На начальном этапе строительства возникает один из самых главных вопросов, какой выбрать диаметр стеклопластиковой арматуры? Поскольку от этого параметра напрямую будет зависеть вся прочность будущей конструкции.Размер диаметра, в зависимости от того, какой необходим заказчику может варьироваться от 4 до 22 мм. В этой статье мы приведем таблицу сравнения диаметра и веса стальной и стеклопластиковой арматур, исходя из которой вы сможете сделать выбор, какой армирующий материал вам больше подходит.
Бывает два вида диаметров композитной арматуры:
Наружный – его можно померять штангенциркулем, в тех местах периодических выступов (навивке) стеклопластиковых стержней. Но когда рассчитывают параметры конструкции, такой способ измерения диаметра арматуры почти не используют, поскольку чем больше нить навивки, тем больше диаметр стержня.
Номинальный – именно размер этого диаметра используют как основной для расчетов конструкции здания.
Ниже представлена таблица, в которой наглядно представлено сравнение диаметра и веса обычной металлической арматуры и композитной арматуры.
Если вы еще не знаете, какой диаметр арматуры будете использовать для своего стройобъекта, то предлагаем вам воспользоваться нашими рекомендациями:
Одноэтажные постройки (для хоз. целей – баня, беседка, склад и тд.): рекомендуем использовать ГОСТ АКСп-6 мм. В равных условиях стройки. металлическую арматуру необходимо будет использовать диаметром ∅8 мм.
Одноэтажные постройки (для жилых целей – дом, дача и тд.): рекомендуем использовать ГОСТ АКСп-8 мм. В равных условиях стройки, металлическую арматуру необходимо будет использовать диаметром ∅12 мм.
Двухэтажные постройки (для жилых целей – дом, котедж и тд.): рекомендуем использовать ГОСТ АКСп-10 мм. В равных условиях стройки, металлическую арматуру необходимо будет использовать диаметром ∅14 мм или комбинированно АКСп-10мм (нижний слой) и АКСп- 8мм (верхний слой).
Ленточные фундаменты в качестве заборов: рекомендуем использовать ГОСТ АКСп-4 мм. В равных условиях стройки, металлическую арматуру необходимо будет использовать диаметром ∅6.В Также ГОСТ АКСп-4мм находит прекрасное применение в производстве теплоблоков.
Отмостки и дорожки около зданий: рекомендуем использовать ГОСТ АКСп-6 мм. В равных условиях стройки, металлическую арматуру необходимо будет использовать диаметром ∅8.
Бассейны и бетонные площадки: рекомендуем использовать ГОСТ АКСп-10 мм. В равных условиях стройки, металлическую арматуру необходимо будет использовать диаметром ∅12.
Гибкие связи и стяжка полов: рекомендуем использовать ГОСТ АКСп-6 мм. В равных условиях стройки, металлическую арматуру необходимо будет использовать диаметром ∅8.
Дорожное строительство,мосты,подземное метро: рекомендуем использовать ГОСТ АКСп-12мм и выше. Стекловолоконную арматуру производят диаметром до 45мм.
Диаметр стеклопластиковой арматуры
СтеклоПласт » Полезные материалы » Диаметр стеклопластиковой арматуры – нюансы измерения
Если требуется определить диаметр металлического стержня, то технология измерения достаточно понятна и проста, регламентируется ГОСТом. Однако для неспециалистов может быть полезной информация о том, что диаметр арматуры может быть внешний – включающий ребра периодического профиля, внутренний – представляющий диаметр собственно тела стержня, и номинальный диаметр – целое число, которое еще называют номер профиля. Как правило, все эти цифры разные и внешний диаметр всегда больше номинального, и чем больше диаметр арматуры, тем больше эта цифра приближается к следующему по очереди номеру профиля. Этот момент часто используют мошенники, чтобы ориентируясь на внешний диаметр, выдать стержни меньшего диаметра за большего и, следовательно, продать дороже.
Когда же речь идет об арматуре из стеклопластика, то здесь также существуют нюансы измерений, которыми могут воспользоваться мошенники. Согласно ГОСТу 31938 измерение внешнего диаметра, в принципе, ничем не отличается от вышеназванной процедуры, но сам процесс четко не описан. Здесь следует отметить, что особенности линий по производству арматуры из стеклопластика в России не дают возможности изготавливать стержни идеально круглой формы. Как правило, готовый продукт имеет слегка овальную форму, и чем больше диаметр прутка, тем овал более выражен. Разумеется, если измерить диаметр стержня в одном положении, а потом повернуть его на 90 градусов, и измерить еще раз, то мы, как правило, получим две разные цифры. Если суммировать эти показатели и поделить на 2, то в итоге мы получим усредненный показатель диаметра стеклопластиковой арматуры.
Композитная стеклопластиковая арматура — контроль диаметра D-10 ГОСТ. ТОЧНО В ДЕСЯТКУ! СтеклоПласт.
В ГОСТе 31938 присутствует еще один важный параметр арматуры из пластика, называемый номинальный диаметр, который используется при расчетных работах. Но процедура определения номинального диаметра такова, что в реальной жизни потребитель не может самостоятельно определить этот параметр. Но, если все же очень нужно, то можно воспользоваться следующим советом. Необходимо знать, что, по сути, номинальный диаметр приблизительно представляет собой среднее между внешним и внутренним диаметром. И чем более редкие ребра на стержне, тем более показатель внутреннего диаметра приближается к номинальному показателю. Чтобы не повестись на нечестных продавцов всегда можно измерить внешний и внутренний диаметр стеклопластикового прутка и проконтролировать, чтобы внешний диаметр стержня был обязательно больше, нежели заявленный продавцом номинальный диаметр. Если внешний диаметр соответствует заявленному номинальному, можно сделать вывод что вы имеете дело с мошенником.
‹ Предыдущая статья
Следующая статья ›
Вы можете оформить заказ или обсудить условия сотрудничества по телефону
8 (800) 700-61-34
О продукте | vivafiberglass.com
Код продукта
Номинальный диаметр стержней из стеклопластика
Эквивалентный диаметр стальных стержней (A400)
Прочность на растяжение стеклопластиковых стержней, МПа (мин)
Упаковка, м
Упаковка, тип
Длина 1 т прутка (сталь), м
Ориентировочная масса 1 метра бруса (стеклопластика), кг
Масса 1 метра прутка (сталь), кг
Получить предложение
Стеклопластик 4
4
6
758
150
катушка
4 504 510
0,052
0,222
Получить предложение
Стеклопластик 6
6
8
758
150
катушка
2 531 650
0,100
0,395
Получить предложение
Стеклопластик 7
7
10
758
150
катушка
1 620 750
0,135
0,617
Получить предложение
Стеклопластик 8
8
12
758
150
катушка
1 126,130
0,160
0,888
Получить предложение
Стеклопластик 10
10
14
758
120
катушка
826. 450
0,254
1.210
Получить предложение
Стеклопластик 12
12
16
758
60
катушка
633. 310
0,366
1,579
Получить предложение
Стеклопластик 14
14
18
689
12
прямой стержень
500. 000
0,471
2.000
Получить предложение
Стеклопластик 16
16
20
655
12
прямой стержень
404. 860
0,531
2,470
Получить предложение
Стеклопластик 18
18
22
655
н/д*
прямой стержень
355. 570
0,773
2,980
Получить предложение
Стеклопластик 20
20
25
655
н/д*
прямой стержень
259. 740
0,935
3.850
Получить предложение
Арматура из стекловолокна | Form Tech Concrete Forming
Композитная арматура — арматурный стержень из полимера, армированного стекловолокном (GFRP), — это решение для предотвращения коррозии железобетонной конструкции. MST-BAR® — отличная замена обычным типам стальной арматуры. Произведенный в США и Канаде, MST-BAR является лидером отрасли в производстве стеклопластиковых стержней с самыми высокими показателями прочности на растяжение, прочности на сдвиг, модуля упругости и прочности сцепления.
Арматура из стекловолокна или сталь: когда выбирать арматуру из стекловолокна вместо стали
При принятии решения о том, какой тип структурной арматуры использовать для вашего проекта, необходимо учитывать множество различных переменных. Проконсультируйтесь с инженером-строителем, прежде чем принять решение о том, какую структурную арматуру выбрать для вашего проекта.
Размер арматуры из стекловолокна
Традиционная стальная арматура выпускается в промышленных размерах от № 3 до № 18, а арматура из стекловолокна доступна в трех размерах. 4EQ Structural Rebar — это самая большая и прочная арматура, предназначенная для замены стальной арматуры в большинстве бетонных элементов конструкции. И 4MAX Composite Rebar, и 3MAX Composite Rebar спроектированы таким образом, чтобы заменить сварную проволочную сетку. Устойчивость стекловолокна к окружающей среде делает его отличной заменой оцинкованной проволочной сетке. Кроме того, переход от проволочной сетки к арматуре из стекловолокна позволяет увеличить расстояние между стержнями. Чтобы просмотреть данные по проектированию конструкций, включая прочность на растяжение и прочность на сдвиг арматуры из стекловолокна, обратитесь к документации, расположенной внизу страницы.
Преимущества арматуры из стекловолокна перед сталью
Срок службы более 200 лет В отличие от стальной арматуры, арматура из стекловолокна менее чувствительна к условиям окружающей среды, что выгодно, когда арматура из стекловолокна устанавливается в бетон. Также существует увеличенный срок годности при правильном хранении по сравнению со стальной арматурой.
Быстрая и простая установка Арматура из стекловолокна на 75 % легче стальной арматуры. Арматура из стекловолокна может быть заменена стальной арматурой, чтобы облегчить нагрузку на вашу рабочую силу и во время транспортировки.
ICC-ES ESR 4664 Структурный стержень 4EQ соответствует нормам 2021 IBC и IRC и соответствует всем стандартам ACI для армирования согласно ACI 44. 01.
Превышает прочность на растяжение стали Арматура из стекловолокна имеет в 3 раза более высокую прочность на растяжение по сравнению с арматурой класса 40; Арматура из стекловолокна имеет немного меньшую прочность на сдвиг.
Непроводящие материалы и цветные металлы Арматура из стекловолокна идеально подходит для проекта с электромагнитной чувствительностью. Необходимость в этом часто возникает для проектов, содержащих чувствительное оборудование, обычно встречающееся в больницах рядом с рентгенологическими кабинетами.
Химическая стойкость и водонепроницаемость Арматура из стекловолокна более устойчива к химическому воздействию, чем стальная арматура, отпадает необходимость в химической стойкости или гидроизоляции. Арматура из стекловолокна ценна для проектов, где присутствуют противогололедные соли или агрессивные химические вещества.
Арматура из стекловолокна устойчива к коррозии Это устраняет трещины из-за выкрашивания, что делает стекловолокно лучшим выбором для проектов в экстремальных условиях, таких как Sea Wall.
Предупреждение о безопасности
При работе со стекловолокном всегда надевайте перчатки и избегайте прямого контакта с кожей для защиты от осколков стекловолокна.
Гибка стеклопластика
Фабричные гибки арматуры из стеклопластика выполняются на заводе-изготовителе. При запросе предложения на фасонную арматуру из стекловолокна отправьте запрошенные количества и формы изгибов.
Как связать арматуру из стекловолокна
Арматура из стекловолокна может быть связана теми же методами, что и стальная арматура. При использовании арматуры из стекловолокна на уровне грунта и для сохранения однородности бетонного покрытия мы ввели защелкивающиеся стулья PCGCB. Эти стулья служат двойной цели. Они сконструированы таким образом, что арматура из стекловолокна надежно фиксируется в кресле, что устраняет необходимость связывания в местах расположения кресла.
Получить предложение по арматуре из стекловолокна
Чтобы запросить цену и наличие арматуры из стекловолокна, нажмите красную кнопку «Получить предложение» и введите свою информацию.
Главная»Полезная информация»
Шаг для основной и мелкой резьбы
Шаг для основной и мелкой резьбы крепёжных изделий.
Шаг для основной и мелкой резьбы в мм
Резьба
Шаг резьбы
Основная резьба
Мелкая резьба
мелкая
мелкая 2
супермелкая
М1
0.25
(0.2)
М1.2
0.25
(0.2)
М1. 4
0.3
(0.2)
М1.6
0.35
(0.2)
М1.8
0.35
(0.2)
М2
0.4
(0.25)
М2.2
0.45
(0.25)
М2.5
0.45
(0.35)
М3
0.5
(0. 35)
М3.5
0.6
(0.35)
М4
0.7
0.5
М5
0.8
0.5
М6
1.0
0.75
0.5
М8
1.25
1.0
0.75
0.5
М10
1.5
1.25
1.0
0. 75
М12
1.75
1.5
1.25
1.0
М14
2.0
1.5
1.25
1.0
М16
2.0
1.5
1.0
М18
2.5
2.0
1.5
1.0
М20
2.5
2.0
1.5
1.0
М22
2.5
2.0
1.5
1.0
М24
3. 0
2.0
1.5
1.0
М27
3.0
2.0
1.5
(1.0)
М30
3.5
2.0
1.5
(1.0)
М33
3.5
2.0
1.5
М36
4.0
3.0
2.0
1.5
М39
4.0
3.0
2.0
1.5
М42
4.5
(4. 0) 3.0
2.0
1.5
М45
4.5
(4.0) 3.0
2.0
1.5
М48
5.0
(4.0) 3.0
2.0
1.5
М52
5.0
(4.0) 3.0
2.0
1.5
М56
5.5
4.0
3.0 (2.0)
1.5
М60
5.5
4.0
3.0 (2.0)
1.5
М64
6.0
4. 0
3.0
2.0 (1.5)
М68
6.0
4.0
3.0
2.0 (1.5)
Вы можете заказать и купить крепёж оптом по договорным ценам в Торговом Доме Нева.
Метрична різьба. Крок різьби. Як виміряти крок різьби
Метрична різьба
Різьба — це вид поверхні з чергуються виступами і западинами. Існує кілька видів різьблення. Найпопулярніші – метрична і дюймова. У даній статті ми торкнемося тільки метричну різьбу, так як вона більш поширена.
Метрична різьба є основним типом кріпильної різьби. Вона відрізняється кроком і номінальним діаметром. Крок різьби дорівнює відстані між двома однаковими точками найближчих однойменних профілів, що лежать в одній площині. Не дивлячись на настільки складне визначення, зрозуміти його дуже легко — це відстань між двох виступів різьби.
У свою чергу, метрична різьба згідно ГОСТ 8724-81 може бути з великим (основним) або дрібним кроком. Вважається що крок від 1 до 68 мм – великий крок, вище ніж 68 мм – тільки дрібний крок. Так само, слід відзначити той факт, що дрібний шах різьблення може бути різною при одному і тому ж діаметрі стрижня, а великий має тільки одне значення.
Метрична різьба має трикутний профіль з кутом 60° і плоско зрізаними вершинами. Діаметр і крок різьби виражені в міліметрах. Існує кілька стандартів на метричну різьбу. Все-таки і в Європі, і в США частіше застосовується метрична різьба стандарту ISO. Метрична позначається буквою «М», за якою слідує значення зовнішнього діаметра різьби і, після символу «×«, позначення кроку різьби (наприклад, М12×1,25).
Метрична різьба з нормальним кроком зазвичай позначається буквою «М», за якою слідує значення зовнішнього діаметра різьби, але крок при цьому не вказується (наприклад М4, М6, М12). Як правило під різьбою ISO мається на увазі саме різьблення з нормальним (великим) кроком.
Метрична різьба з дрібним кроком позначається тією ж буквою «М», але в позначення номіналу різьблення завжди включається розмір кроку в мм (наприклад, М12×1,25). За кордоном вона іноді (наприклад, в заголовках таблиць) може позначатися літерами «MF» (від «Fine» — «Дрібний»). Метрична різьба з дрібним кроком застосовується тільки в спеціальних випадках, коли нормальна різьба по стандарту ISO з якихось причин не влаштовує розробників того чи іншого вузла або агрегату.
Зазвичай дрібний крок різьблення застосовується в умовах невеликої вібрації або поштовхів. Таким чином, кріплення з дрібним кроком часто використовують в авіабудуванні і для скріплення високоточних механізмів в машинобудуванні. Що стосується звичайного кроку, то такі кріплення найпопулярніші і їх експлуатують практично скрізь і всюди.
Содержимое трубопровода должно перемещаться строго в определенном направлении. Этот процесс можно сравнить с движением крови в организме: за однонаправленность тока крови отвечают клапаны в сердце и венах. А в трубопроводах для этой цели ставят специальные устройства — обратные клапаны. Однако установка такого элемента не является обязательной на 100%. Чтобы принять правильное решение — монтировать его или нет — стоит познакомиться с принципом работы устройства, достоинствах и недостатках, сферах использования.
Клапан обратный 1/2″ (латунный золотник) VALTEC
Клапан обратный 3/4″ (латунный золотник) VALTEC
Клапан обратный 1″ (латунный золотник) VALTEC
Клапан обратный 1/2″ VALTEC
Клапан обратный 3/4″ VALTEC
Клапан обратный 1″ VALTEC
Клапан обратный 1 1/4″ VALTEC
Клапан обратный 1 1/2″ VALTEC
Содержание
Как устроен обратный клапан
Виды и основные технические характеристики
Нужен ли обратный клапан, его плюсы и минусы
Как выбрать обратный клапан: полезные советы
Как устроен обратный клапан
Конструкция обратного клапана незамысловата. Главная его часть — металлический или пластиковый затвор/захлопка. В быту распространены модели с дисковыми и сферическими формами затвора. Затвор располагается в корпусе без всякого крепления либо его поддерживает вал или пружина. Для герметичности закрытия в местах контакта затвора с корпусом («седла») предусмотрены уплотнители из металла, пластика или резины.
Рассмотрим принцип работы обратного клапана на примере простых конструкций с возвратной пружиной и дисковидной створкой (рис 1).
Когда движения рабочей среды нет, запирающие элементы прижаты к выступающим элементам корпуса («седлам»). Прижатие происходит благодаря пружине либо за счет собственного веса затвора (для моделей без пружины).
Открытие клапана не требует поворотов рукоятки (как, например, у вентилей или шаровых кранов). Как только рабочая среда придет в движение, она начнет давить на запорный элемент и оттолкнет его от «седла».
Если ток по трубопроводу прекратится, затвор снова подтянется к уплотняющим элементам пружиной или силой тяжести. Ток в несанкционированном направлении еще больше прижмет запирающий элемент к «седлу». Таким образом, без рукояток и приводов, обеспечивается автоматическое срабатывание обратной арматуры.
Зная конструкцию и принцип действия, легко понять, почему клапаны без пружин чувствительны к положению, в котором устанавливаются. Ведь закрывание затворного элемента происходит только под силой тяжести. Строго горизонтальное или вертикальное положение сделает захлопывание такого затвора герметичным. Для пружинных моделей угол установки не так критичен.
Виды обратных клапанов и основные технические характеристики
Обратную арматуру классифицирует по множеству критериев. Вот некоторые из них:
Материал корпуса: титан, чугун, сталь, бронза, латунь, пластик. Первые четыре вида обычно применяют в промышленных системах. Типичный материал бытового обратного клапана — латунь. Обратный клапан из пластика получает популярность в полипропиленовых трубопроводах с температурой транспортируемой среды до 950С.
Материал запорного элемента и седла. Обратный клапан с металлическим седлом и запорным элементом стоит дороже. Если для этих деталей обратного клапана использован пластик, то гидроудары, резкие захлопывания затвора с ударом о седло иногда приводят к растрескиванию пластика и разгерметизации. Для высокотемпературных сред предпочтительней металлическая арматура. Но для бытовых сетей обратный клапан на воду и отопление нередко бывает с пластиковыми деталями.
Форма затворного элемента. Массовому потребителю хорошо знакомы обратные клапаны с шаром, золотниковой «тарелкой» или диском. На насосных станциях и в системах транспортировки промышленных сред востребованы двухстворчатые обратные клапаны. Затвор в них выполнен в виде двух полукруглых фрагментов.
Вид возвратного механизма. Для возвращения затвора в закрытое состояние устройство может оснащаться пружиной. Этот тонкий движущийся элемент с минимальной жесткостью — самая уязвимая часть конструкции, особенно в загрязненной среде. Однако пружинный обратный клапан прост в монтаже, недорог, поэтому широко используется в системах водо- и теплоснабжения на трубах с небольшим диаметром. Есть модели, где затвор поворачивается на шарнирах под действием давления среды и силы тяжести. Поворотный обратный клапан (дисковый, двухстворчатый, створчатый) нетребователен к качеству среды, не вносит большого гидравлического сопротивления. Традиционные места его установки — трубы с большим диаметром (например, канализационные).
Типы соединения (рис 2). Муфтовый обратный клапан — самое распространенное решение для монтажа в домашний трубопровод. Его крепят с помощью резьбы, предварительно уплотнив фум-лентой. Фланцевые обратные клапаны, межфланцевые и приварные в быту встречаются редко. Их ставят в места, где идет интенсивная транспортировка сред в промышленных масштабах.
Наличие противоударного механизма. На трубах с диаметром более 40 см удары затвора могут оказать серьезное воздействие на целостность системы. В таком случае предпочтительны обратные клапаны с демпфером. Захлопка с демпфирующим грузом или гидравлическим устройством опускается более плавно и мягко, не создавая лишних поводов для гидравлического удара.
Назначение. В магазинах покупатели редко просят обратный клапан «пружинный» или «демпферный». Чаще обозначают лишь сферу использования: для насоса, для канализации, на воду, на вентиляцию, для отопления и др. Но этот критерий слишком общий и нуждается в уточнениях по другим параметрам.
Рис 2. Клапаны с муфтовым/резьбовым и фланцевым соединением
В паспорте изделия обычно обозначаются:
номинальный диаметр (DN) и давление (PN),
диапазон рабочих температур,
параметры сопротивления току рабочей среды,
перепады давлений, при которых клапан начинает открываться и закрываться.
Эти технические характеристики универсальны для любой модели, будь то крошечные 15-миллиметровые экземпляры пружинной серии или фланцевые гиганты весом до полутонны.
Нужен ли обратный клапан, его плюсы и минусы
Большинство специалистов сходятся во мнении, что обратная арматура нужна, если:
Оборудуется система водозабора с использованием насоса. Обратный клапан на насос характеризуется высокой пропускной способностью: он не должен создавать значительных дополнительных нагрузок на двигатель. Установка клапана препятствует стеканию воды обратно в колодец или скважину. Благодаря ему в трубопроводе всегда есть вода. И после включения насосной станции не придется ждать, пока она из источника дойдет к месту расходования.
В квартире установлен бойлер. Обратный клапан для водонагревателя препятствует утечке горячей воды к соседям.
Есть прибор учета воды. Счетчик с обратным клапаном не «скрутится» в обратном направлении. Не зря такой клапан часто встроен в саму конструкцию прибора. Однако этот элемент не очень надежен, поэтому после счетчиков клапан ставят отдельно. Часто в квартирах давление в трубах с холодной и горячей водой разное. Клапан должен предотвратить эффект «передавливания».
Распространенные дефекты монтажа канализационной системы приводят к тому, что без надежных обратных клапанов жилье (особенно первые этажи) подвергается риску затопления неприятными субстанциями.
В то же время клапаны критикуют за то, что они создают повышенное гидравлическое сопротивление. Особенно это касается пружинных конструкций. Второй важный недостаток касается уже мембранных механизмов без пружин: при резком закрытии повышается риск гидравлического удара, а система быстрее изнашивается. Сгладить этот недостаток призваны инженерные решения с наклонными затворами и амортизаторами.
Как выбрать обратный клапан: несколько полезных советов
Каждая система имеет свои нюансы, но и модификаций клапанов разработано достаточно, чтобы сделать наиболее точный выбор с учетом технических характеристик и особенностей конструкции клапана.
В системах с чистой водой даже простые механизмы с затвором-сферой или диском на пружине прослужат не один год.
В загрязненных средах, в отопительных системах с металлическим трубопроводом, лучше проявляют себя модели с поворотным затвором.
Некоторые сантехники называют обратный клапан «абсолютным злом», предпочитая другие виды защитной арматуры. Однако если есть сомнения в идеальной сбалансированности системы, в соблюдении всех норм монтажа, то не стоит пренебрегать этим простым и эффективным устройством.
Обратный клапан. Виды и принцип работы затвора
Обратный клапан – это устройство, которое пропускает поток воды в трубопроводе только в одном направлении, как ниппель в автомобильной шине. Обратные клапаны являются устройствами прямого действия, это значит, что для их работы не требуется источников энергии или внешнего управления; открытие и закрытие клапана происходит за счёт движения потока воды сквозь него.
Принцип работы обратного клапана заключается в том, что в изначальном своём состоянии он закрывается: под действием пружины захлопка перекрывает клапан. Если давление воды на входе возрастает, то есть вода давит на захлопку сильнее, чем пружина, то клапан открывается и пропускает поток воды сквозь себя. Когда давление на входе падает, клапан опять закрывается, потому что на какой-то момент поток воды останавливается (давление на входе и на выходе одинаковое) и силы пружины хватает, чтобы закрыть клапан. Вода со стороны выходного отверстия обратного клапана так же давит на захлопку и не даёт ей открыться.
Виды обратных клапанов
По внутреннему устройству и назначению обратные клапаны для воды подразделяются на следующие виды — клапан межфланцевый, пружинный дисковый и двухстворчатый.
Пружинный
Это самая компактная конструкция среди всех видов.
У пружинного дискового клапана затвором служит диск (пластина) с прижимным элементом – пружиной. В рабочем состоянии диск под давлением воды отжимается, обеспечивая свободный проток. При понижении давления пружина прижимает диск к седлу, перекрывая проточное отверстие.
Диапазон размеров обратного клапана 15 – 200 мм.
Двустворчатый
В сложных гидросистемах при остановке насоса может произойти гидроудар, который способен нанести повреждения системе. В таких системах применяются двухстворчатые клапаны: в больших и сложных системах – с амортизаторами для смягчения гидроударов.
В них запорный диск под действием потока воды складывается пополам. Обратный поток возвращает диск в исходное состояние, прижимая его к седлу. Диапазон размеров 50 мм – 700 мм, еще больше, чем у пружинных дисковых клапанов.
Межфланцевый
Основными преимуществами межфланцевых обратных клапанов являются меньшие размеры и малый вес. В их конструкции отсутствуют фланцы для крепления к трубопроводу. За счет этого вес снижается в 5 раз, а общая длина в 6-8 раз по сравнению со стандартными обратными клапанами данного проходного диаметра.
Достоинства: простота монтажа, эксплуатации, возможность устанавливать кроме горизонтальных участков трубопровода, также на наклонные и вертикальные. Недостаток – необходим полный демонтаж при ремонте клапана.
Клапан обратный поворотный или лепестковый
В данной конструкции запорным элементом является золотник – «захлопка». Ось поворота «захлопки» находится выше проходного отверстия. Под действием напора «захлопка» откидывается и не препятствует прохождению воды. При понижении давления ниже допустимого золотник падает и захлопывает проходной канал.
В обратных клапанах большого диаметра происходит сильный удар золотника о седло, что приводит к быстрому выходу конструкции из строя.
При дальнейшей эксплуатации это провоцирует возникновение гидравлического удара при срабатывании обратного клапана. Поэтому поворотные обратные клапаны разбиваются на две группы: Простые – клапаны с диаметром до 400 мм. Их применяют в системах, где ударные явления не могут серьезно повлиять на работу гидросистемы и самого клапана.
Безударные – клапаны с устройствами, обеспечивающими плавную и мягкую посадку золотника на седло.
Преимуществом поворотных клапанов является способность обеспечивать работу в системах больших размеров и невысокая чувствительность к загрязнению среды. Недостаток – необходимость применения демпфера в клапанах большого диаметра.
Обратный шаровый
Принцип работы обратного шарового клапана аналогичен принципу действия межфланцевого пружинного дискового клапана. Запорным элементом в нем является шар с пружиной, прижимающей его к седлу. Шаровые обратные клапаны применяют в системах с трубами небольшого диаметра, чаще всего в сантехнике.
Клапан обратный шаровый проигрывает пружинному дисковому клапану в габаритах.
Обратный подъемный
В обратном подъемном клапане запорным элементом является подъемный золотник. Под действием давления воды золотник поднимается, пропуская поток. При падении давления золотник опускается на седло, препятствуя обратному ходу потока.
Такие клапаны устанавливаются только на горизонтальных участках трубопроводов. Обязательное условие – вертикальное расположение оси клапана.
Преимущество обратного подъемного клапана – возможность ремонта без демонтажа всего клапана. Недостаток – высокая чувствительность к загрязненности среды.
Клапаны подразделяются на четыре группы по способу крепления.
Крепление под приварку. Обратный клапан крепится к трубопроводу сваркой. Применяется при работе в агрессивных средах.
Фланцевое крепление. Обратный клапан соединяется с трубопроводом через фланцы с уплотнением.
Муфтовое крепление. Обратный клапан крепится к трубопроводу через резьбовую муфту. Применяется в системах небольшого диаметра.
Межфланцевое крепление. Обратный клапан не имеет своего крепежного узла. Зажимается между фланцами трубопровода. Применяется на участках с ограничением по габаритам.
Обратные клапаны применяются, например, в системе водоснабжения: при работающем насосе вода подаётся в трубопровод под давлением, клапан открывается и «пропускает» воду дальше по трубопроводу, а когда насос выключается, обратный клапан закрывается и не выпускает воду обратно. Давление до обратного клапана падает до нуля, но после него остается.
Большой выбор обратного клапана от итальянского производителя RSK и Valtec, австрийского HERZ и германской компании Honeywell можно приобрести на сайте компании Акваленд.
Вернуться к списку
Как правильно выбрать обратный клапан?
Различные типы обратных клапанов
Выбор правильного типа, размера и технических характеристик обратного клапана важен для обеспечения бесперебойной, бесперебойной и долговременной работы с низким потреблением энергии. Во многих случаях скорость реверсирования жидкости не является причиной для беспокойства, и стандартные обратные клапаны будут работать хорошо. Однако в насосных системах выбор правильного обратного клапана может иметь решающее значение.
Шаровые обратные клапаны
В целом шаровые обратные клапаны просты и экономичны. Преимуществом является их компактность и отсутствие внешних деталей, что помогает сохранить низкую цену и высокую надежность. Недостатком некоторых приложений может быть отсутствие индикатора открытия/закрытия.
Из-за конструкции с прозрачным проходным отверстием шаровые обратные клапаны обычно используются в системах сточных вод. Полное и гладкое отверстие обеспечивает полный поток через клапан и предотвращает образование твердых отложений в основании клапана. Шарик вращается во время работы, исключая риск застревания на шаре посторонних предметов.
Для получения более подробной информации посетите раздел о шаровых обратных клапанах.
Поворотные обратные клапаны
Поворотные обратные клапаны являются наиболее распространенными обратными клапанами. Они недороги и, поскольку они являются автоматическими, для их работы не требуется никакого внешнего источника питания или управления — только расход и давление определяют работу клапана. Поворотные обратные клапаны доступны с индикатором открытия / закрытия, и часто клапаны монтируются с рычагом и грузом или рычагом и пружиной, которые обеспечивают визуальную проверку, или с устройствами, обеспечивающими цифровую обратную связь.
Конструкция клапана обеспечивает полнопроходное отверстие, что делает его эффективным благодаря низким потерям напора. Поворотные обратные клапаны обычно используются в системах, где риск скачков давления невелик. Благодаря полнопроходному отверстию этот клапан обычно используется в системах водоснабжения и водоотведения.
Для получения более подробной информации посетите раздел, посвященный поворотным обратным клапанам.
Обратные клапаны с наклонным диском
Обратные клапаны с наклонным диском внешне похожи на эксцентриковые дисковые затворы. Диск удерживается на месте с помощью вала, расположенного эксцентрично от средней линии корпуса как по горизонтальной, так и по вертикальной оси.
Двойной эксцентриситет вала приводит к тому, что нижняя часть диска занимает большую площадь на пути потока. Следовательно, диск начинает открываться при очень малых скоростях потока.
Обратные клапаны с поворотным диском поэтому обычно используются в насосных системах с низким расходом и пульсирующим потоком. Из-за внутренних валов, которые находятся внутри потока, они используются для воды и очищенных сточных вод. Обратные клапаны с наклонным диском хорошо подходят для снижения риска гидравлического удара.
Для получения более подробной информации ознакомьтесь с нашей информацией об обратном клапане с наклонным диском.
Обратный клапан с наклонным седлом и наклонным диском
Обратный клапан с наклонным седлом также обеспечивает повышенную устойчивость к гидравлическим ударам. Клапан имеет положение вала с двойным эксцентриситетом, а также увеличенный угол посадки. Это приводит к более короткому ходу клапана, тем самым сокращая время, необходимое для закрытия двери.
Гидравлические демпферы рекомендуются, особенно когда клапаны установлены на насосной станции, где требуется высокая частота открытия и закрытия клапана. Диск клапана быстро закрывается в течение первых 85% своего углового хода, прежде чем встретится с гидравлическим демпфером. Затем демпфер рассеивает кинетическую энергию диска и заставляет его немного открываться. Диск закрывается до тех пор, пока снова не соприкоснется с демпфером, и это амортизирует диск, пока он не вернется в полностью закрытое положение, закрывая клапан. Эта функция значительно снижает возникновение гидравлического удара благодаря демпфированному и контролируемому методу закрытия клапана.
Для получения более подробной информации см. информацию об обратном клапане с наклонным седлом.
Клапаны обратные форсунки
Клапаны обратные форсунки имеют конструкцию, в которой диск клапана соединен со штоком, который направляется по центральной горизонтальной оси. Пружина расположена между диском и втулкой диффузора. Когда поток входит в клапан, гидравлическая сила, воздействующая на переднюю поверхность, воздействует на пружину, заставляя пружину сжиматься и позволяя клапану открываться. Когда поток прекращается, пружина заставляет диск вернуться в закрытое положение.
Из-за подпружиненного закрытия и короткого линейного хода клапана, обратный клапан форсунки является одним из самых быстродействующих доступных обратных клапанов и обычно используется в насосных системах, где существует потенциальная опасность гидравлического удара. Поскольку диск постоянно находится на прямой линии потока, характеристики потери напора у этого клапана выше, чем у обычных поворотных обратных клапанов.
Для получения более подробной информации см. информацию об обратном клапане сопла.
На что обратить внимание при выборе обратных клапанов?
Чтобы правильно выбрать обратный клапан для вашего применения, необходимо учитывать несколько критериев выбора. Во-первых, однако, не существует одного типа обратных клапанов, который был бы лучшим выбором для всех применений, и критерии выбора могут быть неодинаково важны для всех случаев. Некоторые из вещей, которые вам, возможно, придется учитывать, — это совместимость с жидкостями, характеристики потока, потеря напора, характеристики защиты от ударов и общая стоимость владения.
Жидкость
Все обратные клапаны, упомянутые в этой статье, предназначены для воды и очищенных сточных вод, но использование клапанов для неочищенных сточных вод может вызвать некоторые проблемы. При выборе клапана для этих жидкостей следует учитывать, как присутствие твердых частиц может потенциально повлиять на работу клапана.
Характеристики потока
Если обратный клапан закрывается очень быстро, он может предотвратить удары о вышестоящее оборудование, такое как насосы. Однако быстрое закрытие не защитит от скачков напряжения, вызванных запуском и остановом насосов. Если клапан открывается (и закрывается) быстро, расход будет быстро изменяться и, таким образом, увеличится вероятность возникновения помпажа.
Потеря напора
Потеря напора, среди прочего, зависит от скорости жидкости. Потери напора через клапан определяются внутренней конструкцией клапана и степенью открытия. Когда клапан спроектирован с ограниченным (суженным) отверстием по сравнению с трубопроводом, скорость через клапан будет увеличиваться, в результате чего увеличиваются потери напора. И наоборот, если клапан сконструирован с меньшим ограничением, а проходной диаметр равен размеру трубопровода, потери напора будут меньше, и на практике клапан не повлияет на общие потери напора в системе. Существует ряд значений потери напора, среди прочих значений дзета, значений Kv и Kvs.
Общая стоимость владения
Затраты на ваш обратный клапан состоят не только из покупной цены. Для некоторых установок наиболее важными затратами могут быть покупка и установка, но в других случаях расходы на техническое обслуживание или электроэнергию могут быть столь же или даже более важными. Также защита более ценного оборудования, такого как, например. насосы должны быть рассмотрены, и рассмотрение производительности клапана будет иметь решающее значение. При рассмотрении затрат в качестве критерия выбора обратного клапана следует учитывать общие затраты в течение всего срока службы клапана. Как правило, чем проще конструкция клапана, тем ниже требования к техническому обслуживанию. Чем выше значение Kv, тем ниже потребление энергии. Чем выше производительность, тем лучше способность защиты.
Безударные характеристики
Захлопывание обратного клапана может негативно повлиять на скачки давления. На первом этапе процесса насос останавливается, что приводит к скачку давления. Второй шаг, когда поток меняется на противоположный, ударяется о полностью закрытый обратный клапан. Если обратный клапан закрывается слишком быстро, кинетическая энергия превращается в высокое давление, нагружая трубы и вызывая сильный шум.
Звук удара, как если бы диск или шарик из обратного клапана ударялись о седло и могли издавать некоторый шум. Однако звук вызван не физическим закрытием, а звуковой волной, возникающей из-за скачка давления, растягивающего стенку трубы.
Чтобы предотвратить захлопывание обратного клапана, клапан должен закрываться контролируемым образом и медленнее, когда находится в закрытом положении. Чтобы обратный клапан закрывался медленно, ему требуется дополнительное вспомогательное оборудование, такое как гидравлические демпферы, которые действуют как подушка для дверцы клапана, когда она входит в свое сидячее положение. Это более медленное закрытие позволяет жидкости проходить через обратный клапан до тех пор, пока он не закроется, в результате чего меньшая кинетическая энергия превращается в высокое давление и, следовательно, меньше энергии для подачи и поддержания помпажа. Следует обратить внимание на насос, расположенный выше по потоку, чтобы убедиться, что он подходит для обратного вращения и потока.
Поскольку обратные клапаны имеют диск в потоке потока, что способствует быстрому закрытию, они имеют лучшие характеристики защиты от хлопков. Однако сегодня многие насосы имеют частотное преобразование, что позволяет им регулировать время запуска и закрытия, чтобы избежать гидравлического удара.
Типы обратных клапанов и рекомендуемые области их применения
Обратные клапаны являются одними из самых важных клапанов для любой системы, будь то промышленное оборудование или предмет домашнего обихода. Они имеют решающее значение для обеспечения правильной работы и предотвращения обратного потока и повреждений. Однако типы обратных клапанов предназначены для конкретного применения.
Чтобы помочь вам выбрать правильный обратный клапан для ваших нужд, вот несколько наиболее распространенных типов обратных клапанов и рекомендуемые области их применения.
имеют простую конструкцию с диском, прикрепленным к шарниру в верхней части. По мере прохождения жидкости клапан остается открытым. Когда возникает обратный поток, изменения в движении, а также сила тяжести помогают опустить диск, эффективно закрывая клапан.
Эти типы обратных клапанов обычно используются для пожаротушения и предотвращения наводнений в канализационных системах. Они также предназначены для работы с такими материалами, как газ, жидкости и другие типы сред.
Типы обратных клапанов: Запорно-обратные клапаны
Запорно-обратные клапаны могут использоваться во многих областях. Они предназначены для запуска, остановки и регулирования потока материалов, а также помогают предотвратить обратный поток.
Если давление в системе слишком низкое, эти клапаны автоматически закроются, чтобы предотвратить обратный поток. В результате предотвращается повреждение, обычно вызываемое обратным потоком.
Эти типы обратных клапанов также работают с внешним механизмом или ручным управлением. С их помощью вы можете настроить клапан на закрытие независимо от направления потока или давления, чтобы обеспечить безопасность и эффективность работы.
Как правило, запорно-обратная арматура используется на электростанциях и котельных установках. Они также полезны для добычи и переработки нефти, переработки углеводородов и обеспечения безопасности при высоком давлении.
Типы обратных клапанов: шаровые обратные клапаны
В отличие от других клапанов, в шаровых обратных клапанах внутри корпуса используется сферический шар, помогающий контролировать направление потока в трубах и системах. Этот шар свободно вращается, когда жидкость проходит через систему, что приводит к протирочному движению и равномерному износу между шаром и седлом. Согласно Valve Magazine , , это уникальное действие делает шаровые обратные клапаны идеальными для систем, работающих с вязкими материалами.
При снижении давления или обнаружении обратного потока шар будет двигаться к седлу. Это создает уплотнение и помогает поддерживать правильное направление потока жидкости.
Шаровые обратные клапаны
являются одними из наиболее распространенных доступных клапанов. Они используются в промышленных системах, а также в обычных предметах домашнего обихода. Фактически, The Valve Pipeline утверждает, что шаровые обратные клапаны можно найти в патрубках дозаторов мини-насосов для жидкости или геля, распылительных устройствах и ручных воздушных насосах.
Кроме того, шаровые обратные клапаны используются также в насосах-дозаторах и хроматографических насосах.
Бесшумные обратные клапаны невероятно полезны для водопроводных трубопроводов и систем. Эти клапаны предназначены для контроля и защиты от скачков давления, которые могут возникнуть в водопроводных линиях. Они также работают для предотвращения гидравлического удара и обратного потока.
Гидроабразивные станки. Установки гидроабразивной резки
КИТ-КОМПЛЕКТ
Оборудование
Оборудование для гидроабразивной резки
Станки и установки гидроабразивной резки
Портальный станок DARDI 3020BB + BFT Ecotron (В НАЛИЧИИ!) Б/у станок гидроабразивной резки Dardi 2х3 м Консольные станки DARDI Портальные установки DARDI Машины DARDI со столами большого размера DWJ40/50/60 Роботизированные DARDI Станки гидроабразивной резки керамогранита Станки гидроабразивной резки оргстекла и пластика Станки гидроабразивной резки мрамора и гранита
Гидроабразивные станки с индивидуальным комплектованием можно заказать в компании ООО «КИТ-КОМПЛЕКТ». Мы предлагаем надежные станки гидрорезки с системами ЧПУ от производителя DARDI International Corporation, организуем доставку в любой регион России. Предоставляем дополнительные услуги – от комплекса пуско-наладочных работ до обучения персонала.
Цена станка для гидроабразивной резки
Окончательная стоимость установки гидроабразивной резки зависит от комплектации установки и набора дополнительных опций, позволяющих адаптировать оборудование для решения разнообразных производственных задач. Для того чтобы определиться с оптимальным вариантом сборки и рассчитать итоговую смету заказа, обратитесь за консультацией к нашим специалистам +7 (499) 372-07-78.
Покупка гидроабразивных станков в ООО «КИТ-КОМПЛЕКТ»
Мы реализуем оборудование с индивидуальным набором необходимых опций, собираемое под конкретные требования заказчика. У нас можно купить станок гидроабразивной резки со следующими особенностями:
Конструкция установки – портальные станки отличаются большими габаритами и высокой скоростью режущей головки, их выбирают для резки материалов значительной площади и толщины. Консольные установки при практически одинаковых функциональных возможностях более компактны. Роботизированные станки позволяют выполнять трехмерный раскрой любого материала.
Насосы высокого давления – центральный компонент станка, превращающий воду в высокоточный резак. В наличии системы от производителей DARDI (Китай) и KMT (Германия). Технические характеристики системы высокого давления (мощность и давление) определяют, с каким типом материала можно будет работать на данной установке, поэтому к выбору насоса следует подходить обдуманно. Ниже приведена таблица зависимости максимальной толщины резки различных материалов от рабочего давления насоса:
Рабочее давление
Материал, мм
Цветные металлы
Алюминий
Титан
Сталь
Стекло
Натуральный камень
4000 бар
до 180
до 300
до 250
до 180
до 160
до 180
6000 бар
до 300
до 400
до 300
до 300
без ограничений
без ограничений
Режущие головки с дополнительными осями – позволяют усложнить задачу (рез по малым окружностям и под углом).
Блок ЧПУ и программное обеспечение – предлагаем системы управления европейского (ESA, Fagor) и китайского производства (Washing), совместимое с AutoCAD ПО торговых марок IGEMS (Швеция) или NewCam (Тайвань).
Сопла и фокусирующие трубки — играют большую роль при формировании режущей струи, а, следовательно, отражается и на толщине и качестве реза. Оптимального качества гидроабразивной резки можно достичь при помощи следующих комбинаций сопел и фокусирующих трубок:
№
Диаметр сопла, мм
Диаметр фокусирующей трубки мм
1
0,15
0,6
2
0,25
0,8
3
0,30/0,33
1,0
4
0,4
1,2
Дополнительные опции, включающие наклонный рабочий стол, систему смягчения воды, датчик динамического контроля высоты режущей головки, автоматические системы загрузки и удаления абразива и прочие конструктивные особенности станков, направленные на увеличение срока эксплуатации и производительности работ.
Так же мы предлагаем комплекс услуг
Станки под заказ Лизинг Доставка Пуско-наладка Тех.обслуживание Сервисное обслуживание станков Обучение
Преимущества заказа гидроабразивных станков в ООО «КИТ-КОМПЛЕКТ»
Если вам необходимо надежное оборудование для гидроабразивной резки металла с учетом вашей спецификации, оформляйте заказ в компании «КИТ-КОМПЛЕКТ».
Мы предлагаем:
Сертифицированные установки гидроабразивной резки с ЧПУ от известного бренда.
Индивидуальную сборку оборудования, отвечающую вашим потребностям – подберем оптимальную комплектацию, с учетом необходимых характеристик и вопроса цены, все станки можно предварительно увидеть в работе.
Сопровождение на всех этапах сотрудничества, в том числе и после покупки – от консультации по подбору оборудования до профессиональной помощи в настройке и ремонте.
Особенности и применение гидроабразивных станков
Установка гидроабразивной резки с ЧПУ – высокотехнологичное оборудование для раскроя и фигурной обработки материалов, позволяющее вырезать детали с максимальной точностью и минимумом трудозатрат. При помощи гидроабразивных станков обрабатывают широкий спектр материалов, различной толщины и размера. Дополнительные преимущества установок:
Простота эксплуатации и экономичность в расходе материала;
Способность вырезать самые сложные контуры с высоким качеством кромки;
Отсутствие деформации заготовок;
Экологичность процесса.
Рез осуществляется струей воды и смеси абразивных частиц, подаваемых под высоким давлением сквозь узкое отверстие сопла. Станки универсальны и находят применение в различных отраслях промышленности и производства.
Станок для гидроабразивной резки в России
Товаров:94
Галерея
Список
Рейтингу
Цене
Скидке
Новинка
Хит продаж
Хит продаж
Хит продаж
Хит продаж
Хит продаж
Хит продаж
Хит продаж
Новинка
Хит продаж
Новинка
Хит продаж
Новинка
Хит продаж
Новинка
Новинка
Хит продаж
Новинка
Хит продаж
Хит продаж
Новинка
Хит продаж
Хит продаж
Новинка
1 2 следующая »
Гидроабразивные машины | Водоструйный резак от производителя
X
Во время COVID мы работаем в обычном режиме
Добро пожаловать в
TECHNI Waterjet ® – ваш надежный партнер, когда речь идет о том, чтобы дать вашему бизнесу конкурентное преимущество, используя лучшие абразивные станки для гидроабразивной резки и технологии резки. Наша команда инженеров по гидроабразивному оборудованию уже более 30 лет разрабатывает и внедряет новые комплексные решения для гидроабразивной резки под высоким давлением.
Мы гордимся тем, что тесно сотрудничаем с вашим бизнесом, чтобы определить ваши проблемы и предоставить вам лучший гидроабразивный резак для вашего применения.
Наша высококвалифицированная команда по продажам предложит вам поддержку и оборудование, необходимые для достижения успеха в получении высокой отдачи от ваших инвестиций.
Поиск необходимых вам решений для гидроабразивной резки
Материал
Промышленность
Насосы
Машины
Принадлежности
Камень
Металл
Стекловолокно
Стекло
Пластик
Картон/бумага
Композиты
Изоляция/ОВКВ
Продукты питания
Прочее
Насос легкой серии ВП 15/52
Насос легкой серии VP 22/60
Насос серии Power ESP 37/66
Насос серии Power ESP 40/60
Насос Ultimate Series ESP UL 45/4100
Насос Ultimate Series ESP UP 40/6000
Ultimate Production Pump ESP UL 90/4100
Насос Ultimate Production ESP UP 80/6000
Гидроабразивная машина i35–G2
Водоструйная машина i510–G2
Водоструйный станок i612–G2
Водоструйный станок i613–G2
Водоструйный станок i713–G2
Водоструйный станок i815–G2
Гидроабразивная машина i1020–G2
Водоструйная машина i1033–G2
Pac60 Резка со скосом
Подъемник EZY-LOAD
Система удаления граната
Абразивный насос и бункер
Несколько режущих головок
Пропустить и оставить
Картографирование местности
Техническое зрение
Световые завесы безопасности
Технология гидроабразивной резки Intec-G2® позволяет резать даже титан и нержавеющую сталь.
Используйте наши 5-осевые гидроабразивные струйные фрезы для обработки деталей практически из любого материала толщиной до 12 дюймов.
Наши станки для гидроабразивной резки могут резать столешницы и столешницы, душевые перегородки, оконные панели, металлические вывески, ограждения и многое другое.
Преимущества гидроабразивных станков Intec™ серии G2
Мощная водоструйная насадка для резки деталей из нержавеющей стали, гранита, пластика и других материалов.
Усовершенствованная технология гидроабразивной резки улучшает управление временем для каждой задачи
Экономит время на чистовой обработке благодаря превосходной производительности резки
Системы дистанционного управления движением программируют гидроабразивную резку, пока вы работаете над другими задачами
Наши системы гидроабразивной резки разрезают несколько материалов без смены инструмента
Без зон нагрева, без пыли и мусора, без дыма, без токсичных газов, бесшумная работа
НАИБОЛЕЕ ЭФФЕКТИВНЫЙ
Водоструйный насос На рынке
Наше превосходство над остальными заключается в нашем Водоструйном насосе серии Quantum® . Эксклюзивно для Techni Waterjet, этот чрезвычайно надежный насос высокого давления включает в себя технологию программы космических челноков НАСА, которая позволяет ему стать на 60% более эффективным, чем стандартные гидравлические усилители.
УЗНАТЬ БОЛЬШЕ
Демонстрация в реальном времени
Мы понимаем, что в зависимости от типа материала клиенты предъявляют различные требования. Вот как с ними справляется гидроабразивная машина Intec™G2.
Standard Features
Intec™G2 Series
WATERJET CUTTERS
Remote Control Pendant
Break Away Head
Tech Sense
Water Raise & Lower
Servo Z Axis
ABRASIVE PUMP AND HOPPER
MPG позволяет вручную перемещаться вперед или назад по траектории резания. Это позволяет оператору станка для гидроабразивной резки найти точную точку, с которой можно возобновить резку после остановки, или точно определить местонахождение предварительно вырезанной детали.
Когда режущая головка непреднамеренно врежется в зажим или приспособление, либо коснется края заготовки или перевернутой детали, головка отрыва обнаружит столкновение и автоматически остановит гидроабразивный станок.
Система мониторинга Tech Sense позволяет работать в ночную смену без присутствия оператора. Если резка будет прервана, т.е. засорено сопло, гидроабразивная машина приостановит выполнение программы и отправит текстовое сообщение на ваш мобильный телефон (должна быть установлена опция SMS-уведомления).
Автоматический подъем/опускание воды нажатием кнопки для резки под водой: наши резервуары имеют герметичные сварные швы воздушной камеры, в которой используется обычное давление воздуха в цехе. Никаких движущихся частей не требуется, двухпозиционный электромагнитный клапан позволяет регулировать уровень воды в течение нескольких секунд.
Программируемая ось Z с автоматическим вызовом положения по высоте, лазерным картографированием местности и оптическим определением местоположения края.
Откидная крышка бункерной системы обеспечивает легкий доступ для осмотра и заполнения в любое время без необходимости сброса давления. Прозрачная камера насоса высокого давления позволяет быстро визуально убедиться в наличии и правильном течении абразива.
ПУЛЬТ ДИСТАНЦИОННОГО УПРАВЛЕНИЯ
Подвесной пульт дистанционного управления
MPG позволяет вручную перемещаться вперед или назад по траектории резания. Это позволяет оператору найти точную точку на траектории резки, с которой можно возобновить резку после остановки, или точно определить местонахождение предварительно вырезанной детали.
Отрывная головка
Отрывная головка
Когда режущая головка непреднамеренно врезается в зажим или приспособление или ударяется о край заготовки или перевернутой детали, отрывная головка обнаруживает столкновение и автоматически останавливает станок.
Tech Sense
Tech Sense
Система мониторинга Tech Sense позволяет работать в ночную смену без присутствия оператора. Если резка будет прервана, т.е. засорено сопло, машина приостановит выполнение программы и отправит текстовое сообщение на ваш мобильный телефон (должна быть установлена опция SMS-уведомления).
Подъем и опускание воды
Подъем и опускание воды кнопка для резки под водой: наши резервуары имеют герметичные сварные швы воздушной камеры, в которой используется обычное давление воздуха в цехе. Никаких движущихся частей не требуется, двухпозиционный электромагнитный клапан позволяет регулировать уровень воды в течение нескольких секунд.
Ось Z с сервоприводом
Ось Z с сервоприводом
Программируемая ось Z с автоматическим вызовом положения по высоте, лазерным картографированием местности и оптическим определением местоположения края.
НАСОС ДЛЯ АБРАЗИВА И БУНКЕР
НАСОС ДЛЯ АБРАЗИВА И БУНКЕР
Откидная крышка системы бункера обеспечивает легкий доступ для осмотра и заполнения в любое время без необходимости сброса давления. Прозрачная камера насоса позволяет быстро визуально убедиться в наличии и правильном течении абразива.
НАГРАДЫ
Награда за инновации
Награда за выдающиеся достижения в области производства
Превосходство в области инноваций
Инновации в бизнесе
ПОСЛЕ ПОКУПКИ ОБУЧЕНИЕ И ПОДДЕРЖКА МАШИН
Наш приоритет . С высококвалифицированной и полностью сертифицированной командой инженеров и техников мы предлагаем нашу полную поддержку на протяжении всего жизненного цикла вашего станка для гидроабразивной резки, чтобы гарантировать, что вы получите наилучшие результаты и производительность от ваших инвестиций.
Индивидуальное обучение технологии гидроабразивной резки во время настройки станка
Устранение неполадок посредством удаленного доступа к гидроабразивному резаку/насосу
Технические специалисты обеспечат обслуживание и ремонт всех решений для гидроабразивной резки, когда вам это нужно
Мы будем оставаться на связи с вами, чтобы мы могли снабдить ваш станок гидроабразивной резки лучшими и новейшими технологиями
Свести к минимуму время простоя станка гидроабразивной резки благодаря обслуживанию на месте
Получите доступ к нашей видеотеке обучающих видеоматериалов
Мы являемся
Глобальными лидерами Technology Technology
См. Au Office Location
47 Barry Road, Campbellfield, 3061 Victoria, Австралия
+611 3 8359 5100
Park, West Drive, Suite 100 Charlotte, NC 28214, United States
+1 913 492 3700
См. адрес офиса в АЗИИ
300/21 Tambol Pluak Deang Rayong, 21140, Таиланд
3 6 1 2531
3 60003
See EUROPE Office Location
Zeppelinstraße 7a, 76185 Karlsruhe, Germany
+49 721 46466226
WaterJet Machine vs CNC
The Reasons Why You Should Make the Switch To Waterjet Cutting Machines
Download Brochure
Shop For Запасные части
Приобретите необходимые запасные части для вашего станка гидроабразивной резки прямо в нашем интернет-магазине. Все детали гарантированно имеют высочайшее качество, обеспечивая защиту ваших инвестиций.
КУПИТЬ
Последние сообщения в блоге
Пена для гидроабразивной резки
по Jonathan Schlick | 5 октября 2022 г.
Существует множество вариантов резки пенопласта, так как это очень мягкий материал. Однако мягкий и нежный характер пены сам по себе может быть проблемой, поскольку многие процессы резки часто приводят к возгоранию пены. Пена для гидроабразивной резки оказалась одним из…
Гидроабразивная резка стекловолокна
по Jonathan Schlick | 5 октября 2022 г.
Композиты, такие как стекловолокно, — не что иное, как чудо-материалы. В то время как визуально стекловолокно похоже на обычное стекло, физическая прочность композита находится на другом уровне. Эта высокая прочность является причиной того, что стекловолокно нашло так много…
Водоструйная резка резины
по Jonathan Schlick | 5 октября 2022 г.
Резка резиновых листов в промышленности довольно сложна из-за физических свойств резины и большого количества и толщины резиновых листов в промышленных условиях. Проблемы резки резины и недостатки лезвийных резаков заставили производителей…
Цена гидроабразивной резки — Сколько стоит гидроабразивная резка в час?
Все больше и больше людей выбирают гидроабразивную резку для проектов механической резки, будь то производители, профессионалы или любители-любители. Тем не менее, при рассмотрении процесса гидроабразивной резки необходимо оценить стоимость часа гидроабразивной резки.
В этой статье вы узнаете все о различных частях стоимости гидроабразивной резки. Продолжайте читать, чтобы узнать, сколько будет стоить ваш следующий проект:
Гидроабразивная резка дорогая?
Если учесть все области применения гидроабразивной резки, вы обнаружите, что общая стоимость гидроабразивной резки является одной из самых низких на рынке.
Если вы основываете свое решение исключительно на почасовой ставке, станки для гидроабразивной резки могут показаться более дорогим вариантом, чем другие альтернативные варианты резки. Однако вы забываете об основных факторах, которые делают гидроабразивную резку лучшим процессом резки.
Например, в отличие от других процессов резки, гидроабразивная резка является процессом холодной резки и не ухудшает качество материала, поскольку отсутствует высокая температура.
Кроме того, вы можете создавать несколько разрезов в разных слоях сыпучих материалов, размещая один слой поверх другого (называется укладкой). Укладка невозможна в других техниках резки.
Какие факторы влияют на эксплуатационные расходы при гидроабразивной резке?
На общую стоимость гидроабразивной резки влияют различные факторы. Этими факторами являются:
Потребление воды : Вода является очень незначительным фактором, когда мы обсуждаем стоимость станков для гидроабразивной резки. Во-первых, большая часть воды, используемой в технологии гидроабразивной резки, используется повторно. В среднем по стране стоимость воды составляет около 3 долларов за 1000 галлонов. Таким образом, вы можете даже не учитывать стоимость воды при расчете затрат на резку.
Потребление электроэнергии : В отличие от потребления воды, стоимость электроэнергии является основным фактором, который увеличивает почасовую стоимость гидроабразивной резки. Точная стоимость электроэнергии будет варьироваться в зависимости от используемой вами машины и стоимости за кВт в вашем регионе. Он может варьироваться от 3000 до 9000 долларов США в год , если ваша машина работает 6 часов в день ( 2000-2100 часов в год ).
Износ деталей : Неудивительно, что при использовании гидроабразивной резки такие детали машин, как сопла и уплотнения насоса, будут регулярно изнашиваться. Таким образом, вам необходимо учитывать стоимость этих частей, а также. Вот список деталей, которые обычно изнашиваются в гидроабразивных резаках, а также стоимость и срок службы каждой из них:
Стоимость абразива : Эта часть составляет основную часть стоимости часа гидроабразивной резки. Обычно при гидроабразивной резке добавляется гранатовый абразив, который стоит около 25 центов за фунт абразива. Эта стоимость может немного варьироваться в зависимости от типа и качества абразива, который вы используете. Например, высококачественный гранат может быть дороже по сравнению с неравномерным абразивом твердой породы.
Качество и тип гидроабразивных резаков : Очевидно, что разные абразивные гидроабразивные резаки работают по-разному. Высококачественный гидроабразивный резак может потребовать больших первоначальных инвестиций, но может сэкономить вам деньги на эксплуатационных расходах. Кроме того, чистая гидроабразивная резка стоит значительно меньше, чем стоимость гидроабразивной резки, но она подходит только для мягких материалов, таких как резина и пенопласт.
Время резки : Чем больше времени вы тратите на резку материала, тем больше ресурсов будет использовать резчик, что увеличит затраты на резку.
Расход граната : Расход граната (или расход абразива) важно учитывать при расчете стоимости системы гидроабразивной резки. Например, для резки металлических пластин требуется от 1 до 2 фунтов типичного гранатового абразива в минуту, что приводит к затратам от 18 до 36 долларов в час только на абразив.
Программирование и ввод данных : Эффективное программирование и ввод данных обеспечивают наиболее эффективное выполнение резки. Нет времени и ресурсов, потраченных впустую на ненужные процессы, что приводит к снижению затрат.
Каковы почасовые затраты на использование гидроабразивной резки?
Как мы видели в предыдущем разделе, стоимость гидроабразивной резки может значительно варьироваться в зависимости от различных факторов, которые мы упомянули. Большинство этих факторов, в свою очередь, зависят от материала, который вы собираетесь резать. Более мягкие материалы будут дешевле из-за времени резки и абразивов.
Требуемое качество огранки также влияет на стоимость. Для высококачественной резки вам необходимо немного замедлить процесс гидроабразивной резки, что приведет к более высоким почасовым затратам. Если высокое качество резки не требуется, вы можете увеличить скорость резки и сэкономить на стоимости гидроабразивной резки.
Обычно стоимость часа гидроабразивной резки составляет от 12 до 30 долларов в час. Конечно, в конкретных требованиях это число может быть больше или меньше.
Вот пример распределения почасовой стоимости гидроабразивной машины в различных ситуациях:
Сколько стоит гидроабразивная резка?
До сих пор мы рассматривали стоимость гидроабразивной резки на почасовой основе. Однако вы, возможно, забыли об одной очень важной статье расходов — стоимости самого гидроабразивного резака. Эти важные затраты могут быть значительными единовременными инвестициями, и их следует учитывать при принятии бюджетных решений.
Для начала вы можете найти небольшие гидроабразивные станки по цене от 60 000 долларов. Однако они могут не дать вам наилучшего соотношения цены и качества в долгосрочной перспективе. Если вы хотите получить максимальную отдачу от своих инвестиций, мы рекомендуем использовать гидроабразивные резаки Techniwaterjet G2 с ЧПУ, стоимость которых начинается от 100 000 долларов.
Если бюджет не является ограничением, вы можете ознакомиться с высококлассными моделями серии Techniwaterjet стоимостью до 450 000 долларов США.
Как рассчитать стоимость гидроабразивной резки для проекта?
При расчете стоимости гидроабразивной резки для проекта необходимо учитывать следующие четыре вещи:
Типы материалов:
Существуют различные типы материалов. Когда вы покупаете станок для гидроабразивной резки, вы получаете информацию о том, сколько времени потребуется, чтобы прорезать дюйм любого конкретного материала. С помощью этой информации вы можете оценить свое время.
Толщина материала:
Для материала определенной твердости время резки будет прямо пропорционально толщине материала. Например, для резки материала толщиной два дюйма потребуется в два раза больше времени, чем для материала толщиной один дюйм.
Размеры окончательного реза:
Учитывайте окончательные размеры реза, которого вы хотите достичь. Добавьте общую длину и общую ширину вырезанных материалов, чтобы рассчитать общее количество дюймов, которые необходимо вырезать. Поскольку у вас уже есть время, затрачиваемое на резку на дюйм, вы можете рассчитать общую стоимость, умножив ее на общую длину разреза.
3Л722. Станок плоскошлифовальный с прямоугольным столом и
горизонта…
496
Скачиваний (2082 Просмотров)
Добавлен 25 Jun 2008
3Б722, станок плоскошлифовальный,
электросхема
Большие цветные JPEG, три файла. Изготовитель: Липецкий
станкозавод
1 2 3 4 5
Паспорта на шлифовальные станки
Для обслуживания и проведения технических регламентов, ремонтов, настроек шлифовальных станков предприятию необходима документация на следующее оборудование-смотреть в таблице ниже. Готовы меняться на имеющуюся у вас . Мобильная бригада с соответствующим инструментом выполнит ремонт вашего шлифовального станка. Ремонтируем и проводим настройку гидравлики , гидропривода, систем густой и жидкой смазки. Модернизируем насосные агрегаты и системы смены и откачки масла.
Одной из самых больших проблем при эксплуатации электрооборудования на промышленных предприятиях в наше время является отсутствие технической документации и схемы обслуживаемого парка станков старого типа.
По большей части эксплуатация и ремонт электрооборудования станков производится без схем и паспортов на станок, где-то по памяти и на собственном опыте, где-то «методом тыка», а где-то вообще, как надо. Но поколения меняются, старые работники уходят, а молодежи просто не на что опереться.
Время простоя оборудования в случае поломки очень часто сильно увеличивается просто потому, что найти и устранить неисправность без электрической цепи перед глазами намного сложнее, чем при наличии полного заводского паспорта на оборудование. Но где теперь найти эти паспорта? Многие машины уже эксплуатируются по 30-40 лет. И очень часто вся техническая документация на них была давно утеряна.
А ведь выход есть. На данный момент у меня около 100 комплектов электронных копий самых распространенных моделей металлорежущих станков.
Теперь вся моя техническая документация по металлорежущим станкам доступна для бесплатного скачивания в полном объеме. Просто у меня был нормальный интернет, свободное время и, соответственно, возможность выкладывать все это добро на файлообменник.
Все файлы сканы с реальных паспортов на оборудование, в виде картинок в формате jpg.
Все ксерокопии паспортов машин на каждую модель содержат:
1. Основные технические характеристики (техническое описание) машины.
2. Цепь представляет собой электрическую цепь.
3. Схема электроустановки.
4. Описание работы принципиальной схемы.
5. Состав электрооборудования с техническими характеристиками.
Например, в паспорте гидрофицированного долбежного станка 7М430 указаны: общий вид станка, назначение и объем станка, распаковка и транспортировка станка, общий вид станка с обозначением органов управления, основные данные машины, краткое описание устройства и работы машины, схемы электрооборудования машины), спецификация электрооборудования, характеристики электродвигателей, инструкция по обслуживанию электрооборудования машины, схема электрическая принципиальная, схема электроустановки.
Все паспорта станков я разбил на отдельные группы и упаковал в 8 zip-архивов.
Скачать все архивы с файлообменника narod.ru
Полный список паспортов металлорежущих станков и ссылки на архивы
Паспорта станков:
Станок токарно-винторезный модели 1624М (без электрической схемы)
Вашим друзьям не лишним будет узнать эту информацию, поделитесь с ними своей статьей!
10 советов, как приготовить эспрессо лучше — кофе и чай PASSPORT
Эспрессо — это простой напиток по своей сути, но чтобы приготовить отличный напиток, нужны знания.
При правильном экстрагировании эспрессо получается гладким, насыщенным и вкусным, с хорошо сформированной пенкой. Многие переменные могут изменить вкус вашего шота, сделав его горьким, горелым или даже кислым во рту. Следуйте этим 10 советам, чтобы ваш эспрессо всегда был вкусным.
1. Смесь и свежесть зерен
Свежесть является ключом к вкусу эспрессо. Хрупкие масла кофейных зерен со временем устаревают, особенно если оставить их при комнатной температуре. Перемалывайте только то, что необходимо для вашего кофе, а зерна следует оставлять в бункере примерно на 24 часа. Мы рекомендуем вам никогда не измельчать больше, чем вы будете использовать в течение следующих 2-3 часов.
Смеси для эспрессо сложные. Различные машины, давление насоса, температура экстракции — все это влияет на вкус эспрессо. Попробуйте разные смеси, чтобы увидеть, что лучше всего подходит для вашей машины. Все наши эспрессо-смеси подходят для большинства эспрессо-машин. Мы рекомендуем начинать с Siena Espresso или Portofino Espresso. Обе эти смеси хорошо работают со многими эспрессо-машинами.
2. Помол
Ваш эспрессо должен быть помол значительно мельче, чем обычный капельный кофе, где-то между солью и мукой, и небольшие комочки молотого кофе только начнут появляться. Попробуйте это: столовая ложка молотого кофе, сжатая в вашей ладони, начнет сохранять свою форму, когда ее отпустят.
При регулировке кофемолки ключевыми являются небольшие поэтапные регулировки. Как только он будет настроен идеально, просто оставьте его. Только высокая влажность потребует от вас немного снизить помол.
В процессе заваривания из кофе извлекаются масла, поскольку горячая вода пропускается через прессованную гущу. Скорость, с которой происходит этот процесс, также известная как «время контакта», поможет определить, сколько ароматизаторов, масел и кофеина будет извлечено. Чем мельче помол, тем больше площадь поверхности подвергается воздействию горячей воды для заваривания. Это увеличит количество экстракции в течение этого времени контакта. Если варить слишком медленно и долго, эспрессо будет горьким и с очень темной пенкой сверху. При слишком быстром приготовлении эспрессо будет водянистым, пенистым и кисловатым.
3. Дозировка
Дозировка или забрасываемый вес – это количество молотого кофе, которое попадает в портафильтр. Как правило, 18-20 граммов идеально подходят для портафильтра с двойной порцией. На верхней поверхности утрамбованной шайбы для эспрессо едва виднеется углубление в кольце фильтрующей чашки, расположенное примерно на ¼ дюйма ниже обода. Это примерно 19 грамм. Осторожные, незначительные корректировки могут иметь большое значение.
4 Утрамбовка
Утрамбовка предназначена для того, чтобы спрессовать помол в портафильтре до идеальной шайбы, а конечная цель здесь – консистенция. Вам нужно создать равномерно упакованную шайбу, чтобы вода для заваривания равномерно проходила через все части помола, создавая одинаковое время контакта. Это обеспечит тщательную и равномерную экстракцию вкуса. Сначала выровняйте сыпучие помолы в чашке фильтра, а затем равномерно прижмите трамбовкой с плоским дном. Давление, которое вы прикладываете, меняет скорость, с которой вода может прокачиваться через шайбу, тем самым влияя на время контакта. Найдите, какое давление подходит для вашей машины и степень помола, и придерживайтесь этого каждый раз. 20-30 фунтов, как правило, в самый раз. Убедитесь, что поверхность шайбы выровнена, повернув темпер на ¼ оборота, касаясь противоположных сторон обода фильтрующего стакана и края тампера. Отрегулируйте, если заметите неровности. Протрите верхнюю часть портафильтра, чтобы удалить лишнюю гущу.
Купить трамбовки
Просмотрите наш выбор трамбовок, которые помогут вам добиться идеального сжатия шайбы. Мы предлагаем широкий выбор деревянных, резиновых и акриловых ручек.
Величина давления, оказываемого тампоном, влияет на количество выстрела, поскольку оно определяет количество времени, в течение которого вода проходит через портафильтр. Слишком слабое давление оставляет вас с рыхлым помолом, который не будет извлекать достаточно аромата, в то время как слишком большое давление приводит к медленному извлечению и горькому вкусу. 15 фунтов начального давления и около 20-30 фунтов при вращении трамбовки создадут идеально ровную и компактную шайбу.
5. Предварительное настаивание
Предварительное настаивание происходит, когда молотый кофе ненадолго замачивается перед приготовлением шота. Цель состоит в том, чтобы обеспечить равномерное вытеснение воды через кофейную гущу. Таким образом, вся поверхность шайбы будет равномерно протекать через воду, что снизит вероятность образования каналов. Чтобы правильно предварительно заварить кофе, запустите цикл заваривания на 1-2 секунды, остановитесь и дайте шайбе пропитаться в течение 3-4 секунд, прежде чем делать шот.
6. Температура
195-205°F — рекомендуемая температура воды для приготовления эспрессо. Поддержание постоянной температуры воды в кофемашине должно обеспечить неизменность качества и вкуса ваших порций эспрессо. Важно, чтобы головка группы производила одинаковую температуру для каждого производимого выстрела. Также важно держать портафильтр на головке группы включенным, чтобы он оставался горячим и не охлаждал ваш горячий эспрессо. При подаче в керамических чашках обязательно подогрейте чашку перед завариванием.
7. Время приготовления порции
Отрегулируйте помол, температуру воды, плотность забрасываемого кофе и давление утрамбовки, чтобы получить золотистую пенку поверх эспрессо. Этот золотистый цвет сигнализирует о том, что у вас идеальное время экстракции: 21-30 секунд заваривания. Если эспрессо получается белым, кофе экстрагировался слишком быстро. Черный эспрессо с темно-коричневой пенкой означает, что он переэкстрагирован.
Помните, что помол, дозировка и утрамбовка определяют время выстрела. Отрегулируйте эти факторы, чтобы сделать лучший снимок.
8. Давление и ваши манометры
Приготовление эспрессо включает проталкивание горячей воды через головку группы в портафильтр, таким образом, молотый кофе извлекается под высоким давлением. Давление воды в машине измеряется в барах, оно же барометрическое давление, также известное как атмосферное давление. Если в вашей машине есть датчик давления воды, вы заметите, что во время процесса заваривания он составляет около 9 бар. Это идеально подойдет для продавливания горячей воды через мелкоизмельченный, идеально уплотненный (утрамбованный) грунт. Это давление регулируется на большинстве коммерческих и некоторых домашних кофемашин, что дает вам еще один способ точно настроить порции эспрессо.
В бытовых машинах используются менее дорогие насосы, а настройки давления часто предварительно запрограммированы.
9. Вода
Вода является ключевым элементом. Хотя это может показаться элементарным, это оказывает большое влияние как на качество напитков, так и на надежность машины. Температура воды — не единственное, на что нужно обращать внимание при приготовлении идеального эспрессо. Во многом вкус сваренного кофе зависит от качества воды.
Умягченная вода не только позволяет приготовить вкусный эспрессо, но и защищает резервуар и линии от коррозионно-активных минералов, которые могут повредить вашу кофемашину. Вода должна быть чистой и насыщенной кислородом, с нейтральным уровнем pH. Минералы, такие как кальций, магний и бикарбонат, необходимы для полного извлечения аромата. Слишком большое количество кофе может привести к налипанию и повреждению кофемашины, а также к привкусу мела в кофе. Также важно следить за регулярностью замены фильтров.
10. Очистка
Эспрессо-машины требуют ежедневной очистки, а также регулярного профилактического обслуживания. Быстрая 2-секундная продувка головки группы после приготовления напитка помогает каждый раз сохранять свежий вкус эспрессо. Чистящие порошки и таблетки специального состава следует использовать ежедневно для обратной промывки групповых головок, тщательно следуя инструкциям на контейнере, чтобы обеспечить самый свежий вкус эспрессо.
Таблиця переведення діаметрів водопровідних труб з дюймів у міліметри. Статті компанії «Kotelzip
Наведемо для наочності простий приклад: якщо взяти трубу на 1 (один дюйм) і поміряти, то її зовнішній діаметр не буде дорівнює 25,4 мм Якщо подивитися на технічні параметри трубної циліндричної різьби, то можна помітити, що зовнішній діаметр (при одному дюймі) дорівнює 33,249 мм, а не 25,4 мм
Різьба нарізається на зовнішньому діаметрі, тому номінальний діаметр різьби до внутрішнього діаметру труби віднесений умовно. Виходячи з цього можна обчислити діаметр труби: 25,4 мм + дві товщини стінки труби ≈ 33,249 мм.
Далі табличні дані перекладі дюймів у міліметри для водопровідних труб і іншої продукції.
Таблиця переведення діаметрів водопровідних труб з дюймів у міліметри
Діаметри,дюйм
Діаметри, мм
1/2
d15
3/4
d20
1′
d25
1’/1/4
d32
1’/1/2
d40
2′
d50
2’/1/2
d65
3′
d89
4′
d100
Таблиця переведення дюймів у міліметри
Дюйм
Міліметр
Дюйм
Міліметр
1/64
0,397
33/64
13,097
1/32
0,794
17/32
13,494
3/64
1,191
35/64
13,891
1/16
1,587
9/16
14,287
5/64
1,984
37/64
14,684
3/32
2,381
19/32
15,081
7/64
2,778
39/64
15,478
1/8
3,175
5/8
15,875
9/64
3,572
41/64
16,272
5/32
3,969
21/32
16,669
11/64
4,366
43/64
17,066
3/16
4,762
11/16
17,462
13/64
5,159
45/64
17,859
7/32
5,556
23/32
18,256
15/64
5,953
47/64
18,653
17/64
6,747
49/64
19,447
9/32
7,144
25/32
19,844
19/64
7,541
51/64
20,241
5/16
7,937
13/16
20,637
21/64
8,334
53/64
21,034
11/32
8,731
27/32
21,431
23/64
9,128
55/64
21,828
3/8
9,525
7/8
22,225
25/64
9,922
57/64
22,622
13/32
10,319
29/32
23,019
27/64
10,716
59/64
23,416
7/16
11,112
15/16
23,812
29/64
11,509
61/64
24,209
15/32
11,906
31/32
24,606
31/64
12,303
63/64
25,003
Диаметры металлических труб.
Таблица. Размеры в дюймах и мм.
Её величество труба! Безусловно, она делает нашу жизнь лучше. Примерно так:
Ключевая характеристика любой цилиндрической трубы — это её диаметр. Он может быть внутренним (Dу) и наружным (Dn). Диаметр трубы измеряется в миллиметрах, но единица измерения трубной резьбы — дюйм.
На стыке метрической и забугорной систем измерения как правило возникает больше всего вопросов.
Кроме того,реально существующий размер внудреннего диаметра часто не совпадает с Dy.
Давайте подробнее разберемся как нам с этим дальше жить. Трубной резьбе посвящена отдельная статья для ознакомления нажмите здесь.
Дюймы против мм. Откуда путаница и когда необходима таблица соответствия
Трубы, диаметр которых обозначается дюймами (1″, 2″) и/или долями дюймов (1/2″, 3/4″), являются общепринятым стандартом в водо — и водогазоснабжении.
А трудность в чем?
Снимите размеры с диаметра трубы 1″ (о том как измерять трубы написано ниже) и вы получите 33,5 мм, что естественно не совпадает с классической линейной таблицей перевода дюймов в мм ( 25.4 мм ).
Как правило монтаж дюймовых труб проходит без затруднений, но при их замене на трубы из пластика, меди и нержавеющей стали возникает проблема — несоответствие размера обозначенного дюйма (33,5 мм) к его реальному размеру (25,4 мм).
Обычно этот факт вызывает недоумение, но если глубже заглянуть в процессы происходящие в трубе, то логика несоответствия размеров становится очевидна и непрофессионалу. Все довольно просто — читайте дальше.
Дело в том, что при создании водного потока ключевую роль играет не внешний, а внутренний диаметр и по этой причине для обозначения используется именно он.
Однако несоответствие обозначаемых и метрических дюймов все равно остается, т. к. внутренний диаметр стандартной трубы составляет 27,1 мм, а усиленной — 25,5 мм. Последнее значение стоит довольно близко к равенству 1»=25,4 но все же им не является.
Разгадка состоит в том, что для обозначения размера труб применяется номинальный, округленный до стандартного значения диаметр (условный проход Dy). Величина условного прохода подбирается так, чтобы пропускная способность трубопровода увеличивалась от 40 до 60% в зависимости от роста величины индекса.
Пример:
Наружный диаметр трубной системы равен 159 мм, толщина стенки трубы 7 мм. Точный внутренний диаметр будет равен D = 159 — 7*2= 145 мм. При толщине стенки 5 мм размер составит 149 мм. Однако, как в первом так и во втором случае условный проход будет иметь один номинальный размер 150 мм.
В ситуациях с пластиковыми трубами для решения проблемы несоответствующих размеров используются переходные элементы. При необходимости заменить или состыковать дюймовые трубы с трубами, выполненными по реальным метрическим размерам — из меди, нержавейки, алюминия, следует брать во внимания и наружный, и внутренний диаметры.
Таблица соответствия условного прохода дюймам
Ду
Дюймы
Ду
Дюймы
Ду
Дюймы
6
1/8″
150
6″
900
36″
8
1/4″
175
7″
1000
40″
10
3/8″
200
8″
1050
42″
15
1/2″
225
9″
1100
44″
20
3/4″
250
10″
1200
48″
25
1″
275
11″
1300
52″
32
1(1/4)»
300
12″
1400
56″
40
1(1/2)»
350
14″
1500
60″
50
2″
400
16″
1600
64″
65
2(1/2)»
450
18″
1700
68″
80
3″
500
20″
1800
72″
90
3(1/2)»
600
24″
1900
76″
100
4″
700
28″
2000
80″
125
5″
800
32″
2200
88″
Внутренний и наружный диаметры
Таблица соответствия диаметра условного прохода, резьбы и наружных диаметров трубопровода в дюймах и мм.
ISO — стандарт обозанчения диаметров, используется в сантехнических инженерных системах
SMS — шведский стандарт диаметров труб и запорной арматуры
DIN / EN — основной евросортамент для стальных труб по DIN2448 / DIN2458
ДУ (Dy) — условный проход
Таблицы с размерами полипропиленовых труб представлены в следующей статье >>>
Соответствие условного диаметра с международной маркировкой
ГОСТ
ISO дюйм
ISO мм
SMS мм
DIN мм
ДУ
8
1/8
10,30
5
10
1/4
13,70
6,35
8
12
3/8
17,20
9,54
12,00
10
18
1/2
21,30
12,70
18,00
15
25
3/4
26,90
19,05
23(23)
20
32
1
33,70
25,00
28,00
25
38
1 ¼
42,40
31,75
34(35)
32
45
1 ½
48,30
38,00
40,43
40
57
2
60,30
50,80
52,53
50
76
2 ½
76,10
63,50
70,00
65
89
3
88,90
76,10
84,85
80
108
4
114,30
101,60
104,00
100
133
5
139,70
129,00
129,00
125
159
6
168,30
154,00
154,00
150
219
8
219,00
204,00
204,00
200
273
10
273,00
254,00
254,00
250
Диаметры и другие характеристики трубы из нержавеющей стали
Проход, мм
Диаметрнаружн. , мм
Толщина стенок, мм
Масса 1 м трубы (кг)
стандартных
усиленных
стандартных
усиленных
10
17
2.2
2.8
0.61
0.74
15
21.3
2.8
3.2
1.28
1.43
20
26.8
2.8
3.2
1.66
1.86
25
33.5
3.2
4
2.39
2.91
32
42.3
3.2
4
3.09
3.78
40
48
3.5
4
3.84
4.34
50
60
3.5
4.5
4.88
6.16
65
75.5
4
4.5
7.05
7.88
80
88.5
4
4.5
8.34
9.32
100
114
4.5
5
12. 15
13.44
125
140
4.5
5.5
15.04
18.24
150
165
4.5
5.5
17.81
21.63
Знаете ли вы?
Какие гениальные светильники можно собрать своими руками из обычной металлической трубы? Это под силу каждому! Узнайте больше по ссылке >>>
Дюйм в сантиметрах, миллиметрах: это сколько?
Чтобы перевести дюймы в сантиметры надо запомнить, что один inch — это 2,54 см или 25,4 мм. Цифра не такая большая, можно запомнить или где-то записать.
Один дюйм — это 2,54 сантиметра
Иногда цифры никак не хотят оставаться в памяти. Могут помочь картинки или можно попытаться что-то представить себе такого размера. Наверное, все знают сказку про Дюймовочку. Так вот, этот сказочный персонаж был ростом один дюйм, то есть чуть больше чем два с половиной сантиметра. Может кому-то поможет запомнить.
Какую трубу считать малой — средней -большой?
Даже в серьезных источниках мне приходилось наблюдать фразы типа: «Берем любую трубу среднего диаметра и…», но какой этот средний диаметр никто не указывает.
Чтобы разобраться, стоит сначала понять на какой диаметр нужно ориентироваться: он может быть внутренним и внешним. Первый важен при расчете транспортировочной способности воды или газа, а второй для определения возможности выдерживать механические нагрузки.
Внешние диаметры:
От 426 мм считается большим;
102-246 называют средним;
5-102 классифицируется, как маленький.
Что касается внутреннего диаметра, то лучше заглянуть в специальную таблицу(см. выше).
Как отличить метрическую резьбу от дюймовой
Отличить трубу дюймовую от метрической не составляет большого труда. Для отличия нужно обратить внимание на насечки резьбы. Определить градус насечки на глаз практически невозможно, тем более что разница между метрической и дюймовой резьбой составляет всего 5 градусов.
Метрическая резьба имеет насечку 60 градусов, а дюймовая — 55 градусов.
Отличить трубопроводы можно по закруглённым нитям резьбы, которые видны невооружённым глазом. Ошибиться невозможно, а для уточнения используется специальный прибор – резьбомер. В крайнем случае, для уточнения резьбы, можно воспользоваться и обыкновенной линейкой. Ниже на фото представлена специальная соединительная муфта, при помощи которой обеспечивается соединение водопроводного изделия с обычным.
Как узнать диаметр трубы? Измерить!
Этот странный вопрос почему то часто приходит на e-mail и я решил дополнить материал абзацем про замер.
В большинстве случаев при покупке достаточно посмотреть маркировку или продавцу. Но случается, что нужно делать ремонт одной из коммуникационных систем путем замены труб, и изначально неизвестно какой диаметр имеют уже установленные.
Способов определения диаметра есть несколько, но мы перечислим только самые простые:
Вооружитесь рулеткой или сантиметровой лентой (женщины такими измеряют талию). Оберните ее вокруг трубы и запишите замер. Теперь для получения искомой характеристики достаточно полученную цифру разделить на 3. 1415 – это число Пи.
Пример:
Представим, что в обхвате (длина окружности L) ваша труба 59,2 мм. L=ΠD, соотв. диаметр будет составлять: 59,2 / 3.1415= 18.85 мм.
После получения наружного диметра можно узнать и внутренний. Только для этого необходимо знать толщину стенок (при наличии разреза просто измерьте рулеткой или другим приспособлением с миллиметровой шкалой).
Допустим, что толщина стенок 1 мм. Эта цифра умножается на 2 (если толщина 3 мм, то тоже умножается на 2 в любом случае) и отнимается от внешнего диаметра (18.85- (2 х 1 мм) = 16.85 мм).
Отлично, если дома есть штангенциркуль. Труба просто обхватывается измерительными зубами. Нужное значение смотрим на двойной шкале.
Обратный перевод: сантиметры в дюймы
Реже нам надо перевести сантиметры в дюймы, но и такие задачи тоже встречаются. Есть два способа. Первый: сантиметры разделить на 2,54 и получим величину в тех самых инчах. Второй: надо запомнить, сколько дюймов в одном сантиметре (0,39″ в 1 см) и при переводе сантиметры умножить на это число.
Какой способ лучше? Первый. Причины две. Первая — одну цифру в уме держать проще. Вторая — этот способ дает более точный результат. Просто, при выводе цифры 0,39 значение округлили, что увеличивает погрешность. Чтобы проиллюстрировать, давайте выполним пару переводов.
Два способа того, как можно перевести см в дюймы
Надо перевести 27,6 см в дюймы. Сделаем двумя способами:
27,6 см / 2,54 см = 10,86″.
27,6 см * 0,39 = 10,76″.
Как видите, есть разница. Это, как раз и есть погрешность, о которой говорили. Если вам надо более точное значение, лучше применяйте первый метод. Он более точный.
Давайте посмотрим еще один пример. Переведем 100 см в дюймы.
100 см / 2,54 = 39,37″;
100 см * 0,39 = 39,0″.
Как видите, присутствует довольно большая погрешность. Так что если точность важна, используйте способ пересчета с делением.
Виды стальных труб по способу их производства
Электросварные (прямошовные)
Для их изготовления применяют штрипс или листовую сталь, которые на специальном оборудовании изгибаются в нужном диаметре, а затем концы соединяются с помощью сварки.
Воздействие электросварки гарантирует минимальную ширину шва, что делает возможным их применение для сооружения газопроводов или водопроводов. Металл в большинстве случаев углеродистый или низколегированный.
При этом обратите внимание, что труба, изготовленная согласно стандарту 10706-26 отличается максимальной прочностью среди себе подобных – после создания первого соединительного шва он укрепляется еще четырьмя дополнительными (2 внутри и 2 снаружи).
В нормативной документации указываются диаметры изделий, произведенных путем электросварки. Их величина от 10 до 1420 мм.
Спиральношовные
Материалом для производства служит сталь в рулонах. Продукция также характеризуется наличием шва, но в отличие от предыдущего способа производства он шире, а значит, способность выдерживать высокое внутреннее давление ниже. Поэтому их не применяют для сооружения газопроводных систем.
Регламентируется конкретный вид труб ГОСТом под номером 8696-74.
Бесшовные
Производство конкретного вида подразумевает деформацию специально подготовленных заготовок из стали. Процесс деформации может выполняться как под воздействием высоких температур, так и холодным способом (ГОСТ 8732-78, 8731-74 и ГОСТ 8734-75 соответственно).
Отсутствие шва положительно сказывается на прочностных характеристиках – внутреннее давление равномерно распределяется по стенкам (нет «ослабленных» мест).
Что касается диаметров, то нормативы контролируют их изготовление со значением до 250 мм. Покупая продукцию с размерами, превышающими указанные, приходится рассчитывать только на добросовестность производителя.
Важно знать!
При желании купить максимально прочный материал, покупайте бесшовные трубы холодной формовки. Отсутствие температурных воздействий положительно сказывается на сохранении изначальных характеристик металла.
Также, если важным показателем является способность выдерживать внутренние давления, то выбирайте круглые изделия. Профильные трубы лучше справляются с механическими нагрузками (из них хорошо изготавливают металлические каркасы и т. п.).
Вашему вниманию ещё пара отличных слайдов креативной рекламы производителя труб:
32 мм в дюймах — конвертировать 32 миллиметра в дюймы
32 (миллиметры, мм) — единица измерения расстояния, длины, высоты и ширины в метрических единицах. Один миллиметр равен до 0,0393700787402 дюйма.
На этой странице мы подробно рассматриваем все варианты перевода 32 миллиметров в дюймы и все возможности как преобразовать миллиметры с использованием подробных примеров, связанных диаграмм и таблицы перевода в миллиметры. Здесь вы найдете все способы вычисление и перевод миллиметров в дюймов и обратно. Если вы хотите узнать, сколько дюймов в 32 миллиметров можно получить ответ несколькими способами:
конвертируйте 32 миллиметра, используя онлайн-конвертер на этой странице;
вычислить 32 миллиметра с помощью калькулятора ИнчПро из нашей коллекции программного обеспечения для блоков автономного преобразования;
применять арифметические расчеты и преобразования для 32 миллиметров, указанные в эта статья.
Чтобы указать миллиметры, мы будем использовать аббревиатуру «мм». указать дюймы мы будет использовать сокращение «в». Все варианты преобразования «мм» в «в» подробнее рассмотрим в отдельных темы ниже. Итак, мы начинаем исследовать все пути трансформации тридцать два миллиметра и преобразования между миллиметрами и дюймами.
Конвертировать 32 мм в дюймы онлайн преобразование
Чтобы преобразовать 32 миллиметра в дюймы, мы рассмотрим использование онлайн конвертер на веб-странице. онлайн конвертер имеет очень простой интерфейс и поможет нам быстро перевести наши миллиметры. онлайн преобразователь миллиметров имеет адаптивную форму для различных устройств и, следовательно, для мониторы он выглядит как левый и правый поля ввода, но на планшетах и мобильных телефонах это выглядит как верхнее и нижнее поля ввода. Если ты хотите преобразовать любые значения в миллиметрах, вы должны только ввести требуемое значение слева (или сверху) поле ввода и автоматически вы получите результат в правом (или нижнем) поле. Под каждым полем вы видите больше подробный результат расчета и коэффициент 0,0393700787402, который используется в расчеты. Большая зеленая строка, под полями ввода — «32 миллиметра» = 1,25984251969 дюймов» еще больше увеличивает и показывает окончательный результат преобразование. Калькулятор перевода единиц измерения работает симметрично в обе стороны. Если вы введете любое значение в любое поле, вы получите результат в противоположном поле. Нажав на значки со стрелками между полями ввода, вы можете поменять местами поля и выполнить другие расчеты. Мы все созданы для того, чтобы легко конвертировать любые значения между миллиметрами и дюймы.
Посмотрим на результат расчета для текущего значение 32 миллиметра
Результат преобразования 32 миллиметра в дюймы. 32 миллиметра в «дюйм» равно 1,25984251969 дюйма.
Если вы зашли на эту страницу, то уже видите результат работы онлайн калькулятора. Слева (или верхнее) поле вы см. значение 32 «мм» в правом (или нижнем) поле вы видите значение результат равен 1,25984251969 «в». Запишите кратко: 32 «мм» = 1,25984251969 «in»
Преобразование 32 мм в дюймы путем преобразования столы
Мы кратко рассмотрели, как использовать конвертер единиц на этой странице, но это только часть особенности сервиса страницы. Мы сделали интересную возможность вычислить все возможные значения единиц измерения в нижних таблицах. Эти таблицы используются для преобразования основных единиц измерения: Таблица преобразования метрических единиц, таблица преобразования данных обследования США, международная диаграмма преобразования, астрономическая диаграмма преобразования. Пожалуйста, найдите эти 4 таблицы внизу этой страницы, они имеют заголовки:
Все преобразования 32 миллиметров в метрическую систему Единицы измерения
Все преобразования 32 миллиметров в единицах измерения США
Все преобразования 32 миллиметров в международных Единицы
Все преобразования 32 миллиметров в астрономические Единицы
Если ввести тестовое число в любое поле веб-калькулятора (поле миллиметров или дюймов это не важно) например 32 как сейчас, вы не только получите результат в 1,25984251969 дюймов, а также огромный список вычисляемых значений для всех типов единиц измерения в нижние столы. Без самостоятельного поиска и перехода на другие страницы сайта, ты можно использовать наши таблицы преобразования, чтобы рассчитать все возможные результаты для основных единиц. Попробуйте удалить и снова ввести в калькулятор значение 32 миллиметра и вы увидишь, что все результаты конвертации в нижних таблицах будут пересчитаны на 32 (мм). Расчетный данные в таблицах преобразований изменяются динамически, и все преобразования выполняются синхронно с пересчетом миллиметров в страничном калькуляторе.
Сколько дюймов в 32 миллиметрах?
Чтобы ответить на этот вопрос, начнем с краткого определения миллиметра. и дюймовые, и их назначение. Единицы длины миллиметры и дюймы, которые можно преобразовать из одной в другой, использующий преобразование коэффициент, равный 0,0393700787402. Этот коэффициент отвечает на вопрос, сколько дюймы эквивалентны одному миллиметру. Значение этого множителя определяет базовую значение для расчета всех других длин, размеров и других преобразований для этих единиц (миллиметр и дюйм), достаточно знать значение, т. е. помни, что 1 миллиметр = 0,0393700787402 (дюйм) . Узнать количество дюймов в одном миллиметре простым умножением мы можем рассчитать любые значения. Сделаем простой расчет с помощью умножения:
32 (мм) × 0,0393700787402 = 1,25984251969 (в)
Таким образом видно, что после умножения на коэффициент получается следующее соотношение:
32 миллиметра = 1,25984251969 дюймов
Сколько 32 миллиметра в дюймах?
Мы уже видели, как преобразовать эти два значения и как изменить миллиметры до дюймов. Итак, в целом, вы можете написать все возможные результаты, которые имеют то же самое значение.
32 миллиметра в дюйм = 1. 25984251969″ (in) 32 мм в дюймах = 1.25984251969 ″ (in) 32 мм в дюймы = 1,25984251969 ″ (в) 32 мм в = 1,25984251969 ″ (в) 32 мм-1,25984251969 ″ дюйма . Подробный обзор похожих номеров см. на следующих страницах:
Преобразование 31 миллиметра в дюймы
Как преобразовать 32 миллиметра в дюймы? Все правила и методы.
Чтобы преобразовать 32 миллиметра в дюймы, мы можем использовать множество способов:
вычисление по формуле;
расчет с использованием пропорций;
расчет с помощью онлайн конвертера текущей страницы; Расчет
с помощью автономного калькулятора «InchPro Decimal».
Вычисление формулы 32 мм в дюймы для длин и ценности.
При расчетах в миллиметрах и дюймах будем использовать представленную формулу ниже этого быстро получить желаемый результат.
Y (мм) × 0,0393700787402 = X (дюйм)
Y - значение миллиметров
X - результат в дюймах
То есть нужно помнить, что 1 миллиметр равен равно 0,0393700787402 дюйма и при преобразовании миллиметров просто умножьте количество миллиметров (в этом корпус 32 миллиметра) на коэффициент 0,0393700787402. Например, преобразуем множество значений
32,0 мм,
33,0 мм,
34,0 мм,
35,0 мм,
36,0 мм
в дюймы и получить результат в следующих примерах:
Во всех вариантах мы умножили все миллиметры в диапазоне от
от 32,0 (мм) до 36,0 (мм)
с тем же соотношением 0,0393700787402 и получили правильные результаты в расчетах.
Расчет с использованием математических пропорций для преобразования 32 миллиметры в дюймах
Для расчета пропорций необходимо знать эталонное значение в дюймах для 1 миллиметр и по правилам арифметики мы можем вычислить любое значение в дюймах для любого длина в миллиметры. См. следующие примеры. Составляем пропорцию для 3 значений наши миллиметры
32,0 мм,
33,0 мм,
34,0 мм
и рассчитать значения результатов в дюймах:
1 (мм) — 0,0393700787402 (дюйм)
32,0 (мм) — Х (дюйм)
Решите приведенную выше пропорцию для X, чтобы получить:
X = 32,0 (мм) × 0,0393700787402 (дюйм) ÷
1 (мм) = 1,25984251969 (дюйм) 1 (мм) — 0,0393700787402 (дюйм)
33,0 (мм) — Х (дюйм)
Решите приведенную выше пропорцию для X, чтобы получить:
X = 33,0 (мм) × 0,0393700787402 (дюйм) ÷
1 (мм) = 1,29921259843 (дюйм) 1 (мм) — 0,0393700787402 (дюйм)
34,0 (мм) — Х (дюйм)
Решите приведенную выше пропорцию для X, чтобы получить:
Х = 34,0 (мм) × 0,0393700787402(дюйм) ÷
1 (мм) = 1,33858267717 (дюйм)
Во всех пропорциях используется эталонное значение 1 миллиметр = 0,0393700787402 дюймы
Расчет значений с помощью миллиметрового онлайн-калькулятора на странице
Вы можете использовать наш базовый универсальный онлайн-конвертер на текущей веб-странице и конвертировать любые ваши размеры длины и расстояния между миллиметрами и дюймами в любых направлениях бесплатно и быстро.
В настоящее время поле для миллиметров содержит число 32 (мм), которое вы может изменить его. Просто введите любое число в поле для миллиметров (например, любое значение из нашего набора:
33,0,
34,0,
35,0,
36,0 мм
или любое другое значение) и получить быстрый результат в поле для дюймов. Как использовать миллиметр онлайн калькулятор подробнее можно прочитать по этой ссылке
инструкция к калькулятору.
Например, мы возьмем 7 значений в миллиметры и попытаемся вычислить значения результата в дюймах. Также воспользуемся веб-калькулятором (можно найти его в верхней части этой страницы). В созданной таблице в левом поле пишем значение в миллиметрах в правом поле вы видите значения, которые вы должны получить после расчет. Вы можете проверить это прямо сейчас, не покидая сайт и убедиться, что калькулятор работает правильно и быстро. Во всех расчетах использовалось отношение 0,0393700787402 что помогает нам получить желаемые значения результатов вычислений в дюймах. Пожалуйста, см. результаты в следующей таблице:
Пример работы Миллиметровый онлайн-калькулятор с расчетом Results
Millimeters
Table Factor
Inches
5062993 (mm)
× 0. 0393700787402
= 199330.433071 (in)
5062994 (mm)
× 0.0393700787402
= 199330.472441 (in)
5062995 (mm)
× 0.0393700787402
= 199330.511811 (in)
5062996 (mm)
× 0.0393700787402
= 199330.551181 (in)
5062997 (mm)
× 0.0393700787402
= 199330.5
(in)
5062998 (mm)
× 0.0393700787402
= 199330.629921 (in)
5062999 (mm)
× 0.0393700787402
= 199330.669291 (in)
Convert 32 millimeters with the use of calculator «InchPro Decimal»
Кратко опишем возможность использования нашего калькулятора для преобразование 32 миллиметра. Калькулятор позволяет конвертировать любые значения длин и расстояний не только в миллиметрах, но также для всех остальных единиц. Наши таблицы преобразования, о которых мы упоминали ранее, также включены в логика работы калькулятора и все эти расчеты вы можете получить в одном приложении если вы загрузите и установите программное обеспечение на свой компьютер. Конвертер легко конвертирует 32 «мм» для вас в автономном режиме. Все подробности работы этого приложения для преобразование высот и ширин, длин, размеров и расстояний, описанных в миллиметрах или другие единицы измерения вы найдете в меню «Программное обеспечение» этого сайта или по ссылке: Десятичный InchPro. Пожалуйста, также смотрите скриншоты для ознакомления.
Визуальное преобразование диаграмм в 32 миллиметра.
Многие люди с трудом могут себе представить связь между миллиметром и дюйм. На этой картинке вы можете ясно увидеть соотношение этих величин, чтобы понять их в реальной жизни. Соотношение длина отрезков сохраняется на экранах с любым разрешением как на больших мониторах а также для небольших мобильных устройств.
Графическое представление шкал для сравнения значений.
На графике показаны относительные значения в миллиметрах в виде прямоугольных отрезков разной длины и цвета. А также визуальное представление 32 (мм) с эталонным значением в дюймах.
Графики соотношения между миллиметрами и дюймами выражены в следующие цвета:
Зеленый — исходная длина или расстояние в миллиметрах;
Синий цвет — шкала в миллиметрах;
Желтый цвет — это шкала в дюймах.
Масштаб может увеличиваться или уменьшаться в зависимости от текущего значения числа на странице. На диаграмме показано соотношение между миллиметрами и дюймов для одинаковой длины и величины (см. диаграммы синего и желтого цветов).
Mon 31 Oct 2022
All conversions of 32 millimeters in the Metric System Units
Unit
Value
32 (mm) to micrometers microns
= 32000.0
32 (мм) до нанометров
= 32000000.0
32 (мм) до дециметров
= 0,32
= 0,32
.0171
32 (mm) to millimeters
= 32.0
32 (mm) to kilometers
= 3.2e-05
32 (mm) to decameters
= 0.0032
32 (mm) to hectometers
= 0.00032
32 (mm) to centimeters
= 3. 2
All conversions of 32 millimeters in the US Survey Units
Unit
Value
32 (mm) to survey chains
= 0.0015
07071
32 (mm) to survey feet
= 0.104986666667
32 (mm) to survey furlongs stade
= 0.00015
07071
32 (mm) to survey leagues
= 6.62794612797e-06
32 (mm) to survey statute miles
= 1.98838383839e-05
32 (mm) to survey inches
= 1.25984000001
32 (mm) to survey rods perches poles
= 0.00636282828285
32 (mm) to survey links
= 0.15
07071
Все преобразования 32 миллиметров в международный Единицы
Единица
Значение
32 (mm) to inches
= 1. 25984251969
32 (mm) to feet
= 0.10498687664
32 (mm) to miles
= 1.98838781516e-05
32 (mm) to yards
= 0.0349956255468
32 (mm) to picas
= 7.55
1811
32 (mm) to points
= 90.7086614173
All conversions of 32 millimeters in the Astronomical Единицы
Unit
Value
32 (mm) to light-year
= 3.52e-18
32 (mm) to light-day
= 1.23552e -15
32 (мм) до световой секунды
= 1,067405104E-10
32 (мм) до света
= 1,77 6666466464646. (ММ) до света
= 1,77 66666666466466464646. ед.
= 2,13
e-13
32 (mm) to parsec
= 9. 6e-19
32 (mm) to light-hour
= 2.965024e-14
Table with calculations of similar values from 31.93 до 32,07 мм
Преобразование шага резьбы на дюйм Шаг TPI в дюймах и шаг в мм для дюймовой и метрической резьбы
Главная
Метчики и плашки
Полезная информация Тома: преобразование высоты тона
Резьба на дюйм, Шаг в дюймах, Шаг в мм
пример Метчики 1/4-20″
20 означает «20 витков на дюйм» = шаг 0,050 ( 1 разделить на 20 )
или, если вы измеряете в метрической системе
, это должно быть 1,27 мм
Резьбы на дюйм
Шаг в дюймах
Шаг в мм
127
0,00787
0,200
120
0,00833
0,212
112
0,00893
0,227
101,6
0,00984
0,250
100
0,01000
0,254
96
0,01042
0,265
90
0,01111
0,282
84,67
0,01181
0,300
80
0,01250
0,318
72. 57
0,01378
0,350
72
0,01389
0,353
64
0,01563
0,397
63,5
0,01575
0,400
60
0,01667
0,423
56.44
0,01772
0,450
56
0,01786
0,454
50,8
0,01969
0,500
48
0,02083
0,529
44
0,02273
0,577
42.33
0,02362
0,600
40
0,02500
0,635
36. 29
0,02756
0,700
36
0,02778
0,706
34
0,02941
0,747
33,87
0,02952
0,750
32
0,03125
0,794
31.75
0,03150
0,800
30
0,03333
0,847
28.22
0,03544
0,900
28
0,03571
0,907
27
0,03704
0,941
26
0,03846
0,977
25. 4
0,03937
1.000
24
0,04167
1.058
22
0,04545
1.155
20.32
0,04921
1.250
20
0,05000
1,270
19
0,05263
1.337
18
0,05556
1.411
16.93
0,05907
1.500
16
0,06250
1,588
14.51
0,06892
1.751
14
0,07143
1. 814
13
0,07692
1,954
12,7
0,07874
2.000
12
0,08333
2,117
11.50
0,08696
2.209
11
0,09091
2.309
10.16
0,09843
2.500
10
0,10000
2.540
9
0,11111
2.822
8.47
0,11806
2,999
8
0,12500
3.175
7. 26
0,13774
3.499
7
0,14286
3,629
6.35
0,15748
4.000
6
0,16667
4.233
5.64
0,17730
4.504
5.08
0,19685
5.000
5
0,20000
5.080
4,62
0,21645
5.498
4,5
0,22222
5.644
4.23
0,23641
6.005
4
0,25000
6. 350
3
0,33333
8.467
2
0,50000
12.700
К началу страницы
ссылка на страницу идентификации потока
февраль 2022 г., март 2017 г., октябрь 2009 г. CSS, ноябрь 2008 г., январь 2007 г., июнь 2003 г.
Описания, иллюстрации, технические характеристики, размеры и номера деталей могут быть изменены без предварительного уведомления.
, обслуживающий канадские провинции и территории Ньюфаундленд, NF, NL, Nova Шотландия, NS, Нью-Брансуик, NB, Остров Принца Эдуарда, PEI, PE, Квебек, PQ, QC, Онтарио, ON, Манитоба, МБ, Саскачеван, SK, Альберта, AB, Британская Колумбия, Британская Колумбия, Северо-Западные территории, NT, Нунавут, NU, Юкон, YT,
Таблица 1. Диаметры стержней при нарезке внешней метрической резьбы
Диаметры
Допуски на
диаметр стержня
Диаметры
Допуски на
диаметр стержня
резьбы
стержня
резьбы
стержня
Резьба с крупным шагом
3
2,94
-0,06
12
11,88
-0,12
3,5
3,42
-0,08
16
15,88
-0,12
4
3,92
-0,08
18
17,88
-0,12
4,5
4,42
-0,08
20
19,86
-0,14
5
4,92
-0,08
22
21,86
-0,14
6
5,92
-0,08
24
23,86
-0,14
7
6,9
-0,1
27
26,86
-0,14
8
7,9
-0,1
30
29,86
-0,14
9
8,9
-0,1
33
32,83
-0,17
10
9,9
-0,1
36
35,83
-0,17
11
10,88
-0,12
39
38,83
-0,17
Резьба с мелким шагом
4
3,96
-0,08
24
23,93
-0,14
4,5
4,46
-0,08
25
24,93
-0,14
5
4,96
-0,08
26
25,93
-0,14
6
5,96
-0,08
27
26,93
-0,14
7
6,95
-0,1
28
27,93
-0,14
8
7,95
-0,1
30
29,93
-0,14
9
8,95
-0,1
32
31,92
-0,17
10
9,95
-0,1
33
32,92
-0,17
11
10,94
-0,12
35
34,92
-0,17
12
11,94
-0,12
36
35,92
-0,17
14
13,94
-0,12
38
37,92
-0,17
15
14,94
-0,12
39
38,92
-0,17
16
15,94
-0,12
40
39,92
-0,17
17
16,94
-0,12
42
41,92
-0,17
18
17,94
-0,12
45
44,92
-0,17
20
19,93
-0,14
48
47,92
-0,17
22
21,93
-0,14
50
49,92
-0,17
Таблица 2. Диаметры сверл для высверливания отверстий при нарезке внутренней метрической резьбы
Наружный диаметр
резьбы, мм
Диаметр сверла (мм) для
Чугуна, бронзы
Стали, латуни
1
0,75
0,75
1,2
0,95
0,95
1,6
1,3
1,3
2
1,6
1,6
2,5
2,2
2,2
3
2,5
2,5
3,5
2,9
2,9
4
3,3
3,3
5
4,1
4,2
6
4,9
5
7
5,9
6
8
6,6
6,7
9
7,7
7,7
10
8,3
8,4
Размеры резьбы метрической
Метрические размеры резьбы М5-М48. Диаметры отверстий и диаметры сверл под нарезание метрической резьбы с различными шагами.
Номинальный диаметр резьбы
Шаг резьбы
После допуска резьбы
Диаметр сверла под резьбу
Крупный
Мелкий
6H
Пред. откл.
5
0,8
—
4,2
0,13
4,2
6
1
—
4,95
0,2
5
—
0,5
5,5
0,1
5,5
—
0,75
5,2
0,17
5,25
8
1,25
—
6,7
0,2
6,8
—
0,5
7,5
0,1
7,5
—
0,75
7,2
0,17
7,25
—
1
6,95
0,2
7
10
1,5
—
8Л3
0,22
8,5
—
0,5
9,5
0,1
9,5
—
0,75
9,2
0,17
9,25
—
1
8,95
0,2
9
—
1,25
8,7
0,2
8,8
12
1,75
—
10,2
0,27
10,2
—
0,5
11,5
0,1
11,5
—
0,75
11,2
0,17
11,25
—
1
10,95
0,2
11
—
1,25
10,7
0,2
10,8
—
1,5
10,43
0,22
10,5
14
2
—
11,9
0,3
12
—
0,5
13,5
0,1
13,5
—
0,75
13,2
0,17
13,25
—
1
12,95
0,2
13
—
1,25
12,7
0,2
12,8
—
1,5
12,43
0,22
12,5
16
2
—
13,9
0,3
14
—
0,5
15,5
0,1
15,5
—
0,75
15,2
0,17
15,25
—
1
14,95
0,2
15
—
1,5
14,43
0,22
14,5
18
2,5
—
15,35
0,4
15,5
—
0,5
17,5
0,1
17,5
—
0,75
17,2
0,17
17,25
—
1
16,95
0,2
17
—
1,5
16,43
0,22
16,5
—
2
15,9
0,3
16
20
2,5
—
17,35
0,4
17,5
—
0,5
19,5
0,1
19,5
—
0,75
19,2
0,17
19,25
—
1
18,95
0,2
19
—
1,5
18,43
0,22
18,5
—
2
17,9
0,3
18
22
2,5
—
19,35
0,4
19,5
—
0,5
21,5
0,1
21,5
—
0,75
21,2
0,17
21,25
—
1
20,95
0,2
21
—
1,5
20,43
0,22
20,5
—
2
19,9
0,3
20
24
3
—
20,85
0,4
21
—
0,75
23,2
0,17
23,25
—
1
22,95
0,2
23
—
1,5
22,43
0,22
22,5
—
2
21,9
0,3
22
27
3
—
23,85
0,4
24
—
0,75
26,2
0,17
26,25
—
1
25,95
0,2
26
—
1,5
25,43
0,22
25,5
—
2
24,9
0,3
25
30
3,5
—
26,3
0,48
26,5
—
0,75
29,2
0,17
29,25
—
1
28,95
0,2
29
—
1,5
28,43
0,22
28,5
—
2
27,9
0,3
28,3
—
3
26,85
0,4
27
33
3,5
—
29,3
0,48
29,5
—
0,75
32,2
0,17
32,25
—
1
31,95
0,2
32
—
1,5
31,43
0,22
31,5
—
2
30,9
0,3
31
—
3
29,85
0,4
30
36
4
—
31,8
0,48
32
—
1
34,95
0,2
35
—
1,5
34,43
0,22
34,5
—
2
33,9
0,3
34
—
3
32,85
0,4
33
39
4
—
34,8
0,48
35
—
1
37,95
0,2
38
—
1,5
37,43
0,22
37,5
—
2
36,9
0,3
37
—
3
35,85
0,4
36
42
4,5
—
37,25
0,55
37,5
—
1
40,95
0,2
41
—
1,5
40,43
0,22
40,5
—
2
39,9
0,3
40
—
3
38,85
0,4
39
—
4
37,8
0,48
38
45
4,5
—
40,25
0,55
40,5
—
1
43,95
0,2
44
—
1,5
43,43
0,22
43,5
—
2
42,9
0,3
43
—
3
41,85
0,4
42
—
4
40,8
0,48
41
48
5
—
42,7
0,6
43
—
1
46,95
0,2
47
—
1,5
46,43
0,22
46,5
—
2
45,9
0,3
46
—
3
44,85
0,4
45
—
4
43,8
0,48
44
Знакомство с размерами болтов в метрических единицах
Другие статьи блога
Гайки и болты являются важными креплениями, необходимыми для безопасной сборки машин, оборудования, мебели и многого другого. В большинстве случаев абсолютно необходимо использовать правильный размер крепления. В этом кратком руководстве мы даем введение в стандартные метрические размеры ISO для гаек и болтов, которые, мы надеемся, помогут развеять любую путаницу.
BS3643, части 1 и 2
BS3643 определяет пределы и допуски для резьбовых калибров ISO. Стандарт разделен на две части. Часть 1 основана на ISO 965/1 и ISO 965/3, содержащие принципы и основные данные для спецификаций метрической резьбы ISO.
И часть 2 стандарта BS3643 содержит таблицы диаметров и допусков для резьб с крупным и мелким шагом на основе ISO 965/2.
Размеры метрических болтов
Метрические гайки и болты обычно обозначаются размерами «M», например: M3, M8, M12. Но размер метрического крепежа более точно указывается с помощью размеров диаметра, шага и длины в миллиметрах. Для гаек используются простые размеры диаметра и шага.
Вот пример спецификации болта с метрической резьбой: M8-1,0 x 20
Спецификация болта разбита следующим образом:
Буква «M» указывает на то, что в этом болте используется метрическая резьба.
Число «8» относится к номинальному диаметру стержня болта в миллиметрах.
Число 1,0 — это шаг резьбы болта, то есть расстояние между витками резьбы в миллиметрах.
И последняя цифра, 20, это длина в миллиметрах.
Но очень часто можно увидеть метрические болты, указанные следующим образом: M12-50 .
В этом сокращенном формате отсутствует определение шага, что означает, что болт имеет крупную резьбу. Всякий раз, когда размер шага не указан в спецификации метрического болта, болт всегда имеет крупную резьбу. Этот пример (M12-50) имеет диаметр 12 мм и длину 50 мм.
Шаг метрической резьбы
Как уже отмечалось, спецификация болтов с метрической резьбой включает определение шага резьбы, но если это не указано, предполагается крупный шаг. Метрические крепежные детали доступны как с крупным, так и с мелким шагом резьбы, а некоторые метрические размеры болтов предлагают дополнительные варианты с мелким шагом резьбы. Стоит отметить, что метрические болты с крупным шагом резьбы имеют больше витков резьбы на дюйм (они расположены ближе друг к другу), чем сопоставимые дюймовые болты.
Список стандартных метрических размеров болтов.
Метрическая грубая
Метрическая точность
Метрическая сверхтонкая
М1,4-0,3
М2-0,4
M2,5-0,45
М3-0,5
M3,5-0,6
М4-0,7
М5-0,8
М6-1.0
М7-1.0
М8-1,25
М8-1.0
М10-1,5
М10-1,25
М10-1. 0
М12-1,75
М12-1,5
М12-1,25
М14-2.0
М14-1,5
М16-2.0
М16-1,5
М18-2,5
М18-1,5
М20-2,5
М20-1,5
М22-2,5
М24-3.0
М24-2.0
М30-3,5
М36-4.0
Длина метрических болтов
Длина метрических болтов измеряется и определяется точно так же, как дюймовые болты и крепежные детали. Болты с головкой под торцевой ключ, плоской головкой, полукруглой головкой и шестигранной головкой измеряются от нижней стороны головки болта до конца вала. Для болтов с плоской головкой длина включает высоту головки болта, а для болтов с куполообразной головкой длина измеряется от самой толстой и самой высокой точки на изогнутой головке.
Метрические болты и крепежные детали производятся в соответствии со стандартами, установленными Международной организацией по стандартизации (ISO) и Немецким институтом стандартизации (DIN). Вот список наиболее распространенных номеров DIN и ISO и их описание.
Описания стандартов крепежных изделий DIN и ISO.
Стандарт №
Описание
DIN 84
Винт со шлицевой головкой для сыра
DIN 85
Крепежный винт с полукруглой головкой со шлицем
DIN 94
Шплинт
DIN 125A
Плоская шайба (без фаски)
DIN 125B
Плоская шайба (с фаской)
DIN 127B
Разрезная стопорная шайба
DIN 137B
Шайба с пружинной волной
DIN 315
Крыльчатая гайка
ДИН 439В
Крепежный винт с шестигранной гайкой, готовая шестигранная контргайка
DIN 911
Шестигранный ключ с длинным стержнем
DIN 912
Винт с шестигранной головкой под торцевой ключ
DIN 916
Установочный винт с внутренним шестигранником
DIN 931
Винт с шестигранной головкой, частичная резьба
DIN 933
Винт с шестигранной головкой, полная резьба
DIN 934
Готовая шестигранная гайка
DIN 939
Двусторонняя шпилька
DIN 960
Винт с шестигранной головкой, частичная резьба
DIN 961
Винт с шестигранной головкой, полная резьба
DIN 963
Крепежный винт с плоской головкой со шлицем
DIN 964
Крепежный винт с овальной головкой со шлицем
DIN 965
Крепежный винт с плоской головкой Phillips
DIN 966
Крепежный винт с полукруглой головкой Phillips
DIN 975
Резьбовой стержень
DIN 980В
Шестигранная стальная стопорная гайка с преобладающим моментом затяжки
DIN 985
Шестигранная стопорная гайка с нейлоновой вставкой
DIN 6334
Гайка соединительной тяги
DIN 6797A
Стопорная шайба с внешним зубом
DIN 6797J
Стопорная шайба с внутренним зубом
DIN 6912
Винт с шестигранной головкой под торцевой ключ
DIN 6921
Винт с шестигранной головкой и фланцем
DIN 6923
Шестигранная гайка с фланцем
ИСО 7379
Винт с буртиком и шестигранной головкой
ИСО 7380
Винт с шестигранной головкой под торцевой ключ
DIN 7985
Крепежный винт с полукруглой головкой и крестообразным шлицем
DIN 7991
Винт с шестигранной головкой под торцевой ключ
Размеры отверстий для метрических болтов
Заданный диаметр метрических болтов фактически немного больше фактического диаметра стержня болта. Таким образом, болт M8 будет иметь диаметр стержня чуть меньше 8 мм, что означает, что болт должен пройти через отверстие диаметром 8 мм. Но обычной практикой является сверление отверстий с зазором, которые немного больше, чтобы учесть несоосность.
Когда необходимо нарезать резьбу, размер отверстия должен быть меньшего диаметра, чтобы можно было нарезать резьбу. Необходимый размер резьбового отверстия можно легко рассчитать, вычитая шаг резьбы из метрического диаметра болта. Например, для болта M8 со стандартным крупным шагом резьбы 1,25 мм потребуется нарезать резьбу диаметром 6,75 мм. Но если бы болт М8 имел мелкий шаг резьбы 1 мм, то диаметр отверстия, необходимого для нарезания резьбы, был бы 7 мм.
В следующей таблице приведены примеры размеров отверстий с зазором, стандартных или крупных шагов резьбы, а также мелких шагов резьбы и соответствующих размеров резьбовых отверстий.
Размеры метрических зазоров и отверстий под резьбу.
Размер
Отверстие с просветом мм
Шаг резьбы (стандартный)
Сверло для нарезания резьбы (стандартный шаг)
Шаг резьбы (мелкий)
Сверло для нарезания резьбы (мелкий шаг)
М5
5,5
0,8
4,2 мм
М6
6,5
1,0
5,0 мм
0,75
5,25 мм
М8
9
1,25
6,75 мм
1,0
7 мм
М10
11
1,5
8,5 мм
1,0 или 1,25
9,0 или 8,75 мм
M12
14
1,75
10,25 мм
1,5
10,5 мм
М16
18
2,0
14 мм
1,5
16,5 мм
М20
22
2,5
17,5 мм
1,5
20,5 мм
M24
26
3,0
21 мм
2,0
22 мм
М30
32
3,5
26,5 мм
2,0
28 мм
Стандартный гаечный ключ и шестигранный ключ, размеры
Всегда важно использовать правильный инструмент для работы. Важно использовать гаечный ключ или шестигранный ключ подходящего размера, чтобы избежать соскальзывания и потенциального повреждения гайки или болта из-за закругления краев.
Вот краткий список размеров стандартных гаечных и шестигранных ключей, которые применяются к наиболее часто используемым метрическим гайкам и болтам.
Стандартные размеры метрического ключа и шестигранного ключа.
Размер
Гаечный ключ
Шестигранный ключ
М5
8 мм
4 мм
М6
10 мм
5 мм
М8
13 мм
6 мм
М10
17 мм
8 мм
M12
19 мм
10 мм
М16
24 мм
14 мм
М20
30 мм
17 мм
M24
36 мм
19 мм
М30
46 мм
Если у вас есть какие-либо вопросы или сомнения относительно крепежа, который вам нужен, помните, что мы здесь, чтобы помочь. Позвоните нам по телефону 01273 475500, и мы предоставим вам бесплатную квалифицированную консультацию и рекомендации.
Это сообщение было добавлено в пятницу, 19 июня 2020 г.
Не вижу, что вам нужно, или вам нужна помощь? Позвоните нам по телефону 01273 475 500
Customer First
Регистрационный номер компании: 2649410 Номер НДС: GB 587 6549 73
О Insight Security
ПОЧЕМУ ПОКУПАТЬ В INSIGHT SECURITY?
У нас легко заказать и с нами легко связаться… нужна ли вам помощь или совет до или после покупки
Наша проверенная и испытанная продукция делает то, что мы говорим… поэтому мы можем предложить вам «БЕЗ ПРИПРИНИКОВ»
Быстрое и надежное обслуживание… Ваш товар обычно будет доставлен в течение 1-3 рабочих дней — позвоните нам, если он вам нужен срочно!
Все наши продукты имеют очень конкурентоспособные цены. .. но, что более важно, мы считаем, что они предлагают вам самое лучшее соотношение цены и качества!
…это лишь некоторые из причин, по которым большинство наших клиентов регулярно покупают у нас и рекомендуют нас друзьям и коллегам. Так что покупайте сейчас с уверенностью — и присоединяйтесь к тысячам счастливых клиентов, которым мы помогли за последние 20 лет… и помните, если вы не уверены, что вам нужно или какое решение лучше для вас, наши специалисты-консультанты помогут вам. рад помочь. Просто позвоните нам по номеру 01273 475500 .
Топ
Неограниченное количество метрик —
Неограниченное количество метрик —
Назад к меню резьбонарезных метчиков
Размеры метчиков для резьбонарезных метчиков
Метчики холодной штамповки для внутренней резьбы Размеры метрической резьбы Класс допуска и размер отверстия
РАЗМЕРЫ ОТВЕРСТИЙ (мм*) С ВЕРОЯТНЫМИ ** РАЗМЕРАМИ СВЕРЛА
Теплопроводность многих металлов следует соотношению k = 2,5·10-8σT, где Т обозначает температуру в °К, а σ — электропроводность в единицах (ом·см)-1. Это соотношение, которое лучше всего оправдывается для хороших проводников электричества и при высоких температурах, можно применять и для определения коэффициентов теплопроводности.
Соотношение kpcp=const, где р обозначает плотность, а ср — удельную теплоемкость при постоянном давлении, было предложено Стормом для того, чтобы объяснить температурные изменения этих величин для некоторых металлов и сплавов.
Таблица коэффициент теплопроводности металлов
Элементы с металлической электропроводностью (числа, набранные курсивом, относятся к жидкой фазе)
Металл
Коэффициент теплопроводности металлов при температура, °С
— 100
0
100
300
700
Алюминий
2,45
2,38
2,30
2,26
0,9
Бериллий
4,1
2,3
1,7
1,25
0,9
Ванадий
—
—
0,31
0,34
—
Висмут
0,11
0,08
0,07
0,11
0,15
Вольфрам
2,05
1,90
1,65
1,45
1,2
Гафний
—
—
0,22
0,21
—
Железо
0,94
0,76
0,69
0,55
0,34
Золото
3,3
3,1
3,1
—
—
Индий
—
0,25
—
—
—
Иридий
1,51
1,48
1,43
—
—
Кадмий
0,96
0,92
0,90
0,95
0,44 (400°)
Калий
—
0,99
—
0,42
0,34
Кальций
—
0,98
—
—
—
Кобальт
—
0,69
—
—
—
Литий
—
0,71
0,73
—
—
Магний
1,6
1,5
1,5
1,45
—
Медь
4,05
3,85
3,82
3,76
3,50
Молибден
1,4
1,43
—
—
1,04 (1000°)
Натрий
1,35
1,35
0,85
0,76
0,60
Никель
0,97
0,91
0,83
0,64
0,66
Ниобий
0,49
0,49
0,51
0,56
—
Олово
0,74
0,64
0,60
0,33
—
Палладий
0,69
0,67
0,74
—
—
Платина
0,68
0,69
0,72
0,76
0,84
Рений
—
0,71
—
—
—
Родий
1,54
1,52
1,47
—
—
Ртуть
0,33
0,09
0. 1
0,115
—
Свинец
0,37
0,35
0,335
0,315
0,19
Серебро
4,22
4,18
4,17
3,62
—
Сурьма
0,23
0,18
0,17
0,17
0,21
Таллий
0,41
0,43
0,49
0,25 (400 0)
Тантал
0,54
0,54
—
—
—
Титан
—
—
0,16
0,15
—
Торий
—
0,41
0,39
0,40
0,45
Уран
—
0,24
0,26
0,31
0,40
Хром
—
0,86
0,85
0,80
0,63
Цинк
1,14
1,13
1,09
1,00
0,56
Цирконий
—
0,21
0,20
0,19
—
Таблица коэффициент теплопроводности полупроводники и изоляторы
Вещество
Коэффициент теплопроводности при температура, °С
— 100
0
100
500
700
Германий
1,05
0,63
—
—
—
Графит
—
0,5—4,0
0,5—3,0
0,4-1,7
0,4-0,9
Йод
—
0,004
—
—
—
Углерод
—
0,016
0,017
0,019
0,023
Селен
—
0,0024
—
—
—
Кремний
—
0,84
—
—
—
Сера
—
0,0029
0,0023
—
—
Теллур
—
0,015
—
—
—
Теплопроводность металлов и сплавов: таблица
Теплопроводность металлов и сплавов: таблица
Металлы
Обновлено 10 октября 2020 г.
Все изделия, используемые человеком, способны передавать и сохранять температуру прикасаемого к ним предмета или окружающей среды. Способность отдачи тепла одного тела другому зависит от вида материала, через который проходит процесс. Свойства металлов позволяют передавать тепло от одного предмета другому, с определенными изменениями, в зависимости от структуры и размера металлической конструкции. Теплопроводность металлов — один из параметров, определяющих их эксплуатационные возможности.
Что такое теплопроводность и для чего нужна
Процесс переноса энергии атомов и молекул от горячих предметов к изделиям с холодной температурой, осуществляется при хаотическом перемещении движущихся частиц. Такой обмен тепла зависит от агрегатного состояния металла, через который проходит передача. В зависимости от химического состава материала, теплопроводность будет иметь различные характеристики. Данный процесс называют теплопроводностью, он заключается в передаче атомами и молекулами кинетической энергии, определяющей нагрев металлического изделия при взаимодействии этих частиц, или передается от более теплой части – к той, которая меньше нагрета.
Способность передавать или сохранять тепловую энергию, позволяет использовать свойства металлов для достижения необходимых технических целей в работе различных узлов и агрегатов оборудования, используемого в народном хозяйстве. Примером такого применения может быть паяльник, нагревающийся в средней части и передающий тепло на край рабочего стержня, которым выполняют пайку необходимых элементов. Зная свойства теплопроводности, металлы применяют во всех отраслях промышленности, используя необходимый параметр по назначению.
Понятие термического сопротивления и коэффициента теплопроводности
Если теплопроводность характеризует способность металлов передавать температуру тел от одной поверхности к иной, то термическое сопротивление показывает обратную зависимость, т.е. возможность металлов препятствовать такой передаче, иначе выражаясь, – сопротивляться. Высоким термическим сопротивлением обладает воздух. Именно он, больше всего, препятствует передаче тепла между телами.
Количественную характеристику изменения температуры единицы площади за единицу времени на один градус (К), называют коэффициентом теплопроводности. Международной системой единиц принято измерять этот параметр в Вт/м*град. Эта характеристика очень важна при выборе металлических изделий, которые должны передавать тепло от одного тела к другому.
Таблица 1
Металл
Коэффициент теплопроводности металлов при температура, °С
— 100
0
100
300
700
Алюминий
2,45
2,38
2,30
2,26
0,9
Бериллий
4,1
2,3
1,7
1,25
0,9
Ванадий
—
—
0,31
0,34
—
Висмут
0,11
0,08
0,07
0,11
0,15
Вольфрам
2,05
1,90
1,65
1,45
1,2
Гафний
—
—
0,22
0,21
—
Железо
0,94
0,76
0,69
0,55
0,34
Золото
3,3
3,1
3,1
—
—
Индий
—
0,25
—
—
—
Иридий
1,51
1,48
1,43
—
—
Кадмий
0,96
0,92
0,90
0,95
0,44 (400°)
Калий
—
0,99
—
0,42
0,34
Кальций
—
0,98
—
—
—
Кобальт
—
0,69
—
—
—
Литий
—
0,71
0,73
—
—
Магний
1,6
1,5
1,5
1,45
—
Медь
4,05
3,85
3,82
3,76
3,50
Молибден
1,4
1,43
—
—
1,04 (1000°)
Натрий
1,35
1,35
0,85
0,76
0,60
Никель
0,97
0,91
0,83
0,64
0,66
Ниобий
0,49
0,49
0,51
0,56
—
Олово
0,74
0,64
0,60
0,33
—
Палладий
0,69
0,67
0,74
—
—
Платина
0,68
0,69
0,72
0,76
0,84
Рений
—
0,71
—
—
—
Родий
1,54
1,52
1,47
—
—
Ртуть
0,33
0,09
0. 1
0,115
—
Свинец
0,37
0,35
0,335
0,315
0,19
Серебро
4,22
4,18
4,17
3,62
—
Сурьма
0,23
0,18
0,17
0,17
0,21
Таллий
0,41
0,43
0,49
0,25 (400 0)
Тантал
0,54
0,54
—
—
—
Титан
—
—
0,16
0,15
—
Торий
—
0,41
0,39
0,40
0,45
Уран
—
0,24
0,26
0,31
0,40
Хром
—
0,86
0,85
0,80
0,63
Цинк
1,14
1,13
1,09
1,00
0,56
Цирконий
—
0,21
0,20
0,19
—
От чего зависит показатель теплопроводности
Изучая способность передачи тепла металлическими изделиями выявлено, что теплопроводность зависит от:
вида металла;
химического состава;
пористости;
размеров.
Металлы имеют различное строение кристаллической решетки, а это может изменить теплопроводность материала. Так, например, у стали и алюминия, особенности строения микрочастиц влияют по-разному на скорость передачи тепловой энергии через них.
Коэффициент теплопроводности может иметь различные значения для одного и того же металла при изменении температуры воздействия. Это связано с тем, что у разных металлов градус плавления отличается, а значит, при других параметрах окружающей среды, свойства материалов также будут отличаться, а это отразится на теплопроводности.
Методы измерения
Для измерения теплопроводности металлов используют два метода: стационарный и нестационарный. Первый характеризуется достижением постоянной величины изменившейся температуры на контролируемой поверхности, а второй – при частичном изменении таковой.
Стационарное измерение проводится опытным путем, требует большого количества времени, а также применения исследуемого металла в виде заготовок правильной формы, с плоскими поверхностями. Образец располагают между нагретой и охлажденной поверхностью, а после прикосновения плоскостей, измеряют время, за которое заготовка может увеличить температуру прохладной опоры на один градус по Кельвину. Когда рассчитывают теплопроводность, обязательно учитывают размеры исследуемого образца.
Нестационарную методику исследований используют в редких случаях из-за того, что результат, зачастую, бывает необъективным. В наши дни никто, кроме ученых, не занимается измерением коэффициента, все используют, давно выведенные опытным путем, значения для различных материалов. Это обусловлено постоянством данного параметра при сохранении химического состава изделия.
Теплопроводность стали, меди, алюминия, никеля и их сплавов
Обычное железо и цветные металлы имеют разное строение молекул и атомов. Это позволяет им отличаться друг от друга не только механическими, но и свойствами теплопроводности, что, в свою очередь, влияет на применение тех или иных металлов в различных отраслях хозяйства.
Таблица 2
Сталь имеет коэффициент теплопроводности, при температуре окружающей среды 0 град. (С), равный 63, а при увеличении градуса до 600, он снижается до 21 Вт/м*град. Алюминий, в таких же условиях, наоборот – увеличит значение от 202 до 422 Вт/м*град. Сплавы из алюминия, будут также повышать теплопроводность, по мере увеличения температуры. Только величина коэффициента будет на порядок ниже, в зависимости от количества примесей, и колебаться в пределах от 100 до 180 единиц.
Медь, при изменении температуры в тех же пределах, будет уменьшать теплопроводность от 393 до 354 Вт/м*град. При этом, медь содержащие сплавы латуни будут иметь такие же свойства, как и алюминиевые, а значение теплопроводности будет изменяться от 100 до 200 единиц, в зависимости от количества цинка и других примесей в составе сплава латуни.
Коэффициент теплопроводности чистого никеля считается низким, он будет менять свое значение от 67 до 57 Вт/м*град. Сплавы с содержанием никеля, будут также иметь коэффициент с пониженным значением, который, благодаря содержанию железа и цинка, колеблется от 20 до 50 Вт/м*град. А наличие хрома, позволит понизить теплопроводность в металлах до 12 единиц, с небольшим увеличением этой величины, при нагреве.
Применение
Агрегатное состояние материалов имеет отличительную структуру строения молекул и атомов. Именно это оказывает большое влияние на металлические изделия и их свойства, в зависимости от назначения.
Отличающийся химический состав узлов и деталей из железа, позволяет обладать различной теплопроводностью. Это связано со структурой таких металлов как чугун, сталь, медь и алюминий. Пористость чугунных изделий способствует медленному нагреванию, а плотность медной структуры – наоборот, ускоряет процесс теплоотдачи. Эти свойства используют для быстрого отвода тепла или постепенного нагревания продукции инертного назначения. Примером использования свойств металлических изделий является:
кухонная посуда с различными свойствами;
оборудование для пайки труб;
утюги;
подшипники качения и скольжения;
сантехническое оборудование для подогрева воды;
приборы отопления.
Медные трубки широко используют в радиаторах автомобильных систем охлаждения и кондиционеров, применяемых в быту. Чугунные батареи сохраняют тепло в квартире, даже при непостоянной подаче теплоносителя требуемой температуры. А радиаторы из алюминия, способствуют быстрой передаче тепла отапливаемому помещению.
При возникновении высокой температуры, в результате трения металлических поверхностей, также важно учитывать теплопроводность изделия. В любом редукторе или другом механическом оборудовании, способность отводить тепло, позволит деталям механизма сохранить прочность и не быть подвергнутыми разрушению, в процессе эксплуатации. Знание свойств теплопередачи различных материалов, позволит грамотно применить те или иные сплавы из цветных или черных металлов.
Оцените статью:
Рейтинг: 5/5 — 1
голосов
Ещё статьи по теме:
Теплопроводность металлов и сплавов
В этой статье приводятся данные по теплопроводности некоторых металлов и сплавов. Теплопроводность измеряет способность материалов пропускать через себя тепло посредством проводимости.
Теплопроводность измеряет способность материалов пропускать через себя тепло посредством проводимости. Теплопроводность материала сильно зависит от состава и структуры. Вообще говоря, плотные материалы, такие как металлы и камень, являются хорошими проводниками тепла, в то время как вещества с низкой плотностью, такие как газ и пористая изоляция, плохо проводят тепло.
Теплопроводность материалов требуется для анализа сетей термического сопротивления при изучении теплообмена в системе.
Дополнительную информацию см. в статье «Значения теплопроводности для других распространенных материалов».
В следующих таблицах показана теплопроводность для ряда металлов и сплавов при различных температурах.
Материал
Температура
Теплопроводность
Температура
Теплопроводность
Admiralty Brass
20
96. 1
68
55.5
100
103.55
212
59.8
238
116.44
460
67.3
Алюминий
20
225
68
130
100
218
212
126
371
192
700
111
Antimony
20
18.3
68
10.6
100
16.8
212
9.69
Beryllium
20
139
68
80.1
100
132
212
76.2
371
109
700
63.0
Brass
-165
106
-265
61. 0
20
144
68
83.0
182
177
360
102
Bronze
20
189
68
109
Cadmiuim
20
92.8
68
53.6
100
90.3
212
52.2
Copper
20
401
68
232
100
377
212
218
371
367
700
212
Gold
20
317
68
183
Germanium
20
58.8
68
34.0
Inconel X
-3
13.2
27
7.62
20
13. 7
68
7.90
577
25.5
1070
14.7
Iron
20
71.9
68
41.6
100
65.7
212
38.0
371
44.6
700
25.8
Iron (wrought)
20
60.4
68
34.9
100
59.9
212
34.6
Iron (cast)
53
48.0
127
27.7
Lead
0
35.1
32
20.3
20
34.8
68
20.1
260
30.3
500
17.5
Magnesium
20
170
68
98. 5
100
167
212
96,3
188
163
370
93,9
93,9
93,9
.0031
137
32
79.0
20
136
68
78.4
427
115
800
66.7
Monel
-250
20.73
-418
11.98
20
27.5
68
15.86
800
46.9
1472
27.1
Nickel
20
62.4
68
36.0
100
58. 0
212
33.5
293
47.5
560
27.4
Palladium
20
67,5
68
39,0
Платина
20
71,0
41.0
41.0
5
9131
41.0
5
41.0
.0032 70.6
212
40.8
427
69.2
800
40.0
Plutonium
20
8.65
68
5.00
Rhodium
20
152
68
88,0
Silver
.0031
234
316
366
600
211
Steel, 1% Carbon
20
45.3
68
26. 2
100
44.8
212
25.9
SS ANSI 301, 302, 303, 304
35
14.0
95
8.08
100
15.0
212
8.69
900
28.0
1652
16.2
SS ANSI 310
0
11.9
32
6.85
20
12.3
68
7.11
900
32.0
1652
18.5
SS ANSI 314
30
17.3
86
10.0
100
17.6
212
10.2
300
18.4
572
10.6
900
22.6
1652
13.1
SS ANSI 316
-50
13. 0
-58
7.51
20
13.9
68
8.04
950
26.1
1742
15.1
SS ANSI 321, 347, 348
-70
14.3
-94
8.25
20
15.7
68
9.06
900
29.4
1652
17.0
SS ANSI 403, 410, 416, 420
-70
26.0
-94
15.0
20
26.0
68
15.0
1000
26.0
1832
15.0
SS ANSI 430
50
21.8
122
12.6
900
25.0
1652
14.4
SS ANSI 440
100
22. 1
212
12.8
500
27.5
932
15.9
SS ANSI 446
0
22.4
32
13.0
20
22.7
68
13.1
1000
38.0
1832
22.0
SS ANSI 501, 502
30
37.0
86
21.4
100
36.2
212
20.9
830
27.8
1526
16.0
Tantalum
20
55.0
68
31.8
Thallium
0
50.2
32
29.0
Thorium
20
29.4
68
17.0
100
30. 5
212
17.6
299
33.3
570
19.3
Tin
20
62.1
68
35.9
100
58.8
212
33.9
Titanium
20
15.6
68
9.00
100
15.3
212
8.86
299
14.7
570
8.50
Tungsten
20
159
68
92.0
100
154
212
89.2
299
142
570
82.0
Uranium
20
24.2
68
14.0
100
26.0
212
15. 0
770
40.6
1418
23.4
Vanadium
20
34.6
68
20.0
Zinc
20
112
68
64.9
100
111
212
63.9
Zirconium
0
19.0
32
11.0
Article Created: November 5, 2013
Метки статьи
Электронная почта
Имя
Физическое объяснение теплопроводности металлов
Известно, что металлы являются высокоэффективными теплопроводниками.
В этой статье будут рассмотрены механизмы теплопередачи, что делает металлы идеальными проводниками тепла, а также использование обычных металлов и сплавов.
Значение теплопроводности в повседневной жизни
Изображение 1. A
Изображение 1. B
Изображение 1. A и B показывают визуальные иллюстрации людей на кухне, использующих кухонные принадлежности.
Кулинария является частью повседневной жизни большинства людей. Следовательно, кухонные приборы разработаны с целью обеспечения максимальной безопасности и эффективности. Это требует понимания теплофизики. Есть причина, по которой нагревательный элемент тостера, как правило, сделан из нихромовой проволоки, ложки для смешивания, как правило, деревянные, а материал, из которого изготавливаются прихватки для духовки, будет 9.1225 и никогда не содержат соединения металлов.
Определение температуры и теплопроводности
Необходимо вспомнить определение температуры , чтобы понять теплопроводность математически.
Рабочее определение T:
Рабочее определение температуры – это значение, измеренное термометром, который просто измеряет расширение объема ртути.
Изображение 2. Иллюстрация двух термометров в градусах Цельсия и Фаренгейта
Физическое определение T:
В теплофизике температура и теплопроводность понимаются через изучение движения молекул.
Шредер, автор « Введение в теплофизику », математически описывает температуру как:
\[ \frac{1}{T} = \Bigg( \frac{dS}{dU} \Bigg) \scriptscriptstyle N ,V \]
где: S=энтропия, U=энергия, N=количество частиц, V=объем системы (Schroeder, 2007).
Следовательно, температура системы зависит от энтропии и энергии , когда количество частиц и объем системы остаются постоянными.
Шредер формулирует словами: «Температура есть мера тенденции объекта самопроизвольно отдавать энергию своему окружению. Когда два объекта находятся в тепловом контакте, тот, который склонен спонтанно терять энергию, имеет более высокую температуру» (Schroeder, 2007). Это потому, что два соприкасающихся объекта попытаются достичь тепловое равновесие ; становятся одной температуры.
Для визуализации температуры и теплопроводности на микроскопическом уровне Рис. 1 A и B показаны ниже. Представьте, что неизвестные объекты А и В находятся в физическом контакте друг с другом. Объект A имеет более высокую температуру, чем объект B. Что произойдет с температурой с течением времени?
Рисунок 1. A
Рисунок 1.B
На рисунке 1.A показаны два неизвестных объекта, находящихся в физическом контакте друг с другом, а на рисунке 1.B показаны молекулы объектов.
At 0, T A > T B
At 1, T A > T B
3
3.
.
в T N, T A = T B
AT 0, ŝ A > ŝ B
AT > ŝ B
AT 3 1 1, B
AT 3 1 1, B
AT 3 1 1, B
.
.
.
At t n, Ø A > Ø B
Учитывая, что t n : момент времени, T A : температура объекта A, T B : температура объекта B, s A : средняя скорость частицы A, s B : средняя скорость частицы В.
В t 0 атомы объекта A движутся с большей скоростью, а атомы объекта B движутся с меньшей скоростью (T A > T B ). Со временем объект А отдает энергию, а объект В получает энергию до тех пор, пока они не станут одинаковой температуры (T A = T B ) и достичь теплового равновесия. Это теплопроводность описанная на молекулярном уровне. Ближайшие атомы объекта A сталкиваются с атомами объекта B. Атомы объекта B, которые первоначально взаимодействовали с атомами объекта A, сталкиваются с другими атомами объекта B, пока энергия не будет передана через все атомы объекта B.
Шредер определяет теплопроводность как «перенос тепла посредством молекулярного контакта: быстро движущиеся молекулы сталкиваются с медленно движущимися молекулами, отдавая при этом часть своей энергии» (Schroeder, 2007).
Способы передачи тепла для металлов
Важно напомнить три способа передачи тепла; конвекция для газов/жидкостей, излучение для объектов, разделенных пустым пространством и проводимость для объектов, находящихся в непосредственном контакте.
Теплопроводность также подразделяется на три категории: столкновения молекул для газовых/жидких форм, колебания решетки для твердых тел и электронов проводимости для металлов, как показано на рисунке 2 ниже.
Рис. 2. Режимы теплообмена.
Теплопроводность металлов включает столкновения молекул + электронов проводимости для металлов в газообразном состоянии и колебания решетки + электроны проводимости для металлов в твердом состоянии. Электроны проводимости — это то, что делает металл невероятным проводником . Прежде чем объяснить, что такое электрон проводимости, необходимо вспомнить определение металла.
Определение металлов
Все элементы можно найти в периодической таблице, включая металлы, неметаллы и металлоиды. Металлы определяются как «элементы, которые образуют положительные ионы, теряя электроны во время химических реакций» (Blaber, 2015).
Рисунок 3. Периодическая таблица, показывающая все элементы, разделенные на металлы, неметаллы и металлоиды.
Таблица 1. Список типичных физических свойств металлов.
Физические свойства большинства металлов
Твердый при комнатной температуре
Жесткий
Высокая плотность
Высокая температура плавления
Высокая точка кипения
Ковкий
Ковкий
Блестящий
Что делает металлы хорошими теплопроводниками?
Что делает металл хорошим проводником тепла, так это свободно движущиеся электроны проводимости .
Рис. 4. Нагретый металлический блок, демонстрирующий атомы и свободно текущие электроны.
Атомы металлов теряют валентные электроны при химической реакции с атомами неметаллов, т.е. образуя оксиды и соли. Таким образом, ионы металлов являются катионами в водном растворе. Что делает металлы и металлические сплавы хорошими проводниками, так это особое металлическое соединение. В металлических твердых телах связанные атомы разделяют свои валентные электроны, образуя море свободно движущихся электронов проводимости, которые несут как тепло, так и электрический заряд. Таким образом, в отличие от, например, электроны в ковалентных связях, валентные электроны в металле могут свободно течь через металлические решетки, эффективно перенося тепло, не привязываясь к отдельному атомному ядру.
Математическое моделирование теплопроводности Значение (k)
Теплопроводность (k) измеряет способность объекта проводить тепло (Q).
Высокое значение k: высокая теплопроводность
Рис. 4. Лист материала с уравнением теплопроводности.
Дано:
k = теплопроводность (Вт/м•K),
ΔQ = передача энергии (Джоули/сек),
Δt = изменение во времени (секунды),
ΔT = температурный градиент (K),
A = площадь теплопроводности (м 2 ),
Δx = толщина материала.
Таблица 2. Список типичных физических свойств металлов.
Металлы
Теплопроводность при комнатной температуре (Вт/м•К)
Алюминий
226
Углеродистая сталь
71
Магний
151
Латунь (желтая)
117
Бронза (алюминий)
71
Медь
397
Железо
72
Нержавеющая сталь (446)
23
Вольфрам
197
Свинец
34
Никель
88
Сталь углеродистая 1020 (0,2 – 0,6 c)
71
Цинк
112
Титан
21
Олово
62
Примечание. Медь и алюминий имеют самое высокое значение теплопроводности (k). Проверьте нашу базу данных материалов.
Использование обычных металлов и сплавов в таблице выше
Металлы и сплавы (материалы, изготовленные из комбинации металлов) используются в качестве строительных материалов в различных отраслях промышленности, таких как электроника, машиностроение, лабораторное оборудование, медицинские приборы, товары для дома и строительство.
Самые высокие значения теплопроводности для металлов имеют Серебро (-429 Вт/м•К), Медь (-398 Вт/м•К) и Золото (-315 Вт/м•К).
Металлы очень важны для изготовления электроники, поскольку они являются хорошими проводниками электричества. Медь, алюминий, олово, свинец, магний и пластик часто используются для изготовления деталей телефонов, ноутбуков, компьютеров и автомобильной электроники. Медь экономична и используется для электропроводки. Свинец используется для оболочки кабелей и изготовления аккумуляторов. Олово используется для изготовления припоев. Магниевые сплавы используются в производстве новой техники, так как они легкие. Пластик используется для изготовления деталей электроники, которые не должны проводить электричество, а титан используется для производства пластика.
Металлы также играют важную роль в машиностроении. Алюминий часто используется при изготовлении деталей автомобилей и самолетов, а также в виде сплава, так как его чистая форма слаба. Автомобильное литье изготовлено из цинка. Железо, сталь и никель являются распространенными металлами, используемыми в строительстве и инфраструктуре. Сталь представляет собой сплав железа и углерода (а часто и других элементов). Увеличение содержания углерода в стали создает углеродистую сталь, которая делает материал более прочным, но менее пластичным. Углеродистая сталь часто используется в строительных материалах. Латунь и бронза (медь в сплаве с цинком и оловом соответственно) обладают благоприятными свойствами поверхностного трения и используются для замков и петель, а также рам дверей и окон соответственно.
Наконец, нити накаливания для люминесцентных ламп традиционно изготавливаются из вольфрама. Однако от них постепенно отказываются, поскольку в таком источнике света только около 5% мощности преобразуется в свет, остальная часть мощности преобразуется в тепло. Современные источники света часто основаны на светодиодной технологии и полупроводниках.
В заключение, теплопроводность металлов очень важна для проектирования любой конструкции. Это неотъемлемая часть безопасности, эффективности и инноваций в промышленности. Электроны проводника являются механизмом высокой проводимости металлов по сравнению с неметаллическими материалами. Однако значение теплопроводности (k) также может сильно различаться среди металлов.
Ссылки
Schroeder, DV (2018). Введение в теплофизику. Индия: Образовательные услуги Pearson India.
База данных материалов – Термические свойства. (н.д.). Получено с https://thermtest.com/materials-database
Алюминиевые сплавы 101. (9 марта 2020 г.). Получено с https://www.aluminum.org/resources/industry-standards/aluminum-alloys-101
Elert, G. (nd). Проводка. Получено с https://physics.info/conduction/
Blaber, M. (2019, 3 июня). 9.2: Металлы и неметаллы и их ионы. Получено с https://chem.libretexts.org/Bookshelves/General_Chemistry/Map:_General_Chemistry_(Petrucci_et_al.)/09:_The_Periodic_Table_and_Some_Atomic_Properties/9.2:_Metals_and_Nonmetals_and_their_Ions
Теплопроводность. (н.д.). Получено с http://hyperphysics.phy-astr.gsu.edu/hbase/thermo/thercond.html
Диоксид титана для пластмасс. (н.д.). Получено с https://polymer-additives.specialchem.com/centers/titanium-dioxide-for-plastics-center
Сандхана Л. и Джозеф А. (2020, 6 марта). Что такое углеродистая сталь? Получено с https://www.wisegeek.com/what-is-carbon-steel.html
(nd). Получено с http://www.elementalmatter.info/element-aluminium.html
Images
Image 1.A: Mohamed, M. (2019). Кулинария Леди [Иллюстрация].
Технические характеристики точильного шлифовального станка 3Б634
Наименование параметра
3Б634
Шлифовальный круг
Количество шлифовальных кругов
2
Тип шлифовальных кругов
ПП 400х50х203 ПВ 400х50х203
Наружный диаметр круга, мм
400
Высота круга, мм
50
Посадочный диаметр круга, мм
203
Высота центров от основания, мм
900
Рекомендуемая высота затачиваемых резцов, мм
6-100
Диаметр затачиваемых сверл, мм
6 — 60
Угол при вершине сверла, град
70-140
Задний угол, град
до 20
Угол поворота, град
+20. .-1
Диаметр контактного ролика, мм
400
Ширина шлифовальной ленты, мм
80
Длина шлифовальной ленты, мм
3000
Усилие натяжения шлифовальной ленты, Н
до 1000
Наибольший диаметр полировального круга, мм
400
Наибольшая высота полировального круга, мм
55
Диаметр отверстия полировального круга, мм
50
Шпидель
Частота вращения, 1/мин
720/ 1440
Максимальная скорость резания, м/с
15/ 30
Конец шлифовального шпинделя (диаметр/длина), мм
40/ 40
Электрооборудование
Электродвигатель привода, кВт
3,2/ 5,3
Габариты и масса станка
Габариты станка (длина ширина высота), мм
1000 х 665 х 1230
Масса станка, кг
425
Создано 30. 05.2019 Изменено 07.06.2019
Заточное оборудование бу
Режущий инструмент для станков
Похожие объявления
Обдирочно — Заточной Станок
Состояние: Б/У Год выпуска: 1980 Производитель: Россия
Москва (Россия)
20 000
Интересные статьи партнеров
Почему горячие трещины так часто возникают при сварке алюминия и как их предотвратить
Миниатюризация повышает спрос на маленькие 3D-печатные детали
Скульптуры из металла Бронвин Оливер
Лазерная резка в судостроении: cостояние и развитие [Часть 1]
Полное руководство по концевым фрезам — типы и применение
Вы удивитесь когда узнаете чем написана эта картина!
Что делать если вам нужно просверлить отверстие, а диаметр сверла меньше чем нужно?
Из чего состоят смазочно-охлаждающие жидкости?
Snapmaker — 3D принтер, лазерный гравер и фрезер с ЧПУ в одном станке
Вы недавно смотрели
Все просмотренные объявления →
Заточный — шлифовальный инструментальный станок
Заточной станок для спиральных сверл CORMAK DG13M
Категория:
Заточной станок для спиральных сверл, изготовленных из быстрорежущей стали или твердого металла, позволяет точно затачивать и прост в эксплуатации.
Заточной станок для сверл REALREZ S20
Категория:
Заточной станок S20 предназначен для продления режущей способности сверл и их заточки. Мощный и надёжный двигатель обеспечивает быстрое выполнение заточки под выбранным углом. Станок удобно переносить и использовать на любом рабочем месте, он компактный и лёгкий. Простое устройство станка позволяет работу на нём без специальных навыков. Станок подойдёт как частным мастерам, так и под производственные необходимости.Заточные станки Realrez обеспечивают высокую точность кромки сверла и других инструментов, снижая временные затраты на заточку свёрл и упрощая её.
Модель S20 способна затачивать в трёх плоскостях. Это даёт возможность затачивать твердосплавные свёрла.
Заточной станок для дисковых пил REALREZ JMY8-70 (230 V)
Категория:
Станок для заточки дисковых пил REALREZ благодаря поворотному двигателю и держателю пилы, может затачивать различные типы пил. Стандартно оснащен алмазным шлифовальным кругом диаметром 125 мм, подходит для заточки пил от 120 мм до 700 мм.
Универсальный станок CORMAK U3 для заточки инструментов.
Категория:
Универсальный станок CORMAK U3 для заточки инструментов, изготовленных из быстрорежущей стали или твердого металла, позволяет точно затачивать и прост в эксплуатации.
Заточной станок для дисковых пил CORMAK JMY 8-70
Категория:
Станок для заточки дисковых пил CORMAK, благодаря поворотному двигателю и держателю пилы, может затачивать различные типы пил. Стандартно оснащен алмазным шлифовальным кругом диаметром 125 мм, подходит для заточки пил от 80 мм до 700 мм.
Заточной станок для сверл REALREZ Z13
Категория:
Заточной станок Z13 предназначен для продления режущей способности сверл и их заточки. Мощный и надёжный двигатель обеспечивает быстрое выполнение заточки под выбранным углом. Станок удобно переносить и использовать на любом рабочем месте, он компактный и лёгкий. Простое устройство станка позволяет работу на нём без специальных навыков. Станок подойдёт как частным мастерам, так и под производственные необходимости.Заточные станки Realrez обеспечивают высокую точность кромки сверла и других инструментов, снижая временные затраты на заточку свёрл и упрощая её.
Заточной станок для строгальных ножей REALREZ TS-150
Категория:
Универсальный заточной станок предназначен для заточки строгальных ножей, стамесок, сверл и т.д. Характеризуется массивной и устойчивой конструкцией, а также простыми техническими решениями. Длина ножа до 650 мм.
Заточной станок для сверл REALREZ Z26
Категория:
Заточной станок Z26 предназначен для продления режущей способности сверл и их заточки. Мощный и надёжный двигатель обеспечивает быстрое выполнение заточки под выбранным углом. Станок удобно переносить и использовать на любом рабочем месте, он компактный и лёгкий. Простое устройство станка позволяет работу на нём без специальных навыков. Станок подойдёт как частным мастерам, так и под производственные необходимости.Заточные станки Realrez обеспечивают высокую точность кромки сверла и других инструментов, снижая временные затраты на заточку свёрл и упрощая её.
UNITED GRINDING Северная Америка | Precision Grinding Machines
UNITED GRINDING Group
UNITED GRINDING North America
联合磨削中国
Группа UNITED GRINDING
UNITED GRINDING India
Surface & Profile
Mägerle
Blohm
Jung
Цилиндрический
Studer
Schaudt
Mikrosa
Инструменты
Walter
Ewag
Аддитивное производство
IRPD
Поиск продукта
Прямой отбор
BLOHM
ПЛАНОМАТ XT Essential
ПЛАНОМАТ ХТ
ПРОФИМАТ РТ
ПРОФИМАТ ХТ
ПРОФИМАТ МТ
ПРОФИМАТ МС
ПЛАНОМАТ HP
ПРОКОС ХТ
EWAG
ЛАЗЕРНАЯ ЛИНИЯ УЛЬТРА
ТОЧНОСТЬ ЛАЗЕРНОЙ ЛИНИИ
ИРПД
УДАР 4530 Принтер LPBF
ЮНГ
J600
МЭГЕРЛЕ
МФУ 51
МФУ 30
МФУ 50
МФУ 100
МФУ
МГК ФТ
МГК СТ
МГЦ РХ
МГК РВ
МГК Специальный
СТУДЕР
S20
S30
любимыйЧПУ
S11
фаворит
S33
S31
S41
S22
S36
S110
S100
S122
S121
S121 Радиус
S131
S131 Радиус
S141
S141 Радиус
S151
ВАЛЬТЕР
ХЕЛИЧЕК НАНО
ХЕЛИТРОНИК МИНИ ПЛЮС
КОМПАКТНАЯ ЛИНИЯ
ХЕЛИТРОНИК G 200
HELITRONIC RAPTOR DIAMOND
ХЕЛИТРОНИК РАПТОР
ХЕЛИТРОНИК ЭССЕНЦИАЛ
HELITRONIC МИНИ-АВТОМАТИЗАЦИЯ
ХЕЛИТРОНИК МИНИ ПИТАНИЕ
ХЕЛИТРОНИК СИЛА 400
ХЕЛИТРОНИК МИКРО
ХЕЛИТРОНИК ВИЗИОН 700 л
ХЕЛИТРОНИК ВИЗИОН 400 л
ЭВОЛЮЦИЯ HELITRONIC DIAMOND
HELITRONIC POWER DIAMOND 400
HELITRONIC VISION DIAMOND 400 л
ВЕРТОЛЕТ 3D
HELICHECK РАСШИРЕННЫЙ
ХЕЛИЧЕК ПРО
ХЕЛИЧЕК ПЛЮС
HELICHECK PRO ДЛИННЫЙ
HELICHECK PLUS ДЛИННЫЙ
или поиск по атрибутам
5/6-осевой шлифовальный центр
Аддитивные станки
Обычные шлифовальные станки
Плоско- и профильно-шлифовальные станки
Твердое точение, фрезерование, сверление и шлифование
Станки для лазерной обработки
Измерительные станки
Производство внешнекруглошлифовальных станков
Производство внутрикруглошлифовальных станков Radius
7 90 шлифовальные станки
Станки шлифовальные с поворотным столом
Специальные шлифовальные станки
Электроэрозионные станки
Станки для заточки инструмента
Универсальные наружно-шлифовальные станки
Универсальные внутришлифовальные станки
Вертикально-шлифовальные станки
станок найдено станки найденоПоказать все станки
Полезные ссылки
Контакты
UNITED GRINDING Северная Америка
2100 UNITED GRINDING Blvd. Майамисбург, Огайо 45342
Тел. +1-937-859-1975 Факс +1-937-859-1115
Свяжитесь с нами
Следуйте за нами
LinkedIn
YouTube
Фейсбук
Твиттер
UNITED GRINDING Group
UNITED GRINDING Северная Америка
联合磨削中国
Группа UNITED GRINDING
UNITED GRINDING Индия
Распределитель
Использование файлов cookie
Мы используем файлы cookie для оптимизации функциональности веб-сайта и для веб-анализа. Если вы используете наш веб-сайт, вы соглашаетесь. Для получения дополнительной информации, включая отзыв согласия, обратитесь к нашей политике конфиденциальности.
17 типов шлифовальных станков и их использование, дефекты шлифования
Привет, друзья. Сегодняшняя тема связана с « шлифовальный станок », в котором мы узнаем 17 распространенных типов шлифовальных станков , а также их использование и дефекты шлифования.
Шлифовальный станок широко используется в малых и крупных производствах для шлифования любых заготовок или работ.
Шлифовка – это чистовая операция, которая должна придать требуемую точность и аккуратность за счет удаления лишнего материала.
Шлифовка производится на шлифовальном станке с использованием быстровращающегося шлифовального круга для резки материала заготовки.
Итак, не теряя времени, приступим.
Что такое шлифовальный станок?
Такой станок, на котором шлифование производится после правильной установки шлифовальных кругов и который используется для выполнения процесса шлифования, называется шлифовальным станком.
Классификация шлифовальных станков
В основном шлифовальные станки можно разделить на две категории:
Прецизионный шлифовальный станок
Прецизионный шлифовальный станок
Прецизионный шлифовальный станок
С помощью этого шлифовального станка удаляются такие материалы с грубых заготовок, как материалы, изготовленные из литья, ковки и т. д.
К этому шлифовальному станку относятся настольный шлифовальный станок, стационарный шлифовальный станок, переносной шлифовальный станок и т. д.
Прецизионный шлифовальный станок
С помощью этого шлифовального станка такие материалы удаляются с заготовок, которые являются мягкими и требуют точной обработки поверхности.
К этому шлифовальному станку относятся плоскошлифовальный станок, круглошлифовальный станок, инструментальный и режущий шлифовальный станок и т. д.
Типы шлифовальных станков
Обычно используются следующие типы шлифовальных станков: Настольный шлифовальный станок
См. типы неточных шлифовальных станков на рисунке, которые подробно описаны ниже.
Неточный шлифовальный станок
Настольный шлифовальный станок небольшого размера.
На обоих концах этой шлифовальной машины обычно устанавливаются шлифовальные круги.
Измельчитель на пьедестале
Это крупногабаритный шлифовальный станок с пьедесталом.
На каждом конце установлены ходовое и точное колесо.
Крепится прямо в цехе.
Переносная шлифовальная машина
Это небольшая шлифовальная машина с одним колесом.
Его можно взять с собой на место, где будут выполняться шлифовальные работы.
Шлифовальный станок с гибким валом
Этот шлифовальный станок состоит из длинного гибкого вала, на конце которого установлен шлифовальный круг, который приводится в движение двигателем, закрепленным на неподвижной стойке.
Используется для черновых шлифовальных работ.
Шлифовальный станок с поворотной рамой
Этот шлифовальный станок состоит из рамы длиной 2 или 3 метра с шлифовальным кругом, который подвешен к центру тяжести и может свободно перемещаться.
Теперь ознакомьтесь с прецизионными типами шлифовальных станков, которые подробно описаны ниже.
Прецизионный шлифовальный станок
Плоскошлифовальный станок
Может формировать поверхности с большей точностью.
Типы плоскошлифовальных станков
Используются четыре типа плоскошлифовальных станков.
Поворотный стол с горизонтальным шпинделем Поворотный стол с горизонтальным шпинделем
Поршневой стол с вертикальным шпинделем
Поворотный стол с вертикальным шпинделем
Поршневой стол с горизонтальным шпинделем
Эти типы плоскошлифовальных станков используются в основном по сравнению с другими плоскошлифовальными станками.
Изготовлен из прямоугольного стола, совершающего возвратно-поступательные движения для шлифования заготовок и получения плоских поверхностей.
Поворотный стол с горизонтальным шпинделем
В основном используется для шлифования круглых или тонких заготовок.
Возвратно-поступательный стол с вертикальным шпинделем
Этот тип плоскошлифовального станка использует обычные заготовки для получения плоских поверхностей.
Поворотный стол с вертикальным шпинделем
В этом типе шлифовального станка заготовка всегда вращается на рабочем столе, чтобы получить плоскую поверхность.
Но в основном используется плоскошлифовальный станок с горизонтальным шпинделем с возвратно-поступательным движением.
Круглошлифовальный станок
Круглошлифовальный станок используется для шлифования наружных или внутренних поверхностей цилиндрических заготовок.
Диаметр заготовки может быть отшлифован с жестким допуском, т.е. может быть достигнута чистота поверхности до 0,0025 мм.
. шлифовальные станки всегда шлифуют наружные поверхности заготовок.
Внутрикруглошлифовальный станок
Эти типы шлифовальных станков всегда шлифуют внутренние поверхности заготовок.
Универсальный круглошлифовальный станок
Эти шлифовальные станки используются, когда заготовке необходимо придать цилиндрическую или коническую форму.
Бесцентровый шлифовальный станок
Бесцентровый шлифовальный станок — это быстродействующий станок, в котором работа возлагается на центры, но удерживается на поверхности шлифовального круга совместным действием центрального круга и поддерживающей опоры.
Его размер определяется максимальным количеством заданий, которые можно обработать.
Станок для заточки инструментов и фрез
Станок для придания формы и заточки инструментов и фрез с помощью абразивных кругов.
Универсальные шлифовальные станки для инструментов и фрез часто используются для заточки разверток, метчиков, одноточечных инструментов, штампов, пуансонов и фрез.
Шлифовальный станок специального назначения
Эти шлифовальные станки используются для шлифования определенной заготовки.
К этому шлифовальному станку относятся кулачковый шлифовальный станок, поршневой шлифовальный станок, резьбовой шлифовальный станок и т. д.
Другой шлифовальный станок
Это может быть прецизионный или неточный шлифовальный станок.
Влажное шлифование
Сухое шлифование
Влажное шлифование
В большинстве шлифовальных станков предусмотрен регулярный поток охлаждающей жидкости, по-видимому, на заготовку в месте соприкосновения круга.
Поток охлаждающей жидкости заставляет заготовку охлаждаться до неравномерной температуры.
Также охлаждает круг, обеспечивает свободное резание и хорошие результаты при чистовой обработке.
Сухое шлифование
Если система охлаждения шлифовального станка не оборудована и заготовка обрабатывается на этом шлифовальном станке, то такое шлифование называется сухим шлифованием.
Дефекты шлифования
Во время шлифования обнаруживаются следующие дефекты шлифования.
Саморезы по бетону (нагели, шурупы, анкеры) – предназначены для вкручивания в кирпичные, пенобетонные и бетонные поверхности. Это усиленная версия шурупов, используемых в столярных работах.
Металлические нагели по бетону применяются для монтажа строительных и мебельных элементов (рам, каркасов, навесных шкафов) к твердым основаниям. Они незаменимы, если нужно что-нибудь прикрутить к потолку или повесить на стену.
Устройство шурупа
Шурупы по бетону изготавливают из высокопрочной стали, пассивированной специальными составами для защиты от коррозии и механических повреждений при вкручивании. В зависимости от сплава, использованного для пассивации, выпускаются саморезы желтого, серого, черного и серебристого цветов.
Шуруп состоит из головки и тела – металлического стержня с резьбой. Нижняя часть тела самореза сужена в виде конуса. На нее нанесены насечки, которые не позволяют шурупам выкручиваться и выпадать из отверстий, а бетону – растрескиваться во время монтажа.
Резьба саморезов также имеет насечки, усиливающие ее сцепление с бетоном. Высота резьбы вдоль тела шурупа может меняться. Широко распространены метизы с неравномерной высотой резьбы. Они подходят для работы с ячеистым (пористым) бетоном (полистиролбетоном или арболитовым блоком), кирпичом (керамическим, силикатным или лего-кирпичом) и подобными им материалами.
Саморезы по бетону отличаются от обычных более частым шагом резьбы. Он позволяет использовать нагели без сверления отверстий.
Разновидности и размеры
Шурупы, саморезы и анкеры по бетону должны соответствовать межгосударственному стандарту «Шурупы» – ГОСТ 1147-80. Между собой они различаются по следующим характеристикам:
тип материала;
покрытие;
форма головки и тип шлица;
конструкция резьбы.
Саморезы изготавливаются из углеродистых коррозионностойких сталей или из латуни. По цвету шурупа можно определить технологию, которая использовалась для нанесения защитного покрытия:
желтый или серебристый цвет у оцинкованных метизов – на них гальваническим способом нанесен слой цинка, предохраняющий от коррозии;
черный цвет имеют оксидированные саморезы, побывавшие в контакте с окислителями;
серый и темно-серый цвет у шурупов, подвергшихся фосфатированию.
Крепеж, изготовленный из латуни, также имеет желтый оттенок. Латунные нагели устойчивы к агрессивной среде. Их недостаток – хорошая пластичность: они легко деформируются при неправильном монтаже.
Саморезы по бетону без покрытия изготавливают из нержавеющей стали и ее сплавов с никелем и хромом. Такие метизы обладают высокой коррозионной устойчивостью.
Головки нагелей могут иметь форму цилиндра, полуконуса, шестигранника. Они бывают потайными и выступающими. Типы шлицов в головках и инструмент, необходимый для монтажа определенного типа, приведены в таблице:
Тип шлица
Инструмент
Внутренний крестообразный
Отвертка
Внутренний – шестилучевая звезда
Ключ Torx
Наружный шестигранный («бочонок»)
Торцовый ключ
Внутренний шестигранный
Имбусовый ключ
Шурупы изготавливают с резьбой следующих типов:
Конусовидная, в форме елочки, которую образуют наползающие друг на друга витки. Толщина шурупа – до 8 мм, длина – до 200 мм.
Универсальная. Самый распространенный тип, встречающийся на саморезах разного назначения. Заворачивается в основание как с дюбелем, так и без него. Толщина – до 6 мм, длина – до 220 мм.
С переменным шагом витков. Нарезается на нагелях, которые монтируются без дюбелей. По всей длине на теле такого шурупа расположены впадины и выступы. Разная частота шага резьбы и дополнительные насечки усиливают сцепление метиза с кирпичом или бетоном. Диаметр – 7,5 мм, длина – до 212 мм.
В таблице указаны размеры, вес тысячи штук и другие характеристики метизов.
Как вкрутить саморез в бетон
Существует два способа вкручивания саморезов в бетон: с дюбелями или без них. Дюбель представляет собой гильзу из вязкого пластика с рельефной наружной стороной, которую забивают в отверстие. В дюбель вкручивают саморез. Расположенные на поверхности гильзы шипы, лепестки и крючья работают на распор и не выпускают увязший в пластике метиз.
Дюбели используют в соединениях, требующих дополнительной плотности сцепления:
для крепления тяжелых объектов;
для монтажа строительных элементов на конструкции из ячеистых (пористых) бетонов;
для крепления к основаниям, испытывающим воздействие вибрации.
Чтобы правильно закрутить саморезы с дюбелями в бетон или кирпич, выполните следующий алгоритм:
Просверлите в стене или потолке отверстие с диаметром, равным диаметру дюбеля. Если материал стены мягкий (пористый), используйте для этой операции электродрель (шуруповерт) и сверло с твердосплавным наконечником. Если плотность материала выше 700кг/м³, для работы понадобится перфоратор и специальное сверло для него. Как просверлить железобетон.
Очистите высверленное отверстие от пыли и бетонной крошки.
Молотком забейте в него дюбель.
Ввинтите саморез в дюбель шуруповертом или отверткой.
Чтобы правильно закрутить саморезы с дюбелями в бетон или кирпич, выполните следующий алгоритм:
Просверлите в стене или потолке отверстие с диаметром, равным диаметру дюбеля. Если материал стены мягкий (пористый), используйте для этой операции электродрель (шуруповерт) и сверло с твердосплавным наконечником. Если плотность материала основания выше 700кг/м³, для работы понадобится перфоратор и специальное сверло для него.
Очистите высверленное отверстие от пыли и бетонной крошки.
Молотком забейте в него дюбель.
Шуруповертом или отверткой ввинтите в дюбель саморез для бетона.
Чтобы закрутить в стену саморезы для бетона без применения дюбелей, воспользуйтесь одним из способов:
Высверлите в стене отверстие, диаметр которого немного меньше диаметра нагеля. Молотком забейте в отверстие шуруп с резьбой- «елочкой». Использованные подобным способом шурупы не годятся для повторного использования.
Подготовьте шаблон-кондуктор. Подберите сверло, диаметр которого на 0,5–1 мм больше, чем диаметр головки нагеля. Под прямым углом просверлите обрезок доски или бруска. В нужном месте прижмите шаблон к стене. Вставьте в просверленное в нем отверстие шуруп и вкрутите в бетон с помощью дрели.
Как завернуть шуруп в бетон
Watch this video on YouTube
Требования к расположению саморезов
Перед монтажом саморезов разметьте места для их установки. Сделайте это, соблюдая следующие правила:
расстояние от края до первой точки крепления больше, чем две длины самореза;
отверстие глубже длины шурупа;
в основаниях из пористого бетона используются дюбели (саморезы) длиной от 60 мм, из плотного – от 40 мм.
анкеры располагаются на расстоянии 120 мм один от другого в ячеистом бетоне или 150 мм – в плотном.
метизы вкручены так, чтоб не между ними не образовались мосты холода.
Как выбрать
Рассчитайте нагрузку на шуруп. Чем меньше плотность основания и тяжелее монтируемый элемент, тем длиннее должен быть нагель. Для крепления конструкций, которые весят меньше килограмма, используйте шурупы с размерами 3х16 мм. Саморезы 3х25 мм надежно прикрепят пятикилограммовые элементы к стене из пористого бетона. Для прикручивания этих элементов к поверхности из плотного материала подойдут шурупы 3х20 мм. Для навешивания двадцатикилограммовых конструкций понадобятся саморезы по бетону с диаметром тела 4 мм и длиной 20–70 мм. Шестимиллиметровые нагели удержат вес до 50 кг, а с диаметром 8–10 мм – до 100 кг.
При выборе саморезов учитывайте форму их головок. Они должны сочетаться с дизайном помещения или подходить для скрытого монтажа.
Фосфатированные или оксидированные черные саморезы используйте в сухих помещениях. Для мест с высокой влажностью покупайте оцинкованные метизы, саморезы из нержавейки или латуни.
На цену саморезов по бетону влияют:
тип покрытия – черные и серые метизы стоят дешевле желтых или серебристых;
длина – чем длиннее, тем дороже.
Анкеры, нагели, шурупы и саморезы, дюбеля по бетону относятся к категории недорогих товаров. Не стоит искать места, в которых они продаются по акции или мониторить цены в соседних строительных магазинах – разница в стоимости будет несущественной. Если, конечно, вы не затеяли генеральный ремонт, для которого покупаете метизы упаковками.
виды и описание, размеры, критерии выбора, цена
Бетон – сам по себе очень прочный и надежный материал, но закрепить в нем что-то бывает довольно сложно. Именно поэтому здесь нужны специальные метизы – различные саморезы без сверления или со сверлением, которые позволят установить любое навесное оборудование, обрешетку или отделку на прочных стенах.
Оглавление:
Классификация саморезов
Критерии выбора
Особенности монтажа
Цена разных видов
Виды и характеристики
Наиболее привычными и удобными для применения в быту являются традиционные саморезы – крепежные шурупы с заостренным концом и винтовой резьбой. Она обеспечивает зацепление стержня и его надежную фиксацию в монолите либо в распорном дюбеле. По ее типу и классифицируют метизделия:
1. Универсальный шуруп по бетону со средним шагом резьбы выпускается в нескольких размерах. Здесь предусмотрено 19 вариантов длины от 12 до 220 мм и шесть различных диаметров от 3 до 6 мм (нет только d-5,5 мм).
2. «Елочка» – тот же саморез со средним шагом, но несколько иного профиля. Вместо нарезного винта его стержень образуют «вложенные» друг в друга металлические конусы. Такие шурупы используются либо в паре с дюбелями, либо просто забиваются молотком в подготовленные сверлением отверстия. Размерный ряд диаметров «елочки» увеличен за счет дополнительного вида d-8 мм. Длина осталась та же, что и для универсальных креплений, за исключением 220 мм.
3. Нагели с переменным типом резьбы – эти саморезы применяются без дюбеля. Насечка на конце стержня служит для расширения отверстия в бетоне, а идущий за ним стандартный винт просто фиксирует метиз в его теле и в закрепляемой конструкции. Среди турбошурупов нет «коротышей» – только изделия больших размеров в 9 вариантах длины от 70 до 200 мм. Диаметр нагелей постоянный – 7,5 мм, поэтому под них всегда высверливают стандартные гнезда 6 мм в поперечнике.
Отсутствие дюбеля в конструкции не означает, что под шуруп не нужно готовить отверстие – просто оно выполняется меньшего диаметра и упрощает вкручивание. То есть самореза по бетону без сверления как такового не существуют – под них все равно необходимо пробить узкий канал, хотя бы в качестве направляющего.
При подборе инструмента для вкручивания шурупов также нужно обращать внимание на головку. Обычно здесь используются вполне надежные крестовые шлицы или звездочки Torx. Реже на саморезах встречаются шестигранники под имбусовые ключи и бочонки – под торцовые.
В первую очередь обращаем внимание на материал изготовления крепежа. Их производят из различных сплавов – они и определяют сферу использования метизделий:
Углеродистая сталь.
Сама по себе достаточно прочна, но не имеет коррозионной стойкости. Из-за этого крепежные элементы чаще идут с защитной оцинковкой. Саморезы серебристого цвета считаются универсальными и годятся практически для любых работ. Те, что имеют желтый оттенок, покрываются напылением на основе меди или латуни и применяются исключительно внутри помещений. Наиболее слабой защитой от коррозии обладают черные оксидированные – их можно купить только для комнат с нормальным влажностным режимом.
Нержавеющая сталь.
Такие шурупы не нуждаются в защите от влаги, поскольку производятся из коррозионностойкого аустенитного сплава с добавлением Cr и Ni. Их стоимость будет зависеть от марки стали и содержания в ней дорогостоящего никеля (в дешевых изделиях его частично или полностью заменяют марганцем). Всегда выглядят эстетично, плюс ко всему обладают большим сроком службы.
Латунь.
Из нее получаются довольно дорогие по цене, но очень долговечные саморезы. Они устойчивы не только к коррозии, но и прекрасно работают в агрессивных средах – кислых и солевых растворах. Серьезным нагрузкам подвергать латунь не рекомендуется, поскольку этот сплав пластичен и способен деформироваться под давлением.
Выбирать крепеж следует не только исходя из особенностей навешиваемого оборудования и условий эксплуатации, но и с учетом характеристик самого бетонирования. Впрочем, здесь обычно имеют значение лишь размеры шурупов:
Принимаемый вес, кг
Тип основания
Ячеистый бетон
Монолит
Кирпичная кладка
≤1
3х16
3х25
1-5
3х25
3х20
5-20
4х(20-40)
4х(30-70)
4х(25-50)
20-50
5х70 – 6х90
5х50 – 6х60
5х70 – 6х80
50-75
8х140
8х80
8х100
75-100
10х160
10х100
10х140
Особенности применения крепежа
Саморезы для работы по бетону, которые устанавливаются вместе с дюбелем, требуют предварительного сверления посадочного отверстия в монолите. Сюда забивается пластиковая гильза, и в ней уже фиксируется крепеж. Ее конструкция предусматривает сложные по форме лепестки с шипами, крючками и другими цепляющимися элементами, которые распираются в отверстии по мере вкручивания шурупа. Посадочное гнездо под дюбель делают сверлом соответствующего диаметра, но дополнительно заглубляют его на 3-5 мм.
Такие виды креплений, где пластиковая оболочка обеспечивает большую площадь сцепления с отверстием в стене, применяются в случаях, когда:
на метизы приходится серьезная нагрузка;
необходимо повысить надежность крепления при работе с ячеистыми бетонами;
нужно создать нераскручивающееся соединение, например, в местах вибрационного воздействия.
Саморезы без дюбеля тоже требуют подготовки отверстий, только меньшего размера в поперечнике. Также здесь необходимо правильно просчитать длину гнезда, поскольку повторно выкручивать/вкручивать такие изделия нежелательно – бетон хрупок и уже после первого прохождения винта стенки канала разрушаются. Подобное применение допускается только при условии невысоких нагрузок на крепеж.
Нагель или турбошуруп отличается тем, что имеет резьбу по всей длине стержня – до самой головки. Это позволяет использовать его для крепления толстых деталей, которые тоже нужно «подхватить» метизом, например, при установке деревянных брусков, оконных и дверных коробок. Нагели обычно применяют без дюбеля.
Некоторые домашние умельцы советуют для уплотнения посадки метизов вставлять в подготовленное отверстие щепку или обломок спички. После вкручивания шурупа его резьба завязнет в мягкой древесине, сделав крепление более надежным и устойчивым к расшатыванию. При работе с пористыми бетонными блоками стержень или посадочное гнездо также можно промазать машинным маслом – по отзывам бывалых строителей, через несколько месяцев выкрутить саморез будет уже нереально.
Еще один надежный способ – вбить шуруп по бетону молотком, просверлив под него стандартное отверстие (чуть меньшего диаметра). К такому методу прибегают, если нужно использовать саморез с профилем «елочка», но уже без обязательного дюбеля – тогда выворачиваться он точно не будет.
Цены
Тип
Размеры, мм
Штук в упаковке
Стоимость, рубли
Универсальный
черный
4,8х102
100
288
3,5х35
800
186
оцинкованный
5х100
1000
1587
6х160
50
142,3
желтый
3х50
800
180
6х90
100
152,5
Нагель (турбошуруп)
желтый
7,5х52
10
13,8
7,5х132
36,5
7,5х182
50,88
Шурупы по бетону
Сравнивать
Быстрый просмотр
КОНФАСТ®
Артикул: ЦШ416114
Шуруп по бетону CONFAST® с шестигранной головкой 3/16″ x 1-1/4″, 100 шт.
/кор.
Размер бита: 5/32″
Минимальная установка: 1 дюйм
Длина резьбы: 1-1/4″
Окружающая среда: Сухой
Материал: Углеродистая сталь с синим покрытием
13,15 $
В наличии, доставка сегодня!
Количество
Добавить в свой список
Сравнивать
Быстрый просмотр
КОНФАСТ®
Артикул: ЦШ416134
Шуруп по бетону CONFAST® с шестигранной головкой 3/16″ x 1-3/4″, 100 шт./кор.
Размер бита: 5/32″
Минимальная установка: 1 дюйм
Длина резьбы: 1-3/4″
Окружающая среда: Сухой
Материал: Углеродистая сталь с синим покрытием
15,17 $
В наличии, доставка сегодня!
Количество
Добавить в свой список
Сравнивать
Быстрый просмотр
КОНФАСТ®
Артикул: ЦШ416214
Шуруп по бетону CONFAST® с шестигранной головкой 3/16″ x 2-1/4″, 100 шт.
/кор.
Размер бита: 5/32″
Минимальная установка: 1 дюйм
Длина резьбы: 1-3/4″
Окружающая среда: Сухой
Материал: Углеродистая сталь с синим покрытием
17,04 $
В наличии, доставка сегодня!
Количество
Добавить в свой список
Сравнивать
Быстрый просмотр
CONFAST®
Артикул: CSh416234
Шуруп по бетону CONFAST® с шестигранной головкой 3/16″ x 2-3/4″, 100 шт./кор.
Размер бита: 5/32″
Минимальная установка: 1 дюйм
Длина резьбы: 1-3/4″
Окружающая среда: Сухой
Материал: Углеродистая сталь с синим покрытием
19,86 $
В наличии, доставка сегодня!
Количество
Добавить в свой список
Сравнивать
Быстрый просмотр
CONFAST®
Артикул: CSh416314
Шуруп по бетону CONFAST® с шестигранной головкой 3/16″ x 3-1/4″, 100 шт.
/кор.
Размер бита: 5/32″
Минимальная установка: 1 дюйм
Длина резьбы: 1-3/4″
Окружающая среда: Сухой
Материал: Углеродистая сталь с синим покрытием
24,27 $
В наличии, доставка сегодня!
Количество
Добавить в свой список
Сравнивать
Быстрый просмотр
CONFAST®
Артикул: CSh416334
Шуруп по бетону CONFAST® с шестигранной головкой 3/16″ x 3-3/4″, 100 шт./кор.
Размер бита: 5/32″
Минимальная установка: 1 дюйм
Длина резьбы: 1-3/4″
Окружающая среда: Сухой
Материал: Углеродистая сталь с синим покрытием
27,97 $
В наличии, доставка сегодня!
Количество
Добавить в свой список
Сравнивать
Быстрый просмотр
КОНФАСТ®
Артикул: ЦШ4164
Шуруп по бетону CONFAST® с шестигранной головкой 3/16″ x 4″, 100 шт.
/кор.
Размер бита: 5/32″
Минимальная установка: 1 дюйм
Длина резьбы: 1-3/4″
Окружающая среда: Сухой
Материал: Углеродистая сталь с синим покрытием
30,38 $
В наличии, доставка сегодня!
Количество
Добавить в свой список
Сравнивать
Быстрый просмотр
КОНФАСТ®
Артикул: ЦШ24114
Шуруп по бетону CONFAST® с шестигранной головкой 1/4″ x 1-1/4″, 100 шт./кор.
Размер бита: 3/16″
Минимальное крепление: 1 дюйм
Длина резьбы: 1-1/4″
Окружающая среда: Сухой
Материал: Углеродистая сталь с синим покрытием
17,89 $
В наличии, доставка сегодня!
Количество
Добавить в свой список
Сравнивать
Быстрый просмотр
CONFAST®
Артикул: CSh24134
Шуруп по бетону CONFAST® с шестигранной головкой 1/4″ x 1-3/4″, 100 шт.
/кор.
Размер бита: 3/16″
Минимальное крепление: 1 дюйм
Длина резьбы: 1-3/4″
Окружающая среда: Сухой
Материал: Углеродистая сталь с синим покрытием
20,80 $
В наличии, доставка сегодня!
Количество
Добавить в свой список
Сравнивать
Быстрый просмотр
CONFAST®
Артикул: CSh24214
Шуруп по бетону CONFAST® с шестигранной головкой 1/4″ x 2-1/4″, 100 шт./кор.
Размер бита: 3/16″
Минимальное крепление: 1 дюйм
Длина резьбы: 1-3/4″
Окружающая среда: Сухой
Материал: Углеродистая сталь с синим покрытием
24,56 $
В наличии, доставка сегодня!
Количество
Добавить в свой список
Сравнивать
Быстрый просмотр
CONFAST®
Артикул: CSh24234
Шуруп по бетону CONFAST® с шестигранной головкой 1/4″ x 2-3/4″, 100 шт.
/кор.
Размер бита: 3/16″
Минимальное крепление: 1 дюйм
Длина резьбы: 1-3/4″
Окружающая среда: Сухой
Материал: Углеродистая сталь с синим покрытием
28,17 $
В наличии, доставка сегодня!
Количество
Добавить в свой список
Сравнивать
Быстрый просмотр
CONFAST®
Артикул: CSh24314
Шуруп по бетону CONFAST® с шестигранной головкой 1/4″ x 3-1/4″, 100 шт./кор.
Размер бита: 3/16″
Минимальное крепление: 1 дюйм
Длина резьбы: 1-3/4″
Окружающая среда: Сухой
Материал: Углеродистая сталь с синим покрытием
34,41 $
В наличии, доставка сегодня!
Количество
Добавить в свой список
Ваша корзина
Ваша корзина пуста.
&раз
Всего предметов:0 Итого: $0.00
Итого: $0.00
Посмотреть корзину
Проверить
Шурупы по бетону Tapcon
Конструкция шурупов по бетону Tapcon® позволяет закреплять их в бетоне, кирпиче и блоках. Саморезы по бетону Tapcon® вбивают резьбу в предварительно просверленное отверстие в бетоне, кирпиче или блоке. Бит 5/32″ используется для шурупов Tapcon® по бетону 3/16″, а бит 3/16″ используется для 1/4″ Tapcon. Эти биты можно использовать как со стандартным синим Tapcon, так и с Tapcon из нержавеющей стали. В Tapcon большого диаметра используются обычные стандартные биты ANSI.
ПРИМЕНЕНИЕ • Стандартный синий шуруп Climaseal® Tapcon® представляет собой легкий анкер для кирпичной кладки, используемый в основном в сухих помещениях для крепления элементов к бетону, кирпичу или блоку. • Их можно использовать для самых разных целей: от крепления бруса 2×4 к бетону, светильника к кирпичу или обрешетки к блочной стене.
УСТАНОВКА • Установка винта Tapcon® представляет собой простой четырехэтапный процесс: сверление, очистка, вставка и ввинчивание. • Для винта Tapcon® необходимо просверлить отверстие, соответствующее диаметру устанавливаемого винта Tapcon®. Для 1/4 дюйма требуется отверстие 3/16 дюйма, а для размера 3/16 дюйма требуется отверстие 5/32 дюйма, которое необходимо просверлить в основном материале. • Отверстие необходимо просверлить такой длины, чтобы полностью установленный винт Tapcon® не упирался в отверстие. • Чтобы гарантировать, что винт Tapcon® не сорвет резьбу, нарезанную в основном материале, последние несколько оборотов винта следует сделать вручную.
УДЕРЖИВАЮЩАЯ ПРОЧНОСТЬ • Значения удерживающей способности шурупа Tapcon® различаются в зависимости от прочности материала основания, в который будет ввинчиваться шуруп. Эмпирическое правило заключается в том, что чем тверже основной материал, тем лучше показатели удерживания. • Винт Tapcon® считается легким креплением и должен использоваться только в приложениях с небольшой нагрузкой, например, электрическая распределительная коробка к бетону или дерево к кирпичу. • Винт Tapcon® ни в коем случае нельзя вынимать и вставлять обратно в то же отверстие, так как удерживающие свойства могут ухудшиться до нуля.
РАЗМЕРЫ • Винт Tapcon® доступен с двумя типами головок: головка с шестигранной шлицевой шайбой для поверхностного крепления или плоская потайная головка Phillips, когда верхняя часть головки находится на одном уровне с поверхностью закрепляемого предмета. • Шурупы Tapcon® разной длины используются для крепления материалов разной толщины. Винт Tapcon® требует минимальной посадки 1” и максимальной посадки 1-3/4”. Чтобы определить максимальную длину винта для любого конкретного применения, добавьте толщину материала к минимальной заделке в 1 дюйм, чтобы получить требуемую минимальную длину винта. Добавление максимального заглубления 1-3/4 дюйма к толщине закрепляемого материала обеспечит максимальную длину используемого винта Tapcon®.
Сортировать по: Избранные товарыСамые новые товарыЛучшие продажиОт A до ZZ до ABПо обзоруЦена: по возрастаниюЦена: по убыванию
товаров на странице: 812162040100
Столбцы: 1 2 3 4 6
Добавить в корзину
Быстрый просмотр
3/16″ x 1-1/4″ Tapcon из углеродистой стали с синим покрытием Climaseal® HW3-114, 100 шт./кор.
ITW/Buildex®
Сейчас:
$31,40
В наличии / Отправка сегодня
Артикул: ЦШ416114;Т
Размер бита: 5/32″
Особенности продукта
МЕНЬШИЙ КРУТЯЩИЙ МОМЕНТ ПРИ УСТАНОВКЕ: Быстрая простая установка; экономит время ПОВЫШЕННЫЕ ЦЕННОСТИ УДЕРЖАНИЯ: более качественная установка; оптимальная удерживающая способность ПОКРЫТИЕ CLIMASEAL®: Обеспечивает. ..
Кол-во в корзине: 0
Количество:
Цена:
Сейчас:
31,40 $
Итого:
Добавить в корзину
Добавить в корзину
Быстрый просмотр
3/16″ x 1-3/4″ Tapcon из углеродистой стали с синим покрытием Climaseal® HW3-134, 100 шт./кор.
ITW/Buildex®
Сейчас:
$34,90
В наличии / Отправка сегодня
Артикул: ЦШ416134;Т
Размер бита: 5/32″
Особенности продукта
МЕНЬШИЙ КРУТЯЩИЙ МОМЕНТ ПРИ УСТАНОВКЕ: Быстрая простая установка; экономит время ПОВЫШЕННЫЕ ЦЕННОСТИ УДЕРЖАНИЯ: более качественная установка; оптимальная удерживающая способность ПОКРЫТИЕ CLIMASEAL®: Обеспечивает. ..
Кол-во в корзине: 0
Количество:
Цена:
Сейчас:
34,90 $
Итого:
Добавить в корзину
Добавить в корзину
Быстрый просмотр
3/16″ x 2-1/4″ Tapcon из углеродистой стали с синим покрытием Climaseal® HW3-214, 100 шт./кор.
ITW/Buildex®
Сейчас:
$38,10
В наличии / Отправка сегодня
Артикул: ЦШ416214;Т
Размер бита: 5/32″
Особенности продукта
МЕНЬШИЙ КРУТЯЩИЙ МОМЕНТ ПРИ УСТАНОВКЕ: Быстрая простая установка; экономит время ПОВЫШЕННЫЕ ЦЕННОСТИ УДЕРЖАНИЯ: более качественная установка; оптимальная удерживающая способность ПОКРЫТИЕ CLIMASEAL®: Обеспечивает. ..
Кол-во в корзине: 0
Количество:
Цена:
Сейчас:
38,10 $
Итого:
Добавить в корзину
Добавить в корзину
Быстрый просмотр
3/16″ x 2-3/4″ Tapcon из углеродистой стали с синим покрытием Climaseal® HW3-234, 100 шт./кор.
ITW/Buildex®
Сейчас:
$41,30
В наличии / Отправка сегодня
Артикул: ЦШ416234;Т
Размер бита: 5/32″
Особенности продукта
МЕНЬШИЙ КРУТЯЩИЙ МОМЕНТ ПРИ УСТАНОВКЕ: Быстрая простая установка; экономит время ПОВЫШЕННЫЕ ЦЕННОСТИ УДЕРЖАНИЯ: более качественная установка; оптимальная удерживающая способность ПОКРЫТИЕ CLIMASEAL®: Обеспечивает. ..
Кол-во в корзине: 0
Количество:
Цена:
Сейчас:
41,30 $
Итого:
Добавить в корзину
Добавить в корзину
Быстрый просмотр
3/16″ x 3-1/4″ Tapcon из углеродистой стали с синим покрытием Climaseal® HW3-314, 100 шт./кор.
ITW/Buildex®
Сейчас:
49 долларов.60
В наличии / Отправка сегодня
Артикул: ЦШ416314;Т
Размер бита: 5/32″
Особенности продукта
МЕНЬШИЙ КРУТЯЩИЙ МОМЕНТ ПРИ УСТАНОВКЕ: Быстрая простая установка; экономит время ПОВЫШЕННЫЕ ЦЕННОСТИ УДЕРЖАНИЯ: более качественная установка; оптимальная удерживающая способность ПОКРЫТИЕ CLIMASEAL®: Обеспечивает. ..
Кол-во в корзине: 0
Количество:
Цена:
Сейчас:
49,60 $
Итого:
Добавить в корзину
Быстрый просмотр
3/16″ x 3-3/4″ Tapcon из углеродистой стали с синим покрытием Climaseal® HW3-334, 100 шт./кор.
ITW/Buildex®
Сейчас:
$52,20
Свяжитесь с нами для получения информации, см. страницу для альтернатив.
Артикул: ЦШ416334;Т
Размер бита: 5/32″
Особенности продукта
МЕНЬШИЙ КРУТЯЩИЙ МОМЕНТ ПРИ УСТАНОВКЕ: Быстрая простая установка; экономит время ПОВЫШЕННЫЕ ЦЕННОСТИ УДЕРЖАНИЯ: более качественная установка; оптимальная удерживающая способность ПОКРЫТИЕ CLIMASEAL®: Обеспечивает. ..
Сейчас:
$52,20
Быстрый просмотр
Кол-во в корзине: 0
Цена:
Сейчас:
$52,20
Итого:
Быстрый просмотр
3/16″ x 4″ Tapcon из углеродистой стали с синим покрытием Climaseal® HW3-4, 100 шт./кор.
ITW/Buildex®
Сейчас:
$67,71
Снято с производства, альтернативы см. на странице.
Артикул: ЦШ4164;Т
Размер бита: 5/32 дюйма
Особенности продукта
МЕНЬШИЙ КРУТЯЩИЙ МОМЕНТ ПРИ УСТАНОВКЕ: Быстрая простая установка; экономит время ПОВЫШЕННЫЕ ЦЕННОСТИ УДЕРЖАНИЯ: более качественная установка; оптимальная удерживающая способность ПОКРЫТИЕ CLIMASEAL®: Обеспечивает. ..
Сейчас:
67,71 долл. США
Быстрый просмотр
Кол-во в корзине: 0
Цена:
Сейчас:
67,71 долл. США
Итого:
Добавить в корзину
Быстрый просмотр
1/4″ x 1-1/4″ Tapcon Hex из углеродистой стали с синим покрытием Climaseal® HW4-114, 100 шт./кор.
ITW/Buildex®
Сейчас:
$27,40
В наличии / Отправка сегодня
Артикул: ЦШ24114;Т
Размер бита: 3/16″
Особенности продукта
МЕНЬШИЙ КРУТЯЩИЙ МОМЕНТ ПРИ УСТАНОВКЕ: Быстрая простая установка; экономит время ПОВЫШЕННЫЕ ЦЕННОСТИ УДЕРЖАНИЯ: более качественная установка; оптимальная удерживающая способность ПОКРЫТИЕ CLIMASEAL®: Обеспечивает. ..
Кол-во в корзине: 0
Количество:
Цена:
Сейчас:
27,40 $
Итого:
Добавить в корзину
Добавить в корзину
Быстрый просмотр
1/4″ x 1-3/4″ Tapcon Hex из углеродистой стали с синим покрытием Climaseal® HW4-134, 100 шт./кор.
ITW/Buildex®
Сейчас:
$31,90
В наличии / Отправка сегодня
Артикул: ЦШ24134;Т
Размер бита: 3/16″
Особенности продукта
МЕНЬШИЙ КРУТЯЩИЙ МОМЕНТ ПРИ УСТАНОВКЕ: Быстрая простая установка; экономит время ПОВЫШЕННЫЕ ЦЕННОСТИ УДЕРЖАНИЯ: более качественная установка; оптимальная удерживающая способность ПОКРЫТИЕ CLIMASEAL®: Обеспечивает. ..
Кол-во в корзине: 0
Количество:
Цена:
Сейчас:
31,90 $
Итого:
Добавить в корзину
Добавить в корзину
Быстрый просмотр
1/4″ x 2-1/4″ Tapcon Hex из углеродистой стали с синим покрытием Climaseal® HW4-214, 100 шт./кор.
ITW/Buildex®
Сейчас:
$35,40
В наличии / Отправка сегодня
Артикул: ЦШ24214;Т
Размер бита: 3/16″
Особенности продукта
МЕНЬШИЙ КРУТЯЩИЙ МОМЕНТ ПРИ УСТАНОВКЕ: Быстрая простая установка; экономит время ПОВЫШЕННЫЕ ЦЕННОСТИ УДЕРЖАНИЯ: более качественная установка; оптимальная удерживающая способность ПОКРЫТИЕ CLIMASEAL®: Обеспечивает. ..
Кол-во в корзине: 0
Количество:
Цена:
Сейчас:
35,40 $
Итого:
Добавить в корзину
Добавить в корзину
Быстрый просмотр
1/4″ x 2-3/4″ Tapcon Hex из углеродистой стали с синим покрытием Climaseal® HW4-234, 100 шт./кор.
ITW/Buildex®
Сейчас:
40,00 $
В наличии / Отправка сегодня
Артикул: ЦШ24234;Т
Размер бита: 3/16″
Особенности продукта
МЕНЬШИЙ КРУТЯЩИЙ МОМЕНТ ПРИ УСТАНОВКЕ: Быстрая простая установка; экономит время ПОВЫШЕННЫЕ ЦЕННОСТИ УДЕРЖАНИЯ: более качественная установка; оптимальная удерживающая способность ПОКРЫТИЕ CLIMASEAL®: Обеспечивает. ..
Кол-во в корзине: 0
Количество:
Цена:
Сейчас:
40,00 $
Итого:
Добавить в корзину
Добавить в корзину
Быстрый просмотр
1/4″ x 3-1/4″ Tapcon Hex из углеродистой стали с синим покрытием Climaseal® HW4-314, 100 шт./кор.
ITW/Buildex®
Сейчас:
45,9 долларов США0
В наличии / Отправка сегодня
Артикул: ЦШ24314;Т
Размер бита: 3/16″
Особенности продукта
МЕНЬШИЙ КРУТЯЩИЙ МОМЕНТ ПРИ УСТАНОВКЕ: Быстрая простая установка; экономит время ПОВЫШЕННЫЕ ЦЕННОСТИ УДЕРЖАНИЯ: более качественная установка; оптимальная удерживающая способность ПОКРЫТИЕ CLIMASEAL®: Обеспечивает.



 Однако для неспециалистов может быть полезной информация о том, что диаметр арматуры может быть внешний – включающий ребра периодического профиля, внутренний – представляющий диаметр собственно тела стержня, и номинальный диаметр – целое число, которое еще называют номер профиля. Как правило, все эти цифры разные и внешний диаметр всегда больше номинального, и чем больше диаметр арматуры, тем больше эта цифра приближается к следующему по очереди номеру профиля. Этот момент часто используют мошенники, чтобы ориентируясь на внешний диаметр, выдать стержни меньшего диаметра за большего и, следовательно, продать дороже.
Однако для неспециалистов может быть полезной информация о том, что диаметр арматуры может быть внешний – включающий ребра периодического профиля, внутренний – представляющий диаметр собственно тела стержня, и номинальный диаметр – целое число, которое еще называют номер профиля. Как правило, все эти цифры разные и внешний диаметр всегда больше номинального, и чем больше диаметр арматуры, тем больше эта цифра приближается к следующему по очереди номеру профиля. Этот момент часто используют мошенники, чтобы ориентируясь на внешний диаметр, выдать стержни меньшего диаметра за большего и, следовательно, продать дороже. Как правило, готовый продукт имеет слегка овальную форму, и чем больше диаметр прутка, тем овал более выражен. Разумеется, если измерить диаметр стержня в одном положении, а потом повернуть его на 90 градусов, и измерить еще раз, то мы, как правило, получим две разные цифры. Если суммировать эти показатели и поделить на 2, то в итоге мы получим усредненный показатель диаметра стеклопластиковой арматуры.
Как правило, готовый продукт имеет слегка овальную форму, и чем больше диаметр прутка, тем овал более выражен. Разумеется, если измерить диаметр стержня в одном положении, а потом повернуть его на 90 градусов, и измерить еще раз, то мы, как правило, получим две разные цифры. Если суммировать эти показатели и поделить на 2, то в итоге мы получим усредненный показатель диаметра стеклопластиковой арматуры.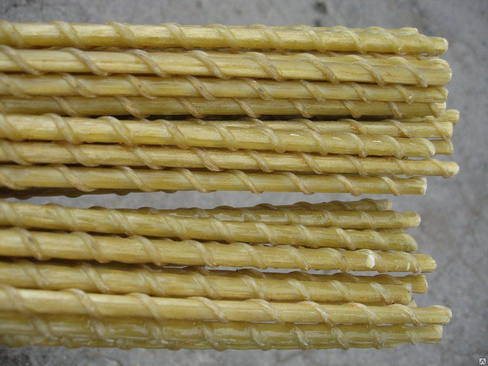 Но, если все же очень нужно, то можно воспользоваться следующим советом. Необходимо знать, что, по сути, номинальный диаметр приблизительно представляет собой среднее между внешним и внутренним диаметром. И чем более редкие ребра на стержне, тем более показатель внутреннего диаметра приближается к номинальному показателю. Чтобы не повестись на нечестных продавцов всегда можно измерить внешний и внутренний диаметр стеклопластикового прутка и проконтролировать, чтобы внешний диаметр стержня был обязательно больше, нежели заявленный продавцом номинальный диаметр. Если внешний диаметр соответствует заявленному номинальному, можно сделать вывод что вы имеете дело с мошенником.
Но, если все же очень нужно, то можно воспользоваться следующим советом. Необходимо знать, что, по сути, номинальный диаметр приблизительно представляет собой среднее между внешним и внутренним диаметром. И чем более редкие ребра на стержне, тем более показатель внутреннего диаметра приближается к номинальному показателю. Чтобы не повестись на нечестных продавцов всегда можно измерить внешний и внутренний диаметр стеклопластикового прутка и проконтролировать, чтобы внешний диаметр стержня был обязательно больше, нежели заявленный продавцом номинальный диаметр. Если внешний диаметр соответствует заявленному номинальному, можно сделать вывод что вы имеете дело с мошенником. 450
450 310
310 000
000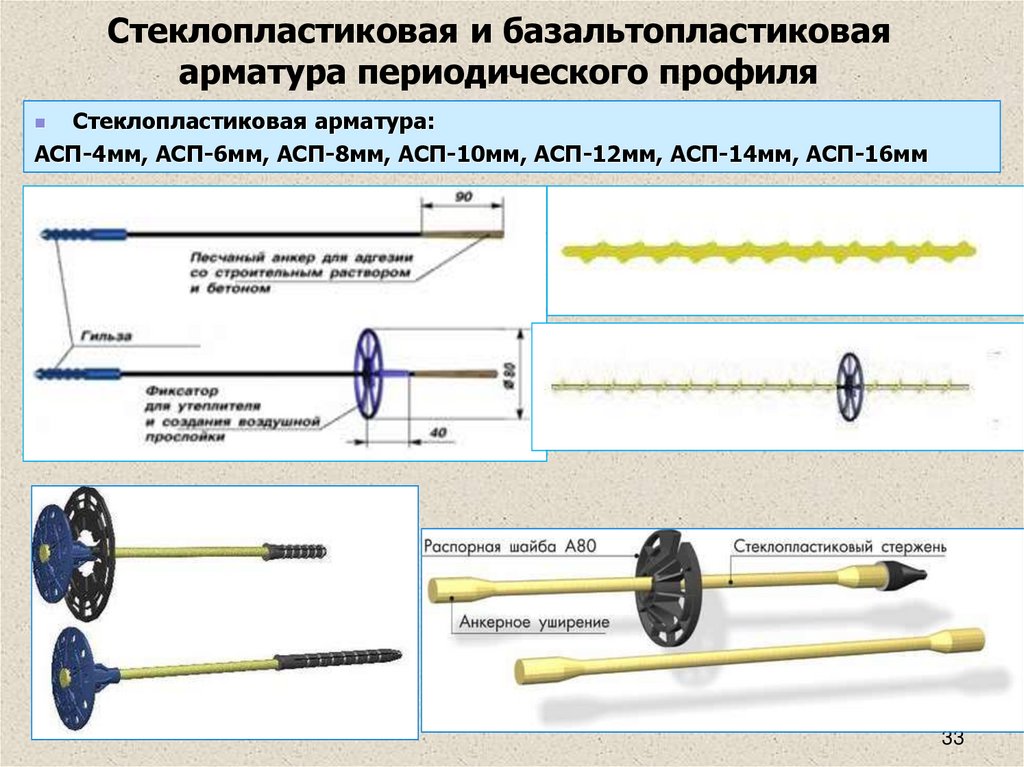 860
860 570
570 740
740
 Чтобы просмотреть данные по проектированию конструкций, включая прочность на растяжение и прочность на сдвиг арматуры из стекловолокна, обратитесь к документации, расположенной внизу страницы.
Чтобы просмотреть данные по проектированию конструкций, включая прочность на растяжение и прочность на сдвиг арматуры из стекловолокна, обратитесь к документации, расположенной внизу страницы. 01.
01.

 35)
35)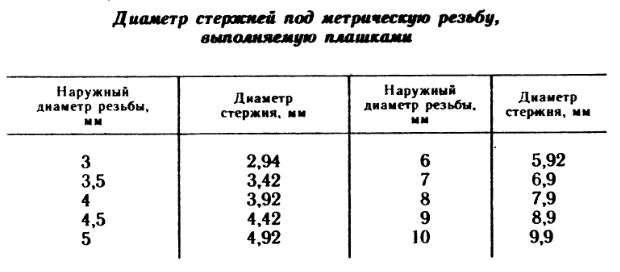 75
75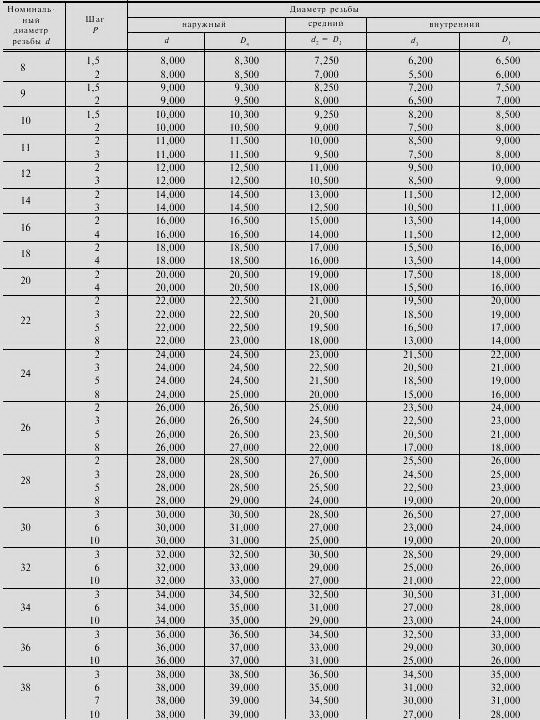 0
0 0) 3.0
0) 3.0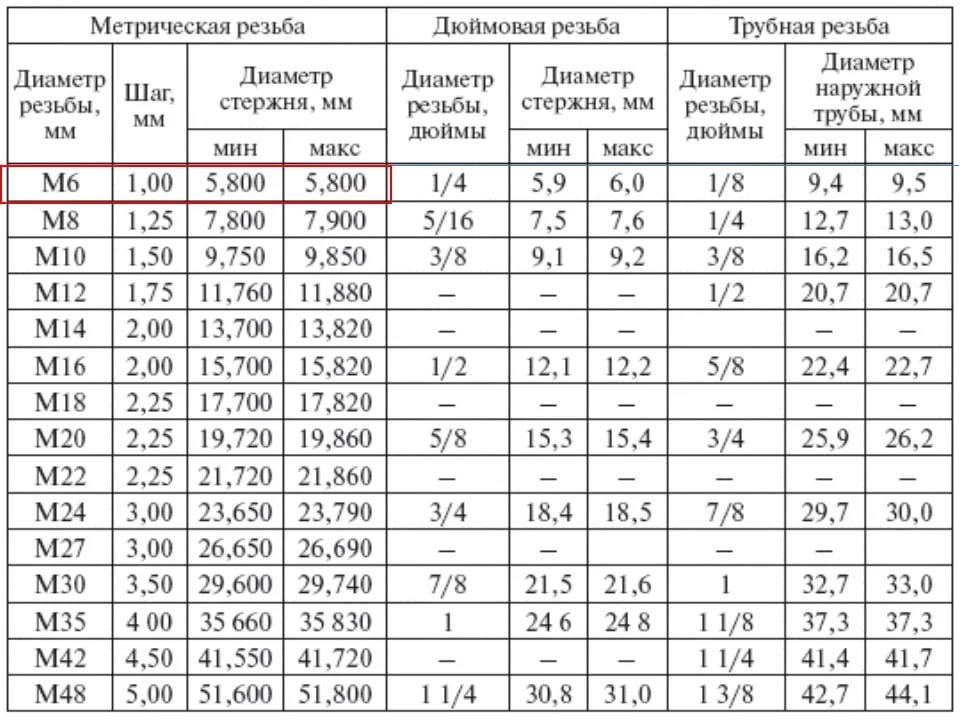 0
0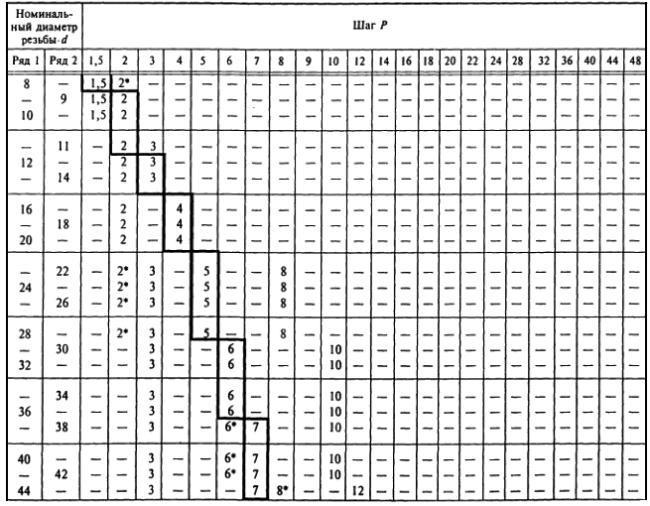 Не дивлячись на настільки складне визначення, зрозуміти його дуже легко — це відстань між двох виступів різьби.
Не дивлячись на настільки складне визначення, зрозуміти його дуже легко — це відстань між двох виступів різьби.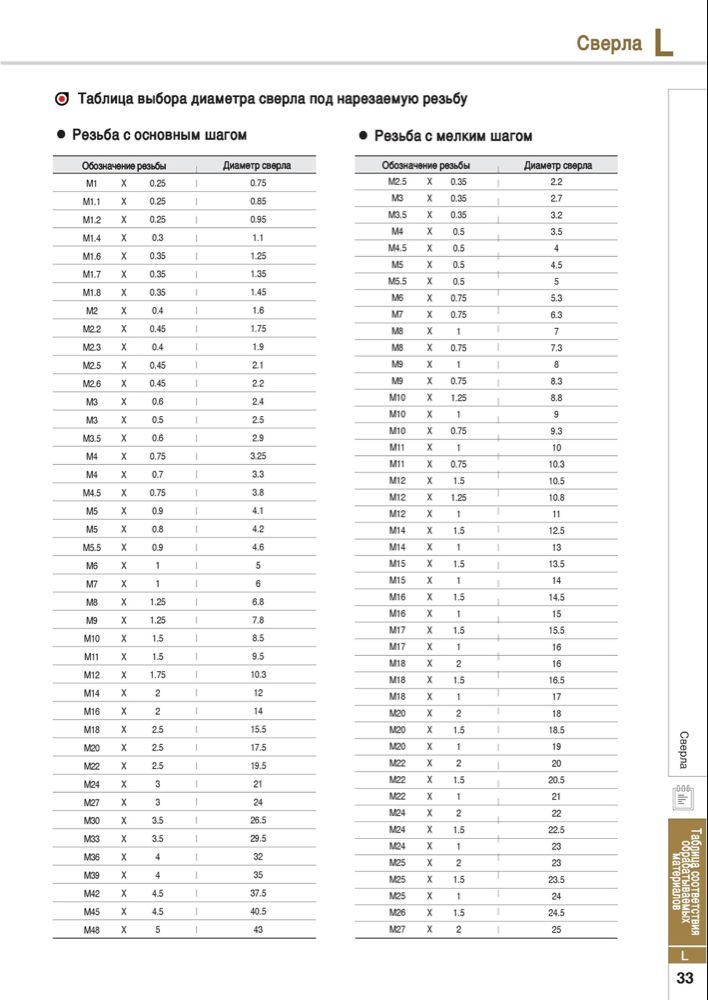 Як правило під різьбою ISO мається на увазі саме різьблення з нормальним (великим) кроком.
Як правило під різьбою ISO мається на увазі саме різьблення з нормальним (великим) кроком. 25
25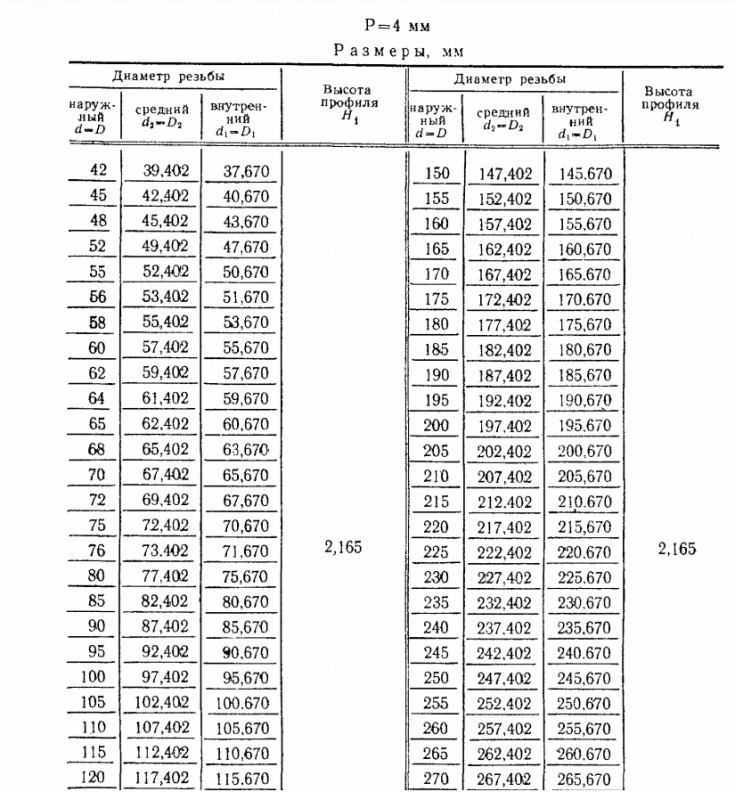 5
5 0
0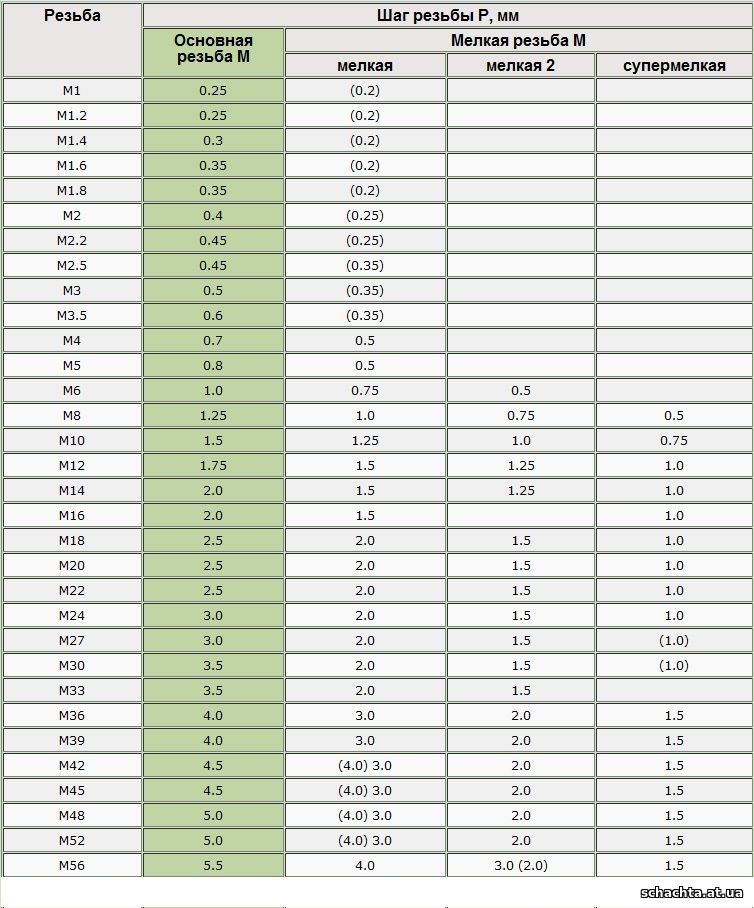 5
5 0
0
 0322
0322 6201
6201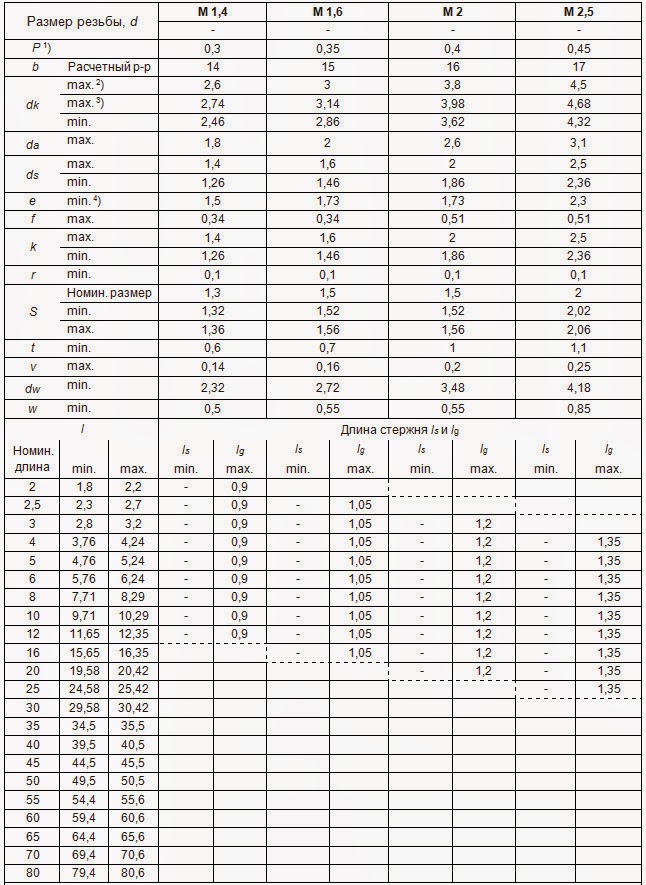 10
10
 Ток в несанкционированном направлении еще больше прижмет запирающий элемент к «седлу». Таким образом, без рукояток и приводов, обеспечивается автоматическое срабатывание обратной арматуры.
Ток в несанкционированном направлении еще больше прижмет запирающий элемент к «седлу». Таким образом, без рукояток и приводов, обеспечивается автоматическое срабатывание обратной арматуры.
 Однако пружинный обратный клапан прост в монтаже, недорог, поэтому широко используется в системах водо- и теплоснабжения на трубах с небольшим диаметром. Есть модели, где затвор поворачивается на шарнирах под действием давления среды и силы тяжести. Поворотный обратный клапан (дисковый, двухстворчатый, створчатый) нетребователен к качеству среды, не вносит большого гидравлического сопротивления. Традиционные места его установки — трубы с большим диаметром (например, канализационные).
Однако пружинный обратный клапан прост в монтаже, недорог, поэтому широко используется в системах водо- и теплоснабжения на трубах с небольшим диаметром. Есть модели, где затвор поворачивается на шарнирах под действием давления среды и силы тяжести. Поворотный обратный клапан (дисковый, двухстворчатый, створчатый) нетребователен к качеству среды, не вносит большого гидравлического сопротивления. Традиционные места его установки — трубы с большим диаметром (например, канализационные). В таком случае предпочтительны обратные клапаны с демпфером. Захлопка с демпфирующим грузом или гидравлическим устройством опускается более плавно и мягко, не создавая лишних поводов для гидравлического удара.
В таком случае предпочтительны обратные клапаны с демпфером. Захлопка с демпфирующим грузом или гидравлическим устройством опускается более плавно и мягко, не создавая лишних поводов для гидравлического удара.
 Клапан должен предотвратить эффект «передавливания».
Клапан должен предотвратить эффект «передавливания».
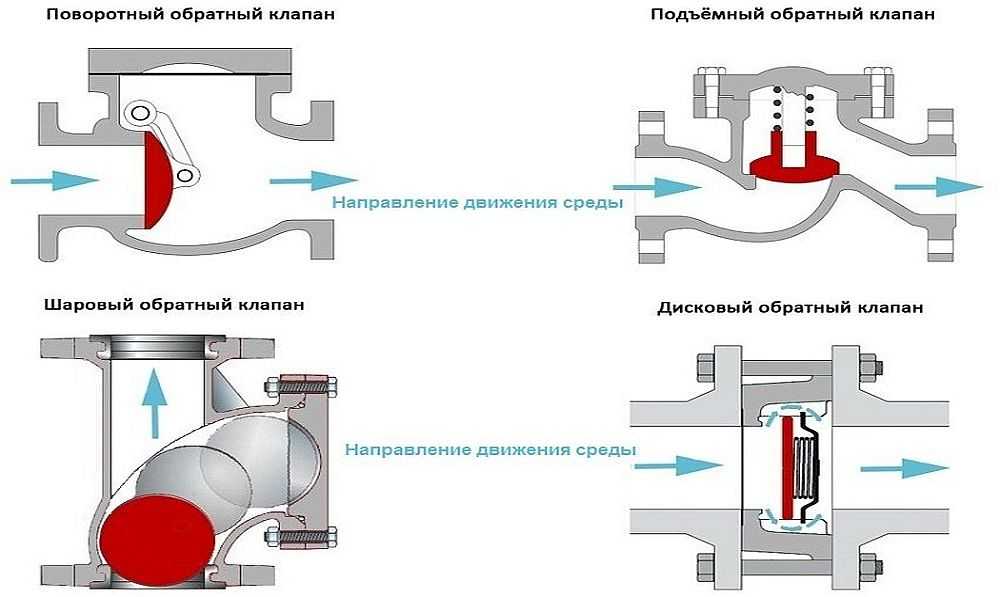 Если давление воды на входе возрастает, то есть вода давит на захлопку сильнее, чем пружина, то клапан открывается и пропускает поток воды сквозь себя. Когда давление на входе падает, клапан опять закрывается, потому что на какой-то момент поток воды останавливается (давление на входе и на выходе одинаковое) и силы пружины хватает, чтобы закрыть клапан. Вода со стороны выходного отверстия обратного клапана так же давит на захлопку и не даёт ей открыться.
Если давление воды на входе возрастает, то есть вода давит на захлопку сильнее, чем пружина, то клапан открывается и пропускает поток воды сквозь себя. Когда давление на входе падает, клапан опять закрывается, потому что на какой-то момент поток воды останавливается (давление на входе и на выходе одинаковое) и силы пружины хватает, чтобы закрыть клапан. Вода со стороны выходного отверстия обратного клапана так же давит на захлопку и не даёт ей открыться.
 Недостаток – необходим полный демонтаж при ремонте клапана.
Недостаток – необходим полный демонтаж при ремонте клапана.
 Обязательное условие – вертикальное расположение оси клапана.
Обязательное условие – вертикальное расположение оси клапана. Давление до обратного клапана падает до нуля, но после него остается.
Давление до обратного клапана падает до нуля, но после него остается. Недостатком некоторых приложений может быть отсутствие индикатора открытия/закрытия.
Недостатком некоторых приложений может быть отсутствие индикатора открытия/закрытия.
 Из-за внутренних валов, которые находятся внутри потока, они используются для воды и очищенных сточных вод. Обратные клапаны с наклонным диском хорошо подходят для снижения риска гидравлического удара.
Из-за внутренних валов, которые находятся внутри потока, они используются для воды и очищенных сточных вод. Обратные клапаны с наклонным диском хорошо подходят для снижения риска гидравлического удара. Затем демпфер рассеивает кинетическую энергию диска и заставляет его немного открываться. Диск закрывается до тех пор, пока снова не соприкоснется с демпфером, и это амортизирует диск, пока он не вернется в полностью закрытое положение, закрывая клапан. Эта функция значительно снижает возникновение гидравлического удара благодаря демпфированному и контролируемому методу закрытия клапана.
Затем демпфер рассеивает кинетическую энергию диска и заставляет его немного открываться. Диск закрывается до тех пор, пока снова не соприкоснется с демпфером, и это амортизирует диск, пока он не вернется в полностью закрытое положение, закрывая клапан. Эта функция значительно снижает возникновение гидравлического удара благодаря демпфированному и контролируемому методу закрытия клапана. Поскольку диск постоянно находится на прямой линии потока, характеристики потери напора у этого клапана выше, чем у обычных поворотных обратных клапанов.
Поскольку диск постоянно находится на прямой линии потока, характеристики потери напора у этого клапана выше, чем у обычных поворотных обратных клапанов. При выборе клапана для этих жидкостей следует учитывать, как присутствие твердых частиц может потенциально повлиять на работу клапана.
При выборе клапана для этих жидкостей следует учитывать, как присутствие твердых частиц может потенциально повлиять на работу клапана. Существует ряд значений потери напора, среди прочих значений дзета, значений Kv и Kvs.
Существует ряд значений потери напора, среди прочих значений дзета, значений Kv и Kvs. На первом этапе процесса насос останавливается, что приводит к скачку давления. Второй шаг, когда поток меняется на противоположный, ударяется о полностью закрытый обратный клапан. Если обратный клапан закрывается слишком быстро, кинетическая энергия превращается в высокое давление, нагружая трубы и вызывая сильный шум.
На первом этапе процесса насос останавливается, что приводит к скачку давления. Второй шаг, когда поток меняется на противоположный, ударяется о полностью закрытый обратный клапан. Если обратный клапан закрывается слишком быстро, кинетическая энергия превращается в высокое давление, нагружая трубы и вызывая сильный шум. Следует обратить внимание на насос, расположенный выше по потоку, чтобы убедиться, что он подходит для обратного вращения и потока.
Следует обратить внимание на насос, расположенный выше по потоку, чтобы убедиться, что он подходит для обратного вращения и потока.
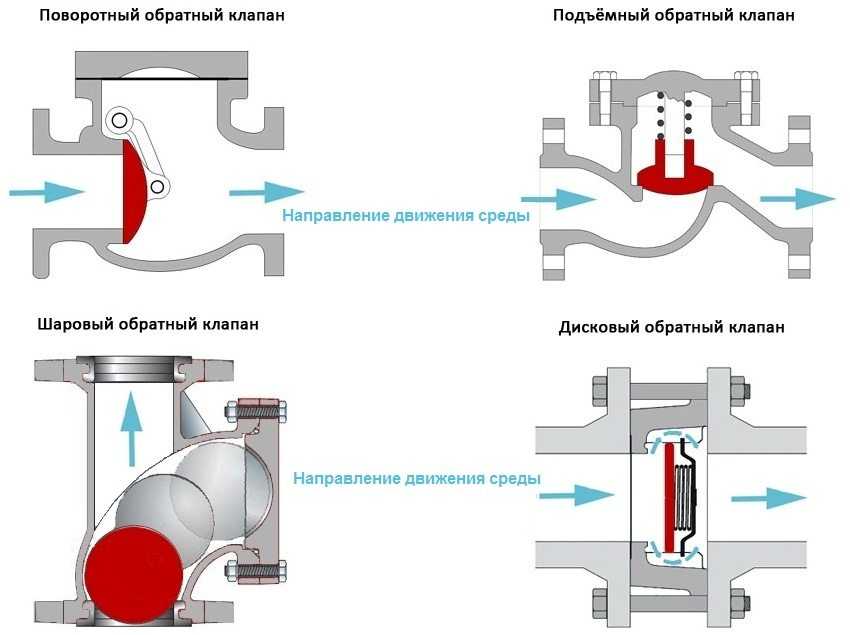 В результате предотвращается повреждение, обычно вызываемое обратным потоком.
В результате предотвращается повреждение, обычно вызываемое обратным потоком.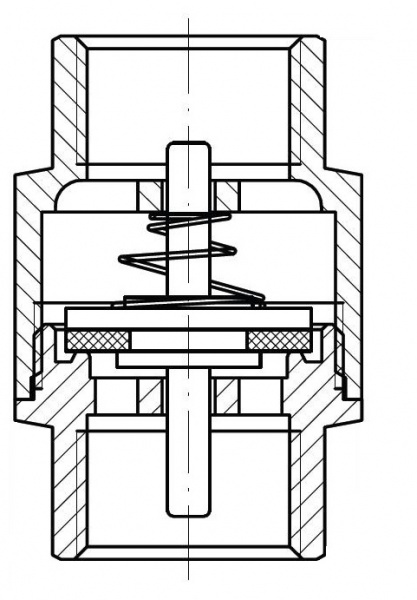
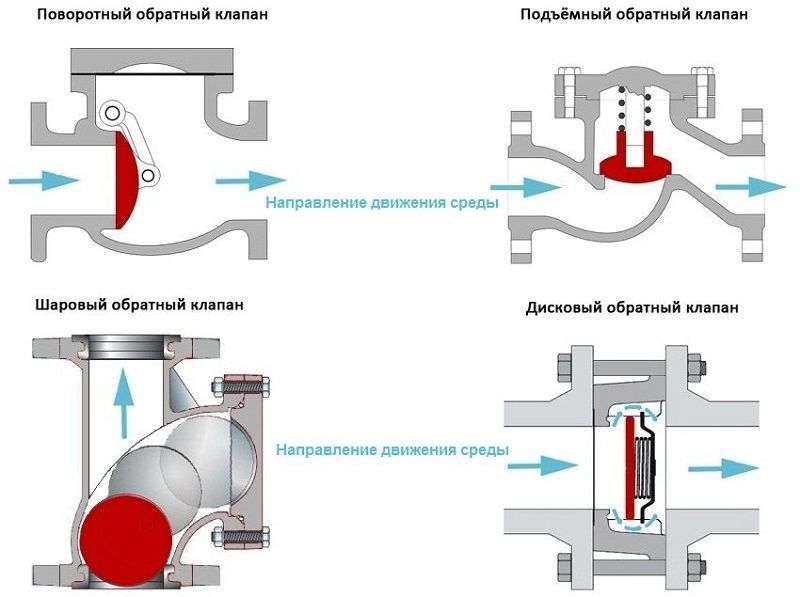
 Консольные установки при практически одинаковых функциональных возможностях более компактны. Роботизированные станки позволяют выполнять трехмерный раскрой любого материала.
Консольные установки при практически одинаковых функциональных возможностях более компактны. Роботизированные станки позволяют выполнять трехмерный раскрой любого материала.

 При помощи гидроабразивных станков обрабатывают широкий спектр материалов, различной толщины и размера. Дополнительные преимущества установок:
При помощи гидроабразивных станков обрабатывают широкий спектр материалов, различной толщины и размера. Дополнительные преимущества установок: Наша команда инженеров по гидроабразивному оборудованию уже более 30 лет разрабатывает и внедряет новые комплексные решения для гидроабразивной резки под высоким давлением.
Наша команда инженеров по гидроабразивному оборудованию уже более 30 лет разрабатывает и внедряет новые комплексные решения для гидроабразивной резки под высоким давлением.
 Эксклюзивно для Techni Waterjet, этот чрезвычайно надежный насос высокого давления включает в себя технологию программы космических челноков НАСА, которая позволяет ему стать на 60% более эффективным, чем стандартные гидравлические усилители.
Эксклюзивно для Techni Waterjet, этот чрезвычайно надежный насос высокого давления включает в себя технологию программы космических челноков НАСА, которая позволяет ему стать на 60% более эффективным, чем стандартные гидравлические усилители. Это позволяет оператору станка для гидроабразивной резки найти точную точку, с которой можно возобновить резку после остановки, или точно определить местонахождение предварительно вырезанной детали.
Это позволяет оператору станка для гидроабразивной резки найти точную точку, с которой можно возобновить резку после остановки, или точно определить местонахождение предварительно вырезанной детали.
 Прозрачная камера насоса позволяет быстро визуально убедиться в наличии и правильном течении абразива.
Прозрачная камера насоса позволяет быстро визуально убедиться в наличии и правильном течении абразива. Au Office Location
Au Office Location Однако мягкий и нежный характер пены сам по себе может быть проблемой, поскольку многие процессы резки часто приводят к возгоранию пены. Пена для гидроабразивной резки оказалась одним из…
Однако мягкий и нежный характер пены сам по себе может быть проблемой, поскольку многие процессы резки часто приводят к возгоранию пены. Пена для гидроабразивной резки оказалась одним из… Тем не менее, при рассмотрении процесса гидроабразивной резки необходимо оценить стоимость часа гидроабразивной резки.
Тем не менее, при рассмотрении процесса гидроабразивной резки необходимо оценить стоимость часа гидроабразивной резки. Укладка невозможна в других техниках резки.
Укладка невозможна в других техниках резки. Он может варьироваться от 3000 до 9000 долларов США в год , если ваша машина работает 6 часов в день ( 2000-2100 часов в год ).
Он может варьироваться от 3000 до 9000 долларов США в год , если ваша машина работает 6 часов в день ( 2000-2100 часов в год ). Высококачественный гидроабразивный резак может потребовать больших первоначальных инвестиций, но может сэкономить вам деньги на эксплуатационных расходах. Кроме того, чистая гидроабразивная резка стоит значительно меньше, чем стоимость гидроабразивной резки, но она подходит только для мягких материалов, таких как резина и пенопласт.
Высококачественный гидроабразивный резак может потребовать больших первоначальных инвестиций, но может сэкономить вам деньги на эксплуатационных расходах. Кроме того, чистая гидроабразивная резка стоит значительно меньше, чем стоимость гидроабразивной резки, но она подходит только для мягких материалов, таких как резина и пенопласт. Нет времени и ресурсов, потраченных впустую на ненужные процессы, что приводит к снижению затрат.
Нет времени и ресурсов, потраченных впустую на ненужные процессы, что приводит к снижению затрат.


 ..
.. Паспорт
Паспорт ..
.. 3П756Л
3П756Л

 ..
.. ..
.. ..
..
 ..
.. ..
.. 1), станок плоскошлифовальный,
1), станок плоскошлифовальный,
 1), станок
1), станок
 ..
.. ..
.. ..
.. Станок плоскошлифовальный с прямоугольным столом и
Станок плоскошлифовальный с прямоугольным столом и
 Модернизируем насосные агрегаты и системы смены и откачки масла.
Модернизируем насосные агрегаты и системы смены и откачки масла.
 плоскошлиф. выс. точ. с гор. шпин-ем и прямо-м столом
плоскошлиф. выс. точ. с гор. шпин-ем и прямо-м столом столом и гор. шпинделем
столом и гор. шпинделем точ.
точ. Внутришлифовальный
Внутришлифовальный д\перешлифовки распред. валов
д\перешлифовки распред. валов kiev.ua
kiev.ua На данный момент у меня около 100 комплектов электронных копий самых распространенных моделей металлорежущих станков.
На данный момент у меня около 100 комплектов электронных копий самых распространенных моделей металлорежущих станков.
 Модель 520
Модель 520
 Мы рекомендуем начинать с Siena Espresso или Portofino Espresso. Обе эти смеси хорошо работают со многими эспрессо-машинами.
Мы рекомендуем начинать с Siena Espresso или Portofino Espresso. Обе эти смеси хорошо работают со многими эспрессо-машинами. Это увеличит количество экстракции в течение этого времени контакта. Если варить слишком медленно и долго, эспрессо будет горьким и с очень темной пенкой сверху. При слишком быстром приготовлении эспрессо будет водянистым, пенистым и кисловатым.
Это увеличит количество экстракции в течение этого времени контакта. Если варить слишком медленно и долго, эспрессо будет горьким и с очень темной пенкой сверху. При слишком быстром приготовлении эспрессо будет водянистым, пенистым и кисловатым. Это обеспечит тщательную и равномерную экстракцию вкуса.
Это обеспечит тщательную и равномерную экстракцию вкуса.  Слишком слабое давление оставляет вас с рыхлым помолом, который не будет извлекать достаточно аромата, в то время как слишком большое давление приводит к медленному извлечению и горькому вкусу. 15 фунтов начального давления и около 20-30 фунтов при вращении трамбовки создадут идеально ровную и компактную шайбу.
Слишком слабое давление оставляет вас с рыхлым помолом, который не будет извлекать достаточно аромата, в то время как слишком большое давление приводит к медленному извлечению и горькому вкусу. 15 фунтов начального давления и около 20-30 фунтов при вращении трамбовки создадут идеально ровную и компактную шайбу.
 Температура воды — не единственное, на что нужно обращать внимание при приготовлении идеального эспрессо. Во многом вкус сваренного кофе зависит от качества воды.
Температура воды — не единственное, на что нужно обращать внимание при приготовлении идеального эспрессо. Во многом вкус сваренного кофе зависит от качества воды.
 к. внутренний диаметр стандартной трубы составляет 27,1 мм, а усиленной — 25,5 мм. Последнее значение стоит довольно близко к равенству 1»=25,4 но все же им не является.
к. внутренний диаметр стандартной трубы составляет 27,1 мм, а усиленной — 25,5 мм. Последнее значение стоит довольно близко к равенству 1»=25,4 но все же им не является.

 5
5 , мм
, мм 15
15
 Ошибиться невозможно, а для уточнения используется специальный прибор – резьбомер. В крайнем случае, для уточнения резьбы, можно воспользоваться и обыкновенной линейкой. Ниже на фото представлена специальная соединительная муфта, при помощи которой обеспечивается соединение водопроводного изделия с обычным.
Ошибиться невозможно, а для уточнения используется специальный прибор – резьбомер. В крайнем случае, для уточнения резьбы, можно воспользоваться и обыкновенной линейкой. Ниже на фото представлена специальная соединительная муфта, при помощи которой обеспечивается соединение водопроводного изделия с обычным.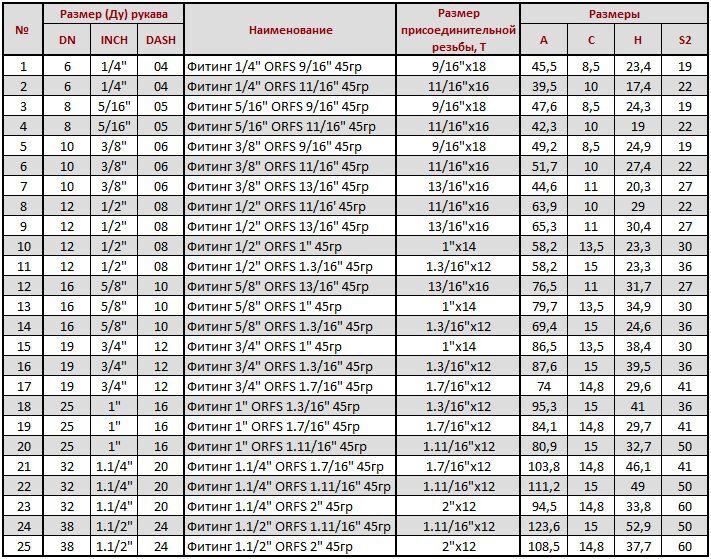 1415 – это число Пи.
1415 – это число Пи.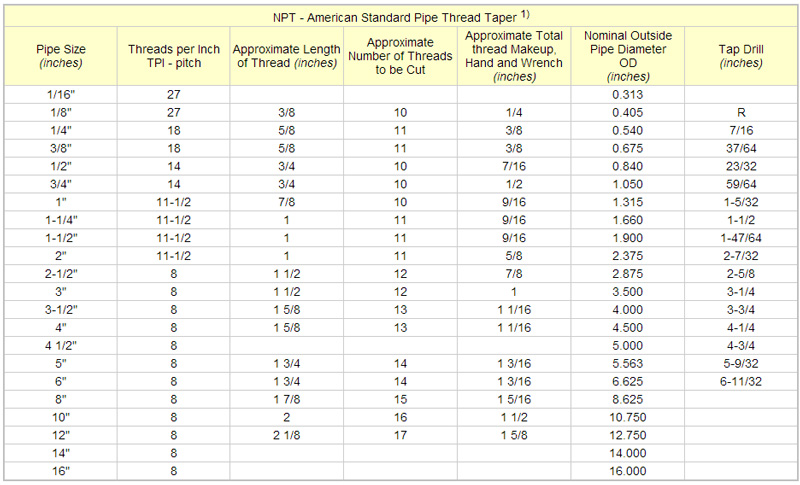 Второй: надо запомнить, сколько дюймов в одном сантиметре (0,39″ в 1 см) и при переводе сантиметры умножить на это число.
Второй: надо запомнить, сколько дюймов в одном сантиметре (0,39″ в 1 см) и при переводе сантиметры умножить на это число.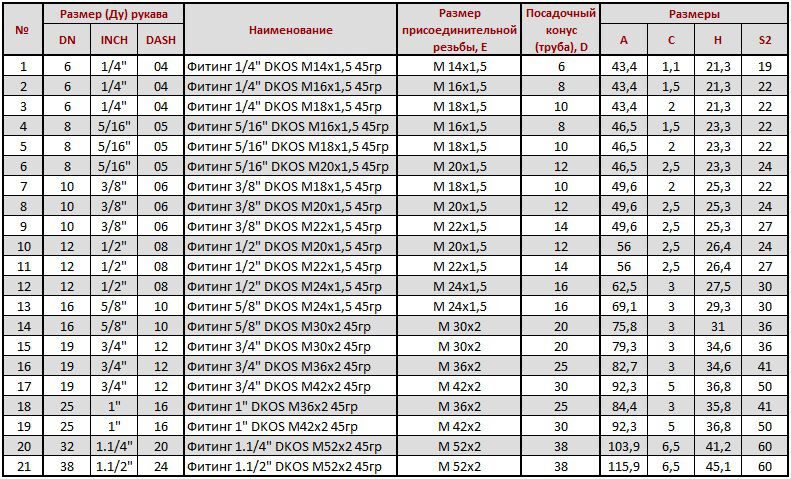


 Здесь вы найдете все способы
Здесь вы найдете все способы Итак, мы начинаем исследовать все пути трансформации
Итак, мы начинаем исследовать все пути трансформации Под каждым полем вы видите больше
Под каждым полем вы видите больше


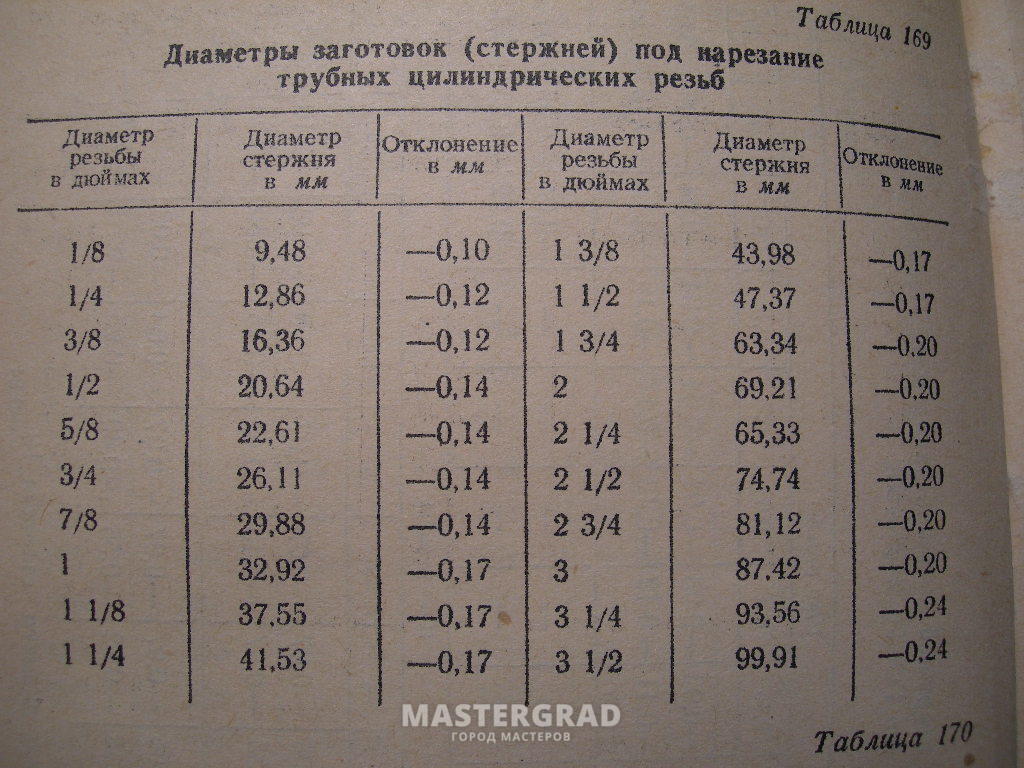 е.
е. 25984251969″ (in)
25984251969″ (in) 



 0393700787402
0393700787402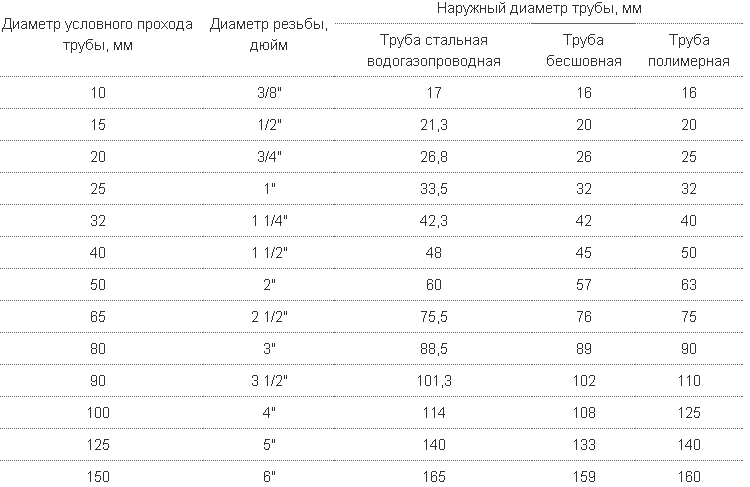 Наши таблицы преобразования, о которых мы упоминали ранее, также включены в
Наши таблицы преобразования, о которых мы упоминали ранее, также включены в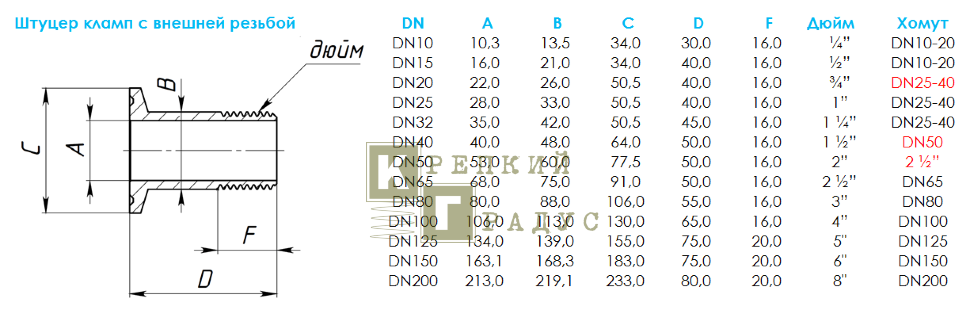 Соотношение
Соотношение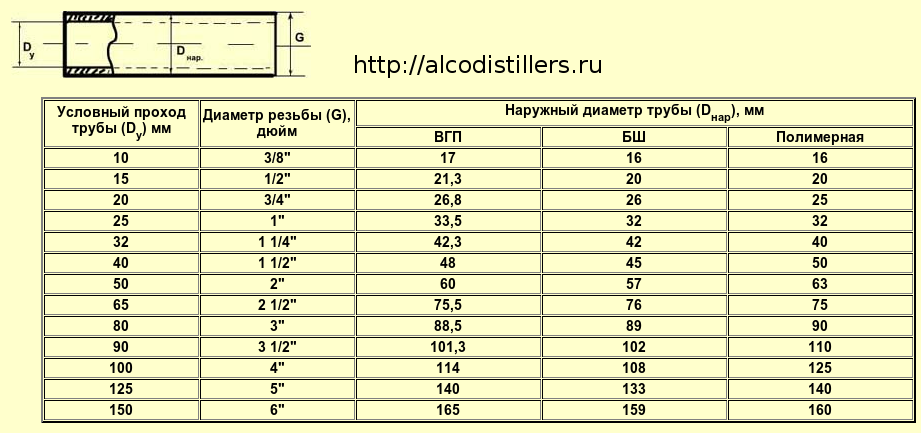 диаграммы синего и желтого цветов).
диаграммы синего и желтого цветов).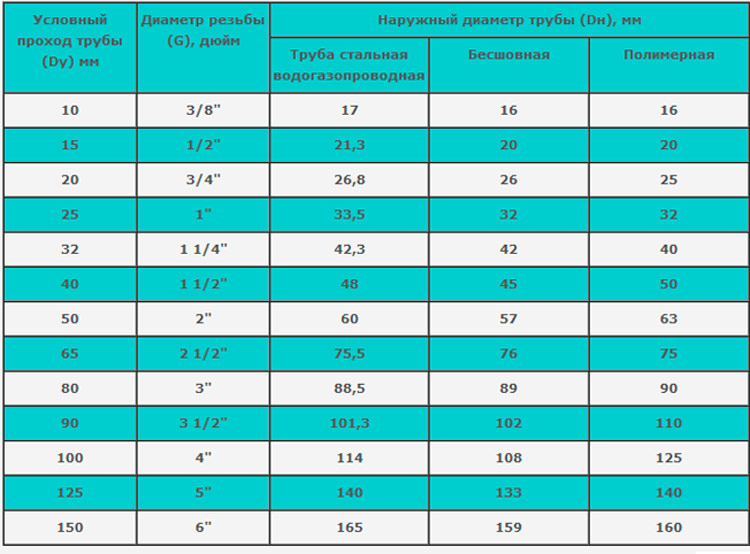 2
2 25984251969
25984251969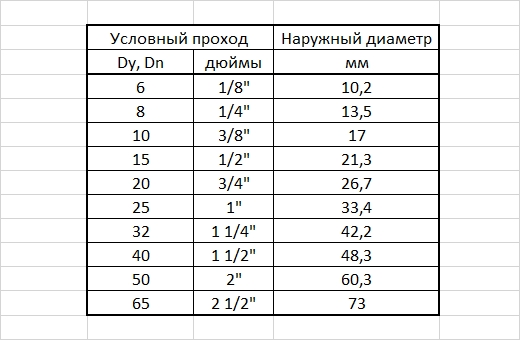 6e-19
6e-19 57
57 29
29 4
4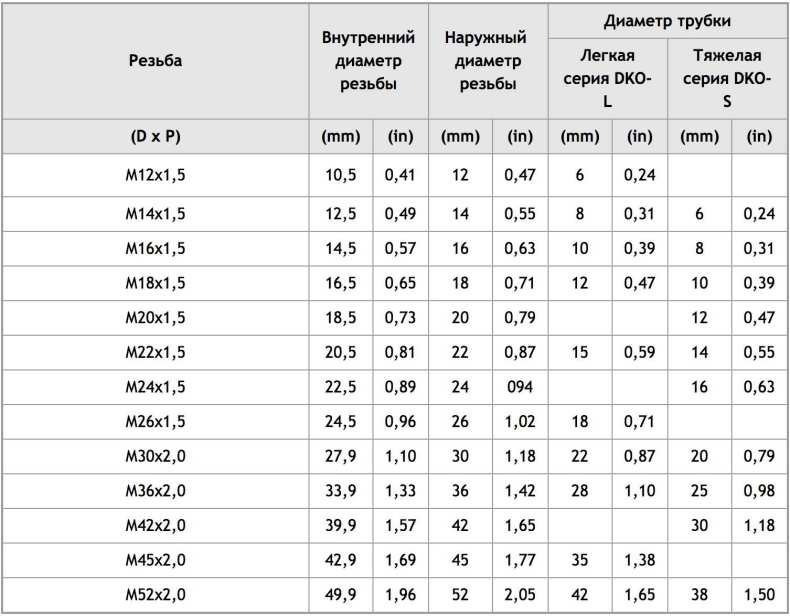 814
814 26
26 350
350

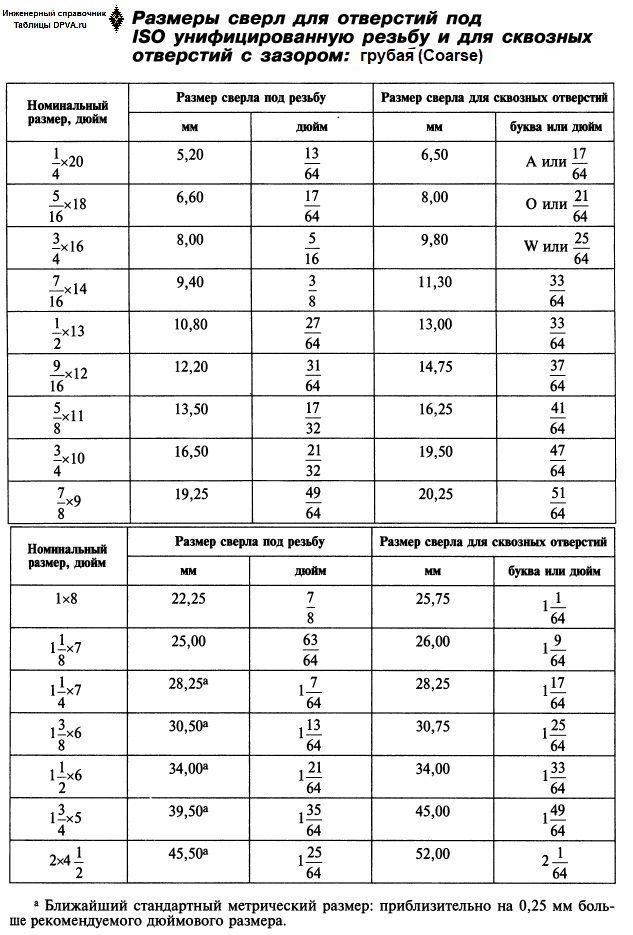
 В большинстве случаев абсолютно необходимо использовать правильный размер крепления. В этом кратком руководстве мы даем введение в стандартные метрические размеры ISO для гаек и болтов, которые, мы надеемся, помогут развеять любую путаницу.
В большинстве случаев абсолютно необходимо использовать правильный размер крепления. В этом кратком руководстве мы даем введение в стандартные метрические размеры ISO для гаек и болтов, которые, мы надеемся, помогут развеять любую путаницу.
 Стоит отметить, что метрические болты с крупным шагом резьбы имеют больше витков резьбы на дюйм (они расположены ближе друг к другу), чем сопоставимые дюймовые болты.
Стоит отметить, что метрические болты с крупным шагом резьбы имеют больше витков резьбы на дюйм (они расположены ближе друг к другу), чем сопоставимые дюймовые болты. 0
0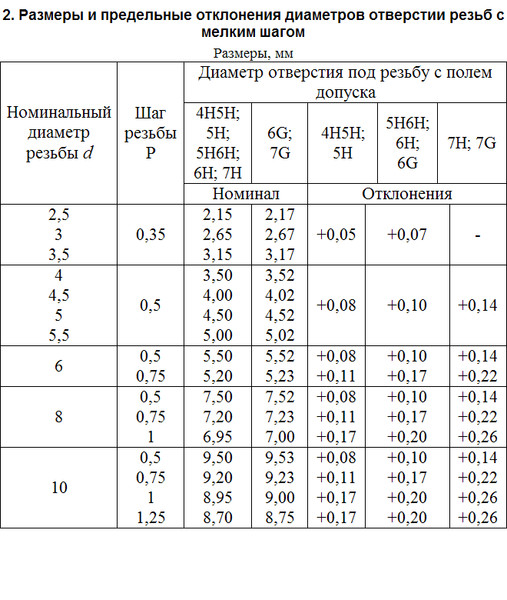
 Таким образом, болт M8 будет иметь диаметр стержня чуть меньше 8 мм, что означает, что болт должен пройти через отверстие диаметром 8 мм. Но обычной практикой является сверление отверстий с зазором, которые немного больше, чтобы учесть несоосность.
Таким образом, болт M8 будет иметь диаметр стержня чуть меньше 8 мм, что означает, что болт должен пройти через отверстие диаметром 8 мм. Но обычной практикой является сверление отверстий с зазором, которые немного больше, чтобы учесть несоосность.
 Важно использовать гаечный ключ или шестигранный ключ подходящего размера, чтобы избежать соскальзывания и потенциального повреждения гайки или болта из-за закругления краев.
Важно использовать гаечный ключ или шестигранный ключ подходящего размера, чтобы избежать соскальзывания и потенциального повреждения гайки или болта из-за закругления краев.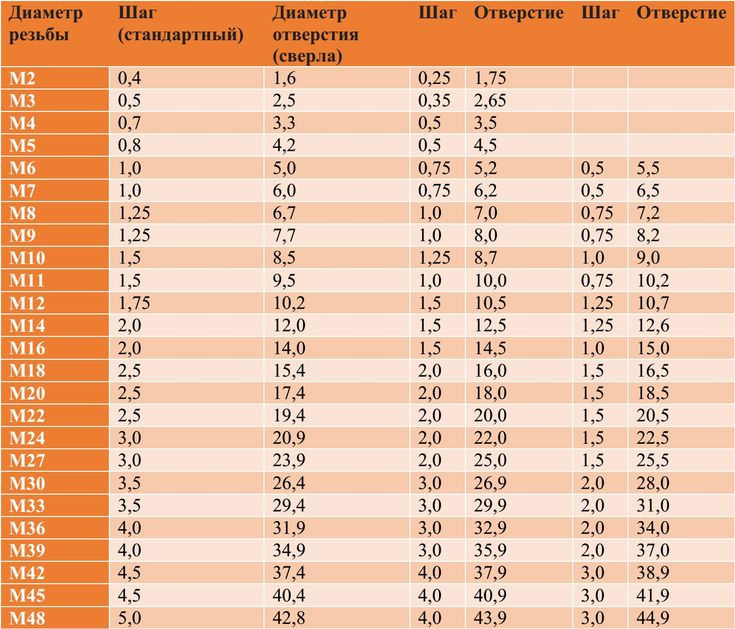
 45
45 70
70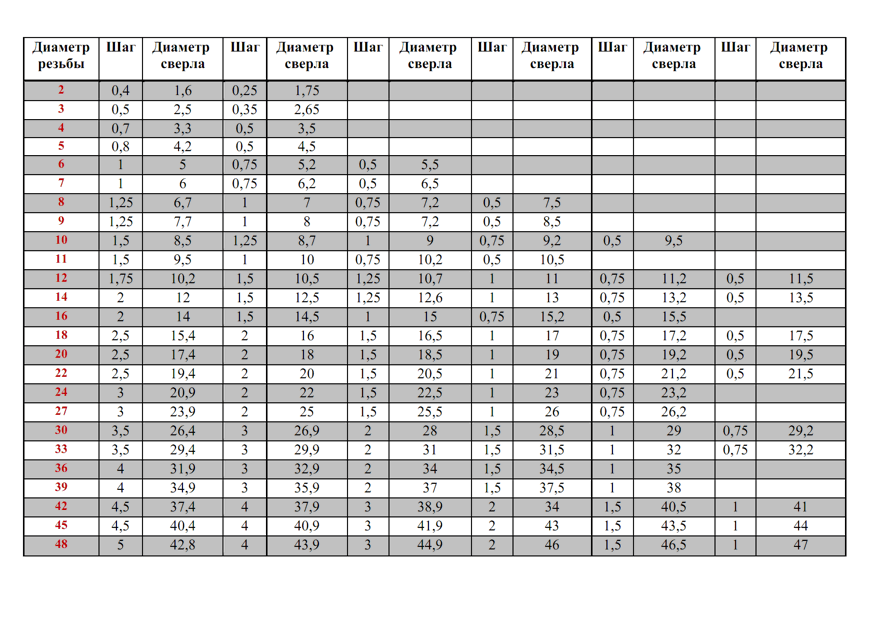 382
382

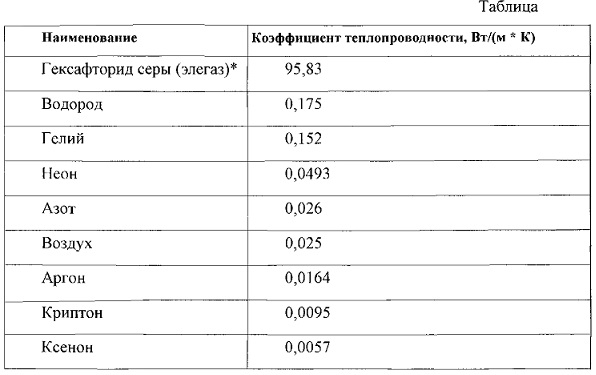

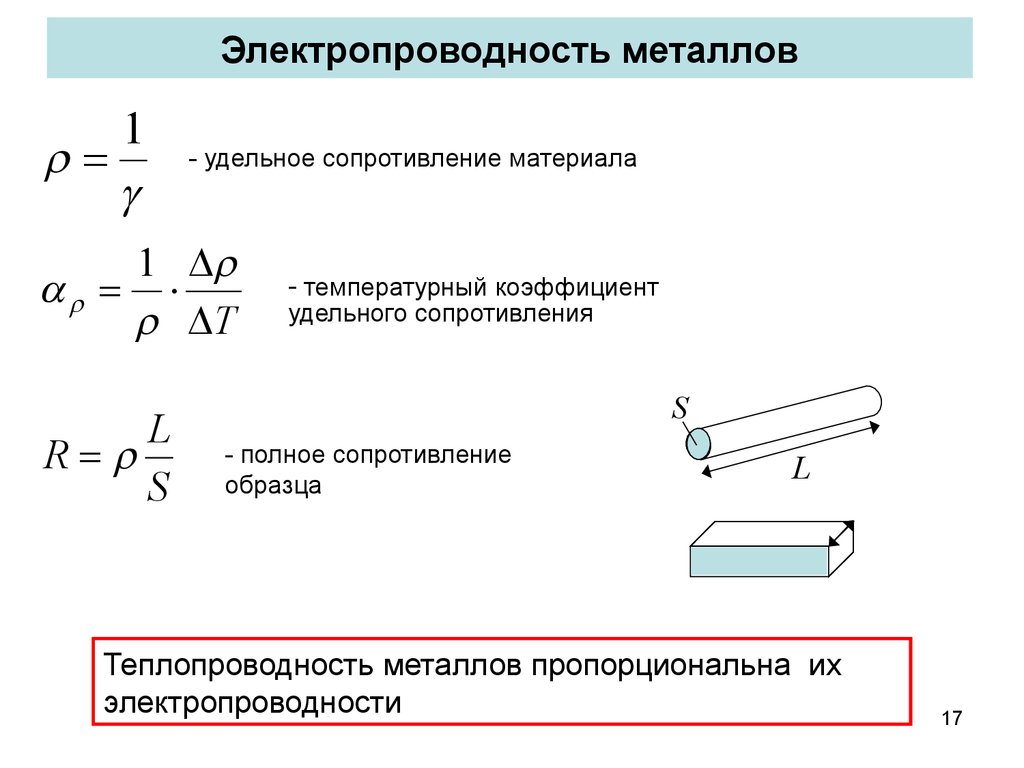 1
1
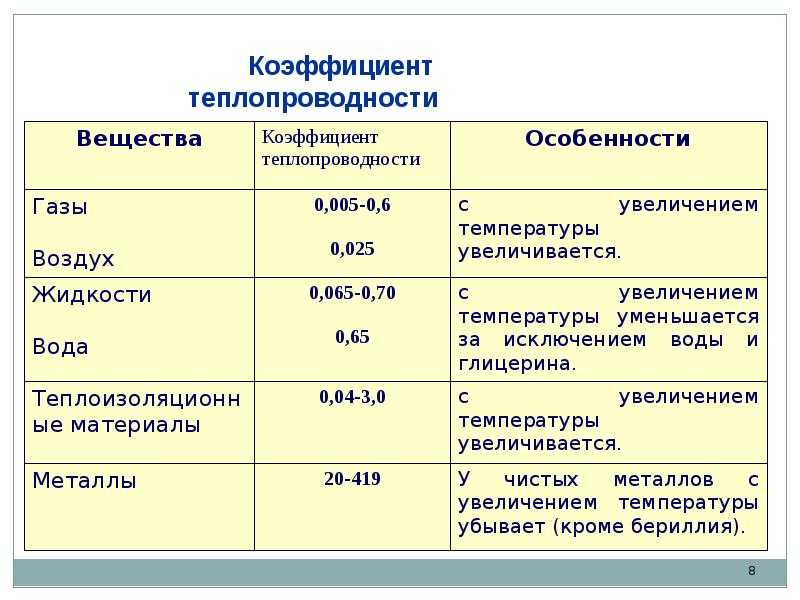 Образец располагают между нагретой и охлажденной поверхностью, а после прикосновения плоскостей, измеряют время, за которое заготовка может увеличить температуру прохладной опоры на один градус по Кельвину. Когда рассчитывают теплопроводность, обязательно учитывают размеры исследуемого образца.
Образец располагают между нагретой и охлажденной поверхностью, а после прикосновения плоскостей, измеряют время, за которое заготовка может увеличить температуру прохладной опоры на один градус по Кельвину. Когда рассчитывают теплопроводность, обязательно учитывают размеры исследуемого образца.
 А наличие хрома, позволит понизить теплопроводность в металлах до 12 единиц, с небольшим увеличением этой величины, при нагреве.
А наличие хрома, позволит понизить теплопроводность в металлах до 12 единиц, с небольшим увеличением этой величины, при нагреве.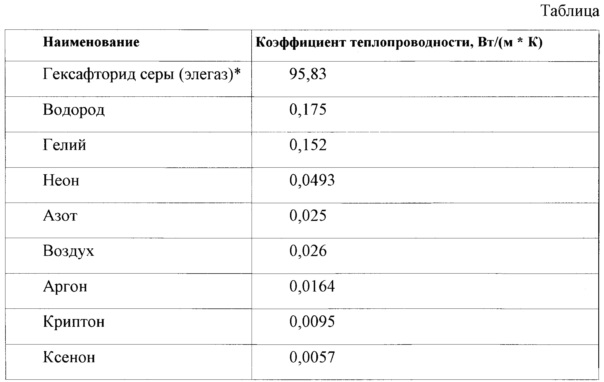
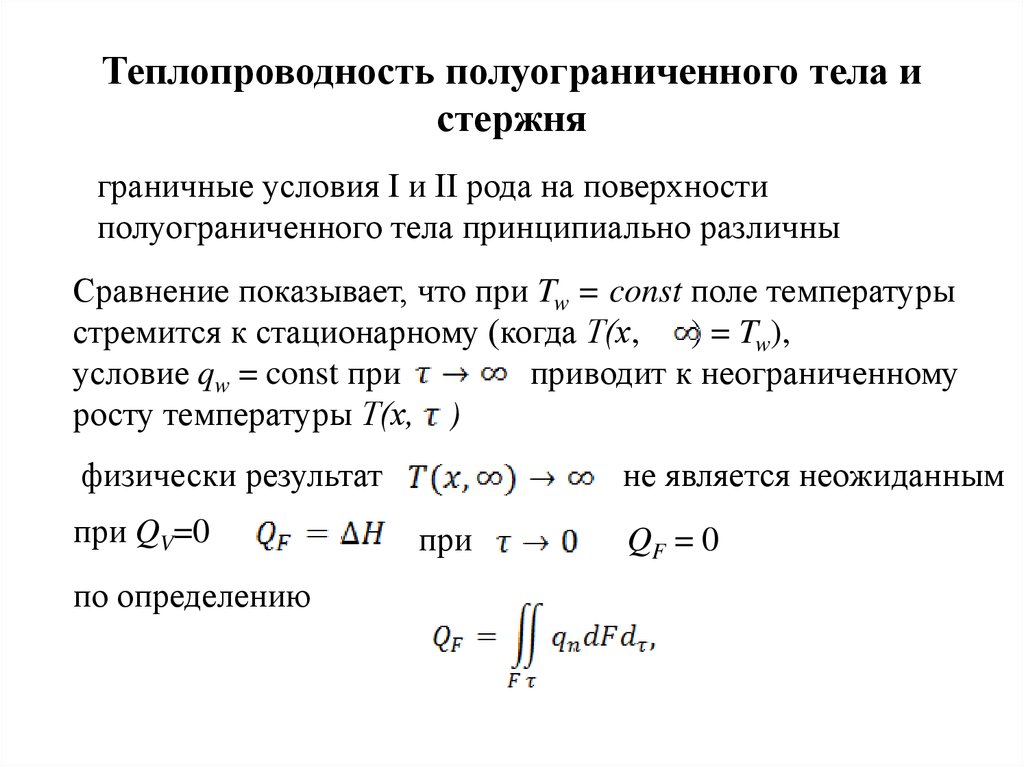 Теплопроводность измеряет способность материалов пропускать через себя тепло посредством проводимости.
Теплопроводность измеряет способность материалов пропускать через себя тепло посредством проводимости. 1
1 0
0 7
7 0
0 2
2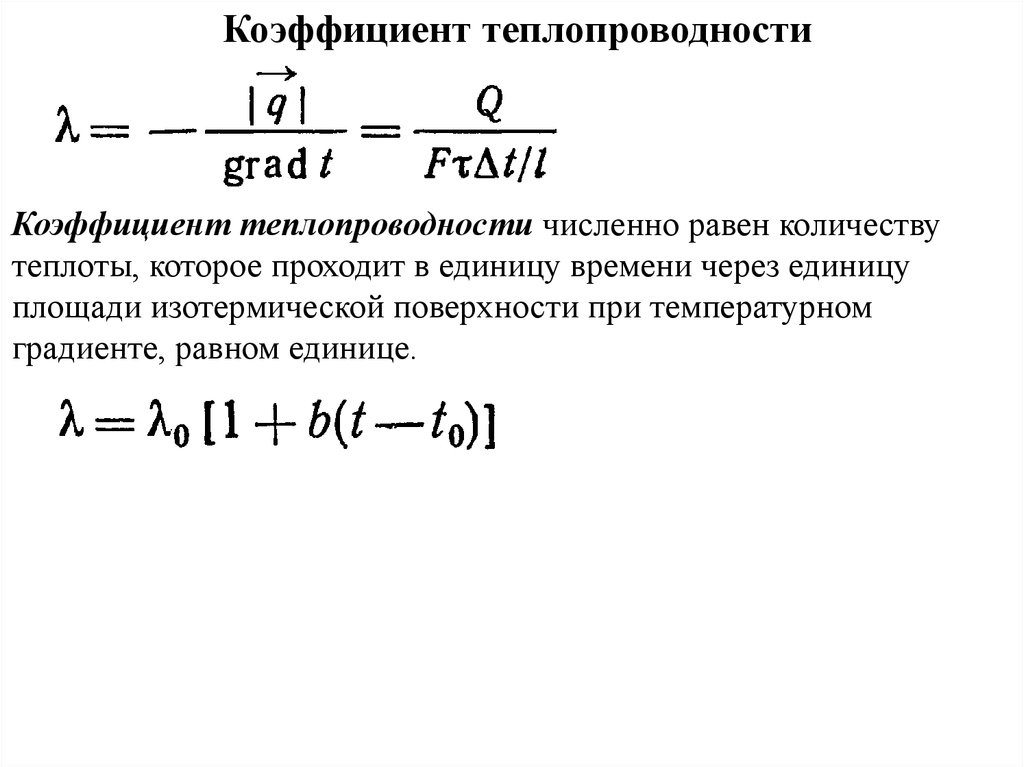 0
0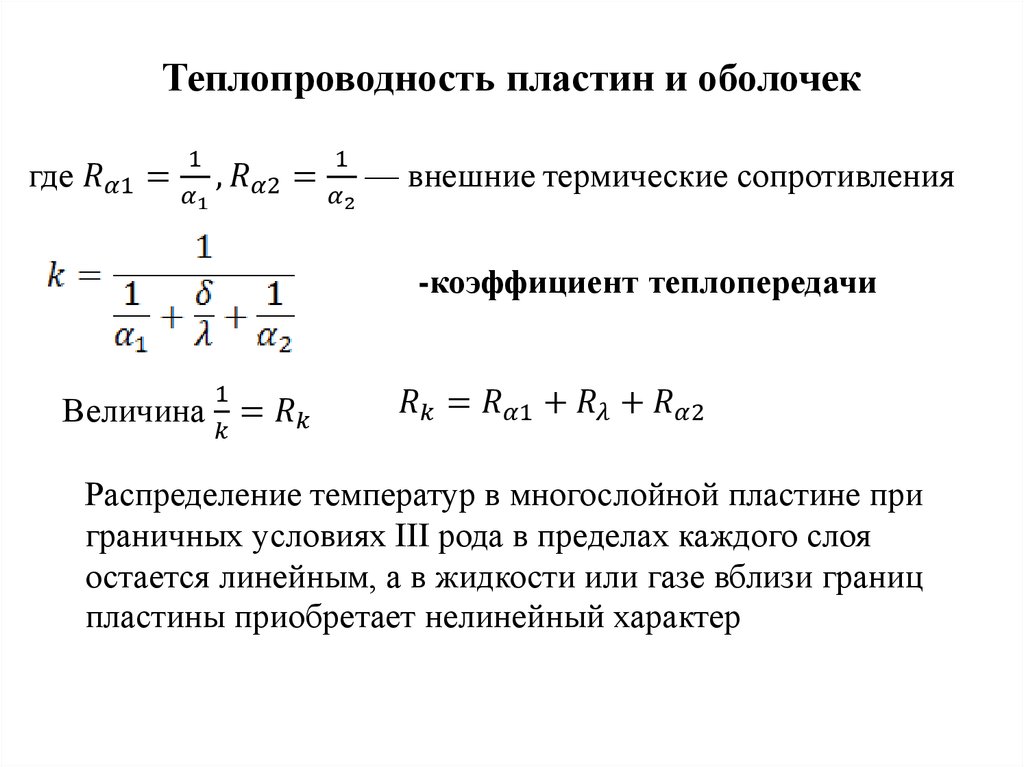 1
1 5
5 0
0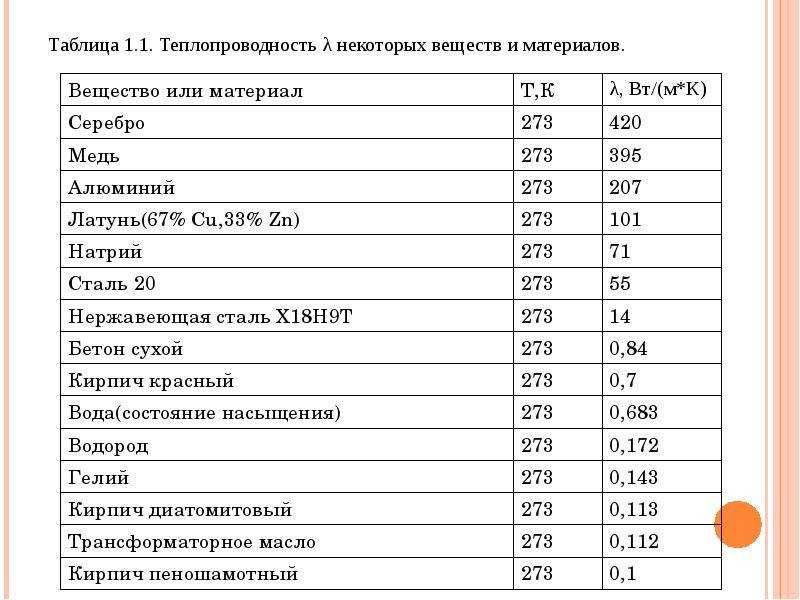
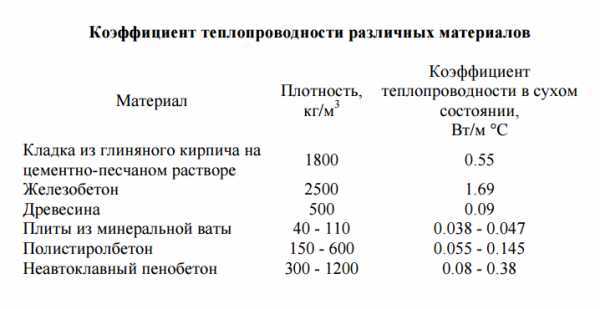
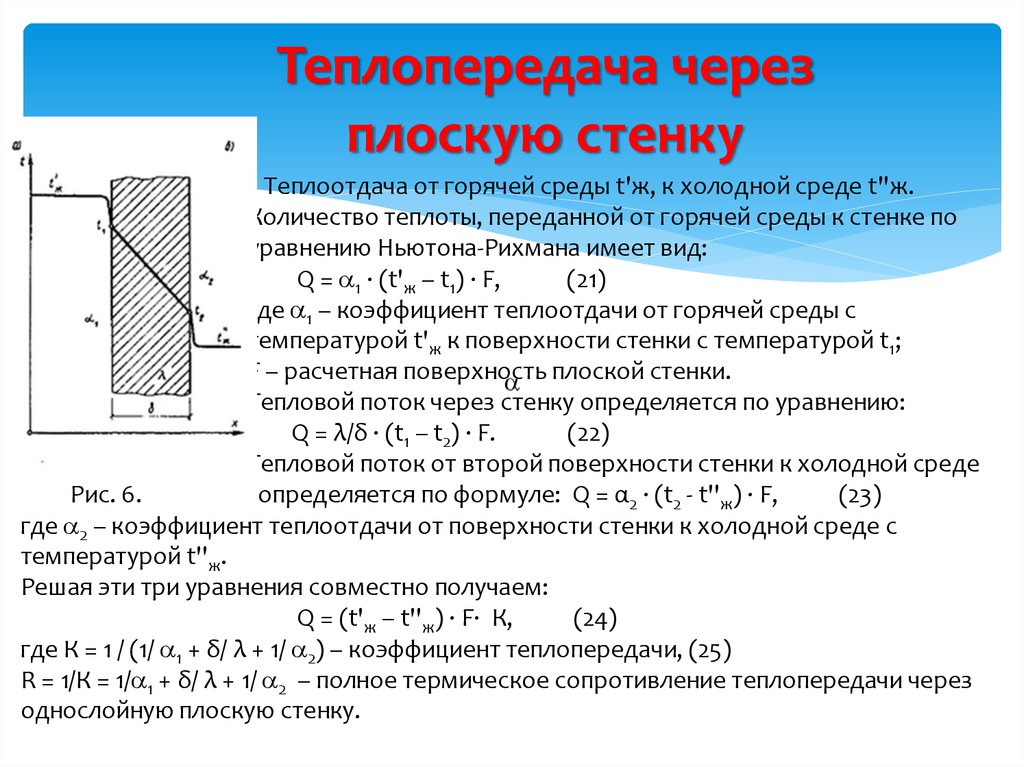
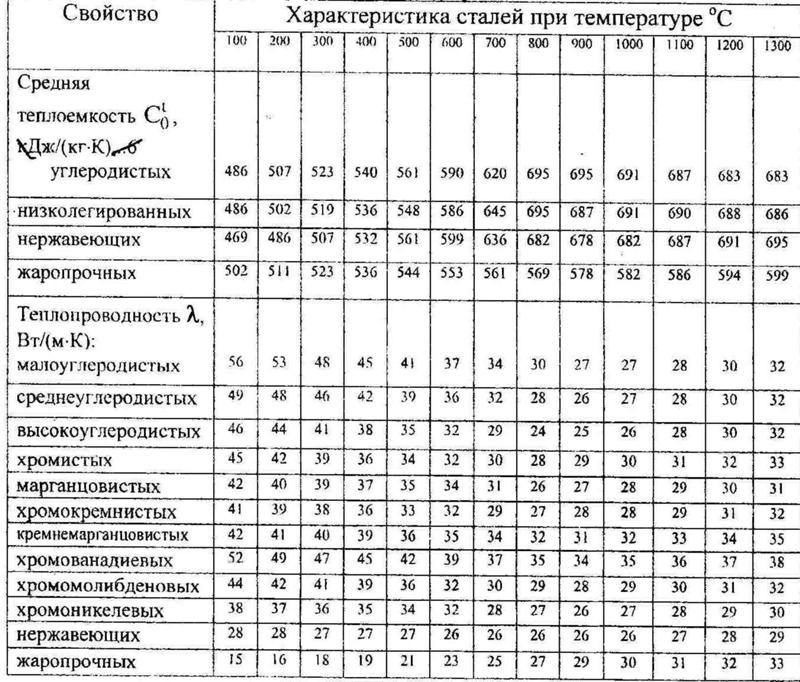

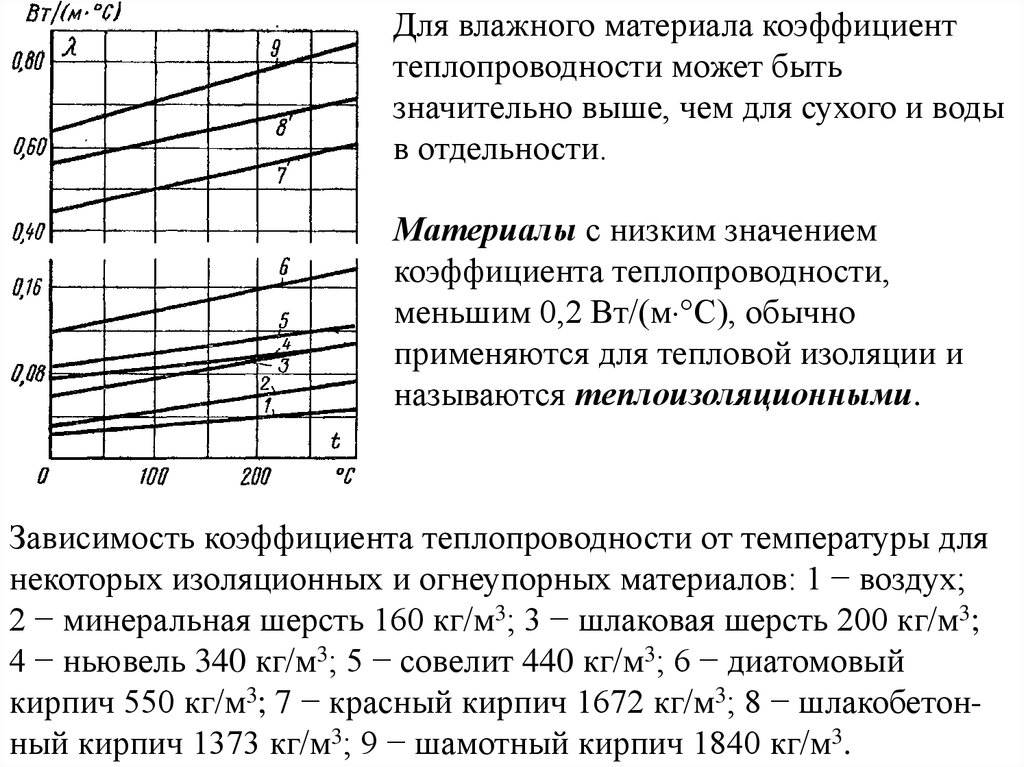
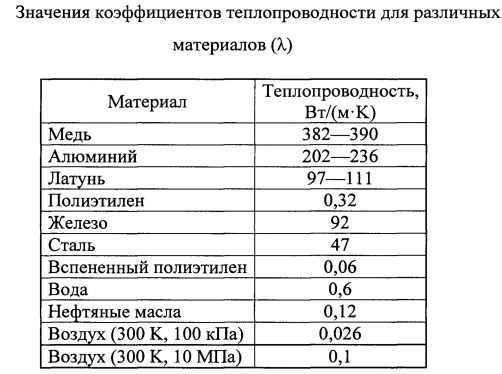
 4. Лист материала с уравнением теплопроводности.
4. Лист материала с уравнением теплопроводности.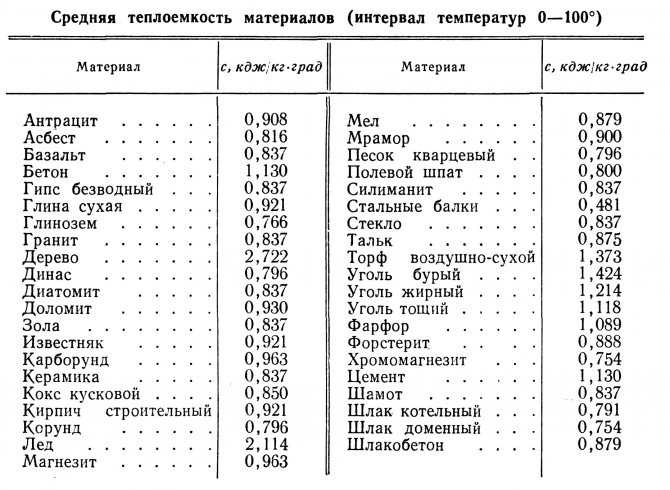 Медь и алюминий имеют самое высокое значение теплопроводности (k). Проверьте нашу базу данных материалов.
Медь и алюминий имеют самое высокое значение теплопроводности (k). Проверьте нашу базу данных материалов.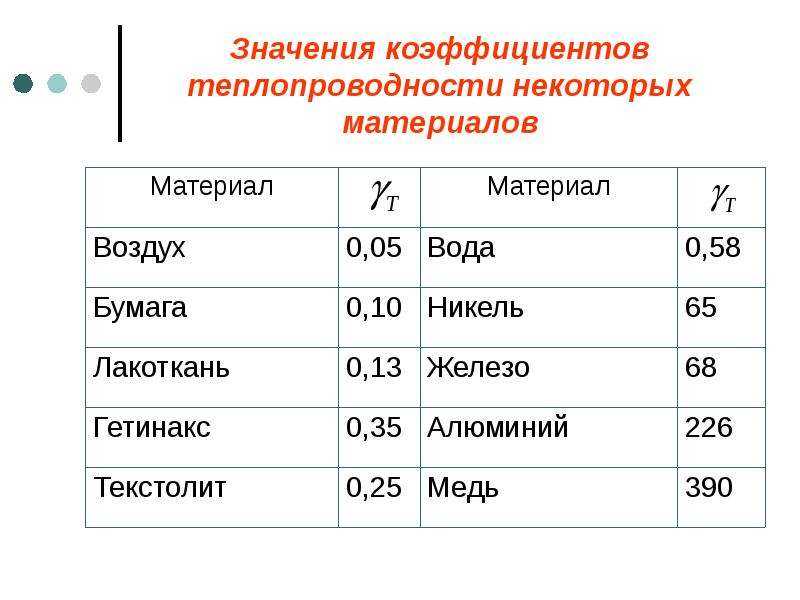 Магниевые сплавы используются в производстве новой техники, так как они легкие. Пластик используется для изготовления деталей электроники, которые не должны проводить электричество, а титан используется для производства пластика.
Магниевые сплавы используются в производстве новой техники, так как они легкие. Пластик используется для изготовления деталей электроники, которые не должны проводить электричество, а титан используется для производства пластика.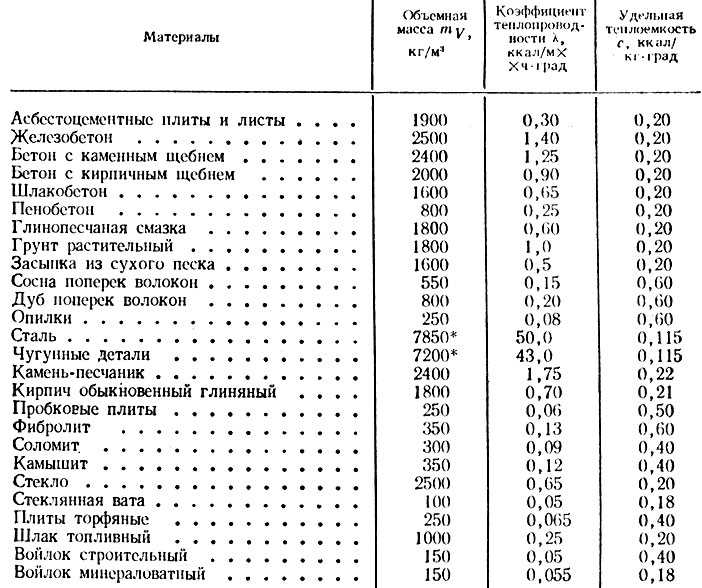
 (9 марта 2020 г.). Получено с https://www.aluminum.org/resources/industry-standards/aluminum-alloys-101
(9 марта 2020 г.). Получено с https://www.aluminum.org/resources/industry-standards/aluminum-alloys-101
 05.2019 Изменено 07.06.2019
05.2019 Изменено 07.06.2019
 Стандартно оснащен алмазным шлифовальным кругом диаметром 125 мм, подходит для заточки пил от 120 мм до 700 мм.
Стандартно оснащен алмазным шлифовальным кругом диаметром 125 мм, подходит для заточки пил от 120 мм до 700 мм. Станок удобно переносить и использовать на любом рабочем месте, он компактный и лёгкий. Простое устройство станка позволяет работу на нём без специальных навыков. Станок подойдёт как частным мастерам, так и под производственные необходимости. Заточные станки Realrez обеспечивают высокую точность кромки сверла и других инструментов, снижая временные затраты на заточку свёрл и упрощая её.
Станок удобно переносить и использовать на любом рабочем месте, он компактный и лёгкий. Простое устройство станка позволяет работу на нём без специальных навыков. Станок подойдёт как частным мастерам, так и под производственные необходимости. Заточные станки Realrez обеспечивают высокую точность кромки сверла и других инструментов, снижая временные затраты на заточку свёрл и упрощая её. Станок удобно переносить и использовать на любом рабочем месте, он компактный и лёгкий. Простое устройство станка позволяет работу на нём без специальных навыков. Станок подойдёт как частным мастерам, так и под производственные необходимости. Заточные станки Realrez обеспечивают высокую точность кромки сверла и других инструментов, снижая временные затраты на заточку свёрл и упрощая её.
Станок удобно переносить и использовать на любом рабочем месте, он компактный и лёгкий. Простое устройство станка позволяет работу на нём без специальных навыков. Станок подойдёт как частным мастерам, так и под производственные необходимости. Заточные станки Realrez обеспечивают высокую точность кромки сверла и других инструментов, снижая временные затраты на заточку свёрл и упрощая её.

 д.
д. типы неточных шлифовальных станков на рисунке, которые подробно описаны ниже.
типы неточных шлифовальных станков на рисунке, которые подробно описаны ниже.





 Толщина шурупа – до 8 мм, длина – до 200 мм.
Толщина шурупа – до 8 мм, длина – до 200 мм.
 Если материал стены мягкий (пористый), используйте для этой операции электродрель (шуруповерт) и сверло с твердосплавным наконечником. Если плотность материала основания выше 700кг/м³, для работы понадобится перфоратор и специальное сверло для него.
Если материал стены мягкий (пористый), используйте для этой операции электродрель (шуруповерт) и сверло с твердосплавным наконечником. Если плотность материала основания выше 700кг/м³, для работы понадобится перфоратор и специальное сверло для него.
 Для прикручивания этих элементов к поверхности из плотного материала подойдут шурупы 3х20 мм. Для навешивания двадцатикилограммовых конструкций понадобятся саморезы по бетону с диаметром тела 4 мм и длиной 20–70 мм. Шестимиллиметровые нагели удержат вес до 50 кг, а с диаметром 8–10 мм – до 100 кг.
Для прикручивания этих элементов к поверхности из плотного материала подойдут шурупы 3х20 мм. Для навешивания двадцатикилограммовых конструкций понадобятся саморезы по бетону с диаметром тела 4 мм и длиной 20–70 мм. Шестимиллиметровые нагели удержат вес до 50 кг, а с диаметром 8–10 мм – до 100 кг. Если, конечно, вы не затеяли генеральный ремонт, для которого покупаете метизы упаковками.
Если, конечно, вы не затеяли генеральный ремонт, для которого покупаете метизы упаковками. Здесь предусмотрено 19 вариантов длины от 12 до 220 мм и шесть различных диаметров от 3 до 6 мм (нет только d-5,5 мм).
Здесь предусмотрено 19 вариантов длины от 12 до 220 мм и шесть различных диаметров от 3 до 6 мм (нет только d-5,5 мм).
 Те, что имеют желтый оттенок, покрываются напылением на основе меди или латуни и применяются исключительно внутри помещений. Наиболее слабой защитой от коррозии обладают черные оксидированные – их можно купить только для комнат с нормальным влажностным режимом.
Те, что имеют желтый оттенок, покрываются напылением на основе меди или латуни и применяются исключительно внутри помещений. Наиболее слабой защитой от коррозии обладают черные оксидированные – их можно купить только для комнат с нормальным влажностным режимом.
 Сюда забивается пластиковая гильза, и в ней уже фиксируется крепеж. Ее конструкция предусматривает сложные по форме лепестки с шипами, крючками и другими цепляющимися элементами, которые распираются в отверстии по мере вкручивания шурупа. Посадочное гнездо под дюбель делают сверлом соответствующего диаметра, но дополнительно заглубляют его на 3-5 мм.
Сюда забивается пластиковая гильза, и в ней уже фиксируется крепеж. Ее конструкция предусматривает сложные по форме лепестки с шипами, крючками и другими цепляющимися элементами, которые распираются в отверстии по мере вкручивания шурупа. Посадочное гнездо под дюбель делают сверлом соответствующего диаметра, но дополнительно заглубляют его на 3-5 мм. Подобное применение допускается только при условии невысоких нагрузок на крепеж.
Подобное применение допускается только при условии невысоких нагрузок на крепеж.
 /кор.
/кор. /кор.
/кор. /кор.
/кор. /кор.
/кор. /кор.
/кор. /кор.
/кор.

 Эмпирическое правило заключается в том, что чем тверже основной материал, тем лучше показатели удерживания.
Эмпирическое правило заключается в том, что чем тверже основной материал, тем лучше показатели удерживания.  Добавление максимального заглубления 1-3/4 дюйма к толщине закрепляемого материала обеспечит максимальную длину используемого винта Tapcon®.
Добавление максимального заглубления 1-3/4 дюйма к толщине закрепляемого материала обеспечит максимальную длину используемого винта Tapcon®. ..
.. ..
.. ..
.. ..
.. ..
.. ..
.. ..
.. ..
.. ..
.. ..
.. ..
..