Токарно винторезный станок 1М63 предназначен для обработки сравнительно небольших деталей из черных и цветных металлов быстрорежущим (Р18, Р6М5) и твердосплавным (ВК, ТК, ТТК) инструментами в индивидуальном и мелкосерийном производствах в цехах машиностроительных заводов и других отраслях промышленности. На токарном станке 1М63 осуществляется точение наружных цилиндрических и конических поверхностей, торцов, прорезания канавок и отрезку, обтачивание конических фасонных поверхностей, сверления, зенкерования и развертывание отверстий, нарезание различных резьб резцом, нарезание метрической, дюймовой резьбы метчиком и плашкой, накатывание сетчатых рифлений поверхности.
На левом конце станины закреплена передняя бабка, являющаяся одновременно коробкой скоростей главного движения. Привод коробки скоростей осуществляется асинхронным электродвигателем трехфазного тока через клиноременную передачу.
Шпиндель 13 выполнен со сквозным отверстием, конусами по концам и вращается в двух опорах. Передней опорой шпинделя является высокоточный двухрядный роликовый подшипник 12 с коническими роликами, а задний высокоточный однорядный роликоподшипник 1 с коническими роликами и пружинами 2 для предварительного натяга.
Реверс ходового винта и ходового вала осуществляется переключением шестерни 20 с помощью рукоятки 16, а настройка механизма подач на увеличенные шаги резьб и подач, переключение шестерни 18 с помощью рукоятки 17 .
Суппорт токарного станка 1М63 (Дип 300)
Суппорт имеет крестовую конструкцию и может перемещаться как в продольном направлении, по направляющим станины, так и в поперечном — по направляющим каретки станка. Перемещение по направляющим можно осуществлять вручную и механически. Так же имеется механизм для ускоренного перемещения суппорта. Поворотная часть суппорта имеет направляющие для перемещения верхней части суппорта с резцедержателем. Верхняя часть суппорта может также перемещаться вручную и с помощью механического привода.
Задняя бабка токарного станка 1М63 (Дип 300)
Задняя бабка токарного станка размещена на направляющих станины и перемещается по ним на четырех радиальных шариковых подшипниках 6, установленных в мостике 5. Задняя бабка станка крепиться к направляющим станины с помощью двух планок 7 четырьмя болтами 8. Поперечное смещение корпуса 3 задней бабки относительно мостика осуществляется при помощи двух винтов 10 и гайки 9, установленной в мостике.
Осевое перемещение пиноли 1 производится маховиком через винт 2.
Коробка подач токарного станка 1М63 (Дип 300)
Коробка подач токарного станка предназначена для выполнения следующих видов работ: точение цилиндрических и конических заготовок, нарезание различных резьб (метрическая, дюймовая, модульная, питчевая), нарезание точных резьб.
На станке можно нарезать специальные резьбы и спирали с различными шагами с помощью включения ходового винта и настройки гитары сменных зубчатых колес специальными шестернями. Шестеренный механизм коробки подач токарного станка состоит из наборного механизма, механизмов привода ходового винта 1 и ходового вала 2,и механизма выбора вида работы – точение или нарезание резьбы.
Гитара токарного станка 1М63 (Дип 300)
Гитара токарного станка служит для передачи вращения и крутящего момента от выходного вала 1 коробки скоростей на входной вал 2 коробки подач станка. При помощи установки различных комбинаций сменных зубчатых колес, можно налаживать станок на нарезание различных резьб.
Техническая характеристика токарно-винторезного станка по металлу 1М63 (Дип 300)
Основные параметры
1М63 (Дип 300)
Наибольший диаметр обрабатываемой заготовки над станиной, мм
630
Наибольший диаметр обрабатываемой заготовки над суппортом, мм
350
Размер внутреннего конуса шпинделя
метрический
100
Пределы частот вращения шпинделя, об/мин
12,5-1600
Суппорт:
Наибольшее продольное перемещение, мм
1360
Наибольшее поперечное перемещение,мм
400
Цена одного деления лимбов, мм:
продольного
1
на диаметр
0,05
Задняя бабка:
Наибольшее перемещение пиноли, мм
240
Перемещение пиноли за один оборот маховика,мм
6
Электрооборудование:
Питающая сеть:
Род тока
переменный
трехфазный
Частота тока, Гц
50;60
Напряжение,В
380
Кол-во электродвигателей на станке
3
Масса станка,кг
4400
Токарный станок 1е61м,1е61мт
Токарно-револьверный станок модели 1В340Ф30
Токарно-винторезный станок 1П611
Поделитесь информацией с друзьями в социальных сетях
6 из 6. Оценок: 556.
Капитальный ремонт. Токарно-винторезный станок ДИП-200, ДИП-300, 2013 г.
Капитальный ремонт и модернизация токарно-винторезного станка ДИП-200, ДИП-300. Украина 2013
Технические характеристики токарного станка ДИП-200
Технические характеристики — станок ДИП-200
Параметры
Диаметр обработки над станиной, мм
400
Диаметр обработки над суппортом, мм
220
Расстояние между центрам
1000 / 1500
Класс точности по ГОСТ 8-82
Н
Размер внутреннего конуса в шпинделе
Морзе 6 М80*
Конец шпинделя по ГОСТ 12593-72
6К
Диаметр сквозного отверстия в шпинделе, мм
55
Максимальная масса заготовки, закрепленной в патроне, кг
300
Максимальная масса детали, закрепленной в центрах, кг
1 300
Максимальная масса заготовки, закрепленной в патроне, кг
23
Число ступеней частот обратного вращения шпинделя
12
Пределы частот прямого вращения шпинделя, мин-1
12,5 — 2 000
Пределы частот обратного вращения шпинделя, мин-1
19 — 2 420
Число ступеней рабочих подач — продольных
42
Число ступеней рабочих подач — поперечных
42
Пределы рабочих подач — продольных, мм/об
0. 7 — 4,16
Пределы рабочих подач — поперечных, мм/об
0,035-2,08
Число нарезаемых метрических резьб
45
Число нарезаемых дюймовых резьб
28
Число нарезаемых модульных резьб
38
Число нарезаемых питчевых резьб
37
Число нарезаемых резьб — архимедовой спирали
5
Наибольший крутящий момент, кНм
2
Наибольшее перемещение пиноли, мм
200
Поперечное смещение корпуса, мм
±15
Наибольшее сечение резца, мм
25
Мощность электродвигателя главного привода
10 кВт
Мощность электродвигателя привода быстрых перемещений суппорта, кВт
0,75 или 1. 1
Мощность насоса охлаждения, кВт
0,12
Габаритные размеры станка (Д х Ш х В), мм
2 812 / 3 200 х 1 166 х 1 324
Масса станка, кг
3 035
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СТАНКА ТОКАРНО-ВИНТОРЕЗНОГО ДИП-300
Характеристика
ДИП-300
Наибольший диаметр заготовки:
устанавливаемой над станиной, мм
700
обрабатываемой над станиной, мм
630
обрабатываемой над суппортом, мм
350
Наибольшая длина обрабатываемой заготовки, мм
750, 1500, 2000, 3000, 4000, 5000, 8000, 10000
Наибольшая длина детали, устанавливаемой в выемке станины, мм
В 1930 году на Московском станкостроительном заводе «Красный пролетарий» было принято решение о разработке нового токарного станка, стандартного, сокращенно ТС. Чуть позже его переименовали в ДИП-200 — Догнать и перегнать, по основному лозунгу первой пятилетки, где 200 — высота центров над станиной. В качестве прототипа был выбран токарно-винторезный станок немецкой фирмы VDF. 19 апреля32 началась подготовка к выпуску первой партии станков ДИП-200.
25 апреля 1932 года был собран и испытан первый советский универсальный токарно-винторезный станок с редуктором ДИП-200. К концу 1932 года было выпущено 25 РИПов.
В 1934 году на Московском станкостроительном заводе «Красный пролетарий» освоено производство тяжелых универсальных токарно-винторезных станков ДИП-300 (1д63), ДИП-400 (1д64), ДИП-500 (1д65).
В 1944 году производство этих станков было передано Рязанскому станкостроительному заводу РЗС, основанному в 1944, Тбилисский станкостроительный завод имени И. Кирова и Ейский станкостроительный завод.
В 1956 году Рязанский станкостроительный завод выпустил первую промышленную партию станков серии ДИП-300 – модели – РМЦ 1400, 2800.
В 1968 году было запущено в производство следующее поколение серии – модель 1м63.1м63Б.
С 1973 года начало серийного производства токарных станков: 16к30,16к30Ф3,1М63БФ101,16М30Ф3,1П756ДФ3.
Тбилисский станкостроительный завод имени И. Кирова выпускал станки: 1Д63А, 1М63Д, 1М63ДФ101.
В 1992 году начало серийного производства станка 1М63Н, последней модели серии ДИП-300.
Станок токарно-винторезный универсальный ДИП-300. Назначение и область применения
Станок токарно-винторезный универсальный модели ДИП-300 (по классификации ЭНИМС 1д63) – первый советский станок с редуктором и диаметром обработки над станиной 615 мм, как и все другие ДИПы (ДИП-200, ДИП -300, ДИП-400, ДИП_500), разработанные и выпускавшиеся на Московском станкостроительном заводе «Красный пролетарий» с 1930-х до 1950-х годов.
Станок токарный ДИП-300 предназначен для выполнения широкого спектра работ в центрах, цанговых или кулачковых патронах по черным и цветным металлам, в том числе точения конусов, а также для нарезания метрической, модульной, дюймовой резьбы.
Токарный станок ДИП-300 (1д63а) способен обрабатывать относительно крупные заготовки диаметром до 615 мм и длиной 1500 или 3000 мм.
На переднем конце шпинделя резьба М120 х 6, внутренний конус Морзе 5, отверстие в шпинделе 70 мм, диаметр обрабатываемого прутка 68 мм.
Шпиндель станка ДИП-300 (1д63а) установлен спереди на двухрядных роликоподшипниках, сзади на коническом роликоподшипнике. Осевая нагрузка на шпиндель воспринимается упорным шарикоподшипником.
Шпиндель получает 18 ступеней частоты прямого и обратного вращения от шестивального редуктора в передней бабке станка. Установка необходимой скорости осуществляется тремя рукоятками на передней стенке передней бабки.
Пуск, остановка и включение быстрого реверса осуществляется фрикционной муфтой. Сцепление управляется рукоятками на станине у передней бабки и на фартуке.
Движение подается на входной вал грязесборника через ременную передачу от асинхронного электродвигателя мощностью 10 кВт.
Наконечник передний
Ндел изготовленный по ГОСТ 12593 (DIN 55027, ISO 702-3-75) под шайбу поворотную, с центрирующим коротким конусом 1:4 (7°7’30″), ном. диаметр конуса D = 139,719 мм, номинальный размер торца шпинделя – 6. Внутренний (инструментальный) конус шпинделя – Морзе 6.
Номинальный диаметр конуса D = 139,719 мм, номинальный размер торца шпинделя – 8 Внутренний (инструментальный) конус шпинделя – Морзе 6 Стандартный диаметр токарного патрона – Ø 250, Ø 315, Ø 400, Ø 500 мм, исполнение – тип 2 (для поворотной шайбы) Диаметр сквозного отверстия – Ø 47 мм Наибольший диаметр прутка – Ø 45 мм
Коробка подачи типа Norton позволяет нарезать (без звена ступенчатого увеличения):
метрическую резьбу с шагом от 1 до 192 мм дюймовую резьбу от 24 до 1/4 витка на дюйм модульная резьба с модулями от 0,5 до 48 шаг резьбы от 96 на 7/8
без переключения передач на гитаре.
Шаговая коробка получает движение от редуктора через гитару – съемные шестерни с наклоном. Передняя бабка включает механизмы, позволяющие изменять направление движения суппорта и ускорять это движение (увеличивать шаг резьбы) в 4 и 16 раз.
Для изготовления высокоточной резьбы ходовой винт может быть подключен через сменные гитарные шестерни в дополнение к механизму подачи.
Через ходовой ролик суппорт получает подачи: продольные от 0,10 до 1,6 мм и поперечные от 0,04 до 0,59 мм за оборот шпинделя.
Фартук суппорта токарного станка ДИП-300 (1д63а) оснащен механизмом падающего червяка, что позволяет автоматически включать подачу от ходового винта при нарезании резьбы в обоих направлениях и одновременно защищает станок от повреждения при перегрузке. Отключение осуществляется с точностью до 0,02 мм от упора на станине.
Гидравлический силовой агрегат — Руководство по поиску и устранению неисправностей
Сервисный центр Гидравлический силовой агрегат — Поиск и устранение неисправностей
Гидравлический силовой агрегат — Поиск и устранение неисправностей
Перед заменой каких-либо деталей загрузите и заполните приведенный ниже контрольный список отчета об осмотре гидравлического силового агрегата.
Контрольный список отчета об осмотре гидравлического силового агрегата
ВВЕДЕНИЕ
A: HAAS HPU для большинства точек, сделанных до 2016 года.
B: HAAS HPU для большинства баллов, сделанных после 2016 года. показано.
Гидравлический насос
Клапаны регулировки давления патрона и задней бабки
Манометры патрона и задней бабки
Крышка маслозаливной горловины
Масляный щуп/смотровое стекло
Соленоиды
Напорный фильтр
Впускной экран
Датчик давления
Теплообменник (может быть установлен отдельно, с вентиляторами или без них)
Охлаждающие вентиляторы
Возвратный фильтр
Таблица симптомов
Утечки масла
Меры по устранению:
Если масляный бак переполняется, найдите причину и долейте масло до нужного уровня. Если масло загрязнено охлаждающей жидкостью, слейте и замените масло (см. раздел «Загрязнение охлаждающей жидкости»).
Убедитесь, что шланги проложены правильно [4] и закреплены. Свяжите их вместе стяжками [3]. Шланги могут быть повреждены, если они трутся [1] о другие компоненты, имеют резкие изгибы или перекручиваются [2]. Замените шланги, если они повреждены.
Проверьте состояние фитингов гидравлического шланга: проверьте наличие утечек на обоих концах шланга. Если обнаружена утечка, попробуйте подтянуть фитинги. См. Токарный станок — Гидравлический силовой агрегат (HPU) — Шланги и фитинги — Техническое обслуживание. Если фитинг имеет трещины [5], износ, продолжает течь, шланг необходимо заменить.
Не затягивайте фитинги слишком сильно.
Соленоиды
Способ устранения:
Соленоиды могут быть горячими на ощупь — это нормально. Проверьте напряжение на соленоиде.
Частично разъедините разъемы соленоида, чтобы иметь доступ к электродам с помощью игольчатых зондов, когда соленоид подключен.
При работающем патроне или задней бабке измерьте напряжение на соленоиде. Измеряемое напряжение должно быть 120 В переменного тока.
При отсутствии напряжения см. следующие руководства по поиску и устранению неисправностей:
NGC — Плата ввода-вывода — Руководство по поиску и устранению неисправностей
CHC — Плата ввода-вывода — Руководство по поиску и устранению неисправностей
Если на соленоид подается напряжение, но он работает неправильно, очистите клапан:
Выключите машину.
Снимите электромагнитный клапан. Используйте сжатый воздух для очистки электромагнитного клапана.
Переустановите электромагнитный клапан.
Проверка правильности работы.
Внимание: Не потеряйте (4) уплотнительных кольца при повторной установке электромагнитного клапана.
Настройки
Корректирующее действие:
Убедитесь, что параметр Настройка 216 ОТКЛЮЧЕНИЕ СЕРВО И ГИДРАВЛИКИ установлен на (120) секунд или менее. Не устанавливайте для этого параметра значение (0), HPU не выключится и будет создавать нежелательные пузырьки воздуха и тепло. Этот параметр отключает HPU, когда машина простаивает. Это помогает рассеять пузырьки воздуха в масле.
Станки с классической системой управления Haas с программным обеспечением версии 11.27A или выше, а также все машины с системой управления следующего поколения не позволяют установить для этого параметра значение (0). Ограничение этого параметра для этих машин составляет от 10 секунд до 9 секунд.9 минут.
Утечки воздуха/всасывающая трубка
Меры по устранению:
Проверьте наличие утечек масла во впускной трубе [1]. При наличии утечек очистите резьбу на впускной трубе [1]. Повторно нанесите резьбовой герметик и установите впускную трубу [1].
Если симптом сохраняется, перейдите к разделу «Реконфигурация резервуара», чтобы изменить конфигурацию труб.
Давление масла
Меры по устранению:
Всегда проверяйте уровень масла и чистоту фильтра (см. разделы «Уровень масла» и «Фильтр»).
Нажмите [АВАРИЙНАЯ ОСТАНОВКА] . Подождите полчаса, пока воздух и масло не отделятся. Возобновить работу машины. Проверьте, возвращается ли нормальное давление при возобновлении работы. Если симптом возникает снова:
Уменьшите давление гидравлического зажима примерно на 25 фунтов на квадратный дюйм, чтобы уменьшить скорость утечки гидравлического соединения в шлицевом соединении.
Сократите время цикла за счет более высоких скоростей подачи.
Уменьшите скорость вращения шпинделя.
Внимание: Не добавляйте пеногасители. Эти агенты уже присутствуют в масле HPU.
Примечание: Если генерируются аварийные сигналы низкого давления или манометр гидравлического давления очень медленно показывает давление, это может быть связано с холодным маслом и/или с более низким значением давления. В коллекторе за манометром находится длинный демпфер с установочным винтом, а в манометре — демпфер из спеченной бронзы диаметром 10 микрон. Эти компоненты защищают манометры от выхода из строя при больших изменениях давления и замедляют реакцию манометра на изменения давления или выход на давление из холостого хода. Обычно это происходит, когда задняя бабка меняет направление. Эти изменения давления происходят быстрее в патроне или задней бабке, чем в манометре или странице манометра. Чем выше давление и теплее масло, тем быстрее датчики реагируют на изменения давления.
Уровень масла
Меры по устранению:
Проверьте датчик [1] или щуп [2], чтобы убедиться, что в HPU достаточно масла. Если уровень масла низкий, проверьте его на утечку. Если есть утечка, устраните утечку. Залейте масло.
Вентиляторы
Корректирующее действие:
Если масло HPU перегревается: В некоторых узлах HPU вентиляторы установлены сзади. Убедитесь, что вентиляторы работают при работающем шпинделе.
Убедитесь, что вентилятор двигателя шпинделя работает.
Если машина оснащена теплообменником, убедитесь, что теплообменник чист, а его вентилятор работает правильно. Не все теплообменники имеют отдельный вентилятор. Некоторые машины имеют удаленно установленные теплообменники со встроенными вентиляторами.
Вентилятор шпинделя на станках с классической системой управления Haas с программным обеспечением версии 11.27A или выше, а также на всех машинах системы управления Next Generation Control должен оставаться включенным при включенном HPU.
Фильтры
Корректирующее действие:
Очистите или замените напорный фильтр [1] на узле насоса. Убедитесь, что впускной фильтр [2] не засорен. При необходимости очистите его.
Проверьте правильность давления в гидравлических компонентах.
Регулировочные клапаны
Меры по устранению:
Проверьте регулировочный клапан на наличие мусора: При включенном HPU откройте и полностью закройте регулировочный клапан, чтобы вымыть все загрязнения. Выключите HPU и снимите регулировочный клапан. Осмотрите уплотнительные кольца на наличие повреждений. Поврежденные уплотнительные кольца также могут стать причиной неправильного давления.
Если регулировочный клапан поврежден, замените его. Инструкции по замене регулировочного клапана см. в разделе Токарный станок ST/DS — Клапан регулировки давления патрона и задней бабки — Процедура замены.
Примечание: Погнутый или поврежденный клапан может помешать регулировке давления или неравномерным изменениям давления.
В ST-10/15 соленоид быстрой задней бабки может быть включен, когда задняя бабка не используется. Нажмите [СБРОС] дважды после того, как отпустите [АВАРИЙНАЯ ОСТАНОВКА] , чтобы отключить соленоид и отрегулировать давление.
Загрязнение охлаждающей жидкости
Корректирующее действие:
Найдите линию возврата охлаждающей жидкости под шпинделем. Если стружка блокирует линию возврата охлаждающей жидкости, охлаждающая жидкость заливается в гидравлический штуцер и загрязняет масло ГСУ и вызывает его пенообразование. Это также может привести к переполнению бака.
Слейте HPU и продуйте цеховой воздух через шланги. Очистите или замените все фильтры HPU. Очистите ГСУ и залейте новое масло. Задействуйте патрон и заднюю бабку несколько раз. Проверьте масло еще раз.
Изменение конфигурации резервуара
Корректирующее действие:
Измените конфигурацию возвратной и всасывающей труб, чтобы разделить их. Это дает маслу больше времени для рассеивания пузырьков.
Снимите коленчатый фитинг [1] с впускной линии [2] и впускного фильтра [3]. Установите новый впускной экран [4] (Haas P/N 58-1832) на новый ниппель (приобретается на месте). Длина нового ниппеля должна быть достаточной, чтобы новое всасывающее сито [4] находилось на расстоянии 1/4 дюйма от дна бака.
Отсоедините возвратную линию [5] от обратного дренажа [6]. Установите коленчатый фитинг [7] между обратным трубопроводом [5] и обратным сливом [6]. Установите новый трубный ниппель (приобретается на месте) на коленчатый фитинг [7], который выходит примерно на 1 дюйм от боковой стенки резервуара. обнаруживать с помощью неоновых индикаторов в верхней центральной части платы.Убедитесь, что электропитание правильно сфазировано:
Зеленый свет: Входящая мощность правильно сфазирована.
Оба индикатора: Отсутствует фаза (в системе отсутствует кабель).
При неправильной фазировке электропитания:
Установите главный выключатель в положение «ВЫКЛ».
Заблокируйте главный выключатель. Используйте утвержденный замок с утвержденной биркой безопасности.
Поменяйте местами входные силовые кабели №74 и №75 на главном трансформаторе.
Поврежденные манометры
Корректирующее действие:
Поврежденные манометры могут включать: Отображение неправильного давления, сломанные стрелки, невозврат к 0 PSI в выключенном состоянии и т. д.
Снимите манометр и убедитесь, что установочный винт демпфера [1] не вывернут. Установочный винт демпфера аналогичен фитингу ограничителя жидкой смазки Haas. Переустановите установочный винт демпфера без фиксатора резьбы. Замените манометр по мере необходимости.
В этом сервисном видеоролике Haas инженер по обслуживанию Haas Эндрю Харнетт расскажет, как устранить неполадки в ГПУ на токарном станке Haas ST. Если ваш HPU шумит и давление колеблется, прежде чем предположить, что устройство плохое, вам нужно посмотреть это видео.
ПРЕДУПРЕЖДЕНИЕ. Не следует выполнять ремонт или обслуживание механических или электрических машин, если вы не обладаете соответствующей квалификацией и не разбираетесь в процессах.
ПРЕДУПРЕЖДЕНИЕ. Данную процедуру ремонта должен выполнять только авторизованный персонал, прошедший соответствующее обучение и сертификацию.
Вся приведенная здесь информация предоставлена владельцам станков Haas только в справочных и иллюстративных целях.
Описание, тех-ие характеристики, размеры кранов шаровых Also
PDF, 10 Mb
PDF
Каталог Pilzno: Арматура для СУГ
Описание, тех-ие характеристики, размеры клапанов, кранов, фильтров Pilzno
PDF, 1 Mb
PDF
Кран шаровой межфланцевый Тип BURAK, модель BBTKV-FS DN 15-100 PN 40
ПАСПОРТ ИЗДЕЛИЯ
PDF, 391 kb
PDF
Кран шаровой фланцевый Модель BKV-EU-001/002 DN 15-150 PN 40
ПАСПОРТ ИЗДЕЛИЯ
PDF, 389 kb
PDF
Сертификат BATU
Дилерский сертификат, выданный ООО «Венго», подтверждающий право продажи арматуры Batu в России
PDF, 171 kb
PDF
Сертификат Coprim
Дилерский сертификат, выданный ООО «Венго», подтверждающий право продажи арматуры Coprim в России
PDF, 487 kb
PDF
Сертификат PILZNO
Cертификат, выданный ООО «Венго», подтверждающий право продажи арматуры Pilzno в России
PDF, 252 kb
PDF
Сертификат REGO
Дилерский сертификат, подтверждающий право компании «Венго» продавать продукцию REGO в России.
PDF, 678 kb
0
сравнить
Вы уже добавили максимальное количество товаров — 12
Перейти к сравнению Закрыть
Развернуть товары
Свернуть товары
{{#ttl}}
{{ttl}}
{{/ttl}}
{{/list}}
Трубы стальные размеры ПВХ ВГП ПНД ППР в дюймах и миллиметрах
Перейти к содержимому
Труба— длинное пустотелое, чаще цилиндрическое тело, промышленное изделие на основе полого профиля постоянного сечения для провода жидкостей, растворов, газа, пара и других веществ.
Основным параметром трубы является внутренний диаметр Dn, который чаще всего измеряется в (мм). Дюймовое обозначение размера трубы в дюймах (например, 1/2 дюйма) означает диаметр резьбы трубы G, т.е. наружный диаметр.
Таблица пересчета дюймовых труб в метрические. Тонкости маркировки:
При точном пересчете дюймовой маркировки в метрическую, данные будут сильно не совпадать, связано это с тем, что вся маркировка является условной из-за разной толщины стенки для каждой трубы.
Например: труба ¾ дюйма будет иметь условный проход 20 (мм), а наружный диаметр при толщине стенки 2.5 (мм), 20+2.5*2=25 (мм). Хотя если перевести ¾ дюйма в сантиметры получают 254/4*3=19.5 (мм).
Все разбежности связаны с тем, что нужно состыковать как маркировку внутреннего диаметра трубы так и маркировку диаметра резьбы при разной толщине стенки.
Стандартные типоразмеры:
Размеры внутреннего диаметра стандартного ряда труб, действующий в большинстве стран мира, составляют: – 6, 10, 15, 20, 25, 32, 40, 50, 65, 80, 100, 125, 200 и другие.
Самыми распространенными стальными трубами для монтажа систем в помещениях принято считать трубы с внутренним диаметром: 15 (мм), 20 (мм) и 32 (мм).
Дюймовая система измерения:
Наряду с метрической системой исчисления действует дюймовая, согласно которой диаметр труб меряют в долях дюйма.
Для каждого вида труб действует свои стандарты размеров.
Ниже представлены таблицы размеров основных видов, каждому из которых посвящена отдельная страница.
Размеры труб стальные, чугунные, канализационные, металлопластиковые, асбестоцементные
Dn (мм)
D (мм)
S (мм)
Стальные
от 6 (мм) до 150 (мм)
от 10.2 (мм) до 165 (мм)
от 1.8 (кг) до 5.5 (кг)
Чугунные
от 65 (мм) до 1000 (мм)
от 81 (мм) до 1048 (мм)
от 6.7 (мм) до 60 (мм)
Канализационные
от 50 (мм) до 1000 (мм)
от 81 (мм) до 1048 (мм)
от 7.4 (мм) до 24.8 (мм)
Металлопластиковые
12 (мм) 16 (мм) 20 (мм) 26 (мм) 32 (мм) 40 (мм)
16 (мм) 20 (мм) 26 (мм) 32 (мм) 40 (мм) 48 (мм)
2 (мм) 2 (мм) 3 (мм) 3 (мм) 3. 9 (мм) 4 (мм)
Асбестоцементные
от 50 (мм) до 500 (мм)
от 63 (мм) до 612 (мм)
от 6 (мм) до 31 (мм)
Чертеж
D (мм)
S (мм)
Допуск (мм)
Пластиковые
от 20 (мм) до 110 (мм)
от 1.9 (мм) до 15.1 (мм)
от 0.3 (мм) до 0.7 (мм)
D (мм)
S (мм)
L (мм)
ПВХ
от 10 (мм) до 315 (мм)
от 1.3 (мм) до 18.7 (мм)
от 1000 (мм) до 6000 (мм)
Сечение
S (мм)
Вес
Профильная
от 10 х 10 (мм) до 180 х 180 (мм)
от 0.8 (мм) до 14.0 (мм)
от 0.348 (кг) до 55.71 (кг)
Размеры дюймовых труб в (мм)
Чертеж
D (мм)
Dn (мм)
S (мм)
Дюймовая
33. 5 (мм)
25 (мм)
от 2.8 (мм) до 4 (мм)
3/4 дюйма
26.8 (мм)
20 (мм)
3.2 (мм)
1/2 дюйма
21.3 (мм)
15 (мм)
2.8 (мм)
Параметры ВГП труб ГОСТ 3262-75
Dn (мм)
Dn (in)
D (мм)
S (мм)
6
–
10.2
1.8-2.5
8
1/4”
13.5
2.0-2.8
10
3/8”
17
2.0-2.8
15
1/2”
21.3
2.35-3.2
20
3/4”
26.8
2.35-3.2
25
1”
33.5
2.8-4.0
32
1 1/4”
42.3
2.8-4. 0
40
1 1/2”
48
3.0-4.0
50
2”
60
3.0-4.5
65
2 1/2”
75.5
3.2-4.5
80
3”
88.5
3.5-4.5
90
3 1/2”
101.3
3.5-4.5
100
4”
114
4.0-5.0
125
5”
140
4.0-5.5
150
6”
165
4.0-5.5
Диаметр условного прохода трубы, мм – диаметр резьбы, дюйм
6 мм
8 мм – 1/4”
10 мм – 3/8”
15 мм – 1/2”
20 мм – 3/4”
25 мм – 1”
32 мм – 1 1/4”
40 мм – 1 1/2”
50 мм – 2”
65 мм – 2 1/2”
80 мм – 3”
90 мм – 3 1/2”
100 мм – 4”
125 мм – 5”
150 мм – 6”
160 мм – 6 1/2”
200 мм – 8”
225 мм – 9”
250 мм – 10”
300 мм – 12”
400 мм – 16”
500 мм – 20”
600 мм – 24”
800 мм – 32”
1000 мм – 40”
1200 мм – 48”
Подробную информацию о ценах и условиях поставки стальных труб Вы можете получить по телефонам: +7 (342) 204-52-81, 204-52-86
NPS против диаметра DN — Valvias
Номинальный размер трубы (NPS) основан на дюймах, а DN (номинальный диаметр/номинальный диаметр) — в миллиметрах.
Норма ISO 6708 определяет номинальный диаметр для компонентов трубы.
Большинство производителей труб и труб подделывают свои материалы в соответствии со спецификациями Международной организации по стандартизации (ISO). Хотя дистрибьюторы называют свои продукты метрическими, они могут не соответствовать маркировке. Например: трубка диаметром 25 мм обычно не имеет наружного диаметра 25 мм; правда наружный диаметр 25,4 мм. Вы можете обратиться к таблице ниже для наиболее распространенных размеров. Прежде чем заказывать штамп, важно знать фактический внешний диаметр вашего материала. Используя приведенный выше пример: если вы заказываете матрицу диаметром 25 мм, а на самом деле у вас есть трубка диаметром 25,4 мм, ваш материал не влезет в матрицу, и вы не сможете ее согнуть. Внешний диаметр материала должен быть измерен точным штангенциркулем, если вы не уверены, каков истинный внешний диаметр. Не стесняйтесь заказывать один из наших стандартных штампов, сопоставляя свои трубки с таблицами ниже. В случае, если у вас действительно метрическая трубка, мы будем рады изготовить для вас индивидуальную матрицу. Если вы все еще в замешательстве, позвоните в нашу команду технических специалистов по продажам по телефону +1 (813) 986-9000; мы будем рады помочь вам с любыми вопросами.
ТАБЛИЦА РАЗМЕРОВ ТРУБОК
Преобразование метрических единиц в дюймовые
OD обычно называют…
Фактический наружный диаметр (OD) в мм
Фактический наружный диаметр (OD) в дюймах, доля
Фактический наружный диаметр (OD) в дюймах, десятичная дробь
Трубка 6 мм
6,35 мм
1/4″
0,250 дюйма
Трубка 9 мм
9,53 мм
3/8″
0,375 дюйма
Трубка 12 мм
12,7 мм
1/2 дюйма
0,500″
Трубка 15 мм
15,9 мм
5/8″
0,625 дюйма
Трубка 19 мм
19,1 мм
3/4″
0,750 дюйма
Трубка 22 мм
22,2 мм
7/8″
0,875″
Трубка 25 мм
25,4 мм
1″
1. 000″
Трубка 28 мм
28,6 мм
1-1/8″
1,125 дюйма
Трубка 31 мм
31,8 мм
1-1/4″
1,250 дюйма
Трубка 35 мм
34,9 мм
1-3/8″
1,375 дюйма
Трубка 38 мм
38,1 мм
1-1/2″
1 500 дюймов
Трубка 41 мм
41,3 мм
1-5/8″
1,625 дюйма
Трубка 45 мм
44,5 мм
1-3/4″
1,750 дюйма
Трубка 50 мм
50,8 мм
2 дюйма
2.000″
Трубка 57 мм
57,2 мм
2-1/4 дюйма
2,250 дюйма
Трубка 63 мм
63,5 мм
2-1/2″
2,500 дюйма
Номинальный размер трубы (NPS) — это североамериканский набор стандартных размеров труб.
Холодной сваркой называется соединение металлов в твердой фазе, достигаемое совместным пластическим деформированием соединяемых элементов без применения нагрева. Процесс осуществляется на воздухе при комнатной температуре, которая для большинства материалов ниже температуры рекристаллизации (чаще всего – путем приложения давления). Поэтому в ГОСТ 2601 данный способ имеет следующее определение:
Холодная сварка
сварка давлением при значительной пластической деформации без внешнего нагрева соединяемых частей
ВНИМАНИЕ! Если вы искали клей «холодная сварка» см. статью «Холодная сварка» – клей, но не сварка
Содержание
Экскурс в историю
Что такое холодная сварка?
Виды материалов пригодных к свариванию
Параметры режимов холодной сварки
Условия получения надежного сварного соединения
Виды холодной сварки
Область применения
Холодная сварка металлов – экскурс в историю
Холодная сварка металлов известна с древних времен. Как показывают археологические исследования и исторические хроники – «Колосс Родосский» был снаружи покрыт тонкими медными листами, которые были соединены между собой с использованием холодной сварки. То есть данная технология была применена и при создании шедевров античного периода.
В Национальном музее в Дублине (Ирландия) хранятся золотые коробочки, которые по заключению экспертов, изготовлены в эпоху поздней бронзы с применением данного способа.
В 1724 году священником Дезагюлье (J. L. Desaguliers) был представлен способ соединения свинца с помощью холодной сварки. Опыт заключался в том, что два свинцовых шарика диаметром около 25 мм сдавливали вместе и вращали, в результате они соединялись. Последующие попытки разорвать данное соединение и измерить величину разрыва с помощь весов показали, что прочность соединения некоторых образцов оказалось ничем не хуже основного металла. Результаты данных опытов были опубликованы в научных журналах.
На данный способ получения соединения впервые всерьез посмотрели в 1940-х годах, именно в это время ученые обнаружили странный эффект взаимодействия нескольких кусков одного и того же металла в абсолютном вакууме – при наличии чистых плоских граней они притягиваются.
Начиная со второй половины 1940-х годов она начала применяться в промышленно развитых странах: в 1947 — 1948 гг. появилась в США, а в 1949 г. началось использование и в СССР.
В настоящее время она успешно применяется для соединения изделий из пластичных металлов, таких как медь, алюминий, свинец, олово, никель и др.
Что такое холодная сварка?
Холодная сварка – процесс, при котором происходит соединение двух твердых тел без нагрева свариваемых деталей на стыке соединения. Отличительной особенностью холодной сварки металлов является отсутствие фазы расплавления.
На первый взгляд, холодная сварка может показаться волшебством. Многие люди не могут понять, как может производится процесс соединения без нагрева, электрического тока или специальных растворов. Если посмотреть видео – у многих возникает мысль: «Это что-то магическое». На самом деле никакой магии нет.
Метод холодной сварки основан на использовании пластической деформации, с помощью которой разрушают на свариваемых поверхностях хрупкую пленку окислов. В настоящее время известно, что сила сцепления от контакта может быть значительно увеличена благодаря сильному сжатию деталей между собой, увеличению времени контакта, повышению температуры деталей, а также от комбинирования вышеперечисленных факторов.
Основная трудность подготовки поверхности деталей заключается в тщательном удалении с нее органических и окисных пленок. Органические пленки – это тонкие пленки масел, жирных кислот и парафинов, покрывающие свариваемые поверхности. Препятствуют сцеплению также пленки адсорбированных на поверхности газов.
При контакте с кислородом или другими реактивными веществами происходит образование поверхностных слоев, которые в значительной мере или полностью исключают вероятность возникновения эффекта холодной сварки. Ведь именно образующаяся из-за содержания кислорода в воздухе на поверхности металла оксидная пленка не дает соединиться свариваемым деталям в нормальных условиях. Кстати, даже при помещении в вакуум оксидная пленка не исчезает, то есть поверхность металла требует дополнительной очистки.
Интересные факты:
Золотые самородки в природе образуются благодаря методу холодной сварки, а происходит это потому, что у золота попросту нет оксидной пленки, как всем известно – золото не окисляется.
При возникновении механических проблем на первых моделях искусственных спутников Земли все списывалось именно на эффект холодной сварки. Однако позже было доказано, что причиной возникновения проблем стали простые недоработки в конструкции, а возникновение данного эффекта на орбите до сих пор не подтверждено (конечно же, кроме случаев, когда в определенных экспериментах он вызывался человеком преднамеренно).
При холодной сварке металлы соединяются благодаря совместному пластическому деформированию по поверхности их взаимного контакта. Образование цельнометаллического соединения происходит за счет возникновения металлических связей между соединяемыми металлами. Эти связи возникают между атомами при сближении поверхностей соединяемых материалов в результате образования общего электронного облака, взаимодействующего с ионизированными атомами обеих металлических поверхностей. Сварное соединение образуется только путем деформации, без нагрева извне. Это обстоятельство позволяет сваривать термически разупрочняемые материалы без нарушения их физических свойств. Отсутствие нагрева исключает опасность образования хрупких интерметаллических прослоек в зоне контакта разнородных металлов (например, алюминия и меди). Холодную сварку можно выполнять во взрывоопасной среде, возможна герметизация объектов, нагрев которых недопустим (это широко используют в промышленности).
В реальных условиях нет идеально чистых и гладких металлических поверхностей. На них имеются неровности, выступы, окисные, адсорбированные пленки, органические пленки, которые препятствуют сближению поверхностей на расстояния действия межатомных сил. Поэтому получение сварного соединения возможно только при значительных пластических деформациях, приводящих к сминанию выступов, разрушению и раздроблению поверхностных слоев и их удалению из зоны сварного соединения вследствие пластического течения. В результате в контакт вступают по всей свариваемой поверхности чистые слои металла, между которыми образуется металлическая связь.
Исследования показали, что даже у самых гладких поверхностей металлических деталей есть шероховатости, и именно эти высокие точки прикасаются к противоположной детали. В процессе образования сварного шва фактически участвуют лишь несколько тысячных долей процента площади поверхности детали, но этих микроскопических участков вполне достаточно для создания мощных молекулярных соединений. Так что при соблюдении необходимых показателей гладкости свариваемых поверхностей деталей между точками соприкосновения создается мощнейшая связывающая сила.
Снижение прочности сварного соединения за счет уменьшения толщины металла в месте соединения до известной степени компенсируется повышением прочности деформированного металла, получающего наклеп. Например, предел прочности технически чистого алюминия в зоне максимальной деформации возрастает примерно в два раза.
Виды материалов пригодных к свариванию
Применение холодной сварки ограничивается физическими свойствами материалов и пригодна для различных металлов и их сплавов, достаточно пластичных при комнатной температуре:
алюминий
медь
кадмий
никель
свинец
олово
цинк
титан
серебро
индий
золото
платина и др.
Пластичность соединяемых материалов может быть повышена подогревом до соответствующей температуры. Так, например, высокопрочные алюминиевые сплавы при температуре 300-350°С свариваются за счет соответственно направленной пластической деформации подобно чистому алюминию при комнатной температуре.
Если на металл нанести твердые пленки электролитическим способом, например на медь пленку твердого никеля, или принять меры к предотвращению загрязнения, выполняя холодную сварку сразу же после окончания обработки механической щеткой, то в этих случаях связь происходит при значительно меньших деформациях.
Свариваемость при данном способе может быть оценена максимальной остающейся толщиной металла в месте соединения, выраженной в процентах по отношению к первоначальной толщине детали до сварки.
Параметры режимов холодной сварки
Основной параметр, определяющий процесс – величина деформации в месте соединения, которая зависит от свойств металла, его толщины, типа соединения и способов подготовки поверхностей.
Основными параметрами режима холодной сварки являются:
удельное давление
глубина вдавливания пуансона
величина вылета деталей из цанг (при стыковом способе)
диаметр пуансона
степень деформации
Величина удельного давления выбирается в зависимости от физико-механических свойств свариваемых материалов. Рекомендуемое удельное давление при стыковой холодной сварке:
алюминиевых деталей: 180-250 кг/мм2
медных деталей: 650-800 кг/мм2
для разнородных металлов, например, алюминий – медь: 500-650 кг/мм2
Усилие зажатия образцов в зажимах с насечкой должно превышать усилие осадки для алюминия более чем на 50%, а для меди – более чем на 80%
Зависимость деформации от свойств
Металл
Относительная глубина вдавливания пуансона, %
Алюминий
55 – 60
Алюминиевые сплавы
75 – 80
Медь
85 – 90
Олово
85 – 88
Титан
70 – 75
Серебро
82 – 86
Армко-железо
85 – 92
Свинец
80 – 85
Никель
85 – 90
Индий
10 – 15
Величина вылета стержня составляет:
для алюминия 1-1,2 диаметра стержня
для меди 1,25-1,5 диаметра стержня
для разнородных металлов алюминий – медь: вылет медного стержня должен быть на 30-40% больше, чем алюминиевого
Степень необходимой деформации при холодной сварке разнородных материалов определяется свойствами того из свариваемых металлов, при соединении которого требуется меньшая деформация. Этим пользуются при необходимости сварить малопластичные материалы, применяя прокладки из пластичных металлов.
Предварительные исследования свариваемости показывают следующие результаты:
Металл
Свариваемость в %
Алюминий особо чистый
40
Алюминий технически чистый
30
Дюралюминий
20
Кадмий
16
Свинец
16
Медь
14
Никель
11
Цинк
8
Серебро
6
Из этих данных видно, что наилучшие результаты холодной сварки дают алюминий и алюминиевые сплавы, удовлетворительные результаты дает медь. Довольно удовлетворительную свариваемость дает никель, имеющий высокую температуру плавления (1450°С).
Условия получения надежного сварного соединения
Надежное сварное соединение холодной сваркой может быть получено при соблюдении следующих условий:
тщательная подготовка поверхности свариваемых изделий. При точечном и роликовом способах поверхность рекомендуется зачистить механическими щетками, торцы деталей при стыковом способе для соединения проводов сравнительно небольшого диаметра – с помощью специальных ручных кусачек или механического ножа, а торцы деталей большого сечения подвергают механической обработке. При этом необходимо обеспечить параллельность свариваемых поверхностей обеих деталей и отсутствие на них жировых загрязнений;
значительное и симметричное относительно центра зоны соединения растекание металла в плоскости соединения. Данное растекание вызывает разрушение оксидных или иных пленок, вытеснение их обломков из зоны соединения. Одновременно, растекание создает условия для интенсивного движения дислокаций с образованием активных центров на соединяемых поверхностях. Симметричное растекание необходимо для более полного удаления пленок из зоны сварного шва;
сжатие заготовок на заключительной стадии образования сварного соединения, что требует значительных давлений в зоне контакта;
очистка кромок соединяемых заготовок от загрязнений (промывка растворами, бензином, спиртом) и окисных пленок. Применение абразивного инструмента недопустимо, так как шаржированные в поверхность заготовок абразивные зерна затруднят получение сварного соединения;
предварительная подготовка поверхностей заготовок (шероховатость – Rz не более 10 мкм; неплоскостность поверхности не более 0,1 мм).
Виды холодной сварки
В зависимости от способа приложения давления и схемы деформации определяют следующие виды:
Области применения холодной сварки металлов
Как мы уже писали в статье данным способом успешно соединяют металлы, обладающие хорошими пластическими свойствами. Этот способ нашел применение главным образом в приборостроении, для соединения алюминиевой оболочки кабелей, при изготовлении корпусов полупроводниковых приборов, при изготовлении бытовых приборов из алюминия – чайников, подставок, каркасов, в электромонтажном производстве для соединения проводов и шин внахлестку и встык при монтаже сетей связи, троллейбусных проводов, электропроводки в домах. В летательных аппаратах встык варят шпангоуты. В последнее время достигнуты успехи в соединении полупроводниковых материалов.
Одним из направлений применения данного способа является его сочетание с обработкой давлением: прокаткой, высадкой, штамповкой, вытяжкой и т.п. С помощью последней, например, получают биметаллические переходники из алюминия и коррозионно-стойкой стали, которые затем используются в бесфланцевых соединениях трубопроводов летательных аппаратов.
Последние исследования открывают широкие возможности применения в процессе производства на микроуровне и наноуровне. Кроме того, экономически оправдано её применение при соединении небольших деталей из мягких, пластичных металлов, а также тонких металлических пленок, использующих полимеры в качестве подложки.
Холодную точечную сварку можно выполнять на любых прессах: гидравлических, эксцентриковых и т. п. Если сваривается несколько точек за один ход пресса, то требуются прессы усилием 500-1000 кг. Для холодной сварки одной точки достаточно пресс усилием 50-100 кг.
Холодная сварка давлением это сварка в твердой фазе, она является уникальной, поскольку проводится при температуре окружающей среды. Другие виды сварки в твердой фазе проводятся при повышенной температуре. Например, при сварке сопротивлением. Однако, хотя температура и высокая, расплавления материала не происходит, нагрев производится до температуры пластической деформации.
Еще 3000 лет до н.э. египтяне обрабатывали железо при помощи ковки, сваривая при этом раскаленные детали. Кузнецы также столетиями сваривали железо, используя метод ковки. Этот вид сварки всегда проводился при повышенной температуре.
В Великобритании первый известный пример сварки ковкой при температуре окружающей среды (то есть холодной сварки давлением) относится к позднему периоду Бронзового века, примерно 700 лет до н.э. При раскопках были обнаружены золотые шкатулки, изготовленные подобным образом, исходным материалом которых было золото.
Открытие холодной сварки давлением
Машина AW 813 с электроприводом для сварки проволоки больших сечений круглой и прямоугольной формы
Первые научные исследования холодной сварки давлением провел Реверенд Десагулирс в 1724 году. Он продемонстрировал этот процесс Королевскому научному обществу и затем опубликовал результаты в научных журналах. Рев Десагулирс обнаружил, что если взять два свинцовых шарика диаметром 25 мм, затем сжать их и скрутить, то они соединятся. Прочность соединения замерили на безмене и, хотя процесс был довольно нестабильным, были достигнуты хорошие результаты, полученная прочность материал соединения не отличалась от прочности основного материала.
Как оказалось, мало что изменилось в способе сварки ковкой с момента открытия его Ревом Десагулирсом в 18 веке вплоть до начала Второй мировой войны. Новые потребности военного времени способствовали появлению новых открытий, особенно в Германии, где при помощи холодной сварки давлением были сварены детали из легкосплавного материала для авиационной промышленности, хотя сварка проводилась при повышенной температуре.
Волшебный процесс сварки
Примеры соединений алюминиевых и медных прутков, полученных холодной сваркой давлением
На первый взгляд холодная сварка давлением может показаться волшебным процессом. Людям, не знакомым с данным методом сварки, бывает довольно сложно его понять, поскольку он не подразумевает использование нагрева, электричества или присадочного материала. После демонстрации они обычно спрашивают: — «Каким образом соединились две металлические детали?».
Существует несколько теорий, объясняющих, каким образом происходит холодная сварка давлением. Например, было предположение, что сварка происходит посредством рекристаллизации, также существовала энергетическая теория, но большинство предположений было опровергнуто либо экспериментальным путем, либо теоретически.
Общепринятая теория описывает холодную сварку давлением как процесс, при котором атомы металла соединяются между собой на молекулярном уровне, характерном для металлических сплавов. Данное соединение образуется в результате сил притяжения свободных, отрицательно заряженных атомов друг к другу.
Процесс сварки
Когда две металлические детали подходят друг к другу на расстояние в несколько ангстрем (в 1 сантиметре 300 млн. ангстрем), происходит реакция между свободными электронами и ионизированными атомами, которая устраняет потенциальный барьер для образования электронной пары. Это в свою очередь, приведет к образованию сварного соединения.
Более простой способ объяснения этого процесса таков: если рассматривать на уровне атомной структуры две ровные, хорошо зачищенные поверхности состыкованных деталей, получается соединение, близкое по структуре к исходному материалу.
Первоначальное применение
Ручные сварочные клещи CW 10 с возможностью сварки проволоки диаметром от 0.08 мм.
Однако на практике получить подобное соединение фактически невозможно по нескольким причинам, например, из-за неровностей поверхности, органического загрязнения поверхности и присутствия химической пленки, в том числе оксидной. Для получения максимально качественного сварного соединения необходимо удалять любые загрязнения с поверхностей контакта деталей, при этом поверхность соприкосновения деталей перед сваркой должна быть как можно больше.
На первоначальном этапе применения холодной сварки давлением практически всегда было гарантировано радиальное смещение границы между свариваемыми материалами. У данной технологии существовало несколько недостатков: было важно обеспечить плоскостность торцов соединяемых прутков, обе поверхности должны быть очищены от загрязнений, количество материала, который образуется при захвате электродами, было таковым, что могло произойти загибание проволоки, либо отклонение от соосности, тем самым, исключая правильное течение металла.
Принцип многократной осадки
Затем появился метод стыковой сварки, разработанный компанией GEC, который еще называют «принципом многократной осадки». При каждом рабочем движении машины, когда заготовка зафиксирована в электродах, она захватывается данными электродами и подается вперед.
Таким образом, два противостоящих торца материала растягиваются и расширяются по мере движения во встречном направлении. Оксидная пленка и другие посторонние включения выдавливаются из металла, и происходит сварка. Для того чтобы удалить все посторонние включения рекомендуется выполнить минимум 4 цикла осадки.
Преимущества данного вида сварки можно увидеть при практическом применении. При этом методе не нужно предварительно подготавливать к сварке торцы проволоки или прутка, кроме того, подгонка торцов происходит автоматически, когда материал находится в матрице, также нет необходимости нагрева материала, не нужно выдерживать зазор, поскольку он имеется в матрице, и не нужно устанавливать усилие пружины. В случае если вышеуказанные условия не будут соблюдаться, например, при стыковой сварке сопротивлением, то качественное соединение не получится.
Свариваемые материалы
Зона сварки в поперечном разрезе, где медный пруток диаметром 0.315″ (8мм) приварен к алюминиевому прутку диаметром 0. 374″ (9.5мм)
Холодная сварка давлением применяется только для цветных металлов, в крайнем случае, для мягкой стали с очень низким содержанием углерода. Большинство цветных металлов можно сварить холодной сваркой давлением. Самые распространенные из них медь и алюминий, а также различные сплавы, такие как альдрей, сплав марки ЕЕЕ, константан, латунь 70/30, цинк, серебро и его сплавы, никель, золото и другие, которые обладают хорошей свариваемостью. Проволоку с покрытием, в том числе, луженую медь, посеребренные и никелированные прутки тоже можно сваривать друг с другом, либо просто с медью.
Если использовать обычные способы соединения разнородных металлов, таких как медь и алюминий, а именно контактную сварку, сварку трением или пайку с нагревом, то это может привести к разрыву полученного соединения. При соединении двух поверхностей металла, между алюминием и медью сразу же происходит реакция.
Данная проблема возникает скорее из-за присутствия оксидной пленки и воздушной прослойки, которые остаются на стыке двух металлов, чем по причине разнородности структуры металлов. Тем не менее, при холодной сварке давлением все оксиды и воздух выдавливаются из соединения в процессе сварки без тепловложения, и происходят только структурные изменения при температуре окружающей среды.
Холодная сварка давлением является наиболее эффективным способом сварки меди с алюминием, исключающим образование хрупких металлических соединений. Достигается высокое качество сварки, структура материала гораздо лучше литой структуры, которая возникает при сварке плавлением. Также, при этом отсутствует зона термического влияния с нежелательным влиянием на свойства материала.
При проверке прочности соединения большинство людей полагаются на данные машины для испытания на растяжение. Дополнительно можно провести испытание на знакопеременный изгиб. Тем не менее, самый оптимальный способ это протянуть сварное соединение через множество волоков волочильного станка.
Функция матрицы
Сварочная головка и проволока с гратом, образованным при холодной сварке давлением
Матрица играет очень важную роль в процессе холодной стыковой сварки. Прежде всего, зажимные губки должны надежно захватить материал, для чего в канавках наносятся рифления (насечка) электрогравером, либо, если необходимо захватывать алюминиевый пруток большого размера, механическим путем до их термообработки.
Очень важно, чтобы зазор в матрице был правильным. Если зазор слишком большой материал может порваться или погнуться. Зазор устанавливается на производстве и не может быть изменен.
И последнее, концы электродов имеют смещение, что приводит к эффекту отклонения линии вокруг длины окружности прутка. Назначением данного смещения является разделение грата на 2 половинки, что облегчает дальнейшее его удаление, иначе грат образуется в виде кольца и его сложнее будет удалить. Кроме того, концы электрода должны быть достаточно заострены, что, по сути, позволяет подрезать грат вокруг соединения, и в дальнейшем также облегчает его удаление.
Прочность и твердость электродов являются наиболее важными свойствами. В стадии зарождения холодной сварки обычным явлением была поломка электродов. Намного позже была произведена машина для сварки прутка диаметром 8 мм, и основные трудности заключались в приложении необходимых усилий на электроде для больших размеров.
Компания BWE осуществляет разработку и поставку аппаратов для холодной сварки начиная с 1969 года. За это время завод накопил огромный опты и является лидером в данной области. Оборудование этой марки хорошо зарекомендовало себя. Среди его преимуществ – долгий срок службы, простота эксплуатации, безопасность и эффективность.
Машины BWE позволяют добиться удаления всех включений и загрязнений благодаря технологии многократной осадки, применяемой при сварке. Подобная технология позволяет не только получать высококачественные сварные соединения, но и позволяет исключить операции по подготовке торцев перед сваркой, что существенно экономит время.
Широкий спектр оборудования для холодной сварки, который предлагает компания BWE, позволяет решать задачи по сварки большого диапазона диаметров прутка.
Электроды, используемые при сварке, изготавливаются с использованием новейших компьютерных технологий и доводятся вручную, обеспечивая самые высокие стандарты сварки.
Матрицы могут изготавливаться для различных форм профилей, причем только такого сечения, которое допускает применение разжимных электродов из 2-ух половинок — это обеспечит возможность вынимать сваренный пруток из матрицы — а площадь поперечного сечения должна соответствовать мощности машины.
Также существует возможность сваривать проволоку различных диаметров. В действительности, диаметр проволоки большего размера не может превышать диаметр проволоки меньшего размера более чем на 30%. Если медная проволока значительно меньше в диаметре, чем алюминиевая, то она будет просто вдавливаться в нее и сварка не получится.
Сварка меди без пайки и холодная сварка
Консультации по холодной пайке, холодной сварке или склеиванию медных труб быстро и безопасно без использования припоя и пламени, что также известно как склеивание меди без пайки. Этот проект покажет вам, как соединить медные трубы без пайки.
Беспаечная медная сварка, также известная как холодная пайка, склеивание меди или холодная сварка, использует жидкий прочный полимер, который наносится на жесткие фитинги труб, чтобы буквально сварить их вместе (абсолютно ничто не может попасть внутрь — непроницаемый).
Холодное соединение медью очень полезно для труб, которые находятся в особенно сложном положении для пайки или ранее имели небольшой подтек. Горячая пайка в этих случаях невозможна. Холодная сварка меди также очень полезна для тех, кто немного боится пайки и до изобретения холодной сварки имел тенденцию использовать компрессионные соединения, которые могут быть немного неприглядными.
Медное соединение без пайки — доступно на Amazon
Не подходит для гибких труб (например, спиральных медных нагревательных труб диаметром 8 мм или 10 мм), поскольку нельзя гарантировать, что гибкая труба не будет немного вмятина, особенно при разрезании. Это означает, что зазор между трубой и фитингом может быть слишком большим для правильной работы сварного шва. Холодная сварка меди требует, чтобы трубы и фитинги имели очень жесткие допуски, а это может быть гарантировано только при использовании жестких труб.
Компрессионное соединение, которое можно легко восстановить с помощью холодной сварки медью
Полимер наносится как на трубу, так и на фитинги, и они скручиваются вместе. За 10 секунд получается полностью водонепроницаемое соединение, которое будет изгибаться, сжиматься и расширяться точно с той же скоростью, что и сама медь.
В отличие от большинства клеев или сварных швов, медный связующий материал затвердевает без присутствия кислорода (анаэробно) и остается в жидкой форме при контакте с воздухом. Это делает его очень устойчивым, поскольку он будет усердно работать только тогда, когда его применяют к работе, которую он должен выполнять. Это также означает, что не будет отходов, если вы оставите крышку на некоторое время открытой.
Иллюстрация, показывающая, как сварочный агент наносится на трубу и фитинг в правильном месте.
Соединение очень прочное и подходит для всех бытовых медных установок, но не может использоваться для холодной сварки других металлов. Его также нельзя использовать на резьбовых соединителях, так как соединение будет слишком широким, чтобы предотвратить присутствие кислорода. Эскиз выше
Очистка трубопровода с помощью проволочной шерсти
Он полностью негорюч, не имеет запаха и вкуса и выдерживает давление 200 фунтов на квадратный дюйм всего через 7 минут. Соединение сохраняется при температуре от -40 градусов. C до ошеломляющих 120 градусов C.
Перед выполнением соединения холодным клеем для меди соединение должно быть полностью чистым. Это достигается путем протирки наждачной бумагой с зернистостью 60 (рекомендуется) или подходящей проволочной ватой. Затем средство наносится на внешнюю часть соединяемой трубы и внутреннюю часть фитинга. Труба вставляется в фитинг, закручивается на 360 градусов и удерживается 10 секунд. Недостаток холодной сварки меди заключается в том, что ее нельзя выполнить, пока труба и фитинг находятся на месте, в отличие от паяных соединений, где вся «схема» может быть собрана до пайки.
Чтобы купить любую медную трубу или фитинги, нажмите на любой из продуктов в ящиках магазина инструментов справа от страницы.
Весь контент проекта написан и подготовлен Майком Эдвардсом, основателем DIY Doctor и отраслевым экспертом в области строительных технологий .
Что такое холодная сварка? | ДаСварщик
перейти к содержанию
Когда большинство из нас думает о сварке, в качестве источника энергии мы представляем либо открытое пламя, либо электрическую дугу. Металл доводится до жидкой или расплавленной фазы в соединении, и с наполнителем или без него металл соединяется.
Но холодная сварка не похожа на другую. Нет ни расплавленной фазы, ни электрической дуги, ни пламени как источника энергии.
Фото wikiwand.com
Холодная сварка — это процесс сварки в твердом состоянии, при котором два твердых куска металла соединяются вместе под огромным давлением. Металл никогда не плавится в процессе холодной сварки, а соединение происходит при комнатной температуре.
В этой статье вы узнаете, как работает холодная сварка, ее применение, преимущества и недостатки.
Как работает холодная сварка
Процесс холодной сварки заключается в сжатии двух металлических поверхностей. Прикладываемое давление максимально сближает поверхности. Поскольку пространство между поверхностями становится чрезвычайно узким, наноразмерное расстояние становится неважным, заставляя атомы прыгать с одной поверхности на другую.
На изображении показан ручной инструмент для холодной сварки и холодные сварные швы между медными, низкоуглеродистыми стальными и алюминиевыми пластинами. Источник изображения: Сварка: книга «Принципы и приложения», 8-е изд. Ларри Джеффус, стр. 736.
Формованное соединение имеет те же характеристики, что и основные металлы. Две части становятся однородной массой, что затрудняет поиск линии стыка и различение двух исходных частей.
Этот процесс контактной сварки не требует подачи тепла или электрического тока. Все работает при температуре окружающей среды.
Фото quora.com
Поверхность металлов имеет неровности, даже если невооруженным глазом поверхность выглядит совершенно плоской. Давление, приложенное во время холодной сварки, устраняет эти неровности и шероховатость поверхности, в конечном итоге сближая два металла достаточно близко для межатомного притяжения между двумя металлами, образуя прочную связь.
Процесс холодной сварки имеет одно важное требование перед сваркой. У обоих металлов должны быть удалены оксидные слои. Если чистый металл под оксидным слоем недоступен, холодная сварка невозможна. Атомы не будут прыгать с одной поверхности на другую, если между ними есть оксидные слои.
Фото alumeco.com
Известный физик Ричард Фейнман в своей знаменитой книге « Фейнмановские лекции по физике» сказал следующее о холодной сварке.0070 «:
» Причина такого неожиданного поведения заключается в том, что когда соприкасающиеся атомы относятся к одному типу, атомы не могут «знать», что они находятся в разных кусках меди. Когда есть другие атомы, в оксидах и смазках и более сложных тонких поверхностных слоях загрязняющих веществ между ними, атомы «знают», когда они не находятся на одной и той же части. »
Фото с сайта engineeringclicks.com
Итак, для осуществления холодной сварки соединяемые металлические поверхности должны быть идеально зачищены. Чем они чище, тем лучше сустав. Если они полностью свободны от загрязнений и окислов, новообразованный металл станет однородной массой без явных признаков того, что сварка имела место.
Подготовка металла к холодной сварке
Для получения идеальной холодной сварки давлением необходимо очистить поверхности и подготовить геометрию соединения. При холодной сварке проволоки вместе на этапе подготовки не требуется особого внимания, кроме чистого надреза на концах обеих проволок перед приложением давления. Однако при сварке более сложных участков необходимо соответствующим образом подготовить металл.
Соединительная поверхность
Если вы свариваете трубы, провода или другой профиль, рекомендуемая поверхность представляет собой простую плоскую область между двумя металлами. Неровности и шероховатость поверхности затрудняют межатомное притяжение для образования однородной массы. Таким образом, вы должны максимально выровнять площадь поверхности соединения, прежде чем пытаться получить холодный сварной шов.
На изображении показан пример неровностей поверхности золотого металла. Источник изображения: https://www.researchgate.net/figure/Microscopic-images-of-NPOP-and-gold-surface-roughness-samples-a-SEM-image-of-the-NPOP_fig2_301313717
Очистка поверхностей для Холодная сварка давлением
Наиболее важным этапом является очистка поверхности двух металлов от оксидного слоя, масел, жира и любых других загрязнений. Если вы хотите получить идеальное холодное сварное соединение, недопустимо загрязнение.
При холодной сварке проволоки сварщик обрезает проволоку перед соединением. Это обнажает почти полностью чистое поперечное сечение провода. А вот при сварке труб и других металлических профилей приходится все зачищать вручную.
На изображении показан алюминий с оксидным слоем. Источник изображения: https://www.materialwelding.com/how-to-clean-aluminum-oxide-layer-before-welding-easy-steps/
Хотя на поверхности каждого металла есть оксиды, удаление оксидного слоя не является первый шаг. Смазка и масло также присутствуют на поверхности, даже если они не видны невооруженным глазом.
Попытка сначала удалить оксидный слой с помощью абразивных материалов, таких как проволочные щетки и т.п., может привести к проникновению жира и других загрязнений вглубь металлической поверхности. Мягкие металлы, такие как золото, медь, серебро и алюминий, наиболее восприимчивы к проникновению примесей под поверхность.
Источник: quora.com
Это затруднит холодную сварку, так как металлическая часть теперь будет иметь примеси внутри себя. Если вы попытаетесь выполнить холодную сварку, эти примеси могут не выдавиться и привести к тому, что определенная часть зоны соединения не достигнет межатомных связей, потому что загрязнения будут мешать.
Итак, сначала необходимо тщательно очистить поверхность от масел, используя чистящий раствор, подходящий для свариваемого металла. Затем оксидный слой удаляют проволочной щеткой, проволочным кругом, шлифовальным кругом или другим абразивом, подходящим для свариваемого металла.
Источник: Андрезадник/Викисклад.
Насколько прочны соединения холодной сварки
Если вы успешно подготовите металлические поверхности и тщательно их очистите, соединение холодной сварки будет таким же прочным, как основной металл.
При других процессах сварки возможно, что прочность соединения и другие механические свойства превзойдут основной металл, потому что добавленный присадочный металл может быть из другого сплава, или термическая обработка может повлиять на материал в зоне сварки, изменив его характеристики.
Фото @Massimo
Однако холодная сварка не может обеспечить лучших характеристик соединения, чем сам металл.
Легче всего добиться почти идеального соединения при холодной сварке проволоки. Но при сварке других металлических профилей неправильная подготовка может снизить прочность соединения.
Преимущества холодной сварки
Наиболее значительным преимуществом процесса холодной сварки является отсутствие зоны термического влияния («ЗТВ»), ответственной за многие проблемы сварки. Поскольку нет дуги или концентрированного тепла, нет и ЗТВ
При правильном выполнении холодная сварка обеспечивает идеальные швы без хрупких интерметаллидов, микротрещин, пористости, загрязнений и других дефектов соединения
Относительно легко выполнить, поскольку большая часть работы фактически связана с подготовкой металла
Процесс холодной сварки идеально подходит для сварки алюминия, особенно при соединении его с медью. Добиться такого соединения очень сложно при использовании других сварочных процессов
Сваривает широкий спектр металлов, особенно подходит для соединения разнородных металлов
Это быстрее, чем многие другие методы сварки
Недостатки холодной сварки
Металл должен быть идеально очищен для получения высококачественного соединения холодной сваркой
Использование метода холодной сварки в промышленных условиях очень затруднено из-за наличия в воздухе загрязняющих веществ, таких как металлическая пыль, искры от шлифовки в фабричных цехах и других источников перекрестного загрязнения
Наноразмерные молекулярные неровности могут ослабить получаемое соединение металлических деталей
Холодная сварка лучше всего подходит для плоских поверхностей, в то время как неправильные формы трудно получить
Процедуры холодной сварки не могут соединять металлы с содержанием углерода, такие как углеродистая сталь. Соединение методом холодной сварки возможно только с пластичными цветными металлами, такими как медь, алюминий, серебряные сплавы, свинец, золото и т. д.
Для чего используется холодная сварка
Процесс холодной сварки в основном используется для сварки проводов, особенно при прокладке подземных проводов, если существует опасность горючих газов.
Дуговая сварка или подобные процессы могут вызвать воспламенение этих газов, в то время как холодная сварка совершенно безопасна.
Этот процесс является подходящим методом соединения при работе с легковоспламеняющимися или взрывоопасными веществами, и необходима сварка. Например, герметизация контейнеров, содержащих такие вещества, может быть достигнута с помощью холодной сварки.
На рисунке показан аппарат для холодной сварки. Источник изображения: https://www.thefabricator.com/tubepipejournal/article/tubepipeproduction/custom-cold-welding-power-supply-streamlines-tube-production
Холодная сварка давлением также используется во многих отраслях, включая стоматологию, электронику , автомобильной, производственной и аэрокосмической, особенно для соединения разнородных металлов.
Какие материалы можно сваривать в холодном состоянии
Материалы, которые можно сваривать в холодном состоянии, ограничиваются неуглеродистыми и цветными металлами. Однако для холодной сварки подходят большинство других более мягких металлов, включая медь, алюминий, золото, серебро и его сплавы, никель, латунь 70/30, цинк и даже такие сплавы, как Aldrey, Tripple E и Constantan.
Photo by mobileweldinglondon.co.uk
Этот процесс также позволяет получить прочные сварные швы с алюминием серий 2xxx и 7xxx, что невозможно при использовании любого процесса дуговой сварки. Это потому, что эти алюминиевые сплавы имеют сильную склонность к растрескиванию под воздействием тепла.
Одним из самых больших преимуществ холодной сварки является возможность соединения разнородных металлов. Например, он значительно превосходит качество соединения меди и алюминия по сравнению с такими процессами, как сварка трением, пайка пламенем или контактная сварка.
Источник: mtiwelding
Оксиды и воздух являются причиной неудач при сварке плавлением при соединении алюминия и меди. Процесс холодной сварки решает эту проблему, выдавливая оксиды и воздушные полости и обеспечивая почти идеальное соединение без нагрева, которое может повлиять на металлургические характеристики этих металлов.
Возможные сварные соединения
Стыковые и нахлестные соединения лучше всего работают при холодной сварке, поскольку этот процесс зависит от контактной поверхности.
Для сварки проволоки и труб применяют стыковые соединения. Концы легко подготовить, обрезав провода или обрезав трубы. Это создает блестящую, чистую металлическую поверхность в области контакта между двумя деталями, что позволяет добиться прочного соединения.
Источник: stirweld.com
При холодной сварке внахлестку необходимо учитывать уменьшение толщины металла, которое происходит из-за приложенного давления. Ваша сварная деталь может потерять до 50% своей первоначальной толщины, в зависимости от материала. Это должно быть рассчитано заранее, потому что ваш готовый продукт может не соответствовать вашим ожиданиям.
Источник: Stirweld.com
Заключение
Холодная сварка имеет долгую историю. Этот процесс впервые появился в бронзовом веке, но он не применялся в промышленности до 1950-х годов, когда он стал признанным процессом, который мы используем сегодня.
Сегодня доступны машины для холодной сварки проволоки, которые могут выполнять стыковые сварные соединения за считанные секунды. А вот сварка более сложных элементов требует более детального подхода. Сварка без тепловой энергии звучит очень странно для начинающих сварщиков, но это определенно возможно, и ее часто используют, когда дуговая сварка сложна или непрактична.
Это был обзор того, что такое холодная сварка и что с ней можно делать. В отличие от процесса сварки MIG или чего-то вроде лазерной сварки, холодная сварка не требует ничего, кроме чистой поверхности и сильного давления.
6 комментариев
Назад к YesWelder
Как получить самый прочный сварной шов с флюсовой проволокой
Сравнение сварочных электродов
: какой из них труднее всего использовать?
{{ tier_title }}
«,»reward_you_get_popup»:»Вы получаете»,»reward_they_get_popup»:»Они получают»,»reward_free_shipping_popup»:»Вы получаете скидку на бесплатную доставку\r\n Они получают скидку на бесплатную доставку»,»reward_you_get_free_popup «:»Бесплатная доставка»,»popup_item_tier_benefits_title»:»Преимущества»,»popup_item_tier_benefits_next_tier»:»Следующий уровень»,»popup_item_tier_benefits_list_of_tiers»:»Список уровней»,»reward_tier_achieved_on»:»Достигнуто {{ month }} {{ day } }, {{ year }}»,»reward_tier_multiply»:»Множитель»,»reward_tier_multiply_points»:»{{multiply_points }}x»,»earn_tier_more_points»:»Заработано {{ more_points }}/{{ next_tier_points }} {{ points_name }}»,»reward_as_discount»:»{{ сумма }} скидка»,»reward_as_points»:»{{ сумма }} {{ points_name }}»,»reward_as_gift_card»:»{{ сумма }} подарочная карта»,»flexible_discount «:»Скидка»,»flexible_discount_price»:»Цена со скидкой»,» available_discount_title»:»В данный момент у вас нет доступных наград»,»reward_your_tier»:»Ваш уровень:»,»reward_next_tier»:»Нет уровень xt:»,»reward_page_confirm»:»Подтвердить обмен»,»reward_redeem_cancel»:»Отменить»,»reward_redeem_confirm»:»Подтвердить»,»reward_page_earn_points»:»Заработать баллы»,»reward_not_enough_points»:»Недостаточно баллов»,» select_rewards»:»Выберите награду»,»reward_birthday»:»День рождения»,»reward_enter_birthday»:»Введите день рождения»,»reward_please_enter_birthday»:»Пожалуйста, укажите день рождения»,»reward_enter_valid_birthday»:»Введите правильную дату дня рождения»,» warning_title_for_reward»:»К сожалению, похоже, что программа лояльности и вознаграждений недоступна для этой учетной записи. «,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть {{ points_name }}»,»reward_notifications_discount_check»:»Используйте скидку на странице оформления заказа»,»reward_notifications_add_discount_to_your_cart»:»У вас есть доступная скидка. Добавьте скидку в корзину!»,»reward_discount_unavailable»:»Скидка недоступна»,»reward_program_emails»:»Письма по бонусной программе»,»reward_title_earn_for_place_order»:»Купите этот товар и заработайте {{ points_count }} {{ points_name }}»,» награда_title_earn_for_place_order_on_cart_or_checkout»:»Вы зарабатываете {{points_count}} {{points_name}} за эту покупку»,»reward_save_btn»:»Сохранить»,»reward_delay_points_pending_status_rule»:»В ожидании»,»referral_page_inviting_text»:»Пригласив друга»,» referral_page_your_benefit»:»Ваша выгода»,»referral_page_your_friends_benefit»:»Привилегия вашего друга»,»referral_page_get»:»Получите»,»referral_page_no_reward_text»:»похвалите, пригласив своих друзей!»,»referral_link»:»Реферальная ссылка»,»copy_link «:»Копировать ссылку»,»referral_page_share_title»:»Поделиться в социальных сетях»,»referral_page_active_discounts»:»Активные скидки»,»claim_referral»:»Claim»,»referral_notification_label»:»Пожалуйста, введите адрес электронной почты, чтобы получить подарок», «email_sent_successfully»:»Ваше письмо успешно отправлено полностью!»,»referral_page_share_link_not_log_in»:»Войдите, чтобы начать делиться ссылкой»,»reward_activities_order_refund»:»Возврат заказа»,»reward_activities_order_updated»:»{{rule_title}} (Заказ обновлен)»,»activity_refund_earn_point»:»-{ { points_count }} {{ points_name }}»,»activity_refund_earn_points»:»-{{ points_count }} {{ points_name }}»,»activity_order_tier_lowered»:»Уровень понижен ({{ tier_title }})»,»order_refunded_activity_spend»:» +{{ points_count }} {{ points_name }}»,»reward_activity_discount_refund»:»Возврат скидки»,»reward_activity_gift_card_refund»:»Возврат подарочной карты»,»refund_tier_activity_discount_refund»:»Возврат скидки ({{ Discount_code }})»,»referrer_guest_notify_message «:»Зарегистрируйтесь, чтобы получить скидку»,»reward_sender_block_list_in_referral_program»:»К сожалению, эта реферальная ссылка больше не активна»,»referral_title_history»:»История»,»referral_not_allowed_to_use_referral_program»:»Вам не разрешено использовать реферальную программу», «referral_no_activity»:»Нет активности»,»referral_history_c ustomer_name»:»Имя»,»referral_history_customer_email»:»Электронная почта»,»referral_history_status»:»Статус»,»referral_history_date»:»Дата»,»order_redeem_discount_name»:»Скидка на заказ ({{ name_order }})», «discount_expire_in_day»:»Скидка действует через {{ days_count }} день»,»discount_expire_in_days»:»Скидка действует через {{ days_count }} дней»,»activity_discount_expired_code»:»Скидка истекает {{ code }}»,»activity_discount_expired»: «Срок действия скидки истек»,»current_balance»:»Текущий баланс»,»birthday_gift_multiply_message»:»Баллы за каждый заказ, сделанный в день вашего рождения, будут умножены на {{multiply_points }}!»,»your_discount_code»:»Ваш код скидки:», «verify_account_message»:»Чтобы получить вознаграждение за создание учетной записи, подтвердите свой адрес электронной почты.
ГОСТ 10006-80 (Трубы металлические. Метод испытания на растяжение)ГОСТ 103-2006 (Прокат сортовой стальной горячекатаный полосовой)ГОСТ 103-76 (Полоса стальная горячекатаная)ГОСТ 10498-82 (Трубы бесшовные особотонкостенные из коррозионно-стойкой стали)ГОСТ 1050-88 (Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали)ГОСТ 1060-83 (Трубы стальные бесшовные холоднодеформированные для судостроения)ГОСТ 10702-78 (Прокат из качественной конструкционной углеродистой и легированной стали для холодного выдавливания и высадки)ГОСТ 10704-91 (Трубы стальные электросварные прямошовные)ГОСТ 10705-80 (Трубы стальные электросварные)ГОСТ 10706-76 (Трубы стальные электросварные прямошовные)ГОСТ 10707-80 (Трубы стальные электросварные холоднодеформированные)ГОСТ 10884-94 (Сталь арматурная термомеханически упрочненная для железобетонных конструкций)ГОСТ 10885-85 (Сталь листовая горячекатаная двухслойная коррозионно-стойкая)ГОСТ 11017-80 (Трубы стальные бесшовные высокого давления)ГОСТ 11068-81 (Трубы электросварные из коррозионно-стойкой стали)ГОСТ 11249-80 (Трубы стальные свертные паяные двухслойные)ГОСТ 11268-76 (Прокат тонколистовой специального назначения из конструкционной легированной высококачественной стали)ГОСТ 11269-76 (Прокат листовой и широкополосный универсальный специального назначения из конструкционной легированной высококачественной стали)ГОСТ 1133-71 (Сталь кованая круглая и квадратная)ГОСТ 11474-76 (Профили стальные гнутые)ГОСТ 11706-78 (Трубы. Метод испытания на раздачу кольца конусом)ГОСТ 12004-81 (Сталь арматурная. Методы испытания на растяжение)ГОСТ 12132-66 (Трубы стальные электросварные и бесшовные для мотовелопромышленности)ГОСТ 12501-67 (Трубы. Метод испытания крутящим моментом)ГОСТ 13603-89 (Сетки проволочные крученые с шестиугольными ячейками)ГОСТ 13663-86 (Трубы стальные профильные)ГОСТ 1414-75 (Прокат из конструкционной стали высокой обрабатываемости резанием)ГОСТ 14162-79 (Трубки стальные малых размеров (капиллярные))ГОСТ 1435-99 (Прутки, полосы и мотки из инструментальной нелегированной стали)ГОСТ 14637-89 (Прокат толстолистовой из углеродистой стали обыкновенного качества)ГОСТ 14918-80 (Сталь тонколистовая оцинкованная с непрерывных линий)ГОСТ 14955-77 (Сталь качественная круглая со специальной отделкой поверхности)ГОСТ 14959-79 (Прокат из рессорно-пружинной углеродистой и легированной стали)ГОСТ 1577-93 (Прокат толстолистовой и широкополосный из конструкционной качественной сталиГОСТ 16523-97 (Прокат тонколистовой из углеродистой стали качественной и обыкновенного качества общего назначения)ГОСТ 17066-94 (Прокат тонколистовой из стали повышенной прочности)ГОСТ 17375-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Отводы крутозагнутые типа 3D (R~1.5DM)ГОСТ 17376-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Тройники)ГОСТ 17378-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали.Переходы)ГОСТ 17379-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Заглушки эллиптические)ГОСТ 17380-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Общие технические условия)ГОСТ 17410-78 (Контроль неразрушающий. Трубы металлические бесшовные цилиндрические)ГОСТ 18968-73 (Прутки и полосы из коррозионно-стойкой и жаропрочной стали для лопаток паровых турбин)ГОСТ 19040-81 (Трубы металлические. Метод испытания на растяжение при повышенных температурах)ГОСТ 19265-73 (Прутки и полосы из быстрорежущей стали)ГОСТ 19277-73 (Трубы стальные бесшовные для маслопроводов и топливопроводов)ГОСТ 19281-89 (Прокат из стали повышенной прочности)ГОСТ 19282-73 (Сталь низколегированная толстолистовая и широкополосная универсальная)ГОСТ 19425-74 (Балки двутавровые и швеллеры стальные специальные. Сортамент)ГОСТ 19771-93 (Уголки стальные гнутые равнополочные. Сортамент)ГОСТ 19772-93 (Уголки стальные гнутые неравнополочные. Сортамент)ГОСТ 19903-74 (Прокат листовой горячекатаный. Сортамент)ГОСТ 19904-90 (Прокат листовой холоднокатаный. Сортамент)ГОСТ 20072-74 (Сталь теплоустойчивая)ГОСТ 20295-85 (Трубы стальные сварные для магистральных газонефтепроводов)ГОСТ 21729-76 (Трубы конструкционные холоднодеформированные и теплодеформированные из углеродистых и легированных сталей)ГОСТ 21945-76 (Трубы бесшовные горячекатаные из сплавов на основе титана)ГОСТ 22786-77 (Трубы биметаллические бесшовные для судостроения)ГОСТ 22897-86 (Трубы бесшовные холоднодеформированные из сплавов на основе титана)ГОСТ 23118-99 (Конструкции стальные строительные. Общие технические условия)ГОСТ 23270-89 (Трубы-заготовки для механической обработки)ГОСТ 23279-85 (Сетки арматурные сварные для железобетонных конструкций и изделий)ГОСТ 24030-80 (Трубы бесшовные из коррозионно-стойкой стали для энергомашиностроения)ГОСТ 24045-94 (Профили стальные листовые гнутые с трапецевидными гофрами для строительства)ГОСТ 24982-81 (Прокат листовой из коррозионно-стойких жаростойких и жаропрочных сплавов)ГОСТ 25054-81 (Поковки из коррозионно-стойких сталей и сплавов)ГОСТ 25577-83 (Профили стальные гнутые замкнутые сварные квадратные и прямоугольные)ГОСТ 2590-2006 (Прокат сортовой стальной горячекатаный круглый)ГОСТ 2591-06 (Прокат сортовой стальной горячекатаный квадратный)ГОСТ 26020-83 (Двутавры стальные горячекатаные с параллельными гранями полок)ГОСТ 26131-84 (Поковки из жаропрочных и жаростойких сплавов)ГОСТ 2715-75 (Сетки металлические)ГОСТ 27772-88 (Прокат для строительных стальных конструкций)ГОСТ 28548-90 (Трубы стальные. Термины и определения)ГОСТ 2879-06 (Прокат сортовой стальной горячекатаный шестигранный. Сортамент)ГОСТ 28800-90 (Трубы металлические. Метод определения влаги на внутренней поверхности труб)ГОСТ 30136-95 (Катанка из углеродистой стали обыкновенного качества)ГОСТ 30245-2003 (Профили стальные гнутые замкнутые сварные квадратные и прямоугольные для строительных конструкций)ГОСТ 30246-94 (Прокат тонколистовой рулонный с защитно-декоративным лакокрасочным покрытием для строительных конструкций)ГОСТ 30564-98 (Трубы бесшовные горячедеформированные из углеродистых и легированных сталей со специальными свойствами)ГОСТ 30753-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Отводы крутоизогнутые типа 2D (R~DN))ГОСТ 3262-75 (Трубы стальные водогазопроводные)ГОСТ 3306-88 (Сетки с квадратными ячейками из стальной рифленой проволоки)ГОСТ 3728-78 (Трубы. Метод испытания на загиб)ГОСТ 380-2005 (Сталь углеродистая обыкновенного качества. Марки)ГОСТ 3836-83 (Сталь электротехническая нелегированная тонколистовая и ленты)ГОСТ 3845-75 (Трубы металлические. Метод испытания гидравлическим давлением)ГОСТ 4041-71 (Прокат листовой для холодной штамповки из конструкционной качественной стали)ГОСТ 4543-71 (Прокат из легированной конструкционной стали)ГОСТ 5005-82 (Трубы стальные электросварные холоднодеформированные для карданных валов)ГОСТ 5267.1-90 (Швеллеры. Сортамент)ГОСТ 5336-80 (Сетки стальные плетеные одинарные)ГОСТ 535-2005 (Прокат сортовой и фасонный из стали углеродистой обыкновенного качества)ГОСТ 550-75 (Трубы стальные бесшовные для нефтеперерабатывающей и нефтехимической промышленности)ГОСТ 5520-79 (Прокат листовой из углеродистой, низколегированной и легированной стали для котлов и сосудов, работающих под давлением)ГОСТ 5582-75 (Прокат тонколистовой коррозионностойкий, жаростойкий и жаропрочный)ГОСТ 5654-76 (Трубы стальные бесшовные горячедеформированные для судостроения)ГОСТ 5781-82 (Сталь горячекатаная для армирования ж/б конструкций)ГОСТ 5949-75 (Сталь сортовая и калиброванная коррозионностойкая, жаростойкая и жаропрочная)ГОСТ 5950-2000 (Прутки, полосы и мотки из инструментальной легированной стали)ГОСТ 6765-75 (Сталь трехслойная горячекатаная листовая и широкополосная (универсальная))ГОСТ 7062-90 (Поковки из углеродистой и легированной стали, изготовляемые ковкой на прессах)ГОСТ 7350-77 (Сталь толстолистовая коррозионностойкая, жаростойкая и жаропрочная)ГОСТ 7417-75 (Сталь калиброванная круглая. Сортамент)ГОСТ 7566-94 (Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение)ГОСТ 7829-70 (Поковки из углеродистой и легированной стали, изготовляемые ковкой на молотах)ГОСТ 82-70 (Прокат стальной горячекатаный широкополосный универсальный)ГОСТ 8239-89 (Двутавры стальные горячекатаные. Сортамент)ГОСТ 8240-97 (Швеллеры стальные горячекатаные. Сортамент)ГОСТ 8278-83 (Швеллеры стальные гнутые равнополочные)ГОСТ 8281-80 (Швеллеры стальные гнутые неравнополочные)ГОСТ 8478-81 (Сетки сварные для железобетонных конструкций)ГОСТ 8509-93 (Уголки стальные горячекатаные равнополочные. Сортамент)ГОСТ 8509-93 Приложение (Профили стальные горячекатаные)ГОСТ 8510-86 (Уголки стальные горячекатаные неравнополочные)ГОСТ 8559-75 (Сталь калиброванная квадратная)ГОСТ 8560-78 (Прокат калиброванный шестигранный. Сортамент)ГОСТ 8568-77 (Листы стальные с ромбическим и чечевичным рифлением)ГОСТ 8639-82 (Трубы стальные квадратные. Сортамент)ГОСТ 8642-68 (Трубы стальные овальные. Сортамент)ГОСТ 8644-68 (Трубы стальные плоскоовальные. Сортамент)ГОСТ 8645-68 (Трубы стальные прямоугольные. Сортамент)ГОСТ 8646-68 (Трубы стальные с полыми ребрами. Сортамент)ГОСТ 8694-75 (Трубы. Метод испытания на раздачу)ГОСТ 8695-75 (Трубы. Метод испытания на сплющивание)ГОСТ 8696-74 (Трубы стальные электросварные со спиральным швом общего назначения)ГОСТ 8706-78 (Листы стальные просечно-вытяжные)ГОСТ 8731-87 (Трубы стальные бесшовные горячедеформированные)ГОСТ 8732-78 (Трубы стальные бесшовные горячедеформированные. Сортамент)ГОСТ 8733-74 (Трубы стальные бесшовные холоднодеформированные и теплодеформированные)ГОСТ 8734-75 (Трубы стальные бесшовные холоднодеформированные. Сортамент)ГОСТ 8943-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Номенклатура)ГОСТ 8944-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Технические условия)ГОСТ 8946-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Угольники проходные)ГОСТ 8947-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Угольники переходные)ГОСТ 8948-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Тройники прямые)ГОСТ 8949-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Тройники переходные)ГОСТ 8950-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Тройники с двумя переходами)ГОСТ 8951-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Кресты прямые)ГОСТ 8952-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Кресты переходные)ГОСТ 8953-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Кресты с двумя переходами)ГОСТ 8954-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Муфты прямые короткие)ГОСТ 8955-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Муфты прямые длинные)ГОСТ 8956-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Муфты компенсирующие)ГОСТ 8957-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Муфты переходные)ГОСТ 8958-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Ниппели двойные)ГОСТ 8959-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Гайки соединительные)ГОСТ 8960-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Футорки)ГОСТ 8961-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Контргайки)ГОСТ 8962-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Колпаки)ГОСТ 8963-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Пробки)ГОСТ 8965-75 (Части соединительные стальные с цилиндрической резьбой для трубопроводов Р=1,6 МПа)ГОСТ 8966-75 (Части соединительные стальные с цилиндрической резьбой для трубопроводов Р=1,6 МПа. Муфты прямые)ГОСТ 8967-75 (Части соединительные стальные с цилиндрической резьбой для трубопроводов Р=1,6 МПа. Ниппели)ГОСТ 8968-75 (Части соединительные стальные с цилиндрической резьбой для трубопроводов Р=1,6 МПа. Контргайки)ГОСТ 8969-75 (Части соединительные стальные с цилиндрической резьбой для трубопроводов Р=1,6 МПа. Сгоны)ГОСТ 9045-93 (Прокат тонколистовой холоднокатаный из низкоуглеродистой качественной стали для холодной штамповки)ГОСТ 9234-74 (Профили стальные гнутые листовые с трапецевидным гофром. Сортамент)ГОСТ 9567-75 (Трубы стальные прецизионные. Сортамент)ГОСТ 9583-75 (Трубы чугунные напорные, изготовленные методами центробежного полунепрерывного литья. Технические условия)ГОСТ 9940-81 (Трубы бесшовные горячедеформированные из коррозионно-стойкой стали)ГОСТ 9941-81 (Трубы бесшовные холодно- и тепло- деформированные из коррозионно-стойкой стали)ГОСТ Р 51285-99 (Сетки проволочные крученые с шестиугольными ячейками для габионных конструкций)ГОСТ Р 51393-99 (Прокат тонколистовой холоднокатаный и гнутые профили из коррозионно-стойкой стали для вагоностроенияГОСТ Р 52079-2003 (Трубы стальные сварные для магистральных газопроводов, нефтепроводов и нефтепродуктопроводов)ГОСТ Р 52146-2003 (Прокат тонколистовой холоднокатаный и холоднокатаный горячеоцинкованный с полимерным покрытием с непрерывных линий)ГОСТ Р 52246-2004 (Прокат листовой горячеоцинкованный)ГОСТ Р 52544-2006 (Прокат арматурный свариваемый периодического профиля классов А500С и В500С для армирования железобетонный конструкций)ГОСТ Р 53383-2009 (Трубы стальные бесшовные горячедеформированные)ГОСТ Р 53580-2009 (Трубы стальные для промысловых трубопроводов)ГОСТ Р 54157-2010 (Трубы стальные профильные для металлоконструкций)ГОСТ Р 54159-2010 (Трубы стальные бесшовные и сварные холоднодеформированные общего назначения)ГОСТ Р 54384-2011 (Сталь. Определение и классификация по химическому составу и классам качества)ГОСТ Р 54432-2011 (Фланцы арматуры, соединительных частей и трубопроводов на номинальное давление от PN 1 до PN 200)ГОСТ Р 54864-2011 (Трубы стальные бесшовные горячедеформированные для сварных стальных строительных конструкций)ГОСТ Р 9.316-2006 (Покрытия термодиффузионные, цинковые)
Трубы стальные прямоугольные сортамент ГОСТ 8645-68 от производителя
Набережночелнинский Трубный Завод
НТЗ «ТЭМ-ПО»
Продукция
Труба профильная прямоугольная
Главное назначение прямоугольных труб — строительство, включая возведение крупных промышленных и иных объектов. В первую очередь, из-за своих высокопрочных свойств, широкое применение профиля распространено при монтаже несущих конструкций – легкосборных фермовых, каркасных (типа фахверк) и иных металлических основ. Помимо надёжности, к преимуществам работы с прямоугольными трубами можно отнести удобство и быстроту сварки и сборки конструкций любой геометрии.
Кроме строительной индустрии использование прямоугольного профиля характерно для сельского хозяйства или мебельной промышленности.
Размер трубы в сечении (мм)
Толщина металла (мм)
2
2,5
3
3,5
4
4,5
5
6
7
8
9
10
11
12
60х40
80×40
80×60
100×60
120×80
140×60
140×100
160×120
180х100
180х140
200х120
200х160
200х300
Z-Group hutní skupina — Тонкостенные стальные профили закрытые сварные
Размер и размеры
DIN 2395, ГОСТ 8645, ЧСН ЕН 10219–2, ЧСН ЕН 10 305–5, БС 6363, ЧСН ЕН 42 0121
Размер: | от 30×18 до 120×60 мм Толщина стенки: | от 1,5 до 4 мм
Материал
Марки стали по DIN:
Ст12, Ст34–2, Ст37–2, Ст44–2
ГОСТ:
ВСт2кп, ВСт3кп, ВСт3сп, ВСт4сп
Поверхностная обработка
Трубы поставляются с оксидированной, светлой или горячеоцинкованной поверхностью. Горячеоцинкованные трубы могут поставляться в следующем диапазоне:
Длина:
7 м максимум
Толщина оцинкованного слоя:
400 г/м²
Квадратные трубы:
внешний размер от 20 до 60 мм вкл. толщина стенки от 2 до 4 мм
Прямоугольные трубы:
внешний размер от 30×18 до 60×40 мм вкл. толщина стенки от 2 до 4 мм
Поверхностные дефекты и царапины размером менее допустимого предела толщины стенки допускаются. Даже если внешний воротник сварного шва удален, шов все еще может быть виден. Размер внутренней манжеты зависит от толщины стенки и соответствует стандарту.
Длины и допуски
Производственная длина:
от 4 до 7 м
Примерная длина:
от 4 до 7 м с пределом допуска ±500 мм
Точная длина:
от 4 до 7 м с допуском +100 мм
Пределы допусков наружных размеров сечения, радиуса, толщины стенки и точности соответствуют соответствующим стандартам размеров.
Упаковка и обозначение
Трубы поставляются в ленточных связках массой до 3500 кг. Блокированные трубы также можно сложить в квадратные или прямоугольные стопки и обернуть джутом или фольгой. Каждая пачка снабжена этикеткой производителя, содержащей следующие данные:
размер
сталь
марки
номер плавки
номер заказа
окончательная проверка
клиент
масса в кг, по согласованию длина в м и количество мест
По запросу поверхность труб защищена от атмосферной коррозии консервантом.
Никопольский трубный завод «ЮтиСт» основан в 2000 году на базе Никопольского Южнотрубного завода, который был одним из крупнейших производителей стальных труб в мире. В связи с инфляцией и экономическим кризисом 1990-х завод был реорганизован в несколько самостоятельных предприятий, каждое из которых имело своего инвестора. Одним из таких самостоятельных предприятий стало ЗАО «ЮтиСт», созданное летом 2000 года на базе трубоволочильного цеха. Ассортимент продукции (размеры и тип) 6–168 мм x 4,5–30 мм (1/8–6 дюймов, размер 40, 60, 80, 160, xxs). Диапазон толщины стенки может варьироваться в зависимости от наружного диаметра. Ассортимент продукции, которую мы можем производить в настоящее время: API 5L, PSL 1, PSL 2 Стандарт ASTM 53 для стальных черных бесшовных труб. ASTM a 106-02 Бесшовные трубы из углеродистой стали для работы при высоких температурах. Стандартная спецификация ASTM a179 / a179m-01 для бесшовных холоднотянутых труб теплообменников и конденсаторов из низкоуглеродистой стали. 9Стандартная спецификация 0131 ASTM a192 / a192m-02 для бесшовных котельных труб из углеродистой стали для работы под высоким давлением. Стандартная спецификация ASTM a 210 / a 210m-02 для бесшовных труб котлов и пароперегревателей из среднеуглеродистой стали. Стандартная спецификация ASTM a 213 / a 213 M-04b для бесшовных труб из ферритной легированной стали для котлов, пароперегревателей и теплообменников. Стандартная спецификация ASTM a333 / a333m-99 для бесшовных стальных труб для эксплуатации при низких температурах. Стандартная спецификация ASTM a334 / a334m-04 для бесшовных труб из углеродистой и легированной стали. ASTM a 519 по США-Канада Din 1629-84 / DIN 2448 бесшовные круглые трубы из нелегированных сталей с особыми требованиями к качеству. Трубы бесшовные круглые из нелегированных сталей DIN 1630-84 с очень высокими требованиями. Трубы бесшовные из жаропрочных сталей DIN 17175-79. Класс I, III. Трубы бесшовные из прецизионной стали DIN 2391-94. Трубы стальные среднего веса DIN 2440-78. Трубы стальные тяжеловесные DIN 2441-78. ISO 65 легкий I, II. Средняя, тяжелая серия EN 10210-1 1997, EN 10210-2 1997 Трубы стальные бесшовные общего назначения для металлургических заводов. EN 10216-2: 2002 бесшовные стальные трубы для работы под давлением. Трубы из нелегированных и легированных сталей с заданными свойствами при повышенных температурах. EN 10220-2002 (DIN 2448-81) сортамент холоднодеформированных труб. EN 10220-2002 (DIN 2448-81) ассортимент труб горячедеформированных. Uni 8863 (легкий, средний). Бесшовные трубы из нелегированной стали, пригодные для свинчивания. Трубы стальные бесшовные ГОСТ 550-75 для нефтеперерабатывающей и нефтехимической промышленности. Трубы стальные бесшовные горячедеформированные для судостроения ГОСТ 5654-76. Трубы несущие стальные ГОСТ 800-78. ГОСТ 8639-82 (сортимент), ГОСТ 13663-86 (технические требования) трубы стальные квадратные. ГОСТ 8645-68 (сортимент), ГОСТ 13663-86 (технические требования), трубы стальные прямоугольные. Трубы стальные бесшовные горячедеформированные ГОСТ 8731-74 / 8732-78. Трубы стальные бесшовные холоднодеформированные ГОСТ 8733-74 / 8734-75. Трубы стальные прецизионные холоднодеформированные ГОСТ 9567-75. Трубы стальные холоднодеформированные бесшовные для судостроения ГОСТ 1060-83. Ту 14-3-190-82 Трубы бесшовные для котлов и трубопроводов. ТУ 14-3-460-2003 и ТУ 14-3р-55-2001 Трубы бесшовные для котлов и трубопроводов. ТУ У 14-3-1128-2000 Трубы стальные бесшовные горячедеформированные для газопроводов газлифтных установок и газового хозяйства.
Главная Каталог продукции Трубы стальные ГОСТ 8639-82 Стальные трубы квадратные
ГОСТ 8639-82 Стальные трубы квадратные
Размер стороны: 10 — 300 мм Толщина стенки: 1 — 12 мм
Предельные отклонения: по размеру стороны A 10 — 30 мм: ± 0,3 мм A 35 — 50 мм: ± 0,4 мм A 60 — 300 мм: ± 0,8 % по толщине стенки электросварные трубы: ± 10%, холоднодеформированные: ± 12,5 %
Примечания:
До размера стороны 40 мм трубы могут выпускаться электросварными
Холоднодеформированные трубы производят из сталей марок 10, 20, 35, 45
Электросварные трубы производят из сталей марок 08кп, 10, 10пс, 20, Ст2сп, Ст2пс, Ст4сп, Ст4пс, Ст4кп
Немерная длина: 1,5 — 9 м; мерная: 5 — 9 м
Масса труб вычисляется с помощью трубного калькулятора
Бесшовные холоднодеформированные трубы производятся термообработанными. Правка и обрезка концов — по дополнительному соглашению. Трубы с размерами свыше 80х80 мм поставляются без правки и обрезки концов
Электросварные трубы производят без термообработки
Контроль качества сварного шва осуществляется приборами неразрушающего контроля
Механические свойства
Марка стали
Временное сопротивление, Н/мм2 (min)
Предел текучести, Н/мм2 (min)
Относительное удлинение, % (min)
10
343
206
24
20
412
245
20
35
510
294
18
45
549
323
14
Химический состав (%, максимум)
марка стали
C
Si
Mn
Cr
Ni
Mo
S
P
Cu
N
08кп
0,05-0,12
0,03
0,25-0,50
0,10
—
0,04
0,035
—
—
0,006
10
0,07-0,14
0,17-0,37
0,35-0,65
0,15
0,3
—
—
—
—
—
10пс
0,07-0,14
0,05-0,17
0,35-0,65
0,15
0,3
—
0,04
0,035
0,3
—
10кп
0,07-0,14
0,07
0,35-0,65
0,15
0,3
—
0,04
0,035
0,3
—
20
0,17-0,24
0,17-0,37
0,35-0,65
0,25
0,25
—
0,03
0,025
0,3
—
35
0,32-0,40
0,17-0,37
0,50-0,80
0,25
0,30
—
0,04
0,035
0,3
—
45
0,42-0,45
0,17-0,37
0,50-0,80
0,25
—
—
0,04
0,035
—
—
Ст2сп
0,09-0,15
0,15-0,30
0,25-0,50
0,30
—
—
0,05
0,04
—
0,01
Ст2пс
0,09-0,15
0,05-0,15
0,25-0,50
0,30
—
—
0,05
0,04
—
0,01
Ст4сп
0,18-0,27
0,15-0,30
0,40-0,70
0,30
—
—
0,05
0,04
—
—
Ст4пс
0,18-0,27
0,05-0,15
0,40-0,70
0,30
—
—
0,05
0,04
—
—
Ст4кп
0,18-0,27
0,05
0,40-0,70
0,30
—
—
0,05
0,04
—
—
труб | Металлопрокат
Труба представляет собой полое цилиндрическое или профильное изделие, имеющее большую по сравнению с сечением длину. При относительно небольшой массе труба имеет больший момент сопротивления изгибу и скручиванию.
По способу производства стальные трубы делятся на:
Трубы БЕСШОВНЫЕ по ГОСТ 8731, ГОСТ 8732, ГОСТ 8733, ГОСТ 8734 (диаметр наружный 1-820 мм, специального назначения — 1420 мм), изготовленные из слитков и трубных заготовок методом прессования или прокатки;
Трубы сварные по ГОСТ 10704, ГОСТ 10705, ГОСТ 10707, ГОСТ 3262, ГОСТ 8639, ГОСТ 8645, ГОСТ 8642 (диаметром наружной трубы 8-1620 мм, специального назначения — до 2500 мм и более) из листовой и полосовой стали с предварительное формование на прессах или формовочных станках;
Трубы CAST (наружный диаметр трубы 50-1000 мм), которые получают на действующих труболитейных машинах.
Трубы стальные подразделяются на 6 классов:
Трубы 1 и 2 класса из углеродистой стали:
Трубы стальные
1-го класса (стандартные трубы и газопроводы) применяются в случаях, когда нет особых требований, например при устройстве лесов, ограждений, опор, тросов, оросительных систем, а также при локализованном распределении и подаче газообразных и жидких веществ. ;
Трубы
2 класса применяются в магистральных трубопроводах высокого и низкого давления для газоснабжения, нефти и воды, продуктов нефтехимии, топлива;
Трубы стальные 3-го класса применяются в системах, работающих под давлением и при высоких температурах, например в химической и пищевой промышленности, атомном машиностроении, трубопроводах, крекинге нефти, печах, котлах и т.п.;
Трубы стальные 4 класса предназначены для разведки и эксплуатации нефтяных месторождений, применяются в качестве бурильных, обсадных и вспомогательных труб.
Трубы стальные 5 класса (конструкционные) применяются при изготовлении транспортного оборудования (автомобильного, железнодорожного и др.), металлоконструкций (краны мостовые, мачты, стрелы, опоры) в качестве элементов мебели и др.
Трубы стальные 6 класса применяются в машиностроении для изготовления цилиндров и поршней насосов, колец подшипников, валов и других деталей машин, резервуаров, работающих под давлением.
Трубы стальные подразделяются на трубы малого наружного диаметра (до 114 мм), среднего (114-480 мм) и большого (480-2500 мм и более) диаметра.
ТРУБЫ СТАЛЬНЫЕ ВОДОГАЗОВЫЕ ГОСТ 3262-75
Стандарт распространяется на трубы стальные неоцинкованные и оцинкованные сварные, применяемые для водопроводов и газопроводов, а также для частей водогазопроводных сооружений.
Стандарт распространяется на трубы стальные бесшовные горячедеформированные из углеродистой, низколегированной и легированной стали для трубопроводов, конструкций, деталей машин и других технических целей.
Трубы изготавливаются из слитков, не допускается применять для перевозки вредных веществ (I, II, III классов), взрывоопасных и горючих веществ, а также пара и горячей воды.
Стандарт распространяется на трубы стальные бесшовные горячедеформированные общего назначения, изготовляемые по наружному диаметру, толщине стенки и длине.
Стандарт устанавливает сортамент труб стальных бесшовных наружным диаметром от 25 до 530 мм включительно.
ТРУБЫ СТАЛЬНЫЕ СВАРНЫЕ ДЛЯ МАГИСТРАЛЬНЫХ ГАЗОНЕФТЕПРОВОДОВ ГОСТ 20295-85
Стандарт распространяется на трубы стальные прямошовные сварные и спиральношовные диаметром 159-820 мм, применяемые для строительства магистральных газонефтепроводов трубопроводы, нефтепродуктопроводы, технологические и промысловые трубопроводы.
Три типа труб:
1 — трубы прямошовные диаметром 159-426 мм, изготовленные контактной сваркой токами высокой частоты;
2 – спиральношовные трубы диаметром 159-820мм, изготовленные с использованием электродуговой сварки;
3 – трубы прямошовные диаметром 530-820мм, изготовленные методом электродуговой сварки.
В зависимости от механических свойств трубы выпускают следующих классов прочности: К34, К38, К42, К50, К52, К55, К60.
Трубы изготавливаются длиной от 10,6 до 11,6 м.
ТРУБЫ ПРОФИЛЬНЫЕ СТАЛЬНЫЕ ГОСТ 13663-86
Стандарт распространяется на профильные горяче-, холодно-, электро- и электросварные холоднодеформированные трубы общего назначения из углеродистой стали.
Стандарт распространяется на трубы стальные бесшовные горячекатаные, холоднотянутые и сварные квадратного сечения..
Трубы изготавливаются:
ТРУБЫ СТАЛЬНЫЕ ПРЯМОУГОЛЬНЫЕ ГОСТ 8645-68
Стандарт распространяется на трубы стальные бесшовные горячекатаные, холоднотянутые электротехнические.
Трубы изготавливаются:
На складах ОАО «ЕВРАЗ Металл Инпром» имеются различные виды труб:
Трубы водогазопроводные СТ.СП/ПС, КП
ГОСТ 3262-75
Трубы водогазопроводные оцинкованные, СТ.СП/ПС, КП
ГОСТ 3262-75
Трубы электросварные прямошовные СТ.СП/ПС, 10–20
ГОСТ 10704-91 ГОСТ 10705-80 ГОСТ 10706-76
Трубы бесшовные горячедеформированные СТ.10–20
ГОСТ 8732-78
Трубы профильные, 09Г2С, СТ.СП/ПС, КП
ГОСТ 8639-82 ГОСТ 8645-68 ГОСТ 30245-03 ТУ 14-2Р-328-97 ТУ 14-1-3579-83 ТУ 1373-013-02949352-03 6 ТУ 14-04-104 14-105-737-04 ТУ 1373-001-0011186588-02 ТУ У 27.2-05393139.010-01 ТУ 14-105-566-93 ТУ 14-106-502-96 9000
***Степень окисления определяется содержанием кремния (Si) в этой стали. По степени раскисления углеродистые стали обыкновенного качества делятся на:
спокойный (СП) — не менее 0,12 % (Si)
сбалансированный (СС) — 0,07-0,12 % (Si)
кипящий (КП) не более 0,07 % (Si)
***СТ — сталь обыкновенного качества
Широкий ассортимент труб всегда в наличии на складах нашей компании.
Металлоторг — прокат
Квадратные трубы доступны в наших различных филиалах, вы можете выбрать нужный вам филиал, тип и размер продукции и заказать онлайн:
Представлены актуальные цены на металл. Квадратные трубы доступны в наших различных филиалах, вы можете выбрать нужный вам филиал, тип и размер продукции и заказать онлайн. Внимание Цены указаны с предоплатой! На партию менее 1 тонны действует наценка, подробнее у менеджера.
Название продукта
Размер
Длина
Другое
Вес 1 шт/кг.
В наличии (тонн)
Цена 1 шт.
Цена 1 — 5 тонн
Цена 5 — 15 тонн
Цена > 15 тонн
Филиал
Трубы квадратные — :
Посмотреть цену — Труба профильная
Настоящий стандарт распространяется на трубы стальные холоднодеформированные бесшовные, стальные горячедеформированные бесшовные, электросварные, трубы электрические холоднодеформированные квадратные ГОСТ 8639. Трубы квадратного профиля применяются в нефтяной, химической и бытовой промышленности, строительстве, системах отопления и водоснабжения.
Труба квадратная ГОСТ 8639 ассортимент:
— трубы холоднодеформированные изготавливаются следующих размеров: 10мм х 10мм — 120мм х 120мм, со стенками: 1,0 — 8,0 ммBR> — трубы квадратные горячедеформированные типоразмера : 60 мм х 60 мм — 180 мм х 180 мм, со стенками 4,0 — 14,0 мм — электросварные : 10 мм х 10 мм — 100 мм х 100 мм, со стенками 1,0 5,0 мм.
Труба квадратная длина выпускается:
1. Мерная длина: — трубы металлические бесшовные холоднодеформированные квадратные — 4,5 — 11 м — бесшовные горячекатаные — 4 — 12,5 м — электросварные — 5 — 9 м
2. Длина немерная: — бесшовные горячекатаные — 4 — 12,5 м — электросварные и бесшовные холоднодеформированные — 1,5 — 9 м
3. Кратность мерной длины: — бесшовная холоднодеформированная — 1,5 — 11 м — бесшовная горячекатаная — 4 — 12,5 м — электросварная — любая кратность, не превышающая нижнего предела для мерные трубы
Бетонный ростверк на протяжении многих лет используется в промышленных технологиях, но в частном малоэтажном строительстве становится популярным лишь сейчас. Ростверк из бетона представляет собой каркас, верхнюю часть свайного либо столбчатого фундамента, призванную объединить в единую монолитную конструкцию все элементы.
Фундамент на бетонных сваях с ростверком получается более прочным и надежным, выдерживает серьезные нагрузки. Обычно ростверк выполняют в формате плиты или ленты. Плиты объединяет головки свай, лента – лишь те сваи, что находятся рядом. В конструкции фундамента с ростверком используют армированные буроналивные сваи сечением 25-40 сантиметров, которые опускают на глубину 1.6-3 метра и располагают на расстоянии друг от друга в 1-2 метра. Ростверк может быть монолитным или сборным.
Бетонный ростверк по винтовым сваям обладает двумя основными преимуществами – стойкостью к выдавливающей силе и прочностью бетона, исключая прогиб при больших нагрузках. Подходит для строительства домов из пеноблока, кирпича, газосиликата, любых непластичных материалов. Кроме того, ростверк используется в случаях, когда: нужно сделать более эстетичным цоколь, утеплить пространство под зданием, проложить под ним коммуникации, построить забор.
Нельзя устанавливать бетонный ростверк на сваях винтовых на текучих грунтах, на глубоких торфяниках, в скальных основаниях. На каменистых грунтах лучше устанавливать винтовые сваи с литым наконечником.
Содержание
1 До начала устройства ростверка
2 Типы и назначение ростверков
2.1 Ленточные фундаменты с ростверками
2.2 Для забора
2.3 Для свайного основания
3 Виды по размещению
3.1 Высокий
3.2 Повышенный
3.3 Заглубленный
4 Свайно-ростверковые фундаменты
4.1 Технология ростверка с буронабивными сваями
4.2 Ростверк на винтовых сваях
5 Создание свайно-ростверкового фундамента своими руками
5. 1 Опалубка
5.2 Как выполняется армирование
5.3 Бетон
5.4 Ростверк: погода и температурно-влажные условия
5.5 Разборка опалубки
5.6 Сушка и уход
5.7 Гидроизоляция
6 Утепление ростверка
До начала устройства ростверка
Перед тем, как монтировать винтовые сваи с ростверком из бетона, нужно все подготовить и просчитать. Разметку осуществляют по расчетам и с рулеткой. Заранее готовятся стальные прутья для армирования в нужном количестве, щиты для монтажа опалубки. Может понадобиться болгарка (для резки арматуры), другой инвентарь и инструмент для проведения работ.
Чтобы работать было удобнее, опалубочные щиты и крепления лучше рассортировать по маркам, размерам. Все остальные приспособления и материалы те же, что нужны для любых работ с железобетоном. Прежде, чем устанавливать винтовые сваи с бетонным ростверком, необходимо выполнить ряд мероприятий (по стандарту).
Что нужно сделать перед установкой ростверка:
Составить акты приемки основания фундаментов по схеме.
Определить места складирования, пути движения механизмов, укрупнения сеток арматуры, опалубки, подготовить все инструменты и оснащение к работе.
Должны быть завершены песчаная и бетонная подготовка под ростверк.
Отметить на поверхности места монтажа опалубки для заливки.
Типы и назначение ростверков
Конструкция ростверка может быть разной в зависимости от назначения, типа, функций.
Виды ростверков по типу используемого материала:
Деревянный
– обвязка выполняется из уложенных на оголовки свай брусьев.
Бетонный
– используется для создания самых тяжеловесных конструкций, где в роли опоры здания выступают бетонные балки, правильно связанные со сваями в монолитный каркас.
Металлический
– ростверк представляет собой каркас, выполненный из приваренных к оголовкам винтовых свай металлических балок.
Отдельно стоит упомянуть свайный куст – для этого вида ростверка характерно использования нескольких свай, скрепленных в верхней части между собой. Они работают вместе в виде своеобразных «пучков», погружаются в грунт рядом друг с другом для эффективного принятия и распределения точечной нагрузки либо нагрузки от колонн. Обычно такой тип ленточной конструкции ростверка используют в энергетическом и промышленном строительстве. В частном строительстве своими руками обычно выполняют бетонный ростверк.
Ленточные фундаменты с ростверками
Данный тип фундамента становится надежной и прочной опорой для сооружения. Конструкция с ленточным ростверком может быть реализована двумя способами – одну технологию используют выше уровня грунта, другую – в процессе создания решетчатой конструкции, которая призвана брать на себя определенную часть нагрузки.
Обычно ленточные фундаменты с ростверком обустраивают на территориях со сложным рельефом, на склонах, так как выбор конструкции позволяет сделать основание надежным, но не требует привлечения спецтехники, сложных проектировочных работ, идеально подходит для строительства зданий из облегченных материалов.
Чтобы реализовать данный тип свайно-винтовых конструкций, понадобится позаботиться о нескольких моментах: обязательна засыпка песка слоем в 30 сантиметров под бетонный каркас, нужно выполнить гидроизоляцию опор и решетки (из рубероида, полиэтиленовой пленки или асбоцементных труб), важен тщательный расчет шага и количества свай, толщины ростверка, других параметров.
Для забора
В данном случае преследуют задачу обеспечения полноценной защиты конструкции ограждения, которую не может выполнить обычный плоский забор. Проектирование ростверка для забора мало чем отличается от аналогичной конструкции для фундамента дома – функции, материалы, проект идентичны.
Для свайного основания
Столбчатый фундамент с ростверком обустраивается для определенных конструкций зданий, гарантируя нужные параметры жесткости и веса каркаса. Чтобы опорные колонны не падали, выполняют обвязку монолитным деревянным, металлическим либо железобетонным поясом.
Схемы свайного основания сооружений:
Столбы, опирающиеся на насыпь из щебня без заглубления в почву. Основание дома получается жестким, удается исключить просадку.
Заглубление в грунт колонн с навесным поясом – самая распространенная схема свайных фундаментов.
Без ростверка – актуально для возведения небольших зданий.
Виды по размещению
В соответствии с размещением ростверка касательно уровня земли есть несколько вариантов его конструкции. Выбор конкретного проекта осуществляют в соответствии с требованиями к основанию, особенностями территории, будущего здания.
Высокий
Высокий ростверк находится на 25 сантиметров и более над поверхностью почвы. Благодаря такому варианту удается добиться дополнительной вентиляции пола и исключить риск появления сырости и плесени. Возвышение ростверка над землей позволяет регулярно осматривать состояние фундамента, выполнять ремонт вовремя.
Подпольное пространство можно использовать для хранения инструмента, садового инвентаря, других вещей. Основной недостаток данного типа ростверка – отсутствие возможности создать полноценное подвальное помещение.
Повышенный
Повышенный ростверк самый популярный в строительстве, находится на уровне грунта. Основанием под ленту выступает песчано-гравийная подушка толщиной в 10-15 сантиметров, для ее сооружения удаляют нужный объем грунта, заменяя его на гравий. Таким образом удается обустроить противопучинистую подушку, которая не дает грунту подниматься при морозе.
Подушка из гравия понижает уровень влажности в грунте, не позволяет под фундаментом скапливаться воде. Основной плюс данного типа ростверка – отсутствие между грунтом и перекрытием продуваемого пространства, что значительно улучшает теплосберегающие характеристики.
Заглубленный
Такой ростверк находится ниже уровня земли, в специальной траншее, куда устанавливаются сваи, монтируется опалубка с последующей заливкой бетонным раствором. Помещение на таком фундаменте получается долговечным, надежным, с прекрасными теплосберегающими свойствами.
Свайно-ростверковые фундаменты
Выбор технологии возведения свайно-ростверкового фундамента зависит от многих факторов. Определенную роль играет учет особенностей конструкции, марка бетона для ростверка, используемые материалы и технологии.
Технология ростверка с буронабивными сваями
Основание с ростверком на сваях буронабивных должно выполняться обязательно при строительстве на склонах, неровном рельефе, почвах неустойчивого типа. Это хороший выбор при возведении небольших домов и зданий средних масштабов. Буронабивные фундаменты с ростверком обладают более высокой несущей способностью в сравнении с ленточными и монолитными основаниями, обходятся значительно дешевле.
Буронабивные сваи выдерживают нагрузки до 1500 килограммов. Слой гидроизоляции выполняется для каждой сваи из двух слоев рубероида или толи, фиксируется обязательно в непромерзаемом слое почвы. Гидроизоляция защищает бетон от деформаций и понижает давление почвы на опоры.
Основные плюсы фундамента на буронабивных сваях:
Установка в любом типа грунта
Сохранение окружающего ландшафта
Отсутствие воздействия динамических сил на близлежащие здания
Расположение ниже уровня промерзания грунта
Возможность монтировать под здания из кирпича, дерева, каркасного типа
Низкая стоимость
Скорость монтажа
Столбы устанавливаются, их верхушки обрезаются под один уровень, объединяются цельным поясом. Такой ростверк дает возможность равномерно распределять давление веса конструкции на все основание. Минусом ростверка с использованием буронабивных свай является наличие пространства между грунтом и полом, вследствие чего фундамент нужно утеплять (а это дополнительные затраты времени, сил, средств).
Ростверк на винтовых сваях
Преимущество данного типа фундамента – то, что для его установки не нужно осуществлять земляные работы. Подходит ростверк на винтовых сваях для строительства зданий на пучинистых и глинистых грунтах. После установки опор срезаются их оголовки под уровень и осуществляется монтаж решетчатого пояса.
Вариант монтажа монолитного бетонного или железобетонного основания для винтовых свай практически не используется, так как такие опоры обычно делают для легких зданий. Чаще всего металлическая конструкция ростверка выполняется из швеллера или уголка из металла. До установки ростверка на оголовки винтовых свай приваривают металлические площадки с размером, позволяющим выполнять коррекцию осевого смещения опор. Потом уголком или швеллером обвязывают все сваи, создавая надежную и прочную конструкцию.
Создание свайно-ростверкового фундамента своими руками
Сооружение свайно-ростверкового фундамента вполне возможно сделать своими руками. Для строительства небольших зданий (беседки, дачные домики) выбирают ростверк на столбчатом основании, свайный вариант подходит для зданий постоянной эксплуатации. Работы лучше всего выполнять в конце весны, в самом начале лета либо ранней осенью. Сначала готовят площадку, очищая от растительности и мусора, потом реализуют дальнейшие этапы выполнения работ.
Предварительно нужно подготовить материалы и инструменты, заказать бетон класса прочности В17.5-22.55 либо закупить ингредиенты, из которых он будет приготовлен в бетономешалке. Под будущую обвязку в случае необходимости нужно подсыпать гравий или мелкий щебень.
Опалубка
Опалубка монтируется выше на 10 сантиметров, чем высота ленточного ростверка. Опалубку делают из деревянных щитов или досок достаточного уровня прочности для того, чтобы не треснуть и не разойтись под весом бетона.
Как выполняется армирование
Сборно-монолитный ростверк обязательно должен армироваться. Для армирования выбирают стальные прутья сечением 12-18 миллиметров, глубина зависит от проекта, но сетку закладывают равномерно, с шагом в 15-30 сантиметров. Обвязка монтируется по всему периметру основания ленты.
Проволоку нарезают заранее, каркас устанавливается в смонтированную опалубку, там связывают с арматурой свай максимально жестко. В проступающей над уровнем почвы верхней части свай сверлят отверстия, через них пропускают закладные, к ним крепят продольные хлысты арматуры. Стальные прутки заводятся внутрь свай, хлысты связывают между собой, с верхними хлыстами. Внутрь свай арматура укладывается слоем в 2-3 прутка.
Бетон
Заливка бетона осуществляется равными горизонтальными слоями, толщина которых должна составлять 10-15 сантиметров. После заливки каждый слой последовательно трамбуется виброинструментом, потом лишь заливается следующий.
Уровень бетонного основания должен быть выше верхнего края сваи, столбы после заполнения опалубки должны оказаться внутри монолита из бетона, как нижние прутки армокаркаса. В процессе заливки сначала заполняют внутреннее пространство свай, вибрируют металлическими трубами. Пространство между краями опалубочных щитов заполняют в качестве заключительного этапа.
Для заливки ростверка подойдет марка бетона М300 или М350.
Ростверк: погода и температурно-влажные условия
Устройство ростверка осуществляется в жаркую погоду, безветренную желательно, без осадков. Прямые солнечные лучи попадать на поверхность тоже не должны. Если температура воздуха отрицательная, бетону нужно обеспечить минимальные потери тепла на всех этапах – от приготовления до укладки. Если работы выполняются на пучинистых грунтах, землю сначала прогревают до плюсовой температуры, защищают от промерзания.
Разборка опалубки
После завершения заливки бетона опалубку демонтируют, сначала снимая крепления и распорки, лишь после этого доски. Опалубочные щиты должны легко отходить от застывшего монолита, если же такой ситуации не наблюдается, это говорит о том, что раствор еще не застыл и нужной прочности не набрал.
Сушка и уход
Когда залит бетонный ростверк, нужно обеспечить правильный уход за монолитом. Конструкция надежно защищается от солнечных лучей, ветра, осадков. Поверхность накрывают полиэтиленовой пленкой, периодически увлажняют водой, если температура воздуха превышает отметку в +22С.
Гидроизоляция
Бетонный ростверк должен быть гидроизолирован, особенно актуально это при сооружении свайно-ростверковых фундаментов заглубленного типа. Также желательно изолировать от влаги повышенные ростверки.
Варианты гидроизоляции:
Проникающая
– специальный раствор с прекрасными адгезионными характеристиками покрывает фундамент.
Обмазочная
– обвязку покрывают битумной мастикой.
Напыляемая
– жидкие составы с высокими водоотталкивающими свойствами наносят при помощи пульверизатора.
Рулонная
– ленту обмазывают мастикой, сверху кладут рулонный материал.
Выбор метода и материала для гидроизоляции зависит от типа грунта, уровня грунтовых вод, вида ростверка, финансовых возможностей и других факторов.
Утепление ростверка
Теплоизоляция дает возможность препятствовать потере тепла через основание здания. Утеплителем для ростверка могут выступать пенополиуретановые составы (напыляются), экструдированный пенополистирол, пенопласт в плитах и т.д. Минеральную вату не применяют, так как она впитывает влагу и быстро разрушается.
Выбирая теплоизоляционный материал, учитывают такие требования: теплопроводность минимум 0.035Вт/мк, водопоглощение максимум 4%, хороший уровень звукоизоляции, стойкость к агрессивным средам и грызунам.
Плиты крепят к нижней и верхней частям ростверка дюбель-гвоздями или клеем, сверху устанавливают армирующую сетку, штукатурят либо отделывают другим методом. Обязательно выполняется отмостка для сохранения герметичности и отвода влаги от фундамента.
Бетонный ростверк – прекрасный вариант устройства фундамента, актуальный в строительстве самых разных зданий на различных ландшафтах. При условии правильного выбора материалов и соблюдения технологии монтажа все работы вполне возможно выполнить самостоятельно, обеспечив качественное, надежное и прочное, основание.
Заливка ростверка бетоном: технология бетонирования
Содержание
1 Строительная документация
2 Подготовка посадочных мест под конструкцию
3 Установка опалубки
4 Армирование
5 Бетонирование
6 Сушка и уход
7 Гидроизоляция
Ростверк – один из самых важных составляющих свайного фундамента, заливается в виде балок или плит, ложащихся на оголовки столбов, его основная функция – равномерное распределение нагрузки, а также он служит основанием для дальнейшего возведения стен. Ростверки бывают сборные – выполненные из швеллера; сборно-монолитные – собираются из заранее залитых частей, соединяемых после сборки; монолитно-литые – заливаются в виде железобетонных балок, плит. Использование монолитных ростверков наиболее популярно при малоэтажной стройке. Делается такой фундамент на неустойчивых грунтах, склонах, и подходит для стройки помещений из легких материалов (газобетон, пенобетон).
Строительная документация
Когда заливаются ростверки, рабочие должны руководствоваться нормативными документами, регламентирующими проведение работ. К числу этих документов принадлежит технологическая карта – стандартизованный документ, который содержит инструкции, необходимые сведения для персонала, выполняющего заливку ростверка. В карте также есть инструкции по технике безопасности, контролю робот, уменьшению затрат, повышению качества конструкций.
Технологическая карта была разработана для инженерно-технических работников, исполнителей работ, проектных организаций, сотрудников технического надзора. Технологическая карта указывает порядок выполнения робот: устройство опалубки, изготовление каркаса, бетонирование, снятие опалубки. Все эти процессы подробно описаны, указаны технические параметры и нормы по их выполнению.
Вернуться к оглавлению
Подготовка посадочных мест под конструкцию
Опалубка для ростверка на грунте.
При стройке промышленных объектов для создания посадочных мест под сваи используют специализированную технику по вбиванию свай в землю. В частном строительстве пользуются строительным буром, лунки делают через 1,5-2 м. Глубина пробоин зависит от прочности грунта, зачастую она на 30-50 см больше глубины промерзания грунта. Перед заливкой в скважины вставляют скрученный трубкой рубероид, это помогает обеспечивает гидроизоляцию сваи.
Вернуться к оглавлению
Установка опалубки
Для формирования опалубки подойдут доски толщиной от 25 мм, фанера. После заливки бетона высота ростверка должна быть не меньше 30 см, а ширина – на 10 см превышать диаметр сваи. Эти требования учитываются, когда выставляется опалубка.
Первым делом надо сделать разметку по контуру будущей опалубки. Через 50-80 см вертикально забиваются бруски (5 на 5 см), вверху они соединяются проволокой, или теми же брусками. После этого саморезами прикручивают нижние планки, на которые кладут дно опалубки (можно делать с досок толщиной 30-40 мм). В местах примыкания свай нужно сделать прорези. Далее к брускам крепим боковые стенки, середину опалубки устилаем пленкой, которая предотвратит вытекание бетона и будет способствовать его правильному застыванию.
Вернуться к оглавлению
Армирование
Прочности ростверку придаст армирование, выполненное в два ряда. Необходимо, чтобы арматура была покрыта шаром бетона от 3 см, для этого нижний ряд прутьев укладывают на бруски (высота 3 см). Нижний и верхний ряды скрепляются между собой прямоугольниками, сделанными из гладкой арматуры, при помощи вязальной проволоки. Расстояние между рядами арматуры зависит от того, какую высоту имеет железобетонный ростверк.
Вернуться к оглавлению
Бетонирование
При заливке лучше пользоваться готовым бетоном. На предприятиях бетон изготавливают строго по технологии, при потребности добавляют присадки. Сначала бетонируют сваи, смесь трамбуют вибратором, или деревянным брусом соответственной длины. Бетонирование ростверков проводят через 5-7 дней, когда сваи наберут прочности. Тогда проводится заливка опалубки бетоном. Чтобы в ростверке не было воздуха, его надо тщательно утрамбовать, тогда все пустоты, образовавшиеся в бетоне, выйдут наружу. Поверхность выравнивают металлическими специальными линейками.
Вернуться к оглавлению
Сушка и уход
Опалубку можно снимать уже через 28 дней.
Когда бетонирование ростверков проведено, надо подождать несколько часов и смочить открытую поверхность водой. Пересыхание монолита может спровоцировать появление трещин, чтобы этого избежать, нужно застелить поверхность железобетона полиэтиленовой пленкой. Опалубку снимают, когда бетон полностью затвердеет, сведение стен можно начинать через 28 дней.
Вернуться к оглавлению
Гидроизоляция
Фундаменты с ростверками нуждаются в гидроизоляции, она придаст конструкции дополнительную прочность и надежность, оградит монолитный фундамент от вредного воздействия воды. В зависимости от способов нанесения гидроизоляция бывает нескольких видов:
Обмазочная – фундамент промазывается битумной мастикой слоем в 3-5 см.
Рулонная – предусматривает использование рулонных гидроизоляционных материалов, рубероида. Укладывается при помощи мастики.
Напыляемая – при помощи специального пульверизатора наносится жидкая резина.
Проникающая – специальные проникающие растворы, которыми обрабатывается фундамент, исполняют функции гидроизоляции.
Современные строительные технологии и материалы позволяют строить дома в местах с неустойчивыми грунтами, высоким уровнем грунтовых вод, на склонах. В таких условиях не обойтись без обустройства ростверка, что к тому же позволит сэкономить материалы при дальнейшем возведении дома. Важно помнить, что все расчеты и проектирование должны проводиться специалистами, а работы проводиться согласно ука
Фонд
гриляжей | Виды ростверкового фундамента | Стальной ростверковый фундамент
Post Contents
Ростверковый фундамент
Ростверковый фундамент представляет собой тип фундамента , который состоит из более чем одного дополнительного слоя балок , которые обычно укладываются на слой стали на бетон . распределяет и передает структурную нагрузку на большую площадь почвы под фундаментом.
Эти типов фундаментов используются для сильно нагруженных колонок. Ростверковый фундамент имеет различные слои балки, которые залиты бетоном и расположены друг к другу под углом 90 градусов. Этот тип фундамента в основном используется для строительных лесов , тяжелонагруженных конструкций и строительства колонн.
Фундаменты других типов и ростверка внешне похожи, но совершенно разные. Везде, где фундамент принимает структурную нагрузку и передает ее на дно, сетка фундамента распределила ее по большой площади грунта под фундаментом.
Типы ростверкового фундамента
Ниже приведены типы ростверковых фундаментов,
Стальной ростверковый фундамент.
Деревянный ростверк.
Подробнее: Что такое ремонт фундамента | 8 способов ремонта фундамента дома | Как закрепить фундамент
1. Фундамент из стального ростверка
Фундамент стальной ростверк состоит из балок и стальных соединений или они собраны в один или несколько слоев. Его название указывает на его функцию , потому что он изготовлен из балок , которые сделаны из стали. Его также называют стальными балками в состоянии проката .
Фундамент стального ростверка
Минимум обтекатель из 10 см сплошной на внешней стороне наружных балок кроме того выше , чем более высокие фланцы самого высокого уровня . Глубина бетона должна быть не менее 15см.
Когда мы стремимся выровнять дно и заливку бетона , мы всегда должны убедиться, что бетон c уплотнением закончен правильно, и между ними должно оставаться минимальное покрытие. Сталь, предусмотренная в этом типе ростверка , обеспечивает защиту от грунтовых вод, которые могут вызвать коррозия стали используется для фундамента.
После этого основных слоев балок распределяются по бетону с соблюдением минимального расстояния от 150 мм до 350 мм с использованием трубы в качестве временного разделителя. Заливка бетона выполняется вокруг основных слоев балки с надлежащим уплотнением и контролем за тем, чтобы в бетоне не осталось ни одной стали .
После того, как бетон наберет достаточную прочность, 2-й слой стальных балок укладывается на место используемых трубных сепараторов. Снова делается заливка бетона , чтобы покрыть балку со всех сторон.
Фундамент ростверка стальной
Затем 2-й слой балки соединяется с верхним фундаментом стальной колонны с помощью уголков и опорной плиты в сборе.
Соединение опорной плиты и верхней опоры колонны из стали заливают бетоном т чтобы скрыть стык между ними.
Фундамент стального ростверка состоит из стальных балок , конструктивно именуемых катаными стальными балками (RSJ.) , предусмотренными в 2 или дополнительных ярусах. В случае двойного ярусного ростверка (который обычно предусмотрен) самый высокий ярус балок ростверка располагают под прямым углом к очень дешевому ярусу.
Балки или балки каждого яруса находятся в заданном положении по диаметр двадцать миллиметров распорки с трубными сепараторами диаметром двадцать пять миллиметров . На рис. 3.10 показано устройство и сечение такого фундамента . Балки ростверка залиты бетоном.
2. Фундамент для деревянного ростверка
В местах, где почва является заболоченной или постоянно мягкой по своей природе, несущие несущие стены могут быть экономически удержаны за счет правильного проектирования фундамента для деревянного ростверка.
Деревянный ростверковый фундамент может быть использован для возведения малонагруженного здания с минимизацией нагрузки на грунт до 5,5 т/кв.м. В конструкции фундамент , бетонный блок ck, который размещается под несущей стеной , заменен на использование деревянных платформ .
Фундамент для деревянного ростверка
Деревянные платформы , используемые в этом фундаменте, обычно толщиной от 80 мм до 100 мм. Эти платформы были размещены в 2 слоя, один продольно поперек фундамента, а другие размещены за пределы основания фундамента в диапазоне от 45 см до 60 см с обеих сторон.
Самые нижние слои досок сохраняют толщину от 50 до 100 мм с учетом условий площадки и нагрузки на стены.
Древесина Доски два слоя разделены с помощью бруса прямоугольного сечения с шагом не более 380 мм. Глубина каждой секции сохраняется примерно в 0,75 раза больше ширины секции.
Подробнее: 8 этапов строительства фундамента | Этапы строительства фундамента дома
Фундамент ростверка Проект
Проект фундамента ростверка выполняется путем расчета нагрузки , приходящейся на колонну, и момента на конструкция и надстройка. Кроме того, выяснив минимальную площадь основания , требуемую с , учитывая допустимую несущую способность грунта и давление условия на строительной площадке.
Для r этой конструкции требуется рассчитать величину , количество и размер каждой стальной балки ростверка . Стальные балки ярусов затем проектируются консольными или проектируются из граница яруса , которая помогает выбрать размер балки для c баланса натяжения опорных моментов и поперечных сил.
В соответствии с требованиями проекта для ростверк который залит бетоном, различные конструкции техники могут быть реализованы с учетом l условий нагрузки . Это комбинированное действие стальных балок и бетона используется для расчета нагрузки в пределах.
Устройство ростверкового фундамента
Ниже приведены этапы устройства ростверкового фундамента ,
Сначала для массивного монолитного ростверка 0 6 0 0 90 необходимо обеспечить и построить каркас Нам нравится этот ростверк , потому что он очень надежный.
Опалубка образована из бордюрных досок по типу прямоугольных желобов. высота одна линейная единица и ширина до наименьшей толщины стенки. Он должен быть установлен относительно 6-8 дюймового зазора между каждым ростверком .
Внутри опалубки проложить каркас из арматурных соединений виктимизация проволока вязальная . Минимальное расстояние между рамой и лицевой стороной опалубки требуется аналогично.
Далее, подкреплений соединен с аналогичной вязальной проволокой , использовавшейся ранее.
Затем Бетон должен быть готов к виктимизации бетономешалки . Его заливают в опалубку с более чем непрерывным циклом . Фурнитура должна быть сделана на уровне 25-30мм так, чтобы она полностью погрузилась в бетон.
Бетон должен быть тщательно залит для ограничения полостей . При заливке бетона поверхность должна быть хорошо обработана и некоторое время оставался сухим. После высыхания опалубка снимается. муза готовится в настоящее время.
Особенности ростверкового фундамента
Стальной ростверковый фундамент соединяется со всей конструкцией, что способствует равномерному распределению нагрузки на конструкцию по всему основанию.
Фундамент Ростверка во многих случаях выполняется в виде монолитного плитного фундамента, залитого бетоном.
Зазор между стальными балками составляет около 8 см, что облегчает заливку бетона. Бетон заполняется между зазорами, чтобы покрыть все стальные балки и защитить их от коррозии.
Основная функция бетона в фундаменте из стального ростверка состоит в том, чтобы объединить все балки вместе и сделать их единым телом конструкции.
Нижняя крышка находится ниже стальной балки и удерживается на расстоянии около 15 см от грунтового основания.
Преимущества ростверкового фундамента
Ниже приведены преимущества балок ростверка,
Фундамент ростверка может быть построен в малое время и 90 сравнимый 90 материал.0006 в другие фонды.
Возбуждение тепла контролируется с помощью o таких фундаментов .
Вибрации, возникшие в доме из-за каких-либо нарушений, снесены ростверковым фундаментом. Он имеет возможность уменьшить значительное количество вибраций.
Gr Фундамент в основном используется для важной конструкции , такой как тяжелонагруженная колонна, Пирсы, Сваи и строительные леса.
Наиболее важным преимуществом ростверкового фундамента является то, что он переносит большую конструктивную нагрузку на большую площадь фундамента.
Подробнее: Плотный фундамент | Матовая основа| Типы плотного фундамента | Процесс строительства ростверка
Сваи, необходимые для этого фундамента должны быть вставлены на большую глубину .
Пустое пространство между стальными балками необходимо нагреть и заполнить. следовательно, требуется квалифицированных рабочих из человек.
При устройстве ростверкового фундамента земляные работы приходится производить на большей площади, что увеличивает стоимость строительства.
Большое давление подъема может разрушить типов фундамента.
Структура al устройство фундамента колонны меняется иногда в конструкции фундамента ростверка.
Фундамент ростверка?
Фундамент, который состоит из более чем одного дополнительного уровня балок, обычно стальных, покрытых слоем бетона для распределения нагрузки на большую площадь, называется Ростверковым фундаментом
Является ли ростверковый фундамент экономичным?
Для возведения сооружения, передающего большую структурную нагрузку от колонны на грунт с низкой несущей способностью, ростверковый фундамент является одним из наиболее подходящих фундаментов. В этом случае решетчатый фундамент является наиболее экономичным. Он распределяет нагрузку по большей площади и противостоит разрушению при сдвиге.
Где применяются ростверковые фундаменты?
Использование ростверкового фундамента , 1. Ростверковые фундаменты используются внизу колонн . 2. Этот тип фундамента обычно используется для значительных конструкций , столбчатых опор и подмостей . 3. В случае передачи больших нагрузок от колонн на грунт с малой несущей способностью применяется ростверковый фундамент. 4. Используется для рассредоточения груза по большой площади в основа для гриля.
По каким причинам рекомендуется фундамент Grillage?
Причины рекомендовать ростверковый фундамент 1. Процесс установки балки ростверка требует меньше времени и материалов. 2. Выделение тепла контролируется с помощью таких оснований 3. Обладает способностью снижать значительное количество вибраций. 4. Этот тип фундамента можно использовать для значительных сооружений , такие как опоры колонн и строительные леса. 5. Он способен преобразовывать нагрузку на большую площадь .
Фундамент ростверка
Фундамент ростверка представляет собой фундамент типа , который состоит из o одного, двух или дополнительных уровней балок , обычно изготовленных из стали , наложенных на слой бетона для распределения нагрузки большая площадь.
Вам также может понравиться
Основание Raft | Матовая основа| Типы плотного фундамента | Процесс строительства плотного фундамента
Что такое Кессонный фонд | Типы кессонных фундаментов | Преимущество, недостаток, применение и строительство кессона
Свайный фундамент | Типы свайных фундаментов | Использование свайного фундамента
Что такое ремонт фундамента | 8 способов ремонта фундамента дома | Как закрепить фундамент
Изображение предоставлено: Изображение 1 Изображение 2 Изображение 3 Изображение 4
Поделиться этой записью0001
от Civil Lead
Содержание
Ростверковый фундамент
Ростверковый фундамент из двух или более двухъярусных балок, расположенных под прямым углом для равномерного распределения нагрузки по большой площади.
Фундамент из двух и более двухъярусных балок, наложенных друг на друга в слое бетона для распределения нагрузки на большую площадь, относится к Ростверковому фундаменту.
Подходит, когда нагрузка передается столбцом или стена тяжелая, а несущая способность грунта недостаточная.
Это также помогает избежать необходимости глубокой выемки фундамента. Он предусмотрен в основании колонны.
Балка ростверка одного яруса расположена перпендикулярно балкам ростверка второго яруса, и эти ярусы балок залиты бетоном.
Как правило, этот тип фундамента подходит для колонн, опор и лесов массивных конструкций.
Фундамент и ростверк внешне похожи, но функция у них разная. Фундамент передает нагрузку от конструкции на землю, а ростверк распределяет большую нагрузку по широкой площади грунта.
Типы ростверкового фундамента
В зависимости от материала существует два типа ростверкового фундамента.
Стальной ростверк
Деревянный ростверк
Фундамент стального ростверка
Фундамент состоит из одного или двух ярусов ССЖ (стальных прокатных соединений), залитых цементным бетоном. RSJ, используемые в этом фундаменте, также известны как балки ростверка.
В этом фундаменте глубина ограничена от 1 м до 1,5 м, а ширина значительно увеличена, чтобы давление на грунт находилось в допустимых пределах.
Как правило, этот фундамент имеет ограничения, сооруженные путем обеспечения двухъярусных балок RSJ или ростверка. Направление балок ростверка одного яруса перпендикулярно балкам ростверка второго яруса.
Ростверковый фундамент может состоять только из одного яруса, когда стена не несет большой нагрузки.
Нагрузка, воспринимаемая стальной стойкой или стеной, сначала передается на верхний ярус балок, затем на второй ярус, лежащий ниже верхнего, и, наконец, на грунт под фундаментом.
Распорка диаметром 30 мм или трубный разделитель 25 мм используется для удержания балок ростверка каждого яруса в заданном положении.
Минимальный зазор между соседними полками балки должен быть не менее 8 см, чтобы облегчить укладку и укрепление бетона.
Максимальный зазор между полками соседних балок должен быть ограничен 300 мм или 1,5-2-кратной шириной полки, в зависимости от того, что меньше.
Если расстояние между балками превышает максимальное заданное расстояние, вероятно, что бетон между балками не будет действовать монолитно с лучами, что может стать причиной разрушения фундамента.
Бетонное покрытие толщиной не менее толщиной 100 мм сохраняется по всей открытой поверхности балок и по концам для защиты балочных балок от коррозии. Бетонное покрытие под нижний ярус балок должно быть не менее 150 мм.
См. также - Плотность цемента, песка и заполнителя, насыпная плотность заполнителя
Деревянный ростверк Фундамент
Фундамент Деревянные балки б/у решетчатые брусья и каркасные фундаменты выдерживать большие нагрузки на слабых грунтах. Этот фундамент подходит для грунта, который всегда остается заболоченный .
В этом фундаменте не используется бетонный блок, а вместо него используется деревянная платформа, состоящая из деревянных досок толщиной от 50 мм до 75 мм, установленных вплотную друг к другу.
Над этой платформой расположен нижний ярус брусьев размером около 80 мм × 120 мм, покрывающий всю длину и ширину прямоугольной платформы.
Наконец, массивное бревно используется в центре бруса нижнего яруса, а деревянные колонны размещаются по центру над ним, как показано на рисунке.
Нагрузка от деревянной колонны передается на нижний ярус бруса через массивные бревна, расположенные непосредственно под колонной.
Наконец, нижний ярусный брус передает всю нагрузку на грунт основания через деревянную платформу.
Иногда под капитальными стенами могут применяться деревянные ростверковые фундаменты. Но в таком случае древесину необходимо оберегать от возможного вредного воздействия.
См. также - Разница между уровнем цоколя, уровнем подоконника и уровнем перемычки
Особенности ростверкового фундамента
Ростверковый фундамент позволяет соединить весь фундамент в единую конструкцию и равномерно распределить нагрузку дома.
Преимущественно это монолитная железобетонная конструкция, прочность которой придает металлический каркас.
Расчет фундамента ростверка
Для целей проектирования необходимо рассчитать нагрузки и моменты надстройки.
Теперь рассчитайте требуемую площадь основания с подходящим допустимым опорным давлением на грунт для нагрузки конструкции.
По этому значению мы можем определить количество и размеры балок для каждого слоя ростверка.
Поможет определить размеры балок, необходимые для сопротивления поперечным силам и изгибающим моментам.
Методы загрузки и сборки должны соответствовать требованиям проекта.
Практический пример проектирования фундамента ростверка под зрительный зал
Технология устройства фундамента ростверка
Фундамент ростверка из стальных или деревянных соединений, установленных ступенчато. Он распределяет нагрузку по широкой площади земли.
Сначала выкапывается траншея глубиной от 90 до 150 см и выравнивается. Укладывается и уплотняется слой бетона пропорцией 1:2:4 или 1:1,5:3 толщиной от 23 до 30 см.
По этому бетонному основанию укладываются стальные двутавровые балки с подходящими интервалами от 45 до 90 см. Длина этой двутавровой балки равна ширине фундамента.
Затем заливают бетоном пространство между двутавровыми балками. Над ними перпендикулярно основному слою устанавливается следующий слой двутавров.
Снова заливают бетоном внутреннее пространство, чтобы заполнить его.
Теперь закрепите стальные стойки, соединив их с опорной плитой. Косынка и боковые уголки используются для надежного соединения. Чтобы сделать их монолитными, эти соединения также закрепляются в бетоне.
Как правило, ростверковый фундамент используется для тяжелых зданий, таких как ратуши, башни и заводы.
Также прочтите - Что такое плинтусная балка? Защита цоколя, разница между цокольной балкой и анкерной балкой
Преимущества ростверка
Процесс монтажа простой и быстрый.
Сталь, используемая в стальных ростверках фундаментов, может использоваться повторно несколько раз, что делает ее экологически чистой.
Технология и материалы, используемые при установке и производстве, просты и легкодоступны, что делает их доступными.
Вы можете настроить ростверк в соответствии с требованиями проекта, что делает его пригодным для различных применений.
Помогает уменьшить вибрацию дома возле шоссе или железной дороги.
Стол из фанеры своими руками, инструкция по изготовлению
Skip to content
Search for:
Главная » Столы » Самодельный
Самодельный
На чтение 6 мин. Просмотров 14k.
Если какой-либо из столов в доме приходит в негодность, его нужно поменять на новый. Качественная мебель в магазине стоит дорого, а дешевые изделия не отличаются большим сроком эксплуатации. Как вариант, можно сделать стол из фанеры своими руками, для его изготовления нужен минимум материалов и инструментов. Мебель получается прочной, надежной и полностью соответствует дизайну помещения.
Содержание
Преимущества самостоятельного изготовления
Популярные модели
Материалы и инструменты
Поэтапный алгоритм изготовления кухонного стола
Пошаговый мастер-класс по созданию ячеистого стола
Видео
Преимущества самостоятельного изготовления
Фанера состоит из нескольких слоев тонкого шпона, которые склеиваются между собой. Листы, которых в полотне от 3 до 23, складываются перпендикулярно друг к другу и склеиваются под прессом. Материал обладает следующими свойствами:
Прочность. При изготовлении фанеры каждый новый слой увеличивает прочность предыдущего, поэтому стол будет служить длительное время.
Гибкость. Материал позволяет сделать оригинальный декор, не трескаясь и не деформируясь при сгибании.
Простая обработка. Легко резать и обрабатывать простыми инструментами.
Невысокая стоимость. Фанера считается одним из самых дешевых строительных материалов.
Сырьем для изготовления стола из фанеры может стать материал марки Ш-2, который перед использованием обрабатывается с двух сторон.
Если мебель предполагается устанавливать на улице или в помещении с повышенной влажностью, то больше подойдет фанера с водостойким покрытием.
Схемы образования фанеры
Сделанный своими руками стол из фанеры имеет ряд преимуществ:
прочность;
экологическая безопасность;
легкость;
простой ремонт в случае поломки;
низкая стоимость.
Особенно важна простота обработки материала, с которой справится даже начинающий мастер.
ПрочностьЭкологическая безопасностьЛегкостьПростой ремонт в случае поломкиНизкая стоимость
Популярные модели
Фанерные столы можно сделать своими руками для любых целей. Популярными моделями являются:
Кухонный. Красивый кухонный стол из фанеры должен быть прочным, поэтому при изготовлении используется материал с толстым слоем.
Журнальный. Простота конструкции позволяет справиться с изготовлением столика даже новичку. Предмет играет главным образом декоративную роль, поэтому его необходимо украсить различными элементами.
Садовый. Столик из фанеры для садового участка может быть различной конфигурации, на любых ножках. Главное, покрыть его составом, предохраняющим от влаги.
Письменный. Строгий письменный стол изготавливается из ламинированной фанеры. Выдвижная деталь для клавиатуры превратит письменный стол в компьютерный. Модель предполагает комфорт во время работы, ноги должны быть удобно расположены под столом.
Складной. Интересный складной стол из фанеры значительно экономит ограниченное пространство помещения. Предмет при необходимости можно сложить или использовать в разобранном состоянии.
Трансформер. Модель легко превращается в стол-консоль или журнальный столик.
Кроме того, можно сделать фанерный ячеистый стол, который полностью заменит верстак. Предназначается модель для работы с листовыми материалами, позволяет зафиксировать заготовки, распилить их, обеспечивая удобство.
Прежде чем начать делать стол из фанеры, нужно приготовить качественный материал. При выборе следует обращать внимание на тип и сорт фанеры, толщину, породу дерева. Кроме того, необходимо приготовить специальные инструменты.
Для резки фанеры разной толщины подходят различные инструменты. Для листа 3 мм вполне подойдет обычный канцелярский нож, до 10 мм используется ножовка или лобзик, а если фанера имеет толщину больше 10 мм, то не обойтись без дисковой пилы или электрического лобзика.
Кроме того, для процесса работы используются такие предметы:
карандаш;
циркуль;
линейка из металла;
рулетка;
струбцины;
наждачная бумага или шлифмашина;
шуруповерт;
валик и кисти;
степлер для мебели;
краска, лак, морилка.
Обязательно надо приготовить ножки для стола. Производятся они из следующих материалов:
Металлические трубы. Материал прочный, но, если его не обработать, будет подвергаться коррозии.
Деревянные бруски. Также долговечный материал, но в условиях повышенной влажности может начаться гниение древесины, поэтому необходима обработка специальными покрытиями.
Фанерное основание. Выполняется из толстой фанеры в различных конфигурациях.
Важно, чтобы ножки были прочными и надежными, тогда стол из фанеры будет стоять на них устойчиво.
Поэтапный алгоритм изготовления кухонного стола
В мастер-классе описано, как своими руками сделать стол из фанеры. Алгоритм выполнения работы:
На бумагу переносятся чертежи в соответствии с дизайнерским решением, размерами.
Вырезание фрагментов. Изображения переводятся на плотный картон, из которого вырезаются детали.
Подготовка материала. Выбирать нужно качественную фанеру однородного цвета, не имеющую дефектов.
Разметка деталей. На фанерный лист накладываются картонные шаблоны, обводятся карандашом.
Вырезка деталей. С помощью инструментов вырезаются все детали: столешница, стойки или ноги.
Обработка поверхностей. Все детали шлифуются наждачной бумагой или шлифовальной машинкой.
Особенно тщательно шлифуются стыки, так как элементы должны вплотную прилегать друг к другу.
Далее нужно проделать следующие шаги:
Наметка расположения крепежных элементов. Карандашом делаются отметки в местах, где будет расположен крепеж.
Сверление отверстий. Сначала просверливаются отверстия с диаметром, который меньше, чем у саморезов. Потом верх отверстий обрабатывается сверлом, у которого диаметр больше.
Соединение деталей. Составляющие (столешница, ножки, боковые вставки) соединяются саморезами. Важно, чтобы между деталями не было зазоров. На шляпки саморезов надеваются специальные заглушки.
Финишное покрытие. По собственному усмотрению столешница и другие детали покрываются лаком или краской.
Важно, чтобы стол из фанеры был устойчивым, поэтому можно дополнить ножки горизонтальными перекладинами.
ЧертежПодготовить материалыРазметить столещницуНарисовать скругление на углахВырезать закругленияОтшлифовать боковиныОтшлифовать поверхность столешницыВырезать планку жесткостиРазметить детали ножекВырезать все поверхности и обработатьНаметить расположение крепежных элементов, просверлить отверстияСоединить деталиПокрыть лаком или краской
Пошаговый мастер-класс по созданию ячеистого стола
Создание ячеистого стола облегчит процесс работы с листовыми материалами с большой площадью. Верстак можно собрать наподобие конструктора, используя саморезы только для крепления ножек. Получившийся фанерный стол легко разбирать и собирать, что удобно при транспортировке или хранении. После составления чертежей и перенесения вырезанных деталей на картон можно приступать к изготовлению верстака пошагово:
Подготовка материала. Ламинированная фанера должна иметь размеры 122 х 244 см, толщину – не менее 1,5 см. Лучше брать сырье из березы.
Нанесение деталей на фанеру и вырезание. На листе материала обводятся все детали и вырезаются.
Выполнение технологических отверстий. На готовых элементах выпиливаются отверстия. Большие пропилы и отверстия потребуются при работе на столе, тоненькие, расположенные в боковых частях и в центре, пригодятся для монтажа верстака.
Сборка. Детали собираются за счет пропилов.
Подготовка ножек. Два элемента соединяются под прямым углом, на каждом делаются пропилы, с помощью которых ножки фиксируются к столу.
Конструкция выдерживает значительный вес, работать можно с материалом больших размеров. Ячейки используются как удобно, по своему усмотрению, а установив заглушки, модель превращают в обычный стол.
Подготовить материалы, нанести детали на фанеру и вырезатьВыполнить технологические отверстияПланки после обработкиСобрать конструкциюСделать пропилы на ножкахСоединить ножки с каркасом стола
Видео
( Пока оценок нет )
Поделится с друзьями
Adblock detector
чертежи, размеры и пошаговые инструкции с фото
Фанера – один из самых доступных и качественных древесных материалов и потому её часто используют для изготовления различных предметов интерьера. Особой популярностью этот материал пользуется у людей, которые создают мебель в домашних условиях. Даже при отсутствии опыта, собрать простой журнальный столик из фанеры или ячеистый стол-верстак, не составит особого труда.
Что такое фанера
Фанера представляет собой плиту из тонких слоёв древесины, склеенных между собой. Этот материал отличается прочностью, лёгкостью в обработке и доступной стоимостью. Благодаря множеству преимуществ, фанера является достойной альтернативой натуральному дереву.
Столики из фанеры.
Некоторые особенности работы с фанерой
Фанера – это очень простой в обработке материал, с которым может справиться даже новичок. Из плит легко вырезать детали нужной формы и размера, и в отличие от древесно-стружечных изделий, на них не появляются сколы. Для изготовления фанеры используют разные породы дерева.
Самым оптимальным вариантом считаются плиты из берёзы.
Также при выборе материала следует обратить внимание на класс водостойкости. Плиты класса ФК подходят только для изготовления домашней или офисной мебели, а вот класс ФСФ подойдёт для уличного использования. Выбирая фанеру для столешницы, лучше остановиться на ламинированных плитах толщиной не меньше 20 мм.
Ламинированная фанера.
Плюсы и минусы самодельной мебели из фанеры
Самостоятельное изготовление мебели из фанеры имеет множество преимуществ:
лёгкость работы с материалом;
низкая стоимость;
прочность конструкции;
гибкость материала;
экологичность
свобода в выборе дизайна.
Существенных недостатков у самодельной мебели из фанеры нет.
Основные виды столов из фанеры
Мебель из фанеры отличается надёжностью и практичностью. Из этого материала изготавливают разные модели столов для офиса, дома, дачи и сада.
Как сделать стол из фанеры своими руками
Чтобы изготовить столик из фанеры, понадобится лишь свободное время и немного усилий. Работать с фанерой очень просто и, если внимательно следовать инструкции, всё обязательно получится.
Чертёж и размеры стола из фанеры
Перед изготовлением деталей, следует подготовить схематический рисунок, с указанием всех размеров. Чертёж может быть нарисован от руки или сделан с помощью компьютерной программы.
Можно воспользоваться готовыми рисунками понравившихся моделей из интернета.
Материалы и инструменты
Чтобы получить прочный и красивый стол, очень важно выбрать качественный материал. Плита фанеры для столешницы не должна быть очень тонкой. Минимальная толщина может составлять 10-15 мм, но лучше использовать листы от 20 мм. Также необходимо выбрать материал для ножек фанерного стола:
металлические трубы;
брусья из дерева;
основание из фанеры.
В зависимости от толщины используемой фанеры, необходимо подготовить инструмент для вырезки деталей. Для самых тонких плит толщиной 3-5 мм, достаточно будет простого канцелярского ножа, фанера от 5 до 10 мм распиливается ножовкой или лобзиком, а материал толщиной более 10 мм предполагает использование электролобзика или дисковой пилы.
Также для работы с фанерой понадобятся:
циркуль;
рулетка;
уровень;
карандаш;
шуруповёрт;
машинка для шлифовки;
наждачная бумага;
струбцины;
мебельный степлер;
морилка;
краска;
кисти и валик.
Как сделать простой фанерный стол
Пошаговый алгоритм изготовления простого фанерного стола для кухни, включает такие этапы:
Исходя из выбранной модели составляют чертёж с указанием габаритов стола и размерами деталей.
Из плотного картона изготавливают полноразмерные шаблоны всех элементов стола.
На фанерную плиту наносят разметку с помощью карандаша и картонного шаблона.
Все элементы аккуратно вырезают с помощью подходящего инструмента.
Готовые детали тщательно шлифуют, чтобы избавится от шероховатостей и неровностей. Особое внимание уделяют стыкам.
На всех деталях простым карандашом отмечают места установки крепежей.
В размеченных местах просверливают отверстия. Сперва используют сверло меньшего диаметра, а после дополнительно обрабатывают большим.
Все детали плотно соединяют с помощью саморезов, не оставляя зазоров, а места креплений прячут под специальными заглушками.
Готовый стол при желании покрывают лаком или окрашивают.
Как сделать ячеистый стол из фанеры
Ячеистый стол – это необычная конструкция, которую используют для работы с гипсокартоном, фанерой и другими листовыми материалами. Главной особенностью такого стола, является отсутствие крепёжных элементов. Все детали изделия, кроме ножек, соединяются за счёт специальных ячеек. Ячеистый стол можно легко собрать и разобрать, без использования каких-либо инструментов. Для изготовления такой модели, достаточно следовать пошаговой инструкции:
Для ячеистого стола лучше всего использовать ламинированные плиты из берёзы. Толщина листа должна составлять не меньше 1,5 см, а размеры – 122*244 см.
На плиту фанеры переносят изображение всех деталей стола.
Из листа материала аккуратно выпиливаются детали, со всеми необходимыми отверстиями на них.
Элементы каркаса соединяются между собой с помощью ячеек.
Детали для ножек скрепляют под прямым углом с помощью саморезов.
Каркас и ножки также соединяют без использования крепёжных элементов.
Готовый верстак может быть использован мастерами для самых разных задач. При желании на отверстия можно установить заглушки, превратив его в обычный стол.
Обработка и декор готового изделия
Шлифовка
Когда стол из фанеры будет готов, его поверхность необходимо отшлифовать и покрыть морилкой. Эти процедуры позволят избавиться от неровностей и защитить древесину.
Покрытие лаком
После того как морилка полностью высохнет, столешницу можно покрыть лаком или покрасить. Если для изготовления использовалась качественная фанера, то лучше сохранить природный рисунок и использовать лишь прозрачный лак.
Окантовка
Чтобы края столешницы выглядели аккуратнее, можно использовать специальную окантовочную ленту.
Особенности изготовления разных моделей столов из фанеры
Фанера является популярным материалом, поэтому из неё изготавливают самые разнообразные столы. Некоторые модели выделяются среди остальных и заслуживают особого внимания.
Фанерный стол с зонтиком
Такая модель отлично подойдёт для установки на даче, в саду или около бассейна. Основание столика имеет форму усечённой трапеции, а сверху устанавливается небольшая квадратная столешница, с отверстием по центру. Конструкция хорошо дополнит зонт, но удержать его не сможет. Для надёжной фиксации зонта, необходимо изготовить утяжелитель из бетона.
Мебель
Самодельный сотовый стол с ножками из промышленных труб
Мы с Треем решили обновить нашу столовую новым столом. Мне понравился мой стол из деревянных поддонов. Мы через многое прошли с этим столом. Вы, наверное, заметили это в бесчисленных постах о еде здесь, на ABM. Но я просто чувствовал, что готов к переменам.
Несколько соображений/проблем, с которыми мы столкнулись: Наша столовая больше похожа на столовую/уголок для завтрака. Он совсем небольшой. У нас есть люди, чтобы выпить или поужинать. Таким образом, чем больше посадочных мест мы можем разместить (с комфортом) в пространстве, тем лучше. Мы действительно хотели обновить наш стол до шести, а не до четырех.
Хотел бы я, чтобы у нас было место для стола на восемь человек, как обеденный стол Элси. Может быть, в нашем следующем доме. Не боится мечтать. Я также хотел стол, который я мог бы легко передвигать. Я знаю, странно.
Но, в зависимости от того, в какое время суток я фотографирую рецепты, которые вы видите здесь, в блоге, мне часто приходится передвигать обеденный стол ближе к окну. А ножки-шпильки иногда не подходят для катания на самокате. Трею пришла в голову идея создать стол в форме шестиугольника. Это оказалось ОТЛИЧНЫМ решением для максимального увеличения количества сидячих мест в нашей маленькой столовой. Мы также решили использовать водопроводные трубы с колесиками для ножек стола. В последнее время мне нравится внешний вид столов с трубчатыми ножками.
Сразу купить стол с трубчатыми ножками довольно дорого (мы видели их по цене выше 1500 долларов). Сантехнические трубы стоят дороже, чем вы думаете (или, по крайней мере, больше, чем мы думаем). Чтобы построить наш стол с нуля, со всеми материалами, стоило около 250 долларов, большая часть которых была потрачена на набивные трубы.
Итак, этот стол все еще был своего рода инвестицией. Но мы, конечно, сэкономили немалые деньги, сделав свой собственный, а не купив его (не говоря уже о том, что мы не смогли найти в продаже стол, который действительно соответствовал бы нашим точным потребностям). Если сантехнические трубы просто не соответствуют вашему бюджету, вы можете легко сократить свои расходы с помощью шпилек или даже окрашенных труб из ПВХ. Необходимые материалы: четыре ниппеля из черного железа 10×1 дюйм (да, мы узнали, что они на самом деле так называются) восемь фитингов из черного железа 8×1 один фитинг из черного железа 16×1 дюйм четыре 1-дюймовых напольных фланца четыре колеса для установки 1-дюймовой трубы (у нас есть 3-дюймовые ролики размера 6 с тормозами отсюда) шесть 1-дюймовых тройников из черного железа четыре 8-футовых деревянных доски 1×12 ( может быть немного длиннее, мы его обрежем) шесть 4-футовых деревяшек 1×2 (может быть немного длиннее, мы его тоже обрежем) один 4-футовый кусок твердого дерева 1×8 (может быть до 3 дюймов шире или длиннее) транспортир карандаш 16 (не менее) 0,75-дюймовых винтов 50 (или около того) 1,25-дюймовых винтов наждачная бумага морилка (если используете) и полиуретан (мы использовали полуглянцевый)
Вам также понадобится пара чистых тряпок или щеток, пила и дрель. За исключением встроенных роликов (вы можете заменить их еще 4 фланцами, если вам не нужна мобильность), мы смогли найти все необходимые материалы в наших местных хозяйственных магазинах. ваш 4-футовый кусок дерева с помощью 1,25-дюймовых винтов. Затем вы рисуете свой шестиугольник. Не позволяйте себе слишком увлечься этой частью, но здесь есть небольшая математика. Трей нашел этот правильный шестиугольник (все углы и стороны правильного шестиугольника равны) калькулятор, чтобы немного упростить себе задачу. Чтобы определить свою сторону, вам просто нужно измерить ширину 4 досок 1×12 рядом друг с другом и разделить ее на 2. Это число и будет вашим внутренним радиусом.
Возможно, вы знаете или не знаете, что 1×12 не обязательно означает, что ваша древесина имеет размер 1 дюйм на 12 дюймов. На самом деле это измерения до того, как древесина высохнет, поэтому 1×12 больше похоже на 0,8×11,25. Никогда не понимал, почему он так помечен, но я оставлю это экспертам.
Во всяком случае, , к счастью, ваши магазины коробок, такие как Home Depot и Lowe’s, в значительной степени соответствуют размерам древесины, так что вы, вероятно, можете использовать наши измерения: • Радиус внутреннего радиуса: 22,5 дюйма • Стороны: 26 дюймов • Углы углов: 120° (верно для всех правильных шестиугольников)
На самом деле, все, что вам нужно знать, это длина сторон вашего шестиугольника (все они равны 26 дюймов) и углы ваших углов. . Потом остальное рассосется. Итак, отцентрируйте, измерьте и отметьте 26 дюймов с каждой стороны ваших 4 деревянных досок, соединенных вместе.
Они должны быть точно напротив друг друга. Теперь вытащите свой транспортир (очень дешевый, его можно найти в любом хозяйственном магазине), установите его на 120° и поместите в конец всей 26-дюймовой боковой разметки.
Начертите себе начальную контрольную линию и используйте более длинную линейку, чтобы продолжить ее, завершив боковую сторону. На самом деле вам нужно сделать это только 4 раза, так как оставшиеся 2 угла создадутся сами собой. Вот так и рисуется ваш шестиугольник. Следуйте рисунку, чтобы обрезать края стола. Соберите трубы, чтобы убедиться, что они хорошо подходят к вашему столу. Может быть, вы хотите заменить одну из своих частей трубы на что-то более длинное или короткое (мы провели небольшую проверку методом проб и ошибок).
Это может сделать один человек, но намного проще вдвоем, особенно если этот второй человек готов вернуться в хозяйственный магазин за трубой другой длины. Просто к вашему сведению. Что касается губы, мы не удосужились быть почти такими же точными в наших углах, поскольку их практически никогда не было видно. Отрежьте 6 26-дюймовых частей от ваших 1x2s. Затем обрежьте чрезмерно компенсированные внутренние углы (как будто вы делаете нижний уровень пирамиды).
Мы только что посмотрели на углы, но убедились, что края остаются ровно 26 дюймов. Итак, когда вы смотрели на готовый стол, углы были безупречными. Затем с помощью 1,25-дюймовых винтов закрепите выступ на месте. Это укрепит стол и сделает его более чистым/профессиональным.
СОВЕТ: Ваша древесина никогда не будет идеальной и обязательно будет немного коробиться то здесь, то там. После того, как вы зафиксировали губу, посмотрите, не торчат ли немного некоторые из ваших основных досок. Если это так, просто используйте обрезки ваших досок 1×2, чтобы еще больше скрепить четыре основные доски вместе. Просто убедитесь, что вы ничего не мешаете ножкам вашего стола. Затем отшлифуйте весь стол, чтобы он был очень гладким. Если вы окрашиваете, добавьте свой выбор цвета. Мы использовали пятно от пшеницы. Дайте полностью высохнуть. Уплотнение полиуретаном. Мы использовали два слоя для дополнительной защиты.
Когда все высохнет, вы готовы прикрутить ножки и колеса к столешнице (здесь вы используете 0,75-дюймовые винты). Вы также можете сделать это до того, как будете шлифовать/окрашивать.
Но мы все еще ждали, пока наши колеса придут по почте. Есть несколько способов добавить колеса на стол, но они очень просты. Просто вставьте их, немного затяните болт внизу, и все готово! Мне нравится наш новый стол! Мы добавили еще два стула-призрака (подаренные нам Элси) к уже имеющимся четырем. Я думаю, стулья-призраки идеально подходят для нашей столовой. Это не дает пространству выглядеть чрезмерно загроможденным, так как мы пытаемся разместить 6 человек и стулья в относительно небольшом пространстве.
Мы также перенесли наш старинный ковер из коровьей шкуры из гостиной в столовую. Наша столовая является одним из самых посещаемых мест в нашем доме, и мне нравится, как наш коврик из коровьей шкуры выдерживает всю собачью шерсть (у нас три собаки, слишком много?) и пешеходное движение до сих пор.
Несмотря на то, что они винтажные (не знаю, сколько им лет на самом деле), они удивительно долговечны и легко чистятся. Не могу дождаться нашего следующего ужина. Теперь мы можем пригласить дополнительную пару! Спасибо, что позволили нам поделиться со всеми вами нашим новым обеденным столом. Хо. Эмма + Трей
P.S. Все наши стулья-призраки от Amazon, доска для колышков сделана своими руками, ковер из коровьей шкуры изготовлен в винтажном стиле от Red Velvet, а буквы «везде» — в винтажном стиле от Funtiques.
Выберите причину… С моим заказом возникла проблемаОн использует мою интеллектуальную собственность без разрешенияЯ не думаю, что это соответствует политике EtsyВыберите причину…
Первое, что вы должны сделать, это связаться с продавцом напрямую.
Если вы уже это сделали, ваш товар не прибыл или не соответствует описанию, вы можете сообщить об этом Etsy, открыв кейс.
Сообщить о проблеме с заказом
Мы очень серьезно относимся к вопросам интеллектуальной собственности, но многие из этих проблем могут быть решены непосредственно заинтересованными сторонами. Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.
Если вы хотите подать заявление о нарушении авторских прав, вам необходимо выполнить процедуру, описанную в нашей Политике в отношении авторских прав и интеллектуальной собственности.
Посмотрите, как мы определяем ручную работу, винтаж и расходные материалы
Посмотреть список запрещенных предметов и материалов
Ознакомьтесь с нашей политикой в отношении контента для взрослых
Товар на продажу…
не ручной работы
не винтаж (20+ лет)
не ремесленные принадлежности
запрещены или используют запрещенные материалы
неправильно помечен как содержимое для взрослых
Пожалуйста, выберите причину
Расскажите нам больше о том, как этот элемент нарушает наши правила.
Технические характеристики стеклопластиковой полимерной арматуры
Стеклопластиковая арматура — технические характеристики
Из статьи вы узнаете о десяти важных технических параметрах стеклопластиковой арматуры — что означает каждый из них, какой показатель ему соответствует.
Стеклопластиковая арматура — наиболее выгодная по соотношению «цена-качество» разновидность композитной арматуры. В мире её аналоги используют ещё с 30-х годов, в СССР этот термин впервые был озвучен в 40-х годах прошлого века. Разбираем подробно технические характеристики этого вида полимерной арматуры.
Содержание:
Про АКС
Процесс производства
Вес
Разрывная прочность
Модуль упругости
Относительное удлинение
Плотность
Линейный коэффициент теплового расширения
Теплопроводность
Радиопрозрачность
Коррозийная стойкость
Гигиенические свойства
Нет времени читать всю статью? Сохраните её в социальных сетях или отправьте себе в мессенджер!
Стеклопластиковая арматура использовалась ещё в советские годы. Правда, как это часто случалось с инновационными материалами (например, арболитовыми блоками) с распадом СССР тема сошла на «нет» и начала возраждаться только в начале двухтысячных годов.
Применение арматуры из стекловолокна довольно широко — армирование фундаментов, стяжки, иных бетонных конструкций, в качестве гибких связей, шпалер и приштамбовых кольев, ограждений, а также в производстве многослойных стеновых блоков для скрепления слоёв между собой. Её применяют, во-первых, для удешевления строительства, а во-вторых, из-за многочисленного списка преимуществ по сравнению с металлом.
Пример применения стеклоарматуры для армирования стяжки пола
Использование композитной стеклопластиковой арматуры регламентируется сводом правил СП 295.1325800.2017.
Как производят стеклопластиковую арматуру
Полимерная арматура изготавливается из тонких нитей стекловолокна, связывающихся в единый стержень при помощи связующего вещества — компаунда на основе эпоксидной смолы. На поверхность стержня наносятся ребра для лучшего сцепления с бетоном.
Использование стекловолокна и обуславливает высокую прочность композитных армирующих материалов. Дело в том, что массивное стекло само по себе хрупкое. А вот тонкая стеклонить превосходит по прочности на разрыв большинство имеющихся в природе материалов. Её прочность достигает 2,4 гигапаскалей. Об этом писал в своей книге советский инженер Николай Фролов.
Пропитка стеклонити компаундом на начальном этапе производственного цикла
Производство стеклопластиковой арматуры — сложный технологический процесс, в котором любая мелочь имеет значение. Ошибки, допущенные при изготовлении, сказываются на качестве арматуры.
Какие ошибки допускают производители стеклопластиковой композитной арматуры читайте в нашем обзоре. Вам будет полезна эта статья!
Технические характеристики арматуры из стекловолокна
Рассмотрим 10 характеристик, на которые могут ориентироваться покупатели при покупке стеклопластиковой арматуры. Постараемся рассказать на что влияет та или иная характеристика и, конечно, дадим значения на примере нашего товара.
Вес арматуры сказывается на общем весе строения, а также затратах на транспортировку. Стеклоарматура в несколько раз легче металлической. Соответственно, если закладывать её в кладку или в стяжку пола, то нагрузка на фундамент будет меньше. Это экономия на фундаменте.
Перевозить такую арматуру тоже проще. Во-первых, из-за формы выпуска в бухтах, во-вторых из-за лёгкого веса. Если для перевозки стальной арматуры понадобится фура, то в случае со стеклопластиковой будет достаточно и «Газели».
В эту небольшую машину умещается 16 км стеклопластиковой арматуры
Сколько весит арматура?
Вес одного метра стеклопластиковой арматуры в зависимости от диаметра в граммах (в скобках вес стальной арматуры А3):
Ø4 — 25
Ø6 — 56 (222)
Ø8 — 94 (395)
Ø10 — 144 (617)
Ø12 — 198 (888)
Ø14 — 280 (1210)
Ø16 — 460 (1580)
Ø18 — 560 (2000)
Ø20 — 630 (2470)
Ø22 — 730 (2980)
Ø24 — 850 (3850)
Разрывная прочность
Арматура в бетонных конструкциях работает на изгиб и разрыв (в зависимости от типов конструкций). Предел прочности на разрыв — важнейшая техническая характеристика арматуры, определяющая её максимальное растяжение во время критических нагрузок.
Разрывная нагрузка — максимальное усилие, которое выдерживает материал до разрушения и характеризующее его способность воспринимать нагрузку. Разрывная прочность стеклопластиковой арматуры в несколько раз выше, чем у стальной. Поэтому, для конструкций, в которых арматура будет работать на разрыв, она подходит лучше.
Какая прочность у стеклопластиковой арматуры?
Предел прочности при растяжении АКС арматуры составляет 1189 МПа. Для сравнения — у стальной арматуры этот показатель равен 390 МПа.
Исходя из этого и появилась таблица равнопрочной замены полимерной арматуры на металл. То есть, вместо металла 12-го диаметра применяется стеклоарматура 8-го диаметра.
А вот если делать расчёт для конструкций, работающих на прогиб, то замена действует в обратную сторону. Об этом недостатке в следующем пункте.
Модуль упругости стеклопластиковой арматуры
Определение из Википедии: модуль упругости характеризует способность материала упруго деформироваться (т.е. не постоянно) при приложении к нему какой-либо силы. Проще говоря, от модуля упругости зависит раскрытие микротрещин бетонной конструкции.
По этому показателю стальная арматура превосходит неметаллическую. Армирование препятствует растрескиванию и обвалу всей конструкции. Соответственно, от модуля упругости зависит величина потенциальных трещин. НО! Расчёты по данной характеристике производятся для конструкций, который будут работать на прогиб. Это:
балки прямоугольного или таврового сечения;
бетонные плиты перекрытия;
оконные и дверные перемычки.
Для этих конструкций с учётом модуля упругости следует закладывать композитную арматуру большего диаметра ,чем металлическую.
Относительное удлинение после разрыва обозначается в процентах. Характеристика выражает изменение расчётной длины стержня арматуры, в пределах которой произошёл разрыв, выраженной в процентах от первоначальной длины. Иными словами этот показатель характеризует удлинение рабочей части стержня после разрушения к начальной расчётной длине. Значение относительного удлинения определяют при испытаниях на разрыв.
Простыми словами, эта характеристика влияет на образование трещин в бетонной конструкции. Чем ниже этот показатель, тем больше вероятность избежать трещин!
Какова величина относительного удлинения арматуры?
Плотностью называют отношение массы тела к занимаемому этим телом объёму. Также её называют удельным весом. Обозначается как количество килограмм или тонн на один метр в кубе.
Плотность влияет на вес изделия и иногда может помочь определить качество стеклопластиковой арматуры. Например, арматура диаметром 12 мм производства «Композит 21» весит 200 гр/метр. Это примерный вес АСК арматуры хорошего качества. Если же вам предложили товар по нереально низкой цене, уточните у продавца сколько он весит. Например, в нашей практике был случай, когда заказчику предложили 12-миллиметровую арматуру по очень низкой цене. А позже выяснилось, что метр этой арматуры весит на 20% меньше. Соответственно, это материал меньшей плотности, прочностные характеристики которого будут ниже.
Эта характеристика показывает насколько будет удлиняться материал при увеличении его температуры на один градус. При изменениях температуры в пределах 80 °C (например, от — 40 °C до + 40 °C) расширение бетона может достигать 0,8 мм на метр. Поэтому, температурные колебания могут вызвать растрескивание бетона с жёстким наполнителем из-за разных коэффициентов линейного расширения у самого бетона и наполнителя.
В этом заключается ещё одно преимущество стеклопластиковой арматуры перед металлической. Дело в том, что тепловой коэффициент бетона и композитной арматуры примерно одинаков, поэтому бетон, армированный композитом будет меньше подвержен отрицательному влиянию температурных колебаний.
Какой коэффициент линейного расширения у стеклопластиковой арматуры?
Коэффициент для стеклопластиковой арматуры — 9-12 ax10-6/°C, для стальной арматуры — 13-15 ax10-6/°C.
Теплопроводность
Теплопроводностью называют способность тел переносить энергию (тепло) от более нагретых частей тела к менее нагретым. По другому — это количественная характеристика способности тела проводить тепло. Количественно эта способность выражается коэффициентом теплопроводности. Чем меньше значение коэффициента, тем ниже склонность материала к переводу тепла.
Например, если рассматривать стену дома, то использование при её строительстве материалов с высокой теплопроводностью приведёт к передаче тепла из нагретого помещения (т.е. вашего дома) в менее нагретое (т.е. на улицу). Грубо говоря, зимой вы будете топить улицу. А летом наоборот. Таким образом, при строительстве из материалов с низкой теплопроводностью в доме будет тепло зимой и прохладно летом.
Армирование цоколя из строительных блоков стеклопластиковой арматурой
Стеклопластиковая арматура (либо сетка), которую закладывают в стены при армировании кладки, отличается меньшей теплопроводностью в отличие от стальной. Она не образует «мостиков холода», через которые тепло будет покидать ваше жильё.
Какой коэффициент теплопроводности у арматуры?
Коэффициент теплопроводности стеклопластиковой арматуры — 0,35 Вт/(м°С), а у стальной арматуры — 46 Вт/(м°С).
Также стеклопластиковая арматура активно используется в качестве гибких связей в многослойных стенах.
“Низкая теплопроводность композитных стержней предопределила их эффективное использование в качестве связей многослойных стеновых конструкций. По результатам сравнительных испытаний трехслойных стеновых панелей на сдвиг слоев относительно друг друга, в которых использованы стеклопластиковые и металлические связи, установлено, что стеклопластиковая арматура обеспечивает требуемый уровень жесткости и прочности, предъявляемый к гибким связям.»
— Источник: Грановский А. В., Хактаев С.С. Применение стеклопластиковой арматуры в качестве гибких связей в трехслойных стеновых панелях // Промышленное и гражданское строительство. 2013. № 10. С. 84–87
Радиопрозрачность и диэлектрические свойства
Этот параметр важен прежде всего в области электроэнергетического строительства. Стеклопластиковая арматура является диэлектриком, поэтому не создаёт помех для работы сложных электрических приборов. Именно по этой причине композитная арматура применялась при строительстве Центра квантовых нанотехнологий в Канаде или Института изучения твёрдых тел имени Макса Планка в Германии.
Стеклопластиковая арматура не создаёт радиопомех, в отличие от металлических контуров из стальной арматуры. Подробнее об электротехнических свойствах арматуры из стекловолокна читайте в другой статье.
Коррозийная стойкость
Коррозией называют самопроизвольное разрушение металлов, а также сплавов в результате воздействия окружающей среды. В отношении неметаллических материалов такой термин употреблять не принято (правильнее использовать термин «старение»). Но при ужесточении эксплуатационных условий полимерные материалы тоже склонны ухудшаться под воздействием среды. Поэтому, термин «коррозия» употребляют и в отношении стеклопластиковой арматуры.
Если же сравнивать композитную и стальную арматуру, то первая обладает высокой коррозийной стойкостью (в том числе, от воздействия как жидкостной, так и химической коррозии), а вторая — низкой.
На что влияет эта характеристика? На долговечность. Срок службы стеклопластиковой арматуры больше, чем у металлической.
“В 1975 и 1984 годах стеклопластиковая арматура диаметром 6 мм была применена в строительстве опытных преднапряженных конструкций мостов. Прочность арматуры на растяжение составляла 1200 МПа, однако, учитывая низкий модуль упругости (30-40 ГПа), в поперечном сечении балок располагались стержни из алюмоборсиликатного волокна диаметром 10 мкм, количество связующего не превышало 20 % по массе. В 2006 году сотрудниками НИИЖБ им. Гвоздева было изучено состояние некоторых таких конструкций. Обследование опытных пролетных строений не выявило серьезных нарушений и подтвердило необходимость проведения дальнейших более детальных экспериментов с получением статистических данных по изменению сцепления с бетоном, прочностным и деформативным характеристикам полимеркомпозитной арматуры, в том числе длительной прочности.»
— Источник: Вестник БГТУ им. В.Г. Шухова , №3, 2017
Экологическая безопасность
ГОСТ 31938-2012 регламентирует гигиенические требования к композитной арматуре а также всем её видам, включая стеклопластиковую. АКП не должна выделять вредные и токсичные вещества в концентрациях угрожающих здоровью человека, а также оказывать вредное воздействие на окружающую среду.
По требованиям нормативного документа концентрация фенола и формальдегида не должна превышать 0,003 мг/м3, концентрация толуола не должна превышать 0,600 мг/м3, уровень запаха не более 2 баллов. А эффективная удельная активность природных радионуклидов — не более 370 Бк/кг.
Безопасна ли стеклопластиковая арматура?
Гигиеническая характеристика стеклопластиковой арматуры согласно результатам санитарно-эпидемиологической экспертизы:
концентрация фенола: <0,001
концентрация формальдегида: <0,001
концентрация толуола: <0,16
эффективная удельная активность природных радионуклидов: 128±50
уровень запаха: 1 балл.
То есть, все показатели в пределах нормы. По крайней мере, у нашей компании.
Сертификат соответствия санитарным нормам
Гигиенические характеристики стеклопластиковой арматуры
Заключение санитарно- эпидемиологической службы
Читайте также:
Защитный слой бетона
Армирование стен
Опыт применения композитной стеклопластиковой арматуры за рубежом
Композитная стеклопластиковая арматура назначение, технические характеристики, свойства и область применения
Назначение
Композитная стеклопластиковая арматура – вид строительной арматуры, она производится в виде стержней разной длинны, имеющих внешнее сечение в виде спирали. Изготавливается из стекловолокна и связующих смол. Волокно обеспечивает необходимую прочность, а смола связывает волокна между собой.
Внедрение в технологию строительства данной арматуры не только снижает стоимость работ до 50%, но также увеличивает срок эксплуатации объекта. Достоинством данной арматуры является высокая прочность и малый удельный вес. Поэтому такая арматура является сильным конкурентом простой металлической арматуры. Стеклопластиковая арматура обладает рядом физико-механических качеств позволяющих использовать ее в очень агрессивных средах. Со временем материал не ржавеет, не разрушается при контакте с бетоном. Благодаря своим плюсам, композитная стеклопластиковая арматура практически вытеснила металлическую во многих областях строительства: армирование ленточных и монолитных фундаментов в малоэтажном строительстве, армировании бетонной стяжки пола. Она нашла применение во многих уголках нашей планеты. Используется при строительстве небоскребов в странах Востока, стройплощадках Европы, а в Японии — это основной вид арматуры при строительстве зданий, к которым предъявляют повышенные требования к сейсмической устойчивости.
Стеклоровинг, связанный полимером на основе эпоксидной смолы
Предел прочности при растяжении, МПа
1000-1300
Модуль упругости, Мпа
50 000
Относительное удлинение, %
2,2
Плотность, т/м3
1,9
Коэффициент линейного расширения αх*10-5/°C
9-12
Временное сопротивление при растяжении, МПа
От 750
Коррозионная стойкость к агрессивным средам
Нержавеющий материал, первой группы химической стойкости, в том числе к щелочной среде бетона
Теплопроводность
Нетеплопроводна
Электропроводность
Неэлектропроводна — диэлектрик
Выпускаемые профили, мм
4 — 24
Длина
Возможна любая длина стержней и поставка в бухтах.
Экологичность
Имеется санитарно-эпидемиологическое заключение, не выделяет вредных и токсичных веществ
Долговечность
Прогнозируемая долговечность не менее 100 лет
Параметры равнопрочного арматурного каркаса при нагрузке 25 т/м2
При использовании арматуры 8 АКС размер ячейки 23 x 23 см. вес 0,61 кг/м2. Уменьшение веса в 9 раз.
Свойства
— Композитная арматура в 9 раз легче классической арматуры из металла, при этом ее прочностные характеристики лучше в 3 раза. Это дает возможность уменьшать диаметр, сохраняя все необходимые характеристики.
— Стеклопластиковая арматура имеет долгий срок эксплуатации. Срок годности арматуры из композитных материалов практически не ограничен. По мнению экспертов, данная арматура способна сохранять свои технические характеристики в возведенном объекте не менее 80-100 лет. Это позволяет минимизировать ремонтные работы и повысить срок эксплуатации готового объекта.
— Устойчивость к химическим воздействиям. Стеклопластиковая арматура не реагирует на воздействие щелочной и кислотных сред. В процессе ее эксплуатации не происходит окисление, и соответственно нет проявлений коррозии. Это позволяет избавиться от появления трещин и разрушения бетонных конструкций в следствии внутренних напряжений. Такие напряжения появляются при коррозии металлической арматуры.
— Не является источником электромагнитных помех. Имеет низкий коэффициент теплопроводности.
— Стеклопластиковая арматура, благодаря своим уникальным диэлектрическим и теплопроводным свойствам широко используется при возведении жилых домов. Армирование бетонных конструкций материалом с хорошими диэлектрическими свойствами позволяет избавиться от возможных электромагнитных помех, после введения здания в эксплуатацию. Низкий коэффициент теплопроводности, дает возможность экономить на отоплении зданий, так как стеклопластиковая арматура не создает «мостки холода» и не увеличивает потери тепла.
— Стоимость стеклопластиковой арматуры в 1.5 — 2 раза ниже, чем стоимость стальной арматуры равнопрочностного диаметра. Большая экономия при строительстве достигается за счет уменьшения стоимости как самого материала, так и стоимости его доставки и монтажа. Стеклопластиковую арматуру легко разгружать, при этом не требуется специальная техника или большое количество рабочих.
— Простота в доставке. Стеклопластиковая композитная арматура реализуется бухтами диаметр которых составляет порядка 1 метра. Вес такой бухты колеблется от 7 до 10 кг. Так упаковываются все виды арматуры, диаметр прутков которых не более 10 мм. Это позволяет перевозить стеклопластиковую арматуру в легких грузовиках, или даже в багажнике легкового автомобиля. Стальную арматуру перевозят в грузовых автомобилях с длинным кузовом, при этом для ее загрузки и разгрузке необходима специальная техника.
— Стеклопластиковая арматура обладает высокими противопожарными характеристиками. Данный материал не горит. Ее можно эксплуатировать внутри бетона в широком диапазоне температур от -70 до +600 градусов по шкале Цельсия. Если на арматуру в течении длительного времени воздействовать температурой более 200 градусов, то она, как и бетон, потеряет свои эксплуатационные свойства.
— Арматура изготовляется в прутах необходимой длинны. Это позволяет значительно экономить на остатках, и оптимизировать условия монтажа.
— Стеклопластиковая арматура имеет близкий к бетону коэффициент расширения. Благодаря этому она не разрушает бетон при повышении температуры, что повышает срок эксплуатации сооружения.
— Прочностные характеристики и внутренне напряжение в прутках не изменяются при изгибе стеклопластиковой арматуры. Поэтому, при развертывании бухты, пруток принимает свою первоначальную прямую форму. Это значительно ускоряет и облегчает монтажные работы, и дает возможность экономить на хранении и перевозке.
— Простота в монтаже. Арматуру можно «вязать» применяя минимальное количество подсобных инструментов и дополнительных материалов. Резать стеклопластик можно с помощью болгарки, торцовки или даже ножниц и кусачек.
Область применения
Стеклопластиковая арматура используется при возведении различных зданий и сооружений, в соответствии с техническим заданием сформулированным в проекте строительства:
— При строительстве производственных и гражданских зданий при армировании фундаментов, стяжек и стен.
— Для укрепления автомагистралей и дорог местного значения внутри дорожного полотна.
— Практически любых зданий и сооружений из бетона в качестве стержней и сеток в различных конструкциях.
— При возведении кирпичных многослойных стен.
Надо отметить, что стеклопластиковая арматура наиболее актуально там, где имеется химически активная среда, и где применение металлической арматуры значительно ухудшает качественные характеристики возводимого сооружения. Ее использование оправдано при возведении портовых сооружений и для укрепления линии побережья и рек.
— При строительстве канализационных и мелиорационных сооружений.
— При строительстве сооружений с повышенными требованиями к химической устойчивости.
— При проведении работ по внешнему утеплению зданий.
— При производстве бетонных изделий с внутренним преднапряжением.
— При реконструкции или возведении зданий с повышенной сейсмоустойчивостью.
Что такое композиты — Откройте для себя композиты
Определение «композит» — это два или более материалов с заметно различающимися физическими или химическими свойствами, классифицируемых как «матрица» или «армирование», объединенных таким образом, чтобы действовать согласованно, все же остаются отдельными и отличными на каком-то уровне, потому что они не полностью сливаются или растворяются друг в друге.
В то время как другие материалы технически являются композитами, этот термин стал обозначать комбинацию смолы и волокнистого армирования, иногда называемую «полимерами, армированными волокном» или композитами FRP. Эта комбинация может производить одни из самых прочных и универсальных материалов для своего веса, которые когда-либо разрабатывались технологиями.
Кроме того, смола, волокно и добавки, входящие в состав композитов, могут быть адаптированы для производства конечных деталей и продуктов с широким диапазоном физических свойств, что позволяет использовать композиты во множестве областей применения.
Хотя смолу, используемую в композитах, иногда называют «пластиком», ее не следует путать с большинством пластиков, которые мы видим сегодня, которые на самом деле представляют собой чистый пластик, такой как игрушки и бутылки из-под газировки.
Композиты обладают уникальными преимуществами по сравнению с традиционными материалами, такими как сталь, алюминий, дерево или бетон. Это связано как с уникальной природой материала, так и с нашей способностью адаптировать его компоненты для изменения характеристик конечного продукта. В результате композиты обладают многими выгодными физическими свойствами и большой гибкостью дизайна. Чтобы узнать больше о преимуществах композитов, изучите их применение в различных отраслях:
Преимущества композитов:
Легкий вес
Высокая прочность
Коррозионностойкий
Высокое соотношение прочности и веса
Направленная прочность – индивидуальные механические свойства
Высокая ударопрочность
Высокая электрическая прочность (изолятор)
Радар прозрачный
Немагнитный
Низкие эксплуатационные расходы
Быстрая установка
Долговечность
Консолидация деталей
Размерная стабильность
Геометрия деталей от мелких до крупных – стиль/дизайн – скульптурная форма
Композиты открывают целый мир новых возможностей для производителей, дизайнеров и инженеров. Как узнали многие компании, работа с композитами позволяет адаптировать свойства волокон, смол и добавок, чтобы получить именно те свойства материала и рабочие характеристики, которые вам нужны. По мере того, как композитные материалы становились все более сложными, усложнялись и производственные процессы, используемые для изготовления изделий из композитов. Когда-то новые методы, такие как пултрузия, литье под давлением из смолы и крупномасштабная намотка нити, теперь стали основными в индустрии композитов.
Волокнистая арматура , такая как стекло, углерод, арамид или другой армирующий материал, с достаточным отношением длины к толщине для обеспечения заметной армирующей функции в одном или нескольких направлениях.
Узнать больше
Полимерная матричная смола , термопластичная или термореактивная, например полиэфирная, изополиэфирная, винилэфирная, эпоксидная, фенольная.
Узнать больше
Наполнители, добавки, основные материалы добавляют в композиты для контроля процесса формования или улучшения физических свойств конечного продукта (цвет, прочность, долговечность, огнестойкость и многие другие характеристики).
Подробнее
Процессы литья превращают композитные материалы в широкий спектр продуктов и деталей. Ключевой добавкой является катализатор, который инициирует химическую реакцию, в результате которой смола «сшивается» и становится твердой (отвердевающей).
Более эластичная смола или матрица придает форму, защищает волокна и передает нагрузку между волокнами. Волокна, в свою очередь, обеспечивают прочность и жесткость, укрепляя матрицу и помогая ей противостоять трещинам и изломам.
Подробнее
Наука и технология композитных материалов
В таком развитом обществе, как наше, мы все зависим от композитных материалов в некоторых аспектах нашей жизни. Стекловолокно
ГЛОССАРИЙ Стекловолокно Композитный материал, изготовленный из тонких стеклянных волокон, сплетенных в ткань, а затем соединенных синтетическим пластиком или смолой.
был разработан в конце 1940-х годов и стал первым современным композитом. Он по-прежнему остается самым распространенным, составляя около 65 процентов всех производимых сегодня композитов. Он используется для изготовления корпусов лодок, досок для серфинга, спортивных товаров, облицовки бассейнов, строительных панелей и кузовов автомобилей. Вы вполне можете использовать что-то из стекловолокна, не подозревая об этом.
Лодки, доски для серфинга, автомобили и многое другое: стекловолокно и другие композитные материалы окружают нас. Источник изображения: sobri/Flickr.
Что делает материал композитным
Композитные материалы образуются путем объединения двух или более материалов, обладающих совершенно разными свойствами. Различные материалы работают вместе, чтобы придать композиту уникальные свойства, но внутри композита вы можете легко отличить разные материалы — они не растворяются и не смешиваются друг с другом.
Композиты существуют в природе. Кусок дерева представляет собой композит, состоящий из длинных волокон целлюлозы (очень сложной формы крахмала), скрепленных гораздо более слабым веществом, называемым лигнином. Целлюлоза также содержится в хлопке и льне, но именно связывающая способность лигнина делает кусок древесины намного прочнее пучка хлопковых волокон.
Это не новая идея
Человечество использует композитные материалы тысячи лет. Возьмем, к примеру, глиняные кирпичи. Если вы попытаетесь согнуть лепешку из засохшей грязи, она легко сломается, но будет прочной, если вы попытаетесь раздавить или сжать ее. С другой стороны, кусок соломы обладает большой силой, когда вы пытаетесь его растянуть, но почти не имеет силы, когда вы его смываете. Когда вы смешиваете глину и солому в блоке, свойства двух материалов также объединяются, и вы получаете кирпич, который устойчив как к сжатию, так и к разрыву или изгибу. Говоря более технически, у него есть как хорошие прочность на сжатие
ГЛОССАРИЙ прочность на сжатие Максимальное напряжение, которое может выдержать материал, когда он подвергается нагрузке, которая сжимает его.
и хорошо предел прочности
ГЛОССАРИЙ предел прочности при растяжении Максимальное напряжение, которое выдержит материал, когда он подвергается растягивающей нагрузке.
.
Мужчина восстанавливает древнюю цитадель из сырцового кирпича в Иране после ее повреждения в результате землетрясения. Глиняные кирпичи — это те же материалы, которые использовались для его строительства около 2500 лет назад. Источник изображения: OXLAEY.com/Flickr.
Еще одним известным композитом является бетон. Здесь заполнитель (мелкие камни или гравий) связан цементом. Бетон обладает хорошей прочностью при сжатии, и его можно сделать более прочным при растяжении, добавив в композит металлические стержни, проволоку, сетку или тросы (таким образом создавая железобетон).
Композиты были изготовлены из формы углерода, называемой графеном, в сочетании с металлической медью, в результате чего получается материал, в 500 раз прочнее, чем медь сама по себе. Точно так же композит графена и никеля имеет прочность, превышающую прочность никеля более чем в 180 раз.
Что касается стекловолокна, то оно изготовлено из пластик
ГЛОССАРИЙ пластик Твердый материал, состоящий из органических полимеров.
армированный нитями или стеклянными волокнами. Эти нити можно либо связать вместе и сплести в мат, либо иногда нарезать на короткие отрезки, которые произвольно ориентированы в пластиковой матрице.
Больше, чем просто прочность
В настоящее время многие композиты производятся не только для повышения прочности или других механических свойств, но и для других целей. Многие композиты предназначены для того, чтобы быть хорошими проводниками или изоляторами тепла или обладать определенными магнитными свойствами; свойства, которые являются очень специфическими и специализированными, но также очень важными и полезными. Эти композиты используются в огромном количестве электрических устройств, включая транзисторы, солнечные элементы, датчики, детекторы, диоды и лазеры, а также для изготовления антикоррозионных и антистатических покрытий поверхностей.
Композиты, изготовленные из оксидов металлов, также могут обладать особыми электрическими свойствами и используются для производства кремниевых чипов, которые могут быть меньше и более плотно упакованы в компьютер. Это увеличивает объем памяти и скорость компьютера. Оксидные композиты также используются для создания высокотемпературных сверхпроводящих свойств, которые теперь используются в электрических кабелях.
Изготовление композита
Большинство композитов состоит всего из двух материалов. Один материал (матрица или связующее) окружает и связывает вместе группу волокон или фрагментов гораздо более прочного материала (армирования). В случае сырцовых кирпичей две роли выполняют глина и солома; в бетоне цементом и заполнителем; в куске дерева, целлюлозой и лигнином. В стекловолокне армирование обеспечивается тонкими нитями или волокнами стекла, часто вплетенными в своего рода ткань, а матрица представляет собой пластик.
Примеры различных форм армирования стекла для использования при создании стеклопластика. Источник изображения: Cjp24/Викисклад.
Стеклянные нити в стекловолокне очень прочны при растяжении, но они также хрупкие и ломаются при резком изгибе. Матрица не только удерживает волокна вместе, но и защищает их от повреждений, разделяя любые стресс
ГЛОССАРИЙ стресс Сила на единицу площади. Измеряется в тех же единицах, что и давление, а именно в паскалях (Па). Материалы обычно имеют прочность в диапазоне мегапаскалей (МПа) (1 МПа = 1 000 000 Па).
среди них. Матрица достаточно мягкая, чтобы ее можно было формировать с помощью инструментов, и ее можно смягчить подходящими растворителями, чтобы можно было произвести ремонт. Любая деформация листа стеклопластика обязательно растягивает часть стеклянных волокон, а они способны этому противостоять, поэтому даже тонкий лист очень прочен. Он также довольно легкий, что является преимуществом во многих приложениях.
За последние десятилетия было разработано много новых композитов, некоторые из которых обладают очень ценными свойствами. Тщательно выбирая армирование, матрицу и производственный процесс, который объединяет их, инженеры могут адаптировать свойства в соответствии с конкретными требованиями. Они могут, например, сделать композитный лист очень прочным в одном направлении, выровняв таким образом волокна, но более слабым в другом направлении, где прочность не так важна. Они также могут выбрать такие свойства, как устойчивость к теплу, химическим веществам и атмосферным воздействиям, выбрав соответствующий матричный материал.
Выбор материалов для матрицы
Для матрицы во многих современных композитах используются термореактивные или термопластичные пластики (также называемые смолами). (Использование пластика в матрице объясняет название «армированный пластик», обычно данное композитам). Пластмассы полимеры
ГЛОССАРИЙ полимеры Крупные молекулы, состоящие из множества звеньев (мономеров), связанных друг с другом в цепочку. Существуют природные полимеры (такие как крахмал и ДНК) и синтетические полимеры (такие как нейлон и силикон).
которые скрепляют арматуру и помогают определить физические свойства конечного продукта.
Термореактивные пластмассы жидкие при приготовлении, но затвердевают и становятся жесткими (т.е. отверждаются) при нагревании. Процесс схватывания необратим, поэтому эти материалы не становятся мягкими при высоких температурах. Эти пластмассы также устойчивы к износу и воздействию химических веществ, что делает их очень прочными даже в экстремальных условиях.
Термопластические пластмассы, как следует из названия, являются твердыми при низких температурах, но размягчаются при нагревании. Хотя они используются реже, чем термореактивные пластмассы, у них есть некоторые преимущества, такие как более высокая вязкость разрушения, длительный срок хранения сырья, способность к переработке и более чистое и безопасное рабочее место, поскольку для процесса отверждения не требуются органические растворители.
Керамика, углерод и металлы используются в качестве матрицы для некоторых узкоспециализированных целей. Например, керамика используется, когда материал будет подвергаться воздействию высоких температур (например, теплообменники), а углерод используется для продуктов, подверженных трению и износу (например, подшипники и шестерни).
Электронно-микроскопическое изображение в искусственном цвете композита с магниевой матрицей, армированного титана-алюминиевым карбидом. Источник изображения: микроскопия ZEISS / Flickr.
Выбор материалов для армирования
Хотя стекловолокно является наиболее распространенным армирующим материалом, во многих передовых композитах теперь используются тонкие волокна из чистого углерода. Можно использовать два основных типа углерода — графит и углеродные нанотрубки. Оба они представляют собой чистый углерод, но атомы углерода расположены в разных кристаллических конфигурациях. Графит — очень мягкое вещество (используется в «графитовых» карандашах) и состоит из листов атомов углерода, расположенных в виде шестиугольников. Связи, скрепляющие шестиугольники вместе, очень прочны, но связи, скрепляющие листы шестиугольников, довольно слабы, что и делает графит мягким. Углеродные нанотрубки изготавливаются путем скручивания одного листа графита (известного как графен) в трубку. Получается чрезвычайно прочная конструкция. Также возможно иметь трубки, состоящие из нескольких цилиндров — трубки внутри трубок.
Композиты из углеродного волокна легче и намного прочнее стекловолокна, но и дороже. Из этих двух графитовые волокна дешевле и проще в производстве, чем углеродные нанотрубки. Они используются в конструкциях самолетов и высокоэффективном спортивном оборудовании, таком как клюшки для гольфа, теннисные ракетки и гребные лодки, и все чаще используются вместо металлов для ремонта или замены поврежденных костей.
Нити из бора еще прочнее (и дороже), чем углеродные волокна. Нанотрубки из нитрида бора имеют дополнительное преимущество, заключающееся в том, что они намного более устойчивы к теплу, чем углеродные волокна. Они также обладают пьезоэлектрическими свойствами, что означает, что они могут генерировать электричество при воздействии на них физического давления, такого как скручивание или растяжение.
Полимеры также могут использоваться в качестве армирующего материала в композитах. Например, кевлар, изначально разработанный для замены стали в радиальных шинах, но наиболее известный своим использованием в пуленепробиваемых жилетах и шлемах, представляет собой полимерное волокно, обладающее чрезвычайной прочностью и повышающее прочность композита. Применяется в качестве армирования в композитных изделиях, требующих легкой и надежной конструкции (например, конструкционные детали корпуса самолета). Еще более прочным, чем кевлар, является вещество, изготовленное из комбинации графена и углеродных нанотрубок.
Источник: NASA Goddard/YouTube. Посмотреть детали видео и расшифровку.
Выбор производственного процесса
Изготовление объекта из композитного материала обычно включает в себя некоторую форму формы. Армирующий материал сначала помещается в форму, а затем напыляется или закачивается полужидкий матричный материал для формирования объекта. Можно приложить давление, чтобы вытеснить любые пузырьки воздуха, а затем форму нагреть, чтобы матрица затвердела.
Процесс формовки часто выполняется вручную, но автоматическая обработка на машинах становится все более распространенной. Один из этих методов называется пултрузия
ГЛОССАРИЙ пултрузия Непрерывный процесс формования, при котором длинные армирующие пряди механически выравниваются для композитного материала, а затем пропускаются через ванну с термореактивной смолой. Затем нити с покрытием собираются с помощью механической направляющей перед процессом отверждения.
(термин, образованный от слов «тянуть» и «экструзия»). Этот процесс идеально подходит для изготовления прямых изделий с постоянным поперечным сечением, таких как мостовые балки.
Во многих тонких конструкциях сложной формы, таких как изогнутые панели, композитная структура строится путем наложения листов тканого волокнистого армирования, пропитанных пластиковым матричным материалом, на базовую форму соответствующей формы. Когда панель изготовлена до необходимой толщины, матричный материал отверждается.
Сэндвич-композиты
Многие новые типы композитов производятся не методом матрицы и армирования, а путем укладки нескольких слоев материала. Структура многих композитов (например, используемых в панелях крыльев и корпусов самолетов) состоит из сот из пластика, зажатых между двумя обшивками из композитного материала, армированного углеродным волокном.
Сэндвич-структура из сотового композита от НАСА. Источник изображения: НАСА/Викисклад.
Эти сэндвич-композиты сочетают в себе высокую прочность и особенно жесткость на изгиб с малым весом. Другие методы включают простое наложение нескольких чередующихся слоев различных веществ (например, графена и металла) для получения композита.
Зачем использовать композиты?
Самым большим преимуществом композитных материалов является прочность и жесткость в сочетании с легкостью. Выбирая подходящую комбинацию армирующего и матричного материала, производители могут добиться свойств, точно соответствующих требованиям к конкретной конструкции для конкретной цели.
Композиты в Австралии
Австралия, как и все развитые страны, проявляет большой интерес к композитным материалам, которые многие считают «материалами будущего». Основная задача состоит в том, чтобы снизить затраты, чтобы композиты можно было использовать в продуктах и приложениях, которые в настоящее время не оправдывают затрат. В то же время исследователи хотят улучшить характеристики композитов, например, сделать их более устойчивыми к ударам.
Один из новых методов включает «текстильные композиты». Вместо того, чтобы укладывать армирующие волокна по отдельности, что медленно и дорого, их можно связать или сплести вместе, чтобы сделать своего рода ткань. Это может быть даже трехмерным, а не плоским. Пространства между текстильными волокнами и вокруг них затем заполняются матричным материалом (например, смолой) для изготовления изделия.
Этот процесс можно легко выполнить с помощью машин, а не вручную, что делает его быстрее и дешевле. Соединение всех волокон вместе также означает, что композит с меньшей вероятностью будет поврежден при ударе.
В связи со снижением затрат другие варианты использования композитов становятся все более привлекательными. При изготовлении корпусов и надстроек лодок из композитов используется их устойчивость к коррозии. У минных охотников ВМС Австралии композитный корпус, поскольку магнитный эффект стального корпуса будет мешать обнаружению мин.
Также в разработке находятся вагоны для поездов, трамваев и других «движущихся людей», изготовленных из композитных материалов, а не из стали или алюминия. Здесь привлекательность заключается в легкости композитов, поскольку в этом случае транспортные средства потребляют меньше энергии. По той же причине мы будем видеть все больше и больше композитов в автомобилях в будущем.
Ярким примером является современная авиация, как военная, так и гражданская. Без композитов было бы гораздо менее эффективно. Фактически, потребность этой отрасли в легких и прочных материалах была главной движущей силой разработки композитов. В настоящее время часто можно встретить секции крыла и хвостового оперения, пропеллеры и лопасти несущего винта, изготовленные из передовых композитов, а также большую часть внутренней конструкции и фурнитуры. Планеры некоторых небольших самолетов полностью сделаны из композитных материалов, как и крылья, хвостовое оперение и панели корпуса больших коммерческих самолетов.
Размышляя о самолетах, стоит помнить, что композиты менее склонны к полному разрушению под нагрузкой, чем металлы (например, алюминий). Небольшая трещина в куске металла может очень быстро распространиться с очень серьезными последствиями (особенно в случае с самолетом). Волокна в композите блокируют расширение любой небольшой трещины и распределяют напряжение вокруг.
Подходящие композиты также хорошо противостоят нагреву и коррозии. Это делает их идеальными для использования в продуктах, которые подвергаются воздействию экстремальных условий, таких как лодки, оборудование для обработки химикатов и космические корабли. В целом композитные материалы очень прочны.
Еще одним преимуществом композитных материалов является то, что они обеспечивают гибкость конструкции. Композитным материалам можно придавать сложные формы, что очень удобно при производстве чего-то вроде доски для серфинга или корпуса лодки.
Нефтегазовая арматура — Википедия — Study in China 2023
Текущая версия страницы пока не проверялась опытными участниками и может значительно отличаться от версии, проверенной 12 января 2022 года; проверки требуют 3 правки.
Нефтегазовая арматура — номенклатура трубопроводной арматуры, используемой в нефтегазовой отрасли.
Обвязка колонная
Содержание
Show / Hide
Номенклатура
Рынок
Промышленная нефтегазовая арматура один из наиболее массовых видов промышленной продукции, которая относится к нефтегазовому оборудованию. Объём российского рынка арматуры по оценкам специалистов составил в 2007 году около $960 млн. Нефтегазовая отрасль образует один из наиболее крупных секторов потребляя до 22% общего объёма арматуры (2007 год). При этом рынок имеет устойчивую тенденцию роста в течение, как минимум, семи последних лет.[1]
Стандарты и требования
Общие требования к оборудованию обусловлены факторами влияющими на условия работы. В России стандарты на буровое оборудование регулируются ГОСТ 13846-89 «Арматура фонтанная и нагнетательная». Также существует общий комплекс ГОСТ для аппаратов, материалов и к требованиям безопасности.
Литература
Щуров В. И. Введение // Технология и техника добычи нефти. Учебник для вузов. — 1-е изд. — М.: Недра, 1983. — Т. 1. — 510 с.
Введение // Бурение нефтяных и газовых скважин»: Учеб. пособие для вузов. — 1-е изд. — М.: ООО «Недра-Бизнесцентр», 2002. — Т. 1. — 632 с. — ISBN 5-8365-0128-9.
Петрухин В. В., Петрухин C. В. Справочник по газопромысловому оборудованию. — М.: Инфра-Инженерия, 2010. — ISBN 978-5-9729-0032-9.
Ссылки
ГОСТ 13846-89 «Арматура фонтанная и нагнетательная» Архивная копия от 27 января 2022 на Wayback Machine
Примечания
Эта статья описывает ситуацию применительно лишь к одному региону (Россия), возможно, нарушая при этом правило о взвешенности изложения.
Вы можете помочь Википедии, добавив информацию для других стран и регионов.
#Wikipedia® is a registered trademark of the Wikimedia Foundation, Inc. Wiki (Study in China) is an independent company and has no affiliation with Wikimedia Foundation. This article uses material from the Wikipedia article Нефтегазовая арматура, which is released under the Creative Commons Attribution-ShareAlike 3.0 license («CC BY-SA 3.0»); additional terms may apply. (view authors). Если не указано иное, содержание доступно по лицензии CC BY-SA 3.0. Images, videos and audio are available under their respective licenses.
🌐 Wiki languages: 1,000,000+ articlesEnglishРусскийDeutschItalianoPortuguês日本語Français中文العربيةEspañol한국어NederlandsSvenskaPolskiУкраїнськаمصرى粵語DanskفارسیTiếng ViệtWinaraySinugboanong Binisaya
🔥 Top trends keywords Русский Wiki:
PENTAGONЗаглавная страницаХэллоуинСлужебная:ПоискYouTubeСоединённые Штаты АмерикиРоссияЖенское обрезаниеВторжение России на Украину (2022)Группа ВагнераЛапин, Александр ПавловичДень автомобилистаАдмирал Макаров (сторожевой корабль)Генеральный план ОстПригожин, Евгений ВикторовичДавка в Сеуле (2022)ВКонтактеХолодное лето пятьдесят третьего…Дом ДраконаДамер, ДжеффриХемсворт, ЛиамПапанов, Анатолий ДмитриевичСписок умерших в 2022 годуДавка на Ходынском полеДень народного единстваМордвичев, Андрей НиколаевичДавкаКалифорнияПутин, Владимир ВладимировичGoogle (компания)PythonПервая мировая войнаRobloxЛомаченко, Василий АнатольевичНа Западном фронте без переменM109 (САУ)УкраинаGoThe InternationalVK (компания)Сан-БруноМоскваКрушение парома «Севоль»Однопользовательская игра30 октябряRuTracker. org2021 годАрбенина, Диана СергеевнаПотери сторон в период вторжения России на УкраинуМартьянов, Андрей ЛеонидовичТрагедия на «Немиге»СамайнСобор всех святыхКабинет редкостей Гильермо дель ТороСеулДень автомобилиста и дорожника (Украина)Список фильмов кинематографической вселенной MarvelМногопользовательская играМаск, ИлонСписок игроков НХЛ, забросивших 500 и более шайбЧёрный Адам (фильм)ЯндексМэрилин МонроСанкт-ПетербургNoize MCСердце Пармы (фильм)Бригада (телесериал)Сунак, РишиГарри Поттер (серия фильмов)Call of Duty (серия игр)Союз Советских Социалистических РеспубликПриёмыхов, Валерий МихайловичTeam SecretПереводчикНа Западном фронте без перемен (фильм, 2022)АокигахараРеспублика КореяTelegramЛула да Силва, Луис Инасиу🡆 More
Related topics
Сильфонная арматура
Что такое сильфон
Сильфо́н (от англ. фирменного названия Sylphon) — упругая однослойная или многослойная гофрированная оболочка из металлических, неметаллических и композиционных материалов, сохраняющая прочность и герметичность при многоцикловых деформациях сжатия, растяжения, изгиба и их комбинаций под воздействием внутреннего или внешнего давления, температуры и механических напряжений [Википедия]
Сильфон был создан американским ученым-метеорологом и изобретателем Уэстоном Фултоном в самом начале XX столетия. Изобретенное устройство, в виде сжимающейся и расширяющейся емкости, предназначалось для удерживания меняющего свой объем пара.
Духи воздуха сильфы и сильфиды (средневековые мифы ) вдохновили Фултона дать изобретению название Сильфон (Sylphon).
Сильфон в технике
В соответствии с «ГОСТ 24856-2014. Арматура трубопроводная. Термины и определения» сильфонная арматура ─ это «арматура, у которой для герметизации штока относительно окружающей среды, а также в качестве чувствительного элемента либо силового элемента, используется сильфон».
Свойство сильфона сохранять прочность и плотность (а, значит, герметичность) в процессе многоцикловых деформаций изгиба, растяжения, сжатия, а также их комбинаций, под воздействием механических и термических нагрузок, в т. ч. внутреннего или внешнего давления, широко используется в технике.
Сильфонные узлы содержат пневматические и гидравлические системы подавляющего большинства современных машин.
Сильфоны применяют в нефтеперерабатывающей, химической и других отраслях промышленности. Сильфонная арматура используется при прокладке теплотрасс и водопроводов, в тепло- и электроэнергетике.
Сильфонные устройства используются во разных видах: сильфонная запорная, регулирующая, предохранительная арматура.
Сильфоны применяются во всех типах трубопроводной арматуры ─ клапаны, задвижки, краны.
Особенно часто используют сильфоны в таких разновидностях трубопроводной арматуры как клапаны предохранительные, клапаны запорные, клапаны и затворы обратные. Например, предохранительный сильфонный клапан ─ это предохранительный клапан, в котором для герметизации штока относительно окружающей среды, а также в качестве чувствительного или силового элемента используется сильфон.
Конкретными примерами сильфонной арматуры являются: клапан сильфонный с электроприводом фланцевый, клапан регулирующий сильфонный НЗ с МИМ; клапан запорный проходной сильфонный, клапан запорный бессальниковый угловой сильфонный и т. д.
Конструкция сильфона
Материал для изготовления
Как правило, сильфон ─ это металлическая оболочка из нержавеющей стали.
Чаще всего используется для изготовления сильфонов нержавеющая сталь марок 10X17Н13МЗТ, 10X17Н13М2Т, 12X18Н10Т, 08X18Н10Т
Использование нержавеющих сталей позволяет делать сильфоны, способные успешно функционировать в самых жестких условиях:
в широком температурном диапазоне, чуть ли не от «абсолютного нуля» до 1000OС;
в агрессивных рабочих средах;
при рабочем давлении от вакуума до сотен МПа.
Однако, стоит отметить, что сильфон не обязательно является стальным. Сильфоны изготавливают из бронзы, латуни, титана и композиционных материалов.
Гофры и впадины
Впадина гофра сильфона — ближайшая к продольной оси точка поверхности сильфона.
Вершина гофра сильфона — наиболее удаленная от продольной оси точка поверхности сильфона.
Гофр сильфона ─ это элемент, расположенный между соседними впадинами.
Бортиком сильфона называют его концевую часть, предназначенную для присоединения к другим деталям технического устройства.
Сильфоны однослойные и многослойные
Сильфоны могут быть однослойными, т. е. состоящими из одного слоя материала, и многослойными ─ изготовленными из двух и более слоев.
В сильфонах, используемых в трубопроводной арматуре, число слоев составляет, как правило, от 2 до 12, а гофров ─ от 4 до 20.
Сильфоны тонкостенные и толстостенные
Сильфон, у которого максимальное отношение радиуса впадины гофра к толщине стенки составляет 15 и более, называют тонкостенным сильфоном;
если их минимальное отношение менее 15 ─ сильфон является толстостенным.
От количество гофр и толщины слоев сильфона зависит величина давления, при котором он будет работать.
Надежные фитинги из ПВХ и ХПВХ
Рынки
СантехникаВодоснабжение и очистка сточных водИрригация / ГольфПромышленная и химическая обработкаБассейн и спаАквариумы и аквапарки
Сантехника
Узнать больше
Очистка воды и сточных вод
Узнать больше
Ирригация/Гольф
Узнать больше
Промышленная и химическая обработка
Узнать больше
Бассейн и спа
Узнать больше
Аквариум и аквапарк
Узнать больше
Приверженность ценности
vimeo.com/video/704563595?h=7b4c30dbcf&badge=0&autopause=0&player_id=0&app_id=58479″ frameborder=»0″ allow=»autoplay; fullscreen; picture-in-picture» allowfullscreen=»» title=»Westlake Pipe & Fittings: A Better Foundation»>
Лучшее основание
Несмотря на все разговоры об инфраструктуре и водосбережении, пришло время найти лучшее решение. Обновленная система — переосмысление с использованием экологически чистых материалов, рассчитанных на долгий срок службы. Изобретен с использованием новейших технологий. Система, достаточно мощная, чтобы доставлять воду, в которой мы нуждаемся, в городах, на фермах и повсюду между ними. Но самое главное, нам нужно, чтобы он был достаточно прочным, чтобы выдержать поколения. Итак, мы представляем трубы и фитинги, из которых состоит A Better Foundation — фундамент, объединяющий всех нас.
Ресурсы
Предыдущие, текущие и будущие цены доступны в форматах Excel и PDF.
Текущие прайс-листы обновляются ежедневно.
Выберите любую из приведенных ниже ссылок, чтобы загрузить документацию:
Сорт 40 ПВХ
Сорт 80 ПВХ
Сорт 80 ХПВХ
DWV
Класс 125
CTS-CPVC
ограничения температуры/давления и другую техническую информацию о фитингах Westlake Pipe & Fittings из ПВХ и ХПВХ. Образцы спецификаций также включены для быстрого ознакомления, что упрощает выбор Westlake Pipe & Fittings в качестве предпочтительного поставщика надежных фитингов из ПВХ и ХПВХ для вашего следующего проекта.
График 40 Технические характеристики изделий из ПВХ
График 80 Технические характеристики изделий из ПВХ
График 80 Спецификации изделий из ХПВХ
Гидродинамика
Химическая стойкость термопластичных материалов для трубопроводов
Закон о безопасной питьевой воде
Директива RoHS 2011/65/ЕС
Деревья Вентури
Сжатый воздух и ПВХ
Фланцы и фланцевые фитинги
Knitline — Bondline — Weldine
Номинальные значения давления пластмасс
Фитинги для высоких температур
труб из оцинкованного железа Архив Википедии
Мы являемся ведущими производителями, поставщиками, дилерами и экспортерами труб Gl в Индии. Наши трубы Gl доступны в различных размерах, формах и сортах. Мы поставляем эти трубы в большинство крупных индийских городов более чем в 20 штатах. Мы Sachiya Steel International предлагаем различные типы марок стали, такие как трубы из нержавеющей стали, трубы из супердуплексной стали, трубы из дуплексной стали, трубы из углеродистой стали, трубы из легированной стали, трубы из никелевых сплавов, трубы из титановой стали, стальные трубы из инконеля, алюминиевые трубы и т. д.
О трубах из оцинкованного железа (трубы GI)
Трубы из оцинкованного железа (GI) изготавливаются с использованием полос из низкоуглеродистой стали в рулонах. Полосы пропускают через серию ребристых валков, чтобы придать им круглую форму. Разрезанные концы полос затем сваривают вместе, непрерывно пропуская через края высокочастотный электрический ток.
Класс 1, Класс 4, Класс 5 (Ti 6Al-4V), Класс 6 (Ti 5Al-2,5Sn), Класс 7, Класс 11, Класс 12, 8Ai-1Mo-1V, Класс 9 (3Al-2,5V), 6Al-6V-25n, 6Al-2Sn-4Zr-2Mo, 6Al-7Nb, класс 23 (Ti 6AL-4V ELI), класс 5 ELI
С 11000, С 10200, С 12200, С 51100, С 51000, С 51900, С 52000, С 52100, С 74500, С 75700, С 75400, С 76400, С 77000, С 21000, С 22000, С 22000, С 24000, С 26000, С 26800, С 27000, С 27200, С 28000
Колодец – это классический источник чистой воды на любом приусадебном участке. Технология строительства колодцев отработана веками и они до сих пор являются самым дешевым и эффективным источников воды для бытового использования. Однако, как всякое техническое сооружение – колодцы постепенно приходят в упадок. Для того, чтобы ваш колодец прослужил долго – необходимо проводить регулярные регламентные работы по его очистке. Одним из наиболее эффективных способов его проведения является чистка колодца дренажным насосом.
Чистка колодца дренажным насосом
Как определить, что пришло время очистки
Нельзя определить какие-либо конкретные сроки, по истечении которых вы должны проводить чистку имеющегося у вас колодца. Промежутки между проведением регламентных работ могут зависеть от множества факторов, в частности от гидробиологических характеристик вашего участка, а также от качества материалов, используемых при его строительстве.
В ряде случаев подача воды из колодца осуществляется посредством погружного насоса. Стоит отметить, что чистота воды может отличаться в зависимости от близости ко дну колодца. Чем ближе насос будет расположен к дну оборудования – чем более мутной будет вода. Таким образом, для исправления ситуации при поступлении мутной воды из погружного насоса колодца, иногда бывает просто достаточно поднять всасывающий патрубок ближе к поверхности воды.
Как устроен колодец?
Для того, чтобы понять, как происходит процедура чистки колодцев – прежде всего необходимо ознакомиться с их устройством. Возможно, эти знания сократят время на проведение технического регламентного обслуживания.
Схема устройства колодца
Прежде всего отметим, что несмотря на бурное развитие инженерной техники – копание колодцев во многом до сих пор остается простой и тяжелой ручной работой. Связано это со сложностью инженерного решения по созданию вертикального шурфа с широким сечением, хотя верхняя часть колодца вполне может быть выкопана экскаватором, а проверка наличия воды на участке довольно просто выполняется при помощи буровых механизмов.
Ранее, стенки колодцев укреплялись преимущественно деревянным срубом. Однако в последнее время для формирования прочных стен колодезной шахты широко используются заранее сформированные железобетонные кольца. Стандартное бетонное кольцо имеет в высоту 0,9 метра и сечение 1 метр. Как вариант, стенки колодца могут быть укреплены кирпичом, камнем, или такими инновационными материалами, как пластиковые кольца.
С использованием железобетонных колец процедура копания колодца выглядит следующим образом: кольцо устанавливается на выбранный участок, после чего внутри него по всему сечению производится выборка грунта. Под действием силы гравитации бетонное кольцо опускается вниз. Затем на него ставится второе кольцо и так далее, пока шахта колодца не достигнет водоносного слоя.
Схема колодца из железобетонных колец
Стыки между бетонными кольцами заполняются цементно-песчаным раствором или глиной и гидроизолируются. На дно колодца укладывается фильтрующая подушка, состоящая из гравия и кварцевого речного песка. Собственно, из-за этой подушки и происходит очистка поступающей в колодец грунтовой воды. Дно колодца с фильтрующей подушкой должно оставаться единственным источником воды в колодце, вследствие чего стены шахты должны быть тщательно гидроизолированы.
Кроме того, обратной засыпке подвергается и пространство между укрепляющими стенками колодца и собственно колодезной шахтой. Важным моментом, отвечающим за чистоту воды в колодце является создание так называемого «замка», который предотвращает проникновение талой и дождевой воды с поверхности земли. «Замок» представляет собой слой глины, которая располагается вокруг колодезной шахты. Поверх глины, колодец может укрепляться отмостками, которые могут быть выполнены из цементно-песчаной смеси. Отмостка защищает пространство вокруг колодца от падающей сверху воды.
Именно такая конструкция колодца приводит к тому, что грунтовая вода поступает в его шихту исключительно через фильтрующую подушку, и вы пользуетесь чистой водой.
Процесс строительства колодца
После определения места для строительства колодца, до получения чистой воды должно пройти несколько этапов:
На начальном этапе роется водохранилище,
Затем формируется водоупорный грунт,
После этого достигается водоносный слой,
Вокруг шахты обустраивается глиняный замок,
Вокруг оголовка шахты колодца создается отмостка,
При необходимости роется и устанавливается труба вентиляции и создается колодезный оголовок.
Особое внимание обращается на создание оголовка – то есть той части колодца, которая возвышается над землей. Для предотвращения неблагоприятных воздействий атмосферы высота оголовка должна быть не менее метра, а сама колодезная шахта в обязательном порядке накрывается крышкой. Все дальнейшее усовершенствования имеют скорее эстетический вид, так создание крыши или беседки служат в основном для украшения колодца. Но с другой стороны крыша, помимо декоративной функции отлично защищает устье колодезной шахты от пыли, ветра и атмосферных осадков.
Схема погружения насоса
Чистим колодец
По прошествии времени, после нескольких лет эксплуатации, колодцы могут засоряться. Это может быть связано с многими факторами: с просачиванием частиц грунта через фильтрующую подушку, поступлением грязи через микротрещины в укрепляющих стенках или через устье колодезной шахты.
Существуют два основных способа чисти колодцев: ручной и механизированный. Рассмотрим их поподробнее.
Чистим колодец речным способом
Собственно сам процесс ручной чистки колодцев заключается в постепенной и поэтапной его механической очистке. Для того, чтобы получить доступ к стенкам колодезной шахты, воду из колодца необходимо откачать, так, чтобы ее уровень понизился примерно на полметра.
Откачка воды из колодца с помощью насоса
После этого на подвесной системе в колодец опускается рабочий и начинает очищать стенки колодезной шахты. Для этого можно использовать такие обычные инструменты, как металлическую щетку с не очень жестким ворсом или простую моющую губку. Использовать нужно такие инструменты, которые не повредят гидроизоляцию на стыках бетонных колец.
Не беспокойтесь, если грязь со стенок будет попадать в воду – впоследствии вся засоренная вода будет откачана.
Не стоит использовать для очистки стенок колодезной шахты химические средства – от их присутствия в колодезной воде будет потом очень трудно избавиться.
После полной очистки стен – вода из колодца откачивается и зачистка стен шахты продолжается вплоть до дна колодца. Параллельно вы можете провести ревизию состояния фильтрующей подушки на дне колодца. Возможно, она также будет загрязнена и ее придется заменить.
При большой загрязненности стенок колодезной шахты вы можете использовать для дезинфекции раствор извести хлорной в концентрации не более 10-процентов. Дезинфекционный раствор нужно использовать для покрытия уже очищенных механическим способом стенок шахты. Таким же раствором можно провести и дезинфекцию фильтрующей подушки. Чтобы пары хлорной извести не улетучились – устье колодезной шахты можно закутать плотной тканью, например, брезентом. Для полной дезинфекции колодца в таком состоянии он должен оставаться в течении двух суток.
После проведения химической дезинфекции колодец необходимо очистить. Для этого первые два объема воды, которые заполнят колодец требуется полностью откачать.
Чистка колодца при помощи дренажного насоса
Для того, чтобы провести чистку воды дренажным насосом необходимо не просто откачивать воду, а создавать в воде завихрения, которые будут сбивать засорения со стенок колодца и поднимать осевший в толще фильтрующей подушке ил.
Разновидности дренажных насосов
Для того, чтобы организовать чистку колодца при помощи дренажного насоса необходимо провести следующие мероприятия:
Разместить сам насос или его всасывающий патрубок на глубине полметра-метр от колодезного дна.
Опускаем дренажный насос в колодезную шахту
Выходной патрубок должен направлять воду после очистки обратно в толщу колодезной воды. Таким образом в колодце будут создаваться постоянные завихрения.
Поскольку во входной патрубок дренажного насоса будет поступать загрязненная илистыми отложениями вода, то фильтр такого насоса следует поднимать и, при необходимости прочищать.
Возможно вы выберете другую технологию очистки своего колодца, проводя очистку не время от времени, а используя дренажный насос постоянно. Обычно за разовой капитальной чисткой колодца при помощи дренажного насоса, следующий раз эту операцию вам придется проводить не чаще, чем один раз в год. В зависимости от характеристик почвы на вашем участке срок между проведением регулярных регламентных работ по очистке может быть увеличен или уменьшен.
Использование классического колодца на дачном или приусадебном участке является отличным постоянным возобновляемым источником чистой воды. Ее можно без опаски использовать для бытовых целей, например, для поливки или для мыться. А после проверки качества воды в санитарной лаборатории – и для питья. Но для того, чтобы колодец на вашем участке постоянно радовал вас чистой водой – его необходимо построить с соблюдением всех обязательных правил, а после постройке – регулярно проводить его очистку и, при необходимости – ремонт.
В заключение предлагаем вам посмотреть обучающее видео по теме чистки колодцев.
Чистка колодцев дренажным насосом: видео
технология и этапы очистки заиленного дренажа
Рубрика: НасосыАвтор: a-admin
В процессе эксплуатации колодца состав воды может измениться в худшую сторону, что зачастую вызвано заиливанием донного фильтра и снижением качества дренажа грунтовых вод. Поэтому периодически нужно проводить очистные мероприятия, которые помогают поддерживать источник в надлежащем состоянии. Применение насоса для очистки донного фильтра значительно упрощает процесс. Любой специалист по обслуживанию автономной системы водоснабжения знает, как почистить колодец насосом, и когда это нужно делать. Впрочем, данную процедуру можно выполнить и самостоятельно, если четко придерживаться технологии процесса.
Когда нужно чистить колодец
Технология очистки с помощью насоса
Перечень инструмента и оборудования
Выбор насоса
Этапы чистки колодца
Подготовительные работы
Откачка жидкости
Видео: чистка колодца с помощью насоса и самодельной желонки
Многие владельцы колодцев начинают думать об очистке, только после значительного снижения качества воды. Это распространенная ошибка, которая может привести к серьезным проблемам с водоснабжением.
Не нужно доводить свой колодец до плачевного состояния
Чтобы предотвратить неприятные последствия, чистку источника необходимо производить при появлении следующих признаков:
в воде появились мелкие частицы песка;
изменился запах и вкус колодезной воды;
колодец загрязнен поверхностным мусором;
упал уровень воды.
Стоит обратить внимание. Снижение уровня колодца может происходить в результате сезонного изменения объема водоносного горизонта. Очистка требуется лишь при стабильном уменьшении воды в течение длительного периода.
При возникновении любого из приведенных признаков нужно как можно быстрее приступить к очистным мероприятиям. Чем раньше вы проведете чистку, тем меньше потребуется для этого усилий.
Данный принцип очистки колодца заключается в удалении лишней грязи со стен и дна с помощью щетки, ведра и насосного оборудования. Перед тем как почистить колодец насосом, следует тщательно обработать стены до удаления всех загрязнителей. После этого производится чистка дренажа и откачка со дна взвешенных частиц.
Перечень инструмента и оборудования ↑
Для проведения очистных мероприятий понадобится такое оборудование:
лестница (веревочная или обычная) соответствующей длины;
страховочный пояс с тросом или прочным канатом;
ведро и щетка для чистки стен;
резервуар для воды с фильтром от песка;
погружной дренажный насос;
поверхностный насос.
Важно! В процессе выполнения работ на дне колодца необходимо строго придерживаться мер безопасности. Для этого голова должна быть закрыта строительной каской, а одежда и обувь изготовлены из водоупорного материала.
Безопасности очистных работ нужно уделить особое внимание
Выбор насоса ↑
Чтобы определиться, каким насосом лучше всего прокачать колодец, необходимо знать степень его засорения. Оптимальный вариант – дренажная помпа с центробежным принципом работы. Подобное оборудование позволяет откачивать воду с большим содержанием твердых включений.
При незначительном уровне загрязнения можно воспользоваться вибрационным насосом, который доступнее в ценовом плане. Однако в этом случае следует удалить со дна практически весь ил, так как аппарат вибрационного типа больше предназначен для работы с чистой водой.
Для качественной очистки донного фильтра нельзя экономить на мощности помпы, поскольку при недостаточном всасывающем эффекте можно откачать только воду, тогда как весь осадок останется на дне колодца.
Как уже отмечалось, перед тем как почистить колодец дренажным насосом и привести донный фильтр в соответствующее состояние, необходимо выполнить ряд подготовительных работ.
Подготовительные работы ↑
Откачиваем или вычерпываем с помощью ведра половину объема воды, содержащейся в колодце.
Устанавливаем лестницу и, перемещаясь по ней, щеткой удаляем со стен грязный налет.
Важно! Использовать для чистки стен бытовые моющие средства категорически запрещается.
Если есть необходимость, заделываем швы любым герметиком или цементным раствором. Главное, чтобы после герметизации швы отличались водостойкостью.
Подобные работы нельзя выполнять в одиночку. Наверху должен находиться напарник, который будет подавать инструмент, поднимать ведро с водой и контролировать безопасность процесса.
Удаление грязи со стен и заделка швов
Откачка жидкости ↑
В колодезную шахту на расстояние 50-100 см от дна погружается дренажный насос, каким вы будете чистить донный фильтр колодца.
Конец водонапорного шланга помещается в резервуар (бочку), куда будет откачиваться жидкость.
В бочке устанавливается пескоулавливающий фильтр, из которого вода без песка будет обратно подаваться в колодец посредством любого поверхностного насоса.
Подаем напряжение на дренажную помпу и следим, чтобы вместе с водой она захватывала ил и другие крупные включения.
Когда резервуар достаточно заполнится, включаем поверхностный аппарат и под давлением подаем воду на дно колодца. Делается это для того, чтобы грязь поднималась со дна и удалялась помпой.
Совет. Периодически дренажный насос необходимо доставать и промывать чистой водой, чтобы удалить из водонапорного канала отложения, которые могут вызвать перегрев и поломку оборудования.
Процесс продолжается до тех пор, пока в бочку со дна колодца не будет поступать абсолютно чистая вода.
Чистка колодезного дренажа с помощью двух насосов
Данный метод значительно эффективнее ручной очистки и позволяет сравнительно быстро привести водозабор в надлежащее состояние. Если же у вас нет возможности почистить колодец дренажным насосом, ввиду отсутствия необходимого оборудования и нежелания его приобретать, тогда обратитесь к профессионалам, которые выполнят всю грязную работу за вас.
Очистка фильтра сливного насоса/слив остаточной воды из стиральной машины с фронтальной загрузкой — Справка по продукту
Последнее обновление
Сохранить как PDF
ПРИМЕЧАНИЕ. Выполняйте следующую процедуру время от времени или каждые 6 месяцев.
Откройте дозатор, потянув за ручку в основании стиральной машины. Это покажет фильтр сливного насоса. Снимите ящик, отпустив защелки с каждой стороны. Пальцем нажмите на выступ на правой стороне ящика и вверх на выступ на левой стороне ящика.
Поместите широкую плоскую емкость под фильтр дренажного насоса для сбора дренажной воды. Освободите черный шланг от хомута, снимите заглушку и слейте шланг в контейнер. Опорожните контейнер. При необходимости повторяйте эту процедуру до тех пор, пока вся вода не будет слита. Убедитесь, что черный шланг полностью высох, замените заглушку и закрепите шланг в хомуте. ПРИМЕЧАНИЕ. Если вода плохо сливается, слегка надавите на шланг, чтобы устранить возможные перегибы.
. Подложите хлопчатобумажную ткань под фильтр сливного насоса, чтобы впитать оставшуюся в нем воду. Затем снимите фильтр сливного насоса, повернув его против часовой стрелки.
Вручную удалите большие комки ворса из фильтра и поместите ворс в подходящий контейнер для отходов. Удалите остатки с фильтра, промыв его водой.
Снова вставьте фильтр дренажного насоса, повернув его по часовой стрелке. Обязательно поверните его до упора, чтобы ручка фильтра оставалась как можно ближе к вертикальному положению.
Установите и закройте ящик диспенсера. При замене ящика обязательно вставляйте обе направляющие одновременно. Вы услышите щелчок, указывающий на то, что рельсы зацепились. Чтобы обеспечить правильное размещение ящика, полностью выдвиньте его. Ящик должен быть полностью зафиксирован, а направляющие зафиксированы. Убедитесь, что сливной шланг закреплен хомутом и спрятан под вырезом.
Если вы хотите загрузить или просмотреть литературу по вашему устройству, посетите нашу страницу «Руководства и литература».
Наверх
Была ли эта статья полезной?
Тип изделия
Тема
Торговая марка
Несколько марок
Медиа
Артикул
Тема
Чистка и уход
Визуальный контент
Только изображение
Теги
Шайба с фронтальной загрузкой
Как почистить стиральную машину
Когда вы в последний раз чистили стиральную машину? Самая первая стиральная машина, которая у меня была, была с вертикальной загрузкой, и я думаю, что мыл ее раз в семь лет. Так что у тебя, наверное, лучше, чем у меня! Но теперь, когда я знаю лучше, я лучше забочусь о своей стиральной машине и действительно мою ее.
Важно регулярно чистить стиральную машину, особенно если у вас стиральная машина с фронтальной загрузкой. В этой статье я расскажу вам, как часто вы должны чистить машину, и расскажу о нескольких различных методах, чтобы выполнить эту работу.
Этот пост может содержать партнерские ссылки. Как партнер Amazon я зарабатываю на соответствующих покупках. Для получения дополнительной информации см. наше раскрытие.
Стиральные машины часто воспринимаются как нечто само собой разумеющееся, несмотря на то, что они являются одним из наиболее часто используемых приборов в наших домах. Мой вроде работает постоянно.
Подарите своей стиральной машине немного любви, уделяя время ее регулярной чистке. Это поможет сохранить вашу стиральную машину в рабочем состоянии и снизит риск поломки или более серьезных проблем.
Регулярная очистка даже более важна для стиральных машин с фронтальной загрузкой, потому что их уплотнения более подвержены плесени и плесени.
Как понять, что пора чистить стиральную машину
Если вы не чистите стиральную машину регулярно, она может стать рассадником бактерий.
Волосы, ворсинки, минералы из воды и остатки хозяйственного мыла и моющих средств легко засоряют детали стиральной машины.
Когда это происходит, вы можете заметить, что ваша одежда не становится такой чистой, как раньше. Также может появиться запах плесени или плесени в ванне стиральной машины или в прачечной.
Как часто нужно чистить стиральную машину?
Рекомендуется запускать цикл очистки стиральной машины раз в неделю и мыть раковину вручную раз в месяц.
Если с момента последней чистки машины прошло более 6 месяцев, определенно пора почистить ее сейчас.
Как почистить стиральную машину
Лучший способ очистить стиральную машину, который я нашел, — это использовать чистящие салфетки, например салфетки Clorox. Сначала я протираю раковину, а затем изо всех сил протираю уплотнения вокруг двери.
После того, как все протерли, пришло время запустить цикл очистки. Есть несколько разных вещей, которые вы можете добавить к своей машине для цикла очистки. Двумя наиболее распространенными вариантами являются отбеливатель или уксус. Хотя вы НЕ хотели бы добавлять их вместе в одно и то же время.
Иногда это удаляет всю грязь и отложения, но иногда мне нужно провести более глубокую очистку.
Глубокая очистка стиральной машины
Если вы какое-то время не чистили стиральную машину, у вас может быть так много отложений за уплотнителем дверцы, что простой цикл очистки не затронет ее.
Когда это произойдет, я рекомендую провести глубокую очистку уплотнений вашей стиральной машины. Вам нужно будет купить или найти губчатую кисть. (Вы можете использовать двухдюймовые или четырехдюймовые кисти.) Затем окуните губку в немного отбеливателя. Осторожно оттяните уплотнения и проведите кистью между уплотнениями и чашей. Это удалит любую труднодоступную плесень или грибок, которые накапливаются между уплотнениями.
Для стиральных машин с фронтальной загрузкой: если вы посмотрите на нижнее уплотнение, вы сможете увидеть отверстия для слива воды. Иногда они забиваются, если вы какое-то время не чистили стиральную машину. Если эти сливные отверстия действительно забиты, вода в вашей стиральной машине не будет сливаться полностью.
Лучше всего чистить эти стоки с помощью старого шприца-дозатора для детских лекарств. Наполните шприц небольшим количеством отбеливателя и протолкните его в канализацию, чтобы удалить мусор. Если стоки действительно забиты, возможно, вам также придется осторожно использовать зубочистку, чтобы ослабить и очистить грязь.
Как очистить сливной насос стиральной машины
Для стиральных машин с фронтальной загрузкой вам также необходимо чистить сливной насос каждые шесть месяцев.
Найдите и откройте дверцу фильтра стиральной машины. Дверца фильтра представляет собой небольшую прямоугольную дверцу в правом нижнем углу машины. На некоторых дверях есть кнопка «нажми и отпусти». Для других дверей доступа вам может понадобиться плоская отвертка, чтобы открыть ее.
Отсоедините шланг аварийного слива. За дверцей доступа к фильтру вы должны увидеть две вещи: круглую шкалу и резиновый шланг. Отсоедините шланг от зажима, удерживающего его на месте. Вам нужно иметь под рукой ведро и полотенце, потому что из шланга будет капать вода, когда вы снимаете крышку.
Опорожните шланг. Держите сливной шланг над ведром и снимите крышку.
Снимите фильтр сливного насоса. Фильтр круглый циферблат. Поворачивайте его (обычно против часовой стрелки), пока не сможете вынуть фильтр из стиральной машины.
Очистите фильтр сливного насоса. Возьмите фильтр полотенцем и подойдите к раковине. Смойте весь скопившийся мусор или грязь и протрите фильтр полотенцем. Вы можете быть удивлены тем, что вы найдете! Часто есть монеты, а иногда и кольца.

 Ручка включения механического поперечного перемещения верхнего суппорта;
Ручка включения механического поперечного перемещения верхнего суппорта; Рукоятка выбора резьбы;
Рукоятка выбора резьбы;
 Задняя бабка станка крепиться к направляющим станины с помощью двух планок 7 четырьмя болтами 8. Поперечное смещение корпуса 3 задней бабки относительно мостика осуществляется при помощи двух винтов 10 и гайки 9, установленной в мостике.
Задняя бабка станка крепиться к направляющим станины с помощью двух планок 7 четырьмя болтами 8. Поперечное смещение корпуса 3 задней бабки относительно мостика осуществляется при помощи двух винтов 10 и гайки 9, установленной в мостике.

 7 — 4,16
7 — 4,16 1
1
 Паспортная табличка, табличка с бейджем, таблица резьб, токарный станок ДИП 300
Паспортная табличка, табличка с бейджем, таблица резьб, токарный станок ДИП 300 Чуть позже его переименовали в ДИП-200 — Догнать и перегнать, по основному лозунгу первой пятилетки, где 200 — высота центров над станиной. В качестве прототипа был выбран токарно-винторезный станок немецкой фирмы VDF. 19 апреля32 началась подготовка к выпуску первой партии станков ДИП-200.
Чуть позже его переименовали в ДИП-200 — Догнать и перегнать, по основному лозунгу первой пятилетки, где 200 — высота центров над станиной. В качестве прототипа был выбран токарно-винторезный станок немецкой фирмы VDF. 19 апреля32 началась подготовка к выпуску первой партии станков ДИП-200.


 Передняя бабка включает механизмы, позволяющие изменять направление движения суппорта и ускорять это движение (увеличивать шаг резьбы) в 4 и 16 раз.
Передняя бабка включает механизмы, позволяющие изменять направление движения суппорта и ускорять это движение (увеличивать шаг резьбы) в 4 и 16 раз. Введение
Введение Если масло загрязнено охлаждающей жидкостью, слейте и замените масло (см. раздел «Загрязнение охлаждающей жидкости»).
Если масло загрязнено охлаждающей жидкостью, слейте и замените масло (см. раздел «Загрязнение охлаждающей жидкости»).

 Не устанавливайте для этого параметра значение (0), HPU не выключится и будет создавать нежелательные пузырьки воздуха и тепло. Этот параметр отключает HPU, когда машина простаивает. Это помогает рассеять пузырьки воздуха в масле.
Не устанавливайте для этого параметра значение (0), HPU не выключится и будет создавать нежелательные пузырьки воздуха и тепло. Этот параметр отключает HPU, когда машина простаивает. Это помогает рассеять пузырьки воздуха в масле. разделы «Уровень масла» и «Фильтр»).
разделы «Уровень масла» и «Фильтр»). Эти компоненты защищают манометры от выхода из строя при больших изменениях давления и замедляют реакцию манометра на изменения давления или выход на давление из холостого хода. Обычно это происходит, когда задняя бабка меняет направление. Эти изменения давления происходят быстрее в патроне или задней бабке, чем в манометре или странице манометра. Чем выше давление и теплее масло, тем быстрее датчики реагируют на изменения давления.
Эти компоненты защищают манометры от выхода из строя при больших изменениях давления и замедляют реакцию манометра на изменения давления или выход на давление из холостого хода. Обычно это происходит, когда задняя бабка меняет направление. Эти изменения давления происходят быстрее в патроне или задней бабке, чем в манометре или странице манометра. Чем выше давление и теплее масло, тем быстрее датчики реагируют на изменения давления.
 Выключите HPU и снимите регулировочный клапан. Осмотрите уплотнительные кольца на наличие повреждений. Поврежденные уплотнительные кольца также могут стать причиной неправильного давления.
Выключите HPU и снимите регулировочный клапан. Осмотрите уплотнительные кольца на наличие повреждений. Поврежденные уплотнительные кольца также могут стать причиной неправильного давления. Это также может привести к переполнению бака.
Это также может привести к переполнению бака. Установите новый трубный ниппель (приобретается на месте) на коленчатый фитинг [7], который выходит примерно на 1 дюйм от боковой стенки резервуара. обнаруживать с помощью неоновых индикаторов в верхней центральной части платы.Убедитесь, что электропитание правильно сфазировано:
Установите новый трубный ниппель (приобретается на месте) на коленчатый фитинг [7], который выходит примерно на 1 дюйм от боковой стенки резервуара. обнаруживать с помощью неоновых индикаторов в верхней центральной части платы.Убедитесь, что электропитание правильно сфазировано: д.
д.
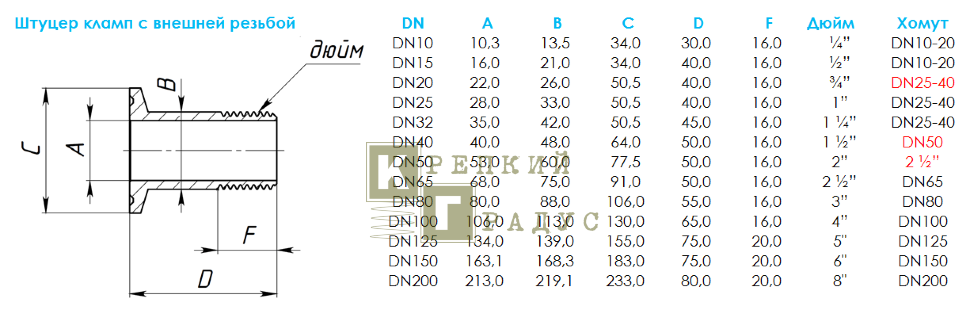
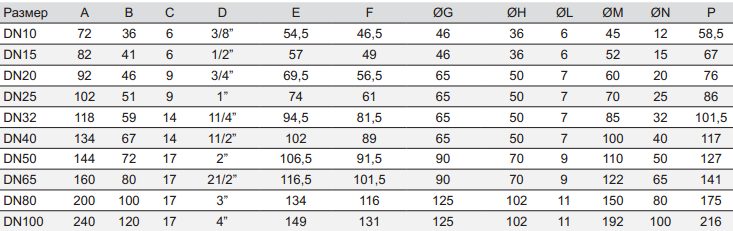 Дюймовое обозначение размера трубы в дюймах (например, 1/2 дюйма) означает диаметр резьбы трубы G, т.е. наружный диаметр.
Дюймовое обозначение размера трубы в дюймах (например, 1/2 дюйма) означает диаметр резьбы трубы G, т.е. наружный диаметр.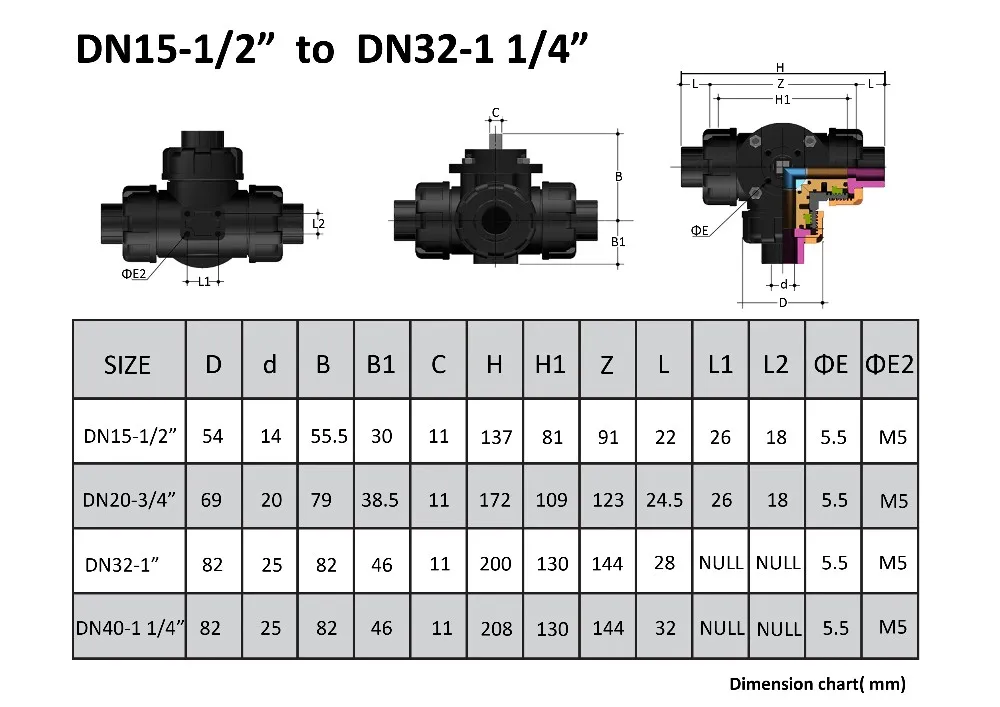
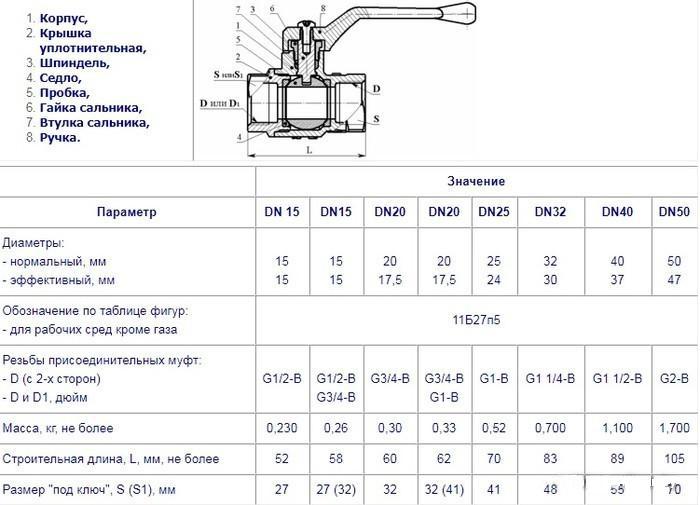 9 (мм)
9 (мм) 5 (мм)
5 (мм)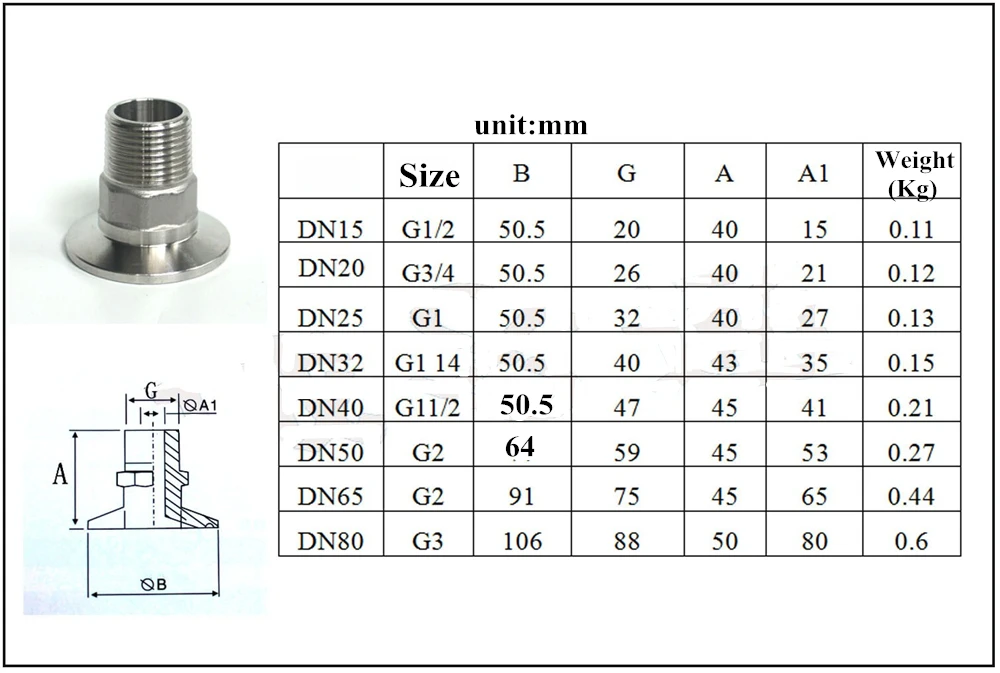 0
0
 0016
0016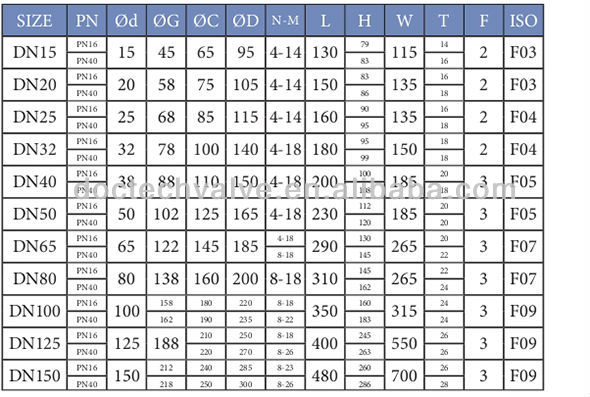 В случае, если у вас действительно метрическая трубка, мы будем рады изготовить для вас индивидуальную матрицу. Если вы все еще в замешательстве, позвоните в нашу команду технических специалистов по продажам по телефону +1 (813) 986-9000; мы будем рады помочь вам с любыми вопросами.
В случае, если у вас действительно метрическая трубка, мы будем рады изготовить для вас индивидуальную матрицу. Если вы все еще в замешательстве, позвоните в нашу команду технических специалистов по продажам по телефону +1 (813) 986-9000; мы будем рады помочь вам с любыми вопросами.  000″
000″

 Если посмотреть видео – у многих возникает мысль: «Это что-то магическое». На самом деле никакой магии нет.
Если посмотреть видео – у многих возникает мысль: «Это что-то магическое». На самом деле никакой магии нет. Препятствуют сцеплению также пленки адсорбированных на поверхности газов.
Препятствуют сцеплению также пленки адсорбированных на поверхности газов.
 На них имеются неровности, выступы, окисные, адсорбированные пленки, органические пленки, которые препятствуют сближению поверхностей на расстояния действия межатомных сил. Поэтому получение сварного соединения возможно только при значительных пластических деформациях, приводящих к сминанию выступов, разрушению и раздроблению поверхностных слоев и их удалению из зоны сварного соединения вследствие пластического течения. В результате в контакт вступают по всей свариваемой поверхности чистые слои металла, между которыми образуется металлическая связь.
На них имеются неровности, выступы, окисные, адсорбированные пленки, органические пленки, которые препятствуют сближению поверхностей на расстояния действия межатомных сил. Поэтому получение сварного соединения возможно только при значительных пластических деформациях, приводящих к сминанию выступов, разрушению и раздроблению поверхностных слоев и их удалению из зоны сварного соединения вследствие пластического течения. В результате в контакт вступают по всей свариваемой поверхности чистые слои металла, между которыми образуется металлическая связь.

 Рекомендуемое удельное давление при стыковой холодной сварке:
Рекомендуемое удельное давление при стыковой холодной сварке: Этим пользуются при необходимости сварить малопластичные материалы, применяя прокладки из пластичных металлов.
Этим пользуются при необходимости сварить малопластичные материалы, применяя прокладки из пластичных металлов. При точечном и роликовом способах поверхность рекомендуется зачистить механическими щетками, торцы деталей при стыковом способе для соединения проводов сравнительно небольшого диаметра – с помощью специальных ручных кусачек или механического ножа, а торцы деталей большого сечения подвергают механической обработке. При этом необходимо обеспечить параллельность свариваемых поверхностей обеих деталей и отсутствие на них жировых загрязнений;
При точечном и роликовом способах поверхность рекомендуется зачистить механическими щетками, торцы деталей при стыковом способе для соединения проводов сравнительно небольшого диаметра – с помощью специальных ручных кусачек или механического ножа, а торцы деталей большого сечения подвергают механической обработке. При этом необходимо обеспечить параллельность свариваемых поверхностей обеих деталей и отсутствие на них жировых загрязнений; Применение абразивного инструмента недопустимо, так как шаржированные в поверхность заготовок абразивные зерна затруднят получение сварного соединения;
Применение абразивного инструмента недопустимо, так как шаржированные в поверхность заготовок абразивные зерна затруднят получение сварного соединения; В последнее время достигнуты успехи в соединении полупроводниковых материалов.
В последнее время достигнуты успехи в соединении полупроводниковых материалов.


 Данное соединение образуется в результате сил притяжения свободных, отрицательно заряженных атомов друг к другу.
Данное соединение образуется в результате сил притяжения свободных, отрицательно заряженных атомов друг к другу. Для получения максимально качественного сварного соединения необходимо удалять любые загрязнения с поверхностей контакта деталей, при этом поверхность соприкосновения деталей перед сваркой должна быть как можно больше.
Для получения максимально качественного сварного соединения необходимо удалять любые загрязнения с поверхностей контакта деталей, при этом поверхность соприкосновения деталей перед сваркой должна быть как можно больше.
 374″ (9.5мм)
374″ (9.5мм) Тем не менее, при холодной сварке давлением все оксиды и воздух выдавливаются из соединения в процессе сварки без тепловложения, и происходят только структурные изменения при температуре окружающей среды.
Тем не менее, при холодной сварке давлением все оксиды и воздух выдавливаются из соединения в процессе сварки без тепловложения, и происходят только структурные изменения при температуре окружающей среды. Прежде всего, зажимные губки должны надежно захватить материал, для чего в канавках наносятся рифления (насечка) электрогравером, либо, если необходимо захватывать алюминиевый пруток большого размера, механическим путем до их термообработки.
Прежде всего, зажимные губки должны надежно захватить материал, для чего в канавках наносятся рифления (насечка) электрогравером, либо, если необходимо захватывать алюминиевый пруток большого размера, механическим путем до их термообработки. Намного позже была произведена машина для сварки прутка диаметром 8 мм, и основные трудности заключались в приложении необходимых усилий на электроде для больших размеров.
Намного позже была произведена машина для сварки прутка диаметром 8 мм, и основные трудности заключались в приложении необходимых усилий на электроде для больших размеров.
 Этот проект покажет вам, как соединить медные трубы без пайки.
Этот проект покажет вам, как соединить медные трубы без пайки. Это означает, что зазор между трубой и фитингом может быть слишком большим для правильной работы сварного шва. Холодная сварка меди требует, чтобы трубы и фитинги имели очень жесткие допуски, а это может быть гарантировано только при использовании жестких труб.
Это означает, что зазор между трубой и фитингом может быть слишком большим для правильной работы сварного шва. Холодная сварка меди требует, чтобы трубы и фитинги имели очень жесткие допуски, а это может быть гарантировано только при использовании жестких труб.
 Недостаток холодной сварки меди заключается в том, что ее нельзя выполнить, пока труба и фитинг находятся на месте, в отличие от паяных соединений, где вся «схема» может быть собрана до пайки.
Недостаток холодной сварки меди заключается в том, что ее нельзя выполнить, пока труба и фитинг находятся на месте, в отличие от паяных соединений, где вся «схема» может быть собрана до пайки. Металл никогда не плавится в процессе холодной сварки, а соединение происходит при комнатной температуре.
Металл никогда не плавится в процессе холодной сварки, а соединение происходит при комнатной температуре.
 Когда есть другие атомы, в оксидах и смазках и более сложных тонких поверхностных слоях загрязняющих веществ между ними, атомы «знают», когда они не находятся на одной и той же части. »
Когда есть другие атомы, в оксидах и смазках и более сложных тонких поверхностных слоях загрязняющих веществ между ними, атомы «знают», когда они не находятся на одной и той же части. » Неровности и шероховатость поверхности затрудняют межатомное притяжение для образования однородной массы. Таким образом, вы должны максимально выровнять площадь поверхности соединения, прежде чем пытаться получить холодный сварной шов.
Неровности и шероховатость поверхности затрудняют межатомное притяжение для образования однородной массы. Таким образом, вы должны максимально выровнять площадь поверхности соединения, прежде чем пытаться получить холодный сварной шов.

 Но при сварке других металлических профилей неправильная подготовка может снизить прочность соединения.
Но при сварке других металлических профилей неправильная подготовка может снизить прочность соединения. Соединение методом холодной сварки возможно только с пластичными цветными металлами, такими как медь, алюминий, серебряные сплавы, свинец, золото и т. д.
Соединение методом холодной сварки возможно только с пластичными цветными металлами, такими как медь, алюминий, серебряные сплавы, свинец, золото и т. д.
 Процесс холодной сварки решает эту проблему, выдавливая оксиды и воздушные полости и обеспечивая почти идеальное соединение без нагрева, которое может повлиять на металлургические характеристики этих металлов.
Процесс холодной сварки решает эту проблему, выдавливая оксиды и воздушные полости и обеспечивая почти идеальное соединение без нагрева, которое может повлиять на металлургические характеристики этих металлов.
 «,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть
«,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть 
 Отводы крутозагнутые типа 3D (R~1.5DM)ГОСТ 17376-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Тройники)ГОСТ 17378-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали.Переходы)ГОСТ 17379-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Заглушки эллиптические)ГОСТ 17380-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Общие технические условия)ГОСТ 17410-78 (Контроль неразрушающий. Трубы металлические бесшовные цилиндрические)ГОСТ 18968-73 (Прутки и полосы из коррозионно-стойкой и жаропрочной стали для лопаток паровых турбин)ГОСТ 19040-81 (Трубы металлические. Метод испытания на растяжение при повышенных температурах)ГОСТ 19265-73 (Прутки и полосы из быстрорежущей стали)ГОСТ 19277-73 (Трубы стальные бесшовные для маслопроводов и топливопроводов)ГОСТ 19281-89 (Прокат из стали повышенной прочности)ГОСТ 19282-73 (Сталь низколегированная толстолистовая и широкополосная универсальная)ГОСТ 19425-74 (Балки двутавровые и швеллеры стальные специальные.
Отводы крутозагнутые типа 3D (R~1.5DM)ГОСТ 17376-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Тройники)ГОСТ 17378-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали.Переходы)ГОСТ 17379-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Заглушки эллиптические)ГОСТ 17380-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Общие технические условия)ГОСТ 17410-78 (Контроль неразрушающий. Трубы металлические бесшовные цилиндрические)ГОСТ 18968-73 (Прутки и полосы из коррозионно-стойкой и жаропрочной стали для лопаток паровых турбин)ГОСТ 19040-81 (Трубы металлические. Метод испытания на растяжение при повышенных температурах)ГОСТ 19265-73 (Прутки и полосы из быстрорежущей стали)ГОСТ 19277-73 (Трубы стальные бесшовные для маслопроводов и топливопроводов)ГОСТ 19281-89 (Прокат из стали повышенной прочности)ГОСТ 19282-73 (Сталь низколегированная толстолистовая и широкополосная универсальная)ГОСТ 19425-74 (Балки двутавровые и швеллеры стальные специальные. Сортамент)ГОСТ 19771-93 (Уголки стальные гнутые равнополочные. Сортамент)ГОСТ 19772-93 (Уголки стальные гнутые неравнополочные. Сортамент)ГОСТ 19903-74 (Прокат листовой горячекатаный. Сортамент)ГОСТ 19904-90 (Прокат листовой холоднокатаный. Сортамент)ГОСТ 20072-74 (Сталь теплоустойчивая)ГОСТ 20295-85 (Трубы стальные сварные для магистральных газонефтепроводов)ГОСТ 21729-76 (Трубы конструкционные холоднодеформированные и теплодеформированные из углеродистых и легированных сталей)ГОСТ 21945-76 (Трубы бесшовные горячекатаные из сплавов на основе титана)ГОСТ 22786-77 (Трубы биметаллические бесшовные для судостроения)ГОСТ 22897-86 (Трубы бесшовные холоднодеформированные из сплавов на основе титана)ГОСТ 23118-99 (Конструкции стальные строительные. Общие технические условия)ГОСТ 23270-89 (Трубы-заготовки для механической обработки)ГОСТ 23279-85 (Сетки арматурные сварные для железобетонных конструкций и изделий)ГОСТ 24030-80 (Трубы бесшовные из коррозионно-стойкой стали для энергомашиностроения)ГОСТ 24045-94 (Профили стальные листовые гнутые с трапецевидными гофрами для строительства)ГОСТ 24982-81 (Прокат листовой из коррозионно-стойких жаростойких и жаропрочных сплавов)ГОСТ 25054-81 (Поковки из коррозионно-стойких сталей и сплавов)ГОСТ 25577-83 (Профили стальные гнутые замкнутые сварные квадратные и прямоугольные)ГОСТ 2590-2006 (Прокат сортовой стальной горячекатаный круглый)ГОСТ 2591-06 (Прокат сортовой стальной горячекатаный квадратный)ГОСТ 26020-83 (Двутавры стальные горячекатаные с параллельными гранями полок)ГОСТ 26131-84 (Поковки из жаропрочных и жаростойких сплавов)ГОСТ 2715-75 (Сетки металлические)ГОСТ 27772-88 (Прокат для строительных стальных конструкций)ГОСТ 28548-90 (Трубы стальные.
Сортамент)ГОСТ 19771-93 (Уголки стальные гнутые равнополочные. Сортамент)ГОСТ 19772-93 (Уголки стальные гнутые неравнополочные. Сортамент)ГОСТ 19903-74 (Прокат листовой горячекатаный. Сортамент)ГОСТ 19904-90 (Прокат листовой холоднокатаный. Сортамент)ГОСТ 20072-74 (Сталь теплоустойчивая)ГОСТ 20295-85 (Трубы стальные сварные для магистральных газонефтепроводов)ГОСТ 21729-76 (Трубы конструкционные холоднодеформированные и теплодеформированные из углеродистых и легированных сталей)ГОСТ 21945-76 (Трубы бесшовные горячекатаные из сплавов на основе титана)ГОСТ 22786-77 (Трубы биметаллические бесшовные для судостроения)ГОСТ 22897-86 (Трубы бесшовные холоднодеформированные из сплавов на основе титана)ГОСТ 23118-99 (Конструкции стальные строительные. Общие технические условия)ГОСТ 23270-89 (Трубы-заготовки для механической обработки)ГОСТ 23279-85 (Сетки арматурные сварные для железобетонных конструкций и изделий)ГОСТ 24030-80 (Трубы бесшовные из коррозионно-стойкой стали для энергомашиностроения)ГОСТ 24045-94 (Профили стальные листовые гнутые с трапецевидными гофрами для строительства)ГОСТ 24982-81 (Прокат листовой из коррозионно-стойких жаростойких и жаропрочных сплавов)ГОСТ 25054-81 (Поковки из коррозионно-стойких сталей и сплавов)ГОСТ 25577-83 (Профили стальные гнутые замкнутые сварные квадратные и прямоугольные)ГОСТ 2590-2006 (Прокат сортовой стальной горячекатаный круглый)ГОСТ 2591-06 (Прокат сортовой стальной горячекатаный квадратный)ГОСТ 26020-83 (Двутавры стальные горячекатаные с параллельными гранями полок)ГОСТ 26131-84 (Поковки из жаропрочных и жаростойких сплавов)ГОСТ 2715-75 (Сетки металлические)ГОСТ 27772-88 (Прокат для строительных стальных конструкций)ГОСТ 28548-90 (Трубы стальные. Термины и определения)ГОСТ 2879-06 (Прокат сортовой стальной горячекатаный шестигранный. Сортамент)ГОСТ 28800-90 (Трубы металлические. Метод определения влаги на внутренней поверхности труб)ГОСТ 30136-95 (Катанка из углеродистой стали обыкновенного качества)ГОСТ 30245-2003 (Профили стальные гнутые замкнутые сварные квадратные и прямоугольные для строительных конструкций)ГОСТ 30246-94 (Прокат тонколистовой рулонный с защитно-декоративным лакокрасочным покрытием для строительных конструкций)ГОСТ 30564-98 (Трубы бесшовные горячедеформированные из углеродистых и легированных сталей со специальными свойствами)ГОСТ 30753-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Отводы крутоизогнутые типа 2D (R~DN))ГОСТ 3262-75 (Трубы стальные водогазопроводные)ГОСТ 3306-88 (Сетки с квадратными ячейками из стальной рифленой проволоки)ГОСТ 3728-78 (Трубы. Метод испытания на загиб)ГОСТ 380-2005 (Сталь углеродистая обыкновенного качества. Марки)ГОСТ 3836-83 (Сталь электротехническая нелегированная тонколистовая и ленты)ГОСТ 3845-75 (Трубы металлические.
Термины и определения)ГОСТ 2879-06 (Прокат сортовой стальной горячекатаный шестигранный. Сортамент)ГОСТ 28800-90 (Трубы металлические. Метод определения влаги на внутренней поверхности труб)ГОСТ 30136-95 (Катанка из углеродистой стали обыкновенного качества)ГОСТ 30245-2003 (Профили стальные гнутые замкнутые сварные квадратные и прямоугольные для строительных конструкций)ГОСТ 30246-94 (Прокат тонколистовой рулонный с защитно-декоративным лакокрасочным покрытием для строительных конструкций)ГОСТ 30564-98 (Трубы бесшовные горячедеформированные из углеродистых и легированных сталей со специальными свойствами)ГОСТ 30753-2001 (Детали трубопроводов бесшовные приварные из углеродистой и низколегированной стали. Отводы крутоизогнутые типа 2D (R~DN))ГОСТ 3262-75 (Трубы стальные водогазопроводные)ГОСТ 3306-88 (Сетки с квадратными ячейками из стальной рифленой проволоки)ГОСТ 3728-78 (Трубы. Метод испытания на загиб)ГОСТ 380-2005 (Сталь углеродистая обыкновенного качества. Марки)ГОСТ 3836-83 (Сталь электротехническая нелегированная тонколистовая и ленты)ГОСТ 3845-75 (Трубы металлические. Метод испытания гидравлическим давлением)ГОСТ 4041-71 (Прокат листовой для холодной штамповки из конструкционной качественной стали)ГОСТ 4543-71 (Прокат из легированной конструкционной стали)ГОСТ 5005-82 (Трубы стальные электросварные холоднодеформированные для карданных валов)ГОСТ 5267.1-90 (Швеллеры. Сортамент)ГОСТ 5336-80 (Сетки стальные плетеные одинарные)ГОСТ 535-2005 (Прокат сортовой и фасонный из стали углеродистой обыкновенного качества)ГОСТ 550-75 (Трубы стальные бесшовные для нефтеперерабатывающей и нефтехимической промышленности)ГОСТ 5520-79 (Прокат листовой из углеродистой, низколегированной и легированной стали для котлов и сосудов, работающих под давлением)ГОСТ 5582-75 (Прокат тонколистовой коррозионностойкий, жаростойкий и жаропрочный)ГОСТ 5654-76 (Трубы стальные бесшовные горячедеформированные для судостроения)ГОСТ 5781-82 (Сталь горячекатаная для армирования ж/б конструкций)ГОСТ 5949-75 (Сталь сортовая и калиброванная коррозионностойкая, жаростойкая и жаропрочная)ГОСТ 5950-2000 (Прутки, полосы и мотки из инструментальной легированной стали)ГОСТ 6765-75 (Сталь трехслойная горячекатаная листовая и широкополосная (универсальная))ГОСТ 7062-90 (Поковки из углеродистой и легированной стали, изготовляемые ковкой на прессах)ГОСТ 7350-77 (Сталь толстолистовая коррозионностойкая, жаростойкая и жаропрочная)ГОСТ 7417-75 (Сталь калиброванная круглая.
Метод испытания гидравлическим давлением)ГОСТ 4041-71 (Прокат листовой для холодной штамповки из конструкционной качественной стали)ГОСТ 4543-71 (Прокат из легированной конструкционной стали)ГОСТ 5005-82 (Трубы стальные электросварные холоднодеформированные для карданных валов)ГОСТ 5267.1-90 (Швеллеры. Сортамент)ГОСТ 5336-80 (Сетки стальные плетеные одинарные)ГОСТ 535-2005 (Прокат сортовой и фасонный из стали углеродистой обыкновенного качества)ГОСТ 550-75 (Трубы стальные бесшовные для нефтеперерабатывающей и нефтехимической промышленности)ГОСТ 5520-79 (Прокат листовой из углеродистой, низколегированной и легированной стали для котлов и сосудов, работающих под давлением)ГОСТ 5582-75 (Прокат тонколистовой коррозионностойкий, жаростойкий и жаропрочный)ГОСТ 5654-76 (Трубы стальные бесшовные горячедеформированные для судостроения)ГОСТ 5781-82 (Сталь горячекатаная для армирования ж/б конструкций)ГОСТ 5949-75 (Сталь сортовая и калиброванная коррозионностойкая, жаростойкая и жаропрочная)ГОСТ 5950-2000 (Прутки, полосы и мотки из инструментальной легированной стали)ГОСТ 6765-75 (Сталь трехслойная горячекатаная листовая и широкополосная (универсальная))ГОСТ 7062-90 (Поковки из углеродистой и легированной стали, изготовляемые ковкой на прессах)ГОСТ 7350-77 (Сталь толстолистовая коррозионностойкая, жаростойкая и жаропрочная)ГОСТ 7417-75 (Сталь калиброванная круглая. Сортамент)ГОСТ 7566-94 (Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение)ГОСТ 7829-70 (Поковки из углеродистой и легированной стали, изготовляемые ковкой на молотах)ГОСТ 82-70 (Прокат стальной горячекатаный широкополосный универсальный)ГОСТ 8239-89 (Двутавры стальные горячекатаные. Сортамент)ГОСТ 8240-97 (Швеллеры стальные горячекатаные. Сортамент)ГОСТ 8278-83 (Швеллеры стальные гнутые равнополочные)ГОСТ 8281-80 (Швеллеры стальные гнутые неравнополочные)ГОСТ 8478-81 (Сетки сварные для железобетонных конструкций)ГОСТ 8509-93 (Уголки стальные горячекатаные равнополочные. Сортамент)ГОСТ 8509-93 Приложение (Профили стальные горячекатаные)ГОСТ 8510-86 (Уголки стальные горячекатаные неравнополочные)ГОСТ 8559-75 (Сталь калиброванная квадратная)ГОСТ 8560-78 (Прокат калиброванный шестигранный. Сортамент)ГОСТ 8568-77 (Листы стальные с ромбическим и чечевичным рифлением)ГОСТ 8639-82 (Трубы стальные квадратные. Сортамент)ГОСТ 8642-68 (Трубы стальные овальные. Сортамент)ГОСТ 8644-68 (Трубы стальные плоскоовальные.
Сортамент)ГОСТ 7566-94 (Металлопродукция. Приемка, маркировка, упаковка, транспортирование и хранение)ГОСТ 7829-70 (Поковки из углеродистой и легированной стали, изготовляемые ковкой на молотах)ГОСТ 82-70 (Прокат стальной горячекатаный широкополосный универсальный)ГОСТ 8239-89 (Двутавры стальные горячекатаные. Сортамент)ГОСТ 8240-97 (Швеллеры стальные горячекатаные. Сортамент)ГОСТ 8278-83 (Швеллеры стальные гнутые равнополочные)ГОСТ 8281-80 (Швеллеры стальные гнутые неравнополочные)ГОСТ 8478-81 (Сетки сварные для железобетонных конструкций)ГОСТ 8509-93 (Уголки стальные горячекатаные равнополочные. Сортамент)ГОСТ 8509-93 Приложение (Профили стальные горячекатаные)ГОСТ 8510-86 (Уголки стальные горячекатаные неравнополочные)ГОСТ 8559-75 (Сталь калиброванная квадратная)ГОСТ 8560-78 (Прокат калиброванный шестигранный. Сортамент)ГОСТ 8568-77 (Листы стальные с ромбическим и чечевичным рифлением)ГОСТ 8639-82 (Трубы стальные квадратные. Сортамент)ГОСТ 8642-68 (Трубы стальные овальные. Сортамент)ГОСТ 8644-68 (Трубы стальные плоскоовальные. Сортамент)ГОСТ 8645-68 (Трубы стальные прямоугольные. Сортамент)ГОСТ 8646-68 (Трубы стальные с полыми ребрами. Сортамент)ГОСТ 8694-75 (Трубы. Метод испытания на раздачу)ГОСТ 8695-75 (Трубы. Метод испытания на сплющивание)ГОСТ 8696-74 (Трубы стальные электросварные со спиральным швом общего назначения)ГОСТ 8706-78 (Листы стальные просечно-вытяжные)ГОСТ 8731-87 (Трубы стальные бесшовные горячедеформированные)ГОСТ 8732-78 (Трубы стальные бесшовные горячедеформированные. Сортамент)ГОСТ 8733-74 (Трубы стальные бесшовные холоднодеформированные и теплодеформированные)ГОСТ 8734-75 (Трубы стальные бесшовные холоднодеформированные. Сортамент)ГОСТ 8943-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Номенклатура)ГОСТ 8944-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Технические условия)ГОСТ 8946-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Угольники проходные)ГОСТ 8947-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов.
Сортамент)ГОСТ 8645-68 (Трубы стальные прямоугольные. Сортамент)ГОСТ 8646-68 (Трубы стальные с полыми ребрами. Сортамент)ГОСТ 8694-75 (Трубы. Метод испытания на раздачу)ГОСТ 8695-75 (Трубы. Метод испытания на сплющивание)ГОСТ 8696-74 (Трубы стальные электросварные со спиральным швом общего назначения)ГОСТ 8706-78 (Листы стальные просечно-вытяжные)ГОСТ 8731-87 (Трубы стальные бесшовные горячедеформированные)ГОСТ 8732-78 (Трубы стальные бесшовные горячедеформированные. Сортамент)ГОСТ 8733-74 (Трубы стальные бесшовные холоднодеформированные и теплодеформированные)ГОСТ 8734-75 (Трубы стальные бесшовные холоднодеформированные. Сортамент)ГОСТ 8943-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Номенклатура)ГОСТ 8944-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Технические условия)ГОСТ 8946-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Угольники проходные)ГОСТ 8947-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Угольники переходные)ГОСТ 8948-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Тройники прямые)ГОСТ 8949-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Тройники переходные)ГОСТ 8950-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Тройники с двумя переходами)ГОСТ 8951-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Кресты прямые)ГОСТ 8952-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Кресты переходные)ГОСТ 8953-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Кресты с двумя переходами)ГОСТ 8954-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Муфты прямые короткие)ГОСТ 8955-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Муфты прямые длинные)ГОСТ 8956-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов.
Угольники переходные)ГОСТ 8948-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Тройники прямые)ГОСТ 8949-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Тройники переходные)ГОСТ 8950-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Тройники с двумя переходами)ГОСТ 8951-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Кресты прямые)ГОСТ 8952-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Кресты переходные)ГОСТ 8953-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Кресты с двумя переходами)ГОСТ 8954-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Муфты прямые короткие)ГОСТ 8955-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Муфты прямые длинные)ГОСТ 8956-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Муфты компенсирующие)ГОСТ 8957-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Муфты переходные)ГОСТ 8958-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Ниппели двойные)ГОСТ 8959-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Гайки соединительные)ГОСТ 8960-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Футорки)ГОСТ 8961-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Контргайки)ГОСТ 8962-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Колпаки)ГОСТ 8963-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Пробки)ГОСТ 8965-75 (Части соединительные стальные с цилиндрической резьбой для трубопроводов Р=1,6 МПа)ГОСТ 8966-75 (Части соединительные стальные с цилиндрической резьбой для трубопроводов Р=1,6 МПа. Муфты прямые)ГОСТ 8967-75 (Части соединительные стальные с цилиндрической резьбой для трубопроводов Р=1,6 МПа.
Муфты компенсирующие)ГОСТ 8957-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Муфты переходные)ГОСТ 8958-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Ниппели двойные)ГОСТ 8959-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Гайки соединительные)ГОСТ 8960-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Футорки)ГОСТ 8961-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Контргайки)ГОСТ 8962-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Колпаки)ГОСТ 8963-75 (Соединительные части из ковкого чугуна с цилиндрической резьбой для трубопроводов. Пробки)ГОСТ 8965-75 (Части соединительные стальные с цилиндрической резьбой для трубопроводов Р=1,6 МПа)ГОСТ 8966-75 (Части соединительные стальные с цилиндрической резьбой для трубопроводов Р=1,6 МПа. Муфты прямые)ГОСТ 8967-75 (Части соединительные стальные с цилиндрической резьбой для трубопроводов Р=1,6 МПа. Ниппели)ГОСТ 8968-75 (Части соединительные стальные с цилиндрической резьбой для трубопроводов Р=1,6 МПа. Контргайки)ГОСТ 8969-75 (Части соединительные стальные с цилиндрической резьбой для трубопроводов Р=1,6 МПа. Сгоны)ГОСТ 9045-93 (Прокат тонколистовой холоднокатаный из низкоуглеродистой качественной стали для холодной штамповки)ГОСТ 9234-74 (Профили стальные гнутые листовые с трапецевидным гофром. Сортамент)ГОСТ 9567-75 (Трубы стальные прецизионные. Сортамент)ГОСТ 9583-75 (Трубы чугунные напорные, изготовленные методами центробежного полунепрерывного литья. Технические условия)ГОСТ 9940-81 (Трубы бесшовные горячедеформированные из коррозионно-стойкой стали)ГОСТ 9941-81 (Трубы бесшовные холодно- и тепло- деформированные из коррозионно-стойкой стали)ГОСТ Р 51285-99 (Сетки проволочные крученые с шестиугольными ячейками для габионных конструкций)ГОСТ Р 51393-99 (Прокат тонколистовой холоднокатаный и гнутые профили из коррозионно-стойкой стали для вагоностроенияГОСТ Р 52079-2003 (Трубы стальные сварные для магистральных газопроводов, нефтепроводов и нефтепродуктопроводов)ГОСТ Р 52146-2003 (Прокат тонколистовой холоднокатаный и холоднокатаный горячеоцинкованный с полимерным покрытием с непрерывных линий)ГОСТ Р 52246-2004 (Прокат листовой горячеоцинкованный)ГОСТ Р 52544-2006 (Прокат арматурный свариваемый периодического профиля классов А500С и В500С для армирования железобетонный конструкций)ГОСТ Р 53383-2009 (Трубы стальные бесшовные горячедеформированные)ГОСТ Р 53580-2009 (Трубы стальные для промысловых трубопроводов)ГОСТ Р 54157-2010 (Трубы стальные профильные для металлоконструкций)ГОСТ Р 54159-2010 (Трубы стальные бесшовные и сварные холоднодеформированные общего назначения)ГОСТ Р 54384-2011 (Сталь.
Ниппели)ГОСТ 8968-75 (Части соединительные стальные с цилиндрической резьбой для трубопроводов Р=1,6 МПа. Контргайки)ГОСТ 8969-75 (Части соединительные стальные с цилиндрической резьбой для трубопроводов Р=1,6 МПа. Сгоны)ГОСТ 9045-93 (Прокат тонколистовой холоднокатаный из низкоуглеродистой качественной стали для холодной штамповки)ГОСТ 9234-74 (Профили стальные гнутые листовые с трапецевидным гофром. Сортамент)ГОСТ 9567-75 (Трубы стальные прецизионные. Сортамент)ГОСТ 9583-75 (Трубы чугунные напорные, изготовленные методами центробежного полунепрерывного литья. Технические условия)ГОСТ 9940-81 (Трубы бесшовные горячедеформированные из коррозионно-стойкой стали)ГОСТ 9941-81 (Трубы бесшовные холодно- и тепло- деформированные из коррозионно-стойкой стали)ГОСТ Р 51285-99 (Сетки проволочные крученые с шестиугольными ячейками для габионных конструкций)ГОСТ Р 51393-99 (Прокат тонколистовой холоднокатаный и гнутые профили из коррозионно-стойкой стали для вагоностроенияГОСТ Р 52079-2003 (Трубы стальные сварные для магистральных газопроводов, нефтепроводов и нефтепродуктопроводов)ГОСТ Р 52146-2003 (Прокат тонколистовой холоднокатаный и холоднокатаный горячеоцинкованный с полимерным покрытием с непрерывных линий)ГОСТ Р 52246-2004 (Прокат листовой горячеоцинкованный)ГОСТ Р 52544-2006 (Прокат арматурный свариваемый периодического профиля классов А500С и В500С для армирования железобетонный конструкций)ГОСТ Р 53383-2009 (Трубы стальные бесшовные горячедеформированные)ГОСТ Р 53580-2009 (Трубы стальные для промысловых трубопроводов)ГОСТ Р 54157-2010 (Трубы стальные профильные для металлоконструкций)ГОСТ Р 54159-2010 (Трубы стальные бесшовные и сварные холоднодеформированные общего назначения)ГОСТ Р 54384-2011 (Сталь.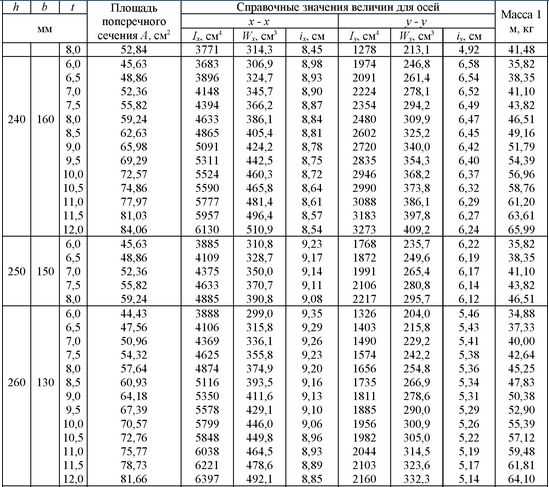 Определение и классификация по химическому составу и классам качества)ГОСТ Р 54432-2011 (Фланцы арматуры, соединительных частей и трубопроводов на номинальное давление от PN 1 до PN 200)ГОСТ Р 54864-2011 (Трубы стальные бесшовные горячедеформированные для сварных стальных строительных конструкций)ГОСТ Р 9.316-2006 (Покрытия термодиффузионные, цинковые)
Определение и классификация по химическому составу и классам качества)ГОСТ Р 54432-2011 (Фланцы арматуры, соединительных частей и трубопроводов на номинальное давление от PN 1 до PN 200)ГОСТ Р 54864-2011 (Трубы стальные бесшовные горячедеформированные для сварных стальных строительных конструкций)ГОСТ Р 9.316-2006 (Покрытия термодиффузионные, цинковые)
 Горячеоцинкованные трубы могут поставляться в следующем диапазоне:
Горячеоцинкованные трубы могут поставляться в следующем диапазоне:
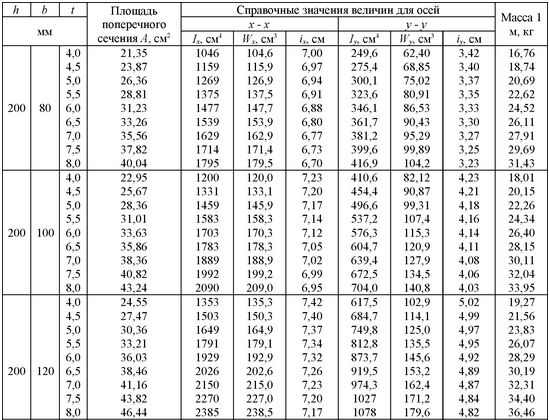 01
01 04
04 12
12 14
14 06
06 youtube.com/embed/ITqZ4d3Crq0″ frameborder=»0″ allowfullscreen=»»/>
youtube.com/embed/ITqZ4d3Crq0″ frameborder=»0″ allowfullscreen=»»/>  Диапазон толщины стенки может варьироваться в зависимости от наружного диаметра.
Диапазон толщины стенки может варьироваться в зависимости от наружного диаметра.  Стандартная спецификация
Стандартная спецификация 

 Правка и обрезка концов — по дополнительному соглашению. Трубы с размерами свыше 80х80 мм поставляются без правки и обрезки концов
Правка и обрезка концов — по дополнительному соглашению. Трубы с размерами свыше 80х80 мм поставляются без правки и обрезки концов При относительно небольшой массе труба имеет больший момент сопротивления изгибу и скручиванию.
При относительно небольшой массе труба имеет больший момент сопротивления изгибу и скручиванию. ;
;



 По степени раскисления углеродистые стали обыкновенного качества делятся на:
По степени раскисления углеродистые стали обыкновенного качества делятся на: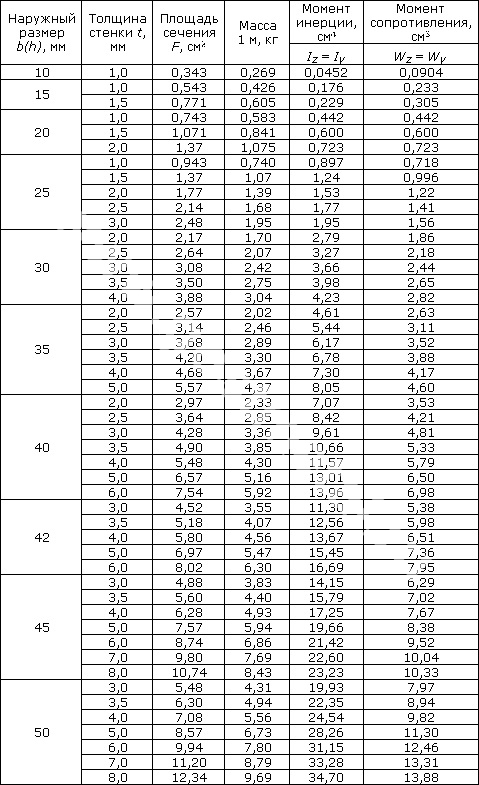
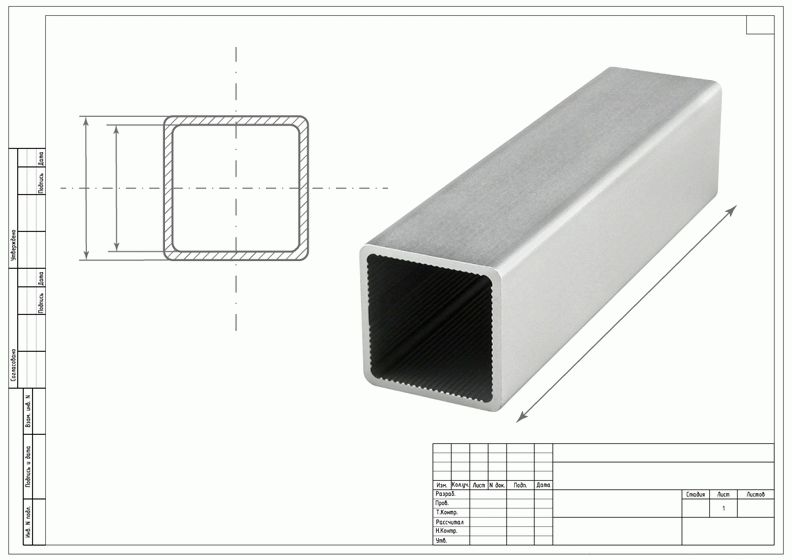
 Трубы стальные квадратные сортамент ГОСТ.
Трубы стальные квадратные сортамент ГОСТ.
 1 Опалубка
1 Опалубка
 Они работают вместе в виде своеобразных «пучков», погружаются в грунт рядом друг с другом для эффективного принятия и распределения точечной нагрузки либо нагрузки от колонн. Обычно такой тип ленточной конструкции ростверка используют в энергетическом и промышленном строительстве. В частном строительстве своими руками обычно выполняют бетонный ростверк.
Они работают вместе в виде своеобразных «пучков», погружаются в грунт рядом друг с другом для эффективного принятия и распределения точечной нагрузки либо нагрузки от колонн. Обычно такой тип ленточной конструкции ростверка используют в энергетическом и промышленном строительстве. В частном строительстве своими руками обычно выполняют бетонный ростверк.
 Основание дома получается жестким, удается исключить просадку.
Основание дома получается жестким, удается исключить просадку.
 Помещение на таком фундаменте получается долговечным, надежным, с прекрасными теплосберегающими свойствами.
Помещение на таком фундаменте получается долговечным, надежным, с прекрасными теплосберегающими свойствами. Гидроизоляция защищает бетон от деформаций и понижает давление почвы на опоры.
Гидроизоляция защищает бетон от деформаций и понижает давление почвы на опоры. Подходит ростверк на винтовых сваях для строительства зданий на пучинистых и глинистых грунтах. После установки опор срезаются их оголовки под уровень и осуществляется монтаж решетчатого пояса.
Подходит ростверк на винтовых сваях для строительства зданий на пучинистых и глинистых грунтах. После установки опор срезаются их оголовки под уровень и осуществляется монтаж решетчатого пояса. Для строительства небольших зданий (беседки, дачные домики) выбирают ростверк на столбчатом основании, свайный вариант подходит для зданий постоянной эксплуатации. Работы лучше всего выполнять в конце весны, в самом начале лета либо ранней осенью. Сначала готовят площадку, очищая от растительности и мусора, потом реализуют дальнейшие этапы выполнения работ.
Для строительства небольших зданий (беседки, дачные домики) выбирают ростверк на столбчатом основании, свайный вариант подходит для зданий постоянной эксплуатации. Работы лучше всего выполнять в конце весны, в самом начале лета либо ранней осенью. Сначала готовят площадку, очищая от растительности и мусора, потом реализуют дальнейшие этапы выполнения работ. Обвязка монтируется по всему периметру основания ленты.
Обвязка монтируется по всему периметру основания ленты. Пространство между краями опалубочных щитов заполняют в качестве заключительного этапа.
Пространство между краями опалубочных щитов заполняют в качестве заключительного этапа. Конструкция надежно защищается от солнечных лучей, ветра, осадков. Поверхность накрывают полиэтиленовой пленкой, периодически увлажняют водой, если температура воздуха превышает отметку в +22С.
Конструкция надежно защищается от солнечных лучей, ветра, осадков. Поверхность накрывают полиэтиленовой пленкой, периодически увлажняют водой, если температура воздуха превышает отметку в +22С.

 Использование монолитных ростверков наиболее популярно при малоэтажной стройке. Делается такой фундамент на неустойчивых грунтах, склонах, и подходит для стройки помещений из легких материалов (газобетон, пенобетон).
Использование монолитных ростверков наиболее популярно при малоэтажной стройке. Делается такой фундамент на неустойчивых грунтах, склонах, и подходит для стройки помещений из легких материалов (газобетон, пенобетон).
 Через 50-80 см вертикально забиваются бруски (5 на 5 см), вверху они соединяются проволокой, или теми же брусками. После этого саморезами прикручивают нижние планки, на которые кладут дно опалубки (можно делать с досок толщиной 30-40 мм). В местах примыкания свай нужно сделать прорези. Далее к брускам крепим боковые стенки, середину опалубки устилаем пленкой, которая предотвратит вытекание бетона и будет способствовать его правильному застыванию.
Через 50-80 см вертикально забиваются бруски (5 на 5 см), вверху они соединяются проволокой, или теми же брусками. После этого саморезами прикручивают нижние планки, на которые кладут дно опалубки (можно делать с досок толщиной 30-40 мм). В местах примыкания свай нужно сделать прорези. Далее к брускам крепим боковые стенки, середину опалубки устилаем пленкой, которая предотвратит вытекание бетона и будет способствовать его правильному застыванию. На предприятиях бетон изготавливают строго по технологии, при потребности добавляют присадки. Сначала бетонируют сваи, смесь трамбуют вибратором, или деревянным брусом соответственной длины. Бетонирование ростверков проводят через 5-7 дней, когда сваи наберут прочности. Тогда проводится заливка опалубки бетоном. Чтобы в ростверке не было воздуха, его надо тщательно утрамбовать, тогда все пустоты, образовавшиеся в бетоне, выйдут наружу. Поверхность выравнивают металлическими специальными линейками.
На предприятиях бетон изготавливают строго по технологии, при потребности добавляют присадки. Сначала бетонируют сваи, смесь трамбуют вибратором, или деревянным брусом соответственной длины. Бетонирование ростверков проводят через 5-7 дней, когда сваи наберут прочности. Тогда проводится заливка опалубки бетоном. Чтобы в ростверке не было воздуха, его надо тщательно утрамбовать, тогда все пустоты, образовавшиеся в бетоне, выйдут наружу. Поверхность выравнивают металлическими специальными линейками.
 Важно помнить, что все расчеты и проектирование должны проводиться специалистами, а работы проводиться согласно ука
Важно помнить, что все расчеты и проектирование должны проводиться специалистами, а работы проводиться согласно ука
 Фундамент из стального ростверка
Фундамент из стального ростверка  Сталь, предусмотренная в этом типе ростверка , обеспечивает защиту от грунтовых вод, которые могут вызвать коррозия стали используется для фундамента.
Сталь, предусмотренная в этом типе ростверка , обеспечивает защиту от грунтовых вод, которые могут вызвать коррозия стали используется для фундамента.

 Модель предполагает комфорт во время работы, ноги должны быть удобно расположены под столом.
Модель предполагает комфорт во время работы, ноги должны быть удобно расположены под столом. Для листа 3 мм вполне подойдет обычный канцелярский нож, до 10 мм используется ножовка или лобзик, а если фанера имеет толщину больше 10 мм, то не обойтись без дисковой пилы или электрического лобзика.
Для листа 3 мм вполне подойдет обычный канцелярский нож, до 10 мм используется ножовка или лобзик, а если фанера имеет толщину больше 10 мм, то не обойтись без дисковой пилы или электрического лобзика.

 Верстак можно собрать наподобие конструктора, используя саморезы только для крепления ножек. Получившийся фанерный стол легко разбирать и собирать, что удобно при транспортировке или хранении. После составления чертежей и перенесения вырезанных деталей на картон можно приступать к изготовлению верстака пошагово:
Верстак можно собрать наподобие конструктора, используя саморезы только для крепления ножек. Получившийся фанерный стол легко разбирать и собирать, что удобно при транспортировке или хранении. После составления чертежей и перенесения вырезанных деталей на картон можно приступать к изготовлению верстака пошагово:
 Особой популярностью этот материал пользуется у людей, которые создают мебель в домашних условиях. Даже при отсутствии опыта, собрать простой журнальный столик из фанеры или ячеистый стол-верстак, не составит особого труда.
Особой популярностью этот материал пользуется у людей, которые создают мебель в домашних условиях. Даже при отсутствии опыта, собрать простой журнальный столик из фанеры или ячеистый стол-верстак, не составит особого труда. Плиты класса ФК подходят только для изготовления домашней или офисной мебели, а вот класс ФСФ подойдёт для уличного использования. Выбирая фанеру для столешницы, лучше остановиться на ламинированных плитах толщиной не меньше 20 мм.
Плиты класса ФК подходят только для изготовления домашней или офисной мебели, а вот класс ФСФ подойдёт для уличного использования. Выбирая фанеру для столешницы, лучше остановиться на ламинированных плитах толщиной не меньше 20 мм. Работать с фанерой очень просто и, если внимательно следовать инструкции, всё обязательно получится.
Работать с фанерой очень просто и, если внимательно следовать инструкции, всё обязательно получится. Для самых тонких плит толщиной 3-5 мм, достаточно будет простого канцелярского ножа, фанера от 5 до 10 мм распиливается ножовкой или лобзиком, а материал толщиной более 10 мм предполагает использование электролобзика или дисковой пилы.
Для самых тонких плит толщиной 3-5 мм, достаточно будет простого канцелярского ножа, фанера от 5 до 10 мм распиливается ножовкой или лобзиком, а материал толщиной более 10 мм предполагает использование электролобзика или дисковой пилы.
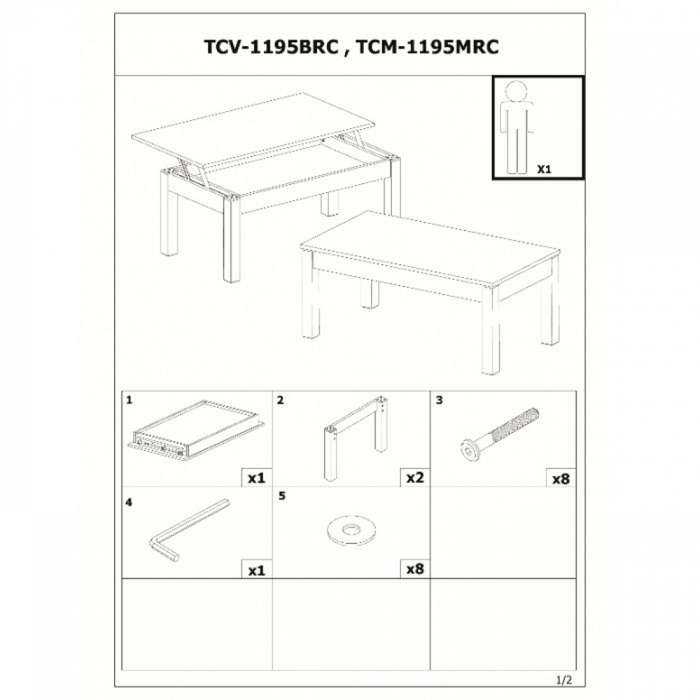 Главной особенностью такого стола, является отсутствие крепёжных элементов. Все детали изделия, кроме ножек, соединяются за счёт специальных ячеек. Ячеистый стол можно легко собрать и разобрать, без использования каких-либо инструментов. Для изготовления такой модели, достаточно следовать пошаговой инструкции:
Главной особенностью такого стола, является отсутствие крепёжных элементов. Все детали изделия, кроме ножек, соединяются за счёт специальных ячеек. Ячеистый стол можно легко собрать и разобрать, без использования каких-либо инструментов. Для изготовления такой модели, достаточно следовать пошаговой инструкции: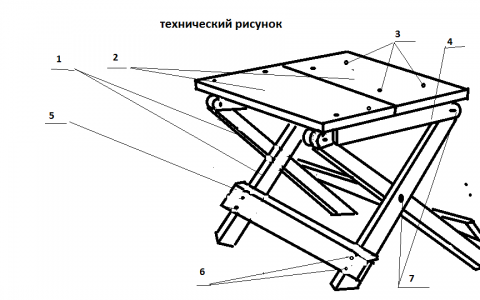 При желании на отверстия можно установить заглушки, превратив его в обычный стол.
При желании на отверстия можно установить заглушки, превратив его в обычный стол. Основание столика имеет форму усечённой трапеции, а сверху устанавливается небольшая квадратная столешница, с отверстием по центру. Конструкция хорошо дополнит зонт, но удержать его не сможет. Для надёжной фиксации зонта, необходимо изготовить утяжелитель из бетона.
Основание столика имеет форму усечённой трапеции, а сверху устанавливается небольшая квадратная столешница, с отверстием по центру. Конструкция хорошо дополнит зонт, но удержать его не сможет. Для надёжной фиксации зонта, необходимо изготовить утяжелитель из бетона. Может быть, в нашем следующем доме. Не боится мечтать. Я также хотел стол, который я мог бы легко передвигать. Я знаю, странно.
Может быть, в нашем следующем доме. Не боится мечтать. Я также хотел стол, который я мог бы легко передвигать. Я знаю, странно.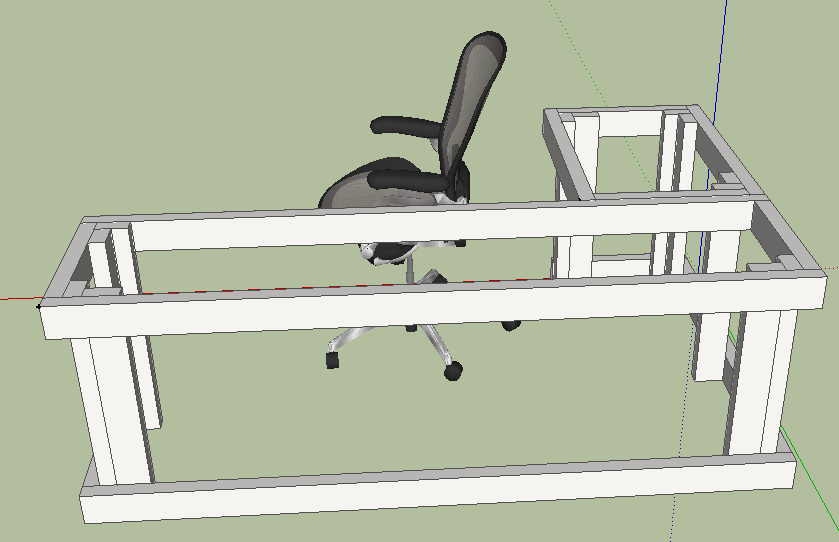
 За исключением встроенных роликов (вы можете заменить их еще 4 фланцами, если вам не нужна мобильность), мы смогли найти все необходимые материалы в наших местных хозяйственных магазинах. ваш 4-футовый кусок дерева с помощью 1,25-дюймовых винтов. Затем вы рисуете свой шестиугольник. Не позволяйте себе слишком увлечься этой частью, но здесь есть небольшая математика. Трей нашел этот правильный шестиугольник (все углы и стороны правильного шестиугольника равны) калькулятор, чтобы немного упростить себе задачу. Чтобы определить свою сторону, вам просто нужно измерить ширину 4 досок 1×12 рядом друг с другом и разделить ее на 2. Это число и будет вашим внутренним радиусом.
За исключением встроенных роликов (вы можете заменить их еще 4 фланцами, если вам не нужна мобильность), мы смогли найти все необходимые материалы в наших местных хозяйственных магазинах. ваш 4-футовый кусок дерева с помощью 1,25-дюймовых винтов. Затем вы рисуете свой шестиугольник. Не позволяйте себе слишком увлечься этой частью, но здесь есть небольшая математика. Трей нашел этот правильный шестиугольник (все углы и стороны правильного шестиугольника равны) калькулятор, чтобы немного упростить себе задачу. Чтобы определить свою сторону, вам просто нужно измерить ширину 4 досок 1×12 рядом друг с другом и разделить ее на 2. Это число и будет вашим внутренним радиусом.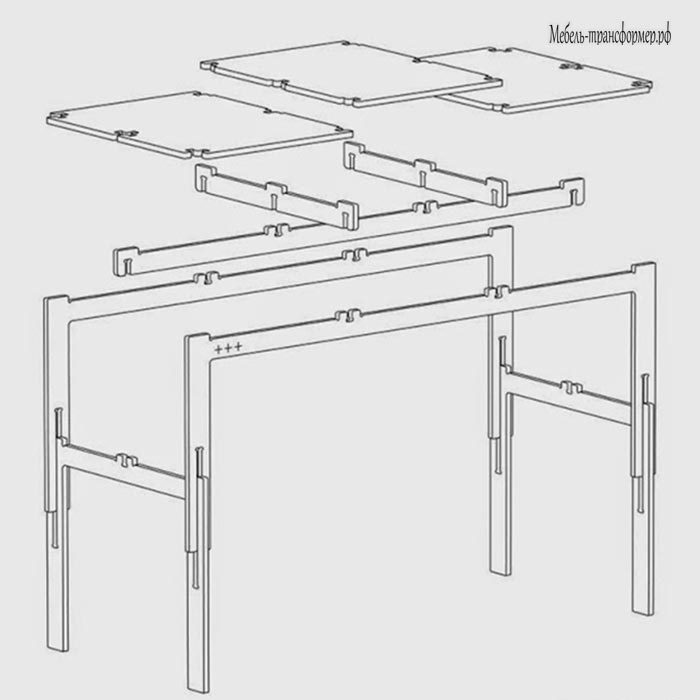 . Потом остальное рассосется. Итак, отцентрируйте, измерьте и отметьте 26 дюймов с каждой стороны ваших 4 деревянных досок, соединенных вместе.
. Потом остальное рассосется. Итак, отцентрируйте, измерьте и отметьте 26 дюймов с каждой стороны ваших 4 деревянных досок, соединенных вместе. Просто к вашему сведению. Что касается губы, мы не удосужились быть почти такими же точными в наших углах, поскольку их практически никогда не было видно. Отрежьте 6 26-дюймовых частей от ваших 1x2s. Затем обрежьте чрезмерно компенсированные внутренние углы (как будто вы делаете нижний уровень пирамиды).
Просто к вашему сведению. Что касается губы, мы не удосужились быть почти такими же точными в наших углах, поскольку их практически никогда не было видно. Отрежьте 6 26-дюймовых частей от ваших 1x2s. Затем обрежьте чрезмерно компенсированные внутренние углы (как будто вы делаете нижний уровень пирамиды). Если вы окрашиваете, добавьте свой выбор цвета. Мы использовали пятно от пшеницы. Дайте полностью высохнуть. Уплотнение полиуретаном. Мы использовали два слоя для дополнительной защиты.
Если вы окрашиваете, добавьте свой выбор цвета. Мы использовали пятно от пшеницы. Дайте полностью высохнуть. Уплотнение полиуретаном. Мы использовали два слоя для дополнительной защиты.


 На поверхность стержня наносятся ребра для лучшего сцепления с бетоном.
На поверхность стержня наносятся ребра для лучшего сцепления с бетоном. Постараемся рассказать на что влияет та или иная характеристика и, конечно, дадим значения на примере нашего товара.
Постараемся рассказать на что влияет та или иная характеристика и, конечно, дадим значения на примере нашего товара. Предел прочности на разрыв — важнейшая техническая характеристика арматуры, определяющая её максимальное растяжение во время критических нагрузок.
Предел прочности на разрыв — важнейшая техническая характеристика арматуры, определяющая её максимальное растяжение во время критических нагрузок. Об этом недостатке в следующем пункте.
Об этом недостатке в следующем пункте.



 Она не образует «мостиков холода», через которые тепло будет покидать ваше жильё.
Она не образует «мостиков холода», через которые тепло будет покидать ваше жильё. В., Хактаев С.С. Применение стеклопластиковой арматуры в качестве гибких связей в трехслойных стеновых панелях // Промышленное и гражданское строительство. 2013. № 10. С. 84–87
В., Хактаев С.С. Применение стеклопластиковой арматуры в качестве гибких связей в трехслойных стеновых панелях // Промышленное и гражданское строительство. 2013. № 10. С. 84–87 В отношении неметаллических материалов такой термин употреблять не принято (правильнее использовать термин «старение»). Но при ужесточении эксплуатационных условий полимерные материалы тоже склонны ухудшаться под воздействием среды. Поэтому, термин «коррозия» употребляют и в отношении стеклопластиковой арматуры.
В отношении неметаллических материалов такой термин употреблять не принято (правильнее использовать термин «старение»). Но при ужесточении эксплуатационных условий полимерные материалы тоже склонны ухудшаться под воздействием среды. Поэтому, термин «коррозия» употребляют и в отношении стеклопластиковой арматуры. В 2006 году сотрудниками НИИЖБ им. Гвоздева было изучено состояние некоторых таких конструкций. Обследование опытных пролетных строений не выявило серьезных нарушений и подтвердило необходимость проведения дальнейших более детальных экспериментов с получением статистических данных по изменению сцепления с бетоном, прочностным и деформативным характеристикам полимеркомпозитной арматуры, в том числе длительной прочности.»
В 2006 году сотрудниками НИИЖБ им. Гвоздева было изучено состояние некоторых таких конструкций. Обследование опытных пролетных строений не выявило серьезных нарушений и подтвердило необходимость проведения дальнейших более детальных экспериментов с получением статистических данных по изменению сцепления с бетоном, прочностным и деформативным характеристикам полимеркомпозитной арматуры, в том числе длительной прочности.» А эффективная удельная активность природных радионуклидов — не более 370 Бк/кг.
А эффективная удельная активность природных радионуклидов — не более 370 Бк/кг. Изготавливается из стекловолокна и связующих смол. Волокно обеспечивает необходимую прочность, а смола связывает волокна между собой.
Изготавливается из стекловолокна и связующих смол. Волокно обеспечивает необходимую прочность, а смола связывает волокна между собой.

 Это позволяет минимизировать ремонтные работы и повысить срок эксплуатации готового объекта.
Это позволяет минимизировать ремонтные работы и повысить срок эксплуатации готового объекта.

 Данный материал не горит. Ее можно эксплуатировать внутри бетона в широком диапазоне температур от -70 до +600 градусов по шкале Цельсия. Если на арматуру в течении длительного времени воздействовать температурой более 200 градусов, то она, как и бетон, потеряет свои эксплуатационные свойства.
Данный материал не горит. Ее можно эксплуатировать внутри бетона в широком диапазоне температур от -70 до +600 градусов по шкале Цельсия. Если на арматуру в течении длительного времени воздействовать температурой более 200 градусов, то она, как и бетон, потеряет свои эксплуатационные свойства.
 Арматуру можно «вязать» применяя минимальное количество подсобных инструментов и дополнительных материалов. Резать стеклопластик можно с помощью болгарки, торцовки или даже ножниц и кусачек.
Арматуру можно «вязать» применяя минимальное количество подсобных инструментов и дополнительных материалов. Резать стеклопластик можно с помощью болгарки, торцовки или даже ножниц и кусачек.
 Ее использование оправдано при возведении портовых сооружений и для укрепления линии побережья и рек.
Ее использование оправдано при возведении портовых сооружений и для укрепления линии побережья и рек.

 Это связано как с уникальной природой материала, так и с нашей способностью адаптировать его компоненты для изменения характеристик конечного продукта. В результате композиты обладают многими выгодными физическими свойствами и большой гибкостью дизайна. Чтобы узнать больше о преимуществах композитов, изучите их применение в различных отраслях:
Это связано как с уникальной природой материала, так и с нашей способностью адаптировать его компоненты для изменения характеристик конечного продукта. В результате композиты обладают многими выгодными физическими свойствами и большой гибкостью дизайна. Чтобы узнать больше о преимуществах композитов, изучите их применение в различных отраслях: youtube.com/embed/tQw6Bw2Qjww?start=3″ frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»>
youtube.com/embed/tQw6Bw2Qjww?start=3″ frameborder=»0″ allow=»autoplay; encrypted-media» allowfullscreen=»»> 





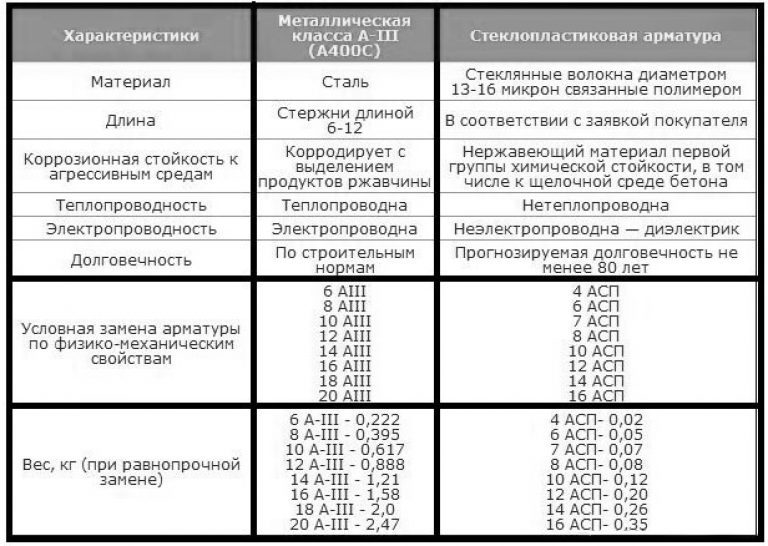 Источник изображения: Cjp24/Викисклад.
Источник изображения: Cjp24/Викисклад. Тщательно выбирая армирование, матрицу и производственный процесс, который объединяет их, инженеры могут адаптировать свойства в соответствии с конкретными требованиями. Они могут, например, сделать композитный лист очень прочным в одном направлении, выровняв таким образом волокна, но более слабым в другом направлении, где прочность не так важна. Они также могут выбрать такие свойства, как устойчивость к теплу, химическим веществам и атмосферным воздействиям, выбрав соответствующий матричный материал.
Тщательно выбирая армирование, матрицу и производственный процесс, который объединяет их, инженеры могут адаптировать свойства в соответствии с конкретными требованиями. Они могут, например, сделать композитный лист очень прочным в одном направлении, выровняв таким образом волокна, но более слабым в другом направлении, где прочность не так важна. Они также могут выбрать такие свойства, как устойчивость к теплу, химическим веществам и атмосферным воздействиям, выбрав соответствующий матричный материал.
 Например, керамика используется, когда материал будет подвергаться воздействию высоких температур (например, теплообменники), а углерод используется для продуктов, подверженных трению и износу (например, подшипники и шестерни).
Например, керамика используется, когда материал будет подвергаться воздействию высоких температур (например, теплообменники), а углерод используется для продуктов, подверженных трению и износу (например, подшипники и шестерни). Углеродные нанотрубки изготавливаются путем скручивания одного листа графита (известного как графен) в трубку. Получается чрезвычайно прочная конструкция. Также возможно иметь трубки, состоящие из нескольких цилиндров — трубки внутри трубок.
Углеродные нанотрубки изготавливаются путем скручивания одного листа графита (известного как графен) в трубку. Получается чрезвычайно прочная конструкция. Также возможно иметь трубки, состоящие из нескольких цилиндров — трубки внутри трубок.
 Можно приложить давление, чтобы вытеснить любые пузырьки воздуха, а затем форму нагреть, чтобы матрица затвердела.
Можно приложить давление, чтобы вытеснить любые пузырьки воздуха, а затем форму нагреть, чтобы матрица затвердела. Когда панель изготовлена до необходимой толщины, матричный материал отверждается.
Когда панель изготовлена до необходимой толщины, матричный материал отверждается.

 Планеры некоторых небольших самолетов полностью сделаны из композитных материалов, как и крылья, хвостовое оперение и панели корпуса больших коммерческих самолетов.
Планеры некоторых небольших самолетов полностью сделаны из композитных материалов, как и крылья, хвостовое оперение и панели корпуса больших коммерческих самолетов.

 org2021 годАрбенина, Диана СергеевнаПотери сторон в период вторжения России на УкраинуМартьянов, Андрей ЛеонидовичТрагедия на «Немиге»СамайнСобор всех святыхКабинет редкостей Гильермо дель ТороСеулДень автомобилиста и дорожника (Украина)Список фильмов кинематографической вселенной MarvelМногопользовательская играМаск, ИлонСписок игроков НХЛ, забросивших 500 и более шайбЧёрный Адам (фильм)ЯндексМэрилин МонроСанкт-ПетербургNoize MCСердце Пармы (фильм)Бригада (телесериал)Сунак, РишиГарри Поттер (серия фильмов)Call of Duty (серия игр)Союз Советских Социалистических РеспубликПриёмыхов, Валерий МихайловичTeam SecretПереводчикНа Западном фронте без перемен (фильм, 2022)АокигахараРеспублика КореяTelegramЛула да Силва, Луис Инасиу🡆 More
org2021 годАрбенина, Диана СергеевнаПотери сторон в период вторжения России на УкраинуМартьянов, Андрей ЛеонидовичТрагедия на «Немиге»СамайнСобор всех святыхКабинет редкостей Гильермо дель ТороСеулДень автомобилиста и дорожника (Украина)Список фильмов кинематографической вселенной MarvelМногопользовательская играМаск, ИлонСписок игроков НХЛ, забросивших 500 и более шайбЧёрный Адам (фильм)ЯндексМэрилин МонроСанкт-ПетербургNoize MCСердце Пармы (фильм)Бригада (телесериал)Сунак, РишиГарри Поттер (серия фильмов)Call of Duty (серия игр)Союз Советских Социалистических РеспубликПриёмыхов, Валерий МихайловичTeam SecretПереводчикНа Западном фронте без перемен (фильм, 2022)АокигахараРеспублика КореяTelegramЛула да Силва, Луис Инасиу🡆 More Изобретенное устройство, в виде сжимающейся и расширяющейся емкости, предназначалось для удерживания меняющего свой объем пара.
Изобретенное устройство, в виде сжимающейся и расширяющейся емкости, предназначалось для удерживания меняющего свой объем пара. Сильфонная арматура используется при прокладке теплотрасс и водопроводов, в тепло- и электроэнергетике.
Сильфонная арматура используется при прокладке теплотрасс и водопроводов, в тепло- и электроэнергетике.

 vimeo.com/video/704563595?h=7b4c30dbcf&badge=0&autopause=0&player_id=0&app_id=58479″ frameborder=»0″ allow=»autoplay; fullscreen; picture-in-picture» allowfullscreen=»» title=»Westlake Pipe & Fittings: A Better Foundation»>
vimeo.com/video/704563595?h=7b4c30dbcf&badge=0&autopause=0&player_id=0&app_id=58479″ frameborder=»0″ allow=»autoplay; fullscreen; picture-in-picture» allowfullscreen=»» title=»Westlake Pipe & Fittings: A Better Foundation»>  Текущие прайс-листы обновляются ежедневно.
Текущие прайс-листы обновляются ежедневно. Наши трубы Gl доступны в различных размерах, формах и сортах. Мы поставляем эти трубы в большинство крупных индийских городов более чем в 20 штатах. Мы Sachiya Steel International предлагаем различные типы марок стали, такие как трубы из нержавеющей стали, трубы из супердуплексной стали, трубы из дуплексной стали, трубы из углеродистой стали, трубы из легированной стали, трубы из никелевых сплавов, трубы из титановой стали, стальные трубы из инконеля, алюминиевые трубы и т. д.
Наши трубы Gl доступны в различных размерах, формах и сортах. Мы поставляем эти трубы в большинство крупных индийских городов более чем в 20 штатах. Мы Sachiya Steel International предлагаем различные типы марок стали, такие как трубы из нержавеющей стали, трубы из супердуплексной стали, трубы из дуплексной стали, трубы из углеродистой стали, трубы из легированной стали, трубы из никелевых сплавов, трубы из титановой стали, стальные трубы из инконеля, алюминиевые трубы и т. д. 11, MSS-SP-97, MSS-SP-79, JIS B2316, BS 3799
11, MSS-SP-97, MSS-SP-79, JIS B2316, BS 3799
 д.
д.
 Связано это со сложностью инженерного решения по созданию вертикального шурфа с широким сечением, хотя верхняя часть колодца вполне может быть выкопана экскаватором, а проверка наличия воды на участке довольно просто выполняется при помощи буровых механизмов.
Связано это со сложностью инженерного решения по созданию вертикального шурфа с широким сечением, хотя верхняя часть колодца вполне может быть выкопана экскаватором, а проверка наличия воды на участке довольно просто выполняется при помощи буровых механизмов.
 Отмостка защищает пространство вокруг колодца от падающей сверху воды.
Отмостка защищает пространство вокруг колодца от падающей сверху воды. Все дальнейшее усовершенствования имеют скорее эстетический вид, так создание крыши или беседки служат в основном для украшения колодца. Но с другой стороны крыша, помимо декоративной функции отлично защищает устье колодезной шахты от пыли, ветра и атмосферных осадков.
Все дальнейшее усовершенствования имеют скорее эстетический вид, так создание крыши или беседки служат в основном для украшения колодца. Но с другой стороны крыша, помимо декоративной функции отлично защищает устье колодезной шахты от пыли, ветра и атмосферных осадков.
 Дезинфекционный раствор нужно использовать для покрытия уже очищенных механическим способом стенок шахты. Таким же раствором можно провести и дезинфекцию фильтрующей подушки. Чтобы пары хлорной извести не улетучились – устье колодезной шахты можно закутать плотной тканью, например, брезентом. Для полной дезинфекции колодца в таком состоянии он должен оставаться в течении двух суток.
Дезинфекционный раствор нужно использовать для покрытия уже очищенных механическим способом стенок шахты. Таким же раствором можно провести и дезинфекцию фильтрующей подушки. Чтобы пары хлорной извести не улетучились – устье колодезной шахты можно закутать плотной тканью, например, брезентом. Для полной дезинфекции колодца в таком состоянии он должен оставаться в течении двух суток.
 А после проверки качества воды в санитарной лаборатории – и для питья. Но для того, чтобы колодец на вашем участке постоянно радовал вас чистой водой – его необходимо построить с соблюдением всех обязательных правил, а после постройке – регулярно проводить его очистку и, при необходимости – ремонт.
А после проверки качества воды в санитарной лаборатории – и для питья. Но для того, чтобы колодец на вашем участке постоянно радовал вас чистой водой – его необходимо построить с соблюдением всех обязательных правил, а после постройке – регулярно проводить его очистку и, при необходимости – ремонт. Поэтому периодически нужно проводить очистные мероприятия, которые помогают поддерживать источник в надлежащем состоянии. Применение насоса для очистки донного фильтра значительно упрощает процесс. Любой специалист по обслуживанию автономной системы водоснабжения знает, как почистить колодец насосом, и когда это нужно делать. Впрочем, данную процедуру можно выполнить и самостоятельно, если четко придерживаться технологии процесса.
Поэтому периодически нужно проводить очистные мероприятия, которые помогают поддерживать источник в надлежащем состоянии. Применение насоса для очистки донного фильтра значительно упрощает процесс. Любой специалист по обслуживанию автономной системы водоснабжения знает, как почистить колодец насосом, и когда это нужно делать. Впрочем, данную процедуру можно выполнить и самостоятельно, если четко придерживаться технологии процесса.



 Если же у вас нет возможности почистить колодец дренажным насосом, ввиду отсутствия необходимого оборудования и нежелания его приобретать, тогда обратитесь к профессионалам, которые выполнят всю грязную работу за вас.
Если же у вас нет возможности почистить колодец дренажным насосом, ввиду отсутствия необходимого оборудования и нежелания его приобретать, тогда обратитесь к профессионалам, которые выполнят всю грязную работу за вас.
 Обязательно поверните его до упора, чтобы ручка фильтра оставалась как можно ближе к вертикальному положению.
Обязательно поверните его до упора, чтобы ручка фильтра оставалась как можно ближе к вертикальному положению. Так что у тебя, наверное, лучше, чем у меня! Но теперь, когда я знаю лучше, я лучше забочусь о своей стиральной машине и действительно мою ее.
Так что у тебя, наверное, лучше, чем у меня! Но теперь, когда я знаю лучше, я лучше забочусь о своей стиральной машине и действительно мою ее.


 На некоторых дверях есть кнопка «нажми и отпусти». Для других дверей доступа вам может понадобиться плоская отвертка, чтобы открыть ее.
На некоторых дверях есть кнопка «нажми и отпусти». Для других дверей доступа вам может понадобиться плоская отвертка, чтобы открыть ее.