Наши специалисты свяжутся с Вами и ответят на все Ваши
вопросы в ближайшее время.
Ф.И.О. *
Ваш телефон *
* Нажимая на кнопку «Отправить», я даю согласие на обработку моих персональных данных в соответствии с Согласием об обработке персональных данных
Ваше имя *
Ваш телефон *
Ваш E-mail
Сообщение *
* Нажимая на кнопку «Отправить», я даю согласие на обработку моих персональных данных в соответствии с Согласием об обработке персональных данных
Ф.И.О. *
Ваш телефон *
* Нажимая на кнопку «Отправить», я даю согласие на обработку моих персональных данных в соответствии с Согласием об обработке персональных данных
Диаметры отверстий под метрическую резьбу
Цена:
от: до:
Название:
Артикул:
Текст:
Выберите категорию: Все Категории» Абразивный инструмент»» Абразивный инструмент на керамической связке»»» Шлифовальные круги тип 1( прямой профиль) 25А (белые)»»» Шлифовальные круги тип 1( прямой профиль) 63С (зеленые)»»» Шлифовальные круги тип 11( чашечные конические) 25А (белые)»»» Шлифовальные круги тип 11( чашечные конические) 63С (зеленые)»»» Шлифовальные круги тип 12( тарельчатые плоские) 25А (белые)»»» Шлифовальные круги тип 12( тарельчатые плоские) 63С (зеленые)»»» Шлифовальные круги тип 14( тарельчатые) 25А (белые)»»» Шлифовальные круги тип 14( тарельчатые) 63С (зеленые)»»» Шлифовальные круги тип 6»»» Бруски»» Инструмент на бакеллитовой связке»»» Круги отрезные армированные по черным, цветным металлам и нержавеющим сталям тип 41»»» Круги отрезные армированныепо бетону (камню, кирпичу) тип 41»»» Круги зачистные армированные тип 1 (прямой профиль)»»» Сегменты шлифовальные»»» Круги отрезные не армированные»»» Круги для заточки пил тип 3 (конический профиль) »»» Круги зачистные не армированные тип 1 (прямой профиль)»» Инструмент на гибкой основе»»» Наждачная бумага»»»» Наждачная бумага в рулонах»»»» Наждачная бумага в листах»»» Лепестковые круги КЛТ»»» Лепестковые круги КЛ»»» Лепестковые круги КЛО»»» Фибровые диски»»» Клетированные диски»»» Ленты бесконечные»»» Шлифблоки»» Паста ГОИ»» Вулканитовые круги»» Тигли» Измерительный инструмент»» Штангенциркули»» Измерительные приборы»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Концевые меры длины»» Линейки металлические»» Рулетки»» Угольники слесарные» Стальные клейма и инструменты для маркировки HEIDENPETER»» Серия GRAVUREM-S Standart ( стандартные требования, до 800 МПа)»» Серия CYRILLIC ALPHABET ( КИРИЛЛИЦА)»» Серия OVERSIZES ( высота > 16 мм)»» Серия GRAVUREM-№1 extra-extra ( маркировка нержавеющих сталей, защита от коррозии)»» Серия GRAVUREM-SPECIAL ( повышенная точность оттиска)»» Серия GRAVUREM-T ( контролируемая глубина оттиска)»» Серия GRAVUREM-RP ( точечные)»» Серия GRAVUREM-R ( бережная маркировка)»» ПУАНСОНЫ В НАБОРАХ С ДЕРЖАТЕЛЯМИ»» НУМЕРАЦИОННЫЕ ГОЛОВКИ серии "Compact Marker"»» РУЧНЫЕ ДЕРЖАТЕЛИ ДЛЯ СТАЛЬНЫХ КЛЕЙМ» Металлорежущий инструмент»» Сверла»»» Сверла с коническим хвостовиком Р6М5(HSS) ГОСТ 10903-77, DIN-345»»» Сверла с коническим хвостовиком HSSCo5 (Р6М5К5) ГОСТ 10903-77, DIN-345»»» Сверла с коническим хвостовиком длинные, ГОСТ 12121-77»»» Сверла с цилиндрическим хвостовиком Р6М5, HSS ГОСТ-10902, DIN-338»»» Сверла с цилиндрическим хвостовиком HSSCo5 (Р6М5К5) ГОСТ-10902, DIN-338»»» Сверла с цилиндрическим хвостовиком длинные ГОСТ 886-77, DIN-340»»» Сверла с цилиндрическим хвостовиком длинные HSSCo5 DIN-340»»» Cвёрла с цилиндрическим хвостовиком сверхдлинные для металла и нержавеющей стали»»» Сверла с цилиндрическим проточенным хвостовиком»»» Сверла для сварных точек с центральной вставкой по DIN-1897»»» Центровочные сверла тип "А" ГОСТ 14952-75, ТУ 2-3912-001, DIN 333»»» Центровочные сверла тип "NC" для станков с ЧПУ»»» Сверла монолитные твердосплавные с цилиндрическим хвостовиком ГОСТ 17274-71»»» Наборы сверл»»» Сверла для печатных плат»»» Ступенчатые сверла для листовых материалов»»» Сверла двухсторонние»» Метчики»»» Метчики с метрической (М) резьбой»»»» Метчики гаечные прямые и изогнутые»»»» Метчики машинно-ручные ГОСТ 3266-81»»»» Метчики ручные»»» Метчики с трубной цилиндрической (G) резьбой»»» Метчики с трубной конической (Rc) резьбой ГОСТ 6227-80»»» Метчики с дюймовой резьбой»»» Метчики с дюймовой конической (К) резьбой ГОСТ 6227-80»» Развертки»»» Развертки ручные»»» Развертки машинные»» Фрезы»»» Борфрезы»»» Фрезы дисковые отрезные ГОСТ 2679-93»»» Фрезы для пазов шпонок сегментных ГОСТ 6648-79»»» Фрезы концевые с коническим хвостовиком ГОСТ 170»»» Фрезы концевые с цилиндрическим хвостовиком ГОСТ 1702»»» Фрезы модульные»»» Фрезы монолитные (концевые и шпоночные)»»» Фрезы торцевые»»» Фрезы трехсторонние»»» Фрезы цилиндрические»»» Фрезы шпоночные»»» Фрезы червячные»»» Фрезы радиусные выпуклые и вогнутые»» Круглые плашки»»» Плашки круглые коническая трубная (Rc) резьба ГОСТ 6228-80»»» Плашки круглые коническая дюймовая (К) резьба ГОСТ 6228-80»»» Плашки круглые трубная цилиндрическая (G) резьба ГОСТ 6357-81»»» Плашки круглые метрическая (М) резьба ГОСТ 9740-73»» Пластины твердосплавные»»» Напайные пластины»»» Сменные пластины»» Токарные резцы»»» Резцы отрезные ГОСТ 18884-73»»» Резцы подрезные отогнутые ГОСТ 18880-82»»» Резцы проходные отогнутые ГОСТ 18877-82»»» Резцы проходные прямые ГОСТ 18878-73»»» Резцы проходные упорные отогнутые ГОСТ 18879-73»»» Резцы проходные упорные прямые ГОСТ 18879-73»»» Резцы расточные ГОСТ 18882-73, ГОСТ 18883-73»»» Резцы резьбовые ГОСТ 18876-73»»» Канавочные резцы»»» Резцы левые» Алмазный инструмент и инструмент из СТМ»» Карандаши алмазные правящие»» Круги алмазные»» Бруски алмазные правящие»» Круги эльборовые»» Надфили алмазные»» Паста алмазная»» Сверла алмазные»» Сверла алмазные трубчатые»» Стеклорезы алмазные» Оснастка для электро-бензо-пневмоинструмента»» Оснастка для перфораторов»»» Буры для перфораторов SDS+»»» Буры для перфораторов SDSmax»»» Пики, долота, зубила, переходники для перфораторов »» Биты для шуруповертов»»» Биты, насадки, головки, держатели USH»»» Биты, насадки, головки, держатели ПРАКТИКА»» Коронки биметаллические»» Коронки твердосплавные»» Сверла по кирпичу и бетону твердосплавные»» Сверла по стеклу и кафелю»» Сверла по дереву»»» Перовые сверла по дереву»»» Сверла для мебельных стяжек»»» Сверло по дереву 3-х заходное»»» Сверло по дереву спиральное»»» Винтовое сверло по дереву»»» Сверла ФОРСТНЕРА»»» Сверла фрезерные»» Диски пильные с твердосплавными пластинками»» Диски алмазные»» Коронки алмазные»» Корщетки для дрелей и шлифмашинок»» Патроны и переходники для дрелей»» Пилки для электролобзиков»»» Пилки REBIR для электролобзиков »»» Пилки BOSCH для электролобзиков»»» Пилки ПРАКТИКА для электролобзиков»» Полировальные приспособления»» Аккумуляторы для электроинструмента»» Ножи для электрорубанков»» Наборы инструментов и приспособлений» Сварка и пайка»» Все для сварки»» Сварочные электроды»» Сварочная проволока»» Все для пайки» Слесарно-монтажный инструмент»» Головки сменные и приспособления к ним»» Зубила слесарные»» Кельмы»» Стамески, долота»» Клещи»» Ключи»»» Ключи динамометрические»»» Ключи комбинированные»»» Ключи накидные»»» Ключи разводные»»» Ключи рожковые»»» Ключи свечные»»» Ключи торцевые»»» Ключи трубные (КТРы)»»» Ключи шестигранные Г-образные»» Молотки и кувалды»» Наборы инструментов»» Топоры »» Надфили»» Напильники»»» Напильники квадратные»»» Напильники круглые»»» Напильники плоские»»» Напильники полукруглые»»» Напильники ромбические»»» Напильники трехгранные»»» Напильники для заточки цепей бензопил»» Ножевки по металлу»» Ножницы по металлу»» Отвертки»» Плоскогубцы, кусачки, и т. д.»» Струбцины»» Степлеры ручные и скобы к ним»» Пинцеты» Средства индивидуальной защиты» Станочная оснастка и приспособления»» Воротки для метчиков и плашек»» Станочные оправки тип 7711, тип 7616, тип 7626»» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676»» Цанги ER тип 7618»» Патроны для сверлильных станков»» Патроны токарные»» Резьбонарезные патроны и головки»» Тиски »» Центры вращения и упорные» Электро- и бензоинструмент» Ручной инструмент»» Степлеры ручные механические и скобы»» Различный ручной инструмент» Смазочные материалы Бренды» ANDRE абразивный инструмент» GRAVUREM MASUS стальные клейма»» КЛЕЙМА БУКВЕННЫЕ»» КЛЕЙМА ЦИФРОВЫЕ»» НАБОРЫ ПУАНСОНОВ С ДЕРЖАТЕЛЯМИ»» ГОЛОВКИ НУМЕРАЦИОННЫЕ серии "Compact Marker"»» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ» FANAR металлорежущий инструмент»» Метчики»»» М, Mf- метрическая основная и метрическая мелкая резьба»»»» Машинные метчики»»»»» Серия MasterTAP»»»»» Серия 800»»»»» Серия 800X»»»»» Серия INOX (для обработки нержавеющих сталей)»»»»» Метчики для левой резьбы LH»»»»» Серия 1400»»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»»» Серия WGN ( метчики-раскатники)»»»»» Серия AL (для обработки алюминия)»»»»» Серия GAL (для обработки алюминиевых сплавов)»»»»» Серия Az (с шахматным расположением зубов)»»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»»» Серия GG (для обработки чугуна)»»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»»» Машинно-ручные (машинные) однопроходные метчики»»»» Машинно-ручные ( ручные) комплектные метчики»»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»»» INOX машинно-ручные ( ручные) комплектные метчики»»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»»»» HRC40 машинно-ручные ( ручные) комплектные метчики»»»» Гаечные метчики»»»» Комбинированные метчики-сверла»»»» Метчики-биты»»» G- трубная цилиндрическая резьба»»» UNC- унифицированная американская дюймовая резьба с крупным шагом»»» UNF- унифицированная американская дюймовая резьба с мелким шагом»»» BSW- дюймовая резьба Витуорта с крупным шагом»»» BSF- дюймовая резьба Уитворта с мелким шагом»»» NPT- дюймовая коническая резьба»»» Pg — трубопроводная резьба»»» Rc — трубная коническая резьба»»» Vg- вентильная резьба»» Сверла спиральные ц/х по нержавеющим сталям DIN-338 серия INOX»» Плашки круглые»»» М- метрическая основная и Mf- метрическая мелкая резьба»»»» Плашки круглые серия 800 правая метрическая резьба»»»» Плашки круглые серия 800 левая метрическая резьба»»»» Плашки круглые серии INOX (для обработки нержавеющих сталей) метрическая резьба»»» G- трубная цилиндрическая резьба »»»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»»» NPT- американская коническая трубная резьба»»» Pg — трубопроводная резьба»»» R — трубная коническая резьба»»» Vg — вентильная резьба»» Воротки для метчиков и плашек»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Наборы резьбонарезного инструмента»» Станочная оснастка»» Твердосплавные фрезы»» Фрезы из быстрорежущей стали»» Зенковки с направляющей»» Зенковки»» Конические развертки 1:16» WIERTLA BAILDON сверла»» Сверла с к/х шлифованные HSS, NWKc, DIN 345»» Сверла с к/х по нержавеющей стали серии INOX »» Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338»» Сверла с ц/х шлифованные HSS, длинные , DIN 340»» Сверла с проточенным хвостовиком» GRATTEC — инструменты для снятия заусенцев, фасок и шабрения поверхностей. » TIVOLY металлорежущий инструмент»» Сверла по металлу средней серии»»» Универсальные сверла для малых диаметров ( < 2.5 мм)»»» Сверла c ц/х по металлу серия "FURIUS"»»» Сверла c ц/х по металлу серия "T"»»» Сверла с ц/х проточенным хвостовиком»» Сверла по металлу экстрадлинной серии»» Метчики машинные HSS»» Метчики сверхдлинной серии»» Зенковки с цилиндрическим хвостовиком»» Воротки для плашек» ZPS-FN — осевой металлорежущий инструмент»» Метчики машинные»»» Метчики машинные P-K-N»»» Метчики машинные серия UNI P-M-K-N»»» Метчики машинные серия -M- ( для нержавеющей стали)»» Сверла»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSS»»» Сверла спиральные с цилиндрическим хвостовиком с направляющей (для сварных точек)»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSSCo5»»» Сверла спиральные с коническим хвостовиком HSS, DIN 345»»» Сверла спиральные с коническим хвостовиком HSSCo5, DIN 345»»» Центровочные сверла тип "А"»»» Центровочные сверла тип "NC"»» Плашки круглые»»» Плашки круглые HSS метрическая резьба P-K-N»»» Плашки круглые HSSCo5 метрическая резьба P-K-M-N»» Фрезы»»» Фрезы концевые быстрорежущие HSSCo8»»» Фрезы концевые твёрдосплавные VHM»» Зенковки конические с цилиндрическим хвостовиком
Стандартная внутренняя метрическая резьба и размеры крепежа M 0,25
Таблица размеров внутренней метрической резьбы Размеры крепежа M 0,25 — M 8
Технические данные оборудования ISO Конструкция крепежа и винта/болта, формула и расчеты
В следующей таблице приведены стандартные размеры метрической внутренней резьбы M 0,25 — M 8 пром. АНСИ/АСМЭ Б1.13М-1995. Эти размеры и классы резьбы представляют собой болты и винты, а также другие стандартные внутренние резьбы. Не используйте эти значения для стандартной метрической конструкции наружной резьбы. Все единицы измерения в мм.
Где:
H = P ( 3 1/2 / 2 ) = 0,866025 P или 0,125H = 0,108253P
Руководство по проектированию аппаратного обеспечения дюймовых единиц ANSI
Длина зацепления резьбы пер. Калькулятор, формула и таблица ISO 965-1. Длина зацепления сопрягаемой резьбы выбирается для использования полной прочности на растяжение болта до срезания и резьбы гайки.
Размеры внутренней метрической резьбы и крепежа M 9 — M 24
Размеры внутренней метрической резьбы и крепежа M 24 — M 50
Размеры внутренней метрической резьбы и крепежа M52–M72
Размеры внутренней метрической резьбы и крепежа M75–M120
Размеры внутренней метрической резьбы и крепежа M125–M180
Размеры внутренней метрической резьбы и крепежа M185–M230
Размеры внутренней метрической резьбы и крепежа M235 — M600
Данные о крупной метрической резьбе — Newman Tools
Обслуживание канадских провинций и территорий Ньюфаундленд, NF, NL, Нова Шотландия, NS, Нью-Брансуик, NB, Остров Принца Эдуарда, PEI, PE, Квебек, PQ, QC, Онтарио, ON, Manitoba, MB, Saskatchewan, SK, Alberta, AB, British Columbia, BC, Northwest Territories, NT, Nunavut, NU, Yukon, YT
ᐅ FoxWeld Мастер 202 отзывы — 6 честных отзыва покупателей о сварочном аппарате FoxWeld Мастер 202
КРАМАРЕВА МАРИЯ, 08.04.2019
Достоинства: Варил с утра до вечера четыре стыка диаметром800 под просвет ниразу не выключился.Супер!!!
Недостатки: Короткие кабеля .Плохой держак.
Комментарий: Один раз утонул в камере высох и работал дальше
Жариков Вадим, 15.01.2018
Достоинства: Реальное наличие функций : горячий старт, антизалипание и малое разбрызгивание. Работает и при -20.
Недостатки: Запиточный провод дубеет при отрицательных температурах и лопается,короткие кабеля.
Комментарий: Варил многими ресантами,прорабом,но мастер 202 с ними и рядом не стоял.Полностью соответствует описанию.Дуга мягче и приятнее. Держак с кабелем поменял сразу на 25 крадратный длиной 25 метров.С этим аппаратом работать одно удовольствие.Всем советую этот сварочный аппарат.
Горбачев Алексей, 03.10.2017
Достоинства: Работает без проблем
Недостатки: Держатель электрода и земли разбалтывается надо подкручивать. По поводу электрода все равно залипает….
Комментарий: Вполне достойный аппарат. Работают 2 шт ,года 4 без поломок и проблем.
Гость, 12.10.2015
Достоинства: Отличный аппарат!
Недостатки: нет
Комментарий: Хорошее качество, ни разу не ломался
vya4eslav.vb, 16.07.2015
Достоинства: Сварочный аппарат, Мастер 202, инверторного типа с улучшенными характеристиками. Мастер 202 разработан и сделан для профессионалов, где в первую очередь требуется мощность и надежность. Улучшенная схема стабилизации сварочного процесса дает хороший поджиг и «мягкую» сварочную дугу с минимальным разбрызгиванием. Сварка любыми электродами до 5мм диаметром включительно.
Уверенно выдерживает пониженное и повышенное напряжение, работает при падении напряжения до 160 В, имеет защиту от случайного включения в 380.
Этот сварочный инвертор подойдет как профессионалам с постоянным использованием сварочного аппарата, так и для людей, кто хочет сваривать время от времени и привык работать качественным профессиональным инструментом.
Инвертор, обладает следующими функциям:
— hot start (функция легкого поджига дуги)
— antistick (антизалипание электрода)
— arc force (высокая ВА характеристика)
Недостатки: Технические характеристики:
Напряжение питания: 180-240 В
Частота сети: 50 Гц
Напряжение холостого хода: 62 А
Диапазон сварочного тока: 20-200 А
Номинальное сварочное напряжение: 28 В
Продолжительность нагрузки (ПН, 9 60
КПД (9 / Коэффициент мощности (cos φ) 80 / 0.93
Класс изоляции / защиты F / IP21
Комплектация:
Аппарат сварочный: 1 шт.
Руководство по эксплуатации: 1 шт.
Силовые провода с электрододержателем и клеммой заземления: 1 комплект
Ремень для переноски: 1 шт.
Гарантийный срок: 12 месяцев
Комментарий: отличный аппарат!
Илья, 08.04.2015
Достоинства: Отличный аппарат, хорошо работает даже при длинном сетевом кабеле. Мягкая дуга, то, что надо. Надёжный и мощный вентилятор, на жаре работает не перегреваясь.
Недостатки: Идущие в комплекте держак и зажим лучше сразу заменить, дабы не портить впечатление. Да и провода можно взять побольше сечением. К самому аппарату претензий нет.
Технические характеристики — инверторный сварочный аппарат Foxweld Мастер 202
Mma сварочные аппараты дуговой сварки электродами
Характеристики инверторный сварочный аппарат Foxweld Мастер 202
Арт. X131102293
Арт. X131102293
Производитель
Макс. мощность, кВт
6.08
Макс. сварочный ток MMA, А
200
Напряжение сети, В
220
Вес, кг
8
Напряжение холостого хода MMA, В
62
Мин. сварочный ток MMA, А
20
Все характеристики
Описание
Характеристики и комплектация
Документы
Рейтинги и отзывы
Производитель
Антизалипание
Да
Форсаж дуги
Да
Горячий старт
Да
Дисплей
Да
Класс товара
профессиональный
Макс. мощность, кВт
6.08
Макс. сварочный ток MMA, А
200
Нет
TIG сварка
Нет
Напряжение сети, В
220
Наличие сетевой вилки
Да
Мин. диаметр электрода MMA, мм
1.6
Макс. диаметр электрода MMA, мм
5
ПВ на максимальном токе, %
100
Степень защиты
IP 21S
Длина силовых кабелей, м
1.5
Частота, Гц
50, 60
Защита от перегрева
Да
Габариты, мм
370х150х295
Вес, кг
8
Пульт ДУ
Нет
Сварочный провод
DX25
Класс изоляции
H
Сварка алюминия
Нет
Коэффициент мощности
0. 7
Производительность, %
85
Напряжение холостого хода MMA, В
62
Мин. сварочный ток MMA, А
20
инвертор
Сертификат Накс
Нет
Страна производства
Китай
Родина бренда
Италия
Нашли неточность в описании?
В комплекте
Сварочный инвертор
1 шт.
Электрододержатель
1 шт.
Зажим для заземления
1 шт.
Упаковка
1 шт.
Сварочные аппараты, расходные материалы и принадлежности для сварки
Внутри Vulcan Omnipro 220
Лучшая в своем классе инверторная технология для сварки профессионального качества.
Характеристики
1 Двойной вход напряжения (120/240 В)
2Большой ЖК-дисплей с синергетическими программами
3 Конструкция трансформатора из цельной меди
4Защита от пыли
5 Система охлаждения с двумя вентиляторами
6Дизайн с тремя ручками для удобной транспортировки
7 Лоток для хранения расходных материалов
Система подачи проволоки
1 Механизм подачи проволоки из литого алюминия
Двигатель подачи проволоки промышленного класса 224 В
3Предварительно установленный адаптер педали для сварки TIG
4 Шпуледержатель готов
5Поддерживает 2 фунта. или 10 фунтов. катушка
6Подача холодной проволоки
ПОБЕДА ВУЛКАНА
ПОБЕДА ВУЛКАНА
ОмниПро™ 220 Промышленный мультипроцесс Сварочный аппарат с 120/240 Входное напряжение
ВУЛКАН VW220-OP
против
ЛИНКОЛЬН ЭЛЕКТРИК K3963-1*
200 А при 25 % (240 В)
Рабочий цикл
200 А при 25 % (230 В)
120/240 В
Ввод
120/230 В
240 Вольт: МиГ 30-220А, DC-Tig 10-175A, Палка 10-175А
Выход
230 Вольт: МиГ 20-220А, ДЦ-Тиг 20-175А, Палка 20-175А
ЖК-дисплей 4,3 дюйма
Дисплей
ЖК-дисплей 3,5 дюйма
Да
Память
№
Да
Пистолет для катушки готов
Да
$
1149
99
Цена
$
1999
Посмотрите на наших сварщиков в действии
Мы думаем, вам понравятся эти видеоролики YouTube о наших продуктах, созданные клиентами.
Высокопроизводительная струйная насадка Вентури №5 XL #5 для абразивоструйной очистки
Наведите курсор на изображение, чтобы увеличить Нажмите на изображение, чтобы увеличить
Форсунки XL Performance увеличивают скорость абразивных частиц, что приводит к повышению производительности и эффективности. Это также позволяет вам использовать большее расстояние отстоя, покрывая большую площадь за меньшее время.
Форсунки XL Performance будут использовать те же требования к воздуху (CFM), что и форсунки SLV того же размера, что приведет к снижению эксплуатационных расходов.
ВД 5/16″
Длина 12 дюймов
Алюминиевая оболочка и резьба имеют малый вес, что снижает утомляемость оператора.
Тип резьбы: 1-1/4 – 11-1/2 N.P.S.M.
Обучение: как выбрать правильное сопло для струйной очистки
Мы сотрудничаем с Klarna, чтобы предоставить вам гибкое финансирование покупок, чтобы вы могли сократить расходы и оплачивать в течение периода времени до 36 месяцев. .
Это просто и легко
Когда вы разделите свои платежи с Klarna, вы будете точно знать, сколько вы платите каждый месяц и в целом. Вы получите мгновенное решение о том, одобрены ли вы с помощью простой информации — банковский счет или кредитная карта не требуются.
Добавьте товары в корзину
Выберите «Klarna» в качестве способа оплаты при оформлении заказа
Введите простую информацию и сразу узнайте, одобрены ли вы
Klarna отправит вам подтверждение по электронной почте и напоминания об оплате
Завершите все будущие покупки Klarna одним щелчком мыши
Платежи на Klarna.com
Просмотрите свои последние покупки и оплатите ежемесячный отчет в любое время, войдя в свою учетную запись Klarna на www.klarna.com. Вы также можете связаться с Klarna в любое время по адресу www.klarna.com/us/customer-service/
Safe and Secure
Klarna использует современные меры безопасности для защиты вашей информации и предотвращения несанкционированных покупок. Вы не несете никакой ответственности за мошенничество с политикой защиты покупателей Klarna.
Часто задаваемые вопросы
Не нашли здесь своего вопроса? Посетите полную страницу часто задаваемых вопросов Klarna.
Что такое Кларна?
Klarna — это глобальная компания, занимающаяся платежными решениями, которая работает с продавцами, чтобы обеспечить своим клиентам максимально удобный процесс онлайн-покупок. Klarna присутствует в более чем 70 000 интернет-магазинов и имеет более 60 миллионов пользователей по всему миру.
Что такое Slice It?
Slice — это вариант финансирования Klarna с оплатой с течением времени, который предлагается во время оформления заказа. Эта доступная и очень гибкая бессрочная кредитная линия выдается WebBank в партнерстве с Klarna и позволяет вам оплачивать покупки в течение периода времени до 36 месяцев. Это работает только при покупках на сумму от 600 до 10 000 долларов.
Как работает финансирование с Klarna?
Все просто! Совершайте покупки в любом интернет-магазине, использующем Klarna, и выберите Slice it, чтобы оплачивать покупки с течением времени. Вы узнаете, одобрены ли вы через несколько секунд, а затем завершите покупку. Вы получите уведомление по электронной почте о своей покупке от Klarna и сможете управлять своей учетной записью на сайте www.klarna.com.
Как связаться с «Кларна»?
Вы можете связаться с Кларной в любое время по адресу www.klarna.com/us/customer-service/
Принадлежности и детали для пескоструйной обработки | Индианаполис, Индиана
От дозирующие клапаны к сопла для пескоструйной обработки, IDS Blast предлагает самый широкий выбор деталей и расходных материалов для пескоструйной обработки для всех основных производителей, доступных в Интернете. Чтобы предоставить вам лучший опыт покупок в Интернете, мы включили таблицу совместимости с каждой частью, чтобы вы могли быть уверены, что получаете именно ту часть, которая вам нужна.
Не нашли нужную деталь? Свяжитесь с нами и один из наших знающих сотрудников позаботится о том, чтобы вы получили правильную деталь. Хотя мы делаем все возможное, чтобы наш онлайн-каталог запчастей был как можно более полным, у нас слишком много продуктов, чтобы разместить их все в Интернете.
ПРИОБРЕТАЙТЕ ОНЛАЙН ИЛИ ЗВОНИТЕ
800-800-0665
ДЛЯ ПОГОВОРЕНИЯ С АГЕНТОМ ПО ОБСЛУЖИВАНИЮ
Часы работы: Пн — Пт 8:00 — 17:00 EST
Поиск запчастей и оборудования
ДЛИННЫЙ ВЕНТУРИ — ВХОД 1 ДЮЙМ
ДЛИННАЯ ВЕНТУРИ — ВХОД 1-1/4″
ДЛИННАЯ ВЕНТУРИ — ВХОД 1-1/4 ДЮЙМА — БОЛЬШОЙ ПИСТОЛЕТ (TM)
Топ 10 настольных фрезерных станков по металлу за 2022 год
1 место
Отзывы(2):
Цена: 126 905 p
Длина стола, мм
400
Ширина стола, мм
120
Конус шпинделя
MT2
Мощность , кВт
0.50
Напряжение
220В
Масса, кг
60
Настольный фрезерный станок Optimum BF16 Vario предназначен для выполнения операций фрезерования различных деталей из черных и цветных металлов и их сплавов в условиях серийного и мелкосерийного производства.
Полное описание …
2 место
Отзывы(4):
Цена: 158 100 p
Длина стола, мм
500
Ширина стола, мм
180
Конус шпинделя
MT2
Мощность , кВт
0.85
Напряжение
220В
Масса, кг
103
Фрезерный настольный станок Optimum BF20 Vario предназначен для выполнения операций фрезерования различных деталей из черных и цветных металлов и их сплавов в условиях серийного и мелкосерийного производства.
Полное описание …
3 место
Отзывы(3):
Цена: 279 905 p
Длина стола, мм
800
Ширина стола, мм
240
Конус шпинделя
MT4
Мощность , кВт
1.10
Напряжение
220В
Масса, кг
320
Универсально-фрезерный настольный станок Optimum MB4 предназначен для выполнения операций фрезерования различных деталей из черных и цветных металлов и их сплавов в условиях серийного и мелкосерийного производства.
Полное описание …
4 место
Отзывы(0):
Цена: 596 040 p
Длина стола, мм
850
Ширина стола, мм
240
Конус шпинделя
ISO40
Мощность , кВт
2.20
Напряжение
220В
Масса, кг
480
Универсально-фрезерный станок Optimum BF46 Vario предназначен для выполнения операций фрезерования различных деталей из черных и цветных металлов и их сплавов в условиях серийного и мелкосерийного производства.
Полное описание …
5 место
Отзывы(2):
Цена: 67 450 p
Длина стола, мм
240
Ширина стола, мм
145
Конус шпинделя
MT2
Мощность , кВт
0.15
Напряжение
220В
Масса, кг
50
Мини-aрезерный настольный станок Proma FPX-20E предназначен для использованию на предприятиях, выпускающих металлоизделия и механизмы небольших размеров, ремонтных мастерских, НИИ, индивидуального потребителя, а также для оснащения классов школьных мастерских, служит для обработки плоских и фасонных поверхностей, тел вращения, зубчатых колес и т. п. металлических и других заготовок фрезой, и растачивания отверстий в деталях из черных и цветных металлов, их сплавов и пластмасс.
Полное описание …
6 место
Отзывы(1):
Цена: 122 763 p
Длина стола, мм
500
Ширина стола, мм
180
Конус шпинделя
MT2
Мощность , кВт
0.50
Напряжение
220В
Масса, кг
103
Фрезерный настольный станок Weiss Machinery WMD20V предназначен для фрезерования, сверления, расточки деталей из черных и цветных металлов в условиях серийного и мелкосерийного производства на предприятиях, выпускающих металлоизделия и механизмы небольших размеров, ремонтных мастерских, НИИ, индивидуального потребителя, а также для оснащения классов школьных мастерских, автомастерских.
Полное описание …
7 место
Отзывы(7):
Цена: 136 610 p
Длина стола, мм
500
Ширина стола, мм
180
Конус шпинделя
MT3
Мощность , кВт
0.70
Напряжение
220В
Масса, кг
120
Фрезерный настольный станок Weiss Machinery WMD25V предназначен для сверления, фрезерования, расточки деталей из черных и цветных металлов в условиях серийного и мелкосерийного производства на предприятиях, выпускающих металлоизделия и механизмы небольших размеров, ремонтных мастерских, НИИ, индивидуального потребителя, а также для оснащения классов школьных мастерских, автомастерских.
Полное описание …
8 место
Отзывы(8):
Цена: 65 000 p
Длина стола, мм
240
Ширина стола, мм
145
Конус шпинделя
MT2
Мощность , кВт
0.15
Напряжение
220В
Масса, кг
40
Мини-фрезерный настольный станок JET JMD-1 предназначен для выполнения операций фрезерования и расточки различных деталей из черных и цветных металлов и их сплавов в условиях серийного и мелкосерийного производства. Предназначен для использованию на предприятиях, выпускающих металлоизделия и механизмы небольших размеров, ремонтных мастерских, НИИ, индивидуального потребителя, а также для оснащения классов школьных мастерских.
Полное описание …
9 место
Отзывы(1):
Цена: 155 877 p
Длина стола, мм
460
Ширина стола, мм
120
Конус шпинделя
MT3
Мощность , кВт
0.50
Напряжение
220В
Масса, кг
95
Универсальный фрезерный станок PROMA FVV-30 обладает компактными размерами и позволяет выполнять два способа фрезерной обработки: горизонтальное и вертикальное фрезерование.
На cтанке возможно выполнение разнообразных, сверлильных и других операций, обработка горизонтальных и наклонных плоскостей, пазов, углов, рамок.
Полное описание …
10 место
Отзывы(1):
Цена: 390 000 p
Длина стола, мм
825
Ширина стола, мм
240
Конус шпинделя
ISO30
Мощность , кВт
1.10
Напряжение
380В
Масса, кг
340
Настольный фрезерно-сверлильный станок с редуктором JET JMD-45PF предназначен для производства операций фрезерования и растачивания разных деталей из цветных и черных металлов и их сплавов в режиме серийного и мелкосерийного производства. Станок также может использоваться на предприятиях, выпускающих металлоизделия небольших размеров, ремонтных мастерских, НИИ, индивидуального потребителя, а также для оснащения классов школьных мастерских.
Полное описание …
Сравнительная таблица
Характеристики
Opti BF16 Vario
Opti BF20 Vario
Opti MB4
Opti BF46 Vario
PROMA FPX-20E
Weiss Machinery WMD20V
Weiss Machinery WMD25V
JET JMD-1
PROMA FVV-30
JET JMD-45PF
Цена
126905
158100
279905
596040
67450
122763
136610
65000
155877
390000
Длина стола
400
500
800
850
240
500
500
240
460
825
Ширина стола
120
180
240
240
145
180
180
145
120
240
Конус шпинделя
MT2
MT2
MT4
ISO40
MT2
MT2
MT3
MT2
MT3
ISO30
Регулировка частоты вращения шпинделя
Бесступенчатая
Бесступенчатая
Ступенчатая
Бесступенчатая
Ступенчатая
Бесступенчатая
Бесступенчатая
Ступенчатая
Ступенчатая
Ступенчатая
Мощность
0. 50
0.85
1.10
2.20
0.15
0.50
0.70
0.15
0.50
1.10
Напряжение
220В
220В
220В
220В
220В
220В
220В
220В
220В
380В
Масса
60
103
320
480
50
103
120
40
95
340
В наличии
1
1
1
1
0
0
0
0
0
0
Настольные фрезерные станки металлу б/у в России
Главная
Продажа
Фрезерное оборудование
Настольный фрезерный станок металлу б/у
Вы можете очень быстро сравнить цены настольного фрезерного станка металлу б/у и подобрать оптимальные варианты из более чем 85329 предложений
Реклама
Фрезерный станок настольный по металлу TRIOD MMT-25
Внутренний конус шпинделя Мк III. Вылет шпинделя 200 мм. Макс. расстояние от торца шпинделя до стола 380 мм. Максимальный диаметр сверления 30 мм. Максимальный диаметр торцевой/концевой фрез 63/13 мм
Подробное описание и цена >>>
Реклама
Настольный сверлильно-фрезерный станок MMT-45
Фрезерный станок, металлорежущий станок для обработки резанием при помощи фрезы, наружных и внутренних плоских и фасонных поверхностей, пазов, уступов, поверхностей тел вращения, зубьев зубчатых…
Подробное описание и цена >>>
Реклама
Фрезерный станок по металлу TRIOD ММТ-16V
Вертикальное перемещение 210 мм. Максимальный диаметр резьбы M12. Максимальный диаметр сверления 16 мм. Максимальный диаметр фрезерования 50 мм.
Подробное описание и цена >>>
Настольные фрезерные станки с ЧПУ по дереву серии (707)
Состояние: Новый Год выпуска: 2016 Производитель: Twitte (Россия)
В наличии
Настольные станки с ЧПУ могут использоваться не только как фрезерные, но и как гравировальные. В этом случае они будут выполнять 2D обработку. Настольный фрезерный станок 707-3 может работать как…
В основе модели Сarver-3030 находится шпиндель, мощностью 0,8 кВт с водяным охлаждением.
Сarver-3030 – это фрезерная гравировка разнообразных материалов, в том числе, дерева и его производных…
18.02.2014
Ярославль (Россия)
122 400
Настольный фрезерный станок MB4
Состояние: Новый Производитель: OPTIMUM (Германия)
В наличии
Надежный настольный фрезерный станок с механическим редуктором и резьбонарезными функциями. Массивные чугунные корпус и основание, рассчитанные на восприятие больших нагрузок. Массивный…
04.11.2022
Казань (Россия)
Настольный фрезерный станок с ЧПУ 707-1 (400x400x 70)
Состояние: Новый Производитель: Каменский станкостроительный завод «Твайт» (Россия)
В наличии
Настольный фрезерный станок с ЧПУ 707-1 (400x400x 70)Чугунный фрезерный станок с ЧПУ 707-2 предназначен для обработки дерева, пластика, а также металлов (алюминий, латунь, сталь, титан). На станке…
29.06.2020
Москва (Россия)
3 100
Настольный фрезерный станок с ЧПУ 707-6 (600x1200x 150)
Состояние: Новый Производитель: Каменский станкостроительный завод «Твайт» (Россия)
В наличии
Настольный фрезерный станок с ЧПУ 707-6 (600x1200x 150)Чугунный фрезерный станок с ЧПУ 707-2 предназначен для обработки дерева, пластика, а также металлов (алюминий, латунь, сталь, титан). На…
29.06.2020
Москва (Россия)
3 900
Настольный фрезерный станок с ЧПУ 707-7 (1000x1200x 150)
Состояние: Новый Производитель: Каменский станкостроительный завод «Твайт» (Россия)
В наличии
Настольный фрезерный станок с ЧПУ 707-7 (1000x1200x 150)Чугунный фрезерный станок с ЧПУ 707-2 предназначен для обработки дерева, пластика, а также металлов (алюминий, латунь, сталь, титан). На…
29.06.2020
Москва (Россия)
4 700
Настольный фрезерный станок с ЧПУ 600x900x150mm
Состояние: Новый
В наличии
Настольный фрезерный станок с ЧПУ 600x900x150mmПредставляем вам фрезерный станок с рабочим полем 600x900x150мм. Станок имеет цельносварную жесткую раму из листовой стали, а вес данного экземпляра. ..
18.08.2020
Красноярск (Россия)
218 400
Настольный фрезерный станок с ЧПУ Hobby
Состояние: Новый Производитель: Китай
HOBBY НАСТОЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК С ЧПУВы также можете назвать это небольшим настольным маршрутизатором с ЧПУ. Это недорогой станок с ЧПУ для начинающих с ЧПУ, космических разработчиков и…
05.09.2022
Москва (Россия)
Настольный фрезерный станок с ЧПУ CM-RD0606 для обработки дерева и пластиков
Состояние: Новый Производитель: Россия
В наличии
Настольный фрезерный станок с ЧПУ CM-R0606Cтанок представляет собой 3-х осный фрезерно-гравировальный станок с ЧПУ портального типа с вертикальным расположением шпинделя. Предназначендля 2D/3D…
10.12.2021
Москва (Россия)
настольный фрезерный станок
Состояние: Б/У Год выпуска: 1982 Производитель: Россия
Продам настольно-фрезерный, настольный фрезерный станок б/у в рабочем состоянииВ наличии 6 штук. Все станки в рабочем состоянии. Подключены. Можно посмотреть, проверить в работе.Стоимость с учетом…
27.10.2022
Таганрог (Россия)
Настольный фрезерный станок Mh35SV
Состояние: Новый Производитель: OPTIMUM (Германия)
Жесткий и точный настольный фрезерный станок с автоматической подачей по всем осям, УЦИ и электронным управлением оборотами шпинделя. Массивная коробчатая колонна с направляющей типа “ласточкин. ..
04.11.2022
Казань (Россия)
Настольный фрезерный станок Mh35V
Состояние: Новый Производитель: OPTIMUM (Германия)
Жесткий и точный настольный фрезерный станок с электронным управлением оборотами шпинделя. Массивная коробчатая колонна с направляющей типа “ласточкин хвост”, обеспечивающая отличную точность…
04.11.2022
Казань (Россия)
настольно-фрезерный станок НГФ-110Ш3
Состояние: Б/У Год выпуска: 1981
Продаю б/у настольно-фрезерный станок НГФ-110Ш3Технические характеристики:Размеры рабочей поверхности стола (длина х ширина), мм – 100-400 Расстояние от оси горизонтального шпинделя до стола, мм –…
Состояние: Б/У Год выпуска: 1976 Производитель: Отечеств. (Россия)
Настольно-фрезерного станок, модель: НГФ-110ШЗ, вес станка: 0,16 т., производитель: «Главучтехпром» г. Ростов, год выпуска: 1976, тех сост: неисправен
05.10.2020
Новочебоксарск (Россия)
настольный фрезерный станок уф-100М-01
Куплю настольный фрезерный станок уф-100М-01 в любом состоянии. Новый или на запчасти, в любом состоянии. Также приобрету оснастку для него. Рассмотрю любые варианты, возможен обмен на другие…
08.04.2021
Самара (Россия)
Настольный фрезерный станок ЧПУ по дереву, металлу, пвх Minimo 3040TT
Состояние: Новый Год выпуска: 2016 Производитель: Minimo (Китай)
В наличии
Рабочее поле: 315х385 мм. Мощность шпинделя: 800 Ватт. Цанговый патрон: ER-11. Высота портала: 55 мм. Фрезерный гравер используется для 2D и 3D фрезерования пластика, металлов (Cu, Al), МДФ,…
05.07.2022
Самара (Россия)
117 000
Настольный фрезерный станок ЧПУ по дереву, металлу, пвх Minimo 4060TT
Состояние: Новый Год выпуска: 2016 Производитель: Minimo (Китай)
В наличии
Рабочее поле: 385×580 мм. Мощность шпинделя: 800 Ватт. Цанговый патрон: ER-11. Высота портала: 55 мм. Фрезерный гравер используется для 2D и 3D фрезерования пластика, металлов (Cu, Al), МДФ,…
05.07.2022
Москва (Россия)
148 500
НАСТОЛЬНЫЙ ФРЕЗЕРНЫЙ СТАНОК ПО МЕТАЛЛУ CNC-3658AS
Состояние: Новый Год выпуска: 2017 Производитель: ЧПУ Моделист (Россия)
В наличии
Настольный гравировально фрезерный станок по металлу CNC-3658AS предназначен для обработки изделий из металлов с высокой точностью. Стальной портал, литой шлифованный стол с Т-пазом, профильные…
05.12.2020
Краснодар (Россия)
209 000
Настольный фрезерный станок ЧПУ по металлу
Состояние: Новый
В наличии
Фрезерный станок ЧПУ, рабочее поле 430х340х165 мм. Полностью из чугуна и стали, способен обрабатывать твёрдые материалы, в т.ч. различные сорта сталей и чугуна. Отличия от аналогичных/похожих…
09.09.2022
Москва (Россия)
268 000
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по настольному фрезерному станку металлу б/у почти как на Авито и TIU
Видео настольного фрезерного станка металлу б/у
Топ-10 лучших настольных фрезерных станков 2022 года (все цены)
Фрезы бывают всех форм и размеров, но если вы любитель, работающий в условиях ограниченного пространства, вам, вероятно, нужен настольный фрезерный станок, который легко поместится в вашей домашней мастерской. .
На этом сайте мы часто обсуждаем фрезерные и фрезерные станки с ЧПУ, но в этой статье вместо этого мы обсуждаем ручные настольные фрезерные станки для проектов «сделай сам» и профессионального использования.
Недостатка в мини-фрезерных станках нет, поэтому, чтобы помочь вам выбрать лучший настольный фрезерный станок, мы рассмотрели лучшие модели прямо здесь, в этом руководстве. Однако сначала давайте посмотрим, для чего используются настольные мельницы и что вы можете получить с разным бюджетом.
Лучшая швейная машина 2022 года | Непредвзятый…
Пожалуйста, включите JavaScript
Лучшая швейная машина 2022 | Сметные обзоры и руководство по покупке
Top Picks
Лучшие мельницы. : Впечатляющая, простая система подачи
Bolton Tools BF20VL Переменная скоростная мельница: Мощная мельница для домашнего использования
Shop Fox M1111 : отличная 1 -х громковочная машина
TAIG 50SLS Mills Mills Mills Mills
TAIG 50SK 501111111111111111111119 гг. для резки стали
Jet JMD-18 : Настольный фрезерно-сверлильный станок мощностью 2 л.0022
Стандартная коленная фреза Bridgeport серии 1 : лучше всего подходит для крупных предприятий
Для чего используются настольные фрезерные станки?
От ювелирных изделий и моделей до электроники и инструментов, мельница позволяет вам создавать практически все, что можно сделать путем обработки материалов. Настольные мельницы чаще всего используются с металлами, но также могут использоваться и с деревом. Это делает мини-заводы не только отличным инструментом для любителей, но и ценным активом для владельцев малого бизнеса.
Настольные мельницы, также известные как мини-мельницы или мельницы/сверла, до недавнего времени использовались почти исключительно в промышленных условиях. Но с появлением новых недорогих настольных фрезерных станков у повседневных любителей появилось больше возможностей для создания домашних проектов своими руками.
Они сильно различаются по цене, и ни один из них не является дешевым. Более доступные машины можно купить менее чем за 500 долларов, в то время как, с другой стороны, многие из них стоят тысячи; десятки тысяч в случае некоторых промышленных мини-заводов.
Качество, которое вы получаете, во многом зависит от того, сколько вы тратите. Это не означает, что вы не можете купить приличную настольную мельницу менее чем за 500 долларов, но вы должны тщательно обдумать свои конкретные потребности и цели, прежде чем совершать покупку.
Более дорогие мельницы обычно предлагают большую мощность, точность, скорость, меньшую вибрацию, лучшую стабильность, повышенную долговечность и большие рабочие столы, так что имейте это в виду.
Обзоры настольных фрезерных станков
Proxxon 37110 Micro Mill — самый дешевый настольный фрезерный станок
Цена: Проверьте последнюю цену на Amazon здесь
Proxxon 37100 — действительно достойная маленькая мельница и одна из самых доступных на рынке. Это настольный фрезерный станок начального уровня, который идеально подходит для начинающих.
Он также обеспечивает высокую устойчивость благодаря чугунному основанию, а вертикальная колонна и компаунд изготовлены из обработанного высококачественного алюминия для большей прочности. Передняя бабка изготовлена из литого под давлением алюминия и оснащена 24-полюсным сбалансированным двигателем, который сохраняет стабильность даже при фрезеровании на высоких скоростях.
Это очень удобная настольная мельница с обеими осями, оснащенными регулируемыми салазками типа «ласточкин хвост» и маховиками с регулируемыми шкалами, где один оборот равен 1 мм. Скорость фрезерования можно регулировать от 5 000 до 20 000 об/мин, поэтому вы можете легко изменить ее в зависимости от материала, с которым работаете.
Наши обзоры фрезерных/сверлильных станков показали, что это один из самых маленьких и легких настольных фрезерных станков на рынке, его вес составляет чуть более 18 фунтов, поэтому он портативный и идеально подходит для ограниченного пространства.
Мини-фрезерный станок Klutch – высококачественный мини-фрезер для любителей
Цена: Проверьте последнюю цену на Amazon здесь
Мини-фрезерный станок Klutch – еще один популярный мини-фрезерный станок, предлагающий высокое качество по относительно доступной цене.
Это чугунный станок, работающий без вибрации, что обеспечивает очень плавное и точное фрезерование. Klutch Mini также предлагает достаточную мощность для сложных проектов, таких как изготовление таких инструментов, как молотки или гаечные ключи, из толстой нержавеющей стали. Это благодаря двигателю с переменной скоростью 1/2 л.с., 110 В и 2-ступенчатой коробке передач, которая генерирует мощность 350 Вт.
Нам также нравится, что фрезерную головку и колонну можно наклонять влево или вправо на 45 градусов для большей универсальности, что упрощает обработку материалов под разными углами в одном приспособлении.
Эта настольная мельница получила высокую оценку — многие производители в Интернете хвалят ее прочность и компактность, а также высокую производительность для любительских проектов.
В целом, мы считаем, что это лучший фрезерный станок для начинающих благодаря его надежности и простоте использования, а также высокому качеству при доступной цене.
OTMT OT2213 – впечатляющая и простая система подачи
Мини-фрезерный станок OTMT 0T2213 представляет собой небольшой компактный настольный фрезерный станок мощностью 1/2 л.с. и рабочим столом 3,5 x 15 дюймов.
Этот настольный фрезерный станок имеет несколько замечательных функций, которые делают его полезным дополнением к вашему рабочему пространству. Например, головка наклоняется на 45 градусов слева направо, обеспечивая универсальность и улучшенный контроль для высокоточной резки, фрезерования и гравировки в ваших проектах «сделай сам».
Другими преимуществами являются мелкая и грубая подача для фрезерования, а также циферблат с легко читаемым шагом 0,0001 дюйма, что упрощает поиск идеальной настройки.
Существует два различных диапазона скорости: от 0 до 1100 об/мин и от 1100 до 2500 об/мин, что является впечатляющим максимумом для мини-мельницы в этом ценовом диапазоне. Регулятор скорости позволяет легко регулировать скорость при работе с разными материалами разной толщины.
Так, например, вы можете быстро и легко настроить машину на 2400 об/мин для резки нержавеющей стали толщиной 6 мм, а затем переключиться на 700 об/мин для резки нержавеющей стали толщиной 20 мм.
Цена: Узнать последнюю цену на Amazon можно здесь. Это небольшая мини-мельница размером 5 x 8 дюймов, которая может поместиться прямо на вашем рабочем столе! Это также одна из самых доступных мельниц на рынке.
Эта мельница работает как горизонтально, так и вертикально, поэтому это универсальная и гибкая машина, которую можно использовать для самых разных проектов. Кроме того, очень мало времени на настройку из-за простого преобразования в горизонтальные и вертикальные операции.
Еще одной приятной особенностью этого домашнего фрезерного станка является то, что двигатель постоянного тока обеспечивает переменную скорость вращения шпинделя для подбора материала, инструмента и отделки. В этой настольной мельнице используется однофазный двигатель мощностью 1/2 л.с., 110 В с конусом шпинделя R-8.
G0727 имеет угол наклона головки 45 градусов влево/вправо, максимальное расстояние между шпинделем и столом 6-1/2 дюйма, продольное перемещение стола 11-7/8 дюйма и поперечное перемещение стола 3-11/ 16 дюймов с размером стола 4-3/4 дюйма x 18-1/3 дюйма.
Другие преимущества этой мельницы для хобби включают в себя направляющие типа «ласточкин хвост» для повышения точности, тяжелую чугунную конструкцию и компактные опоры для обеспечения надежности, а также трехосевое управление, которые в совокупности обеспечивают высокую точность и универсальность.
Bolton Tools BF20VL Фреза с регулируемой скоростью – мощная мельница для домашнего использования
Bolton Tools хорошо известна тем, что предлагает высококачественные фрезы по низким ценам, и BF20VL – отличный тому пример.
Этот настольный фрезерный станок с регулируемой скоростью 7 x 27,5 дюймов идеально подходит для небольших станков. Он может похвастаться прочной стойкой типа «ласточкин хвост», поэтому это чрезвычайно прочная машина. На станке также имеется цифровая индикация числа оборотов в минуту и хода пиноли шпинделя.
Эта мельница имеет ход стола 6 7/8” x 18 7/8”. Шпиндель с полным приводом приводится в движение двигателем мощностью 1 л.с., который обеспечивает достаточную мощность для резки самых разных материалов.
Еще одной полезной функцией этой мини-фрезы является наклон головки на 90 градусов, что позволяет выполнять такие функции, как сверление отверстий в блоке под углом, без использования угловых тисков.
Небольшой размер и относительно низкая цена BF20VL делают его одним из лучших бюджетных фрезерных станков для начинающих. Болтон Тулз продает также ряд дополнительных принадлежностей, которые улучшат ваши впечатления от фрезерования.
Магазин Fox M1111 — превосходный фрезерный станок мощностью 1 л.с.
Если вы ищете мини-фрезу среднего класса, которая предлагает мощность, точность и универсальность, Shop Fox M1111 — отличный выбор.
Этот настольный фрезерный станок предлагает 12 различных вариантов скорости от 1000 до 1750 об/мин , что позволяет вам точно выбирать правильную скорость для различных работ. Он также предлагает 1 л.с. в отличие от 1/2 л.с. многих более дешевых машин. Это позволяет выполнять более сложные проекты, в которых используются более прочные металлы, такие как сталь, а не более легкие материалы, такие как алюминий, например, для изготовления зажимов, тисков и других практичных инструментов.
M1111 также имеет несколько приятных функций, повышающих эффективность и удобство использования. Например, у него есть передняя бабка с возможностью быстрого наклона для облегчения горизонтального фрезерования, а переднюю бабку можно наклонить на 90 градусов, поэтому он значительно более гибкий, чем большинство более доступных настольных фрезерных станков.
На этом настольном фрезерном станке также имеется цифровой тахометр с подсветкой, который позволяет легко контролировать точную скорость вращения шпинделя. Кнопочное управление скоростью также делает регулировку скорости очень простой.
Еще одна изюминка – чугунный рабочий стол размером 5,75 x 15,5 дюймов. Он очень прочный и устойчивый, а маховик и полностью оснащенная подъемная система позволяют легко опускать и поднимать стол на высоту до 14,75 дюйма.
Микрофрезер Taig 5019DSLS — лучший малый фрезерный станок для резки стали
Не дайте себя обмануть небольшими размерами этого станка Taig Tools — микрофрезер 5019DSLS — это мощный фрезерный станок, который, безусловно, обладает высокой производительностью и идеально подходит для начинающих.
Одной из наиболее впечатляющих частей этого домашнего фрезерного станка является система управления Advanced Digital Syn Lock Servo (DSLS), в которой используется новейшая технология микроконтроллеров.
Он сочетается с новыми шаговыми двигателями на 200 унций, которые достигают скорости быстрого перемещения 100 дюймов в минуту с высоким крутящим моментом двигателя с шагом шага 0,00125 дюйма, обеспечивая как точную, так и надежную резку. Компания Taig Tools провела тесты возможностей, показывающие один проход, который показал однопроходную канавку глубиной 1/8 дюйма в низкоуглеродистой стали с помощью концевой фрезы 1/8 дюйма.
Эта настольная мельница имеет прецизионную конструкцию из стали и алюминия, поэтому она очень прочная. Каждый движущийся компонент изготовлен из стали и твердого анодированного алюминия, а регулируемые латунные стержни обеспечивают долгий срок службы машины.
Итак, если вы ищете настольный фрезерный станок, обеспечивающий исключительную резку стали и высокий крутящий момент двигателя по низкой цене, 5019DSLS — отличный выбор.
Jet JMD-18 — настольный фрезерно-сверлильный станок мощностью 2 л. звание лучшего настольного фрезерного станка.
Во-первых, он предлагает 2 л.с. Наши обзоры настольных фрезерных станков показали, что он в четыре раза мощнее Klutch Mini и многих других более дешевых мини-фрезерных станков, что позволяет с гораздо большей легкостью обрабатывать твердые металлы, такие как сталь.
Еще одним большим преимуществом Jet JMD является большой рабочий стол размером 9,5 x 32,25 дюйма. Это обеспечивает более чем вдвое больше рабочего пространства по сравнению с более дешевыми настольными фрезерными станками, которые мы рассмотрели, поэтому вы можете работать над более широким спектром проектов с меньшим маневрированием.
Имеется 12 скоростей в диапазоне от 150 до 3000, что обеспечивает универсальность для различных проектов, а чугунная колонна обеспечивает фантастическую стабильность и долговечность. Нам также нравится, что он имеет некоторые довольно инновационные функции, такие как встроенная рабочая лампа.
JMD-18 также представляет собой интуитивно понятную фрезу, созданную с учетом удобства использования, с простым управлением и легко читаемым внутренним ограничителем глубины.
Вертикальное колено Supra — лучший настольный фрезерный станок с интуитивно понятным управлением
Вы можете использовать Supra Vertical прямо из коробки благодаря простому процессу настройки и интуитивно понятным элементам управления, которые легко освоить. Это универсальная мельница, которую можно использовать для самых разных проектов, от гравировки до производства керамики.
Это также очень прочная и надежная мельница, полностью изготовленная из чугуна. Одна приятная особенность заключается в том, что помимо использования технологии автоматизации для обработки сложных деталей, этот фрезерный станок также может управляться вручную с помощью маховиков оси.
Supra Vertical имеет полное 3-осевое перемещение с максимальным ходом 34 x 11,5 дюймов по осям X и Y, а ось Z приводится в движение пинолью для обеспечения высокой точности.
Доступны различные пакеты с различными надстройками, поэтому вы можете выбрать пакет, который наилучшим образом соответствует вашему бюджету.
Стандартная коленная фреза Bridgeport Series 1 — лучшая для крупного бизнеса 370 000 построенных машин, безусловно, в этом есть резон.
Многие профессионалы и владельцы предприятий предпочитают эту мельницу в Бриджпорте благодаря ее высокому уровню точности, надежности и универсальности.
Он обладает некоторыми действительно полезными функциями, такими как инновационная конструкция воздушного охлаждения. Это устраняет необходимость во внешних вентиляторах, что предотвращает расширение из-за накопления тепла и продлевает срок службы подшипников.
Другими преимуществами Bridgeport Series 1 являются однократная смазка, позволяющая легко поддерживать смазку машины, а также направляющие и направляющие с покрытием SystemChrome для повышения надежности.
Что касается технических характеристик, то этот 3D-фрезерный станок имеет высоту 87 дюймов и большой размер 9 дюймов x 49 дюймов.» рабочий стол. Он имеет производительность сверления Power Quill Feed 3 3/8 дюйма и производительность ручного сверления 2 кл/мин. Фрезерный станок также имеет очень широкий диапазон высоких скоростей от 500 до 4200 об/мин и диапазон низких скоростей от 60 до 500 об/мин, а также мощность 3 л.с., поэтому он обладает достаточной мощностью.
На веб-сайте Hardinge доступен полный набор принадлежностей, позволяющих настроить мельницу Bridgeport по своему усмотрению.
Похожие сообщения:
Sainsmart Genmitsu 4030 PROVerXL Обзор
Лучшие мини-токарные станки с ЧПУ
Лучшие мини-фрезерные станки с ЧПУ
Фрезерные станки с ЧПУ и фрезерные станки: полное руководство
Лучшие места для покупки станков с ЧПУ / маршрутизаторов в Интернете
Настольный фрезерный станок (с функцией сверления) | MITSUHATA
1. Номер артикула данного товара, посмотреть и выбрать из списка можно здесь
Пропустить Далее >>
2. Или выберите спецификацию на вкладке конфигурации, пока не будет сгенерирован номер детали
Пропустить
Далее >>
3. Информация о продукте доступна в этом разделе
Пропустить
Закрыть
(!) Поскольку поддержка со стороны Microsoft прекратится 14 января 2020 года, пользователь Windows 7 не сможет эффективно использовать веб-сайт MISUMI. Пожалуйста, рассмотрите возможность обновления вашей системы в соответствии с «системными требованиями веб-сайта MISUMI».
МИСУМИ Главная>
Инструменты для обработки>
Станки>
Фрезерные станки>
Настольный фрезерный станок (с функцией сверления)
Настройка
Очистить все
Особенности
● Скорость вращения шпинделя 50 Гц (от 50 до 2500 об/мин), 60 Гц (от 60 до 3000 об/мин) можно выбрать одним касанием, возможен выход с постоянной мощностью во всем диапазоне.
Спецификация
● Конец вала/Макс. расстояние между столами (мм): 425 ● Мощность (В): Трехфазный 200 ● Мощность (кВт): 1,5 ● Товарная партия (шт.): 1
Номер детали
БМ-1000
Номер детали
Минимальное количество для заказа.
Оптовые скидки
Количество дней до отгрузки
620 121,49 ฿
1 шт.
98 дней
Загрузка…
Основная информация
Модель продукта
Тело
Мощность (В)
Трехфазный 200
Масса (г)
430000
Максимальное расстояние от конца вала до стола (мм)
425
Мощность (кВт)
1,5
Размеры стола (мм)
820X240
Рычаг (мм)
275
Ширина (мм)
1250
Глубина (мм)
1015
Высота (мм)
1340
Величина перемещения (X x Y x Z) (мм)
400X300X300
Скорость автоматической подачи (мм/мин)
0–250
Конус шпинделя
МТ3
Вал питателя (мм)
110
Количество оборотов шпинделя (об/мин)
2500-3000 (12-ступенчатая)
Площадь пола для установки (мм)
1700X1050
Длина шнура питания (м)
1,5
Максимальный диаметр сверления (мм)
13
Максимальный размер метчика
М12
Код Труско
465-6041
Характеристики
Скорость вращения главного вала может быть выбрана из 50 Гц (50-2500 оборотов) и 60 Гц (60-3000 оборотов) одним касанием, он может выдавать постоянную мощность на все поле.
Медные трубы по BS (British Standard) 2871 — Размеры и рабочие давления.
ГОСТы, СНиПы
Карта сайта TehTab.ru
Поиск по сайту TehTab.ru
Навигация по справочнику TehTab.ru: главная страница / / Техническая информация/ / Оборудование — стандарты, размеры/ / Элементы трубопроводов. Фланцы, резьбы, трубы, фитинги…./ / Трубы, трубопроводы. Диаметры труб и другие характеристики./ / Трубы медные. Диаметры труб и другие характеристики. / / Медные трубы по BS (British Standard) 2871 — Размеры и рабочие давления.
Медные трубы по BS (British Standard) 2871 — Размеры и рабочие давления.
Для производства этих труб используется раскисленная фосфором (phosphorus deoxidized) медь Cu-DHP по BS. 6017: 1981. совпадающим с ISO требованиями к Cu-DHP.
Минимальное процентное содержание меди составляет 99.85%, а остаточное содержание фосфора составляет между 0.013 и 0.050%. Эта медь не подвержена воздействию восстановительных сред и хорошо поддается сварке и пайке. Плотность меди
8.9 г/см3. температура плавления 1083 oC коэффициент теплового линейного расширения 16.8 x 10-6 / oC (в диапазоне температур 20 oC -
100 oC).
Размер
(мм)
Внешний диаметр (мм)
Сортамент (тип) X = Table X
Полутвердые обычной толщины (light gauge).
Сортамент (тип) Y =Table Y
Полутвердые отожженные трубы
Сортамент (тип) Z =Table Z
Полутвердые тонкостенные трубы
Толщина стенки (мм)
Максимальное рабочее давление (N/mm2=10бар)
Толщина стенки (мм)
Максимальное рабочее давление (N/mm2=10бар)
Толщина стенки (мм)
Максимальное рабочее давление (N/mm2=10бар)
6
6
0. 6
13.3
0.8
14.4
0.5
11.3
8
8
0.6
9.7
0.8
10.5
0.5
9.8
10
10
0.6
7.7
0.8
8.2
0.5
7. 8
12
12
0.6
6.3
0.8
6.7
0.5
6.4
15
15
0.7
5.8
1
6.7
0.5
5
18
18
0.8
5. 6
1
5.5
0.6
5
22
22
0.9
5.1
1.2
5.7
0.6
4.1
28
28
0.9
4
1.2
4.2
0.6
3.2
35
35
1. 2
4.2
1.5
4.1
0.7
3
42
42
1.2
3.5
1.5
3.4
0.8
2.8
54
54
1.2
2.7
2
3.6
0.9
2. 5
67
67
1.2
2
2
2.8
1
2
76.1
76.2
1.5
2.4
2
2.5
1.2
1.9
108
108.1
1.5
1. 7
2.5
2.2
1.2
1.7
133
133.4
1.5
1.6
—
—
1.5
1.6
159
159.4
2
1.5
—
—
1.5
1. 5
Дополнительная информация от TehTab.ru:
Нашли ошибку? Есть дополнения? Напишите нам об этом, указав ссылку на страницу.
Обращаем ваше внимание на то, что данный интернет-сайт носит исключительно информационный характер. Информация, представленная на сайте, не является официальной и предоставлена только в целях ознакомления. Все риски за использование информаци с сайта посетители берут на себя. Проект TehTab.ru является некоммерческим, не поддерживается никакими политическими партиями и иностранными организациями.
Трубы медные для кондиционирования: виды, размеры, монтаж
Монтаж настенных, канальных, кассетных с одним или несколькими внутренними блоками, чиллеров, фанкойлов, руфтопов и других кондиционеров не обходится без расходных материалов. Один из них прокат, применяющийся для испарительных и компрессорно-конденсаторных частей климатической техники.
Это труба медная для систем кондиционирования разного диаметра, выдерживающая высокое давление, резкие изменения температуры. Устойчивая перед коррозией, обладающая прочностью, пластичностью.
Содержание
Разновидности
Размеры и диаметры
Изоляция
Преимущества и нюансы монтажа
Самостоятельная установка кондиционера, видео
Часть 1
Часть 2
Часть 3
Часть 4
Часть 5
Разновидности
Медь отличается устойчивостью перед едкими средами. Поэтому из такого металла изготавливаются трубопроводы для перемещения фреона. Это углеводородистое вещество с содержанием фтора, относящееся к группе хладонов. Оно является рабочей средой в системах кондиционирования.
Вещество используется для поглощения и выделения тепла, так как в климатическом оборудовании переходит из жидкого состояния в газ и обратно. Поэтому кондиционеры охлаждают и даже нагревают воздушные массы.
Для перемещения хладагента в жидком и газообразном состоянии между наружным и внутренним блоком используются медные трубы одного из двух типов:
Отожженные с хорошей гибкостью, выдерживающие высокое давление без деформации поверхности. Поставляются в бухтах по 15, 25 или 50 м. Трубопроводы из них имеют прочность 210000-220000 кПа и удлинением при разрыве от 50% до 60%.
Неотожженные, в виде прутков с минимальной длиной 3 или 5 м. Они характеризуются прочностью 280000-300000 кПа и удлинением при разрыве от 10% до 15%.
Тип трубы из меди выбирается в зависимости от вида системы кондиционирования. При монтаже сплит-систем применяются отожженные.
Монтаж
Торцы труб из меди на заводе закрываются пластмассовыми заглушками. Это защищает внутреннее пространство от влажной среды, попадания мусора, пыльных частиц и других загрязнений. Лучше покупать только медные трубы с пластиковыми заглушками. Мельчайший сор внутри может вывести из строя климатическое оборудование.
Размеры и диаметры
Стабильная и эффективная работа охлаждающей/нагревающей системы зависит от диаметров медных труб для кондиционеров. При выборе размеров сечений учитывается мощность климатической техники. Чем производительнее система, тем более габаритные используются трубы при монтаже межблочной трассы.
Величина диаметров трубопроводов влияет на скорость движения фреона по ним. Размеры медных труб для кондиционеров уменьшают потери давления в охлаждающих/нагревающих системах.
Существует 26 типоразмеров трубного медного проката. Производители выпускают изделия с диаметром 6-267 мм. При монтаже кондиционеров чаще всего используют прокат со следующими размерами сечений.
Диаметр медных труб для кондиционеров таблица.
Медные трубы изготавливаются с толщиной стенки минимум 0,6 мм. Погрешность этого параметра по государственным стандартом может составлять 0,5-30 мм в зависимости от диаметра.
Изоляция
Эффективная работа системы кондиционирования возможна, если перемещаемый хладон по медным трубкам не перегревается и не замерзает. Поэтому используются специальный изолирующий материал. Он уменьшает риск образования критических объемов конденсата.
Труба медная в изоляции для кондиционеров.
Изоляция для медных трасс систем кондиционирования — это трубчатый элемент длиною 2 м. Для его изготовления применяется вспененный каучук с не пористой структурой или специальный полиэтилен. Изоляция защищает фреонопроводы при температуре от -150°C до +150°C.
Актуальность использования материала становится понятна при сравнении его теплопроводности с такой же характеристикой меди. У изоляции и металла этот показатель составляет 36 мВт/(м*К) и 394 Вт/(м*К).
Применение труб медных в изоляции для кондиционеров уменьшает расход хладона. Поэтому снижается потребление электрической энергии.
Преимущества и нюансы монтажа
Медные элементы систем кондиционирования отличаются:
Высокой прочностью.
Стойкостью перед коррозией.
Маленьким весом, позволяющим проще выполнять прокладку медных труб для кондиционеров и перемещение отдельных элементов.
Устойчивостью к появлению и размножению бактерий, УФ-излучению.
Гладкой внутренней поверхностью.
Долговечностью, составляющей минимум 50 лет.
Способностью выдерживать резкое изменение температуры, сильную вибрацию и большое внутреннее давление.
Фреонопроводы также поддаются обработке: гнутся, режутся и развальцовываются. Не деформируются, сохраняя форму и размер сечения.
Когда установка внутреннего и внешнего блока системы кондиционирования выполняется на большом расстоянии друг от друга, приходится соединять отдельные элементы магистрали. Процесс осуществляется с помощью фитингов или пайки.
Для подготовки деталей необходимой длины используется труборез. Применение обычного режущего инструмента — ножовки по металлу, приводит к появлению стружки. Если она попадет внутрь системы, произойдет отказ компрессора.
Трубные отрезки соединяются с помощью высокотемпературной капиллярной пайки. Процесс осуществляется с помощью припоя и газовой горелки. Получаются прочные герметичные соединения, без утечки хладона из системы.
Пайка медных труб кондиционера.
Фреонопроводы могут прокладываться в штробах, коробах или открытым способом. Крепление медных труб для кондиционеров к стенам и потолку выполняется с помощью специальных сантехнических металлических хомутов с прокладками из резины.
Самостоятельная установка кондиционера, видео
Система кондиционирования будет эффективно работать только при правильном монтаже. С использованием трубопроводов из меди, диаметр которых соответствует производительности оборудования. Подобрать размер сечения, после этого, выполнить правильную прокладку трассы поможет следующее видео.
Проектирование и проектирование гидравлических и пневматических систем | Fluid Power Engineering
Спецификации для проектирования медных труб, типов труб и стандартов, основанных на ASTM B88, размерах типа K, L и M, толщине стенки и весе. Таблица размеров медных труб.
Размеры и физические характеристики медной трубы: ТИП K
Номинальный размер дюймы
Снаружи Диаметр
Внутри Диаметр
Стена Толщина
Расчетные значения (на основе номинальных размеров)
Зона отверстия, кв дюймов
Масса Только трубка, фунты/погонные футы
Поперечный груз Трубка и вода, фунты/погонные футы
Содержимое тубы на погонный фут
Куб. фут
Гал
1/4
.375
.305
.035
.073
.145
.177
.00051
.00379
3/8
.500
.402
.049
.127
.269
.324
.00088
.00660
1/2
. 625
.527
.049
.218
.344
.438
.00151
.0113
5/8
.750
.652
.049
.334
.418
.562
.00232
.0174
3/4
.875
.745
.065
. 436
.641
.829
.00303
.0227
1
1,125
.995
.065
.778
.839
1,18
.00540
.0404
1 1/4
1,375
1,245
.065
1,22
1,04
1,57
. 00847
.0634
1 1/2
1,625
1.481
.072
1,72
1,36
2.10
.0119
.0894
2
2,125
1,959
.083
3,01
2,06
3,36
.0209
.156
2 1/2
2,625
2,435
. 095
4,66
2,93
4,94
.0324
.242
3
3,125
2,907
.109
6,64
4,00
6,87
.0461
.345
3 1/2
3,625
3,385
.120
9,00
5.12
9. 01
.0625
.468
4
4.125
3,857
.134
11,7
6,51
11,6
.0813
.608
5
5.125
4,805
.160
18,1
9,67
17,5
.126
.940
6
6. 125
5.741
.192
25,9
13,9
25,1
.180
1,35
8
8.125
7,583
.271
45,2
25,9
45,4
.314
2,35
10
10.125
9.449
.338
70,1
40,3
70,6
. 487
3,64
12
12.125
11.315
.405
100,55
57,8
101
.701
5,25
Размеры и физические характеристики медной трубы: ТИП L
Номинальный или стандартный Размер, дюймы
Номинальные размеры, дюймы
Расчетные значения (на основе номинальных размеров)
Снаружи Диаметр
Внутри Диаметр
Стена Толщина
Поперечный разрез Площадь скважины, кв. дюйм
Масса только трубы, фунты/погонные футы
Масса Трубка и вода, фунтов/на линейный фут
Содержимое тубы на погонный фут
Куб.фут
Гал
1/4
.375
.315
.030
.078
.126
.160
.00054
.00405
3/8
.500
.430
.035
.145
.198
. 261
.00101
.00753
1/2
.625
.545
.040
.233
.285
.386
.00162
.0121
5/8
.750
.666
.042
.348
.362
.506
.00232
.0174
3/4
.875
.785
.045
.484
.455
.664
.00336
.0251
1
1,125
1,025
. 050
.825
.655
1,01
.00573
.0429
1 1/4
1,375
1,265
.055
1,26
.884
1,43
.00875
.0655
1 1/2
1,625
1,505
.060
1,78
1,14
1,91
.0124
.0925
2
2,125
1,985
.070
3,09
1,75
3,09
. 0215
.161
2 1/2
2,625
2,465
.080
4,77
2,48
4,54
.0331
.248
3
3,125
2,945
.090
6,81
3,33
6,27
.0473
.354
3 1/2
3,625
3,425
.100
9.21
4,29
8,27
.0640
.478
4
4. 125
3,905
.110
12,0
5,38
10,1
.0764
.571
5
5.125
4,875
.125
18,7
7,61
15,7
.130
.971
6
6.125
5,845
.140
26,8
10,2
21,8
.186
1,39
8
8.125
7,725
.200
46,9
19,3
39,6
. 326
2,44
10
10.125
9,625
.250
72,8
30,1
61,6
.506
3,78
12
12.125
11.565
.280
105
40,4
85,8
.729
5,45
Размеры и физические характеристики медной трубы: ТИП M
Номинальные размеры, дюймы
Расчетные значения (на основе номинального размера)
Номинальный дюймы
Снаружи Диаметр
Внутри Диаметр
Стена Толщина
Поперечный разрез Площадь скважины, кв. дюйм
Только гильза, фунтов на погонный фут
Содержимое тубы на погонный фут
Грузовая трубка и вода фунтов на погонный фут
Куб.фут
Гал
3/8
.500
.450
.025
.159
.145
.214
.00110
.00826
1/2
.625
.569
.028
.254
.204
. 314
.00176
.0132
3/4
.875
.811
.032
.517
.328
.551
.00359
.0269
1
1,125
1,055
.035
.874
.465
.843
.00607
.0454
1 1/4
1,375
1.291
.042
1,31
.682
1,25
. 00910
.0681
1 1/2
1,625
1,527
.049
1,83
.940
1,73
.0127
.0951
2
2,125
2,009
.058
3,17
1,46
2,83
.0220
.165
2 1/2
2,625
2,495
.065
4,89
2,03
4.14
. 0340
.254
3
3,125
2,981
.072
6,98
2,68
5,70
.0485
.363
3 1/2
3,625
3,459
.083
9.40
3,58
7,64
.0653
.488
4
4.125
3,935
.095
12,2
4,66
9,83
.0847
. 634
5
5.125
4,907
.109
18,9
6,66
14,8
.131
.982
6
6.125
5.881
.122
27,2
8,92
20,7
.189
1,41
8
8.125
7,785
.170
47,6
16,5
37,1
.331
2,47
10
10. 125
9.701
.212
73,9
25,6
57,5
.513
3,84
12
12.125
11.617
.254
106
36,7
82,5
.736
5,51
Размеры и физические характеристики медной трубы: DWV (слив, слив и вентиляция)
Nominal 23, 900 дюймы
Номинальный размер, дюймы
Расчетные значения (на основе номинального размера)
Снаружи Диаметр
Внутри Диаметр
Стена Толщина
Площадь поперечного сечения Бора, кв. дюйм
Вес только трубы, фунты/погонные футы
Вес трубки и Вода, фунты/погонные футы
Содержимое тубы за погонный фут
куб. футов
Гал
1 1/4
1,375
1,295
.040
1,32
.650
1,22
.00917
.0686
1 1/2
1,625
1,541
.042
1,87
.809
1,62
. 0130
.0971
2
2,125
2,041
.042
3,27
1,07
2,48
.0227
.170
3
3,125
3.030
.045
7.21
1,69
4,81
.0501
.375
4
4.125
4,009
.058
11,6
2,87
7,88
.0806
. 603
5
5.125
4,981
.072
19,5
4,43
12,9
.135
1,01
6
6.125
5,959
.083
27,9
6.10
18,2
.194
1,45
8
8.125
7,907
.109
49,1
10,6
31,8
.341
2,55
Родственный
Химическая отделка Черный оксид меди, Mil-F-495
Таблица размеров медных проводов
AWG и таблица данных при 100 градусах по Фаренгейту
Соединения медных труб под рабочим давлением Пайка или пайка соединений на основе стандарта ASME B31. 9
Спецификация финишной обработки меди под покрытием Mil-C-14550
Медные сплавы с номером UNS Таблица и диаграмма
Уравнение коэффициента трения и табличная диаграмма
Таблица размеров медных труб
ASTM B-88
Таблица размеров медных труб HVAC
Медная трубка рабочего давления
Справочник по медным трубам
: Таблица 14.2b Справочник по медным трубам
: Таблица 14.2b
Номинальный или стандартный размер, дюймы
Номинальные размеры, дюймы
Расчетные значения (на основе номинальных размеров) 9
Бетон марки М200 — самый популярный вид товарного бетона. Благодаря высокой прочности, хорошему сопротивлению негативным внешним факторам эта марка бетона считается наиболее выгодной. Ее применяют в ремонтно-строительных работах различных сфер: как в бытовом строительстве, так и на промышленных объектах.
Состав
Чтобы изготовить бетон м200 необходимы цемент М400-М500, песок, щебень (из известняка, гравия или гранита) и вода. Для усовершенствования эксплуатационных характеристик бетона применяют различные добавки: пластификаторы, стабилизаторы и гидрофобизаторы.
М400
1:2,8:4,8
1:2,5:4,2
54
М500
1:3,5:5,6
1:3,2:4,9
62
Основные характеристики
от 1,5 до 2,5 т/м3 (в зависимости от фракции наполнителя)
В15 (в пределах нагрузки 150 кг/см²)
F100-150 (100-150 циклов замерзания – оттаивания)
П2-П4
W4-W6
в диапазоне Ж1-Ж4
Различают бетон М200:
цементный, гипсовый, силикатный или полимерный: в зависимости от вяжущего компонента;
крупный или мелкий: влияет тип заполнителей;
плотный, пористый или для специальных целей: зависит от консистенции смеси;
облегченный и тяжелый: зависит от массы.
Сфера применения бетона М200:
фундаменты для индивидуальных и промышленных сооружений;
заливка бетонных стяжек и полов;
обустройство уличных парковок для автомобилей, пешеходных дорожек и отмосток;
заливка цокольных жилых этажей;
изготовление железобетонных сооружений: поясов, перекрытий, лестниц и колонн, перемычек и других бетонных изделий;
изготовление заборов и колодцев.
Преимущества бетона марки 200 (класс прочности В15):
большая сфера применения;
хорошая совместимость с металлической арматурой;
отличные характеристики упругости и морозостойкости;
усадка без появления трещин: долго сохраняет прочность, не растрескивается;
низкая теплопроводность: экономия средств на утеплении и изоляции;
доступная цена.
Недостатки:
низкий уровень водонепроницаемости;
не подходит для объектов с повышенной нагрузкой и влажностью.
Приобретая бетон М200 в компании «Технобетон48», Вы можете быть уверены в том, что бетонный раствор соответствует всем стандартам и нормативам: каждая партия сопровождается сертификатами качества и безопасности. Интересует цена бетона М200 за куб с доставкой? Мы предлагаем самые выгодные цены!
Поделитесь с друзьями!
Онлайн калькулятор расчета и подбора состава бетона различных марок прочности.
Информация по назначению калькулятора
Онлайн калькулятор расчета и подбора составов тяжелых бетонов на цементном вяжущем
с применением крупного и мелкого заполнителей. С учетом пластифицирующих добавок, метода уплотнения и
подвижности бетонной смеси. Расчет примерный, и может отличаться от реального, в зависимости от
применяемых материалов, их влажности и других характеристик. Для более точного определения пропорций
необходимо производить пробный замес.
Для расчета пропорций на один замес в бетоносмесителе, необходимо указать количество
бетона равное рабочему объему бетоносмесителя (60-70% от общего).
Краткое описание тяжелых бетонов
Железобетонные изделия для строительства изготавливаются не только на
специализированных предприятиях, но и очень часто отливаются непосредственно на возводимом объекте. Без
бетона не обходится ни одна стройка. Для создания надежной конструкции с заданными техническими
характеристиками используют тяжелый бетон, который в соответствии со строительными нормами обладает
объемной массой свыше 1 800 кг/м3.
Отличительные особенности тяжелого бетона
Производство строительных материалов осуществляется в двух категориях: легкие и
тяжелые бетонные изделия. Они существенно отличаются по физико-технологическим характеристикам и
соответственно по области применения:
Легкие бетоны
— производятся на основе «легких» наполнителей, которые значительно снижают объемную массу и повышают
теплоизоляционные свойства. К тому же чем легче бетон, тем он имеет большую пористость, а значит низкую
гидравлическую сопротивляемость, поэтому изделия из легкого бетона применяются для внутренних
неответственных конструкций без сильного динамического разрушающего воздействия.
Тяжелые бетоны
— характеризуются высокой прочностью и малой пористостью, что гарантирует отменную стойкость к любым
механическим и химическим воздействиям. Строительные материалы из тяжелого бетона применимы для особо
ответственных конструкций с открытой (природной) эксплуатацией, в том числе для возведения фундаментов,
стен, и заливки полов.
Характеристики тяжелого бетона
Расчет и подбор состава и пропорций тяжелых бетонов осуществляется с учетом
требуемых характеристик (свойств):
Прочность
– главный показатель способности железобетонных изделий выдерживать разрушающую нагрузку. Именно этот
показатель указывает на область применения бетона в высотных зданиях, фундаментах или гидротехнических
сооружениях. Показатель классифицируют от В3,5 до В60, что соответствует маркировке пределу прочности от
М50 до М1000 (от 5 до 100 Мпа).
Температурное расширение и огнестойкость тяжелого бетона
– показатель возможности использования строительных изделий в зонах температурного воздействия. Так,
заливка пола из тяжелого бетона имеет коэффициент расширения не более 0,5 мм на погонный метр. Бетон
способен выдерживать температуру до 500 градусов (выше происходит разрушение), а при температуре порядка
200 градусов теряется его прочность не более 30%.
Пористость, водостойкость и морозостойкость
– смежные показатели, от суммы которых зависит эксплуатационная стойкость железобетонных изделий.
Пористость тяжелого бетона не должна превышать 15%. Морозостойкость маркируется по способности
выдерживать циклическое замораживание от F50 до F1000. Тяжелый бетон применяется при строительстве
каналов и мостов, поэтому их водостойкость в пределах по маркировке W2 — W20 (цифра – показатель
воздействия воды в кгс/см2).
Применение тяжелого бетона
Очень важно правильно проводить расчет и подбор состава и пропорций тяжелых
бетонов, т.к. от этого зависит марка получаемого бетона и области его применения:
— Особо ответственные конструкции и гидросооружения должны возводиться из бетона марки не ниже М500.
— Ответственные сооружения, фундаменты и стены многоэтажек, плитные основания изготавливаются из бетона
М250 – М350.
— Индивидуальное строительство может осуществляться бетонами М150 – М200.
— Неответственные бетонные изделия для дорожек, отмосток и элементов дорожного или ландшафтного дизайна
могут отливаться прочностью М50 – М150.
Расчет состава тяжелых бетонов производится по методике в соответствии с ГОСТ 27006 — 86
(1989) «Бетоны. Правила подбора составов» и ГОСТ 7473 — 94 «Смеси бетонные. Технические условия».
Структурные особенности тяжелого бетона
Состав и пропорции используемых составляющих для тяжелого бетона напрямую влияет
на его технологические и физические характеристики, поэтому расчет должен проводиться достаточно точным,
что удобнее осуществлять на онлайн-калькуляторе. Для отливки качественных бетонных изделий с подходящими техническими характеристиками необходимо
учитывать ряд особенностей изготовления тяжелого бетона:
Заполнители используются обязательно двух типов: крупноформатные и мелкие.
Крупноформатные заполнители (щебень или гравий) обеспечивают прочность бетона, а мелкий — за счет
уплотненного распределения повышает плотность и снижает пористость бетона. Заполнитель крупных форматов
с угловатыми формами обеспечивает меньшую усадку отливки и эксплуатационную высокую динамическую
прочность. Фракция мелкого заполнителя также влияет на характеристики бетонного изделия: чем мельче, тем
плотность и водостойкость повышается. Стоит учесть, что от прочности крупноформатного заполнителя
зависит и прочность самой бетонной отливки.
Пластичность бетона или удобоукладываемость
– способность бетонной смеси полностью заполнить заливаемую форму с достаточным уплотнением для
гарантирования расчетной его прочности. Пластичность маркируют от П1 (минимальная) до П5 (максимальная).
Для заливки открытых площадок с применением уплотняющей (вибрационной) техники можно брать бетоны П1, но
для сложных конструкций необходимо применять высоко пластичные бетонные растворы от П3 до П5.
Вода – важный расчетный ингредиент, добавление которого сверх нормы не допустимо.
Ошибочно думать, что добавлением воды можно повысить пластичность бетона без вреда
его качеству, т.к. падает его однородность и прочность и увеличивается усадка. Для повышения
пластичности бетона используют пластификаторы, которые улучшают способность перемещения наполнителей,
что гарантирует качественное заполнение формы и легкий выход из отливки воздуха с равномерной структурой
всего бетона. Профессиональное строительство обязательно использует пластификаторы.
Подвижность бетонной смеси
Подвижность бетонной смеси – важнейший показатель удобоукладываемости, который
показывает возможность метода (ручного или с использованием механизмов) качественного заполнения формы
бетонных конструкций различного применения:
Ж2
– применима для массивных железобетонных конструкций и опорных площадок. Обязательно использование
виброуплотняющей техники.
Ж1
– бетонные смеси для возведения стеновых конструкций гражданского и промышленного назначения. Заполнение
малых форм допустимо производить без механического уплотнения, но объемные изделия изготавливаются
только с применением виброуплотнения.
П1
– рекомендуется проводить отливку непосредственно на месте возведения элемента конструкции. Подвижность
применима для изготовления тонкостенных изделий с армированием не более 1%. В частном строительстве
отливаются плиты, опоры и балки малого сечения с ручным и механическим уплотнением.
П2
– применяется для ответственных армированных (более 1%) конструкций: балки, элементы бункеров и мостов.
Изготавливаемые детали обладают повышенной прочностью. В зависимости от формы используется ручное или
механическое уплотнение.
П3
– бетон с отличной заполняющей способностью, заливаемый в скользящие опалубки с армированием более 1%.
Особо популярен как в частном строительстве, так и коммерческом. В отдельных случаях необходимо для
качественного заполнения сложных форм применение вибратора.
П4
– раствор легко заполняет любые формы опалубки без применения вибраторов, поэтому такой бетон очень
популярен в частном строительстве: отливка фундаментов, стеновых и плитных конструкций. К тому же
раствор с пластичность П4 идеально подходит для заполнения форм с густым армированием более 1%, при этом
качество укладки обеспечивается простой штыковкой.
Далее представлен полный список выполняемых расчетов с кратким описанием каждого
пункта. Если вы не нашли ответа на свой вопрос, вы можете связаться с нами по обратной
связи.
Общие сведения по результатам расчетов
Количество цемента
— Общее расчетное количество необходимого цемента на весь объем.
Количество воды
— Общее расчетное количество необходимой воды на весь объем.
Количество мелкого и крупного заполнителей
— Общее количество мелкого и крупного заполнителей на весь объем в килограммах.
Плотность бетонной смеси
— Плотность бетонной смеси в сыром состоянии.
В/Ц
— Водоцементное соотношение бетонной смеси.
Пропорции
— Относительное соотношение компонентов бетонной смеси. Ц — часть цемента; П — часть мелкого
заполнителя; Щ – часть крупного заполнителя; В – часть воды.
Стоимость
— Стоимость каждого материала и общая на весь объем.
Калькулятор кубической плотности
Создано Александрой Зайонц, доктором медицины
Отзыв от Krishna Nelaturu
Последнее обновление: 12 октября 2022 г.
Содержание:
Как пользоваться калькулятором кубической плотности?
Что такое плотность? Какова формула плотности куба?
Как рассчитать объем куба по плотности?
Другие калькуляторы плотности
Как рассчитать плотность бетонного куба?
Часто задаваемые вопросы
Калькулятор кубической плотности — это простой инструмент с большими возможностями. ‘Как найти плотность куба?’ больше никогда не будет для вас проблемой! Читайте дальше, чтобы узнать:
Какова формула плотности куба;
Как пошагово рассчитать плотность куба; и
Как рассчитать плотность бетонного куба.
Как пользоваться калькулятором кубической плотности?
Пользоваться калькулятором кубической плотности просто и интуитивно понятно, но в случае сомнений проверьте эти шаги.
См. панель калькулятора в левой части страницы.
Первое, что вы сделаете, это изображение куба с выделенными размерами. Благодаря ему вы можете видеть, о каких измерениях идет речь.
Введите массу (вес) вашего куба в калькулятор плотности куба. Помните, что вы всегда можете изменить единицу измерения так, как вам удобно.
Введите объем вашего куба в удобных единицах измерения. Если вы не знаете объем, выполните следующий шаг. В противном случае вы можете пропустить его.
Введите известные вам размеры куба: длина стороны, диагонали куба или диагонали грани. Калькулятор рассчитает объем автоматически.
Вы сразу видите результат в поле Density !
Если вы хотите узнать, как найти плотность куба шаг за шагом , продолжайте читать текст.
Что такое плотность? Какова формула плотности куба?
Плотность — термин, используемый в физике для описания масса на единицу объема пространства .
Формула плотности:
ρ=mV\rho = \frac{m}{V}ρ=Vm
где:
ρ\rhoρ — плотность,
ммм — масса, а
ВВВ — объем.
Если два объекта одинакового размера, но один из них тяжелее, мы можем сказать , что он имеет большую плотность.
Куб представляет собой правильную квадратную призму в трех ориентациях. У него шесть квадратных граней с тремя гранями, сходящимися в каждой вершине. 93}ρ=a3m
где:
ρ\rhoρ — плотность,
ммм — масса, а
ааа — длина ребра куба.
Как рассчитать объем куба по плотности?
Вот три способа расчета объема куба в зависимости от того, какое измерение у вас есть. Буквы в скобках относятся к изображению над калькулятором.
Вы знаете сторону (а) куба
Рассчитать объем (VVV) как: 93V=(2
f)3
Еще калькуляторы плотности
У нас на сайте есть еще крутые калькуляторы плотности:
Калькулятор плотности;
Калькулятор плотности газа;
Калькулятор массы в плотность;
Калькулятор объем-плотность;
Калькулятор плотности к массе;
Калькулятор соотношения плотности к весу;
Калькулятор плотности масса-объем;
Калькулятор плотности цилиндра;
Калькулятор плотности сфер.
Как рассчитать плотность бетонного куба?
Хотя плотность бетона уже определена (2400 кг/м 3 ), иногда ее необходимо рассчитать самостоятельно.
Найдите массу (вес) вашего бетонного куба.
Затем измерьте сторону куба.
Как рассчитать объем куба по плотности? Используйте формулу: объем = сторона 3 .
Теперь разделите массу на объем. плотность = масса/объем
Расчет кубической плотности готов!
Часто задаваемые вопросы
Как определить плотность кусочка сахара?
Чтобы найти плотность кусочка сахара:
Возьмите линейку или другой измерительный инструмент и измерьте сторону кусочка сахара. Назовем его .
Рассчитайте объем куба: объем = a 3
Теперь взвесьте кубик сахара на кухонных весах.
Чтобы найти плотность, нужно решить уравнение:
плотность = масса/объем
Как рассчитать плотность куба дерева?
Древесина не является однородным материалом, поэтому, если вы хотите быть точным в отношении плотности деревянного куба, лучше посчитайте ее самостоятельно:
Взвесьте свой деревянный куб.
Измерьте куб. Самый простой способ — измерить его сторону.
Примечание: Принимая во внимание насыпную плотность сухого насыпного заполнителя = 1350 кг/м 3 .
1000 кг = 1 тонна
Что такое расчет бетонной трубы?
Трубы (трубы) из железобетона (RCC) обычно используются для дренажа воды, канализации, водопропускных труб и орошения. Трубы RCC очень предпочтительны для такого использования, потому что они герметичны, легко ремонтируются и не вступают в реакцию с канализационными токсинами. По оценкам, бетонные трубы легко прослужат около 100 лет, и поэтому они подходят и забываются, поэтому они предпочтительнее других материалов для такого использования.
Класс: Легкий режим — NP2, Средний режим — NP3, Тяжелый режим — NP4
Плотность : Оптимальное водоцементное соотношение и высокая плотность.
Гайки високоміцні М24 невеликий крок різьблення DIN 934, ГОСТ 5915-70, ГОСТ 5927-70 — купити з доставкою в Україні
Гайки високоміцні М24 дрібне різьблення DIN 934, ГОСТ 5915-70, клас міцності 8.0, 10.0
Гайка DIN 934, клас міцності якої становить 8.0 або 10.0, називається високоміцною і витримує вплив величезних навантажень. Використовується спільно з болтами, гвинтами або шпильками, міцність яких дорівнює 8.8 або 10.9.
Стандартом ГОСТ 5915-70 регулюється форма гайки (шестигранна), її клас точності (В) розміри: висота, розмір під ключ, діаметр описаного кола, вага. ГОСТ 5927-70 регламентує виготовлення аналогічних гайок, але з підвищеною точністю (А).
Креслення і розміри гайки М24 за DIN 934
Характеристика
Позначення
Значення в мм
Крок різьби
P
дрібний
2
великий
3
Висота
m
max
19
min
17. 7
Розмір під ключ
s
36
Вага
122.870 р
Клас міцності
високий
8.0, 10.0
Пропонуємо придбати металовироби за відмінною ціною:
Гайки, шайби, болти, гвинти, шпильки, шплінти та багато іншого.
Сировиною для виготовлення кріплення може бути вуглецева, легована і нержавіюча сталь, а також латунь.
Деталі можуть поставлятися без покриття або з захисним покриттям.
Реалізуємо кріплення, виконане за ГОСТ, DIN, ISO. Якщо Вам потрібні вироби, розміри яких відрізняються від стандартних – надсилайте креслення – ми виготовимо під замовлення.
Ми пропонуємо інші види гайок даного типорозміру:
Гайки високоміцні ГОСТ 5915-70, DIN 934 клас міцності 10.0 Гайки високоміцні ГОСТ 5915-70, DIN 934 клас міцності 12. 0 Гайки високоміцні ГОСТ 22354-77 Гайки високоміцні DIN 6915 (HV) Гайки самозажимні DIN 985, ISO 10511 клас міцності 8.0, 10.0 Гайки шестигранні ГОСТ 5915-70 ГОСТ 5927-70, DIN 934 клас міцності 5.0, 6.0 Гайки високоміцні ГОСТ 5915-70, DIN 934 клас міцності 8.0 Гайки низькі ГОСТ 5916-70, DIN 936 клас міцності 8.0, 10.0 Гайки для фланцевих з’єднань ГОСТ 9064-75 Гайки шестигранні високі ГОСТ 15523-70, DIN 6330 Гайки фланцеві нержавіючі ГОСТ 9064-75 Гайки нержавіючі ГОСТ 5915-70, DIN 934 сталь 12Х18Н10Т, AISI 304, А2-70 (технічна) Гайки нержавіючі ГОСТ 5915-70, DIN 934 сталь 03Х17Н14М2, AISI 316, А4-80 (харчова)
На підприємстві доставка кріплення розроблена таким чином, щоб клієнт зміг отримати продукцію в максимально короткі терміни після її оплати. Відвантаження або відправлення товару виконується в день його оплати.
Працюємо з багатьма службами доставки, доставляємо вантажі в усі регіони України.
Наші менеджери з професійною точністю підберуть Вам потрібне високоміцне кріплення. У тому випадку якщо Вам необхідно виготовити нестандартне кріплення, на базі нашого підприємства є підготовлений виробничий цех з виготовлення та доопрацювання високоміцних металевих виробів згідно з вашими кресленнями або ескізами.
Підтвердження авторства:
Характеристики
Інформація для замовлення
Шпилька М24. Штанга М24.
Шпилька резьбовая М24 (штанга резьбовая М24) применяется для крепления и соединения узлов и деталей в строительстве, машиностроении и в других отраслях совместно с шайбами и гайками М24.
Шпилька с резьбой М24 имеет стандартный шаг метрической резьбы.
Мы можем предложить услуги по изготовлению резьбовых шпилек М24 необходимый размер.
Материал: углеродистая сталь.
Покрытие: электрооцинкованное.
Класс прочности: 4.8, 8.8
Диаметр: 24 мм
Длина: 1000 и 2000 мм
Вес одной штуки: 2,96 и 5,92 кг
Штук в упаковке: 5
Вес упаковки: 14,8 и 29,6 кг
Ниже указаны характеристики оцинкованных шпилек М24.
Резьбовые шпильки соответствуют стандартам DIN 975, DIN 976.
Размер резьбы
Вес одного метра, кг
Шпилька резьбовая М5
0,12
Шпилька резьбовая М6
0,17
Шпилька резьбовая М8
0,31
Шпилька резьбовая М10
0,49
Шпилька резьбовая М12
0,71
Шпилька резьбовая М14
0,99
Шпилька резьбовая М16
1,31
Шпилька резьбовая М18
1,63
Шпилька резьбовая М20
2,06
Шпилька резьбовая М22
2,52
Шпилька резьбовая М24
2,96
Шпилька резьбовая М27
3,73
Шпилька резьбовая М30
4,67
Шпилька резьбовая М36
6,39
Шпилька резьбовая М42
8,85
Шпилька резьбовая М48
11,59
Шпилька резьбовая М52
12,9
Шпилька резьбовая М56
13,7
108015482
М24х1000 Подробнее
М24
3
1000
углерод. сталь
4.8
цинк
DIN 975
1 шт 5 шт
736,003680,00от 736,00
108015519
М24х1000 Подробнее
М24
3
1000
углерод. сталь
8.8
цинк
DIN 975
1 шт 5 шт
898,004490,00от 898,00
108093412
М24х1000 Подробнее
М24
3
1000
углерод. сталь
10.9
цинк
DIN 975
1 шт 5 шт
1600,001600,00от 1600,00
108015557
М24х1000 Подробнее
М24
3
1000
углерод. сталь
12.9
без покрытия
DIN 975
1 шт
1930,001930,001930,00
108015499
М24х2000 Подробнее
М24
3
2000
углерод. сталь
4.8
цинк
DIN 975
1 шт 5 шт
1480,007400,00от 1480,00
108032256
М24х2000 Подробнее
М24
3
2000
углерод. сталь
8.8
цинк
DIN 975
1 шт
2200,002200,002200,00
108087486
М24х2000 Подробнее
М24
3
2000
углерод. сталь
10.9
цинк
DIN 975
1 шт
2500,002500,002500,00
Размеры шага метрической резьбы
— U-Bolts-R-Us / Блог Graphskill Ltd
Общепринятое определение шага резьбы — это расстояние от одной канавки резьбы до другой, измеренное от вершины до вершины.
Для метрических гаек и болтов любого размера может быть до 4 различных шагов. Таким образом, знание размера резьбы — это только одна часть уравнения. Даже если вы знаете, что у вас резьба M10, вам нужно знать не только правую или левую резьбу, но и требуемый шаг. Существует стандарт (иногда известный как грубый). Поэтому, если шаг резьбы не указан, обычно можно с уверенностью предположить, что это стандартный/крупный шаг. Но нет никаких гарантий.
Двутавровая балка, вес, размеры, характеристики и таблица
Каждый инженер знает, насколько важна в строительстве двутавровая балка. Она используется при создании различных строений. Именно поэтому следует купить двутавровую балку перед началом возведения конструкции.
Двутавровая балка является металлической конструкцией, форма которой напоминает букву «Н». Она относится к распространенному виду металлопроката. Балки могут быть как универсальными, так и специализированными. Последние применяются в определенной сфере, например, при строительстве мостов.
Небольшой вес балки двутавровой в сочетании с достаточно высокой жесткостью позволяют использовать ее для армирования путей в шахтах, при строительстве железнодорожных туннелей и т. д. Из нее также формируют несущий каркас при создании больших пролетов.
Особенно необходима балка металлическая двутавровая там, где присутствуют серьезные нагрузки от вертикального воздействия. Поэтому ее часто используют при строительстве мостов и подвесных путей. При производстве монорельсов также применяют двутавровую балку.
Особенностью двутавровой балки является то, что она хорошо поддается резке и сварке. Поэтому она может выступать как элемент дизайна.
Достоинства
двутавровой балки
К числу главных преимуществ двутавровой балки относится:
Высокая прочность. Благодаря этому достоинству из таких балок можно формировать большие металлоконструкции, которые будут подвергаться серьезным нагрузкам. Используя двутавровые балки перекрытия получаются достаточно прочными.
Удобство использования. Двутавровые балки не только просты в монтаже, но также их можно легко обрабатывать при помощи различных инструментов. Это способствует ускорению строительных работ.
Стабильность. Созданные при помощи двутавровых балок конструкции не станут со временем усаживаться и скрипеть.
Вес метра балки двутавровой и ее размеры
Для любого стройматериала вес является одной из важнейших характеристик. От него зависит, где именно будет применяться изделие, и на какие нагрузки оно рассчитано. Все основные значения содержит следующая таблица двутавровых балок.
Вид профиля
Ширина мм
Высота мм
Толщина полки, мм
Толщина стенки, мм
Кол-во метров в 1 тонне
Масса 1 м длины, кг
10
55
100
7,2
4,5
105,7
9,456
12
64
120
7,3
4,8
86,62
11,54
14
73
140
7,5
4,9
73,09
13,68
16
81
160
7,8
5
62,94
15,89
18
90
180
8,1
5,1
54,50
18,35
18а
100
180
8,3
5,1
50,20
19,92
20
100
200
8,4
5,2
47,53
21,04
20а
110
200
8,6
5,2
44,08
22,69
22
110
220
8,7
5,4
41,06
24,04
22а
120
220
8,9
5,4
38,82
25,76
24
115
240
9,5
5,6
36,57
27,34
24а
125
240
9,8
5,6
34,02
29,40
27
125
270
9,8
6
31,71
31,53
27а
135
270
10,2
6
29,51
33,88
30
135
300
10,2
6,5
27,41
36,48
30а
145
300
10,7
6,5
25,53
39,17
33
140
330
11,2
7
23,67
42,25
36
145
360
12,3
7,5
20,60
48,55
40
155
400
13
8,3
17,56
56,96
45
160
450
14,2
9
15,04
66,50
50
170
500
15,2
10
12,72
78,64
55
180
550
16,5
11
10,79
92,66
60
190
190
17,8
12
9,263
108,0
Помимо веса, размеры двутавровых балок таблица содержит и на нее стоит ориентироваться при выборе стройматериала. Следует упомянуть, что горячекатаные изделия имеют высоту 10 до 50 см, а их длина составляет 4-12 метров. По индивидуальному заказу завод может сделать и более длинные балки.
Балка двутавровая ГОСТ и его значимость
Как и другая металлургическая продукция, двутавровые балки производятся по установленному ГОСТу. Именно в нем заложены основные характеристики, которым должен соответствовать стройматериал. К примеру, в ГОСТ 535-88 указано, какие у балки металлической двутавровой должны быть грани.
Соответствие изделия ГОСТу позволяет строителям быть уверенным, что приобретенная балка выдержит определенные нагрузки. Также из изготовленного по ГОСТу стройматериала будет хорошо формироваться металлическая конструкция.
Самые популярные марки стали для изготовления двутавровых балок
От марки стали зависят прочностные и другие характеристики двутавровой балки. Чаще всего при производстве этих изделий применяются следующие марки стали:
Сталь 3. Главным ее достоинством является отличная прочность. Конструкции из углеродистой стали отличаются долговечностью и устойчивостью к большим нагрузкам.
Сталь 09г2с. Она не только прочна, но и имеет хорошую устойчивость к коррозии. Также это марка стали не теряет своих свойств даже при термальных нагрузках.
Двутавровые балки, также известные как двутавровые балки, W-образные балки или универсальные балки, являются одним из наиболее распространенных типов стальных балок, используемых в коммерческом и жилом строительстве. а также проекты гражданского строительства. Воспользуйтесь этой таблицей размеров двутавровой балки и руководством, чтобы выбрать правильную двутавровую балку для своего проекта, а затем купите перепрофилированные МАТЕРИАЛЫ, чтобы найти отличные предложения на новые и бывшие в употреблении двутавровые балки.
Купить двутавровые балки сейчас
Говоря на языке двутавровых балок
Выбор подходящей двутавровой балки для вашего проекта начинается со знания и понимания нескольких основных терминов, которые используются для описания ее конструктивных свойств и характеристик структурной целостности. . В зависимости от того, что вы строите, вам не нужно быть инженером, чтобы выбрать двутавровую балку нужного размера. Вот несколько наиболее важных терминов, которые следует знать:
Фланец: Фланцы двутавровой балки — это верхняя и нижняя горизонтальные пластины или линии, которые делают ее похожей на заглавную букву «I», если смотреть с креста. угол сечения.
Толщина полки : Это относится к толщине упомянутой выше полки и влияет на несущую способность балки.
Толщина стенки: Это толщина стали в вертикальном сечении двутавровой балки.
Радиус скругления: Относится к области, где происходит переход между стенкой и полками.
Ширина фланца: Относится к ширине фланцев сверху и снизу балки.
Глубина: Это высота между верхней и нижней полками.
Типы и формы двутавровых балок
Как правило, двутавровые балки имеют две наиболее распространенные формы: S-образную и W-образную. S-образные двутавровые балки имеют конические полки. Они больше всего напоминают заглавную букву «I», если смотреть на них крест-накрест. W-образные двутавровые балки имеют прямые или параллельные полки, которые имеют тенденцию быть длиннее, что придает им вид заглавной буквы H при повороте на бок, поэтому их также часто называют двутавровыми балками.
Различия между двутавровыми и двутавровыми балками.
Двутавровые балки изготавливаются из стального проката и обычно тяжелее, чем S-образные двутавровые балки. Это означает, что они могут выдерживать большее усилие, чем двутавровые балки, и их, как правило, используют в коммерческих строительных проектах, где нагрузки выше. Двутавровые балки, как правило, легче и часто используются в проектах жилищного строительства, где слишком большой вес или сила на стене могут создать структурную проблему.
Конструктивно двутавровые балки можно использовать для пролетов до 330 футов, а двутавровые балки можно использовать для пролетов до 100 футов.
Правильный выбор двутавровой балки для вашего проекта
При выборе правильного размера и типа двутавровой балки для вашего проекта важно учитывать приложенную к ней силу, весовую нагрузку, которую она должна выдерживать, а также натяжение и сжатию он подвергнется.
Меньшие двутавровые балки можно использовать для проектов, где давление и вес будут больше, а большие размеры следует использовать для конструкций, которые должны выдерживать большую нагрузку. Вы можете использовать приведенную ниже таблицу в качестве общего руководства, которое поможет вам выбрать правильную длину и толщину для вашей двутавровой балки.
Размеры двутавровой балки американского стандарта
Тип
Балка высота (дюйм)
Фланец ширина (дюймы)
Стенка толщина (дюйм)
Фланец толщина (дюйм)
Вес (фунт/фут)
Поперечное сечение площадь (в 2 )
Момент инерции при кручении (Дж) (в 4 )
Ш4х13
4,16
4,06
0,28
0,345
13
3,83
0,151
Ш5х16
5. 01
5
0,24
0,36
16
4,71
0,192
Ш5х19
5,15
5.03
0,27
0,43
19
5,56
0,316
Ш6х8,5
5,83
3,94
0,17
0,195
8,5
2,52
0,0333
W6x9
5,9
3,94
0,17
0,215
9
2,68
0,0405
Ш6х12
6.03
4
0,23
0,28
12
3,55
0,0903
Ш6х15
5,99
5,99
0,23
0,26
15
4,43
0,101
Ш6х16
6,28
4,03
0,26
0,405
16
4,74
0,223
Найдите выгодные предложения на двутавровые балки
После того, как вы определились с нужным типом и размером двутавровой балки, проверьте наш ассортимент новых и бывших в употреблении двутавровых балок, чтобы узнать, есть ли у нас то, что вам нужно.
что это такое,чем зенковка отверстий отличается от зенкования, назначение и отличие раззенковки и зенкера – rocta
15Сен
Содержание статьи:
Зенкерование
Зенкование
Зенкование и зенкерование, разница между процессами
Основные виды зенковок
Цилиндрическая
Коническая
Плоские и торцевые
Отличие зенкерование от смежных операций
Оборудование для зенкования
Правильный процесс зенкерования металла
Развертывание, как способ обеспечения максимальной точности
Обозначение зенковки на чертеже
В производственных процессах, а особенно в машиностроение и станкостроение существуют некоторые процедуры, схожие по названию, но совершенно различные по своей сути. И подобного рода операции часто путают между собой. В данном обзоре мы как раз и затронем две процедуры такого типа. Мы разберемся, что это такое зенкерование и зенкование отверстий, чем отличается назначение, для чего применяется, инструменты, которые необходимы для проведения обозначенных операций. А также частично затронем видовое разнообразие.
Но помимо совершенно различно направленности, существуют и факторы, которые объединяют эти этапы обработки металла. А именно то, что оба варианта – это прямое воздействие на поверхность. Да, с разными целями и порой на различных стадиях. Но фактически это переработка покрытия. Кроме того, несмотря на различие в инструментарии, резцы их, по сути, также могут переводиться в действие одним механизмом. Как вариант, ручная дрель, если речь идет о работе в домашних, а не заводских условиях. Разумеется, класс точности в этом случае будет значительно ниже, что скажется на последующем результате. Но при низких требованиях к точности, и этот итог вполне может стать удовлетворительным.
Зенкерование
Для получения паза или отверстия в металлической поверхности, в первую очередь нам необходимо его высверлить. Это всегда начальный этап. Но до этапа развертки нужно полученное углубление еще и очистить. То есть, убрать всевозможные наслоения металла, заусенцы, неровности. И подогнать точность до того параметра, который указан по чертежам. Именно вот этот этап обработки, практически уже чистовой, нам и необходим.
Для этого используется специальный инструмент – зенкер. С его помощью мы можем добиться:
Подгонки класса точности до 4, а в некоторых случаях и 5 уровня.
Повышения уровня сцепления покрытия, придание ей равномерной и шероховатой поверхности, что важно для последующего сцепления.
Работа с геометрией. То есть, возможность придания объекту задуманной геометрической формы с симметричными краями.
Вернемся к инструменту, с помощью которого и производится весь технический процесс. Несмотря на внешнюю схожесть, отличия зенкера от сверла весьма серьезные. А точное, большее количество режущих кромок и более крупные перемычки между ними. В результате у нас получается от 3 до 4 кромок. И они в совокупности оказываются плавное давление на металл, надежно сцепляются с поверхностью. И что не менее важно, не снимают стружку продольно, а только поперечно. В итоге происходит своего рода интенсивная шлифовка.
Видовое разнообразие этого инструмента достаточно обширно. Главный аспект – это количество режущих кромок. Зачастую применяются 3 и 4. Но есть и специализированный инструментарий, задействованный в специальных производственных областях. Там, где есть нужда в высокоточной обработке. Такие приборы имеют вплоть до 8 кромок. Также классификация часто затрагивает и тип стержня. Он может быть съемным, что обычно нужно при работе с серьезным диаметром отверстий. Вплоть до 20 мм. А если производство касается небольших пазов, в районе 8-12 мм, то лучше использовать цельный прибор. Есть еще и вставной вариант, что стоит назвать промежуточным звеном между обозначенными видами.
Зенкование
Раззенковка отверстий – это совершенно иная операция. Часто в различных соединениях металлических конструкций необходимо избавиться от шляпки крепежного элемента или иных метизов, выступающих частей. Для этого непосредственно рядом с пазом необходимо проделать углубление, куда в результате выступающая часть и благополучно спрячется. Такой небольшой «карман» носит просторечное название – потай. Для создания их используется специальные инструментарий и процедура, в большинстве своем схожая со сверлением. Но, как становится понятно, имеющая свои отличия. Это и есть искомый процесс.
В результате раззенкованное, зенкованное отверстие допускается различных форм. Все зависит от прилагаемого давления, форму рабочего инструмента, требований. Глубина тоже отличается, в зависимости от того, какого размера шляпку необходимо скрыть. Такой процесс позволяет решить огромное количество задач на предприятии:
Изменение плоскости опоры в заготовленных пазах. А также добавление новых углублений в них, которые при этом не меняют структуру изначального слота. Особенно важно не сбиться с центра по ширине, иначе конструкция получится непригодной для эксплуатации.
Создание продольных каналов со снятой фаской.
Сокрытие в полной мере различных резьбовых соединений.
Особенности технологической операции в главное мере зависят от материала. Если приходится работать с твердым ресурсом, как чугун и различные сплавы, то в штатном порядке нужно подавать в точку контакта эмульсию для сброса температуры. Ведь металл будет сильно разогреваться. Также, при работе с твердым материалом, необходимо выставлять обороты валы выше. А если поверхность мягкая, то ниже, во избежание избыточной резьбы.
Зенкование и зенкерование, разница между процессами
Отличи множество. Проще сказать, то в процедурах одинакового. В принципе, с этого и начнем. Оба варианта обработки приводятся в действия с одного источника. Мотор с валом, станок, прибор – значения не имеет. Главное, это подача крутящего момента. При этом по типу воздействия на поверхность, отличий масса. Начнем по порядку.
Зенкер предназначен для очистки. Это инструмент, который убирает все неровности, доводит отверстия «до ума». Шлифует его, избавляется от «усов». А также воздействует на его общую форму. То есть, стержень обычно больше, чем паз. И он может сделать его больше, выровнять по краям, придать геометрическую форму.
Вот чем отличается зенкер от зенковки, отличие в главной степени касается того, что саму структуру разъема при втором типе обработки прибор не затрагивает. Он лишь снимает фаску вначале или делает небольшое углубление. Чтобы, когда мы закрутили туда болт, например, не ушел бы в поверхность полностью, вместе со шляпкой. И сверху была возможность установить новое покрытие без проемов.
Также стоит помнить о том, что у процессов совершенно разная стадия. Точнее, первая разновидность работ свой собственный этап имеет. Сразу после сверления, ведь нужно до развертки выровнять паз по всей его симметрии, избавиться от дефектов стенок. И в таком виде уже переходить к следующим стадиям. А вот сделать срез по шляпку, по сути, оператор может в любой момент, когда ему удобно. Хотя лучше всего же заниматься этим уже после финальной обработки отверстия. Чтобы точно представлять его объемы. Да зенкование фаски логично проводить в конце.
Сам механизм этого действия выглядит следующим образом:
Сначала необходимо полностью измерить шляпу, которую и придется скрывать впоследствии. И тут важно выявить как обычные размерные аспекты – высота, ширина, так и более специфические, как скос. Обычно он наличествует, если сам крепеж в принципе задуман под потай.
Выбрать режущий инструмент, который точно соответствует размерным аспектам. Становить его в станок или иной прибор.
Закрепить объект с пазом, выявить корректную точку оси. Ошибка на любой процент приведет к тому, что потай просто «слезет» с метки.
Выставить нужные обороты. Либо использовать типовой регламент на производстве, либо рассчитать обороты самостоятельно, исходя из твердости металла.
Включить оборудование и выполнить операцию.
Основные виды зенковок
Теперь пройдемся по видовому разнообразию. Мы уже уточнили, что в зависимости от требуемой задачи процедура может меняться. Теперь мы разберем эти моменты более детально. Посмотри на существующие классификации.
Цилиндрическая
Операция такого вида зачастую применяется практически в любом типе производства. Итогом становится выемка цилиндрической формы. Это идеальный выбор для винтов и болтов. А данные крепежные элементы в штатном формате распространены почти во всех конструкциях. Фактически это самая популярная и актуальная разновидность зенкования отверстий в металле.
Коническая
Результатом становится углубление в виде конуса. Используется не только для закрытия шляпок, но и для снятия фасок, подготовки поверхности к дальнейшей работе. Иногда таким методом просто снимают металлические волосы с острых кромок. То есть, производят чистку. И вот тут, разница между процедурами становится минимальной. Ведь зенкеровать и зенковать углубление – это в обоих вариантах способы очистки и шлифовки. Правда, в первом случае еще и добавляется выравнивание строгой геометрической формы.
Для производственного мероприятия применяется инструмент конической формы. Угол подбирается под конкретную задачу. Но обычно используется в 90 или 120 градусов.
Плоские и торцевые
Такой способ иногда называют цековкой. Особый финальный вид операции. Используется в уже готовых углублениях. Чтобы сами шляпки и иные метизы для сокрытия входили плотно и без зазоров. Для этого поверхность очищается. И тут нам и понадобятся эти разновидности.
По сути, цековка и зенковка – отличие небольшое. Просто это более узкая деятельность, который имеет такое название только при плоской или торцевой зачистке.
Отличие зенкерование от смежных операций
Мы уже выяснили, что этот этап наступает после сверления и до развертывания. Но вот первоначальным этапом не всегда выступает именно высверливание. Порой первой стадией считается литье или штамповка. В таком варианте дефектов может быть еще больше. Различные наплывы, наслоение металлов, скошенные стенки, серьезные шероховатые выступы и схожее. Соответственно, за одну стадию отделать поверхность для финишного вида точно не получится. Стоит понимать, что развертывание – это уже финишная обработка, она не справляется с серьезными дефектами. Не подгоняет форму.
Зенкерование поднимет класс точности до 5 уровня практически всегда. Если работа производится с помощью высокоточного оборудования, а также ее выполняют профессионалы, то достижим и класс. Но в отличие от сверления, процесс более длительным. Придется выполнить практически вдвое больше походов движения инструмента.
Важнейшим отличием от сверления и развертки можно также назвать уровень допустимой шероховатости после переработки и квалитет, то есть, степень соответствия полученной детали исходным параметрам в чертеже или на схеме. Первая стадия – сверление обычно оставляет «усы» в 20 мкм, а степень точности может достигать до 12. После шлифовки зенкером поверхность будет очищена до 2-3 мкм, а квалитет возрастет до 9. Финишная обработка уже доводит метиз до полной готовности. Шероховатость падает до порогового значения, менее 1 мкм, а степень точности оказывается в районе 6.
То есть, отличия видны явно. Это и степень качества, длительность, очередность. Но если сравнивать зенковку и зенкер, разница будет еще очевиднее. Ведь это в принципе действия из разных сфер.
Оборудование для зенкования
В принципе, не только для этой операции, но и для обеих, которые фигурируют в обзоре, подходит и обычный ручной прибор. То есть, дрель, а некоторые даже используют шуруповерт. Разумеется, поступать подобным образом строго не рекомендуется. Даже если мощности для успешного завершения в принципе хватит, то явно будет серьезная потеря в точности. Какой бы эксперт ни взялся за такое мероприятия, он не сможет 100% точно выверить центр и ось, просто удерживая прибор руками. Значит, отклонения неминуемы.
Логичным вариантом будет токарный станок. Он используется почти во всех случаях. Иногда заменяется специальным обрабатывающим центром, многофункциональным оборудованием. Суть от этого не изменяется.
Сам инструмент, который необходим – зенковка. Он состоит из двух составных частей. Первая – это резец. От его формы и расположения зависит вид обработки. Так, бывают цилиндрические и конические варианты, о которых мы говорили выше, обратные и иные. Что такое обратное зенкование отверстий, понять легко. Это обычная чистка паза специальной насадкой. Вторая часть – это хвостик. Он нужен для фиксации в патроне станка.
Производится инструментарий из твердых сплавов углеродистой, а также легированной стали. Ведь кромке придется работать с различным ресурсом. И среди материалов, в которых необходимо сделать углубление часто встречаются весьма твердые, как чугун. Соответственно, если резцы будут не выше по уровню твердости, то на серьезных оборотах они могут просто обломаться или сточиться раньше срока. Что приведет к экономическим расходам на предприятии.
Правильный процесс зенкерования металла
Ошибки при выполнении задачи почти всегда идут к одному печальному эпилогу – браку. Если неправильно выбран зенкер, то зачастую диаметр отверстия получается больше, чем был запланирован по начальному чертежу. А если режущие кромки уже успели сильно сточиться, то углубление, напротив, будет слишком узким. При этом важно выбрать скорость подачи, а также четко определить центр. В противном случае будет нарушена геометрия. Да и даже без смещения качество очистки точно не будет удовлетворительным по пороговым значениям.
Чтобы не копить брак и не выполнять одну задачу по несколько раз, нужно изначально подходить к ней ответственно.
Развертывание, как способ обеспечения максимальной точности
Как мы уже уточнили, финишная обработка зачастую становится обязательно. Но есть задачи, где она фактически не важна. То есть если по регламенту у метиза положен 1 класс точности, то квалитет должен соответствовать значению в 6-5, а допуск не должен быть выше 1.3 мкм. Разумеется, без развертывания добиться таких результатов невозможно по определению. Но вот для 5 класса точности достаточно иметь квалитет в 12 и уровень допуска в 21 мкм. А такими параметрами может похвастаться паз и после проведения штатного зенкерования. Соответственно, последующий этап будет просто не нужен.
Обозначение зенковки на чертеже
Зачастую по регламенту мастер должен опираться на схему, чтобы правильно произвести деталь. И в любом чертеже данный процесс обозначается с помощью латинского алфавита.
А конкретно:
d1 – диаметр, указанный в качестве основного.
d2 – диаметр для процесса.
L1 – цилиндрический путь.
L3 – глубина зенкера.
L4 – размер фаски.
J – угол отклонения.
Теперь мы разобрались, что это значит раззенковать, зенковать отверстие, как работает зенкерование. И путаницы в будущем по этому вопросу точно не предвидится. Обращайтесь в компанию «Рокта», и мы предложим оптимальные фрезы, сверла, абразивные круги для вашего станка и т. д. Свяжитесь с нами по номеру телефона, наши менеджеры проконсультируют вас.
Зенкование и зенкерование — Сверление металла
Зенкование и зенкерование
Категория:
Сверление металла
Зенкование и зенкерование
Зенкованием называется обработка выходной части отверстия, например снятие заусенцев с краев отверстия, расширение центровых отверстий, образование углублений под потайные головки винтов и заклепок. Инструмент, применяемый для этой цели, называется зенковкой. Зенковки по форме режущей части подразделяются на конические и цилиндрические, имеющие торцовые зубья и снабженные цапфой.
Конические зенковки предназначены для снятия заусенцев в выходной части отверстия, получения конического углубления в отверстии под опоры конических головок винтов и заклепок и для центрования отверстий. Наибольшее распространение получили конические зенковки с углом конуса при вершине 30, 60, 90 и 120°.
Цилиндрические зенковки с торцовыми зубьями1 применяются для расширения выходной части цилиндрических отверстий под головки винтов, под плоские шайбы, а также для подрезания торцов, плоскостей бобышек, для выборки уступов и углов. Число зубьев у этих зенковок от 4 до 8.
На рис. 190 показаны зенковки различных видов и примеры обработки ими отверстий.
Зенкерованием называется обработка готовых отверстий, полученных отливкой, штамповкой или сверлением, с целью придать им строго цилиндрическую форму, большую точность и лучшую чистоту поверхности. После зенкера отверстие получается 4 и 5-го классов точности.
Отверстия 2 и 3-го классов точности получают развертыванием. Следовательно, зенкерование может быть и промежуточной операцией между сверлением и развертыванием.
Зенкеры (рис. 191) разделяются на цельные и насадные, а по количеству зубьев (перьев) — на трехперые и четырехперые. Цельный зенкер имеет три или четыре режущие кромки, а насадной — четыре режущие кромки. Для обработки отверстий диаметром 12—35 мм применяют зенкеры цельной конструкции, а для обработки отверстий диаметром в пределах 24—100 мм — насадные зенкеры.
Зенкование и зенкерование, как и процесс сверления, происходит при двух совместных относительных движениях инструмента — вращательном и поступательном вдоль оси. Сверло, выбираемое для сверления отверстия под обработку зенкером, должно иметь диаметр, уменьшенный против диаметра окончательно обработанного отверстия на величину припуска. В табл. 12 приводятся диаметры зенкеров и рекомендуемые припуски (на сторону) под зенкерование.
Рис. 1. Зенковки: а — для обработки отверстия под коническую головку винта, б — примеры работы коническими зенковками, в — зенковки для обработки отверстий под цилиндрические головки и шейки, г —отверстие, раззенкованное под цилиндрическую головку винта, д — отверстие, раззенкованное под шейку винта, е — соединение деталей винтом через раззенкованное отверстие
Рис. 2. Зенкеры: а — цельный, б — насадной, в — стержень для насадки головки зенкера
Рис. 3. Ручная (слева) и машинная развертки: Л — рабочая (заходная) часть развертки, Б — калибрующая часть, В — шейка, Г — хвостовик, Д — квадратная головка для захвата развертки воротком при развертывании вручную
Реклама:
Читать далее:
Развертывание при обработке металла
Статьи по теме:
Сверлильные станки
Уход за сверлильным станком и правила безопасной работы на сверлильных станках
Получение отверстий электроискровой обработкой
Развертывание при обработке металла
Причины поломки сверл и причины брака при сверлении
Что такое цековка и где она используется?
С помощью дрели вы можете делать разные вещи с металлами и неметаллами, такими как дерево и пластик. К таким вещам относятся сверление отверстия, расточка или увеличение диаметра отверстия, а также зенковка и/или раззенковка, чтобы винт, болт или крепежный элемент располагались заподлицо с заготовкой.
В то время как зенкерование создает коническую полость, которая соответствует угловой форме нижней стороны винта с плоской головкой, зенковка создает полость с плоским дном. Это позволяет головке винта или болта, часто используемого с шайбой, и его плоской нижней стороне полностью упираться в расточенное отверстие. Часто глубоко посаженный винт с плоской головкой обычно имеет полость примерно того же размера, что и головка винта. Однако полость, предназначенная для зенковки, несколько больше головки. Это дает место не только для шайбы, но и для приводного инструмента, такого как торцевой ключ.
Производители часто скрывают крепеж, используемый в процессе соединения. Один из методов, который они используют для этого, — зенковка. На практике слово «зенковка» взаимозаменяемо для обозначения процесса, конкретного инструмента и самой полости. В процессе образуется полость особой формы, которая скрывает не только всю длину стержня застежки, но и головку застежки. Как объяснялось ранее, зенкерование принципиально отличается от зенкерования формой полости — она цилиндрическая, а не коническая, как при зенкеровании.
Процесс зенкования создает цилиндрическую полость большего диаметра в головке предварительно просверленного отверстия. Предварительно просверленное отверстие предназначено для крепления крепежа и предотвращения разделения двух заготовок при соединении их двух плоских поверхностей. Полость большего размера соответствует как минимум ширине и глубине головки крепежного элемента. Эта полость называется раструбом.
Инструмент с зенковкой обычно представляет собой специальное сверло, которое создает отверстие для корпуса крепежного изделия и полость большего размера для его головки одновременно. Обычно в качестве крепежного элемента используется винт с плоским дном, такой как винт с круглой или цилиндрической головкой. Инструмент с зенковкой обычно имеет два радиуса резания: один для создания предварительно просверленного отверстия, а другой для создания выемки в заготовке.
Используя зенковку, производитель имеет возможность полностью скрыть застежку в процессе соединения. Крепеж может располагаться либо заподлицо с поверхностью заготовки, либо под ней, чтобы головка не мешала конструкции. При работе с деревом увеличение глубины расточенного отверстия за пределы толщины головки крепежа означает, что в дополнительном пространстве есть место для установки деревянной пробки. Это полностью скрывает застежку и обеспечивает сплошную деревянную поверхность.
Иногда для облегчения сборки может потребоваться подтянуть или ослабить застежку. Обычно для этой цели используется торцевой ключ, что означает, что вокруг головки винта должно быть достаточно места, чтобы вставить торцевой ключ и позволить ему захватить головку крепежной детали. Для этого полость зенковки сверлят на диаметр больший, чем необходимо для размещения торцевого ключа.
Зенковка против зенковки — Дочь мастера
В чем разница между зенковкой и зенковкой? Как вы делаете эти отверстия в дереве и почему? Найдите ответы здесь!
Требуются ли для вашего деревообрабатывающего проекта винты с потайной головкой? Или, может быть, инструкции рекомендуют вместо этого сверлить отверстия с цековкой. Что, черт возьми, это значит?
Зенковка представляет собой угловое или коническое отверстие, позволяющее опустить головку шурупа ниже поверхности дерева. Отверстие с цековкой представляет собой цилиндрическое отверстие с плоским дном, которое можно использовать для скрытия шурупов или болтов глубже в древесине.
Эти два метода очень похожи, но не обязательно взаимозаменяемы. Хотя изучение того, как зенковать и зенковать винты, может показаться мелочью, именно такие детали делают проект действительно профессиональным!
Этот пост содержит партнерские ссылки для вашего удобства. Покупки, сделанные по этим ссылкам, могут принести мне небольшую комиссию без каких-либо дополнительных затрат для вас. Пожалуйста, посетите мою страницу раскрытия информации для получения дополнительной информации.
В чем разница между зенковкой и зенковкой?
Прежде чем зайти слишком далеко, давайте разберемся в основных различиях и сходствах между зенковкой и цековкой.
Мастера по дереву используют зенковку, чтобы спрятать винты с плоской головкой на поверхности дерева или чуть ниже нее.
Зенковка используется для сокрытия головки болта или винта с головкой под торцевой ключ.
Зенковка создает форму воронки, которая соответствует коническому дну головки винта.
Зенковка создает плоскую поверхность, которая соответствует плоской нижней стороне болтов и некоторых типов шурупов.
Вы можете использовать расточенное отверстие, чтобы соединить две толстые доски вместе без использования очень длинного винта.
Для зенкерования и зенкерования требуются разные специальные биты. Тем не менее, есть способы импровизировать, если это необходимо.
Как зенкерование, так и зенкерование придают вашим проектам аккуратный вид.
Снижая нагрузку на волокна древесины, оба этих метода могут увеличить удерживающую способность ваших суставов.
Что такое зенкерование?
Зенковка — это метод, используемый для создания конического отверстия для головки винта, чтобы оно располагалось заподлицо или под поверхностью дерева. Затем вы можете легко скрыть винт с помощью деревянного наполнителя или дюбеля.
По сути, зенкерование — это шаг вперед в предварительном сверлении. Вместо того, чтобы просто предварительно просверлить резьбу винта, вы также предварительно просверлите головку винта.
Хотя зенкерование делает ваш проект более профессиональным, у него есть несколько других целей.
Прочность . Когда вы закручиваете винт без зенковки, легко перетянуть винт. Чрезмерное затягивание создает напряжение в древесине, повреждая волокна.
Предотвратить разделение . Это может быть так неприятно, что вы ввинчиваете винт ближе к концу доски, и древесина раскалывается! Предварительное сверление и зенкерование значительно снижают вероятность раскола доски.
Уменьшить блуждающие винты. Зенкерование гарантирует, что винты будут идти туда, куда вы хотите, направляя головку в нужное место. Кроме того, зенкерование позволяет заранее визуализировать расположение шурупов.
Когда следует зенковать винты?
Каждый раз, когда вы закручиваете шурупы, вы должны сначала просверлить отверстия с зенковкой. Он придает более законченный вид, поэтому даже любительские работы по дереву выглядят более профессионально. Фактически, зенкерование ваших винтов должно быть стандартом.
По крайней мере, вы должны зенковать шурупы, если вы не хотите, чтобы их головка выступала над поверхностью дерева. Это может быть по эстетическим соображениям или потому, что головка будет мешать другому этапу процесса сборки.
Вот несколько случаев, когда вам не нужно зенковать:
Грубая конструкция . Если вы просто строите временную скобу, вам не нужно тратить время на зенковку.
Саморезы с потайной головкой . Некоторые винты будут зенковать сами себя. У них есть специальная коническая головка с зубцами внизу, поэтому отверстие, созданное головкой, подойдет идеально! Однако они намного дороже, чем обычные шурупы.
Как зенковать?
Если у вас есть зенкеры для дрели, то процесс несложный. Вот несколько вещей, о которых следует помнить.
Безопасность. Надевайте эти защитные очки при использовании дрели. Маленькие сверла не застрахованы от того, что могут щелкнуть и полететь в глаз.
Выбор бита. Используйте зенкер, который соответствует внутреннему (без резьбы) диаметру вашего винта. Затем с помощью шестигранного ключа отрегулируйте хомут в соответствии с длиной винта.
Дрель. Осторожно просверлите отверстие в нужном месте. Как только верхняя часть сверла (конусообразная часть, выполняющая зенкование) достигнет дерева, отметьте, насколько глубоким должно быть отверстие. Периодически проверяйте посадку с помощью винтов.
Закрути шуруп . Аккуратно заверните винт, чтобы он аккуратно вошел в потайную область.
Заполнить . У вас есть несколько вариантов, чтобы закрыть отверстие, если это необходимо. Наполнитель для дерева или шпатлевка подойдут, но вы также можете использовать дюбель.
Если у вас нет набора зенкерных сверл, есть несколько приемов для выполнения этой задачи без них. Я подробно рассказываю обо всех этих методах в своем руководстве о том, как зенковать винт.
Часто задаваемые вопросы о зенковке
Нужно ли зенковать винты?
Зенковка — хорошая привычка, так как она уменьшает расщепление и улучшает внешний вид вашего проекта. Но в большинстве случаев это не является обязательной практикой, поэтому вы можете пропустить ее, если хотите.
Винты с потайной головкой прочнее?
Да, зенкерование делает соединение более прочным. Сами шурупы не прочнее, но они держат более крепкое соединение, потому что древесные волокна не испытывают напряжения.
Что такое зенкер?
Инструмент для зенкерования – это еще один термин для зенковки. Обычно эти инструменты соединяются вместе с прямым сверлом для предварительного сверления отверстия для винта, но вы также можете приобрести зенковку, которая создает угловое отверстие отдельно. Их можно использовать в ручной дрели или сверлильном станке.
Что такое зенковка?
Зенковка похожа на зенкерование. Некоторые люди могут использовать термины взаимозаменяемо. При этом между этими двумя методами есть технические различия.
Зенковка создает цилиндрическое отверстие с плоским дном. Головка шурупа или болта находится на дне отверстия, а верхняя часть крепежного элемента находится ниже поверхности дерева.
Там, где для винтов часто используется зенкерование, для крепления болтов часто используется зенкерование. Он также используется в сочетании с шайбой, чтобы предотвратить втягивание винта с плоской головкой в древесину.
Когда следует зенковать?
Как и зенкерование, зенкерование можно использовать во многих проектах. Вот несколько идей:
Качели и игровое оборудование . Если у вас есть деревянные качели, раззенковка позволяет легко размещать большие болты и предотвращает торчащие головки и царапание кого-либо, когда они пробегают мимо.
Винты с плоским дном . Если у вас есть винты с плоской нижней поверхностью, вы должны использовать метод раззенковки. Это будет соответствовать винту, что даст вам лучший вид и фиксацию.
Винты с шайбами. Если вам нужно использовать шайбу, чтобы предотвратить втягивание головки винта в дерево, вы должны просверлить цековку, соответствующую диаметру шайбы.
Если вы хотите разобрать . Зенковка — хороший вариант для мебели, которую вы, возможно, захотите разобрать в будущем, например, для большой кровати.
Избегайте слишком длинных винтов. Если вы соединяете широкую доску с меньшей, вам понадобится винт, который полностью проходит через ширину первой и частично через вторую. Чтобы не использовать винты длиннее 3 дюймов, вы можете сначала просверлить часть зенковки в более широкой доске.
Как зенковать?
Давайте рассмотрим некоторые рекомендации по растачиванию. Как и все в мастерской, есть несколько способов выполнить эту задачу. Используйте эти шаги, чтобы получить вас на правильном пути.
Безопасность . Не забывайте — защитные очки очень важны при работе с любым электроинструментом.
Выберите свой бит . Для рассверливания столяры часто используют сверло, называемое сверлом Форстнера. В отличие от зенкерных долот, долота Форстнера имеют плоское дно. Хотя вы можете использовать лопатку, вы не получите такой же чистой поверхности.
Выберите свой размер. Вы хотите, чтобы размер вашего бита был больше, чем головка болта или винта. Кроме того, если вам нужно использовать торцевой ключ, чтобы закрепить его, убедитесь, что отверстие достаточно большое, чтобы вместить инструмент.
Сначала цековка. В отличие от зенкерования, при котором сначала вы просверливаете пилотное отверстие, начиная с зенковки, вы часто получаете более точное пилотное отверстие.
Просверлите пилотное отверстие. Большинство насадок Форстнера имеют маленькое центральное острие, оставляющее неглубокое отверстие. Вы можете использовать это, чтобы направить пилотное отверстие. Точно так же, как и при зенкеровании, пометьте сверло воротником или лентой. Вы же не хотите пересверлить и пройти сквозь дерево!
Вот короткое видео, в котором более подробно рассказывается о рассверливании и о том, как их использовать с болтами с квадратным подголовком.
https://youtu.be/RabXsMb5VuIВидео не может быть загружено, так как отключен JavaScript: Совет для новичков: Зенковка и болты с квадратным подголовком (https://youtu.be/RabXsMb5VuI)
Часто задаваемые вопросы о зенковке
Что разница между цековкой и цековкой?
Прицельная поверхность представляет собой неглубокую цековку.
Лазерная резка фанеры – как осуществить процесс своими руками, правила настройки станка, примеры изделий
В современном мире лазерная резка фанеры находит широчайшее применение. Уникальные лучевые аппараты, считавшиеся недавно фантастикой, приходят на замену стандартным деревообрабатывающим станкам, разрешая легко создавать из простого листового материала самые удивительные украшения или предметы быта.
Особенности лазерной резки фанеры
Выпиливание вручную фигурных изделий – трудоемкое и длительное занятие. Лазерная резка и гравировка фанеры значительно упрощает и ускоряет утомительный процесс. В данном оборудовании работу выполняет тончайший, но сконцентрированный и точно направленный пучок света. Благодаря высоким температурам он способен прожигать отверстия или извилистые линии в любом материале.
Основные особенности лазерной резки фанеры:
Раскрой листов автоматизирован и выполняется по заданному программой контуру.
Образующиеся при резке частички удаляются потоком воздуха.
Предварительной обработки листового материала специальными составами не требуется.
Некачественно склеенная фанера с лазерной резкой дружит плохо. На листах толщиной более 10 мм и в местах пропуска клея образуются обугленные края, а на участках избытка формальдегидной смолы и сучках лучи не до конца прожигают материал.
Плюсы лазерной резки фанеры
Обработка материалов постоянно совершенствуется. Сейчас лазерная резка дерева, фанеры, металлов и полимеров применяется повсеместно даже на мелких предприятиях. Преимущества такого инновационного метода следующие:
Высочайшая точность работ (до 0,1 мм).
Бесшумная резка.
Высокая производительность.
Минимум нагара.
Высокое качество кромки.
Лазерная гравировка фанеры автоматизирована.
Сокращение расхода материала.
Выделение тепла минимальное.
Лазерная резка фанеры имеет следующие минусы:
При нестабильной толщине материала высокий выход брака.
Сучки лазером не прожигаются.
Лазерное оборудование имеет относительно высокую стоимость.
Обработка лазером приводит к обугливанию, поэтому цвет кромок всегда получается темным.
Оборудование для лазерной резки фанеры
Самыми распространенными являются станки с СО2 трубками мощностью 40-100 Вт. Оборудование с ручным управлением дешевле и понятнее в работе, но ЧПУ разрешает повысить качество обработки. Заложенная программа задает алгоритм, далее лазерный станок для резки фанеры изготавливает изделия самой сложной конфигурации без участия оператора. По функциональной нагрузке приборы делятся на гравировальные и фрезерно-гравировальные (гравировка и выжигание пазов) аппараты.
Примеры настольных лазерных станков граверов:
MCLaser 1390;
MCLaser 1610;
Kimian 4040;
MCLaser 1490;
WATTSAN 6040;
Thunder Laser NOVA35.
Разновидности лазерных станков по мощности и назначению:
Настольный станок для резки фанеры лазером – мощность оборудования до 80 Вт, невысокая цена, рабочая плоскость небольшая (для миниатюрных изделий).
Профессиональные аппараты для лазерной резки – мощность до 195 Вт, подходят для серийного выпуска.
Промышленные лазерные станки – производительные и габаритные комплексы мощностью более 3 кВт.
Какая фанера лучше для лазерной резки?
Далеко не все листы из клееного древесного шпона хорошо подходят для обработки обжигом. Желательно знать основные критерии, какую фанеру использовать для лазерной резки:
Лучше применять фанеру марки ФК, произведенную с использованием карбамидных смол.
Листы марки ФКМ, ФСФ, ФБ считаются более токсичными и хуже поддаются резке.
Для деликатных декоративных работ желательно брать материал 1-2 сорта, для изготовления изделий бытового назначения – 2/3 или 3/3 сорта.
Оптимальная толщина фанеры для лазерной резки на станке – 3-6 мм. Тонкие листы можно случайно прожечь, а при работе с толстым материалом приходиться повышать мощность лазера.
Фанера из хвойной древесины обрабатывается легче и без обугливания, рисунок на поверхности получается четче.
Фанера лиственных пород в обработке тяжелее, обугливается чаще, поэтому применяется преимущественно для дизайнерских целей.
Лазерная резка фанеры своими руками
После приобретения подходящего оборудования, можно переходить к практическому использованию своего станка. Лазерная фигурная резка фанеры производится поэтапно:
Приобретаем фанеру и производим раскрой в соответствии с габаритами рабочего стола.
Создаем чертеж изделия. Сложные рисунки проектируются в графических редакторах (CorelDRAW или аналоги).
Подключаем гравер.
Загружаем чертеж в ПО своего станка и выставляем режим резки.
Проверяем, не выходит ли область лазерной печати за пределы используемого листа.
Если изделие большое и не помещается в рабочей области, то его создают по частям.
Запускаем станок. В конце отделяем полученные заготовки от фанерного листа.
Настройка лазерного станка для резки фанеры
Для нормальной работы граверного оборудования нужно грамотно произвести юстировку луча с учетом толщины листа. Резка фанеры лазером осуществляется за несколько проходов, поэтому фокусировку линзы желательно производить на глубину самого нижнего слоя фанеры. Для удобства в работе используем цель из темного картона. Большинство недорогих лазеров оснащено специальными диодами. Многие любители для настройки используют самодельные приспособления, изготовленные из лазерной указки.
Лазерная резка из фанеры – изделия
Способность выжигать на данных станках самые замысловатые узоры делает их незаменимыми помощниками для мастеров, занимающихся производством разного декора. Например, художественные рамки из фанеры лазерной резкой можно получить менее чем за час работы. Приведем краткий список изделий, которые изготавливаются на таком замечательном инновационном оборудовании:
брелки;
дизайнерская упаковка;
шкатулки;
рамки для картин;
декор для интерьера;
детали для дизайнерской мебели;
сувениры;
игрушки;
красиво оформленные кухонные принадлежности.
Резка фанеры своими руками — изготовление инструмента
Автор spiker На чтение 5 мин. Опубликовано
Содержание
Что потребуется?
Начинаем делать резак
Более мощное устройство
Лазерная техника уже не является чем-то фантастическим. Сегодня с простейшими лазерными установками пользуются даже в быту. Например, различными станками и граверами. Если вы хотя бы раз записывали компьютерный диск, то тоже пользовались таким устройством. Резак, которым комплектуется такой привод, тоже работает на лазерном принципе. Если у вас есть старый привод, то из него можно сделать резак для работы с деревом. В этой статье мы расскажем, как сделать такой домашний инструмент.
Что потребуется?
Сделать лазерный резак по дереву своими руками нетрудно. Для этого вам понадобятся следующие материалы, инструменты и устройства:
Обычная лазерная указка.
Фонарик с батарейкой.
Старый пишущий привод CD/DVD-RW.
Набор обычных инструментов.
Паяльник.
Ничего того, что сложно было бы достать нет. Конечно, с выходом флеш-памяти от дисков многие избавляются. Некоторые производители даже не стали комплектовать компьютеры и ноутбуки приводом. Но у вас наверняка еще где-то остался старый системный блок, укомплектованный таким резаком. Или даже сломанный привод, из которого можно извлечь головку.
Начинаем делать резак
Лазерная резка фанеры своими руками подразумевает воздействие сфокусированным лучом на небольшую площадь поверхности. Энергия, вырабатываемая при этом и способна прожечь дерево, а также некоторые другие материалы. Чтобы сделать резак, необходим источник испускания такого луча. Это может быть головка, пишущая диски.
Выбор пал на резак благодаря тому, что это самый мощный бытовой лазерный прибор. Он используется, чтобы выжигать дорожки на дисках. Но при небольшом усовершенствовании будет способен резать дерево. Нужен именно пишущий диск. Ведь головка, которая читает информацию на уже записанном диске, не обладает достаточной мощностью.
Осторожно извлеките лазерную каретку из дисковода, открутив ее крепления. Затем разберите каретку и извлеките лазер. Делайте это как можно аккуратнее, излучатель очень хрупкий и при неосторожном движении легко выйдет из строя. Вам нужно извлечь красный диод, именно он является источником луча, которым можно прожечь фанеру.
Теперь разберите лазерную указку. Наша цель – заменить ее излучатель на более мощный. Тот, что был извлечен из резака для дисков. Чтобы извлечь из лазерной указки внутренности, разберите ее на две части. Заменяя диоды, установите новый так, чтобы он точно располагался по центру отверстия. Иначе он будет жечь корпус. Лазерная резка фанеры таким резаком может и не пройдет, но сделать гравировку на мягких материалах им легко.
Чтобы эффективно использовать нашу лазерную установку необходимо увеличить напряжение. Именно поэтому в перечне инструментов был фонарик. Совместите его нижнюю «аккумуляторную» часть с верхней частью лазерной указки. Для этого вам понадобится паяльник. Готовым инструментом можно работать с фанерой. Чтобы увеличить мощность резака, удалите стекло, которое накрывает диод в указке. Оно гасит большую часть энергии. Но при использовании такого лазерного устройства, следите, чтобы на диод ничего не попало. Это может быстро вывести его из строя.
Таким резаком можно работать с тонкой фанерой, картоном или пластиком. Для решения более серьезных задач можно усовершенствовать конструкцию. Для этого в электрическую цепь резака необходимо включить резисторы (2-5 Ом), конденсаторы (100 пФ и 100 мФ), специальное устройство, фокусирующее луч. Все это можно поместить в более прочный корпус. В идеале можно взять корпус от фонарика, выполненного из алюминия или нержавеющей стали.
Конденсаторы и резисторы включаются в такое устройство по простой схеме, которую легко найти на специализированных форумах. Их задача – обеспечение правильной подачи электроэнергии на излучатель. Если этого не сделать, излучатель сгорит.
Более мощное устройство
Сделать лазерный станок для резки фанеры своими руками сложно, но можно. Как и в случае с ручным резаком, главным элементом такого станка является лазерный излучатель. Чем его мощность выше, тем более прочные материалы он сможет резать. Для резки металла потребуется излучатель 60 Вт.
Для сборки станка потребуются следующие компоненты:
Контроллер для связи компьютера с аппаратной частью станка.
Излучатель, осуществляющий резку материалов.
Электронная плата с дисплеем.
Система охлаждения излучателя.
Шаговые двигатели, для перемещения головки в двух положениях.
Станки, которые изготавливаются для работы с металлом, нуждаются в мощном основании. Усиленная рама гарантирует долговечность такой техники и отсутствие ошибок во время работы.
Благодаря компьютерному оснащению такого станка вы можете его использовать не только в качестве резака, но и гравера. Оснастив простейшей программой, такое оборудование сможет в автоматическом режиме переносить на материалы различные изображения, текст и т.п. Главное правильно подобрать глубину проникновения луча в материал.
Лазерный станок для фигурной резки или гравировки представляет собой конструкцию, головка которой перемещается по осям X и Y. То есть в двух плоскостях. Шаговые электродвигатели сегодня приобрести не составит большого труда. Поставщики такого оборудования на отечественный рынок посоветуют и какой контроллер использовать для их управления. При желании вы можете приобрести все в готовом виде. Но стоит это несколько дороже.
Двигатели монтируются на неподвижную часть рамы, а головка лазерного резака фиксируется на передвижных элементах рамы. Для передачи ей движения используются зубчатые ремни.
Сборка станка для лазерной резки очень важна. Но не менее важным является его настройка после проведения такой работы. Важно проверить точность наведения лазерной головки, надежность креплений, работу схемы и правильность выставляемых размеров. Самым сложным процессом в настройке станка для лазерной резки является выставка головки. Даже небольшое отклонение в районе десятых миллиметра может сказаться на точности резки.
Более подробно об этом можно узнать в интернете. Например, на данной странице у вас есть возможность ознакомиться с тем, что из себя представляет резка фанеры https://novola.ru/lazernaya-rezka/faneri/ либо на другом ресурсе по вашему желанию.
Laser Cutting Plywood Perfectly: Руководство для любителей
Когда вы хотите создать сложные вырезы на фанере для своего ремесла или художественного проекта, лазерная резка должна быть вашим методом.
Хотя лазеры могут помочь создавать потрясающие произведения искусства на фанере, существуют и проблемы, которые необходимо преодолеть.
Твердость фанеры, сильное дымообразование и обгоревшие кромки — вот возможные проблемы, которые могут возникнуть.
Обеспечение оптимальных параметров и организация эффективного управления технологическим процессом могут помочь решить эти проблемы и добиться отличных результатов при лазерной резке фанеры.
В этой статье обсуждается процесс лазерной резки фанеры и различные способы решения проблем, возникающих в процессе.
MellowPine поддерживается считывателем. Когда вы покупаете по ссылкам на моем сайте, я могу получить партнерскую комиссию без каких-либо дополнительных затрат для вас.
Что в этой статье?
Лазерная резка фанеры
Типы фанеры, подходящие для лазерной резки
Проблемы лазерной резки фанеры
Лучшие станки для лазерной резки фанеры
Заключительные мысли
Лазерная резка и гравировка других материалов
Часто задаваемые вопросы (FAQ)
Лазерная резка фанеры: все, что вам нужно знать
Лазерная резка фанеры
Фанера требует высокой мощности лазера выполнять чистые разрезы с минимальными прижогами по краю разреза. Как правило, лазер CO 2 с номинальной мощностью около 60-100 Вт рекомендуется для лазерной резки фанеры различной толщины. Также рекомендуется использовать несколько проходов на высокой скорости резания.
Лазерная резка — это быстрый и точный метод, который можно использовать для вырезания сложных рисунков на фанере.
Существуют различные параметры, влияющие на качество реза, получаемого при лазерной резке фанеры.
Parameter
Recommendation
Type of laser
CO 2 or diode laser
Laser power
High power (60 — 100 W CO 2 Лазер)
Скорость резания
как можно больше (предпочтительнее использования многопроходных)
Фанера представляет собой органический материал, обладающий хорошей поглощающей способностью для длин волн CO 2 лазеров (9500–10600 нм) и диодных лазеров (450–950 нм). ).
Это означает, что энергия CO 2 и диодных лазеров легко поглощается фанерой, поэтому они рекомендуются для лазерной резки фанеры.
С другой стороны, длина волны волоконного лазера (950 — 1060 нм) не подходит для лазерной резки фанеры.
Диодные лазеры доступны в вариантах с относительно меньшей мощностью, чем CO-лазеры 2 , что ограничивает применение диодных лазеров для лазерной резки тонких листов фанеры.
В то время как мощные CO-лазеры 2 могут выполнять гладкие пропилы в листах фанеры толщиной около 0,6 дюйма.0121 Мощность лазера для резки фанеры
Мощность лазера определяет его способность прожигать материал.
Лазерный резак с высокой номинальной мощностью может выполнять сквозные разрезы в более толстых материалах по сравнению с маломощным лазерным резаком.
Однако маломощные лазеры также могут использоваться для резки толстого материала за несколько проходов со значительным увеличением ширины пропила.
Как правило, для фанеры рекомендуются лазеры мощностью 60–100 Вт CO 2 , поскольку они могут резать фанеру различной толщины.
Для резки фанеры желательна высокая мощность лазера, поскольку он может быстро прожечь материал, сократить время выдержки и свести к минимуму зону термического влияния (ЗТВ).
Чем меньше зона термического влияния (ЗТВ), тем меньше будут краевые прижоги вдоль реза.
Скорость резки
Скорость резки во время процесса зависит от толщины материала и мощности лазера.
При лазерной резке фанеры желательно использовать высокую скорость резки, чтобы минимизировать время выдержки лазера.
Однако толщина и прочность фанеры могут ограничивать достижение лазером очень высокой скорости резки.
Например, при использовании лазера CO 2 мощностью 100 Вт для резки пятислойной фанеры толщиной 0,35 дюйма (9 мм) рекомендуется использовать мощность лазера 85 % при скорости резки 1 дюйм/с (24 мм/с) для достижения гладкий рез с минимальным подгоранием краев
В то время как xTool D1 Pro мощностью 20 Вт может выполнять чистые пропилы в фанере толщиной 6 мм за 3 прохода со скоростью 500 мм/мин и подачей воздуха под давлением 30 фунтов на кв. дюйм
Для лазерной резки толстой фанеры рекомендуется использовать многопроходную технику наряду с высокой скоростью резки.
Маломощный диодный лазерный резак, такой как Snapmaker 2.0, может выполнять чистый рез фанеры толщиной около 2 мм со скоростью резки около 300 мм/мин и за 3 прохода.
Как правило, рекомендуется выполнить пробные прогоны перед выполнением фактической резки, и вы можете обратиться к таблице толщины и скорости лазерной резки, чтобы начать пробные прогоны.
Подпишитесь на Mellowpine Lasers, чтобы получать еженедельные видеоролики о лазерной резке и гравировке
Размер пятна
Размер пятна — это диаметр лазерного луча на поверхности заготовки.
Для достижения наименьшего возможного размера пятна лазер необходимо отрегулировать так, чтобы он фокусировался на поверхности заготовки.
Сведение лазерного луча в узкое пятно увеличивает плотность энергии лазера, тем самым увеличивая способность лазера быстро сжигать, плавить и испарять материал.
Для лазерной резки фанеры рекомендуется малый размер пятна, поскольку он позволяет лазеру прорезать фанеру с высокой скоростью.
Air Assist
Резка слоя 6 мм с помощью xTool D1 Pro
Air Assist, как следует из названия, помогает в процессе лазерной резки, выдувая расплавленный материал из пропила и увеличивая скорость резки.
Он также защищает фокусирующую линзу, предотвращая попадание горячего мусора в линзу и ее повреждение.
Кроме того, помогает регулировать температуру в зоне резания и уменьшает зону термического влияния (ЗТВ).
Поэтому при лазерной резке фанеры рекомендуется использовать подачу воздуха с максимальной настройкой давления.
Рабочий стол
Лазерная резка фанеры производит много дыма.
Этот дым скапливается между заготовкой и рабочей станиной, в результате чего на обратной стороне заготовки образуются пятна дыма.
Стол для штифтов поднимает заготовку над основанием стола и обеспечивает легкое удаление дыма, образующегося при лазерной резке фанеры.
Еще одним эффективным рабочим столом, позволяющим легко удалять дым, является рабочий стол с сотовой структурой.
Состоит из сотовой структуры, что облегчает удаление дыма через щели на поверхности рабочего стола.
Кроме того, если вы ищете лазерный резак специально для фанеры, рекомендуется выбрать лазерный резак с наибольшей рабочей зоной в своей ценовой категории.
Большая рабочая зона позволяет работать с большими листами фанеры без необходимости разрезать ее на более мелкие части.
Вытяжная система
Хотя хороший рабочий стол может легко удалять дым, скопление дыма вокруг зоны резки может повлиять на работу лазера и ухудшить качество резки.
Хорошая вытяжная система способствует удалению дыма из зоны резки, тем самым повышая качество резки.
Проблемы лазерной резки фанеры
Лазерная резка фанеры может дать превосходные результаты с гладкими резами и высокой точностью, которых невозможно достичь с помощью других традиционных процессов резки.
Тем не менее, это может привести к некоторым проблемам, которых вам следует опасаться.
Ожоги кромок являются одной из наиболее распространенных проблем при лазерной резке фанеры.
Это приводит к обугливанию края реза и обычно происходит из-за высокой мощности лазера или низкой скорости реза.
Во избежание ожогов краев рекомендуется уменьшить мощность лазера или увеличить скорость резки, а также выполнять рез за несколько проходов.
Обжигание
Обжигание фанеры (Источник: форум Glowforge)
Использование многопроходной техники помогает избежать ожогов краев, но приводит к обгоранию поверхности.
Пригар возникает из-за избыточного тепла, выделяемого при многократных проходах, что увеличивает зону термического влияния и приводит к появлению следов пригара на поверхности фанеры.
Рекомендуется использовать малярную ленту, чтобы закрыть область вокруг разреза и предотвратить ее перегорание. (Источник: форум Flux3dp)
Фанера состоит из нескольких слоев древесины, скрепленных между собой клеевым материалом.
Лазерная резка слоев дерева, присутствующих в фанере, дает сильный дым.
Клейкий материал горит с выделением вредных паров и дополнительно увеличивает дым, образующийся при лазерной резке фанеры.
Этот дым мешает процессу лазерной резки, окрашивая заготовку и снижая производительность лазера из-за рассеивания лазерного луча.
Дым, образующийся при горении фанеры, невозможно избежать, но хорошая вытяжная система может помочь удалить этот дым из зоны резки.
Кроме того, использование стола для штифтов и подачи воздуха под высоким давлением может улучшить качество резки за счет удаления дыма с заготовки.
Типы фанеры, пригодные для лазерной резки
Лазерная резка фанеры дает отличные результаты с коричневатым краем, который добавляет немного контраста к разрезу.
Хотя все виды фанеры можно резать лазером, некоторые виды фанеры дают лучшие результаты, чем другие.
Кроме того, многие производители ввели специальные серии фанеры, широко известные как «лазерные ламинаты».
Эта фанера предназначена исключительно для лазерной резки и дает отличные результаты при лазерной резке и гравировке.
Фанера из березы
Фанера из березы
Фанера из березы является одним из наиболее часто используемых материалов для бытовых нужд.
Прочная, легкая фанера с хорошей отделкой поверхности.
Лазерная резка Береза обеспечивает чистый рез со светло-коричневой кромкой.
Возможно, он не обеспечивает наилучшего качества резки, но его легко резать, и его можно использовать для различных проектов.
Лазерная фанера из березы — одна из самых простых фанер для лазерной резки и отличный выбор для начинающих.
Бамбуковая фанера
Бамбуковая фанера Laserply (Источник: Plyco)
Бамбуковая фанера хорошо известна среди мастеров благодаря своему красивому цвету и плотной текстуре древесины.
Лазерная резка бамбуковой фанеры позволяет получить четкие срезы с красивой коричневой кромкой, которая добавляет контраста проекту и подчеркивает красоту вырезанного рисунка.
Красивый коричневый контраст делает его идеальным для проектов лазерной гравировки.
Кроме того, бамбуковая фанера доступна в различных оттенках, а использование комбинации светлой и темной бамбуковой фанеры добавит проекту контраста.
Фанера из европейского бука
Фанера из европейского бука (Источник: plyco)
Фанера из европейского бука известна своим насыщенным золотисто-коричневым цветом, который выделяет ее среди других видов фанеры.
Благодаря своей эстетической красоте он идеально подходит для декоративных целей и произведений искусства.
Европейский бук Laserply дает отличные результаты при лазерной резке.
Идеально подходит для таких проектов, как лазерная резка визитных карточек или свадебных приглашений.
Сосна
Фанера из сосны (Источник: Plyco).
Имеет красивую текстуру и обычно классифицируется как морская фанера благодаря отличным водонепроницаемым характеристикам.
Высококачественная обработка поверхности и прочная конструкция сосны Hoop делают ее идеальной для таких проектов, как мебель и ювелирные изделия.
Лазерная резка фанеры из сосны Хооп дает четкие разрезы со сравнительно меньшим контрастом, чем бамбуковая лазерная фанера.
Jarrah
Фанера Jarrah (Источник: Plyco)
Фанера Jarrah выделяется среди других видов фанеры своим темным и насыщенным красным цветом.
Эта фанера, как правило, производится из высококачественного шпона, произрастающего в Новом Южном Уэльсе.
Лазерный слой Jarrah легко поддается лазерной резке и создает темный контраст, что улучшает визуальную эстетику разреза.
Его уникальный цвет делает его идеальным выбором для создания контраста в проектах по обработке дерева.
Лучшие станки для лазерной резки фанеры
Trotec SP2000
Trotec SP2000
Trotec SP2000 — крупногабаритный станок для лазерной резки с размерами основания 99 x 127 x 48 дюймов и большой рабочей зоной 66 x 99 дюймов.
Большая рабочая зона и двухсторонняя сквозная дверца делают его идеальным для работы с полноразмерными листами фанеры
Он содержит лазер CO 2 с вариантами мощности от 60 Вт до 400 Вт и обеспечивает максимальную производительность скорость 39дюймов в секунду
Это делает SP2000 идеальным решением для крупных предприятий, работающих с большими листами фанеры и требующих короткого времени цикла.
Trotec SP2000 — лазерный станок с открытой рамой, который позволяет работать с большими заготовками благодаря бесконечно длинной зоне загрузки.
Следует отметить, что SP2000 не работает в защитном корпусе, поэтому при работе с лазером необходимо носить защитные очки.
Кроме того, использование ультразвукового датчика обеспечивает надежную автофокусировку, каждый раз обеспечивая отличные результаты.
Trotec также предлагает другие опции серии SP, которые предлагают различные размеры рабочей зоны для различных применений.
Model
Work Area (inches)
Laser Power (W)
Cutting Speed (ips)
SP-500
56 x 32
60-200
100
SP-1500
67 x 63
100-400
65
SP-2000
77 x ∞
60-400
39
SP-3000
98 x ∞
60-400
39
Different models of the Trotec SP series
Посетите Trotec Lasers
OM Tech MF2028-80
OM Tech MF2028-80
OM Tech MF2028-80 предлагает рабочую зону 20 X 28 дюймов с максимальной рабочей толщиной 0,4 дюйма.
Его площадь основания составляет 47,2 дюйма. X 34,3″ X 36,6″ с двухсторонней сквозной дверцей, позволяющей работать с заготовками большого размера, что делает его идеальным для резки фанеры.
OM Tech MF2028-80 обеспечивает сравнительно более низкую скорость резки, около 10 дюймов в секунду, но дополняется различными функциями.
В нем используется лазер CO 2 мощностью 80 Вт, который может резать листы фанеры различной толщины.
Кроме того, его специальная вытяжная система и подача воздуха помогают выполнять чистые пропилы в фанере с высоким качеством поверхности.
Кнопка аварийной остановки, защитный кожух и датчик автоматического отключения обеспечивают безопасное использование и снижают риск несчастных случаев.
OM Tech MF2028-80
Мощный лазер CO 80 Вт 2 Лазер Дверца для перемещения крупных заготовок Встроенная система подачи воздуха
Glowforge Plus
Glowforge Plus
Glowforge Plus — настольный станок для лазерной резки с относительно низким энергопотреблением. содержит лазер CO 2 мощностью 40 Вт.
Он имеет размеры 38″ x 20,75″ x 8,25″ и очень маленькую рабочую область 19,5″ x 11″, которую можно использовать для небольших проектов, таких как лазерная резка визитных карточек или свадебных приглашений.
Высокая точность Glowforge Plus позволяет выполнять резку с максимальным разрешением до 13 000 линий на дюйм (LPI).
Это делает его идеальным выбором для гравировки высококачественных изображений на фанере.
Кроме того, встроенные камеры позволяют точно позиционировать заготовку, а вспомогательный воздух облегчает выполнение чистых резов на фанере.
Glowforge Plus
Элегантный дизайн 40 Вт CO 2 Лазерный резак Высокая точность с Air-assist Простота в использовании со встроенными камерами
Заключительные мысли
Лазерная резка может использоваться для создания сложных узоров и изделий, таких как кукольные домики, карты и многое другое.
Сочетание правильных настроек, правильного материала и правильного станка — вот что необходимо для успешной лазерной резки фанеры.
Следует отметить, что фанера является легковоспламеняющимся материалом, поэтому рекомендуется соблюдать протоколы лазерной безопасности и контролировать процедуру резки, чтобы избежать опасности возгорания.
Лазерная резка и гравировка других материалов
Ознакомьтесь с этими руководствами по лазерной резке некоторых популярных материалов.
Направляющие для лазерной резки других материалов
Часто задаваемые вопросы (FAQ)
Можем ли мы резать твердую древесину лазером?
Да, мы можем резать лазером лиственные породы. Для лазерной резки твердой древесины требуется умеренно мощный CO 2 или диодный лазер для выполнения чистых резов с минимальными ожогами краев. Обжиг дерева дает коричневатый край, который обычно желателен, поскольку добавляет контраста проекту.
Можно ли лазером гравировать фотографии на фанере?
Да, мы можем сделать лазерную гравировку фотографий на фанере. Лазерная гравировка фанеры позволяет получить высококачественную гравировку с темным контрастом, что делает ее идеальной для гравировки фотографий с хорошим уровнем детализации.
Можно ли лазером резать МДФ?
Да, мы можем резать МДФ лазером. Древесноволокнистая плита средней плотности (МДФ) — это прочный материал, изготовленный из инженерных древесных волокон, который дает превосходные результаты при лазерной резке или гравировке. Как правило, CO 2 Лазер мощностью более 60 Вт рекомендуется для резки плит МДФ различной толщины.
Лазерная резка фанеры: Полное руководство
Фанера обычно используется для изготовления различных продуктов и предметов, таких как мебель, украшения, декоративные элементы и т. д. Это широко используемый материал, и если вы можете вырезать/гравировать его, вы может добавить широкий спектр продуктов в ваш инвентарь.
У нас есть подробное руководство по лазерной резке фанеры, чтобы ответить на все ваши вопросы. Мы также поможем вам выбрать лучшую фанеру и подходящую машину, которая сможет легко и безупречно гравировать и резать фанеру.
Можно ли резать фанеру лазерным резаком?
Односложный ответ на вопрос – да. Фанеру можно без труда разрезать с помощью лазерного резака. Лучше понять, что такое фанера и как она производится, чтобы получить полное представление.
Фанера изготавливается из тонких слоев древесины. Все эти слои склеены между собой. Тонкие слои могут быть от 1,5 мм до 2,5 мм в зависимости от требований. Эти слои склеиваются до тех пор, пока не будет достигнута необходимая толщина.
Таким образом, фанера не тверже цельной древесины. В большинстве случаев твердая древесина более твердая, а иногда и такая же твердая. Это означает, что если лазерный резак режет твердую древесину определенного типа, он также может резать и фанеру.
Фанеру можно легко разрезать с помощью лазерного резака, поэтому ее в основном предпочитают как для резки, так и для гравировки. Производители мебели, художники, декораторы, владельцы бизнеса и профессионалы используют лазерные станки для резки фанеры, потому что они обеспечивают точность и отличные результаты за минимальное время.
Но имейте в виду, что не все лазерные станки подходят для лазерной резки. Для резки и гравировки дерева и фанеры можно использовать только диодный лазер или CO2-лазер. Волоконный лазер предназначен для металлов, и резать им дерево не рекомендуется.
Хотя волоконный лазер способен резать фанеру или дерево, он может быстро вызвать пожар. Из-за накопления тепла древесный материал мгновенно воспламеняется. Хуже всего то, что следы, создаваемые волоконным лазером на дереве, получаются плохими. Таким образом, лучше избегать волоконных лазеров для гравировки/резки дерева и фанеры.
Насколько толстой фанеру может резать лазерный резак
Толщина фанеры, которую может резать лазерный станок, зависит от типа лазера и мощности лазера. Давайте разберемся с этими переменными.
Что касается типа лазера, CO2-лазеры довольно мощные. Им легко резать фанеру. Поэтому для этой задачи предпочтительны CO2-лазеры. Тем не менее, диодные лазеры также превосходны, и благодаря новым технологиям они могут работать лучше, чем традиционные диодные лазеры. Самое главное в диодных лазерах то, что они имеют более длительный срок службы по сравнению с CO2.
Мощность лазера играет очень важную роль. Чем выше мощность, тем легче он может резать дерево или другие материалы. Под мощностью мы подразумеваем оптическую/выходную мощность лазера. Вы можете увидеть различные номинальные мощности, указанные в спецификации. Мощность машины представляет собой мощность, потребляемую машиной.
Лазерный модуль также имеет две мощности; один — это оптическая/выходная мощность лазера, а другой — электрическая мощность лазера. Вы должны видеть оптический/выходной сигнал при выборе станка для лазерной гравировки или резки.
Доступные на рынке станки для лазерной гравировки и резки своими руками могут резать фанеру толщиной до 15 мм за один проход. CO2-лазеры мощностью около 40 Вт могут резать липу толщиной 10-15 мм, а диодные лазеры могут резать липу толщиной 3-10 мм за один проход, в зависимости от оптической/выходной мощности.
Если лазерный станок не может разрезать фанеру за один проход, потребуется еще один или два прохода. Но несколько проходов означают, что машине потребуется больше времени, что снизит производительность.
Лучшая фанера для лазерной резки и гравировки
Доступны различные типы фанеры, поэтому новичку сложно выбрать какой-то один. Но становится легче, если вы знаете, какие факторы необходимо учитывать.
Во-первых, вам нужно проверить тип фанеры и оттенок фанеры. Оттенок фанеры зависит от ваших требований и предпочтений. Тип фанеры даст вам лучшее представление о содержании смолы, текстуре, доступных оттенках и отделке.
Вам также нужно обратить внимание на текстуру дерева. Это может не выглядеть привлекательно на продукте, который вы производите, или может добавить ему красоты. Вы можете получить представление о содержании смолы, выполнив поиск. Если содержание смолы высокое, результаты гравировки будут темнее. Но если содержание смолы низкое, гравировка будет светлой.
Приняв во внимание эти факторы, вы легко сможете выбрать подходящую фанеру для своей работы. Вот некоторые типы фанеры, а также их детали. Это даст вам лучшее представление о том, что вам нужно посмотреть.
Бамбуковая фанера
Бамбуковая фанера известна своими превосходными результатами резки. Он доступен в нескольких оттенках, которые вы можете выбрать.
Придает привлекательный светло-коричневый цвет по краям. Он имеет натуральную подкладку или древесную текстуру, которая хорошо видна. Если вы не хотите плотное зерно, то эта фанера вам не подходит.
Фанера из березы
С этой фанерой новички могут начать свое путешествие по лазерной гравировке и резке. Это одна из наиболее часто покупаемых видов фанеры для лазерной резки и гравировки.
Внешний вид, отделка и цвет фанеры отличные. Его можно разрезать без каких-либо хлопот и в более быстром темпе.
Сосна обруча
Фанера из сосны обруча имеет невероятную отделку, которая может использоваться для изготовления предметов высокого класса и предметов роскоши в зависимости от качества/класса. У него гладкое зерно, которое также подходит для гравировки. Он прочный, долговечный и водостойкий.
Другие виды фанеры, пригодные для лазерной резки и гравировки:
Фанера из орехового дерева
Фанера из вишневого дерева
Фанера из липы
Фанера из клена
Фанера из ясеня
Бубинга фанера
Дубовая фанера (белая/красная)
Фанера из сосны
Фанера Fraxinus mandshurica
Фанера из красного дерева
Лучшие лазерные резаки для резки фанеры
xTool D1 Pro
xTool D1 Pro — это станок для гравировки и резки с диодным лазером. Лучшее в этом станке то, что его можно использовать как для гравировки, так и для резки, так как вы можете менять лазерный модуль в зависимости от задачи.
Лазерный модуль мощностью 20 Вт, который является самым мощным в мире диодным лазерным модулем, может разрезать липу толщиной 10 мм всего за один проход. Это идеальный лазерный станок, который может быстро и без проблем резать фанеру. Вы можете добиться более высокой производительности с этой режущей машиной.
Станок способен резать более толстую фанеру по сравнению с аналогичными продуктами на рынке благодаря уникальной лазерной технологии. Он использует несколько лазерных источников внутри лазерного модуля, и лучи от всех источников объединяются в одну точку. Это делает лазер более мощным.
Также доступен модуль мощностью 10 Вт. Подходит как для резки, так и для гравировки. Он может резать до 6 мм фанеры из липы за один проход. Кроме того, размер лазерного пятна составляет всего 0,08 x 0,06 мм, что позволяет использовать его для тонкой гравировки.
Вы также можете приобрести лазерный модуль мощностью 5 Вт для D1 Pro. Он специально разработан для гравировки. Лазерное пятно составляет всего 0,06 x 0,06 мм, чтобы обеспечить более мелкие детали. Он может резать фанеру из липы толщиной до 3 мм за один проход.
Рабочая зона достаточно большая и имеет размеры 430 x 390 мм. Плюс результат резки и гравировки невероятный. Если вы прикрепите Air Assist, вам не нужно беспокоиться о прожогах и изменении цвета дерева.
Функция безопасности D1 Pro делает его идеальным станком для резки/гравировки дерева или фанеры. Он имеет функцию обнаружения пламени, которая предупреждает пользователя о появлении пламени во время процесса и автоматически останавливает машину.
xTool Laserbox Rotary
Laserbox Rotary — это установка с CO2-лазером невероятной мощности 40 Вт. Он может резать до 15 мм фанеры из липы всего за один проход. Кроме того, его невероятная скорость достигает 350 мм/с.
Если вы ищете самодельный лазерный резак CO2 для резки фанеры, этот станок может стать лучшим выбором благодаря своим характеристикам. Автоматическая фокусировка AI машины может регулировать лазер в зависимости от материала и его толщины. Он дает отличные результаты, и новички также могут его использовать. Это также может повысить вашу производительность, поскольку оно способно к пакетной обработке.
Laserbox Rotary — мощная, но безопасная в использовании машина. Он имеет защитную крышку для предотвращения лазерных лучей, и машина останавливается, когда крышка открыта. Самое главное, у него есть умный очиститель дыма, который удаляет пыль и дым, образующиеся при резке фанеры. Кроме того, в случае перегрева, возгорания и других проблем пользователь получает немедленные оповещения.
xTool M1
xTool M1 — удобный для начинающих, простой в использовании и компактный станок для лазерной и ножевой резки. Он доступен с оптической мощностью лазера 5 Вт и 10 Вт.
Лазерный станок мощностью 10 Вт идеально подходит для резки. Он может резать липу толщиной до 8 мм за один проход. Невероятная технология с несколькими лазерными источниками помогает резать древесину на очень высокой скорости. С другой стороны, станок мощностью 5 Вт подходит для гравировки. Однако он может резать фанеру толщиной до 3 мм.
Устройство имеет встроенную камеру, которая помогает в извлечении изображений, пакетной обработке и автофокусировке. Он предлагает визуальную обработку и плавную работу.
Если вы также хотите разрезать другие деликатные материалы, такие как винил, вы можете использовать режущий нож машины, чтобы идеально разрезать материал. Таким образом, это универсальная машина для различных типов материалов.
Машина полностью безопасна благодаря многочисленным функциям безопасности. Он также имеет защитную крышку, а также функцию автоматического отключения.
Дополнительные советы по лазерной резке и гравировке фанеры
Обжиг кромок
Обжигание кромок при резке фанеры или дерева является довольно распространенным явлением. Выглядит совсем не привлекательно.
Существует несколько тактик, позволяющих уменьшить выгорание краев при резке.
Во-первых, вы можете попробовать другие настройки на вашем лазерном станке. Попробуйте уменьшить мощность и увеличить скорость.
В случае обгорания краев поверхности можно попробовать нанести на фанеру малярный скотч перед гравировкой и резкой. На малярном скотче появятся следы прожогов, а древесина останется целой.
Основной причиной этих ожогов является выделение дыма. Таким образом, система подачи воздуха и выхлопа в лазерном станке может быть очень полезной.
Обгоревшие края можно удалить наждачной бумагой. Вы также можете попробовать мыло и денатурат, чтобы очистить место ожога.
Запах
Запах из-за клея, используемого в фанере. Вы не можете устранить этот запах, но если вы используете подачу воздуха и выхлопную систему, то проблемы с запахом не будет.
Некоторые лазерные станки закрыты и имеют вытяжную систему, например Laserbox Rotary. В то время как в некоторых машинах можно присоединить выхлопную систему и использовать кожух.
Пожар
Лазерный станок должен быть оснащен функцией обнаружения пламени или пожара.
 8
8 5
5
 д.»» Струбцины»» Степлеры ручные и скобы к ним»» Пинцеты» Средства индивидуальной защиты» Станочная оснастка и приспособления»» Воротки для метчиков и плашек»» Станочные оправки тип 7711, тип 7616, тип 7626»» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676»» Цанги ER тип 7618»» Патроны для сверлильных станков»» Патроны токарные»» Резьбонарезные патроны и головки»» Тиски »» Центры вращения и упорные» Электро- и бензоинструмент» Ручной инструмент»» Степлеры ручные механические и скобы»» Различный ручной инструмент» Смазочные материалы Бренды» ANDRE абразивный инструмент» GRAVUREM MASUS стальные клейма»» КЛЕЙМА БУКВЕННЫЕ»» КЛЕЙМА ЦИФРОВЫЕ»» НАБОРЫ ПУАНСОНОВ С ДЕРЖАТЕЛЯМИ»» ГОЛОВКИ НУМЕРАЦИОННЫЕ серии "Compact Marker"»» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ» FANAR металлорежущий инструмент»» Метчики»»» М, Mf- метрическая основная и метрическая мелкая резьба»»»» Машинные метчики»»»»» Серия MasterTAP»»»»» Серия 800»»»»» Серия 800X»»»»» Серия INOX (для обработки нержавеющих сталей)»»»»» Метчики для левой резьбы LH»»»»» Серия 1400»»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»»» Серия WGN ( метчики-раскатники)»»»»» Серия AL (для обработки алюминия)»»»»» Серия GAL (для обработки алюминиевых сплавов)»»»»» Серия Az (с шахматным расположением зубов)»»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»»» Серия GG (для обработки чугуна)»»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»»» Машинно-ручные (машинные) однопроходные метчики»»»» Машинно-ручные ( ручные) комплектные метчики»»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»»» INOX машинно-ручные ( ручные) комплектные метчики»»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»»»» HRC40 машинно-ручные ( ручные) комплектные метчики»»»» Гаечные метчики»»»» Комбинированные метчики-сверла»»»» Метчики-биты»»» G- трубная цилиндрическая резьба»»» UNC- унифицированная американская дюймовая резьба с крупным шагом»»» UNF- унифицированная американская дюймовая резьба с мелким шагом»»» BSW- дюймовая резьба Витуорта с крупным шагом»»» BSF- дюймовая резьба Уитворта с мелким шагом»»» NPT- дюймовая коническая резьба»»» Pg — трубопроводная резьба»»» Rc — трубная коническая резьба»»» Vg- вентильная резьба»» Сверла спиральные ц/х по нержавеющим сталям DIN-338 серия INOX»» Плашки круглые»»» М- метрическая основная и Mf- метрическая мелкая резьба»»»» Плашки круглые серия 800 правая метрическая резьба»»»» Плашки круглые серия 800 левая метрическая резьба»»»» Плашки круглые серии INOX (для обработки нержавеющих сталей) метрическая резьба»»» G- трубная цилиндрическая резьба »»»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»»» NPT- американская коническая трубная резьба»»» Pg — трубопроводная резьба»»» R — трубная коническая резьба»»» Vg — вентильная резьба»» Воротки для метчиков и плашек»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Наборы резьбонарезного инструмента»» Станочная оснастка»» Твердосплавные фрезы»» Фрезы из быстрорежущей стали»» Зенковки с направляющей»» Зенковки»» Конические развертки 1:16» WIERTLA BAILDON сверла»» Сверла с к/х шлифованные HSS, NWKc, DIN 345»» Сверла с к/х по нержавеющей стали серии INOX »» Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338»» Сверла с ц/х шлифованные HSS, длинные , DIN 340»» Сверла с проточенным хвостовиком» GRATTEC — инструменты для снятия заусенцев, фасок и шабрения поверхностей.
д.»» Струбцины»» Степлеры ручные и скобы к ним»» Пинцеты» Средства индивидуальной защиты» Станочная оснастка и приспособления»» Воротки для метчиков и плашек»» Станочные оправки тип 7711, тип 7616, тип 7626»» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676»» Цанги ER тип 7618»» Патроны для сверлильных станков»» Патроны токарные»» Резьбонарезные патроны и головки»» Тиски »» Центры вращения и упорные» Электро- и бензоинструмент» Ручной инструмент»» Степлеры ручные механические и скобы»» Различный ручной инструмент» Смазочные материалы Бренды» ANDRE абразивный инструмент» GRAVUREM MASUS стальные клейма»» КЛЕЙМА БУКВЕННЫЕ»» КЛЕЙМА ЦИФРОВЫЕ»» НАБОРЫ ПУАНСОНОВ С ДЕРЖАТЕЛЯМИ»» ГОЛОВКИ НУМЕРАЦИОННЫЕ серии "Compact Marker"»» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ» FANAR металлорежущий инструмент»» Метчики»»» М, Mf- метрическая основная и метрическая мелкая резьба»»»» Машинные метчики»»»»» Серия MasterTAP»»»»» Серия 800»»»»» Серия 800X»»»»» Серия INOX (для обработки нержавеющих сталей)»»»»» Метчики для левой резьбы LH»»»»» Серия 1400»»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»»» Серия WGN ( метчики-раскатники)»»»»» Серия AL (для обработки алюминия)»»»»» Серия GAL (для обработки алюминиевых сплавов)»»»»» Серия Az (с шахматным расположением зубов)»»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»»» Серия GG (для обработки чугуна)»»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»»» Машинно-ручные (машинные) однопроходные метчики»»»» Машинно-ручные ( ручные) комплектные метчики»»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»»» INOX машинно-ручные ( ручные) комплектные метчики»»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»»»» HRC40 машинно-ручные ( ручные) комплектные метчики»»»» Гаечные метчики»»»» Комбинированные метчики-сверла»»»» Метчики-биты»»» G- трубная цилиндрическая резьба»»» UNC- унифицированная американская дюймовая резьба с крупным шагом»»» UNF- унифицированная американская дюймовая резьба с мелким шагом»»» BSW- дюймовая резьба Витуорта с крупным шагом»»» BSF- дюймовая резьба Уитворта с мелким шагом»»» NPT- дюймовая коническая резьба»»» Pg — трубопроводная резьба»»» Rc — трубная коническая резьба»»» Vg- вентильная резьба»» Сверла спиральные ц/х по нержавеющим сталям DIN-338 серия INOX»» Плашки круглые»»» М- метрическая основная и Mf- метрическая мелкая резьба»»»» Плашки круглые серия 800 правая метрическая резьба»»»» Плашки круглые серия 800 левая метрическая резьба»»»» Плашки круглые серии INOX (для обработки нержавеющих сталей) метрическая резьба»»» G- трубная цилиндрическая резьба »»»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»»» NPT- американская коническая трубная резьба»»» Pg — трубопроводная резьба»»» R — трубная коническая резьба»»» Vg — вентильная резьба»» Воротки для метчиков и плашек»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Наборы резьбонарезного инструмента»» Станочная оснастка»» Твердосплавные фрезы»» Фрезы из быстрорежущей стали»» Зенковки с направляющей»» Зенковки»» Конические развертки 1:16» WIERTLA BAILDON сверла»» Сверла с к/х шлифованные HSS, NWKc, DIN 345»» Сверла с к/х по нержавеющей стали серии INOX »» Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338»» Сверла с ц/х шлифованные HSS, длинные , DIN 340»» Сверла с проточенным хвостовиком» GRATTEC — инструменты для снятия заусенцев, фасок и шабрения поверхностей. » TIVOLY металлорежущий инструмент»» Сверла по металлу средней серии»»» Универсальные сверла для малых диаметров ( < 2.5 мм)»»» Сверла c ц/х по металлу серия "FURIUS"»»» Сверла c ц/х по металлу серия "T"»»» Сверла с ц/х проточенным хвостовиком»» Сверла по металлу экстрадлинной серии»» Метчики машинные HSS»» Метчики сверхдлинной серии»» Зенковки с цилиндрическим хвостовиком»» Воротки для плашек» ZPS-FN — осевой металлорежущий инструмент»» Метчики машинные»»» Метчики машинные P-K-N»»» Метчики машинные серия UNI P-M-K-N»»» Метчики машинные серия -M- ( для нержавеющей стали)»» Сверла»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSS»»» Сверла спиральные с цилиндрическим хвостовиком с направляющей (для сварных точек)»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSSCo5»»» Сверла спиральные с коническим хвостовиком HSS, DIN 345»»» Сверла спиральные с коническим хвостовиком HSSCo5, DIN 345»»» Центровочные сверла тип "А"»»» Центровочные сверла тип "NC"»» Плашки круглые»»» Плашки круглые HSS метрическая резьба P-K-N»»» Плашки круглые HSSCo5 метрическая резьба P-K-M-N»» Фрезы»»» Фрезы концевые быстрорежущие HSSCo8»»» Фрезы концевые твёрдосплавные VHM»» Зенковки конические с цилиндрическим хвостовиком
» TIVOLY металлорежущий инструмент»» Сверла по металлу средней серии»»» Универсальные сверла для малых диаметров ( < 2.5 мм)»»» Сверла c ц/х по металлу серия "FURIUS"»»» Сверла c ц/х по металлу серия "T"»»» Сверла с ц/х проточенным хвостовиком»» Сверла по металлу экстрадлинной серии»» Метчики машинные HSS»» Метчики сверхдлинной серии»» Зенковки с цилиндрическим хвостовиком»» Воротки для плашек» ZPS-FN — осевой металлорежущий инструмент»» Метчики машинные»»» Метчики машинные P-K-N»»» Метчики машинные серия UNI P-M-K-N»»» Метчики машинные серия -M- ( для нержавеющей стали)»» Сверла»»» Сверла спиральные с цилиндрическим хвостовиком DIN 338 HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSSCo5»»» Сверла спиральные с цилиндрическим хвостовиком DIN 340 длинная серия HSS»»» Сверла спиральные с цилиндрическим хвостовиком с направляющей (для сварных точек)»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSS»»» Сверла спиральные с цилиндрическим хвостовиком DIN 1869 сверхдлинной серии HSSCo5»»» Сверла спиральные с коническим хвостовиком HSS, DIN 345»»» Сверла спиральные с коническим хвостовиком HSSCo5, DIN 345»»» Центровочные сверла тип "А"»»» Центровочные сверла тип "NC"»» Плашки круглые»»» Плашки круглые HSS метрическая резьба P-K-N»»» Плашки круглые HSSCo5 метрическая резьба P-K-M-N»» Фрезы»»» Фрезы концевые быстрорежущие HSSCo8»»» Фрезы концевые твёрдосплавные VHM»» Зенковки конические с цилиндрическим хвостовиком АНСИ/АСМЭ Б1.13М-1995. Эти размеры и классы резьбы представляют собой болты и винты, а также другие стандартные внутренние резьбы. Не используйте эти значения для стандартной метрической конструкции наружной резьбы. Все единицы измерения в мм.
АНСИ/АСМЭ Б1.13М-1995. Эти размеры и классы резьбы представляют собой болты и винты, а также другие стандартные внутренние резьбы. Не используйте эти значения для стандартной метрической конструкции наружной резьбы. Все единицы измерения в мм.
 000
000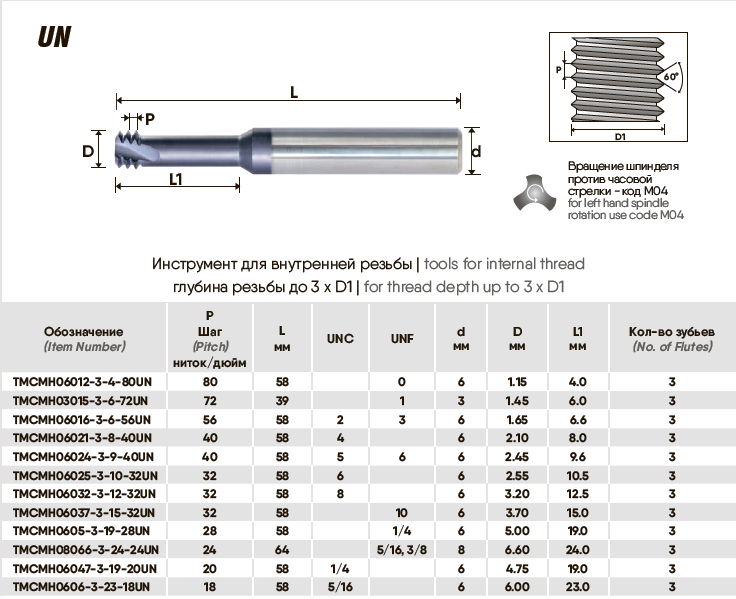 100
100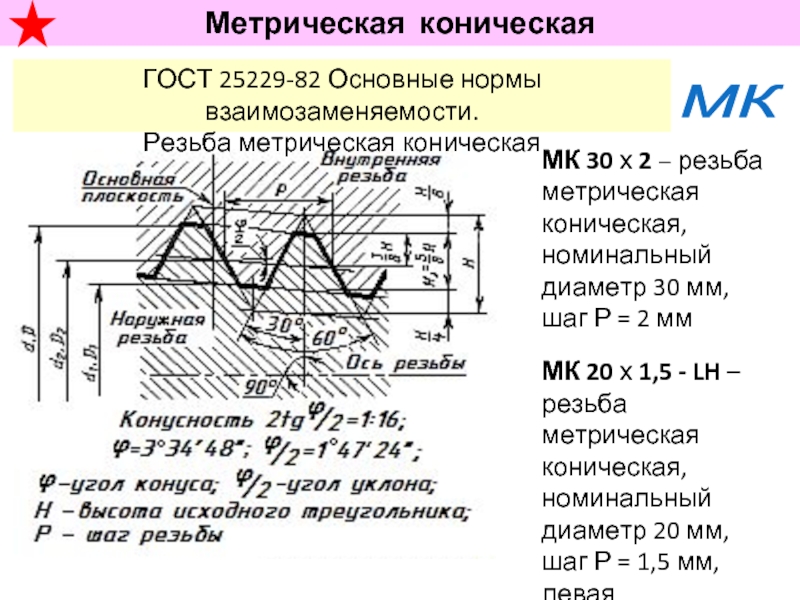 350
350 360
360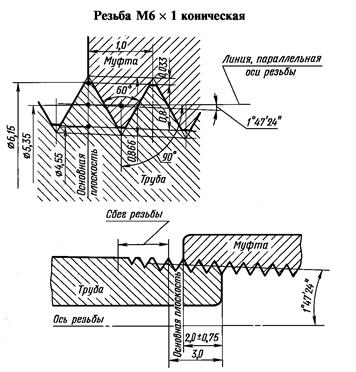 421
421 000
000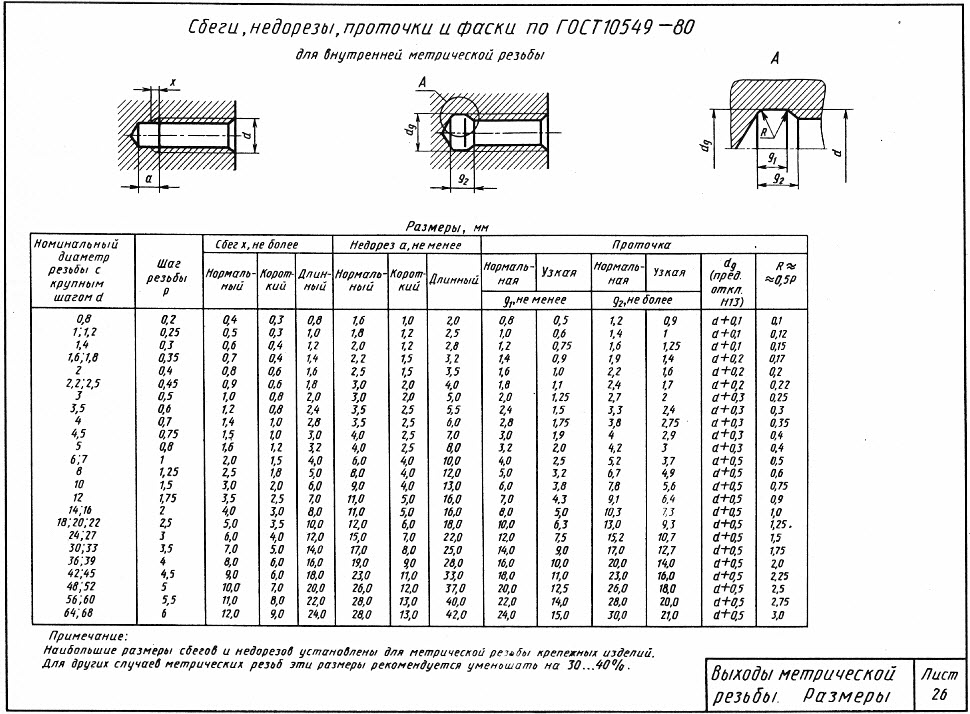 103
103 221
221 000
000 000
000 500
500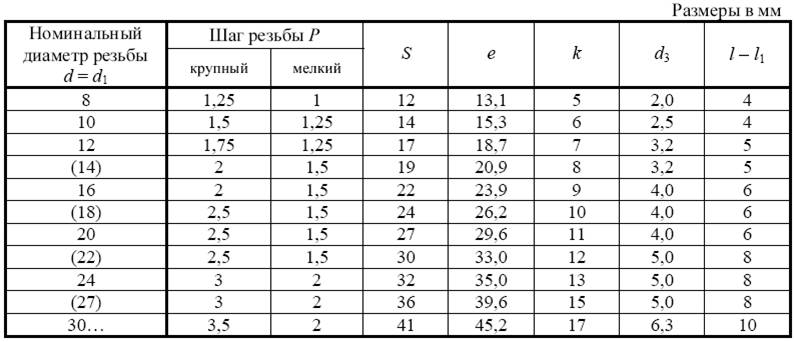 295
295 000
000 500
500 188
188 000
000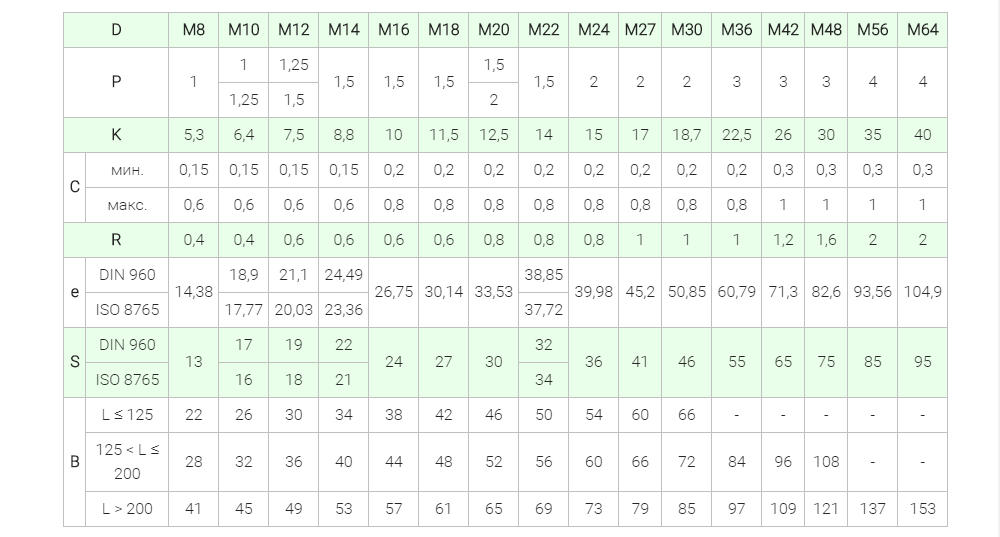
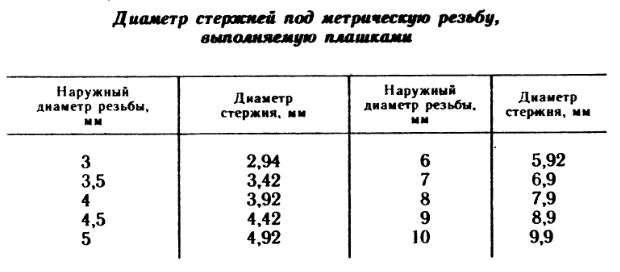


 мощность, кВт
мощность, кВт мощность, кВт
мощность, кВт 7
7
 или 10 фунтов. катушка
или 10 фунтов. катушка

 Вы не несете никакой ответственности за мошенничество с политикой защиты покупателей Klarna.
Вы не несете никакой ответственности за мошенничество с политикой защиты покупателей Klarna. Вы узнаете, одобрены ли вы через несколько секунд, а затем завершите покупку. Вы получите уведомление по электронной почте о своей покупке от Klarna и сможете управлять своей учетной записью на сайте www.klarna.com.
Вы узнаете, одобрены ли вы через несколько секунд, а затем завершите покупку. Вы получите уведомление по электронной почте о своей покупке от Klarna и сможете управлять своей учетной записью на сайте www.klarna.com.



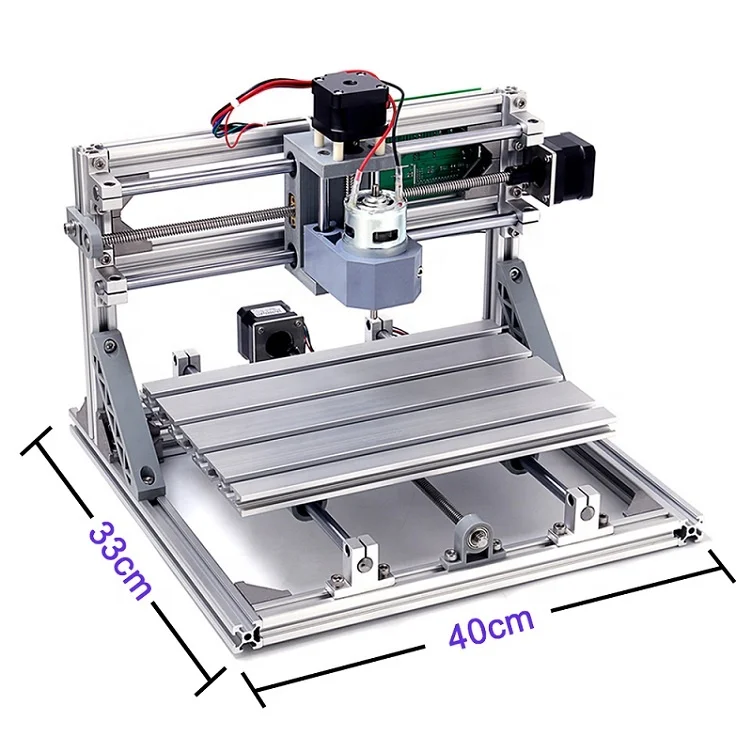
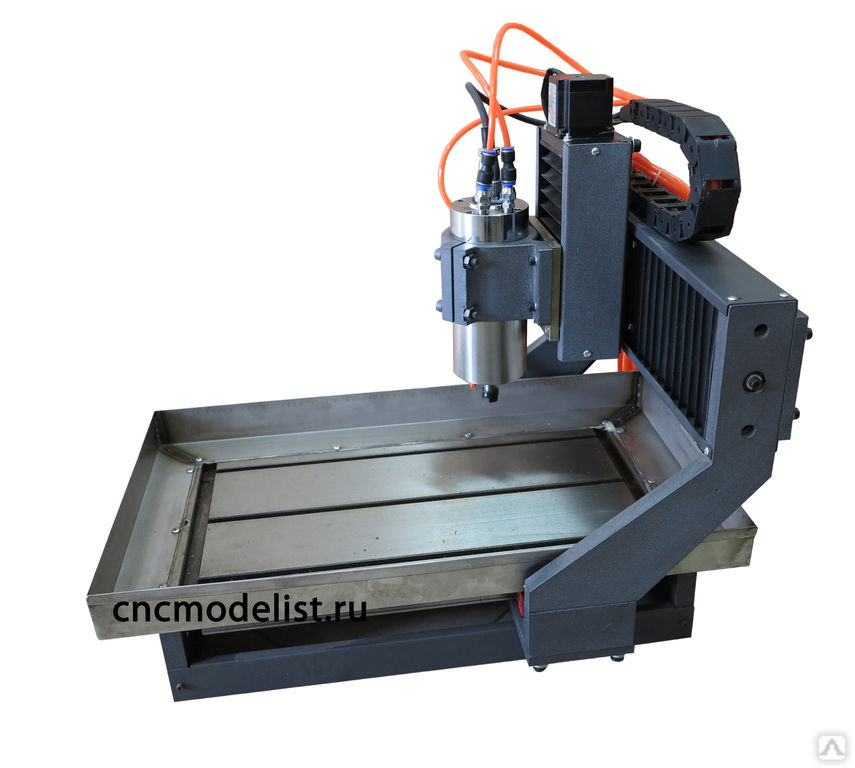 п. металлических и других заготовок фрезой, и растачивания отверстий в деталях из черных и цветных металлов, их сплавов и пластмасс.
п. металлических и других заготовок фрезой, и растачивания отверстий в деталях из черных и цветных металлов, их сплавов и пластмасс.

 Предназначен для использованию на предприятиях, выпускающих металлоизделия и механизмы небольших размеров, ремонтных мастерских, НИИ, индивидуального потребителя, а также для оснащения классов школьных мастерских.
Предназначен для использованию на предприятиях, выпускающих металлоизделия и механизмы небольших размеров, ремонтных мастерских, НИИ, индивидуального потребителя, а также для оснащения классов школьных мастерских.
 Станок также может использоваться на предприятиях, выпускающих металлоизделия небольших размеров, ремонтных мастерских, НИИ, индивидуального потребителя, а также для оснащения классов школьных мастерских.
Станок также может использоваться на предприятиях, выпускающих металлоизделия небольших размеров, ремонтных мастерских, НИИ, индивидуального потребителя, а также для оснащения классов школьных мастерских.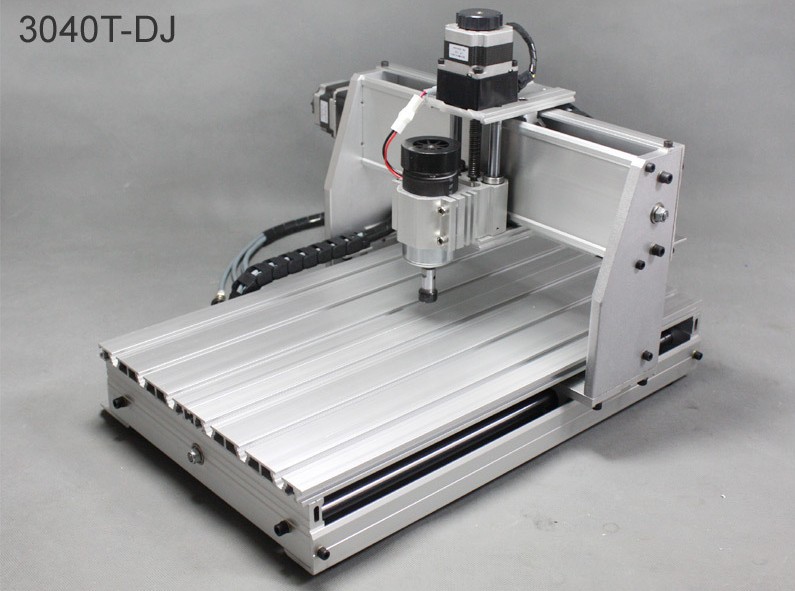 50
50 Вылет шпинделя 200 мм. Макс. расстояние от торца шпинделя до стола 380 мм. Максимальный диаметр сверления 30 мм. Максимальный диаметр торцевой/концевой фрез 63/13 мм
Вылет шпинделя 200 мм. Макс. расстояние от торца шпинделя до стола 380 мм. Максимальный диаметр сверления 30 мм. Максимальный диаметр торцевой/концевой фрез 63/13 мм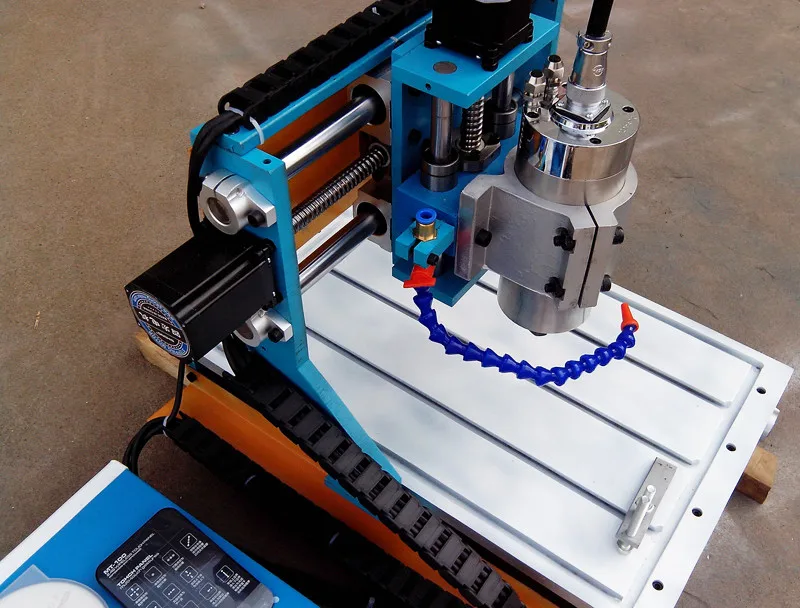 В этом случае они будут выполнять 2D обработку. Настольный фрезерный станок 707-3 может работать как…
В этом случае они будут выполнять 2D обработку. Настольный фрезерный станок 707-3 может работать как…
 На…
На… ..
.. Предназначендля 2D/3D…
Предназначендля 2D/3D… ..
.. LPT. Алюминиевый профиль. Обмен. Торг.
LPT. Алюминиевый профиль. Обмен. Торг. Мощность шпинделя: 800 Ватт. Цанговый патрон: ER-11. Высота портала: 55 мм. Фрезерный гравер используется для 2D и 3D фрезерования пластика, металлов (Cu, Al), МДФ,…
Мощность шпинделя: 800 Ватт. Цанговый патрон: ER-11. Высота портала: 55 мм. Фрезерный гравер используется для 2D и 3D фрезерования пластика, металлов (Cu, Al), МДФ,…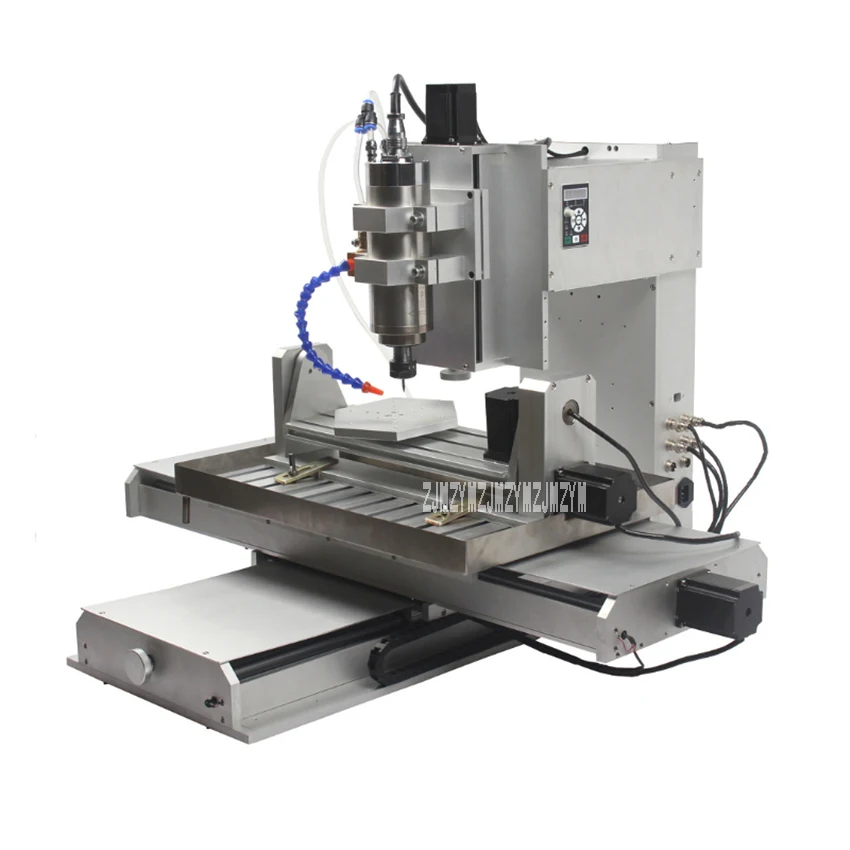 Стальной портал, литой шлифованный стол с Т-пазом, профильные…
Стальной портал, литой шлифованный стол с Т-пазом, профильные… .
.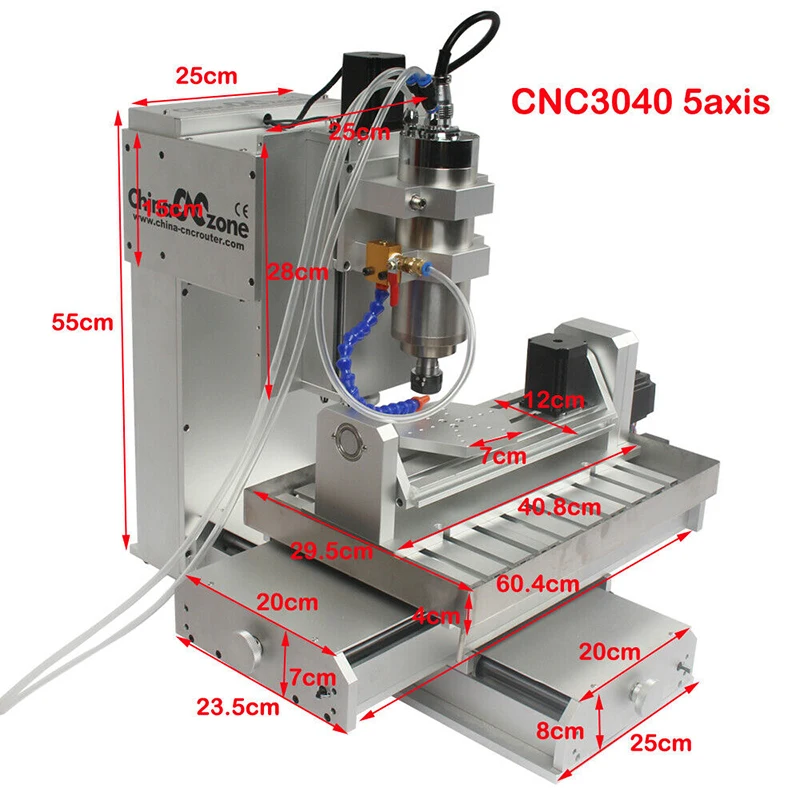
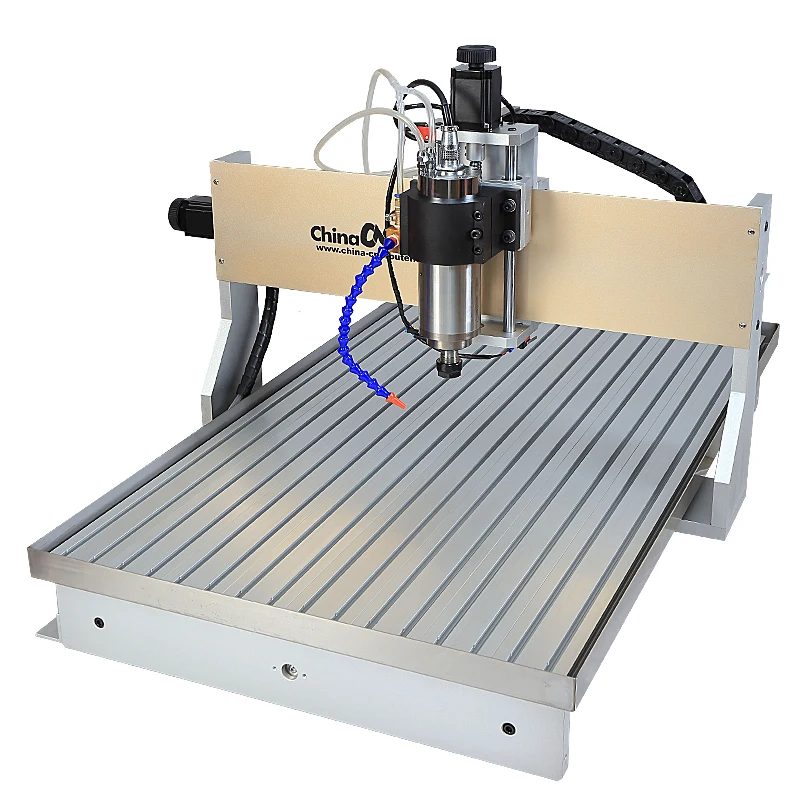 Это настольный фрезерный станок начального уровня, который идеально подходит для начинающих.
Это настольный фрезерный станок начального уровня, который идеально подходит для начинающих.

 Регулятор скорости позволяет легко регулировать скорость при работе с разными материалами разной толщины.
Регулятор скорости позволяет легко регулировать скорость при работе с разными материалами разной толщины. Он может похвастаться прочной стойкой типа «ласточкин хвост», поэтому это чрезвычайно прочная машина. На станке также имеется цифровая индикация числа оборотов в минуту и хода пиноли шпинделя.
Он может похвастаться прочной стойкой типа «ласточкин хвост», поэтому это чрезвычайно прочная машина. На станке также имеется цифровая индикация числа оборотов в минуту и хода пиноли шпинделя.
 Кнопочное управление скоростью также делает регулировку скорости очень простой.
Кнопочное управление скоростью также делает регулировку скорости очень простой. Компания Taig Tools провела тесты возможностей, показывающие один проход, который показал однопроходную канавку глубиной 1/8 дюйма в низкоуглеродистой стали с помощью концевой фрезы 1/8 дюйма.
Компания Taig Tools провела тесты возможностей, показывающие один проход, который показал однопроходную канавку глубиной 1/8 дюйма в низкоуглеродистой стали с помощью концевой фрезы 1/8 дюйма.
 Это универсальная мельница, которую можно использовать для самых разных проектов, от гравировки до производства керамики.
Это универсальная мельница, которую можно использовать для самых разных проектов, от гравировки до производства керамики.




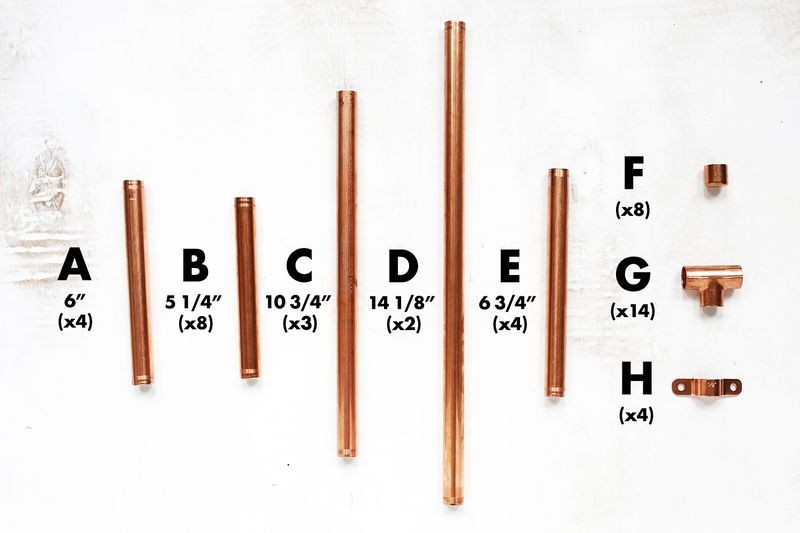 6
6 8
8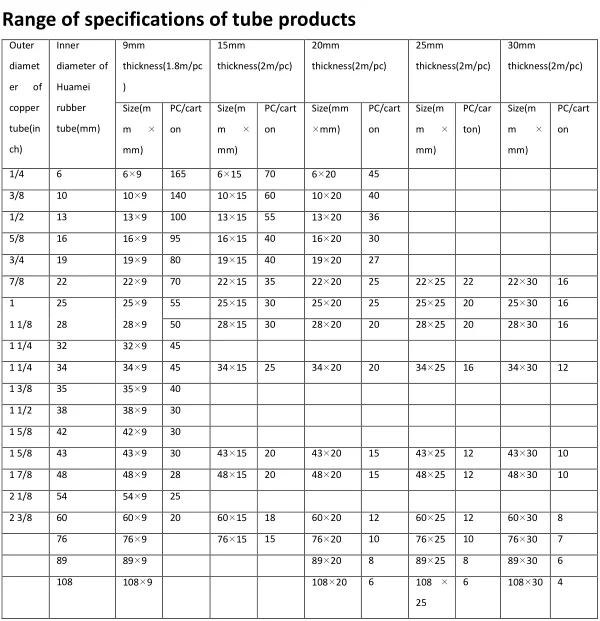 6
6 2
2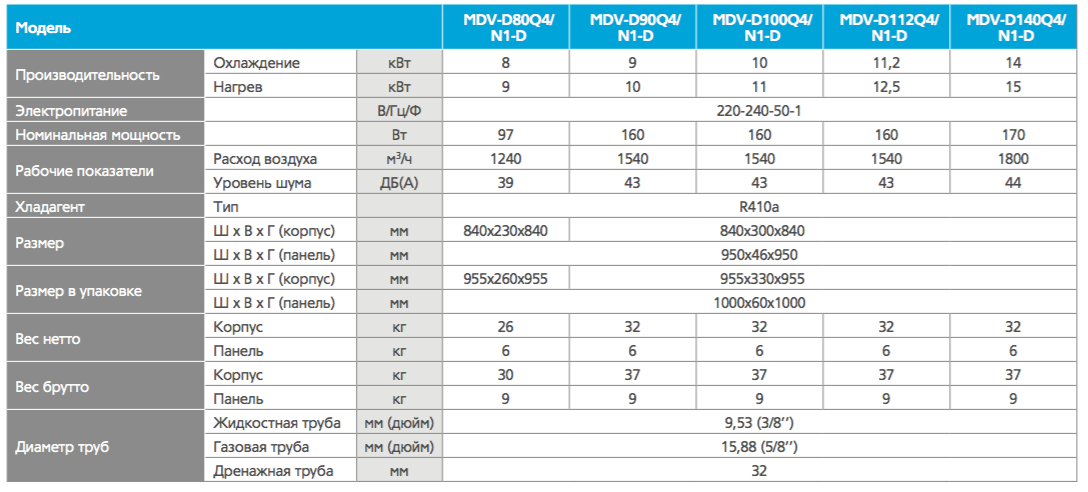 5
5 7
7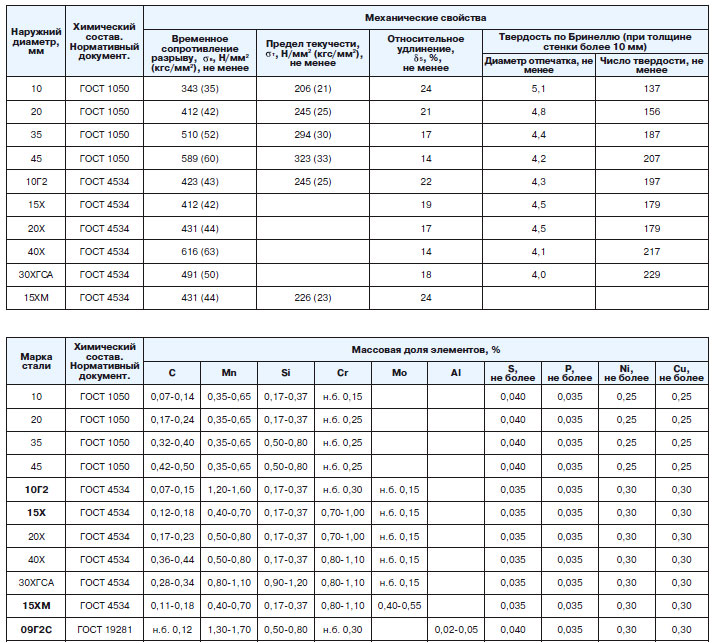 5
5 Один из них прокат, применяющийся для испарительных и компрессорно-конденсаторных частей климатической техники.
Один из них прокат, применяющийся для испарительных и компрессорно-конденсаторных частей климатической техники.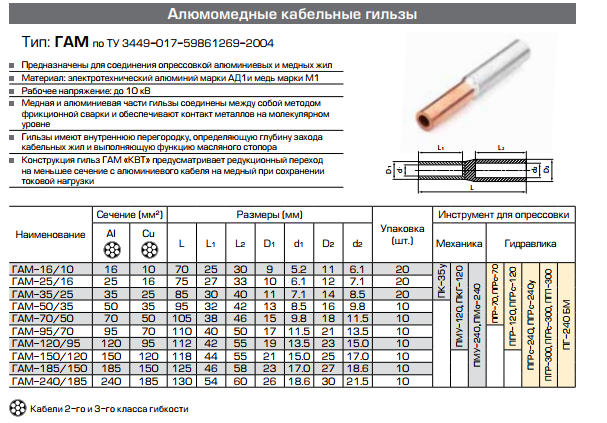 Поэтому кондиционеры охлаждают и даже нагревают воздушные массы.
Поэтому кондиционеры охлаждают и даже нагревают воздушные массы.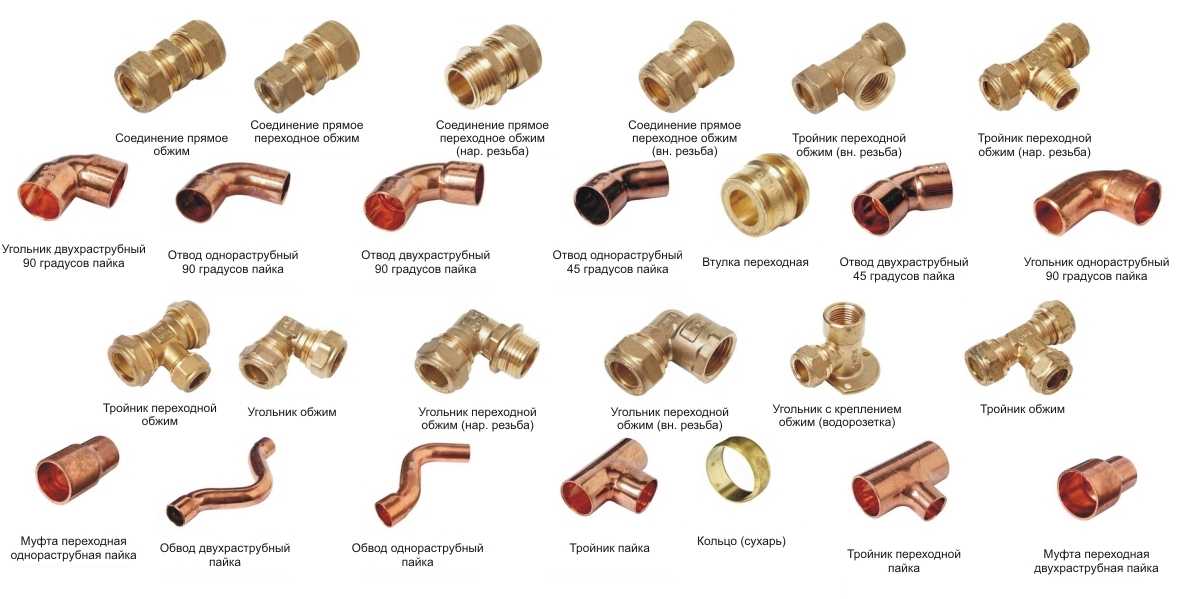 Мельчайший сор внутри может вывести из строя климатическое оборудование.
Мельчайший сор внутри может вывести из строя климатическое оборудование.
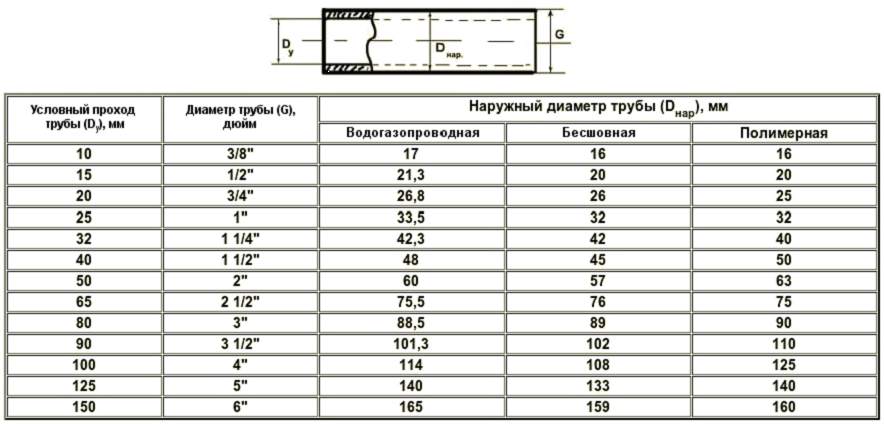

 youtube.com/embed/SkbbVV-2QZY?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/SkbbVV-2QZY?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  Таблица размеров медных труб.
Таблица размеров медных труб. фут
фут 625
625 436
436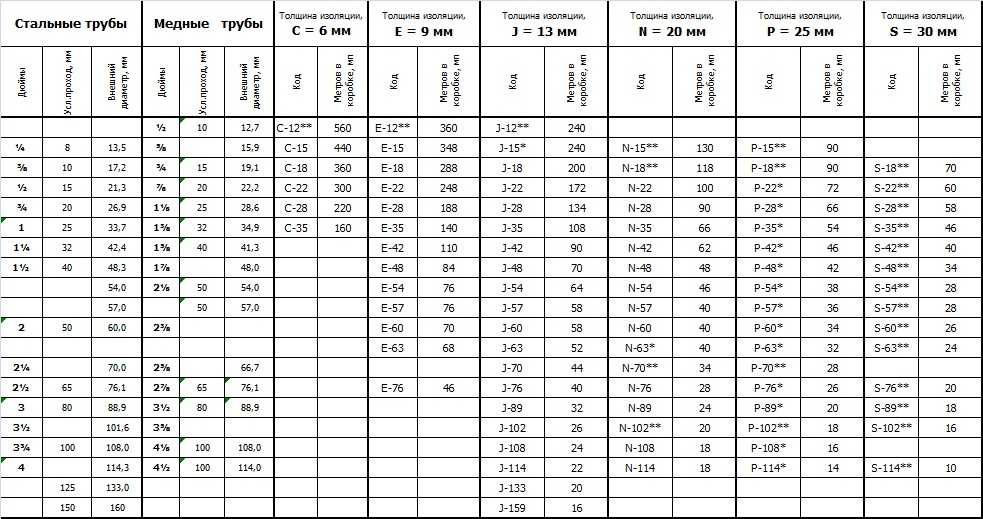 00847
00847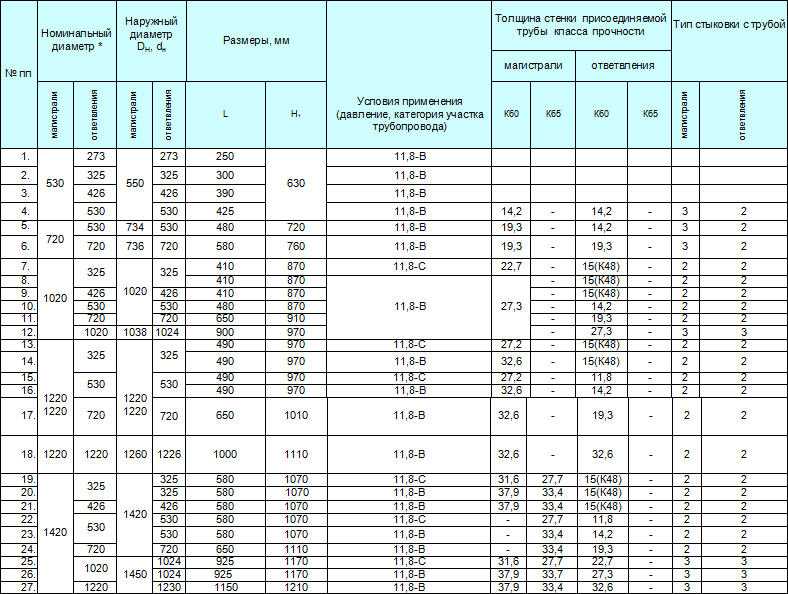 095
095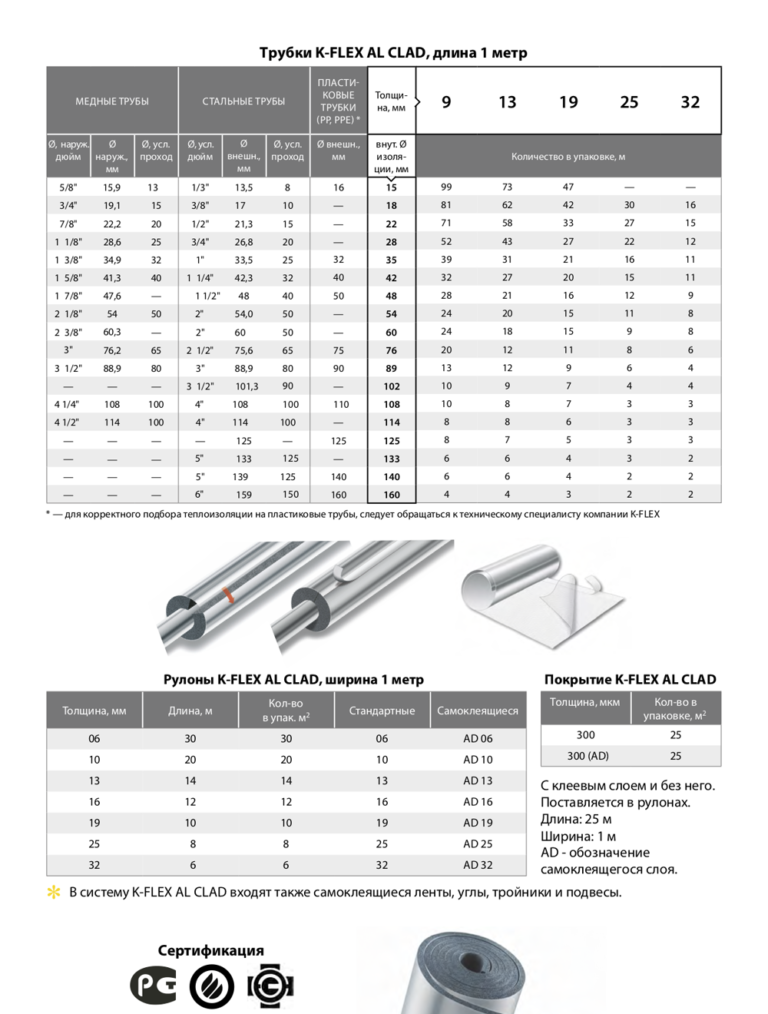 01
01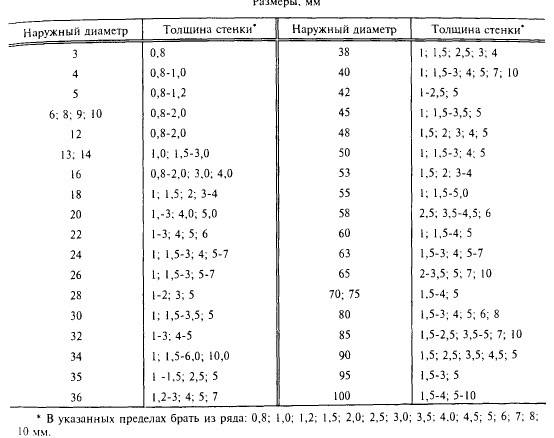 125
125 487
487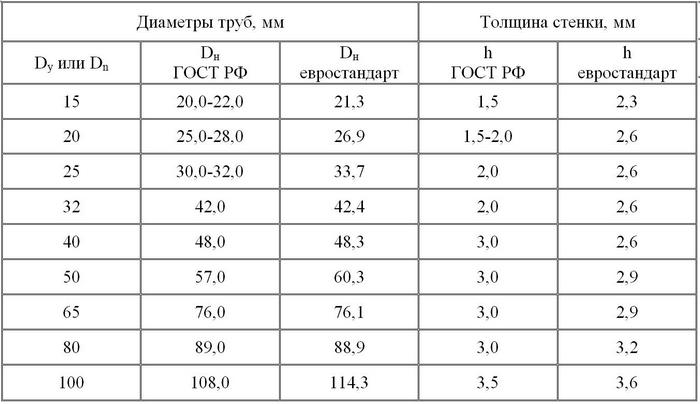 дюйм
дюйм 261
261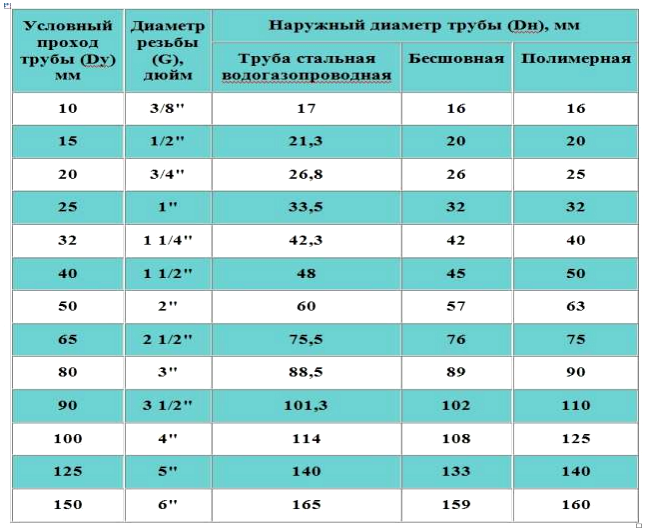 050
050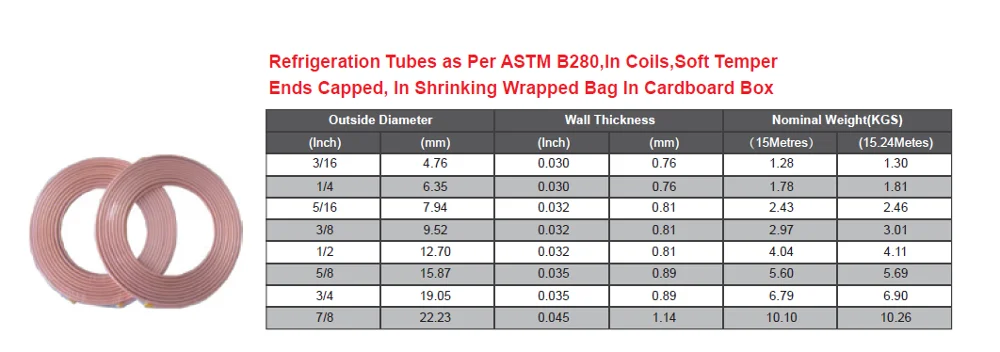 0215
0215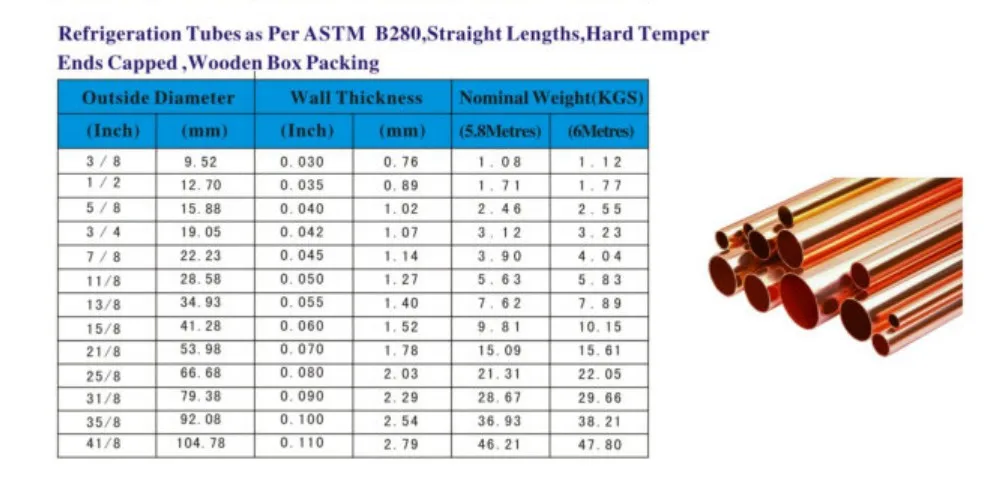 125
125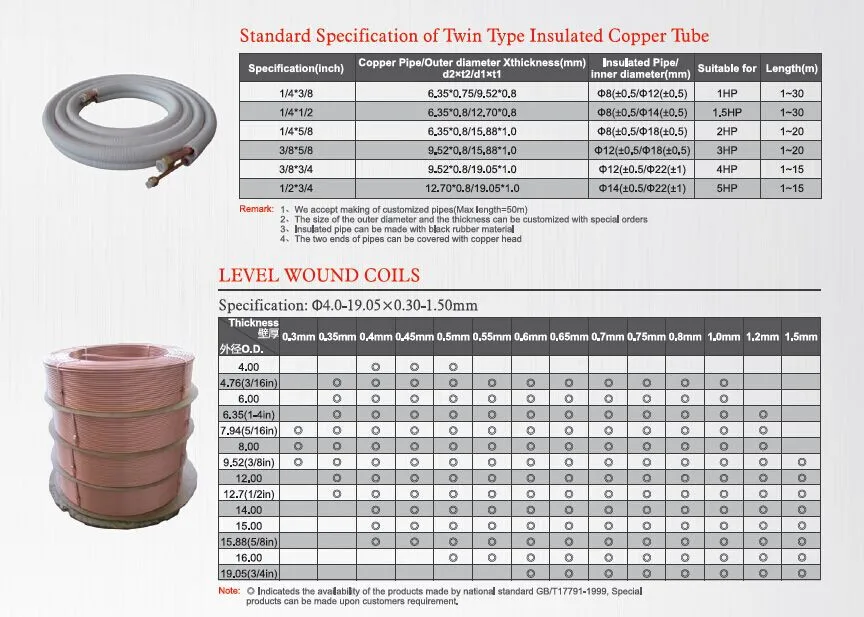 дюйм
дюйм 314
314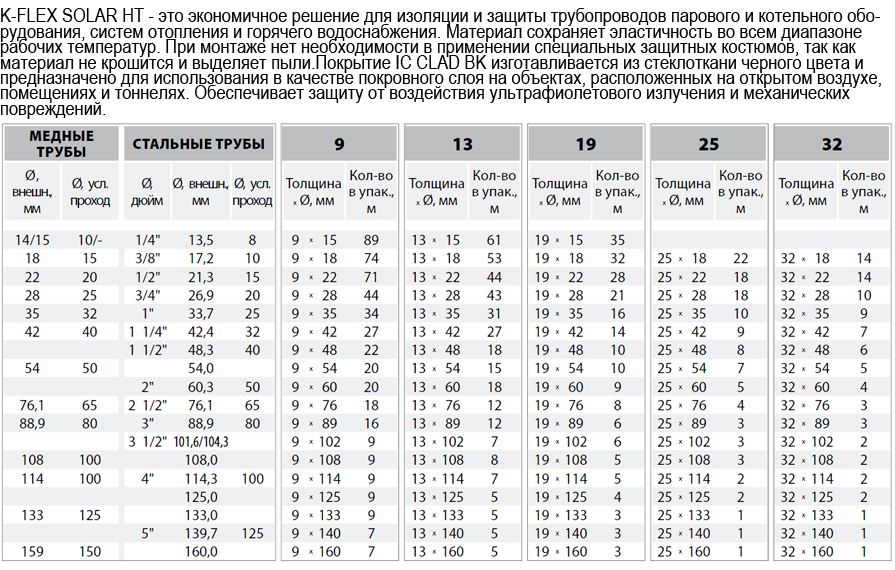 00910
00910 0340
0340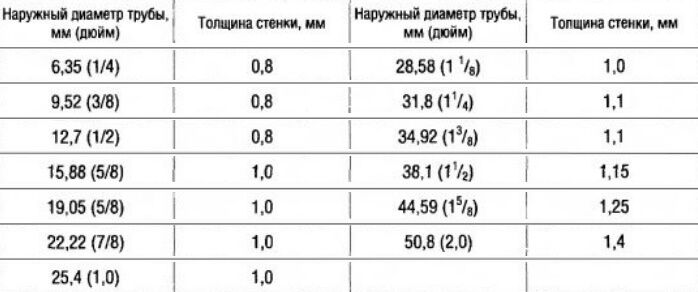 634
634 125
125 дюйм
дюйм 0130
0130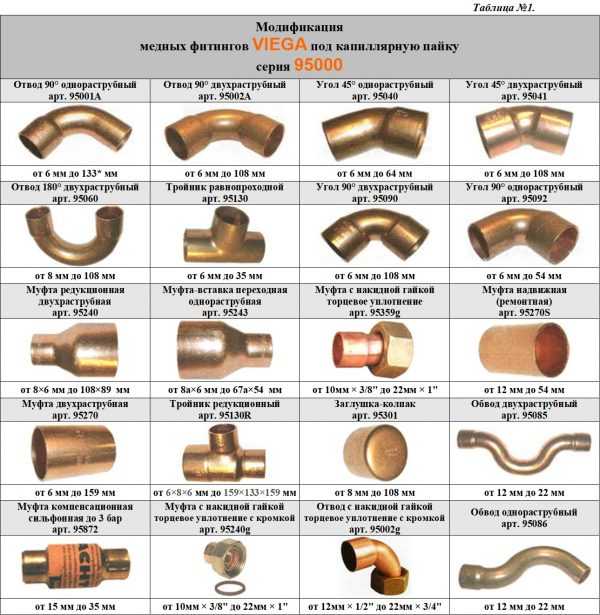 603
603

 Они существенно отличаются по физико-технологическим характеристикам и
Они существенно отличаются по физико-технологическим характеристикам и
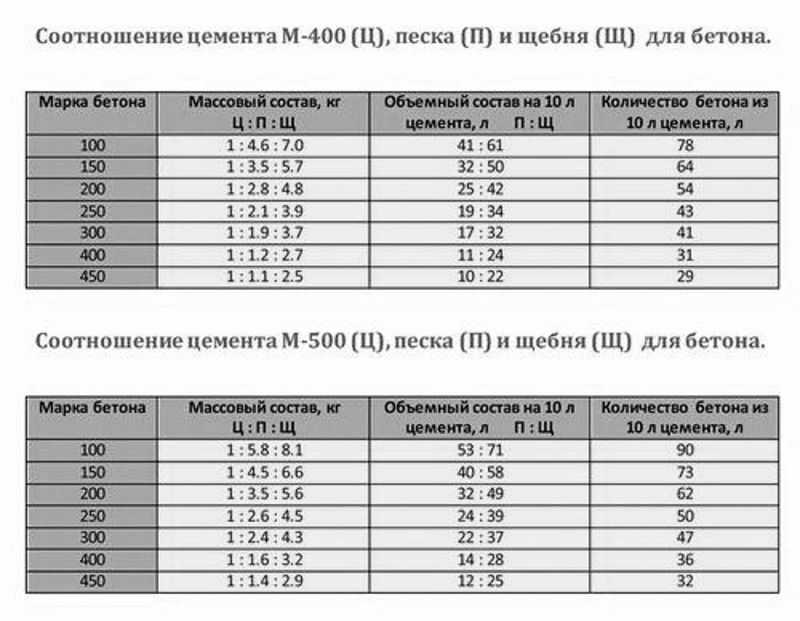
 Бетон
Бетон


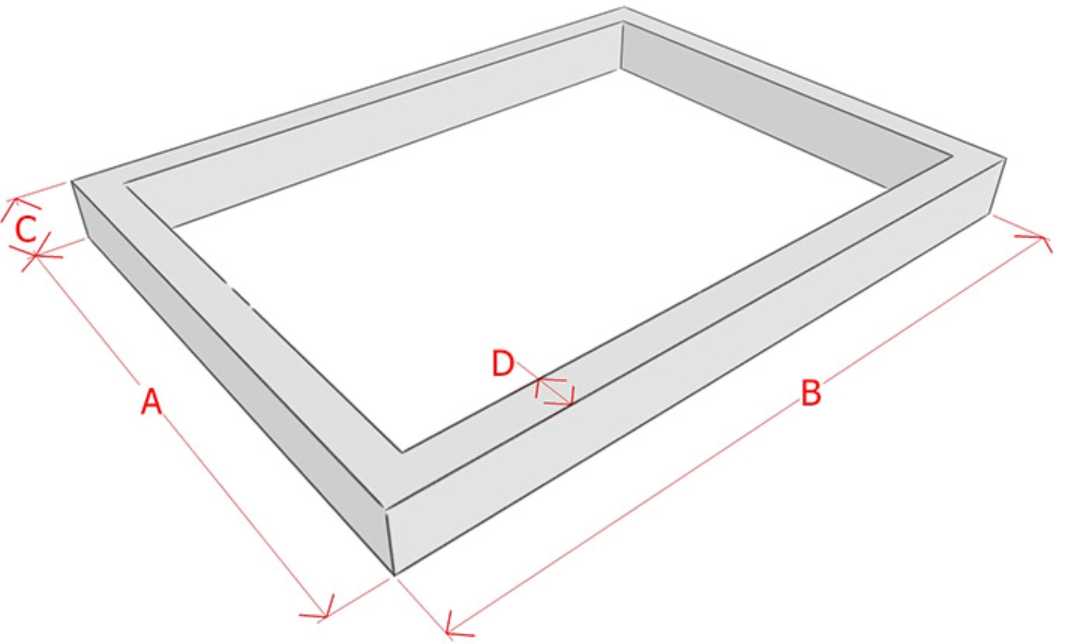 Пластичность маркируют от П1 (минимальная) до П5 (максимальная).
Пластичность маркируют от П1 (минимальная) до П5 (максимальная).

 Подвижность
Подвижность
 К тому же
К тому же
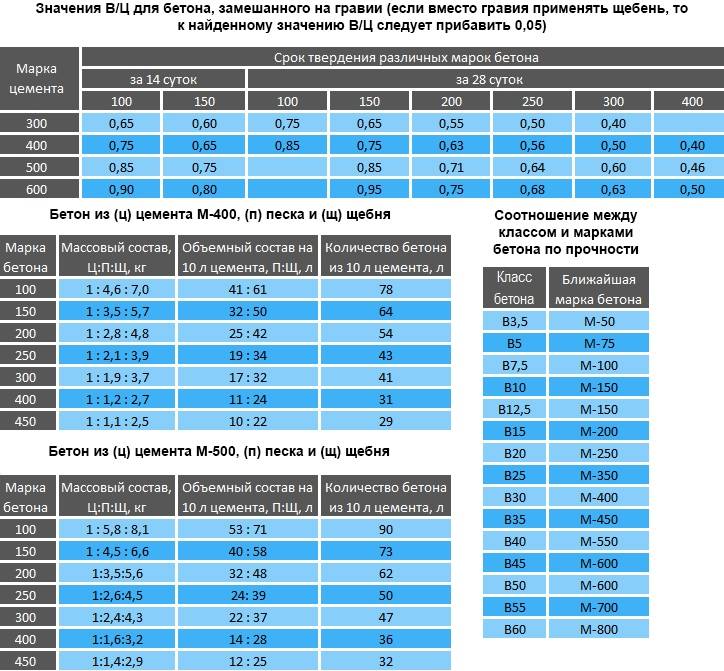
 ‘Как найти плотность куба?’ больше никогда не будет для вас проблемой! Читайте дальше, чтобы узнать:
‘Как найти плотность куба?’ больше никогда не будет для вас проблемой! Читайте дальше, чтобы узнать:
 93}ρ=a3m
93}ρ=a3m

 0003
0003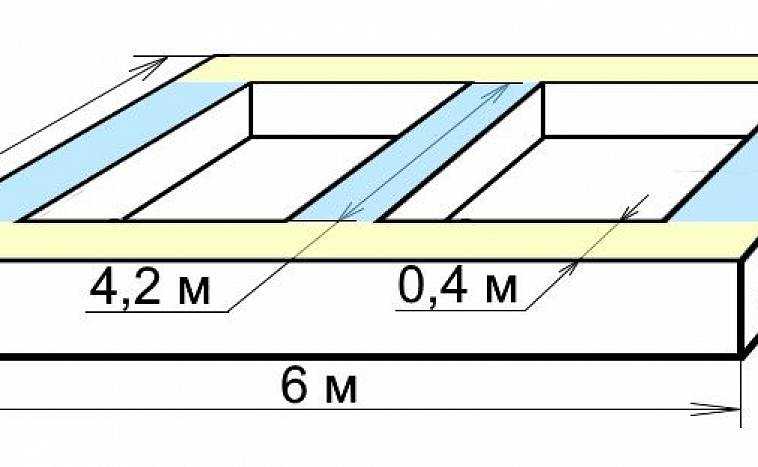 402
402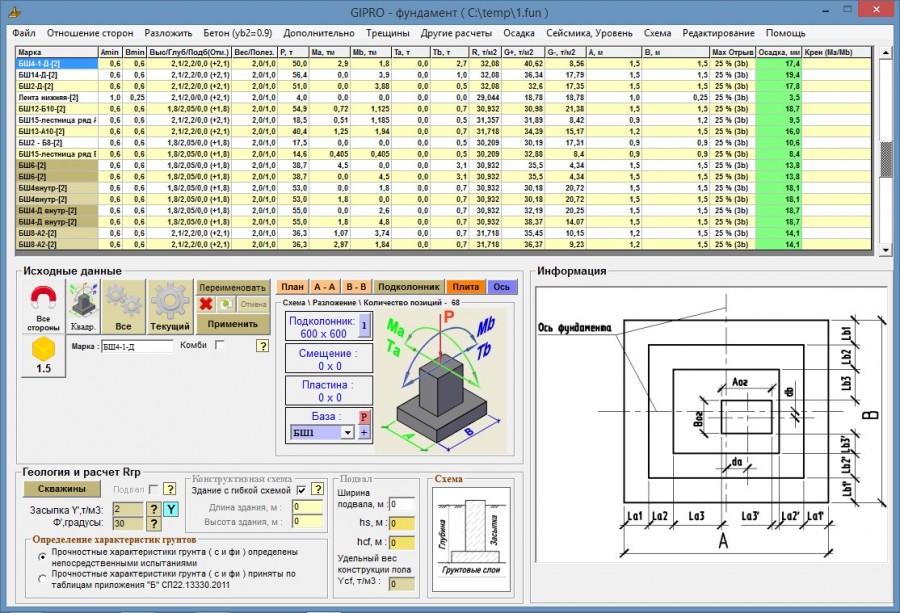



 0
0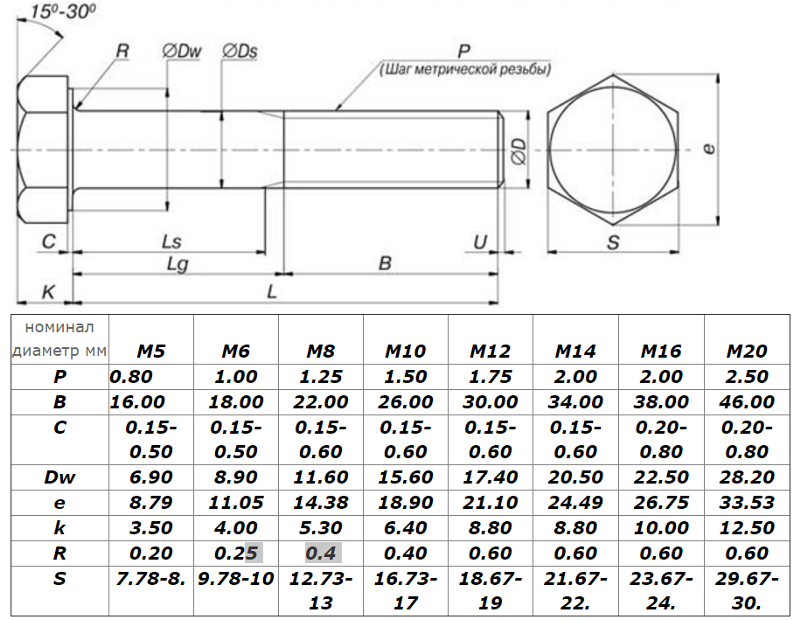 У тому випадку якщо Вам необхідно виготовити нестандартне кріплення, на базі нашого підприємства є підготовлений виробничий цех з виготовлення та доопрацювання високоміцних металевих виробів згідно з вашими кресленнями або ескізами.
У тому випадку якщо Вам необхідно виготовити нестандартне кріплення, на базі нашого підприємства є підготовлений виробничий цех з виготовлення та доопрацювання високоміцних металевих виробів згідно з вашими кресленнями або ескізами.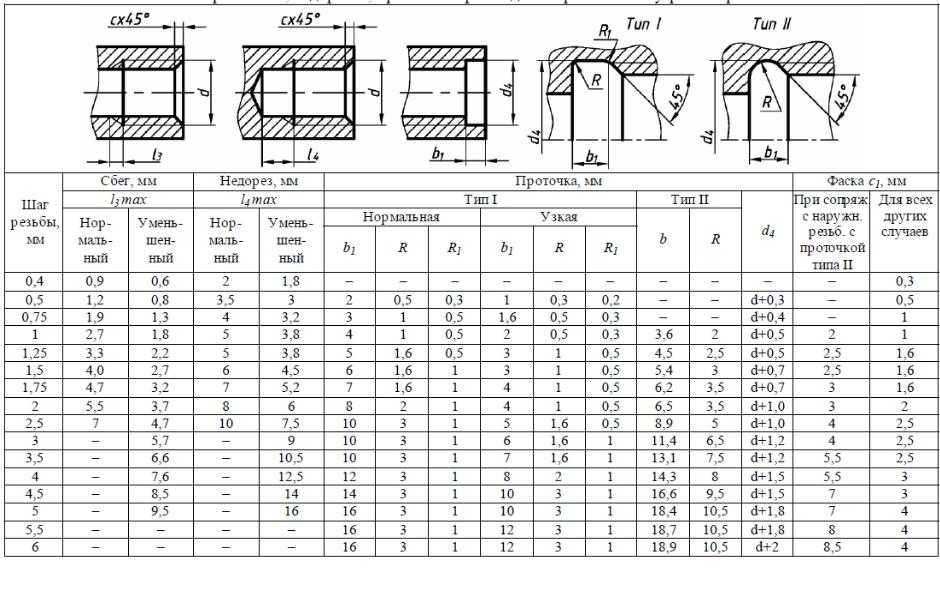
 сталь
сталь
 2
2 04.20
04.20 2
2
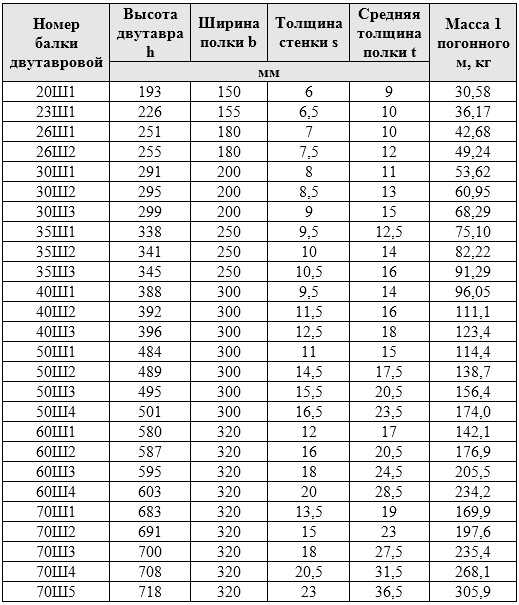 От него зависит, где именно будет применяться изделие, и на какие нагрузки оно рассчитано. Все основные значения содержит следующая таблица двутавровых балок.
От него зависит, где именно будет применяться изделие, и на какие нагрузки оно рассчитано. Все основные значения содержит следующая таблица двутавровых балок.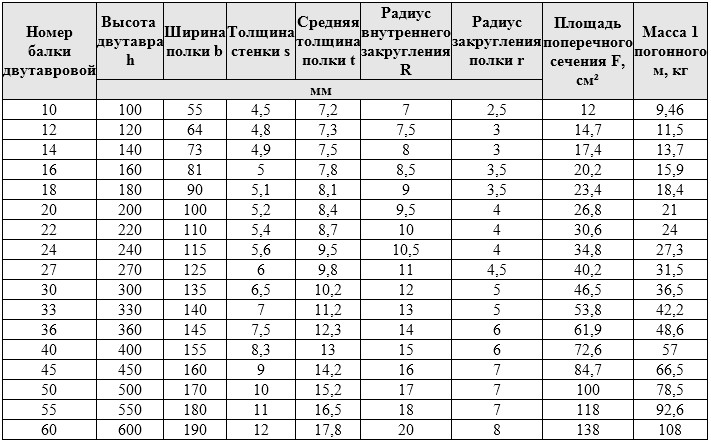 Следует упомянуть, что горячекатаные изделия имеют высоту 10 до 50 см, а их длина составляет 4-12 метров. По индивидуальному заказу завод может сделать и более длинные балки.
Следует упомянуть, что горячекатаные изделия имеют высоту 10 до 50 см, а их длина составляет 4-12 метров. По индивидуальному заказу завод может сделать и более длинные балки. Главным ее достоинством является отличная прочность. Конструкции из углеродистой стали отличаются долговечностью и устойчивостью к большим нагрузкам.
Главным ее достоинством является отличная прочность. Конструкции из углеродистой стали отличаются долговечностью и устойчивостью к большим нагрузкам.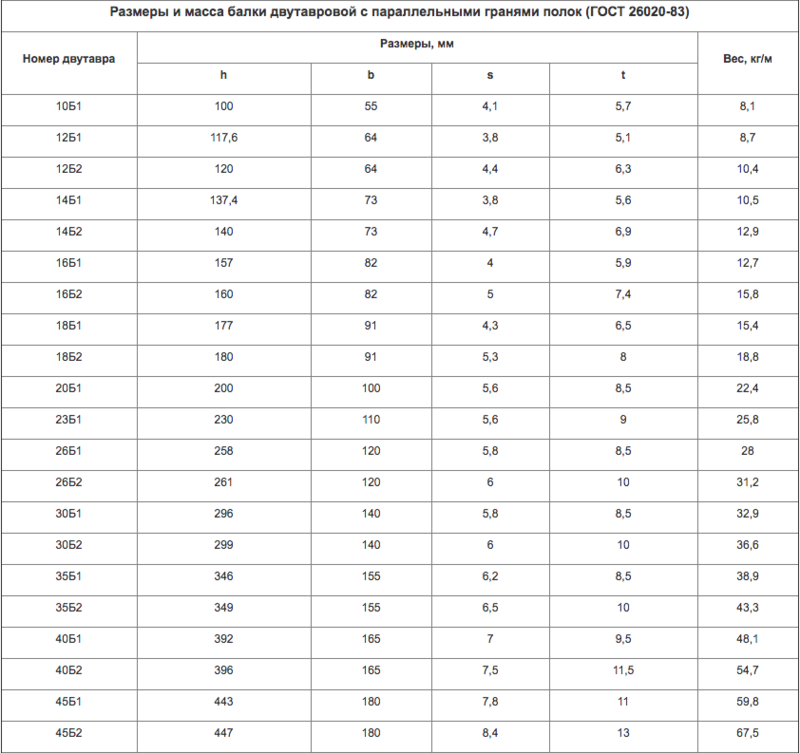 0
0 1
1 2
2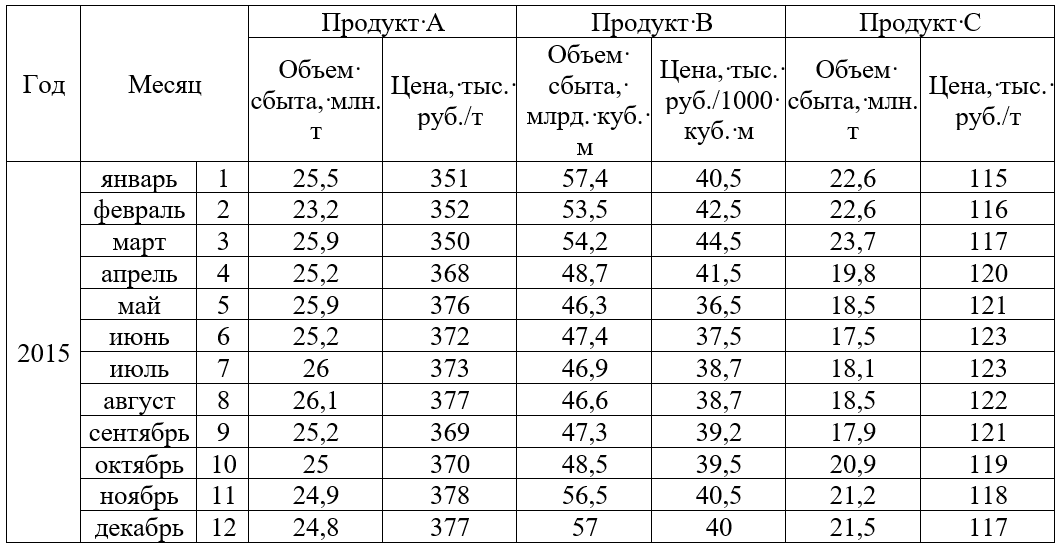 0
0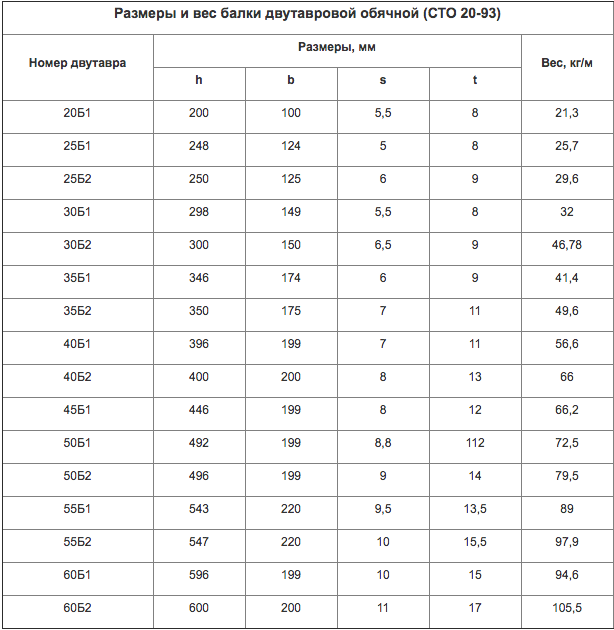 . В зависимости от того, что вы строите, вам не нужно быть инженером, чтобы выбрать двутавровую балку нужного размера. Вот несколько наиболее важных терминов, которые следует знать:
. В зависимости от того, что вы строите, вам не нужно быть инженером, чтобы выбрать двутавровую балку нужного размера. Вот несколько наиболее важных терминов, которые следует знать: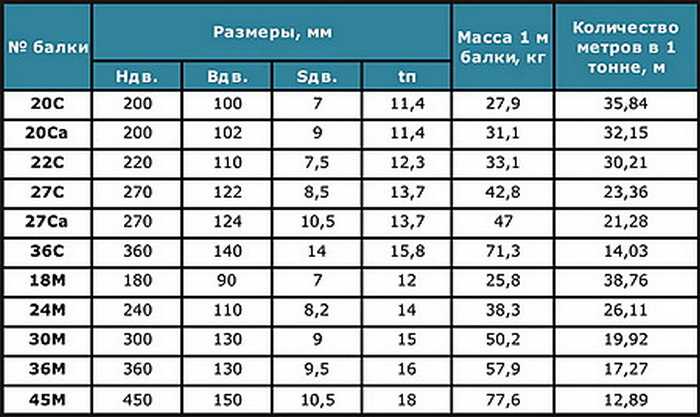 S-образные двутавровые балки имеют конические полки. Они больше всего напоминают заглавную букву «I», если смотреть на них крест-накрест. W-образные двутавровые балки имеют прямые или параллельные полки, которые имеют тенденцию быть длиннее, что придает им вид заглавной буквы H при повороте на бок, поэтому их также часто называют двутавровыми балками.
S-образные двутавровые балки имеют конические полки. Они больше всего напоминают заглавную букву «I», если смотреть на них крест-накрест. W-образные двутавровые балки имеют прямые или параллельные полки, которые имеют тенденцию быть длиннее, что придает им вид заглавной буквы H при повороте на бок, поэтому их также часто называют двутавровыми балками.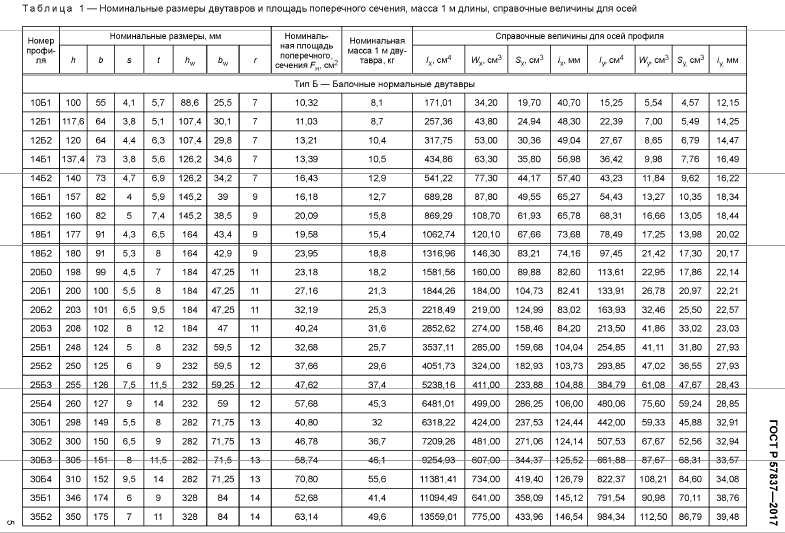
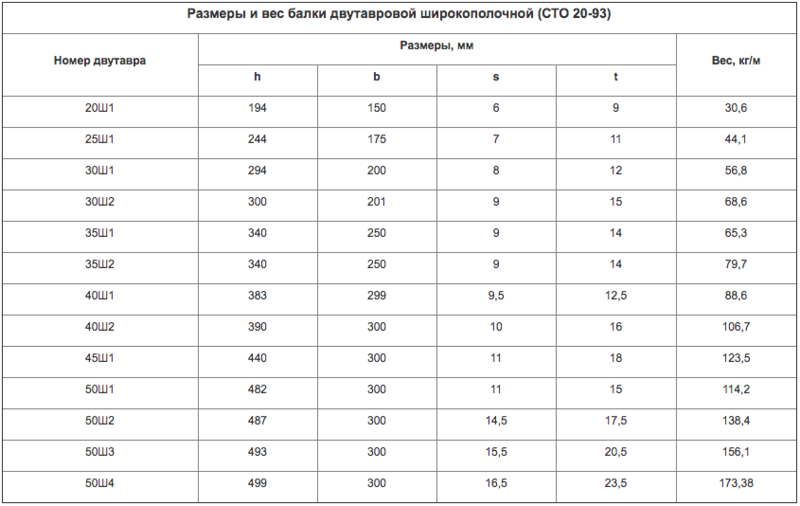 01
01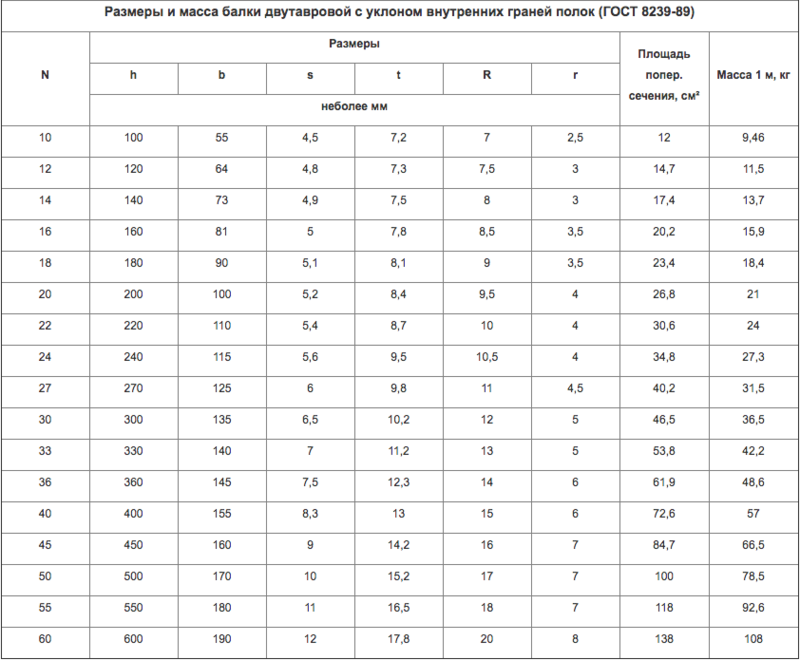
 И подогнать точность до того параметра, который указан по чертежам. Именно вот этот этап обработки, практически уже чистовой, нам и необходим.
И подогнать точность до того параметра, который указан по чертежам. Именно вот этот этап обработки, практически уже чистовой, нам и необходим. В итоге происходит своего рода интенсивная шлифовка.
В итоге происходит своего рода интенсивная шлифовка. Такой небольшой «карман» носит просторечное название – потай. Для создания их используется специальные инструментарий и процедура, в большинстве своем схожая со сверлением. Но, как становится понятно, имеющая свои отличия. Это и есть искомый процесс.
Такой небольшой «карман» носит просторечное название – потай. Для создания их используется специальные инструментарий и процедура, в большинстве своем схожая со сверлением. Но, как становится понятно, имеющая свои отличия. Это и есть искомый процесс. Если приходится работать с твердым ресурсом, как чугун и различные сплавы, то в штатном порядке нужно подавать в точку контакта эмульсию для сброса температуры. Ведь металл будет сильно разогреваться. Также, при работе с твердым материалом, необходимо выставлять обороты валы выше. А если поверхность мягкая, то ниже, во избежание избыточной резьбы.
Если приходится работать с твердым ресурсом, как чугун и различные сплавы, то в штатном порядке нужно подавать в точку контакта эмульсию для сброса температуры. Ведь металл будет сильно разогреваться. Также, при работе с твердым материалом, необходимо выставлять обороты валы выше. А если поверхность мягкая, то ниже, во избежание избыточной резьбы.
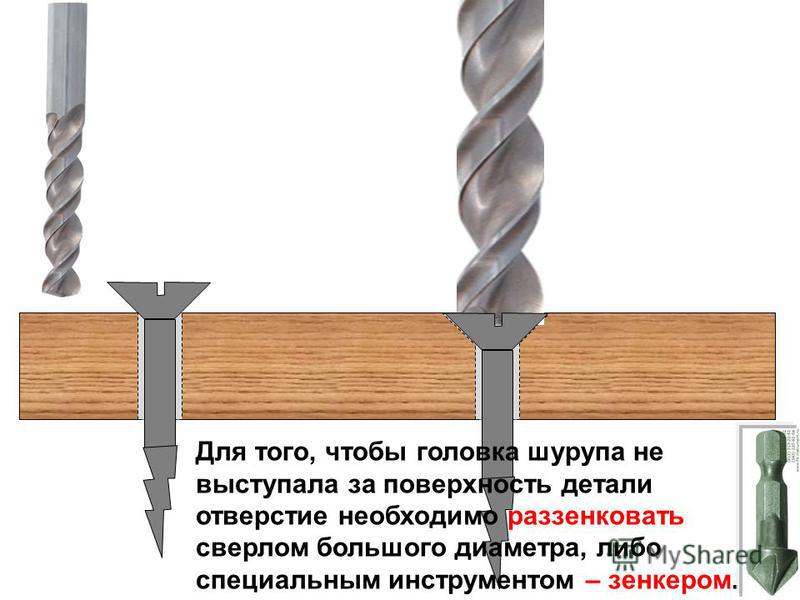 И тут важно выявить как обычные размерные аспекты – высота, ширина, так и более специфические, как скос. Обычно он наличествует, если сам крепеж в принципе задуман под потай.
И тут важно выявить как обычные размерные аспекты – высота, ширина, так и более специфические, как скос. Обычно он наличествует, если сам крепеж в принципе задуман под потай. Итогом становится выемка цилиндрической формы. Это идеальный выбор для винтов и болтов. А данные крепежные элементы в штатном формате распространены почти во всех конструкциях. Фактически это самая популярная и актуальная разновидность зенкования отверстий в металле.
Итогом становится выемка цилиндрической формы. Это идеальный выбор для винтов и болтов. А данные крепежные элементы в штатном формате распространены почти во всех конструкциях. Фактически это самая популярная и актуальная разновидность зенкования отверстий в металле. Особый финальный вид операции. Используется в уже готовых углублениях. Чтобы сами шляпки и иные метизы для сокрытия входили плотно и без зазоров. Для этого поверхность очищается. И тут нам и понадобятся эти разновидности.
Особый финальный вид операции. Используется в уже готовых углублениях. Чтобы сами шляпки и иные метизы для сокрытия входили плотно и без зазоров. Для этого поверхность очищается. И тут нам и понадобятся эти разновидности. Не подгоняет форму.
Не подгоняет форму.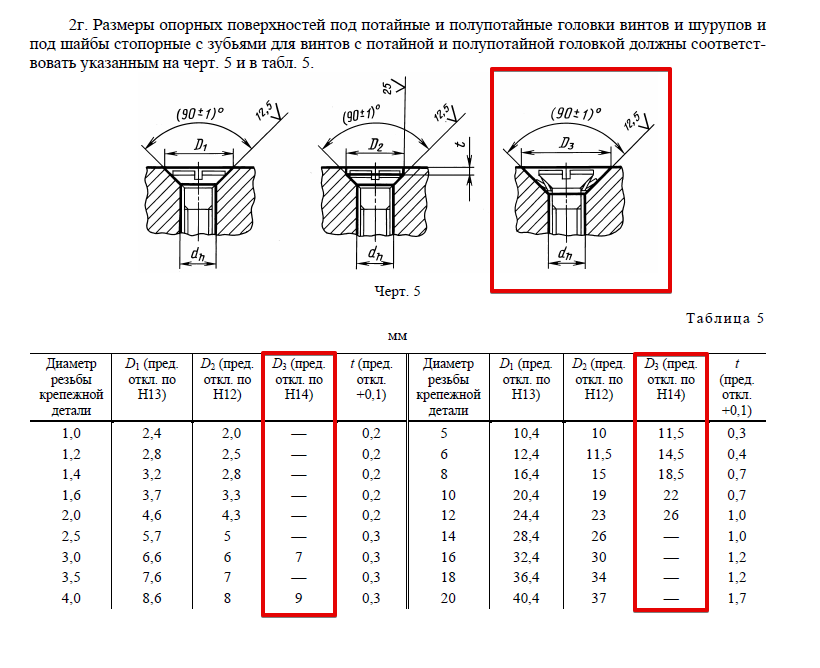 Но если сравнивать зенковку и зенкер, разница будет еще очевиднее. Ведь это в принципе действия из разных сфер.
Но если сравнивать зенковку и зенкер, разница будет еще очевиднее. Ведь это в принципе действия из разных сфер. Первая – это резец. От его формы и расположения зависит вид обработки. Так, бывают цилиндрические и конические варианты, о которых мы говорили выше, обратные и иные. Что такое обратное зенкование отверстий, понять легко. Это обычная чистка паза специальной насадкой. Вторая часть – это хвостик. Он нужен для фиксации в патроне станка.
Первая – это резец. От его формы и расположения зависит вид обработки. Так, бывают цилиндрические и конические варианты, о которых мы говорили выше, обратные и иные. Что такое обратное зенкование отверстий, понять легко. Это обычная чистка паза специальной насадкой. Вторая часть – это хвостик. Он нужен для фиксации в патроне станка. А если режущие кромки уже успели сильно сточиться, то углубление, напротив, будет слишком узким. При этом важно выбрать скорость подачи, а также четко определить центр. В противном случае будет нарушена геометрия. Да и даже без смещения качество очистки точно не будет удовлетворительным по пороговым значениям.
А если режущие кромки уже успели сильно сточиться, то углубление, напротив, будет слишком узким. При этом важно выбрать скорость подачи, а также четко определить центр. В противном случае будет нарушена геометрия. Да и даже без смещения качество очистки точно не будет удовлетворительным по пороговым значениям. Соответственно, последующий этап будет просто не нужен.
Соответственно, последующий этап будет просто не нужен. Инструмент, применяемый для этой цели, называется зенковкой. Зенковки по форме режущей части подразделяются на конические и цилиндрические, имеющие торцовые зубья и снабженные цапфой.
Инструмент, применяемый для этой цели, называется зенковкой. Зенковки по форме режущей части подразделяются на конические и цилиндрические, имеющие торцовые зубья и снабженные цапфой. После зенкера отверстие получается 4 и 5-го классов точности.
После зенкера отверстие получается 4 и 5-го классов точности.
 К таким вещам относятся сверление отверстия, расточка или увеличение диаметра отверстия, а также зенковка и/или раззенковка, чтобы винт, болт или крепежный элемент располагались заподлицо с заготовкой.
К таким вещам относятся сверление отверстия, расточка или увеличение диаметра отверстия, а также зенковка и/или раззенковка, чтобы винт, болт или крепежный элемент располагались заподлицо с заготовкой. В процессе образуется полость особой формы, которая скрывает не только всю длину стержня застежки, но и головку застежки. Как объяснялось ранее, зенкерование принципиально отличается от зенкерования формой полости — она цилиндрическая, а не коническая, как при зенкеровании.
В процессе образуется полость особой формы, которая скрывает не только всю длину стержня застежки, но и головку застежки. Как объяснялось ранее, зенкерование принципиально отличается от зенкерования формой полости — она цилиндрическая, а не коническая, как при зенкеровании. Инструмент с зенковкой обычно имеет два радиуса резания: один для создания предварительно просверленного отверстия, а другой для создания выемки в заготовке.
Инструмент с зенковкой обычно имеет два радиуса резания: один для создания предварительно просверленного отверстия, а другой для создания выемки в заготовке.
 Пожалуйста, посетите мою страницу раскрытия информации для получения дополнительной информации.
Пожалуйста, посетите мою страницу раскрытия информации для получения дополнительной информации. 
 Это может быть так неприятно, что вы ввинчиваете винт ближе к концу доски, и древесина раскалывается! Предварительное сверление и зенкерование значительно снижают вероятность раскола доски.
Это может быть так неприятно, что вы ввинчиваете винт ближе к концу доски, и древесина раскалывается! Предварительное сверление и зенкерование значительно снижают вероятность раскола доски. Если вы просто строите временную скобу, вам не нужно тратить время на зенковку.
Если вы просто строите временную скобу, вам не нужно тратить время на зенковку. Периодически проверяйте посадку с помощью винтов.
Периодически проверяйте посадку с помощью винтов.
 Вот несколько идей:
Вот несколько идей:  Чтобы не использовать винты длиннее 3 дюймов, вы можете сначала просверлить часть зенковки в более широкой доске.
Чтобы не использовать винты длиннее 3 дюймов, вы можете сначала просверлить часть зенковки в более широкой доске.




 Резка фанеры лазером осуществляется за несколько проходов, поэтому фокусировку линзы желательно производить на глубину самого нижнего слоя фанеры. Для удобства в работе используем цель из темного картона. Большинство недорогих лазеров оснащено специальными диодами. Многие любители для настройки используют самодельные приспособления, изготовленные из лазерной указки.
Резка фанеры лазером осуществляется за несколько проходов, поэтому фокусировку линзы желательно производить на глубину самого нижнего слоя фанеры. Для удобства в работе используем цель из темного картона. Большинство недорогих лазеров оснащено специальными диодами. Многие любители для настройки используют самодельные приспособления, изготовленные из лазерной указки.
 Нужен именно пишущий диск. Ведь головка, которая читает информацию на уже записанном диске, не обладает достаточной мощностью.
Нужен именно пишущий диск. Ведь головка, которая читает информацию на уже записанном диске, не обладает достаточной мощностью. Совместите его нижнюю «аккумуляторную» часть с верхней частью лазерной указки. Для этого вам понадобится паяльник. Готовым инструментом можно работать с фанерой. Чтобы увеличить мощность резака, удалите стекло, которое накрывает диод в указке. Оно гасит большую часть энергии. Но при использовании такого лазерного устройства, следите, чтобы на диод ничего не попало. Это может быстро вывести его из строя.
Совместите его нижнюю «аккумуляторную» часть с верхней частью лазерной указки. Для этого вам понадобится паяльник. Готовым инструментом можно работать с фанерой. Чтобы увеличить мощность резака, удалите стекло, которое накрывает диод в указке. Оно гасит большую часть энергии. Но при использовании такого лазерного устройства, следите, чтобы на диод ничего не попало. Это может быстро вывести его из строя. Если этого не сделать, излучатель сгорит.
Если этого не сделать, излучатель сгорит. Оснастив простейшей программой, такое оборудование сможет в автоматическом режиме переносить на материалы различные изображения, текст и т.п. Главное правильно подобрать глубину проникновения луча в материал.
Оснастив простейшей программой, такое оборудование сможет в автоматическом режиме переносить на материалы различные изображения, текст и т.п. Главное правильно подобрать глубину проникновения луча в материал. Самым сложным процессом в настройке станка для лазерной резки является выставка головки. Даже небольшое отклонение в районе десятых миллиметра может сказаться на точности резки.
Самым сложным процессом в настройке станка для лазерной резки является выставка головки. Даже небольшое отклонение в районе десятых миллиметра может сказаться на точности резки.
 Также рекомендуется использовать несколько проходов на высокой скорости резания.
Также рекомендуется использовать несколько проходов на высокой скорости резания. 









 содержит лазер CO 2 мощностью 40 Вт.
содержит лазер CO 2 мощностью 40 Вт.
 Лазерная гравировка фанеры позволяет получить высококачественную гравировку с темным контрастом, что делает ее идеальной для гравировки фотографий с хорошим уровнем детализации.
Лазерная гравировка фанеры позволяет получить высококачественную гравировку с темным контрастом, что делает ее идеальной для гравировки фотографий с хорошим уровнем детализации. Мы также поможем вам выбрать лучшую фанеру и подходящую машину, которая сможет легко и безупречно гравировать и резать фанеру.
Мы также поможем вам выбрать лучшую фанеру и подходящую машину, которая сможет легко и безупречно гравировать и резать фанеру. Производители мебели, художники, декораторы, владельцы бизнеса и профессионалы используют лазерные станки для резки фанеры, потому что они обеспечивают точность и отличные результаты за минимальное время.
Производители мебели, художники, декораторы, владельцы бизнеса и профессионалы используют лазерные станки для резки фанеры, потому что они обеспечивают точность и отличные результаты за минимальное время.
 CO2-лазеры мощностью около 40 Вт могут резать липу толщиной 10-15 мм, а диодные лазеры могут резать липу толщиной 3-10 мм за один проход, в зависимости от оптической/выходной мощности.
CO2-лазеры мощностью около 40 Вт могут резать липу толщиной 10-15 мм, а диодные лазеры могут резать липу толщиной 3-10 мм за один проход, в зависимости от оптической/выходной мощности. Вы можете получить представление о содержании смолы, выполнив поиск. Если содержание смолы высокое, результаты гравировки будут темнее. Но если содержание смолы низкое, гравировка будет светлой.
Вы можете получить представление о содержании смолы, выполнив поиск. Если содержание смолы высокое, результаты гравировки будут темнее. Но если содержание смолы низкое, гравировка будет светлой. Его можно разрезать без каких-либо хлопот и в более быстром темпе.
Его можно разрезать без каких-либо хлопот и в более быстром темпе.
 Лазерное пятно составляет всего 0,06 x 0,06 мм, чтобы обеспечить более мелкие детали. Он может резать фанеру из липы толщиной до 3 мм за один проход.
Лазерное пятно составляет всего 0,06 x 0,06 мм, чтобы обеспечить более мелкие детали. Он может резать фанеру из липы толщиной до 3 мм за один проход. Он дает отличные результаты, и новички также могут его использовать. Это также может повысить вашу производительность, поскольку оно способно к пакетной обработке.
Он дает отличные результаты, и новички также могут его использовать. Это также может повысить вашу производительность, поскольку оно способно к пакетной обработке. Однако он может резать фанеру толщиной до 3 мм.
Однако он может резать фанеру толщиной до 3 мм. Попробуйте уменьшить мощность и увеличить скорость.
Попробуйте уменьшить мощность и увеличить скорость.