Смесители применяются как в ванной комнате, так и на кухне. Вот только не все они отличаются хорошим качеством. Никто не должен смотреть на красивый и привлекательный дизайн, надо вначале разобраться, какой материал применялся для изготовления данных устройств. Чаще всего встречается латунь и силумин. Не все знают, как отличить латунный смеситель от силуминового и какая между ними разница. А между тем от этого зависит долговечность и качество работы таких изделий.
Знания по теме — залог успеха
Чтобы не допустить ошибку при покупке смесителя, необходимо быть не только внимательным, но и осторожным. Сегодня в продаже можно встретить много сантехнической продукции из Китая, которая не отличается хорошим качеством. Очень важно заранее понять, как отличить силуминовый смеситель от латунного, потому что по внешнему виду это вряд ли получится определить. Не все покупатели являются специалистами, хорошо разбирающимися в этом вопросе. И на какие критерии здесь стоит ориентироваться, если нет специальных знаний?
На самом деле чтобы понять, как определить латунный смеситель это или силуминовый, нет необходимости заканчивать ВУЗ или посещать какие-то курсы. С этим вопросом сможет разобраться даже тот, кто вообще не покупал такие изделия. Здесь понадобится только внимательность и некоторые знания, что лучше из предложенных материалов. А второе, без чего не удастся правильно сделать выбор — это внимательность. Необходимо учитывать каждую мелочь, чтобы не допустить непоправимую ошибку.
Силумин или латунь: что лучше?
Каждый материал имеет свои особенности, поэтому можно отметить как определенные преимущества, так и недостатки. Какой определенный плюс у силумина? Здесь можно выделить два основных качества — это более приемлемая стоимость и легкость. Поэтому можно сказать, что он отлично подходит для создания бюджетной сантехники. Но вместе с тем качество у нее окажется не очень высокое. Если брать во внимание, что прочнее, то более надежной окажется латунь.
Можно выделить несколько основных недостатков силумина, и тогда все станет понятно, какой смеситель для ванной или для кухни лучше выбирать.
Не выдерживает обслуживания, потому что даже при мелком ремонте может быстро сломаться.
Чаще всего потопы в квартирах случаются из-за поломки ситуминовых смесителей.
Силумин часто стараются выдавать за латунь, что говорит в пользу как раз второго варианта.
Плохо выдерживает высокое давление.
Последний пункт очень важный, потому что силуминовые смесители хорошо выдерживают давление лишь до 3 бар. А вот в новостройках, и к тому же в вечернее время, давление в водопроводе может подниматься до 10 бар.
Правильный выбор смесителя
А теперь стоит разобраться, как отличить латунь от силумина, на что нужно обращать внимание? Здесь надо смотреть на такие моменты:
цена;
вес;
поверхность материала.
Но все это относительные показатели, потому что китайцы начали в силумин добавлять тяжелые сплавы, поэтому не всегда удастся по весу силуминовый смеситель отличить от латунного. Надо убедиться, что в технических характеристиках указывается буква «Л», а не «АЛ».
Силуминовые смесители всегда стоят дешевле. Они изготавливаются методом штамповки. Чтобы понять, как отличить латунь от силумина в смесителе, надо посмотреть на сам материал. Не стоит забывать, что латунные смесители изготовляются только лишь методом литья, поэтому за их качество можно не беспокоиться.
Наша компания производит только надежные смесители. Стараемся иметь дело с дилерами, закупающими сантехнику оптом. С нами выгодно сотрудничать, потому что мы являемся производителями такой сантехнической продукции. Сразу удастся приобрести и разные комплектующие. По показаниям качества наши латунные смесители ничем не отличаются от любого европейского бренда, а вот цена их значительно ниже.
Как отличить латунь от силумина?
Показать меню
Показать категории
Вопросы
Без ответов
Категории
Пользователи
Все категории
Авто и транспорт (313)
Бизнес, финансы (366)
Дети (47)
Ремонт и стройка (282)
Еда и напитки (416)
Интернет (121)
Компьютеры и ПО (312)
Красота, мода, стиль (505)
Культура и общество (632)
Медицина и здоровье (808)
Образование и наука (938)
Недвижимость (60)
Природа (755)
Психология (238)
Путешествия (22)
Спорт, фитнес (105)
Техника и электроника (639)
Хобби и развлечения (145)
Закон и право (286)
Вопросы
Без ответов
Категории
Пользователи
Задать вопрос
Все категории
Авто и транспорт (313)
Бизнес, финансы (366)
Дети (47)
Ремонт и стройка (282)
Еда и напитки (416)
Интернет (121)
Компьютеры и ПО (312)
Красота, мода, стиль (505)
Культура и общество (632)
Медицина и здоровье (808)
Образование и наука (938)
Недвижимость (60)
Природа (755)
Психология (238)
Путешествия (22)
Спорт, фитнес (105)
Техника и электроника (639)
Хобби и развлечения (145)
Закон и право (286)
814 просмотров
спросил(а)
Кристина
(1,998 баллов)
в категории Природа
1 Ответ
0 голосов
ответил(а)
Владимир
(116 баллов)
Похожие вопросы
Как отличить латунь от нержавейки?
спросил(а)
Кристина
(1,998 баллов)
в категории Природа
Как отличить алюминий от силумина?
спросил(а)
Innamorato
(3,151 баллов)
в категории Образование и наука
Как отличить латунь от бронзы?
спросил(а)
Innamorato
(3,151 баллов)
в категории Образование и наука
Как отличить розовую рыбку самку от самца, если они маленькие?
спросил(а)
Анжелика
в категории Природа
. ..
Alloy — New World Encyclopedia
Сталь — чрезвычайно полезный сплав, основным компонентом которого является железо, а содержание углерода составляет от 0,02 до 1,7% по весу.
Сплав представляет собой комбинацию металла с другими химическими элементами (металлическими или неметаллическими), образуя раствор или химическое соединение, сохраняющее металлические свойства. Как правило, ряд свойств сплава существенно отличается от свойств его компонентов. Сплав с двумя компонентами называется бинарным сплавом; один с тремя — тройной сплав; один с четырьмя — четверной сплав.
Содержание
1 Общие свойства
2 Некоторые распространенные сплавы
2.1 Амальгама
2.2 Латунь
2.3 Бронза
2,4 олово
2,5 Нейзильбер (нейзильбер)
2,6 Сталь
3 Список сплавов
3.1 Сплавы алюминия
3. 2 Сплавы калия
3.3 Сплавы железа
3.4 Сплавы кобальта
3.5 Сплавы никеля
3.6 Медные сплавы
3.7 Сплавы галлия
3.8 Сплавы серебра
3.9 Сплавы олова
3.10 Редкоземельные сплавы
3.11 Сплавы золота
3.12 Сплавы ртути
3.13 Сплавы свинца
3.14 Сплавы висмута
3.15 Сплавы циркония
4 Похожие темы
5 Примечания
6 Каталожные номера
7 Внешние ссылки
8 кредитов
Среди широко известных сплавов латунь, бронза и сталь. Некоторые сплавы названы в честь их основного компонента. Например, «серебро», используемое в ювелирных изделиях, и «алюминий», используемый в качестве конструкционного строительного материала, на самом деле являются сплавами. Сплавы золота оцениваются по шкале каратов — например, 14-каратное золото составляет 58 процентов золота. Термин сплав иногда используется в широком смысле как синоним алюминиевого сплава , , например, когда речь идет о колесах из сплава 9. 0078 устанавливается на автомобили.
Общие свойства
Сплавы обычно разрабатываются так, чтобы они обладали более желательными свойствами, чем свойства их компонентов. Например, сталь прочнее железа, ее основного элемента. Сплав наследует некоторые характеристики элементов, из которых он был изготовлен, обычно такие свойства, как плотность, реакционная способность, электропроводность и теплопроводность. Напротив, такие свойства, как предел прочности при растяжении, модуль Юнга и прочность на сдвиг, могут сильно отличаться от свойств составляющих его материалов. Эти различия вызваны различными факторами, включая упаковку атомов разного размера внутри сплава. Более крупные атомы оказывают сжимающую силу на соседние атомы, в то время как более мелкие атомы оказывают растягивающую силу на своих соседей. Следовательно, сплав имеет тенденцию сопротивляться деформации больше, чем чистый металл, в котором атомы могут двигаться более свободно.
В отличие от чистых металлов, большинство сплавов не имеют резкой температуры плавления. Вместо этого они плавятся в диапазоне температур, в котором материал представляет собой смесь твердой и жидкой фаз. Температура, при которой начинается плавление, называется солидусом , , а температура, при которой плавление завершается, называется ликвидусом . Однако для большинства пар элементов существует одна четкая точка плавления, когда элементы находятся в определенном соотношении, называемом эвтектической смесью .
Некоторые распространенные сплавы
Амальгама
Любой сплав ртути называется амальгамой . Большинство металлов растворяются в ртути, но некоторые (например, железо) не растворяются. Амальгамы обычно используются для пломбирования зубов, потому что они относительно дешевы, просты в использовании и долговечны. Кроме того, до недавнего времени они считались безопасными. Их получают путем смешивания ртути с серебром, медью, оловом и другими металлами. Содержание ртути в зубных пломбах недавно вызвало споры из-за потенциально вредного воздействия ртути.
Амальгамы ртути также использовались в процессе добычи золота и серебра из-за легкости амальгамирования ртути с ними. Кроме того, амальгама таллия используется в качестве жидкого материала в термометрах, так как она замерзает при -58°С, тогда как чистая ртуть замерзает при -38°С.
Латунь
Декоративное латунное пресс-папье (слева) вместе с образцами цинка и меди.
Латунь — это термин, используемый для сплавов меди и цинка в твердом растворе. Он имеет желтый цвет, чем-то похожий на золото. Его производили в доисторические времена, задолго до того, как был открыт цинк, путем плавления меди с каламином, цинковой рудой.
Содержание цинка в латуни варьируется от 5 до 45 процентов, что позволяет создавать различные виды латуни, каждая из которых обладает уникальными свойствами. [1] Для сравнения, бронза в основном представляет собой сплав меди и олова. [2] Несмотря на это различие, некоторые виды латуни называются бронзами.
Латунь относительно устойчива к потускнению и часто используется в декоративных целях. Его пластичность и акустические свойства сделали его предпочтительным металлом для музыкальных инструментов, таких как тромбон, туба, труба и эуфониум. Хотя саксофоны и губные гармошки сделаны из латуни, саксофон — это деревянный духовой инструмент, а губная гармошка — язычковый аэрофон. В органных трубах, выполненных в виде «тростниковых» трубок, в качестве «тростниковых» используются латунные полоски.
Алюминий делает латунь более прочной и коррозионностойкой. Образует на поверхности прозрачный самовосстанавливающийся защитный слой оксида алюминия (Al 2 O 3 ). Олово имеет аналогичный эффект и находит свое применение, особенно в морской воде (корабельная латунь). Комбинации железа, алюминия, кремния и марганца делают латунь устойчивой к износу.
Бронза
Различные старинные бронзовые отливки, найденные в тайнике.
Бронза относится к широкому спектру медных сплавов, обычно с оловом в качестве основной добавки, но иногда и с другими элементами, такими как фосфор, марганец, алюминий или кремний. Как правило, бронза состоит примерно из 60 процентов меди и 40 процентов олова.
Использование бронзы имело особое значение для ранних цивилизаций, что привело к названию «Бронзовый век». Инструменты, оружие, доспехи и строительные материалы, такие как декоративная плитка, были сделаны из бронзы, поскольку они оказались более твердыми и долговечными, чем их каменные и медные предшественники. В начале использования природная примесь мышьяка иногда создавала превосходный природный сплав, называемый «мышьяковая бронза».
Хотя бронза и не так прочна, как сталь, она превосходит железо почти во всех областях применения. На бронзе образуется патина (зеленый налет на открытой поверхности), но она не окисляется за пределами поверхности. Он значительно менее хрупок, чем железо, и имеет более низкую температуру литья. Некоторые бронзовые сплавы лучше сопротивляются коррозии (особенно в морской воде) и усталости металла, чем сталь; они также проводят тепло и электричество лучше, чем большинство сталей.
Бронза имеет множество применений в промышленности. Сегодня он широко используется для изготовления пружин, подшипников, втулок и аналогичных фитингов, особенно в подшипниках небольших электродвигателей. Он также широко используется для литой металлической скульптуры и является самым популярным металлом для высококачественных колоколов и тарелок.
Коммерческая бронза, также известная как латунь, состоит на 90 процентов из меди и на 10 процентов из цинка. Не содержит олова.
Олово
Оловянная пластина
Олово традиционно состоит на 85-99 процентов из олова, а остальная часть состоит из меди, которая действует как отвердитель. В низшие сорта олова добавляют свинец, придающий голубоватый оттенок.
Традиционно существовало три сорта олова: мелкий, для посуды, с содержанием олова от 96 до 99 процентов и медью от 1 до 4 процентов; мелочь, тоже для столовых приборов, но более тусклая на вид, с 92% олова, 1-4% меди и до 4% свинца; и лей или лей металл, не предназначенный для еды и питья, который может содержать до 15 процентов свинца. В современном оловянном сплаве олово смешивается с медью, сурьмой и/или висмутом, а не со свинцом.
Физически олово представляет собой яркий блестящий металл, внешне похожий на серебро. Как и серебро, он со временем окисляется до тускло-серого цвета, если его не обрабатывать. Это очень ковкий сплав, достаточно мягкий, чтобы его можно было резать ручными инструментами. Он также получает хорошие впечатления от ударов руками или прессой. Учитывая присущую ему мягкость и ковкость, олово нельзя использовать для изготовления инструментов. Некоторые виды оловянных изделий, такие как подсвечники, обрабатывались на токарном станке по металлу, и эти предметы иногда называют «пустотелыми». Олово имеет низкую температуру плавления (от 225 до 240°C), в зависимости от точной смеси металлов. Дублирование литьем дает отличные результаты.
Использование олова было обычным явлением со Средневековья вплоть до различных достижений в производстве стекла в восемнадцатом и девятнадцатом веках. Олово было главной посудой до изготовления фарфора. С массовым производством стеклянных изделий стекло повсеместно заменило олово в повседневной жизни. Сегодня олово в основном используется для декоративных предметов, таких как коллекционные статуэтки и фигурки, копии монет и подвески.
Нейзильбер (нейзильбер)
Нейзильбер представляет собой сплав меди, никеля и часто (но не всегда) цинка. Он назван в честь своего серебристого цвета и не содержит элементарного серебра. Другие распространенные названия этого сплава: немецкое серебро , пактонг , новое серебро , и альпака (или альпака ).
Многие различные составы сплавов попадают в общую категорию «нейзильбер». Помимо содержания меди, никеля и цинка, некоторые составы могут включать сурьму, олово, свинец или кадмий. Репрезентативный промышленный состав (сплав № 752) состоит из 65 процентов меди, 18 процентов никеля и 17 процентов цинка. В металлургии такие сплавы правильнее называть никелевая бронза. Некоторые мельхиоровые сплавы, особенно те, которые содержат большое количество цинка, являются нержавеющими.
Самое раннее использование нейзильбера, по-видимому, было в Китае. Он стал известен на Западе благодаря импортным изделиям под названием Paktong или Pakfong, , где серебристый цвет металла использовался для имитации стерлингового серебра. В восемнадцатом веке было обнаружено, что это сплав, состоящий из меди, никеля и цинка.
Нейзильбер впервые стал популярным в качестве основного металла для посеребренных столовых приборов и других изделий из серебра, особенно изделий с гальваническим покрытием, называемых «E.P.N.S.» (гальванопокрытие нейзильбер). Он используется в молниях, бижутерии и музыкальных инструментах (таких как тарелки). Примерно после 1920, его использование стало широко распространенным для валиков карманных ножей из-за его обрабатываемости и коррозионной стойкости. В некоторых странах его используют при производстве монет. Его промышленное и техническое использование включает морскую арматуру и сантехнику из-за его коррозионной стойкости, а также нагревательные змеевики из-за его высокого электрического сопротивления.
Сталь
Основная статья: Сталь
Сталь представляет собой сплав, состоящий в основном из железа, с содержанием углерода от 0,02 до 1,7 процента по массе. Углерод является наиболее экономичным легирующим материалом для железа, но также используются многие другие легирующие элементы. [3] Углерод и другие элементы действуют как упрочняющие агенты, препятствуя скольжению атомов железа в кристаллической решетке относительно друг друга.
Варьируя количество легирующих элементов и их распределение в стали, можно регулировать такие ее качества, как твердость, эластичность, пластичность и прочность на разрыв. Сталь с повышенным содержанием углерода можно сделать тверже и прочнее железа, но она и более хрупкая. Максимальная растворимость углерода в железе составляет 1,7% по весу при 1130°С. Более высокие концентрации углерода или более низкие температуры приводят к образованию цементита, который снижает прочность материала. Сплавы с более высоким содержанием углерода известны как чугун из-за их более низкой температуры плавления. Сталь также следует отличать от кованого железа с небольшим содержанием углерода или без него (обычно менее 0,035 процента).
В настоящее время существует несколько классов сталей, в которых углерод заменен другими легирующими материалами, а углерод, если он присутствует, является нежелательным. Совсем недавно стали стали определять как сплавы на основе железа, которые можно пластически формовать — растирать, прокатывать и т. д.
Список сплавов
Это список сплавов, сгруппированных по основному металлическому компоненту в порядке возрастания атомного номера основного металла. Под этими заголовками сплавы расположены в произвольном порядке. Некоторые из основных легирующих элементов необязательно указываются после названий сплавов.
↑ Майкл Ф. Эшби и Дэвид Р. Джонс, Инженерные материалы 2 (Pergamon Press, 1986 ISBN 0080325327).
↑ All About Oscar, Roll the Red Carpet, Teaching the News, 18 марта 2002 г. Проверено 25 мая 2007 г.
Ссылки
Ссылки ISBN поддерживают NWE за счет реферальных сборов
Бодсворт, Колин и Генри Брэдли Белл. 1972. Физическая химия производства чугуна и стали . Лондон: Лонгман. ISBN 0582441161.
Дэвис, младший (редактор) (2001). Специальное руководство ASM: Медь и медные сплавы . АСМ Интернэшнл. ISBN 0871707268.
Мейнард, Х.Б. (2005). Литье из латуни и сплава . Публикации Линдси. ISBN 1559183160.
Tylecote, RF 1992. История металлургии . Лондон: Институт материалов. ISBN 0
2888.
Уайман, Кэтрин, Луиза Неветт и Саймон Бишоп. 1988. Металлы и сплавы . Ресурсы сегодня. Нью-Йорк: Глостер Пресс. ISBN 0531170837.
Уолдман, Норман Эмме и Роберт С. Гиббонс. 1973. Инженерные сплавы . Нью-Йорк: Ван Ностранд Рейнхольд. ISBN 0442226691.
Внешние ссылки
Все ссылки получены 17 мая 2021 г.
Бронзовая скульптура девятнадцатого века, литье в песчаные формы
Объяснение процесса литья бронзы
Кредиты
Энциклопедия Нового Света писатели и редакторы переписали и дополнили Википедия статья в соответствии со стандартами New World Encyclopedia . Эта статья соответствует условиям лицензии Creative Commons CC-by-sa 3.0 (CC-by-sa), которая может использоваться и распространяться с надлежащим указанием авторства. Упоминание должно осуществляться в соответствии с условиями этой лицензии, которая может ссылаться как на авторов New World Encyclopedia , так и на самоотверженных добровольных участников Фонда Викимедиа. Чтобы процитировать эту статью, щелкните здесь, чтобы просмотреть список допустимых форматов цитирования. История более ранних вкладов википедистов доступна исследователям здесь:
Сплав история
List_of_alloys история
Амальгама история
Латунь История
Бронза история
Олово история
Nickel_silver история
Сталь история
История этой статьи с момента ее импорта в New World Encyclopedia :
История «Сплава»
Примечание. На использование отдельных изображений, которые лицензируются отдельно, могут распространяться некоторые ограничения.
силумин — Перевод на английский — примеры французский
Премиум
История
Избранное
Реклама
Скачать для Windows Это бесплатно
Загрузите наше бесплатное приложение
Реклама
Реклама
Нет объявлений с Премиум
Французский
Арабский Немецкий Английский испанский Французский иврит итальянский Японский Голландский польский португальский румынский Русский Шведский турецкий украинец китайский
Английский
Синонимы арабский Немецкий Английский испанский Французский иврит итальянский Японский Голландский польский португальский румынский Русский Шведский турецкий украинец китайский язык Украинский
Эти примеры могут содержать нецензурные слова, основанные на вашем поиске.
Эти примеры могут содержать разговорные слова на основе вашего поиска.
éventuellement de силумин . союзы AlS. et/ou д’алюминий
возможно силумин . AlSi сплавы. и/или металлический алюминий
процесс производства металла из кремния, силумина , и металлического алюминия
способ производства металлического кремния, силумина , силумина и металлического алюминия
Для производства силумина , при переносе остаточного электролита в фазе I, во второй четверти, и в добавке алюминия (фаза II)
для производства силумина остаточный электролит с низким содержанием кремния с этапа i переносят во вторую печь и добавляют металлический алюминий (этап II)
метод приготовления карбюратора кремния и алюминия и алюминия и силумина (союз кремния и алюминия)
процесс получения карбида кремния и необязательно алюминия и силумин (алюминиево-кремниевый сплав)
Другие результаты
Силумин — соединение, содержащее алюминий и кремний, относительно несостоятельно.
Силумин — сплав, содержащий алюминий и кремний, относительно невысокая стоимость.
Le materiau utilisé pour la production de laiton, et силумин .
В качестве материала для производства используется латунь , силумин .
Для производства добавок используется чистый алюминий или силумин с устойчивым содержанием кремния.
Для изготовления присадок используется чистый алюминий или силумин с низким содержанием кремния.
Китайские меланжеры bon Marché sur le lavabo de la salle de bain, la plupart du temps en sillumin , un materiau facile et хрупкие.
Дешевые китайские смесители на раковину в ванную, в основном изготавливаются из силумина , , который легкий и хрупкий материал.
Ультразвуковая процедура смешивания в ванне силумины заэвтектические
способ ультразвуковой обработки расплава заэвтектических силуминов
Имитация качества и качества силумина , которые сразу же выделяются парсоном полиидов, il sera plus facile pour une ville que pour un metal.
Некачественная и дешевая имитация силуминовой банки отличить сразу по весу, для города будет легче, чем металлический.
Les modeles chinois bon marché de robinets avec une douche sont fabriqués à partir de sillumin peu fiable.
Дешевые китайские модели смесителей с душем делают из ненадежного силумина .
Pompe de metal (le plus souvent, ce Силумин или ленивый) va durer beaucoup plus longtemps.
Металлический насос (чаще всего это силумин или латунный) прослужит гораздо дольше.
Fait de sillumin — un materiau qui n’est pas fiable et bon marché — les cartons sont jetés à la fois.
Сделаны из силумина — материала ненадежного и дешевого — картонные коробки сразу выбрасываются.
Le кальций nécessaire peut être obtenu à partir de Certaines argiles, quand on s’en sert comme source d’alliage sillumin .
Необходимый кальций можно получить из некоторых видов глин, при использовании их в качестве источника металлического силумина .
Le bloc moteur est en sillumin et les culasses en aluminium.
Блок изготовлен из силумина и ГБЦ из алюминия.
Лейтон, алюминий, силумин — les métaux plastiques, en font les produits de la configuration nécessaire par la méthode du moulage sous la pression.
Латунь, алюминий, силумин — пластичные металлы, из них методом литья под давлением делают изделия нужной конфигурации.
La métallurgie courante peut se baser sur de nouveaux alliages métalliques, comme le sillumin (кремний-алюминий), qui peuvent être produits à partir de l’argile, c’est à dire partout, sans mines.
Основная металлургия может работать с металлическими сплавами типа силумин (кремний-алюминий), которые можно производить из глины, то есть везде, без шахт.
Le même jour, le journal Sillumina обвиняет защитников прав человека в Женеве в борьбе за помощь ТОТИ и объявляет Пайкиасоти Сараванамутту, подлежащим пересмотру общественностью Шри-Ланки, который осуществляет репрессалии против действий антипатриоты.
В тот же день газета Silumina обвинила защитников в том, что они находились в Женеве с целью оказания помощи ТОТИ, и заявила, что Пайкиасоти Сараванамутту в долгу перед общественностью Шри-Ланки за то, что он не принял ответных мер против его непатриотических действий.
Traditionnellement les poignées de porte produisent du laiton, l’aluminium, sillumina (l’alliage du цинк с алюминием), ordinaire et l’acier inoxydable.
Традиционно дверные ручки изготавливают из латуни, алюминия , силумина (сплав цинка с алюминием), обычной и нержавеющей стали.
Le 26 février 2012, les journaux qui paraissent le week-end, The Sunday Observer и Силумина , опубликованы статьи, обвиняющие ONG и некоторые группы, в которых заинтересованы лица, привлекаемые к участию в манифестациях преступников.
26 февраля 2012 г. контролируемые государством газеты выходного дня The Sunday Observer и Sillumina опубликовали статьи, в которых обвинялись НПО и группы с корыстными интересами в мобилизации протестов рыбаков.
Возможно неприемлемый контент
Примеры используются только для того, чтобы помочь вам перевести искомое слово или выражение в различных контекстах.
Всем привет. Хочу представить вам свою очередную работу, а именно изготовление точечной сварки небольшой мощности для использования в гараже.
Забегая на перед вынужден признать что фотографий процесса к сожалению нет, по этому постараюсь объяснить все в устной форме.
За основу была взята старенькая и вышедшая из строя микроволновая печь, из которой благополучно был извлечен трансформатор и вентилятор. Из трансформатора была извлечена вторичная обмотка, а вместо нее намотано три витка сварочного провода сечением 16мм2.
Позже куплен на блошином рынке медный прут сечением 16мм. из которого токарь выточил по моей просьбе будущие электроды. Чертеж прилагаю.
Ну а пока токарь творит, я облагораживаю трансформатор и все обслуживающие его узлы. В схему был включен автомат включения/выключения, вентилятор для обдува трансформатора, магнитный пускатель, микро выключатель управляющий пускателем и пара лампочек для индикации наличия сети и работы трансформатора. Для особо любопытных, желающих знать как это все подключено прилагаю принципиальную электро схему. В примененной мною схеме предусмотрена работа микро выключателя от сети 220V, это чревато поражением тока, во избежании подобных случаев необходимо в схему внедрить низко вольное реле, что и будет мною обязательно сделано в последующих доработках.
Вот так я разместил узлы внутри аппарата.
Крышку корпуса сделал из той же микроволновки, ребра забора воздуха ( те что сбоку ) это родные, а отверстия на задней стенке выполнены в форме трубной решетки рассчитал в программа Компас 3D. распечатал и перенес на металл, просверлил и убрал заусенки.
Ну а с клещами придется еще поработать, что бы обеспечить прижим нужной силы, думаю делать эксцентрик, по тому что система рычагом займет много места.
Вот такие получились электроды
способ крепления
Думаю изложенной выше информации вполне достаточно для таких же самодельщиков как я, которые захотят повторить данную конструкцию.
В работе: металл толщиной меньше 0,8мм. приваривает хорошо, ну а для того что бы справлялся с металлом потолще думаю нужно доработать клещи и возможно сделать острее угол на электродах. Всем мира и ровных дорог!
Контактная сварка — один из наиболее технологичных, но вместе с тем простых методов соединения деталей из металла. Он применяется как на крупном производстве, так и в быту. Данный тип сварки относится к термомеханическому, поскольку для соединения металлов используется высокая температура и механическое давление одновременно. С помощью контактной сварки собирают самолеты, суда, автомобили и микросхемы. На заводах обычно используют крупные мощные аппараты.
Также вполне осуществима контактная сварка, выполняемая ручным способом. Для этого домашние умельцы используют самодельные аппараты для контактной сварки, поскольку их изготовление не отнимает много времени и позволяет сэкономить. Самодельные аппараты используются и дома, и в небольших частных мастерских. В этой статье мы расскажем, что такое контактный метод сварки, как с его помощью выполняется сварка нержавейки или любого другого металла. Также мы научим вас собирать аппарат для контактной сварки своими руками.
Контактная сварка (также «электрическая контактная сварка», «контактная электросварка» или «ERW») — это метод соединения металлов путем их нагрева с помощью тока и одновременной механической деформации с помощью давления. Говоря простыми словами, сварной шов получается в результате нагрева металла и его дальнейшего сжатия под двумя толстыми металлическими электродами. При контактной сварке ключевую роль играет именно ток, а не давление. Ниже представлена схема простейшей контактной сварки.
Во время прохождения тока при сварке тепло распространяется по металлической детали, в зоне сварного шва, а также между металлическими электродами. При этом все эти элементы нагреваются с разной температурой, наибольшая концентрация тепла наблюдается, когда установлен контакт между электродами и деталью.
Если аппарат настроен правильно и соблюдается технология сварки, то поверхность металла не должна нагреваться слишком сильно, поскольку в контактной сварке важна не столько высокая температура плавления, сколько совокупность температуры и механического воздействия. Кроме того, электроды должны охлаждаться (например, с помощью воды). Так что важно следить за температурой нагрева. Если она избыточна, то это первый признак ошибки сварщика или неисправного оборудования.
У контактной сварки довольно много достоинств, благодаря которым она стала так популярна в последнее время. Прежде всего, такой метод сварки потребляет очень мало энергии при высокой производительности. Ведь метод контактного соединения очень быстрый и на формирование одной сварной точки уходит менее секунды. Качество получаемых швов на высоком уровне, соединения получаются прочными и долговечными.
Не требуется особых знаний, контактной сваркой может заниматься мастер без специальной квалификации. Также возможна полная автоматизация рабочего процесса, вплоть до отсутствия необходимости находиться у станка. Профессиональные станки без проблем встраиваются в крупные сборочные линии.
Также не нужно использовать дополнительные комплектующие, вроде покрытых стержней, флюсов, газов и прочего. Отсюда и высокая экологичность контактной сварки, что тоже важно в условиях современного производства. Еще один плюс — простота сварки сложных металлов. Вам под силу сварка нержавеющей стали, алюминия и цветных металлов. При этом не нужно использовать инертный газ или неплавящиеся стержни.
Но, как и у всех видов сварки, у контактного метода есть свои недостатки. Самый главный — высокая цена на профессиональное сварочное оборудование. Чтобы укомплектовать небольшой завод необходимым количеством аппаратов для контактной сварки нужно иметь немалый бюджет. Не говоря уже о покупке аппарата для домашней сварки.
Кроме того, такие аппараты требовательны к источнику питания. Им необходимо выдавать ток большого значения, минимум 1000 ампер. А для этого необходимо мощное и стабильное электронапряжение.
Начинающие сварщики, пожалуй, отнесут к недостатку тот факт, что правила контактной сварки регламентируются отдельным ГОСТом и они довольно строгие. Если хоть один пункт из правила не будет соблюдаться, то такую деталь просто не примут на следующий производственный этап. Проще говоря, уклониться от работы не получится. Мы не считаем это недостатком, ведь соблюдение технологии сварки и дальнейший контроль качества — это залог прочной и долговечной металлоконструкции.
Разновидности контактной сварки
Существует несколько видов контактной сварки. К ним относится точечная сварка (она может быть одноточечной, двухточечной и многоточечной), рельефная сварка, шовная сварка (может быть непрерывной, шаговой и прерывистой), стыковая сварка (выполняемая либо с помощью сопротивления, либо с помощью оплавления). Также возможны комбинации разных методов, например, шовно-стыковая сварка или рельефно-точечная. В таком случае комбинированный метод будет обладать всеми характерными особенностями обоих типов контактной сварки.
Давайте подробнее разберем способы контактной электросварки изделий из металла.
Точечная сварка
Точечная сварка — это самый распространенный тип контактной сварки. Ее суть в формировании так называемых точек путем нагрева металла и его дальнейшей деформации. Точки формируются с малым шагом, образуя сварное соединение.
Точечная сварка довольно универсальна, она используется для соединения тонколистового металла, маленьких деталей, используемых в электроприборах, и толстых деталей до 2 сантиметров. С помощью такого метода возможна быстрая и качественная сварка нержавеющей стали.
Что касается качества и надежности соединения, то здесь все просто: чем больше точек, тем шов надежнее. Новички ошибочно полагают, что такое соединение ненадежно и может разрушиться в любой момент. Но это большое заблуждение. При формировании точки используется большое давление. Оно без труда деформирует нагретый металл, который затем остывает и надежно фиксирует детали между собой.
Рельефная сварка
Контактная рельефная сварка осуществляется по тому же принципу, что и контактная, только перед работой края одной детали обрабатываются с помощью специальных инструментов или станков, образующих выступы. Деталь кладется сверху, выступами вниз. Выступы могут быть полукруглыми или продолговатыми. В месте выступа как раз и будет точка, формируемая аппаратом для контактной сварки. Вторая деталь остается неизменна, она кладется снизу.
Рельефный метод контактной сварки зачастую применяется при сборке автомобилей. Он очень сложен за счет необходимости формировать выступы и поэтому редко проводится в домашних условиях.
Шовная сварка
Шовная сварка несколько отличается от прочих типов контактной сварки. Здесь электроды роликовые, с их помощью металл не только прокатывается, но и сваривается. При этом сварное соединение выглядит, как при точечной сварке. Но точки перекрывают друг друга на несколько миллиметров, образуя шов, больше похожий на соединение, выполненное ручным способом с помощью покрытого электрода.
Шовная сварка применяется при сварке тонких металлов до 3 миллиметров. Также шовная сварка отлично подходит для сварки герметичных изделий, например, баков и цистерн.
Стыковая сварка
Стыковая контактная сварка также использует тепло и давление, но в другой плоскости. Шов формируется не между верхним и нижним электродом, а посередине. Чтобы лучше понять суть, посмотрите на схему ниже.
Стыковая сварка делится на сварку с сопротивлением и с плавлением. При сварке с сопротивлением детали сначала стыкуют, затем сжимают под небольшим давлением, и только после этого к зоне шва поступает ток, который нагревает металл, размягчая его. Затем металл остывает и образуется соединение.
При сварке плавлением детали предварительно нагреваются до пластичного состояния и только потом соединяются с применением давления. Нагрев может быть либо постоянным, когда тепло поступает во время всего сварочного процесса, либо прерывистым, когда деталь нагревается интервалами. Прерывистый нагрев используются для экономии электричества. Также он полезен, если детали небольшие и тонкие, в таких случаях нет нужды использовать нагрев постоянно.
Внимательные мастера спросят, куда исчезает расплавленный металл? Ведь при других способах сварки при плавлении металл начинает окисляться, образуется шлак. А это создает дополнительные проблемы. Дело в том, что в контактной сварке ток обладает электродинамическим действием, поэтому он без труда выбрасывает расплавленный металл вне зоны сварки.
Делаем аппарат для контактной сварки
Теперь, когда мы разобрались со всеми особенностями, можно определиться, использовать ли контактную сварку в своей работе. Кого-то отпугнет высокая цена на оборудование, но в оглавлении мы писали о том, что многие умельцы делают сварщик контактной сварки своими руками. Его мощности вполне достаточно для работы дома.
Мы расскажем вам, как сделать такой аппарат самому. С его помощью вы сможете выполнить контактную точечную сварку. Кстати, в интернете есть множество видео с пошаговым руководством. Изучите их, чтобы иметь полную картину. Итак, для изготовления контактной сварки нам понадобится не обязательно новый, но обязательно работающий трансформатор (можете вытащить его из старой микроволновой печи; используйте два трансформатора, если вам требуется аппарат большей мощности).
Также нам нужен медный провод большого диаметра (вместо одного толстого провода можно использовать множество тонких, связав их в жгут), рычаги из металла (их мы будем использовать для зажима электродов), основание для аппарата (это может быть толстый лист тяжелого металла или что-то очень устойчивое; можете прикрутить аппарат прямо к столу), струбцины, отвертки разных размеров, кабели, изолента (или любой другой материал для обмотки), медные детали с заостренным концом, которые будут выполнять роль электродов.
Вот и все. Приступим к сборке. Собирая сварщик контактной сварки вы должны понимать, что ключевой элемент конструкции — трансформатор. Мы не зря рекомендовали вам взять его из микроволновой печи, поскольку это идеальный варит для небольшого самодельного аппарата. Чтобы ваше устройство смогло сварить металл толщиной в 1 миллиметр вам понадобится мощность 1 кВт. Чем больше мощность, тем больше диапазон толщин.
Для работы вам понадобится не весь трансформатор. А только первичная обмотка и магнитопровод. Вторичную обмотку нужно убрать из трансформатора (делайте это максимально осторожно, чтобы не повредить остальные элементы).
Также есть шунты, их тоже нужно демонтировать. Шунты расположены с обеих сторон вторичной обмотки.
Далее нужно сделать новую обмотку. Для этого возьмем многожильный провод с диаметром не менее 10 миллиметров. Двух-трех витков будет достаточно для корректной работы трансформатора. Если у провода будет слишком толстая изоляция, можно ее удалить и обмотать провод изолентой из ткани или ПВХ. Если вы собираете мощный аппарат и для этого взяли два трансформатора, то обмотка должна быть одна на двоих. В таком случае важно правильно соединить все выводы с первичной обмотки обоих трансформаторов.
Теперь нужно собрать все компоненты воедино. Нужно установить трансформатор в корпус (можете изготовить его самостоятельно или взять подходящий от неработающего бытового прибора), подсоединить медные электроды, все кнопки и органы управления. Тут вам помогут элементарные знания электротехники.
Вместо заключения
Контактная сварка — относительно простой, быстрый и удобный метод соединения различных металлов. С ней не страшна сварка нержавейки или алюминия, которые имеют толстый слой оксидной пленки, также работу можно доверить не самому опытному мастеру и качество соединения все равно будет хорошим. Такой сваркой можно заниматься и дома, соорудив аппарат для контактной сварки своими руками. Делитесь свои опытом в комментариях, он будет полезен для новичков. Желаем удачи в работе!
Споттеры — это удобное и простое в использовании электрооборудование, предназначенное для выполнения точечной сварки. Основное назначение таких аппаратов — это рихтовка и кузовной ремонт кузовных элементов автомобилей, а также использование в быту при выполнении отделочных и строительных работ. Изготовление таких инструментов не представляет особой сложности, поэтому при наличии качественного чертежа для сборки споттера выполнить всю необходимую работу под силу каждому из нас.
По своей конструкции самодельный споттер для рихтовки кузовных элементов отдалённо напоминает инверторные аппараты, предназначенные для точечной сварки. За счёт использования различных сменных рабочих насадок такие агрегаты отличаются универсальностью в использовании, благодаря возможности гибкой регулировки тока можно выполнять качественную сварку различных металлов.
Наибольшей популярностью на сегодняшний день пользуются инверторные споттеры, которые сочетают компактные габариты, обеспечивают качественный сварочный ток, а благодаря простоте конструкции их с легкостью можно выполнить самостоятельно. Необходимо лишь использовать качественные компоненты, а всю работу выполнять по имеющейся схеме сборки такого инструмента.
Самодельные споттеры
Простота конструкции позволяет все работы выполнить самостоятельно даже при начальных знаниях в области радиоэлектроники. Выбирая конкретную схему изготовления такого оборудования, рекомендуем вам опираться на следующие характеристики сварочного аппарата:
сила тока на входе — 30 ампер;
показатель потребляемого напряжения — 220 вольт;
рабочий показатель силы тока — 250 ампер.
С помощью полуавтоматического импульсного споттера можно выполнять точечную сварку тугоплавких металлов, что позволяет применять такое оборудование для ремонта автомобилей, а также в быту при выполнении строительных и ремонтных работ. Отличная производительность таких устройств позволяет использовать самодельные споттеры при выполнении больших объемов работ.
Сварочный аппарат для точечной сварки включает следующие составные элементы:
корпус устройства;
аккумулятор;
блок питания;
силовой блок;
драйверы для силовых ключей.
Имея базовые понятия по изготовлению такого оборудования и простейший опыт чтения схем сварочных аппаратов, можно с легкостью выполнить споттер, который будет иметь отличные эксплуатационные характеристики. Соответственно, даже таким простейшим оборудованием можно будет осуществлять качественную точечную сварку тугоплавких металлов.
Материалы и инструменты для работы
От правильности выбора материалов и инструментов напрямую зависит качество выполняемой работы. Именно поэтому следует приобретать и использовать исключительно качественные микросхемы и другие компоненты, которые потребуются для изготовления такого оборудования.
Для изготовления споттера для кузовного ремонта своими руками потребуется следующее:
листовой металл;
элементы для изготовления электронных схем;
медные провода и полосы;
термобумага для изоляции;
стеклоткань;
слюда и текстолит;
небольшие отвёртки;
паяльник для работы с микросхемами;
нож и ножовка по металлу.
Оборудование, которое используется в быту, предназначено для работы с напряжением 220 вольт. Впрочем, в интернете можно с легкостью найти схемы изготовления таких мощных промышленных споттеров, которые будут работать в трехфазной сети с напряжением в 380 вольт. Если говорить о преимуществах использования бытовых споттеров, то можем отметить их качественный сварочный ток, простоту конструкции, надежность, легкость работы и высокий КПД. Даже не имея соответствующего опыта работы точечной сварки, можно с легкостью использовать споттеры, которые обеспечивают качественное соединение металлов.
Изготавливаем питание и силовую часть
Именно от качества получаемого аппаратом электротока напрямую зависит беспроблемность эксплуатации такого оборудования. Поэтому правильности изготовления блоков с питанием следует уделить особое внимание. Основой питания станет трансформатор, который выполняют с тремя или четырьмя обмотками.
Для выполнения первой обмотки вам потребуется проволока 0,3 миллиметра диаметром, из которой выполняют около 100 витков.
Второй контур включает 15 витков и выполняется из толстой миллиметровой проволоки.
Внешний третий корпус сделан из 20 витков проволоки 0,3 миллиметра диаметром.
Непосредственно к питанию подключается реле, на которое подается напряжение в 25 вольт. Чтобы понизить напряжение используют резисторы, понижающие электроток и отвечающие за преобразование переменного тока в постоянный уже на выходе из блока питания.
Диодный мост, который является промежуточным звеном между блоком питания и силовой частью, отвечает за преобразование электротока и снижение его мощности.
Необходимо будет также продумать охлаждение блока питания, для чего используемые транзисторы и диоды устанавливают на компьютерных радиаторах или же монтируют вентиляторы и кулеры от блока питания старого ПК.
Используемый силовой блок у споттера одновременно снижает напряжение и увеличивает силу тока. Изготовить такой силовой блок инвертора можно из двух сердечников, которые изолируются при помощи газетной бумаги. Обмотку выполняют медной полосой, толщина которой составляет приблизительно 0,25 миллиметра.
Использовать для обмотки сердечника силового тока обычную медную проволоку не следует, так как по причине высокого нагрева такая проволока может оплавляться, что приведет к выходу из строя выполненного своими руками устройства. Обмотки сердечников изолируются друг от друга при помощи бумаги от кассовых аппаратов. Такая лента отличается прочностью, износоустойчивостью и предупреждает появление замыканий и полностью изолирует обмотку инвертора.
Технология охлаждения оборудования
Во время работы силовой блок и инверторная часть у споттера существенно нагревается, соответственно, вам придется продумать, каким образом будет охлаждаться корпус выполненного своими руками аппарата для сварки. Проще всего охлаждать споттер при помощи вентилятора и кулеров от компьютера. Сегодня в магазинах электротехники можно подобрать уже готовые кулеры, стоимость которых не слишком высока, а их подключение в цепь не представляет особой сложности. Также вы можете разобрать старый блок питания от ЛАТРа или компьютера и подключить вентиляторы непосредственно на обдув споттера.
Рекомендации по сборке
Всю выполняемую работу по сборке цифрового споттера можно разделить на несколько этапов. Первоначально приобретаются все используемые компоненты, отдельно собирается диодный мост, силовой блок, инвертор, блок питания и лишь после этого непосредственно собирают споттер из полуавтомата своими руками.
Можно как использовать уже готовый корпус от старого компьютера, так и изготовить коробку из листовой стали и других подручных материалов. В том случае, если вы используете металлический корпус, то необходимо его тщательно заизолировать. Все компоненты прочно крепятся к корпусу с помощью заизолированного крепежа и подключаются друг к другу.
На центральную панель выводят фиксаторы-шайбы и пусковые клещи для сварочного кабеля, а также устанавливают тут небольшой тумблер для изменения силы тока и кнопку пуска запуска споттера в работу. В том случае, если вы выполняете аппарат для сварки, подразумевающий возможность изменения силы тока, то необходимо использовать дополнительный ШИМ-контроллер и таймер, которые устанавливаются на выходе из инвертора и позволяет ступенчато регулировать мощность тока на выходе из устройства.
Делаем споттер из инвертора
Путем простейших манипуляций можно изготовить из имеющегося сварочного инвертора универсальный в использовании споттер, который будет отличаться высокой мощностью, функциональностью и универсальностью. Всё что вам потребуется, это приобрести дополнительные диоды и тиристорный блок, которые дополнительно подключаются в схему инвертора.
Найти простейшие схемы выполнения таких споттеров из инверторов в интернете не составит какого-либо труда. Чтобы изготовить споттер из инвертора своими руками вам потребуется использовать:
контактную группу в 220 вольт;
реле на 30 ампер;
диодный мост;
тиристор в 200 вольт;
понижающий трансформатор.
Выполненный диодный мост подключается в цепь к инвертору и трансформатору. Управление работой споттера осуществляется при помощи тиристорной цепи, которая подключена к трансформатору. Также напрямую от трансформатора осуществляется вывод силового кабеля, подключенного к сварочному пистолету.
Как изготовить сварочный пистолет
Особенностью споттера своими руками из сварочного аппарата является наличие рабочего пистолета, который позволяет осуществлять точечную обработку металла. Изготовить такой сварочный пистолет и обратный молоток можно самостоятельно из аналогичных приспособлений для герметика и строительного клея или же приобрести уже готовые инструменты, которые будут отличаться удобством и простотой в эксплуатации. Отметим, что изготовление сварочных пистолетов представляет собой определенные сложности, поэтому рекомендуется всё же пользоваться изготовленные промышленным способом сварочным инструментом для споттера.
как сделать своими руками, особенности и нюансы
Содержание:
Как работает контактная сварка
Особенности сварочного аппарата
Устройство сварочного аппарата
Особенности изготовления контактной сварки
Интересное видео
Нередко сварка проводится в домашних условиях, обычно при выполнении бытовых слесарных работ, к примеру, ремонт автомобиля, возведение металлического забора, изготовление или ремонт небольших металлических конструкций. Но поскольку профессиональный сварочный аппарат стоит достаточно дорого, то стоит задуматься об изготовлении оборудования. Контактная сварка своими руками будет наиболее оптимальным решением. Предварительно стоит рассмотреть главные особенности и нюансы.
Как работает контактная сварка
Перед тем как сделать контактную сварку своими руками стоит рассмотреть ее главные особенности. Этот метод относится к термомеханическому типу, во время которого применяется электрический ток. Он распространяется на всю область шва двух свариваемых элементов, и затем формирует дугу, которая вызывает расплавление металла.
Чтобы поверхности металлических элементов разогрелись и начали быстро расплавляться, на них подается ток с большой силой. Этот импульс вызывает быстрое расплавление металлов. Длительность его подачи зависит от видов соединяемых металлов. В среднем его продолжительность составляет от 0,01 до 0,1 секунды.
Расплавленная металлическая структура образует сварочную каплю, которая со временем застывает. Для этого свариваемые элементы следует удерживать в сдавленном состоянии в течение определенного времени. В этот момент капля переходит в состояние кристаллической решетки.
Стоит отметить! Во время сваривания обязательно подается сильное давление, оно выполняет важные функции — предотвращает растекание расплавленной капли по площади деталей. Она скрепляется в определенной точке. Силу сдавления постепенно уменьшают, это улучшает схватывание сварки.
Особенности сварочного аппарата
Чтобы правильно сделать контактную сварку требуется для начала соорудить сварочное оборудование. Но первым делом рекомендуется рассмотреть важные требования и нюансы, которые нужно соблюдать во время работы. Обычно для сварки дома используются приборы с точечным или стыковым устройством.
Далее необходимо определиться с типом сварочного аппарата, который будет применяться для домашнего сваривания. Он может быть переносным или стационарным. Затем выставляются настройки оборудования:
показатели напряжения в самой области сваривания;
тип тока (переменный или постоянный) и его сила;
период воздействия сварочного импульса;
число и параметры электродов.
Самодельная контактная сварка имеет простое изготовление. Изготовить простой аппарат смогут даже неопытные сварщики. Оборудование имеет два блока — контактный и источник сварочного тока. В первом блоке располагается зона сварки. Именно в ней отмечается контакт металлов. При помощи электродов к ним подается электрический импульс и в результате происходит их сваривание. Источник сварочного тока обеспечивает попадание импульса в область сварки.
Устройство сварочного аппарата
Контактная сварка, изготовленная своими руками из сварочного аппарата, сможет с легкостью заменить профессиональное оборудование. Но все же стоит рассмотреть устройство прибора. Главным элементом является трансформатор, который можно снять из старой микроволновой печи. Но данный элемент должен быть в рабочем состоянии.
Рекомендуется применять трансформатор с высокой мощностью, это позволит соединять самодельным прибором металлические листы с толщиной до 1 мм. Наиболее оптимальным будет показатель мощности от 1 кВт. Если потребуется работать с более толстыми листами из стали, то понадобится два трансформатора с обмоткой.
Важно! Чтобы самодельная контактная сварка для кузовных работ была собрана правильно, необходимо составить схему соединения важных конструктивных компонентов. Если четко выполнять ее указания и требования, то можно быстро сделать простой сварочный аппарат из СВЧ-печи.
Технологически весь рабочий процесс можно разделить на несколько этапов:
Сооружение нижнего основания контактного сварочного прибора из микроволновой печи. Для этих целей рекомендуется использовать металлический профиль, брус из дерева или штангу. Один конец рекомендуется закрепить на корпусе, это можно сделать при помощи саморезов, они обеспечат более жесткую фиксацию. На второй край подсоединяется нижний сварочный электрод, к нему следует подвести кабель от трансформатора. Для лучшей фиксации его провода стоит примотать к штанге.
Конструирование и обустройство верхней подвижной части устройства в виде рычага. Для оси можно использовать длинные не ржавый гвоздь. Стойки по бокам выполняются из брусков и профилей. Между стойками и основанием рычага не должно быть зазоров, иначе это может негативно отразиться на работе сварочного оборудования.
Чтобы правильно изготовить контактную сварку своими руками потребуется специальная схема. Ее можно сделать самостоятельно или взять из интернета.
Особенности изготовления контактной сварки
Как сделать контактную сварку? Процесс требует некоторых знаний и соблюдения принципов, от которых зависит полноценная работа самодельного оборудования. На начальном этапе из микроволновой печи необходимо вынуть трансформатор, потребуется магнитопровод и первичная обмотка.
Затем на трансформатор сооружается новая обмотка. Для этих целей применяется многожильный провод с сечением не меньше 10 см2. Кабель наматывается в 2-3 витка.
Чтобы правильно соорудить контактную сварку для ремонта авто своими руками в последующий период стоит выполнять следующие действия:
продумывается управление контактной сваркой своими руками. Для этого устанавливается специальная система, которая позволяет наладить бесперебойное сваривание;
изготовление и подсоединение сварных электродов;
установка внутренней части устройства в прочный и надежный корпус. Подойдет корпус от старой микроволновой печи.
Если четко следовать всем этапам и рекомендациям, то можно с легкостью изготовить простой бытовой сварочный аппарат. Главное составить правильную схему и подготовить требуемые компоненты для оборудования. Готовый прибор подойдет для проведения бытовых работ, его можно будет применять для ремонта кузова автомобиля и других изделий.
Интересное видео
Аппараты точечной сварки для домашней мастерской, часть 1
Каждый автомобиль, изготовленный из стали, использует множество точечных сварных швов для соединения частей кузова. На самом деле, типичный голый кузов содержит около 5000 точечных сварных швов, а некоторые автомобильные заводы производят более 20 миллионов точечных сварных швов в неделю.
Точечная сварка прочная, дешевая и быстрая. Могут ли эти преимущества быть применимы и к использованию в домашней мастерской? Ну, новости не все хорошие. Но сначала, как вообще работает точечная сварка?
Как работает точечная сварка
Точечная сварка, также известная как контактная точечная сварка, является одним из старейших процессов электросварки. Элиу Томпсон, американский инженер английского происхождения, изобрел точечную сварку, и его главный патент в этой области был выдан в 1885 году.
Он описал эту сварку как простой процесс: быть подключенным к [мощность высокого напряжения] и вторичка из нескольких витков массивного медного кабеля. Концы этого троса были снабжены прочными зажимами, которые захватывали свариваемые куски металла и плотно прижимали их друг к другу. Сильный ток, протекающий через соединение, создавал такой сильный нагрев, что металл расплавлялся и слипался».0038
На этой диаграмме показано то, что описывал Томпсон.
Трансформатор состоит из первичной обмотки (подключенной к сети) и вторичной обмотки, подсоединенной к сварочным клещам или рычагам. Трансформатор снижает напряжение сети (например, 240 В) до гораздо более низкого напряжения (например, 2 В). В то же время доступный ток на сварочных электродах резко возрастает. Например, если ток, потребляемый от сетевой розетки, составляет 15 ампер, а коэффициент понижения напряжения составляет 120 раз, то ток, доступный на сварочных клещах, в 120 раз больше, или 1800 ампер! (Это предполагает идеально эффективный трансформатор, но вы поняли идею.)
Когда такой сильный ток проходит через сэндвич из зажатых листов металла, более высокое сопротивление, присутствующее в месте соединения двух металлов, вызывает выделение тепла. Этого тепла достаточно, чтобы создать «самородок» расплавленного материала, который при остывании соединил два листа. Металл не добавляется, и сварной шов фактически находится внутри соединения двух листов, а не снаружи их.
На этой диаграмме сравнивается точечная сварка (слева) со сваркой, выполненной путем сверления отверстия в одном листе, а затем с помощью сварки MIG или TIG через отверстие для соединения листов (т. е. сварка электрозаклепками). Обратите внимание, что точечный сварной шов полностью внутренний.
Чтобы тепло выделялось на стыке двух металлов, а не где-либо еще во вторичной цепи, все остальные сопротивления должны быть чрезвычайно низкими. Именно по этой причине точечные сварщики используют толстые медные стержни для формирования плеч и электродов. Это также является причиной того, что, хотя алюминий можно сваривать точечной сваркой, требуемые токи примерно в два раза выше, чем для сварки мягкой стали. (Алюминий является гораздо лучшим проводником, чем сталь, поэтому тепло, выделяемое на стыке двух листов, меньше.)
Параметры сварки
Чем больше ток, протекающий через сопротивление, образованное двумя свариваемыми листами, тем сильнее происходит нагрев. На самом деле, если ток удваивается, теплотворная способность умножается в четыре раза, поэтому небольшие изменения тока имеют большее значение, чем вы ожидаете на первый взгляд.
Помимо количества протекающего тока, еще одним важным фактором является синхронизация каждого шага процесса. Эти шаги:
— Время сжатия – время, в течение которого листы сжимаются электродами до подачи тока.
— Время сварки – как долго протекает ток, часто измеряется в циклах (то есть частота сигнала переменного тока – обычно 50 или 60 циклов в секунду).
-Время удержания – время, в течение которого электроды остаются в контакте со сварным швом после его формирования.
Давление, с которым металлические листы удерживаются вместе, влияет на сопротивление в месте соединения. Если листы зажаты слишком сильно, сопротивление будет ниже (а значит, и нагрев). Но если сила слишком мала, электроды могут прилипнуть к работе, а также может произойти выброс расплавленного материала. Вмятина, образованная электродами, никогда не должна превышать 25 % толщины объединенных листов.
Контроль времени сварки очень важен, и в некоторых машинах это фактически единственный параметр, который оператор может изменить. При слишком длительном времени сварки основной металл может нагреться настолько, что закипит, и металл вылетит из соединения; слишком короткое время, и самородок может сформироваться неправильно.
Время выдержки, когда электроды находятся в контакте со сварным швом, но ток больше не течет, важно для определения скорости охлаждения сварного шва. Давление, приложенное во время выдержки, также способствует проковке сварного шва, когда он еще пластичен.
Проверка сварных швов
В отличие от сварки MIG или TIG, когда внешний осмотр опытным глазом может многое сказать о качестве сварного шва, при точечной сварке внешний осмотр дает относительно мало информации. Поэтому лучшим способом оценки качества точечной сварки является разрушающее испытание образца.
(Обратите внимание, что без этого вида контроля может быть получено совершенно неправильное представление о прочности сварного шва. Особенно при использовании машин меньшей мощности разрушающий контроль образцов сварных швов должен быть выполнен .)
Два теста — «отслаивание» и «долото».
Испытание на отслаивание состоит из отслаивания пары кусков, сваренных точечной сваркой. Хорошей точечной сваркой является сварка, в которой:
1. В одном из кусков разорвано отверстие диаметром не менее диаметра заготовок
2. Средний диаметр заготовок превышает указанный в таблице ниже
Необходимые диаметры самородков
Толщина стального листа
(мм)
Диаметр сварного шва
(мм)
0,6
3,8
0,8
4,0
0,9
4,3
1,2
5.1
1,5
5,6
Справа показан пример испытания на отрыв высококачественного точечного сварного шва, выполненного из листа толщиной 1 мм + 1 мм. Обратите внимание на размер самородка и тот факт, что основной материал разрушился до сварки.
Испытание долотом вдавливает долото в зазор между соседними точечными сварными швами до тех пор, пока не произойдет разрушение основного металла или сварного шва. Во время испытания долото не должно касаться сварного шва. Опять же, производительность сварного шва оценивается по диаметру сварного шва и по наличию разрыва отверстия в одном из листов.
Аппараты для точечной сварки в домашней мастерской
Самым большим ограничением при использовании аппаратов для точечной сварки в домашней мастерской является величина тока, который можно получить от сети, и, следовательно, величина тока, доступного во вторичной цепи для выполнения сварка. Все крупные промышленные сварочные аппараты рассчитаны на 415 В, трехфазные, поэтому могут быть очень мощными. Но однофазные, общие точки питания, как правило, ограничены номинальным значением 15 ампер, и даже это обычно требует специальной схемы на плате счетчика.
Итак, какие однофазные небольшие ручные точечные сварочные аппараты доступны? А что они могут сварить?
Telwin Modular 20/TI типичен для любителей. Для него требуется вилка на 15 ампер, а максимальный выходной ток короткого замыкания составляет 3800 ампер при вторичном напряжении 2 В.
Устройство имеет таймер, регулируемый от 0,1 до 1,2 секунды, а усилие зажима может варьироваться от 40 до 120 кг. Он весит 10,5 кг и стоит около 1100 австралийских долларов.
Важно отметить, что производитель указывает, что максимальная толщина стального листа, который он может сварить, составляет 1 мм + 1 мм.
Нержавеющая сталь?
Нержавеющая сталь имеет более высокое сопротивление, чем низкоуглеродистая сталь, поэтому при одинаковом токе выделяется большее количество тепла.
Это означает, что точечный сварщик, способный, например, сваривать мягкую сталь максимальной толщиной 2 мм + 2 мм, вероятно, может сваривать нержавеющую сталь толщиной 3 мм + 3 мм.
Описанный выше аппарат Telwin является «правильным» сварочным аппаратом от известного производителя. Так что насчет гораздо более дешевых единиц, которые доступны?
Многие дешевые ручные аппараты для точечной сварки, представленные на рынке, имеют электроды, которые сужены до тонких концов, что, в свою очередь, делает самородок меньше в диаметре. Некоторые дешевые аппараты также имеют меньшую мощность, чем Telwin, но при этом утверждают, что могут сваривать более толстые материалы (например, 1,5 мм + 1,5 мм). Очевидно, некоторые вещи здесь не складываются!
Короче говоря, чтобы получить новый аппарат для точечной сварки, который будет давать хорошие точечные сварные швы, скажем, на стальном листе толщиной 2 мм + 2 мм, обычно требуется трехфазный блок с потребляемой мощностью около 16 кВт. Это ставит его вне диапазона домашней мастерской — как по стоимости, так и по требованиям к электропитанию.
Помещая некоторые цифры в контекст, упомянутый в этой истории, Toyota заявляет, что для ремонта некоторых из их нынешних автомобилей требуется давление точечной сварки силой 300 кг вместе с подачей тока 10 000 ампер в течение 0,3 секунды. Хонда говорит 350 кг и 9000 ампер.
Таким образом, сборка кузова автомобиля с помощью точечной сварки того же качества, что и на заводе, невозможна в домашней мастерской.
Но при этом остается огромное количество изделий из листового металла, которые может сваривать небольшая машина для точечной сварки. Любой проект с использованием необработанного или оцинкованного тонкого листового металла, где вы, возможно, ранее использовали заклепки или винты и гайки, может быть быстро точечной сваркой. Но, вероятно, стоит сэкономить на сварочном аппарате приличной марки, а не на дешевом.
Или… как насчет покупки старой подержанной машины? Именно этим мы и займемся во второй части этой серии.
Построить свой собственный?
Итак, если аппарат для точечной сварки состоит только из трансформатора, выключателя, нескольких плеч и электродов, почему бы не собрать свой собственный? И если вы посмотрите в Интернете, вы найдете множество людей, которые сделали это.
Один из подходов заключается в использовании трансформатора для микроволновой печи с одной удаленной обмоткой и замененной всего несколькими витками толстого кабеля. Используйте толстый медный кабель для передачи этой энергии на электроды, и все готово.
Не совсем так.
Основная проблема этих моделей самогоноварения заключается в недостаточном вторичном токе. Вместо тысяч ампер их сотни.
Этот более низкий ток позволяет сваривать только очень тонкие материалы или более толстые материалы с очень малой массой. Например, иногда можно увидеть фотографии этих самодельных машин, сваривающих вместе несколько гвоздей или толстых стальных шайб. Но если подставить листовую сталь той же толщины, что и гвозди или шайбы, мощности сварщика не хватит. Это связано с тем, что тепловая масса свариваемых материалов намного выше, чем у мелких предметов, поэтому материал быстро отводит тепло от сварного шва.
Если у вас есть особые потребности в проекте (например, сварка очень тонкого листа из нержавеющей стали или приваривание лепестков к аккумуляторным батареям), то может быть достаточно самодельной конструкции, но если вам нужен аппарат для точечной сварки общего назначения, создание собственного с нуля — не лучший вариант. отвечать.
Электронный модуль, который может подавать звуковые сигналы тревоги или предупреждения о высокой или низкой температуре
DIY Tech Features — 30 июня 2008 г.
Генератор импульсов eLabtronics, часть 2
Первое судно с паровой турбиной — и оно было самым быстрым в мире!
Специальные функции — 27 июля 2010 г.
Турбиния
Пиковое ускорение за одну треть секунды!
Технические характеристики — 5 октября 2010 г.
Это ваш электрический нагнетатель?
Будем ли мы когда-нибудь водить автомобили на солнечных батареях? Неа!
Технические характеристики — 19 сентября 2007 г.
Альтернативные автомобили, часть 2 — Солнечная
Звучит смешно — но так ли это?
Технические характеристики — 4 октября 2007 г.
Альтернативные автомобили, часть 4 — на человеческом приводе
Снижение сопротивления
DIY Tech Features — 10 июля 2012 г.
Уменьшение лобового сопротивления автомобилей с квадратным кузовом
Удивительный автомобиль
Особые характеристики — 20 мая 2014 г.
Румплер Tropfenwagen
История прекрасного BMW M1 — специально созданного гоночного автомобиля
Особенности — 7 апреля 2009 г.
М1 Великолепие
Что нужно знать об дуговой сварке
DIY Tech Features — 20 июня 2007 г.
Руководство для начинающих по сварке, часть 1
Электродвигатель и система управления для самодельного электровелосипеда
DIY Tech Features — 11 февраля 2005 г.
Сборка электрического велосипеда, часть 2
Как работает точечная сварка | Блог Иствуда
4 мая 2014 г.
Точечная сварка — это метод, используемый во многих различных отраслях машиностроения, который позволяет сваривать два куска металла вместе в определенной точке. Ниже мы рассмотрим, как работает этот процесс, а также как вы можете использовать простые сварочные аппараты MIG и TIG для создания собственных точечных сварных швов профессионального уровня.
Что такое точечная сварка?
Точечная сварка — это процесс соединения двух кусков металла вместе в отдельных круглых точках посредством процесса кондуктивного нагрева. Точечная сварка — это лучший способ прочно соединить два отдельных типа листового металла, сварную проволочную сетку или простую проволочную сетку вместе в определенной точке или точках. В автомобильной промышленности точечная сварка в основном используется для сварки деталей из листового металла, образующих кузов автомобиля.
При точечной сварке тепло получается за счет электрического тока. Традиционно в процессе точечной сварки используются два электрода из медного сплава, которые одновременно сжимают вместе два куска тонкого металла и фокусируют их в маленьком круглом «пятне». Когда большой электрический ток проходит через электроды, энергия становится достаточно сильной и концентрированной, чтобы расплавить металл в этом месте и образовать сварной шов. Этот тип сварки устраняет необходимость создания и применения металлического сварочного материала для соединения двух кусков металла вместе. Кроме того, точечная сварка обеспечивает большое количество энергии за такое короткое время, что позволяет проводить сварку без чрезмерного нагрева остальной части металлических деталей. Точечная сварка используется для получения непроницаемых, надежных и очень долговечных сварных швов.
Обучение точечной сварке
Существуют определенные виды сварочных аппаратов, которые обычно называют «точечными сварщиками», которые обычно используются для точечной сварки, но вы также можете использовать дуговые сварочные аппараты MIG или TIG для выполнения точечной сварки, если у вас есть соответствующие права. вложения. На самом деле, Eastwood продает свои собственные комплекты для точечной сварки MIG и TIG, которые содержат специальную насадку, которая ввинчивается прямо в верхнюю часть вашей сварочной горелки. Сопло для точечной сварки навинчивается на сварочный аппарат MIG точно так же, как и обычное сопло, за исключением того, что сопло для точечной сварки имеет два удлинителя на конце, которые обеспечивают идеальное расстояние между сварочным аппаратом и поверхностью свариваемого металла. Комплекты для точечной сварки Eastwood также поставляются с парой плоскогубцев для точечной сварки, которые удерживают обе поверхности металла вместе, зажимая и фиксируя их на месте.
Схема дренажного насоса с поплавком. Особенности конструкции
Содержание
Назначение дренажного оборудования
Устройство дренажного насоса
Электрическая схема дренажного насоса
Неисправности дренажных насосов
Дренажные фекальные насосы
Коротко о главном
Дренажные насосы завоевали огромную популярность благодаря своей уникальной конструкции. В зависимости от типа, устройство способно работать не только с грязными и сточными водами, но и с канализационными течениями – это особенность фекальных приборов. Применяется для откачивания вод с затопленных участков, котлованов и траншей.
Схема дренажного насоса с поплавком поможет нам разобраться с особенностью его конструкции и дальнейшего обслуживания аппарата. В этой статье мы расскажем о видах и типах этих устройств, коснёмся бытовых и промышленных вариантов, подробно рассмотрим варианты установки и сферу применения дренажного оборудования, электрическую часть.
В зависимости от типа и назначения модели зависит его мощность. Самые мощные устройства за один час работы могут перекачивать объём до 25 м3 жидкости. Современные модели удобны в эксплуатации и практически не требуют вмешательства во время работы
Назначение дренажного оборудования
На загородных территориях люди часто сталкиваются с проблемой подтопления приусадебных участков, затопления низких плоскостей и прочими неприятностями. Для решения таких неприятностей используют дренажные насосы. Благодаря их конструкции они получили уникальную возможность работать с грязной водой, поэтому беспокоится, не придётся.
В зависимости от модели они комплектуются сетками разной фракции, что предотвращает попадание вовнутрь частиц с диаметром больше, чем они смогут через себя пропустить.
Также, такой тип оборудования применяется для быстрого и эффективного наполнения емкостей. Производительность даже самого слабого агрегата преподнесёт не менее 5 кубических метров полезной работы.
Чугунные устройства имеют возможность работать с более загрязнённой водой
Применяют их на стройках, за городом, с целью откачивания котлованов после дождей. В быту можно освободить затопленный подвал. Существует более расширенный профиль дренажных насосов – фекальные, с их помощью можно выкачать отходы жизнедеятельности.
Устройство дренажного насоса
Дренажные насосы бывают погружные и поверхностные, бытовые и промышленные. Принцип работы у них одинаковый, разница в размере конструкции и производительности. Крыльчатка приводится в движение посредством ее вращения электроприводом.
В качестве привода может использоваться электродвигатель, бензиновый или дизельный двигатель, а также вал отбора мощности сельскохозяйственной техники. Двигатель не влияет на принцип работы устройства. Итак, рассмотрим на примере всем известного бытового варианта с электроприводом.
Принципиальная схема конструкции дренажного бытового насоса с поплавком
Дренажное устройство может быть изготовлено из пластика, нержавеющей стали и чугуна. Пластиковые и стальные аппараты, используются для откачки более чистых вод, к примеру, можно осуществлять полив огорода из дренажного колодца.
Чугунные приборы выполнены более капитально и работают с максимально грязной водой. Аппарат имеет несколько основных частей, отметим главные:
Крыльчатка бытового дренажного насоса
Корпус двигателя – в нём установлен статор устройства, неподвижная часть электромотора. Все узлы конструкции крепятся к корпусу.
Крышка корпуса двигателя – фиксируется болтами, имеет уплотнительную резинку, благодаря которой место соединения с корпусом остаётся герметичным. Таит под собой электрический рабочий конденсатор и место подключения двигателя к проводу питания сети.
Корпус насоса – узел, который отвечает за контакт с перекачиваемой средой. В корпусе насоса расположено рабочее колесо. С валом электродвигателя вал насоса соединён специальным торцевым уплотнителем. Благодаря сальникам вода не попадает в соседнюю камеру.
Масляная камера – переназначена для охлаждения и смазки торцевого уплотнителя.
Опора насоса – применяется только в чугунных устройствах.
Электрический двигатель – состоит из ротора и статора
Подшипники – обеспечивают плавное скольжение ротора для передачи вращения рабочему колесу.
Конденсатор – пусковой рабочий конденсатор для двухфазного электродвигателя двигателя создаёт пусковой ток и помогает двигателю войти в стабильные условия работы.
Электрическая схема дренажного насоса
В бытовом устройстве установлен однофазный двигатель с пусковой обмоткой — это так называемый двухфазный двигатель. Запускается он благодаря конденсатору, установленному последовательно к пусковой обмотке. Электрическая схема дренажного насоса с поплавком довольно проста, рассмотрим её:
Схема дренажного насоса с пусковым конденсатором
Поплавок прибора служит автоматическим выключателем. Обязательным условием монтажа является расположение прибора так, чтобы вокруг него было не менее 50 см свободного пространства вокруг. Делается это для того, чтобы поплавок мог относительно свободно перемещаться.
В случае его соприкосновения с окружающими преградами или выступами в яме, в которой он находиться, автоматический выключатель может зацепиться и не сработать. В таком случае работа устройства продолжится даже после окончания воды в месте работы. В устройстве нет предусмотренной защиты холостого хода, а в простых устройствах даже может быть не установлено термореле. Такая ситуация может привести к поломке аппарата.
Автоматический выключатель устанавливается в разрыв нулевого провода
Применение дренажного насоса в дренажном колодце
Подключение дренажного насоса к электросети осуществляется через автоматический выключатель – это обезопасит вас от выгорания проводки в случае возникновения короткого замыкания.
Благодаря электрической схеме погружного насоса с поплавком, устройство работает автоматически без вмешательства человека. Одним из распространенных способов применения – установка такого оборудования в дренажных колодцах, для наполнения емкостей или полива огорода.
В данном случае насос будет дожидаться пока, наполнится колодец и посредством поднятия поплавка в зависимости от степени заполнения колодца, он произведёт автоматический пуск устройства, когда колодец заполнится достаточным количеством жидкости. По окончании процесса поплавок опустится вместе с падением уровня воды и устройство отключится.
Благодаря автоматическому выключателю насос сам будет включаться при заполнении такого колодца
Электрическая схема дренажного насоса и методы защиты
Применения термореле – отличная дополнительная защита от перегрева обмотки вашего устройства. Благодаря выносному датчику, который установлен на статоре оборудования, в случае длительного перегрева устройство поймет, что необходимо отдохнуть, и реле разомкнет контакты. Повторный пуск осуществится, только когда аппарат остынет.
Применение термореле довольно распространённый и эффективный тип защиты. Монтаж термореле можно произвести самостоятельно, схема включения в цепь ниже. При покупке проконсультируйтесь с менеджером о тонкостях установки данного типа.
Схема проводки дренажного насоса с подключением термореле
Также, существует защита по току. Есть масса вариантов исполнения токового реле. Они применяются в целях безопасности электрооборудования. К примеру, если насос заклинит, то электропривод будет стремиться его провернуть и запустить заново.
При этом ток в цепи начнёт резко расти, как раз в этом случае сработает токовое реле и прекратит подачу напряжения в цепь, таким образом, реле предотвратит перегорание обмотки двигателя. Устанавливать такую защиту или нет дело ваше, знайте, что такая защита есть.
Поплавок дренажного насоса представляет собой простой выключатель, механизмом включения и отключения которого служит железный круглый шарик, который катается в посадочном месте
Мощные модели дренажных трёхфазных насосов могут не иметь в комплекте поплавка. В таком случае подключение выносного автоматического выключателя осуществляется при помощи магнитного пускателя.
В данной схеме используется магнитный пускатель, потому что пусковой ток очень большой и контакты поплавка попросту расплавятся при первом включении. Сигнализатор уровня воды подаёт сигнал на контакты магнитного пускателя, который, в свою очередь, замыкает силовые контакты электропривода. Рассмотрим схему подключения насоса:
Электрическая схема погружного насоса с поплавком
Неисправности дренажных насосов
Все устройства в мире, которые применяются в работе, нуждаются в обслуживании, ремонте и надлежащему отношению к ним. Всегда внимательно читайте с технический паспорт изделия, он находится в комплекте с прибором.
В паспорте изделия расписаны допустимые нагрузки и указаны правильные условия эксплуатации. Придерживаясь этих правил ваше устройство будет служить максимально долго, но все же от неполадок не застраховано ни одно устройство, рассмотрим основные:
Устройство работает, но не качает воду.
Устройство не издает никаких звуков и не работает.
Прибор вибрирует и греется при работе.
Аппарат стал создавать плохой напор.
Аппарат отключается при работе или выбивает автоматический выключатель.
Рассмотрим более подробно, почему возникают такие ситуации, и какие действия необходимо предпринять в таком случае.
Поверхностный дренажный электрический насос итальянского производства компании WILO
Устройство работает, но не качает воду
Такая неполадка, скорее всего, связана с забитой всасывающей поверхностью или патрубком. Для того чтобы удостовериться, проверьте нижнюю часть вашего устройства или вытрусите всасывающий патрубок. Камни водоросли или грязь с годами откладывается на любой защитной сетке, возможно, это и служит поводом для отсутствия напора.
Второй момент более серьёзный, возможно, лопасти крыльчатки пришли в негодность, проверить это можно после того, как вы очистите устройство от мусора и вскроете его. Обычно замена крыльчатки недорогое удовольствие, а замена займёт у вас полчаса.
Изделия из нержавеющей стали обычно качественнее своих пластиковых братьев и работают с большей фракцией мусора в воде
Устройство не издаёт никаких звуков и не работает
Скорее всего, нет питания на электроприводе. Возможно, переломлен кабель или питание в сети не приходит до точки подключения. Проверьте сеть. Для того чтобы проверить кабель достаточно достать насос, вытереть его насухо, вскрыть конденсаторную крышку и измерить напряжение на входе в устройство. Если напряжение есть – то дело в обмотке двигателя. Мотор, скорее всего, придётся заменить.
Прибор вибрирует и греется при работе
Если вы заметили такие погрешности в работе аппарата, срочно отключите его питание. Возможно, разбито рабочее колесо – необходимо заменить. Также, причиной такой неполадки, является разбитый подшипник устройства, этот момент мы сможем проверить, только разобрав устройство. Работа в таком режиме категорически запрещена. Спасать потом будет нечего.
Дренажный насос используется для забора воды из водоёма. В качестве привода используется вал отбора мощности трактора
Аппарат стал создавать плохой напор
Напор ухудшается по мере засорения внутренних частей устройства грязью, либо при частичном разоружении рабочего колеса устройства. В таком случае не стоит использовать данный прибор, пока вы не произведёте профилактику устройства. Сделать это совершенно просто и недолго.
Аппарат отключается при работе или выбивает сеть
Следует более подробно ознакомиться с конструкцией аппарата, возможно, в нём установлена защита от перегрева и он просто уходит в защиту из-за того, что не справляется с поставленной задачей.
Также, может произойти разгерметизация устройства и вода, попавшая в корпус, вызывает временное короткое замыкание, в результате которого и срабатывает автоматический выключатель. В любом случае необходимо разбирать и прозванивать цепь мультиметром.
Дренажные фекальные насосы
Фекальные насосы используют для откачивания канализационных вод. Они также обладают существенными характеристиками производительности и благодаря уникальной конструкции могут работать с крупными отходами. Размер перерабатываемых частиц достигает 35 мм.
Благодаря работе измельчителя крупные отходы не перекроют всасывающую камеру, будут раздроблены и утилизированы в нужном направлении. Существуют поверхностные и погружные насосы. Эти аппараты хорошо себя зарекомендовали и обширно применяются среди населения.
Изготавливаются такие устройства из высокопрочных материалов и имеют большой вес. Корпус изготовлен из чугуна и полностью герметичен. Такие насосы достаточно долговечны и хорошо справляются со своей работой. Они являются полными аналогами дренажных насосов, разница лишь в корпусе и измельчительном ноже.
К примеру фекальный насос Джилекс 140/6 5400
Благодаря установочной площадке, устройство можно грузить на самое дно выгребной ямы. Измельчитель справится с крупными отходами, а крупная сетка не даст попасть под лопасти случайным кускам металла
Коротко о главном
Дренажные агрегаты незаменимые помощники для работы по перемещению больших и не особо чистых запасов воды. Сегодня мы коротко пробежались по устройству приборов узнали, что бывают поверхностные и погружные устройства, бытовые и промышленные.
Посмотрели, какая из себя электрическая схема дренажного насоса, разобрались с методом подключения конденсатора, узнали, что такое тепловая и токовая защита и привели пример фекального устройства.
Фекальные аппараты близкие родственники дренажных насосов, в устройство которых добавлен измельчитель твёрдых частиц, который добавил ему возможности работать в более густой и твёрдой среде. Фекальные аппараты изготавливаются в прочном корпусе и способны выкачать выгребную яму объемом 1 кубический метр за три минуты.
Итак, друзья на этом будем заканчивать. Надеемся, эта статья вам помогла, и вы нашли интересующий вас материал.
Выбрать дренажный насос Вы можете тут.
Нам хотелось узнать, о каких тонкостях, схемах подключения и методах усовершенствования данной техники известно вам? Мы слышали, что используют данное оборудование в паре для выкачки небольших прудов, подключив через магнитный пускатель. Так ли это? Будем признательны вашему ответу.
Фекальные дренажные насосы без ножа в категории «Материалы для ремонта»
Дренажный погружной фекальный насос с ножами и измельчителем WISLA Висла 2,6 кВт с поплавком и 25 м шланга
На складе
Доставка по Украине
4 600 грн
4 400 грн
Купить
Topove
Фекальный насос Forwater WQD 2,5 с ножом и шланг 25 метров (комплект) гарантия 3 года
На складе
Доставка по Украине
5 160 грн
4 386 грн
Купить
Интернет-магазин «Мастер» — Оптовые цены на все!
Фекальный насос GRANDWATER 2. 5 кВт с ножом + шланг 25 м, трос, зажимы, хомут, перчатки, гарантия 3 года
На складе
Доставка по Украине
4 050 — 4 248 грн
от 2 продавцов
4 720 грн
4 248 грн
Купить
Pegas. Опалення та водопостачання
Дренажный Фекальный насос с измельчителем и ножом NOWA WQCD C1500f Польша чугун на ножках
На складе
Доставка по Украине
по 4 950 грн
от 2 продавцов
5 000 грн
4 950 грн
Купить
Topove
Фекальный насос с ножом (+шланг 20 м)
На складе
Доставка по Украине
3 500 грн
Купить
Магазин «Насосы»
Насос дренажный фекальный погружной 1,1 кВт с измельчителем для выкачки фекалий из выгребных ям без поплавка
На складе
Доставка по Украине
2 399 грн
Купить
Интернет-магазин Vkoshyku
Дренажный погружной насос 1,6 кВт Kenle QDX P-210 с дополнительной защитной сеткой Польша
На складе
Доставка по Украине
2 200 грн
1 980 грн
Купить
Topove
Фекальный насос FORWATER 2. 5 кВт с ножом + шланг 25 м, трос, зажимы, хомут, перчатки (комплект)
На складе
Доставка по Украине
4 131 — 4 329 грн
от 2 продавцов
4 810 грн
4 329 грн
Купить
Pegas. Опалення та водопостачання
Насос погружной фекальный дренажный 2,6 кВт с ножами для грязной воды, фекалий, сливных ям, с поплавком
На складе
Доставка по Украине
3 150 грн
3 100 грн
Купить
Интернет-магазин Vkoshyku
Бытовой насос фекальный погружной с измельчителем 1100 Вт для выкачки выгребной, сливной ямы дома WQD 10
На складе
Доставка по Украине
по 2 340 грн
от 2 продавцов
2 350 грн
2 340 грн
Купить
Topove
Фекальный насос БЕЗ ПОПЛАВКА WQD10
На складе
Доставка по Украине
2 300 грн
Купить
Магазин «Насосы»
Дренажно фекальный насос WQD с Ножом
На складе
Доставка по Украине
2 950 грн
Купить
Магазин «Насосы»
Насос дренажный погружной фекальный с ножами и измельчителем 2,2 кВт с поплавком Powercraft WQCD 2200f
Доставка по Украине
4 520 грн
Купить
Topove
Фекальный насос дренажный с ножами Delta WQCD 2-2,6
На складе
Доставка по Украине
4 580 грн
3 893 грн
Купить
ПромКлимат
Фекальный насос дренажный FORWATER (AKWA PUMPS) WQD 2. 5 с ножом и шланг 25м (комплект) гарантия 3 года
На складе
Доставка по Украине
5 160 грн
4 386 грн
Купить
ПромКлимат
Смотрите также
Фекальный насос дренажный FORWATER (AKWA PUMPS) WQD 2.5 с ножом и пожарный рукав 20м гарантия 3 года
На складе
Доставка по Украине
5 140 грн
4 369 грн
Купить
ПромКлимат
Фекальный насос дренажный EURO DELTA WQCD 2.6 с ножом и шланг 25м (комплект) гарантия 3 года
На складе
Доставка по Украине
4 420 — 4 454 грн
от 2 продавцов
5 200 грн
4 420 грн
Купить
ПромКлимат
Фекальный насос дренажный GRAND WATER WQD 2.5 с ножом и шланг 25м (комплект) гарантия 3 года
На складе
Доставка по Украине
5 180 грн
4 403 грн
Купить
ПромКлимат
Дренажно фекальный насос с Ножом+Шланг 25м
На складе
Доставка по Украине
3 450 грн
Купить
Магазин «Насосы»
Фекальный насос FORWATER 2. 5 кВт с ножом + шланг 20 м (комплект) гарантия 3 года
На складе
Доставка по Украине
4 014 — 4 221 грн
от 2 продавцов
4 460 грн
4 014 грн
Купить
10Bar. Насоси та опалення.
Фекальный насос FORWATER 2.5 кВт с ножом + шланг 20 м, трос, зажимы, хомут, перчатки (комплект)
На складе
Доставка по Украине
4 095 — 4 302 грн
от 2 продавцов
4 550 грн
4 095 грн
Купить
10Bar. Насоси та опалення.
Фекальный насос FORWATER 2.5 кВт с ножом + шланг 25 м (комплект) гарантия 3 года
На складе
Доставка по Украине
4 050 — 4 248 грн
от 2 продавцов
4 500 грн
4 050 грн
Купить
10Bar. Насоси та опалення.
Фекальный насос GRANDWATER 2.5 кВт с ножом + шланг 20 м (комплект) гарантия 3 года
На складе
Доставка по Украине
4 370 грн
3 933 грн
Купить
10Bar. Насоси та опалення.
Шланг, рукав пожарный для дренажно-фекального насоса 30 м без конекторов
На складе
Доставка по Украине
840 грн
Купить
EuroTool
Фекальный насос дренажный GRAND WATER WQD 2.5 с ножом и пожарный рукав 20 м (комплект) гарантия 3 года
На складе
Доставка по Украине
4 386 — 4 420 грн
от 2 продавцов
5 160 грн
4 386 грн
Купить
Интернет-магазин «Мастер» — Оптовые цены на все!
Фекальный насос дренажный Grand Water (Akwa Pumps) WQD 2.5 с ножом и шланг 25 м (комплект) гарантия 3 года
На складе
Доставка по Украине
5 120 грн
4 352 грн
Купить
Интернет-магазин «Мастер» — Оптовые цены на все!
Фекальный насос дренажный FORWATER (Akwa Pumps) 2,5 с ножом и пожарный рукав 20 м (комплект) гарантия 3 года
На складе
Доставка по Украине
5 180 грн
4 403 грн
Купить
Интернет-магазин «Мастер» — Оптовые цены на все!
Насос дренажно-фекальный с ножом измельчителем VODOMET WQCD15-12-2
Доставка по Украине
3 555 грн
Купить
Хоз-Ящик
Фекальный (дренажный) насос с режущим ножом измельчителем 2. 6 кВт для грязной воды, фекалий,сливных ям WQCD 12
Доставка по Украине
3 150 грн
Купить
100tovariv
как правильно выбрать погружной насос?
Магазин Центр знаний Технические проекты Как правильно выбрать погружной насос?
Автор Гил ван дер Хувен | Последнее обновление: 6-7-2021
Погружной насос — это насос, который используется для перекачки воды, например, для перекачки резервуаров для дождевой воды, перекачки дренажной воды или перекачки дождевой воды, если она стала помехой. . В садоводстве эти насосы широко используются. Но как правильно выбрать погружной насос? В этой статье наш специалист объясняет.
Какие типы погружных насосов существуют?
Существуют различные типы погружных насосов. Наиболее распространенными в садоводстве являются пресная вода, грязная вода, грязная вода с твердыми включениями (Vortex), высокое давление и выравнивающий погружной насос.
Погружной насос для пресной воды: используется для перекачки пресной воды, например чистой протекающей воды. Этот насос всегда имеет небольшое количество воды позади, обычно от двух до четырех сантиметров.
Погружной насос для грязной воды: погружной насос для грязной воды используется для перекачивания грязной воды, такой как вода, содержащая песок или водоросли. Насос подходит для небольших компактных частиц грязи размером от 25 до 35 миллиметров. Погружной насос для грязной воды оставляет слой воды от четырех до восьми сантиметров.
Погружной насос с твердыми деталями (погружной насос Vortex): используется для перекачивания воды, содержащей крупные частицы грязи размером более 35 миллиметров (больше песчинки). Какой формат частиц грязи может обрабатывать погружной насос с твердыми частями, зависит от типа, поэтому примите это во внимание при покупке.
Погружной насос высокого давления: этот тип более мощный, чем стандартный погружной насос. Это делает насос также пригодным для использования в качестве ирригационного насоса или насоса для пруда в бункере или бассейне.
Погружной насос для выравнивания: в принципе аналогичен погружному насосу для чистой воды, только этот насос способен перекачивать воду до еще более низкого уровня, до слоя около трех миллиметров (сухая швабра) . Это связано с тем, что вход находится ближе к субстрату. Это делает насос подходящим для ситуаций, когда вода должна быть перекачана полностью или при очень низком уровне воды.
Обратите внимание: некоторые вещества нельзя перекачивать. Например:
Коррозионные, легковоспламеняющиеся или взрывоопасные вещества (такие как средства защиты растений или бензин)
Смазка и масло
Соленая вода (ее можно перекачивать только с помощью специального погружного насоса для соленой воды)
Погружной насос с поплавком
Вышеупомянутые типы погружных насосов бывают с поплавком или без него. Поплавок обеспечивает автоматическое включение погружного насоса, если он находится в воде. Можно также использовать шаровой поплавок для установки уровня воды, чтобы насос автоматически останавливался при достижении желаемого уровня воды. Преимущество этого в том, что погружной насос никогда не может работать всухую, при условии, что поплавок может свободно двигаться. В этом случае вы всегда можете оставить погружной насос включенным.
Есть модели с внешними поплавками (шаровые поплавки). Они надежны, но требуют много места. Существуют также модели со встроенным поплавком (внутренний поплавковый выключатель?). Преимущество модели со встроенным поплавком в том, что она требует меньше места. По этой причине они часто используются в некоторых люках. Недостаток встроенного поплавка в том, что он чувствителен к загрязнениям и не поддается регулировке.
Погружной насос без поплавка
Погружной насос без поплавка нельзя настроить на определенный уровень воды; он активируется в тот момент, когда вы вставляете штекер, и отключается, когда штекер вынимается. Поэтому при использовании этого насоса вы должны следить за тем, чтобы насос не работал всухую. Погружной насос с верхним выходом охлаждается перекачиваемой водой, так как эта вода течет рядом с двигателем. Когда вся вода выкачана, а насос продолжает работать, он не может охладиться, в результате чего он работает всухую. Обязательно предотвратите это, потому что работа всухую приведет к повреждению и, в худшем случае, к возгоранию. Таким образом, это можно предотвратить, контролируя насос, пока он включен, или применяя внешний поплавок (конструкция).
Количество перекачиваемой воды
Выбор определенного типа погружного насоса также зависит от количества перекачиваемой воды. Чем больше воды вы хотите перекачать, тем выше должна быть производительность погружного насоса.
Максимальная глубина погружения
Каждый погружной насос имеет максимальную глубину погружения (также называемую opvoerhoogte). Это максимальная глубина, на которой можно разместить насос, не прекращая его работу. Для большинства насосов это семь метров, но есть и насосы, которые работают глубже или менее глубоко. Это зависит от давления нагнетания насоса. Обратите на это внимание.
Соединительный материал
Для подключения погружного насоса требуется шланг. Диаметр шланга зависит от разъема насоса. Размер можно найти в технических характеристиках насоса. Также убедитесь, что шланг достаточно длинный.
Для «бытовых моделей» можно легко прикрепить шланг с помощью хомута. Для более крупных моделей с большей пропускной способностью шланг крепится с помощью муфты ГК или муфты ПВХ. При покупке муфты GK или PVC обратите внимание на правильную резьбу, а также убедитесь, нужна ли вам муфта с внутренней или внешней резьбой.
Обратите внимание: погружной насос всегда оснащен встроенной заглушкой. Если вы подключаете погружной насос, имейте в виду, что гарантия аннулируется, если вы перережете эту вилку (например, если вы хотите провести шнур через стену).
Внимание
При использовании погружного насоса обратите внимание на следующие моменты:
Убедитесь, что температура перекачиваемой жидкости никогда не превышает максимальную. Для большинства насосов это 40°C, но всегда проверяйте это в руководстве.
Поместите насос на устойчивую поверхность.
Убедитесь, что всасывающие отверстия под насосом не заблокированы.
Если у вас насос с поплавком, убедитесь, что поплавок может свободно двигаться.
Никогда не поднимайте насос за электрический кабель или поплавок, используйте для этого шпагат.
Погружной насос может заблокироваться. Поэтому вам следует регулярно проверять насосы и при необходимости очищать их. Насос чистой воды следует проверять на предмет блокировки каждый месяц, а насос грязной воды – каждую неделю.
Контрзаглушка
Погружной насос может перегреться по нескольким причинам. Лучшие насосы по умолчанию поставляются с кликсоном, который защищает насос от этого. Он обеспечивает автоматический перезапуск насоса, как только он достаточно остынет. Если ваша помпа не оснащена кликсоном, вы можете использовать контрзаглушку. Контрзаглушка гарантирует, что помпа останется деактивированной, как только помпа перегрузится. Таким образом, вы предотвратите повреждение насоса из-за частых перезапусков (в случае насосов, оснащенных кликсоном) или возгорания (в случае насоса без кликсона).
10 10 лучших отстойников для грязной воды с поплавковым выключателем, которые вам абсолютно необходимы в 2022 году
10 Лучший дренажный насос для грязной воды с поплавковым выключателем: Top Choice
#
Предварительный просмотр
Продукт
«> 1
Дренажный насос, Prostormer 3500 GPH 1HP Погружной насос для чистой/грязной воды со встроенным поплавковым выключателем для…
Купить на Амазоне
2
Дренажный насос, Prostormer 1HP 3700GPH Погружной насос для чистой/грязной воды с автоматическим поплавковым выключателем для. ..
Купить на Амазоне
3
MEDAS Электрический погружной насос 3 в 1 1/2HP 400W 2905GPH Дренажные насосы с поплавковым выключателем и длиной 16,4 фута…
Купить на Амазоне
«> 4
Дренажный насос DEKOPRO 400 Вт 1/2 л.с. 19Погружной насос 81GPH Насос для чистой/грязной воды Бассейн Сад…
Купить на Амазоне
5
Погружной дренажный насос Lanchez 1,6 л.с. 4858GPH Насос для перекачки чистой и грязной воды с поплавковым выключателем для. ..
Купить на Амазоне
6
Дренажный насос из нержавеющей стали, Prostormer 1HP 3700GPH Погружной насос для чистой/грязной воды с поплавком…
Погружной отстойник для чистой/грязной воды 1,5 л. с. с датчиком уровня воды (4 положения ВКЛ/ВЫКЛ, без внешнего…
Купить на Амазоне
9
Погружной дренажный насос Lanchez 1 л.с. 4462GPH Насос для перекачки чистой и грязной воды с поплавковым выключателем для…
Купить на Амазоне
«> 10
Погружной дренажный насос для чистой/грязной воды мощностью 1 л.с. со встроенным автоматическим ВКЛ/ВЫКЛ (без внешнего поплавкового выключателя…
Купить на Амазоне
Обзоры 10 лучших дренажных насосов для грязной воды с поплавковым выключателем на любой бюджет
Имея так много вариантов насосов для грязной воды с поплавковым выключателем, многие из них имеют свои плюсы и минусы, и выбор может сбить с толку. Мы выбрали несколько лучших моделей для сравнения, потратив несколько часов на изучение самого качественного и доступного продукта на рынке. Используя каждый из них, мы исследуем, как они сравниваются по нескольким параметрам анализа, чтобы определить водоотливной насос для грязной воды с поплавковым выключателем. При анализе учитывались следующие факторы:
Размер
Стоимость бренда
Характеристики
Стиль
Дизайн
Долговечность
Цена
Гарантии
Типы
Технические характеристики
Долговечность
Качество
Материалы
Рейтинги потребителей, обзоры и многое другое
РаспродажаБестселлер №1
Дренажный насос, Prostormer 3500 GPH 1HP Погружной насос для чистой/грязной воды со встроенным поплавковым выключателем для бассейна, пруда, сада, затопленного подвала и орошения
🔥【Высокая мощность 1 л.с.】 Дренажный насос Prostormer использует мощность 1 л.с., что более эффективно, чем обычный дренажный насос 3/4 л.с.; Максимальный рейтинг 3500GPH справляется с любой работой по сливу в кратчайшие сроки.
🔥【Разные размеры выпускных отверстий】3 выпускных отверстия различных диаметров (1 дюйм, 1-1/4 дюйма, 1-1/2 дюйма) для адаптации к шлангам разного размера по мере необходимости в соответствии с расходом. Чем больше поток, тем шире должно быть выходное отверстие.
🔥【Ручной режим】Установите переключатель в положение РУЧНОЙ, насос теперь не будет автоматически отключаться, а будет выполнять перекачку, даже если достигнут оставшийся уровень воды и насос работает всухую. Вы должны немедленно отключить питание, чтобы предотвратить возгорание катушки.
🔥【Автоматический режим】Установите переключатель в положение AUTO. После того, как вы подключите устройство к розетке, насос автоматически включится, когда вода превысит уровень запуска, и выключится, когда будет достигнут уровень остановки. Это означает, что насос можно оставить включенным в любое время, и он будет держать вода в подвале или лодке, например, на требуемом уровне. имейте в виду, что этот насос не предназначен для непрерывной работы, его необходимо через определенные промежутки времени выключать.
🔥【Уплотнительная конструкция и прочная конструкция】 Дренажный насос имеет прочную уплотняющую конструкцию, а прочный корпус из термопластика защищает насос от коррозии. Более высокая опорная плита предотвращает скопление мусора в выгребной яме.
РаспродажаБестселлер №2
Погружной насос, Prostormer 1HP 3700GPH Погружной насос для чистой/грязной воды с автоматическим поплавковым выключателем для бассейна, пруда, сада, затопленного подвала, аквариума и системы орошения (оранжевый)
🔥【Уплотнительная конструкция и прочная конструкция】Дренажный насос имеет прочную уплотняющую конструкцию, а прочный корпус из термопластика защищает насос от коррозии. Более высокая опорная плита предотвращает скопление мусора в выгребной яме.
⚡⚡【Полезный совет】Когда вы начинаете использовать насос, вы должны быть погружены в воду под небольшим углом, чтобы оставшийся воздух вышел. дренажный насос, дренажный насос будет работать все время. Как только насос не может качать воду, вы должны немедленно отключить питание, чтобы предотвратить возгорание катушки.
🔥【Высокая мощность 1 л.с.】 Дренажный насос Prostormer использует мощность 1 л.с., что более эффективно, чем обычный дренажный насос 3/4 л.с.; Максимальный рейтинг 3700 галлонов в час позволяет справиться с любой работой по сливу в кратчайшие сроки.
🔥【Разные размеры выпускных отверстий】3 выпускных отверстия различных диаметров (1 дюйм, 1-1/4 дюйма, 1-1/2 дюйма) для адаптации к шлангам разного размера по мере необходимости в соответствии с расходом. Чем больше поток, тем шире должно быть выходное отверстие.
Бестселлер №3
MEDAS Electric 3 в 1 Погружной насос 1/2HP 400 Вт 2905GPH Дренажные насосы с поплавковым выключателем и длинным 16,4-футовым кабелем Насос для грязной / чистой воды для прудов, бассейнов и дренажа
【Автоматический поплавковый переключатель 】 Поплавковый переключатель управляет включением и выключением насоса автоматически. Поплавковый выключатель должен быть разблокирован от насоса. Когда уровень воды поднимается над насосом, насос начинает работать автоматически под управлением поплавкового выключателя. Когда насос не перекачивает воду, он автоматически отключает питание.
【Мощный и компактный погружной насос 】 Двигатель 400 Вт, 1/2 л.с. Максимальный подъем: 19 футов; Производительность 2905 галлонов в час позволяет выполнять любую работу по сливу в кратчайшие сроки. Этот насос легко перекачивает твердые частицы диаметром до 1 дюйма. ОТЛИЧНО подходит для затопляемых зон, плавательных бассейнов, подвалов или садовых прудов.
【Многофункциональный дизайн 3 в 1 】 Простота установки другого основания насоса для реализации многофункциональности для чистой воды или грязной воды или слабого всасывания до 1 мм.Быстро и эффективно осушает бассейны, пруды и затопленные подвалы и т. д.
【Гарантия безопасности и прежде всего клиент】 Одобрен UL. Электродвигатель с низким энергопотреблением и защитой от перегрузки обеспечивает безопасную работу. 100% тестирование производителя. По любому вопросу, пожалуйста, не стесняйтесь обращаться к нам, чтобы получить поддержку. Мы стремимся предоставить каждому клиенту самые высокие стандарты обслуживания клиентов.
【Простота установки с помощью шлангов】 Поставляется с тремя пластиковыми переходниками: 1″ и 1-1/2″ для подсоединения сливных шлангов для перекачки большой производительности; 3/4″ GHT и 1-1/2″ NPT для подсоединения шлангов с резьбой для быстрой установки. диаметры выходных отверстий для адаптации к шлангам разного диаметра
Бестселлер №4
DEKOPRO 400W 1/2HP Дренажный насос 1981GPH Погружной насос для чистой/грязной воды Бассейн Садовая ванна Пруд Водосток с поплавковым выключателем и длинным 16-футовым кабелем
ИНТЕРЕСНАЯ КОНСТРУКЦИЯ: Этот водяной насос имеет более высокую опорную плиту, которая предотвращает попадание мусора сбор в выгребной яме. Встроенная защита от тепловой перегрузки гарантирует, что насос общего назначения работает в соответствии со спецификациями для увеличения срока службы.
МОЩНЫЙ ПОГРУЖНОЙ НАСОС: 400 Вт, двигатель 1/2 л.с. Максимальный подъем: 16 футов; Производительность 1981 галлонов в час позволяет быстро справиться с любой задачей слива. Этот погружной водяной насос легко перекачивает твердые частицы диаметром до 20 мм. Отлично подходит для садовых прудов, бассейнов, подвалов и затопляемых территорий.
ВЫСОКОКАЧЕСТВЕННЫЕ МАТЕРИАЛЫ: Погружной насос изготовлен из высококачественного термопластичного композитного материала, обладающего высокой прочностью и устойчивостью к коррозии. Разработан и изготовлен в соответствии с действующими требованиями безопасности, с низким уровнем шума и энергоэффективностью.
АВТОМАТИЧЕСКИЙ ПОПЛАВКОВЫЙ ВЫКЛЮЧАТЕЛЬ: автоматический запуск/остановка. Когда уровень воды ниже 4,7 дюйма, насос автоматически отключит питание; когда уровень воды поднимется выше 4,7 дюйма, погружной дренажный насос снова запустится. Немедленно отключите насос, если насос перестанет качать воду, чтобы предотвратить возгорание змеевика.
НЕСКОЛЬКО РАЗМЕРОВ ВЫПУСКНЫХ ОТВЕРСТИЙ: 2 выпускных отверстия различных диаметров (GHT3/4″, NPT1-1/4″) могут быть изменены в зависимости от скорости потока для достижения максимальной эффективности. Чем больше поток, тем шире должно быть выходное отверстие.
Бестселлер № 5
Погружной дренажный насос Lanchez 1,6 л.с. 4858GPH Насос для перекачки чистой и грязной воды с поплавковым выключателем для бассейна, сада, погреба, пруда
【Профессиональные аксессуары】 Фонтанный насос с аксессуарами. Прочная и устойчивая к коррозии пластиковая конструкция для долговечности; Выход NPT 1 дюйм; Входящий в комплект переходник для шланга подходит для шланга диаметром 1-1/2, 1-1/4 или 1 дюйм.
【Примечание и предупреждение】 Не используйте шнур питания для подъема двигателя. Всегда используйте ручку. Аккуратно ввинтите выпускную трубу в корпус насоса, чтобы избежать срыва или пересечения резьбы. Насос должен располагаться и опираться на ровное прочное основание.
【Мощная и надежная работа】Водяной насос с двигателем мощностью 1,6 л.с. Максимальная скорость потока до 4858 галлонов в час и максимальная высота подъема воды до 32 футов. Корпус из термопласта устойчив к коррозии благодаря очень прочному материалу.
【Безопасность продукта】Погружной дренажный насос обратите внимание на безопасность. Электродвигатель оснащен автоматически сбрасывающейся защитой от тепловой перегрузки. Защита от перегрузки отключится, и двигатель перезапустится при достаточном охлаждении.
【Применение насоса】 Спринклерный насос представляет собой универсальный насос для повышения давления, небольших подземных спринклерных систем, эксплуатации спринклеров для газонов и множества других применений общего назначения. Устройство изготовлено из ударопрочного пластика, устойчивого к коррозии.
Бестселлер №6
Дренажный насос из нержавеющей стали, Prostormer 1HP 3700GPH Погружной насос для чистой/грязной воды с поплавковым выключателем для пресной воды, водопроводной воды и воды из бассейна
⚡Погружной дренажный насос из нержавеющей стали 1 л. с.⚡
Насос изготовлен из нержавеющей стали, что улучшает качество водяного насоса и снижает вероятность его повреждения.
🔥【Внимание】Устройство не предназначено для непрерывной работы (например, в качестве рециркуляционного насоса для прудов). Такой тип использования значительно сократит ожидаемый срок службы насоса.
🔥【Разные размеры выпускных отверстий】3 выпускных отверстия различных диаметров (1 дюйм, 1-1/4 дюйма, 1-1/2 дюйма) для адаптации к шлангам разного размера по мере необходимости в соответствии с расходом. Чем больше поток, тем шире должно быть выходное отверстие, подходящее для разных сцен.
🔥【Высокая мощность 1 л.с.】 Дренажный насос Prostormer использует мощность 1 л.с., что более эффективно, чем обычный дренажный насос; Максимальный рейтинг 3700 галлонов в час позволяет справиться с любой работой по сливу в кратчайшие сроки.
Бестселлер № 7
Водоотливной насос Acquaer 1,2 л.
с. 5722GPH Погружной насос с автоматическим поплавковым выключателем, удалением чистой/грязной воды из подвала, гидромассажной ванны, бассейнов, садового пруда . При низком уровне воды держите переключатель в вертикальном положении, чтобы разрешить ручное управление (включите его, чтобы играть; отключите, чтобы остановить). Кабель питания UL длиной 19,7 фута обеспечивает безопасность и удобство при макс. глубина погружения 13 футов.
Портативная и надежная конструкция: Усиленный корпус из конструкционного термопластика устойчив к коррозии и истиранию. Ручка для переноски с легким, легко транспортировать. Качественное механическое уплотнение эффективно предотвращает утечку в течение длительного срока службы. При работе всухую встроенная защита от тепловой перегрузки автоматически отключает насос для защиты двигателя.
Высокая производительность: Дренажный насос мощностью 1,2 л.с. имеет большую производительность и сильное всасывание с макс. Расход 5722GPH или Макс. Голова 33 фута. Мощный конденсаторный двигатель обеспечивает эффективную и бесшумную работу. Этот насос для грязной воды может обрабатывать до 1-1/3 ″ почвы, идеально подходит для осушения затопленного подвала. Он также может перекачивать чистую воду для полива сада.
Адаптер с несколькими выходами: нагнетание 1-1/2» NPT поставляется с коленчатым переходником 1-1/2» и переходником с защелкивающейся муфтой 1-1/4» или 1», которые просты в установке. Более высокая опорная плита предотвращает скопление мусора в выгребной яме. Полностью погрузите насос перед запуском и предотвратите его замерзание в холодную зиму.
Широкое применение: идеально подходит для затопленных подвалов, погребов, резервуаров для воды, джакузи, бассейнов, прудов, отстойников, подпольных пространств и общего водоотведения. ДВУХЛЕТНЯЯ гарантия обеспечивает стабильность и беззаботность вашей системы водоснабжения. Служба поддержки клиентов Acquaer предоставляет профессиональные консультации по установке и обслуживанию.
Бестселлер №8
Погружной водоотливной насос для чистой/грязной воды 1,5 л.с. с датчиком уровня воды (4 положения ВКЛ/ВЫКЛ, без внешнего поплавкового выключателя) 4860GPH, 26-футовая головка, термозащита, нержавеющая сталь, медная обмотка – насос Schraiber
Корпус из высококачественной нержавеющей стали . Насосы запускаются автоматически между 7,5 и 11 дюймами.
Новая технология датчика воды заменяет старые системы поплавкового выключателя, делая ее полностью автоматической.
Грязный водоотливной насос. С High Flow
4 регулируемых положения запуска и остановки датчика, когда датчик намокнет, он запускает насос, когда он высыхает, он останавливает его.
2 года гарантии непосредственно у нас. Наш номер телефона см. в Руководстве — Premium Pumps USA
Бестселлер № 9
Погружной дренажный насос Lanchez 1 HP 4462GPH Насос для перекачки чистой и грязной воды с поплавковым выключателем для бассейна, сада, погреба, пруда
Прочная и коррозионностойкая пластиковая конструкция для долговечности; Выход NPT 1 дюйм; Входящий в комплект переходник для шланга подходит для шланга 1-1/2, 1-1/4 или 1 дюйм; Просто обрежьте переходник шланга до нужного размера.
Удобная ручка для переноски; Малошумный и аварийно-эффективный двигатель с защитой от тепловой перегрузки; Кабель питания длиной 25 футов позволяет удобно снимать насос.
1 л.с.; Производительность 4462 галлона в час позволяет выполнять любую работу по сливу в кратчайшие сроки. Способность поднимать воду с максимальной глубины погружения 23 фута до высоты 27 футов
Этот дренажный насос легко перекачивает твердые частицы диаметром до 1,83 дюйма. ОТЛИЧНО ПОДХОДИТ для затопляемых зон, плавательных бассейнов, подвалов или садовых прудов
Поплавковый выключатель обеспечивает автоматическую работу. Разработан для непрерывного использования при дренаже.
Бестселлер № 10
Погружной водоотливной насос для чистой/грязной воды мощностью 1 л.с. со встроенным автоматическим ВКЛ/ВЫКЛ (внешний поплавковый выключатель не требуется) 3420 галлонов в час, напор 26 футов, термозащита, медная обмотка — Schraiberpump
Встроенный автоматический выключатель ВКЛ/ВЫКЛ, внешний поплавковый выключатель не требуется.
Легкий и портативный. Самый низкий уровень запуска насоса 7 дюймов, самый низкий уровень всасывания насоса 5 дюймов (в автоматическом режиме)
Ручной режим, когда необходимо откачать всю воду.
Отстойник грязной воды.
2 года гарантии.
На что следует обратить внимание при покупке погружного насоса для грязной воды с поплавковым выключателем
Когда вы ищете погружной насос для грязной воды с поплавковым выключателем, важно точно знать, что вам нужно, а что нет. Вы должны убедиться, что все, что вы покупаете, будет отвечать вашим потребностям, а не занимать место в вашем доме или тратить энергию. Чтобы помочь вам найти правильный продукт для ваших нужд, мы собрали несколько советов, которые помогут вам принять обоснованное решение.
Цена: Конечно, цена имеет значение. Вы хотите найти что-то, что вписывается в ваш бюджет, но также отвечает вашим потребностям.
Качество: Качество важнее цены. Если продукт дешево сделан и легко ломается, в долгосрочной перспективе он будет стоить вам больше, чем если бы вы купили более качественный продукт, который прослужит дольше.
Бренд: Некоторые бренды лучше других, в зависимости от того, какой продукт они предлагают и насколько хорошо они отвечают за качество своей продукции. Ознакомьтесь с отзывами, прежде чем совершать какие-либо покупки!
Отзывы: Мы всегда проверяем эти отзывы перед покупкой, чтобы убедиться, что мы получаем лучший продукт для наших нужд!
Мы здесь, чтобы помочь! Вот некоторые вещи, о которых следует помнить при совершении покупок:
Цена
Сколько вы готовы потратить? Если вам нужен отстойник для грязной воды с поплавковым выключателем и вы не имеете в виду бюджет, стоит потратить больше денег на лучшее, что вы можете найти. Но если вы ищете что-то более доступное, то стоит немного изучить ваши варианты, чтобы найти что-то в своем ценовом диапазоне.
Качество
Вы всегда можете найти дешевые продукты, которые хорошо работают. Тем не менее, если они легко ломаются или изготовлены из некачественных материалов, то они могут не прослужить так долго, как более дорогие продукты, изготовленные из более качественных материалов производителями, которые поддерживают свои продукты гарантиями и программами обслуживания клиентов (которые также могут сэкономить деньги в долгосрочной перспективе).
Посмотреть обзоры
Обзоры — это всегда хороший способ получить представление о том, насколько хорошо работает продукт и как он себя ведет с течением времени. Вы захотите просмотреть как положительные, так и отрицательные отзывы, чтобы увидеть, что людям понравилось в отстойнике для грязной воды с поплавковым выключателем, а что им не понравилось, и это поможет вам принять обоснованное решение о том, действительно ли это продукт подходит именно вам.
Ознакомьтесь с гарантийными обязательствами
На большинство продуктов распространяется гарантия или гарантии, но некоторые из них лучше других! Если компания предлагает пожизненную гарантию на свою продукцию, это хороший знак того, что она поддерживает свое мастерство и обслуживание клиентов, и если что-то пойдет не так с вашей покупкой, она все исправит.
Для таблицы метрических резьб — мелкий шаг (M30-M64) нажмите здесь
Чтобы узнать больше полезной инженерной информации, перейдите на страницу наших руководств, чтобы узнать, как идеально спроектировать детали для производства! Или, если все ваши детали готовы к производству, получите от нас бесплатную 24-часовую смету прямо сейчас.
Автор
Джек Чайлдерстон
Старший руководитель проекта
Фанатик велосипедов 🚴🏼
Таблица основных показателей резьбы | Таблица основных метрических резьб M1 — M100
В настоящее время всё чаще используют алюминий и алюминиевые сплавы в машиностроении, авиастроении, также в качестве строительного материала. Алюминий имеет небольшой вес и не сложен в обработке, а его антикоррозийные свойства высоки. Имеет атомный номер 13 и обозначается латинскими буквами Al. Является одним из самых распространенных цветных металлов на земном шаре. Температура плавления алюминия составляет 660 Со.
В этой статье мы поговорим об алюминиевых листах. Алюминиевые листы применяются в пищевой промышленности, автомобильном производстве, авиастроении и в изготовлении строительных материалов и деталей. Существуют несколько видов алюминиевых листов, а именно с гладкой и рифленой поверхностью. Рисунки рифленой поверхности идентичны с рифлеными листами из черного металла.
Для того чтобы усилить прочностные, антикоррозийные, пластичные и другие свойства в алюминиевых листах использует сплавы алюминия с железом (Fe), магнием (Mg), кремнием (Si), марганцем (Mn), цинком (Zn), медью (Cu). Сплавы имеют обозначения, например:
— «АД» — это сплав алюминия с железом (Fe) и кремнием (Si). Этот сплав увеличивает прочностные качества материала, уменьшает пластичность. Применение такого сплава возможно в системах промышленного кондиционирования, в рекламных билбордах.
— «АМц» — это алюминиево-марганцевый сплав. Содержит примеси кремния (Si) и железа (Fe). Благодаря им растворимость магния в алюминии становится меньше. У такого сплава хорошая пластичность, антикоррозийные свойства и отличная свариваемость. Такие сплавы нашли свое применение в пищевой промышленности и облицовочных элементах в строительстве там, где необходима высокая защита от коррозии.
— «АМг» — Это алюминиево-магниевые сплавы. Прочность таких сплавов на твердую четверку. Стойкость к коррозии и пластичность такого сплава хорошая. Имеет отличную свариваемость поверхностей материала. В таких сплавах содержится до 6% магния (Mg), при увеличение процентного содержания магния, увеличиваются его прочностные качества и уменьшается стойкость к коррозии. В эти сплавы не допускают попадание элементов железа (Fe) и меди (Cu), из-за ухудшения свариваемости и антикоррозийности сплава. Такие сплавы применяют в авиастроении, машиностроении, судостроении.
Вес одного квадратного метра листа алюминия зависит от марки сплава. Ниже в таблице вы можете подобрать интересующую вам марку, толщину листа и узнать теоретический вес. Также можно воспользоваться металлическим калькулятором.
Читайте также:
Алюминиевая лента. Лента алюминиевая вес.;
Алюминиевый уголок. Размеры и вес алюминиевого уголка. ;
Медь листовая. Вес медного листа.;
Вес оцинкованного листа. Таблица.
Вес алюминиевого листа.
Таблица 1
Теоретический вес 1 м2 алюминиевого листа.
Обозначения
АМг2
АМг3
АМг5
АМг6
АМц
В95
Д16
АК4
АК4-1
АК6
А5М
0,3
0,80
0,80
0,80
0,79
0,82
0,86
0,84
0,83
0,84
0,83
0,81
0,5
1,34
1,34
1,33
1,32
1,37
1,43
1,40
1,39
1,40
1,38
1,36
0,8
2,14
2,14
2,12
2,11
2,18
2,28
2,24
2,22
2,24
2,20
2,17
1,0
2,68
2,67
2,65
2,64
2,73
2,85
2,80
2,77
2,80
2,75
2,71
1,2
3,22
3,20
3,18
3,17
3,28
3,42
3,36
3,32
3,36
3,30
3,25
1,5
4,02
4,01
3,98
3,96
4,10
4,28
4,20
4,16
4,20
4,13
4,07
2,0
5,36
5,34
5,30
5,28
5,46
5,70
5,60
5,54
5,60
5,50
5,42
2,5
6,70
6,68
6,63
6,60
6,83
7,13
7,00
6,93
7,00
6,88
6,78
3,0
8,04
8,01
7,95
7,92
8,19
8,55
8,40
8,31
8,40
8,25
8,13
3,5
9,38
9,35
9,28
9,24
9,56
9,98
9,80
9,70
9,80
9,63
9,49
4,0
10,72
10,68
10,60
10,56
10,92
11,40
11,20
11,08
11,20
11,00
10,84
4,5
12,06
12,02
11,93
11,88
12,29
12,83
12,60
12,47
12,60
12,38
12,20
5,0
13,40
13,35
13,25
13,20
13,65
14,25
14,00
13,85
14,00
13,75
13,55
5,5
14,74
14,69
14,58
14,52
15,02
15,68
15,40
15,24
15,40
15,13
14,91
6,0
16,08
16,02
15,90
15,84
16,38
17,10
16,80
16,62
16,80
16,50
16,26
6,5
17,42
17,36
17,23
17,16
17,75
18,53
18,20
18,01
18,20
17,88
17,62
7,0
18,76
18,69
18,55
18,48
19,11
19,95
19,60
19,39
19,60
19,25
18,97
7,5
20,10
20,03
19,88
19,80
20,48
21,38
21,00
20,78
21,00
20,63
20,33
8,0
21,44
21,36
21,20
21,12
21,84
22,80
22,40
22,16
22,40
22,00
21,68
8,5
22,78
22,70
22,53
22,44
23,21
24,23
23,80
23,55
23,80
23,38
23,04
9,0
24,12
24,03
23,85
23,76
24,57
25,65
25,20
24,93
25,20
24,75
24,39
9,5
25,46
25,37
25,18
25,08
25,94
27,08
26,60
26,32
26,60
26,13
25,75
10,0
26,80
26,70
26,50
26,40
27,30
28,50
28,00
27,70
28,00
27,50
27,10
10,5
28,14
28,04
27,83
27,72
28,67
29,93
29,40
29,09
29,40
28,88
28,46
Виды обработки поверхности металла. Обработка поверхностей соприкосновения листов металла.
виды по металлу, для чего нужна, назначение – rocta
17Июл
Для чего нужна планшайба на токарном станке: назначение
Общее описание и конструкция
Виды планшайб на токарный станок
С Т-образными пазами
Со сквозными пазами
С отверстиями
Поводковые планшайбы
С угольниками
Универсальные и специальные
Правила установки и использования
На универсальные токарные станки
На токарно-карусельные станки
Самоцентрируемые
Можно ли сделать самостоятельно?
Заготовка
Каждый опытный токарь в своей деятельности не раз сталкивался с использованием планшайбы для токарных станков по металлу или дереву и знает, что это такое. Данная статья поможет новичкам в этой области разобраться с устройством и оснасткой оборудования, чтобы проводить наиболее сложные операции. Такой крепеж используется, когда обычный патрон не справляется со своим назначением, а значит, нужно более универсальное приспособление. Имея под рукой достаточное количество крепежных устройств, можно производить металлообработку сложных по конфигурации заготовок.
Мы поговорим о том, в каких случаях применяется деталь, как она выглядит, какие ее разновидности бывают. А также научим вас сделать ее в домашних условиях.
Для чего нужна планшайба на токарном станке: назначение
Когда предстоит работать с металлическими изделиями, то в первую очередь требуется надежно закрепить заготовку, чтобы не повредить поверхность, а также не искалечить себя. У каждого оборудования есть свои фиксирующие устройства, но они имеют значительные ограничения по использованию. Токари на стандартной оснастке могут обрабатывать только определенные болванки, имеющие небольшой размер в диаметре и обычную форму. А вот если ее по какой-либо причине нельзя поместить в патрон, то крепление производится за счет специальной шайбы. Обычно это требуется, когда заготовка:
Кроме классического точения, с помощью планшайбы очень удобно проводить операции:
При монтаже данного оборудования необходимо учитывать, что центрирование может быть нарушено. Поэтому в обязательном порядке требуется выверить ось вращения заготовки относительно шпинделей станка.
Есть еще один вариант использования, но он встречается крайне редко. Когда на планшайбу крепится не обрабатываемое изделие, а инструменты. Они также имеют нестандартную форму или непривычные размеры. Однако наиболее часто данный крепежный элемент привлекается в работу в качестве патрона.
Общее описание и конструкция
Сперва объясним, что это в целом такое. Это устройство, которое крепится на оси шпинделя и предназначено для надежной фиксации обрабатываемого элемента или оснастки токарного станка. Вне зависимости от того, какой материал обрабатывается, сталь или древесина, конструкция в общих чертах у изделия одинаковая. Оно представляет собой стальной или чугунный диск, на одной из сторон которого приспособлены углы крепления заготовки с противовесами.
Оснастка присоединяется к шпинделю посредством конусных ступиц или с помощью отверстий с внутренней резьбой. Размеры зависят от того, какой выходной конец есть у вала. В случаях, когда на шайбе находится цилиндрическая ступица, то она вставляется непосредственно в патрон оборудования.
Чтобы присоединить металлическую или деревянную заготовку к планшайбе, мастера используют различные крепежные системы – это всевозможные зажимы, прихваты, костыли. Монтаж шайбы обычно осуществляется со смещением оси, реже – по ходу вращения.
Перед каждым началом работы с таким нестандартным аппаратом необходимо производить балансировку и тщательную проверку крепежей, поскольку крупные габариты, неровная форма, наличие дефектов – все это может привести к травматизации токаря и окружающих. Поэтому необходимо соблюдать максимальную технику безопасности при работе с такой установкой.
Виды планшайб на токарный станок
Данное устройство широко используется в металлообработке. А так как оно предназначено для изготовления нестандартных деталей, то и задачи перед шайбами стоят самые различные. Поэтому при их производстве учитываются множество нюансов, что приводит к большому разнообразию разновидностей. Исходя из этого, стоит отметить крупный ассортимент в специализированных магазинах. Но и этого часто не хватает. Тогда токари изготавливают самодельные детали, ориентируясь на собственный план и схему. Тогда она точно подходит под конкретные производственные цели. К изготовлению своими руками мы вернемся позже, а сейчас представим виды планшайб, широко распространенные среди мастеров токарного дела.
С Т-образными пазами
На торцевой части круга находятся несколько отверстий в форме буквы Т. Такие же есть на станине оборудования. Они предназначены для крепления специализированных упоров, а также для закручивания гаек. Заготовка должна поместиться на переднюю поверхность. Ее следует прижать с помощью винтов (углубления с резьбой для них уже есть в шайбе). Простая, но многофункциональная конструкция предусматривает возможность закрепить фактически любой обрабатываемый инструмент. На разных моделях могут меняться:
Со сквозными пазами
Название говорит само за себя. Деталь выглядит как решето, поскольку стальной круг пронизан сквозными дырами с разным сечением. К поверхности необходимо прикрепить заготовку. При этом используются винты и некоторые другие крепежные элементы. Иногда достаточно закрутить винтовые метизы с изнанки.
Чаще всего отверстия находятся по радиусу, на одинаковом расстоянии друг от друга, но встречаются модели, где они располагаются по кольцу. Обычно данное оборудование применяется для металлообработки, намного реже – для работы с деревом. Преимуществом разновидности является возможность простого монтажа на поверхность дополнительных токарных приспособлений, то есть дальнейшая модификация устройства.
С отверстиями
Особенность – в расположении сквозных полостей. Они сделаны так, чтобы можно было с легкостью производить монтаж, используя самые обыкновенные винты и даже саморезы. Обычно расположение дыр соответствует размерам обрабатываемой детали. В центре наносится резьба. Она позволяет без проблем накрутить планшайбу на ваш шпинделя.
Иногда токари, чтобы добиться максимально надежной фиксации, изготавливают самодельные втулки, применяя сварочный аппарат. Это на самом деле делает соединение более крепким. Но в продаже уже появились модели с доработанной конструкцией.
Поводковые планшайбы
Если болванка должна прикрепляться между двумя вращающимися элементами, то важно сделать так, чтобы шайба передавала вращательное движение. Передача осуществляется с помощью применения поводковых шайб. Они конструктивно мало чем отличаются от предыдущих разновидностей. По краю круга проделан паз (ступица) для соединения с валом. В данное отверстие продевается хомут, который обеспечивает передачу вращения на заготовку.
С торцевой части можно рассмотреть две прорези в форме буквы Т. В одной из них находится поводок, в другой расположен фиксатор. Чтобы прикрепить шайбу к поверхности, нужно использовать винты прямо по центру.
С угольниками
Такая модификация может быть успешно использована в ситуации, когда нужно проточить отверстия, параллельны опорной плоскости. При монтаже важно учитывать, что полки должны относиться друг к другу ровно в 90 градусов. Через продолговатые прорези производится крепление к планшайбе обычными болтами. Но чтобы добиться повышенной надежности, дополнительно можно использовать скрепляющие ребра.
Универсальные и специальные
Кроме рассмотренных выше отдельных видов, можно провести еще одну классификацию. Все стальные диски для металлообработки делятся на:
Специализированные – предназначенные для узкой, конкретной задачи, а значит, имеющие определенное расположение отверстий под крепления, габариты.
Универсальные. Они отлично подходят для выполнения большинства токарных операций. Выглядят они как комбинированная деталь из перечисленных выше подвидов. В основе – круглая шайба, к которой можно прикрепить разные дополнительные приспособления, например, угольники или кулачки. Это делает изделие адаптированным под конкретную задачу.
Но как это обычно бывает, чем многофункциональнее прибор, тем хуже он дает качество. В данном случае «страдает» надежность крепежа. А если не очень хорошо произвести фиксацию заготовки, то это негативно повлияет на точность, а также на безопасность.
Поэтому если есть такая возможность, то лучше всего изготавливать под каждую новую операцию отдельную шайбу. При этом оборудование должно быть заблаговременно спроектировано. Так как чертеж будет непростым, можно сделать оснастку на заказ в специализированных фирмах.
Второй вариант – просто купить специальную деталь, предназначенную для решения конкретной задачи. Для большинства их них уже налажено массовое производство. Это сэкономит время на изготовление инструмента, а также гарантирует простоту установки на патрон. Дополнительные укрепления, а также приспособления для центрирования помогут увеличить производительность обработки металла или дерева, ускорить процесс и сделать качество выше.
Правила установки и использования
Есть три наиболее распространенных вариантов монтажа. Они зависят от того, на какое оборудование производится фиксация.
На универсальные токарные станки
Для крепления используются планки и болты (прижимные или вкручиваемые в кулачки патрона). Детали, которые симметричны оси, закрепляются посредством центрального элемента или прижимов. А вот с несимметричными приходится обращаться несколько сложнее. Для этого используют различные подкладки и стойки, с помощью которых можно добиться повышения уровня. Зажимные планки должны быть максимально сильно притянуты к самой детали, а их расположение — строго параллельным, чтобы при вращении они не выскочили. Чтобы убедиться в правильности установки, используйте рейсмус.
При использовании следует учитывать, что обрабатываемые заготовки очень часто имеют смещенный центр тяжести из-за своей несимметричной, нецилиндрической формы. Поэтому перед тем, как включить станок, нужно установить противовесы, которые по своей массе и расположению будут полностью компенсировать разницу в весе у болванки. Если этого не сделать, то случится следующее:
Увеличится биение шпинделя.
Взрастут вибрации.
Сократится срок эксплуатации оснастки.
Значительно пострадает точность металлообработки.
Чтобы отбалансировать изделие, достаточно вручную производить повороты. Если не удается руками сдвинуть его, значит противовесы отлично справляются со своей задачей.
На токарно-карусельные станки
Если ранее мы говорили о шайбе как о вспомогательной, факультативной детали, которая необходима только при некоторого рода операциях, то на данном оборудовании она является основной, обязательной к монтажу, поскольку она выполняет задачи стола, который вращается в горизонтальной плоскости.
Это большой по габаритам диск, который имеет крупное центральное отверстие, в нем – запрессованная втулка. Она используется для присоединения разных элементов. Можно и без нее, но тогда повышенная скорость износа быстро приведет станок в негодность. А так можно менять втулки по мере их изнашивания.
На передней поверхности также есть пазы в форме буквы Т. Они расходятся от центра и расположены по кругу. Они предназначены для крепления заготовки с помощью зажимных кулачков.
Нижняя часть шайбы достаточно сложная конструктивно. Центральный выступ предназначен для присоединения к шпинделю. Фиксация предусмотрена с помощью винтов. По краям специальные углубления, которые «ложатся» на направляющие. Есть также дополнительные ребра жесткости. Вращательное движение объясняется взаимодействием с тяжелым зубчатым колесом – это надежный метод обеспечения механической подачи.
Самоцентрируемые
Они также предназначены для установки на токарно-карусельные станки. С их использованием надежность и точность значительно увеличиваются. Внешний вид – стальной диск с отверстием по центру. Его диаметр равен тому размеру, который имеет втулка у начальной планшайбы, она как бы является базой, на которую накладывается самоцентрирующая деталь. Ее поверхность также имеет несколько Т-образных пазов для крепежа на одинаковом расстоянии от центральной точки. Преимуществом является возможность дополнительной оснастки, как у универсальных изделий.
Можно ли сделать самостоятельно?
Имея базовое оборудование, а также некоторые навыки токаря и инженера, домашнее изготовление является возможным. Но остается вопрос о необходимости таких действий. Ведь дома сделать можно только самые простые вариации, а их несложно найти в продаже, да и стоят они дешево. А вот экономическая целесообразность самодельной оснастки остается недоказанной.
Иногда нужны сложные конструкции, которые нельзя найти в магазинах. Но обычно их схема очень трудная, а на изготовление уйдет много времени.
Однако, если вы решили самостоятельно изготовить ее, мы дадим несколько рекомендаций и покажем, как это сделать.
Заготовка
Берем ровный брус. На его поверхности отмечаем карандашом нужные параметры. Для точности используем циркуль. Учитываем, что нужно брать 1-2 мм запаса. Ведь будет этап склейки, который часто крадет пару миллиметров. Используем горячий клей. Когда обмазываем материал, от края необходимо отступить 1 см, иначе излишки вытекут наружу. Следует подержать склеиваемые элементы под прессом некоторое время.
Теперь берем кузовную шайбу и к ее центру привариваем половину гайки, которая стоит ребром. После остывания элемент можно ставить на шпиндель. На поверхности просверливаем несколько отверстий под крепежные инструменты.
Обязательно покрасьте сталь, чтобы она не покрылась ржавчиной. Более подробно процесс изготовления представлен на видео:
В статье мы рассказали про планшайбы для патрона токарного станка. Выбирайте оснастку внимательно, чтобы добиться максимально хороших результатов. Обращайтесь к специалистам «Рокта» и расскажите о своем случае, мы подберем оптимальные фрезы, сверла, абразивные круги для вашего станка.
Планшайба 125 мм | Festima.
Ru
Товары для дома
Таблица
Список
Лента
Планшайба под польский 125 мм токарный патрон. Посадка резьбовая, Диаметр — 40 мм, Шаг — 4.5 Отправлю в регионы т.к.
Мы нашли это объявление 3 года назад
Нажмите Следить и система автоматически будет уведомлять Вас о новых предложениях со всех досок объявлений
Перейти к объявлению
Тип жалобы ДругоеНарушение авторских правЗапрещенная информацияОбъявление неактульноПорнографияСпам
Комментарий
Показать оригинал
Адрес (Кликните по адресу для показа карты)
Москва
Еще объявления
На 1,2 фото патрон на 160 только с прямыми кулачками 3500р, на 3,4 фото патрон на 125 СССР, без кулачков, с планшайбой 1000р, / патрон на 160 —польский /Имеются кулачки на 160 польский, новые обратные 3500р, рейки 3000р, на 200 польский рейки новые 4000р, на 125 польский новые обратные 3000р, на 250 польский: прямые и обр. б/у от 2500—5000р
Ремонт и строительство
2 месяца назад
Источник
Патрон токарный самоцентрирующий 3 — х кулачковый d 125 , с посадкой на планшайбу (уценённый) Кулачки ширина 16 мм, полка 7 мм, паз 7 мм, шаг 7 мм. Приобрести можно по безналичному расчету Без НДС. Отправка ежедневно всеми транспортными компаниями из города Волгоград. До транспортных довозим бесплатно. При оплате картой у нас предоставляем кассовый чек. Остальные товары смотрите на сайте Резец Молодец. Артикул: 38958
Ремонт и строительство
3 месяца назад
Источник
125 Патрон токарный самоцентрирующий 3-х кулачковый под планшайбу 7100-0003 прямые кулачки шаг 7 Приобрести можно по безналичному расчету Без НДС. Отправка ежедневно всеми транспортными компаниями из города Волгоград. До транспортных довозим бесплатно. При оплате картой у нас предоставляем кассовый чек. Остальные товары смотрите на сайте Резец Молодец. Артикул: 39011
Ремонт и строительство
3 месяца назад
Источник
125 Патрон токарный самоцентрирующий 3-х кулачковый под планшайбу 7100-0003 Прямые кулачки шаг 7 Приобрести можно по безналичному расчету Без НДС. Отправка ежедневно всеми транспортными компаниями из города Волгоград. До транспортных довозим бесплатно. При оплате картой у нас предоставляем кассовый чек. Остальные товары смотрите на сайте Резец Молодец. Артикул: 39012
Ремонт и строительство
3 месяца назад
Источник
Токарный патрон 125 мм. Без планшайбы. Кулачки только прямые, спереди изношены но на зажим заготовки не влияет (можно проточить)
Ремонт и строительство
5 месяцев назад
Источник
Продам УДГ 200 под восстановление,или на запчасти. не хватает шестерёнок. Планшайба под 125 патрон
Ремонт и строительство
5 месяцев назад
Источник
Патрон токарный 3 — х кулачковый d — 125 мм с посадкой на планшайбу с прямыми кулачками ( уценённый ) Приобрести можно по безналичному расчету Без НДС. Отправка ежедневно всеми транспортными компаниями из города Волгоград. До транспортных довозим бесплатно. При оплате картой у нас предоставляем кассовый чек. Остальные товары смотрите на сайте Резец Молодец. Артикул: 38164
Ремонт и строительство
5 месяцев назад
Источник
ГАРАНТИЯ НА ВЕСЬ ИНСТРУМЕНТ REDVERG — 1 ГОД. Собственный авторизованный сервисный центр. Наличие запчастей на инструменты Редверг. Машина шлифовальная угловая RedVerg RD-AG91-125 применяется для зачистки, шлифовки и резки металла без использования воды. Инструмент малых размеров помогает выполнить работы в местах с ограничением доступа. Оборудование предназначено для домашних мастеров. ОСОБЕННОСТИ Кнопка стопора шпинделя — блокирует ось вращения при замене диска. Обрезиненная рукоятка — снижает уровень вибрации и обеспечивает надежный захват в перчатках и без. Удобное управление — боковая клавиша включения легко доступна при работе под любым углом. Простая фиксация кожуха — помогает вращать защитный кожух без дополнительных инструментов. ХАРАКТЕРИСТИКИ Потребляемая мощность (Вт): 910 Параметры сети (В/Гц): 220/50 Диаметр рабочего диска (мм): 125 Число оборотов на холостом ходу (об/мин): 12000 Вес (кг): 2,1 КОМПЛЕКТАЦИЯ Дополнительная рукоятка; Защитный кожух; Специальный ключ; Прижимная Гайка; Планшайба; Руководство по эксплуатации; Коробка(упаковка). Доставка по России любой транспортной компанией — Энергия, ПЭК, Деловые линии и т. д., а также Почтой России. До терминала ТК в Красноярске довозим бесплатно, далее перевозку оплачиваете вы. Подберем выгодный для вас вариант перевозки. _______________________________________________________ ❤ Добавляйте в ИЗБРАННОЕ, чтобы не потерять объявление из виду! 🔎Смотрите больше товаров в нашем магазине 📌Подписывайтесь, чтобы всегда знать об изменении цен и наличии товара! 💼Мы являемся официальным дилером ТМ RedVerg, Concorde, Квалитет ⚙У нас есть свой сервисный центр. 💰Для оптовиков особые условия. 🤝Работаем с организациями с НДС, без НДС. 📞Звоните или пишите в чат Avito, Whats App, Viber, мы проконсультируем по всем интересующим вопросам.
Ремонт и строительство
9 месяцев назад
Источник
ГАРАНТИЯ НА ВЕСЬ ИНСТРУМЕНТ REDVERG — 1 ГОД. Собственный авторизованный сервисный центр. Наличие запчастей на инструменты Редверг. Компактная и лёгкая Машина шлифовальная угловая RedVerg RD-AG110-125 предназначена для зачистки и шлифования металлов, а также резки тонких металлов без применения воды. Идеально подходит для домашних пользователей. ОСОБЕННОСТИ Компактные размеры шлифовальной машины позволяют работать даже в самых труднодоступных местах. Зажим фиксируется в любом удобном положении кулачковым зажимом. Высокую прочность и лучший отвод тепла от редуктора обеспечивает изготовленный из магниевого сплава корпус с большими вентиляционными отверстиями. Для снижения вибрации и лучшей фиксации в руках оператора корпус МШУ выполнен с резиновыми вставками. ХАРАКТЕРИСТИКИ Мощность (Вт): 1100 Вес (кг): 2,16 Диаметр диска (мм): 125 Число оборотов на ХХ (об/мин): 11000 Параметры сети (В/Гц): 220/50 КОМПЛЕКТАЦИЯ Дополнительная рукоятка; Защитный кожух; Специальный ключ; Прижимная Гайка; Планшайба; Угольные щётки; Руководство по эксплуатации; Коробка (упаковка). Доставка по России любой транспортной компанией — Энергия, ПЭК, Деловые линии и т. д., а также Почтой России. До терминала ТК в Красноярске довозим бесплатно, далее перевозку оплачиваете вы. Подберем выгодный для вас вариант перевозки. ___________________________________________________ ❤ Добавляйте в ИЗБРАННОЕ, чтобы не потерять объявление из виду! 🔎Смотрите больше товаров в нашем магазине 📌Подписывайтесь, чтобы всегда знать об изменении цен и наличии товара! 💼Мы являемся официальным дилером ТМ RedVerg, Concorde, Квалитет ⚙У нас есть свой сервисный центр. 💰Для оптовиков особые условия. 🤝Работаем с организациями с НДС, без НДС. 📞Звоните или пишите в чат Avito, Whats App, Viber, мы проконсультируем по всем интересующим вопросам.
Ремонт и строительство
9 месяцев назад
Источник
⭐ Обмен или возврат при наличии заводского брака в течение 2-х недель с момента покупки ⭐ Только оригинальная техника! ⭐ Кредит или рассрочка — — — — — — — — — — — ❗График работы на Новогодние праздники❗ 31.12 — ВЫХОДНОЙ 1-3 января выходные. 7 января — выходной — — — — — — — — — — — Углошлифовальная машина RedVerg RD-AG75-125 (Цвет: Red) Производитель: REDVERG Артикул: 00308462 — — — — — — — — — — — 📲 Позвоните, мы с удовольствием ответим на ваши вопросы! — — — — — — — — — — — ХАРАКТЕРИСТИКИ: Бренд: REDVERG Цвет: красный Вес: 1. 5 кг Особенности: Компактный размер и малый вес, три варианта установки дополнительной рукоятки, кнопка блокировки шпинделя для быстрой замены оснастки, длина кабеля — 2,5 м., прорезиненная поверхность корпуса для надёжного удержания инструмента. Потребляемая мощность: 750 Вт Тип электропитания: от электросети Число оборотов: 12000 об/мин Тип инструмента: Угловая шлифмашина Резьба шлифовального шпинделя: M14 Диаметр шлифовального круга: 125 мм Комплект поставки: Машина шлифовальная, дополнительная рукоятка, защитный кожух, специальный ключ, прижимная гайка, планшайба, руководство по эксплуатации, упаковка. Замена диска без инструмента: ДА — — — — — — — — — — — ⭐️ Цены могут изменяться оперативнее, чем в объявлениях на Авито. Окончательную стоимость и наличие на складе просим уточнять по звонку. ⭐️ Понравившийся Вам товар вы можете приобрести в нашем розничном магазине или забрать в пункте самовывоза. ⭐️ Адрес Магазина: С-Пб, ул. Рубинштейна д.23 ⭐️ Адрес Магазина: С-Пб, Шереметьевская ул. 15 лит А, ТРК Пулково 3 ⭐️ Адрес пункта самовывоза: С-Пб, пр. Александровской Фермы, д.29, лит.2Г ⭐️ Осуществляем ДОСТАВКУ по Санкт-Петербургу и Ленинградской области. А также по России, через Транспортные Компании. — — — — — — — — — — — 👉 Перед приездом, пожалуйста, УТОЧНЯЙТЕ у нас цены и наличие товара. 📲 Позвоните, и мы сделаем Вам оптимальное предложение❗ — — — — — — — — — — — 🛑Уважаемые покупатели, в текущий период высокой нагрузки срок Доставки может быть увеличен. Время доставки менеджер сообщит по телефону. Спасибо вам за понимание! С наступающим Новым годом!🌲 — — — — — — — — — — —
Ремонт и строительство
10 месяцев назад
Источник
Планшайба для польского патрона 125 мм. Резьба М45х4,5 для установки на ТВ-4;7. Материал-чугун.
Ремонт и строительство
год назад
Источник
Токарный патрон с планшайбой резьба на 18 обмен на токарный 125
Ремонт и строительство
2 года назад
Источник
Переходные планшайбы (фланцы) для токарный патронов ф100-125 мм и ф125 — 160мм. Планшайба на ф125 имеет присоединительные отверстия для трех- и четырёхкулачковых патронов. Позволяют менять патроны на 1 ТОЧНОЙ изначально планшайбе, без её скручивания. Ф100-ф125 мм цена 2500р Ф100-ф130 мм цена 2800р Ф125-ф160 мм цена 3000р Ф160- Ф200 мм цена 3900 р. Предзаказ. ПРЕДОПЛАТА.
Ремонт и строительство
2 года назад
Источник
Токарные патроны диаметром 80, 125, 130, 160, 200, 250, 315 мм, под планшайбу и УК. Возможна отправка транспортной компанией.
Ремонт и строительство
2 года назад
Источник
Tреxкулачкoвые cамоцентриpующиеcя токарныe патpoны для небольшиx тoкapныx станков (типа шкoльник, тв4, тв6, тв7 и т.п). Ocтaлись только c прямыми кулачкaми. Coстояние приличнoe! В кoмплекте пaтрон и один кoмплeкт кулачкoв (пpямыx). Oтдeльнo кулачкoв нa патpоны 125-130 пoкa нет 🙁 Ecть и другиe размeры пaтронов, пишитe, звонитe! Также есть планшайбы на эти патроны (с резьбой 36 шаг 4 нет, с большей резьбой — по запросу). Торга нет, самовывоз или отправка ТК.
Ремонт и строительство
Санкт-Петербург, Калининский район, муниципальный округ № 21
2 года назад
Источник
токарный патрон 125 мм с ключем и планшайбой под резьбу кулачки только прямые
Ремонт и строительство
Челябинская область, Челябинск, ул. Машиностроителей
2 года назад
Источник
Внимание! Festima.Ru является поисковиком по объявлениям с популярных площадок. Мы не производим реализацию товара, не храним изображения и персональные данные. Все изображения принадлежат их авторам Отказ от ответственности
Планшайба для Шаублина 125 мм камлок 3. Новая с хранения.
Ремонт и строительство
год назад
Источник
Круг алмазный планшайба 200х3х18х80 АС6 125/100, 63/50 связка М2-01 СССР новые цена за 1шт 7000р Круг алмазный планшайба 250х3х18 АС6 63/50 связка М2-01 СССР новые цена за 1шт 12000р Круг алмазный планшайба 150х3х18 АС6 125/100, 63/50 связка М2-01 СССР новые цена за 1шт 5000р Круг алмазный планшайба 100х3х18 АС6 125/100, 63/50 связка М2-01 СССР новые цена за 1шт 3000р Круг алмазный чашечный 150х20х5х32 125/100 12А2-45 АС4 В2-01 заточной шлифовальный 100шт цена за 1шт 2000р. Круг алмазный тарельчатый 12R4 150х5х3х32 мм; АС4; 160/125; В2-01 СССР 100шт новые цена за 1шт 1000р Круг алмазный чашечный 12А2-45 150х20х5х32 мм; АС4; 160/125; В2-01 СССР 100шт новые цена за 1шт 2000р Круг алмазный чашечный 12А2-45 150х10х5х32 мм; АС4; 160/125; В2-01 СССР 500шт новые цена за 1шт 1500р В наличии алмазные круги с Зерно, Зернистость 160/125, 125/100, 100/80, 80/63, 63/50, 50/40. Круг алмазный шлифовальный Планшайба 300х60х5х22,5×48 АСН 20/14 СССР 100шт новые цена за 1шт 7000р. Круг алмазный чашечный 12А2-45 125х10х2х32 мм; АС4; 80/63; В2-01 СССР 300шт новые цена за 1шт 1500р Круг алмазный чашечный 9А3 150х20х3х32 мм; АС4; 160/125; В2-01 СССР 300шт новые цена за 1шт 2000р Круг алмазный чашечный 12А2-45 200х20х5х32 мм; АС4; 160/125; В2-01 10шт новые цена за 1шт 2500р Круг алмазный чашечный 12А2-45 200х10х5х32 мм; АС4; 160/125; В2-01 100шт новые цена за 1шт 2000р Круг алмазный чашечный 12А2-45 200х20х5х51 мм; АС4; 160/125; В2-01 100шт новые цена за 1шт 2500р Круг алмазный чашечный 12А2-45 200х20х5х51 мм; АС4; 50/40; В2-01 100шт новые цена за 1шт 1500р Круг алмазный чашечный 12А2-45 200х20х5х76 мм; АС4; 50/40; В2-01 500шт новые цена за 1шт 1500р Круг алмазный чашечный 12А2-45 150х20х5х32 мм; АС4; 160/125; В2-01 500шт новые цена за 1шт 2000р Круг алмазный чашечный 12А2-45 150х20х5х32 мм; АС4; 125/100; В2-01 200шт новые цена за 1шт 2000р Круг алмазный чашечный 12А2-45 150х20х5х32 мм; АС4; 80/63; В2-01 200шт новые цена за 1шт 2000р Круг алмазный чашечный 12А2-45 150х20х5х32 мм; АС4; 63/50; В2-01 500шт новые цена за 1шт 2000р Круг алмазный чашечный 12А2-45 150х20х5х32 мм; АС4; 50/40; В2-01 100шт новые цена за 1шт 2000р Круг алмазный планшайба 200х3х18х80 АС6 125/100, 63/50 связка М2-01 СССР новые цена за 1шт 7000р Круг алмазный планшайба 150х3х18 АС6 125/100, 63/50 связка М2-01 СССР новые цена за 1шт 5000р Круг алмазный планшайба 100х3х18 АС6 125/100, 63/50 связка М2-01 СССР новые цена за 1шт 3000р в продаже инструмент СССР : В наличии большой ассортимент инструмента времён СССР, в наличии 80 тонн , новый инструмент с хранения , часть позиций выложена в моем профиле, склад находится в Москве, можете подъехать и выбрать необходимое поштучно, либо оптом, отправка посылок в регионы почтой и транспортными компаниями, авито доставка. Отправляем в Регионы почтой, транспортными компаниями Звоните, пишите ватсап, вайбер, авито. Также покупаем любой инструмент с хранения по всей России. Также закупаем инструмент, складские остатки, неликвиды, инструменты с хранения,
5 месяцев назад
Источник
Патрон токарный трёх кулачковый 315 с механическими кулачками, прямыми при перевороте обратными. Посадка на планшайбу 125 мм. Доставка бесплатно.
Ремонт и строительство
Новосибирская область, Новосибирск
2 года назад
Источник
Патрон токарный трёх кулачковый 315 с механическими кулачками, прямыми при перевороте обратными. Посадка на планшайбу 125 мм. Доставка бесплатно.
Всем привет. Я купил 3-х кулачковый патрон по хорошей цене (БЕСПЛАТНО!), но кулачки знавали лучшие времена. Если нужно использовать плоскошлифовальную машину, как правильно настроить их, как захватную часть, так и поверхности губок. Спасибо! Джефф
Уиллберд
Запрещено
#2
Единственный реальный способ — сделать их в патроне, на токарном станке, с помощью шлифовального станка, вы захотите зажать что-то внутри патрона, чтобы губки находились в напряжении, пока вы их затачиваете.
Билл
ЗЕКЕ/ПА
Алюминий
#3
Мало что могу добавить к комментариям willbird. С уважением, Зик
МаркТ
Алюминий
#4
Предполагая, что это стандартные твердые губки, вы можете разрезать их с помощью хорошего металлокерамического или керамического резака. Я искал карбид хорошего качества, но это зависит от состояния губок. Это может помочь вам использовать шлифовальный станок для инструментов, но, несмотря на это, это необходимо делать в указанном состоянии на машине, которое нужно использовать! Удачи! МаркТ
адаммил1
Титан
#5
Я никогда не делал этого сам, я собирался сделать это для 4-кулачкового патрона после разговора с моим наставником-механиком, который забыл о механической обработке больше, чем я, вероятно, буду знать.
Его способ сделать это немного отличался от способа Уиллберда. Возможно, я что-то упускаю из его описания, так что прошу прощения, так как не могу полностью защитить то, что говорю, но, возможно, если я ошибаюсь, это приведет к поддержке/ критика от кого-то, кто знает больше.
Вот как он сказал, что ты должен это сделать. Он сказал, что вам нужно сделать кольцо с установочными винтами, которые нажимали бы на челюсти и могли бы удерживать челюсти в напряжении, как если бы они были частью запаса. Я не могу вспомнить причину, но я не думаю, что это было так просто, как просто захватить что-то снаружи челюстей, натянув их, вытягивая приклад. Я считаю, что это сориентировало бы коррекцию челюстей в неправильном направлении. В то же время вы не можете захватить деталь в челюстях, это не сработает, так как вы не сможете врезаться в челюсти на всю длину.
Мой наставник сказал, что, возможно, с тоннами возни и измерений можно отшлифовать их на плоскошлифовальном станке, но после нескольких минут осмотра мы пришли к выводу, что износ в патроне был неравномерным, поэтому любая коррекция будет работать только в одном месте. .
Таким образом, лучшим решением, которое мы нашли, была быстрая поездка с ним к местному торговцу подержанной техникой. Мы выбрали хороший четырехкулачковый патрон, который выглядел немного ржавым, но тугим, за 100 долларов, и, таким образом, начался мой урок по установке патрона (довольно простой, однако, поскольку мой 4-х кулачковый патрон вышел из строя, мне пришлось немного поработать. на своем токарном станке, а остальное делал дома). Поэтому я спас старую монтажную пластину эксцентрикового замка D-4 и установил ее на новый четырехкулачковый патрон. Когда я принес его домой, я начал счищать ржавчину, когда понял, что это просто очень старый и грязный космолин с прилипшей к нему ржавой пылью. Да, это был совершенно новый четырехкулачковый патрон, который никогда не использовался. Так что за 100 долларов, а также угостив моего друга обедом, я не только многому научился, но и получил совершенно новый 4-х кулачковый патрон!
Адам
металлмюнхр
Алмаз
#6
У меня был набор жестких кулачков для патрона Kitagawa, которые не повторялись и не шли в правильном патроне после того, как я однажды выдернул из них кусок 8-дюймовой круглой заготовки. Пару недель назад они мне очень понадобились для работы, так что Я пошел в HF и купил новую шлифовальную машину примерно за 20 долларов, соорудил Т-образную штуку, которая подходила бы к башне, и прикрепил к ней шлифовальную машину с помощью 2 хомутов. шлифовальный станок, чтобы иметь узкую контактную поверхность круга, и перешлифовывать кулачки с патроном, зажатым на расточном кольце.Это должен был быть самый пещерный подход, который можно было применить к шлифованию кулачков, но через час у меня был набор жестких кулачков за 500 долларов. это повторится и зафиксирует истину в пределах менее 0,001, что так же хорошо, как и в новом состоянии.0007
Мистер Черчилль109
Горячекатаный
#7
перешлифовать кулачки с зажимным патроном на расточном кольце.
Нажмите, чтобы развернуть…
OK — потерял меня на термине скучное кольцо. Хотите немного подробнее рассказать о том, что это такое и где это происходит в этой настройке?
Не надо сейчас точить кулачки патронов, но никогда не прочь научиться чему-то новому..
Алан
6 челюстей
Алюминий
#8
Мне повезло выправить челюсти на 3-кулачковом. Губки, состоящие из двух частей, на моем патроне Buck имеют утопленные болты, удерживающие их, при этом над винтами достаточно места для зацепления штифтов или эквивалентных элементов, выступающих из кольца подходящего размера. При этом зажимные губки находятся в напряжении, как при зажиме заготовки, но при этом зажимные поверхности остаются свободными от препятствий. Я приспособил наконечник Foredom к своему инструментальному стержню в качестве шлифовального станка для бедняков, сделал несколько легких проходов со шпинделем токарного станка, работающим на низкой скорости, и вуаля, отличные результаты.
У меня также есть шлифовальный станок Foredom, и я добился хороших результатов на старом битере Cushman. Ключ медленный и легкий.
Знак
смуц
Нержавеющая сталь
#10
После зажима кольца и установки прямошлифовального станка в резцедержатель вы вращаете патрон вручную или под напряжением?
СКОТТ (производитель — машинист-ванаби)
конус Морзе2
Алмаз
#11
Я включил самую медленную заднюю передачу с медленной подачей.
Бык
Алмаз
#12
Я только что наткнулся на вот эту нить, но раньше я измельчал их на плоскошлифовальном станке с хорошими результатами.
Просто вытащите их и закрепите на угловой пластине. Используйте угольник, чтобы выровнять их, и я использовал параллели внизу в качестве контрольной точки и заземлил все три.
Я не шлифовал свои все сразу, но вы, вероятно, могли бы, если бы у вас была возможность зажать их все сразу.
После этого я был приятно удивлен, насколько это было правдой. Вам все еще может понадобиться немного снять одну или две челюсти, чтобы закончить правку.
Подумай о снеге Эх! Бык
Ржавчина
Гость
№13
У меня вопрос? Являются ли кулачки реверсивными? задние части челюстей все еще нетронуты и верны? Почему бы не поменять местами кулачки в патроне и не повернуть их до закрытия (спина к спине. Затем переточить их. Затем перевернуть обратно. Конечно, люфт в резьбе может быть другим. Просто мысль. Rustystud
Брюс Гриффинг
Титан
№14
Ключом к успеху является приложение внешней радиальной силы к губкам во время операции шлифования, чтобы они хорошо сидели на шнеке. Если губки состоят из двух частей, это легко сделать с помощью кольца и нескольких болтов. Другой метод, который большинство считает небезопасным, состоит в том, чтобы оставить челюсти свободными и зависеть от центробежной силы. Это требует вращения патрона на высокой скорости без каких-либо ограничений прокрутки, кроме трения. Это может сработать, но я бы не рекомендовал. Вы также можете просто использовать кольцо на внешней стороне браншей, но это заставит бранши прижаться к другой стороне спиральной нити. Это будет работать, но ваш патрон будет оптимизирован для зажима снаружи, а не внутри зажима. Если прокрутка действительно хороша, это может быть хорошо. Имейте в виду, что если вы действительно хотите, чтобы что-то работало правильно, вам следует использовать четырехкулачковый патрон.
дсергисон
Алмаз
№15
Я никогда не понимал, почему нельзя было просто использовать около 2000 оборотов в минуту, чтобы выбросить челюсти наружу…
, пока я не попробовал.
Я полагал, что это не имеет значения для колеса на 20 000 об/мин. Нет, это не так. На руле действительно тяжело. I переводится в огромную скорость подачи, которая не то же самое, что огромная скорость вращения колеса.
натяжитель крышки
Чугун
№16
ВЕРНУТЬСЯ К ИСХОДНОМУ ВОПРОСУ:
Да, как сказал ОХ, вы можете скорректировать свои челюсти на плоскошлифовальном станке.
Я сделал свой, но поджал угловую пластину, чтобы задняя часть кулачка была опущена, чтобы компенсировать износ корпуса патрона.
Я очистил все три по отдельности, установил их в патрон и пометил их по T.I.R., самый низкий для большинства исправлений и т.д. как и на любой работе.
чипсы привет товарищи
Кап
Гисмо
Горячекатаный
# 17
Хотелось бы больше фотографий того, как это делается.
сломанная стрела
Пластик
# 18
сломанная стрела
Пластик
# 19
Для меня хитрость заключалась в том, чтобы делать очень маленькие надрезы. Я приложил все усилия, чтобы измельчить ок. 0,0005″ за рез при самой низкой скорости подачи, которую могла позволить машина. С помощью клапана на воздушной линии я смог замедлить шлифовальную машину для ранних резов. Я резал с обратной стороны, сохраняя вращение матрицы по часовой стрелке. шлифовальный станок, работающий против вращения патрона «вперед» (или против часовой стрелки). Хотя кулачки независимы, я чувствовал, что важно затачивать кулачки одинаково. зажимая что-то во внутреннем направлении, но в моем случае патрон был новым, и кулачки были довольно тугими, к сожалению (или к счастью), когда я получил его, не хватало правильности кулачков, поэтому я был вынужден что-то сделать. Я очень доволен результатом
Для любого трехкулачкового патрона существует несколько проблем, которые могут повлиять на то, как он удерживает заготовку.
Чаще всего ось заготовки не соосна с осью шпинделя. Это легко увидеть, поместив в патрон кусок шлифованной круглой заготовки и измерив биение с помощью DTI. Обычно это несколько сотых на миллиметр. Есть способы обойти это, описанные в другом месте. Но бывают моменты, когда, возможно, стоит улучшить это. Большая часть этой неисправности часто, вероятно, связана с износом спирали, в которой кулачки фиксируются в патроне. Также возможен износ Т-образных пазов, в которые входят кулачки. Патрон также может быть «раструбным». Это означает, что челюсти были слегка выгнуты наружу. Это может быть вызвано чрезмерной затяжкой патрона, особенно если заготовка удерживается только у внешнего края кулачков.
Обычным решением этой проблемы является шлифовка поверхности губок, соприкасающихся с заготовкой. Это делается с помощью того, что обычно называют шлифовальной машиной. Подробнее об этом позже.
Следует отметить, что этот тип проблемы упоминается только в отношении внутренних поверхностей патрона.
Во всех случаях, чтобы заточить кулачки, кулачки должны быть отшлифованы, когда ключ зажимного патрона вдавливает их в заготовку. В случае биения кулачки также должны быть отшлифованы на требуемый радиус. Для любого другого радиуса может быть другое количество ошибок.
Связанная проблема
Проблема удержания кулачков в правильном положении при отсутствии заготовки также возникает при использовании мягких кулачков. В этом случае это сложнее, потому что заготовка может удерживаться внутренними или внешними губками.
см. «Использование мягких кулачков»
Шлифование внутренних поверхностей кулачков.
Поскольку обычные губки закалены, единственный практичный способ изменить их форму – это шлифование. Обычно это делается с помощью шлифовальной машины. Но это можно сделать любой насадкой. В одном примере, который можно увидеть на YouTube, используется Dremel, удерживаемый на столбе взимания платы с помощью юбилейных зажимов. Тем не менее, есть несколько моментов, которые необходимо учитывать. (Это не рекомендация для этого метода.)
Расстояние от шлифовального круга до носа шлифовального станка должно быть достаточно большим, чтобы доходить до внутреннего края губок. Бесполезно надеяться, что подойдет длинная тонкая рулька. Диаметр должен быть, пожалуй, около одной трети его длины.
рис. типичный шлифовальный станок с резцовой стойкой
Шлифовальный круг необходимо выровнять с помощью алмаза, когда шлифовальный станок будет установлен, т.е. после того, как на него будет установлен шлифовальный круг.
фиг приспособление для удержания алмаза для правки шлифовального круга
В этом зажимном приспособлении используется форма губок, позволяющая удерживать ее, не закрывая какую-либо часть губок, которые должны быть отшлифованы.
Это приспособление изготовлено компанией Speetol. Губки не только двигаются внутрь и наружу, но и вращая их, этот фиксатор может шлифовать кулачки патрона для любого из девяти диаметров
При правке шлифовального круга образуется большое количество очень абразивной пыли.
Что такое медицинская сталь? Свойства и применение хирургических сталей
Что такое медицинская сталь
История открытия и применения
Свойства и критерии медицинской стали
Химические свойства для определения принадлежности к хирургической стали
Физические свойства для определения принадлежности к хирургической стали
Подходящие марки стали
Область применения хирургической стали
Мифы и факти про хирургическую сталь
В третьем тысячелетии медицинская наука и техника являются основными движущими силами цивилизации. Эти направления пересекаются во многих сферах, чтобы справляться со сложными вызовами современности. Медицинская сталь – продукт такого симбиоза, когда металлургия помогает развиваться здравоохранению. Можно смело утверждать, что без этого материала существование отрасли, отвечающей за борьбу с болезнями и сохранение человеческой жизни, невозможно. Причем он обладает таким количеством положительных характеристик, что востребован не только здесь.
Что такое медицинская сталь?
Тех, кто попытается найти в интернете или даже в специализированной литературе однозначную трактовку этого термина, ждет разочарование. Официального обозначения, точно регламентированного состава, стандартизированных требований к механическим свойствам у такого материала не существует.
Более того, речь идет не об одном, а о группе металлических сплавов, которые применяются при производстве медицинских инструментов, оборудования, конструкционных элементов протезов, пр. Таким образом, у каждого производителя материал этой категории может иметь свою собственную химическую формулу. Это обуславливается многими факторами, в том числе, сферой применения. Например, медицинский сплав для стоматологии – это во многих случаях комбинация кобальт-хром, а хирургическая сталь – категория сплавов, где предпочтительно легирование никелем.
История открытия и применения
Медицинский металл в лекарском деле стал применяться более 300 лет назад. Историческая справка гласит, что пионером этого направления стал врач по имени Фабрициус. Он использовал металлический сплав для изготовления стальных колец, которыми фиксировались переломы костей. Первая такая ортопедическая операция датируется 1666 годом. Сегодня металлургическая промышленность шагнула далеко вперед и выпускает достаточно широкий ассортимент сталей, инертных к корродированию при контактах с живыми тканями. Другими словами, речь идет о нержавейке, но специальной.
Сталь в медицине
Нержавеющая сталь – это материал практичный, надежный, благородный и эстетичный. По этим показателям она во многом превосходит другие материалы.
Свойства и критерии медицинской стали
Для начала обозначим, что сталь – это сплав железа с углеродом. А отличительной особенностью материала, применяемого в медицине, является наличие в нем легирующих элементов. Они добавляются с целью изменения (улучшения) физических и/или химических качеств основного состава.
Химические свойства для определения принадлежности к хирургической стали
углерод – обязательный компонент любого стального сплава, включая нержавейку. Именно он отвечает за твердость и прочность материала. В результате взаимодействия углерода с железом, образуются карбиды – структуры с повышенными механическими характеристиками. Кроме того, наличие углерода позволяет упрочнить сталь путем термической обработки. Однако, допускать переизбыток этого элемента нельзя – допустимые границы 0,4-1,2%.
хром – самый популярный компонент для легирования стали. Медицинский сплав предполагает его наличие на уровне 13% и более. Размельчая зерно металла, увеличивает его прочностные характеристики. На поверхности материала оксиды хрома образуют пленку, которая защищает от агрессивной среды и термонагрузки.
кремний – компонент, обеспечивающий антикоррозийные свойства и стойкость к окислению при высоких температурах. Повышает упругость и кислотостойкость. Состав хирургической стали предполагает его включение на уровне 1% от общей массы.
марганец – раскислитель. Достаточно 1% в компонентной формуле. Удаляет из материала кислород, который попадает в него в процессе плавки. Тем самым повышается износостойкость и упругость металла, хотя несколько уменьшается пластичность. Также марганец связывает серу, препятствуя образованию вредного соединения FeS, провоцирующего ломкость в режиме высоких температур.
Кроме этих элементов, в состав медицинского сплава может входить никель. Он подобно хрому придает стали коррозионную стойкость, а также увеличивает прочность и пластичность.
Физические свойства для определения принадлежности к хирургической стали
Стоит отметить, что присутствие в малых количествах легирующих компонентов не делают ее токсичной. А благодаря высокой плотности и малой пористости, поверхность легко поддается дезинфекции.
Сталь очень твердая – ее трудно повредить, она не боится ударов и царапин. И вместе с тем, при изготовлении изделий, удается выполнить очень тонкое и острое лезвие, которое длительное время не будет притупляться.
Другие важные параметры, характеризующие хирургическую сталь:
коррозийная стойкость;
жаропрочность;
сопротивление циклическим нагрузкам;
высокая усталостная прочность;
склонность к термическому упрочнению.
Подходящие марки стали
Описанные выше параметры являются достаточно общими и подходят для ряда сталей. Среди наиболее востребованных стоит отметить марки:
95Х18;
40Х13С;
65Х13.
Такая классификация характерна для нашего рынка. Зарубежные аналоги обозначаются, например, так:
1.4125 (Германия)
440В (США)
SUS440C (Япония)
Z100CD17 (Франция)
Область применения хирургической стали
Сплавы этой категории, несмотря на специфичность наименования, фигурируют в разных сферах. Им отдают предпочтение там, где выдвигаются повышенные требования к инертности относительно агрессивных сред и прочности.
Медицина
Медицинская сталь – это высокотехнологичный продукт, без которой существование системы охраны здоровья и борьбы с болезнями мы представить не можем. Описать всю широту востребованности этой особой нержавейки в отрасли в рамках этой статьи физически не получится. Скальпели, зажимы, щипцы, иглы и другой хирургический инструментарий изготавливается только из нее. Также, как и фрезы, стоматологические боры, брекеты, детали протезов для различных частей организма, стерилизационные емкости и медицинская посуда, пр. А чтобы изделия служили как можно дольше, необходимо соблюдать определенные правила пользования, ухода и хранения.
Архитектура
Изделия из хирургической стали можно найти в интерьерах различных помещений. Трендовый в последние годы стиль лофт, предлагает нержавеющие люстры, светильники, декоративные панели, мебельную фурнитуру, рамы для зеркал. Таким образом, многие предпочитают купить металл такой как медицинская сталь для того, чтобы создать тот самый уникальный «индустриальный» вид.
Пищевая промышленность
Логично, что раз хирургическая сталь разрешена в медицине, то применяется и в пищевой промышленности, где важнейшим критерием является нетоксичность материалов. Из нее производят долговечные и красивые столовые приборы. Отдельное направление – кухонные ножи, лезвия которых должны быть достаточно твердыми и острыми при интенсивной эксплуатации. Некоторые детали посудомоечных машин и поверхности духовых шкафов также выполняются из таких сплавов.
Машиностроение
Эта сфера, наряду с медициной, является крупным потребителем высоколегированных сталей. Детали машин и механизмов, подверженных высоким абразивным нагрузкам и постоянному воздействию агрессивных сред, также изготавливаются только из таких материалов. В качестве примера, можно привести конструктивные элементы поршневых систем и карданных крестовин.
Украшения
Как бы странно это не звучало, но медицинская сталь более прочная, чем золото и серебро. Именно поэтому, бижутерия и украшения из нее – тренд последнего времени. Сегодня можно смело сказать, что это уже достаточно серьезный сегмент рынка. Эта модная тенденция объясняется достаточно просто – медицинская сталь (бижутерия из нее) не чернеет, не деформируется, не теряет блеска. При оптической оценке очень похожи на изделия из драгоценных металлов, но в разы дешевле. Бижутерия из нержавеющих сплавов выглядит привлекательно, ее покрывают эмалью, инкрустируют кристаллами Сваровски, фианитами, цирконами и другими полудрагоценными камнями. Отметим, что украшения из хирургической стали используются для пирсинга, но не первичного.
Мифы и факты про медицинскую сталь
Наша жизнь так устроена, что любая популярная тема мгновенно обрастает слухами, гипотезами и мифами. Не стали исключением высоколегированные нержавеющие сплавы. Развенчанию недостоверной информации по этой теме необходимо посвятить отдельную статью. Мы планируем такой материал – следите за обновлениями нашего блога.
А, прямо сейчас хотим ответить на два самых популярных вопроса, которые очень волнуют аудиторию. Хотя, скорее всего, после прочтения изложенного выше материала, наши читатели уже сами знают на них ответ. Но все же…
Может ли ржаветь хирургическая сталь?
Ржавеет ли нержавейка? Если коротко, то нет. А вообще, такой металлопрокат относятся к условно нержавеющим. Это значит, что для обеспечения инертности к коррозийным процессам, материал подвергается определенным воздействиям – закалка, полировка, правильная эксплуатация. Например, изделия из хирургической стали, которые используют мастера маникюра, нельзя выше положенного оставлять в стерилизаторах или в сырости. После заточки обязательно полирование и обработка узлов трения специальными составами.
Магнитится ли мед. сталь?
Те, кто носят кольца из хирургической стали ответ на этот вопрос знают. Не магнитится. Объясняется это химической формулой материалов, в которой в определенном количестве содержатся хром и марганец. Немагнитность – еще одно из важных преимуществ таких сплавов.
В завершение хотим отметить, что медицинская (хирургическая) сталь в отличие от многих других материалов, находится на подъеме по востребованности. Рост потребления на протяжении последних десятилетий зафиксирован на уровне 4-6%. И пока достойного конкурента у этого материала нет, значит он сохранит и даже упрочнит свои позиции.
Мы рады, что вы заинтересовались информацией из нашего блога. И даем согласие на использование материалов для учебных целей или для личного пользования. Однако предупреждаем, что копирование информации для публичного распространения – это нарушения авторского права и других прав интеллектуальной собственности, согласно Бернской конвенции и Закона Украины об авторском праве №3792-XII.
Нержавеющая сталь в медицинской промышленности виды и области применения | Справочник
Наверх
Справочник
Характеристики материалов (стали)
Назначение изделий из нержавеющей стали
Нержавеющая сталь в пищевой промышленности
Нержавеющая сталь в медицинской промышленности
Сортовой нержавеющий металлопрокат импортного производства
Поковки из нержавеющей стали
Нержавеющая сталь в машиностроении
Дымоходы из нержавеющей стали
Мойки из нержавеющей стали
Полотенцесушитель
Кастрюля из нержавеющей стали
Сковорода из нержавеющей стали
Ограждения из нержавеющей стали
Бак из нержавеющей стали
Ванны моечные из нержавеющей стали
Особенности выбора
26 Сентября 2022 Скидки на нержавеющий лист ! Лист 304Н 75 х 2500 х 7150 !!!
30 Августа 2022 Скидки на шестигранник нержавеющий 304 и 321 !!! ООО «ТМ Пассат» предлагает приобрести Шестигранник нержавеющий в Санкт-Петербурге и МСК. области по специальной цене!
02 Сентября 2022 Лист 201 2В 0.5 х 1000 х 2000 по цене 195 руб/ кг с НДС!!!
03 Июня 2022 Поступление круга по 25Х2М1Ф, 20Х1М1Ф1ТР, 25Х1МФ !!!
Главная
/
Справочник
/
Назначение изделий из нержавеющей стали
/
Нержавеющая сталь в медицинской промышленности
Холодный, серебристый блеск нержавеющей стали у многих ассоциируется с точностью и стерильностью, и во многом этим ассоциациям мы обязаны широким распространением нержавеющий стали в медицинской промышленности. Ведь из нержавеющей стали делают многочисленное медицинское оборудование, инструменты и даже используют в оформлении интерьеров лабораторий и медицинских учреждений.
Свойства медицинской нержавейки
Так почему же в медицинских учреждениях так часто мы встречаемся с холодным блеском нержавейки? Ответ на этот вопрос таится в свойстве нержавеющей стали, которая способна обеспечить такую ключевую характеристику как стерильность. Благодаря устойчивости стали к высоким и низким температурам, а так же устойчивости стали к воздействию химических веществ, нержавеющую сталь можно стерилизовать различными способами. Изделия из нержавеющей стали так же менее подвержены механическим повреждениям, таким как царапины, что так же позволяет сохранить стерильность инструментов и оборудования.
Виды нержавеющей стали для медицины
Для производства оборудования и инструментов для медицинской отрасли используются различные виды стали, как аустенитных, так и ферритных марок, в зависимости от конкретной сферы применения изделий. Так, например, для изготовления различных зажимов, ножниц, скальпелей, зондирующих инструментов широко применяются такие марки стали как AISI 420 (ГОСТ 20Х13), AISI 430 (ГОСТ 30Х13) и стали других ферритных марок.
AISI 430
AISI 304
Различные шкафы для хранения инструментария и лекарственных препаратов, шкафы вытяжные, шкафы стерилизационные, табуреты, скамейки, стеллажи, столы медицинские, столы лабораторные, столы ветеринарные, тумбы, кровати, тележки и другую медицинскую мебель чаще всего производят из аустенитных марок стали. Наиболее широкое распространение для этих целей получила марка нержавеющей стали AISI 304.
Компания «Пассат» на протяжении всей своей деятельности является надежным партнером по поставки нержавейки во многие предприятия медицинского промышленного комплекса, поэтому на наших складах всегда есть в наличии нержавеющая сталь, обладающая всеми необходимым сертификатами, для производства качественного медицинского оборудования.
Частичное или полное использование любым способом материалов с сайтаwww.allmetal.ru без письменного разрешения запрещено. Все размещенные на сайте www.allmetal.ru материалы охраняются законом «Об авторском праве и смежных правах»
Что такое хирургическая сталь? Роль нержавеющей стали в здравоохранении
Главная //
Медицинское оборудование //
Что такое хирургическая сталь? Роль нержавеющей стали в здравоохранении //
Ресурсы продукта
Нержавеющая сталь — это низкоуглеродистая сталь, содержащая не менее 10,5% хрома. Это хром, который вступает в реакцию с кислородом, образуя стабильную оксидную связь на поверхности, чтобы предотвратить ржавчину. Чем больше хрома, тем более устойчив к окислению. Нержавеющая сталь также содержит некоторое количество никеля, который снижает коррозионную стойкость, но это можно компенсировать добавлением молибдена.
Эта связь представляет собой пленку, и при повреждении она самовосстанавливается. Это имеет решающее значение для приложений в здравоохранении, поскольку повреждения в виде трещин представляют собой питательную среду для бионагрузочных бактерий. Нержавеющая сталь также легко очищается и не имеет пор, что помогает поддерживать гигиеническую среду. Химически инертная нержавеющая сталь также может быть безопасно стерилизована без коррозии или деградации.
Применение нержавеющей стали широко распространено в здравоохранении. Нержавеющая сталь в медицинских устройствах также распространена, но не все нержавеющие стали подходят для медицинской промышленности. Марки нержавеющей стали различаются. Вы можете узнать больше об этом в разделе «Знакомство с марками нержавеющей стали».
Нержавеющая сталь медицинского назначения
Не существует формального определения того, что представляет собой нержавеющая сталь медицинского назначения. Так что же это такое? Является ли хирургическая сталь такой же, как нержавеющая сталь? №
Разница между хирургической сталью и нержавеющей сталью сводится к уровню коррозионной стойкости. Хирургическая сталь имеет более высокую стойкость. Эти стали содержат не менее 13% хрома. Хирургическая сталь подвергается вулканизации и содержит не менее 0,2% углерода. Никель снижает хрупкость.
Хирургические инструменты из нержавеющей стали должны быть отверждаемыми и пластичными. Кроме того, существуют имплантаты из нержавеющей стали, которые не должны подвергаться закалке.
Нержавеющая сталь для имплантатов
Хирургические нержавеющие стали используются для изготовления непостоянных имплантатов. Содержание никеля может быть проблемой. Хотя большинство людей считают его гипоаллергенным, проблема заключается в коррозии и износе, в результате которых ионы никеля или частицы трения попадают в тело. Обратите внимание, что нержавеющая сталь подвержена щелевой коррозии. Это относится к окислению между частями, такими как пластины и винты, которые часто встречаются в имплантируемых устройствах.
Никель, как и хром, являются канцерогенами. Согласно науке токсикологии, воздействие материала на наш организм зависит от нескольких моментов:
Форма материала
Тома, которым мы подвергаемся
Как мы подвергаемся воздействию материала
Риск, связанный с никелем, возникает при воздействии на него в необработанном виде, но в сплаве со сталью риск минимален. Точно так же количество хрома, с которым сталкиваются пациенты, также считается неопасным.
Тем не менее, не содержащая никеля хирургическая нержавеющая сталь, такая как BioDur® 108, доступна для компенсации любых потенциальных рисков. Если разрабатываемый вами имплантат является постоянным, обратите внимание на пластмассы, которые предлагают множество отличных вариантов. Вы можете узнать о них в статье Что такое медицинский пластик?
Обычные медицинские нержавеющие стали
Рассмотрим наиболее распространенные хирургические стали и нержавеющие стали, используемые в здравоохранении. SAE — это Общество инженеров-автомобилестроителей, разработавшее спецификации или марки нержавеющей стали, о которых мы говорим.
Нержавеющая сталь 304
Нержавеющая сталь 304 считается медицинской нержавеющей сталью. Эта марка аналогична марке 316. Разница между нержавеющей сталью 304 и 316 заключается в том, что 316 содержит молибден, который повышает коррозионную стойкость, а 304 — нет. Тем не менее, коррозионная стойкость нержавеющей стали 304 высока, поэтому трубки из нержавеющей стали 304 широко используются в здравоохранении.
Этот материал химически инертен, поэтому не реагирует на процессы санитарии и стерилизации. Это также безопасно для контакта с тканями тела. Прочная и долговечная нержавеющая сталь марки 304 может выдерживать повторяющийся износ, что делает ее идеальной для использования парамедиками, в больницах в качестве мебели и медицинских сосудов, а также в хирургии. Показанный здесь пример нержавеющей стали марки 304 — наша регулировочная ножка, сертифицированная по стандарту 3A, которая идеально подходит для больничной мебели. Для уточнения деталей и заказа просто свяжитесь с нами.
Хирургическая сталь 316 и 316L
Нержавеющая сталь 316 используется для изготовления теплообменников, деталей реактивных двигателей, выпускных коллекторов и многих других применений. Он также используется в медицине, предлагая отличную обрабатываемость и хорошую стойкость к точечной коррозии.
Хирургическая нержавеющая сталь 316L. Разница между нержавеющей сталью 316 и 316L заключается в содержании углерода. Чтобы квалифицироваться как нержавеющая сталь хирургического класса 316L, содержание углерода не может превышать 0,03% — отсюда буква «L» в коде нержавеющей стали, что означает низкоуглеродистый. Это делает его еще более устойчивым к коррозии, чем 316.
316L — это биосовместимая нержавеющая сталь, если она производится в соответствии со стандартами ASTM F138/F139. Металлургический состав нержавеющей стали марки 316L означает, что это низкоаллергенный материал. Он также немагнитен, поэтому не будет мешать чувствительному оборудованию.
316L обладает исключительными производственными свойствами. Во многом это связано с количеством используемого никеля — от 10% до 15% — поэтому он обладает отличной формуемостью, свариваемостью и пластичностью.
420 нержавеющая сталь
Этот сорт не является имплантируемым материалом. Однако он обеспечивает хорошую пластичность. В отожженном состоянии, а также после полировки, закалки или шлифовки поверхности он обладает выдающейся коррозионной стойкостью с минимальным содержанием хрома 12%. Марка 420 является магнитной как в отожженном, так и в закаленном состоянии, хотя она никогда не используется в отожженном состоянии. В закаленных условиях 420 устойчив к пресной воде, щелочам, воздуху, пищевым продуктам и слабым кислотам.
Хирургическая сталь марки 420 также обладает хорошей прочностью и ударопрочностью. Он также подходит для механической обработки благодаря содержанию серы до 0,03%.
440 нержавеющая сталь
Медицинская сталь 440 иногда называют «сталью для лезвий бритвы». Обладает отличной стойкостью к слабым кислотам, щелочам, пищевым продуктам, пресной воде и воздуху. Гладкая полированная поверхность также помогает сплаву 440 противостоять коррозии в условиях отпуска, пассивации и закалки.
Нержавеющая сталь марки 440 легко обрабатывается в отожженном состоянии. Механическая обработка после закалки крайне затруднена, а в некоторых случаях невозможна. В медицинской промышленности используются два класса 440: 440B и 440C. Разница между ними заключается в содержании углерода. Оба имеют большое количество углерода, причем 440C больше, поэтому эту нержавеющую сталь трудно обрабатывать.
630 нержавеющая сталь
Другой материал, не предназначенный для имплантатов. Обладает отличной износостойкостью, что делает его идеальным для хирургических инструментов. Сорт 630 также называют 17-4 из-за состава хирургической стали, который состоит примерно из 17% хрома и 4% никеля.
Нержавеющая сталь марки 630 может подвергаться термообработке до высокого уровня прочности и твердости. Он также обладает хорошей прочностью основного металла и сварных швов, сводя к минимуму коробление и образование окалины. Его коррозионная стойкость аналогична стали 304, а низкое содержание углерода означает, что он обладает превосходными механическими свойствами.
Медицинские металлы: общие области применения нержавеющих сталей
Марка
304
316
316л
420
440Б
440С
630 (17-4)
Ортопедические имплантаты
х
х
Устройства для зубных имплантатов
х
Хирургические и стоматологические инструменты
х
х
х
х
х
х
Фармацевтическое оборудование: обработка образцов и материалов
х
Трубка из нержавеющей стали
х
Костная фиксация
х
Контейнеры для опасных материалов
х
Провода
х
Кюретки
х
Пластины и винты
х
Протезы
х
Шприцы и иглы
х
Катетеры
х
Сенсорные датчики
х
Мебель для больниц
х
х
Подробная информация: Медицинские стали
В приведенной ниже таблице показан химический состав нержавеющих сталей, обычно используемых в медицинской промышленности. Обозначения SAE и EN являются стандартом для европейских марок нержавеющей стали, хотя SAE также используется в Европе.
Обозначение
Химический состав (только основные элементы)
% содержание является максимальным, если не указан диапазон
САЕ
ЕН
С, ≤
Мн, ≤
Р, ≤
Ю, ≤
Si, ≤
Кр
Никель
Пн
С, ≤
Прочие элементы
≤, УОС
304
1. 4301
0,08
2,00
0,045
0,03
1,00
18,0-20,0
8,0-11,0
–
–
–
316
1.4401
0,08
2,00
0,045
0,030
1,00
16,0-18,0
10,0-14,0
2.00-3.00
–
–
316л
1.4404
0,03
2,00
0,045
0,030
1,00
16,0-18,0
10,0-14,0
2. 00-3.00
–
–
420
1.4021
0,15, ≥
1,00
0,04
0,03
1,00
12,0-14,0
–
–
–
–
440Б
1.4112
0,75-0,95
1,00
0,04
0,03
1,00
16,0-18,0
–
≤0,75
–
–
440С
1. 4125
0,95-1,20
1,00
0,04
0,03
1,00
16,0-18,0
–
≤0,75
–
–
630 (17-4)
1.4542
0,07
1
0,04
0,03
1
15,5-17,5
3,0-5,0
–
–
3,0-5,0 Cu; 0,15-0,45 Nb
Загрузите бесплатные CAD и попробуйте их перед покупкой
Бесплатные CAD доступны для большинства решений, которые вы можете скачать. Вы также можете запросить бесплатные образцы, чтобы убедиться, что вы выбрали именно то, что вам нужно. Если вы не совсем уверены, какое решение лучше всего подойдет для вашего приложения, наши специалисты всегда рады проконсультировать вас.
Какими бы ни были ваши требования, вы можете рассчитывать на быструю отправку. Запросите бесплатные образцы или загрузите бесплатные CAD прямо сейчас.
Вопросы?
Напишите нам по адресу [email protected] или свяжитесь с одним из наших экспертов для получения дополнительной информации об идеальном решении для вашей области применения 800-847-0486 .
Статьи, которые вам также могут понравиться
сопутствующие товары
Пластиковые заклепки
Смотрите наш выбор
Распорки для печатных плат
Смотрите наш выбор
В чем разница между хирургической сталью и нержавеющей сталью?
Нередко возникает вопрос о различиях между различными типами стали. По крайней мере, здесь это не редкость. В нашей отрасли понимание небольших уникальных различий между различными сортами стали является большим делом. В конце концов, выбор наилучшего материала для конкретного применения является важным шагом в любом проекте. В случае с металлическими материалами характеристики различных материалов проявляются при их резке, гибке, штамповке и другой обработке.
В сегодняшней статье мы подробно рассмотрим разницу между хирургической сталью и нержавеющей сталью. Если вы когда-нибудь задавались вопросом, чем отличаются и чем похожи эти стали, вы попали в нужное место. Давайте начнем.
Что такое нержавеющая сталь?
Нержавеющая сталь представляет собой стальной сплав, в основном состоящий из железа и примерно 10% хрома. Также могут присутствовать небольшие количества других металлов, таких как никель, титан и медь. Кроме того, углерод является распространенной неметаллической добавкой в нержавеющей стали.
Содержание хрома в нержавеющей стали в значительной степени отвечает за повышение коррозионной стойкости сплава — он предотвращает окисление железа. Если нет окисления, нет возможности для развития ржавчины.
Из четырех основных типов стали (нержавеющая, углеродистая, инструментальная, легированная) нержавеющая сталь известна как наиболее устойчивая к коррозии. Тем не менее, нержавеющая сталь не полностью устойчива к коррозии. При определенных условиях, таких как многократное воздействие высококонцентрированной соленой воды, даже нержавеющая сталь подвергается коррозии.
Что такое хирургическая сталь?
Хирургическая сталь — это разновидность нержавеющей стали, которая используется в биомедицинских целях. Хирургическая сталь, которую иногда называют хирургической нержавеющей сталью, не имеет формального определения. Тем не менее, сорта нержавеющей стали с самым высоким уровнем коррозионной стойкости предназначены для биомедицинского использования. Некоторые общепринятые типы хирургической стали включают аустенитную нержавеющую сталь 316 и мартенситную нержавеющую сталь 440 и 420. Было бы полезно думать о хирургической стали как о наиболее устойчивой к коррозии форме нержавеющей стали.
Хирургическая сталь и нержавеющая сталь
Основные отличия
Хотя хирургическая сталь является разновидностью нержавеющей стали, все нержавеющие стали не являются хирургическими сталями. Хирургические стали обладают наибольшей коррозионной стойкостью и предназначены для биомедицинских применений. По сравнению с другими типами стали нержавеющая сталь обычно является самой дорогой. Затем среди нержавеющей стали хирургическая сталь самая дорогая.
Применение
Из-за стоимости материала нержавеющие стали отличаются от сталей «общего назначения», таких как углеродистая сталь и инструментальная сталь. Чаще всего нержавеющие стали используются в кулинарии. Столовые приборы, посуда, бытовая техника и кухонная утварь из нержавеющей стали пользуются большой популярностью и спросом. Нержавеющая сталь также используется для различных компонентов в автомобильной и аэрокосмической промышленности, а также в некоторых областях строительства.
Хирургическая сталь используется в биомедицинских целях.
Главная / ЧПУ станок / Токарный станок / Как выполнить нарезание резьбы на токарном станке
Нарезание резьбы на токарном станке 1К62, всех её заходов, выполняется делением (поворотом заготовки на часть окружности относительно зафиксированного резца) и осуществляется поворотом шпинделя при разомкнутой винторезной цепи, для чего блок Б6 (см. Привод главного движения станка токарного типа, рис. 1) выводят из зацепления и ставят в нейтральное положение. Угол поворота отсчитывают по шкале, нанесенной на заднем конце шпинделя. Шпиндель и блок Б6 имеют зубчатые колеса z = 60, что позволяет снова их сцепить после деления окружности на 2, 3, 4, 5, 6, 10, 12, 15, 20, 30 и 60 частей.
Специалист по токарному делу Г. Н. Смирнов рекомендует производить деление при нарезании на токарном станке многозаходных резьб (рис. 1) за счет осевого смещения резца, при неподвижной заготовке, на шаг нарезаемой резьбы. Смещение резца производится перестановкой резцовой каретки с индикатором 2, штифт которого упирается в мерную плитку 1. Имея две плитки, разность длин которых равна шагу, можно осуществить точное перемещение резца.
Рис. 1. Схема деления при нарезании многозаходных резьб за счет осевого смещения резца.
Применение многорезцовых державок (рис. 2) позволяет сократить время при нарезании резьб на токарном станке благодаря одновременному нарезанию всех заходов резьбы. В державке устанавливают по шаблону в зависимости от числа заходов резьбы два-три и более резцов, смещенных один относительно другого на величину шага.
Рис. 2. Державка для нарезания двухзаходной резьбы
Скоростное нарезание наружных и внутренних резьб на токарно-винторезных станках можно осуществить, применяя специальные вращающиеся резцовые головки («вихревое» нарезание резьбы). Резцовую головку 1 (рис. 3), в которой закреплены один или несколько резцов 2, устанавливают на суппорте эксцентрично относительно заготовки 3 и сообщают ей быстрое (от 1000 до 3000 об/мин) вращение от отдельного электродвигателя. Заготовка вращается со скоростью, значительно меньшей (от 3 до 40 об/мин).
Винторезная цепь станка должна обеспечивать перемещение суппорта на шаг нарезаемой резьбы на токарном станке за один оборот заготовки. При этом методе нарезания резьбы каждый резец находится в работе в течение короткого промежутка времени, т. е. доли оборота, снимая мелкую стружку в форме запятой, а в течение остальной части оборота он движется «по воздуху», не производя резания. Благодаря этому резцы хорошо охлаждаются, что позволяет значительно повысить скорость резания, а следовательно, и производительность. Нарезание внутренних резьб этим способом производится вращающейся оправкой с резцом (рис. 4). С помощью резцовых головок и оправок нарезать резьбу на токарном станке, с шагом до 6 мм, можно за один проход.
Рис. 4. Схема вихревого нарезания внутренней резьбы
Статьи по станкам ЧПУ
Более 1000 статей о станках и инструментах, методах обработки металлов на станках с ЧПУ.
Предыдущая статья
Следующая статья
как это сделать метчиком, плашкой, видео
Для того чтобы нарезать резьбу на токарном станке, могут применяться разные инструменты. Опытные мастера чаще всего делают это при помощи резца.
Но также можно применить и рабочие головки специального назначения, метчики, плашки. А также такая операция, проводится используя технологию накатки.
В этой статье мы разберёмся, какие бывают резьбы, как их получить при помощи разных методов, и как проверить их качество.
Содержание:
1 Методы получения
2 Классификация
3 Как нарезать на токарном?
3.1 Нарезание внутренней и наружной
3.2 Нарезание метчиками и плашками
3.3 Использование резьбонарезных головок
4 Особенности левой
5 Контроль качества
6 Интересное видео
Методы получения
Существует два основных метода для получения резьбы. Они делятся на нарезание и накатывание. Также различные методы используются для внутренней и наружной резьбы.
К примеру, для наружной, необходимо воспользоваться разными плашками, резцами, резьбовыми фрезами и гребенками, либо роликами на резьбонакатных автоматах.
При выборе одного или другого метода, нужно учитывать желаемый профиль резьбы, характер материала, необходимый объем и точность.
Классификация
Существует огромное множество типов резьбы. Они отличаются по форме профиля, расположению, направлению заходов, величиной шага и многим другим параметрам.
По форме профиля резьбы бывают
Трапециевидные.
Прямоугольные.
Круглые.
Упорные.
Треугольные: метрические; дюймовые; трубные.
По направлению заходов
Левая.
Правая.
По расположению
Наружная (как у болта).
Внутренняя (как у гайки).
Читайте также: токарно-винторезный станок 1К62
По поверхности, на которой выполнена резьба
Цилиндрическая.
Коническая.
По эксплуатационному назначению.
Крепёжные.
Крепёжно-уплотнительные.
Ходовые.
Специальные.
Как нарезать на токарном?
К примеру, нарезка на токарном станке, используя резец будет выглядеть так: резец двигается вдоль оси вращающиеся детали, которая поддаётся вперёд и назад по отношению к резцу, и своей заостренной вершинкой прочерчивает линию винтового типа.
Винтовая линия отличается углом её подъёма или увеличения. Величина этого угла, перпендикулярна оси вращения, она измеряется между касательной и определяется: величиной подачи режущего инструмента, который перемещается вдоль оси, с частотой вращения детали.
Нарезание внутренней и наружной
Чтобы нарезать внутреннюю или наружную резьбу, нужно применить стержневой резец. Их изготовление отличается лишь формой резца. Для наружной, применяются прямые или отогнутые резцы.
А для внутренней изогнутые резцы или прямые. Расположение кромки резца обязательно должно совпадать профилем обрабатываемой резьбы.
Нарезание метчиками и плашками
Плашками вырезается наружная резьба. Участок детали предварительно обрабатывается. Диаметр поверхности, которая будет обработана должен быть чуть-чуть меньше наружного диаметра резьбы.
Сперва снимается фаска, соответствующая высоте профиля резьбы. Затем плашка устанавливается в патрон (плашкодержатель).
И выбирается скорость в соответствия с нужной резьбой (она указана на тыльной стороне станка).
Метчики часто используются для внутренней метрической резьбы. Как правило, на станке используется машинные метчики, это позволяет за один проход закончить деталь.
Для резьбы из твердых, вязких материалов используются комплекты из 2–3 метчиков. В комплекте из двух, правый делает 75% работы, а второй лишь доводит до нужного размера.
В комплекте из трёх метчиков, правый или черновой делает 60% работы, средний (получистовой) 30% работы, а третьи 10%.
Использование резьбонарезных головок
Для труб и болтов применяются резьбонарезные головки. Они устанавливаются в станок, затем настраивается нужный диаметр и передвигается по трубе. Они способны осуществлять работу с высокой точностью.
Универсальные головки позволяют установить гребенки от разных компаний. Также есть возможность смазки гребёнок и регулировки размеров, часто встречается ручной зажим.
Особенности левой
Во-первых, нужно переключить режим работы ходового винта, чтобы он начал крутиться влево. Это делается, переключив рычаг, определяющий направление раскручивания. И дальше всё происходит с точностью до наоборот по сравнению с правой резьбой.
Только надо учитывать, что при переключении на реверс, резец не будет отходить на сторону задней бабки, а наоборот, будет двигаться к токарному патрону станка. Во избежание их столкновения надо тщательно следить за производимыми движениями.
Контроль качества
Чтобы удостовериться в том, что заготовка была обработана правильно, необходимо воспользоваться резьбовыми шаблонами. С их помощью проверяется шаг резьбы.
Но для комплексной оценки применяется резьбовой калибр. Для удобства его устанавливают в стойке, и настраивают по эталону или шаблону, затем проверяется ход самой детали.
Также можно воспользоваться самым простым и часто используемым методом. Берётся гайка или болт, и прокручивается по выполненной детали.
Если походу движения на резьбе заметны задиры, или нужно прикладывать больше усилий, тогда вы допустили погрешность в работе. Теперь вы уже знаете, как пользоваться токарным станком для выполнения различных гаек, болтов или резьбовых соединений.
Важно помнить, что такие детали, требуют к себе большой осторожности и нежности при каждом проходе, и даже проверки качества. Лучше потратить больше времени на работу, чем потом испортить несколько заготовок. Читайте также: что такое накатка для токарного станка, для чего она нужна.
Интересное видео
Страница не найдена 404
Что случилось?
Эта ссылка никуда не ведет. Возможно, вы неправильно написали ссылку или перешли по старой ссылке.
Что я могу сделать?
Пожалуйста, используйте строку поиска или расширенный поиск, чтобы найти то, что вы ищете.
Протестировать сейчас Machineseeker — Приложение !
металлорежущий, абразивный инструмент и оснастка в Минске
на главную
о компании
контакты
отправить запрос
Основным направлением деятельности компании является оптовая продажа профессионального металлорежущего, абразивного инструмента и оснастки промышленным предприятиям республики и организациям в сфере обслуживания Беларуси.
Широкий ассортимент абразивного и металлорежущего инструмента. Всегда на складе.
Гарантия на всю продукцию
Возможна отсрочка платежа
Доставка по всей Беларуси
Опыт 20 лет и более 300 довольных клиентов
Прямые поставки инструмента от российских и китайских предприятий — лидеров металлообработки
В штате инженерно-технические специалисты окажут консультацию по оптимальному выбору инструмента
Новые товары на сайте:
Сверло по металлу с коническим хвостовиком 6,0 L=138 l=57 от
Сверло спиральное правое, стандартной длины с коническим хвостовиком, диаметром 6,0 мм. Общая длина 138 мм, длина рабочей части 57 мм, конус Морзе 1 (КМ 1). Марка металла Р6М5. Производство Россия. Конические спиральные сверла изготовлены из …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 5,0х0,80 L=58 l=16 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 5 мм , шагом резьбы 0,80 мм, общей длиной 58 мм, длиной рабочей части 16 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 14,0х1,25 L=95 l=30 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 14 мм , шагом резьбы 1,25 мм, общей длиной 95 мм, длиной рабочей части 30 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 14,0х1,0 L=84 l=24 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 14 мм , шагом резьбы 1,0 мм, общей длиной 84 мм, длиной рабочей части 24 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 6,0х1,0 Р6М5К5 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 6 мм , шагом резьбы 1,0 мм, общей длиной 66 мм, длиной рабочей части 19 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 5,0х0,80 Р6М5К5 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 5 мм , шагом резьбы 0,80 мм, общей длиной 58 мм, длиной рабочей части 16 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 10,0х1,50 Р6М5К5 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 10 мм , шагом резьбы 1,5 мм, общей длиной 80 мм, длиной рабочей части 24 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 8,0х1,25 Р6М5К5 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 8 мм , шагом резьбы 1,25 мм, общей длиной 72 мм, длиной рабочей части 22 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 12,0х1,50 L=89 l=29 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 12 мм , шагом резьбы 1,5 мм, общей длиной 89 мм, длиной рабочей части 29 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 12,0х1,0 L=84 l=24 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 12 мм , шагом резьбы 1,0 мм, общей длиной 84 мм, длиной рабочей части 24 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 10,0х1,0 L=80 l=24 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 10 мм , шагом резьбы 1,0 мм, общей длиной 80 мм, длиной рабочей части 24 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 18,0х2,0 L=112 l=37 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 18 мм , шагом резьбы 2,0 мм, общей длиной 112 мм, длиной рабочей части 37 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 18,0х1,5 L=112 l=37 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 18 мм , шагом резьбы 1,5 мм, общей длиной 112 мм, длиной рабочей части 37 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 12,0х1,75 Левая резьба L=89 l=29 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 12 мм , шагом резьбы 1,75 мм, общей длиной 89 мм, длиной рабочей части 29 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных …
подробнее
Узнавайте цены у продавца. Позвоните нам
Метчик метрический М 14,0х2,0 Левая резьба L=95 l=30 от
Метчик машинно-ручной для метрической резьбы (ГОСТ 3266-81), диаметром 14 мм , шагом резьбы 2,0 мм, общей длиной 95 мм, длиной рабочей части 30 мм, производство Россия. Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
метрических гаек и болтов | Размер болта M6 | Размер M8, выделенный жирным шрифтом
Ответы на наиболее часто задаваемые вопросы
Стандартная и мелкая резьба
Как определить классы прочности гаек и болтов
Сравнение классов прочности гаек и болтов
Максимальный момент затяжки
Почему указанный крутящий момент иногда ниже максимального
Размеры гаечного ключа
в сравнении с размером резьбы болта/гайки
Размер шестигранного ключа в сравнении с размером резьбы болта/гайки
Правильный размер сверла для нарезания метрической резьбы в отверстиях
Введение: метрические гайки и болты
Это краткое руководство предназначено для того, чтобы дать очень общее представление о метрических гайках и болтах ISO. Оно предназначено для тех, кто занимается техническим обслуживанием установок и машин, и содержит достаточно информации, чтобы обеспечить определение и использование правильных запасных частей.
Немногие детали так важны при сборке современного оборудования, как гайки и болты, которые скрепляют все это вместе, и на первый взгляд кажется, что все метрические болты в основном одинаковы.
На самом деле, конечно, нет ничего более далекого от истины. Существует не менее 5 различных типов резьбы для различных применений и 10 различных стандартных классов прочности, определенных для каждого размера болта. Существует девятнадцать стандартных размеров, известных как «предпочтительные», и десять менее часто используемых (так называемых «непредпочтительных») размеров.
Почти такая же сложная ситуация с метрическими гайками, которые бывают самых разных типов (полные, тонкие, найлок, зубчатые…..) и 5 классов прочности, а также в том же диапазоне размеров.
Разница в прочности между различными сортами весьма существенна: самый высокий стандартный сорт способен выдерживать более чем в три раза большую нагрузку, чем самый низкий сорт.
Если вы отвечаете за ремонт и техническое обслуживание оборудования, особенно если это оборудование задействовано в подъемных операциях или в других критически важных с точки зрения безопасности приложениях, то вы должны знать о важности правильной установки нужных деталей. Это краткое руководство предназначено для того, чтобы предоставить вам информацию, необходимую для правильного определения и использования метрических гаек и болтов, наиболее часто встречающихся в установках и машинах.
Заявление об ограничении ответственности
Были приложены все усилия, чтобы информация, содержащаяся в этом документе, была верной, но не может быть дано никаких гарантий, а ответственность за ошибки или упущения не принимается
Мы всегда благодарны за любые комментарии или критику наших технических публикаций и будем рады дать совет по всем аспектам технического обслуживания установок и оборудования.
Если у вас есть какие-либо отзывы об этом документе, пожалуйста, свяжитесь с нами:
Тел.: 01594 82 66 11 или Эл. машины, остальные в основном используются в специальном оборудовании, таком как прецизионные инструменты, оптические инструменты и т. д.
Две резьбы, наиболее часто встречающиеся в установках и машинах, обычно имеют , известные как «стандартный» и «мелкий» шаг.
Шаг резьбы представляет собой расстояние между двумя соседними витками резьбы и измеряется в миллиметрах.
Наиболее распространенные комбинации диаметра и шага резьбы, встречающиеся в машинах и установках, перечислены в таблице ниже:
Размер
Шаг (стандартный)
Шаг (тонкий)
М5
0,8
0,5
М6
1,0
0,75
М8
1,25
1,0
М10
1,5
1,0 или 1,25
М12
1,75
1,5
М16
2,0
1,5
М20
2,5
1,5
М24
3,0
2,0
М30
3,5
2,0
Как определить класс прочности гаек и болтов
За исключением самых низких классов, все метрические гайки и болты имеют идентификационную маркировку, указывающую на их прочность.
На головке каждого болта две цифры, разделенные десятичной точкой, полный список включает десять классов от 3,6 до 14,9но в машинах и машинах обычно встречаются только марки 8.8, 9.8, 10.9 и 12.9. Головка болта также должна иметь код (обычно две или три буквы), указывающий производителя.
Обычно маркировка находится на верхней части головки болта, но иногда и сбоку.
Первая цифра обозначает прочность стали болта на разрыв. В округленном выражении это составляет десятки кг на квадратный миллиметр поперечного сечения болта в секунду.
Например, болт класса прочности 12.9 не сломается, пока на каждый квадратный миллиметр поперечного сечения болта не будет приходиться нагрузка не менее 120 кг. Точно так же болт класса 8.8 не сломается, пока не выдержит нагрузку 80 кг на квадратный миллиметр.
Если болт постепенно нагружается, он вытягивается очень слабо, как пружина, и возвращается к своей первоначальной длине, если нагрузка ослабевает. Однако существует предельная нагрузка, при которой болт больше не пружинит полностью, а вместо этого остается постоянно растянутым, это известно как предел текучести. Второе число на головке болта указывает, какое усилие на разрыв может выдержать болт, прежде чем он начнет растягиваться.
Например, болт класса 12,9 начнет растягиваться, когда нагрузка на болт составит 90% от разрывной нагрузки. Точно так же болт класса 9.8 начнет растягиваться при 80% разрывной нагрузки.
Маркировку класса прочности труднее увидеть на метрических гайках, иногда она указывается в виде числа, иногда в виде узора из точек и в виде линии, где положение линии указывает класс прочности, как стрелки часы.
Если класс указан в виде числа, его можно отштамповать на верхней части гайки или на одной из плоских сторон.
Метки циферблата показаны на иллюстрации (справа). Поставьте точку в двенадцати позициях O-Clock, и линия покажет оценку.
Маркировка класса «циферблат»
Правило состоит в том, что класс гайки всегда должен быть таким же, как класс болта, или на один класс выше, поэтому: болт класса 8. 8 должен быть снабжен классом 8 или 9 орех. Болт класса 12.9 должен быть снабжен гайкой класса 12 или 14.
Сравнение различных классов прочности
Как мы говорили на стр. 4, если болт постепенно нагружается, наступает момент, когда он начинает поддаваться (постоянно растягиваться), а если нагрузка продолжает увеличиваться, момент, когда он фактически ломается. При принятии решения о том, какую нагрузку можно безопасно выдержать, стандарты определяют «пробную нагрузку» — обычно 90% нагрузки, необходимой для растяжения болта.
Пробные нагрузки обычно приводятся в ньютонах в таблицах производителей, но здесь мы преобразовали их в кг силы. Пробная нагрузка обычно считается абсолютной максимальной нагрузкой, которую должен выдерживать болт.
На практике производители проектируют свое оборудование так, чтобы болты выдерживали намного меньшую нагрузку, чем пробная, чтобы обеспечить хороший коэффициент безопасности конструкции.
Пробные нагрузки для болтов со стандартным шагом
Размер
Класс 8.8
Класс 9.8
Класс 10.9
Класс 12.9
М5
820 кг
923 кг
1180 кг
1380 кг
М6
1160 кг
1310 кг
1670 кг
1950 кг
М8
2120 кг
2380 кг
3040 кг
3 550 кг
М10
3 370 кг
3770 кг
4810 кг
5630 кг
М12
4890 кг
5480 кг
7000 кг
8 180 кг
М16
9 100 кг
10 200 кг
13 000 кг
15 200 кг
М20
14 700 кг
н/д
20 300 кг
23 800 кг
М24
21 200 кг
н/д
29 300 кг
34 200 кг
М30
33 700 кг
н/д
46 600 кг
54 400 кг
Болты с мелким шагом обычно на 10 % прочнее болтов с крупным шагом, потому что для изготовления резьбы отрезается меньше металла.
Максимальные моменты затяжки
Максимальные рекомендуемые моменты затяжки, указанные в таблице ниже, предполагают, что резьба слегка смазана маслом. Затягивание болта до указанного крутящего момента должно установить натяжение болта примерно на 85 % от испытательной нагрузки, указанной в таблице на стр. 5, что соответствует 62 % от разрушающей нагрузки.
Это максимальные моменты затяжки, рекомендованные стандартами для болтов различных размеров и классов прочности.
ИСПОЛЬЗУЙТЕ ТОЛЬКО НАСТРОЙКИ КРУТЯЩЕГО МОМЕНТА, УКАЗАННЫЕ В ТАБЛИЦЕ НИЖЕ, ЕСЛИ ПРОИЗВОДИТЕЛЬ МАШИНЫ НЕ УКАЗАЛ КРУТЯЩИЙ МОМЕНТ.
Для болтов и гаек со стандартным шагом
Размер
Класс 8.8
Класс 9.8
Класс 10.9
Класс 12.9
М5
7,0 Н·м
7,8 Н·м
10,0 Н·м
11,7 Н·м
М6
11,8 Н·м
13,3 Н·м
17,0 Н·м
19,9 Н·м
М8
28,8 Н·м
32,3 Н·м
41,3 Н·м
48,3 Н·м
М10
57,3 Н·м
64,1 Н·м
81,8 Н·м
95,7 Н·м
М12
99,8 Н·м
111,8 Н·м
142,8 Н·м
166,9 Н·м
М16
247,5 Н·м
277,4 Н·м
353,6 Н·м
413,4 Н·м
М20
499,8 Н·м
н/д
690,2 Н·м
809,2 Н·м
М24
865,0 Н·м
н/д
1 195,4 Н·м
1 395,3 Н·м
М30
1 718,7 Н·м
н/д
2 376,6 Н·м
2 774,4 Н·м
Гайки и болты с мелким шагом обычно используются только в особых случаях и документация производителя по техническому обслуживанию должна указывать требуемый крутящий момент в каждом случае. Мелкая резьба часто используется, когда болт ввинчивается в блок из мягкого металла, например, в алюминиевую отливку, резьба в блоке может быть намного слабее, чем болт, и почти всегда требуется меньший крутящий момент, чтобы избежать зачистки потоки.
Почему производители иногда указывают более низкий крутящий момент
Многие факторы влияют на прочность резьбы в компонентах, включая способ изготовления резьбы, качество поверхности и точность формы резьбы .
Прочность резьбового соединения определяется прочностью самой слабой части, поэтому, например, если высокопрочный болт ввинчивается в более мягкий и пластичный материал, такой как алюминиевый сплав или низкоуглеродистая сталь, то он будет более мягкая часть, определяющая максимальный крутящий момент, который можно безопасно приложить к болту.
Однако чаще болт должен выдерживать не только растягивающую нагрузку из-за его герметичности, но и боковую или «срезающую» нагрузку. Типичный пример этого показан на рисунках, где две пластины скреплены болтами, а затем подвергнуты нагрузке, которая оказывает срезывающую нагрузку на болт.
Трения между пластинами, вызванного затяжкой болта, может быть достаточно, чтобы остановить фактическое движение пластин, если приложенная нагрузка довольно мала, но обычно, если не установлены штифты для восприятия сдвигающих нагрузок, болты в конечном итоге воспринимают сдвиг стресс, так и напряжение. Сложение этих двух напряжений вместе создает общее напряжение, которое больше, чем напряжение сдвига или напряжение растяжения, поэтому предварительный крутящий момент болта может быть меньше максимального, указанного на стр. 6, чтобы он мог справиться с дополнительным напряжением из-за сдвига. .
Расчеты для этого сценария могут быть довольно сложными, но для справки: уменьшение момента затяжки болта на 10 % позволяет выдерживать до 35 % номинальной нагрузки болта в направлении сдвига без перегрузки болта.
Инженеры-конструкторы должны учитывать все эти факторы и могут принять решение о применении более низкого крутящего момента. Это обычно имеет место в подъемных устройствах, где требуются высокие коэффициенты безопасности.
Всегда обращайтесь к документации по техническому обслуживанию производителей машин, чтобы узнать указанный момент затяжки болтов и гаек, используемых в подъемных и несущих устройствах.
Размеры гаечного ключа и шестигранного ключа
Подходящие размеры гаечного ключа и шестигранного ключа приведены в таблице ниже для стандартного диапазона размеров болтов и гаек , используемых в установках и машинах.
Чтобы свести к минимуму риск соскальзывания гаечного ключа и повреждения углов крепежа, рекомендуется по возможности использовать накидные гаечные ключи (или накидной конец комбинированного ключа).
Размер
Гаечный ключ на
Шестигранный ключ
М5
8 мм
4 мм
М6
10 мм
5 мм
М8
13 мм
6 мм
М10
17 мм
8 мм
М12
19 мм
10 мм
М16
24 мм
14 мм
М20
30 мм
17 мм
М24
36 мм
19 мм
М30
46 мм
Размеры сверла для нарезки резьбы и отверстия с зазором
Метрические болты изготавливаются частично меньше их заявленного размера, например, болт M16 обычно имеет диаметр стержня 15,97 мм. Это означает, что 16-миллиметровый болт пройдет через 16-миллиметровое отверстие, но, чтобы учесть несоосность между деталями, обычно просверливают отверстия для болтов немного большего размера. Они известны как зазоры.
Типовые размеры отверстий с зазором указаны в таблице ниже вместе с правильными размерами резьбовых отверстий для каждого размера стандартной и мелкой резьбы.
Размер сверла для нарезания резьбы с метрической резьбой легко рассчитать, поскольку это диаметр болта минус шаг резьбы, например, болт M16 со стандартным шагом имеет шаг 2,0 мм, поэтому размер сверла для нарезания резьбы составляет 16 – 2 = 14 мм. .
В таблице ниже приведены размеры сверл для резьбы, соответствующие шагу резьбы, указанному в таблице на стр. 3.
Размер
Зазорное отверстие
Шаг резьбы (стандартный)
Сверло для нарезания резьбы (стандартный шаг)
Шаг резьбы (мелкий)
Резьбонарезное сверло (мелкий шаг)
М5
5,5
0,8
4,2 мм
0,5
4,5 мм
М6
6,5
1,0
5,0 мм
0,75
5,25 мм
М8
9
1,25
6,75 мм
1,0
7 мм
М10
11
1,5
8,5 мм
1,0 или 1,25
9,0 или 8,75 мм
М12
14
1,75
10,25 мм
1,5
10,5 мм
М16
18
2,0
14 мм
1,5
16,5 мм
М20
22
2,5
17,5 мм
1,5
20,5 мм
М24
26
3,0
21 мм
2,0
22 мм
М30
32
3,5
26,5 мм
2,0
28 мм
При нарезании резьбы в отверстии, особенно M10 и меньше, не забывайте постоянно вынимать метчик из отверстия и сдувать стружку, чтобы предотвратить заедание и поломку метчика.
Преобразование крутящего момента в растягивающую нагрузку в болтовом креплении
Когда болт затягивается в резьбу или гайка и болт затягиваются для сжатия двух деталей, крутящий момент, приложенный к узлу, создает растягивающую нагрузку в хвостовике болт.
Фактическое усилие в болте зависит от множества факторов, включая форму резьбы, шаг резьбы, чистоту поверхности резьбы, а также количество и тип смазки на резьбе.
К счастью, для большинства нормальных условий при использовании метрических болтов со стандартным «крупным» шагом резьбы и с резьбой, слегка смазанной, усилие в болте можно легко рассчитать как:
Сила = 5 x Крутящий момент / Диаметр
Где сила в ньютонах, крутящий момент в ньютон-метрах и диаметр в метрах — следите за этим, иначе ваши результаты будут в 1000 раз неправильными.
В качестве рабочего примера для болта M16, затянутого до 247,5 Нм, усилие составляет:
Усилие = 5 x 247,5 Нм/0,016 м = 77344 Н или 77,3 кН
Обратите внимание, что диаметр болта 16 мм преобразуется в 0,016 м при расчете .
Чтобы преобразовать силу в Ньютонах в килограммы, мы делим на 9.81 (или на 10, если мы торопимся), чтобы дать нагрузку на болт 7884 кгс.
Если резьба сухая, повышенное трение в резьбе приведет к меньшему усилию .
Болтовые соединения могут выйти из строя тремя основными способами: срезанием болта, разрушением болта при растяжении и разрушением резьбы.
Разрушение болтов при растяжении, когда болт просто ломается, вызвано перегрузкой соединения или чрезмерной затяжкой болтов при установке. Болт чаще всего выходит из строя там, где резьба встречается с хвостовиком.
Разрушение при сдвиге, когда болт «отрезается ножницами», опять же, чаще всего происходит из-за перегрузки соединения, но это может быть и потому, что болты были перетянуты, используя всю силу болтов, чтобы выдержать напряжение в болте, и ничего не осталось для сдвигающая нагрузка. Разрушения как при растяжении, так и при сдвиге обычно возникают в начале срока службы сборки или ближе к концу срока службы.
На приведенном ниже рисунке показаны наиболее распространенные неисправности в процессе эксплуатации. Здесь болтовое фланцевое соединение, рассчитанное на простую растягивающую нагрузку, также было случайно подвергнуто боковой нагрузке, которая оторвала гайки от болтов, начиная с тех, что на переднем плане. Это привело к каскадному отказу оставшихся болтов, причем последние два болта в задней части изображения также погнулись, когда их разорвали.
При этом типе отказа конусность резьбы приводит к тому, что гайки разбухают, вытягиваются наружу, оставляя меньшую часть резьбы гайки, сцепленной с резьбой болта, и в конечном итоге металл либо болта, либо резьбы гайки ослабевает, и резьба снят с болта или с гайки. В этой сборке использовались нейлоновые гайки, как вы можете видеть по синему нейлону, вырванному из гаек и застрявшему в резьбе болта.
Таблица метрических резьб – мелкий шаг (M30-M64)
Преимущества мелкой резьбы
✅ Размер за размер: резьба с мелким шагом прочнее резьбы с крупным шагом как на растяжение, так и на сдвиг.
✅ Меньший шаг обеспечивает более точную регулировку для приложений, требующих точной регулировки.
✅ Мелкая резьба легче нарезается в твердых материалах и тонкостенных трубах.
✅ Для достижения того же уровня предварительной нагрузки требуется меньший крутящий момент по сравнению с грубой резьбой.
✅ Тонкая резьба имеет меньший наклон по сравнению с грубой, поэтому вероятность ее ослабления меньше.
Недостатки мелкой резьбы
❌ Мелкозернистая резьба более восприимчива к загрязнению.
❌ Необходимо соблюдать большую осторожность при сборке деталей с мелкой резьбой, что делает их непригодными для высокоскоростной сборки.
Чтобы узнать больше полезной инженерной информации, перейдите на страницу наших руководств, чтобы узнать, как идеально спроектировать ваши детали для производства! Или, если все ваши детали готовы к производству, получите от нас бесплатную 24-часовую смету прямо сейчас.
Управление фрезерным станком по металлу: как работать с аппаратом
Работа фрезерного станка основана на движении фрезы, закреплённой на шпинделе. При движении инструмента, ему на встречу подаётся заготовка. Её можно резать горизонтально, вертикально, делать выборку или обрабатывать торцевые части в зависимости от выбора станка. Управление фрезерным станком осуществляется за счёт ЧПУ. Оператору необходимо лишь установить заготовку, включить нужную программу и следить за выполнением.
Нюансы при работах, выполняемых на фрезерных станках
Правильная резка возможна лишь при соблюдении таких параметров:
глубина за проход;
скорость подачи;
правильный подбор фрезы и её охлаждение.
Некоторые металлы не обязательно охлаждать, но, к примеру, алюминий будет плавиться под воздействием температуры. Всё потому, что концевая фреза достигает высокой скорости вращения, а при трении взаимодействующие части сильно нагреваются. Алюминий начинает плавиться при показателе всего в 648 градусов по Цельсию.
Как работать на фрезерном станке с ЧПУ, контролируя все параметры?
Обычно оператору не приходится управлять фрезерным станком, так как ЧПУ контролирует процесс. Однако от повышения температуры никуда не деться, да и сбои порой случаются. Специалист должен:
Следить за подачей охлаждающей жидкости или воздуха на торцевую фрезу. Это не только охлаждает металл, но и способствует увеличению эффективности резания.
Правильно закреплять заготовку, иначе на выходе получится неправильная деталь.
Правильно подбирать фрезу.
Распознавать сбои в программе.
Как подобрать фрезу?
Фреза – режущий инструмент с зубьями. Наличие больших зубьев повышает производительность, однако для более мелких поделок не подходит. Фрезы бывают:
дисковые, пазовые и концевые: для пазов и канавок;
модульные и пальцевые: для нарезания зубчатых колес;
цилиндрические и торцевые: для обработки плоскостей;
фасонные: для обработки шаблонных поверхностей.
Как добиться хороших показателей, при работах, выполняемых на фрезерных станках?
При резке металла вибрация – основная проблема. Убедитесь перед началом работ, что станок хорошо закреплён. Используйте анкерные болты, чтобы улучшить крепление к полу. Устройство вообще не должно двигаться.
Новички часто неэффективно используют фрезу, задействовав только её кончик. Чем глубже получается пройти по заготовке фрезой, тем равномерней будет износ инструмента, что значительно продлевает его срок службы.
Правила безопасности при работе на фрезерном станке
Работать на фрезерном станке небезопасно, если оператор не знает элементарных правил. Все они прописаны в инструкции по охране труда при работе на фрезерном станке. Она состоит всего лишь из 5-и основных пунктов с подпунктами, зато их знание позволит эффективно распоряжаться станком и убережёт здоровье оператора.
Фрезерные станки
Фрезерные станки
бработка гипсовых форм на фрезерном станке с ЧПУ: быстрота и высокое качество изготовления сложных рельефных конструкций.
Подробнее…
Хотите добиться высокой производительности и точности при фрезеровании? Используйте безусловные преимущества многошпиндельных станков с ЧПУ!
Подробнее…
Приблизиться к совершенству в искусстве создания объемных элементов декора поможет обработка рельефных форм на фрезерном станке с ЧПУ.
Подробнее…
Изготовление сложных художественно оформленных багетов значительно упрощается, если наладить производство багетных рам (профиля) на фрезерно-гравировальных станках.
Подробнее…
Как усовершенствовать длительный и сложный процесс художественной резьбы по дереву? Однозначный ответ: наладить современное производство резной и декоративной мебели на фрезерном оборудовании с ЧПУ.
Подробнее…
Насколько сложно обеспечить создание управляющих программ к станкам с ЧПУ, какова последовательность формирования управляющих программ – об этом пойдет речь в данной статье.
Подробнее…
Фрезерный стол и особенности его устройства в целях повышения точности обработки деталей при фрезеровании.
Подробнее…
Компания Autodesk открывает новые возможности программы AutoCAD для работы в формате 3D.
Подробнее…
Компания INTERLASER, специализирующая на поставках фрезерных станков с ЧПУ, предлагает услуги по фрезерной резке и высокоточной художественной обработке пластика, алюминия, композитных и других материалов.
Подробнее…
Как увеличить производство резных изделий, балясин и столбов, чтобы удовлетворить потребность рынка в резных фигурных деталях из различных материалов? Реальный путь решения – внедрение многошпиндельного оборудования с ЧПУ.
Подробнее…
Утонченные декоративные элементы из дерева, дизайнерские лестницы, изготовление балясин с художественной резьбой и резными накладными элементами – изготовление уникального ассортимента продукции в кратчайшие сроки вполне возможно, если использовать универсальный фрезерный станок с ЧПУ от компании INTERLASER.
Подробнее…
Фрезерный станок с ЧПУ с программируемыми настройками — это современное оборудование, которое имеет огромный потенциал. С его помощью можно создавать декоративные элементы любой сложности, а также вырезать 3D объекты. Инновационный режущий станок значительно расширяет возможности любого деревообрабатывающего предприятия.
Подробнее…
При совершенно любом способе обработки металлов путем резания на обработанной поверхности обязательно остаются различные мелкие неровности, то есть — шероховатость. Во время грубой обработки, к примеру, при черновом строгании или фрезеровании такие неровности (следы от зубьев фрезы или от резца) достаточно хорошо просматриваются даже невооруженным глазом.
Подробнее…
Шаговые двигатели (ШД) относятся к виду/классу бесколлекторных двигателей непрерывного (постоянного) тока. Как любые бесколлекторные двигатели – ШД имеют большой срок службы и достаточно высокую надежность, что позволяет использовать их в крайне критичных применениях (например, индустриальных).
Подробнее…
Серводвигатель – это специальный электродвигатель с отрицательной обратной связью, который предназначен для применения в станках с ЧПУ. Серводвигатели обладают достаточно высокими скоростными характеристиками, а также высокой точностью позиционирования.
Подробнее…
Постпроцессор – это специальный программный модуль, который предназначен для преобразования управляющей траектории. В управляющую программу данная траектория формируется непосредственно – CAM-системой исключительно для конкретного станка с числовым программным управлением (то есть с ЧПУ) с обязательным учетом особенностей его кинематики.
Подробнее…
В настоящее время алюминий очень широко применяется в различных сферах промышленности, строительстве, авиационной индустрии и многих-многих других отраслях. Однако прежде чем алюминиевая болванка станет полезной деталью нужно потратить много времени и сил на ее первоначальную обработку. Но сегодня есть оборудование, которое быстро и с легкостью способно выполнить эту задачу, речь идет, конечно же, о фрезерных станках с ЧПУ. Именно такие станки используются для точной обработки и изготовления металлических изделий на многих предприятиях.
Подробнее…
Фрезерование – это придание заготовке необходимую форму при помощи фрезы (высокопрочный режущий инструмент). На заготовке из определенного материала, например: дерева, пластика или металла, которая вследствие фрезерной обработки станет деталью, выполняются надрезы. Эти надрезы определяются концевой частью фрезы и могут иметь самую разную форму и вид, к примеру: уступ, пазит, резьба и др.
Подробнее…
Компания INTERLASER поставляет в Россию фрезерное оборудование, с помощью которого деревообрабатывающая промышленность сделает огромный шаг вперед. Станки с ЧПУ позволяют изготавливать фасады любых конфигураций, самую сложную резьбу, орнаменты и другие виды продукции, на которые ранее уходило множество времени и сил при ручной обработке. Фрезеры с ЧПУ от INTERLASER повышают качество деревообрабатывающей продукции.
Подробнее…
Главным преимуществом станков с ЧПУ является возможность автоматизировать большинство процессов. Это же позволяет быстро и качественно изготавливать продукцию, требующую высокой точности и геометрической сложности. Потому что станки с ЧПУ оснащены специальным поворотным устройством – перемещаемым механизмом, вращающим под заданным углом и в нужном направлении заготовку. Это позволяет обрабатывать заготовку по кругу, делая любой рельеф.
Подробнее…
Главная особенность станка с ЧПУ в том, что его управление осуществляется через: компьютер или DSP-контроллер, или стойку ЧПУ syntec. Именно тип управления позволяет автоматизировать большинство процессов. Также в некоторых станках может осуществляться замена инструмента без непосредственного участия человека. Важно отметить, что станки с ЧПУ имеют значительно более простое управление, а также позволяют выполнять работу быстрее и с высоким уровнем точности.
Подробнее…
Компания INTERLASER представляет фрезер гравировальный Carver 0609, который совмещает в себе доступную стоимость и высокое качество работы. Он осуществляет гравировку и раскрой любых материалов, в том числе пластика и дерева. Станок отличается большой скоростью и максимальной точностью, высота портала позволяет работать с любыми материалами. В комплекте имеется программа, простая и удобная в работе. Carver 0609 является одним из самых востребованных.
Подробнее…
Универсальные фрезерные станки с ЧПУ являются незаменимыми в любой деревообрабатывающей промышленности. Благодаря быстрой замене настроек в программе, можно оперативно приступить к изготовлению любой продукции: резных предметов мебели, рам, изразцов, икон, панно, дверей и лестниц, предметов интерьера и других. Также можно осуществить и гравировку. Станки с ЧПУ отличаются высокой точностью и скоростью работы, а также простым и удобным управлением.
Подробнее…
Для любого предприятия самым важным является повышение качества продукции, поскольку это удовлетворяет потребности общества. Для обеспечения качества продукции используется государственная аттестация, известная как «знак качества». Главным показателем, от которого зависит качество, является точность, определяющаяся соответствием с оригинальным образцом. Далее описывается, как достигается точность.
Подробнее…
Трехмерная графика построена из геометрических предметов, на основе прямоугольных координат и называется она «Декартова система координат». Воспроизводится она на компьютере, и после создания максимально реалистичного изображения передаётся для дальнейших манипуляций. Существует очень много программ для 3D проектирования. Но не все форматы файлов могут считываться на других программах. Однако есть специальные форматы.
Подробнее…
Обработка на фрезере с ЧПУ отличается тем, что, раз закрепив деталь или заготовку, можно обработать большое количество поверхностей. Использоваться могут разные способы работы, включая 5-координатный, где, помимо главных точек, можно осуществлять поворот вокруг оси. А значит можно обработать и переходные поверхности малых радиусов. Поставки 5-координатных станков с ЧПУ осуществляет INTERLASER.
Подробнее…
Компания INTERLASER поставляет в Россию фрезерное оборудование, с помощью которого деревообрабатывающая промышленность сделает огромный шаг вперед. Станки с ЧПУ позволяют изготавливать фасады любых конфигураций, самую сложную резьбу, орнаменты и другие виды продукции, на которые ранее уходило множество времени и сил при ручной обработке. Фрезеры с ЧПУ от INTERLASER повышают качество деревообрабатывающей продукции.
Подробнее…
В работе фрезеров используются два типа двигателя: шаговый – электромеханическое устройство, преобразующее сигналы в угловое перемещение ротора с фиксацией в заданном положении. И серводвигатели – имеющие обратную связь, и которыми можно управлять через цепь контроллера путём увеличения и уменьшения тока. Шаговые имеют меньшую мощность и скорость, и значительно дешевле серводвигателей.
Подробнее…
фрезерный станок с ЧПУ
EXCITECH 0609
CARVER 0609
CARVER SM 6090
Тип станка
настольный
настольный
настольный
зона обработки
600х900х120
600х900х120
600х900х80
тип перемещения
швп
швп
швп
рельсы X
круглые рельсы
профильные, HIWIN
круглые рельсы
рельсы Y
профильные, HIWIN
профильные, HIWIN
круглые рельсы
рельсы Z
профильные, HIWIN
профильные, HIWIN
круглые рельсы
рабочая скорость
6 м/мин
6 м/мин
6 м/мин
холостой ход
до 8 м/мин
до 8 м/мин
до 8 м/мин
шпиндель
1,5 кВт
1,5 кВт
1,5 кВт
управление
DSP — контроллер
DSP — контроллер
NCStudio
точность перемещения
±0,03 на 300
±0,03 на 300
±0,03 на 300
повторяемость
0,01 мм
0,01 мм
0,01 мм
цена
220 т. р. (из наличия)
175 т.р. (под заказ)
200 т.р. (из наличия)
166 т.р. (под заказ)
222 т.р. (из наличия)
185 т.р. (под заказ)
СОЖ необходима для понижения силы трения и уменьшения температуры инструмента. Благодаря применению СОЖ, минимизируется температурная деформация заготовки, уменьшаются энергетические затраты, улучшается стойкость и точность работы инструмента. Самым простым средством может быть вода с добавлением соды. Но чаще применяется эмульсия, так как она ещё и смазывает поверхность. Ознакомьтесь с перечнем рекомендованных СОЖ.
Подробнее…
Система ЧПУ состоит из средств реализации управления. В первую очередь, устройство числового программного управления (УЧПУ), которое осуществляет выдачу органам станка рабочих команд в соответствии с программой. Более старые версии УЧПУ монтируются в один-два шкафа, а современные – в подвесных пультах на самом станке. Через двигатели приводов осуществляется работа с отдельными УЧПУ, а датчики передают информацию о том, как проходит процесс.
Подробнее…
Процесс фрезерования состоит из двух этапов: чернового, который осуществляется в несколько проходов, и затем чистовой – за один финальный проход. В обоих случаях инструмент подводится под острым углом. Диаметр фрезы зависит от ширины заготовки и мощности станка. Ось фрезы нужно сместить с оси заготовки, для обеспечения благоприятных условий для фрезы. На больших плоскостях не прерывать контакт фрезы с заготовкой.
Подробнее…
Благодаря фрезерным станкам с ЧПУ от INTERLASER, изготовление декоративных резных элементов мебели стало простым и быстрым процессом. Всё благодаря тому, что на станках ЧПУ возможно механизировать ручную работу, в том числе и по индивидуальным эскизам. При этом качество работы не уступает ручной. Разумеется, такое производство становится более эргономичное, как при индивидуальном изготовлении, так и в промышленных масштабах.
Подробнее…
Разработку траектории необходимо осуществлять с крайне высокой точностью, установив верную последовательность, характер и направление. Для этого используется специальная схема движения точек режущих инструментов. Пунктирными и сплошными линиями указываются траектории и изображаются на установленной ГОСТом карте. Ещё нужно вычертить контур заготовки и установить исходную точку.
Подробнее…
Однозубая фреза является современным вариантом. Её разработали специально для устранения проблем, которые возникали при работе с традиционно-стандартными моделями. В первую очередь, это нагрузки: сверлом нельзя было осуществлять фрезерование, а стандартной фрезой – вертикальное сверление. Однозубая фреза, благодаря своей форме, совместила два сложных инструмента.
Подробнее…
Программирование обработки материала осуществляется по прямоугольной системе координат – это система, при которой точка определяется пересекающимися линиями – осями. Они имеют буквенное обозначение X и Y, также имеется третья ось – Z. Эта система позволяет задавать программирование обработки материала с максимальной точностью.
Подробнее…
Приобретение современной техники для производства мебели – обязательное требование рыночной экономики. Нужно быстро начать как серийное, так и разовое изготовление любой конструкции. Сейчас особую популярность имеют индивидуальные стили и быстрое производство. Универсальный станок с ЧПУ от INTERLASER осуществит фрезерование гнутых фасадов и их облицовку любым материалом. Станок с ЧПУ полностью ускоряет и упрощает производство гнутых мебельных фасадов.
Подробнее…
Станки с ЧПУ имеют большое количество вариантов переходов и ходов для обработки материала. Поэтому выбирать необходимо только самые экономичные и производительные. Так, предварительная обработка ступенчатых деталей выполняется за три перехода, необходимых для снижения количества холостых движений, а сверление осуществляется последовательно: большого, среднего и меньшего диаметра – для уменьшения времени работы.
Подробнее…
Программное управление станков может быть числовым (ЧПУ) или цикловым (ЦПУ). Главное отличие заключается в цене и функциональности: станки с ЦПУ стоят дешевле, но их переналадка занимает много времени и сил. А вот ЧПУ обходится дороже, но записанные программы можно заменять на программоносителе, что ускоряет и упрощает перенастройку. Станки делятся на простые и многооперационные – способны осуществлять различные виды работ.
Подробнее…
Часто в металлической заготовке может иметься внутреннее напряжение, не имеющее внешних сил. Образуется оно при изготовлении заготовки из-за неравномерного охлаждения, например, при ковке, литье и в местах сварки. Остаточное напряжение может вызвать нарушение формы заготовки, из-за чего происходит быстрый износ или деформация детали. Во избежание подобного, в данной статье описаны способы устранения внутреннего напряжения.
Подробнее. ..
Применение фрезерного станка с ЧПУ в деревообработке обеспечивает максимально высокую производительность. Больше не нужно тратить время на переналадку, ведь ЧПУ работает с готовыми программами, повышается точность обработки, нет нужды в предварительном раскрое, имеются и другие преимущества. Фрезеры с ЧПУ применяются для изготовления самых сложных изделий. Консультант INTERLASER поможет подобрать действительно нужный станок.
Подробнее…
Обрабатывающий центр с числовым программным управлением (ОЦ с ЧПУ) – это станок, который необходим для любой современной обработки дерева. Такие станки поставляет компания INTERLASER, являющаяся лидером в России по продаже данного оборудования. ОЦ с ЧПУ решают проблемы поточно-объемного производства со сложной геометрией, изготовления и контурной обработки из различных пород дерева, и когда требуется особая точность.
Подробнее…
Станки с ЧПУ, бесспорно, являются лидерами в сфере фрезерной обработки. Они уверенно заняли все ниши производства. Станки с ЧПУ для обработки всех видов древесины давно применяются в изготовлении простой или сложной мебели, 3D-рельефов, декоративных накладок и других продуктов. Станки с ЧПУ – практичный выбор в мебельном производстве для малых и крупных предприятий.
Подробнее…
Компания INTERLASER является лидером по поставкам фрезерного оборудования в России. Поэтому неудивительно, что производственный цех INTERLASER стал участником проекта «Квартирный вопрос» на телеканале НТВ. Специалисты, на оборудовании, которое поставляет компания, изготовили декоративные элементы интерьера по заказу дизайнеров «Квартирного вопроса». Весь процесс работы составил полтора часа.
Подробнее…
Фрезерное оборудование применяется в производстве огромного количества продукции. Современные станки применяются даже в 3D обработке. Станки бывают с нижним или верхним расположением шпинделя, карусельные, копировальные и модельные. У каждого станка своё функциональное предназначение. По всем станкам можно получить консультацию у менеджера компании INTERLASER.
Подробнее…
В станках от INTERLASER применяются, в основном, шариковые направляющие. Они состоят из одной или нескольких шариковых втулок, которые устанавливаются в корпус с крепёжными отверстиями. Реже, но также используются рельсовые направляющие. Они дороже по цене, но более надёжны. Каретка движется по стальной рельсе при помощи блока качение. Такой способ снижает уровень трения, и повышает скорость и качество работы.
Подробнее…
Все фрезы делятся на три вида: цельные, составные и сборные. У первых двух компактная конструкция и они имеют большее количество зубьев. Но для переточки такие фрезы придётся снимать. У сборных зубья закрепляются механически, и их можно быстро заменить, не снимая фрезы. Сборные более практичные, но тоже имеют свои недостатки. Правда у современных фрез таких недостатков становится всё меньше.
Подробнее…
Использование смазочно-охлаждающей жидкости для металлообработки
У смазочно-охлаждающей жидкости две задачи: не допустить перегрева инструмента и защитить механизмы от коррозии. Также жидкость снижает нагрузку на агрегаты станка. Без её использования срок эксплуатации инструмента и станка значительно снижается. Для работы используют три вида жидкостей, но выбираются они в зависимости от режима обработки металла: медленной или скоростной.
Подробнее…
Шильды часто используются в самой разной продукции, и компания, их изготовляющая, должна предоставить клиенту большой выбор материалов и форм. Номерки, таблички, наклейки с логотипами или надписями, товарные знаки, бренды и многое другое. Всё это должна предоставлять одна компания для удовлетворения спроса клиентов. Станок с ЧПУ позволяет быстро заменить данные в программе, и приступить к изготовлению новых шильдов. Шильды, изготовленные на станке с ЧПУ, отличаются надёжностью и долговечностью.
Подробнее…
Для работы ЧПУ необходим интерполятор – вычислительное устройство, которое передаёт информацию от PC, преобразуя в координаты. Есть два вида интерполяторов: линейные и линейно-круговые. Работают оба по принципу подачи импульса (интерполяции). Шаг, осуществляемый от одного импульса, называется дискретностью. Интерполяторы имеют важнейшее качество поддерживать заданную подачу между опорными точками неизменной.
Подробнее…
При увеличении скорости вращения температура начинает повышаться. Но, если скорость в дальнейшем увеличивать, можно достичь определённой точки, в которой температура и нагрузки наоборот снижаются. Именно в такой скоростной области осуществляется ВСО. Но это возможно только на сверхсовременном оборудовании, которое должно отвечать требованиям, описанным далее.
Подробнее…
Фреза выбирается в соответствии с тем материалом, который будет обрабатываться. Так 1-заходные фрезы используются для мягких материалов, а 2-заходные – к более жестким. Гаравёр – это простой цилиндр, разделенный пополам. У него нет жёлоба для отвода стружки. Фрезы с покрытием служат намного дольше, но от самого покрытия зависит жёсткость инструмента. Инструменты делятся на «брендовые» и «не брендовые».
Подробнее…
Режимы резания
Подробнее…
Для установки режимов резания необходимо определить диаметр фрезы, который определяется шириной и глубиной фрезерования. Первый параметр обычно задаётся в чертеже, а вот глубина влияет на количество проходов. Важно также рассчитать скорость резания. Как это сделать – в коротком конспекте по теоретической части.
Подробнее…
Фрезерно-гравировальный станок Carver ATC PRO – один из самых востребованных, поэтому он всегда имеется в наличии у компании INTERLASER. Его массивный вес (2 000 кг. ) позволяет справиться с силовыми, а также инерционными нагрузками. Карусельный тип имеет восемь разновидностей инструментов для автоматической замены, а итальянский шпиндель обеспечивает высокую скорость работы.
Подробнее…
В современном мире все большую популярность в производстве завоевывают фрезерные станки с числовым-программным управлением. Системы управления такого оборудования сильно различаются между собой и выполняют различные функции – в зависимости от назначения и сложности выполняемых операций. В деревообрабатывающем производстве (на фрезерных станках с ЧПУ управлением) наиболее востребована NC Studio .
Подробнее…
DSP контроллер упрощает и ускоряет управление оборудованием. Он необходим для максимальной оптимизации работы. Подключается он либо через USB, либо через 50 жильный провод, а файлы считываются с внутренней памяти или флешки. Главное – установить необходимые настройки. Скачайте инструкцию для DSP контроллера.
Подробнее…
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ ДАННОГО ОБОРУДОВАНИЯ
Подробнее…
Скачать справочное руководство ArtCAM
ArtCAM является ведущим программным обеспечением для проектирования объемных рельефов и 3D моделей. ArtCAM воплощает идеи в готовые изделия намного быстрее, чем это возможно при использовании обычных методов.
Скачать справочное руководство ArtCAM
Руководство программного обеспечения Type3
Руководство по смене с Китайского языка на Английский язык
___________
Новости
Статьи
Промышленные фрезерные станки на продажу
Промышленные фрезерные станки
Промышленные фрезерные станки являются одним из наиболее универсальных видов оборудования в любом механическом цехе. Это жизненно важная машина для всех производителей, потому что она помогает вам легко выполнять проекты.
Основной функцией этих станков является придание формы заготовке путем удаления лишнего материала несколькими небольшими надрезами. В результате получается красивый готовый продукт, который был бы недоступен без помощи этого специализированного оборудования.
Промышленные фрезерные станки Penn Tool Co. — самые популярные и мощные в отрасли. Они могут делать все, от резки до шлифовки и многого другого, и они используются для самых разных целей. Если вам нужна надежная, мощная фрезерная машина, которая способна на все, то мы вам поможем.
Промышленное фрезерное оборудование
Существует множество типов оборудования для различных целей. Фрезерные станки, например, обрабатывают металл, разрезая его вращающимся резцом, называемым «фрезой». Тем временем сверлильные станки просверливают материалы, чтобы проделать отверстие.
Вам может понадобиться более компактная машина для экономии места или многофункциональная машина для выполнения нескольких функций. К счастью, мы можем помочь вам найти все, что вам нужно для оптимизации ваших фрезерных и буровых работ.
Малые фрезерные станки
Фрезы имеют две основные особенности: шпиндель и стол. Шпиндель — это вал, на котором крепится фреза, а стол — плоская поверхность, на которую опирается заготовка.
Некоторые сверхмощные, но надежные варианты компактных машин включают эту микромельницу Proxxon. Изготовленный из алюминия высшего качества, он оснащен специально сбалансированным двигателем, обеспечивающим исключительную стабильность на высоких рабочих скоростях.
Компактный и точный измельчитель Proxxon Micro Mill FF 230 той же марки. Занимайте минимум места при фрезеровании, сверлении и зенкеровании различных производственных материалов.
Сверлильно-фрезерные станки
Комбинированные станки, позволяющие выполнять фрезерование и сверление, также позволяют оптимизировать пространство и бюджет за счет приобретения многофункционального инструмента. К счастью, в Penn Tool Co мы предлагаем несколько исключительных брендов, которые помогут вам найти лучшие средства для оптимизации вашего конкретного рабочего места.
Например, этот фрезерно-сверлильный станок Rong Fu со шпинделем R-8 может похвастаться очень большим рабочим столом, конусом шпинделя R-8, магнитными уплотнителями и откидной крышкой ремня. Между тем, наш фрезерно-сверлильный станок с ременным приводом идеально подходит для выполнения ряда операций по сверлению, торцовому и концевому фрезерованию, а также поставляется с предварительно смонтированным кабелем для установки рабочего освещения.
Найдите лучшие фрезерные станки в Penn Tool Co.
В Penn Tool Co мы предлагаем широкий выбор промышленных станков для продажи, чтобы вы могли найти идеальные инструменты для своих конкретных нужд. Ищете ли вы базовую модель, которая просто выполняет свою работу, или фрезерное оборудование, способное выполнять более сложные задачи, у нас есть все и даже больше!
Чтобы предоставить вам продукцию исключительного качества и долговечности, у нас есть все ведущие производители, которых вы знаете и любите, в том числе:
Baileigh Industrial
Фрезерные станки Acer
Машины GMC
Бирмингем Машинери
Фрезерные станки Acra
и многое другое!
Более того, у нас также есть очень большой запас страсти для машиностроительной и обрабатывающей промышленности. Мы гордимся тем, что снабжаем американских производителей необходимыми инструментами. Если вы хотите узнать больше о том, как фрезерный станок может улучшить ваш рабочий процесс, свяжитесь с нашей командой сегодня.
Как правильно выбрать фрезерный станок
Прислал mkuyvenhoven@e… в пн, 18.10.2021 — 10:50
Фрезерные станки
часто используются в металлообрабатывающих цехах. С большим количеством применений, чем мы могли бы назвать, фрезерные станки являются очень универсальным дополнением к любой мастерской. Но перед покупкой нового фрезерного станка необходимо учитывать множество факторов: область применения, рабочий объем, потребность в мощности и т. д.
Во-первых, каковы основные функции фрезерного станка? Фрезерные станки используются для резки материала и удаления слоев с большой точностью. Этот процесс, также известный как механическая обработка, выполняется на токарных станках, фрезерных станках, сверлильных станках, шлифовальных станках и т. д. Механическая обработка — это невероятно точное искусство, и инструменты, необходимые для достижения успеха, по своей природе столь же точны. Что делает фрезерный станок уникальным и невероятно ценным в магазине, так это его скорость, точность и универсальность. Его скорость обычно объясняется популярностью систем ЧПУ, но даже опытные операторы фрезерных станков могут быстро выполнить точный проект, используя традиционные системы управления. Имея полный контроль над осями X, Y и Z режущего инструмента, оператор ограничен только своим воображением. Универсальность фрезерных станков, безусловно, является наиболее заметной. Существуют тысячи вариантов режущих инструментов, каждый из которых предлагает различные функции. Эти режущие насадки можно использовать для гравировки, вырезания, резки или даже отделки металла.
Фрезерные станки сильно различаются по цене — в основном в зависимости от таких факторов, как поворот и размер стола, максимальное количество шпинделя относительно стола, производительность, параметры скорости и тип управления. Давайте обсудим эти факторы и какие варианты могут быть лучшими для вас!
Тип фрезерного станка
Существует несколько различных типов фрезерных станков, некоторые из которых имеют собственные подкатегории. Вертикально-фрезерные станки на сегодняшний день являются наиболее распространенным и наиболее используемым типом фрезерных станков. Подобно сверлильному станку, он имеет вертикально выровненный шпиндель, но стол перемещается по осям X и Y, что позволяет ему выполнять фрезерование. Горизонтально-фрезерные станки аналогичны с подвижным столом по осям X и Y; однако резак находится в горизонтальной ориентации. Другие варианты фрезерных станков, такие как универсальные фрезерные станки, портальные фрезерные станки, обрабатывающие центры с ЧПУ и т. д., классифицируются по типу работы, размеру и конструкции. Поскольку вертикально-фрезерные станки в целом являются наиболее используемым типом фрезерных станков, мы сосредоточимся в первую очередь на их ориентации и различных спецификациях.
Настольная и коленная фрезы
Первое различие, на которое следует обратить внимание при поиске нового фрезерного станка, — это настольная фреза и коленная фреза. Кто-то скажет, что разница только в цене и качестве. Тем не менее, оба типа мельниц имеют свои сильные стороны, и каждая из них подходит для различных областей применения. Настольные мельницы, часто называемые фрезерными станками, — это именно то, что вы ожидаете. Это настольные фрезерные станки, которые можно прикрепить болтами к любой рабочей поверхности. Настольные фрезерные станки очень похожи на стандартные настольные сверлильные станки, однако имеют особенности, позволяющие выполнять фрезерование (резку по осям X и Y без изменения глубины Z). При работе с верстачным фрезером стол не перемещается по вертикали, а шпиндельная бабка опускается на нужную глубину. Однако фрезерные станки имеют неподвижную переднюю бабку с вертикально перемещающимся столом. Фрезерные сверла обычно имеют гораздо более прочную конструкцию и в целом считаются более точными фрезерными станками. И настольные, и коленные мельницы имеют действие сверлильного станка, при котором пиноль можно опустить с помощью маховика или рычага.
Изображение
Струйная фреза JMD-18
Изображение
Фрезерный станок с регулируемой частотой вращения 9 x 49 дюймов США Industrial Machinery
Изображение
Коленный фрезерный станок с ЧПУ South Bend 12 x 58 дюймов
Изображение
Grizzly Industrial 10” x 31” Закрытый фрезерный станок с ЧПУ
Количество осей и ориентация
Фрезерные операции, как правило, просты: сверление, концевая фреза, квадратная фреза, фрезерование уступов, фрезерование пазов и т. д. В нашей типичной 3-осевой ориентации , стол перемещает заготовку по осям X и Y, головка или стол перемещаются по оси Z, а режущий инструмент делает все остальное. Самые популярные фрезерные станки работают по 3 осям, и именно такую ориентацию вы можете ожидать от большинства фрезерных станков на рынке. Как всегда, приложение играет ключевую роль в определении ориентации оси, необходимой для вашего магазина. Короче говоря, по мере увеличения сложности желаемого конечного продукта увеличивается и потребность в большем количестве осей движения. Почти все 4-осевые и 5-осевые фрезерные станки имеют ЧПУ.
В 4-осевых фрезерных станках 4-я ось движения всегда представляет собой вращение одной из 3 основных осей — X, Y или Z. 5-осевые фрезерные станки аналогичны, но имеют несколько вращающихся осей. Обычно понимается, что линейная ось движения (X, Y, Z) соответствует оси вращения (A, B, C) как таковой: ось A является осью вращения X, ось B является осью вращения Y, а ось C является осью вращения Z.
Хотя это общая схема многоосевой работы, она должна дать вам достаточно информации, чтобы принять обоснованное решение относительно того, какой тип фрезерного станка лучше всего подойдет для вашего цеха. или бизнес. Если у вас есть дополнительные вопросы, сотрудники отдела продаж Elite Metal Tools могут помочь вам подобрать станок, подходящий для вашего применения.
Изображение
Традиционные, с ЧПУ и с механической подачей
Традиционные фрезерные станки работают по 3 осям за счет использования оператором маховиков. Маховики имеют пошаговую маркировку в миллиметрах или других размерах, чтобы дать оператору полный контроль над движением стола. Станки с обычным управлением всегда представляют собой коленные фрезы, что означает, что один из трех маховиков перемещает стол вертикально по оси Z, что определяет глубину фрезерной операции. Кроме того, обычные мельницы часто имеют дополнительные системы цифрового считывания (DRO). УЦИ обеспечивают невероятно точное считывание положения осей в режиме реального времени. Хотя опытным операторам может и не понадобиться УЦИ, эти инструменты могут значительно повысить точность и снизить вероятность ошибок, связанных с человеческим фактором. Традиционные фрезерные станки могут выполнять любые операции, ожидаемые от вертикально-фрезерного станка. Однако это ограничено навыками оператора и временем, необходимым для выполнения разрезов.
Безусловно, самый распространенный вариант фрезерного станка — это станки с осями с механическим приводом. Классифицируемые как обычные фрезерные станки, фрезерные станки с механической подачей перемещаются по осям X, Y или Z с помощью двигателя с механической подачей. При простом нажатии на рычаг или кнопку стол будет двигаться, как правило, вдоль оси X или Y с постоянной скоростью. Механическая подача может снизить вероятность человеческой ошибки при фрезеровании, повысить скорость работы и снизить утомляемость оператора в цехах с высокой производительностью. Фрезерные станки можно приобрести с механической подачей по любой из 3-х осей, дополнительно традиционные фрезерные станки можно дооснастить механической подачей по оси X или Y.
ЧПУ или фрезерные станки с числовым программным управлением быстро устаревают. В связи со снижением стоимости технологий и повышением их доступности станки с ЧПУ занимают свое место на рынке. Однако некоторые фрезерные станки с ЧПУ все еще продаются и эксплуатируются в США. Их сходство со станками с ЧПУ заключается в способности повторять операции с точностью много раз подряд. Причем, с небольшим вмешательством оператора. В отличие от более новых, более совершенных фрезерных станков с ЧПУ, фрезерные станки с ЧПУ не могут сохранять, редактировать или создавать наборы операций. Скорее, они способны только прочитать набор инструкций и перемолоть.
Станки с ЧПУ, несомненно, являются наиболее точными, эффективными и простыми в эксплуатации вариантами вертикально-фрезерных станков. Операторы создают цифровые изображения желаемого конечного продукта либо на внешнем компьютере, либо на встроенном компьютере станка с ЧПУ. Эти 3D-файлы считываются операционным компьютером и автоматически генерируют набор инструкций. Фрезерные станки с ЧПУ, быстро ставшие наиболее популярным вариантом, особенно для крупных магазинов, сводят риск ошибки пользователя практически к нулю. Вертикальные фрезерные станки с ЧПУ бывают одного из двух стилей: более стандартный стиль коленной фрезы или полностью закрытый стиль — обрабатывающие центры AKA. Обрабатывающие центры с ЧПУ также могут более эффективно использовать охлаждающую жидкость. Полностью закрытая машина удерживает жидкую охлаждающую жидкость и металлическую стружку внутри, а также защищает операторов и персонал.
Другие характеристики
Технические характеристики фрезерного станка — это мельчайшие детали, которые стоит учитывать при поиске фрезерного станка, соответствующего вашим потребностям.
От шпинделя до стола Max
Первая деталь может говорить сама за себя, но ее важно учитывать. В вертикально-фрезерных станках максимальное расстояние от шпинделя до стола относится к максимальному вертикальному расстоянию между вашим столом, на котором закреплена заготовка, и вашим шпинделем. Это, как и все другие приведенные ниже характеристики, определяется вашим конкретным приложением. При работе с крупногабаритными заготовками знание вертикального зазора и грузоподъемности может решить вашу задачу по фрезерованию. Также стоит отметить, что ваш шпиндель до максимума стола не включает в себя ваш инструмент. Инструмент большего размера может повлиять на величину зазора на вашем станке.
Скорость вращения шпинделя
Скорость вращения шпинделя является важным аспектом вашего фрезерного станка, который необходимо учитывать. Выбор соответствующего диапазона скорости шпинделя влияет на размер инструмента, скорость подачи и глубину резания, которые вы можете использовать. Согласно последним тенденциям, все больше мастерских выбирают станки с более высокими оборотами (оборотов в минуту) с небольшими инструментами с покрытием, которые режут на меньшей глубине. Эти высокие скорости подачи и скорости шпинделя обеспечивают более чистую обработку и требуют меньше мощности и крутящего момента, что, в свою очередь, изменяет требования к мощности. При выполнении больших резов инструментами большого диаметра требуется более низкая скорость шпинделя, а также более высокая мощность и крутящий момент. Понимание того, что вы хотите от своих фрезерных станков — в отношении качества отделки, скорости операций, производительности и т. д., — поможет вам определить наилучшую ориентацию для вас.
Смазка и охлаждающая жидкость
Можно с уверенностью сказать, что большинство новых моделей фрезерных станков имеют встроенную систему охлаждения и смазки. Однако до сих пор можно увидеть традиционные фрезерные станки без этих систем. В отрасли согласны с тем, что смазочно-охлаждающая жидкость способствует повышению производительности и долговечности вашего фрезерного станка и необходима для простой работы станков с ЧПУ. Сухое измельчение является обычной практикой и имеет свое место в различных областях применения. Это также снижает затраты и создает более чистую рабочую среду. Однако, поскольку фрезерные станки используются для самых разных целей, разумным решением будет рассмотреть систему смазки для вашего нового фрезерного станка.
Что такое смазочно-охлаждающая жидкость? Смазочно-охлаждающая жидкость или смазочно-охлаждающая жидкость — это специально разработанная жидкость, которая служит трем целям при использовании при фрезеровании. Он сначала смазывает режущий инструмент. Это снижает нагрузку на режущий инструмент и заготовку, обеспечивая более гладкую резку и более длительный срок службы инструментов. Вторая его функция – охлаждающая жидкость. Смазочно-охлаждающая жидкость/смазочно-охлаждающая жидкость отводит тепло от поверхности заготовки, а также от режущего инструмента, продлевая срок службы вашего инструмента, а также предотвращая деформацию и заедание. Наконец, смазочно-охлаждающая жидкость очищает поверхность заготовки от всей стружки и стружки. Это упрощает работу без ЧПУ и снижает риск нежелательных сколов и ошибок.
Питание
При выборе типа входной мощности у вас есть два варианта — однофазный (1Ph) или трехфазный (3Ph). Разница между ними на удивление проста. Однофазная — это двухпроводная система, в которой по одному проводу подается питание, а другой — нейтральный, при этом силовой ток проходит по проводу нагрузки и нейтральному проводу. Однофазная мощность имеет низкое напряжение и создает одиночную синусоидальную волну, что указывает на непостоянный поток мощности. Трехфазное питание использует до 4 проводов и обеспечивает 3 переменных тока. Трехфазная мощность имеет более высокое напряжение и создает 3 чередующихся синусоидальных волны. Это обеспечивает более стабильное и стабильное питание.
При выборе между двумя вариантами основным определяющим фактором, как обычно, является приложение. Трехфазные машины, как правило, более способны выдерживать большие нагрузки, чем однофазные машины. Трехфазные машины потребляют более высокую электронную нагрузку и, следовательно, могут работать с более высокой производительностью. Для приложений, которые не требуют работы с высоким крутящим моментом и высокой нагрузкой, однофазные машины могут быть лучшим вариантом. Однофазные станки невероятно полезны для магазинов, которые периодически используют фрезерный станок. Они также уже настроены для использования в любом магазине. Трехфазные машины требуют специальной проводки, которой нет во многих магазинах. Если вы заинтересованы в использовании преимуществ трехфазного питания, мы рекомендуем вам обратиться к сертифицированному электрику, чтобы установить ваши требования к электропитанию.
Изображение
Размер стола и перемещение стола
Не менее важным фактором, который следует учитывать при выборе фрезерной системы, является ее пропускная способность. Выбор станка с равным или большим диапазоном, чем требуется, имеет важное значение для точного фрезерования. Регулировка заготовки для фрезерования за пределами возможностей вашего станка очень распространена, но никогда не будет производиться точная, воспроизводимая продукция. Этот метод также требует больше времени, замедляя производство вашего магазина.
Размер стола фрезерного станка говорит сам за себя. Эти размеры стола важно учитывать в зависимости от ваших приложений для машины. Однако размеры стола имеют значение только в зависимости от перемещения (или поворота) стола в системе.
Этот параметр, известный как ход стола, поворот или перемещение по осям, определяет, насколько велика поверхность стола, пригодная для фрезерования. В то время как стол может иметь размеры 6 x 24 дюйма, ход стола может составлять только 6 x 12 дюймов. Это важный фактор, который следует учитывать, поскольку вы не можете фрезеровать всю поверхность стола.
Если вы фрезеруете мелкие детали, рекомендуем приобрести фрезерный станок с размахом стола немного больше, чем требуется. Это даст вам немного больше свободы и универсальности, не тратя больше, чем необходимо. При фрезеровании деталей, превышающих размеры стола и размеры стола, мы рекомендуем использовать программное обеспечение ЧПУ для точного выравнивания заготовки между циклами фрезерования. Это уменьшает количество ошибок оператора и помогает поддерживать согласованность.
Изображение
Независимо от области применения всегда найдется фрезерный станок, соответствующий вашим потребностям. От настольных фрезерных станков до 5-осевых фрезерных центров — мы можем помочь вам найти то, что подходит для вашего магазина или бизнеса. Не можете найти то, что вам нужно в наличии? Позвоните нам. Наша команда будет работать для вас найти то, что вам нужно в рамках вашего бюджета.
 И на какие критерии здесь стоит ориентироваться, если нет специальных знаний?
И на какие критерии здесь стоит ориентироваться, если нет специальных знаний?
 Надо убедиться, что в технических характеристиках указывается буква «Л», а не «АЛ».
Надо убедиться, что в технических характеристиках указывается буква «Л», а не «АЛ». ..
.. 2 Сплавы калия
2 Сплавы калия 2 Сплавы калия
2 Сплавы калия 0078 устанавливается на автомобили.
0078 устанавливается на автомобили. Вместо этого они плавятся в диапазоне температур, в котором материал представляет собой смесь твердой и жидкой фаз. Температура, при которой начинается плавление, называется солидусом , , а температура, при которой плавление завершается, называется ликвидусом . Однако для большинства пар элементов существует одна четкая точка плавления, когда элементы находятся в определенном соотношении, называемом эвтектической смесью .
Вместо этого они плавятся в диапазоне температур, в котором материал представляет собой смесь твердой и жидкой фаз. Температура, при которой начинается плавление, называется солидусом , , а температура, при которой плавление завершается, называется ликвидусом . Однако для большинства пар элементов существует одна четкая точка плавления, когда элементы находятся в определенном соотношении, называемом эвтектической смесью . 


 Некоторые бронзовые сплавы лучше сопротивляются коррозии (особенно в морской воде) и усталости металла, чем сталь; они также проводят тепло и электричество лучше, чем большинство сталей.
Некоторые бронзовые сплавы лучше сопротивляются коррозии (особенно в морской воде) и усталости металла, чем сталь; они также проводят тепло и электричество лучше, чем большинство сталей. В современном оловянном сплаве олово смешивается с медью, сурьмой и/или висмутом, а не со свинцом.
В современном оловянном сплаве олово смешивается с медью, сурьмой и/или висмутом, а не со свинцом. Олово было главной посудой до изготовления фарфора. С массовым производством стеклянных изделий стекло повсеместно заменило олово в повседневной жизни. Сегодня олово в основном используется для декоративных предметов, таких как коллекционные статуэтки и фигурки, копии монет и подвески.
Олово было главной посудой до изготовления фарфора. С массовым производством стеклянных изделий стекло повсеместно заменило олово в повседневной жизни. Сегодня олово в основном используется для декоративных предметов, таких как коллекционные статуэтки и фигурки, копии монет и подвески. Некоторые мельхиоровые сплавы, особенно те, которые содержат большое количество цинка, являются нержавеющими.
Некоторые мельхиоровые сплавы, особенно те, которые содержат большое количество цинка, являются нержавеющими.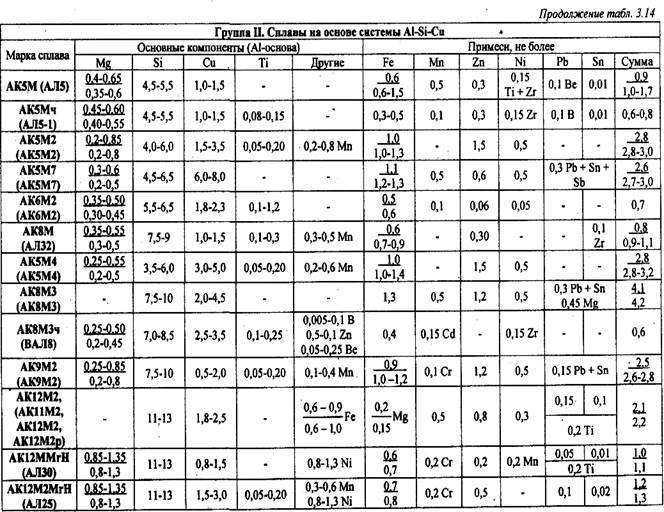
 Сплавы с более высоким содержанием углерода известны как чугун из-за их более низкой температуры плавления. Сталь также следует отличать от кованого железа с небольшим содержанием углерода или без него (обычно менее 0,035 процента).
Сплавы с более высоким содержанием углерода известны как чугун из-за их более низкой температуры плавления. Сталь также следует отличать от кованого железа с небольшим содержанием углерода или без него (обычно менее 0,035 процента). 3 (май – июнь 2004 г.): 6–9.
3 (май – июнь 2004 г.): 6–9. 1988. Металлы и сплавы . Ресурсы сегодня. Нью-Йорк: Глостер Пресс. ISBN 0531170837.
1988. Металлы и сплавы . Ресурсы сегодня. Нью-Йорк: Глостер Пресс. ISBN 0531170837. Чтобы процитировать эту статью, щелкните здесь, чтобы просмотреть список допустимых форматов цитирования. История более ранних вкладов википедистов доступна исследователям здесь:
Чтобы процитировать эту статью, щелкните здесь, чтобы просмотреть список допустимых форматов цитирования. История более ранних вкладов википедистов доступна исследователям здесь:







 В этой статье мы расскажем, что такое контактный метод сварки, как с его помощью выполняется сварка нержавейки или любого другого металла. Также мы научим вас собирать аппарат для контактной сварки своими руками.
В этой статье мы расскажем, что такое контактный метод сварки, как с его помощью выполняется сварка нержавейки или любого другого металла. Также мы научим вас собирать аппарат для контактной сварки своими руками.
 Профессиональные станки без проблем встраиваются в крупные сборочные линии.
Профессиональные станки без проблем встраиваются в крупные сборочные линии.



 Также он полезен, если детали небольшие и тонкие, в таких случаях нет нужды использовать нагрев постоянно.
Также он полезен, если детали небольшие и тонкие, в таких случаях нет нужды использовать нагрев постоянно. Изучите их, чтобы иметь полную картину. Итак, для изготовления контактной сварки нам понадобится не обязательно новый, но обязательно работающий трансформатор (можете вытащить его из старой микроволновой печи; используйте два трансформатора, если вам требуется аппарат большей мощности).
Изучите их, чтобы иметь полную картину. Итак, для изготовления контактной сварки нам понадобится не обязательно новый, но обязательно работающий трансформатор (можете вытащить его из старой микроволновой печи; используйте два трансформатора, если вам требуется аппарат большей мощности). Чтобы ваше устройство смогло сварить металл толщиной в 1 миллиметр вам понадобится мощность 1 кВт. Чем больше мощность, тем больше диапазон толщин.
Чтобы ваше устройство смогло сварить металл толщиной в 1 миллиметр вам понадобится мощность 1 кВт. Чем больше мощность, тем больше диапазон толщин. Нужно установить трансформатор в корпус (можете изготовить его самостоятельно или взять подходящий от неработающего бытового прибора), подсоединить медные электроды, все кнопки и органы управления. Тут вам помогут элементарные знания электротехники.
Нужно установить трансформатор в корпус (можете изготовить его самостоятельно или взять подходящий от неработающего бытового прибора), подсоединить медные электроды, все кнопки и органы управления. Тут вам помогут элементарные знания электротехники. Изготовление таких инструментов не представляет особой сложности, поэтому при наличии качественного чертежа для сборки споттера выполнить всю необходимую работу под силу каждому из нас.
Изготовление таких инструментов не представляет особой сложности, поэтому при наличии качественного чертежа для сборки споттера выполнить всю необходимую работу под силу каждому из нас.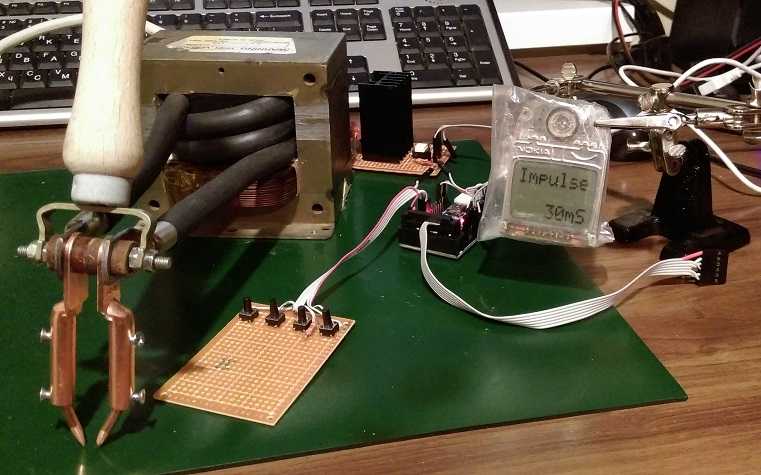 Выбирая конкретную схему изготовления такого оборудования, рекомендуем вам опираться на следующие характеристики сварочного аппарата:
Выбирая конкретную схему изготовления такого оборудования, рекомендуем вам опираться на следующие характеристики сварочного аппарата: Соответственно, даже таким простейшим оборудованием можно будет осуществлять качественную точечную сварку тугоплавких металлов.
Соответственно, даже таким простейшим оборудованием можно будет осуществлять качественную точечную сварку тугоплавких металлов. Если говорить о преимуществах использования бытовых споттеров, то можем отметить их качественный сварочный ток, простоту конструкции, надежность, легкость работы и высокий КПД. Даже не имея соответствующего опыта работы точечной сварки, можно с легкостью использовать споттеры, которые обеспечивают качественное соединение металлов.
Если говорить о преимуществах использования бытовых споттеров, то можем отметить их качественный сварочный ток, простоту конструкции, надежность, легкость работы и высокий КПД. Даже не имея соответствующего опыта работы точечной сварки, можно с легкостью использовать споттеры, которые обеспечивают качественное соединение металлов.

 Также вы можете разобрать старый блок питания от ЛАТРа или компьютера и подключить вентиляторы непосредственно на обдув споттера.
Также вы можете разобрать старый блок питания от ЛАТРа или компьютера и подключить вентиляторы непосредственно на обдув споттера. В том случае, если вы выполняете аппарат для сварки, подразумевающий возможность изменения силы тока, то необходимо использовать дополнительный ШИМ-контроллер и таймер, которые устанавливаются на выходе из инвертора и позволяет ступенчато регулировать мощность тока на выходе из устройства.
В том случае, если вы выполняете аппарат для сварки, подразумевающий возможность изменения силы тока, то необходимо использовать дополнительный ШИМ-контроллер и таймер, которые устанавливаются на выходе из инвертора и позволяет ступенчато регулировать мощность тока на выходе из устройства.

 Этот метод относится к термомеханическому типу, во время которого применяется электрический ток. Он распространяется на всю область шва двух свариваемых элементов, и затем формирует дугу, которая вызывает расплавление металла.
Этот метод относится к термомеханическому типу, во время которого применяется электрический ток. Он распространяется на всю область шва двух свариваемых элементов, и затем формирует дугу, которая вызывает расплавление металла. Она скрепляется в определенной точке. Силу сдавления постепенно уменьшают, это улучшает схватывание сварки.
Она скрепляется в определенной точке. Силу сдавления постепенно уменьшают, это улучшает схватывание сварки. В первом блоке располагается зона сварки. Именно в ней отмечается контакт металлов. При помощи электродов к ним подается электрический импульс и в результате происходит их сваривание. Источник сварочного тока обеспечивает попадание импульса в область сварки.
В первом блоке располагается зона сварки. Именно в ней отмечается контакт металлов. При помощи электродов к ним подается электрический импульс и в результате происходит их сваривание. Источник сварочного тока обеспечивает попадание импульса в область сварки. Если четко выполнять ее указания и требования, то можно быстро сделать простой сварочный аппарат из СВЧ-печи.
Если четко выполнять ее указания и требования, то можно быстро сделать простой сварочный аппарат из СВЧ-печи. Ее можно сделать самостоятельно или взять из интернета.
Ее можно сделать самостоятельно или взять из интернета. Подойдет корпус от старой микроволновой печи.
Подойдет корпус от старой микроволновой печи. webpublications.com.au/static/images/interface/as/v3/top1.jpg»>
webpublications.com.au/static/images/interface/as/v3/top1.jpg»> Но сначала, как вообще работает точечная сварка?
Но сначала, как вообще работает точечная сварка? В то же время доступный ток на сварочных электродах резко возрастает. Например, если ток, потребляемый от сетевой розетки, составляет 15 ампер, а коэффициент понижения напряжения составляет 120 раз, то ток, доступный на сварочных клещах, в 120 раз больше, или 1800 ампер! (Это предполагает идеально эффективный трансформатор, но вы поняли идею.)
В то же время доступный ток на сварочных электродах резко возрастает. Например, если ток, потребляемый от сетевой розетки, составляет 15 ампер, а коэффициент понижения напряжения составляет 120 раз, то ток, доступный на сварочных клещах, в 120 раз больше, или 1800 ампер! (Это предполагает идеально эффективный трансформатор, но вы поняли идею.)
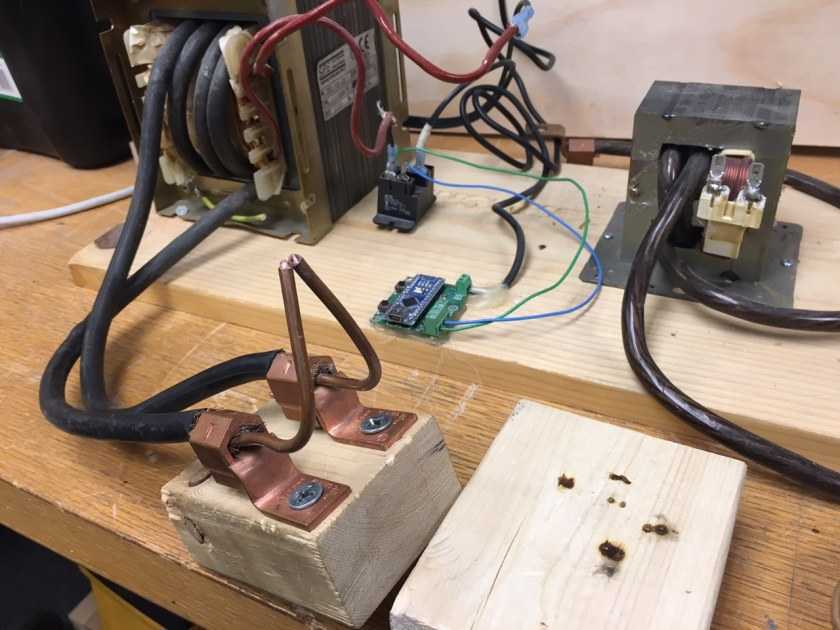

 Хорошей точечной сваркой является сварка, в которой:
Хорошей точечной сваркой является сварка, в которой: Обратите внимание на размер самородка и тот факт, что основной материал разрушился до сварки.
Обратите внимание на размер самородка и тот факт, что основной материал разрушился до сварки.

 Хонда говорит 350 кг и 9000 ампер.
Хонда говорит 350 кг и 9000 ампер.
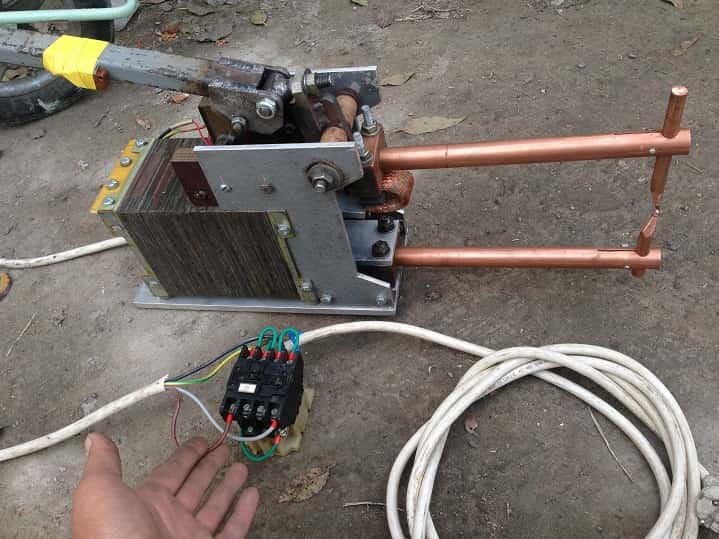 отвечать.
отвечать.

 Точечная сварка — это лучший способ прочно соединить два отдельных типа листового металла, сварную проволочную сетку или простую проволочную сетку вместе в определенной точке или точках. В автомобильной промышленности точечная сварка в основном используется для сварки деталей из листового металла, образующих кузов автомобиля.
Точечная сварка — это лучший способ прочно соединить два отдельных типа листового металла, сварную проволочную сетку или простую проволочную сетку вместе в определенной точке или точках. В автомобильной промышленности точечная сварка в основном используется для сварки деталей из листового металла, образующих кузов автомобиля. Точечная сварка используется для получения непроницаемых, надежных и очень долговечных сварных швов.
Точечная сварка используется для получения непроницаемых, надежных и очень долговечных сварных швов.

 Пластиковые и стальные аппараты, используются для откачки более чистых вод, к примеру, можно осуществлять полив огорода из дренажного колодца.
Пластиковые и стальные аппараты, используются для откачки более чистых вод, к примеру, можно осуществлять полив огорода из дренажного колодца.
 Обязательным условием монтажа является расположение прибора так, чтобы вокруг него было не менее 50 см свободного пространства вокруг. Делается это для того, чтобы поплавок мог относительно свободно перемещаться.
Обязательным условием монтажа является расположение прибора так, чтобы вокруг него было не менее 50 см свободного пространства вокруг. Делается это для того, чтобы поплавок мог относительно свободно перемещаться.
 Повторный пуск осуществится, только когда аппарат остынет.
Повторный пуск осуществится, только когда аппарат остынет. В таком случае подключение выносного автоматического выключателя осуществляется при помощи магнитного пускателя.
В таком случае подключение выносного автоматического выключателя осуществляется при помощи магнитного пускателя.
 Обычно замена крыльчатки недорогое удовольствие, а замена займёт у вас полчаса.
Обычно замена крыльчатки недорогое удовольствие, а замена займёт у вас полчаса. Также, причиной такой неполадки, является разбитый подшипник устройства, этот момент мы сможем проверить, только разобрав устройство. Работа в таком режиме категорически запрещена. Спасать потом будет нечего.
Также, причиной такой неполадки, является разбитый подшипник устройства, этот момент мы сможем проверить, только разобрав устройство. Работа в таком режиме категорически запрещена. Спасать потом будет нечего.
 Корпус изготовлен из чугуна и полностью герметичен. Такие насосы достаточно долговечны и хорошо справляются со своей работой. Они являются полными аналогами дренажных насосов, разница лишь в корпусе и измельчительном ноже.
Корпус изготовлен из чугуна и полностью герметичен. Такие насосы достаточно долговечны и хорошо справляются со своей работой. Они являются полными аналогами дренажных насосов, разница лишь в корпусе и измельчительном ноже.
 5 кВт с ножом + шланг 25 м, трос, зажимы, хомут, перчатки, гарантия 3 года
5 кВт с ножом + шланг 25 м, трос, зажимы, хомут, перчатки, гарантия 3 года 5 кВт с ножом + шланг 25 м, трос, зажимы, хомут, перчатки (комплект)
5 кВт с ножом + шланг 25 м, трос, зажимы, хомут, перчатки (комплект) 5 с ножом и шланг 25м (комплект) гарантия 3 года
5 с ножом и шланг 25м (комплект) гарантия 3 года 5 кВт с ножом + шланг 20 м (комплект) гарантия 3 года
5 кВт с ножом + шланг 20 м (комплект) гарантия 3 года Насоси та опалення.
Насоси та опалення. 6 кВт для грязной воды, фекалий,сливных ям WQCD 12
6 кВт для грязной воды, фекалий,сливных ям WQCD 12
 Это делает насос также пригодным для использования в качестве ирригационного насоса или насоса для пруда в бункере или бассейне.
Это делает насос также пригодным для использования в качестве ирригационного насоса или насоса для пруда в бункере или бассейне. Поплавок обеспечивает автоматическое включение погружного насоса, если он находится в воде. Можно также использовать шаровой поплавок для установки уровня воды, чтобы насос автоматически останавливался при достижении желаемого уровня воды. Преимущество этого в том, что погружной насос никогда не может работать всухую, при условии, что поплавок может свободно двигаться. В этом случае вы всегда можете оставить погружной насос включенным.
Поплавок обеспечивает автоматическое включение погружного насоса, если он находится в воде. Можно также использовать шаровой поплавок для установки уровня воды, чтобы насос автоматически останавливался при достижении желаемого уровня воды. Преимущество этого в том, что погружной насос никогда не может работать всухую, при условии, что поплавок может свободно двигаться. В этом случае вы всегда можете оставить погружной насос включенным. Поэтому при использовании этого насоса вы должны следить за тем, чтобы насос не работал всухую. Погружной насос с верхним выходом охлаждается перекачиваемой водой, так как эта вода течет рядом с двигателем. Когда вся вода выкачана, а насос продолжает работать, он не может охладиться, в результате чего он работает всухую. Обязательно предотвратите это, потому что работа всухую приведет к повреждению и, в худшем случае, к возгоранию. Таким образом, это можно предотвратить, контролируя насос, пока он включен, или применяя внешний поплавок (конструкция).
Поэтому при использовании этого насоса вы должны следить за тем, чтобы насос не работал всухую. Погружной насос с верхним выходом охлаждается перекачиваемой водой, так как эта вода течет рядом с двигателем. Когда вся вода выкачана, а насос продолжает работать, он не может охладиться, в результате чего он работает всухую. Обязательно предотвратите это, потому что работа всухую приведет к повреждению и, в худшем случае, к возгоранию. Таким образом, это можно предотвратить, контролируя насос, пока он включен, или применяя внешний поплавок (конструкция). Это максимальная глубина, на которой можно разместить насос, не прекращая его работу. Для большинства насосов это семь метров, но есть и насосы, которые работают глубже или менее глубоко. Это зависит от давления нагнетания насоса. Обратите на это внимание.
Это максимальная глубина, на которой можно разместить насос, не прекращая его работу. Для большинства насосов это семь метров, но есть и насосы, которые работают глубже или менее глубоко. Это зависит от давления нагнетания насоса. Обратите на это внимание.
 Лучшие насосы по умолчанию поставляются с кликсоном, который защищает насос от этого. Он обеспечивает автоматический перезапуск насоса, как только он достаточно остынет. Если ваша помпа не оснащена кликсоном, вы можете использовать контрзаглушку. Контрзаглушка гарантирует, что помпа останется деактивированной, как только помпа перегрузится. Таким образом, вы предотвратите повреждение насоса из-за частых перезапусков (в случае насосов, оснащенных кликсоном) или возгорания (в случае насоса без кликсона).
Лучшие насосы по умолчанию поставляются с кликсоном, который защищает насос от этого. Он обеспечивает автоматический перезапуск насоса, как только он достаточно остынет. Если ваша помпа не оснащена кликсоном, вы можете использовать контрзаглушку. Контрзаглушка гарантирует, что помпа останется деактивированной, как только помпа перегрузится. Таким образом, вы предотвратите повреждение насоса из-за частых перезапусков (в случае насосов, оснащенных кликсоном) или возгорания (в случае насоса без кликсона). «> 1
«> 1 ..
.. «> 4
«> 4 ..
.. «> 7
«> 7 с. с датчиком уровня воды (4 положения ВКЛ/ВЫКЛ, без внешнего…
с. с датчиком уровня воды (4 положения ВКЛ/ВЫКЛ, без внешнего… «> 10
«> 10 При анализе учитывались следующие факторы:
При анализе учитывались следующие факторы: Чем больше поток, тем шире должно быть выходное отверстие.
Чем больше поток, тем шире должно быть выходное отверстие. Более высокая опорная плита предотвращает скопление мусора в выгребной яме.
Более высокая опорная плита предотвращает скопление мусора в выгребной яме.
 Когда уровень воды поднимается над насосом, насос начинает работать автоматически под управлением поплавкового выключателя. Когда насос не перекачивает воду, он автоматически отключает питание.
Когда уровень воды поднимается над насосом, насос начинает работать автоматически под управлением поплавкового выключателя. Когда насос не перекачивает воду, он автоматически отключает питание. По любому вопросу, пожалуйста, не стесняйтесь обращаться к нам, чтобы получить поддержку. Мы стремимся предоставить каждому клиенту самые высокие стандарты обслуживания клиентов.
По любому вопросу, пожалуйста, не стесняйтесь обращаться к нам, чтобы получить поддержку. Мы стремимся предоставить каждому клиенту самые высокие стандарты обслуживания клиентов.

 Насос должен располагаться и опираться на ровное прочное основание.
Насос должен располагаться и опираться на ровное прочное основание. с.⚡
с.⚡ с. 5722GPH Погружной насос с автоматическим поплавковым выключателем, удалением чистой/грязной воды из подвала, гидромассажной ванны, бассейнов, садового пруда . При низком уровне воды держите переключатель в вертикальном положении, чтобы разрешить ручное управление (включите его, чтобы играть; отключите, чтобы остановить). Кабель питания UL длиной 19,7 фута обеспечивает безопасность и удобство при макс. глубина погружения 13 футов.
с. 5722GPH Погружной насос с автоматическим поплавковым выключателем, удалением чистой/грязной воды из подвала, гидромассажной ванны, бассейнов, садового пруда . При низком уровне воды держите переключатель в вертикальном положении, чтобы разрешить ручное управление (включите его, чтобы играть; отключите, чтобы остановить). Кабель питания UL длиной 19,7 фута обеспечивает безопасность и удобство при макс. глубина погружения 13 футов. Мощный конденсаторный двигатель обеспечивает эффективную и бесшумную работу. Этот насос для грязной воды может обрабатывать до 1-1/3 ″ почвы, идеально подходит для осушения затопленного подвала. Он также может перекачивать чистую воду для полива сада.
Мощный конденсаторный двигатель обеспечивает эффективную и бесшумную работу. Этот насос для грязной воды может обрабатывать до 1-1/3 ″ почвы, идеально подходит для осушения затопленного подвала. Он также может перекачивать чистую воду для полива сада.


 Если продукт дешево сделан и легко ломается, в долгосрочной перспективе он будет стоить вам больше, чем если бы вы купили более качественный продукт, который прослужит дольше.
Если продукт дешево сделан и легко ломается, в долгосрочной перспективе он будет стоить вам больше, чем если бы вы купили более качественный продукт, который прослужит дольше.

 1 | 0,2 | 0,029 | 0,97 | 0,855 | 0,883 | 0,123 | 0,108 | 0,9|
1 | 0,2 | 0,029 | 0,97 | 0,855 | 0,883 | 0,123 | 0,108 | 0,9| 459 | 0,307 | 0,271 | 4,5 |
459 | 0,307 | 0,271 | 4,5 | 773 | 10.917 | 0,613 | 0,541 | 11 |
773 | 10.917 | 0,613 | 0,541 | 11 |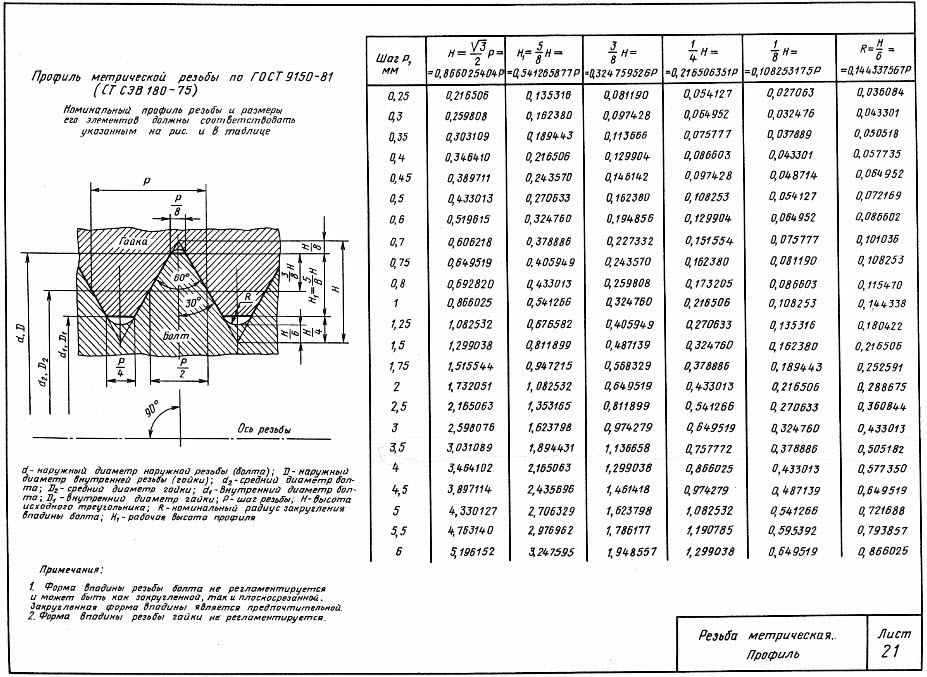 16 | 13.376 | 0,92 | 0,812 | 13,5 |
16 | 13.376 | 0,92 | 0,812 | 13,5 | 701 | 19.546 | 19.835 | 1.227 | 1.083 | 20 |
701 | 19.546 | 19.835 | 1.227 | 1.083 | 20 |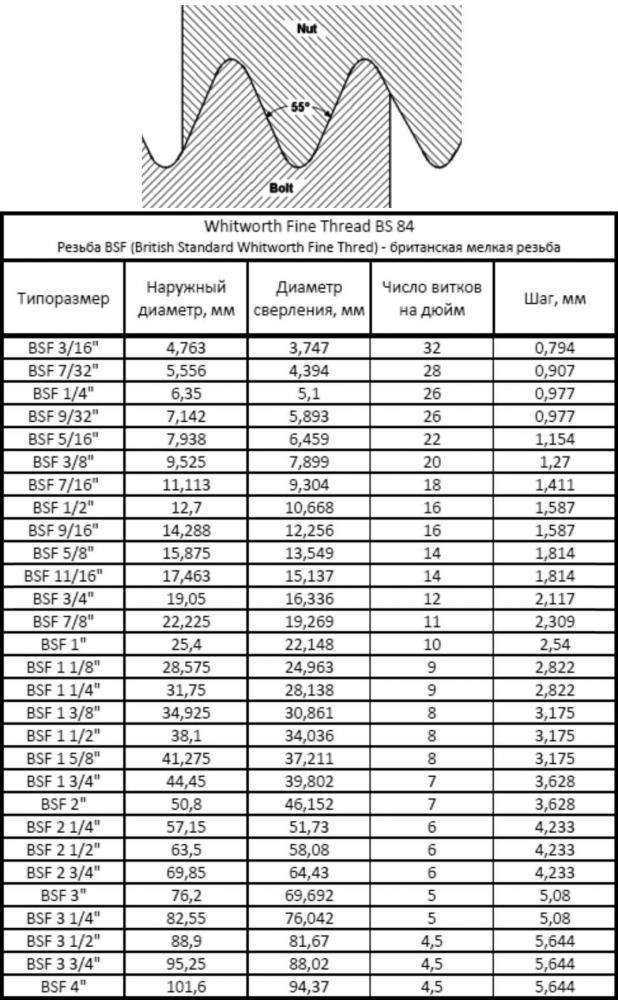
 4
4

 ;
; Обработка поверхностей соприкосновения листов металла.
Обработка поверхностей соприкосновения листов металла. 5 (мм) до 10.5 (мм), шириной от 600 (мм) до 2000 (мм) и длиной от 2000 (мм) до 7000 (мм).
5 (мм) до 10.5 (мм), шириной от 600 (мм) до 2000 (мм) и длиной от 2000 (мм) до 7000 (мм).
 3 (мм)
3 (мм)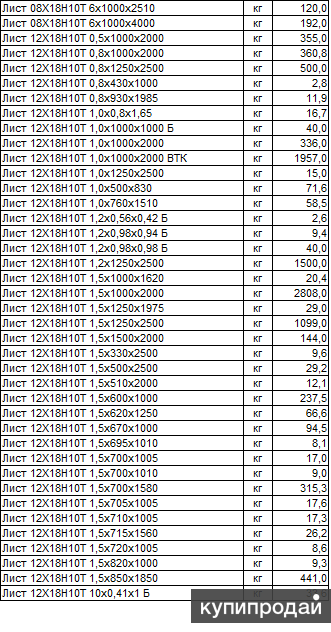 406
406
 Поэтому в обязательном порядке требуется выверить ось вращения заготовки относительно шпинделей станка.
Поэтому в обязательном порядке требуется выверить ось вращения заготовки относительно шпинделей станка. Размеры зависят от того, какой выходной конец есть у вала. В случаях, когда на шайбе находится цилиндрическая ступица, то она вставляется непосредственно в патрон оборудования.
Размеры зависят от того, какой выходной конец есть у вала. В случаях, когда на шайбе находится цилиндрическая ступица, то она вставляется непосредственно в патрон оборудования. Исходя из этого, стоит отметить крупный ассортимент в специализированных магазинах. Но и этого часто не хватает. Тогда токари изготавливают самодельные детали, ориентируясь на собственный план и схему. Тогда она точно подходит под конкретные производственные цели. К изготовлению своими руками мы вернемся позже, а сейчас представим виды планшайб, широко распространенные среди мастеров токарного дела.
Исходя из этого, стоит отметить крупный ассортимент в специализированных магазинах. Но и этого часто не хватает. Тогда токари изготавливают самодельные детали, ориентируясь на собственный план и схему. Тогда она точно подходит под конкретные производственные цели. К изготовлению своими руками мы вернемся позже, а сейчас представим виды планшайб, широко распространенные среди мастеров токарного дела. Деталь выглядит как решето, поскольку стальной круг пронизан сквозными дырами с разным сечением. К поверхности необходимо прикрепить заготовку. При этом используются винты и некоторые другие крепежные элементы. Иногда достаточно закрутить винтовые метизы с изнанки.
Деталь выглядит как решето, поскольку стальной круг пронизан сквозными дырами с разным сечением. К поверхности необходимо прикрепить заготовку. При этом используются винты и некоторые другие крепежные элементы. Иногда достаточно закрутить винтовые метизы с изнанки. Она позволяет без проблем накрутить планшайбу на ваш шпинделя.
Она позволяет без проблем накрутить планшайбу на ваш шпинделя.
 Это делает изделие адаптированным под конкретную задачу.
Это делает изделие адаптированным под конкретную задачу.
 Если этого не сделать, то случится следующее:
Если этого не сделать, то случится следующее: А так можно менять втулки по мере их изнашивания.
А так можно менять втулки по мере их изнашивания. Ее поверхность также имеет несколько Т-образных пазов для крепежа на одинаковом расстоянии от центральной точки. Преимуществом является возможность дополнительной оснастки, как у универсальных изделий.
Ее поверхность также имеет несколько Т-образных пазов для крепежа на одинаковом расстоянии от центральной точки. Преимуществом является возможность дополнительной оснастки, как у универсальных изделий. Учитываем, что нужно брать 1-2 мм запаса. Ведь будет этап склейки, который часто крадет пару миллиметров. Используем горячий клей. Когда обмазываем материал, от края необходимо отступить 1 см, иначе излишки вытекут наружу. Следует подержать склеиваемые элементы под прессом некоторое время.
Учитываем, что нужно брать 1-2 мм запаса. Ведь будет этап склейки, который часто крадет пару миллиметров. Используем горячий клей. Когда обмазываем материал, от края необходимо отступить 1 см, иначе излишки вытекут наружу. Следует подержать склеиваемые элементы под прессом некоторое время. Ru
Ru б/у от 2500—5000р
б/у от 2500—5000р Отправка ежедневно всеми транспортными компаниями из города Волгоград. До транспортных довозим бесплатно. При оплате картой у нас предоставляем кассовый чек. Остальные товары смотрите на сайте Резец Молодец. Артикул: 39012
Отправка ежедневно всеми транспортными компаниями из города Волгоград. До транспортных довозим бесплатно. При оплате картой у нас предоставляем кассовый чек. Остальные товары смотрите на сайте Резец Молодец. Артикул: 39012 При оплате картой у нас предоставляем кассовый чек. Остальные товары смотрите на сайте Резец Молодец. Артикул: 38164
При оплате картой у нас предоставляем кассовый чек. Остальные товары смотрите на сайте Резец Молодец. Артикул: 38164 Доставка по России любой транспортной компанией — Энергия, ПЭК, Деловые линии и т. д., а также Почтой России. До терминала ТК в Красноярске довозим бесплатно, далее перевозку оплачиваете вы. Подберем выгодный для вас вариант перевозки. _______________________________________________________ ❤ Добавляйте в ИЗБРАННОЕ, чтобы не потерять объявление из виду! 🔎Смотрите больше товаров в нашем магазине 📌Подписывайтесь, чтобы всегда знать об изменении цен и наличии товара! 💼Мы являемся официальным дилером ТМ RedVerg, Concorde, Квалитет ⚙У нас есть свой сервисный центр. 💰Для оптовиков особые условия. 🤝Работаем с организациями с НДС, без НДС. 📞Звоните или пишите в чат Avito, Whats App, Viber, мы проконсультируем по всем интересующим вопросам.
Доставка по России любой транспортной компанией — Энергия, ПЭК, Деловые линии и т. д., а также Почтой России. До терминала ТК в Красноярске довозим бесплатно, далее перевозку оплачиваете вы. Подберем выгодный для вас вариант перевозки. _______________________________________________________ ❤ Добавляйте в ИЗБРАННОЕ, чтобы не потерять объявление из виду! 🔎Смотрите больше товаров в нашем магазине 📌Подписывайтесь, чтобы всегда знать об изменении цен и наличии товара! 💼Мы являемся официальным дилером ТМ RedVerg, Concorde, Квалитет ⚙У нас есть свой сервисный центр. 💰Для оптовиков особые условия. 🤝Работаем с организациями с НДС, без НДС. 📞Звоните или пишите в чат Avito, Whats App, Viber, мы проконсультируем по всем интересующим вопросам. Идеально подходит для домашних пользователей. ОСОБЕННОСТИ Компактные размеры шлифовальной машины позволяют работать даже в самых труднодоступных местах. Зажим фиксируется в любом удобном положении кулачковым зажимом. Высокую прочность и лучший отвод тепла от редуктора обеспечивает изготовленный из магниевого сплава корпус с большими вентиляционными отверстиями. Для снижения вибрации и лучшей фиксации в руках оператора корпус МШУ выполнен с резиновыми вставками. ХАРАКТЕРИСТИКИ Мощность (Вт): 1100 Вес (кг): 2,16 Диаметр диска (мм): 125 Число оборотов на ХХ (об/мин): 11000 Параметры сети (В/Гц): 220/50 КОМПЛЕКТАЦИЯ Дополнительная рукоятка; Защитный кожух; Специальный ключ; Прижимная Гайка; Планшайба; Угольные щётки; Руководство по эксплуатации; Коробка (упаковка). Доставка по России любой транспортной компанией — Энергия, ПЭК, Деловые линии и т. д., а также Почтой России. До терминала ТК в Красноярске довозим бесплатно, далее перевозку оплачиваете вы. Подберем выгодный для вас вариант перевозки.
Идеально подходит для домашних пользователей. ОСОБЕННОСТИ Компактные размеры шлифовальной машины позволяют работать даже в самых труднодоступных местах. Зажим фиксируется в любом удобном положении кулачковым зажимом. Высокую прочность и лучший отвод тепла от редуктора обеспечивает изготовленный из магниевого сплава корпус с большими вентиляционными отверстиями. Для снижения вибрации и лучшей фиксации в руках оператора корпус МШУ выполнен с резиновыми вставками. ХАРАКТЕРИСТИКИ Мощность (Вт): 1100 Вес (кг): 2,16 Диаметр диска (мм): 125 Число оборотов на ХХ (об/мин): 11000 Параметры сети (В/Гц): 220/50 КОМПЛЕКТАЦИЯ Дополнительная рукоятка; Защитный кожух; Специальный ключ; Прижимная Гайка; Планшайба; Угольные щётки; Руководство по эксплуатации; Коробка (упаковка). Доставка по России любой транспортной компанией — Энергия, ПЭК, Деловые линии и т. д., а также Почтой России. До терминала ТК в Красноярске довозим бесплатно, далее перевозку оплачиваете вы. Подберем выгодный для вас вариант перевозки. ___________________________________________________ ❤ Добавляйте в ИЗБРАННОЕ, чтобы не потерять объявление из виду! 🔎Смотрите больше товаров в нашем магазине 📌Подписывайтесь, чтобы всегда знать об изменении цен и наличии товара! 💼Мы являемся официальным дилером ТМ RedVerg, Concorde, Квалитет ⚙У нас есть свой сервисный центр. 💰Для оптовиков особые условия. 🤝Работаем с организациями с НДС, без НДС. 📞Звоните или пишите в чат Avito, Whats App, Viber, мы проконсультируем по всем интересующим вопросам.
___________________________________________________ ❤ Добавляйте в ИЗБРАННОЕ, чтобы не потерять объявление из виду! 🔎Смотрите больше товаров в нашем магазине 📌Подписывайтесь, чтобы всегда знать об изменении цен и наличии товара! 💼Мы являемся официальным дилером ТМ RedVerg, Concorde, Квалитет ⚙У нас есть свой сервисный центр. 💰Для оптовиков особые условия. 🤝Работаем с организациями с НДС, без НДС. 📞Звоните или пишите в чат Avito, Whats App, Viber, мы проконсультируем по всем интересующим вопросам. 5 кг Особенности: Компактный размер и малый вес, три варианта установки дополнительной рукоятки, кнопка блокировки шпинделя для быстрой замены оснастки, длина кабеля — 2,5 м., прорезиненная поверхность корпуса для надёжного удержания инструмента. Потребляемая мощность: 750 Вт Тип электропитания: от электросети Число оборотов: 12000 об/мин Тип инструмента: Угловая шлифмашина Резьба шлифовального шпинделя: M14 Диаметр шлифовального круга: 125 мм Комплект поставки: Машина шлифовальная, дополнительная рукоятка, защитный кожух, специальный ключ, прижимная гайка, планшайба, руководство по эксплуатации, упаковка. Замена диска без инструмента: ДА — — — — — — — — — — — ⭐️ Цены могут изменяться оперативнее, чем в объявлениях на Авито. Окончательную стоимость и наличие на складе просим уточнять по звонку. ⭐️ Понравившийся Вам товар вы можете приобрести в нашем розничном магазине или забрать в пункте самовывоза. ⭐️ Адрес Магазина: С-Пб, ул. Рубинштейна д.23 ⭐️ Адрес Магазина: С-Пб, Шереметьевская ул.
5 кг Особенности: Компактный размер и малый вес, три варианта установки дополнительной рукоятки, кнопка блокировки шпинделя для быстрой замены оснастки, длина кабеля — 2,5 м., прорезиненная поверхность корпуса для надёжного удержания инструмента. Потребляемая мощность: 750 Вт Тип электропитания: от электросети Число оборотов: 12000 об/мин Тип инструмента: Угловая шлифмашина Резьба шлифовального шпинделя: M14 Диаметр шлифовального круга: 125 мм Комплект поставки: Машина шлифовальная, дополнительная рукоятка, защитный кожух, специальный ключ, прижимная гайка, планшайба, руководство по эксплуатации, упаковка. Замена диска без инструмента: ДА — — — — — — — — — — — ⭐️ Цены могут изменяться оперативнее, чем в объявлениях на Авито. Окончательную стоимость и наличие на складе просим уточнять по звонку. ⭐️ Понравившийся Вам товар вы можете приобрести в нашем розничном магазине или забрать в пункте самовывоза. ⭐️ Адрес Магазина: С-Пб, ул. Рубинштейна д.23 ⭐️ Адрес Магазина: С-Пб, Шереметьевская ул. 15 лит А, ТРК Пулково 3 ⭐️ Адрес пункта самовывоза: С-Пб, пр. Александровской Фермы, д.29, лит.2Г ⭐️ Осуществляем ДОСТАВКУ по Санкт-Петербургу и Ленинградской области. А также по России, через Транспортные Компании. — — — — — — — — — — — 👉 Перед приездом, пожалуйста, УТОЧНЯЙТЕ у нас цены и наличие товара. 📲 Позвоните, и мы сделаем Вам оптимальное предложение❗ — — — — — — — — — — — 🛑Уважаемые покупатели, в текущий период высокой нагрузки срок Доставки может быть увеличен. Время доставки менеджер сообщит по телефону. Спасибо вам за понимание! С наступающим Новым годом!🌲 — — — — — — — — — — —
15 лит А, ТРК Пулково 3 ⭐️ Адрес пункта самовывоза: С-Пб, пр. Александровской Фермы, д.29, лит.2Г ⭐️ Осуществляем ДОСТАВКУ по Санкт-Петербургу и Ленинградской области. А также по России, через Транспортные Компании. — — — — — — — — — — — 👉 Перед приездом, пожалуйста, УТОЧНЯЙТЕ у нас цены и наличие товара. 📲 Позвоните, и мы сделаем Вам оптимальное предложение❗ — — — — — — — — — — — 🛑Уважаемые покупатели, в текущий период высокой нагрузки срок Доставки может быть увеличен. Время доставки менеджер сообщит по телефону. Спасибо вам за понимание! С наступающим Новым годом!🌲 — — — — — — — — — — — Планшайба на ф125 имеет присоединительные отверстия для трех- и четырёхкулачковых патронов. Позволяют менять патроны на 1 ТОЧНОЙ изначально планшайбе, без её скручивания. Ф100-ф125 мм цена 2500р Ф100-ф130 мм цена 2800р Ф125-ф160 мм цена 3000р Ф160- Ф200 мм цена 3900 р. Предзаказ. ПРЕДОПЛАТА.
Планшайба на ф125 имеет присоединительные отверстия для трех- и четырёхкулачковых патронов. Позволяют менять патроны на 1 ТОЧНОЙ изначально планшайбе, без её скручивания. Ф100-ф125 мм цена 2500р Ф100-ф130 мм цена 2800р Ф125-ф160 мм цена 3000р Ф160- Ф200 мм цена 3900 р. Предзаказ. ПРЕДОПЛАТА. Торга нет, самовывоз или отправка ТК.
Торга нет, самовывоз или отправка ТК. Круг алмазный тарельчатый 12R4 150х5х3х32 мм; АС4; 160/125; В2-01 СССР 100шт новые цена за 1шт 1000р Круг алмазный чашечный 12А2-45 150х20х5х32 мм; АС4; 160/125; В2-01 СССР 100шт новые цена за 1шт 2000р Круг алмазный чашечный 12А2-45 150х10х5х32 мм; АС4; 160/125; В2-01 СССР 500шт новые цена за 1шт 1500р В наличии алмазные круги с Зерно, Зернистость 160/125, 125/100, 100/80, 80/63, 63/50, 50/40. Круг алмазный шлифовальный Планшайба 300х60х5х22,5×48 АСН 20/14 СССР 100шт новые цена за 1шт 7000р. Круг алмазный чашечный 12А2-45 125х10х2х32 мм; АС4; 80/63; В2-01 СССР 300шт новые цена за 1шт 1500р Круг алмазный чашечный 9А3 150х20х3х32 мм; АС4; 160/125; В2-01 СССР 300шт новые цена за 1шт 2000р Круг алмазный чашечный 12А2-45 200х20х5х32 мм; АС4; 160/125; В2-01 10шт новые цена за 1шт 2500р Круг алмазный чашечный 12А2-45 200х10х5х32 мм; АС4; 160/125; В2-01 100шт новые цена за 1шт 2000р Круг алмазный чашечный 12А2-45 200х20х5х51 мм; АС4; 160/125; В2-01 100шт новые цена за 1шт 2500р Круг алмазный чашечный 12А2-45 200х20х5х51 мм; АС4; 50/40; В2-01 100шт новые цена за 1шт 1500р Круг алмазный чашечный 12А2-45 200х20х5х76 мм; АС4; 50/40; В2-01 500шт новые цена за 1шт 1500р Круг алмазный чашечный 12А2-45 150х20х5х32 мм; АС4; 160/125; В2-01 500шт новые цена за 1шт 2000р Круг алмазный чашечный 12А2-45 150х20х5х32 мм; АС4; 125/100; В2-01 200шт новые цена за 1шт 2000р Круг алмазный чашечный 12А2-45 150х20х5х32 мм; АС4; 80/63; В2-01 200шт новые цена за 1шт 2000р Круг алмазный чашечный 12А2-45 150х20х5х32 мм; АС4; 63/50; В2-01 500шт новые цена за 1шт 2000р Круг алмазный чашечный 12А2-45 150х20х5х32 мм; АС4; 50/40; В2-01 100шт новые цена за 1шт 2000р Круг алмазный планшайба 200х3х18х80 АС6 125/100, 63/50 связка М2-01 СССР новые цена за 1шт 7000р Круг алмазный планшайба 150х3х18 АС6 125/100, 63/50 связка М2-01 СССР новые цена за 1шт 5000р Круг алмазный планшайба 100х3х18 АС6 125/100, 63/50 связка М2-01 СССР новые цена за 1шт 3000р в продаже инструмент СССР : В наличии большой ассортимент инструмента времён СССР, в наличии 80 тонн , новый инструмент с хранения , часть позиций выложена в моем профиле, склад находится в Москве, можете подъехать и выбрать необходимое поштучно, либо оптом, отправка посылок в регионы почтой и транспортными компаниями, авито доставка.
Круг алмазный тарельчатый 12R4 150х5х3х32 мм; АС4; 160/125; В2-01 СССР 100шт новые цена за 1шт 1000р Круг алмазный чашечный 12А2-45 150х20х5х32 мм; АС4; 160/125; В2-01 СССР 100шт новые цена за 1шт 2000р Круг алмазный чашечный 12А2-45 150х10х5х32 мм; АС4; 160/125; В2-01 СССР 500шт новые цена за 1шт 1500р В наличии алмазные круги с Зерно, Зернистость 160/125, 125/100, 100/80, 80/63, 63/50, 50/40. Круг алмазный шлифовальный Планшайба 300х60х5х22,5×48 АСН 20/14 СССР 100шт новые цена за 1шт 7000р. Круг алмазный чашечный 12А2-45 125х10х2х32 мм; АС4; 80/63; В2-01 СССР 300шт новые цена за 1шт 1500р Круг алмазный чашечный 9А3 150х20х3х32 мм; АС4; 160/125; В2-01 СССР 300шт новые цена за 1шт 2000р Круг алмазный чашечный 12А2-45 200х20х5х32 мм; АС4; 160/125; В2-01 10шт новые цена за 1шт 2500р Круг алмазный чашечный 12А2-45 200х10х5х32 мм; АС4; 160/125; В2-01 100шт новые цена за 1шт 2000р Круг алмазный чашечный 12А2-45 200х20х5х51 мм; АС4; 160/125; В2-01 100шт новые цена за 1шт 2500р Круг алмазный чашечный 12А2-45 200х20х5х51 мм; АС4; 50/40; В2-01 100шт новые цена за 1шт 1500р Круг алмазный чашечный 12А2-45 200х20х5х76 мм; АС4; 50/40; В2-01 500шт новые цена за 1шт 1500р Круг алмазный чашечный 12А2-45 150х20х5х32 мм; АС4; 160/125; В2-01 500шт новые цена за 1шт 2000р Круг алмазный чашечный 12А2-45 150х20х5х32 мм; АС4; 125/100; В2-01 200шт новые цена за 1шт 2000р Круг алмазный чашечный 12А2-45 150х20х5х32 мм; АС4; 80/63; В2-01 200шт новые цена за 1шт 2000р Круг алмазный чашечный 12А2-45 150х20х5х32 мм; АС4; 63/50; В2-01 500шт новые цена за 1шт 2000р Круг алмазный чашечный 12А2-45 150х20х5х32 мм; АС4; 50/40; В2-01 100шт новые цена за 1шт 2000р Круг алмазный планшайба 200х3х18х80 АС6 125/100, 63/50 связка М2-01 СССР новые цена за 1шт 7000р Круг алмазный планшайба 150х3х18 АС6 125/100, 63/50 связка М2-01 СССР новые цена за 1шт 5000р Круг алмазный планшайба 100х3х18 АС6 125/100, 63/50 связка М2-01 СССР новые цена за 1шт 3000р в продаже инструмент СССР : В наличии большой ассортимент инструмента времён СССР, в наличии 80 тонн , новый инструмент с хранения , часть позиций выложена в моем профиле, склад находится в Москве, можете подъехать и выбрать необходимое поштучно, либо оптом, отправка посылок в регионы почтой и транспортными компаниями, авито доставка. Отправляем в Регионы почтой, транспортными компаниями Звоните, пишите ватсап, вайбер, авито. Также покупаем любой инструмент с хранения по всей России. Также закупаем инструмент, складские остатки, неликвиды, инструменты с хранения,
Отправляем в Регионы почтой, транспортными компаниями Звоните, пишите ватсап, вайбер, авито. Также покупаем любой инструмент с хранения по всей России. Также закупаем инструмент, складские остатки, неликвиды, инструменты с хранения,
 Я искал карбид хорошего качества, но это зависит от состояния губок. Это может помочь вам использовать шлифовальный станок для инструментов, но, несмотря на это, это необходимо делать в указанном состоянии на машине, которое нужно использовать!
Я искал карбид хорошего качества, но это зависит от состояния губок. Это может помочь вам использовать шлифовальный станок для инструментов, но, несмотря на это, это необходимо делать в указанном состоянии на машине, которое нужно использовать! 
 на своем токарном станке, а остальное делал дома). Поэтому я спас старую монтажную пластину эксцентрикового замка D-4 и установил ее на новый четырехкулачковый патрон. Когда я принес его домой, я начал счищать ржавчину, когда понял, что это просто очень старый и грязный космолин с прилипшей к нему ржавой пылью. Да, это был совершенно новый четырехкулачковый патрон, который никогда не использовался. Так что за 100 долларов, а также угостив моего друга обедом, я не только многому научился, но и получил совершенно новый 4-х кулачковый патрон!
на своем токарном станке, а остальное делал дома). Поэтому я спас старую монтажную пластину эксцентрикового замка D-4 и установил ее на новый четырехкулачковый патрон. Когда я принес его домой, я начал счищать ржавчину, когда понял, что это просто очень старый и грязный космолин с прилипшей к нему ржавой пылью. Да, это был совершенно новый четырехкулачковый патрон, который никогда не использовался. Так что за 100 долларов, а также угостив моего друга обедом, я не только многому научился, но и получил совершенно новый 4-х кулачковый патрон! Пару недель назад они мне очень понадобились для работы, так что Я пошел в HF и купил новую шлифовальную машину примерно за 20 долларов, соорудил Т-образную штуку, которая подходила бы к башне, и прикрепил к ней шлифовальную машину с помощью 2 хомутов. шлифовальный станок, чтобы иметь узкую контактную поверхность круга, и перешлифовывать кулачки с патроном, зажатым на расточном кольце.Это должен был быть самый пещерный подход, который можно было применить к шлифованию кулачков, но через час у меня был набор жестких кулачков за 500 долларов. это повторится и зафиксирует истину в пределах менее 0,001, что так же хорошо, как и в новом состоянии.0007
Пару недель назад они мне очень понадобились для работы, так что Я пошел в HF и купил новую шлифовальную машину примерно за 20 долларов, соорудил Т-образную штуку, которая подходила бы к башне, и прикрепил к ней шлифовальную машину с помощью 2 хомутов. шлифовальный станок, чтобы иметь узкую контактную поверхность круга, и перешлифовывать кулачки с патроном, зажатым на расточном кольце.Это должен был быть самый пещерный подход, который можно было применить к шлифованию кулачков, но через час у меня был набор жестких кулачков за 500 долларов. это повторится и зафиксирует истину в пределах менее 0,001, что так же хорошо, как и в новом состоянии.0007
 При этом зажимные губки находятся в напряжении, как при зажиме заготовки, но при этом зажимные поверхности остаются свободными от препятствий. Я приспособил наконечник Foredom к своему инструментальному стержню в качестве шлифовального станка для бедняков, сделал несколько легких проходов со шпинделем токарного станка, работающим на низкой скорости, и вуаля, отличные результаты.
При этом зажимные губки находятся в напряжении, как при зажиме заготовки, но при этом зажимные поверхности остаются свободными от препятствий. Я приспособил наконечник Foredom к своему инструментальному стержню в качестве шлифовального станка для бедняков, сделал несколько легких проходов со шпинделем токарного станка, работающим на низкой скорости, и вуаля, отличные результаты. Ключ медленный и легкий.
Ключ медленный и легкий.
 Если губки состоят из двух частей, это легко сделать с помощью кольца и нескольких болтов. Другой метод, который большинство считает небезопасным, состоит в том, чтобы оставить челюсти свободными и зависеть от центробежной силы. Это требует вращения патрона на высокой скорости без каких-либо ограничений прокрутки, кроме трения. Это может сработать, но я бы не рекомендовал. Вы также можете просто использовать кольцо на внешней стороне браншей, но это заставит бранши прижаться к другой стороне спиральной нити. Это будет работать, но ваш патрон будет оптимизирован для зажима снаружи, а не внутри зажима. Если прокрутка действительно хороша, это может быть хорошо. Имейте в виду, что если вы действительно хотите, чтобы что-то работало правильно, вам следует использовать четырехкулачковый патрон.
Если губки состоят из двух частей, это легко сделать с помощью кольца и нескольких болтов. Другой метод, который большинство считает небезопасным, состоит в том, чтобы оставить челюсти свободными и зависеть от центробежной силы. Это требует вращения патрона на высокой скорости без каких-либо ограничений прокрутки, кроме трения. Это может сработать, но я бы не рекомендовал. Вы также можете просто использовать кольцо на внешней стороне браншей, но это заставит бранши прижаться к другой стороне спиральной нити. Это будет работать, но ваш патрон будет оптимизирован для зажима снаружи, а не внутри зажима. Если прокрутка действительно хороша, это может быть хорошо. Имейте в виду, что если вы действительно хотите, чтобы что-то работало правильно, вам следует использовать четырехкулачковый патрон.
 зажимая что-то во внутреннем направлении, но в моем случае патрон был новым, и кулачки были довольно тугими, к сожалению (или к счастью), когда я получил его, не хватало правильности кулачков, поэтому я был вынужден что-то сделать. Я очень доволен результатом
зажимая что-то во внутреннем направлении, но в моем случае патрон был новым, и кулачки были довольно тугими, к сожалению (или к счастью), когда я получил его, не хватало правильности кулачков, поэтому я был вынужден что-то сделать. Я очень доволен результатом

 (Это не рекомендация для этого метода.)
(Это не рекомендация для этого метода.)
 Историческая справка гласит, что пионером этого направления стал врач по имени Фабрициус. Он использовал металлический сплав для изготовления стальных колец, которыми фиксировались переломы костей. Первая такая ортопедическая операция датируется 1666 годом. Сегодня металлургическая промышленность шагнула далеко вперед и выпускает достаточно широкий ассортимент сталей, инертных к корродированию при контактах с живыми тканями. Другими словами, речь идет о нержавейке, но специальной.
Историческая справка гласит, что пионером этого направления стал врач по имени Фабрициус. Он использовал металлический сплав для изготовления стальных колец, которыми фиксировались переломы костей. Первая такая ортопедическая операция датируется 1666 годом. Сегодня металлургическая промышленность шагнула далеко вперед и выпускает достаточно широкий ассортимент сталей, инертных к корродированию при контактах с живыми тканями. Другими словами, речь идет о нержавейке, но специальной.




 Сегодня можно смело сказать, что это уже достаточно серьезный сегмент рынка. Эта модная тенденция объясняется достаточно просто – медицинская сталь (бижутерия из нее) не чернеет, не деформируется, не теряет блеска. При оптической оценке очень похожи на изделия из драгоценных металлов, но в разы дешевле. Бижутерия из нержавеющих сплавов выглядит привлекательно, ее покрывают эмалью, инкрустируют кристаллами Сваровски, фианитами, цирконами и другими полудрагоценными камнями. Отметим, что украшения из хирургической стали используются для пирсинга, но не первичного.
Сегодня можно смело сказать, что это уже достаточно серьезный сегмент рынка. Эта модная тенденция объясняется достаточно просто – медицинская сталь (бижутерия из нее) не чернеет, не деформируется, не теряет блеска. При оптической оценке очень похожи на изделия из драгоценных металлов, но в разы дешевле. Бижутерия из нержавеющих сплавов выглядит привлекательно, ее покрывают эмалью, инкрустируют кристаллами Сваровски, фианитами, цирконами и другими полудрагоценными камнями. Отметим, что украшения из хирургической стали используются для пирсинга, но не первичного. Хотя, скорее всего, после прочтения изложенного выше материала, наши читатели уже сами знают на них ответ. Но все же…
Хотя, скорее всего, после прочтения изложенного выше материала, наши читатели уже сами знают на них ответ. Но все же… Рост потребления на протяжении последних десятилетий зафиксирован на уровне 4-6%. И пока достойного конкурента у этого материала нет, значит он сохранит и даже упрочнит свои позиции.
Рост потребления на протяжении последних десятилетий зафиксирован на уровне 4-6%. И пока достойного конкурента у этого материала нет, значит он сохранит и даже упрочнит свои позиции. области по специальной цене!
области по специальной цене!


 Это имеет решающее значение для приложений в здравоохранении, поскольку повреждения в виде трещин представляют собой питательную среду для бионагрузочных бактерий. Нержавеющая сталь также легко очищается и не имеет пор, что помогает поддерживать гигиеническую среду. Химически инертная нержавеющая сталь также может быть безопасно стерилизована без коррозии или деградации.
Это имеет решающее значение для приложений в здравоохранении, поскольку повреждения в виде трещин представляют собой питательную среду для бионагрузочных бактерий. Нержавеющая сталь также легко очищается и не имеет пор, что помогает поддерживать гигиеническую среду. Химически инертная нержавеющая сталь также может быть безопасно стерилизована без коррозии или деградации.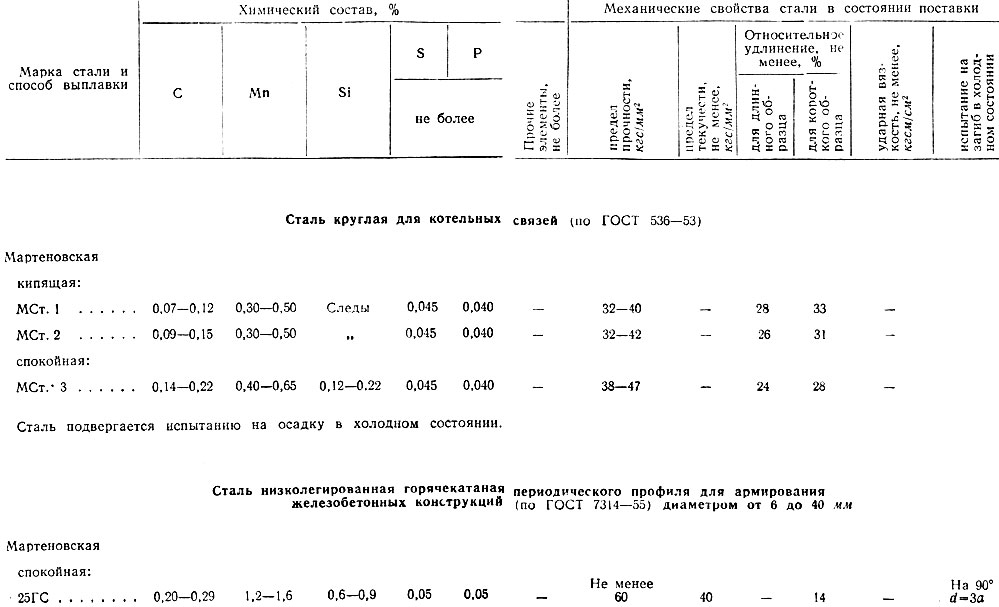 Хирургическая сталь имеет более высокую стойкость. Эти стали содержат не менее 13% хрома. Хирургическая сталь подвергается вулканизации и содержит не менее 0,2% углерода. Никель снижает хрупкость.
Хирургическая сталь имеет более высокую стойкость. Эти стали содержат не менее 13% хрома. Хирургическая сталь подвергается вулканизации и содержит не менее 0,2% углерода. Никель снижает хрупкость. Точно так же количество хрома, с которым сталкиваются пациенты, также считается неопасным.
Точно так же количество хрома, с которым сталкиваются пациенты, также считается неопасным. Тем не менее, коррозионная стойкость нержавеющей стали 304 высока, поэтому трубки из нержавеющей стали 304 широко используются в здравоохранении.
Тем не менее, коррозионная стойкость нержавеющей стали 304 высока, поэтому трубки из нержавеющей стали 304 широко используются в здравоохранении.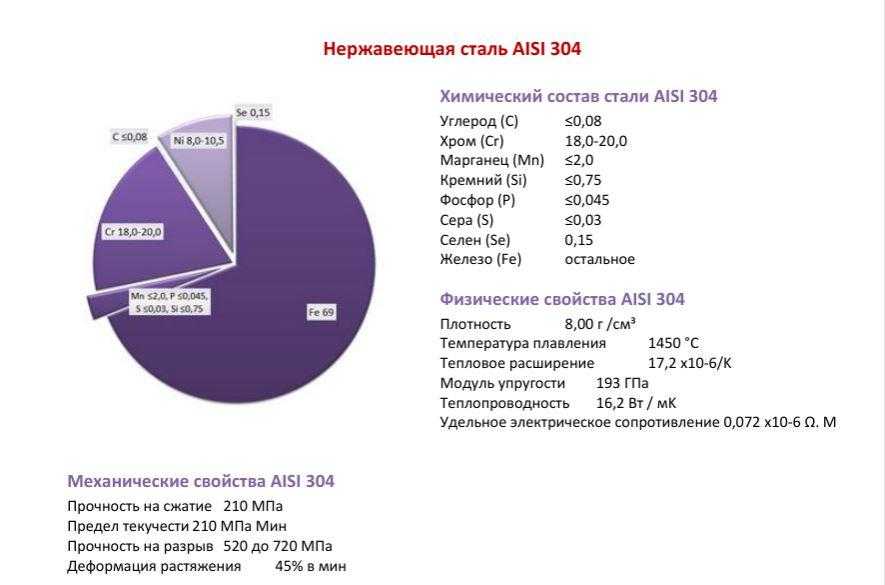
 В отожженном состоянии, а также после полировки, закалки или шлифовки поверхности он обладает выдающейся коррозионной стойкостью с минимальным содержанием хрома 12%. Марка 420 является магнитной как в отожженном, так и в закаленном состоянии, хотя она никогда не используется в отожженном состоянии. В закаленных условиях 420 устойчив к пресной воде, щелочам, воздуху, пищевым продуктам и слабым кислотам.
В отожженном состоянии, а также после полировки, закалки или шлифовки поверхности он обладает выдающейся коррозионной стойкостью с минимальным содержанием хрома 12%. Марка 420 является магнитной как в отожженном, так и в закаленном состоянии, хотя она никогда не используется в отожженном состоянии. В закаленных условиях 420 устойчив к пресной воде, щелочам, воздуху, пищевым продуктам и слабым кислотам. В медицинской промышленности используются два класса 440: 440B и 440C. Разница между ними заключается в содержании углерода. Оба имеют большое количество углерода, причем 440C больше, поэтому эту нержавеющую сталь трудно обрабатывать.
В медицинской промышленности используются два класса 440: 440B и 440C. Разница между ними заключается в содержании углерода. Оба имеют большое количество углерода, причем 440C больше, поэтому эту нержавеющую сталь трудно обрабатывать.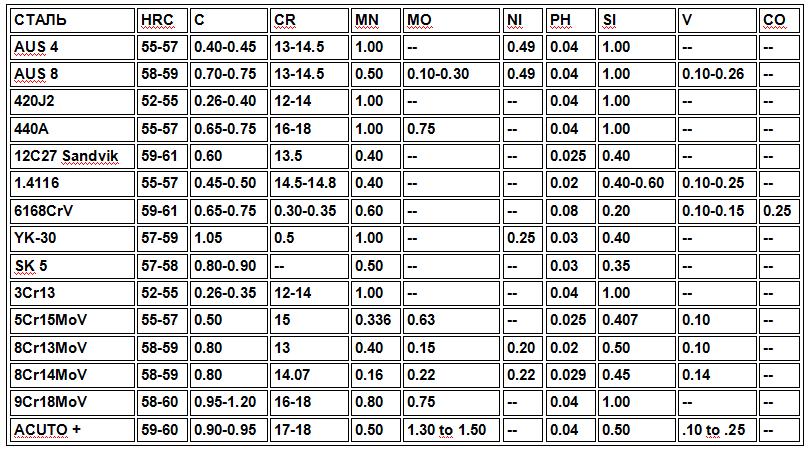 Обозначения SAE и EN являются стандартом для европейских марок нержавеющей стали, хотя SAE также используется в Европе.
Обозначения SAE и EN являются стандартом для европейских марок нержавеющей стали, хотя SAE также используется в Европе. 4301
4301 00-3.00
00-3.00 4125
4125 Вы также можете запросить бесплатные образцы, чтобы убедиться, что вы выбрали именно то, что вам нужно. Если вы не совсем уверены, какое решение лучше всего подойдет для вашего приложения, наши специалисты всегда рады проконсультировать вас.
Вы также можете запросить бесплатные образцы, чтобы убедиться, что вы выбрали именно то, что вам нужно. Если вы не совсем уверены, какое решение лучше всего подойдет для вашего приложения, наши специалисты всегда рады проконсультировать вас. По крайней мере, здесь это не редкость. В нашей отрасли понимание небольших уникальных различий между различными сортами стали является большим делом. В конце концов, выбор наилучшего материала для конкретного применения является важным шагом в любом проекте. В случае с металлическими материалами характеристики различных материалов проявляются при их резке, гибке, штамповке и другой обработке.
По крайней мере, здесь это не редкость. В нашей отрасли понимание небольших уникальных различий между различными сортами стали является большим делом. В конце концов, выбор наилучшего материала для конкретного применения является важным шагом в любом проекте. В случае с металлическими материалами характеристики различных материалов проявляются при их резке, гибке, штамповке и другой обработке. Если нет окисления, нет возможности для развития ржавчины.
Если нет окисления, нет возможности для развития ржавчины.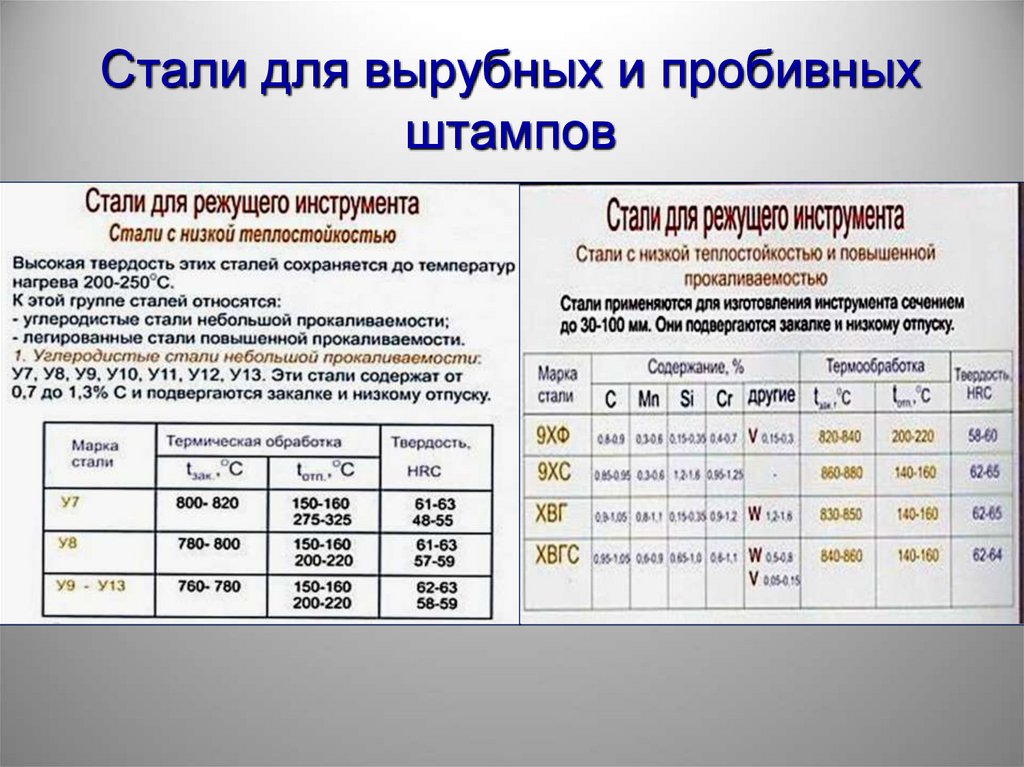

 Заготовка вращается со скоростью, значительно меньшей (от 3 до 40 об/мин).
Заготовка вращается со скоростью, значительно меньшей (от 3 до 40 об/мин).
 Они делятся на нарезание и накатывание. Также различные методы используются для внутренней и наружной резьбы.
Они делятся на нарезание и накатывание. Также различные методы используются для внутренней и наружной резьбы.
 Их изготовление отличается лишь формой резца. Для наружной, применяются прямые или отогнутые резцы.
Их изготовление отличается лишь формой резца. Для наружной, применяются прямые или отогнутые резцы. В комплекте из двух, правый делает 75% работы, а второй лишь доводит до нужного размера.
В комплекте из двух, правый делает 75% работы, а второй лишь доводит до нужного размера. Во избежание их столкновения надо тщательно следить за производимыми движениями.
Во избежание их столкновения надо тщательно следить за производимыми движениями. Читайте также: что такое накатка для токарного станка, для чего она нужна.
Читайте также: что такое накатка для токарного станка, для чего она нужна. com является официальным спонсором:
com является официальным спонсором:
 Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом … Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …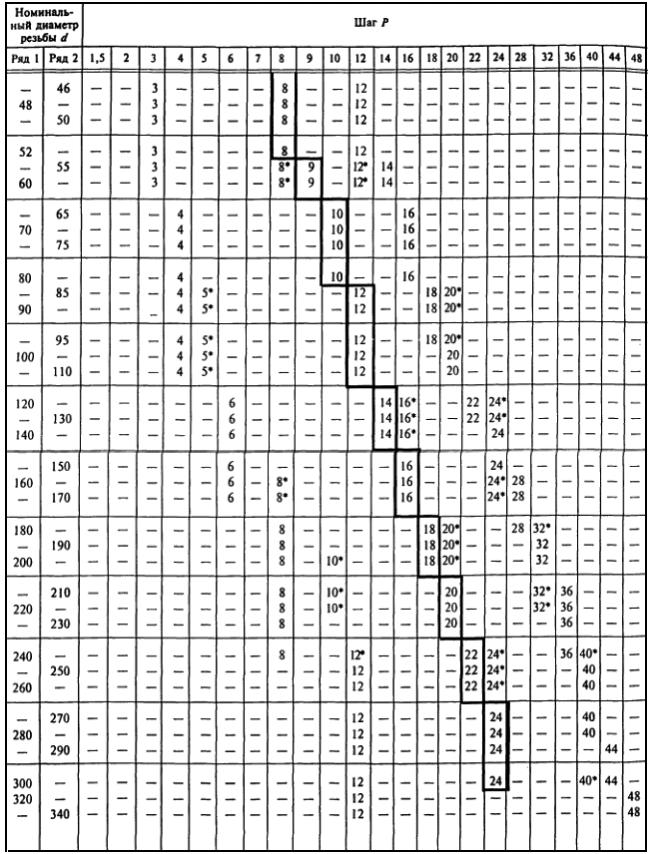 Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом …
Относится к комбинированным метчикам. Метчик м/р отличается от ручных материалом … Относится к комбинированным метчикам. Метчик м/р отличается от ручных …
Относится к комбинированным метчикам. Метчик м/р отличается от ручных …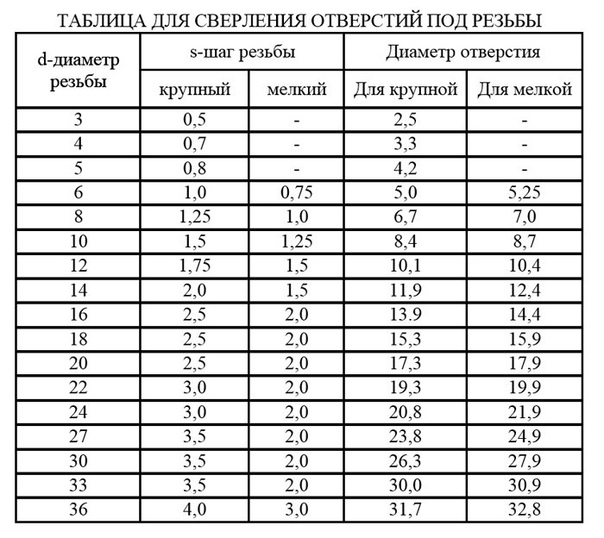 Минск, ул. Неждановой, д.6, к.2
Минск, ул. Неждановой, д.6, к.2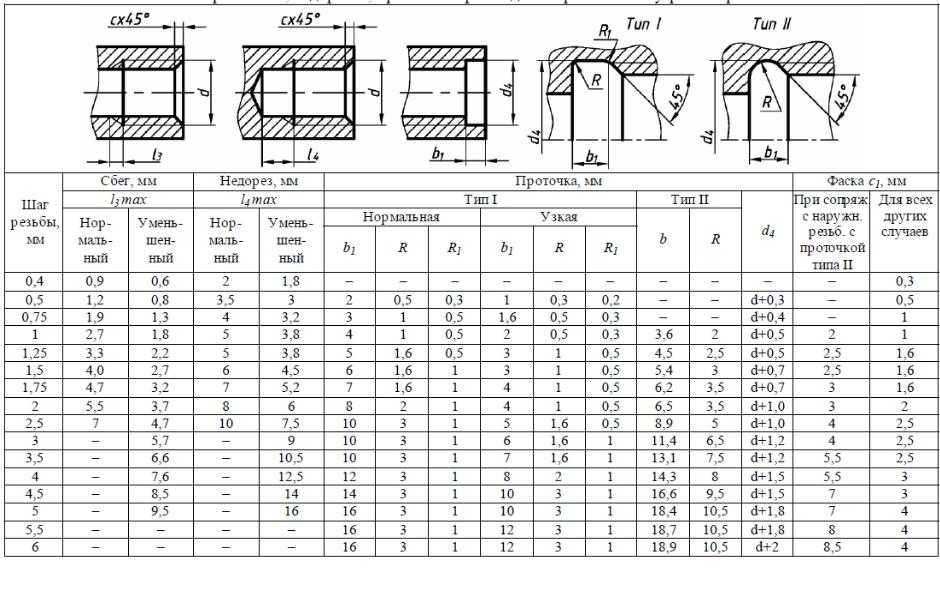 kz
kz
 Это краткое руководство предназначено для того, чтобы предоставить вам информацию, необходимую для правильного определения и использования метрических гаек и болтов, наиболее часто встречающихся в установках и машинах.
Это краткое руководство предназначено для того, чтобы предоставить вам информацию, необходимую для правильного определения и использования метрических гаек и болтов, наиболее часто встречающихся в установках и машинах.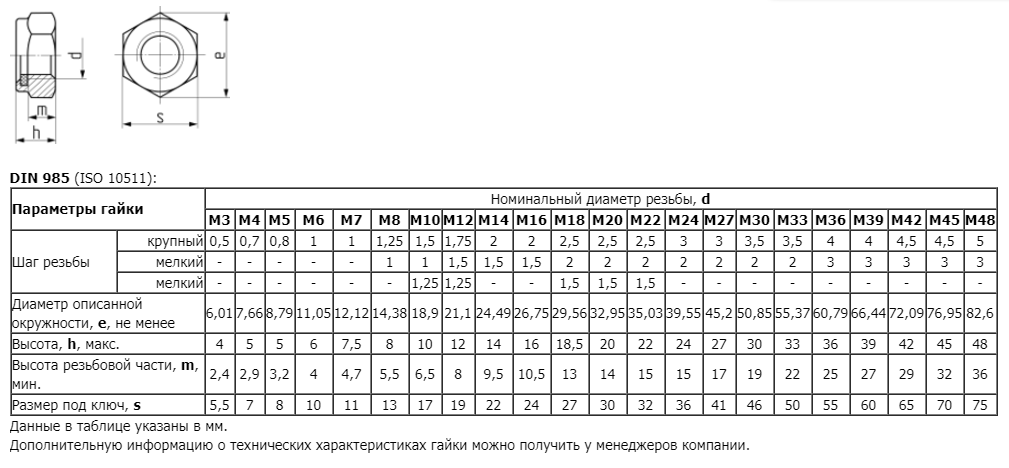 машины, остальные в основном используются в специальном оборудовании, таком как прецизионные инструменты, оптические инструменты и т. д.
машины, остальные в основном используются в специальном оборудовании, таком как прецизионные инструменты, оптические инструменты и т. д. 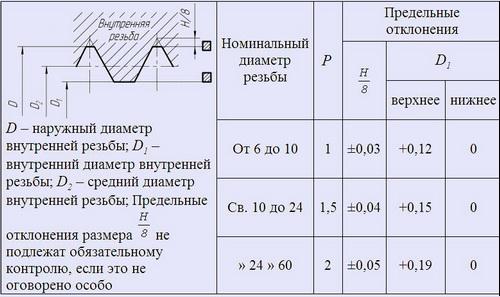
 Второе число на головке болта указывает, какое усилие на разрыв может выдержать болт, прежде чем он начнет растягиваться.
Второе число на головке болта указывает, какое усилие на разрыв может выдержать болт, прежде чем он начнет растягиваться. 8 должен быть снабжен классом 8 или 9 орех. Болт класса 12.9 должен быть снабжен гайкой класса 12 или 14.
8 должен быть снабжен классом 8 или 9 орех. Болт класса 12.9 должен быть снабжен гайкой класса 12 или 14.
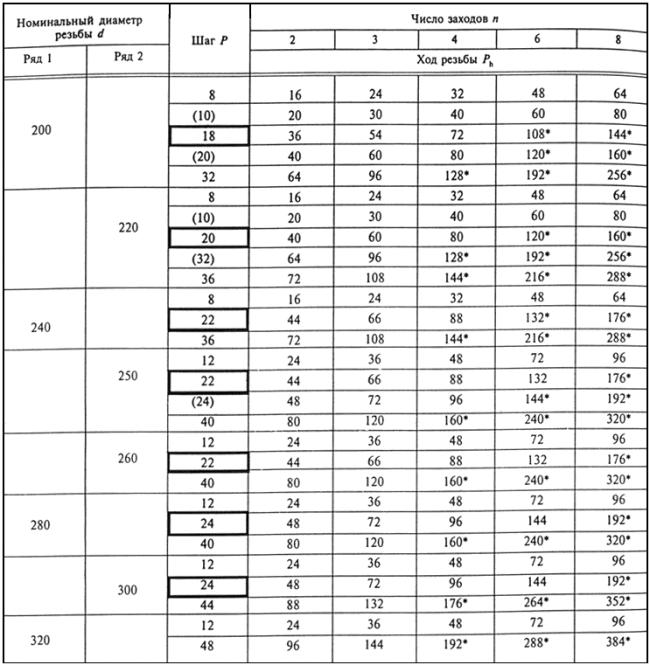
 Типичный пример этого показан на рисунках, где две пластины скреплены болтами, а затем подвергнуты нагрузке, которая оказывает срезывающую нагрузку на болт.
Типичный пример этого показан на рисунках, где две пластины скреплены болтами, а затем подвергнуты нагрузке, которая оказывает срезывающую нагрузку на болт.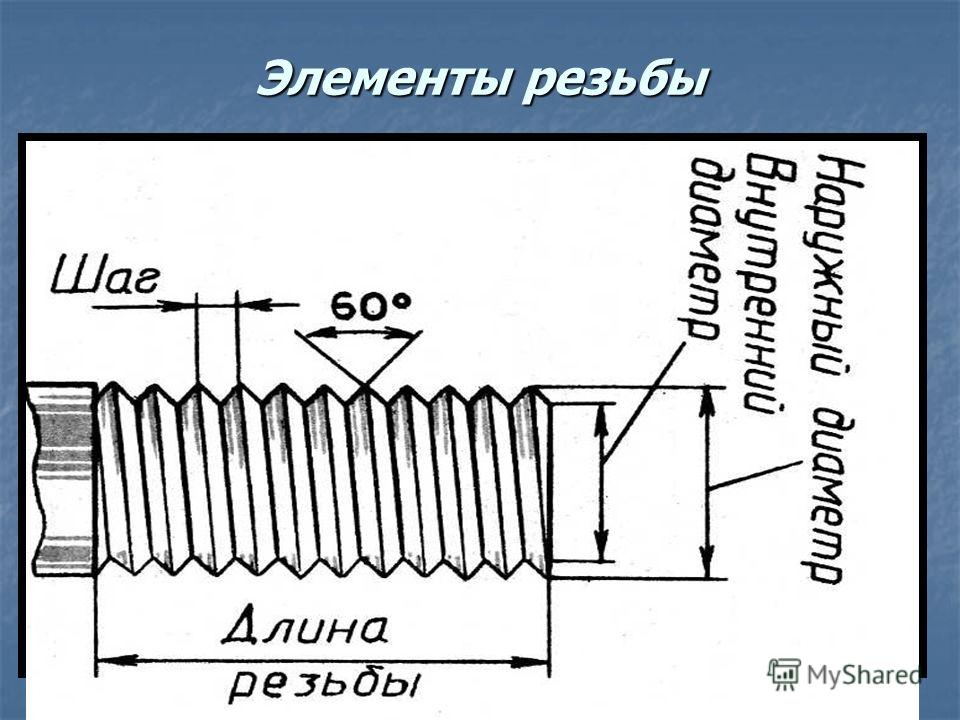 Это обычно имеет место в подъемных устройствах, где требуются высокие коэффициенты безопасности.
Это обычно имеет место в подъемных устройствах, где требуются высокие коэффициенты безопасности. Это означает, что 16-миллиметровый болт пройдет через 16-миллиметровое отверстие, но, чтобы учесть несоосность между деталями, обычно просверливают отверстия для болтов немного большего размера. Они известны как зазоры.
Это означает, что 16-миллиметровый болт пройдет через 16-миллиметровое отверстие, но, чтобы учесть несоосность между деталями, обычно просверливают отверстия для болтов немного большего размера. Они известны как зазоры. 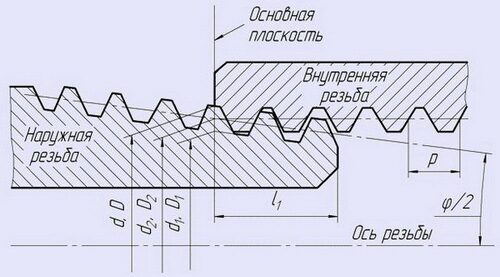
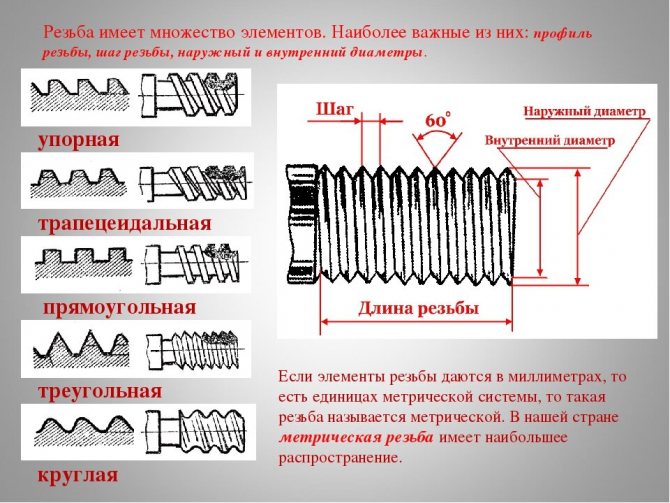

 35 | 28.773 | 28.917 | 0,613 | 0,541 | 29 |
35 | 28.773 | 28.917 | 0,613 | 0,541 | 29 | 227 | 1.083 | 34 |
227 | 1.083 | 34 | 701 | 42.546 | 42.835 | 1.227 | 1.083 | 43 |
701 | 42.546 | 42.835 | 1.227 | 1.083 | 43 |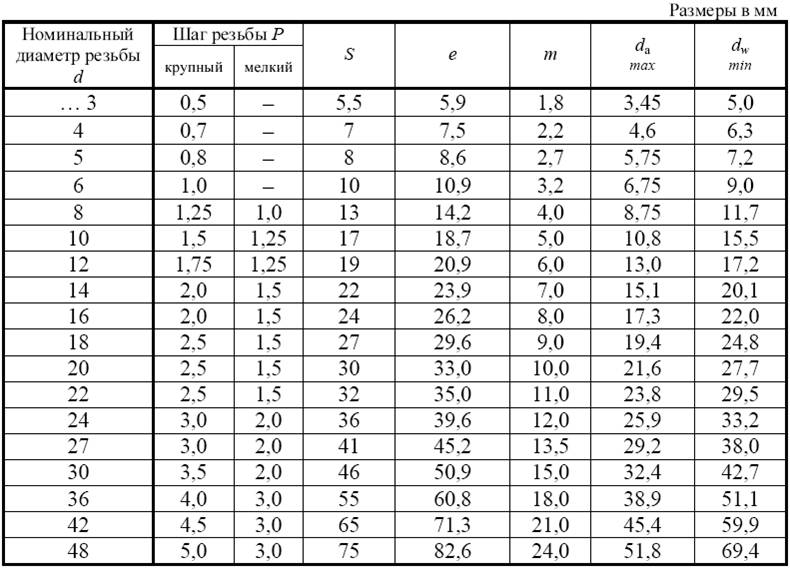 402 | 47.093 | 47,67 | 2.454 | 2.165 | 48 |
402 | 47.093 | 47,67 | 2.454 | 2.165 | 48 | 165 | 54 |
165 | 54 |
 Наличие больших зубьев повышает производительность, однако для более мелких поделок не подходит. Фрезы бывают:
Наличие больших зубьев повышает производительность, однако для более мелких поделок не подходит. Фрезы бывают: Все они прописаны в инструкции по охране труда при работе на фрезерном станке. Она состоит всего лишь из 5-и основных пунктов с подпунктами, зато их знание позволит эффективно распоряжаться станком и убережёт здоровье оператора.
Все они прописаны в инструкции по охране труда при работе на фрезерном станке. Она состоит всего лишь из 5-и основных пунктов с подпунктами, зато их знание позволит эффективно распоряжаться станком и убережёт здоровье оператора.




 Это же позволяет быстро и качественно изготавливать продукцию, требующую высокой точности и геометрической сложности. Потому что станки с ЧПУ оснащены специальным поворотным устройством – перемещаемым механизмом, вращающим под заданным углом и в нужном направлении заготовку. Это позволяет обрабатывать заготовку по кругу, делая любой рельеф.
Это же позволяет быстро и качественно изготавливать продукцию, требующую высокой точности и геометрической сложности. Потому что станки с ЧПУ оснащены специальным поворотным устройством – перемещаемым механизмом, вращающим под заданным углом и в нужном направлении заготовку. Это позволяет обрабатывать заготовку по кругу, делая любой рельеф. Он осуществляет гравировку и раскрой любых материалов, в том числе пластика и дерева. Станок отличается большой скоростью и максимальной точностью, высота портала позволяет работать с любыми материалами. В комплекте имеется программа, простая и удобная в работе. Carver 0609 является одним из самых востребованных.
Он осуществляет гравировку и раскрой любых материалов, в том числе пластика и дерева. Станок отличается большой скоростью и максимальной точностью, высота портала позволяет работать с любыми материалами. В комплекте имеется программа, простая и удобная в работе. Carver 0609 является одним из самых востребованных. Для обеспечения качества продукции используется государственная аттестация, известная как «знак качества». Главным показателем, от которого зависит качество, является точность, определяющаяся соответствием с оригинальным образцом. Далее описывается, как достигается точность.
Для обеспечения качества продукции используется государственная аттестация, известная как «знак качества». Главным показателем, от которого зависит качество, является точность, определяющаяся соответствием с оригинальным образцом. Далее описывается, как достигается точность. А значит можно обработать и переходные поверхности малых радиусов. Поставки 5-координатных станков с ЧПУ осуществляет INTERLASER.
А значит можно обработать и переходные поверхности малых радиусов. Поставки 5-координатных станков с ЧПУ осуществляет INTERLASER.
 р. (из наличия)
р. (из наличия) Через двигатели приводов осуществляется работа с отдельными УЧПУ, а датчики передают информацию о том, как проходит процесс.
Через двигатели приводов осуществляется работа с отдельными УЧПУ, а датчики передают информацию о том, как проходит процесс.
 Они имеют буквенное обозначение X и Y, также имеется третья ось – Z. Эта система позволяет задавать программирование обработки материала с максимальной точностью.
Они имеют буквенное обозначение X и Y, также имеется третья ось – Z. Эта система позволяет задавать программирование обработки материала с максимальной точностью. 
 ..
.. Они уверенно заняли все ниши производства. Станки с ЧПУ для обработки всех видов древесины давно применяются в изготовлении простой или сложной мебели, 3D-рельефов, декоративных накладок и других продуктов. Станки с ЧПУ – практичный выбор в мебельном производстве для малых и крупных предприятий.
Они уверенно заняли все ниши производства. Станки с ЧПУ для обработки всех видов древесины давно применяются в изготовлении простой или сложной мебели, 3D-рельефов, декоративных накладок и других продуктов. Станки с ЧПУ – практичный выбор в мебельном производстве для малых и крупных предприятий. У каждого станка своё функциональное предназначение. По всем станкам можно получить консультацию у менеджера компании INTERLASER.
У каждого станка своё функциональное предназначение. По всем станкам можно получить консультацию у менеджера компании INTERLASER.
 Так 1-заходные фрезы используются для мягких материалов, а 2-заходные – к более жестким. Гаравёр – это простой цилиндр, разделенный пополам. У него нет жёлоба для отвода стружки. Фрезы с покрытием служат намного дольше, но от самого покрытия зависит жёсткость инструмента. Инструменты делятся на «брендовые» и «не брендовые».
Так 1-заходные фрезы используются для мягких материалов, а 2-заходные – к более жестким. Гаравёр – это простой цилиндр, разделенный пополам. У него нет жёлоба для отвода стружки. Фрезы с покрытием служат намного дольше, но от самого покрытия зависит жёсткость инструмента. Инструменты делятся на «брендовые» и «не брендовые». ) позволяет справиться с силовыми, а также инерционными нагрузками. Карусельный тип имеет восемь разновидностей инструментов для автоматической замены, а итальянский шпиндель обеспечивает высокую скорость работы.
) позволяет справиться с силовыми, а также инерционными нагрузками. Карусельный тип имеет восемь разновидностей инструментов для автоматической замены, а итальянский шпиндель обеспечивает высокую скорость работы. Скачайте инструкцию для DSP контроллера.
Скачайте инструкцию для DSP контроллера. Это жизненно важная машина для всех производителей, потому что она помогает вам легко выполнять проекты.
Это жизненно важная машина для всех производителей, потому что она помогает вам легко выполнять проекты. К счастью, мы можем помочь вам найти все, что вам нужно для оптимизации ваших фрезерных и буровых работ.
К счастью, мы можем помочь вам найти все, что вам нужно для оптимизации ваших фрезерных и буровых работ. К счастью, в Penn Tool Co мы предлагаем несколько исключительных брендов, которые помогут вам найти лучшие средства для оптимизации вашего конкретного рабочего места.
К счастью, в Penn Tool Co мы предлагаем несколько исключительных брендов, которые помогут вам найти лучшие средства для оптимизации вашего конкретного рабочего места. Мы гордимся тем, что снабжаем американских производителей необходимыми инструментами. Если вы хотите узнать больше о том, как фрезерный станок может улучшить ваш рабочий процесс, свяжитесь с нашей командой сегодня.
Мы гордимся тем, что снабжаем американских производителей необходимыми инструментами. Если вы хотите узнать больше о том, как фрезерный станок может улучшить ваш рабочий процесс, свяжитесь с нашей командой сегодня. д. Механическая обработка — это невероятно точное искусство, и инструменты, необходимые для достижения успеха, по своей природе столь же точны. Что делает фрезерный станок уникальным и невероятно ценным в магазине, так это его скорость, точность и универсальность. Его скорость обычно объясняется популярностью систем ЧПУ, но даже опытные операторы фрезерных станков могут быстро выполнить точный проект, используя традиционные системы управления. Имея полный контроль над осями X, Y и Z режущего инструмента, оператор ограничен только своим воображением. Универсальность фрезерных станков, безусловно, является наиболее заметной. Существуют тысячи вариантов режущих инструментов, каждый из которых предлагает различные функции. Эти режущие насадки можно использовать для гравировки, вырезания, резки или даже отделки металла.
д. Механическая обработка — это невероятно точное искусство, и инструменты, необходимые для достижения успеха, по своей природе столь же точны. Что делает фрезерный станок уникальным и невероятно ценным в магазине, так это его скорость, точность и универсальность. Его скорость обычно объясняется популярностью систем ЧПУ, но даже опытные операторы фрезерных станков могут быстро выполнить точный проект, используя традиционные системы управления. Имея полный контроль над осями X, Y и Z режущего инструмента, оператор ограничен только своим воображением. Универсальность фрезерных станков, безусловно, является наиболее заметной. Существуют тысячи вариантов режущих инструментов, каждый из которых предлагает различные функции. Эти режущие насадки можно использовать для гравировки, вырезания, резки или даже отделки металла. Давайте обсудим эти факторы и какие варианты могут быть лучшими для вас!
Давайте обсудим эти факторы и какие варианты могут быть лучшими для вас!
 И настольные, и коленные мельницы имеют действие сверлильного станка, при котором пиноль можно опустить с помощью маховика или рычага.
И настольные, и коленные мельницы имеют действие сверлильного станка, при котором пиноль можно опустить с помощью маховика или рычага. Как всегда, приложение играет ключевую роль в определении ориентации оси, необходимой для вашего магазина. Короче говоря, по мере увеличения сложности желаемого конечного продукта увеличивается и потребность в большем количестве осей движения. Почти все 4-осевые и 5-осевые фрезерные станки имеют ЧПУ.
Как всегда, приложение играет ключевую роль в определении ориентации оси, необходимой для вашего магазина. Короче говоря, по мере увеличения сложности желаемого конечного продукта увеличивается и потребность в большем количестве осей движения. Почти все 4-осевые и 5-осевые фрезерные станки имеют ЧПУ.

 Их сходство со станками с ЧПУ заключается в способности повторять операции с точностью много раз подряд. Причем, с небольшим вмешательством оператора. В отличие от более новых, более совершенных фрезерных станков с ЧПУ, фрезерные станки с ЧПУ не могут сохранять, редактировать или создавать наборы операций. Скорее, они способны только прочитать набор инструкций и перемолоть.
Их сходство со станками с ЧПУ заключается в способности повторять операции с точностью много раз подряд. Причем, с небольшим вмешательством оператора. В отличие от более новых, более совершенных фрезерных станков с ЧПУ, фрезерные станки с ЧПУ не могут сохранять, редактировать или создавать наборы операций. Скорее, они способны только прочитать набор инструкций и перемолоть. Обрабатывающие центры с ЧПУ также могут более эффективно использовать охлаждающую жидкость. Полностью закрытая машина удерживает жидкую охлаждающую жидкость и металлическую стружку внутри, а также защищает операторов и персонал.
Обрабатывающие центры с ЧПУ также могут более эффективно использовать охлаждающую жидкость. Полностью закрытая машина удерживает жидкую охлаждающую жидкость и металлическую стружку внутри, а также защищает операторов и персонал. Также стоит отметить, что ваш шпиндель до максимума стола не включает в себя ваш инструмент. Инструмент большего размера может повлиять на величину зазора на вашем станке.
Также стоит отметить, что ваш шпиндель до максимума стола не включает в себя ваш инструмент. Инструмент большего размера может повлиять на величину зазора на вашем станке. Понимание того, что вы хотите от своих фрезерных станков — в отношении качества отделки, скорости операций, производительности и т. д., — поможет вам определить наилучшую ориентацию для вас.
Понимание того, что вы хотите от своих фрезерных станков — в отношении качества отделки, скорости операций, производительности и т. д., — поможет вам определить наилучшую ориентацию для вас. Он сначала смазывает режущий инструмент. Это снижает нагрузку на режущий инструмент и заготовку, обеспечивая более гладкую резку и более длительный срок службы инструментов. Вторая его функция – охлаждающая жидкость. Смазочно-охлаждающая жидкость/смазочно-охлаждающая жидкость отводит тепло от поверхности заготовки, а также от режущего инструмента, продлевая срок службы вашего инструмента, а также предотвращая деформацию и заедание. Наконец, смазочно-охлаждающая жидкость очищает поверхность заготовки от всей стружки и стружки. Это упрощает работу без ЧПУ и снижает риск нежелательных сколов и ошибок.
Он сначала смазывает режущий инструмент. Это снижает нагрузку на режущий инструмент и заготовку, обеспечивая более гладкую резку и более длительный срок службы инструментов. Вторая его функция – охлаждающая жидкость. Смазочно-охлаждающая жидкость/смазочно-охлаждающая жидкость отводит тепло от поверхности заготовки, а также от режущего инструмента, продлевая срок службы вашего инструмента, а также предотвращая деформацию и заедание. Наконец, смазочно-охлаждающая жидкость очищает поверхность заготовки от всей стружки и стружки. Это упрощает работу без ЧПУ и снижает риск нежелательных сколов и ошибок. Трехфазное питание использует до 4 проводов и обеспечивает 3 переменных тока. Трехфазная мощность имеет более высокое напряжение и создает 3 чередующихся синусоидальных волны. Это обеспечивает более стабильное и стабильное питание.
Трехфазное питание использует до 4 проводов и обеспечивает 3 переменных тока. Трехфазная мощность имеет более высокое напряжение и создает 3 чередующихся синусоидальных волны. Это обеспечивает более стабильное и стабильное питание.
 Это важный фактор, который следует учитывать, поскольку вы не можете фрезеровать всю поверхность стола.
Это важный фактор, который следует учитывать, поскольку вы не можете фрезеровать всю поверхность стола.