагрева.
Процесс сварки
По данным Ассоциации развития меди, как MIG, так и дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) и TIG или дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) являются хорошим выбором для сварки всех типов меди и медных сплавов.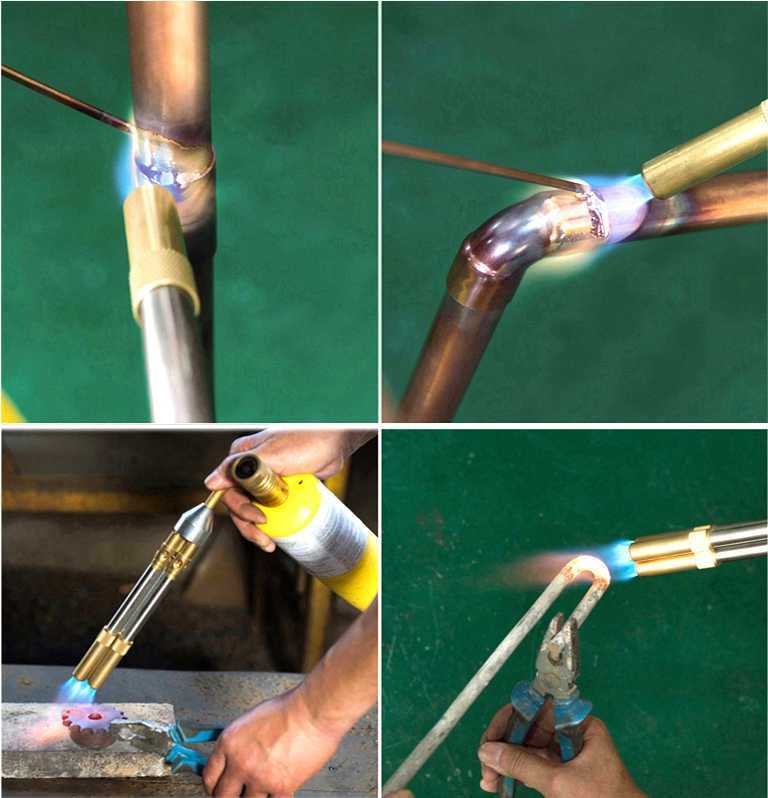
Дуговая сварка в защитном металле (SMAW) или электродуговая сварка может использоваться с некоторыми медными сплавами, такими как алюминиевая бронза, кремниевая бронза и медно-никелевый сплав.
Газовая защита важна для предотвращения образования оксидов в процессе сварки, что может привести к пористости. Обязательно держите присадочный металл в пределах защиты газового щита, чтобы предотвратить окисление.
Для меди используются те же вольфрамовые электроды, которые используются для сварки стали методом TIG.
Предотвращение эффектов сварки
Неполное проплавление сварного шва может произойти из-за высокой теплопроводности металлов. Эти сплавы, включая латунь, содержащую менее 20% цинка, предварительно нагревают перед сваркой.
Некоторые медные сплавы, включая медно-никелевый сплав, подвержены горячему растрескиванию после охлаждения сварного шва. Чтобы этого не произошло, тщательно очищайте поверхность заготовок от даже небольшого количества загрязнений.
Плотность никеля кг м3: Свойства никеля: плотность, теплоемкость, теплопроводность
Плотность металлов в кг на м3
- Материалы
- Стали, чугуны
- Цветные металлы
- Чистые элементы
- Минералы
- Породы дерева
- Жидкости
| Материал | Плотность, кг/м3 |
|---|---|
| Алюминиевые сплавы | |
| АЛ1 | 2750 |
| АЛ2 | 2650 |
| АЛ3 | 2700 |
| АЛ4 | 2650 |
| АЛ5 | 2680 |
| АЛ7 | 2800 |
| АЛ8 | 2550 |
| АЛ9 | 2660 |
| АЛ11 | 2940 |
| АЛ13 | 2600 |
| АЛ21 | 2830 |
| АЛ22 | 2500 |
| АЛ24 | 2740 |
| АЛ25 | 2720 |
| Баббиты оловянные и свинцовые | |
| Б88 | 7350 |
| Б83 | 7380 |
| Б83С | 7400 |
| Б16 | 9290 |
| БН | 9700 |
| БС6 | 10050 |
| Бронзы безоловянные литейные | |
| БрА9Мц2Л | 7600 |
| БрА9Ж3Л | 7600 |
| БрА10Ж4Н4Л | 7600 |
| БрС30 | 9400 |
| Бронзы безоловянные, обрабатываемые давлением | |
| БрА5 | 8200 |
| БрА7 | 7800 |
| БрАМц9-2 | 7600 |
| БрАЖ9-4 | 7600 |
| БрАЖМц10-3-1,5 | 7500 |
| БрАЖН10-4-4 | 7500 |
| БрКМц3,1 | 8400 |
| БрКН1-3 | 8600 |
| БрМц5 | 8600 |
| Бронзы бериллиевые | |
| БрБ2 | 8200 |
| БрБНТ1,9 | 8200 |
| БрБНТ1,7 | 8200 |
| Бронзы оловянные деформируемые | |
| Бр0Ф8,0-0,3 | 8600 |
| Бр0Ф7-0,2 | 8600 |
| Бр0Ф6,5-0,4 | 8700 |
| Бр0Ф6,5-0,15 | 8800 |
| Бр0Ф4-0,25 | 8900 |
| Бр0Ц4-3 | 8800 |
| Бр0ЦС4-4-2,5 | 8900 |
| Бр0ЦС4-4-4 | 9100 |
| Бронзы оловянные литейные | |
| Бр03Ц12С5 | 8690 |
| Бр03Ц7С5Н1 | 8840 |
| Бр05Ц5С5 | 8840 |
| Магниевые сплавы деформируемые | |
| МА1 | 1760 |
| МА2 | 1780 |
| МА2-1 | 1790 |
| МА5 | 1820 |
| МА8 | 1780 |
| МА14 | 1800 |
| Магниевые сплавы литейные | |
| МЛ3 | 1780 |
| МЛ4 | 1830 |
| МЛ6 | 1810 |
| МЛ10 | 1760 |
| МЛ11 | 1780 |
| МЛ12 | 1800 |
| Медно-цинковые сплавы (латуни) литейные | |
| ЛЦ16К4 | 8300 |
| ЛЦ23А6Ж3Мц2 | 8500 |
| ЛЦ30А3 | 8500 |
| ЛЦ38Мц2С2 | 8500 |
| ЛЦ40Сд | 8500 |
| ЛЦ40С | 8500 |
| ЛЦ40Мц3Ж | 8500 |
| ЛЦ25С2 | 8500 |
| Медно-цинковые сплавы (латуни), обрабатываемые давлением | |
| Л96 | 8850 |
| Л90 | 8780 |
| Л85 | 8750 |
| Л80 | 8660 |
| Л70 | 8610 |
| Л68 | 8600 |
| Л63 | 8440 |
| Л60 | 8400 |
| ЛА77-2 | 8600 |
| ЛАЖ60-1-1 | 8200 |
| ЛАН59-3-2 | 8400 |
| ЛЖМц59-1-1 | 8500 |
| ЛН65-5 | 8600 |
| ЛМ-58-2 | 8400 |
| ЛМ-А57-3-1 | 8100 |
| Никелевые и медно-никелевые сплавы, обрабатываемые давлением | |
| НК0,2 | 8900 |
| НМц2,5 | 8900 |
| НМц5 | 8800 |
| НМцАК2-2-1 | 8500 |
| НХ9,5 | 8700 |
| МНМц43-0,5 | 8900 |
| НМЦ-40-1,5 | 8900 |
| МНЖМц30-1-1 | 8900 |
| МНЖ5-1 | 8700 |
| МН19 | 8900 |
| МН16 | 9020 |
| МНЦ15-20 | 8700 |
| МНА13-3 | 8500 |
| МНА6-1,5 | 8700 |
| МНМц3-12 | 8400 |
| Цинковые сплавы антифрикционные | |
| ЦАМ9-1,5Л | 6200 |
| ЦАМ9-1,5 | 6200 |
| ЦАМ10-5Л | 6300 |
| ЦАМ10-5 | 6300 |
Плотность никеля и другие свойства.
Никелевые руды
Никель (Ni) – это химический элемент периодической системы Менделеева, который входит в триаду Fe, Co,Ni. Никель является металлом белого цвета с заметным серебристым отливом. Он хорошо сочетается с другими металлами, при этом образуя сплавы.
Открытие никеля
Руда никеля была впервые открыта химиком из Швеции А. Кронстедтом в 1751 году. Задолго до его открытия горняки из Саксонии хорошо знали руду, которая внешне была похожа на медную. Она использовалась стекловарами для придания изделиям зеленого цвета. Часто сталевары того времени пытались получить из этого сплава медь, но все их попытки терпели неудачу. Поэтому в конце XVII в. металл никель получил свое первое название – «купферникель», что в переводе значило «дьявольская руда». Минерологу Кронстедту удалось-таки получить окисел зеленого цвета, и путем восстановления последнего был получен сам никель.
Далее исследованием металла занимался ученый Бергман. Получив его в чистом виде, он смог установить, что свойства никеля близки к особенностям железа. Более детально этот металл изучали и другие исследователи, начиная с Проуста. Постепенно выяснялись его различные свойства, в том числе плотность никеля. На самом деле, слово «никкел» является ругательством горняков. Оно происходило от искаженного Niccolaus и служило прозвищем двуличных, лживых людей. Вторым значением этого слова было «озорной дух», «бездельник».
Более детально этот металл изучали и другие исследователи, начиная с Проуста. Постепенно выяснялись его различные свойства, в том числе плотность никеля. На самом деле, слово «никкел» является ругательством горняков. Оно происходило от искаженного Niccolaus и служило прозвищем двуличных, лживых людей. Вторым значением этого слова было «озорной дух», «бездельник».
Плотность никеля и другие его свойства
Никель обладает такими свойствами, как ковкость и тягучесть. Эти характеристики позволяют легко подвергать его прокату. Из металла получаются листы и трубы. Никель – довольно прочный материал. Его предел прочности составляет 450 МПа. При этом он высокопластичен, а также обладает высокой антикоррозийной устойчивостью. Теплопроводность никеля составляет 90,1 Вт/(м·К) (при температуре 25°C).
Добываемые руды состоят из пяти стабильных изотопов. Никель относится к категории тяжелых металлов. Плотность никеля равна 8902 кг/м3. Это в два раза больше, чем у титана, но по своему числовому значению равна плотности меди.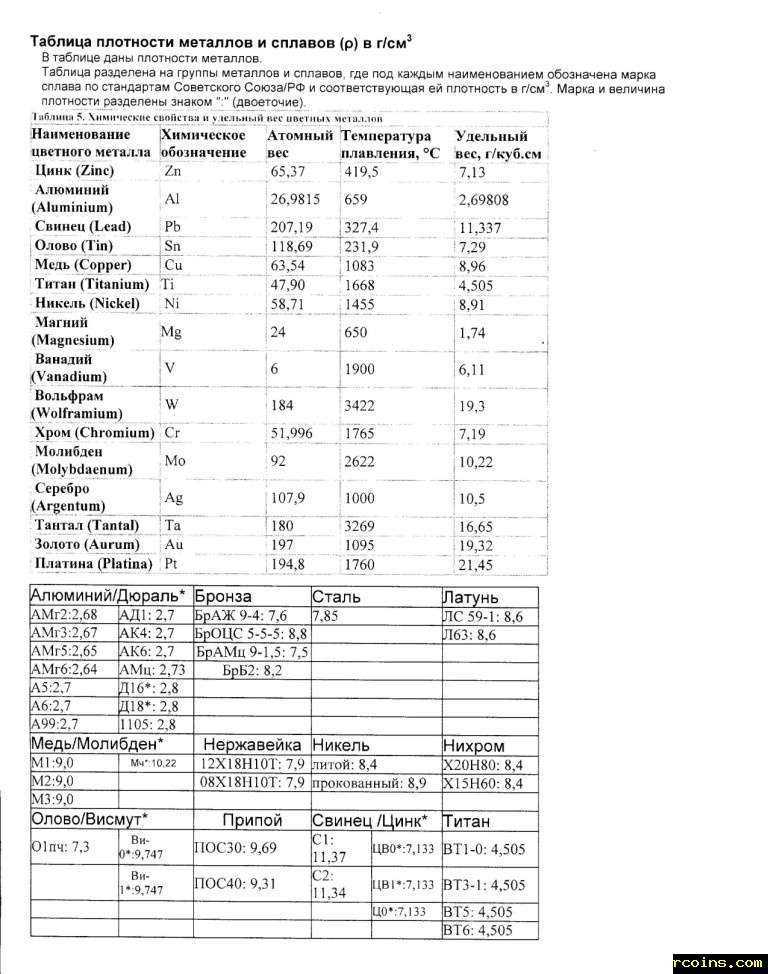
Покрывается ли никель ржавчиной?
Никель устойчив к высоким температурам. Если этот металл эксплуатируется в промышленных условиях, он часто покрывается пленкой окисла, при этом немного тускнея. Он также не покрывается ржавчиной. Не действуют на него и кислоты – ни органические, ни неорганические. Ржавчина не покрывает этот металл даже в горячих спиртах. Поэтому никель часто используется в пищевой промышленности.
Где никель может быть подвергнут коррозии?
Всего есть несколько сред, где этот металл может разрушаться. Во-первых, это морская вода. Далее, плохо на него воздействуют щелочные растворы гипохлоритов. Вызывает коррозию также сера, растворы солей, аммиачная вода.
Сплавы никеля
Этот металл является хорошей добавкой к стали. Он повышает ее пластичность и прочность. Добавка никеля и хрома в сплавы обеспечивает высокие антикоррозийные свойства сталей. Широко в промышленности употребляются хромоникелевые нержавеющие стали, которые при этом обладают высоким уровнем теплоустойчивости.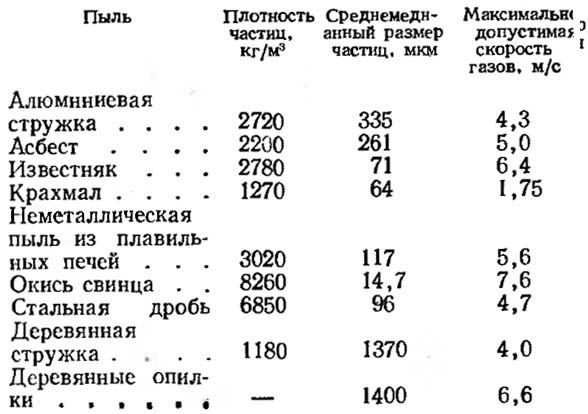
А в химии известны сплавы, где никель является главным элементом. Плотность никеля позволяет его использовать в сплавах с железом, алюминием, марганцем, хромом и кремнием. Такие сплавы используются для создания нагревателей. Они обладают высоким уровнем магнитной проницаемости. Также в машиностроении применяются чугуны, в которые добавляется никель. Промышленное производство этого металла началось порядка ста лет назад. При этом порядка 80% всего никеля используется для никелирования стали и получения сплавов.
Другие сферы применения металла
Никель и его сплавы применяются не только для производства нержавеющих сталей. Металл и сплавы с его участием используются в создании химической аппаратуры, судостроении. Нихром и хромель являются составными элементами бытовой техники: тостеров, утюгов, а также обогревателей. Другие сплавы используются при строительстве морских кораблей. Никелевые покрытия часто несут декоративную функцию.
Токсичность металла
В больших количествах никель может оказать опасное воздействие на организм. Повышенное его содержание в пище может говорить о прямой угрозе здоровью. Самое часто встречающееся последствие чрезмерного попадания в организм никеля – это аллергия. Также он вызывает бронхит, болезни почек и рак легкого. Но токсичность никеля проявляется, только если он находится в организме в больших количествах.
Повышенное его содержание в пище может говорить о прямой угрозе здоровью. Самое часто встречающееся последствие чрезмерного попадания в организм никеля – это аллергия. Также он вызывает бронхит, болезни почек и рак легкого. Но токсичность никеля проявляется, только если он находится в организме в больших количествах.
Плотность никелевой руды в 285 единицах плотности
Результаты поиска включают ссылки на различные страницы калькулятора, связанные с каждым найденным элементом. Используйте * в качестве подстановочного знака для частичного совпадения или заключите строку поиска в двойные кавычки («») для точного совпадения.
Поиск:
Точность: 01234
- Никелевая руда весит 1,6 грамм на кубический сантиметр или 1 600 килограмм на кубический метр плотности , т.е.0014 никелевая руда равна 1 600 кг/м³. В имперской или американской системе измерения плотность равна 99,88 фунтов на кубический фут [фунт/фут³] или 0,925 унций на кубический дюйм [унций/дюйм³].
- Закладки : [ вес к объему | объем к весу | цена | плотность]
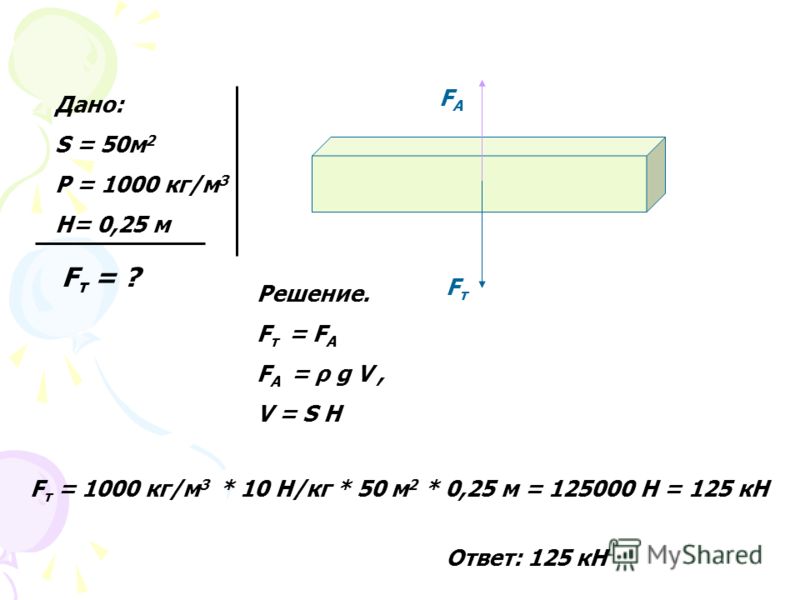
- Плотность Никелевая руда в нескольких выбранных единицах измерения плотности:
- Плотность Никелевая руда г см3 = 1,6 г/см³
- Плотность никелевой руды г мл = 1,6 г/мл
- Плотность Никелевой руды г мм3 = 0,0016 г/мм 30
- Плотность Donity Orene кг M3 = 1 600 Kg/M³
- 1111111111111. Никелевая руда фунт дюйм3 = 0,058 фунт/дюйм³
- Плотность Никелевая руда фунт фут3 = 99,88 фунт/фут³
Значения плотности никелевой руды, сгруппированные по массе и представленные как значение плотности, единица плотности
| 24.69 | gr/cm³ |
| 24 691.77 | gr/dm³ |
| 699 193.16 | gr/ft³ |
404.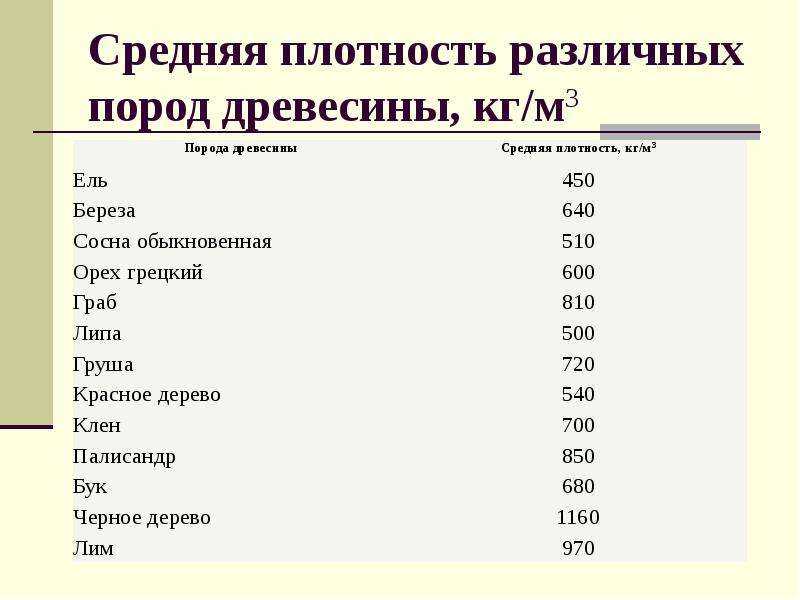 63 63 | gr/in³ |
| 24 691 773.44 | gr/m³ |
| 0.02 | gr/mm³ |
| 18 878 215.2 | gr/yd³ |
| 24 691.77 | gr/l |
| 6 172.94 | gr/metric c |
| 370.38 | gr/metric tbsp |
| 123.46 | gr/metric tsp |
| 24.69 | gr/ml |
| 5 841.78 | gr/US c |
| 730.14 | gr/fl.oz |
| 93 468.53 | gr/US gal |
| 11 683.57 | gr/pt |
| 23 367.13 | gr/US qt |
| 365.11 | gr/US tbsp |
| 121.7 | gr/US tsp |
| 1.6 | g/cm³ |
| 1 600 | g/dm³ |
45 306. 95 95 | g/ft³ |
| 26.22 | g/in³ |
| 1 600 000 | g/m³ |
| 0 | g/mm³ |
| 1 223 287.77 | г/ярд³ |
| 1 600 | g/l |
| 400 | g/metric c |
| 24 | g/metric tbsp |
| 8 | g/metric tsp |
| 1.6 | г/мл |
| 378,54 | г/США C |
| 47,31 | г/FL.OZ |
| 6 056.66972 | |
| 6 056.66992 | |
| 6 056.66992 | |
| 6 056.6692 | |
| 6 056.6692 | |
| 6 056.6692 | |
| 6 056.6692 | |
| . | |
| 1 514.16 | г/США QT |
| 23.66 | г/стяга |
| 7,89 | G/TSP | G/TSP | G/TSP | 9008 9008 9008 | 9008 9008 | . |
| 1.6 | kg/dm³ |
| 45.31 | kg/ft³ |
| 0.03 | kg/in³ |
| 1 600 | kg/m³ |
| 1.6 × 10 -6 | кг/мм³ |
| 1 223.29 | kg/yd³ |
| 1.6 | kg/l |
| 0.4 | kg/metric c |
| 0.02 | kg/metric tbsp |
| 0.01 | kg/metric tsp |
| 0 | kg/ml |
| 0.38 | kg/US c |
| 0.05 | kg/fl.oz |
| 6.06 | kg/US gal |
| 0.76 | kg/pt |
| 1.51 | kg/US qt |
| 0.02 | kg/tbsp |
| 0.01 | kg/tsp |
| 1.57 × 10 -6 | long tn/cm³ |
| 0 | long tn/dm³ |
0. 04 04 | long tn/ft³ |
| 2.58 × 10 -5 | длинная тн/дюйм³ |
| 1.57 | long tn/m³ |
| 1.57 × 10 -9 | long tn/mm³ |
| 1.2 | long tn/yd³ |
| 0 | long tn/l |
| 0 | long tn/metric c |
| 2.36 × 10 -5 | long tn/metric tbsp |
| 7.87 × 10 -6 | long tn/metric tsp |
| 1,57 × 10 -6 | long tn/ml |
| 0 | long tn/US c |
| 5 × 10 -5 | long tn/fl.oz |
| 0.01 | long tn /US gal |
| 0 | long tn/pt |
| 0 | long tn/US qt |
| 2.33 × 10 -5 | long tn/US tbsp |
7. 76 × 10 -6 76 × 10 -6 | длинная тн/США ч.л. |
| 1 600 000 | µg/cm³ | ||||||||||||||||||||||||
| 1 600 000 000 | µg/dm³ | ||||||||||||||||||||||||
| 45 306 954 560 | µg/ft³ | ||||||||||||||||||||||||
| 26 219 302.4 | µg/in³ | ||||||||||||||||||||||||
| 1 600 000 000 000 | µg/m³ | ||||||||||||||||||||||||
| 1 600 | µg/mm³ | ||||||||||||||||||||||||
| 1 223 287 772 800 | µg/yd³ | ||||||||||||||||||||||||
| 1 600 000 000 | мкг/л | ||||||||||||||||||||||||
| 400 000 000 | мкг/Метрика C | ||||||||||||||||||||||||
| 24 000 000 | мкг/метрический TBSP | ||||||||||||||||||||||||
| 8 | 8 | 8 | 718 | 8 | 8 | 718 | 8 | .000 | 7100 | 8.000 | .000 | 8.000 | .000 | 8.000 | .000 | 8.000 | 8.000 | 8.000 | 8.000 | 8.000 | 8.000 | 8.000 | 8.000 | 8. 000 | µg/ml |
378 541 179. 2 2 | µg/US c | ||||||||||||||||||||||||
| 47 317 647.36 | µg/fl.oz | ||||||||||||||||||||||||
| 6 056 658 848 | µg/US gal | ||||||||||||||||||||||||
| 757 082 356,8 | µg/pt | ||||||||||||||||||||||||
| 1 514 164 713.6 | µg/US qt | ||||||||||||||||||||||||
| 23 658 823.68 | µg/tbsp | ||||||||||||||||||||||||
| 7 886 274.54 | µg/tsp |
| 1 600 | mg/cm³ |
| 1 600 000 | mg/dm³ |
| 45 306 954.56 | mg/ft³ |
| 26 219.3 | mg/in³ |
| 1 600 000 000 | mg/m³ |
| 1.6 | mg/mm³ |
| 1 223 287 772.8 | mg/yd³ |
| 1 600 000 | mg/l |
| 400 000 | mg/ metric c |
| 24 000 | mg/metric tbsp |
| 8 000 | mg/metric tsp |
| 1 600 | mg/ml |
378 541. 18 18 | mg/US c |
| 47 312 | mg/fl.oz |
| 6 056 658.86 | mg/US gal |
| 757 082.36 | mg/pt |
| 1 514 164.72 | mg/US qt |
| 23 658.82 | mg/tbsp |
| 7 886.27 | mg/tsp |
| 0.06 | oz/cm³ |
| 56.44 | oz/dm³ |
| 1 598.16 | oz/ft³ |
| 0.92 | oz/in³ |
| 56 438.34 | oz/m³ |
| 5.64 × 10 -5 | oz/mm³ |
| 43 150.21 | oz/yd³ |
| 56.44 | oz/l |
| 14.11 | oz/metric c |
| 0.85 | oz/metric tbsp |
| 0.28 | oz/metric tsp |
0. 06 06 | oz/ml |
| 13.35 | oz/US c |
| 1.79 | oz/fl.oz |
| 213.64 | oz/US gal |
| 26.71 | oz /pt |
| 53.41 | oz/US qt |
| 0.83 | oz/tbsp |
| 0.28 | oz/tsp |
| 1.03 | dwt /см³ |
| 1 028.82 | dwt/dm³ |
| 29 133.05 | dwt/ft³ |
| 16.86 | dwt/in³ |
| 1 028 823.89 | dwt/m³ |
| 0 | dwt/mm³ |
| 786 592.3 | dwt/yd³ |
| 1 028.82 | dwt/l |
| 257.21 | dwt/metric c |
| 15.43 | dwt/metric tbsp |
5. 14 14 | dwt/metric tsp |
| 1.03 | dwt/ml |
| 243.41 | dwt/US c |
| 30.42 | dwt/fl.oz |
| 3 894.52 | dwt/US gal |
| 486.82 | dwt/pt |
| 973.63 | dwt/US qt |
| 15.21 | dwt/US tbsp |
| 5.07 | dwt/US tsp |
| 0 | lb/cm³ |
| 3.53 | lb/dm³ |
| 99.88 | lb/ft³ |
| 0.06 | lb/in³ |
| 3 527.4 | lb/m³ |
| 3.53 × 10 -6 | lb/mm³ |
| 2 696.89 | lb/yd³ |
| 3.53 | lb/l |
| 0,88 | lb/metric c |
0. 05 05 | lb/metric tbsp |
| 0.02 | lb/metric tsp |
| 0 | lb/ml |
| 0.83 | lb/US c |
| 0.11 | lb/fl.oz |
| 13.35 | lb/US gal |
| 1.67 | lb/pt |
| 3.34 | lb/US qt |
| 0.05 | фунт/столовая ложка |
| 0,02 | фунт/т. Л. |
| 0.05 | short tn/ft³ |
| 2.89 × 10 -5 | short tn/in³ |
| 1.76 | short tn/m³ |
| 1.76 × 10 -9 | короткий тн/мм³ |
| 1.35 | short tn/yd³ |
| 0 | short tn/l |
| 0 | short tn/metric c |
| 2.65 × 10 -5 | short tn/ metric tbsp |
8. 82 × 10 -6 82 × 10 -6 | short tn/metric tsp |
| 1.76 × 10 -6 | short tn/ml |
| 0 | short tn/US c |
| 5,6 × 10 -5 | short tn/fl.oz |
| 0.01 | short tn/US gal |
| 0 | short tn/pt |
| 0 | short tn/US qt |
| 2.61 × 10 -5 | short tn/US tbsp |
| 8.69 × 10 -6 | short tn/US tsp |
| 0 | sl /см³ |
| 0,11 | sl/dm³ |
| 3.1 | sl/ft³ |
| 0 | sl/in³ |
| 109.63 | sl/m³ |
| 1.1 × 10 -7 | sl/ mm³ |
| 83.82 | sl/yd³ |
0.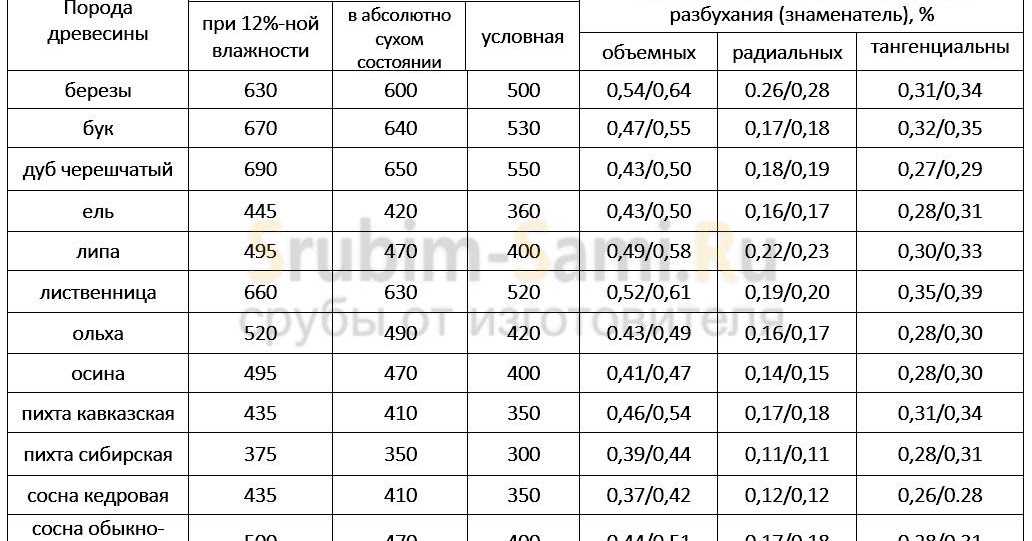 11 11 | sl/l |
| 0.03 | sl/metric c |
| 0 | sl/metric tbsp |
| 0 | сл/метрическая чайная ложка |
| 0 | SL/ML |
| 0,03 | SL/US C |
| 0 | SL/FL.OZ | 0 | SL/FL.OZ | . 0 | SL/FL.OZ | . 0 | . | sl/pt |
| 0.1 | sl/US qt |
| 0 | sl/tbsp |
| 0 | sl/tsp |
| 0 | ст/см³ |
| 0.25 | st/dm³ |
| 7.13 | st/ft³ |
| 0 | st/in³ |
| 251.96 | st/m³ |
| 2.52 × 10 -7 | st/mm³ |
| 192.63 | st/yd³ |
0.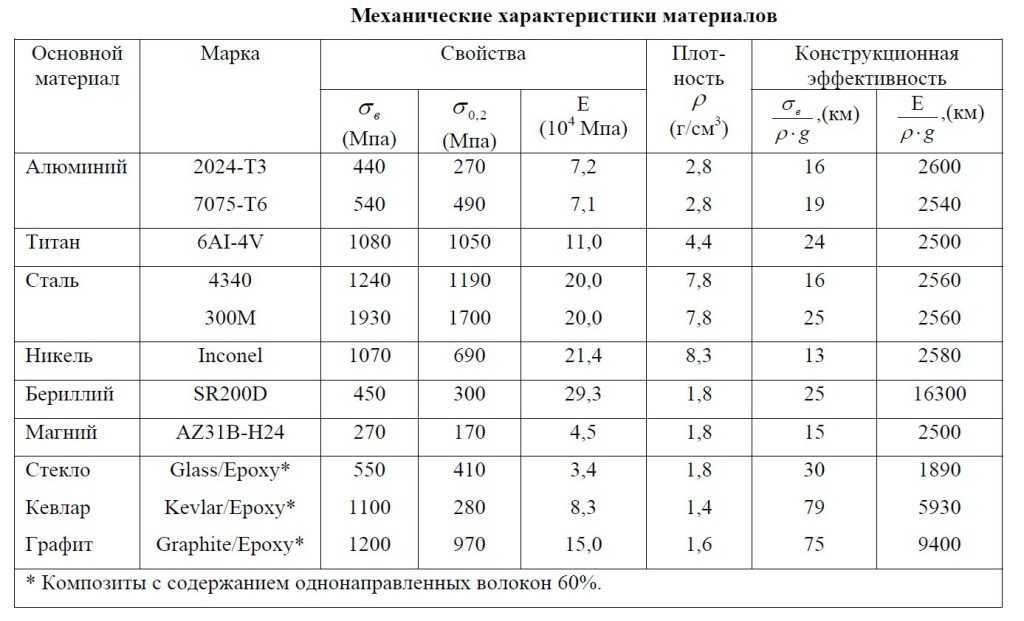 25 25 | st/l |
| 0.06 | st/metric c |
| 0 | st/metric tbsp |
| 0 | st/metric tsp |
| 0 | st/ml |
| 0.06 | st/US c |
| 0.01 | st/fl.oz |
| 0.95 | st /US gal |
| 0.12 | st/pt |
| 0.24 | st/US qt |
| 0 | st/US tbsp |
| 0 | st/US tsp |
| 1.6 × 10 -6 | t/cm³ |
| 0 | t/dm³ |
| 0.05 | t/ft³ |
| 2.62 × 10 -5 | t/ in³ |
| 1.6 | t/m³ |
| 1.6 × 10 -9 | t/mm³ |
1.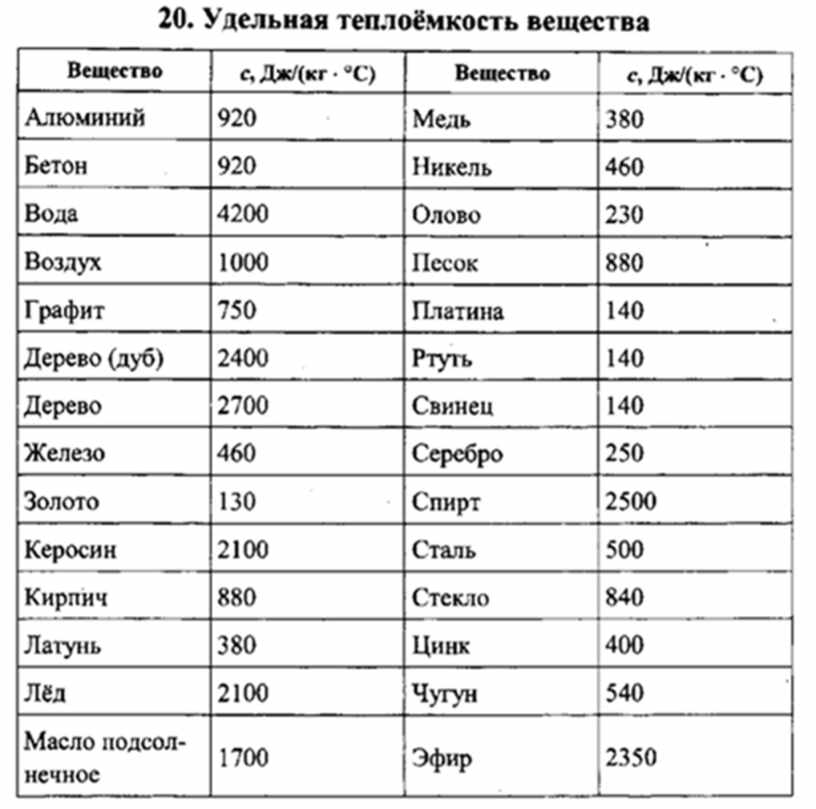 22 22 | t/yd³ |
| 0 | t/l |
| 0 | т/метр c |
| 2.4 × 10 -5 | t/metric tbsp |
| 8 × 10 -6 | t/metric tsp |
| 1.6 × 10 -6 | t/ml |
| 0 | t/US c |
| 4.73 × 10 -5 | t/fl.oz |
| 0.01 | t/US gal |
| 0 | t/pt |
| 0 | т/кварт США |
| 2.37 × 10 -5 | t/tbsp |
| 7.89 × 10 -6 | t/tsp |
| 0.05 | oz t /cm³ |
| 51.44 | oz t/dm³ |
| 1 456.65 | oz t/ft³ |
| 0.84 | oz t/in³ |
51 441.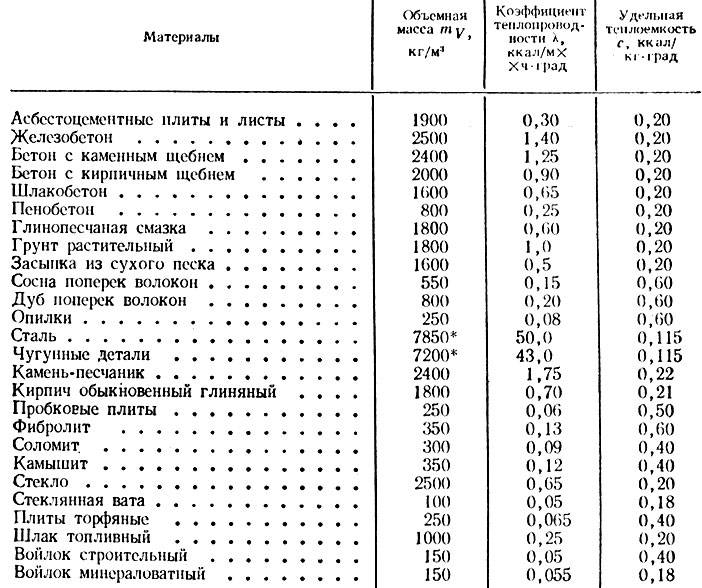 19 19 | oz t/m³ |
| 5,14 × 10 -5 | oz t/mm³ |
| 39 329.62 | oz t/yd³ |
| 51.44 | oz t/l |
| 12.86 | oz t/metric c |
| 0.77 | oz T/Metric TBSP |
| 0,26 | унция T/Metric TSP |
| 0,05 | унция T/ML |
| 12.17 | 2 |
| . унций | |
| 194.73 | oz t/US gal |
| 24.34 | oz t/pt |
| 48.68 | oz t/US qt |
| 0.76 | oz t/US tbsp |
| 0.25 | унция T/US TSP |
| 0 | Трой/CM³ | ||
| 4.29 | /DM³ | ||
| 4.29 | . | 0,07 | troy/in³ |
| 4 286.77 | troy/m³ | ||
4. 29 × 10 -6 29 × 10 -6 | troy/mm³ | ||
| 3 277.47 | troy/yd³ | ||
| 4.29 | troy/l | ||
| 1.07 | troy/metric c | ||
| 0.06 | troy/metric tbsp | ||
| 0.02 | troy/metric tsp | ||
| 0 | troy/ml | ||
| 1.01 | troy/US c | ||
| 0.13 | troy/fl.oz | ||
| 16.23 | troy/US gal | ||
| 2.03 | troy/pt | ||
| 4.06 | troy/US qt | ||
| 0.06 | troy/US tbsp | ||
| 0.02 | troy/US tsp |
Nickel ore density values in 285 units of density, in the form of a matrix Плотность = вес ÷ объем объемная единица зерно (гр) порция (сл) короткая тонна (короткая тонна) длинная тонна (длинная тонна) стоун (ст) (трой) пеннивейт (дедвейт) кубический миллиметр 1 600 1. <0.01 <0.01 <0.01 <0.01 <0.01 cubic millimeter 0.02 <0.01 <0.01 <0.01 <0.01 <0.01 <0.01 <0.01 cubic centimeter 1 600 000 1 600 1.6 <0.01 <0.01 0.06 <0.01 cubic centimeter 24.69 <0.01 <0.01 <0.01 <0.01 0.05 <0.01 1.03 cubic decimeter 1 600 000 000 1 600 000 1 600 1.6 <0.01 56.44 3.53 cubic decimeter 24 691.77 0.11 <0.01 <0.01 0.25 51.44 4.29 1 028.82 cubic meter 1 600 000 000 000 1 600 000 000 1 600 000 1 600 1. 56 438.34 3 527.4 cubic meter 24 691 773.44 109.63 1.76 1.57 251.96 51 441.19 4 286.77 1 028 823.89 milliliter 1 600 000 1 600 1.6 <0.01 <0.01 0.06 <0.01 milliliter 24.69 <0.01 <0.01 <0.01 <0.01 0.05 <0.01 1.03 liter 1 600 000 000 1 600 000 1 600 1.6 <0.01 56.44 3.53 liter 24 691.77 0.11 <0.01 <0.01 0.25 51.44 4.29 1 028.82 metric teaspoon 8 000 000 8 000 8 0,01 <0,01 0,28 0,02 Метрическая чайная ложка 123,46 <0,01 123,46 . <0.01 0.26 0.02 5.14 metric tablespoon 24 000 000 24 000 24 0.02 <0.01 0.85 0.05 metric tablespoon 370,38 <0,01 <0,01 <0,01 <0,01 0,77 0,06 15,43 15,43 91 11191 111111111111111111111 111111 1111 1111 111911 111 19 .0072
400 000 400 0.4 <0.01 14.11 0.88 metric cup 6 172.94 0.03 <0.01 <0.01 0.06 12.86 1.07 257,21 Кубический дюйм 26 219 302,4 26 219,3 26,22 0,03 <0,01 0,92 0,06 1111111111111111111111111111111111111111111111111111111111111111111111111111НА <0,01 0, . 404.63 <0.01 <0.01 <0.01 <0.01 0.84 0.07 16.86 cubic foot 45 306 954 560 45 306 954.56 45 306.95 45.31 0.05 1 598.16 99.88 cubic foot 699 193.16 3.1 0.05 0.04 7.13 1 456.65 121.39 29 133.05 cubic yard 1 223 287 772 800 1 223 287 772.8 1 223 287.77 1 223.29 1.22 43 150.21 2 696.89 cubic yard 18 878 215.2 83.82 1.35 1.2 192.63 39 329.62 3 277.47 786 592.3 US teaspoon 7 886 274.54 7 886.27 7.89 0.01 <0. 0.28 0.02 US teaspoon 121.7 <0.01 <0.01 <0.01 <0.01 0.25 0.02 5.07 US tablespoon 23 658 823.68 23 658.82 23.66 0.02 <0.01 0.83 0.05 US tablespoon 365.11 <0.01 <0.01 <0.01 <0.01 0.76 0.06 15.21 US fluid ounce 47 317 647.36 47 312 47.31 0.05 <0.01 1.79 0.11 US fluid ounce 730.14 <0.01 <0.01 <0.01 0.01 1.52 0.13 30.42 US cup 378 541 179.2 378 541.18 378.54 0.38 <0. 13.35 0.83 US cup 5 841.78 0.03 < 0.01 <0.01 0.06 12.17 1.01 243.41 US pint 757 082 356.8 757 082.36 757.08 0.76 <0.01 26.71 1.67 US pint 11 683.57 0.05 <0.01 <0.01 0.12 24.34 2.03 486.82 US quart 1 514 164 713.6 1 514 164.72 1 514.16 1.51 <0.01 53.41 3.34 US quart 23 367.13 0.1 <0.01 <0.01 0.24 48.68 4.06 973.63 US gallon 6 056 658 848 6 056 658.86 6 056.66 6. 0.01 213.64 13.35 US gallon 93 468.53 0.42 0.01 0.01 0.95 194.73 16.23 3 894.52
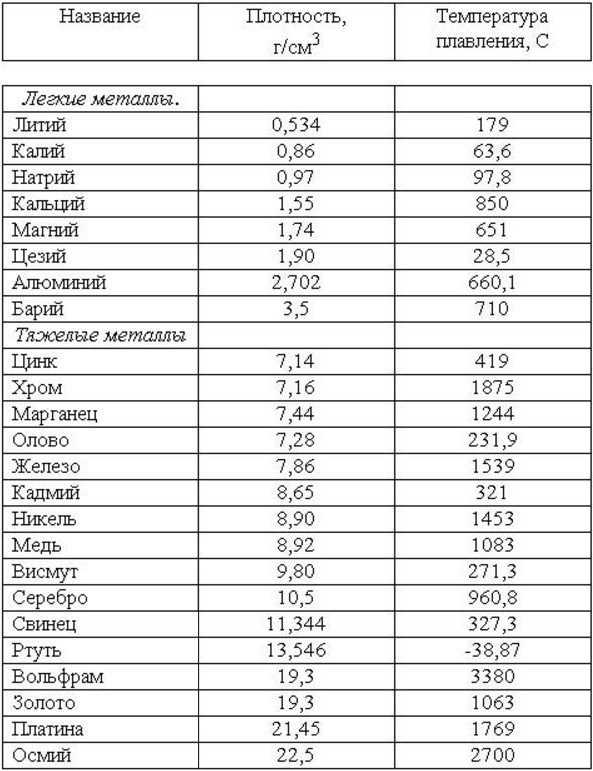 6
6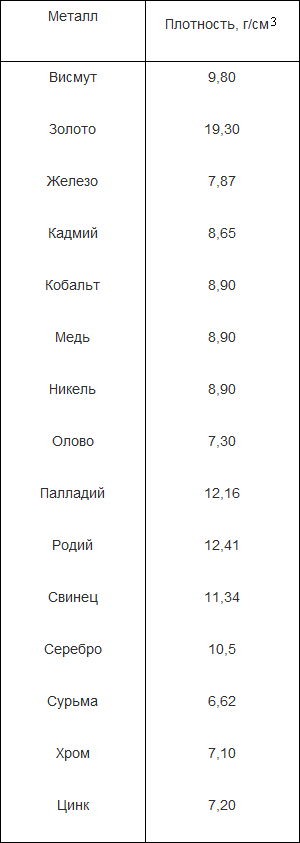 6
6 0072
0072 1912
1912 01
01 01
01 06
06Пищевые продукты, питательные вещества и калории
МОРОЖЕНОЕ, UPC: 070438480316 весит(ют) 144 грамма на метрическую чашку или 4,8 унции на чашку в США и содержит(ют) 235 калорий на 100 грамм (≈3,53 унции) [ вес к объему | объем к весу | цена | плотность ]
транс-бета-каротин в томатах, виноград, сырые
Гравий, вещества и масла
Карибское море, пресноводные, Eco-Complete Cichlid, Gravel весит 1 153,33 кг/м³ (72,00004 фунта/фут³) с удельным весом плотность 1,15333 относительно чистой воды. Подсчитайте, сколько этого гравия требуется для достижения определенной глубины в цилиндрическом, четвертьцилиндрическом или прямоугольном аквариуме или пруду [вес к объему | объем к весу | цена ]
Масло с витамином Е [C 29 H 50 O 2 ] весит 950 кг/м³ (59,30656 фунтов/фут³) [вес к объему | объем к весу | цена | моль к объему и весу | масса и молярная концентрация | плотность ]
Преобразование объема в вес, веса в объем и стоимости для Хладагент R-424A, жидкий (R424A) с температурой в диапазоне от -40°C (-40°F) до 60°C (140°F )
Весы и измерения
Тройский фунт на метрическую чашку Единица измерения плотности используется для измерения объема в метрических чашках с целью оценки веса или массы в тройских фунтах
Импульс — это векторная величина движения тела, которая определяется произведением его массы на скорость.
переводная таблица sl/галлон США в мкг/метрическая чайная ложка, конвертер единиц sl/галлон США в мкг/метрическая чайная ложка или конвертация между всеми единицами измерения плотности.
Калькуляторы
Расчет суточных калорий с учетом роста, веса, возраста, пола, активности
Плотность металлов
Таблица плотности различных металлов, включая алюминий, латунь, бронзу, медь, золото,
серебро, железо, сталь и цинк приведены ниже.
| Плотность металлов, сплавов и руд при комнатной температуре | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Материал | Плотность | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| кг/м 3 | г/см 3 | фунт м / дюйм 3 | фунт/фут 3 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Алюминий, кованый | 2643 | 2,64 | 0,095 | 165 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Латунь литейно-катаная | 8553 | 8,55 | 0,309 | 534 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Бронза, алюминий | 7702 | 7,70 | 0,278 | 481 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Бронза, 7,9-14 % Sn | 8153 | 8. 15 15 | 0,295 | 509 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Бронза, люминофор | 8874 | 8,87 | 0,321 | 554 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Медь литой прокат | 8906 | 8,91 | 0,322 | 556 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Медная руда, пирит | 4197 | 4.20 | 0,152 | 262 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Немецкое серебро (нейзильбер) | 8586 | 8,59 | 0,310 | 536 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Золото, кованое | 19300 | 19. 30 30 | 0,697 | 1205 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Золото, монета (США) | 17190 | 17.19 | 0,621 | 1073 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Хейнс Сплав 25 | 9070 | 9.07 | 0,327 | 566 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Инконель 625 | 8440 | 8,44 | 0,305 | 527 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Инвар 36 | 8055 | 8. 05 05 | 0,291 | 503 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Супер Инвар 32-5 | 8150 | 8.15 | 0,294 | 509 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Иридиум | 22160 | 22.16 | 0,801 | 1383 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Чугун, серое литье | 7079 | 7.08 | 0,256 | 442 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Чугун, литой, чушка | 7207 | 7. 21 21 | 0,260 | 450 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Железо кованое | 7658 | 7,66 | 0,277 | 485 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Утюг, шпигелейзен | 7496 | 7,50 | 0,271 | 468 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Железо, ферросилиций | 6984 | 6,98 | 0,252 | 437 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Железная руда, гематит | 5206 | 5. 21 21 | 0,188 | 325 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Железная руда, лимонит | 3796 | 3,80 | 0,137 | 237 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Железная руда, магнетит | 5046 | 5.05 | 0,182 | 315 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Железный шлак | 2755 | 2,76 | 0,100 | 172 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Ковар | 8359 | 8.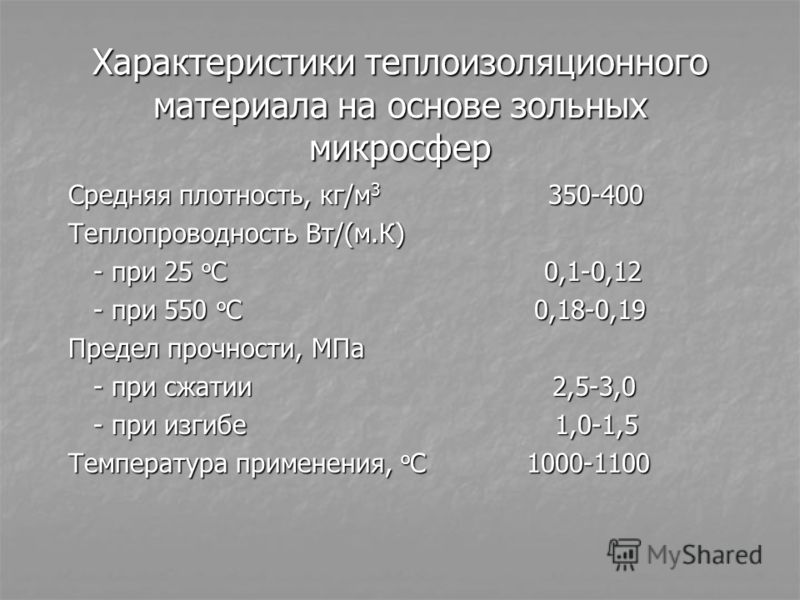 36 36 | 0,302 | 522 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Свинец | 11370 | 11.37 | 0,411 | 710 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Свинцовая руда, галенит | 7449 | 7,45 | 0,269 | 465 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Химический свинец | 11340 | 11.34 | 0,409 | 708 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Свинец сурьмы (6 %) | 10880 | 10,88 | 0,393 | 679 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Припой свинцово-оловянный (60Sn — 40 Pb) | 8520 | 8,52 | 0,308 | 532 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Марганец | 7608 | 7,61 | 0,275 | 475 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Марганцевая руда, пиролюзит | 4149 | 4.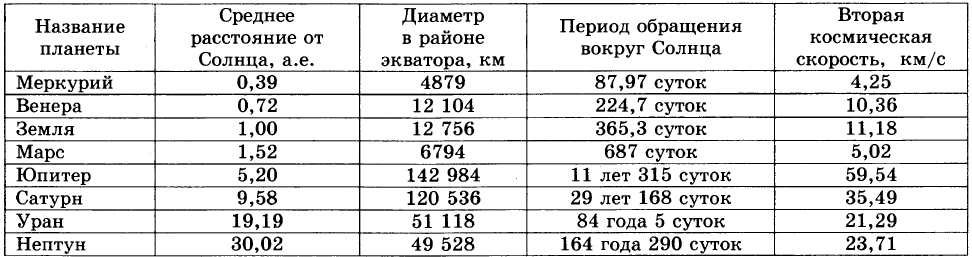 15 15 | 0,150 | 259 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Меркурий | 13570 | 13,57 | 0,490 | 847 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Металл монель, прокат | 8688 | 8,69 | 0,314 | 555 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Монель 400 | 8800 | 8,80 | 0,318 | 549 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Никель | 8602 | 8,60 | 0,311 | 537 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Никель 200 | 8890 | 8,89 | 0,321 | 555 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Платина, кованая | 21300 | 21,3 | 0,770 | 1330 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Серебро, кованое литье | 10510 | 10. 51 51 | 0,380 | 656 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Сталь холоднотянутая | 7832 | 7,83 | 0,283 | 489 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Сталь, станок | 7800 | 7,80 | 0,282 | 487 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Сталь, инструмент | 7703 | 7,70 | 0,278 | 481 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Олово кованое | 7352 | 7,35 | 0,266 | 459 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Оловянная руда, касситерит | 6695 | 6,70 | 0,242 | 418 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Олово (Технически чистое) | 7170 | 7.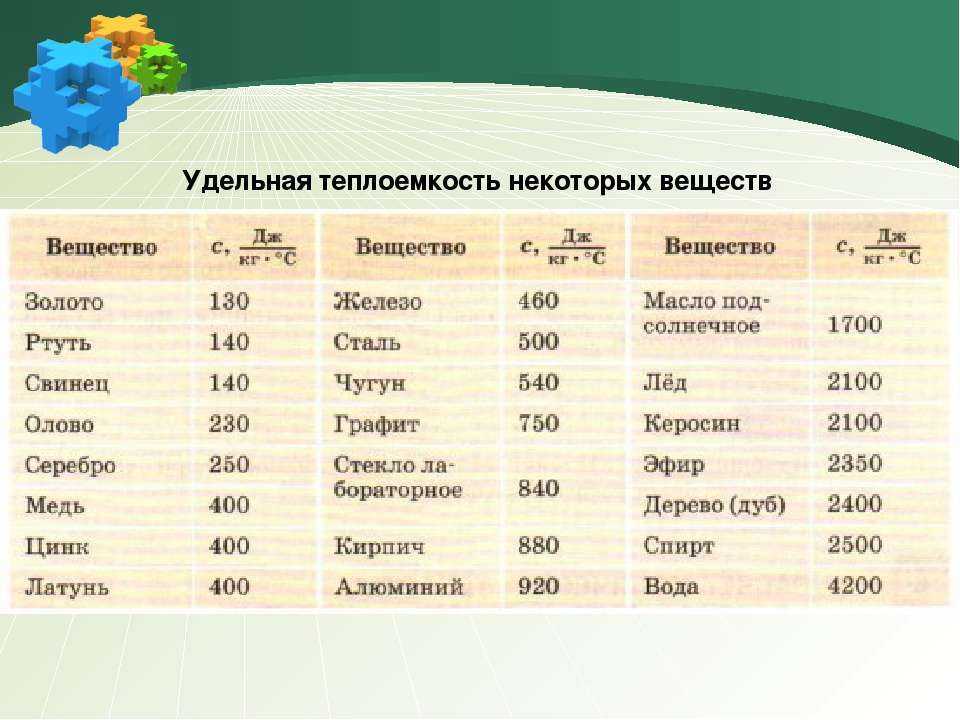 17 17 | 0,259 | 448 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Вольфрам | 18820 | 18,82 | 0,680 | 1200 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Уран | 18740 | 18,74 | 0,677 | 1170 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Цинк литой прокат | 7049 | 7.05 | 0,255 | 440 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Цинк, руда, обманка | 4052 | 4. Для какой резьбы угол между гранями витка равен нулю: Лекция на тему: «Резьбовое соединение.».Резьбовые соединенияРезьбовые соединения Какие соединения называются резьбовыми? Соединения, которые осуществляются крепежными деталями машин посредством резьбы, называются резьбовыми. Что такое резьба? Рекламные предложения на основе ваших интересов:Дополнительные материалы по теме:
Резьба — это винтовая канавка определенной формы, нарезанная на боковой поверхности цилиндрического или конического стержня. Какими основными параметрами характеризуется резьба? Резьба (цилиндрическая) характеризуется следующими основными параметрами: формой и профилем, наружным диаметром, средним диаметром, внутренним1 диаметром, углом подъема, шагом и ходом резьбы, числом заходов, т. е. числом ниток резьбы, приходящимся на ее ход. Что такое профиль резьбы? Профиль резьбы — это очертание ее выступов и впадин (в продольном сечении). Что такое наружный диаметр резьбы d? Наружный диаметр резьбы — это наибольший диаметр, измеряемый по вершине резьбы. Что такое средний диаметр резьбы d. Средний диаметр резьбы — это расстояние между двумя линиями, проведенными по середине профиля резьбы между дном впадины и вершиной нитки параллельно оси шпильки или болта. Что такое внутренний диаметр резьбы d. Внутренний диаметр —это наименьшее расстояние между противоположными основаниями резьбы, измеренное в направлении, перпендикулярном оси шпильки или болта. Что такое угол подъема резьбы р? Угол подъема резьбы — это угол – между винтовой линией по среднему диаметру резьбы и плоскостью, перпендикулярной к ее осевой линии. Что такое шаг резьбы S? Шаг резьбы — это расстояние между одноименными сторонами двух рядом расположенных витков, измеренное в направлении осевой линии резьбы. Что такое нитка резьбы? Нитка (виток) резьбы —это часть резьбы, образуемая при одном полном обороте профиля. Как подразделяются резьбы в зависимости от количества ниток? В зависимости от количества ниток, резьбы подразделяются на однозаходную, двухзаходную, трех-, заходную и т. д. У однозаходной резьбы на торце болта, винта или гайки виден только один конец витка, а у многозаходных — два, три и больше витков. Однозаходные резьбы имеют малые углы подъема в винтавой линии и большое трение. В резьбовых соединениях применяют исключительно однозаходные резьбы как наиболее надежные в отношении самоторможения резьбовых деталей, предохраняющие их от самоотвинчивания. Многозаходные резьбы применяются в передачах винт-гайка. Как подразделяются резьбы в зависимости от направления вращения контура, образующего резьбу? В зависимости от направления вращения контура, образующего резьбу, различают правую и левую резьбу. Если резьба правая, то гайка навертывается на болт слева направо (по часовой стрелке), а если левая, то гайка навертывается на болт справа налево (против часовой стрелки). Как классифицируются резьбы по назначению? В зависимости от назначения резьбы классифицируются на крепежные, крепежно-уплоТняющие й На’ резьбы для передач движения. Крепежные резьбы служат для скрепления деталей, крепежно-уплотняющие — для скрепления и создания герметичности в соединении, а резьбы для передач движения применяются в передачах винт-гайка и в червяках червячных передач. Как подразделяются резьбы в зависимости от формы профиля? В зависимости от формы профиля резьбы подразделяются на треугольные, прямоугольные, трапецеидальние и др. Рис. 1. Резьба метрическая В свою очередь, треугольная резьба делится на метрическую и дюймовую. Какая треугольная резьба называется метрической? Метрической называется такая треугольная резьба, у которой диаметр и шаг выражаются в метрической системе мер — в миллиметрах, а угол профиля у нее 60°. Наиболее широкое распространение получила метрическая резьба с крупным шагом, так как по сравнению с резьбой с мелким шагом влияние ее на износ и ошибки ее изготовления меньше. Какая резьба называется дюймовой? Дюймовой резьбой называется такая резьба, у которой наружный диаметр измеряется в дюймах, а шаг резьбы —числом ниток на 1 дюйм (дюйм равен 25,4 мм). Угол профиля резьбы 55°. Дюймовая резьба применяется в старых машинах, а также в импортных машинах, ввозимых к нам из стран, где применяется дюймовая система. В каких случаях применяется трапецеидальная резьба? Трапецеидальная резьба применяется в передачах винт-гайка и в червячных передачах (червяк), так как она имеет меньшие потерн при трении по сравнению с треугольной резьбой и более прочная. Какие детали являются основными крепежными деталями резьбовых соединений? Основные крепежные детали резьбовых соединений— это болты, шпильки, винты и гайки. Что такое болт? Болт —это деталь обычно круглого поперечного сечения, имеющая на одном конце головку, а на другом резьбу. Головки болтов могут быть шестигранными, квадратными, полукруглыми, потайными и др. Преимущественное применение имеют болты с шестигранными головками, имеющими следующие стандартные размеры: 7, 9, 10, 11, 12, 14j 17, 19, 22 мм и т. д. В каких случаях применяются болты для скрепления деталей? Болты для скрепления деталей применяются в тех случаях, когда детали имеют относительно небольшую толщину или когда материал деталей не может обеспечить необходимую надежность резьбы. Что такое шпилька? Шпилька — это стержень с резьбой на обоих концах; одним концом она ввинчивается в скрепляемую деталь, а на другой ее колец навинчивают гайку. В каких случаях для скрепления деталей применяют шпильки? Шпильки применяют в тех случаях, когда материал скрепляемых деталей с нарезанным отверстием при применении винтов не обеспечивает необходимой долговечности резьбы при частых сборках и разборках соединений. Что такое винт? Винт — это деталь круглого поперечного сечения, обычно с резьбой на одном конце и головкой на другом, но в некоторых случаях в резьбовых соединениях применяют винты без головок. Винты в резьбовых соединениях крепятся не гайками, а ввинчиваются резьбовым концом в одну из скрепляемых деталей: По своему назначению вннты подразделяются на крепежные, служащие для скрепления соединяемых деталей, и установочные, имеющие в отличие от крепежных резьбу по всей длине стержня и предотвращающие взаимный сдвиг деталей. Крепежные винты изготовляют с головкой под ключ или под отвертку, а установочные — либо с головкой под ключ, либо без головки со шлицами или с углублением под ключ. Установочные гоЛовки винтов бывают шестигранные, квадратные; полукруглые, потайные и др. В каких случаях применяют винты для скрепления деталей? Винты для скрепления деталей применяют в тех случаях, когда одна из скрепляемых деталей относительно большой толщины, или когда невозможно разместить гайки, или при жестком требований уменьшения массы резьбового соединения, или для придания соединений более красивого внешнего вида. Что такое гайка? Гайка — это крепежная деталь с резьбовым отверстием, навинчиваемая на конец болта или шпильки и служащая для замыкайия соединяемых деталей машин при помощи болта или шпильки. По форме гайки бывают шестигранные с Одной или двумя фасками, шестигранные корончатые со стандартными размерами между противоположили гранями 7, 9, 10, 11, 12, 14, 17, 19, 22 мм и т. Для чего служат шайбы? Шайбы служат для того, чтобы не помять поверхность скрепляемых деталей и для увеличения ойорной поверхности: Их подкладывают под головки болтов и винтов, а также под гайки. Для чего служат гаечные замки? Гаечные замки служат для удержания резьбовых соединений от самоотвинчйвания при движениях, толчках и ударах, которым подвергаются детали машин вО время работы. Какие гаечные замки применяются в машиностроении? В машиностроении применяются разные гаечные замки, например разрезная (пружинящая) шайба, которая благодаря своей упругости держит гайку затянутой. Кроме пружинящих шайб применяются шайбы стопорные с внутренними и наружными зубьями, шайбы стопорные с одной и двумя лапками. В отдельных случаях для стодорения гаек пользуются штифтами, винтами и упругими контргайками. Из какого материала изготовляют болты, шпильки, винты, гайки, шайбы и гаечные замки? Болты, шпильки, винты и гайки изготовляют из сталей марок Ст. Каким инструментом завинчивают и отвинчивают болты и гайки? Завинчивают и отвинчивают болты и гайки гаечными ключами — простыми, универсальными и специальными. Прастые (открытые) ключи бывают односторонними и двусторонними, размеры ях зева должны соответствовать стандартным размерам головок болтов и гаек, В нашей стране приняты следующие размеры зева для двусторонних ключей (в. миллиметрах): 5X7, 7X9, 9X11, 10X12, 12×14, 14Х.17, 17X19, 19х Х22 и т. д. Кроме простых ключей в машиностроении широко используются торцевые ключи, трубчатые или цельные, которые бывают также односторонние и двусторонние. Из какого материала изготовляют гаечные ключи? Гаечные ключи изготовляют из инструментальной, углеродистой, а иногда из легированной стали. Каким инструментом отвертывают и завертывают винты с прорезью (шлицем)? Винты с прорезью (шлицем) отвертывают и завертывают отвертками, рабочая часть (лезвие) которых должна соответствовать размерам, шлица. Рабочую часть отверток, так же, как и головки гаечных ключей, закаливают. В каких случаях в машиностроении для завертывания гаек и винтов пользуются механизированным инструментом? Механизированным инструментом в машиностроении пользуются при сборке машин и механизмов в массовом производстве, благодаря чему резко повышается производительность труда. Механизированные гаечные ключи и отвертки приводятся в движение электрическими и пневматическими двигателями. Как подобрать дюймовую гайку: размер, тип, шаг резьбы
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
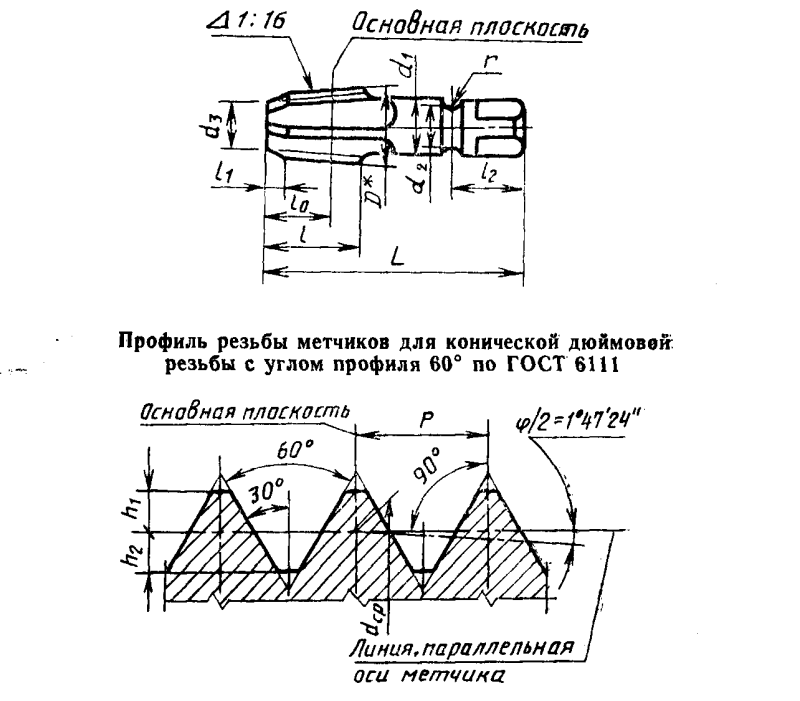
 Причем во всех случаях, где нет необходимости в левой резьбе, пользуются только правой резьбой.
Причем во всех случаях, где нет необходимости в левой резьбе, пользуются только правой резьбой.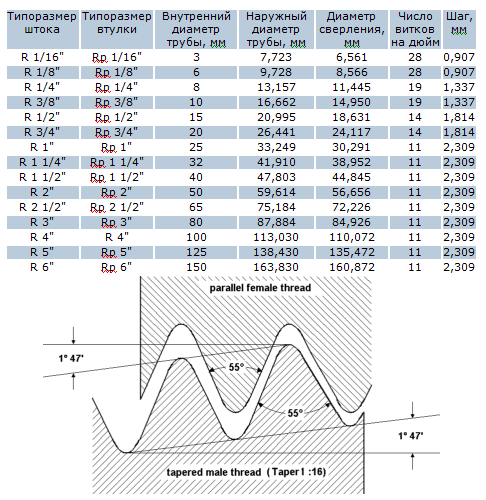 Кроме того, профиль метрической резьбы плоскосрезанный” (рис. 1). Все треугольные метрические резьбы делятся на резьбы с крупным шагом (для диаметров 1—68 мм) и резьбы с мелким шагом (для диаметров 1—600 мм).
Кроме того, профиль метрической резьбы плоскосрезанный” (рис. 1). Все треугольные метрические резьбы делятся на резьбы с крупным шагом (для диаметров 1—68 мм) и резьбы с мелким шагом (для диаметров 1—600 мм).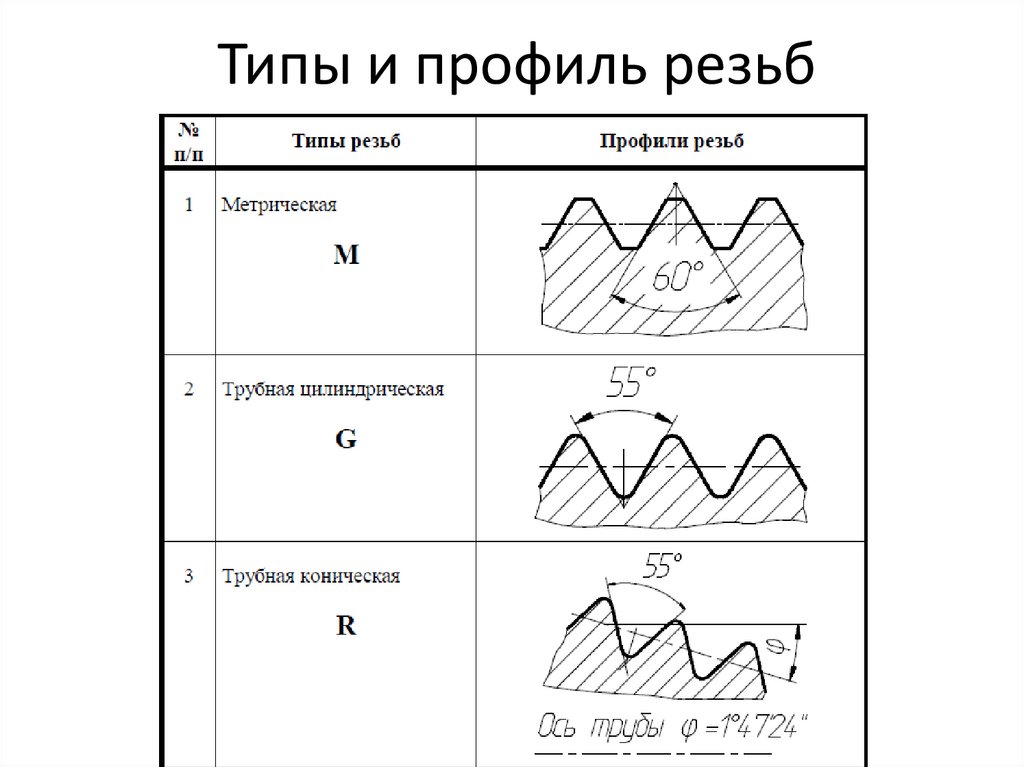
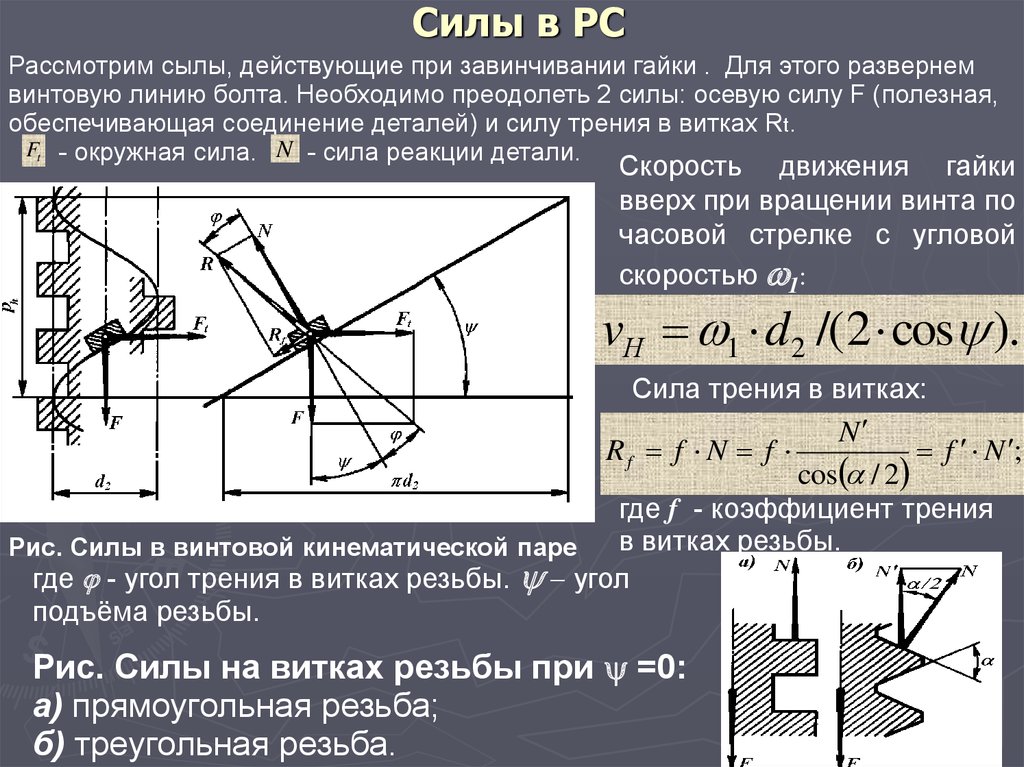

 д. Кроме шестигранных гаек в машиностроении применяются также квадратные, круглые и цилиндрические гайки.
д. Кроме шестигранных гаек в машиностроении применяются также квадратные, круглые и цилиндрические гайки.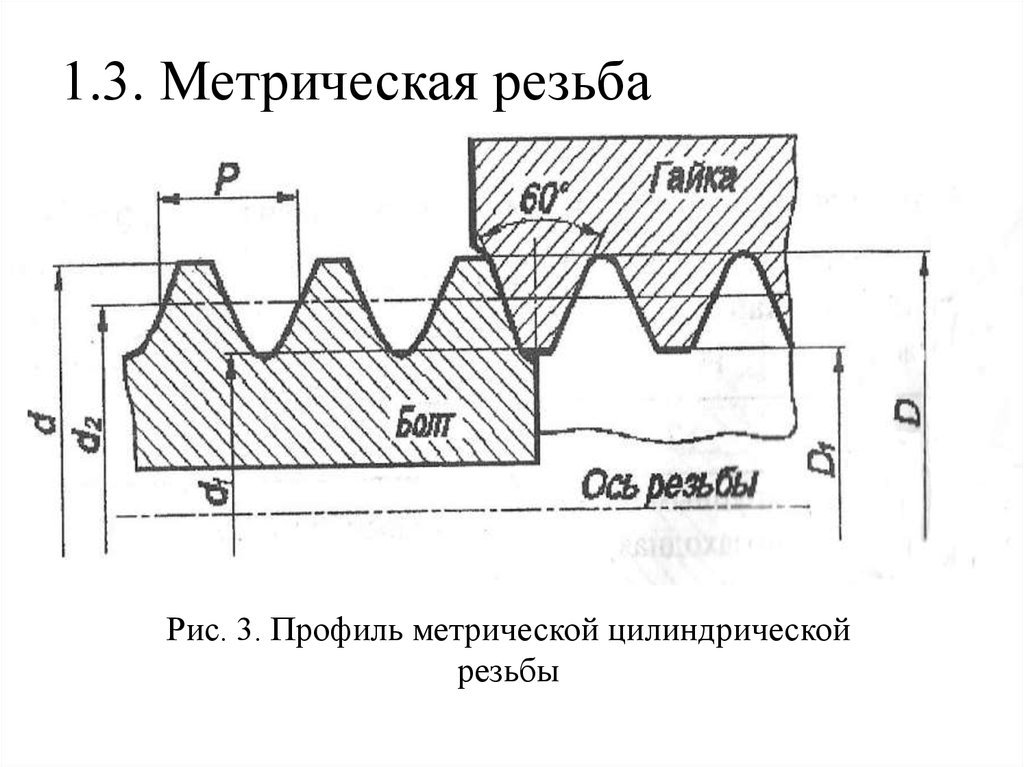 3 КП, Ст. 5, 10, 10КП, 15, 15КП, 20, 30, 35, 45, 40Г, 35Х, 40Х, 35ХА, 30ХСА и др., а шайбм и гаечные замки (кроме пружинных) обычно изготовляют из сталей марок Ст. 0, Ст. 1, Ст. 2, Ст. 3, ОД 10, 15, 20 и 25. Пружинные замки изготовляют из стали марок 65, 70, 75, 65Г и др.
3 КП, Ст. 5, 10, 10КП, 15, 15КП, 20, 30, 35, 45, 40Г, 35Х, 40Х, 35ХА, 30ХСА и др., а шайбм и гаечные замки (кроме пружинных) обычно изготовляют из сталей марок Ст. 0, Ст. 1, Ст. 2, Ст. 3, ОД 10, 15, 20 и 25. Пружинные замки изготовляют из стали марок 65, 70, 75, 65Г и др.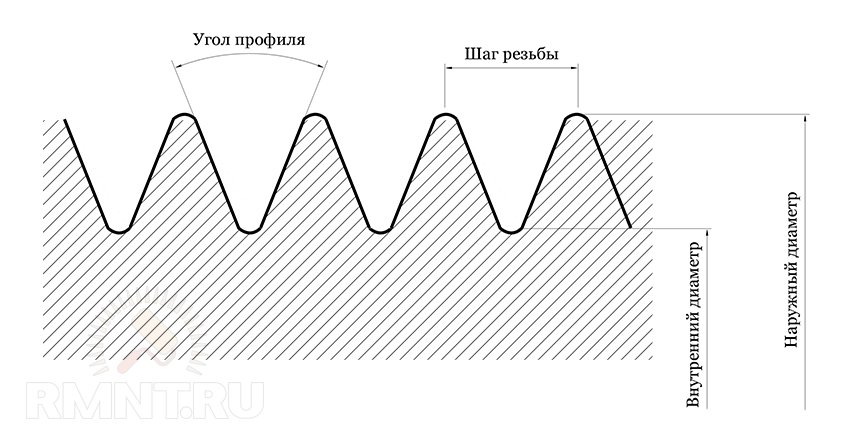 Головки ключей закаливают и отпускают. Размер зева ключа должен точно соответствовать размеру гайки или размеру болта.
Головки ключей закаливают и отпускают. Размер зева ключа должен точно соответствовать размеру гайки или размеру болта. Правильная комбинация резьбовой пары является гарантом надежности соединения и долговечности всей собираемой конструкции или механизма.
Правильная комбинация резьбовой пары является гарантом надежности соединения и долговечности всей собираемой конструкции или механизма.
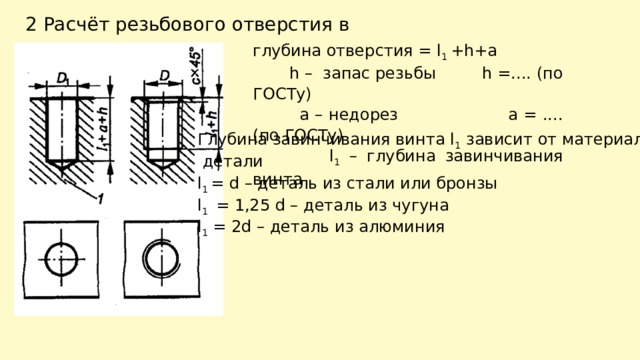
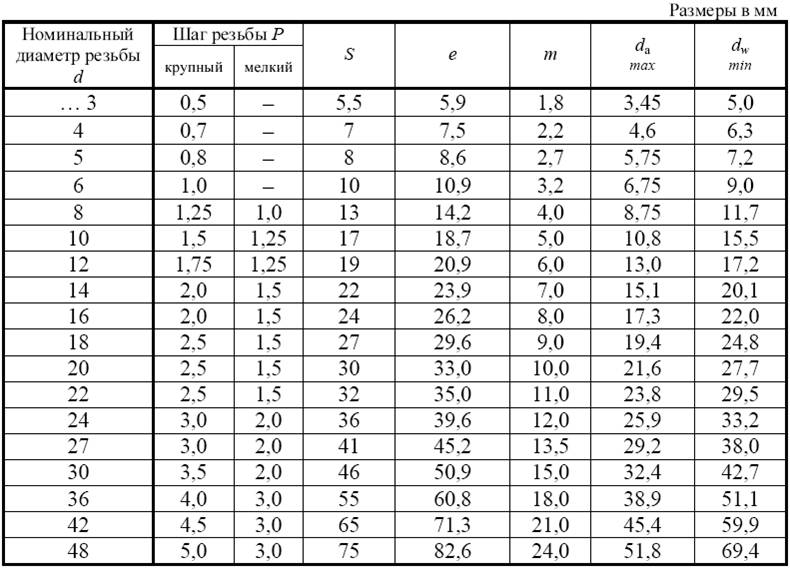 2.2 (аналог DIN 934, ISO 4032). Параметры резьбы соответствуют ANSI B1.1 с допуском по классу 2B, стандарт UTS (Unified Thread Standard), крупного (UNC) или мелкого (UNF) шага.
2.2 (аналог DIN 934, ISO 4032). Параметры резьбы соответствуют ANSI B1.1 с допуском по классу 2B, стандарт UTS (Unified Thread Standard), крупного (UNC) или мелкого (UNF) шага.
|
Номинальный диаметр резьбы |
Внутренний диаметр гайки, мм |
Наружный диаметр болта | ||
|
UNC |
UNF |
мм |
дюймы | |
|
#1 |
1,5 |
1,55 |
1,854 |
0,073 |
|
#2 |
1,5 |
1,9 |
2,184 |
0,068 |
|
#3 |
2,1 |
2,15 |
2,515 |
0,099 |
|
#4 |
2,35 |
2,4 |
2,845 |
0,112 |
|
#5 |
2,65 |
2,7 |
3,175 |
0,125 |
|
#6 |
2,85 |
2,95 |
3,505 |
0,138 |
|
#8 |
3,5 |
3,5 |
4,166 |
0,164 |
|
#10 |
4 |
4,1 |
4,826 |
0,19 |
|
#12 |
4,65 |
4,7 |
5,486 |
0,216 |
|
1/4″ |
5,35 |
5,5 |
6,35 |
0,25 |
|
5/16″ |
6,8 |
6,8 |
7,938 |
0,313 |
|
3/8″ |
8,25 |
8,5 |
9,525 |
0,375 |
|
7/16″ |
9,65 |
9,9 |
11,112 |
0,438 |
|
1/2″ |
11,15 |
11,5 |
12,7 |
0,5 |
|
9/16″ |
12,6 |
12,9 |
14,288 |
0,563 |
|
5/8″ |
14,05 |
14,5 |
15,875 |
0,625 |
|
3/4″ |
17 |
17,5 |
19,05 |
0,75 |
|
7/8″ |
20 |
20,4 |
22,225 |
0,875 |
|
1″ |
22,25 |
23,25 |
25,4 |
1 |
|
1 1/8″ |
25,65 |
26,5 |
28,575 |
1,125 |
|
1 1/4″ |
28,85 |
29,5 |
31,75 |
1,25 |
|
1 3/8″ |
31,55 |
32,75 |
34,925 |
1,375 |
|
1 1/2″ |
34,7 |
36 |
38,1 |
1,5 |
|
1 3/4″ |
40,4 |
- |
44,45 |
1,75 |
|
2″ |
46,3 |
- |
50,8 |
2 |
|
2 1/4″ |
52,65 |
- |
57,15 |
2,25 |
|
2 1/2″ |
58,5 |
- |
63,5 |
2,5 |
|
2 3/4″ |
64,75 |
- |
69,85 |
2,75 |
|
3″ |
71,7 |
- |
76,2 |
3 |
Определение размера «под ключ»
Размер «под ключ» шестигранной гайки равен расстоянию между противоположными гранями ее рабочего профиля.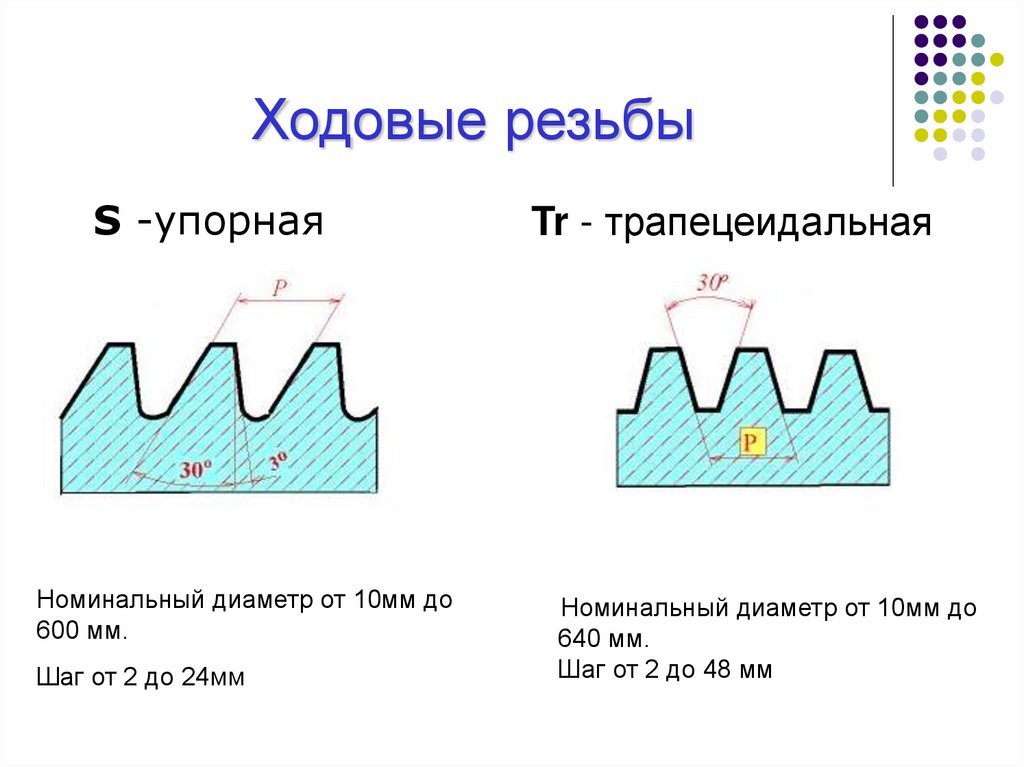 Точный замер можно выполнить, используя штангенциркуль. Причем, каждому диаметру гаечной резьбы соответствует определенный размер шестигранника. Поэтому можно не прибегать к измерениям, а посмотреть размер шестигранного профиля в таблице из статьи: «Как определить размер «под ключ» болта и гайки?».
Точный замер можно выполнить, используя штангенциркуль. Причем, каждому диаметру гаечной резьбы соответствует определенный размер шестигранника. Поэтому можно не прибегать к измерениям, а посмотреть размер шестигранного профиля в таблице из статьи: «Как определить размер «под ключ» болта и гайки?».
Шестигранник у дюймовой гайки такой же как у головки сопрягаемого с ней болта, что позволяет использовать тот же стандартный размер ключа. Причем, метрические гаечные ключи и торцевые головки здесь не подойдут, так как они незначительно, но отличаются по размеру от дюймового инструмента. Также отметим, что цифры на дюймовом ключе – это не размер шестигранного профиля крепежа, а диаметр его резьбы, что облегчает подбор инструмента.
Как определить шаг дюймовой резьбы гайки (TPI)?
Унифицированные резьбы крепежных деталей UTS классифицируются как UNC (крупные), UNF (мелкие) или UNEF (ультра мелкие). Нет никаких различий между ними в качестве изготовления, кроме различий в плотности нитей нарезки.
Нет никаких различий между ними в качестве изготовления, кроме различий в плотности нитей нарезки.
Дюймовый резьбомер UNC
Грубые (крупные) нити толще, устойчивее к истиранию и смятию, чем частые (мелкие). Крепежные гайки с крупной резьбой могут быть установлены быстрее. Например, 3/4″-10 UNC требует 10 оборотов для установки на 1 дюйме ножки болта, а 3/4″-16 UNF потребует 16 оборотов. Грубые нити обеспечивают зазор для гальванического покрытия и с меньшей вероятностью будут подвергнуты истиранию. Тонкие и сверхтонкие нити резьбы дают свои преимущества. Крепеж с частой резьбой отличается лучшей устойчивостью к самоотвинчиванию при воздействии вибрации, что является очень важным фактором.
Параметр TPI используется только с дюймовыми крепежами, тогда как для метрических указывается шаг резьбы – Р, который равен расстоянию между нитями, а TPI расшифровывается как Threads Per Inch. Это простой подсчет количества нитей на дюйм, измеренного по длине крепежа.
Самый легкий способ определить шаг резьбы гайки стандарта США – с помощью специального резьбомера, но если его нет, то можно попытаться свинтить ее с подходящим болтом с известными параметрами. Если вы будете часто измерять крепеж, рекомендуется приобрести один из наших недорогих дюймовых резьбомеров, которые значительно упрощают измерение.
Шаг гаечной резьбы можно также измерить, сделав ее оттиск на древесине. Таким способом обычно пользуются при измерении внутренней резьбы маленького диаметра. Для этого в резьбовое отверстие вставляют тонкую деревянную палочку (например, спичку), прижимают ее к поверхности резьбы и получают оттиск, по которому и считают количество витков на дюйм.
Таблица 2. Соответствие диаметра и шага дюймовой резьбы UNC, UNF.
|
Диаметр |
UNC |
UNF | ||
|
TPI |
Шаг, мм |
TPI |
Шаг, мм | |
|
1/4″ |
20 |
1,27 |
28 |
0,907 |
|
5/16″ |
18 |
1,411 |
24 |
1,058 |
|
3/8″ |
16 |
1,587 |
24 |
1,058 |
|
7/16″ |
14 |
1,814 |
20 |
1,27 |
|
1/2″ |
13 |
1,954 |
20 |
1,27 |
|
9/16″ |
12 |
2,117 |
18 |
1,411 |
|
5/8″ |
11 |
2,309 |
18 |
1,411 |
|
3/4″ |
10 |
2,54 |
16 |
1,587 |
|
7/8″ |
9 |
2,822 |
14 |
1,814 |
|
1″ |
8 |
3,175 |
12 |
2,117 |
|
1 1/8″ |
7 |
3,627 |
12 |
2,117 |
|
1 1/4″ |
7 |
3,627 |
12 |
2,117 |
|
1 3/8″ |
6 |
4,233 |
12 |
2,117 |
|
1 1/2″ |
6 |
4,233 |
12 |
2,117 |
|
1 3/4″ |
5 |
5,08 |
- |
- |
|
2″ |
4,5 |
5,644 |
- |
- |
|
2 1/4″ |
4,5 |
5,644 |
- |
- |
|
2 1/2″ |
4 |
6,35 |
- |
- |
|
2 3/4″ |
4 |
6,35 |
- |
- |
|
3″ |
4 |
6,35 |
- |
- |
Используйте гайки и болты одинаковой прочности и материала
Важным фактором, который влияет на надежность и долговечность соединения, является совместимость болтов и гаек по прочности и материалу.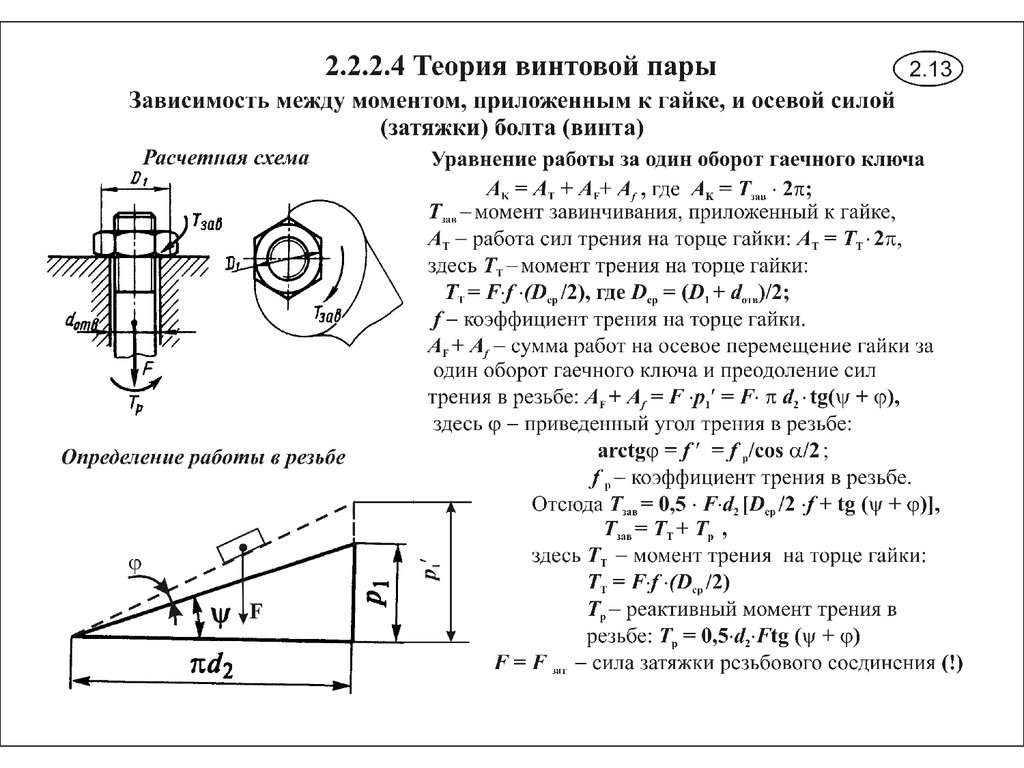 Гайка по стойкости к нагрузке должна быть равной болту или даже прочнее его. То есть более прочную гайку можно использовать с более слабым болтом, но не наоборот. Например, гайка 8-го класса приемлема для использования с болтом 5-го и 8-го класса.
Гайка по стойкости к нагрузке должна быть равной болту или даже прочнее его. То есть более прочную гайку можно использовать с более слабым болтом, но не наоборот. Например, гайка 8-го класса приемлема для использования с болтом 5-го и 8-го класса.
Классы прочности дюймовых гаек
Механические свойства дюймовых шестигранных гаек описаны в стандарте SAE J995, который охватывает материалы, методы производства, механические свойства и требования к испытаниям. Их прочность измеряется в psi (фунт-сила на квадратный дюйм).
Для преобразования величин используют значения:
-
1000 psi (Ibf/in²) = 6,8948 МПа - 1 МПа = 145, 038 PSI (Ibf/in²)
К примеру, термически обработанные высокопрочные болты, изготовленные из среднеуглеродистой стали, обычно имеют прочность 120.000 psi или 827 МПа. Для работы с ними необходимо использовать гайки с пределом прочности не менее 120. 000 psi или на 20% выше.
000 psi или на 20% выше.
Если болт окажется прочнее, то разрушение резьбового соединения при превышении момента затяжки произойдет не по его стержню, а из-за срыва резьбы более слабой гайки. Если разрыв ножки происходит внезапно и легко может быть выявлен, то срыв резьбы труднее заметить, и частично разрушенное резьбовое соединение может в любой момент выйти из строя.
Твердость шайб также нельзя упускать из виду. Использование термически необработанных шайб с высокопрочными крепежными изделиями может привести к потере момента затяжки, так как их шестигранный профиль со временем может продавить шайбу.
Идентифицировать класс прочности стальной дюймовой гайки можно по маркировке на ее торцевой поверхности. Требования к маркировке изложены в SAE J995 и наглядно продемонстрированы на рисунке ниже:
Маркировка класса прочности дюймовых гаек
|
SAE классы |
Маркировка |
|
2 |
Не маркируется |
|
5 |
Две окружные линии, расположенные на расстоянии 120° |
|
8 |
Две окружные линии, расположенные на расстоянии 60° |
Класс 2 (Grade 2) – самые распространенные гайки общего применения из низкоуглеродистой или среднеуглеродистой метизной стали, например, С1010. Их прочность и цена невысоки. Соответствуют аналогам ISO/DIN класса прочности 4 или 5.
Их прочность и цена невысоки. Соответствуют аналогам ISO/DIN класса прочности 4 или 5.
Класс 5 (Grade 5) – класс средней прочности для деталей из среднеуглеродистой стали (С1020, С1035, С1045), которые могут закаливаться до достижения требуемых прочностных свойств. Соответствует аналогам ISO/DIN класса прочности 8.
Класс 8 (Grade 8) – высокопрочные гайки из легированной стали (4140, Cr42Mo), предназначенные для ответственных строительных проектов и тяжелых нагрузок. В процессе производства обязательно подвергаются закаливанию. Соответствуют аналогам ISO/DIN класса прочности 10.
Таблица 3. Стойкость к нагрузке и требования к твердости гаек (HEX NUTS)
|
SAE классы |
5 |
8 | |||
|
Резьба |
UNC |
UNF |
UNC |
UNF | |
|
Контрольная нагрузка (psi) |
120.  000 000
|
109.000 |
150.000 |
150.000 | |
|
Твердость (HRC) |
32 MAX |
32 MAX |
26-34 |
26-34 | |
|
Размер гайки, дюйм |
5/8 |
27.100 |
27.900 |
33.900 |
38.400 |
|
3/4 |
40.100 |
40.700 |
50.100 |
56.000 | |
|
7/8 |
55.400 |
55.500 |
69. 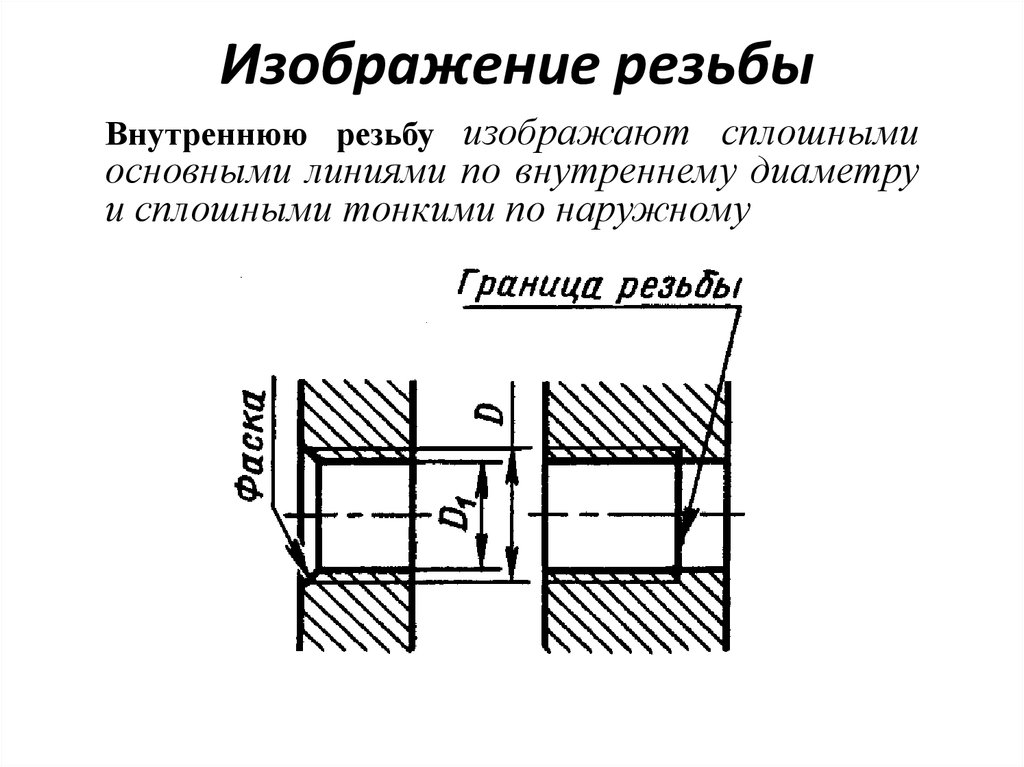 300 300
|
76.400 | |
|
1 |
72.700 |
74.000 |
90.900 |
101.900 | |
Допустимая (пробная, контрольная) нагрузка (Proof Load Stress) установлена стандартом SAE J995. Она определяется как максимальное растягивающее усилие, которое может быть приложено к ответному болту и не приведет к пластической деформации. Пробная нагрузка обычно составляет 85-95% от предела текучести крепежа.
Совместимость болта и гайки по материалу не менее важна, чем их прочностная совместимость. Они производятся из широкого спектра материалов: от обычной стали до нержавейки, цветного металла, титана, пластиков. Метизные стали дополнительно делятся на различные марки, химический состав которых придает крепежу определенные свойства, коррозионную стойкость, хрупкость, пластичность и т.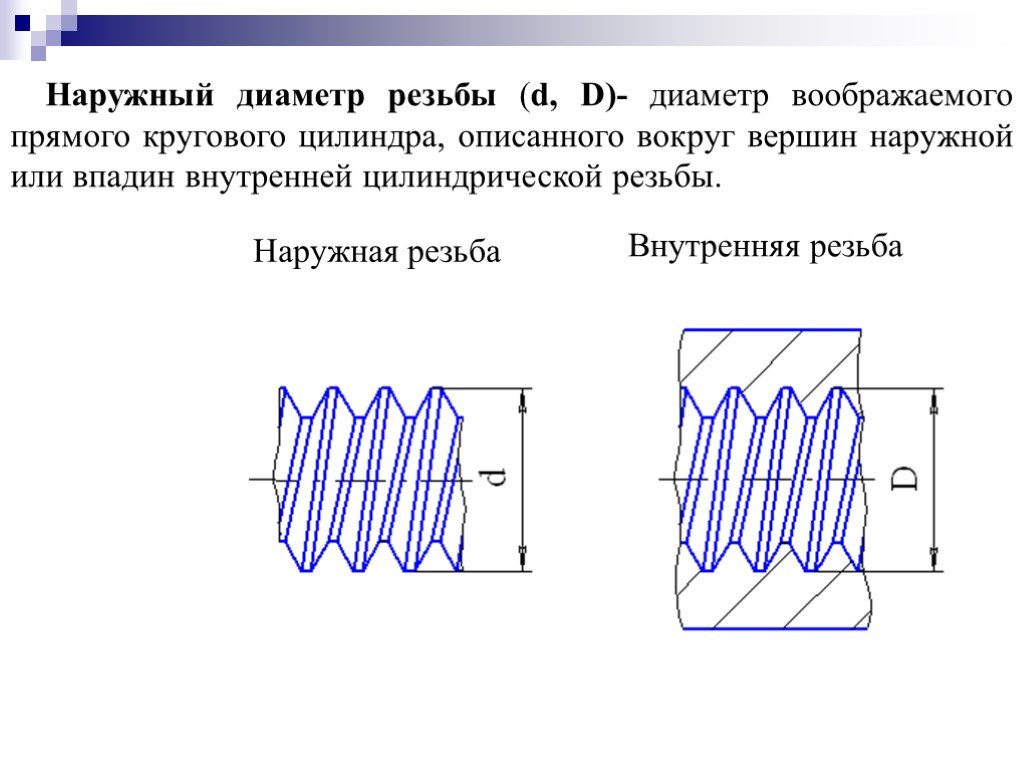 д. При замене гайки она должна соответствовать оригиналу по материалу и по виду защитного покрытия. Только при правильном подборе резьбовой пары можно рассчитывать на долговечность болтового соединения.
д. При замене гайки она должна соответствовать оригиналу по материалу и по виду защитного покрытия. Только при правильном подборе резьбовой пары можно рассчитывать на долговечность болтового соединения.
Статьи по теме:
- Как подобрать дюймовый болт взамен сорванного?
- Как определить класс прочности дюймовых и метрических болтов?
Все о крепеже
Обновлено: 14.07.2022 15:35:01
Максим
Специалист в области крепежных и такелажных изделий. Более 10 лет работы в сфере строительства, ремонта и оборудования.
— «Мы стараемся донести до Вас только актуальную и достоверную информацию, будем рады Вашему отзыву относительно данной статьи»
Автор статьи
Максим
Специалист в области крепежных и такелажных изделий. Более 10 лет работы в сфере строительства, ремонта и оборудования.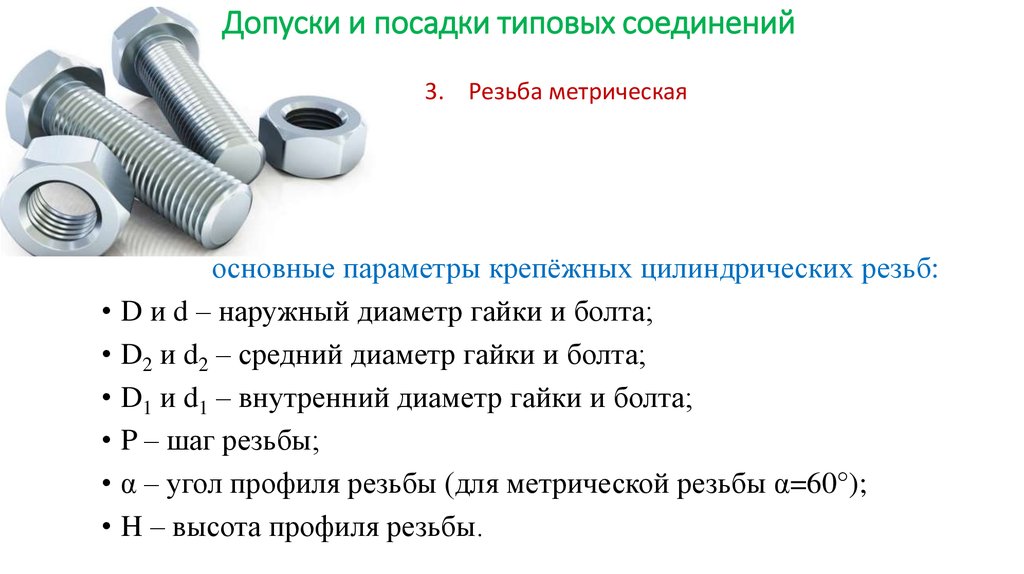
— «Мы стараемся донести до Вас только актуальную и достоверную информацию, будем рады Вашему отзыву относительно данной статьи»
Автор статьи
Поставить оценку
Успешно отправлено, Спасибо за оценку!
Нажмите, чтобы поставить оценку
Резьба и системы резьбы — Rust Magazine
Текст: Дж. К. Бланшар • Фото: Майк Бланшар
Механизм | Нитки и резьбовые застежки, казалось бы, такие простые вещи, но они буквально скрепляют большую часть нашего современного мира. Первый изобретатель нитей точно не известен, но некоторые источники говорят, что Архит из Тарента (428 г. до н.э.-350 г. до н.э.) использовал их в прессах для оливок и винограда.
Резьба на самом деле представляет собой тип клина, обернутого вокруг цилиндра. Чем тоньше клин (больше витков на дюйм), тем большее усилие может приложить нить при повороте.
Вы, наверное, заметили, что у каждой сделки есть свой секретный язык, и теперь будет полезно перечислить некоторые специальные термины, используемые при разговоре о нитях.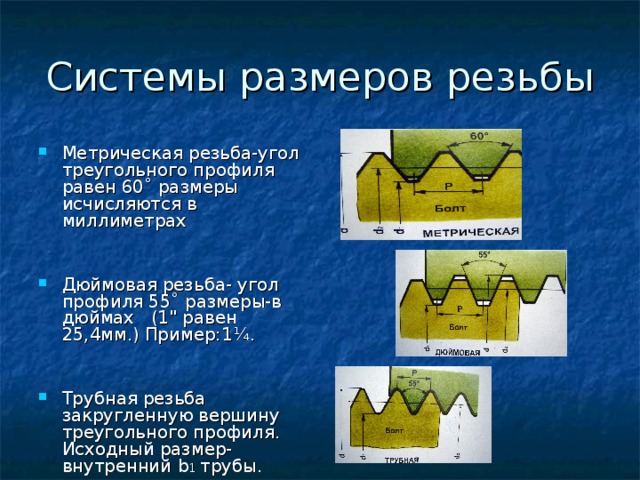 Далее в этой статье вы обнаружите, что определенные типы общих потоков на протяжении многих лет назывались по-разному. Это лишь часть богатства нашего языка, но поначалу это может немного сбивать с толку.
Далее в этой статье вы обнаружите, что определенные типы общих потоков на протяжении многих лет назывались по-разному. Это лишь часть богатства нашего языка, но поначалу это может немного сбивать с толку.
Типы профилей резьбы. Обратите внимание на закругленные канавки и зубья системы Уитворта. (Изображение предоставлено www.educationdiscussion.com)
S O M E T R E A D T E R M S
Номинальный размер: Обозначение, используемое для идентификации резьбы. Например: 1/2-20, что номинально составляет 1/2 дюйма в диаметре.
Фактический размер: Фактический измеренный размер конкретной нити.
Основной диаметр: Наибольший диаметр прямой резьбы. Этот термин относится как к внутренней, так и к внешней резьбе.
Второстепенный диаметр: Наименьший диаметр прямой винтовой резьбы. Этот термин относится как к внутренней, так и к внешней резьбе.
Диаметр шага: На идеально прямой резьбе это диаметр, при котором ширина резьбы и канавки одинакова.
Базовая форма резьбы: Теоретический профиль резьбы.
Шаг: Расстояние от точки на одном витке до той же точки на следующем витке, измеренное параллельно оси.
Шаг: Расстояние, на которое резьба перемещается в осевом направлении за один оборот. В резьбе с двумя «началами» шаг будет вдвое больше шага.
Угол резьбы: Угол между сторонами резьбы, измеренный в осевой плоскости.
Гребень: Верхняя поверхность резьбы
Корень: Нижняя поверхность резьбы
Боковина: Поверхность соединения корня и гребня.
Посадка: Плотность между двумя сопрягаемыми поверхностями.
Глубина зацепления: Глубина резьбового контакта двух сопряженных резьб, измеренная в радиальном направлении.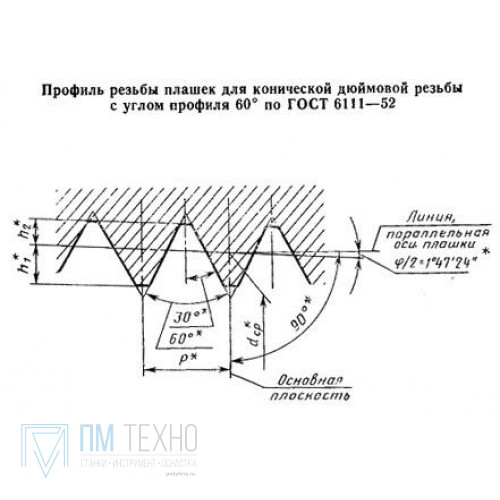
Ремесленники и слесари издавна изготовляли резьбы с размерами, углами и шагами, которые им нравились, но, конечно, различные резьбы не были взаимозаменяемыми. Даже в 1930 использовалось более 30 различных стандартов резьбы. У нас в городе шорник использует швейные машины Landis и Champion, и многие винты и болты на них имеют необычные размеры и шаг. Когда ему нужны новые винты и болты для станков, мне часто приходится использовать токарную передачу, чтобы вырезать нечетные шаги.
Сегодня мы считаем само собой разумеющимся, что мы можем купить, например, болт с крупной резьбой 1/2 дюйма у любого поставщика, и он подойдет к любой гайке с крупной резьбой 1/2 дюйма от другого поставщика. Эта взаимозаменяемость является относительно современной разработкой, в некоторой степени вызванной потребностями военной техники.
Блестящий британский инженер Джозеф Уитворт (1803-1887) изобрел в 1841 году систему нитей, которая была принята на британских железных дорогах, а вскоре и в других отраслях промышленности.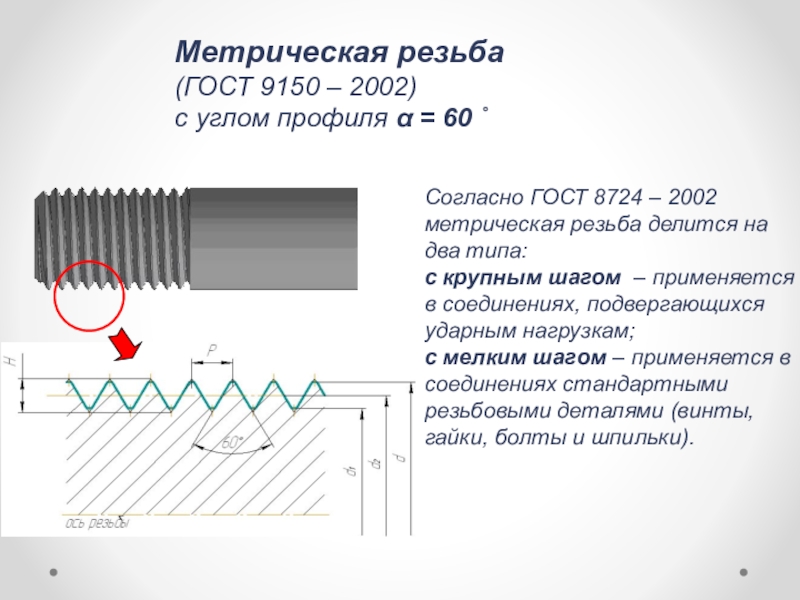 Названная резьбой Витворта, она имеет V-образную резьбу с углом 55 градусов и закругленными гребнем и корнем. Резьба Уитворта все еще используется сегодня, и если у вас есть старые британские автомобили или мотоциклы, вы будете знакомы с ней. Система резьбы Whitworth является основой Национального стандарта США и Единой национальной стандартной резьбы, и все размеры и шаги одинаковы для 1-1/2 дюйма, за исключением размера 1/2 дюйма, где в США используется 13 нитей на дюйм. вместо 12.
Названная резьбой Витворта, она имеет V-образную резьбу с углом 55 градусов и закругленными гребнем и корнем. Резьба Уитворта все еще используется сегодня, и если у вас есть старые британские автомобили или мотоциклы, вы будете знакомы с ней. Система резьбы Whitworth является основой Национального стандарта США и Единой национальной стандартной резьбы, и все размеры и шаги одинаковы для 1-1/2 дюйма, за исключением размера 1/2 дюйма, где в США используется 13 нитей на дюйм. вместо 12.
…Национальная стандартная резьба была переименована в Единую национальную стандартную резьбу и была принята в 1948 году Америкой, Великобританией и Канадой, чтобы исключить путаницу с резьбой, используемой на военном оборудовании.
В старых книгах вы можете встретить ссылки на Селлерс или Институт Франклина. Уильям Селлерс в 1864 году предложил угол 60 градусов и другие спецификации, которые были приняты в Соединенных Штатах в качестве нашей стандартной резьбы.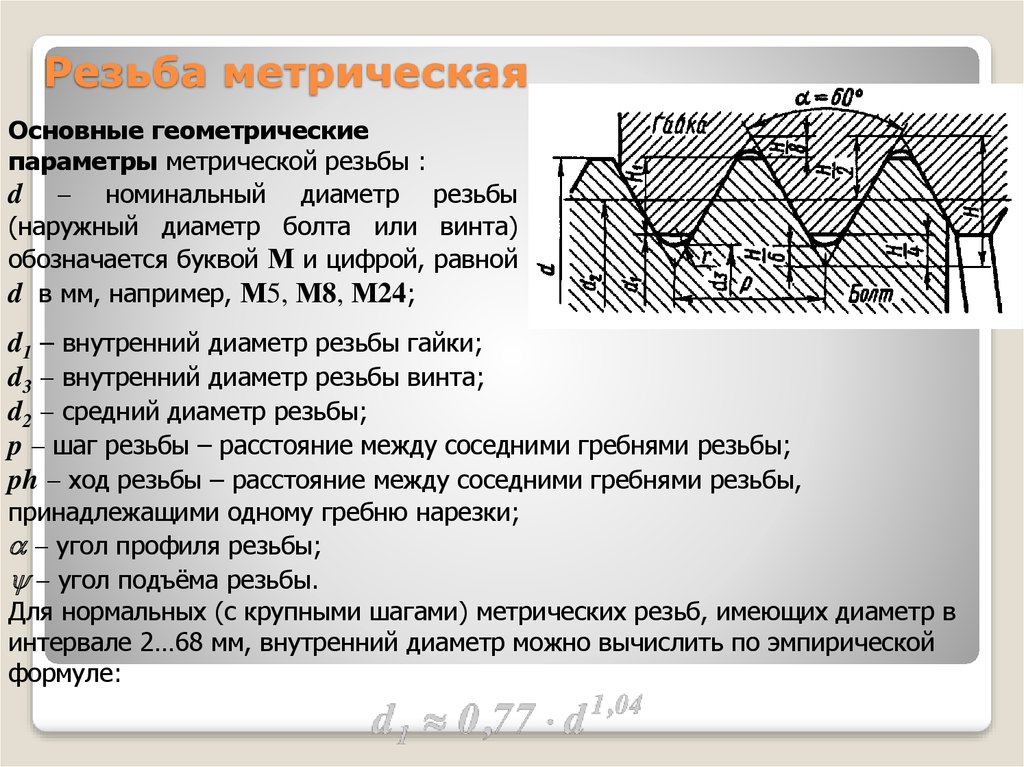 Институт Франклина в Филадельфии в 1864 году назначил комитет для исследования и составления отчетов о винтовой резьбе, и они рекомендовали принять резьбу Селлерса. Со временем V-образная резьба продавца была очень незначительно изменена в некоторых размерах и стала стандартной резьбой США или национальной стандартной резьбой. Стандартная резьба Соединенных Штатов была одобрена для использования в военно-морской службе Соединенных Штатов в 1868 году, а в 1871 году Ассоциация мастеров вагоностроения рекомендовала ее для строительства локомотивов и железнодорожных вагонов. Производители в Соединенных Штатах вскоре признали преимущества резьбы национального стандарта, и ее использование стало широко распространенным. Позднее Национальная стандартная резьба была переименована в Единую национальную стандартную резьбу и принята в 1919 г.48 США, Великобритании и Канады, чтобы исключить путаницу с резьбой, используемой на военной технике.
Институт Франклина в Филадельфии в 1864 году назначил комитет для исследования и составления отчетов о винтовой резьбе, и они рекомендовали принять резьбу Селлерса. Со временем V-образная резьба продавца была очень незначительно изменена в некоторых размерах и стала стандартной резьбой США или национальной стандартной резьбой. Стандартная резьба Соединенных Штатов была одобрена для использования в военно-морской службе Соединенных Штатов в 1868 году, а в 1871 году Ассоциация мастеров вагоностроения рекомендовала ее для строительства локомотивов и железнодорожных вагонов. Производители в Соединенных Штатах вскоре признали преимущества резьбы национального стандарта, и ее использование стало широко распространенным. Позднее Национальная стандартная резьба была переименована в Единую национальную стандартную резьбу и принята в 1919 г.48 США, Великобритании и Канады, чтобы исключить путаницу с резьбой, используемой на военной технике.
Унифицированный национальный стандарт резьбы имеет угол резьбы 60 градусов вместо угла 55 градусов, используемого в резьбе Уитворта.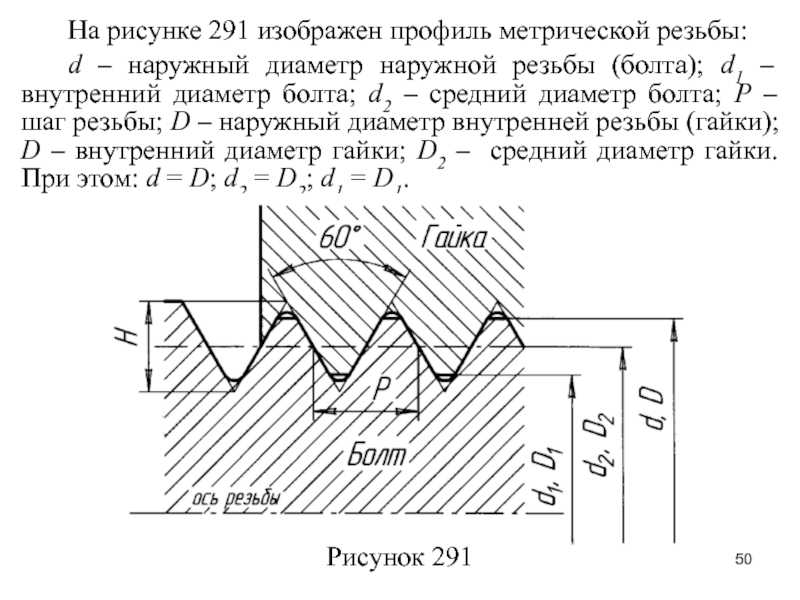 Известно, что механики смешивают застежки Unified и Whitworth, но это неразумная практика, поскольку упорные поверхности несоответствующей резьбы имеют разные углы. Обратите также внимание, что у унифицированной нити гребни и корни уплощены, а у Витворта гребни и корни закруглены. Форма Уитворта значительно превосходит по усталостной прочности, и мы обсудим, почему, чуть позже.
Известно, что механики смешивают застежки Unified и Whitworth, но это неразумная практика, поскольку упорные поверхности несоответствующей резьбы имеют разные углы. Обратите также внимание, что у унифицированной нити гребни и корни уплощены, а у Витворта гребни и корни закруглены. Форма Уитворта значительно превосходит по усталостной прочности, и мы обсудим, почему, чуть позже.
Три штампа. Метрическая, стандартная и британская стандартная. Плашки используются для нарезания резьбы на круглой заготовке.
Хотя угол резьбы 60 градусов в американской и метрической системах является наиболее распространенным, для V-образной резьбы используются и другие углы. Нить Lowenherz использует 53 градуса 8 минут, а нити Swiss Thury и Британской ассоциации используют 47 — 1/2 градуса. «Ювелирная нить», используемая даже сегодня для драгоценных металлов, таких как серебро, золото и платина, имеет угол резьбы 80 градусов.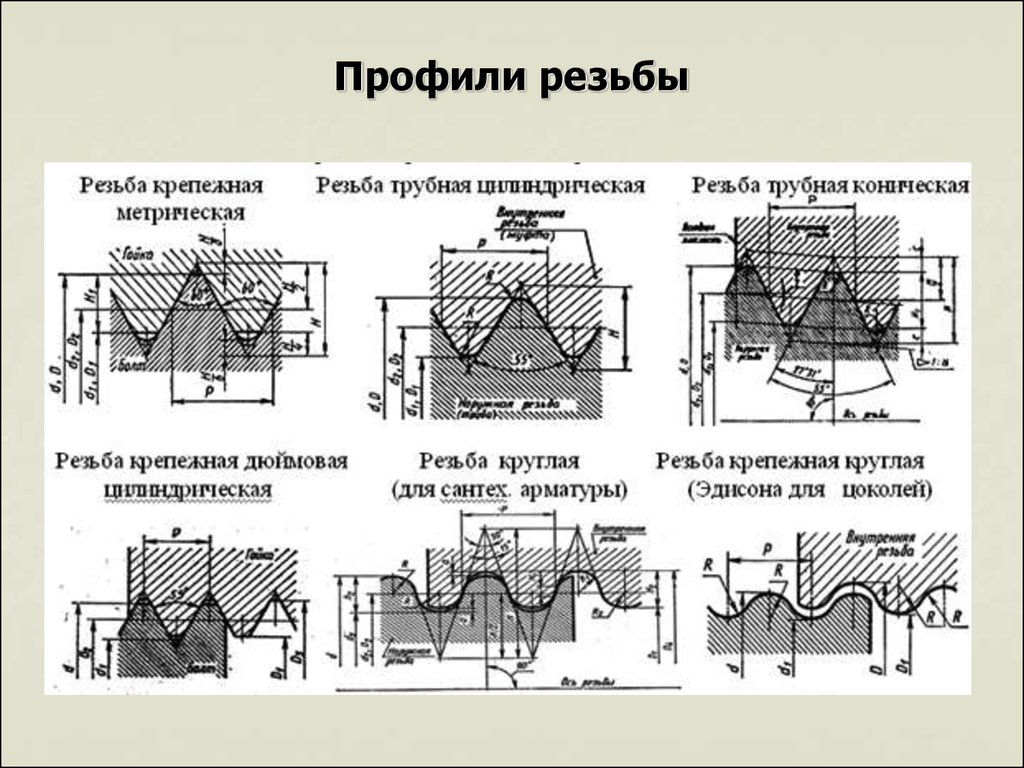
Стандарт Уитворта, когда-то столь распространенный в Англии и ее колониях, был в значительной степени вытеснен Единым национальным стандартом, хотя неисчислимому количеству старых британских транспортных средств и единиц оборудования по-прежнему требуются крепежные детали Уитворта и Британского стандарта для их ремонта.
В американской и английской системах резьба обычно указывается по основному диаметру и числу витков на дюйм: например, 5/8 дюйма-11. В метрической системе используется основной диаметр и расстояние между витками резьбы (шаг): например, 10 мм X 1,25 мм. На протяжении многих лет в различных европейских странах использовалось несколько различных метрических стандартов, но на сегодняшний день основным из них является ISO (Международная организация по Стандартизация) Метрическая резьба. Он имеет угол резьбы 60 градусов со сплющенным основанием и гребнем и, конечно же, имеет метрические размеры и шаг.
Есть несколько необычных резьб, которые сочетают в себе как метрическую, так и дюймовую резьбу; например: «итальянские» велосипедные резьбы имеют диаметр 36 мм x 24 нити на дюйм для кареток и диаметр 2,2 мм x 56 нитей на дюйм для спиц.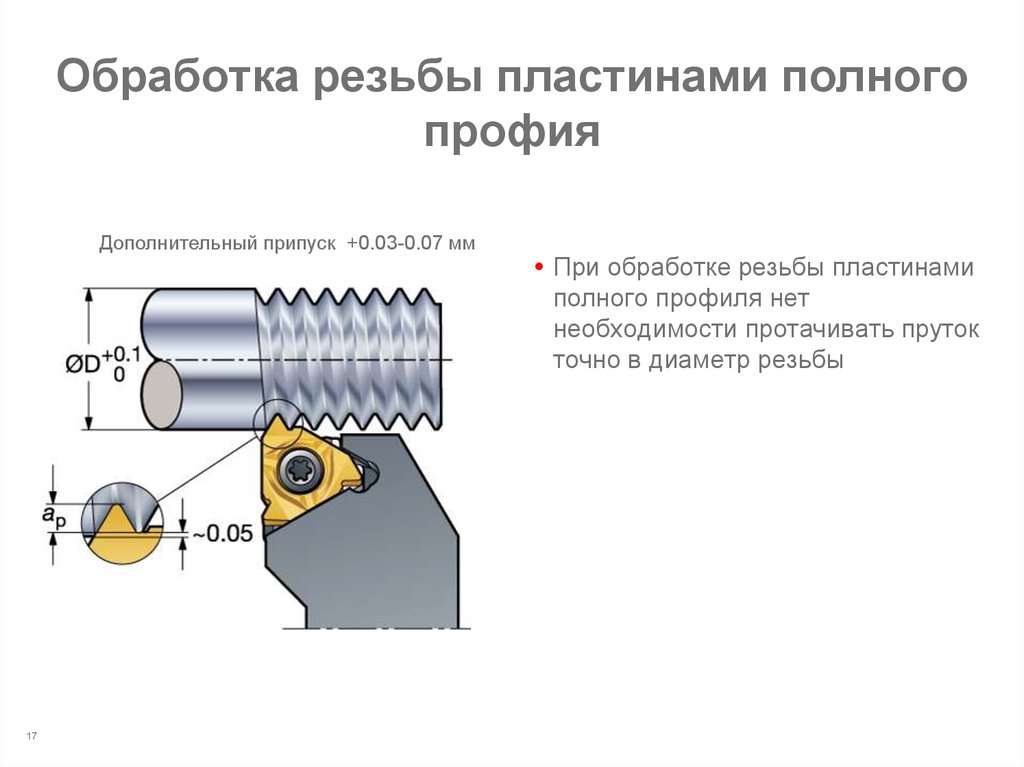
И британская, и американская системы имеют специальные стандарты для меньших винтов диаметром менее 1/4 дюйма.
Резьба Whitworth имеет довольно крупный шаг, как и наша собственная серия Unified National Coarse. Британская стандартная тонкая резьба имеет ту же форму, что и Whitworth, но с более мелким шагом. Наша система тонкой резьбы — это Unified National Fine (часто называемая S.A.E. в честь Общества автомобильных инженеров и ее широкого применения в автомобильной промышленности).
Крупная резьба на болтах должна быть глубже врезана в материал болта, чем мелкая резьба, а диаметр основания болта меньше и, следовательно, слабее. Крепеж с мелкой резьбой обычно превосходит по прочности и более устойчив к вибрации. Крупная резьба используется для хорошего сцепления с мягкими материалами, такими как чугун и алюминий, а также для более грубых работ. Шпильки, используемые в автомобилях и самолетах, часто имеют крупную резьбу на одном конце для хорошего сцепления с более мягкими типами металлов двигателя и мелкую резьбу на другом конце для лучшего сцепления с более твердыми стальными гайками.
Всегда желательно по возможности использовать стандартные системы резьбы, но для особых нужд существуют унифицированные национальные специальные нити; Unified National Extra Fine и других необычных размеров и шагов, которые вы не найдете в хозяйственном магазине на углу. Справочник по машинному оборудованию и другие торговые справочники содержат спецификации многих стандартов резьбы, используемых сегодня. Я рекомендую High Performance Hardware: Fastener Technology for Auto Racers and Enthusiasts от Forbes Aird как превосходную книгу, которая поможет вам понять конструкцию и применение крепежа.
Группа метчиков. Эти инструменты используются для нарезания резьбы в отверстиях.
Несколько лет назад было разработано несколько интересных вариантов размеров на основе стандартных систем резьбы. В начале 1900-х годов многие американские компании производили инструменты для нарезания резьбы, которые были на 1/64 дюйма или 1/32 дюйма больше, а также меньше размера резьбы Национального стандарта. Метчики и матрицы для этих необычных размеров все еще использовались в 1920-х годах, но сегодня они встречаются редко. Наличие резьбы немного большего размера, чем стандартная, облегчает ремонт при износе резьбовых отверстий. В 1840-х годах компания Holzapffel в Англии имела несколько размеров своего специального стандарта резьбы, чтобы иметь возможность восстанавливать изношенные машины и оборудование собственного производства.
Метчики и матрицы для этих необычных размеров все еще использовались в 1920-х годах, но сегодня они встречаются редко. Наличие резьбы немного большего размера, чем стандартная, облегчает ремонт при износе резьбовых отверстий. В 1840-х годах компания Holzapffel в Англии имела несколько размеров своего специального стандарта резьбы, чтобы иметь возможность восстанавливать изношенные машины и оборудование собственного производства.
И британская, и американская системы имеют специальные стандарты для меньших винтов диаметром менее 1/4 дюйма. Американцы используют номер калибра для диаметра резьбы, за которым следует количество витков на дюйм. Возможно, вы знакомы с винтами № 6-32, которые используются для крепления пластин электрических переключателей в вашем доме. Номера калибров, легко доступные сегодня, варьируются от крошечного размера № 0 (диаметр 0,060 дюйма) до номера № 12 (диаметр 0,216), и для каждого размера существует стандарт крупной и тонкой резьбы. Есть даже редко используемые размеры 00-9. 0, 00–96 и 000–120 витков на дюйм. В американской системе чем больше калибровочный номер, тем больше диаметр.
0, 00–96 и 000–120 витков на дюйм. В американской системе чем больше калибровочный номер, тем больше диаметр.
Наличие резьбы немного большего размера, чем стандартная, облегчает ремонт при износе резьбовых отверстий.
Раньше диапазон размеров крепежных винтов был намного шире, чем сегодня. В экземпляре «Справочника инженера-механика» моего деда Ральфа Коула 1916 года перечислены технические характеристики крепежных винтов до № 30 (0,4526 дюйма в диаметре). Генри Форд использовал размер № 14 для латунных винтов, которые крепят магниты к маховикам его знаменитых автомобилей Model T. Размеры выше № 12 сегодня устарели. Мой друг Ким Писор дал мне набор старых резьбонарезных плашек, принадлежавших Джеку Рено, блестящему машинисту и основателю компании Gabilan Iron and Machine в Салинасе, Калифорния. В комплект входят плашки для нарезания резьбы № 14–20 и № 14–24. Есть даже плашка для нарезки резьбы #11-24: нечетного размера я раньше не встречал.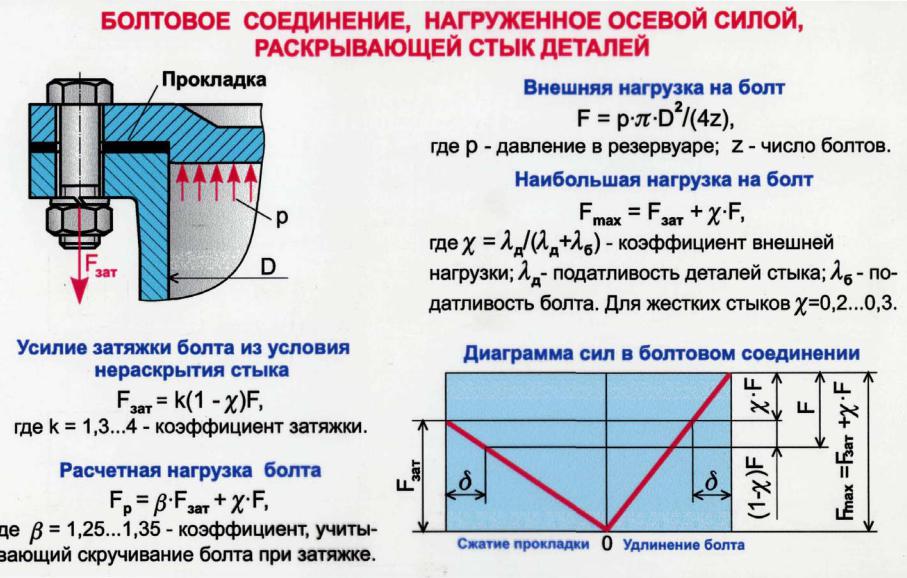
Несколько лет назад некоторые маленькие винты диаметром менее 1/4 дюйма имели дробные размеры. У меня есть набор метчика и матрицы, принадлежавший моему дедушке, и он имеет размеры 7/32-24 и 3/32-48. У меня есть другие плашки для нарезания резьбы 15/64–32, 17/64–32 и 1/16–64. Эти размеры устарели, но если вы работаете над более старыми предметами, такой набор может оказаться очень полезным.
Британцы используют другую систему для небольших размеров винтов; называется Британской ассоциацией Thread. Он имеет угол резьбы 47-1/2 градуса с закругленными гребнем и основанием и обозначается одним числом: например, 2 ВА (что примерно соответствует размеру американского № 10). Обозначение размера BA — это обратная сторона американской системы: чем больше число, тем меньше размер. Таким образом, 16 БА меньше 2 БА. На наших 19 было много винтов Британской ассоциации.34 Роллс-Ройс. Резьба Британской ассоциации устарела в 1966 году, но, конечно, она широко используется для ремонта старого британского оборудования.
Для очень маленьких размеров, используемых в инструментах, часах и других миниатюрных механизмах, в Америке есть унифицированная миниатюрная винтовая резьба (UNM) с диаметром до 0,300 мм (0,0118 дюйма): этот маленький размер имеет резьбу 317-1/2. на дюйм. Конечно, в Европе тоже есть винты для часов и приборов, и используется метрическая система. В прежние времена различные часовые компании в Соединенных Штатах и Европе имели интересное разнообразие собственных стандартов резьбы.
Vee-образная резьба сегодня наиболее распространена в крепежных изделиях…
Сегодня в крепежных изделиях наиболее распространена V-образная резьба
, но есть и другие формы резьбы, которые имеют преимущества для определенных применений. Я думаю, вы можете видеть, что когда вы затягиваете гайку V-образной формы, угол резьбы создает усилие, пытающееся расширить или разорвать гайку. Для очень высоких нагрузок часто лучше использовать резьбу без угла или с очень малым углом упора.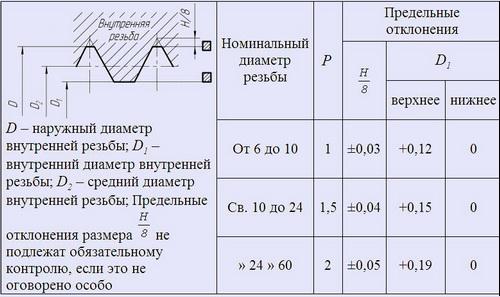
Квадратная резьба широко использовалась в таких устройствах, как ранние чеканочные прессы, тиски и другие устройства с высокими нагрузками. В старых механических руководствах вы можете найти ссылку на стандартную квадратную резьбу продавца; назван в честь того же Уильяма Селлерса, который когда-то установил спецификации для американской стандартной V-образной резьбы. Квадратная резьба использовалась для удержания стволов во многих американских служебных винтовках, в том числе в знаменитых винтовках с продольно-скользящим затвором Springfield 30-06, использовавшихся в Первой и Второй мировых войнах. Квадратную резьбу трудно обрабатывать точно, и ее в значительной степени вытеснила резьба Acme с углом 29°.градусов.
Концы метчиков скошены, поэтому они легко входят в отверстие. Некоторые метчики нарезаны без конуса, поэтому они нарезают резьбу до самого дна отверстия.
Резьба
Acme легче нарезается и может выдерживать высокие нагрузки.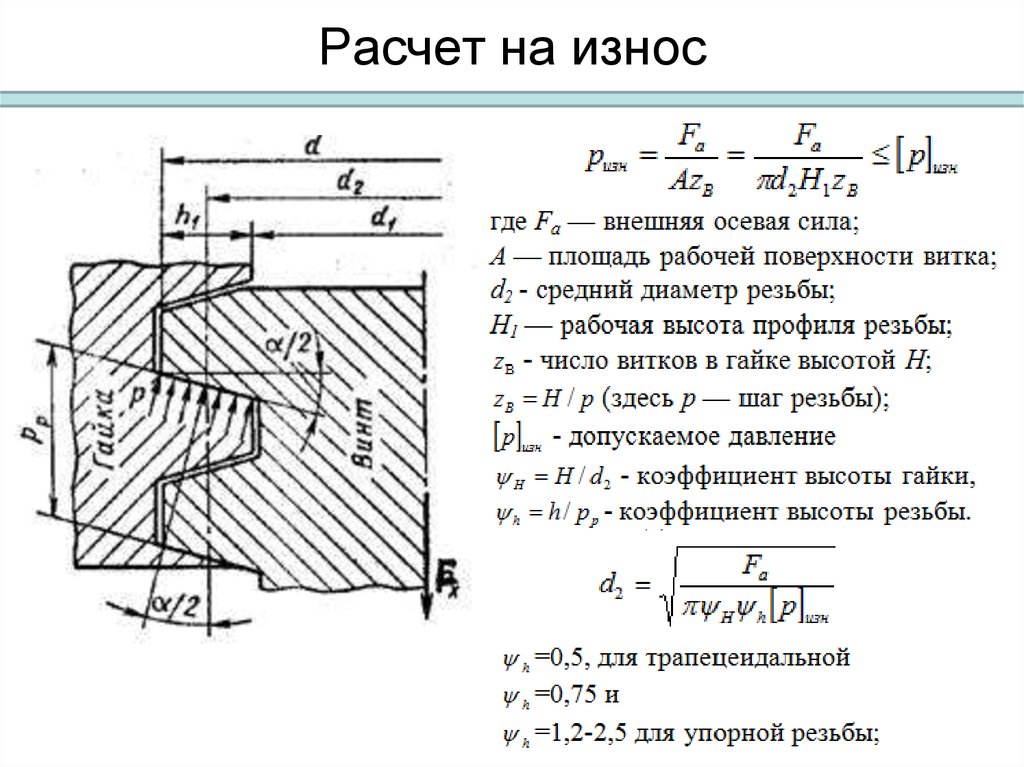 Очень точные резьбы Acme часто используются в качестве «поступательных» резьб для таких применений, как ходовые винты в токарных станках, фрезерных станках, резьбошлифовальных станках и другом точном оборудовании. Компания Proto перешла с V-образной резьбы на трапецеидальную резьбу на некоторых своих съемниках несколько лет назад, чтобы повысить прочность.
Очень точные резьбы Acme часто используются в качестве «поступательных» резьб для таких применений, как ходовые винты в токарных станках, фрезерных станках, резьбошлифовальных станках и другом точном оборудовании. Компания Proto перешла с V-образной резьбы на трапецеидальную резьбу на некоторых своих съемниках несколько лет назад, чтобы повысить прочность.
Для некоторых специальных применений, где требуется грубая, но неглубокая резьба, доступна резьба American National Stub Acme Thread. Термин «заглушка» означает более мелкую, чем обычная резьба. Существует также 60-градусная укороченная резьба V-образной формы для таких применений, как трубки, где резьба нормальной глубины может серьезно ослабить тонкую стенку.
Другим вариантом Acme Thread является червячная резьба, которая имеет угол 29 градусов, но нарезана глубже и предназначена для использования с червячными передачами.
Контрфорсная резьба имеет квадратную или почти квадратную упорную поверхность и изогнута с обратной стороны.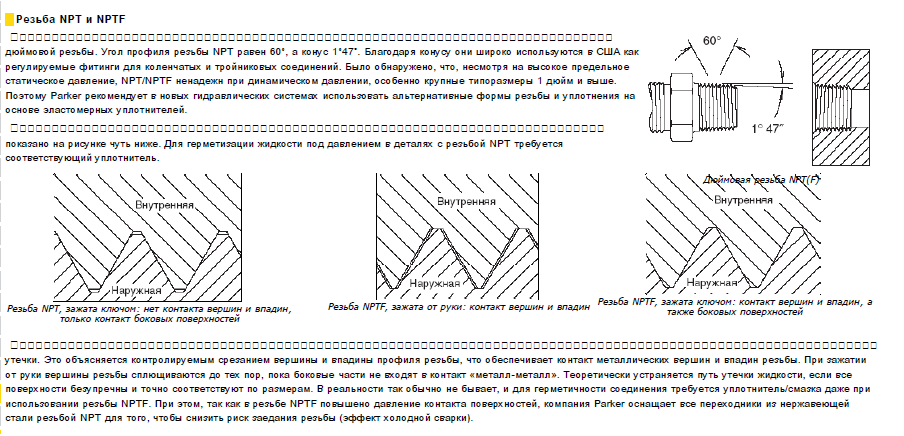 Они могут воспринимать высокие нагрузки, но только в одном направлении. Я видел контрфорсную резьбу с подрезанными упорными поверхностями, используемую в тисках для сверлильных станков. Выточка плотно захватывает полугайку, но при ослаблении ее можно быстро вынуть из гайки.
Они могут воспринимать высокие нагрузки, но только в одном направлении. Я видел контрфорсную резьбу с подрезанными упорными поверхностями, используемую в тисках для сверлильных станков. Выточка плотно захватывает полугайку, но при ослаблении ее можно быстро вынуть из гайки.
Трубная резьба обычно выполняет две функции: скрепляет фитинги вместе, а также обеспечивает герметичность от давления жидкости. Уменьшение диаметра резьбы на 3/4 дюйма на фут облегчает получение герметичных соединений. Трубная резьба с прямым нарезом используется в таких устройствах, как электрические лампы, где не требуется герметизация. Трубная резьба, ранее известная как резьба Бриггса, используемая в Америке, представляет собой коническую трубную резьбу американского национального стандарта. Великобритания использует британскую стандартную трубную резьбу, имеющую форму резьбы Уитворта. Британская трубная резьба отличается и не должна заменяться трубной резьбой американского стандарта. Трубные фитинги Британского стандарта часто можно приобрести у крупных поставщиков в Америке.
Некоторые трубные резьбы имеют очень крутые конусы, поэтому соединения разъединяются всего за несколько оборотов. Трубы для бурения скважин часто имеют этот тип резьбы, и я также видел пушечные казенные части с прерывистой крутой конической резьбой. У прерывистой резьбы продольные участки резьбы удалены как на охватываемой, так и на охватывающей частях, поэтому части могут скользить вместе и затягиваться частичным поворотом. Разборные стволы винтовок и ружей часто имеют прерывистую резьбу.
Существует множество нишевых отраслей, в которых уже давно используются специальные стандарты резьбы для таких вещей, как часы, объективы микроскопов, изоляторы для опор линий электропередач, муфты для пожарных рукавов, фитинги для сжатого газа и т. д.
Спиральные вставки, обычно называемые Helicoils (зарегистрированное название), представляют собой витки проволоки с V-образной резьбой снаружи и внутри. Обычно они изготавливаются из нержавеющей стали или фосфористой бронзы, но чаще встречается нержавеющая сталь.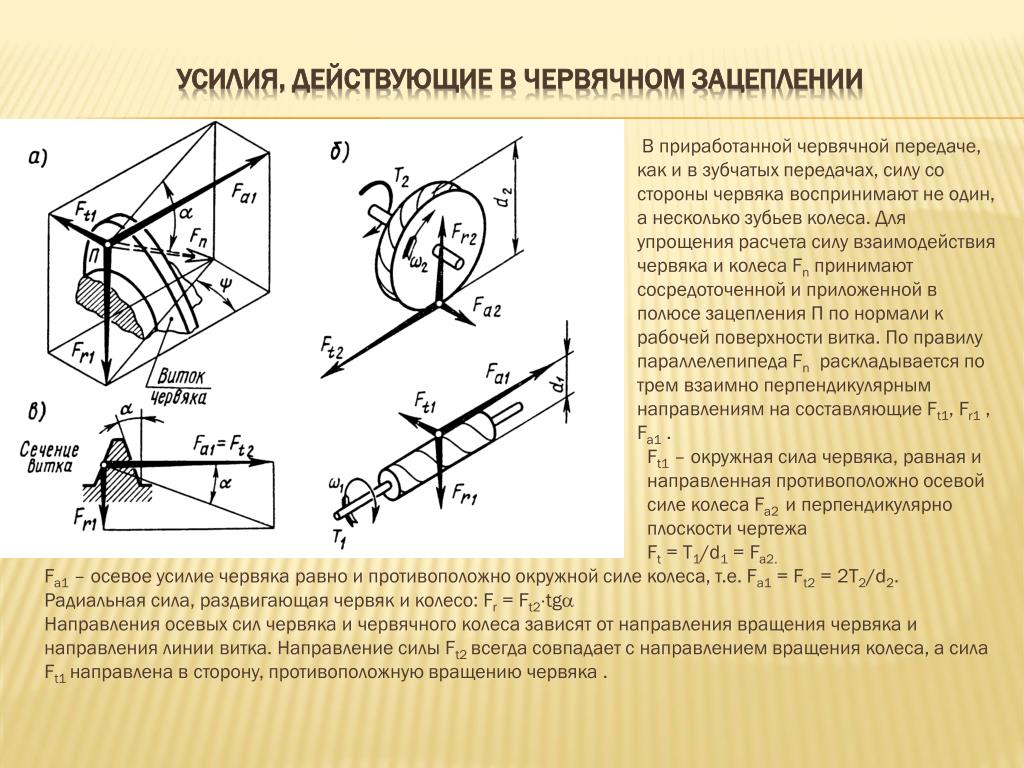 Спиральные катушки часто используются для восстановления сорванной внутренней резьбы, но они также устанавливаются новыми в мягкие металлы и даже дерево, чтобы обеспечить долговечность резьбы. Поврежденную резьбу высверливают и нарезают отверстие метчиком специального размера. Распухшую пружинную вставку необходимо сжать с помощью инструмента для вставки и ввинтить в резьбовое отверстие. Сила расширения вставки удерживает ее на месте в отверстии.
Спиральные катушки часто используются для восстановления сорванной внутренней резьбы, но они также устанавливаются новыми в мягкие металлы и даже дерево, чтобы обеспечить долговечность резьбы. Поврежденную резьбу высверливают и нарезают отверстие метчиком специального размера. Распухшую пружинную вставку необходимо сжать с помощью инструмента для вставки и ввинтить в резьбовое отверстие. Сила расширения вставки удерживает ее на месте в отверстии.
Круглая или круглая резьба широко используется в цоколях лампочек, а также в крепежных элементах, которые должны выдерживать чрезвычайно грубое обращение и загрязнение; например, вокруг бетона и на перфораторах.
Существует множество нишевых отраслей, в которых уже давно используются специальные стандарты резьбы для таких вещей, как часы, объективы микроскопов, изоляторы опор линий электропередач, муфты для пожарных рукавов, фитинги для сжатого газа и т. д. Многие из этих специальных резьбовых соединений все еще используются сегодня, и спецификации их можно найти в Machinery’s Handbook и других справочных текстах по механике.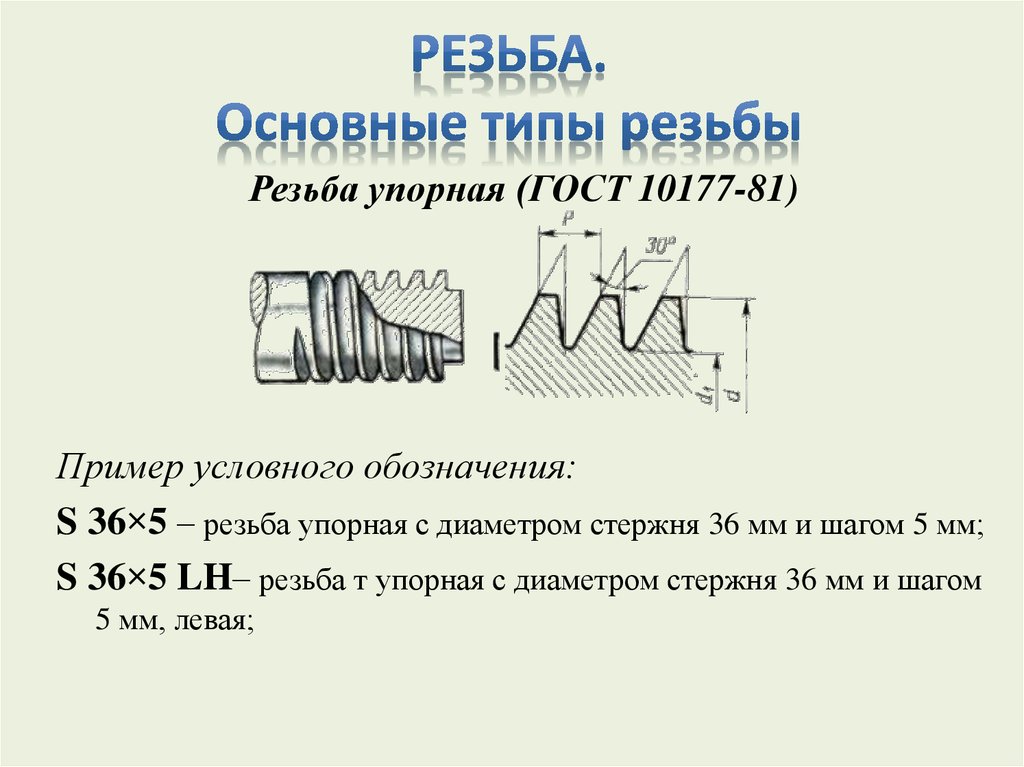
Я давно интересуюсь малоизвестными нитями и застежками, и у меня есть коллекция в рамке из почти трех тысяч предметов, начиная от римского бронзового гвоздя и заканчивая современными высокотехнологичными аэрокосмическими застежками. Двумя интересными, но уже устаревшими системами нитей являются Aero и Dardelet. Резьба Aero была разработана в начале 1940-х годов для применения в самолетах с высокой вибрацией, где ломались крепежные детали с V-образной резьбой. Болты и винты Aero Thread имеют круглую резьбу, которая соединяется со спиральными проволочными вставками из бронзы или нержавеющей стали. Вставки из спиральной проволоки имеют закругленную резьбу внутри и V-образную резьбу снаружи для хорошего сцепления с мягкими алюминиевыми и магниевыми сплавами, используемыми в самолетах.
Самоконтрящаяся резьба Dardelet была запатентована в 1936 году и имеет угол резьбы 29 градусов, как и резьба Acme, но резьба имеет осевой зазор, а основание болта и вершина гайки имеют конусность 6 градусов. Это позволяет деталям легко свинчиваться до тех пор, пока они не сядут, затем детали слегка смещаются при затягивании гайки, и конические поверхности плотно заклинивают друг друга. Нити Дарделе имеют грубую и тонкую серии.
Это позволяет деталям легко свинчиваться до тех пор, пока они не сядут, затем детали слегка смещаются при затягивании гайки, и конические поверхности плотно заклинивают друг друга. Нити Дарделе имеют грубую и тонкую серии.
«Самая ранняя наружная металлическая резьба, вероятно, была обработана вручную».
Джозеф Витворт был на несколько лет впереди в своем дизайне с закругленными корнями резьбы. Ранее я упоминал о разрушениях под напряжением в V-образных резьбах, и основной причиной было растрескивание, которое начиналось в острых углах у корней резьбы, имеющей форму Национального стандарта. Болты Уитворта с их закругленными корнями обладают гораздо большей усталостной прочностью, но изготовление инструментов для резки закругленных поверхностей сложнее, чем с формой национального стандарта, имеющей уплощенные основания и гребни. Для многих применений форма Национального стандарта подходит, но когда нагрузки становятся действительно высокими, особенно нагрузки, которые чередуются от высоких к низким (например, болты шатуна двигателя), любые острые углы имеют тенденцию действовать как концентраторы напряжения, и болты выходят из строя.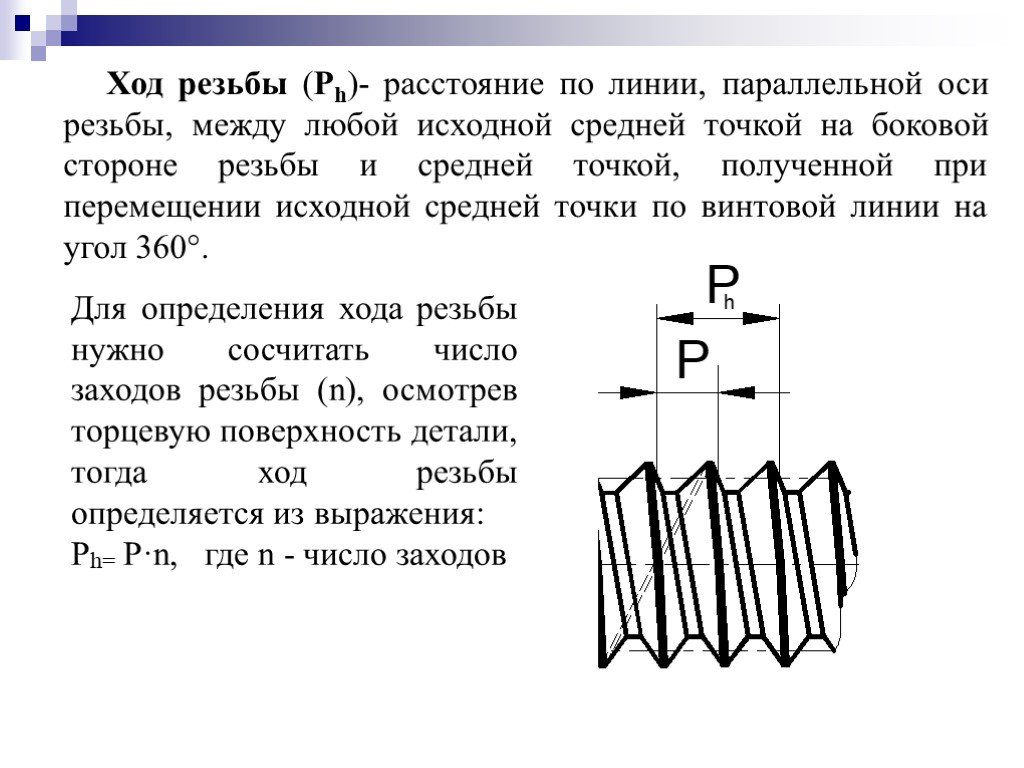 Это особенно верно для более твердых и прочных материалов болтов. Умные инженеры поняли, что гладкий радиус в основании резьбы повысит усталостную прочность, и была разработана форма резьбы, называемая резьбой «R», которая широко использовалась для аэрокосмических крепежных изделий и других важных применений. Это было настолько успешно, что радиус был еще немного увеличен до формы, называемой резьбой «J». Разница между резьбой R и резьбой J почти незаметна, но больший радиус резьбы J позволяет болтам с высокими нагрузками прослужить примерно в 6 раз дольше. Большинство высоконагруженных болтов, используемых сегодня в аэрокосмической и автомобильной промышленности, имеют резьбу J-образной формы, и эта резьба будет формироваться путем прокатки.
Это особенно верно для более твердых и прочных материалов болтов. Умные инженеры поняли, что гладкий радиус в основании резьбы повысит усталостную прочность, и была разработана форма резьбы, называемая резьбой «R», которая широко использовалась для аэрокосмических крепежных изделий и других важных применений. Это было настолько успешно, что радиус был еще немного увеличен до формы, называемой резьбой «J». Разница между резьбой R и резьбой J почти незаметна, но больший радиус резьбы J позволяет болтам с высокими нагрузками прослужить примерно в 6 раз дольше. Большинство высоконагруженных болтов, используемых сегодня в аэрокосмической и автомобильной промышленности, имеют резьбу J-образной формы, и эта резьба будет формироваться путем прокатки.
Нити можно сделать разными способами. Самые ранние внешние металлические нити, вероятно, были обработаны вручную. Позже были изготовлены различные типы плашек для нарезания резьбы, но они имеют тенденцию разрывать металл, и с помощью плашек трудно получить точный шаг на любой длине.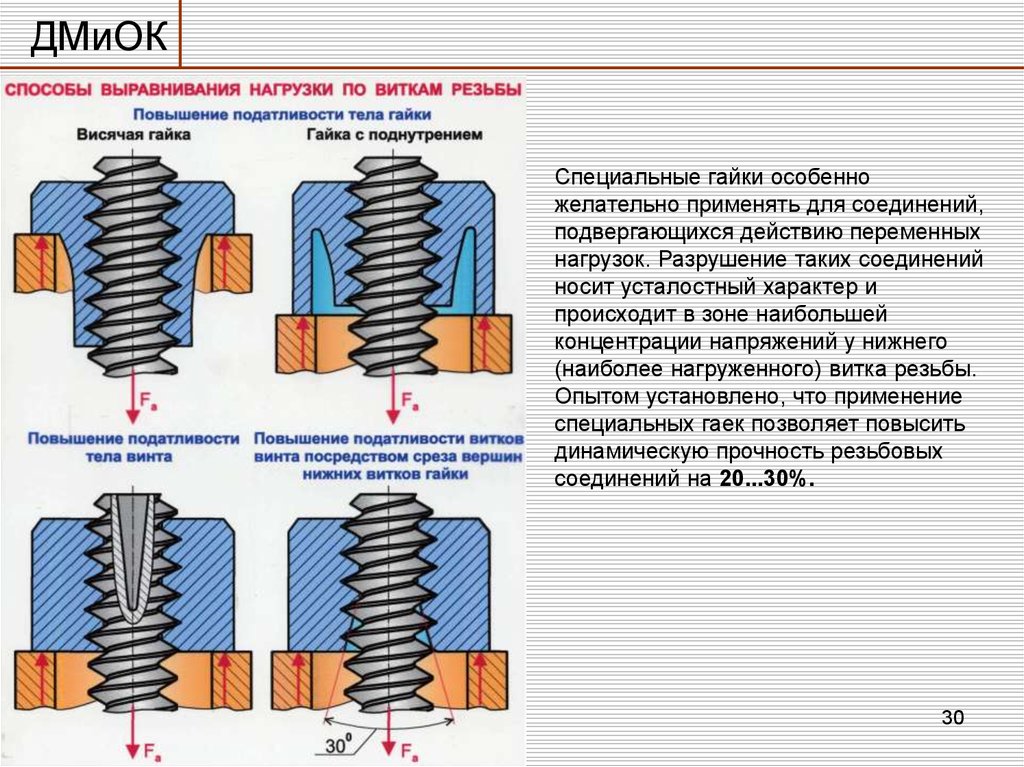 Плашки, конечно, все еще используются сегодня для нарезания короткой резьбы с низкой точностью. Токарные станки использовались (и до сих пор используются) с ручными инструментами для нарезания короткой резьбы для таких вещей, как крышки винтов на деревянных контейнерах, но трудно контролировать шаг резьбы с помощью ручных инструментов.
Плашки, конечно, все еще используются сегодня для нарезания короткой резьбы с низкой точностью. Токарные станки использовались (и до сих пор используются) с ручными инструментами для нарезания короткой резьбы для таких вещей, как крышки винтов на деревянных контейнерах, но трудно контролировать шаг резьбы с помощью ручных инструментов.
Антуан Тиу около 1750 года использовал токарный станок с винтовой передачей на каретке, а Джесси Рамсден к 1770 году делал прецизионные винты на своем токарном станке. Прецизионный токарный станок может нарезать резьбу практически любой формы и шага, используя шестерни и ходовой винт для перемещения инструмента с одной точкой с нужной скоростью. С помощью токарного станка выполняется несколько проходов, каждый раз делая небольшие надрезы. На микроскопическом уровне наблюдается некоторый надрыв поверхности металла, поскольку инструмент стоит на месте. Износ наконечников инструмента также затрудняет поддержание точной формы резьбы.
Сегодня в большинстве случаев нарезка болтов и винтов производится путем прокатки заготовок между круглыми или плоскими матрицами с канавками.
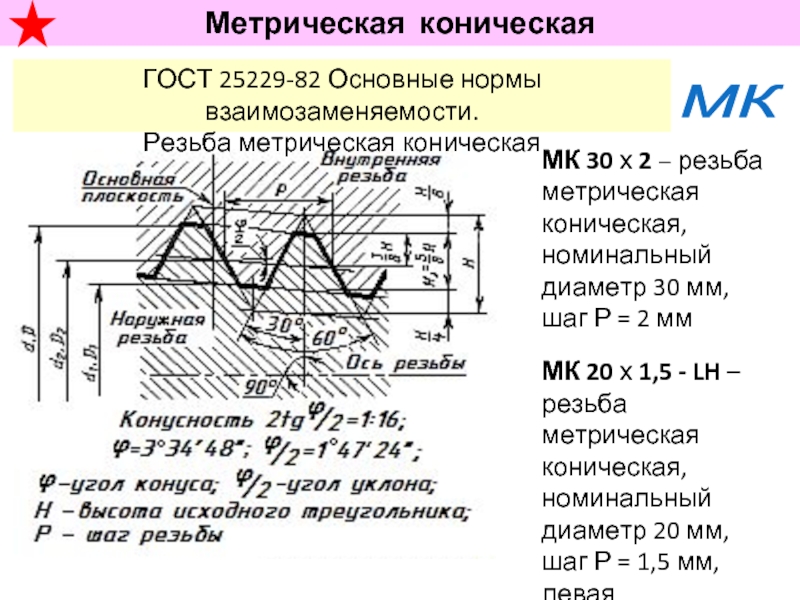
Для очень точных винтов, таких как те, которые необходимы для микрометрических шпинделей и ходовых винтов, используются прецизионные шлифовальные станки для нарезания резьбы в закаленной стали или других материалах. Некоторые материалы, такие как карбид вольфрама, настолько твердые, что шлифовка является единственным практичным методом формирования резьбы. Процесс закалки стали приводит к короблению и изменению размеров, которые можно исправить шлифованием. Некоторые резьбы шлифуются «с нуля» в закаленном металле, а другие обрабатываются другими способами, закаляются, а затем шлифуются до окончательной формы и шага. Для очень крупной резьбы можно использовать фрезерные станки с вращающимися фрезами, чтобы нарезать резьбу с точностью и скоростью без серьезного разрыва или чрезмерного напряжения металла. Фрезерование можно использовать для наружной резьбы, а также для внутренней резьбы, диаметр которой достаточно велик, чтобы фреза могла войти в отверстие.
В настоящее время резьба большинства болтов и винтов изготавливается путем прокатки заготовок между круглыми или плоскими матрицами с канавками.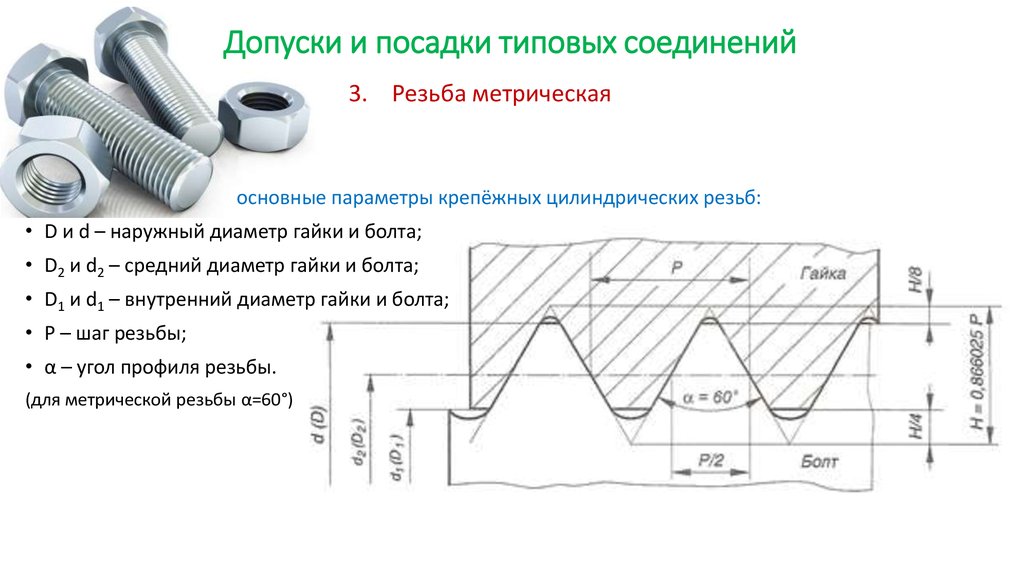 Заготовки примерно равны делительному диаметру резьбы. Пазы в плашках имеют форму профиля резьбы и вдавливают резьбу в металл, не снимая стружки. У прокатки есть несколько преимуществ: процесс очень быстрый; стружка не производится, а значит, для изготовления готового продукта требуется меньше металла; и самое главное, при холодной обработке металла получаются высокопрочные нити. Зерна металла придают форму нитям, а холодная обработка укрепляет и закаляет металл. Накатка хорошо работает с резьбой V-образной формы и даже с резьбой Acme формы. Для некоторых очень высокопрочных болтов резьба иногда накатывается после закалки заготовок. Это создает сжимающие нагрузки в болтах, которые помогают им сопротивляться усталостному разрушению. Прокатка твердого материала тяжела для прокатных штампов и, следовательно, дорога, но для очень ответственных применений выигрыш в прочности стоит затраченных усилий. Прокатка особенно хорошо работает с V-образной резьбой с закругленными корнями, и, как мы обсуждали выше, закругленная форма улучшает прочность болта и сопротивление усталости.
Заготовки примерно равны делительному диаметру резьбы. Пазы в плашках имеют форму профиля резьбы и вдавливают резьбу в металл, не снимая стружки. У прокатки есть несколько преимуществ: процесс очень быстрый; стружка не производится, а значит, для изготовления готового продукта требуется меньше металла; и самое главное, при холодной обработке металла получаются высокопрочные нити. Зерна металла придают форму нитям, а холодная обработка укрепляет и закаляет металл. Накатка хорошо работает с резьбой V-образной формы и даже с резьбой Acme формы. Для некоторых очень высокопрочных болтов резьба иногда накатывается после закалки заготовок. Это создает сжимающие нагрузки в болтах, которые помогают им сопротивляться усталостному разрушению. Прокатка твердого материала тяжела для прокатных штампов и, следовательно, дорога, но для очень ответственных применений выигрыш в прочности стоит затраченных усилий. Прокатка особенно хорошо работает с V-образной резьбой с закругленными корнями, и, как мы обсуждали выше, закругленная форма улучшает прочность болта и сопротивление усталости.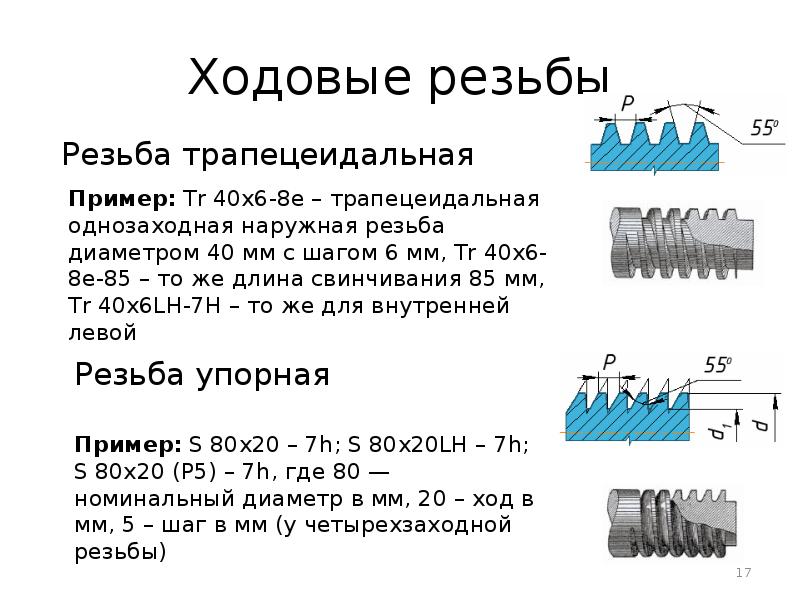
Внутренняя резьба меньших размеров обычно нарезается «метчиками», которые ввинчиваются в предварительно просверленные отверстия нужного размера. «Метчиковое сверло» оставляет необходимое количество металла для резьбы. Часто это составляет около 75% от полной глубины резьбы, потому что нарезание резьбы на полную глубину требует высокого крутящего момента, который ломает много метчиков и дает резьбу, которая не намного прочнее, чем более мелкая резьба. Большинство метчиков имеют канавки [канавки] и острые зубья, которые режут материал, придавая ему форму и удаляя стружку. Существует специальный тип формовочного метчика, который не имеет канавок и вдавливает резьбу в металл. Для этих бесканавочных метчиков сначала должно быть просверлено отверстие точно подходящего размера, и они должны быть должным образом смазаны. При обработке некоторых металлов, таких как немагнитная нержавеющая сталь и медные сплавы, которые быстро упрочняются, бесканавочные метчики позволяют получить более прочную и твердую резьбу, чем основной металл.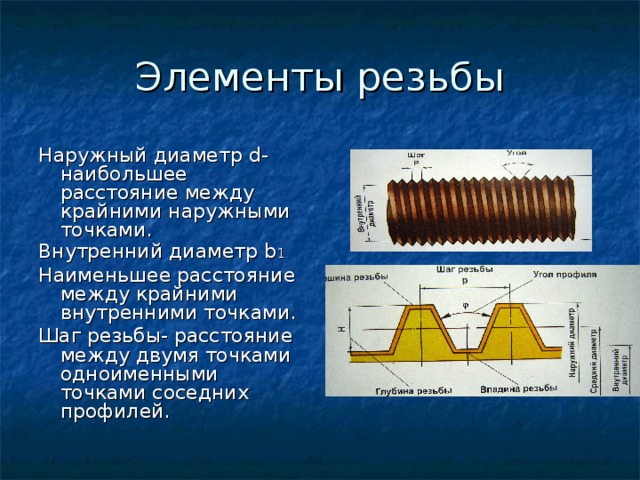
Легкие и грузовые автомобили Dodge используют левостороннюю резьбу для колесных гаек.
Большинство элементов с резьбой имеют одинарную резьбу или «начало», но на изделии можно расположить несколько нитей рядом. На первый взгляд множественный поток выглядит как один поток, но он имеет несколько «началов». Быстро ввинчивается несколько витков резьбы: колпачок моей авторучки имеет четыре захода и затягивается всего на 3/4 оборота. Недостатком многозаходной резьбы является то, что резьба с большим углом подъема имеет тенденцию легко ослабляться при вибрации. Некоторые «палубные» шурупы, используемые в древесине, имеют несколько витков резьбы для быстрого ввинчивания.
Шурупы для настила, шурупы для дерева и шурупы являются примерами, в которых используется резьба, расположенная на большом расстоянии друг от друга, чтобы обеспечить хорошее сцепление с мягкими материалами. Существует множество современных шурупов, предназначенных для дерева и ДСП, с тонким стержнем и агрессивной конструкцией самонарезающей резьбы, которые сводят к минимуму расщепление, даже если отверстия предварительно не просверлены.
Многие шурупы для листового металла имеют форму резьбы, аналогичную шурупам по дереву, и могут использоваться не только для листового металла, но и для дерева, пластика и других мягких материалов.
Приводные винты имеют резьбу с очень быстрым ходом и предназначены для ввинчивания в отверстия с помощью молотка. Они работают как с металлом, так и с более мягкими материалами, и их часто можно увидеть с металлическими этикетками на машинах.
Левосторонняя резьба может быть полезна для таких применений, как колесные гайки на левой стороне автомобилей, где вращение колес препятствует отвинчиванию гаек. В легковых и грузовых автомобилях Dodge используется левая резьба для колесных гаек.
Для талрепов и некоторых зажимов левая резьба на одном конце винта и правая резьба на другом будут стягивать детали.
Нити — замечательные вещи, которые помогают нам каждый день, и я надеюсь, что эта статья поможет вам лучше узнать и оценить их.
gearMichael Blanchard jerry blanchard, rust mag, rustmag, ржавчина, калифорния, Threads and Thread Systems, нитки, резьбовые крепления4 Комментарии
0 лайков
Физика 9702 Сомнения | Страница справки 113
Вопрос 573: [Силы > Равновесие]
На рисунке показана детская игра в балансировку.
Деревянный стержень однороден и все кольца имеют одинаковую массу. Два кольца
висит на колышке 13 и одно на колышке 1.
На какой крючок нужно повесить четвертое кольцо, чтобы уравновесить удилище?
A 2 B 3 C 5 D 6
Ссылка: Прошлый экзамен
13 Q13
Решение 573:
Ответ: C.
Пусть вес 1 кольца будет W.
Чтобы стержень уравновешивался
(равновесие),
Момент по часовой стрелке = против часовой стрелки
момент
2 кольца на штифте 13 вызывают
момент по часовой стрелке.
Момент по часовой стрелке = 2[(13 – 8)xW] =
10W
Момент против часовой стрелки = (8 – 1)W + (8
– y)W
, где y – положение крюка
где должно быть повешено четвертое кольцо.
Для равновесия,
(8 – 1)W + (8 – y)W = 10W
7W + (8 – y)W = 10W
(8 – y)W = 3W
8 – y = 3 дает y = 8 – 3 = 5
Вопрос 574: [Электрическое поле]
(а)
α-частица и протон покоятся a
на расстоянии 20 мкм друг от друга в вакууме, как показано на рис. 1.
1.
(и)
Государственный закон Кулона.
(ii)
α-частицу и протон можно считать точечными зарядами.
Рассчитать
электрическая сила между α-частицей и протоном.
(б)
(и)
Дайте определение напряженности электрического поля.
(ii)
Точка P — это расстояние x от α-частицы вдоль линии, соединяющей α-частицу
к протону (см. рис.1). Изменение напряженности электрического поля с расстоянием x
E α из-за одной α-частицы показан на рис.2.
Вариация
с расстоянием x напряженности электрического поля E P за счет протона
отдельно также показано на рис.2.
1.
Объясните, почему два отдельных электрических поля имеют противоположные знаки.
2.
На рис.2 схематично показано изменение с x комбинированного электрического поля, обусловленного α-частицами.
и протон для значений x от 4 мкм до 16 мкм.
Ссылка: Прошлые экзаменационные работы – ноябрь 2013 г. Документы 41 и 42 Q4
Решение 574:
(a)
(и)
Закон Кулона гласит, что (электрическая) сила между 2 точечными зарядами
пропорциональна произведению двух зарядов и обратно пропорциональна
площадь их разделения
(ii)
Расстояние
между α-частицей и протоном, r = 20 мкм = 20 x 10 -6 м
Заряд
α-частицы (содержит 2 протона) = 2 x (1,6×10 -19 ) C
Заряд
протона, q = 1,6×10 -19 C
ϵ 0
= 8,85 x 10 -12 Fm -1
Электрический
сила, F = Qq/4πϵ 0 r 2
F
= 2 x (1,6×10 -19 ) 2 / {4π x 8,85 x 10 -12 x (20 x 10 -6 ) 2 } = 1,15
x 10 -18 N
{Q — заряд α-частицы, содержащей 2 протона и, следовательно,
заряжен +2e = 2 x (1,6×10 -19 ) Кл. q — заряд протона
q — заряд протона
что равно +e = (1,6×10 -19 ) C. Произведение Qq равно 2 x (1,6×10 -19 ) 2 }
(b)
(i) Напряженность электрического поля определяется как
сила на единицу заряда, действующая ЛИБО на неподвижный заряд, ЛИБО на положительный заряд.
(ii)
1.
Выбрать
любой 2:
Электрический
поле является векторной величиной
Электрический
поля в противоположных направлениях
2 заряда отталкиваются друг от друга
2.
На графике линия всегда должна находиться между заданными линиями, пересекая
ось x между 11,0 мкм и 12,3 мкм. Кривая должна иметь разумную форму.
{Значение напряженности электрического поля при любом значении x равно сумме
соответствующих значений E α и E p на тот момент –
это значение будет меньше E α и больше E p
поскольку E p отрицательный.}
[Показан типичный рисунок. Это можно сделать более правильно на
бумага. ]
]
Вопрос 575: [Динамика > Импульс]
На диаграмме показано ядро, выпущенное из пушки.
Масса пушки 1000 кг, масса пушечного ядра 10 кг.
Скорость отдачи пушки 5 м с –1 по горизонтали.
Какова горизонтальная скорость пушечного ядра?
A 200 мс –1 B
500 мс –1 C
2000 мс –1 D 5000
M S –1
Ссылка: Прошлая экзаменационная газета — ноябрь 2006 г. Бумага 1 Q12
Решение 575:
.
пушка + пушечное ядро неподвижны. Значит, начальный импульс равен нулю.
Когда пушка стреляет шаром, он
движется назад. Это скорость отдачи, которая составляет 5 мс -1 .
по горизонтали.
Из закона сохранения импульса величина импульса
пушечного ядра (движущегося вперед) равна величине импульса
пушка (отходит назад).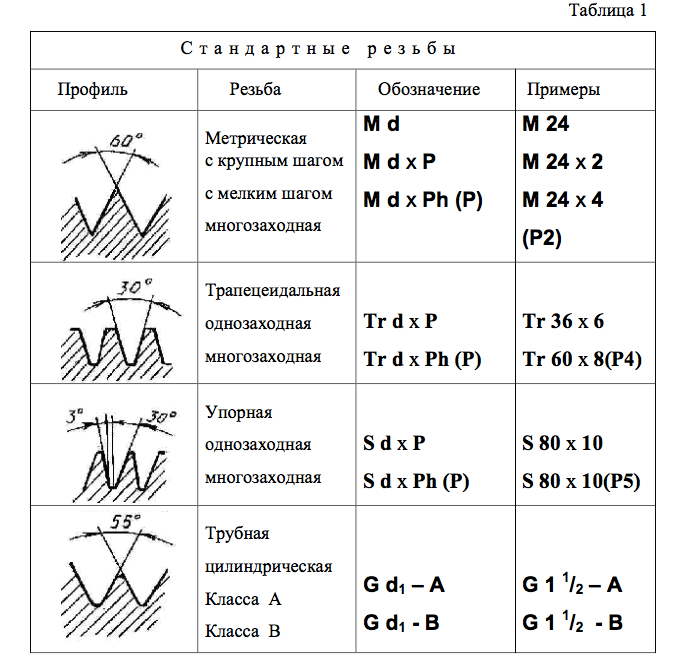
Пусть скорость пушечного ядра v.
10v = 1000 (5)
Скорость v = 5000 / 10 = 500 мс -1
Вопрос 576: [Электромагнетизм > Датчик Холла]
(a) Укажите соотношение между плотностью магнитного потока B и магнитным потоком Φ, пояснив любые другие используемые символы.
(b) Большой подковообразный магнит имеет однородное магнитное поле между
столбы. Магнитное поле равно нулю вне пространства между полюсами.
Небольшой датчик Холла перемещался с постоянной
скорость вдоль линии XY, которая находится посередине между сторонами полюсов и параллельна им
магнита, как показано на рис.1.
ЭДС производится зондом Холла
когда он находится в магнитном поле.
Угол между плоскостью зонда и
направление магнитного поля не меняется.
По осям рис.2 начертить график к
показать изменение со временем t Э.Д.С. V H , полученный датчиком Холла
(c)
(i) Государственный закон Фарадея
электромагнитная индукция.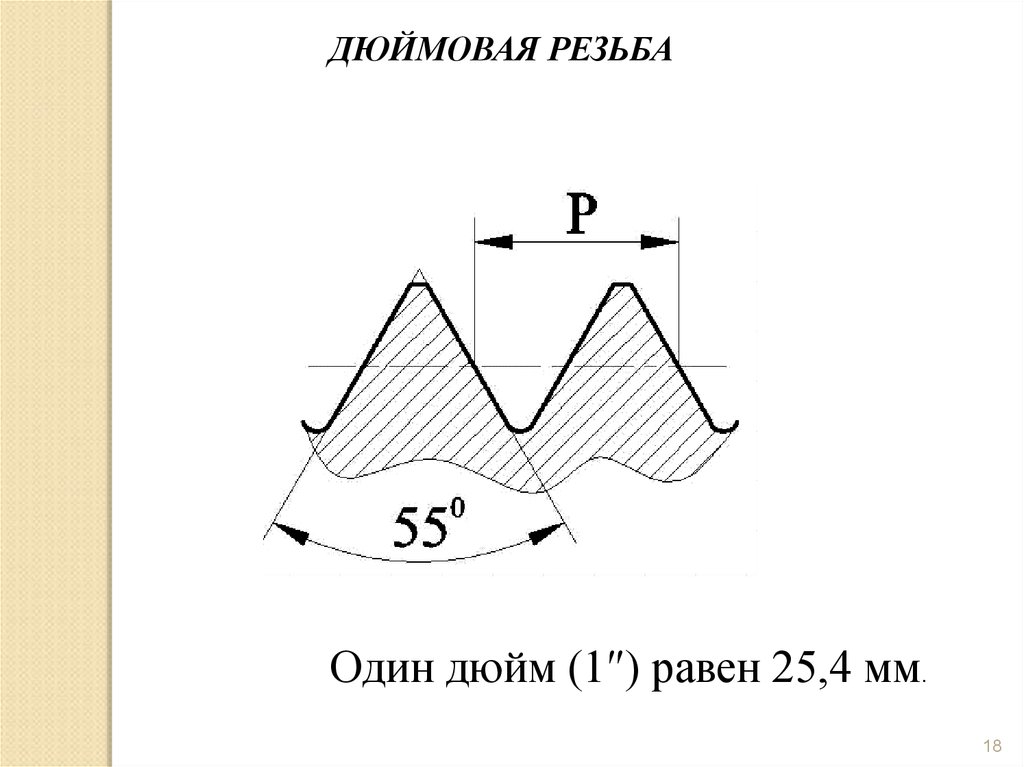
(ii) Датчик Холла в (b) заменен
небольшой плоской катушкой проволоки. Катушка движется с постоянной скоростью по линии XY.
Плоскость катушки параллельна граням полюсов магнита.
По осям рис.3 начертить график к
показать изменение со временем t Э.Д.С. E induced in the coil
Reference: Past Exam Paper – November 2012 Paper 43 Q5
Solution 576:
(a)
EITHER
Φ = BAsinθ where A is площадь
(через который проходит поток), а θ — угол между плотностью магнитного потока B
и (плоскость) A
OR
Φ = BA, где A — площадь, нормальная к
плотность магнитного потока B
(b) Для графика V H является константой и отличной от нуля между
полюса и ноль снаружи. Наблюдается резкое увеличение/уменьшение на концах
магнит
{V H постоянный
между полюсами, потому что площадь, через которую проходит поток, постоянна, как
угол между плоскостью датчика Холла и направлением магнитного поля
не разнообразен. Резкое увеличение связано с внезапным сокращением
Резкое увеличение связано с внезапным сокращением
поток на площадь плоскости зонда Холла.}
(c)
(i) Электромагнитный закон Фарадея
индукция утверждает, что (индуцированная) э.д.с. пропорциональна скорости
изменение (магнитного) потока (сцепления)
(ii) На графике есть краткий
импульс при входе и выходе из области между полюсами. Импульсы имеют
примерно такой же формы, но противоположной полярности. ЭДС равен нулю
между полюсами и снаружи.
{Когда катушка входит в
поля резкое увеличение потока вызывает импульс ЭДС, которая действует в
таким образом, чтобы противодействовать вызывающему его изменению потока (закон Ленца). Одинаковый
применяется, когда катушка покидает магнитное поле.
Поскольку катушка перемещается
постоянная скорость, как только вся катушка полностью войдет в поле, скорость
тогда изменение потока равно нулю (поток есть, но он не изменяется, т. е.
скорость изменения потока равна нулю), в результате чего Э.Д.С. быть равным нулю (из уравнения Фарадея
закон).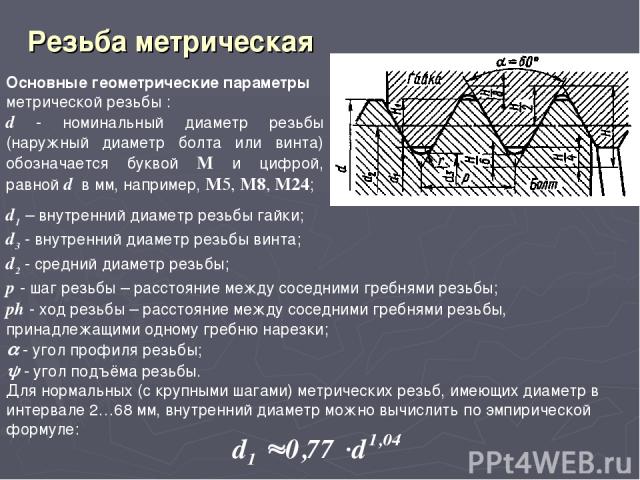
Импульсы противоположны
полярности, потому что, когда катушка входит в поле, изменение является увеличением
поток, а когда он покидает поле, изменение представляет собой уменьшение потока.}
Вопрос 577: [Силы
> Равновесие]
Цилиндр массой W помещается на
ровный склон. Контактная сила откоса на цилиндре R. Резьба
прилегает к поверхности цилиндра. Другой конец нити фиксируется.
На какой схеме изображен цилиндр в
равновесие?
Ссылка: Прошлый экзамен – Ноябрь 2014 г. Бумага 13 Q13
Решение 577:
Ответ: C.
force 9
и результирующий крутящий момент в системе должен быть равен нулю.
Результирующая сила может быть
определяется путем рассмотрения компонентов действующих сил. Поскольку
силы не отрисованы в масштабе, можно предположить, что силы действуют таким образом
что результирующая в этом случае равна нулю.
Дополнительно для равновесия
результирующий крутящий момент должен быть равен нулю.
Арматура стеклопластиковая арматура применение: СТЕКЛОПЛАСТИКОВАЯ АРМАТУРА — ОБЛАСТЬ ПРИМЕНЕНИЯ
Применение стеклопластиковой, композитной арматуры г. Екатеринбург, компания УралАрмаПром
Звонок по России бесплатный
Новые уникальные технологии позволили создать отличный аналог изделиям из металла — арматуру из неметаллических волокон. Применение композитной арматуры целесообразно во многих отраслях и в первую очередь в строительной индустрии.
Стабильно развивающаяся компания изготавливает и поставляет сертифицированную стеклопластиковую арматуру. Коллектив опытных производственников неустанно совершенствует технологические решения, внедряет новации, стремится упростить задачи застройщика. Применение стеклопластиковой арматуры позволяет существенно облегчить вес конструкций, увеличить их прочность, устойчивость к агрессивной среде, сократить сроки монтажных работ. Продукцию поставляем по прямым договорам, что гарантирует покупателю конкурентные цены, соответствие сертификатам качества, неограниченные объемы, широкий ассортимент.
Сфера использования стеклопластиковой арматуры
Применение армирующих стержней из стеклопластика регламентируют проектные решения, нормативные документы для строительства магистральных дорог, сетей, различных зданий, сооружений.
Основные направления применения в гражданском и промышленном строительстве:
- изготовление сборных элементов из бетона;
- упрочнение монолитных участков из легких, тяжелых бетонов;
- армирование трехслойной кирпичной кладки;
- берегоукрепительные работы;
- конструкции для морских и портовых сооружений, химических производств;
- элементы подземных коммуникаций: лотки, кольца, основание;
- армирующие каркасы, бордюрный камень, поребрик для дорожного полотна;
- сейсмостойкие пояса для новых и реконструируемых зданий.
Преимущества композитной арматуры
Стеклопластик имеет низкий показатель относительного удлинения, что исключает растягивающие, изгибающие деформации в готовом изделии, препятствует образованию трещин. Неметаллическая арматура стабильна к воздействию агрессивной среды, влаги и может применяться в конструкциях постоянно работающих в сложных условиях. Изделия из композитных материалов не проводят электричество, сохраняют тепло в помещении, совершенно безвредны для людей, имеют очень большой срок эксплуатации.
Неметаллическая арматура стабильна к воздействию агрессивной среды, влаги и может применяться в конструкциях постоянно работающих в сложных условиях. Изделия из композитных материалов не проводят электричество, сохраняют тепло в помещении, совершенно безвредны для людей, имеют очень большой срок эксплуатации.
Отправить образец бесплатно?
Мы вышлем Вам образец нашей продукции, чтобы вы могли оценить качество нашей арматуры!
Через 5 дней он будет у Вас!
Как оформить заказ?
Позвоните нам или нажимаете на кнопку заказать на сайте. После чего Наш сотрудник ответит на Ваш звонок или запрос. И поможет подобрать вам материал по оптимальной цене Так же на указанный Вами email адрес будет выслана счет и договор поставки. Фактом заключения договора является внесение предоплаты.
Система оплаты
Вносите предоплату в размере 10% от стоимости композитной арматуры. Все платежи переводятся непосредственно на расчетный счет нашей компании, без комиссии. Оплатить можно как с банковской карты, так и через терминалы оплаты.
Все платежи переводятся непосредственно на расчетный счет нашей компании, без комиссии. Оплатить можно как с банковской карты, так и через терминалы оплаты.
Отгрузка товара
После получения предоплаты, ваш заказ будет отправлен в очередь на отгрузку. Время ожидания композитной арматуры вместе с доставкой в Ваш город, как правило, не превышает 10 дней с момента внесения предоплаты. Перед отправкой, по запросу, мы можем выслать фото/видео вашей арматуры
Доставка
Композитная арматура будет отправлена на терминал склада в вашем городе. На указанный телефон придет смс с номером накладной по которой можно отследить где находится арматура. Оставшаяся сумма оплачивается при получении на терминале. По желанию можно заказать доставку на дом или загород
Частное домостроение г. Екатеринбург
Екатеринбург
Плита основания двух этажного здания, диаметр 10 мм создания 2-х армокаркасов (верхнего и нижнего) с ячейкой 200*200 мм
Бизнес центр г. Москва
Плита основания 4-х этажного здания, диаметр 14-16 мм создания 2-х армокаркасов (верхнего и нижнего) с ячейкой 200*200 мм, площадью 700 м 2
Логистический центр г. Екатеринбург
Армирования полов склада стеклопластиковой арматурой 8 мм, размер ячейка 200*200 мм общей площадью 1 700 м2
Свинокомплекс в Башкортостане
Армирования фундамента стеклопластиковой арматурой диаметр 10-12 мм создания 2-х армокаркасов (верхнего и нижнего) с ячейкой 200*200 мм, площадью 2 800 м 2
Заливные полы для предприятия
Ячейка 200х200 общий объем арматурной связки — 70 000 метров, диаметр 12мм.
Автосалон г. Омск
Армирования стеклопластиковой арматурой диаметр 10-12 мм создания 2-х армокаркасов (верхнего и нижнего) с ячейкой 200*200 мм, площадью 2 450 м 2
Магазин Пятерочка г. Верхотурье
Верхотурье
Армирования фундамента стеклопластиковой арматурой диаметр 10 мм создания 2-х армокаркасов (верхнего и нижнего) с ячейкой 200*200 мм, площадью 1 300 м 2
Агропромышленный комплекс г. Барнаул
Армирования фундамента стеклопластиковой арматурой диаметр 10 мм создания 2-х армокаркасов (верхнего и нижнего) с ячейкой 200*200 мм, площадью 4 900 м 2
УралАрмаПром на карте Екатеринбурга — Яндекс Карты
Copyright © 2013 — 2022 ООО «УралАрмаПром»
создать интернет магазин — megagroup.ru, сайты с CMS
Применение стеклопластиковой арматуры при кладке стен – ТПК Нано-СК
Без рубрики
Еще несколько лет назад во время строительства домов в основном применяли кирпичи, но сейчас в наши дни наступило время быстроты и новейших технологий, кирпичные дома уже стало строить слишком долго, дорого, и самое главное, постоянно встает вопрос о качественности и теплоты дома.
В настоящее время самыми распространенными технологиями при строительстве домов, стоящими на первом месте, являются дома, возведенные из разных блоков, например, пено- и газобетонных, газосиликатных, керамзито-, шлако- и другие виды блоков. Применение более габаритных блоков во время постройки дома, сейчас стало намного выгоднее, быстро, экономно, а сам материал владеет еще большей теплоизоляцией.
Применение более габаритных блоков во время постройки дома, сейчас стало намного выгоднее, быстро, экономно, а сам материал владеет еще большей теплоизоляцией.
По всем правилам технологии, при кладке стен из блоков, нужно делать укрепление кладки специальными армирующими поясами, обеспечивающие надежность и защищающие стены от трещин. В старые времена, чтобы создать эти пояса, применяли железные стержни. Но сегодня, новейшие технологии поменяли все традиции и высокотехнологичная, легкая и надежная стеклопластиковая арматура прекрасно устанавливается и укрепляет стены. Следуя расчетам, профессионалы выбирают диаметр стеклопластиковых прудков, которые будут прочно держаться и станут альтернативой металлической арматуре. Такая арматура, как и железная точно также укладывается в штробы и заливается раствором.
При строительстве блоковых домов больше всего нужно присматриваться на ровность и толщину шва. Как выяснялось, что с помощью народной сообразительности, успешно позволяет применять тонкую композитную арматуру для армирования кладки, а также, чтобы создавать ровные швы. Стеклопластиковые стержни диаметром, к примеру, 4 мм кладут на ряд блоков вдоль наружной и внутренней стороны. После смазывания раствором или клеем, блок надо просто немного придавить, чтобы он оперся на пруток, от этого правильная толщина шва обеспечена.
Стеклопластиковые стержни диаметром, к примеру, 4 мм кладут на ряд блоков вдоль наружной и внутренней стороны. После смазывания раствором или клеем, блок надо просто немного придавить, чтобы он оперся на пруток, от этого правильная толщина шва обеспечена.
Такие прутки применяют еще для совмещения внутренних и внешних слоев теплоблоков, потому что у стеклопластиковой арматуры слишком маленькая теплопроводность и она не создает, как бы «мостики холода».
Стеклопластиковая арматура для кирпичной кладки
Но все-таки, стеклопластиковая арматура вошла в строительство кирпичных домов. Композитные прутки играют роль гибких связей, дюбелей, чтобы крепко укрепить теплоизолирующие слои в кирпичных строениях, что придает постройке еще большую прочность и качественность.
По сути, стеклопластиковая арматура является универсальным материалом. Ее композитные прутки применяются в строительстве различных площадок, где с помощью новейшей технологии есть возможность за короткое время соорудить каркас будущей конструкции. Одновременно, все свойства и особенности этой арматуры, очень заинтересовали всех огородников и вот, совсем недавно она стала применяться не только в строительстве домов, но и на дачных участках, например, для сооружения каркаса на теплицу, беседку и многое другое.
Одновременно, все свойства и особенности этой арматуры, очень заинтересовали всех огородников и вот, совсем недавно она стала применяться не только в строительстве домов, но и на дачных участках, например, для сооружения каркаса на теплицу, беседку и многое другое.
Арматура
FRP: Области применения
FRP расшифровывается как армированный волокном пластик и представляет собой достойную и недорогую альтернативу стали. Он также известен как полимер, армированный волокном, или полимер, армированный стекловолокном (GFRP). Арматура из стеклопластика используется уже более 60 лет, а ее прочность в 3 раза выше, чем у стальной арматуры — предел превышает тысячу мегапаскалей.
Что такое арматура FRP?
Армированный стекловолокном полимер FRP представляет собой прочный и легкий строительный материал, ценимый за его устойчивость к коррозии. Будучи по сути спирально скрученным структурным армирующим стержнем, FRP часто называют композитом, потому что он сделан из комбинации различных веществ, включая пластиковую смолу и стекловолокно. Смесь этих двух материалов приводит к производству FRP или армированного волокном пластика, который никогда не реагирует на среду, богатую хлоридами, и имеет преимущество перед подверженным коррозии железом и сталью.
Смесь этих двух материалов приводит к производству FRP или армированного волокном пластика, который никогда не реагирует на среду, богатую хлоридами, и имеет преимущество перед подверженным коррозии железом и сталью.
Пластмассовая смола действует как связующее вещество, скрепляя стекловолокна вместе в структурном слое FRP. Эта смола также может быть улучшена многими другими включениями для достижения лучших характеристик конечного продукта, таких как огнестойкость, термостойкость и повышенная устойчивость к коррозии.
Если говорить о арматуре FRP по сравнению со стальной арматурой, заметная разница между FRP и сталью заключается в сроке службы. В отличие от изделий из стали, стержни из стеклопластика могут служить до 80 лет. Арматура из стеклопластика не ржавеет, а также устойчива к кислотам и коррозии.
В отличие от металла, стеклопластик обладает меньшей теплопроводностью, а значит, изделия из стеклопластика являются хорошими теплоизоляторами. Сетка из стекловолокна – популярный материал для гражданского строительства и строительства. Он часто используется для строительства научных и медицинских зданий, где находится сложное медицинское оборудование и устройства, поскольку FRP не влияет на их работу.
Он часто используется для строительства научных и медицинских зданий, где находится сложное медицинское оборудование и устройства, поскольку FRP не влияет на их работу.
Установка арматуры из стеклопластика также представляет собой довольно простой процесс, при котором стержни связываются с помощью соединений без необходимости сварки. Арматура FRP заслуживает серьезного внимания со стороны тех, кто хочет сэкономить много денег на строительных или армирующих работах, потому что она значительно дешевле, чем сталь, и ее легче транспортировать на строительную площадку.
Теперь, после краткого обзора FRP, мы можем приступить к изучению областей применения этого замечательного материала.
Для чего используется арматура FRP?
Являясь неагрессивной альтернативой стали и железу в армировании бетона, армированный волокном пластик используется в различных конструкционных и архитектурных приложениях, где коррозия или экстремальные перепады температуры могут представлять серьезную проблему. Благодаря длительному сроку службы и устойчивости к коррозии, арматура из стекловолокна применяется в судостроении, информационных технологиях, химической промышленности и медицинских учреждениях.
Благодаря длительному сроку службы и устойчивости к коррозии, арматура из стекловолокна применяется в судостроении, информационных технологиях, химической промышленности и медицинских учреждениях.
Например, стержни FRP можно использовать для поддержки таких конструкций, как мосты, автомагистрали, ограждающие стены, туннели, волнорезы, гаражи и балконы — все они являются примерами конструкций в суровых условиях, где FRP является достойной заменой стальной арматуры. . На самом деле, любой конкретный тип конструкции, которая требует неагрессивности и чрезвычайной прочности, может быть закреплен с помощью стержней из стеклопластика. Более того, поскольку FRP почти в четыре раза легче стали, армированный волокном пластик является более легким, безопасным, дешевым и простым в установке вариантом армирования бетона.
Где используется арматура FRP?
Область применения материалов FRP обширна. Вот несколько примеров, где можно использовать арматуру из стекловолокна или сетку из стекловолокна.
• Высокое энергопоглощение армированного волокном полимера делает его пригодным для усиления инженерных конструкций, подвергающихся динамическим и ударным нагрузкам, в том числе конструкций, подверженных воздействию ветра, волн, интенсивного движения, землетрясений и взрывов, а также подверженных риску падение или удар одного предмета о другой.
• Подводные трубы для глубоководных работ также могут быть изготовлены из полимеров, армированных волокном, поскольку этот материал обеспечивает значительно повышенную плавучесть (из-за своей низкой плотности) по сравнению с металлом.
• Лестницы и проходы также могут быть защищены стеклопластиком, так как этот материал легкий и устойчивый к ржавчине.
• Одним из наиболее важных применений FRP является сейсмическая модернизация, когда существующие конструкции модифицируются и улучшаются, чтобы сделать их более устойчивыми к сейсмической активности (подвижки грунта, оседание грунта и т. д.).
• Стеклопластиковые стержни используются для армирования подводных трубопроводов и конструктивных элементов береговых платформ. Кроме того, арматура из стеклопластика полностью устойчива к пагубному воздействию ионов хлора. Кроме того, он обладает высокой прочностью на растяжение, что делает его применимым для морских или прибрежных бетонных проектов, таких как строительство причалов, ограждений пахов, диафрагменных стен или водоочистных сооружений.
Кроме того, арматура из стеклопластика полностью устойчива к пагубному воздействию ионов хлора. Кроме того, он обладает высокой прочностью на растяжение, что делает его применимым для морских или прибрежных бетонных проектов, таких как строительство причалов, ограждений пахов, диафрагменных стен или водоочистных сооружений.
• Арматура FRP хорошо используется в проектах внутреннего армирования бетонных конструкций, таких как производство сегментов туннелей или подпорных свай для котлованов.
• Сетка и стержни FRP используются для усиления различных конструкций из бетона, кирпичной кладки, дерева и стали, а также являются обычным армирующим материалом при строительстве производственных объектов и заводов.
• Арматура из стеклопластика используется в предварительно напряженном бетоне в тех случаях, когда крайне важна исключительная устойчивость к коррозии, например, для изготовления мостов, барьерных стен или настилов.
• Огнестойкие, антистатические и взрывобезопасные свойства обуславливают применимость FRP в таких сферах, как крепь горных дорог, химическая промышленность, гражданское строительство.
5 причин, почему вы должны использовать арматуру из стекловолокна в своем проекте
Популярность полимера, армированного стекловолокном (GFRP), растет, особенно в тех случаях, когда коррозионная стойкость является серьезной проблемой. Мы знаем, что коррозия является дорогостоящей проблемой. Триллионы долларов ежегодно тратятся на решение вопросов, связанных с коррозией металлов. Что касается фактов, ежегодные прямые затраты на коррозию металлов составляют более 2,2 триллионов долларов США. Одни только Соединенные Штаты ежегодно тратят 423 миллиарда долларов на коррозию.
Коррозия стали является естественным и глобальным явлением. Теперь вы понимаете, сколько денег мы можем сэкономить, если будем правильно применять методы защиты от коррозии. Давайте подробно поговорим о коррозии, прежде чем мы сможем перейти к тому, как полимер, армированный стекловолокном, может защитить ваши проекты от коррозионно-активных веществ.
Определение и последствия коррозии
Сталь и железо имеют естественную тенденцию смешиваться с химическими элементами, чтобы они могли вернуться в свои самые низкие энергетические состояния, подобно тенденции воды, которая течет в самую низкую точку. Когда железо и сталь соединяются с водой и кислородом, образуются гидратированные оксиды железа, также называемые ржавчиной. Коррозию можно просто определить как химическую реакцию между материалом и окружающей средой. Эта химическая или электрохимическая реакция приводит к порче материалов.
Когда железо и сталь соединяются с водой и кислородом, образуются гидратированные оксиды железа, также называемые ржавчиной. Коррозию можно просто определить как химическую реакцию между материалом и окружающей средой. Эта химическая или электрохимическая реакция приводит к порче материалов.
Нам хорошо известно, как коррозия влияет на срок службы нашего имущества. Такие происшествия, как обрушение мостов и поврежденные участки автомагистралей, являются одними из распространенных явлений, напрямую связанных с коррозией. Ниже приведены причины, по которым вам следует использовать арматуру из стекловолокна , чтобы значительно увеличить срок службы вашего проекта.
Арматура из стекловолокна устойчива к коррозии
Как упоминалось в начале, полимер, армированный стекловолокном, получил значительное преимущество перед сталью в тех областях применения, где коррозия представляет большую угрозу. Арматура из стекловолокна предлагает комплексное решение для борьбы с коррозией.
Бетонная конструкция, армированная стеклопластиковой арматурой, не реагирует на среду, богатую хлоридами.Прекрасная альтернатива традиционному армированию бетона
Арматура из полимера, армированного стекловолокном (GFRP)
, оказалась идеальной альтернативой традиционным армирующим материалам, таким как черная арматура и арматура с эпоксидным покрытием. Традиционные методы армирования не смогли разработать механизм защиты от коррозии, который мог бы поддерживать бетонные конструкции в хорошем состоянии.
Долгий срок службы
Армированный стекловолокном полимер, химически инертное армирование, является экономичным способом достижения длительного срока службы вашего проекта. Старые армирующие материалы могут показаться недорогими, однако в долгосрочной перспективе они могут стоить вам больших денег. Применяя арматуру из стекловолокна, вы можете не только сэкономить деньги в долгосрочной перспективе, но и полностью защитить свой проект от ржавчины.
 Бетонная конструкция, армированная стеклопластиковой арматурой, не реагирует на среду, богатую хлоридами.
Бетонная конструкция, армированная стеклопластиковой арматурой, не реагирует на среду, богатую хлоридами.