Ориентированно стружечные плиты часто рассматривают в качестве напольного материала. Можно ли стелить на пол OSB плиту — вопрос, который нам задают чуть ли не ежедневно. Да, в качестве чернового варианта — под ламинат, паркет, линолеум и другие виды напольных покрытий. Основная функция — выравнивание, такое решение обойдется дешевле бетонной стяжки или самовыравнивающихся смесей. Сегодня мы расскажем о технологиях монтажа ОСБ, как выбрать класс и толщину покрытия, какие подготовительные работы следует выполнить перед укладкой. Вы узнаете об основных методах укладки: на бетонное основание, дощатые полы, деревянные лаги.
Преимущества укладки OSB на пол
Существует несколько доводов в пользу ориентированно-стружечных плит в качестве напольного покрытия:
Простота монтажа. Для укладки панелей не нужны специальные навыки, материал легко поддается обработке.
Удобство. Пол из ОСБ плиты намного удобнее и быстрее укладывать чем обычные доски, является отличной подосновой — не надо идеально выравнивать основание, сравнительно чистый монтаж.
Стоимость. 1 м2 ОСБ панелей обойдется дешевле чем подоснова из фанеры.
Качество. По своей сути, ОСБ плиты — это спрессованное дерево. Эстетичность материала сочетается с прочностью и надежностью.
На нашем сайте доступна ОСБ плита для отделки пола толщиной 9, 12, 15, 18, 22 мм. Преимущественно представлена продукция класса OSB3 — оптимальный вариант по цене и эксплуатационным свойствам.
Монтаж плит OSB на пол — основные способы
Существует 3 основных технологии укладки ориентированно-стружечных панелей в качестве напольного покрытия: на стяжку из бетона, на лаги, на деревянный пол. Мы рассмотрим все способы.
Монтаж плит ОСБ на бетонную стяжку
Технология востребована преимущественно в многоэтажных зданиях. Основное требование — выравнивание основы до нормального состояния. Сегодня это делают преимущественно с применением самовыравнивающихся смесей. Допускается незначительная шероховатость, неглубокие выбоины, трещины.
Последовательность работ:
Зачистка рабочей поверхности. На ней не должно быть пыли и мусора. Лучше всего пропылесосить помещение.
Обработка основы грунтовкой — для лучшей адгезии.
Раскрой и укладка OSB-плит. Разрезать их удобнее всего пилой — дисковой или отрезной.
Внутреннюю сторону ориентированно-стружечных панелей надо обработать влагоотталкивающей грунтовкой с антисептиком, дождаться, пока она высохнет. Нанести клей зубчатым шпателем.
После наклеивания ОСБ плит их для большей надежности закрепляют дюбелями для бетона — по контуру, с интервалом в 20-30 см, отступив 5 см от края.
Зачистка покрытия. Стыки заполняют специальной шпатлевкой, также можно использовать монтажную пену. После высыхания шпатлевку шлифуют.
Важно! ОСБ плита для пола укладывается с зазорами для компенсации температурного расширения. Оптимальная ширина — 3 мм. Между панелями и стеной оставляют свободное пространство в 12 мм. Это исключит деформацию покрытия в дальнейшем.
Укладка ОСБ плит на деревянные лаги
Монтаж пола на лаги популярен в домах с заливным или столбчатым основанием. Плиты ОСБ могут выполнять функцию черновой отделки, финишной или использоваться для выравнивания с дальнейшей укладкой линолеума, паркета или других материалов. Основа — деревянные лаги. Конструкция многослойная, содержит гидро-, паро- и теплоизоляционный слой. В качестве гидроизоляции подойдет перфорированная мембрана (пленка), ее же применяют как пароизоляцию. Для утепления можно уложить минеральную вату, пенополистирол.
Особенности технологии:
Черновой пол из OSB-панелей монтируют по нижней стороне лаг. Предварительно на нижнюю сторону наносят битумную мастику или иной защитный состав.
Между лагами и плитами ОСБ размещают теплоизоляционный слой с пергамином. В качестве утеплителя можно уложить пенопласт.
Панели укладывают в 1 или 2 слоя, ориентированных перпендикулярно относительно лаг. Для соединения слоев применяют спиральные гвозди, дополнительно можно использовать клей. Крепление к лагам осуществляется саморезами — с интервалом в 25-30 см.
Обязательны расширительные зазоры в 3 мм — для каждого слоя.
Монтаж плит OSB на деревянные полы выполняется аналогично. Основные этапы:
Установка лаг (75х50, 100х75 мм). Конкретный размер брусьев подбирают с учетом длины, шага обрешетки, расчетной нагрузки. Перед монтажом лаг следует очистить поверхность от загрязнений, плесени, грибка. Крупные выбоины в основании необходимо заделать. Лаги устанавливают на деревянную обрешетку. Варианты крепления брусьев — анкеры, саморезы.
Укладка пароизоляции (ПЭ, фольгоизол, паропроницаемая мембрана). Пароизоляционный слой укладывают гладкой стороной к утеплителю (шероховатой — вниз). Для соединения стыков удобно воспользоваться строительным феном, дополнительно их можно проклеить битумным скотчем.
Укладка OSB-плит. Предварительно листы грунтуют с нижней стороны.
ОСП надо расположить так, чтобы длинная сторона располагалась перпендикулярно относительно деревянного каркаса.
Как выбрать OSB плиту для пола
Основные критерии выбора: класс ОСБ панелей (OSB1, OSB2, OSB3, OSB4), толщина, размеры, бренд. Наши рекомендации:
Учитывайте способ монтажа. Так, для укладки на бетонную стяжку подойдут плиты ОСБ толщиной 12 мм. На деревянные лаги лучше взять панели потолще — 15 или 18 мм (если расстояние между лагами не превышает 50 см). Если между лагами 55-60 см и более, лучше купить плиты OSB толщиной 22 мм.
Для обычных помещений (офисные, жилые, коммерческие) подойдет OSB3. Обладают достаточной прочностью, влагозащищенные — при пролитии воды на пол не случится ничего критичного. Для отделки в ванной, душевых, также предпочтительнее использовать OSB3 — максимальная влагозащищенность и прочность.
Размер панелей подбирайте с учетом параметров помещения — чем больше площадь, тем удобнее крупноформатные листы. Обычно используют цельные листы 2500х1250 (2440х1220) или разрезанные напополам 1250х1250 (1220х1220).
У нас вы можете купить панели для укладки на стяжку, на деревянные лаги, на основание из досок, под выравнивание пола ОСБ плитой. Вся продукция соответствует ГОСТ 32567-2013. Доступна доставка по г. Новосибирск и области, по договоренности с заказчиком организуем отправку в другие регионы.
Как правильно выбрать необходимую толщину ОСБ плиты?
В строительстве, как и на российском рынке, ориентированно стружечные плиты используются давно. Это отличный аналог фанерных плит, которые можно применять как в производстве каркасных конструкций, так и во внутренней и внешней обшивке помещений. Прочные листы OSB легки в обработке, безопасны для человека и устойчивы к влаге и появлению плесени. Широкие возможности применения материала и большое количество размеров оставляют вопросы о выборе толщины плит для конкретного вида строительных работ. Для правильного выбора необходимо понимать, какой толщины бывает ОСБ и в чем разница между разными типами листов.
Виды и характеристики плит
Плиты представляют собой листы, состоящие из 3 слоев прессованной древесной щепы, расположенных во взаимно перпендикулярных направлениях. В зависимости от количества слоев в плите различается и толщина материала: от 6 до 40 мм. От толщины листов зависит их прочность, уровень влагонепроницаемости и шумоизоляции. Эти показатели влияют на то, для каких работ и условий подходит та или иная плита ОСБ. Самые тонкие плиты используют для обшивки стен или создания каркасной мебели, средние для сплошной обрешетки кровли, толстые и плотные листы подходят для укладки пола.
Выбор толщины нужно производить с учетом предварительных расчетов для работы:
расстояние между опорами;
нагрузка на плиту;
несущие параметры листа.
Характеристики материала предоставляют производители, а рабочие нагрузки помогут рассчитать специалисты. Иногда возникает необходимость использовать вместо одного листа с большой толщиной, например, 20 мм, две плиты по 10 мм. В таком случае настил получается более крепким и плотным, чем при использовании одного слоя OSB. Такое покрытие делают со смещением стыков без образования щелей.
Выбор материала для разных целей
Какой толщины OSB выбрать под деревянный пол?
При укладке плит на бетонную стяжку необходимо тщательно очистить и выровнять поверхность. При такой работе достаточно листов с толщиной 10 или 12 мм. Укладка листов производится вразбежку с фиксацией на клей и дюбели.
Выбор ориентированно-стружечных плит на пол по лагам
Выбор материала зависит от расстояния между лагами. При шаге в 40 см можно использовать плиту 18 мм, а при расстоянии 60 см необходимо применять осб до 22 мм. Укладка производится на лаги как и на деревянный пол с закреплением саморезами на расстоянии 30 см.
Толщина OSB под ламинат
Чтобы выровнять деревянный пол, следует использовать осб 15-18 мм. Со временем дерево под настилом OSB может рассыпаться или деформироваться. Для этого нужно предварительно убрать выступающие гвозди и отшлифовать поверхность. Листы нужно уложить швами вразбежку и закрепить саморезами через каждые 40 см.
Какой толщины ОСБ нужны на потолок?
Для обшивки потолка в зависимости от сложности нагрузки на осб выбирают разную толщину материала. Для черновой облицовки достаточно легких листов с толщиной 6-8 мм, чтобы не перегружать несущие конструкции. Если на каркас будет подвергаться дополнительной нагрузке, производители рекомендуют плиты с толщиной до 18 мм.
ОСБ на стены
Чтобы выбрать, какой толщины осб нужны для каркасного дома, необходимо понимать, для чего используется материал. Выбор сырья для внешней обшивки дома крайне важен для прочности, сохранения тепла и микроклимата в помещении. Листы должны выдерживать не только нагрузку, но и любые внешние климатические воздействия. Для таких работ производители рекомендуют выбирать влагостойкую осб с толщиной от 15 мм. Для внутренней отделки стен в зависимости от влажности помещения и наличия дополнительной нагрузки на конструкцию, нужно выбирать листы 10-15 мм.
ОСБ для крыши?
Крыша дома защищает здание от дождя, ветра и сохраняет тепло в доме. Поэтому особые требования предъявляются к характеристикам осб для мягкой кровли. Какая толщина материала необходима зависит от расстояния между стропилами. При расстоянии от 600 до 1000 мм необходимо выбирать плиты от 15 до 18 мм. При использовании контробрешетки из пиломатериала допускается использование использование плиты толщиной 9 — 12 мм.
Рекомендованные товары
Полезные материалы
Плиты GLUNZ на складе!
Подробнее
Толщина ОСБ плит
Подробнее
Теперь и Quick Deck!
Подробнее
Потолок из гипсокартона: как его сделать, преимущества и недостатки
Подробнее
Какие плиты выбрать для отделки дома
Подробнее
Дом из OSB своими руками
Подробнее
Представитель OSBmarket.ru в Твери
Подробнее
Шумоизоляция стен в деревянном доме
Подробнее
Утепление пола пеностеклом
Подробнее
Правила выбора фасадного утеплителя — обзор и свойства материалов
Подробнее
Выбираем: ОСБ плиты или гипсокартон
Подробнее
Гипсокартон: виды, размеры и свойства ГКЛ
Подробнее
ULTRALAM краска!
Подробнее
Как сделать ванную в деревянном доме
Подробнее
OSB-4 11 мм 2440 на складе!
Подробнее
Монтаж ОСБ
Подробнее
Возврат к списку
OSB (ориентированно-стружечная плита) Основы чернового пола
По
Ли Уоллендер
Ли Валлендер
Ли имеет более чем двадцатилетний практический опыт реконструкции, ремонта и улучшения домов, а также дает советы по благоустройству дома более 13 лет.
Узнайте больше о The Spruce’s Редакционный процесс
Обновлено 31.10.22
Рассмотрено
Дин Бирмайер
Рассмотрено Дин Бирмайер
Дин Бирмайер — опытный подрядчик с почти 30-летним опытом работы во всех видах ремонта, технического обслуживания и реконструкции домов. Он является сертифицированным ведущим плотником, а также имеет сертификат Агентства по охране окружающей среды. Дин является членом Наблюдательного совета по благоустройству дома The Spruce.
Узнайте больше о The Spruce’s Наблюдательный совет
БэнксФото / Getty Images
OSB является одним из тех строительных материалов, которые вызывают разногласия, и некоторые люди клянутся им, а другие избегают. Нравится вам это или нет, OSB никуда не денется. Он хорошо подходит для стен, которые остаются сухими, или для обшивки крыши. Но насколько подходит OSB для пола или чернового пола?
Что такое OSB
OSB расшифровывается как ориентированно-стружечная плита. OSB – это синтетическая древесная продукция, изготовленная из древесной стружки. До 50 слоев прядей спрессовываются под высоким давлением в OSB.
Со стороны OSB выглядит как гигантские кукурузные хлопья, спрессованные вместе, образуя конструкционные панели, размеры которых аналогичны размерам фанеры, например, 4 на 8 футов.
Спереди или сзади OSB плоские и иногда имеют восковое ощущение с одной или обеих сторон.
Напольное покрытие OSB
Напольное покрытие (или чистовой пол) — это термин, обозначающий самый верхний, возможный пол — пол, по которому вы ходите и видите. Ламинат, роскошный винил и керамическая плитка являются примерами напольных покрытий.
OSB, как правило, не подходит в качестве напольного покрытия, хотя может использоваться в качестве напольного покрытия в сараях или магазинах. ОСБ не годится в качестве напольного покрытия из-за:
Внешний вид : ОСП недостаточно привлекательны для использования в качестве напольного покрытия. Мало того, что внешний вид ДСП непривлекателен, так еще и поверхность часто покрывается линиями сетки и маркировкой производителя.
Влажность : ОСБ под воздействием погодных условий в конечном итоге набухает и пузырится. Незначительные пузырьки можно зашлифовать, но в большинстве случаев OSB не подлежит ремонту и подлежит замене в случае повреждения водой.
Покраска Трудно : Краска плохо ложится на OSB. Тем не менее, ОСБ можно красить.
Основание OSB
Основание OSB служит основанием под чистовой пол (дерево, инженерная древесина, виниловая плитка и т. д.), а в некоторых случаях даже под основанием. Фанера издавна использовалась для настила пола. OSB была представлена в 1970-х годах, но в основном использовалась для стен. Примерно в 1990-х годах OSB начала проникать на рынок фанеры для черновых полов.
Большинство местных норм допускают использование OSB в качестве чернового пола. Прежде чем использовать ОСБ для чернового пола, всегда лучше проконсультироваться в местном разрешительном органе.
Одним из преимуществ OSB перед фанерой является ее больший формат. Для фанеры стандартными являются листы фанеры длиной 8 и 10 футов. Для OSB можно найти листы большого размера шириной до 8 футов и длиной 16 футов.
Pros
Некоторые строители предпочитают OSB фанере для полов, потому что поверхность, когда она новая, всегда чистая, ровная и без сучков.
Поскольку плиты OSB очень плотные, они обеспечивают хорошую звукоизоляцию.
OSB является более стабильным продуктом, чем фанера или другие материалы для чернового пола: все листы одинаковы.
ОСП, как правило, дешевле фанеры, поэтому строители и подрядчики могут получить немного больше прибыли от проекта. Когда OSB выйдет за рамки напольных покрытий и будет использоваться для обшивки стен и крыш, размер прибыли увеличится.
OSB эффективно использует отходы. Деревья, используемые для изготовления OSB, часто выращивают из саженцев на фермах, что снижает потребность в вырубке старовозрастных лесов.
Минусы
Материалы OSB скрепляются смоляными связующими и воском. Воск затрудняет, если вообще делает невозможным, приклеивание некоторых типов напольных покрытий непосредственно к основанию OSB, что требует установки подстилающего слоя из фанеры или цементной плиты.
OSB
тяжелее фанеры и весит около 2,4 фунта на квадратный фут. Лист OSB размером 4 на 8 футов весит около 77 фунтов, что достаточно тяжело, чтобы с ним справились два рабочих.
После намокания OSB остается влажной в течение длительного времени, что замедляет работу. После набухания OSB не уплотнится до своего первоначального размера. Кромки OSB особенно подвержены воздействию влаги.
Исходные материалы для изготовления OSB – тополь, осина и т.п. – это древесина, подверженная гниению. Это означает, что добавки смолы и воска делают большую часть работы по предотвращению гниения материала.
Гвозди легче выдергиваются из OSB, чем из фанеры — не самое лучшее качество при забивании пола.
Нижняя строка
В качестве напольного покрытия ОСБ подойдет только в крайнем случае. Даже тогда его можно было использовать только для хозяйственных построек или мастерских. В конце концов, однако, OSB начнет разрушаться после многократного использования и движения.
Если вы являетесь домовладельцем, укладывающим собственный черный пол в своем доме, рассмотрите возможность приобретения 5/8-дюймовой фанеры CDX или OSB сопоставимого размера.
Использование OSB в качестве основного пола
Проекты напольных покрытий — это фантастический способ изменить настроение всей комнаты. Темное дерево может придать драматический вид, в то время как мраморная плитка может создать более чистый и современный вид. Сегодня существует так много различных вариантов напольных покрытий, которые подходят для любого стиля помещения, а также для любых экологических требований. Укладываете ли вы пол для уютной спальни или кухни с высокой посещаемостью, которая будет намокать, вы можете найти идеальный продукт для этого. Но задумывались ли вы когда-нибудь об использовании плит OSB в качестве основного пола?
Использование плит OSB в качестве основного напольного покрытия, вероятно, вызывает некоторые вопросы. Как правило, большинство типов напольных покрытий, используемых сегодня, представляют собой твердую древесину, плитку, ковролин и синтетические доски. Эти варианты обеспечивают долговечность, а также придают великолепный внешний вид. Например, кухня может выиграть от виниловых полов с текстурой камня из-за доступности, долговечности и, что наиболее важно, водостойкости. Кто-то, кто ищет прочное, долговечное напольное покрытие, найдет большую ценность в укладке полов из бразильской твердой древесины. В то время как лиственные породы требуют ухода, эти полы могут прослужить более 50 лет. А как же плита ОСБ? Как это сочетается с этими флагманскими вариантами напольных покрытий?
OSB Floor Ideas — Houzz.com
Что такое плита OSB?
ОСП, или плита с ориентированной стружкой, представляет собой тип древесины, изготовленный из формованных кусков дерева. Название происходит от того факта, что куски дерева в каждом слое направлены в одном направлении. Это обеспечивает большую прочность по всей доске. Каждый слой скрепляется смолой или воском. Как правило, этот тип древесины используется для строительства или промышленного применения из-за того, что он не похож на типичную декоративную древесину лиственных пород. Это может показаться дешевым или некрасивым. Но с правильными красками и отделкой вы можете сделать действительно уникальный пол, который придаст вашему пространству особый характер. 9№ 0003
OSB также обладает многими структурными качествами, которые делают его подходящим выбором для напольных покрытий. Методы изготовления OSB обеспечивают высокую прочность и выдерживают большой вес. Смолы и воски, используемые для создания OSB, также придают ему некоторую водостойкость, поэтому его можно использовать в помещениях, где могут быть брызги или влага, например, на кухне или в ванной. Из-за шероховатой поверхности OSB вы, скорее всего, захотите покрыть полиуретановым покрытием, что потребует дополнительной работы, но мало того, что оно будет сверхпрочным, оно будет выглядеть невероятно глянцевым и чистым с гладким верхом. Полиуретан также будет важен в помещениях с повышенной влажностью. Всего за несколько шагов вы можете превратить OSB в высокофункциональное и уникальное напольное покрытие.
Установка полов из плит OSB
Укладка OSB на самом деле может быть проще, чем укладка обычных полов из досок. Используя большие листы, вам придется меньше мерить и прибивать гвоздями. Вес досок также поможет удержать пол на месте, поэтому вам не придется беспокоиться о смещении досок. Если вы страдаете от скрипа пола, большая площадь распределения веса OSB может помочь устранить эти раздражающие скрипы и стоны в вашем доме.
Чтобы подготовить OSB к установке, выполните несколько шагов. Доски должны быть сначала обструганы, чтобы пол оставался ровным. Затем вырежьте шпунт и паз, чтобы доски плотно прилегали друг к другу. Последним шагом перед установкой является шлифовка досок, особенно боковых сторон, чтобы доски стыковались друг с другом без каких-либо дефектов.
Теперь ваша OSB готова к укладке на пол. Скобы или напольные гвозди можно вбить через канавку в черновой пол перед соединением следующей доски. Позаботьтесь об измерении по мере приближения к стенам и препятствиям. Если вам нужно закончить ряд укороченной доской, используйте настольную пилу с прочным упором, чтобы гарантировать прямой срез.
Transitional Bedroom — Houzz.com
Отделка пола OSB
После того, как пол уложен, можно приступить к отделке верхнего слоя. На этом этапе OSB будет выглядеть довольно грубо, даже после первоначальной шлифовки. Чтобы полы были красивыми и ровными, используйте шлифовальную машину для пола, чтобы получить красивую ровную поверхность для отделки. Используйте ручную шлифовальную машину с зернистостью около 120, чтобы получить участки вдоль стен и углов. После шлифовки подметите всю пыль, чтобы не испачкать поверхность. Теперь можно наносить покрытия, которые вы планируете использовать.
Перед нанесением прозрачного покрытия рассмотрите возможность использования морилки, чтобы придать OSB действительно уникальный вид. Пятно также может повлиять на тон и стиль помещения. На подготовленные полы нанесите морилку с помощью валика с длинной ручкой, чтобы добиться равномерного нанесения. При необходимости нанесите дополнительные слои, давая каждому слою высохнуть перед повторным нанесением.
Окрашенные или нет, полы готовы к нанесению последнего полиуретанового верхнего слоя. Валик с длинной ручкой и коротким ворсом, например из овечьей шерсти, рекомендуется наносить равномерно и устранять загрязнения отделки. Нанесите 2-3 слоя в зависимости от желаемого уровня защиты. Если пол находится в зоне с интенсивным движением, обязательно нанесите 3 слоя, чтобы гарантировать, что шероховатый OSB не изнашивается. Если пол находится на кухне или в ванной, нанесите также 3 слоя, чтобы обеспечить превосходную водостойкость. Дайте высохнуть между применениями. Вы также можете слегка отшлифовать каждый слой полиуретана, чтобы следующий слой лучше держался. Дайте полностью высохнуть, прежде чем перемещать мебель обратно в помещение.
Круг заточной абразивный предназначен для заточки режущего инструмента на промышленных и бытовых заточных станках.
круг заточной
Круги заточные — ориентировочная стоимость
Ориентировочная цена в рублях с НДС на круги абразивные шлифовальные (цену уточняйте в офисе)
№
Наименование
25A
64C
Круг ПП 350
28
Круг ПП 350х40х76 F46/F60, K/L
2200
2650
Круг ПП 300
31
Круг ПП 300х40х76 F46/F60, K/L
1550
1860
33
Круг ПП 300х25х76 F46/F60, K/L
770
920
35
Круг ПП 300х20х76 F46/F60, K/L
700
840
37
Круг ПП 300х16х76 F46/F60, K/L
620
740
39
Круг ПП 300х10х76 F46/F60, K/L
490
580
42
Круг ПП 300х10х76 F46/F60, K/L
490
580
Круг ПП 250
45
Круг ПП 250х40х76 F46/F60, K/L
800
1000
46
Круг ПП 250х32х76 F46/F60, K/L
750
860
47
Круг ПП 250х25х76 F46/F60, K/L
580
700
48
Круг ПП 250х20х76 F46/F60, K/L
540
650
49
Круг ПП 250х16х76 F46/F60, K/L
450
540
50
Круг ПП 250х10х76 F46/F60, K/L
380
460
51
Круг ПП 250х6х76 F46/F60, K/L
260
310
Круг ПП 200
52
Круг ПП 200х60х76 F46/F60, K/L
830
990
53
Круг ПП 200х40х76 F46/F60, K/L
560
660
54
Круг ПП 200х25х76 F46/F60, K/L
350
370
55
Круг ПП 200х20х76 F46/F60, K/L
340
360
Заточные круги — виды:
-белый (электрокорунд белый), имеет маркировку 25А. -зеленый (карбид кремния зеленый), имеет маркировку 64С.
круг абразивный
Область применения заточных кругов
Белый круг предназначен для бытовых работ, заточки таких изделий бытового назначения — топоры, кухонные ножи, лопаты и др. А также инструмента из быстрорежущей стали: сверла, стамески, фрезы и тд
Зеленый круг предназначен для заточки твердосплавных материалов: напаек на резцах, на дисковых пилах, сверл по бетону и др.
Диаметр наждачного круга чаще всего используется от 200 — 350мм, такие круги имеют профиль ПП
Круг наждачный ПП
Размерность зерна заточных кругов
Чем крупнее зерно у точильного круга, тем быстрее стачивается слой металла, чем мельче, тем медленнее, соответственно чистота обрабатываемой поверхности будет иметь более гладкую поверхность.
Есть специальные заточные круги для пил, край у них сделан под углом, для удобства заточки зубьев. И они имеют форму в виде чашек и тарелок.
Круг точильный — в виде тарелок и чашек
Как и шлифовальные круги, круги заточные имеют свойство засаливаться, поэтому их шарошат (зачищают) с помощью специальных шарошек, алмазных карандашей и тд
Круги заточные в категории «Инструмент»
Боразоновый заточной круг Круг CBN,150х20×10/30
На складе
Доставка по Украине
от 4 700 грн
Купить
ЧП «Интер Плюс»
Заточной станок для сверл и ножей, ножниц, сверл, долота GUDE ! 3 в 1, 150 Вт, 49.3 мм Круг
На складе
Доставка по Украине
1 085 грн
Купить
Mega Tool
Круг заточной наружн. 145 мм внутр. 22 мм. толщина 4.2 мм
На складе
Доставка по Украине
337 грн
286 грн
Купить
Магазин «Мир запчастей»
Круг заточной наружн. 100 мм внутр. 10 мм. толщина 3.2 мм
На складе
Доставка по Украине
337 грн
286 грн
Купить
Магазин «Мир запчастей»
Круг заточной наружн. 145 мм внутр. 22 мм. толщина 3.2 мм
На складе
Доставка по Украине
337 грн
286 грн
Купить
Магазин «Мир запчастей»
TORMEK SJ-200 заточной круг
Под заказ
Доставка по Украине
8 037 — 8 358 грн
от 2 продавцов
8 279 грн
Купить
Gardenhit
TORMEK SJ 250 заточной круг Оригинал Швеция
Под заказ
Доставка по Украине
11 132 — 17 979 грн
от 3 продавцов
11 585 грн
Купить
Gardenhit
TORMEK SG-200 оригинальный заточной круг
Под заказ
Доставка по Украине
3 995 — 5 979 грн
от 3 продавцов
4 116 грн
Купить
Gardenhit
Абразивный заточной круг 150x6x32 Andre Abrasive для заточки ленточных пил
Доставка из г. Черкассы
220 грн
Купить
VITOOL
Заточной круг для заточки цепей Winzor Canada/105×22.2×3.2mm не палит цепи 100%
Доставка по Украине
199 грн
Купить
Офіційний дилер Oleo-Mac в Україні
Круг на заточной станок 10*100*3.2
На складе в г. Харьков
Доставка по Украине
94 — 110 грн
от 2 продавцов
110 грн
Купить
Global-Rеparts.com
Круг на заточной станок 22*105*3.2
На складе в г. Харьков
Доставка по Украине
103 — 140 грн
от 2 продавцов
140 грн
Купить
Global-Rеparts.com
Круг на заточной станок 22*108*3.2
На складе в г. Харьков
Доставка по Украине
119 — 135 грн
от 2 продавцов
135 грн
Купить
Global-Rеparts.com
Круг на заточной станок 22*145*3.2
На складе в г. Харьков
Доставка по Украине
по 187 грн
от 2 продавцов
187 грн
Купить
Global-Rеparts. com
Круг заточной абразивный 125x20x32 14А Р25 / F60 СТ1
На складе
Доставка по Украине
126 грн
Купить
Metalorez ▶ Металлорежущие инструменты и оснастка
Смотрите также
Круг заточной чашка 50x25x13 24А Р40 / F46 СТ
На складе
Доставка по Украине
77 грн
Купить
Metalorez ▶ Металлорежущие инструменты и оснастка
Заточной круг для ленточных пил ANDRE ABRASIVE Formula 3 127мм
Доставка из г. Ковель
200 грн
Купить
Магазин инструмента Лес и Сад
Станок заточной Tekhmann TBG-6020 L, 600 Вт, 2980 об/мин, диаметр круга 200 мм
Доставка по Украине
по 3 762 грн
от 2 продавцов
3 762 грн
Купить
MasterHoz
Круг Заточной Для Точила VOREL 125х12,7х17мм мелкозернистый
На складе
Доставка по Украине
по 70 грн
от 2 продавцов
70 грн
Купить
ООО «ВЕГА КОМФОРТ»
Круг Заточной Для Точила VOREL 150х12,7х17мм мелкозернистый
На складе
Доставка по Украине
по 92 грн
от 2 продавцов
92 грн
Купить
ООО «ВЕГА КОМФОРТ»
Круг Заточной Для Точила VOREL 125х31,75х25мм мелкозернистый
На складе
Доставка по Украине
по 142 грн
от 2 продавцов
142 грн
Купить
ООО «ВЕГА КОМФОРТ»
Круг Заточной Для Точила VOREL 200х31,75х30мм мелкозернистый
На складе
Доставка по Украине
по 316 грн
от 2 продавцов
316 грн
Купить
ООО «ВЕГА КОМФОРТ»
Круг Заточной Для Точила VOREL 200х15,88х20мм мелкозернистый
На складе
Доставка по Украине
по 207 грн
от 2 продавцов
207 грн
Купить
ООО «ВЕГА КОМФОРТ»
Шлифовально — Заточной круг водный «KORUND 200-1000G» (200 x 40 x12 мм, 1000 грит)
Доставка по Украине
по 3 999 грн
от 2 продавцов
5 999 грн
3 999 грн
Купить
SVB товары
Круг заточной 22*145*3,2 (розовый) Saber
Доставка из г. Черкассы
180 грн
Купить
VITOOL
Абразивный заточной круг 127x6x12.7 Andre Abrasive для заточки ленточных пил
Доставка из г. Черкассы
210 грн
Купить
VITOOL
Абразивный заточной круг 175x6x32 Andre Abrasive для заточки ленточных пил
Доставка из г. Черкассы
240 грн
Купить
VITOOL
Круг на точило заточной 125х12х15 мм грубое зерно Vorel 08860
Доставка по Украине
84 грн
Купить
Інтернет-магазин інструментів «KIEVTOOLS»
Круг на точило заточной 125х12х17 мм мелкое зерно Vorel 08861
Доставка по Украине
72 грн
Купить
Інтернет-магазин інструментів «KIEVTOOLS»
Абразивы на связке → Шлифовальные круги
Бесплатный номер: 877-841-1837
Домашний
Абразивы на связке → Шлифовальные круги
Страница 1 из 1
Фильтровать по: Все абразивы на связке → Шлифовальные круги4 1/2″7″
Сортировать по: ПопулярныеЛучшие продажиПо алфавиту: A-ZПо алфавиту: Z-AЦена: от низкой до высокойЦена: от высокой до низкойДата: от новой к старойДата: от старой к новой
Шлифовальный круг — это абразивный инструмент с тысячами режущих точек на поверхности. Наши шлифовальные круги предназначены для последовательного достижения точной обработки и жесткой геометрии торцов. Шлифовальный круг состоит из абразивной смеси и используется для различных шлифовальных, абразивно-отрезных и абразивно-обрабатывающих работ. Эти шлифовальные круги для металлообработки являются идеальным абразивным инструментом для снятия больших припусков, грубого шлифования и плоского шлифования. Диски также оснащены покрытием из стекловолокна для дополнительной безопасности. У нас есть широкий ассортимент шлифовальных кругов и дисков в нашем магазине для ваших требований.
Колесо для трубопровода T27 4-1/2″ x 1/8″ x 7/8″ — 25 шт. в упаковке
26,99 $
Quick Shop
Трубопроводное колесо T27 4-1/2″ x 1/8″ x 7/8″ — 25 шт. в упаковке
26,99 долларов США
Количество
Спецификация продукта Возврат товара Спецификация продукта 4-1/2″ X 1/8″ X 7/8″ T27 ТРУБОПРОВОДНОЕ КОЛЕСО -. ..
Посмотреть полную информацию о продукте
4-1/2″ x 1/8″ x 5/8″-11 Колесо для трубопровода T27 — 10 шт.
Продано
Quick Shop
4-1/2″ x 1/8″ x 5/8″-11 Трубопроводное колесо T27 — 10 шт. в упаковке
Распроданный
Спецификация продукта Возврат товара Спецификация продукта 4-1/2″ X 1/8″ X 5/8″-11 Т27 ТРУБОПРОВОДНОЕ КОЛЕСО -…
Посмотреть полную информацию о продукте
4-1/2″ x 1/4″ x 7/8″ Шлифовальный круг T27 с вогнутым центром — 25 шт.
$26,99
Quick Shop
4-1/2″ x 1/4″ x 7/8″ Шлифовальный круг T27 с вогнутым центром — 25 шт.
в упаковке
26,99 долларов США
Количество
Спецификация продукта Возврат товара Спецификация продукта 4-1/2″ X 1/4″ X 7/8″ T27 ШЛИФОВАЛЬНЫЙ ЦЕНТР С ВЫПОЛНЕННЫМ ЦЕНТРОМ…
Посмотреть полную информацию о продукте
4-1/2″ x 1/4″ x 5/8-11″ Шлифовальный круг со ступицей T27 с вогнутым центром — 10 шт.
21,99 $
Quick Shop
4-1/2″ x 1/4″ x 5/8-11″ Шлифовальный круг со ступицей T27 с вогнутым центром — 10 шт. в упаковке
21,9 доллара США9
Количество
Спецификация продукта Возврат товара Спецификация продукта 4-1/2″ X 1/4″ X 5/8-11″ T27 HUB DEPRESSED CENTER. ..
Посмотреть полную информацию о продукте
7″ x 1/4″ x 7/8″ Шлифовальный круг T27 с вогнутым центром — 25 шт.
49 долларов.99
Quick Shop
7″ x 1/4″ x 7/8″ Шлифовальный круг T27 с вогнутым центром — 25 шт. в упаковке
49,99 долларов США
Количество
Спецификация продукта Возврат товара Спецификация продукта 7″ X 1/4″ X 7/8″ T27 ШЛИФОВАЛЬНЫЙ ЦЕНТР С ВЫПОЛНЕННЫМ ЦЕНТРОМ…
Посмотреть полную информацию о продукте
7″ x 1/4″ x 5/8″-11 Шлифовальный круг со ступицей T27 с вогнутым центром — 5 шт.
$19,99
Quick Shop
7″ x 1/4″ x 5/8″-11 Шлифовальный круг со ступицей T27 с вогнутым центром — 5 шт. в упаковке
ГлавнаяСтатьиТруба магистральная 1020, 1220, 1420 мм
Статьи
Прайс-лист трубы ГОСТ 20295
1020 мм
1220 мм
1420 мм
630 мм
720 мм
820 мм
Производство и продажа
В связи с масштабным строительством магистральных трубопроводов нефти и газа трубы больших диаметров являются весьма востребованной продукцией. Прочные и надежные в эксплуатации трубы ГОСТ 20295 подходят и для изготовления резервуаров, конструкций, систем водоотведения.
АРЕХ METAL продает два типа магистральных труб большого размера по
ГОСТ 20295, произведенные методом электродуговой сварки горячекатаного листа с одним или двумя швами. Кроме того, у нас вы купите стальные трубы по ТУ из рулонной стали (спиральношовные).
Категории прочности, вес и сталь
Трубы ГОСТ 20295 больших диаметров 1020 — 1420 мм имеют категории прочности от К38 до К60. В процессе производства, как правило, данный прокат подвергается механическому, комбинированному или гидравлическому (спиральношовные трубы) экспандированию. После такой обработки стальная продукция обладает точными геометрическими характеристиками (минимальными отклонением по диаметру на торцах и по телу трубы, по овальности, отклонению от формы).
Например, для одношовной стальной трубы типа 3 1220 мм предельные отклонения по толщине стенки составляют +/-10% от толщины стенки, но ≤+/-1,5мм, овальность торцов ≤1% от номинального наружного диаметра. Трубы произведены с применением автоматизированных способов сварки и контроля неразрушающими методами.
спокойной, полуспокойной углеродистой стали по ГОСТ 380, ГОСТ 1050, с ограничением массовой доли углерода не более 0,24%
низколегированных марок стали по ГОСТ 19281, с нормированным Сэкв. не более 0,46%
Для расчета стоимости одной штуки круглого проката важно знать вес одного погонного метра, коэффициент усиления шва*, длину трубы и цену за 1 тонну в рублях, далее используем формулу: Цена 1 трубы = Вес 1 п.м. х L х Цена за 1 тн х К (усилие шва).
Размер магистральной трубы ГОСТ 20295/ ТУ, мм
Вес 1 п.м, кг
Длина, м
Цена за 1 тн, руб
1020х10
249,07
11,5
открыть цену
1020х12
298,39
11,5
открыть цену
1020х14
347,31
11,5
открыть цену
1220х12
357,47
11,5
открыть цену
1420х14
485,41
11,5
открыть цену
* Теоретическая масса спиральношовных труб подлежит увеличению за счет усиления шва К = 1,5%, а одношовных прямошовных труб К = 1%.
Нормы загрузки в транспорт
Для расчета доставки будет актуальной информация о том, сколько влезает труб автотранспорт или ЖД вагон:
Вид транспорта / Количество труб
Труба 1020
Труба 1220
Труба 1420
Машина без коников
6
2
1
Машина с кониками
8
3
2
ЖД вагон
6
5
4
Применение труб большого размера
Применение трубной стали со сниженным содержанием углерода, повышенной частотой металла по вредным примесям (серы и фосфора), рациональным микролегированием, а так же термомеханической прокаткой обеспечивает получение магистральных труб с требуемыми характеристиками (изотропность, трещиностойкость, бездефектность сварных швов, хорошая свариваемость деталей и элементов металлоконструкций), которые так важны при строительстве нефтегазопроводов.
Как правило, прямошовные ТБД применяются для магистральных трубопроводов классов I и II, магистральных нефтепроводов класса I подземной прокладки.
Стальная труба 1020 — 1420 мм из стали повышенной прочности (например, К65 (Х80)), хладостойкости, пластичности и ударной вязкости производятся с уменьшенной max толщиной стенки — до 18…27мм. и используется для строительства сухопутных газопроводов в северных районах.
Отводы стальные
Прайс-лист на черные и оцинкованные отводы по ГОСТ 17375, ГОСТ 30753 сталь 3сп/пс, 09Г2С диаметром от 21,3 мм до 820 мм…
Изоляция труб
Цены на изоляцию (ВУС, ППУ, ЦПИ) стальных магистральных труб диаметром от 219 мм до 1420 мм по стали 20, 09Г2С…
Теоретический вес стальной трубы рассчитывается на основе номинального диаметра и плотности стальной трубы (ранее называемой удельным весом), которая называется теоретическим весом . Это напрямую связано с длиной, площадью поперечного сечения и допуском на размер стальной трубы. Из-за допустимого отклонения стальной трубы в процессе производства теоретический вес, рассчитанный по формуле, отличается от фактического веса, поэтому он используется только в качестве ориентира для оценки.
Формула расчета веса трубы
a. Формула расчета веса круглой стальной трубы:
кг/м = (Od-WT) * Wt * 0,02466, Od — внешний диаметр, а Wt — толщина стенки
Калькулятор веса стальных труб, вес труб из легированной и углеродистой стали
Калькулятор веса медно-никелевых труб и никелевых труб
Бесплатный онлайн-калькулятор веса квасцов, калькулятор цен на никель, калькулятор веса никелевых слитков и вес никеля-меди
Калькулятор никеля
Масса
Преобразование
Разное
Дюймы в Миллиметры
Дюймы =
Миллиметр =
Миллиметры в Дюймы
Миллиметр =
Дюймы =
Фунты в Килограммы
Фунтов =
Килограмм =
Килограмм в Фунты
Килограмм =
Фунтов =
Метрических тонн в Фунты
Метрические тонны =
Фунтов =
Метрические тонны в тонны
Метрические тонны =
тонны =
Фаренгейты в Цельсия
по Фаренгейту =
Цельсия =
Цельсия в Фаренгейта
Цельсия =
по Фаренгейту =
Ff/Lbs в Джоули
фут/фунт =
Дж =
Джоулей в Ft/lbs
Дж =
фут/фунт =
МПа в psi
МПа =
фунтов на квадратный дюйм =
МПа до тысяч фунтов на квадратный дюйм
МПа =
тысяч фунтов на квадратный дюйм =
psi в МПа
фунтов на квадратный дюйм =
МПа =
тысяч фунтов на квадратный дюйм в МПа
тысяч фунтов/кв. дюйм =
МПа =
Формула углеродного эквивалента
С =
В =
Мн =
Cu =
Кр =
Ni =
Мо =
Углеродный эквивалент =
Формула ПКМ
С =
Ni =
Si =
Мо =
Мн =
В =
Медь =
Б =
Кр =
ПКМ =
Формула для расчета веса стальной трубы
Удельный вес стальной трубы (кг/м или фунт/фут) рассчитывается по приведенной ниже формуле.
кг/м — килограммы на метр
lb/ft — фунты на фут
P1= t(D-t)*C
Где D — указанный наружный диаметр, выраженный в миллиметрах (дюймах) t — заданная толщина стенки, выраженная в миллиметрах (дюймах) C составляет 0,02466 для расчетов в единицах СИ и 10,69 для расчетов в единицах USC.
Обратите внимание: Номинальный вес стальной трубы представляет собой произведение ее длины и массы на единицу длины (на фут или на метр)
Например: Описание бесшовной стальной трубопроводной трубы API 5L, внешний диаметр 6 5 /8 дюймов (168,3 мм), толщина стенки трубы SCH 40 (7,11 мм или 0,280 дюйма), длина 12 метров. Тогда удельный вес трубы кг/м 7,11 х (168,3-7,11) х 0,02466 = 28,26 кг/м
Масса стальной трубы в фунтах на фут составляет 0,28 x (6-0,28) x 10,69 = 18,99 фунтов/фут
Среди всех разновидностей электродов, которые применяются для соединения низколегированных сталей, разновидности марки МР-3 являются одними из наиболее востребованных, так как они обладают наибольшей эффективностью. Сюда относятся и электроды МР-3С, у которых синяя обмазка, обозначающая, что это рутиловое покрытие. Данная разновидность может сваривать углеродистые и низкоуглеродистые стали. Присадочный материал соответствует высочайшим мировым стандартам и может использоваться во многих производственных сферах. Как и другие представители серии, такие как электроды МР 3, данная марка обладает высокой производительностью, что выгодно выделяет ее на фоне остальных.
Сварочные электроды марки МР-3С
Здесь может проводиться сварка как вплотную, так и с зазорами, если того требует ситуация. Во втором случае нужно более тщательно подбирать режимы и придерживаться минимально допустимых токов, иначе есть риск образования пор и трещин. Материалы не токсичны и обладают минимальным количеством вредных выбросов, что не вредит здоровью специалиста, который работает с ними. Одним из главных преимуществ, которые касаются работы в сложных условиях, является минимальное требование, касающееся чистоты поверхности. Она может быть окислена ржавчиной, на ней может быть ржавчина или даже влага, но все равно это не сильно повлияет на качество сваривания.
Электроды марки МР-3С
Для работы применяются обыкновенные сварочные трансформаторы, минимальное напряжение которых составляет от 50 В. Сварочные электроды МР-3С предназначаются для сваривания деталей большой и средней толщины. Металл хорошо проваривается по всей глубине, что обеспечивает высокую надежность соединения. По технологии, дуга не должна быть большой, чтобы температура достигала максимальной глубины и металл схватывался с присадочным материалом. Перед применением электроды следует просушить и прокалить. Тогда их свойства будут раскрыты лучше всего. Данная марка одинаково хорошо подходит как для аппаратов работающих на постоянном токе, для и для трансформаторов на переменном.
Электроды для сварки МР-3С
Электроды предназначены для сварки в любом положении. После окончания процесса шлак оббивается без особых усилий, что не приведет к травмам мастера и не испортит состояние соединения. Практически все преимущества зависят здесь от используемого покрытия, которое обладает особым химическим составом. Благодаря ему дуга стабильно горит, как в нижнем, так ив потолочном положении.
Область применения
Сварочные электроды данной марки широко применяются в тех областях, где можно встретить низколегированные стали. Сюда входит создание металлических конструкций, ремонт и монтаж трубопроводов, в том числе большой толщины для масштабных магистралей. С их помощью ремонтируют резервуары и емкости высокого давления. Благодаря стабильной дуге на процесс сваривания практически не влияют внешние факторы. Высокая надежность позволяет использовать эту марку в области судостроения и машиностроения и в прочих местах, где требуется высокая ответственность соединения. Благодаря своей универсальности, электроды используются везде, где дело идет с низколегированными сталями.
Сварочные электроды МР-3С диаметром 3 мм
Технические характеристики
Если рассматривать электроды МР-3С, технические характеристики здесь зависят от того, что входит в состав материала, а не только от его физических параметров.
Химический состав, %
Углерод
Кремний
Марганец
Сера
Фосфор
0,1
0,17
0,58
0,025
0,035
Когда речь заходит о выборе подходящей марки, которую специалисты будут использовать в конкретных условиях, то на первый план выходят механические характеристики. Они показывают, насколько крепкими могут быть готовые изделия и какие условия они смогут выдержать во время эксплуатации. Это помогает определить наиболее выгодный, в финансовом плане, вариант для сваривания. Механические свойства приводятся по уже наплавленному металлу шва.
Температура испытаний, градусы Цельсия
Временное сопротивление разрыву, Н/мм2
Относительное удлинение, %
Ударная вязкость, Дж/см2
KCV>34 Дж/см2 при температуре, градусы Цельсия
+ 20
480
25
130
– 20
Производительность наплавки, г/мин
Относительный выход наплавленного металла, %
Расход материала на 1 кг наплавленного шва, кг
23,5
90
1,7
Размеры и ассортимент
Диаметра электрода, мм
Длина электрода, м
2
0,3
2,5
0,35
3
0,35
4
0,45
5
0,45
Особенности наплавки
Выбрав диаметр подходящего электрода, следует знать, при каких режимах аппарата его использовать, чтобы во время процесса он не залипал, если ток слишком низкий, и не перепаливал основной металл, если слишком высокий. В данной таблице приводятся примеры, какая сила тока нужна для конкретного диаметра электродов и какой расход материала будет в этом случае.
Величина диаметра, мм
Сила тока, А
Количество электродов для 1 кг наплавки, шт.
2,0
30…80
94
2,5
50…90
53
3,0
70…120
38
4,0
110…160
19
5,0
150…200
12
Обозначение и расшифровка
Марка МР-3С содержит следующие понятия в своей аббревиатуре:
М – материал, который обладает тонким рутиловым покрытием;
Р – соответствие высоким требованиям по созданию шва;
3 – марка электродов от данного производителя;
С – цвет обмазки синий, так как выпускаются различные марки с разными цветовыми оформлениями, каждая из которых обладает своими свойствами.
Расшифровка электродов МР 3С
Производители:
Эра;
ЭконПлюс;
Вистек;
Ресанта;
Стандарт;
Монолит.
Электроды МР-3С: характеристики, разновидности и преимущества
Содержание:
Где используются
Характеристики
Обозначение
Преимущества
Разновидности
Техпроцесс
Хранение
Интересное видео
Одни из самых востребованных расходных элементов для сварки — электроды МР-3С. Это является следствием их высокой эффективности, что обеспечивают присущие электродам МР-3С технические характеристики.
Где используются
Сварочные электроды МР-3С предназначены для соединения деталей, изготовленных из низколегированных сталей с небольшим содержанием углерода, методом дуговой сварки ручным методом. Их используют для сварки таких ответственных конструкций, как трубопроводы, цистерны, трубная арматура, подъемно-транспортное оборудование.
При монтаже трубопроводов имеется возможность осуществлять формирование неповоротных стыков. Можно обслуживать и чинить резервуары, которые работают под высоким давлением. Областью применения являются нефтегазовая отрасль, судостроительная и машиностроительная промышленности. Находят они применение и в быту.
Электроды МР-3С можно использовать независимо от климатических условий, в которых происходит процесс сварки.
Характеристики
В строительных магазинах без труда можно найти электроды ЛЭЗ МР-3С, производителем которых является хорошо себя зарекомендовавший Лосиноостровский электродный завод. Они соответствуют требованиям ГОСТа 9466.
Электроды ЛЭЗ МР-ЗС обладают рутиловой обмазкой, которая состоит в основном из диоксида титана, которым и является минерал рутил. Помимо этого в покрытие могут входить другие элементы, повышающие вязкость наплавляемого металла. Это снижает вероятность появления в сварном шве таких дефектов, как поры и трещины. Рутиловое покрытие обеспечивает быстрый поджог дуги, как первичный, так и повторный.
Сварочная ванна при этом оказывается надежно защищенной от вредоносного действия кислорода и азота. ЛЭЗ электроды МР-ЗС имеют технические характеристики:
Электрод с рутиловым покрытием относится к разряду плавящихся расходных элементов.
Внутренние стержни изготовлены из проволоки Св-08.
Основные легирующие элементы, входящие в стержень, — углерод и кремний. В небольшом количестве содержатся марганец, сера и фосфор.
Сварка может осуществляться во всех положениях, за исключением движения электродом сверху вниз.
Возможность работы при различных видах тока.
Допустима сварка удлиненной дугой.
Коэффициент разбрызгивания находится в пределах 9-13 процентов.
Электродами могут свариваться детали толщиной от 3 до 20 миллиметров.
Диаметры электродов находятся в диапазоне 3-6 миллиметров. С увеличением размера поперечного сечения увеличивается длина электродов.
Ток при сварке выставляется в зависимости от диметров используемых электродов и пространственного положения при сварочном процессе. Так, например, если используются электроды МР-ЗС 3мм, то при вертикальном положении выставляется ток силой 90-110 Ампер. При нижнем и потолочном положении эти значения могут быть повышены.
Электроды сварочные МР-ЗС 3мм имеют различную расфасовку. Например, при необходимости использовать большое количество расходников, имеет смысл приобрести сварочные электроды МР-ЗС 3мм 5кг. От веса зависит количество электродов, которое помещается в одной упаковке. Вес одного электрода диаметром 3 миллиметра составляет 30 грамм. Если приобретается пачка, вес которой составляет два с половиной килограмма, то в ней будет находиться 86 электродов с поперечным сечением три миллиметра. В пятикилограммовой упаковке поместится 54 электрода диаметром 5 миллиметров.
Обозначение
Буква «Э» свидетельствует о том, что речь идет об электродах, предназначенных для дуговой сварки ручным методом. Цифры «46» дают информацию о значении сопротивления разрыву, которое измеряется в кгс/мм2. МП-3 — это марка обозначаемых электродов. «ЛЮКС» — торговое название, которое присваивает своей продукции производитель.
Далее следует диаметр поперечного сечения электрода. Буква «У» показывает, что сварке этими электродами подлежат низколегированные стали с небольшим содержанием углерода. Следующая буква «Д» означает, что электрод имеет толстое покрытие. Буква «Е» относится к обозначению плавящихся электродов, имеющих покрытие, согласно международной классификации.
Число «43» — это значение сопротивления разрыву уже после окончания сварочного процесса. «0» означает, что относительное удлинение не превышает 18 процентов. (3) относится к значению ударной вязкости наплавленного металла.
Буквы «РЦ» расшифровываются как рутилово-целлюлозное покрытие. Одна буква «Р» будет означать, что покрытие чисто рутиловое. Последние две цифры «11» свидетельствуют о том, что сварку этими электродами можно осуществлять во всех положениях, исключая движение электрода сверху вниз. Обозначение наносится на бирку, наклеенную на упаковку. Это позволяет узнать, какие электрод МР-3С имеет характеристики и сделать правильный выбор.
Преимущества
Электроды ЛЭЗ МР-3С имеют характеристики, благодаря которым они обладают несомненными достоинствами:
Получаемое соединение обладает высокой прочностью.
Легким является поджог дуги, также как и ее повторное зажигание.
Дуга может быть короткой и средней длины.
Образуемый шов отличается ровностью, имеет хороший внешний вид.
Отсутствуют четко выраженные переходные зоны между наплавкой и основным металлом.
Рутиловое покрытие осуществляет защиту шва от попадания в него шлака и образования на поверхности окисления.
Разбрызгивание металла при сварке является незначительным.
Легкое отделение шлаковой корки.
Имеется возможность соединять детали значительной толщины.
Соединение влажных поверхностей, а также имеющих следы коррозии.
Отсутствие выделения вредных веществ при сгорании обмазки.
Шов обладает стойкостью к возникновению коррозии.
Сварочный процесс обладает высокой производительностью.
Электродами можно осуществлять не только длинный шов, но и короткие прихватки.
Эти достоинства являются причиной широкого распространения электродов этой марки.
Разновидности
Имеется несколько разновидностей электродов этой марки. Это иногда приводит в тупик при необходимости выбора. Поэтому необходимо, например, разобраться, чем отличаются электроды МР-3 от МР-ЗС . Между собой эти виды имеют много общего. Идентичными являются их состав и основные характеристики. Однако, имеется одна особенность, которая дает ответ в чем разница между электродами МР-3 и МР-ЗС.
Расходники марки МР 3С в своем составе имеют добавки, благодаря наличию которых происходит более легкий поджог дуги и повышается стабильность ее горения. Их допустимо применять при использовании сварочного инвертора небольшой мощности. При сварочном процессе выделяется меньше марганца, швы получаются более однородными, и проще происходит их формирование.
Марка МР 3С хорошо себя зарекомендовала при бытовом применении. Зато электроды МР 3 можно назвать более универсальными. Они используются и в быту, и при выполнении промышленных работ.
Техпроцесс
Сварку можно осуществлять обоими видами токов. Если применяется постоянный ток, то необходимо установление на оборудовании обратной полярности. Силу тока выбирают в зависимости от значения поперечного сечения расходника и положения в пространстве.
Свариваемую поверхность желательно предварительно очистить, но допускается сварка поверхностей со следами загрязнений и окислами. Во время сварочного процесса электрод следует держать под углом приблизительно 45 градусов. Это снизит образование шлака и попадание его в сварочную ванну.
Движения электродом следует совершать быстро, перемещаясь от края одной кромки до края второй. При сварке крупногабаритных изделий целесообразно осуществлять их фиксацию прихватками с помощью этих же электродов.
Хранение
Качество сварного шва, а также срок годности собственно электродов зависит от соблюдения правил их хранения. Главное условие — хранение в помещении, в котором отсутствует сырость и поддерживается необходимая температура. Выполнению этих требований помогут термометр и прибор для определения влажности.
Если электроды хранятся в картонной упаковке, то надо устанавливать их на стеллаже на некотором расстоянии от пола. Также хранить их допустимо в специальных пластиковых тубусах.
Интересное видео
Цены на электроды — сварочные электроды производитель «Ватра»
Оптовые цены
Цены на электроды
Мы предлагаем нашим клиентам прайс-лист на сварочные электроды собственного производства. Вы можете ознакомиться с ценами, указанными в таблице, или скачать готовый прайс-лист. Все цены указаны с отсрочкой платежа. При условии предоплаты действует гибкая система скидок. Свяжитесь с отделом продаж по телефонам, указанным на сайте, и вам будет подготовлено индивидуальное предложение.
Название продукта
Диаметр, мм
Цена, руб./кг, без НДС
Цена с НДС
Электроды для сварки углеродистых и низколегированных сталей
АНО-4
д 3
цены по запросу
АНО-4
д 4
цены по запросу
АНО-4
д 5
цены по запросу
АНО-4 1 кг
д 2,5
цены по запросу
АНО-4 1 кг
д 4
цены по запросу
АНО-21
д 3
цены по запросу
АНО-21
д 4
цены по запросу
АНО-21
д 5
цены по запросу
АНО-36
д 2
цены по запросу
АНО-36
д 3
цены по запросу
АНО-36
д 4
цены по запросу
АНО-36
д 5
цены по запросу
АНО-36 1 кг
д 2,5
цены по запросу
АНО-36 1 кг
д 3
цены по запросу
АНО-36 2 кг
д 3
цены по запросу
АНО-36 1 кг
д 4
цены по запросу
МР-3
д 2
цены по запросу
МР-3
д 3
цены по запросу
МР-3
д 4
цены по запросу
МР-3
д 5
цены по запросу
МР-3 1кг
д 2,5
цены по запросу
МР-3 1кг
д 3
цены по запросу
МР-3 2 кг
д 3
цены по запросу
МР-3 1кг
д 4
цены по запросу
МР-3С
д 3
цены по запросу
МР-3С
д 4
цены по запросу
МР-3С
д 5
цены по запросу
МР-3С 1 кг
д 2
цены по запросу
МР-3С
д 3
цены по запросу
МР-3С
д 4
цены по запросу
МР-3С
д 5
цены по запросу
МР-3С 1 кг
д 3
цены по запросу
МР-3С 2 кг
д 3
цены по запросу
ОЗС-12
д 3
цены по запросу
ОЗС-12
д 4
цены по запросу
ОЗС-12
д 5
цены по запросу
ОЗС-12 1 кг
д 2,5
цены по запросу
ОЗС-12 1 кг
д 3
цены по запросу
ОЗС-12 2 кг
д 3
цены по запросу
ОЗС-12 1 кг
д 4
цены по запросу
УОНИ 13/55
д 3
цены по запросу
УОНИ 13/55
д 4
цены по запросу
УОНИ 13/55
д 5
цены по запросу
УОНИ 13/55 1 кг
д 2,5
цены по запросу
УОНИ 13/55 1 кг
д 3
цены по запросу
УОНИ 13/55 2 кг
д 3
цены по запросу
УОНИ 13/55 1 кг
д 4
цены по запросу
УОНИ 13/45
д 3
цены по запросу
УОНИ 13/45
д 4
цены по запросу
УОНИ 13/45
д 5
цены по запросу
ТМУ-21У
д 3
цены по запросу
ТМУ-21У
д 4
цены по запросу
ТМУ-21У
д 5
цены по запросу
ЛБ-52У
д 2,6
цены по запросу
ЛБ-52У
д 3,2
цены по запросу
ЛБ-52У
д 4
цены по запросу
Электроды для холодной сварки и наплавки чугуна
ЗЧ-4
д 3
цены по запросу
ЗЧ-4
д 4
цены по запросу
ЗЧ-4
д 5
цены по запросу
СНЧ-2
д 3
цены по запросу
МНЧ-2 1кг
д 3
цены по запросу
МНЧ-2
д 4
цены по запросу
МНЧ-2
д 5
цены по запросу
Электроды для наплавки
ОЗН-300
д 3
цены по запросу
ОЗН-300
д 4
цены по запросу
ОЗН-6
д 4
цены по запросу
ОЗН-6
д 5
цены по запросу
Т-590
д 4
цены по запросу
Т-590
д 5
цены по запросу
ЕН-60
д 4
цены по запросу
ЕН-60
д 5
цены по запросу
Т-620
д 4
цены по запросу
Т-620
д 5
цены по запросу
Электроды для резки
ОЗР-1
д 4
цены по запросу
ОЗР-1
д 5
цены по запросу
Электроды для сварки нержавеющих сталей
НЖ-13
д 3
цены по запросу
НЖ-13
д 4
цены по запросу
НЖ-13
д 5
цены по запросу
ОЗЛ-6
д 3
цены по запросу
ОЗЛ-6
д 4
цены по запросу
ОЗЛ-6
д 5
цены по запросу
ОЗЛ-8
д 3
цены по запросу
ОЗЛ-8
д 4
цены по запросу
ОЗЛ-8
д 5
цены по запросу
ОЗЛ-9А
д 3
цены по запросу
ОЗЛ-9А
д 4
цены по запросу
ОЗЛ-9А
д 5
цены по запросу
ОЗЛ-17У
д 3
цены по запросу
ОЗЛ-17У
д 4
цены по запросу
ОЗЛ-17У
д 5
цены по запросу
ОЗЛ-25Б
д 3
цены по запросу
ОЗЛ-25Б
д 4
цены по запросу
ЗЛ-11
д 3
цены по запросу
ЗЛ-11
д 4
цены по запросу
ЗЛ-11
д 5
цены по запросу
ЗЛ-17
д 3
цены по запросу
ЗЛ-17
д 4
цены по запросу
ЗЛ-17
д 5
цены по запросу
ЗТ-15
д 2
цены по запросу
ЗТ-15
д 3
цены по запросу
ЗТ-15
д 4
цены по запросу
ЗТ-15
д 5
цены по запросу
ЭА-395/9
д 3
цены по запросу
ЭА-395/9
д 4
цены по запросу
ЭА-395/9
д 5
цены по запросу
ЭА-400/10У
д 3
цены по запросу
ЭА-400/10У
д 4
цены по запросу
ЭА-400/10У
д 5
цены по запросу
ЕА-981
д 3
цены по запросу
ЕА-981
д 4
цены по запросу
ЕА-981
д 5
цены по запросу
НИИ-48Г
д 3
цены по запросу
НИИ-48Г
д 4
цены по запросу
НИИ-48Г
д 5
цены по запросу
Векторкардиографические системы отведений | Биоэлектромагнетизм: принципы и применение биоэлектрических и биомагнитных полей
Иконка Цитировать
Цитировать
Разрешения
Делиться
Твиттер
Подробнее
Cite
Malmivuo, Jaakko,
‘Vectorcardiographic Lead Systems’
,
Bioelectromagnetism: Principles and Applications of Bioelectric and Biomagnetic Fields
Oxford AcademicБиоэлектромагнетизм: принципы и применение биоэлектрических и биомагнитных полейНейронаучные методыКнигиЖурналы Термин поиска мобильного микросайта
Закрыть
Фильтр поиска панели навигации
Oxford AcademicБиоэлектромагнетизм: принципы и применение биоэлектрических и биомагнитных полейНейронаучные методыКнигиЖурналы Термин поиска на микросайте
Advanced Search
Abstract
В этой главе представлены репрезентативные примеры большого количества нескорректированных и скорректированных векторкардиографических систем отведений. Большинство нескорректированных и скорректированных векторкардиографических систем отведений основаны на прямоугольных осях тела. После изобретения центрального терминала в 1932 года Фрэнк Норман Уилсон логически перешел к разработке системы отведений для векторкардиографии. Уилсон и его коллеги опубликовали систему отведений, в которой к эйнтховенским отведениям от конечностей был добавлен электрод, расположенный на спине (примерно в 2,5 см левее седьмого грудного позвонка). Четыре электрода образовывали углы тетраэдра и, следовательно, позволяли распознавать обратную составляющую сердечного вектора.
Доступ к контенту в Oxford Academic часто предоставляется посредством институциональных подписок и покупок. Если вы являетесь членом учреждения с активной учетной записью, вы можете получить доступ к контенту одним из следующих способов:
Доступ на основе IP
Как правило, доступ предоставляется через институциональную сеть к диапазону IP-адресов. Эта аутентификация происходит автоматически, и невозможно выйти из учетной записи с IP-аутентификацией.
Войдите через свое учреждение
Выберите этот вариант, чтобы получить удаленный доступ за пределами вашего учреждения. Технология Shibboleth/Open Athens используется для обеспечения единого входа между веб-сайтом вашего учебного заведения и Oxford Academic.
Нажмите Войти через свое учреждение.
Выберите свое учреждение из предоставленного списка, после чего вы перейдете на веб-сайт вашего учреждения для входа.
При посещении сайта учреждения используйте учетные данные, предоставленные вашим учреждением. Не используйте личную учетную запись Oxford Academic.
После успешного входа вы вернетесь в Oxford Academic.
Если вашего учреждения нет в списке или вы не можете войти на веб-сайт своего учреждения, обратитесь к своему библиотекарю или администратору.
Войти с помощью читательского билета
Введите номер своего читательского билета, чтобы войти в систему. Если вы не можете войти в систему, обратитесь к своему библиотекарю.
Члены общества
Доступ члена общества к журналу достигается одним из следующих способов:
Войти через сайт сообщества
Многие общества предлагают единый вход между веб-сайтом общества и Oxford Academic. Если вы видите «Войти через сайт сообщества» на панели входа в журнале:
Щелкните Войти через сайт сообщества.
При посещении сайта общества используйте учетные данные, предоставленные этим обществом. Не используйте личную учетную запись Oxford Academic.
После успешного входа вы вернетесь в Oxford Academic.
Если у вас нет учетной записи сообщества или вы забыли свое имя пользователя или пароль, обратитесь в свое общество.
Войти через личный кабинет
Некоторые общества используют личные аккаунты Oxford Academic для предоставления доступа своим членам. Смотри ниже.
Личный кабинет
Личную учетную запись можно использовать для получения оповещений по электронной почте, сохранения результатов поиска, покупки контента и активации подписок.
Некоторые общества используют личные аккаунты Oxford Academic для предоставления доступа своим членам.
Просмотр учетных записей, вошедших в систему
Щелкните значок учетной записи в правом верхнем углу, чтобы:
Просмотр вашей личной учетной записи и доступ к функциям управления учетной записью.
Что такое метчик, и какие виды инструментов бывают
Одним из самых надежных способов соединения металлических деталей по праву считается резьбовое. Достоинство этого соединения заключается не только в высокой степени надежности, но еще и в возможности разъединения деталей при возникновении такой необходимости. Чтобы соединить детали посредством резьбового соединения, понадобятся специальные устройства — болты и гайки. В качестве гайки можно использовать саму деталь, нарезав в ней резьбу. Для нарезки внутренней резьбы служат метчики, о которых узнаем более подробно из этого материала.
Об устройстве рассматриваемого инструмента
Инструменты для нарезки внутренней резьбовой кромки с момента их изобретения постоянно совершенствовались. Первым таковым инструментом являлся стержень, представленный в виде конуса. На конце конуса нарезались режущие зубья, которые при ввинчивании этого стержня в отверстие, проделывали соответствующие грани.
В ходе модернизации метчики получили положительный угол в передней части, а также канавки, которые предназначаются для выброса стружки. Вытеснение стружки способствует более качественному и эффективному нарезанию резьбовой кромки. Современные метчики, которые предназначаются для нарезания внутренней резьбы, основываются на таких конструктивных частях:
Главная или рабочая часть — она имеет форму пологого конуса, который служит для формирования резьбы профиля
Боковые канавки, количество которых бывает от 2 до 6 штук. Именно за счет этих канавок происходит отведение стружки из зоны реза, а также подача смазывающих материалов с целью снижения трения
Калиброванная часть — цилиндрическое основание, посредством которого обеспечивается точное формирование соответствующего профиля
Хвостовая часть — служит для закрепления инструмента в соответствующих зажимных устройствах. В качестве таковых устройств выступают патроны или воротки, обеспечивающие более эффективное применение основного инструмента
Канавки для отведения стружки классифицируются на виды. Они бывают следующих разновидностей:
Однорадиусные — имеют поперечный разрез, имеющий вид дугу окружности
Прямолинейные — поперечное сечение имеет U-образную форму, а применяются такие инструменты для нарезания резьбы на гайках
Смешанные — передняя часть имеет прямолинейную форму, а задняя представлена в виде дугообразной конструкции. Именно смешанные модели метчиков пользуются большой популярностью
Еще канавки делятся на виды по способу расположения режущих кромок. Различают три вида метчиков по способу расположения режущих кромок:
Прямолинейные — самые распространенные варианты расположения кромок, которые встречаются чаще всего
С левым спиральным расположением режущих кромок — служат для нарезания резьбы на один проход. Стружка при этом проталкивается вперед перед метчиком, осуществляя сохранение сформированного уже профиля
С правым спиральным расположением режущих кромок — нужны в случае, когда возникает потребность нарезания резьбовой кромки в глухом отверстии. Такое расположение кромки способствует тому, что стружка при нарезке резьбы вытесняется наружу, исключая забивание отверстия
Коническая форма метчика облегчает центровку инструмента, а также вхождение в деталь для нарезания первых резьбовых кромок. Угол наклона конусной части может варьироваться в пределах от 3 до 20 градусов. Именно по величине угла наклона происходит разделение инструмента на виды — для черновой, промежуточной и чистовой обработки.
Цилиндрическая часть имеет форму обратного конуса с незначительным углом. Незначительный угол конусной формы обеспечивает эффективное снижение процесса трения в процессе нарезания резьбы. При выборе рассматриваемого инструмента необходимо учитывать ряд следующих основных технических параметров:
Резьбовой шаг
Высота профильной части
Наружный резьбовой диаметр
Длина заборной части
Угол заборного конуса
Величина затылования
Метчики подразделяются на виды по направлению режущих кромок. С их помощью изготавливается внутренняя резьба с правым и левым направлением.
Разновидности по назначению метчиков и сфера их применения
Метчики классифицируются на виды по сфере применения или предназначению. Этот вид специализированного инструмента применяется не только домашними мастерами для нарезания внутренней резьбы на различных изделиях, но еще и в разных сферах. Какие виды метчиков бывают, и какие конструктивные различия они имеют, выясним далее.
Слесарные — служат преимущественно для ручного использования. Характерная их особенность заключается в наличии хвостовика, имеющего квадратную форму для соединения со вспомогательными инструментами — метчикодержателями. Метчикодержатель или вороток идет в комплекте с основным инструментом. Его назначение заключается в том, чтобы обеспечить легкое вращение метчика при нарезании внутренней резьбы. В комплекте обычно представлено 2-3 вида метчиков разного диаметра. Каждый последующий инструмент предназначен для снятия определенного количества кромки. Это позволяет не только увеличить срок службы оснастки, но еще и обеспечить качественную нарезку резьбы. Каждая оснастка имеет соответствующее количество рисок, расположенных на хвостовике. Именно по этим рискам мастер определяет очередность использования оснастки. Инструмент для грубой очистки имеет одну риску, промежуточная нарезка резьбы осуществляется метчиком с 2 рисками, и чистовая обработка выполняется устройством, на котором изображено три риски
Машинные — используются для нарезания внутренней резьбы на заготовках посредством применения специального оборудования. В качестве такового оборудования выступают токарные, сверлильные, фрезерные и прочие виды станков. Причем машинные метчики делятся на два вида — автоматические и ручные. Это означает, что нарезка резьбы может быть выполнена вручную на машинном оборудовании или автоматически. Отличительная особенность машинных метчиков заключается в заборной части, которая имеет укороченную форму. Обеспечение соосности инструмента достигается за счет применяемых станков. Для изготовления устройств используется высококачественная инструментальная сталь, обладающая устойчивостью к повышенным температурам и механическим нагрузкам
Гаечные — разновидность устройств, которые предназначены исключительно для нарезки резьбы на гайках. Отличительная особенность таковых устройств заключается в удлиненной конструкции хвостовой части. Кроме того, хвостовик представлен в виде цилиндрической формы. Нарезка резьбы на гайках осуществляется комплексным способом. После прохождения одной заготовки, она не извлекается, а перемещается на гладкую цилиндрическую часть инструмента. Снятие гайки с метчика происходит тогда, когда вся цилиндрическая часть заполняется заготовками. Как только будет нарезана резьба на определенном количестве гаек, насадка извлекается из патрона инструмента для извлечения всей серии готовых деталей
Метчики также классифицируются по такому немаловажному признаку, как тип резьбы. Резьба бывает метрическая и дюймовая. Метрические метчики предназначены для нарезки внутренней резьбы на деталях, применяющихся в слесарном деле. Дюймовые метчики используются для нарезания внутренней резьбы на деталях, применяющихся в области изготовления трубопроводов.
Конструктивные разновидности устройств
Главной отличительной особенностью рассматриваемых устройств является их конструкция. По конструкции метчики бывают следующих видов:
Бесканавочные — хотя они так называются, но при этом канавки они имеют. Только эти канавки очень маленькие, что говорит о предназначении такого инструмента для нарезания резьбы на материалах, обладающих вязкостью. К таковым материалам относятся — сплавы легких металлов, а также низкоуглеродистые и высоколегированные стали
Винтовые — расположение канавок напоминает форму спирали. Такое расположение канавок предназначено специально для того, чтобы осуществить нарезание резьбы в глухих отверстиях. За счет спиралевидной конструкции канавок, происходит выведение наружу металлической стружки
Ступенчатые — характерной конструктивной особенностью таковых устройств являются две зоны, одна из которых осуществляет резку, а вторая выглаживание поверхности нарезаемой кромки
Комбинированные — также разделены на две части. Первая часть представляет собой сверло, посредством которого делается отверстие. Вторая часть предназначена для непосредственного нарезания резьбы в заготовке. Использование таковых метчиков повышает скорость достижения результата, так как отсутствует необходимость отдельного выполнения двух операций — высверливание отверстия с последующим нарезанием резьбовых граней
Протяжные — используются с целью нарезания резьбовой кромки в проходном отверстии. Выполняется процедура с применением токарного станка
С внутренней полостью — специальная канавка нужна для того, чтобы обеспечивать подачу охлаждающей жидкости в зону реза
Колокольные — используются при необходимости нарезки резьбы большого размера. Состоят метчики из нескольких частей, которые фиксируются посредством общей оправки
Различают и другие разновидности метчиков, которыми пользуются специалисты. При возникновении необходимости нарезания резьбы на гайке или прочих металлических заготовках в домашних условиях, применяются обычные слесарные виды устройств.
О типах нарезаемой резьбы
Резьба бывает разных видов, поэтому для ее нарезания применяются соответствующие метчики. Различают следующие виды метчиков в зависимости от разновидностей резьбы:
Метрическая — самая распространенная, которая обусловлена следующими техническими характеристиками: имеет вид равнобедренного треугольника с углом вершины в 60 градусов, а ее размеры выражаются в миллиметрах. Для маркировки таких метчиков используется буква «М»
Дюймовая — отличается от метрической тем, что имеет более острый угол треугольника, который составляет 55 градусов. Для выражения диаметра используется дюймовая величина. Для обозначения дюймовой резьбы применяется маркировка в виде буквы «W»
Трубная — передняя и задняя часть профиля имеет разный наклон, что является соответствующей особенностью трубной резьбы. Такая конструкция предназначена специально для того, чтобы обеспечить надежное соединение, а также исключить самопроизвольное раскручивание. Резьбы трубного типа бывают цилиндрической и конической формы. Для обозначения трубной резьбы используется буква «G»
Зная о том, какие виды метчиков бывают по типу резьбы, не составит большого труда выбрать подходящий вариант для реализации соответствующих задач.
Из чего изготавливаются метчики или влияние материала на срок службы инструмента
Процесс нарезания резьбы только внешне может показаться простым действием, однако данное явление представляет собой сложный процесс, посредством которого инструмент испытывает большие механические и термические (температурные) нагрузки. За свой срок службы рассматриваемый инструмент ручного типа должен нарезать не менее 100 резьбовых кромок. К машинным изделиям предъявляются еще более высокие требования, что позволяет использовать их для нарезания внутренних резьбовых кромок в количестве нескольких тысяч.
Чтобы обеспечить не только высокую эффективность применения инструмента, но еще и увеличить эксплуатационный ресурс, для производства метчиков применяются специализированные виды стали:
Ручные метчики изготавливаются из стали с высоким содержанием углерода. Такие виды сталей имеют маркировку У10А и У12А
Машинные метчики изготавливаются из более качественных материалов, в качестве которых используется быстрорежущая сталь марки РМ5
Для автоматических станков выпускаются изделия из твердосплавных материалов, которые обладают высокими параметрами устойчивости к высоким температурам
В процессе нарезания резьбы метчиком может произойти поломка используемого инструмента. Причины возникновения поломки самые разнообразные, но если это произошло, то необходимо понимать, что высверлить оставшуюся часть метчика в отверстии заготовки невозможно. Обусловлено это использованием высококачественных материалов для изготовления оснастки.
О маркировке метчиков и что она означает
Рассматриваемые инструменты имеют маркировку, на основании которой можно узнать максимум информации об устройстве. Начинается маркировка с буквенного обозначения, которое указывает на принадлежность инструмента к виду резьбы — метрическая, дюймовая или трубная. Ниже приведен пример маркировки метчиков, на основании которого произведем его расшифровку.
Первая буква в маркировке указывает на принадлежность к типу резьбы. Если первой стоит буква М, то это говорит о возможности нарезания метрической резьбы. Дюймовая резьба обозначается в виде буквы W или литера вовсе может отсутствовать. Трубная резьба на инструменте указывается за счет применения буквы G
Следующее обозначение в виде цифры — это диаметр, который для метрической резьбы указывается в миллиметрах, а для трубной и дюймовой в дюймах
Для резьбы с нестандартным шагом применяется дополнительное обозначение в виде цифры, указывающей шаг в миллиметрах или витках на один дюйм
Если для изготовления инструмента применяется закаленная нержавеющая сталь, то в маркировке обязательно будет присутствовать обозначение HSS
В конце маркировки указывается направление резьбы. Причем по стандарту правую резьбу не указывают, а если метчик предназначен для нарезки левой резьбы, то обязательно присутствует обозначение LH
На фото выше представлена дополнительная маркировка, указывающая на соответствующие параметры инструмента.
Как правильно пользоваться метчиками
Часто в домашнем хозяйстве возникает необходимость нарезки внутренней резьбы. Для этого понадобится воспользоваться соответствующим инструментом, о котором рассказывается в материале. Имея метчик, можно приступать к реализации соответствующих манипуляций. Делается следующим образом:
Размечается отверстие, где необходимо в итоге получить резьбовую кромку
Произвести накернивание размеченного отверстия, что необходимо для центрирования сверла
Установив в дрель сверло по металлу, и предварительно смазав его, необходимо просверлить отверстие
После того, как отверстие будет готово, рекомендуется произвести его зенковку
Обработать метчик смазочным веществом, после чего расположить его параллельно отверстию. Черновую резку кромки осуществлять необходимо метчиком под номером 1
Вращение метчика производится специальным воротком
После того, как будут нарезаны первые витки резьбы, понадобится после каждого одного оборота вперед сделать пол-оборота назад. Чем больше смазки вносится при нарезании резьбы, тем выше эффективность выполняемых действий
Если в процессе перемещения воротка ощущается увеличение усилия, то это говорит о необходимости удаления стружки из режущей части
Как только будет выполнено полное прохождение метчиком номер 1, аналогичным образом проводится манипуляция 2 и 3 устройствами
При нарезании резьбовой кромки важна не скорость, а внимательность и аккуратность. Если пренебречь рекомендациями, и поспешить завершить процесс, то в итоге можно столкнуться с такой трудностью, как повреждение изделия внутри отверстия. Это приведет к тому, что будет испорчена не только заготовка, но и сам инструмент.
Зная всю самую важную информацию о таких инструментах, как метчики, не составит большого труда их выбрать для соответствующих манипуляций. В каталоге интернет магазина «Цилиндр» представлено большое количество инструментов, которые отличаются не только производителями, но и техническими параметрами. Если часто приходится работать инструментами, то рекомендуется выбирать наборы.
что это, применение, виды, конструкция
СОДЕРЖАНИЕ:
• Применение
• Конструкционные особенности
• Как нарезать внутреннюю резьбу метчиком
• Классификация метчиков
• Машинные и машинно-ручные метчики
• Метчики – протяжки
• Гаечные метчики
• Слесарные метчики
• Из каких материалов изготавливаются метчики
• ГОСТы
• Подготовка к нарезанию резьбы
• Как подобрать сверло под метчик
• Как вытащить сломанный метчик из отверстия
Метчик относится к металлорежущему типу инструментов, с помощью которого наносится внутренняя
резьба и калибруется существующая. Способ нанесения – ручной или автоматизированный, зависит от размера заготовки. По внешнему
виду метчик схож с винтом или валиком цилиндрической формы. Максимальный диаметр резьбы – до 50 мм как для глухих, так и сквозных
отверстий. Для производства метчиков используют сталь марки – Р9, Р18, Р6М5.
Применение
Резьбонарезной инструмент по конструкционным особенностям и применению подразделяется на типы:
• ручной, где зубья расположены по окружности. Используется в слесарных работах и при ручном способе нарезки;
• гаечный, для сквозных отверстий на гайках. С удлиненным или изогнутым хвостовиком;
• машинный, для создания глухих отверстий машинным способом. Обработка происходит на токарных станках;
• комбинированный, возможно использование как ручного, так и машинного способа несения резьбы на деталь.
Инструмент позволяет наносить все виды резьбы – метрическая, дюймовая, трапецеидальная.
Конструкционные особенности
Метчик любого типа состоит из рабочей области, шейки и хвостовика. Вся механическая работа приходится на рабочую
область, которая в сою очередь имеет заборную часть, и два типа зубьев – режущие и калибрующие.
Роль крепежа выполняет хвостовик, который фиксируется на станках в специальном резьбонарезном патроне, а при ручных
работах в воротке или метчикодержателе. Характерной особенностью для ручных метчиков является их комплектность –
не менее 3 штук. Каждый со своей рабочей функцией: черновой, серединный и чистовой.
Как нарезать внутреннюю резьбу метчиком
Для создания внутренней резьбы в готовых отверстиях необходимо подобрать соответствующий метчик по размеру
и характеристикам. Практически все показатели по выбору и качеству резьбы регулируются нормативные документом ГОСТ 19257-73.
Рекомендации по работе:
• для изделий, полученных литьем или штамповкой требуется дополнительная подготовка прежде чем наносить резьбу. Отверстие зенкеруется или рассверливается для увеличения диаметра;
• для точной и качественной резьбы рекомендуется хвостовик метчика крепить в патронах с реверсивными, самоцентрующимися и плавающими свойствами;
• со всех обрабатываемых заготовок предварительно снимается фаска;
• в процессе нарезания обязательно применяются охлаждающие и смазывающие растворы.
Типы резьбы: метрическая, дюймовая и трубная.
Метрическая – параметры резьбы измеряются в мм, с соответствующей маркировкой «М».
Дюймовая – используется для конической формы метчиков, измеряется в дюймах.
Трубная – для цилиндрических метчиков, резьба наносится на трубные соединения.
Классификация метчиков
По конструктивным особенностям и типу резьбы различают: плашечные (резьба формируется за один проход), маточные
(для очистки резьбы) и безканавочные метчики с высокой производительностью. В зависимости от конструкционных
особенностей рабочей части (типа резьбы) метчики бывают: шахматные или спиральные; прямые, винтовые, укороченный.
Машинные и машинно-ручные метчики
Для калибровки и создания резьбы в глухих и сквозных отверстиях разной формы используют инструмент – метчик, машинного или машинно-ручного типа.
— Машинные металлорежущие инструменты применяют для работы на токарных, сверлильных, агрегатных и револьверных
станках, чтобы нарезать резьбы всех видов. Они намного быстрее обрабатывают изделия, их можно использовать для конвейерного
производства и больших заказов. Оснасткой этого типа можно нарезать резьбу за один подход, если нужна резьба
с шагом до трех миллиметров. Резьбу крупного шага изготавливают на несколько проходов метчиком по металлоизделию.
— Машинно-ручными оснастками можно выполнять нарезку резьбы и ручным способом, и с помощью сверлильных устройств
(станков). Инструмент выпускается в количестве одной или двух штук. В наборе из двух метчиков один металлорежущий
инструмент применяют для черновых работ, а другой – чистовых. Часто комплект машинно-ручных оснасток используют для
работы с разными видами материалов: мягкую сталь и чугун обрабатывают одним инструментом, а твердую сталь обрабатывают двумя метчиками.
От просто ручных резьборезов машинно-ручные виды отличаются видом хвостовика – там имеется квадрат и кольцевая выточка,
благодаря которой оснастка не вываливается из патрона в процессе обработки изделий. Машинно-ручным изделием для работы с металлом можно делать резьбу в автомобильных деталях, нарезать крепёжную резьбу и
мелкометрическую, цилиндрическую и коническую. В сквозных проймах и глухих.
Метчики – протяжки
Чтобы получить крупнопрофильную резьбу в металлоизделии, используют метчик-протяжку. Им обрабатывают сложные сквозные
или трапецеидальные отверстия. Протяжки могут работать только в токарном станке. Резьба нарезается за один проход
вдоль отверстия. От других видов этот метчик отличается более точным исполнением и жёсткостью. Он работает на растяжение,
а не на сжатие, как обычные резьбонарезные инструменты. За счет функции протяжки толщина спила уменьшается, а длина режущей
части – увеличивается.
Гаечные метчики
Инструменты гаечного типа предназначены для резьбонарезания в гайках разного диаметра. Конструкция гаечного
метчика такова, что инструмент не нужно выворачивать в конце процесса обработки отверстия гайки. Гаечные оснастки могут быть
с разными хвостовиками: изогнутыми и удлинёнными. С изогнутыми – применяют в работе с гайконарезными автоматами. Хвостовик
у гаечного метчика в любом случае длиннее, чем у других видов, это необходимо для того, чтобы нанизывать на него гайки по
мере нарезания в них резьбы. Это увеличивает скорость и производительность.
Слесарные метчики
Для работы с отверстиями разного вида и формы мастера берут комплект из слесарных метчиков. Резьбонарезные оснастки
изготавливаются комплектами, в которые входят черновые инструменты конусной формы, получистовые и чистовые цилиндрические
оснастки. Слесарными метчиками можно обработать деталь вручную. Комплектом металлорежущих оснасток мастер может выполнить
нарезку крупной и метрической резьбы. Метчики для слесарных работ бывают левыми и правыми в зависимости от направления
их вращения.
Из каких материалов изготавливаются метчики
Плашки металлорежущего инструмента изготавливают из высококачественной стали разных марок: инструментальной, быстрорежущей,
легированной. Технология современного производства позволяет делать метчики из твердосплавной стали и из стали порошковой, в
последнем случае инструмент получает способом спекания порошков.
Метчики из твёрдых сплавов более качественные, так как обладают устойчивостью к высоким температурам, износостойкость и могут
долго работать на быстрых скоростях, что позволяет обработать большое количество металлоизделий. У оснасток, сделанный из порошков
стали тоже есть свое преимущество – это высокая прочность за счет меньшей твердости инструмента.
ГОСТы
Машинно-ручные с канавками прямыми/винтовыми/укороченными изготовленные из углеродистой стали регулируются
ГОСТ3266-71-71/ГОСТ17933-72/ГОСТ 17931-72. Гаечные метчики с прямым/изогнутым хвостовиком производятся из низколегированной
стали согласно ГОСТ1604-71/ГОСТ6951-71. Машинно-ручные, где зубья расположены в шахматном порядке из нержавеющей стали –
ГОСТ17927-71. Гаечные с шахматным расположением и прямым хвостовиком (метчики из жаропрочной стали) по ГОСТу 17929-72. Машинные с винтовыми или укороченными типами канавок (инструмент из легких сплавов) – ГОСТ 17932-72/17930-72.
Подготовка к нарезанию резьбы
Отверстие перед нарезкой резьбы готовят несколькими способами – затачиванием, обтачиванием или
сверлением поверхности металлической заготовки. Для наружной резьбы необходимо диаметр уменьшить на 0,1 – 0,4 миллиметра. В начале
участка, на котором будет резьба, делают фаску методом затачивания – это нужно, чтобы притупить заход резьбы. А если перед резьбонарезкой
отверстие растачивают, его диаметр увеличивается до 0,4 мм.
Отверстие под резьбу должно быть диаметром немного больше, чем диаметр самой резьбы – это позволяет предотвратить поломку резьборежущей оснастки.
Как подобрать сверло под метчик
Можно использовать специальный инструмент, сверло-метчик, который позволяет одновременно выполнять операции сверления и нарезания резьб.
В выборе сверла необходимо ориентироваться на два параметра — шаг и диаметр отверстия.
Как вытащить сломанный метчик из отверстия
Метчик может сломаться, если резьба нарезается в отверстии с низким диаметром, также может произойти защемление стружки при извлечении инструмента.
Способы извлечения
1. Сдвоенные концы жесткой проволоки нужно просунуть в канавки метчика и выкрутить его;
2. Можно пирварить к сломанному инструменту ручку и с помощью нее извлечь;
3. Существуют специальные оправки и зенкера, которые помогут справиться с данной проблемой;
4. Если часть метчика осталась снаружи, можно приварить к нему хвостовик с квадратным наконечником;
5. Высверливание винтовыми сверлами;
6. Выжигание электроэрозионными станками;
7. Вытравливание разбавленной азотной кислотой.
различных типов наконечников для маркеров — Marvy Uchida
Есть долото, тонкое, круглое, кисть, широкое и многое другое! Что означают все эти разные типы наконечников маркеров? Какой из них я должен использовать? Не волнуйтесь, это руководство расскажет вам все, что вам нужно знать о различных типах наконечников для маркеров.
Размер наконечника —
Первый способ различать наконечники маркеров — по размеру. Размеры наконечников измеряются в миллиметрах и обычно варьируются от 0,03 мм до 50 мм. Ручки обычно измеряются точным миллиметром, а маркеры относятся к одной из пяти категорий:
Самыми маленькими являются сверхтонкие маркеры . Они идеально подходят для работы с деталями! Добавлять четкие линии к вашим работам или создавать четкий крошечный текст на классной доске очень легко с наконечником подходящего размера. Эти типы производителей будут вашим выбором для крошечных кусочков.
Некоторые примеры маркеров с очень тонким наконечником:
Меловые маркеры Bistro
Маркеры DecoColor
Следующий размер — 9.0011 тонкие маркеры . Разница между размерами наконечников заметна. Эти маркеры идеально подходят для покрытия небольших участков или письма, но они не позволяют добиться такого уровня детализации, как очень тонкий маркер. Это идеальные повседневные маркеры для использования на классных и белых досках, для создания заметок и многого другого!
Вот некоторые из наших любимых:
Меловые маркеры Fine Bistro
Маркер Fine DecoColor
Перманентный маркер Le Plume
Маркеры со средним наконечником — ваш идеальный маркер для дорожных условий. Они отлично подходят для создания произведений искусства, использования в офисе и ремесел. Начните с одного из них:
Средний меловой маркер для бистро
Средний перманентный маркер Le Plume
Средний маркер DecoFabric
Широкие наконечники идеально подходят для покрытия больших площадей. Эти типы маркеров отлично подходят для создания произведений искусства, заполнения больших площадей и создания крупномасштабных рукописных надписей. Вот некоторые из самых популярных вариантов:
Меловой маркер Broad Bistro
Широкий маркер DecoColor
Перманентный маркер Broad Le Plume
Работаете над чем-то действительно большим или пытаетесь сэкономить время, покрывая большую площадь поверхности? Эти гигантские маркеры — то, что вам нужно! Jumbo типоразмер — это именно то, на что они похожи, большие маркеры. Они идеально подходят для раскрашивания сплошного фона или больших проектов, таких как большой холст или фрески.
Ознакомьтесь с этими бестселлерами, чтобы понять, что мы имеем в виду:
Меловой маркер Jumbo Bistro
Маркер Jumbo DecoColor
Маркер Easy Chalkboard
Формы наконечников —
Еще один способ классификации наконечников маркеров — по форме. Форма наконечника может влиять на то, как он пишет и рисует, делая определенные типы маркеров лучше для определенных проектов.
Маркеры пулевидного наконечника являются наиболее распространенным типом наконечника маркера. Он закруглен сверху, как пуля, и подходит для письма и раскрашивания. Вот некоторые из наших любимых:
Широкий маркер для ткани
Художественный пигмент
Маркеры с долотообразным наконечником имеют наклонный конец, что позволяет проводить как более толстые, так и более тонкие линии. Наконечники стамески распространены в каллиграфии и других формах письма. Наконечники долото также часто встречаются в маркерах, так что вы можете создавать толстые, четкие линии.
Долото для бистро Меловой маркер
Каллиграфический маркер
Маркер для ткани долото
Маркеры-кисти — это маркеры, которые пишут как кисть. Чем сильнее вы нажимаете на маркер на кончике кисти, тем толще будет линия. Кончик маркера на кончике кисти хорош для создания небольших линий. Маркеры на кончиках кистей наиболее популярны для написания букв и раскрашивания от руки.
Вот некоторые из наших любимых:
ColorIn Brush
Le Plume II — двусторонний маркер
Наконечник кисти для маркеров по ткани
Вам нужно найти наилучшее сочетание размера и формы маркера для вашего проекта. Некоторые маркеры бывают двухсторонними, поэтому у вас есть разные типы наконечников, которые можно использовать в одном маркере, просто храните эти маркеры горизонтально! Если хранить их горизонтально, вы гарантируете, что один конец маркера не высохнет.
Также ознакомьтесь с нашим руководством по типам чернил для маркеров так что вы будете уверены, что покупаете именно то, что вам нужно.
Создано: Команда Марви Учида
Наша талантливая творческая команда
Поданный в:
аниме / манга,
Бистро Мел Маркер,
декоткань,
Рисунок,
Ле Плюм II,
Ле Плюм Перманент,
Резиновая штамповка,
Скрапбукинг
Делиться:
Предыдущая статья
Полное руководство по маркерам
Комментарии
Брэдли Ноа — 8 июня 2021 г.
Вам нужно найти наилучшее сочетание размера и формы маркера для вашего проекта. Кроме того, ознакомьтесь с нашим руководством по типам чернил для маркеров, чтобы быть уверенными, что покупаете именно то, что вам нужно. https://www.madbomr.com/
Эддисон Рейнольдс — 21 января 2021 г.
сейчас я сижу в классе скучающе смотрю и исследую маркеры очень интересно я никогда не знал что у вас может быть много разных типов
Падмала — 26 августа 2020 г.
Удивительно никогда не знал
Ронда Джонс — 21 июля 2020 г.
Я недавно начал рисовать по камню. Могу ли я использовать двухсторонние маркеры marvy le plume?
Матей Бочек — 8 мая 2020 г.
Здравствуйте
Хочу спросить у Вас есть ли возможность купить только наконечник маркера без корпуса. Наконечники очень деликатные, поэтому я обычно уничтожаю их и получаю только тело, полное чернил.
Спасибо за уделенное время.
Матей Бочек
типов чернил — Marvy Uchida
Когда дело доходит до покупки новых ручек и маркеров, может быть очень сложно понять, какой из них подойдет вам лучше всего. В чем разница между пигментными чернилами и чернилами на основе красителя? Какие чернила идеально подходят для проекта, над которым вы работаете?
Если вы ничего не знаете о различных типах чернил для маркеров, не волнуйтесь, мы создали исчерпывающее руководство, которое поможет вам найти то, что вам нужно!
Пигментные чернила: Пигментные чернила — это тип чернил, в которых цветные частицы взвешены. Когда вы пишете, чернила ложатся сверху, а краска прилипает к бумаге. Обычно пигментные чернила водостойкие.
Вот несколько примеров пигментных маркеров:
Пигментный маркер The Artist — это двусторонний маркер с широким наконечником на одном конце и тонким наконечником на другом. Отлично подходит для письма и дизайна.
Маркеры для рисования Le Pen — маркеры бывают семи различных размеров от 0,03 до кончика кисти. Эти маркеры отлично подходят для рисования комиксов и манги.
Чернила на основе красителя: Чернила на основе красителя – это когда цвет чернил полностью смешивается с самими чернилами. Когда вы пишете, краска впитывается и прилипает к бумаге. Эти маркеры не являются водостойкими и более склонны к растеканию, чем пигментные чернила. Они идеально подходят для записи в ежедневниках, на карточках и т. д. Они отлично подходят для смешивания цветов и создания легкой заливки цвета.
Вот несколько примеров лучших маркеров с чернилами на основе красителей:
The Color In Le Plume II . Эти маркеры поставляются в упаковках по шесть или двенадцать штук и идеально подходят для использования в раскрасках для взрослых и для штамповки.
The Pastel Liners — Этот маркер имеет заостренный кончик, который отлично подходит для создания прямых линий.
The Color In Marker Fine — эти маркеры отлично подходят для использования в книжках-раскрасках для взрослых. Тонкий наконечник позволяет точно прорисовывать детали.
Спиртовые чернила: Маркеры со спиртовыми чернилами легко смешиваются. Этот тип чернил очень быстро сохнет. Они немного просвечивают при использовании, так что вы можете наслаивать цвета! Этот тип чернил хорошо работает на многих различных поверхностях, таких как бумага, металл и некоторые пластмассы. Спиртовые чернила также можно обрабатывать спиртом для создания эффекта акварели на таких поверхностях, как керамика и пластик.
Начните работу с одним из этих спиртовых маркеров:
Перманентный маркер Le Plume — Этот перманентный маркер выпускается в 144 цветах! Он отлично подходит для создания мультфильмов, комиксов, манги, эскизов и многого другого!
Маркер Glitter DecoColor® — маркер с блестками, который пишет на бумаге, дереве, камне, коже и пластике.
Перманентный маркер для каллиграфии . Эти ручки для каллиграфии — отличный инструмент для всех, кто интересуется созданием букв. Они пишут практически на любой поверхности!
Перманентные чернила: Маркеры с перманентными чернилами, как следует из названия, являются перманентными. В чернилах есть химическое вещество, называемое смолой, которое заставляет чернила прилипать после их использования. Перманентные маркеры водонепроницаемы и обычно пишут на большинстве поверхностей.
Попробуйте один из этих перманентных маркеров:
Перманентный широкий маркер Le Pen — Этот маркер выпускается в 3 размерах точек и 4 цветах. Идеально подходит для окрашивания и маркировки.
Перманентные маркеры тонкой кисти Le Plume . Эти маркеры идеально подходят для комиксов, манги, карикатур, набросков и многого другого. Они бывают разных цветов и блендера.
Набор из 3 перманентных маркеров Le Plume . Эти перманентные маркеры отлично подходят для создания мультфильмов, комиксов, манги, скетчей и многого другого! Есть несколько пакетов на выбор.
Чернила на масляной основе: Маркеры на масляной основе используют масляную краску вместо краски на водной основе, такой как акрил. Маркеры с чернилами на масляной основе высыхают немного медленнее, чем акриловые, что дает вам немного больше времени для манипулирования вашей работой. Они также легко прикрепляются к большинству поверхностей, что делает их идеальными для ремесел и смешанной техники.
Вот некоторые из наших любимых маркеров на масляной основе:
Маркер DecoColor® Широкий — Этот маркер выпускается в 30 цветах и пишет на большинстве поверхностей. Краска также устойчива к атмосферным воздействиям!
Маркеры DecoColor® Premium — металлические маркеры в форме долота, с помощью которых можно закрашивать большинство объектов. Всепогодные, поэтому их можно использовать как в помещении, так и на улице.
Маркер для каллиграфии — Маркеры идеально подходят для создания изящной каллиграфии. Доступен в шести цветах.
Архивные чернила: Архивные чернила предназначены для длительного использования. Это делает его идеальным для альбомов для вырезок и альбомов памяти. Чтобы получить максимальную отдачу от архивных чернил, соедините их с архивной бумагой. Вот некоторые из наших лучших архивных чернильных ручек:
Гелевые ручки Excel . Эти ручки выполнены в металлическом цвете и имеют удобный захват, который позволяет долго писать без судорог.
Гелевые ручки Reminisce — Доступны семь цветов и упаковка из четырех штук. Ручки имеют непрерывный поток геля, который обеспечивает плавное письмо.
Пигментная ручка для каллиграфии — Двусторонняя ручка с наконечниками 3,5 мм и 2,0 мм. Они отлично подходят для создания буквенных рисунков и бывают тринадцати цветов.
Непрозрачные чернила: Непрозрачные чернила — это чернила, которые совсем не просвечиваются. Эти чернила гораздо реже растекаются и имеют более четкие края. Большинство меловых маркеров непрозрачны.
Попробуйте наши лучшие непрозрачные маркеры:
Перманентные непрозрачные маркеры Le Plume — Этот перманентный маркер доступен в белом, серебряном и золотом цветах. Он отлично подходит для создания мультфильмов, комиксов, манги, эскизов и многого другого!
Маркер для мела Bistro — эти маркеры для мела отлично подходят для самодельных и купленных в магазине классных досок. Они бывают пятнадцати цветов и имеют наконечник 6 мм.
Акриловые маркеры DecoColor® – Эти ручки с акриловой краской хорошо подходят для дерева, терракоты, гипса и других материалов. Они бывают двадцати восьми цветов, включая металлик.
Полупрозрачные чернила: Полупрозрачные чернила — это чернила, сквозь которые можно видеть бумагу. Большинство чернил на водной основе полупрозрачны. Полупрозрачные маркеры хороши для выделения и раскрашивания, а также для дизайна. Вот некоторые из наших любимых полупрозрачных маркеров:
. Стираемый маркер — это ручка с маркером на одном конце и ластиком на другом. Идеально подходит для исправления своих ошибок.
Маркер-кисть . Эти маркеры идеально подходят для штамповки, но также хорошо подходят для раскрашивания и надписей. Они представлены в 108 цветах, включая наборы из шести и двенадцати цветов.
Для каждого проекта и поверхности есть тип чернил, который подойдет лучше всего. Нет чернил лучше, все зависит от того, что вы делаете, но для каждого проекта обязательно проверяйте свои чернила, чтобы увидеть, как они реагируют на поверхность, с которой вы работаете. С правильным маркером ваш проект оживет!
Не знаете, какой размер наконечника подходит для вашего проекта? Ознакомьтесь с нашим руководством по наконечникам для маркеров!
Создано: Команда Марви Учида
Наша талантливая творческая команда
Поданный в:
аниме / манга,
Художник Пигментный,
Новичок,
Маркер для краски DecoColor,
ДекоКолор Премиум,
Генерал Крафт,
Ле Пен,
Ле Плюм II,
Ле Плюм Перманент,
Маркер краски
Делиться:
Предыдущая статья
Как приправить классную доску
Следующая статья
Как стереть маркеры на доске
Комментарии
Шиен — 16 марта 2021 г.
Отличная статья! Мне это нравится, легко понять, и они так точны. Спасибо 😀 На спиртовой и масляной основе настолько похожи по свойствам, что я раньше думал, что на спиртовой основе есть масляная, так как они оба считаются для меня «растворителями»
Вики Клайн — 22 февраля 2021 г.
Имеются ли у вас наборы различных сортов с образцами ваших маркеров???
Осень Рич — 21 марта 2020 г.
Не могли бы вы прислать мне картинку, как сделать закат?
Линда П. Янг — 2 октября 2019 г.
Как купить эту книгу? Кроме того, есть ли у вас набор маркеров-кистей всех доступных цветов?
Современные производственные линии, качественное сырье
Большие складские мощности
Разветвленная дилерская сеть
Новинки
Колодцы с шахтой FD SVT: канализационные, кабельные, водопроводные
Муфта для прохода через ЖБИ: новые диаметры!
Спиральновитая труба FD SVT уже в продаже
Новые гофрированные фитинги из полипропилена-блоксопополимера
Популярные товары
Московский завод FDplast сегодня – это крупный российский производитель инженерных систем водоснабжения, отопления и канализации.
Завод входит в число крупнейших российских производителей полипропиленовых труб и фитингов. Продукция под торговой маркой FD производится с 2002 года и за 20 лет прекрасно зарекомендовала себя не только на российском рынке, но и в странах ближнего зарубежья. С 2008 года Завод выпускает профилированные гофрированные трубы для систем безнапорной наружной хозяйственно-бытовой и ливневой канализации, колодцы.
Со дня основания и по настоящее время главными остаются качество и широкий ассортимент выпускаемой продукции для удовлетворения самого взыскательного спроса.
Подробнее
Напорные трубопроводы для систем водоснабжения, отопления
Московский завод FDplast — производитель полипропиленовых (ПП), полиэтиленовых (ПНД) труб, пластиковых колодцев канализационных, водопроводных, кабельных.
Московский завод FDplast производит широкий ассортимент труб, фасонных изделий, арматуры для систем водоснабжения и отопления. Ассортимент выпускаемой заводом продукции из полипропилена на сегодняшний день достигает более 400 наименований изделий от 20 до 160 диаметра. Продукция производится в сером и белом цветах.
Завод производит полипропиленовые трубы неармированные: PN10, PN 16, PN20, трубы, армированные стекловолокном: PN20, PN25, трубы в бухте, полипропиленовые фитинги, запорную арматуру. Фитинги FD от 20 до 110 диаметра производятся с номинальным давлением PN 25. Фитинги от 125 до 160 диаметра производятся с номинальным давлением PN 10, PN 25.
Для производства пластиковых труб и фитингов используется только высококачественное сырье «Рандом сополимер» (тип 3) Borealis RA-130E (Финляндия). Трубы из этого сырья эксплуатируются при температурах от -10 °C до +95 °C. Благодаря эластичности материала вода в полипропиленовых трубах может замерзать, не разрушая их. Вся продукция сертифицирована, производится в соответствии с ГОСТ 32415-2013, ГОСТ Р 53630-2015, ТУ 22.21.21-001.03637755-2017.
Трубопроводы для систем водоотведения и наружной канализации
С 2008 года Московский завод FDplast производит профилированную трубу с монолитным раструбом для систем водоотведения и наружной канализации из полиэтилена. В 2019 году было начало производство гофрированной трубы из полипропилена блоксополимера.
В настоящее время Завод производит широкий ассортимент продукции: гофрированную трубу из полиэтилена и полипропилена, армированную трубу FD ARM, пластиковые сборные и сварные колодцы, пруток сварочный, листы ПНД, люки, крышки. Диаметральный ряд гофрированных труб составляет от 110 до 2400 D. Для производства двухслойных гофрированных труб используется только высококачественное сырье отечественных и зарубежных производителей: Газпром, Казаньоргсинтез, Borealis, Basell.
В 2020 году Завод приступил к производству спиральновитой трубы FD SVT и сварных колодцев с шахтой FD SVT: канализационных, кабельных, водопроводных.
Вся продукция сертифицирована и производится в соответствии с ГОСТ Р 54475-2011, ТУ 2248-001-99718665-2008, ТУ 2248-001-38314882-2012, ТУ 22.21.21-004-16042271-2019.
По вопросам сотрудничества, получения скидки на продукцию Завода просим обращаться по телефонам: +7 (495) 514-38-72, 514-38-71.
Пластик для 3D-печати
С 2015 года Завод производит высокоточный пруток для 3D-печати. Завод производит пластики: ABS, PLA, HIPS, SBS, SBS GLASS, PETG, TPU, Nylon широкой цветовой гаммы. В производстве пластика используется только высококачественное сырье зарубежных производителей. Для приобретения 3D пластика FD просим обращаться в подразделение розничных продаж Завода www.sopytka.ru.
Завод FDplast – это крупный производитель систем водоснабжения, отопления и канализации.
Почему стоит выбрать FDplast
завода в ЦФО
площадь склада ППР труб и фитингов
емкость склада гофрированных труб и фитингов
производственные площади
наименований труб и фитингов из полипропилена
срок службы инженерных систем
Полезная информация
Собственная лаборатория
Высококачественное европейское сырье
Полугодовой запас продукции на складе
Крупнейший российский производитель
Широкий ассортимент
Строительные объекты
Фотографии завода и производства
Отзывы
Трубы, фитинги, хомуты, аппараты для сварки полипропиленовых труб ФДпласт пользуются повышенным и устойчивым спросом у покупателей и у монтажных организаций, занимающихся выполнением сантехнических работ.
Темпы роста рынка трубопроводных систем предъявляют высокие требования к этой продукции. В связи с этим, отмечаем высокое качество, надёжность и умеренные цены полипропиленовых изделий ФДпласт.
Инструментальная компания «Энкор» выражает благодарность ФДпласт за поставку качественной, надёжной продукции, соответствующей самым высоким мировым стандартам.
Директор ООО «ИК «Энкор» С.А. Соколов
Компания ООО «СМ-Строй» г. Краснодар выражает искреннюю благодарность всему коллективу Московского завода FDplast за профессиональное сотрудничество.
Московский завод FDplast — это надежный производитель полимерной продукции на территории России.
Директор ООО «СМ-Строй» М.П. Леженин
ООО «Агора» выражает благодарность Московскому заводу FDplast за взаимовыгодное и профессиональное сотрудничество. За все время нашего сотрудничества с 2017 года Завод FDplast зарекомендовал себя, как надежный поставщик высокого качества продукции.
Генеральный директор ООО «СК «Агора» О. Ю. Лепихов
Выражаем огромную благодарность за организацию поставок двухслойных гофрированных труб FD. Результаты совместной деятельности показывают, что принцип работы наших партнеров основан на качественном оказании услуг, четком, оперативном и своевременном исполнении договорных обязательств вне зависимости от сложности заказа. Персоналом компании являются сотрудники с большим опытом работы. Вами не раз были доказаны высокий профессионализм, надежность и гибкость подхода к нашим запросам.
Генеральный директор ООО «ГРП Пайпс» М.Ю. Тихомиров
Коллектив нашей организации выражает глубокую благодарность за профессионализм и отзывчивость к нашим потребностям, скорость обработки наших заявок, предоставлению всех технических данных.
Трубная продукция, выпускаемая Вашим предприятием, всегда отличалась высоким качеством! В связи с этим, несмотря, куда и какое количество поставлялось нашей организацией Вашей продукции, переживаний о предъявлении претензий от конечного потребителя не было, зная о том, как Вы дорожите репутацией вашего производства.
Директор ООО «СК «ПолимерСтрой» В.А. Баранов
ООО «Торговый Дом МАГНАТ» выражает благодарность и признательность заводу ФДпласт за плодотворное и взаимовыгодное сотрудничество на протяжении уже стольких лет.
За все время нашей совместной работы, Вы зарекомендовали себя как надежного поставщика, что очень важно в реализации крупных строительных объектов.
Выражаем особую благодарность за своевременные поставки и отличное качество многослойных труб FD ARM, которая в значительной мере сэкономила средства и время монтажа.
Генеральный директор ООО «Торговый Дом Магнат» Ю.Н. Руденко
Выражаем Вам огромную благодарность за высокое качество выпускаемых полипропиленовых труб и фитингов.
Продукция FDplast используется в системах горячего и холодного водоснабжения и отопления и успешно эксплуатируется на таких объектах как сеть гипермаркетов «Линия» (г. Курск, г. Воронеж, г. Старый Оскол, г. Липецк, г. Грязи, г. Тамбов, г. Калуга, г. Орел, г. Брянск, г. Железногорск), гипермаркеты «Европа» (г. Курск, г. Курчатов), Общественный центр в г. Курске, гостиница «Центральная» г. Курск и многих других.
Директор ООО Фирма «Коммунальщик» Н.Б. Сураев
Выражаем искреннюю благодарность и признательность руководству и всем сотрудникам компании «ФДпласт» за производство и своевременные, бесперебойные поставки высококачественных, надежных и самое главное недорогих полипропиленовых труб и разнообразных фитингов к ним.
Широкий ассортимент торговой марки «ФДпласт» позволяет удовлетворять самые требовательные запросы наших клиентов и помогает успешно конкурировать с аналогами других производителей.
Директор ООО «Сантехкомплект» В.В. Тимофеев
Благодарим Вас за длительное и плодотворное сотрудничество. В течение многих лет продукция с торговой маркой ФДпласт зарекомендовала себя с наилучшей стороны. Отличаясь качеством и растущим ассортиментом.
Генеральный директор ООО «СанТехОптТорг» В.В. Ремизов
Благодарственные письма
Новости
Приглашаем посетить стенд Завода на выставке Акватерм Москва 2023
Снижение цен на полипропиленовые трубы и фитинги
Поздравляем с Днем строителя!
C Днем России!
Подписаться на рассылку
Узнавайте первым о скидках и акциях!
Только качественная продукция
Подробнее
Дилеры по полипропиленовой трубе
Республика Башкортостан, г. Туймазы, ул. Гафурова, д. 38
Вы можете заказать бесплатный звонок и наши менеджеры свяжутся с Вами в ближайшее время!
Ваше сообщение получено!
Обновить форму
Заказать товар
Заполните все поля
Наименование товара
Ваше имя: *
Телефон: *
Ваш e-mail: *
Комментарий к заказу: *
Приложите файл с описанием заказа (DOC, EXCEL):
Загрузить
Загрузите реквизиты для выставления счёта (DOC, PDF, EXCEL): *
Загрузить
* Поля обязательные для заполнения
Спасибо за покупку!
Наш менеджер в ближайшее время свяжется с Вами для подтверждения и уточнения данных.
Руководство по продукту: Спектр опасностей для водопроводных труб
Если не указано иное, информация о содержании продукта и опасности для здоровья основана на исследованиях, проведенных Healthy Building Network для общих профилей продуктов, отчетов и блогов. Приведены ссылки на соответствующие ресурсы.
Получены общие записи о продуктах
Водопроводная труба из хлорированного поливинилхлорида (ХПВХ)
Медная водопроводная труба
Цемент на растворителе ХПВХ
Водопроводная труба из полиэтилена высокой плотности
Труба для питьевой воды PE-RT
Водопроводная труба PEX
Полипропиленовая водопроводная труба
Водопроводная труба из поливинилхлорида (ПВХ)
Грунтовка для труб из ПВХ и ХПВХ
Примечания
[1] US EPA, OW. «Национальные правила первичной питьевой воды». Обзоры и информационные бюллетени. Агентство по охране окружающей среды США, 30 ноября 2015 г. https://www.epa.gov/ground-water-and-drinking-water/national-primary-drinking-water-regulations.; Агентство по охране окружающей среды США, штат Вл. «Подземные воды и питьевая вода». Коллекции и списки. Агентство по охране окружающей среды США, 20 февраля 2013 г. https://www.epa.gov/ground-water-and-drinking-water
[2] Большинство исследований по выщелачиванию сосредоточены на новых материалах, но есть несколько исследований, посвященных долгосрочному выщелачиванию из труб. Например, см. Коннелл, Мэтью, Александра Стенсон, Лорен Вайнрих, Марк ЛеШевалье, Шелби Л. Бойд, Раадж Р. Госал, Раджарши Дей и Эндрю Дж. Уэлтон. «Водопроводные трубы PEX и PP: усваиваемый углерод, химические вещества и запахи». Журнал AWWA 108, вып. 4 (2016): E192–204. https://doi.org/10.5942/jawwa.2016.108.0016; Лашин М.Р., К.М. Шараби, Н.Г. Эль-Холи, И.Ю. Эльшериф и С. Т. Эль-Вакиль. «Факторы, влияющие на выделение свинца и железа из некоторых египетских водопроводных труб». Журнал опасных материалов 160, вып. 2 (30 декабря 2008 г.): 675–80. https://doi.org/10.1016/j.jhazmat.2008.03.040; и Лёшнер, Дорит, Томас Рапп, Франк-Ульрих Шлоссер, Рамона Шустер, Эрнст Стоттмайстер и Свен Зандер. «Опыт применения проекта европейского стандарта PrEN 15768 для идентификации вымываемых органических веществ из материалов, контактирующих с питьевой водой, методом ГХ-МС». Аналитические методы 3, вып. 11 (1 ноября 2011 г.): 2547–56. https://doi.org/10.1039/C1AY05471F.
[3] NSF International. «NSF/ANSI 61: Компоненты системы питьевой воды — влияние на здоровье». 05.01.2016. НСФ Интернэшнл. По состоянию на 9 июля 2021 г. https://www.nsf.org/knowledge-library/nsf-ansi-standard-61-drinking-water-system-components-health-effects.
[4] NSF International. «Сертификат NSF/ANSI/CAN 61 для ваших компонентов питьевой воды». НСФ Интернэшнл. По состоянию на 9 июля 2021 г. https://www.nsf.org/knowledge-library/nsf-ansi-61-certification-for-your-drinking-water-components.
[5] NSF International. «Технические требования NSF/ANSI 372». НСФ Интернэшнл. По состоянию на 9 июля 2021 г. https://www.nsf.org/knowledge-library/nsf-ansi-372-technical-requirements.
[6] US EPA, OW. «Использование бессвинцовых труб, фитингов, приспособлений, припоя и флюса для питьевой воды». Обзоры и информационные бюллетени. Агентство по охране окружающей среды США. По состоянию на 8 июля 2021 г. https://www.epa.gov/sdwa/use-lead-free-pipes-fittings-fixtures-solder-and-flux-drinking-water; Ассоциация развития меди. «Справочник по медным трубкам: VI. Фитинги, припои, флюсы: припои». По состоянию на 10 августа 2021 г. https://www.copper.org/applications/plumbing/cth/fittings/cth_5join_sod.html; ASTM B32-20, Стандартные технические условия на металлический припой, ASTM International, West Conshohocken, PA, 2020, https://doi.org/10.1520/B0032-20.
[7] Американская академия педиатрии. «Воздействие свинца на детей». ААП.орг. По состоянию на 8 июля 2021 г. http://www.aap.org/en-us/advocacy-and-policy/aap-health-initiatives/lead-exposure/Pages/Lead-Exposure-in-Children.aspx; Агентство по охране окружающей среды США, штат Вл. «Основная информация о свинце в питьевой воде». Обзоры и информационные бюллетени. Агентство по охране окружающей среды США, 2 февраля 2016 г. https://www.epa.gov/ground-water-and-drinking-water/basic-information-about-lead-drinking-water; Всемирная организация здравоохранения (ВОЗ). «Отравление свинцом и здоровье». По состоянию на 8 июля 2021 г. https://www.who.int/news-room/fact-sheets/detail/lead-poisoning-and-health.
[8] Глёзер, Саймон, Марсель Сулье и Луис А. Терсеро Эспиноза. «Динамический анализ глобальных потоков меди. Глобальные запасы, потоки материалов после потребления, показатели переработки и оценка неопределенности». Экологические науки и технологии 47, вып. 12 (18 июня 2013 г.): 6564–72. https://doi.org/10.1021/es400069b.
[9] Danwatch. «Воздействие добычи меди на людей и природу». По состоянию на 30 апреля 2020 г. https://old.danwatch.dk/en/undersogelseskapitel/impacts-of-copper-mining-on-people-and-nature/; Робертс, Тристан. «Трубопровод в перспективе: выбор трубы для водопровода в зданиях». BuildingGreen, 5 апреля 2007 г. https://www.buildinggreen.com/feature/piping-perspective-selecting-pipe-plumbing-buildings.
[10] Национальный центр гигиены окружающей среды (NCH). «Глава 8: Сельское водоснабжение и вопросы качества воды». и «Глава 9: Сантехника». В Справочном руководстве Healthy Housing . Центры США по контролю за заболеваниями (CDC), 2009 г. https://www.cdc.gov/nceh/publications/books/housing/cha09.htm.
[11] US EPA, OW. «Национальные правила первичной питьевой воды». Обзоры и информационные бюллетени. Агентство по охране окружающей среды США, 30 ноября 2015 г. https://www.epa.gov/ground-water-and-drinking-water/national-primary-drinking-water-regulations; Министерство здравоохранения Миннесоты. «Медь в питьевой воде». По состоянию на 12 июля 2021 г. https://www.health.state.mn.us/communities/environment/water/contaminants/copper.html#HealthEffects.
[12] Коннелл, Мэтью, Александра Стенсон, Лорен Вейнрих, Марк ЛеШевалье, Шелби Л. Бойд, Раадж Р. Госал, Раджарши Дей и Эндрю Дж. Уэлтон. «Водопроводные трубы PEX и PP: усваиваемый углерод, химические вещества и запахи». Журнал AWWA 108, вып. 4 (2016): E192–204. https://doi.org/10.5942/jawwa.2016.108.0016; Лашин М.Р., К.М. Шараби, Н.Г. Эль-Холи, И.Ю. Эльшериф и С.Т. Эль-Вакиль. «Факторы, влияющие на выделение свинца и железа из некоторых египетских водопроводных труб». Журнал опасных материалов 160, вып. 2 (30 декабря 2008 г.): 675–80. https://doi.org/10.1016/j.jhazmat.2008.03.040; Лёшнер, Дорит, Томас Рапп, Франк-Ульрих Шлоссер, Рамона Шустер, Эрнст Стоттмайстер и Свен Цандер. «Опыт применения проекта европейского стандарта PrEN 15768 для идентификации вымываемых органических веществ из материалов, контактирующих с питьевой водой, методом ГХ-МС». Аналитические методы 3, вып. 11 (1 ноября 2011 г.): 2547–56. https://doi.org/10.1039/C1AY05471F.
[13] Американская академия педиатрии. «Воздействие свинца на детей». ААП.орг. По состоянию на 8 июля 2021 г. http://www.aap.org/en-us/advocacy-and-policy/aap-health-initiatives/lead-exposure/Pages/Lead-Exposure-in-Children.aspx; Агентство по охране окружающей среды США, штат Вл. «Основная информация о свинце в питьевой воде». Обзоры и информационные бюллетени. Агентство по охране окружающей среды США, 2 февраля 2016 г. https://www.epa.gov/ground-water-and-drinking-water/basic-information-about-lead-drinking-water; Всемирная организация здравоохранения (ВОЗ). «Отравление свинцом и здоровье». По состоянию на 8 июля 2021 г. https://www.who.int/news-room/fact-sheets/detail/lead-poisoning-and-health.
[14] Ассоциация развития меди. «Copper.Org: Справочник по медным трубам: XI. Press-Connect Joints». По состоянию на 11 августа 2021 г. https://www.copper.org/applications/plumbing/cth/press-connect/.
[15] US EPA, OW. «Использование бессвинцовых труб, фитингов, приспособлений, припоя и флюса для питьевой воды». Обзоры и информационные бюллетени. Агентство по охране окружающей среды США. По состоянию на 8 июля 2021 г. https://www.epa.gov/sdwa/use-lead-free-pipes-fittings-fixtures-solder-and-flux-drinking-water.
[16] Национальный центр гигиены окружающей среды (NCH). «Глава 8: Сельское водоснабжение и вопросы качества воды». и «Глава 9: Сантехника. В Справочном руководстве Healthy Housing . Центры США по контролю за заболеваниями (CDC), 2009 г. https://www.cdc.gov/nceh/publications/books/housing/cha09.htm.
[17] US EPA, OW. «Национальные правила первичной питьевой воды». Обзоры и информационные бюллетени. Агентство по охране окружающей среды США, 30 ноября 2015 г. https://www.epa.gov/ground-water-and-drinking-water/national-primary-drinking-water-regulations; Министерство здравоохранения Миннесоты. «Медь в питьевой воде». По состоянию на 12 июля 2021 г. https://www.health.state.mn.us/communities/environment/water/contaminants/copper.html#HealthEffects.
[18] Лешнер, Дорит, Томас Рапп, Франк-Ульрих Шлоссер, Рамона Шустер, Эрнст Стоттмайстер и Свен Цандер. «Опыт применения проекта европейского стандарта PrEN 15768 для идентификации вымываемых органических веществ из материалов, контактирующих с питьевой водой, методом ГХ-МС». Аналитические методы 3, вып. 11 (1 ноября 2011 г.): 2547–56. https://doi.org/10.1039/C1AY05471F; Лю, Зе-хуа, Хуа Инь и Чжи Дан. «Оказывают ли эстрогенные соединения в питьевой воде, мигрирующие из системы распределения пластиковых труб, неблагоприятное воздействие на человека? Анализ научной литературы». Науки об окружающей среде и исследования загрязнения 24, вып. 2 (1 января 2017 г.): 2126–34. https://doi.org/10.1007/s11356-016-8032-z.
[19] Коннелл, Мэтью, Александра Стенсон, Лорен Вайнрих, Марк ЛеШевалье, Шелби Л. Бойд, Раадж Р. Госал, Раджарши Дей и Эндрю Дж. Уэлтон. «Водопроводные трубы PEX и PP: усваиваемый углерод, химические вещества и запахи». Журнал AWWA 108, вып. 4 (2016): E192–204. https://doi.org/10.5942/jawwa.2016.108.0016; Лунд, Видар, Мэри Андерсон-Гленна, Ингун Скьеврак и Ингер-Лизе Стеффенсен. «Долгосрочное исследование миграции летучих органических соединений из труб из сшитого полиэтилена (PEX) и влияния на качество питьевой воды». Журнал воды и здоровья 9, нет. 3 (1 сентября 2011 г.): 483–97. https://doi.org/10.2166/wh.2011.165; Люцхофт, Ханс-Кристиан Хольтен, Кристофер Кевин Ваул, Хенрик Расмус Андерсен, Божена Серединска-Собекка, Ханс Мосбек, Нина Кристенсен, Микаэль Эмиль Олссон и Эрик Арвин. «Анализ HS-SPME-GC-MS продуктов разложения антиоксидантов, попадающих в питьевую воду из полиэтиленовых материалов и труб PEX». Международный журнал экологической аналитической химии 93, вып. 6 (1 мая 2013 г.): 593–612. https://doi.org/10.1080/03067319.2012.727805; Шейх, Мухаммад Мансур, Авад О. Аль-Сухаими, Марлия М. Ханафия, Мухаммад Акил Ашраф, Ахад Фантух и Эман Аль-Харби. «Выщелачиваемые летучие органические соединения из полиэтиленовых сантехнических пластиковых труб: пример Медины Аль-Мунавара, Саудовская Аравия». Acta Chemica Малайзия 1, вып. 1 (17 февраля 2017 г.): 01–03. https://doi.org/10.26480/acmy.01.2017.01.03; Скьеврак, Ингун, Анн Дью, Карл Олав Гьерстад и Халлгейр Херикстад. «Летучие органические компоненты, мигрирующие из пластиковых труб (HDPE, PEX и PVC) в питьевую воду». Исследования воды 37, вып. 8 (апрель 2003 г.): 1912–20. https://doi.org/10.1016/S0043-1354(02)00576-6
[20] Лунд, Видар, Мэри Андерсон-Гленна, Ингун Скьеврак и Ингер-Лизе Стеффенсен. «Долгосрочное исследование миграции летучих органических соединений из труб из сшитого полиэтилена (PEX) и влияния на качество питьевой воды». Журнал воды и здоровья 9, вып. 3 (1 сентября 2011 г.): 483–97. https://doi.org/10.2166/wh.2011.165; Скьеврак, Ингун, Анн Дью, Карл Олав Гьерстад и Халлгейр Херикстад. «Летучие органические компоненты, мигрирующие из пластиковых труб (HDPE, PEX и PVC) в питьевую воду». Исследования воды 37, вып. 8 (апрель 2003 г.): 1912–20. https://doi.org/10.1016/S0043-1354(02)00576-6;
Коннелл, Мэтью, Александра Стенсон, Лорен Вайнрих, Марк ЛеШевалье, Шелби Л. Бойд, Раадж Р. Госал, Раджарши Дей и Эндрю Дж. Уэлтон. «Водопроводные трубы PEX и PP: усваиваемый углерод, химические вещества и запахи». Журнал AWWA 108, вып. 4 (2016): E192–204. https://doi.org/10.5942/jawwa.2016.108.0016.
[21] Датское агентство по охране окружающей среды. «Статусвердеринг ведр. afgivelse af organiske stuffer fra plastrør til drikkevand». Датское агентство по охране окружающей среды, 2012 г. https://www2.mst.dk/Udgiv/publikationer/2012/09./978-87-92903-53-2.pdf.
[22] Американская академия педиатрии. «Воздействие свинца на детей». ААП.орг. По состоянию на 8 июля 2021 г. http://www.aap.org/en-us/advocacy-and-policy/aap-health-initiatives/lead-exposure/Pages/Lead-Exposure-in-Children.aspx; Агентство по охране окружающей среды США, штат Вл. «Основная информация о свинце в питьевой воде». Обзоры и информационные бюллетени. Агентство по охране окружающей среды США, 2 февраля 2016 г. https://www.epa.gov/ground-water-and-drinking-water/basic-information-about-lead-drinking-water; Всемирная организация здравоохранения (ВОЗ). «Отравление свинцом и здоровье». По состоянию на 8 июля 2021 г. https://www.who.int/news-room/fact-sheets/detail/lead-poisoning-and-health.
[23] Национальный центр гигиены окружающей среды (NCH). «Глава 8: Сельское водоснабжение и вопросы качества воды». и «Глава 9: Сантехника». В Справочном руководстве Healthy Housing . Центры США по контролю за заболеваниями (CDC), 2009 г. https://www.cdc.gov/nceh/publications/books/housing/cha09.htm.
[24] US EPA, OW. «Национальные правила первичной питьевой воды». Обзоры и информационные бюллетени. Агентство по охране окружающей среды США, 30 ноября 2015 г. https://www.epa.gov/ground-water-and-drinking-water/national-primary-drinking-water-regulations; Министерство здравоохранения Миннесоты. «Медь в питьевой воде». По состоянию на 12 июля 2021 г. https://www.health.state.mn.us/communities/environment/water/contaminants/copper.html#HealthEffects.
[25] Адамс, Уильям А., Ин Сюй, Джон С. Литтл, Энтони Ф. Фристачи, Гленн Э. Райс и Кристофер А. Импеллиттери. «Прогнозирование скорости миграции диалкилоловоорганических соединений из ПВХ-трубы в воду». Экологические науки и технологии 45, вып. 16 (15 августа 2011 г.): 6902–7. https://doi.org/10.1021/es201552x.
[26] Например, диметилолова бис(2-этилгексилмеркаптоацетат) CAS № 57583-35-4 представляет собой термостабилизатор, обнаруженный в водопроводных трубах из ПВХ, и «предполагается, что он наносит ущерб фертильности или нерожденному ребенку» и «может нанести ущерб органические при длительном или многократном воздействии» в соответствии с Реестром классификации и маркировки Европейского химического агентства.
[27] Tomboulian, P., L. Schweitzer, K. Mullin, J. Wilson, and D. Khiari. «Материалы, используемые в системах распределения питьевой воды: влияние на вкус и запах». Водные науки и технологии 49, вып. 9 (1 мая 2004 г.): 219–26. https://doi.org/10.2166/wst.2004.0575; Фауст, Дерек Р., Кимберли Дж. Вутен и Филип Н. Смит. «Перенос фталатов из C-поливинилхлорида и сшитых полиэтиленовых труб (PEX-b) в питьевую воду». Водоснабжение 17, №. 2 (28 сентября 2016 г.): 588–9.6. https://doi.org/10.2166/ws.2016.164.
[28] Фауст, Дерек Р., Кимберли Дж. Вутен и Филип Н. Смит. «Перенос фталатов из C-поливинилхлорида и сшитых полиэтиленовых труб (PEX-b) в питьевую воду». Водоснабжение 17, №. 2 (28 сентября 2016 г.): 588–96. https://doi.org/10.2166/ws.2016.164.
[29] Гор, А. С., В. А. Чаппелл, С. Э. Фентон, Дж. А. Флоуз, А. Надаль, Г. С. Принс, Дж. Топпари и Р. Т. Зоеллер. «EDC-2: второе научное заявление эндокринного общества о химических веществах, разрушающих эндокринную систему». Эндокринные обзоры 36, вып. 6 (декабрь 2015 г.): E1–150. https://doi.org/10.1210/er.2015-1010; Энгель, Стефани М., Хизер Б. Патисол, Шарлотта Броуди, Расс Хаузер, Ами Р. Зота, Дебора Х. Беннет, Морин Суонсон и Робин М. Уайатт. «Нейротоксичность орто-фталатов: рекомендации по критическим политическим реформам для защиты развития мозга у детей». Американский журнал общественного здравоохранения, 18 февраля 2021 г. , стр. 1–9.. https://doi.org/10.2105/AJPH.2020.306014; Беннетт Дебора, Беллинджер Дэвид С., Бирнбаум Линда С., Брэдман Аса, Чен Аймин, Кори-Слехта Дебора А., Энгель Стефани М. и др. «Проект TENDR: Ориентация на экологические риски нейроразвития. Консенсусное заявление TENDR». Перспективы гигиены окружающей среды 124, вып. 7 (1 июля 2016 г.): A118–22. https://doi.org/10.1289/EHP358.
[30] Contech Engineered Solutions, LLC. «Паспорт безопасности трубного цемента из ПВХ», 8 августа 2013 г. https://www.conteches.com/Portals/0/Documents/MSDS/pvc%20pipe%20cement%20sds.pdf?ver=2018-05-31- 143241-600. По состоянию на 26 июля 2021 г.; Oaty Co. «Паспорт безопасности цемента Fusion Clear PVC», 18 ноября 2016 г. https://images.homedepot-static.com/catalog/pdfImages/29/29950475-eeb8-47dd-b211-58e336bee077.pdf. По состоянию на 26 июля 2021 г.; Корпорация Томас и Беттс. «Паспорт безопасности цемента-растворителя Carlon с низким содержанием летучих органических соединений для пластиковых труб из ПВХ», 6 мая 2016 г. https://www.cesco.com/resources/pdf_66D/sds-00060-tb2.pdf. По состоянию на 26 июля 2021 г.
[31] Шерил Фиандака. «I-Team: Сантехники говорят, что трубы из ПВХ представляют долгосрочную опасность для здоровья». WBZ CBS Boston (блог), 8 июня 2021 г. https://boston.cbslocal.com/2021/06/08/i-team-plumbing-massachusetts-pvc-health-risks-building-code/.
[32] Энн Блейк и Марк Росси. «Карта показателей пластики». Акция «Чистое производство», 1 июля 2014 г. https://www.cleanproduction.org/resources/entry/plastics-scorecard-resource.
[33] Адамс, Уильям А., Ин Сюй, Джон К. Литтл, Энтони Ф. Фристачи, Гленн Э. Райс и Кристофер А. Импеллиттери. «Прогнозирование скорости миграции диалкилоловоорганических соединений из ПВХ-трубы в воду». Экологические науки и технологии 45, вып. 16 (15 августа 2011 г.): 6902–7. https://doi.org/10.1021/es201552x.
[34] Tomboulian, P., L. Schweitzer, K. Mullin, J. Wilson, and D. Khiari. «Материалы, используемые в системах распределения питьевой воды: влияние на вкус и запах». Водные науки и технологии 49, вып. 9 (1 мая 2004 г.): 219–26. https://doi.org/10.2166/wst.2004.0575; Фауст, Дерек Р., Кимберли Дж. Вутен и Филип Н. Смит. «Перенос фталатов из C-поливинилхлорида и сшитых полиэтиленовых труб (PEX-b) в питьевую воду». Водоснабжение 17, №. 2 (28 сентября 2016 г.): 588–9.6. https://doi.org/10.2166/ws.2016.164.
[35] Фауст, Дерек Р., Кимберли Дж. Вутен и Филип Н. Смит. «Перенос фталатов из C-поливинилхлорида и сшитых полиэтиленовых труб (PEX-b) в питьевую воду». Водоснабжение 17, №. 2 (28 сентября 2016 г.): 588–96. https://doi.org/10.2166/ws.2016.164.
[36] Гор, А. С., В. А. Чаппелл, С. Э. Фентон, Дж. А. Флоус, А. Надаль, Г. С. Принс, Дж. Топпари и Р. Т. Зоеллер. «EDC-2: второе научное заявление эндокринного общества о химических веществах, разрушающих эндокринную систему». Эндокринные обзоры 36, вып. 6 (декабрь 2015 г.): E1–150. https://doi.org/10.1210/er.2015-1010; Энгель, Стефани М., Хизер Б. Патисол, Шарлотта Броуди, Расс Хаузер, Ами Р. Зота, Дебора Х. Беннет, Морин Суонсон и Робин М. Уайатт. «Нейротоксичность орто-фталатов: рекомендации по критическим политическим реформам для защиты развития мозга у детей». Американский журнал общественного здравоохранения, 18 февраля 2021 г., стр. 1–9.. https://doi.org/10.2105/AJPH.2020.306014; Беннетт Дебора, Беллинджер Дэвид С., Бирнбаум Линда С., Брэдман Аса, Чен Аймин, Кори-Слехта Дебора А., Энгель Стефани М. и др. «Проект TENDR: Ориентация на экологические риски нейроразвития. Консенсусное заявление TENDR». Перспективы гигиены окружающей среды 124, вып. 7 (1 июля 2016 г.): A118–22. https://doi.org/10.1289/EHP358.
[37] E-Z Weld Group, LLC. «Паспорт безопасности цемента CPVC Export Cement Product 786 Heavy Body/Orange CPVC», 27 мая 2015 г. По состоянию на 26 июля 2021 г. https://www.e-zweld.com/wp-content/uploads/2017/11/ 786-ХПВХ-Цемент-SDS.pdf; Корпорация IPS. «Паспорт безопасности одношагового растворителя цемента TFP-500», февраль 2020 г. По состоянию на 26 июля 2021 г. https://www.tyco-fire.com/TD_TFP/TFP/TFP1990_02_2020.pdf; Oaty Co. «Паспорт безопасности цемента Oatey CPVC Medium Orange», 29 июня 2012 г. По состоянию на 26 июля 2021 г. https://images.homedepot-static.com/catalog/pdfImages/84/84843a26-dbe9-4b4c-b525 -8д112д5дда60.pdf.
[38] Энн Блейк и Марк Росси. «Карта показателей пластики». Акция «Чистое производство», 1 июля 2014 г. https://www.cleanproduction.org/resources/entry/plastics-scorecard-resource.
LDPE и HDPE: свойства, производство и применение
LDPE и HDPE — это термопластичные материалы из семейства полиолефинов, которые представляют собой пластмассы на нефтехимической основе, включающие полипропилен (ПП) и полиэтилен (ПЭ). Полиэтилен является наиболее распространенным пластиковым материалом в мире и известен своей простой структурой, самой простой из всех коммерчески доступных полимеров.
Под классом материалов полиэтилена LDPE (полиэтилен низкой плотности) и HDPE (полиэтилен высокой плотности) сформировали ландшафт упаковочной и обрабатывающей промышленности. LDPE хорошо известен тем, что широко используется в пластиковых пакетах, поскольку его низкая плотность делает его легким и гибким, что делает его идеальным для такого рода применений. HDPE , с другой стороны, более твердый и обеспечивает более высокую прочность и лучшую термостойкость. В последнее время он стал очень популярным в качестве исходного материала для нитей для 3D-печати, используемых вместо материала ABS. Он также используется для производства прочных пластиковых деталей, таких как трубы из полиэтилена высокой плотности, игрушки и пластиковые стулья.
Хотя ПЭНП и ПЭВП являются термопластичными полимерами этилена, они различаются по ряду свойств и областей применения. Одно резкое отличие состоит в том, что LDPE имеет больше разветвлений, чем HDPE. Разветвление происходит во время полимеризации, когда к полимерным цепям присоединяются вторичные полимерные цепи путем замены атома в первичной цепи мономерной группой. Это ослабляет межмолекулярные силы в полимере. Вот почему ПЭВП имеют более высокое отношение прочности к плотности, чем ПЭНП с повышенной прочностью на растяжение.
Различное использование LDPE и HDPE основано на этом фундаментальном структурном различии, среди многих других свойств.
Здесь вы узнаете:
Расхождение в свойствах между LDPE и HDPE
Преимущества и недостатки использования каждого полиэтиленового материала
Как каждый из них производится и обрабатывается
Различные области применения LDPE и HDPE
Полиэтиленовые пакеты LDPE
Свойства LDPE и HDPE
Хотя оба материала производятся из одного и того же этиленового мономера, разница в химической структуре обеспечивает широкий спектр уникальных свойств.
Как следует из названия, полиэтилен низкой плотности (LDPE) имеет более низкую плотность, прочность и термостойкость. Между тем, полиэтилен высокой плотности (ПНД) характеризуется более высокой удельной прочностью и термостойкостью.
Таблица 1. Сравнение свойств материалов LDPE и HDPE
Недвижимость
ПЭНП
ПЭВП
Химическая структура
Больше разветвлений
Меньше разветвлений, больше линейности
Плотность
Низкая плотность
0,91-0,94 г/см 3
Высокая плотность
0,95–0,97 г/см 3
Гибкость
Низкая кристалличность (50-60%), поэтому более гибкий
Высокая степень кристалличности (>90%), что делает его более прочным и жестким
Термостойкость
Резкое снижение плотности при воздействии температуры выше 20°C
Способен выдерживать нагрев при температуре более 100°C
Температура плавления
~115°С
~135°С
Химическая стойкость
Устойчив к большинству спиртов, кислот и щелочей; низкая стойкость к окислителям и отдельным углеводородам
Превосходная стойкость к растворителям, спиртам, кислотам и щелочам; низкая устойчивость к большинству углеводородов
Прочность
Относительно повышенная ударная вязкость в холодных условиях
Высокая прочность на растяжение и удельная прочность
Прозрачность
Высокий, из-за аморфного состояния
Низкий из-за повышенного уровня кристалличности
Максимально допустимое напряжение при 20°C
6–17 МПа
14–32 МПа
Плюсы и минусы использования LDPE и HDPE
Хотя оба материала имеют свои преимущества, они также имеют ряд недостатков. Вот список плюсов и минусов каждого из LDPE и HDPE.
Таблица 2. Преимущества и недостатки использования LDPE по сравнению с HDPE
ПЭНП
ПЭВП
Преимущества
Широкий спектр применения
Низкая стоимость
Устойчив к кислотам и основаниям
Легко обрабатывается и формуется
Хорошая электрическая изоляция
Водонепроницаемость
Может обрабатываться как прозрачный
Широкий спектр применения
Низкая стоимость
Высокая прочность на растяжение
Способен противостоять низким температурам
Относительно прочный и жесткий
Водонепроницаемость
Хорошая электрическая изоляция
Недостатки
Повышенная склонность к растрескиванию
Не используется при экстремально высоких или низких температурах
Высокая проницаемость для углекислого газа и других газов
Незначительная или нулевая устойчивость к УФ-излучению
Может треснуть под нагрузкой
Более высокий риск усадки плесени
Незначительная или нулевая устойчивость к УФ-излучению
Производство и переработка LDPE и HDPE
Как производится LDPE?
ПЭНП производится либо в автоклаве с мешалкой, либо в трубчатом реакторе. Его общее производство включает сжатие газообразного этилена, полимеризацию с использованием инициатора и разделение газов.
Как производится ПЭВП?
Большинство материалов из ПЭВП производится либо полимеризацией в суспензии, либо полимеризацией в газовой фазе. Процесс начинается с полимеризации из раствора мономеров этилена с последующим разделением и сушкой.
Как обрабатываются эти два полиэтиленовых материала?
После производства термопластический материал может быть переработан для потребительского или промышленного использования следующими методами:
Литье под давлением
Этот быстрый процесс превращает гранулы или гранулы LDPE и HDPE в нестандартные формы и размеры, определяемые формой. Гранулы термопласта отправляются в горячую бочку, из которой материалы расплавляются через шнековый бочка и ленты нагревателя. Затем расплавленный пластик впрыскивается в предварительно сконфигурированную полость формы, которая также охлаждает материал. После затвердевания пластик выбрасывается из формовочной машины.
Литье пластмасс под давлением: обзор
Экструзия
Подобно литью под давлением, здесь также используется тепло для плавления пластиковых гранул. Отличие проявляется в последней части машины — в этом случае расплавленный пластик проходит через заранее спроектированное отверстие, а затем охлаждается для затвердевания.
Выдувное формование
Этот вид обработки обычно применяется для изготовления изделий из пластмассы полой формы. Вместо впрыскивания расплавленного пластика в процессе используется сжатый воздух, который вдувает материал в форму.
Выдувное формование: история, процесс и типы
Трубы из ПЭНД
Применение ПЭНП и ПЭВП
Применение ПЭНП включает:
Полиэтиленовые пакеты
Легкие упаковочные материалы: кольца из шести упаковок, водонепроницаемая картонная подкладка, полиэтиленовая пленка, защелкивающиеся крышки
Промывочные бутылки
Слой защиты от коррозии для рабочих поверхностей
Чехлы и упаковка компьютерного оборудования
Применение HDPE включает:
Нить HDPE для 3D-принтеров
Прочные упаковочные материалы: пробки для бутылок, пластиковые бутылки из-под молока, бочки, контейнеры для сыпучих материалов для промышленного использования
Волокна для канатов, сетей и технических тканей
Топливные баки транспортных средств
Лодочные детали
Трубы и трубки из полиэтилена высокой плотности
Стулья и столы из пластика HDPE
Конструкции для детских площадок: горки, качели
Потребительские товары: корзины для мусора и вторсырья, контейнеры для кубиков льда, игрушки, лари для льда
Если вам понравилась эта статья, вы также можете прочитать дополнительную информацию здесь:
Развертка стен домов — чертежи развертки помещений
Важной частью при строительстве или создании дизайн-проекта помещения остается развертка стен, которая позволяет детализировать фактические размеры комнат с точностью до нескольких миллиметров. Благодаря этому специалистам удается визуализировать даже сложные конструкции, имеющие несколько уровней. Поскольку работы требуют применения специализированного оборудования и высокой квалификации от мастера, проект дома должны составлять профильные компании.
Технический чертеж применяется в любом серьезном проекте. С его помощью, при соблюдении всех правил развертки, специалистам удается точно передать будущий дизайн фасада или интерьера дома. Подготовленные данные дают полную картину того, как будет выглядеть комната после ремонта или реставрации, что существенно облегчает монтаж.
Чтобы выполнить развертку помещения качественно, требуются четкие параметры расстановки мебели, список материалов и предметов, которые находятся в доме.
Что такое развертка внутренних стен здания
Развертка – это наглядная модель фасада внутренней части комнат, которая представляет ортогональную проекцию значимых стен постройки. На проекте они отображаются в разрезе, могут выводиться в качестве отдельно стоящих конструкций для более детальной прорисовки. На проекции виден каждый элемент, который примыкает к перегородкам. План помещения делается в виде чертежа или 3D модели, в которые вносят информацию о типе покрытия, размерах. Это могут быть различные ниши, арки, окна, выступы, мебель или коммуникации.
В зависимости от поставленных задач, в отдельных случаях делаются чертежи разрезов внутренних или наружных перегородок дома. Это необходимо делать, если планируется возводить сложные многоуровневые конструкции, потолки с переходом, а также полы с перепадами.
Развертка домов подготавливается для получения точной информации об объекте. Создание схемы с высокой точностью позволяет понять и оценить строение разноуровневых конструкций в дизайн-проектах. Документация помогает в восприятии сложных элементов в виде лестниц, террас, балконов. Она также дает возможность исследовать особенности вертикальной пропорции помещения или дома в целом.
Обратиться к технологии развертки домов можно как минимум по следующим причинам:
Даже в случае составления трехмерной модели комнат, нет гарантии, что не могут появиться недочеты при наложении объектов друг на друга. Фронтальная проекция стен, напротив, обеспечивает наиболее точным и понятным чертежом, использование которого исключает обнаружение подобных ошибок.
Без фронтальной проекции крайне сложно реализовать дизайнерский проект без погрешностей. Поскольку любые работы на объекте начинаются с отделки стен, ремонтным бригадам важно знать точные параметры выхода коммуникаций, электрощитов и проводов. Во время зашивки перегородок гипсокартонном, отделки декоративной штукатуркой, монтажа ниш или встроенных конструкций специалисты должны отталкиваться от реальных размеров. Развертка же помогает в этой ситуации, а также предостерегает от ошибки в распределении коммуникаций. В чертеже указываются места для установки розеток, выключателей, трасс для кондиционера или вентиляции. Такая точность решает, насколько удачно было выбрано место, а также определяет, затруднен к ним доступ или нет.
Создание чертежа поможет спроектировать комфортный интерьер, отталкиваясь от физических данных человека. Учитываются рост, габариты и другие параметры. Для этого создается антропометрическая модель, с помощью которой определяется наиболее комфортная планировка помещения. Такой метод исключает просчета, поэтому мебель, выключатели и другие предметы распределяются на удобной высоте и в оптимальных местах.
Принципы проектирования помещений
Фронтальная проекция стен сооружений, как правило, выполняемости в масштабе 1:50. Однако этот параметр может меняться в зависимости от поставленных задач. Мебель на чертеже указывается только та, которая примыкает одной из частей к перегородкам. В отдельных случаях специалисты вносят в схему остальные предметы интерьера, которые располагаются в центре. Однако в этом практической пользы нет.
Среди основных принципов проектирования отмечаются следующие правила:
Каждая внутренняя перегородка при развертке прорисовывается отдельно. Однако при необходимости, а также в случае работы над технически сложными узлами, допускается прорисовка отдельных частей и элементов конструкции.
В чертеже все фронтальные проекции обозначаются логично, и вносятся в общий план дизайн-проекта.
Специалисты во время проектирования включают в окончательный отчет только ту мебель и элементы интерьера, которые непосредственно соприкасаются со стенами.
Чтобы строительные бригады смогли прочитать подготовленный план, каждый элемент, указанный в чертеже, имеет обозначение и пояснение. Если конечное изображение сильно перегружено, вспомогательную текстовую информацию с назначением предметов заменяют цифровой маркировкой. Посмотреть расшифровку можно в экспликации (сноске, где объясняются все сокращения).
Выносные линии и их размеры вносятся в чертеж с учетом строительных правил черчения. Информация указывается подробно и точно.
Преимущества развертки стен дома
Фронтальная проекция перегородок и несущих конструкций позволяет охватить практически все ключевые элементы комнат. Специалистами также учитываются те, которые скрыты за отделочными материалами или относятся к конкретным стенам интерьера. Преимуществом такого детального подхода к проработке чертежей остаются:
Точная детализация всех ключевых объектов, которые располагаются в здании. Специалисты указывают их расположение с привязкой к направляющим линиям, оконным и дверным блокам. Дополнительно вносится расстояние от перегородок, напольного покрытия и потолка.
Наглядные точки монтажа скрытых элементов, их положение на схеме. Это могут быть коммуникации, трубы отопления, вентиляционные шахты или электропроводка. Специалисты отмечают точное расположение закладных, которые используются для установки тяжелых приборов в виде кондиционера, кухонных шкафов, радиаторов отопления. Точно указываются места для установки раздаточной коробки, розетки или выключателя.
Учет антропологических параметров человека. Особенность технологии позволяет спроектировать уникальный интерьер, который будет удобен одному человеку или группе людей. Благодаря виртуальной модели человеческого тела, при составлении которого используются параметры мужчин, женщин или детей, определяются размеры мебели, высота полок или глубина ниш.
Исключение ошибок. Проработка помещения исключает наложение объектов. Поскольку их параметры легко отследить и проконтролировать, исключены неаккуратные примыкания мебели к перегородкам, а также любая нестыковка проемов.
Наглядное отображение декора. Развертка помогает сделать раскладку плитки в ванне или гостиной, распределить ламинат или любые другие декоративные панели с учетом их реальных размеров.
Наличие результата в цвете. Чтобы было удобно воспринимать декор, подбирать объекты, а также формировать разные решения в цвете, развертка позволяет окрашивать план.
Что входит в развертку
Во время работы над фронтальной проекцией стен учитываются их размеры, толщина и длина перегородок. Специалисты поэтапно указывают высоту каждого проема, а также уровни, на которых располагаются двери и окна. Детально прорабатываются декоративные элементы. Просчитывается расположение молдингов, плинтусов, порожков. Учитываются их стыки между друг другом, с дверьми, арками или крупной мебелью.
Специалисты вносят в схему расположение мебели. С помощью проекции можно заранее увидеть в дизайн-проекте, как будет стоять диван или кровать, с какими элементами они будут соприкасаться. Детальная прорисовка позволяет увидеть пустые зоны, заметить чрезмерное скопление предметов в одном из углов помещения. Благодаря этому соблюдается симметричность расположения предметов.
Развертка также помогает при размещении персональных приборов. Ими могут быть:
настенные светильники – бра, декоративные подсветки, плафоны для подсветки рабочей зоны;
выключатели, розетки – они не должны перекрываться какими-либо предметами, к ним должен быть открыт свободный доступ;
картины или настенные часы – если нужно распределить на стене много декоративных предметов, проекция поможет это сделать с высокой точностью;
кухонная мебель – в проекте учитывается рост человека, по которому определяется оптимальная высота шкафчиков, навесных приборов.
Стоимость проекта
При формировании стоимости учитываются особенности плана потолков, полов и стен, специфика декоративных элементов, а также способы размещения электроприборов в виде розеток, проводов или оборудования. В стоимость также входит проработка плана монтажа сантехнических приборов, расположение мебели, количество входных групп. В случае проработки цветов в интерьере цена может дополнительно увеличиться.
В категории Во всех категорияхCAE расчёты и симуляцияАвтоматизация и управление SCADA Автоматизация проектирования Датчики Метрология (МСС) Промышленные роботы и робототехникаБесплатноГОСТы ЕСКДИнженерные системы Вентиляция и кондиционирование Газоснабжение Кабельные системы, связь, СКС Пожарные и охранные системы Системы водоснабжения и канализации Теплоснабжение Хладотехника и холодильные установки Электроснабжение и освещениеКонкурсы Cделай это сам / DIY Будущие АСы КОМПьютерного 3D-моделирования МАСТЕР 3D Эксперт и ЗачётМашиностроение и механика Гидравлика и пневматика Клапан Двигатели ДВС Реактивные двигатели Детали машин Передачи Редукторы Соединения Металлорежущие станки и инструменты Гибочные станки Детали и узлы станков Зубообрабатывающие станки Режущий, станочный инструмент Сверлильные и расточные станки Токарные станки Фрезерные станки Шлифовальные станки Оборудование Подъемно транспортные установки (ПТУ) Конвейеры Краны Лифты Такелаж Приборостроение Бытовая техника Электронные компоненты Сварочное производство Теория механизмов и машин Теплотехника Котлы Теплообменники Турбины Технология машиностроенияМодели для станков ЧПУНачертательная геометрия и Инженерная графикаОружие Огнестрельное оружие Холодное оружиеПромышленность Добывающая, горная промышленность Инженерная Экология Лёгкая промышленность Лесное хозяйство и деревообработка Деревообрабатывающие станки МАПП Гранулирование Дозирование Измельчение Кондитерское Кристаллизация Молочное Общественное питание Очистка и сепарирование Сушка Медицинская промышленность Металлургия Литейное производство и пресс-формы Обработка металлов давлением Нефть и Газ Промышленность строительных материалов Химическая промышленность (ПАХТ и ПАПП) ЭнергетикаРазноеСельское хозяйство Механизация сельского хозяйства Технология животноводства Технология производства и переработки сельскохозяйственной продукцииСтатьиСтроительство Архитектурные формы Игровое оборудование, тренажеры, спорт Интерьер и мебель Конструкции из дерева и пластмасс Лестницы Металлоконструкции Мосты, тоннели, дороги Планы и благоустройство Проекты домов Здания социально-бытового назначения Коттеджи и частные дома Многоэтажные жилые дома Промышленные здания Проекты Производства Работ и Технологические Карты Торговое оборудование и рекламные конструкцииСхемы Кинематические схемы Структурные схемыТранспорт Авиация Автомобили грузовые Автомобили и автомобильное хозяйство (Автосервис) Автомобили легковые Бронетехника и военный автотранспорт Водный транспорт и судостроение Детали и узлы автомобилей Железнодорожный транспорт Космические системы и ракетостроение Пассажирский автотранспорт Прицепы и полуприцепы Строительные, специальные и дорожные машиныЭлектрические машины Генераторы Трансформаторы ЭлектродвигателиАтласыБиблиотекиКнигиСАПР CAD форматыУроки построенияВо всех категорияхCAE расчёты и симуляцияАвтоматизация и управление SCADA Автоматизация проектирования Датчики Метрология (МСС) Промышленные роботы и робототехникаБесплатноГОСТы ЕСКДИнженерные системы Вентиляция и кондиционирование Газоснабжение Кабельные системы, связь, СКС Пожарные и охранные системы Системы водоснабжения и канализации Теплоснабжение Хладотехника и холодильные установки Электроснабжение и освещениеКонкурсы Cделай это сам / DIY Будущие АСы КОМПьютерного 3D-моделирования МАСТЕР 3D Эксперт и ЗачётМашиностроение и механика Гидравлика и пневматика Клапан Двигатели ДВС Реактивные двигатели Детали машин Передачи Редукторы Соединения Металлорежущие станки и инструменты Гибочные станки Детали и узлы станков Зубообрабатывающие станки Режущий, станочный инструмент Сверлильные и расточные станки Токарные станки Фрезерные станки Шлифовальные станки Оборудование Подъемно транспортные установки (ПТУ) Конвейеры Краны Лифты Такелаж Приборостроение Бытовая техника Электронные компоненты Сварочное производство Теория механизмов и машин Теплотехника Котлы Теплообменники Турбины Технология машиностроенияМодели для станков ЧПУНачертательная геометрия и Инженерная графикаОружие Огнестрельное оружие Холодное оружиеПромышленность Добывающая, горная промышленность Инженерная Экология Лёгкая промышленность Лесное хозяйство и деревообработка Деревообрабатывающие станки МАПП Гранулирование Дозирование Измельчение Кондитерское Кристаллизация Молочное Общественное питание Очистка и сепарирование Сушка Медицинская промышленность Металлургия Литейное производство и пресс-формы Обработка металлов давлением Нефть и Газ Промышленность строительных материалов Химическая промышленность (ПАХТ и ПАПП) ЭнергетикаРазноеСельское хозяйство Механизация сельского хозяйства Технология животноводства Технология производства и переработки сельскохозяйственной продукцииСтатьиСтроительство Архитектурные формы Игровое оборудование, тренажеры, спорт Интерьер и мебель Конструкции из дерева и пластмасс Лестницы Металлоконструкции Мосты, тоннели, дороги Планы и благоустройство Проекты домов Здания социально-бытового назначения Коттеджи и частные дома Многоэтажные жилые дома Промышленные здания Проекты Производства Работ и Технологические Карты Торговое оборудование и рекламные конструкцииСхемы Кинематические схемы Структурные схемыТранспорт Авиация Автомобили грузовые Автомобили и автомобильное хозяйство (Автосервис) Автомобили легковые Бронетехника и военный автотранспорт Водный транспорт и судостроение Детали и узлы автомобилей Железнодорожный транспорт Космические системы и ракетостроение Пассажирский автотранспорт Прицепы и полуприцепы Строительные, специальные и дорожные машиныЭлектрические машины Генераторы Трансформаторы ЭлектродвигателиАтласыБиблиотекиКнигиСАПР CAD форматыУроки построения
Вот краткий обзор увлекательных этапов развития ребенка, связанных с рисованием, и почему важно поощрять рисование маленьких детей.
Рисование — естественный процесс для всех детей. С младенчества дети начинают экспериментировать с инструментами для рисования и делать отметки на бумаге, и по мере взросления эти отметки начинают обретать смысл.
Рисование в конечном итоге становится способом выражения ребенком своего понимания мира и всего, что для него важно.
Узнайте, как дети учатся рисовать и почему это очень важно. Также дана разбивка по этапам развития рисунка в разном возрасте.
Как научить ребенка рисовать
В первые годы важно сосредоточиться на процессе творческого рисования, а не на продукте.
Нет необходимости формально учить детей рисовать. Лучший способ научить их — дать им возможность ознакомиться с материалами и инструментами для рисования и позволить им свободно выражать себя.
По мере того, как они растут и взрослеют, их рисунки становятся более подробными и отражают окружающий мир.
Избегайте соблазна предоставить детям модели для копирования и ограничить их знакомство с книжками-раскрасками. Они служат только для того, чтобы убрать естественную креативность.
Почему важно рисовать
Рисование в раннем и дошкольном возрасте дает множество преимуществ. IT:
Строите Fine Motor Skills
Разработка Координация рук и глаз
Развивает Творческое выражение через бесплатный рисунок
является фундаментом навыков предварительной записи
Строители . объем внимания
развивает когнитивное понимание понятий
Обведение картинок или «обучение» ребенка рисованию по моделям не являются естественными и не соответствующими возрасту способами развития творческих способностей.
Этапы рисования
Вот характеристики различных этапов развития детских рисунков. Они не высечены на камне, поскольку дети развиваются со своей собственной уникальной скоростью.
Они будут достигать вех в своем собственном темпе, однако все они проходят одни и те же этапы, которые основаны на их уровне понимания.
Характеристики перечислены по возрасту.
Посмотрите видео ниже, чтобы получить краткую информацию о каждом этапе, или читайте дальше, чтобы узнать разбивку по разным возрастам.
П.С. Скачайте БЕСПЛАТНЫЙ набор печатных форм в конце поста. Существуют игры, которые помогут развить зрительное восприятие и мелкую моторику, что важно для развития рисования.
12 месяцев: случайные отметки и каракули
Первый этап рисования посвящен исследованию и развитию координации движений.
Примерно в возрасте от 15 до 18 месяцев у детей начинают появляться неконтролируемые каракули, которые ничего не представляют.
Формы
ДЕЕВЫ НАЧИНАЕТ СДЕЛАТЬ СЛУЧАЯ ИСКУССТВА И СКОРОСТЬ СОДЕРЖАНИЕ:
Scribbles
Вертикальные и горизонтальные линии
Рейзин с несколькими линиями
Понимание
для детей. причина и следствие и их способность вызывать события.
Это не столько связано с созданием и представлением их мира, сколько с наслаждением их движениями и их эффектами.
Их каракули позволяют им узнавать о свойствах предметов, материалов и инструментов, таких как карандаши, ручки, краски, мелки и бумага.
Захват
Примерно с 15-месячного возраста малыши обычно могут хватать мелки всей рукой (ладонный захват).
2 года: контролируемые каракули
Этот этап известен как контролируемая каракули .
Характеризуется спонтанными круговыми или прерывистыми каракулями и точками.
Подобные каракули можно найти на всех детских рисунках в этом возрасте, и фигуры в них необходимы для развития навыков рисования и письма в дальнейшем.
Фигуры
Малыши начинают рисовать, включая:
горизонтальные и вертикальные линии
несколько петель и спиралей
грубо нарисованные круги
формы, напоминающие буквы T и V
Захват
Двухлетние дети учатся удерживать карандаш вдоль стержня по направлению к острию, используя большой палец и первые два пальца (так называемый захват штатива).
Обычно они используют предпочитаемую руку.
Понимание
В этом возрасте малыши начинают обнаруживать связь между совершаемыми ими движениями и следами на бумаге. Они начнут целенаправленно повторять движения.
К концу этого года эти рисунки превратятся в простых диаграмм .
3 года: основные фигуры
На этом этапе дети начинают использовать основные фигуры в своих рисунках, так как их мелкая моторика и зрительно-моторная координация улучшаются.
Фигуры
Рисунки в этом возрасте включают в себя следующие фигуры, объединенные различными способами:
круги и квадраты
кресты
точки
фигуры, напоминающие буквы T, V и H
Рисунок человека
Первый рисунок человека обычно появляется в возрасте 3-4 лет.
Эти люди-головастики нарисованы только с головой и обычно ногами, непосредственно прикрепленными к голове.
Ручка
Трехлетний ребенок держит карандаш около кончика, между первыми двумя пальцами и большим пальцем.
Они используют предпочтительную руку и хорошо держат карандаш.
В этом возрасте вы можете помочь своему ребенку развить хорошее владение штативом, используя треугольные мелки.
Понимание
В этом возрасте дети могут рассказать вам, что представляют их каракули, хотя вы, возможно, не сможете увидеть, что они описали.
Обычно они называют свою картинку во время рисования или после того, как она будет завершена, но они не начинают рисовать с четким планом того, что они будут рисовать.
Использование цвета на данном этапе нереально, и часто предпочитают использовать только один цвет.
4 года: узоры и люди-«головастики»
К 4 годам в детских рисунках начинают появляться узоры. Ребенок сделает образец и интерпретирует его как представление чего-то, дав ему ярлык.
Фигуры
Среди их рисунков:
Квадраты, круги и прямоугольники
Попытки нарисовать треугольники и ромбы, хотя она, возможно, еще не может их составить
Кресты
Письмо0004
Рисунок человека
Рисунок человека 4-летнего ребенка будет развиваться от головы с ногами до таких деталей, как глаза, поскольку для них важен зрительный контакт.
Они рисуют не то, что видят, а то, что знают, и добавляют детали по мере того, как они становятся для них важными.
Появляются такие детали, как руки, пальцы и туловище.
Рисование других изображений
К 4,5 годам они начинают комбинировать две или более фигур или форм вместе, чтобы сформировать основные изображения, такие как прямоугольник и круг, чтобы сформировать шляпу. Они часто узнают об этом от взрослых.
Первые фигуры, которые дети последовательно делают, обычно формируют людей, но позже включают в себя основные изображения, такие как дом или солнце.
Захват
На этом этапе они хорошо держат карандаш, по-взрослому.
Понимание
Рисование приобретает больше смысла и намерений. Дети обычно решают, что они будут рисовать, прежде чем они начнут.
Они намеренно пытаются комбинировать формы и линии вместе, и их изображения начинают выглядеть так же, как изображения, которые они описывают.
5 лет: рисунки и портреты
5-летние дети начинают проявлять творческий подход к своим рисункам.
Формы
Их рисунки будут включать в себя:
Основные формы
Треугольники и бриллианты
Спонтанные буквы (имитировать письмо)
Рисунок человека
А. много деталей, таких как волосы, руки и пальцы, ноги и тело.
Рисование других изображений
Они рисуют такие изображения, как животные, дома, транспортные средства, деревья, растения, цветы и радуги.
Они могут включать детали – например, рисунок дома с дверью, окнами, крышей и дымоходом.
Захват
К 5 годам дети должны научиться хорошо держать карандаш, мелок или кисть.
Понимание
Теперь дети будут рисовать спонтанно и начнут отражать в своих рисунках свое прошлое, интересы и опыт. Они рисуют то, что знают.
Их представления о людях, животных и домах постоянно меняются.
Они также назовут свою фотографию перед началом.
Они могут раскрашивать линии, но их использование цвета может быть нереалистичным.
В этот момент люди и предметы могут еще парить в воздухе, так как у детей все еще развивается пространственное восприятие.
Обычно они помещают себя в центр рисунка из-за своего эгоцентричного характера (видя себя центром мира).
6 лет: рисунки представляют интересы и опыт
К 6 или 7 годам у детей появляется собственный стиль рисования, который обычно узнают взрослые.
Фигуры
К 7 годам они смогут формировать хорошие круги, квадраты, прямоугольники, треугольники и ромбы на своих рисунках.
Рисунок человека
В этом возрасте ребенок обычно останавливается на определенном изображении человека и склонен рисовать их всех с одной и той же базовой формой.
Например, они нарисуют всю семью с одинаковым контуром тела, но сделают членов семьи разных размеров и покажут пол с помощью волос и одежды.
Рисование других изображений
На рисунках изображены все виды животных и предметов, обычно те, которые их интересуют больше всего.
Обычно они рисуют животных с человеческими лицами.
Понимание
На этом этапе дети демонстрируют свой более высокий уровень познания, рисуя людей, животных и объекты на базовой линии, например, на земле или траве.
Они также демонстрируют восприятие, рисуя, например, деревья выше дома или маленькие цветы.
Этот рисунок показывает более глубокое понимание ребенком глубины и расстояния.
То, как они видят мир, исходит из их рисунков. Они опускают неважные вещи и увеличивают то, что для них важно.
Они могут нарисовать в доме маленькую дверь, достаточно большую для себя, или очень высокие окна, так как они не могут до них дотянуться.
Они также могут показывать движение в своих рисунках, изображая летящие объекты или широко расставляя ноги бегущего животного.
Использование цвета становится вполне реалистичным.
Я надеюсь, вам понравилось читать об этапах развития рисования у маленьких детей, и вы вдохновлены на то, чтобы поощрять своих детей к свободному рисованию и творческому самовыражению.
Источники:
Хендрик, Х . 1990. Полное обучение: развивающая программа для детей младшего возраста . Третье издание. Издательство Macmillan Publishing Company: Нью-Йорк.
Питерс, М. 2007. Язык и подготовка к школе . Мец Пресс: Welgemoed.
Natanson, J. 1998. Обучение через игру: пособие для родителей в первые пять лет жизни. Tafelberg Publishers Limited: Кейптаун.
Фишер, Б. 1991. Радостное обучение: детский сад для изучения иностранных языков. Хайнеманн: Нью-Гэмпшир.
Получите БЕСПЛАТНЫЙ доступ к печатным головоломкам, историям, наборам заданий и многому другому!
Присоединяйтесь к программе Empowered Parents +, и вы получите загружаемый набор из печатных головоломок, игр и рассказов , а также Пакет мероприятий «Обучение через игру» , который включает целый год занятий для детей от 3 до 6 лет. старые Бесплатный доступ навсегда.
Регистрация бесплатной учетной записи Grow выполняется быстро и легко. Она позволит вам добавлять статьи в закладки для последующего чтения на этом веб-сайте, а также на многих веб-сайтах по всему миру, использующих Расти .
Поделиться
Электронная почта
Как рисование человека является частью развития вашего ребенка
Поделиться
Электронная почта
Рисование человека – важный аспект и показатель развития ребенка.
Как и в случае с другими тестами, не обязательно все дети осваивают навыки в одном и том же возрасте.
Однако, основываясь на исследованиях, мы видим сходство в том, как дети рисуют людей на разных этапах и периодах их формирования.
Этапы развития рисования человека
Существуют различные названия и термины, которые используются для обозначения прогрессивных этапов детского рисования.
Они могут быть организованы по типичному возрасту, характеристикам рисунка или этапам художественного развития. Имейте в виду, конечно, что это только общие положения, которые часто совпадают.
Вы могли заметить, что рисунки людей вашего ребенка включают элементы из нескольких категорий, перечисленных ниже, и это совершенно нормально. Развитие каждого ребенка уникально.
Давайте рассмотрим типичные этапы.
1. Каракули
В возрасте от одного до двух лет появляются первые каракули, когда малыши держат мелок в кулачках.
Это приводит к более контролируемым каракулям и даже может в конечном итоге выглядеть как человек.
Обычно это происходит случайно и часто неожиданно, но намеренное рисование человека обычно происходит в возрасте около двух лет.
2. Формы головастика или амебы
В какой-то момент на этапе рисования, начиная с двухлетнего возраста и заканчивая четырехлетним, дети начинают рисовать людей, похожих на головастиков или амеб.
Они включают в себя круглую форму головы с ногами, вырастающими непосредственно из этой формы. Иногда дети также добавляют руки или даже глаза.
Эти формы обычно плавают в пространстве без какой-либо базовой линии для земли.
3. Базовые формы с дополнительными функциями
В возрасте около четырех лет дети добавляют руки с пальцами на концах, более сложные лица, а иногда и туловище.
В этот досимволический период головы обычно намного больше, чем другие части тела. Многие из центральных вещей, которые испытывают дети, связаны с головой: еда, питье, слух, обоняние, зрение, разговор, плач и смех.
Они часто изображают улыбки на лицах, которые рисуют.
4. Человеческие формы
К пяти годам дети обычно добавляют еще больше деталей к своим рисункам людей, например волосы, руки с пальцами, туловище и ступни с пальцами ног.
Часто это время многих автопортретов, в которых дети исследуют свои собственные образы. Примерно в этом возрасте дети начинают уделять больше внимания цветам, которые они используют в своих рисунках.
5. Группы и семьи в действии
В возрасте от шести до семи лет дети часто начинают рисовать группы людей, например семьи. Все тела обычно выглядят одинаково, но могут иметь различия в прическе и одежде, чтобы выразить пол.
На этом схематическом этапе дети начинают заполнять конечности, минуя простые фигурки из палочек. Они рисуют людей в действии, показывая, как они используют свои конечности для работы и игры.
[источник]
Что детский рисунок говорит нам о развитии?
Рисунок ребенка отражает развитие его мелкой моторики и зрительно-моторной координации .
Их рисунки совершенствуются по мере того, как они развивают хватку карандаша и учатся управлять движением карандашей, мелков, фломастеров и кистей.
Врожденный художественный талант также может быть обнаружен наряду с предшествующим опытом ребенка в искусстве.
Рисунки также говорят нам о когнитивном развитии , например о том, научились ли дети использовать символы для обозначения людей и предметов, которые их окружают.
Они могут рисовать только то, что знают или испытали.
Их изображения также отражают телесное осознание, например то, что могут выполнять различные части тела, как они изгибаются и двигаются.
Рисунки могут даже показать, если детям некомфортно что-то в собственном теле. Арт-терапевты используют детские рисунки людей и их окружения, чтобы исследовать эмоциональное развитие .
[источник] [источник]
Стоит ли учить детей рисовать людей?
Рисование — это естественный развивающий процесс, которому не нужно учиться. Однако детям нужна возможность часто рисовать, чтобы воспользоваться многими преимуществами рисования .
Дети не учатся рисовать человека, если их показывает взрослый. Скорее, их возросшее когнитивное понимание и осознание тела отражаются в том, как развиваются их рисунки.
Таким образом, такие занятия, как книжки-раскраски, мало стимулируют творчество и не являются необходимыми для «обучения» ребенка рисованию.
Обучение технике рисования людей не рекомендуется, поскольку дети рисуют их, когда они готовы к развитию.
Однако есть вещи, которые вы можете сделать, чтобы у вашего ребенка был весь богатый опыт, необходимый для достижения успеха в нужное время.
20 идей для занятий, которые помогут создать детский фон для рисования людей
Хотя вам не нужно давать ребенку уроки рисования с этапами рисования людей, вы можете предложить различные виды жизненного опыта, например следующие, чтобы помочь им получить их начал в правильном направлении.
Читайте и обсуждайте книжки с картинками, на которых изображены люди
Предлагайте множество возможностей для рисования и рисунков без заданных результатов
Вращайте художественные материалы, чтобы поддерживать высокий интерес
Рисуйте и раскрашивайте вместе с ребенком рассказать историю с иллюстрациями
Посетить художественные музеи
Поощрять использовать и говорить обо всех чувствах
Говорить с ребенком о повседневной жизни
Отправляйтесь на прогулку, маленькую или большую; посещение местных достопримечательностей
Поощрение неструктурированная, свободная игра
Научите ребенка кататься на велосипеде
Вместе посадите сад
Готовьте или готовьте закуски вместе
Планируйте охоту на природу4 открытые материалы 9000Завершенные материалы 9000 чтобы ваш ребенок строил проекты
Поощряйте проводить время с семьей и друзьями… молодыми, пожилыми и промежуточными
Понаблюдайте за птицами
Познакомьте детей с новый словарь
посещение библиотеки
празднование праздников
20 идей для занятий, которые помогут развить позитивное восприятие тела у детей делать.
Кроме того, дети получают удовольствие от рисования людей, позитивного взгляда на тела в целом и на свои собственные тела в частности, что, безусловно, является плюсом и поощряется приведенными ниже упражнениями.
Пойте песни о теле (например, «Голова, плечи, колени и пальцы ног»)
Укажите на части тела и назовите их
Играйте в такие игры, как « Саймон говорит »
Имитируйте движения животных
Познакомьте вашего ребенка с йогой
Поощряйте ежедневную физическую активность
Предлагайте выбор здорового питания
Подчеркивайте положительное и избегайте разговоров о массе тела как о негативном
Поощряйте игру с мимикой теней
Играть в переодевание
Делать людей из пластилина
Двигаться и танцевать под музыку
Играть в игр с хлопками в ладоши
Делиться зеркалированием/копированием игр с движением
Играть в игру с фонариком их)
Делать бумажных/картонных кукол
Играть с куклами
Делать отпечатки ног/ладоней на мокром песке
Играть с фигурками людей
Сортировать одежду для стирки по размеру; носки спички
Важным достижением в развитии ребенка является рисование человека.
Среди инструментальных сталей мы рассмотрим особую группу — быстрорежущие стали.
К материалам данной группы предъявляют следующие требования:
устойчивость формы и размера;
теплостойкость;
твердость;
повышенная износостойкость;
стойкость к повышенным нагрузкам;
вязкость.
Впервые инструментальная быстрорежущая сталь была произведена в Великобритании и названа «rapid steel». Соответственно, отечественное обозначение быстрорежущих сталей начинается с большой буквы «Р». Число после первой буквы — содержание (в процентах) в сплаве вольфрама, далее в маркировке могут присутствовать буквы «К», «М», «Ф» и числа — процентное содержание, соответственно, кобальта, молибдена, ванадия. Также в рассматриваемых видах сталей содержится хром (от3 до 4,4 %), углерод (от 0,7 до 1,5 %) и другие элементы, которые в маркировке не отмечаются.
Рис. 1 Виды быстрорежущих сталей
Быстрорежущие стали обладают износостойкостью, которая значительно (в 3,5 раза) выше, чем тот же показатель в низколегированных и углеродистых сталей. Теплостойкость при легировании кобальтом достигает 620 градусов, без легирования — 620 градусов.
Режущая способность быстрорежущих сплавов зависит, в первую очередь, от содержания в них вольфрама. При высоком содержании этого элемента отмечается карбидная неоднородность стали и , как следствие, раскрошенная поверхность кромки инструмента при работе. Если в составе стали содержится молибден, то показатели твердости инструмента более стабильны.
Рекомендуемые области применения основных марок быстрорежущих сталей
Обрабатываемый материал
Виды инструментов
Резцы
Сверла
Развертки, зенкеры
Метчики, плашки
Протяжки, прошивки
Фрезы
Зуборезный инструмент
Ножовочные полотна, пилы
Концевые, дисковые
Насадные, торцевые
Углеродистые и низколегированные стали
Р6М5Ф3
Р6М5К5*1
Р9К5
Р6М5
11РЗАМ3Ф2
Р6М5Ф3
Р12Ф3
Р6М5
Р6М5Ф3
Р6М5К5*1
Р6М5
11РЗАМ3Ф2
Р6М5Ф3
Р6М5Ф3
Р6М5
Р6М5
Р6М5Ф3*1
Р6М5К5
Р6М5
Р6М5Ф3
Р6М5К5*1
Р6М5
Р6М5Ф3
Р6М5К5*1
Р9М4К8*1
11Р3АМ3Ф2
Р6М5
Р9
Высоколегированные конструкционные, нержавеющие и легированные улучшенные стали
Р9К5
Р12Ф4К5
Р6М5К5
Р6М5Ф3
Р12Ф3
Р6М5К5
Р18
Р6М5Ф3
Р6М5К5
Р9М4К8
Р18
Р6М5
Р6М5Ф3
Р6М5К5
Р18
Р6М5Ф3
Р6М5К5
Р9К5
Р6М5К5
Р9М4К8
Р9К5
Р6М5К5
Р9К5
Р6М5К5
Р9М4К8
11Р3АМ3Ф2
Р6М5
Р9
Жаропрочные стали и сплавы, высокопрочные стали
Р18К5Ф2
Р12Ф4К5*2
Р6М5К5
В4М12К23
Р6М5К5
Р9М4К8
Р18К5Ф2
Р12Ф4К5
Р6М5К5
Р9К5
Р6М5Ф3
Р6М5К5
Р18
Р6М5Ф3
Р6М5К5
Р18К5Ф2
Р9М4К8
Р6М5К5
В11М7К23
Р18К5Ф2
Р12Ф4К5*2
Р6М5К5
В4М12К23
Р9М4К8
Р6М5К5
Р6М5
Примечание. Выделены предпочтительные марки стали.
*1 При работе на повышенных скоростях резания.
*2 Для инструментов простой формы.
Сталь Р6М5
Быстрорежущая инструментальная сталь марки Р6М5 повсеместно применяется в производстве основных резьбонарезных и режущих инструментов. Р6М5 используется для эффективной обработки конструкционных легированных углеродистых сталей. Именно эта сталь получила широкое распространение благодаря не только характеристикам, в которые входит высокая теплостойкость, но и из-за относительно невысокой себестоимости.
Сталь Р6М5К5
Инструментальная быстрорежущая молибденово-кобальтовая сталь. Сталь этой марки обладает важными характеристиками: износостойкостью, хорошей вязкостью, легко поддается шлифовке. Применяется в изготовлении инструментов для обработки жаропрочных и нержавеющих сталей. Инструменты из такой стали незаменимы в условиях повышенного разогрева режущей кромки.
Сталь Р18
Данная марка стали, как правило, используется для обработки конструкционных сталей с обязательным условием сохранения режущих свойств при нагревании до 600 градусов во время работы. Р18 — сталь, отличающаяся большим количеством избыточных карбидов и свойством сохранять мелкое зерно даже при повышенных температурах закалки. Инструмент подогревают, чтобы при нагреве до температуры закалки в нем не образовывались трещины. Основным недостатком стали Р18 является высокая себестоимость, поэтому ее часто стараются заменить более дешевым вариантом — сталью Р9.
Сталь Р12 (по характеристикам близка к стали Р18)
Р12 отличается от стали Р18 меньшей степенью карбидной неоднородности и большей пластичностью. Такая марка стали оптимальна для изготовления инструментов методом пластической деформации.
Используется сталь Р12 в производстве режущего инструмента для механической обработки конструкционных инструментальных легированных сталей.
Сталь Р9К5
Данная марка стали необходима для обработки конструкционных сталей повышенной прочности, жаропрочных и нержавеющих сталей. Пятипроцентное содержание кобальта делает материал более пригодным для работы ударом, благодаря повышенной вязкостью. Инструменты из стали Р9К5 обладают более длительным периодом стойкости (в 3 раза) по сравнению с инструментами из стали Р6М5.
Больше полезной информации
Полезные обзоры и статьи
Все статьи
31 августа 2022
Автомобильная резьба: разновидности и способы определения
27 июня 2022
Легированные стали
22 июня 2022
Инструментальные стали
25 апреля 2022
Устройство токарного станка
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
Марки быстрорежущей стали и таблица физических свойств — Инструментальные материалы
Главная » Материалы и свойства » Инструментальные материалы
Автор Admin На чтение 3 мин. Опубликовано
В настоящее время отечественная промышленность использует достаточно большое количество марок быстрорежущих сталей для высокопроизводительной обработки резанием. Поэтому необходимо дифференцированно подходить при назначении их для конкретного инструмента. Особенно это следует учитывать в условиях массового и автоматизированного производства, где каждая операция и позиция инструмента остаются длительный период неизменными и должны быть отлажены на максимальные стабильность и надежность.
Основные свойства быстрорежущей стали оказывают значительное влияние на работу режущего инструмента. Так, например, красностойкость быстрорежущей стали определяет допустимые скорости резания, а высокая вторичная твердость и износостойкость – возможность обработки труднообрабатываемых материалов. Благодаря высокому пределу прочности при изгибе и ударной вязкости можно вести механическую обработку с большими сечениями среза и ударными нагрузками.
Высокая абразивная износостойкость позволяет изготовлять метчики, фасонные резцы, дисковые фрезы с малыми задними углами; хорошая шлифуемость быстрорежущей стали особенно важна при изготовлении инструмента сложных профилей. Малая карбидная неоднородность повышает качество инструмента, особенно крупногабаритного.
Деление быстрорежущих сталей на стали умеренной и повышенной теплостойкости (производительности) весьма приближенно. Нельзя рекомендовать использование быстрорежущей стали повышенной производительности главным образом для обработки труднообрабатываемых и жаропрочных материалов или для работы на повышенных скоростях без учета конкретного вида инструмента.
Инструмент из стали повышенной производительности с высоким содержанием кобальта и ванадия, например, наиболее эффективен при работе на повышенных скоростях на новом и жестком оборудовании. При режимах резания, характерных для сталей умеренной производительности (типа Р18), стойкость инструмента из высоколегированных быстрорежущих сталей повышается незначительно, а в некоторых случаях (при прерывистом резании или изношенном оборудовании) она из-за повышенной хрупкости может быть даже ниже стойкости инструмента из стали Р18 или Р6М5.
При выборе марки стали прежде всего необходимо учитывать ее основные физико-механические свойства (табл. 8). Например, ударная вязкость сталей Р9К10 и Р10Ф5К5 в 2… 3 раза меньше, чем ударная вязкость стали Р18. Это не позволяет рекомендовать их при ударном характере нагружения инструмента. Применение сталей Р9К10 и Р9М4К8 для червячных фрез эффективно только при условии высоких точности и жесткости зубофрезерных станков. Сталь Р6М5 имеет на 30…50 % более высокую ударную вязкость, чем сталь Р18, а также значительно меньшую карбидную неоднородность, поэтому эта марка стали является наиболее целесообразной для инструментов, отличающихся пониженной прочностью (например, для метчиков и сверл) или работающих на станках с недостаточно жесткой системой СПИД. Однако для фасонных протяжек сталь марки Р6М5 оказалась непригодной.
Марка стали
Твердость после закалки и отпуска HRC
Предел прочности, МПа
Ударная вязкость (при 20 °С) после термообработки, кДж*м-2
Красностойкость (при HRC 5 8), °С
при растяжении
при сжатии
при изгибе
Р18
63… 64
2370
3450
3000
3,00… 4,00
620
Р9
2000
4450
3200
4,80 …5,00
Р12
64 …65
1870
3960
3250
3,50… 4,20
Р6М3
63… 65
2060
3990
3800
4,30
Р6М5
64… 65
2120
4050
5,20
Р9К5
65… 66
–
–
2700
2,60
635
Р9К10
66
2090
4660
2250
1,60
640
Р6М5К5
65… 66
3000
2,75
630
Р9М4К8
66
2350
1,60… 2,10
640
Р10Ф5К5
66…67
1990
4160
3500
1,00
10Р6М5
64 …66
–
–
4,80
620
Р10М4Ф3К10
67
2500
2,30
640
Что такое быстрорежущая сталь?
На протяжении десятилетий Griggs Steel поставляет качественную быстрорежущую инструментальную сталь многим клиентам для всех их потребностей в механической обработке и производстве. Наши стандарты как для наших продуктов, так и для услуг заставляют нас двигаться вперед, чтобы удовлетворить клиентов и построить с ними долгосрочные отношения. Что такое быстрорежущая сталь? Что выделяет его в отрасли и что мы можем сделать для вас?
Определение быстрорежущей стали
Быстрорежущая инструментальная сталь включает набор сплавов инструментальной стали, названных в честь их способности резать материалы быстрее, чем традиционные высокоуглеродистые стали, ранее использовавшиеся в режущих инструментах. Это связано с исключительной твердостью, стойкостью к истиранию и устойчивостью к размягчению при высоких температурах благодаря легирующим металлам и используемой термической обработке. Мы следуем определению быстрорежущей стали Американского общества испытаний и материалов, данному в Спецификации A600-79.— высокоуглеродистая сталь, содержащая вольфрам и/или молибден, наряду с хромом, ванадием и иногда кобальтом.
Используемая термическая обработка также является важным компонентом того, что определяет характеристики быстрорежущей стали, поскольку ее мартенситная структура способствует ее высокой твердости. Это достигается путем аустенизации почти до температуры плавления стали, затем закалки в соляной ванне или путем охлаждения на воздухе и нескольких циклов отпуска для преобразования любого оставшегося аустенита в мартенсит.
Хотя термин «быстрорежущая инструментальная сталь» описывает несколько сплавов, эти характеристики являются общими для всех них:
Высокое содержание сплавов, главным образом вольфрама или молибдена, с меньшими количествами хрома, ванадия и кобальта;
Высокое содержание углерода — минимум 0,65% по массе, но обычно от 0,8% до 1,5% содержания углерода;
Твердость по Роквеллу не менее 64 HRC при комнатной температуре;
Процесс термической обработки, при котором образуется большое количество сложных металлических карбидов, главным образом карбидов вольфрама, молибдена и ванадия, взвешенных в стальной подложке, что обеспечивает твердость и износостойкость.
Общие марки и свойства быстрорежущей стали
Американским институтом чугуна и стали (AISI) признано более сорока классификаций быстрорежущей стали, и производители выпускают еще больше. Эти различные классификации включают две общие категории: легированные в основном вольфрамом и легированные молибденом.
Каждый сорт обозначается буквой T или M соответственно, а также уникальным номером, отличающим его от других сортов. Несмотря на это название, все стали типа M, кроме двух, также содержат некоторое количество вольфрама, а все стали типа T, кроме одной, содержат некоторое количество молибдена; оба они образуют карбиды металлов, необходимые для достижения желаемых свойств. Спецификации ASTM существуют для 7 Т-типов и 17 М-типов.
Главные легирующие элементы оказывают сильное влияние на свойства быстрорежущей стали, и различные марки были разработаны в результате обширных экспериментов.
Вольфрам и молибден образуют карбиды, определяющие структуру быстрорежущей стали. Как правило, молибденовые стали имеют более высокую ударную вязкость, в то время как вольфрамовые стали демонстрируют более высокую твердость в горячем состоянии — твердость, сохраняющуюся при очень высоких температурах.
Ванадий улучшает износостойкость и твердость в горячем состоянии инструментальных сталей за счет образования стабильных карбидов ванадия. Однако более высокая доля ванадия требует увеличения содержания углерода, чтобы противодействовать потере ударной вязкости. Стали с высоким содержанием ванадия используются для изготовления специальных режущих инструментов, где первостепенное значение имеют износостойкость и термостойкость.
Хром в основном используется для улучшения прокаливаемости и уменьшения повреждения от окисления во время термической обработки.
Включение кобальта улучшает жаропрочность быстрорежущих сталей, хотя также увеличивается хрупкость.
Следовые включения кремния и серы имеют некоторые нишевые применения, но обычно не оказывают существенного влияния на свойства стали.
Содержание марганца и фосфора должно быть сведено к минимуму, так как эти элементы значительно повышают хрупкость сталей и могут вызывать растрескивание при закалке.
Обработка поверхности
Инструменты из быстрорежущей стали часто получают блестящее или черное оксидное покрытие для использования с цветными или черными металлами соответственно. Возможны и другие покрытия и обработки. Азотирование рассеивает азот на поверхности стали во время термической обработки, создавая цементируемую поверхность, которая демонстрирует более высокую износостойкость за счет твердости надреза.
Другой распространенной обработкой является нитрид титана (TiN) путем физического осаждения из паровой фазы, что значительно улучшает сохранение края. Это, в сочетании с более низким коэффициентом трения, означает увеличенный срок службы и улучшенную обработку, хотя инструменты с покрытием TiN отрицательно реагируют на титановые или никелевые сплавы.
Наша продукция из быстрорежущей стали
Мы производим и отправляем заготовки из быстрорежущей стали в виде блочных листов, плит и закаленных круглых прутков различных размеров. Наш регулярный ассортимент включает быстрорежущие стали марок М2, М3, М4, М7 и М42. M2 широко считается отраслевым стандартом для быстрорежущих сталей, хорошо сбалансированным по ударной вязкости, стойкости к истиранию и твердости в горячем состоянии для общего назначения, заменяя исходный сорт T1 в большинстве применений благодаря включению молибдена, улучшающему большинство свойств и более экономичному.
Вместо этого используются другие марки быстрорежущей стали для более конкретных применений, как правило, для повышения износостойкости или твердости в горячем состоянии. M3, M4 и M7 содержат повышенное содержание углерода и ванадия для более высокой стойкости к истиранию и шлифуемости, а M42 обладает высоким содержанием кобальта, что придает ему исключительную твердость в горячем состоянии.
Кроме того, мы производим несколько марок, используя запатентованный процесс металлургии частиц в тигле, разновидность порошковой металлургии. Это включает заливку расплавленного сплава через распылительное сопло и его распыление для получения крошечных капелек стали, которые быстро остывают в мелкий порошок, хранящийся в запечатанных и обеззараженных капсулах.
Затем порошок подвергается горячему изостатическому прессованию — сочетанию высокого давления и температуры, близкой к температуре плавления, — для его уплотнения. Это дает мелкозернистую, однородную объемную структуру с однородным распределением карбидов и незначительным выделением легирующих элементов или их отсутствием. Мы называем полученные сплавы металлическими частицами, обозначаемыми буквой PM.
Наши порошковые металлы включают стандартные марки M4, T15, M48 и A11 (в основном сталь на основе ванадия), а также PM 23, 30 и 60; они также включены в регулярный перечень. Мелкозернистая и однородная структура этих металлических частиц придает им высокую ударную вязкость и делает их исключительными для холодной обработки.
Применение быстрорежущей стали
В целом, быстрорежущая сталь отличается высокой твердостью и стойкостью к истиранию, при этом различные сорта стали отличаются ударной вязкостью, жаропрочностью или пониженной хрупкостью. В результате эти сплавы чаще всего используются в промышленных режущих инструментах — насадках, фрезах, пилах, сверлах, метчиках, протяжках и многом другом.
Инструменты из быстрорежущей стали часто сохраняют острую кромку дольше, чем из других углеродистых сталей, а разнообразие доступных марок и способов обработки поверхности обеспечивает варианты для специализированного применения. Эти продукты находят применение везде, от деревообработки до обработки высококачественных сплавов.
Хотя пуансоны, штампы и другие компоненты прогрессивной штамповки традиционно не считаются режущими инструментами, они также могут быть изготовлены из быстрорежущей стали. Кроме того, свойства быстрорежущих сталей, особенно твердость и износостойкость, желательны для ручных инструментов, таких как стамески, напильники, лезвия для ручных рубанков, кухонных и перочинных ножей.
Обратиться к Григгсу Стилу
Griggs лидирует в отрасли быстрорежущих инструментальных сталей не только по качеству наших сталей, но и по доступности, быстрому реагированию и доставке, ISO-9.001 опыт и преданное обслуживание клиентов. К каждому заказу прилагается сертификат качества, и мы готовы подтвердить это, вернув вам деньги, если наша быстрорежущая сталь выйдет из строя из-за дефектов. Свяжитесь с нами сегодня, чтобы запросить расценки и узнать больше о наших возможностях и о том, как они могут быть вам полезны.
О быстрорежущей стали (HSS), которую вы должны знать
跳过内容
Что такое быстрорежущая сталь
Быстрорежущая сталь (HSS) — это инструментальная сталь с высокой твердостью, высокой износостойкостью и высокой термостойкостью. И люди также называют это сталью воздушной закалки. Который может твердеть при его охлаждении на воздухе во время закалки. Есть два вида материалов в качестве его основной части. Например, карбид металла и стальная подложка. Карбид металла, включая карбид вольфрама, карбид молибдена и карбид ванадия. Они сделают материал более прочным и износостойким. И стальная подложка, вокруг которой распределен карбид. Это повлияет на свойства материала. Сделайте его более прочным и способным поглощать удары и предотвращать сколы. Красная твердость быстрорежущей стали высокая. И имеет большую износостойкость, хорошую производительность процесса. Даже прочность и ударная вязкость являются лучшими для всех типов стали. Поэтому он используется для изготовления сложных лезвий и металлорежущих инструментов с хорошей ударопрочностью. Кроме того, это отличный материал для холоднодеформированных форм, высокотемпературных пружин и т. д.
Состав быстрорежущей стали
Быстрорежущая сталь изготавливается из элементов W, Mo, Cr, Co, V и т. д. А HSS — это высоколегированная сталь с высоким содержанием углерода. Его содержание углерода составляет около 0,7%-1,65%. И содержание сплава составляет около 10%-25%. Быстрорежущая сталь широко применяется при обработке всех видов режущего инструмента. Инструменты обычно имеют большой размер, а окружающая среда во время работы — это высокая скорость резания, большая нагрузка и высокая рабочая температура. Он также используется для изготовления основы пресс-формы для холодной и горячей обработки с требованием высокой износостойкости. Согласно ГБТ9943-2008, классифицируют HSS по трем типам по характеристикам материала. Например, низколегированная быстрорежущая сталь (HSS-L), нормальная быстрорежущая сталь (HSS), высокопроизводительная быстрорежущая сталь (HSS-E).
Таблица эквивалентов быстрорежущей стали
Китай
Америка
Япония
Германия
W18Cr4V
Т1
СХ3
1.3355
W18Cr4VCo5
T4
СХ4
1.3255
W18Cr4V2Co8
Т5
СХ5
1.3265
W12Cr4V5Co5
Т15
СХ20
1.3202
W6Mo5Cr4V3Co8
M3:2+Co
СХ50
1.3244
W2Mo8Cr4V
M1
SKH50
1.3327
W6Mo5Cr4V2
M2
SKH51
1.3343
W6Mo5Cr4V3 W6Mo6Cr4V2
M3:1
SKH52
1.3350
CW6Mo5Cr4V3
M3:2
SKH53
1. 3344
W6Mo5Cr4V4
M4
SKH54
1.3351
W2Mo9Cr4V2
M7
SKH58
1.3348
W6Mo5Cr4V2Co5
M35
SKH55
1.3243
W6Mo5Cr4V2Co8
M36
SKH56
1.3294
W2Mo9Cr4VCo8
M42
SKH59
1.3247
W10Mo4Cr4V3Co10
M48
SKH57
1.3207
Быстрорежущая сталь Свойства и применение
W18Cr4V
Обладает высокой твердостью в горячем состоянии. И легко шлифовать и обрабатывать. Чувствительность к перегреву при закалке мала, а термостойкость выше, чем у легированной стали. И он также имеет хорошую прочность и обрабатываемость при температуре 600 ℃. Но его карбид больше. Прочность и ударная вязкость будут снижаться за счет увеличения размера материала. Подходит только для изготовления обычных ножевых инструментов. Это не лучший материал для изготовления ножей больших размеров и тонких лезвий. Широко распространено изготовление всех видов режущих инструментов средней твердости. Такие как токарные резцы, фрезы, протяжные инструменты и т. д. А также изготавливаются формы для холодной обработки, фитинги, работающие в условиях высоких температур и т. д. W18Cr4V-Co5 Кобальтовая быстрорежущая сталь. Обладает хорошей твердостью при высокой температуре. Износостойкость и твердость при закалке высокие. Твердость поверхности может достигать 64-66HRC. Это отличный материал для всех видов режущих инструментов для высокоскоростной резки с высокой твердостью. Такие как фреза, токарные инструменты, фрезы и режущие инструменты для обработки автоматических станков.
W18Cr4V2-Co8
Это также кобальтовая быстрорежущая сталь. Его жаропрочность и износостойкость лучше, чем у W18Cr4VCo5. Но прочность ниже. Закалочная твердость достигает 64-66HRC (твердость поверхности). Люди всегда используют его для изготовления фрез, токарных резцов, фрез и т. д.
W12Cr4V5-Co5
Кобальтовая быстрорежущая сталь с высоким содержанием углерода и ванадия. Обладает большой износостойкостью и твердостью. И он имеет хорошую стойкость к отпуску и горячую твердость. Таким образом, срок его службы больше, чем у других быстрорежущих сталей. Это идеальный выбор для труднообрабатываемого материала. Например, из высокопрочной стали, стали средней прочности, холоднокатаной стали, легированной стали и т. Д. Он также обычно используется для изготовления режущего механизма, инструмента для нарезания резьбы и основы пресс-формы для холодной обработки. Но не в состоянии использовать для изготовления сложные режущие инструменты, обладающие высокой степенью точности.
W6Mo5Cr4-V2
Обладает высокой твердостью и ударной вязкостью. После закалки твердость поверхности может достигать 64-66HRC. Это молибденовая быстрорежущая сталь с низким содержанием вольфрама. Стоимость ниже W18Cr4V. И это одна из самых популярных быстрорежущих сталей. Он обычно используется для изготовления сверл, метчиков, плашек и т. д. CW6Mo5-Cr4V2 После закалки его твердость поверхности, термическая стабильность, износостойкость лучше, чем у W6Mo5Cr4-V2. Но его прочность и ударная пластичность ниже, чем у W6Mo5Cr4-V2. Люди обычно используют его, чтобы сделать нож с высокой обрабатываемостью. Например, протяжной инструмент, расширитель и т. д.
W6Mo5Cr4-V3
Карбид имеет небольшие размеры и распределяется прямоугольно. Также обладает хорошей пластичностью и ударной вязкостью. И износостойкость лучше, чем у W6M05Cr4V2. Но перемалываемость плохая и легко подвергается окислительному обезуглероживанию. Это не лучший выбор для изготовления высокоточных сложных режущих инструментов. Его можно использовать для изготовления всех видов универсальных режущих инструментов. Например, токарный инструмент, фреза и т. д. CW6Mo5-Cr4V3 Это быстрорежущая сталь Mo-серии с высоким содержанием углерода и высоким содержанием ванадия. На основе W6M05Cr4-V3 улучшить среднее содержание углерода с 1,05% до 1,20%. А также улучшить содержание ванадия, чтобы улучшить его износостойкость.
Все высокоскоростные стальные химические композиции
Як видалити іржу з металу перед фарбуванням? span> b>
span> span> b>
Для того, щоб металевий виріб прослужив довше, і мало презентабельний зовнішній вигляд, його переважно фарбують, але при неякісній підготовці поверхні, довговічність матеріалу істотно знижується. Метал, уражений іржею, яка є його головною проблемою, втрачає свою міцність і декоративність. Руйнівні процеси зароджуються з найбільш уразливих ділянок, і мають в подальшому досить проблематичний характер. Для підготовки металевої конструкції під фарбування існують різні технології, які в незалежності від методу обробки, вирішують в першу чергу найважливіше завдання — порятунок від іржі.
span> b>
Основні способи, як позбутися від іржі на металі span> b>
span>
p>
1. span> span> Механічне видалення іржі здійснюється ручним способом або із застосуванням механізованих інструментів. Невеликі осередки утворилася корозії, а також зварні шви можна очистити дротяною щіткою. Більш якісна обробка виконується за допомогою шліфувального диска. Для піскоструминного способу видалення корозійних осередків використовують компресор.
span>
2. span> Термічну обробку виконують за допомогою пальника або інших подібних нагрівальних пристроїв, проте цей спосіб є менш ефективним, оскільки покриті іржею ділянки вигорають НЕ повністю. span>
span>
3. span> Хімічний спосіб видалення полягає в нанесенні хімічно активних препаратів за допомогою пензля або розпорошуючи речовина по поверхні. Для цього оптимальним варіантом буде купити перетворювач іржі , який є незмивною і більш раціональним грунтом, який повністю виключає контакт з водою. span>
span>
Переваги перетворювача іржі span> b>
span>
· span> span> Даний препарат здатний перетворити іржу в нейтрально хімічні сполуки, після чого металевий виріб можна фарбувати без виконання додаткового оброблення , оскільки формується захисна і довговічна плівка. span>
· span> span> Речовина з посиленим інгібіторним складом має достатню стійкість до впливу води і перепадів температури, і забезпечує гарантійну нейтралізацію вогнищ ураження , не пошкоджуючи металеву поверхню. span>
· span> span> Склад глибоко проникає в шари іржі, не вимагаючи попередньої промивки металу.
· span> span> Перетворювач іржі досить економічний і практичний у використанні, може бути завдано за допомогою апарату під високим тиском. span>
· span> span> Існують пожежобезпечні, що не містять токсичних елементів склади.
· span> span> Для оброблення необхідно видалити з поверхні металу рихлу іржу, масляні плями та інші забруднення. Рудий колір іржавого нальоту видаляється за 1-3 підходи в залежності від товщини ураженого покриття з перервою близько півгодини. Фінішний шар перетворювача наноситься на суху поверхню, після чого виріб готовий до фарбування.
span>
Крім вище перерахованих способів, існують також готові оздоблювальні матеріали у вигляді фарб, які можна наносити безпосередньо на іржу.
span>
Види фарб по іржі span> b>
span>
До подібних видів барвників відносяться такі фінішні склади: span>
1. span> Акрилова водно-дисперсійна фарба по іржі, виготовлена на основі акрилових полімерів, а також з вмістом модифікуючих антикорозійних компонентів, вважається досить комфортним матеріалом. Склад, який не має токсичного запаху, рекомендується для обробки металу як грунтуюча основа перед нанесенням зносостійкої акрилової фарби.
2. span> Алкідна фарба по іржі відрізняється чудовими адгезивними характеристиками. Переважно недорогі склади іноді розроблені для оцинкованої поверхні, яка також дуже часто пошкоджується іржею. В даному випадку попереднього грунтування також немає необхідності.
3. span> Поліуретанова фарба по іржі відноситься до більш дорогих матеріалів, і застосовується для внутрішньої обробки. Склад створює шовковисте, стійке до хімічного і механічного впливу покриття. Тому для окремих випадків можливе їх зовнішнє застосування.
4. span> Молоткова антикорозійна фарба , що формує на металевому виробі поверхню, схожу з молотковим карбуванням, є надійним і ефективним захистом від корозії. Саме цей різновид найбільш рекомендований фахівцями для обробки чорних металів.
Високому ризику корозії піддаються металеві конструкції, регулярно контактують з такими рідинами, як вода, спирт або нафту. До того ж поверхня може бути покрита спочатку корозійними плямами, проникаючими з часом вглиб металу, тому не варто чекати остаточного руйнування, а запобігти цьому процесу заздалегідь.
span>
Способы очистки металла от ржавчины перед покраской
Никто в здравом уме и трезвой памяти не будет красить заржавевший металл без его предварительной очистки. Даже такие краски и эмали по ржавчине, как Хаммерайт, Alpina Direkt Auf Rost или грунт-эмаль Новбытхим, которые не требуют обычно предварительной грунтовки, наносятся на очищенные поверхности. Правда, если вы выбрали именно эти покрытия для покраски металлических поверхностей, вам не потребуется полностью удалять все следы коррозии и применять преобразователи ржавчины. Достаточно будет зачистить отслаивающиеся слои и начинать красить – в состав вышеперечисленных продуктов входят все необходимые компоненты, благодаря которым они обеспечивают надежную защиту металла. Также эти краски обладают свойствами преобразователя коррозии.
Тем не менее, вопрос о том, как удалить ржавчину с металла перед покраской, с повестки дня не снимается. Существует несколько способов приведения ржавой металлической поверхности в пристойный вид, о чем мы и расскажем в этой статье.
Как убрать ржавчину с металла
В промышленных масштабах, когда требуется удалить коррозию с большой площади, часто применяют пескоструйную или дробеструйную обработку. Но наиболее распространенный способ – это все-таки очистка ржавчины с металла при помощи преобразователя. Это состав, основу которого составляет ортофосфорная кислота, благодаря которой ржа преобразуется в стабильные фосфаты железа. Существуют и альтернативные варианты удаления коррозийных изменений. В частности, это танин, представляющий собой дубильную кислоту (под ее воздействием ржавчина трансформируется в танат железа, который намертво сцепляется с железом (сталью)). Также есть составы, под воздействием которых ржавчина преобразуется в железноокисный пигмент.
Убирают ржавчину с металла при помощи преобразователя ржавчины поэтапно. Первым делом следует удалить верхнюю отслаивающуюся часть рыхлой субстанции механическим способом: металлической щеткой, скребком, наждачкой. После первоначальной зачистки наносят преобразователь ржавчины и оставляют его как минимум на два часа – для того, чтобы реакция ржавчины с веществом была максимально полной. Остатки преобразователя, не вступившего в контакт, нужно смыть обычной водой. После того, как поверхность высохнет, ее можно грунтовать и красить. Напоминаем, что эта процедура не потребуется, если вы собираетесь красить металл красками, которые уже имеют в своем составе все необходимые компоненты.
Перечень методов удаления ржавчины с железа
Тщательная очистка металлических поверхностей от ржавчины и загрязнений – залог того, что адгезия краски с железом будет максимальной, что поможет избежать ее отслаивания, увеличит срок службы и, как следствие, обеспечит надежную защиту металла от коррозии.
Существует несколько общепринятых способов удаления ржавчины и грязи: химический, термический и механический.
Химический метод
Применяется, когда поверхность необходимо не только избавить от ржавчины, но и обезжирить, то есть очистить ее от нефтепродуктов, масла и других подобных веществ. Используются смывки (активные растворители) или моющие средства на щелочной основе. Выбирать очиститель нужно исходя из типа загрязнения. На видео — удаление коррозии при помощи состава Неомид 570.
Термическая обработка
Термическая обработка подразумевает «сжигание» старой краски, ржавчины и окалины при помощи кислородно-ацетиленовой горелки.
Механический способ
После механической очистки металлической поверхности от ржавчины железо приобретает шероховатость, что увеличивает сцепление (адгезию) лакокрасочных материалов с металлом. Инструменты, которые используются при данном способе удаления ржавчины, бывают либо механическими, либо ручными. Это шлифовальные машинки или стальные щетки. Также успешно применяются абразивные составы в различных вариантах: смесь воды и песка, на основе дроби или того же песка.
Для того чтобы не пришлось применять все эти радикальные методы очистки железа, о защите металла от коррозии необходимо позаботиться заранее. Правил немного и соблюдать их гораздо проще, чем потом ликвидировать последствия. Нужно беречь железо от влажности, вовремя обрабатывать его антикоррозийной пропиткой и, не дожидаясь, пока старая краска облезет, реставрировать (красить заново) металлические объекты.
А еще ржавчину можно удалять кока-колой!
embed video plugin powered by Union Development
Недостаточно прав для комментариев
Покраска ржавчины? 6 советов, которые нужно знать перед тем, как закрасить ржавчину
Фото: istockphoto. com
Элегантный и прочный металл украшает предметы интерьера и декор дома и за его пределами, от скамеек у входа до стульев в патио и столбов забора. Но у прочного материала есть ахиллесова пята: ржавчина. Любой металл из железа или сплавов, содержащих железо, например сталь, будет ржаветь при достаточном воздействии кислорода и влаги. Краска предлагает один из способов спасти эти ржавые детали от свалки и восстановить их внешний вид, придав им яркий цвет. Но покраску ржавчины не следует начинать без предварительного понимания масштабов, преимуществ и ограничений проекта. Прочтите о них ниже, прежде чем отправиться спасать свои ржавые вещи с помощью краски.
6 советов по покраске ржавого металла
Когда дело доходит до покраски ржавого металла, ключевым моментом является правильная подготовка.
1. Придерживайтесь окраски металлов со строго поверхностной ржавчиной.
Окрашивание ржавого металла не только возможно, но и дает прекрасные результаты, если ржавчина не выходит за пределы поверхности металла. Если ржавчина частично или полностью въелась в металл (т.е. в изделии видны ямки или отверстия) или деталь структурно ослабла до такой степени, что ее можно согнуть руками, то краска не остановит коррозию и неизбежное выкрашивание детали. металл. Заполнение ям наполнителем для кузова (например, Bondo, доступным на Amazon) будет лучшим вариантом для его восстановления, иначе вам придется полностью заменить металлическую деталь.
2. Вы столкнетесь с вздутиями и отслоением краски, если не удалите ржавчину.
Грунтовка может помочь краске прилипнуть к ржавому металлическому предмету, но сначала необходимо удалить с поверхности как можно больше рыхлой ржавчины. В противном случае металл будет продолжать сбрасывать рыхлую ржавчину, выталкивая высохший слой краски вверх, пока он не покроется пузырями или не отслоится.
Advertisement
Чтобы избежать этого, отсоедините все крепежные детали (шурупы, гвозди и т. д.) от металлической поверхности, затем проведите по ней металлической щеткой или наждачной бумагой, чтобы соскоблить как можно больше ржавчины. Затем, когда ржавчина перестанет отслаиваться, удалите песок, грязь и жир. Все, что требуется, — это провести мягкой тканью, смоченной самодельным обезжиривающим раствором — четыре чайные ложки жидкого средства для мытья посуды, смешанные в одном галлоне теплой воды — с последующим «полосканием» с помощью смоченной в воде тряпки. Прежде чем снимать грунтовку, дайте металлу полностью высохнуть на воздухе.
3. Вам потребуется нанести грунтовку, чтобы повысить адгезию краски и предотвратить обесцвечивание.
Фото: istockphoto.com
После того, как рыхлая ржавчина исчезнет, на вашем металле может либо появиться обширная поверхностная ржавчина, либо ржавчина будет незначительной или отсутствовать. Хорошие новости: вы можете прикрыться! Но краска сама по себе не так хорошо прилипает к ржавчине, даже к слабой ржавчине, и когда она прилипает, пятна ржавчины могут просочиться сквозь слой краски и обесцветить ее. Грунтовка, специфичная для вашего количества ржавчины, поможет улучшить адгезию.
Если закрашивать обширную ржавчину, загрунтуйте ее грунтовкой для металла, преобразовывающей внутреннюю и внешнюю ржавчину, на водной или масляной основе (доступна по цене от 4 до 17 долларов за 10–13 унций в спрее или стандартных банках от таких брендов, как Rust-Oleum и Гемплера через The Home Depot и Amazon соответственно). Это покрытие химически преобразует ржавчину в плоскую, обычно черную, не подверженную ржавчине поверхность, готовую к покраске.
При окраске слегка ржавого или оголенного металла (т. е. ржавчины не осталось после обработки проволочной щеткой) нанесите грунтовку для металла на водной или масляной основе, предотвращающую ржавчину для внутренних и наружных работ (доступно по цене от 4 до 8 долларов США за 12–15 унций в аэрозольных или стандартных банках от таких брендов, как Rust-Oleum через The Home Depot). Грунтовка проникнет в ржавчину и свяжется с основным металлом.
Вы хотите нанести грунтовку как можно скорее после обработки проволочной щеткой и очистки, так как в противном случае металл продолжит ржаветь под воздействием кислорода. Нанесите от одного до трех слоев соответствующей грунтовки на металлическую поверхность, давая каждому слою высохнуть на ощупь, прежде чем наносить следующий, затем полностью высушите последний слой в течение рекомендуемого времени.
Advertisement
4. Вы можете добиться разнообразного внешнего вида с помощью коммерческих красок для металла.
Загрунтованная металлическая деталь может быть покрыта металлической краской на водной или масляной основе (доступна по цене от 4 до 9 долларов за 12 унций в аэрозольных или стандартных баллончиках от таких брендов, как Rust-Oleum через The Home Depot) в широком спектре цветов. . Неметаллические цвета, такие как темно-зеленый, с однотонным или матовым блеском, можно использовать, чтобы придать металлу естественный вид, в то время как цвета металлик, такие как серый с глянцевым блеском, можно использовать для придания блестящему современному виду металла. .
Совет для профессионалов : постарайтесь нанести один или несколько слоев краски любого цвета и блеска по вашему выбору, давая каждому слою высохнуть в соответствии с инструкциями по краске, прежде чем наносить следующий.
Фото: istockphoto.com
5. Вы можете сэкономить много денег, покрасив ржавые металлические детали, а не заменяя их.
Покраска ржавых металлических предметов вместо их замены — выигрыш для вашего кошелька. Сложите стоимость баллончика с краской для преобразования ржавчины на 12 унций и баллончика с металлической краской на 12 унций, каждый из которых покрывает около 15 квадратных футов, и вы обнаружите, что покраска ржавой поверхности небольшого металлического предмета, такого как конец стола обойдется вам всего в 8 долларов. По сравнению с затратами на утилизацию предмета и покупку его нового (которая может начинаться с 25 долларов за простой металлический торцевой стол), вы рассчитываете сэкономить не менее 17 долларов только на небольшом проекте. Экономия возрастает еще больше при покраске крупных или декоративных металлических изделий.
6. Вам следует избегать масляных покрытий на оцинкованном металле.
Защитное покрытие вокруг оцинкованного металла (обычно изготовленного из цинка) может подвергнуться коррозии под воздействием сильного дождя или случайного попадания сильного бытового химиката, такого как соляная кислота. При длительном воздействии атмосферы на металлической детали может образоваться белая ржавчина. Хотя вам по-прежнему следует соскребать рыхлую ржавчину и очищать металл, как рекомендовано выше для других металлов, вы должны наносить только латексную грунтовку для всех поверхностей или универсальную связующую грунтовку (от 5 до 13 долларов за 12 унций от таких брендов, как Rust-Oleum через Lowe’s) и латексная краска для внутренних и наружных работ (от 11 до 13 долларов за 12 унций от таких брендов, как Krylon через Walmart) до оцинкованного металла. Реакция цинка со связующими в грунтовках и красках на масляной основе приведет только к отслаиванию краски.
Реклама
Фото: istockphoto.com
FAQ О покраске по ржавчине
Как обработать ржавчину перед покраской?
Прежде чем наносить новую краску, необходимо удалить все отслоившиеся и отслаивающиеся частицы ржавчины с помощью прочной металлической щетки. Затем обязательно нанесите грунтовку для металла, преобразовывающую ржавчину.
Какая краска лучше всего подходит для ржавого металла?
На выбор предлагается несколько вариантов окраски для металла. Прочтите эту статью, чтобы получить советы по масляным, латексным и аэрозольным краскам, которые лучше всего подходят для ржавого металла.
Закрашивание ржавчины замедлит ее?
Да, если правильно подготовить ржавую металлическую поверхность с помощью приведенных выше советов перед покраской, это замедлит ржавчину и дополнительно защитит металлическую поверхность.
Реклама
Как закрасить ржавчину за 4 шага
Готовы освежить стиль своего дома? Возможно, пришло время нанести новую краску, чтобы повысить привлекательность вашего автомобиля, но иногда ржавые металлические участки могут быть пугающими. Но не волнуйтесь: вам, возможно, не придется заменять эти ворота или желоб только потому, что они ржавеют. Возможно, вам просто нужно попробовать слой ржавой краски.
Даже если вы новичок, когда дело доходит до проектов «сделай сам», покраска ржавых аксессуаров или садовой мебели не должна быть такой сложной, как кажется. Каждая деталь уникальна, поэтому следуйте этим шагам, чтобы обеспечить успешный проект «сделай сам» для вашего дома. Вот несколько профессиональных приемов покраски ржавого металла.
Как закрасить пятна ржавчины, шаг за шагом
Шаг 1. Проверьте металл на структурные повреждения
Проверьте степень ржавчины. Если это только поверхностная ржавчина, которая отслаивается при легком прикосновении, краска будет держаться лучше. Но если ржавчина более глубокая, возможно, вам придется подумать о ее замене. Если ржавый участок вообще сгибается или податлив, это слишком далеко, чтобы думать о покраске. Какими бы качественными ни были грунтовка и краска, если кусок металла проржавел за чертой невозврата, его лучше заменить.
Шаг 2: Соскребите лишнюю ржавчину
Прежде чем вы сможете приступить к грунтовке и покраске вашего проекта, вам нужно удалить всю ржавчину и начать с чистого листа. Если вы этого не сделаете, ваша новая краска будет иметь неровную поверхность и рискует отслоиться. Эффективными инструментами для очистки ржавого металла являются проволочные щетки и наждачная бумага. Аккуратно проведите проволочной щеткой по ржавчине несколько раз или пока вся ржавчина не отслаивается. Затем промойте участок теплой водой и протрите мягкой тканью, чтобы избавиться от излишков грязи и жира, которые могут остаться от повреждения ржавчиной.
Совет: Приготовьте самодельный раствор для обезжиривания ржавого участка, смешав мягкое средство для мытья посуды с водой, нанеся его на ржавый участок и дав ему высохнуть на воздухе перед нанесением грунтовки.
Шаг 3: Используйте качественную грунтовку перед покраской
Чтобы краска прилипла к металлу после исчезновения ржавчины, ключевое значение имеет качественная грунтовка. Промойте область водой и дайте ей высохнуть. Затем полностью покройте и покройте участок грунтовкой по металлу для преобразования ржавчины на масляной основе. Эти учебники для начинающих можно легко найти на Amazon, Lowe’s, Home Depot или в любом другом месте, где вы решите покупать товары для дома.
Шаг 4: Нанесите краску
В зависимости от вашего стиля закрашивание ржавчины может иметь различные виды и текстуры. Одним из наших любимых брендов краски для ржавчины, которую мы используем при закрашивании ржавчины, является Rust-Oleum в баллончике. Используя аэрозольный баллончик для закрашивания ржавчины, вы получите более ровную текстуру, чем при использовании стандартной кисти. Использование аэрозольного баллончика для покраски позволяет получить более последовательную и профессиональную покраску. Он также отлично справляется с нанесением покрытия на каждое пятно в труднодоступных местах.
Нанесите столько слоев, сколько указано в инструкции к вашей краске, и подождите, пока каждый слой высохнет, прежде чем начинать следующий.
Продукты и инструменты, необходимые для закрашивания ржавчины
При подготовке к проекту «Сделай сам» заранее убедитесь, что у вас есть все основные инструменты, которые вам понадобятся. Они будут варьироваться в зависимости от того, насколько чрезмерным является состояние ржавчины — вам может понадобиться что угодно, от наждачной бумаги до проволочной щетки и инструмента для проволочного колеса.
Наждачная бумага : Используйте прямоугольный кусок наждачной бумаги мелкой или средней зернистости для удаления ржавчины. Этот кусок наждачной бумаги можно стирать, и его можно использовать для различных проектов «сделай сам» в вашем доме.
Проволочная щетка : Проволочная щетка идеально подходит для быстрого и эффективного удаления ржавчины.
Проволочное колесо : Проволочное колесо можно использовать как сверло для удаления чрезмерной ржавчины с объекта. Обязательно надевайте защитные очки при работе с проволочным колесом.
Салфетка : Салфетка защитит другие поверхности от отслаивающейся ржавчины или мусора в процессе удаления.
Аэрозольная краска и грунтовка : Аэрозольная краска и грунтовка, предназначенные для покрытия ржавчины, создают идеальный барьер для элементов при покрытии ранее ржавых участков и часто помогают предотвратить повторное появление ржавчины.
Когда
не для окраски ржавого металла
Очень важно тщательно осмотреть ржавчину, прежде чем приступить к покраске, просто потому, что вы не хотите тратить свое время. Если кусок ржавого металла слишком далеко ушел, никакая подготовка и грунтовка не смогут вернуть его к жизни. Обязательно проверьте и оцените, достаточно ли прочна конструкция ржавого металла, чтобы выполнить свою задачу — будь то мебель для патио или железные ворота, которые вы надеетесь спасти.
Часто задаваемые вопросы
Можно ли закрасить ржавчину? Да, можно закрасить ржавчину. Вместо того, чтобы сразу выбрасывать прекрасный предмет мебели или заменять железные ворота, вы можете использовать краску для ржавого металла, чтобы вернуть его к жизни с помощью правильных инструментов и методов.
Как долго я должен дать высохнуть краске после закрашивания ржавчины? После покраски поверх ржавчины рекомендуется подождать от пяти до девяти часов, прежде чем приступить к работе. Краска полностью высохнет через 24 часа. Если вы наносите несколько слоев краски, обязательно дайте каждому слою высохнуть между нанесениями.
Структура стали. Химические, механические и физические свойства.
«Железо не только основа всего мира, самый главный металл окружающей нас природы,
оно основа культуры и промышленности, оно орудие войны и мирного труда».
А.Е.Ферсман
Все знаю, что сталь является важнейшим инструментальным и конструкционным материалом для всех отраслей промышленности.
Металлургическая промышленность Украины насчитывает более 50 металлургических заводов и является стратегически важной для страны. В Украине производится широкий ассортимент металлопроката, таких, как: арматура, круги, квадрат, катанка, проволока, полоса, уголок, балка, швеллер, листы, трубы и метизы.
Рассматривая данный вопрос, начнем с химического состава.
Сталь – это соединение железо (Fe) + углерод (С) + другие элементы растворенные в железе.
Железо в чистом виде имеет очень низкую прочность, а углерод ее повышает.
Углерод улучшает и некоторые другие показатели:
твердость,
упругость,
устойчивость к износу,
выносливость.
Содержание «Fe» в стали должно быть — не менее 45%, «С»- не более 2,14% — теоретически, однако на практике % концентрации углерода имеет следующий диапазон значений:
Низкоуглеродистые стали — 0,1-0,13 %
Углеродистые стали 0,14-0,5%
Высокоуглеродистые – от 0,6%
Чем выше процент содержания углерода в стали , тем выше ее прочность и меньше пластичность. УГЛЕРОД — является неметаллическим элементом. Его плотность равна 2,22 г/см3, а плавится при t -3500 °С. В природе он присутствует 2х полиморфных модификаций – графит (стабильная модификация) и алмаз (метастабильная модификация), а в сплаве с железом:
в свободном — графит (в серых чугунах),
в связанном — твердое состояние -цементит.
Углерод в соединении с железом находится в состоянии цементита, т. е в химической связи с железом (Fe3C). Структура цементита может быть очень разной, а зависит она от процесса образования, содержания углерода и методов термообработок.
Углерод в свободном состоянии присутствует в сером чугуне (СЧ), в виде графита. Серый чугун имеет пористую металлическую структуру и является весьма хрупким; на нем легко появляются трещины (особенно в процессе сварки).
Химический состав углеродистых сталей обыкновенного качества (ГОСТ 380-71)
Система железо- углерод
Структура стали изучается по диаграмме состояния системы железо- углерод. Она характеризует структурные превращения стали и выражает зависимость структурного состояния от температурных режимов и химического состава.
Диаграмма состояния системы железо- углерод
Диаграмма состояния содержит критические точи, которые очень важны теоретически и практически для процессов термообработки стали и их анализа. С помощью диаграммы Fe-C — можно определить вид термообработки, температурный интервал изменения структуры и прогнозировать микроструктуру.
Структуры стали
Сплавы железа с углеродом при различных температурах и различном содержании «С» имеют различную структуру, а соответственно и физические и химические свойства. Одним из таких состояний и является описанный выше цементит. А теперь о них:
Аустенит – твердая структура углерода в гамма-железе — содержит «С» до 1,7% (t > 723° С). При снижении температуры аустенит распадается на феррит и цементит и возникает пластинчатая структура — перлит.
Феррит — твердый раствор «C» в α-железа- при t> 723-768° С , концентрация «С» составляет — 0,02%, а при t 20°С около 0,006% «С». Он очень пластичен, не тверд и имеет низкие магнитные свойства.
Цементит — карбид железа Fe3C. Концентрация «С» 6,63% . Цементит является хрупким , а его твердость — НВ760-800.
Перлит — механическая смесь феррита и цементита, образуемая при постепенном охлаждении в процессе распада аустенита. Исходя из размера частиц цементита перлит имеет различные механические свойства. Содержание «С» -0,8%.
Ледебурит (структура чугуна) — смесь образующаяся из кристаллизация жидкого сплава цементита и аустенита. Ледебурит очень твердый, но хрупкий. Концентрация «С»-4,3%
Свойства стали
Конечно, не только углерод влияет на свойства стали. Состав дополнительных элементов и их количество придают стали определенные свойства. Примеси бывают полезными и вредными. Хорошие примеси влияют исключительно на сами кристаллы, а вредные негативно воздействуют на связь кристаллов между собой. К хорошим примесям относят : марганец (Mn), кремний (Si). К плохим: фосфор (Р), серу (S), азот, кислород и другие.
Физические и механические свойства стали
Основными физическими свойствами стали являются:
теплоемкость;
теплопроводность;
модуль упругости.
Понятие модуля упругости стали (Е) заключается в соотношении твердого вещества упруго деформироваться при воздействии силы. Данная характеристика на прямую зависит от напряжения, а точнее, является производной соотношения напряжения к упругой деформации.
модуль сдвига (упругость при сдвиге) (G )– величина измеряемая в Паскалях (Па), определяющая упругие свойства тела или материала и их способность сопротивляться сдвигающим деформациям. Он применяется для расчета на сдвиг, срез, кручение.
коэффициент линейного и коэффициент объемного расширения при изменении температуры – это величина показывающая относительное изменение линейных размеров или объема материала или тела при увеличении температуры при неизменном давлении.
Основными механическими свойствами стали являются:
прочность
твердость
пластичность
упругость
выносливость
вязкость
Показатели механических свойств углеродистых сталей обыкновенного качества ( ГОСТ 380-71)
Основными химическими свойствами стали являются:
степень окисления
устойчивость к коррозии
жаростойкость
жаропрочность
Качество стали определяется различными показателями всех ее свойств и структуры. Учитываются и свойства и изделий из этой стали.
По качеству стали разделяют на:
обыкновенного качества,
качественная сталь,
высококачественная сталь.
В данной статье мы рассматриваем только структуру стали и связанные с ней понятия. Качество стали, состав дополнительных примесей и их свойства будут рассмотрены в следующей публикации.
Опубликовано: 24.12.2015
Поделиться:
Вернуться к списку новостей
Выпуск стали в России стал невыгодным – Бизнес – Коммерсантъ
Российские сталелитейные компании в июне, по данным «Ъ», имели отрицательную рентабельность поставок и на внутренний, и на внешний рынок. Так, в «Северстали» сообщили «Ъ», что рентабельность экспорта составляла минус 46%, а на внутреннем рынке была почти нулевой (плюс 1%). Отрасль на этом фоне активно снижает выпуск, а также обдумывает сокращение инвестиционных программ.
Фото: Игорь Иванко, Коммерсантъ
Фото: Игорь Иванко, Коммерсантъ
Российские металлурги сейчас работают с отрицательной рентабельностью при продажах как на экспорт, так и на внутреннем рынке, сообщили «Ъ» собеседники в компаниях (крупнейшие российские производители стали в этом году еще не публиковали финансовую и операционную отчетность).
В июне 2022 года «Северсталь» работала с рентабельностью минус 46% на экспорт и плюс 1% на внутреннем рынке, говорит директор по GR «Северстали» и вице-президент ассоциации черных металлургов «Русская сталь» Андрей Леонов. «Северсталь» традиционно была одним из лидеров сектора по рентабельности, однако сильнее других пострадала от западных санкций. Ее основной акционер Алексей Мордашов и его активы находятся в SDN-листе, а европейские санкции запрещают поставки в ЕС.
По словам источников «Ъ», у других крупных компаний рентабельность в июне тоже отрицательная. ММК, поставляющий на внутренний рынок до 90% своей продукции, вышел на средний показатель рентабельности минус 5,9%, рассказал собеседник «Ъ». ПМХ в июне не вел продажи на экспорт. Предприятие холдинга «Тулачермет» и его партнерский завод «Тула-Сталь» работали с рентабельностью минус 6% и минус 49% соответственно. Официальных комментариев в этих компаниях не дали.
Отрицательная рентабельность может стать причиной существенных корректировок инвестиционной программы.
В июне владелец ММК Виктор Рашников говорил, что инвестпрограмма комбината может быть реализована при рентабельности не менее 15%, однако в мае этот показатель составлял 4%. По его словам, поставщики угля и руды хотя и снижают цены, но пространства для маневра остается немного. «У них тоже осталась маржа не такая большая, как говорится, не додавишь»,— цитировал Виктора Рашникова ТАСС.
Загрузка металлургов также падает. «Русская сталь» заявляла на прошлой неделе, что в июне производство стали снизилось на 20–50% в зависимости от компании, а себестоимость производства выросла на 50% (поскольку ряд затрат носит постоянный характер и не зависит от объема выпуска). Минпромторг в этих условиях предлагал снизить налоговую нагрузку на металлургов и отменить акциз на жидкую сталь, который был одобрен в прошлом году в качестве меры по изъятию сверхдоходов. Минфин пока не готов отменять акциз, но может рассмотреть его корректировку.
НЛМК ожидает падения производства стали в России по итогам года на 15%, или на 11 млн тонн. Наиболее сильное снижение ожидается во втором полугодии. По данным Worldsteel, производство стали за первые пять месяцев года упало на 2,3%, при этом снижение выпуска наблюдалось практически во всех крупных странах-производителях. В мае выпуск стали в РФ снизился только на 1,4% по сравнению с прошлым годом — до 6,4 млн тонн.
Евгений Зайнуллин
Message from Nam (TV Movie 1993)
Cast & crew
User reviews
IMDbPro
TV Movie
19931993
TV-PGTV-PG
2h 55m
IMDb RATING
6.2 /10
350
ВАША ОЦЕНКА
DramaRomance
Майор журналистики Пакстон Эндрюс теряет любимого человека во время войны во Вьетнаме. Всегда следуя за ритмом другого барабана, она решает справиться со своим горем, отправившись во Вьетнам и написав… Читать всеЖурналистика Майор Пакстон Эндрюс теряет человека, которого она любит, во время войны во Вьетнаме. Всегда следуя за ритмом другого барабана, она решает справиться со своим горем, отправившись во Вьетнам и написав колонку, которая, как мы надеемся, поможет тем, кто дома, лучше понять войну. Пока она… Читать всеЖурналистика Майор Пакстон Эндрюс теряет любимого человека во время войны во Вьетнаме. Всегда следуя за ритмом другого барабана, она решает справиться со своим горем, отправившись во Вьетнам и написав колонку, которая, как мы надеемся, поможет тем, кто дома, лучше понять войну. Пока она там, ее жизнь коренным образом меняется, и она находит новую любовь и надежду посреди де… Читать все
Рейтинг IMDB
6.2/10
350
Ваше рейтинг
Пол Вендкос
Danielle Steel (Novel »от NAM»)
Suzanne Clauser Leplay
444. Звезды
Дженни Робертсон
Ник Манкузо
Эд Фландерс
Пол Вендкос
Даниэль Стиль (новое сообщение от NAM »)0004
Suzanne Clauser (Teleplay)
Звезды
Дженни Робертсон
Ник Манкузо
ED Flanders
См. Производство, касс.
Дженни Робертсон
Пакстон Эндрюс
Ник Манкузо
Капитан Билл Куинн
Эд Фландерс
90903 Эд Уилсон0004
Тед Марку
Сержант. Tony Campobello
Hope Lange
Marjorie Wilson
Steven Eckholdt
Peter Wilson
Christopher Allport
Ralph Johnson
Tracy Griffith
Gabrielle ‘Gabby’ Wilson
Vivian Wu
Франция Тран
Билли Ди Уильямс
Эстер Ролле
Queenie…
Rue McClanahan
Beatrice Andrews
Ken Marshall
Dr. George Andrews
Marjorie Harris
Allison Lee…
John Burke
Gérard Bonn
Jean Pierre Бьернет
(как Джерард Бонн)
Кью Чин
Сестра Тье
Рассел Карри
Лейтенант Питер Уинтроп
30040
Paul Wendkos
Danielle Steel(novel «Message from Nam»)
Suzanne Clauser(teleplay)
All cast & crew
Production, box office & more at IMDbPro
Больше похоже на это
Полный круг
Калейдоскоп
Один раз в жизни
Паломино
Папочка
Смешанные благословения
Память
909100 Кольцо0009
Семейный альбом
Идеальный незнакомец
Изменения
Звезда
Сюжетная линия
Знаете ли вы
Цитаты
Пэкстон :. Может быть, когда твоя голова слишком занята кем-то, тебе становится больно. Или кто-то другой делает.
Тони : Да, я надеюсь, что нет, потому что, как я уже сказал, ты возился в моей голове последние восемь месяцев.
Отзывы пользователей4
Обзор
Избранный обзор
6/
10
Хорошо для ленивого воскресенья
Актерская игра была ужасной, но сюжета было достаточно, чтобы заинтересовать вас на протяжении всех 4 часов. Для снежного воскресенья это хорошая ставка. Муж даже смотрел! Фильм остался верным книге, хотя некоторых персонажей не удалось раскрыть так сильно. Предсказуемость фильма сохраняется до последних получаса.
 Пол из ОСБ плиты намного удобнее и быстрее укладывать чем обычные доски, является отличной подосновой — не надо идеально выравнивать основание, сравнительно чистый монтаж.
Пол из ОСБ плиты намного удобнее и быстрее укладывать чем обычные доски, является отличной подосновой — не надо идеально выравнивать основание, сравнительно чистый монтаж. Пол из ОСБ плиты намного удобнее и быстрее укладывать чем обычные доски, является отличной подосновой — не надо идеально выравнивать основание, сравнительно чистый монтаж.
Пол из ОСБ плиты намного удобнее и быстрее укладывать чем обычные доски, является отличной подосновой — не надо идеально выравнивать основание, сравнительно чистый монтаж. Основное требование — выравнивание основы до нормального состояния. Сегодня это делают преимущественно с применением самовыравнивающихся смесей. Допускается незначительная шероховатость, неглубокие выбоины, трещины.
Основное требование — выравнивание основы до нормального состояния. Сегодня это делают преимущественно с применением самовыравнивающихся смесей. Допускается незначительная шероховатость, неглубокие выбоины, трещины.
 После высыхания шпатлевку шлифуют.
После высыхания шпатлевку шлифуют. Предварительно на нижнюю сторону наносят битумную мастику или иной защитный состав.
Предварительно на нижнюю сторону наносят битумную мастику или иной защитный состав. Варианты крепления брусьев — анкеры, саморезы.
Варианты крепления брусьев — анкеры, саморезы. На деревянные лаги лучше взять панели потолще — 15 или 18 мм (если расстояние между лагами не превышает 50 см). Если между лагами 55-60 см и более, лучше купить плиты OSB толщиной 22 мм.
На деревянные лаги лучше взять панели потолще — 15 или 18 мм (если расстояние между лагами не превышает 50 см). Если между лагами 55-60 см и более, лучше купить плиты OSB толщиной 22 мм.
 Эти показатели влияют на то, для каких работ и условий подходит та или иная плита ОСБ. Самые тонкие плиты используют для обшивки стен или создания каркасной мебели, средние для сплошной обрешетки кровли, толстые и плотные листы подходят для укладки пола.
Эти показатели влияют на то, для каких работ и условий подходит та или иная плита ОСБ. Самые тонкие плиты используют для обшивки стен или создания каркасной мебели, средние для сплошной обрешетки кровли, толстые и плотные листы подходят для укладки пола. При такой работе достаточно листов с толщиной 10 или 12 мм. Укладка листов производится вразбежку с фиксацией на клей и дюбели.
При такой работе достаточно листов с толщиной 10 или 12 мм. Укладка листов производится вразбежку с фиксацией на клей и дюбели. Если на каркас будет подвергаться дополнительной нагрузке, производители рекомендуют плиты с толщиной до 18 мм.
Если на каркас будет подвергаться дополнительной нагрузке, производители рекомендуют плиты с толщиной до 18 мм. При использовании контробрешетки из пиломатериала допускается использование использование плиты толщиной 9 — 12 мм.
При использовании контробрешетки из пиломатериала допускается использование использование плиты толщиной 9 — 12 мм.
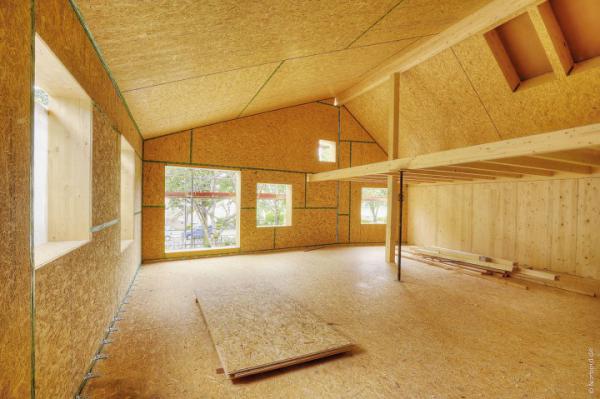 OSB – это синтетическая древесная продукция, изготовленная из древесной стружки. До 50 слоев прядей спрессовываются под высоким давлением в OSB.
OSB – это синтетическая древесная продукция, изготовленная из древесной стружки. До 50 слоев прядей спрессовываются под высоким давлением в OSB. Мало того, что внешний вид ДСП непривлекателен, так еще и поверхность часто покрывается линиями сетки и маркировкой производителя.
Мало того, что внешний вид ДСП непривлекателен, так еще и поверхность часто покрывается линиями сетки и маркировкой производителя.


 Но задумывались ли вы когда-нибудь об использовании плит OSB в качестве основного пола?
Но задумывались ли вы когда-нибудь об использовании плит OSB в качестве основного пола? Название происходит от того факта, что куски дерева в каждом слое направлены в одном направлении. Это обеспечивает большую прочность по всей доске. Каждый слой скрепляется смолой или воском. Как правило, этот тип древесины используется для строительства или промышленного применения из-за того, что он не похож на типичную декоративную древесину лиственных пород. Это может показаться дешевым или некрасивым. Но с правильными красками и отделкой вы можете сделать действительно уникальный пол, который придаст вашему пространству особый характер. 9№ 0003
Название происходит от того факта, что куски дерева в каждом слое направлены в одном направлении. Это обеспечивает большую прочность по всей доске. Каждый слой скрепляется смолой или воском. Как правило, этот тип древесины используется для строительства или промышленного применения из-за того, что он не похож на типичную декоративную древесину лиственных пород. Это может показаться дешевым или некрасивым. Но с правильными красками и отделкой вы можете сделать действительно уникальный пол, который придаст вашему пространству особый характер. 9№ 0003 Полиуретан также будет важен в помещениях с повышенной влажностью. Всего за несколько шагов вы можете превратить OSB в высокофункциональное и уникальное напольное покрытие.
Полиуретан также будет важен в помещениях с повышенной влажностью. Всего за несколько шагов вы можете превратить OSB в высокофункциональное и уникальное напольное покрытие. Скобы или напольные гвозди можно вбить через канавку в черновой пол перед соединением следующей доски. Позаботьтесь об измерении по мере приближения к стенам и препятствиям. Если вам нужно закончить ряд укороченной доской, используйте настольную пилу с прочным упором, чтобы гарантировать прямой срез.
Скобы или напольные гвозди можно вбить через канавку в черновой пол перед соединением следующей доски. Позаботьтесь об измерении по мере приближения к стенам и препятствиям. Если вам нужно закончить ряд укороченной доской, используйте настольную пилу с прочным упором, чтобы гарантировать прямой срез. Пятно также может повлиять на тон и стиль помещения. На подготовленные полы нанесите морилку с помощью валика с длинной ручкой, чтобы добиться равномерного нанесения. При необходимости нанесите дополнительные слои, давая каждому слою высохнуть перед повторным нанесением.
Пятно также может повлиять на тон и стиль помещения. На подготовленные полы нанесите морилку с помощью валика с длинной ручкой, чтобы добиться равномерного нанесения. При необходимости нанесите дополнительные слои, давая каждому слою высохнуть перед повторным нанесением.

 100 мм внутр. 10 мм. толщина 3.2 мм
100 мм внутр. 10 мм. толщина 3.2 мм Черкассы
Черкассы com
com Черкассы
Черкассы Наши шлифовальные круги предназначены для последовательного достижения точной обработки и жесткой геометрии торцов. Шлифовальный круг состоит из абразивной смеси и используется для различных шлифовальных, абразивно-отрезных и абразивно-обрабатывающих работ. Эти шлифовальные круги для металлообработки являются идеальным абразивным инструментом для снятия больших припусков, грубого шлифования и плоского шлифования. Диски также оснащены покрытием из стекловолокна для дополнительной безопасности. У нас есть широкий ассортимент шлифовальных кругов и дисков в нашем магазине для ваших требований.
Наши шлифовальные круги предназначены для последовательного достижения точной обработки и жесткой геометрии торцов. Шлифовальный круг состоит из абразивной смеси и используется для различных шлифовальных, абразивно-отрезных и абразивно-обрабатывающих работ. Эти шлифовальные круги для металлообработки являются идеальным абразивным инструментом для снятия больших припусков, грубого шлифования и плоского шлифования. Диски также оснащены покрытием из стекловолокна для дополнительной безопасности. У нас есть широкий ассортимент шлифовальных кругов и дисков в нашем магазине для ваших требований. ..
.. в упаковке
в упаковке ..
..
 ..
.. Пожалуйста, введите 5-значный почтовый индекс США.
Пожалуйста, введите 5-значный почтовый индекс США. defaultVariant.mapPrice.formatted }}
defaultVariant.mapPrice.formatted }} UserLocation.currentZipCode}}
UserLocation.currentZipCode}}
 не более 0,46%
не более 0,46%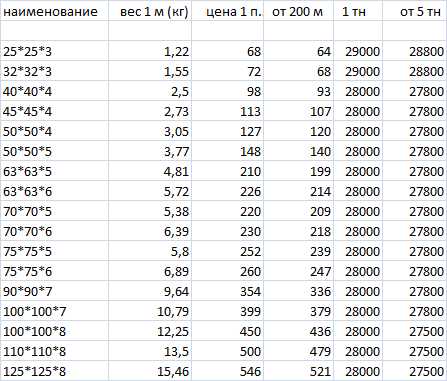

 , м
, м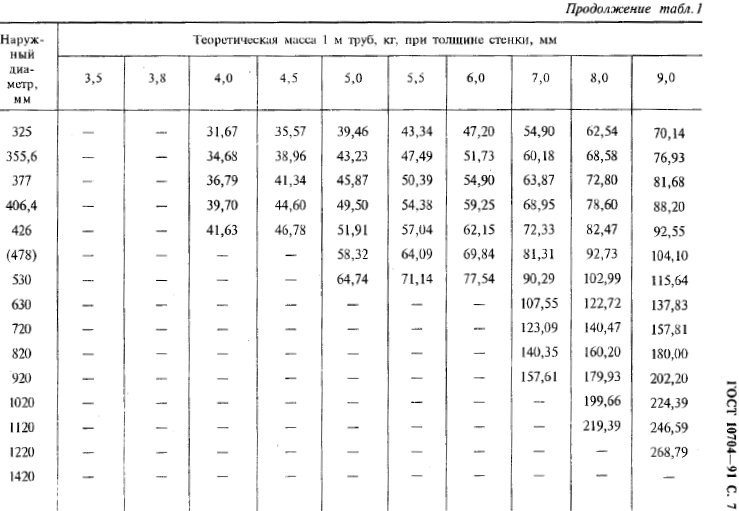 5
5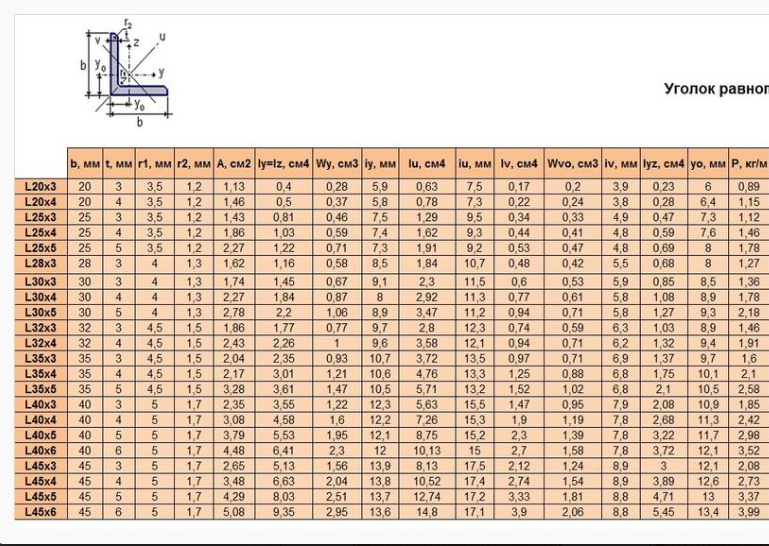 0
0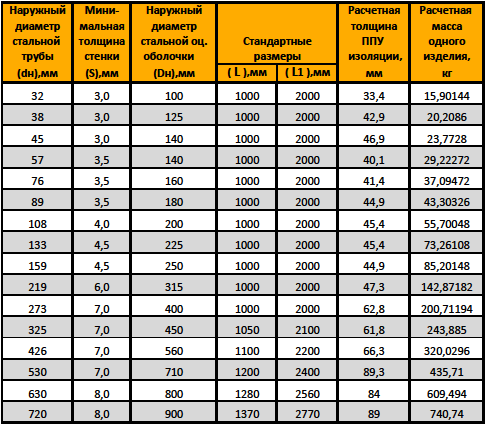 0
0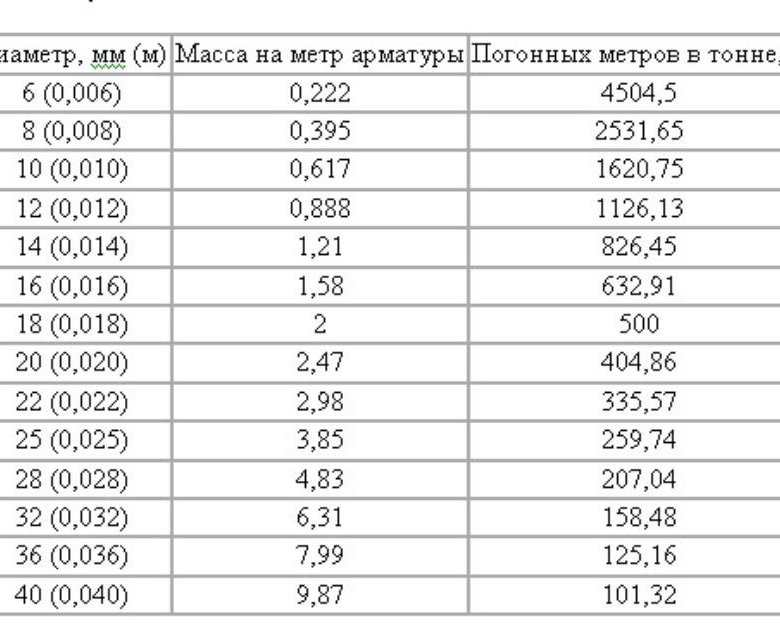 5
5 0
0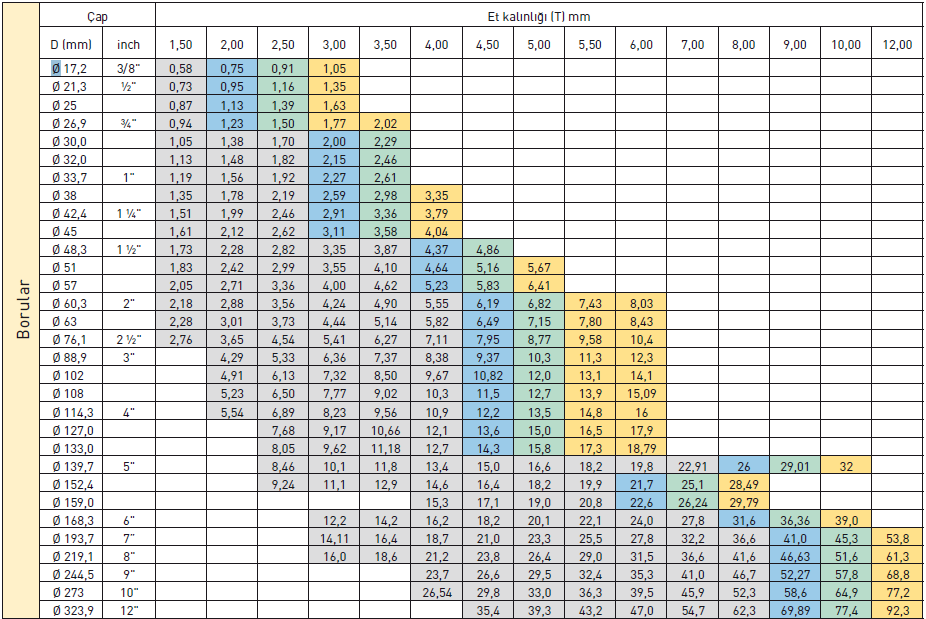 5
5 0
0 5
5 0
0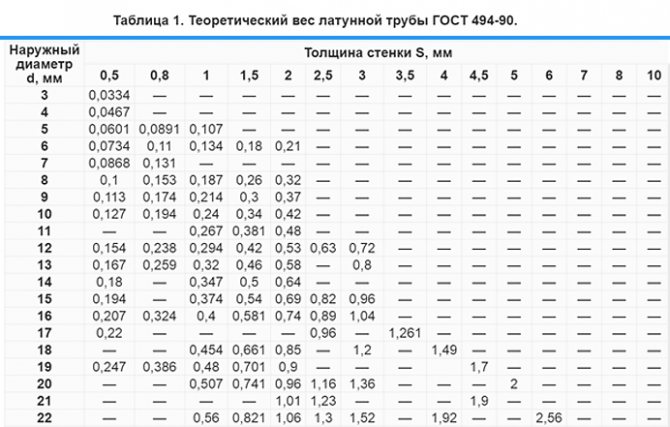 5
5 8
8 0
0 6
6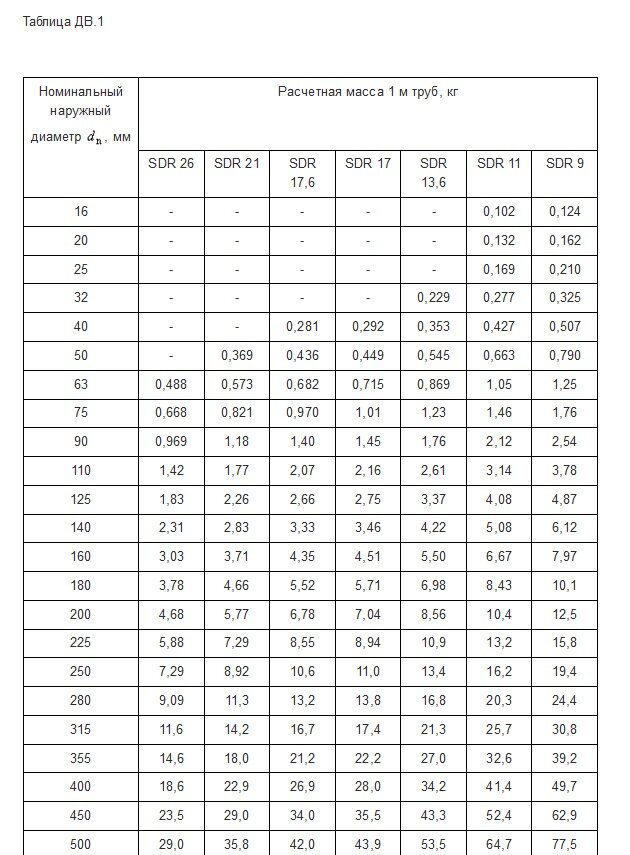 0
0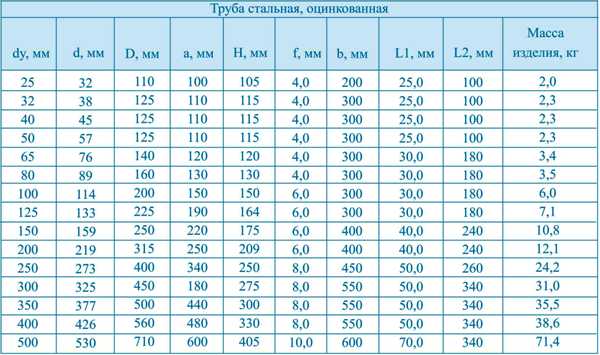 0
0 0
0 5
5 0
0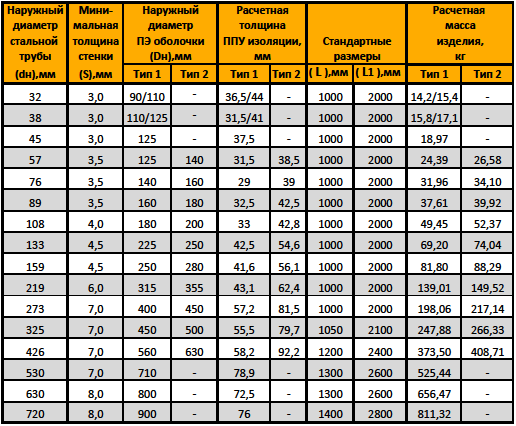 5
5 0
0 5
5
 Это напрямую связано с длиной, площадью поперечного сечения и допуском на размер стальной трубы. Из-за допустимого отклонения стальной трубы в процессе производства теоретический вес, рассчитанный по формуле, отличается от фактического веса, поэтому он используется только в качестве ориентира для оценки.
Это напрямую связано с длиной, площадью поперечного сечения и допуском на размер стальной трубы. Из-за допустимого отклонения стальной трубы в процессе производства теоретический вес, рассчитанный по формуле, отличается от фактического веса, поэтому он используется только в качестве ориентира для оценки. 17
17  5
5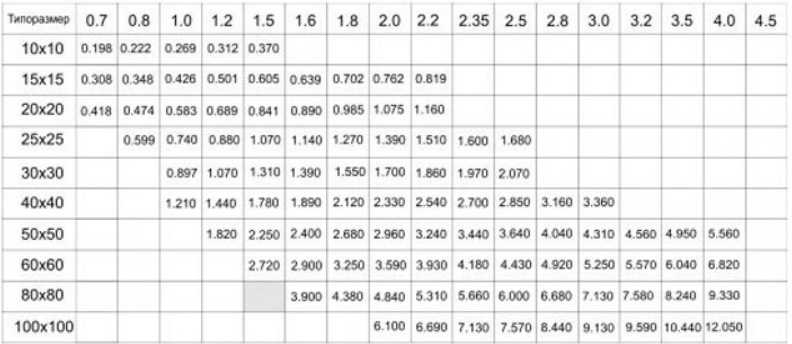 1
1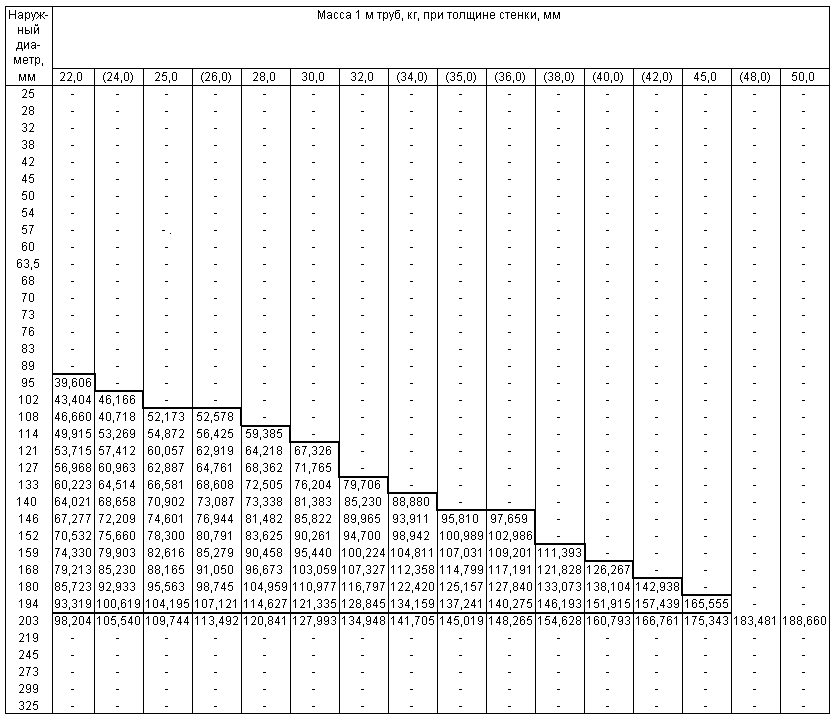 73
73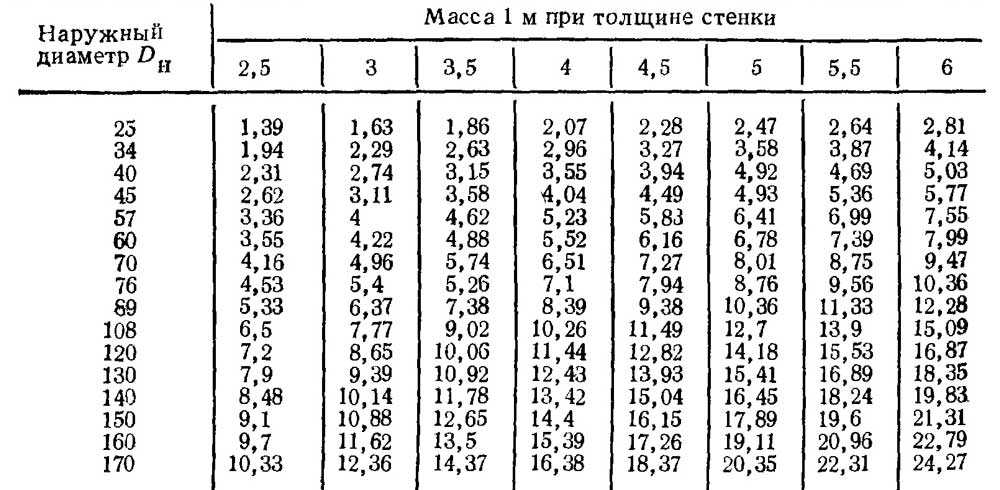
 дюйм =
дюйм =
 050
050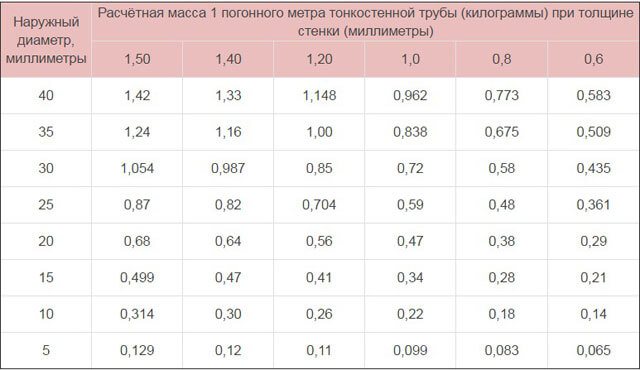 080
080 500
500
 Высокая надежность позволяет использовать эту марку в области судостроения и машиностроения и в прочих местах, где требуется высокая ответственность соединения. Благодаря своей универсальности, электроды используются везде, где дело идет с низколегированными сталями.
Высокая надежность позволяет использовать эту марку в области судостроения и машиностроения и в прочих местах, где требуется высокая ответственность соединения. Благодаря своей универсальности, электроды используются везде, где дело идет с низколегированными сталями. Они показывают, насколько крепкими могут быть готовые изделия и какие условия они смогут выдержать во время эксплуатации. Это помогает определить наиболее выгодный, в финансовом плане, вариант для сваривания. Механические свойства приводятся по уже наплавленному металлу шва.
Они показывают, насколько крепкими могут быть готовые изделия и какие условия они смогут выдержать во время эксплуатации. Это помогает определить наиболее выгодный, в финансовом плане, вариант для сваривания. Механические свойства приводятся по уже наплавленному металлу шва. В данной таблице приводятся примеры, какая сила тока нужна для конкретного диаметра электродов и какой расход материала будет в этом случае.
В данной таблице приводятся примеры, какая сила тока нужна для конкретного диаметра электродов и какой расход материала будет в этом случае.



 Цифры «46» дают информацию о значении сопротивления разрыву, которое измеряется в кгс/мм2. МП-3 — это марка обозначаемых электродов. «ЛЮКС» — торговое название, которое присваивает своей продукции производитель.
Цифры «46» дают информацию о значении сопротивления разрыву, которое измеряется в кгс/мм2. МП-3 — это марка обозначаемых электродов. «ЛЮКС» — торговое название, которое присваивает своей продукции производитель. Обозначение наносится на бирку, наклеенную на упаковку. Это позволяет узнать, какие электрод МР-3С имеет характеристики и сделать правильный выбор.
Обозначение наносится на бирку, наклеенную на упаковку. Это позволяет узнать, какие электрод МР-3С имеет характеристики и сделать правильный выбор.
 При сварочном процессе выделяется меньше марганца, швы получаются более однородными, и проще происходит их формирование.
При сварочном процессе выделяется меньше марганца, швы получаются более однородными, и проще происходит их формирование.
 При условии предоплаты действует гибкая система скидок. Свяжитесь с отделом продаж по телефонам, указанным на сайте, и вам будет подготовлено индивидуальное предложение.
При условии предоплаты действует гибкая система скидок. Свяжитесь с отделом продаж по телефонам, указанным на сайте, и вам будет подготовлено индивидуальное предложение.
 Большинство нескорректированных и скорректированных векторкардиографических систем отведений основаны на прямоугольных осях тела. После изобретения центрального терминала в 1932 года Фрэнк Норман Уилсон логически перешел к разработке системы отведений для векторкардиографии. Уилсон и его коллеги опубликовали систему отведений, в которой к эйнтховенским отведениям от конечностей был добавлен электрод, расположенный на спине (примерно в 2,5 см левее седьмого грудного позвонка). Четыре электрода образовывали углы тетраэдра и, следовательно, позволяли распознавать обратную составляющую сердечного вектора.
Большинство нескорректированных и скорректированных векторкардиографических систем отведений основаны на прямоугольных осях тела. После изобретения центрального терминала в 1932 года Фрэнк Норман Уилсон логически перешел к разработке системы отведений для векторкардиографии. Уилсон и его коллеги опубликовали систему отведений, в которой к эйнтховенским отведениям от конечностей был добавлен электрод, расположенный на спине (примерно в 2,5 см левее седьмого грудного позвонка). Четыре электрода образовывали углы тетраэдра и, следовательно, позволяли распознавать обратную составляющую сердечного вектора. Если вы являетесь членом учреждения с активной учетной записью, вы можете получить доступ к контенту одним из следующих способов:
Если вы являетесь членом учреждения с активной учетной записью, вы можете получить доступ к контенту одним из следующих способов: Не используйте личную учетную запись Oxford Academic.
Не используйте личную учетную запись Oxford Academic. Не используйте личную учетную запись Oxford Academic.
Не используйте личную учетную запись Oxford Academic.
 Именно смешанные модели метчиков пользуются большой популярностью
Именно смешанные модели метчиков пользуются большой популярностью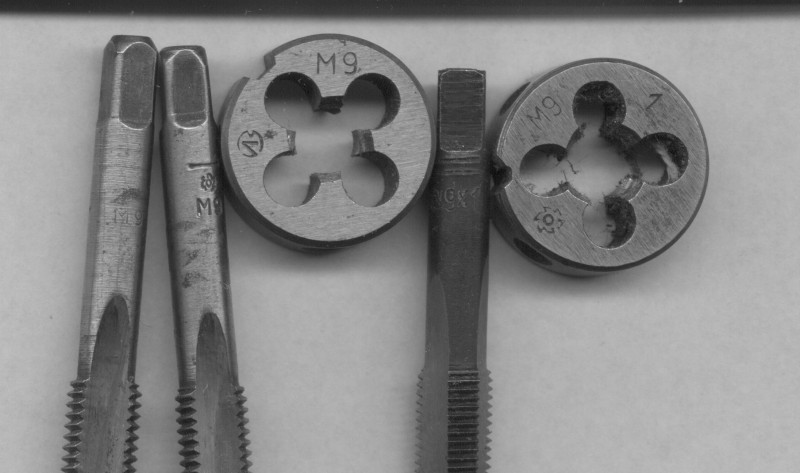 Именно по величине угла наклона происходит разделение инструмента на виды — для черновой, промежуточной и чистовой обработки.
Именно по величине угла наклона происходит разделение инструмента на виды — для черновой, промежуточной и чистовой обработки.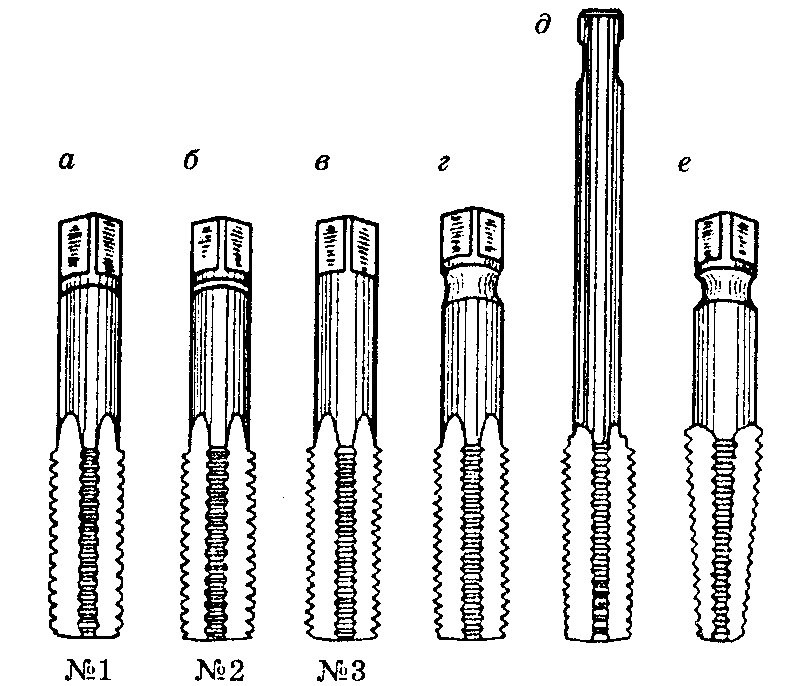 Этот вид специализированного инструмента применяется не только домашними мастерами для нарезания внутренней резьбы на различных изделиях, но еще и в разных сферах. Какие виды метчиков бывают, и какие конструктивные различия они имеют, выясним далее.
Этот вид специализированного инструмента применяется не только домашними мастерами для нарезания внутренней резьбы на различных изделиях, но еще и в разных сферах. Какие виды метчиков бывают, и какие конструктивные различия они имеют, выясним далее. Именно по этим рискам мастер определяет очередность использования оснастки. Инструмент для грубой очистки имеет одну риску, промежуточная нарезка резьбы осуществляется метчиком с 2 рисками, и чистовая обработка выполняется устройством, на котором изображено три риски
Именно по этим рискам мастер определяет очередность использования оснастки. Инструмент для грубой очистки имеет одну риску, промежуточная нарезка резьбы осуществляется метчиком с 2 рисками, и чистовая обработка выполняется устройством, на котором изображено три риски Отличительная особенность таковых устройств заключается в удлиненной конструкции хвостовой части. Кроме того, хвостовик представлен в виде цилиндрической формы. Нарезка резьбы на гайках осуществляется комплексным способом. После прохождения одной заготовки, она не извлекается, а перемещается на гладкую цилиндрическую часть инструмента. Снятие гайки с метчика происходит тогда, когда вся цилиндрическая часть заполняется заготовками. Как только будет нарезана резьба на определенном количестве гаек, насадка извлекается из патрона инструмента для извлечения всей серии готовых деталей
Отличительная особенность таковых устройств заключается в удлиненной конструкции хвостовой части. Кроме того, хвостовик представлен в виде цилиндрической формы. Нарезка резьбы на гайках осуществляется комплексным способом. После прохождения одной заготовки, она не извлекается, а перемещается на гладкую цилиндрическую часть инструмента. Снятие гайки с метчика происходит тогда, когда вся цилиндрическая часть заполняется заготовками. Как только будет нарезана резьба на определенном количестве гаек, насадка извлекается из патрона инструмента для извлечения всей серии готовых деталей По конструкции метчики бывают следующих видов:
По конструкции метчики бывают следующих видов: Вторая часть предназначена для непосредственного нарезания резьбы в заготовке. Использование таковых метчиков повышает скорость достижения результата, так как отсутствует необходимость отдельного выполнения двух операций — высверливание отверстия с последующим нарезанием резьбовых граней
Вторая часть предназначена для непосредственного нарезания резьбы в заготовке. Использование таковых метчиков повышает скорость достижения результата, так как отсутствует необходимость отдельного выполнения двух операций — высверливание отверстия с последующим нарезанием резьбовых граней
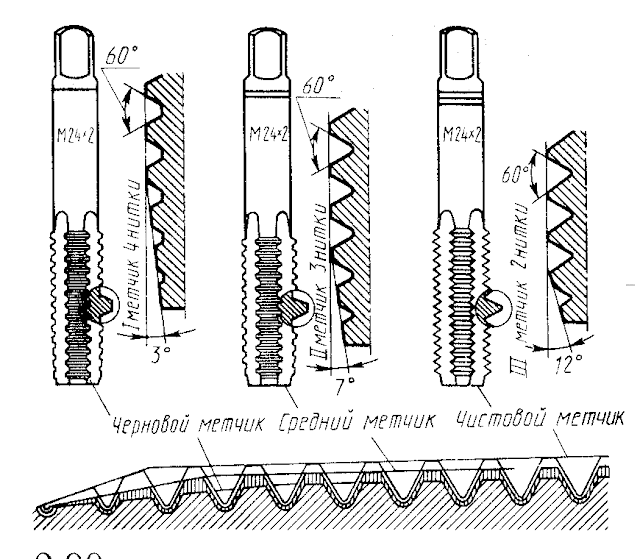 Резьбы трубного типа бывают цилиндрической и конической формы. Для обозначения трубной резьбы используется буква «G»
Резьбы трубного типа бывают цилиндрической и конической формы. Для обозначения трубной резьбы используется буква «G» Такие виды сталей имеют маркировку У10А и У12А
Такие виды сталей имеют маркировку У10А и У12А Ниже приведен пример маркировки метчиков, на основании которого произведем его расшифровку.
Ниже приведен пример маркировки метчиков, на основании которого произведем его расшифровку.
 Чем больше смазки вносится при нарезании резьбы, тем выше эффективность выполняемых действий
Чем больше смазки вносится при нарезании резьбы, тем выше эффективность выполняемых действий Если часто приходится работать инструментами, то рекомендуется выбирать наборы.
Если часто приходится работать инструментами, то рекомендуется выбирать наборы. По внешнему
По внешнему
 Вся механическая работа приходится на рабочую
Вся механическая работа приходится на рабочую

 Они намного быстрее обрабатывают изделия, их можно использовать для конвейерного
Они намного быстрее обрабатывают изделия, их можно использовать для конвейерного

 Гаечные оснастки могут быть
Гаечные оснастки могут быть
 Технология современного производства позволяет делать метчики из твердосплавной стали и из стали порошковой, в
Технология современного производства позволяет делать метчики из твердосплавной стали и из стали порошковой, в



 Эти маркеры идеально подходят для покрытия небольших участков или письма, но они не позволяют добиться такого уровня детализации, как очень тонкий маркер. Это идеальные повседневные маркеры для использования на классных и белых досках, для создания заметок и многого другого!
Эти маркеры идеально подходят для покрытия небольших участков или письма, но они не позволяют добиться такого уровня детализации, как очень тонкий маркер. Это идеальные повседневные маркеры для использования на классных и белых досках, для создания заметок и многого другого! Эти типы маркеров отлично подходят для создания произведений искусства, заполнения больших площадей и создания крупномасштабных рукописных надписей. Вот некоторые из самых популярных вариантов:
Эти типы маркеров отлично подходят для создания произведений искусства, заполнения больших площадей и создания крупномасштабных рукописных надписей. Вот некоторые из самых популярных вариантов:


 Обычно пигментные чернила водостойкие.
Обычно пигментные чернила водостойкие.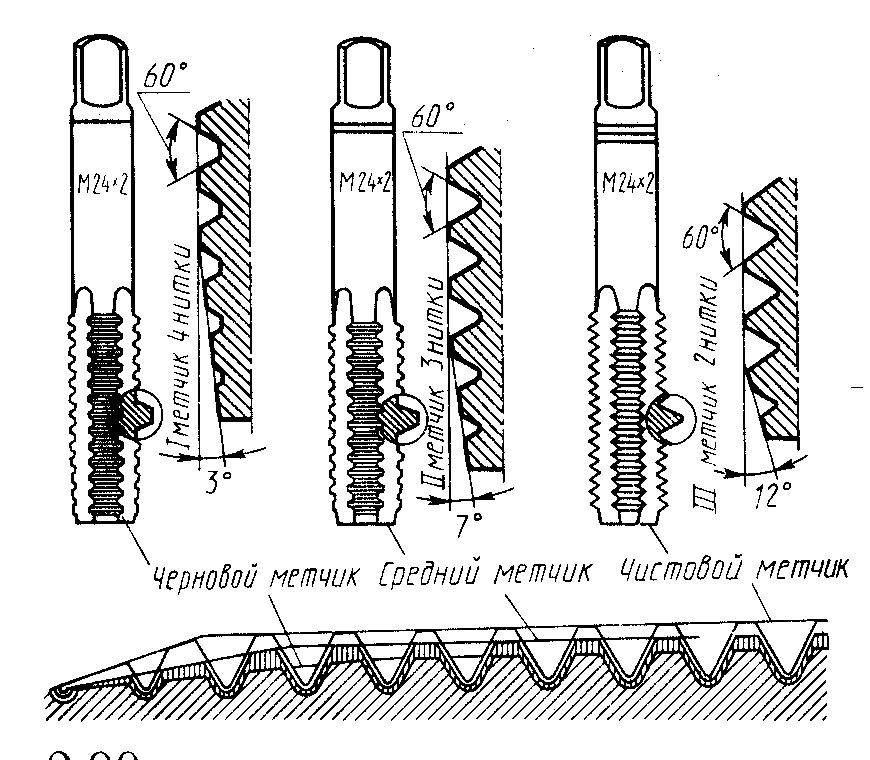 Эти маркеры поставляются в упаковках по шесть или двенадцать штук и идеально подходят для использования в раскрасках для взрослых и для штамповки.
Эти маркеры поставляются в упаковках по шесть или двенадцать штук и идеально подходят для использования в раскрасках для взрослых и для штамповки.

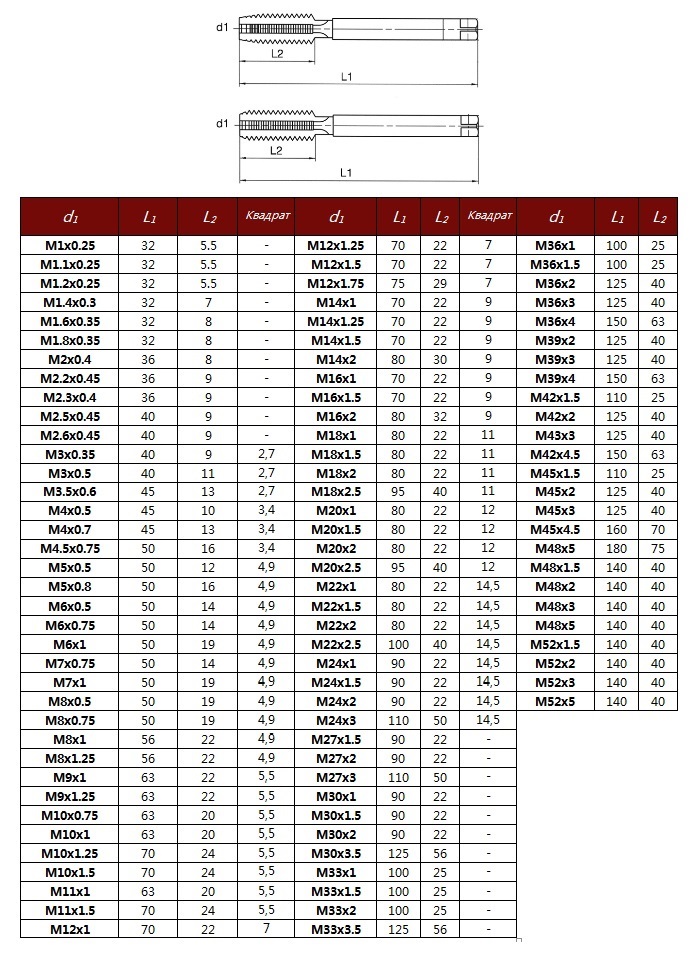 Всепогодные, поэтому их можно использовать как в помещении, так и на улице.
Всепогодные, поэтому их можно использовать как в помещении, так и на улице. Они отлично подходят для создания буквенных рисунков и бывают тринадцати цветов.
Они отлично подходят для создания буквенных рисунков и бывают тринадцати цветов. Они бывают двадцати восьми цветов, включая металлик.
Они бывают двадцати восьми цветов, включая металлик.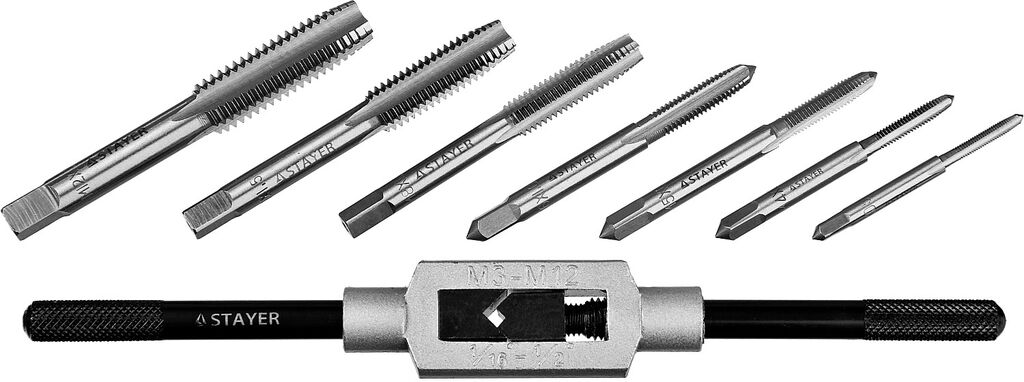 С правильным маркером ваш проект оживет!
С правильным маркером ваш проект оживет!

 24-2014
24-2014
 Продукция производится в сером и белом цветах.
Продукция производится в сером и белом цветах. В 2019 году было начало производство гофрированной трубы из полипропилена блоксополимера.
В 2019 году было начало производство гофрированной трубы из полипропилена блоксополимера.

 Ю. Лепихов
Ю. Лепихов
 Железногорск), гипермаркеты «Европа» (г. Курск, г. Курчатов), Общественный центр в г. Курске, гостиница «Центральная» г. Курск и многих других.
Железногорск), гипермаркеты «Европа» (г. Курск, г. Курчатов), Общественный центр в г. Курске, гостиница «Центральная» г. Курск и многих других. Туймазы, ул. Гафурова, д. 38
Туймазы, ул. Гафурова, д. 38 ru
ru 60
60 14
14 Красково,
Красково,
 «Национальные правила первичной питьевой воды». Обзоры и информационные бюллетени. Агентство по охране окружающей среды США, 30 ноября 2015 г. https://www.epa.gov/ground-water-and-drinking-water/national-primary-drinking-water-regulations.; Агентство по охране окружающей среды США, штат Вл. «Подземные воды и питьевая вода». Коллекции и списки. Агентство по охране окружающей среды США, 20 февраля 2013 г. https://www.epa.gov/ground-water-and-drinking-water
«Национальные правила первичной питьевой воды». Обзоры и информационные бюллетени. Агентство по охране окружающей среды США, 30 ноября 2015 г. https://www.epa.gov/ground-water-and-drinking-water/national-primary-drinking-water-regulations.; Агентство по охране окружающей среды США, штат Вл. «Подземные воды и питьевая вода». Коллекции и списки. Агентство по охране окружающей среды США, 20 февраля 2013 г. https://www.epa.gov/ground-water-and-drinking-water Т. Эль-Вакиль. «Факторы, влияющие на выделение свинца и железа из некоторых египетских водопроводных труб». Журнал опасных материалов 160, вып. 2 (30 декабря 2008 г.): 675–80. https://doi.org/10.1016/j.jhazmat.2008.03.040; и Лёшнер, Дорит, Томас Рапп, Франк-Ульрих Шлоссер, Рамона Шустер, Эрнст Стоттмайстер и Свен Зандер. «Опыт применения проекта европейского стандарта PrEN 15768 для идентификации вымываемых органических веществ из материалов, контактирующих с питьевой водой, методом ГХ-МС». Аналитические методы 3, вып. 11 (1 ноября 2011 г.): 2547–56. https://doi.org/10.1039/C1AY05471F.
Т. Эль-Вакиль. «Факторы, влияющие на выделение свинца и железа из некоторых египетских водопроводных труб». Журнал опасных материалов 160, вып. 2 (30 декабря 2008 г.): 675–80. https://doi.org/10.1016/j.jhazmat.2008.03.040; и Лёшнер, Дорит, Томас Рапп, Франк-Ульрих Шлоссер, Рамона Шустер, Эрнст Стоттмайстер и Свен Зандер. «Опыт применения проекта европейского стандарта PrEN 15768 для идентификации вымываемых органических веществ из материалов, контактирующих с питьевой водой, методом ГХ-МС». Аналитические методы 3, вып. 11 (1 ноября 2011 г.): 2547–56. https://doi.org/10.1039/C1AY05471F. https://www.nsf.org/knowledge-library/nsf-ansi-61-certification-for-your-drinking-water-components.
https://www.nsf.org/knowledge-library/nsf-ansi-61-certification-for-your-drinking-water-components. «Воздействие свинца на детей». ААП.орг. По состоянию на 8 июля 2021 г. http://www.aap.org/en-us/advocacy-and-policy/aap-health-initiatives/lead-exposure/Pages/Lead-Exposure-in-Children.aspx; Агентство по охране окружающей среды США, штат Вл. «Основная информация о свинце в питьевой воде». Обзоры и информационные бюллетени. Агентство по охране окружающей среды США, 2 февраля 2016 г. https://www.epa.gov/ground-water-and-drinking-water/basic-information-about-lead-drinking-water; Всемирная организация здравоохранения (ВОЗ). «Отравление свинцом и здоровье». По состоянию на 8 июля 2021 г. https://www.who.int/news-room/fact-sheets/detail/lead-poisoning-and-health.
«Воздействие свинца на детей». ААП.орг. По состоянию на 8 июля 2021 г. http://www.aap.org/en-us/advocacy-and-policy/aap-health-initiatives/lead-exposure/Pages/Lead-Exposure-in-Children.aspx; Агентство по охране окружающей среды США, штат Вл. «Основная информация о свинце в питьевой воде». Обзоры и информационные бюллетени. Агентство по охране окружающей среды США, 2 февраля 2016 г. https://www.epa.gov/ground-water-and-drinking-water/basic-information-about-lead-drinking-water; Всемирная организация здравоохранения (ВОЗ). «Отравление свинцом и здоровье». По состоянию на 8 июля 2021 г. https://www.who.int/news-room/fact-sheets/detail/lead-poisoning-and-health.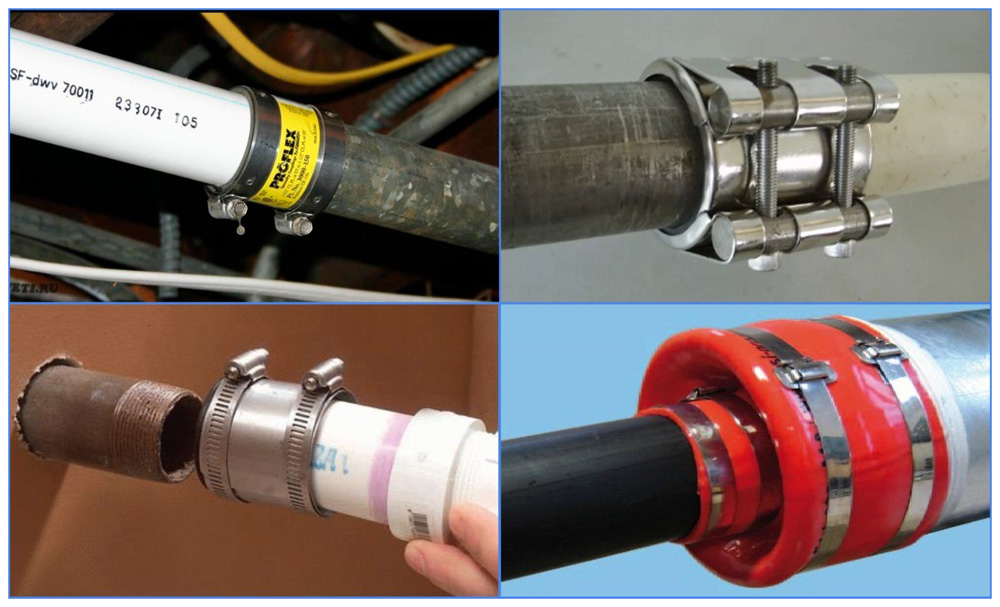 Аналитические методы 3, вып. 11 (1 ноября 2011 г.): 2547–56. https://doi.org/10.1039/C1AY05471F.
Аналитические методы 3, вып. 11 (1 ноября 2011 г.): 2547–56. https://doi.org/10.1039/C1AY05471F.
 https://www.health.state.mn.us/communities/environment/water/contaminants/copper.html#HealthEffects.
https://www.health.state.mn.us/communities/environment/water/contaminants/copper.html#HealthEffects. Журнал AWWA 108, вып. 4 (2016): E192–204. https://doi.org/10.5942/jawwa.2016.108.0016; Лунд, Видар, Мэри Андерсон-Гленна, Ингун Скьеврак и Ингер-Лизе Стеффенсен. «Долгосрочное исследование миграции летучих органических соединений из труб из сшитого полиэтилена (PEX) и влияния на качество питьевой воды». Журнал воды и здоровья 9, нет. 3 (1 сентября 2011 г.): 483–97. https://doi.org/10.2166/wh.2011.165; Люцхофт, Ханс-Кристиан Хольтен, Кристофер Кевин Ваул, Хенрик Расмус Андерсен, Божена Серединска-Собекка, Ханс Мосбек, Нина Кристенсен, Микаэль Эмиль Олссон и Эрик Арвин. «Анализ HS-SPME-GC-MS продуктов разложения антиоксидантов, попадающих в питьевую воду из полиэтиленовых материалов и труб PEX». Международный журнал экологической аналитической химии 93, вып. 6 (1 мая 2013 г.): 593–612. https://doi.org/10.1080/03067319.2012.727805; Шейх, Мухаммад Мансур, Авад О. Аль-Сухаими, Марлия М. Ханафия, Мухаммад Акил Ашраф, Ахад Фантух и Эман Аль-Харби. «Выщелачиваемые летучие органические соединения из полиэтиленовых сантехнических пластиковых труб: пример Медины Аль-Мунавара, Саудовская Аравия».
Журнал AWWA 108, вып. 4 (2016): E192–204. https://doi.org/10.5942/jawwa.2016.108.0016; Лунд, Видар, Мэри Андерсон-Гленна, Ингун Скьеврак и Ингер-Лизе Стеффенсен. «Долгосрочное исследование миграции летучих органических соединений из труб из сшитого полиэтилена (PEX) и влияния на качество питьевой воды». Журнал воды и здоровья 9, нет. 3 (1 сентября 2011 г.): 483–97. https://doi.org/10.2166/wh.2011.165; Люцхофт, Ханс-Кристиан Хольтен, Кристофер Кевин Ваул, Хенрик Расмус Андерсен, Божена Серединска-Собекка, Ханс Мосбек, Нина Кристенсен, Микаэль Эмиль Олссон и Эрик Арвин. «Анализ HS-SPME-GC-MS продуктов разложения антиоксидантов, попадающих в питьевую воду из полиэтиленовых материалов и труб PEX». Международный журнал экологической аналитической химии 93, вып. 6 (1 мая 2013 г.): 593–612. https://doi.org/10.1080/03067319.2012.727805; Шейх, Мухаммад Мансур, Авад О. Аль-Сухаими, Марлия М. Ханафия, Мухаммад Акил Ашраф, Ахад Фантух и Эман Аль-Харби. «Выщелачиваемые летучие органические соединения из полиэтиленовых сантехнических пластиковых труб: пример Медины Аль-Мунавара, Саудовская Аравия». Acta Chemica Малайзия 1, вып. 1 (17 февраля 2017 г.): 01–03. https://doi.org/10.26480/acmy.01.2017.01.03; Скьеврак, Ингун, Анн Дью, Карл Олав Гьерстад и Халлгейр Херикстад. «Летучие органические компоненты, мигрирующие из пластиковых труб (HDPE, PEX и PVC) в питьевую воду». Исследования воды 37, вып. 8 (апрель 2003 г.): 1912–20. https://doi.org/10.1016/S0043-1354(02)00576-6
Acta Chemica Малайзия 1, вып. 1 (17 февраля 2017 г.): 01–03. https://doi.org/10.26480/acmy.01.2017.01.03; Скьеврак, Ингун, Анн Дью, Карл Олав Гьерстад и Халлгейр Херикстад. «Летучие органические компоненты, мигрирующие из пластиковых труб (HDPE, PEX и PVC) в питьевую воду». Исследования воды 37, вып. 8 (апрель 2003 г.): 1912–20. https://doi.org/10.1016/S0043-1354(02)00576-6 Бойд, Раадж Р. Госал, Раджарши Дей и Эндрю Дж. Уэлтон. «Водопроводные трубы PEX и PP: усваиваемый углерод, химические вещества и запахи». Журнал AWWA 108, вып. 4 (2016): E192–204. https://doi.org/10.5942/jawwa.2016.108.0016.
Бойд, Раадж Р. Госал, Раджарши Дей и Эндрю Дж. Уэлтон. «Водопроводные трубы PEX и PP: усваиваемый углерод, химические вещества и запахи». Журнал AWWA 108, вып. 4 (2016): E192–204. https://doi.org/10.5942/jawwa.2016.108.0016. «Отравление свинцом и здоровье». По состоянию на 8 июля 2021 г. https://www.who.int/news-room/fact-sheets/detail/lead-poisoning-and-health.
«Отравление свинцом и здоровье». По состоянию на 8 июля 2021 г. https://www.who.int/news-room/fact-sheets/detail/lead-poisoning-and-health. Райс и Кристофер А. Импеллиттери. «Прогнозирование скорости миграции диалкилоловоорганических соединений из ПВХ-трубы в воду». Экологические науки и технологии 45, вып. 16 (15 августа 2011 г.): 6902–7. https://doi.org/10.1021/es201552x.
Райс и Кристофер А. Импеллиттери. «Прогнозирование скорости миграции диалкилоловоорганических соединений из ПВХ-трубы в воду». Экологические науки и технологии 45, вып. 16 (15 августа 2011 г.): 6902–7. https://doi.org/10.1021/es201552x. Водоснабжение 17, №. 2 (28 сентября 2016 г.): 588–9.6. https://doi.org/10.2166/ws.2016.164.
Водоснабжение 17, №. 2 (28 сентября 2016 г.): 588–9.6. https://doi.org/10.2166/ws.2016.164. , стр. 1–9.. https://doi.org/10.2105/AJPH.2020.306014; Беннетт Дебора, Беллинджер Дэвид С., Бирнбаум Линда С., Брэдман Аса, Чен Аймин, Кори-Слехта Дебора А., Энгель Стефани М. и др. «Проект TENDR: Ориентация на экологические риски нейроразвития. Консенсусное заявление TENDR». Перспективы гигиены окружающей среды 124, вып. 7 (1 июля 2016 г.): A118–22. https://doi.org/10.1289/EHP358.
, стр. 1–9.. https://doi.org/10.2105/AJPH.2020.306014; Беннетт Дебора, Беллинджер Дэвид С., Бирнбаум Линда С., Брэдман Аса, Чен Аймин, Кори-Слехта Дебора А., Энгель Стефани М. и др. «Проект TENDR: Ориентация на экологические риски нейроразвития. Консенсусное заявление TENDR». Перспективы гигиены окружающей среды 124, вып. 7 (1 июля 2016 г.): A118–22. https://doi.org/10.1289/EHP358. https://www.cesco.com/resources/pdf_66D/sds-00060-tb2.pdf. По состоянию на 26 июля 2021 г.
https://www.cesco.com/resources/pdf_66D/sds-00060-tb2.pdf. По состоянию на 26 июля 2021 г. Водные науки и технологии 49, вып. 9 (1 мая 2004 г.): 219–26. https://doi.org/10.2166/wst.2004.0575; Фауст, Дерек Р., Кимберли Дж. Вутен и Филип Н. Смит. «Перенос фталатов из C-поливинилхлорида и сшитых полиэтиленовых труб (PEX-b) в питьевую воду». Водоснабжение 17, №. 2 (28 сентября 2016 г.): 588–9.6. https://doi.org/10.2166/ws.2016.164.
Водные науки и технологии 49, вып. 9 (1 мая 2004 г.): 219–26. https://doi.org/10.2166/wst.2004.0575; Фауст, Дерек Р., Кимберли Дж. Вутен и Филип Н. Смит. «Перенос фталатов из C-поливинилхлорида и сшитых полиэтиленовых труб (PEX-b) в питьевую воду». Водоснабжение 17, №. 2 (28 сентября 2016 г.): 588–9.6. https://doi.org/10.2166/ws.2016.164. Зота, Дебора Х. Беннет, Морин Суонсон и Робин М. Уайатт. «Нейротоксичность орто-фталатов: рекомендации по критическим политическим реформам для защиты развития мозга у детей». Американский журнал общественного здравоохранения, 18 февраля 2021 г., стр. 1–9.. https://doi.org/10.2105/AJPH.2020.306014; Беннетт Дебора, Беллинджер Дэвид С., Бирнбаум Линда С., Брэдман Аса, Чен Аймин, Кори-Слехта Дебора А., Энгель Стефани М. и др. «Проект TENDR: Ориентация на экологические риски нейроразвития. Консенсусное заявление TENDR». Перспективы гигиены окружающей среды 124, вып. 7 (1 июля 2016 г.): A118–22. https://doi.org/10.1289/EHP358.
Зота, Дебора Х. Беннет, Морин Суонсон и Робин М. Уайатт. «Нейротоксичность орто-фталатов: рекомендации по критическим политическим реформам для защиты развития мозга у детей». Американский журнал общественного здравоохранения, 18 февраля 2021 г., стр. 1–9.. https://doi.org/10.2105/AJPH.2020.306014; Беннетт Дебора, Беллинджер Дэвид С., Бирнбаум Линда С., Брэдман Аса, Чен Аймин, Кори-Слехта Дебора А., Энгель Стефани М. и др. «Проект TENDR: Ориентация на экологические риски нейроразвития. Консенсусное заявление TENDR». Перспективы гигиены окружающей среды 124, вып. 7 (1 июля 2016 г.): A118–22. https://doi.org/10.1289/EHP358. https://www.tyco-fire.com/TD_TFP/TFP/TFP1990_02_2020.pdf; Oaty Co. «Паспорт безопасности цемента Oatey CPVC Medium Orange», 29 июня 2012 г. По состоянию на 26 июля 2021 г. https://images.homedepot-static.com/catalog/pdfImages/84/84843a26-dbe9-4b4c-b525 -8д112д5дда60.pdf.
https://www.tyco-fire.com/TD_TFP/TFP/TFP1990_02_2020.pdf; Oaty Co. «Паспорт безопасности цемента Oatey CPVC Medium Orange», 29 июня 2012 г. По состоянию на 26 июля 2021 г. https://images.homedepot-static.com/catalog/pdfImages/84/84843a26-dbe9-4b4c-b525 -8д112д5дда60.pdf. LDPE хорошо известен тем, что широко используется в пластиковых пакетах, поскольку его низкая плотность делает его легким и гибким, что делает его идеальным для такого рода применений. HDPE , с другой стороны, более твердый и обеспечивает более высокую прочность и лучшую термостойкость. В последнее время он стал очень популярным в качестве исходного материала для нитей для 3D-печати, используемых вместо материала ABS. Он также используется для производства прочных пластиковых деталей, таких как трубы из полиэтилена высокой плотности, игрушки и пластиковые стулья.
LDPE хорошо известен тем, что широко используется в пластиковых пакетах, поскольку его низкая плотность делает его легким и гибким, что делает его идеальным для такого рода применений. HDPE , с другой стороны, более твердый и обеспечивает более высокую прочность и лучшую термостойкость. В последнее время он стал очень популярным в качестве исходного материала для нитей для 3D-печати, используемых вместо материала ABS. Он также используется для производства прочных пластиковых деталей, таких как трубы из полиэтилена высокой плотности, игрушки и пластиковые стулья. Вот почему ПЭВП имеют более высокое отношение прочности к плотности, чем ПЭНП с повышенной прочностью на растяжение.
Вот почему ПЭВП имеют более высокое отношение прочности к плотности, чем ПЭНП с повышенной прочностью на растяжение.
 Вот список плюсов и минусов каждого из LDPE и HDPE.
Вот список плюсов и минусов каждого из LDPE и HDPE. Его общее производство включает сжатие газообразного этилена, полимеризацию с использованием инициатора и разделение газов.
Его общее производство включает сжатие газообразного этилена, полимеризацию с использованием инициатора и разделение газов. После затвердевания пластик выбрасывается из формовочной машины.
После затвердевания пластик выбрасывается из формовочной машины.
 Документация помогает в восприятии сложных элементов в виде лестниц, террас, балконов. Она также дает возможность исследовать особенности вертикальной пропорции помещения или дома в целом.
Документация помогает в восприятии сложных элементов в виде лестниц, террас, балконов. Она также дает возможность исследовать особенности вертикальной пропорции помещения или дома в целом. Развертка же помогает в этой ситуации, а также предостерегает от ошибки в распределении коммуникаций. В чертеже указываются места для установки розеток, выключателей, трасс для кондиционера или вентиляции. Такая точность решает, насколько удачно было выбрано место, а также определяет, затруднен к ним доступ или нет.
Развертка же помогает в этой ситуации, а также предостерегает от ошибки в распределении коммуникаций. В чертеже указываются места для установки розеток, выключателей, трасс для кондиционера или вентиляции. Такая точность решает, насколько удачно было выбрано место, а также определяет, затруднен к ним доступ или нет.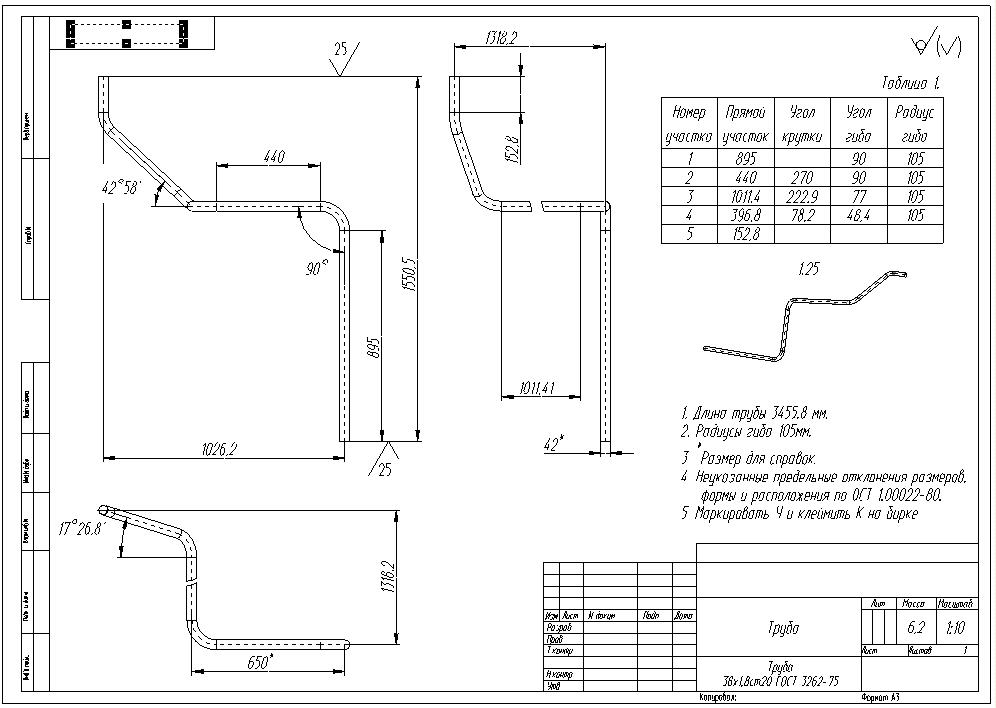 В отдельных случаях специалисты вносят в схему остальные предметы интерьера, которые располагаются в центре. Однако в этом практической пользы нет.
В отдельных случаях специалисты вносят в схему остальные предметы интерьера, которые располагаются в центре. Однако в этом практической пользы нет. Посмотреть расшифровку можно в экспликации (сноске, где объясняются все сокращения).
Посмотреть расшифровку можно в экспликации (сноске, где объясняются все сокращения).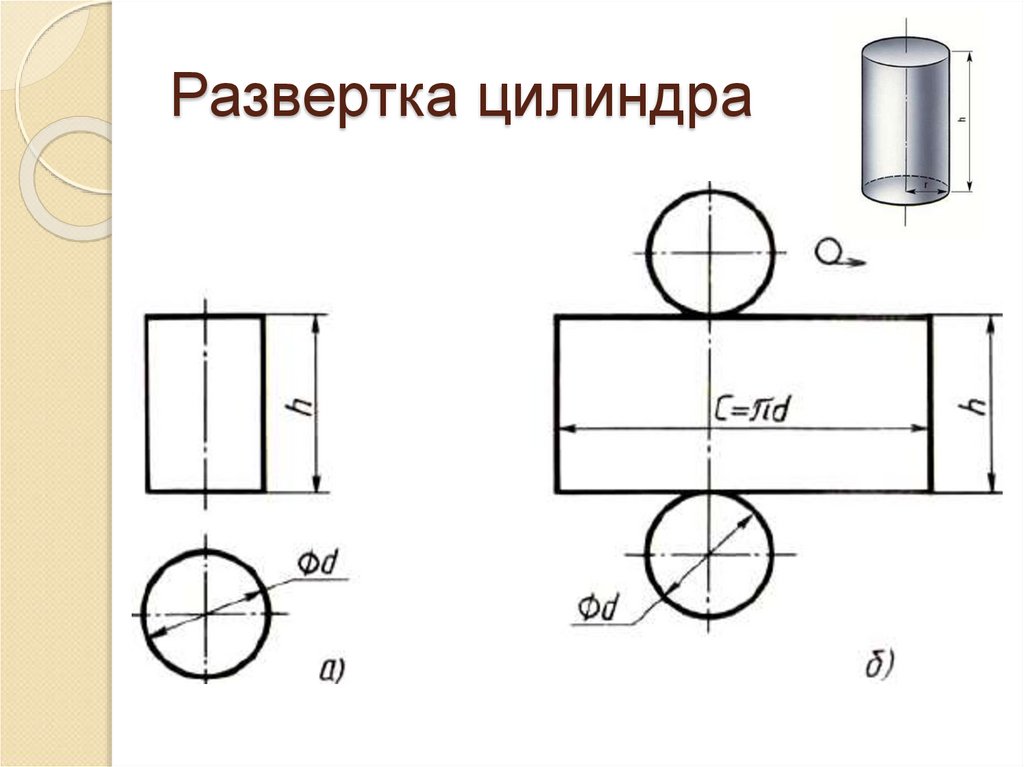 Специалисты отмечают точное расположение закладных, которые используются для установки тяжелых приборов в виде кондиционера, кухонных шкафов, радиаторов отопления. Точно указываются места для установки раздаточной коробки, розетки или выключателя.
Специалисты отмечают точное расположение закладных, которые используются для установки тяжелых приборов в виде кондиционера, кухонных шкафов, радиаторов отопления. Точно указываются места для установки раздаточной коробки, розетки или выключателя.
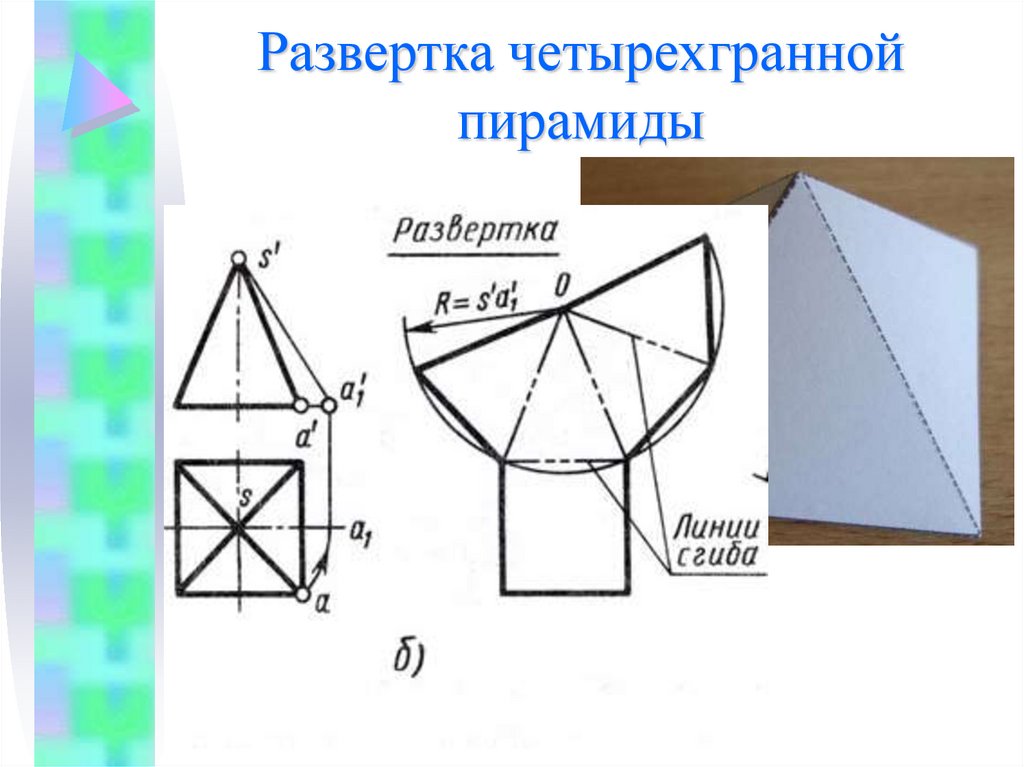
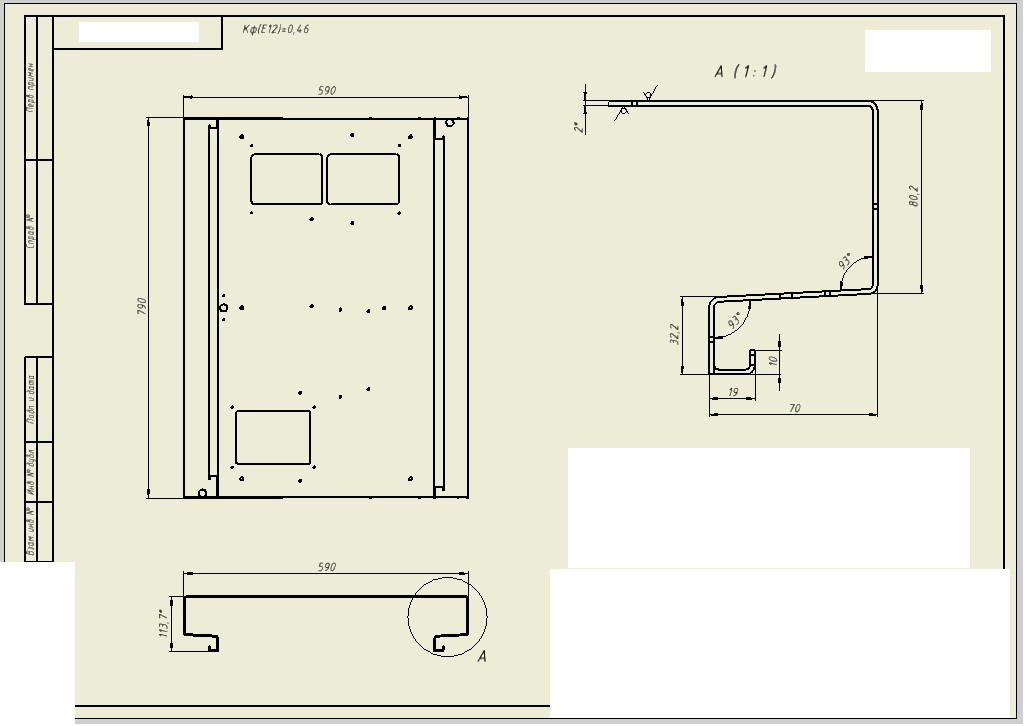
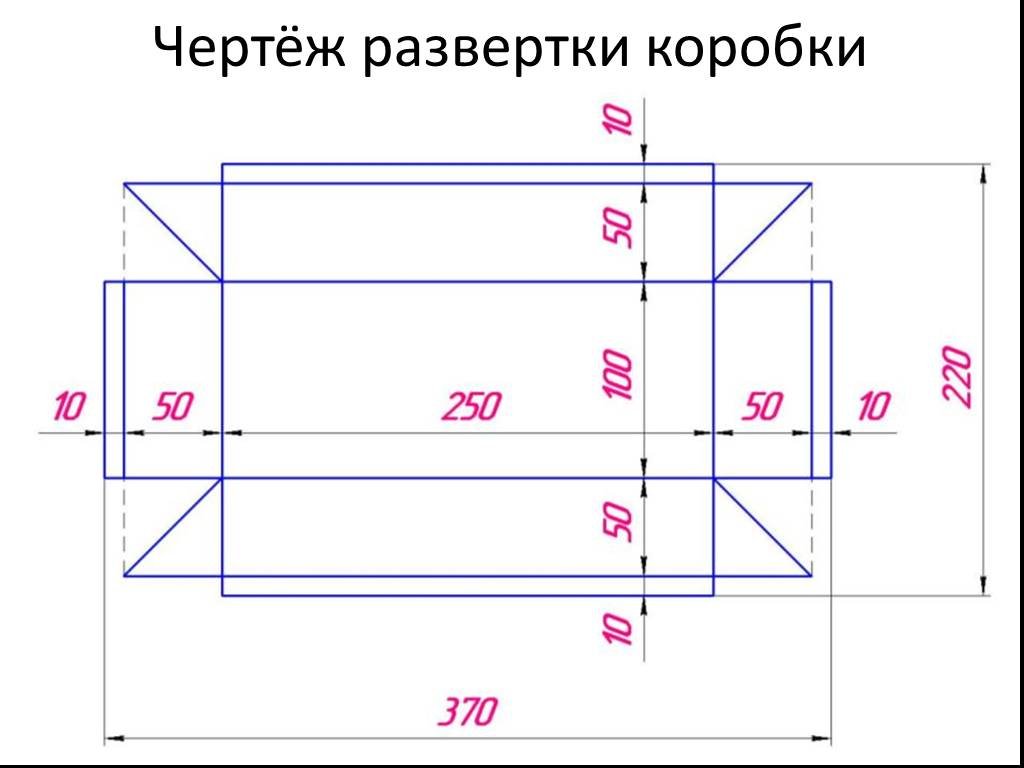 Они служат только для того, чтобы убрать естественную креативность.
Они служат только для того, чтобы убрать естественную креативность.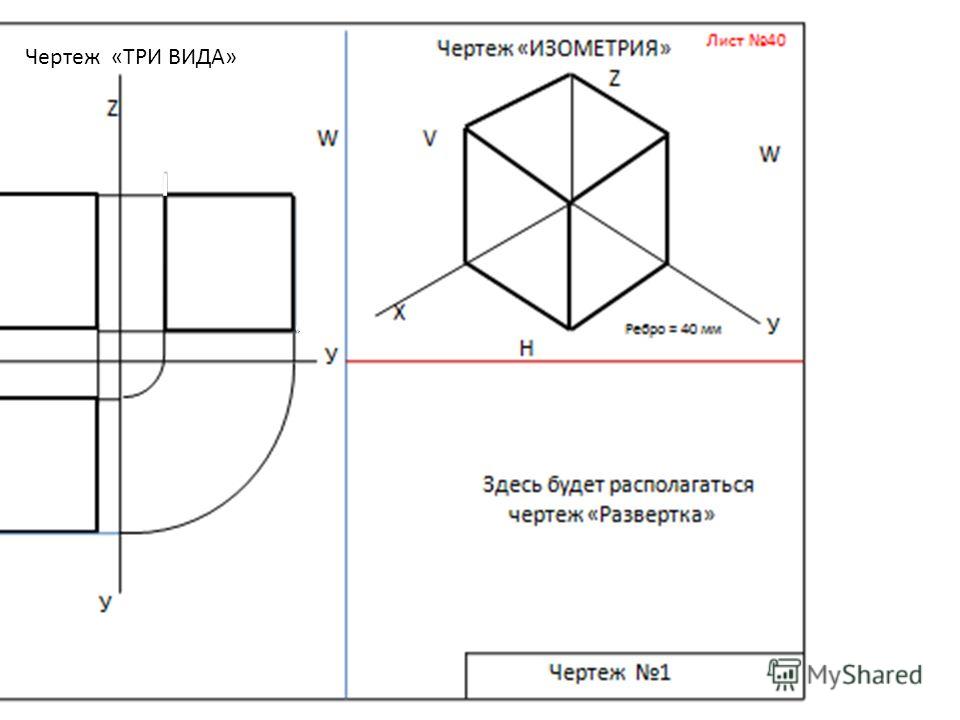
 причина и следствие и их способность вызывать события.
причина и следствие и их способность вызывать события.

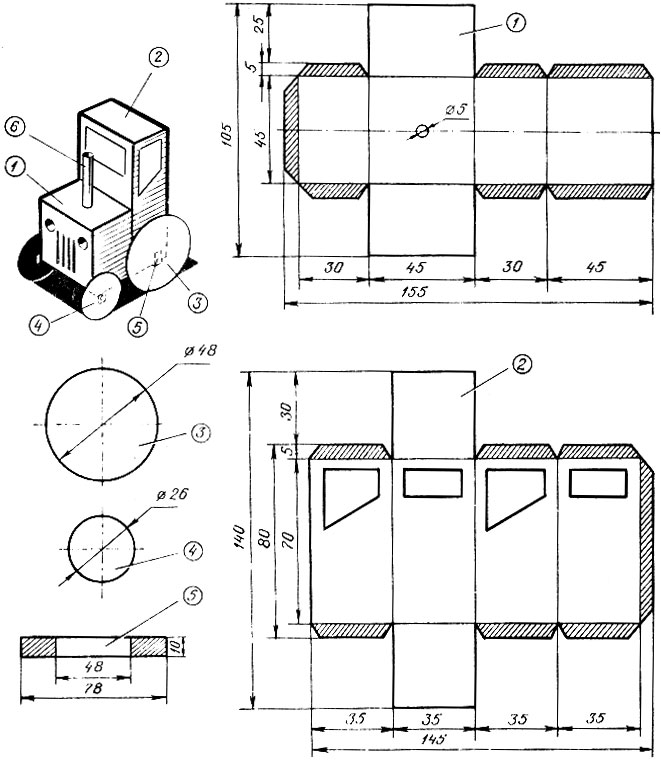
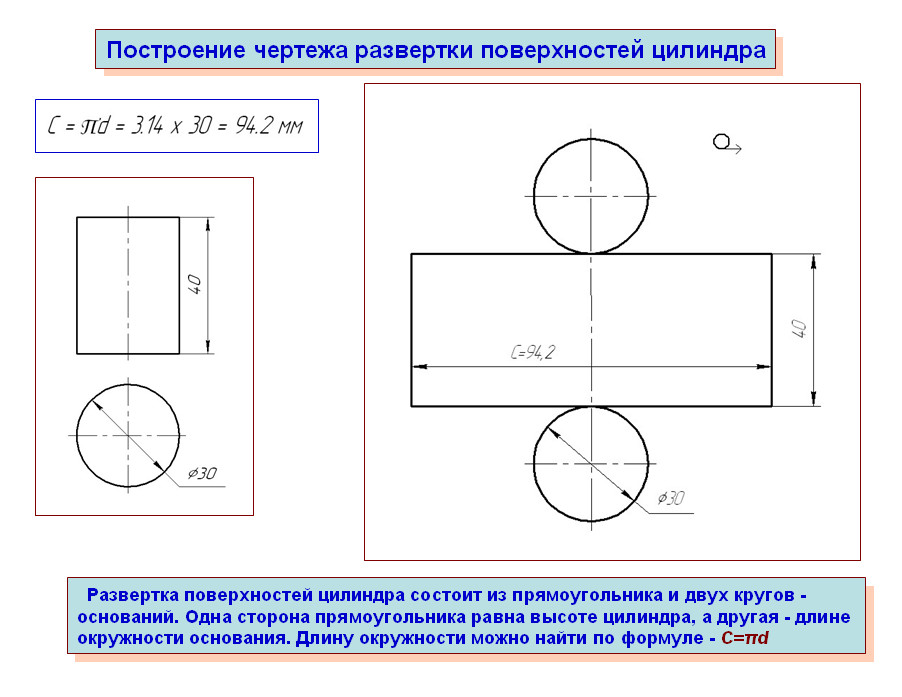
 старые
старые 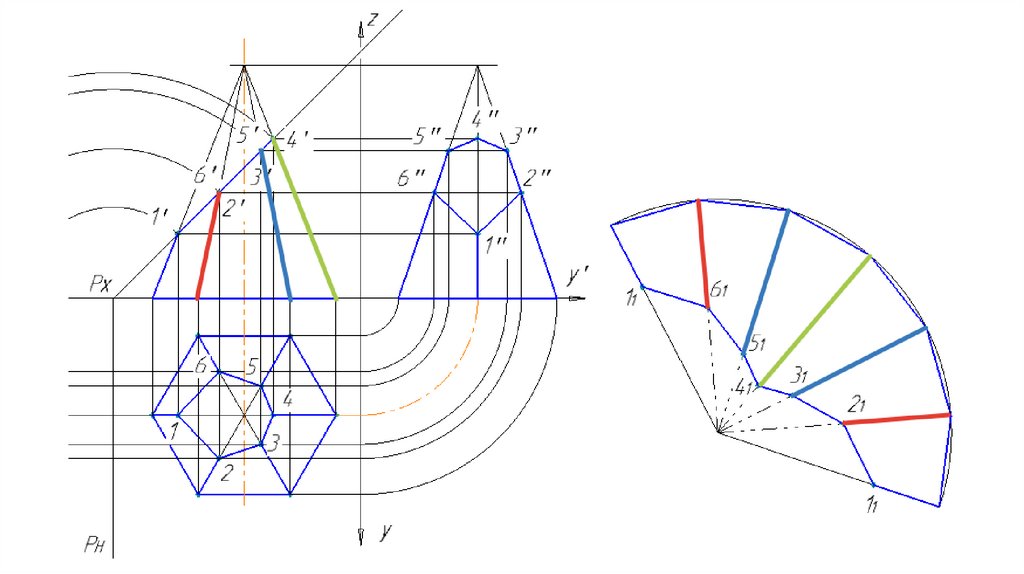



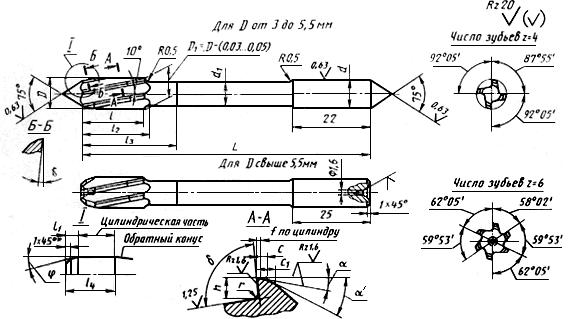
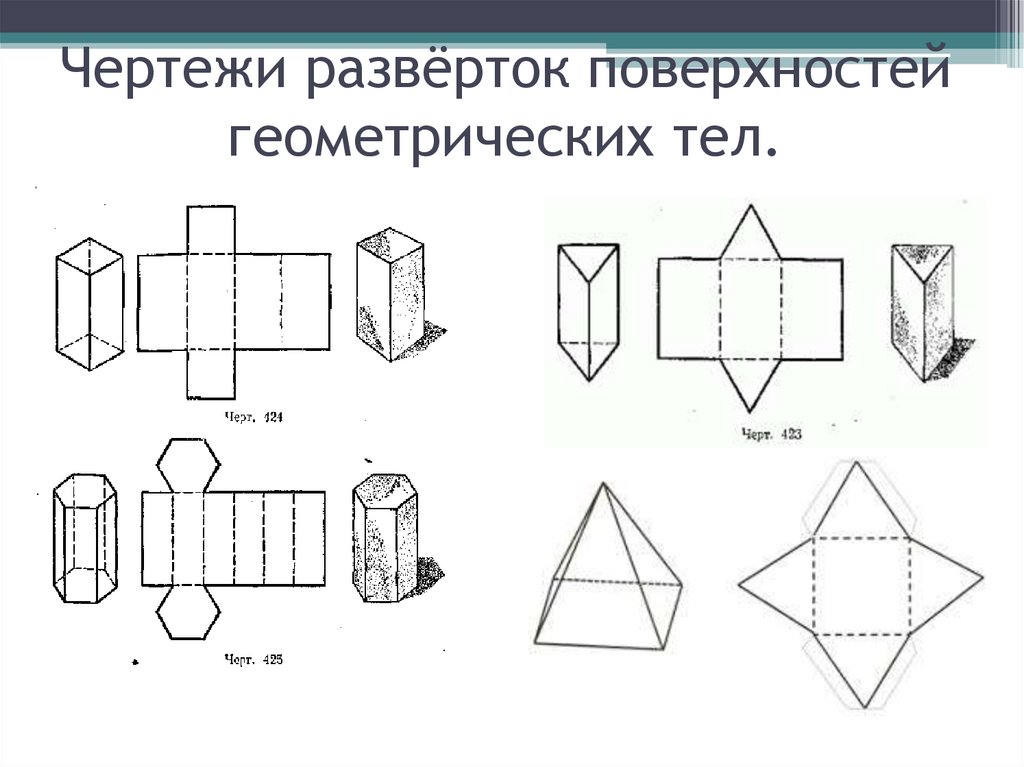
 Выделены предпочтительные марки стали.
Выделены предпочтительные марки стали. Р18 — сталь, отличающаяся большим количеством избыточных карбидов и свойством сохранять мелкое зерно даже при повышенных температурах закалки. Инструмент подогревают, чтобы при нагреве до температуры закалки в нем не образовывались трещины. Основным недостатком стали Р18 является высокая себестоимость, поэтому ее часто стараются заменить более дешевым вариантом — сталью Р9.
Р18 — сталь, отличающаяся большим количеством избыточных карбидов и свойством сохранять мелкое зерно даже при повышенных температурах закалки. Инструмент подогревают, чтобы при нагреве до температуры закалки в нем не образовывались трещины. Основным недостатком стали Р18 является высокая себестоимость, поэтому ее часто стараются заменить более дешевым вариантом — сталью Р9. Инструменты из стали Р9К5 обладают более длительным периодом стойкости (в 3 раза) по сравнению с инструментами из стали Р6М5.
Инструменты из стали Р9К5 обладают более длительным периодом стойкости (в 3 раза) по сравнению с инструментами из стали Р6М5.


 Однако для фасонных протяжек сталь марки Р6М5 оказалась непригодной.
Однако для фасонных протяжек сталь марки Р6М5 оказалась непригодной. Наши стандарты как для наших продуктов, так и для услуг заставляют нас двигаться вперед, чтобы удовлетворить клиентов и построить с ними долгосрочные отношения. Что такое быстрорежущая сталь? Что выделяет его в отрасли и что мы можем сделать для вас?
Наши стандарты как для наших продуктов, так и для услуг заставляют нас двигаться вперед, чтобы удовлетворить клиентов и построить с ними долгосрочные отношения. Что такое быстрорежущая сталь? Что выделяет его в отрасли и что мы можем сделать для вас? Это достигается путем аустенизации почти до температуры плавления стали, затем закалки в соляной ванне или путем охлаждения на воздухе и нескольких циклов отпуска для преобразования любого оставшегося аустенита в мартенсит.
Это достигается путем аустенизации почти до температуры плавления стали, затем закалки в соляной ванне или путем охлаждения на воздухе и нескольких циклов отпуска для преобразования любого оставшегося аустенита в мартенсит. Эти различные классификации включают две общие категории: легированные в основном вольфрамом и легированные молибденом.
Эти различные классификации включают две общие категории: легированные в основном вольфрамом и легированные молибденом.
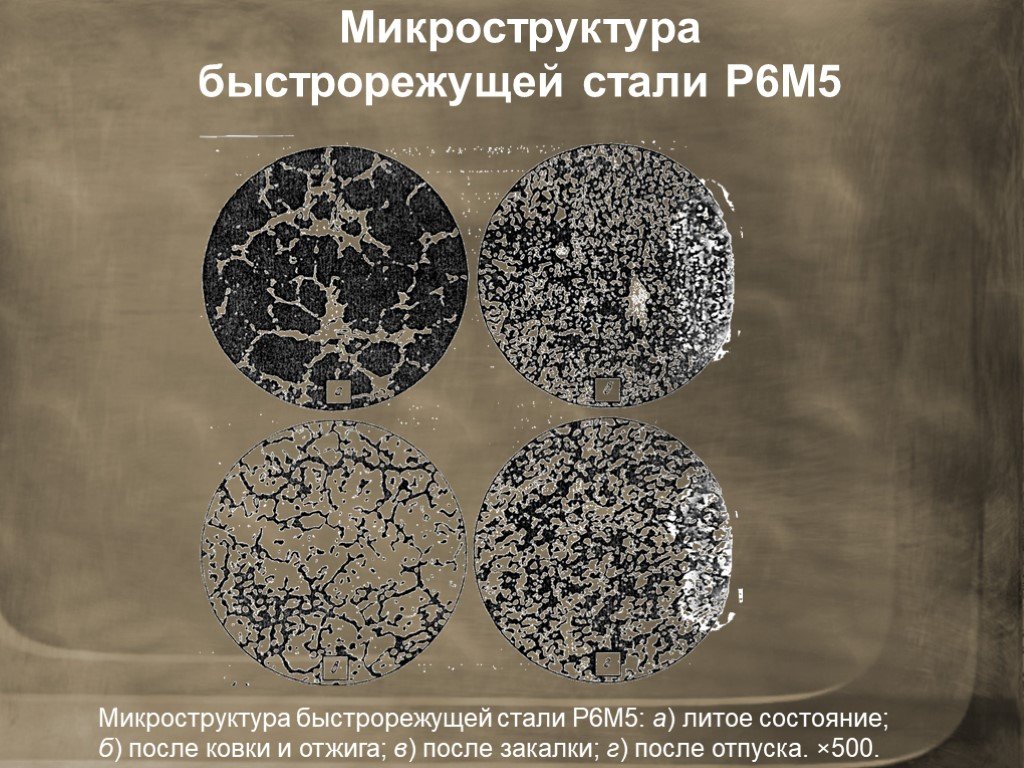
 Наш регулярный ассортимент включает быстрорежущие стали марок М2, М3, М4, М7 и М42. M2 широко считается отраслевым стандартом для быстрорежущих сталей, хорошо сбалансированным по ударной вязкости, стойкости к истиранию и твердости в горячем состоянии для общего назначения, заменяя исходный сорт T1 в большинстве применений благодаря включению молибдена, улучшающему большинство свойств и более экономичному.
Наш регулярный ассортимент включает быстрорежущие стали марок М2, М3, М4, М7 и М42. M2 широко считается отраслевым стандартом для быстрорежущих сталей, хорошо сбалансированным по ударной вязкости, стойкости к истиранию и твердости в горячем состоянии для общего назначения, заменяя исходный сорт T1 в большинстве применений благодаря включению молибдена, улучшающему большинство свойств и более экономичному.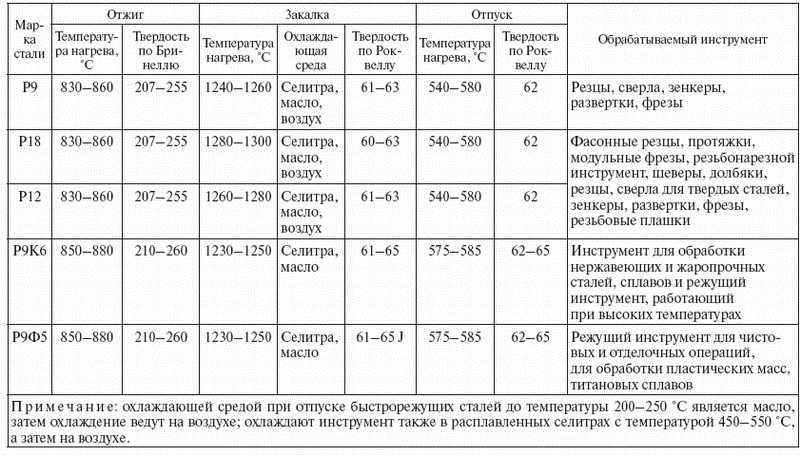

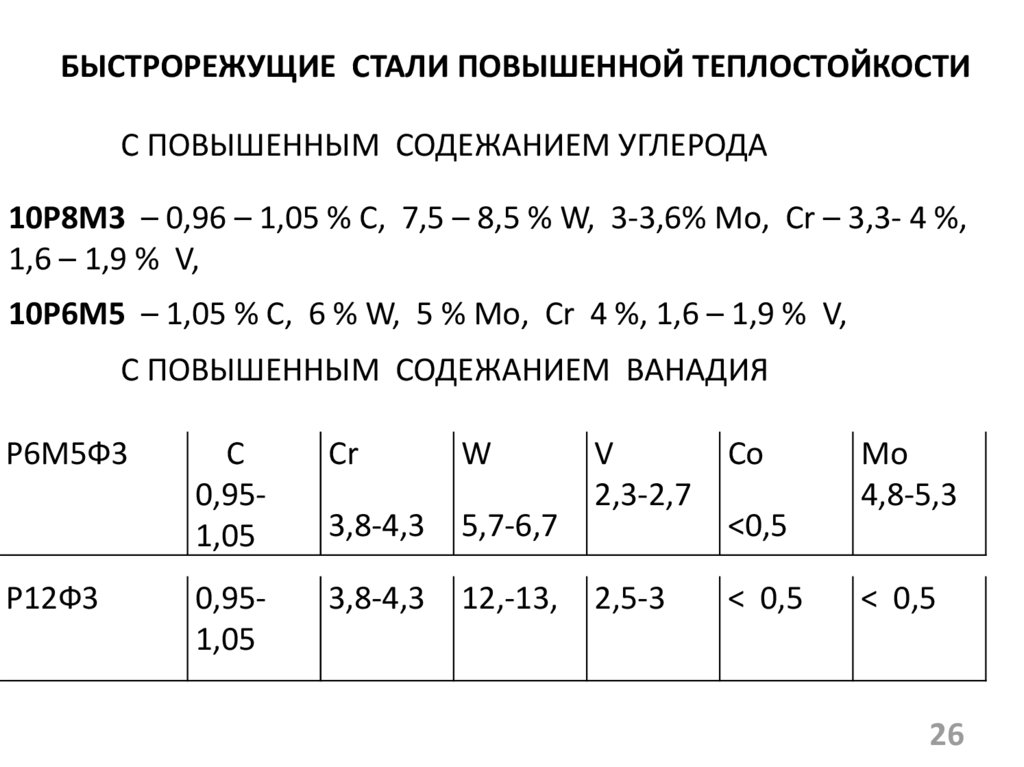 Свяжитесь с нами сегодня, чтобы запросить расценки и узнать больше о наших возможностях и о том, как они могут быть вам полезны.
Свяжитесь с нами сегодня, чтобы запросить расценки и узнать больше о наших возможностях и о том, как они могут быть вам полезны. Даже прочность и ударная вязкость являются лучшими для всех типов стали. Поэтому он используется для изготовления сложных лезвий и металлорежущих инструментов с хорошей ударопрочностью. Кроме того, это отличный материал для холоднодеформированных форм, высокотемпературных пружин и т. д.
Даже прочность и ударная вязкость являются лучшими для всех типов стали. Поэтому он используется для изготовления сложных лезвий и металлорежущих инструментов с хорошей ударопрочностью. Кроме того, это отличный материал для холоднодеформированных форм, высокотемпературных пружин и т. д. Например, низколегированная быстрорежущая сталь (HSS-L), нормальная быстрорежущая сталь (HSS), высокопроизводительная быстрорежущая сталь (HSS-E).
Например, низколегированная быстрорежущая сталь (HSS-L), нормальная быстрорежущая сталь (HSS), высокопроизводительная быстрорежущая сталь (HSS-E). 3344
3344 Это не лучший материал для изготовления ножей больших размеров и тонких лезвий. Широко распространено изготовление всех видов режущих инструментов средней твердости. Такие как токарные резцы, фрезы, протяжные инструменты и т. д. А также изготавливаются формы для холодной обработки, фитинги, работающие в условиях высоких температур и т. д.
Это не лучший материал для изготовления ножей больших размеров и тонких лезвий. Широко распространено изготовление всех видов режущих инструментов средней твердости. Такие как токарные резцы, фрезы, протяжные инструменты и т. д. А также изготавливаются формы для холодной обработки, фитинги, работающие в условиях высоких температур и т. д.  д.
д. Он обычно используется для изготовления сверл, метчиков, плашек и т. д.
Он обычно используется для изготовления сверл, метчиков, плашек и т. д. 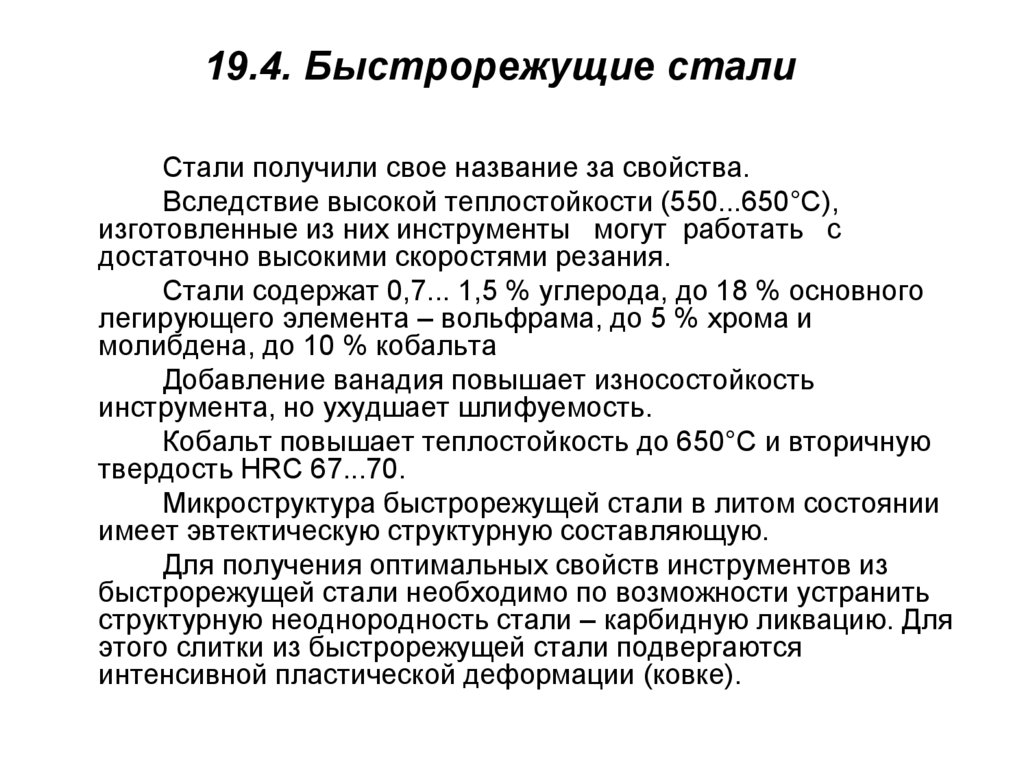 А также улучшить содержание ванадия, чтобы улучшить его износостойкость.
А также улучшить содержание ванадия, чтобы улучшить его износостойкость. 50-9.50
50-9.50 0,030
0,030 75
75 70-0.80
70-0.80 05-1.15
05-1.15
 span>
span>
 span>
span>
 Склад, який не має токсичного запаху, рекомендується для обробки металу як грунтуюча основа перед нанесенням зносостійкої акрилової фарби.
Склад, який не має токсичного запаху, рекомендується для обробки металу як грунтуюча основа перед нанесенням зносостійкої акрилової фарби.

 Также эти краски обладают свойствами преобразователя коррозии.
Также эти краски обладают свойствами преобразователя коррозии.

 Также успешно применяются абразивные составы в различных вариантах: смесь воды и песка, на основе дроби или того же песка.
Также успешно применяются абразивные составы в различных вариантах: смесь воды и песка, на основе дроби или того же песка. com
com Если ржавчина частично или полностью въелась в металл (т.е. в изделии видны ямки или отверстия) или деталь структурно ослабла до такой степени, что ее можно согнуть руками, то краска не остановит коррозию и неизбежное выкрашивание детали. металл. Заполнение ям наполнителем для кузова (например, Bondo, доступным на Amazon) будет лучшим вариантом для его восстановления, иначе вам придется полностью заменить металлическую деталь.
Если ржавчина частично или полностью въелась в металл (т.е. в изделии видны ямки или отверстия) или деталь структурно ослабла до такой степени, что ее можно согнуть руками, то краска не остановит коррозию и неизбежное выкрашивание детали. металл. Заполнение ям наполнителем для кузова (например, Bondo, доступным на Amazon) будет лучшим вариантом для его восстановления, иначе вам придется полностью заменить металлическую деталь. Затем, когда ржавчина перестанет отслаиваться, удалите песок, грязь и жир. Все, что требуется, — это провести мягкой тканью, смоченной самодельным обезжиривающим раствором — четыре чайные ложки жидкого средства для мытья посуды, смешанные в одном галлоне теплой воды — с последующим «полосканием» с помощью смоченной в воде тряпки. Прежде чем снимать грунтовку, дайте металлу полностью высохнуть на воздухе.
Затем, когда ржавчина перестанет отслаиваться, удалите песок, грязь и жир. Все, что требуется, — это провести мягкой тканью, смоченной самодельным обезжиривающим раствором — четыре чайные ложки жидкого средства для мытья посуды, смешанные в одном галлоне теплой воды — с последующим «полосканием» с помощью смоченной в воде тряпки. Прежде чем снимать грунтовку, дайте металлу полностью высохнуть на воздухе.
 Нанесите от одного до трех слоев соответствующей грунтовки на металлическую поверхность, давая каждому слою высохнуть на ощупь, прежде чем наносить следующий, затем полностью высушите последний слой в течение рекомендуемого времени.
Нанесите от одного до трех слоев соответствующей грунтовки на металлическую поверхность, давая каждому слою высохнуть на ощупь, прежде чем наносить следующий, затем полностью высушите последний слой в течение рекомендуемого времени.
 При длительном воздействии атмосферы на металлической детали может образоваться белая ржавчина. Хотя вам по-прежнему следует соскребать рыхлую ржавчину и очищать металл, как рекомендовано выше для других металлов, вы должны наносить только латексную грунтовку для всех поверхностей или универсальную связующую грунтовку (от 5 до 13 долларов за 12 унций от таких брендов, как Rust-Oleum через Lowe’s) и латексная краска для внутренних и наружных работ (от 11 до 13 долларов за 12 унций от таких брендов, как Krylon через Walmart) до оцинкованного металла. Реакция цинка со связующими в грунтовках и красках на масляной основе приведет только к отслаиванию краски.
При длительном воздействии атмосферы на металлической детали может образоваться белая ржавчина. Хотя вам по-прежнему следует соскребать рыхлую ржавчину и очищать металл, как рекомендовано выше для других металлов, вы должны наносить только латексную грунтовку для всех поверхностей или универсальную связующую грунтовку (от 5 до 13 долларов за 12 унций от таких брендов, как Rust-Oleum через Lowe’s) и латексная краска для внутренних и наружных работ (от 11 до 13 долларов за 12 унций от таких брендов, как Krylon через Walmart) до оцинкованного металла. Реакция цинка со связующими в грунтовках и красках на масляной основе приведет только к отслаиванию краски.
 Каждая деталь уникальна, поэтому следуйте этим шагам, чтобы обеспечить успешный проект «сделай сам» для вашего дома. Вот несколько профессиональных приемов покраски ржавого металла.
Каждая деталь уникальна, поэтому следуйте этим шагам, чтобы обеспечить успешный проект «сделай сам» для вашего дома. Вот несколько профессиональных приемов покраски ржавого металла. Эффективными инструментами для очистки ржавого металла являются проволочные щетки и наждачная бумага. Аккуратно проведите проволочной щеткой по ржавчине несколько раз или пока вся ржавчина не отслаивается. Затем промойте участок теплой водой и протрите мягкой тканью, чтобы избавиться от излишков грязи и жира, которые могут остаться от повреждения ржавчиной.
Эффективными инструментами для очистки ржавого металла являются проволочные щетки и наждачная бумага. Аккуратно проведите проволочной щеткой по ржавчине несколько раз или пока вся ржавчина не отслаивается. Затем промойте участок теплой водой и протрите мягкой тканью, чтобы избавиться от излишков грязи и жира, которые могут остаться от повреждения ржавчиной.

 Если кусок ржавого металла слишком далеко ушел, никакая подготовка и грунтовка не смогут вернуть его к жизни. Обязательно проверьте и оцените, достаточно ли прочна конструкция ржавого металла, чтобы выполнить свою задачу — будь то мебель для патио или железные ворота, которые вы надеетесь спасти.
Если кусок ржавого металла слишком далеко ушел, никакая подготовка и грунтовка не смогут вернуть его к жизни. Обязательно проверьте и оцените, достаточно ли прочна конструкция ржавого металла, чтобы выполнить свою задачу — будь то мебель для патио или железные ворота, которые вы надеетесь спасти.
 е в химической связи с железом (Fe3C). Структура цементита может быть очень разной, а зависит она от процесса образования, содержания углерода и методов термообработок.
е в химической связи с железом (Fe3C). Структура цементита может быть очень разной, а зависит она от процесса образования, содержания углерода и методов термообработок.
 Содержание «С» -0,8%.
Содержание «С» -0,8%.
 Учитываются и свойства и изделий из этой стали.
Учитываются и свойства и изделий из этой стали.
 Наиболее сильное снижение ожидается во втором полугодии. По данным Worldsteel, производство стали за первые пять месяцев года упало на 2,3%, при этом снижение выпуска наблюдалось практически во всех крупных странах-производителях. В мае выпуск стали в РФ снизился только на 1,4% по сравнению с прошлым годом — до 6,4 млн тонн.
Наиболее сильное снижение ожидается во втором полугодии. По данным Worldsteel, производство стали за первые пять месяцев года упало на 2,3%, при этом снижение выпуска наблюдалось практически во всех крупных странах-производителях. В мае выпуск стали в РФ снизился только на 1,4% по сравнению с прошлым годом — до 6,4 млн тонн. Всегда следуя за ритмом другого барабана, она решает справиться со своим горем, отправившись во Вьетнам и написав… Читать всеЖурналистика Майор Пакстон Эндрюс теряет человека, которого она любит, во время войны во Вьетнаме. Всегда следуя за ритмом другого барабана, она решает справиться со своим горем, отправившись во Вьетнам и написав колонку, которая, как мы надеемся, поможет тем, кто дома, лучше понять войну. Пока она… Читать всеЖурналистика Майор Пакстон Эндрюс теряет любимого человека во время войны во Вьетнаме. Всегда следуя за ритмом другого барабана, она решает справиться со своим горем, отправившись во Вьетнам и написав колонку, которая, как мы надеемся, поможет тем, кто дома, лучше понять войну. Пока она там, ее жизнь коренным образом меняется, и она находит новую любовь и надежду посреди де… Читать все
Всегда следуя за ритмом другого барабана, она решает справиться со своим горем, отправившись во Вьетнам и написав… Читать всеЖурналистика Майор Пакстон Эндрюс теряет человека, которого она любит, во время войны во Вьетнаме. Всегда следуя за ритмом другого барабана, она решает справиться со своим горем, отправившись во Вьетнам и написав колонку, которая, как мы надеемся, поможет тем, кто дома, лучше понять войну. Пока она… Читать всеЖурналистика Майор Пакстон Эндрюс теряет любимого человека во время войны во Вьетнаме. Всегда следуя за ритмом другого барабана, она решает справиться со своим горем, отправившись во Вьетнам и написав колонку, которая, как мы надеемся, поможет тем, кто дома, лучше понять войну. Пока она там, ее жизнь коренным образом меняется, и она находит новую любовь и надежду посреди де… Читать все Звезды
Звезды Tony Campobello
Tony Campobello George Andrews
George Andrews Может быть, когда твоя голова слишком занята кем-то, тебе становится больно. Или кто-то другой делает.
Может быть, когда твоя голова слишком занята кем-то, тебе становится больно. Или кто-то другой делает.